Project Gutenberg's Scientific American Supplement, No. 303, by Various
This eBook is for the use of anyone anywhere at no cost and with
almost no restrictions whatsoever. You may copy it, give it away or
re-use it under the terms of the Project Gutenberg License included
with this eBook or online at www.gutenberg.org
Title: Scientific American Supplement, No. 303
October 22, 1881
Author: Various
Posting Date: October 10, 2012 [EBook #8296]
Release Date: June, 2005
First Posted: July 4, 2003
Language: English
Character set encoding: ISO-8859-1
*** START OF THIS PROJECT GUTENBERG EBOOK SCIENTIFIC AMERICAN SUPPL., NO. 303 ***
Produced by Olaf Voss, Don Kretz, Juliet Sutherland, Charles
Franks and the Online Distributed Proofreading Team.
Ever since the improvements that have been introduced into the manufacture of steel, and especially into the erection of works for its production, have made it possible to obtain this metal in very large masses, it has necessarily been preferred to iron for all pieces of large dimensions, inasmuch as it possesses in the highest degree that homogeneousness and resistance which are so difficult to obtain in the latter metal. It has consequently been found necessary to construct engines sufficiently powerful to effect the forging of enormous ingots, as well as special furnaces for heating them and apparatus for manipulating and transporting them.
The greatest efforts in this direction have been made with a view to supplying the wants of heavy artillery and of naval constructions; and to these efforts is metallurgy indebted for the creation of establishments on a scale that no one would have dared a few years ago to think of. The forging mill which we are about to describe is one of those creations which is destined to remain for a long time yet very rare; and one which is fully able to respond, not only to all present exigencies, but also, as far as can be foreseen, to all those that may arise for a long period to come. The mill is constructed as a portion of the vast works that the Compagnie des Forges et Aciéries de la Marine own at Saint Chamond, and which embrace likewise a powerful steel works that furnishes, especially, large ingots exceeding 100 tons in weight.
The mill consists, altogether, of three hammers, located in the same room, and being of unequal powers in order to respond to different requirements. The largest of these hammers is of 80 tons weight, and the other two weigh respectively 35 and 28 tons. Each of them has a corresponding furnace for heating by gas, as well as cranes for maneuvering the ingots and the different engines. The general plan view in Fig. 4 shows the arrangement of the hammers, cranes, and furnaces in the millhouse.
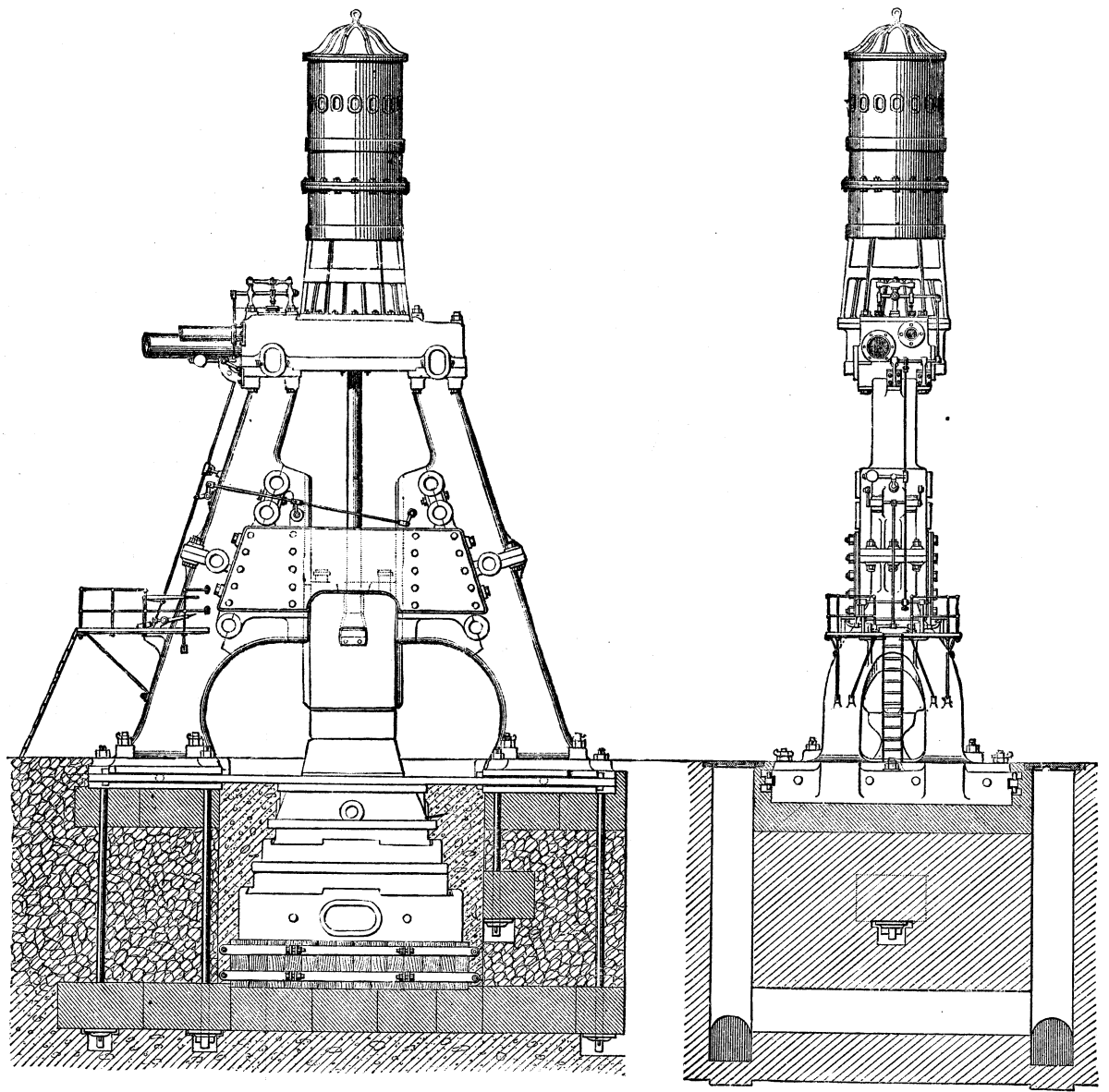
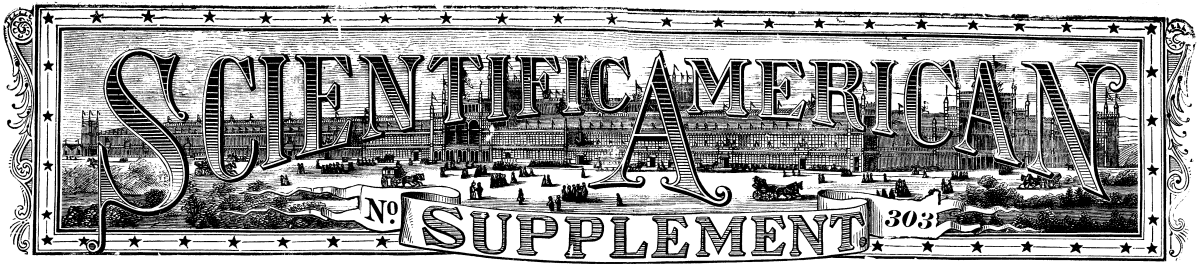
FIG. A.--ELEVATION OF A HAMMER. FIG. B.--PROFILE VIEW
The gas generators which supply the gas-furnaces are located out of doors, as are the steam-generators. The ingots are brought from the steel factory, and the forged pieces are taken away, by special trucks running on a system of rails. We shall now give the most important details in regard to the different parts of the works.
The Mill-House--This consists of a central room, 262 feet long, 98 feet wide, and 68 feet in height, with two lean-to annexes of 16 feet each, making the total width 100 feet. The structure is wholly of metal, and is so arranged as to permit of advantage being taken of every foot of space under cover. For this purpose the system of construction without tie-beams, known as the "De Dion type," has been adopted. Fig. 1 gives a general view of one of the trusses, and Fig. 5 shows some further details. The binding-rafters consist of four angle-irons connected by cross-bars of flat iron. The covering of corrugated galvanized iron rests directly upon the binding-rafters, the upper parts of which are covered with wood for the attachment of the corrugated metal. The spacing of these rafters is calculated according to the length of the sheets of corrugated iron, thus dispensing with the use of ordinary rafters, and making a roof which is at once very light and very durable, and consequently very economical. Rain falling on the roof flows into leaden gutters, from whence it is carried by leaders into a subterranean drain. The vertical walls of the structure are likewise of corrugated iron, and the general aspect of the building is very original and very satisfactory.
The 80 Ton Hammer--The three hammers, notwithstanding their difference in power, present similar arrangements, and scarcely vary except in dimensions. We shall confine ourselves here to a description of the 80 ton apparatus. This consists, in addition to the hammer, properly so called, of three cranes of 120 tons each, serving to maneuver the pieces to be forged, and of a fourth of 75 tons for maneuvering the working implements. These four cranes are arranged symmetrically around the hammer, and are supported at their upper extremity by metallic stays. Besides the foregoing there are three gas furnaces for heating the ingots. Figs. 1, 2, and 3 show the general arrangement of the apparatus.
Foundations of the Hammer and Composition of the Anvil-Bed--To obtain a foundation for the hammer an excavation was made to a depth of 26 feet until a bed of solid rock was reached, and upon this there was then spread a thick layer of beton, and upon this again there was placed a bed of dressed stones in the part that was to receive the anvil-stock and hammer.
On this base of dressed stones there was placed a bed formed of logs of heartwood of oak squaring 16 inches by 3 feet in height, standing upright, joined together very perfectly, and kept in close juxtaposition by a double band of iron straps joined by bolts. The object of this wooden bed was to deaden, in a great measure, the effect of the shock transmitted by the anvil-stock.
NEW EIGHTY-TON STEAM HAMMER AT THE ST CHAMOND WORKS.
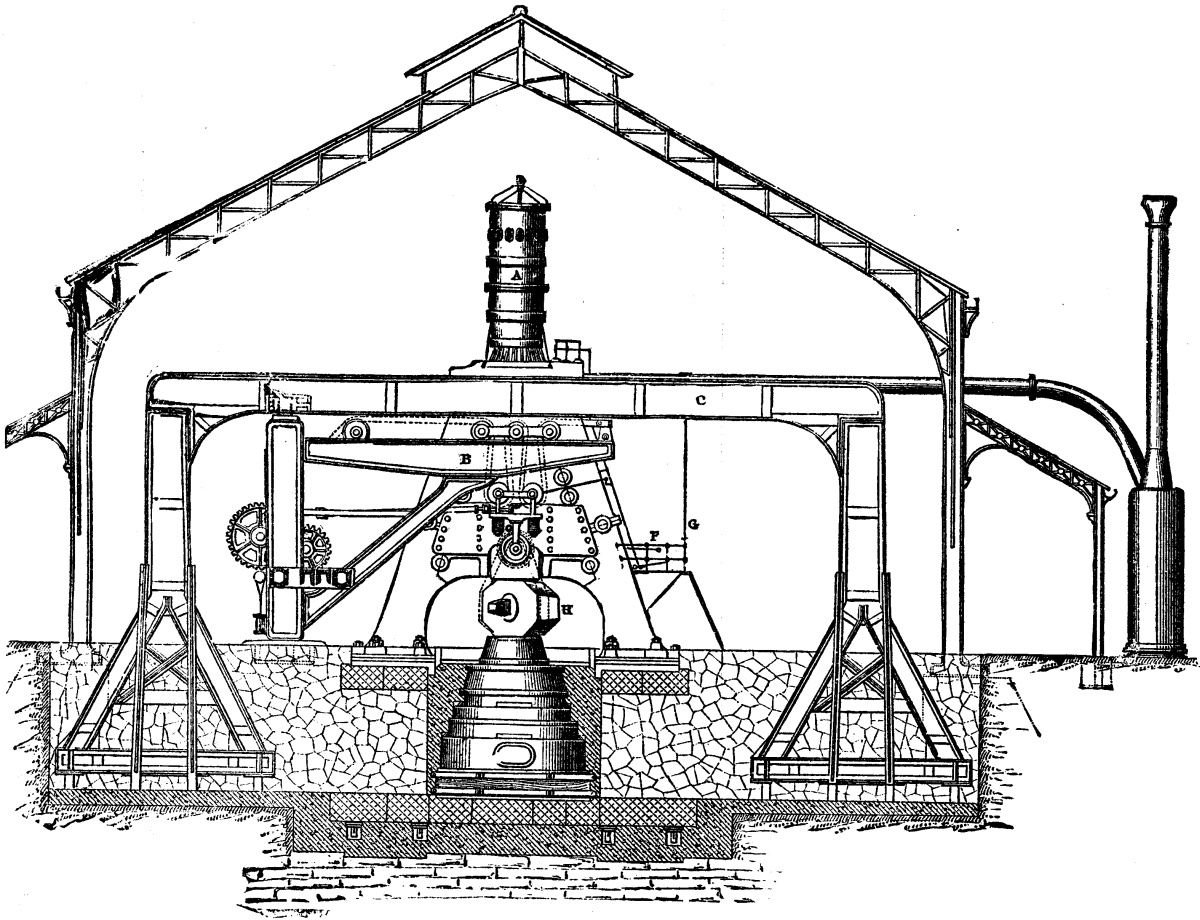
FIG. 1.--TRANSVERSE SECTION.
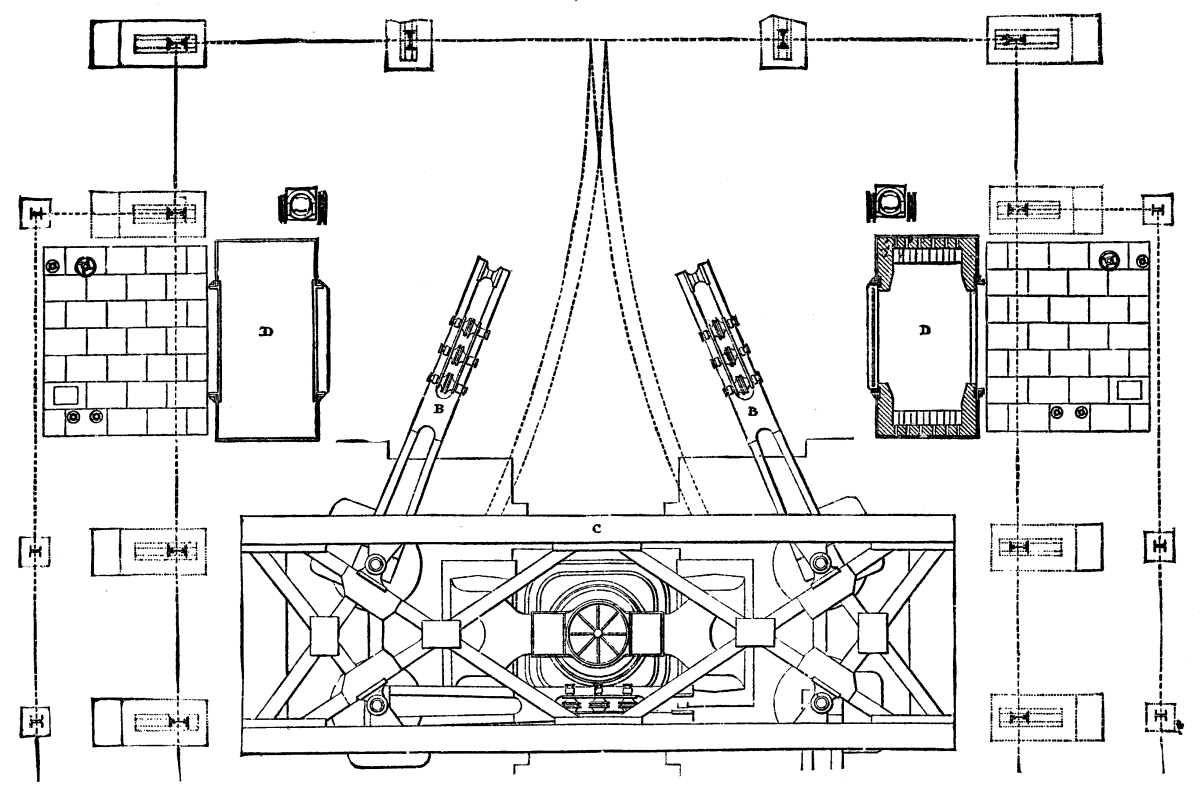
FIG. 2.--PLAN.
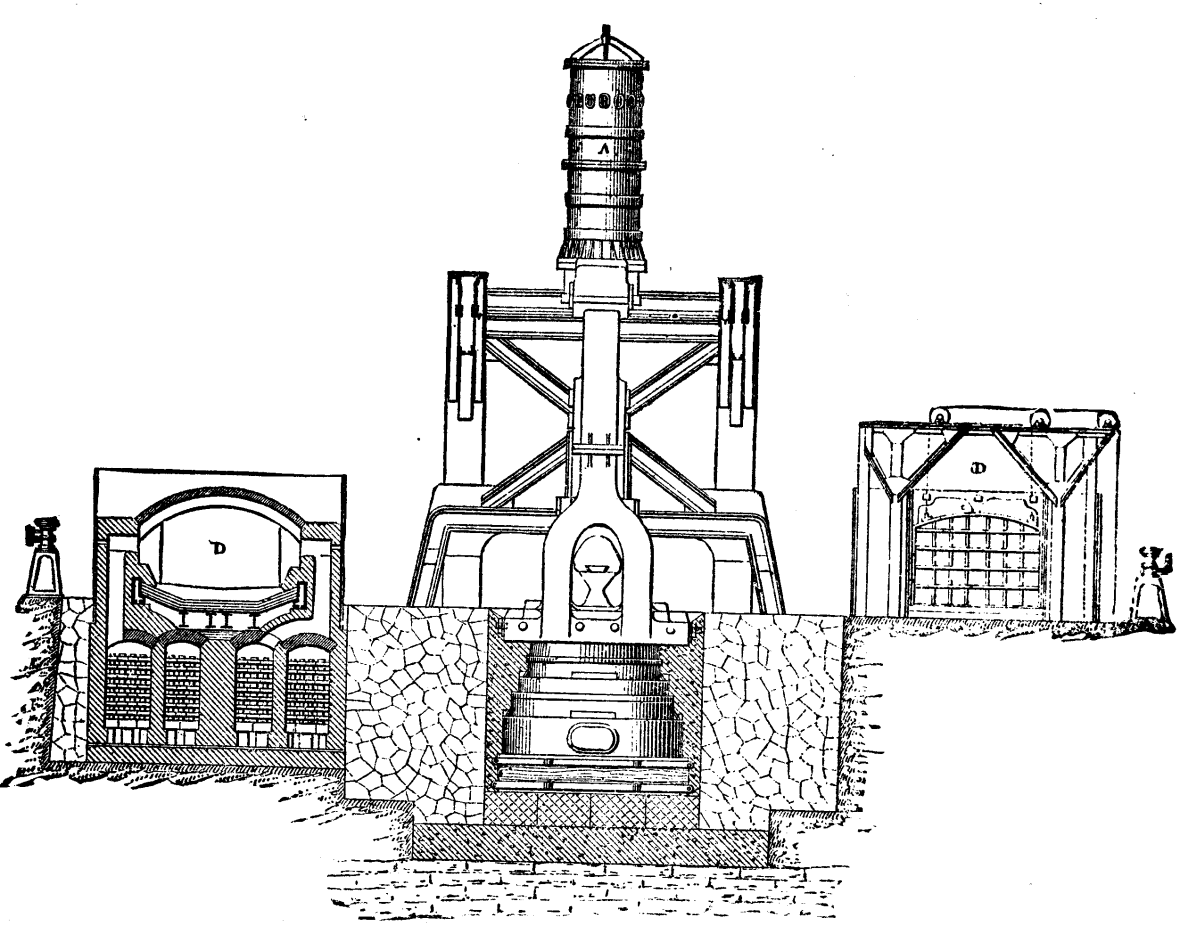
FIG. 3.--PROFILE VIEW.
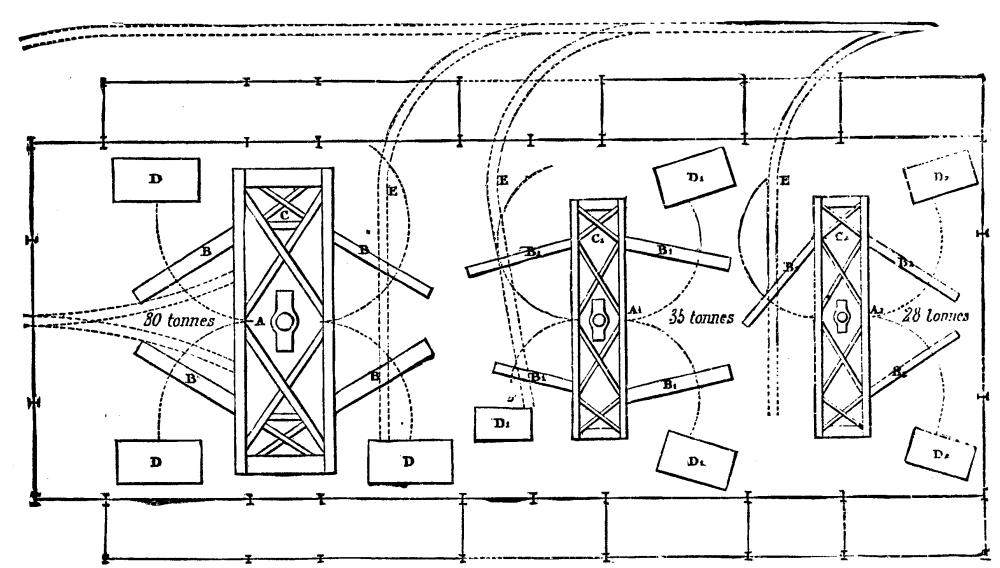
FIG. 4.--GENERAL PLAN OF THE FORGING MILL.
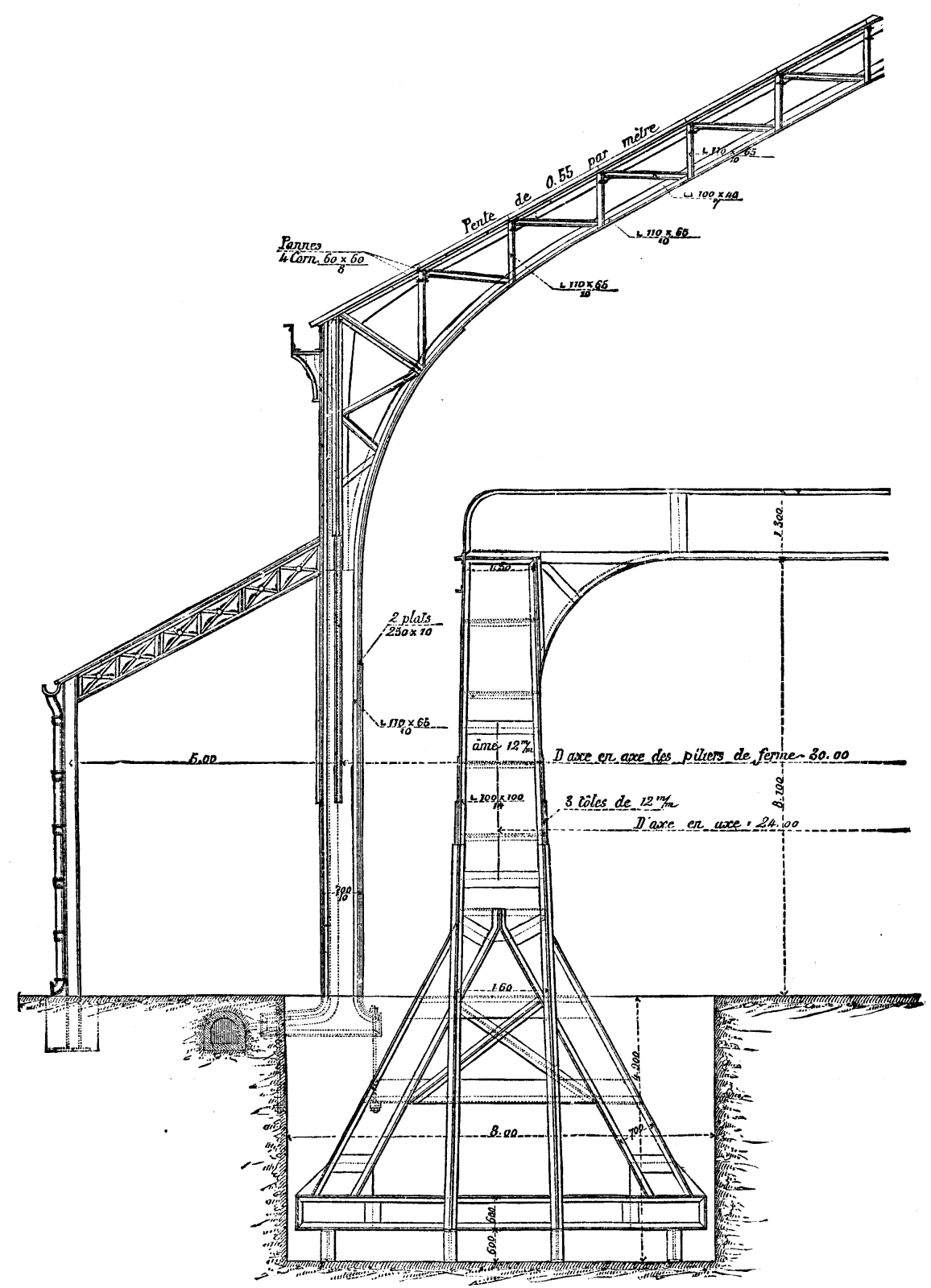
FIG. 5.--DETAILS OF THE TRUSSAND SUPPORT FOR THE CRANE.
The Anvil-Stock.--The anvil-stock, which is pyramidal in shape, and the total weight of which amounts to 500 tons, is composed of superposed courses, each formed of one or two blocks of cast iron. Each course and every contact was very carefully planed in order to make sure of a perfect fitting of the parts; and all the different blocks were connected by means of mortises, by hot bandaging, and by joints with key-pieces, in such a way as to effect a perfect solidity of the parts and to make the whole compact and impossible to get out of shape.
The anvil-stock was afterwards surrounded by a filling-in of masonry composed of rag-stones and a mortar made of cement and hydraulic lime. This masonry also forms the foundation for the standards of the hammer, and is capped with dressed stone to receive the bed-plates.
The Power-Hammer (Figs. A and B).--The power-hammer, properly so-called, consists, in addition to the hammer-head, of two standards to whose inner sides are bolted guides upon which slides the moving mass. The bed-plates of cast iron are 28 inches thick, and are independent of the anvil-stock. They are set into the bed of dressed stone capping the foundation, and are connected together by bars of iron and affixed to the masonry by foundation bolts. To these bedplates are affixed the standards by means of bolts and keys. The two standards are connected together by iron plates four inches in thickness, which are set into the metal and bolted to it so as to secure the utmost strength and solidity. The platform which connects the upper extremities of the standards supports the steam cylinder and the apparatus for distributing the steam. The latter consists of a throttle valve, twelve inches in diameter, and an eduction valve eighteen inches in diameter, the maneuvering of which is done by means of rods extending down to a platform upon which the engineman stands. This platform is so situated that all orders can be distinctly heard by the engineman, and so that he shall be protected from the heat radiated by the steel that is being forged. All the maneuvers of the hammers are effected with most wonderful facility and with the greatest precision.
The piston is of cast-steel, and the rod is of iron, 12 inches in diameter. The waste steam is carried out of the mill by a pipe, and, before being allowed to escape into the atmosphere, is directed into an expansion pipe which it penetrates from bottom to top. Here a portion of the water condenses and flows off, and the steam then escapes into the open air with a greatly diminished pressure. The object of this arrangement is to diminish to a considerable extent the shocks and disagreeable noise that would be produced by the direct escape of the steam at quite a high pressure and also to avoid the fall of condensed water.
