
In compiling this book of formulas, recipes and processes, the Editor has endeavored to meet the practical requirements of the home and workshop—the mechanic, the manufacturer, the artisan, the housewife, and the general home worker.
In addition to exercising the utmost care in selecting his materials from competent sources, the Editor has also modified formulas which were obviously ill adapted for his needs, but were valuable if altered. Processes of questionable merit he has discarded. By adhering to this plan the Editor trusts that he has succeeded in preparing a repository of useful knowledge representing the experience of experts in every branch of practical achievement. Much of the matter has been specially translated for this work from foreign technological periodicals and books. In this way the Editor has embodied much practical information otherwise inaccessible to most English-speaking people.
Each recipe is to be regarded as a basis of experiment, to be modified to suit the particular purpose in hand, or the peculiar conditions which may affect the experimenter. Chemicals are not always of uniform relative purity and strength; heat or cold may markedly influence the result obtained, and lack of skill in the handling of utensils and instruments may sometimes cause failure. Inasmuch as a particular formula may not always be applicable, the Editor has thought it advisable to give as many recipes as his space would allow under each heading. In some instances a series of formulas is given which apparently differ but slightly in their ingredients. This has been done on the principle that one or more may be chosen for the purpose in hand.
Recognizing the fact that works of a similar character are not unknown, the Editor has endeavored to present in these pages the most modern methods and formulas. Naturally, old recipes and so-called trade secrets which have proven their value by long use are also included, particularly where no noteworthy advance has been made; but the primary aim has been to modernize and bring the entire work up to the present date.
JANUARY, 1914.
ABRASION REMEDY: See Cosmetics and Ointments.
ABSINTHE: See Wines and Liquors.
| 1. | |
|---|---|
| Copper sulphate | 1 part |
| Potassium chlorate | 1 part |
| Water | 8 parts |
| Boil until salts are dissolved. | |
| 2. | |
| Aniline hydrochlorate | 3 parts |
| Water | 20 parts |
| Or, if more readily procurable: | |
| Aniline | 6 parts |
| Hydrochloric acid | 9 parts |
| Water | 50 parts |
By the use of a brush two coats of solution No. 1 are applied while hot; the second coat as soon as the first is dry. Then two coats of solution No. 2, and the wood allowed to dry thoroughly. Later, a coat of raw linseed oil is to be applied, using a cloth instead of a brush, in order to get a thinner coat of the oil.
A writer in the Journal of Applied Microscopy states that he has used this method upon some old laboratory tables which had been finished in the usual way, the wood having been filled oiled, and varnished. After scraping off the varnish down to the wood, the solutions were applied, and the result was very satisfactory.
After some experimentations the formula was modified without materially affecting the cost, and apparently increasing the resistance of the wood to the action of strong acids and alkalies. The modified formula follows:
| 1. | |
|---|---|
| Iron sulphate | 4 parts |
| Copper sulphate | 4 parts |
| Potassium permanganate | 8 parts |
| Water, q. s. | 100 parts |
| 2. | |
| Aniline | 12 parts |
| Hydrochloric acid | 18 parts |
| Water, q. s. | 100 parts |
| Or: | |
| Aniline hydrochlorate | 15 parts |
| Water, q. s. | 100 parts |
Solution No. 2 has not been changed, except to arrange the parts per hundred.
The method of application is the same, except that after solution No. 1 has dried the excess of the solution which has dried upon the surface of the wood is thoroughly rubbed off before the application of solution No. 2. The black color does not appear at once, but usually requires a few hours before becoming ebony black. The linseed oil may be diluted with turpentine without disadvantage, and after a few applications the surface will take on a dull and not displeasing polish. The table tops are easily cleaned by washing with water or suds after a course of work is completed, and the application of another coat of oil puts them in excellent order for another course of work. Strong acids or alkalies when spilled, if soon wiped off, have scarcely a perceptible effect.
A slate or tile top is expensive not only in its original cost, but also as a destroyer of glassware. Wood tops when painted, oiled, or paraffined have objectionable features, the latter especially in warm weather. Old table tops, after the paint or oil is scraped off down to the wood, take the above finish nearly as well as the new wood.
ACACIA, MUCILAGE OF: See Adhesives under Mucilages.
ACID-PROOF GLASS: See Glass.
ACID-RESISTING PAINT: See Paint.
ACIDS, SOLDERING: See Solders.
ACID STAINS FROM THE SKIN, TO REMOVE: See Cleaning Preparations and Methods.
ACID TEST FOR VINEGAR: See Vinegar.
II.—Bones may be treated with successive quantities of combined sulphurous acid and water, from which the heat of combination has been previously dissipated, the solution being removed after each treatment, before the bone salts dissolved therein precipitate, and before the temperature rises above 74° F.—U. S. Pat. 783,784.
III.—A patent relating to the process for treating animal sinews, preparatory for the glue factory, has been granted to Florsheim, Chicago, and consists in immersing animal sinews successively in petroleum or benzine to remove the outer fleshy animal skin; in a hardening or preserving bath, as boric acid, or alum or copper sulphate; and in an alkaline bath to remove fatty matter from the fibrous part of the sinews. The sinews are afterwards tanned and disintegrated.
| I.— | Glue | 3 ounces |
|---|---|---|
| Gelatin | 3 ounces | |
| Acetic acid | 4 ounces | |
| Water | 2 ounces | |
| Alum | 30 grains | |
| Heat together for 6 hours, skim, and add: | ||
| II.— | Alcohol | 1 fluid ounce |
| Brown glue, No. 2. | 2 pounds | |
| Sodium carbonate | 11 ounces | |
| Water | 3 1/2 pints | |
| Oil of clove | 160 minims | |
Dissolve the soda in the water, pour the solution over the dry glue, let stand over night or till thoroughly soaked and swelled, then heat carefully on a water bath until dissolved. When nearly cold stir in the oil of cloves.
By using white glue, a finer article, fit for fancy work, may be made.
III.—Dissolve by heating 60 parts of borax in 420 parts of water, add 480 parts dextrin (pale yellow) and 50 parts of glucose and heat carefully with continued stirring, to complete solution; replace the evaporated water and pour through flannel.
The glue made in this way remains clear quite a long time, and possesses great adhesive power; it also dries very quickly, but upon careless and extended heating above 90° C. (194° F.), it is apt to turn brown and brittle.
IV.—Pour 50 parts of warm (not hot) water over 50 parts of Cologne glue and allow to soak over night. Next day the swelled glue is dissolved with moderate heat, and if still too thick, a little more water is added. When this is done, add from 2 1/2 to 3 parts of crude nitric acid, stir well, and fill the liquid glue in well-corked bottles. This is a good liquid steam glue.
V.—Soak 1 pound of good glue in a quart of water for a few hours, then melt the glue by heating it, together with the unabsorbed water, then stir in 1/4 pound dry white lead, and when that is well mixed pour in 4 fluidounces of alcohol and continue the boiling 5 minutes longer.
VI.—Soak 1 pound of good glue in 1 1/2 pints of cold water for 5 hours, then add 3 ounces of zinc sulphate and 2 fluidounces of hydrochloric acid, and keep the mixture heated for 10 or 12 hours at 175° to 190° F. The glue remains liquid and may be used for sticking a variety of materials.
VII.—A very inexpensive liquid glue may be prepared by first soaking and then dissolving gelatin in twice its own weight of water at a very gentle heat; then add glacial acetic acid in weight equal to the weight of the dry gelatin. It should be remembered, however, that all acid glues are not generally applicable.
| VIII.— | Glue | 200 parts |
|---|---|---|
| Dilute acetic acid | 400 parts | |
| Dissolve by the aid of heat and add: | ||
| Alcohol | 25 parts | |
| Alum | 5 parts | |
| IX.— | Glue | 5 parts |
| Calcium chloride | 1 part | |
| Water | 1 part | |
| X.— | Sugar of lead | 1 1/2 drachms |
| Alum | 1 1/2 drachms | |
| Gum arabic | 2 1/2 drachms | |
| Wheat flour | 1 av. lb. | |
| Water, q. s. | ||
Dissolve the gum in 2 quarts of warm water; when cold mix in the flour, and add the sugar of lead and alum dissolved in water; heat the whole over a slow fire until it shows signs of ebullition. Let it cool, and add enough gum water to bring it to the proper consistence.
XI.—Dilute 1 part of official phosphoric acid with 2 parts of water and neutralize the solution with carbonate of ammonium. Add to the liquid an equal quantity of water, warm it on a water bath, and dissolve in it sufficient glue to form a thick syrupy liquid. Keep in well-stoppered bottles.
XII.—Dissolve 3 parts of glue in small pieces in 12 to 15 of saccharate of lime. By heating, the glue dissolves rapidly and remains liquid, when cold, without loss of adhesive power. Any desirable consistence can be secured by varying the amount of saccharate of lime. Thick glue retains its muddy color, while a thin solution becomes clear on standing.
The saccharate of lime is prepared by {12} dissolving 1 part of sugar in 3 parts of water, and after adding 1/4 part of the weight of the sugar of slaked lime, heating the whole from 149° to 185° F., allowing it to macerate for several days, shaking it frequently. The solution, which has the properties of mucilage, is then decanted from the sediment.
XIII.—In a solution of borax in water soak a good quantity of glue until it has thoroughly imbibed the liquid. Pour off the surplus solution and then put on the water bath and melt the glue. Cool down until the glue begins to set, then add, drop by drop, with agitation, enough acetic acid to check the tendency to solidification. If, after becoming quite cold, there is still a tendency to solidification, add a few drops more of the acid. The liquid should be of the consistence of ordinary mucilage at all times.
| XIV.— | Gelatin | 100 parts |
|---|---|---|
| Cabinetmakers’ glue | 100 parts | |
| Alcohol | 25 parts | |
| Alum | 2 parts | |
| Acetic acid, 20 per cent | 800 parts |
Soak the gelatin and glue with the acetic acid and heat on a water bath until fluid; then add the alum and alcohol.
| XV.— | Glue | 10 parts |
|---|---|---|
| Water | 15 parts | |
| Sodium salicylate | 1 part |
XVI.—Soak 5 parts of Cologne glue in an aqueous calcium chloride solution (1:4) and heat on the water bath until dissolved, replacing the evaporating water; or slack 100 parts of lime with 150 parts of hot water, dissolve 60 parts of sugar in 180 parts of water, and add 15 parts of the slacked lime to the solution, heating the whole to 75° C. (167° F.). Place aside for a few days, shaking from time to time. In the clear sugar-lime solution collected by decanting soak 60 parts of glue and assist the solution by moderate heating.
XVII.—Molasses, 100 parts, dissolved in 300 parts of water, 25 parts of quicklime (slaked to powder), being then stirred in and the mixture heated to 167° F. on a water bath, with frequent stirrings. After settling for a few days a large portion of the lime will have dissolved, and the clear, white, thick solution, when decanted, behaves like rubber solution and makes a highly adherent coating.
XVIII.—Dissolve bone glue, 250 parts, by heating in 1,000 parts of water, and add to the solution barium peroxide 10 parts, sulphuric acid (66° B.) 5 parts, and water 15 parts. Heat for 48 hours on the water bath to 80° C. (176° F.). Thus a syrupy liquid is obtained, which is allowed to settle and is then decanted. This glue has no unpleasant odor, and does not mold.
XIX.—A glue possessing the adhesive qualities of ordinary joiners’ glue, but constituting a pale yellow liquid which is ready for use without requiring heating and possesses great resistance to dampness, is produced by treating dry casein with a diluted borax solution or with enough ammonia solution to cause a faintly alkaline reaction. The preparation may be employed alone or mixed with liquid starch in any proportion.
II.—A collodion solution may be used, or an alcoholic solution of fine celluloid shavings.
| I.— | Glue | 3 1/2 ounces |
|---|---|---|
| Glycerine | 8 ounces | |
| Water, a sufficient quantity. | ||
Pour upon the glue more than enough water to cover it and let stand for several hours, then decant the greater portion of the water; apply heat until the glue is dissolved, and add the glycerin. If the mixture is too thick, add more water.
| II.— | Glue | 6 ounces |
|---|---|---|
| Alum | 30 grains | |
| Acetic acid | 1/2 ounce | |
| Alcohol | 1 1/2 ounces | |
| Water | 6 1/2 ounces |
Mix all but the alcohol, digest on a water bath till the glue is dissolved, allow to cool and add the alcohol.
| III.— | Glue | 5 ounces |
|---|---|---|
| Water | 1 ounce | |
| Calcium chloride | 1 ounce |
Dissolve the calcium chloride in the water, add the glue, macerate until it is thoroughly softened, and then heat until completely dissolved.
| IV.— | Glue | 20 ounces |
|---|---|---|
| Glycerine | 5 ounces | |
| Syrupy glucose | 1 ounce | |
| Tannin | 50 grains |
Cover the glue with cold water, and let stand over night. In the morning pour off superfluous water, throw the glue on muslin, and manipulate so as to get rid of as much moisture as possible, then put in a water bath and melt. Add the {13} glycerine and syrup, and stir well in. Finally, dissolve the tannin in the smallest quantity of water possible and add.
This mixture must be used hot.
| V.— | Glue | 15 ounces |
|---|---|---|
| Glycerine | 5 ounces | |
| Linseed oil | 2 ounces | |
| Sugar | 1 ounce |
Soak the glue as before, melt, add the sugar and glycerine, continuing the heat, and finally add the oil gradually under constant stirring.
This must be used hot.
| I.— | Glue | 3 1/2 ounces |
|---|---|---|
| Glycerine | 8 ounces | |
| Water, a sufficient quantity. | ||
Pour upon the glue more than enough water to cover it and let stand for several hours, then decant the greater portion of the water; apply heat until the glue is dissolved, and add the glycerine. If the mixture is too thick, add more water.
| II.— | Glue | 6 ounces |
|---|---|---|
| Alum | 30 grains | |
| Acetic acid | 1/2 ounce | |
| Alcohol | 1 1/2 ounces | |
| Water | 6 1/2 ounces |
Mix all but the alcohol, digest on a water bath till the glue is dissolved, allow to cool and add the alcohol.
| III.— | Glue | 5 ounces |
|---|---|---|
| Water | 1 ounce | |
| Calcium chloride | 1 ounce |
Dissolve the calcium chloride in the water, add the glue, macerate until it is thoroughly softened, and then apply heat until completely dissolved.
IV.—Glue, 1 pound; glycerine, 4 ounces; glucose syrup, 2 tablespoonfuls; tannin, 1/10 ounce. Use warm, and give an hour to dry and set on the pads. This can be colored with any aniline dye.
I.—One part Pará caoutchouc is dissolved in 12 parts benzol; 20 parts powdered shellac are added to the solution, and the mixture is carefully heated.
II.—Stronger glue is obtained by dissolving 10 parts good crude caoutchouc in 120 parts benzine or naphtha which solution is poured slowly and in a fine stream into 20 parts asphaltum melted in a kettle, stirring constantly and heating. Pour the finished glue, after the solvent has almost evaporated and the mass has become quite uniform, into flat molds, in which it solidifies into very hard tablets of dark brown or black color. For use, these glue tablets are first soaked in boiling water and then heated over a free flame until the marine glue has become thinly liquid. The pieces to be glued are also warmed and a very durable union is obtained.
III.—Cut caoutchouc into small pieces and dissolve in coal naphtha by heat and agitation. Add to this solution powdered shellac, and heat the whole, constantly stirring until combination takes place, then pour it on metal plates to form sheets. When used it must be heated to 248° F., and applied with a brush.
II.—Dissolve a small quantity of sandarac and mastic in a little alcohol, and add a little turpentine. The solution is boiled in a kettle over the fire, and an equal quantity of a strong hot solution of glue and isinglass is added. Then filter through a cloth while hot.
III.—Water-proof glue may also be produced by the simple addition of bichromate of potassium to the liquid glue solution, and subsequent exposure to the air.
IV.—Mix glue as usual, and then add linseed oil in the proportion of 1 part oil to 8 parts glue. If it is desired that the mixture remain liquid, 1/2 ounce of nitric acid should be added to every pound of glue. This will also prevent the glue from souring.
V.—In 1,000 parts of rectified alcohol dissolve 60 parts of sandarac and as much mastic whereupon add 60 parts of white oil of turpentine. Next, prepare a rather strong glue solution and add about the like quantity of isinglass, heating the solution until it commences to boil; then slowly add the hot glue solution till a thin paste forms, which can still be filtered through a cloth. Heat the solution before use and employ like ordinary glue. A connection effected with this glue is not dissolved by cold water and even resists hot water for a long time.
VI.—Soak 1,000 parts of Cologne glue in cold water for 12 hours and in another vessel for the same length of time 150 parts of isinglass in a mixture of lamp spirit and water. Then dissolve both masses together on the water bath in a suitable vessel, thinning, if necessary, with some hot water. Next add 100 {14} parts of linseed oil varnish and filter hot through linen.
VII.—Ordinary glue is kept in water until it swells up without losing its shape. Thus softened it is placed in an iron crucible without adding water; then add linseed oil according to the quantity of the glue and leave this mixture to boil over a slow fire until a gelatinous mass results. Such glue unites materials in a very durable manner. It adheres firmly and hardens quickly. Its chief advantage, however, consists in that it neither absorbs water nor allows it to pass through, whereby the connecting places are often destroyed. A little borax will prevent putrefaction.
VIII.—Bichromate of potassium 40 parts (by weight); gelatin glue, 55 parts; alum, 5 parts. Dissolve the glue in a little water and add the bichromate of potassium and the alum.
IX.—This preparation permits an absolutely permanent gluing of pieces of cardboard, even when they are moistened by water. Melt together equal parts of good pitch and gutta-percha; of this take 9 parts, and add to it 3 parts of boiled linseed oil and 1 1/2 parts of litharge. Place this over the fire and stir it till all the ingredients are intimately mixed. The mixture may be diluted with a little benzine or oil of turpentine, and must be warm when used.
II.—Soak 3 parts of glue in 8 parts water, add 1/2 part hydrochloric acid and 3/4 part zinc vitriol and let this mixture boil several hours. Coat the floor and the back of the linoleum with this. Press the linoleum down uniformly and firmly and weight it for some time.
| Chloral hydrate | 5 parts |
| Gelatin, white | 8 parts |
| Gum arabic | 2 parts |
| Boiling water | 30 parts |
Mix the chloral, gelatin, and gum arabic in a porcelain container, pour the boiling water over the mixture and let stand for 1 day, giving it a vigorous stirring several times during the day. In cold weather this is apt to get hard and stiff, but this may be obviated by standing the container in warm water for a few minutes. This paste adheres to any surface whatever.
II.—Use a moderately strong gelatin solution (containing 5 to 10 per cent of dry gelatin), to which about 1 part of acid chromate of potassium in solution is added to every 5 parts of gelatin. This mixture has the property of becoming insoluble by water through the action of sunlight under partial reduction of the chromic acid. {16}
| Raw linseed oil | 8 parts |
| Glue or gelatin | 1 part |
| Quicklime | 2 parts |
Soak the glue or gelatin in the oil for 10 to 12 hours, and then melt it by gently heating the oil, and when perfectly fluid stir in the quicklime until the whole mass is homogeneous, then spread out in layers to dry gradually, out of the sun’s rays. For use, reheat the glue in a glue pot in the ordinary way of melting glue.
Under this heading will be found only cements for causing one substance to adhere to another. Cements used primarily as fillers, such as dental cements, will be found under Cements, Putties, etc.
| I.— | Rosin | 4 pounds |
|---|---|---|
| Beeswax | 1 pound | |
| Plaster of Paris or brickdust | 1 pound | |
| II.— | Pitch | 5 pounds |
| Wood ashes | 1 pound | |
| Tallow | 1 pound |
III.—Rosin, 12; sulphur flowers, 3; iron filings, 5. Melt together, fill the handle while hot, and insert the instrument.
IV.—Plaster of Paris is ordinarily used for fastening loose handles. It is made into a moderately thick paste with water run into the hole in the head of the pestle, the handle inserted and held in place till the cement hardens. Some add sand to the paste, and claim to get better results.
V.—Boil together 1 part of caustic soda, 3 parts of rosin, and 5 parts of water till homogeneous and add 4 parts of plaster of Paris. The paste sets in half an hour and is but little affected by water.
VI.—Equal quantities of gutta percha and shellac are melted together and well stirred. This is best done in an iron capsule placed on a sandbath and heated over a gas furnace or on the top of a stove. The combination possesses both hardness and toughness, qualities that make it particularly desirable in mending mortars and pestles. In using, the articles to be cemented should be warmed to about the melting point of the mixture and retained in proper position until cool, when they are ready for use.
| VII.— | Rosin | 600 parts by weight |
|---|---|---|
| Sulphur | 150 parts by weight | |
| Iron filings | 250 parts by weight |
Pour the mixture, hot, into the opening of the heated handle and shove in the knife likewise heated.
VIII.—Melt sufficient black rosin, and incorporate thoroughly with it one-fifth its weight of very fine silver sand. Make the pestle hot, pour in a little of the mixture, then force the handle well home, and set aside for a day before using.
IX.—Make a smooth, moderately soft paste with litharge and glycerine; fill the hole in the pestle with the cement, and firmly press the handle in place, keeping it under pressure for three or four days.
II.—A cement which dries instantaneously, qualifying it for all sorts of repairing and only presenting the disadvantage of having to be freshly prepared each time, notwithstanding any subsequent heating, may be made as follows: In a metal vessel or iron spoon melt 4 to 5 parts of rosin (or preferably mastic) and 1 part of beeswax. This mixture must be applied rapidly, it being of advantage slightly to heat the surfaces to be united, which naturally must have been previously well cleaned.
III.—Slaked lime, 10 parts; chalk, 15 parts; kaolin, 5 parts; mix, and immediately before use stir with a corresponding amount of potash water glass.
IV.—Cement on Marble Slabs.—The whole marble slab is thoroughly warmed and laid face down upon a neatly cleaned planing bench upon which a woolen cloth is spread so as not to injure the polish of the slab. Next apply to the slab very hot, weak glue and quickly sift hot plaster of Paris on the glue in a thin even layer, stirring the plaster rapidly into the applied glue by means of a strong spatula, so that a uniform glue-plaster coating is formed on the warm slab. Before this has time to harden tip the respective piece of furniture on the slab. The frame, likewise warmed, will adhere very firmly to the slab after two days. Besides, this process has the advantage of great cleanliness. {17}
V.—The following is a recipe used by marble workers, and which probably can be used to advantage: Flour of sulphur, 1 part; hydrochlorate of ammonia, 2 parts; iron filings, 16 parts. The above substances must be reduced to a powder, and securely preserved in closely stoppered vessels. When the cement is to be employed, take 20 parts very fine iron filings and 1 part of the above powder; mix them together with enough water to form a manageable paste. This paste solidifies in 20 days and becomes as hard as iron. A recipe for another cement useful for joining small pieces of marble or alabaster is as follows: Add 1/2 pint of vinegar to 1/2 pint skimmed milk; mix the curd with the whites of 5 eggs, well beaten, and sufficient powdered quicklime sifted in with constant stirring so as to form a paste. It resists water and a moderate degree of heat.
VI.—Cement for Iron and Marble.—For fastening iron to marble or stone a good cement is made as follows: Thirty parts plaster of Paris, 10 parts iron filings, 1/2 part sal ammoniac mixed with vinegar to a fluid paste fresh for use.
Equally good cement is obtained by melting together 1 part pitch and 1/10 part wax, and mixing with 2 parts brickdust.
The stones to be cemented, or between the joints of which the putty is to be poured, must be perfectly dry. If practicable, they should be warmed a little, and the surfaces to which the putty is to adhere painted with oil varnish once or twice. The above two formulæ are of especial value in case the stones are very much exposed to the heat of the sun in summer, as well as to cold, rain, and snow in winter. Experience has shown that in these instances the above-mentioned cements give better satisfaction than the other brands of cement.
| Rosin | 1 part |
| Yellow wax | 2 parts |
Melt together.
| I.— | Rosin | 5 ounces |
|---|---|---|
| Yellow wax | 1 ounce | |
| Venetian red | 1 ounce |
Melt the wax and rosin on a water bath and add, under constant stirring, the Venetian red previously well dried. Stir until nearly cool, so as to prevent the Venetian red from settling to the bottom.
| II.— | Portland cement | 2 ounces |
|---|---|---|
| Prepared chalk | 1 ounce | |
| Fine sand | 1 ounce | |
| Solution of sodium silicate enough to form a semi-liquid paste. | ||
| III.— | Litharge | 2 parts |
| White lead | 1 part | |
Work into a pasty condition by using 3 parts boiled linseed oil, 1 part copal varnish.
II.—Camphor, 1 part; alcohol, 4 parts. Dissolve and add equal quantity (by weight) of shellac to this solution.
III.—If firmness is desired in putting celluloid on wood, tin, etc., the following gluing agent is recommended, viz.: A compound of 2 parts shellac, 3 parts spirit of camphor, and 4 parts strong alcohol. {18}
| IV.— | Shellac | 2 ounces |
|---|---|---|
| Spirits of camphor | 2 ounces | |
| Alcohol, 90 per cent | 6 to 8 ounces |
V.—Make a moderately strong glue or solution of gelatin. In a dark place or a dark room mix with the above a small amount of concentrated solution of potassium dichromate. Coat the back of the label, which must be clean, with a thin layer of the mixture. Strongly press the label against the bottle and keep the two in close contact by tying with twine or otherwise. Expose to sunlight for some hours; this causes the cement to be insoluble even in hot water.
| VI.— | Lime | av. oz. 1 |
|---|---|---|
| White of egg | av. oz. 2 1/2 | |
| Plaster of Paris | av. oz. 5 1/2 | |
| Water | fl. oz. 1 |
Reduce the lime to a fine powder; mix it with the white of egg by trituration, forming a uniform paste. Dilute with water, rapidly incorporate the plaster of Paris, and use the cement immediately. The surfaces to be cemented must first be moistened with water so that the cement will readily adhere. The pieces must be firmly pressed together and kept in this position for about 12 hours.
II.—Dissolve 1 part of gum camphor in 4 parts of alcohol; dissolve an equal weight of shellac in such strong camphor solution. The cement is applied warm and the parts united must not be disturbed until the cement is hard. Hard-rubber articles are never mended to form a strong joint.
III.—Melt together equal parts of gutta percha and real asphaltum. The cement is applied hot, and the broken surfaces pressed together and held in place while cooling.
| I.— | Copal varnish | 15 parts |
|---|---|---|
| Drying oil | 5 parts | |
| Turpentine (spirits) | 3 parts | |
| Oil of turpentine | 2 parts | |
| Liquefied glue | 5 parts |
Melt all together on a water bath until well mixed, and then add 10 parts slaked lime.
II.—Mix 100 parts finely powdered white litharge with 50 parts dry white lead, knead together 3 parts linseed oil varnish and 1 part copal varnish into a firm dough. Coat the side to be attached with this, removing the superfluous cement. It will dry quickly and become very hard.
| III.— | Copal varnish | 15 parts |
|---|---|---|
| Linseed-oil varnish | 5 parts | |
| Raw turpentine | 3 parts | |
| Oil of turpentine | 2 parts | |
| Carpenters’ glue, dissolved in water | 5 parts | |
| Precipitated chalk | 10 parts | |
| IV.— | Mastic gum | 1 part |
| Litharge, lead | 2 parts | |
| White lead | 1 part | |
| Linseed oil | 3 parts |
Melt together to a homogeneous mass. Apply hot. To make a thorough and reliable job, the letters should be heated to at least the temperature of the cement.
II.—Take 1/2 quart of the best rum and 1/4 ounce fish glue, which is dissolved in the former at a moderate degree of heat. Then add 1/2 quart distilled water, and filter through a piece of old linen. The glass is laid upon a perfectly level table and is covered with this substance to the thickness of 1/8 inch, using a clean brush. Seize the gold leaf with a pointed object and place it smoothly upon the prepared mass, and it will be attracted by the glass at once. After 5 minutes hold the glass slightly slanting so that the superfluous mass can run off, and leave the plate in this position for 24 hours, when it will be perfectly dry. Now trace the letters or the design on a piece of paper, and perforate the lines with a thick needle, making the holes 1/16 inch apart. Then place the perforated paper upon the surface of the glass, and stamp the tracery on with powdered chalk. The paper pattern is then carefully removed, and the accurate design will remain upon the gold. The outlines are now filled out with an oily gold mass, mixed with a little chrome orange and diluted with boiled oil or turpentine. When all is dry the superfluous gold is washed off {19} with water by means of a common rag. The back of the glass is then painted with a suitable color.
With a small knife or spatula apply the cement to the back of the letters, observing especial care in getting the mixture well and uniformly laid around the inside edges of the letter. In attaching the letters to the glass make sure to expel the air from beneath the characters, and to do this, work them up and down and sidewise. If the weather be at all warm, support the letters while drying by pressing tiny beads of sealing wax against the glass, close to the under side or bottom of the letters. With a putty knife, keenly sharpened on one edge, next remove all the surplus cement. Give the letters a hard, firm pressure against the glass around all edges to securely guard against the disruptive attacks of moisture.
The seepage of moisture beneath the surface of the letters is the main cause of their early detachment from the glass.
The removal of the letters from the glass may be effected by applying turpentine to the top of the characters, allowing it to soak down and through the cement. Oxalic acid applied in the same way will usually slick the letters off in a trice.
To repair cracked glasses or bottles through which water will leak, water glasses may be used, the application being effected in the following easy manner: The vessel is warmed to induce rarefaction of the internal air, after which the mouth is closed, either by a cork in the case of bottles, or by a piece of parchment or bladder if a wide-mouthed vessel is under treatment.
While still hot, the outside of the crack is covered with a little glass, and the vessel set aside to cool, whereupon the difference between the pressure of the external and internal air will force the cement into the fissure and close it completely. All that is then necessary is to take off the cover and leave the vessel to warm for a few hours. Subsequently rinse it out with lime water, followed by clean water, and it will then hold any liquid, acids and alkaline fluids alone excepted.
II.—When water glass is brought into contact with calcium chloride, a calcium silicate is at once formed which is insoluble in water. It seems possible that this reaction may be used in binding together masses of sand, etc. The process indicated has long been used in the preservation of stone which has become “weathered.” The stone is first brushed with the water glass and afterwards with a solution of calcium chloride. The conditions here are of course different.
Calcium chloride must not be confounded with the so-called “chloride of lime” which is a mixture of calcium hypochlorite and other bodies.
Jewelers and goldsmiths require, for the cementing of genuine and colored gems, as well as for the placing of colored folio under certain stones, very adhesive gluing agents, which must, however, be colorless. In this respect these are distinguished chiefly by the so-called diamond cement and the regular jewelers’ cement. Diamond cement is much esteemed by jewelers for cementing precious stones and corals, but may also be employed with advantage for laying colored fluxes of glass on white glass. The diamond cement is of such a nature as to be able to remain for some time in contact with water without becoming soft. It adheres best between glass or between precious stones. It is composed as follows: Isinglass 8 parts, gum ammoniac 1 part, galbanum 1 part, spirit of wine 4 parts. Soak the isinglass in water with admixture of a little spirit of wine and add the solution of the gums in the remainder of the spirit of wine. Before use, heat the diamond cement a little so as to soften it. Jewelers’ cement is used for similar purposes as is the diamond cement, and is prepared from: Isinglass (dry) 10 parts, mastic varnish 5 parts. Dissolve the isinglass in very little water, adding some strong spirit of wine. The mastic varnish is prepared by pouring a mixture of highly rectified spirit of wine and benzine over finely powdered mastic and dissolving it in the smallest possible quantity of liquid. The two solutions of isinglass and mastic are intimately ground together in a porcelain dish.
| Mastic gum | 10 parts |
| Isinglass (fish glue) | 20 parts |
| Gum ammoniac | 5 parts |
| Alcohol absolute | 60 parts |
| Alcohol, 50 per cent | 35 parts |
| Water | 100 parts |
Dissolve the mastic in the absolute alcohol; dissolve, by the aid of gentle heat, on the water bath, the isinglass in the water, and add 10 parts of the dilute alcohol. Now dissolve the ammoniacum in the residue of the dilute alcohol. Add the first solution to the second, mix thoroughly by agitation and then add the solution of gum ammoniac and stir well in. Finally put on the water bath, and keeping at a moderate heat, evaporate the whole down to 175 parts.
| I.— | Borax | 5 parts |
|---|---|---|
| Water | 95 parts | |
| Casein, sufficient quantity. | ||
Dissolve the borax in water and incorporate enough casein to produce a mass of the proper consistency.
II.—The casein is made feebly alkaline by means of soda or potash lye and {21} then subjected for about 24 hours to a temperature of 140° F. Next follow the customary admixture, such as lime and water glass, and finally, to accomplish a quicker resinification, substances containing tannin are added. For tannic admixtures to the partially disintegrated casein, slight quantities—about 1 per cent—of gallic acid, cutch, or quercitannic acid are employed. The feebly alkaline casein cement containing tannic acid is used in the well-known manner for the gluing together of wood.
II.—Make a paste of casein and water glass.
II.—Melt together equal parts of good pitch and gutta percha. To 9 parts of this mass add 3 parts of boiled linseed oil and 1/5 part litharge. The heat is kept up until, with constant stirring, an intimate union of all the ingredients has taken place. The mixture is diluted with a little benzine or oil of turpentine and applied while still warm. The cement is waterproof.
III.—The National Druggist says that experience with pasting or cementing parchment paper seems to show that about the best agent is casein cement, made by dissolving casein in a saturated aqueous solution of borax.
IV.—The following is recommended for paper boxes:
| Chloral hydrate | 5 parts |
| Gelatin, white | 8 parts |
| Gum arabic | 2 parts |
| Boiling water | 30 parts |
Mix the chloral, gelatin, and gum arabic in a porcelain container, pour the boiling water over the mixture and let stand for 1 day, giving it a vigorous stirring several times during the day. In cold weather this is apt to get hard and stiff, but this may be obviated by standing the container in warm water for a few minutes. This paste adheres to any surface whatever.
II.—Mix together dry: Whiting, 6 pounds; plaster of Paris, 3 pounds; sand, 3 pounds; litharge, 3 pounds; rosin, 1 pound. Make to a paste with copal varnish.
III.—Make a paste of boiled oil, 6 pounds; copal, 6 pounds; litharge, 2 pounds; white lead, 1 pound.
IV.—Make a paste with boiled oil, 3 pounds; brickdust 2 pounds; dry slaked lime, 1 pound.
V.—Dissolve 93 ounces of alum and 93 ounces of sugar of lead in water to concentration. Dissolve separately 152 ounces of gum arabic in 25 gallons of water, and then stir in 62 1/2 pounds of flour. Then heat to a uniform paste with the metallic salts, but take care not to boil the mass.
VI.—For Iron and Marble to Stand in Heat.—In 3 pounds of water dissolve first, 1 pound water glass and then 1 pound of borax. With the solution make 2 pounds of clay and 1 pound of barytes, first mixed dry, to a paste.
VII.—Glue to Resist Boiling Water.—Dissolve separately in water 55 pounds of glue and a mixture of 40 pounds of bichromate and 5 pounds of alum. Mix as wanted.
VIII. (Chinese Glue).—Dissolve shellac in 10 times its weight of ammonia.
IX.—Make a paste of 40 ounces of dry slaked lime 10 ounces of alum, and 50 ounces of white of egg.
| X.— | Alcohol | 1,000 parts |
|---|---|---|
| Sandarac | 60 parts | |
| Mastic | 60 parts | |
| Turpentine oil | 60 parts |
Dissolve the gums in the alcohol and add the oil and stir in. Now prepare a solution of equal parts of glue and isinglass, by soaking 125 parts of each in cold water until it becomes saturated, pouring and pressing off the residue, and melting on the water bath. This should produce a volume of glue nearly equal to that of the solution of gums. The latter should, in the meantime, have been cautiously raised to the boiling point on the water bath, and then mixed with the hot glue solution.
It is said that articles united with this substance will stand the strain of cold water for an unlimited time, and it takes hot water even a long time to affect it. {22}
| XI.— | Burgundy pitch | 6 parts |
|---|---|---|
| Gutta percha | 1 part | |
| Pumice stone, in fine powder | 3 parts |
Melt the gutta percha very carefully add the pumice stone, and lastly the pitch, and stir until homogeneous.
Use while still hot. This cement will withstand water and dilute mineral acids.
I.—Use a melted mixture of gutta percha and genuine asphalt, applied hot. The hard-rubber goods must be kept pressed together until the cement has cooled.
II.—A cement which is effective for cementing rubber to iron and which is especially valuable for fastening rubber bands to bandsaw wheels is made as follows: Powdered shellac, 1 part; strong water of ammonia, 10 parts. Put the shellac in the ammonia water and set it away in a tightly closed jar for 3 or 4 weeks. By that time the mixture will become a perfectly liquid transparent mass and is then ready for use. When applied to rubber the ammonia softens it, but it quickly evaporates, leaving the rubber in the same condition as before. The shellac clings to the iron and thus forms a firm bond between the iron and the rubber.
| III.— | Gutta percha white | 1 drachm |
|---|---|---|
| Carbon disulphide | 1 ounce | |
| Dissolve, filter, and add: | ||
| India rubber | 15 grains | |
| Dissolve. | ||
II.—Dissolve pulverized gum shellac, 1 ounce, in 9 1/2 ounces of strong ammonia. This of course must be kept tightly corked. It will not be as elastic as the first preparation.
III.—Fuse together shellac and gutta percha in equal weights.
| IV.— | India rubber | 8 ounces |
|---|---|---|
| Gutta percha | 4 ounces | |
| Isinglass | 2 ounces | |
| Bisulphide of carbon | 32 ounces | |
| V.— | India rubber | 5 ounces |
| Gum mastic | 1 ounce | |
| Chloroform | 3 ounces | |
| VI.— | Gutta percha | 16 ounces |
| India rubber | 4 ounces | |
| Pitch | 4 ounces | |
| Shellac | 1 ounce | |
| Linseed oil | 1 ounce |
Amalgamate by heat.
VII.—Mix 1 ounce of oil of turpentine with 10 ounces of bisulphide of carbon in which as much gutta percha as possible has been dissolved.
VIII.—Amalgamate by heat:
| Gutta percha | 100 ounces |
| Venice turpentine | 80 ounces |
| Shellac | 8 ounces |
| India rubber | 2 ounces |
| Liquid storax | 10 ounces |
IX.—Amalgamate by heat:
| India rubber | 100 ounces |
| Rosin | 15 ounces |
| Shellac | 10 ounces |
Then dissolve in bisulphide of carbon.
X.—Make the following solutions separately and mix:
| (a) | India rubber | 5 ounces |
|---|---|---|
| Chloroform | 140 ounces | |
| (b) | India rubber | 5 ounces |
| Rosin | 2 ounces | |
| Venice turpentine | 1 ounce | |
| Oil of turpentine | 20 ounces |
| I.— | India rubber, finely chopped | 100 parts |
|---|---|---|
| Rosin | 15 parts | |
| Shellac | 10 parts | |
| Carbon disulphide, q. s. to dissolve. | ||
This will not only unite leather to leather, india rubber, etc., but will unite rubber to almost any substance.
| II.— | Caoutchouc, finely cut | 4 parts |
|---|---|---|
| India rubber, finely cut | 1 part | |
| Carbon disulphide | 32 parts |
Dissolve the caoutchouc in the carbon disulphide, add the rubber, let macerate a few days, then mash with a palette knife to a smooth paste. The vessel in which the solution is made in both instances above must be kept tightly closed, and should have frequent agitations.
III.—Take 100 parts of crude rubber or caoutchouc, cut it up in small bits, and dissolve it in sufficient carbon bisulphide, add to it 15 parts of rosin and 10 parts of gum lac. The user must not overlook the great inflammability and exceedingly volatile nature of the carbon bisulphide.
| I.— | India rubber | 15 grams |
|---|---|---|
| Chloroform | 2 ounces | |
| Mastic | 1/2 ounce |
Mix the india rubber and chloroform together, and when dissolved, the mastic is added in powder. It is then allowed to stand a week or two before using.
II.—The following is recommended as very good for cementing pneumatic tires to bicycle wheels:
| Shellac | 1 ounce |
| Gutta percha | 1 ounce |
| Sulphur | 45 grains |
| Red lead | 45 grains |
Melt together the shellac and gutta percha, then add, with constant stirring, the sulphur and red lead. Use while hot.
| III.— | Raw gutta percha | 16 ounces |
|---|---|---|
| Carbon bisulphide | 72 ounces | |
| Eau de Cologne | 2 2/3 ounces |
This cement is the subject of an English patent and is recommended for patching cycle and motor tires, insulating electric wires, etc.
IV.—A good thick shellac varnish with which a small amount of castor oil has been mixed will be found a very excellent bicycle rim cement. The formula recommended by Edel is as follows:
| Shellac | 1 pound |
| Alcohol | 1 pint |
| Mix and dissolve, then add: | |
| Castor oil | 1/2 ounce |
The castor oil prevents the cement from becoming hard and brittle.
A cement used to fasten bicycle tires may be made by melting together at a gentle heat equal parts of gutta percha and asphalt. Apply hot. Sometimes a small quantity each of sulphur and red lead is added (about 1 part of each to 20 parts of cement).
| I.— | Gutta percha | 20 parts |
|---|---|---|
| Syrian asphalt, powdered | 20 parts | |
| Carbon disulphide | 50 parts | |
| Oil of turpentine | 10 parts |
The gutta percha, shredded fine, is dissolved in the carbon disulphide and turpentine oil. To the solution add the asphalt and set away for several days, or until the asphalt is dissolved. The cement should have the consistency of honey. If the preparation is thinner than this let it stand, open, for a few days. Articles to be patched should first be washed with benzine.
| II.— | Glue | 1 ounce |
|---|---|---|
| Starch paste | 2 ounces | |
| Turpentine | 1 drachm | |
| Water, a sufficient quantity. | ||
Dissolve the glue in sufficient water with heat; mix the starch paste with water; add the turpentine, and finally mix with the glue while hot.
III.—Soak for one day 1 pound of common glue in enough water to cover, and 1 pound of isinglass in ale droppings. Then mix together and heat gently until boiling. At this point add a little pure tannin and keep boiling for an hour. If the glue and isinglass when mixed are too thick, add water. This cement should be used warm and the jointed leather pressed tightly together for 12 hours.
IV.—A waterproof cement for leather caoutchouc, or balata, is prepared by dissolving gutta percha, caoutchouc, benzoin, gum lac, mastic, etc., in some convenient solvent like carbon disulphide, chloroform, ether, or alcohol. The best solvent, however, in the case of gutta percha, is carbon disulphide and ether for mastic. The most favorable proportions are as follows: Gutta percha, 200 to 300 parts to 100 parts of the solvent, and 75 to 85 parts of mastic to 100 parts of ether. From 5 to 8 parts of the former solution are mixed with 1 {24} part of the latter, and the mixture is then boiled on the water bath, or in a vessel fitted with a water jacket.
V.—Make a solution of 200 to 300 parts of caoutchouc, gutta percha, india rubber, benzoin, or similar gum, in 1,000 parts of carbon disulphide, chloroform, ether, or alcohol, and of this add 5 to 8 parts to a solution of mastic (75 to 125 parts) in ether 100 parts, of equal volume and boil together. Use hot water as the boiling agent, or boil very cautiously on the water bath.
VI.—Forty parts of aluminum acetate, 10° B., 10 parts of glue, 10 parts of rye flour. These materials are either to be simultaneously mixed and boiled, or else the glue is to be dissolved in the aluminum acetate, and the flour stirred into the solution. This is an excellent cement for leather, and is used in so-called art work with leather, and with leather articles which are made of several pieces. It is to be applied warm.
I.—Caoutchouc, 5 parts; chloroform, 3 parts. Dissolve and add gum mastic (powder) 1 part.
II.—Gutta percha, 16 parts; india rubber, 4 parts; pitch, 2 parts; shellac, 1 part; linseed oil, 2 parts. Reduce the solids to small pieces, melt together with the oil and mix well.
III.—The following cement for mending rubber shoes and tires will answer similar purposes:
| Caoutchouc in shavings | 10 parts by weight |
| Rosin | 4 parts by weight |
| Gum turpentine | 40 parts by weight |
| Oil turpentine, enough. | |
Melt together first the caoutchouc and rosin, then add the gum turpentine, and when all is liquefied, add enough of oil of turpentine to preserve it liquid. A second solution is prepared by dissolving together:
| Caoutchouc | 10 parts by weight |
| Chloroform | 280 parts by weight |
For use these two solutions are mixed. Wash the hole in the rubber shoe over with the cement, then a piece of linen dipped in it is placed over it; as soon as the linen adheres to the sole, the cement is then applied as thickly as required.
II.—Sulphur flowers, 6 parts; dry white lead 6 parts, and powdered borax, 1 part. Mix by sifting and keep as a dry powder in a closed tin box. To use, make into a thin paste with strong sulphuric acid and press together immediately. This cement will harden in 5 days.
| III.— | Graphite | 50 pounds |
|---|---|---|
| Whiting | 15 pounds | |
| Litharge | 15 pounds |
Make to a paste with a boiled oil.
IV.—Make a paste of white lead and asbestos.
V.—Make a paste of litharge and glycerine. Red lead may be added. This also does for stone.
VI.—Make a paste of boiled oil of equal parts of white lead, pipe clay, and black oxide of manganese.
VII.—Make iron filings to a paste with water glass.
| VIII.— | Sal ammoniac | 4 ounces |
|---|---|---|
| Sulphur | 2 ounces | |
| Iron filings | 32 ounces |
Make as much as is to be used at once to a paste with a little water. This remark applies to both the following dry recipes:
| IX.— | Iron filings | 160 ounces |
|---|---|---|
| Lime | 80 ounces | |
| Red lead | 16 ounces | |
| Alum | 8 ounces | |
| Sal ammoniac | 2 ounces | |
| X.— | Clay | 10 ounces |
| Iron filings | 4 ounces | |
| Salt | 1 ounce | |
| Borax | 1 ounce | |
| Black oxide of manganese | 2 ounces | |
| XI.—Mix: | ||
| Iron filings | 180 ounces | |
| Lime | 45 ounces | |
| Salt | 8 ounces | |
| XII.—Mix: | ||
| Iron filings | 140 ounces | |
| Hydraulic lime | 20 ounces | |
| Sand | 25 ounces | |
| Sal ammoniac | 3 ounces |
Either of these last two mixtures is made into a paste with strong vinegar just before use.
XIII.—Mix equal weights of zinc oxide and black oxide of manganese into a paste with water glass.
XIV.—Copal varnish, 15 parts; hydrated lime, 10 parts; glue de nerfs (of sinews), 5 parts; fat drying oil, 5 parts; {25} powdered turpentine, 3 parts; essence of turpentine, 2 parts. Dissolve the glue de nerfs on the water bath, add all the other substances, and triturate intimately.
XV.—Copal varnish, 15 parts; powdered turpentine, 3 parts; essence of turpentine, 2 parts; powdered fish glue, 3 parts; iron filings, 3 parts; ocher, 10 parts.
XVI.—To make a cement for cast iron, take 16 ounces cast-iron borings; 2 ounces sal ammoniac, and 1 ounce sulphur. Mix well and keep dry. When ready to use take 1 part of this powder to 20 parts of cast-iron borings and mix thoroughly into a stiff paste, adding a little water.
| XVII.— | Litharge | 2 parts |
|---|---|---|
| Boiled linseed oil | 2 parts | |
| White lead | 1 part | |
| Copal | 1 part |
Heat together until of a uniform consistence and apply warm.
XVIII.—A cement for iron which is said to be perfectly waterproof and fireproof is made by working up a mixture of equal weights of red lead and litharge with glycerine till the mass is perfectly homogeneous and has the consistency of a glazier’s putty. This cement is said to answer well, even for very large iron vessels, and to be unsurpassable for stopping up cracks in large iron pans of steam pipes.
Dissolve 1 drachm of gum mastic in 3 drachms of spirits of wine. In a separate vessel containing water soak 3 drachms of isinglass. When thoroughly soaked take it out of the water and put it into 5 drachms of spirits of wine. Take a piece of gum ammoniacum the size of a large pea and grind it up finely with a little spirits of wine and isinglass until it has dissolved. Then mix the whole together with sufficient heat. It will be found most convenient to place the vessel on a hot-water bath. Keep this cement in a bottle closely stoppered, and when it is to be used, place it in hot water until dissolved.
II.—Mix finely powdered burned lime, 300 parts, with powdered starch, 250 parts, and moisten the mixture with a compound of equal parts of water and alcohol of 95 per cent until a paste results.
III.—Cement or plaster can be used if the surfaces are sufficiently large; cement is the better article when the object may be exposed to moisture or subjected to much pressure. A process which can be recommended consists in mingling equal weights of chalk, brickdust, clay, and Romain cement. These materials, pulverized and sifted are incorporated with linseed oil in the proportion of half a kilo of oil to 3 kilos of the mingled powder. The Romain or Romanic cement is so designated from the district in France where the calcareous stone from which it is prepared is found in considerable quantity. Although its adhesive qualities are unquestioned, there are undoubtedly American cements equally as good.
IV.—Acetate of lead, 46 1/2 parts by weight; alum, 46 1/2 parts by weight; gum arabic, 76 parts by weight; flour, 500 parts by weight; water, 2,000 parts by weight. Dissolve the acetate of lead and the alum in a little water; on the other hand dissolve the gum arabic in water by pouring, for instance, the 2 liters of boiling water on the gum arabic reduced to powder. When the gum has dissolved, add the flour, put all on the fire, and stir well with a piece of wood; then add the solution of acetate of lead and the alum; agitate well so as to prevent any lumps from forming; retire from the fire before allowing to boil. This glue is used cold, does not peel off, and is excellent to make wood, glass, cardboard, etc. adhere to metals.
II.—Dissolve in a closed bottle 75 parts of cut-up caoutchouc in 60 parts of chloroform. Add 15 parts of mastic and let the mixture stand in the cold until all has dissolved.
III.—Moisten the pieces to be joined with caustic potash and press them together when warm. The union is so perfect that no trace of the juncture is visible. A concentrated alcoholic solution of the rosin over the amber, soluble in alcohol, is also employed for this purpose. Another medium is a solution of hard and very finely powdered copal in pure sulphuric ether. Coat both fractures, previously well cleaned, with this solution and endeavor to combine them intimately by tying or pressing.
IV.—In 30 parts by weight of copal dissolve 30 parts by weight of alumina by means of a water bath. Bathe the surface to be cemented with this gelatinous liquid, but very slightly. Unite the fractures and press them together firmly until the mixture is dry.
II.—Mix silicate of soda to a paste with ground glass.
III.—Mix boiled oil to a paste with china clay.
IV.—Mix coal tar to a paste with pipe clay.
V.—Mix boiled oil to a paste with quicklime.
VI.—Mix with the aid of heat: Sulphur, 100 pounds; tallow, 2 pounds; rosin, 2 pounds. Thicken with ground glass.
VII.—Mix with the aid of heat: Rosin, 2 pounds; sulphur, 2 pounds; brickdust, 4 pounds.
VIII.—Mix with the aid of heat 2 pounds of india rubber and 4 pounds of oiled oil. Thicken with 12 pounds of pipe clay.
IX.—Fuse 100 pounds of india rubber with 7 pounds of tallow. Then make to a paste with dry slaked lime and finally add 20 pounds of red lead.
X.—Mix with the aid of heat: Rosin, 24 pounds; red ocher, 8 pounds; boiled oil, 2 pounds; plaster of Paris, 4 pounds.
| I.— | Powdered asbestos | 2 parts | |
|---|---|---|---|
| Ground baryta | 1 part | ||
| Sodium water-glass solution | 2 parts | ||
| Mix. | |||
II.—To withstand hot nitric acid the following is used: | |||
| Sodium water-glass solution | 2 parts | ||
| Sand | 1 part | ||
| Asbestos | 1 part | ||
| Mix. | |||
| III.— | Asbestos | 2 parts | |
| Sulphate of barium | 3 parts | ||
| Silicate of sodium | 2 parts | ||
| By mixing these ingredients a cement strong enough to resist the strongest nitric acid will be obtained. | |||
IV.—If hot acids are dealt with, the following mixture will be found to possess still more resistant powers: | |||
| Silicate of sodium (50° Baumé) | 2 parts | ||
| Fine sand | 1 part | ||
| Asbestos | 1 part | ||
Both these cements take a few hours to set. If the cement is wanted to set at once, use silicate of potassium, instead of silicate of sodium. This mixture will be instantly effective and possesses the same power of resistance as the other.
Spread a white cloth over the mending table and supply it with plenty of clean linen rags, strong rubber bands, and narrow white tape, also a basin of tepid water and a clean soft towel. Wash the broken glass very clean, especially along the break, but take care not to chip it further. Wet both broken edges well with the glue, using a camel’s-hair pencil. Fit the break to a nicety, then slip on rubber bands length- and cross-wise, every way they will hold. If they will not hold true as upon a stemmed {27} thing, a vase or jug or scent bottle, string half a dozen bands of the same size and strength upon a bit of tape, and tie the tape about neck or base before beginning the gluing. After the parts are joined slip another tape through the same bands and tie it above the fracture; thus with all their strength the bands pull the break together. The bands can be used thus on casts of china—in fact, to hold anything mendable. In glass mending the greater the pressure the better—if only it stops short of the breaking point. Properly made the isinglass cement is as clear as water. When the pieces fit true one on the other the break should be hardly visible, if the pressure has been great enough to force out the tiny bubbles, which otherwise refract the light and make the line of cleavage distressingly apparent. Mended glass may be used to hold dry things—as rose leaves, sachets, violet powder, even candies and fruits. But it will not bear to have any sort of liquid left standing in it, nor to be washed beyond a quick rinsing in tepid water. In wiping always use a very soft towel, and pat the vessel dry with due regard to its infirmities.
Mend a lamp loose in the collar with sifted plaster of Paris mixed to a very soft paste with beaten white of egg. Have everything ready before wetting up the plaster, and work quickly so it may set in place. With several lamps to mend wet enough plaster for one at a time. It takes less than 5 minutes to set, and is utterly worthless if one tries working it over. Metal work apart from the glass needs the soldering iron. Dust the break well with powdered rosin, tie the parts firmly together, lay the stick of solder above the break, and fetch the iron down on it lightly but firmly. When the solder cools, remove the melted rosin with a cloth dipped in alcohol.
Since breakables have so unhappy a knack of fracturing themselves in such fashion they cannot possibly stand upright, one needs a sand box. It is only a box of handy size with 8 inches of clean, coarse sand in the bottom. Along with it there should be some small leaden weights, with rings cast in them, running from an ounce to a quarter pound. Two of each weight are needed. In use, tapes are tied to the rings, and the pair of weights swung outside the edges of the box, so as to press in place the upper part of a broken thing to which the tapes have been fastened.
Set broken platters on edge in the sand box with the break up. The sand will hold them firm, and the broken bit can be slapped on. It is the same with plates and saucers. None of these commonly requires weighting. But very fine pieces where an invisible seam is wanted should be held firm until partly set, then have the pair of heaviest weights accurately balanced across the broken piece. The weights are also very useful to prop and stay topheavy articles and balance them so they shall not get out of kilter. A cup broken, as is so common with cups, can have the tape passed around it, crossing inside the handle, then be set firmly in the sand, face down, and be held by the hanging weights pulling one against the other.
The most dependable cement for china is pure white lead, ground in linseed oil, so thick it will barely spread smoothly with a knife. Given time enough to harden (some 3 months), it makes a seam practically indestructible. The objection to it is that it always shows in a staring white line. A better cement for fine china is white of egg and plaster. Sift the plaster three times and tie a generous pinch of it loosely in mosquito netting. Then beat the egg until it will stick to the plaster. Have the broken edge very clean, cover both with the beaten egg, dust well with the plaster, fit together at once, tie, using rubber bands if possible, wrap loosely in very soft tissue paper, and bury head and ears in the sand box, taking care that the break lies so that the sand will hold it together. Leave in the box 24 hours. After a week the superfluous plaster may be gently scraped away.
II.—An excellent cement for porcelain and stoneware is obtained by mixing 20 parts of fish glue with an equal weight of crystallizable acetic acid and evaporate the mixture carefully to a syrupy consistency so that it forms a gelatinous mass on cooling. For use the cement thus obtained is made liquid again by heating and applied to the fracture with a brush. The pieces should now be pressed firmly together, by winding a twine tightly around them, until the cement has hardened.
III.—For luting vessels made of glass, {28} porcelain, etc., which are to be used to hold strong acids, a mixture of asbestos powder, water glass, and an indifferent powder (permanent white, sand, etc.) is recommended. To begin with, asbestos powder is made into a pulp with three or four times the quantity (weight) of a solution of soda water glass (of 30° B.). The same is exceedingly fat and plastic, but is not very well suited for working, as it shrinks too much and cracks when drying. By an addition of fine writing sand of the same weight as the asbestos used, the mass can be made less fat, so as to obviate shrinking, without detracting from the plasticity. Small vessels were molded from it and dried in the air, to be tested afterwards. Put in water, the hardened mass becomes soft again and falls apart. Brought into contact, however, with very strong mineral acids, it becomes even firmer and withstands the liquid perfectly. Concentrated nitric acid was kept in such small vessels without the mass being visibly attacked or anything penetrating it. The action of the acid manifestly has the effect that silicic acid is set free from the water glass in excess, which clogs up the pores entirely and contributes to the lutation. Later on, the mass cannot be dissolved by pure water any more. The mass is also highly fireproof. One of the molded bodies can be kept glowing in a Bunsen gas flame for about half a day after treatment with acid, without slagging in the least. For many purposes it ought to be welcome to have such a mass at hand. It cannot be kept ready for use, however, as it hardens a few hours after being prepared; if potash water glass is used, instead of the soda composition, this induration takes place still more quickly.
IV.—Cement for Glass, Porcelain, etc.—
| Isinglass (fish glue) | 50 parts |
| Gum ammoniac | 4 parts |
| Gum mastic | 2 parts |
| Alcohol, 95 per cent | 10 parts |
| Water, q. s. | |
Soak the isinglass in cold water over night, or until it has become swollen and soft throughout. In the morning throw off any superfluous fluid and throw the isinglass on a clean towel or other coarse cloth, and hang it up in such a way that any free residual water will drain away. Upon doing this thoroughly depends, in a great measure, the strength of the cement. When the gelatin has become thoroughly drained put it into a flask or other container, place it in the water bath and heat carefully until it becomes fluid, being careful not to let it come to a boil, as this injures its adhesive properties (the same may be said in regard to glues and gelatins of all kinds). Dissolve the gums in the alcohol and add the solution to the gelatin after removing the same from the water bath, and letting it cool down to about 160° F. Stir well together or mix by agitation.
