Project Gutenberg's The Modern Bicycle and Its Accessories, by Anonymous This eBook is for the use of anyone anywhere at no cost and with almost no restrictions whatsoever. You may copy it, give it away or re-use it under the terms of the Project Gutenberg License included with this eBook or online at www.gutenberg.org/license Title: The Modern Bicycle and Its Accessories Author: Anonymous Release Date: December 9, 2018 [EBook #58444] Language: English Character set encoding: UTF-8 *** START OF THIS PROJECT GUTENBERG EBOOK THE MODERN BICYCLE *** Produced by deaurider, Paul Marshall and the Online Distributed Proofreading Team at http://www.pgdp.net (This file was produced from images generously made available by The Internet Archive)
COPYRIGHT BY
THE COMMERCIAL ADVERTISER ASS’N.
A. D. 1898.
A COMPLETE REFERENCE BOOK
FOR
RIDER, DEALER AND MAKER
Republished from the Series of Articles Written for The Commercial
Advertiser by Alex. Schwalbach and Julius Wilcox Under the
Caption of “Bicycles for 1898,” Setting Forth the Improvements
and Changes in Manufacture Since 1816.
THE COMMERCIAL ADVERTISER ASSOCIATION,
29 Park Row, New York,
Publishers.
1898.
CONTENTS.
| CHAPTER I. EVOLUTION OF THE BICYCLE, 1816 TO 1899 |
| The Year 1898 a Memorable One in Its History; Improvement in Quality, Reduction in Price, the Reincarnation of the Chainless, and the Abolition of the National Cycle Show—Tendencies Toward Fixity, and Reversion to Type—The Earliest Creations in Bicycle Construction and the Steady March Toward Improvement—A Brief Sketch of Development—Marked Characteristics and Changes Adopted with the Season of 1898. |
| Pages 1-9 |
| CHAPTER II. THE CHAINLESS WHEEL. |
| Its Advent Upon the American Market, After Long and Costly Experiments—The Various Methods Employed to Transmit Power—A Single Successful Foreign Wheel of This Type—The Bevel Gear, Spur Gear and Pin-Roller Gear—A Study of the Chainless Type, with Illustrations and Descriptions of Popular Models. |
| Pages 10-27 |
| CHAPTER III. CHAINLESS VS. CHAIN. |
| The Advantages Claimed for Each Compared—Summary of Early Attempts in “Safety” Types—Modes of Power Transmission—Demands Upon Chainless Construction—The Problems of End-Thrust and Side-Thrust—The Question of Strain Upon Bearings and Gear Teeth—Charges Brought Against the Chain Wheel—Effect of the Chainless Upon the Trade. |
| Pages 28-36 |
| CHAPTER IV. FRAME AND FORK CONSTRUCTION. |
| The Frame, Essentially a “Bridge Upon Wheels”—Evolution of Shape in Frames—Drop Forgings and Stampings—Flush Joints—Drop Frames—Juveniles—Styles of Forks and Crowns—How Tubing Is Made—The Adoption of Sheet-Steel Parts. |
| Pages 37-52 |
| CHAPTER V. CHAIN PROTECTION. |
| The Gear Case an English Device—Its Improved Construction in America—Its Practical Advantages—Various Styles Described. |
| Pages 53-57 |
| CHAPTER VI. THE CHAIN AND ITS FUNCTIONS. |
| A Greater Knowledge and Care of Chains Desirable—Evolution and Operation—Attempts to Reduce Chain Friction—Roller Sprockets and Roller Chains—Various Points and Kinds of Friction—The Several Types of Chain Now in Use—Improved Sprockets—Results of Actual Tests—Chain Adjusters—Chain Bolts and Repairs. |
| Pages 58-66 |
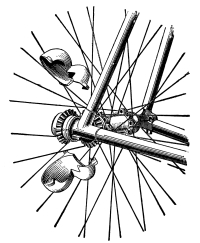
| CHAPTER VII. HUBS, SPOKES AND RIMS. |
| Improvements in Construction—The Suspension Wheel Described—Construction of Hubs and Spokes—The Strains to Which They Are Subjected—The Different Styles in Use—The Wood Wheel—Steel Rims and Wood Rims, with Some Popular Examples. |
| Pages 67-73 |
| CHAPTER VIII. EVOLUTION OF THE TIRE. |
| The Tire from 1888 to 1898—Solid, Cushion, Inner-Tube and “Hose-Pipe”—The Various Makes of Tire and Rim—Early Methods of Repair—Modern Repair Methods and Kits—Plugs, Patching, Strips and Vulcanizing—Some Valuable Hints to Riders. |
| Pages 74-81 |
| CHAPTER IX. THE BEARINGS. |
| The Great Improvement in Bicycle Bearings—Points of Contact—The Evil Results of Careless Construction and Assembling—Ballmaking—The Cup Adjustment and Its Advantages—Lubrication and Dust Exclusion—Methods in Bearings as Made in 1898. |
| Pages 82-87 |
| CHAPTER X. CRANKS, PEDALS AND AXLES. |
| The Early and Modern Hub—The Divided-Axle Mania—“One-Piece” Construction—Crank Throw and Variable Gear—Gear Ratio—Crank Drop—Shapes of Crank and Sprocket—Evolution of the Pedal and Axle—Ankle Motion and Its Advantages—The Ramsey Swinging Pedal. |
| Pages 88-94 |
| CHAPTER XI. THE SADDLE. |
| Until Late Years a Knotty Problem for Makers and Riders—Some Recent Improvements—Saddles and “Seats”—Use and Misuse of Springs—A Strictly Universal Saddle Impossible—Various Types and Makes—Wide Range of Choice—The Seat Post. |
| Pages 95-102 |
| CHAPTER XII. HANDLEBARS, GRIPS AND BRAKES. |
| Successive Modifications—Long vs. Short Bars—Wood Bars—Grips of Various Sorts—The Question of Brakes—Rear and Front Brakes—Back-Pedalling and Rear Brakes—The Spencer Brake. |
| Pages 103-108 |
| CHAPTER XIII. LAMPS AND LAMP BRACKETS. |
| Evolution of the Lamp—Excellence of the American Kerosene Lamp—Description of Various Makes—Electric Lamps—The New Carbide Illuminant—Descriptions of Carbide Lamps—Lamp Brackets. |
| Pages 109-117 |
| CHAPTER XIV. CYCLOMETERS AND OTHER SUNDRIES. |
| Early Cyclometers—Dial and Barrel Types—Various Styles of the Latter—Bells, Ringing by Tire Contact and Otherwise—Bell-Brakes—Toe-Clips—Luggage-Carriers—Children’s Seats—Pumps—Accessories and Novelties. |
| Pages 118-125 |
| CHAPTER XV. FREAKS AND USELESS DEVICES. |
| Constantly Recurring Fallacies—Weight for Obtaining Perpetual Motion—Some Examples of Vain Contriving—Examples of Patents Applied For—Building “To Order”—Cutting Down Frames—The “Drop” Craze. |
| Pages 126-131 |
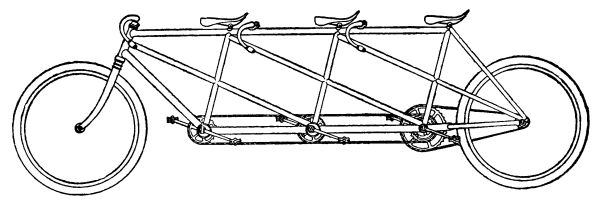
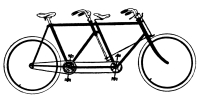
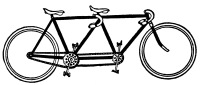
| CHAPTER XVI. TANDEMS AND MULTICYCLES. |
| Increased Use of the Tandem—Tandem Evolution—Various Makes Described—Tricycles, Multicycles and Juvenile Tandems. |
| Pages 132-138 |
| CHAPTER XVII. MOTOR VEHICLES. |
| Bicycles and Tricycles—Evolution of the Motor Carriage—Air as Motive Power—Electricity in Actual Use—Various Electrical Vehicles Described—Gas Motors. |
| Pages 139-143 |

ILLUSTRATIONS.
| THE BICYCLE—EARLY AND MODERN TYPES. | |
| Page. | |
| Draisine in action—1818 | 2 |
| “Boneshaker”—1868 | 3 |
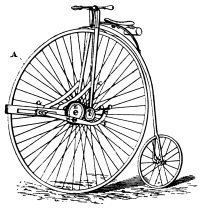
| The “Ordinary”—1878 | 3 |
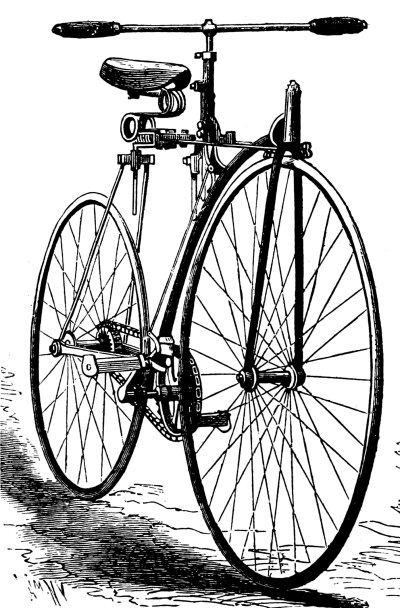
| Rear Driver—1893 | 5 |
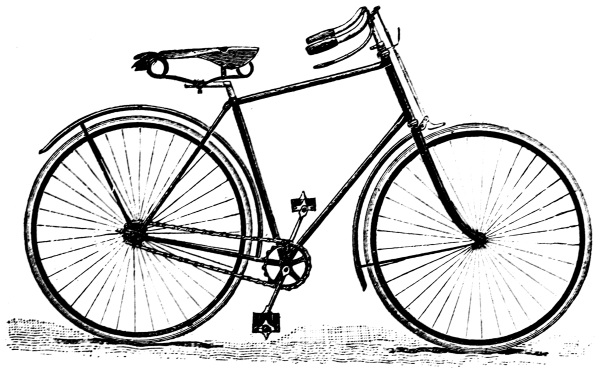
| The “Rover”—1878 | 6 |
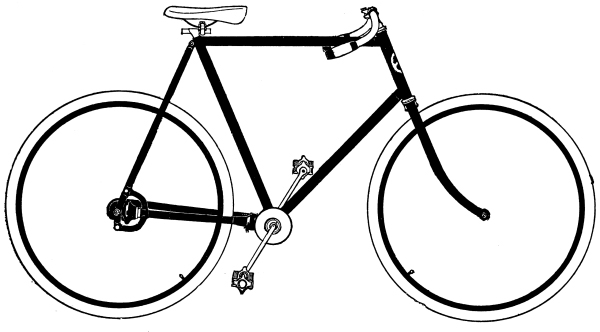
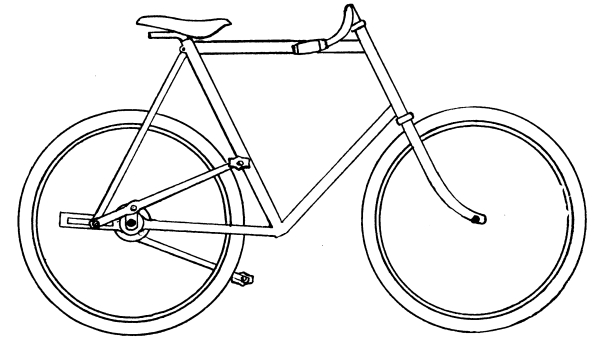
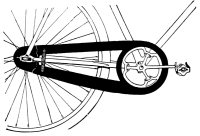
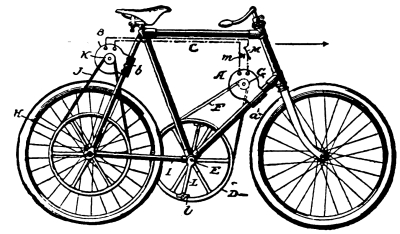
| Chainless type, 1898 (bevel-gear) | 7 |
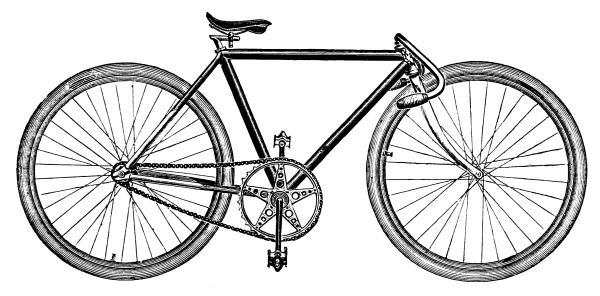
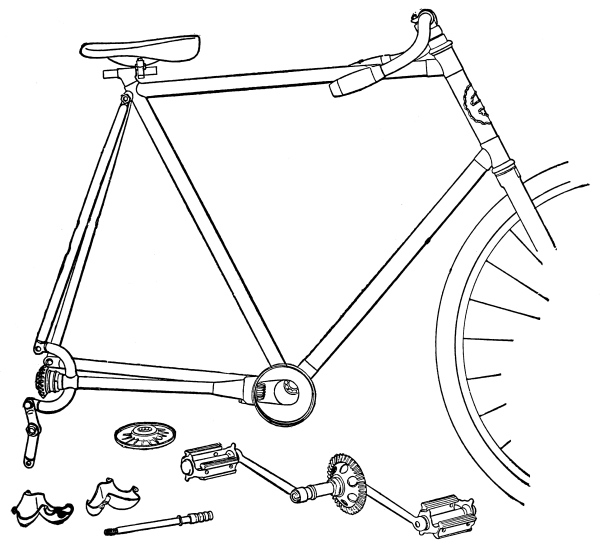
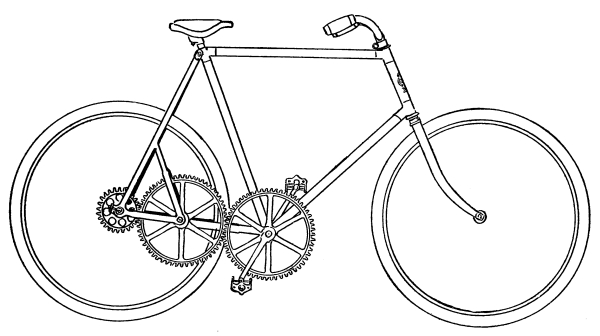
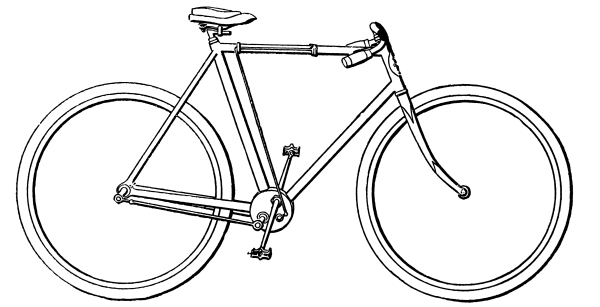
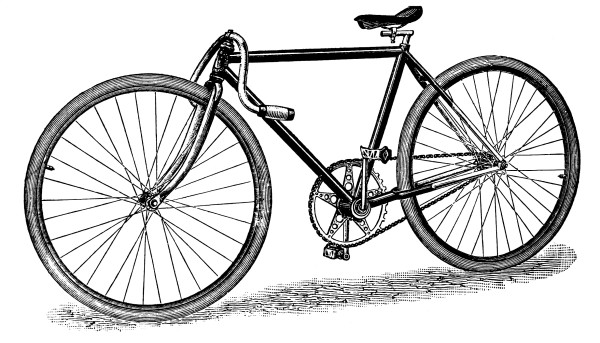
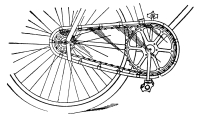
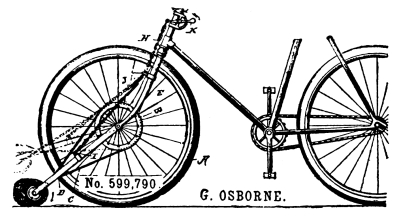
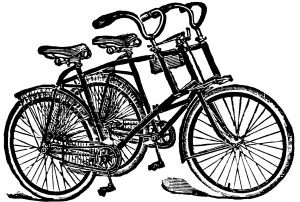
| Extreme type of 1898 Chain model, combining all late features | 9 |
| CHAINLESS TYPES AND DRIVING GEAR. | |
| Columbia Chainless | 10 |
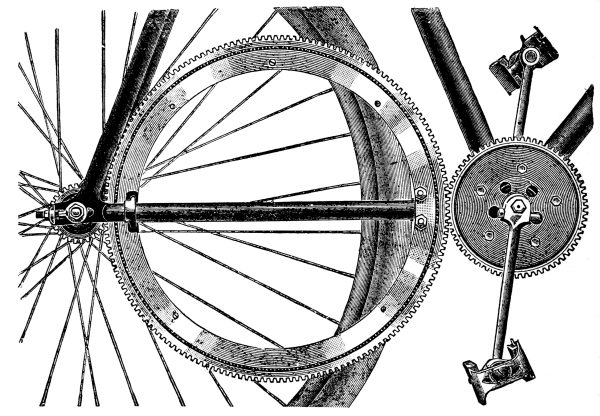
| Columbia Chainless—Mechanism and Frame | 11 |
| Spalding Chainless | 12 |
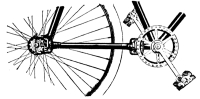
| Spalding Chainless—Driving Gear | 13 |
| Stearns Chainless | 13 |
| Monarch Chainless | 14 |
| Humber Chainless | 15 |
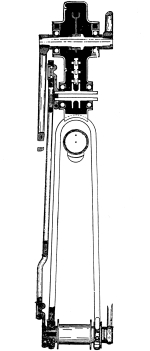
| Sterling Chainless—Crank Bracket | 16 |
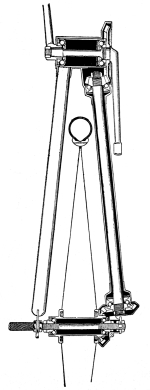
| Sterling Chainless—Connecting Shaft | 16 |
| Bayvelgere Jointed Shaft | 17 |
| Hildick Chainless Driving Gear | 18 |
| Crescent Chainless—Driving Gear | 19 |
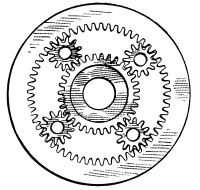
| Featherstone “Change Gear” Chainless | 20 |
| Featherstone Chainless Crank Hanger | 21 |
| Dayton Chainless—Driving Gear | 22 |
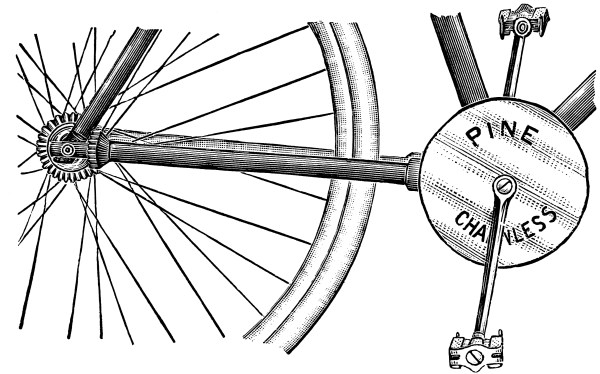
| Pine “Square-Tooth” Chainless | 23 |
| “English” Chainless | 24 |
| “English” Chainless—Driving Gear | 25 |
| Bantam Chainless—1898 | 25 |
| Bantam Chainless—Driving Gear | 26 |
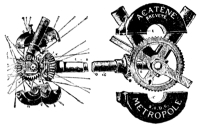
| Acatene Chainless—Driving Gear | 26 |
| Lloyd’s Cross Roller Driving Gear | 27 |
| Geared Ordinary | 27 |
| TYPES OF THE CHAIN WHEEL—MECHANISM AND OPERATION. | |
| First Humber model | 29 |
| Golden Era—Model | 29 |
| Victor—First American Safety—1887 | 30 |
| Diagram—One-sided Chain Pull | 31 |
| First Columbia Rear Driver—1888 | 32 |
| Defender Midget—1898 | 34 |
| Keating—Model | 37 |
| Union—Model | 37 |
| Victor—Model | 38 |
| Liberty—Model | 38 |
| Cygnet—Model | 38 |
| Victor—Single Loop—Model | 39 |
| Victor—Racquet Frame—1892 | 46 |
| Stearns—Model | 46 |
| Cleveland—Model | 47 |
| Kangaroo—Model | 51 |
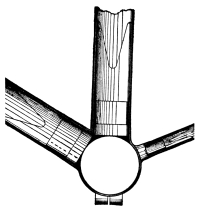
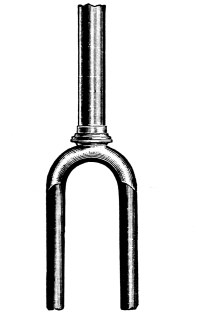
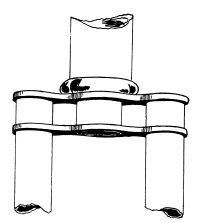
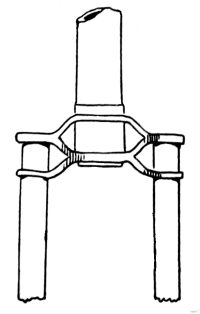
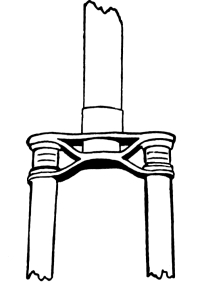
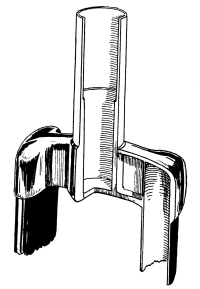
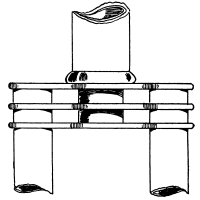
| FRAMES, FORK CROWNS AND JOINTS. | |
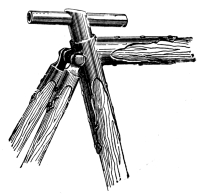
| Three-Crown Frame | 39 |
| Chilion Wood Frame | 39 |
| Crescent Flush Joint | 40 |
| Wolff-American Flush Joint | 40 |
| Columbia Fork Crown | 40 |
| Crescent Fork Crown | 41 |
| Lyndhurst Fork Crown | 41 |
| Arch Fork Crown | 41 |
| Crawford Fork Crown | 42 |
| Humber Fork Crown | 42 |
| Monarch Fork Crown | 43 |
| Orient Fork Crown | 43 |
| Union Fork Crown | 43 |
| Liberty Fork Crown | 44 |
| World and Adlake Fork Crown | 44 |
| Cleveland Fork Crown | 45 |
| Eagle Drop-Forged Flush Joint | 51 |
| Wolff-American Lapped Joint | 47 |
| Remington Flush Joint | 47 |
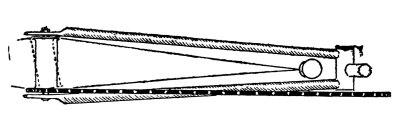
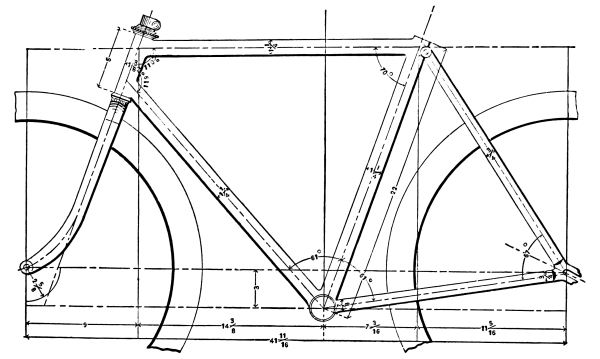
| Working Drawing—Diamond Frame model | 49 |
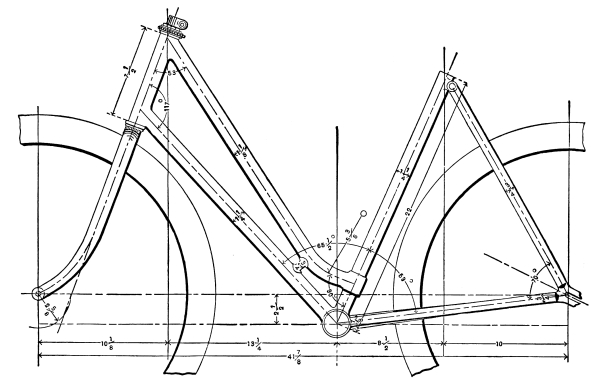
| Working Drawing—Drop Frame model | 50 |
| GEAR CASES. | |
| Frost Gear Case | 54 |
| Racycle Gear Case | 54 |
| Safety Gear Case | 55 |
| Rambler Gear Case | 55 |
| Cleveland Gear Case | 56 |
| SPROCKETS, CHAINS AND CHAIN ADJUSTERS. | |
| Brown Roller Sprocket | 58 |
| Chantrell Chain | 58 |
| Keating Twin Roller Chain | 59 |
| Types of English Chains | 59 |
| Diamond “B” Chain | 60 |
| Thames Twin Roller Chain | 60 |
| Morse Roller Joint Chain | 60 |
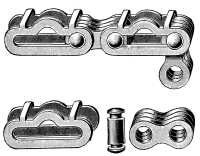
| Baldwin Detachable Chain | 61 |
| Ewart Chain—1888 | 61 |
| Bridgeport Detachable Chain | 61 |
| Liberty Sprocket | 62 |
| Crescent Chain Adjuster | 62 |
| Victor Chain Test—Diagram | 63 |
| Wolff-American Chain Adjuster | 64 |
| Crescent Chain and Bolt | 64 |
| Lefevre Chain | 64 |
| Circular Chain | 65 |
| Remington Chain | 65 |
| Missing Link | 65 |
| Victor Straight-Line Sprocket | 66 |
| Humber Chain Adjuster | 66 |
| HUBS. | |
| Crescent Hub | 68 |
| Columbia Hub | 68 |
| Keating Hub | 69 |
| Sterling Hub | 69 |
| Wolff-American Hub | 69 |
| Cleveland Hub | 70 |
| Liberty Hub | 70 |
| RIMS, TIRES AND REPAIR TOOLS. | |
| Plymouth Rim Joint | 70 |
| Plymouth Rim | 72 |
| Kundtz Rim | 72 |
| Buckeye Rim | 75 |
| “M. & W.” Tire | 75 |
| Indian Arrow-Head Tire | 76 |
| Dreadnaught Tire | 77 |
| Straus Protected Tire | 77 |
| Kangaroo Tire | 78 |
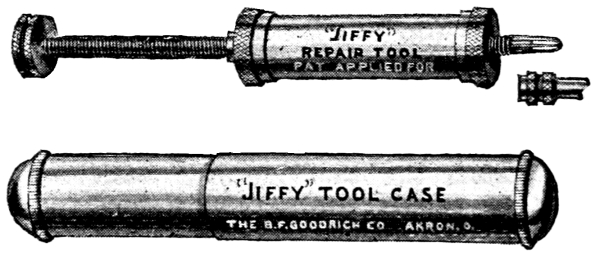
| Goodrich “Jiffy” Repair Tool | 79 |
| “Sure Thing” Repair Tool | 80 |
| BEARINGS. | |
| Old Double-Row Ball Bearing | 83 |
| Lower Half of Double-Row Ball Bearing | 83 |
| Four-Point Bearing | 84 |
| Four-Point Bearing—“E. & D.” pattern | 84 |
| Common Three-Point Bearing | 86 |
| Three-Point Bearing—Improved | 86 |
| Two-Point Bearing | 87 |
| PEDALS. | |
| Extension Pedals—American-Waltham | 89 |
| Rat-Trap Pedal—American-Waltham | 89 |
| Straus Removable Pedal Rubbers | 89 |
| Ramsey Pedal | 90 |
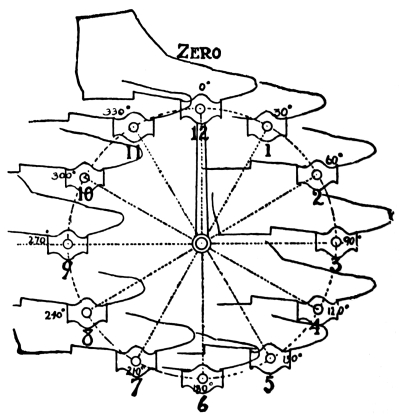
| Ordinary Pedal—“Clock” diagram | 90 |
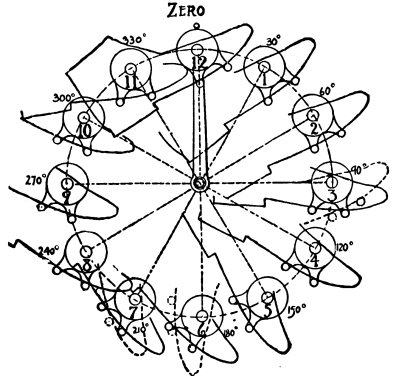
| Ramsey Pedal—“Clock” diagram | 91 |
| CRANK AXLES AND CRANK HANGERS. | |
| Crescent Crank Hanger, Stages 1 to 5 | 48 |
| Stearns Crank Hanger Mechanism | 71 |
| Wolff-American Crank Axle | 92 |
| Gard Crank and Divided Axle | 93 |
| SADDLES. | |
| Christy—Men’s model | 96 |
| Christy—Women’s model | 96 |
| Christy—Racing model | 97 |
| Christy—View of under side | 97 |
| Safety Poise | 97 |
| “Rubber-Neck” | 98 |
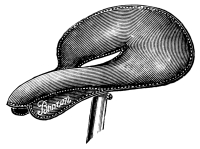
| Bernasco | 98 |
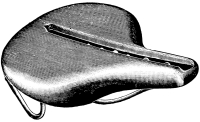
| Garford—Model “128” | 98 |
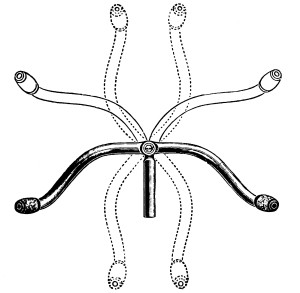
| Tillinghast—and Frame | 99 |
| Dr. Richmond “Universal” | 100 |
| Brown | 100 |
| Gilliam—and Frame | 101 |
| La Tulip | 102 |
| HANDLEBARS AND BRAKES. | |
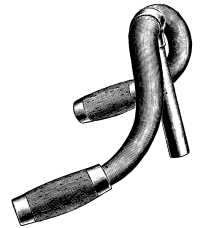
| Kelly Adjustable Bar | 103 |
| Plymouth Wood Bar | 103 |
| Lyndhurst Adjustable Bar | 104 |
| Barret’s Detachable Brake | 104 |
| Detachable Rear Brake | 105 |
| Stewart Roller Brake | 105 |
| Back-Pedalling Brake (Hay & Willits) | 106 |
| Back-Pedalling Brake (“New Departure”) | 107 |
| Duck’s Roller Brake | 107 |
| LAMPS AND LAMP BRACKETS. | |
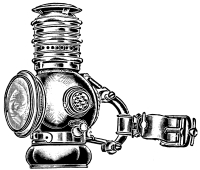
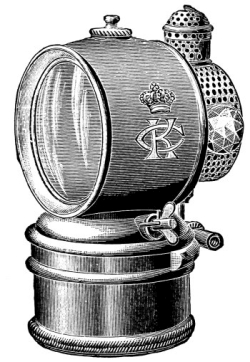
| Bridgeport Searchlight (oil) | 110 |
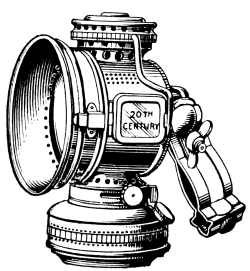
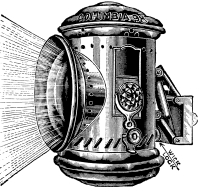
| Twentieth Century (oil) | 110 |
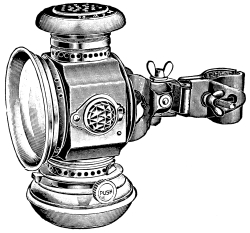
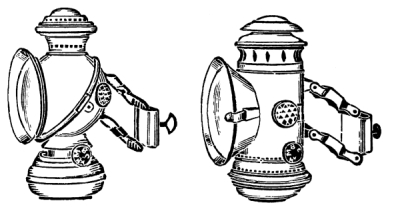
| “M. & W.” (Mathews & Willard) (oil) | 110 |
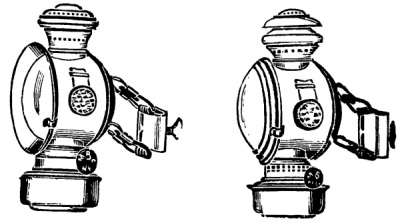
| Bragger (oil) | 111 |
| Columbia (oil) | 111 |
| “X Rays” (oil) | 111 |
| Manhattan Brass Co. product (oil) | 112 |
| Acme (electric) | 114 |
| Klondike (oil) | 114 |
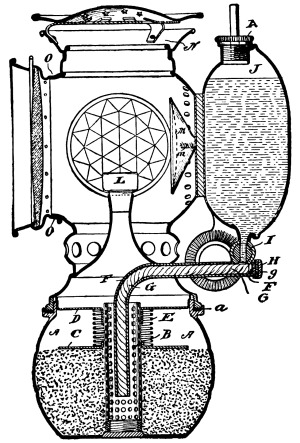
| Solar (carbide)—Interior view | 115 |
| Electro (carbide) | 115 |
| Electro—Interior view | 116 |
| Helios (carbide) | 116 |
| Calcium King (carbide) | 117 |
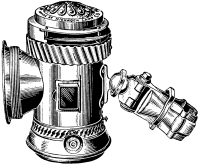
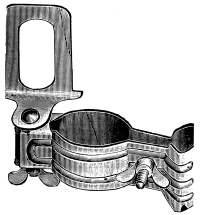
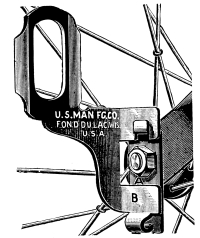
| Combination Bracket | 113 |
| U. S. Detachable Bracket | 113 |
| CYCLOMETERS. | |
| Twentieth Century Cyclometer | 118 |
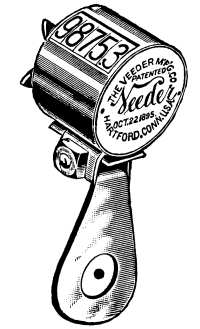
| Veeder Cyclometer | 118 |
| Shepherd Cyclometer | 119 |
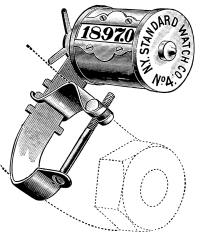
| Standard Cyclometer | 119 |
| New Departure Cyclometer | 119 |
| Trump Cyclometer | 120 |
| BELLS. | |
| Lord Bell | 120 |
| Bevin Bell | 120 |
| L. A. W. Bell | 121 |
| Combination Bell and Brake | 121 |
| TOE CLIPS. CARRIERS AND SUNDRIES. | |
| Howard Toe Clip | 122 |
| Combination Toe Clip | 122 |
| Kalamazoo Carrier | 123 |
| Lamson Carrier | 123 |
| Fairy Child’s Seat | 123 |
| “Ideal” Foot Pump | 124 |
| Lubricants—“Pacemaker” and “Three in One” | 124 |
| FREAKS AND ODD INVENTIONS. | |
| Weight Driven Model | 126 |
| The “Sweeper” Idea | 127 |
| A Notion of 1881 | 128 |
| Mahoney’s Model, 1893 | 129 |
| A “Dream” Motor | 130 |
| Wind Driven Model | 130 |
| MULTICYCLES. | |
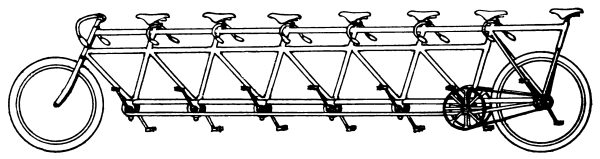
| Stearns Septuplet | 132 |
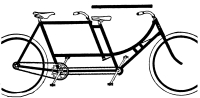
| Stearns Convertible Tandem | 133 |
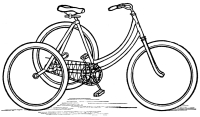
| Tinkham Tricycle | 133 |
| Wolff-American Triplet | 134 |
| Cleveland Tandem | 135 |
| Wolff-American Tandem | 135 |
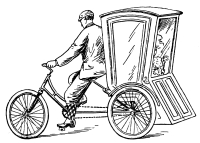
| Tinkham Cab | 136 |
| Andrae Tandem | 136 |
| “Oriten” | 136 |
| Wolff-American Duplex | 137 |
| Tinkham Carrier | 138 |
| MOTOR VEHICLES. | |
| Motor Tricycle | 140 |
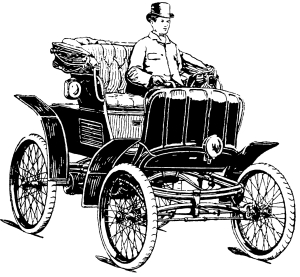
| Pope Electric Phaeton | 141 |
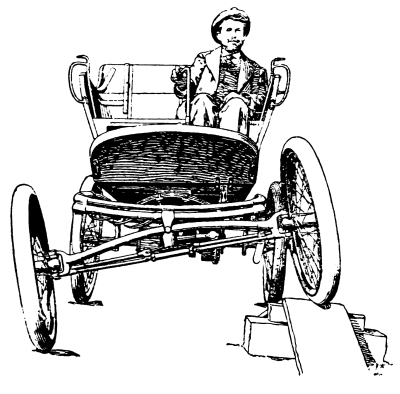
| Pope Electric Phaeton, under test | 143 |
| Bicycle with Motor Attachment | 142 |
To the Cyclist who appreciates the advantage of understanding his wheel, its mechanism and its construction, for the same reason and because of the same interest felt by a horseman in his roadster, an engineer in his locomotive, or a yachtsman in his boat, the following pages can scarcely fail to be of interest and value.
Bicycles without number have been consigned to the scrap heap or discarded for new mounts, as the result of abuse and the lack of proper care, due solely to the ignorance of riders as to a wheel’s construction and requirements, while disappointments have resulted, in many instances, because the same lack of knowledge has prevented the wise selection of a well constructed and properly adjusted mount at the outset.
A bicycle can no more be expected to run smoothly without a proper adjustment of its parts and their maintenance in perfect running condition than can any other piece of machinery, and while the chain and chainless productions of 1898 are admirable for their simple mechanism, such points as the bearings and running gear require periodical inspection and attention to insure satisfactory service. This cannot be adequately given by a rider who has no conception as to the details of construction of his machine, and so it frequently happens that a bicycle sinks into an early grave because its rider persists in calling upon it for continued service, while utterly indifferent to its construction and requirements.
“Know thy wheel” is an excellent maxim for every rider to follow; for those who heed it the matter of emergency repair will be a simple thing, a smooth running wheel will be assured, the chance of accident reduced to the minimum, and the life of the machine extended throughout its fullest period. It is partly with a view to bringing about a better acquaintance between the average rider and his wheel that the following pages are presented.
To the bicycle manufacturer and to the repair man and dealer—who are frequently called upon for advice and service concerning any and all makes of wheels—to the student of cycle construction, and to the mechanical expert, the volume will scarcely fail to be regarded as a valuable reference book for many years to come.
The idea of presenting to riders—through the columns of “The Commercial Advertiser”—an illustrated description of the lines, parts and improvements of the bicycle for 1898 was conceived chiefly because of the absence during the winter of 1897-98 of a National Cycle Show. [Pg xv] Just prior to the opening of preceding seasons tens of thousands of riders throughout the country were able to see at the annual shows, and at those held under the auspices of the various local cycle trade organizations, all that the maker had to offer in changes and improvements for the new year. This opportunity was also furthered by the columns of descriptive matter published by the daily press and cycle trade journals in their reports of these shows and their exhibits. Riders were to have none of these advantages for the season of 1898, however, and “The Commercial Advertiser” accordingly began the work of collecting and presenting the information which appeared in its columns in serial form during February, March and April of 1898, and which is now presented in this volume.
It is not claimed that all of the new features and changes evolved by the master mechanics of the cycle building industry have been embodied. It is believed, however, that none having an important bearing upon, or any way likely to cause material changes in, the methods of bicycle construction have been overlooked. Further than this, the gradual processes through which these changes and improvements have been evolved are shown throughout the periods of distinct advancement, also those of reversion, as they have followed, one upon the other, until the present state of the industry is reached, and its product set forth as the most advanced, from every standpoint, in the history of bicycle building.
Likewise the progress and improvement made in the manufacture of tires, saddles, lamps, bells, brakes, and the many other articles common to the well-equipped modern bicycle, have received careful attention, with the result that the work of presenting this amount of information to the readers of “The Commercial Advertiser” has, we believe, been as complete and thorough as it has been practicable to make it.
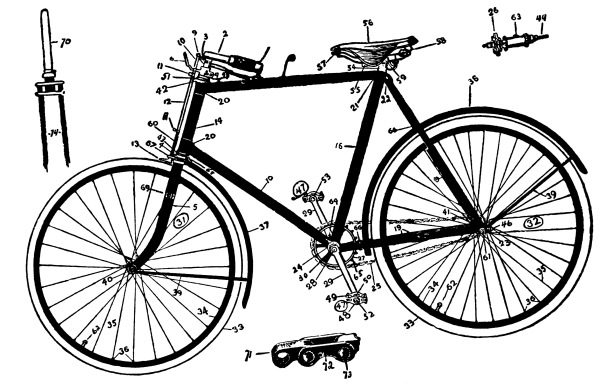
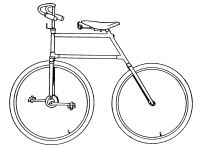
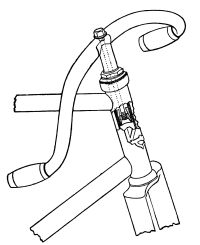
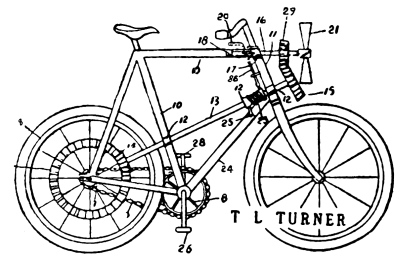
NAMES OF THE PARTS OF A BICYCLE.
| 1. | Handles or grips. | 38. | Rear mud guard. |
| 2. | Handle bar. | 39. | Mud guard stays, arms or braces. |
| 3. | Handle bar stem. | 40. | Front hub. |
| 4. | Fork crown. | 41. | Rear, or back hub. |
| 5. | Fork side. | 42. | Top head cup. |
| 6. | Lamp bracket. | 43. | Bottom head cup. |
| 7. | Handle bar clamp, binder, or “pinch bind.” | 44. | Step. |
| 8. | Brake lever. | 45. | Head lock-nut. |
| 9. | Brake joint and screw. | 46. | Chain adjuster. |
| 10. | Brake rod or plunger. | 47. | Pedals. |
| 11. | Brake collars and screws. | 48. | Pedal end plate. |
| 12. | Brake tube. | 49. | Pedal side plate. |
| 13. | Brake spoon. | 50. | Pedal axle, or spindle, and centre tube. |
| 14. | Head. | 51. | Head adjusting cone. |
| 15. | Upper, horizontal or top tube. | 52. | Outside, or small, pedal nut. |
| 16. | Lower, head to bracket, tube. | 53. | Inside, or large, pedal nut. |
| 17. | Seat mast, diagonal, or saddle-post tube. | 54. | Saddle, seat or L post or pillar. |
| 18. | Rear or back stays. | 55. | Arm or top piece of pillar. |
| 19. | Rear or back forks. | 56. | Saddle. |
| 20. | Head lugs or connections. | 57. | Saddle adjusting screw. |
| 21. | Saddle post frame—connection or cluster. | 58. | Saddle spring. |
| 22. | Saddle post clamp or binder, bolt and nut. | 59. | Saddle clamp or clip. |
| 23. | Rear or back fork-end. | 60. | Brake spring. |
| 24. | Crank hanger or bottom bracket. | 61. | Rear axle nut. |
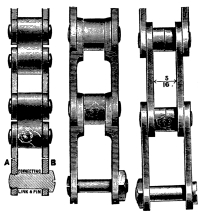
| 25. | Chain—Humber or block pattern. | 62. | Valves. |
| 26. | Rear or small sprocket or chain wheel. | 63. | Hub oil cup. |
| 27. | Front, or large sprocket or chain wheel. | 64. | Crank hanger, or bottom bracket, oil cup. |
| 28. | Crank axle, shaft or spindle. | 65. | Sprocket wheel tooth. |
| 29. | Cranks. | 66. | Braces, stays or bridges of rear frame. |
| 30. | Crank key, or cotter pin. | 67. | Brake guide. |
| 31. | Front, or steering, wheel. | 68. | Mud guard clip. |
| 32. | Rear, or driving, wheel. | 69. | Coaster or foot rest. |
| 33. | Tires. | 70. | Fork stem or neck tube. |
| 34. | Rims. | 71. | Centre block of chain. |
| 35. | Spokes. | 72. | Side plate. |
| 36. | Spoke nipples. | 73. | Chain rivet. |
| 37. | Front mud guard. | 74. | Front fork. |
“The nothing of the day is a machine called the Velocipede. It is a wheel carriage to ride cock-horse upon, sitting astride and pushing it along with the toes, a rudder wheel in the hand. They will go seven miles in an hour. A handsome ‘gelding’ will come to 8 guineas; however, they will soon be cheaper unless the army takes to them.”—Letter of John Keats to a friend, about 1818.
The future historian of cycledom will clearly note that 1898 was memorable for the reincarnation of the chainless; that the chain models were improved in quality and reduced in price, and that the trade did not hold a show, this being the first lapse since those events began in this country in 1890. Conservative old England, where shows were first held and the bicycle really began to succeed, has just closed her twenty-first or “coming-of-age” show in London, and the other large cities of the kingdom are, in their turn, pushing the show around the circuit as usual. America—progressive and enthusiastic—after less than one decade of it, exhausted itself for the time, and the National Board of Trade of Cycle Manufacturers decided to pass 1898, refusing to give sanction to either national or local exhibitions.
From the stand of the riding public much might be said on the affirmative side of the show question. The show brings under one roof all the new models and accessories for the coming year, affording ready means of comparisons, instructive, even if sometimes odious; maker and rider come together, and the latter especially, has opportunity to renew old friendships; the copious reports and illustrations in the daily and trade press arouse expectation in the cycling public, and undoubtedly make many new converts; the gap between riding seasons is bridged across “the winter of our discontent,” and things are kept on the move. Not denying aught of this, the makers reply that they are not in the amusement business; that this is a costly form of advertising directly, also delaying trade both by inducing buyers to wait to see it all and by tying up their representatives when they ought to be on the road visiting agents; that no other business has or needs such gatherings; and that shows were originally intended to bring together maker and dealer, not maker and rider.
Intelligent and impartial observers who have studied the question from both sides, say that all the trouble has come from the American habit of overdoing, and that the makers are to blame for deviation from the original idea, and for going into gorgeous competitions in electric lighting, costly furnishings and decorations and a prodigal waste of printed matter; that when aisles are packed and the week is a society event, the greatest thing in a show, the one chiefly cared for, and really about the only one that can be seen, is the show itself, the crowd itself being what the crowd attends; that the thing becomes a grab for “souvenirs” and a spectacular waste, instead of an exhibit of cycles and accessories to those who really want to see them.
There has been a divergence from the original idea, certainly, even in England. The Stanley Show was at first the happy thought of some member of the Stanley Club, one of the oldest if not quite the oldest of cycle clubs, in a time of cycle feebleness, when the young sport needed all the aid it could command. To help things along through the winter, and doubtless largely on the strictly social side, it was proposed to get together in one place as many patterns of cycle and as many kindred articles as could be got. From that feeble start the thing has grown, as cycling grew. In a like feeble way, though with a model to follow, cycle showing began in this country, at Philadelphia. During the years that have followed it has brought the public into line, until in New York there is now only one building large enough to hold it—and that none too large for such an event. In Chicago there was one vast enough, but so vast that it had to be placed so far away from business and residence that it was as if a show were to be held out at Jamaica, on Long Island. Reaching the spot was certainly none too easy, and the cold was apt to be very bitter. Here in New York, it is urged, had the makers, through the National Board, chosen and decided to revert to the plan of a simple trade exhibition, and had the date been in November or December, instead of January or February, the cost would have been small, and all interests really concerned would have been benefited, [Pg 2] even while allowing, although not pressing, the public to attend.
It is to be expected that shows will come again, with some lessons learned and surer warrant of having the net balances more on the right side all around. Meanwhile, and as an immediately timely matter, observe that cyclists have from the first gradually taken as theirs all seasonable outdoor holidays, and a sensible custom has grown up in Boston and other New England towns of making Washington’s Birthday, Feb. 22, an “opening day” among the retail cycle dealers, who hold open house, utilize flowers, decorations and other pleasant things; array their new models for view and invite the public to call. Needless to say, the invitation on this cycle “New Year calls” day is largely accepted and cyclists, real and expectant, with their sisters and their cousins and their aunts, go the rounds at pleasure, comparing models, anticipating the full riding season and enjoying good cheer.
The retail cycle dealers in New York, lesser and greater, propose to adopt this good Yankee custom hereafter and will keep latchstrings out on Feb. 22, so that instead of one great central show there will be a thousand miniature ones scattered throughout the metropolis; it is estimated—of course there can never be an accurate census—that there are 250,000 cyclists in New York City alone. The 17th of March, St. Patrick’s Day, has generally been considered the opening of the riding season, the round of day and night being then equally divided: the “opening day” adopted for Feb. 22 will naturally and easily fall in with this customary notion as to March 17.

“BONESHAKER”—1868.
(The Rider is John Mayall, who
made the first road record, by
riding (as shown in cut) from
London to Brighton, 53 miles,
in one day, February, 1869.)
So rapid has been the march of improvement in cycle-making during the last seven years that the approach to fixity and uniformity of pattern—all bicycles now looking alike to the casual glance—has almost lost to us one of our most charming senses, the sense of delighted surprise. The most ingenious efforts of our master mechanics, accomplishing what would have been impossible only a short time ago, are now received as matters of course. The crude conditions and mechanical product of no more than ten years ago are rarely recalled; the vast majority of riders do not even know about them. The strength, lightness and beauty of the later bicycle have come out of long and toilsome and costly evolution, in which many have fallen by the way, and reward has not always been according to real merit. The careful student of the principles of cycle construction—the making of “a poem of steel”—cannot appreciatively examine the details in the advance shown in this year’s models without being glad that he is permitted to see such achievements. It is one thing to push and misuse the bicycle, another to ride it with intelligent care, another to understand it, another to love it and to honor the long cumulative skill which has made it possible and practical. The rabid seeker for extreme and radical novelties in type, form and modes of propulsion may care little for the niceties of mechanical accomplishment and may declare that the [Pg 3] standstill has been reached. But this pessimistic and blasé view is unwarranted, for undoubtedly many of the most perfected and nearest perfect details now in vogue will be used on the cycle of the future, regardless of its general type.
As in a number of past years, the art of cycle-making in 1898 exhibits distinct signs of two irresistible tendencies. One is toward fixity of type; the other is toward reversion to type. Fixity of type means the condition when—although there may be several widely different patterns of bicycle in use, as there always are of other wheeled vehicles—all of one pattern are substantially alike, varying only in trivial details, the product of all makers bearing the same appearance to the casual eye, however varying in real quality. When that time comes bicycles will resemble cut nails in being staple, standard, uniform and all alike. Such a time has not yet arrived, and it is not necessary to try to name the date in the new century when it will arrive; nevertheless the signs of its approach are unmistakable.
Reversion to type—a well-known phrase of the scientific evolutionist—means here a return to earlier and once-discarded forms of construction. Very few notice the process, yet it constantly goes on. The inquirer for novelties often has the old presented to him and is satisfied, supposing he is looking on a new up-to-date production; it is a common experience to find alleged new devices brought out and rapturously received by the quidnuncs which the veteran instantly recognizes as among the things he saw tossed, years ago, into the refuse of the scrapheap.
That unhappy and irrepressible person, the “born inventor”—one of whom, like the “sucker,” is born every minute—is perpetually doing this in cycle matters, because the cycle is so much in the public eye that it draws him as the lamp flame draws the moth; he cannot keep away from it. Twenty years ago, at the very beginning of the bicycle in this country, he was eagerly on hand with his multiple-speed, mile-a-minute contraption; he has been doing the same ever since, and is just as industriously as ever reinventing the old folly; the Patent Office is flooded with his lumber. This, however, is repetition rather than reversion.
Reversion to old forms comes about for several reasons. We must always remember that the bicycle, like the piano, the violin and some other things which could be cited, belongs to nobody. Nobody invented it; it is the product of many minds, and has been wrought out by a long and gradual evolution, in which every step, freaky ones excepted, has been suggested and tested by practical use. Hence a device may be abandoned in the hope of escaping the inevitable drawback which besets all earthly things; or a device may be dropped because it cannot be made well enough or easily enough in the existing state of the art; or the conditions of public demand, or the state of the roads, or the caprice of fashion may change. Changes also come about to gratify the craving for novelty, and when the list of possibles comes to its end the maker goes back to or toward the beginning again, like the preacher who tips over his barrel of sermons and starts in afresh on the other end.
For illustration, suppose the following: The chain has some drawbacks, [Pg 4] and therefore it is gradually displaced by the bevel-gear and entirely goes out. That gear develops drawbacks in turn, provoking fresh complaint, and after some years of suffering under it, some maker brings out a chain wheel, which is hailed with delight, and widely written up as the novelty of the year. One by one makers follow suit, until the gear is again quite displaced; improvement has then gone around and has come back upon its own path, the disadvantages of the old form having been found by trial to be less than those of the newer. This supposed case, which is partly real, would illustrate progress by reversion.
The early history of bicycle development has been told even to weariness, perhaps because not always well told. We shall not go over the course again, and yet it may not be amiss to show briefly and connectedly how the wheel of today grew out of the three preceding ones, especially since this strikingly illustrates the reversion process just explained.
The earliest vehicle for making oneself horse as well as rider was a three-wheeler, and was known at least, as early as 1779; the two-wheeler began in 1816, as far as records show, with the Draisine, a front-steerer, which was all ready to develop into either a front-driver or a rear-driver, according to the method of attaching the cranks, which so long remained the missing link. Of course it quickly went out, and after nearly a half century of oblivion it was dragged down from the garret and the cranks were added—to the front wheel, as that was then the easier way. The revival is generally credited to France and to Pierre Lallement, although Michaux, for whom he had been working in Paris, is probably more entitled to the credit than he; the name of the man really the first to take the new step, however, is hopelessly lost in obscurity. Lallement did ride the thing in Paris, and did afterward make one in Connecticut. The patent on “oppositely projecting cranks” issued to him in 1866 became the most valuable one on which suits were afterward fought and royalties were collected, yet Lallement invented nothing, and it is worth putting on record here that Mr. Wilcox saw the velocipede of that day publicly ridden in Brooklyn nearly two years before the issue of that patent, and more than a year before Lallement came to this country.
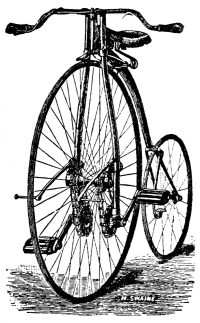
A few years of decline as a curiosity and the “boneshaker” had gone into forgetfulness after the Draisine. Aside from its intolerable weight and its crude and clumsy construction, what killed it was its lack of speed, for it was “geared level,” that is, not geared at all. England, however, did not give up the subject, but kept pegging away at it. To get a longer run for each foot-stroke, a larger wheel was necessary; so the rider was gradually brought “over his work,” and the front wheel became as large as he could reach, on a “close built” construction; necessarily the back wheel shrunk to a smaller size, ranging from 16 to 18 inches, or else the thing could have been neither mounted nor managed. Wood had given place to metal; the tubular steel frame, the suspension wheel with wire spokes, the steel rim and the solid rubber tire came in nearly together, and so, as the third great step, was evolved the high wheel, or the “good old ordinary,” still held more or less affectionately in the memory of all who ever rode it. A specimen or two appeared in the Centennial Exhibition at Philadelphia in 1876. In the following year the new type commenced to go in this country, beginning thus the bicycle era, and it made its pioneer way without any rival until 1881. In 1880, however, McKee & Harrington of this city, one of the pioneer makers, received a diploma and a bronze medal for “a steel bicycle” exhibited at the fair of the American Institute. But the faults of the new construction were as positive as its virtues. It was heavy, averaging twice the weight of the bicycle of today; the size which fitted depended on the rider’s length of leg, not at all on his strength or his preference; worst of all, it was an acrobatic and unsafe thing, and was not a practical vehicle, although those who then sold and used it tried to make it out so.
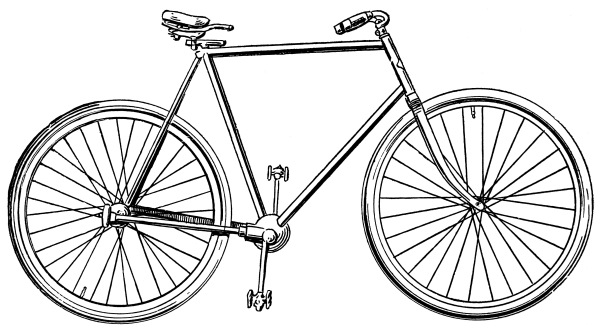
Under the demand for safety, invention went back to the “boneshaker,” and put on the cranks and sprockets which could have been put on earlier, producing in a clumsy form the now universal geared rear driver. An earlier specimen under the name of “Bicyclette” appeared as far back as 1879, but the “Rover” (nearly identical with that) succeeded in giving its name to the type. Yet this name failed to survive, because the type drove out every other, and no specific name was required to distinguish it. To the great majority of present riders, this is “the bicycle,” the only one they ever knew; before it had driven out all others it was spoken of as “the safety,” and yet there were many other forms of safety bicycles, of which one antedated the rear driver in this country by some six years, and two originated here.
All this was reversion to type. The Draisine went out of existence, then received cranks on its front wheel and revived as the “boneshaker,” or velocipede. That went out as quickly in its turn, and gradually grew into the ordinary. Then reappeared the Draisine, with cranks in the other places, and drove out the high wheel after a hard contest. Will any such complete reversion occur again? It does not seem likely; yet when we remember the long and persistent battle of the types, and the number of forms which have been tried, it would be unwarranted to pronounce this impossible; the front driver still survives, although little is heard of it, and if it should possess the field once more that would be no more remarkable than the changes which have already occurred.
The mechanical tendencies of the American cycle makers and their product for 1898 are sharp and clearly defined. Indeed, the past year [Pg 5] marks the close of a decade of construction of the rear-driving bicycle. Before proceeding to analyze in detail the constructional features for 1898, a bird’s eye view of the tendencies over the whole field will not be amiss.
The most striking characteristic tendency is the effort to introduce chainless rear driving, not altogether, however, by the bevel-gear. A careful census of the makers shows that some thirty prominent makers had perfected plans to place a chainless cycle of some sort on the market in 1898. Thus the season offers debatable ground between the advocates of the chainless and the chain-driven cycle. During 1898 is being fought the battle for supremacy between them, the chain-driven cycle being ably reinforced by its great and coming ally the gear-case, and the bevel-gear and other forms of chainless construction coming away from the realm of theory and the special pleas of the makers’ catalogues, and in the hands of the riding public will be put through that great crucible of public test, use on the road, under load, and under all sorts of conditions. The introduction of the chainless method of propulsion has, however, not radically changed the prevailing popular type of frame construction, and therefore the general tendency of construction, except the methods of propulsion, may be here surveyed as a whole.
One of the most prominent tendencies of the season is the dropping of the crank-hanger bracket to a point from 2 inches to 4 inches below a line drawn through the centre of the wheel axles, the average drop on road wheels being 2½ inches, on light road wheels 2¾ inches, and on road-racing and track wheels, from these to the extreme limit. This lowering of the crank-hanger bracket has also necessarily brought with it a shortening of the steering head, in order to maintain the top tube horizontal or parallel with the ground. Lengths of head run from 4 to 8 inches, a fair average in length being about 6 inches, a change indeed from the long-head fad of a few years ago, under which heads have reached a length of over 13½ inches. Just what effect the shortening of the head will have on the steering remains to be found out by actual use, the makers who have used long heads having always claimed ease of steering for them.
Another point to be borne in mind in noting this tendency toward short heads, is that their use will necessitate the use of longer and therefore weaker handlebar stems, for those who use a medium or upturned bar, as well as long seat posts, more withdrawn from the frame. Of course, the scorcher with his drop bar will like the short head, and therefore its popularity may be wholly confined to this class of riders.
The most peculiar feature in connection with this drop of the frame is the very marked tendency toward the use of longer cranks and higher gears. In former years the average length of crank was 6½ inches for a man’s roadster, and 5½ to 6 inches for a lady’s wheel. A notable departure in this crank length this season is that three or four of the largest makers are equipping their ladies’ wheels with 6½ inch cranks, and men’s wheels with 7 and 7½ inch cranks. While this may be commendable in a cycle for men’s use, having a high gear, such crank length is positively objectionable on a ladies’ cycle, for several reasons, one of the chief ones being the increased knee action.
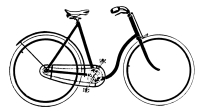
The length of wheel base—that is, the extreme measurement between the [Pg 6] points where the two wheels rest on the ground—is not noticeably changed, the average being still about 43½ inches; this measurement has a close but not a quite fixed relation to the shape and angles of the frame. The rake or backward inclination of the diagonal stay is in most cases somewhat lessened, not now being in complete harmony with the rake of the front forks and head. This may be considered a change in the preferred direction, the forward position of the rider, nearly over the crank axle, being an extremely popular one; to indulge this preference on position, in cases where this diagonal tube, which also carries the saddle, was well raked backward, the use of a long saddle-post in the form of an inverted L was necessary. This changed construction also shortens the upper horizontal tube, and thus, it is claimed, tends to stiffen the frame. The craze for riding exceedingly high frames has shifted to the other extreme, the average scorcher now calling for a very low frame with a short head, and a crank-hanger dropped well down below a line drawn between the wheel axles, obtaining leg-reach by raising the saddle above the frame. A peculiar and typical combination consists of the use of an extremely low crank-hanger together with long cranks; this obviously brings the pedal very near the ground at the bottom of its travel, especially when toe-clips are put on, and there must be danger of coming to sudden and sharp grief when going on stony or rutty roads or in swinging rapidly around sharp corners, which requires leaning to one side to preserve balance. If not carried to extremes, however, the drop of the crank-hanger may be considered a good point mechanically. It brings the centre of gravity lower, and makes mounting and dismounting easier, this last consideration being of especial consequence for ladies. Here it may be remarked that, a year ago, ladies who desired to use the double-loop frame, either with or without the low drop, were obliged to purchase the highest-priced makes in order to obtain it; this year, all the great makers of medium-priced grades, as well as makers of the highest-priced, furnish the double-looped drop-frame, thus showing not only the popularity of the double-loop but a keener desire and a better understanding to cater to public wants.
The use of large tubing seems to have reached its limit during 1897, a majority of the makers now using 1⅛ inch tubing in the front part of the frame. Other makers vary this, of course, by using 1¼ inch tubing in the lower main frame, and in the diagonal stay which runs from the crank-hanger bracket to the seat-pillar cluster; D-shaped tubing, however, is much more largely used than before for rear forks and back stays. Front forks are also largely made of D-shaped tubing, many of the makers using a front fork made of an internally tapered continuous piece of D-shaped tubing. Rear forks are also made in this same manner, and are connected to the crank-hanger by a single large round stem, which avoids the necessity of offsetting the fork on the chain side. Back stays are also connected to the main part of the frame in this same manner. This idea, when used in connection with the arch-front fork crown, which is the most popular one of the day, and which seems destined to supersede entirely in popular favor the old two-piece crown, makes a very taking looking construction. There is, however, a question as to whether this method of joining the continuous rear forks to a single stem is as rigid as would be two separate forks, run either straight or with an offset to the crank-hanger.
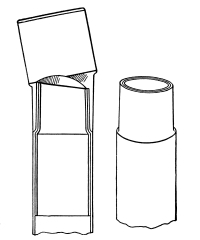
Internally tapered tubing is very largely used in frame construction generally, thus avoiding all need of employing internal reinforcements or liners, as formerly, which are liable to cause the tube to give way under strain at the exact place where they come to an end. This is considered a step in the right direction.
The use of external reinforcements is not growing, and as the use of large tubing necessitates the employment of flush or invisible joints, in order to make a neat finish, such joints appear to be more largely in vogue than ever. Even the popular priced models use them largely. Some fear was expressed as to their durability and strength, at the opening of last season, but the makers have now had last year’s experience to guide them, and may be assumed to know how to make them strong, so that no trouble need be apprehended on that score. [Pg 7]
External joints are, however, largely used still, as are also lap-brazed joints. These variations may, however, be considered as mere “talking-points,” and as evidences of finish and detail rather than as the distinctive features of the frame. For instance, a maker who used flush joints last year on his chain wheels now produces his chainless wheel with outside joints. Another maker who used lap joints on all his models last year, now makes his latest model with flush joints, and so the variation goes on. These changes back and forth, may be in some measure reckoned among those made for the sake of change.