The following are a few details regarding the construction of the hammer:
Total height of foundations........... 26 ft. From the ground to the platform ...... 28 "Description of Figures.--A, the 80-ton hammer; B, B1, B2, cranes; C, C1, C2, supports of cranes; D, D1, D2, gas furnaces; A1, the 35-ton hammer; A2, the 28-ton hammer; EE, railways; F, engineman's platform; G, lever for maneuvering the throttle valve; H, an ingot being forged.
Platform .............................. 3.25 " Height of cylinder.................... 21 " ________
Total height...................... 78.25 ft.
Weight of anvil-stock................ 500 tons. Weight of bed-plates................. 122 " Weight of standards.................. 270 " Weight of platform and cylinder...... 148 " Piston, valves, engineman's platform, hammer, etc........................ 160 " __________
Total weight................... 1,200 tons.
Weight of the hammer.................. 80 tons. Maximum fall.......................... 25.75 ft. Distance apart of the standards....... 21.6 " Width of hammer....................... 6 " Pressure of steam..................... 16 lb. Effective pressure to lift 80 tons.... 7 "
The Brooklyn Eagle gives a very interesting description of the three new steamships now almost completed and shortly to be placed in the New York and Liverpool trade by the Cunard, Inman, and Williams and Guion lines. The writer has prepared a table comparing the three vessels with each other and with the Great Eastern, the only ship of greater dimensions ever built. We give as much of the article as our space will allow, and regret that we have not the room to give it entire:
Line. Cunard. Inman. Guion. Admiralty.
Vessel. Servia City of Rome. Alaska. Great[1]
Length 530 feet. 546 feet. 520 feet. 679 feet.
Breadth 52 feet. 52 ft. 3 in. 50 ft. 6 in. 82 feet.
Depth 44 ft. 9 in. 37 feet. 38 feet. 60 feet.
Gross ton'ge 8,500 8,300 8,000 13,344[2]
Horse pow'r 10,500 10,000 11,000 2,600
Speed 17½ knots. 18 knots. 18 knots. 14 knots.
Sal'n pas- 320 and 52
sengers. 450 300 2d class
Steerage 600 1,500 1,000
Where Clydeb'nk Barrow in Clyde,
built. Thomson Furness Elder
Date of
sailing. October 22 October 13 November 5
[Footnote 1: To be sold at auction soon.]
[Footnote 2: Net register.]
In 1870 the total tonnage of British steam shipping was 1,111,375; the returns for the year 1876 showed an increase to 2,150,302 tons, and from that time to the present it has been increasing still more rapidly. But, as can be seen from the above table, not only has the total tonnage increased to this enormous extent, but an immense advance has been made in increasing the size of vessels. The reason for this is, that it has been found that where speed is required, along with large cargo and passenger accommodation, a vessel of large dimensions is necessary, and will give what is required with the least proportionate first cost as well as working cost. Up to the present time the Inman line possessed, in the City of Berlin, of 5,491 tons, the vessel of largest tonnage in existence. Now, however, the Berlin is surpassed by the City of Rome by nearly 3,000 tons, and the latter is less, by 200 tons, than the Servia, of the Cunard line. It will be observed, too, that while there is not much difference between the three vessels in point of length, the depth of the Alaska and the City of Rome, respectively, is only 38 feet and 37 feet, that of the Servia is nearly 45 feet as compared with that of the Great Eastern of 60 feet. This makes the Servia, proportionately, the deepest ship of all. All three vessels are built of steel. This metal was chosen not only because of its greater strength as against iron, but also because it is more ductile and the advantage of less weight is gained, as will be seen when it is mentioned that the Servia, if built of iron, would have weighed 620 tons more than she does of steel, and would have entailed the drawback of a corresponding increase in draught of water. As regards rig, the three vessels have each a different style. The Cunard Company have adhered to their special rig--three masts, bark rigged--believing it to be more ship shape than the practice of fitting up masts according to the length of the ship. On these masts there is a good spread of canvas to assist in propelling the ship. The City of Rome is rigged with four masts; and here the handsome full-ship rig of the Inman line has been adhered to, with the addition of the fore and aft rigged jigger mast, rendered necessary by the enormous length of the vessel. It will be seen that the distinctive type of the Inman line has not been departed from in respect to the old fashioned but still handsome profile, with clipper bow, figurehead, and bowsprit--which latter makes the Rome's length over all 600 feet. For the figurehead has been chosen a full length figure of one of the Roman Cæsars, in the imperial purple. Altogether, the City of Rome is the most imposing and beautiful sight that can be seen on the water. The Alaska has also four masts, but only two crossed.
The length of the City of Rome, as compared with breadth, insures long and easy lines for the high speed required; and the depth of hold being only 37 feet, as compared with the beam of 52 feet, insures great stability and the consequent comfort of the passengers. A point calling for special notice is the large number of separate compartments formed by water tight bulkheads, each extending to the main deck. The largest of these compartments is only about 60 feet long; and, supposing that from collision or some other cause, one of these was filled with water, the trim of the vessel would not be materially affected. With a view to giving still further safety in the event of collision or stranding, the boilers are arranged in two boiler rooms, entirely separated from each other by means of a water tight iron bulkhead. This reduces what, in nearly all full-powered steamships, is a vast single compartment, into two of moderate size, 60 feet in length; and in the event of either boiler room being flooded, it still leaves the vessel with half her boiler power available, giving a speed of from thirteen to fourteen knots per hour. The vessel's decks are of iron, covered with teak planking; while the whole of the deck houses, with turtle decks and other erections on the upper deck, are of iron, to stand the strains of an Atlantic winter. Steam is supplied by eight cylindrical tubular boilers, fired from both ends, each of the boilers being 19 feet long and having 14 feet mean diameter. There are in all forty eight furnaces. The internal arrangements are of the finest description. There are two smoking rooms, and in the after deckhouse is a deck saloon for ladies, which is fitted up in the most elegant manner, and will prevent the necessity of going below in showery weather. At the sides of the hurricane deck are carried twelve life boats, one of which is fitted as a steam launch. The upper saloon or drawing-room is 100 feet long, the height between decks being 9 feet. The grand dining-saloon is 52 feet long, 52 feet wide, and 9 feet high, or 17 feet in the way of the large opening to the drawing-room above. This opening is surmounted by a skylight, and forms a very effective and elegant relief to the otherwise flat and heavy ceiling. There are three large and fourteen small dining tables, the large tables being arranged longitudinally in the central part of the saloon, and the small tables at right angles on the sides. Each diner has his own revolving arm chair, and accommodation is provided for 250 persons at once. A large American organ is fixed at the fore end of the room, and opening off through double spring doors at the foot of the grand staircase is a handsome American luncheon bar, with the usual fittings. On each side of the vessel, from the saloon to the after end of the engine room, are placed staterooms providing for 300 passengers. The arrangements for steerage passengers are of a superior description. The berths are arranged in single tiers or half rooms, not double, as is usually the custom, each being separated by a passage, and having a large side light, thus adding greatly to the light, ventilation, and comfort of the steerage passengers, and necessitating the advantage of a smaller number of persons in each room. The City of Rome is the first of the two due here; she sails from Liverpool on October 13.
In the Servia the machinery consists of three cylinder compound surface condensing engines, one cylinder being 72 inches, and two 100 inches in diameter, with a stroke of piston of 6 feet 6 inches. There are seven boilers and thirty-nine furnaces. Practically the Servia is a five decker, as she is built with four decks--of steel, covered with yellow pine--and a promenade reserved for passengers. There is a music room on the upper deck, which is 50 feet by 22 feet, and which is handsomely fitted up with polished wood panelings. For the convenience of the passengers there are no less than four different entrances from the upper deck to the cabins. The saloon is 74 feet by 49 feet, with sitting accommodations for 350 persons, while the clear height under the beams is 8 feet 6 inches. The sides are all in fancy woods, with beautifully polished inlaid panels, and all the upholstery of the saloon is of morocco leather. For two-thirds of its entire length the lower deck is fitted up with first class staterooms. The ship is divided into nine water-tight bulkheads, and she is built according to the Admiralty requirements for war purposes. There are in all twelve boats equipped as life-boats. The Servia possesses a peculiarity which will add to her safety, namely, a double bottom, or inner skin. Thus, were she to ground on rocks, she would be perfectly safe, so long as the inner skin remained intact. Steam is used for heating the cabins and saloons, and by this means the temperature can be properly adjusted in all weathers. In every part of the vessel the most advanced scientific improvements have been adopted. The Servia leaves Liverpool on October 22.
The Alaska, whose owners, it is understood, are determined to make her beat all afloat in speed, does not sail until November 5, and therefore it is premature to say anything about her interior equipments. She is the sister of the celebrated Arizona, and was built by the well-known firm of Elder & Co., on the Clyde.
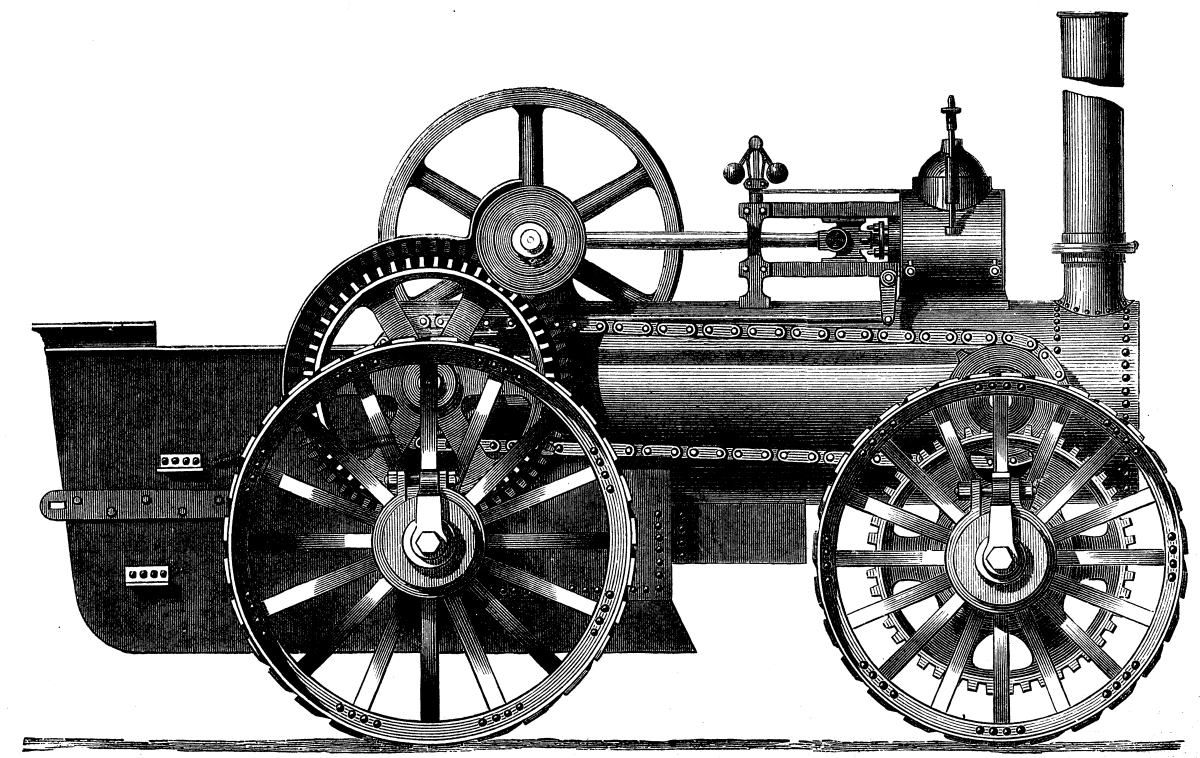
Several attempts have been made to connect the leading wheels of a traction engine with the driving wheels, so as to make drivers of all of them, and thus increase the tractive power of the engine, and to afford greater facilities for getting along soft ground or out of holes. The wheels with continuous railway and India-rubber tires have been employed to gain the required adhesion, but these wheels have been too costly, and the attempts to couple driving and leading wheels have failed. The arrangement for making the leading wheels into drivers, illustrated on page 4825, has been recently brought out by the Durham and North Yorkshire Steam Cultivation Company, Ripon, the design being by Messrs. Johnson and Phillips. The invention consists in mounting the leading axle in a ball and long socket, the socket being rotated in fixed bearings. The ball having but limited range of motion in the socket, is driven round with it, but is free to move in azimuth for steering.
This engine has now been in use more than twelve months in traction and thrashing work, and, we are informed, with complete success. The illustrations represent a 7-horse power, with a cylinder 8 in. diameter by 12 in. stroke, and steam jacketed. The shafts and axles are of Bowling iron. The boiler contains 140 ft. of heating surface, and is made entirely of Bowling iron, with the longitudinal seams welded. The gearing is fitted with two speeds arranged to travel at 1½ and 3 miles per hour, and the front or hind road wheels can be put out of gear when not required. The hind driving wheels are 5 ft. 6 in. diameter, and the front wheels 5 ft.; weight of engine 8 tons.--The Engineer.
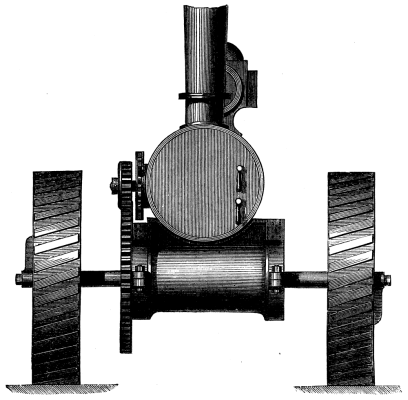
IMPROVED ROAD LOCOMOTIVE
IMPROVED ROAD LOCOMOTIVE
[Footnote 1: A paper read before the meeting of the Pennsylvania State Millers Association at Pittsburgh, Pa., by Albert Hoppin, Editor of the Northwestern Miller.]
To speak of the wonderful strides which the art of milling has taken during the past decade has become exceedingly trite. This progress, patent to the most casual observer, is a marked example of the power inherent in man to overcome natural obstacles. Had the climatic conditions of the Northwest allowed the raising of as good winter wheat as that raised in winter wheat sections generally, I doubt if we should hear so much to-day of new processes and gradual reduction systems. So long as the great bulk of our supply of breadstuffs came from the winter wheat fields, progress was very slow; the mills of 1860, and I may even say of 1870, being but little in advance, so far as processes were concerned, of those built half a century earlier. The reason for this lack of progress may be found in the ease with which winter wheat could be made into good, white, merchantable flour. That this flour was inferior to the flour turned out by winter wheat mills now is proven by the old recipe for telling good flour from that which was bad, viz.: To throw a handful against the side of the barrel, if it stuck there it was good, the color being of a yellowish cast. What good winter wheat patent to-day will do this? Still the old time winter wheat flour was the best there was, and it had no competitor. The settling up of the Northwest which could not produce winter wheat at all, but which did produce a most superior article of hard spring wheat, was a new factor in the milling problem. The first mills built in the spring wheat States tried to make flour on the old system and made a most lamentable failure of it. I can remember when the farmer in Wisconsin, who liked a good loaf of bread, thought it necessary to raise a little patch of winter wheat for his own use. He oftener failed than succeeded, and most frequently gave it up as a bad job. Spring wheat was hard, with a very tender, brittle bran. If ground fine enough to make a good yield a good share of the bran went into the flour, making it dark and specky. If not so finely ground the flour was whiter, but the large percentage of middlings made the yield per bushel ruinously small. These middlings contained the choicest part of the flour producing part of the berry, but owing to the dirt, germ, and other impurities mixed with them, it was impossible to regrind them except for a low grade flour. Merchant milling of spring wheat was impossible wherever the flour came in competition with winter wheat flours. At Minneapolis, where the millers had an almost unlimited water power, and wheat at the lowest price, merchant milling was almost given up as impracticable. It was certainly unprofitable. To the apparently insurmountable obstacles in the way of milling spring wheat successfully, we may ascribe the progress of modern milling. Had it been as easy to raise good winter wheat in Wisconsin and Minnesota as in Pennsylvania and Ohio, or as easy to make white flour from spring as from winter wheat, we should not have heard of purifiers and roller mills for years to come.
The first step in advance was the introduction of a machine to purify middlings. It was found that the flour made from these purified middlings was whiter than the flour from the first grinding and brought a better price than even winter wheat flours. Then the aim was to make as many middlings as possible. To do this and still clean the bran so as to make a reasonable yield the dress of the burrs was more carefully attended to, the old fashioned cracks were left out, the faces and furrows made smooth, true, and uniform, self-adjusting drivers introduced, and the driving gear better fitted. Spring wheat patents rapidly rose to the first place in the market, and winter wheat millers waked up to find their vantage ground occupied by their hitherto contemned rivals. To their credit it may be said that they have not been slow in taking up the gauntlet, and through the competition of the millers of the two climatically divided sections of this country with each other and among themselves the onward march of milling progress has been constantly accelerated. Where it will end no man can tell, and the chief anxiety of every progressive miller, whether he lives in Pennsylvania or Minnesota, is not to be left behind in the race.
The millers of the more Eastern winter wheat States have a two-fold question to solve. First, how to make a flour as good as can be found in the market, and second, how to meet Western competition, which, through cheap raw material and discriminating freight rates, is making serious inroads upon the local markets. Whether the latter trouble can be remedied by legislature, either State or national, or not, remains to be proven by actual trial. That you can solve the first part of the problem satisfactorily to yourselves depends upon your readiness to adopt new ideas and the means you have at hand to carry them out. It is manifestly impossible to make as good a flour out of soft starchy wheat as out of that which is harder and more glutinous. It is equally impossible for the small mill poorly provided with machinery to cope successfully with the large merchant mill fully equipped with every appliance that American ingenuity can suggest and money can buy. I believe, however, that a mill of moderate size can make flour equally as good as the large mill, though, perhaps, not as economically in regard to yield and cost of manufacture.
The different methods of milling at present in use may be generally divided into three distinct processes, which, for want of any better names, I will distinguish as old style, new process, and gradual reduction. Perhaps the German division of low milling, half high milling, and high milling is better. Old style milling was that in general use in this country up to 1870, and which is still followed in the great majority of small custom or grist mills. It is very simple, consisting of grinding the wheat as fine as possible at the first grinding, and separating the meal into flour, superfine or extra, middlings, shorts, and bran. Given a pair of millstones and reel long enough, and the wheat could be made into flour by passing through the two. Because spring wheat was so poorly adapted to this crude process, it had to be improved and elaborated, resulting in the new process.
At first this merely consisted of purifying and regrinding the middlings made in the old way. In its perfected state it may be said to be halfway between the old style and gradual reduction, and is in use now in many mills. In it mill stones are used to make the reductions which are only two in number, in the first of which the aim of the miller is to make as many middlings as he can while cleaning the bran reasonably well, and in the second to make the purified middlings into flour. In the most advanced mills which use the new process, the bran is reground and the tailings from the coarse middlings, containing germ and large middlings with pieces of bran attached, are crushed between two rolls. These can hardly be counted as reductions, as they are simply the finishing touches, put on to aid in working the stuff up clean and to permit of a little higher grinding at first. Regarding both old style and new process milling, you are already posted. Gradual reduction is newer, much more extensive, and merits a much more thorough explanation. Before entering upon this I will call your attention to one or two points which every miller should understand.
The two essential qualities of a good marketable flour are color and strength. It should be sharply granular and not feel flat and soft to the touch. A wheat which has an abundance of starch, but is poor in gluten, cannot make a strong flour. This is the trouble with all soft wheats, both winter and spring. A wheat which is rich in gluten is hard, and in the case of our hard Minnesota wheat has a very tender bran. It is comparatively easy to make a strong flour, but it requires very careful milling to make a flour of good color from it. Probably the wheat which combines the most desirable qualities for flour-making purposes is the red Mediterranean, which has plenty of gluten and a tough bran, though claimed by some to have a little too much coloring matter, while the body of the berry is white. By poor milling a good wheat can be made into flour deficient both in strength and color, and by careful milling a wheat naturally deficient in strength may be made into flour having all the strength there was in the wheat originally and of good color. Good milling is indispensable, no matter what the quality of the wheat may be.
The idea of gradual reduction milling was borrowed by our millers from the Hungarian mills. There is, however, this difference between the Hungarian system and gradual reduction, as applied in this country, that in the former, when fully carried out, the products of the different breaks are kept separate to the end, and a large number of different grades of flour made, while in the system, as applied in this country, the separations are combined at different stages and usually only three different grades of flour made, viz.: patent, baker's, or as it is termed in Minnesota, clear flour, and low grade or red dog. In the largest mills the patent is often subdivided into first and second, and they may make different grades of baker's flour, these mills approaching much nearer to the Hungarian system, though modifying it to American methods and machinery. In mills of from three to five hundred barrels daily capacity, it is hardly possible or profitable to go to this subdivision of grades, owing to the excessive amount of machinery necessary to handling the stuff in its different stages of completion. The Hungarian system has, therefore, been greatly modified by American millers and milling engineers to adapt it to the requirements of mills of average capacity. This modified Hungarian system we call gradual reduction. It can be profitably employed in any mill large enough to run at all on merchant work. So far it has not been found practicable to use it in mills of less than one hundred and twenty-five to one hundred and fifty barrels capacity in twenty-four hours, and it is better to have the mill of at least double this capacity.
Gradual reduction, as its name implies, consists in reducing the wheat to flour, shorts, and bran, by several successive operations or reductions technically called breaks, the process going on gradually, each break leaving the material a little finer than the preceding one. Usually five reductions or breaks are made, though six or seven may be used. The larger the number of breaks the more complicated the system becomes, and it is preferable to keep it as simple as possible, for even at its simplest it requires a good, wide-awake thinking miller to handle it successfully. When it is thoroughly and systematically carried out in the mill it is without question as much in advance of the new process as that is ahead of the old style of milling.
In order that I may convey to you as clear an idea of gradual milling reduction as possible, I will give as fully as possible the programme of a mill of one hundred and fifty barrels maximum daily capacity designed to work on mixed hard and soft spring wheat, and which probably will come much nearer to meeting the conditions under which you have to mill than any other I have found readily obtainable. I have chosen a mill of this size, first, because following out the programme of a larger one would require too much time and too great a repetition of details and not give you any clearer idea of the main principles involved, and secondly, because I thought it would come nearer meeting the average requirements of the members of your association. Your worthy secretary cautioned me that I must remember that I was going to talk to winter wheat millers. The main principles and methods of gradual reduction are the same, whether applied to spring or winter wheat; the details may have to be varied to suit the varying conditions under which different mills are operated. For this programme I am indebted to Mr. James Pye, of Minneapolis, who is rapidly gaining an enviable and well deserved reputation as a milling engineer, and one who has given much study to the practical planning and working of gradual reduction mills.
And right here let me say that no miller should undertake to build a gradual reduction mill, or to change over his mill to the gradual reduction system, until he has consulted with some good milling engineer (the term millwright means very little nowadays), and obtained from him a programme which shall fit the size of the mill, the stock upon which it has to work, and the grade of flour which it is to make. This programme is to the miller what a chart is to the sailor. It shows him the course he must pursue, how the stuff must be handled, and where it must go. Without it he will be "going it blind," or at best only feeling his way in the dark. A gradual reduction mill, to be successful, must have a well-defined system, and to have this system, the miller must have a definite plan to work by. But to go on with my programme.
The wheat is first cleaned as thoroughly as possible to remove all extraneous impurities. In the cleaning operations care should be taken to scratch or abrade the bran as little as possible, for this reason: The outer coating of the bran is hard and more or less friable. Wherever it is scratched a portion is liable to become finely comminuted in the subsequent reductions, so finely that it is impossible to separate it from the flour by bolting, and consequently the grade of the latter is lowered. The ultimate purpose of the miller being to separate the flour portion of the berry from dirt, germ, and bran it is important that he does not at any stage of the process get any dirt or fine bran speck or dust mixed in with his flour, for if he does he cannot get rid of it again. So it must be borne in mind that at all stages of flouring, any abrasion or comminution of the bran is to be avoided as far as possible.
After the wheat is cleaned, it is by the first break or reduction split or cut open, in order to liberate the germ and crease impurities. As whatever of dirt is liberated by this break becomes mixed in with the flour, it is desirable to keep the amount of the latter as small as possible. Indeed, in all the reductions the object is to make as little flour and as many middlings as possible, for the reason that the latter can be purified, while the former cannot, at least by any means at present in use. After the first break the cracked wheat goes to a scalping reel covered with No. 22 wire cloth. The flour, middlings, etc., go through the cloth, and the cracked wheat goes over the tail of the reel to the second machine, which breaks it still finer. After this break the flour and middlings are scalped out on a reel covered with No. 22 wire cloth. The tailings go to the third machine, and are still further reduced, then through a reel covered with No. 24 wire cloth. The tailings go to the fourth machine, which makes them still finer, then through a fourth scalping reel the same as the third. The tailings from this reel are mostly bran with some middlings adhering, and go to the fifth machine, which cleans the bran. From this break the material passes to a reel covered with bolting cloth varying in fineness from No. 10 at the head to No. 00 at the tail. What goes over the tail of this reel is sent to the bran bin, and that which goes through next to the tail of the reel, goes to the shorts bin. The middlings from this reel go to a middlings purifier, which I will call No. 1, or bran middlings purifier. The flour which comes from this reel is sent to the chop reel covered at the head with say No. 9, with about No. 5 in the middle and No 0 at the tail. You will remember that after each reduction the flour and middlings were taken out by the scalping reels. This chop, as it is now called, also goes to the same reel I have just mentioned. The coarse middlings which go over the tail of this reel go to a middlings purifier, which I will designate as No. 2. These go through the No. 0 cloth at the tail of the reel purifier No. 3; those which go through No. 5 cloth got to purifier No. 4; while all that goes through the No. 9 cloth at the head of the reel is dropped to a second reel clothed with Nos. 13 to 15 cloth with two feet of No. 10 at the tail. The flour from this reel goes to the baker's flour packer; that which drops through the No. 10 is sent to the middlings stone, while that which goes over the tail of the reel goes to purifier No. 4. We have now disposed of all the immediate products of the first five breaks, tracing them successively to the bran and shorts bins, to the baker's flour packer and to the middlings purifiers, a very small portion going to the middlings stone without going through the purifiers.
The middlings are handled as follows in the purifiers. From the No. 1 machine, which takes the middlings from the fifth break, the tailings go to the shorts bin, the middlings which are sufficiently well purified go to the middlings stone, while those from near the tail of the machine which contain a little germ and bran specks go to the second germ rolls, these being a pair of smooth rolls which flatten out the germ and crush the middlings, loosening adhering particles from the bran specks. From the second germ rolls the material goes to a reel, where it is separated into flour which goes into the baker's grade, fine middlings which are returned to the second germ rolls at once, some still coarser which go to a pair of finely corrugated iron rolls for red dog, and what goes over the tail of the reel goes to the shorts bin. The No. 2 purifier takes the coarse middlings from the tail of the first or chop reel as already stated. The tailings from this machine go to the shorts bin, some few middlings from next the tail of the machine are returned to the head of the same machine, while the remainder are sent to the first germ rolls. The reason for returning is more to enable the miller to keep a regular feed on the purifiers than otherwise. The No. 3 purifier takes the middlings from the 0 cloth on the chop reel. From purifier No. 3 they drop to purifier No. 5. A small portion that are not sufficiently well purified are returned to the head of No. 3, while those from the head of the machine, which are well purified, are sent to the middlings stones. The remainder, which contain a great deal of the germ, are taken to the first germ rolls, in passing which they are crushed lightly to flatten the germ without making any more flour than necessary. The No. 4 purifier takes the middlings from No. 2 and also from No. 5 cloth on the chop reel and from the No. 10 on the tail of the baker's reel. The middlings from the head of this machine go to the middlings stones, and the remainder to purifier No. 6. The tailings from Nos. 3, 4, 5, and 6 go to the red dog rolls. A small portion not sufficiently well purified are returned from No. 6 to the head of No. 4, while the cleaned middlings go to the middlings stones.