The following precautions must be observed: 1. Both surfaces to be joined must be absolutely clean, free from dust, dirt, grease, etc. 2. Where the cement is one that requires the application of heat before use, the objects to be united should also be heated to a point at least as high as the melting point of the cement. Otherwise, the cement on application is chilled and consequently fails to make a lasting joint. 3. The thinner the layer of cement the stronger the joint; avoid, therefore, using too much of the binding material. Cover both surfaces to be united, coapt them exactly, and press together as closely as possible. In this manner the thinnest possible layer is secured. 4. Bind the parts securely together, and let remain without loosening or attempting to use the article for 2 or 3 days or longer. A liquid cement acquires its full strength only after evaporation of the fluids used as solvents, and this can occur only from the infinitesimal line of exposed surface.
V.—Liquid Porcelain Cement.—Fish glue, 20 parts; glass acetic acid, 20 parts; heat together until the mass gelatinizes on cooling.
VI.—Take 1 ounce of Russian isinglass, cut in small pieces, and bruise well; then add 6 ounces of warm water, and leave it in a warm place for from 24 to 48 hours. Evaporate the resulting solution to about 3 ounces. Next dissolve 1/2 ounce of mastic in 4 ounces of alcohol, and add the mastic solution to the isinglass in small quantities at a time, continuing the heat and stirring well. While still hot strain the liquid through muslin.
VII.—For optical glasses, Canada balsam is employed, the two pieces being firmly pressed together. After a while, especially by humidity, punctures will form, and the glass is separated by a mist of varying reflexes, while in certain climates the heat will melt the balsam. For all other glass articles which require only simple treatment, such as knobs of covers, plates, etc., silicate of potash is excellent.
VIII.—Glass Cement.—Dissolve in 150 parts of acetic acid of 96 per cent, 100 {29} parts of gelatin by the use of heat, and add ammonium bichromate, 5 parts. This glue must be kept away from the light.
| IX.— | White glue | 10 parts |
|---|---|---|
| Potassium bichromate | 2 parts | |
| Water | 100 parts |
The glue is dissolved in a portion of the water by the aid of heat, the bichromate in the remainder, and the liquids mixed, the mixing being done in a feebly lighted place, and the mixture is then kept in the dark. It is applied in feeble light, being reliquefied by gentle heat, and the glass, the fractured pieces being tightly clamped together, is then exposed to a strong light for some time. By this exposure the cement becomes insoluble. This is waterproof cement for glass.
X.—Diamond Glass Cement.—Dissolve 100 parts of fish glue in 150 parts of 90 per cent alcohol and add, with constant stirring, 200 parts of powdered rosin. This cement must be preserved in absolutely tight bottles, as it solidifies very quickly.
XI.—To unite objects of crystal dissolve 8 parts of caoutchouc and 100 parts of gum mastic in 600 parts of chloroform. Set aside, hermetically closed, for 8 days; then apply with a brush, cold.
XII.—To make a transparent cement for glass, digest together for a week in the cold 1 ounce of india rubber, 67 ounces of chloroform, and 40 ounces of mastic.
XIII.—A mixture of traumaticin, a solution of caoutchouc in chloroform, and a concentrated solution of water glass make a capital cement for uniting articles of glass. Not only is the joint very strong, but it is transparent. Neither changes of temperature nor moisture affect the cement.
XIV.—A transparent cement for porcelain is prepared by dissolving 75 parts of india rubber, cut into small pieces, in a bottle containing 60 parts chloroform; to this add 15 parts green mastic. Let the bottle stand in the cold until the ingredients have become thoroughly dissolved.
XV.—Some preparations resist the action of heat and moisture a short time, but generally yield very quickly. The following cement for glass has proven most resistant to liquids and heat:
| Silver litharge | 1,000 parts |
| White lead | 50 parts |
| Boiled linseed oil | 3 parts |
| Copal varnish | 1 part |
Mix the lead and litharge thoroughly, and the oil and copal in the same manner, and preserve separately. When needed for use, mix in the proportions indicated (150 parts of the powder to 4 parts of the liquid) and knead well together. Apply to the edges of the glass, bind the broken parts together, and let stand for from 24 to 48 hours.
XVI.—To reunite plaster articles dissolve small pieces of celluloid in ether; in a quarter of an hour decant, and use the pasty deposit which remains for smearing the edges of the articles. It dries rapidly and is insoluble in water.
XVII.—To Mend Wedgwood Mortars.—It is easy enough to mend mortars so that they may be used for making emulsions and other light work which does not tax their strength too much. But a mended mortar will hardly be able to stand the force required for powdering hard substances. A good cement for mending mortars is the following:
| a.— | Glass flour elutriated | 10 parts |
|---|---|---|
| Fluorspar, powdered and elutriated | 20 parts | |
| Silicate of soda | 60 parts |
Both glass and fluorspar must be in the finest possible condition, which is best done by shaking each in fine powder, with water allowing the coarser particles to deposit, and then to pour off the remainder, which holds the finest particles in suspension. The mixture must be made very rapidly by quick stirring, and when thoroughly mixed must be at once applied. This is said to yield an excellent cement.
| b.— | Freshly burnt plaster of Paris | 5 parts |
|---|---|---|
| Freshly burnt lime | 1 part | |
| White of egg, sufficient. | ||
Reduce the first two ingredients to a very fine powder and mix them well; moisten the two surfaces to be united with a small quantity of white of egg to make them adhesive; then mix the powder very rapidly with the white of egg and apply the mixture to the broken surfaces. If they are large, two persons should do this, each applying the cement to one portion. The pieces are then firmly pressed together and left undisturbed for several days. The less cement is used the better will the articles hold together.
c.—If there is no objection to dark-colored cement, the very best that can be used is probably marine glue. This is made thus: Ten parts of caoutchouc or india rubber are dissolved in 120 parts of benzine or petroleum naphtha, with {30} the aid of a gentle heat. When the solution is complete, which sometimes requires from 10 to 14 days, 20 parts of asphalt are melted in an iron vessel and the caoutchouc solution is poured in very slowly in a fine stream and under continued heating, until the mass has become homogeneous and nearly all the solvent has been driven off. It is then poured out and cast into greased tin molds. It forms dark brown or black cakes, which are very hard to break. This cement requires considerable heat to melt it; and to prevent it from being burnt it is best to heat a capsule containing a piece of it first on a water bath until the cake softens and begins to be liquid. It is then carefully wiped dry and heated over a naked flame, under constant stirring, up to about 300° F. The edges of the article to be mended should, if possible, also be heated to at least 212° F., so as to permit the cement to be applied at leisure and with care. The thinner the cement is applied the better it binds.
II.—Mix very fine meerschaum shavings with albumen or dissolve casein in water glass, stir finely powdered magnesia into the mass, and use the cement at once. This hardens quickly.
A cement said to stand a high degree of heat and to be suitable for cementing glass, porcelain, or other vessels intended to hold corrosive acids, is this one:
| I.— | Asbestos | 2 parts |
|---|---|---|
| Barium sulphate | 3 parts | |
| Sodium silicate | 2 parts |
By mixing these ingredients a cement strong enough to resist the strongest nitric acid will be obtained. If hot acids are dealt with, the following mixture will be found to possess still more resistant powers:
| II.— | Sodium silicate | 2 parts |
|---|---|---|
| Fine sand | 1 part | |
| Asbestos powder | 1 part |
Both these cements take a few hours to set. If the cement is wanted to set at once, use potassium silicate instead of sodium silicate. This mixture will be instantly effective, and possesses the same power of resistance as the other.
First, a tannin solution is prepared either by dissolving a tannin salt, or by extraction from vegetable sources (as barks from certain trees, etc.), to which {31} is added clear lime water (obtained by filtering milk of lime, or by letting the milk stand until the lime subsides) until no further precipitation occurs, and red litmus paper plunged in the fluid is turned blue. The liquid is now separated from its precipitate, either by decantation or otherwise, and the precipitate is dried. In operating with large quantities of the substance, this is done by passing a stream of atmospheric air through the same. The lime tannate obtained thus is then mixed with casein in proportions running from 1:1 up to 1:10, and the mixture, thoroughly dried, is milled into the consistency of the finest powder. This powder has now only to be mixed with water to be ready for use, the consistency of the preparation depending upon the use to which it is to be put.
| I.— | Litharge | 3 ounces |
|---|---|---|
| Fine white sand | 3 ounces | |
| Plaster of Paris | 3 ounces | |
| Rosin, in fine powder | 1 ounce | |
| Linseed oil, enough. | ||
| Drier, enough. | ||
Mix the first three ingredients, add sufficient linseed oil to make a homogeneous paste, and then add a small quantity of drier. This should stand a few hours before it is used. It is said that glass joined to iron with this cement will break before it will come loose.
| II.— | Litharge | 1 ounce |
|---|---|---|
| Fine white sand | 1 ounce | |
| Plaster of Paris | 1 ounce | |
| Manganese borate | 20 grains | |
| Rosin, in fine powder | 3 1/2 pounds | |
| Linseed varnish oil, enough. | ||
III.—Take equal parts of flowers of sulphur, ammonium chloride, and iron filings, and mix thoroughly with boiled linseed oil. Finally, add enough white lead to form a thin paste.
| IV.— | Powdered graphite | 6 parts |
|---|---|---|
| Slaked lime | 3 parts | |
| Barium sulphate | 8 parts | |
| Linseed varnish oil | 7 parts |
V.—Simply mix equal parts of white and red lead with a little kettle-boiled linseed oil.
II.—A solution of 10 parts gum arabic and 30 parts of sugar in 100 parts of soda water glass.
III.—A hot solution of 50 parts of Cologne glue in 60 parts of a 20-per-cent aqueous calcium-chloride solution.
IV.—A solution of 50 parts of Cologne glue in 60 parts of acetic acid.
V.—Soak isinglass (fish bladder) in acetic acid of 70 per cent until it swells up, then rub it up, adding a little water during the process.
Lutes always consist of a menstruum and dissolved or suspended solids, and they must not be attacked by the gases and liquids coming in contact with them. In some cases the constituents of the lute react to form a more strongly adhering mass.
The conditions of application are, in brief:
These principles will be found to cover nearly all cases.
Joints should not be ill-fitting, depending upon the lute to do what the pipes or other parts of the apparatus should do. In most cases one part of the fitting should overlap the other, so as to make a small amount of the lute effective and to keep the parts of the apparatus rigid, as a luted joint is not supposed to be a particularly strong one, but rather one quickly applied, effective while in place and easily removed.
Very moderate amounts of the lute should be used, as large amounts are likely to develop cracks, be rubbed off, etc.
A classification may be given as follows:
I. Plaster of Paris is, of course, often used alone as a paste; which quickly {33} solidifies, for gas and wood distillation retorts, etc., and similar places where quickness of setting is requisite. It is more often, however, used with some fibrous material to give it greater strength. Asbestos is the most commonly used material of these, as it will stand a high temperature. When that is not so important, straw, plush trimmings, hair, etc., are used as binders, while broken stone, glass, and various mineral substances are used as fillers, but they do not add anything to the strength. These lutes seem to be particularly suitable for oil vapors and hydrocarbon gases.
Formulas:
II. Hydraulic Cement.—Cement is used either alone or with sand, asbestos, etc. These lutes are suitable for nitric acid. When used with substances such as rosin or sulphur, cement is probably employed because it is in such a fine state of division and used as a filler and not because of any powers of setting by hydration.
Formulas:
III. Clay.—This most frequently enters into the composition of lutes as a filler, but even then the very finely divided condition of certain grades renders it valuable, as it gives body to a liquid, such as linseed oil, which, unless stiffened, would be pervious to a gas, the clay in all cases being neutral. Thus, for luting pipes carrying chlorine, a stiff paste of clay and molasses has been suggested by Theo. Köller in Die Surrogate, but it soon gives way.
Formulas:
(1) Is suitable for steam, etc.; (2) for chlorine, and (3) for oil vapors.
IV. Lime is used in the old lute known as putty, which consists of caustic lime and linseed oil. Frequently the lime is replaced by chalk and china clay, but the lime should be, in part at least, caustic, so as to form a certain amount of lime soap. Lime is also used in silicate and casein compositions, which are very strong and useful, but will be described elsewhere.
Formulas:
V. Asphalt and Pitch.—These substances are used in lutes somewhat interchangeably. As a rule, pitch makes the stronger lutes. Tar is sometimes used, but, because of the light oils and, frequently, water contained, it is not so good as either of the others.
Asphalt dissolved in benzol is very useful for uniting glass for photographic, microscopical, and other uses. Also for coating wood, concrete, etc., where the melted asphalt would be too thick to cover well. Benzol is the cheapest solvent that is satisfactory for this purpose, as the only one that is cheaper would be a petroleum naphtha, which does not dissolve all the constituents of the asphalt. For waterproofing wood, brick, concrete, etc., melted asphalt alone is much used, but when a little paraffine is added, it improves its waterproofing qualities, and in particular cases boiled oil is also added to advantage.
Formulas:
| 1. | Refined lake asphalt. | |
|---|---|---|
| 2. | Asphalt | 4 parts |
| Paraffine | 1 part | |
| 3. | Asphalt | 10 parts |
| Paraffine | 2 parts | |
| Boiled oil | 1 part | |
Any of these may be thinned with hot benzol or toluol. Toluol is less volatile than benzol and about as cheap, if not cheaper, the straw-colored grades being about 24 cents per gallon.
Examples of so-called “stone cement” are:
| 4. | Pitch | 8 parts |
|---|---|---|
| Rosin | 6 parts | |
| Wax | 1 part | |
| Plaster | 1/4 to 1/2 part | |
| 5. | Pitch | 8 parts |
| Rosin | 7 parts | |
| Sulphur | 2 parts | |
| Stone powder | 1 part |
These compositions are used to unite slate slabs and stoneware for domestic, engineering, and chemical purposes. Various rosin and pitch mixtures are used for these purposes, and the proportions of these two ingredients are determined by the consistency desired. Sulphur and stone powder are added to prevent the formation of cracks, sulphur acting chemically and stone powder mechanically. {34} Where the lute would come in contact with acid or vapors of the same, limestone should not be the powder used, otherwise it is about the best. Wax is a useful ingredient to keep the composition from getting brittle with age.
A class of lutes under this general grouping that are much used are so-called “marine glues” (q. v.). They must be tough and elastic. When used for calking on a vessel they must expand and contract with the temperature and not crack or come loose.
Formulas:
| 6. | Pitch | 3 parts |
|---|---|---|
| Shellac | 2 parts | |
| Pure crude rubber | 1 part | |
| 7. | Pitch | 1 part |
| Shellac | 1 part | |
| Rubber substitute | 1 part |
These are used by melting over a burner.
VI. Rosin, Shellac, and Wax.—A strong cement, used as a stone cement, is:
| 1. | Rosin | 8 parts |
|---|---|---|
| Wax | 1 part | |
| Turpentine | 1 part |
It has little or no body, and is used in thin layers.
For nitric and hydrochloric acid vapors:
| 2. | Rosin | 1 part |
|---|---|---|
| Sulphur | 1 part | |
| Fire clay | 2 parts |
Sulphur gives great hardness and permanency to rosin lutes, but this composition is somewhat brittle.
Good waterproof lutes of this class are:
| 3. | Rosin | 1 part |
|---|---|---|
| Wax | 1 part | |
| Powdered stone | 2 parts | |
| 4. | Shellac | 5 parts |
| Wax | 1 part | |
| Turpentine | 1 part | |
| Chalk, etc. | 8 to 10 parts |
For a soft air-tight paste for ground-glass surfaces:
| 5. | Wax | 1 part |
|---|---|---|
| Vaseline | 1 part |
6. A strong cement, without body, for metals (other than copper or alloys of same), porcelain, and glass is made by letting 1 part of finely powdered shellac stand with 10 parts of ammonia water until solution is effected.
VII. Rubber.—Because of its toughness, elasticity, and resistance to alterative influences, rubber is a very useful constituent in lutes, but its price makes its use very limited.
Leather Cement.
| 1. | Asphalt | 1 part |
|---|---|---|
| Rosin | 1 part | |
| Gutta percha | 4 parts | |
| Carbon disulphide | 20 parts |
To stand acid vapors:
| 2. | Rubber | 1 part |
|---|---|---|
| Linseed oil | 3 parts | |
| Fire clay | 3 parts |
3. Plain Rubber Cement.—Cut the crude rubber in small pieces and then add the solvent. Carbon disulphide is the best, benzol good and much cheaper, but gasoline is probably most extensively used because of its cheapness.
4. To make corks and wood impervious to steam and water, soak them in a rubber solution as above; if it is desired to protect them from oil vapors, use glue composition. (See Section IX.)
VIII. Linseed Oil.—This is one of the most generally useful substances we have for luting purposes, if absorbed by a porous substance that is inert.
Formulas: 1. China clay of general utility for aqueous vapors.
Linseed oil of general utility for aqueous vapors.
2. Lime forming the well-known putty.
Linseed oil forming the well-known putty.
3. Red or white lead and linseed oil.
These mixtures become very strong when set and are best diluted with powdered glass, clay, or graphite. There are almost an endless number of lutes using metallic oxides and linseed oil. A very good one, not getting as hard as those containing lead, is:
4. Oxide of iron and linseed oil.
IX. Casein, Albumen, and Glue.—These, if properly made, become very tough and tenacious; they stand moderate heat and oil vapors, but not acid vapors.
| 1. | Finely powdered casein | 12 parts |
|---|---|---|
| Slaked lime (fresh) | 50 parts | |
| Fine sand | 50 parts | |
| Water to thick mush. |
A very strong cement which stands moderate heat is the following:
| 2. | Casein in very fine powder | 1 part |
|---|---|---|
| Rubbed up with silicate of soda | 3 parts |
A strong lute for general purposes, {35} which must be used promptly when made:
3. White of egg made into a paste with slaked lime.
A composition for soaking corks, wood, packing, etc., to render them impervious to oil vapors, is:
| Gelatine or good glue | 2 parts | |
| Glycerine | 1/2 to 1 part | |
| Water | 6 parts | |
| Oil of wintergreen, etc., to keep from spoiling. | ||
X. Silicate of Oxychloride Cements.—For oil vapors, standing the highest heat:
1. A stiff paste of silicate of soda and asbestos.
Gaskets for superheated steam, retorts, furnaces, etc.:
2. Silicate of soda and powdered glass; dry the mixture and heat.
Not so strong, however, as the following:
| 3. | Silicate of soda | 50 parts |
|---|---|---|
| Asbestos | 15 parts | |
| Slaked lime | 10 parts |
Metal Cement:
| 4. | Silicate of soda | 1 part |
|---|---|---|
| Oxides of metal, such as zinc oxide; litharge, iron oxide, singly or mixed | 1 part |
Very hard and extra strong compositions:
| 5. | Zinc oxide | 2 parts |
|---|---|---|
| Zinc chloride | 1 part | |
| Water to make a paste. | ||
| 6. | Magnesium oxide | 2 parts |
| Magnesium chloride | 1 part | |
| Water to make a paste. |
XI. Flour and Starch Compositions.—
1. The well-known flaxseed poultice sets very tough, but does not stand water or condensed steam.
2. Flour and molasses, made by making a stiff composition of the two. This is an excellent lute to have at hand at all times for emergency use, etc.
3. Stiff paste of flour and strong zinc-chloride solution forms a more impervious lute, and is more permanent as a cement. This is good for most purposes, at ordinary temperature, where it would not be in contact with nitric-acid vapors or condensing steam.
4. A mixture of dextrine and fine sand makes a good composition, mainly used as core compound.
XII. Miscellaneous.—
| 1. | Litharge. | |
|---|---|---|
| Glycerine. |
Mixed to form a stiff paste, sets and becomes very hard and strong, and is very useful for inserting glass tubes, etc., in iron or brass.
For a high heat:
| 2. | Alumina | 1 part |
|---|---|---|
| Sand | 4 parts | |
| Slaked lime | 1 part | |
| Borax | 1/2 part | |
| Water sufficient. | ||
A class of mixtures that can be classified only according to their intended use are core compounds.
| I.— | Dextrine, about | 1 part |
|---|---|---|
| Sand, about | 10 parts | |
| With enough water to form a paste. | ||
II.—Powdered anthracite coal, with molasses to form a stiff paste.
| III.— | Rosin, partly saponified by soda lye | 1 part |
|---|---|---|
| Flour | 2 parts | |
| Sand (with sufficient water) | 4 parts |
(These proportions are approximate and the amount of sand can be increased for some purposes.)
| IV.— | Glue, powdered | 1 part |
|---|---|---|
| Flour | 4 parts | |
| Sand (with sufficient water) | 6 parts |
For some purposes the following mixture is used. It does not seem to be a gasket or a core compound:
| V.— | Oats (or wheat) ground | 25 parts |
|---|---|---|
| Glue, powdered | 6 parts | |
| Sal ammoniac | 1 part |
Paper read by Samuel S. Sadtler before the Franklin Institute.
| I.— | Borax, powdered | 60 parts |
|---|---|---|
| Dextrine, light yellow | 480 parts | |
| Glucose | 50 parts | |
| Water | 420 parts |
By the aid of heat, dissolve the borax in the water and add the dextrine and glucose. Continue the heat, but do not let the mixture boil, and stir constantly until a homogeneous solution is obtained, from time to time renewing the water lost by evaporation with hot water. Finally, bring up to full weight (1,000 parts) by the addition of hot water, then strain through flannel. Prepared in this manner the paste remains bright and clear for a long time. It has extraordinary adhesive properties and dries very rapidly. If care is not taken to keep the cooking temperature below the boiling point of water, the paste is apt to become brown and to be very brittle on drying. {36}
II.—Dissolve in hot water a sufficient quantity of dextrine to bring it to the consistency of honey. This forms a strong adhesive paste that will keep a long time unchanged, if the water is not allowed to evaporate. Sheets of paper may be prepared for extempore labels by coating one side with the paste and allowing it to dry; by slightly wetting the gummed side, the label will adhere to glass. This paste is very useful in the office or laboratory.
III.—Pour over 1,000 parts of dextrine 450 parts of soft water and stir the mixture for 10 minutes. After the dextrine has absorbed the water, put the mixture over the fire, or, preferably, on a water bath, and heat, with lively stirring for 5 minutes, or until it forms a light milk-like liquid, on the surface of which little bubbles begin to form and the liquid is apparently beginning to boil. Do not allow it to come to a boil. Remove from the fire and set in a bucket of cold water to cool off. When cold add to every 1,000 parts of the solution 51 parts glycerine and as much salicylic acid as will stand on the tip of a knife blade. If the solution is too thick, thin it with water that has been boiled and cooled off again. Do not add any more glycerine or the solution will never set.
IV.—Soften 175 parts of thick dextrine with cold water and 250 parts of boiling water added. Boil for 5 minutes and then add 30 parts of dilute acetic acid, 30 parts glycerine, and a drop or two of clove oil.
V.—Powder coarsely 400 parts dextrine and dissolve in 600 parts of water. Add 20 parts glycerine and 10 parts glucose and heat to 90° C. (195° F.).
VI.—Stir 400 parts of dextrine with water and thin the mass with 200 parts more water, 20 parts glucose, and 10 parts aluminum sulphate. Heat the whole to 90° C. (195° F.) in the water bath until the whole mass becomes clear and liquid.
VII.—Warm 2 parts of dextrine, 5 parts of water, 1 part of acetic acid, 1 part of alcohol together, with occasional stirring until a complete solution is attained.
VIII.—Dissolve by the aid of heat 100 parts of builders’ glue in 200 parts of water add 2 parts of bleached shellac dissolved previously in 50 parts of alcohol. Dissolve by the aid of heat 50 parts of dextrine in 50 parts of water, and mix the two solutions by stirring the second slowly into the first. Strain the mixture through a cloth into a shallow dish and let it harden. When needed cut off a piece of sufficient size and warm until it becomes liquid and if necessary or advisable thin with water.
IX.—Stir up 10 parts of dextrine with sufficient water to make a thick broth. Then, over a light fire, heat and add 25 parts of sodium water glass.
X.—Dissolve 5 parts of dextrine in water and add 1 part of alum.
| Starch | 20 parts | |
| Sugar | 10 parts | |
| Zinc chloride | 1 part | |
| Water | 100 parts | |
Mix the ingredients and stir until a perfectly smooth liquid results entirely free from lumps, then warm gradually until the liquid thickens.
| (a) | Pulverized gum arabic | 2 ounces |
|---|---|---|
| White sugar | 4 drachms | |
| Boiling water | 3 fluidounces | |
| (b) | Common laundry starch | 1 1/2 ounces |
| Cold water | 3 fluidounces | |
| Make into a batter and pour into | ||
| Boiling water | 32 fluidounces | |
Mix (a) with (b), and keep in a wide-mouthed bottle.
| I.— | Chromic acid | 2 1/2 parts |
|---|---|---|
| Stronger ammonia | 15 parts | |
| Sulphuric acid | 1/2 part | |
| Cuprammonium solution | 30 parts | |
| Fine white paper | 4 parts | |
| II.— | Isinglass, a sufficient quantity | |
| Acetic acid | 1 part | |
| Water | 7 parts | |
Dissolve sufficient isinglass in the mixture of acetic acid and water to make a thin mucilage.
One of the solutions is applied to the surface of one sheet of paper and the other to the other sheet, and they are then pressed together.
III.—A fair knotting varnish free from surplus oil is by far the best adhesive for fixing labels, especially on metal surfaces. It dries instantly, insuring a speedy job and immediate packing, if needful, without fear of derangement. It has great tenacity, and is not only absolutely damp-proof itself, but is actually repellent of moisture, to which all water pastes are subject. It costs more, but the additional expense is often infinitesimal compared with the pleasure of a satisfactory result.
| Pale glue | 4 ounces |
| White loaf sugar | 2 ounces |
| Powdered starch | 1 ounce |
| White dextrine | 1/4 pound |
| Pure glycerine | 3 ounces |
| Carbolic acid | 1/4 ounce |
| Boiling water | 32 ounces |
Cut up the glue and steep it in 1/2 pint boiling water; when softened melt in a saucepan; add sugar, starch, and dextrine, and lastly the glycerine, in which carbolic acid has been mixed; add remainder of water, and boil until it thickens. Pour into jars or bottles.
| I.— | Wheat flour | 1 pound |
|---|---|---|
| Water, cold | 1 quart | |
| Nitric acid | 4 fluidrachms | |
| Boric acid | 40 grains | |
| Oil of cloves | 20 minims |
Mix the flour, boric acid, and water, then strain the mixture; add the nitric acid, apply heat with constant stirring until the mixture thickens; when nearly cold add the oil of cloves. This paste will have a pleasant smell, will not attract flies, and can be thinned by the addition of cold water as needed.
II.—Dissolve 4 ounces alum in 4 quarts hot water. When cool add as much flour as will make it of the usual consistency; then stir into it 1/2 ounce powdered rosin; next add a little water in which a dozen cloves have been steeped; then boil it until thick as mush, stirring from the bottom all the time. Thin with warm water for use.
I.—Use a cheap grade of rye or wheat flour, mix thoroughly with cold water to about the consistency of dough, or a little thinner, being careful to remove all lumps; stir in a tablespoonful of powdered alum to a quart of flour, then pour in boiling water, stirring rapidly until the flour is thoroughly cooked. Let this cool before using, and thin with cold water.
II.—Venetian Paste.—
Soak the 4 ounces of glue in the cold water for 4 hours; dissolve on a water bath (glue pot), and while hot stir in the Venice turpentine. Make up (c) into a batter free from lumps and pour into (d). Stir briskly, and finally add the glue solution. This makes a very strong paste, and it will adhere to a painted surface, owing to the Venice turpentine in its composition.
III.—Strong Adhesive Paste.—
Make (a) into a batter free from lumps; then pour into (b). Boil if necessary, and while hot stir in the pulverized rosin a little at a time. This paste is exceedingly strong, and will stick heavy wall paper or thin leather. If the paste be too thick, thin with a little hot water; never thin paste with cold water.
IV.—Flour Paste.—
Work the wheat flour into a batter free from lumps with the cold water. Dissolve the alum as designated in (b). Now stir in (a) and (c) and, if necessary, continue boiling until the paste thickens into a semitransparent mucilage, after which stir in solution (b). The above makes a very fine paste for wall paper.
V.—Elastic or Pliable Paste.—
Beat to a batter the ingredients of (a). Dissolve the borax in the boiling water; then add the glycerine, after which pour (a) into solution (b). Stir until it becomes translucent. This paste will not crack, and, being very pliable, is used for paper, cloth, leather, and other material where flexibility is required.
VI.—A paste with which wall paper can be attached to wood or masonry, adhering to it firmly in spite of dampness, is prepared, as usual, of rye flour, to which, however, are added, after the boiling, 8 1/3 parts, by weight, of good linseed-oil varnish and 8 1/3 parts, by weight, of turpentine to every 500 parts, by weight.
VII.—Paste for Wall Paper.—Soak 18 pounds of bolus (bole) in water, after it has been beaten into small fragments, and pour off the supernatant water. Boil 10 ounces of glue into glue water, mix it well with the softened bolus and 2 pounds plaster of Paris and strain through a sieve by means of a brush. Thin the mass with water to the consistency of a thin paste. The paste is now ready for use. It is not only much cheaper than other varieties, but has the advantage over them of adhering better to whitewashed walls, and especially such as have been repeatedly coated over the old coatings which were not thoroughly removed. For hanging fine wall paper this paste is less commendable, as it forms a white color, with which the paper might easily become soiled if great care is not exercised in applying it. If the fine wall paper is mounted on ground paper, however, it can be recommended for pasting the ground paper on the wall.
The following formulas for pastes of the type indicated were proposed by Leo Eliel:
| I.— | Tragacanth | 1 ounce |
|---|---|---|
| Acacia | 4 ounces | |
| Thymol | 14 grains | |
| Glycerine | 4 ounces | |
| Water, sufficient to make | 2 pints |
Dissolve the gums in 1 pint of water, strain, and add the glycerine, in which the thymol is suspended; shake well and add sufficient water to make 2 pints. This separates on standing, but a single shake mixes it sufficiently for use.
| II.— | Rye flour | 8 ounces |
|---|---|---|
| Powdered acacia | 1 ounce | |
| Glycerine | 2 ounces | |
| Oil of cloves | 40 drops |
Rub the rye flour and acacia to a smooth paste with 8 ounces of cold water; strain through cheese cloth, and pour into 1 pint of boiling water, and continue the heat until as thick as desired. When nearly cold add the glycerine and oil of cloves.
| III.— | Rye flour | 5 parts |
|---|---|---|
| Venice turpentine | 1 part | |
| Liquid glue, a sufficient quantity | ||
Rub up the flour with the turpentine and then add sufficient freshly prepared glue (glue or gelatine dissolved in water) to make a stiff paste. This paste dries slowly.
| IV.— | Dextrine | 2 parts |
|---|---|---|
| Acetic acid | 1 part | |
| Water | 5 parts | |
| Alcohol, 95 per cent. | 1 part |
Dissolve the dextrine and acetic acid in water by heating together in the water bath, and to the solution add the alcohol.
| V.— | Dextrine | 3 pounds |
|---|---|---|
| Borax | 2 ounces | |
| Glucose | 5 drachms | |
| Water | 3 pints 2 ounces |
Dissolve the borax in the water by warming, then add the dextrine and glucose, and continue to heat gently until dissolved.
Another variety is made by dissolving a cheap Ghatti gum in limewater, but it keeps badly.
VI.—Add tartaric acid to thick flour paste. The paste is to be boiled until quite thick, and the acid, previously dissolved in a little water, is added, the proportion being about 2 ounces to the pint of paste.
VII.—Gum arabic, 50 parts; glycerine, 10 parts; water, 30 parts; liq. Stibii chlorat., 2 parts.
VIII.—Boil rye flour and strong glue water into a mass to which are added, for 1,000 parts, good linseed-oil varnish 30 parts and oil of turpentine 30 parts. This mixture furnishes a gluing agent which, it is claimed, even renders the labels proof against being loosened by moisture.
IX.—Pour 140 parts of distilled cold water over 100 parts of gum arabic in a wide-necked bottle and dissolve by frequent shaking. To the solution, which is ready after standing for about 3 days, add 10 parts of glycerine; later, 20 parts of diluted acetic acid, and finally 6 parts of aluminum sulphate, then straining it through a fine-hair sieve.
X.—Good glue is said to be obtained by dissolving 1 part of powdered sugar in 4 parts of soda water glass.
XI.—A glue for bottle labels is prepared by dissolving borax in water; soak glue in this solution and dissolve the glue by boiling. Carefully drop as much acetic acid into the solution as will allow it to remain thin on cooling. Labels affixed with this agent adhere firmly and do not become moldy in damp cellars.
XII.—Dissolve some isinglass in acetic acid and brush the labels over with it. There will be no cause to complain of their coming off, nor of striking through the paper. Take a wide-mouthed bottle, fill about two-thirds with commercial acetic acid, and put in as much isinglass as the liquid will hold, and set aside in a warm place until completely dissolved. When cold it should form a jelly. To use it place the bottle in hot water. The cork should be well-fitting and smeared with vaseline or melted paraffine.
| Wheat flour | 4 ounces |
| Nitric acid | 1 drachm |
| Boric acid | 10 grains |
| Oil of cloves | 5 drops |
| Carbolic acid | 1/2 drachm |
Stir flour and water together, mixing thoroughly, and add the other ingredients. After the stuff is well mixed, heat it, watching very carefully and removing the instant it stiffens.
This gum (also called gum tragacanth) is usually in the form of curls (i.e., leaf gum), which take a long time to properly dissolve in water—several weeks, in fact—but during the past few years there has been put on the market a powdered gum dragon which does not occupy so many days in dissolving. To make a mucilage from gum dragon a very large volume of water is required. For example, 1 ounce of the gum, either leaf or powder, will swell up and convert 1 gallon of water into a thickish mucilage in the course of 2 or 3 weeks. Only cold water must be used, and before using the mucilage, all whitish lumps (which are particles of undissolved gum) should be picked out or else the mucilage strained. The time of solution can be considerably shortened (to a few hours) by acidifying the water in which the gum is placed with a little sulphuric or oxalic acid; but as the resultant mucilage would contain traces of their presence, such acids are not permissible when the gum-dragon mucilage is to be used for mounting photographs.
Glycerine and gum arabic make a very good adhesive of a fluid nature suited to mounting photographs; and although glycerine is hygroscopic by itself, such tendency to absorb moisture is checked by the reverse nature of the gum arabic; consequently an ideal fluid mucilage is produced. The proportions of the several ingredients are these:
| Gum arabic, genuine (gum acacia, not Bassora gum) | 4 ounces |
| Boiling water | 12 ounces |
| Glycerine, pure | 1 ounce |
First dissolve the gum in the water, and then stir in the glycerine, and allow all débris from the gum to deposit before using. The following adhesive compound is also one that is free from chemical reactions, and is suited for photographic purposes:
| Water | 2 pints |
| Gum dragon, powdered | 1 ounce |
| Gum arabic, genuine | 4 ounces |
| Glycerine | 4 ounces |
Mix the gum arabic with half the water, and in the remainder of the water dissolve the gum dragon. When both solids are dissolved, mix them together, and then stir in the glycerine.
The following paste will be found a useful mountant:
| Gum arabic, genuine | 1 ounce |
| Rice starch | 1 ounce |
| White sugar | 4 ounces |
| Water, q. s. |
Dissolve the gum in just sufficient water to completely dissolve it, then add the sugar, and when that has completely dissolved stir in the starch paste, and then boil the mixture until the starch is properly cooked.
A very strong, stiff paste for fastening cardboard mounts to frames, wood, and other materials is prepared by making a bowl of starch paste in the usual way, and then adding 1 ounce of Venice turpentine per pound of paste, and {42} boiling and stirring the mixture until the thick turpentine has become well incorporated. Venice turpentine stirred into flour paste and boiled will also be found a very adhesive cement for fastening cardboard, strawboard, leatherette, and skiver leather to wood or metal; but owing to the resinous nature of the Venice turpentine, such pastes are not suitable for mounting photographic prints. The following half-dozen compounds are suitable mountants to use with silver prints:
| Alcohol, absolute | 10 ounces |
| Gelatine, good | 1 ounce |
| Glycerine | 1/2 to 1 ounce |
Soak the gelatine in water for an hour or two until it is completely softened; take the gelatine out of the water, and allow it to drain, and put it into a bottle and pour alcohol over it; add the glycerine (if the gelatine is soft, use only 1/2 ounce; if the gelatine is hard, use 1 ounce of the glycerine), then melt the gelatine by standing the bottle in a vessel of hot water, and shake up very well. For use, remelt by heat. The alcohol prevents the prints from stretching or cockling, as they are apt to, under the influence of the gelatine.
In the following compound, however, only sufficient alcohol is used to serve as an antiseptic, and prevent the agglutinant from decomposing: Dissolve 4 ounces of photographic gelatine in 16 ounces of water (first soaking the gelatine therein for an hour or two until it is completely softened), then remove the gelatine from the water, allow it to drain, and put it into the bottle, and pour the alcohol over it, and put in the glycerine (if the gelatine is soft, use only 1/2 ounce; if the gelatine is hard, use 1 ounce of the glycerine), then melt the gelatine by standing the bottle in a vessel of hot water, and shake up well and mix thoroughly. For use, remelt by heat. The alcohol prevents the print from stretching or cockling up under the influence of the gelatine.
The following paste agglutinant is one that is very permanent and useful for all purposes required in a photographic studio: Take 5 pints of water, 10 ounces of arrowroot, 1 ounce of gelatine, and a 1/2 pint (10 fluidounces) of alcohol, and proceed to combine them as follows: Make arrowroot into a thick cream with a little of the water, and in the remainder of the water soak the gelatine for a few hours, after which melt the gelatine in the water by heating it, add the arrowroot paste, and bring the mixture to the boil and allow to boil for 4 or 5 minutes, then allow to cool, and mix in the alcohol, adding a few drops of oil of cloves.
Perhaps one of the most useful compounds for photographic purposes is that prepared as follows: Soak 4 ounces of hard gelatine in 15 ounces of water for a few hours, then melt the gelatine by heating it in a glue pot until the solution is quite clear and free from lumps, stir in 65 fluidounces of cold water so that it is free from lumps, and pour in the boiling-hot solution of gelatine and continue stirring, and if the starch is not completely cooked, boil up the mixture for a few minutes until it “blows,” being careful to keep it well stirred so as not to burn; when cold add a few drops of carbolic acid or some essential oil as an antiseptic to prevent the compound from decomposing or becoming sour.
A useful photographic mucilage, which is very liquid, is obtained by mixing equal bulks of gum-arabic and gum-dragon mucilages of the same consistence. The mixture of these mucilages will be considerably thinner than either of them when alone.
As an agglutinant for general use in the studio, the following is recommended: Dissolve 2 ounces of gum arabic in 5 ounces of water, and for every 250 parts of the mucilage add 20 parts of a solution of sulphate of aluminum, prepared by dissolving 1 part of the sulphate in 20 parts of water (common alum should not be used, only the pure aluminum sulphate, because common alum is a mixture of sulphates, and usually contaminated with iron salts). The addition of the sulphate solution to the gum mucilage renders the latter less hygroscopic, and practically waterproof, besides being very adhesive to any materials, particularly those exhibiting a smooth surface.
| II.— | Tragacanth | 1 ounce |
|---|---|---|
| Acacia | 4 ounces | |
| Thymol | 14 grains | |
| Glycerine | 4 ounces | |
| Water, sufficient to make | 2 pints |
Dissolve the gums in 1 pint of water, strain and add the glycerine, in which the thymol is suspended; shake well and add sufficient water to make 2 pints. This separates on standing, but a single shake mixes it sufficiently for use.
| III.— | Rye flour | 8 ounces |
|---|---|---|
| Powdered acacia | 1 ounce | |
| Glycerine | 2 ounces | |
| Oil of cloves | 40 drops | |
| Water, a sufficient quantity. | ||
Rub the rye flour and the acacia to a smooth paste with 8 ounces of cold water; strain through cheese cloth, and pour into 1 pint of boiling water and continue the heat until as thick as desired. When nearly cold add the glycerine and oil of cloves.
IV.—One part, by weight, of tragacanth, when mixed with 95-per-cent alcohol to form 4 fluidounces, forms a liquid in which a portion of the tragacanth is dissolved and the remainder suspended; this remains permanently fluid, never deteriorates, and can be used in place of the present mucilage; 4 to 8 minims to each ounce of mixture is sufficient to suspend any of the insoluble substances usually given in mixtures.
V.—To 250 parts of gum-arabic mucilage add 20 parts of water and 2 parts of sulphate of alumina and heat until dissolved.
VI.—Dissolve 1/2 pound gum tragacanth, powdered, 1/4 pound gum arabic, powdered, cold water to the desired consistency, and add 40 drops carbolic acid.
II.—Add to 250 parts of concentrated gum solution (2 parts of gum in 5 parts of water) 2 parts of crystallized aluminum sulphate dissolved in 20 parts of water. This mixture glues even unsized paper, pasteboard on pasteboard, wood on wood, glass, porcelain, and other substances on which labels frequently do not adhere well.
| Gum arabic | 1 part |
| Starch | 1 part |
| Sugar | 4 parts |
| Water, sufficient to give the desired consistency. | |
The gum arabic is first dissolved in some water, the sugar added, then the starch, after which the mixture is boiled for a few minutes in order to dissolve the starch, after which it is thinned down to the desired consistency.
Cheaper envelope gums can be made by substituting dextrine for the gum arabic, glucose for the sugar, and adding boric acid to preserve and help stiffen it.
ADULTERANTS IN FOODS: See Foods.
ADUROL DEVELOPER: See Photography.
ÆSCO-QUININE: See Horse Chestnut.
AGAR AGAR PASTE: See Adhesives.
Prepare a mixture or frit of 33 parts of quartz sand, 65 parts calcium phosphate, and 2 parts of potash. The frit, which has been reduced by heat to the fusing point, is finely ground, intimately mingled with a small quantity of kaolin and pressed in molds which yield button-shaped masses. These masses, after having been fired, are given a transparent glaze by any of the well-known processes.
AGATE (IMITATION): See Gems, Artificial.
AGING OF SILK: See Silk.
AGING, SILVER AND GOLD: See Plating.
This air bath is employed in cases in which, upon drying or heating substances, acid vapors arise because the walls of the bath are not attacked by them. For the production of the drying apparatus take a flask with the bottom burst off or a bell jar tubulated above. This is placed either upon a sand bath or upon asbestos paper, previously laid upon a piece of sheet iron. The sand bath or the sheet iron is put on a tripod, so that it can be heated by means of a burner placed underneath. The substance to be dried is placed in a glass or porcelain dish, which is put under the bell jar, and if desired the drying dish may be hung on the tripod. For regulating the temperature the tubulure of the jar is closed with a pierced cork, through whose aperture the thermometer is thrust. In order to permit the vapors to escape, the cork is grooved lengthwise along the periphery.
AIR BUBBLES IN GELATINE: See Gelatine.
AIR, EXCLUSION OF, FROM SOLUTIONS: See Photography.
ALABASTER CLEANING: See Cleaning Preparations and Methods.
ALBATA METAL: See Alloys.
Patein (Pharm. Zeit.) recommends the following test for albumen in urine: Dissolve 250 grams of citric acid in a sufficient quantity of water, add enough ammonia to neutralize, then 50 grams of alcohol, and finally enough water to make 1 liter. To the acid (or acidulated) urine, one-tenth its volume of the ammonium-citrate solution made as above is added, and the whole heated in the usual manner. The appearance of the faintest turbidity is said to indicate with positive certainty the presence of albumen.
ALBUMEN PAPER: See Photography.
ALBUMEN PASTE: See Adhesives.
After the manuscript of this book was ready for the press, Congress passed the bill which has since become a law, whereby the prohibitive tax on industrial or denatured alcohol is removed. So important is this legislative measure that the Editor has deemed it wise to insert an article on the sources of alcohol and the manufacture of alcohol from farm products. Because the first portion of the book was in type when this step was decided upon, the Editor was compelled to relegate to a later page a monograph which should properly have appeared here. The reader will find the matter on alcohol referred to under the heading {45} “Spirit”; likewise methods of denaturing and a list of denaturants.
ALCOHOL, DILUTION OF: See Tables.
Absolute alcohol is a clear, colorless, volatile, readily imflammable liquid which burns with a faintly luminous flame. Absolute alcohol has a peculiar odor, a burning taste, and does not affect litmus paper. Boiling point, 78.50. Specific gravity, 0.795 to 0.797. One hundred parts contain 99.7 to 99.4 parts, by volume, or 99.6 to 99.0 parts, by weight, of alcohol.
Absolute alcohol should have no foreign smell and should mix with water without cloudiness.
After the admixture of 5 drops of silver-nitrate solution, 10 cubic centimeters of absolute alcohol should not become turbid or colored even on heating.
A mixture of 10 cubic centimeters of absolute alcohol and 0.2 cubic centimeter of potash lye evaporated down to 1 cubic centimeter should not exhibit an odor of fusel oil after supersaturation with dilute sulphuric acid.
Five cubic centimeters of sulphuric acid, carefully covered, in a test tube, with a stratum of 5 cubic centimeters of absolute alcohol, should not form a rose-colored zone at the surface of contact, even on standing for some time.
The red color of a mixture of 10 cubic centimeters of absolute alcohol and 1 cubic centimeter of potassium-permanganate solution should not pass into yellow before 20 minutes.
Absolute alcohol should not be dyed by hydrogen sulphide water or by aqueous ammonia.
Five cubic centimeters of absolute alcohol should not leave behind a weighable residue after evaporation on water bath.
| East India lemon oil | 1,250 parts |
| Mirbane oil | 1,000 parts |
| Cassia oil | 50 parts |
| Clove oil | 75 parts |
| Lemon oil | 100 parts |
| Amyl acetate | 500 parts |
| Spirit (95 per cent) | 7,000 parts |
Dissolve the oils in the spirit and add the amyl acetate. The mixture serves for destroying the bad odor of denaturized spirit in distilling. Use 50 parts of the perfume per 1,000 parts of spirit.
II.—Smaragdine is a trade name for solidified alcohol. It consists of alcohol and gun cotton, colored with malachite green. It appears in the market in the form of small cubes.
| Alcohol | 160 ounces |
| Powdered quicklime | 300 grains |
| Powdered alum | 150 grains |
| Spirit of nitrous ether | 1 1/4 drachms |
Mix the lime and alum intimately by trituration; add the alcohol and shake well; then add the spirit of nitrous ether; set aside for 7 days and filter through animal charcoal.
I.—Complete denaturization by the German system is accomplished by the addition to every 100 liters (equal to 26 1/2 gallons) of spirits:
(a) Two and one-half liters of the “standard” denaturizer, made of 4 parts of wood alcohol, 1 part of pyridine (a nitrogenous base obtained by distilling bone oil or coal tar), with the addition of 50 grams to each liter of oil of lavender or rosemary.
(b) One and one-fourth liters of the above “standard” and 2 liters of benzol with every 100 liters of alcohol.
II.—Incomplete denaturization—i. e., sufficient to prevent alcohol from being drunk, but not to disqualify it from use for various special purposes, for which the wholly denaturized spirits would be unavailable—is accomplished by several methods as follows, the quantity and nature of each substance given being the prescribed dose for each 100 liters (26 1/2 gallons) of spirits:
(c) Five liters of wood alcohol or 1/2 liter of pyridine.
(d) Twenty liters of solution of shellac, containing 1 part gum to 2 parts alcohol of 90-per-cent purity. Alcohol for the manufacture of celluloid and pegamoid is denaturized.
(e) By the addition of 1 kilogram of camphor or 2 liters oil of turpentine or 1/2 liter benzol to each 100 liters of spirits. Alcohol to be used in the manufacture of ethers, aldehyde, agaricin, white lead, bromo-silver gelatines, photographic papers and plates, electrode plates, collodion, salicylic acid and salts, aniline chemistry, and a great number of other purposes, is denaturized by the addition of—
(f) Ten liters sulphuric ether, or 1 part of benzol, or 1/2 part oil of turpentine, or 0.025 part of animal oil.
For the manufacture of varnishes and inks alcohol is denaturized by the addition of oil of turpentine or animal oil, and for the production of soda soaps by the addition of 1 kilogram of castor oil. Alcohol for the production of lanolin is prepared by adding 5 liters of benzine to each hectoliter of spirits.
The ale of the modern brewer is manufactured in several varieties, which are determined by the wants of the consumer and the particular market for which it is intended. Thus, the finer kinds of Burton, East India, Bavarian, and other like ales, having undergone a thorough fermentation, contain only a small quantity of undecomposed sugar and gum, varying from 1 to 5 per cent. Some of these are highly “hopped” or “bittered,” the further to promote their preservation during transit and change of temperature. Mild or sweet ales, on the contrary, are less accentuated by lengthened fermentation, and abound in saccharine and gummy matter. They are, therefore, more nutritious, though less intoxicating, than those previously referred to.
In brewing the finer kinds of ales, pale malt and the best hops of the current season’s growth are always employed; and when it is desired to produce a liquor possessing little color, very great attention is paid to their selection. With the same object, the boiling is conducted with more than the usual precautions, and the fermentation is carried on at a somewhat lower temperature than that commonly allowed for other varieties of beer. For ordinary ale, intended for immediate use, the malt may be all pale; but, if the liquor be brewed for keeping, and in warm weather, when a slight color is not objectionable, one-fifth, or even one-fourth of amber malt may be advantageously employed. From 4 1/2 to 6 pounds of hops is the quantity commonly used to the one-fourth of malt, for ordinary ales; and 7 pounds to 10 pounds for “keeping” ales. The proportions, however, must greatly depend on the intended quality and description of the brewing and the period that will be allowed for its maturation.
The stronger varieties of ale usually contain from 6 to 8 per cent of “absolute alcohol”; ordinary strong ale, 4 1/2 to 6 per cent; mild ale, 3 to 4 percent; and table ale, 1 to 1 1/2 per cent (each by volume); together with some undecomposed saccharine, gummy, and extractive matter, the bitter and narcotic principles of the hop, some acetic acid formed by the oxidation of the alcohol, and very small and variable quantities of mineral and saline matter.
Ordinary ale-wort (preferably pale), sufficient to produce 1 barrel, is slowly boiled with about 3 handfuls of hops, and 12 to 14 pounds of crushed groats, until the whole of the soluble matter of the latter is extracted. The resulting liquor, after being run through a coarse strainer and become lukewarm, is fermented with 2 or 3 pints of yeast; and, as soon as the fermentation is at its height, is either closely bunged up for draft or is at once put into strong stoneware bottles, which are then well corked and wired.
White ale is said to be very nutritious, though apt to prove laxative to those {47} unaccustomed to its use. It is drunk in a state of effervescence or lively fermentation; the glass or cup containing it being kept in constant motion, when removed from the mouth, until the whole is consumed, in order that the thicker portion may not subside to the bottom.
ALE, GINGER: See Beverages.
ALFENIDE METAL: See Alloys.
ALKALI, HOW TO DETECT: See Soaps.
ALKALOIDS, ANTIDOTES TO: See Atropine.
No general rules can be given for alloying metals. Alloys differing greatly in fusibility are commonly made by adding the more fusible ones, either in the melted state or in small portions at a time, to the other melted or heated to the lowest possible temperature at which a perfect union will take place between them. The mixture is usually effected under a flux, or some material that will promote liquefaction and prevent volatilization and unnecessary exposure to the air. Thus, in melting lead and tin together for solder, rosin or tallow is thrown upon the surface is rubbed with sal ammoniac; and in combining some metals, powdered charcoal is used for the same purpose. Mercury or quicksilver combines with many metals in the cold, forming AMALGAMS, or easily fusible alloys (q. v.).
Alloys generally possess characteristics unshared by their component metals. Thus, copper and zinc form brass, which has a different density, hardness, and color from either of its constituents. Whether the metals tend to unite in atomic proportions or in any definite ratio is still undetermined. The evidence afforded by the natural alloys of gold and silver, and by the phenomena accompanying the cooling of several alloys from the state of fusion, goes far to prove that such is the case (Rudberg). The subject is, however, one of considerable difficulty, as metals and metallic compounds are generally soluble in each other, and unite by simple fusion and contact. That they do not combine indifferently with each other, but exercise a species of elective affinity not dissimilar to other bodies, is clearly shown by the homogeneity and superior quality of many alloys in which the constituent metals are in atomic proportion. The variation of the specific gravity and melting points of alloys from the mean of those of their component metals also affords strong evidence of a chemical change having taken place. Thus, alloys generally melt at lower temperatures than their separate metals. They also usually possess more tenacity and hardness than the mean of their constituents.
Matthiessen found that when weights are suspended to spirals of hard-drawn wire made of copper, gold, or platinum, they become nearly straightened when stretched by a moderate weight; but wires of equal dimensions composed of copper-tin (12 per cent of tin), silver-platinum (36 per cent of platinum), and gold-copper (84 per cent of copper) scarcely undergo any permanent change in form when subjected to tension by the same weight.
The same chemist gives the following approximate results upon the tenacity of certain metals and wires hard-drawn through the same gauge (No. 23):
| Pounds | |
|---|---|
| Copper, breaking strain | 25–30 |
| Tin, breaking strain | under 7 |
| Lead, breaking strain | under 7 |
| Tin-lead (20% lead) | about 7 |
| Tin-copper (12% copper) | about 7 |
| Copper-tin (12% tin) | about 80–90 |
| Gold (12% tin) | 20–25 |
| Gold-copper (8.4% copper) | 70–75 |
| Silver (8.4% copper) | 45–50 |
| Platinum (8.4% copper) | 45–50 |
| Silver-platinum (30% platinum) | 75–80 |
On the other hand, the malleability, ductility, and power of resisting oxygen of alloys is generally diminished. The alloy formed of two brittle metals is always brittle; that of a brittle and a ductile metal, generally so; and even two ductile metals sometimes unite to form a brittle compound. The alloys formed of metals having different fusing points are usually malleable while cold and brittle while hot. The action of the air on alloys is generally less than on their simple metals, unless the former are heated. A mixture of 1 part of tin and 3 parts of lead is scarcely acted on at common temperatures; but at a red heat it readily takes fire, and continues to burn for some time like a piece of bad turf. In like manner, a mixture of tin and zinc, when strongly heated, decomposes both moist air and steam with rapidity.
The specific gravity of alloys is rarely {48} the arithmetical mean of that of their constituents, as commonly taught; and in many cases considerable condensation or expansion occurs. When there is a strong affinity between two metals, the density of their alloy is generally greater than the calculated mean; and vice versa, as may be seen in the following table:
1. Melt the least fusible, oxidizable, and volatile first, and then add the others heated to their point of fusion or near it. Thus, if it is desired to make an alloy of exactly 1 part of copper and 3 of zinc, it will be impossible to do so by putting proportions of the metals in a crucible and exposing the whole to heat. Much of the zinc would fly off in vapor before the copper was melted. First, melt the copper and add the zinc, which has been melted in another crucible. The zinc should be in excess, as some of it will be lost anyway.
2. Some alloys, as copper and zinc, copper and arsenic, may be formed by exposing heated plates of the least fusible metal to the vapor of the other. In making brass in the large way, thin plates of copper are dissolved, as it were, in melted zinc until the proper proportions have been obtained.
3. The surface of all oxidizable metals should be covered with some protecting agent, as tallow for very fusible ones, rosin for lead and tin, charcoal for zinc, copper, etc.
4. Stir the metal before casting and if possible, when casting, with a whitewood stick; this is much better for the purpose than an iron rod.
5. If possible, add a small portion of old alloy to the new. If the alloy is required to make sharp castings and strength is not a very great object, the proportion of old alloy to the new should be increased. In all cases a new or thoroughly well-cleansed crucible should be used.
To obtain metals and metallic alloys from their compounds, such as oxides, sulphides, chlorides, etc., a process lately patented makes use of the reducing qualities of aluminum or its alloys with magnesium. The finely powdered material (e. g., chromic oxide) is placed in a crucible mixed with aluminum oxide. The mixture is set afire by means of a soldering pipe or a burning magnesium wire, and the desired reaction takes place. For igniting, one may also employ with advantage a special priming cartridge consisting of pulverized aluminum to which a little magnesium may be mixed, and peroxide of magnesia, which is shaped into balls and lighted with a magnesium wire. By suitable additions to the pulverized mixture, alloys containing aluminum, magnetism, chromium, manganese, copper, iron, boron, silicic acid, etc., are obtained.
M. H. Pecheux has contributed to the Comptes Rendus, from time to time, the results of his investigations into the alloys of aluminum with soft metals, and the following constitutes a brief summary of his observations:
Aluminum is a metal whose properties are very materially influenced by a proportionately small addition of copper. Alloys of 99 per cent aluminum and 1 per cent of copper are hard, brittle, and bluish in color; 95 per cent of aluminum and 5 per cent of copper give an alloy which can be hammered, but with 10 percent of copper the metal can no longer be worked. With 80 per cent and upward of copper are obtained alloys of a beautiful yellow color, and these mixtures, containing from 5 to 10 percent of aluminum and from 90 to 95 per cent of copper, are the genuine aluminum bronzes. The 10-per-cent alloys are of a pure golden-yellow color; with 5 per cent of aluminum they are reddish yellow, like gold heavily alloyed with copper, and a 2-per-cent admixture is of an almost pure copper red. {50} As the proportion of copper increases, the brittleness is diminished, and alloys containing 10 per cent and less of aluminum can be used for industrial purposes, the best consisting of 90 per cent of copper and 10 of aluminum. The hardness of this alloy approaches that of the general bronzes, whence its name. It can be stretched out into thin sheets between rollers, worked under the hammer, and shaped as desired by beating or pressure, in powerful stamping presses. On account of its hardness it takes a fine polish, and its peculiar greenish-gold color resembles that of gold alloyed with copper and silver together.
Alloys with a still greater proportion of copper approach this metal more and more nearly in their character; the color of an alloy, for instance, composed of 95 per cent of copper and 5 per cent of aluminum, can be distinguished from pure gold only by direct comparison, and the metal is very hard, and also very malleable.
II.—A silver aluminum that is easily worked into various articles contains about one-fourth silver and three-fourths of aluminum.
AMALGAMS: See Fusible Alloys.