Sheet metal stampings are used for connections more largely than ever; many of the detailed parts of these are wonderful evidences of the excellence of the art and show the advanced stages of what might be more properly termed drawing, forming, and stamping processes.
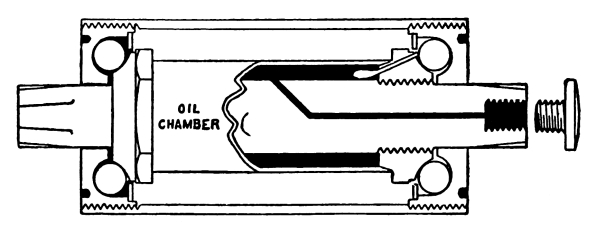
In the construction of the wheel hubs, the use of the “barrel” pattern, which has been for several years making its way, is more notable than ever, the old pattern with definite flanges thereon for the spokes, having nearly disappeared. This is in good part because the cup-adjustment bearing, which requires the barrel hub to go with it, has greatly gained ground, a large number of the leading makers having now adopted it for all, or nearly all bearings. Self-oiling devices and hollow axles containing oil and wick are also popular, the old projecting “lubricator” or cup for receiving oil, being wholly extinct. It is safe to say that this is an old device which reversion will never bring back.
The use of hubs having flanges, of a peculiar shape, made and drilled to receive the usual tangent spoke made straight from end to end without a hooked end to attach to the hub, is very largely on the increase, more than twenty of the leading makers now following that method. Spokes are still enlarged at both ends by the process of swaging or drawing down, instead of upsetting. Not a few makers are increasing their number, of course using a thinner wire.
There is a distinct reversion toward square-section cranks. In crank-axles, the one-piece type has evidently come to stay, and it is followed closely in popularity by the two-piece crank and axle. Very few of the makers use the three-piece construction, and even in these there are peculiar and odd forms of fastening the crank to the axle, the use of the good old cotter pin being nearly abandoned. This may be accounted for mostly because the makers desired “something different,” and also on the ground of neatness. The main objection, however, to the use of these various types of crank fastenings is their entire lack of interchangeability, so that the rider who has one of them and breaks or loses a part of his crank fastening, cannot obtain this part or any repair thereto, except through the maker or dealer who handles this particular pattern of wheel. Under the old system of using the cotter pin the cranks and cotter pins were readily interchangeable, and therefore this tendency to variations in these parts is to be regretted.
Internal or semi-concealed seat-post and handlebar fastenings of all descriptions are very much in vogue, the reason for their popularity being their great neatness, as compared with the old method of clamping, and their lack of projecting parts; still there is not uniformity in this particular, many of the great makers adhering yet to the familiar method of fastening by “pinch-bind” bolts.
Handlebars show a decided tendency to go back to the length between grips which prevailed when the bar was straight. The steel bar, of [Pg 8] tubing, still reigns supreme, some times covered with rubber or celluloid coatings, or imitations thereof, for the sake of protection from rust and for showy appearance, as well as to be more agreeable to the touch. The wood bar is by no means extinct, but does not make progress, not having caught the public fancy, as its friends expected it would.
Nearly all the makers are providing sufficient clearance at the crank axle and rear fork-end, so that a gear-case can be used. Many of the makers have gearcases of their own production, and there are two or three detachable ones on the market which are composed of hard and soft rubber, metal and leather combined. More gearcases will probably be sold this year than ever before in the history of the trade, public attention having been largely called to them by the neatness and desirability of the case as used on the bevel-gear cycles.
The average width of tread on this year’s cycles is about 4½ inches.
Pedals are made stronger and larger, and are screwed directly into the end of the crank, the use of the lock-nut on the end of the pedal shaft being almost entirely abandoned.
Brakes of some kind will be more largely used than ever before. External brakes with levers on the handlebars are not as popular as in former years, many of the makers extending the brake stem down through the steering head, thus making a neater and more stylish appearing brake. Brake spoons are mostly fitted with a rubber shoe; and there is a decided tendency toward back-pedaling brakes, many of which are supplied by the cycle makers without extra charge.
Weights run from 23 to 26 pounds, the average weight of roadsters being 24 pounds, and ladies’ wheels averaging in weight about 25 pounds.
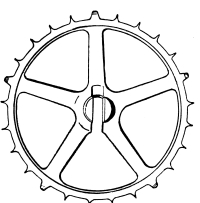
Large sprockets have evidently come to stay, front sprockets having from 18 to 32 teeth and rear sprockets having from 7 to 12; a combination made up of these will produce almost any gear ratio desired.
Chains seem to have settled down to a standard width of 3⁄16 of an inch, and there are many varieties, all having, however, one inch pitch and solid blocks; there are also roller chains, having longer or shorter pitch, but rollers instead of blocks do not yet seem to have taken hold here, as in England.
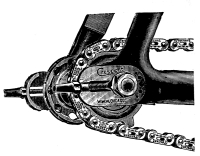
Chain adjustments—i.e., means for moving the back wheel slightly to or from the crank axle—have been much simplified and improved. A number of variations of the well-known eccentric adjustment are on the market; a few makers are even using the eccentric adjustment at the crank bracket, on singles as well as on tandems. Here is an instance of reversion, the early “safeties” with chain-driving having been constructed in exactly this manner.
The use of wood or bamboo in frames seems to have almost dropped out of sight, only two or three makers producing bicycles thus made.
The dress-guards on the back wheel on ladies’ bicycles are made of wood and are so furnished by all the makers, the metal styles having gone out of use altogether. The same cannot be said, however, of chain guards. Wooden chain guards are not so largely used as last year, the tendency being to use aluminum guards, either plain, nickeled or enameled, to match the frame in color; guards of stamped metal are also used. This return to metal may be ascribed in part to the notion that wood is heavy because it looks so, and to the temptation aluminum presents because of its extraordinary lightness. This, however, looks like a step backward. Aluminum, considered as material, has very poor claims, and it will be very difficult, by any practical lining and buffing, to break the persistent habit of metal chain guards to rattle when going over rough places; wood guards, on the contrary, if properly made, are strong, noiseless, and not heavy.
The wood rim is the only one used, and is now made thicker through its section and broader across its face, and while it is true that these rims do not now possess the life and resiliency they had when they were made of the thinner section, and narrower, they are now stiffer, truer, and not so liable as formerly to warp and twist or to break in a collision. Originally, wood rims were largely used, in good part, on account of their extreme lightness. Making them heavier now and painting them in dark colors might suggest a tendency to return to the use of steel rims, it being impossible now, owing to the large use of colored rims, to tell by their appearance of what material they are made. Rims of three-piece or laminated construction are fitted to nearly all of the high-grade wheels, but great improvements have also been made in the one-piece variety.
As in coach and carriage building, black still seems to be the standard color, but where colors are used many of the makers are enamelling rims to match. Striping seems to have fallen into disfavor, but scroll transfers, with illuminated corners with flowers and colors, appear to have gained a strong foothold.
The field is still contested between the double or inner-tube and the single-tube or hosepipe tire, and at times, leading makers of each have claimed that their class were used on two-thirds, or thereabouts, of all the cycles made in America. The regulation size for full roadsters is 1⅝ inch, in either class; the most popular at present are tires having a serrated or corrugated tread. There are, of course, a great many variations in surface in tires with rough treads, and also of smooth-tread tires. Very few marked novelties in tires are now seen [Pg 9] in the market; this is quite in contrast with one and two years ago. Average weights are about 4 lbs. to the pair.
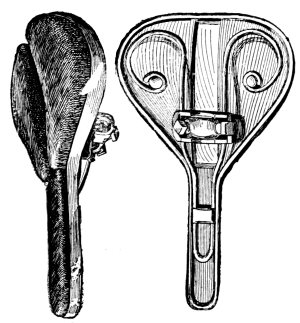
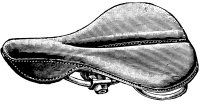
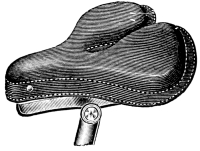
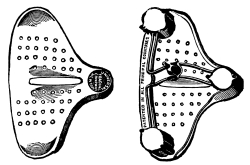
Saddles may be divided pretty accurately into three classes. First are those having a fixed and unyielding metal base and a short pommel, which is not intended to be touched by the rider’s body, the seat portion being fitted with raised pads; second, saddles with a fixed base of either wood or metal, the edges being inflexible but the ease of use depending upon a more exact shaping of the whole, this form of saddle being sometimes varied by being slightly padded near the cantle or back edge, or either padded or inflated at the pommel; third, the saddles which are made by lacing firmly from cantle to pommel, the lacing being then provided with a flexible leather cover. The last named, which is a popular type, is also varied by having pads built on it, and the varieties of saddle under these three types are so great and so different that almost every peculiarity and whim of the rider ought to be met and satisfied this year.
Tricycles are largely made by only one maker, and there is no apparent reason why they should not be more largely used by those who will not or can not venture to use the two-wheeler.
All the makers are producing tandems, and the peculiarities noted in constructing single models are carried into these also. Variations in tandems, however, consist of a diamond frame in front and a loop frame in the rear, or loop frame in front and diamond frame in the rear, but some have two loop frames so that two ladies can ride them.
Multicycles, such as triplets, quads quintuplets and sextuplets, cannot strictly be said to be for popular use, the makers only building a few of these yearly for advertising and racing purposes.
In concluding this review of the mechanical tendencies of the trade for 1898 the irresistible conviction is forced upon the mind of the critical observer that noblesse oblige evidently seems to have been the motto of every cycle maker for 1898, for never before have cycles been produced so good in design, style, finish, workmanship, material, stanchness and running qualities. Even the lowest-priced models quoted are superior in these respects to those offered in some previous years, and listing from $100 to $125 and $150, and the riding public is to be congratulated on this fact, because it places the bicycle, the vehicle of modern democracy and personal rapid transit, in the hands of the masses, at a popular price, and thus relegates the gaspipe cycle and its maker to well-deserved oblivion.
Undoubtedly the great reduction in price and the great increase in quality, a seeming paradox indeed, are due to what is known as fixity of pattern. Close observers of the trend of the trade and sport say, in addition, that the present conditions and popular prices are caused by the bicycle being no longer a fad of the classes, but a necessity of the masses; that their demand for a well-made and well-known product to meet their wants and purses, has caused this reduction to popular price, and that the needs of the makers in order to meet this want have been fulfilled by improved processes of manufacture, increased efficiency of the labor employed, lessened cost of component parts, and other economies of making and marketing, as well as by the increased quantity of the output. This is true of not only the cycle-making industry, but is also the history of every great American product of manufacture for which there is a great popular demand that leads to competition for popular favor.
On the other hand, the makers have also well provided for that class of the riding public who will be satisfied with nothing less than what might be termed a model de luxe, and who are willing to pay an increased price for this extra finish in construction and detail, so that the mechanical tendencies of the trade may well be summed up by quoting that epigram of Macaulay’s—“in every experimental science there is a tendency toward perfection.”
“Sans Chaine sans Gêne,” literally “without Chains without Care,” or even “Chainless and Careless,” is the happy motto chosen by an English maker of chainless bicycles; some thirty American makers are offering or promising to offer a chainless bicycle of some kind this year, although whether they will all realize the declaration of the motto time alone will show.
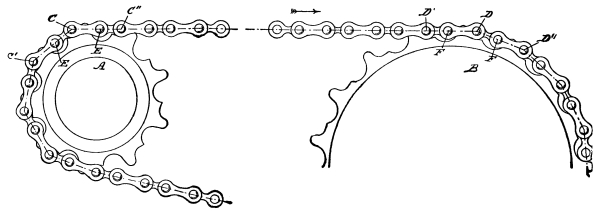
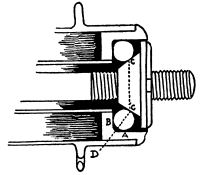
There are a number of methods for transmitting power from the crank axle of a bicycle to the driven wheel—possible theoretically, but the number practically available is very small. The possession of the field by the chain is now contested, mainly by the bevel-gear or its equivalent; the chain has the field, but changes are sometimes so rapid that this fact alone will not effectually bar out a really better driving method. The elements of bevel-gear construction will readily be seen from the cuts following. The usual front sprocket has teeth, which mesh into a pinion on a shaft that carries power to the wheel through a pair of pinions at the rear.
In April, 1885, a patent for the application of bevel-gears to the bicycle was taken out. Before 1897 more than one hundred such patents had been issued in the United States and England, in addition to those granted in France and Germany, and there had been much experimental construction, in which the difficulty and expense of gear cutting was great, and the springy frames and inaccurate workmanship almost invariably encountered were additional sources of trouble.
Of the foreign-made chainless bicycles the Acatene, built in France, is the only one that has been brought to anything like perfection. The Acatene is a bevel-gear, and in many features is quite equal to the best American workmanship. In this country a number of bevel-gear cycles have been put forward, and some of them are still in use. The difficulties they have encountered have been mostly due to lack of capital and the practical impossibility of getting accurate gears cut except very slowly and at a very great cost.
In 1892 the League Cycle Company of Hartford, Conn., began making a bevel-gear bicycle, and at the New York Show of 1897 a number of their models were shown as curios. They were chiefly interesting from a historical point of view. An 1892 model shown was a lady’s single-loop drop frame, fitted with one-inch cushion tires. It weighed about 75 pounds and had an eight-inch tread. An 1893 model was a diamond frame, having double tubes from the lower part of the head to the crank-hanger, and having also double diagonal stays. It was fitted with pneumatic tires, had a 7¾ inch tread and weighed 45 pounds. An 1894 model shown was of the same construction, but having a high frame. The tread was reduced to 7 inches and the weight to about 32 pounds.
An 1895 model was of the regulation high frame diamond pattern, single-tube style, excepting double diagonal stays from seat pillar to crank-hanger. It had a 5-inch tread and weighed about thirty pounds. The 1896 models were a lady’s frame, double-loop, full nickeled, and a man’s diamond frame, each having 5⅛ inch tread and weighing about twenty-four pounds. All these models carried the large front driving gear on the centre of the crank axle between the bearings, the teeth facing outwardly instead of inwardly, as on the earlier samples. This company failed early in 1896, and there were some spasmodic attempts by Howard & Nichols of Newark, N. J., and the Bayvelgere Cycle Company to introduce bevel-gear bicycles. The Pope Manufacturing Company saw this object lesson, and all the old patents went into the hands of the makers of the Columbia. They began experimenting forthwith, and for two years they have built and tried, and made model after model, more than a dozen distinct variations having been tested, besides gathering the costly equipment to cut bevel-gears and produce them in quantities. [Pg 11]
(It will be observed that the following descriptions of chainless cycles are from the respective makers, not necessarily in their own language, in every instance, but substantially so. For these descriptions, and still more for any statements regarding the merits of any and the comparative value of chainless driving. The Commercial Advertiser is not responsible, nor does anything in this article preclude the writers from any criticism or any expression of opinion hereafter. It has seemed fairest and best to allow the several makers to present their own side freely, and this paragraph is a disclaimer upon the part of the compilers, rather than a notice of dissent. The Bayvelgere, the English, the Quadrant, the Hildick, the Monarch and the Bantam, however, are described by our own representatives.)
This is a Columbia of the very highest grade in every respect; the same wheel, including the well-known Hartford single-tube tires, the same forks and handlebar, the same seat-post and choice of saddle, the same unsurpassed frame of nickel steel, the same pedals and cranks. The difference is entirely confined to the driving mechanism, to three sides of a parallelogram having the rear axle and the crank axle as its ends, and the shaft as one side. On this driving mechanism the very best thought, the very best work, and every resource of the manufacturers have been centred. There was long, costly and careful experimenting before the exact relative proportions of the two members of the front gear could be determined. These proportions, however, are now invariable—one turn of the axle giving 2 4⁄5 turns to the shaft. The relative size of the rear members is varied to produce the required “gear.” Friction in bevel-gears is dependent upon the harmonic mean of the teeth in both wheels, and in this model theory and experiment have joined hands to make the adopted proportion exactly right. Wherever ball bearings could be introduced to advantage they have been placed. The side shaft is supplied with such bearings near each end, the strength and firmness of the nickel steel tubing permitting the utmost precision in placing them and insuring perfect work under any strain. The wonder is that all this excellence has been attained with such complete absence of complicated devices.
The regulation equipment of the Columbia Chainless is: 24 inch frame, of 5 per cent. nickeled steel tube; nine inch steering head; outside joints, 2½ inch crank-hanger drop; 5¼ inch tread; 66 and 72 inch gear; weight 26½ pounds; Hartford tires. [Pg 12]
The model made for ladies’ use is the well-known double loop drop frame pattern; 5¼ tread, 6½ round cranks, 66 or 72 gear, and weighs, without brake and rear guard, 26½ pounds.
An illustration of the great simplicity of the Columbia bevel-gear construction is the fact that when a League wheel was entirely dismembered as to its driving portion only a skilled mechanic was able to reassemble the parts satisfactorily, and that after hours of the most careful work, while a Columbia Chainless can be taken apart and put together by any person of ordinary intelligence in less than twenty minutes. The entire absence of back lash in the Columbia Chainless is very marked. In response to the slightest motion of the pedals the bicycle begins to move; whether forward or backward this is equally true. The marvel of this construction becomes more and more apparent as tests are varied. Lift a bevel-gear bicycle free from the ground, give one of the pedals a sharp push, and the wheel spins with such ease, rapidity and smoothness that the novice is always surprised. There is no swaying and jump; there is no noise. Even neglect can have no influence on the effectiveness of the bevel-gear wheel, but will simply concern its appearance.
It should be said here that the Columbia pattern is distinctive—as the cuts show—in a very novel method of attaching the rear wheel to the frame and providing for its easy removal and replacement.
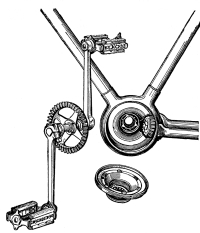
In the Spalding Chainless the mechanism consists of a series of four bevel-gears used in conjunction with a tubular gear shaft. It is simple in construction and can be readily taken apart and reassembled whenever necessity requires.
The main driving gear, the largest of the series, is fastened to the centre of the crank axle, the power being transmitted from this by a smaller intermediate gear to the tubular shaft running through the right fork-tube, and this in turn transmits the power to the rear intermediate gear, which directly engages the gear secured to the rear wheel in place of the usual sprocket. The location of the main driving gear being in the centre of the crank axle, brings its position also in the centre of the crank-hanger barrel, and adds greatly to the appearance and symmetry of the machine; it also insures greater strength and divides the strain more equally on the bearings. The intermediate gears are securely locked to each end of the tubular gear shaft by a simple locking device, which makes it possible to remove and replace the gears conveniently and without the necessity of any special tools and appliances. The tubular gear shaft rotates on ball bearings specially constructed and designed to receive the thrust of the driving gear, and transmits the power to the rear hub. The lines of the rear portion of the frame present the same appearance as in bicycles of the ordinary chain type, the only perceptible difference being in the small aluminum cases which cover the gears. In this particular the Spalding Chainless differs from some others, presenting nothing unsightly to detract from the appearance of the machine.
The method of fastening the main driving gear to the crank shaft, and the front and rear intermediate gears to the tubular driving shaft, is original. The customary method of attaching these gears is to screw them on; but this method is impracticable, for the reason that the constant strain in hill climbing or in heavy work kept screwing the gears tighter and tighter on the shafts, thus making removal difficult. In the Spalding Chainless these gears are constructed with a tongue [Pg 13] projecting from the back side of the gear. The gears fit snugly to their respective shafts, and this tongue is received in a recessed collar which is solid with the shaft, and which prevents any rotation of the gear on its axis. The gears are then securely locked in place by an ordinary lock-nut, which, when set up, makes a positive fastening that cannot work loose under any conditions, and one that can always be readily removed and adjusted.
The gears are cut by special machinery; they are theoretically correct, and are as absolutely perfect as it is possible to make bevel-gears. It is now nearly two years since Spalding & Bros. first undertook the matter of building chainless bicycles, and more than a year since their first complete bicycle was put into actual use upon the road. This same bicycle is in use today, and if anything, is better, after having been ridden over 25,000 miles, than it was originally. Its working parts show no perceptible wear, the frictional parts in the gears being polished more smoothly through use, and running better today than when the machine was first put on the road.
The Spalding Chainless has a 3-inch drop at the crank-hanger. The upper and lower main tubes are 1⅛-inch, the rear forks ⅞-inch, the rear stays are ¾-inch reinforced; wheel base is 44⅜-inch. The front fork has an arched crown; the fork sides are reinforced. The makers continue to use their well-known hub with straight tangent swaged spokes, 28 in the front and 32 in the rear. The cranks are 6¾-inch round spring steel, with a 72-gear.
The Spalding lady’s Chainless contains the same mechanical features found in the man’s model. The frame is the double loop drop, and has evidently been carefully studied. The cranks are 6½ inches of round spring steel and geared to 66½ inches. Some variations in gears are furnished.
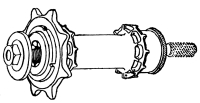
E. C. Stearns & Co. have been entirely successful in securing an ideal construction in their bevel-gear cycles. The accompanying illustrations, while giving but hints of the complete machine, indicate that the graceful lines which have always been characteristic of the “Yellow Fellow” have been retained, and that the bevel gears and the shaft in their dust-proof cases are exceedingly neat and attractive.
The bearings are of an improved type. The balls are so laid between the cones that they roll without sliding or side motion, and are practically frictionless. By turning a cap nut and sliding back the nickeled caps at either end of the shaft case, the bearings are brought into full view, and, with the bevel-gears, may be adjusted with perfect ease. The running gear is absolutely noiseless, and is so exactly assembled that the rear wheel will balance for several minutes under the weight of the rim alone. In as much as there is no lost motion, the maximum of speed is assured for the minimum of power applied.
The gears on the Stearns Chainless are cut by the most modern machinery and by the most expert workmen. They are as correct in pitch and face [Pg 14] as the wheels of an expensive watch, and are made of the best quality of steel obtainable. Unlike other well-known types, both a vertical and lateral adjustment of the gears is possible. So far as wearing qualities go, the bevel gears in the Stearns Chainless are almost as free from friction as are the bearings. The cases that cover the gears are entirely dust proof; the lower fork tube which incloses the shaft is enamelled either orange or black to match the frame.
One of the strongest features of this model is the ease with which the rear wheel can be removed and the driving mechanism taken apart. The crank-hanger gears are of 10 pitch, with 42 teeth, and 10 pitch with 16 teeth; the rear hub gears are 10 pitch, with 21 teeth, the resulting gear ratio being 73½. The connecting shaft is of ⅝ diameter, 16 inches long, and made of 10-gauge special tubing; its bearings are self-oiling. Front and back gears are detachable; the crank-hanger drop is 2½ inches; wheel base is 43½ inches; weight is twenty-six pounds. The tubing in the frame is 1⅜ in the head, 1⅛ in upper and lower main tubes, ¾ in back stays, ⅞ in rear forks. The fork crown is two-piece, flat; the cranks are flat, 7 inches long; options are offered on length of cranks and gear ratio.
The Stearns chainless for ladies is similar in general construction to the man’s model, the only variations being in the shape of the frame and a lower gear of 66½ inches. The crank-hanger is dropped 2½ inches below the wheel centres, which makes it a very convenient wheel to mount and dismount from. The absence of the usual chain guard gives it a very neat appearance. It has a straight lower main tube and slightly curved upper tube.
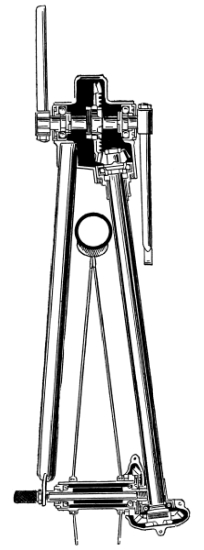
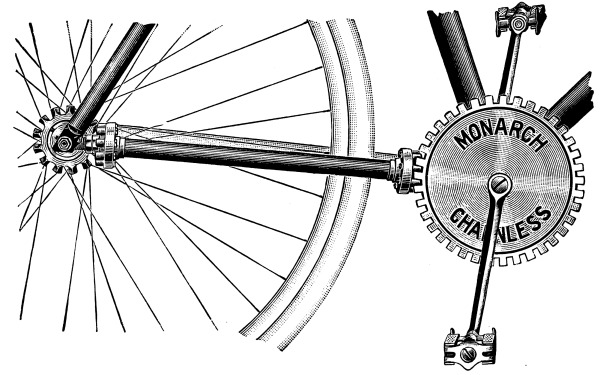
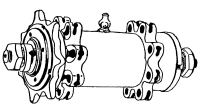
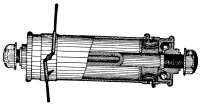
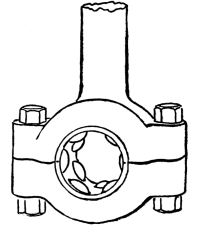
The Monarch Chainless has regulation diamond frame, with flush joints and drop-forged connections. The upper main tube is 1⅛ inches, lower main tube 1¼. The diagonal tube is 1¼ inches, tapered to 1⅛ at seat-post. The rear stays are ¾ inch, tapered to ⅝ at the seat-post. The rear fork on the lefthand side is of round section tubing, 20 gauge, ⅞ diameter. The rear fork on the right side is of 16 gauge, ⅝8 inch in diameter, over which is fitted a ⅞8 tube of 20 gauge, and which carries the gears at each end, and it will be noted that this is a radical change in construction from the other types of chainless cycles on the market. All makes of bevel-gear construction or others, using a shaft to convey the power from its centre of production to the rear driving hub, insert the shaft inside of the rear fork on the right-hand side. In this construction, however, the rear fork is inside of the hollow shaft or tubing which envelops wholly the rear fork, and is carried at both ends by a set of ball bearings. The tread is 5⅜ inches in width. The frame has a 2-inch drop at the crank-hanger. Cranks have 6½-inch throw. Seatpost and handlebar connections are of the internal fastening style, and the wheels have laminated wood rims, rosewood finish, nickeled eyelets in spokeholes. The weight is about twenty-six pounds. The gear is the pin-roller type, as shown in the accompanying illustration.
The ladies’ model is of the same general construction, excepting that the frame is of the double loop variety with a straight lower tube and a partially curved upper tube. It is exceedingly graceful in lines, and in general appearance as comely a model of the drop frame chainless wheel as any yet offered by American makers.
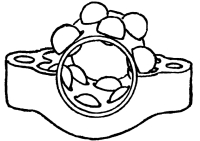
The gears on the crank axle and hub resemble in a degree the well-known [Pg 15] sprocket wheels, the main difference, however, being the teeth, which are closer together and V-shaped in cross section, instead of four-sided. The driving shaft, which fits over the rear fork of the frame, as before described, is furnished at each end with a pinion having roller-pin teeth, which run in and out of the wide angle pinions between the gear teeth. It is claimed for this construction that, even should the frame become twisted out of line, there would be no binding of the gears. The makers also claim for it high efficiency on account of its direct lifting action as against the end thrust of the bevel-gear. Another argument made in its favor is that it is not of a delicate construction, though light in weight. There is, indeed, good authority for believing that this type of gear, which is a modification of Lloyd’s pin-roller gear as used on the quadrant in England, may become a popular one. Grant, the well-known authority on gears, says: “The pin gear is particularly valuable when the pins are made in the form of rollers, for then the minimum of friction is reached, the friction between the tooth and pin, otherwise a sliding friction at a line bearing is, with a roller-pin, a rolling friction. When properly made there is no form of tooth that is superior to the pin tooth.” The price of this chainless bicycle will be $100. It is furnished complete, with a neat case over the gears.
In the sample shown the transmitting shaft has eight rollers at each end. The wheel hub has thirteen of the V-shaped teeth; the large wheel on the crank shaft has thirty-seven, this wheel being ⅜-inch wide at the base of the teeth and overhanging somewhat on its inner side. The surfaces of the V-teeth are not quite flat, but have a slight twist in order to obtain a more smooth and rolling action. The frame is also peculiar at the driving-wheel. The usual slot is present, through which to remove and replace the wheel, but there is nothing resembling a chain-adjuster. The back stays are lapped and jointed just above the hub; the rear forks are also separable near the axle. The wheel being thus readily removed, the hollow revolving shaft can be slipped off the fork which it encloses. It is obvious that the teeth of these gears have great strength, and the contrivance is certainly ingenious.
The riders of Humber bicycles now have an opportunity of experimenting at comparatively small cost, because the makers of the Humber will convert an 1898 chain Humber into a Humber Chainless for $40, an 1897 for $50 and an 1896 for $65, or they will convert an 1898 Humber Chainless into a Humber chain cycle for $18 at any time during the season of 1898, should the buyer not be satisfied with the chainless, which is thought highly improbable, because the cycles they have made for testing purposes run easily and smoothly and have proven strong and durable under severe usage.
The makers of the Humber Chainless do not claim that it runs more easily than the chain Humber, the chain of which is accurately made and the sprockets accurately cut. Nor do they claim that the gears will not wear in time. It is customary in all well regulated factories to write off 10 per cent. each year for wear and tear on machinery, but they are sure that the spur gear chainless runs easily, is simple of construction and adjustment, and is not likely to get out of order. The details of the construction of this model do not differ from the regulation chain model.
The front gear is 10¾ inches in diameter and has 126 teeth. The rear gear is 4½ inches in diameter and has 50 teeth. Between them is an intermediate and connecting gear of 11 inches in diameter, with 127 [Pg 16] teeth. The resulting gear ratio is 70. As two large gears of 125 teeth each will produce an exact ratio of 70, this uneven combination is intended to lessen the frequency of contact between the same teeth, on the “odd-tooth” rule of mechanics. The intermediate gear is borne in a small fork built from the rear stay to the back fork, the back fork on that side being of D section, though round on the other side. The workmanship is of the highest quality, and the easy movement of this model is very interesting. It is very hard to find a bicycle of any sort to beat this in ease, quiet and smoothness, spinning clean and without load. A gear case is offered at $9 extra; a skeleton case is also offered at $2.
The device is the well-known Carroll spur gear, the same as used by Starbuck, the middle-distance racer, on the track not very long ago. At first sight, it might appear that sand and mud might create a disturbance by edging themselves into these small gears, but the makers maintain that a gear case is unnecessary, because the gears practically clean themselves, in consequence of each gear wheel running in direction opposite to that of its neighbor. In actual use upon muddy roads, through all sorts of weather, and under all conditions, it is claimed that the spur gears not only did not collect mud and dirt, but that they actually cleaned themselves, and while it is possible that a pebble or a piece of metal thrown in among the teeth might cause a breakage, it can only be said that in many hundred miles riding, the tests having been made under extremely unfavorable conditions, during rain, mud, storm and snow, no such difficulty was apparent. The tests developed unusual and unexpected qualities, and all the riders were fully convinced of its thorough practicability.
In keeping apace with the times, the Sterling Cycle Works of Chicago has produced a novel chainless bicycle of the bevel gear type. In its construction are incorporated ideas which are departures from the chainless models that have already appeared. In the Sterling model the main driving-gear wheel is located at the centre of the crank axle. The small pinion on the forward end of the driving shaft meshes on the right side of the driving wheel. That necessitates the near pinion to engage the teeth on rear hub, back of the axle instead of in front of it, as in some other forms of chainless wheels. This permits the use of the entire lower right rear tube as a container for the connecting shaft, instead of building a frame work for the support of the gears.
The rear wheel may be taken out by removing the step nut and unscrewing the rear axle. The two rear gears are made interchangeable, giving the rider the advantage of seventy-two or seventy-eight geared wheel, as may be desired, with one set of gears. This will be the standard equipment, but another option will be offered by which the rider can have a combination of sixty-four and eighty-eight, if he prefers.
These special features of the Sterling chainless construction are shown in the accompanying illustrations. The rear fork on the gear side has a boss in which the axle is screwed. The opposite fork end has a circular opening larger than the cross section of the axle and a short slot for inserting the axle. A threaded sleeve fills the circular opening, which is also threaded, abutting against the outside face of the fork end with a shoulder. A lock-nut [Pg 17] fits upon the inner projecting portion of the sleeve. In assembling, the wheel is first mounted on the axle; the latter is then screwed into the fork end on the gear side by applying a wrench on the hexagonal portion of the axle projecting beyond the hub on the opposite side. When the gears mesh properly and the lock-nut has been placed on the left side end of the axle, the threaded sleeve is placed in position and the lock-nut is tightened.
The lines of mesh along the teeth of bevel-gears or radial gears, as they are more properly called, always point to a common centre when the gears are in proper engagement. The common centre in the front row gears of a chainless bicycle is at a point in the axis of the crank shaft; but if the two front pinions were interchanged they would cease to have a common apex, and could not be made to co-operate. With the driving shaft at right angles with the crank shaft and the rear axle, the pinions in front as well as in the rear could be made interchangeable only at a pitch of forty-five degrees, which would make the interchangeability of no value. With the driving shaft at another angle with the rear axle, as in all chainless bicycles, it is possible to so proportion the two rear pinions that the mesh lines point to the same centre whether the smaller pinion is on the hub or on the driving shaft. The possibility is limited to two sets of interchangeable gears for any given angle of the driving shaft, which has been taken advantage of by the Sterling Company.
The Sterling Chainless will be made in two models; one for men and a drop frame design for women. Each lists at $125.
This chainless wheel is constructed on an entirely new and distinct principle by which all bearing points of the transmitting mechanism are incased and made absolutely proof against dust, dirt and weather conditions. The most noticeable part of this construction is the transmission of motive power to the rear hub, equally on both sides of the frame, this action being continuous at all times. It therefore gains over a bevel-gear construction not only the advantage of eliminating the friction always present in a cog gear, but also removes the danger of springing the rear forks out of line by a sudden strain, which has been so difficult in all chainless wheels heretofore produced.
The crank-hanger of this wheel consists of a steel box in which is located the gearing mechanism. Within this box are two double-flanged, notched pulleys, over which runs a link belt especially made and designed for this construction. These pulleys are placed on the central line of the bicycle, the larger or front pulley which corresponds to the driving sprocket on the chain wheel, being secured to the driving crank axle by means of a thread and held in place by a reversed threaded lock-nut. The smaller or rear pulley is made in one piece with a crank axle, having on each end short cranks set quartering.
On each side of the frame, a Pitman or connecting rod extends from the short crank on the auxiliary axle in the crank box to a similar crank attached to each side of the rear hub, a dust-proof ball bearing being provided at each end of the Pitman rod. The rear hub being journaled in ball bearing in the rear fork and fittings, is forced to revolve in unison with the auxiliary axle by the connection formed through the corresponding cranks and connecting rod on each side. A dead centre is prevented by the Pitman crank being set quartering, as explained. An eccentric adjustment is provided at the front bearing of each Pitman rod, making it possible to slightly vary the length of the rod when necessary. This adjustment can be effected as easily as the adjustment of a chain on the ordinary type of wheel. The adjustment of the driving belt is also readily effected by mounting the front or driving crank shaft in an eccentric on the hanger boxing. The tread of the machine is made as narrow as possible by the use of flattened tubing in the rear forks, and by cranking the driving rods, the crank portion being reinforced by a forged connection. The outward appearance of the wheel is attractive, and in quality of material and workmanship, and elegance of finish, it upholds the standard heretofore maintained on all products of the Dayton factory. It is claimed that this construction produced less friction than any bevel-gear chainless wheel, in addition to the other important features noticed.
The Bayvelgere, which was at last year’s show and impressed us as the most decided step in chainless driving up to that time, appears now in a rebuilt and materially improved form. In a general way, it looks externally much like other chainless bicycles of the bevel-gear class, and therefore does not need to be shown by a cut as a whole.
The connecting shaft, as before, is made separate from the two ends which carry the bevel pinions. The shaft proper terminates at each end in four short pins with rounded and slightly enlarged ends; these pins enter corresponding receptacles in the two pieces which carry the pinions, and when in position thus the entire shaft is complete.
The effect is a sort of ball-and-socket joint; the pins and receptacles together form a semi-universal or toggle joint, technically called a “four-pinion toggle.” So long as the frame is in line, this device remains inert and the working is the same as that of a rigid shaft; but if the frame should become sprung by straining or accident the flexibility comes into action and the power is carried from crank axle [Pg 18] to wheel axle without the slightest twisting or binding, whereas any such condition of disturbed alignment will necessarily cause serious binding on any construction with a rigid shaft. In both design and carrying out, this device is thoroughly mechanical and practical. It is shown in the accompanying cut.
When power is applied to the crank axle, it is claimed, there is a tendency to push the small pinion rearward, because the faces of the two bevels at that place are inclined toward each other, and so one presses on the other like two wedges. Other bevel-geared patterns have only a single row of balls at each end of the shaft, and it is claimed by the Bayvelgere people that when the shaft is thus pressed rearward there is nothing to hold it, and the pinion on its end is crowded hard against the pinion on the wheel hub, thus producing extra friction and perhaps a deadlock; such a deadlock of the gears is also liable to occur if the bicycle falls over and the blow drives the gear on the crank axle sharply against the pinion which meshes with it. Conceding this to be so, the precaution against it taken on the Bayvelgere, and forming an important point in its patent claim, is certainly practical. This precaution consists in placing a double row of balls at each end of the shaft (i.e., on each of the pinions) and as these rows face in opposite directions any rearward thrust on the shaft is met by one of the rows of balls on the back pinion; moreover, there is a little space at each of the toggle joints above described, and this space must be taken up before any end thrust on the shaft can affect the meshing of the gears.
This construction, together with the manner of fixing the gears in the frame—a method which cannot be shown without too much detail and several cuts—is claimed to greatly facilitate placing the parts together and to make their action easier and their endurance better. To put it in another way, each pair of bevels is claimed to be independent and to be capable of taking care of itself in adjustment and running, while the flexible shaft merely carries power from one to the other without any effect to disturb either.
Mr. L. D. Munger is in charge of the works as designer. The price of the Bayvelgere is $100.
The Hildick is a spur gear, an evolution from the Gentry of last year’s show. It has only one intermediate gear, which is very novel in being a wheel without spokes or hub, so to speak, since it is rim only. The front sprocket becomes a spur gear of 8 inches diameter and 95 teeth; the rear sprocket becomes one of 3 inches diameter and 35 teeth; the two are connected by an intermediate of 13 inches diameter and 156 teeth. This large gear consists of a rather light ring which is held on the right fork by a small clip with screw-bolt and nut at either side; this ring, which of course is stationary, is grooved around its outer edge. The toothed ring, similarly grooved on its inner edge, runs around upon the fixed ring, 108 3⁄16 balls being placed within to make a ball bearing. As the toothed ring is continuous, no way of getting the balls in appears at first; but a closer inspection shows that on the back side there is a small opening in the fixed ring, covered by a removable plate, through which the balls are introduced. There is no adjustability provided for this ball bearing, but the three gears can be set into exact distances at the [Pg 19] pitch line by the usual chain-adjuster at the rear. The gear ratio upon the sample is 76, but variations in ratio can be obtained with this arrangement with less difficulty than with other forms of chainless. Another feature is that the device is easily removable. The front gear can be interchanged with the usual sprocket, since it goes on the regular “spider;” the back gear is almost as readily substituted for the back sprocket; the fixed ring, with its running toothed ring on it, can be put on the fork or removed by handling the simple fastenings. A claim is therefore made that the device is applicable to any bicycle (with the usual distance between axles, of course) so that whoever wants to try chainless driving can do it without being committed thereto.
The price of the Hildick chainless bicycle complete is $60, and the intention is also to sell the special parts necessary to convert a chain-driver for $25. The intermediate gear has the advantage of a bearing of extraordinary diameter, which will be a help when wrenching strains come. The construction is certainly clever and ingenious and a vast advance on the former effort of its inventor. How well this device for chainless driving will stand the rack and test of actual use in the bands of all sorts of people time will show, as it will (and as nothing else can) in the case of all devices which are not hopeless from the start. We think the Hildick worth entering for trial with the rest.
The Crescent chainless is of the bevel-gear class, having its rear pinion on the forward side of the wheel hub, the shaft passing through the right fork. Its most distinctive visible feature is the broad U which holds the wheel. This broad U or latch-piece has the wheel spindle carried in an open hole or slot in the bridge over it, so that the wheel can be withdrawn and replaced as readily and in the same manner as on the usual chain models; the appearance at this point will at once distinguish the Crescent from all others, at a glance. Another peculiarity is that the rear wheel is readily adjusted laterally on its spindle, so that the fit of the two gears is in easy control. By loosening the two nuts outside the wheel, the rear wheel slips out, and by loosening the nuts on the spindle itself its position is adjustable so as to make a proper fit of the two gears. The wheel can be removed and replaced without disturbing the bearing adjustment, and the hub gear goes on interchangeably with the usual sprocket, so that if the wheel itself should break down a chain wheel could be taken off another bicycle and substituted; the crank axle, bearing nuts, etc., are similarly interchangeable between the chainless and the chain models. The rear hub has twenty-four teeth; the shaft has twenty-three at the rear and fifteen at the front, where it meshes with forty on the crank axle gear. Ball retainers are used throughout, and the gears themselves form cones for the bearings. Felt washers are fitted, except that the bearings in front are protected by the washer directly behind the circular cover plate which is set into the enlarged end of the crank hanger. Several of the wheels have been subjected to severe tests under both ordinary and extraordinary road and weather conditions, and we learn have responded admirably in every instance. The price is $75.
The Crawford chainless is of the bevel type, and has its driving members in the same positions relative to each other as most of the other models, but it is distinctive in having, apparently, the fork drive instead of the central shaft. That is, as is sometimes on the French Acatene and in the models with the Sager pin-roller gear as thus far made, the driving shaft is tubular and takes the place of the usual fork, carrying the pinions on its ends, while the stay is a stout rod [Pg 20] paralleling this shaft and within it, running from crank axle to wheel hub and fastening at each end with a nut. The lefthand side has a similar stay rod within the fixed tube, so that the frame is especially stiff. The wheel hub has twenty-four teeth and the shaft has twenty-three at the rear, as usual; but at the front are eighteen, driven by forty-eight. As the Crawford chainless is under license from the Pope Company, some comment has been caused by its announced price of $75, but the explanation is offered that an exception was made in case of this model because it uses only some of the patents held by the Pope Company.
The Dayton chainless has been already described, but we are now able to furnish cuts. It is of the locomotive or double-crank construction, substantially as shown two years ago under the name of the Loco or Twentieth Century. A double-flanged notched pulley, with a link belt, equivalent to a centrally notched sprocket and chain, runs within the crank bracket, working centrally and tightly enclosed. This is necessary to obtain speeding up and to preserve motion in the forward direction. Adjustment of tension is by an eccentric on the crank axle. The small pulley is one piece with a pair of short cranks set at right angles or quartering, and these work connecting rods, whose length is slightly variable when necessary by means of an eccentric adjustment at the forward end. Every bearing is a ball bearing, of course. The rear forks are of D tubing, and narrowness of tread is further attained by “cranking” the connecting rods, the portion thus bent being reinforced to avoid weakening. For this type of chainless the following is claimed:
“Its most important advantage is derived from the equal transmission of motive power on both sides of the frame from the crank-hanger to the rear hub. This equal division of power transmission is both constant and continuous. Not only is much of the friction of a bevel-gear eliminated, but the danger of springing the rear fork out of line by a sudden strain is completely removed. All bearing points of the transmitting mechanism are encased and made absolutely weather proof.”
Whatever view is held regarding the mechanical advantage or disadvantage of this method of transmitting power for bicycle purposes, there can be no doubt that there is some benefit from the alternation of driving strains from one side to the other, instead of having them only on one side, and also that the complete inclosure of the driving parts is a benefit. But users of this type of bicycle must learn to mount without a step, since none can be fitted, on account of the crank action on the rear wheel.
The Featherstone chainless, called the “King,” in order to match with the name borne by the line of bicycles made by this concern, is of the same type as the foregoing in respect of driving, but embodies new and peculiar features, which are in the patent recently issued to Michael McAmeny of Denver. Double driving rods are used with two pairs of short cranks, and the rods are made slightly adjustable in length at their [Pg 21] rear ends as indicated in the cut. It is claimed, however, that when these rods are once properly adjusted, they will need no further attention, “as the driving connection itself adds to the rigidity of the lower frame members of the machine and prevents any variation in the distance from rear wheel hub to the crank shaft and the other shafts in the crank-hanger case.” As the cut shows, this hanger contains three shafts instead of two. The third one is necessary because—since a spur gear is used instead of a “link belt” or chain—a second reversing of the direction of movement is completed in order to avoid the dilemma which one of the witless inventors whose contrivances were described in our article of a week ago accepted without hesitation, namely, that either the bicycle wheel must travel backward or the rider must pedal backward. The pedals being run in the forward direction, the crank shaft is driven forward and the shaft gearing with it runs backward; the third shaft gearing with that, of course, runs forward again, and this carries the pairs of cranks which work the wheel. This introduction of a third shaft within the hanger (which is avoidable only by using a belt or an internal gear) is cleverly utilized to produce the novelty of chainless driving, combined with a changeable gear having two speeds and the old notion of making the pedals footrests at will.
The manner in which these results are accomplished can be made out by a careful examination of the sectional cut of the interior of the crank hanger, for which cut (exclusive of the lettering and description) we are indebted to the Cycle Age. Gear marked 1 is firmly attached to the crank shaft and stands at the top, as shown in the cut of the bicycle. This gear 1 meshes into the one marked x-1-x, and this latter one, it must be understood, is placed between gears 2 and 2x, which are on the same shaft; the three are on one shaft (the one indicated just forward of the crank), but are not in any way fast to one another except by a device to be presently mentioned. Gear 2 (the larger of the two whose teeth are shown, the gear x-1-x being concealed between them) meshes with gear 3x on the third and rearward shaft, this gear being shown in dotted lines because it is hidden behind its larger fellow, gear 3; gear 2x in its turn meshes with gear 3. There are in all six spur pinions or gears within the crank-hanger. The pair on the rearward shaft, gears 3 and 3x, are fast on the same shaft, and hence must revolve at the same speed. The shaft marked C is hollow or slotted and contains what is known as a sliding clutch, operated by the small rod or cord and little crank shown reaching up to the top bar of the bicycle.
Gear 1, being fast on the pedal shaft, runs with the pedals, and of course carries with it gear x-1-x. Now if the clutch just mentioned makes gear 2 fast to x-1-x, the motion of gear 2 is carried to gear 3x and to the shaft of this latter gear are attached the pair of outside cranks which drive the other pair on the rear wheel by means of the connecting rods, so the bicycle is driven at a certain speed. If the clutch makes gear 2x fast to x-1-x, then the motion of 2x is carried to gear 3, and the drive cranks and drive rods are run at another rate of speed, slower than before. When the clutch makes x-1-x fast to either gear 2 or gear 2x, it causes it to let go of the other one, and that other one, thus released, runs around on the shaft independently, at the rate it is carried by its connection with the gear back of it. When the clutch is moved into the “midway” position gear x-1-x does not grip either of its neighbors on the shaft; then the feet can be held still on the pedals, gears 1 and x-1-x being stationary while the other four run along with the bicycle until another movement of the shifting clutch locks either 2 or 2x with gear 1 and the pedal shaft as already described. Of course, this arrangement does not interfere with back pedalling, as usual, unless the clutch is moved so as to throw the gears out of mesh.
The gear ratios provided are regularly to be seventy-four and fifty-three. It will perhaps be fair, having described the working of this device, to allow the makers to state their own general description and their claims for it:
“The whole machine in general construction—frame, front forks, handlebars, wheel, front hub, cranks and pedals—is our own regular highest grade work, as used on the Road King. The rear hub is so constructed that the wheel can be removed or returned to frame for repairing tire without disturbing the adjustment of the bearings. The front wheel is removable, same as in other bicycles. All bearings, including connections on side rods, are ball bearings.
“As the power is applied evenly from both sides, and the gears used for driving are at centre of crank-hanger box in frame, the centre of gravity is forward of the rider, where it should be, same as in regular chain wheels. This is a very important feature, and insures for this system a very material point of superiority over other chainless bicycles—that of lightness, perfection of balance and great strength. [Pg 22] Another very important feature is the durability and lack of attention required. The chain on chain wheels requires a great deal of attention, while the driving mechanism of this wheel requires only proper adjustment at first, and then very limited attention at long intervals.
“The driving rods in connection with the divided crank axle being easily and entirely detachable from either side, in case of accident, should one pedal, crank or driving rod on same side be broken, the broken parts can be immediately detached and the rider can continue his journey without trouble or delay, using the remaining drives on opposite side. The machine is a marvel of fine mechanical skill, carried to a point described best by the word ‘frictionless.’”
Whatever peculiarities are involved in driving a bicycle by this method will be shared equally by the Dayton and the Featherstone, the change gear of the latter, of course, excepted; and what inconvenience may be found from lack of a step will pertain to both. The statement in the Featherstone catalogue, above quoted, that in case of breakage of the driving gear on one side the rider can continue his journey without trouble or delay by using the drivers on the remaining side was evidently made without having tried the experiment or having talked with a locomotive engineer about it. In any change of gear which shifts a pinion into or out of engagement with another, there is always liability to a shock or jar as the teeth of one slip into the spaces in the other, and this will occur whether the engaging pinion is moved directly forward in the same plane with the other or from one side. The shifting clutch on the Featherstone chainless probably resembles a pinion with only a single tooth, which tooth is to enter and catch in a single space. How far this clutch will be able to avoid the usual drawbacks of shifts in practice time must determine; we cannot speak from observation, for no specimen of the bicycle has come eastward as yet.
As illustrating the somewhat uncertain operation of change gears, an incident which occurred to a certain rider comes to mind. Some years ago he was convoying a small party over a country road, being himself mounted on a bicycle fitted with a “Hy-Lo” gear which he was testing. While climbing a hill and nearly at its top, the jolt by unexpectedly striking a brick caused his knee to hit the tripping device which governed the shift, and this moved the gear into midway position; the pedals then “became footrests,” and the bicycle began to back with its rider down the hill, pawing the air ineffectually with his feet, until he was landed in a blackberry bush at the bottom, greatly to the amusement of his companions and to his own discomfiture, as he had just been kindly “coaching” one of them as to the best way to overcome a grade. There may be some question, in general, as to whether changing gear at will might not, in practice, prove less desirable than we are all disposed to imagine, and for this reason: the learner finds the bicycle very fatiguing, partly from the nervous strain and partly because the muscles are put to a strange service; they become wonted to that service in time and cease to trouble, but if the gear ratio could be readily changed while riding (as theoretically seems desirable) the rhythm of pedalling might be so disturbed as to measurably bring back the original fatigue.
The Pine chainless, located at 23 Duane street, is a model still behind, so that we have not been able to see a finished sample or even any working part. The general appearance is that of the Sager gear, the shaft being tubular and revolving outside the stay as in that type. The gears are claimed to be really spur gears with teeth cut square; that is, essentially so, for there must be some slight modification, as it is not as if two ordinary spur gears were placed at right angles and made to mesh in that position. The teeth, however, are said to be [Pg 23] square-cut, not radial; their sides are parallel, hence not pointing to the centre; the teeth are cut in a sort of trough, leaving a margin or hollow at their ends. The inventor terms his gear a “face” gear, and makes for it a number of claims, one of which is that he can and will convert any chain wheel into a Pine chainless at a cost of about $20. He likens his gear, in working, to the familiar breast drill, except that the drill has its teeth somewhat bevelled. If simplicity coupled with great strength and rigidity of frame, together with cheap construction and smooth and quiet action, are attained by this gear, as expected, it will evidently score a point among chainless models; but that straight-cut teeth can interact successfully at all with gears set at right angles or nearly so is contrary to all ideas heretofore, and in the lack of a model for examination we must forbear any opinion. The inventor’s own description is appended in justice to him:
“This invention relates to driving or propelling mechanism applicable to various machines or vehicles, but intended particularly for bicycles. It comprises mainly a sprocket wheel carried by the crank shaft with straight teeth on the inner face on a raised edge, so cut upon a new principle and arranged to mesh with a spur or pinion fixed at one end of a tube, which revolves on ball bearings arranged on rear-fork sides or rod with another gear or sprocket, the opposite end of said tube having also a spur or pinion meshing with another sprocket secured to rear hub cut in a similar manner as front sprocket. The driving power being transmitted from front sprocket or gear by shaft tube to rear gear or sprocket, all being suitably secured as above stated to frame upon rear fork rotatably supported by ball bearings connected to the frame and forks.
“This does precisely what has always been accounted to be out of the question and confutes both theoretical and practical mechanics. It is a gear that turns the corner by means of square cut teeth that mesh directly instead of by means of bevel teeth, and we call it a face gear. It has generally been the accepted rule that in order to transmit power from one shaft to another running at right angles by means of cogs the cogs must be V-shaped and cut on a bevel plane. Spur gears have hitherto been used only for engagements between wheels turning in a direct line with each other; our new chainless looks much like a bevel-gear wheel at first glance, but a closer inspection shows that the teeth on the inside of front sprocket or pinion wheel as well as those on the driving shaft are perfectly square and mesh together as spur gears.”
Mr. J. C. English of No. 141 Centre street, this city, formerly of Edison’s staff, has produced a sample of a chainless for which he has neither name nor facilities for production as yet. It uses the Crypto internal gear in principle of operation, the same as on the Bantam. The principle of this gear is that when a pinion on a crank or arm is carried around while in mesh with an internally-toothed rack or ring, which is itself held fast against revolving, the pinion rotates on its own axis with an accelerated velocity, and of course it must impart such increased velocity to any wheel with which it is “in touch.”
This may sound complicated, but if the reader will carefully examine the cut he will not find it hard to understand. Here the gearing is within what appears to be a box-like hub. The disk in which the spokes are headed is independent of the toothed rack, but is fast to the central pinion; the toothed rack is a part of the framework and cannot turn. Now, when the pinion which meshes in the rack is carried around [Pg 24] the circle by the short arm or crank which holds it (within the “box”) it is plain that this pinion rolls around upon the teeth of the rack. Rolling thus, as the rack is larger than the pinion, having 3½ times as many teeth, the pinion must make 3½ turns on its own axis while it is carried once around upon the rack. But this pinion cannot turn without turning the central pinion with which it is in mesh (just as on the Bantam), and the central pinion is fast to the driving wheel; so the wheel itself is driven, too. The sample gear ratio is 93⅓.
The lever measures 4⅝ inches between its fulcrum and the point of attachment to the crank, and 14 inches between the crank pin and the pedal. The crank itself is only 1⅞ inches long, being singularly short as compared with usual crank lengths in direct driving. The pinion on the crank is 1 inch in diameter, with 14 teeth; the central pinion is 1½ inches in diameter, with 21 teeth; the fixed rack is 3½ inches in diameter, with 49 teeth, all the teeth used thus being of “14 pitch.” The stroke of the pedal is 7¼ inches in each direction. Having a rocking movement necessarily, the path of the pedal is not an arc of a circle, but is peculiar, being somewhat like a bow and its string in shape, the down stroke being in the “bow” and the return stroke in the “string,” as shown in the accompanying cut. The pedal also has the somewhat irregular motion and the “quick return” characteristic of the old Facile, and of all levers which are attached to cranks. The fulcrum of this lever, as appears in the cut, and as evidently must be the case, is not fixed in all directions, but slides back and forth, giving the pedal a part of the peculiar motion of the latter.
Summing up this device, we must say that its disadvantages are in the direction of some complexity of structure, weight, and what seems at present view insufficient crank throw, with the inseparable drawbacks of lever-driving. On the other hand, the lever has some good points, among them all that is in the vertical position of the rider, the gear construction supplies its own enclosure against dirt, and the gears are of the simple spur variety, thus escaping any distinctive troubles of the bevel-gear. Arguing from the full trial on the Bantam, this gear may be expected to run well and have good endurance if properly made.
As already remarked, England has thus far taken little interest in the present movement to revive chainless driving. One of the leading trade journals (the first one founded after the cycle era really began, some twenty years ago) hardly conceals its contempt of the movement, especially of bevel-gears; another, in a paragraph quoted further on, admits that such gears have not yet had a conclusive practical test, and that there may be a future for them in cycling, now that their construction is so much improved. The reason why so little interest has been taken in the subject is that England, in common with other cycling countries of Europe, has been, on the whole, satisfied with chain-driving. As an illustration, one maker now takes occasion to advertise “The English Sunbeam—eight years ahead of American cycles,” and then he proceeds to explain thus:
“A leading American firm have just issued their 1898 Catalogue, giving reasons why their new Chainless Cycle is an improvement on all existing [Pg 25] American machines. They say the new mechanism is easier to keep clean—has no backlash—no teeth to catch—is thoroughly lubricated—is weather-proof—does not wear—does not lose pitch. Now the Sunbeam, thanks to its little oil-bath dust-proof gear case, has had all these advantages since 1890. Now you know why Sunbeams go!”
Yet, as one of these journals puts it, “the vogue which has been given to the chainless bicycle by the booming of the Columbia bevel-gear has brought out all sorts of expedients for suppressing the chain.” A few of these appeared at the recent exhibition in Paris, which, however, was almost exclusively American; at the English shows this winter the Columbia and the Quadrant were the sole specimens of any consequence.
When the rear-driving chain wheel began to press the “good old ordinary” out of the field the latter endeavored to compromise upon a modified pattern called the “Rational.” The changes were few and simple. The back wheel was enlarged to 22 inches diameter and finally to 24; the backward “rake” of the front fork was made 2 and next 4 inches; the saddle was placed further back, and thus, with a crank lengthened to 7 inches, the rider was able to use a wheel two sizes smaller than formerly. This construction was much nearer to safety from “headers,” but after three or four years the rationalized “ordinary” had to give up the struggle. It was succeeded by the geared ordinary, which favored safety by further reducing the size of wheel, obtained leg-room by placing the saddle further back and raising it above the backbone, and retained speed by gearing up. A number of spur gears for this purpose were in the market five years ago. The best pattern of this type of bicycle is shown in the cut. This had a 24-inch back wheel; a 4-inch rake, with the saddle from 12 to even 16 inches behind the head; 7-inch cranks; a 46-inch wheel, geared to 62, although 44 and 48 were made; weight about thirty-six pounds, which was moderate in those times. The gear was the Crypto, brought out in 1883; being hidden out of sight and closed against dirt in one of the hubs, it formed its own gear case.
In conformity to the growing use of small wheels, the geared ordinary went on shrinking in size to 42, 38, 36, 34, 32, 30, the gear being modified to retain a proper ratio. The name was changed to the Bantam, and with the 1898 model shown in the cut, with its peculiar “Alpha” frame, the long evolution process comes down to this present date.
The Bantam, an English front-driving chainless, with a Crypto gear inclosed in one of the front hubs, has been modified for 1898. All the frame lines have become straight, and the frame is made up of one vertical and two horizontal tubes, with a diagonal one that holds the saddle stem. The rear wheel is now brought to the size of the front, increasing the resemblance to the prevailing type; the wheel base, however, still remains singularly short. This gives great handiness, the Bantam needing little space for stowing, and being so light and handy that it can be taken almost anywhere. Its wheel is from 22 to 24 or even 26 inches in diameter, geared from 60 to 72; it is easily mounted without a step. As to safety, two-fifths of the rider’s weight rests on the rear wheel. The gear, which was used some years ago by Frank Shorland in making what were then astonishing road records, is in principle the same as that on a rear-driver described further on, and one of its good points is that its operation and endurance are independent of what happens to the frame. It is not adjustable for wear, but this is true of all gears and of the chain and sprocket, except that the chain may be tightened in the familiar manner. The large internally toothed ring is part of the frame and does not move. The central gear is fast to the wheel and carries that with it. The small pinions are carried around by the crank (there are four in order to lessen wear, but one would work alone), and as they roll upon the fixed ring they are speeded up, giving a faster motion to the large pinion and the wheel. Their endurance under use has been well [Pg 26] established, this form of gearing having had years of trial, and they run easily and smoothly. The maker figures that they ought to last, with fair care, from 20,000 to 50,000 miles of travel.
The Bantam is also made with a drop frame, for ladies’ use. The chief drawback to its popularity in this country, in either form, is that the position of the rider with reference to the pedals does not and cannot conform to the American custom.
The Bantam is the only front-driver now surviving, so far as can be ascertained.
The French Acatene is the only European bevel-gear chainless which has made any stir abroad as yet, and it was on a bicycle of this make that Rivierre, the long-distance French crack, rode 533 miles within twenty-four hours, in Paris, in June of 1896, making the world’s record which is now cited as evidence of the suitability of such gears for driving bicycles. Soon after that date an English trade journal said of it that “for military purposes we think the Acatene is especially suited, and while we do not think it is destined to revolutionize the cycling world, as some Americans seem to think, we feel fully confident that there is a future for it if well handled.”
It is said that at least one reason for putting the transmitting shaft outside instead of within the back fork in the Sager gear—now on exhibition on the Monarch chainless—was in order to avoid an existing patent which claims a shaft carried through that fork. This outside position of the hollow shaft was used on the Acatene, and we give a cut of it, mainly for that reason, since in other respects it is not unlike other bevel-gear models. In this cut, taken from an English journal published in November of 1896, the relative positions of the shaft and the fork are seen; the accompanying description also says that “undoubtedly the chief point of success in the Acatene gear is the utilization of the ball bearing principle to take up the end-thrust on the cog shaft connecting the crank axle and the driving-hub cogs, as well as fitting that shaft outside the usual bottom fork in such a way as affords a very considerable support against the disaligning action of the cogs themselves.”
We also recall having seen a specimen of the Acatene in New York, about a year ago, and having noted the peculiar appearance of the shaft. If the Sager claim covers putting the shaft outside the fork this apparent anticipation may have a bearing on the value of such claim.
At the Stanley and the National shows in London, chainless driving—with the exception of a few which are close upon or within the freak line and do not need mention here—was represented by the Columbia bevel-gear and by the Lloyd cross-roller as exhibited by the “Quadrant” makers. This latter is like the bevel in using a shaft to reach from crank axle to rear-wheel axle, and so might in a general way be classed in the bevel-gear type; yet in important details it is materially different, the gears themselves being replaced by roller-and-pin wheels. This is an adaptation, with some changes in the shape of the rubbing parts, of the old crown wheel and of its pinion constructed of wire pins instead of cut teeth, this form of pinion being now in use in clock trains by the million. The large wheel on the crank axle has horizontal pins or studs projecting from its rim, the bottom ends of the pins being seen in the cut but the pins themselves being behind the wheel; these pins mesh into a roller pinion on the shaft, the common fixed pins being replaced by rollers turning on pins in order to substitute rolling for rubbing friction. The same construction is at the rear end, only reversed in position. In front, the pins drive the roller pinion; at the back end of the shaft, the roller-pinion drives the wheel by meshing with the pins on its hub.
It is impossible, from only the cuts and descriptions in the English trade journals, to be entirely sure of the precise shape of the engaging portions of this device, but the foregoing is substantially correct. The best authority in those journals, which expresses a high opinion of it, says: “The cross rollers act in practice more smoothly than the idea would seem to suggest. The gear is in effect almost the [Pg 27] same thing as a bevel-gear, since the ends of the rollers which impinge nearest upon each other are slightly tapered and rounded. There seems, however, to be less tendency for the gear to force itself apart than when bevels are used, and the rollers of course remove a lot of the rubbing friction inseparable from plain bevel-gears.”
On the other hand, the same writer says of the bevel: “Bevel gearing has been almost universally condemned by experts generally, but we do not think that the latest patterns of bevel-geared machines have been put to a really practical test. Taking the Columbia as one of the most perfect examples of this class of machine, the cutting of the teeth and the general construction of the gear is so vastly superior to anything before turned out that previous tests are really very little guide. No other firm has given so much attention to the matter as the Columbia people, and we hope at an early date to have an opportunity of testing one of their machines. If the loss from increased friction is only slight, bevel-gears will have a considerable run—it all hinges on that.”
The Quadrant Cycle Company make for the Lloyd’s roller-pin gear construction the following claims:
1. Obviates all the troubles of the chain.
2. Minimum of working friction. Spins free of the ground from three to six times as long as a chain gear.
3. Does not distort the frame or crossbind the bearings, consequently
4. It climbs with about two-thirds the usual exertion.
5. Responds instantly to the pressure of the foot.
6. Is not a bevel-gear, consequently
7. No spreading, no friction of cogs, no noise, no jar to the feet.
8. Extremely durable, no backlash, no adjustment, ever required.
The appearance of the crank-axle wheel in the cut suggests that the wheel is provided with pins of a generally round shape rather than with any such V-tooth as in the Sager device now shown on the Monarch. Application was filed by Fitzgerald and Clement in December last for an English patent on a device somewhat resembling the Quadrant. The crank axle clearly shows a central gear wheel, with regular crown-wheel teeth; and although the cuts in the specification are difficult to make out, the text describes a roller-toothed pinion on the forward end of the shaft, a crown-wheel toothed pinion on the rear end, and a wheel hub provided with roller teeth. The teeth thus described would not act precisely like those which appear to be on the Quadrant.
Mr. J. H. Harell of this city has produced a specimen which is apparently identical with the Quadrant, except that in the former the driving is applied to the back side of the wheel hub, as on the Spalding Chainless, while on the Quadrant the position of the driving parts is as on the Columbia. The pins which engage the rollers are rounded off and slightly tapered, resembling the shape of the bullet in ordinary fixed ammunition; but in the lack of more precise information as to the form of the pins on the Quadrant it is not certain that Mr. Harell has made any improvement.