The portions of the material which have not been traced either to the baker's flour or the bran and shorts bins are the middlings which have gone to the middlings stones, the germy middlings which have gone to the first germ rolls, and the tailings from purifiers Nos. 3, 4, 5, and 6, and some little stuff not quite poor enough for shorts from the reel following the second germ rolls. Taking these seriatim: the middlings after passing through the middlings stones, go to the first patent reel covered with eleven feet of No. 13 and four feet of No. 8. The flour from the head of the reel goes to the patent packer, that from the remainder of the reel is dropped to another reel, while the tailings go to the No. 4 purifier. The lower patent reel is clothed with No. 14 and two feet of No. 10 cloth; from the head of the reel the flour goes to the patent packer, the remainder that passes through the No. 10 cloth which will not do to go into the patent, being returned to the middlings stones, while the tailings are sent to the No. 4 purifier.
The germ middlings, after being slightly crushed as before stated, are sent to a reel covered with five feet of No. 13 cloth, five feet of No. 14, and the balance with cloth varying in coarseness from No. 7 to No. 00. The flour from this reel goes into the patent, the tailings to the red dog rolls, the middlings from next the tail of the reel which still contain some germ to the second germ rolls, while the middlings which are free from germ go to the middlings stones.
The tailings from purifiers 3, 4, 5, and 6, the material from the reel following the second germ rolls, which is too good for shorts, but not good enough to be returned into middlings again, and the tailings from the reel following the first germ rolls are sent to the red dog rolls, which, as I have stated, are finely corrugated. Following these rolls is the red dog reel. The flour goes to the red dog bin, the tailings to the shorts bin, while some stuff intermediate between the two, not fine enough for the flour but too good for shorts, is returned to the red dog rolls.
This finishes the programme. I have not given it as one which is exactly suited to winter wheat milling. However, as I said before, the general principles are the same in either winter or wheat gradual reduction mills, and the various systems of gradual reduction, although they differ in many points, and although there are probably no two engineers who would agree as to all the details of a programme, the main ideas are essentially the same. The system has been well described as one of gradual and continued purification. In the programme above given the idea was to fit up a mill which should do a maximum amount of work of good quality with a minimum amount of expenditure and machinery. In a larger mill or even in a mill of the same capacity where money was not an object, the various separations would probably be handled a little differently, the flour and middlings from the first and fifth breaks being handled together, and those from the second, third, and fourth breaks being also handled together. The reason for this separation being that the flour from the first and fifth breaks contain, the first a great deal of crease dirt, and the fifth more bran dust than that from the other breaks, the result being a lower grade of flour. The object all along being to keep the amount of flour with which dirt can get mixed as small as possible, and not to lower the grade of any part of the product by mixing it with that which is inferior, always bearing in mind that the aim is to make as many middlings as possible, for they can be purified while the flour can not, and that whenever any dirt is once eliminated it should be kept out afterwards. This leads me to say that if a miller thinks the adoption of rolls or reduction machines is all there is of the system, he is very much mistaken. If anything, more of the success of the mill depends upon the careful handling of the stuff after the breaks are made, and here the miller who is in earnest to master the gradual reduction system will find his greatest opportunities for study and improvement. A few years back it was an axiom of the trade that the condition of the millstone was the key to successful milling. This was true because the subsequent process of bolting was comparatively simple. Now the mere making of the breaks is a small matter compared with the complex separations which come after. In the foregoing programme we had five breaks or successive reductions. Although this is better than a smaller number, I will here say that it is not absolutely essential, for very good work is done with four breaks. The mill for which this programme was made, including the building, cost about $15,000, and is designed to make about sixty per cent. of patent, thirty-five per cent. of baker's, and five per cent. of low grade, results which are in advance of many larger and more pretentious mills.
One difficulty in the way of adapting the gradual reduction system to mills of very small capacity is that the various machines require to be loaded to a certain degree in order to work at their best. It is only a matter of short time when our milling inventors will design machinery especially for small mills; in fact they are now doing it, and every day brings it more within the power of the small miller to improve his manner of milling. To show what can be done in this direction I will briefly describe a mill of about ninety barrels maximum capacity per twenty-four hours, which is as small as can be profitably worked. I will premise this description by saying it is designed with a view to the greatest economy of cost, the best trade of work, and to reduce the amount of machinery and the handling of the stuff as much as possible. This latter point is of much importance in any mill, either large or small, no matter upon what system it is operated, for it takes power to run elevators and conveyors, and especially in elevating and conveying middlings, especially those made from winter wheat, their quality is inured and a loss incurred, by the unavoidable amount of flour made by the friction of the particles against each other. So much is this the case that in one of our largest mills it is deemed preferable to move the middlings from one end of the mill to the other by means of a hopper bin on a car which runs on a track spiked to the floor, rather than to employ a conveyor. A mill built as I am going to describe would require from fifty to sixty horse-power to run it, and including steam power and building would cost from $10,000 to $12,000, according to location. I give it as of interest to those among your number who own small mills and may contemplate improving them.
The building is four stories high, including basement, and thirty-two feet square. It would be some better to have it larger, but it is made this small to show how small a space a mill of this size can be made to occupy. No story is less than twelve feet high. The machinery Is very conveniently arranged, and there is plenty of room all around. The system is a modification of the gradual reduction system, the middlings being worked upon millstones. The first break is on one pair of 9 x 18 inch corrugated iron rolls, eight corrugations to the inch, the corrugations running parallel with the axis of the rolls. The second break on rolls having twelve corrugations to the inch, the third sixteen, and the fourth twenty to the inch, while the fifth break, where the bran is finally cleaned, has twenty-four corrugations to the inch. The basement contains the line shaft and pulleys for driving rolls, stones, cockle machine, and separator. The only other machinery in the basement is the cockle machine. The line shaft runs directly through the center of the basement, the power being from engine or water wheel outside the building. The first floor has the roller mills in a line nearly over the line shaft below, the middlings stones, two in number, at one side opposite the entrance to the mill, the receiving bin at one side of the entrance in the corner of the mill, and the two flour packers for the baker's and patent flour in the other corner. This arrangement leaves over half of the floor area for receiving and packing purposes. The bolting chests, one with six reel and the other with three reel begin on the second floor and reach up into the attic. An upright shaft from the line shaft in the basement geared to a horizontal shaft running through the attic parallel with the line shaft below, comprise about all the shafting there is in the mill. There is a short shaft on the second floor from which the two purifiers on this floor and the two in the attic are driven, and another short shaft on the first floor to drive the packers. There are four purifiers, two on the second floor, and two more directly over them in the attic. The elevator heads are all directly upon the attic line shaft, and the bolting chests are driven by uprights dropped from this shaft. The combined smutter and brush machine is on the third floor at one end of the bolting chests and directly over the stock hoppers. This comprises all the machinery in the mill. The programme is about as follows:
The break reels are clothed as follows: First break No. 20, wire cloth, second break No. 22, third break No. 24, and fourth break No. 24. The material passing through these scalping reels, now called chop, goes to a series of reels, the first clothed with Nos. 6, 4, and 0. The material passing over the tail is sent to the germ purifier, that passing through Nos. 4 and 0, to the coarse middlings purifier, and that through the No. 6 goes to the reel below clothed with Nos. 12 and 13. Some nice granular flour is taken off from this reel; the remainder, which passes over the tail and through the cutoffs, goes to the next reel below clothed with Nos. 14, 15, and 9. Some good flour comes from the 14 and 15; that which passes through the 9 goes at once to the stones without purifying, while that which passes over the tail is sent to the fine middlings purifiers.
After the purification, the middlings are ground on stones and bolted on Nos. 13 and 14 cloth, after having been scalped on No 8. The germ middlings are crushed on smooth rolls and bolted on Nos. 12 and 13. What is not crushed fine enough goes with poor tailings to the second germ rolls, and from these to a reel by themselves or to the fifth reduction or bran reel. A mill of this kind could be made much more perfect by an expenditure of two or three thousands dollars more. I have instanced it to show what can be done with gradual reduction in a very small way.
In mills of from three hundred to five hundred barrels capacity and still larger, the programme differs considerably from that I have sketched, the middlings being graded and handled with little, if any, returning, and are sized down on the smooth rolls, a much larger percentage of the work of flouring being done on millstones. For a three hundred barrel roller mill, the following plant is requisite: five double corrugated roller mills, five double smooth roller mills, three pairs of four foot burrs sixteen purifiers, four wire scalping reels, six feet long, one reel for the fifth break, one reel for low grade flour, eight chop reels, seven reels for flour from smooth rolls, three reels for the stone flour, two grading reels, three flour packers, and necessary cleaning machinery. The reels are eighteen feet thirty-two inches. The programme is necessarily more complicated.
When it comes to the machinery to be employed in making the reductions or breaks, the miller has several styles from which to choose. Which is best comes under the head of what I don't know, and moreover, of that which I have found no one else who does know. Each machine has its good points, and the mill owner must make his own decision as to which is best suited to his purpose. The main principles involved are to abrade the bran as little as possible while cleaning it thoroughly, and to make as little break flour, and as many middlings as possible, the latter to be made in such shape as to be the most easily purified. Regarding the difference between spring and winter wheat for gradual reduction milling, it may be stated something after this manner: Spring wheat has a thinner and more tender bran, makes more middlings because it is harder, and for the same reason the flour is more inclined to be coarse and granular. In milling with winter wheat, especially the better varieties, there will be more break flour made, the middlings will be finer with fewer bran specks, and the bran more easily cleaned, because it will stand harsher treatment. Winter wheat, moreover, requires more careful handling in making the breaks, not because of the bran, but to avoid breaking down the middlings, and making too much and too fine and soft break flour. In order to keep the flour sharp and granular, coarser cloths are used in bolting, and because the middlings are finer the bolting is not so free and a larger bolting surface is required. In milling either spring or winter wheat there should be ample purifying capacity, it being very unwise to limit the number of machines, so that any of them will be overtaxed. The day has gone by when one purifier will take care of all the middlings in the mill.
There is one point which is of much interest to mill owners who wish to change their mills over to the gradual reduction process, that is, how far they can utilize their present plan of milling machinery in making the change. Of course the cleaning machinery is the same In both cases, so are the elevators, conveyors, bolting chests, etc. But to use the millstone is a debatable question. After carefully considering the matter I have come to the conclusion that it has its place, and an important one at that, under the new regime, viz., that of reducing the finer purified middlings to flour. The reason for this lies in the peculiar construction of the wheat berry. If the interior of the berry were one solid mass of flour, needing only to be broken up to the requisite fineness, it could be done as well on the rolls. But instead of this, as is well known, the flour part of the berry is made up of a large number of granules or cells, the walls of which are cellular tissue, different from the bran in that it is soft and white instead of hard and dark colored. It is also fibrous to a certain extent, and when the fine middlings are passed between the rolls instead of breaking down and becoming finer, it has a tendency to cake up and flatten out, rendering the flour soft and flaky. It does not hurt the color, but it does hurt the strength. When the millstone is used in place of the roll the flour is of equally good color, and more round and granular. I know that in this the advocates of smooth rolls will differ from my conclusions, but I believe that the final outcome will be the use of millstones on the finer middlings, and in fact on all the middlings that are thoroughly freed from the germ.
It has been said that that which a man gives the most freely and receives with the worst grace is advice. I will, however, close with a little of the article which may not be wholly put of place. If you have a mill do not imagine that the addition of a few pairs of rolls, a purifier or two, and a little overhauling of bolting-chests, is going to make it a full-fledged Hungarian roller mill. If you are going to change an old mill or build a new one, do not take the counsel or follow the plans of every itinerant miller or millwright who claims to know all about gradual reduction. No matter what kind of a mill you want to build, go to some milling engineer who has a reputation for good work, tell him how large a mill you want, show him samples of the wheat it must use and the grades of flour it must make, and have him make a programme for the mill and plan the machinery to fit it. Then have the mill built to fit the machinery. When it starts follow the programme, whether it agrees with your preconceived notions or not, and the mill will, in ninety-nine cases out of one hundred, do good work.
Dotted or chenilled tulles are fabrics extensively used in the toilet of ladies, and the ornamentation of which has hitherto been done by the application to the tissue, by hand, either of chenille or of small circles previously cut out of velvet. This work, which naturally takes considerable time, greatly increases the cost price of the article.
A few trials at doing the work mechanically have been made, but without any practical outcome. The workwomen who do the dotting are paid at Lyons at the rate of 80 centimes per 100 dots; so that if we take tulle with dots counter-simpled 0.04 of an inch, which is the smallest quincunx used, and suppose that the tissue is 31 inches wide and that the daily maximum production is one yard, we find that 400 dots at 80 centimes per 100 = 3 francs and 20 centimes (about 63 cents), the cost of dotting per yard. It is true that the workwoman furnishes the velvet herself.
Mr. C. Ricanet, of Lyons, has recently invented a machine with which he effects mechanically the different operations of dotting, not only on tulles but also upon gauzes or any other light tissues whatever, such as those of cotton, silk, wool, etc. Aided by a talented mechanic, Mr. Ricanet has succeeded in constructing one of those masterpieces of wonderfully accurate mechanism of which the textile industry appears to have the monopoly--at least it is permissible to judge so from the remarkable inventions of Vaucanson, Jacquard, Philippe de Girard, Heilmann, and others.
The object of this new machine, then, which has been doing its wonderful work for a few days only, is to reproduce artificially chenille embroidered on light tissues, by mechanically cutting out and gluing small circles of velvet upon these fabrics.
For this purpose all kinds of velvet may be employed, and, in order to facilitate the cutting, they are previously coated on the reverse side with any glue or gum whatever, which gives the velvet a stiffness favorable to the action of the punch. To effect the object desired the apparatus has three successive operations to perform: first, cutting the circles; second, moistening; and third, fastening down the dots upon the tissue according to a definite order and spacing. The machine may be constructed upon any scale whatever, although at present it is only made for operating on pieces 31 inches wide, that being the normal width of dotted tulles. The quincuncial arrangement of the dots is effected by the punching, moistening, and fastening down of odd and even dots, combined with the forward movement of the tissue to be chenilled.
The principal part of the machine is the cam-shaft, A (Figs. 1, 2, and 3), which revolves in the direction of the arrows and passes in the center of 80 cam-wheels, 40 of which are odd and 40 even, alternately opposed to each other. This shaft actuates, through its two extremities, the different combined motions in view of the final object to be attained, and also carries the motive pulleys, PP'. Figs. 1 and 2 show the profile of two of these opposed cam-wheels--the arrangement by means of which two rows of dots (odd and even) are laid down upon the tissue during one revolution of the shaft or drum, A. Each of the wheels carries three cams (Figs. 1 and 3), the first, (a), corresponding to the punching; the second, (a'), to the moistening, and the third, (a''), to the gluing down of the dots.
The annexed figure, one-quarter actual size, shows in section the details of the cutting mechanism. To each cam-wheel there corresponds one punch, and the eighty punches are arranged side by side and parallel upon a shaft, B, a spring, b, holding them constantly against the circumference of the cam-wheels. In Fig. 2 only one of these details is shown. The punching arrangement consists of an ordinary punch, c, of variable diameter, screwed to the extremity of a tube, d, which is itself suspended from the end of the lever, p, but which can receive from it at the desired moment the pressure necessary to effect the cutting. The vertical position of these multiple tubes is insured by a guide, e, which is thoroughly indispensable. Through each of the tubes, d, there passes a plunger designed for expelling from the punch the piece that has been cut out of the velvet, and for gluing it down to the fabric. The two small springs, b' and b'', tend continually to lift the tubes as well as the plunger. The whole mechanism is affixed to solid cast-iron frames, and the machine itself may be mounted on wooden supports or a metal frame.
The punching is effected on a bronze straight-edge, C, which slides in a cast-iron channel, D. This presents alternately, in its movement, entire and punctured spaces, the former for receiving the blow of the punch and the latter for allowing passage at the desired moment to the plunger as it goes to fasten the dots upon the tulle which is passing along underneath the channel, D. The punching is done primarily and principally by pressure, but, in order to facilitate the complete detachment of filaments which might retain the punched-out piece, the punch is likewise given at the same time a slight rotary motion, thus imitating mechanically what is performed by hand in the maneuver of all punches. This rotary motion is communicated to the punches by means of levers actuated by an eccentric, E, and which move the frame, h, whose bars engage with the horizontal lever, g, soldered to the tube, d, thus causing the latter at the very moment the punch descends to revolve from right to left. The forty punches in operation cause the frame to return to its initial position through the action of the springs, b'. We say forty, since the inventor, in principle, has admitted 80 punches, operating 40 as odd and 40 as even; obtaining in this way a dotting in a regular quincunx of one yard, that is to say, 80 dots arranged in two rows on a fabric 31 inches wide. But it is evident that a much larger quincunx may be had by putting in play only a half, a third, or a fourth of the punches, and causing the tulle and velvet to advance proportionally. For this purpose it is only necessary to unscrew the punches which are not to act, and to substitute for the ratchet wheel which controls the unrolling of the I tulle, another having a number of teeth proportioned to the desired spacing of the dots.
The punching having been executed, and the drum, A, continuing to revolve, the punches rise a little owing to the conformation of the cam-wheel, and through the action of the springs, b, and allow the moistener to move forward to dampen the little circles which remain at the orifice of the punches. The moistener or dampener is a sort of pad equal in length to the field of action of the punches, and is affixed to a cross-bar, F, which is connected at its two extremities with the levers, G, that are actuated by the cam-wheels, H. These cam-wheels, or eccentrics, H, which are mounted on the shaft of the drum, A, cause the moistener to move forward as soon as the punches rise after operating, and, when it arrives beneath the punches, the larger cams, a, of the cam-wheels, A, press the latter upon the pad and thus effect the dampening of the circles of velvet.
Immediately afterwards, the same eccentrics, H, acting on a lever, I, uncover the holes in the straight-edge, C, and the channel, D. The large cams, a", of the wheel, A, then acting very powerfully upon the respective punches, cause these latter to pass through the orifices so that the extremity of each punch comes within about one twenty-fifth of an inch of the fabric to be dotted. In this passage of the tube, d, a small rod, i, connected by a lever with the plunger, f, is made to abut against the guide, e, thus causing the descent of the plunger to a sufficient degree to push the velvet "dot" out of the tube and to glue it upon the fabric. The manner in which these operations are performed being now well enough understood, let us for a moment examine the motions of the fabrics to be cut and dotted--the first being velvet or any other material, even metal (goldleaf, for example), and the second, the tulle.
The latter has but one motion, and that is in the direction of its length, while the velvet has, in addition to this same motion, another slight one from right to left in the direction of its width in order to diminish waste as much as possible.
The tulle to be dotted is first wound around a roller, R, from whence it passes over the glass guide-roller, R', and between the channel, D, and the table, T, to the roller, R", which is heated by steam.
The hot air which is radiated dries the dots, and from thence the fabric is taken up by other rollers or by any other method. The steam roller, R", carries at one of its extremities a ratchet wheel whose teeth vary in number according to the greater or less rapidity with which the tulle is unrolled. It is actuated by a lever which receives its motion from the eccentric, K.
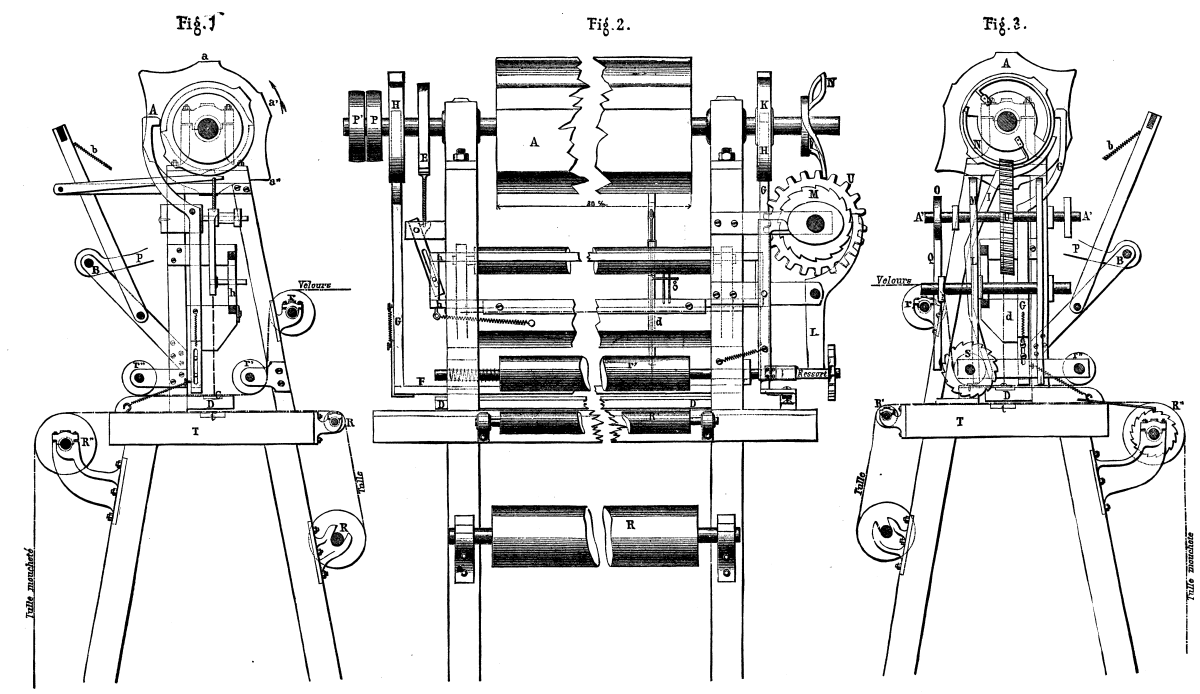
IMPROVED MACHINE FOR DOTTING TULLAND OTHER LIGHT FABRICS.
In the table, T, there is a rectangular receptacle, t, containing rasped or powdered velvet for the purpose of forming a reverse of the dot. This powder attaches itself to the gum and imitates on the wrong side of the fabric a dot similar to that on the upper or right side. The velvet is wound upon the roller, r, and from thence passes under the guiding roller, r', the punches, and the second roller, r". These two latter rollers are solidly connected by a straight-edge fixed at the extremity of the lever, L, whose other end is in continuous correlation with the eccentric, M, which controls the lateral displacements; while the eccentric, O, actuates, by means of the screw, Q, and the ratchet-wheel, S, the longitudinal advance of the velvet. The eccentric, M, is fixed upon an axle, A', which carries a wheel, U, having teeth inclined with respect to its axis, and which derives its motion from the Archimedean screw, N, fixed at one of the extremities of the cam-shaft, A.
We have stated above that the maximum daily hand production of tulle dotted in quincunxes of 0.04 of an inch is about one yard. At the rate of 30 revolutions per minute, and for the same article as that just mentioned, this dotting machine is capable of producing, theoretically, 360 yards per 10 hours; but practically this production is reduced to about 250 yards, which, however, is sufficiently satisfactory.
A question, relative to the subject of reproducing negatives, which was put at a meeting of one of your New York societies, prompts me to make a few remarks on the subject.
Among the numerous and widely diversified ramifications of our business (the Heliotype Printing Company) we have very often to reproduce and multiply negatives in both a direct and reversed form. Various methods for doing this have been tried, and I may here say that I am quite well aware of all the methods that have hitherto been suggested for the purpose, but that which I am to describe is the one to which preference has been given, and which is that known as the carbon process.
A sheet of carbonized paper or "tissue," having been sensitized by immersion in a bath of bichromate of potash, is dried in the dark and placed away for future use, although it is undesirable that it be kept for more than four or five days. This is placed in a printing frame in contact with the negative and exposed for a few minutes, after which it is immersed in water, squeegeed down upon a glass plate, and developed with warm water in the way so well known to carbon printers. The result is a transparency which, owing to having received a sufficient exposure, should show every detail of the negative. The nature of the tissue employed for such a purpose must be such as to give no strong contrasts, but everything reproduced with soft and fine gradation of tone.
The transparency thus obtained forms the cliché by which the negatives are subsequently made; and a negative of any size may be obtained by the camera on wet or dry plates. The transparency must, of course, be pointed to the sky and the light transmitted through it, no other light being allowed to reach the lens except that which passes through the carbon transparency. Care must also be taken that the transparency is uniformly lighted. If it is not possible to obtain a northern light, which is best, a reflector of white paper or card may be used which must be sufficiently large and placed at an angle of about forty-five degrees to the transparency.
If the repeated negative is to be of the same size as the original it may be readily produced by repeating the operation of printing on carbon tissue, using the transparency in place of the negative, or using a dry plate in place of the tissue. But on the whole I have satisfied myself that the best results are to be obtained by the first method. There is a greater softness in the latter method, but a greater character and similarity to the original in the former method. There is no doubt that the use of the carbon transparency removes the hardness and riffidness of the outlines peculiar to the older method of a collodion transparency, while with carbon as the medium it is difficult for any but the most experienced eye to distinguish the copy from the original.--Photo Times.
Since gelatine emulsion first came into use one of the greatest troubles in connection with the manufacture of it has been that of washing. According to the first methods the time taken for this part of the process was, I believe, about twenty-four hours. It was very much reduced and the ease of manufacture greatly facilitated by the methods now most generally used, and which were, I believe, first communicated by Messrs. Wratten and Wainright. I refer to those of precipitating with alcohol and of straining the emulsion, when set, through canvas, so as to divide it very finely. When the latter method is resorted to a comparatively short time is sufficient to wash it. This method, although a great improvement upon the older ones, yet leaves much to be desired, especially for those who are not in the habit of making emulsion regularly, but only an occasional batch. When the weather is at all warm it takes a long time for the emulsion to set, unless ice be used, and when once it is set the washing process is an exceedingly "messy" one unless the water be cooled with ice; and the amount of water taken up during washing is often so great that there is considerable difficulty in getting the emulsion to set on the plates. In fact, even in cold weather, it is not an easy process to conduct in the necessary near approach to total darkness.
Considerable suspicion has of late been thrown upon the thoroughness of the alcohol method, unless the emulsion has, previous to precipitation, been freed of the greater part of the soluble salts by washing; that is to say, it is doubtful whether the whole of the soluble salts can be eliminated by the process, and, therefore, unless in exceptionally hot weather, it would seem best not to trust to it, except as a further security against soluble bromide and nitrate after washing. Besides this, the consumption of alcohol is very large. Almost three times the amount of the emulsion precipitated is required, and this, even when methylated spirit is used, adds considerably to the expense. With a view of doing away with the washing altogether, or, rather, of washing of the silver bromide when not incorporated with the gelatine, several processes have been invented. By these silver bromide is obtained in a very fine state of division, ready to mix with gelatine and water in any proportion.
The best known of them is Captain Abney's very ingenious glycerine method, which seems to have been thoroughly successful in his hands, although it has not been in every one's. The silver bromide obtained by his process is not highly sensitive, and requires boiling with gelatine before it is in a fit state to make a rapid plate.
We have lately had described in these columns a method of obtaining bromide in a highly-sensitive state by means of the use of an acid, whereby, after emulsifying and boiling, the viscosity of the gelatine was destroyed, and the bromide in time deposited itself. During the late hot weather, when washing became almost impossible, I was led to cast about for some method of eliminating the soluble salts less tedious and "sloppy" than that of washing, more certain and less expensive than that of precipitating the whole of gelatine with alcohol, and which would take less time than the method of obtaining the bromide in a pure form.
My first idea was to make up the solutions used in emulsifying in a very concentrated form, and, after emulsifying, boiling, and allowing to cool, to add to the thin emulsion thus obtained gelatine to the amount of twenty grains to the ounce, and to precipitate this with alcohol, the rest of the gelatine required to make up the bulk being afterwards added, and the whole thoroughly incorporated by warming and shaking. I was thus successful in reducing the amount of alcohol required to one-third of what would be necessary if the whole of the emulsion were precipitated; but still I found that, if a reliable emulsion were required, the pellicle as formed had to be washed to free it from the last trace of soluble salts.
It now struck me that it might be possible to precipitate the bromide of silver direct from a very weak solution of gelatine, and obtain it in such a form that it might be filtered, washed, and in every way treated as an ordinary precipitate. I tried the following experiment. I took--
1. Silver nitrate....................... 200 grains
Water............................... 1½ ounce.