I.—An anti-friction metal of excellent quality and one that has been used with success is made as follows: 17 parts zinc; 1 part copper; 1 1/2 parts antimony; prepared in the following way: Melt the copper in a small crucible, then add the antimony, and lastly the zinc, care being taken not to burn the zinc. Burning can be prevented by allowing the copper and antimony to cool slightly before adding the zinc. This metal is preferably cast into the shape desired and is not used as a lining metal because it requires too great a heat to pour. It machines nicely and takes a fine polish on bearing surfaces. It has the appearance of aluminum when finished. Use a lubricating oil made from any good grade of machine oil to which 3 parts of kerosene have been added.
II.—Copper, 6 parts; tin, 12 parts; lead, 150 parts; antimony, 30 parts; wrought iron, 1 part; cast iron, 1 part. For certain purposes the composition is modified as follows: Copper, 16 parts; tin, 40 parts; lead, 120 parts; antimony, 24 parts; wrought iron, 1 part; cast iron, 1 part. In both cases the wrought iron is cut up in small pieces, and in this state it will melt readily in fused copper and cast iron. After the mixture has been well stirred, the tin, lead, and antimony are added; these are previously melted in separate crucibles, and when mingled the whole mass is again stirred thoroughly. The product may then be run into ingots, to be employed when needed. When run into the molds the surface should be well skimmed, for in this state it oxidizes rapidly. The proportions may be varied without materially affecting the results.
III.—From tin, 16 to 20 parts; antimony, 2 parts; lead, 1 part; fused together, and then blended with copper, 80 parts. Used where there is much friction or high velocity.
IV.—Zinc, 6 parts; tin, 1 part; copper, 20 parts. Used when the metal is exposed to violent shocks.
V.—Lead, 1 part; tin, 2 parts; zinc, 4 parts; copper, 68 parts. Used when the metal is exposed to heat.
VI.—Tin, 48 to 50 parts; antimony, 5 parts; copper, 1 part.
VII.—(Fenton’s.) Tin, with some zinc, and a little copper.
VIII.—(Ordinary.) Tin, or hard pewter, with or without a small portion of antimony or copper. Without the last it is apt to spread out under the weight of heavy machinery. Used for the bearings of locomotives, etc.
The following two compositions are for motor and dynamo shafts: 100 pounds tin; 10 pounds copper; 10 pounds antimony.
83 1/2 pounds tin; 8 1/4 pounds antimony; 8 1/4 pounds copper.
IX.—Lead, 75 parts; antimony, 23 parts; tin, 2 parts.
X.—Magnolia Metal.—This is composed of 40 parts of lead, 7 1/2 parts of antimony, 2 1/2 of tin, 1/8 of bismuth, 1/8 of aluminum, and 1/4 of graphite. It is used as an anti-friction metal, and takes its name from its manufacturer’s mark, a magnolia flower.
ARGENTAN: See German Silver, under this title.
The composition of bell metal varies considerably, as may be seen below:
I.—(Standard.) Copper, 78 parts; tin, 22 parts; fused together and cast. The most sonorous of all the alloys of copper and tin. It is easily fusible, and has a fine compact grain, and a vitreous conchoidal and yellowish-red fracture. According to Klaproth, the finest-toned Indian gongs have this composition.
II.—(Founder’s Standard.) Copper, 77 parts; tin, 21 parts; antimony, 2 parts. Slightly paler and inferior to No. I.
III.—Copper, 80 parts; tin, 20 parts. Very deep-toned and sonorous. Used in China and India for the larger gongs, tam-tams, etc.
IV.—Copper, 78 to 80 parts; tin, 22 to 20 parts. Usual composition of Chinese cymbals, tam-tams, etc.
V.—Copper, 75 (= 3) parts; tin, 25 (= 1) part. Somewhat brittle. In fracture, semivitreous and bluish-red. Used for church and other large bells.
VI.—Copper, 80 parts; tin, 10 1/4 parts; zinc, 5 1/2 parts; lead, 4 1/4 parts. English bell metal, according to Thomson. Inferior to the last; the lead being apt to form isolated drops, to the injury of the uniformity of the alloy.
VII.—Copper, 68 parts; tin, 32 parts. Brittle; fracture conchoidal and ash-gray. Best proportions for house bells, hand bells, etc.; for which, however, 2 of copper and 1 of tin is commonly substituted by the founders.
VIII.—Copper, 72 parts; tin, 26 1/2 parts; iron, 1 1/2 parts. Used by the Paris houses for the bells of small clocks.
IX.—Copper, 72 parts; tin, 26 parts; zinc, 2 parts. Used, like the last, for very small bells.
X.—Copper, 70 parts; tin, 26 parts; {52} zinc, 2 parts. Used for the bells of repeating watches.
XI.—Melt together copper, 100 parts; tin, 25 parts. After being cast into the required object, it should be made red-hot, and then plunged immediately into cold water in order to impart to it the requisite degree of sonorousness. For cymbals and gongs.
XII.—Melt together copper, 80 parts; tin, 20 parts. When cold it has to be hammered out with frequent annealing.
XIII.—Copper, 78 parts; tin, 22 parts; This is superior to the former, and it can be rolled out. For tam-tams and gongs.
XIV.—Melt together copper, 72 parts; tin, 26 to 56 parts; iron 1/44 part. Used in making the bells of ornamental French clocks.
Castings in bell metal are all more or less brittle; and, when recent, have a color varying from a dark ash-gray to grayish-white, which is darkest in the more cuprous varieties, in which it turns somewhat on the yellowish-red or bluish-red. The larger the proportion of copper in the alloy, the deeper and graver the tone of the bells formed of it. The addition of tin, iron, or zinc, causes them to give out their tones sharper. Bismuth and lead are also often used to modify the tone, which each metal affects differently. The addition of antimony and bismuth is frequently made by the founder to give a more crystalline grain to the alloy. All these conditions are, however, prejudicial to the sonorousness of bells, and of very doubtful utility. Rapid refrigeration increases the sonorousness of all these alloys. Hence M. D’Arcet recommends that the “pieces” be heated to a cherry-red after they are cast, and after having been suddenly plunged into cold water, that they be submitted to well-regulated pressure by skillful hammering, until they assume their proper form; after which they are to be again heated and allowed to cool slowly in the air. This is the method adopted by the Chinese with their gongs, etc., a casing of sheet iron being employed by them to support and protect the pieces during the exposure to heat. In a general way, however, bells are formed and completed by simple casting. This is necessarily the case with all very large bells. Where the quality of their tones is the chief object sought after, the greatest care should be taken to use commercially pure copper. The presence of a very little lead or any similar metal greatly lessens the sonorousness of this alloy; while that of silver increases it.
The specific gravity of a large bell is seldom uniform through its whole substance; nor can the specific gravity from any given portion of its constituent metals be exactly calculated owing to the many interfering circumstances. The nearer this uniformity is approached, or, in other words, chemical combination is complete, the more durable and finer-toned will be the bell. In general, it is found necessary to take about one-tenth more metal than the weight of the intended bell, or bells, in order to allow for waste and scorification during the operations of fusing and casting.
Bismuth possesses the unusual quality of expanding in cooling. It is, therefore, introduced in many alloys to reduce or check shrinkage in the mold.
For delicate castings, and for taking impressions from dies, medals, etc., various bismuth alloys are in use, whose composition corresponds to the following figures:
| I | II | III | IV | |
|---|---|---|---|---|
| Bismuth | 6 | 5 | 2 | 8 |
| Tin | 3 | 2 | 1 | 3 |
| Lead | 13 | 3 | 1 | 5 |
V.—Cliché Metal.—This alloy is composed of tin, 48 parts; lead, 32.5; bismuth, 9; and antimony, 10.5. It is especially well adapted to dabbing rollers for printing cotton goods, and as it possesses a considerable degree of hardness, it wears well.
VI.—For filling out defective places in metallic castings, an alloy of bismuth 1 part, antimony 3, lead 8, can be advantageously used.
VII.—For Cementing Glass.—Most of the cements in ordinary use are dissolved, or at least softened, by petroleum. An alloy of lead 3 parts, tin 2, bismuth 2.5, melting at 212° F., is not affected by petroleum, and is therefore very useful for cementing lamps made of metal and glass combined.
LIPOWITZ’S BISMUTH ALLOY: See Cadmium Alloys.
In general brass is composed of two-thirds copper and one-third zinc, but a little lead or tin is sometimes advantageous, as the following:
I.—Red copper, 66 parts; zinc, 34 parts; lead, 1 part.
II.—Copper, 66 parts; zinc, 32 parts; tin, 1 part; lead, 1 part.
III.—Copper, 64.5 parts; zinc, 33.5 parts; lead, 1.5 parts; tin, 0.5 part.
| I | II | III | |
|---|---|---|---|
| Copper | 75.7 | 67.2 | 60.8 |
| Zinc | 24.3 | 32.8 | 39.2 |
Particular care is required to prevent the zinc from evaporating during the fusing, and for this purpose it is customary to put only half of it into the first melting, and to add the remainder when the first mass is liquefied.
I.—The best variety of Aich’s metal consists of copper, 60 parts; zinc, 38.2; iron, 1.8. The predominating quality of this alloy is its hardness, which is claimed to be not inferior to that of certain kinds of steel. It has a beautiful golden-yellow color, and is said not to oxidize easily, a valuable property for articles exposed to the action of air and water.
II.—Copper, 60.2 parts; zinc, 38.2; iron, 1.6. The permissible variations in the content of iron are from 0.4 to 3 per cent.
Sterro metal may properly be considered in connection with Aich’s metal, since its constituents are the same and its properties very similar. The principal difference between the two metals is that sterro metal contains a much larger amount of iron. The composition of this alloy varies considerably with different manufacturers.
III.—Two varieties of excellent quality are the product of the Rosthorn factory, in Lower Austria—copper, 55.33 parts; zinc, 41.80; iron, 4.66. Also
IV.—English sterro metal (Gedge’s alloy for ship sheathing), copper, 60 parts; zinc, 38.125; iron, 1.5.
The great value of this alloy lies in its strength, which is equaled only by that of the best steel. As an illustration of this, a wrought-iron pipe broke with a pressure of 267 atmospheres, while a similar pipe of sterro metal withstood the enormous pressure of 763 atmospheres without cracking. Besides its remarkable strength, it possesses a high degree of elasticity, and is, therefore, particularly suitable for purposes which require the combination of these two qualities, such as the construction of hydraulic cylinders. It is well known that these cylinders, at a certain pressure, begin to sweat, that is, the interior pressure is so great that the water permeates through the pores of the steel. With a sterro metal cylinder, the pressure can be considerably increased without any moisture being perceptible on the outside of the cylinder.
Sterro metal can be made even more hard and dense, if required for special purposes, but this is effected rather by mechanical manipulation than by any change in the chemical composition. If rolled or hammered in heat, its strength is increased, and it acquires, in addition, an exceedingly high degree of tenacity. Special care must be taken, however, in hammering not to overheat the metal, as in this case it would become brittle and might crack under the hammer. Sterro metal is especially suitable for all the purposes for which the so-called red metal has been in the past almost exclusively used. Axle bearings, for example, made of sterro metal have such excellent qualities that many machine factories are now using this material entirely for the purpose.
| Copper | Zinc | Tin | Lead | |
|---|---|---|---|---|
| I | 63.70 | 33.55 | 2.50 | 0.25 |
| II | 64.45 | 32.44 | 0.25 | 2.86 |
| III | 70.90 | 24.05 | 2.00 | 3.05 |
| IV | 72.43 | 22.75 | 1.87 | 2.95 |
Their special advantage is that they can be readily cast, worked with file and chisel, and easily gilded.
Experiments with malleable brass show that all alloys containing up to 58.33 per cent of copper and up to 41.67 per cent of zinc are malleable. There is, in addition, a second group of such alloys, with 61.54 per cent of copper and 38.46 per cent of zinc, which are also malleable in heat.
The preparation of these alloys requires considerable experience, and is best accomplished by melting the metals together in the usual manner, and heating the fused mass as strongly as possible. It must be covered with a layer of charcoal dust to prevent oxidation of the zinc. The mass becomes thinly fluid, and an intimate mixture of the constituents is effected. Small pieces of the same alloy are thrown into the liquid mass until it no longer shows a reflecting surface, when it is cast into ingots in iron molds. The ingots are plunged into water while still red-hot, and acquire by this treatment a very high degree of ductility. The alloy, properly prepared, has a fibrous fracture and a reddish-yellow color.
| Brass Sheet—Source | Copper | Zinc | Lead | Tin |
|---|---|---|---|---|
| Jemappes | 64.6 | 33.7 | 1.4 | 0.2 |
| Stolberg | 64.8 | 32.8 | 2.0 | 0.4 |
| Romilly | 70.1 | 29.26 | 0.38 | 0.17 |
| Rosthorn (Vienna) | 68.1 | 31.9 | — | — |
| Rosthorn (Vienna) | 71.5 | 28.5 | — | — |
| Rosthorn (Vienna) | 71.1 | 27.6 | 1.3 | — |
| Iserlohn & Romilly | 70.1 | 29.9 | — | — |
| Lüdenscheid | 72.73 | 27.27 | — | — |
| (Brittle) | 63.66 | 33.02 | 2.52 | — |
| Hegermühl | 70.16 | 27.45 | 0.79 | 0.20 |
| Oker | 68.98 | 29.54 | 0.97 | — |
| Brass Wire— | ||||
| England | 70.29 | 29.26 | 0.28 | 0.17 |
| Augsburg | 71.89 | 27.63 | 0.85 | — |
| Neustadt | 70.16 | 27.45 | 0.2 | 0.79 |
| Neustadt | 71.36 | 28.15 | — | — |
| Neustadt | 71.5 | 28.5 | — | — |
| Neustadt | 71.0 | 27.6 | — | — |
| (Good quality) | 65.4 | 34.6 | — | — |
| (Brittle) | 65.5 | 32.4 | 2.1 | — |
| For wire and sheet | 67.0 | 32.0 | 0.5 | 0.5 |
As the above figures show, the percentage of zinc in the different kinds of brass lies between 27 and 34. Recently, alloys containing a somewhat larger quantity of zinc have been used, it having been found that the toughness and ductility of the brass are increased thereby, without injury to its tenacity. Alloys containing up to 37 per cent of zinc possess a high degree of ductility in the cold, and are well adapted for wire and sheet.
| I | II | |
|---|---|---|
| Copper | 46.5 | 4 |
| Zinc | 53.5 | 16 |
III.—Zinc, 80 parts; copper, 10 parts; iron, 10 parts.
Britannia metal is an alloy consisting principally of tin and antimony. Many varieties contain only these two metals, and may be considered simply as tin hardened with antimony, while others contain, in addition, certain quantities of copper, sometimes lead, and occasionally, though rarely on account of its cost, bismuth. Britannia metal is always of a silvery-white color, with a bluish tinge, and its hardness makes it capable of taking a high polish, which is not lost through exposure to the air. Ninety per cent of tin and 10 per cent of antimony gives a composition which is the best for many purposes, especially for casting, as it fills out the molds well, and is readily fusible. In some cases, where articles made from it are to be subjected to constant wear, a harder alloy is required. In the proportions given above, the metal is indeed much harder than tin, but would still soon give way under usage.
A table is appended, giving the composition of some of the varieties of Britannia metal and their special names.
| Tin | Antimony | Copper | Zinc | Lead | |
|---|---|---|---|---|---|
| English | 81.90 | 16.25 | 1.84 | — | — |
| English | 90.62 | 7.81 | 1.46 | — | — |
| English | 90.1 | 6.3 | 3.1 | 0.5 | — |
| English | 85.4 | 9.66 | 0.81 | 3.06 | — |
| Pewter | 81.2 | 5.7 | 1.60 | — | 11.5 |
| Pewter | 89.3 | 7.6 | 1.8 | — | 1.8 |
| Tutania | 91.4 | — | 0.7 | 0.3 | 7.6 |
| Queen’s metal | 88.5 | 7.1 | 3.5 | 0.9 | — |
| German | 72.0 | 24.0 | 4.0 | — | — |
| German | 84.0 | 9.0 | 2.0 | 5.0 | — |
| German (for casting) | 20.0 | 64.0 | 10.0 | 6.0 | — |
| Malleable (for casting) | 48.0 | — | 3.0 | 48.0 | 1.0 |
Britannia metal is prepared by melting the copper alone first, then adding a part of the tin and the whole of the antimony. The heat can then be quickly moderated, as the melting point of the new alloy is much lower than that of copper. Finally, the rest of the tin is added, and the mixture stirred constantly for some time to make it thoroughly homogeneous.
An alloy which bears a resemblance to Britannia metal is Ashberry metal, for which there are two formulas.
| I | II | |
|---|---|---|
| Copper | 2 | 3 |
| Tin | 8 | 79 |
| Antimony | 14 | 15 |
| Zinc | 1 | 2 |
| Nickel | 2 | 1 |
The composition of bronze must be effected immediately before the casting, for bronze cannot be kept in store ready prepared. In forming the alloy, the refractory compound, copper, is first melted separately, the other metals, tin, zinc, etc., previously heated, being then added; the whole is then stirred and the casting carried out without loss of time. The process of forming the alloy must be effected quickly, so that there may be no loss of zinc, tin, or lead through oxidation, and also no interruption to the flow of metal, as metal added after an interval of time will not combine perfectly with the metal already poured in. It is important, therefore, to ascertain the specific weights of the metals, for the heavier metal will naturally tend to sink to the bottom and the lighter to collect at the top. Only in this way, and by vigorous stirring, can the complete blending of the two metals be secured. In adding the zinc, great care {56} must be taken that the latter sinks at once to the level of the copper, otherwise a considerable portion will be volatilized before reaching the copper. When the castings are made, they must be cooled as quickly as possible, for the components of bronze have a tendency to form separate alloys of various composition, thus producing the so-called tin spots. This is much more likely to occur with a slow than with a sudden cooling of the mass.
Aluminum bronze wire is almost as strong as good steel wire, and castings made from it are almost as hard as steely iron; its resistance to bending or sagging is great.
I.—A good formula is 90 to 95 per cent of aluminum and 5 to 10 per cent of copper, of golden color, which keeps well in the air, without soon becoming dull and changing color like pure copper and its alloys with tin and zinc (bronze, brass, etc.). It can be cast excellently, can be filed well and turned, possesses an extraordinary hardness and firmness, and attains a high degree of polish; it is malleable and forgeable. On the latter quality are founded applications which were formerly never thought of, viz.: forged works of art for decorative purposes. An alloy of 95 parts aluminum and 5 parts copper is used here. The technical working of bronze is not materially different from that of iron. The metal, especially in a hot condition, is worked like iron on the anvil, with hammer and chisel, only that the temperature to be maintained in forging lies between dark and light cherry red. If the articles are not forged in one piece and the putting together of the separate parts becomes necessary, riveting or soldering has to be resorted to. Besides forging, aluminum bronze is well suited for embossing, which is not surprising considering the high percentage of copper. After finishing the pieces, the metal can be toned in manifold ways by treatment with acid.
II.—Copper, 89 to 98 per cent; aluminum and nickel, 1 to 2 per cent. Aluminum and nickel change in the opposite way, that is to say, in increasing the percentage of nickel the amount of aluminum is decreased by the equal quantity. It should be borne in mind that the best ratio is aluminum, 9.5 per cent; nickel, 1 to 1.5 per cent at most. In preparing the alloy a deoxidizing agent is added, viz., phosphorus to 0.5 per cent; magnesium to 1.5 per cent. The phosphorus should always be added in the form of phosphorous copper or phosphor aluminum of exactly determined percentage. It is first added to the copper, then the aluminum and the nickel, and finally the magnesium, the last named at the moment of liquidity, are admixed.
III.—A gold bronze, containing 3 to 5 per cent aluminum; specific gravity, 8.37 to 8.15. Handsome golden color. This alloy oxidizes less on heating than copper and iron, and is therefore especially adapted for locomotive fireboxes and spindles, etc.
IV.—A steel bronze containing on an average 8.5 per cent aluminum (including 1 per cent silicium); specific gravity, 7.7. Very ductile and tough, but slightly elastic; hence its use is excluded where, with large demands upon tension and pressure, no permanent change of form must ensue. This is changed by working, such as rolling, drawing, etc. {57} Especially useful where infrangibility is desired, as in machinery, ordnance, etc. At high temperature this bronze loses its elasticity again.
V.—This contains 8.5 per cent aluminum and 1 1/2 to 2 per cent silicium. Its use is advisable in cases where the metal is to possess a good elasticity, even in the cast state, and to retain it after being worked in red heat.
VI.—An acid bronze, containing 10 per cent aluminum; specific gravity, 7.65. Especially serviceable to resist oxidation and the action of acids.
VII.—Diamond bronze, containing 10 per cent aluminum and 2 per cent silicium. Specific gravity, 7.3. Very hard; of great firmness, but brittle.
II.—Copper, 90 parts; zinc, 6 parts; tin, 2 parts; lead, 2 parts.
III.—Copper, 65 parts; zinc, 30 parts; tin, 5 parts.
IV.—Copper, 90 parts; tin, 5 parts; zinc, 4 parts; lead, 1 part.
V.—Copper, 85 parts; zinc, 10 parts; tin, 3 parts; lead, 2 parts.
VI.—Copper, 72 parts; zinc, 23 parts; tin, 3 parts; lead, 2 parts.
Genuine bronze, however strongly heated, does not become thin enough to fill out the molds well, and it is also difficult to obtain homogeneous castings from it. Brass alone is also too thickly fluid, and not hard enough for the required fine chiseling or chasing of the finished object. Alloys containing zinc and tin, in addition to copper, can be prepared in such a manner that they will become very thinly fluid, and will give fine castings which can easily be worked with the file and chisel. The best proportions seem to be from 10 to 18 per cent of zinc and from 2 to 4 per cent of tin. In point of hardness, statuary bronze holds an intermediate position between genuine bronze and brass, being harder and tougher than the latter, but not so much so as the former.
Since statuary bronze is used principally for artistic purposes, much depends upon the color. This can be varied from pale yellow to orange yellow by slightly varying the content of tin or zinc, which must, of course, still be kept between the limits given above. Too much tin makes the alloy brittle and difficult to chisel; with too much zinc, on the other hand, the warm tone of color is lost, and the bronze does not acquire a fine patina.
The best proportions for statuary bronze are very definitely known at the present day; yet it sometimes happens that large castings have not the right character. They are either defective in color, or they do not take on a fine patina, or they are difficult to chisel. These phenomena may be due to the use of impure metals—containing oxides, iron, lead, etc.—or to improper treatment of the alloy in melting. With the most careful work possible, there is a considerable loss in melting—3 per cent at the very least, and sometimes as much as 10. This is due to the large proportion of zinc, and it is evident that, in consequence of it, the nature of the alloy will be different from what might be expected from the quantities of metals used in its manufacture.
It has been remarked that slight variations in composition quickly change the color of the alloy. The following table gives a series of alloys of different colors, suitable for statuary bronze:
| Copper | Zinc | Tin | Color | |
|---|---|---|---|---|
| I | 84.42 | 11.28 | 4.30 | Reddish yellow |
| II | 84.00 | 11.00 | 5.00 | Orange red |
| III | 83.05 | 13.03 | 3.92 | Orange red |
| IV | 83.00 | 12.00 | 5.00 | Orange red |
| V | 81.05 | 15.32 | 3.63 | Orange yellow |
| VI | 81.00 | 15.00 | 4.00 | Orange yellow |
| VII | 78.09 | 18.47 | 3.44 | Orange yellow |
| VIII | 73.58 | 23.27 | 3.15 | Orange yellow |
| IX | 73.00 | 23.00 | 4.00 | Pale orange |
| X | 70.36 | 26.88 | 2.76 | Pale yellow |
| XI | 70.00 | 27.00 | 3.00 | Pale yellow |
| XII | 65.95 | 31.56 | 2.49 | Pale yellow |
Perhaps the most satisfactory bronze metal is the alloy used in France for more than a century. It contains 91.60 per cent of copper, 5.33 per cent of zinc, 1.70 per cent of tin, and 1.37 per cent of lead. Somewhat more zinc is taken for articles to be gilded.
Gun Bronze.—See Phosphor Bronze under this title.
I.—Copper, 81.62 per cent; tin, 4.61 per cent; lead, 10.21 per cent.
II.—Copper, 76.60 per cent; tin, 4.38 per cent; lead, 11.88 per cent; zinc, 6.53 per cent.
III.—Copper, 88.55 per cent; tin, 2.42 per cent; lead, 4.72 per cent; zinc, 3.20 per cent.
Sometimes a little antimony is added just before casting, and such a composition would be represented more nearly by this formula:
IV.—Copper, 68.25 per cent; tin, 5.47 per cent; zinc, 8.88 per cent; lead, 17.06 per cent; antimony, 0.34 per cent.
For imitation Japanese bronze, see Plating under Bronzing.
II.—Copper, 80 per cent; tin, 16 per cent.
A bronze is sometimes made with an extra high percentage of phosphorus, namely, 6 per cent. This alloy is made so as to have phosphorus in convenient form for use, and the process of manufacture is as follows: Ninety pounds of copper are melted under charcoal in a No. 70 crucible, which holds about 200 pounds of metal when full; 11 pounds of tin are added and the metal is allowed to become hot. The crucible is then removed from the furnace and 7 pounds of phosphorus are introduced in the following manner: A 3-gallon stone jar, half full of dilute solution of blue vitriol, is weighed. Then the weights are increased 7 pounds, and phosphorus in sticks about 4 inches long is added till the scales balance again. The phosphorus is left in this solution half an hour or longer, the phosphorus being given a coating of copper, so that it may be dried and exposed to the air without igniting. Have ready a pan about 30 inches square and 6 inches deep, containing about 2 inches of water. Over the water is a wire netting, which is laid loose on ledges or supports along the inner sides of the pan. On the netting is blotting paper, and on this the phosphorus is laid to dry when taken out of the blue-vitriol solution. The pan also has a lid which can be put down in case of ignition of the phosphorus.
The phosphorus is now ready for introduction into the metal. This is done by means of a cup-shaped instrument called a retort or phosphorizer. One man holds the retort on the rim of the crucible in a horizontal position. A second man takes about three pieces of phosphorus and throws them into the retort. The first man then immediately plunges the mouth of the retort below the surface of the metal before the phosphorus has a chance to fall or flow out. Of course the phosphorus immediately melts and also begins to volatilize. As the phosphorus comes in contact with the metal, it combines with it. This process is continued till all the 7 pounds of phosphorus has been put into the metal. The metal is then poured into slabs about 3 inches by 4 inches by 1 inch thick. The metal is so hard that a greater thickness would make it difficult to break it up. When finished, the metal contains, by analysis, 6 per cent of phosphorus. When phosphorus is to be added to metal, a little of this hardener is employed.
Copper is a soft, ductile metal, with its melting point at about 2,000° F. {59} Molten copper has the marked property of absorbing various gases. It is for this reason that it is so difficult to make sound castings of clear copper. Molten copper combines readily with the oxygen of the air, forming oxide of copper, which dissolves in the copper and mixes homogeneously with it.
A casting made from such metal would be very spongy. The bad effect of oxygen is intended to be overcome by adding zinc to the extent of 1 per cent or more. This result can be much more effectively attained by the use of aluminum, manganese, or phosphorus. The action of these substances is to combine with the oxygen, and as the product formed separates and goes to the surface, the metal is left in a sound condition. Aluminum and manganese deoxidize copper and bronze very effectively, and the oxide formed goes to the surface as a scum. When a casting is made from such metal, the oxide or scum, instead of freeing itself from the casting perfectly, generally remains in the top part of the casting mixed with the metal, as a fractured surface will show. Phosphorus deoxidizes copper, and the oxide formed leaves the metal in the form of a gas, so that a casting made from such metal shows a clean fracture throughout, although the metal is not so dense as when aluminum or manganese is used.
Copper also has the property of absorbing or occluding carbon monoxide. But the carbonic oxide thus absorbed is in a different condition from the oxygen absorbed. When oxygen is absorbed by copper, the oxygen combines chemically with the copper and loses its own identity as a gas. But when coal gas is absorbed by the copper, it keeps its own physical identity and simply exists in the copper in a state of solution. All natural waters, such as lake water, river water, spring water, etc., contain air in solution or occlusion. When such water is cooled and frozen, just at the time of changing from the liquid to the solid state, the dissolved gas separates and forms air bubbles, which remain entangled in the ice. The carbonic oxide which is dissolved or occluded in copper acts in exactly the same way.
Hydrogen acts in exactly the same manner as carbonic oxide. Sulphur also has a bad effect upon copper and bronze. Sulphur combines with copper and other metals, forming sulphide of copper, etc. When molten copper or bronze containing sulphur comes in contact with air it absorbs some oxygen, and this in turn combines with the sulphur present, forming sulphur dioxide, which is a gas which remains occluded in the metal.
Tin is a soft, white metal, melting at 440° F. Toward gases it acts something like copper, but not in so marked a degree. Although copper and tin are both soft, yet when mixed they make a harder metal. When bronze cools from the molten state, the copper and the copper-tin alloy tend to crystallize by themselves. The quicker the cooling occurs the less separation will there be, and also the fracture will be more homogeneous in appearance.
Gun bronze contains copper and tin in the proportion of 9 or 10 parts of copper to 1 of tin. This is the metal used when an ordinary bronze casting is wanted. A harder bronze is copper and tin in the ratio of 6 to 1. This is often used as a bearing metal. When either of these metals is to be turned in the machine shop, they should contain about 3 per cent of lead, which will make them work very much better, but it also decreases their tensile strength. Bearing metal now generally contains about 10 per cent of lead, with copper and tin in varying ratios. The large percentage of lead is put in that the metal may wear away slower. Lead, although a metal having properties similar to tin, acts entirely different toward copper. Copper and tin have a good deal of affinity for each other, but copper and lead show no attraction at all for each other. Copper and tin mix in all proportions, but copper and lead mix only to a very limited extent. About 3 per cent of lead can be mixed with copper. With bronze about 15 per cent to 20 per cent of lead can be mixed. In bearing bronze the lead keeps its own physical properties, so that the constituent lead melts long before the metal attains a red heat. It sometimes happens when a bearing runs warm that the lead actually sweats out and forms pimples on the metal. Or, sometimes, in remelting a bearing bronze casting the lead may be seen to drop out while the metal is warming up. All of these metals, however, should contain something to flux or deoxidize them, such as zinc, manganese, aluminum, silicon, antimony, or phosphorus.
The phosphor bronze bearing metal in vogue has the following composition: Copper, 79.7 per cent; tin, 10 per cent; lead, 10 percent; and phosphorus, 0.3 per cent.
Melt 140 pounds of copper in a No. 70 pot, covering with charcoal. When copper is all melted, add 17 1/2 pounds of tin to 17 1/2 pounds of lead, and allow the metal to become sufficiently warm, but {60} not any hotter than is needed. Then add 10 pounds of “hardener” (made as previously described) and stir well. Remove from furnace, skim off the charcoal, cool the metal with gates to as low a temperature as is consistent with getting a good casting, stir well again, and pour. The molds for this kind of work are faced with plumbago.
There are several firms that make phosphor-bronze bearings with a composition similar to the above one, and most of them, or perhaps all, make it by melting the metals and then charging with phosphorus to the extent of 0.7 to 1 per cent. But some metal from all brands contains occluded gas. So that after such metal is cast (in about two minutes or so) the metal will ooze or sweat out through the gate, and such a casting will be found to be porous. But not one such experience with metal made as described above has yet been found.
This practical point should be heeded, viz., that pig phosphor bronze should be brought to the specifications that the metal should have shrunk in the ingot mold in cooling, as shown by the concave surface of the upper side, and that it should make a casting in a sand mold without rising in the gate after being poured.
In bearing metal, occluded gas is very objectionable, because the gas, in trying to free itself, shoves the very hard copper-tin compound (which has a low melting point and remains liquid after the copper has begun to set) into spots, and thus causes hard spots in the metal.
Phosphorus is very dangerous to handle, and there is great risk from fire with it, so that many would not care to handle the phosphorus itself. But phosphor copper containing 5 per cent of phosphorus, and phosphor tin containing 2 to 7 per cent of phosphorus, and several other such alloys can be obtained in the market. It may be suggested to those who wish to make phosphor bronze, but do not want to handle phosphorus itself, to make it by using the proper amounts of one of these high phosphorus alloys. In using phosphorus it is only necessary to use enough to thoroughly deoxidize the metal, say 0.3 per cent. More than this will make the metal harder, but not any sounder.
Phosphor bronze is not a special kind of alloy, but any bronze can be made into phosphor bronze; it is, in fact, simply a deoxidized bronze, produced under treatment with phosphorus compounds.
Although the effect of phosphorus in improving the quality of bronze has been known for more than fifty years, it is only of late that the mode for preparing phosphor bronze has been perfected. It is now manufactured in many localities. Besides its action in reducing the oxides dissolved in the alloy, the phosphorus exerts another very material influence upon the properties of the bronze. The ordinary bronzes consist of mixtures in which the copper is really the only crystallized constituent, since the tin crystallizes with great difficulty. As a consequence of this dissimilarity in the nature of the two metals, the alloy is not so solid as it would be if both were crystallized. The phosphorus causes the tin to crystallize, and the result is a more homogeneous mixture of the two metals.
If enough phosphorus is added, so that its presence can be detected in the finished bronze, the latter may be considered an alloy of crystallized phosphor tin with copper. If the content of phosphor is still more increased, a part of the copper combines with the phosphorus, and the bronze then contains, besides copper and tin, compounds of crystallized copper phosphide with phosphide of tin. The strength and tenacity of the bronze are not lessened by a larger amount of phosphorus, and its hardness is considerably increased. Most phosphor bronzes are equal in this respect to the best steel, and some even surpass it in general properties.
The phosphorus is added to the bronze in the form of copper phosphide or phosphide of tin, the two being sometimes used together. They must be specially prepared for this purpose, and the best methods will be here given. Copper phosphide is prepared by heating a mixture of 4 parts of superphosphate of lime, 2 parts of granulated copper, and 1 part of finely pulverized coal in a crucible at a temperature not too high. The melted copper phosphide, containing 14 per cent of phosphorus, separates on the bottom of the crucible.
Tin phosphide is prepared as follows: Place a bar of zinc in an aqueous solution of tin chloride. The tin will be separated in the form of a sponge-like mass. Collect it, and put it into a crucible, upon the bottom of which sticks of phosphorus have been placed. Press the tin tightly into the crucible, and expose to a gentle heat. Continue the heating until flames of burning phosphorus are no longer observed on the crucible. The pure tin phosphide, in the form of a coarsely crystalline mass, tin-white in color, will be found on the bottom of the crucible.
To prepare the phosphor bronze, the {61} alloy to be treated is melted in the usual way, and small pieces of the copper phosphide and tin phosphide are added.
Phosphor bronze, properly prepared, has nearly the same melting point as that of ordinary bronze. In cooling, however, it has the peculiarity of passing directly from the liquid to the solid state, without first becoming thickly fluid. In a melted state it retains a perfectly bright surface, while ordinary bronze in this condition is always covered with a thin film of oxide.
If phosphor bronze is kept for a long time at the melting point, there is not any loss of tin, but the amount of phosphorus is slightly diminished.
The most valuable properties of phosphor bronze are its extraordinary tenacity and strength. It can be rolled, hammered, and stretched cold, and its strength is nearly double that of the best ordinary bronze. It is principally used in cases where great strength and power of resistance to outward influences are required, as, for instance, in objects which are to be exposed to the action of sea water.
Phosphor bronze containing about 4 per cent of tin is excellently well adapted for sheet bronze. With not more than 5 per cent of tin, it can be used, forged, for firearms. Seven to 10 per cent of tin gives the greatest hardness, and such bronze is especially suited to the manufacture of axle bearings, cylinders for steam fire engines, cogwheels, and, in general, for parts of machines where great strength and hardness are required. Phosphor bronze, if exposed to the air, soon becomes covered with a beautiful, closely adhering patina, and is therefore well adapted to purposes of art. The amount of phosphorus added varies from 0.25 to 2.5 per cent, according to the purpose of the bronze. The composition of a number of kinds of phosphor bronze is given below:
| Copper | Tin | Zinc | Lead | Iron | Phosphorus | |
|---|---|---|---|---|---|---|
| I. | 85.55 | 9.85 | 3.77 | 0.62 | trs. | 0.05 |
| II. | — | 4–15 | — | 4–15 | — | 0.5–3 |
| III. | — | 4–15 | 8–20 | 4–15 | — | 0.25–2 |
| IV. | 77.85 | 11.00 | 7.65 | — | — | — |
| V. | 72.50 | 8.00 | 17.00 | — | — | — |
| VI. | 73.50 | 6.00 | 19.00 | — | — | — |
| VII. | 74.50 | 11.00 | 11.00 | — | — | — |
| VIII. | 83.50 | 8.00 | 3.00 | — | — | — |
| IX. | 90.34 | 8.90 | — | — | — | 0.76 |
| X. | 90.86 | 8.56 | — | — | — | 0.196 |
| XI. | 94.71 | 4.39 | — | — | — | 0.053 |
I for axle bearings, II and III for harder and softer axle bearings, IV to VIII for railroad purposes, IV especially for valves of locomotives, V and VI axle bearings for wagons, VII for connecting rods, VIII for piston rods in hydraulic presses.
| I | II | |
|---|---|---|
| Copper | 97.12 | 97.37 |
| Tin | 1.14 | 1.32 |
| Zinc | 1.10 | 1.27 |
| Silicon | 0.05 | 0.07 |
| I | II | III | IV | |
|---|---|---|---|---|
| Copper | 61.203 | 59.00 | 61.20 | 82.67 |
| Zinc | 27.440 | 38.40 | 37.14 | 3.23 |
| Tin | 0.906 | 2.16 | 0.90 | 12.40 |
| Iron | 0.180 | 0.11 | 0.18 | 0.10 |
| Lead | 0.359 | 0.31 | 0.35 | 2.14 |
| Silver | — | — | — | 0.07 |
| Phosphorus | — | — | — | 0.005 |
The alloy marked IV is sometimes called deoxidized bronze.
Violet-colored bronze is 50 parts copper and 50 parts antimony.
See also Fusible Alloys.
This alloy is most excellent for soldering tin, lead, Britannia metal, and nickel, being especially adapted to the last two metals on account of its silver-white color. But here again its costliness prevents its general use, and cheaper alloys possessing the same properties have been sought. In cases where the silver-white color and the low melting point are not of the first importance, the alloys given below may very well be used in the place of it.
II.—Cadmium alloy (melting point, 170° F.): Cadmium, 2 parts; tin, 3; lead, 11; bismuth, 16.
III.—Cadmium alloy (melting point, 167° F.): Cadmium, 10 parts; tin, 3; lead, 8; bismuth, 8.
Cadmium alloys (melting point, 203° F.):
| IV | V | VI | ||
|---|---|---|---|---|
| Cadmium | 1 | 1 | 1 | parts |
| Tin | 2 | 3 | 1 | parts |
| Bismuth | 3 | 5 | 2 | parts |
VII.—A very fusible alloy, melting at 150° F., is composed of tin, 1 or 2 parts; lead, 2 or 3; bismuth, 4 or 15; cadmium, 1 or 2.
VIII.—Wood’s alloy melts between 140° and 161.5° F. It is composed of lead, 4 parts; tin, 2; bismuth, 5 to 8; cadmium, 1 to 2. In color it resembles platinum, and is malleable to a certain extent.
IX.—Cadmium alloy (melting point, 179.5° F.): Cadmium, 1 part; lead, 6 parts; bismuth, 7. This, like the preceding, can be used for soldering in hot water.
X.—Cadmium alloy (melting point, 300° F.): Cadmium, 2 parts; tin, 4; lead, 2. This is an excellent soft solder, with a melting point about 86 degrees below that of lead and tin alone.
II.—Gold, 750 parts; silver, 125 parts; and cadmium, 125 parts. Malleable and ductile alloy of yellowish-green hue.
III.—Gold, 746 parts; silver, 114 parts; copper, 97 parts; and cadmium, 43 parts. Likewise a malleable and ductile alloy of a peculiar green shade. All these alloys are suitable for plating. As regards their production, each must be carefully melted together from its ingredients in a covered crucible lined with coal dust, or in a graphite crucible. Next, the alloy has to be remelted in a graphite crucible with charcoal (or rosin powder) and borax. If, in spite thereof, a considerable portion of the cadmium should have evaporated, the alloy must be re-fused once more with an addition of cadmium.
Alloys which fulfill the requirements of the medalist, and capable, therefore, of reproducing all details, are the following:
| I | II | ||
|---|---|---|---|
| Tin | 3 | 6 | parts |
| Lead | 13 | 8 | parts |
| Bismuth | 6 | 14 | parts |
III.—A soft alloy suitable to take impressions of woodcuts, coins, metals, engravings, etc., and which must melt at a low degree of heat, is made out of bismuth, 3 parts; tin, 1 1/2 parts; lead, 2 1/2 parts; and worn-out type, 1 part.
| Copper | 74.75 parts |
| Zinc | 0.61 parts |
| Lead | 16.35 parts |
| Tin | 0.91 parts |
| Iron | 0.43 parts |
| Nickel or Cobalt | 0.24 parts |
| Antimony | 6.78 parts |
II.—Yellow.—Copper, 67 to 70 parts; zinc, 33 to 30 parts.
III.—Red.—Copper, 82 parts; zinc, 18 parts.
These alloys, when of a certain composition, have considerable strength and hardness. With an increase in the quantity of the iron the hardness increases, but the solidity is lessened. A copper and iron alloy of considerable strength, and at the same time very hard, is made of copper, 66 parts; iron, 34. These alloys acquire, on exposure to air, an ugly color inclining toward black, and are therefore not adapted for articles of art.
| I | II | III | IV | V | |
|---|---|---|---|---|---|
| Copper | 55.94 | 55.80 | 55.82 | 54.22 | 58.65 |
| Zinc | 41.61 | 40.07 | 41.41 | 42.25 | 38.95 |
| Lead | 0.72 | 1.82 | 0.76 | 1.10 | 0.67 |
| Iron | 0.87 | 1.28 | 0.86 | 0.99 | 1.62 |
| Manganese | 0.81 | 0.96 | 1.38 | 1.09 | — |
| Nickel | traces. | traces. | 0.06 | 0.16 | 0.11 |
| Phosphorus | 0.013 | 0.011 | traces. | 0.02 | — |
I is cast, II hammered, III rolled, and IV hot-stamped metal. Delta metal is produced by heating zinc very strongly in crucibles (to about 1600° F.), and adding ferromanganese or “spiegeleisen,” producing an alloy of 95 per cent zinc and 5 per cent of iron. Copper and brass and a very small amount of copper phosphate are also added. {64}
| I | II | |
|---|---|---|
| Copper | 3.26 | 4 |
| Tin | 67.53 | 66 |
| Antimony | 17.00 | 20 |
| Zinc | 8.94 | 9 |
| Iron | — | 1 |
Minargent and Minofor are sometimes used in England for purposes in which the ordinary Britannia metal, 2 parts tin and 1 part antimony, might equally well be employed; the latter surpasses both of them in beauty of color, but they are, on the other hand, harder.
| I | II | |
|---|---|---|
| Copper | 64.4 | 62 |
| Tin | 18.0 | 20 |
| Zinc | 10.0 | 10 |
| Lead | 7.6 | 8 |
| III | IV | V | |
|---|---|---|---|
| Copper | 57.0 | 61.5 | 73.0 |
| Tin | 28.5 | 31.0 | 19.0 |
| Zinc | 78.0 | — | 8.0 |
| Lead | 7.0 | 8.5 | 8.0 |
VI.—Another alloy for composition files is copper, 8 parts; tin, 2; zinc, 1, and lead, 1—fused under a cover of borax.
(These have a fusing point usually below 300° F.)
(See also Solders.)
I. Rose’s Alloy.—Bismuth, 2 parts; lead, 1 part; tin, 1 part. Melting point, 200° F.
II. Darcet Alloy.—This is composed of 8 parts of bismuth, 5 of lead, and 3 of tin. It melts at 176° F. To impart greater fusibility, 1/16 part of mercury is added; the fusing is then lowered to 149° F.
III.—Newton alloy melts at 212° F., and is composed of 5 parts of bismuth, 2 of lead, and 3 of tin.
IV.—Wood’s Metal.—
| Tin | 2 parts |
| Lead | 4 parts |
| Bismuth | 5 to 8 parts |
This silvery, fine-grained alloy fuses between 151° and 162° F., and is excellently adapted to soldering.
V.—Bismuth, 7 parts; lead, 6 parts; cadmium, 1 part. Melting point, 180° F.
VI.—Bismuth, 7 to 8 parts; lead, 4; tin, 2; cadmium, 1 to 2. Melting point, 149° to 160° F.
| VII | VIII | IX | |
|---|---|---|---|
| Lead | 1 | 2 | 3 |
| Tin | 1 | 2 | 3 |
| Bismuth | 1 | 1 | 1 |
| Melting Point | 258° F. | 283° | 311° |
| Fusing temperature |
Lead | Tin | Bismuth | Cadmium | |
|---|---|---|---|---|---|
| I | 203° F. | 250 | 500 | 500 | — |
| II | 193° F. | 397 | — | 532 | 71 |
| III | 168° F. | 344 | 94 | 500 | 62 |
| IV | 153° F. | 260 | 148 | 522 | 70 |
| V | 150° F. | 249 | 142 | 501 | 108 |
| VI | 145° F. | 267 | 136 | 500 | 100 |
These alloys are prepared by melting the lead in a stearine bath and adding successively, and during the cooling, first, the cadmium; second, the bismuth; third, the tin. It is absolutely necessary to proceed in this manner, since these metals fuse at temperatures ranging from 850° F. (for lead), to 551° F. (for tin).
| Bismuth | Lead | Zinc | Melting point |
Atmos. pressure | |
|---|---|---|---|---|---|
| I. | 8 | 5 | 3 | 212° F. | 1 |
| II. | 8 | 8 | 4 | 235° F. | 1.5 |
| III. | 8 | 8 | 3 | 253° F. | 2 |
| IV. | 8 | 10 | 8 | 266° F. | 2.5 |
| V. | 8 | 12 | 8 | 270° F. | 3 |
| VI. | 8 | 16 | 14 | 280° F. | 3.5 |
| VII. | 8 | 16 | 12 | 285° F. | 4 |
| VIII. | 8 | 22 | 24 | 309° F. | 5 |
| IX. | 8 | 32 | 36 | 320° F. | 6 |
| X. | 8 | 32 | 28 | 330° F. | 7 |
| XI. | 8 | 30 | 24 | 340° F. | 8 |
This amalgam is excellently adapted for the production of impressions of various objects of nature, direct impressions of leaves, and other delicate parts of plants having been made with its aid which, in point of sharpness, are equal to the best plaster casts and have a very pleasing appearance. The amalgam has a silver-white color and a fine gloss. It is perfectly constant to atmospheric influences. This amalgam has also been used with good success for the making of small statuettes and busts, which are hollow and can be readily gilt or bronzed by electro-deposition. The production of small statues is successfully carried out by making a hollow gypsum mold of the articles to be cast and heating the mold evenly to about 140° F. A corresponding quantity of the molten amalgam is then poured in and the mold moved rapidly to and fro, so that the alloy is thrown against the sides all over. The shaking should be continued until it is certain that the amalgam has solidified. When the mold has cooled off it is taken apart and the seams removed by means of a sharp knife. If the operation is carried on correctly, a chasing of the cast mass becomes unnecessary, since the alloy fills out the finest depressions of the mold with the greatest sharpness.
II.—Bismuth, 5.5 parts; lead, 3; tin, 1.5.
III. Alloy d’Homburg.—Bismuth, {66} 3 parts; lead, 3; tin, 3. This alloy is fusible at 251° F., and is of a silvery white. It is employed for reproductions of medals.
IV. Alloy Valentine Rose.—Bismuth, 4 to 6 parts; lead, 2 parts; tin, 2 to 3 parts. This alloy fuses at 212° to 250° F.
V. Alloy Rose père.—Bismuth, 2 parts; lead, 2; tin, 2. This alloy fuses at 199° F.
The remainder are plastic alloys for reproducing cuts, medals, coins, etc.:
VI.—Bismuth, 4 parts; lead, 2 parts; tin, 1 part.
VII.—Bismuth, 3 parts; lead, 3 parts; tin, 2 parts.
VIII.—Bismuth, 4 parts; lead, 2 parts; tin, 2 parts.
IX.—Bismuth, 5 parts; lead, 2 parts; tin, 3 parts.
X.—Bismuth, 2 parts; lead, 2 parts; tin, 2 parts.
In the form of minute globules the mercury immediately separates itself from the solution and clings to the bronze object, which thereupon presents the appearance of being plated with silver. After it has been well rinsed in clean water, the amalgam may be evenly and without difficulty applied with the scratch brush.
This quick-water (in reality a solution of mercurous nitrate), is made in the simplest manner by taking 10 parts of mercury and pouring over it 11 parts of nitric acid of a specific gravity equal to 1.33; now let it stand until every part of the mercury is dissolved; then, while stirring vigorously, add 540 parts of water. This solution must be kept in closed flasks or bottles to prevent impurities, such as dust, etc., from falling into it.
The preparatory work on the object to be gilded consists mainly in cleansing it from every trace of oxidation. First, it must be well annealed by placing it in a bed of glowing coal, care being exercised that the heating be uniform. When cooled, this piece is plunged into a highly diluted sulphuric-acid bath in order to dissolve in a measure the oxide. Next it is dipped in a 36° nitric-acid bath, of a specific gravity equal to 1.33, and brushed off with a long brush; it is now dipped into nitric acid into which a little lampblack and table salt have been thrown. It is now ready for washing in clean water and drying in unsoiled sawdust. It is of the greatest importance that the surface to be gilded should appear of a pale yellow tint all over. If it be too smooth the gold will not take hold easily, and if it be too dull it will require too much gold to cover it.
| Gold | Silver | Copper | Steel | Cadmium | |
|---|---|---|---|---|---|
| I. | 2.6 | 1.0 | — | — | — |
| II. | 75.0 | 16.6 | — | — | 8.4 |
| III. | 74.6 | 11.4 | 9.7 | — | 4.3 |
| IV. | 75.0 | 12.6 | — | — | 12.5 |
| V. | 1.0 | 2.0 | — | — | — |
| VI. | 4.0 | 3.0 | 1.0 | — | — |
| VII. | 14.7 | 7.0 | 6.0 | — | — |
| VIII. | 14.7 | 9.0 | 4.0 | — | — |
| IX. | 3.0 | 1.0 | 1.0 | — | — |
| X. | 10.0 | 1.0 | 4.0 | — | — |
| XI. | 1.0 | — | 1.0 | — | — |
| XII. | 1.0 | — | 2.0 | — | — |
| XIII. | 30.0 | 3.0 | — | 2.0 | — |
| XIV. | 4.0 | — | — | 1.0 | — |
| XV. | 29.0 | 11.0 | — | — | — |
| XVI. | 1.3 | — | — | 1.0 | — |
Nos. I, II, III, and IV are green gold; No. V is pale yellow; Nos. VI, VII, and VIII bright yellow; Nos. IX and X pale red; Nos. XI and XII bright red; Nos. XIII, XIV, and XV gray; while No. XVI exhibits a bluish tint. The finished gold ware, before being put upon the market, is subjected to a special treatment, consisting either in the simple pickling or in the so-called coloring, which operation is conducted especially with alloys of low degree of fineness, the object being to give the layers a superficial layer of pure gold.
The presence of silver considerably modifies the color of gold, and the jeweler makes use of this property to obtain alloys of various shades. The following proportions are to be observed, viz.: {67}
| Color of Gold |
Gold per 1,000 |
Silver per 1,000 |
Copper per 1,000 | |
|---|---|---|---|---|
| I. | Green | 750 | 250 | — |
| II. | Dead leaves | 700 | 300 | — |
| III. | Sea green | 600 | 400 | — |
| IV. | Pink | 750 | 200 | 50 |
| V. | English yellow | 750 | 125 | 125 |
| VI. | English white | 750 | 150 | 100 |
| VII. | Whiter | 750 | 170 | 80 |
| VIII. | Less white | 750 | 190 | 60 |
| IX. | Red | 750 | — | 250 |
Other colored gold alloys are the following:
X. Blue.—Fine gold, 75; iron, 25.
XI. Dark Gray.—Fine gold, 94; iron, 6.
XII. Pale Gray.—Fine gold, 191; iron, 9.
XIII. Cassel Yellow.—Fine gold, 75; fine silver, 12 1/2; rose copper, 12 1/2.
The above figures are understood to be by weight.
The gold solders, known in France under the names of soudures au quart (13 1/2 carat), au tiers (12 carat), and au deux (9 carat), are composed of 3, 2, or 1 part of gold respectively, with 1 part of an alloy consisting of two-thirds silver and one-third copper. Gold also forms with aluminum a series of alloys of greatly varying coloration, the most curious of them, composed of 22 parts of aluminum for 88 parts of gold, possessing a pretty purple shade. But all these alloys, of a highly crystalline base, are very brittle and cannot be worked, for which reason their handsome colorings have not yet been capable of being utilized.
| ozs. | dwts. | grs. | |
|---|---|---|---|
| Fine gold | 0 | 18 | 8 |
| Fine silver | 0 | 1 | 6 |
| Fine copper | 0 | 0 | 10 |
No borax must be used in the melting of this alloy, it being of a more fusible nature than the ordinary alloy, and will not take so high a heat in enameling.
II. Red Enamel.—The enamel which forms this color being of a higher fusing point, if proper care be not taken, the gold will melt first, and the work become ruined. In the preparation of red enamel, the coloring matter is usually an oxide of gold, and this so raises the temperature at which it melts that, in order to prevent any mishap, the gold to be enameled on should be what is called a 22-carat red, that is, it should contain a preponderance of copper in the alloying mixture so as to raise the fusing point of the gold. The formula is:
| ozs. | dwts. | grs. | |
|---|---|---|---|
| Fine gold | 0 | 18 | 8 |
| Fine silver | 0 | 0 | 10 |
| Fine copper | 0 | 1 | 6 |
The following is a list of the principal classes of leaf recognized and ordinarily prepared by beaters with the proportion of alloy they contain:
| Gold grs. |
Silver grs. |
Copper grs. | ||
|---|---|---|---|---|
| I. | Red gold | 456–460 | — | 20–24 |
| II. | Pale red | 464 | — | 16 |
| III. | Extra deep | 456 | 12 | 12 |
| IV. | Deep | 444 | 24 | 12 |
| V. | Citron | 440 | 30 | 10 |
| VI. | Yellow | 408 | 72 | — |
| VII. | Pale yellow | 384 | 96 | — |
| VIII. | Lemon | 360 | 120 | — |
| IX. | Green or pale | 312 | 168 | — |
| X. | White | 240 | 240 | — |
II.—Gold, 84 parts; copper, 16 parts.
III.—Gold, 75 parts; copper, 25 parts.
I.—One hundred parts, by weight, of copper of the purest quality; 14 of zinc or tin; 6 of magnesia; 3/6 of sal ammoniac, limestone, and cream of tartar. The copper is first melted, then the magnesia, sal ammoniac, limestone, and cream of tartar in powder are added separately and gradually. The whole mass is kept stirred for a half hour, the zinc or tin being dropped in piece by piece, the {68} stirring being kept up till they melt. Finally the crucible is covered and the mass is kept in fusion 35 minutes and, the same being removed, the metal is poured into molds, and is then ready for use. The alloy thus made is said to be fine-grained, malleable, takes a high polish, and does not easily oxidize.
II.—An invention, patented in Germany, covers a metallic alloy, to take the place of gold, which, even if exposed for some time to the action of ammoniacal and acid vapors, does not oxidize or lose its gold color. It can be rolled and worked like gold and has the appearance of genuine gold without containing the slightest admixture of that metal. The alloy consists of copper and antimony in the approximate ratio of 100 to 6, and is produced by adding to molten copper, as soon as it has reached a certain degree of heat, the said percentage of antimony. When the antimony has likewise melted and entered into intimate union with the copper, some charcoal ashes, magnesium, and lime spar are added to the mass when the latter is still in the crucible.
III. Aluminum Gold.—This alloy, called Nuremberg gold, is used for making cheap gold ware, and is excellent for this purpose, as its color is exactly that of pure gold, and does not change in the air. Articles made of Nuremberg gold need no gilding, and retain their color under the hardest usage; even the fracture of this alloy shows the pure gold color. The composition is usually 90 parts of copper, 2.5 of gold, and 7.5 of aluminum.
IV.—Imitation gold, capable of being worked and drawn into wire, consists of 950 parts copper, 45 aluminum, and 2 to 5 of silver.
V.—Chrysochalk is similar in composition to Mannheim gold:
| I | II | |
|---|---|---|
| Copper | 90.5 | 58.68 |
| Zinc | 7.9 | 40.22 |
| Lead | 1.6 | 1.90 |
In color it resembles gold, but quickly loses its beauty if exposed to the air, on account of the oxidation of the copper. It can, however, be kept bright for a long time by a coating of colorless varnish, which excludes the air and prevents oxidation. Chrysochalk is used for most of the ordinary imitations of gold. Cheap watch chains and jewelry are manufactured from it, and it is widely used by the manufacturers of imitation bronze ornaments.
| I | II | |
|---|---|---|
| Copper | 83.7 | 89.8 |
| Zinc | 9.3 | 9.9 |
| Tin | 7.0 | 0.6 |
It has a fine yellow color, and was formerly much used in making buttons and pressed articles resembling gold. Later alloys, however, surpass it in color, and it has fallen somewhat into disuse. One variety of Mannheim gold, so called, contains 1.40 parts of brass (composition 3 Cu2 1 Zn) to 10 of copper and 0.1 of zinc.
| I | II | III | |
|---|---|---|---|
| Copper | 90 | 80.5 | 86.21 |
| Zinc | 10 | 14.5 | 31.52 |
| Tin | — | — | 0.48 |
| Iron | — | — | 0.24 |
A special receipt for oreïde is the following:
IV.—Melt 100 parts of copper and add, with constant stirring, 6 parts of magnesia, 3.6 of sal ammoniac, 1.8 of lime, and 9 of crude tartar. Stir again {69} thoroughly, and add 17 parts of granulated zinc, and after mixing it with the copper by vigorous stirring keep the alloy liquid for one hour. Then carefully remove the scum and pour off the alloy.
| Copper | 88.8 | 93.6 |
| Zinc | 11.2 | 6.4 |
| Or | ||
| Copper | 2.1 | 1.28 |
| Zinc | — | 0.7 |
| Brass | 1.0 | 0.7 |
| Copper | Zinc | Tin | Iron | Gold | |
|---|---|---|---|---|---|
| I. | 89.9 | 9.3 | — | — | 1.3 |
| II. | 90.8 | 8.3 | — | — | 0.9 |
| III. | 90.0 | 8.9 | — | — | 0.9 |
| IV. | 90.7 88.2 |
89.0 11.4 |
— | — | 0.5 |
| V. | 87.5 83.1 |
12.4 17.0 |
— | — | 0.3 |
| VI. | 93.5 84.5 |
6.6 15.8 |
— | — | 0.05 |
| VII. | 86.0 | 12.0 | 1.1 | 0.3 | — |
Shadke consists of copper with from 1 to 10 per cent of gold. Articles made from this alloy are laid in a pickle of blue vitriol, alum, and verdigris, until they acquire a bluish-black color.