The possible changes in the future of cycling involve the shape of the cycle as well as the mode of driving it. Indeed, the mode of applying the power has influenced the shape of the structure more than the shape of the structure has influenced the mode of driving. At present, rear-driving has the field; will front-driving ever return? Possibly. As bearing on this possibility, it may not be amiss to briefly describe some of the most important attempts to make a safe and practical bicycle (in nearly every instance out of the front-driver), without trying to follow exact chronological order.
One of the most peculiar was the “Xtra-ordinary,” or “Xtra,” familiarly dubbed the “Camel.” Taking the high Ordinary, it enlarged the back wheel to 22 inches; then, as its main feature, sloped the front forks back very much in a great “rake,” so that the rider’s weight rested more on the rear, and he was thus much less liable to be pitched forward over the front in a “header,” or a “cropper,” as it was called in England. The cranks being thus out of direct reach, they were driven by a pair of long bent levers, which were hinged by a short arm to the front forks, and came back behind and below the wheel axle, bearing pedals on their ends; this contrivance was effective as to safety, but was heavy and clumsy. Other patterns used the usual “rake,” but had swinging levers attached to the cranks, the idea being that the pedals (and consequently the driving pressure) should always be behind the axle. One of these was American—the “Springfield”—and this drove by levers, bearing pedals behind the axle, but used ratchets, and had no cranks. The “Star,” also American, drove by levers and ratchets, but turned about and had the small wheel forward, being very distinctive. Others had the small wheel first, driving the other by cranks thereon, and worked by long swinging levers hinged to the extreme front of the frame, thus going back to an early contrivance nearly half a century before, and much like some children’s velocipedes of today. One of the queerest of all was the “Otto,” a true bicycle in having only two wheels, yet resembling the tricycle in having those side by side on a long axle; the rider sat between, above and a little behind the axle, swinging freely from it, driving by pedals and chains, and steering somehow with great ease.
In smaller bicycles, then called “safeties” for distinguishing them, the “Pony” was simply small sized, with secondary cranks jointed on the first, so that leg-reach could be obtained, the two cranks being out at full length at the bottom of the stroke and shut over like the blade of a knife in its handle at the top of the stroke. The “Kangaroo” type, which had for a time a great run, had their front forks prolonged down, so as to carry pedals and cranks, working on the axle by sprockets, and “gearing up.” The “Facile”—which was the pioneer of small-sized bicycles in America, also had its front forks prolonged, but curved well forward; to the ends of these were hinged levers which came well behind and below the axle, having pedals on the ends, and being attached by connecting-rods to very short cranks, thus working much like the tread of the common foot lathe; it was extremely safe, but was geared “level,” and therefore was not speedy, requiring rapid though short movements of the foot. It was afterward “geared up” so as to be faster, but was gradually displaced by various patterns of “Geared Ordinary.” These used the familiar rotary action with direct cranks, but employed spur gears—not bevel-gears as stated in a recent article in a trade journal. Of this class, one distinctive pattern is the sole present survivor of the front driving type. If reversion ever does bring front driving wheels back on a general or even a comparatively large scale, this seems likely to be the one. Yet prophecy is too unsafe to be hazarded, sweeping though past changes have been.
As the illustrations in this chapter are of such a nature as to require a more detailed description than can be given in a mere line of title, the descriptive matter concerning them is placed together, as follows:
The original Humber—meaning by “original” merely the first bicycle of the rear-driving type produced by the Humber factory—is interesting as showing the beginnings of the “diamond” frame. The steering head was as remarkably long as it afterward became short, but if the fork had been carried forward in a curve instead of dropping straight down, the wheel base would have been longer and the general outline more like the construction of today. [Pg 29]
The Golden Era is reproduced as a curiosity in frames and as suggesting—since to illustrate them all would require too much space and would not have sufficient interest—the number and variety of frame shapes which have resulted in the familiar one of the present, although it would be rash to affirm that finality in frames is reached even now.
The Victor of 1887 was the first of the type made in America. There may be some question whether a bicycle with a drop frame was not produced in Washington somewhat earlier, but it was not done commercially. The wheels of the Victor were 30-inch, with a ⅞ solid tire on the rear and a ¾ tire on the front. It was made in only one size. The gear was 54; the weight was not stated; the price was $140. It had ball bearings all over, including the steering, which was a “socket,” and was in both these particulars rather advanced at that time. Its chief peculiarity was that the entire front forks consisted of two pairs of curved springs, attached to the frame by ingenious rocking joints, which at first had cone bearings, but were changed to balls in the next year. As more elastic tires came in, this peculiar fork went out, the pattern being made in both ways for several years; but the Overman Company is entitled to the credit of having been the first American concern to make the now prevailing type of bicycle, and of having also improved upon it as they found it. The frame shown in the cut, which was a common one up to that date, was changed in the following year to a stronger one of the early “diamond” type.
The Veloce of 1888 was the first rear-driver produced at the Columbia factory, although a pattern of the Kangaroo had been for two years in the company’s line. The Veloce had a 30-inch front wheel and a 31-inch driver, both having ⅞ solid tires. The cranks were of the usual slotted style, giving a throw of 5 to 6½ inches. The steering was cone, 4½ inches between centres. The handlebar was hollow, 28 inches long. One size only was built, geared to 52, weighing 51 pounds, and selling at $135. A peculiarity of the construction was that a single curved cross-tube intersecting the straight “backbone” or “perch” formed the support for the crank-axle and sprockets, and then was carried up over the wheel, where it did duty as a mud-guard. The wheels had 40 and 36 spokes, which were “direct,” as against the tangent which the Victor people had been using and insisting upon for several years. Referring to the direct spoke, the Columbia catalogue of this year (1888) says:
“We have shown the desirability of this construction too often to make a repetition necessary, particularly in the case of a small-wheel machine for use at all times and places. It is a matter of satisfaction to us to observe a growing recognition of our arguments on this point, even in England, where, if in any part of the world, the roads are suited to full tangent spokes.”
This shows how easily the best judges and prophets may sometimes be mistaken.
The Defender Midget is an (page 34) illustration of all that is extremely advanced and radical in bicycle construction for 1898. The steering head is of the shortest, only 4 inches in length. The frame is 22-inch, with flush joints and stamped internal connections. The top tube is horizontal. The crank-hanger has a 4-inch drop; the cranks are 7 inches, with a 4½-inch tread, these three particulars being extreme. The cranks are the Fauber patent, a single piece forming both cranks and axle, which are passed into place through the large opening in bracket before putting in the bearings. The chain is adjusted at the bracket by an eccentric, instead of at the wheel as usual. The rear forks are a continuous piece of D-tubing, of ⅞ section tapered to ¾. They are joined to the crank bracket by a single large oval stem, thus allowing clearance, without cranking or offsetting the fork, for the very large front Fauber “star” sprocket of 32 teeth. The rear sprocket has 12 teeth, thus making a gear of only 74 2⁄3, notwithstanding the large size of the front one. Front forks are of tapered D-tubing in one piece, with an arched crown, and forks and crown are both nickeled. The wheels have Thor patent hubs, and the saddle post is fastened with the Thor expander, the saddle, of course, being a Brown. The handlebar is extremely wide and light, made of octagon tubing on the Schinneer patent, and the fastening is internal. [Pg 30] The chain is 6 per cent. nickel steel in the block, and tool steel in the side-plates. Rims are laminated, and tires are light road Palmer.
This model is very striking in appearance, and includes the patented specialties of half a dozen makers of component parts, thus indicating clearly that it is the product of a small maker. This remark, however, is not made in any derogatory sense.
From the forward thrust on the old “boneshaker” velocipede of 1868, which was compelled by its structure, the cyclist next went to the nearly downward action on the “high ordinary” of 1878; this change was made to get speed by a larger wheel, and he had to sit near its centre in order to reach the pedal. The Facile, a lever-driving “safety,” which soon followed, had as its distinctive feature the most vertical position of driving ever obtained, and its maker was naturally very strenuous for that position, contending that on the Facile the rider was always and all the time “over his work,” with his pedal directly under him, where the Ordinary rider always tried to get but could not. This was strictly true, and although the same maker, under changed trade conditions, has since argued for a position considerably “behind the work,” this is not against his sincerity, for really there is considerable to be said on both sides.
It will readily be seen that the lever favors the “over-the-work” position, because the pedal can thus be placed at a distance from the driven axle; but rotary pedaling, as against the peculiar stroke of a lever, seems now fixed, if anything can be affirmed to be. With any type using two equal-sized wheels and rotary action, the rider must sit over the back wheel (as on the abandoned “Broncho” of a few years ago) or else substantially as on the present type. Then he must have some means of carrying his power back to the axle; what shall that means be? The foregoing analysis is partly to lead up to the issue between chain and no-chain, and partly to suggest how many and how important considerations are involved in the relative position of the saddle in the whole structure.
The crank-axle, and crank-bracket, the “heart” of the bicycle, is now the place where the power is first exerted, and from this it must be transmitted to the wheel. There are a number of possible methods of transmission, thus:
1. A leather belt.
2. A metallic band with holes to engage projections on the sprockets, or provided with projections to enter holes therein.
3. A chain.
4. A wire rope, with or without projections.
5. Clutch or ratchet action, at one or both ends, operated by a lever.
6. Lever and crank, with or without an oscillating fulcrum.
7. A connecting-shaft, carrying bevel gears at each end.
8. A connecting-shaft, working pin-and-roller gears.
9. A connecting-shaft, with universal joints.
10. A row of spur gears to close the gap between the two axles.
11. Cranks and connecting-rods, working double, locomotive-fashion.
12. Friction wheels, with or without spur gears.
13. Pneumatic or hydraulic transmission, with some choice of fluids.
14. A combination of cams and rollers.
15. Balls working in spiral grooves on axles.
[Pg 31] This does not exhaust the list of theoretical possibilities, nor mention all the combinations which could be formed. A sufficiently wild inventor could fix up a contrivance, beginning at one axle and ultimately reaching the other, which involved the whole list, and he might then be confident that he had met the long-felt want.
Nos. 2 to 4 are modifications of No. 1; No. 5 involves giving up back-pedalling; No. 9 cannot “gear up;” Nos. 12 to 15 are not practical. And the whole list—just as the large number of “mechanical powers” named in old text-books are really only two—“boils down” to five: the endless belt, the spur gear, the shaft with bevel or pin-roller gears, cranks and connecting-rods, and the lever. The fourth of these appears on only one make thus far; it involves practical difficulties, is not strictly chainless, and hardly need be considered as a rival to the chain. The lever is not seriously contesting now. The spur gear is in market; yet it is offered in only two or three patterns now, one of them the Hildick, which has distinctive claims of its own—and so it can be passed. The third of these just named is the contestant of the old chain, against which it has brought an action for ejectment, to be tried, and probably sustained or dismissed, in this year 1898.
It is true, as alleged by the plaintiff in this action, that a severe strain is put by the driving on the frame of a chain-driver, increasing enormously as the load or resistance increases. It is true that by the laws of materials the yield is always in the direction of least resistance; this was understood by Autocrat Holmes’s old deacon, who reasoned, when about to construct his “one-hoss shay,” that “it’s mighty plain thet the weakes’ place must stan’ the strain” and if that does not stand the whole construction goes. The trouble with the bicycle frame is that it is a triangle, and (as shown in the small sketch) the line of draught is not parallel to the line of resistance. Suppose the resistance under trying conditions of grade and road is represented by a weight of 100; then it’s pedal, or crank, or axle or sprocket, or any piece in chain, or the spokes in the back wheel, or the frame itself, had a strength below 100, instead of the bicycle’s advancing along the road the rider’s power would expend itself in breaking or bending such weak part. The pull is a one-sided pull, necessarily tending to drag the frame around toward the side where the chain is, and frames have not always been made strong enough to resist entirely. Ten years ago, when the present type of bicycle was beginning to come in, a dealer whose interests were opposed made the most of this objection of side-drag, quoting the recent admissions of several English makers, thus:
“There is a great deal more strain between the two chain wheels than is generally understood, and experience has proved the necessity of a direct and rigid connection between these points.” (Starley & Sutton of Coventry, 1888 catalogue.)
“We would draw the reader’s special attention to our pattern for this year, as every one who has had experience in this type of machine knows that the bearings are of the utmost importance, the wear and tear being so much greater than on an ordinary bicycle. This has caused us to discard the old pattern pin-and-cone ball bearing, in which the cones and cups are continually going wrong, owing to the smallness of the bearing surfaces and the enormous strain upon them. As in all pin-and-cone ball bearings, the cone wears flat on the chain side, but in the bearings we have introduced it is impossible to do so. They are the same as fitted to the front wheel of our bicycles.” (Rudge Cycle Company of Coventry, 1888 catalogue.)
This was quite true. Bearings have since been modified to meet the case, and frames have been strengthened; yet a light frame may waste power, under trying conditions, by springing out of line without getting a permanent bend, and something more can probably be done in frame strengthening.
The reader will observe, on referring again to the cuts of the first Columbia, where it happens to show more distinctly, that the frame is substantially two tubes crossing at right angles. Construction began in this manner in England, and the reason was that makers followed the “ordinary,” to which they were accustomed. They took the familiar curved backbone, and made it straight, attaching it to the wheel in the old way by mortise and tenon, with a bolt passed through, as the cut clearly shows. They did not foresee the chain-pull, and (strange as it seems) actually did not at first always put on even the single tie-rod used in the Victor; later, a second tie-rod was carried to the rear wheel, thus making a truss, and then a second pair were placed above the backbone, thus further approaching the diamond. Now it was this identical construction of frame, as shown in the Columbia most distinctly, which caused Starley & Sutton (as just quoted above) to say that “there is a great deal more strain between the two chain wheels than is generally understood, and experience has proved the necessity of a direct and rigid connection between these points.” This strain had not only not been “generally understood,” but had apparently hardly been thought of at all. Yet the direct fork which those old Coventry makers called for was soon supplied, and the moral for which we relate [Pg 32] this bit of history is the fact that the present frame of the chain-driver and the chain itself are the result of a long evolution process, in which every step has been suggested and proved by practical experience.
From this tendency to draw the two axles toward each other—which has to be resisted by the frame before there can be any effect to revolve the wheel—the chainless is wholly free. In so much as this, its case is proved at once. Yet, if it would be frank, it must repeat the common remark: “I have troubles of my own.” Making bevel-gears is a detail and may be waived; but when they are finished, other problems arise. These problems cannot be better stated than in the five sentences following, which come officially from the chief advocate of these gears and should be carefully considered:
“The maker must place them in the machine with perfect exactness. The front and the rear axle, with their gear attachments, should lie precisely in the same plane and exactly parallel with each other. Any failure to do this will result in binding, cramp, strain and unsatisfactory work. Not only must these conditions exist in the wheel as it comes from the workman’s hands, but they must be maintained under load and shock, under the severest uses. The frame construction must be so rigid that there will be no spring or yield under any strain.”
This is a statement of the contestant’s own advocate, who adds that the extraordinary weight of the old “League” chainless (seventy-five pounds at first, the reader will remember) was unavoidable because the makers had no way of getting frame stiffness except by putting in metal; he then argues that nickel steel now supplies the strength without sacrifice of lightness. Another advocate—an over-zealous one whom it is difficult to take seriously—declares that this make of chainless will never get out of line, and that if it ever does the running will remain unaffected. The jointed shaft of the Bayvelgere is designed to meet just this contingency. We do not predict, save to say that if the frame of any chainless with a rigid connecting shaft ever does get out of line there will be serious trouble necessarily. Make the “if” as emphatic as anybody pleases, and consider the danger of springing the frame however remote; the chance of this occurring, under some sort of conditions and usage, is one which the chainless, especially those of the bevel class, must encounter.
As to any kind of construction, whether of frame or of driving parts, there is no trouble when spinning on a stand without a load; the question begins when power is put upon it against a heavy resistance in actual use. A maker who has criticised the bevel chainless more severely than any one else insists that bevel-gears are especially wasteful by friction. In his factory, he says, a power drill working with such gears will make only an inch hole through a certain piece of metal, while a similar drill without the bevels and run from the same shaft will make a 1⅜-inch hole through the same metal. But this is not entirely conclusive, and the appeal to general practice in machine shops does not count very much. It could just as well be taken against the chain, and against the spur gear, for the fact is that no gear is used there except when necessary. Whenever the shafts are a considerable distance apart the belt is used, which is simple, cheap [Pg 33] and effective, developing a surprising amount of “bite” even on quite smooth surfaces. When the shafts are close together the spur gear is used, nothing else being available. When there is a distance and no slippage can be permitted the chain is the thing. When power must turn a corner it is a choice between belt or bevel gears. But to say that a thing is not good on a bicycle because it is not used to drive machinery in shops is poor reasoning. We might as well say that ball bearings are not good because they are never used on locomotives.
The objection of “end-thrust” is raised against the bevel-driver. If the reader will look at a cut showing the shaft in position with the two axles, he will understand that the large beveled wheel on the crank axle tries to push the pinion and shaft backward, so that it may free itself and turn as the rider is forcing it to do. This backward pressure is because the face of the tooth is sloping, and before the load can be moved this pressure back must be resisted solidly somewhere. So (it is said) the rear pinion of the shaft is liable to be forced hard against the one on the hub, thus causing friction and possibly “bind,” especially on hills and bad roads. But this peculiar action between the interacting teeth at the crank shaft is necessarily duplicated at the other end of the shaft, so that the backward thrust at the front is met by a forward thrust at the rear, the two thrusts thus counteracting each other.
It should be said here that the pin-roller gear, already described, as used on the Monarch and others, is free from any possible objection of “end-thrust,” as there is no tendency to shove the shaft either backward or forward.
A question arises as to the effect upon the bearings and the balls in them when any sort of shaft is used for chainless driving. Looking again at the cut of the shaft and adjacent parts, the reader will see that power applied on the pedal tends to roll the pinion directly away from the large gear, because if the pinion could roll clear away the axle would then be left free to turn; similarly, pressure at the back end tends to push apart those two pinions also. This pressure to separate comes upon the balls and the bearing surfaces, there being nothing else to take it. It is true that the draw of the chain, already explained, is thrown at once directly on the balls and the bearing surfaces, and that no large amount of trouble has been caused thereby, in all the last six years of use of chain driving. But it seems well settled that the old “League” bevel chainless did develop an experience of breaking balls and cups and cones, and it is claimed that bevel-gears produce a peculiar twisting strain on bearings. How much there is in this claim, and what precautions have been or can be taken by makers to meet the difficulty, time will show. Yet it should be said that the pin-roller gear, while free from any exposure to “end-thrust,” must take its chances with the other chainless models which have connecting shafts in respect to “side-thrust” on the bearings.
A question arises as to the effect of “side-thrust” as distinguished from “end-thrust” upon the frame (as well as the bearings) in chainless driving. This “side-thrust” is under new conditions and in a somewhat different way; but it is not a new thing—it exists in chain driving, because it always exists. When power is applied to any structure consisting of several movable parts put together, the part to which the impulse is directly applied pushes first on the parts next to it; they pass the push to other parts, and so along the line (as if the several parts were links in a chain) until at last, all the parts having refused to either break or be shoved out of place, the load aimed at is moved. In case of the bicycle this load is the moving of the structure and its rider along the ground. If any of the parts involved could break more easily than the movement along the ground is accomplished that breakage would occur, instead of the movement intended. This is only one example of the law, already stated, that the yield is always in the direction, or at the place, of least resistance—the weakest thing gives up.
It was said just now that the pinion on the forward end of the shaft tries to roll away from the gear wheel which pushes it; the pinions at the rear also try to roll away from each other. Thus they put a side pressure on their bearings, as stated, but the same pressure comes on the frame which holds the bearings. At the crank axle this tends to crowd the fork sides toward or from each other, according as the teeth on the large gear face in one direction or the other; at the rear the tendency is to separate the forks. This tendency is to simultaneously crowd upon the balls, to spread open the forks and to press the teeth of the gears into closer contact.
Since the roller-geared and the bevel-toothed types must meet the same pressure on the bearings, they are alike in this pressure on the frames. As already remarked, each of them escapes entirely the heavy pressure which the pull of the chain puts on the axles and their bearings; in place of this they get other and different strains, as just described.
Observe that we do not say these strains will not be successfully resisted—that would be prediction. Some further strengthening of the frame might perhaps be had, and in fact the doubling of the fork on the chain side of chain-drivers, to get additional stiffness, is not unknown in present English practice. It might even be suggested as a [Pg 34] fair question, whether a new or somewhat modified form of frame ought not to have been devised for chainless driving instead of applying it to a form never intended for it.
The endurance of the gear teeth is also a question to be decided by use. It has been said that “the teeth are so designed as to be relatively stronger than the cranks and under excessive strain the cranks will break first;” also that “the individual parts are stronger than the elementary parts of the chain.” We have seen cranks tested, in regular shop routine, by samples taken out of each small lot, under a measured load of 1,000 pounds, and have seen them show their quality by returning to the straight line when the load was removed. The cross-section of an average crank is three to five times that of a bevel or radial tooth. In practice, cranks do not break; some other part, less strong, breaks when something must, and so the statement that the bevel tooth is stronger than the crank which is to be measured against it under load seems rather too forcible. The comparatively slight tooth must bear the same strain which comes on other parts and the very small though real bit of elasticity or “give” which the chain possesses, by virtue of being made up of many parts joined together, is lacking in gears of any kind; the strain on those is “solid” and unrelieved. The fact that breakage of a sprocket (unless by some collision or extraordinary fall) is a mishap almost unheard of does not insure the gear tooth in the least—the two are not the same case. The sprocket tooth is very thick in the direction of the strain, and the pull of the chain comes on not less than five teeth at once on the rear sprocket and twice as many on the front, thus dividing the load; the gear teeth, on the contrary, are thin, and the strain is concentrated on not more than two at a time, practically upon one. Yet we must distinguish here the bevel and the spur-gear tooth from the peculiar teeth on the pin-roller gear; the latter are so thick that no doubt of their strength need be raised.
The last paragraph is not to affirm or to imply that the teeth will not prove equal to their task. But such gearing has never been used on cycles; the bevel wheels of the tricycle “balance-gear” were larger and were not common enough to constitute an exception. Spur gears have been successfully used for many years on the Crypto gear already described, but four pinions are employed on that instead of one, for the express purpose of dividing the strain. So it is fair and well to note that when we resort to gearing as an escape from the chain we are going from the long-tried to the untried.
Here it may be in point to quote from the current advertisement of one of the oldest concerns in the English trade, the Centaur Company of Coventry:
“The pioneers in the cycle trade can afford to view with equanimity the appearance of the faddist who, from time to time, tries to resuscitate some obsolete and exploded notion which, in the early days, has already been thoroughly tested and abandoned. The Chainless Safety, with which we have been threatened during the past two years, is an example of this. Bevel-gears, spur-gears, roller-gears, rod-and-piston-gears, intermediate wheels, and every conceivable form of gearing were experimented with by ourselves and many of the older makers in the early ’80’s, for the purpose of dispensing with the chain. If, as a medium for transmitting power, they were then found to be inferior to the crude and imperfect chain available at that period, it must be manifest to everyone who is familiar with cycle construction that, with the perfect chain of today, the comparison must be still less favorable to the chainless methods.”
This is not quoted as endorsing it, nor do we regard the experimenting mentioned as conclusive; the point lies in the last sentence. For while it is true that the cutting of bevel or radial gears has been so much [Pg 35] improved that the results of trials long ago do not signify (as is frankly admitted by not over-friendly English trade journals in commenting on the Columbia), it is equally true that the chain also is greatly improved.
In the action for ejectment, which we have supposed the chainless to be bringing, the worst counts which can be brought against the chain are that it is “lubricated” with grit, being left exposed; that it clogs with mud and is a fair-weather device only; that it is very dirty and troublesome to keep clean, and that chain and sprockets wear rapidly. All this is thus far quite true, and yet quite answerable. The chain very rarely breaks, and whenever it does the reason is that it has been so neglected that the joints could no longer bend. A great deal is said about “backlash,” or the back-and-forth looseness of moving parts between themselves. A little slack is necessary in a chain, and if it is excessive that is by the rider’s fault, as it is a matter entirely within his control. If the rider “jerks up” the slack of his chain when passing over the centre that only shows that he does not pedal properly, or perhaps that his chain needs a little tightening. If a chain does break, chain parts are fast becoming staple goods, procurable anywhere almost as readily as nails; a temporary repair on the road is not difficult, and there are also spare pieces which can be carried in a vest-pocket and applied almost without tools. On the other hand, repair on a chainless cannot be made on the road, and will in any case be very much greater, in cost and trouble, than any which are called for on a chain or a sprocket.
Every mechanic knows that a shaft “out of line” cannot operate properly, if at all, on any construction, from an ocean liner down to delicate machinery for watchmaking. A chainless bicycle—although this requirement is not quite so severe on those with the roller gear, since that has a semi-flexibility—must have its shaft and gears laid in exactly right at first, and then they must stay so. The chain-driver is the opposite in this respect. The frame may be considerably sprung out of line, and the front sprocket may even have quite a twist, and yet the driving not be noticeably affected. The reason is that the chain, instead of being rigid and unyielding, is jointed and can bend, accommodating itself to any little irregularity. This is the reason why bicycles have been able to run, even when not in very good condition, all these years, while frames have been undergoing tests and have been having their weak places strengthened. It is said that “the weak part of a chain-and-sprocket bicycle is the chain,” and that the chain is “the one serious source of danger that every bicycler realizes.” Yet it is the last thing about which the average rider troubles himself, either to be anxious for or to take care of, and dealers and repairmen will almost unanimously testify that the chain and the sprockets have figured less frequently and less importantly in their repair shop than any other part of the bicycle.
English makers think Americans slow and dull in not using a gear case, which is a regular part of the cycle with them; but the difference in climate accounts for that—it has not been thought needful here. The strongest point for the chainless (those with spur gear excepted) is the ease and neatness of inclosing its driving parts; yet the case to inclose the chain is coming, and when the chain is covered the objections to it above noted and admitted are substantially removed. There is little experience of the case here as yet, but we can testify to an instance in which the case was taken off for examination, after some months’ use, and the oil and graphite were found apparently as fresh and unimpaired as when applied.
As further defence against the ejectment action it should be noted that comparatively little attention has been given to improvement in sprockets and chains, but that now these parts are no longer neglected. The quality, accuracy and finish of chains have been greatly improved of late years, and this is especially noticeable on the 1898 product. New patterns of chain are coming into market, and new shapes of sprocket tooth as well. These will be considered later in their place; we can only say now that these changes are not mere alterations for “talking-points,” but are veritable improvements. Of course, the chainless movement stimulates and requires these improvements, and will be met and opposed by them.
When we come to consider the trade outlook for the chainless, and the trade outlook as affected by the chainless (for these are different things and in some degree opposed to each other) the first point observable is that every maker of a chainless, with the exception of the Bayvelgere people, proposes to market chain wheels as formerly; even the powerful concern which has started the chainless movement and has carried enthusiastic praise of its new product so far as to dispraise chain drivers, by natural implication and almost by direct statement, is preparing to market the chain wheel just as before. It is also a peculiar feature of the situation that only one or two of the other makers who are bringing out the chainless have much to say for it; on the contrary, most of them seem to regard it as a doubtful experiment, and two have openly pronounced against it, one of them announcing that “notwithstanding these stubborn facts, however, we have decided to meet the demand on the part of some riders for chainless bicycles, although we do not recommend them.”
The first price announced, $125, seemed to be prohibitory of any large sale for the chainless in 1898 as against the chain drivers at current [Pg 36] market values. But the later announcement of models at $100, at $75, and even at $60, puts a different face upon that, and the chainless will make its way as it can, in the market, and will find its place according to its comparative merits or demerits.
The probable effect of the newcomer upon the trade in general is a puzzling factor in the outlook. “The chainless is an inspiration; it is a piece of folly; it will induce people to buy; it will hold people back from buying; it is and has been a trade disturber; it is just the tonic the trade needs”—one can take his choice of these opinions, for it is a matter of the point of view. Perhaps the real truth and the best course, as usual, lie somewhere between the extremes. This seems the more likely to be so, because the bicycle has been suffering from extremes in the form of a large overdose of “boom;” it might be more euphemistically put by saying that the industry has been fostered and stimulated too fast. The “pace” of competition has been too hot, and the result is a part of the evolution through which this marvellous product of skill must pass.
Evolution works not only in the cycle itself, but in the methods of production and sale, in the ranks of the producers themselves, and in all included in the term “the trade.” The swift rise of the bicycle as an article of merchandising importance, together with sensational attempts by uninformed press writers to expose the alleged exorbitant profits, has produced a natural effect within the last three years. To make a bicycle for $20 and sell it for $100 was so sure and easy a method of amassing a fortune within, say, five years’ time, that the imagination of our ever-quick Americans was fired.
It is not necessary just now to point out the defects of this picture, sketched and held up; the most serious defect was that it was untrue to fact. There was, however, a rush to get into “the swim” while there was time. People without capital, without experience, without mechanical training, without even any knowledge of the materials of which bicycles are constructed, hastened to advertise themselves as bicycle makers, and for a full year the news columns went on announcing the building of new factories. Thus the bargain counter got its supplies, and the natural reaction followed, the news columns soon having items of quite another character.
It must not be supposed, however, that recent reductions in price mean simply relinquishment of former profit margins, whether those were large or small; some of the decline in price does mean a lower rate of profit, partly atoned for by larger sales, but a great deal is covered by economies in handling and marketing, and notably by reduced costs of production, which are made possible by various means as above suggested, one of the chief of these being automatic machinery. The disturbed condition of the bicycle market has been adjusting itself and will continue to do so—all the sooner and better for all concerned if volunteer assistants will remember that “it is better not to know so much than to know so much that isn’t so.”

It is a trite but true remark that the modern bicycle is a marvel of mechanical construction, and certainly no part of it has received more attention during the past decade than the frame. The frame, with its braces, rods, diagonal struts, chords and ties, is really a bridge on wheels built to carry man over the ground. The frame usually consists of eight pieces of tubing, brazed to either drop-forged or sheet steel connections; but the latest fads of up-to-date construction vary even this rule by making the rear forks and also the back stays of a continuous one-piece construction, these, however, being connected to the frame by short lugs projecting from the crank-hanger bracket and seat-pillar bracket. This style, here illustrated, is used by the makers of the Manson, Iroquois, Hudson, Globe, Colton, and is known as the three-crown construction. This style of frame has become very popular.
There are no striking novelties in frame construction for ’98, the few changes made being in the line of refinement rather than of newness. High frames are altogether out of style, low frames being the proper thing, cyclists evidently preferring to ride a low frame with a short head and dropped crank-hanger and getting the necessary reach by raising the seat-post.
Originally all bicycles were built with drop-forged connections, or connections made from steel stampings. During the last three years sheet steel stampings have been very largely used, but after the frame is enamelled it is impossible to say what these connections are. On the old “Ordinary” construction the use of large tubing for the backbone necessitated the insertion of the forgings into the backbone, thus producing flush joints. When the lowly Safety came in, with its tubing of small diameter and thick gauge, external connections were used altogether, and the tubing was inserted into the connections; but with the growing use of large tubing, flush joints came into vogue again, and they are undoubtedly the most popular today.
The joints used in bicycle frame construction are of three kinds, the most popular at present being the flush or butted joint, outside joints and lapped joints. The flush joint, as its name indicates, is one showing no connection on the outside, being perfectly smooth and apparently jointless, and is made by brazing the tube over the connections, which are made of forgings or stampings. The outside joint is produced by inserting the tube inside of the connecting lugs or brackets, which are therefore necessarily larger in diameter than the tubing. When large tubing is used it does not make as neat a joint as when tubing of smaller diameter is used, hence the outside joint, although a good one, has fallen into disfavor since the advent of large tubing. The lapped joint is made by splitting the tube and cutting away the centre portion of the tube where split and cutting and brazing it to and around the other tubes of the frame. All three of the styles of joints described are pinned or riveted before brazing to hold them in place while being brazed, and they all are usually reinforced internally, especially the flush and lapped joints.
As noted in the previous article on “Tendencies for ’98,” the use of the dropped crank-hanger bracket is universal. It might be said, in addition, that if this crank-hanger drop is carried to a much greater extreme, it will necessitate reversion to the old type—that is, not having the upper tube horizontal or parallel with the ground. In fact, there are some signs of that reversion in both directions now, two or three of the makers not making the upper tube entirely horizontal, [Pg 38] slanting it from the head to the seat-pillar bracket. One or two of the makers have taken a backward step and slant the upper tube from the seat-pillar bracket to the head, which has the effect of throwing the weight of the rider where it does not belong. With the drop of the crank-hanger has come, however, a shortening of the head. This was necessary, of course, in order to maintain the horizontal position of the main tube. As is usual, however, in American bicycle construction, a few of the makers are carrying this shortening of the head to an extreme point. The use of flush joints has brought about a refinement, so to speak, in the method of joining the cluster of tubes at the seat pillar bracket, the rear stays being offset and cranked, or tapered in many instances, at this point, which produces a very neat cluster or group.
Frame construction has passed through many eras of faddism. We have had the heavy-weight fad, the narrow tread fad, and the light-weight fad, which might strictly be called a craze. The frame, however, has survived all these, and ’98 frames are to be commended for their medium weight and medium tread, the only prominent fad on them being a dropped crank-hanger and short head. For a long while a great deal of discussion went on both in this country and in England as to the merits and demerits of a long wheel base. Wheel bases in 1898 have settled down to from 42½ to 45½ inches, a fair average being about 43½ inches.
The first rear driving safety bicycle constructed, the Rover, was built out of parts such as were used in constructing the “Ordinary,” as will be noted by referring to the illustration of the Rover used in a previous article. For three or four years after that the cycle makers of England and America used the most fantastic shapes and curves in frame construction, one of the most popular of the straight line variety being that known as the T-shape; a single bar or stem ran from the head (which was usually an open one) and was connected to another bar which crossed it at right angles in front of the rear wheel, the upper part of this last-named bar or diagonal being used for the seat-pillar bracket, and the lower part carrying the crank-hanger bracket, the main tube continuing but divided to form the rear forks. Necessarily there were no back stays or braces connecting the seat-pillar with the rear forks.
But all the various forms and shapes were superseded when, in 1891, Thomas Humber brought out the type which has since then been known as the Humber diamond frame. This type of frame was first shown at the cycle show in 1892 by the makers of the Liberty, and it attracted an enormous amount of attention. At that time the frame was, of course, much heavier than it is now. Round tubes were solely used; the rear forks were not offset or cranked; and the upper or main tube did not run horizontal or parallel with the ground. In 1893 and 1894 the crank-hanger bracket was slightly raised, the original Humber frame having a dropped crank-hanger bracket, such as is now so popular. With the raising of the crank-hanger bracket at that time came the making of the upper part of the frame horizontal. That style has prevailed ever since.
The makers of the Cleveland introduced the use of large tubing in 1895, and in 1896 at the New York Cycle Show the makers of the Singer, the only English bicycle represented at that show, exhibited a bicycle having D-shaped rear forks and back stays, and it was predicted at that time by the experts of the trade that in 1897 this D-shaped tubing for use in the back part of the frame would be the coming thing. This prediction, however, was not as fully realized as anticipated, but in 1898 the prediction has come to a full realization, a careful census of the makers showing that more than 50 per cent. of them use D-shaped tubing for either rear forks or back stays, and some of them use it wholly in the rear part of the frame. Among the variations in frame construction might be mentioned the aluminum frame, which is cast in one piece from an aluminum alloy. Nothing, however, has been gained by this construction excepting peculiarity, as the frame is no lighter and [Pg 39] is no stronger (if it is as strong) than the regular frame made of tubing; the makers also produce a frame having a gear case as part of the frame.
The Chilion frame is of wood, with steel connections, and built of solid rods of seasoned second growth hickory, oak, ash or maple, and the connections are made of aluminum-bronze of a special composition, which the makers think is a metal lighter and tougher than steel. The wooden rods are rivetted to the connection with phosphor bronze rivets. The principle of the joint is similar to a shovel handle, and it is here to be noted that no one ever yet saw a shovel handle work loose. The makers claim that no shocks or vibration will affect the frame, because the wood fibre absorbs the vibration, and that the frame will stand up under treatment which would ruin a steel frame, it being impossible to bend, crush or buckle the wooden rods, and that should the frame be broken repairs can be made at a fraction of the expense necessitated by the steel frame.
While all this may be true, somehow or another the wood frame has not caught on, and we are still in the “steel age” of cycle construction. The coming of the gear case has evidently caused the makers of the Racycle to adapt their frame to it. They have, therefore, produced a frame in which the gear case is an integral part of the frame, since the frame of the gear case consists of a loop of D-shape tubing brazed on and made part of the frame in place of the rear fork on the chain side, which is thus dispensed with. They claim that this gear case also adds greatly to the strength of the entire frame.
The makers of the Andrae make their entire frame out of tapered gauge tubing, which is 18-gauge at each end for two inches, then tapered to 22-gauge through the intermediate portion, while the exterior surface is uniform in diameter. They make the following claims for this:
“At the very inception of cycle construction, cycle engineers were aware that a straight tube of uniform thickness was not right when made up into a cycle frame, as such a tube is apt to be thin at the connections because of the operations of filing a brazed joint and cleaning it by the use of a sand blast before going to the filer. The consequence is that a thin tube, when brazed and cleaned up at the joints, may be cut away to a mere film at some portions of its circumference, and so made liable to break under a very light portion of the load which the tube at its original thickness could safely sustain. Until the idea of tapered-gauge tubing was conceived, mechanics were forced to use the ordinary tubes and had no means of reducing the total weight of the frame without at the same time reducing its strength, because the only lighter tube obtainable was one thinner in every part, and it is not considered safe to make a braze on tubing much less than 18-gauge in thickness. The tapered tube avoids all this and gives a distribution of metal perfectly adapted to the manufacture of bicycle frames, as all structures designed to bear the maximum of a load with the minimum of weight must have their long members of varying thicknesses of metal.”
The makers of the Eagle still continue to use what they call their cold-swaged process in all the joints of the tubing they use. The process consists of placing a tube inside of a tube, and then cold swaging the double tube to the required thickness and length. The Eagle people say that through this method they know exactly how thick their tube is at every point, and which the makers of tubing as ordinarily swaged do not.
The Luthy frame is made with outside lap-joint, taper-tongued reinforcements, which extend along the sides of the uprights and reaches and brace the frame against both perpendicular and colliding [Pg 40] strain and prevent granulation at the corners by transmitting the vibration to the centres of the reaches, where the vibrations are thrown off.
The Iroquois frame is fitted with three-inch eccentric chain adjuster at the crank-hanger group. The rear wheel is always centred and provided with two sprockets to allow a change of gear. A peculiar feature of this frame is that while it is of the three-crown construction, with forged arched crowns front and rear, and D shape tubing in the backstays and rear forks, the joints are not flush but outside joints and nickel-plated.
A few makers are still making cushion frames, which were largely shown by a number of makers at the cycle shows of 1897. Before the advent of the pneumatic tire there was some reason for the use of cushion and spring frames, but certainly with the comfortable seats now made and the pneumatic tire in addition, cushion frames of any sort are uncalled for.
The Carlisle Manufacturing Company, in order to give increased drop to the hanger, are producing a cycle having a thirty-inch rear wheel. The makers of the Rambler are making a man’s heavy-weight roadster having thirty-inch wheels both front and rear.
The makers of the Clipper show a variation of the three-crown construction, inasmuch as they do not use the continuous one-piece rear fork construction, and use what they call a blade reinforcement straight tapered rear fork, the rear forks being brazed to a lug which forms part of their patent elliptical truss crank-hanger, and they claim that through this construction they have sufficient clearance for a tire as large as 1⅞ inch, that a front sprocket as large as twenty-five tooth can be used, fitted to a 4⅜-crank axle, with ball races three inches apart, and with tread 4¾ inches over all. They claim that this method of construction is an improvement over the old method, where in order to get a tread less than 5⅜ inches the rear forks must be bent, which prevented properly reinforcing a vital point and consequently weakened the frame. They also claim that under the old method the crank bracket would have to be extended, a process which is undesirable because more length must be added to the chain, and the wheel base must also be lengthened, thus adding weight without strength; also that there was a coming demand for larger tires and sprockets, neither of which could clear the forks of a wheel with forty-four-inch wheel base and straight forks, both of these last being, for good reasons, mechanical features of no little value.
The Keating frame curves the diagonal stay just before it reaches the crank-hanger and the Racycle also show one model of this style.
In the Luthy frame the diagonal stay instead of being brazed to the crank-hanger bracket is brazed forward of it, on the lower main tube.
The makers of the Wolff-American and the Howard do not believe in raking the diagonal stay as much as some others do. Both of these makers make the head of the frame at an angle of twenty degrees from [Pg 41] the perpendicular in order to produce easy steering qualities, and they bring the angle of the diagonal stay only sixteen degrees from the perpendicular, thus bringing the rider more directly over the pedals, which is the popular position at present.
The truss frame, as used on the Fowler and America, is produced by dividing the diagonal stay midway between the seat-pillar bracket and crank-hanger bracket into two parts, these two parts running down to the crank-hanger bracket.
The Cygnet is another peculiar frame, and is best described by the illustration, but is interesting mainly as a novelty. It makes a very taking and graceful looking ladies’ wheel, the entire frame having two tubular connections, as against twelve in the old diamond frame. The rear portion of the frame is constructed of two sections of tubing only. No wood or metal chain or wheel guards are necessary on it, the rear wheel and all the driving mechanism being within two sections of frame, so that the skirts of the rider are fully protected.
The makers of the Wolff-American still continue to use their process of spring tempering to which every frame is subjected. The process has not been publicly revealed, but they state that the finish and temper are the same as they put upon the finest clock and watch springs; that their frames are treated with the same care and delicacy as those springs are, and that repeated tests have proved the increased strength resulting from this process of spring tempering, which also renders every tube in the frame (their tempers always varying originally) of an equal temper and gives life to the frame and at the same time preserves its rigidity.
The makers of the Northampton claim to drop the top tube one inch from seat-post to head, their only claim for this being that it enables the rider to use a high frame if desired, and gives a very graceful appearance to the wheel.
 |
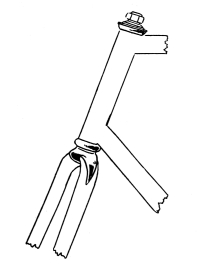 |
| LYNDHURST FORK CROWN.ARCH FORK CROWN. | |
The Western Wheel Works, the Crawford and the Featherstone all produce miniature models of their regular product for juvenile use. Only one concern (the makers of the “Elfin”) confine themselves strictly to making juvenile bicycles. They build a cute little diamond frame for boys in four sizes of frames and wheels, and a double-loop drop frame for girls’ use in the same number of sizes; they also build a diamond tandem and a combination tandem. Their product is distinctively juvenile in every particular, even to the cork grips at the ends of the little handlebars. They use a reversible crank bracket and chain adjuster, by means of which an adjustment of 2 inches in the distance between seat-post and pedals is effected, so that an “Elfin” may be made to last a growing child for several seasons. This is a decided advantage in this type of construction, because in a year or two the [Pg 42] youngsters outgrow the regular type of child’s cycle.
There are no novelties in frame construction of bicycles for ladies’ use. The double-loop frame, like the arched crown, seems to be the most popular one with all the makers, both East and West, only one other pattern being largely used, and that having a straight lower main tube and a curved upper tube, as used by the makers of the Humber, Stearns and others. The makers of the Columbia, Liberty, Wolff-American, Keating, Crescent, Crawford, Eagle and many others use the double-loop style altogether. The Victoria seems to be the only single-loop frame in the market, but even the makers of the Victoria make a double-loop frame this year. Many reasons have been advanced why bicycling is so popular, but certainly nothing added so much to its popularity as the invention of the drop-frame safety for ladies’ use by Owen of Washington in 1888.
The old “Ordinary,” of course could be ridden by men only, and therefore cycling was always regarded by the feminine portion of the community as a selfish sport, but with the invention of the ladies’ bicycle this objection was removed, and the sport became one for all people. In former years makers made about 10 per cent. of their product for ladies’ use. It is safe to say now that 40 per cent. of the product is now made for ladies’ use, and a great deal of attention has been paid to constructing a bicycle, particularly among the Eastern makers, that a lady could mount and dismount from readily. The majority of the Western makers have for some years past failed to note these tendencies, and continued building all sorts of straight-frame cycles for ladies’ use with a very high crank-hanger; these could not be marketed readily in the East, but for the coming season all the makers have seen the handwriting on the wall and they are all building with low-dropped crank-hangers in both styles of frames.
Front-fork construction in 1898 shows a decided reversion to the old type used on the “Ordinary,” where all the front forks were of the arched crown construction. The makers of the Rambler, who also built an “Ordinary,” have persistently and consistently used this arched fork construction, and to them must be given the credit for its reintroduction. It has not only taken the Western makers by storm, but it has captured the fancy of very nearly all the Eastern makers. A careful census of over one hundred makers shows that fully 75 per cent. of them are using some form of arched crown construction, but even in this arched-fork construction there are a few variations. The Rambler, the originators of it, use it with outside spearhead reinforcements. A notable departure in this form of construction is shown by the illustration as one patented by Fauber, who is also the inventor of the one-piece crank axle. He makes the front fork, crown and stem of two pieces of D-shape tubing, bent to shape, and brazed together the full length of the stem, one of the most taking and strongest forms of stem connections known. Some of the makers use a drop-forged arched crown, to which the stem and fork sides are brazed. The Western Wheel Works, the makers of the Crescent, who first introduced sheet steel stampings in bicycle construction, and still continue to use them, make their fork crown of three pieces drawn and stamped together. A few of the makers still continue to use the good old-fashioned two-piece flat plate crown, which was invented by Thomas Humber a quarter of a century ago; and among the distinctive fork crowns to be noted are the “Columbia,” “Liberty,” “Orient,” “Union,” “Victor” and “Lyndhurst.” The World and Adlake use three-piece flat crowns. The Victor fork sides are remarkable, because for many years past all the great makers have invariably advertised their fork sides as being made of cold-drawn tubing, flattened to an oval shape. The Victor [Pg 43] people claim, however, that for years past they have made their fork sides of crucible sheet steel, which are brazed together and reinforced by a steel wire running the entire length of the rear end, and are brazed to a solid forged steel crown. But this is the first season they have announced in their catalogues that they use it.
Another popular method is to make front forks of continuous tapered one-piece tubing, which is brazed to the fork crown. The majority of forks of this shape, however, are of D-shape section on the inside and flat on the outside. The most prominent people using this method of construction are the makers of the “Union,” used by Jimmie Michael in all his rides, an illustration of which is given herewith.
One-piece forks are tapered as follows: Sixteen-gauge at the top where the crown sets, 20-gauge in the middle of the fork side and 18-gauge at the fork or axle ends.
In the earlier forms of fork construction some peculiarities were noted; the Warwick Company, for instance, made front forks that were perfectly vertical. Now all forks are built with considerable rake to them. On some of the ordinaries forks were built known as the “double hollow” fork, being fluted. Variations in this consisted of two small tubes brazed together. The rear forks of some of the ordinaries first built were known as semi-hollow, being really nothing but a piece of sheet steel having flanged edges, and on some of the early types of old velocipedes built the fork was only on one side of the wheel and the elevating influence of the stage was felt at that early period of its history, because Hanlon, the actor, in 1868 took out a patent for a bifurcated fork.
A few makers still use the old-fashioned single piece straight fork crown, the corners of which, however, are rounded so that they more closely resemble the popular arched crown. The arched crown has a great deal to commend it to popular favor, following as it does the shape of the lines of the tire and rim, and it is now made broader and more proportionate to the size of the tubing used in the frame. The arched crown has always been very popular not only in the bicycle, but in other mechanical and architectural constructions, the Etruscans having early introduced the use of the arch.
The Sterling Company have always used the arched crown and have done much to popularize it. Indeed, it would not be too much to say that the Sterling people are entitled to whatever credit is due the popularity of this idea in fork crowns. It has been used in Sterling wheels continuously for several years past, and will unquestionably be adopted by many leading makers during the present season. When properly made, the arch fork crown has everything to commend it—strength, style, and grace and beauty of line. That its largely increased use this year is due to a direct demand upon the part of riders is undoubtedly true.
Tubing of 16-gauge is used to make a fork stem, and some of the makers, for safety, are using as thick a gauge as 13 this year.
The makers of the Lyndhurst show what they call a “Triple Front Fork,” for which they make the following claims:
“By pressing with your foot on the pedal of a wheel made with a single front fork you will be surprised to see how much sway or side strain there is; this is because the power is not applied on a direct line, but at right angles; this side strain does not stay there, but travels through the tube up to the front fork, which, having only a single stem, rocks and has side play. With the square truss in the triple front fork we claim to stiffen the neck and fork sides so that a great deal of the side play is overcome.
“In a single front fork the handlebar is clamped to the fork-stem, which goes through the neck of the frame, and as you pull and haul in climbing or against a head wind, the power applied is not felt until [Pg 44] the twisting strain is taken up inside of the neck and localizes at top of fork crown. By using the truss crown in the triple front fork it enables us to lock the stem of the fork crown, and the strain localizes at the top of the triple fork, instead of at the lower end, insuring greater rigidity and power.
“Sit down violently on the saddle and a single fork springs forward fully half an inch; the triple front fork carries the strain in a direct line up to the top of the crown and the strain is diffused throughout the entire fork and frame.
“In turning corners or upon a lumpy road, a stiff front fork has a decided advantage, but we claim it is good on asphalt, because of the decrease in twisting strain, enabling the wheels to track and not sway out of alignment.
“The above claims are for increase of power, but the strength of the triple fork is three times that of the single fork, which is a source of satisfaction in coasting a steep hill.”
The air is filled with the vocabulary of the bicycle makers and their agents and salesmen. Every one of them talks of cold drawn weldless steel tubing, drop forgings, stampings and brazing. Their catalogues and their advertisements teem with the same thing, and the cyclist who has heard and read these terms necessarily feels as if he would like to know what they all mean. Tube in its original shape consists of a solid billet of Swedish steel, this being the only quality that can be used. When the tube is made from a solid, the billet is about four inches in diameter and six inches in length. When it is made from a hollow ingot, a piece about three feet long and about four inches in diameter, with about half-inch walls, is used. These pieces are cast. When solid billet is used, the core is practically either pushed out or drilled out to produce a rough tube. This is done while hot, and the hot pressure is continued until the tube is about four or five feet long; the diameter then is about 2½ inches, with proportionate thickness of walls.
The tube is then taken to the cold draw benches. Draw benches, so called, are of two kinds, either operated by hydraulic or chain power. In the case of the hydraulic bench, an immense plant is required to produce the enormous pressure required, approximated at about 2,500 pounds to the square inch. This power is applied through a cylinder three or four inches in diameter and about eighteen feet long, operating a piston. The power is so arranged that the piston can be made to either go forward or backward. The operator crushes down one end of the tube to be drawn, to make it small enough to pass through a die, and the tube is then grasped in a grip held by the piston. As the bench moves the tube passes through the die and becomes smaller. Inside of the tube and flush up against the die is kept a mandrel, over which the shell of the tube passes in going through the die. This mandrel is placed in the tube to keep the shell or gauge from thickening up, and also to produce a thinner gauge when required. Each operation reduces the diameter about an eighth of an inch. It is not possible to reduce the gauge at the most more than 5⁄1000 of an inch at a time, and this is very severe treatment. Between each drawing in the cold process the tubes are annealed, the operation of drawing hardening them. After annealing they are pickled in a solution of acid and water. The tubes are then washed in clear water; then they are immersed in oil, and are ready to be drawn over again. This process is repeated until such time as the tube reaches the desired gauge and outside diameter. The tubes are then straightened and the ends cut off, and they are ready for delivery.
[Pg 45] The Pope Tube Company hold the exclusive license in the United States, however, for a process of annealing steel tubes in iron cylinders about a foot in diameter and 12 feet in length. These retorts hold about 100 to 150 tubes, and being charged with these are sealed up at the end and placed in a furnace. The advantage of this method consists in that the tubes being placed in the retort do not come in direct contact with the flames, which form a scale upon the surfaces and require the subsequent operation of pickling the tubes in large vats of acid in order to remove the scale. This process of annealing in the retorts usually takes about forty minutes, and necessarily in the process of drawing a tube before it reaches the proper size it must go through the process of annealing from five to eight, or even ten, times before being finished. The only difference between the operation of a hydraulic draw bench and of a chain bench is that in the chain bench there is a continuous chain, operated by steam power, and the grip is so arranged that it will catch in any link desired. Seamless tubes are made from 1⁄32 to 10 inches in diameter. Gauge, or thickness of shell, is measured according to the standard British wire gauge. Bicycle tubes run from 26 to 10 gauge. The standard gauges used in bicycle construction for 1898 run from about 16 to 22.
It takes fifty thicknesses of 22-gauge tubing to make an inch. Experts in the trade say that tapered gauge tubing is the coming thing in bicycle construction. By this term is meant that style of tubing which is heavy where strain is greatest and light in weight where there is not so much strain. The outside diameter of the tubing, however, remains the same all the way through. This is opposed to the ordinary even-gauge tubing or tubing of uniform thickness of shell. Weldless steel fork sides are made out of the straight tubing already described, the first operation consisting in drawing the tube to the proper tapered design. It is then, by a series of operations, brought to the flattened or oval shape. Other operations are also necessary to produce the required curve in the fork. The smaller end which receives the axle of the wheel is flattened together by another operation. The making of a weldless steel fork side usually takes from five to seven operations, according to the shape desired.
The Mannesman tubing, which is made in Germany and was the first kind known to be used for bicycles in this country, is made by an entirely different method from any other. Until recently the making of tubing was so restricted that those owning tubing mills were very secretive about their processes, and not one cycle rider or manufacturer out of a hundred has ever seen the material made out of which the frame of his machine is constructed. They begin with the billet of steel like the English-American makers, but it is not exactly the same material. They do not use the Swedish steel, but a metal turned out by themselves. It is, however, a soft form of steel, like the Swedish or Norway article. The billets are made up in lengths of three feet and are about two inches in diameter. First the metal is heated and then put into a rolling machine. This is a special device used only in their plant under patents. It consists not only of the ordinary roller but of two conical rolls, and they are set together on axles, which instead of being parallel are oblique. The points of these conical rollers are in opposite directions, of course, and by the peculiar action thus obtained the outside skin of the heated metal is peeled and spun over the inside in a spiral fashion, much as a rope is twisted. It is practically a huge spinning with hot metal. After this single rolling process, the new formed tube is subjected to two drawings in a mandrel, in practically the same fashion that American tubing is treated, until it is reduced to the required diameter and gauge.
A billet of the size described makes a piece of tubing an inch and a quarter in diameter, of gauge fourteen, or about one-twelfth of an inch thick. An essential difference between this process and the one used in this country is that here there are only two drawings and no annealing, where other processes necessitate a dozen and sometimes a score of solid drawings. It is claimed that with only two drawings the fibre of the steel is better preserved. The fibres are not shortened or made brittle, as they are by repeated drawings.
Very little tubing is now imported to this country, our American makers now being able to supply all the demand, and of the highest quality. With the improved methods of manufacture has come an improvement in the quality of the steel for making tubing. It was formerly necessary to use a very soft steel in making tubing, but the American makers are now able to turn out tubing from fifteen to fifty point carbon. Right here, however, should be explained the meaning of this trade phraseology. For [Pg 46] instance, the term “fifteen point” carbon is applied to steel which contains carbon to the extent of 15⁄100 of 1 per cent., and other numbers are used in the same way. Unquestionably the high grade carbon tubes possess a great superiority over the lower carbon grades because they possess a maximum of endurance under vibratory strain, and still are soft enough to resist the shattering effects of a heavy blow. Popular interest in tubing now centres very largely in the tubing known as the 5 per cent. nickel tubing, and its method of manufacture is described in McClure’s Magazine by Mr. Cleveland Moffett, in a visit to the Pope Tube Company’s works at Hartford, Conn. He says: “The company has recently concluded, after exhaustive experiments in the testing department, that it is possible to obtain the very best results from the use of tubing drawn from steel containing 5 per cent. nickel, an alloy of the same class as the famous nickel-steel used in armor plate constructions for the Government.” Of course, the exceptional hardness and toughness of this kind of steel occasion great difficulties in its reduction, and call for special and powerful machinery, and for special skill for all stages of manufacture. So slow and expensive has been the drawing of this nickel-steel tubing that up to date the product has been exceedingly limited, so much so that the mill has undertaken to supply only the Pope Manufacturing Company with steel of this quality. The main difficulties in working this nickel-steel come in preparing it for the draw benches. In them it is treated very much as the “fifty” carbon billets are, but before reaching them it requires almost as much handling with as many elaborate processes as the Swedish billets receive in their entire journey through the mill. The nickel-steel comes from the works of the Bethlehem Iron Company, and is rolled into plates about two feet long, one foot wide and one-tenth of an inch thick. These plates are first punched into disks about a foot in diameter in a blanking machine that weighs four tons, and bites through the cold steel as a housewife stamps out biscuits. These disks are then put through a number of hydraulic presses, even heavier than the blanking machine, and are forced through dies by powerful rams. The first operation brings the disks to the shape of a shallow basin; the next makes it an elongated cup; the next makes it still longer, and so on, until finally it is reduced to the form of a tube, two feet or more in length. Then the rounded end of the tube is sliced off, and the nickel-steel is in the form of a billet ready for the draw benches.
“Simple enough these processes seem when one sees them going smoothly; but it took months of patient toil, with many mistakes and disappointments, before the company learned the right way of ‘cupping’ these disks into billets. And today the museum of the tube department bears record of the many failures in cups crushed into fantastic shapes, some with ragged sides, and in tubes of nickel-steel deformed in many ways and torn apart in drawing.”
A drop-forging differs from a hand-made forging because it is made from a bar of steel suitable for the purpose required and formed in dies placed in drop hammers, this bar of steel having been previously heated to the proper degree in a furnace adjacent to the drop hammer which is used. A drop hammer may be described as follows: The main part of the machine consists of a heavy anvil, or base, weighing from 7,000 to 30,000 pounds, depending on the size of the hammer. To this is attached two vertical uprights, between which the head or ram of the hammer works. On the top of these uprights is the lifting mechanism, a board being attached to the hammer and the rolls that revolve in the head act upon this board and lift the weight by friction. In the base first mentioned are fastened the lower dies, the upper die being attached to the hammer. In these dies the impression for the forging wanted is cut by skilled mechanics, the dies afterward being tempered to make them as hard and durable as possible. The piece of steel having already been heated to a white heat, is held on the lower die by the workman, who then operates the drop hammer by means of a foot treadle, the hammer with the upper die dropping by gravity and forcing the heated metal into the impressions cut in the dies.
The surplus metal which has protruded between the lower and upper dies resembles a fin or web; this has caused the forging to be mistaken for a casting of iron, because the fin resembles in no small degree the [Pg 47] gate or connection between castings when moulded. This fin of metal is trimmed off from the forging by means of another machine, called the trimming press, to which are fitted dies for this purpose. Experts in the trade say that no “hand-made” forgings or “castings” can ever wholly take the place of drop forgings in bicycle construction. Drop-forging manufacturers say that hand-made forgings are obsolete, owing to the enormous cost of manufacture.
Malleable iron castings, or steel castings, are used by some of the makers, but entirely sub rosa. They are apt to be full of blow holes and other defects and not at all reliable, and the maker of high-grade bicycles who advertises that he uses such castings in his bicycles will soon find himself out of the market with his product entirely on his hands.
Sheet steel parts, such as are used in bicycle construction, consisting of cups, brackets, crown heads, etc., when made from sheet metal are stamped in presses from dies. These presses stand about 6 feet high, 2½ feet square, and weigh about 4,000 pounds. They are operated by a large driving pulley and belt, the motion being given by means of an automatic clutch. They can be placed on the floor of any building, owing to the fact that they do not have the jar that is incident to “drop” press work.
The blanks are first cut out of cold sheet steel, thereby avoiding the expense of heating them. They are then placed between dies which have been previously made to form the required design and shape, but are not as a rule completely struck up or formed at one operation, the minimum number of operations necessary to form the complete article being one or two, and the maximum being from five to seven. The parts are often annealed between the operations, as the pressure has a tendency to harden the metal.
The makers and users of sheet steel parts claim for them as advantages over drop forgings that they are of uniform size, shape and gauge; that they weigh less; that there is but little waste of material, and that as many as ten thousand operations can be done by one operator in a day. Of course, the cost of production is thus made lower as compared with the cost of production of drop forgings, which require a large amount of machining on lathes and other milling machines, necessarily slow in operation. The makers of these stamped form-drawn parts claim that through the largely increased use of their goods American makers have been able to produce lighter bicycles than they were formerly able to produce with the use of drop forgings for their connections, that the popularity of the bicycle in this country is due to the present popular prices at which they are sold, and that these popular prices are largely due to the low cost of sheet metal parts. They also claim that after the sheet metal parts and the tubes of the bicycle are brazed together, they then form one continuous piece, to all intents and purposes as good as if a solid drop forging were used. The average thickness of the sheet steel used in making these stampings is from 1⁄16 to ⅛ of an inch. Some very remarkable forms are produced in steel stampings, notably a crank-hanger of 2 inches in diameter, having two projections or lugs to carry the rear forks, and the two outer projections or lugs to carry the large lower main tubes and the large diagonal stay of the bicycle frame.
Until the cycle show of 1895 but little else had been heard of for making frame connections except drop forgings, but a revelation was placed before the eyes of the master mechanics of rival cycle making concerns who visited the show when they inspected the ’95 models of the Crescent, made by the Western Wheel Works of Chicago. Here were shown [Pg 48] for the first time steering head connections, crank-hanger, seat pillar and rear fork ends all made of sheet steel and brought to perfection by a combination of the methods of stamping, drawing and forming. But even these parts did not surprise these experts of the trade so much as a sprocket wheel shown. Here was a sprocket wheel struck up out of a flat disk of sheet steel, its edge turned and drawn over, thus doubling the width of its face, and on this double edge were afterward milled the teeth. Of course, the parts shown in those days conformed in general outline to the construction then in vogue. The Crescent people, however, have continued to use this method of making frame connections; and while a large number of other makers have adopted this form of construction, they, as the pioneers of it, are still the leaders. Their production is enormous, their gross sales last year being 83,000 bicycles, and certainly if this method of making frame connections were not closely akin to absolute perfection their troubles under the guarantee would be enormous, and would swamp them. This year their frame connections are all of the flush joint style. The head connections are formed out of sheet steel reinforcements, having a large bearing and brazing surface.
Their crown is formed of two pieces of sheet steel drawn to a hollow arch shape. These two pieces are placed together and the ends come into a spearhead of capital letter A shape, two holes being drilled on each side in order to allow the brazing spelter to flow through the crown freely when the forksides are brazed to them. Before these forksides are brazed to the crown, however, a third piece of arch shape steel is forced down over the two pieces forming the crown. This third piece of sheet steel is lapped underneath the bottom of the crown, so that when the three pieces are brazed together they practically form one continuous piece. A drawn lug projects over the top of the crown, and into this the fork stem, the end of which is shaped to conform, is set on top of the crown and pinned and brazed to the lug and crown.
Inside of this fork stem, in order to strengthen it, is also placed a sheet steel liner, extending six inches into the length of the stem. The whole construction of this fork crown and stem is one of the strongest in use.
A test made of this form of fork construction at their works showed that by supporting it horizontally on a frame, the supports being about six inches above and below the crown, it sustained a weight of 3,500 pounds without deflection.
The crank-hanger is of the one-piece construction, and is made from a five-inch disk of sheet steel, which is drawn into the shape of a tube through the medium of five separate operations; and this tube, when finished, is about two and a half inches in diameter. The four lugs to carry the rear forks, lower main tube and diagonal stay, are then drawn and formed upon it, this, however, requiring a total of twelve operations to complete it. The part requires annealing after every operation, the process of drawing and forming having a tendency not only to lengthen the fibre of the metal, but to harden it. The quality of the metal used in making this hanger must necessarily be of the best, and after the metal has survived all these operations it must also necessarily be perfect, for any crack, seam or flaw in it makes it useless and consigns it to the scrap heap.
The seat-pillar lug or group, while not altogether seamless, is of the one-piece construction, also having the three lugs drawn and formed [Pg 49] upon it. The rear fork jaws are also stamped out of crucible sheet steel, and are of what is known of the semi-hollow construction.
The little brace which is usually placed between the rear forks and back of the crank-hanger and called a bridge, is generally made by a short piece of tubing and brazed to the two rear forks. The makers of the Crescent, who use a D-shaped rear fork, which is drawn to a round shape where it is offset and where it joins the rear lugs on the bottom bracket, make this bridge of two pieces of sheet steel, which are pinned and brazed together and are carried down on each side of the rear forks for several inches in a peculiar lipped shape. It is an expensive method of bridging the rear forks, but greatly adds to the strength at this point and prevents any serious lateral deflection of the frame when the pressure is applied to the cranks on either side. They are the only makers who form their sprockets out of a piece of crucible sheet stamped steel. As it is now made to fit a three-sixteenth chain, which is so popular and which they use, they do not show the wide opening on the flanges of the sprocket between the teeth.
Fig. 1 shows the circular steel blank as made by the first operation on a large double action drawing press. It is then drawn into a cup shape as shown in fig 2. The practicability of the result obtained is noticeable at once. The edge of the cup is smooth, and there is no wrinkling, cracking or buckling in the steel, and it is still of the same thickness as the original sheet. It is again drawn by successive operations into a cylindrical shape as shown in fig. 3. The end is cut off, and the next operations form the lugs as shown in fig. 4, until the final operation gives the result as in fig. 5, when the crank-hanger is ready for the joining of the frame tubes. It requires ten days to complete a finished crank-hanger. A marvellous piece of work this certainly is, and it is doubtful if the result obtained in stamping this crank-hanger can ever be equalled by the working of forgings, and the whole result might be summed up by saying that it is “distinctively Crescent.”