2. Ammonia bromide...................... 120 grains.
Water................................ 1½ ounce.
Gelatine............................. 12 grains.
I emulsified the two together in the usual way, allowed the whole to cool, and then poured the thin emulsion into about ten ounces of alcohol, stirring the while. As I had anticipated, a flocculent precipitate was formed, which settled to the bottom of the vessel in a few minutes. This was, in fact, sensitive bromide of silver mixed with a very small quantity of gelatine (about five per cent.), and could, I found, be treated in the same manner as a bromide precipitate from an aqueous solution; it might be washed, either by decantation or by filtration, easily dried, and doubtless could, when dry, be kept for an indefinite time, and be at any time used by mixing with gelatine and water in any proportion thought fit.
I found that a less amount of gelatine than four grains to the ounce was sufficient to carry the bromide down, while five grains to the ounce carried it down in something which I considered too near an approach to a plastic mass.
It will be noticed that in the experiments which I have described the emulsion had not been boiled, so that the sensitiveness of the bromide was probably not great. As the experiment was done in daylight it was of no practical use for making emulsion; but I have since made several batches in this manner and have found them most satisfactory.
When sensitiveness is sought by boiling I rind it necessary to add a small quantity of gelatine after boiling and before precipitating, as that which has been kept for some time at a high temperature seems to have lost the viscosity necessary to carry down the silver bromide in such a form that it can he easily separated from the alcohol and water.
The practical manner of making an emulsion by this method may be as follows. Make up the following mixtures:
I. Silver nitrate...........................................400 grains. Water..................................................... 3 ounces.
II.
Ammonia bromide..........................................240 grains. Gelatine..................................................24 grains Water..................................................... 3 ounces. Hydrochloric acid enough to slightly acidify the solution.
III. Gelatine................................................. 20 grains. Water.................................................... ½ ounce. IV.
Hard gelatine (say Nelson's X opaque, or Mr. A. L. Henderson's)................................240 grains. Soft gelatine (Nelson's No.1)........................... 240 grains. Water.....................................................24 ounces.
Nos. II., III., and IV. are allowed to stand until the gelatine is softened. No. I is then warmed in a hock bottle until the gelatine is just melted, when No. II. is poured into it, a little at a time, with vigorous shaking, until the whole is emulsified. It is then transferred to an ordinary jelly can, which is placed in a saucepan half full of water over a ring Bunsen burner in the dark room, and boiled for half an hour. It is then allowed to cool to about 100° Fahr., when No. III. is added. The whole is then allowed to get quite cool, when it is poured, with stirring, into about one pint of methylated spirit. If it be wished the precipitate may now be filtered out and washed at once like an ordinary filtrate, but I prefer to allow it to settle, which it will do in about five minutes. The supernatant fluid is then gently poured off.
This fluid will have the appearance of still containing a considerable amount of the silver bromide; but if it be kept and filtered it will be seen that the quantity is really so small that it may be disregarded. We all know what an alarming quantity of silver seems to be going down the sink when we wash vessels to which a very small quantity of emulsion is adhering. If filtering be resorted to the liquid which comes through will be quite clear. This was somewhat unexpected by me, as, if an emulsion containing the whole of the gelatine be precipitated into alcohol in the usual way, the alcohol becomes milky with a substance which could not, I imagine, be filtered from it.
Two or three ounces of methylated spirit are now added to the vessel containing the silver bromide, and the latter well mixed with it. This makes the precipitate "firmer"--if such an expression be allowable--and this time it will sink to the bottom almost immediately after the stirring has ceased, and the alcohol may be poured off.
I consider that the bromide in this state is practically free from soluble salts, but it may be washed with one or two changes of water if desired.
No. IV. is now gently heated till the gelatine is melted and the precipitate mixed with it. It must be kept warm for some time, and shaken vigorously until all granularity has disappeared, This is, of course, ascertained by placing a drop of the emulsion on a piece of glass, and examining it. If it be wished to keep the bromide of silver for future use it may be placed on a piece of muslin stretched in the drying-box, when it will dry in a very short time; and, although I cannot speak from experience on this point, it will, I have no doubt, keep for an indefinite time so long as light is kept from it.
If it be desired the ammonio-nitrate method may be used instead of the boiling one, although in my hands it does not give such sensitiveness. If it be desired to use this method, solution Nos. I, II., and IV. are made up exactly as for the boiling method, except that No. II. is not acidified. Liquid ammonia is then poured with stirring into the silver solution, until it blackens and again clears. Emulsification is performed exactly as described above, but instead of boiling, the emulsion is kept at a temperature of about 100° Fahr. for half an hour, when it is poured into the alcohol, no addition of gelatine being previously made.
I think I may claim for the method which I have just described that it is less troublesome and more certain than either the ordinary washing method or the usual one of precipitating with alcohol, while it affords an easy method of making sensitive silver bromide in such a form that it can be more easily stored and afterwards manipulated than if it were in the form of pellicle. The whole of the soluble salts are eliminated, and also any gelatine which may have been destroyed in the cooking. The amount of alcohol used is comparatively small; in fact, to prepare silver bromide for a pint of emulsion very little more than a pint of methylated spirit is required. Besides this I do not think that I would be wrong in saying that the chance of green fog is reduced to a minimum.
Let me take this opportunity of thanking Captain Abney for his prompt reply to my question about the connection between the proportion of bromide to gelatine in emulsions, and the density of resulting images.--W. K. Burton, in British Journal of Photography.
Old Wrought Iron Gates, Guildhall.
Japanese chronicles claim that the first pottery was made in the year 660 B.C.; it was not, however, until the Christian era that the art made any considerable advances. In the year 1223 A.D., great improvements were made in manufacture and decoration of the ware. From that date to the sixteenth century the great potteries of Owari, Hizen, Mino, Kioto, Kaga, and Satsuma were established. The Rahn-Yaki, or crackled ware, was first made at Kioto, at the commencement of the sixteenth century. The best old Hizen ware, that which is still the most admired, was made at Arita Hizen, in 1580 to 1585; the old Satsuma dates from 1592. Consul-General Van Buren states that porcelain clays are found in nearly all parts of the country, and the different kinds are usually found in close proximity, and close to canals and rivers, which is of considerable advantage, as affording a means of transport. In all cases every variety of clay used in the manufacture of pottery is found in a natural state; there is no necessity to manufacture the quartzose or fusible clays as is done in other parts of the world, and which adds considerably to the cost of the ware. One of the peculiarities in the clay found in Japan is that it contains both the fusible and infusible materials in such proportions as to make a light, beautiful, translucent, and durable porcelain. At Arita, in Hizen, there is a clay found which contains 783/4 per cent, of silica, and l73/4 per cent, of alumina; from this clay is made the delicate, translucent eggshell ware, without the addition of any other matter. From an adjoining bluff a clay is taken which has 50 per cent, of silica, and 38 per cent, of alumina; from this the common porcelain is made.
Potter's clay is found in very large quantities in the provinces of Yamashiro, Hoki, Turoo Iyo, Hizen, Higo, Owari, Mikaera, Idyn, Musashi, and Mino. In the whole of Japan there are 283 localities where the clay is deposited; many of these only furnish inferior clays, but they are all fitted for use in some of the various kinds of pottery. These clays are thoroughly powdered by means of what is called "balance pounders," worked in some localities by water-power, but the work is often done by hand. The powder is then dried, and stored on boards or in flat boxes. This dough does not go through the process of fermentation. The shaping is almost exclusively done on the potter's wheel, which is set on a pivot working in a porcelain eye. As a rule, the wheel is turned by the potter himself, but in Hizen it is kept in motion by means of a band connected with its pivot and another wheel turned by a boy. In making dishes of other shape than round, a crude mould is sometimes used. After the clay has been shaped on the wheel, it is set away for drying, and usually in two or three days it is considered sufficiently dry for smoothing, which is done on the wheel with a sharp curved knife. The material is now made into "bisque," or biscuit, by a preliminary baking in small ovens, when it is ready for painting, if it is to be painted on the biscuit; if not, it is ready for the glazing. In either event it will then go to the large furnace for the final baking. The kilns for this purpose are always built on hill sides, and are joined together, increasing in size from the lower to the higher ones, and in number from four to twenty five; these kilns are so constructed that the draught is from the lowest one, in addition to which each kiln has its own firing place. The result of this construction is that the upper ones are by far the most heated, and the ware is arranged accordingly; that which requires the least baking, in the lower kiln, and that which requires the greatest heat, in the upper. These connecting kilns have the merit of being heat saving, but they are usually small and badly constructed, and the heat in none of them is uniform.
The glaze is made from the silicious clay and potash extracted from wood ashes. This potash is not a pure white, and this accounts for the dirty color usually to be observed in unpainted Japanese ware. In different districts the painting varies. For instance, in Owari, the greater part of the ware is painted a cobalt blue--the cobalt ore being found in the bluffs near the clay deposits, and is used for painting the cheaper wares, and for this purpose German cobalt is also employed. The painting with cobalt is generally done on the biscuit before glazing. In several districts a very handsome ware is made, and painted on the glaze. For this kind of painting the colors are mixed with a silicate of lead and potash, and baked the third time in a small furnace at a low temperature. The coloring oxides in use are those of copper, cobalt, iron, antimony, manganese, and gold. Japanese porcelain painting may be divided into two categories, decorative and graphic; the first is used to improve the vessel upon which it is placed, and this class includes all the ware except that of the province of Kaga, which would come under the head of graphic, as it delineates all the trades, occupations, sports, customs, and costumes of the people, as well as the scenery, flora, and fauna of the country. "Owari ware" is made in the province of that name; it is not as translucent, but stronger and more tenacious than some of the Hizen manufacture.
The principal potteries are at a village called Sèto, twelve miles from the sea; in this village there are more than 200 kilns. The ware is mostly painted a cobalt blue, and is merely of a decorative kind, consisting of branches of trees, grass, flowers, birds, and insects, all these being copied by the artist from nature. All the Owari ware is true hard porcelain, and is strong and durable. In Hizen, a number of wares are manufactured, the best known kind being the "Eurari," which is made at Arita, but painted at Eurari. The colors in use are red, blue, green, and gold; these are combined in various proportions, but, as a rule, the red predominates. Generally the surface of the vessel is divided into medallions of figures, which alternately have red, blue, or white back-ground, with figures in green or blue and gold.
The egg-shell porcelain sold at Nagasaki is made in this province from Arita clay, and this is made from clay with no admixture of fusible matter except that contained by the clay naturally. The province of Satsuma is noted for crackled ware. It is only within a very few years that large vases have been manufactured, and in earlier days the old ware was confined to small vessels. The glaze is a silicate of alumina and potash, and the best ware has a complete network of the finest crackles; the painting is of birds and flowers, and noted for its delicate lines of green, red, and gold.
In Kioto, the ware manufactured is very similar to that produced in Satsuma, but it is lighter and more porous; the decorations are also nearly the same, being of birds and flowers. There is a description of ware made in Kioto, called "Eraku," the whole body of which is covered with a red oxide of iron, and over this mythical figures of gold are traced. That produced in Kagja is faïence, and in the style of painting is unlike any other in Japan, the predominating color being a light red, used with green and gold. The designs with which it is profusely decorated are trees, grasses, flowers, birds, and figures of all classes of people, with their costumes, occupations, and pastimes. The "Banko" ware is made at the head of the Owari Bay; it is an unglazed stone-ware, very light and durable, made on moulds in irregular shapes, and decorated with figures in relief. On the island of Awadji, a delicate, creamy, crackled, soft paste porcelain is made. The figures used in decoration are birds and flowers, but outlined by heavy, dark lines.
Consul Van Buren is of opinion that, at no distant day, Japan will be one of the foremost competitors in the pottery markets of the world, on account of the great variety and excellence of the clays, their proximity to the sea, the cheapness of labor, and the beauty and originality of the decorations. Already this important industry has been greatly stimulated by the foreign demand, and by the success of Japanese exhibitors at the Exhibitions of Vienna, Philadelphia, and Paris.--Journal of the Society of Arts.
Professor Julius E. Hilgard, for twenty years assistant in charge of the office, has been placed in temporary charge of the Coast and Geodetic Survey. It is understood that he will be appointed superintendent to succeed the late Captain Carlile P. Patterson.
The first idea of the French Crystal Palace was suggested by the English structure of the same name at Sydenham, about eight miles from London. Such a structure, as may be readily conceived, requires a site of vast extent, and one that shall be easy of access and possess the most agreeable surroundings. To the promoter of the project, those portions of the park of St. Cloud in the vicinage of the old chateau appeared to combine within themselves all the conditions that were desirable, and he, therefore, on the 15th of December, 1879, addressed the Ministers of Public Works and of Finances asking for the necessary concessions. The extensive specifications have been finally completed and will probably be shortly submitted for the approval of the parliament. The moment has arrived then for the public press to take cognizance of a project which concerns so great interests.
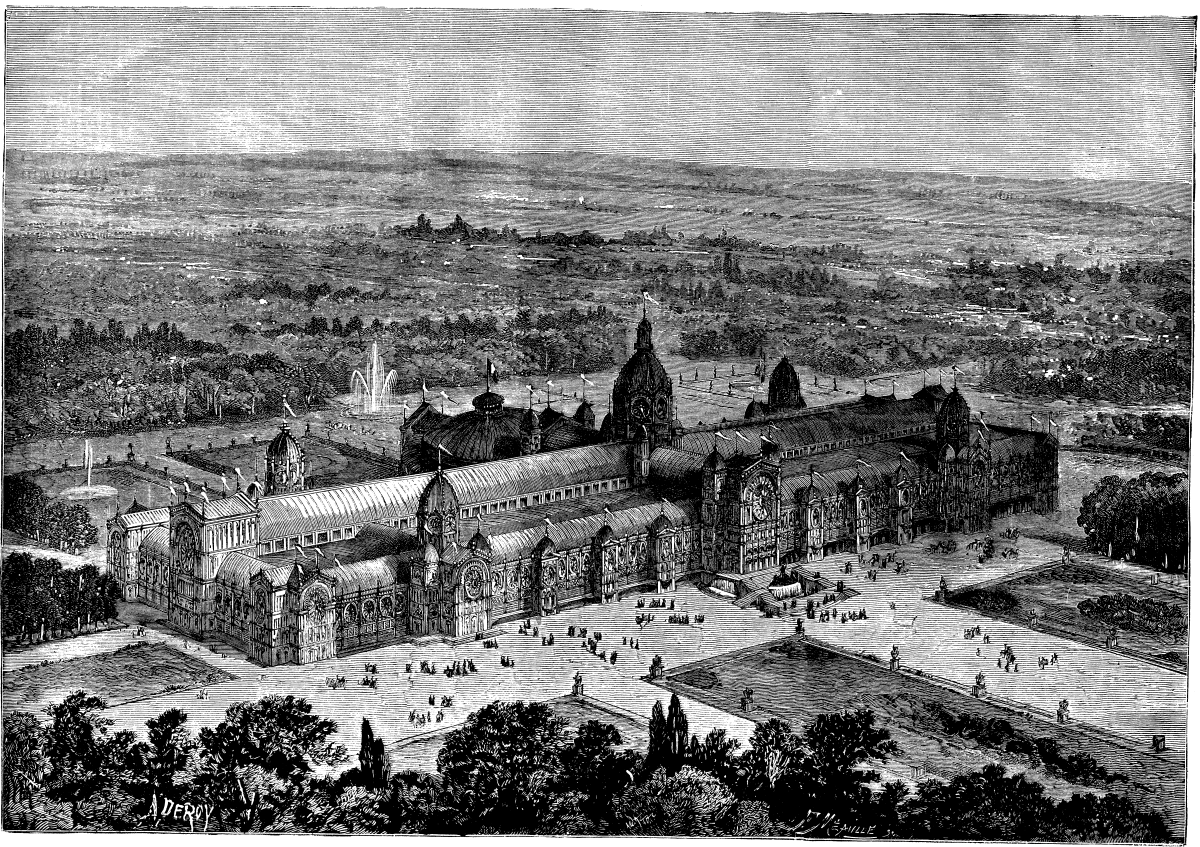
THE FRENCH CRYSTAL PALACE--PARK OF ST CLOUD, PARIS.
At present we shall say a few words à propos of the engraving we present herewith. The French Crystal Palace will consist of one great nave, two lateral naves, two surrounding galleries, and a vast rotunda behind. The principal entrance, located at the head of the avenue leading from the present ruins (which will, ere long, be transformed into a most interesting museum), will exhibit a very striking aspect with its monumental fountain and the dome which it is proposed to erect over the very entrance itself. The whole structure will cover about nineteen acres of ground, thus being two and a half times the extent of the Palace of Industry in the Champs Elysees. The great nave of honor will be nearly 1,650 ft. in length, 78 ft. in width, and 98 ft. in height. The dome will measure exactly 328 ft. in height, or 105 ft. more than the towers of Notre Dame. The structure, with the exception of basement and foundation, will be of glass and iron.
The project which we publish to-day has been studied and gotten up, according to the general plans and dimensions suggested by the promoter, by Mr. Dumoulin, the architect. We are informed that the builder is to be Mr. Alfred Hunnebelle, a contractor well known from the extensive works that he has executed, and who is president of the Syndical Chamber of Contractors of Paris.
Among the annexes of this palace we may note a "Palace of the Republic," to be built on the ruins and designed for illustrious or distinguished visitors, such as the President of the Republic, the Ministers, the Municipal Council of Paris, foreign delegates, etc.; a farm house for special exhibitions and a field for experiments; galleries, cottages, etc.
As for the programme, which embraces six divisions and numerous subdivisions, we are unable to give it at present for want of space; we need only say that it satisfies perfectly all the conditions of so vast an undertaking.
In the hands of the projector, Mr. Nicole, who is well known from his long experience in such matters, the exhibition will undoubtedly prove a success and be instrumental in adding prosperity to all French industries.
THE GREAT HEAT OF THE SUN.--Prof. S. P. Langley has made the following calculation: A sunbeam one centimeter in section is found in the clear sky of the Alleghany Mountains to bring to the earth in one minute enough heat to warm one gramme of water by 1° C. It would, therefore, if concentrated upon a film of water 1/500th of a millimeter thick, 1 millimeter wide, and 10 millimeters long, raise it 83 1/3° in one second, provided all the heat could be maintained. And since the specific heat of platinum is only 0.0032 a strip of platinum of the same dimensions would, on a similar supposition, be warmed in one second to 2,603° C.--a temperature sufficient to melt it!
From the site of this building, magnificent views are obtained over the island-dotted sea and the mainland of Asia Minor: but, "though every prospect pleases," it is a land of earthquakes, and unfortunately, the works at the chateau have been suspended, owing to the dreadful calamity which has recently fallen upon the district. The building is intended for the residence of an English lady of exalted rank. It is to be built of local white stone, the hall, staircase, etc., being lined and paved with marbles. The hall is a large apartment about 25 ft. high, with paneled ceiling, having galleries on two sides, giving access to the rooms surrounding it on first floor, and to the turret staircase leading to roofs, etc. With the exception of sanitary apparatus, painted windows, etc. (which will be supplied by English firms), the whole of the work will be executed by native labor. The architect is Mr. Edwin T. Hall, London.--Building News.
SUGGESTIONS IN ARCHITECTURE--A CASTELLATED CHATEAU.
Just now nothing save electricity is talked about in scientific circles. During the meeting of the British Association the greatest possible prominence was given to electrical questions and propositions The success of the electric light, the introduction of the Faure battery with a great flourish of trumpets, and the magnificent display of electrical instruments and machinery at Paris, have all operated to the same end. The daily press has taken the subject up, and journals which were nothing hitherto if not political, now indulge in magnificent rhapsodies concerning the future of electricity. Even eminent engineers, carried away by the intoxication of the moment, have not hesitated to say that the steam engine is doomed, and that its place will be taken by the electricity engine. In the midst of all this noise and clamor and blowing of personal trumpets, it is not easy to keep one's head clear, and mistakes may be made which will cause disappointment to many and retard the progress of electrical science. We confidently expect that electricity will prove a potent agent by and by in the hands of the speculator for extracting gold from the pockets of the public, and we write now to warn our readers in time, and to endeavor to clear the air of some of the mists with which it is obscured. There is, no doubt, a great future before electricity; but it is equally certain that electricity can never do many things which the half informed may be readily made to believe it will do. We propose here to say enough on this point to enlighten our readers, without troubling them with perplexing problems and speculations.
No one at this moment knows what electricity is; but for our present purpose we may regard it as a fluid, non-elastic, and without weight, and universally diffused through the universe. To judge by recently published statements, a large section of the reading public are taught that this fluid is a source of power, and that it may be made to do the work of coal. This is a delusion. So long as electricity remains in what we may call a normal state of repose, it is inert. Before we can get any work out of electricity a somewhat greater amount of work must be done upon it. If this fundamental and most important truth be kept in view it will not be easy to make a grave mistake in estimating the value of any of the numerous schemes for making electricity do work which will ere long be brought before the public. To render our meaning clearer, we may explain that in producing the electric light, for instance, a certain quantity of electricity passes in through one wire to the lamp, and precisely the same quantity passes out through the other wire, and on to the earth or return wire completing the circuit. Not only is the quantity the same, the velocity is also unchanged. But in going through the lamp the current has done something. It has overcome the resistance of the carbons, heated them to a dazzling white heat, and so performed work. In doing this the current of electricity has lost something. Led from the first lamp to a second, it is found powerless--if the first lamp be of sufficient size. What is it that the electricity has lost? It has parted with what electricians would term "potential," or the capacity for performing work. What this is precisely, or in what way the presence or absence of potential modifies the nature of the electric current, no one knows; but it is known that this potential can only be conferred on electricity by doing work on the electricity in the first instance. The analogy between electricity and a liquid like water will now be recognized. So long as the water is at rest, it is inert. If we pump it up to a height, we confer on it the equivalent of potential. We can let the water fall into the buckets of an overshot wheel. Its velocity leaving the tail race may be identical with that at which it left the supply trough to descend on the wheel. Its quantity will be the same. It will be in all respects unchanged, just as the current of electricity passing through a lamp is unchanged; but it has, nevertheless, lost something. It has parted with its potential--capacity for doing work--and it becomes once more inert. But the duty which it discharged in turning the mill wheel was somewhat less than the precise equivalent of the work done in pumping it up to a level with the top of the wheel. In the same way the electric current never can do work equal in amount to the work done on it in endowing it with potential.
It will thus be seen that electricity can only be used as a means of transmitting power from one place to another, or for storing power up at one time to be used at a subsequent period; but it cannot be used to originate power in the way coal can be used. It possesses no inherent potential. It is incapable of performing work unless something is done to it first. We have spoken of it as a fluid, but only for the sake of illustration. As we have said, no one knows what it is, but the theory which bids fair for acceptance is that it is a mode of motion of the all-pervading ether. Very curious and instructive experiments are now being carried out in Paris by Dr. Bjerkness, of Christiania, in the Norwegian section of the electrical exhibition. This gentleman submerges thin elastic diaphragms in water, and causes them to vibrate, or rather pulsate, by compressed air. He finds that if they pulsate synchronously they attract each other. If the pulsations are not simultaneous, the disks repel each other. From this and other results he has obtained, it may be argued that the ether plays the part of the water in Dr. Bjerkness' tank, and that when special forms of vibration are set up in bodies they become competent to attract or repel other bodies. This being so, it will be seen that the power of attraction or repulsion of an electrical body depends in the first instance on the motion set up in the body attracted or repulsed, and this motion is, of course, some function of the work originally done on the body. We need not pursue this argument further. Among the most scientific investigators of the day it is admitted that the efficiency of electricity as a doer of work, or a producer of action at a distance, must depend for its value on the performance of work in some one way or another on the electricity itself in the first instance. It may be worth while here to dispel a popular delusion. It is held very generally that electricity can be made, as, for instance, by the galvanic battery. There is no reason to believe anything of the kind; but whether it is or is not true that electricity is actually made by the combustion of zinc in a galvanic trough, it is quite certain that this electricity, unless it possesses potential, can do no work, no matter how great its quantity. Of course, it is to be understood that all electric currents possess potential. If they did not, their presence would be unknown; but the potential of a current is in all cases the result of work done on electricity, either by the oxidation of zinc, or in some other way. This is a broad principle, but it is strictly consistent in every respect with the truth. Electricity, then, is, as we have said, totally different from coal; and it can never become a substitute for it alone. Water power, air power, or what we may, for want of a better phrase, call chemical power, combined with electricity, can be used as a substitute for coal; but electricity cannot of itself be employed to do work. It is true, however, that electricity, on which work has already been done, may be found in nature. Atmospheric electricity, for example, may perhaps yet be utilized. It is by no means inconceivable that the electricity contained in a thunder cloud might be employed to charge a Faure battery; but up to the present no one has contemplated the obtaining of power from the clouds, and whether it is or is not practicable to utilize a great natural force in this way does not affect our statement. The use of electricity must be confined to its power of transmitting or storing up energy, and this truth being recognized, it becomes easy to estimate the future prospects of electricity at something like their proper value.
It has been proved to a certain extent that electricity can be used to transmit power to a distance, and that it can be used to store it up. Thus far the man of pure science. The engineer now comes on the stage and asks--Can practical difficulties be got over? Can it be made to pay? In trying to answer these questions we cannot do better than deal with one or two definite proposals which have been recently made. That with which we shall first concern ourselves is that trains should be worked by Faure batteries instead of by steam. It is suggested that each carriage of a train should be provided with a dynamo motor, and that batteries enough should be carried by each to drive the wheels, and so propel the train. Let us see how such a scheme would comply with working conditions. Let us take for example a train of fifteen coaches on the Great Northern Railway, running without a stop to Peterborough in one hour and forty minutes. The power required would be about 500 horses indicated. To supply this for 100 minutes, even on the most absurdly favorable hypothesis, no less than 25 tons of Faure batteries would be required. Adding to these the weight of the dynamo motors, and that unavoidably added to the coaches, it will be seen that a weight equal to that of an engine would soon be reached. The only possible saving would be some 28 to 30 tons of tender. In return for this all the passengers would have to change coaches at Peterborough, as the train could not be delayed to replace the expended with fresh batteries. This is out of the question. The Faure batteries must all be carried on one vehicle or engine, which could be changed for another, like a locomotive. Even then no advantage would be gained. As to cost, it is very unlikely that the stationary engines which must be provided to drive the dynamo machines for charging the batteries would be more economical than locomotive engines; and if we allow that the dynamo machine only wasted 10 per cent. of the power of the engine, the Faure batteries 10 per cent. of the power of the dynamo machines, and the dynamo motors 10 per cent. of the power of the batteries--all ridiculously favorable assumptions--yet the stationary engines would be handicapped with a difference in net efficiency between themselves and the locomotive--admitting the original efficiency per pound of coal in both to be the same--of some 27 per cent., we think we may relegate this scheme to the realms of oblivion. Another idea is that by putting up turbines and dynamo machines the steam engine might be superseded by water power. Now it so happens that if all the water power of England were quadrupled it would not nearly suffice for our wants. It may be found worth while perhaps to construct steam engines close to coalpits and send out power from these engines by wire; but the question will be asked, Which is the cheaper of the two, to send the coal or to send the power? On the answer to this will depend the decision of the mill owners. Another favorite scheme is that embodied in the Siemens electrical railway. We believe that there is a great future in store for electricity as a worker of tramway traffic; but the traffic on a great line like the Midland or Great Northern Railway could not be carried on by it. As Robert Stephenson said of the atmospheric system, it is not flexible enough. The working of points and crossings, and the shunting of trains and wagons, would present unsurmountable difficulties. We have cited proposals enough, we think, to illustrate our meaning. Sir William Armstrong, Sir Frederick Bramwell, Dr. Siemens, Sir W. Thomson, and many others may be excused if they are a little enthusiastic. They are just now overjoyed with success attained; but when the time comes for sober reflection they will, no doubt, see good reason to moderate their views. No one can say, of course, what further discoveries may bring to light; but recent speakers and writers have found in what is known already, materials for sketching out a romance of electricity. It is but romancing to assert that the end of the steam engine is at hand. Wonderful and mystical as electricity is, there are some very hard and dry facts about it, and these facts are all opposed to the theory that it can become man's servant of all work. Ariel-like, electricity may put a girdle round the earth in forty minutes; but it shows no great aptitude for superseding the useful old giant steam, who has toiled for the world so long and to such good purpose--The Engineer.