Gui-shi-bu-ichi is an alloy of copper containing 30 to 50 per cent of silver. It possesses a peculiar gray shade.
Mokume consists of several compositions. Thus, about 30 gold foils (genuine) are welded together with shadke, copper, silver, and gui-shi-bu-ichi and pierced. The pierced holes are, after firmly hammering together the plates, filled up with the above-named pickle.
The finest Japanese brass consists of 10 parts copper and 8 parts zinc, and is called siachu. The bell metal kara kane is composed of copper 10 parts, tin 10 parts, iron 0.5 part, and zinc 1.5 parts. The copper is first fused, then the remaining metals are added in rotation.
The composition of this alloy varies considerably, but from the adjoined figures an average may be found, which will represent, approximately, the normal composition:
| Copper | 50 to 66 parts |
| Zinc | 19 to 31 parts |
| Nickel | 13 to 18 parts |
The properties of the different kinds, such as their color, ductility, fusibility, {70} etc., vary with the proportions of the single metals. For making spoons, forks, cups, candlesticks, etc., the most suitable proportions are 50 parts of copper, 25 of zinc, and 25 of nickel. This metal has a beautiful blue-white color, and does not tarnish easily.
German silver is sometimes so brittle that a spoon, if allowed to fall upon the floor, will break; this, of course, indicates faulty composition. But the following table will show how the character of the alloy changes with the varying percentage of the metals composing it:
| Copper | Zinc | Nickel | Quality | |
|---|---|---|---|---|
| I. | 8 | 3.5 | 4 | Finest quality. |
| II. | 8 | 3.5 | 6 | Beautiful, but refractory. |
| III. | 8 | 6.5 | 3 | Ordinary, readily fusible. |
| IV. | 52 | 26.0 | 22 | First quality. |
| V. | 59 | 30.0 | 11 | Second quality. |
| VI. | 63 | 31.0 | 6 | Third quality. |
The following analyses give further particulars in regard to different kinds of German silver:
| For sheet | Copper | Zinc | Nickel | Lead | Iron |
|---|---|---|---|---|---|
| (French) | 50.0 | 31.3 | 18.7 | — | — |
| (French) | 50.0 | 30.0 | 20.0 | — | — |
| (French) | 58.3 | 25.0 | 16.7 | — | — |
| Vienna | 50.0 | 25.0 | 25.0 | — | — |
| Vienna | 55.6 | 22.0 | 22.0 | — | — |
| Vienna | 60.0 | 20.0 | 20.0 | — | — |
| Berlin | 54.0 | 28.0 | 18.0 | — | — |
| Berlin | 55.5 | 29.1 | 17.5 | — | — |
| English | 63.34 | 17.01 | 19.13 | — | — |
| English | 62.40 | 22.15 | 15.05 | — | — |
| English | 62.63 | 26.05 | 10.85 | — | — |
| English | 57.40 | 25. | 13.0 | — | 3.0 |
| Chinese | 26.3 | 36.8 | 36.8 | — | — |
| Chinese | 43.8 | 40.6 | 15.6 | — | — |
| Chinese | 45.7 | 36.9 | 17.9 | — | — |
| Chinese | 40.4 | 25.4 | 31.6 | — | 2.6 |
| Castings | 48.5 | 24.3 | 24.3 | 2.9 | — |
| Castings | 54.5 | 21.8 | 21.8 | 1.9 | — |
| Castings | 58.3 | 19.4 | 19.4 | 2.9 | — |
| Castings | 57.8 | 27.1 | 14.3 | 0.8 | — |
| Castings | 57. | 20.0 | 20.0 | 3.0 | — |
In some kinds of German silver are found varying quantities of iron, manganese, tin, and very frequently lead, added for the purpose of changing the properties of the alloy or cheapening the cost of production. But all these metals have a detrimental rather than a beneficial effect upon the general character of the alloy, and especially lessen its power of resistance to the action of dilute acids, one of its most valuable properties. Lead makes it more fusible; tin acts somewhat as in bronze, making it denser and more resonant, and enabling it to take a higher polish. With iron or manganese the alloy is whiter, but it becomes at the same time more refractory and its tendency toward brittleness is increased.
There are many formulas for alloys which claim to be substitutes for German silver; but no one of them has yet become an article of general commerce. It will be sufficient to note these materials briefly, giving the composition of the most important.
| I | II | III | IV | |
|---|---|---|---|---|
| Copper | 25.0 | 45.0 | 69.0 | 47.0 |
| Nickel | 24.0 | 32.5 | 10.0 | 30.9 |
| Antimony | 50.0 | — | — | — |
| Bismuth | 1.0 | 1.0 | 1.0 | 0.1 |
| Tin | — | 16.0 | 15.0 | 1.0 |
| Zinc | — | 21.5 | 20.0 | 21.0 |
| Aluminum | — | — | 1.0 | — |
I is hard and very lustrous, suitable for lamp reflectors and axle bearings; II is hard, resonant, and not affected by sea water, for parts of ships, pipes, telegraph wires, and piano strings; III and IV are for cups, spoons, etc.
| Copper | 52 to 50 parts |
| Nickel | 17 to 15 parts |
| Zinc | 5 to 10 parts |
| Manganese | 1 to 5 parts |
| Copper, with 15 per cent phosphorus. | 3 to 5 parts |
Readily cast for objects of art.
| Iron | 66 parts |
| Nickel | 23 parts |
| Tungsten | 4 parts |
| Copper | 5 parts |
| Copper | 55.78 parts |
| Zinc | 23.198 parts |
| Nickel | 13.406 parts |
| Tin | 4.035 parts |
| Lead | 3.544 parts |
Silver white, almost ductile, suited for artistic purposes. {71}
| Copper | 70.0 parts |
| Nickel | 20.0 parts |
| Zinc | 5.5 parts |
| Cadmium | 4.5 parts |
Resembles silver; worked like German silver.
I.—Copper, 62 parts; tin, 33 parts; lead, 5 parts.
II.—Copper, 80; antimony, 11; lead, 9.
III.—Copper, 10; tin, 10; antimony, 10; lead, 40.
IV.—Copper, 30; tin, 50; silver, 2; arsenic, 1.
V.—Copper, 66; tin, 33.
VI.—Copper, 64; tin, 26.
VII.—Steel, 90; nickel, 10.
VIII.—Platinum, 60; copper, 40.
IX.—Platinum, 45; steel, 55.
X.—Platinum, 55; iron, 45.
XI.—Platinum, 15; steel, 85.
XII.—Platinum, 20; copper, 79; arsenic, 1.
XIII.—Platinum, 62; iron, 28; gold, 10.
XIV.—Gold, 48; zinc, 52.
XV.—Steel, 50; rhodium, 50.
XVI.—Platinum, 12; iridium, 88.
XVII.—Copper, 89.5; tin, 8.5; zinc, 2.
The following alloys, principally lead, are used for various purposes:
II.—Lead, 86 parts; antimony, 14 parts.
III.—Lead, 87 parts; antimony, 12 parts; copper, 1 part.
IV.—Lead, 81 parts; antimony, 14 parts; tin, 5 parts.
V.—Lead, 73 parts; antimony, 17 parts; zinc, 10 parts.
VI.—Tin, 53 parts; lead, 43 parts; antimony, 4 parts.
Hard lead is made of lead, 84 parts; antimony, 16 parts.
| Tin | 35 parts |
| Lead | 250 parts |
| Copper | 2.5 parts |
| Zinc | 0.5 part |
This alloy has a fine white color, and can be readily rolled into thin sheets. For that reason it is well adapted for lining tea chests and for the production of tobacco and chocolate wrappers. The copper and zinc are used in the form of fine shavings. The alloy should be immediately cast into thin plates, which can then be passed through rolls.
Alloys which can be magnetized most strongly are composed of copper, manganese, and aluminum, the quantities of manganese and aluminum being proportional to their atomic weights (55.0 to 27.1, or about 2 to 1). The maximum magnetization increases rapidly with increase of manganese, but alloys containing much manganese are exceedingly brittle and cannot be wrought. The highest practicable proportion of manganese at present is 24 per cent.
These magnetic alloys were studied by Hensler, Haupt, and Starck, and Gumlich has recently examined them at the Physikalisch—technische Reichsanstalt, with very remarkable and interesting results.
The two alloys examined were composed as follows:
Alloy I.—Copper, 61.5 per cent; manganese, 23.5 per cent; aluminum, 15 per cent; lead, 0.1 per cent, with traces of iron and silicon.
Alloy II.—Copper, 67.7 per cent; manganese, 20.5 per cent; aluminum, 10.7 per cent; lead, 1.2 per cent, with traces of iron and silicon.
Alloy II could be worked without difficulty, but alloy I was so brittle that it broke under the hammer. A bar 7 inches long and 1/4 inch thick was obtained by grinding. This broke in two during the measurements, but, fortunately, without invalidating them. Such a material is evidently unsuited to practical uses.
The behavior of magnetic alloys at high temperatures is very peculiar. Alloy I is indifferent to temperature changes, which scarcely affect its magnetic properties, but the behavior of alloy II is very different. Prolonged heating to 230° F. produces a great increase in its capability of magnetization, which, after 544 hours’ heating, rises from 1.9 to 3.2 kilogauss, {72} approaching the strength of alloy I. But when alloy II is heated to 329° F., its capability of magnetization fails again and the material suffers permanent injury, which can be partly, but not wholly, cured by prolonged heating.
Another singular phenomenon was exhibited by both of these alloys. When a bar of iron is magnetized by an electric current, it acquires its full magnetic strength almost instantaneously on the closure of the circuit. The magnetic alloys, on the contrary, do not attain their full magnetization for several minutes. In some of the experiments a gradual increase was observed even after the current had been flowing five minutes.
In magnetic strength alloy I proved far superior to alloy II, which contained smaller proportions of manganese and aluminum. Alloy I showed magnetic strengths up to 4.5 kilogauss, while the highest magnetization obtained with alloy II was only 1.9 kilogauss. But even alloy II may be called strongly magnetic, for its maximum magnetization is about one-tenth that of good wrought iron (18 to 20 kilogauss), or one-sixth that of cast iron (10 to 12 kilogauss). Alloy I is nearly equal in magnetic properties to nickel, which can be magnetized up to about 5 kilogauss.
Cupromanganese is suitable for many purposes for which nothing else but bronze can advantageously be used, and the cost of its production is no greater than that of genuine bronze. In preparing the alloy, the copper is used in the form of fine grains, obtained by pouring melted copper into cold water. These copper grains are mixed with the dry oxide of manganese, and the mixture put into a crucible holding about 66 pounds. Enough space must be left in the crucible to allow a thick cover of charcoal, as the manganese oxidizes easily. The crucible is placed in a well-drawing wind furnace and subjected to a strong white heat. The oxide of manganese is completely reduced to manganese, which at once combines with the copper to form an alloy. In order to prevent, as far as possible, the access of air to the fusing mass, it is advisable to cover the crucible with a lid which has an aperture in the center for the escape of the carbonic oxide formed during the reduction.
When the reduction is complete and the metals fused, the lid is removed and the contents of the crucible stirred with an iron rod, in order to make the alloy as homogeneous as possible. By repeated remelting of the cupromanganese a considerable quantity of the manganese is reconverted into oxide; it is, therefore, advisable to make the casts directly from the crucible. When poured out, the alloy rapidly solidifies, and resembles in appearance good German silver. Another reason for avoiding remelting is that the crucible is strongly attacked by the cupromanganese, and can be used but a few times.
The best kinds of cupromanganese contain between 10 and 30 per cent of manganese. They have a beautiful white color, are hard, tougher than copper, and can be worked under the hammer or with rolls. Some varieties of cupromanganese which are especially valuable for technical purposes are given below:
| I | II | III | IV | |
|---|---|---|---|---|
| Copper | 75 | 60 | 65 | 60 |
| Manganese | 25 | 25 | 20 | 20 |
| Zinc | — | 15 | 5 | — |
| Tin | — | — | — | 10 |
| Nickel | — | — | 10 | 10 |
II.—For curved mirrors. Tin, 1 part; lead, 1 part; bismuth, 1 part; mercury, 9 parts.
III.—For glass balls. Tin, 80 parts; mercury, 20 parts.
IV.—Metallic cement. Copper, 30 parts; mercury, 70 parts.
V.—Mirror metal.—Copper, 100 parts; tin, 50 parts; Chinese copper, 8 parts; lead, 1 part; antimony, 1 part.
II.—(Duppler’s.) Zinc, 20 parts; silver, 80 parts.
III.—Copper, 66.22 parts; tin, 33.11 parts; arsenic, 0.67 part.
IV.—Copper, 64 parts; tin, 32 parts; arsenic, 4 parts.
V.—Copper, 82.18 parts; lead, 9.22 parts; antimony, 8.60 parts.
VI.—(Little’s.) Copper, 69.01 parts; tin, 30.82 parts; zinc, 2.44 parts; arsenic, 1.83 parts.
The real speculum metal seems to be a combination of the formula Cu4Sn, composed of copper 68.21 per cent, tin 31.7. An alloy of this nature is sometimes separated from ordnance bronze by incorrect treatment, causing the so-called tin spots; but this has not the pure white color which distinguishes the speculum metal containing 31.5 per cent of tin. By increasing the percentage of copper the color gradually shades into yellow; with a larger amount of tin into blue. It is dangerous to increase the tin too much, as this changes the other properties of the alloy, and it becomes too brittle to be worked. Below is a table showing different compositions of speculum metal. The standard alloy is undoubtedly the best.
| Copper | Tin | Zinc | Arsenic | Silver | |
|---|---|---|---|---|---|
| Standard alloy | 68.21 | 31.7 | — | — | — |
| Otto’s alloy | 68.5 | 31.5 | — | — | — |
| Richardson’s alloy | 65.3 | 30.0 | 0.7 | 2. | 2. |
| Sollit’s alloy | 64.6 | 31.3 | 4.1 | Nickel | — |
| Chinese speculum metal | 80.83 | — | — | 8.5 | Antimony |
| Old Roman | 63.39 | 19.05 | — | 17.29 | Lead |
I.—An alloy of palladium 24 parts, gold 80, is white, hard as steel, unchangeable in the air, and can, like the other alloys of palladium, be used for dental purposes.
II.—Palladium 6 parts, gold 18, silver 11, and copper 13, gives a reddish-brown, hard, and very fine-grained alloy, suitable for the bearings of pivots in clock works.
The alloys of most of the other platinum metals, so called, are little used on account of their rarity and costliness. Iridium and rhodium give great hardness to steel, but the commercial rhodium and iridium steel, so called, frequently contains not a trace of either. The alloy of iridium with osmium has great hardness and resistance and is recommended for pivots, fine instruments, and points of ship compasses.
Platinum has usually been alloyed with silver in goldsmith’s work, 2 parts silver to 1 of platinum being taken to form the favorite “platinum silver.” The object has been to produce an alloy having a white appearance, which can be polished, and at the same time has a low melting point. In addition to this platinum alloy the following are well known:
I.—A mixture of 7 parts platinum with 3 parts iridium. This gives to platinum the hardness of steel, which can be still further increased by taking 4 parts of iridium.
II.—An alloy of 9 parts platinum and 1 part iridium is used by the French in the manufacture of measuring instruments of great resisting power.
Compounds of copper, nickel, cadmium, and tungsten are also used in the construction of parts of watches; the latter acquire considerable hardness without becoming magnetic or rusting like steel.
III.—For this purpose a compound of {74} 62.75 parts platinum, 18 parts copper, 1.25 parts cadmium, and 18 parts nickel is much recommended.
IV.—Very ductile platinum-copper alloys have also been made, e. g., the so-called Cooper gold, consisting of 3 parts platinum and 13 parts copper, which is almost equal to 18-carat gold in regard to color, finish, and ductility. If 4 per cent of platinum is taken, these latter alloys acquire a rose-red color, while a golden-yellow color can be produced by further adding from 1 to 2 per cent (in all 5 to 6 per cent) of platinum. The last-named alloy is extensively used for ornaments, likewise alloy V.
V.—Ten parts platinum, 60 parts nickel, and 220 parts brass, or 2 parts platinum, 1 part nickel and silver respectively, 2 parts brass, and 5 parts copper; this also gives a golden-yellow color.
VI.—For table utensils a favorite alloy is composed of 1 part platinum, 100 parts nickel, and 10 parts tin. Articles made of the latter alloy are impervious to atmospheric action and keep their polish for a long time. Pure white platinum alloys have for some time been used in dental work, and they have also proved serviceable for jewelry.
VII.—A mixture of 30 parts platinum, 10 parts gold, and 3 parts silver, or 7 parts platinum, 2 parts gold, and 3 parts silver.
VIII.—For enameled articles: Platinum, 35 parts; silver, 65 parts. First fuse the silver, then add the platinum in the spongy form. A good solder for this is platinum 80 parts, copper 20 parts.
IX.—For pens: Platinum, 4 parts; silver, 3 parts; copper, 1 part.
| I | II | III | |
|---|---|---|---|
| Platinum | 6 | 14 | 10 |
| Gold | 2 | 4 | 6 |
| Silver | 1 | 6 | — |
| Palladium | — | — | 8 |
II.—Brass, 120 parts; zinc, 75 parts.
III.—Copper, 5 parts; nickel, 4 parts; zinc, 1 1/2 parts; antimony, 1 part; lead, 1 part; iron, 1 part; tin, 1 part.
Pens have been manufactured, consisting of several sections, each of a different alloy, suited to the special purpose of the part. Thus, for instance, the sides of the pen are made of the elastic composition just described; the upper part is of an alloy of silver and platinum; and the point is made either of minute cut rubies or of an extremely hard alloy of osmium and iridium, joined to the body of the pen by melting in the flame of the oxyhydrogen blowpipe. The price of such pens, made of expensive materials and at the cost of great labor, is of course exceedingly high, but their excellent qualities repay the extra expense. They are not in the least affected by any kind of ink, are most durable, and can be used constantly for years without showing any signs of wear.
The great hardness and resistance to the atmosphere of Cooper’s alloys make them very suitable for manufacturing {75} mathematical instruments where great precision is required. It can scarcely be calculated how long a chronometer, for instance, whose wheels are constructed of this alloy, will run before showing any irregularities due to wear. In the construction of such instruments, the price of the material is not to be taken into account, since the cost of the labor in their manufacture so far exceeds this.
This is an alloy of tin and lead only, or of tin with antimony and copper. The first is properly called pewter. Three varieties are known in trade:
I (Plate Pewter).—From tin, 79 per cent; antimony, 7 per cent; bismuth and copper, of each 2 per cent; fused together. Used to make plates, teapots, etc. Takes a fine polish.
II (Triple Pewter).—From tin, 79 per cent; antimony, 15 per cent; lead, 6 per cent; as the last. Used for minor articles, syringes, toys, etc.
III (Ley Pewter).—From tin, 80 per cent; lead, 20 per cent. Used for measures, inkstands, etc.
According to the report of a French commission, pewter containing more than 18 parts of lead to 82 parts of tin is unsafe for measures for wine and similar liquors, and, indeed, for any other utensils exposed to contact with food or beverages. The legal specific gravity of pewter in France is 7.764; if it be greater, it contains an excess of lead, and is liable to prove poisonous. The proportions of these metals may be approximately determined from the specific gravity; but correctly only by an assay for the purpose.
The properties of aluminum and silver alloys vary considerably according to the percentage of aluminum.
I.—An alloy of 100 parts of aluminum and 5 parts of silver is very similar to pure aluminum, but is harder and takes a finer polish.
II.—One hundred and sixty-nine parts of aluminum and 5 of silver make an elastic alloy, recommended for watch springs and dessert knives.
III.—An alloy of equal parts of silver and aluminum is as hard as bronze.
IV.—Five parts of aluminum and 1 part of silver make an alloy that is easily worked.
V.—Also aluminum, 3 parts, and silver, 1 part.
VI. Tiers-Argent.—This alloy is prepared chiefly in Paris, and used for the manufacture of various utensils. As indicated by its name (one-third silver), it consists of 33.33 parts of silver and 66.66 parts of aluminum. Its advantages over silver consist in its lower price and greater hardness; it can also be stamped and engraved more easily than the alloys of copper and silver.
VII.—This is a hard alloy which has been found very useful for the operating levers of certain machines, such as the spacing lever of a typewriter. The metal now generally used for this purpose by the various typewriter companies is “aluminum silver,” or “silver metal.” The proportions are given as follows:
| Copper | 57.00 |
| Nickel | 20.00 |
| Zinc | 20.00 |
| Aluminum | 3.00 |
This alloy when used on typewriting machines is nickel-plated for the sake of the first appearance, but so far as corrosion is concerned, nickeling is unnecessary. The alloy is stiff and strong and cannot be bent to any extent without breaking, especially if the percentage of aluminum is increased to 3.5 per cent; it casts free from pinholes and blowholes; the liquid metal completely fills the mold, giving sharp, clean castings, true to pattern; its cost is not greater than brass; its color is silver white, and its hardness makes it susceptible to a high polish.
When nickel is added to the silver and copper, several good alloys may be formed, as the following French compositions:
| I | II | III | |
|---|---|---|---|
| Silver | 33 | 40 | 20 |
| Copper | 37–42 | 30–40 | 45–55 |
| Nickel | 25–30 | 20–30 | 25–35 |
The whitening of alloys of silver and copper is best accomplished by annealing the alloy until it turns black on the surface. Cool in a mixture of 20 parts, by weight, of concentrated sulphuric acid to 1,000 parts of distilled water and leave therein for some time. In place of the sulphuric acid, 40 parts of potassium bisulphate may be used per 1,000 parts of liquid. Repeat the process if necessary.
| Silver | Copper | Cadmium | |
|---|---|---|---|
| I. | 980 | 15 | 5 |
| II. | 950 | 15 | 35 |
| III. | 900 | 18 | 82 |
| IV. | 860 | 20 | 180 |
| V. | 666 | 25 | 309 |
| VI. | 667 | 50 | 284 |
| VII. | 500 | 50 | 450 |
In preparing these alloys, the great volatility of cadmium must be taken into account. It is customary to prepare first the alloy of silver and copper, and add the cadmium, which, as in the case of the alloys of silver and zinc, must be wrapped in paper. After putting it in, the mass is quickly stirred, and the alloy poured immediately into the molds. This is the surest way to prevent the volatilization of the cadmium.
| 20 centimes | 10 centimes | 5 centimes | |
|---|---|---|---|
| Silver | 15 | 10 | 5 |
| Copper | 50 | 55 | 60 |
| Nickel | 25 | 25 | 25 |
| Zinc | 10 | 10 | 10 |
| I | II | III | |
|---|---|---|---|
| Silver | 33.3 | 34 | 40.0 |
| Copper | 41.8 | 42 | 44.6 |
| Nickel | 8.6 | 8 | 4.6 |
| Zinc | 16.3 | 16 | 10.8 |
I.—Warne’s metal is composed of tin 10 parts, bismuth 7, and cobalt 3. It is white, fine-grained, but quite difficult to fuse.
II.—Tonca’s metal contains copper 5 parts, nickel 4, tin 1, lead 1, iron 1, zinc 1, antimony 1. It is hard, difficult to fuse, not very ductile, and cannot be recommended.
III.—Trabuk metal contains tin 87.5, nickel 5.5, antimony 5, bismuth 5.
IV.—Tourun-Leonard’s metal is composed of 500 parts of tin and 64 of bell metal.
V.—Silveroid is an alloy of copper, nickel, tin, zinc, and lead.
VI.—Minargent. Copper, 100 parts; nickel, 70 parts; tungsten, 5 parts; aluminum, 1 part.
VII.—Nickel, 23 parts; aluminum, 5 parts; copper, 5 parts; iron, 65 parts; tungsten, 4 parts.
VIII.—Argasoid. Tin, 4.035; lead, 3.544; copper, 55.780; nickel, 13.406; zinc, 23.198; iron, trace.
SOLDERS: See Solders.
Nickel steel is composed of nickel 36 per cent, steel 64 per cent.
Tungsten steel is crucible steel with 5 to 12 per cent tungsten.
| Lead | 2 parts |
| Tin | 3 parts |
| Bismuth | 5 parts |
The melting point of this alloy is 196° F. The alloy is rather costly because of the amount of bismuth which it contains. The following mixtures are cheaper:
| I | II | III | IV | |
|---|---|---|---|---|
| Tin | 1 | 3 | 1 | 2 |
| Lead | 1 | 5 | 1.5 | 2 |
| Bismuth | 2 | 8 | 3 | 5 |
| Antimony | — | — | — | 1 |
II.—Softer than the former. Tin, 8 parts; zinc, 1 part; antimony, 1 part.
III.—Very hard. Tin, 12 parts; antimony, 2 parts; copper, 1 part.
Alloys containing from 10 to 15 per cent of lead have a beautiful white color, are considerably harder than pure tin, and much cheaper. Many alloys of tin and lead are very lustrous, and are used for stage jewelry and mirrors for reflecting the light of lamps, etc. An especially brilliant alloy is called “Fahlun brilliants.” It is used for stage jewelry, and consists of 29 parts of tin and 19 of lead. It is poured into molds faceted in the same way as diamonds, and when seen by artificial light, the effect is that of diamonds. Other alloys of tin and lead are employed in the manufacture of toys. These must fill the molds well, and must also be cheap, and therefore as much as 50 per cent of lead is used. Toys can also be made from type metal, which is even cheaper than the alloys of tin and lead, but has the disadvantage of readily breaking if the articles are sharply bent. The alloys of tin and lead give very good castings, if sharp iron or brass molds are used.
| Lead | 19 parts |
| Tin | 29 parts |
This alloy is very bright and possesses a permanent sheen. It is well adapted for the making of artificial gems for stage use. It is customary in carrying out the process to start with two parts of tin and one part of lead. Tin is added until a sample drop which is allowed to fall upon an iron plate forms a mirror. The artificial gems are produced by {78} dipping into the molten alloy pieces of glass cut to the proper shape. The tin coating of metal which adheres to the glass cools rapidly and adheres tenaciously. Outwardly these artificial gems appear rough and gray, but inwardly they are highly reflective and quite deceptive when seen in artificial light.
If the reflective surfaces be coated with red, blue, or green aniline, various colored effects can be obtained. Instead of fragile glass the gems may be produced by means of well-polished pieces of steel or bronze.
| P. C. | S. G. | P. C. | S. G. |
|---|---|---|---|
| 0 | 7.290 | 28 | 8.105 |
| 1 | 7.316 | 29 | 8.137 |
| 2 | 7.342 | 30 | 8.169 |
| 3 | 7.369 | 31 | 8.202 |
| 4 | 7.396 | 32 | 8.235 |
| 5 | 7.423 | 33 | 8.268 |
| 6 | 7.450 | 34 | 8.302 |
| 7 | 7.477 | 35 | 8.336 |
| 8 | 7.505 | 36 | 8.379 |
| 9 | 7.533 | 37 | 8.405 |
| 10 | 7.562 | 38 | 8.440 |
| 11 | 7.590 | 39 | 8.476 |
| 12 | 7.619 | 40 | 8.512 |
| 13 | 7.648 | 41 | 8.548 |
| 14 | 7.677 | 42 | 8.584 |
| 15 | 7.706 | 43 | 8.621 |
| 16 | 7.735 | 44 | 8.658 |
| 17 | 7.764 | 45 | 8.695 |
| 18 | 7.794 | 46 | 8.732 |
| 19 | 7.824 | 47 | 8.770 |
| 20 | 7.854 | 48 | 8.808 |
| 21 | 7.885 | 49 | 8.846 |
| 22 | 7.916 | 50 | 8.884 |
| 23 | 7.947 | 60 | 9.299 |
| 24 | 7.978 | 70 | 9.736 |
| 25 | 8.009 | 80 | 10.225 |
| 26 | 8.041 | 90 | 10.767 |
| 27 | 8.073 | 100 | 11.370 |
| I.— | Tin | 4 parts |
|---|---|---|
| Lead | 3 parts |
This is a very soft solder which sharply reproduces all details.
Another easily fusible alloy but somewhat harder, is the following:
| II.— | Tin. | 8 parts |
|---|---|---|
| Lead | 6 parts | |
| Antimony | 0.5 part |
II. Argentine Metal.—Tin, 85.5 per cent; antimony, 14.5 per cent.
III.—Ashberry metal is composed of 78 to 82 parts of tin, 16 to 20 of antimony, 2 to 3 of copper.
IV. Quen’s Metal.—Tin, 9 parts; lead, 1 part; antimony, 1 part; bismuth, 1 part.
| Lead | Antimony | Copper | Bismuth | Zinc | Tin | Nickel | |
|---|---|---|---|---|---|---|---|
| I | 3 | 1 | — | — | — | — | — |
| II | 5 | 1 | — | — | — | — | — |
| III | 10 | 1 | — | — | — | — | — |
| IV | 10 | 2 | — | 1 | — | — | — |
| V | 70 | 18 | 2 | — | — | 10 | — |
| VI | 60 | 20 | — | — | — | 20 | — |
| VII | 55 | 25 | — | — | — | 20 | — |
| VIII | 55 | 30 | — | — | — | 15 | — |
| IX | 100 | 30 | 8 | 2 | — | 20 | 8 |
| X | 6 | — | 4 | — | 90 | — | — |
The French and English types contain a certain amount of tin, as shown by the following analyses:
| English Types | French Types | |||
|---|---|---|---|---|
| I | II | III | ||
| Lead | 69.2 | 61.3 | 55.0 | 55 |
| Antimony | 19.5 | 18.8 | 22.7 | 30 |
| Tin | 9.1 | 20.2 | 22.1 | 15 |
| Copper | 1.7 | — | — | — |
Ledebur gives the composition of type metal as follows:
| I | II | III | IV | |
|---|---|---|---|---|
| Lead | 75 | 60 | 80 | 82 |
| Antimony | 23 | 25 | 20 | 14.8 |
| Tin | 22 | 15 | — | 3.2 |
WATCHMAKERS’ ALLOYS: See Watchmakers’ Formulas.
The so-called white metals are employed almost exclusively for bearings. (See Anti-friction Metals under Alloys.) In the technology of mechanics an accurate distinction is made between the different kinds of metals for bearings; and they may be classed in two groups, red brass and white metal. The {79} red-brass bearings are characterized by great hardness and power of resistance, and are principally used for bearings of heavily loaded and rapidly revolving axles. For the axles of large and heavy flywheels, revolving at great speed, bearings of red brass are preferable to white metal, though more expensive.
In recent years many machinists have found it advantageous to substitute for the soft alloys generally in use for bearings a metal almost as hard as the axle itself. Phosphor bronze (q. v.) is frequently employed for this purpose, as it can easily be made as hard as wrought or cast steel. In this case the metal is used in a thin layer, and serves only, as it were, to fill out the small interstices caused by wear on the axle and bearing, the latter being usually made of some rather easily fusible alloy of lead and tin. Such bearings are very durable, but expensive, and can only be used for large machines. For small machines, running gently and uniformly, white-metal bearings are preferred, and do excellent work, if the axle is not too heavily loaded. For axles which have a high rate of revolution, bearings made of quite hard metals are chosen, and with proper care—which, indeed, must be given to bearings of any material—they will last for a long time without needing repair.
| Tin | Antimony | Zinc | Iron | Lead | Copper | ||
|---|---|---|---|---|---|---|---|
| I | German, light loads | 85.00 | 10.00 | — | — | — | 5.00 |
| II | German, light loads | 82.00 | 11.00 | — | — | — | 7.00 |
| III | German, light loads | 80.00 | 12.00 | — | — | — | 8.00 |
| IV | German, light loads | 76.00 | 17.00 | — | — | — | 7.00 |
| V | German, light loads | 3.00 | 1.00 | 5.00 | — | 3.00 | 1.00 |
| VI | German, heavy loads | 90.00 | 8.00 | — | — | — | 2.00 |
| VII | German, heavy loads | 86.81 | 7.62 | — | — | — | 5.57 |
| VIII | English, heavy loads | 17.47 | — | 76.14 | — | — | 5.62 |
| IX | English, medium loads | 76.70 | 15.50 | — | — | — | 7.80 |
| X | English, medium loads | 72.00 | 26.00 | — | — | — | 2.00 |
| XI | For mills | 15.00 | — | 40.00 | — | 42.00 | 3.00 |
| XII | For mills | — | 1.00 | 5.00 | — | 5.00 | — |
| XIII | For mills | — | 1.00 | 10.00 | — | 2.00 | — |
| XIV | Heavy axles | 72.70 | 18.20 | — | — | — | 9.10 |
| XV | Heavy axles | 38.00 | 6.00 | 47.00 | — | 4.00 | 1.00 |
| XVI | Rapidly revolving axles | 17.00 | 77.00 | — | — | — | 6.00 |
| XVII | Very hard metal | 55.00 | — | — | 70.00 | — | 2.50 |
| XVIII | Very hard metal | 12.00 | 82.00 | 2.00 | — | — | 4.00 |
| XIX | Cheap metal | 2.00 | 2.00 | 88.00 | — | — | 8.00 |
| XX | Cheap metal | 1.50 | 1.50 | 90.00 | — | — | 7.00 |
Other white bearing metals are:
XXI.—Tin, 8.5; antimony, 10; copper, 5 parts.
XXII.—Tin, 42; antimony, 16; lead, 42 parts.
XXIII.—Tin, 72; antimony, 26; copper, 2 parts.
XXIV.—Tin, 81; antimony, 12.5; copper, 6.5 parts.
I.—Copper, 65 parts; arsenic, 55 parts.
II.—Copper, 64 parts; arsenic, 50 parts.
III.—Copper, 10 parts; zinc, 20 parts; nickel, 30 parts.
IV.—Nickel, 70 parts; copper, 30 parts; zinc, 20 parts.
V.—Nickel, 60 parts; copper, 30 parts; zinc, 30 parts.
VI.—Copper, 8 parts; nickel, 4 parts; zinc, 4 parts.
VII.—Copper, 10 parts; nickel, 5 parts; zinc, 5 parts.
VIII.—Copper, 8 parts; nickel, 3 parts; zinc, 4 parts.
IX.—Copper, 50 parts; nickel, 25 parts; zinc, 25 parts.
X.—Copper, 55 parts; nickel, 24 parts; zinc, 21 parts.
XI.—Copper, 55 parts; nickel, 24 parts; zinc, 16 parts; iron, 2 parts; tin, 3 parts.
IX, X, and XI are suitable for tableware.
XII.—Copper, 67 parts, and arsenic, 53 parts.
XIII.—Copper, 63 parts, and arsenic, 57 parts.
XII and XIII are bright gray, unaffected by the temperature of boiling water; they are fusible at red heat.
I.—Platinum, 1 part; copper, 4 parts; or platinum, 1 1/2 parts; copper, 3 1/2 parts.
II.—Platinum, 10 parts; tin, 90 parts; or platinum, 8 parts; tin, 92 parts.
III.—Platinum, 7 parts; copper, 13 parts; tin, 80 parts.
IV.—Platinum, 2 parts; steel, 98 parts.
V.—Platinum, 2.5 parts; steel, 97.5 parts.
IV and V are for gun metal.
I.—For lining cross-head slides: Lead, 65 parts; antimony, 25 parts; copper, 10 parts. Some object to white metal containing lead or zinc. It has been found, however, that lead and zinc have properties of great use in these alloys.
II.—Tin, 85 parts; antimony, 7 1/2 parts; copper, 7 1/2 parts.
III.—Tin, 90 parts; copper, 3 parts; antimony, 7 parts. {80}
Other compositions of Indian Bidery metal (frequently imitated in England) are about as follows:
| P.C. | P.C. | P.C. | |
|---|---|---|---|
| Copper | 3.5 | 11.4 | 16 |
| Zinc | 93.4 | 84.3 | 112 |
| Tin | — | 1.4 | 2 |
| Lead | 3.1 | 2.9 | 4 |
Erhardt recommends the following as being both ductile and hard:
| Zinc | 89 to 93 |
| Tin | 9 to 6 |
| Lead | 2 to 4 |
| Copper | 2 to 4 |
The tin is first melted, and the lead, zinc, and copper added successively.
ALLOYS FOR METAL FOIL: See Metal Foil.
ALMOND COLD CREAM: See Cosmetics.
ALMOND LIQUEURS: See Wines and Liquors.
ALTARS, TO CLEAN: See Cleaning Preparations and Methods.
II.—Heat ordinary alum (alumina alum) with constant stirring in an iron pan in which it will first melt quietly, and then commence to form blisters. Continue heating until a dry white mass of a loose character remains, which is powdered and kept in well-closed glasses.
ALUM BATH: See Photography.
| II.— | White arsenic | 1 ounce |
|---|---|---|
| Sulphate of iron | 1 ounce | |
| Hydrochloric acid | 12 ounces | |
| Water | 12 ounces |
When the arsenic and iron are dissolved by the acid add the water. The aluminum to be blackened should be well cleaned with fine emery powder and washed before immersing in the blackening solution. When the deposit of black is deep enough dry off with fine sawdust and lacquer.
In selecting the sand, which should {82} not have been previously used, that of a fine grain should be chosen, but it should not have any excess of aluminous matter, or it will not permit of the free escape of gases and air, this being an important matter. Besides this, the sand must be used as dry as possible consistent with its holding against the flow of the metal, and having only moderate compression in ramming.
In making the molds it is necessary to remember that aluminum has a large contraction in cooling, and also that at certain temperatures it is very weak and tears readily, while all metals shrink away from the mold when this is wholly outside the casting, but they shrink on to cores or portions of the mold partly inclosed by metal. Thus, if casting a plate or bar of metal, it will shrink away from the mold in all directions; but if casting a square frame, it shrinks away from the outside only, while it shrinks on to the central part or core. With brass, or iron, or such metals, this is not of much importance, but with some others, including aluminum, it is of great importance, because if the core or inclosed sand will not give somewhat with the contraction of the metal, torn or fractured castings will be the result. Both for outside and inside molds, and with cores used with aluminum, the sand should be compressed as little as possible, and hard ramming must in every case be avoided, particularly where the metal surrounds the sand. The molds must be very freely vented, and not only at the joint of the mold, but by using the vent wire freely through the body of the mold itself; in fact, for brass the venting would be considered excessive. With aluminum it is, however, necessary to get the air off as rapidly as possible, because the metal soon gets sluggish in the mold, and unless it runs up quickly it runs faint at the edges. The ingates should be wide and of fair area, but need careful making to prevent their drawing where they enter the casting, the method of doing this being known to most molders.
If it is considered desirable to use a specially made-up facing sand for the molds where the metal is of some thickness, the use of a little pea or bean meal will be all that is necessary. To use this, first dry as much sand as may be required and pass through a 20-mesh sieve, and to each bushel of the fine sand rub in about 4 quarts of meal, afterwards again passing through the sieve to insure regular mixing. This sand should then be damped as required, being careful that all parts are equally moist, rubbing on a board being a good way to get it tough, and in good condition, with the minimum of moisture.
The molds should not be sleeked with tools, but they may be dusted over with plumbago or steatite, smoothing with a camel’s-hair brush, in cases in which a very smooth face is required on the castings. Preferably, however, the use of the brush even should be avoided. Patterns for aluminum should be kept smooth and well varnished.
In melting the metal it is necessary to use a plumbago crucible which is clean and which has not been used for other metals. Clay or silica crucibles are not good for this metal, especially silica, on account of the metal absorbing silicon and becoming hard under some conditions of melting. A steady fire is necessary, and the fuel should reach only about halfway up the crucible, as it is not desirable to overheat the crucible or metal. The metal absorbs heat for some time and then fuses with some rapidity, hence the desirability of a steady heat; and as the metal should be poured when of a claret color under the film of oxide which forms on the surface, too rapid a heating is not advisable. The molding should always be well in advance of the pouring, because the metal should be used as soon as it is ready; for not only is waste caused, but the metal loses condition if kept in a molten state for long periods. The metal should be poured rapidly, but steadily, and when cast up there should not be a large head of metal left on top of the runner. In fact, it is rather a disadvantage to leave a large head, as this tends to draw rather than to feed the casting.
With properly prepared molds, and careful melting, fluxes are not required, but ground cryolite—a fluoride of sodium and aluminum—is sometimes used to increase the fluidity of the metal. In using this, a few ounces according to the bulk of metal to be treated is put into the molten metal before it is taken from the furnace, and well stirred in, and as soon as the reaction apparently ceases the pot is lifted and the metal at once skimmed and poured. The use of sodium in any form with aluminum is very undesirable, however, and should be avoided, and the same remark applies to tin, but there is no objection to alloying with zinc, when the metal thus produced is sold as an alloy.
Aluminum also casts very well in molds of plaster of Paris and crushed bath brick when such molds are perfectly dry {83} and well vented, smoothness being secured by brushing over with dry steatite or plumbago. When casting in metal molds, these should be well brushed out with steatite or plumbago, and made fairly hot before pouring, as in cold molds the metal curdles and becomes sluggish, with the result that the castings run up faint.
The great secret, if there is any, in working aluminum, either pure or alloyed, consists in the proper lubricant and the shape of the tool. Another great disadvantage in the proper working of the metal is that, when a manufacturer desires to make up an article, he will procure the pure metal in order to make his samples, which, of course, is harder to work than the alloy. But the different grades of aluminum sheet which are on the market are so numerous for different classes of work that it might be advisable to consider them for a moment before passing to the method of working them.
The pure metal, to begin with, can be purchased of all degrees of hardness, from the annealed, or what is known as the “dead soft” stock, to the pure aluminum hard rolled. Then comes a harder grade of alloys, running from “dead soft” metal, which will draw up hard, to the same metal hard rolled; and, still again, another set of alloys which, perhaps, are a little harder still when hard rolled, and will, when starting with the “dead soft,” spin up into a utensil which, when finished, will probably be as stiff as brass. These latter alloys are finding a large sale for replacing brass used in all classes of manufactured articles.
To start with lathe work on aluminum, probably more difficulty has been found here, especially in working pure metal, and more complaints are heard from this source than from any other. As stated before, however, these difficulties can all be readily overcome, if the proper tools and the proper lubricants are used, as automatic screw machines are now made so that they can be operated when working aluminum just as readily as when they are working brass, and in some cases more readily. To start with the question of the tool, this should be made as what is known as a “shearing tool,” that is, instead of a short, stubby point, such as would be used in turning brass, the point should be lengthened out and a lot of clearance provided on the inside of the tool, so as to give the chips of the metal a good chance to free themselves and not cause a clogging around the point of the tool—a similar tool, for instance, to what would be used for turning wood.
The best lubricant to be used would be coal oil or water, and plenty of it. The latter is almost as good as coal oil if enough of it is used, and with either of these lubricants and a tool properly made, there should be no difficulty whatsoever in the rapid working of aluminum, either on the lathe or on automatic screw machines.
To go from the lathe to the drawing press, the same tools here would be used in drawing up shapes of aluminum as are used for drawing up brass or other metals; the only precaution necessary in this instance being to use a proper lubricant, which in this case is a cheap grade of vaseline, or in some cases lard oil, but in the majority of instances better results will be secured by the use of vaseline. Aluminum is probably susceptible of deeper drawing with less occasion to anneal than any of the other commercial metals. It requires but one-third or one-fourth of as much annealing as brass or copper. For instance, an article which is now manufactured in brass, requiring, say, three or four operations before the article is finished, would probably have to be annealed after every operation. With aluminum, however, if the proper grade is used, it is generally possible to perform these three operations without annealing the metal at all, and at the same time to produce a finished article which, to all intents and purposes, is as stiff as an article made of sheet brass.
Too much stress cannot be laid on the fact of starting with the proper grade of metal, for either through ignorance or by not observing this point is the foundation of the majority of the complaints that aluminum “has been tried and found wanting.” If, however, it should be found necessary to anneal aluminum, this can be readily accomplished by heating it in an ordinary muffle, being careful that the temperature shall not be too high—about 650° or 700° F. The best test as to when the metal has reached the proper temperature is to take a soft pine stick and draw it across the {84} metal. If it chars the stick and leaves a black mark on the metal, it is sufficiently annealed and is in a proper condition to proceed with further operation.
Next taking up the question of spinning aluminum, success again depends particularly on starting with the proper metal. The most satisfactory speed for articles from 5 to 8 inches in diameter is about 2,600 revolutions a minute, and for larger or smaller diameters the speed should be so regulated as to give the same velocity at the circumference. Aluminum is a very easy metal to spin and no difficulty should be found at all in spinning the proper grades of sheets. Several factories that are using large quantities of aluminum now, both for spinning and stamping, are paying their men by the piece the same amount that they formerly paid on brass and tin work, and it is stated that the men working on this basis make anywhere from 10 to 20 per cent more wages by working aluminum.
After aluminum has been manufactured into the shape of an article, the next process is the finishing of it. The best polish can be obtained by first cutting down the metal with an ordinary rag buff on which use tripoli, and then finish it with a dry red rouge which comes in the lump form, or that which is known as “White Diamond Rouge.” One point, however, that it is necessary to observe carefully is that both the tripoli and the rouge should be procured ground as fine as it is possible to grind them; for, if this is not done, the metal will have little fine scratches all over it, and will not appear as bright and as handsome as it otherwise would.
If it is desired to put on a frosted appearance, this can either be done by scratch brushing or sand blasting. A brass wire scratch brush, made of crimped wire of No. 32 to No. 36 B. & S. gage, with three or four rows of bristles, will probably give the best results. This work of scratch brushing can be somewhat lessened, however, if, before applying the scratch brush to the surface of the aluminum, the article is first cut down by the use of a porpoise-hide wheel and fine Connecticut sand, placing the sand between the surface of the aluminum and the wheel, so that the skin and the irregularities on the surface are removed, and then putting the article on a buffing wheel before attempting to scratch brush it. This method, however, is probably more advantageous in the treating of aluminum castings than for articles manufactured out of the sheet metal, as in the majority of cases it is simply necessary before scratch brushing to cut down the article with tripoli, and then polish it with rouge as already described, before putting on the scratch brush; in this way the brush seems to take hold quicker and better, and to produce a more uniform polish.
An effect similar to the scratch-brush finish can be got by sand blasting, and by first sand blasting and then scratch brushing the sheets, a good finish is obtained with very much less labor than by scratch brushing alone. Another very pretty frosted effect is procured by first sand blasting and then treated as hereinafter described by “dipping” and “frosting,” and many variations in the finish of aluminum can be got by varying the treatment, either by cutting down with tripoli and polishing, scratch brushing, sand blasting, dipping, and frosting, and by combinations of those treatments. A very pretty mottled effect is secured on aluminum by first polishing and then scratch brushing and then holding the aluminum against a soft pine wheel, run at a high rate of speed on a lathe, and by careful manipulation, quite regular forms of a mottled appearance can be obtained.
The dipping and frosting of aluminum sheet is probably the cheapest way of producing a nice finish. First remove all grease and dirt from the article by dipping in benzine, then dip into water in order that the benzine adhering to the article may be removed, so as not to affect the strength of the solution into which it is next dipped. After they have been taken out of the water and well shaken, the articles should be plunged in a strong solution of caustic soda or caustic potash, and left there a sufficient length of time until the aluminum starts to turn black. Then they should be removed, dipped in water again, and then into a solution of concentrated nitric and sulphuric acid, composed of 24 parts of nitric acid to 1 part of sulphuric acid. After being removed, the article should be washed thoroughly in water and dried in hot sawdust in the usual way. This finish can also be varied somewhat by making the solution of caustic soda of varying degrees of strength, or by adding a small amount of common salt to the solution.
In burnishing the metal use a bloodstone or a steel burnisher. In burnishing use a mixture of melted vaseline and coal oil, or a solution composed of 2 tablespoonfuls of ground borax dissolved in about a quart of hot water, with a few {85} drops of ammonia added. In engraving, which adds materially to the appearance of finished castings, book covers, picture frames, and similar articles made of sheet, probably the best lubricant to use on an engraver’s tool in order to obtain a clean cut, which is bright, is naphtha or coal oil, or a mixture of coal oil and vaseline. The naphtha, however, is preferred, owing to the fact that it does not destroy the satin finish in the neighborhood of the cut, as the other lubricants are very apt to do. There is, however, as much skill required in using and making a tool in order to give a bright, clean cut as there is in the choice of the lubricant to be used. The tool should be made somewhat on the same plan as the lathe tools already outlined. That is, they should be brought to a sharp point and be “cut back” rather far, so as to give plenty of clearance.
There has been one class of work in aluminum that has been developed lately and only to a certain extent, in which there are great possibilities, and that is in drop forging the metal. Some very superior bicycle parts have been manufactured by drop forging. This can be accomplished probably more readily with aluminum than with other metals, for the reason that it is not necessary with all the alloys to work them hot; consequently, they can be worked and handled more rapidly.
ALUMINUM, TO CLEAN: See Cleaning Preparations and Methods.
ALUMINUM ALLOYS: See Alloys.
ALUMINUM BRONZE: See Alloys under Bronzes.
ALUMINUM CASTINGS: See Casting.
ALUMINUM PAPER: See Paper.
ALUMINUM PLATING: See Plating.
ALUMINUM POLISHES: See Polishes.
See also Easily Fusible Alloys under Alloys.
The name amalgam is given to alloys of metals containing mercury. The term comes to us from the alchemists. It signifies softening, because an excess of mercury dissolves a large number of metals.
Quicksilver has no direct action on metals of high fusing points: manganese, iron, nickel, cobalt, uranium, platinum, and their congeners. Still, amalgams of these metals can be obtained of butyrous consistency, either by electrolysis of their saline solutions, employing quicksilver as the negative electrode, or by the action of an alkaline amalgam (potassium or sodium), on their concentrated and neutral saline solutions. These same refractory metals are also amalgamated superficially when immersed in the amalgam of sodium or of ammonium in presence of water.
Processes for preparing amalgams by double decomposition between an alkaline amalgam and a metallic salt, or by electrolysis of saline solutions, with employment of mercury as the negative electrode, apply a fortiori to metals capable of combining directly with the quicksilver. The latter of these methods is especially utilized for the preparation of alkaline earthy metals by electrolytic decomposition of the solutions of their salts or hydrated oxides with quicksilver as a cathode.
They have a metallic luster, and a metallic structure which renders them brittle. They even form crystallized metallic combinations of constant proportions, dissolved in an excess of quicksilver, when the excess is separated by compression in a chamois skin, or by filtration in a glass funnel of slender stem, terminating with an orifice almost capillary.
According as the fusing heat of a metal is less or greater than its combination heat with quicksilver, the amalgamation of this metal produces an elevation or a lowering of temperature. Thus {86} potassium, sodium, and cadmium, in alloy with quicksilver, disengage heat; while zinc, antimony, tin, bismuth, lead, and silver combine with mercury with absorption of heat. The amalgamation of 162 parts of quicksilver with 21 parts of lead, 12 parts of tin or of antimony, and 28.5 parts of bismuth, lowers the temperature of the mixture 79° F.
Amalgams formed with disengagement of heat are electro-negative with reference to the metals alloyed with the quicksilver. The products with absorption of heat are electro-negative with reference to the metals combined with the quicksilver; consequently, in a battery of elements of pure cadmium and amalgamated cadmium, the cadmium will be the negative pole; in case of zinc and amalgamated zinc, the zinc will be the positive pole.
Heat decomposes all amalgams, vaporizing the mercury and leaving the metal alloys as a residue.
Water is decomposed by the amalgams of potassium and sodium, because the heat of formation of these amalgams, although considerable, is even less than the heat disengaged by potassium and sodium, on decomposing water. The alkaline amalgams may, therefore, serve as a source of nascent hydrogen in presence of water, giving rise to an action less energetic, and often more advantageous, than that of the alkaline metals alone. Thus is caused the frequent employment of sodium amalgam for hydrogenizing a large number of bodies. As a consequence of their action on water, the alkaline amalgams are changed by moist air, with production of free alkali or alkaline carbonate.
II.—They can serve for the preparation of the amalgams of the metals, other than those of the alkaline group, by decomposing the salts of these metals, with formation of a salt of potash and of the amalgam of the metal corresponding to the original salt.
III.—They can be employed as a source of nascent hydrogen in presence of water for hydrogenizing many substances.
I.—Sodium amalgam furnishes a process for the preparation of sodium when soda is decomposed by means of the electric current, employing quicksilver as the cathode, and afterwards vaporizing the quicksilver of the amalgam formed by heating this in a current of dry hydrogen.
II.—Amalgams of sodium serve for the preparation of amalgams of the other metals, particularly alkaline earthy metals and metals of high fusing points, by decomposing the salts of these metals, with formation of a salt of soda and of the amalgam of the metal corresponding to the original salt.
III.—They serve for amalgamating superficially the metals of high fusing point, called “refractory,” such as iron and platinum, when a well-cleaned plate of these metals is immersed in sodium amalgam in presence of water.
IV.—An amalgam of 2 or 3 per cent of sodium is employed in the processes of extraction of gold by amalgamation. It has the property of rendering quicksilver more brilliant, and consequently more energetic, by acting as a deoxidant on the pellicle of oxide formed on its surface in presence of certain ores, which, by keeping it separated from the particles of gold, destroy its activity. Sodium amalgam of 3 per cent is utilized with success for the amalgamated plates employed in crushers and other apparatus for treating the ores of gold. If a few drops of this amalgam are spread on a plate of copper, of tin, or of zinc, a brilliant coating of an amalgam of tin, copper, or zinc is immediately formed.
V.—Amalgams of from 2 to 8 per cent of sodium serve frequently in laboratories for reducing or hydrogenizing organic combinations, without running the risk of a partial destruction of these compounds by too intense action, as may occur by employing free sodium instead of its amalgam.
For amalgamating a zinc plate it is plunged for a few seconds into water in which there is one-sixteenth in volume of sulphuric acid, then rubbing with a copper-wire brush which has been dipped in the quicksilver. The mercury takes more readily on the zinc when, after the zinc has been cleaned with water sharpened with sulphuric acid, it is moistened with a solution of corrosive sublimate, which is reduced and furnishes a first very thin coat of amalgam, on which the quicksilver is immediately fixed by simple immersion without rubbing.
The zinc of a battery may be amalgamated by putting at the bottom of the compartment containing each element, a little quicksilver in such a way that the zinc touches the liquid. The amalgamation is effected under the influence of the current, but this process applies only on condition that the zinc alone touches the bottom of the vessel containing the quicksilver.
II.—An amalgam consisting of 2 parts of zinc and 1 part tin may be used for covering the cushions of frictional electric machines. This amalgam is prepared by first melting the zinc and tin in a crucible and adding the quicksilver previously heated.
III.—Mention has been made of the cadmium amalgam employed for plugging teeth, an amalgam of 2 parts of quicksilver, 2 parts of tin, and 1 part of cadmium. For the same purpose an amalgam of tin, silver, and gold is employed. (See also Cements, Dental.)
II.—The amalgam of 30 per cent of copper, designated by the name of “metallic mastic,” is an excellent cement for repairing objects and utensils of porcelain. For this employment, the broken surfaces are heated to 662° F., and a little of the amalgam, previously heated to the consistency of melted wax, is applied.
III.—Copper amalgam, of 30 to 45 per cent of copper, rendered plastic by heating and grinding, may serve for obtaining with slight compression copies of delicate objects, which may, after hardening of the amalgam, be reproduced, either in wax or by galvanic process.
IV.—According to Debray, when a medal, obtained with an amalgam of 45 per cent of copper, by compression in the soft state, in molds of gutta percha, is heated progressively to redness in an atmosphere of hydrogen, the quicksilver is volatilized gradually, and the particles of copper come together without fusion in such a way as to produce a faithful reproduction, formed exclusively of metallic copper, of the original medal.
V.—In the metallurgy of gold, the crushers are furnished with amalgamated plates of copper for retaining the gold. The preparation of these plates, {88} which are at least 0.128 inches in thickness, is delicate, requiring about two weeks. They are freed from greasy matter by rubbing with ashes, or, better, with a little sand and caustic soda, or if more rapid action is desired, with a cloth dipped in dilute nitric acid; they are washed with water, then with a solution of potassium cyanide, and finally brushed with a mixture of sal ammoniac and a little quicksilver, until the surface is completely amalgamated. They are finally made to absorb as much quicksilver as possible. But the plates thus treated are useful for only a few days when they are sufficiently covered with a layer of gold amalgam; in the meantime they occasion loss of time and of gold. So it is preferable to cover them artificially with a little gold amalgam, which is prepared by dissolving gold in quicksilver. Sometimes the amalgam of gold is replaced by an amalgam of silver, which is readily poured and more economical.
Another method giving better results consists in silvering copper slabs by electroplating and covering them with a layer of silver. Then it is only necessary to apply a little quicksilver, which adheres quite rapidly, so that they are ready for use almost immediately, and are quite active at the outset.
These amalgamation slabs ought to be cleaned before each operation. Potassium cyanide removes fatty matter, and sal ammoniac the oxides of the low metals.
For the injection of anatomical pieces an amalgam formed of 10 parts of quicksilver, 50 parts of bismuth, 31 parts of lead, and 18 parts of tin, fusible at 77.5° and solidifiable at 60° C., is made use of; or, again, an amalgam composed of 9 parts of Darcet alloy and 1 part of quicksilver fusible at 127 1/2° F., and pasty at a still lower temperature. This last amalgam may also be used for filling carious teeth. The Darcet alloy, as known, contains 2 parts of bismuth, 1 part of lead, and 1 part of tin, and melts at 199 1/2° F. The addition of 1 part of quicksilver lowers the fusing point to 104° F.
II.—The metallurgy of silver also takes advantage of the property of this {89} metal in combining cold with quicksilver; this for the treatment of poor silver ores.