After the drop forgings or stampings are carefully finished by hand or machine, they are carefully cleaned to remove any scale or oil. The tubes having been cut to a proper length, are then closely fitted into the open joint of the forging or stamping connection. In order, however, to hold them securely in place they are pinned through. They are then taken to the brazing furnace. This furnace consists of an open stand, about three feet high, covered with fire brick, pumice stone or coke the purpose of which is to retain the heat. The heat is produced by a mixture of atmospheric air and gas or gasoline, which is controlled by the operator, and supplied by a blower or fan. The flame is applied directly to the joint which is to be brazed by a steel tube, resembling a Bunsen burner, and uses about nine parts of air and one of gas. The combustion or air and gas in the brazing apparatus is about the same mixture as is used in a gas engine. The joint having been brought to the necessary heat, which must in a large measure be left to the judgment and experience of the operator, powdered borax is applied first, the object being to remove any oil or other foreign substance which might interfere with the uniting of the two metals. The borax on being applied flows almost like water. The spelter is then applied, producing a flux, and owing to the expansion of the connection and the tube it readily flows between the joints. The whole operation after the required heat is obtained usually occupies five or six seconds, the [Pg 50] object being to secure a joint as rapidly as possible, provided the brazing metal is equally distributed. The gas is then shut off. The supply of air is continued only in order to rapidly cool the joint, the object of this being to prevent the flux from disintegrating and losing its position in the joint. If a brazing has not been rapidly and properly cooled the jar and vibration which the frame receives when in use on a bicycle is apt to cause particles of the flux used in brazing to become loose and rattle in the tube. Necessarily under this operation what might be termed a congregation of scale and the brazing flux is gathered on the outside of the joint. This is afterwards removed by the use of sand blast or pickle, and last, but not least, by hand filing.
What is known as “brazing spelter” is really a misnomer, and should be called brazing solder. Spelter is the crude product from which refined zinc results. Brazing solder is a combination of copper and spelter first cast into slabs or ingots, then placed into large mortars and pounded by a heavy pestle by hand, and, strange to say, that in all our recent developments in metal work no method can be found to supersede this method of manufacture, as this is the original method of making it.
There are altogether about eight grades of brazing solder, ranging from what is known as the coarse long grain to extra fine grain.
The first result of the pounding operation is the coarse long grain which comes out almost in shreds; by further pounding the shreds are produced, and the result is the fine long grain. From this operation comes the rough grain, the first being coarse long grain, the next medium, then fine and finally extra fine. The proportion of extra fine long grain to the other coarser grades or varieties is only about ten per cent. of the total, consequently making the latter grade the highest in price. The various grades are separated by sifting through a sieve. The running qualities of this solder are affected by the larger or smaller proportion of copper used in the composition. The more copper used the more heat required to melt it, the reverse being the case where more spelter than copper is used.
On bicycle frame work where the surface is largely exposed, the coarse varieties can be successfully used, but for the fine work where little heat can be used, and where the tubing is of extremely light gauge the extra fine grade, which is known also as the quick running solder, gives the best results.
Wire spelter, which comes in coils, has become very popular on account of its lessened cost, its cleanliness, and also because it is not so wasteful as loose spelter, and can be conveyed directly into the joint by the operator as soon as it has reached the melting point.
Another method that is somewhat new is known as liquid brazing, which is nothing really but a special treatment of the joint plunged into molten spelter, and out of which the joint comes surprisingly free from scale, a cleaning by a wire brush being about all the after treatment necessary. The process is a secret one, and the surrounding joints are covered with what is known as the anti-flux, so that the spelter will not adhere there, but joints to be united, of course, are covered with a liquid flux as in the old way.
The makers of the Union produce their flush joints by using what they call pocket brazing. This mode requires the forming of a series of pockets in the projecting ends of the brackets, which may be oval, circular or of any desired shape, although the oval has been found the [Pg 51] most convenient. Before the tubing is completely fitted over the bracket arm the pockets are filled with flux, and immediately upon the application of the heat the brass begins to flow and with astonishing evenness, so much so, in fact, that when after cooling, joints are cut out, the brass is found as uniformly distributed as if laid on with a brush. Moreover, no considerable amount of brass flows out of the joint and no filling is necessary. Less heat is required for the reason that the brass is placed where necessary and the parts need not be dangerously heated to cause the brass to flow in. The pocket corrugations are found to stiffen the machine to a marked degree. Taken all in all it is a sure, clean and highly ingenious braze.
Apropos of frames, we reproduce here a cut of the Kangaroo, which was the first bicycle driven by chains. The earliest samples of the Rover type antedated it, but there had been no previous commercial use of a chain on a two-wheeler, for the Otto accomplished nothing commercially. The Kangaroo was brought out in 1884, and attracted attention because its makers were fortunate enough to break with it the 24-hour record, which had been standing unchanged since the early years of bicycling. This success, together with energetic pushing, gave the Kangaroo quite a run for a couple of years, when the rear-driver put an end to its career. It was brought to this country in 1885, but hardly obtained a firm foothold for even the time being. The forks were bowed out widely, there being no attempt to reduce width by lessening the “dish” of the wheel, and consequently the tread was what would have been considered in later years outlandishly wide. The wheel was usually 36, geared to 54, with a 22-inch wheel behind. The chief drawbacks were that the sprocket bearings were ill-supported, as a shaft could not be run through the wheel, and so they did not stand well under the twisting strain; the backlash was unusual, all the objectionable features of chain driving, which had not at that time been modified by improved construction, being increased by having it on both sides. The Kangaroo was also heavy and clumsy, and for some reason never satisfactorily explained it had a peculiar liability to side-slip.
A difficulty which has hung about wood frames from the first is that of the joints, nor could it ever be questioned that appearance was not in favor of the wood frame, although, on the other hand, it must be admitted that objections to appearance are soon overcome in cycling construction if there is a good balance of points on behalf of a thing. Perhaps the best-looking of the wood frames was that produced by the “Old Tonk” people, who turned to account the beauty which may be had from several layers of wood placed together. The wood frame has succeeded quite as poorly abroad, and it will probably remain forgotten until, some years hence, it comes up again as a novelty of the season. The Bamboo Cycle Company has just failed in London, and the [Pg 52] Irish Cyclist expresses surprise that it remained afloat so long as it did. Not a single expert or a single cycling journal, says the writer, ever referred to the bamboo frame except with disapproval, although it was well advertised and the parties interested were ready to pay for opinions. A considerable number of the bicycles were sold, but the rarity of their appearance on the road suggests that even those who bought them did not use them much. Now that the company has failed, this writer says: “It is to be hoped that no one else will be so foolish as to endeavor to accomplish the impossible task of proving that a bamboo stick is as useful as a steel tube.”
The two working drawings of frame are from W. C. Boak of Buffalo, and are reproductions of his blue-print drawings used in designing and drafting 1898 frames, and show on the men’s model the exact drop (3 inches) of the crank-hanger from a line drawn between the front and rear axles. The length of head is five inches, and the wheel base—the distance between front and rear axles—is 41 11⁄16 inches. On the ladies’ model the crank-hanger is dropped 2½ inches, and the head is 7½ inches, the wheel base being 41⅞ inches. The height of both frames is 22 inches. The small numbers in the illustrations show the angles of the frame and indicate the sizes of the tubing used. The designs call for the use of D-shape tubing for the front and rear forks and backstays and round tubing throughout the rest of the frame.
All through the preceding articles of this series the words “gear case” appear here and there, and with good reason, too, for the year 1898 marks the beginning of the era in this country of enclosed chains by the use of what are called gear cases. They cannot, however, be strictly classed as a novelty, because they have been known and largely used abroad, particularly in England, for some years past. At the New York Cycle Show of 1896 the only bicycle having a gear case on it was one shown by the makers of the “Singer,” a bicycle-making company of Coventry, England, who showed a gear case made of metal, leather and transparent celluloid. Since that time a few returning tourists have brought with them foreign models with gear cases attached, which, unfortunately for the rider’s comfort and pleasure, were received with a great deal of ridicule and derision, so that even the riders of these cycles bearing the imported gear cases, not being made of that “stern stuff” that pioneers should be, surrendered to public criticism, and, while they knew a gear case is a good thing, took it off in order to avoid being used as the butts of the wit of their facetious friends.
The introduction of the bevel-geared cycle, with its neat gear case, has done much and will do more toward enforcing the necessity for a gear case on all of our chain-driven cycles. In England no bicycle is considered complete without a gear case, but, notwithstanding the fact that all the authorities on the sport and mechanics of the trade of this country have approved of it, not until this season has it gained a foothold here. It certainly cannot be because “it is English, you know,” for everything on the American cycle today, excepting the wood rim, originated in England. The imported gear cases are clumsy and heavy, and, being made mostly of metal, are apt to be noisy. The 1898 gear cases of American make are made of a combination of rubber, leather and metal, and are light, noiseless and graceful, and most of the leading makes of the chain cycles for the coming season are built with sufficient clearance to take a gear case. The cases are catalogued and offered as an option at an average cost of $5 extra, and this last item suggests that the case might have been more popular before but that the makers did not care to add the cost of it to their product in the face of a falling market price. Many of the great retailers will, however, place them on their $75 models without any extra charge to the purchaser.
The enclosed chain, obtained by adding a gear case to the chain wheel, provides every advantage in one respect claimed for the chainless. It has been shown by extensive tests of Prof. Carpenter of Cornell University and Prof. Goodman of the Yorkshire College in England that when a chain is clean and not worn it loses less than 1 per cent. in friction, thus realizing over 99 per cent. of the applied power. How is it possible to obtain any better mechanical movement? These same authorities agree that beveled gears under the best conditions must develop from five to ten times the friction of the chain. This low percentage of friction, however, is obtained only with clean chains. They find that as the chain becomes filled with grit or mud it rapidly increases the friction, running up as high as 10 per cent. Your bicycle comes to you from the dealer with the case attached, chain lubricated and adjusted ready for immediate use, and from that time on you learn to forget that there is a chain on your bicycle. It runs easily, smoothly, through rain and mud, over roads thick with dust, in the penetrating moisture-laden air of the seashore, under all conditions of road and weather the same easy running wheel, always ready, doing away absolutely with all care of the chain; the chain and sprockets always in perfect condition, realizing 99 per cent. of the power applied, never “stretching” or wearing appreciably.
If in business costume the wheel may be used, as there is no dirty chain to soil the clothing. One finds that he can ride longer distances with less fatigue than formerly. Hills are more easily surmounted. The disagreeable sensation of a slack chain is done away with, the chain remaining exactly as it is adjusted, and there is a new sensation of absolute control over the wheel. Long distance trips become a new source of pleasure, for you come home with the same easy running wheel with which you started. Men who ride for speed find that they can push a much higher gear with the same expenditure of power. The lubricant rests unused in the tool bag, the chain brushes and cleaning paraphernalia gather cobwebs. In addition to all these comforts the lady rider finds herself independent of the small brother’s high-priced [Pg 54] services. She mounts and rides with perfect confidence, knowing that by no possible means can her skirt catch in the sprocket or her heel be hung in the chain guard lacings, while her skirts remain clean and free from greasy streaks of an exposed chain. She may be a business woman with but limited time for riding. Every moment is available with the enclosed chain. The silent steed standing groomed and ready. So far as its care is concerned the chain ceases to exist. A neat, stylish cycle, with all running parts covered and protected, and with a decidedly smart appearance, takes the place of the half-finished cycle of the past, with its greasy, dirty, bare-looking chain.
Century riders, tourists, military cyclists, pleasure riders, and, in fact, wheelmen and wheelwomen of every description, have found pleasure and comfort hitherto unattained.
To sum up the advantages of the enclosed chain model as demonstrated by the experience of riders during 1897 with a gear case attached to their cycles (the latter comprising almost every make of bicycle in this country), riders have found that a gear case:
First—Actually excludes dust, driving rain, mud and all foreign matter, keeping the chain, sprockets and the bearing absolutely clean, meaning an easy running bicycle, always ready for service, and requiring no attention to the running gear for an entire season.
Second—Its use allows the bicyclist to ride in business costume, it being impossible for the chain to soil the trousers, and there being no danger of catching the clothing between the chain and sprocket. This feature also strongly recommends it to lady riders.
Third—The bicycle is always ready for service. This is an important matter with many people, especially those who use the bicycle every day for business purposes.
Fourth—It adds to the appearance of the bicycle, giving a style and finish impossible with the dirty chain and sprocket in view.
Fifth—By reason of its construction, it is practically noiseless, the most important feature to cyclists.
Sixth—It transforms the bicycle from an article of luxury useable only under certain conditions, to a practical vehicle useable under every condition of the road and weather.
Seventh—It has been found of great value by military cyclists, as it enables troops to move with twice the celerity possible under the ordinary open chain, to say nothing of the time saved in not having to clean the gear.
At the ’97 Cycle Show, held in Chicago, an American gear case was exhibited for the first time, and this exhibit was noted with a great deal of satisfaction by all the mechanical writers of the cycle trade press, who had long labored, written and talked a great deal for this desirable accessory. Among the gear cases exhibited at Chicago at that time was one invented by W. H. Frost of New York City; another by S. D. Childs & Co., and another by H. Lauter of Indianapolis. The makers of the Ben Hur showed a model fitted with what they called the Wainwright gear case. The Stearns Company also had a gear case attached to one of their models, and a Falcon exhibited was also provided with one. The makers of the Cleveland showed a gear case of their own production, and a Wolff-American was shown fitted with a Blumel celluloid gear case, but this last was of English manufacture. Since that time a careful census of all the catalogues that the makers have sent out this year shows that nearly every cycle maker of prominence has arranged sufficient clearance at the crank shaft and rear wheel so that a gear case of some kind can be fitted to it, and a few of the makers are turning out gear cases of their own, the notable ones being the makers of the Racycle, Rambler, Cleveland, Humber and Aluminum, and there are three makers of gear cases who supply them to the trade, these being known as the Frost, Centliver and Safety gear cases.
The Rambler case offers practically all that is claimed for a chainless wheel with enclosed gear, with none of its objections and uncertainties. It is absolutely mud and dust proof, and is one of the neatest, least obtrusive and most practical of all gear cases we have seen, being easily attached and detached. It is made of cold rolled drawing steel, and is light and noiseless. All seams are locked and no rivets are used. The entire chain is enclosed, as are also the front sprocket teeth. The centre and arms of the front sprocket are not covered, but the dust is excluded from the front sprocket teeth, and [Pg 55] chain passing over them, by two large felt washers (much like those used in bearings, only larger) placed one on either side of the sprocket. The rear axle nut may be loosened, and the chain adjusted without disturbing the case.
The Cleveland case is made of aluminum, patent leather and transparent celluloid, and while it is a very light and attractive gear case, it is a desireable one, and wholly dust and storm proof.
The St. Louis Aluminum Casting Company is now showing its models of the 1898 Lu-Mi-Num. The special feature, which is rendered practical by the company’s special process of frame manufacture is the fixed gear case. This is an integral part of the frame, being cast in one piece with it. The back wall of the gear case takes the place of the right hand rear fork, thereby adding very materially to the strength of the frame. The front of the case is composed of a celluloid plate, which is sprung into it and fastened securely by two screws. It can be removed from its place readily, and consists of only three pieces. The celluloid being transparent, the working of the chain and sprocket may be seen, and the chain may be oiled from the top of the case, immediately over the front sprocket.
On the Special Racycle the gear case weighs only a few ounces more than the same model without it. The case consists of a section of D tubing, three-quarters inch wide, brazed on, and made part of the frame in place of the right side rear fork, which is dispensed with. The right hand rear stay, however, is carried down at an angle below the line of the rear wheel axle to the bottom part of the gear case, thus forming a brace for the upper and lower part of the gear case, and the gear case as thus constructed adds greatly to the strength of the entire frame. The sides of the gear case are made of transparent sheets of tough, pliable celluloid. They are strong enough to withstand any ordinary accident, and being detachable can be renewed at any time at a small cost. The construction of this frame and gear case is certainly unique and original, and may be said to be one of the few novel features shown in 1898.
The Centliver gear case, which is detachable and can be fitted to any make of bicycle, is made by the L. A. Centliver Manufacturing Company of Fort Wayne, Ind. This case is made entirely of metal. No rubber or leather is used in its construction. Sheet aluminum is used, shaped under heavy drawing presses, by which operation the metal gains great strength and rigidity, besides being lighter than any other metal or material that could be used. Cases are furnished either nickel-plated or enamelled, as preferred. The simplicity of attachment is remarkable, as it does not require any mechanic to attach it. Any one familiar with handling a bicycle can do it in a few minutes in the following manner: Remove the chain, then place the two parts together over the sprockets, forming an interlocking union. Set the case in position and adjust clamps. Replace the chain, inserting the chain bolt at front end by springing the case slightly. Keep the band in original shape. Be sure to have it in its proper place before tightening. The bolt can then be set with a small wrench.
The 1897 Humber had a metal case which very much resembled the metal cases used in England. This same case is furnished in 1898 by the Humber Company, and is a very practical one. It was quite largely used last year in New York and Brooklyn.
The Safety Gear Case is the patent of James Parkes of Toledo, O., and the essential features are as follows: The best quality of harness leather is used in its manufacture, and is first treated with a solution of their own, which renders the leather very hard and impervious to water. The leather is then pressed in an iron form, in two similar sections, one of which fits over the upper half, and one over the lower half of the sprockets and chain. These two sections are held together by means of two patent hook fasteners at the ends and a system of lacers down the side of the case. On the inner side of the case an aluminum plate, through which the rear hub passes, is arranged to slide freely with the rear wheel, thus permitting the chain to be lengthened or shortened without removing the gear case. The case is light, noiseless and dust-proof. A large variety of patterns are made, and the case is made in sizes to fit any style of bicycle. The leather is finally enamelled in any desired color, thus making a beautiful and attractive addition to any bicycle.
With the Englishman’s idea of utility, the first thought was to completely cover sprockets and chain with a large sheet metal case, [Pg 56] upon the same plan as gear cases had been previously used in mills and factories for enclosing running chains. Various devices for gear cases were in use when, in 1886, J. H. Carter patented in England an oil-containing gear case for bicycles. This was a standard in gear case construction for some years, riders thinking it necessary to keep their chains running through a bath of oil in order to insure easy movement of the joints; however, it was discovered a few years later that a chain would run equally well without the oil bath, and, in fact, there were many disadvantages about keeping a chain constantly soaked in oil, especially because the oil would gum and thus retard rather than assist. In the early nineties gear cases were brought out, of many constructions, but the standard set up by Carter remains to this day the English idea of a case, and, with all of their improvements in case construction, they have not gotten very far beyond it.
To the English mind a gear case must be made entirely distinct from the bicycle itself, not a part of it, but an accessory that shall be quickly removable or attachable after it is once fitted. This, of course, necessitates a great many joints, and as joints of thin material, whether sheet metal or celluloid, cannot be perfectly made to exclude dust and driving rains, and as such joints are always more or less noisy when a bicycle is in use, they are not even yet satisfied with the gear case, but realize its great usefulness, even when only partially efficient, so that it has become a fixture on nearly every English wheel. Several attempts were made to introduce English cases into this country, but with lamentable failure, for several causes. In the first place American bicycles are not built to take English cases.
Every American bicycle has individualities of its own, and especially in the running gear. No clearances have been allowed, and it is simply out of the question to attach the foreign type of case unless the bicycle is built for it. However, in some instances, bicycles were made with that end in view and the cases were attached, but American riders found that their unsightliness, excessive weight and inefficiency made them more of a nuisance than a help, and the gear case came into public disfavor. However, in spite of these discouragements, the necessity of a clean chain appealed so strongly to an American mechanic that, without any knowledge of the gear case constructions of Europe, he set to work to devise a method of thoroughly protecting the chain, and during the season of ’96 made many experiments to ascertain the construction that could be successfully applied to American bicycles and appeal to American riders. The study of road conditions showed that a gear case must be not simply a protection for mud, but every joint must be dust-tight and rain-proof. In a country like England, where mud is the prevailing condition, these absolutely tight joints are not so essential, but in this country they took first place. Again, the case must have good appearance and be comparatively light in weight, and, as the worst problem of all, it must be adaptable to some few hundred distinct makes of bicycles, no two of them alike in the running gear.
The inventor started with the idea of covering the chain with an endless rubber tube, which should be split in its inner length and run with the chain. As it reached the sprockets it would be separated by a separator and follow around the sprocket over the chain, clinging to either side of the sprocket. This was theoretically a very good idea, but in practice developed many serious objections. In the first place, the tube was liable to catch between chain and sprocket teeth. It increased the friction of the machine and could not be made to be of very long life. It was also neither dust nor rain tight, and proved a nuisance instead of a blessing. Still following up the idea of utilizing rubber, a case was devised having rubber chain runs with rubber box over front and rear sprocket, this rubber box suitably supported by metallic parts. The only objection to this was the quick wearing out of the chain runs by the constant friction of the chain. Still retaining the rubber boxes, light metallic chain runs were substituted for the rubber, and it was then found that an ideal construction as regards strength and tightness of joints was obtained. These cases were put in public use after being exhibited at the Chicago and New York cycle shows of 1897, and have been sold and used quite extensively during the past season. They have been very much improved, so that all objections to the early models have been completely done away with, and today an American gear case, known as the Frost, is to be had upon any first class ’98 bicycle, being offered by nearly every bicycle maker. As it can be attached to old bicycles, there is no reason why every rider cannot have an up-to-date feature, with the comfort and pleasure assured by a clean chain. It has been actually proven that they will stand driving rains, snow storms, blizzards, dust storms, constant use on the dustiest of roads, and, in fact, have proven absolutely impervious to all foreign substances, keeping the chain and running gear perfectly clean and in condition for an entire season without any attention being given. [Pg 57]
These desirable features are obtained by the use of an elastic rubber joint, the case itself being built of steel, but all the joints closed with this soft elastic rubber, on the same principle as a rubber gas tube is connected with a fixture. This case, to look at, is very compact and solid, but it can be almost instantly separated, either for changing sprockets, getting at the chain, or removing rear wheel. The operation is very brief, and even that has to be gone through with seldom a change of tires or renewal of broken spokes being almost the only occasion for separating the case. The chain can be taken out if desired, but as a matter of fact one always forgets that there is a chain when riding the “Enclosed Chain Model,” as this construction is now called.
There are few, if any, parts of the modern bicycle that have played a more important rôle in its development, than has the chain, and yet it is safe to say that there is no part of the vehicle to which the average rider pays less attention, save to occasionally clean it of its accumulated impediments, or which he understands so little.
Every rider, of course, understands how important is the office of the chain in the propulsion of his wheel—that without it his machine is an utterly useless structure of metal, wood and rubber. As to its parts, however, and their relation to one another, he is oftener than not carelessly indifferent. While as to the mechanical skill and genius that has overcome, one by one, the past difficulties of chain and sprocket propulsion, as applied to the bicycle, bringing it in the end, to its present state of perfection, he is wholly uninformed. Many riders have been inconvenienced and annoyed to the extent of exasperation, upon discovering that “something was wrong” about their wheels. Just what, they have been utterly at a loss to tell or understand, but the fact has remained that “something was wrong,” and so, cutting their rides short, they have despatched their wheel forthwith to the repair shop. Had they known, as the repair man knew, that it was their own lack of familiarity and consequent sense of appreciation of that apparently simple, yet sensitive part of their machines—the chain, to which their misfortunes were due, how great would have been their astonishment.
It is with a thorough appreciation of how large a percentage of the wheelman’s misfortunes are chargeable to a lack of knowledge of chain construction and action, that the writer has deemed the subject one well worthy of special treatment in these columns. That many readers will admit, after perusal, that however well they may have understood their wheels in other and less important parts, they still had much to learn of its most vital and intricate parts, is altogether likely.
A study of cycle chain construction will show the regulation chain to be, simply speaking, an endless belt provided with holes which engage projections on a form of pulley called a sprocket. It is composed of blocks alternating with and joined by a pair of links or side-plates; the blocks drop down into the spaces between the teeth on the sprocket, and those teeth come up through the spaces or openings between each two side links, these links of course holding the whole together by pins through their ends.
The “pitch” of a sprocket, as of any toothed wheel, means usually the number of teeth cut upon it for each inch of its diameter. The “pitch-line” is circumferential, though not at the extreme ends of the teeth; it is the line where the teeth of two engaging gear wheels come together, or the line passing through the contact or acting surfaces of the teeth. As a chain lies on the sprockets, this pitch line passes almost exactly through the centre of the teeth, and the rivets of the chain.
To speak of a chain as “one-quarter-inch” or as a “three-sixteenths chain” means that such is its measure in width between the plates of the links. This is also the thickness of the sprocket, barring a very slight difference to prevent too tight a fit. To speak of a chain as [Pg 59] having an “inch pitch” (which is the regular standard in this country) means that the distance between the centres of the spaces through which the sprocket teeth come (as above stated) is one inch, and of course the same measurement applies to the sprocket; the spaces on that, measured between the centres of two adjacent teeth, must be an inch. It is plain that sprocket and chain must correspond in order to work properly. A chain of a half-inch pitch would not fit a sprocket of one-inch pitch, or vice versa. If the chain were made just a little too “long,” it might go part way around the sprocket, but a disagreement would soon be found. It is charged against the chain, and correctly, that use (helped by dirt under the condition of being uncovered) wears chain and sprocket both, so that they gradually cease to match together, as at first. When this occurs, the chain is said to be “out of pitch.” On the other hand, a chain will work a long time and very well after it has considerably lost its first exactness of fit, whereas gears which have worn grind and complain dismally.
To arrange the lines of gear teeth, either straight or by various gentle curves, so that when the teeth are in operation they will close together and then separate with a rolling motion, with no slipping or grinding, with no friction, has been a mechanical problem for a hundred years. This has not been accomplished on the bevel geared chainless bicycle, and it can never be fully accomplished anywhere. Press the palms of your hands together firmly, then slide one hand off the other while so pressed—that is rubbing friction; now lay the backs of your hands together, pressing as before, and roll them away from each other until they part at the ends of the fingers. That is rolling friction, and if we could only manage to make gears and other contacting surfaces in machinery meet and part company exactly thus, we could avoid friction almost altogether.
In considering the chain most people forget that although made up of many pieces of metal only a few are in action at a time. Only the upper half is in tension (the action is, of course, reversed in back-pedalling), and if the chain is opened and allowed to drop down it will for the moment act just the same. It is full of joints, but few are bending at any instant. As the chain runs upon the sprocket, its joints bend to conform to the circle, and they similarly bend back to an approximately straight line when leaving it. On the lower side, the joints bend easily; on the upper, they do so under tension. Press your thumb on the palm of the other hand, and, while pressing hard, draw it off; this gives some idea of the rubbing friction when the chain block leaves the tooth against which it is pulling. There is also some rub on the tooth where the chain is coming on the sprocket; and unless it is avoided by devices to be presently described, there is a rubbing between the tooth and the ends of the bending links, as well as within the joints themselves when they bend under pull. The effect of this friction is shown in the wear which comes on portions of the teeth; it also shows by flat places worn on the chain blocks, and the wear within the joints causes what is called “stretch,” the chain appearing to have grown longer. In a very slight degree there is a yielding between the parts which is called “set,” parts which are already in contact being pressed into still closer contact; this “set” supplies the trifle of elasticity, already mentioned, which tends to save the chain from fracture under heavy stress.
Chain and sprocket act on each other much as the teeth of gears act, and in effect they are a peculiar form of gears, for if you can imagine one of a pair of gear wheels flexible and flattened out like a chain, and thus running, it is evident that this action is really that of gearing. Chains were used on the tricycle before they were required for bicycles, and as long ago as 1881 there was a substitute attempted which was described thus: “The Queen driving bands are made very thin and neat, of a compound of silk and other strong substances, and are substituted for chains to save both weight, noise, and appearance.” The early chains were heavy and wide, at least ⅝-inch, and crudely made. The Ewart, as used on the Columbia Veloce ten years ago, was ingenious and simple; block and side-link were one, there was neither special joint nor rivet, and the chain could be opened at any point by turning [Pg 60] it (see cut on page 61) and sliding to one side. Width of chain and thickness of sprocket gradually lessened; a few years ago, ¼ was the standard, but now it has settled to 3⁄16, even on tandems, and on racing wheels a ⅛ chain has been used in a few instances. The “B” chain has almost displaced the “8.”
Quality of steel used, accuracy of pitch and fineness of fit and finish have steadily improved, and were never at so high a standard as in 1898; accuracy of cutting and scientific shaping of the sprocket teeth have also been constantly studied and show greater advance than ever, so that, as a result, the chains on this year’s product run with a smoothness and “sweetness” not before attained. The chainless movement has naturally contributed to this advance, which is a substantial fact. Quality has improved while cost of production and market price have declined, and the high-grade chain of 1898 may without extravagance of language be called “beautiful.” For instance, in a specimen before us the blocks are nickel steel, straw color, and the links are of bright tool steel; the inner edges of the links are chamfered or beveled to lessen the chance of the chain’s ever “mounting the sprocket” if it is run when too slack, and the ends of the pins are so perfectly headed that the operation has left no trace. This finely finished specimen happens to be from the Lefevre Arms Company of Syracuse, but like praise can be given to the best product of several other makers. As to strength, chains used to be made with a breaking strain as high as 1,800 pounds; we suppose the average with the narrower and lighter product of today is about 1,000 pounds, which is far beyond any driving strain it can receive.
The friction of the chain is of three sorts and at three places. First is the “block” friction, where and when a few blocks at a time enter and leave contact with the sprockets on the upper side, the action on the lower side (except in back-pedalling) being so free that it need not be taken into account; the second is the “pin” friction, made by the side links as they turn on the rivets; the third is where and when the ends of the links rub on the sprockets while bending.
There have been many attempts to turn these rubbing frictions into rolling movements. Only a few months ago application was filed for an English patent on putting balls into the chain joints; but the great number of joints and the small size of the parts make this plainly impracticable. A far better and really practical thing is the Morse roller-joint chain, made in Trumansburg, N. Y., and now in use on several makes, among them the Sterling; it would undoubtedly make its way faster into use except that the parts have to be a little larger, and therefore the pitch a little more than the regular inch, and so the sprockets must be cut specially; sprockets of inch pitch can, however, be recut to fit. As the illustration shows, the principle of this joint is the same as that of scales—the knife-edge bearing. The pin with the two edges is fast to the side link; the pin with one edge is dropped in loosely and the two rock on each other instead of rubbing, producing no wear and so not needing lubrication. The maker claims a frictional loss by his chain of less than one per cent. of the power developed; there is always some loss, it should be observed, and so the advertisement of the Eadie roller-chain, that “it transmits practically 100 per cent. of the force applied,” is somewhat too enthusiastically worded.
(See page 58.)
While giving due credit to the Morse chain, we must point out that it attempts to deal with only the second of the sources of friction above stated. The Brown roller-sprocket apparently attempts to deal with all three, involving an action unlike any other. It has a rim with a double flange, in which are inserted hardened steel rollers three-quarters of an inch in diameter, running on hardened steel bushings, which in turn are free to revolve on hard steel rivets. The chain is 3⁄16 and of 1¼ inches pitch; it is reversible and the side links are longer than the blocks, which in action ride over the rollers, reaching from one roller to another without touching the rim of the sprocket. Instead of the block rubbing on the tooth as it leaves the sprocket, it turns the roller and rolls off; thus, if the stress of use develops no other action of the parts than is claimed, the only rubbing friction is at the axes of the rollers, where the motion is comparatively slight. A drawback is that the sprockets must be very large in order to get a goodly number of rollers in the rear one, and the same difficulty of [Pg 61] being special in both sprocket and chain, which retards some other devices in the market probably affects this one.
The twin roller has entirely displaced the single. The value of the roller depends upon the difference in diameter between the roller itself and the axis on which it turns, the theory being that although there is a rubbing friction on the axis, the motion there is so slight as to be insignificant as respects wear. The smaller the roller the less this theory applies and the less the practical effect in reducing friction. Rollers in a chain are necessarily small; yet when the roller pulls off the sprocket tooth under pressure it is free to turn, and so there must be some lessening of friction—at least, the rollers cannot wear into flat spots as the blocks usually do. The twin-roller was hailed with satisfaction in England, a year ago, the chief mechanical authority in the trade press saying that “after using it for weeks in all sorts of weather we are firmly convinced that it is the chain of the future; in a gear-case it runs as smooth as oil, and even when unprotected and smothered in mud, dirt and grit seem to have little effect on it.” Since then some doubtful or dissentient opinions have been expressed, perhaps because some makers cut up this chain into a shorter pitch, and therefore get it slighter and more exposed to clogging. Without having practical experience of the twin-roller as yet, we strongly incline to agree with the opinion of it just quoted, and all theory is certainly in its favor. It has been regularly used on the Keating during 1897, and seems to be coming on.
The Thames chain, which is called a “roller block” instead of a twin-roller, has the peculiarity of a fixed cross-bar (very poorly shown in the cut) between each pair of rollers constituting a “block.” Thus the “centre block” is claimed to be rigid and the rollers to be kept more free to work; it seems to us, however, that the roller is slightly too small to be in the best proportion to the side plates.
As to the third of the three chain frictions above described—that of the ends of the links on the sprocket as they bend into or out of the straight line—a serious practical question is involved. Plainly, as the chain is pulled hard toward the centre of the sprocket, it must come to a firm rest on something; what shall that something be? The ends of two adjacent blocks may come to a stop on the sloping sides of the tooth or either the ends of the blocks or the ends of the side-plates (or possibly both) may rest on the space on the sprocket between the teeth; or the side-plates may have a resting place outside the teeth. There has been a flange on the sprocket, just at the base of the teeth, sometimes on both sides and sometimes on only one; this flange, called a “shroud” in England, has been quite a subject of discussion there, as to its proper purpose, and even whether it should be on the sprocket at all. All agree that it is useful in stiffening the sprocket laterally, and some, including some of the best chain makers, argue that it ought to be placed below the reach of the chain, for if the chain touches it and wears it away, the chain will sink below its correct pitch line and cause trouble. Others claim that the chief object of making a shroud was to give the chain as much bearing surface as possible. Practice is not uniform in either country. Sometimes the shroud has helped support the chain; sometimes it has been kept out of reach of the chain, and sometimes it has been cut away where the ends of the side-plates come.
The pins are, of course, fixed in the links, but form a bearing within the ends of the blocks. To have these pins hard and yet be able to [Pg 62] “upset” their ends to make a “head” has been a matter of difficulty. Some of the best English makers avoided this by using a soft pin and putting a hard bushing of pen steel over it to make a bearing. As the links do not need to be hard, the makers of the Cleveland use a hard pin with a groove at the end, and force the end of the side-plates into this groove to hold the pin in place. Other chain makers have contrived methods of getting the pin hard and still having its ends capable of being headed over. The Myers Detachable, made by the Bridgeport Chain Company of Bridgeport, Conn., and the Baldwin Detachable, made by the Baldwin Chain Company of Worcester, Mass., avoid the difficulty by hardening the entire pin and slotting the link plates, as shown in the illustration. Any broken piece can thus be replaced, or the chain can be made longer or shorter at will, without needing any tools. The Baldwin pattern is reversible, and the makers publish a certificate of one of their chains, which has a record of 29,573 miles; of this, 13,771 miles were done without any attention or repairs being required, the remaining mileage requiring replacement of a broken part but twice.
We find in one of the British trade journals a mention of a “spring chain,” but there is neither cut nor detailed description. The maker claims that by inserting a dozen or so of his spring links in any suitable chain “it will be made to run as easily and smoothly as a leather driving band, and that it may be adjusted so tightly as to practically do away with all slackening on top, so that every ounce of driving pressure applied to the pedals will be reproduced on the rear sprocket wheel, thus getting rid of all backlash and consequent friction and waste of power, even when ridden over the roughest roads and by the most inexperienced pedallers.” The editor thinks it impossible, without some dynamometer test, to say whether there is any gain in driving ease, but after having one of the chains in use for a good many months he can bear out the claim of smooth running, and has found that it can be run on a tighter adjustment than the usual chain; so “it certainly seems to be satisfactory.”
The circular chain is another peculiar English device, and is pronounced by its maker to be the best and easiest running, wear-resisting and cleanest he has ever tried. His claim is: “The circumferential speed of the block chain is in excess of the corresponding speed of its chain wheel teeth, hence the contradictory friction between tooth and block. The circumferential speed of this chain and its wheel are similar; entirely does away the frictional contact between the teeth of the chain wheel and the chain blocks.”
His first statement cannot possibly be correct so long as the pitch line of the sprocket and of the chain correspond, as is the case with any reasonably good fit. His chain consists of simple and uniform links, turned from the solid and joined by rivets. It suggests the old chain of the chain pump, and, of course, requires a peculiar sprocket.
The Tacagni standard pivot or rivetless is a recently offered English article. It is light, weighing 7¾ ounces, against the usual 14½. Less friction and greater strength are also claimed for it, the maker offering the report of a testing firm that the elastic limit of the sample used was 900 pounds and its breaking stress was 1440. Of course, a special sprocket grooved in the rim must be made for it.
The chain brought out by the Remington people for their $75 model suggests the Tacagni, but is not quite like that. The illustration shows its construction. The block is done away with, since it runs in a groove on the sprocket rim; the usual link does the pulling instead, bearing on the flanges. Another style of description is to say that the construction is reversed, the link being one piece and central, being converted into a block, a space being cut out so that it does not touch the sprocket in bending, while the usual block is doubled and runs on the flanges. The same quality of steel is used throughout, and the [Pg 63] grain all runs lengthwise. Strength, great endurance and a reduction of a fourth in friction are claimed. Use must decide the degree of improvement, but the chain certainly runs smoothly and attractively.
(See page 62.)
The Liberty makers have brought out a sprocket with a change in the form of the teeth which is so slight that it hardly shows in a cut and is not even noticed on the bicycle itself at a careless glance. The change consists in cutting down most of the teeth in height and thickness, so that only each fifth tooth acts in the driving, the intermediate teeth serving only as guides to keep the chain in track.
Concerning the new sprocket, the makers say: “The old method of having each and every sprocket tooth engage the chain has been abandoned by us, the friction occasioned by so much contact being unnecessary, and the wear and strain on the chain intensified. Our new sprocket has been tested under all conditions with the most satisfactory results. It permits a chain to run as smoothly covered with mud and dust as it does when thoroughly lubricated, and the cracking noise so prevalent when an ordinary sprocket is used on muddy roads is entirely absent. The ease of propulsion is marked (particularly noticeable in hill-climbing) and enables the rider to attain speed instantly and with the highest gear. With this improved sprocket the rider can use with ease a gear considerably higher than he could attempt with sprockets of the ordinary pattern.”
(See page 66.)
The Victor straight-line sprocket is peculiar in the shape of the teeth or in the shape of the spaces between the teeth. On the back side of each tooth on the front sprocket and the front side of each tooth on the rear sprocket a space is hollowed out, as shown in the cut. Ordinarily, each block and each pair of side-plates or links is deflected from a straight line when wrapped around the sprocket; but on this sprocket, as will be seen, each block and adjacent pair of side-plates form a straight line. The joints at E—E and F—F do not touch the sprocket, as it is cut away beneath them. As those portions of the chain are always in a straight line, no motion is produced in the joints there, the effect of the change being to greatly lessen friction, especially under trying conditions.
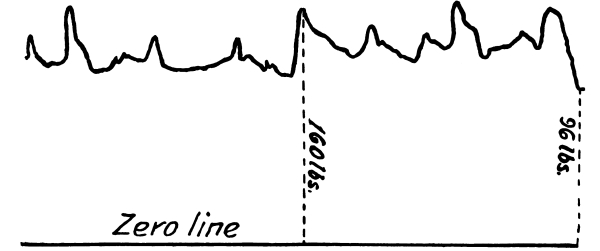
VICTOR CHAIN TEST.
If an accurate measure of the pressure required on the pedal in order to overcome the varying resistances of surface, grade and wind, or what not, could be found, then the resistance in each case could be weighed and recorded in pounds. The Victor dynamometer—which is a peculiar pedal, containing a pair of springs, with a recording pencil and a moving roll of paper for making a record—does this weighing. Obviously the first effect of pressure on this box-like pedal is to depress the springs; and the wheel will not be moved at all until the springs have been depressed enough to represent the resistance. Suppose the total resistance is equal to lifting a weight of ten pounds, then press on the pedal; the springs will first yield until the equivalent of ten [Pg 64] pounds is reached, then the pedal will move and the wheel will turn. If the resistance changes to fifteen and then to five pounds, the springs will yield more and then less, and the pencil attached will register accordingly, the result being an irregular line similar to that on the steam engineer’s “indicator card.”
If the dynamometer pedal were used on the road the irregular line on the card would show resistance fluctuations, but would not show the various times and causes of resistance encountered. So, for a test of the peculiar sprocket, a bicycle fitted with it was put on a stand and a resistance equal to seven and six-tenths pounds at the rim of the wheel was arranged. Then mud was daubed on the chain, and pressure was put on the dynamometer pedal. The height of the wave line above the straight or zero line in the diagram indicates the power required to turn the wheel. It ranged from 88 to 94 pounds, and was nearly uniform. Then another bicycle, with usual sprockets, was set on the stand, with the same resistance at the wheel rim. The same chain used before was put on (for this is a matter of sprocket only, and any usual chain both fits and answers the purpose), mud was again daubed on the chain, and the test was made. The pull required to turn each ranged from 96 to 160 pounds, and fluctuated greatly, as indicated in the other diagram. When the tests were carried further and the resistance at the tire was brought up to 11¼ pounds the ordinary sprocket clogged under the mud and could not be turned at all, while the straight-line sprocket moved about as before, the card indicating a pull of 128 to 131½ pounds applied.
At the Victor branch in Warren street, a bicycle with these sprockets rests on a stand, with a box of Jersey mud and a dish of water and a trowel underneath; anybody is free to mix the compound to suit, and to load on all the chain will carry. Then he may get on the saddle, there being an adjustable brake for the rear wheel to represent road resistance, and pedal away; or he may turn by hand. When the mudded slack of chain reaches the rear sprocket, the first effect is a crunching noise and a partial stoppage; this ceases when one revolution has been made, and directly the wheel (the brake being off) spins as freely and quietly as does another bicycle with the like sprockets which is mounted, all clean, on another stand. The mud test is actual and fair. The snapping noise which every rider knows is produced by mud on the chain, especially when the bicycle is new and the fit is at its best, comes because the mud acts as a wedge between sprocket and chain and the latter is temporarily put “out of pitch.” The surprising performance of this sprocket under the severest possible mud test can have only this explanation: that the spaces cut away allow some room for mud without jamming, and that the sprocket clears itself by throwing out the intruder. It is certainly one of the most remarkable things of the season, and seems quite independent of outside disturbance, hardly needing a case except for cleanliness and length of wear.
Of course, the ends of the chain have to be joined, and sometimes they need to be separated for removal. The customary way has been to use a screw-bolt, threaded into the link-plate on one side, and fastened with a small lock-nut. As this small nut was liable to loosen and be lost, and as there was also a possibility of the screw itself working out (in which case it might strike something as the chain moved or might drop out on the road) some securer fastening became desirable. The “Diamond” B chain now dispenses with the nut (as shown in the cut of that make of chains) using in place of it a swinging “latch” of thin steel; the head of the screw fits nearly flush into the side-link, and the latch has a place raised up in one end to fit the screw head, so that when this latch is turned down it snaps into place, preventing the screw from backing out and being itself held fast by its own elasticity. The Humber carries on its chain a similar latch, but slightly different in shape at the end, which has a hexagonal hole that fits the head of the screw. The Crescent meets the case by dispensing with the screw-bolt. As shown in the cut, the side links are slotted, and in the centre of the slot is an enlarged place through which a special pin with grooved ends can be slipped in or out by slacking the chain for the purpose.
 |
 |
| CRESCENT CHAIN AND BOLT. |
LEFEVER CHAIN. |
[Pg 65] These several devices go to further lessen the troubles with chains which are so great now, in the argument of some people, but have been so slight in practice notwithstanding.
 |
|
| CIRCULAR CHAIN. | REMINGTON CHAIN. |
In the very rare event of a chain’s breaking on the road, the Missing Link will be handy; it costs but a few cents, and can be carried in a vest pocket. The cut explains its use. A break is most liable to be in the block, but if a link goes the rider need not tear his hair; there are devices to meet that case, and to get another piece in is not very severe, even without their aid. Chains are “stretching, breaking,” etc., in their habits, we are told. Yet each rider may consider the chance of the trick’s being played on him nearly the same as of lightning’s striking him, and if he will only take a little care of his chain, he can count himself insured.
Some form of adjuster will always be necessary to adjust the chain on a chain driven bicycle. On the early models of the safety type of bicycles made in this country the adjustment was produced by a swinging crank bracket. The crank bracket was not an integral part of the frame, but was bolted to it and was held in position by a set screw and lock-nut. Somewhat later an improved form, which by the usual form of reversion has now come into use again, consisted in making the crank bracket an integral part of the frame and fitting an eccentric adjustment inside of it. The Remington Company varied this somewhat by making the rear forks a detachable part of the frame and having them bolted through and locked by a threaded lock-nut and bolt at the crank hanger, and they thus produced their adjustment by shifting the rear forks out backward or drawing them forward. Since that time the makers of the Remington have always used the rear fork-end adjustment, but this season they have a new feature. The crank-hanger ball pocket is eccentric and turns in the bracket either forward or backward when the set bolts are loosened. The whole arrangement is a very simple one and prevents the liability of the rear wheel getting out of alignment.
The makers of the Iroquois also use a 3-inch eccentric hanger. The rear wheel is always centred by this method, and is provided with two sprockets, so as readily to allow a change of gear.
On the Defender is shown an eccentric crank-hanger, on which neither the wheel, nuts or bearings are disturbed to make the adjustment.
The Shirk bicycles have a new rear fork and chain adjustment, the advantage of which is that the rear wheel can be removed without disconnecting the chain. The sides of the rear fork ends are machined with teeth, which fit into the teeth of the washer, and by simply unscrewing nut and withdrawing the axle bolt the wheel drops out of frame. Absolute equality of adjustment on both sides is obtained, as the wrench is only used to loosen the axle nut, and as the outward opening the rear fork ends is done away with, strength and rigidity is thus added to this end of the frame.
The makers of the Northampton made a new chain adjuster consisting of a small round steel plate on the outside of the rear forks, with scroll cut on the inside which follows steel lug on the forks, making it easy to adjust chain to any tension and set the wheel true in the frame rapidly.
The chain adjuster used on the Globe is of very neat and simple construction. A threaded adjuster, having an open hook end is pivoted to the upper part of the rear fork end, and is operated as follows: Loosen the axle nuts and turn the thumb screw either way, as the case may be, until the chain has the right tension and then tighten the axle nuts again. To take the rear wheel out, loosen the axle nuts and swing the hooks off the axle. To replace the wheel slip the hooks back over the axle, tighten the nuts and the whole adjustment is complete.
On the Relay is shown a patent chain-adjusting device which enables the rider by simply loosening the nuts on either side of the rear wheel to remove the rear wheel without taking the chain apart. The fork ends are [Pg 66] of cold rolled steel, corrugated, with the washer corrugated to correspond, allowing accurate adjustment of the chain.
On the model 4 Humber is shown a rear fork chain adjuster, which is similar in construction to the chain adjusters in use on the Humbers made in England. The rear fork ends instead of being carried horizontal as before now slant upward at an oblique angle, and the backstays instead of being brazed to the rear forks as heretofore are separate and are carried backward or forward, as the case may be, with the rear axle to tighten or loosen the chain, the object of this change in construction being to cause the backstays to help carry with the rear forks the weight of the rider on the axle.
The Wolff-American patent eccentric chain adjuster is almost too well known to need describing. Still it is such a radical departure, and withal such a good one, that it will bear describing here again. A square groove or spline is cut on the sides of the rear axle, running about an inch from the end. A pair of eccentric disks, having a tongue or key to fit this groove, are slipped on the axle, thus becoming, as it were, a part of the rear axle. They are then placed and held in the frame by semi-circular braces, which are a part of the frame. The chain is adjusted from one side, the eccentrics acting together. By loosening one nut on each side the eccentrics are free to move either way. This completes the operation, and, it is needless to say, one need not worry about getting the rear wheel out of line or readjusting the bearings, because with this eccentric adjuster neither is disturbed. They use the same method of adjustment on the rear wheel of their tandems, but the front chain on the tandems is adjusted with an eccentric at the front crank-hanger, same as most of the other makers use in tandem construction. Nearly all the makers who make tandems adjust their rear wheel, however, with their regular form of chain adjuster as used on their singles, a variation of this, however, being to adjust both chains at the crank-hanger brackets with an eccentric adjustment.
Another variation in chain adjustments on tandems consists of bolting the crank bracket to the frame so that by moving the crank bracket forward or backward the chain can be adjusted to the proper tension. The makers of the juvenile “Elfin” not only use this form of construction on their juvenile tandems, but also on their single models, and have in addition to that a method of reversing the bracket, so that it can be either bolted on top or underneath the rear forks which permits an adjustability of two inches between the seat posts and pedals, by which an Elfin may be made to last a growing child for several seasons.
The wheels of the 1898 bicycle do not present any very remarkable or striking novelties in construction. The old style of slender cylinder hub with broad flanges has, however, disappeared, and the tubular or barrel hub, with or without flanges, is the only one in use. But before surveying the state of the art for this season let us take a look backward and see what led up to the present types. At the Crystal Palace, London, England, was exhibited in 1889 a bicycle that was built by Gavin Dalzell, a Scotchman, some time previous to 1846. This was described as “being wonderfully strong, especially in the wheels,” these seeming to have stood the ravages of time and rough usage much better than the framework. The rear wheel, or driver, was of wood shod with iron, about 40 inches in diameter, and had twelve spokes, each about one inch in diameter. The front wheel was of similar construction, but only about 30 inches in diameter. The wooden velocipede of 1866 usually had wooden spokes and flat iron tires, and about that time a very crude high wheel was built in England by S. Madison, and this in 1868 was improved upon by Edward Cooper. In 1869 the bicycle called the “Phantom” was put upon the market. It had wooden rims with rubber tires nailed on. On the inside of the rim were staples, through which the wires were passed and screwed at the centre of the wheel. It was really the first practical suspension wheel ever built, its one fault being its liability to get out of order and the inability of the mechanics of that time to true it up again. James Starley brought out a bicycle a little later called the “Ariel,” which had “lever tension” wheels and was popular. It had double wire spokes and steel rims, and at the axle of each wheel was placed a lever bar.
He next designed one called the “Spider” and for a long while all bicycle wheels were therefore called spider wheels. In 1876 Singer’s “Challenge” appeared in London, which had lock-nut spokes, with a nipple attached. Nipple and lock-nutted spokes long outlasted the construction of that day, and they were certainly very far better than the butt-ended direct spokes used later on.
The first tangent spokes were those made by the Coventry Tangent Company, in England, and placed upon their bicycles and tricycles. A singular fact is that for some years after that, however, tangent spokes almost wholly disappeared, not only in this country, but in England, and, while we were importing English safety bicycles, all of them had direct spokes; but the first American safety bicycle built, the Victor, had tangent spokes, and so had the high wheels previously made by the Victor Company. In England, until two years ago, direct spokes were very largely used.
Here American makers used direct spokes at first, but at present all the American makers without exception use a tangent spoke, and there are indeed very good reasons for the use of the tangent spoke in a suspension wheel, which is a structure radically unlike the ordinary wagon wheel. Any vehicle wheel receives the load of the weight carried directly at its hub, through the axle, and this weight, of course, tends to bear the hub down to the ground. The wagon wheel has stout spokes, as they are planned to sustain the crushing downward strain; this strain is wholly borne by the few spokes at any particular instant below the hub, the rest of them at that instant having no work to do. In order to avoid the weight and clumsiness inevitable if the bicycle wheel were made to carry the load in this way, the load is “suspended,” in effect, instead of being above and upon the spokes. That is, the load applied at the hub is hung from the few spokes which at the instant are directly over the hub; the pull down on these spokes tends to depress the upper part of the rim and thus to flatten down the wheel from a circular to an elliptical shape; but this flattening is resisted by the spokes which are then horizontal, or nearly so, and thus the wheel retains shape. The thin wire spokes, which would instantly double up under a “crushing” strain, resist tremendously the tensile pull. Imagine a thick-spoked wheel with all spokes gone except those in say an eighth of its circle directly underneath the hub and you have the ordinary wheel; then imagine a bicycle wheel with all spokes gone except a few directly above the hub and the few horizontal ones on each side of the hub, and you have the “suspension” wheel illustrating its own principle, it being supposed that the wheel in each case is not moving but simply holding up its load.
The wagon wheel is “dished,” that is, the spoke ends at the hub are not quite in the same plane with the rim; the spokes are also often [Pg 68] “staggered,” that is, one-half are in one plane at the hub and the rest in another, the object being that the wood may have room to expand and contract somewhat, under changes in moisture, without putting the wheel out of shape. The suspension wheel is also dished, but the dish is a double one, the wheel in section being like two capital V’s, end to end, being somewhat wide at the hub, the spokes being carried from the rim alternately to one side of the hub and the other. The object is to strengthen the wheel laterally, for if it were made all in one plane from top to bottom it might sustain a heavy load in a vertical direction, but would twist into pieces under the first side strain. This explanation may not only give the uninitiated a better idea of bicycle construction but may illustrate the fact that new problems have had to be met and new devices thought out and worked out at every stage of that construction.
The pressure applied on the pedals of the bicycle causes a transverse strain on direct spokes which sometimes causes them to snap at the rim or hub; but spokes which are set at a tangent to the hub receives this strain directly, and in the tangent-spoke wheel, where the spoke is bent or hooked in order to pass through the side of the hub, it is necessary that the very best material and workmanship be used to prevent it from breaking at this point. The tangent-spoked wheel being almost absolutely rigid, is the best hill-climber, for there is no waste of power as in the direct-spoke wheel, the transverse strain on the spokes of which causes a certain amount of “give.” On the first safety bicycles built in this country 30 and 32 inch wheels were used. Afterward we settled down to the use of 28-inch wheels as a standard. There is now, however, a slight tendency to reversion toward using 30-inch wheels. The makers of the Cleveland wheel have announced that they will market a bicycle having 30-inch wheels. Probably the only reason for this step lies in the dropped crank-hanger fad; so that, by using larger wheels, they can still maintain the upper tube horizontal, and get the required drop of from three to four inches. Viewed in another aspect, however, it will be found a source of annoyance and expense to the makers and riders as necessitating an extra stock of spokes, rims and tires to fit the same, and where they are not to be had promptly delays will be sure to occur in repairing. The ruling size of wheel is not arbitrary, but has been arrived at as the best net adjustment of all the conditions, and any change to what has been thoroughly tested and abandoned is to be strongly disapproved, unless (which is not the case in this) substantial reasons can be shown.
Few people realize the torsional strain exerted on the rear hub when full power is applied to the pedals in climbing a steep hill where the momentum is not sufficient to carry the rider far and where the pull is more or less continuous on successive groups of spokes as the wheel revolves. In addition to this pull on the spokes is to be considered the weight of the rider, the greater proportion of which is sustained by the upper half of the rim and the corresponding spokes and not by the portion of the wheel nearest the ground as just explained. It will be understood that each group will be subjected for an infinitesimal space of time to a maximum pull as the chain passes over the sprockets, the strain being accentuated at each downward stroke of the pedals, so that a single spoke when at a very high tension as compared with its neighbor frequently snaps when directly in line with the chain at the proper instant of time. Originally all hubs were made of what is known as gun metal, the flanges of the hubs were very thick and tapered [Pg 69] toward the centre of the hub. They were made in this manner to provide sufficient room for tapping and threading the hub flanges so that the direct spokes which were in use at that time could be directly threaded into the hub.
The 1898 tubular and barrel hubs are, of course, the result of many processes. Some of them are turned whole from bar steel; others are stamped out of sheet metal; some of them are formed out of tubing, and a few of the cheaper makers use malleable iron or cast steel for this purpose. All of the spokes used are made of either a special drawn steel wire or a piano wire. They all possess great torsional or twisting strength, and the tensile strength or stretch is from 500 to 800 pounds. They average in gauge of thickness from 13 gauge, which is expressed by the figures .095, to 15 gauge, which is expressed by the figures .072. Front wheels have from twenty-four to thirty-six spokes and rear wheels from 28 to 40 spokes, and while it is true that all the makers now use a tangent spoke there are a great many variations in its use. The majority of them tie their spokes to each other where they cross. There are a great many of the makers who do not tie them at all, there being some difference of opinion as to the benefit to be derived from this treatment.
Those in favor of tying spokes say that tying two or more spokes together at the crossing some distance above the hub shortens the leverage from the rim and practically gives the wheel an additional hub; that they are also stiffer against side or lateral strain, and that the only good tangent spoke is one that is tied at the crossing with its mates. Those who are opposed to tying spokes say that tying them together makes them too rigid and inflexible, and that the process of wiring them and soldering them together has a tendency to crystallize the spokes at this point owing to the heat required to solder them. This part of the argument, however, has been met by not wiring and soldering the spokes at the crossing, but by pinching on them at this point a metal clamp such as is used on the Humber wheel. The opponents of tying the spokes assert that the very stiffness and rigidness which the wheel possesses when the spokes are tied has a tendency to also crystallize them at the hub flanges as well as cause them to break. It may, however, be here stated that the pneumatic tire acts as a buffer, and that the use of heavier rims and more spokes, which are prominent characteristic features of 1898 wheel construction, insures the whole wheel a greater factor of safety than heretofore known in construction, and therefore less liability to get out of true.
The Raleigh cycle, an English production, and which came into prominence in this country because it was Arthur Zimmerman’s great mount, had wheels in which two-thirds of the spokes were direct from hub to rim, and the remaining third were crossed at a tangent. It was, however, a sort of a compromise between the direct and tangent spokes, and ultimately led the makers to use tangent spokes only.
A number of attempts were made a few years ago to introduce hickory wheels in place of the wire suspension wheels, among the most notable being a bicycle built by Sterling Elliott, and called the “Hickory.” The frame was built of tubing as was usual, but the wheels—hubs, spokes and rims—were made of hickory, the spokes being known as radial spokes. In order to maintain its rigidness and to carry the pneumatic tire the rim was surrounded by a metallic band in which the tire was placed. The public did not take to this style of bicycle wheel, and their manufacture was discontinued, not however before Mr. Elliott placed a pair of these ball bearing hickory wheels with pneumatic tires on a high wheel sulky, which had been converted to carry these wheels. The result was astonishing, and today no other wheels are used on sulkies but 28 and 30-inch bicycle wheels with ball bearings and pneumatic tires, and the result of their use had been that the times of the trotting horses have been reduced six to ten seconds per mile. Of course the present type of sulky is built specially with arched axles and frames to carry these wheels, and the old high wooden wheel is as rarely seen on the trotting track as the good old “ordinary” is seen on the bicycle track.
Hubs using a spoke having a hooked end with a rivet head on the end thereof, which are drawn through the holes in the flanges of the hubs are not as popular as formerly, a great many of the makers having [Pg 70] departed from this method, now using a spoke which is straight from the hub to the nipple. They claim for this method that the absence of the bend in the spoke minimizes the liability of crystallization which is so apt to exist in spokes of the bent variety. This style of direct tangent spoke was first shown in this country in 1892 by the makers of the Liberty, and among the most prominent users of this style of hub are the makers of the Spalding, Victor, Crawford and the Iroquois, and which are almost duplicates of the Liberty hub. The Keating differs somewhat from these, inasmuch as the projections from the sides of the flanges are not opposite each other, but are placed alternatively to receive a single spoke. The Liberty hub may be best described as follows: It is a one-piece hub, with lateral projections from the sides, or flanges, and these projections are drilled to carry the heads of two straight spokes, each spoke running in a straight line to the opposite side of the rim. The usual style of hub has a plain circular flange with holes drilled in it to receive the spokes; this makes it necessary to bend the spokes at a right angle at the end, where they are inserted over the face of the hub. This sometimes rendered them liable to break, and, therefore, what is known as the direct tangent spoke was invented.
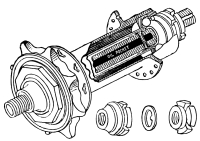 |
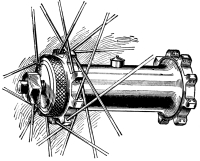 |
| CLEVELAND HUB. | LIBERTY HUB. |

PLYMOUTH RIM JOINT.
In this method of construction the hub end of the spoke is not bent, but has a head made upon it like that of a rivet; the strain comes in a direct line from end to end of the spoke, and the entire spoke is in tension. The early makers of direct tangent spokes found it necessary to make these of a somewhat heavier and softer wire than the tangent spokes which were bent at right angles to form a hook. The use of this soft thick wire proved rather objectionable, as it was with difficulty that the wheels could be kept true, and the spokes were apt in compression to slide through the end of the flanges on the hub and make a noise. However, all makers who use direct tangent spokes are making them very much thinner than heretofore, and of a harder quality of wire. In fact, the makers of the Crescent (also having these direct spokes) use probably as light and as thin a wire as any of the makers who use a spoke with a bend at the end. The makers of the Wolff-American (who are also renowned as great makers of wire) claim that there is no necessity for the use of a direct tangent spoke if the proper quality of wire is used for making the spoke which has its end bent at right angle, and that while it is undoubtedly true that the spoke bent at right angles at the end does stretch its fibres on one side of the bend and compress them on the other, still, if the spoke flanges and spoke holes and the nipple holes at the rim were only drilled at a proper angle to each other, there would be no danger of a broken spoke. All 1898 spokes are swaged and butt-ended. Formerly spokes were known as upset and butt-ended. Upsetting a spoke consists in heating the ends and driving it backwards, thus making it thicker than the rest of the spoke. The objection to this practice consisted in its tendency to crystallization where the “upset” ended. Swaging a spoke consists in leaving the butt ends of the spoke the original thickness of the wire, and reducing the diameter between the ends by a hammering process in a machine built for the purpose, to a gauge or two smaller than the original thickness. This method of making spokes reduces the weight, leaves the heavy portion where it is most needed, and adds great tensile strength to the spoke. In making a spoke by this method the wires are at first made somewhat shorter than the length required, as the swaging has a tendency to draw them out in length, and in the best of modern practice of spoke making the threads are rolled on by machinery instead of having them cut on by a die, as formerly. The rolling process has this advantage, that it does not reduce the diameter of the spoke and cut away so much material as the die threading process. [Pg 71]
The makers of the Sterling, who have always used a direct tangent spoke in connection with a hub having a corrugated flange, show a new hub this season. It is machined from a piece of bar steel. The flanges or teeth are somewhat like a small rear sprocket. They are, however, of the double hollow construction, and on the rear hub on the sprocket side part of the flange is cut away on the outside, leaving a large opening in the tooth, which sits between the teeth of the sprocket wheel, so that a spoke can be readily inserted without removing the sprocket wheel, and through the first-mentioned hole the spoke is pushed forward and upward through a buttonhole, and is then slid in a T-slot either right or left to its seat, each tooth in the flange thus carrying two spokes, one to each side of the rim. On the left hand side of the rear hub the construction is reversed, the flanges not being cut away as on the right hand side, and the spokes are inserted through a similar opening as before described on the inside portion of the hub and flange. On both sides of the front hub a similar construction is employed as that in use on the left side of the rear hub.
The Windsor hub is of the corrugated pattern, having a double flange in which the spoke holes are drilled, and with a buttonhole device for inserting the same.
The Crescent hub is built with a straight flange over the body of the hub, and this hub flange is turned over, forming a wide bearing surface, which is drilled for the spoke holes, and underneath this outer edge a buttonhole device is placed in the body of the flange by which the spokes can be easily removed and replaced, and without the removal of the rear sprocket.
The Columbia hub has a series of studs inserted in the body of the hub and through these studs holes are drilled, and the direct tangent spokes are inserted therein.
The Eclipse hub is turned from the solid bar of steel and has two flanges at each end; these flanges have alternate slots and holes. A T-head spoke is inserted by passing the head down the slot and pushing it sideways down the opposite hole in the adjoining flange.
The Wolff-American hub, which was one of the first large tubular hubs shown in this country, is made of steel tubing without either projection or flanges, but has a buttonhole device which greatly simplifies the replacing of spokes. Inside the hub and underneath the spoke holes is placed a dust-proof ring which prevents the intrusion of dust into the bearings. They use a hollow axle containing an absorbent wick saturated with oil. In the axle over the wick is a minute hole on each side, through which the oil is drawn by centrifugal force by the revolving of the balls, and thus is supplied to the bearings in the crank-hanger in the same way and automatically the supply is regulated by the demand.
The makers of the Cleveland also have an automatic oiling device on their hubs. The wheel and crank axles are tubular and hollow. This space forms an oil receiver. In order to prevent the oil from escaping from the hollow axles the end is plugged with a screw; under the head of the screw is a piece of packing, making the joint perfectly tight. The flow of oil is regulated by wicking drawn through small holes drilled in the axles close to the bearings. These holes are plugged so tightly that the oil will not escape when the bicycle is not in use. The moment the wheel begins to revolve capillary attraction produces a drop of oil at the end of the wicking.