In the July number of this Journal for 1880, I gave a short account of certain changes in the Sprengel-pump by means of which far better vacua could be obtained than had been previously possible. For example, the highest vacuum at that time known had been reached by Mr. Crookes, and was about 1/17,000,000, while with my arrangement vacua of 1/100,000,000 were easily reached. In a notice that appeared in Nature for August, 1880, p. 375, it was stated that my improvements were not new, but had already been made in England four years previously. I have been unable to obtain a printed account of the English improvements, and am willing to assume that they are identical with my own; but on the other hand, as for four years no particular result seems to have followed their introduction in England, I am reluctantly forced to the conclusion that their inventor and his customers, for that period of time, have remained quite in ignorance of the proper mode of utilizing them. Since then I have pushed the matter still farther, and have succeeded in obtaining with my apparatus vacua as high as 1/390,000,000 without finding that the limit of its action had been reached. The pump is simple in construction, inexpensive, and, as I have proved by a large number of experiments, certain in action and easy of use; stopcocks and grease are dispensed with, and when the presence of a stopcock is really desirable its place is supplied by a movable column of mercury.
Reservoir.--An ordinary inverted bell-glass with a diameter of 100 mm. and a total height of 205 mm. forms the reservoir; its mouth is closed by a well-fitting cork through which passes the glass tube that forms one termination of the pump. The cork around tube and up to the edge of the former is painted with a flexible cement. The tube projects 40 mm. into the mercury and passes through a little watch-glass-shaped piece of sheet-iron, W, figure 1, which prevents the small air bubbles that creep upward along the tube from reaching its open end; the little cup is firmly cemented in its place. The flow of the mercury is regulated by the steel rod and cylinder, CR, Figure 1. The bottom of the steel cylinder is filled out with a circular piece of pure India-rubber, properly cemented; this soon fits itself to the use required and answers admirably. The pressure of the cylinder on the end of the tube is regulated by the lever, S, Figure 1; this is attached to a circular board which again is firmly fastened over the open end of the bell-glass. It will be noticed that on turning the milled head, S, the motion of the steel cylinder is not directly vertical, but that it tends to describe a circle with c as a center; the necessary play of the cylinder is, however, so small, that practically the experimenter does not become aware of this theoretical defect, so that the arrangement really gives entire satisfaction, and after it has been in use for a few days accurately controls the flow of the mercury. The glass cylinder is held in position, but not supported, by two wooden adjustable clamps, a a, Figure 2. The weight of the cylinder and mercury is supported by a shelf, S, Figure 2, on which rests the cork of the cylinder; in this way all danger of a very disagreeable accident is avoided.
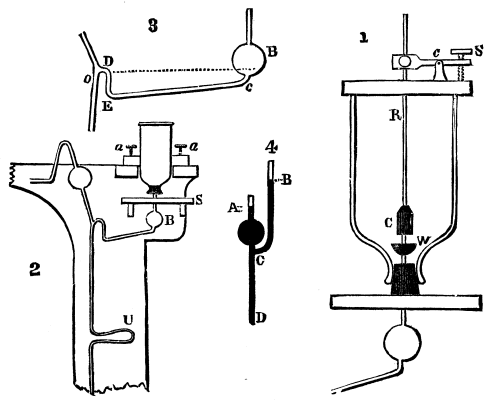
MODIFIED FORM OF SPRENGEL PUMP.
Vacuum-bulb.--Leaving the reservoir, the mercury enters the vacuum-bulb, B, Figure 2, where it parts with most of its air and moisture; this bulb also serves to catch the air that creeps into the pump from the reservoir, even when there is no flow of mercury; its diameter is 27 mm. The shape and inclination of the tube attached to this bulb is by no means a matter of indifference; accordingly Figure 3 is a separate drawing of it; the tube should be so bent that a horizontal line drawn from the proper level of the mercury in the bulb passes through the point, o, where the drops of mercury break off. The length of the tube, EC, should be 150 mm., that of the tube, ED, 45 mm.; the bore of this tube is about the same as that of the fall-tube.
Fall-tube and bends.--The bore of the fall-tube in the pump now used by me is 1.78 mm.; its length above the bends (U, Figure 2) is 310 mm.; below the bends the length is 815 mm. The bends constitute a fluid valve that prevents the air from returning into the pump; beside this, the play of the mercury in them greatly facilitates the passage of the air downward. The top of the mercury column representing the existing barometric pressure should be about 25 mm. below the bends when the pump is in action. This is easily regulated by an adjustable shelf, which is also employed to fill the bends with mercury when a measurement is taken or when the pump is at rest. On the shelf is a tube, 160 mm. high and 20 mm. in diameter, into which the end of the fall-tube dips; its side has a circular perforation into which fits a small cork with a little tube bent at right angles. With the hard end of a file and a few drops of turpentine the perforation can be easily made and shaped in a few minutes. By revolving the little bent tube through 180° the flow of the mercury can be temporarily suspended when it is desirable to change the vessel that catches it.
Gauge.--For the purpose of measuring the vacua I have used an arrangement similar to McLeod's gauge, Figure 4; it has, however, some peculiarities. The tube destined to contain the compressed air has a diameter of 1.35 mm. as ascertained by a compound microscope; it is not fused at its upper extremity, but closed by a fine glass rod that fits into it as accurately as may be, the end of the rod being ground flat and true. This rod is introduced into the tube, and while the latter is gently heated a very small portion of the cement described below is allowed to enter by capillary attraction, but not to extend beyond the end of the rod, the operation being watched by a lens. The rod is used for the purpose of obtaining the compressed air in the form of a cylinder, and also to allow cleansing of the tube when necessary. The capacity of the gauge-sphere was obtained by filling it with mercury; its external diameter was sixty millimeters; for measuring very high vacua this is somewhat small and makes the probable errors rather large; I would advise the use of a gauge-sphere of about twice as great capacity. The tube, CB, Figure 4, has the same bore as the measuring tube in order to avoid corrections for capillarity. The tube of the gauge, CD, is not connected with an India-rubber tube, as is usual, but dips into mercury contained in a cylinder 340 mm. high, 58 mm. in diameter, which can be raised and lowered at pleasure. This is best accomplished by the use of a set of boxes of various thicknesses, made for the purpose and supplemented by several sheets of cardboard and even of writing-paper. These have been found to answer well and enable the experimenter to graduate with a nicety the pressure to which the gas is exposed during measurement. By employing a cylinder filled with mercury instead of the usual caoutchouc tubing small bubbles of air are prevented from entering the gauge along with the mercury. An adjustable brace or support is used which prevents accident to the cylinder when the pump is inclined for the purpose of pumping out the vacuum-bulb. The maximum pressure that can be employed in the gauge used by me is 100 mm.
All the tubing of the pump is supported at a distance of about 55 mm. from the wood-work; this is effected by the use of simple adjustable supports and adjustable clamps; the latter have proved a great convenience. The object is to gain the ability to heat with a Bunsen burner all parts of the pump without burning the wood-work. Where glass and wood necessarily come in contact the wood is protected by metal or simply painted with a saturated solution of alum. The glass portions of the pump I have contrived to anneal completely by the simple means mentioned below. If the glass is not annealed it is certain to crack when subjected to heat, thus causing vexation and loss of time. The mercury was purified by the same method that was used by W. Siemens (Pogg. Annalen, vol. ex., p. 20), that is, by a little strong sulphuric acid to which a few drops of nitric acid had been added; it was dried by pouring it repeatedly from one hot dry vessel to another, by filtering it while quite warm, the drying being completed finally by the action of the pump itself. All the measurements were made by a fine cathetometer which was constructed for me by William Grunow; see this Journal, Jan., 1874, p. 23. It was provided with a well-corrected object-glass having a focal length of 200 mm. and as used by me gave a magnifying power of 16 diameters.
Manipulation.--The necessary connections are effected with a cement made by melting Burgundy pitch with three or four per cent of gutta percha. It is indispensable that the cement when cold should be so hard as completely to resist taking any impression from the finger nail, otherwise it is certain to yield gradually and finally to give rise to leaks. The connecting tubes are selected so as to fit as closely as possible, and after being put into position are heated to the proper amount, when the edges are touched with a fragment of cold cement which enters by capillary attraction and forms a transparent joint that can from time to time be examined with a lens for the colors of thin plates, which always precede a leak. Joints of this kind have been in use by me for two months at a time without showing a trace of leakage, and the evidence gathered in another series of unfinished experiments goes to show that no appreciable amount of vapor is furnished by the resinous compound, which, I may add, is never used until it has been repeatedly melted. As drying material I prefer caustic potash that has been in fusion just before its introduction into the drying tube; during the process of exhaustion it can from time to time be heated nearly to the melting point: if actually fused in the drying tube the latter almost invariably cracks. The pump in the first instance is to be inclined at an angle of about 10 degrees, the tube of the gauge being supported by a semicircular piece of thick pasteboard fitted with two corks into the top of the cylinder. This seemingly awkward proceeding has in no case been attended with the slightest accident, and owing to the presence of the four leveling-screws, the pump when righted returns, as shown by the telescope of the cathetometer, almost exactly to its original place. In the inclined position the exhaustion of the vacuum bulb is accomplished along with that of the rest of the pump. The exhaustion of the vacuum-bulb when once effected can be preserved to a great extent for use in future work, merely by allowing mercury from the reservoir to flow in a rapid stream at the time that air is allowed to re-enter the pump. During the first process of exhaustion the tube of the gauge is kept hot by moving to and fro a Bunsen burner, and is in this way freed from those portions of air and moisture that are not too firmly attached. After a time the vacuum-bulb ceases to deliver bubbles of air; it and the attached tube are now to be heated with a moving Bunsen burner, when it will be found to furnish for 15 or 20 minutes a large quantity of bubbles mainly of vapor of water. After then production ceases the pump is righted and the exhaustion carried farther. In spite of a couple of careful experiments with the cathetometer I have not succeeded in measuring the vacuum in the vacuum bulb, but judge from indications, that is about as high as that obtained in an ordinary Geissler pump. Meanwhile the various parts of the pump can be heated with a moving Bunsen burner to detach air and moisture, the cement being protected by wet lamp-wicking. In one experiment I measured the amount of air that was detached from the walls of the pump by heating them for ten minutes somewhat above l00° C., and found that it was 1/1,000,000 of the air originally present. I have also noticed that a still larger amount of air is detached by electric discharges. This coincides with an observation of E. Bessel-Hagen in his interesting article on a new form of Töpler's mercury-pump (Annalen der Physik und Chemie, 1881, vol. xii.). Even when potash is used a small amount of moisture always collects in the bends of the fall tube; this is readily removed by a Bunsen burner; the tension of the vapor being greatly increased, it passes far down the fall-tube in large bubbles and is condensed. Without this precaution I have found it impossible to obtain a vacuum higher than 1/25,000,000; in point of fact the bends should always be heated when a high exhaustion is undertaken even if the pump has been standing well exhausted for a week; the heat should of course never be applied at a late stage of the exhaustion. Conversely, I have often by the aid of heat completely and quickly removed quite large quantities of the vapor of water that had been purposely introduced. The exhaustion of the vacuum-bulb is of course somewhat injured by the act of using the pump and also by standing for several days, so that it has been usual with me before undertaking a high exhaustion to incline the pump and re-exhaust for 20 minutes; I have, however, obtained very high vacua without using this precaution.
During the process of exhaustion not more than one-half of the mercury in the reservoir is allowed to run out, other wise when it is returned bubbles of air are apt to find their way into the vacuum-bulb. In order to secure its quiet entrance it is poured into a silk bag provided with several holes. When the reservoir is first filled its walls for a day or two appear to furnish air that enters the vacuum-bulb; this action, however, soon sinks to a minimum and then the leakage remains quite constant for months together.
Measurement of the vacuum.--The cylinder into which the gauge-tube dips is first elevated by a box sufficiently thick merely to close the gauge, afterwards boxes are placed under it sufficient to elevate the mercury to the base of the measuring tube; when the mercury has reached this point, thin boards and card-boards are added till a suitable pressure is obtained. The length of the inclosed cylinder of air is then measured with the cathetometer, also the height of the mercurial "meniscus," and the difference of the heights of the mercurial columns in A and B, figure 4. To obtain a second measure an assistant removes some of the boxes and the cylinder is lowered by hand three or four centimeters and then replaced in its original position. In measuring really high vacua, it is well to begin with this process of lowering and raising the cylinder, and to repeat it five or six times before taking readings. It seems as though the mercury in the tube, B, supplies to the glass a coating of air that allows it to move more freely; at all events it is certain that ordinarily the readings of B become regular, only after the mercury has been allowed to play up and down the tube a number of times. This applies particularly to vacua as high 1/50,000,000 and to pressures of five millimeters and under. It is advantageous in making measurements to employ large pressures and small volumes; the correct working of the gauge can from time to time be tested by varying the relations of these to each other. This I did quite elaborately, and proved that such constant errors as exist are small compared with inevitable accidental errors, as, for example, that there was no measurable correction for capillarity, that the calculated volume of the "meniscus" was correct, etc. It is essential in making a measurement that the temperature of the room should change as little as possible, and that the temperature of the mercury in the cylinder should be at least nearly that of the air near the gauge-sphere. The computation is made as follows
n = height of the cylinder inclosing the air;
c = a factor which, multiplied by n, converts it into cubic
millimeters;
S = cubic contents of the meniscus;
d = difference of level between A and B, fig. 4;
= the pressure the air is under;
N = the cubic contents of the gauge in millimeters;
x = a fraction expressing the degree of exhaustion obtained; then
x=1/([N (760/d)]/[nc - S])
It will be noticed that the measurements are independent of the actual height of the barometer, and if several readings are taken continuously, the result will not be sensibly affected by a simultaneous change of the barometer. Almost all the readings were taken at a temperature of about 20° C., and in the present state of the work corrections for temperature may be considered a superfluous refinement.
Gauge correction.--It is necessary to apply to the results thus obtained a correction which becomes very important when high vacua are measured. It was found in an early stage of the experiments that the mercury, in the act of entering the highly exhausted gauge, gave out invariably a certain amount of air which of course was measured along with the residuum that properly belonged there; hence to obtain the true vacuum it is necessary to subtract the volume of this air from nc. By a series of experiments I ascertained that the amount of air introduced by the mercury in the acts of entering and leaving the gauge was sensibly constant for six of these single operations (or for three of these double operations), when they followed each other immediately. The correction accordingly is made as follows: the vacuum is first measured as described above, then by withdrawing all the boxes except the lowest, the mercury is allowed to fall so as nearly to empty the gauge; it is then made again to fill the gauge, and these operations are repeated until they amount in all to six; finally the volume and pressure are a second time measured. Assuming the pressure to remain constant, or that the volumes are reduced to the same pressure,
v = the original volume; v' = the final volume; V' = volume of air introduced by the first entry of the mercury; V = corrected volume; then
V' = (v'-v)/6 V = v - [(v'-v)/6]
It will be noticed that it is assumed in this formula that the same amount of air is introduced into the gauge in the acts of entry and exit; in the act of entering in point of fact more fresh mercury is exposed to the action of the vacuum than in the act exit, which might possibly make the true gauge-correction rather larger than that given by the formula. It has been found that when the pump is in constant use the gauge-correction gradually diminishes from day to day; in other words, the air is gradually pumped out of the gauge-mercury. Thus on December 21, the amount of air entering with the mercury corresponded to an exhaustion of
1/27,308,805 .......Dec. 21.
1/38,806,688 ...... Dec. 29.
1/78,125,000 .......Jan. 15.
1/83,333,333 .......Jan. 23
1/128,834,063 ......Feb. 1.
1/226,757,400 ..... Feb. 9.
1/232,828,800 ..... Feb. 19.
1/388,200,000 ......March 7.
That this diminution is not due to the air being gradually withdrawn from the walls of the gauge or from the gauge-tube, is shown by the fact that during its progress the pump was several times taken to pieces, and the portions in question exposed to the atmosphere without affecting the nature or extent of the change that was going on. I also made one experiment which proves that the gauge-correction does not increase sensibly, when the exhausted pump and gauge are allowed to stand unused for twenty days.
Rate of the pump's work.--It is quite important to know the rate of the pump at different degrees of exhaustion, for the purpose of enabling the experimenter to produce a definite exhaustion with facility; also if its maximum rate is known and the minimum rate of leakage, it becomes possible to calculate the highest vacuum attainable with the instrument. Examples are given in the tables below; the total capacity was about 100,000 cubic mm.
Time. Exhaustion. Ratio.
1/78,511 10 minutes }........ 1:1/3.53 1/276,980 10 minutes }........ 1:1/6.10 1/1,687,140 10 minutes }........ 1:1/4.15 1/7,002,000
Upon another occasion the following rates and exhaustions were obtained:
Time. Exhaustion. Rate.
1/7,812,500 10 minutes }........ 1:1/3.18 1/24,875,620 10 minutes }........ 1:1/2.69 1/67,024,090 10 minutes }........ 1:1/1.22 1/81,760,810 10 minutes }........ 1:1.67 1/136,986,300 10 minutes }........ 1:1.23 1/170,648,500
The irregular variations in the rates are due to the mode in which the flow of the mercury was in each case regulated.
Leakage.--We come now to one of the most important elements in the production of high vacua. After the air is detached from the walls of the pump the leakage becomes and remains nearly constant. I give below a table of leakages, the pump being in each case in a condition suitable for the production of a very high vacuum:
Duration of the Leakage per hour in
experiment cubic mm., press.,
760 mm.
18½ hours............................ 0.000853
27 hours............................ 0.001565
26½ hours.............................0.000791
20 hours.............................0.000842
19 hours.............................0.000951
19 hours.............................0.001857
7 days..............................0.001700
7 days..............................0.001574
Average.................... 0.001266
I endeavored to locate this leakage, and proved that one-quarter of it is due to air that enters the gauge from the top of its column of mercury, thus:
Duration of the Gauge-leakage per hour
experiment. in cubic mm., press.
760 mm.
18 hours.................................0.0002299
7 days..................................0.0004093
7 days..................................0.0003464
Average.......................0.0003285
This renders it very probable that the remaining three quarters are due to air given off from the mercury at B, Fig. 4, from that in the bends and at the entrance of the fall-tube, o, Fig. 3.
Further on some evidence will be given that renders it probable that the leakage of the pump when in action is about four times as great as the total leakage in a state of rest.
The gauge, when arranged for measurement of gauge-leakage, really constitutes a barometer, and a calculation shows that the leakage would amount to 2.877 cubic millimeters per year, press. 760 mm. If this air were contained in a cylinder 90 mm. long and 15 mm. in diameter it would exert a pressure of 0.14 mm. To this I may add that in one experiment I allowed the gauge for seven days to remain completely filled with mercury and then measured the leakage into it. This was such as would in a year amount to 0.488 cubic millimeter, press. 760 mm., and in a cylinder of the above dimensions would exert a pressure of 0.0233 mm.
Reliability of the results: highest vacuum.
The following are samples of the results obtained. In one case sixteen readings were taken in groups of four with the following result:
Exhaustion.
1 / 74,219,139
1 / 78,533,454
1 / 79,017,272
1 / 68,503,182
Mean 1 / 74,853,449
Calculating the probable error of the mean with reference to the above four results it is found to be 2.28 per cent of the quantity involved.
A higher vacuum measured in the same way gave the following results:
1 / 146,198,800 1 / 175,131,300 1 / 204,081,600 1 / 201,207,200
The mean is 1 / 178,411,934, with a probable error of 5.42 per cent of the quantity involved. I give now an extreme case; only five single readings were taken; these corresponded to the following exhaustions:
1 / 379,219,500 1 / 371,057,265 1 / 250,941,040 1 / 424,088,232 1 / 691,082,540
The mean value is 1 / 381,100,000, with a probable error of 10.36 per cent of the quantity involved. Upon other occasions I have obtained exhaustions of 1 / 373,134,000 and 1 / 388,200,000. Of course in these cases a gauge-correction was applied; the highest vacuum that I have ever obtained irrespective of a gauge-correction was 1 / 190,392,150. In these cases and in general, potash was employed as the drying material; I have found it practical, however, to attain vacua as high as 1 / 50,000,000 in the total absence of all such substances. The vapor of water which collects in bends must be removed from time to time with a Bunsen burner while the pump is in action.
It is evident that the final condition of the pump is reached when as much air leaks in per unit of time as can be removed in the same interval. The total average leakage per ten minutes in the pump used by me, when at rest, was 0.000211 cubic millimeter at press. 760 mm. Let us assume that the leakage when the pump is in action is four times as great as when at rest; then in each ten minutes 0.000844 cubic millimeter press., 760 mm., would enter; this corresponds in the pump used by me to an exhaustion of 1 / 124,000,000; if the rate of the pump is such as to remove one-half of the air present in ten minutes, then the highest attainable exhaustion would be 1 / 248,000,000. In the same way it may be shown that if six minutes are required for the removal of half the air the highest vacuum would be 1 / 413,000,000 nearly, and rates even higher than this have been observed in my experiments. An arrangement of the vacuum-bulb whereby the entering drops of mercury would be exposed to the vacuum in an isolated condition for a somewhat longer time would doubtless enable the experimenter to obtain considerably higher vacua than those above given.
Exhaustion obtained with a plain Sprengel Pump.--I made a series of experiments with a plain Sprengel pump without stopcocks, and arranged, as far as possible, like the instrument just described. The leakage per hour was as follows:
Duration of the Leakage per hour in
experiment. cubic mm. at press.
760 mm.
22 hours 0.04563
2 days 0.04520
2 days 0.09210
4 days 0.06428
-------
Mean 0.06180
Using the same reasoning as above we obtain the following table
Time necessary for removal Greatest attainable
of half the air. exhaustion.
10 minutes 1 / 5,000,000
7.5 minutes 1 / 7,000,000
6.6 minutes 1 / 12,000,000
In point of fact the highest exhaustion I ever obtained with this pump was 1 / 5,000,000; from which I infer that the leakage during action is considerably greater than four times that of the pump at rest. The general run of the experiments tends to show that the leakage of a plain Sprengel pump, without stopcocks or grease, is, when in action, about 80 times as great as in the form used by me.
Note on annealing glass tubes.--It is quite necessary to anneal all those parts of the pump that are to be exposed to heat, otherwise they soon crack. I found by inclosing the glass in heavy iron tubes and exposing it for five hours to a temperature somewhat above that of melting zinc, and then allowing an hour or two for the cooling process, that the strong polarization figure which it displays in a polariscope was completely removed, and hence the glass annealed. A common gas-combustion furnace was used, the bends, etc, being suitably inclosed in heavy metal and heated over a common ten-fold Bunsen burner. Thus far no accident has happened to the annealed glass, even when cold drops of mercury struck in rapid succession on portions heated considerably above 100° C.
I wish, in conclusion, to express my thanks to my assistant, Dr. Ihlseng, for the labor he has expended in making the large number of computations necessarily involved in work of this kind.--Amer. Jour. of Science.
The following table, prepared by E. Finot and Arm. Bertrand for the Jour. de Ph. et de Chim., shows the point at which the evaporation of certain solutions is to be interrupted in order to procure a good crop of crystals on cooling. The density is according to Baumé's scale, the solution warm:
Aluminum sulphate 25 | Nickel acetate 30
Alum (amm. or pot.) 20 | " ammon. sulphate 18
Ammonium acetate 14 | " chloride 50
" arsenate 5 | " sulphate 40
" benzoate 5 | Oxalic acid 12
" bichromate 28 | Potass. and sod. tartrate 36
" bromide 30 | Potassium arsenate 36
" chloride 12 | " benzoate 2
" nitrate 29 | " bisulphate 35
" oxalate 5 | " bromide 40
" phosphate 35 | " chlorate 22
" sulphate 28 | " chloride 25
" sulphocyanide 18 | " chromate 38
" tartrate 25 | " citrate 36
Barium ethylsulphate 43 | " ferrocyanide 38
" formate 32 | " iodide 17
" hyposulphite 24 | " nitrate 28
" nitrate 18 | " oxalate 30
" oxide 12 | " permanganate 25
Bismuth nitrate 70 | " sulphate 15
Boric acid 6 | " sulphite 25
Cadmium bromide 65 | " sulphocyanide 35
Calcium chloride 40 | " tartrate 48
" ethylsulphate 36 | Soda 28
" lactate 8 | Sodium acetate 22
" nitrate 55 | " ammon. phosp. 17
Cobalt chloride 41 | " arsenate 36
" nitrate 50 | " borate 24
" sulphate 40 | " bromide 55
Copper acetate 5 | " chlorate 43
" ammon. sulph. 35 | " chromate 45
" chloride 45 | " citrate 36
" nitrate 55 | " ethylsulphate 37
" sulphate 30 | " hyposulphite 24
Iron-ammon. oxalate 30 | " nitrate 40
" ammon. sulphate 31 | " phosphate 20
" sulphate 31 | " pyrophosphate 18
" tartrate 40 | " sulphate 30
Lead acetate 42 | " tungstate 45
" nitrate 50 | Stroutium bromide 50
Magnesium chloride 35 | " chlorate 65
" lactate 6 | " chloride 34
" nitrate 45 | Tin choride (stannous) 75
" sulphate 40 |
Manganese chloride 47 | Zinc acetate 20
" lactate 8 | " ammon. chloride 43
" sulphate 44 | " nitrate 55
Mercury cyanide 20 | " sulphate 45
[Footnote: 'Zeitschrift fur Analyt. Chemie,' 1881.]
Hop flowers contain a great variety of different substances susceptible of extraction with ether, alcohol, and water, and distinguishable from one another by tests of a more or less complex character. The substances are: Ethereal oil, chlorophyl, hop tannin, phlobaphen, a wax-like substance, the sulphate, ammoniate, phosphate, citrate and malates of potash, arabine, a crystallized white and an amorphous brown resin, and a bitter principle. That the characteristic action of the hops is due to such of these constituents only as are of an organic nature is easy to understand; but up to the present we are in ignorance whether it is upon the oil, the wax, the resin, the tannin, the phlobaphen, or the bitter principle individually, or upon them all collectively, that the effect of the hops in brewing depends.
It is the rule to judge the strength and goodness of hops by the amount of farina--the so-called lupuline; and as this contains the major portion of the active constituents of the hop, there is no doubt that approximately the amount of lupuline is a useful quantitative test. But here we are confronted by the question whether the lupuline is to be regarded as containing all that is of any value in the hops and the leaves, the organic principles in which pass undetected under such a test, as supererogatory for brewers' purposes? Practical experience negatives any such conclusion. Consequently, we are justified in assuming that the concurrent development and the presence of the several organic principles--the oil, the wax, the bitter, the tannin, the phlobaphen, in the choicer sorts--are subject, within certain limits, to variations depending on skilled culture and careful drying, and that the aggregate of these principles has a certain attainable maximum in the finer sorts, under the most favorable conditions of culture, and another, lower maximum in less perfectly cultivated and wild sorts. The difference in the proportion of active organic substance in each sort must be determined by analysis. There then remains to be discovered which of the aforesaid substances plays the leading role in brewing, and also whether the presence of chlorophyl and inorganic salts in the hop extract influences or alters the results.
That in brewing hops cannot be replaced by lupuline alone, even when the latter is employed in relatively large quantities is well known, as also that a considerable portion of the bitter principle of the hop is found in the floral leaves. Neither can the lupuline be regarded as the only active beer agent, as both the hop-tannin and the hop-resin serve to precipitate the albuminous matter, and clarify and preserve the beer.
Both chemists and brewers would gladly welcome some method of testing hops, which should be expeditious, and afford reliable results in practical hands. To accomplish this account must be taken of all the active organic constituents of the hops, which can be extracted either with ether, alcohol, or water containing soda (for the conversion of the hop tannin in phlobaphen).[1] It should further be ascertained whether the chlorophyl percentage in the hop bells, new and old, is or is not the same in cultivated and in wild hops, and whether the aggregate percentages of organic and constituent observe the same limits.