In the Saxon or Freiburg process for treating silver ores, recourse is had to quicksilver in the case of amalgam in amalgamating casks, in which the ore, after grinding, is shaken with disks of iron, and with mercury and water. The amalgam, collected and filtered under strong pressure, contains from 30 to 33 per cent of silver. It is distilled either in cylindrical retorts of cast iron, furnished with an exit tube immersed in the water for condensing the mercurial vapors, or on plates of iron, arranged over each other along a vertical iron stem, supported by a tripod at the bottom of a tank filled with water, and covered with an iron receiver, which is itself surrounded with ignited charcoal. It should be remarked that the last portions of quicksilver in a silver amalgam submitted to distillation are volatilized only under the action of a high and prolonged temperature.
II.—The amalgamation of gold finds its principal applications in the treatment of auriferous ores. The extraction of small spangles of gold scattered in gold-bearing sands is based on the ready dissolution of gold in quicksilver, and on the formation of an amalgam of solid gold by compression and filtering through a chamois skin, in a state more or less liquid. The spangles of gold are shaken with about their weight of quicksilver, collected in the cavities of sluices and mixed with a small quantity of sand. The gold is dissolved and the sand remains. The amalgam thus obtained is compressed in a chamois skin, so as to separate the excess of mercury which passes through the pores of the skin; or, yet again, it is filtered through a glass funnel having a very slender stem, with almost capillary termination. In both cases an amalgam of solid gold remains, which is submitted to the action of heat in a crucible or cast-iron retort, communicating with a bent-iron tube, of which the extremity, surrounded with a cloth immersed in water, is arranged above a receiver half full of water. The quicksilver is vaporized and condensed in the water. The gold remains in the retort.
The property of gold of combining readily with quicksilver is also used in many kinds of amalgamating apparatus for extraction and in the metallurgy of gold.
In various operations it is essential to keep the quicksilver active by preserving its limpidity. For this purpose potassium cyanide and ammonium chloride are especially employed; sometimes wood ashes, carbonate of soda, hyposulphite of soda, nitrate of potash, cupric sulphate, sea salt, and lime; the latter for precipitating the soluble sulphates proceeding from the decomposition of pyrites.
The amalgamation of gold is favored by a temperature of 38° to 45° C. (100° to 113° F.), and still more by the employment of quicksilver in the nascent state. This last property is the base of the Designol process, which consists in treating auriferous or auro-argentiferous ores, first ground with sea salt, in revolving cylinders of cast iron, with iron and mercury bichloride, in such a way that the mercury precipitated collects the gold and eventually the silver more efficaciously.
(See also Mirror-Silvering).
Copper amalgam may be prepared in the following manner:
Place strips of zinc in a solution of blue vitriol and agitate the solution thoroughly. The copper thus obtained in the form of a very fine powder is washed and, while still moist, treated in a mortar with a solution of mercury nitrate. The copper powder thereby amalgamates more readily with the quicksilver. Next, hot water is poured over the copper, the mortar is kept hot, and the mercury added. Knead with the pestle of the mortar until the copper, pulverulent in the beginning, has united with the mercury into a very plastic mass. The longer the kneading is continued the more uniform will be the mass. As soon as the amalgam has acquired the suitable character—for its production 3 parts of copper and 7 parts of mercury are used—the water is poured off and the amalgam still soft is given the shape in which it is to be kept.
For cementing purposes, the amalgam is rolled out into small cylinders, whose diameter is about 0.16 to 0.2 inches, with a length of a few inches. In order to produce with this amalgam impressions of castings, which are made after woodcuts, the amalgam is rolled out hot into a thin plate and pressed firmly onto the likewise heated plaster cast. After the amalgam has hardened the thin plate of it may be reinforced by pouring on molten type metal.
AMALGAM GOLD PLATING: See Gilding under Plating.
AMBER CEMENT: See Adhesives under Cements.
AMBER VARNISH: See Varnishes.
AMBROSIA POWDER: See Salts (Effervescent).
AMIDOL DEVELOPER: See Photography.
AMETHYST (IMITATION): See Gems, Artificial.
AMMON-CARBONITE: See Explosives.
| I.— | Ammonia water | 16 parts |
|---|---|---|
| Yellow soap | 64 parts | |
| Potassium nitrate | 1 part | |
| Soft water, sufficient to make | 200 parts |
Shave up the soap and dissolve it in the water by heating, add the potassium nitrate and dissolve. Cool, strain, skim off any suds or bubbles, add the ammonia, mix, and bottle at once.
| II.— | Yellow soap | 10 grains |
|---|---|---|
| Borax | 1 drachm | |
| Lavender water | 20 minims | |
| Stronger ammonia water | 6 ounces | |
| Water, enough to make | 20 ounces |
Dissolve the soap and borax in 5 ounces of boiling water; when cold add the lavender water and ammonia, and make up to a pint with water.
| III.— | Methylated spirit | 1 gallon |
|---|---|---|
| Soft water | 1 gallon | |
| Stronger ammonia water | 1 gallon | |
| IV.— | Ammonia water | 5 pints |
| Distilled water | 5 pints | |
| Soap | 100 grains | |
| Olive oil | 5 drachms |
Cut the soap in shavings, boil with the oil and water, cool, add the ammonia water, and bottle. For use in laundries, baths, and for general household purposes add one tablespoonful to one gallon of water.
V.—The best quality:
| Alcohol, 94 per cent | 4 ounces |
| Soft water | 4 gallons |
| Oil of rosemary | 4 drachms |
| Oil of citronella | 3 drachms |
Dissolve the oils in the alcohol and add to the water. To the mixture add 4 ounces of talc (or fuller’s earth will answer), mix thoroughly, strain through canvas, and to the colate add 1, 2, or 3 gallons of ammonia water, according to the strength desired, in which has been dissolved 1, 2, or 3 ounces of white curd, or soft soap.
| Oil of anise, by weight | 1 part |
| Alcohol, by weight | 24 parts |
| Water of ammonia, by weight | 5 parts |
Dissolve the oil in the alcohol and add the water of ammonia.
It should be a clear, yellowish liquid.
| I.— | Stronger water of ammonia | 6 ounces |
|---|---|---|
| Lavender water | 1 ounce | |
| Soft soap | 10 grains | |
| Water, enough to make | 16 ounces | |
| II.— | Soft soap | 1 ounce |
| Borax | 2 drachms | |
| Cologne water | 1/2 ounce | |
| Stronger water of ammonia | 5 1/2 ounces | |
| Water, enough to make | 12 ounces |
Rub up the soap and borax with water until dissolved, strain and add the other ingredients. The perfumes may be varied to suit the price.
AMMONIA FOR FIXING PRINTS: See Photography.
ANGOSTURA BITTERS: See Wines and Liquors.
ANILINE: See Dyes.
ANILINE IN PIGMENTS, TESTS FOR: See Pigments.
ANILINE STAINS, TO REMOVE: See Cleaning Preparations and Methods. {92}
ANISE CORDIAL: See Wines and Liquors.
ANKARA: See Butter.
ANNEALING OF STEEL, TOOLS, WIRE, AND SPRINGS: See Steel.
ANODYNES: See Pain Killers.
ANT DESTROYERS: See Insecticides.
When a person has taken poison the first thing to do is to compel the patient to vomit, and for that purpose give any emetic that can be most readily and quickly obtained, and which is prompt and energetic, but safe in its action. For this purpose there is, perhaps, nothing better than a large teaspoonful of ground mustard in a tumblerful of warm water, and it has the advantage of being almost always at hand. If the dry mustard is not to be had use mixed mustard from the mustard pot. Its operation may generally be facilitated by the addition of a like quantity of common table salt. If the mustard is not at hand, give two or three teaspoonfuls of powdered alum in syrup or molasses, and give freely of warm water to drink; or give 10 to 20 grains of sulphate of zinc (white vitriol), or 20 to 30 grains of ipecac, with 1 or 2 grains of tartar emetic, in a large cup of warm water, and repeat every ten minutes until three or four doses are given, unless free vomiting is sooner produced. After vomiting has taken place large draughts of warm water should be given, so that the vomiting will continue until the poisonous substances have been thoroughly evacuated, and then suitable antidotes should be given. If vomiting cannot be produced the stomach pump should be used. When it is known what particular kind of poison has been swallowed, then the proper antidote for that poison should be given; but when this cannot be ascertained, as is often the case, give freely of equal parts of calcined magnesia, pulverized charcoal, and sesquioxide of iron, in a sufficient quantity of water. This is a very harmless mixture and is likely to be of great benefit, as the ingredients, though very simple, are antidotes for the most common and active poisons. In case this mixture cannot be obtained, the stomach should be soothed and protected by the free administration of demulcent, mucilaginous, or oleaginous drinks, such as the whites of eggs, milk, mucilage of gum arabic, or slippery-elm bark, flaxseed tea, starch, wheat flour, or arrowroot mixed in water, linseed or olive oil, or melted butter or lard. Subsequently the bowels should be moved by some gentle laxative, as a tablespoonful or two of castor oil, or a teaspoonful of calcined magnesia; and pain or other evidence of inflammation must be relieved by the administration of a few drops of laudanum, and the repeated application of hot poultices, fomentations, and mustard plasters.
The following are the names of the substances that may give rise to poisoning, most commonly used, and their antidotes:
Oxalic acid is frequently taken in {93} mistake for Epsom salts, to which in shops it often bears a strong resemblance. Treatment: Give chalk or magnesia in a large quantity of water, or large draughts of limewater. If these are not at hand, scrape the wall or ceiling, and give the scrapings mixed with water.
Blue Vitriol, or Blue Stone.—See Copper.
Caustic Potash.—See Alkalis under this title.
Corrosive Sublimate.—See Mercury under this title.
Meadow Saffron.—See Belladonna.
Laudanum.—See Opium.
Morphine.—See Opium.
Cooley advises as follows: Vomiting must be induced as soon as possible, by means of a strong emetic and tickling the fauces. If this does not succeed, the stomach pump should be applied. The emetic may consist of a half drachm of sulphate of zinc dissolved in a half pint of warm water, of which one-third should {96} be taken at once, and the remainder at the rate of a wineglassful every 5 or 10 minutes, until vomiting commences. When there is much drowsiness or stupor 1 or 2 fluidrachms of tincture of capsicum will be found a useful addition; or one of the formulas for emetic draughts may be taken instead. Infusion of galls, cinchona, or oak bark should be freely administered before the emetic, and water soured with vinegar and lemon juice, after the stomach has been well cleared out. To rouse the system spirit and water or strong coffee may be given. To keep the sufferer awake, rough friction should be applied to the skin, an upright posture preserved, and walking exercise enforced, if necessary. When this is ineffectual cold water may be dashed over the chest, head, and spine, or mild shocks of electricity may be had recourse to. To allow the sufferer to sleep is to abandon him to destruction. Bleeding may be subsequently necessary in plethoric habits, or in threatened congestion. The costiveness that accompanies convalescence may be best met by aromatic aperients; and the general tone of the habit restored by stimulating tonics and the shower bath. The smallest fatal dose of opium in the case of an adult within our recollection was 4 1/2 grains. Children are much more susceptible to the action of opium than of other medicines, and hence the dose of it for them must be diminished considerably below that indicated by the common method of calculation depending on the age.
Oxalic Acid.—See Acids.
Potash.—See Alkali.
Prussic or Hydrocyanic Acid.—See Acids.
According to Ch. Gunther the greatest reliance may be placed on full doses of opium, assisted by venesection, in cases of poisoning by strychnia or nux vomica. His plan is to administer this drug in the form of solution or mixture, in combination with a saline aperient.
Another treatment is to give, if obtainable, 1 ounce or more of bone charcoal mixed with water, and follow with an active emetic; then to give chloroform in teaspoonful doses, in flour and water or glycerine, every few minutes while the spasms last, and afterwards brandy and stimulants, and warmth of the extremities if necessary. Recoveries have followed the free and prompt administration of oils or melted butter or lard. In all cases empty the stomach if possible.
Sulphate of Zinc—White Vitriol.—See Zinc.
Tartar Emetic.—See Antimony.
The following are tried and useful formulas:
I.—Sulphite (not sulphate) of lime, in fine powder, 1 part; marble dust, ground oyster shells, or chalk, 7 parts; mix, and pack tight, so as to exclude the air.
II.—Sulphite (not sulphate) of potassa, 1 part; new black-mustard seed (ground in a pepper mill), 7 parts; mix, and pack so as to exclude air and moisture perfectly. Dose (of either), 1/2 ounce to 1 1/2 ounces per hogshead.
III.—Mustard seed, 14 pounds; cloves and capsicum, of each, 1 1/4 pounds; mix, and grind them to powder in a pepper mill. Dose, 1/4 to 1/2 pound per hogshead.
A portion of any one of these compounds added to cider, or the like, soon allays fermentation, when excessive, or when it has been renewed. The first formula is preferred when there is a tendency to acidity. The second and third may be advantageously used for wine and beer, as {98} well as for cider. The third compound greatly improves the flavor and the apparent strength of the liquor, and also improves its keeping qualities.
| Anchovies, chopped small | 3 or 4 |
| Butter | 3 ounces |
| Water | 2 ounces |
| Vinegar | 1 ounce |
| Flour | 1 ounce |
Mix, place over the fire, and stir until the mixture thickens. Then rub through a coarse sieve.
| Anchovies | 7 pounds |
| Water | 9 pints |
| Salt | 1 pound |
| Flour | 1 pound |
| Capsicum | 1/4 ounce |
| Grated lemon peel | 1 |
| Mushroom catsup | 4 ounces |
| Anchovies, boned and beaten to a paste | 1 part |
| Butter | 2 parts |
| Spice | enough |
ANTIFOULING COMPOSITIONS: See Paints.
ANTIFREEZING SOLUTION: See Freezing Preventives.
ANTIFRICTION METAL: See Alloys, under Phosphor Bronze and Antifriction Metals.
The best process for the preservation of antique metallic articles consists in a retransformation of the metallic oxides into metal by the electrolytic method. For this purpose a zinc strip is wound around the article and the latter is laid in a soda-lye solution of 5 per cent, or suspended as the negative pole of a small battery in a potassium cyanide solution of 2 per cent. Where this method does not seem practicable it is advisable to edulcorate the objects in running water, in which operation fragile or easily destroyed articles may be protected by winding with gauze; next, they should be carefully dried, first in the air, then with moderate heat, and finally protected from further destruction by immersion in melted paraffine. A dry place is required for storing the articles, since paraffine is not perfectly impermeable to water in the shape of steam.
ANTIRUST COMPOSITIONS: See Rust Preventives.
| I.— | Borax | 3 ounces |
|---|---|---|
| Dried alum | 3 ounces | |
| Thymol | 22 grains | |
| Eucalyptol | 20 drops | |
| Menthol | 1 1/2 grains | |
| Phenol | 15 grains | |
| Oil of gaultheria | 4 drops | |
| Carmine to give a pink tint. | ||
| II.— | Alum, powdered | 50 parts by weight |
| Borax, powdered | 50 parts by weight | |
| Carbolic acid, crystals | 5 parts by weight | |
| Oil of eucalyptus | 5 parts by weight | |
| Oil of wintergreen | 5 parts by weight | |
| Menthol | 5 parts by weight | |
| Thymol | 5 parts by weight | |
| III.— | Boracic acid | 10 ounces |
| Sodium biborate | 4 ounces | |
| Alum | 1 ounce | |
| Zinc sulphocarbolate | 1 ounce | |
| Thymic acid | 1 drachm. |
Mix thoroughly. For an antiseptic wash dissolve 1 or 2 drachms in a quart of warm water.
IV.—Ektogan is a new dusting powder which is a mixture of zinc hydroxide and dioxide. It is equivalent to about 8 per cent of active oxygen. It is a yellowish-white odorless and tasteless powder, insoluble in water. It is used externally in wounds and in skin diseases as a moist dressing mixed with citric, tartaric, or {99} tannic acid, which causes the liberation of oxygen. With iodides it liberates iodine. It is stated to be strongly antiseptic; it is used in the form of a powder, a gauze, and a plaster.
| I.— | Tannin | q. s. |
|---|---|---|
| Alcohol, q. s | 1 part | |
| Ether, q. s | 3 parts |
Make into a mass, using as an excipient the alcohol and ether previously mixed. Roll into pencils of the desired length and thickness. Then coat with collodion, roll in pure silver leaf, and finally coat with the following solution of gelatine and set aside to dry:
| Gelatine | 1 drachm |
| Water | 1 pint |
Dissolve by the aid of a gentle heat.
When wanted for use, shave away a portion of the covering, dip the pencil into tepid water and apply.
II.—Pencils for stopping bleeding are prepared by mixing:
| Purified alum | 480 parts by weight |
| Borax | 24 parts by weight |
| Oxide zinc | 2 1/2 parts by weight |
| Thymol | 8 parts by weight |
| Formalin | 4 parts by weight |
Melting carefully in a water bath, adding some perfume, and forming mixture into pencils or cones.
A very convenient way to form into pencils where no mold need be made is to take a small glass tube, roll a piece of oil paper around the tube, remove the glass tube, crimp the paper tube thus formed on one end and stand it on end or in a bottle, and pour the melted solution in it and leave until cool, then remove the paper.
| (a) | Wheat flour | 16 ounces |
|---|---|---|
| Beat to a batter with cold water | 16 fluidounces | |
| Then pour into boiling water | 32 fluidounces | |
| (b) | Pulverized gum arabic | 2 ounces |
| Dissolve in boiling water | 4 fluidounces | |
| (c) | Pulverized alum | 2 ounces |
| Dissolve in boiling water | 4 fluidounces | |
| (d) | Acetate of lead | 2 ounces |
| Dissolve in boiling water | 4 fluidounces | |
| (e) | Corrosive sublimate | 10 grains |
Mix (a) and (b) while hot and continue to simmer; meanwhile stir in (c) and mix thoroughly; then add (d). Stir briskly, and pour in the dry corrosive sublimate. This paste is very poisonous. It is used for anatomical work and for pasting organic tissue, labels on skeletons, etc.
II.—Tannin, 12 grams (3 drachms); menthol, 8 grams (2 drachms); thymol, 1 gram (15 grains); tincture benzoin, 6 grams (90 minims); alcohol, 100 grams (3 ounces). Ten drops in a half-glassful of tepid water.
See also Dentifrices for Mouth Washes.
| Potassium bicarbonate | 32.0 grams |
| Sodium benzoate | 32.0 grams |
| Sodium borate | 8.0 grams |
| Thymol | 0.2 gram |
| Eucalyptol | 2.0 c. cent. |
| Oil of peppermint | 0.2 c. cent. |
| Oil of wintergreen | 0.4 c. cent. |
| Tincture of cudbear | 15.0 c. cent. |
| Alcohol. | 60.0 c. cent. |
| Glycerine | 250.0 c. cent. |
| Water, enough to make | 1,000.0 c. centimeters |
Dissolve the salts in 650 cubic centimeters of water, and the thymol, eucalyptol, and oils in the alcohol. Mix the alcoholic solution with the glycerine and add the aqueous liquid, then the tincture of cudbear, and lastly enough water to make 1,000 cubic centimeters. Allow to stand a few days, then filter, adding a little magnesium carbonate to the filter, if necessary, to get a brilliant filtrate.
This is from the Formulary of the Bournemouth Pharmaceutical Association, as reported in the Canadian Pharmaceutical Association: {100}
| Sodium bicarbonate | 100 grains |
| Sodium biborate | 200 grains |
| Sodium benzoate | 80 grains |
| Sodium salicylate | 40 grains |
| Menthol | 2 grains |
| Pumilio pine oil | 4 minims |
| Wintergreen oil | 2 minims |
| Thymol | 4 grains |
| Eucalyptol | 12 minims |
| A | |
|---|---|
| Benzoic acid | 64 grains |
| Borax | 64 grains |
| Boric acid | 128 grains |
| Distilled water | 6 ounces |
Dissolve.
| B | |
|---|---|
| Thymol | 20 grains |
| Menthol | 6 grains |
| Eucalyptol | 4 minims |
| Oil of wintergreen | 4 minims |
| Oil of peppermint | 2 minims |
| Oil of thyme | 1 minim |
| Alcohol (90 per cent) | 3 ounces |
Dissolve.
Mix solutions A and B, make up to 20 fluidounces with distilled water, and filter.
| Bromine | 1 ounce |
| Sodium chloride | 8 ounces |
| Water | 8 pints |
Dissolve the sodium chloride in the water and add the bromine. This solution is to be diluted, when applied to broken skin surfaces, 1 part with 15 parts of water.
Murphy’s routine method of hand preparation is as follows: First, five to seven minutes’ scrubbing with spirits of green soap and running hot water; second, three minutes’ washing with alcohol; third, when the hands are thoroughly dried, the gutta-percha solution is poured over the hands and forearms, care being taken to fill in around and beneath the nails. The hands must be kept exposed to the air with the fingers separated until thoroughly dry. The coating is very thin and can be recognized only by its glazed appearance. It will resist soap and water, but is easily removed by washing in benzine. The hands can be washed in bichloride or any of the antiseptic solutions without interfering with the coating or affecting the skin. If the operations be many, or prolonged, the coating wears away from the tips of the fingers, but is easily renewed. For the remaining portion of the hands one application is sufficient for a whole morning’s work.
The 4-per-cent solution of rubber wears better on the tips of the fingers, in handling instruments, sponges, and tissues than the acetone solution.
For the abdomen the acetone solution has the advantage, and it dries in three to four seconds after its application, while the benzine solution takes from three to four and a half minutes to make a dry, firm coating.
The preparation of the patient’s skin consists in five minutes’ scrubbing with spirits of green soap, washing with ether, followed by alcohol. The surface is then swabbed over thoroughly with the benzine or acetone solution.
The gutta-percha solution is prepared by dissolving the pure gutta-percha chips in sterile benzine or acetone. These solutions do not stand boiling, as this impairs the adhesiveness and elasticity of the coating.
ANTISEPTICS FOR CAGED BIRDS: See Veterinary Formulas. {101}
APOLLINARIS: See Waters.
APPLE SYRUP: See Essences and Extracts.
AQUA FORTIS FOR BRIGHT LUSTER: See Castings.
AQUA FORTIS FOR THE TOUCHSTONE: See Gold.
AQUARIUM CEMENTS: See Adhesives.
AQUARIUM PUTTY: See Putty.
ARGENTAN: See Alloys.
ARMENIAN CEMENT: See Adhesives under Jewelers’ Cements.
ARMS, OIL FOR: See Lubricants.
ARNICA SALVE: See Ointments.
ARSENIC ALLOYS: See Alloys.
ASBESTOS CEMENT: See Adhesives.
ASBESTOS FABRIC: See Fireproofing.
ASPHALT AS AN INGREDIENT OF INDIA RUBBER: See Rubber.
ASPHALT IN PAINTING: See Paint.
ASPHALT VARNISHES: See Varnishes.
ASSAYING: See Gold.
II.—Blotting or gray filter paper, 120; potassium nitrate, 60; powdered belladonna leaves, 5; powdered stramonium leaves, 5; powdered digitalis leaves, 5; powdered lobelia, 5; myrrh, 10; olibanum, 10; phellandrium fruits, 5 parts.
Stramonium Candle.—Powdered stramonium leaves, 120; potassium nitrate, 72; Peruvian balsam, 3; powdered sugar, 1; powdered tragacanth, 4 parts. (Water, q. s. to mass; roll into suitable shapes and dry.)
Cleary’s Asthma Fumigating Powder.—Powdered stramonium, 15; powdered belladonna leaves, 15; powdered opium, 2; potassium nitrate, 5.
Asthma Fumigating Powders.—I.—Powdered stramonium leaves, 4; powdered aniseed, 2; potassium nitrate, 2 parts.
II.—Powdered stramonium, 30; potassium nitrate, 5; powdered tea, 15; powdered eucalyptus leaves, 15; powdered Indian hemp, 15; powdered lobelia, 15; powdered aniseed, 2; distilled water, 45 parts. (All the herbal ingredients in coarse powder; moisten with the water in which the potassium nitrate has been previously dissolved, and dry.)
Schiffmann’s Asthma Powder.—Potassium nitrate, 25; stramonium, 70; belladonna leaves, 5 parts.
Neumeyer’s Asthma Powder.—Potassium nitrate, 6 parts; sugar, 4; stramonium, 6; powdered lobelia, 1.
Fischer’s Asthma Powder.—Stramonium, 5 parts; potassium nitrate, 1; powdered Achillea millefolium leaves, 1.
Vorlaender’s Asthma Powder.—Stramonium, 150; lobelia, 80; arnica flowers, 80; potassium nitrate, 30; potassium iodide, 3; naphthol, 1,100 parts.
II.—Sodium arseniate, 3 grains; extract of belladonna, 8 grains; extract of stramonium, 8 grains. Dissolve the arseniate of sodium in a small quantity of water, and rub it with the two extracts. Then soak up the whole mixture with fine blotting paper, which is dried and cut into 24 equal parts. Each part is rolled up in a piece of cigarette paper. Four or five inhalations are generally sufficient as a dose.
ASTHMA IN CANARIES: See Veterinary Formulas.
ASTRINGENT FOR HORSES: See Veterinary Formulas.
ATOMIC WEIGHTS: See Weights and Measures. {102}
The usual physiological antidotes to the mydriatic alkaloids from belladonna, stramonium, and hyoscyamus are morphine or eserine. Strong tea, coffee, or brandy are usually administered as stimulants. Chief reliance has usually been placed upon a stomach siphon and plenty of water to wash out the contents of the stomach. The best antidote ever reported was that of muscarine extracted by alcohol from the mushroom, Amanita muscaria, but the difficulty of securing the same has caused it to be overlooked and almost forgotten. Experiments with this antidote showed it to be an almost perfect opposite of atropine in its effects upon the animal body and that it neutralized poisonous doses.
| Cort. cinnam. chinens | 3 parts |
| Flor. lavandulæ | 5 parts |
| Fol. Menth. pip. | 5 parts |
| Fol. rosmarini | 5 parts |
| Fol. salviæ | 10 parts |
| Fruct. fœniculi | 3 parts |
| Spiritus | 70 parts |
| Aqua | 300 parts |
Macerate the drugs in the mixed alcohol and water for 24 hours and distill 200 parts.
AUTOMOBILES, ANTIFREEZING SOLUTION FOR: See Freezing Preventives.
AXLE GREASE: See Lubricants.
BABBITT METAL: See Alloys.
I.—Tartaric acid, 3 parts; sodium bicarbonate, 1 part; starch, 0.75 part. Of this baking powder the required amount for 500 parts of flour is about 20 parts for rich cake, and 15 parts for lean cake.
The substances employed must be dry, each having been previously sifted by itself, so that no coarse pieces are present; the starch is mixed with the sodium bicarbonate before the acid is added. When large quantities are prepared the mixing is done by machine; smaller quantities are best mixed together in a spacious mortar, and then passed repeatedly through a sieve. Instead of starch, flour may be used, but starch is preferable, because it interferes with the action of the acid on the alkali.
II.—A formula proposed by Crampton, of the United States Department of Agriculture, as the result of an investigation of the leading baking powders of the market, is:
| Potassium bitartrate | 2 parts |
| Sodium bicarbonate | 1 part |
| Cornstarch | 1 part |
The addition of the starch serves the double purpose of a “filler” to increase the weight of the powder and as a preservative. A mixture of the chemicals alone does not keep well.
The stability of the preparation is increased by drying each ingredient separately by exposure to a gentle heat, mixing at once, and immediately placing in bottles or cans and excluding access of air and consequently of moisture.
This is not a cheap powder; but it is the best that can be made, as to healthfulness.
| III.— | Sodium acid phosphate | 20 parts |
|---|---|---|
| Calcium acid phosphate | 20 parts | |
| Sodium bicarbonate | 25 parts | |
| Starch | 35 parts |
Caution as to drying the ingredients and keeping them dry must be observed. Even the mixing should be done in a room free from excessive humidity.
IV.—Alum Baking Powder.—
| Ammonium alum, anhydrous | 15 parts |
| Sodium bicarbonate | 18 parts |
| Cornstarch, q. s. to make | 100 parts. |
Mix. The available carbon dioxide yielded is 7 1/2 per cent or 8 per cent.
BALANCE SPRING: See Watchmakers’ Formulas.
BALDNESS: See Hair Preparations.
BALL BLUE: See Laundry Preparations.
See also Ointments. {103}
| Wild-cherry bark | 1 ounce |
| Licorice root | 1 ounce |
| Ipecac | 1 ounce |
| Bloodroot | 1 drachm |
| Sassafras | 1 drachm |
| Compound tincture of opium | 1 fluidounce |
| Fluid extract of cubeb | 4 fluidrachms |
Moisten the ground drugs with the fluid extract and tincture and enough menstruum consisting of 25 per cent alcohol, and after six or eight hours pack in a percolator, and pour on menstruum until percolation begins. Then cork the orifice, cover the percolator, and allow to macerate for 24 hours. Then percolate to 10 fluidounces, pouring back the first portion of percolate until it comes through clear. In the percolate dissolve 1/2 ounce of ammonium chloride and 1/2 pound of sugar by cold percolation, adding simple syrup to make 16 fluidounces. Finally add 1 fluidrachm of chloroform.
| Oil of Scotch pine | 30 minims |
| Oil of eucalyptus | 1 drachm |
| Oil of cinnamon | 30 minims |
| Menthol crystals | q. s. |
| Fluid extract of balm-of-Gilead buds | 1 drachm |
| Tincture of benzoin, enough to make | 4 ounces |
This formula can, of course, be modified to suit your requirements. The oils of eucalyptus and cinnamon can be omitted and such quantities of tincture of tolu and tincture of myrrh incorporated as may be desired.
| Parts by weight | |
|---|---|
| Alcohol | 30,000 |
| Birch juice | 3,000 |
| Glycerine | 1,000 |
| Bergamot oil | 90 |
| Vanillin | 10 |
| Geranium oil | 50 |
| Water | 14,000 |
BALSAM STAINS, TO REMOVE: See Cleaning Preparations and Methods.
BANANA BRONZING SOLUTION: See Plating.
BANANA SYRUP: See Essences and Extracts.
BANANA TRICK, THE BURNING: See Pyrotechnics.
BANJO SOUR: See Beverages under Lemonade.
BAR POLISHES: See Polishes.
BARBERS’-ITCH CURE: See Ointments.
BARBERS’ POWDER: See Cosmetics.
BAROMETERS (PAPER): See Hygrometers and Hygroscopes.
BATH, AIR: See Air Bath.
BATH METAL: See Alloys.
BATH POWDER: See Cosmetics.
| Tartaric acid | 10 parts |
| Sodium bicarbonate | 9 parts |
| Rice flour | 6 parts |
A few spoonfuls of this, when stirred into a bathtubful of water, causes a copious liberation of carbon dioxide, which is refreshing. This mixture can be made into tablets by compression, moistening, if necessary, with alcohol. Water, of course, cannot be used in making them, as its presence causes the decomposition referred to. Perfume may be added to this powder, essential oils being a good form. Oil of lavender would be a suitable addition, in the proportion of a fluidrachm or more to the pound of powder. A better but more expensive perfume may be obtained by mixing 1 part of oil of rose geranium with 6 parts of oil of lavender. A perfume still more desirable may be had by adding a mixture of the oils from which Cologne water is made. For an ordinary quality the following will suffice:
| Oil of lavender | 4 fluidrachms |
| Oil of rosemary | 4 fluidrachms |
| Oil of bergamot | 1 fluidounce |
| Oil of lemon | 2 fluidounces |
| Oil of clove | 30 minims |
For the first quality the following may be taken:
| Oil of neroli | 6 fluidrachms |
| Oil of rosemary | 3 fluidrachms |
| Oil of bergamot | 3 fluidrachms |
| Oil of cedrat | 7 fluidrachms |
| Oil of orange peel | 7 fluidrachms |
A fluidrachm or more of either of these mixtures may be used to the pound, as in the case of lavender.
These mixtures may also be used in the preparation of a bath powder {104} (non-effervescent) made by mixing equal parts of powdered soap and powdered borax.
BATH-TUB ENAMEL: See Varnishes.
BATH-TUB PAINTS: See Paint.
I.—In the so-called dry batteries the exciting substance is a paste instead of a fluid; moisture is necessary to cause the reaction. These pastes are generally secret preparations. One of the earlier “dry” batteries is that of Gassner. The apparatus consists of a containing vessel of zinc, which forms the positive element; the negative one is a cylinder of carbon, and the space between is filled with a paste, the recipe for which is:
| Oxide of zinc | 1 part |
| Sal ammoniac | 1 part |
| Plaster | 3 parts |
| Chloride of zinc | 1 part |
| Water | 2 parts |
The usual form of chloride-of-silver battery consists of a sealed cell containing a zinc electrode, the two being generally separated by some form of porous septum. Around the platinum or silver electrode is cast a quantity of silver chloride. This is melted and generally poured into molds surrounding the metallic electrode. The exciting fluid is either a solution of ammonium chloride, caustic potassa, or soda, or zinc sulphate. As ordinarily constructed, these cells contain a paste of the electrolyte, and are sealed up hermetically in glass or hard-rubber receptacles.
II.—The following formula is said to yield a serviceable filling for dry batteries:
| Charcoal | 3 ounces |
| Graphite | 1 ounce |
| Manganese dioxide | 3 ounces |
| Calcium hydrate | 1 ounce |
| Arsenic acid | 1 ounce |
| Glucose mixed with dextrine or starch | 1 ounce |
Intimately mix, and then work into a paste of proper consistency with a saturated solution of sodium and ammonium chlorides containing one-tenth of its volume of a mercury-bichloride solution and an equal volume of hydrochloric acid. Add the fluid gradually, and well work up the mass.
| III.— | Calcium chloride, crystallized | 30 parts |
|---|---|---|
| Calcium chloride, granulated | 30 parts | |
| Ammonium sulphate | 15 parts | |
| Zinc sulphate | 25 parts |
BAUDOIN METAL: See Alloys.
| I.— | Oil of bay | 1 drachm |
|---|---|---|
| Alcohol | 18 ounces | |
| Water | 18 ounces | |
| Mix and filter through magnesia. | ||
| II.— | Bay-leaf otto | 1/2 ounce |
| Magnesium carbonate | 1/2 ounce | |
| Jamaica rum | 2 pints | |
| Alcohol | 3 pints | |
| Water | 3 pints | |
Triturate the otto with the magnesium carbonate, gradually adding the other ingredients, previously mixed, and filter. If the rum employed contains sufficient sugar or mucilaginous matter to cause any stickiness to be felt on the skin, rectification will be necessary.
BEAR FAT: See Fats.
BEARING LUBRICANT: See Lubricants.
BEARING METAL: See Babbitt Metal, Bearing Metal, and Phosphor Bronze, under Alloys.
BEDBUG DESTROYERS: See Insecticides.
| Extract of beef | 512 grains |
| Detannated sherry wine | 26 ounces |
| Alcohol | 4 ounces |
| Citrate of iron and ammonia | 256 grains |
| Simple sirup | 12 ounces |
| Tincture of orange | 2 ounces |
| Tincture of cardamom co. | 1 ounce |
| Citric acid | 10 grains |
| Water, enough to make | 4 pints |
Let stand 24 hours, agitate frequently, and filter. See that the orange is fresh.
BEEF PEPTONOIDS: See Peptonoids.
BEEF PRESERVATIVES: See Foods.
BEEF TEA: See Beverages.
BEERS, ALCOHOL IN: See Alcohol.
BEER, GINGER, HOP-BITTER, SCOTCH, AND SPRUCE: See Beverages.
I.—Powdered chalk is poured into the cask and allowed to remain in the beer until completely precipitated.
II.—The liquor of boiled raisins may be poured into the beer, with the result that the sour taste of the beer is disguised.
III.—A small quantity of a solution of potash will remove the sour taste of beer. Too much potash must not be added; otherwise the stomach will suffer. Beer thus restored will not keep long.
IV.—If the beer is not completely spoiled it may be restored by the addition of coarsely powdered charcoal.
V.—If the addition of any of the above-mentioned substances should affect the taste of the beer, a little powdered zingiber may be used to advantage. Syrup or molasses may also be employed.
“Foul brood” is a contagious disease to which bees are subject. It is caused by bacteria and its presence may be known by the bees becoming languid. Dark, stringy, and elastic masses are found in the bottom of the cells, while the caps are sunken or irregularly punctured. Frequently the disease is said to be accompanied by a peculiar offensive odor. Prompt removal of diseased colonies, their transfer to clean and thoroughly disinfected hives, and feeding on antiseptically treated honey or syrup are the means taken for the prevention and cure of the disease. The antiseptics used are salicylic acid, carbolic acid, or formic acid. Spraying the brood with any one of these remedies in a solution and feeding with a honey or syrup medicated with them will usually be all that is required by way of treatment. It is also said that access to salt water is important for the health of bees.
BEETLE POWDER: See Insecticides.
BELL METAL: See Alloys.
BELLADONNA, ANTIDOTES TO: See Antidotes and Atropine.
| I.— | Tallow | 50 parts |
|---|---|---|
| Caster oil, crude | 20 parts | |
| Fish oil | 20 parts | |
| Colophony | 10 parts |
Melt on a moderate fire and stir until the mass cools.
II.—Melt 250 parts of gum elastic with 250 parts of oil of turpentine in an iron, well-closed crucible at 122° F. (caution!) and mix well with 200 parts of colophony. After further melting add 200 parts of yellow wax and stir carefully. Melt in 750 parts of heated train oil, 250 parts of tallow, and to this add, with constant stirring, the first mixture when the latter is still warm, and let cool slowly with stirring. This grease is intended for cotton belts.
| III.— | Gutta-percha | 40 parts |
|---|---|---|
| Rosin | 10 parts | |
| Asphalt | 15 parts | |
| Petroleum | 60 parts |
Heat in a glass vessel on the water bath for a few hours, until a uniform solution is obtained. Let cool and add 15 parts of carbon disulphide and allow the mixture to stand, shaking it frequently.
Directions for Use.—The leather belts to be cemented should first be roughened at the joints, and after the cement has been applied they should be subjected to a strong pressure between warm rollers, whereupon they will adhere together with much tenacity.
BELT CEMENT: See Adhesives.
BELT GLUE: See Adhesives.
BELT LUBRICANT: See Lubricants.
BÉNÉDICTINE: See Wines and Liquors.
Fatty acid from tallow, olive oil, or other fats may be used, but care should be taken that they have as slight an odor of rancid fat as possible. The so-called elaine or olein—more correctly oleic acid—of the candle factories may likewise be employed, but it should first be agitated with a 1/10-per-cent soda solution to get rid of the bad-smelling fatty acids, especially the butyric acid.
| I.— | Chloroform | 75 parts |
|---|---|---|
| Ether | 75 parts | |
| Alcohol | 600 parts | |
| Decoction of quillaya bark | 22,500 parts | |
| Mix. | ||
| II.— | Acetic ether, technically pure | 10 parts |
| Amyl acetate | 10 parts | |
| Ammonia water | 10 parts | |
| Alcohol dilute | 70 parts | |
| Mix. | ||
| III.— | Acetone | 1 part |
| Ammonia water | 1 part | |
| Alcohol dilute | 1 part | |
| Mix. | ||
| I.— | Benzine | 20 ounces |
|---|---|---|
| Oil of lavender | 1 fluidrachm | |
| Potassium dichromate | 1 ounce | |
| Sulphuric acid | 1 fluidounce | |
| Water | 20 fluidounces |
Dissolve the dichromate in the water, add the acid and, when the solution is cold, the benzine. Shake every hour during the day, allow to stand all night, decant the benzine, wash with a pint of water and again decant, then add the oil of lavender.
II.—First add to the benzine 1 to 2 per cent of oleic acid, which dissolves. Then about a quarter of 1 per cent of tannin is incorporated by shaking. A sufficient quantity of caustic potassa solution, or milk of lime, to combine with the acids is then well shaken into the mixture, and the whole allowed to stand. The benzine rises to the top of the watery fluid, sufficiently deodorized and decolorized for practical purposes.
III.—To 1,750 parts of water add 250 parts of sulphuric acid, and when it has cooled down add 30 parts of potassium permanganate and let dissolve. Add this solution to 4,500 parts of benzine, stir well together, and set aside for 24 hours. Now decant the benzine and to it add a solution of 7 1/2 parts of potassium permanganate and 15 parts of sodium hydrate in 1,000 parts of water, and agitate the substances well together. Let stand until the benzine separates, then draw off.
IV.—Dissolve 3 parts of litharge and 18 parts of sodium hydrate in 40 parts of water. Add this to 200–250 parts of benzine and agitate well together for two minutes, then let settle and draw off the benzine. Rinse the latter by agitating {107} it with plenty of clear water, let settle, draw off the benzine, and, if necessary, repeat the operation.
BENZINE, CLEANING WITH: See Cleaning Preparations and Methods, under Miscellaneous Methods.
BENZOIC ACID IN FOOD: See Food.
BENZOIN SOAP: See Soap.
A neutral, bland, oily preparation of benzoin, useful for applying various antiseptics by the aid of an atomizer, nebulizer, or vaporizer. Can be used plain or in combination with other easily dissolved medicinals.
| Paraffine, liquid | 16 ounces |
| Gum benzoin | 1 ounce |
Digest on a sand bath for a half hour and filter.
| Lemons, large and sound | 6 only |
| Ginger, bruised | 3 ounces |
| Sugar | 6 cups |
| Yeast, compressed | 1/4 cake |
| Boiling water | 4 gallons |
| Water | enough |
Slice the lemons into a large earthenware vessel, removing the seed. Add the ginger, sugar, and water. When the mixture has cooled to lukewarmness, add the yeast, first diffused in a little water. Cover the vessel with a piece of cheese cloth, and let the beer stand 24 hours. At the end of that time strain and bottle it. Cork securely, but not so tightly that the bottles would break before the corks would fly out, and keep in a cool place.
| Ginger, bruised | 1 1/2 pounds |
| Sugar | 20 pounds |
| Lemons | 1 dozen |
| Honey | 1 pound |
| Water | enough |
Boil the ginger in 3 gallons of water for half an hour; add the sugar, the lemons (bruised and sliced), the honey, and 17 gallons of water. Strain and, after three or four days, bottle.
| Cream of tartar | 3 ounces |
| Ginger, bruised | 1 ounce |
| Sugar | 24 ounces |
| Citric acid | 2 drachms |
Put up in a package, and direct that it be shaken in 1 1/2 gallons of boiling water, strained when cooled, fermented with 1 ounce of yeast, and bottled.
| I.— | Jamaica ginger, coarse powder | 4 ounces |
|---|---|---|
| Mace, powder | 1/2 ounce | |
| Canada snakeroot, coarse powder | 60 grains | |
| Oil of lemon | 1 fluidrachm | |
| Alcohol | 12 fluidounces | |
| Water | 4 fluidounces | |
| Magnesium carbonate or purified talcum | 1 av. ounce |
Mix the first four ingredients, and make 16 fluidounces of tincture with the alcohol and water, by percolation. Dissolve the oil of lemon in a small quantity of alcohol, rub with magnesia or talcum, add gradually with constant trituration the tincture, and filter. The extract may be fortified by adding 4 avoirdupois ounces of powdered grains of paradise to the ginger, etc., of the above before extraction with alcohol and water.
| II.— | Capsicum, coarse powder | 8 ounces |
|---|---|---|
| Water | 6 pints | |
| Essence of ginger | 8 fluidounces | |
| Diluted alcohol | 7 fluidounces | |
| Vanilla extract | 2 fluidounces | |
| Oil of lemon | 20 drops | |
| Caramel | 1 fluidounce |
Boil the capsicum with water for three hours, occasionally replacing the water lost by evaporation; filter, concentrate the filtrate on a hot water bath to the consistency of a thin extract, add the remaining ingredients, and filter. {108}
| III.— | Jamaica ginger, ground | 12 ounces |
|---|---|---|
| Lemon peel, fresh, cut fine | 2 ounces | |
| Capsicum, powder | 1 ounce | |
| Calcined magnesia | 1 ounce | |
| Alcohol | sufficient | |
| Water | sufficient |
Extract the mixed ginger and capsicum by percolation so as to obtain 16 fluidounces of water, set the mixture aside for 24 hours, shaking vigorously from time to time, then filter, and pass through the filter enough of a mixture of 2 volumes of alcohol and 1 of water to make the filtrate measure 32 fluidounces. In the latter macerate the lemon peel for 7 days, and again filter.
| Brown sugar | 2 pounds |
| Boiling water | 2 gallons |
| Cream of tartar | 1 ounce |
| Bruised ginger root | 2 ounces |
Infuse the ginger in the boiling water, add the sugar and cream of tartar; when lukewarm strain; then add half pint good yeast. Let it stand all night, then bottle; one lemon and the white of an egg may be added to fine it.
| Boiling water | 1 gallon |
| Lemon, sliced | 1 |
| Ginger, bruised | 1 ounce |
| Yeast | 1 teacupful |
| Sugar | 1 pound |
Let it stand 12 to 20 hours, and it is ready to be bottled.
| Water | 5 quarts |
| Hops | 6 ounces |
| Boil 3 hours, strain the liquor, add: | |
| Water | 5 quarts |
| Bruised ginger | 4 ounces |
and boil a little longer, strain, and add 4 pounds of sugar, and when milk-warm, 1 pint of yeast. Let it ferment; in 24 hours it is ready for bottling.
It will be noted that in these formulas oleoresin of ginger is used in addition to the powdered root. Those who do not mind the additional expense might use one-fourth of the same quantity of volatile oil of ginger instead. This should develop an excellent flavor, since the oil is approximately sixteen times as strong as the oleoresin, and has the additional advantage of being free from resinous extractive.
The following are the formulas:
I.—(To be used in the proportion of 4 ounces of extract to 1 gallon of syrup.)
| Jamaica ginger, in fine powder | 8 pounds |
| Capsicum, in fine powder | 6 ounces |
| Alcohol, a sufficient quantity. |
Mix the powders intimately, moisten them with a sufficient quantity of alcohol, and set aside for 4 hours. Pack in a cylindrical percolator and percolate with alcohol until 10 pints of percolate have resulted. Place the percolate in a bottle of the capacity of 16 pints, and add to it 2 fluidrachms of oleoresin of ginger; shake, add 2 1/2 pounds of finely powdered pumice stone, and agitate thoroughly at intervals of one-half hour for 12 hours. Then add 14 pints of water in quantities of 1 pint at each addition, shaking briskly meanwhile. This part of the operation is most important. Set the mixture aside for 24 hours, agitating it strongly every hour or so during that period. Then take
| Oil of lemon | 1 1/2 fluidounces |
| Oil of rose (or geranium) | 3 fluidrachms |
| Oil of bergamot | 2 fluidrachms |
| Oil of cinnamon | 3 fluidrachms |
| Magnesium carbonate | 3 fluidounces |
Rub the oils with the magnesia in a large mortar and add 9 ounces of the clear portion of the ginger mixture to which have been previously added 2 ounces of alcohol, and continue trituration, rinsing out the mortar with the ginger mixture. Pass the ginger mixture through a double filter and add through the filter the mixture of oils and magnesia; finally pass enough water through the filter to make the resulting product measure 24 pints, or 3 gallons. If the operator should desire an extract of more or less pungency, he may obtain his desired effect by increasing or decreasing the quantity of powdered capsicum in the formula.
II.—(To be used in the proportion of 1 ounce to 1 gallon of syrup.)
| Ginger, in moderately fine powder | 6 pounds |
| Capsicum, in fine powder | 2 1/2 pounds |
| Alcohol, a sufficient quantity. | |
Mix, moisten the powder with 3 pints of alcohol, and set aside in a suitable vessel for 4 hours. Then pack the powder firmly in a cylindrical percolator, and percolate until 6 pints of extract are obtained. Set this mixture aside and label Percolate No. 1, and continue the percolation with 1 1/2 pints of alcohol mixed with 1 1/2 pints of water. Set the resultant tincture aside, and label Percolate No. 2.
Take oleoresin ginger 5 fluid ounces and add to Percolate No. 1. Then take:
| Oil of lemon | 1 1/2 fluidounces |
| Oil of cinnamon | 1 fluidounce |
| Oil of geranium | 1/2 fluidounce |
| Magnesium carbonate | 8 ounces |
Triturate the oils with the magnesia, add gradually Percolate No. 2, and set aside. Then place Percolate No. 1 in a large bottle, add 3 1/4 pounds of finely powdered pumice stone, and shake at intervals of half an hour for six hours. This being completed, add the mixture of oils, and later 10 pints of water, in quantities of 1/2 a pint at a time, shaking vigorously after each solution. Let the mixture stand for 24 hours, shaking it at intervals, and then pass it through a double filter. Finally add enough water through the filter to make the product measure 24 pints, or 3 gallons.
III.—(To be used in proportion of 3 ounces to 1 gallon of syrup.)
| Ginger, in moderately fine powder | 8 pounds |
| Capsicum, in moderately fine powder | 2 pounds |
| Alcohol, q. s. |
Mix, moisten with alcohol, and set aside as in the preceding formula; then percolate with alcohol until 10 pints of extract are obtained. To this add oleoresin of ginger 3 drachms, and place in a large bottle. Add 2 1/2 pounds of powdered pumice stone, and shake as directed for formula No. 1. Then add 14 pints of water, in quantities of 1 pint at a time, shaking vigorously after each addition. Set the mixture aside for 24 hours, shaking at intervals. Then take:
| Oil of lemon | 1 1/2 fluidounces |
| Oil of geranium | 1/2 fluidounce |
| Oil of cinnamon | 3 fluidrachms |
| Magnesia carbonate | 3 ounces |
Rub these in a mortar with the magnesia, and add 9 ounces of the clear portion of the ginger mixture mixed with 2 ounces of alcohol, rubbing the mixture until it becomes smooth. Prepare a double filter, and filter the ginger mixture, adding through the filter the mixture of oils and magnesia. Finally add enough water through the filter to make the final product measure 24 pints, or 3 gallons.
If these formulas are properly manipulated the extracts should keep for a reasonable length of time without a precipitate. If, however, a precipitate occur after the extract has stood for a week, it should be refiltered.
II.—Lemonade Powder: Sodium bicarbonate, 65; tartaric acid, 60; sugar, 125; lemon oil, 12 drops.
III.—Lemonade juice: Sugar syrup, 200; tartaric acid, 15; distilled water, 100; lemon oil, 3; tincture of vanilla, 6 drops.
IV.—Lemonade Lozenges: Tartaric acid, 10; sugar, 30; gum arabic, 2; powdered starch, 0.5; lemon oil, 6 drops; tincture of vanilla, 25 drops; and sufficient diluted spirit of wine so that 30 lozenges can be made with it.
| Citric acid | 1 part |
| Glycerine | 50 parts |
| Cognac | 50 parts |
| Distilled water | 500 parts |
Mix and shake well. Garnish with fruit, and serve with both spoon and straws.
Huyler’s Lemonade.—Juice of 1 lemon; simple syrup, 2 ounces; soda water, sufficient. Dress with sliced pineapple, and serve with straws. In mixing, do not shake, but stir with a spoon.
Pineapple Lemonade.—Juice of 1 lemon; pineapple syrup, 2 ounces; soda water, sufficient. Dress with fruit. Serve with straws.
Seltzer Lemonade.—Juice of 1 lemon; pulverized sugar, 2 teaspoonfuls. Fill with seltzer. Dress with sliced lemon.
Apollinaris Lemonade.—The same as seltzer, substituting apollinaris water for seltzer.
Limeade.—Juice of 1 lime; pulverized sugar, 2 teaspoonfuls; water, sufficient. Where fresh limes are not obtainable, use bottled lime juice.
Orangeade.—Juice of 1 orange; pulverized sugar, 2 teaspoonfuls; water, sufficient; shaved ice, sufficient. Dress with sliced orange and cherries. Serve with straws.
Seltzer and Lemon.—Juice of 1 lemon; seltzer, sufficient. Serve in a small glass.
Claret Lemonade.—Juice of 1 lemon; pulverized sugar, 3 teaspoonfuls. Make lemonade, pour into a glass containing shaved ice until the glass lacks about one inch of being full. Pour in sufficient claret to fill the glass. Dress with cherries and sliced pineapple.
Claret Punch.—Juice of 1 lemon; pulverized sugar, 3 teaspoonfuls; claret wine, 2 ounces; shaved ice, sufficient. Serve in small glass. Dress with sliced lemon, and fruit in season. Bright red cherries and plums make attractive garnishings.
Raspberry Lemonade.—I.—Juice of 1 lemon; 3 teaspoonfuls powdered sugar; 1 tablespoonful raspberry juice; shaved ice; plain water; shake.
II.—Juice of 1 lemon; 2 teaspoonfuls powdered sugar; 1/2 ounce raspberry syrup; shaved ice; water; shake.
Banjo Sour.—Pare a lemon, cut it in two, add a large tablespoonful of sugar, then thoroughly muddle it; add the white of an egg; an ounce of sloe gin; 3 or 4 dashes of abricotine; shake well; strain into a goblet or fizz glass, and fill balance with soda; decorate with a slice of pineapple and cherry.
Orgeat Punch.—Orgeat syrup, 12 drachms; brandy, 1 ounce; juice of 1 lemon.
Granola.—Orange syrup, 1 ounce; grape syrup, 1 ounce; juice of 1/2 lemon; shaved ice, q. s. Serve with straws. Dress with sliced lemon or pineapple.
American Lemonade.—One ounce orange syrup; 1 ounce lemon syrup; 1 teaspoonful powdered sugar; 1 dash acid-phosphate solution; 1/3 glass shaved ice. Fill with coarse stream. Add slice of orange, and run two straws through it.
Old-Fashioned Lemonade.—Put in a freezer and freeze almost hard, then add the fruits, and freeze very hard. Serve in a silver sherbet cup.
“Ping Pong” Frappé.—Grape juice, unfermented, 1 quart; port wine (California), 1/2 pint; lemon syrup, 12 ounces; pineapple syrup, 2 ounces; orange syrup, 4 ounces; Bénédictine cordial, 4 ounces; sugar, 1 pound.
Dissolve sugar in grape juice and put in wine; add the syrup and cordial; serve from a punch bowl, with ladle, into 12-ounce narrow lemonade glass and fill with solid stream; garnish with slice of orange and pineapple, and serve with straw.
Orange Frappé.—Glass half full of fine ice; tablespoonful powdered sugar; 1/2 ounce orange syrup; 2 dashes lemon syrup; dash prepared raspberry; 1/4 ounce {111} acid-phosphate solution. Fill with soda and stir well; strain into a mineral glass and serve.
| I.— | Lemon essence | 4 fluidrachms |
|---|---|---|
| Solution of citric acid | 1 fluidounce | |
| Syrup, enough to make | 32 fluidounces |
In serving, draw 2 1/2 fluidounces of the syrup into an 8-ounce mug, fill with hot water, and serve with a spoon.
| II.— | Lemon | 1 |
|---|---|---|
| Alcohol | 1 fluidounce | |
| Solution of citric acid | 2 fluidrachms | |
| Sugar | 20 av. ounces | |
| Water | 20 fluidounces | |
| White of | 1 egg |
Grate the peel of the lemon, macerate with the alcohol for a day; express; also express the lemon, mix the two, add the sugar and water, dissolve by agitation, and add the solution of citric acid and the white of egg, the latter first beaten to a froth. Serve like the preceding.
| II.— | Shaved ice | 1/2 tumblerful |
|---|---|---|
| Powdered sugar | 4 tablespoonfuls | |
| Juice of | 1 lemon | |
| Yolk of | 1 egg |
Shake well, and add carbonated water to fill the glass.
| II.— | Baker’s fountain chocolate | 1 pound |
|---|---|---|
| Syrup | 1 gallon | |
| Extract vanilla | enough |
Shave the chocolate into a gallon porcelained evaporating dish and melt with a gentle heat, stirring with a thin-bladed spatula. When melted remove from the fire and add 1 ounce of cold water, mixing well. Add gradually 1 gallon of hot syrup and strain; flavor to suit. Use 1 ounce to a mug.
III.—Hot Egg Chocolate.—Break a fresh egg into a soda tumbler; add 1 1/2 ounces chocolate syrup and 1 ounce cream; shake thoroughly, add hot soda slowly into the shaker, stirring meanwhile; strain carefully into mug; top off with whipped cream and serve.
IV.—Hot Chocolate and Milk.—
| Chocolate syrup | 1 ounce |
| Hot milk | 4 ounces |
Stir well, fill mug with hot soda and serve.
V.—Hot Egg Chocolate.—One egg, 1 1/4 ounces chocolate syrup, 1 teaspoonful sweet cream; shake, strain, add 1 cup hot soda, and 1 tablespoonful whipped cream.
II.—Pack 1/2 pound of pulverized coffee in a percolator. Percolate with 2 quarts of boiling water, letting it run through twice. Add to this 2 quarts of milk; keep hot in an urn and draw as a finished drink. Add a lump of sugar and top off with whipped cream.
III.—Coffee syrup may be made by adding boiling water from the apparatus to 1 pound of coffee, placed in a suitable filter or coffeepot, until 2 quarts of the infusion are obtained. Add to this 3 pounds of sugar. In dispensing, first put sufficient cream in the cup, add the coffee, then sweeten, if necessary, and mix with the stream from the draught tube.
| IV.— | Mocha coffee (ground fine) | 4 ounces |
|---|---|---|
| Java coffee (ground fine) | 4 ounces | |
| Granulated sugar | 6 pounds | |
| Hot water | q. s. |
Percolate the coffee with hot water until the percolate measures 72 ounces. Dissolve the sugar in the percolate by agitation without heat and strain.
| Fluid extract of ginger | 2 1/2 ounces |
| Sugar | 40 ounces |
| Water, to | 2 1/2 pints |
Take 10 ounces of the sugar and mix with the fluid extract of ginger; heat on the water bath until the alcohol is evaporated. Then mix with 20 ounces of water and shake till dissolved. Filter and add the balance of the water and the sugar. Dissolve by agitation.
| I.— | Cocoa, light, soluble | 4 ounces |
|---|---|---|
| Granulated sugar | 2 pounds | |
| Boiling hot water | 1 quart | |
| Extract vanilla | 1 ounce |
Dissolve the cocoa in the hot water, by stirring, then add the sugar and dissolve. Strain, and when cold add the vanilla extract.
| II.— | Cocoa syrup | 2 ounces |
|---|---|---|
| Cream | 1 ounce |
Turn on the hot water stream and stir while filling. Top off with whipped cream.
| Lemon juice | 2 fluidrachms |
| Lemon syrup | 1 fluidounce |
| Aromatic bitters | 1 fluidrachm |
| Hot water, enough to fill an 8-ounce mug. | |
Sprinkle with nutmeg or cinnamon.
| Orange syrup | 1 fluidounce |
| Solution of acid phosphate | 1 fluidrachm |
| Hot water, enough to fill an 8-ounce mug. | |
It is prepared more acceptably by mixing the juice of half an orange with acid phosphate, sugar, and hot water.