There is this to be said in favor of both the Wolff-American and Cleveland devices that there is no danger of losing any oil cups, and that after a long, dusty ride oil has not surrounded the hubs and crank hanger bracket to which the dust can be attracted, and the bicycle is therefore very much easier to keep clean. The makers of these styles of automatic oiling devices claim that they will carry a season’s supply of oil, but even if this should not prove to be true, it is only necessary to lay the bicycle on its side, remove the plugs in the ends of the axles and pour oil into the reservoir.
As has been already noted in the article on tendencies, the wood rim has undisputed possession of the field, not a single American maker cataloguing a steel or other metal rim. Even the makers of the Eagle, who formerly used an aluminum rim, now offer it as an option only, and show all their samples with wood rims, and this may again be regarded as a reversion, the original type of the old “Dandy Horse” velocipede [Pg 72] having been built with wood rims and shod with iron, the only difference now being that we use wood rims shod with air, and when the “good old ordinary” came in vogue steel rims were introduced. On the ordinary, however, which had only small solid tires, the rim was a narrow grooved one, and possessing, as it did, very little lateral strength, it had a great tendency to buckle under the force of a blow or a collision, and when the safety came in vogue this same idea of rim construction was carried into it. An improvement was made, however, in their construction in making them of a double hollow construction which increased its lateral resistance, but in case of accident made them extremely difficult to repair. A little later, when the cushion tire arrived, the single rim and the double-hollow rim were used, making them, of course, of a larger cross-section to fit the tires used, and when the pneumatic tire was invented the steel rims first used very much resembled a band of hoop iron used on an ordinary washtub. Afterward double-hollow rims were used on bicycles with pneumatic tires, and single rims which were fluted or corrugated in order to give them additional stiffness were also used. In 1891 McKee & Harrington of New York City, the makers of the Lyndhurst, introduced a bicycle having wood rims. These rims were made of second-growth white ash and were of the single-piece variety, joined together with a long, tapering “skive,” and the entire rim and joint were covered with natural color Pongee silk, which was glued on, producing a watertight rim. This rim was the production of Mr. Charles Harrington of this firm, who for many years before entering the bicycle business had been known as a practical wood worker. Makers and riders were very skeptical of the value of the wood rim, but after a few well-known racing men had won a few track and road events on them and the wood rim had shown its utility and value by its increased resiliency and speed, and that it was stronger across its lateral plane than a steel rim of any type could ever hope to be, and with its non-liability, therefore, to buckle in a collision, it became a popular thing, and in less than two years, as has been seen, it has completely routed the steel rim out of the American market. In England, however, owing to the large use of the detachable tire and the moist climate, its advance has not been so rapid, but it is coming along even there, and it bids fair to supplant the steel rim there in another season or two. One-piece rims are not so largely used as heretofore. The laminated rim as now made, which was originated in 1893, seems to be the most popular one on a majority of the high cost bicycles on the market. It is to be noted, however, that the rims of this season, almost without exception, are broader across their face and thicker through in section, which is an especially good feature, inasmuch as it gives the tire a larger and firmer bed to rest upon, so that it is not so liable to be cut by the edges of the rim. Of course, making the rim broader and thicker and heavier takes away some of the points which were formerly used in its favor, notably those of light weight and resiliency. The up-to-date wood rim more closely approaches in weight the lightest possible form of steel rim, and it is a notable fact that the wood rim is the only prominent contribution in bicycle construction that America has presented to the world, and there is good reason for this, however, because our Yankee and our Western wood workers have long been famous for their progress in the art of wood working and wood bending. One of the most famous wood benders is Mr. H. H. Shepard of New Haven, Conn. In 1889 he had the temerity to send to the Paris Exposition, in the care of a French exhibitor, not wishing to go to the expense of a personal representation, some samples of his wood bending. These samples came in direct competition with the great Vienna, German and French wood benders, and although Mr. Shepard, as before stated, was not personally represented, to his great surprise the Commissioners unanimously awarded him the only solid silver medal for superior excellence in that department.
 |
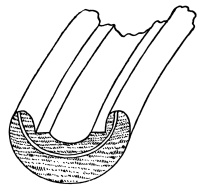 |
| PLYMOUTH RIM. | KUNDTZ RIM. |
This same Mr. H. H. Shepard (who, by the way, is a six-footer and bearded like a patriarch), in a lecture in New York City on wood-bending before the master mechanics of the Carriage Makers’ Association, placed his audience in good humor with him when he declared that his earliest recollections of bending were when, while a boy, his mother bent him over her knee to keep him straight. The Shepard is a one-piece wood rim of second growth white ash. The ends are butted together and an ovoid piece of hardwood is inserted over the butt ends on the inside of the joint. This insert extends about three [Pg 73] inches each side of the butt-ended joint and is flush with the remainder of the rim. These rims are bent by compressing the inner surface in a hydraulic press without stretching the outer periphery of the rim. This method shortens the inner surface about six inches, thereby greatly toughening the inner surface of the wood. The average weight of the steel rim formerly used was about 24 ounces. The average weight of the wood rim used for a cemented-on tire as first made was about 14 ounces. The average weight of the wood rim in use today is probably about 18 ounces.
Another popular rim is called the Winona. The process of making the Winona rim is as follows: There is about six inches difference in the circumference between the inside and outside of the rough rim. The bars being straight before they are bent, it is obvious the inside must stretch or the outside upset. The process used prevents stretching of the outside fibre of the rim, and actually upsets the outside as well as the inside, thereby interlocking the entire fibre and doubling its original strength. They use a plain beveled dovetail joint. They also make a laminated rim, and what they call a screwed rim. This rim has screws at stated intervals running crosswise of the rim, coming just under the seat of the groove, as the greatest strain on the rims is caused by the spokes, which sometimes result in splitting the rim. They have undertaken to overcome this, or, rather, to strengthen the rim by putting in these screws. The illustration shows a sectional end view of the rim and the manner of inserting the screw from side to side. The Winona rims are made of butt cuts, and they use what is known as a second cut rock elm only for their rims. Rock elm has dark streaks running through and is dark in color, differing, therefore, from second growth white ash, which is very light in color.
A well known wood rim is that known as the Plymouth, which consists of a single piece of rock elm bent, jointed and turned on a lathe. The joint in the Plymouth rim is so constructed that the ends come together square across. It consists of a series of tongues and grooves interlocking, the tension of the spokes making them tighter instead of straining them apart. One of the special features of the Plymouth rim is the fact that the spoke holes are eyeletted and are thus made waterproof. The illustration shows their reinforced joint.
The Kundtz is known as a double reinforced rim. It requires two rims to make one, and the manner of cementing one rim into the other, with a section of thin wood between them, which has its grain running crosswise to the two main sections, as shown in the illustration, produces one of the strongest wood rims made. Another improvement in this make is the fact that its glued joints are not exposed to the weather, which has been considered a detriment in building up rims of the old style.
One of the most popular rims is that which is known as the Fairbanks-Boston. A laminated wood rim is one, as is now quite generally known, formed of curvilinear maple segments, indissolubly cemented into perfect unity under enormous hydraulic pressure, which, because of this principle of jointure, remains perfectly true both laterally and in periphery, while the transverse grains of the adjoining segments or laminæ absolutely prevent splitting along the line of spokes in the impact of collision or shock. The fact that no single joint extends through the rim effectually overcomes any tendency to break off in any direction or manner. The makers use three curvilinear segments of Pennsylvania rock maple. Each segment is planed on both sides to a thickness of mathematical exactness throughout the entire length, thus insuring absolute unbroken contact when cementing to the adjoining segments.
The overlapping ends of each segment are by special machinery then “scarfed” to feather edges, obtaining laps equal in length tapering on an angle which experience has proven correct. By this process of bending the rims do not require steaming, which disintegrates the fibre of the wood, and in cementing the joints the three laps are placed at points of the circumference of equal distance apart, rendering the tensile strength absolutely uniform in all parts. In compressing the segments of the rim together hydraulic pressure is applied to the periphery of the rim after the application of the cement. An enormous pressure is applied equally at all circumferential points, and it is maintained until the cement has completely solidified the three independent segments into the form of a permanent circle. They also make what is known as a covered laminated rim, the enveloping fabric, which is a special quality of pure Irish linen, fitted exactly on the rim and secured permanently with liquid cement, and it is estimated that enclosing the rim in this manner imparts at least 30 per cent. to its strength, with a corresponding increase in is resiliency, and these rims are therefore recommended in damp climates, and for use on tandems and other multicycles. All the makers furnish their rims in a natural varnish, and also stained in imitation of rosewood and other woods, and many of the makers in addition to this furnish the rims painted and striped in different colors, in many instances matching the colors of the enamels used on the frames.
At the ’96 Cycle Show papier-maché rims were shown, for which great claims were made and a great deal expected, but none of the well-known manufacturers adopted them, and the company that brought them out has since gone out of existence. Trials within the knowledge of the writers proved that these rims as made then were not practical.
At all times through the history of the art of cycle construction distinct efforts were made to decrease the vibration and to increase the velocity, and none of these efforts were successful with the exception of the pneumatic tire.
Indeed the pneumatic tire has been well described as being “the great marvel of bicycle making, both literally and figuratively, and the foundation upon which the modern bicycle rests.”
Spring forks, spring frames and springy saddles were at one bound replaced by it. Invented late in 1888 by John Dunlop, a veterinary surgeon of Belfast, Ireland, it was tested quietly for nearly a year in and around Belfast before being launched on the British and foreign cycle markets, and its success in 1889 and ’90 was so remarkable that it was regarded as the distinctive feature of the decade. The first pneumatic tires were received in this country in the fall of 1889 on some English bicycles. They were placed on a flat steel rim, were about 2 inches in diameter, and the outer shoe or cover had a heavy, thickened tread, and was fastened to the rim by two canvas flaps, which were slit to pass the spokes, thus completely enveloping the rim. The inner tube was a very heavy one, not nearly so resilient as those in use at the present time. The great features of this tire were, however, its strength and its non-liability to puncture. Its chief objections were its great cost, its enormous weight, and the difficulty to repair when once punctured. It was almost a day’s work to soften with naphtha the cemented flaps, remove them carefully from the rim, withdraw the inner tube from its enveloping tube of seamless constricted canvas which enveloped it to repair the puncture and to replace the tube and to recement the flaps to the rim. This type of tire is, however, now extinct, save that Dunlop’s fundamental idea of the pneumatic tire still prevails with modifications only in methods of attachment, material and details of construction. The advantages which the pneumatic tire possesses are so many and so well known that it is not here necessary, however, to enumerate them. Comfort to the rider is, of course, its greatest point. Vibration is intercepted at the best possible point, namely at the point of contact between the tire and the ground, and thus the vibration is not distributed through the entire structure of the bicycle, the air cushion of the tire being really a spring which is always ready for use, and which works without rubbing surfaces. When an obstruction is encountered it sinks into the tire and the bicycle rides over it without vibration or jolt being communicated to the rider. Its next great point of advantage is of course its speed. The invention of the Dunlop, or inner, tube tire in England, was followed in England by the invention of a type of tire known familiarly here as the hosepipe tire. The hosepipe or single tube tire was first suggested and fully described by I. W. Boothroyd of London, England, in a letter to the Cyclist in 1890. He did not, however, patent the tire, and he has, unfortunately, no pecuniary interest whatever in the single tube tire. The old Draisene, the wooden and iron “Boneshakers” or velocipedes all had iron tires on wooden rims. The Phantom, an English production, was the first bicycle put upon the market that had wooden rims and rubber tires. Its rubber tires, however, were nailed on. When the ordinary came into vogue, U and V shaped steel rims were used. These were usually made solid, although some of the makers made them hollow. Into these rims solid rubber tires were cemented, and a few of the English makers had an arrangement for fixing them in mechanically, with corrugated wires. They averaged ⅞ and 1 inch in size and were very comfortable riding, although they were somewhat heavy. Between 1876 and 1882 there was a tendency to decrease the thickness of the rubber tire and a perfect fad ensued for thin tires. This, however, like other fads in bicycle construction did not last very long, and a few years later there was a distinct tendency to return to tires of a larger diameter. Shortly after the safety bicycle was introduced in this country the cushion tire was invented. This was usually a large round rubber tire, which was moulded with a core in the centre and which, when withdrawn, left a hole varying in size from ¼ to ⅜ of an inch, according to the size of the core. The ends were then lapped and then vulcanized together, forming a complete circle and having an unpuncturable air cushion of small diameter. The objections to this style of tire were its weight and cost. It was, of course, superior to the solid tire, but greatly inferior to the pneumatic tire in every way, and, coming, as it did, into existence at about the same time that the pneumatic tire did, of course, it did not survive. One of the most [Pg 75] popular American cushion tires at that time was the Victor. They used a hollow rim and the tire was a simple arch of rubber extending from edge to edge of the rim. Its side walls were held against spreading by side flanges having rounded edges, and which the tire covered and protected. The base of the tire rested upon a horizontal rim bed, and which added greatly in giving lateral stiffness to the tire and strength to the hollow rim. Like the pneumatic tire, this tire displaced inwardly under pressure, and the movement of the rubber was, therefore, wholly radial, which accounted for the great elasticity of the Victor cushion tire. These tires were not, however, cemented to the rim or stretched over the rim, but were compressed to the rim by a peculiar process of their own, and it was almost impossible to pull a Victor tire from the rim. In 1890 T. B. Jeffery of the Gormully & Jeffery Manufacturing Company of Chicago, who had invented a detachable tire in the days of the use of the solid tire, conceived the idea of applying his previous ideas in regard to detachable tires to the pneumatic tire, and the result was the invention of the G. & J. tire with a corrugated tread. From year to year it has been improved in detail, always retaining the corrugations, the number of which is changed annually to indicate the year of manufacture, but the principle of the tire remains unchanged. The G. & J. tire, as adapted to wooden rims, has proven a great success. The wood rim is made with a square central groove, with a supplementary groove at each side with double beads at each edge of the outer case of the tire, which fit into the grooves of the rim. The tire is so constructed that the entire strain of the air pressure comes upon the square central groove, where the rim is strongest. The outer cover is made with a supplementary flap. In applying the tire the edge of the case having the flap is placed on the rim first. The flap extends a little past the edge of the rim and the other edge is easily slipped under the supplementary flap into its place in the rim.
A tire somewhat similar to this was invented in England about the same time, known as Bartlett’s Clincher, and manufactured by the North British Rubber Co., under Bartlett’s patents, and a tire largely used in this country in 1891 to 1893 was that known as the Bidwell-Thomas tire, and which was similar in construction to the Dunlop tire already described; and among the early American tires in addition to those already mentioned were the hosepipe tires known as the Columbia, Ideal, the New York Belting and Packing Co.’s Protective Strip and the Palmer. But even of these, some that have survived have undergone some radical changes in their construction. The Dunlop tire, for instance, now has an endless wire in each side of its outer shoe. The inner tube lies in the base of the rim, and when the inner tube is inflated the air pressure holds the outer shoe to the rim. The Dunlop, although it is largely used in this country, is still more largely used in England, although plans have been laid by the American makers of hosepipe tires to increase the sale of their product in England this year.
To the makers of the Columbia, however, must be given the credit of introducing the hosepipe tire in this country, for in 1892 they were practically alone in their belief that the single tube tire was the coming tire. The hosepipe tires made at that time were, of course, very heavy and difficult to repair, but they continued to manufacture them and gradually became skilful in their processes of manufacture, and developed repair methods that are still in use. At the Chicago Cycle Shows of 1895 there were only two tire makers who exhibited hosepipe tires, but a year later at the shows nearly every great tire maker in the country exhibited hosepipe tires, and since that time they have been the most popular tires in use in this country.
Mention here should be made, however, of the invention in this country at this time of what has been popularly known as the Morgan & Wright inner tube tire, and which differed from the detachable inner tube tires in its construction, the outer shoe resembling a hosepipe tire with the exception that on its inner or rim side it is slit open for about six inches each side of the valve stem, and the inner tube is drawn into the shoe through this opening. When the tube is placed in position the slits, which have eye-holes on their sides, are laced together, and the tire is cemented to the rim. The Morgan & Wright tire is one of the most popular on the market, and has been improved by placing in the inside of the inner tube what is known as a quick repair strip. [Pg 76]
The Quick Repair strip is simply the addition of a thin web or film of rubber which lies inside of the inner tube next to the rim. They also make this year, for the first time, a single tube tire containing this quick repair strip, so that punctures can be easily repaired without plugs and with the added advantage of permanence. This tire also has a valve which can be removed so that a defective valve stem does not mean a ruined tire. In making the tire the inner rubber lining is vulcanized before the tire is built up instead of afterward, so that it is much less likely to have holes in it or leak. Another advantage of this type of single tube tire is that large cuts in it can be readily vulcanized.
The Palmer tire is also one of the original tires that has survived. In construction the Palmer tire differs from other pneumatics in that linen threads are used instead of woven cotton fabric. To use the language of the inventor, “Upon a pure gum tube is wound spirally two layers of thread; each thread imbedded in rubber and out of contact with its neighbors, the two layers separated from each other by a wall of pure rubber, and one wound at an angle of forty-five degrees to the other. This method makes a seamless, endless, spirally laid tube, unequalled in strength, speed and durability, in combination with resiliency. Its advantages are summed up as follows: Each thread being laid straight under high tension and at a tangent to the rim of the wheel, power is transmitted without loss. Each thread being separated from all neighboring threads by an elastic body of rubber, they are free to move over each other without friction to the limits of the elasticity of the said rubber. This, in combination with the construction described, gives the greatest possible speed and resiliency. By reason of the threads being separately cushioned by soft rubber, the whole strength of the fibres is utilized. As there is absolutely no friction between the threads, they cannot wear each other out. Hence durability is assured. As there are but one hundred and twenty threads in the whole tube each extending spirally around its entire length and imbedded in an elastic body, any inequality in tension adjusts itself. As the tube is seamless there is no chance of its bursting through bad joints.”
A well-known detachable inner tube tire is that known as the Liberty. It resembles the Dunlop in its general construction, save that the wires instead of being endless are joined together at their ends by a turnbuckle, having right and lefthand threads, and after the outer shoe is placed in the steel rim these turnbuckles are slipped into holes cut into the edges of the rim on the opposite side, and operated and adjusted by inserting a wire key into the holes in the turnbuckles. In using this tire on a wooden rim, however, the turnbuckles are not exposed, but lie on the interior edge of the rim, so that by deflating the tire slightly and pushing the shoe back the turnbuckles are exposed and can be readily operated.
Among the old tire makers who are still in the field are the New York Belting and Packing Company. Their League Special single tube tire is a high speed road tire, constructed of precisely the same rubber and fabric used in the League racing tire, the quantity of each being practically doubled, to give the strength and wear required for road service. The rubber is fine Para, the fabric Sea Island, strong and light, woven so that each individual thread has free play in every direction. This elasticity of texture permits the tire to yield instantly to obstructions, carries it over small obstacles without jolt or jar and reduces vibration to a marked degree.
The Vim tire people, who were the first in the field with the famous pebble tread tire, are this year showing a new design which they call the “Vim Serrate.” This tire has a narrow strip of perfectly smooth rubber about three-eighths of an inch wide encircling the tire on the tread. On either side of this strip are eight fine and accurately moulded corrugations. The effect of this construction is to produce a tire which has a perfectly smooth tread when the tire is vertical, but which when the wheel is inclined at an angle in rounding corners will bring these serrations in contact with the ground, thus counteracting the natural tendency of the tire to slip in turning corners at speed. This design combines the advantages of both the smooth and pebble tread, and in addition to its utility in this direction gives the tire a very stylish appearance. The Serrate is being fitted to a very generous number of the early ’98 model sample wheels. Its appearance is certainly in its favor, but it remains to be seen how well it will take with the public.
The ’98 Defender Special single tube tire is manufactured by the Kokomo Rubber Company, Kokomo, Ind. The material used in the construction of this tire is the same as was used in the ’97 Defender, being the finest of Sea Island cotton fabric and Old Upriver Para. The tire itself does not differ materially from the Defender single tube, aside from the tread, which has a corrugation about one-half inch on either side of the centre of the tread, and is entirely new and very sightly.
A novelty in treads is a tire called the “Won’t Slip,” which was invented by C. J. Bailey, the inventor and patentee of Bailey’s rubber brushes. The entire tread of the tire is covered with round teeth closely set together. The makers say it will not slip under any [Pg 77] conditions of surface, such as wet car rails, asphalt or macadam, and that it is 90 per cent. puncture proof when under pressure.
The B. F. Goodrich Company of Akron, O., make a corrugated rubber tread band which is endless and which can be applied with rubber cement to the worn treads of all kinds of pneumatic tires. A pair of these treads cost only $1.50. They look as if they might be a practical thing. The Hodgman tire, style F, has a fleur-de-lis design on the tread. This may be regarded simply as a novelty in roughened tread construction.
The American Tire Company of New York are marketing a new tire called the Apex, the base of which is round, but the whole construction of the tire somewhat resembles an arrow or spearhead, and on the point of which is a very thickened tread preventing puncture, but having thin flexible side walls. The India Rubber Company of Akron, O., have a tire presenting what they call an “arrow” tread. It has a small arch or rib on the centre of the tread of the tire, from which run tapering ribs to the sides somewhat resembling an arrow in shape, the idea of this being to prevent side slip on wet or greasy pavement, and on turning corners.
The Dreadnaught tire is a peculiar one, its peculiarity consisting in having an articulated tread band, which consists of pieces of wood having concave sides and pivots between them which enables freedom of yield with the give of the tire, but preventing sharp pointed projections from passing between the joints, and this articulated band is enveloped in a bed of rubber that is coated with a suitable fabric, the arrangement being such that the individual members of the band have free movement, enabling the pneumatic cushion behind to yield to the same extent as it would without this band, but the manner of yielding is different. For whereas the ordinary pneumatic tire absorbs at its point of contact the Dreadnaught yields at its tread over an extended surface, and also yields freely at its side walls. They claim that this tire possesses great speed owing to the very slight frictional contact of the surface and that upon a loose or sandy road its broad flat surface will ride upon the top of the sand and not sink down in it like the ordinary round tread tire would. Side slip is also avoided by the use of the rib and the edge of the tread.
Every one actively interested in the subject of tires will readily admit that the puncture proof tire is the tire of the future. Inventors are aiming to that end, and it is unfortunately true that the aim of most of them, while high, has not been straight or true. The result has been a confusion of so-called puncture proof tires, the non-utility and impracticability of which are observable at a glance. Steel, iron, wood, cork and chemical compounds have all been brought into use, and in such ludicrous shapes as to make the average puncture proof tire an object of deserved ridicule. In common with other interested people, the inventor of the Straus protected tire has for years sought the end in view—a practical puncture proof tire. He was one of the very first to engage in the tire trade, and since the year 1890 has been continuously and prominently identified with the business in expert capacities as inventor, manufacturer and seller. His extensive knowledge has been concentrated in the Straus protection tire. It is composed entirely of rubber and fabric, the same as all of the practical tires now in universal use. As the single tube tire is now the leading tire in use in this country, and as for easy riding and speed it cannot be excelled, the Straus protected tire is made in the single tube form. It can be produced, however, in double and detachable forms. It is called a “protected tire” because the tire proper is protected by a shoe, which is made with six plies of fabric and which surrounds the tire proper loosely when fully inflated. This protector is not a part of the tire proper, but a fixed attachment thereto, affording a surface over which the tire rides. The tire proper is a [Pg 78] highly resilient single tube tire, actually a racing tire, which gives the tire its life. The cover or protector does not in any way subtract from its resiliency for the reason that the outer cover does not come in contact with it any more than the ground does with any tire, the cover being simply the road over which the tire proper travels. In fact, the “Straus protected tire” carries its own road, so to speak. In other words, the protector acts the same as if it were laid on the ground and the tire proper passed over it. We have found that the tire does not slip on wet pavements or wet asphalt, and that it prevents cutting on the rim. In coasting tests the tire complete has coasted as far as the same tire with the cover removed, sufficiently proving that the protector does not take away any of the life of the tire proper. It is proof against nails, thorns, pins, glass and all other of the “ills” which a tire encounters on the road in everyday use, and the result is obtained without a resort to freakdom or without affecting the life and practical utility of the tire. In appearance the tire is just the same as any other single tube tire, and is applied to the rim in exactly the same way. In case of puncture remove the protector, the protector being only cemented to the tire with rubber solution and easily removed. It is very necessary that the space between the tire proper and the protector is not too great, else the tire will drag. It should be just loose enough to be felt when the tire is fully inflated, and no more. The weight of a pair of the regulation 1⅝ in. tires is about 4½ pounds.
The Buckeye tire has a square base and is held to the rim by steel toothed washers which are held in place by the heads of the spoke nipples, and the teeth of these washers prevent creeping of the tire, making cementing unnecessary, and there is no possibility of the tire ever creeping and cutting the valve stem off. The outer cover is open at its base and laced all around in sections, so that when punctured only one section needs to be unlaced. The lacing holes through the base and the side screws which enditch the cord are vulcanized in a mould. The inner air tube is endless and is entirely surrounded by the outer cover, thus giving an even pressure of air all around, which sometimes butt ended tubes do not.
In producing a tire that has all the qualities demanded by experienced riders, namely, speed, resilience, strength and durability, the manufacturers of the Kangaroo, the National India Rubber Company, have made a radical departure in the construction of their tire. The Kangaroo tire is made to conform to the prevailing weight in tires, but in doing so it has been necessary to use more rubber, owing to the fact that only about one-half the quantity of thread is used.
One of the principal objects sought in designing the Kangaroo tire was to reduce to the lowest possible point consistent with strength the inelastic material (thread or fabric) employed, and to this end a special yarn or thread of Sea Island cotton of a tensile strength of seven and one-quarter pounds each was obtained. To secure greater elasticity in the fabric continuous threads, coated with rubber, are wound spirally from one end of the tire to the other, doing away with the friction of thread upon thread and stiffness to the ordinary fabric. The inner tube is placed on the mandrel of the tire machine, and the threads are wound spirally around it at an angle of 45 degrees, after first being immersed in a solution of rubber. An intermediate inner tube is then put on, and a second layer of thread wound about it at the same angle, but in an opposite direction, making an angle of 90 degrees between the two layers. It will be readily seen that only one-half as much thread is used as is contained in two-ply of woven fabric, and yet the peculiar construction gives, among other advantages, nearly twice the strength of any other make of tire.
The next step is the application of the tread strip, which serves a double purpose. In the road tire it is used to thicken the tire at its most vulnerable points, and in the track racing tire serves as a tread and as a protector of the threads. The outer cover is now put on, the ends spliced and the tire is ready for the mold. A great increase of speed is obtained by this method of construction, and the pliability, elasticity and yielding qualities of the Kangaroo tire lend an additional pleasure to road riding. Its constructive features make punctures exceedingly rare and easily repaired.
The intermediate inner tube, it is claimed, positively prevents porosity. The method of manufacture, as above described, produces their road tire. The only difference between their track tire and road tire is that in the racing tire the outer shoe is omitted. In all other respects they are the same.
Next to the make of tire, its resilient and lasting qualities, the [Pg 79] efficiency of the valve and the merit of the various claims for advantage set forth by the different makers, the question of emergency repair in case of puncture, is equal, in importance with any of the foregoing considerations. In the early days of the pneumatic, a puncture upon the road was a matter of grave moment, and the more serious accident of the tearing off of the valve stem, or the cracking of the shoe itself, was a cause for lamentation, indeed. Repair shops were not then equipped with the necessary means to quickly set such conditions to right, and the emergency repair kits furnished riders were exceedingly crude compared with those now provided by every first-class tire manufacturer. Today, however, the rider, by virtue of the improved puncture repairing tools carried in his tool bag, regards the average puncture merely as a possible incident of his spin, and more serious mishaps to either tire or valve stem are handled by the ordinary repair man, where, not many years ago, they necessitated the sending of the tire to the makers and a consequent long and tedious delay, with the alternative of purchasing a new tire.
Of course the old solid tires that were so long in use on the ordinary and on the first safeties did not need many repairs. Not being air cushions, they could not be punctured, their main trouble being usually their liability to get detached from the rim and the tendency to stretch. The usual method of relieving this excess in length caused by stretching was to cut them, take out a piece and revulcanize them together again, but even this was not done very often. When the cushion tire came in vogue, considerable difficulty was experienced, owing to the fact of their wearing in a peculiar manner. They did not break, as might be expected, on the outside, but they broke from the walls, as the hollow core itself did not offer sufficient support, and many efforts were made to solve this problem. The first Dunlop pneumatic tires used in this country, as before stated, were very difficult to repair, but when once the tube was brought to light, patching it was an easy thing. In fact, the same method of repairing the inner tube is today in use. A portion of the tube immediately surrounding the puncture is roughened with sandpaper to remove the sulphur bloom, a little rubber solution is smeared around the spot, a piece of sheet rubber, or material similar to that of which the tube is constructed is similarly smeared with solution, and when this solution reaches what is called a “tacky” condition, the patch is pressed over the puncture until it gets “set,” and the only improvement in repairing inner tube tires is what is known as the Morgan & Wright quick repair method. In this method the inner tube has an addition of a thin web or film of rubber which lies inside of the inner tube, next to the rim, and adds about 1½ ounces to the weight of the tire, and yet does not affect the resiliency of the tire in any way. Should, however, a repair in this method fail, the old method of withdrawing the tube from the casing can still be adopted. One method of repairing this style of inner tube is as follows: A repair tool, having a hollow needle point containing thick rubber solution, is inserted through the outer casing and the inner tube; the top of the tool containing the solution is then withdrawn, and this top contains a slender wire, which, when in place, was in the hollow needle. The butt end of this hollow needle plug is then screwed into the tube, which, therefore, forces the cement through the needle point and down on top of the web or film of rubber inside of the tube. The needle and needle plug are then withdrawn; the tire is then pressed together, and upon releasing it the quick repair strip adheres to the punctured spot, and the tire is permanently repaired. The first hosepipe tires used in this country were extremely difficult to repair, and it looked for a time as if the repair of this type of tire could not be made a success. When punctured it was extremely hard to locate the leak and still harder to repair it properly. After numerous abortive attempts to produce a repair kit that would be satisfactory in every way, the mushroom patch was introduced. The next great step forward in repairing tires was that of vulcanizing them where punctured, but at that time this necessitated their being returned to the rubber works to be repaired. At present every bicycle repairer of any consequence does his own vulcanizing, and there is now a neat little vulcanizer on the market by which every rider can do his own vulcanization. But of the process of vulcanization we will treat later on. A peculiar fact, however, is that when Mr. Boothroyd suggested building a hosepipe tire he at the same time suggested the use of plugs for repairs, and the use of plastic compounds also. There are a number of repair kits on the market today, and among the most popular is one called the Hartford. This kit contains the usual mushroom plugs, a pair of light steel plyers to hold the plugs and to force them through the tire, with the necessary solution, and among the plastic compounds that are popular are those known as the Vimoid, the Goodrich Jiffy, the Palmer, the Chase, the “Kokomo Korker,” and the Amazon. All these plastic compound repair kits are operated on the one principle. The puncture is first located, and the wheel is then turned so as to work from the under side. The compound is contained in a collapsible tube, which is inserted into a nickel-plated holder, which has a hollow needle point. This needle point is inserted in the [Pg 80] puncture and the compound is forced through the puncture, which operation leaves a mass resembling a large button over the puncture. The instrument is then withdrawn with a twisting motion. These compounds are necessarily very quick drying, and after two or three moments of waiting the tire is inflated, and, if the operation has been a success, the puncture is permanently repaired.
The Common Sense Repair Kit has a cutter which cuts a clean hole through the puncture in the tire, instead of burning the same out, and also avoids the tearing caused by expanding tools. The plugs in use with this repair kit have a tapered stem, to which is attached a strong linen loop. The back of the plug also has a slight indentation to guide the pointer while pushing it through the tire. The kit is used as follows: After the hole has been cut and the parts thoroughly cleaned and cement applied, the plug is forced in the tire up to the flange, the linen loop being retained on the outside by passing it over the thumb. The plug is then forced inside the tire with the pointer, after which it is drawn up against the tire by means of the linen loop.
The Griswold Repair Tool takes the ordinary mushroom plug and inserts it in easily and perfectly. The tool itself is a pointed sliding expansion holder, which carries the plug on the inside of it and forces the head of the plug through the tire, and upon withdrawing the tool leaving one end of the plug sticking through the puncture. This end is then cut off smoothly with the tread of the tire.
The Minute Repair Kit can be used on either an inner tube or a hosepipe tire. It does not, like some other repair kits, cut and impair the strength of the fabric, but simply forces and holds the threads apart while the patch is inserted and cemented, when the threads are allowed to assume their normal positions. The repair is not made with a plug as usual, which is sometimes liable to become displaced when in use, or leak air when the tire is inflated and the fabric distended, but is made with a flat patch or disk of pure rubber, strengthened by a cloth backing, and is placed on the inside or inner wall of the tire.
The Newton Puncture Repair Tool somewhat resembles the other plastic repair tools previously mentioned, with the exception that the solution is not carried in collapsible tubes, but is contained in the tool itself, the tool holding sufficient cement to repair three punctures. In case of large punctures, however, where a plug is necessary, they use a plug which differs from the ordinary mushroom plug because it has two heads to it, one head being very much larger than the other. In inserting these plugs the small head of the plug is firmly gripped with a pair of plyers, and both the plug and the jaws of the plyers are liberally coated with cement. The end of the plug gripped by the plyers is then forced into the puncture, leaving the large flange remaining on the tread of the tire, and to which it will adhere firmly.
The “Sure Thing” Tire Mender repairs punctures in single tube tires without either cement or patent solution, using small rubber bands which are plugged and rivetted inside and out. A long steel needle, having on one end a large ring to hold it by, and on the other end a long slit or eye, with an opening in it, is used as a tool. On this tool ten or twelve little elastic rubber bands are slipped in order to repair an ordinary puncture. For large punctures more bands are added. The needle end of the tool is then inserted into the tire, leaving the opening of the eye outside of the tire. One repair band at a time is then pushed into the slit of the tool and then pushed through the puncture. The tool is then withdrawn, and this operation is then repeated until all the bands are inside the tire. A third operation consists in drawing the bunch of bands out through the puncture until nearly half of their length is outside. This causes them to stretch to almost their full tension without pulling clear out. A head of rubber bands like a rivet remains on the inside as well as on the outside of the tire.
The constant tendency of the bands to expand sideways and contract lengthwise forms a positive and permanent stoppage of the leak. The fourth operation consists in releasing the bands through the opening of the eye. The ends of the bands can be trimmed down to a sixteenth of an inch without danger of their drawing back into the tire. It is better to ride the tire a few minutes before doing so, as the bands will then have settled into place. Very often the bands are not cut off at all. One of the main and good features of this repair is that no solution or cement of any kind is required, and therefore the tool is always ready for use.
The riding public as a rule knows very little about the process of vulcanization, and very often have objected to the time taken and the charges made by repairers for vulcanizing, and perhaps after reading what is here stated as to the necessary operations in vulcanization of a tire the riding public will be more gracious as regards the time allowed and be more willing to pay the charges asked for vulcanization.
The first principle to be employed to vulcanize a tire is cleanliness. A successful result cannot be expected if the hands of the operator are oily or greasy. Four ingredients are used in the vulcanization process, viz., naphtha, vulcanizing cement, friction or coated fabric and pure [Pg 81] gum. Naphtha is used to clean the surfaces to be united. Vulcanizing cement is used to cement the surfaces to be united firmly. Friction or coated fabric is employed as a strain resisting agent, and the pure gum is used to make the hole airtight, and also to make the rubber cover as it was originally. The vulcanizing cement is nothing but dissolved pure gum of the same consistency as the pure gum.
The first operation in vulcanizing a tire is to cut a round hole in the tire where the puncture is, making the hole as small as possible; then the rubber cover which is around the hole is peeled off, so that the canvas of the tire for about three-quarters of an inch around the hole is exposed. Then the inside, as well as the outside of the tire is cleaned thoroughly with a clean rag saturated with naphtha; the naphtha is allowed to evaporate, and then the vulcanizing cement is used in the same way. The cement is allowed to dry, and when dry the cementing operation is repeated, so as to give the surfaces two coats of cement. It is important that both coats of cement are thoroughly dry before inserting the rubber patch, and before doing so soapstone is rubbed on the underside of the patch. Care should be taken not to have any soapstone on the part of the patch which is to be united to the tire. The best way to insert the patch is to roll it around a stiff wire about one-eighth inch thick, holding it closed with the fingers, and when in this position it should be dipped into the naphtha and slipped into the hole quickly; as soon as it enters the hole the patch will open. The patch remains in the tire, and the hole in the tire is sewed up. After this the upper side of the tire is pressed firmly against the patch (which lies on the inside of the tire) with the fingers, or better still, as is done in rubber factories, with a stitcher. This tool resembles a pinker without teeth, and is about one-sixteenth of an inch on its periphery. Then the surface to be vulcanized is covered with uncured gum, flush with the tire and no more. Naphtha should always be used to clean the uncured gum, as well as the part of the tire to which it is to be applied, but before this is done it is cemented as before and the cement allowed to dry. Soapstone is then rubbed over the patched part and then “baked.” The utmost care should be taken to have the proper degree of heat and the time required. A thermometer which registers the heat correctly should be employed, and not a pressure gauge, as with the latter there may be fifty pounds pressure, but not the required heat. If a thermometer is used, the heat can always be ascertained as a rule. Three hundred and ten degrees of heat for twenty minutes will vulcanize a tire. The patch to be inserted in a tire is made up as follows: (1) a layer of uncured gum; (2) one or two layers of frictioner or coated duck; (3) another layer of uncured gum. The surfaces to be united should always be wiped with naphtha, and care should be taken that no air is enclosed in the patch when preparing it. Many repairers do not sew the puncture to be vulcanized, and in such a case at least two layers of canvas should be used, or three is still better. It is not always desirable to vulcanize a valve stem. The better way to repair a defective valve stem is as follows: A new hole is cut, a brass or shoe valve is inserted, and the old hole is plugged up the same as a puncture is repaired.
Friction gives us a grip on the earth, and is indispensable for propulsion, but it is not in the least wanted in cycle bearings or in any other bearings, and one of the problems of mechanics is how to reduce it as much as possible in places where it consumes power as well as produces wear.
No material thing, however polished, is quite smooth; every surface may therefore be considered as covered with irregular hooks or teeth, however flat and smooth it appears to the unassisted eye, and these catch and hold one another, producing the hang or drag called friction. Oil, being a fluid, fills up the spaces between these invisible teeth and levels off the surface; the office of lubrication is, therefore, to get between the contact surfaces and keep the hooks or teeth thereon from touching. When surfaces are desired to slip and slide on each other easily, oil is helpful; when the hooks or teeth are to catch into each other, as between locomotive driving wheels and the rail, grease is out of place, whether it is oil or grasshoppers, for it spoils the “adhesion.”
The earliest mode of reducing friction is doubtless as old as the Tower of Babel, for the idea must have occurred to the primitive man. It is simply to put a roller underneath and convert sliding into rolling motion. This is in principle equivalent to mounting the weight on wheels, and it is the solitary and final way of dealing with the problem of friction. The common grindstone bearing is a familiar example; the axle of the stone rests on the rims of a pair of small wheels which stand so as to lap past each other. Here the axle rolls the wheels as it turns, and their motion at their centres is so slight that friction is nearly eliminated.
In cycle construction, the first bearing was the “plain” one in common use elsewhere; then a nicely fitted and hardened sleeve was added, and this was known as the “parallel” bearing. Rollers were also tried, but rollers have a determined habit of going askew, one end moving faster than the other, and as soon as they get out of parallel thus, they set up a great resistance. To meet this difficulty, the ends were sometimes made so as to overlap and match into one another, or the ends were loosely passed through thin rings, which revolved with the rollers around the axle; but the rollers still tried to run askew, and the efforts of the rings to prevent them caused another friction, so that the roller was abandoned. About the same time, the “adjustable cone” was tried. This was a male cone, threaded on the axle and fitting into a female coned space in the hub. The character of the rubbing action was not changed by this device, which was called a device to make wear in order that wear might be taken up, but the parts could obviously be kept in contact (though not in nice fit) by screwing the cone further in.
The next and final step was to interpose steel balls between these coned faces; and as the ball is a very short roller, with ends rounded off, it can go in any direction it pleases. The principle of lateral adjustment by moving a coned surface to or from another coned surface opposed thereto, with balls placed between, was patented more than twenty years ago and is still in universal use; yet, as just remarked, this is the adjustable cone modified. It is to be borne in mind that the only possible service of the cone, as before, is still to take up wear, and also that the retention of the cone for adjustment introduces new difficulties. Note also that on the old high “Ordinary” the large wheel had its bearing cases fixed and the axle revolving, because the power was applied to the axle, while the rear wheel had its axle fast and the wheel hubs revolved around it. On the modern bicycle the method reverses, both wheels revolving around fixed axles, while the crank shaft, which is the part receiving the driving power, revolves within a fixed bearing-case.
The revolving axle used to have two grooves, matching grooves within the fixed case, and the balls were held in holes in loosely fitting rings which slowly travelled around with them, these rings having no use except to aid while putting parts together. This double row bearing was called non-adjustable, because the sole way of tightening it up was to move the two halves of the bearing-case closer together; for this purpose the case was made in halves, as a “split lug,” and held by screw bolts. Yet this construction, if well made, solved the difficulty of the “points” in bearings and gave the balls a correct rolling motion.
The ball may be regarded as a number of tiny thin wheels or disks, borne on a common axis. Obviously, the larger the wheel the more easily [Pg 83] it will roll; hence we reach the first rule, namely: the ball should rest and roll on its largest diameter, if possible, and, as a corollary, large balls (within reasonable limits) are better than small ones. In order to fully carry out this rule and use the largest diameter, the ball must be placed between two plain cylinders or rings, and the weight must bear in a direction at right angles to the plain surfaces; the ball will then roll at its best, and yet this construction is not practicable. This is so because there would be no means of keeping the balls in one track and because the surfaces and the balls would not stay in contact, there being no “adjustability” or means of moving them closer together. Coming, then, to the usual construction of a fixed axle having on it a stationary cone, and a wheel hub revolving about this, we reach the important practical but not half-considered question of “points.” That is, on how many points in its surface shall the ball rest? The hub is commonly called the “case” or the “cup.” If the ball rests on the cup at one spot and on the cone at another, the bearing is called “two-point,” or “spot” is more nearly accurate than “point,” if by the latter the literal mathematical point is meant; if the ball rests on the cup at two places and on the cone at one, the bearing is called “three point;” if the ball rests at two places on cup and cone both, the bearing is called “four point.”
Referring to the cut of the two-point, it is plain that one of the coned surfaces shown, revolving in a plane at right angles with the axle, must roll the ball on the other cone, the ball running on both in planes parallel to the plane of motion of the revolving cone, as is indicated by the dotted lines; hence the ball will roll, and not slip or slide. To a very limited extent the two-point bearing has been used in this country. We can at the moment name only one make which we are sure has had this form really so made, and well made, with the surfaces accurately curved so as to place the balls correctly and with grinding after shaping. This make is the Humber, which deserves honorable mention for the importance attached to the bearings and for the intelligent care with which they have been constructed. This remark, however, is by no means meant as exclusive or as implying that no other makes have excellent bearings.
An interesting form of two-point bearing is the Lake, made by the C. S. Caffrey Company of Camden, N. J. It makes the coned faces of cone and cup parallel and flat, inclined at an angle of 45 degrees to the axle. Here it is evident that the ball will run without twisting or skewing, and in order to keep the balls in place the old device of putting them in a perforated loose ring is employed. The holes in this ring for the balls are made oval instead of round, in what does not seem a very well grounded expectation of thus removing the slight friction between ball and ring. The holes are also “staggered,” so that the balls do not run on exactly the same tracks. It is claimed that, on a test, a front wheel with this bearing, being whirled by the hand, ran an hour and five minutes. This must be admitted to be a remarkable performance, even if the adjustment were loose.
Far the commonest construction, however, has been the three-point, partly because, by a confusion of ideas, a three-point bearing has seemed as if it must be firmer than a two-point, and partly because the former can be turned out at a very moderate cost. As in almost universal use during several years past, and as produced by the parts-makers almost without exception, the form of this is as shown in the cut. (See page 86.) Turn the page so as to bring the surface C on the cone horizontal, and if you then imagine this surface C in the same plane as line CD, it is easy to see that the ball will roll upon the case at A and B both; and as the diameters of the ball at A and B are equal, it will roll around the circle easily and without skewing. As the inter-action of the parts is not changed thereby, we for the moment, as a matter of convenience, assume that the cup is stationary and the axle turns, which is the reverse of the fact. In actual position and working it is evident that under the weight of the load the ball will slip down the slope at C and be pressed hard against the side B as well as against the bottom A. The relative pressure on these two points will depend on the flatness or steepness of the surface C, but ordinarily the pressure on the two will be nearly equal. The action at C tries to roll the ball on a horizontal axis, parallel with the wheel axle; the action of B upon the ball tries to roll it on a vertical axis, parallel with CC. Moved by C, the ball may roll on A and slide on B, or it may stick fast to C and slide on A and B both, or it may stick fast to both A and B and slide on C. Certainly it cannot have more than one of these movements at any time, and hence the ball cannot possibly roll in two directions at once. [Pg 84]
To make this more clear, imagine the ball and the two surfaces to be toothed where they come in contact, thus being visibly gear wheels; if these teeth are spur-teeth, the cone will impel the ball in its own plane of motion, namely, line CC, and the ball will then roll on side A and rub on side B; if the teeth are bevel, the ball will roll on B and rub on A.
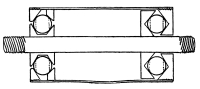 |
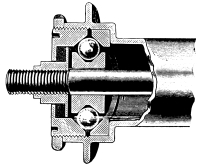 |
| “FOUR-POINT” BEARING— TWO POSSIBLE FORMS. |
ACTUAL “FOUR-POINT” BEARING— “E AND D” PATTERN. |
For this reason—that this “jammed in a corner” pattern of bearing requires the ball to perform a physical impossibility—it must be unsparingly condemned. Indeed, if there is one form of polite and parliamentary phrase more decisive than another, we wish to be understood as using such form in condemning this particular construction. It does not violate any statute law, but it does violate laws of mechanics and good sense. What the ball actually does under such conditions is to “get around” as best it can, rolling somewhat, sliding somewhat, and slipping and skewing between times. The balls rub a little on each other and their contacting surfaces are moving in opposite directions; hence it is not to be supposed that they invariably roll, under even the best conditions, the only certainty being that they always follow the line of least resistance. Here we might say that exhibitions of a transparent bearing on a large scale, such as were at the recent shows, amuse visitors but prove little, and yet a close scrutiny of them will show that the balls have an irregular action; moreover, such a device as the “dynagraph,” professing to show graphically on an indicator card the frictional resistance of bearings, is a waste of ingenuity and construction, because it cannot be worked under actual practical conditions as when the wheel is in use. The difficulty with bearings as generally made hitherto has been that notwithstanding much talk in catalogues about “tool steel” and smooth grinding the common way has been to press the cups into the hubs, screw cones on the axle, drop in balls, turn up to place, and let it go so. Even in 1898, many catalogues furnish no information, either by text or by cuts, as to construction of bearings, and when we have had no other means of knowledge it has been in not a few cases impossible to find out certainly even such a distinct and practical matter as whether the adjustment is “cup” or “cone,” in such a heedless way has this part of the bicycle been passed over. Makers have been too prone to count anything with balls and a cone as a ball bearing, and they have had a good degree of liberty allowed them to so consider by these two facts: the rider does not know and the repairman does not care, and if a bearing is not screwed up too hard and run entirely dry it will move with a fair degree of ease even though the balls can not roll much. And yet in all such cases the defect makes its own witness by the “flats” made on cone and balls and by the ball track cut into the cup.
About eighteen years ago Col. Pope said to the writer, referring to the first Columbia, then in market and the first American product, that it would cost $25 to put ball bearings on the back wheel (or possibly it was on both wheels). The usual extra on English makes at that time for balls to back-wheel was one pound sterling; the first ball pedals were also expensive, but for some years past any bearing without balls, even on the lowest-priced wheels, would have been rejected by every buyer. The difference has come largely by cheapened processes of ball-making, and, as in other things, reduction in cost and betterment in quality have come together. There are several ways of producing balls. According to one of the best, the Simonds Rolling Machine Co. of Fitchburg use forging machines, which are substantially two uprights, a half-die on each upright, and work automatically. Heated rods of tool steel are inserted in this machine, which forges a ball rough and at the same moment bites off the bit from the rod with the die. Next follow grinding and polishing automatically between horizontal disks about three feet in diameter in conjunction with emery wheels; finally come tempering, the last polishing and gauging automatically. Ordinarily a maximum variation of 1⁄1000 of an inch has been considered close enough, but this Company are able to guarantee a variation not over 4⁄10,000, the highest accuracy and uniformity being naturally considered somewhat in the price. The machines used are patented, and this bare outline is all we are permitted to publish.
There remains to be considered the four-point bearing, and no better [Pg 85] example of this can be given than in the cut of one as used on the used on the “E. & D.” as made by the Canadian Typograph Company of Windsor, Ontario. It is proper to say here that only minor details on this are patentable, for the principle is old and was in the old Bown Eolus bearing as long ago as 1877. Reference to the cut shows clearly that the ball rests on two points on cone and cup each, that its diameters are equal at these places of contact, and (most important of all) that the direction of pressure on the ball is at right angles to the axle, and hence that the ball will roll on an axis parallel to the axle; therefore there can be no sliding or skewing.
The contact surfaces are a right angle V in section, or can be made by cutting open a square diagonally. At the last show in New York, as a test, ten single wheels of this make were suspended in pyramidal form, and these were all run, day after day, by a single length of No. 100 sewing silk. A wheel was also shown with the balls removed from one bearing and tightly screwed in the other. This wheel was then whirled, being supported by one end of the axle on the finger, gyroscope fashion, to show the extraordinary absence of friction.
Of the highest importance is also “cup” adjustment, as opposed to the usual “cone.” As seen in the cut of the three-point bearing, in the latter form the cup is pressed into the hub and stays fast there, as a seat for the balls, with its coned surface facing outward. The adjusting cone faces inward and screws on the axle. The “cup” form reverses this, facing the axle cone outward and leaving it fast on the axle; the cup faces inward and adjusts by screwing into the hub end, as shown in cut of the bearing last described. The practical advantages of this method are very real and are these, as may be indicated by the somewhat rude cut:
1. When the cup is pressed into the hub it may not be quite true across the axle line—all the more if it is afterward removed and replaced, as in changing the rear sprocket. Any nut has some degree of side-to-side movement on its thread, however nicely fitted; an adjustment cone on the axle can also never be held quite firmly in position, and the grip of the fork ends upon it is even liable to cant it to one side to the slight extent of its looseness in the thread. This interferes with accuracy in the bearing. But the cup is of larger diameter and hence is steadier in the fit of its thread, and it is also practicable to lock the adjustment more firmly on the cup. Moreover, in the “cone” form the cone has to run on the same thread with the outer nuts which hold the wheel in the fork, and this thread must be coarse, because a fine one would not have sufficient strength to bear the strain of locking the wheel; so the adjustment must be on the coarse thread. But when the cup screws into the hub as proposed, it has its own separate thread, which may be as fine as desired; thus it gains in steadiness by fineness of thread as well as by larger diameter.
2. Dirt cannot enter through the thread, but only through the open joint. The opening close to the axle is obviously a smaller circle than at the edge of the movable cone on the old method; hence the cup form excludes dirt better, and if a felt washer is used the friction from that is less when put close to the axle than when farther away.
3. The cup adjustment has the great and obvious advantage that the adjustment is wholly independent of the fork, being only on the hub itself; hence the adjustment can be made more easily and accurately, and after being so made once for all the wheel can be removed and replaced without danger of disturbing it.
4. In the other form of hub, oil naturally runs out; with the cup adjustment, the parts are readily and naturally arranged so that oil is held at the bottom as in a reservoir, and the balls can run in it. Reservoir hubs of this pattern are quite well known in England, and the makers of the “E. & D.,” who use a felt washer as indicated in the cut, claim such a perfect exclusion of dirt and retention of oil that the latter is found still in its place at the bottom, not discolored, after over a thousand miles’ running.
In England the cup adjustment has long been standard, although perhaps not invariable; the tardiness of its adoption in this country must be ascribed to an insufficient study and appreciation of the practical importance of bearings, and to the considerable investment already made in parts and tools on the other plan. The first step in adopting the cup form here was at the crank-hanger, where it has been quite largely in use for several years; but it is being applied to the wheels as well, and among the makers using it all over we note such well-known concerns as the Liberty, the Sterling, Humber, Victor, Howard and Lyndhurst. This is not an exhaustive list, for we have not studied every catalogue; moreover, it is impossible to determine the point in all instances, and many who do not use this form on wheels have it on the crank bearings, as also some others screw the cup into the wheel hub and “back out” the axle cone for adjustment—this last is good as far as it goes and is a half-way step. After having constantly advocated the cup adjustment for several years past it is a gratification to find it thus making progress, and we note this as the chief step in improvement of bearings in 1898.
Yet it should be said that there is betterment in bearings generally—in accuracy and temper of balls, in fitting and grinding of cones and cups, and also in the means of adjustment. But excellence in details may also have some effect to conceal errors in plan, and it should be clearly noted that easy spinning of a bearing may even mislead. The parts being hard and smooth, and oil being present also, [Pg 86] the balls will get around with slight resistance, whether rolling or sliding; but the test comes only under load, especially under the heavy strains which tend to cross-twist frames. The two-point bearing, provided it is really designed and made in the best manner as such—and the proviso means a good deal—will work satisfactorily; the three-point also can be so designed and made as to allow rolling of the balls, although it is less facile and manageable than the others; the four-point is the best theoretically and seems easiest to construct. The “corner” pattern we have felt obliged to condemn will “go” after a fashion, as above admitted; but bicycle evolution is toward uniformity and simplicity, and as it has been proved just as economical to construct right as to construct wrong, after the preparations are once made, there ought to be positive insistence on one thing always, and that thing “the best.”
It is always a mistake to suppose that even a ball bearing can successfully and wisely be run without lubrication, under load, although the feasibility of so doing has been declared on what ought to be pretty fair authority. But the rolling movement can never be made absolutely constant and the sliding perfectly gotten rid of; even if this could be, the contact sides of the balls move in opposite directions, and, therefore, must rub slightly on one another; if the balls are held apart by a perforated collar they cannot touch each other, but they touch the collar instead and rub on that—so a little friction will remain in the most favorable circumstances. By the way, some stick vaseline in bearings, but we must disapprove this; we do not regard that substance as a lubricant in any proper sense, and the very quality of adhesiveness which makes it convenient sometimes for holding balls in place while assembling a bearing also makes its presence objectionable after the assembling is done. It has the property of staying in place and not flowing out, not being fluid; but this property is possessed by other substances—by tar, for instance.
Of course, there must always be an open joint in every bearing (the outer end of the pedal excepted) where a moving part passes a fixed one. Nicety of fit, so that these two parts shall be almost in contact, is the first requisite, and is not to be found on “cheap” wheels, albeit such wheels (on paper) have tool steel and dust-proof bearings, like all others. Hard-rubber washers cannot close these joints; soft rubber would quickly be destroyed by the oil. Felt and velvet have been the only recourse, and this not an entirely satisfactory one, although if dust and mud could be perfectly excluded the oil might retain color almost indefinitely. For this, at the risk of repetition, we must say that the cup adjustment—called disk adjustment generally in England, and sometimes here—is exactly adapted, and that the four-point serves best. These soft packings are still retained by quite a number of makers. For instance, the Monarch puts on the left side of the rear wheel an octagonal-faced dust cap, and next to that a felt washer, and next to that the usual ball retainer; the front hub has this construction on both sides, and the crank bearings are fitted with cup adjustment.
The Crescent has a new mode of adjusting the bearings at the crank bracket. A loose collar, with a projection which fits in a slot in the edge of the adjusting bush and has its own inner edge finely scalloped goes over the bracket; the lock-nut having been loosened, this bush is free to turn to the right point, when the sliding collar is simply slid back until one of its scallops catches on a pin set on the bracket, and then turning up the lock-nut makes all fast. On the wheel axles, a separate nut is added to lock the adjustment cones, so that this can be done with the wheel either in or out of the frame, and tightening up the fork nuts cannot affect the adjustments. Felt washers and ball retainers are used throughout.
The Magnet Bicycle Company of Chicago, makers of materials and fittings, offer in the Magnet hub a novelty in a combination of a concave and convex lock-nut and washers, which, when the parts are screwed home, avoids one of the defects of a cone adjustment, namely, the liability of the axle cone to tilt or tip on its thread under a not parallel approach of the fork end: the adjustment is also not affected by handling the hub.
The Shirk shows several peculiarities. Not only are all bearings of the cup adjustment pattern, but the axle cones (which are on a sleeve) are [Pg 87] two-faced and reversible, so that each hub has two reserve cones or cone faces; moreover, as the axle is independent and serves only as a support it can be pulled entirely through and out, after removing the outside nuts, so that the front fork does not have to be spread to put in or remove the wheel, and the rear wheel can be dropped out of the frame without disturbing the chain.
It is quite the way to make the crank-hanger only a shell or a support for the working parts within, without having them directly fastened to it. The Phœnix follows this fashion by inclosing the bearings in a separate sleeve, splitting the bracket itself on the under side, and providing it with projecting lugs and screw bolts, so that it can be pinched up to grip the bearing shell and hold it in position. But the peculiarity goes further, for the opening underneath is so wide that by turning these bolts out of the way and bringing the left crank opposite the opening the cranks and axle with sprocket on—indeed, the entire contents—can be slid to the right clear out of the hanger.
The Relay has a dust cap at the crank axle bearing, with a portion of it consisting of translucent celluloid, and claims the makers’ catch phrase “you see the balls.”
Besides using the cup adjustment, as already noted, the Howard—made by the E. Howard Watch and Clock Company—has a peculiarity in that the adjusting cone slides on the axle without being threaded. On the crank axle is a nut working on a thread at the axle centre and bearing against the end of the short sliding sleeve which constitutes the acting cone. A set screw in this central nut is loosened by inserting a wire or a nail through a hole in the bracket; the nut is held fast by putting this wire or nail into a slot therein; then a slight turn of the crank forward or back tightens or loosens the bearings at both ends simultaneously by causing the nut, thus held from turning, to move the axle to right or left instead; then the set screw is again fastened. A similar nut is on the wheel hubs, and the wheel is turned back or forth a little to adjust the bearings, the single nut at the left side of the frame then locking the adjustment. On behalf of this peculiar device it is claimed, with evident justice, that the operation is both quick and sure, and that as the coned sleeve slides on the axle instead of being threaded the bearings are bound to be true and in line. We ought to add that although we have classed this form as a cup adjustment, it is not literally quite so, the sole difference being that it belongs in the class of bearings which face cones and cups in the way proper to that form, but screw the cup into place once for all and adjust by “backing out” the cone. Last year the Humber wheel bearings were of this type, and so are the Lyndhurst now, although that make we have also classed with the cup adjustment type, the difference being so small.
The Lyndhurst makers, by the way, while using the cup adjustment strictly at the crank bracket, with an admirably made sleeve having the cones slipped thereon, lay great stress—as relating to accuracy of fit—upon making bearing parts “from the centre” in the old-fashioned screw lathe, as against the monitor or automatic lathe; they aver that the special hardness of tool steel forbids working it on the automatic lathe, and that “there are not over six makes of bicycles in the United States with centred axles, cones and shells turned from tool steel.” Especial significance here attaches to the word “centred;” and every cone is separately ground in a lathe upon its own axle.
The makers of the National of Bay City, Mich., have all bearings on their best models, removable by sliding out intact, using also a peculiar form of cup adjustment.
At the 1897 cycle shows, the Indiana Bicycle Company, makers of the Waverley bicycles, exhibited their bicycles with cones sliding on the axles instead of threading and screwing the cones or cups for adjustment in the usual way. They used this system during the past year upon many thousand Waverley bicycles, and the results have demonstrated that this method is one by which absolutely true bearings can be obtained; the cones and cups remaining always in the precise relative positions in which they were ground, the cones in adjustment sliding to or from the cups. In this season’s construction they have made a slight change, however, and which may be regarded as a good step toward the long sought for interchangeability in construction. The change consists in having universal cones fitting either side of the front or rear wheel hubs and having a double face with two ball races they can be put on the axles in eight different places or ways, thus making it impossible to assemble the bearings incorrectly. The construction is also such that the bearings are as nearly dust proof as it is possible to make them without binding friction. A bicycle adjusting cone or cup that is threaded, no matter whether the thread be fine or coarse, must necessarily have some sort of a spiral twist to it which prevents the cone or cup from setting perfectly true as ground. The sliding method, however, obviates this difficulty.
It is worth noting—especially as being a step toward simplicity and uniformity in construction—that the Humber is now made with the bearing cups of the rear wheel interchangeable with those of the crank hanger.
Another novelty in its way is the insertion of ball retainers in pedals made by the American Watch Tool Co. The Sartus pedal, made by the Warwick & Stockton Co., also uses a somewhat peculiar retainer.
Second only in importance to the bearings, sprockets and chain of the modern bicycle, as affecting the smooth running qualities of the machine, are the axles, cranks and pedals. Many have been the changes and rapid the march of improvement in these points within the past three years, until, with the advent of the season of 1898, there seems little that is desirable left for attainment in this direction.
“The hub is composed of two parts, viz., the axle and the collars or flanges. The former is a stout bar of iron or steel, forming the true centre of the wheel. It varies from ½ inch to 1 inch in thickness, and should not be less than 10 inches in length. The collars are circular plates of metal, varying in thickness from 3⁄16 to ½ inch at the edges and from ¾ inch to 2 inches in the centre. These are firmly secured to the axle by different methods. In some makes both collars and axle are one solid piece; but most are constructed separately, and are firmly united by brazing, increased facilities being thereby obtained for case-hardening the axle. For nutted spokes the collars are generally of steel or iron, wide at the edges in order to take the width of the nipple; out when direct-action spokes are used they are usually of gun-metal or brass (some few use steel), thin at the edges and gradually spreading out inward until they reach the axle. This is in order to give a large surface against the axle, as, unless a firm hold is obtained and the brazing well done, they are apt to work loose. These gun-metal flanges have, or ought to have, the exterior lower portion recessed to the depth of about ¼ inch, the indentations extending some 1½ inches around the axle, and the holes for the spokes drilled right through. By this a little weight is saved, and the spokes may easily be tapped out in case of breakage on the worm and a portion remaining in the hub. The pedals are thus brought closer together without decreasing the distance between the flanges, which should never, unless on very small wheels, be less than six inches apart, as, with a less amount of ‘dish,’ as it is called, the wheel is liable to buckle. The hubs for the back wheel are usually constructed solid, of either steel, iron or gun-metal, but occasionally they are complex. They are hollow, simply having a hole drilled longitudinally through them for the reception of the back wheel pin. If composed of gun-metal or brass, they should have a steel core to receive the friction, or they will soon wear out.”
This extract is given complete because it so well describes the regular construction at wheel centres twenty years ago. The gun-metal flange, ordinarily written in English catalogues as “gum hubs,” long ago disappeared; the back wheel, and the non-driven hub of early “safeties” were gum, with the bearing cups pressed into the ends, much as in the present fashion. The driven hub was fastened to the steel axle by “sweating,” aided by a key driven in flush between. In this country the G M hub did not prevail. The Columbia front hub, for example, comes up before the mental eye—a great spool of excessive strength and weight, both threaded and pinned on, so that parting from the axle was not to be thought of. In the present type the driving axle is a third, independent of the wheels, and the wheel hubs are either turned from the solid steel bar or drop-forged from steel, or formed from steel tube, the “bike metal” casting being kept very quiet in this as in other portions, or else reserved for the people who suggest that the cheapest way to procure a bicycle is to buy ready made parts and “build” one’s own.
(See Page 93.)
Cranks were sometimes shrunk on, sometimes threaded on, and sometimes held on by wedging keys. Of the many ways, the survivors are the transverse key known now as the plain “cotter pin and nut,” and the D-shaped end, the latter being sometimes made like a square with three corners rounded, as recently on the Wolff-American and Remington, for example. A shape quite in vogue now is a tapered round, with one or two sides shaved to a flat and also tapered. Up to the time of the last Garden Show, two years ago, axles had been made in one piece, and the separate cranks had been attached in some of these above-mentioned ways, with a very few exceptions. It may also be said that this was the most ordinary and obvious mode of construction. But at that show appeared a very simple and good specimen of divided axle, the Gard, although not the first, for the Columbia had been trying the idea for a year or two, and had set the fashion. For some reason the Gard axle—which was joined at the centre by mortice-and-tenon, each half axle being one piece with its corresponding crank—has not gone much into use. This is probably because makers have desired to have devices [Pg 89] of their own; at least, there has since that time been a raging epidemic of “divided axle.” It is quite within bounds to say that at least a page of this journal would be required to intelligently describe and illustrate the manifold devices of perverted and costly ingenuity for cutting the crank axle into two parts and then sticking the sundered parts together again. There are axles cut on single-tenon and on double-tenon; axles with straight bevel, zig-zag bevel, circular-notch lap, and with a long “skived” lap, as if glueing were proposed and a lot of surface were required for a joint; there are sleeves threaded and sleeves not threaded; there are halved hollow axles, to be held together by a screw bolt lengthwise through them. Some of these may perhaps have fallen, together with the makes of which they were a part, in the conflict of last season, but mostly they are still extant. Generally, the division is at or near the centre, but sometimes it is well at one side, thus approaching a more reasonable and quite common form which has axle and one crank in one piece and attaches to them the other crank removably. It is admitted that occasion to remove a crank may occur, and the wearing strain and exposure to dirt are so great on the present crank bracket that some device for detachability is almost necessary; yet only the seeking for peculiarity and the feeling on the part of designers that they must appear to be earning their pay can account for these constructional frenzies which it is not practicable to describe in detail. Here we may say that the Humber still adheres to the ancient and substantial device of separable cranks, held on by the transverse “cotter pin.”