[Footnote 1: See C. Etti, in "Dingler's Polytech. Journ.," 1878, p. 354.]
As wild hops nowadays are frequently introduced in brewing, the proportion of chlorophyl and organic and inorganic constituents in them should be compared with those of cultivated sorts, taking the best Bavarian or Bohemian hops as the standard of measurement. The chlorophyl is of minor importance, as it has little effect on the general results.
By a series of comparative analysis of cultivated and wild hops, in which I would lay especial stress on parity of conditions in regard of age and vegetation, the extreme limits of variation of which their active organic principles are susceptible could be determined.
There is every reason to suppose that the chlorophyl and inorganic constituents do not differ materially in the most widely different sorts of hops. The more important differences lie in the proportions of hop resin and tannin. When this is decided, the proportion of tannin or phlobaphen in the hop extract or the beer can be determined by analysis in the ordinary way. But whenever some quick and sure hop test shall have been found, appearance and aroma will still be most important factors in any estimate of the value of hops. Here a question arises as to whether hops from a warm or even a steppe climate, like that of South Russia, contain the same proportion of ethereal oil--that is, of aroma--as those from a cooler climate, like Bavaria and Bohemia, or like certain other fruit species of southern growth, they are early in maturing, prolific, large in size, and abounding in farina, but deficient in aroma.
The bearings of certain experimental data on this point I reserve for consideration upon a future occasion.--The Analyst.
[Footnote: Abstract of paper read in Section G. British Association, York]
In many countries and for many years past, inventors have sought some cheap and easy means of decomposing steam in the presence of incandescent carbon in order to produce a cheap heating gas; and working with the same object the writer has devised an apparatus which has been fitted up in the garden of the Industrial Exhibition, and is there making gas for a 3½ horse power (nominal) Otto gas engine. The retort or generator consists of a vertical cylindrical iron casing which incloses a thick lining of ganister to prevent loss of heat and oxidation of the metal, and at the bottom of this cylinder is a grate on which a fire is built up. Under the grate is a closed chamber, and a jet of superheated steam plays into this and carries with it by induction a continuous current of air. The pressure of the steam forces the mixture of steam and air upward through the fire, so that the combustion of the fuel is maintained while a continuous current of steam is decomposed, and in this way the working of the generator is constant, and the gas is produced without fluctuations in quality. The well-known reactions occur, the steam is decomposed, and the oxygen from the steam and air combines with the carbon of the fuel to form carbon dioxide (CO2), which is reduced to the monoxide (CO) on ascending the fuel column. In this way the resulting gases form a mixture of hydrogen, carbon, monoxide, and nitrogen, with a small percentage of carbon dioxide which usually escapes without reduction. The steam should have a pressure of 1½ to 2 atmospheres, and is produced and superheated in a zigzag coil fed with water from a neighboring boiler. The quantity of water required is very small, being only about 7 pints for each 1,000 cubic feet of gas, and, except on the first occasion when the apparatus is started, the coil is heated by some of the gas drawn from the holder, so that after the gas is lighted under the coil the superheater requires no attention.
For boiler and furnace work the gas can be used direct from the generator; but where uniformity of pressure is essential, as for gas engines, gas burners, etc., the gas should pass into a holder. The latter somewhat retards the production, but the steam injector causes gas to be made so rapidly that a holder is easily filled against a back pressure of 1 in. to 1½ in. of water, and at this pressure the generator can pass gas continuously into the holder, while at the same time it is being drawn off for consumption.
The nature of the fuel required depends on the purpose for which the gas is used. If for heating boilers, furnaces, etc, coke or any kind of coal maybe used; but for gas engines or any application of the gas requiring great cleanliness and freedom from sulphur and ammonia it is best to use anthracite, as this does not yield condensable vapors, and is very free from impurities. Good qualities of this fuel contain over 90 per cent of carbon and so little sulphur that, for some purposes, purification is not necessary. For gas engines, etc., it is, however, better to pass the gas through some hydrated oxide of iron to remove the sulphureted hydrogen. The oxide can be used over and over again after exposure to the air, and the purifying is thus effected without smell or appreciable expense. Gas made by this process and with anthracite coal has no tar and no ammonia, and the small percentage of carbon dioxide present does not sensibly affect the heating power. A further advantage of this gas is that it cannot burn with a smoky flame, and there is no deposition of soot even when the object to be heated is placed over or in the flame, and this is of importance for the cylinder and valves of a gas engine.
To produce 1,000 cubic feet only 12 lb. of anthracite are required, allowing 8 to 10 per cent, for impurities and waste; thus a generator A size, which produces 1,000 cubic feet per hour, needs only 12 lb. in that time, and this can be added once an hour or at longer intervals. No skilled labor is necessary, and in practice it is usual to employ a man who has other work to attend to near the generator, and to pay him a small addition to his usual wages.
The comparative explosive force of coal gas and the Dowson gas calculated in the usual way is as 3.4:1, i. e., coal gas has 3.4 times more energy than the writer's gas. Messrs. Crossley, of Manchester, the makers of the Otto gas engines, have made several careful trials of this gas with some of their 3½ horse power (nominal) engines, and in one trial they took diagrams every half-hour for nine consecutive days. These practical trials have shown that without altering the cylinder of the engine it is possible to admit enough of the Dowson gas to give the same power as with ordinary coal gas. It has been seen that the comparative explosive force of the two gases is as 3.4:1, but as it is well known the combustion of carbon monoxide proceeds at a comparatively slow rate, and for this reason, and because of the diluents present in the cylinder which affect the weaker gas more than coal gas, experience has shown that it is best to allow five volumes of the Dowson gas for one volume of coal gas, and then the same uniform power is obtained as with the latter.
This gives very important economical results; for if the cost of the Dowson gas given in the tables as 4¼d., 3-1/3d., and 2¾d. per 1,000 cubic feet, be multiplied by 5 there will be 1s. 9¼d., 1s. 4¾d., and 1s. 2¾d., or a mean of 1s. 5½d. for the equivalent of 1,000 cubic feet of coal gas, which usually costs from 3s. to 4s., and this represents an actual saving of about 50 to 60 per cent, in working cost. Another practical consideration is that coal gas requires 224 lb. to 250 lb. of coal per 1,000 cubic feet of gas, but the writer requires only 12 lb. per 1,000 cubic feet, and multiplying this by 5 to give the equivalent of 1,000 cubic feet of coal gas, for engine work, there are 60 lb. instead of 224 lb. to 250 lb. This is only 24 to 27 per cent, of the weight of the coal required for coal gas, and in many outlying districts this will effect an appreciable saving in the cost of transport.
TABLE I.
_Generator A Size_ (producing 1,000 cubic feet per hour): Anthracite to make gas at the rate of 1,000 s. d. cubic feet per hour=l2 lb x 9 working hours=l08 lb., or say, 1 cwt. at 20s. a ton.................................... 1 0 Allowance for wages of attendant......... 1 0 Repairs and depreciation of generator, gasholder, etc. (5 per cent. on £l25)= per working day........................ 0 5 Interest on capital outlay, ditto........ 0 5 ______
Total........................... 2 10 cub. ft.
Gas produced............................. 9.000 Less gas used for generating and superheating steam..................... 1,000 _____ Total effective gas for 2s. 10d. 8,000
Net cost 4¼ d. per 1,000 cubic feet.
TABLE II.
_Generator B Size_ (producing 1,500 cubic feet per hour) Anthracite to make gas at the rate of 1,500 s. d. cubic feet per hour=18 lb. x 9 working hours=162 lb., or, say, 1½ cwt. 20s. a ton.................................. 1 6 Allowance for wages of attendant......... 1 0 Repairs and depreciation of generator, gasholder, etc. (5 per cent, on £140) =per working day....................... 0 5½ Interest on capital outlay, ditto........ 0 5½ ___ ___ Total........................... 3 5 cub. ft. Gas produced............................. 13,500 Less gas used for generating and superheating steam..................... 1,200 ______ Total effective gas for 3s. 5d.. 12,300
Net cost 3 1/3d. per 1,000 cubic feet.
TABLE III.
_Generator C Size_ (producing 2,500 cubic feet per hour): Anthracite to make gas at the rate of 2,500 s. d. cubic feet per hour=30 lb. x 9 working hours=270 lb. at 20s. a ton............ 2 4½ Allowance for wages of attendant....... 1 6 Repairs and depreciation of generator, gasholder, etc. (5 per cent, on £160)= per working day...................... 0 6½ Interest on capital outlay, ditto...... 0 6½ _______ Total......................... 4 11½
cub. ft. Gas produced........................... 22,500 Less gas used for generating and superheating steam................... 1,500 ______ Total effective gas for 4s. 11½d 21,000
Net cost, say, 2¾ d. per 1,000 cubic feet.
[Footnote: Abstract of paper read before Section C (Chemical Science), British Association meeting, York.]
The authors described their experiments on the fluid density of metals made in continuation of those submitted to Section B at the Swansea meeting of the Association. Some time since one of the authors gave an account of the results of experiments made to determine the density of metallic silver, and of certain alloys of silver and copper when in a molten state. The method adopted was that devised by Mr. R. Mallet, and the details were as follows: A conical vessel of best thin Lowmoor plate (1 millimeter thick), about 16 centimeters in height, and having an internal volume of about 540 cubic centimeters, was weighed, first empty, and subsequently when filled with distilled water at a known temperature. The necessary data were thus afforded for accurately determining its capacity at the temperature of the air. Molten silver was then poured into it, the temperature at the time of pouring being ascertained by the calorimetric method. The precautions, as regards filling, pointed out by Mr. Mallet, were adopted; and as soon as the metal was quite cold, the cone with its contents was again weighed. Experiments were also made on the density of fluid bismuth; and two distinctive determinations gave the following results:
10.005 )
) mean 10.039.
10.072 )
The invention of the oncosimeter, which was described by one of the authors in the "Journal of the Iron and Steel Institute" (No. II., 1879, p. 418), appeared to afford an opportunity for resuming the investigation on a new basis, more especially as the delicacy of the instrument had already been proved by experiments on a considerable scale for determining the density of fluid cast iron. The following is the principle on which this instrument acts:
If a spherical ball of any metal be plunged below the surface of a molten bath of the same or another metal, the cold ball will displace its own volume of molten metal. If the densities of the cold and molten metal be the same, there will be equilibrium, and no floating or sinking effect will be exhibited. If the density of the cold be greater than that of the molten metal, there will be a sinking effect, and if less a floating effect when first immersed. As the temperature of the submerged ball rises, the volume of the displaced liquid will increase or decrease according as the ball expands or contracts. In order to register these changes the ball is hung on a spiral spring, and the slightest change in buoyancy causes an elongation or contraction of this spring which can be read off on a scale of ounces, and is recorded by a pencil on a revolving drum. A diagram is thus traced out, the ordinates of which represent increments of volume, or, in other words, of weight of fluid displaced--the zero line, or line corresponding to a ball in a liquid of equal density, being previously traced out by revolving the drum without attaching the ball of metal itself to the spring, but with all other auxiliary attachments. By means of a simple adjustment the ball is kept constantly depressed to the same extent below the surface of the liquid; and the ordinate of this pencil line, measuring from the line of equilibrium, thus gives an exact measure of the floating or sinking effect at every stage of temperature, from the cold solid to the state when the ball begins to melt.
If the weight and specific gravity of the ball be taken when cold, there are obtained, with the ordinate on the diagram at the moment of immersion, sufficient data for determining the density of the fluid metal; for
W / W1 = D / D1
the volumes being equal. And remembering that
W (weight of liquid) = W1 (weight of ball) + x
(where x is always measured as +ve or -ve floating
effect), there is obtained the equation: 
The results obtained with metallic silver are perhaps the most interesting, mainly from the fact that the metal melts at a higher temperature, which was determined with great care by the illustrious physicist and metallurgist, the late Henri St. Claire Deville, whose latest experiments led him to fix the melting point at 940° Cent. The authors of the paper showed that the density of the fluid metal was 9.51 as compared with 10.57, the density of the solid metal. Taking their results generally, it is found that the change of volume of the following metals in passing from the solid to the liquid state may be thus stated:
Specific Specific
Metal. Gravity, Gravity, Percentage of
Solid. Liquid. Change.
Bismuth 9.82 10.055 Decrease of volume 2.3
Copper 8.8 8.217 Increase " 7.1
Lead 11.4 10.37 " " 9.93
Tin. 7.5 7.025 " " 6.76
Zinc 7.2 6.48 " " 11.10
Silver 10.57 9.51 " " 11.20
Iron 6.95 6.88 " " 1.02
M. Pasteur and other French savants have lately been devoting special attention to hydrophobia. The great authority on germs has, in fact, definitely announced that he does not intend to rest until he has made known the exact nature and life-history of this terrible disease, and discovered a means of preventing or curing it. The most curious result yet attained in this direction, however, has been announced by Professor V. Galtier, of the Lyons Veterinary School. This inquirer has found, in the first place, that if the virus of rabies be injected into the veins of a sheep, the animal does not subsequently exhibit any symptoms of hydrophobia. This in itself would be a sufficiently curious result to justify attention, though its importance, except as confirmatory testimony, becomes less striking when it is remembered that M. Pasteur has lately shown that the special nidus of the disease appears to be the nervous tissue, and particularly the ganglionic centers. But there is this further curious consequence: sheep who have thus been treated through the blood, and who are afterwards inoculated in the ordinary way through the cellular tissue, as if by a bite, are proof against the disease. It is as though the injection into the veins acted as a vaccine. Twenty sheep were experimented upon; ten only were treated to the venous injection, and then all were inoculated through the cellular tissue. The ten which had been first "vaccinated" continue alive and well; they have not even shown any adverse symptoms. The other ten have all died of rabies. It remains to say why M. Galtier experimented upon sheep, and not upon dogs and cats, which usually communicate the disease. The incubation of the disease is much more rapid and less capricious in the sheep than in the dog or in man, and hence M. Galtier was able to get his results more certainly within a short period. Having succeeded so far, he is now justified in undertaking the more protracted series of observations which experiments upon the canine species will involve; and this he proposes to do. Experiments of this nature are not without a serious risk, and admiration is almost equally due to the courage and the intelligence of the experimentalist. But what will the anti-vaccinator say?--Pall Mall Gazette.
The two-winged flies, in their behavior to man, stand in a marked contrast to all the other orders of insects. The Lepidoptera, the Coleoptera, the Neuroptera, the Hymenoptera no doubt occasion, in some of their forms at least, much damage to our crops. But none of them are parasitic in or upon our bodies; none of them persistently intrude into our dwellings, hover around us in our walks, and harass us with noise and constant attempts to bite, or at least to crawl upon us. Even the ants, except in a few tropical districts, rarely act upon the offensive. The Hemiptera contain one semi-parasitic species which has attained a "world-wide circulation," and one degraded, purely parasitic group. But the Diptera, among which the fleas are now generally included as a degenerated type, comprise more forms personally annoying to man than all the remaining insect orders put together. These hostile species are, further, incalculably numerous, and occur in every part of the globe. Mosquitoes swarm not merely in the swampy forests of the Orinoco or the Irrawaddy, but in the Tundras of Siberia, en the storm-beaten rocks of the Loffodens, and are even encountered by voyagers in quest of the North Pole. The common house fly was probably at one time peculiar to the Eastern Continent, but it followed the footsteps of the Pilgrim Fathers, and is now as great a nuisance in the United Slates and the Dominion as in any part of Europe. It is curious, but distressing, to note the tendency of evils to become international. We have communicated to America the house-fly and the Hessian fly, the "cabbage-white," the small pox, and the cholera. She, in return, has given us the Phylloxera, a few visitations of yellow fever, the Blatta gigantea, and, climate allowing, may perhaps throw in the Colorado beetle as a make-weight. In this department, at least, free trade reigns undisputed. It is a singular thing that no beautiful, useful, or even harmless species of bird or insect seems capable of acclimatizing itself as do those characterized by ugliness and noisomeness.
But, returning from this digression, we find in the Diptera the habit of obtrusion and intrusion, of coming in actual contact with our food and our persons, combined with another propensity--that of feeding upon carrion, excrement, blood, pus, and morbid matter of all kinds. This is a combination far more serious than is generally imagined. If the fly--which may at any moment settle upon our lips, our eyes, or upon an abraded part of our skin--were cleanly in its habits, we need feel little annoyance at its visits. Or if it were the most eager carrion devourer, but did not, after having dined, think it necessary to seek our company, we might hold it, as is done too hastily by some naturalists, a valuable scavenger. I fear, however, that I have already made too great a concession. So long as very many persons are suffering from disease--so long as many diseases are capable of being transmitted from the sick to the healthy--so long must any creature which is in the habit of flying about, and touching first one person and then another, be a possible medium of infection and death.
Let us take the following case, by no means imaginary, but a generalization from occurrences far too frequent: A healthy man, sitting in his house or walking in the fields, especially in countries where the insectivorous birds have been shot down, suddenly feels a sharp prick on his neck or his cheek. Putting his hand to the place he perhaps crushes, perhaps merely brushes away, a fly which has bitten him so as to draw blood. The man thinks little of so trifling a hurt, but the next morning he finds the puncture exceedingly painful. An inflamed pimple forms, which quickly gets worse, while constitutional symptoms of a feverish kind come on. In alarm he seeks medical advice. The doctor tells him that it is a malignant pustule, and takes at once the most active measures. In spite of all possible skill and care the patient too often succumbs to the bite of a mouche charbonneuse, or carbuncle-fly. But has any kind of fly the property of producing malignant pustule by some specific inherent power of its own? Surely not. The antecedent circumstances are these: A sheep or heifer is attacked with the disease known in France as charbon, in Germany as milz-brand, and in England as splenic fever. Its blood on examination would be found plentifully peopled with bacteria. If a lancet were plunged into the body of the animal, and were then used to slightly scratch or cut the skin of a man, he would be inoculated with "charbon." The bite of the fly is precisely similar in its action. Its rostrum has been smeared with the poisoned blood, an infinitesimal particle of which is sufficient to inclose several of the disease "germs," and these are then transferred to the blood of the next man or animal which the fly happens to bite. The disease is reproduced as simply and certainly as the spores of some species of fern give rise to their like if scattered upon soil suitable for their growth. But flies which do not bite may transfer infection. Every one must know that if blood be spilt upon the ground a crowd of flies will settle upon and eagerly absorb it. Animals suffering from splenic fever in the later stages of the disease sometimes emit bloody urine. Often they are shot or slaughtered by way of stamping out the plague, and their carcasses are buried deep in the ground. But some loss of blood is sure to happen, and this will mostly be left to soak into the ground. Here again the flies will come, and their feet and mouth will become charged with the contagion. Such a fly, settling upon another animal or a man, and selecting--as it will do by preference, if such exist--a wound, or a place where the skin is broken, will convey the disease.
Again, M. Pasteur has thoughtfully pointed out that if an animal has died of splenic fever, and has been carefully buried, the earth-worms may bring up portions of infectious matter to the surface, so that sheep grazing, or merely being folded over the spot in question, may take the plague and die. Hence be wisely counsels that the bodies of such animals should be buried in sandy or calcareous soils where earth-worms are not numerous. But it is perfectly legitimate to go a step farther. If such worm-borings retain the slightest savor of animal matter, flies will settle upon them and will convey the infectious dust to the most unexpected places, giving wings to the plague.
Now it is very true that no one has seen a fly feasting upon the blood of a heifer or sheep dying or just dead of splenic fever, has then watched it settle upon and bite some person, and has traced the following stages of the disease. But it is positively known that a person has been bitten by a fly, and has then exhibited all the symptoms of charbon, the place of the bite being the primary seat of the infection. We know also, beyond all doubt, the eagerness with which flies will suck up blood, and we likewise know the strange persistence of the disease "germs."
Again, the avidity of flies for purulent matter is not a thing of mere possibility. In Egypt, where ophthalmia is common, and where the "plague of flies" seems never to have been removed, it is reported as almost impossible to keep these insects away from the eyes of the sufferers. The infection which they thus take up they convey to the eyes of persons still healthy, and thus the scourge is continually multiplied.
A third case which seems established beyond question is the agency of mosquitoes in spreading elephantiasis. These so-called sanitary agents suck from the blood of one person the Filariae, the direct cause of the disease, and transfer them to another. The manner in which this process is effected will appear simple enough if we reflect that the mosquito begins operations by injecting a few drops of fluid into its victim, so as to dilute the blood and make it easier to be sucked.
So much being established it becomes in the highest degree probable that every infectious disease may be, and actually is, at times propagated by the agency of flies. Attention turned to this much neglected quarter will very probably go far to explain obscure phenomena connected with the distribution of epidemics and their sudden outbreaks in unexpected quarters. I have seen it stated that in former outbreaks of pestilence flies were remarkably numerous, and although mediaeval observations on Entomology are not to be taken without a grain of salt, the tradition is suggestive. Perhaps the Diptera have their seasons of unusual multiplication and emigration. A wave of the common flea appears to have passed over Maidstone in August, 1880.
We now see the way to some practical conclusions not without importance. Recognizing a very considerable part of the order of Diptera, or two-winged flies, as agents in spreading disease, it surely follows that man should wage war against them in a much more systematic and consistent manner than at present. The destruction of the common house-fly by "papier Moure," by decoctions of quassia, by various traps, and by the so-called "catch 'em alive," is tried here and there, now and then, by some grocer, confectioner, or housewife angry at the spoliation and defilement caused by these little marauders. But there is no concerted continuous action--which after all would be neither difficult nor expensive--and consequently no marked success. Experiments with a view of finding out new modes of fly-killing are few and far between.
Every one must occasionally have seen, in autumn, flies as if cemented to the window-pane, and surrounded with a whitish halo. That in some seasons numbers of flies thus perish--that the phenomenon is due to a kind of fungus, the spores of which readily transfer the disease from one fly to another--we know. But here our knowledge is at fault. We have not learnt why this fly-epidemic is more rife in some seasons than others. We are ignorant concerning the methods of multiplying this fungus at will, and of launching it against our enemies. We cannot tell whether it is capable of destroying Stomoxys calcitram, the blowflies, gadflies, gnats, mosquitoes, etc. Experiment on these points is rendered difficult by the circumstance that the fungus is rarely procurable except in autumn, when some of the species we most need to destroy are not to be found. Another question is whether the fungus, if largely multiplied and widely spread, might not prove fatal to other than Dipterous insects, especially to the Hymenoptera, so many of which, in their character of plant-fertilizers, are highly useful, or rather essential to man.
Another fungus, the so-called "green muscardine" (Isaria destructor), has been found so deadly to insects that Prof. Metschnikoff, who is experimenting upon it, hopes to extirpate the Phylloxera, the Colorado beetle, etc., by its agency.
Coming to better known and still undervalued fly-destroyers, we have interfered most unwisely with the balance of nature. The substitution of wire and railings for live fences in so many fields has greatly lessened the cover both for insectivorous birds and for spiders. The war waged against the latter in our houses is plainly carried too far. Whatever may be the case at the Cape, in Australia, or even in Southern Europe, no British species is venomous enough to cause danger to human beings. Though cobwebs are not ornamental, save to the eye of the naturalist, there are parts of our houses where they might be judiciously tolerated: their scarcity in large towns, even where their prey abounds, is somewhat remarkable.
But perhaps the most effectual phase of man's war against the flies will be negative rather than positive, turning not so much on putting to death the mature individuals as in destroying the matter in which the larvae are nourished. Or if, from other considerations, we cannot destroy all organic refuse, we may and should render it unfit for the multiplication of these vermin. We have, indeed, in most of our large towns and in their suburbs, abolished cesspools, which are admirable breeding-places for many kinds of Diptera, and which sometimes presented one wriggling mass of larvae. We have drained many marshes, ditches, and unclean pools, rich in decomposing vegetable matter, and have thus notably checked the propagation of gnats and midges. I know an instance of a country mansion, situate in one of the best wooded parts of the home counties, which twenty years ago was almost uninhabitable, owing to the swarms of gnats which penetrated into every room. But the present proprietor, being the reverse of pachydermatous, has substituted covered drains for stagnant ditches, filled up a number of slimy ponds as neither useful nor ornamental, and now in most seasons the gnats no longer occasion any annoyance.
But if we have to some extent done away with cesspools and ditches, and have reaped very distinct benefit by so doing, there is still a grievous amount of organic matter allowed to putrefy in the very heart of our cities. The dust bins--a necessary accompaniment of the water-carriage system of disposing of sewage--are theoretically supposed to be receptacles mainly for organic refuse, such as coal-ashes, broken crockery, and at worst the sweepings from the floors. In sober fact they are largely mixed with the rinds, shells, etc., of fruits and vegetables, the bones and heads of fish, egg-shells, the sweepings out of dog-kennels and henhouses, forming thus, in short, a mixture of evil odor, and well adapted for the breeding-place of not a few Diptera.
The uses to which this "dust" is put when ultimately fetched away are surprising: without being freed from its organic refuse it is used to fill up hollows in building-ground, and even for the repair of roads. A few weeks ago I passed along a road which was being treated according to the iniquity of Macadam. Over the broken stones had been shot, to consolidate them, a complex of ashes, cabbage-leaves, egg and periwinkle shells, straw, potato-parings, a dead kitten (over which a few carrion-flies were hovering), and other promiscuous nuisances. The road in question, be it remarked, is highly "respectable," if not actually fashionable. The houses facing upon it are severely rated, and are inhabited chiefly by "carriage people." What, then, may not be expected in lower districts?
Much attention has lately been drawn to the fish trade of London. It has not, however, come out in evidence that the fish retailers, if they find a quantity of their perishable wares entering into decomposition, send out late in the evening a messenger, who, watching his opportunity, throws his burden down in some plot of building land, or over a fence. When I say that I have seen in one place, close alongside a public thoroughfare, a heap of about fifty herrings, in most active putrefaction and buzzing with flies, and some days afterward, in another place, some twenty soles, it will be understood that such nuisances can only be occasioned by dealers. To get rid of, or at least greatly diminish, carrion-flies, house-flies, and the whole class of winged travelers in disease, it will be, before all things, essential to abolish such loathsome malpractices. The dustbins must cease being made the receptacle for putrescent and putrescible matter, the destruction of which by fire should be insisted upon.
The banishment of slaughter-houses to some truly rural situation, where the blood and offal could be at once utilized, would be another step toward depriving flies of their pabulum in the larva state. An equally important movement would be the substitution of steam or electricity for horsepower in propelling tram-cars and other passenger carriages, with a view to minimize the number of horses kept within greater London. Every large stable is a focus of flies--Journal of Science.
At the recent Medical Congress in London, Professor Klebs undertook to answer the question: "Are there specific organized causes of disease?"
A short historical review of the various opinions of mankind as to the origin of disease led, the speaker thought, to the presumption that these causes were specific and organized.
If we now, he said, consider the present state of this question, the three following points of view present themselves as those from which the subject may be regarded:
I.--We have to inquire whether the lower organisms, which are found in the diseased body, may arise there spontaneously; or whether even they may be regarded as regular constituents of the body.
II.--The morphological relations of these organisms have to be investigated, and their specific nature in the different morbid processes has to be determined.
III.--We have to inquire into their biological relations, their development inside and outside the body, and the conditions under which they are able to penetrate into the body, and there to set up disease.
First.--With regard to the first question, that of the possibility of spontaneous generation, the speaker gave a decided negative.
Second and third.--There is in microscopic organisms a difference of form corresponding, as a rule, to difference of function. The facts regarding these various lower forms are briefly reviewed.
"Three groups of hyphomycetae, algae, and schizomycetae, have been demonstrated to occur in the animal and human organism in infective diseases. Their significance increases with the increase of their capacity for development in the animal body. This depends partly upon their natural or ordinary conditions of life, but partly also, and that in a very high degree, upon their power of adaptation, which, as Darwin has shown, is a property of all living things, and causes the production of new species with new active functions.