Cherry-phosphate syrup is made as follows: Cherry juice, 3 pints; sugar, 6 pounds; water, 1 pint; acid phosphate, 4 ounces. Bring to a boil, and when cool add the acid phosphate.
II.—Extract beef bouillon, 1 teaspoonful; extract aromatic soup herbs (see Condiments), 10 drops; hot soda, 1 cupful. Mix.
| III.— | Extract of beef | 1 teaspoonful |
|---|---|---|
| Hot water | q. s. | |
| Pepper, salt, and celery salt. | ||
| Mix. | ||
| Beef extract | 1 ounce | |
| Hot water, q. s. to make | 8 ounces | |
| Pepper, salt, etc. | q. s. | |
| Mix. |
| I.— | Clam juice | 12 drachms |
|---|---|---|
| Cream | 2 ounces | |
| Hot water, q. s. to make | 8 ounces | |
| Mix. | ||
| II.— | Extract clam bouillon | 2 ounces |
| Prepared milk | 2 drachms | |
| Extract of aromatic soup herbs | 5 drops | |
| Extract white pepper | 5 drops | |
| Hot soda | 1 cupful | |
| Mix. |
III.—Clam juice may be served with hot water, salt and pepper added. Adding butter makes this bouillon a broth.
It may also be served with milk or cream, lemon juice, tomato catsup, etc. Hot oyster juice may be served in the same way.
| I.— | Tea syrup | sufficient |
|---|---|---|
| Hot water, q. s. to make | 1 cupful | |
| II.— | Loaf sugar | 4 cubes |
| Extract of Oolong tea, about | 1 dessertsp’ful | |
| Prepared milk, about | 1 dessertsp’ful | |
| Hot soda | 1 cupful | |
| Whipped cream | 1 tablespoonful |
Mix the tea extract, sugar, and prepared milk, pour on water, and dissolve. Top off with whipped cream.
II.—Hot Egg Chocolate.—One to 1 1/2 ounces chocolate syrup, 1 egg, 1/2 ounce cream, hot water sufficient to fill an 8-ounce mug.
Mix the syrup, egg, and cream together in an egg-shaker; shake as in making cold drinks; add the hot water, and mix all by pouring back and forth several times, from shaker to mug. Or, prepare by beating the egg with a spoon, add the syrup and cream, mix all quickly with the spoon, and add hot water, stirring constantly, and strain.
III.—Hot Egg Coffee.—One egg, 1 dessertspoonful extract of coffee, 1 teaspoonful sweet cream, 1 ounce syrup. Shake well, strain, and add 1 cupful hot water and top with whipped cream.
IV.—Hot Egg Lemonade.—One egg, juice of 1 lemon, 3 teaspoonfuls powdered sugar. Beat the egg with lemon juice and sugar thoroughly. Mix while adding the water. Serve grated nutmeg and cinnamon. The amount of lemon juice and sugar may be varied to suit different tastes.
V.—Hot Egg Milk.—Two teaspoonfuls sugar, 1 ounce cream, 1 egg, hot milk to fill an 8-ounce mug. Prepare as in hot egg chocolate, top with whipped cream, and sprinkle with nutmeg. If there are no facilities for keeping hot milk, use about 2 ounces of cream, and fill mug with hot water.
VI.—Hot Egg Nogg.—Plain syrup, 3/4 ounce; brandy, 1/2 ounce; Angostura bitters, 3 drops; 1 egg. Put in shaker and beat well. Strain in 10-ounce mug, and fill with hot milk; finish with whipped cream and nutmeg.
VII.—Hot Egg Phosphate.—Two ounces lemon syrup, 1 egg, 1/2 ounce solution of acid phosphate. Mix in a glass, and shake together thoroughly; pour into another glass, heated previously, and slowly draw full of hot water; season with nutmeg.
VIII.—Hot Egg Phosphate.—Break fresh egg into shaker and add 1/2 ounce pineapple syrup, 1/2 ounce orange syrup, 1 dash phosphate. Shake, without ice, and pour into bouillon cup. Draw cupful of hot water, sprinkle a touch of cinnamon, and serve with wafers.
| Coffee syrup | 2 ounces |
| Brandy | 4 drachms |
| Cream | 2 ounces |
| One egg. |
| Coffee syrup | 1 ounce |
| One egg. | |
| Port wine | 1 ounce |
| Brandy | 2 drachms |
Shake, strain into a small glass, and add soda. Mace on top.
| Chocolate syrup | 2 ounces |
| Sweet milk, sufficient. |
Fill a glass half full of shaved ice, put in the syrup, and add milk until the glass is almost full. Shake well, and serve without straining. Put whipped cream on top and serve with straws.
Fill a glass half full of frozen whipped cream, fill with shaved ice nearly to the top, and pour in chocolate syrup. Other syrups may be used, if desired.
| Chocolate syrup | 2 ounces |
| Cream | 4 ounces |
| White of one egg. |
| Mint syrup | 12 drachms |
| Cream | 3 ounces |
| White of one egg. | |
| Whisky | 4 drachms |
| Sherry syrup | 4 drachms |
| Pineapple syrup | 4 drachms |
| Raspberry syrup | 4 drachms |
| One egg. | |
| Cream. |
| Claret syrup | 2 ounces |
| Cream | 3 ounces |
| One egg. |
| Orange syrup | 1 ounce |
| Catawba syrup | 1 ounce |
| Cream | 2 ounces |
| One egg. |
| Banana syrup | 12 drachms |
| Cream | 4 ounces |
| One egg. |
| Coffee syrup | 2 ounces |
| Cream | 3 ounces |
| One egg. | |
| Shaved ice. |
| Chocolate syrup | 1 ounce |
| Peppermint syrup | 1 ounce |
| White of one egg. | |
| Cream | 2 ounces |
The peppermint syrup is made as follows:
| Oil of peppermint | 30 minims |
| Syrup simplex | 1 gallon |
| Soda foam | 1 ounce |
| Juice of one lemon. | |
| Pulverized sugar | 3 teasp’fuls |
| One egg. | |
| Water, q. s. |
Shake well, using plenty of ice, and serve in a small glass.
| Raspberry juice | 1 ounce |
| Pineapple syrup | 1 ounce |
| One egg. | |
| Cream | 2 ounces |
| Orange syrup | 1 ounce |
| Pineapple syrup | 1 ounce |
| One egg. | |
| Cream | 2 ounces |
| Orgeat syrup | 12 drachms |
| Cream | 3 ounces |
| One egg. |
| Peach syrup | 1 ounce |
| Grape syrup | 1 ounce |
| Cream | 3 ounces |
| Brandy | 2 drachms |
| One egg. |
| Catawba syrup | 2 ounces |
| Holland gin | 2 drachms |
| Lemon juice | 8 dashes |
| White of one egg. |
| Claret syrup | 2 ounces |
| Holland gin | 1/4 ounce |
| Lemon juice | 8 dashes |
| Yolk of one egg. |
| Rose syrup | 12 drachms |
| Cream | 4 ounces |
| White of one egg. |
| Violet syrup | 12 drachms |
| Cream | 4 ounces |
| White of one egg. |
| Rose syrup | 6 drachms |
| Mint syrup | 6 drachms |
| Cream | 3 ounces |
| White of one egg. |
| Red-currant syrup | 2 ounces |
| Cream | 3 ounces |
| One egg. |
| Quince syrup | 2 ounces |
| Cream | 3 ounces |
| One egg. | |
| Shaved ice. |
| Coffee syrup | 2 ounces |
| Brandy | 4 drachms |
| Cream | 2 ounces |
| One egg. |
| Juice of one lemon. | |
| Simple syrup | 12 drachms |
| One egg. |
Shake, strain, and fill with soda. Mace on top. {116}
| Lemon syrup | 12 drachms |
| Juice of one lemon. | |
| One egg. |
| Raspberry syrup | 12 drachms |
| One egg. | |
| Juice of one lemon. |
| One egg. | |
| Cream | 2 ounces |
| Sugar | 2 teaspoonfuls |
| Jamaica rum | 1/2 ounce |
Shake well, put into cup, and add hot water. Serve with whipped cream, and sprinkle mace on top.
| Cider vinegar | 2 ounces |
| One egg. |
Put vinegar into glass, and break into it the egg. Season with salt and pepper. Serve without mixing.
| Granulated gelatin | 1 ounce |
| Juice of six lemons. | |
| Beaten whites of two eggs. | |
| Water | 5 quarts |
| Syrup | 1 quart |
| Maraschino cherries | 8 ounces |
| Sliced peach | 4 ounces |
| Sliced pineapple | 4 ounces |
| Whole strawberries | 4 ounces |
| Sliced orange | 4 ounces |
Dissolve the gelatin in 1 quart boiling hot water; add the syrup and the balance of the water; add the whites of the eggs and lemon juice.
The original koumiss is the Russian, made from mare’s milk, while that produced in this country and other parts of Europe is usually, probably always, made from cow’s milk. For this reason there is a difference in the preparation which may or may not be of consequence. It has been asserted that the ferment used in Russia differs from ordinary yeast, but this has not been established.
In an article on this subject, contributed by D. H. Davies to the Pharmaceutical Journal and Transactions, it is pointed out that mare’s milk contains less casein and fatty matter than cow’s milk, and he states that it is “therefore far more easy of digestion.” He thinks that cow’s milk yields a better preparation when diluted with water to reduce the percentage of casein, etc. He proposes the following formula:
| Fresh milk | 12 ounces |
| Water | 4 ounces |
| Brown sugar | 150 grains |
| Compressed yeast | 24 grains |
| Milk sugar | 3 drachms |
Dissolve the milk sugar in the water, add to the milk, rub the yeast and brown sugar down in a mortar with a little of the mixture, then strain into the other portion.
Strong bottles are very essential, champagne bottles being frequently used, and the corks should fit tightly; in fact, it is almost necessary to use a bottling machine for the purpose, and once the cork is properly fixed it should be wired down. Many failures have resulted because the corks did not fit properly, the result being that the carbon dioxide escaped as formed and left a worthless preparation. It is further necessary to keep the preparation at a moderate temperature, and to be sure that the article is properly finished the operator should gently shake the bottles each day for about 10 minutes to prevent the clotting of the casein. It is well to take the precaution of rolling a cloth around the bottle during the shaking process, as the amount of gas generated is great, and should the bottle be weak it might explode.
Kogelman says that if 1 volume of buttermilk be mixed with 1 or 2 volumes of sweet milk, in a short time lively fermentation sets in, and in about 3 days the work is completed. This, according to the author, produces a wine-scented fluid, rich in alcohol, carbon dioxide, lactic acid, and casein, which, according to all investigations yet made, is identical with koumiss. The following practical hints are given for the production of a good article: The sweet milk used should not be entirely freed from cream; the bottles should be of strong glass; the fermenting milk must be industriously shaken by the operator at least 3 times a day, and then the cork put in firmly, so that the fluid will become well charged with carbon-dioxide gas; the bottles must be daily opened and at least twice each day brought nearly to a horizontal position, in order to allow the carbon dioxide to escape and air to enter; otherwise fermentation rapidly ceases. If a drink is desired strong in carbonic acid, the bottles, toward the end of fermentation, should be placed with the necks down. In order to ferment a fresh quantity of milk, simply add 1/3 of its volume of either actively fermenting or freshly fermented milk. The temperature should be from 50° to 60° F., about 60° being the most favorable. {117}
Here are some miscellaneous formulas:
I.—Fill a quart champagne bottle up to the neck with pure milk; add 2 tablespoonfuls of white sugar, after dissolving the same in a little water over a hot fire; add also a quarter of a 2-cent cake of compressed yeast. Then tie the cork in the bottle securely, and shake the mixture well; place it in a room of the temperature of 50° to 95° F. for 6 hours, and finally in the ice box over night. Handle wrapped in a towel as protection if the bottle should burst. Be sure that the milk is pure, that the bottle is sound, that the yeast is fresh, to open the mixture in the morning with great care, on account of its effervescent properties; and be sure not to drink it at all if there is any curdle or thickening part resembling cheese, as this indicates that the fermentation has been prolonged beyond the proper time.
II.—Dilute the milk with 1/6 part of hot water, and while still tepid add 1/8 of very sour (but otherwise good) buttermilk. Put it into a wide jug, cover with a clean cloth, and let stand in a warmish place (about 75° F.) for 24 hours; stir up well, and leave for another 24 hours. Then beat thoroughly together, and pour from jug to jug till perfectly smooth and creamy. It is now “still” koumiss, and may be drunk at once. To make it sparkling, which is generally preferred, put it into champagne or soda-water bottles; do not quite fill them, secure the corks well, and lay them in a cool cellar. It will then keep for 6 or 8 weeks, though it becomes increasingly acid. To mature some for drinking quickly, it is as well to keep a bottle or two to start with in some warmer place, and from time to time shake vigorously. With this treatment it should, in about 3 days, become sufficiently effervescent to spurt freely through a champagne tap, which must be used for drawing it off as required. Later on, when very frothy and acid it is more pleasant to drink if a little sweetened water (or milk and water) is first put into the glass. Shake the bottle, and hold it inverted well into the tumbler before turning the tap. Having made one lot of koumiss as above you can use some of that instead of buttermilk as a ferment for a second lot, and so on 5 or 6 times in succession; after which it will be found advisable to begin again as at first. Mare’s milk is the best for koumiss; then ass’s milk. Cow’s milk may be made more like them by adding a little sugar of milk (or even loaf sugar) with the hot water before fermenting. But perhaps the chief drawback to cow’s milk is that the cream separates permanently, whereas that of mare’s milk will remix. Hence use partially skimmed milk; for if there is much cream it only forms little lumps of butter, which are apt to clog the tap, or are left behind in the bottle.
About 35 parts of crushed millet, to which a little wheat flour is added, are placed in a large kettle. On this about 400 parts of water are poured. The mixture is stirred well and boiled for 3 hours. After settling for 1 hour the lost water is renewed and the boiling continued for another 10 hours. A viscous mass remains in the kettle, which substance is spread upon large tables to cool. After it is perfectly cool, it is stirred with water in a wooden trough and left to ferment for 8 hours. This pulp is sifted, mixed with a little water, and after an hour the braga is ready for sale. The taste is a little sweetish at first, but becomes more and more sourish in time. Fermentation begins only in the trough.
| Plain syrup, 42° | 10 gallons |
| Essence of pineapple | 8 drachms |
| Tincture of lemon | 5 ounces |
| Carbonate of magnesia | 1 ounce |
| Liquid saffron | 2 1/2 ounces |
| Citric-acid solution | 30 ounces |
| Caramel | 2 1/2 ounces |
Filter before adding the citric-acid solution and limejuice. Use 2 ounces to each bottle.
| Chopped ice | 2 tablespoonfuls |
| Chocolate syrup | 2 tablespoonfuls |
| Whipped cream | 3 tablespoonfuls |
| Milk | 1/2 cup |
| Carbonated water | 1/4 cup |
Shake or stir well before drinking. A tablespoonful of vanilla ice cream is a desirable addition. A plainer drink is made by combining the syrup, 3/4 cup of milk, and the ice, and shaking well.
| Hops | 4 ounces |
| Coriander seeds | 1 ounce |
| Honey | 1 pound |
| Orange peel | 2 ounces |
| Bruised ginger | 1 ounce |
Boil for half an hour, then strain and ferment in the usual way.
| Coriander seeds | 2 ounces |
| Orange peel | 4 ounces |
| Ginger | 1 ounce |
| Gentian root | 1/2 ounce |
Boil in 5 gallons of water for half an hour, then strain and put into the liquor 4 ounces hops and 3 pounds of sugar, and simmer for 15 minutes, then add sufficient yeast, and bottle when ready.
II.—Sarsaparilla (sliced), 1 pound; guaiacum bark (bruised small), 1/4 pound; guaiacum wood (rasped) and licorice root (sliced), of each, 2 ounces; aniseed (bruised), 1 1/2 ounces; mezereon {119} root-bark, 1 ounce; cloves (cut small), 1/4 ounce; moist sugar, 3 1/2 pounds; hot water (not boiling), 9 quarts; mix in a clean stone jar, and keep it in a moderately warm room (shaking it twice or thrice daily) until active fermentation sets in, then let it repose for about a week, when it will be ready for use. This is said to be superior to the other preparations of sarsaparilla as an alterative or purifier of the blood, particularly in old affections. That usually made has generally only 1/2 of the above quantity of sugar, for which molasses is often substituted; but in either case it will not keep well; whereas, with proper caution, the products of the above formulas may be kept for 1 or even 2 years. No yeast must be used. Dose: A small tumblerful 3 or 4 times a day, or oftener.
II.—Essence of spruce, 1/2 pint; pimento and ginger (bruised), of each, 5 ounces; hops, 1/2 pound; water, 3 gallons; boil the whole for 10 minutes, then add of moist sugar, 12 pounds (or good molasses, 14 pounds); warm water, 11 gallons; mix well, and, when only lukewarm, further add of yeast, 1 pint; after the liquid has fermented for about 24 hours, bottle it.
This is diuretic and antiscorbutic. It is regarded as an agreeable summer drink, and often found useful during long sea voyages. When made with lump sugar it is called White Spruce Beer; when with moist sugar or treacle, Brown Spruce Beer. An inferior sort is made by using less sugar or more water.
II.—Hops, 1 1/2 pounds; corianders, 1 ounce; capsicum pods (cut small), 1/2 ounce; water, 8 gallons; boil for 10 or 15 minutes, and strain the liquor through a coarse sieve into a barrel containing treacle, 28 pounds; then throw back the hops, etc., into the copper and reboil them, for 10 minutes, with a second 8 gallons of water, which must be strained into the barrel, as before; next “rummage” the whole well with a stout stick, add of cold water 21 gallons (sufficient to make the whole measure 37 gallons), and, again after mixing, stir in 1/2 pint of good fresh yeast; lastly, let it remain for 24 hours in a moderately warm place, after which it may be put into the cellar, and in 2 or 3 days bottled or tapped on draught. In a week it will be fit to drink. For a stronger beer, 36 pounds, or even half a hundredweight of molasses may be used. It will then keep good for a twelvemonth. This is a wholesome drink, but apt to prove laxative when taken in large quantities.
| I.— | Saffron | 1 ounce |
|---|---|---|
| Deodorized alcohol | 4 fluidounces | |
| Distilled water | 4 fluidounces |
Mix alcohol and water, and then add the saffron. Allow the mixture to stand in a warm place for several days, shaking occasionally; then filter. The tincture thus prepared has a deep orange color, and when diluted or used in small quantities gives a beautiful yellow tint to syrups, etc.
| II.— | Ground fustic wood | 1 1/2 ounces |
|---|---|---|
| Deodorized alcohol | 4 fluidounces | |
| Distilled water | 4 fluidounces |
This color may be made in the same manner as the liquid saffron, and is a fine coloring for many purposes.
| III.— | Turmeric powder | 2 ounces |
|---|---|---|
| Alcohol, dilute | 16 ounces |
Macerate for several days, agitating frequently, and filter. For some beverages the addition of this tincture is not to be recommended, as it possesses a very spicy taste.
The nonpoisonous aniline dyes recommended for coloring confectionery, beverages, liquors, essences, etc., yellow are those known as acid yellow R and tropæolin 000 (orange I).
BICYCLE-TIRE CEMENT: See Adhesives, under Rubber Cements.
BICYCLE VARNISHES: See Varnishes. {120}
BIDERY METAL: See Alloys.
BILLIARD BALLS: See Ivory and Casein.
BIRCH BALSAM: See Balsam.
BIRCH WATER: See Hair Preparations.
BIRD DISEASES AND THEIR REMEDIES: See Veterinary Formulas.
See also Veterinary Formulas.
| Canary seed | 6 parts |
| Rape seed | 2 parts |
| Maw seed | 1 part |
| Millet seed | 2 parts |
| Cayenne pepper | 2 ounces |
| Rape seed | 8 ounces |
| Hemp seed | 16 ounces |
| Corn meal | 2 ounces |
| Rice | 2 ounces |
| Cracker | 8 ounces |
| Lard oil | 2 ounces |
Mix the solids, grinding to a coarse powder, and incorporate the oil.
| Sunflower seed | 8 ounces |
| Hemp seed | 16 ounces |
| Canary seed | 10 ounces |
| Wheat | 8 ounces |
| Rice | 6 ounces |
Mix and grind to coarse powder.
BIRD LIME: See Lime.
BIRD PASTE: See Canary-Bird Paste.
BISCHOFF: See Wines and Liquors.
BISCUIT, DOG: See Dog Biscuit.
BISMUTH ALLOYS: See Alloys.
BISMUTH, PURIFICATION OF: See Gold.
BITTERS: See Wines and Liquors.
BITTER WATER: See Waters.
BLACKING FOR HARNESS: See Leather.
BLACKING FOR SHOES: See Shoedressings.
BLACKING, STOVE: See Stove Blackings and Polishes.
BLACKBERRY CORDIAL AND BLACKBERRY MIXTURE AS A CHOLERA REMEDY: See Cholera Remedy.
BLACKBOARD PAINT AND VARNISH: See Paint and Varnish.
BLACKHEAD REMEDIES: See Cosmetics.
BLANKET WASHING: See Household Formulas.
BLASTING POWDER: See Explosives.
II.—Straw is bleached by simply exposing it in a closed chamber to the fumes of burning sulphur. An old flour barrel is the apparatus most used for the purpose by milliners, a flat stone being laid on the ground, the sulphur ignited thereon, and the barrel containing the goods to be bleached turned over it. The goods should be previously washed in pure water.
| I.— | Soft soap | 40 parts |
|---|---|---|
| Amyl alcohol | 50 parts | |
| Methylated spirit | 20 parts | |
| Water | 1,000 parts | |
| II.— | Soft soap | 30 parts |
| Sulphureted potash | 2 parts | |
| Amyl alcohol | 32 parts | |
| Water | 1,000 parts | |
| III.— | Soft soap | 15 parts |
| Sulphureted potash | 29 parts | |
| Water | 1,000 parts |
BLEACHING SOLUTIONS FOR THE LAUNDRY: See Laundry Preparations.
BLEACHING SOLUTION FOR PHOTOGRAPHS: See Photography.
BLEEDING, LOCAL: See Styptics.
BLISTER CURE: See Turpentine.
BLISTERS, FOR HORSES: See Veterinary Formulas.
BLOCK, HOLLOW CONCRETE BUILDING: See Stone, Artificial.
BLOCK FOR SOLDERING: See Soldering.
BLOTTING PAPER: See Paper.
To distinguish blue from green at night, use either the light of a magnesium wire for this purpose or take a number of Swedish (parlor) matches, light them, and as soon as they flash up, observe the 2 colors, when the difference can be easily told.
BLUE (BALL): See Dyes.
BLUING: See Laundry Preparations.
BLUING OF STEEL: See Steel.
Use a solution of sodium carbonate and water, with a little red ink mixed in. This gives a very pleasing pink color to the changes which, at the same time, is very noticeable. The amount of sodium carbonate used depends upon the surface of the blue-print paper, as some coarse-grained papers will look better if less soda is used and vice versa. However, the amount of powdered soda held on a small coin dissolved in a bottle of water gives good results.
BLUE-PRINT PAPER MAKING: See Photography.
BLUE PRINTS, TO TURN BROWN: See Photography, under Toning.
Take a piece of soft linen or borated gauze, rub some vaseline upon one side of it, quickly pour upon it some chloroform, apply it to the unopened boil or carbuncle, and place a bandage over all. It smarts a little at first, but this is soon succeeded by a pleasing, cool sensation. The patient is given a bottle of the remedy, and directed to change the cloth often. In from 2 hours to 1 day the boil (no matter how indurated) softens and opens.
There are three chemicals which are known to attack boiler scale. These are caustic soda, soda ash, and tannic-acid compounds, the last being derived from sumac, catechu, and the exhausted bark liquor from tanneries.
Caustic soda in large excess is injurious to boiler fittings, gaskets, valves, {122} etc. That it is injurious, in reasonable excess, to the boiler tubes themselves is yet to be proved. Foaming and priming may be caused through excess of caustic soda or soda ash, as is well known by every practical engineer. Tannic acid is to be condemned and the use of its salts is not to be recommended. It may unite with the organic matter, present in the form of albuminoids, and with calcium and magnesium carbonates. That it removes scale is an assured fact; that it removes iron with the scale is also assured, as tannic acid corrodes an iron surface rapidly.
Compounds of vegetable origin are widely advertised, but they often contain dextrine and gum, both of which are dangerous, as they coat the tubes with a compact scale, not permitting the water to reach the iron. Molasses is acid and should not be used in the boiler. Starch substances generally should be avoided. Kerosene must be dangerous, as it is very volatile and must soon leave the boiler and pass over and through the engine.
There are two materials the use of which in boilers is not prohibited through action upon the metal itself or on account of price. These are soda ash and caustic soda. Sodium triphosphate and sodium fluoride have both been used with success, but their cost is several hundred per cent greater than soda ash. If prescribed as per analysis, in slight excess, there should be no injurious results through the use of caustic soda and soda ash. It would be practicable to manufacture an intimate mixture of caustic soda and carbonate of soda, containing enough of each to soften the average water of a given district.
There is a great deal of fraud in connection with boiler compounds generally. The better class of venders advertise to prepare a special compound for special water. This is expensive, save on a large scale, in reference to a particular water, for it would mean a score or more of tanks with men to make up the mixtures. The less honest of the boiler-compound guild consign each sample of water to the sewer and send the regular goods. Others have a stock analysis which is sent to customers of a given locality, whether it contains iron, lime, or magnesium sulphates or carbonates.
Any expense for softening water in excess of 3 cents per 1,000 gallons is for the privilege of using a ready-made softener. Every superintendent in charge of a plant should insist that the compound used be pronounced by competent authority free from injurious materials, and that it be adapted to the water in use.
Boiler compounds should contain only such ingredients as will neutralize the scale-forming salts present. They should be used only by prescription, so many gallons per 1,000 gallons of feed water. A properly proportioned mixture of soda ought to answer the demands of all plants depending upon that method of softening water in limestone and shale regions.
The honest boiler compounds are, however, useful for small isolated plants, because of the simplicity of their action. For plants of from 75 to 150 horse power two 24-hour settling tanks will answer the purpose of a softening system. Each of these, capable of holding a day’s supply, provided with a soda tank in common, and with sludge valves, has paddles for stirring the contents. Large plants are operated on this principle, serving boilers of many thousand horse power. Such a system has an advantage over a continuous system, in that the exact amount of chemical solutions required for softening the particular water can be applied. For some variations of such a system, several companies have secured patents. The fundamental principles, however, have been used for many years and are not patentable.
I.—For a 5-horse-power boiler, fed with water which contains calcic sulphate, take catechu, 2 pounds; dextrine, 1 pound; crystallized soda, 2 pounds; potash, 1/2 pound; cane sugar, 1/2 pound; alum, 1/2 pound; gum arabic, 1/2 pound. {123}
II.—For a boiler of the same size, fed with water which contains lime: Turmeric, 2 pounds; dextrine, 1 pound; sodium bicarbonate, 2 pounds; potash, 1/2 pound; alum, 1/2 pound; molasses, 1/2 pound.
III.—For a boiler of the same size, fed with water which contains iron: Gamboge, 2 pounds; soda, 2 pounds; dextrine, 1 pound; potash, 1/2 pound; sugar, 1/2 pound; alum, 1/2 pound; gum arabic, 1/2 pound.
IV.—For a boiler of the same size, fed with sea water: Catechu, 2 pounds; Glauber’s salt, 2 pounds; dextrine, 2 pounds; alum, 1/2 pound; gum arabic, 1/2 pound.
When these preparations are used add 1 quart of water, and in ordinary cases charge the boiler every month; but if the incrustation is very bad, charge every two weeks.
V.—Place within the boiler of 100 horse power 1 bucketful of washing soda; put in 2 gallons of kerosene oil (after closing the blow-off cock), and fill the boiler with water. Feed in at least 1 quart of kerosene oil every day through a sight-feed oil cup attached to the feed pipe near the boiler—i. e., between the heater and the boiler—so that the oil is not entrapped within the heater. If it is inconvenient to open the boiler, then dissolve the washing soda in hot water and feed it in with the pump or through a tallow cock (attached between the ejector and the valve in the suction pipe) when the ejector is working.
VI.—A paint for protecting boiler plates from scale, and patented in Germany, is composed of 10 pounds each of train oil, horse fat, paraffine, and of finely ground zinc white. To this mixture is added 40 pounds of graphite and 10 pounds of soot made together into a paste with 1 1/2 gallons of water, and about a pound of carbolic acid. The horse fat and the zinc oxide make a soap difficult to fuse, which adheres strongly to the plates, and binds the graphite and the soot. The paraffine prevents the water from penetrating the coats. The scale which forms on this application can be detached, it is said, with a wooden mallet, without injuring the paint.
VII.—M. E. Asselin, of Paris, recommends the use of glycerine as a preventive. It increases the solubility of combinations of lime, and especially of the sulphate. It forms with these combinations soluble compounds. When the quantity of lime becomes so great that it can no longer be dissolved, nor form soluble combinations, it is deposited in a gelatinous substance, which never adheres to the surface of the iron plates. The gelatinous substances thus formed are not carried with the steam into the cylinder of the engine. M. Asselin advises the employment of 1 pound of glycerine for every 300 pounds or 400 pounds of coal burnt.
It hardly pays to reduce pressure on boilers, except in very extreme cases, but if it can be done by throttling before the steam reaches the cylinder of the engine it would be an advantage, because this retains the heat units due to the higher pressure in the steam, and the throttling has a slight superheating effect. As a matter of fact, tests go to show that for light loads and high pressure a throttling engine may do better than an automatic cut-off. The ideal arrangement is to throttle the steam for light loads; for heavier loads, allow the variable cut-off to come into play. This practice has been carried into effect by the design of Mr. E. J. Armstrong, in which he arranges the shaft governor so that there is negative lead up to nearly one-quarter cut-off, after which the lead becomes positive, and this has the effect of throttling the steam for the earlier loads and undoubtedly gives better economy, in addition to making the engine run more quietly.
The mineral basis of bones consists mainly of the phosphates of lime and magnesia, salts soluble in not too dilute hydrochloric acid. A vat is half filled with the above-mentioned waste, which is then just covered with a mixture of equal volumes of commercial hydrochloric acid and water. As the mineral matter also contains carbonates, a lively effervescence at once ensues, and small quantities of hydrofluoric acid are also formed from the decomposition of calcium fluoride in the bones. Now hydrofluoric acid is a very dangerous substance, as air containing even traces of it is very injurious to the lungs. Hence the addition of hydrochloric acid should be done in the open air, and the vat should be left by itself until the evolution of fumes ceases. A plug is then pulled out at the bottom and the carbon is thoroughly drained. It is then stirred up with water and again drained, when it has fully settled to the bottom. This rinsing with clear water is repeated till all the hydrochloric acid is washed away and only pure carbon remains in the vat. As for pigment-making purposes it is essential that the carbon should be as finely divided as possible, it is as well to grind the washed carbon in an ordinary color mill. Very little power is required for this purpose, as when once the bone earth is removed the carbon particles have little cohesion. The properly ground mass forms a deep-black mud, which can be left to dry or be dried by artificial heat. When dry, the purified bone black is of a pure black and makes a most excellent pigment.
Bone black is put upon the market under all sorts of names, such as ivory black, ebur ustum, Frankfort black, neutral black, etc. All these consist of finely ground bone black purified from mineral matter. If leather scraps or dried blood are to be worked up, iron tubes are employed, closed at one end, and with a well-fitting lid with a small hole in it at the other. As these bodies give off large volumes of combustible gas during the charring, it is a good plan to lead the vapors from the hole by a bent tube so that they can be burnt and help to supply the heat required and so save fuel. Leather or blood gives a charcoal which hardly requires treatment with hydrochloric acid, for the amount of mineral salts present is so small that its removal appears superfluous.
Place a stethoscope on one side of the supposed fracture, and a tuning fork on the other. When the latter is vibrated, and there is no breakage, the sound will be heard distinctly through bone and stethoscope. Should any doubt exist, comparison should be made with the same bone on the other side of the body. This test shows the difference in the power of conducting sound possessed by bone and soft tissue.
BONE BLEACHES: See Ivory.
BONE FAT: See Fats.
BONE FAT, PURIFICATION AND BLEACHING OF: See Soap.
BONE POLISHES: See Polishes.
BONE FERTILIZERS: See Fertilizers.
BONES, TREATMENT OF, IN MANUFACTURING GLUE: See Adhesives.
BONE, UNITING GLASS WITH: See Adhesives.
(1) Books which are kept in a damp atmosphere deteriorate on account of molds and fungi that grow rapidly when the conditions are favorable. Books are best kept on open, airy, well-lighted shelves. When there has been a prolonged spell of moist weather their covers should be wiped, and they should be placed in the sun or before a fire for a few hours. Damp also causes the bindings and leaves of some books to separate.
(2) A small black insect, one-eighth of an inch long and a sixteenth of an inch broad, somewhat resembling a beetle, is very destructive, and books will be found, if left untouched, after a few months to have numerous holes in the covers and leaves. If this insect be allowed plenty of time for its ravages it will make so many holes that bindings originally strong can be easily torn to pieces. All damage may be prevented by coating the covers of books with the varnish described under (3). When books are found to contain the insects they should be well wrapped and placed in the sun before varnishing.
(3) The appearance of a fine binding may be destroyed in a single night by cockroaches. The lettering of the binding may, in two or three days, be completely obliterated.
The following varnishes have been found to prevent effectually the ravages of cockroaches and of all insects that feed upon books:
| I.— | Dammar resin | 2 ounces |
|---|---|---|
| Mastic | 2 ounces | |
| Canada balsam | 1 ounce | |
| Creosote | 1/2 ounce | |
| Spirit of wine | 20 fl. ounces |
Macerate with occasional shaking for a few days if wanted at once, but for a longer time when possible, as a better varnish will result after a maceration of several months.
II.—Corrosive sublimate, 1 ounce; carbolic acid, 1 ounce; methylated or rum spirit, 1 quart.
Where it is necessary to keep books or paper of any description in boxes, cupboards, or closed bookcases, some naphthalene balls or camphor should be always present with them. If camphor be used it is best to wrap it in paper, otherwise it volatilizes more quickly than is necessary. In dry weather the doors of closed bookcases should be left open occasionally, as a damp, still atmosphere is most favorable for deterioration.
BOOK DISINFECTANT: See Disinfectants.
BOOKS, TO REMOVE FINGER-MARKS FROM: See Cleaning Preparations and Methods.
BOOKBINDERS’ VARNISH: See Varnishes.
BOOKWORMS: See Insecticides.
BOOT DRESSINGS: See Shoe Dressings.
BOOT LUBRICANT: See Lubricant.
BOOTS, WATERPROOFING: See Waterproofing.
I.—Sprinkling borax is not only cheaper, but also dissolves less in soldering than pure borax.
The borax is heated in a metal vessel until it has lost its water of crystallization and mixed with calcined cooking salt and potash—borax, 8 parts; cooking salt, 3 parts; potash, 3 parts. Next it is pounded in a mortar into a fine powder, constituting the sprinkling borax.
II.—Another kind of sprinkling borax is prepared by substituting glass-gall for the potash. Glass-gall is the froth floating on the melted glass, which can be skimmed off.
The borax is either dusted on in powder form from a sprinkling box or stirred with water before use into a thin paste.
BORAX AND BORIC ACID IN FOOD: See Food.
BORDEAUX MIXTURE: See Insecticides.
BOROTONIC: See Dentifrices. {126}
BOTTLE-CAP LACQUER: See Lacquer.
BOTTLE CLEANERS: See Cleaning Preparations and Methods, under Miscellaneous Methods.
BOTTLE STOPPERS: See Stoppers.
BOTTLE VARNISH: See Varnishes.
BOTTLE WAX: See Photography.
BOUILLON: See Beverages.
BOURBON METALS: See Alloys.
BOWLS OF FIRE TRICK: See Pyrotechnics.
BOX GLUE: See Adhesives.
BRAGA: See Beverages.
For the detection of sawdust in bran use a solution of 1 part of phloroglucin in 15 parts of alcohol, 15 parts of water, and 10 parts of syrupy phosphoric acid. Place 2 parts of the solution in a small porcelain dish, add a knifepointful of the bran and heat moderately. Sawdust is dyed red while bran parts only seldom acquire a faint red color. By a microscopic examination of the reddish parts, sawdust will be readily recognized.
The mystery of the “wonderful bottle,” from which can be poured in succession port wine, sherry, claret, water, champagne, or ink, at the will of the operator, is easily explained. The materials consist of an ordinary dark-colored pint wine bottle, seven wine glasses of different patterns, and the chemicals described below:
Solution A: A mixture of tincture of ferric chloride, drachms vi; hydrochloric acid, drachms ii.
Solution B: Saturated solution of ammonium sulphocyanide, drachm i.
Solution C: Strong solution of ferric chloride, drachm i.
Solution D: A weak solution of ammonium sulphocyanide.
Solution E: Concentrated solution of lead acetate.
Solution F: Solution of ammonium sulphide, drachm i; or pyrogallic acid, drachm i.
Package G: Pulverized potassium bicarbonate, drachm iss.
Having poured two teaspoonfuls of solution A into the wine bottle, treat the wine glasses with the different solutions, noting and remembering into which glasses the several solutions are placed. Into No. 1 wine glass pour one or two drops of solution B; into No. 2 glass pour one or two drops of solution C; into No. 3 one or two drops of Solution D; leave No. 4 glass empty; into No. 5 glass pour a few drops of Solution E; into No. 6 glass place a few grains of Package G; into No. 7 glass pour a little of solution F.
Request some one to bring you some cold drinking water, and to guarantee that it is pure show that your wine bottle is (practically) empty. Fill it up from the carafe, and having asked the audience whether you shall produce wine or water, milk or ink, etc., you may obtain any of these by pouring a little of the water from the bottle into the prepared glass. Thus No. 1 glass gives a port-wine color; No. 2 gives a sherry color; No. 3 gives a claret color; No. 4 is left empty to prove that the solution in the bottle is colorless; No. 5 produces milk; No. 6, effervescing champagne; No. 7, ink.
I.—Soak 7 pounds of good gelatin in 10 ounces of glycerine and 60 ounces of water, and heat over a water bath until dissolved, and add any desired color. Pigments may be used, and various tints can be obtained by the use of aniline colors. The resulting compound should be stored in jars. To apply liquefy the mass and dip the cork and portion of the neck of the bottle into the liquid; it sets very quickly.
| II.— | Gelatin | 1 ounce |
|---|---|---|
| Gum arabic | 1 ounce | |
| Boric acid | 20 grains | |
| Starch | 1 ounce | |
| Water | 16 fluidounces |
Mix the gelatin, gum arabic, and boric acid with 14 fluidounces of cold water, stir occasionally until the gum is dissolved, heat the mixture to boiling, remove the scum, and strain. Also mix the starch intimately with the remainder of the water, and stir this mixture into the hot gelatin mixture until a uniform product results. As noted above, the composition may be tinted with any suitable dye. Before using, it must be softened by the application of heat. {127}
| III.— | Shellac | 3 ounces |
|---|---|---|
| Venice turpentine | 1 1/2 ounces | |
| Boric acid | 72 grains | |
| Powdered talcum | 3 ounces | |
| Ether | 6 fluidrams | |
| Alcohol | 12 1/2 fluidounces |
Dissolve the shellac, turpentine, and boric acid in the mixed alcohol and ether, color with a spirit-soluble dye, and add the talcum. During use the mixture must be agitated frequently.
I.—Place in a cylindrical bottle the following liquids in the order named:
First, sulphuric acid, tinted blue with indigo; second, chloroform; third, glycerine, slightly tinted with caramel; fourth, castor oil, colored with alkanet root; fifth, 40-per-cent alcohol, slightly tinted with aniline green; sixth, cod-liver oil, containing 1 per cent of oil of turpentine. The liquids are held in place by force of gravity, and alternate with fluids which are not miscible, so that the strata of layers are clearly defined and do not mingle by diffusion.
| II.— | Chromic acid | 1 drachm |
|---|---|---|
| Commercial “muriatic” acid | 2 ounces | |
| Nitric acid | 2 ounces | |
| Water, enough to make | 3 gallons |
The color is magenta.
The following makes a fine pink for show carboys:
| III.— | Cobalt oxide | 2 parts |
|---|---|---|
| Nitric acid, c. p. | 1 part | |
| Hydrochloric acid | 1 part |
Mix and dissolve, and to the solution add:
| Strongest water of ammonia | 6 parts |
| Sulphuric acid | 1 part |
| Water, distilled, q. s. to make | 400 parts |
This should be left standing in a dark, cool place for at least a month before putting in the window.
IV.—Green.—Copper sulphate, 300 parts, by weight; hydrochloric acid, 450 parts, by weight; distilled water, to 4,500 parts, by weight.
V.—Blue.—Copper sulphate, 480 parts, by weight; sulphuric acid, 60 parts, by weight; distilled water, to 450 parts, by weight.
VI.—Yellowish Brown.—Potassium dichromate, 120 parts, by weight; nitric acid, 150 parts, by weight; distilled water, to 4,500 parts, by weight.
VII.—Yellow.—Potassium dichromate, 30 parts, by weight; sodium bicarbonate, 225 parts, by weight; distilled water, to 4,500 parts, by weight.
VIII.—Red.—Liquid ferric chloride, officinal, 60 parts, by weight; concentrated ammonium-acetate solution, 120 parts, by weight; acetic acid, 30 per cent, 30 parts, by weight; distilled water, to 9,000 parts, by weight.
IX.—Crimson.—Potassium iodide, 7.5 parts, by weight; iodine, 7.5 parts, by weight; hydrochloric acid, 60 parts, by weight; distilled water, to 4,500 parts, by weight.
All the solutions IV to IX should be filtered. If distilled water be used these solutions should keep for five to ten years. In order to prevent them from freezing, either add 10 per cent of alcohol, or reduce the quantity of water by 10 per cent.
BRANDY AND BRANDY BITTERS See Wines and Liquors.
Formulas for the making of Brass will be found under Alloys.
| Sulphate of copper | 120 grains |
| Hydrochlorate of ammonia | 30 grains |
| Water | 1 quart |
greenish shades are obtained. With the following solution all the shades of brown from orange brown to cinnamon are obtained: {128}
| Chlorate of potash | 150 grains |
| Sulphate of copper | 150 grains |
| Water | 1 quart |
The following solution gives the brass first a rosy tint and then colors it violet and blue:
| Sulphate of copper | 435 grains |
| Hyposulphite of soda | 300 grains |
| Cream of tartar | 150 grains |
| Water | 1 pint |
| Upon adding to the last solution | |
| Ammoniacal sulphate of iron | 300 grains |
| Hyposulphite of soda | 300 grains |
there are obtained, according to the duration of the immersion, yellowish, orange, rosy, then bluish shades. Upon polarizing the ebullition the blue tint gives way to yellow, and finally to a pretty gray. Silver, under the same circumstances, becomes very beautifully colored. After a long ebullition in the following solution we obtain a yellow-brown shade, and then a remarkable fire red:
| Chlorate of potash | 75 grains |
| Carbonate of nickel | 30 grains |
| Salt of nickel | 75 grains |
| Water | 16 ounces |
The following solution gives a beautiful, dark-brown color:
| Chlorate of potash | 75 grains |
| Salt of nickel | 150 grains |
| Water | 10 ounces |
The following gives, in the first place, a red, which passes to blue, then to pale lilac, and finally to white:
| Orpiment | 75 grains |
| Crystallized sal sodæ | 150 grains |
| Water | 10 ounces |
The following gives a yellow brown:
| Salt of nickel | 75 grains |
| Sulphate of copper | 75 grains |
| Chlorate of potash | 75 grains |
| Water | 10 ounces |
On mixing the following solutions, sulphur separates and the brass becomes covered with iridescent crystallizations:
| I.— | Cream of tartar | 75 grains |
|---|---|---|
| Sulphate of copper | 75 grains | |
| Water | 10 ounces | |
| II.— | Hyposulphite of soda | 225 grains |
| Water | 5 ounces |
Upon leaving the brass objects immersed in the following mixture contained in corked vessels they at length acquire a very beautiful blue color:
| Hepar of sulphur | 15 grains |
| Ammonia | 75 grains |
| Water | 4 ounces |
A verdigris color on brass is produced by treating the articles with dilute acids, acetic acid, or sulphuric acid, and drying.
Brown in all varieties of shades is obtained by immersing the metal in solutions of nitrates or ferric chloride after it has been corroded with dilute nitric acid, cleaned with sand and water, and dried. The strength of the solutions governs the deepness of the resulting color.
Violet is caused by immersing the thoroughly cleaned objects in a solution of ammonium chloride.
Chocolate color results if red ferric oxide is strewn on and burned off, followed by polishing with a small quantity of galena.
Olive green is produced by blackening the surface with a solution of iron in hydrochloric acid, polishing with galena, and coating hot with a lacquer composed of 1 part varnish, 4 parts cincuma, and 1 part gamboge.
A steel-blue coloring is obtained by means of a dilute boiling solution of chloride of arsenic, and a blue one by a treatment with strong hyposulphite of soda. Another formula for bluing brass is: Dissolve 10 parts of antimony chloride in 200 parts of water, and add 30 parts of pure hydrochloric acid. Dip the article until it is well blued, then wash and dry in sawdust.
Black is much used for optical brass articles and is produced by coating with a solution of platinum or auric chloride mixed with nitrate of tin.
Dissolve the salt in water and dip the metal in the solution obtained. The intensity of the color will be proportional to the time of immersion. After removing the object from the liquid, rinse with water and dry in sawdust.
The brass which it is desired to blacken is first boiled in a strong potash solution to remove grease and oil, then well rinsed and dipped in the copper solution, which has previously been heated to from 150° to 175° F. This solution, if heated too hot, gives off all the ammonia. The brass is left in the solution until the required tint is produced. The color produced is uniform, black, and tenacious. The brass is rinsed and dried in sawdust. A great variety of effects may be produced by first finishing the brass before blackening, as the oxidizing process does not injure the texture of the metal. A satisfactory finish is produced by first rendering the surface of the brass matt, either by scratch-brush or similar methods, as the black finish thus produced by the copper solution is dead—one of the most pleasing effects of an oxidized surface. Various effects may also be produced by coloring the entire article and then buffing the exposed portions.
The best results in the use of this solution are obtained by the use of the so-called red metals—i. e., those in which the copper predominates. The reason for this is obvious. Ordinary sheet brass consists of about 2 parts of copper and 1 part of zinc, so that the large quantity of the latter somewhat hinders the production of a deep-black surface. Yellow brass is colored black by the solution, but it is well to use some metal having a reddish tint, indicating the presence of a large amount of copper. The varieties of sheet brass known as gilding or bronze work well. Copper also gives excellent results. Where the best results are desired on yellow brass a very light electroplate of copper before the oxidizing works well and gives an excellent black. With the usual articles made of yellow brass this is rarely done, but the oxidation carried out directly.
II.—The blacking of brass may be accomplished by immersing it in the following solution and then heating over a Bunsen burner or a spirit flame: Add a saturated solution of ammonium carbonate to a saturated copper-sulphate solution, until the precipitate resulting in the beginning has almost entirely dissolved. The immersion and heating are repeated until the brass turns dark; then it is brushed and dipped in negative varnish or dull varnish. {130}
II.—A very handsome brown may be produced on brass castings by immersing the thoroughly cleaned and dried articles in a warm solution of 15 parts of sodium hydrate and 5 parts of cupric carbonate in 100 parts of water. The metal turns dark yellow, light brown, and finally dark brown, with a greenish shimmer, and, when the desired shade is reached, is taken out of the bath, rinsed, and dried.
III.—Paint the cleaned and dried surface uniformly with a dilute solution of ammonium sulphide. When this coating is dry, it is rubbed over, and then painted with a dilute ammoniacal solution of arsenic sulphide, until the required depth of color is attained. If the results are not satisfactory the painting can be repeated after washing over with ammonia. Prolonged immersion in the second solution produces a grayish-green film, which looks well, and acquires luster when polished with a cloth.
If the bronze paint is made up with ordinary varnish it is liable to become discolored from acid which may be present in the varnish. One method proposed for obviating this is to mix the varnish with about five times its volume of spirit of turpentine, add to the mixture dried slaked lime in the proportion of about 40 grains to the pint, agitate well, repeating the agitation several times, and finally allowing the suspended matter to settle and decanting the clear liquid. The object of this is to neutralize any acid which may be present. To determine how effectively this has been done the varnish may be chemically tested.
| Silver powder | 28 | 28 | 28 parts |
| Tartar | 283 | 110–140 | 85 parts |
| Cooking salt | 900 | 370 | 900 parts |
This powder is moistened with water and applied to the object. Place the article with the cork support in a flat dish and rub on the paste with a stiff brush while turning the dish incessantly. Gradually fresh portions of graining powder are put on until the desired grain is obtained. These turn out the rounder the more the dish and brush are turned. When the right grain is attained, rinse off with water, and treat the object with a scratch brush, with employment of a decoction of saponaria. The brushes must be moved around in a circle in brushing with the pumice stone, as well as in rubbing on the graining powder and in using the scratch brush. The required silver powder is produced by precipitating a diluted solution of silver nitrate with some strips of sheet copper. The precipitated silver powder is washed out on a paper filter and dried at moderate heat.
The dead dip is a mixture of oil of vitriol (sulphuric acid) and aqua fortis (nitric acid) in which there is enough sulphate of zinc (white vitriol) to saturate the solution. It is in the presence of the sulphate of zinc that the essential difference between the bright and the dead dip exists. Without it the dead or matt surface cannot be obtained.
The method generally practiced is to add the sulphate of zinc to the mixed acids (sulphuric and nitric), so that some remains undissolved in the bottom of the vessel. It is found that the sulphate of zinc occurs in small crystals having the appearance of very coarse granulated sugar. These crystals readily settle to the bottom of the vessel and do not do the work of matting properly. If they are finely pulverized the dip is slightly improved, but it is impossible to pulverize such material to a fineness that will do the desired work. The use of sulphate of zinc, then, leaves much to be desired.
The most modern method of making up the dead dip is to produce the sulphate of zinc directly in the solution and in the precipitated form. It is well known that the most finely divided materials are those which are produced by precipitation, and in the dead dip it is very important that the sulphate of zinc shall be finely divided so that it will not immediately settle to the bottom. Therefore it should be precipitated so that when it is mixed with the acids it will not settle immediately. The method of making the sulphate of zinc directly in the solution is as follows:
Take 1 gallon of yellow aqua fortis (38° F.) and place in a stone crock which is surrounded with cold water. The cold water is to keep the heat, formed by the reaction, from evaporating the acid. Add metallic zinc in small pieces until the acid will dissolve no more. The zinc may be in any convenient form—sheet clippings, lumps, granulated, etc., that may be added little by little. If all is added at once it will boil over. When the acid will dissolve no more zinc it will be found that some of the acid has evaporated by the heat, and it will be necessary to add enough fresh acid to make up to the original gallon. When this is done add 1 gallon of strong oil of vitriol. The mixture should be stirred with a wooden paddle while the oil of vitriol is being added.
As the sulphuric acid is being added the solution begins to grow milky, and finally the whole has the consistency of thick cream. This is caused by the sulphuric acid (oil of vitriol) precipitating out the sulphate of zinc. Thus the very finely divided precipitate of sulphate of zinc is formed. If one desires to use known quantities of acid and zinc the following amounts may be taken: Oil of vitriol, 1 gallon; aqua fortis (38° F.), 1 gallon; metallic zinc, 6 ounces.
In dissolving the zinc in the aqua fortis it is necessary to be sure that none remains undissolved in the bottom.
The dead or matt dip is used hot, and, therefore, is kept in a stone crock surrounded with hot water. The articles to be matted are polished and cleaned, and the dip thoroughly stirred with a wooden paddle, so as to bring up the sulphate of zinc which has settled. Dip the work in the solution and allow it to remain until the matt is obtained. This is a point which can be learned only by experience. When the brass article is first introduced there is a rapid action on the surface, but in a few seconds this slows down. Remove the article and rinse and immediately dip into the usual bright dip. This {132} is necessary for the reason that the dead dip produces a dark coating upon the surface, which, were it left on, would not show the real effect or the color of the metal. The bright dip, however, removes this and exposes the true dead surface.
The usual rule for making up the dead dip is to use equal parts of oil of vitriol and aqua fortis; but these may be altered to suit the case. More oil of vitriol gives a finer matt, while a larger quantity of aqua fortis will give a coarser matt. When the dip becomes old it is unnecessary to add more zinc, as a little goes into the solution each time anything is dipped. After a while, however, the solution becomes loaded with copper salts, and should be thrown away.
A new dip does not work well, and will not give good results when used at once. It is usual to allow it to remain over night, when it will be found to be in a better working condition in the morning. A new dip will frequently refuse to work, and the addition of a little water will often start it. The water must be used sparingly, however, and only when necessary. Water, as a usual thing, spoils a dead dip, and must be avoided. After a while it may be necessary to add a little more aqua fortis, and this may be introduced as desired. Much care is needed in working the dead dip, and it requires constant watching and experience. The chief difficulty in working the dead dip is to match a given article. The only way that it can be done is to “cut and try,” and add aqua fortis or oil of vitriol as the case requires.
The dead or matt dip can be obtained only upon brass or German silver; in other words, only on alloys which contain zinc. The best results are obtained upon yellow brass high in zinc.
BRASS, FASTENING PORCELAIN TO: See Adhesives.
BRASS POLISHES: See Polishes.
BRASS SOLDERS: See Solders.
BRASS BRONZING: See Plating.
BRASS CLEANERS: See Cleaning Preparations and Methods.
BRASS PLATINIZING: See Plating.
BRASS, SAND HOLES IN: See Castings.
BRASSING: See Plating.
BREAD, DOG: See Dog Biscuit.
See also Dentifrices.
| I.— | Potassium permanganate | 1 part |
|---|---|---|
| Distilled water | 10 parts |
Mix and dissolve. Add from 5 to 8 drops of this solution to a glass of water and with it gargle the mouth.
| II.— | Infusion of salvia | 250 parts |
|---|---|---|
| Glycerine | 30 parts | |
| Tincture of myrrh | 12 parts | |
| Tincture of lavender | 12 parts | |
| Labarraque’s solution | 30 parts |
Mix. Rinse the mouth frequently with this mixture.
| III.— | Decoction of chamomile | 30 parts |
|---|---|---|
| Glycerine | 80 parts | |
| Chlorinated water | 15 parts |
Mix. Use as a gargle and mouth wash.
| IV.— | Peppermint water | 500 parts |
|---|---|---|
| Cherry-laurel water | 60 parts | |
| Borax | 25 parts |
Mix and dissolve. Use as gargle and mouth wash.
| V.— | Thymol | 3 parts |
|---|---|---|
| Spirit of cochlearia | 300 parts | |
| Tincture of rhatany | 100 parts | |
| Oil of peppermint | 15 parts | |
| Oil of cloves | 10 parts |
Mix. Gargle and wash mouth well with 10 drops in a glass of water.
| VI.— | Salol | 5 parts |
|---|---|---|
| Alcohol | 1,000 parts | |
| Tincture of white canella | 30 parts | |
| Oil of peppermint | 1 part |
Mix. Use as a dentifrice.
| VII.— | Hydrogen peroxide | 25 parts |
|---|---|---|
| Distilled water | 100 parts |
Mix. Gargle the mouth twice daily with 2 tablespoonfuls of the mixture in a glass of water.
| VIII.— | Sodium bicarbonate | 2 parts |
|---|---|---|
| Distilled water | 70 parts | |
| Spirit of cochlearia | 30 parts |
Mix a half-teaspoonful in a wineglassful of water. Wash mouth two or three times daily.
To stain brick flat the color of brownstone, add black to Venetian red until the desired shade is obtained. If color ground in oil is used, thin with turpentine, using a little japan as a drier. If necessary to get the desired shade add yellow ocher to the mixture of red and black. If the work is part old and part new, rub the wall down, using a brick {134} for a rubber, until the surface is uniform, and keep it well wet while rubbing with cement water, made by stirring Portland cement into water until the water looks the color of the cement. This operation fills the pores of the brick and makes a smooth, uniform surface to paint on. Tinge the wash with a little dry Venetian red and lampblack. This will help bring the brick to a uniform color, so that an even color can be obtained with one coat of stain.
BRICKS: See Ceramics.
BRICKS OF SAND-LIME: See Stone, Artificial.
BRICK POLISHES: See Polishes.
BRICK WALLS, TO CLEAN: See Cleaning Preparations and Methods and Household Formulas.
BRICK WATERPROOFING: See Waterproofing.
BRICKMAKERS’ NOTES: See Ceramics.
BRIDGE PAINT: See Paint.
BRILLIANTINE: See Hair Preparations.
BRIMSTONE (BURNING): See Pyrotechnics.
BRIONY ROOTS: THEIR PRESERVATION: See Roots.
BRITANNIA METAL: See Alloys.
BRITANNIA METAL, TO CLEAN: See Cleaning Preparations and Methods.
BRITANNIA, SILVERPLATING: See Plating.
BROMINE, ANTISEPTIC: See Antiseptics.
Bromoform is insoluble in dilute alcohol, but may be dissolved by the aid of glycerine. The following formula has been devised:
| Bromoform | 1 part |
| Alcohol | 2 parts |
| Compound tincture of cardamon | 2 parts |
| Glycerine | 1 1/2 parts |
Some other formulas are:
BRONZES: See Alloys.
BRONZE CASTING: See Casting.
BRONZE, IMITATION: See Plaster.
BRONZE POLISHES: See Polishes.
BRONZE, RENOVATION OF: See Cleaning Compounds.
Gold bronze is a mixture of equal parts of oxide of tin and sulphur, which are heated for some time in an earthen retort. Silver bronze is a mixture of equal parts of bismuth, tin, and mercury, which are fused in a crucible, adding the mercury only when the tin and the bismuth are in fusion. Next reduce to a very fine powder. To apply these bronzes, white of egg, gum arabic, or varnish is used. It is preferable to apply them dry upon one of the above-named mediums serving as size, than to mix them with the liquids themselves, for in the latter case their luster is impaired.