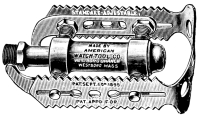 |
 |
| EXTENSION PEDAL— AMERICAN WALTHAM. |
AMERICAN WALTHAM PEDAL. |
In strong contrast with this may be mentioned the Fauber one-piece construction, by which both the cranks and the axle are made of a single piece, being passed into place endwise into the open bracket, the bearing parts and fastenings being next put on and finally the pedals. This patent is a radical departure in the direction of extreme simplicity and strength, having obviously no chances of getting loose and giving the desired absence of nuts and projections about the bracket ends. It seems to be steadily working its way into use, and it may be easily recognized by the “star” sprocket, which is commonly used, in connection with it, although not a necessary part of it.
Heinz & Munschaur of Buffalo, working under a license from Fauber and some pending patent of their own, describe their own one-piece construction as being from steel of high carbon, and say they will replace any which may be broken from any cause whatever. They fasten the spider to the crank mechanically, not by brazing; the sprocket rim is firmly held, but is readily detachable; the ball cases contain fifteen 5⁄16 balls with retainers, “and fit to a shoulder in the hanger, doing away with any threads, which are liable to give trouble.”
Among makers using the Fauber construction are the Winton, World, Defender, Fenton, Outing and Union (the last-named on their special).
The crank, like the axle and most other parts, used to be very thick and heavy. As the quality of steel was improved and a more exact knowledge was obtained of the relative strength required through the parts of the structure, the metal was gradually pared away; in fact, there could be no better object lesson of bicycle evolution as a problem in mechanical work than to compare, side by side, the axles, cranks, hubs and pedals of today with those used in 1878. The old slot for variation of crank throw, sometimes replaced by three holes, disappeared from the crank long ago. Right here we might say—without stopping to consider the topic at my length, because it is not at present in agitation—that two-speed or three-speed gear and variable [Pg 90] pedal stroke, while a tempting subject for inventors, are not and never can be really practical in the complete sense. To exchange power for speed or vice versa at will, so that one may vary his “gear ratio” to suit surface and circumstances, is indeed desirable; it is not in question that if one could drive the driving-wheel as fifty or as 120 or as anything between at pleasure it would be a consummation devoutly to be wished—but this cannot be done. If lever-driving is used, which is the most manageable mode for this particular object, a variable leverage can be obtained; but the offsetting disadvantages, which are not small, must be accepted too. As for shifting gears, they allow only two speeds, and it is not wholly easy to decide in advance what two are on the whole best; when the choice has been made one is sure to want more than two and almost sure to be as little satisfied as before. Moreover, the weight, complication, wear and cost of these devices are obstacles which must ever bar them out.
There seems to be some disposition to substitute “what is the drop” for the recent question “what does it weigh?” It is not certain that most people understand that “drop” means anything more than a lowering of the crank-hanger and a relatively slight lowering of centre of gravity; it does in fact mean more. The drop is the lowering of the crank axle below a line drawn between the two wheel axles. This line is fourteen inches from the ground. If one will stop to consider that from this must be taken, in use, the drop of axle, the crank throw, the dip of pedal below its own pivot, and the further dip of the toe-clip which no strictly up-to-date scorcher can omit without endangering his caste, he will see that to combine (as some wish and propose to do) a 3-inch drop with a 7-inch crank is to invite disaster. Not more than a single inch of clearance from the ground remains. This inch is as good as a yard while it lasts, but can anybody carry it in his pocket and thus make sure of always having it? There is the inclination on curves, and ruts and stones may be encountered, even if riding is confined strictly to the asphalt.
The length of crank throw is periodically discussed, and there is a disposition to jump to the conclusion that excessively high gear ratios may be made easy by increasing throw to 7 or 8 or even to 8½ inches. We do not think it worth while to go into this discussion at present, but will state five propositions: 1. The customary crank throw, like the size of wheel and some other factors, has not been obtained arbitrarily, but as a compromise between opposing considerations. 2. The labor of high gears is not thus easily disposed of, because the increased leverage involves a longer circle of travel, a change in the position of seat relative to pedal, and different angles in the muscular action. 3. The throw is closely related to the length of argument set up by some that proper crank upper and lower leg and the length of foot is fanciful rather than sound. 4. The question of crank throw, like that of vertical or forward thrust, must be counted among individual matters and is not to be disposed of by the dictum of any one person set up against the rest of mankind. 5. A long crank is, however, positively wrong for use by women, because it increases the high rise of the knee which, for them, is so ungraceful and is both mechanically and hygienically wrong.
This is a proper place to explain gear ratio or “gear,” which is a phrase not generally well understood, although in constant use; for instance, women have been known to ask dealers for a wheel with low gear, because they liked to be seated near the ground. The term gear, which is an adaptation from the old high wheel, expresses the ratio of forward travel of the bicycle for each pedal revolution, and yet this has nothing to do with either the height of the rider or the length of his leg, or the length of the crank. It depends—with a given size of wheel—solely on the relative size of the two sprockets, as measured by the number of their teeth. For example, if the front sprocket has 20 teeth and the rear has 8, it is plain that each tooth of the former will pull a tooth of the latter; so when the former has made one turn [Pg 91] it has pulled 20 teeth on the latter, thus causing the rear sprocket and wheel to make two and a half revolutions; as two and a half times 28 are 70, we say that a bicycle with such sprockets has a 70 gear, meaning that one revolution of the pedal drives it as far as one pedal revolution would drive a wheel actually 70 inches in diameter.
Computation of this ratio is by the rule of three. Thus as the number of teeth in the small sprocket is to the number in the large one, so is the actual to the equivalent or running diameter of the wheel. Multiply the wheel diameter in inches by the number of teeth in the large sprocket, and divide the product by the number in the small one. Or, for each size of rear sprocket, multiply the number of teeth in the front one by a certain number (which is a constant factor) and the result is the gear. Thus, if the rear sprocket has 7 teeth, multiply by four; if it has 8 multiply by three and a half; if it has 9 multiply by three and one-ninth; if it has 10, multiply by two and four-fifths; if it has 11, multiply by two and six-elevenths; if it has 12, multiply by two and one-third. This is for a twenty-eight-inch wheel; other sizes require slightly different factors.
For a bevel-gear chainless the method is to multiply the number of teeth in the crank-shaft gear by the number in the rear pinion on the shaft and multiply this product by the number of inches of diameter of the rear wheel; then divide this product by the product of multiplying the number on the wheel hub by the number on the forward pinion on the shaft.
The original crank or rectangular section has for some years been generally round, or of an elliptical section tapering to round at its slightest portion at the end; a few makers have used a bayonet section, or have chamfered out the inner side; fluted sections have also been used, and one or two have brought out a crank in the shape of an S, in the not well-founded notion that it is a good point to depart from rigidity in the driving, or perhaps imagining that a longer throw is thus obtained in the effective portion of the stroke. But there is now a decided reversion to the rectangular and even to the tapered square crank; cranks of bayonet or flattened diamond section are also quite in vogue, notably on the Fauber one-piece construction. There does not seem any considerable reason for choice between round and square, on the score of strength, but the round should hold nickel better, which always shows an inclination to peel on an edge. Still another shape may be mentioned, which has some novelty and neatness—a square or rectangular crank that smooths off into round a few inches from the axle.
Although not new this year, we may mention the peculiar Victor reversal of usual construction by putting the axle on the crank, so to speak, instead of the crank on the axle; the axle is hollow, and the crank stands through instead of over its end. The Spalding crank has on its end a lug or boss which fits a sort of heart-shaped end on the axle, the crank proper being very slightly outside the line of the axle instead of exactly across that.
The Racycle continues its well known peculiarity of putting the bearings of the crank axle within the crank ends, so as to increase the distance between the two ball rows and bring the line of chain pull between them. The Cleveland has a similar arrangement for the same purpose.
There is a disposition to return to the fixed front sprocket in a single piece, as was the construction before the central “spider” with a removable rim attached came into use. The spider itself has been strong enough, but the portions to which its arms were screwed and the rim itself have been rather slight of late, and the toothed rim has not always had support enough. There has therefore been a liability in the sprocket to spring under strain or even to take a “set” out of line, and the change is to be approved on the whole, especially as a very easy detachability in the front sprocket is rather a “talking point” than otherwise, since it is rare that any rider avails himself of it in order to make a change of gear ratio.
Hewitt Brothers, of Cumberland, Md., have a form of sprocket in which the central portion, which comprises the whole except a rim just large enough to have the teeth on it, remains fast and immovable on the crank bracket. This rim, being coned on its inside edge to match a coned recess on the outer edge of the fixed central portion, has a row of balls between and runs around on those balls, just as the intermediate spur gear wheel does on the Hildick chainless, already described and illustrated. For this sprocket device the usual claim is made that it so increases ease of movement that a gear of 120 with it requires no more power to drive than one of 70 without it.
The old pedal was two elliptical disks of sheet steel, joined in the centre by a tube to pass over the pedal shaft, and having two round [Pg 92] rubbers for the tread, on rods which were riveted into the ends of the side plates. The bearing was either plain or the wretched “adjustable cone” already described. Later, corrugated or ovoid rubbers came in; still later, the sensible “square rubber,” for which the Overman people may claim the credit. The same pedals went on the early rear-driving “safeties,” for those not only followed the manner of the high bicycle in general construction as far as could be done, but utilized its actual parts considerably. Probably in the process of paring off ounces of weight, the fixed rubber, of whatever shape, disappeared from the pedal; the serrated-edged or “rat-trap,” which used to be thought fit only for the race track, took possession, and rubber is to this day used only in the form of light and removable slips. These have commonly been of a section like two T’s set end to end, the flat portion being on the inner sides of the tread plates and the roughened T sides forming the rest for the foot. The Wolff-American now offers slips of a triangular section, four for each pedal, which are held by a sheet steel clip screwed on the side plates, and have three edges each, so that they can be turned in their seats to present a fresh surface until worn out. The Straus removable rubber is also simple and practical; it can be slipped over the pedal plate or removed at will, without need of tools, and another form of it can also be slipped over the outer ends of the pedal to take any blow from falls. It does not interfere with a toe-clip.
The pedal shaft grew more slender with other portions. The early ball pedals, by a strange slip backward, were made without a tube to connect the bearings and keep off dirt from the foot, nor did this bad method quite disappear until about a year ago. A recent bad construction which has not yet wholly gone out is the very thin connecting arm and the very light side plate, the whole put together so poorly as to be liable to twist. This has been dubbed the “tin pedal,” and there are pedals today, even on some well-known makes, which have too much of this characteristic. The Wolff-American pedal of 1898 is an example of what a pedal should be in point of quality of steel used and firmness and durability of construction; yet this is not mentioned as if it were the only praise-worthy one, but only as a good example of high quality which comes to mind. No very low-priced bicycle can be found in market with such quality running through it.
The most decisive step in pedal improvement was the appearance of the Record type, patented by A. C. Davison, an Englishman, consisting essentially of a central core with two cross-arms thereon, drop-forged in one piece. This secures strength and permanent alignment of the bearings, and a single piece of spring steel is brought around to form the tread. As now made, this continuous plate itself forms an end to take any blows from side falls and a guard to keep the foot from slipping off. So long as the pedal remains two faced and rotary it is hard to conceive how this can be materially bettered. It is a long step from the original pedal of thirty years ago to the light but strong one of 1898. The earliest one was a round spool; then triangular in section; then improved by having a balance weight of acorn shape hung below to keep it presented to the foot. In lever-driven bicycles it was a plain flat top, as on the American Star, or a round rubber-covered bar, as on the Facile.
The early fastening to the crank was the natural large nut, screwed up against the inner side of the crank. Demand for reduction of tread abolished this in favor of the now almost invariable method of simply screwing into the crank. But the use of right and left hand threads for this ought to be discontinued. In effect, the pedal revolves toward the rear wheel, so that, in theory, if the bearing should bind there would be a tendency to turn the pedal shaft in that same direction within the crank end; to meet this, the right pedal crank was tapped with a left hand thread, so that the revolution of the pedal might always tend to screw the pedal shaft in and not out. But experience has quite satisfied us that if a pedal loosens (as it not infrequently does) it is as often one as the other, and the reason is that the force which loosens is not the tendency of the pedal to carry the shaft with it, but the downward pressure coming on the shaft itself. If, therefore, the fit of thread between shaft and crank is good, and if the shaft is screwed firmly home, and if (very particularly) the outer edge of the hole in the crank is turned out so as to allow the pedal shaft’s being driven close up against the face of the crank, nothing more can be done to prevent loosening, nor need anything be. The objection to making a left hand thread on one pedal is that by this common method each pedal must have its own shaft; this bothers dealers and repairers, and if a rider about to take a long tour wants to provide against the chance of a break here by carrying a spare pedal shaft he must carry two instead [Pg 93] of one. Simplicity, uniformity and convenience would gain by making all pedals and cranks with right hand threads.
The early pedal already mentioned, consisting of a round spool on a plain wagon bolt, with an outside nut, preceded any knowledge of “ankle motion,” or rather, it might be said, the extreme forward thrust then made necessary by the position of the rider with reference to the pedal made ankle motion impossible; the thrust was with the sole of the foot and the heel came against the spool as a stop against pushing off. The Ramsey swinging pedal—or, as the inventor prefers to call it, the under-swinging pedal—is the farthest possible departure from the original pedal, its sole suggestion of old-time devices being that it always keeps itself in the position of presentation for the foot, because the weight hangs below the centre, as on the balance weight pattern of 1869. The Ramsey can never be caught by the foot on the edge, as the usual pedal so often is when mounting; even if the toe-clip (which seems less necessary with this pedal) is insisted on, it is readily attached and still the tread surfaces remain horizontal and ready for the foot. But these are comparatively trifling matters; the claims for this pedal relate to ankling and a more favorable use of the crank leverage.
When a crank is turned by a mere reciprocal or back-and-forth movement, the radius or leverage of the crank is constantly varying from full length to zero and back again; the zero position is called “dead centre,” because all power applied at that point is pushing upon the axle and has no tendency to rotate the crank. If the hollow of the foot is placed on a pedal, so that the line of thrust is directly in line with the lower leg, the calf muscles do no work and the thrust is a straight leg-thrust, as if the foot were lacking or the leg were wood; the same result would be obtained if the ankle joint were anchylosed or if the rider habitually maintained his foot at a right angle to the lower leg—in each of these cases there would be no ankle motion whatever. Here we may remark that although lever-driving has its claims its worst defect is that very little ankle motion is possible when the fulcrum is a swinging one and when the fulcrum is stationary there can be none at all. In turning a grindstone with the hand, the crank is easily followed around the circle and thus the full leverage of the crank is used (subject to some disadvantage from the position of the arm) all the way around. If we could clasp our toes about the pedal—as the evolutionists say our ancestors clasped theirs about tree branches—we might pull the pedal clear around. Ankling, as it is called, consists in alternately raising and dropping the heel so as to give the foot some hold on the pedal, and then in pushing forward or “clawing” backward, so as to apply some power during the greater part of the circle, instead of merely shoving down on the pedal after it has passed the upper centre. The more this can be done the more nearly the full leverage of the crank is retained and the more nearly “dead centre” is abolished.
Constant and uniform application of power—that is to say, effective application—largely depends on this. For example, the writer (who counts himself not more than up to good average as to ankling) can climb a pretty fair grade, on a good surface, with only the forward push over the upper centre. Of course, people differ in pedalling, as in other features of riding, but ankle motion must be deemed one of the best tests of correct pedalling and therefore of good riding; it is no fad, but in the utmost degree practical, and whatever contributes to it is, so far, valuable.
(See Pages 90 and 91.)
The usual pedal has its tread above the pivotal point; the Ramsey pedal reverses this and always has the tread below that point. Its great claim is that “it transmits automatically, in conformity with the arc of the circle described by the pedal, the applied power of the rider, thus maintaining the full leverage of the crank over a vastly increased arc of the circle; in other words, it converts the straight push into an improved and automatic ankle motion and renders possible a higher development of foot power than has hitherto been obtained.” The ingenious “clock” diagrams, the circle being cut into twelve divisions representing hours and of 30 degrees each, illustrate this. As the inventor is pleading his own cause it need not be counted against him that he unconsciously exaggerates the foot positions somewhat, and when [Pg 94] he says that a continual pressure may be applied “from 11.30 to 8, or 8½ hours out of 12,” our comment is that we think it possible for a good rider who pays attention to doing it to apply pressure thus on the usual pedal. But the difference is that the Ramsey gives a better hold to the foot, thus applying mere pressure instead of merely “some” pressure, and makes the ankling semi-unconscious and automatic; this forms a substantial improvement, and, as the inventor puts it, “it gives ankle motion where there was none before, and those who ankled some now ankle more.”
Incidentally, the twitch which many riders give to the chain slack by incorrect pedalling is more easily avoided with this pedal, and, of course, there is less trouble about being “caught on the centre,” hence hill climbing and control in crowded places are favored; as one trouble with a high gear is in passing over the centre at slow speed, the Ramsey pedal has an advantage in control for this reason. The “pick-up,” either when mounting or when quickly spurting ahead, is also particularly good with it. Another peculiarity of this remarkable pedal is that its tread is as much below the pivot at the top as at the bottom, so that the leg reach is increased near the ground and decreased at the top. This will be valued in practice, according as the riders find it comfortable to drive (as does the writer) with a full leg reach, or not; yet it is plain that the Ramsey must be a very desirable pedal for women, because it decreases the objectionable rise of the knee.
The construction is clearly shown in the cut. A removable screw replaces the usual pedal shaft, and the pedal will fit any wheel, but it requires lowering the saddle or using a lower frame, and it therefore rather strikingly suits the present fad for reduced frame heights. Although a single row of balls has to be used, they are one-quarter inch, eighteen in number, and two-thirds are claimed to be always under pressure. As to durability, the inventor says that after some thousand miles’ use under average conditions, the nickel on the cones has been found intact; this must be explained by the large number and size of the balls, the large diameter of their track, the correct construction of the bearing (which is a four-point of right-angled V section), and the complete exclusion of dirt and retention of oil. In the last particular nothing could be more perfect.
After careful practical test, we think the inventor’s claims are well sustained. The Ramsey pedal is certainly fast, and distinctly good on hills. Other conditions being equal, it should beat the ordinary pedal in pace and endurance, and we regard it as one of the most practical contributions of the season.

Naturally, the saddle for the steel horse followed that long used on the living one. It began as a pear-shaped sheet metal plate, inclosed between two pieces of pigskin, sometimes with a thin padding of hair and sometimes without. Of course, this was hard underneath and rigid on the edges, and gradually there was enforced consideration of the practical difference between sitting on a broad-surfaced horse saddle, with nothing for the legs to do, and a concentration of pressure on a small surface, with the legs compelled to be in constant working up and down. Take a chair—not a big, stuffed Turkish chair, but any decent, ordinary one—and observe how large a portion of the body the support is spread over; then assume the nearly vertical position and observe how small the available surface left for support, and it will not seem strange that the saddle is a serious problem in cycling, and one not wholly solved yet.
The first step in advance was the appearance of the “suspension,” the upper plate being left off and the leather being hung from three points of support, without padding; this left the edges flexible. In later years the so-called “hammock” type appeared, and in essence this is still in vogue in all the saddles bearing the name of “hygienic,” the leather being hung from the front as one point of support, and a cantle (formerly of steel, but now largely of wood), serving to give the needed breadth at the rear. Yet the principle is the same as originally used, many years ago, by Lamplugh & Brown of Birmingham in their “suspension,” and afterward in their “Long Distance” suspension. And this principle can never be quite abandoned.
The early saddles had some form of spring under them, and were not made to attach without one. The “boneshaker” saddle rested flatly on a very long plate, like a leaf from an ordinary wagon spring, extending from the head clear back to the rear wheel; but this was not so much from choice as dictated by the construction as a whole. On the high wheel the usual support was a flat spring, hinged at the head, and curving back to slide slightly on the backbone by some sort of movable clip. This was varied in several ways—by curved or spiral springs, and even by suspension from enormously thick rubber bands; but the most notable one was the Arab Cradle, a spring formed of a single piece of steel rod, bent about into four acting single coils, which had an open-and-shut work like that of the familiar safety pin of the nursery.
The early rigid saddle survives substantially in the “hard” saddle of the Brown type; the old “suspension” is in the type with hard nose, steel cantle and stiff sides; the “hammock” is represented by the soft-nosed and flexible-sides saddle of the Hunt X type, having wood cantle and aiming to support gently everywhere; the air saddle, one of the oldest, reappears in pneumatics of various sorts; the old “pan” seat is now in the Christy, with solid metal base, which does not touch the body, but supports by raised pads; the “cradle” is represented by various looped wire springs, usually of a few wound coils, which are to yield by compression. The term “pigskin,” as designating the bicycle saddle, seems, however, to have entirely dropped out, as has also the use of that material itself. Cycle saddles are now made almost exclusively of tanned leather, and it may be suggested that the increase in the number of cyclers has outrun the increase in the number of pigs; but probably the saddle maker has some commercial reason for the change.
A popular type of saddle on the early safety was the Garford. It had a leather top, which was mounted on a U-shaped spring, the open part of the U being in the rear. Necessarily this spring was a very heavy one, but it undoubtedly served the purpose for which it was designed, as, owing to its great height, it was particularly useful on the low frames then in use by those who desired a longer reach. In England, all bicycle saddles are made larger, longer and heavier in every way than our American models, and they are fitted with some sort of a flat or coiled spring.
A little later again, these large saddles were abandoned for the saddle of a smaller size, having a hooked pommel and steel cantle fastened to a very rigid and unyielding spring, and had leather tops, and of which the type known as the Sager was very popular. Another popular type still in use was known as the Mesinger, the base of which consisted of strands of rattan woven into a style resembling chair seats, and which was covered by a layer of stitched felt and leather, suitably mounted on round wire springs. The leather portion of this had an opening of a [Pg 96] somewhat irregular V shape. The Climax saddle, which had a small degree of popularity also, was made of a series of small coiled wire springs which were nickel plated, but even this style of saddle was sometimes covered with thin pieces of leather. The next change in construction, as a variation on these, was produced by the makers of the Hunt saddle. Their saddle had a leather cover lined with all wool felt, which rested upon a laced framework of leather strands, these being fastened like the Mesinger, and having a bent wood cantle instead of one of sheet steel. The makers of the Sager saddle also made a pneumatic saddle which had a flat wooden base, through which protruded two valves, which were connected to two small rubber inner tubes, and these were covered by a leather covering which was laced to the wooden base. This pattern with some modifications is still made by the Sager Company. The above list, of course, is somewhat incomplete from the fact that of the many freak saddles that were introduced few survived, and therefore are hardly worth considering here as leading up to the present types of saddles shown in 1898.
At the 1895 cycle show was shown for the first time by Messrs. A. G. Spalding & Bros., the distinctive type of saddle now so well known as the Christy. At that time the base was of cast aluminum, having a smooth edge, but the body of the plate was perforated with holes, and it had a long peak or pommel. It was mounted upon a flat steel spring. Within the past two years the saddle has become justly popular, not only among riders, but among physicians who have made a study of the cycle saddle question. Over five thousand well-known physicians and surgeons in this country have given favorable written opinions concerning it. The changes in this year’s type are mainly in the details of construction, the same broad, general principles prevailing. The metal frame is now constructed of sheet steel, which is highly polished and nickel plated. The leather pads have been lengthened and thickened. The springs are made of a continuous piece of round wire spring steel, and the seat-post clamp has two sets of screws, one on each side of the clamp. The bolt in the pommel of the saddle, which formerly had a round head, is now made with a head of a flattened L shape, thus covering more surface, and the lock-nut underneath the saddle is prevented from loosening or falling off by being struck with a centre punch after it is set in place. One of the illustrations shows for the first time their latest model of Christy saddles, known as the racing Christy. As will be noted the usual construction has been somewhat departed from. Instead of the metal edge or flange being turned down as in the other models this flange is turned up, and the saddle pads run continuously on each side from the cantle to the ends of the long pommel. The entire model of course is very narrow, and the object of the long pommel is to permit the track or the road racer to slide forward on the pommel in starting to sprint, or climbing a hill, only using the pommel to hold himself in place, and thus prevent lateral displacement of the body while under rapid pedalling movement.
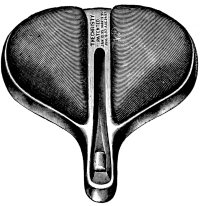 |
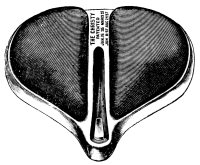 |
| THE CHRISTY—MEN’S. | THE CHRISTY—WOMEN’S. |
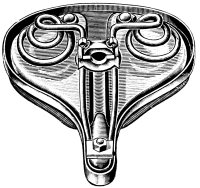 |
 |
| THE CHRISTY— UNDER SIDE. |
THE “SAFETY POISE.” |
The hygienic feature of the Christy saddle has been universally recognized and confirmed by testimonials from all the leading physicians and surgeons in the country. It is moulded in anatomical conformity to the parts, and comfortable cushions are so placed as to receive the bony prominence of the pelvis, sustaining the weight of the body, the open centre protecting those tender parts susceptible to injury. The frame being constructed of metal, maintains its correct shape under all circumstances. By slight changes here and there, more saddle than ever has been embodied in the 1898 models, although the general lines of the saddle are unchanged. All models are made with the continuous wire spring, greatly simplifying the construction and materially strengthening the entire saddle. The cushions are upholstered with the finest curled hair moulded to proper form, and [Pg 97] always retain their elasticity and shape. The five models or styles comprise different widths and vary sufficiently to satisfy all tastes. Many of the prominent bicycle manufacturers of the country now equip their cycles with the Christy, or list it as an option.
The Sager Manufacturing Co. of Rochester, N. Y., one of the oldest makers of saddles in this country, are showing this year a new saddle which they call the “Flexible.” They also say that they “are willing to stake their reputation that the flexible line of saddles comes nearer to a solution of the much discussed saddle problem than anything heretofore presented.” They are entirely new in construction and appearance, and are very simple, and beyond question they will suit a greater variety of riders than anything heretofore produced. One of their saddles has a solid leather base, on which are placed pads covered with leather, and stitched to the lower base. The pads are made in two forms. In one form the pads extend from the pommel to the cantle, having an open centre, however, from the cantle to a point about midway of the saddle. In the other form of construction the pads are on each side of the base, and the pommel is not covered, but it is depressed below the line of the pads, with an opening running from the end of the pommel between the pads to the cantle. They have also improved their Hygienic saddles by adding to the seating surface; also a new take up, and improved edge binding, and also say that they will retain their shape as well as the old hard leather tops did—something, it is claimed, no hygienic saddle has ever done before. They also show a pneumatic moulded saddle, which is moulded to fit the body, and the entire seating surface is padded with air. A deep depression in the centre prevents any possibility of any uncomfortable pressure. They also make a racing saddle, which is composed of veneered wood, cross grained, and glued together, and covered, of course, with leather. Another form of anatomical pattern of theirs has a solid wooden base on which are placed two leather pads which are fastened to the base by a strap of nickel-plated steel which is screwed thereto. A nickel-plated steel plate also extends between the pads from the pommel to the cantle. The Sager Pneumatic saddle consists of a three-ply wood base to which is fitted a leather cover. Its peculiarity lies in the use of two separate air tubes, which are inflated with a regulation tire pump, but these tubes are entirely independent of each other, thus preventing any rolling or side motion and giving perfect steadiness. There are two holes through the saddle in the centre of the depressions on the rear part of the seat, which serve the double purpose of ventilation and also to retain the base of the pelvis, and the saddle is laced down the centre, which prevents any undue pressure there; the present style may be considered a decided improvement over their former models of pneumatic saddles. The Sager Co. also make a saddle called the Peck, but it may more properly be called a seat, being radically different from anything in the market. The rider sits upon a formed cushion seat and not astride. The body finds a steady support, the reciprocating parts of the seat support while giving free movement to the limbs. There is no pommel to this seat, and therefore this saddle [Pg 98] is particularly suitable to those riders of either sex who desire to sit upright. If properly adjusted it is claimed that there is not the slightest danger of sliding off the seat, and that the absence of the pommel does not in anyway interfere with steadiness in riding.
The Mesinger Saddle Company show by far the best model line yet made of this well-known make for 1898. It is softer, both in the back and on the pommel, than any of their previous styles, and softer on the pommel than any saddle ever shown by them. The reason for this is that the weaving of the rattan gives the strength, durability and elasticity, while, being wood fibre, it is not affected by water, and cannot stretch or sag. On this springy, but non-stretchable base is a cover of felt, over which is leather to waterproof it and give it a finished appearance. A V-shaped opening is cut in the centre of the cover, anatomically formed to relieve all injurious pressure, ventilate, prevent numbness, or any possible injury to the delicate parts of the body. The general shape of the saddle is made to conform to the anatomical requirements of the body, the ends of the pelvis bones being supported on the felt on each side of the anatomically shaped opening and the curves of the outer sides of the saddle conforming to the folds of the flesh naturally formed in pedalling.
The Mesinger people are now manufacturing a saddle with an upturned cantle, model H, which is an excellent specimen of this shape of saddle. They have not only obtained the desirable features of this style of saddle but have produced a very soft seat. The base is made of woven rattan, which cannot sag, and this saddle will always retain its shape. The rattan is woven in such a manner as to give a peculiar flexibility to the sides; presents a soft, yielding side surface to the leg when pedalling.
The Mesinger hygienic saddle is made with an outer finish like their regular saddle, but the base of this saddle, instead of rattan, is made of rawhide. The base is made of one continuous strip of rawhide, interwoven with leather, and passing through the wood cantle. The interweaving is made in such a manner that the weight of the body, resting upon the leather, always keeps the central strands tight and firm. The peculiar shape of their spring with its tension actually takes up any stretch. The saddle is light and of good appearance.
The principal points of the new Mesinger saddles are found in the new base, which consists of a very strong woven strap (web), specially made for this purpose, laced through the cantle and nose, and also a very strong and effective stretcher, by which the saddle can be made hard or soft, as desired by the rider, without removing the saddle from the bicycle. From a mechanical standpoint their saddles will recommend themselves everywhere; they are soft and pliable from the tip of the nose to the edge of the cantle, and having an anatomical shape there can be absolutely no pressure on the tender parts of the body. Some materials used in hygienic saddles are not pliable enough, others stretch out of shape. The woven strap which is used in the base of their saddles yields sufficiently and conforms to the body. Being seven-eighths of an inch wide it cannot show through the felt and leather cover, as narrow leather strips or other materials do after having been ridden for a length of time. They also make a padded saddle for racing on the plan of their regular saddles, with the exception that it has a concave wooden cantle.
The Garford Manufacturing Company show seven models of padded saddles, furnished with various styles of pads and springs. Their leading saddle this year is one known as the “Cavalry.” It has a wood base which is finished with shellac and varnish and the rear part covered with leather, corresponding with the top. The top has raised pads, with a decided upward curve at the rear. The pommel drops over from the front [Pg 99] edge of the pads, giving a very racy appearance. This is made with either a plain flat spring, or a spring with two rear coils. The women’s model is about one inch shorter in the pommel. Their hygienic saddle is made with raw hide strands from the pommel to the wooden cantle in the rear, and has an adjustment so arranged as to permit tightening of the strands alone, or the strands and the leather top together. The top is made of two thicknesses of leather with felt between, and has a large opening in the centre. Another one of their models has a wood base somewhat similar to their Cavalry saddle, but the curve of the saddle from the front to the rear somewhat resembles the T or Truss saddle made by this company during the past four years, which was one of the most popular saddles ever made. This new model has a padded top, the pad extending to the top of the pommel, and having a deep impression in the centre opening out at the back, thus forming two raised pads at the rear.
 |
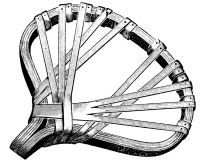 |
| TILLINGHAST. | THE TILLINGHAST FRAME. |
The Gilliam saddles for 1898 present a wide variety of styles and shapes, sufficient to meet the demands of every kind of rider.
Their No. 76 is a road or racing saddle, made with a light steel base as foundation, over which is glued thick all-wool felt, the whole being covered top and bottom with the best quality leather. Their No. 76 is a woman’s saddle made on the same lines. They furnish both these saddles with cantle raised somewhat giving more dip or curve to the seat.
The Gilliam Hygienic laced saddle has a truss spring bolted to a hickory cantle (bent by special process), over which is stretched a stripped single piece rawhide frame as shown in cut. By folding and stitching the rawhide in front they obtain the same amount of strength in material as in the rear or broader portion. This at the same time gives a narrower pommel. The top or cover of their Nos. 70 and 75 saddles is made of boarded pebble leather, and being lined with all-wool felt, makes a firm and pliable cushion over the frame. The front end of the soft top covering is not fastened to the frame, as is some times seen in this style of saddle. The advantage in not attaching the top to the frame proper is that it assumes the shape of the rider without stretching or wearing the top.
The Gilliam Company also make a padded saddle, which has a continuous laminated open frame, and which is covered with rawhide drawn tightly over it, thus making a pliable base upon which are built pads of all-wool felt. This pliable base prevents the pads from matting and getting out of shape, and from the nature of the construction the weight of the rider is made to force the pads toward the centre instead of toward the sides. They furnish it with either coiled or truss springs.
One of the most popular saddles of the day is that known as the Brown. The base is of three pieces of wood firmly joined together. After being thoroughly sized with glue, this is covered with a strong linen and waterproofed with two coats of lead paint. Over this is stretched a cover of oak-tanned saddle leather, which is hand-sewed and finely finished. It is built upon absolutely correct anatomical lines and never loses its shape. It is strong, light and very handsome and finished in black or russet. It is entirely a hand-made saddle and made by skilled workmen. The design of the Brown saddle is one of perfect curves in all its parts.
Variations in this type consist in furnishing them with either flat or wire spring and also with an easy coil spring in the rear. The saddle tops are also furnished in broader pattern and with wool felt between the lining, making a soft easy seat for road riding. The type is also produced in juvenile models and models for ladies’ use, and a broad, heavy padded one, which they call their “fat man’s” saddle.
The “Universal” saddle, into the construction of which rubber and aluminum alone enter, is built upon the principle that the weight of [Pg 100] the rider should rest upon the flesh covering the pelvic bones as well as upon the bones themselves. The surface of the saddle is a perforated aluminum plate ten inches broad, with depressions to conform anatomically to the positions assumed by both the male and female pelvis when the body is in a sitting posture. There is no pommel, and the centre opening prevents the pressure calculated to work injurious results. Aluminum being a heat dispellor, the surface of the saddle is cool at all times. Instead of spiral steel springs the seat plate is supported upon pneumatic rubber bulbs. These completely separate the metal post springs from the seat proper, and by thus avoiding contact between the metal of the wheel and the seat plate, effectually do away with vibration, which, it is claimed, is responsible for the nervousness and headaches experienced by the users of some saddles.
These, briefly stated, are the leading claims of the Dr. Richmond “Universal,” set forth in a circular letter to the manufacturers by several well known New York physicians. A good idea of its design and construction may be gained from a glance at the accompanying cuts.
The saddles made by the Hunt Manufacturing Company of Westboro, Mass., have long been deservedly popular, not only on account of their design, but also because of the excellent material used in their construction. One of their most popular saddles is known as their “Hygienic,” and of this they were the introducers. The leather cover is lined with all-wool felt and rests upon a laced framework of leather strands. These strands are not raw hide or alum-tanned leather, which readily absorb moisture and also stretch and become brittle and hard when dry, but a specially tanned leather which is elastic and impervious to moisture. This leather is, of course, much more expensive than raw hide or alum-tanned leather used by the makers of cheap saddles who imitate their construction. Their ’98 Hygienic saddles have a depression in the middle in the rear, the object of which is to prevent danger to the spinal column by jolt. The leather top has an opening in the centre to afford ventilation and prevent perineal pressure. A modification of their Hygienic pattern consists in placing pads on the top of them, the saddle, of course, having the same laced framework found in their other patterns, so that in this construction framework as well as pads yield under the rider’s weight. For those riders who do not care for the padded saddle with a depression running between the pads, they furnish a pattern of padded saddle which only has a depression on the front and rear of the padded portion and not through the centre. Another variation in their Hygienic pattern consists in using strands of a special woven fabric instead of leather, making the whole leather smaller than their other styles, thus adapting it to young and light weight riders who only require small sitting space. They also make a rigid saddle, which is constructed of two plates of sheet steel so shaped that the edges of the leather cover, which is lined with thick felt, are firmly held by the two plates when assembled, without stitching or rivets. Another new type of saddle made by this company is a saddle absolutely without a pommel. It is of the padded pattern, with leather strand supports, similar to their Hygienic padded saddle, but without pommel. This model is said to be very comfortable for riders who have no difficulty in maintaining their balance without the pommel.
The “Stylish Gordon” saddle, made by the Beckley-Ralston Co., Chicago, is one that has made a reputation for itself during the past two seasons. It is a well-made saddle and has a racy appearance, with no edges to pedal over or retard the circulation in long distance riding. The same dish that gives the racing man a brace affords in solid comfort models rooms for a thick sanitary felt padding. The Gordon has a steel base covered with felt and leather, and this steel base (which was made from a master plate) was the result of long experiment, to produce a perfect model, nearly fifty hand-made models being rejected before one that was considered perfect was produced. The Perry Pneumatic saddle was placed on the market last year. It was one of the first to combine anatomical formation with the added feature of a pneumatic air cushion. One of its peculiarities is that it can be ridden deflated as well as inflated. The saddle is constructed by [Pg 101] placing upon a steel plate, which is covered with a layer of felt to prevent friction, an inflated rubber air cushion, the whole being covered with leather above and below sewed together by hand.
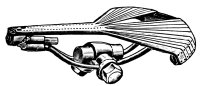 |
 |
| GILLIAM FRAME. | GILLIAM. |
The Phillips Hammock saddle has the base made of linen cord covered with leather. This cord of course is not of unyielding texture, and therefore conforms to the movements of the rider and the bicycle. It permits an easy oscillating motion corresponding to the natural action of the limbs in pedalling. This saddle presents somewhat peculiar features in construction. Instead of the cantle being round as in the usual saddle construction the back of the saddle is perfectly square or straight. It is made entirely without rivets or screws and the leather portion of the saddle only extends about two-thirds of the distance between the pommel and the cantle. The base is made of one continuous cord looped to the pommel and cantle, a sliding loop changing the shape or width of the saddle to the liking of the rider without the use of any tools. The adjusting of the rods forming a universal joint at the centre of the cantle is one of the peculiar features of this invention. It is also to be noted that each cord on the top of the saddle has a return strand beneath with a free motion over to the cantle, so that the extent of the saddle’s flexibility is measured by twice its length.
The Safety Poise Saddle is the invention of Dr. Otis K. Newell of Boston. The perineal or middle flesh pressure is entirely eliminated by its use. It is the only open frame saddle in the market, and the cut gives an excellent idea of its construction. They show a new model for 1898, which is about two-thirds of the size of the regular pattern, and is constructed so that the rider sits more on the saddle than in it. This change has been made so that the rider at once accustoms himself to the saddle.
The makers of the Rusch have departed entirely from the idea of using for the foundation of a saddle a metal or wooden base, and construct the base of their saddles of specially prepared oak tanned leather. It has an indentation in the centre which is one of their patented mechanical features. This centre depression is sufficiently deep to prevent irritation and allows the use of sloping sides. The cantle is so placed under the body of the saddle that it is almost impossible to strike against it either in mounting or in pedaling.
The Bernasco Adjustable Saddle is built in two parts, so that it is adjustable to the form of all riders.
The Tillinghast Hygienic saddle has a continuous open frame work of bent ash, on top of which are fastened leather straps covered with a padded leather top.
The P. & F. Anatomical saddle has a rigid base covered all over, in the pommel of which is constructed a mechanical pneumatic device which does not require any valves, and cannot get punctured. It gives the effect of a full pneumatic construction without using a depressed pommel or raised pads.
The La Tulip saddle is made wholly of raw hide, which the makers claim will not stretch or sag; also that it weighs less than one pound. It is made on some new ideas of anatomical construction. The “Rubber Neck” saddle has a steel base covered with a rubber cushion in the shape of vertical rubber tubes forming a honeycomb which yields to every motion. This honeycomb also produces air spaces or cells extending from the plate to the cover, which keep the saddle cool and thoroughly ventilated.
The Bunker Pneumatic saddle is similar in shape to a flattened crescent, and is used transversely to the frame. A variation of it is somewhat of the regulation shape, and is provided with a yielding rubber cushion an inch thick over its entire surface, having at each side of the centre a depression to receive the pelvis bones, and an opening from the centre to the front to relieve all pressure. They also make a pneumatic saddle which is open in the centre, the whole construction being only a rim which is inflated.
The Glover Perfection Saddle has a platform of crucible steel so shaped and coiled that a diamond-shaped opening is left in the central and front parts of the saddle, thus preventing any pressure at these points and also affording proper ventilation. Instead of having a horn or protuberance in front to bump against the Glover saddle drops away from the plane on which the rider sits, making it impossible to strike it in riding. The Glover saddle can also be ridden without tilting it up at an angle. The springs are reversible, and the leather cover is easily removable. The coiled steel platform is padded with felt. This saddle was designed by a physician who has long been an enthusiastic wheelman.
It is practically impossible to construct a bicycle saddle which will meet the views and requirements of all riders. The style of riding and the rider determine the pattern of saddle best suited to each [Pg 102] individual. Care should be taken in the adjustment and tilt of the saddle. It will often be found that a slight change in the tilt will render comfortable a saddle which has been the cause of much complaint. For average riders and riding a nearly horizontal position is advised. For racing and fast road riding, however, lower the nose of the saddle in order that the weight of the rider may be thrown more on the pedals.
To get perfect comfort the saddle must be properly adjusted. It all depends on whether you want a seat or a saddle. A seat is to sit on. A saddle is simply a support. If you put your weight all on your seat you lose the power of your weight. It is harder work to go fast, but perhaps it is easier for those who do not want to ride far and fast. With a saddle it is best to tip up the cantle and put more weight on the pedals. You can ride fast this way, but it involves more muscular exertion. As a general rule ladies prefer the seat; gentlemen, the saddle. The saddle must not be placed too far back or front, but well toward the pedals, to give more weight to the stroke. As to height, the right height is when the rider, sitting on the saddle and his foot parallel with the ground, can just rest the heel on the pedal at its lowest position. This leaves room for the necessary ankle play.
The rider of the bicycle must remember that not only are the legs affected by riding, but the exercise benefits nearly every portion of the human body. This seems at first to be rather odd, but at the same time it is perfectly true, and has been proven by the best experiments. The new rider, after taking a ten-mile jaunt, expects to feel tired in the legs, and is considerably, not to say disagreeably, surprised to find himself aching all over. Probably he has more discomfort in the thighs than anywhere else, or maybe the ache is in the loins, back or between the shoulder blades. A number of muscles in the arms, shoulders and chest begin to ache, and he is quite unable to explain it. In fact, the thought that his fatigue is due to the character of the saddle of his wheel is probably the last thing to enter his mind. To ride a bicycle and avoid the discomforts mentioned, you want a saddle which conforms to the shape of the body and prevents pressure on the sensitive parts.
As a rule, sufficient care is not taken in selecting a saddle suited to the rider. Many people in purchasing a bicycle accept unquestioned the saddle found on the cycle at the time of purchase without stopping to determine whether or not it is adapted to their use. Some actual trial of a saddle should be insisted upon, for a saddle that “fits anybody” is really a saddle that fits nobody.
No saddle is perfect. The perfect saddle, as the public looks at it, is the saddle that fits everybody. It will never be made, for “people are different.” The true wisdom of saddle buying is to get one that will fit you. Choose a saddle as you choose a pair of shoes. Wrong shoes cause corns. So do wrong saddles. Saddle corns are decidedly uncomfortable.
During the season of 1898 the rider will, more than ever before, be allowed the privilege of stipulating the make of saddle he will have furnished on the cycle he buys, because competition in the cycle trade has reached such a stage that only cycles with exceptional advantages in the way of equipment will sell easily. With the reduction in price of bicycles has come a reduction in the price of saddles, so that at present the difference in price between saddles of recognized merit and inferior imitations is not so great as the difference in actual value.
Of seat posts little need be said. Such adjustability in height as once existed was had by the slot in crank, the saddle position being fixed. The rear-driver allows a large vertical adjustment, which is still obtained by telescoping one tube into another. In this there is no recent change save in the modes of fastening, which are more in the direction of internal binders, nearly all working on the principle of expanding one of the tubes to bind on the other by the use of a wedge. Many of these devices are neat, convenient and invisible. A peculiarity is the one on the Wolff-American, working by an external lever and using an internal “thumb-latch,” which jams of itself when borne down to the horizontal. The goose-neck spring stem, of the day when saddles were borne high above the frame, has disappeared; but if the present craze for short heads and extreme drop continues the tall rider will be compelled to return gradually to this or some other device for raising up, including the long draw-out of the stem which used to be characteristic about six years ago.
The old-time handlebar was almost invariably passed directly through projecting lugs on the “head,” made for the purpose of holding it. For a number of years it was straight and solid, varying from fifteen inches in length to the other extreme of even thirty or thirty-two. The usual handle or grip was pear-shaped, although in a few instances round; the common material was horn, but wood and rubber were sometimes used. The common mode of fastening was to work the end of the bar into a sort of “tang” like the end of a caseknife or similar tool and hold the grip on by a thin nut run on the bar and let down into a cavity in the end of the handle. This illustrates again adaptation of old devices to new uses.
As lightness came to be more considered, makers having also found it easier to manipulate hollow steel tubing, the hollow bar was introduced. The dropped and the cow-horn pattern were not long in coming. The present type of bicycle compelled the ends of the bar to be carried backward in order to bring the grips within reach of the rider; but the various curves upward and downward, with ramshorn and other twists which have sometimes seemed almost humorous, are of such recent date that they need not be referred to in detail. The straight pear-shaped grip became a T, then a spade, then a shape resembling the short and chunky pistol stock; then—on the rear driving safety—settled into the oblong shape, slipped upon the end of the hollow tube, which has become so familiar and has hardly changed except in the material used to make it.
Concerning the length of bar—more properly, width, since the point is the measurement in a direct line between the grips—the London Cyclist, in a long and ponderous article about three years ago, argued against the short bar, declaring that “its absurdity is apparent.” The reasons given were two: that a bar less than what the editor dictatorially pronounced the proper length (about 23½ inches) brings the grip around in the way of the thigh in making a short turn, and that a short bar is hygienically wrong. The hands should not be brought nearer than when they hang at the sides. “By measuring the distance between the shoulders, or between the seams of the coat, and then throwing the handle grips 1½ to 2 inches farther out on each side, or by measuring the distance between the shoulders over all from outside to outside of the shoulders, riders will obtain the proper length of bar for their own individual requirements.” The writer proceeded to say that men put their hands on the bar not because the grips are too far apart, but because the grips are set too low, and he found a supporter in a Coventry firm who said they had always adhered to 23½ inches and wished “manufacturers as a body would follow their own convictions more and not be so led by a few riders who think they are authorities on cycle construction.” [Pg 104]
As to this, a maker may well take a stand and stick to it when impossibilities are demanded, as when the craze for lightness called for steady reduction in weight without impairment of strength, or when, as now, people seem to call for such excess of crank-hanger drop as involves risk of “drop” of a disagreeable nature; short of such positive folly, and in general, the maker will do well to keep in touch with the public and provide what is wanted, even if it be not the most rational and if he reserve the right of having his private judgment. As to length of handlebar, we count this, along with crank-throw and saddle, a matter for individual choice rather than for the dictum of any individual authority. A long bar is certainly a plague in passing through doors and in leaning a wheel safely; it is probable that women more or less err in having saddle too low and handles too high; it is certain that fashion (apparently set by the scorcher class) governs the bar and the grips; and yet the better course for “authority” is to let the rider do as he pleases, which he is pretty sure to do willy-nilly.
As above remarked, the plain straight bar of the high wheel could not be used on the modern type. The first bend was the simple one of pulling the grips back in the same plane with the bar, until they pointed straight back or nearly so; then the intermediate curving set in. Now, the commonest form is a simple bend, which brings the grips below the top tube, and whether the wheel will turn around on the steering or strikes on the bar seems to be the test that divides the true up-to-date pacer as a class from the unclassed “citizens and strangers.” But between the head and the grip the bar may wander variously in length consumed and in vagary of curve, the very latest being a downward-slanted reversed V form, which joins with the short head in showing that the rider “has a new ’98.”
In connection with the distinctive triple front fork already described, the Lyndhurst has a bar arranged to slide on the upper tubes of the fork, instead of inside the head; it is also reversible, thus giving several positions. Many forms of bar adjustable at the head are also in the market. That of the Kelly Company of Cleveland is hinged at the centre, and the grips may be moved up or down directly, with an extreme travel, each position being capable of being firmly locked, the stem being reversible for further variety in shape. In most cases the entire bar rotates at the centre. The Burt bar has a small toothed ring at the centre, engaged by a lever shaped like the hammer of a gun. This can be drawn back and the bar shifted, while riding, without need of tools. The Claus bar has a taper-toothed ring, held in a corresponding toothed band and fastened on the opposite side of the stem by a nut working on a tapered thread; no wrench is required. The Standard non-vibrating bar, made by the Rumbarger Company of Dayton, O., adjusts at the head in a similar manner and claims forty-two different positions. The Chicago Handle Bar Company, which makes a specialty of the “Schinneer” bar and uses that term as its trade mark, has also a bar borne on a “U” spring on top of the head as an “anti-vibration.” The Brennan Company of Syracuse has a bar adjustable by sliding a toothed ring into or out of engagement with a ring internally toothed, held in place by an internal expander.
The wood bar is still in market. Louis Rastetter & Son of Fort Wayne make as their specialty a ferrule of steel tubing shrunk on the bar at the centre, the fastening being by a screw in a U-shaped clamp. The Wood Manufacturing Company of Toledo offer the La Fave bar, adjustable by means of serrations on one edge of the slip on the stem, the serrations engaging a fixed pin and fastened by a lock-nut. Yet the wood bar shows no distinct progress in use, and makers do not as generally as in 1897 include it among their options. It is not so easily marred as the steel bar; it is less disagreeable to the touch in cold weather, and it undeniably has the power of considerably absorbing [Pg 105] vibration. Yet the last-named service is largely lost by the habit of not keeping the hands on the grips, and thus losing the leverage of the full length of the bar; even the writer, who still cleaves to the wood, has fallen, with the rest, into the habit of never touching the grips. Probably this very quality of springiness, which gives the wood its distinctive value, gives riders an unfounded suspicion of weakness in the wood bar, especially if of fashionable length and if held by its ends; thus held, it springs in a degree which possibly impairs certainty of steering control and makes it unfit for a heavy pull for driving power. Hence it must be admitted ill-suited for such pull; yet this should not be counted against the wood bar under ordinary road service, where the use of a bar is really rather more for its share in supporting the body than for actual pull. Justly or unjustly, however, the wood bar seems at present likely to go out.
Internal fastenings, usually on the principle of slightly expanding the stem of the bar, which is sawn open a short distance for the purpose, are much in vogue. The Ideal Plating Company of Boston has one which by one operation tightens the stem in its place and also tightens upon the bar itself the split ring which holds it. The Wolff-American has a peculiar one which works in connection with a slot to keep the bar in proper line and a serrated edge on the adjusting cone to hold the head adjustment. Others work on the expansion principle, sometimes by turning a nut under the fork crown, sometimes by a nut on top of the bar itself; others by a nut on top of the head; the tendency is thus quite general to do away with the split lug and pinch-bolt, and there can be no practical difficulty in so doing if the devices are constructed in a mechanical manner in detail.
In grips, the corkaline composition still holds place as against the grip of actual cork in sections, and the composition tip, in colors to suit, retains place as against the metal tip. A new thing is a thin wood shell, covered with a narrow strip of leather, wound on spirally, and tipped in the usual manner. There is no apparent objection to this, unless it becomes unpleasant under perspiration from the hand. Spring grips can still be had, but do not seem to take. Rubber grips, having a slot along their length so as to be capable of opening, and similar to the clasps to be put on the top bar as buffers when the grip whirls about and bumps it, are made for the centre or other part of the bar, and can be shifted at pleasure. A very neat grip for this purpose is made of celluloid, slotted along part of its length, after the manner of a barrel, with thin openings between its staves, the object of the slotting being to allow some elasticity. The Rambler fits on one style of bar a grip of “unbreakable fibre,” made detachable on one side only, the other grip being cemented on. By pulling out a soft rubber plug from the end of the bar a tapered screw can be reached; this screw presses outwardly on three triangular flaps made by partly sawing through the bar in three cuts, and thus holds the grip by expansion.
The expansion principle is similarly applied to seat-posts, the L-top being also in some cases made to take out and reverse, for either forward or backward position, and in others being made to slide through the end of the stem of the post, where it can be locked at any point. One of the most peculiar adjusting posts is the Watson; the L-top of this is hinged to the lower part, which lower part is split in half and tapered. A tap of the hand underneath the saddle releases the “bite” of the tapered halves against the tube, and the saddle can be withdrawn; [Pg 106] on replacing the saddle, a downward push slides the tapered halves outward again, gripping the tube on the inside by expansion.
The earliest form of brake was probably applied to the back wheel, and consisted of either a “spoon” or a roller, to be drawn against the tire and operated by a cord running back from the handlebar, which was in such cases not fixed in the head lugs, but capable of being rotated to wind up the cord. Other forms, semi-automatic in operation, soon followed. In one, two short arms carrying a roller between them were pivoted on the back fork just above the wheel axle; this brake was brought into contact with the tire by drawing upward with a cord, and in case the cord broke the brake dropped down by its own weight, and as the arms bearing the roller were shorter than the radius of the back wheel, the forward movement of the wheel immediately drew the roller into wedging contact with the tire, and the wheel dragged, thus producing maximum efficiency.
The ground or trailing brake was another class, a long, curved fork being attached, and being so worked by a cord as to bring a notched or roughened end into biting contact with the ground; this was not wholesome for the road surface, but it served fairly well for retarding, and if pressure enough were applied the back wheel (which bore only a small load) could even be lifted off the ground, the brake taking its place as carrier. The cord was made very thick and strong; yet as there was a chance of its snapping, other forms of brake were devised to meet that chance. In one, the cord was slackened instead of tightened, allowing the short arms to drop down in front of the back wheel, which forthwith ran up off the ground and directly upon a small flat shoe borne by these arms, so that the wheel stopped turning and rode on a “drag” instead. Another pattern made the brake arm long enough to go quite over the wheel; this was worked by drawing upward with the cord until the back extremity bore on the ground; if the cord broke, a spring pulled the arm in the other direction, and the forward end, carrying a shoe upon which the wheel ran up, dropped down before the wheel.
The front wheel brake was the common one, however. Sometimes it was in roller form, as sometimes now, and this was sometimes worked by a rack and pinion, the handlebar being rotated for the purpose. More generally the brake was a simple L-shaped lever with a spoon at its end, worked by a hand lever on the bar, as today. As old riders remember, the brake on the high wheel was very sensitive and hazardous, as an excess of pressure would lock the wheel in its bearings and send everything over headlong.
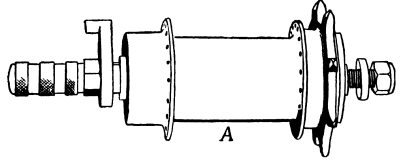
HAY & WILLITS BACK PEDALLING BRAKE.
The modern type removes that danger and yet the modern wheel, the drop frame excepted, is brakeless to this day, all discussion about brakes in the press and before city governing boards, enforced by not a small number of cases of disastrous run-away mishaps, having failed to bring about the adoption of a brake as a regular part of construction. There are some mechanical reasons for this, and some reasons in custom and fashion. The head being longer than in the old days, it is impracticable to use the L spoon, and the direct “plunger” pattern is necessary. This requires a long connection down from the bar, and it has been difficult to keep the brake parts in smooth working order, especially as adjustability for height of the bar must be included. Later, makers have begun to put the downward connection within the head and work the brake directly under the fork crown; but even then the lever upon the bar is a clumsy fixture and constantly interferes with changing position of the bar. With the front wheel brake at its best, and however necessary some brake may be deemed to be, it is still an expensive and troublesome fixture.
The effect on the tire is also to be considered. The old solid tire could submit to anything, but the stress and wear on the pneumatic are so great that it really ought not to be subjected to brake friction. If it is urged that the back wheel is the proper and effective place for brake application it may justly be said that the back tire, having to carry most of the load and bear all the driving traction, ought to be kept free from further demands from a brake. On behalf of the front tire it should be said that when a brake spoon has cut into the rubber on the tire tread not only is there liability to leakage of air but moisture may reach the fabric and disintegration by rotting may set in. As women are the chief possessors of the front plunger brake, and, moreover, are most likely to use it, because generally more timid and also less practised and confident in back pedalling, it is fair to warn them against unnecessary use of the brake (which really ought to be [Pg 107] reserved for emergencies), especially when on wet surfaces, since rubber cuts and tears more readily when wet.
The foot brake, attached to the forks and pressed by the heel, has the same objection as all other tire brakes as to effect on the tire. But every rider always has an emergency brake at command in the simple use of the foot itself. Place the toe on the front tire back of the fork crown, and the wheel itself will instantly carry it up against the crown, when it can be applied with any pressure required. It leaves only one foot for back pedalling, yet check enough can be had thus to enable the rider to tumble off without injury if a regular and orderly dismount cannot be managed. It is, therefore, not necessary, in case of the wheel’s escaping control on an unexpectedly sharp grade, to run into wreck at the bottom. All that is necessary, having previously tried the trick enough to get the knack of placing the foot, is to think of it—in other words, to keep presence of mind and not be “rattled.”
No brake should be expected to serve for a “short stop” or as a substitute for care in riding. An unexpected obstruction, such as another bicycle or a wagon suddenly stopping close in front or a pedestrian running in the way, cannot be escaped by brake action if at close range and high speed. The rider who persists in “rushing” street crossings where there is no clear view of the intersecting points and generally seems to expect all creation to clear the way, endangers himself and others, brake or no brake; and that mishaps are not more frequent is to the credit of the guardian angels or the carefulness of more rational persons, not to his. A simple way of avoiding grief on hills is that followed by the writer last season in going back and forth across the White Mountains, namely, not to start, in the saddle, down any hill which cannot be seen and its grade perceived all the way down. This compelled frequent dismounts; but it took a light and brakeless wheel through a rugged country without mishap.
There are a variety of tire brakes, some for one wheel and some for the other, differing in the mode of application. One of the former is the Bell brake, combining a bell which rings by being pushed down into contact with the tire and a brake-shoe which comes on the front tire by a harder push and bears on the sides instead of the top of the tread. The device may also be tipped so that the brake may be used without the bell, for coasting. The Automatic Coaster and Brake is attached directly behind the crank bracket, and consists of a spoon which is brought in contact with the tire by the act of back pedalling, the lift of the chain slack being employed for that purpose. The Stuart brake is attached back of the crank bracket, but is put in operation by pressing the heel on a short lever; it applies a spoon to the back tire. An alternative form of this brake uses a cord running over three small pulleys and coming up within reach near the steering head. The Body Automatic brake, as the name suggests, is operated by bringing the body back upon the lever, and works on the rear tire. The Tourist Detachable is a small brake attached behind the crank bracket and readily removable, being worked by a long cord, which can be passed around the head, the grips, or the saddle itself. The Eureka and Bulldog are also applied to the rear tire; one is on the seat-post tube, and is worked by pushing down a small frame carrying the spoon, while the other is similarly placed, but worked by a cord.
Attempts are often made to avoid injury to the tire by covering the brake-shoe with rubber, or by using a roller instead, the intent being that the tire shall turn the roller without any sliding friction, while the operative resistance shall be in the roller itself. In a good degree [Pg 108] these modes of saving the tire are or may be effective; yet wear on the tire cannot be wholly avoided.
The old hand brake, common on the tricycle, was even used on the rear-driving bicycle, the Columbia and New Mail having once been made with it. The latest type, however, is the “automatic,” placed on the hub of the driving wheel, and put into action by back-pedalling. Of this type are the Doolittle, the New Departure, the Willits, and others. In back-pedalling, the sprockets and chain never actually run backward, but the forward movement is resisted, and thus there is a “tendency” for them to move a little more slowly than the wheel. This tendency is employed in this type of brake, and the principle is that the rear sprocket, being so mounted as to allow a very slight backward slip with relation to its axle (which is what occurs as soon as attempt is made to stop the sprocket by backing on the pedal) slips just enough to put the brake “on,” the friction being between either a cam disk or a split ring and a brake shoe which is held immovable by the frame. The first attempt to back-pedal sets the brake, its pressure depending on the force applied to the pedal. The brake remains set of itself until pressure forward comes on the pedal again, when it automatically releases. Under proper operation, as intended, the rider is hardly aware of this brake, noticing only that his back-pedalling is very effective.
The Spencer Brake Co. has two brakes on the market, the Spencer Concealed “Plunger” Brake and the Spencer “Coil” Brake. Both of these are worked from the handlebar by twisting the right grip; this draws on a small chain, which in the “Plunger” connects with mechanism acting on the front tire by means of a spoon, which forms a special feature of the brake, and in the “Coil” acts directly on the crank axle. The “Plunger” has been more in demand, and to meet the popular taste is the one now chiefly manufactured. It is practically invisible, the only noticeable features being a small button protruding slightly from the right grip and the spoon appearing under the fork crown. All the brake mechanism is contained in the handlebar and head post. The brake can be put on lightly or hard, as desired, and will remain exactly as put, so that the claim made for it—“the control of the wheel”—is well sustained. This brake is ingenious, really mechanical and excellent in every way. The brake spoon, which is also covered by patents, deserves special mention. Its contact with the tire is made with rubber blocks, one on each side of the under surface of the spoon. These blocks bear on the tire at the side of the tread, and not on the centre of it, so that not only is there no danger of a puncture from the brake itself, but if the tire should be otherwise punctured the brake is still efficient. Wear on the tire also is thus reduced to a minimum. The rubber blocks can be readily detached with the fingers and renewed. On the whole, this brake is steadily gaining in popular favor, and has made for itself many friends.
“Mehr Licht,” Goethe’s last words, seem to express the unfilled want of the touring wheelmen at night, but this want bids fair to be fulfilled at last. Some differences of opinion have existed as to the advisability of the wheelman carrying a light at night, and the necessity for local ordinances in regard thereto, but undoubtedly it is well that such a noiseless vehicle as the bicycle should carry a light, not only so that it can be seen, but that the bicyclist can see what he is approaching. The time, we hope, is soon coming when the cry of “universal lights” will come into favor and all classes of vehicles will be compelled to carry a light from sunset to sunrise, when in use.
The old-time lamp was usually a hub lamp, carried on the front axle; head lamps were made, but had the drawback of being too high above the ground, and were also disagreeably odorous, the rider being seated so nearly over the steering. The hub lamp was large and cumbrous, sometimes having at the top a clip which opened to go over the axle, but more commonly being made to open in halves; the largest lamps—which were of the Lucas “King of the Road” pattern—were necessarily so made, in order to reduce their thickness so as to get them into the wheel. Even then it was sometimes a trick to get them in, requiring that a spoke or two be sprung to one side. To keep them steady and prevent their being struck by the spokes guides had to be run out against the sides of the great “G. M.” or steel hub. Sometimes there would be a catching, and the lamp would turn over instead of hanging. The wheel always cast its shadow, and with every jolt the lamp converted itself into a pendulum for the nonce and took on a trick of swinging, to the impairment of such illumination as it was ever capable of affording. Sperm or lard oil had to be used, kerosene being quite unmanageable.
English lamps held the market here for some years after the rear-driver came in, the patterns offered by American makers under other names being either made to order in England or copied from English models. The market is not yet bare of imported lamps, offered at low prices to clear them, and the persistence of burning oils as an article in the list of sundries is due to the declining existence of “Comets,” “Meteors,” “Cyclones” and others of English origin and fit only for heavy oils. The genuine American lamp, of course, burns kerosene, and is nickel-plated. The best-known patterns are the Searchlight, “M. & W.,” Tallyho, Neverout, Bragger, Banner, Aladdin and Twentieth Century.
Electricity and acetylene gas have recently come into use quite prominently for use in bicycle lamps, but of these mention will be made further on.