"1. The hyphomycetae, on account of their needing an abundant supply of oxygen, give rise to but few morbid processes, and these run their course on the surface of the body, and are hence relatively of less importance. It will be sufficient here to refer to the forms, achorion, trichophyton, oïdium, aspergillus, and the diseases produced by them, favus, ringworm, and thrush, to show this peculiarity. Nevertheless, we see that these organisms also (as was proved by the older observations of Hannover and Zenker) may, under certain circumstances, penetrate into the interior of the organs. Grawitz, moreover, has recently shown that their faculty of penetrating into the interior of the organism, and there undergoing further development, depends on their becoming accustomed to nitrogenous food.
"2. Only one of the algae, viz., leptothrix, has as yet acquired any importance as a producer of disease. It gives rise to the formation of concretions, and that not only in the mouth, but also, as I have shown, in the salivary ducts and urinary bladder.
"Another alga, the sarcina of Goodsir, may indeed pass through the organism, without, however, producing in its passage either direct or indirect disturbances. It seems more worthy of note that many schizomycetae, and especially the group of bacilli, are evidently nearly allied to the algae in their morphological and vegetative relations--so as to be assigned to this class by several authors, and especially by Cienkowski.
"The schizomycetae furnish, without doubt, by far the most numerous group of infective diseases. We distinguish within this group two widely different series of forms, which we will speak of as bacilli and cocco-bacteria respectively. The former, which was first exhaustively described by Ferdinand Cohn, and the pathological importance of which, especially in relation to the splenic disease of cattle, was first shown by Koch, consist of threads, in the interior of which permanent or resting-spores are developed. These spores becoming free, are able, under suitable conditions of life, again to develop into threads. The whole development of these organisms, and especially the formation of spores, is completed on the surface of the fluids, and under the influence of an abundant supply of oxygen.
"The number of affections in which these organisms have been found, and which may be to a certain extent produced artificially by the introduction of these organisms into healthy animal bodies, has been largely increased since the discovery of Koch, that the bacteria of splenic fever (anthrax) belong to this group. Under this head must be placed the bacillus malarise (Klebs and Tommassi-Crudeli), the bacillus typhi abdominalis (Klebs, Ebert), the bacillus typhi exanthematici (Klebs, observations not yet published), the bacillus of hog-cholera (Klein), and, finally the bacillus leprosus (Neisser). It would exceed the time appointed were I to attempt to describe these forms more minutely. This may, perhaps, be better reserved for discussion and demonstration.
"Alongside of these general infective diseases produced by bacilli, local affections also occur, which indicate the presence of these organisms at the point where disease begins. As an example of these processes, which probably occur in various organs, I would mention gastritis bacillaris, of which I shall show you preparations. In this, we can trace the entrance of the bacilli into the peptic glands, as well as their further distribution in the walls of the stomach, and in the vascular system.
"The second group of the pathogenetic schizomycetae I propose to call, with Billroth, cocco-bacteria, because they consist of collections of micrococci, which are capable of transforming themselves into short rods. The former usually form groups united by zoögloea; by prolongation of the cocci rods are formed, which sprout out, break up by division into chains, and further lead again to the formation of resting masses of cocci. I distinguish, further, in this group, two genera--the microsporina and the monadina; in the former of which the micrococci are collected into spherical lumps, in the latter into layers. The one class is developed in artificial cultivation fluid, the other on the surface. The former requires a medium poor in oxygen, the latter a medium rich in oxygen, for their development.
"Among the affections produced by microsporina, I reckon especially the septic processes, and also true diphtheria. On the other hand, to the processes produced by monadina belong especially a large series of diseases, which according to their clinical and anatomical features, may be characterized as inflammatory processes, acute exanthemata, and infective tumors, or leucocytoses. Of inflammatory processes, those belong here which do not generally lead to suppuration, such as rheumatic affections, including the heart, kidney, and liver affections, which accompany this process, sequelae which, as is well known, lead more especially to formation of connective tissue, and not to suppuration. Here, also, belong croupous pneumonia, the allied disease erysipelas, certain puerperal processes, and finally, parotitis epidemica, or mumps.
"Among the acute exanthemata, the following may, up to the present time, be placed in this group; variola-vaccina, scarlatina, and measles.
"The group of infective tumors is represented by tuberculosis, syphilis, and glanders. Throughout the whole group of cocco-bacteria the demonstration of organisms in the diseased parts encounters difficulties which vary considerably in the different kinds."
The speaker concluded by describing the methods (now well known) by which the powers of the different organisms are tested.
He also referred to Pasteur's, Chauveau's, and Toussaint's recent experiments.
His conclusion was that the specific communicable diseases are produced by specific organisms.
The year 1781 was signalized by an astronomical discovery of great importance, and one which marked the epoch as memorable in the annals of science. A musician at Bath, William Herschel by name, who had been constructing some excellent telescopes and making a systematic survey of the heavens, observed an object on the night of March 13 of that year, which ultimately proved to be a large planet revolving in an orbit exterior to that of Saturn. The discovery was as unique as it was significant. Only five planets, in addition to the Earth, had hitherto been known; they were observed by the ancients, and by each succeeding generation, but now a new light burst upon men. The genius of Herschel had singled out from the host of stars which his telescope revealed an object the true character of which had evaded human perception for thousands of years!
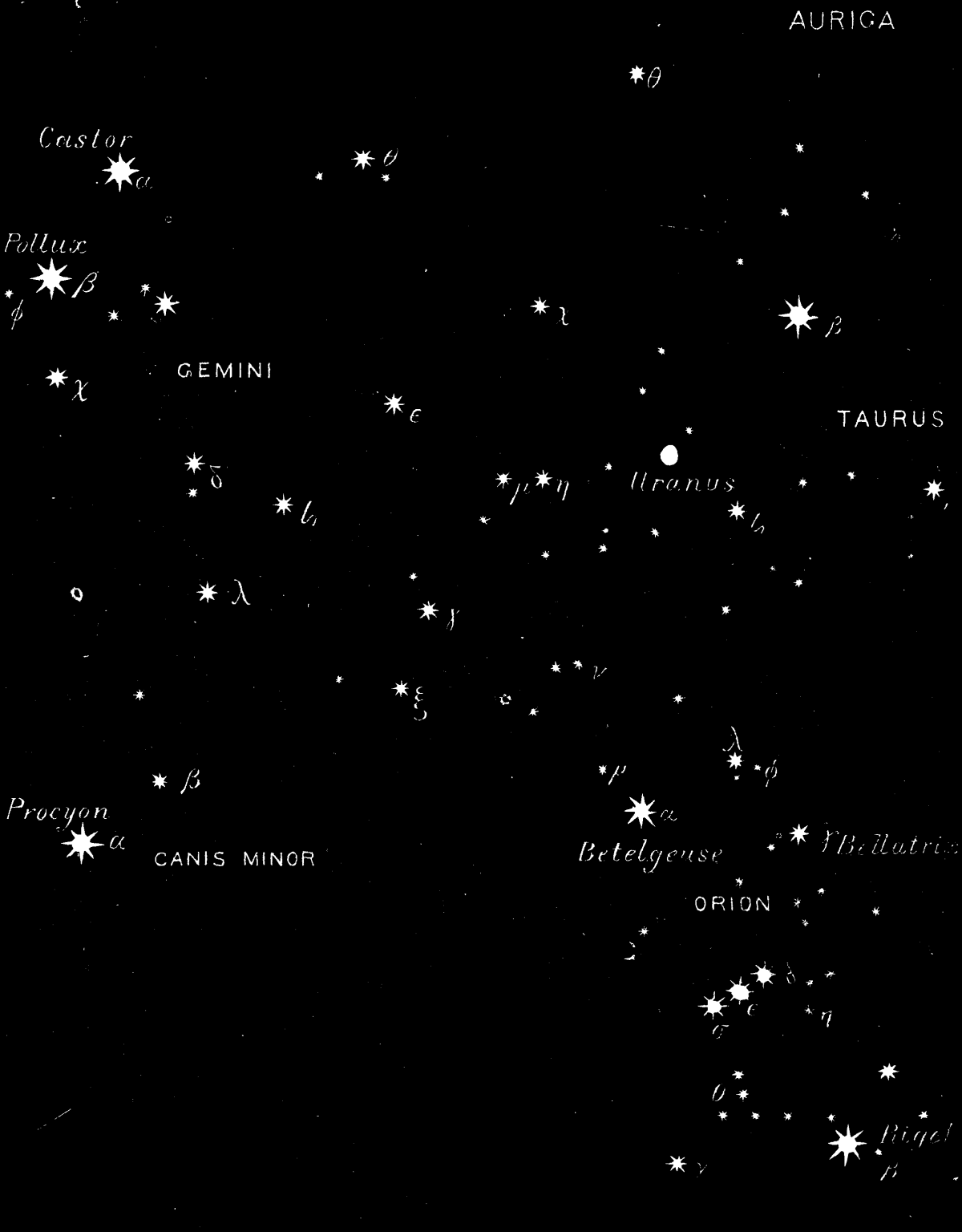
FIG. 1.--APPROXIMATE PLACE OF URANUS AMONGST THE
STARS AT ITS DISCOVERY
ON MARCH 13, 1781
The centenary of this remarkable advance in knowledge naturally recalls to mind the circumstances of the discovery, and makes us inquisitive to know what new facts have been gleaned of Herschel's planet, now that a hundred years have passed away, and we are enabled to look back and review the vast amount of labor which has been accomplished in this wide and attractive field of astronomical research. We may learn what new features have been discerned of the new body, and what additional discoveries in connection with other planets unknown in Herschel's day, have been effected by aid of the powerful telescopes which have been devoted to the work. We do not, however, intend dealing with the general question of planetary discovery, for at a glance we are impressed with its magnitude. While a century ago five planets only were known, we now have some two hundred and thirty of these bodies, and the stream of discovery flows on without abatement through each succeeding year. The detection of Uranus seems, indeed, to have been the prelude to many similar discoveries, and to have offered the incentive to greater diligence and energy on the part of observers in various parts of the world.
Fig. 2.--ORBITS OF THE URANIAN SATELLITES.
Many great discoveries have resulted from accident; and the leading facts attending that of Uranus prove that, in a large measure, the result was brought about in a similar way. Herschel, as he unwearyingly swept the heavens night after night, was in quest of sidereal wonders--such as double stars and nebulae--and he happened to alight upon the new planet in a purely chance way. He had no expectation of finding such a remarkable object, and indeed, when he had found it, wholly mistook its character. There could be no doubt that it was a body wholly dissimilar to the fixed stars, and it was equally certain that it could not be a nebula. It had a perceptible disk, for when it had first come under the critical eye of its discoverer he had noticed immediately that its appearance differed widely from the multitude of objects which crossed the field of his telescope. He had been accustomed to see hosts of stars pass in review, and their aspect was in one respect similar, namely, they were invariably presented as points of light incapable of being sensibly magnified, even with the highest powers. True, there was a great variety of apparent brightness in these objects and a singular diversity of configuration, but there was no exception to the invariable feature referred to. The point of light was constant, and no striking exception was anticipated until one night--March 13, 1781--Herschel being intently engaged in the examination of some small stars in the region of Gemini, brought an object under the range of, his telescope, which his eye at once selected as one of anomalous character.
Applying a higher power, he noticed that it exhibited a planetary disk, but his instrument failed to define it with sufficient distinctness, and hence he became doubtful as to its real nature. The object was found to be in motion, and subsequent observations led him to the assumption that it must be a comet of rather exceptional type. This appeared to be the best explanation of the strange body, for history contained many records of curious comets, some of which were observed as nearly circular patches of nebulous light, and probably of similar aspect to the object then visible; and apart from this it must be remembered that the idea of a large planet exterior to Saturn was a fact of such momentous import that Herschel, with a due regard to that modesty which accompanies true genius, refrained from attaching such an interpretation to his observations. He was content to direct the notice of astronomers to it as a phenomenon requiring close attention, and suggested that it might be a comet in consequence of its motion and the faint and somewhat ill-defined character of its appearance.
From the earliest ages five planets only were known, and the discovery of another large planet beyond the sphere of Saturn must at once revolutionize existing ideas as to the range of the solar system, and immediately take rank as a scientific event of equal interest to the discovery of the moons of Jupiter or the rings of Saturn, which each in their day impressed men with new ideas of the celestial mechanism. But the truth could not long be delayed. The new body being watched and its orbit rigorously computed from a series of observed positions revealed its true character, and Herschel was awarded the honor due to the author of a discovery of such importance. His diligence and pertinacity alone had enabled him to search out from among the multitude of stars thickly strewn over the firmament this unknown and well-nigh invisible planet which, during all the preceding years of the world's history, had eluded human perception. Men had been all unconscious of its existence as it had been slowly completing its circuits around the sun, obedient to the same laws as the other planets of the solar system, and awaiting the hour when the unfailing eve of Herschel should introduce it as the faint and far-off planet girding our system within its expansive folds.
As soon as the existence of the new orb was confirmed and the fact rendered indisputable, the question naturally arose whether it had ever been seen in former years by the authors of star catalogues, who could hardly have overlooked an object like this though its planetary nature had manifestly escaped detection. It was just perceptible to the naked eye, shining like a star of the sixth magnitude, and ought to have been distinguished by those who had reviewed the heavens with the purpose of determining and mapping the positions of the stars. Reference was, therefore, made to the chief catalogues, when it was found at once that the planet had been unquestionably observed by Tobias Mayer, Le Monnier, Bradley, and Flamsteed. It was several times noted by these observers: by Le Monnier no less than twelve times, and by Flamsteed on six occasions; and it is remarkable that in every instance its true character escaped detection. Neither its special appearance nor its motion attracted attention, so that it was merely catalogued as an ordinary fixed star. Thus Herschel was not anticipated in his discovery. It remained for him, in 1781, to note its exceptional aspect, and to specify it as an object requiring critical investigation. But the early observations above alluded to served a useful purpose in testing the accuracy of the computed orbit, for without waiting many years to compare the theoretical and observed positions, astronomers had in these old records a reliable series of points through which the previous course of the planet could be traced.
The calculations showed that its mean distance from the sun was some 1,750,000,000 miles, and that a revolution was completed in about eighty-four years. It was also found to be a very large planet, greatly exceeding either Mercury, Venus, the Earth, or Mars, though considerably inferior to either Jupiter or Saturn.
Here, then, was a discovery of the utmost importance, and one of the most salient additions to our knowledge which the telescope had ever achieved. The new planet was now definitely assigned its proper place in the solar system, and was regarded as of equal significance with the old planets. True, the new planet of Herschel could not be compared as regards its visible aspect with the other previously known members of our system, but it was nevertheless an object of equal weight. Its vast distance alone rendered it faint. It formed one of the constituent parts of the solar system, which, though separated by immense intervals of space, are yet coherent by the far-reaching effects of gravitation. There is, indeed, a bond of harmony between the series of planetary orbits, which exhibit a marked degree of regularity in their successive distances from the sun; and though they are not connected by any visible links, they are firmly held together by unseen influences, and their motions are subject to certain laws which have been revealed by centuries of observation.
The question of suitably naming the new planet soon came to the fore. Herschel himself proposed to designate it the "Georgium Sidus," in honor of his patron, George III., just as Galileo had called the satellites of Jupiter the "Medicean stars," after Cosmo de' Medici. But La Place proposed that the planet should be named after its discoverer; and thus it was frequently referred to as "Herschel," and sometimes as "The Herschelian planet." Astronomers on the continent objected to this system of personal nomenclature, and argued that the new body should receive an appellative in accordance with those adopted for the old planets, which had been selected from the heathen mythology. Several names were suggested as suitable (on the basis of this principle), and ultimately the one advanced by Bode received the most favor, and the planet thereafter was called "Uranus."
The varying positions of the new body as observed on successive nights were determined by comparisons with a group of six small stars, termed by Herschel [Greek: alpha, beta, gamma, delta, epsilon] and afterwards formed into a constellation under the designation of "Britannia," though it does not appear that this little asterism is acknowledged as one of our constellations. Its position is about midway between Taurus and Gemini, and the following are the principal stars computed for 1881.0, as given by Mr. Marth:
Star. Magnitude. Right Ascension. Declination.
h. m. s.
alpha 9.0 5 42 6.06 23° 35' 6.7" N.
eta 8.7 5 43 17.82 23 26' 7.2 N.
theta 8.8 5 44 0.99 23 53' 30.8 N.
epsilon 8.8 5 45 40.68 23 34' 46.8 N.
The stars are therefore merely telescopic, and are confined to a small area of space, so that the propriety of adopting the group as a distinct constellation is very questionable. Their positions close to Uranus at the time of its discovery, and the fact that the planet's motion was detected by means of comparisons with them, has given to these stars an historical interest which in future years must often attract the student to their reobservation. But it would be unwise, as forming a bad precedent, to accept a group of stars of this inferior type as meriting to rank among the old constellations, when we have numbers of richer groups, situated on their confines, which first deserve such a distinction. However special or unique the circumstances connected with certain telescopic stars may be, and however necessary it may appear to signalize them by a specific title, we are inclined to question the adoption of such means as likely to exercise a wrong influence, inasmuch as it may hereafter originate further innovations of a similar character, and ultimate complications will be certain to arise.
Soon after the discovery of Uranus it was suspected that the planet was encircled, like Saturn, by a luminous ring, but on subsequent observation this was not confirmed, and no such appendage has ever been revealed in the more perfected instruments of our own times. Indeed, if Uranus displays a peculiarity of constitution in any way analogous to the ring system of Saturn, it must be of the most minute character so as to have thus evaded telescopic scrutiny during a hundred years.
The discovery soon attracted the notice of royalty, and the reigning sovereign, George III., anxious to practically express his appreciation of the valuable labors of Herschel, awarded him a pension of £200 a year and furnished him with a residence at Slough, near Windsor, and the means to erect a gigantic telescope with which he might be enabled to continue his important researches. This instrument consisted of a reflector on the "Front-view" construction, with a speculum 4 feet in diameter and of 40 feet focal length. Upon its completion, Herschel immediately began to observe the region of the new planet with the idea of discovering any satellites which might belong to it, for analogy suggested that it was surrounded by a numerous retinue of such bodies. He was soon successful, for, on the night of January 11, 1787. he saw two minute objects near the planet, which renewed observations revealed to be satellites; and he detected two additional ones in 1790, and two others in 1794, making six in all. But the observations were of extreme difficulty. The path of the planet frequently passed near minute stars, and it became hard to distinguish between them and the suspected satellites. Herschel, however, considered he had obtained conclusive evidence of the existence of six satellites with sidereal periods ranging from 5d. 21h. 25m. to 107d. 16h. 39m., and his means of observation being much superior to those possessed by any of his contemporaries it was impossible to have corroborative testimony.
The matter was thus allowed to rest until the middle of the present century, when Lassell, in the pure sky at Malta, endeavored to reobserve the satellites with a two-foot reflector. This instrument was considered superior to Herschel's telescope; and the atmosphere at this station being decidedly more suitable for such delicate observations than in England, it was removed there for the express purpose of dealing successfully with objects of extreme difficulty. The results were very important. Mr. Lassell became convinced that Uranus had only four satellites, and that if any others existed they remained to be discovered. Two of these were found to be identical with those seen by Herschel in 1787, and now called Titania and Oberon. The other two, Ariel and Umbriel, could not be identified with any of those alleged to have been previously detected by Herschel, so that the inference was that they were new bodies, and that the priority of discovery was due to Mr. Lassell; whence it also followed that the older observations were erroneous, and that in fact Herschel had been entirely mistaken with regard to the four satellites he believed he had detected subsequently to 1787.
In November, 1873, a fine twenty-six-inch object glass, by Alvan Clark, was mounted at the U. S. Naval Observatory at Washington, and it was soon employed upon the difficult task of solving the problem as to the exact periods of the Uranian satellites. This was very satisfactorily effected, and with distinct and conclusive favor to Mr. Lassell, whose observations were fully corroborated. Only four satellites could be distinguished by the American observers, and their periods, as computed from a valuable series of measures, agreed with those previously derived at Malta. In Appendix I. to the "Washington Observations" for 1873, Prof. Newcomb gave a valuable summary of results--the first obtained, be it noted, with that splendid instrument which soon afterward, in 1877, revealed the satellites of Mars--which included the elements of the satellites of Uranus as follows:
Mean Longitude.
Satellite. Epoch 1871. Radius of Period of Dec. 31, W.M.T. Orbit. Revolution in days. I. Ariel........ 21.83° 13.78" 2.52038 II. Umbriel..... 13.52 19.20 4.14418 III. Titania..... 229.93 31.48 7.70590 IV. Oberon...... 154.83 42.10 13.43327
Speaking of the comparative brightness of the satellites, Prof. Newcomb says:
"The greater proximity of the inner satellites to the planet makes it difficult to compare them photometrically with the outer ones, as actual feebleness of light cannot be distinguished from difficulty of seeing arising from the proximity of the planet. However, that Umbriel is intrinsically fainter than Titania is evinced by the fact that, although the least distance of the latter is somewhat less than the greatest distance of the former, there is never any difficulty in seeing it in that position. From their relative aspects in these respective positions I judge Umbriel to be about half as bright as Titania. Ariel must be brighter than Umbriel, because I have never seen the latter unless it was farther from the planet than the former at its maximum distance.... I think I may say with considerable certainty that there is no satellite within 2' of the planet, and outside of Oberon, having one-third the brilliancy of the latter, and therefore that none of Sir William Herschel's supposed outer satellites can have any real existence. The distances of the four known satellites increase in so regular a way that it can hardly be supposed that any others exist between them. Of what may be inside of Ariel it is impossible to speak with certainty, since in the state of atmosphere which prevails during our winter all the satellites named disappear at 10" from the planet."
Prof. Newcomb mentions that no systematic search for new satellites was undertaken because it must have interfered with the fullness and accuracy of the micrometer measures of the old satellites, which constituted the main purpose of the observations. Some faint objects were occasionally glimpsed near the planet, and their relative places determined, but they were never found to accompany Uranus. The fact, therefore, that no additional satellites were discovered is not to be regarded as a strong point in favor of the theory of their non-existence, because the great power and excellence of the telescope was expressly directed to the attainment of other ends; and moreover the season in which the planet came to opposition was distinctly unfavorable for the prosecution of a rigorous search for new satellites. There can, however, be no doubt that the analogies of the planetary systems interior to Uranus plainly suggest that this planet is attended by several satellites which the power of our greatest telescopes has hitherto failed to reveal; and that it is in this direction and that of Neptune we may anticipate further discoveries in future years when the conditions are more auspicious and the work is entered upon with special energy, aided by instruments of even greater capacity than those which have already so far conduced to our knowledge of the heavenly bodies.
Notwithstanding the extreme difficulty with which the Uranian satellites are observed, the two brighter ones, Titania and Oberon, discovered by William Herschel in 1787, have been occasionally detected in telescopes of moderate power, and identified by means of an ephemeris which has shown that the computed positions approximately agree with those observed. During the last few years Mr. Marth has published ephemerides of the satellites of both Saturn and Uranus, and many amateurs have to acknowledge the valuable aid rendered by these tables, which supply a ready means of identifying the satellites, and thus act as an incentive to observers who are induced to pursue such work for the sake of the interesting comparisons to be made afterward. In one exceptional instance the two outer satellites of Uranus appear to have been glimpsed with an object glass of only 43 inches aperture, and the facts are given in detail in the "Monthly Notices of the R.A.S.," April 1876, pp. 294-6. The observations were made in January, February, and March, 1876, by Mr. J.W. Ward, of Belfast; and the positions of the satellites, as he estimated them on several nights, are compared with those computed, the two sets presenting tolerably good agreement. Indeed the corroborations are such as to almost wholly negative any skepticism, though such extraordinary feats should always be received with caution.
In this particular case the chances of being misled are manifold; even Herschel himself fell into error in taking minute stars to be satellites and actually calculating their periods; so that when we remember the difficulties of the question our doubts are not altogether dispelled. Extreme acuteness of vision will, in individual instances, lead to success of abnormal character, and certainly in Mr. Ward's case the remarkable accordances in the observed and calculated positions appear to be conclusive evidence that he was not mistaken.
It will be readily inferred that the great distance and consequent feebleness of Uranus must render any markings upon the disk of the planet beyond the reach of our best telescopes; and indeed this appears to have been a matter of common experience. Though the surface has been often scanned for traces of spots, we seldom find mention that any have been distinguished. Consequently the period of rotation has yet to be determined. It is true that an approximate value was assigned by Mr. T.H. Buffham from observations with a nine-inch reflector in 1870 and 1872. but the materials on which the computation was based were slender and necessarily somewhat uncertain, so that his period of about twelve hours stands greatly in need of confirmation. The bright spots and zones seen on the disk in the years mentioned appear to have entirely eluded other observers, though they are probably phenomena of permanent character and within reach of instruments of moderate size. Mr. Buffham [1] thus describes them:
[Footnote 1: "Monthly Notices K. A. S.," January, 1873.]
"1870, Jan. 25, 11h. to 12h. in clear and tolerably steady air; power 132 showed that the disk was not uniform. With powers 202 and 3.0, two round, bright spots were perceived, not quite crossing the center but a little nearer to the eastern side of the planet, the position angle of a line passing through their centers being about 20º and 200--ellipticity of Uranus seemed obvious, the major axis lying parallel to the line of the spots.
"Jan. 27, 10h. to 10½h.; some fog, and definition not good, but the appearance of the spots was almost exactly the same as on the 25th."
On March 19 glimpses were obtained of a light streak and two spots. On April 1, 4, 6, and 8, a luminous zone was seen on the disk, and in February and March, 1872, when observations were resumed, certain regions were noted brighter than others, and underwent changes indicating the rotation of the planet in a similar direction to that derived from the results obtained in 1870. Mr. Buffham points out that, if this is admitted, then the plane of the planet's equator is not coincident with the plane of the orbits of the satellites. Nor need we be surprised at this departure from the general rule, where such an anomalous inclination exists. In singular confirmation of this is Mr. Lassell's observation of 1862, Jan. 29, where he says: "I received an impression which I am unable to render certain of an equatorial dark belt, and of an ellipticity of form."
Some observations made in 1872-3 with the great six-foot reflector of Lord Rosse may here be briefly referred to. A number of measures, both of position and distance, of Oberon and Titania, were made, [1] and a few of Umbriel and Ariel, but "the shortness of the time available (40 minutes) each night for the observation of the planet with the six-foot instrument, the atmospheric disturbance, so often a source of annoyance in using so large an aperture, and other unfavorable circumstances, tended to affect the value of the observations, and to make the two inner satellites rarely within detection."
[Footnote 1: "Monthly Notices R. A. S.," March, 1875.]
On Feb. 10, 1872, Lord Rosse notes that all four satellites were seen on the same side of the planet. On Jan. 16, 1873, when definition was good, no traces of any markings were seen. Diameter of Uranus = 5.29". Power 414 was usually employed, though at times the inner satellites could be more satisfactorily seen with 625.
It may be mentioned as an interesting point that, some fifty years after the first discovery of Uranus by Herschel, it was accidentally rediscovered by his son, Sir John Herschel, who recognized it by its disk, and had no idea as to the identity of the object until an ephemeris was referred to. Sir John mentions the fact as follows, in a letter to Admiral Smyth, written in 1830, August 8:
"I have just completed two twenty-foot reflectors, and have got some interesting observations of the satellites of Uranus. The first sweep I made with my new mirror I re-discovered this planet by its disk, having blundered upon it by the merest accident for 19 Capricorni."
In commenting upon the centenary of an important scientific discovery we are naturally attracted to inquire what progress has been made in the same field during the comparatively short interval of one hundred years which has elapsed since it occurred. We have called it a short interval, because it cannot be considered otherwise from an astronomical or geological point of view, though, as far as human life is concerned, it can only be regarded as a very lengthy period, including several generations within its limits.