II.—Or else carefully mix 100 parts of finely ground dammar rosin with 30 parts of calcined soda and heat to fusion, in which state it is maintained 2 or 3 hours with frequent stirring. Let cool, grind the turbid mass obtained, and pour a little coal benzine or petroleum benzine over it in a flask. By repeated shaking of the flask the soluble portion of the molten mass is dissolved; filter after allowing to settle; into the filtrate put 300 to 400 parts of bronze powder of any desired shade, the brocades being especially well adapted for this purpose. If the metallic powder remains distributed over the mass for a long time it is of the right consistency; if it deposits quickly it is too thin and a part of the solvent must be evaporated before stirring in the bronze powder.
III.—A liquid bronze, which, while it contains no metallic constituent, yet possesses a metallic luster and a bronze appearance, and answers excellently for many purposes, is made as follows: Dissolve by the aid of gentle heat 10 parts of aniline red and 5 parts of aniline purple in 100 parts of alcohol. When solution is complete, add 5 parts of benzoic acid, raise the heat, and let boil from 5 to 10 minutes, or until the greenish color of the mixture passes over to a clear bronze brown. For “marbling” or bronzing paper articles, this answers particularly well.
II.—Dissolve 120 parts sulphate of copper and add 120 parts chipping of tin; stir well and gather the precipitating copper. After complete drying, grind very finely in boiled linseed oil and turpentine.
III.—Melt in a crucible 60 parts sulphur and 60 parts stannic acid; stir with a clay tube until the mixture takes on the appearance of Dutch gold and pour out. When cold mix the color with boiled linseed oil and turpentine, adding a small quantity of drier. These three bronzes must be covered with a pale, resistant {136} lacquer, otherwise they will soon tarnish in rooms where gas is burned.
II.—If the article is of brass it must be given a coat of copper by means of the battery. Next dip a brush in olive oil and brush the piece uniformly; let dry for 5 or 6 hours and place in sawdust. Then heat the article on a moderate charcoal dust fire.
If, instead of lead acetate, an equal weight of sulphuric acid (1 1/2 ounces) is added to the sodium hyposulphite and the process carried on as before, the brass becomes coated with a very beautiful red, which changes to green, and finally a splendid brown with a green and red iridescence. This last is a very durable coating and may be especially recommended. It is very difficult to obtain exact shades by this process without some experience. The thorough cleansing of all articles from grease by boiling in potash is absolutely necessary to success. By substituting other metal salts for the lead acetate many changes in tints and quality of the coatings can also be effected.
When this mixture is heated to a temperature a little below the boiling point it precipitates sulphide of lead in a state of fine division. If some metal is present some of the lead is precipitated on the surface and, according to the thickness of the layer, different colors are produced. To produce an even color the articles must be evenly heated. By immersion of brass articles for 5 minutes the same may be coated with colors varying from gold to copper red, then to carmine, dark red, and from light blue to blue white, and at last a reddish white, depending on the time the metal remains in the solution and the temperature used. Iron objects treated in this solution take a steel-blue color, zinc a brown color. In the case of copper objects a golden yellow cannot be obtained.
Spread on the copper object a solution composed of:
| Acetate or chlorhydrate of ammonia | 30 parts |
| Sea salt | 10 parts |
| Cream of tartar | 10 parts |
| Acetate of copper | 10 parts |
| Diluted acetic acid | 100 parts |
Let dry for 24 to 48 hours at an ordinary temperature. The surface of the metal will become covered with a series of varying tints. Brush with a waxed brush. The green portions soaked with chlorhydrate of ammonia will assume a blue coloring, and those treated with carbonate will be thick and darkened.
The following recipe is used in making imitation gold bronzes:
| Sandarac | 50 parts |
| Mastic | 10 parts |
| Venice turpentine | 5 parts |
| Alcohol | 135 parts |
| In the above dissolve: | |
| Metanil yellow and gold orange | 0.4 parts |
| and add | |
| Aluminum, finely powdered | 20 parts |
| and shake. | |
If a deeper shade is desired it is well to use ethyl orange and gold orange in the same proportion, instead of the dyes.
For the production of imitation copper bronze take the above-mentioned rosin mixture and dissolve therein only gold {138} orange 0.8 parts, and add aluminum 20 parts, whereby a handsome copper color is produced. Metanil yellow 0.4 parts without gold orange gives with the same amount of lacquer a greenish tone of bronze. The pigments must not be made use of in larger quantities, because the luster of the bronze is materially affected. Only pigments of certain properties, such as solubility in alcohol, relative constancy to reductive agents, are suitable; unsuitable are, for instance, naphthol yellow, phenylene-diamin, etc. Likewise only a lacquer of certain composition is fit for use, other lacquers of commerce, such as zapon (celluloid) lacquer being unsuitable. The bronzes prepared in this manner excel in luster and color effect; the cost is very low. They are suitable for bronzing low-priced articles, as tinware, toys, etc. Under the action of sun and moisture the articles lose some of their luster, but objects kept indoors such as figures of plaster of Paris, inkstands, wooden boxes, etc., retain their brilliancy for years.
Some use powdered aluminum and yellow organic dyestuffs, such as gold orange. These are employed together with a varnish of certain composition, which imparts the necessary gloss to the mixture.
Patent bronzes (products colored by means of aniline dyes) have hitherto been used in the manufacture of toys and de luxe or fancy paper, but makers of wall or stained paper have recently given their attention to these products. Wall—or moiré—paper prepared with these dyes furnishes covers or prints of silken gloss with a peculiar double-color effect in which the metallic brilliancy characteristic of bronze combines with the shades of the tar pigments used. Very beautiful reliefs, giving rise to the most charming play of colors in perpendicular or laterally reflected light, are produced by pressing the paper lengths or web painted with aniline-bronze dyes. The brass brocade and tin bronzes serve as bases for the aniline dyes; of the tar pigments only basic aniline dyes soluble in alcohol are used. In coloring the pulverized bronze care must be taken that the latter is as free as possible from organic fats. Tar dyes should be dissolved in as concentrated a form as possible in alcohol and stirred with the bronze, the pigment being then fixed on the vehicle with an alcoholic solution of tannin. The patent bronze is then dried by allowing the alcohol to evaporate. This method of coloring is purely mechanical, as the tar dyes do not combine with the metallic bronze, as is the case with pigments in which hydrate of alumina is used. A coating of aniline bronze of this kind is therefore very sensitive to moisture, unless spread over the paper surface with a suitable protective binding medium, or protected by a transparent coat of varnish, which of course must not interfere with the special color effect.
See also Plating for general methods of bronzing, and Varnishes.
By the use of various salt solutions or acidulated substances other shades can be imparted to bronze. In water containing sulphuric acid, nitric acid, or hydrochloric acid, it turns a bright yellow; by treatment with a solution of crystallized verdigris or blue vitriol in water it assumes more of a reddish hue; other tints are obtained with the aid of cooking salt, tartar, green vitriol, or saltpeter in water.
Gold bronze is also obtained by dissolving gold in aqua regia and mixing with a solution of green vitriol in water, whereupon the gold falls down as a metallic powder which may be treated in different ways. The green vitriol, however, must be dissolved in boiling water and mixed in a glass, drop by drop, with sulphuric acid and stirred until the basic iron sulphate separating in flakes has redissolved. Another way of producing gold bronze is by dissolving gold in aqua regia and evaporating the solution in a porcelain dish. When it is almost dry add a little pure hydrochloric acid and repeat this to drive out all the free chlorine and to produce a pure hydrochlorate of gold. The gold salt is dissolved in distilled water, taking 1/2 liter per ducat (3 1/2 grams fine gold); into this solution drop, while stirring by means of a glass rod, an 8° solution (by Beaumé) of antimony chloride, as long as a precipitate forms. This deposit is gold bronze, which, dried after removal of all liquids, is chiefly employed in painting, for bronzing, and for china and glass decoration.
Metallic gold powder is, furthermore, obtained by dissolving pure and alloyed gold in aqua regia and precipitating it again by an electro-positive metal, such as iron or zinc, which is placed in the liquid in the form of rods. The gold is completely separated thereby. The rods must be perfectly clean and polished bright. The color of the gold bronze depends upon the proportions of the gold. In order to further increase the brilliancy the dried substance may still be ground. {140}
The handsomest, purest, and most gold-like mosaic gold is obtained by melting 12 parts of pure tin, free from lead, and mixing with 6 parts of mercury to an amalgam. This is mixed with 7 parts of flowers of sulphur and 6 parts of sal ammoniac, whereupon the mass is subjected for several hours to a heat which at first does not attain redness, but eventually when no more fumes are generated is increased to dark-red heat. This operation is conducted either in a glass retort or in an earthenware crucible. The sal ammoniac escapes first on heating, next vermilion sublimates and some stannic chloride, while the mosaic gold remains on the bottom, the upper layer, consisting of lustrous, golden, delicately translucent leaflets, being the handsomest mosaic gold.
BRONZE VARNISHES: See Varnishes.
BRONZING SOLUTIONS FOR PAINTS: See Paints.
BRONZING OF WOOD: See Wood.
BROOCHES, PHOTOGRAPHS ON: See Photography.
BROWN OINTMENT: See Ointments.
BROWNING OF STEEL: See Plating.
BROWNSTONE, IMITATION: See Brick Stain.
BRUNETTE POWDER: See Cosmetics.
It is a good plan to fill the varnish brush before putting it in the keeper.
Whitewash or kalsomine brushes should not be put into newly slaked lime or hot kalsomine.
Cement-set brushes should never be put in any alcohol mixture, such as shelacs and spirit stains.
Varnish brushes should be selected with a view to their possessing the following qualities: 1st, excellence of material; 2d, excellence of make, which includes fullness of hair or bristles and permanency of binding; 3d, life and spring, or elasticity sufficient to enable the varnisher to spread the varnish without reducing it with turpentine; and 4th, springing, when in use, to a true chisel edge.
Put the pencil in oil and brush it several times over a hot iron in such a manner that the hairs touch the iron from each side; then dip the pencil quickly in cold water.
See also Cleaning Preparations and Methods.
BUBBLES IN GELATIN: See Gelatin.
BUBBLE (SOAP) LIQUID: See Soap Bubble Liquid.
Bubbles of air often adhere to molds immersed in depositing solutions. They may be prevented by previously dipping the object into spirits of wine, or be removed by the aid of a soft brush, or by directing a powerful current of the liquid against them by means of a vulcanized india-rubber bladder, with a long and curved glass tube attached to it; but the liquid should be free from sediment.
BUG KILLERS: See Insecticides.
BUNIONS: See Corn Cures. {142}
See also Ointments and Turpentine.
II.—Put 27 parts, by measure, of menthol into 44 parts, by measure, of witch hazel (distillate) and apply freely. A good plan is to bandage the parts and wet the wrappings with this mixture.
III.—A very efficacious remedy for burns is a solution of cooking salt in water. It is best to immerse fingers, hands, and arms in the solution, which must be tolerably strong. For burns in the face and other parts of the body, salt water poultices are applied.
(See also Foods.)
II.—Fat from freshly slaughtered cattle after thorough washing is placed in clean water and surrounded with ice, where it is allowed to remain until all animal heat has been removed. It is then cut into small pieces by machinery and cooked at a temperature of about 150° F. (65.6° C.) until the fat in liquid form has separated from the tissue, then settled until it is perfectly clear. Then it is drawn into the graining vats and allowed to stand for a day, when it is ready for the presses. The pressing extracts the stearine, leaving a product commercially known as oleo oil which, when churned with cream or milk, or both, and with usually a proportion of creamery butter, the whole being properly salted, gives the new food product, oleomargarine.
III.—In making butterine use neutral lard, which is made from selected leaf lard in a very similar manner to oleo oil, excepting that no stearine is extracted. This neutral lard is cured in salt brine for from 48 to 70 hours at an ice-water temperature. It is then taken and, with the desired proportion of oleo oil and fine butter, is churned with cream and milk, producing an article which when properly salted and packed is ready for the market. In both cases coloring matter is used, which is the same as that used by dairymen to color their butter. At certain seasons of the year—viz., in cold weather, a small quantity of sesame oil or salad oil made from cottonseed oil is used to soften the texture of the product.
IV.—“Ankara” is a substance which in general appearance resembles a good article of butter, being rather firmer at ordinary temperatures than that substance, approaching the consistency of cocoa butter. It is quite odorless, but in taste it resembles that of a fair article of butter and, what is more, its behavior under heat is very similar to that of butter—it browns and forms a sort of spume like that of fat. Ankara consists of a base of cocoa butter, carrying about 10 per cent of milk, colored with yolk of egg. While not derived from milk, on the one hand, nor does it come from a single vegetable or animal fat on the other, {143} ankara may be considered as belonging to the category of the margarines. Ankara is obtained in the market in the form of cakes or tablets of 2 pounds in weight.
V.—Fresh butter, 150 parts, by weight; animal fat, 80 parts, by weight; sunflower oil, 40 parts, by weight; cocoanut oil, 30 parts, by weight.
VI.—Fresh butter, 100 parts, by weight; animal fat, 100 parts, by weight; sunflower oil, 80 parts, by weight; cocoanut oil, 20 parts, by weight.
VII.—Fresh butter, 50 parts, by weight; animal fat, 150 parts, by weight; sunflower oil, 80 parts, by weight; cocoanut oil, 20 parts, by weight.
It is seen that these three varieties contain respectively 50, 33, and about 16 per cent of cow’s butter. The appearance of the mixture is nearly perfect.
Formulas V to VII are for a Russian artificial butter called “Perepusk.”
II.—Add 25 to 30 drops of lime chloride to every 2 pounds of butter, work the mass up thoroughly, then wash in plenty of fresh, cold water, and work out the residual water.
III.—Melt the butter in a water bath, along with some freshly burned animal charcoal, coarsely powdered and carefully sifted to free it from dust. After this has remained in contact for a few minutes, the butter is strained through a clean flannel. If the rancid odor is not completely removed, complete the process.
Buttermilk powder, 10 parts; vinegar, 1 part; syrup of buckthorn, 1 part. Dissolve the powder in the water and add the vinegar and syrup. The powder is prepared as follows: Sodium chloride, 50 parts; milk sugar, 100 parts; potassium nitrate, 5 parts; alum, 5 parts. Mix.
BUTTER, ARTIFICIAL: TESTS FOR: See Foods.
BUTTER COLORANT: See Foods.
BUTTONS OF ARTIFICIAL AGATE: See Agate.
CADMIUM ALLOYS: See Alloys. {144}
Of a different nature is a medium offered by Létang of Paris. He employs sugar or saccharine bodies to which he adds, if necessary, a little petroleum, turpentine, vaseline, or varnish of any kind, as well as chalk, limestone, talc, sulphur, or sand. The carbide is coated with this mixture. The saccharine substances dissolve in the generating water, and also have a dissolving action on the slaked lime, which is formed by the decomposition of the carbide which admits of its easy removal.
According to another process carbide is put on the market in such a shape that, without weighing, merely by counting or measuring one is in a position to use equivalent quantities for every charge. Gearing casts molten carbide in the shape of bars, and pours a layer of gelatin, glue, and water soluble varnish over the carbide bars. Others make shells containing a certain quantity of reduced carbide. For this ordinary and varnished pasteboard, wax paper, tinfoil, thin sheet zinc, and similar substances may be used which ward off atmospheric moisture, thus protecting the carbide from premature decomposition. Before use, the cartridge-like shell is pierced or cut open, so that the water can get at the contents. The more or less reduced carbide is filled in the shell, either without any admixture or united into a compact mass by a binding agent, such as colophony, pitch, tar, sand, etc.
CALCIUM SULPHIDE (LUMINOUS): See Paints.
CALFSKIN: See Leather.
CAMERA RENOVATION: See Photography.
| Naphthalene white, in scales | 3,000 parts |
| Camphor | 1,000 parts |
| Melt on the steam bath and add to the hot mass: | |
| Coumarin | 2 parts |
| Mirbane oil | 10 parts |
Cast in plates or compressed tablets. The preparation is employed as a moth preventive.
II.—Take equal parts of strong ether and alcohol to reduce the camphor to powder. It is claimed for this method that it only takes one-half of the time required when alcohol alone is used, and that the camphor dries more quickly. Before sifting add 1 per cent of white vaseline and 5 per cent of sugar of milk. Triturate fairly dry, spread out in the air, say 15 minutes, then pass through a moderately fine wire sieve, using a stubby shaving brush to assist in working it through. {145}
| Oil of bitter almonds | 1 drachm |
| Oil of cloves | 20 drops |
| Camphor | 1 1/2 ounces |
| White wax | 4 ounces |
| Lard, prepared | 1 pound |
Melt the wax and lard together, then add the camphor in saturated solution in spirit; put in the oils when nearly cold.
| I.— | White wax | 16 parts |
|---|---|---|
| Benzoated suet | 48 parts | |
| Camphor, powdered | 8 parts | |
| Essential oil, to perfume. |
Melt the wax and suet together. When nearly cold, add the camphor and perfume, mix well, and pour into molds.
| II.— | Oil of almond | 16 parts |
|---|---|---|
| White wax | 4 parts | |
| Spermaceti | 4 parts | |
| Paraffine | 8 parts | |
| Camphor, powdered | 1 part | |
| Perfume, quantity sufficient. |
Dissolve the camphor in the oil by the aid of a gentle heat. Melt the solids together, remove, and let cool, but before the mixture begins to set add the camphorated oil and the perfume, mix, and pour into molds.
| III.— | Stearine (stearic acid) | 8 pounds |
|---|---|---|
| Lard | 10 pounds | |
| White wax | 5 pounds | |
| Spermaceti | 5 pounds |
Melt on a water bath in an earthen or porcelain dish; strain into a similar vessel; add a solution of 2 ounces powdered borax in 1 pound of glycerine, previously warmed, to the melted substance when at the point of cooling; stir well; add camphor, 2 pounds, powdered by means of alcohol, 3 ounces; stir well and pour into molds.
CAMPHOR SUBSTITUTES IN THE PREPARATION OF CELLULOID: See Celluloid.
CAMPHOR AND RHUBARB AS A REMEDY FOR CHOLERA: See Cholera Remedies.
CAN VARNISH: See Varnishes.
The following is a formula much used by German canary-bird raisers:
| Sweet almonds, blanched | 16 parts |
| Pea meal | 32 parts |
| Butter, fresh (unsalted) | 3 parts |
| Honey, quantity sufficient to make a stiff paste. | |
The ingredients are worked into a stiff paste, which is pressed through a colander or large sieve to granulate the mass. Some add to every 5 pounds, 10 or 15 grains of saffron and the yolks of 2 eggs.
CANARY BIRDS AND THEIR DISEASES: See Veterinary Formulas.
I.—Paraffine wax, 70; stearine, 15; petroleum, 15.
II.—Paraffine wax, 90; stearine, 5; petroleum, 5. Recipe I of course gives candles more transparent than does recipe II. The 15 per cent may be regarded as the extreme limit consistent with proper solidity of the candles.
| Magnesium sulphate | 15 parts |
| Dextrin | 15 parts |
| Water | 100 parts |
The solution dries quickly and does not affect the burning of the candle. {146}
Stearine, owing to its acid character, dissolves the coal-tar colors much more readily than do the perfectly neutral paraffine and ozokerite waxes. For coloring stearine the necessary quantity of the color is added to the melted mass and well stirred in; if the solution effected happens to be incomplete, a small addition of alcohol will prove an effective remedy. It is also an advantage to dissolve the colors previously in alcohol and add the concentrated solution to the melted stearine. The alcohol soon evaporates, and has no injurious effect on the quality of the stearine.
For a number of years there have been on the market so-called “fat colors,” formed by making concentrated solutions of the color, and also special preparations of the colors in stearine. They are more easily applied, and are, therefore, preferred to the powdered aniline colors, which are apt to cause trouble by being accidentally distributed in soluble particles, where they are not wanted. Since paraffine and ozokerite dissolve comparatively little, they will not become colored, and so must be colored indirectly. One way is to dissolve the color in oleic acid or in stearine acid and add the solution to the wax to be colored. Turpentine may be employed for the same purpose. Concerning the colors suitable for candles, there are the eosine colors previously mentioned, and also chroline yellow, auramine, taniline blue, tartrazine, brilliant green, etc. The latter, however, bleaches so rapidly that it can hardly be recommended. An interesting phenomenon is the change some colors undergo in a warm temperature; for instance, some blues turn red at a moderate degree of heat (120° F.) and return to blue only when completely cooled off; this will be noticed while the candle mixture is being melted previous to molding into candles.
CANDLES (FUMIGATING): See Fumigants.
CANDY COLORS AND FLAVORS: See Confectionery.
CANDY: See Confectionery.
CANVAS WATERPROOFING: See Waterproofing.
CAOUTCHOUC: See Rubber.
CAOUTCHOUC SOLUTION FOR PAINTS: See Paint.
CAPPING MIXTURES FOR BOTTLES: See Bottle-Capping Mixtures.
CAPSULE VARNISH: See Varnishes.
II.—The ordinary sugar coloring material is made from sugar or glucose by heating it, while being constantly stirred, up to a temperature of about 405° F. A metal pan capable of holding nearly ten times as much as the sugar used, is necessary so as to retain the mass in its swollen condition. As soon as it froths up so as nearly to fill the pan, an action which occurs suddenly, the fire must instantly be extinguished or removed. The finished product will be insoluble if more than about 15 per cent of its weight is driven off by the heat.
CARAMEL IN FOOD: See Food.
CARAMELS: See Confectionery. {147}
| I.— | Carbolic acid (cryst.) | 1 ounce |
|---|---|---|
| Alcohol | 1 ounce | |
| Oil bergamot | 10 minims | |
| Oil eucalyptus | 10 minims | |
| Oil citronella | 3 minims | |
| Tincture cudbear | 10 minims | |
| Water, to make | 10 ounces |
Set aside for several days, and then filter through fuller’s earth.
| II.— | Carbolic acid (cryst.) | 4 drachms |
|---|---|---|
| Cologne water | 4 drachms | |
| Dilute acetic acid | 9 ounces |
Keep in a cool place for a few days, and filter.
CARBOLIC SOAP: See Soap.
See also Paints and Wood.
II.—Sixty parts, by weight, of black coal tar oil of a specific gravity higher than 1.10; 25 parts, by weight, of creosote oil; 25 parts, by weight, of beechwood tar oil of a higher specific weight than 0.9. Mix together and heat to about 347° F., or until the fumes given off begin to deposit soot. The resulting carbolineum is brown, and of somewhat thick consistency; when cool it is ready for use and is packed in casks. This improved carbolineum is applied to wood or masonry with a brush; the surfaces treated dry quickly, very soon loose the odor of the carbolineum, and are effectively protected from dampness and formation of fungi.
CARBON PRINTING: See Photography.
CARBON PROCESS IN PHOTOGRAPHY: See Photography.
CARBONYLE: See Wood.
CARBUNCLE REMEDIES: See Boil Remedy.
CARDS (PLAYING), TO CLEAN: See Cleaning Preparations and Methods.
CARDBOARD, WATERPROOF GLUE FOR: See Adhesives under Cements and Waterproof Glues.
CARDBOARD, WATERPROOFING: See Waterproofing.
CARMINATIVES: See Pain Killers.
CARPET PRESERVATION: See Household Formulas.
CARPET SOAP: See Soap. {148}
CARRIAGE-TOP DRESSING: See Leather.
CARRON OIL: See Cosmetics.
CASE HARDENING: See Steel.
In the manufacture of fancy papers, or papers that are made to imitate the appearance of various cloths, laces, and silks, casein is very widely used. It is also largely used in waterproofing tissues, for preparation of waterproof products, and various articles prepared from agglomeration of cork (packing boards, etc.). With lime water casein makes a glue that resists heat, steam, etc. It also enters into the manufacture of the various articles made from artificial ivory (billiard balls, combs, toilet boxes, etc.), imitation of celluloid, meerschaum, etc., and is finding new uses every day.
Casein, as known, may act the part of an acid and combine with bases to form caseinates or caseates; among these compounds, caseinates of potash, of soda, and of ammonia are the only ones soluble in water; all the others are insoluble and may be readily prepared by double decomposition. Thus, for example, to obtain caseinate of alumina it is sufficient to add to a solution of casein in caustic soda, a solution of sulphate of alumina; an insoluble precipitate of casein, or caseinate of alumina, is instantly formed.
This precipitate ought to be freed from the sulphate of soda (formed by double decomposition), by means of prolonged washing. Pure, ordinary cellulose may be incorporated with it by this process, producing a new compound, cheaper than pure cellulose, although possessing the same properties, and capable of replacing it in all its applications.
According to the results desired, in transparency, color, hardness, etc., the most suitable caseinate should be selected. Thus, if a translucent compound is to be obtained, the caseinate of alumina yields the best. If a white compound is desired, the caseinate of zinc, or of magnesia, should be chosen; and for colored products the caseinates of iron, copper, and nickel will give varied tints.
The process employed for the new products, with a base of celluloid and caseinate, is as follows: On one hand casein is dissolved in a solution of caustic soda (100 parts of water for 10 to 25 parts of soda), and this liquid is filtered to separate the matters not dissolved and the impurities. On the other hand, a salt of the base of which the caseinate is desired is dissolved, and the solution filtered. It is well not to operate on too concentrated a solution. The two solutions are mixed in a receptacle provided with a mechanical stirrer, in order to obtain the insoluble caseinate precipitate in as finely divided a state as possible. This precipitate should be washed thoroughly, so as to free it from the soda salt formed by double decomposition, but on account of its gummy or pasty state, this washing presents certain difficulties, and should be done carefully. After the washing the mass is freed from the greater part of water contained, by draining, followed by drying, or energetic pressing; then it is washed in alcohol, dried or pressed again, and is ready to be incorporated in the plastic mass of the celluloid.
For the latter immersion and washing it has been found that an addition of 1 to 5 per cent of borax is advantageous, for it renders the mass more plastic, and facilitates the operation of mixing. This may be conducted in a mixing apparatus; but, in practice, it is found preferable to effect it with a rolling mill, operating as follows:
The nitro-cellulose is introduced in the plastic state, and moistened with a solution of camphor in alcohol (40 to 50 parts of camphor in 50 to 70 of alcohol for 100 of nitro-cellulose) as it is practiced in celluloid factories.
This plastic mass of nitro-cellulose is placed in a rolling mill, the cylinders of which are slightly heated at the same time as the caseinate, prepared as above; then the whole mass is worked by the cylinders until the mixture of the two {149} is perfectly homogeneous, and the final mass is sufficiently hard to be drawn out in leaves in the same way as practiced for pure celluloid.
These leaves are placed in hydraulic presses, where they are compressed, first hot, then cold, and the block thus formed is afterwards cut into leaves of the thickness desired. These leaves are dried in an apparatus in the same way as ordinary celluloid. The product resembles celluloid, and has all its properties. At 90° to 100° C. (194° to 212° F.), it becomes quite plastic, and is easily molded. It may be sawed, filed, turned, and carved without difficulty, and takes on a superb polish. It burns less readily than celluloid, and its combustibility diminishes in proportion as the percentage of caseinate increases; finally, the cost price is less than that of celluloid, and by using a large proportion of caseinate, products may be manufactured at an extremely low cost.
The phosphoric acid may be obtained by any convenient method; for example, by decomposing dicalcic or monocalcic phosphate with sulphuric acid. The commercial phosphoric acid may also be employed.
The casein may be precipitated from the skimmed milk by means of a suitable acid, and should be washed with cold water to remove impurities. A caseinate may also be employed, such as a compound of casein and an alkali or an alkaline earth.
The new compound is produced in the following way: A sufficient quantity of phosphoric acid is incorporated with the casein or a caseinate in such a way as to insure sufficient acidity in the resulting compound. The employment of 23 to 25 parts by weight of phosphoric acid with 75 to 77 parts of casein constitutes a good proportion.
An aqueous solution of phosphoric acid is made, and the casein introduced in the proportion of 25 to 50 per cent of the weight of the phosphoric acid present. The mixture is then heated till the curdled form of the casein disappears, and it assumes a uniform fluid form. Then the mixture is concentrated to a syrupy consistency. The remainder of the casein or of the caseinate is added and mixed with the solution until it is intimately incorporated and the mass becomes uniform. The compound is dried in a current of hot air, or in any other way that will not discolor it, and it is ground to a fine powder. The intimate union of the phosphoric acid and casein during the gradual concentration of the mixture and during the grinding and drying, removes the hydroscopic property of the phosphoric acid, and produces a dry and stable product, which may be regarded as a hyperphosphate of casein. When it is mixed with water, it swells and dissolves slowly. When this compound is mingled with its equivalent of sodium bicarbonate it yields about 17 per cent of gas.
CASEIN CEMENTS: See Adhesives.
CASEIN VARNISH: See Varnishes.
CASSIUS, PURPLE OF: See Gold.
CASKET TRIMMINGS: See Castings.
CASTS (PLASTER), PRESERVATION OF: See Plaster.
CASTS, REPAIRING OF BROKEN: See Adhesives and Lutes.
CASTS FROM WAX MODELS: See Modeling.
The French bronzes, which are imitations, are cast in copper or brass molds. The material used is principally zinc and tin, and an unlimited number of castings can be made in the mold, but if a real bronze piece is to be produced it must be out of copper and the mold made in sand. To make the castings hollow, with sand, a core is required. This fills the inside of the figure so that the molten copper runs around it, and as the core is made out of sand, the same can be afterwards washed out. If the casting is to be hollow and is to be cast in a metal mold, then the process is very simple. The mold is filled with molten metal, and when the operator thinks the desired thickness has cooled next to the walls, he pours out the balance. An experienced man can make hollow castings in this way, and make the walls of any thickness.
Casket hardware trimmings, which are so extensively used on coffins, especially the handles, are nearly all cast out of tin and antimony, and in brass molds. The metal used is brittle, and requires strengthening at the weak portions, and this is mostly done with wood filling or with iron rods, which are secured in the molds before the metal is poured in.
Aluminum castings, which one has procured at the foundries, are usually alloyed with zinc. This has a close affinity with aluminum, and alloys readily; but this mixture is a detriment and causes much trouble afterwards. While this alloy assists the molder to produce his castings easily, on the other hand it will not polish well and will corrode in a short time. Those difficulties may be avoided if pure aluminum is used.
Plaster of Paris molds are the easiest made for pieces where only a few castings are wanted. The only difficulty is that it requires a few days to dry the plaster thoroughly, and that is absolutely necessary to use them successfully. Not only can the softer metals be run into plaster molds, but gold and silver can be run into them. A plaster mold should be well smoked over a gaslight, or until well covered with a layer of soot, and the metal should be poured in as cool a state as it will run.
As the geometrically exact contour of the coin or medal is often the cause of breaking of the edges, the operator sometimes uses wax to make the edges appear half round and it also allows the casting to be more easily removed from the second half of the mold. Each half of the mold should be about the thickness of the finger. The keys, so called, of every plaster casting must not be forgotten. In the first casting some little half-spherical cavities should be scooped out, which will appear in the second half-round knobs, and which, by engaging with the depressions, will ensure exactness in the finished mold.
After the plaster has set, cut a canal for the flow of the molten casting material, then dry the mold thoroughly in an oven strongly heated. The halves are now ready to be bound together with a light wire. When bound heat the mold gradually and slowly and let the mouth of the canal remain underneath while the heating is in progress, in order to prevent the possible entry of dirt or foreign matter. The heating should be continued as long as there is a suspicion of remaining moisture. When finally assured of this fact, take out the mold, open it, and blow it out, to make sure of absolute cleanness. Close and bind again and place on a hearth of fine, hot sand. The mold should still be glowing when the casting is made. The ladle should contain plenty of metal, so as to hold the heat while the casting is being made. The presence of a little zinc in the metal ensures a sharp casting. Finally, to ensure success, it is always better to provide two molds in case of accident. Even the most practiced metal molders take this precaution, especially when casting delicate objects.
II.—To obtain a full casting in brass molds for soft metal two important points should be observed. One is to have the deep recesses vented so the air will escape, and the other is to have the mold properly blued. The bluing is best done by dipping the mold in sulphuric acid, then placing it on a gas stove until the mold is a dark color. Unless this bluing is done it will be impossible to obtain a sharp casting.
II.—Molds for the use of soft metal castings may be made out of soft metal. This is done with articles that are not numerous, or not often used; and may be looked upon as temporary. The molds are made in part the same as when of brass, and out of tin that contains as much hardening as possible. The hardening consists of antimony and copper. This metal mold must be painted over several times with Spanish red, which tends to prevent the metal from melting. The metal must not be used too hot, otherwise it will melt the mold. By a little careful manipulation many pieces can be cast with these molds.
III.—New iron or brass molds must be blued before they can be used for casting purposes. This is done by placing the mold face downward on a charcoal fire, or by swabbing with sulphuric acid, then placing over a gas flame or charcoal fire until the mold is perfectly oxidized.
IV.—A good substantial mold for small castings of soft metal is made of brass. The expense of making the cast mold is considerable, however, and, on that account, some manufacturers are making their molds by electro-deposition. This produces a much cheaper mold, which can be made very quickly. The electro-deposited mold, however, is very frail in comparison with a brass casting, and consequently must be handled very carefully to keep its shape. The electro-deposited ones are made out of copper, and the backs filled in with a softer metal. The handles are secured with screws.
CASTING IN WAX: See Modeling.
CASTINGS, TO SOFTEN IRON: See Iron. {153}
| I.— | Pure castor oil | 1 pint |
|---|---|---|
| Cologne spirit | 3 fluidounces | |
| Oil of wintergreen | 40 minims | |
| Oil of sassafras | 20 minims | |
| Oil of anise | 15 minims | |
| Saccharine | 5 grains | |
| Hot water, a sufficient quantity. | ||
Place the castor oil in a gallon bottle. Add a pint of hot water and shake vigorously for about 15 minutes. Then pour the mixture into a vessel with a stopcock at its base, and allow the mixture to stand for 12 hours. Draw off the oil, excepting the last portion, which must be rejected. Dissolve the essential oils and saccharine in the cologne spirit and add to the washed castor oil.
II.—First prepare an aromatic solution of saccharine as follows:
| Refined saccharine | 25 parts |
| Vanillin | 5 parts |
| Absolute alcohol | 950 parts |
| Oil of cinnamon | 20 parts |
Dissolve the saccharine and vanillin in the alcohol, then add the cinnamon oil, agitate well and filter. Of this liquid add 20 parts to 980 parts of castor oil and mix by agitation. Castor oil, like cod-liver oil, may be rendered nearly tasteless, it is claimed, by treating it as follows: Into a matrass of suitable size put 50 parts of freshly roasted coffee, ground as fine as possible, and 25 parts of purified and freshly prepared bone or ivory black. Pour over the mass 1,000 parts of the oil to be deodorized and rendered tasteless, and mix. Cork the container tightly, put on a water bath, and raise the temperature to about 140° F. Keep at this heat from 15 to 20 minutes, then let cool down, slowly, to 90°, at which temperature let stand for 3 hours. Finally filter, and put up in small, well-stoppered bottles.
| III.— | Vanillin | 3 grains |
|---|---|---|
| Garantose | 4 grains | |
| Ol. menth. pip. | 8 minims | |
| Alcoholis | 3 drachms | |
| Ol. ricinus | 12 ounces | |
| Ol. olivæ (imported), quantity sufficient | 1 pint |
M. ft. sol.
Mix vanillin, garantose, ol. menth. pip. with alcohol and add castor oil and olive oil.
Dose: One drachm to 2 fluidounces.
IV.—The following keeps well:
| Castor oil | 24 parts |
| Glycerine | 24 parts |
| Tincture of orange peel | 8 parts |
| Tincture of senega | 2 parts |
| Cinnamon water enough to make | 100 parts |
Mix and make an emulsion. Dose is 1 tablespoonful.
V.—One part of common cooking molasses to 2 of castor oil is the best {154} disguise for the taste of the oil that can be used.
| VI.— | Castor oil | 1 1/2 ounces |
|---|---|---|
| Powdered acacia | 2 drachms | |
| Sugar | 2 drachms | |
| Peppermint water | 4 ounces |
Triturate the sugar and acacia, adding the oil gradually; when these have been thoroughly incorporated add the peppermint water in small portions, triturating the mixture until an emulsion is formed.
VII.—This formula for an emulsion is said to yield a fairly satisfactory product:
| Castor oil | 500 c.c. |
| Mucilage of acacia | 125 c.c. |
| Spirit of gaultheria | 10 grams |
| Sugar | 1 gram |
| Sodium bicarbonate | 1 gram |
| VIII.— | Castor oil | 1 ounce |
|---|---|---|
| Compound tincture of cardamom | 4 drachms | |
| Oil of wintergreen | 3 drops | |
| Powdered acacia | 3 drachms | |
| Sugar | 2 drachms | |
| Cinnamon water enough to make | 4 ounces. | |
| IX.— | Castor oil | 12 ounces |
| Vanillin | 3 grains | |
| Saccharine | 4 grains | |
| Oil of peppermint | 8 minims | |
| Alcohol | 3 drachms | |
| Olive oil enough to make | 1 pint. |
In any case, use only a fresh oil.
| Cacao, free from oil | 250 parts |
| Castor oil | 250 parts |
| Sugar, pulverized | 500 parts |
| Vanillin sugar | 5 parts |
Mix the chocolate and oil and heat in the water, both under constant stirring. Have the sugar well dried and add, stirring constantly, to the molten mass. Continue the heat for 30 minutes, then pour out and divide into lozenges in the usual way.
CAT DISEASES AND THEIR REMEDIES: See Insecticides and Veterinary Formulas.
It is a well-known fact that the reactions of the compounds of silver, platinum, and chromium in photographic processes are generally voluntary ones and that the light really acts only as an accelerator, that is to say the chemical properties of the preparations also change in the dark, though a longer time is required. When these preparations are exposed to the light under a negative, the modification of their chemical properties is accelerated in such a way that, through the gradations of the tone-values in the negative, the positive print is formed. Now it has been found that we also have such accelerators in material substances that can be used in the light, the process being termed catalysis. It is remarkable that these substances, called catalyzers, apparently do not take part in the process, but bring about merely by their presence, decomposition or combination of other bodies during or upon contact. Hence, catalysis may be defined, in short, as the act of changing or accelerating the speed of a chemical reaction by means of agents which appear to remain stable.
Professor Ostwald and Dr. O. Gros, of the Leipsic University, have given the name of “catatypy” to the new copying process. The use of light is entirely done away with, except that for the sake of convenience the manipulations are executed in the light. All that is necessary is to bring paper and negative into contact, no matter whether in the light or in the dark. Hence the negative (if necessary a positive may also be employed) need not even be transparent, for the ascending and descending action of the tone values in the positive picture is produced only by the quantity in the varying density of the silver powder contained in the negative. Hence no photographic (light) picture, but a catatypic picture (produced by contact) is created, but the final result is the same.
Catatypy is carried out as follows: Pour dioxide of hydrogen over the negative, which can be done without any damage to the latter, and lay a piece of paper on (sized or unsized, rough or smooth, according to the effect desired); by a contact lasting a few seconds the paper receives the picture, dioxide of hydrogen being destroyed. From a single application several prints can be made. The acquired picture—still {155} invisible—may now in the further course of the process, have a reducing or oxydizing action. As picture-producing bodies, the large group of iron salts are above all eminently adapted, but other substances, such as chromium, manganese, etc., as well as pigments with glue solutions may also be employed. The development takes place as follows: When the paper which has been in contact with the negative is drawn through a solution of ferrous oxide, the protoxide is transformed into oxide by the peroxide, hence a yellow positive picture, consisting of iron oxide, results, which can be readily changed into other compounds, so that the most varying tones of color can be obtained. With the use of pigments, in conjunction with a glue solution, the action is as follows: In the places where the picture is, the layer with the pigments becomes insoluble and all other dye stuffs can be washed off with water.
The chemical inks and reductions, as well as color pigments, of which the pictures consist, have been carefully tested and are composed of such as are known to possess unlimited durability.
After a short contact, simply immerse the picture in the respective solution, wash out, and a permanent picture is obtained.
CATERPILLAR DESTROYERS: See Insecticides.
CATSUP (ADULTERATED): See Foods.
CATTLE DIPS AND APPLICATIONS: See Disinfectants and Insecticides.
CEILING CLEANERS: See Cleaning Preparations and Methods, and also Household Formulas.
| Celery (seed ground) | 25 parts |
| Coca leaves (ground) | 25 parts |
| Black haw (ground) | 25 parts |
| Hyoscyamus leaves (ground) | 12 1/2 parts |
| Podophyllum (powdered) | 10 parts |
| Orange peel (ground) | 6 parts |
| Sugar (granulated) | 100 parts |
| Alcohol | 150 parts |
| Water, q. s. ad. | 400 parts |
Mix the alcohol with 150 parts of water and macerate drugs for 24 hours; pack in percolator and pour on menstruum till 340 parts is obtained; dissolve sugar in it and strain.
CELLS, SOLUTIONS AND FILLERS FOR BATTERY: See Battery Solutions and Fillers.
CELLARS, WATERPROOF: See Household Formulas.
CELLOIDIN PAPER: See Paper.
To put this process in practice, 1,000 parts of pyroxyline is prepared in the usual manner, and mixed with 65 parts of turpentine, or 250 parts of ketone and 250 parts of ether; 500 parts or 750 parts of methyl alcohol is added, and a colorant, such as desired. Instead of turpentine, rosins derived from it may be employed. If the employment of camphor is desired to a certain extent, it may be added to the mixture. The whole is shaken and left at rest for about 12 hours. It is then passed between hot rollers, and finally pressed, cut, and dried, like ordinary celluloid. {156}
The product thus obtained is without odor, when camphor is not employed; and in appearance and properties it cannot be distinguished from ordinary celluloid, while the expense of production is considerably reduced.
I.—The albumen may be that of the egg or that of the blood, which are readily found in trade. The formolizing may be effected in the moist state or in the dry state. The dry or moist albumen is brought into contact with the solution of commercial formol diluted to 5 or 10 per cent for an hour. Care must be taken to pulverize the albumen, if it is dry. The formol penetrates rapidly into the albuminoid matter, and is filtered or decanted and washed with water until all the formol in excess has completely disappeared; this it is easy to ascertain by means of aniline water, which produces a turbid white as long as a trace of formic aldehyde remains.
The formol albumen is afterwards dried at low temperature by submitting it to the action of a current of dry air at a temperature not exceeding 107° F. Thus obtained, the product appears as a transparent corneous substance. On pulverizing, it becomes opaque and loses its transparency. It is completely insoluble in water, but swells in this liquid.
II.—The formol albumen is reduced to a perfectly homogeneous powder, and mixed intimately with the plastic matter before rolling. This cannot be considered an adequate means for effecting the mixture. It is necessary to introduce the formol albumen, in the course of the moistening, either by making an emulsion with camphor alcohol, or by mixing it thoroughly with nitro-cellulose, or by making simultaneously a thorough mixture of the three substances. When the mixture is accomplished, the paste is rolled according to the usual operation. The quantity of formol albumen to add is variable, being diminished according to the quantity of camphor.
Instead of adding the desiccated formol albumen, it may previously be swollen in water in order to render it more malleable.
Instead of simple water, alkalinized or acidified water may be taken for this purpose, or even alcoholized water. The albumen, then, should be pressed between paper or cloth, in order to remove the excess of moisture.
The plastic pulp thus obtained is rolled, cut, and dried like ordinary cellulose, and by the same processes and apparatus. The pulp may also be converted into tubes and other forms, like ordinary celluloid.
It is advisable to subject the improved plastic pulp to a treatment with formaldehyde for the purpose of rendering insoluble the casein incorporated in the celluloid. The plastic product of nitro-cellulose base, thus obtained, presents in employment the same general properties as ordinary celluloid. It may be applied to the various manufacturing processes in use for the preparation of articles of all kinds, and its cost price diminishes more or less according to the proportion of casein associated with the ordinary celluloid. In this plastic product various colorants may be incorporated, and the appearance of shell, pearl, wood, marble, or ivory may also be imparted.
The new product may be prepared in open air or in a closed vessel under pressure. When operated in the air, the gelatin is first immersed cold (in any form, and in a state more or less pure) in alcohol marking about 140° F., with the addition of a certain quantity (for example, 5 to 10 per cent) of crystallizable acetic acid. In a few hours the material has swollen considerably, and it is then introduced in alcohol of about 90 per cent, and at the same time the celluloid pulp (camphor and gun cotton), taking care to add a little acetone. The proportion of celluloid in the mixture may be 50 to 75 per cent of the weight of the gelatin, more or less, according to the result desired. After heating the mixture slightly, it is worked, cold, by the rollers ordinarily employed for celluloid and other similar pastes, or by any other suitable methods.
The preparation in a closed vessel does not differ from that which has been described, except for the introduction of the mixture of gelatin, celluloid, alcohol, and acetone, at the moment when the heating is to be accomplished in an autoclave heated with steam, capable of supporting a pressure of 2 to 5 pounds, and furnished with a mechanical agitator. This method of proceeding abridges the operation considerably; the paste comes from the autoclave well mingled, and is then submitted to the action of rollers. There is but little work in distilling the alcohol and acetic acid in the autoclave. These may be recovered, and on account of their evaporation the mass presents the desired consistency when it reaches the rollers. Whichever of the two methods of preparation may be employed, the substance may be rolled as in the ordinary process, if a boiler with agitator is made use of; the mass may be produced in any form.
Before cooling, the mixture is passed through a sieve in order to retain the pieces which may not have been dissolved. After swelling, and the dissolution and purification by means of the sieve, it is allowed to rest still in the same position, with access of air. The films formed while cooling may be removed. The treatment of celluloid necessitates employing a solution completely colorless and clear. The celluloid to be treated while it is still in the pasty state should be in a receiver of glass, porcelain, or similar material.
The mass containing the fish glue is poured in, drop by drop, while stirring carefully, taking care to pour it in the middle of the celluloid and to increase the surface of contact.
When the mixture is complete, the celluloid is ready to be employed and does not produce flame when exposed.
The solution of fish glue may be prepared by allowing 200 parts of it to swell for 48 hours in 1,000 parts of cold distilled water. It is then passed through the sieve, and the pieces which may remain are broken up, in order to mingle them thoroughly with the water. Ten parts of kitchen salt are then added, and the whole mass passed through the sieve.
This product may be utilized for the preparation of photographic films or for those used for cinematographs, or for replacing hard caoutchouc for the insulation of electric conductors, and for the preparation of plastic objects.
In an autoclave constructed for the purpose, camphene and water strongly mixed with sulphuric acid are introduced and heated so as to attain 9 pounds of pressure. Then an electric current is applied, capable of producing the decomposition of water. The mass is constantly stirred, either mechanically or more simply by allowing a little of the steam to escape by a tap. In an hour, at least, the material is drawn from the apparatus, washed and dried, sublimed according to need, and is then suitable for replacing camphor in its industrial employments, for the camphene is converted entirely or in greater part into camphor, either right-hand camphor, or a product optically inactive, according to the origin of the oil of turpentine made use of.
In the electrolytic oxidation of the camphene, instead of using acidulated water, whatever is capable of furnishing, under the influence of the electric current, the oxygen necessary for the reaction, such as oxygenized water, barium bioxide, and the permanganates, may be employed.
Callenberg has found that the halogenous derivatives of etherized oils, principally oil of turpentine, and especially the solid chloride of turpentine, which is of a snowy and brilliant white, and of agreeable odor, are suitable for yielding, either alone or mixed with camphor or one of its substitutes, and combined by ordinary means with nitrated cellulose, or other ethers of cellulose, treated with acetic ether, a celluloidic product, which, it is said, is not inferior to ordinary celluloid and has the advantage of reduced cost.
I.—Melt together 1 part of acetate of cellulose and 1 1/2 parts of phenol at about the temperature of 104° to 122° F. When a clear solution is obtained place the mass of reaction on plates of glass or metal slightly heated and allow it to cool gradually. After a rest of several days the mass, which at the outset is similar to caoutchouc, is hard and forms flexible plates, which can be worked like celluloid.
II.—Compress an intimate mixture of equal parts of acetic cellulose and hydrate of chloride or of aniline, at a temperature of 122° to 140° F., and proceed as in the previous case.
In the same way a ketone may be employed, as acetophenone, or an acid amide, as acetamide.
III.—A transparent, celluloid-like substance which is useful for the {159} production of plates, tubes, and other articles, but especially as an underlay for sensitive films in photography, is produced by dissolving 1.8 parts, by weight, of nitro-cellulose in 16 parts of glacial acetic acid, with heating and stirring and addition of 5 parts of gelatin. After this has swelled up, add 7.5 parts, by weight, of alcohol (96 per cent), stirring constantly. The syrupy product may be pressed into molds or poured, after further dilution with the said solvents in the stated proportion, upon glass plates to form thin layers. The dried articles are well washed with water, which may contain a trace of soda lye, and dried again. Photographic foundations produced in this manner do not change, nor attack the layers sensitive to light, nor do they become electric, and in developing they remain flat.
IV.—Viscose is the name of a new product of the class of substances like celluloid, pegamoid, etc., substances having most varied and valuable applications. It is obtained directly from cellulose by mascerating this substance in a 1 per cent dilution of hydrochloric acid. The maceration is allowed to continue for several hours, and at its close the liquid is decanted and the residue is pressed off and washed thoroughly. The mass (of which we will suppose there is 100 grams) is then treated with a 20 per cent aqueous solution of sodium hydrate, which dissolves it. The solution is allowed to stand for 3 days in a tightly closed vessel; 100 grams carbon disulphide are then added, the vessel closed and allowed to stand for 12 hours longer, when it is ready for purification. Viscose thus formed is soluble in water, cold or tepid, and yields a solution of a pale brownish color, from which it is precipitated by alcohol and sodium chloride, which purifies it, but at the expense of much of its solubility. A solution of the precipitated article is colorless, or of a slightly pale yellow. Under the action of heat, long continued, viscose is decomposed, yielding cellulose, caustic soda, and carbon disulphide.
See also Casein for Celluloid Substitutes.
When the ether derivative is in the solid form, such, for instance, as ethyl disilicate, it is brought to the liquid state by means of any of the solvents. The union of the solvent and of the derivative is accomplished by mixing the two liquids and shaking out the air as much as possible. The incorporation of this mixture with the celluloid, previously divided or reduced to the state of chips, is effected by pouring the mixture on the chips, or inversely, shaking or stirring as free from the air as possible. The usual methods are employed for the desiccation of the mass. A good result is obtained by drying very slowly, preferably at a temperature not above 10° C. (50° F.). The resulting residue is a new product scarcely distinguished from ordinary celluloid, except that the inherent inflammability is considerably reduced. It is not important to employ any individual silicate or derivative. A mixture of the silicates or derivatives mentioned will accomplish the same results.
II.—Any ignited body is extinguished in a gaseous medium which is unsuitable for combustion; the attempt has therefore been made to find products capable of producing an uninflammable gas; and products have been selected that yield chlorine, and others producing bromine; it is also necessary that these bodies should be soluble in a solvent of celluloid; therefore, among chlorated products, ferric chloride has been taken; this is soluble in the ether-alcohol mixture.
This is the process: An ether-alcohol solution of celluloid is made; then an ether-alcohol solution of ferric perchloride. The two solutions are mingled, and a clear, syrupy liquid of yellow color, yielding no precipitate, is obtained. The liquid is poured into a cup or any suitable vessel; it is left for spontaneous evaporation, and a substance of shell-color is produced, which, after washing and drying, effects the desired result. The celluloid thus treated loses none of its properties in pliability and transparency, and is not only uninflammable, but also incombustible. {160}
Of bromated compounds, calcium bromide has been selected, which produces nearly the same result; the product obtained fuses in the flame; outside, it is extinguished, without the power of ignition.
It may be objected that ferric perchloride and calcium bromide, being soluble in water, may present to the celluloid a surface capable of being affected by moist air; but the mass of celluloid, not being liable to penetration by water, fixes the chlorinated or brominated product. Still, as the celluloid undergoes a slight decomposition, on exposure to the light, allowing small quantities of camphor to evaporate, the surface of the perchlorinated celluloid may be fixed by immersion in albuminous water, after previous treatment with a solution of oxalic acid, if a light yellow product is desired.
For preventing the calcium bromide from eventually oozing on the surface of the celluloid, by reason of its deliquescence, it may be fixed by immersing the celluloid in water acidulated with sulphuric acid. For industrial products, such as toilet articles, celluloid with ferric perchloride may be employed.
Another method of preparing an uninflammable celluloid, based on the principle above mentioned, consists in mixing bromide of camphor with cotton powder, adding castor oil to soften the product, in order that it may be less brittle. The latter product is not incombustible, but it is uninflammable, and its facility of preparation reduces at least one-half the apparatus ordinarily made use of in the manufacture of celluloid. The manufacture of this product is not at all dangerous, for the camphor bromide is strictly uninflammable, and may be melted without any danger of dissolving the gun cotton.
III.—Dissolve 25 parts of ordinary celluloidin in 250 parts of acetone and add a solution of 50 parts of magnesium chloride in 150 parts of alcohol, until a paste results, which occurs with a proportion of about 100 parts of the former solution to 20 parts of the latter solution. This paste is carefully mixed and worked through, then dried, and gives an absolutely incombustible material.
IV.—Glass-like plates which are impervious to acids, salts, and alkalies, flexible, odorless, and infrangible, and still possess a transparency similar to ordinary glass, are said to be obtained by dissolving 4 to 8 per cent of collodion wool (soluble pyroxylin) in 1 per cent of ether or alcohol and mixing the solution with 2 to 4 per cent of castor oil, or a similar non-resinifying oil, and with 4 to 6 per cent of Canada balsam. The inflammability of these plates is claimed to be much less than with others of collodion, and may be almost entirely obviated by admixture of magnesium chloride. An addition of zinc white produces the appearance of ivory.
| I.— | Celluloid | 5 parts |
|---|---|---|
| Amyl acetate | 10 parts | |
| Acetone | 16 parts | |
| Sulphuric ether | 16 parts | |
| II.— | Celluloid | 10 parts |
| Sulphuric ether | 30 parts | |
| Acetone | 30 parts | |
| Amyl acetate | 30 parts | |
| Camphor | 3 parts | |
| III.— | Celluloid | 5 parts |
| Alcohol | 50 parts | |
| Camphor | 5 parts | |
| IV.— | Celluloid | 5 parts |
| Amyl acetate | 50 parts | |
| V.— | Celluloid | 5 parts |
| Amyl acetate | 25 parts | |
| Acetone | 25 parts |
It is often desirable to soften celluloid so that it will not break when hammered. Dipping it in water warmed to 40° C. (104° F.) will suffice for this.
See also Adhesives for Methods of Mending Celluloid.
Black: First dip into pure water, then into a solution of nitrate of silver; let dry in the light.
Yellow: First immerse in a solution of nitrate of lead, then in a concentrated solution of chromate of potash.
Brown: Dip into a solution of permanganate of potash made strongly alkaline by the addition of soda.
Blue: Dip into a solution of indigo neutralized by the addition of soda.
Red: First dip into a diluted bath of nitric acid; then into an ammoniacal solution of carmine.
Green: Dip into a solution of verdigris.
Aniline colors may also be employed but they are less permanent.
CELLULOID CEMENTS AND GLUES: See Adhesives.
CELLULOID LACQUER: See Lacquer.
CELLULOID PUTTY: See Cements.
(See also Putties.)
For Adhesive Cements intended for repairing broken articles, see Adhesives.
Cemented surfaces can be protected from the action of the weather by repeated coats of a green vitriol solution consisting of 1 part of green vitriol and 3 parts of water. Two coatings of 5 per cent soap water are said to render the cement waterproof; after drying and rubbing with a cloth or brush, this coating will become glossy like oil paint. This application is especially recommended for sick rooms, since the walls can be readily cleaned by washing with soapy water. The coating is rendered more and more waterproof thereby. The green vitriol solution is likewise commendable for application on old and new plastering, since it produces thereon waterproof coatings. From old plastering the loose particles have first to be removed by washing.
II.—Mix 1 part, by weight, torn-up wadding; 1 part, by weight, of quicklime, and 3 parts, by weight, of boiled oil. This cement must be used as soon as made.
As a binding liquid it is well to use acid-free zinc chloride, which can be prepared by dissolving pure zinc, free from iron, in concentrated, pure, hydrochloric acid, in such a manner that zinc is always in excess. When no more hydrogen is evolved the zinc in excess is still left in the solution for some time. The latter is filtered and boiled down to the consistency of syrup.
Commercial zinc oxide cannot be employed without previous treatment, because it is too loose; the denser it is the better is it adapted for dental cements, and the harder the latter will be. For this reason it is well, in order to obtain a dense product, to stir the commercial pure zinc oxide into a stiff paste with water to which 2 per cent of nitric acid has been added; the paste is dried and heated for some time at white heat in a Hessian crucible.
After cooling, the zinc oxide, thus obtained, is very finely powdered and kept in hermetically sealed vessels, so that it cannot absorb carbonic acid. The dental cement prepared with such zinc oxide turns very hard and solidifies with the concentrated zinc-chloride solution in a few minutes.
CEMENT COLORS: See Stone.
CEMENT, MORDANT FOR: See Mordants.
CEMENT, PAINTS FOR: See Paint.
CEMENT, PROTECTION OF, AGAINST ACID: See Acid-Proofing. {164}
CHAIN OF FIRE: See Pyrotechnics.
CHAINS (WATCH), TO CLEAN: See Cleaning Preparations and Methods.
Knead together ordinary pipe clay, moistened with ultramarine blue for blue, finely ground ocher for yellow, etc., until they are uniformly mixed, roll out into thin sheets, cut and press into wooden or metallic molds, well oiled to prevent sticking, and allow to dry slowly at ordinary temperature or at a very gentle heat.
CHAPPED HANDS: See Cosmetics.
CHARTA SINAPIS: See Mustard Paper.
CHARTREUSE: See Wines and Liquors.
GROUND CERAMICS—LAYING OIL FOR: See Oil.
To arrest the unsightly defect of “crazing,” the following have been the most successful methods employed, in the order given:
I.—Flux made of 10 parts tincal; 4 parts oxide of zinc; 1 part soda.
II.—A calcination of 5 parts oxide of zinc; 1 part pearl ash.
III.—Addition of raw oxide of zinc, 6 pounds to each hundredweight of glaze.