The 1898 Searchlight is certainly one of the handsomest lamps on the market, both as regards its design and ornamentation, while its weight is as light as possible consistent with thorough construction. Its makers make the bold statement that “it cannot blow out nor jar out.” The Searchlight was the first brass nickeled bicycle lantern to introduce the now almost universal custom of burning kerosene oil, which as an illuminant for this particular purpose is unexcelled, not only on account of its safety and brilliancy, but also for the ease with which it can be procured anywhere and at any time. The Searchlight reflectors are covered with close fitting crystals which protect them from oil, smoke or dust. These crystals can be rubbed off without touching the reflectors, which can be removed and replaced if necessary. The Searchlight also has a reflector lens cone and a powerful magnifying lens to concentrate and intensify the light. The wick is set at an angle in such a manner that a wide flame is produced, and the adjustment is an exceedingly simple one. The oil receptacle is self-locking, and the lamp can be fitted to either the right or left hand side of the bicycle and yet bring the wick lift on the outside where it can be readily reached. It carries oil enough to last for twelve hours. The side lights are jewelled and will not rattle or work loose. The bracket is a rigid one and can be attached to the head or either side of the forks. All the parts of the lamp are interchangeable, and can be readily procured from the makers.
The 1898 model of the Twentieth Century lamp has a number of changes in construction in the line of simplicity and efficiency. The reflector is increased in size somewhat between the Standard and the Tandem sizes of [Pg 110] their 1897 models; the glass in the front has been improved in quality and is now hinged, and the aluminum parabola reflector is removable; an outside filler has been added so that it is rarely necessary to remove the oil font from the lamp, and the method of attaching the oil font if needed to justify has been altered by the addition of a new sliding lock. One of the best of the changes consists in using a rigid lamp bracket which is adjustable at any angle on the head or handlebar post, not even interfering in this position with the brake, and it can also be attached to either fork side. The lamp can also be used for driving purposes, being readily attachable to any style of carriage dash board, thus making it a complete driving lamp. The lamp retains, however, the folding bail handle which makes it available as a house lamp also.
The Neverout, another popular lamp, has an insulated kerosene reservoir. It also has a reversible rigid bracket. The lamp is fitted with a rear danger signal, which decreases the liability of rear collisions, as the rider can be seen from behind. A wick lock is fitted for 1898 which renders the wick jar-proof. The reflector is all German silver.
The “M. & W.” Lamp is made by the Matthews & Willard Manufacturing Company, and has been considerably improved for 1898. It is a medium-sized lamp of light weight. The oil font, which has a large capacity, is locked to the lamp by a very ingenious device, so that it can be instantly detached. The wick lock is a simple push button, which is self-acting, and it is released by simply pushing the button, and is instantly relocked when the pressure is removed. The oil font can be reversed so that the wick can be adjusted from either side of the bicycle. Like the other lamps previously mentioned, they also use the rigid bracket, which is readily adjusted to any height or angle desired, and can be also attached to the forks or steering head. The reflector can be removed complete for cleaning or polishing through the lens opening. It has a double convex lens, which is large and powerful. The whole lamp can be readily taken apart, cleaned and reassembled.
Ham’s Diamond Tubular Bicycle Lamp has a double ratchet burner so that the wick can be regulated from either side of the lamp, and it also has an outside filler. The lens is a double convex. The top and bottom of the lamp and the silver-plated reflector are removable. A peculiarity of its construction consists in its having four nickel-plated tubes on the outside of the lamp through which the air is taken through the burner. An extra head holder is furnished with each lamp without extra charge. The makers claim that the best results are obtained when the lamp is used with this holder.
The Bragger Cycle Lamp is made by the Hitchcock Lamp Company, and the makers say that “the Bragger is warranted not to smoke, chew, or go out nights,” all of which, excepting the chewing part thereof, are very desirable features in any lamp. The lamp is made of rolled sheet brass throughout and finished in nickel, gold or bronze. It has a round body, red and green side lights for lighting, a powerful lens, and is fitted with a perfect reflector. The reflector is so made that it cannot be put in a wrong position. The oil feeder is on the outside of the font; the top of the lamp is held in place by a bayonet lock. The oil-font is screwed to the bottom of the lamp by a front and back catch, and is [Pg 111] reversible. The lens is held in place by a knurled threaded ring which screws into the hood and against the lens. The wick-raising device is so constructed that all parts of the wick may be evenly turned up, and the wick cannot move up or jar down. They have followed the popular idea of fitting the lamp so that it can be used either on head, fork or handlebar in any desired position. An attachment also allows its use on the side or top of a dashboard, or the side of a buggy top without an extra bracket.
Another popular lamp is the Aladdin. It is somewhat smaller than some other lamps that are well known, and is made of drawn brass nickel plated. The oil font is now hinged, as is also the door, and the devices for these purposes are such that it is impossible for them to jolt loose. It differs, however, from some other lamps on the market in that it has a double spring back clamp.
A new lamp is the Dietz Bicycle, which is made by the makers of the well known Dietz Lanterns. They claim that it represents the wisdom gained in fifty years of lamp making. It is made of brass nickel plated, and weighs about twelve ounces. No solder is used in its construction except on the bottom of the oil font. The reflector is parabolic, thus throwing the rays of light straight ahead. The lamp can be readily taken apart for cleaning purposes, and they do not provide a sliding door on the side to light the lamp because they claim that every time a lamp is so lighted the reflector becomes more or less tarnished by the match. The glass front is hinged so that the lamp can be conveniently lighted from the front.
The “X-Rays” is an Aluminum Bicycle Lamp, and weighs, including the bracket, about sixteen ounces. The peculiarity of its construction consist in its having a metal chimney, which the makers say gives an increased draught, improves combustion and insures a bright, smokeless flame, the theory being that the metal chimney heats the air as it comes in contact with its surface, and that warm air gives better combustion and a brighter light and that the metal chimney protects the flame from sudden gusts of wind, prevents flickering and smoking. It is to be noted, however, that the chimney has four large, round openings on its sides near the bottom. They use a lens of strong magnifying power, and this lens, front reflector, side lens and reflector are removable. The lamp has a double burner ratchet for raising or lowering the wick from either side of the lamp, and a lock for locking the wick in position either side of the lamp. The oil font, like all other kerosene lamps now in use, is packed with an absorbent material to prevent swashing of the oil when riding over rough roads.
The Columbia Cycle Lamp Manufacturing Company show two new models for 1898. They use a pneumatic-action spring on the bracket. They also make an adjustable and detachable bracket, of malleable iron, nickel plated. This bracket can be used not only on their own lamps, but on any other make of lamp, and it is undoubtedly one of the best things of the kind on the market. The lamp of their make, “Illuminant” is made of aluminum and weighs seven ounces. It is claimed to be the lightest practical bicycle lamp made. It has a powerful lens, 2½ inches in diameter. It has ruby and emerald cut glass side lights, so that it may be lighted from either side. The burners are provided with a wick lock.
The Kitsee lamp is a novelty inasmuch as it is a lamp of twenty-candle power, and yet not a gas lamp. It has no wick and the light is produced by an oil called “safol.” It makes a rather brilliant, display through the side perforations, and also has a clever attachment for holding matches, and being used without a wick, its makers claim it is [Pg 112] therefore free from smoke, soot and disagreeable odor, and that the lens cannot be smoked up as in the usual construction.
The Manhattan Brass Company of New York, who have been making kerosene lamps and burners for thirty-three years, are making a specialty of bicycle lamps, and the good points which have distinguished their former models and which have been preserved and are presented in their 1898 product, called the Frontlight. Powerful ground glass lens, automatic wick lock, and other improvements for ’98 consist of a new thumb-screw bracket fitted with double springs, an improved method of fastening the front and a wide tube burner, which takes a ¾ inch wick and gives a broad, strong light. They also make a lamp called the Leader, which, while not quite so expensive in construction as the Frontlight, is, however, one of the most satisfactory lamps on the market. They make a lamp also called the Dazzler, which they call the “King of low priced lamps.” It has a polished convex lens and reflector, automatic wick lock, and is small in size, substantial in construction and well finished. One of their novelties is a lamp called the Queen. The body is spherical in form, divided diagonally and so hinged as to open like a watch case, thus making it possible to clean lens, burner, reflector, etc., and trim the wick in less time than it usually takes to take apart an ordinary lamp. Ruby and green jewels are placed at such an angle as to be visible from the rear as well as from the sides.
One English lamp has survived the conditions of the trade, but even that is made in this country by the New Departure Bell Company. We refer to the Lucas pattern of lamp, known as the “Silver King of the Road.” This lamp is so well known, however, that a general description of it is not necessary. Like all the American lamps previously mentioned it is nickel plated, but differs from them in the fact that while it is detachable, all the parts are hinged together, and that it is arranged to burn either the heavy oils or kerosene, as desired. The reflector is covered and protected by a double convex lens, which improves the light and keeps the reflector clean, so that in order to keep the reflector bright it is only necessary to wipe off the glass lens. The lamp is very compact in size, and in finish and material it certainly cannot be excelled. It is retailed at a very much lower price than formerly.
The 1898 “Tally-Ho” lamp, manufactured by the Bridgeport Gun Implement Company of this city is similar in general design to the 1897 model, having the same lens, reflector, wicklock and oil-feed. It is fitted this year with a rigid bracket, which can be attached to head or forks of the bicycle, and a desirable feature is that the lamp can be readily detached from the bracket and the latter left on the wheel. The clamping bolt of the bracket is in two pieces, one telescoped into the other, so that the lamp can be attached to either a large head or small fork without leaving a long end of the bolt protruding. This necessarily dispenses with a nut. The manufacturers of this lamp did not intend to market a lamp this year, on account of the demand made upon their facilities in other lines, but because of the inquiries received from their patrons they have decided to make a limited quantity.
There are two lamp lighters on the market that are extremely useful. One is called the Cyclists’ Match Gun. It is made of brass, nickel plated, and resembles the end of a tool bag pump. The match is placed in the end of the tool and the gun is inserted in the lamp. The match is then forced out by pressing on the plunger and ignites at the same time inside the lamp, thus protecting it from the wind. The other lighter is called the R. & K. Lighter, and can be attached to any bicycle lamp in a few moments. The lighter consists of a pair of corrugated jaws to screw to the lamp; the match is then quickly pushed between the jaws of the lighter, which ignites the match from friction, and the burnt match is then withdrawn sideways in an opposite direction to remove it.
There are very few things that are new in lamp brackets, all the old types being still largely used but improved somewhat in detail. The only novelty is the United States Detachable Lamp Bracket. It is made reversible to fit either the right or left hand side of the axle, and is so constructed that the bracket is readily removed, leaving only a small clip attached under the axle nut. The bracket is held in place by a strong spring catch, which can be bent and thus made as firm as desired. The bracket has corrugations to prevent the lamp from being jolted off, and will fit any bicycle lamp In the market.
Electricity is, of course, a very enticing method of light supply for cycles, and many attempts have been made to produce a practical lamp, no [Pg 113] cycle show during the last three or four years having failed to exhibit at least one pattern, which was positively proclaimed as the effectual solution of the problem. The difficulties are cumbrousness, cost and the lack of sufficient current under tolerable conditions. A storage battery is quite impracticable. We recall at least one attempt which worked on the plan of recharging from stationary battery cells, but the usual plan counts upon carrying dry cells attached to the lamp. Here the only difficulty is the old one of getting sufficient current without lugging around an excessive load of dry cells, which are rather heavy in proportion to the work performed. A much heralded lamp of the past had a case made of hard rubber, and the lamp was charged with what was called electric sand, being in reality nothing but a mixture of bichromate of potash and sulphuric acid, combined with a soluble base, and water, and placed in the lamps in connection, of course, with the usual carbon and zinc plugs. It was found in use that this lamp lost its power rapidly, and that even when the plugs were withdrawn, as is usual with wet solutions, the solution lost its life and became valueless upon a second attempt to use it, necessitating charging every night before using.
A practical electric bicycle lamp of the dry cell variety is now made by the Ohio Electric Works. They are made in three sizes, having three and four cells. The battery is 6×2 inches, and weighs eleven ounces, and will maintain a potential of not less than 5.25 volts for more than three hours on each charge, costing 2 cents. The lamp is of double the efficiency of ordinary incandescent lamps, taking only one and a half watts to the candle power, and is backed by a powerful reflector. By riders who have used it, this lamp is looked upon as one of the most satisfactory among electric lamps; they regard its efficiency as all that is claimed for it.
One of the most popular lamps on the market today is the Acme, made by the Acme Electric Lamp Company of this city. It is composed of two parts, the metal case which contains the battery and the reflector in which is inserted the incandescent bulb. The metal case is 14½ inches in length by 1½ inches in diameter, and is covered with seal leather, having three strips to hold it in a rigid position on the wheel frame. The reflector is connected to the battery case by flexible silk cords, and is 2½ inches in diameter, and weights but 3½ ounces. It can be carried either on the fork or head of the wheel. The battery is composed of four cells, each with a strength of one and one-half volts, making six volts in all. When the lamp is lighted all the cells are in operation; but by the adjustment of a resistance wire under the cover of the case and four contact points on the outside the switch which controls the battery permits only a sufficient amount of current to be used to give a brilliant light without exhausting the battery too rapidly or burning out the incandescent bulb; and, unlike any other lamp on the market, the last hour of light is as brilliant as the first, and with ordinary use will give a satisfactory light for twelve hours. The batteries are guaranteed to give as good service sixty days from the date of their manufacture as when first made. It is not a storage battery and cannot be recharged. All storage batteries are of a liquid form and must in time cause, from the strong elements they contain, a leakage which will destroy anything with which it comes in contact. The battery is renewed by the purchase of a new one, the exhausted battery being thrown away, the same as a cartridge shell after firing of the gun. The cost of the light is little more than that of oil. The incandescent bulb has a capacity of carrying four volts, and when the switch is on the first contact point the voltage of the battery is reduced by the resistance coil to a point of safety, at the same time giving a brilliant light. There is no heat, odor or liquid [Pg 114] annoyances. Jar or concussion will not extinguish it, and judging from the success it has had at this early period of the season it will no doubt be a popular lamp for ’98.
Combines batteries and lamp in one case, which is neither cumbrous nor very heavy, and resembles nothing so much as the small carriage clock. The lamp is, of course, a small incandescent bulb; the battery is the long cylindrical cell cut up into three short ones and carried in the lamp case, as shown. Turning down the handle on top closes the circuit and starts the lamp; lifting the handle cuts the lamp out. The cells are furnished with wire connections on, and the rider does not have to make a single attachment, nor need he have the slightest knowledge of electricity or any conjecture how the lamp operates. He has only to slip his fresh cells (which are joined as one piece) into the case, observing that he puts them right side up. They make their own connections by being pushed into place, and the lamp “does the rest.” One charging runs eight hours. In favor of this lamp is its freedom from odor and trouble of filling and care, absence of smoke to dull the reflector and its independence of jars and wind, for nothing can extinguish it so long as the current remains and is turned on.
Although nearly two years have elapsed since the introduction of acetylene for purposes of general illumination, yet the present season is the first one in which this new illuminant has been used in bicycle lamps, and it seems eminently fit and proper that this gas should be appropriated to the uses of wheelmen, because it was in 1888, at Spray, N. C., that Mr. Thomas L. Willson, a member of the Kings County Wheelmen of Brooklyn, N. Y., who was famous in his day as a hardy road rider of the old “ordinary” and presented to his club the trophy that bears his name, while experimenting on the reduction of refractory metallic oxides of carbon in an electric furnace came upon the happy but unexpected outcome of producing by a cheap and simple method calcium carbide, so that the use of acetylene became at once a commercial possibility. He was trying to obtain the metal calcium by reducing lime with pulverized charcoal, but the temperature of the arc fused the mass, and it solidified into an extremely hard, gray crystalline rock. As this was not the substance that Willson sought to produce, it was thrown into a stream near by, and there was an instant evolution of gas in large quantities which, when lighted, burned with a smoky, luminous flare. Chemical analysis showed the rock to be carbide of calcium (Ca C) containing 60 parts by weight of calcium and 40 parts of carbon, and its gaseous offspring to be acetylene. This generation of acetylene by means of the immersion of carbide of calcium in water is the result of two exceedingly simple chemical reactions. The carbon in the carbide unites with the hydrogen in the water to form acetylene, and the calcium in the carbide takes up the oxygen of the water to form slaked lime, the only by-product of the double reaction.
Acetylene is a gaseous compound of 24 parts by weight of carbon and two of hydrogen. Although it was first discovered and isolated by Davy in 1836, it was twenty-three years later before the scientific world obtained a clear conception of its interesting character and properties through the investigations of M. Berthelot. Since that time, and up to the discovery as before stated by Mr. Willson, it had been produced only in small quantities as a laboratory product by tedious and costly processes.
Acetylene, when burning, gives a flame of intense brilliancy, and owing to its richness it can only be consumed in small burners. It possesses not only great luminosity, but great diffusive qualities. The light produced by acetylene is of a pure white color, soft and agreeable in tone. It resembles sunlight more closely than any other known luminant. Pure acetylene is not explosive. Mixed with air in certain proportions it can be detonated, and the same can be said of every known gas; but in a bicycle lamp, containing an ounce and a half, or two ounces at the utmost, of the calcium carbide, there cannot be produced enough gas to cause an explosion.
Calcium carbide is a hard, porous, grayish-black or bluish-gray incombustible material somewhat crystalline in form, odorless and unchangeable in a dry atmosphere, but when subjected to moisture gives off more or less acetylene gas. Carbide cannot be ignited and when well packed to prevent its coming in contact with water it is safe as regards all the conditions of transit and storage. When a piece of [Pg 115] carbide is exposed to the moisture of the air a slight decomposition on the surface of the lump causes the formation of a thin layer of lime dust, which retards further deterioration.
Its combustion is perfect. There are no noxious products, no odor, and no smoke. The vitiation of the air in a room compared with the ordinary gas is as 1 to 8. It produces a distinctively cool flame. The same amount of light has only one-sixth the heat of city gas. Its cost is far less than that of any known illuminant. It is made of cheap and almost universal materials, coal and lime, fused by electric heat. It will be in this respect the light of the masses. It will not freeze, being unaffected by heat or cold. It can be cooled to 100 degrees below zero, or heated to 600 above, without impairing its illuminating power.
If through ignorance or accident an acetylene gas jet should be blown out or the burner left open, the gas, being rather irritating, can be easily detected, even in the smallest quantities, on account of its penetrating odor, which resembles that of garlic. So pungent is this odor that it would be practically impossible to go into a room which contained any quantity of acetylene gas.
The carbide group is by no means unfamiliar to the average man; cast iron and steel are iron carbides of a peculiar form, and not a few others are daily used, for instance, Harveyized armor plates. They are all characterized by an almost adamantine hardness, and at the same time a certain instability. This instability reaches its maximum in the group of substances which are capable of making what chemists call hydroxides. They are all unions of a base with carbon, made in the electric furnace, and all give off gases when brought in contact with water. When broken into pieces suitable for shipment the carbide is packed in cans, the space between filled with sawdust, or some such substance to prevent waste by the rubbing of piece against piece, and the can sealed airtight to protect its contents from the moisture of the atmosphere. This is the shape in which it comes to the consumer. On opening the can one often finds most beautiful crystalline structures on the fractured surfaces, but they are instantly attacked by the dampness of the air, and one sees the beauty give way to a dirty gray powder with a feeling of disappointment which is very real.
Very little has been written about acetylene gas, and very few wheelmen have had any experience with acetylene gas lamps on their bicycles. The writers, however, have thoroughly investigated the subject of producing the carbide and the gas, and have for some time past had in daily use two of the lamps mentioned in this article, namely the “Electro” and the “Calcium King.” They have been used, of course, with the usual care that it is necessary to use with any bicycle lamp, whether it uses oil, electricity or gas, and the results have been satisfactory in every way, and the lamps have done all that the makers claim for them. This mention has been made to show that what has been written here concerning acetylene gas and portable bicycle lamps is founded upon scientific data, and it is, therefore, not wholly an empirical result.
As none of the makers of kerosene lamps seems to have ventured into producing an acetylene lamp, the making of acetylene lamps for bicycle use may therefore be classed as being a distinctive one and the trade of this city are showing the following makes: The Electro, the Solar, the Helios and the Calcium King. The Electro lamp is made by the Electro Lamp Company, and while it is retailed at a lower price than any of the others, as shown by the illustration it is of very neat construction as regards weight and size. Its reflector is parabolic in shape, and the light is not focused. It is charged by inserting a metal case, containing carbide, into the chamber of the lamp, and when this [Pg 116] carbide is exhausted, after burning four hours, the case may be removed and thrown away and a fresh one inserted. This takes but a moment’s time. The gas is generated within the lamp by the slow dropping of water on the carbide, and the water is so controlled that the gas is produced only as fast as it is consumed, and when the water valve is closed generation of gas ceases at once. By a slight turning of the valve screw at the top of the lamp the water in the upper chamber is made to drop on the carbide and the lamp is ready to light, and by turning in the opposite direction the water is shut off and the light goes out as soon as the water remaining in the chamber of the lamp is consumed. The carbide charges used in this lamp are made only by the Electro Lamp Company, and are packed in cartons of six charges each. Six of these cartons are packed in a box, making three dozen charges per box, each charge at a cost of about 3 cents, giving a service of from three and a half to four hours’ duration. This method of handling the carbide in cartridge form avoids the necessity of washing out the gas chamber to remove the residum, and it is to be commended on the score of cleanliness in handling. The lamp bracket is a rigid one, and is adjustable to various positions either on the forks or the head of a bicycle.
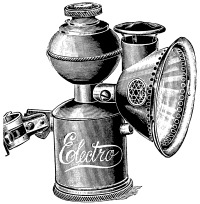 |
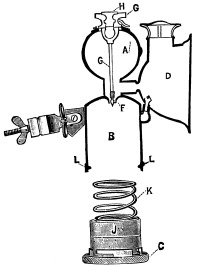 |
| ELECTRO (ACETYLENE). |
ELECTRO (ACETYLENE). Interior View. |
By contract with the Electro Gas Company, the parent company for the manufacture of carbides in this country, and which, it is stated, largely controls the home output, the Electro Lamp Company has the sole right of sale of carbide for use in bicycle and other portable lamps in the United States. This lamp company stated early in the season that it had then sold 30,000 lamps for the season of ’98, and that this number would doubtless be largely increased. Estimating that 25,000 of these lamps will be used at night, the consumption of carbide by the users of this lamp alone would exceed 10½ tons per week.
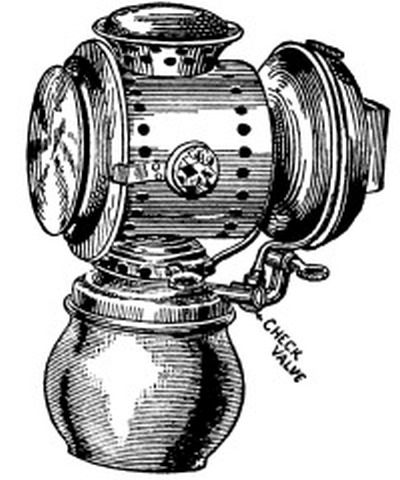
HELIOS (CARBIDE).
“The brightest light that ever came over the pike” is the phrase that the Badger Brass Manufacturing Company of Kenosha, Wis. (Hermann Boker & Co., New York, agents), has decided upon as best in describing their Solar acetylene gas lamp for ’98. As will be seen from the illustration the Solar is symmetrical in its lines, combining strength in construction and simplicity in operation. The lamp is made entirely brass, handsomely nickel plated, and is 7½ inches high. It is fitted with an extra fine specially ground double convex lens, 2½ inches in diameter, with a 5½ inch focus, which is removable by means of a spring. The reflector is made of aluminum and removable for cleaning, as is also the head, which is fastened with a bayonet joint. The jewel sidelights are especially large, being 1½ inches in diameter. Each lamp is fitted with a universal adjustable bracket, which fits the head, handlebar, or either fork of a bicycle, and is so constructed that the lamp can be removed with removing the bracket. The tip is what is known as a quarter foot, removable and easily cleaned. It produces a fish-tail flame, which throws a penetrating light of about one hundred candle power fully 150 feet ahead. As will be seen from the cross-section cut and the following explanation, the lamp is very simple in operation. The water tank “J” being filled and the valve “L” being open, the water passes into the tube “F,” which is filled with the fibre “G,” through which it percolates, vaporizing from the end into the screen tube “B,” saturating the fibre in contact with the carbide in the tank “A,” forming instantly gas, which passes out of the tip “L.” The amount of gas generated is due to the amount of water supplied. Suppose, for example, the lamp be so severely jarred an excess of water be forced in the wick tube, thus generating an excess of gas for the moment (by excess is meant more pressure than the quarter foot tip “L” can consume), the result is that the gas having [Pg 117] but one other outlet, that is, through the water tube, stopping any further supply of water until the pressure ceases, when it is again required. The gas and water pressure being always in balance, there is an automatic water pressure feed generator, which with the outlet at the top of the tank makes it absolutely inexplosive. One of the special features of this lamp is that it burns any form of carbide from dust to lump, and requires no specially packaged or prepared carbide, which is a very great convenience to the rider. The makers claim for the lamp that it is the only automatic gas lamp made, as it has no valves requiring constant adjustment; they also claim that it is absolutely inexplosive. The price, $4, including the adjustable bracket and one can of carbide, is exceedingly low. Extra carbide in two-pound cans, 25 cents per can, making the cost of operating about one-third of a cent an hour.
The Helios lamp differs from some of the others in construction because the water reservoir is away from the heat and cannot even get warm. No steam being generated the water must therefore be consumed by the actual demand made by the light. The gas cock is independent of the water cock, thus enabling the user to turn the water cock off and burn the gas already generated until it is all consumed, the advantage of this feature being that the gas already generated can be stored, and the lamp is therefore ready to light at any moment. The water feed to the carbide is controlled by a check valve. The small pipe shown in cut of lamp leading over the top of water reservoir and to check valve is a pressure pipe, which regulates the check valve. When the gas in the reservoir of the lamp has attained a pressure equal to or greater than the water in the reservoir, the pressure through this small pipe acts vertically on the check valve, shutting off the water supply; when the gas is below this pressure the water, then being of greater weight, causes the check valve to rise, allowing the water to feed to the carbide and generation to again commence. This check valve may be regarded as an important feature of this lamp, because in a lamp without a check valve the odor of the gas is emitted after the gas is extinguished, as the gas must have an outlet or escape, which cannot be controlled without a check valve. There is also an additional water cock attached to the water pipe which regulates the supply of water, so that the quantity of gas used is only that which is consumed and required. The burner is of the bulb pattern, giving a square light, perfectly white, and the carbide is used in lump form, and it is claimed that when the carbide is used in this form there is no danger whatever attached to its use. The makers of this lamp claim that it has a lighting power equal to 86 candle power, and if carefully used the cost of maintaining will not exceed five or six cents per week at a riding average of three hours per night. Any carriage lamp using either candles or oil can be altered at a nominal cost to employ this method of lighting.
The Calcium King lamp, made by the George H. Clowes Manufacturing Company, of Waterbury, Conn., is made entirely of brass, nickel plated, and the carbide is in the form of cakes, which they call “carbophene,” which costs five cents each, and afford an intense light for an evening’s ride. “Carbophene” is placed on the bottom of the reservoir, and the gas cannot form in this reservoir faster than it is needed hence there can be no over-accumulation. The water valve of this lamp answers two purposes, as it controls the generation of the gas and the flame itself, there being no other gas cocks or valves to close and create pressure. When the valve shuts off the water supply the flame, after consuming the balance of the gas in the reservoir, must of necessity go out. This lamp, like all others described, has a rigid adjustable bracket, which can be attached to any part of the bicycle.
To sum up the advantages of acetylene lamps briefly, it may be stated that they do not possess the tendency to blow out or jar out, and that they give an intense white light, and that vibration and jar of the lamp increases the light instead of extinguishing it, as with any form of lamp that uses a wick. There will be undoubtedly other forms of acetylene lamps made, and it is not claimed that the lamps made at present upon the market are absolutely perfect, but that they are as nearly perfect as present conditions and knowledge of the wants of wheelmen will warrant, and we may therefore reasonably expect that if the acetylene lamp fulfils all that is claimed for it that this season will show whether it is the coming light or not. Considerable space has been devoted to describing bicycle lamps for ’98, because we believe that until we have perpetual day the best substitute for the sun’s rays will be a theme of interest to mankind in general and bicyclists in particular.
The cyclometers first in memory of the oldtimer were about two and a half inches in diameter and one and three-quarter inches thick, and were attached by a clamp to the axle of the wheel of the high bicycle, where they turned with the wheel eccentrically, the clamp and not the cyclometer being the centre of the circle traversed. The motive power within was a short and heavy pendulum, which of course hung vertical as the whole went around, the case (in effect) revolving while the pendulum remained stationary, thus communicating motion to the hands on the dial.
In one English make a single hand traversed the dial circle, registering up to seventy miles only; another English pattern had four small dials and hands like a gas meter, counting by tens, and registering up to 10,000—whether of miles or of revolutions does not clearly appear. These were all heavy, weighing two or three pounds, and clumsy and costly as well. All had the disadvantage of requiring a dismount for reading, but one pattern was carried in sight, at the top of the fork, and was worked by a wire carried in two bearings on the fork and actuated by a “striker” on a spoke, which hit little arms at the bottom of the wire. The Victor of ten years ago, like the Butcher of an earlier date, hung without revolving, motion being given by a clamp in the centre which turned with the axle. The Butcher was listed at $12; the Victor which had a separate trip dial for 100 miles, was $10; the Victor spoke cyclometer of the same year, at $6, was carried on the spoke and had a projecting arm which struck the fork or other fixed part. The Lakin and the Brooks were also popular types.
The appearance of the Standard, in 1894, priced at $2, was the first step toward the popular use of cyclometers, and its great success brought in competing makes, at reduced prices and with a total registry up to 10,000 miles. These were all dial or watch instruments, and served well, but the search for novelty and lightening of even ounces led to the barrel type with the figures of denomination showing side by side after the manner of the old printing press counter, but with the edges and not the sides of the wheels in sight. The United States, introduced in 1894, had the field to itself in this type for a while, but now the dial form has been almost entirely driven out by the tiny barrel, and the makes of the latter may almost be reckoned by the dozen; the most prominent are the Veeder, United States, Leader, New Departure, Twentieth Century, New Era, Shepard, Burdick, Trump, Seth Thomas and Standard. They hardly exceed a nickel in diameter; they are dainty little trifles, yet strong and effective, and are such triumphs of American ingenuity that there seems nothing left to be done in this line. The usual registry is by miles in four places, up to 9,999, with another place for tenths, yet the Shepard (which is peculiar in using bevel-gears) also shows yards. The United States has a 100 mile trip [Pg 119] register, which can be set back to zero, and “carries” each trip forward upon the separate total, making practically two distinct cyclometers in one. The gears for the two meters are run by two pinions solid on one shaft, and the shaft is moved by a worm, therefore while each part of the meter registers independent of the other, both must register exactly alike. They are finished in nickel and antique copper for wheels from twenty to sixty inches in diameter, to register miles, kilometers and Russian versts. The figures used are somewhat larger than those used on other makes of cyclometers, and the clamp, which is curved, throws the meter up and back, close to the fork, out of the way, and protects it from injury.
The Twentieth Century cyclometer, made by the makers of the Twentieth Century lamp, is also made to register miles and kilometers.
 |
 |
| SHEPARD BEVEL GEAR CYCLOMETER. |
NEW DEPARTURE CYCLOMETER. |
The well-known Veeder cyclometer has been very much improved for ’98. The figures are larger, occupying the entire length of the case, and are close to the glass. It registers to 10,000 miles and then repeats. The right-hand ring shows the decimals of the mile divided into tenths. The mechanism of the cyclometer is the same as has been used heretofore, and is a compound differential combination of gears, which are without small parts and yet occupy small space. The clip for attaching the cyclometer to the axle gives a maximum range of adjustment. The spoke pin, which is exceedingly simple and neat, is attached to the spoke by two substantial screws, and cannot be jarred off. They also make a trip cyclometer, which is practically two cyclometers alongside of each other and having two separate dials, the whole construction being double, and is a decided novelty in cyclometer construction.
The Shepard cyclometer, a new cyclometer manufactured by A. G. Spalding & Bros., is made on an entirely new principle, it being constructed with bevel-gears, an improvement which is at once apparent, as there are no springs to get out of order. Another new feature introduced is a detachable holder, by which the cyclometer is instantly removed—a feature that will be appreciated by those who have had their cyclometers broken on railroad trains, etc. The barrel is eleven-sixteenths of an inch in diameter, and weighs but one and a quarter ounces. Every part is made from hardened brass and bronze, and nickel-plated, making it dust and rust proof. The Shepard will run 10,000 miles, and requires no lubricant of any kind. The Shepard cyclometer has been submitted to the most convincing tests by the makers, and they are satisfied that it is one of the most perfect cyclometers made.
The Burdick cyclometer is made by Edward Miller & Co., the makers of the well-known Miller lamps. They claim that it is made on entirely new principles, and that it contains less than one-quarter of the parts of any other cyclometer on the market. The bar is turned out of solid rod metal on a turret lathe. The figures are enamelled on silver-plated cylinders. These figures are always in perfect alignment, and do not change gradually as in some other cyclometers, but instantly. It registers tenths of a mile in the red-lettered right hand cylinder; the total registration is 10,000 miles. This cyclometer will register forward only, and reversing the action of the wheel has no effect on the figures. They claim that their six-tooth “star” wheel used in connection with their patent striker will register infallibly, and that [Pg 120] in any cyclometer with eight teeth in the sprocket wheel there is danger of constant false registration. The cyclometer is made to record 720 revolutions, based upon the number of revolutions that a 28-inch wheel will make in a mile. The bracket is a novel and ingenious device, and has a great range of adjustability.
The Waterbury Watch Company make the Trump cyclometer. The arrangement of the mechanism is entirely by gearing, and can only be changed by revolving the wheel. It registers up to 10,000 miles, and then jumps back to zero. Like some other makes of cyclometers, the tenths of a mile are shown on the inner end in large figures. It registers backward and forward, and no harm can result in turning it either way. The usual finish is nickel plated, but they are also made with sterling silver casings and gold casings; this latter in a satin-lined case makes a handsome and unique gift. The spoke clip is an ingenious little device consisting of a little roller which fastens to the spoke on the wheel, and engages with the little “star” wheel of the cyclometer as the wheel of the bicycle revolves. It is adjustable, and can be fastened at any angle. The clip screw is large, so that an ordinary screw-driver will fit it.
The Leader cyclometer, which is of the 10,000-mile type, has enamelled registering wheels, doing away with paper. The mechanism is without springs. It has red figures for the tenths of a mile. It is made in three sizes, for 26, 28 and 30 inch wheels, to register miles, kilos and versts. They have a new bracket this year, which is made of very heavy stock, so that it cannot be broken with ordinary use. The whole cyclometer is a very compact one, and weighs only 1¼ ounces.
The New Departure cyclometer is made of a special nickel silver metal, which cannot rust or corrode. It has direct gearing; the figures are large and bold. This cyclometer registers 10,000 miles and repeats, showing the fraction of tenths of a mile.
The New Era is a new barrel-shape, 10,000-mile cyclometer, made by the makers of the Standard. They have had a long experience in making cyclometers, and therefore it can be confidently asserted that this cyclometer will prove satisfactory. They continue, however, to make the Standard Midget, and the No. 2 and No. 3 Standard, which are of the open-face watch-dial style, differing only in size. They also make what they call a Tachometer, or Speed Indicator, which weighs only 2½ ounces, and is attached to the front fork near the crown. A small wheel bears against the rubber tire operating an open-face dial. It can be swung either in or out of position while riding.
The Trenton cyclometer is of the open watch-face style. The dials are of satin finished aluminum, and the case is of polished aluminum, which is but one-third the weight of nickeled brass. The cyclometer can be run either forward or backward, and the system of interlocking wheels which carry the small registering dials which can be seen from the top, prevents jumping or inaccurate registration. It registers 10,000 miles and repeats. The weight is only one ounce.
The Buffalo Meter Company also make a cyclometer of the barrel type, and which does not differ in general details from the others in the market.
The most interesting collection of cyclometers that was ever gathered together was shown at the last cycle show in Chicago. Models were shown [Pg 121] of all the old types that have ever been used, showing the evolution of cyclometer construction up to that time. This unique collection was in charge of Mr. Bernard Schultz, the mechanical expert of Bearings of Chicago.
Custom and local ordinances have made the use of a bell a necessity, and therefore bells have always been used by wheelmen since the early days of the sport. All the well-known and popular makes of bells are still largely used, and there are a number of new things on the market this season, one of the most taking being a bell made by the Bristol Bell Company, makers of the “Corbin” bells. This bell has a raised emblem of the L. A. W. cast in the top part of the gong, which was an extremely difficult thing to do in order to get an even thickness of metal all through the surface of the gong. The bell has a beautiful clear tone and is handsomely finished.
The Bevin Brothers Manufacturing Company make a bell they call the “Tie Bell,” which has either a single ring or a continuous ring at pleasure. It is fitted with a band clamp adjustable to any size fork aid is operated by pressing a spring lever attached to the handlebar, which in turn pulls up a cord, which throws a small hard rubber disk against the tread of the tire and places the bell in operation. They also make a double stroke tandem bell, which they call the “Clear the Road Alarm.” It has a large gong of from four to six inches in diameter, which is attached to the rear forks, a string passing from there up and along the main upper tube to the head, an arrangement being rigged on the end of the seat post to carry the cord to the bell.
The Hardware Specialty Company of Newark make both a double stroke and a rotary hammer bell, which are operated by pushing a button instead of being operated in the usual way.
The B. & R. bell is also of the same type, using a push-button instead of a lever. The advantages claimed for this type of bell are that the rider is enabled to use the bell on either side of the handlebar without reversing.
The Ericson Automatic Bicycle bell is attached to the front forks by a clamp-bracket and operated by a friction pulley thrown in contact with the tire of the front wheel and connected by a small lever on the left side of the handlebar, which can be pressed by the forefinger without moving the hand out of position. The lever is connected with the bell by a short piece of cord.
The Saks Continuous Ringing Bell will ring continuously from ten to fifteen minutes as desired. The bell is wound up by taking hold of the top part of the bell and turning it to the right, and to ring the bell a knob is pushed to the left, to silence the bell the knob is pushed to the right.
The T. & K. Bell rings automatically, either continuously or a short ring at the pleasure of the rider. The bell is attached to the front fork and swings under the lower part, and therefore does not interfere with coasters, brake, lamp bracket or cyclometer. It is operated by pulling a cord which is attached to the handlebar and connected to the bell and which throws a rotating disk in operation on the tire.
The Lord Bicycle Bell is attached to the right side of the front fork directly above the tire. The bell has an aluminum rim or flange underneath the gong, and has a thumb piece or lever attached in a convenient position near the grip; a string is fastened to the lever of the bell proper, which is passed through a sheave on the handle bar stem and fastened to the thumb lever, making the string taut. The sheave or pulley can be dispensed with entirely and a thumb piece substituted for same if desired. It is operated by either pushing down the thumb lever or pulling the string which forces the aluminum rim on the tire, causing the bell to ring.
The making of this class of bells, i.e. to be rung by a rotating wheel on the tire or rim, brings to mind the old type made by Hill & Tollman [Pg 122] of Worcester, Mass. and which was so long in use on the old ordinary, so that this construction is really another instance of what has been so often noted in this series—a reversion to old types and forms.
The Music Cycle Bell Co., furnish a set of bells for club use, the set consisting of twelve bells accurately tuned. Only two bells are placed on each wheel so that when six persons are riding together, or four with eight bells are used, the riders can play the popular tunes as they ride. While this, however, might not be appreciated on everyday occasions, in a bicycle parade it would create a sensation.
The Columbia Cycle Bell is a continuous ringing bell, and the makers say that “you just push the button and the bell does the rest.”
A combination bell and brake called the “Bell-Brake” is made by the Universal Trading Co. The Bell-Brake gives a continuous silvery ring by the slight pressure of the thumb on the lever situated directly in front of the rider where it can be used without either hand leaving its hold on the handlebar. A slight pressure of the thumb pushes a small aluminum wheel in contact with the tire, and the bell rings continuously. The bell hammer is attached to the wheel by a steel rod, and by pushing the lever down a little with the thumb, or very hard with both thumbs the brake is applied. The sides of the brake-shoe clasp the sides of the tire, where there is no wear, and the bell still ringing is thereby pushed up with the aluminum friction wheel and the steel rod and frame. The bell can be thrown out of action whenever it is not needed by slightly pulling up the ring on chain-lift and placing it over the hook. The bell remains silent until wanted again. A strong steel lamp bracket near the head of the steering post where a lamp can be carried, is provided by the bell-brake, the fulcrum of the operating thumb-lever being extended for this purpose. A puncture guard is also supplied with this bell and brake, forming the rear end of the brake-shoe, about one-eighth of an inch from the tread of the tire, and ready to scoop off any pieces of glass, tacks, nails, etc., that have been picked up by it before they can be driven through the tire by the pounding of many revolutions. The whole arrangement of bell, brake, lamp bracket and puncture guard weighs but a trifle over a pound, and can be attached to any ordinary bicycle.
Toe-clips are more largely used than ever. Originally they were used only by our racing men, and one of the most popular clips ever used was one named after Zimmerman. It was simply a narrow band of spring steel about one-quarter inch wide, bent to the required shape and bolted to the pedal. The type is now somewhat extinct, the demand appearing to be more for toe-clips that cover more of the surface of the foot.
A new design is one called the Roller. It has a small corrugated roller fastened on the end of the clip, where it touches the shoe. This roller permits the foot to be slid in and out readily.
One of the best of the new clips is called the “Pedal Balance Toe-Clip.” When not in use the weight of the clip itself, without any counterweight whatever, holds the pedal right side up and horizontally ready to receive the foot, which when placed upon it presses down the plunger, thereby raising the clip over the toe. The clip releases itself and drops to position the moment the rider starts to remove his feet. Another peculiarity about this clip is that they do not hang as close to the ground as clips attached in the ordinary way. They can be attached to any make of pedal.
Another type is called the “Can’t Slip.” This is of the broad style of clip, but it has side extension extending down over the sides of the upper and sole and prevents side-slipping off the pedal. The shoe, however, is readily withdrawn backward on a dismount.
The Howard Adjustable Safety Toe-Clip fits all pedals, and as the cut shows, it does not touch the upper of the shoe, as it only grasps the sole of the shoe. To give the best satisfaction a pair should be placed on each side of the pedal, so that they will balance each other and catch the sole whichever side of the pedal is up. The advantages claimed for this style of clip are that there is no pressure on the toes or any other part of the foot, and that they will fit any size of shoe, and hence can be used by women as well as by men.
Wire toe-clips are largely used, made of plain wire or spirally twisted wire; the most popular wire clip is known as Thiem’s, of which a cut is shown.
A new toe-clip shown is made in the form of a stirrup. The frame is [Pg 123] made of steel, the upper part being made of leather in the shape of a stirrup, and is laced for adjustability.
The Quick Swivel Clip is one that is mechanically automatic, clearing the way for the foot, and provides for a strong upward pull. In its operation it makes no difference where the foot strikes the swivel as either end fits the toe and will follow into position the instant the foot is placed upon the pedal. The lifting strain is distributed along the top of the foot and centres on the swivel pin.
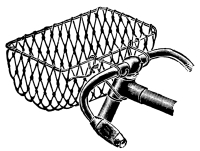 |
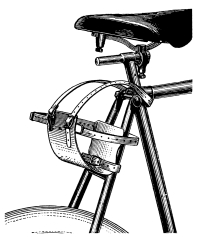 |
| KALAMAZOO CARRIER. | LAMSON CARRIER. |
The bicycle touring season will shortly open, when luggage, coats and packages will have to be fastened in some way to the frame of the bicycle. The luggage carriers made by C. H. Lamson of Portland, Me., have long been favorably known and largely used by wheelmen all over the country. He still continues to make his detachable luggage carrier of wire and leather straps, to be used on the handlebars, and which are made in various sizes, not only to carry clothing, but to carry cameras and books as well. The cuts give an excellent idea of their construction. A demand, however, has existed for rear luggage carriers for bicycles, and to meet this demand Lamson shows a new carrier. It is made of leather and is so formed as to make the mud guard protect the package, and also to save the frame of the bicycle from being chafed. The straps are stout, thick and of good length, and the patent buckle allows the quick removal of bundle or camera. He makes another form of this style of wire and straps. This carrier makes a springy shelf which makes an easy rest for the package. Two wire hooks spring against the inner sides of the back stays just above the brace which is usually placed above the wheel, and these wire hooks are held securely in place by turning down a snap. Another form of rear luggage carrier is called the Adams L. A. W. This is also made of leather and straps, and will carry a good size package, and when not in use is scarcely noticeable.
Weber’s New Departure Luggage Carrier is a combination luggage carrier and lamp bracket made of cold rolled steel, fitted with leather straps. This carrier also affords a suitable grip for carrying a parcel in when detached from the bicycle. It weighs, complete, about three ounces, and can be rolled up and carried in the pocket or attached to the top bar of the bicycle. The luggage is placed in the carrier and attached to the bicycle by slipping it over the lamp bracket. The carrier may also be attached to the seat post.
A wicker basket carrier is also shown, which will fit any handlebar, being fastened thereto with straps, and this certainly ought to become a popular one for carrying luncheons on small picnic runs.
For touring purposes a linenoid touring case, made by Crane Bros., of Westfield, Mass., is to be commended. It is made similar to an extension case of tough waterproof material, and is seamless. It can be removed from the frame in a moment, owing to patent buckles being used. Their ordinary size will fit the frames of nearly all the well-known bicycles in the market, but special sizes and finish are furnished as desired. Linenoid, of which these cases are made, consists of pure linen threads reduced to a pulp, chemically treated and moulded [Pg 124] on iron forms subjected to heat from great pressure, and then finished. They also make a megaphone of this material, and which will carry the voice from a half to two miles, the distance depending upon the size of the instrument. They have a new idea in megaphones, one that is called a double megaphone, which allows the person using the megaphone to hear also without changing the position of the instrument. A supplementary tube runs from the mouthpiece to the ear of the user, so that with this double megaphone a conversation can be carried on with as much ease and satisfaction as if the users were near together.
The “Fairy” child’s seat is among the most widely used in this line of attachments. The supporting frame is made from a single piece of 5⁄16 inch wire doubled and bent to hook over the handlebar, the lower portion running down on either side of the head of the bicycle, and secured to the head by means of a short strap and buckle, the lower ends of the wires turning out to make foot rests for the child. The upper part of the wire frame is bent in a manner to form a support for a veneered seat board, and the seat board is provided with a light wire rail running around the side and back, while a wood handle is run through loops formed in the wire rail to secure the child in place, as well as to provide handles for the child to take hold of.
This seat is extremely simple and neat, and will fit either a lady’s or a gentleman’s bicycle. It is perfectly safe for babies or a child seven years old. The seat being in the position it is over the handlebar, is entirely out of the way of the rider, and the child sits so nearly over the centre of the head that steering is scarcely affected at all.
The Kalamazoo Parcel Carrier is made from 3⁄16 inch steel spring wire, and has a linen net in the form of a bag for a receptacle to hold parcels of all kinds. The size of the opening is 6×13 inches. It fits nearly all handlebars. It is simply hooked around the bar and held down by means of a light cord, which goes down under the upper tube of the bicycle. This carrier weighs about 8 ounces, and will carry up to 15 pounds.
There are two frame protectors on the market which are very useful when a drop bar is used to protect the frame from being marred by the grips. The Straus protector consists of three separate rings of hard rubber, which are split so as to allow them to be placed over the frame, and they are usually used in a combination of colors, the rings being furnished in red, white and blue. The Goodrich frame protector is of one-piece construction, and has diamond-shape corrugations over its surface; a steel spring imbedded in the rubber clamps the protector tightly to the frame.
Young’s Rim Sprocket can be used in connection with any ordinary sprocket to increase the gear without removing the sprocket from the crank shaft. The rim fits snugly over the sprocket, being held in place by four bolts and nuts, and the change can be made very readily. These rims can be obtained to add from three to four teeth to any sprocket having fourteen teeth and upward.
Chain and gear lubricants are perhaps not applied as frequently in all instances as they should be, a fact due largely, no doubt, to the disagreeableness of the task. Wheelmen have long wondered why makers of chain lubricants have not hit upon some form of package less unpleasant to handle than the old style stick-graphite package. The “Pacemaker” is the latest improvement in this direction. It is a simple tube of semi-liquid graphite, with a small but serviceable brush fitted into the cap. Thus the lubricant, which is an excellent one, can be applied in the most convenient possible form, without the necessity of smearing one’s hands and clothing.
“Pacemaker” is manufactured by G. W. Cole & Co., of New York, makers of the well known “3 in 1” compound, which all cyclists in all countries are familiar with.
A novelty in guard lacing for ladies’ bicycles shown is Shirley’s patent guard lacing. They are made of knotted silk cord and are ready to apply to any bicycle, and a sufficient quantity of extra lacing is furnished to lace the chain guard. A nickel-plated eye is furnished to attach to the rear axle and black enamelled wire hooks fasten the ends to the wire guard. This style of guard is very much superior to the ordinary lacing used, and is of the type used so largely during the past season by the makers of the Wolff-American cycles.
The Columbia Retro-Opticon shows cyclists what may be coming behind them. It is used on the handlebar just in front of the left hand grip. [Pg 125] They can be set in any position. A glance at the surface of the instrument shows a complete picture in miniature of everything behind the rider.
The old style hand pump is now but little used excepting in cases of emergency, the more powerful foot pump having been substituted in the bicycle rooms of most cyclists. These are largely of the type shown in the accompanying illustration of the “Ideal” pump, manufactured by the Manhattan Brass Company. The cylinder is large, with a double washer attached to the plunger. There is practically nothing to get out of order, and it requires but a few discharges from the pump to fill a tire solidly.
A device that promises to save wheelmen much time and trouble is an automatic pump, operated upon the penny-in-the-slot principle. It is intended by the company controlling the patents and manufacturing the pump to place them at convenient points along the city and suburban routes for cyclists, for use by any wheelman who has the price of service—one cent. The machine is of sturdy construction, built to stand rough usage and rough weather. The dropping of a penny in the receiving slot releases a lever, one complete swing of which pumps the tire hard if the rider wishes it so, or a partial swing will give such pressure as is desired.

Some one has defined a rebellion as a revolution which has not succeeded. Similarly, the freakishness or non-freakishness of an idea in cycle construction may be deemed to turn on its fate in the struggle for survival; yet there may be some exceptions to the rule of survival of the fittest, and, on the other hand, there are myriads of notions that are visionary as to possible practical results or even go counter to the most elementary of natural laws. A cycle show always brings out a few of the milder sort. For example, the Upright, devised by a non-rider who had observed with pain the “monkey-on-a-stick” position and perceived that this would be impossible if the hands must be at the sides; so this one-idea reformer devised a frame which placed the handle bar behind the rider, and the uprightness was complete. A few bicycles on this plan were made and went into use. The least that can be said is that the idea was effectually embodied; the most is that if one idea was enough in a bicycle this would have been triumphant and permanent. The last show had a freak or two in tires, a spur-gear freak in chainless driving (since remade into a form capable of operating), a device for driving the front wheel by a see-saw handlebar working straps and ratchets simultaneously with regular driving on the rear wheel—and some others we do not now recall. In the lack of a show, freaks do not come to the front as prominently this year, and yet they are still to be numbered by the thousand. They are to be found in witless, non-workable patents, besides many more by cranks who cannot raise the patent fees and are thus cruelly barred out of the Eden rightfully theirs if fate had been less unkind. Whether as much money has not been sunk in such patents and in barren experiment in the aggregate as has been made out of the bicycle is doubtful; at least, it is within bounds to say that the worthless patents in the cycle line taken out in the United States alone during the last twenty years could not be adequately described and illustrated in a month, even if this journal were entirely given up to the task. Yet we can sketch a few as samples; also indicating the lines along which barren contriving constantly runs.
There are several fallacies which recur, year after year, and necessarily lead to wrong conclusions. One of these fallacies is that there is a large reserve power in the body which is not ordinarily afforded means for expending itself, especially that the arms do not have a chance given them. Another is the twin brother of perpetual motion by means of gravity, and it imagines that a cycle can be driven continuously by the weight of the rider. Another assumes that the coveted mile-a-minute speed can be attained by speeding up the wheel with relation to the foot action by means of gears. Another assumes that a combination of enough gears, levers, clutches, straps, cams, etc., can be trusted to go of itself; inventors along this line seem to read the term “mechanical powers” as in the singular, and as meaning that a combination of devices can create power, whereas the fact is that a man who moves a big stone by means of pulleys actually expends more energy than if he raised the load by his own muscles unassisted. There is also an endless line of cranks, utterly ignorant of or acting in defiance of the most elementary natural laws, whose propositions are as destitute of practicability as dreams in sleep, in which, as we all know, nothing seems preposterous, and to follow Alice down the rabbit’s hole or to unscrew our own legs and eat them for lunch with condiments would be in the regular order of things.
Examples may be cited almost at random and without care for chronological order. A mild case was that of the Hunt patent, December, [Pg 127] 1890. Mr. Hunt was aware “that a chain is often used to transmit power from the pedals to the wheel,” but he proposed “a frictional gearing connection.” His device was the same mode of chainless driving as on the Humber chainless of today—that is, by an intermediate wheel, but with a difference; his drive-wheels on the wheel axle and crank axle had toothed or corrugated edges, and his intermediate had a rubber band or tire on its rim. “It will be evident (he says) to the student of this bicycle that the corrugations on the peripheries of the drive-wheels K and M will take firm hold of the rubber band of the intermediate wheel N and thus prevent any possibility of slipping; in this way an easy, regular motion will be produced.” He also claims that this connection, while being firm enough, will also be elastic, with “yielding characteristics.” What really is evident is that if his device succeeded in driving the bicycle at all, the rubber band would retain its integrity at least fifteen minutes.
The same notion reappeared, a year ago, in the patent of Mr. Langbridge, an Englishman, who proposed chainless driving by two spur gear wheels carried on the seat-post tube and meshing with one on the pedal axle; “a pneumatic-tired friction wheel,” borne on stays in the triangle below the saddle, was to work on the tire of the rear wheel near its top, and this frictional contact would impart “the same, or practically the same, velocity” as that of the friction wheel itself. This was a conservative way of stating it, for “practically” is a rather flexible term.
In 1893 a Hartford man patented a bicycle fitted with a large cylinder, borne on either side below the wheel centre, for compressed air. Having previously filled these, either by a foot pump, which takes the place of the usual pedals, or by a curious rotary hand pump carried under the upper tube, the rider climbed to his place, opened a convenient throttle valve and sped along gayly. On a down grade he could use the momentum to repump air, getting brake effect by so doing, or he could use the air pressure to work a brake direct; as the gas tanks carried two little wheels on spiral springs underneath them, the rider could step off and leave the whole construction upright, leaning down on one of these stop-wheels.
Five years ago Mr. Gundelach of this city patented “a convenient gear mechanism by which the machine may be speeded high on a good road and may be changed to a low speed for hill climbing.” He placed a series of spur gears with pinions thereon in a frame, the last of them working on the rear wheel by sprocket and chain; when the rider came to a tough hill or a piece of bad road he had only to get off and carefully loosen the shaft so as to make a shift for power on the familiar method of the coned pulley in machine shops and he was all right; a flywheel on the shaft, for equalizing motion and for using the reservoir of power which some imagine is contained in flywheels, was not omitted. The public seem to have respected Mr. Gundelach’s patent rights.
In 1890 Mr. Toense of Cleveland patented a man-power combined with a pair of hydraulic cylinders. The rider began by climbing to a high seat, which sank under him and thus thrust back the piston of a horizontal pump, which gave the wheel a forward impulse by a rack and pinion. As the seat sank, it moved L-shaped levers, and thus lifted the piston in a vertical hydraulic cylinder; then the rider pushed down on the treadles, “at the same time raising himself in the seat,” and the piston just raised was pushed down, giving the wheel another impulse. “The driving wheel is thus acted upon alternately by the two driving cylinders, one acting when the seat descends and the other when the treadles are forced down.” This may seem a little obscure, but we have never had opportunity to see the device.
Mr. Hansel, of Zeitz, in Germany, only recently rediscovered and patented the idea of driving by the rider’s weight. There are two saddles, each on its post, arranged to slide up and down see-saw fashion, and geared, no matter precisely how, to a very big pulley belted to a very small one on the rear wheel, the gear ratio being evidently enormous. The rider gets up on the seat which is at the top, slides down with it, thus starting the wheel; then he is to hop off that to the other seat (which has meanwhile gone up) and so on. Expressive silence may be left to “muse the praise” of this invention.
Mr. Osborne of Brooklyn recently offered a carpet sweeper belted to the front wheel, which “will thrust aside small objects, such as nails, tacks, glass, sharp stones and the like, and leave a free path for the passage of the wheels of the bicycle.” This we respectfully refer to the Department of Street Cleaning.
Mr. Livingston of St. Louis takes the locomotive double-rod chainless driving of the 1896 Twentieth Century and the Dayton of this year, and improves on it in his own way. Instead of driving his pinion by a chain and so running it forward, he makes a spur gear of it, so that the motion is reversed from that of the pedals. As the two connecting-rods to the wheel are worked by this pinion, he is compelled to pedal backward, or else run the bicycle itself backward. Presumably, he intends the former, and is not disturbed by the prospect; but as this mode of pedalling would involve an excessively vertical action it is not probable that this particular chainless will ever be seen on the road. [Pg 128]
Going back sixteen years, we find Mr. Amess, a Canadian, turning the first Columbia model into a lever-driving wheel, as shown in the cut. His patent claims only speeding up and vertical position, and does not allege safety from headers, very properly. For not only was his contrivance clumsy and subject to great friction on the sliding fulcrum, but added weight where weight would be dangerous; moreover, as a careful examination will show, the mode of driving had no tendency to hold down the back wheel.
Only a year ago, Mr. Harrison, an Englishman, patented a lever contrivance with oscillating fulcrum, in combination with planet gearing. Every disadvantage of lever-driving attached to this, and he also took up again our old acquaintance the much-heralded elliptical sprocket, which had its trial in this country some years before. Substantially this device was at the National Show, November, 1896.
At that Show was the Alert, a chainless using substantially the “chain disk or cam,” just patented by a Swede and said to have been sold (a few countries excepted) for $600,000. It is an L-lever pivoted at the crank bracket, the forward arm carrying the pedals, and the upper arm drawing by a cord upon a sort of snail cam or scroll on the rear axle; the driving is on each side necessarily, and there is no back pedalling. The leverage is changeable by shifting up or down the place of attachment of the cord to the upright lever arm.
A year before this, another Englishman patented a device for chainless driving by a lever with sliding fulcrum at the rear of the wheel; the lever was to be pivoted to a wheel with internal spur teeth meshing with a pinion on the axle, and the device was on both sides.
Five years ago Mr. Mahoney of this city patented a contrivance as shown in the cut. He overlooked such considerations as enormous width of tread and the fact that his driving wheel was not central in the frame. He premised that, “as a general thing, a bicycle rider has a reserve supply of strength which he cannot use to advantage in running the ordinary bicycle, from the fact that he cannot make his feet go fast enough to get a speed from the bicycle proportionate to his strength.” Having thus announced the discovery that twice two are five, Mr. Mahoney described his invention by which “a person may drive the machine very rapidly without making his feet move very fast.” If Mr. Mahoney had not been bent on inventing something, he might have perceived that speeding up ad libitum could be had by omitting his gears and using a front sprocket large enough. Later inventors have seen more clearly. For instance, only a few months ago, Mr. Papperdykes of New Haven “patented” a bicycle warranted to carry a rider a mile in seven and a half revolutions of the pedals, thus giving outlet to the reserve supply of strength mentioned by Mr. Mahoney. There is a train of gears, combined with sprockets and chain, making a gear ratio of 8,448 inches. This is as the story was told, since we have not seen the patent; but there was an error in expression The equivalent circumference of wheel is 8,448 inches and the diameter 2,680 inches, or 224 feet, as nearly as can be figured, making an equivalent wheel only forty feet smaller than the great Ferris wheel of the World’s Fair. Here is a little object lesson in gear ratio as heretofore explained; the actual wheel was to be 28 inches, while it was to run per each pedal revolution as far as a directly connected wheel of 224 feet would run. Such a construction might be a little heavy, but there would be a difficulty with it in practice; it would probably require ten or twelve horse-power to drive, while a bicycle rider has only one man-power. A like difficulty prevents our flying with the birds, for wings could be easily made and attached.
What could anybody expect to accomplish by carrying a long chain from the usual front sprocket to an extra sprocket below the saddle, from which a second chain ran down to the rear sprocket? Yet the writer encountered precisely this fixed-up contrivance in the street, and surveyed it with feelings which forbore utterance. Or consider the very recent patent of Mr. Scott of Philadelphia, as shown in the cut. He knew that an electric motor for driving the wheel would be delightful for a lazy rider; so he put one on behind, in what is evidently a good place for it. A motor must have current; so he put a small dynamo on the diagonal tube to supply it. Then, to make that go, he had only to put a large band wheel in place of the front sprocket and belt it on, and the deed was done. Granting that there would be no electrical difficulty in transmitting energy from one point to the other, this contrivance would simply waste a considerable power which might be carried directly to the wheel; but Mr. Scott does not know this, and he felt he had a call to invent something. [Pg 129]
Yet Mr. Scott is put in the shade by Mr. Turner, out in Indian Territory, who has patented a contrivance for making a head wind drive instead of retard. He proposes to mount a small windmill with four vanes on a horizontal shaft in line with the top tube, and this, by a pair of bevel pinions, is to run a shaft leading straight to a crown wheel on the rear wheel, which is to be driven by another bevel pinion. The usual driving is prudently retained for emergencies, and the relative size of these pinions indicates that the windmill will need to whirl with great velocity. He somehow omits to claim the windmill and asks protection for a peculiar brake on its shaft. As the shaft is rigidly fixed in line, he must intend to run dead into the wind. The school text books used to tell of a man who put a large bellows in the stern of his pleasure boat, so that he could always have wind for his sail, and a contributor relates in the Youth’s Companion how he once saw an attempt made to work a wood scow by a windmill carried on it. Yet, if the winds that blow in the far West are not peculiar, and if Mr. Turner is not ignorant of what most children think they know, navigators have been wasting time for a thousand years in trying to sail by tacking instead of making the wind drive against itself.
These are examples enough of folly which shows no signs of abatement. The Government offers a patent to inventors of “any new and useful” improvement. There is a notion that invention is an easy road to fortune; on the contrary, there is no harder and more unpromising one. The foolish inventor constantly overlooks the words “and useful,” and the Patent Office, in order that no risk be incurred of smothering improvement by any official dictum that the thing proposed is worthless, has also waived the qualifying words and has thrown the door open so wide that anything may get a patent—not even novelty is strictly enough required. An elaborate muzzle to keep sheep from biting might therefore not be debarred from patent right by the fact that a sheep was never known to bite anything but its own vegetable food; and so long as any combination, although obviously impracticable or even going counter to natural laws, is “novel,” and therefore can obtain the right to litigate which is called a patent, it must be expected that dreamers and persons of misfit intellects will continue the line of applicants. The bicycle is so much in the public eye that it especially draws these persons as the light draws the moth. They will not consult practical men, or, if they do, they will not accept the advice given. They will not even look to see what has already been done in the same line. One of this class came to the writer more than a year ago with some complicated contraption of levers, ratchets, cams, and the like—just the usual thing. Had he been to any bicycle makers? Yes, and none would give him encouragement. Nor could we and we tried to show him how useless his labor was; but he gathered up his drawings and shuffled away. He did not want expert opinion, unless it was of a pleasant nature; he wanted aid to build his contrivance. Like all of his class, he could see nothing beyond his idea, successful on paper, and if he could only get his patent and get a sample made success was sure.
Apropos of this is the classification of cycle patents for 1897 made by the Iron Age. For pneumatic tires there were 110; 106 on handlebars and grips; 105 on driving gears, 70 of these being for chainless; 85 for saddles; 69 for brakes; 51 for frame construction; 50 for cranks and pedals; 17 for spring frames; 124 for stands and racks and for devices for dropping down some sort of prop or leg by which the bicycle might stand alone. The last-named is absolutely valueless and has been so proved; the spring frame has also been tried and virtually rejected; and if a hundred patents on the bicycle and accessories are issued in a year it is almost certain, without examination, that ninety-nine are commercially useless, if not mechanically preposterous. This is so because the practical conditions are narrow and rigid, and because the field has been so repeatedly and minutely gone over.
The crank cycle inventors, of course, are only one class. They are non-riders usually, and not prejudiced by any practical knowledge of the subject; one device (one of the best of the year) has been invented by a man who has not yet mounted a bicycle, but he is a mechanic, not a dreamer. It is sad to see so much waste of time and energy in planning, so much illy-spared money spent in patent fees, and so many disappointed hopes, and if this rapid sketch happen to deter some would-be improver of the cycle and send him to the Klondike for a fortune instead it will not have been without direct advantage to somebody.
In course of the development of the bicycle, the “component parts maker” has come upon the scene, in this country as he had previously done in England. In a general way, all bicycles are constructed alike; that is, all have hubs, ball bearings, spokes, crank brackets, joints constructed by forging from the solid or by working up sheet steel, and so on. Production of these parts by quantities, as a specialty, is in line with the custom of subdivision of labor, and is in the direction of economy in product, and yet this has its undesirable side as well, for it tends to encourage the practice of “building to order.”