Since Herschel, in 1781, discovered Uranus, astronomy has progressed with great rapidity, so that it would be impossible to enumerate in a brief memoir the many additional discoveries which have resulted from assiduous observation. A century ago only five planets were known (excluding the Earth), now we are acquainted with about two hundred and thirty of these bodies; and one of these, found in 1846, is a large planet whose orbit lies exterior to that of Uranus. In fact, the state of astronomical knowledge a century ago has undergone wonderful changes. It has been rendered far more complete and comprehensive by the diligence of its adherents and by the unwearying energy with which both in theory and practice it has been pursued. A zone of small planets has been discovered between Mars and Jupiter just where the analogies of the planetary distances indicated the probable existence of a large planet. The far-off Neptune was revealed in 1846 by a process of analytical reasoning as unique as it was triumphant, and which proved how well the theory of planetary perturbations was understood. The planet was discovered by calculation, its position in the heavens assigned, and the telescope was then employed merely as the instrument of its detection. The number of satellites which a century ago numbered only ten has now reached twenty, and the discovery in 1877 of two moons accompanying Mars shows that the work is being continued with marked success.
In other departments we also find similar evidence of increasing knowledge. The periodicity of the sun spots, the existence of systems of binary stars, meteor showers, and their affinity with cometary orbits may be mentioned as among the more important, while a host of new comets, chiefly telescopic, have been detected. Large numbers of nebulæ and double stars have been catalogued, and we have evidence every year of the activity with which these several branches are being followed up.
In fine, it matters little to what particular department of astronomical investigation we look for traces of advancement during the past hundred years, for it is evident throughout them all, and sufficiently proves that the interest formerly taken in the science has not only been well sustained but has become more general and popular, and is extending its attractive features to all classes of the community.
In Herschel's day large telescopes were rare. A man devoting himself to the study of the heavenly bodies as a means of intellectual recreation was considered a phenomenon, and indeed that appellation might be fittingly applied to the few isolated individuals who really occupied themselves in such work. How different is the case now that the pleasant ways of science have called so many to her side and so far perfected her means of research as to make them accessible to all who care to see and investigate for themselves the unique and wonderful truths so easily within reach! Large telescopes have become common enough, and there is no lack of hands and eyes to utilize them, nor of understanding, ever ready to appreciate, in sincerity and humbleness, those objects which display in an eminent degree the all-wise conceptions of a great Creator! It is, therefore, a most gratifying sign to notice this rapid development of astronomy, and to see year by year the increasing number of its advocates and the record of many new facts gleaned by vigorous observation.
The character of recent discoveries distinctly intimates that, in future years, some departments of the science will become very complicated, owing to the necessity of dealing with a large number of minute bodies, for the tendency of modern researches has been to reveal objects which by their faintness had hitherto eluded detection. And when we consider that these bodies are rapidly increasing year by year, the idea is obviously suggested that, inasmuch as their numbers are comparatively illimitable, and there is likely to be no immediate abatement in the enthusiasm of observers, difficulties will arise in identifying them apart and forming them into catalogues with their orbital elements attached, so that the individual members may be redetected at any time.
In this connection we allude particularly to minor planets, to telescopic comets, and to meteoric streams, which severally form a very numerous group of bodies of which the known members are accumulating to a great extent. As complications arise, some remedies must be applied to their solution, and one probable effect will be that astronomers will be induced each one to have a specialty or branch to which his energies are mainly directed. The science will become so wide in its application and so intricate in its details that it will become more than ever necessary for observers to select or single out definite lines of investigation and pursue them closely, for success is far more likely to attend such exertions than those which are not devoted to any special end, but employed rather in a general survey of phenomena.
We have already before us some excellent instances in which individual energies have been aptly utilized in the prosecution of original work in some specific branch of astronomy, and we are strongly disposed to recommend such exclusive labors to those who have the means and the desire to achieve something useful. Observers who find one subject monotonous and then take up another for the sake of variation are not likely to get far advanced in either. In the case of amateurs who use a telescope merely for amusement, and indiscriminately apply it to nearly every conspicuous object in the firmament without any particular purpose other than to satisfy their curiosity, the matter is somewhat different, and our remarks are not applicable to them. We refer more pointedly to those who have a regard for the interests of the science and whose enthusiasm enables them to work habitually and with some pertinacity.
History tells us that the Great Alexander wept when he found he had no other worlds to conquer, and we fear that some astronomers will lament that they have little prospect of discovering anything fresh in a sphere to which our giant telescopes have been so often directed, but this is founded on a palpable misconception. Certain objects, such as comets for example, do not require great power, and the revelation of new meteor showers is entirely a question for the naked eye. In fact, it may be confidently asserted that observations undertaken with energy and persistency will, if rightly directed, more than compensate for defects of instrumental power.
It is true, however, that in certain quarters we must look to large instruments alone for new discoveries. It would be useless searching for an ultra-Neptunian planet, or for additional satellites to Uranus or Neptune, or for the materials to determine the rotation periods of these planets with a small telescope. Every observer will find objects suited to the capacity of his instrument, and he may not only employ it usefully but possibly make a discovery of nearly equal import with that which rendered the name of Herschel famous a century ago.--Popular Science Review.
Much attention is being devoted to the causes which determine the aptitude or immunity with animals for maladies. This is in a general sense called medical geography, as a physician who has prescribed for patients in various parts of the world, and belonging to different races--the white, yellow, and black--has been able to note the diversities in the same disease, and the contradictions in the remedies employed.
The true social peril, hardly discovered before we became aware how to conjure it, lies in those legions of animalcules or microbes that surround us and in the middle of which we live. M. Pasteur has revealed them to us as the factors in infectious diseases. Claude Bernard has demonstrated the community which exists between animals and vegetables--phenomena of movement, of sensibility, of production of heat, of respiration, of digestion even, for there are the Drosera and kindred carnivorous plants. Iron cures chlorosis in vegetables as well as in animals, and chloroform and ether render both insensible. There resemblances are more striking still between animals. After Baudrimont, insects are, in presence of alcohols, chloroform, and irrespirable gases, similarly affected as man. Many maladies, too, are common to man and several species of animals; and this organic identity is best illustrated in the relationship between epidemics and epizootias, cancer, asthma, phthisis, smallpox, rabies, glanders, charbon, etc., afflict alike man and many species of animals.
The differences between races are not less remarkable--odor and taste, for example. According to anthropophagy, negroes are best, and white people most detestable. Broca remarked, that, in the dissecting room, the muscles of the negro putrefied less rapidly than those of whites. It is perhaps to these anatomical differences that the diverse action of the same poison, in the case of races or species, may be attributed. On certain rodentia belladonna exercises no influence; morphine for a horse is a violent stimulant; a snail remains insensible to digitalis; goats eat tobacco with impunity; and in the Tarentin the inhabitants rear only black sheep, because a plant abounds which is noxious for white sheep.
The nature of these conditions is a mystery for science. The Solanæ tribe of plants furnish a principle which, as its name implies, produces consolation or forgetfulness, by acting on the tissues of the brain where resides the organ of thought; now, on the authority of Professor Bouchardat, these opiates have the less of effect in proportion as the animals possess the less of intelligence.
To the same anatomical peculiarities must be ascribed the choice that disease makes in such or such a race. Glanders, for instance, so virulent with the horse, the ass, and man, produce in the case of the dog only a local accident; peripneumonia, so contagious among horned cattle, is more benign in its action on Dutch than other breeds of stock; the cattle plague that decimates so many farms is communicated by cattle to each other from the slightest contact, while the closest and most constant association is necessary to communicate the disease to sheep, and even when they are affected its action is not severe. Further, that plague only attacks ruminant animals--oxen, goats, sheep, zebras, gazelles, etc. Ten years ago this plague broke out in the Jardin d'Acclimatation; not a ruminant escaped, and also one animal not of that class, a little tenant nearly related to the pig--the peccari.
Now, Dr. Condereau has demonstrated recently that the stomach of the pig has a rudimentary organization recalling that of the ruminants. Clearly, the stomach of the peccari, and perhaps that of the pig, present a favorable medium for the parasitical microbe peculiar to the rinderpest. In the potato disease, again, all the varieties are not affected with the same degree of violence; it is more marked in its action on the round yellows than the reds, and on the latter rather than the pink. But the symptoms even of the same malady differ, the parasite's attacks on the tissues being dissimilar. Oak galls are produced from the prickings of insects; now around the same larva often four varieties of galls are recognized. In the case of consumption in cattle, the disease marches slowly; in that of pigs it takes the galloping form, as with man.
Each people or nation has its peculiar pathology and also its peculiar cures. A negro can take a dose of tartar ten times more excessive than a white; the same dose of brandy given to a black, a yellow, and a white, will not produce on the three men either drunkenness at the same moment, or intoxication at all. Mulattoes can sustain more drastic aperients than other races; the negro does not suffer from yellow fever, but he readily falls to phthisis; he will catch the cholera more quickly than a white. Human races, where they may catch the same intermittent fever at the identical moment and in the same swamp, will not the less display different types of fever. Dr. Crevaux has shown that a certain insect with the North American Indian is not the same as with the negro or the maroon, and both differ from that peculiar to Europeans.
M. Pasteur's beautiful experiments have conclusively demonstrated that fowls do not catch the charbon; now the vital warmth of birds is from seven to nine degrees higher than in the case of mammiferous animals; he imagined that if the fowl was cooled down by baths to the lower temperature, it would be liable equally to become affected; he tried, and the result proved he was correct.
The absence, then, of a certain temperature would be the reason why birds are exempt. The microbes are the agents of infectious disease; when these swarm in the blood of an individual they seem to leave there something pernicious for parasites resembling themselves, or to bring away with them something necessary to the life of their successors. A glass of sugar and water, where leaven has already fermented and yielded alcohol, is incapable of producing a second crop of leaven; similarly the blood of an individual, once contaminated, becomes uninhabitable afterward for like microbes. The individual has acquired immunity. Such is the principle of vaccination.--Paris Correspondent of the Kansas City Review.
It has been observed by experienced horse trainers that naturally vicious horses are rare, and that among those that are properly trained and kindly treated when colts they are the exception.
It is superfluous to say that a gentle and docile horse is always the more valuable, other qualities being equal, and it is almost obvious that gentle treatment tends to develop this admirable quality in the horse as well as in the human species, while harsh treatment has the contrary tendency. Horses have been trained so as to be entirely governed by the words of his driver, and they will obey and perform their simple but important duties with as much alacrity as the child obeys the direction of the parent.
It is true that all horses are not equally intelligent and tractable, but it is probable that there is less difference among them in this regard than there is among his human masters, since there are many incitements and ambitions among men that do not affect animals.
The horse learns to know and to have confidence in a gentle driver, and soon discovers how to secure for himself that which he desires, and to understand his surroundings and his duties. The tone, volume, and inflection of his master's voice indicate much, perhaps more than the words that are spoken. Soothing tones rather than words calm him if excited by fear or anger, and angry and excited tones tend to excite or anger him. In short, bad masters make bad horses.
A catalogue, containing brief notices of many important scientific papers heretofore published in the SUPPLEMENT, may be had gratis at this office.
Terms of Subscription, $5 a Year.
Sent by mail, postage prepaid, to subscribers in any part of the United States or Canada. Six dollars a year, sent, prepaid, to any foreign country.
All the back numbers of THE SUPPLEMENT, from the commencement, January 1, 1876, can be had. Price, 10 cents each.
All the back volumes of THE SUPPLEMENT can likewise be supplied. Two volumes are issued yearly. Price of each volume, $2.50, stitched in paper, or $3.50, bound in stiff covers.
COMBINED RATES--One copy of SCIENTIFIC AMERICAN and one copy of SCIENTIFIC AMERICAN SUPPLEMENT, one year, postpaid, $7.00.
A liberal discount to booksellers, news agents, and canvassers.
MUNN & CO., Publishers,
37 Park Row, New York, N. Y.
In connection with the Scientific American, Messrs. MUNN & Co. are Solicitors of American and Foreign Patents, have had 35 years' experience, and now have the largest establishment in the world. Patents are obtained on the best terms.
A special notice is made in the Scientific American of all Inventions patented through this Agency, with the name and residence of the Patentee. By the immense circulation thus given, public attention is directed to the merits of the new patent, and sales or introduction often easily effected.
Any person who has made a new discovery or invention can ascertain, free of charge, whether a patent can probably be obtained, by writing to MUNN & Co.
We also send free our Hand Book about the Patent Laws, Patents, Caveats. Trade Marks, their costs, and how procured, with hints for procuring advances on inventions. Address
MUNN & CO., 37 Park Row, New York.
Branch Office, cor. F and 7th Sts., Washington, D. C.
End of Project Gutenberg's Scientific American Supplement, No. 303, by Various
*** END OF THIS PROJECT GUTENBERG EBOOK SCIENTIFIC AMERICAN SUPPL., NO. 303 ***
***** This file should be named 8296-h.htm or 8296-h.zip *****
This and all associated files of various formats will be found in:
http://www.gutenberg.org/8/2/9/8296/
Produced by Olaf Voss, Don Kretz, Juliet Sutherland, Charles
Franks and the Online Distributed Proofreading Team.
Updated editions will replace the previous one--the old editions
will be renamed.
Creating the works from public domain print editions means that no
one owns a United States copyright in these works, so the Foundation
(and you!) can copy and distribute it in the United States without
permission and without paying copyright royalties. Special rules,
set forth in the General Terms of Use part of this license, apply to
copying and distributing Project Gutenberg-tm electronic works to
protect the PROJECT GUTENBERG-tm concept and trademark. Project
Gutenberg is a registered trademark, and may not be used if you
charge for the eBooks, unless you receive specific permission. If you
do not charge anything for copies of this eBook, complying with the
rules is very easy. You may use this eBook for nearly any purpose
such as creation of derivative works, reports, performances and
research. They may be modified and printed and given away--you may do
practically ANYTHING with public domain eBooks. Redistribution is
subject to the trademark license, especially commercial
redistribution.
*** START: FULL LICENSE ***
THE FULL PROJECT GUTENBERG LICENSE
PLEASE READ THIS BEFORE YOU DISTRIBUTE OR USE THIS WORK
To protect the Project Gutenberg-tm mission of promoting the free
distribution of electronic works, by using or distributing this work
(or any other work associated in any way with the phrase "Project
Gutenberg"), you agree to comply with all the terms of the Full Project
Gutenberg-tm License available with this file or online at
www.gutenberg.org/license.
Section 1. General Terms of Use and Redistributing Project Gutenberg-tm
electronic works
1.A. By reading or using any part of this Project Gutenberg-tm
electronic work, you indicate that you have read, understand, agree to
and accept all the terms of this license and intellectual property
(trademark/copyright) agreement. If you do not agree to abide by all
the terms of this agreement, you must cease using and return or destroy
all copies of Project Gutenberg-tm electronic works in your possession.
If you paid a fee for obtaining a copy of or access to a Project
Gutenberg-tm electronic work and you do not agree to be bound by the
terms of this agreement, you may obtain a refund from the person or
entity to whom you paid the fee as set forth in paragraph 1.E.8.
1.B. "Project Gutenberg" is a registered trademark. It may only be
used on or associated in any way with an electronic work by people who
agree to be bound by the terms of this agreement. There are a few
things that you can do with most Project Gutenberg-tm electronic works
even without complying with the full terms of this agreement. See
paragraph 1.C below. There are a lot of things you can do with Project
Gutenberg-tm electronic works if you follow the terms of this agreement
and help preserve free future access to Project Gutenberg-tm electronic
works. See paragraph 1.E below.
1.C. The Project Gutenberg Literary Archive Foundation ("the Foundation"
or PGLAF), owns a compilation copyright in the collection of Project
Gutenberg-tm electronic works. Nearly all the individual works in the
collection are in the public domain in the United States. If an
individual work is in the public domain in the United States and you are
located in the United States, we do not claim a right to prevent you from
copying, distributing, performing, displaying or creating derivative
works based on the work as long as all references to Project Gutenberg
are removed. Of course, we hope that you will support the Project
Gutenberg-tm mission of promoting free access to electronic works by
freely sharing Project Gutenberg-tm works in compliance with the terms of
this agreement for keeping the Project Gutenberg-tm name associated with
the work. You can easily comply with the terms of this agreement by
keeping this work in the same format with its attached full Project
Gutenberg-tm License when you share it without charge with others.
1.D. The copyright laws of the place where you are located also govern
what you can do with this work. Copyright laws in most countries are in
a constant state of change. If you are outside the United States, check
the laws of your country in addition to the terms of this agreement
before downloading, copying, displaying, performing, distributing or
creating derivative works based on this work or any other Project
Gutenberg-tm work. The Foundation makes no representations concerning
the copyright status of any work in any country outside the United
States.
1.E. Unless you have removed all references to Project Gutenberg:
1.E.1. The following sentence, with active links to, or other immediate
access to, the full Project Gutenberg-tm License must appear prominently
whenever any copy of a Project Gutenberg-tm work (any work on which the
phrase "Project Gutenberg" appears, or with which the phrase "Project
Gutenberg" is associated) is accessed, displayed, performed, viewed,
copied or distributed:
This eBook is for the use of anyone anywhere at no cost and with
almost no restrictions whatsoever. You may copy it, give it away or
re-use it under the terms of the Project Gutenberg License included
with this eBook or online at www.gutenberg.org
1.E.2. If an individual Project Gutenberg-tm electronic work is derived
from the public domain (does not contain a notice indicating that it is
posted with permission of the copyright holder), the work can be copied
and distributed to anyone in the United States without paying any fees
or charges. If you are redistributing or providing access to a work
with the phrase "Project Gutenberg" associated with or appearing on the
work, you must comply either with the requirements of paragraphs 1.E.1
through 1.E.7 or obtain permission for the use of the work and the
Project Gutenberg-tm trademark as set forth in paragraphs 1.E.8 or
1.E.9.
1.E.3. If an individual Project Gutenberg-tm electronic work is posted
with the permission of the copyright holder, your use and distribution
must comply with both paragraphs 1.E.1 through 1.E.7 and any additional
terms imposed by the copyright holder. Additional terms will be linked
to the Project Gutenberg-tm License for all works posted with the
permission of the copyright holder found at the beginning of this work.
1.E.4. Do not unlink or detach or remove the full Project Gutenberg-tm
License terms from this work, or any files containing a part of this
work or any other work associated with Project Gutenberg-tm.
1.E.5. Do not copy, display, perform, distribute or redistribute this
electronic work, or any part of this electronic work, without
prominently displaying the sentence set forth in paragraph 1.E.1 with
active links or immediate access to the full terms of the Project
Gutenberg-tm License.
1.E.6. You may convert to and distribute this work in any binary,
compressed, marked up, nonproprietary or proprietary form, including any
word processing or hypertext form. However, if you provide access to or
distribute copies of a Project Gutenberg-tm work in a format other than
"Plain Vanilla ASCII" or other format used in the official version
posted on the official Project Gutenberg-tm web site (www.gutenberg.org),
you must, at no additional cost, fee or expense to the user, provide a
copy, a means of exporting a copy, or a means of obtaining a copy upon
request, of the work in its original "Plain Vanilla ASCII" or other
form. Any alternate format must include the full Project Gutenberg-tm
License as specified in paragraph 1.E.1.
1.E.7. Do not charge a fee for access to, viewing, displaying,
performing, copying or distributing any Project Gutenberg-tm works
unless you comply with paragraph 1.E.8 or 1.E.9.
1.E.8. You may charge a reasonable fee for copies of or providing
access to or distributing Project Gutenberg-tm electronic works provided
that
- You pay a royalty fee of 20% of the gross profits you derive from
the use of Project Gutenberg-tm works calculated using the method
you already use to calculate your applicable taxes. The fee is
owed to the owner of the Project Gutenberg-tm trademark, but he
has agreed to donate royalties under this paragraph to the
Project Gutenberg Literary Archive Foundation. Royalty payments
must be paid within 60 days following each date on which you
prepare (or are legally required to prepare) your periodic tax
returns. Royalty payments should be clearly marked as such and
sent to the Project Gutenberg Literary Archive Foundation at the
address specified in Section 4, "Information about donations to
the Project Gutenberg Literary Archive Foundation."
- You provide a full refund of any money paid by a user who notifies
you in writing (or by e-mail) within 30 days of receipt that s/he
does not agree to the terms of the full Project Gutenberg-tm
License. You must require such a user to return or
destroy all copies of the works possessed in a physical medium
and discontinue all use of and all access to other copies of
Project Gutenberg-tm works.
- You provide, in accordance with paragraph 1.F.3, a full refund of any
money paid for a work or a replacement copy, if a defect in the
electronic work is discovered and reported to you within 90 days
of receipt of the work.
- You comply with all other terms of this agreement for free
distribution of Project Gutenberg-tm works.
1.E.9. If you wish to charge a fee or distribute a Project Gutenberg-tm
electronic work or group of works on different terms than are set
forth in this agreement, you must obtain permission in writing from
both the Project Gutenberg Literary Archive Foundation and Michael
Hart, the owner of the Project Gutenberg-tm trademark. Contact the
Foundation as set forth in Section 3 below.
1.F.
1.F.1. Project Gutenberg volunteers and employees expend considerable
effort to identify, do copyright research on, transcribe and proofread
public domain works in creating the Project Gutenberg-tm
collection. Despite these efforts, Project Gutenberg-tm electronic
works, and the medium on which they may be stored, may contain
"Defects," such as, but not limited to, incomplete, inaccurate or
corrupt data, transcription errors, a copyright or other intellectual
property infringement, a defective or damaged disk or other medium, a
computer virus, or computer codes that damage or cannot be read by
your equipment.
1.F.2. LIMITED WARRANTY, DISCLAIMER OF DAMAGES - Except for the "Right
of Replacement or Refund" described in paragraph 1.F.3, the Project
Gutenberg Literary Archive Foundation, the owner of the Project
Gutenberg-tm trademark, and any other party distributing a Project
Gutenberg-tm electronic work under this agreement, disclaim all
liability to you for damages, costs and expenses, including legal
fees. YOU AGREE THAT YOU HAVE NO REMEDIES FOR NEGLIGENCE, STRICT
LIABILITY, BREACH OF WARRANTY OR BREACH OF CONTRACT EXCEPT THOSE
PROVIDED IN PARAGRAPH 1.F.3. YOU AGREE THAT THE FOUNDATION, THE
TRADEMARK OWNER, AND ANY DISTRIBUTOR UNDER THIS AGREEMENT WILL NOT BE
LIABLE TO YOU FOR ACTUAL, DIRECT, INDIRECT, CONSEQUENTIAL, PUNITIVE OR
INCIDENTAL DAMAGES EVEN IF YOU GIVE NOTICE OF THE POSSIBILITY OF SUCH
DAMAGE.
1.F.3. LIMITED RIGHT OF REPLACEMENT OR REFUND - If you discover a
defect in this electronic work within 90 days of receiving it, you can
receive a refund of the money (if any) you paid for it by sending a
written explanation to the person you received the work from. If you
received the work on a physical medium, you must return the medium with
your written explanation. The person or entity that provided you with
the defective work may elect to provide a replacement copy in lieu of a
refund. If you received the work electronically, the person or entity
providing it to you may choose to give you a second opportunity to
receive the work electronically in lieu of a refund. If the second copy
is also defective, you may demand a refund in writing without further
opportunities to fix the problem.
1.F.4. Except for the limited right of replacement or refund set forth
in paragraph 1.F.3, this work is provided to you 'AS-IS', WITH NO OTHER
WARRANTIES OF ANY KIND, EXPRESS OR IMPLIED, INCLUDING BUT NOT LIMITED TO
WARRANTIES OF MERCHANTABILITY OR FITNESS FOR ANY PURPOSE.
1.F.5. Some states do not allow disclaimers of certain implied
warranties or the exclusion or limitation of certain types of damages.
If any disclaimer or limitation set forth in this agreement violates the
law of the state applicable to this agreement, the agreement shall be
interpreted to make the maximum disclaimer or limitation permitted by
the applicable state law. The invalidity or unenforceability of any
provision of this agreement shall not void the remaining provisions.
1.F.6. INDEMNITY - You agree to indemnify and hold the Foundation, the
trademark owner, any agent or employee of the Foundation, anyone
providing copies of Project Gutenberg-tm electronic works in accordance
with this agreement, and any volunteers associated with the production,
promotion and distribution of Project Gutenberg-tm electronic works,
harmless from all liability, costs and expenses, including legal fees,
that arise directly or indirectly from any of the following which you do
or cause to occur: (a) distribution of this or any Project Gutenberg-tm
work, (b) alteration, modification, or additions or deletions to any
Project Gutenberg-tm work, and (c) any Defect you cause.
Section 2. Information about the Mission of Project Gutenberg-tm
Project Gutenberg-tm is synonymous with the free distribution of
electronic works in formats readable by the widest variety of computers
including obsolete, old, middle-aged and new computers. It exists
because of the efforts of hundreds of volunteers and donations from
people in all walks of life.
Volunteers and financial support to provide volunteers with the
assistance they need are critical to reaching Project Gutenberg-tm's
goals and ensuring that the Project Gutenberg-tm collection will
remain freely available for generations to come. In 2001, the Project
Gutenberg Literary Archive Foundation was created to provide a secure
and permanent future for Project Gutenberg-tm and future generations.
To learn more about the Project Gutenberg Literary Archive Foundation
and how your efforts and donations can help, see Sections 3 and 4
and the Foundation information page at www.gutenberg.org
Section 3. Information about the Project Gutenberg Literary Archive
Foundation
The Project Gutenberg Literary Archive Foundation is a non profit
501(c)(3) educational corporation organized under the laws of the
state of Mississippi and granted tax exempt status by the Internal
Revenue Service. The Foundation's EIN or federal tax identification
number is 64-6221541. Contributions to the Project Gutenberg
Literary Archive Foundation are tax deductible to the full extent
permitted by U.S. federal laws and your state's laws.
The Foundation's principal office is located at 4557 Melan Dr. S.
Fairbanks, AK, 99712., but its volunteers and employees are scattered
throughout numerous locations. Its business office is located at 809
North 1500 West, Salt Lake City, UT 84116, (801) 596-1887. Email
contact links and up to date contact information can be found at the
Foundation's web site and official page at www.gutenberg.org/contact
For additional contact information:
Dr. Gregory B. Newby
Chief Executive and Director
gbnewby@pglaf.org
Section 4. Information about Donations to the Project Gutenberg
Literary Archive Foundation
Project Gutenberg-tm depends upon and cannot survive without wide
spread public support and donations to carry out its mission of
increasing the number of public domain and licensed works that can be
freely distributed in machine readable form accessible by the widest
array of equipment including outdated equipment. Many small donations
($1 to $5,000) are particularly important to maintaining tax exempt
status with the IRS.
The Foundation is committed to complying with the laws regulating
charities and charitable donations in all 50 states of the United
States. Compliance requirements are not uniform and it takes a
considerable effort, much paperwork and many fees to meet and keep up
with these requirements. We do not solicit donations in locations
where we have not received written confirmation of compliance. To
SEND DONATIONS or determine the status of compliance for any
particular state visit www.gutenberg.org/donate
While we cannot and do not solicit contributions from states where we
have not met the solicitation requirements, we know of no prohibition
against accepting unsolicited donations from donors in such states who
approach us with offers to donate.
International donations are gratefully accepted, but we cannot make
any statements concerning tax treatment of donations received from
outside the United States. U.S. laws alone swamp our small staff.
Please check the Project Gutenberg Web pages for current donation
methods and addresses. Donations are accepted in a number of other
ways including checks, online payments and credit card donations.
To donate, please visit: www.gutenberg.org/donate
Section 5. General Information About Project Gutenberg-tm electronic
works.
Professor Michael S. Hart was the originator of the Project Gutenberg-tm
concept of a library of electronic works that could be freely shared
with anyone. For forty years, he produced and distributed Project
Gutenberg-tm eBooks with only a loose network of volunteer support.
Project Gutenberg-tm eBooks are often created from several printed
editions, all of which are confirmed as Public Domain in the U.S.
unless a copyright notice is included. Thus, we do not necessarily
keep eBooks in compliance with any particular paper edition.
Most people start at our Web site which has the main PG search facility:
www.gutenberg.org
This Web site includes information about Project Gutenberg-tm,
including how to make donations to the Project Gutenberg Literary
Archive Foundation, how to help produce our new eBooks, and how to
subscribe to our email newsletter to hear about new eBooks.