A rider—usually not one of the very experienced class and seldom one of mechanical study—has observed the axle of one make, the hub of [Pg 130] another, the saddle fastening of another, and so on; more or less justly, he approves, or fancies, these devices, and it seems to him that if he could only combine them in one bicycle he would indeed have the “topnotcher” of the year. The fallible side in his human nature is also flattered by thinking that to be able to say that his mount was “built to order” suggests that his superior discernment saw beyond what the regular market offered and was not satisfied without something better than others have, and something distinctive and “special.” Accordingly he applies to the small assembler who announces himself as builder of specially designed wheels, and this assembler, wise enough to cater to a “want” which he can turn to account, puts together the parts desired, or with accepted modifications suggested by himself, and the rider gets his “to order” mount, at a price proportioned to its specialty.
While he thinks himself fortunate and happy, let it be admitted that he is and that nobody else has a right to disturb his peace. And yet it does not necessarily follow that a combination of good things makes a good total. For he has no guaranty, although he may have written stipulation, for the real guaranty is the maker’s reputation, and in that sense he has no maker. The second consideration is that if the assembler who has made up his wheel dies or goes out of business he probably has no clue to the source from which the particular parts came and is thus liable to be put to expense and trouble if replacing any becomes necessary; it is always a good rule to deal, whenever possible, with parties who are likely to last and to be easily found should occasion arise to call on them. A nameless bicycle—that is, one without definite and responsible origin, for the mere nameplate is only a bit of stamped metal or a transfer, and is nothing in itself—may run well for a time, but is liable to plague its owner before he is through with it. The third consideration is that, even if purchased parts are of good quality (and there is always a temptation to increase the present profit by using the lowest priced), the assembler, with his few tools and comparatively small experience, cannot possibly do the work as well as the large maker, with his ample facilities. The one man, who perhaps brazes and files up and puts frames together for fastening, and makes up wheels, and performs other operations, may get a diversified practical training in mechanics for himself, but the work cannot have the certainty and accuracy obtainable, according to all rules of production, by subdivision of labor. Nor is this all. The frame shape and its angles are originally “set out” in the draughting shop with mathematical precision, and the large maker puts the parts together by means of “jigs,” all this involving a heavy outlay, but securing exactness. The “to order” workman conforms to the angles called for as well as he can; if the connections on band are not quite right, he files them or bends them, getting as nearly accurate line as he can by his eye and the rule of thumb. His work being on individual cases, it is impossible for him to have jigs and gauges for each, and quite out of his power to attain the correctness obtained by machine work and making in quantities. Hence, even if the material used is of the very highest quality, it is reasonably inferable that the “to order” bicycle, supposed by its owner to be better than regular market stock, is really somewhat inferior.
Market prices, as everybody knows, are greatly below those of the last two years, and this favors buying new mounts. On the other hand, and for that very reason, such allowances as used to be made for wheels a year or more old are now impossible. Apparently one consideration might fairly offset the other, yet there are signs thus far that a larger proportion of riders than heretofore will furbish up their present mounts for another season. But as the most decided change for 1898 is shortening of head, lowering of frame, and increased drop of the hanger, this change being so marked that a 25 or 26 inch frame is now rated as quite antiquated and unfashionable, there is a tendency to make over present mounts into the more stylish cut. How far this is likely to go we cannot foresee, but as some cases of cutting down frames and advertisements of “old wheels cut down” have already come under our observation, we must condemn it in the most emphatic terms. The “to order” shop is very likely to count this change an opportunity and to stimulate the practice by offering its services; but we must warn riders that meddling with bicycle frames involves hazards. When the bicycle hater declares that to mount one of those things is to [Pg 131] take one’s life in one’s hands, he states what is literally true, of course. The possibilities are always against us. If we step out of doors, we take chances; if we go to bed for safety, people have died in bed. Reasonable care having been used, we must trust the chances, which always expose to mishap and always give the weight of probability to the side of immunity. The most dangerous break on a bicycle is a break of frame—for example, while fracture of one side of the front fork will probably permit escape, a complete snap of fork crown or stem will almost certainly cause the rider to dive for the ground. Now, tubing has been made from the solid ingot by a series of processes and it is almost surprising that after the time the metal has survived all this torture and has been shaped and fixed into a bicycle frame, having endured the final heat of brazing, there is any “life” left in it. When the cutting down process is undertaken, there are two bad consequences probable: one is that the operation will fail to get accurate alignment, in which case the driving will be harder and the durability of wearing parts less than before; the other is that the further heating will “burn” the metal (literally) and the chances of fracture will be much increased. The tube may also be softened in one place, as well as burned in another. The original finish cannot be well restored, and the operation of smoothing up, especially for nickeling, involves further hazard to the tube. Advice as to making over frames is covered in one word—don’t do it, and don’t trust yourself, knowingly, on one which has been thus treated.
The one thing accomplished by the lowered frame of 1898, which is the chief change of the year, is a small further lowering of crank axle; and this lowering or drop it is not quite easy to contemplate without impatience. The natural construction of the diamond frame would put the crank axle in line with the wheel axles, or very nearly so; the drop is a concession, serving no useful end except to make the mount and dismount easier for women. Within reason, it is therefore well; carried to excess, it involves the risks already pointed out; turned into an end and a sine qua non, it becomes foolishness. As a case for illustration, a bright young fellow who has quite a taste for bicycle mechanics recently came to the writer for advice. His question was whether to buy the Blank racer (a first-class wheel by one of the best makers) or the new model of his present make, with 30-inch wheels. The advice was to leave the latter alone, and the reasons were given, to wit: that the 28-inch size was not reached arbitrarily, but as the best practical adjustment of all the conditions of the case, and after a long trial, which included both 32 and 30 wheels, separately and in combination; that enlarging the wheel means increase in weight, and lengthening of the already awkward wheel-base; that it involves special rims, tires, and spokes, together with added cost and trouble in frame-making, just when makers are trying to reach uniformity; and that bringing out this size seems to be a mistaken sop thrown to fadism and one which cannot last. But—this was the plea—a greater drop of the hanger could thus be had, and it was an aid to steadiness in balancing to get nearer the ground. More drop, yes; but what of that? Memory recalled how, in England, the smaller wheel was met by the argument that on a high wheel the rider could get a wider view of the country by being raised higher from the ground; and how, when the writer, in 1882, brought over the Facile, the first specimen of a small bicycle seen in America, so far as appears, the scorcher of the day viewed it with lofty contempt, and “wouldn’t like to be found dead on that thing.” Its wheel was 44 inches, but it was esteemed lowly; now, the scorcher is willing to forego the broadening of his horizon to be attained by being a foot or two higher above the ground and wants the aid in balancing to be had by a saddle an inch and a half nearer the ground! The young fellow in this present case went away, perhaps convinced but not satisfied, and in a few days appeared with the coveted 30-inch wheel; the 4-inch drop had had its way. Great is the sway of fashion, and if drop is to be the fetish, should it not be observed that if the wheel is only made large enough the drop can be made low to suit? Why rest satisfied with a drop of a few inches?
The foregoing would be misconstrued if any desire to decry the small maker were read into it. He has a right to live if he can, and to grow into the large maker by natural evolution. Yet it may be said against the assembler of component parts that the admitted evil of changes from year to year—changes, not improvement, but for the sake of change—may be laid in good part at his door. In the view of political economy, it cannot be deemed wise that a slight change in the height or shape of the silk hat—a change in the round of possible changes—should compel the purchase of the very latest (perhaps a return of one of the earliest) and the discarding of one not seriously worse for wear. The silk hat is not head gear for work, and the crow is no such student of fashion plates that he requires the latest curl in brim; and if it be said that new production furnishes employment to labor, why not have labor employed in adding to the stock of usable things instead of replacing needless waste? Of course, as chroniclers, we must describe what changes are in the 1898 bicycle product; yet this does not preclude the comment that these changed frame shapes are not one whit better—in mechanical design, ease of running, strength, or even in appearance, unless one chooses to believe so—than the 1897 wheel.
The word “tandem” is of Latin derivation, and means at length, and, like a great deal of our cycle nomenclature, it was taken from the horse and carriage trade, where the word was intended to express a harnessing of horses one before another instead of side by side, but it was, however, not strictly limited to two horses, and meant any number that might be driven in this fashion. What is known as a tandem bicycle, however, is one carrying two persons only, one in front of the other, but if more than two persons are carried the vehicle is then classed as a multicycle. For instance, one carrying three people is called a triplet; four, a quadruplet; five, a quintuplet; six, a sextuplet; seven, a septuplet; eight, an octuplet; nine, a nontuplet, and the only ten-seater that has ever been built is called the “Oriten,” because it is built by the makers of the Orient cycles. Its proper name, however, would be decemtuple.
Multicycles, as they are called, are only made by a few of the makers. The makers of the Dayton, World and Andrae make triplets and “quads.” The makers of the Tribune and Wolff-American make triplets; the makers of the Stearns make a septuplet; the makers of the Orient make triplets, “quads,” “quints,” “sexes,” septuplets and the “Oriten” already referred to. Triplets are not very largely used for road riding and touring, and the few “quads” seen on the road are, as a rule, owned by clubs, and manned by crews of these clubs; and one of the most popular makers of multicycles for club use is Peter Berlo of Boston. Mass., who, in addition to being a builder of multicycles, is well known as a professional racing man. The development of paced races among the Michael-Starbuck class, paced by multicycles, has undoubtedly added largely to the popular interest taken in multicycles. They form a pretty picture indeed on a circular track, with their riders mounted in gay costumes, and the speed and skill with which they are handled arouses the spectators to greater enthusiasm than any other form of cycle racing ever introduced.
The trade authorities predict that 1898 will be a banner year for tandem riding, and there are a number of very good reasons in support of this view, the leading one being the question of price, prices now ranging from $75 to $100 and $125 for the best makes, prices which certainly cannot be called prohibitory for a tandem, because it was only a few years ago that the makers asked $125 and $150 for the best makes of single bicycles. About sixty or more of the best known makers in the country are this season making tandems, both in diamond and combination styles. Variations in these styles consist in what they call convertible, which are tandems provided with an extra top bar so as to convert a combination tandem into a double diamond, and three of our well-known makers, the Humber, the Dayton and the Oliver, make double drop tandems which are also convertible into double diamond tandems, and the makers of the Defender confine themselves to making a double diamond frame tandem only, while the makers of the Stokes, Lyndhurst, Clipper, Winton and Featherstone make a combination tandem only, but which are all convertible into double diamond tandems.
Right here, however, it might be well to explain the meaning of the terms used. A diamond frame tandem is one having both sections of the frame in diamond shape, and is built for two men to ride. A combination tandem is one having the rear part of the frame diamond shape and the [Pg 133] front part dropped, so that a lady wearing skirts can readily mount; and a convertible tandem is one arranged so that a detachable main upper tube can be placed in between the head and front seat post of a combination tandem, and the tandem thereby converted into a double diamond. All the structural details heretofore noted in the course of these articles have been carried by the makers of tandems into their tandem construction. During 1896 and 1897 the popular fad seemed to be to carry the front chain through the lower part of the frame so as to produce what they call centre driving. All the makers, however, have abandoned this device excepting the makers of the Stearns, who still use it. The majority of the makers carry both chains on one side, usually the right hand side, directly from the front sprocket to the middle sprocket axle, variations in this consisting in carrying a chain on each side. The makers of the National, however, have three chains on their tandem. They run a chain from the front sprocket direct to a supplementary sprocket on a stud and from which another chain runs to the rear axle on the left side carrying, however, as is usual in construction, the regulation chain from the middle sprocket to the rear axle on the right hand side. The makers of the Keating carry their front chain directly to the rear axle hub, and take up the slack and back lash by an idler placed midway on the frame between the front and rear sprocket. Nearly all the makes of tandems shown are what is known as double steerers, being controlled by the front and rear handlebars, a number of them using a sprocket and chain to make the connection between the two steering heads, others using a pair of parallel rods running from the fork crown to the rear steering heads. The makers of the Wolff-American use a twisted wire cable running over two small grooved wheels, and the slack of this cable, which is practically nothing, is taken up by a pair of turnbuckles. This flexible wire cable is an improvement over the stiff unyielding rods and permits making a very short turn.
Tandem bicycles have been largely experimented with from the very earliest history of the sport, the most common method being to connect front forks and front wheels of an ordinary bicycle by a horizontal bar.
In 1868 Mrs. Grundy objected to the idea of a woman sitting astride a bicycle seat, and therefore the female rider of that period sat on one side of the saddle, as is usual in horseback riding, and pedalling with one foot. Just how she managed to handle her full skirts and a parasol, which was frequently carried, seems incomprehensible to the latter-day rider; this, indeed, is a feat that is usually only performed by one of our modern up-to-date trick riders. A number of early attempts were also made to make a successful type of tandem safety. The first one, however, to attain any success in that line is known as the Lightning, made by Hall & Phillips, and which was afterward produced by many of the English makers with modifications thereof, and at this period in the history of the sport we find that R. J. Mecredy and Gerald Stoney, in their work entitled The Art and Pastime of Cycling, say that “tandem safeties should theoretically be extremely fast, but the stresses are very great, and somehow no tandem bicycle records equal the records of single bicycles, although the tandem tricycle is faster than the single tricycle.” Since that time, however, the conditions have been reversed, and tandem and multicycle records are much better than the records of the single bicycle.
The Columbia tandems, which were among the first made in this country, were double steerers, and the two handlebars were connected by rods having a ball and socket or universal joint fastened to the end of the grips. The objections to this style of steering rod was that the bicycle could only be mounted or dismounted from on one side, and that in case of a fall the front rider was always hemmed in on the right hand side between the steering rods. The building of tandems in this country was evidently a difficult problem to the early makers, as is evidenced by the fact that the makers of the Columbia, after having made a tandem for a year or two, suspended making them for two or three years after that. A tandem bicycle must not only be strong, but must be light in weight, and as two riders are rarely matched as to ability, power and style of riding, there must be some universal harmonization of contradictory requirements in flexibility and stiffness.
Nearly all makes adjust the front chain by having the front crank-hanger bracket and bearings made eccentric, so as to take up the [Pg 134] slack of the chain, and a few of the makers have adopted this same system at the second crank-hanger bracket, others varying this by adjusting the rear chain at the rear fork ends as usual. The makers who furnish their tandems with the chains both on one side claim that this type of construction is the best because in the event of the frame becoming bent or out of line the chains will more readily adapt themselves to the new conditions. Those who use a chain on both sides say that the power is transmitted more evenly by this method, and that therefore the frame is not so liable to be sprung out of line as where the pull is all on one side of the frame. However this may be, a majority of the makers put both chains on one side, and the makers of the National (who have a combination of both systems) claim that their three-chain system applies the power evenly through the frame instead of on one side, and that this system relieves the stress upon the bearings by making both sides do the work instead of allowing one side to run light, and that the use of three chains overcomes the stress of the usual long chain, and permits the riders to run the chains as loosely as on a single wheel without danger of either chain jumping the sprocket when riding fast. Racing men who have ridden the National say that there is no sway whatever in the wheel, and that it gives a more even and steadier pace than is usual in tandems and is easier to hold and follow. The idler used on the National is an ingenious piece of work, being a double ball bearing, the usual idler in ordinary construction being an open plain bearing on a stud. There is practically no strain on this idler, as the pull of one chain is offset by that of the other; it is not used to hold the chain down, but serves as a sort of loose pulley connection.
The only juvenile tandems made are those made by the makers of the Elfin. They are a part of their regular output, and are made in both diamond and combination styles, the heights of frame running from 16 to 22 inches, and the weight from 28 to 35 pounds. The little gears run from 50 to 67 inches. These little Elfin tandems are distinctively juvenile in all their parts, the head, saddles, pedals, handlebars, grips and tubing are all miniature in size, making its measurements as nicely proportioned as a regular adult’s wheel, and the name “Elfin” has been well selected for the product. These little tandems are sold for $50.
Tandem chains are very much lighter than in former years, some makers using as light as 3⁄16 chain all over, but the majority of them use 3⁄16 for the front chain and ¼-inch for the rear chain. The combination tandems on the market are furnished usually with 20 or 22-inch front frame and 24-inch rear. Diamond frames are furnished either in 22 or 24-inch frames, 22-inch frames being in line with the prevailing fad of low frames, and therefore the most popular. Gears run from 80 to 120, the popular stock gear usually furnished being about 84, with 7-inch cranks.
On the Wolff-American tandem the diagonal stay carrying the seat-posts are not raked at the same angle with front fork and head. The middle steering post, however, is raked at the same angle as the head, thus permitting the rider in front to have more room for a better position in pedalling. The Wolff-American tandem is fitted with a very powerful rear brake. It consists of a lug which is brazed in the centre and underneath the main upper tube in front of the rear rider. From this lug a lever is hinged; this lever carries an adjustable wire rod to the brake spoon which is hinged on the bridge between the rear forks. Pulling up on this lever draws a powerful spoon against the rear tire. One of the advantages of this brake is that it does not affect the steering as a handlebar brake does.
The “World” tandems have an extra lower chord running from the front diagonal stay to the rear diagonal stay, which is in turn braced by two braces running from it to the lower chord of the frame. On the Dayton tandem an extra tube is carried from the head underneath the main upper tube and which intersects the diagonal tube and runs from there to the rear crank-hanger bracket. This construction produces a very stiff and rigid frame. On the Stokes convertible tandem an extra tube runs from the upper part of the head intersecting the front diagonal stay and the rear steering tube and is then brazed to the lower main tube. The Eldridge diamond tandem carries an extra tube from the front diagonal tube to the rear crank-hanger, and this same method of construction is followed in the Clipper convertible tandem.
In the Niagara tandem the top tube is paralleled by a tube placed about six inches below it, running from the front diagonal tube to the rear diagonal tube, the rear steering post intersecting it. On the Winton [Pg 135] tandem the upper main tube is not continuous, there being an open space between the front seat post and the second steering post, this being braced, however, by a tube which runs from the front seat pillar, bracing the middle steering post, and running to the crank-hanger bracket. The Geneva and the Demorest are of the same construction.
The Columbia combination and diamond frame tandems are of the same general design as the 1897 models, except that it has been deemed advisable to have the frame connections of the external joint style instead of making them flush joint, as last year. On the diamond frame they run an extra tube from the lower part of the head, and this is connected to the front diagonal tube at a point about eight inches above the crank-hanger. This tube then runs horizontally, intersecting the second steering head, and ends at the rear diagonal stay, from there, however, a second pair of rear forks running to the back stays. This same construction is followed out in their combination frame, with the exception that the front part of the frame is of the double loop pattern, as in their single wheel. The Iroquois tandem has the same open construction at its front diagonal and second steering post as the Winton, heretofore mentioned.
The Tribune tandem has an extra tube, which parallels the main upper tube. On the Pierce double diamond tandem an extra tube runs from the middle of the head and intersects the front diagonal, and is brazed to the rear crank-hanger. The Henley diamond tandem has the upper main tube paralleled by an additional tube, which runs from the lower part of the head to the rear diagonal stay. On the Andrae tandem the chain adjustment is effected by means of eccentrics in both hangers, thus doing away with the slot in the rear fork ends, which has a three-eighths-inch opening, in which the three-eighths-inch axle is fitted perfectly, so that the rear wheel is perfectly centred at all times, even under the greatest strain. The method of placing an extra tube running from the top, or near the top, of the front diagonal stay to the crank-hanger bracket is in almost universal use, so that it is easier to name those who do not employ this method than to name those who do. Among the notable exceptions to this method of construction are the Columbia, Niagara and World.
Very few of the makers of tandems have made any great changes in their ’98 construction, the majority of the tandems shown being their ’97 product, somewhat improved in detail only. Handle bar fastenings are about nearly divided between the old-fashioned pinch bolt and the newer idea of internal clamp fastening. Some difficulty has been experienced in previous years in holding handlebar stems and seat posts securely in place on tandems, many of the makers not having used connections heavy enough and stiff enough to withstand the double pull that a tandem gets at these points, and the purchaser of the 1898 tandem should look well to the construction at these points before purchasing.
The tires used on tandems differ somewhat from the ordinary tires in use, being somewhat thicker and heavier, and are usually stamped “Tandem” where they are branded. The average size in use is about 1¾ inches, but some of the makers furnish them as large as 2 inches. The dropped crank-hanger fad does not prevail to so large an extent in tandem construction as in the single construction. Sizes of tubing used show a slight increase in diameter over that used in making single bicycles. The majority of brakes fitted on tandems are of the lever and spoon pattern, working on the front tire. Hubs, rims and spokes are made heavier, and the three-plate crown seems to be a popular one among the makers who use the double-plate crown on their singles. The Adlake has a quadruple-arch fork crown.
On the World tandems and multicycles the crank-hangers are hung in a swinging bracket, which are held in place and adjusted forward or backward by a set screw having lock-nuts to hold it in place, and which is connected back of the hangers to the lower main tube of the frame.
On the Geneva tandem the front bracket is a special device of theirs which consists of a tubular bearing barrel sliding in an oblong hanger fastened with set screws in front, with caps over the ends secured to hanger with lock-nut.
The Demorest tandem has the rear seat and pedals very much higher than the front seat, so that the rear rider can look over the head of the front rider. It appears to be a revival of a similar type that was made last year by the Crescent people, although it is not carried to such an extreme height as it was on the Crescent. Wheel-bases run from 65½ to 75 inches, the average wheel-base being about 69 inches. Weights run from 40 to 50 pounds, the average being about 44½ pounds.
On the Defender Midget the seat post is inserted into the handlebar clamp, this doing away with the necessity of an extra fastening. The makers of the National, the Defender and the Dayton make single steering tandems. The Peerless is furnished with an automatic rear hub [Pg 136] brake. At the Philadelphia Cycle Show was shown a chainless tandem, having on it a Hildick Spur Gear, which has already been described by us in the article on chainless bicycles for 1898. The great points in tandem construction are weight, rigidness, ease of draft, length of wheel base, steering and the proper position of the riders. Nearly all of these points have been conquered by the makers, so that the art of tandem cycle building has well-nigh reached perfection.
Triplets are made by the makers of the Dayton, World, Andrae, Tribune, Stearns and Wolff-American. The last named is shown in a cut, and when exhibited at the 1897 Cycle Show it attracted a great deal of attention, and was pronounced by the mechanical sharps to be one of the handsomest triplets ever shown. In its present construction it embodies all the features that have been heretofore described in their single and tandem construction. The Tribune triplet has a double top tube, and the immediate sprockets have 18 teeth in order to relieve the chain from unnecessary strain. The crank-hangers are dropped 1½ inches below the line of the wheel axles. The track racing model weighs only about 58 pounds, the wheel base being 86 inches. Cost, $200.
The World triplet has an extra lower main tube running form the head to the first diagonal, and has three lower main chords, the tubes one above the other, and between the first two of which the crank-hanger bearings are carried. These chords, after leaving the last diagonal stay, taper off to meet the rear braces and rear axle, thus giving this triplet three rear forks.
The makers of the Orient (who, by the way, make a greater variety of multicycles than any other American maker) make a triplet which has all the details of construction that are embodied in their tandems already described; hence any further description is unnecessary here, save to say that it is a single steerer. The Andrae triplet has eccentric adjustments throughout, and the chains are respectively 3⁄16, ¼ and 5⁄16 in. of a special pattern. It is fitted with 2 in. Morgan & Wright tires, and has a 2 in. drop in the crank-hanger, and its price is $200. The Dayton triplet costs $250, and is built on the same lines as their single steering tandem already described. The Dayton “quad” is also of the same construction, and costs $400. The World “quad” is listed at $350, and is of the same construction as their triplet already described. The wheel base, however, is 9 ft. 3 in. The makers of the Orient, in addition to the tandems and triplets already described, make a “quad,” a “quint,” a “sex” and a “septuplet.” None of these, however, differ very largely, excepting in their seating capacity, from their triplet already described.
At the 1896 cycle show held in New York a sextet shown by the Stearns people attracted a great amount of attention, and the big “yellow fellow” was easily the feature of the show. Since that time they have produced a septuplet, an excellent illustration of which is shown herewith. An alternative construction on the Orient multicycles of the larger sizes is to place the rear rider on a saddle overhung just back of the vertical line above the rear axle; this rear rider pedals on an independent axle within the rear hub and drives forward, by a separate chain on the left, to the crank-hanger sprocket next forward of him; the power of all the riders is carried to the large sprocket on this cramp axle and then back, on the right hand side, to the small driver sprocket on the rear wheel. The object of this is to keep the wheel base a little shorter, the method being also employed on the multicycles made by Berlo.
On account of its great length the Oriten is not adapted to a speed trial on any but a straightaway course, and as the proper conditions for a test could not be had the real capacity of it is not fully known, but accurate estimates of the road trials already made indicate a possible speed of 1.25 for one mile, with probably a lower average per mile on a suitable course, which, allowing for stopping and starting should be from six to eight miles in length. The Oriten has a carrying capacity of 2,500 pounds; it weighs 305 pounds, its length over all being 23 feet 9 inches, the wheels being 30 inches in diameter; its largest sprocket is 16 inches in diameter, and the smallest 6 inches; both tires are 2 inches in diameter, and it is geared to 120 inches.
The first really practical tricycles were introduced in 1877. Previous to this, however, the old wooden boneshaker had sometimes been [Pg 137] converted into a tricycle by substituting two trailing rear wheels on an axle instead of one wheel; the best example of this, of course, is in the little three-wheeled velocipede ridden by the small boy of the present day. This old style of tricycle, of course, did not need any teaching to learn the balance, but any acute grade, or any attempt to turn a corner rapidly caused it to upset, and as the Dublin and the Coventry were the first tricycles that were largely used they may therefore be considered as pioneer types of the modern bicycle.
The Dublin was patented by W. B. Blood in November, 1876, and was for a long time made by Carey Brothers of Dublin; the Coventry was patented by the Starley brothers in the same year, who were afterward succeeded by the Coventry Tangent Company, who were in turn succeeded by Rudge & Co. The Coventry was first made as a lever machine, but before it went out of use the rotary action was fitted to it, so that to Mr. Blood must be given the credit for inventing the modern tricycle, although Starley was the first to adopt the bevel-gear principle to the tricycle, producing a gear which was well known as Starley’s Differential Balance Gear. This gear is one which enables both wheels of a double-driven tricycle to be driven equally, and yet one may go faster than the other in turning a corner. The first tricycle to which Mr. Starley attached it was a four-wheeler known as the Salvo-quadricycle, the fourth wheel being carried clear of the ground in front to prevent its tipping forward, and the steering was effected by the rear wheel.
This method of construction was soon reversed, the front wheel then being placed on the ground and doing the steering, and the tilting wheel being carried clear of the ground in the rear. This tilting wheel was gradually reduced in size until it became a mere roller, on the numerous loop-frame tricycles, of which the Salvo-quadricycle was the pioneer.
The loop-frame, pedal-driven tricycle became very popular when Her Majesty the Queen of England purchased one and set the fashion to the upper classes, and caused them to pay attention to the sport of cycling. Some time before this, however, a ladies’ tricycle had been on the market with lever action driving one of the side wheels and front handle steering. Single driving rear steering tricycles became very plentiful, but they were in turn driven out of the market by rear drivers with clutches.
A great deal of racing was at that time done on tricycles, one of the fastest being a type known as the Humber. Great improvements were meanwhile made in tricycle construction, and the double drivers were also built with two tracks, the front wheel being on one side. Many of these were made with a very small front wheel, and consequently the vibration in the handlebar was excessive, and the Quadrant tricycle, which was then introduced, had a very large front wheel, and another type of tricycle that was popular in England was that known as the Cripper. It had two large side wheels and one small front wheel. In the first tricycles made the bearings were either plain or cone, afterward changed to roller, and finally to ball bearings. Tandem and sociable tricycles were for a while very popular in England. They were made like the singles, only double the width, and had two sets of cranks, so that the riders sat side by side. They were very heavy and fearfully slow, but they were superseded by tandem tricycles, in which the two riders sat one behind the other.
The makers of the Columbia and the Victor made bicycles during this period of tricycle activity. The Victor people made a single tricycle and in addition to a single tricycle the Columbia people made a front-steering tandem tricycle. Tricycles are still made very largely in England, and if the safety had not been introduced into this country they would have undoubtedly had a very large use here also.
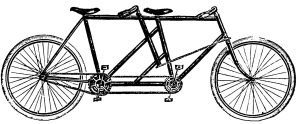
WOLFF-AMERICAN TANDEM.
Very few of our American makers devote any attention to producing a tricycle, the leading American makers of tricycles being the Tinkham Cycle Company of New York, who make a drop frame and a diamond frame tricycle, as shown in the illustration, and, as a matter of fact, these modern tricycles weigh less and run easier than some of the old heavy-weight bicycles of five years ago.
The tricycle can be used almost anywhere nowadays, side paths and cycle paths having been so largely built, and they afford all the pleasure and exercise of bicycles without any of the nervous strain and inseparable danger, and thus a great many persons can obtain a needed amount of outdoor exercise on a tricycle who could not under any possible conditions use a bicycle. The Tinkham Cycle Company also make in addition to their single tricycles a tandem tricycle, to which a [Pg 138] chair seat may be fitted to either the front or rear for invalids. And for those who cannot use either foot they produce a type of lever hand-power tricycle, and also a crank hand-power tricycle. They are remarkably easy running, and the makers say that any one with ordinary strength in the arms can propel them easily for fifteen or twenty miles over fair roads. An invalid carriage that they make is fitted with a comfortable reclining chair, with sensitive springs, which, with pneumatic tires, prevent any jar. All the carriers in use in New York City are made by the Tinkham Cycle Company, one of the most popular ones being a postoffice tricycle which carries a large mail box fastened to the front behind the rider. They also make a number of special carriers designed to suit the requirements of various businesses, having cabinets of various sizes attached. A popular carrier of theirs has a carrier shaped like a hansom cab, and another is known as the children’s carry-all, in which three or four children can be seated behind the rider, who does the propelling. They are also engaged now in making what they call a double carrier, two men or boys doing the propelling, carrying behind them a large cabinet or box. The illustration shown gives an excellent idea of one of their double carriers.
The Wolff-American Duplex is certainly a tricycle of utility and fills a want which the bicycle cannot satisfy. It does not appeal to the scorching element, of course, but it does appeal to those who for various reasons will not or can not ride a bicycle. It requires no previous experience to ride a Duplex, two novices being as fully competent to propel it as a pair of experts. Infirmities are no preventative; one rider can do the steering, if necessary, and the other do the greater part or all of the propelling. A great many blind persons and cripples are numbered among the users of Wolff-American Duplexes. Timid persons who fear the bicycle will appreciate its stability, because it stands alone without upsetting. It is a strongly constructed vehicle, weighing about forty-two pounds, and is remarkably easy running. In its construction are embodied all the well-known Wolff-American features.
To conclude this series of articles without reference to the long-continued efforts of inventors to create a successful motor bicycle would be to omit what will doubtless prove a most interesting chapter to many readers. Public interest is keen not only in the direction of motor power as applied to the cycle and multicycle, but to all other styles of vehicles used for pleasure, convenience or commercial purposes. The present chapter will therefore treat of the motor as applied to all vehicles—the bicycle, the tricycle, and the heavier structures now worked by horse-power.
The term “motor cycle” must finally become broad enough to be motor vehicle, and in five possible forms—the bicycle, single or tandem; the tricycle, single or double; the four-wheeled carriage, with seats for two, four, or six; the cab or ’bus for public hire; the truck for hauling loads.
The first form cannot be thought likely to assume importance, for notwithstanding the fact that to the practiced and regular rider the bicycle becomes so far like the lower part of the centaur that steering is almost unconscious and the balancing a matter of instinctive bodily sway, it is also true that the constant call for equipoise does somewhat “take it out of” the system, even if the demand is not thought of. To state it in another way, it must be admitted that, if various resistances were not greater on the tricycle and if one could put aside all “feeling” and could regard only physical comfort according to that supposition, the three-tracker would fatigue less. Of course, the supposition can never be real, and as the bicycle must remain the easiest to drive it will hold its place as the vehicle for self-propulsion; but when the question comes up as to the vehicle to supply its own power and to ride upon, not to drive by one’s muscles, its stability, comfort in sitting, strength, and luggage-carrying capacity, will give the tricycle overwhelming advantages, since light weight will cease to be of consequence.
The motor-driven pleasure carriage and the passenger vehicle for hire will come together; indeed, they are already here. The postal van and the delivery wagon for light goods are running in London and Paris. The heavy truck for conveying general merchandise and doing general “carting” is not yet distinctly in sight, but its coming seems to be manifest destiny.
The accompanying illustration of a bicycle with gasoline motor, from the exhibit of a Coventry firm at the Stanley Show of 1896, is interesting as a stone on the path of development rather than a permanent type. The lengthened wheel base suggests the desirability of the tricycle form, and the level gear from the pedals shows that they are intended only as auxiliary for starting; the same appears in the tricycle shown, which was also very long and was level geared. The cut of a tricycle of present shape and having a gasoline motor is also given because this is now advertised as a market article, by the same firm, but the bicycle has probably dropped out.
The Irish Cyclist of Dec. 8 last, reviewing the National Show, says that “motor cycles are practically non-existent, the only specimen seen being a Bantam, with a rather neatly constructed oil engine ignited by electric spark, which was only exhibited last year.”
The Stanley Show, in the month previous, had a considerable display regarding which the London Cyclist said:
Three electric tandems have storage batteries carried in the frame below the top tube, with a motor in the lower part of the rear frame and on the handlebar a resistance coil to bring speed under control of the rear rider; a similar tandem has been run up to a speed of forty miles an hour, and these machines are for pacing purposes only. (This is emphasized by the recent arrival in New York of the two French professionals, brothers, with their electric tandem, booked to appear on several tracks. The tandem is credited with a fifty mile rate, and perhaps it may not be necessary for any little Michael to call out to the pacemakers on it to “hit it up.”) A road tandem has an oil motor with vertical double cylinders, the gear hub, of twelve inches outside diameter, serving as a fly wheel; the motor is of two and a half horse power and the maximum speed twenty-five miles an hour. A three-quarter-horse power oil motor tricycle is meant as tractor for a light two-seated two-wheeled chaise; the same parties showed phaetons and parcel vans. The Daimler Co., the first to enter England, showed a long line of vehicles with four-horse-power motors; one was a parcel van for the Cyclist publishers, and another was the Cyclist editor’s car on which he took his vacation journey of 2,000 miles to [Pg 140] John-o-Groat’s and back to London. The review adds that the exhibit should convince of progress, for there was not a single English-built carriage in the collection, a year ago.
The motor itself is the primary factor in the problem, and seems to be the most difficult. Naturally, steam was the first power tried, as it is the oldest known of the artificially-produced powers. As tried on the highway, it far antedates the railroad locomotive. In 1797, the Frenchman Cugnot produced a three-wheeled steam wagon in Paris, which ran fairly well until an accident befel it. In the thirties, several steam wagons ran for passenger service in and near London, and on one line 10,000 passengers were carried a total distance of some 4,000 miles. Most of these vehicles did not do both the carrying and driving but used a road locomotive to draw a ’bus. In 1870, a ’bus was built in Edinburgh with solid rubber tires, capable of carrying a load of sixty passengers, but the attempt was not commercially successful. Not long after, several vehicles capable of carrying a hundred persons at a speed from three to ten miles an hour were made and sent to India.
There are a number of builders of steam automobiles in Paris, and a considerable number of the vehicles are now in use in the gay capital, mostly for such heavy work as carrying passengers and delivering goods. There are comparatively few in England; yet a London insurance journal of Dec. 22 reports a trial trip of the steam van experimentally adopted by the postoffice and intended to run between London and Red Hill. The particular machine referred to is an old one which had already done about 4,500 miles, “and has been repainted for this purpose; those specially built for the G. P. O. will be rather different in arrangement although not differing in principle. The machinery, which has a petroleum fire, seems to be thoroughly under control, the brake very powerful and the wheels fitted with solid rubber tires; it is probable that new vans may have the advantage of Foidart’s patent ball bearings, which are in the hands of the British Ball-Bearing Syndicate.”
It may be a hint that oil is taken as fuel on the London postal vans, and also that one of the wagons above mentioned did not exceed in weight that of the heaviest electric phaetons now running with storage batteries; and although steam hardly seems likely to be employed on carriages for strictly private use it might be too much to predict that the steam motor has no chance as against the others. A carriage has lately been finished, by the way, by a mechanical engineer in Rochester, N. Y., working by steam, generated by gasoline in some manner, as reported, one charge of gasoline serving for twenty miles.
Air has of course not been overlooked, and it has the advantage of possessing the quality of perfect and inexhaustible elasticity according to pressure; its greatest disadvantage is that it must be “stored” and runs down steadily by use like a compressed metallic spring, hence requiring compressing stations. At intervals in this century, plans and drawings for vehicles to be run by air have been presented by successive inventors, and a system of tram-car service thus propelled has been tried experimentally in France. An air-driven tricycle has also been built in Chicago. What will be made out of this particular motor we must wait to see.
Electricity comes next in the list, and is now limited for production of current to three forms—the power station, supplying current by a trolley and motor; the primary battery, carried on the vehicle; the storage battery, also carried on the vehicle. The first may be impossible commercially, but it is not at all so mechanically. Given the lines and some workable device for insuring that the carriage shall not be too often “off its trolley,” together with provision for some minor difficulties which need not be pronounced impossible (since in an inventive and pushing Republic the impossible is the thing which becomes possible), and the thing is done. Leave this method to the future, meanwhile noting that a trolley automobile is already reported from Nevada as having been built. The primary battery, to be taken along, seems out of the practicable list in the present state of electrical development.
The third form, that of the storage battery, is now most prominently put forward, at least in this part of the United States, by the Pope Co., which is now prepared to fill orders for the Columbia electric phaeton, after several years of experiment, which has included the gas [Pg 141] motor as well. At a casual glance this vehicle is an elegantly finished phaeton with box, body and folding hood, fitted with bicycle wheels but without the pole. The wheels are thirty-two inch front and thirty-six inch rear, with stout spokes and hubs, and the tires are Hartford single-tube pneumatic, with walls a little over a half inch thick. They have a mechanical fastening to the rim in addition to the constriction by air pressure, in order to guard against being rolled off on a curve. The tires require hard inflation (at about 150 pounds pressure), which can be done only with the special pump supplied. The temporary repair as made on bicycles is hardly necessary, for the tires are made very difficult to puncture, the objections to such a tire on bicycles not applying here, and the quality of resistance to puncture makes the tire so firm that the carriage will run temporarily on the tires deflated.
The entire supporting frame or truck is of fifty-point (not 50 per cent.) carbon tubing. The sides and front are doubled, rigidly braced and brazed; the rear of the frame is single and from this hangs supports for the axle bearings, the gears and the motor. Three compound flat springs transversely fastened to the truck support the entire upper body, which is not elsewhere supported. The body-supporting springs, placed equi-distant along the frame, are pivotally suspended at each end from the under side of the side tubes. Ball bearings are placed wherever any practical gain can be found thereby; the motor armatures and various pivots, with those of the steering gear, as well as all the axles and spindles, are fitted thus. The front axle, carrying the steering wheels, is pivoted so as to allow running over obstacles, as shown in the cut, representing the regular factory tests, and every vehicle is put to thorough tests and inspections before being passed as ready.
The motor works on the rear axle, which is divided so as to be double driving on the usual plan with bevel-gears. The motor is driven by a storage battery, consisting of forty-four chloride cells in four sets of eleven each, fitted in two sliding wood boxes; the cells are sealed against spilling and the whole is carried in the body, access to them being had by doors at the back. The run from one charging is from thirty to thirty-five miles, at the rate of twelve and one-quarter miles an hour, although excessively heavy work or an injudicious management may exhaust somewhat sooner; it was found, however, by prolonged investigation, that the average daily run of bicycles falls well within this figure. Recharging may be done in the owner’s private stable, the proper connection having been once made once for all from the nearest electric-light station, and in case of a private-power plant the cost of running need not exceed half a cent per mile for current; otherwise recharging is done at any station where there is a 110-volt direct current, and this need not exceed 50 cents for each full charge. The connections which have to be manipulated are made of different sizes, so that misplacing is impossible. A small meter is placed in sight of the driver, which shows approximately the power remaining in the batteries; this having run down and the proper connections having been made, the charging process begins and the meter starts to run backward to “full” again; no attention is required, for as soon as the “full” point is reached the battery automatically switches itself out of circuit.
The driver sits at the left and steers with his right hand by means of an L lever. At his left is the “controller” lever, working over a notched arc resembling that of the locomotive reversing lever, and having four positions. When the lever stands vertical it is in the “stopped” position, and when the driver gets off he is to pull out and pocket a small safety plug; this leaves the circuit broken and the carriage cannot start accidentally or be started by any person who has not a duplicate plug. A very powerful band brake, working on the gear box on the rear axle, and capable of a very quick stop, is operated by a lever within reach of the driver’s right foot; a backing press is in reach of his left foot and a lever on the steering handle operates a bell. Having taken his seat and replaced the safety plug, the driver sets the lever forward to the first notch, which gradually runs the carriage up to a three-mile speed on a smooth level; the second notch increases to six miles; the third, which is the one meant for steady use and the most economical, goes to twelve miles; the fourth notch uses a position very exhaustive of the batteries, giving a speed of nearly fifteen miles, but is for sparing and emergency use.
The motor drives directly on the axle, without intervention of any belting or gearing. It is of two horse power, and in operation it is assumed that about one and three-eighths horse power is actually exerted at the wheel rims. The recharging takes three hours. With continued use, the total power available from any given set of batteries usually increases; but if allowed to stand still long fully-charged cells will gradually lose part of their charge, and to allow them to stand long in the condition of complete discharge is [Pg 142] destructive to them. Each battery chamber weighs a little over 200 lbs., requiring two men to handle it. The total batteries weigh something over 800 lbs., and the total weight of the carriage is about 1,900. Its cost is $3,000.
Against this first cost is to be set the cost of keeping the pair of horses which the motor replaces. The cost of current for power is estimated to range from 10 to 25 cents per day. Of course the vehicle must not go out of reach of a source of supply; but electrical plants are to be found in most villages and a list of over 400 places of current stations available, is included in the pamphlet of instructions. The considerations in favor of electricity as a motor are certainly very strong, and within its limitations it is quite perfect, having neither odor, noise nor possible explosion. To the quietness of running and ease of control of the Pope vehicle we can personally testify, and its honesty and thoroughness of construction can be taken on faith in the well-established and well-earned reputation of the Pope Company. As to “getting out of order,” the study has been to make the vehicle “fool-proof.” Every condition involved in a practical vehicle for everyday use, by people of ordinary intelligence, has been thought of, and durability and service quite as long and as trying as could ever be exacted without actual abuse, was proved before putting the vehicle on the market. After carefully reading the pamphlet of instructions, our conclusion is that although they are somewhat extended and minute, there is nothing formidable in them and that any person fit to be trusted with a horse, or even with a good carriage, ought to be able, by paying attention to his duties and doing as he is told, to make this carriage “go of itself” and maintain its integrity without any trouble. An experimental carriage has been in use for two years in and around Hartford, having in that time made a mileage of 3,500; it was entrusted to untrained hands, and yet never met a mishap which required it to be taken home by any other power than its own.
In the Borough of Manhattan the electric cab has for about a year been too familiar a sight to attract attention. The cabs are not yet many in number. The Electric Vehicle Co. have some fourteen in operation, and the company also has a hundred more in construction or under contract.
The carriage made by The Barrows Electric Vehicle Company is peculiar in being a three-wheeler; the rear wheels are 28 inch, with 2 inch tires, thus approximating the bicycle wheel except in stoutness, while the front wheel, which is of 36 inches and has a 3 inch tire, carries a 1-horse power motor and 300 pounds of storage cells, another 100 pounds of cells being placed under the seat. The electric equipment is thus some 500 pounds total, four-fifths of this being borne on the front wheel, where it serves for traction. The motor gears by a 2½ inch rawhide pinion direct to a 28 inch gear fixed on the wheel rim, and the total weight of the vehicle is 700 pounds. There are three speeds forward and two backward; the run is about three hours, or 30 to 40 miles, on one charging. The price ranges from $600 to $1,200 for regular carriages, and $300 to $500 for what are called children’s carts. Interested with Mr. Barrows is Supervisor Dunton of Jamaica Township, well known to wheelmen and father of the goods roads system in Queens County.
[Pg 143] The Riker Company, at present of 45 York street, Borough of Brooklyn, have in use a half dozen and have a dozen under contract, at prices from $1,800 to $2,500, and say the difficulty is not to get orders, but to fill them, the reason for this being that the subject is still so new that everything must be devised and procured and construction is therefore slow. The Riker Electric Trap No. 1 won first prize on Narragansett track at the Rhode Island State Fair, Sept. 7, 1896, doing five miles in 11:28; this weighed 1,800 pounds, had a capacity of ten miles for four hours, and attained a speed of twenty-seven miles; it was crudely put together as most convenient, and had bicycle wheels with “direct” spokes, the drivers being provided with four tension rods running in a tangential direction midway between rim and hub. Wheels as now made are 32 inch front and 36 rear; speeds provided are 3 and 6 miles back and 3—6—12—15 miles forward. Distance run on one charging and cost of current per mile are about as with the Pope carriage; the general description of that will also answer for others of its class, and we might add here that no attempt is made to go into the technical description of any motor vehicle, as this could not be done except at great length and with detailed illustrations. Mr. Riker believes strongly in the carriage, mentioning its suitability for physicians, for example, because it does not involve exposing a horse to inclement weather; for safety in leaving in the streets when not having a driver with it, he makes his “safety plug,” a special lock with the Yale tumblers, so that the vehicle cannot be moved by its own power except after first inserting the owner’s key.
The gas engine has for years been in use for stationary service in England, and considerably by cycle makers, largely because of the low price of gas in the Kingdom. These engines depend on the familiar principle that hydro-carbon vapors are explosive when mixed with air in certain proportions. As employed in driving boats or vehicles, the operation is essentially the same as long familiar in shops; the engines are explosion engines, driving the shaft only by the outward thrust of the piston and commonly making only each second or fourth movement effective, the remaining movements being consumed in restoring the mechanism to its original condition, these recurring acts being known as a “cycle” of changes. Hence a flywheel is required, and the driving power is irregular and by recurrent throb or thrust rather than by the usual reciprocal movement of an engine.
In England a great impulse was doubtless given to autocars by the London to Brighton run, Nov. 14, 1896, to celebrate the date when the new “Light Locomotives act” took effect, permitting speed up to fourteen miles an hour. This occasion is claimed by an American maker to have been a race, and won by him; the Scottish Cyclist account calls it a parade, in which 32 machines out of an expected 56 took part. Mud and rain, with the pressure of traffic and spectators, “disorganized the procession,” but this is pronounced a better test of running qualities than favorable conditions would have furnished. Various tricycles, the French carriage which won the Paris-Marseilles race, landaus, dogcarts, bath chairs, delivery vans, etc., all presumably motor-driven, participated. No winner is reported or any time given.
The Winton Motor Carriage Company, of Cleveland, Ohio, now offers a light single-seat carriage for two persons, at $1,000, deliverable in sixty days. The motor is of the single hydro-carbon type, using common stove gasoline, obtainable almost anywhere; a supply is carried for a day’s run of seventy-five miles over ordinary roads, at a cost of under a half cent per mile. The catalogue says that “by an ingenious and simple arrangement the motor is absolutely under control, running at any desired speed without affecting its driving power, and, in contradistinction to other motors, variable gearing for different speeds is not necessary, except the hill-climbing and backing gear; the motor can be speeded from 200 revolutions to 900 or 1,000 per minute in about three seconds, and almost as quickly slowed down to a governed speed of 200.” A Winton carriage claims the world’s record with a mile in 1.48, on a circular track, Decoration Day, 1897. It is claimed to be equal to “actual service over all kinds and conditions of roads, up hill and down, through mud, sand and snow, at from three to twenty miles an hour,” and a challenge is out to any kind of motor carriage, by American or foreign maker, for a race next summer from New York to Chicago or over any other course of at least 1,000 miles.
The Hertel Gasoline Motor-carriage Company, lately of Chicago, but now of Springfield, and interested with the Iven-Brandenburgh Company, proposes a light and improved carriage at a moderate price, but declines to furnish any information, on the ground of not yet being ready to fill orders.
The Duryea Motor Wagon Company of Springfield, Mass., shows illustrations of the racing wagon which it claims won the Liberty Day run from London to Brighton, already mentioned; another of the one that won the $2,000 first prize in the Chicago Times-Herald race of Thanksgiving Day, 1895; also of the winner of the $3,000 Cosmopolitan Magazine race, Decoration Day, 1896. The later models only have bicycle wheels: the earlier one had wood wheels on the old wagon-wheel pattern. The earlier weights were 1,200 to 1,400 pounds; the latest are brought down to 750. Ordinary stove gasoline is the fuel, and six gallons are carried, equal to 150 miles’ running. A small dynamo furnishes the spark for ignition in the cylinder. No gas or vapor is carried outside the motors; no flame is used; if the water in the tank is gone, the motor simply stops; there is no danger of explosion or fire; the two motors are independent, and one wall work even if the other has failed; five minutes suffice for recharging with fuel and water; the carriage steers so well that it will practically pass over rocks “hands off.” Speed ranges up to thirty miles, and any rate below that may be run at will.
Here might be remarked the lightness of the Pennington tricycle used in the London to Brighton run of 1896, “for to turn out a vehicle of less than 250 pounds, yet capable of propelling itself with a load of four passengers at speeds ranging up to twenty and thirty miles an hour is decidedly a noteworthy achievement.” This vehicle was put together by clamping the tubes instead of brazing.
The Weston-Mott Company of Utica discerns the signs of the times, and now offers all kinds of wheels for horseless vehicles.
Transcriber's Notes:
The cover image was created by the transcriber, and is in the public domain.
The illustrations have been moved so that they do not break up paragraphs and so that they are next to the text they illustrate.
Typographical errors have been silently corrected but other variations in spelling and punctuation remain unaltered.
End of the Project Gutenberg EBook of The Modern Bicycle and Its Accessories, by
Anonymous
*** END OF THIS PROJECT GUTENBERG EBOOK THE MODERN BICYCLE ***
***** This file should be named 58444-h.htm or 58444-h.zip *****
This and all associated files of various formats will be found in:
http://www.gutenberg.org/5/8/4/4/58444/
Produced by deaurider, Paul Marshall and the Online
Distributed Proofreading Team at http://www.pgdp.net (This
file was produced from images generously made available
by The Internet Archive)
Updated editions will replace the previous one--the old editions
will be renamed.
Creating the works from public domain print editions means that no
one owns a United States copyright in these works, so the Foundation
(and you!) can copy and distribute it in the United States without
permission and without paying copyright royalties. Special rules,
set forth in the General Terms of Use part of this license, apply to
copying and distributing Project Gutenberg-tm electronic works to
protect the PROJECT GUTENBERG-tm concept and trademark. Project
Gutenberg is a registered trademark, and may not be used if you
charge for the eBooks, unless you receive specific permission. If you
do not charge anything for copies of this eBook, complying with the
rules is very easy. You may use this eBook for nearly any purpose
such as creation of derivative works, reports, performances and
research. They may be modified and printed and given away--you may do
practically ANYTHING with public domain eBooks. Redistribution is
subject to the trademark license, especially commercial
redistribution.
*** START: FULL LICENSE ***
THE FULL PROJECT GUTENBERG LICENSE
PLEASE READ THIS BEFORE YOU DISTRIBUTE OR USE THIS WORK
To protect the Project Gutenberg-tm mission of promoting the free
distribution of electronic works, by using or distributing this work
(or any other work associated in any way with the phrase "Project
Gutenberg"), you agree to comply with all the terms of the Full Project
Gutenberg-tm License (available with this file or online at
http://gutenberg.org/license).
Section 1. General Terms of Use and Redistributing Project Gutenberg-tm
electronic works
1.A. By reading or using any part of this Project Gutenberg-tm
electronic work, you indicate that you have read, understand, agree to
and accept all the terms of this license and intellectual property
(trademark/copyright) agreement. If you do not agree to abide by all
the terms of this agreement, you must cease using and return or destroy
all copies of Project Gutenberg-tm electronic works in your possession.
If you paid a fee for obtaining a copy of or access to a Project
Gutenberg-tm electronic work and you do not agree to be bound by the
terms of this agreement, you may obtain a refund from the person or
entity to whom you paid the fee as set forth in paragraph 1.E.8.
1.B. "Project Gutenberg" is a registered trademark. It may only be
used on or associated in any way with an electronic work by people who
agree to be bound by the terms of this agreement. There are a few
things that you can do with most Project Gutenberg-tm electronic works
even without complying with the full terms of this agreement. See
paragraph 1.C below. There are a lot of things you can do with Project
Gutenberg-tm electronic works if you follow the terms of this agreement
and help preserve free future access to Project Gutenberg-tm electronic
works. See paragraph 1.E below.
1.C. The Project Gutenberg Literary Archive Foundation ("the Foundation"
or PGLAF), owns a compilation copyright in the collection of Project
Gutenberg-tm electronic works. Nearly all the individual works in the
collection are in the public domain in the United States. If an
individual work is in the public domain in the United States and you are
located in the United States, we do not claim a right to prevent you from
copying, distributing, performing, displaying or creating derivative
works based on the work as long as all references to Project Gutenberg
are removed. Of course, we hope that you will support the Project
Gutenberg-tm mission of promoting free access to electronic works by
freely sharing Project Gutenberg-tm works in compliance with the terms of
this agreement for keeping the Project Gutenberg-tm name associated with
the work. You can easily comply with the terms of this agreement by
keeping this work in the same format with its attached full Project
Gutenberg-tm License when you share it without charge with others.
1.D. The copyright laws of the place where you are located also govern
what you can do with this work. Copyright laws in most countries are in
a constant state of change. If you are outside the United States, check
the laws of your country in addition to the terms of this agreement
before downloading, copying, displaying, performing, distributing or
creating derivative works based on this work or any other Project
Gutenberg-tm work. The Foundation makes no representations concerning
the copyright status of any work in any country outside the United
States.
1.E. Unless you have removed all references to Project Gutenberg:
1.E.1. The following sentence, with active links to, or other immediate
access to, the full Project Gutenberg-tm License must appear prominently
whenever any copy of a Project Gutenberg-tm work (any work on which the
phrase "Project Gutenberg" appears, or with which the phrase "Project
Gutenberg" is associated) is accessed, displayed, performed, viewed,
copied or distributed:
This eBook is for the use of anyone anywhere at no cost and with
almost no restrictions whatsoever. You may copy it, give it away or
re-use it under the terms of the Project Gutenberg License included
with this eBook or online at www.gutenberg.org/license
1.E.2. If an individual Project Gutenberg-tm electronic work is derived
from the public domain (does not contain a notice indicating that it is
posted with permission of the copyright holder), the work can be copied
and distributed to anyone in the United States without paying any fees
or charges. If you are redistributing or providing access to a work
with the phrase "Project Gutenberg" associated with or appearing on the
work, you must comply either with the requirements of paragraphs 1.E.1
through 1.E.7 or obtain permission for the use of the work and the
Project Gutenberg-tm trademark as set forth in paragraphs 1.E.8 or
1.E.9.
1.E.3. If an individual Project Gutenberg-tm electronic work is posted
with the permission of the copyright holder, your use and distribution
must comply with both paragraphs 1.E.1 through 1.E.7 and any additional
terms imposed by the copyright holder. Additional terms will be linked
to the Project Gutenberg-tm License for all works posted with the
permission of the copyright holder found at the beginning of this work.
1.E.4. Do not unlink or detach or remove the full Project Gutenberg-tm
License terms from this work, or any files containing a part of this
work or any other work associated with Project Gutenberg-tm.
1.E.5. Do not copy, display, perform, distribute or redistribute this
electronic work, or any part of this electronic work, without
prominently displaying the sentence set forth in paragraph 1.E.1 with
active links or immediate access to the full terms of the Project
Gutenberg-tm License.
1.E.6. You may convert to and distribute this work in any binary,
compressed, marked up, nonproprietary or proprietary form, including any
word processing or hypertext form. However, if you provide access to or
distribute copies of a Project Gutenberg-tm work in a format other than
"Plain Vanilla ASCII" or other format used in the official version
posted on the official Project Gutenberg-tm web site (www.gutenberg.org),
you must, at no additional cost, fee or expense to the user, provide a
copy, a means of exporting a copy, or a means of obtaining a copy upon
request, of the work in its original "Plain Vanilla ASCII" or other
form. Any alternate format must include the full Project Gutenberg-tm
License as specified in paragraph 1.E.1.
1.E.7. Do not charge a fee for access to, viewing, displaying,
performing, copying or distributing any Project Gutenberg-tm works
unless you comply with paragraph 1.E.8 or 1.E.9.
1.E.8. You may charge a reasonable fee for copies of or providing
access to or distributing Project Gutenberg-tm electronic works provided
that
- You pay a royalty fee of 20% of the gross profits you derive from
the use of Project Gutenberg-tm works calculated using the method
you already use to calculate your applicable taxes. The fee is
owed to the owner of the Project Gutenberg-tm trademark, but he
has agreed to donate royalties under this paragraph to the
Project Gutenberg Literary Archive Foundation. Royalty payments
must be paid within 60 days following each date on which you
prepare (or are legally required to prepare) your periodic tax
returns. Royalty payments should be clearly marked as such and
sent to the Project Gutenberg Literary Archive Foundation at the
address specified in Section 4, "Information about donations to
the Project Gutenberg Literary Archive Foundation."
- You provide a full refund of any money paid by a user who notifies
you in writing (or by e-mail) within 30 days of receipt that s/he
does not agree to the terms of the full Project Gutenberg-tm
License. You must require such a user to return or
destroy all copies of the works possessed in a physical medium
and discontinue all use of and all access to other copies of
Project Gutenberg-tm works.
- You provide, in accordance with paragraph 1.F.3, a full refund of any
money paid for a work or a replacement copy, if a defect in the
electronic work is discovered and reported to you within 90 days
of receipt of the work.
- You comply with all other terms of this agreement for free
distribution of Project Gutenberg-tm works.
1.E.9. If you wish to charge a fee or distribute a Project Gutenberg-tm
electronic work or group of works on different terms than are set
forth in this agreement, you must obtain permission in writing from
both the Project Gutenberg Literary Archive Foundation and Michael
Hart, the owner of the Project Gutenberg-tm trademark. Contact the
Foundation as set forth in Section 3 below.
1.F.
1.F.1. Project Gutenberg volunteers and employees expend considerable
effort to identify, do copyright research on, transcribe and proofread
public domain works in creating the Project Gutenberg-tm
collection. Despite these efforts, Project Gutenberg-tm electronic
works, and the medium on which they may be stored, may contain
"Defects," such as, but not limited to, incomplete, inaccurate or
corrupt data, transcription errors, a copyright or other intellectual
property infringement, a defective or damaged disk or other medium, a
computer virus, or computer codes that damage or cannot be read by
your equipment.
1.F.2. LIMITED WARRANTY, DISCLAIMER OF DAMAGES - Except for the "Right
of Replacement or Refund" described in paragraph 1.F.3, the Project
Gutenberg Literary Archive Foundation, the owner of the Project
Gutenberg-tm trademark, and any other party distributing a Project
Gutenberg-tm electronic work under this agreement, disclaim all
liability to you for damages, costs and expenses, including legal
fees. YOU AGREE THAT YOU HAVE NO REMEDIES FOR NEGLIGENCE, STRICT
LIABILITY, BREACH OF WARRANTY OR BREACH OF CONTRACT EXCEPT THOSE
PROVIDED IN PARAGRAPH 1.F.3. YOU AGREE THAT THE FOUNDATION, THE
TRADEMARK OWNER, AND ANY DISTRIBUTOR UNDER THIS AGREEMENT WILL NOT BE
LIABLE TO YOU FOR ACTUAL, DIRECT, INDIRECT, CONSEQUENTIAL, PUNITIVE OR
INCIDENTAL DAMAGES EVEN IF YOU GIVE NOTICE OF THE POSSIBILITY OF SUCH
DAMAGE.
1.F.3. LIMITED RIGHT OF REPLACEMENT OR REFUND - If you discover a
defect in this electronic work within 90 days of receiving it, you can
receive a refund of the money (if any) you paid for it by sending a
written explanation to the person you received the work from. If you
received the work on a physical medium, you must return the medium with
your written explanation. The person or entity that provided you with
the defective work may elect to provide a replacement copy in lieu of a
refund. If you received the work electronically, the person or entity
providing it to you may choose to give you a second opportunity to
receive the work electronically in lieu of a refund. If the second copy
is also defective, you may demand a refund in writing without further
opportunities to fix the problem.
1.F.4. Except for the limited right of replacement or refund set forth
in paragraph 1.F.3, this work is provided to you 'AS-IS' WITH NO OTHER
WARRANTIES OF ANY KIND, EXPRESS OR IMPLIED, INCLUDING BUT NOT LIMITED TO
WARRANTIES OF MERCHANTABILITY OR FITNESS FOR ANY PURPOSE.
1.F.5. Some states do not allow disclaimers of certain implied
warranties or the exclusion or limitation of certain types of damages.
If any disclaimer or limitation set forth in this agreement violates the
law of the state applicable to this agreement, the agreement shall be
interpreted to make the maximum disclaimer or limitation permitted by
the applicable state law. The invalidity or unenforceability of any
provision of this agreement shall not void the remaining provisions.
1.F.6. INDEMNITY - You agree to indemnify and hold the Foundation, the
trademark owner, any agent or employee of the Foundation, anyone
providing copies of Project Gutenberg-tm electronic works in accordance
with this agreement, and any volunteers associated with the production,
promotion and distribution of Project Gutenberg-tm electronic works,
harmless from all liability, costs and expenses, including legal fees,
that arise directly or indirectly from any of the following which you do
or cause to occur: (a) distribution of this or any Project Gutenberg-tm
work, (b) alteration, modification, or additions or deletions to any
Project Gutenberg-tm work, and (c) any Defect you cause.
Section 2. Information about the Mission of Project Gutenberg-tm
Project Gutenberg-tm is synonymous with the free distribution of
electronic works in formats readable by the widest variety of computers
including obsolete, old, middle-aged and new computers. It exists
because of the efforts of hundreds of volunteers and donations from
people in all walks of life.
Volunteers and financial support to provide volunteers with the
assistance they need, are critical to reaching Project Gutenberg-tm's
goals and ensuring that the Project Gutenberg-tm collection will
remain freely available for generations to come. In 2001, the Project
Gutenberg Literary Archive Foundation was created to provide a secure
and permanent future for Project Gutenberg-tm and future generations.
To learn more about the Project Gutenberg Literary Archive Foundation
and how your efforts and donations can help, see Sections 3 and 4
and the Foundation web page at http://www.pglaf.org.
Section 3. Information about the Project Gutenberg Literary Archive
Foundation
The Project Gutenberg Literary Archive Foundation is a non profit
501(c)(3) educational corporation organized under the laws of the
state of Mississippi and granted tax exempt status by the Internal
Revenue Service. The Foundation's EIN or federal tax identification
number is 64-6221541. Its 501(c)(3) letter is posted at
http://pglaf.org/fundraising. Contributions to the Project Gutenberg
Literary Archive Foundation are tax deductible to the full extent
permitted by U.S. federal laws and your state's laws.
The Foundation's principal office is located at 4557 Melan Dr. S.
Fairbanks, AK, 99712., but its volunteers and employees are scattered
throughout numerous locations. Its business office is located at
809 North 1500 West, Salt Lake City, UT 84116, (801) 596-1887, email
business@pglaf.org. Email contact links and up to date contact
information can be found at the Foundation's web site and official
page at http://pglaf.org
For additional contact information:
Dr. Gregory B. Newby
Chief Executive and Director
gbnewby@pglaf.org
Section 4. Information about Donations to the Project Gutenberg
Literary Archive Foundation
Project Gutenberg-tm depends upon and cannot survive without wide
spread public support and donations to carry out its mission of
increasing the number of public domain and licensed works that can be
freely distributed in machine readable form accessible by the widest
array of equipment including outdated equipment. Many small donations
($1 to $5,000) are particularly important to maintaining tax exempt
status with the IRS.
The Foundation is committed to complying with the laws regulating
charities and charitable donations in all 50 states of the United
States. Compliance requirements are not uniform and it takes a
considerable effort, much paperwork and many fees to meet and keep up
with these requirements. We do not solicit donations in locations
where we have not received written confirmation of compliance. To
SEND DONATIONS or determine the status of compliance for any
particular state visit http://pglaf.org
While we cannot and do not solicit contributions from states where we
have not met the solicitation requirements, we know of no prohibition
against accepting unsolicited donations from donors in such states who
approach us with offers to donate.
International donations are gratefully accepted, but we cannot make
any statements concerning tax treatment of donations received from
outside the United States. U.S. laws alone swamp our small staff.
Please check the Project Gutenberg Web pages for current donation
methods and addresses. Donations are accepted in a number of other
ways including checks, online payments and credit card donations.
To donate, please visit: http://pglaf.org/donate
Section 5. General Information About Project Gutenberg-tm electronic
works.
Professor Michael S. Hart is the originator of the Project Gutenberg-tm
concept of a library of electronic works that could be freely shared
with anyone. For thirty years, he produced and distributed Project
Gutenberg-tm eBooks with only a loose network of volunteer support.
Project Gutenberg-tm eBooks are often created from several printed
editions, all of which are confirmed as Public Domain in the U.S.
unless a copyright notice is included. Thus, we do not necessarily
keep eBooks in compliance with any particular paper edition.
Most people start at our Web site which has the main PG search facility:
http://www.gutenberg.org
This Web site includes information about Project Gutenberg-tm,
including how to make donations to the Project Gutenberg Literary
Archive Foundation, how to help produce our new eBooks, and how to
subscribe to our email newsletter to hear about new eBooks.