To glazed brick and tile makers, whose chief difficulty appears to be the production of a slip to suit the contraction of their clay, and adhere strongly to either a clay or a burnt brick or tile, the following method may be recommended:
Mix together:
| Ball clay | 10 parts |
| Cornwall stone | 10 parts |
| China clay | 7 parts |
| Flint | 6 1/2 parts |
To be mixed and lawned one week before use.
| Same clay as brick | 9 parts |
| Flint | 1 part |
| Ball clay | 5 parts |
| China | 4 parts |
Allow the brick to remain slowly drying for 8 to 10 hours, then when moist dip in the white body.
| China clay | 24 parts |
| Ball clay | 8 parts |
| Feldspar | 8 parts |
| Flint | 4 parts |
The brick should now be dried slowly but thoroughly, and when perfectly dry dip the face in clean cold water, and immediately afterwards in glaze.
| Feldspar | 18 parts |
| Cornwall stone | 3 1/2 parts |
| Whiting | 1 1/2 parts |
| Oxide of zinc | 1 1/2 parts |
| Plaster of Paris | 3/4 part |
| White lead | 13 parts |
| Feldspar | 20 parts |
| Oxide of zinc | 3 parts |
| Plaster of Paris | 1 part |
| Flint glass | 13 parts |
| Cornwall stone | 3 1/2 parts |
| Paris white | 1 1/4 parts |
Where clay is used that will stand a very high fire, the white lead and glass may be left out. A wire brush should now be used to remove all superfluous glaze, etc., from the sides and ends of the brick, which is then ready for the kiln. In placing, set the bricks face to face, about an inch space being left between the two glazed faces. All the mixtures, after being mixed with water to the consistency of cream, must be passed 2 or 3 times through a very fine lawn. The kiln must not be opened till perfectly cold.
Turquoise.— | |
|---|---|
| Oxide of zinc | 8 parts |
| Oxide of cobalt | 1 1/4 parts |
Grass Green.— | |
| Oxide of chrome | 6 parts |
| Flint | 1 part |
| Oxide of copper | 1/2 part |
Royal Blue.— | |
| Pure alumina | 20 parts |
| Oxide of zinc | 8 parts |
| Oxide of cobalt | 4 parts |
Mazarine Blue.— | |
| Oxide of cobalt | 10 parts |
| Paris white | 9 parts |
| Sulphate barytes | 1 part |
Red Brown.— | |
| Oxide of zinc | 40 parts |
| Crocus of martis | 6 parts |
| Oxide of chrome | 6 parts |
| Red lead | 5 parts |
| Boracic acid | 5 parts |
| Red oxide of iron | 1 part |
Orange.— | |
| Pure alumina | 5 parts |
| Oxide of zinc | 2 parts |
| Bichromate of potash | 1 part |
| Iron scale | 1/2 part |
Claret Brown.— | |
| Bichromate of potash | 2 parts |
| Flint | 2 parts |
| Oxide of zinc | 1 part |
| Iron scale | 1 part |
Blue Green.— | |
| Oxide of chrome | 6 parts |
| Flint | 2 parts |
| Oxide of cobalt | 3/4 part |
Sky Blue.— | |
| Flint | 9 parts |
| Oxide of zinc | 13 parts |
| Cobalt | 2 1/2 parts |
| Phosphate soda | 1 part |
Chrome Green.— | |
| Oxide of chrome | 3 parts |
| Oxide of copper | 1 part |
| Carbonate of cobalt | 1 part |
| Oxide of cobalt | 2 parts |
Olive.— | |
| Oxide of chrome | 3 parts |
| Oxide of zinc | 2 parts |
| Flint | 5 parts |
| Oxide of cobalt | 1 part |
Blood Red.— | |
| Oxide of zinc | 30 parts |
| Crocus martis | 7 parts |
| Oxide of chrome | 7 parts |
| Litharge | 5 parts |
| Borax | 5 parts |
| Red oxide of iron | 2 parts |
Black.— | |
| Chromate of iron | 24 parts |
| Oxide of nickel | 2 parts |
| Oxide of tin | 2 parts |
| Oxide of cobalt | 5 parts |
Imperial Blue.— | |
| Oxide of cobalt | 10 parts |
| Black color | 1 1/2 parts |
| Paris white | 7 1/2 parts |
| Flint | 2 1/2 parts |
| Carbonate of soda | 1 part |
Mahogany.— | |
| Chromate of iron | 30 parts |
| Oxide of manganese | 20 parts |
| Oxide of zinc | 12 parts |
| Oxide of tin | 4 parts |
| Crocus martis | 2 parts |
Gordon Green.— | |
| Oxide of chrome | 12 parts |
| Paris white | 8 parts |
| Bichromate of potash | 4 1/2 parts |
| Oxide of cobalt | 3/4 part |
Violet.— | |
| Oxide of cobalt | 2 1/2 parts |
| Oxide of manganese | 4 parts |
| Oxide of zinc | 8 parts |
| Cornwall stone | 8 parts |
Lavender.— | |
| Calcined oxide of zinc | 5 parts |
| Carbonate of cobalt | 3/4 part |
| Oxide of nickel | 1/4 part |
| Paris white | 1 part |
Brown.— | |
| Manganese | 4 parts |
| Oxide of chrome | 2 parts |
| Oxide of zinc | 4 parts |
| Sulphate barytes | 2 parts |
Dove.— | |
| Oxide of nickel | 7 parts |
| Oxide of cobalt | 2 parts |
| Oxide of chrome | 1 part |
| Oxide of flint | 18 parts |
| Paris white | 3 parts |
Yellow Green.— | |
| Flint | 6 parts |
| Paris white | 4 parts |
| Bichromate of potash | 4 1/2 parts |
| Red lead | 2 parts |
| Fluorspar | 2 parts |
| Plaster of Paris | 1 1/2 parts |
| Oxide of copper | 1/2 part |
Bodies Requiring No Stain: | |
Ivory.— | |
| Cane marl | 16 parts |
| Ball clay | 12 parts |
| Feldspar | 8 parts |
| China clay | 6 parts |
| Flint | 4 parts |
Cream.— | |
| Ball clay | 22 parts |
| China clay | 5 1/2 parts |
| Flint | 5 parts |
| Feldspar | 3 1/2 parts |
| Cane marl | 12 parts |
Black.— | |
| Ball clay | 120 parts |
| Ground ocher | 120 parts |
| Ground manganese | 35 parts |
Buff.— | |
| Ball clay | 12 parts |
| China clay | 10 parts |
| Feldspar | 8 parts |
| Bull fire clay | 16 parts |
| Yellow ocher | 3 parts |
Drab.— | |
| Cane marl | 30 parts |
| Ball clay | 10 parts |
| Stone | 7 parts |
| Feldspar | 4 parts |
Brown.— | |
| Red marl | 50 parts |
| China clay | 7 parts |
| Ground manganese | 6 parts |
| Feldspar | 3 parts |
| In making mazarine blue glazed bricks use the white body and stain the glaze only. | |
| Mazarine blue | 1 part |
| Glaze | 7 parts |
For royal blue use 1 part stain to 6 parts white body, and glaze unstained.
| Crocus martis | 20 parts |
| Yellow ocher | 4 parts |
| Sulphate of iron | 10 parts |
| Red oxide of iron | 2 parts |
A still cheaper method is to put a slip or external coating upon the goods. The slip being quite opaque, effectively hides the natural color of the brick or tile upon which it may be used.
The process is to mix:
| Blood-red stain | 1 part |
| Good red clay | 6 parts |
Add water until the mixture becomes about the consistency of cream, then with a sponge force the liquid two or three times through a very fine brass wire lawn, No. 80, and dip the goods in the liquid as soon as they are pressed or molded.
| Ground ironstone | 20 parts |
| Chromate of iron | 5 parts |
| Manganese | 6 parts |
| Oxide of nickel | 1 part |
Use 1 part clay and 1 part stain for coating, and 50 or 60 parts clay and 1 part stain for staining through.
Fire blue paviors very hard.
| Buff fire clay | 16 parts |
| China clay | 6 parts |
| Yellow ocher | 3 parts |
| Ball clay | 10 parts |
| Flint | 4 parts |
Add water to the materials after mixing well, pass through the fine lawn, and dip the goods when soft in the liquid.
| Ground flint glass | 4 parts |
| Ground white lead | 4 parts |
| Ground oxide of zinc | 1/4 part |
This glaze is suitable for bricks or tiles made of very good red clay, the natural color of the clay showing through the glaze. The goods must first be fired sufficiently hard to make them durable, afterwards glazed, and fired again. The glaze being comparatively soft will fuse at about half the heat required for the first burning. The glaze may be stained, if desired, with any of the colors given in glazed-brick recipes, in the following proportions: Stain, 1 part; glaze, 1 part.
| I.— | Cornwall stone | 20 parts |
|---|---|---|
| Feldspar | 12 parts | |
| China clay | 3 parts | |
| Whiting | 2 parts | |
| Plaster of Paris | 1 1/2 parts | |
| II.— | Feldspar | 30 parts |
| Flint | 9 parts | |
| Stone | 8 parts | |
| China clay | 3 parts | |
| III.— | Feldspar | 20 parts |
| Stone | 5 parts | |
| Oxide of zinc | 3 parts | |
| Whiting | 2 parts | |
| Plaster of Paris | 1 part | |
| Soda crystals, dissolved | 1 part |
| I.— | Cornwall stone | 40 parts |
|---|---|---|
| Flint | 7 parts | |
| Paris white | 4 parts | |
| Ball clay | 15 parts | |
| Oxide of zinc | 6 parts | |
| White lead | 15 parts | |
| II.— | Feldspar | 20 parts |
| Cornwall stone | 5 parts | |
| Oxide of zinc | 3 parts | |
| Flint | 3 parts | |
| Lynn sand | 1 1/2 parts | |
| Sulphate barytes | 1 1/2 parts | |
| III.— | Feldspar | 25 parts |
| Cornwall stone | 6 parts | |
| Oxide of zinc | 2 parts | |
| China clay | 2 parts | |
| IV.— | Cornwall stone | 118 parts |
| Feldspar | 40 parts | |
| Paris white | 28 parts | |
| Flint | 4 parts | |
| V.— | Feldspar | 16 parts |
| China clay | 4 parts | |
| Stone | 4 parts | |
| Oxide of zinc | 2 parts | |
| Plaster of Paris | 1 part | |
| VI.— | Feldspar | 10 parts |
| Stone | 5 parts | |
| Flint | 2 parts | |
| Plaster | ․1/2 part |
The following glaze is excellent for bricks in the biscuit and pottery, which require an easy firing:
| White lead | 20 parts |
| Stone | 9 parts |
| Flint | 9 parts |
| Borax | 4 parts |
| Oxide of zinc | 2 parts |
| Feldspar | 3 parts |
These materials should be procured finely ground, and after being thoroughly mixed should be placed in a fire-clay crucible, and be fired for 5 or 6 hours, sharply, or until the material runs down into a liquid, then with a pair of iron tongs draw the crucible from the kiln and pour the liquid into a bucket of cold water, grind the flux to an extremely fine powder, and spread a coating upon the plate to be enameled, previously brushing a little gum thereon. The plate must then be fired until a sufficient heat is attained to run or fuse the powder.
| I.— | China clay | 2 1/2 parts |
|---|---|---|
| Stone | 1 1/2 parts | |
| Bone | 3 parts | |
| II.— | China clay | 5 parts |
| Stone | 2 1/2 parts | |
| Bone | 7 parts | |
| Barytes | 3 parts | |
| III.— | Chain clay | 5 parts |
| Stone | 3 parts | |
| Flint | 1/4 part | |
| Barytes | 8 parts |
| I.— | China clay | 35 parts |
|---|---|---|
| Cornwall stone | 23 parts | |
| Bone | 40 parts | |
| Flint | 2 parts | |
| II.— | China clay | 35 parts |
| Cornwall stone | 8 parts | |
| Bone | 50 parts | |
| Flint | 3 parts | |
| Blue clay | 4 parts | |
| III.— | China clay | 8 parts |
| Cornwall stone | 40 parts | |
| Bone | 29 parts | |
| Flint | 5 parts | |
| Blue clay | 18 parts | |
| IV.— | China clay | 32 parts |
| Cornwall stone | 23 parts | |
| Bone | 34 parts | |
| Flint | 6 parts | |
| Blue clay | 5 parts | |
| V.— | China clay | 7 parts |
| Stone | 40 parts | |
| Bone | 28 parts | |
| Flint | 5 parts | |
| Blue clay | 20 parts |
| I.— | China clay | 20 parts |
|---|---|---|
| Bone | 60 parts | |
| Feldspar | 20 parts | |
| II.— | China clay | 30 parts |
| Bone | 40 parts | |
| Feldspar | 30 parts | |
| III.— | China clay | 25 parts |
| Stone | 10 parts | |
| Bone | 45 parts | |
| Feldspar | 20 parts | |
| IV.— | China clay | 30 parts |
| Stone | 15 parts | |
| Bone | 35 parts | |
| Feldspar | 20 parts |
| I.— | Ball clay | 13 parts |
|---|---|---|
| China clay | 9 1/2 parts | |
| Flint | 5 1/2 parts | |
| Cornwall stone | 4 parts | |
| II.— | Ball clay | 12 1/2 parts |
| China clay | 8 parts | |
| Flint | 5 1/2 parts | |
| Cornwall stone | 2 1/2 parts | |
| One pint of cobalt stain to 1 ton of glaze. | ||
| III.— | Ball clay | 13 1/4 parts |
| China clay | 11 parts | |
| Flint | 4 parts | |
| Cornwall stone | 5 parts | |
| Feldspar | 4 parts | |
| Stain as required. | ||
| IV.— | Ball clay | 18 1/2 parts |
| China clay | 13 1/2 parts | |
| Flint | 8 1/2 parts | |
| Stone | 4 parts | |
| Blue stain, 2 pints to ton. | ||
| V.— | Ball clay | 15 parts |
| China clay | 12 parts | |
| Flint | 6 parts | |
| Stone | 4 parts | |
| Feldspar | 4 parts | |
| Blue stain, 2 pints to ton. | ||
| VI. (Parian).— | ||
| Stone | 11 parts | |
| Feldspar | 10 parts | |
| China clay | 8 parts | |
| Ball clay | 22 parts |
| China | 5 1/2 parts |
| Flint | 5 parts |
| Stone | 3 1/2 parts |
| Cane marl | 30 parts |
| Ball clay | 10 parts |
| Cornwall stone | 7 parts |
| Feldspar | 4 parts |
| Ball clay | 120 parts |
| Ocher | 120 parts |
| Manganese | 35 parts |
| Cobalt carbonate | 2 parts |
Grind the three last mentioned ingredients first.
| Yellow clay | 32 parts |
| China clay | 10 parts |
| Flint | 4 parts |
| Red clay | 50 parts |
| Common clay | 7 1/2 parts |
| Manganese | 1 part |
| Flint | 1 part |
| Cawk clay | 10 parts |
| Blue clay | 10 parts |
| Bone | 5 parts |
| Flint | 2 parts |
| Cobalt | 1/4 part |
| Stone | 48 parts |
| Blue clay | 25 parts |
| China clay | 24 parts |
| Cobalt | 10 parts |
| Blue clay | 235 parts |
| Calcined ocher | 225 parts |
| Manganese | 45 parts |
| China clay | 15 parts |
| Stone | 200 parts |
| Cornwall clay | 150 parts |
| Blue clay | 200 parts |
| Flint | 100 parts |
| Calx | 1 part |
| Blue clay | 1 1/2 parts |
| Brown clay | 1 1/2 parts |
| Black clay | 1 part |
| Cornish clay | 1 part |
| Common ball clay | 1/4 part |
| Buff color | 1/4 part |
| Cane marl | 30 parts |
| Ball clay | 24 parts |
| Feldspar | 7 parts |
| Cane marl | 15 parts |
| Ball clay | 15 parts |
| China clay | 5 parts |
| Stained with turquoise stain. |
| White glaze | 100 parts |
| Oxide of cobalt | 3 parts |
| Red lead | 10 parts |
| Flowing blue | 3 parts |
| Enamel blue | 3 parts |
Grind.
| White glaze | 100 parts |
| Red lead | 8 parts |
| Marone pink U. G. | 8 parts |
| Enamel red | 3 parts |
Grind.
| White glaze | 100 parts |
| Red lead | 10 parts |
| Buff color | 8 parts |
Grind.
| White glaze | 100 parts |
| Red lead | 8 parts |
| Enamel amber | 8 parts |
| Yellow underglaze | 2 parts |
Grind.
| White glaze | 100 parts |
| Red lead | 10 parts |
| Carbonate of soda | 5 parts |
| Enamel blue | 4 parts |
| Malachite, 110 | 4 parts |
Grind.
| I.— | White glaze | 100 parts |
|---|---|---|
| Red lead | 10 parts | |
| Oxide of uranium | 8 parts | |
| Grind. | ||
| II.— | Dried flint | 5 parts |
| Cornwall stone | 15 parts | |
| Litharge | 50 parts | |
| Yellow underglaze | 4 parts | |
| Grind. |
| I.— | Oxide of copper | 8 parts |
|---|---|---|
| Flint of glass | 3 parts | |
| Flint | 1 part | |
| Red lead | 6 parts | |
| Grind, then take: | ||
| Of above | 1 part | |
| White glaze | 6 parts | |
| Or stronger as required. | ||
| II.— | Red lead | 60 parts |
| Stone | 24 parts | |
| Flint | 12 parts | |
| Flint glass | 12 parts | |
| China clay | 3 parts | |
| Calcined oxide of copper | 14 parts | |
| Oxide of cobalt | 1/4 part | |
| Grind only. | ||
| III.— | Stone | 80 parts |
|---|---|---|
| Flint | 8 parts | |
| Soda crystals | 4 parts | |
| Borax | 3 1/2 parts | |
| Niter | 2 parts | |
| Whiting | 2 parts | |
| Oxide of cobalt | 1/4 part | |
| Glost fire, then take: | ||
| Above frit | 60 parts | |
| Red lead | 57 parts | |
| Calcined oxide of copper | 5 1/4 parts | |
| Red lead | 24 parts |
| Raddle | 4 parts |
| Manganese | 4 parts |
| Flint | 2 parts |
| Oxide of cobalt | 2 parts |
| Carbonate of cobalt | 2 parts |
Glost fire.
| I.— | Stone | 6 parts |
|---|---|---|
| Niter | 2 parts | |
| Borax | 12 parts | |
| Flint | 4 parts | |
| Pearl ash | 2 parts | |
| To mill: | ||
| Frit | 24 parts | |
| Stone | 15 1/2 parts | |
| Flint | 6 1/2 parts | |
| White lead | 31 parts | |
| II.—Frit: | ||
| Stone | 24 parts | |
| Borax | 53 parts | |
| Lynn sand | 40 parts | |
| Feldspar | 32 parts | |
| Paris white | 16 parts | |
| To mill: | ||
| Frit | 90 parts | |
| Stone | 30 parts | |
| White lead | 90 parts | |
| Flint | 4 parts | |
| Glass | 2 parts | |
| III.—Frit: | ||
| Stone | 50 parts | |
| Borax | 40 parts | |
| Flint | 30 parts | |
| Flint glass | 30 parts | |
| Pearl barytes | 10 parts | |
| To mill: | ||
| Frit | 160 parts | |
| Red lead | 30 parts | |
| Enamel blue | 1/2 part | |
| Flint glass | 2 parts | |
| IV.—Frit: | ||
| Borax | 100 parts | |
| China clay | 55 parts | |
| Whiting | 60 parts | |
| Feldspar | 75 parts | |
| To mill: | ||
| Frit | 200 parts | |
| China clay | 16 parts | |
| White clay | 3 1/2 parts | |
| Stone | 3 parts | |
| Flint | 2 parts | |
| V.—Frit: | ||
| Stone | 40 parts | |
| Flint | 25 parts | |
| Niter | 10 parts | |
| Borax | 20 parts | |
| White lead | 10 parts | |
| Flint glass | 40 parts | |
| To mill: | ||
| Frit | 145 parts | |
| Stone | 56 parts | |
| Borax | 16 parts | |
| Flint | 15 parts | |
| Red lead | 60 parts | |
| Flint glass | 8 parts | |
| I.— | Flint | 108 parts |
|---|---|---|
| China clay | 45 parts | |
| Paris white | 60 parts | |
| Borax | 80 parts | |
| Soda crystals | 30 parts | |
| To mill: | ||
| Frit | 270 parts | |
| Flint | 20 parts | |
| Paris white | 15 parts | |
| Stone | 80 parts | |
| White lead | 65 parts | |
| II.—Frit: | ||
| Flint | 62 parts | |
| China clay | 30 parts | |
| Paris white | 38 parts | |
| Boracic acid | 48 parts | |
| Soda crystals | 26 parts | |
| To mill: | ||
| Frit | 230 parts | |
| Stone | 160 parts | |
| Flint | 60 parts | |
| Lead | 120 parts | |
| III.—Frit: | ||
| Stone | 56 parts | |
| Paris white | 55 parts | |
| Flint | 60 parts | |
| China clay | 20 parts | |
| Borax | 120 parts | |
| Soda crystals | 15 parts | |
| To mill: | ||
| Frit | 212 parts | |
| Stone | 130 parts | |
| Flint | 50 parts | |
| Lead | 110 parts | |
| Stain as required. | ||
| IV.—Frit: | ||
| Stone | 100 parts | |
| Flint | 44 parts | |
| Paris white | 46 parts | |
| Borax | 70 parts | |
| Niter | 10 parts | |
| To mill: | ||
| Frit | 200 parts | |
| Stone | 60 parts | |
| Lead | 80 parts | |
| Flint | 50 parts |
| Stone | 100 parts |
| Paris white | 20 parts |
| Borax | 60 parts |
| Soda crystals | 20 parts |
| To mill: | |
| Frit | 178 pounds |
| Lead | 55 pounds |
| Stain | 3 ounces |
| Borax | 74 parts |
| Stone | 94 parts |
| Flint | 30 parts |
| China clay | 22 parts |
| Pearl ash | 5 1/2 parts |
| To mill: | |
| Frit | 175 parts |
| Lead | 46 parts |
| Flint | 10 parts |
| Oxide of tin | 12 parts |
| Flint glass | 12 parts |
| I.— | Stone | 100 parts |
|---|---|---|
| Flint | 80 parts | |
| China clay | 30 parts | |
| Paris white | 30 parts | |
| Feldspar | 40 parts | |
| Soda crystals | 40 parts | |
| Borax | 80 parts | |
| To mill: | ||
| Frit | 360 parts | |
| Flint | 50 parts | |
| Stone | 50 parts | |
| Lead | 80 parts | |
| II.—Frit: | ||
| Borax | 100 parts | |
| Stone | 50 parts | |
| Flint | 50 parts | |
| Paris white | 40 parts | |
| China clay | 20 parts | |
| To mill: | ||
| Frit | 210 parts | |
| Stone | 104 parts | |
| Flint | 64 parts | |
| Lead | 95 parts | |
| I.— | White lead | 160 parts |
|---|---|---|
| Borax | 32 parts | |
| Stone | 48 parts | |
| Flint | 52 parts | |
| Stain with blue and grind. | ||
| II.— | White lead | 80 parts |
| Litharge | 60 parts | |
| Boracic acid | 40 parts | |
| Stone | 45 parts | |
| Flint | 50 parts | |
| Treat as foregoing. | ||
| III.— | White lead | 100 parts |
| Borax | 4 parts | |
| Flint | 11 parts | |
| Cornwall stone | 50 parts | |
| IV.— | Red lead | 80 parts |
| Litharge | 60 parts | |
| Tincal | 40 parts | |
| Stone | 40 parts | |
| Flint | 52 parts | |
| I.— | Litharge | 50 parts |
|---|---|---|
| Stone | 7 1/2 parts | |
| Red marl | 3 parts | |
| Oxide of manganese | 5 parts | |
| Red oxide of iron | 1 part | |
| II.— | White lead | 30 parts |
| Stone | 3 parts | |
| Flint | 9 parts | |
| Red marl | 3 parts | |
| Manganese | 5 parts | |
| III.— | Red lead | 20 parts |
| Stone | 3 parts | |
| Flint | 2 parts | |
| China clay | 2 parts | |
| Manganese | 3 parts | |
| Red oxide of iron | 1 part |
| Ball clay | 14 parts |
| China clay | 10 parts |
| Stone | 8 parts |
| Ball clay | 8 parts |
| China clay | 5 parts |
| Flint | 3 parts |
| Stone | 4 parts |
| Ball clay | 14 parts |
| China clay | 11 parts |
| Flint | 4 parts |
| Stone | 5 parts |
| Feldspar | 4 parts |
| Cane marl | 16 parts |
| China clay | 10 parts |
| Stone | 9 parts |
| Flint | 5 parts |
| Stone | 10 parts |
| Flint | 5 parts |
| Whiting | 1 1/2 parts |
| Red lead | 10 parts |
Hard glaze:
| Feldspar | 25 parts |
| Flint | 5 parts |
| Red lead | 15 parts |
| Plaster | 1 part |
Softer:
| White lead | 13 parts |
| Flint glass | 10 parts |
| Feldspar | 18 parts |
| Stone | 3 parts |
| Whiting | 1 1/2 parts |
Best:
| Feldspar | 20 parts |
| Flint glass | 14 parts |
| White lead | 14 parts |
| Stone | 3 parts |
| Oxide of zinc | 3 parts |
| Whiting | 1 1/2 parts |
| Plaster | 1 part |
| Ball clay | 20 parts |
| China clay | 13 parts |
| Flint | 7 parts |
| Stone | 1 part |
| Cane marl | 22 parts |
| China clay | 15 parts |
| Flint | 8 parts |
| Feldspar | 1 part |
| I.— | Red lead | 60 parts |
|---|---|---|
| Stone | 8 parts | |
| Red clay | 3 parts | |
| Best manganese | 5 parts | |
| II.— | White lead | 60 parts |
| Feldspar | 6 parts | |
| Flint | 16 parts | |
| Red clay | 6 parts | |
| Manganese | 12 parts | |
| III.— | Red lead | 100 parts |
| Stone | 15 parts | |
| Flint | 10 parts | |
| China clay | 10 parts | |
| Manganese | 40 parts | |
| Crocus martis | 2 parts | |
| IV.— | Litharge | 100 parts |
| Feldspar | 14 parts | |
| China clay | 20 parts | |
| Manganese | 40 parts | |
| Oxide of iron | 2 parts |
When fired use the following:
Glaze.—
| Stone | 60 parts |
| Flint | 30 parts |
| Paris white | 7 1/2 parts |
| Red lead | 140 parts |
One part mazarine blue stain to 10 parts glaze.
Mazarine Blue Stain.—
| Oxide of cobalt | 10 parts |
| Paris white | 9 parts |
| Sulphate barytes | 1 part |
Calcine.
Another Process Body.—
| Ball clay | 16 parts |
| China clay | 12 parts |
| Flint clay | 9 parts |
| Stone clay | 6 parts |
| Black stain | 7 parts |
Glaze.—
| Litharge | 70 parts |
| Paris white | 3 parts |
| Flint | 12 parts |
| Stone | 30 parts |
| Black stain | 20 parts |
Black Stain.—
| Chromate of iron | 12 parts |
| Oxide of nickel | 2 parts |
| Oxide of tin | 2 parts |
| Carbonate of cobalt | 5 parts |
| Oxide of manganese | 2 parts |
Calcine and grind.
Blue Stains.—
| I.— | Oxide of cobalt | 2 1/2 parts |
|---|---|---|
| Oxide of zinc | 7 1/2 parts | |
| Stone | 7 1/2 parts | |
| Fire this very hard. | ||
| II.— | Zinc | 6 pounds |
| Flint | 4 pounds | |
| China clay | 4 pounds | |
| Oxide of cobalt | 5 ounces | |
| Hard fire. | ||
| III.— | Whiting | 3 3/4 parts |
| Flint | 3 3/4 parts | |
| Oxide of cobalt | 2 1/2 parts | |
Glost fire.
Turquoise Stain.—
| Prepared cobalt | 1 1/2 parts |
| Oxide of zinc | 6 parts |
| China clay | 6 parts |
| Carbonate of soda. | 1 part |
Hard fire.
| Old lead | 4 parts |
| Grain tin | 2 parts |
Melt in an iron ladle, and pour out in water, then spread on a dish, and calcine in glost oven with plenty of air.
| Granulated tin | 5 pounds |
| Niter | 1/2 pound |
Put on saucers and fire in glost oven.
| Potash | 6 parts |
| Flowers of sulphur | 1 part |
Put in saggar, inside kiln, so that fumes are carried away, and place 4 or 5 pieces of red-hot iron on the top so as to ignite it. Leave about 12 hours, then pound very fine, and put in saggar again. Calcine in hard place of biscuit oven. Wash this until the water is quite clear, and dry for use.
| Arab | Italian | |
|---|---|---|
| Copper sulphide | 26.87 | 24.74 |
| Silver sulphide | 1.15 | 1.03 |
| Mercury sulphide | — | 24.74 |
| Red ocher | 71.98 | 49.49 |
These were ground with vinegar and applied with the brush to the already baked enamel. A great variety of iridescent and metallic tones can be obtained by one or the other, or a mixture of the following formulas:
| I | II | III | IV | V | VI | |
|---|---|---|---|---|---|---|
| Copper carbonate | 30 | — | — | 28 | — | 95 |
| Copper oxalate | — | — | — | — | 5 | — |
| Copper sulphide | — | 20 | — | — | — | — |
| Silver carbonate | — | 3 | — | 2 | 1 | 5 |
| Bismuth subnitrate | — | 12 | — | — | 10 | — |
| Stannous oxide | — | — | 25 | — | — | — |
| Red ocher | 70 | 85 | 55 | 70 | 84 | — |
Silver chloride and yellow ocher may be respectively substituted for silver carbonate and red ocher. The ingredients, ground with a little gum tragacanth and water, are applied with a brush to enamels melting about 1814° F., and are furnaced at 1202° F. in a reducing atmosphere. After cooling the ferruginous deposit is rubbed off, and the colors thus brought out.
Sulphur, free or combined, is not necessary, cinnabar has no action, ocher may be dispensed with, and any organic gummy matter may be used instead of vinegar, and broom is not needed in the furnace. The intensity and tone of the iridescence depend on the duration of the reduction, and the nature of the enamel. Enamels containing a coloring base—copper, iron, antimony, nickel—especially in presence of tin, give the best results.
“The acid indispensable to the coagulation of milk is not added to the milk in the preparation of cheese, but it is formed in the milk at the expense of the milk-sugar present. A small quantity of water is left in contact with a small quantity of a calf’s stomach for a few hours, or for a night; the water absorbs so minute a portion of the mucous membrane as to be scarcely ponderable; this is mixed with milk; its state of transformation is communicated (and this is a most important circumstance) not to the cheese, but to the milk-sugar, the elements of which transpose themselves into lactic acid, which neutralizes the alkalies, and thus causes the separation of the cheese. By means of litmus paper the process may be followed and observed through all its stages; the alkaline reaction of the milk ceases as soon as the coagulation begins. If the cheese is not immediately separated from the whey, the formation of lactic acid continues, the fluid turns acid, and the cheese itself passes into a state of decomposition.
“When cheese-curd is kept in a cool place a series of transformation takes place, in consequence of which it assumes entirely new properties; it gradually becomes semi-transparent, and more or less soft, throughout the whole mass; it exhibits a feebly acid reaction, and develops the characteristic caseous odor. Fresh cheese is very sparingly soluble in water, but after having been left to itself for two or three years it becomes (especially if all the fat be previously removed) almost completely soluble in cold water, forming with it a solution which, like milk, is coagulated by the addition of the acetic or any mineral acid. The cheese, which whilst fresh is insoluble, returns during the maturation, or ripening, as it is called, to a state similar to that in which it originally existed in the milk. In those English, Dutch, and Swiss cheeses which are nearly inodorous, and in the superior kinds of French cheese, the casein of the milk is present in its unaltered state.
“The odor and flavor of the cheese is due to the decomposition of the butter; the non-volatile acids, the margaric and oleic acids, and the volatile butyric acid, capric and caproic acids are liberated in consequence of the decomposition of glycerine. Butyric acid imparts to cheese its characteristic caseous odor, and the differences in its pungency or aromatic flavor depend upon the proportion of free butyric, capric, and caproic acids present. In the cheese of certain dairies and districts, valerianic acid has been detected along with the other acids just referred to. Messrs Jljenjo and Laskowski found this acid in the cheese of Limbourg, and M. Bolard in that of Roquefort.
“The transition of the insoluble into soluble casein depends upon the decomposition of the phosphate of lime by the margaric acid of the butter; margarate of lime is formed, whilst the phosphoric acid combines with the casein, forming a compound soluble in water.
“The bad smell of inferior kinds of cheese, especially those called meager or poor cheeses, is caused by certain fetid products containing sulphur, and which are formed by the decomposition or putrefaction of the casein. The alteration which the butter undergoes (that is, in becoming rancid), or which occurs in the milk-sugar still present, being transmitted to the casein, changes both the composition of the latter substance and its nutritive qualities.
“The principal conditions for the preparation of the superior kinds of cheese {175} (other obvious circumstances being of course duly regarded) are a careful removal of the whey, which holds the milk-sugar in solution, and a low temperature during the maturation or ripening of the cheese.”
Cheese differs vastly in quality and flavor according to the method employed in its manufacture and the richness of the milk of which it is made. Much depends upon the quantity of cream it contains, and, consequently, when a superior quality of cheese is desired cream is frequently added to the curd. This plan is adopted in the manufacture of Stilton cheese and others of a like description. The addition of a pound or two of butter to the curd for a middling size cheese also vastly improves the quality of the product. To insure the richness of the milk, not only should the cows be properly fed, but certain breeds chosen. Those of Alderney, Cheddar, Cheshire, etc., have been widely preferred.
The materials employed in making cheese are milk and rennet. Rennet is used either fresh or salted and dried; generally in the latter state. The milk may be of any kind, according to the quality of the cheese required. Cows’ milk is that generally employed, but occasionally ewes’ milk is used; and sometimes, though more rarely, that from goats.
In preparing his cheese the dairy farmer puts the greater portion of the milk into a large tub, to which he adds the remainder, sufficiently heated to raise the temperature to that of new milk. The whole is then whisked together, the rennet or rennet liquor added, and the tub covered over. It is now allowed to stand until completely “turned,” when the curd is gently struck down several times with the skimming dish, after which it is allowed to subside. The vat, covered with cheese cloth, is next placed on a “horse” or “ladder” over the tub, and filled with curd by means of the skimmer, care being taken to allow as little as possible of the oily particles or butter to run back with the whey. The curd is pressed down with the hands, and more added as it sinks. This process is repeated until the curd rises to about two inches above the edge. The newly formed cheese, thus partially separated from the whey, is now placed in a clean tub, and a proper quantity of salt, as well as of annotta, added when that coloring is used, after which a board is placed over and under it, and pressure applied for about 2 or 3 hours. The cheese is next turned out and surrounded by a fresh cheese cloth, and then again submitted to pressure in the cheese press for 8 or 10 hours, after which it is commonly removed from the press, salted all over, and again pressed for 15 to 20 hours. The quality of the cheese especially depends on this part of the process, as if any of the whey is left in the cheese it rapidly becomes bad-flavored. Before placing it in the press the last time the common practice is to pare the edges smooth and sightly. It now only remains to wash the outside of the cheese in warm whey or water, to wipe it dry, and to color it with annotta or reddle, as is usually done.
The storing of the newly made cheese is the next point that engages the attention of the maker and wholesale dealer. The same principles which influence the maturation or ripening of fermented liquors also operate here. A cool cellar, neither damp nor dry, and which is uninfluenced by change of weather or season, is commonly regarded as the best for the purpose. If possible, the temperature should on no account be permitted to exceed 50° or 52° F. at any portion of the year. An average of about 45° F. is preferable when it can be procured. A place exposed to sudden changes of temperature is as unfit for storing cheese as it is for storing beer. “The quality of Roquefort cheese, which is prepared from sheep’s milk, and is very excellent, depends exclusively upon the places where the cheeses are kept after pressing and during maturation. These are cellars, communicating with mountain grottoes and caverns which are kept constantly cool, at about 41° to 42° F., by currents of air from clefts in the mountains. The value of these cellars as storehouses varies with their property of maintaining an equable and low temperature.”
It will thus be seen that very slight differences in the materials, in the preparation, or in storing of the cheese, materially influence the quality and flavor of this article. The richness of the milk; the addition to or subtraction of cream from the milk; the separation of the curd from the whey with or without compression; the salting of the curd; the collection of the curd, either whole or broken, before pressing; the addition of coloring matter, as annotta or saffron, or of flavoring; the place and method of storing; and the length of time allowed for maturation, all tend to alter the taste and odor of the cheese in some or other particular, and that in a way readily {176} perceptible to the palate of the connoisseur. No other alimentary substance appears to be so seriously affected by slight variations in the quality of the materials from which it is made, or by such apparently trifling differences in the methods of preparing.
The varieties of cheese met with in commerce are very numerous, and differ greatly from each other in richness, color, and flavor. These are commonly distinguished by names indicative of the places in which they have been manufactured, or of the quality of the materials from which they have been prepared. Thus we have Dutch, Gloucester, Stilton, skimmed milk, raw milk, cream, and other cheeses; names which explain themselves. The following are the principal varieties:
We give below the composition of some of the principal varieties of cheese:
| Cheddar | Double Gloucester |
Skim | |
|---|---|---|---|
| Water | 36.64 | 35.61 | 43.64 |
| Casein | 23.38 | 21.76 | 45.64 |
| Fatty matter | 35.44 | 38.16 | 5.76 |
| Mineral matter | 4.54 | 4.47 | 4.96 |
| 100.00 | 100.00 | 100.00 |
| Stilton | Cotherstone | |
|---|---|---|
| Water | 32.18 | 38.28 |
| Butter | 37.36 | 30.89 |
| Casein | 24.31 | 23.93 |
| Milk, sugar, and extractive matters |
2.22 | 3.70 |
| Mineral matter | 3.93 | 3.20 |
| 100.00 | 100.00 |
| Gruyère (Swiss) |
Ordinary Dutch | |
|---|---|---|
| Water | 40.00 | 36.10 |
| Casein | 31.50 | 29.40 |
| Fatty matter | 24.00 | 27.50 |
| Salts | 3.00 | .90 |
| Non─nitrogenous
organic matter and loss. |
1.50 | 6.10 |
| 100.00 | 100.00 |
When a whole cheese is cut, and the consumption small, it is generally found to become unpleasantly dry, and to lose flavor before it is consumed. This is best prevented by cutting a sufficient quantity for a few days’ consumption from the cheese, and keeping the remainder in a cool place, rather damp than dry, spreading a thin film of butter over the fresh surface, and covering it with a cloth or pan to keep off the dirt. This removes the objection existing in small families against purchasing a whole cheese at a time. The common practice of buying small quantities of cheese should be avoided, as not only a higher price is paid for any given quality, but there is little likelihood of obtaining exactly the same flavor twice running. Should cheese become too dry to be {178} agreeable, it may be used for stewing, or for making grated cheese, or Welsh rarebits.
CHEESE COLORANT: See Food.
CHEMICAL GARDENS: See Gardens, Chemical.
CHERRY BALSAM: See Balsam.
CHERRY CORDIAL: See Wines and Liquors.
Chicle gum is purified by boiling with water and separating the foreign matter. Flavorings, pepsin, sugar, etc., are worked in under pressure by suitable machinery. Formula:
| I.— | Gum chicle | 1 pound |
|---|---|---|
| Sugar | 2 pounds | |
| Glucose | 1 pound | |
| Caramel butter | 1 pound |
First mash and soften the gum at a gentle heat. Place the sugar and glucose in a small copper pan; add enough water to dissolve the sugar; set on a fire and cook to 244° F.; lift off the fire; add the caramel butter and lastly the gum; mix well into a smooth paste; roll out on a smooth marble, dusting with finely powdered sugar, run through sizing machine to the proper thickness, cut into strips, and again into thin slices.
| II.— | Chicle | 6 ounces |
|---|---|---|
| Paraffine | 2 ounces | |
| Balsam of Tolu | 2 drachms | |
| Balsam of Peru | 1 drachm | |
| Sugar | 20 ounces | |
| Glucose | 8 ounces | |
| Water | 6 ounces | |
| Flavoring, enough. |
Triturate the chicle and balsams in water, take out and add the paraffine, first heated. Boil the sugar, glucose, and water together to what is known to confectioners as “crack” heat, pour the syrup over the oil slab and turn into it the gum mixture, which will make it tough and plastic. Add any desired flavor.
| III.— | Gum chicle. | 122 parts |
|---|---|---|
| Paraffine | 42 parts | |
| Balsam of Tolu. | 4 parts | |
| Sugar | 384 parts | |
| Water | 48 parts |
Dissolve the sugar in the water by the aid of heat and pour the resultant syrup on an oiled slab. Melt the gum, balsam, and paraffine together and pour on top of the syrup, and work the whole up together.
| IV.— | Gum chicle | 240 parts |
|---|---|---|
| White wax | 64 parts | |
| Sugar | 640 parts | |
| Glucose | 128 parts | |
| Water | 192 parts | |
| Balsam of Peru | 4 parts | |
| Flavoring matter, enough. | ||
| Proceed as indicated in II. | ||
| V.— | Balsam of Tolu | 4 parts |
| Benzoin | 1 part | |
| White wax | 1 part | |
| Paraffine | 1 part | |
| Powdered sugar | 1 part | |
Melt together, mix well, and roll into sticks of the usual dimensions.
Mix, and, when sufficiently cool, roll out into sticks or any other desirable form. {179}
Spruce Chewing Gum.—
| Spruce gum | 20 parts |
| Chicle | 20 parts |
| Sugar, powdered | 60 parts |
Melt the gums separately, mix while hot, and immediately add the sugar, a small portion at a time, kneading it thoroughly on a hot slab. When completely incorporated remove to a cold slab, previously dusted with powdered sugar, roll out at once into sheets, and cut into sticks. Any desired flavor or color may be added to or incorporated with the sugar.
CHICKEN-COOP APPLICATION: See Insecticides.
CHICKEN DISEASES AND THEIR REMEDIES: See Veterinary Formulas.
CHICORY, TESTS FOR: See Foods.
CHILBLAINS: See Ointments.
CHILBLAIN SOAP: See Soap.
CHILDREN, DOSES FOR: See Doses.
CHILLS, BITTERS FOR: See Wines and Liquors.
CHINA CEMENTS: See Adhesives and Lutes.
CHINA: See Ceramics.
CHINA, TO REMOVE BURNED LETTERS FROM: See Cleaning Preparations and Methods, under Miscellaneous Methods.
CHINA REPAIRING: See Porcelain.
China riveting is best left to practical men, but it can be done with a drill made from a splinter of a diamond fixed on a handle. If this is not to be had, get a small three-cornered file, harden it by placing it in the fire till red hot, and then plunging it in cold water. Next grind the point on a grindstone and finish on an oilstone. With the point pick out the place to be bored, taking care to do it gently for fear of breaking the article. In a little while a piece will break off, then the hole can easily be made by working the point round. The wire may then be passed through and fastened. A good cement may be made from 1 ounce of grated cheese, 1/2 ounce of finely powdered quicklime, and white of egg sufficient to make a paste. The less cement applied the better, using a feather to spread it over the broken edge.
CHLORIDES, PLATT’S: See Disinfectants.
CHLORINE-PROOFING: See Acid-Proofing.
Prepare 1,000 parts of finished cacao and 30 parts of fresh cacao oil, in a warmed, polished, iron mortar, into a liquid substance, add to it 800 parts of finely powdered sugar, and, after a good consistency has been reached, 60 parts of powdered iron lactate and 60 parts of sugar syrup, finely rubbed together. Scent with 40 parts of vanilla sugar. Of this mass weigh out tablets of 125 parts into the molds.
CHOCOLATE CASTOR-OIL LOZENGES: See Castor Oil.
CHOCOLATE CORDIAL: See Wines and Liquors.
CHOCOLATE EXTRACTS: See Essences and Extracts.
CHOCOLATE SODA WATER: See Beverages.
CHOKING IN CATTLE: See Veterinary Formulas.
| Tincture of opium | 1 part |
| Tincture of capsicum | 1 part |
| Tincture of rhubarb | 1 part |
| Spirit of camphor | 1 part |
| Spirit of peppermint | 1 part |
| Tincture opium | 40 parts |
| Tincture capsicum | 40 parts |
| Spirit camphor | 40 parts |
| Chloroform | 15 parts |
| Alcohol | 65 parts |
| Cinnamon, ground | 8 parts |
| Rhubarb | 8 parts |
| Calumba | 4 parts |
| Saffron | 1 part |
| Powdered opium | 2 parts |
| Oil peppermint | 5 parts |
| Alcohol, q. s. ad. | 100 parts |
Macerate the ground drugs with 75 parts alcohol in a closely covered percolator for several days, then allow percolation to proceed, using sufficient alcohol to obtain 95 parts of percolate. In percolate dissolve the oil of peppermint.
| Tincture capsicum | 2 ounces |
| Tincture opium | 2 ounces |
| Tincture camphor | 3 ounces |
| Tincture catechu | 4 ounces |
| Tincture rhubarb | 4 ounces |
| Spirit peppermint | 4 ounces |
| Fluid extract blackberry root | 2 pints |
| Fluid ginger, soluble | 5 1/3 ounces |
| Fluid catechu | 5 1/3 ounces |
| Fluid opium for tincture | 160 minims |
| Brandy | 8 ounces |
| Sugar | 4 pounds |
| Essence cloves | 256 minims |
| Essence cinnamon | 256 minims |
| Chloroform | 128 minims |
| Alcohol (25 per cent), q. s. ad. | 1 gallon |
CHOWCHOW: See Condiments.
CHROME YELLOW, TEST FOR: See Pigments.
CHROMIUM GLUE: See Adhesives.
The production of chromo pictures requires a little skill. Practice is necessary. The glass plate to be used should be washed off with warm water, and then laid in a 10 per cent solution of nitric acid. After one hour, wash with clean, cold water, dry with a towel, and polish the plate with good alcohol on the inside—hollow side—until no finger marks or streaks are visible. This is best ascertained by breathing on the glass; the breath should show an even blue surface on the glass.
Coat the unmounted photograph to be colored with benzine by means of wadding, but without pressure, so that the retouching of the picture is not disturbed. Place 2 tablets of ordinary kitchen gelatin in 8 3/4 ounces of distilled or pure rain water, soak for an hour, and then heat until the gelatin has completely dissolved. Pour this warm solution over the polished side of the glass, so that the liquid is evenly distributed. The best way is to pour the solution on the upper right-hand corner, allowing it to flow into the left-hand corner, from there to the left below and right below, finally letting the superfluous liquid run off. Take the photograph, which has been previously slightly moistened on the back, lay it with the picture side on the gelatin-covered plate, centering it nicely, and squeeze out the excess gelatin solution gently, preferably by means of a rubber squeegee. Care must be taken, however, not to displace the picture in this manipulation, as it is easily spoiled.
The solution must never be allowed to boil, since this would render the gelatin brittle and would result in the picture, after having been finished, cracking off from the glass in a short time. When the picture has been attached to the glass plate without blisters (which is best observed from the back), the edge of the glass is cleansed of gelatin, preferably by means of a small sponge and lukewarm water, and the plate is allowed to dry over night.
When the picture and the gelatin are perfectly dry, coat the back of the picture a few times with castor oil until it is perfectly transparent; carefully remove the oil without rubbing, and proceed with the painting, which is best accomplished with good, not over-thick oil colors. The coloring must be observed from the glass side, and for this reason the small details, such as eyes, lips, beard, and hair, should first be sketched in. When the first coat is dry the dress and the flesh tints are painted. The whole surface may be painted over, and it is not necessary to paint shadows, as these are already present in the picture, and consequently show the color through in varying strength.
When the coloring has dried, a second glass plate should be laid on for protection, pasting the two edges together with narrow strips of linen.
II.—Put 10 gallons of old and clean cider in a strong and iron-bound cask, pitched within (a sound beer cask is the very thing), and add and stir in well 40 ounces of simple syrup. Add 5 ounces of tartaric acid, let dissolve, then add 7 1/2 ounces sodium bicarbonate in powder. Have the bung ready and the moment the soda is added put it in and drive it home. The cider will be ready for use in a few hours.
II.—Calcium sulphite (sulphite of lime) is largely used to prevent fermentation in cider. About 1/8 to 1/4 of an ounce of the sulphite is required for 1 gallon of cider. It should first be dissolved in a small quantity of cider, then added to the bulk, and the whole agitated until thoroughly mixed. The barrel should then be bunged and allowed to stand for several days, until the action of the sulphite is exerted. It will preserve the sweetness of cider perfectly, but care should be taken not to add too much, as that would impart a slight sulphurous taste.
The greater the quantity of sugar contained in the liquor, when it is bottled, the more complete is its carbonation by the carbonic-acid gas, and consequently the more sparkling it is when poured out. But this is true only within certain limits, for if the production of sugar is too high the fermentation will be arrested.
To make the most sparkling cider the liquor is allowed to stand for three, four, five, or six weeks, during which fermentation proceeds. The time varies according to the nature of the apples, and also to the temperature; when it is very warm the first fermentation is usually completed in 7 days.
Before bottling, the liquid must be fined, and this is best done with catechu dissolved in cold cider, 2 ounces of catechu to the barrel of cider. This is well stirred and left to settle for a few days.
The cider at this stage is still sweet, and it is a point of considerable nicety not to carry the first fermentation too far. The bottle should not be quite filled, so as to allow more freedom for the carbonic-acid gas which forms.
When the bottles have been filled, {182} corked, and wired down, they should be placed in a good cellar, which should be dry, or else the cider will taste of the cork. The bottles should not be laid for four or five weeks, or breakage will ensue. When they are being laid they should be placed on laths of wood or on dry sand; they should never be allowed on cold or damp floors.
Should the cider be relatively poor in sugar, or if it has been fermented too far, about 1 ounce of powdered loaf sugar can be added to each bottle, or else a measure of sugar syrup before pouring in the cider.
I.—A formula for an imitation cider is as follows:
| Rain water | 100 gallons |
| Honey, unstrained | 6 gallons |
| Catechu, powdered | 3 ounces |
| Alum, powdered | 5 ounces |
| Yeast (brewer’s preferably) | 2 pints |
Mix and put in a warm place to ferment. Let ferment for about 15 days; then add the following, stirring well in:
| Bitter almonds, crushed | 8 ounces |
| Cloves | 8 ounces |
Let stand 24 hours, add two or three gallons of good whiskey, and rack off into clean casks. Bung tightly, let stand 48 hours, then bottle. If a higher color is desired use caramel sufficient to produce the correct tinge. If honey is not obtainable, use sugar-house molasses instead, but honey is preferable.
II.—The following, when properly prepared, makes a passable substitute for cider, and a very pleasant drink:
| Catechu, powdered | 3 parts |
| Alum, powdered | 5 parts |
| Honey | 640 parts |
| Water | 12,800 parts |
| Yeast | 32 parts |
Dissolve the catechu, alum, and honey in the water, add the yeast, and put in some warm place to ferment. The container should be filled to the square opening, made by sawing out five or six inches of the center of a stave, and the spume skimmed off daily as it arises. In cooler weather from 2 weeks to 18 days will be required for thorough fermentation. In warmer weather from 12 to 13 days will be sufficient. When fermentation is complete add the following solution:
| Oil of bitter almonds | 1 part |
| Oil of clover | 1 part |
| Caramel | 32 parts |
| Alcohol | 192 parts |
The alcohol may be replaced by twice its volume of good bourbon whiskey. A much cheaper, but correspondingly poor substitute for the above may be made as follows:
Twenty-five gallons of soft water, 2 pounds tartaric acid, 25 pounds of brown sugar, and 1 pint of yeast are allowed to stand in a warm place, in a clean cask with the bung out, for 24 hours. Then bung up the cask, after adding 3 gallons of whiskey, and let stand for 48 hours, after which the liquor is ready for use.
CIDER VINEGAR: See Vinegar.
After all, it is a comparatively simple matter to take good care of cigars. All that is necessary is a comparatively air-tight, zinc-lined chest. This should be {183} behind the counter in a place where the temperature is even. When a customer calls for a cigar the dealer takes the box out of the chest, serves his customer, and then puts the box back again. The box being opened for a moment the cigars are not perceptibly affected. The cigars in the close, heavy chest are always safe from atmospheric influences, as the boxes are closed, and the chest is open but a moment, while the dealer is taking out a box from which to serve his customer.
Some of the best dealers have either a large chest or a cool vault in which they keep their stock, taking out from time to time whatever they need for use. Some have a number of small chests, in which they keep different brands, so as to avoid opening and closing one particular chest so often.
It may be said that it is only the higher priced cigars that need special care in handling, although the cheaper grades are not to be handled carelessly. The Havana cigars are more susceptible to change, for there is a delicacy of flavor to be preserved that is never present in the cheaper grades of cigars.
Every dealer must, of course, make a display in his show case, but he need not serve his patrons with these cigars. The shrinkage in value of the cigars in the case is merely a business proposition of profit and loss.
II.—Moisten ordinary cigars with a strong tincture of cascarilla, to which a little gum benzoin and storax may be added. Some persons add a small quantity of camphor or oil of cloves or cassia.
| III.— | Tincture of valerian | 4 drachms |
|---|---|---|
| Butyric aldehyde | 4 drachms | |
| Nitrous ether | 1 drachm | |
| Tincture vanilla | 2 drachms | |
| Alcohol | 5 ounces | |
| Water enough to make | 16 ounces | |
| IV.— | Extract vanilla | 4 ounces |
| Alcohol | 1/2 gallon | |
| Jamaica rum | 1/2 gallon | |
| Tincture valerian | 8 ounces | |
| Caraway seed | 2 ounces | |
| English valerian root | 2 ounces | |
| Bitter orange peel | 2 ounces | |
| Tonka beans | 4 drachms | |
| Myrrh | 16 ounces |
Soak the myrrh for 3 days in 6 quarts of water, add the alcohol, tincture valerian, and extract of vanilla, and after grinding the other ingredients to a coarse powder, put all together in a jug and macerate for 2 weeks, occasionally shaking; lastly, strain.
V.—Into a bottle filled with 1/2 pint of French brandy put 1 1/4 ounces of cascarilla bark and 1 1/4 ounces of vanilla previously ground with 1/2 pound of sugar; carefully close up the flask and distil in a warm place. After 3 days pour off the liquid, and add 1/4 pint of mastic extract. The finished cigars are moistened with this liquid, packed in boxes, and preserved from air by a well-closed lid. They are said to acquire a pleasant flavor and mild strength through this treatment.
| Sodium carbonate | 3 parts |
| Calx chlorinata | 1 part |
| Hot water | 8 parts |
Dissolve the washing soda in the hot water, add the chlorinated lime, and heat the mixture to a boiling temperature for 3 minutes. When cool, decant into earthenware or stoneware jugs, cork tightly, and keep in a cool place. The corks of jugs not intended for immediate use should be covered with a piece of bladder or strong parchment paper, and tightly tied down to prevent the escape of gas, and consequent weakening of the bleaching power of the fluid. The prepared liquor is sprinkled on the tobacco, the latter being then exposed to light and air, when, it is said, the disagreeable odor produced soon disappears.
CINCHONA: See Wines and Liquors.
CINNAMON ESSENCE: See Essences and Extracts.
CINNAMON OIL AS AN ANTISEPTIC: See Antiseptics.
CITRATE OF MAGNESIUM: See Magnesium Citrate.
CLARET LEMONADE AND CLARET PUNCH: See Beverages, under Lemonades. {184}
CLARIFICATION OF GELATIN AND GLUE: See Gelatin.
Clarification is the process by which any solid particles suspended in a liquid are either caused to coalesce together or to adhere to the medium used for clarifying, that they may be removed by filtration (which would previously have been impossible), so as to render the liquid clear.
One of the best agents for this purpose is albumen. When clarifying vegetable extracts, the albumen which is naturally present in most plants accomplishes this purpose easily, provided the vegetable matter is extracted in the cold, so as to get as much albumen as possible in solution.
Egg albumen may also be used. The effect of albumen may be increased by the addition of cellulose, in the form of a fine magma of filtering paper. This has the further advantage that the subsequent filtration is much facilitated.
Suspended particles of gum or pectin may be removed by cautious precipitation with tannin, of which only an exceedingly small amount is usually necessary. It combines with the gelatinous substances better with the aid of heat than in the cold. There must be no excess of tannin used.
Another method of clarifying liquids turbid from particles of gum, albumen, pectin, etc., is to add to them a definite quantity of alcohol. This causes the former substances to separate in more or less large flakes. The quantity of alcohol required varies greatly according to the nature of the liquid. It should be determined in each case by an experiment on a small scale.
Resinous or waxy substances, such as are occasionally met with in honey, etc., may be removed by the addition of bole, pulped filtering paper, and heating to boiling.
In each case the clarifying process may be hastened by making the separating particles specifically heavier; that is, by incorporating some heavier substance, such as talcum, etc., which may cause the flocculi to sink more rapidly, and to form a compact sediment.
Clarifying powder for alcoholic liquids:
| Egg albumen, dry | 40 parts |
| Sugar of milk | 40 parts |
| Starch | 20 parts |
Reduce them to very fine powder, and mix thoroughly.
For clarifying liquors, wines, essences, etc., take for every quart of liquid 75 grains of the above mixture, shake repeatedly in the course of a few days, the mixture being kept in a warm room, then filter.
Powdered talcum renders the same service, and has the additional advantage of being entirely insoluble. However, the above mixture acts more energetically.
The materials should be thoroughly mixed dry and then wet down to the consistency of common mortar, constantly stirring the mass as the wetting proceeds. A rough mold shaped to fit the tuyère opening, a trowel, and a few minutes’ time are all that are needed to complete the successful claying of the forge. This mixture dries hard and when glazed by the fire will last.
(See also Soaps, Polishes, and Household Formulas).
To clean gilt articles, such as gold moldings, etc., when they have become tarnished or covered with flyspecks, etc., rub them slowly with an onion cut in half and dipped in rectified alcohol, and wash off lightly with a moist soft sponge after about 2 hours.
| I.— | Sodium nitrate | 7 grains |
|---|---|---|
| Diluted sulphuric acid | 15 grains | |
| Water | 1 ounce |
Let the mixture stand a day or two before using. Apply to the spot with a sponge, and rinse the goods with plenty of water.
II.—An excellent medium for the removal of aniline stains, which are often very stubborn, has been found to be liquid opodeldoc. After its use the stains are said to disappear at once and entirely.
| I.— | Saponine | 7 parts |
|---|---|---|
| Water | 130 parts | |
| Alcohol | 70 parts | |
| Benzine | 1,788 parts | |
| Oil mirbane | 5 parts | |
| II.— | Benzene (benzol) | 89 parts |
| Ascetic ether | 10 parts | |
| Pear oil | 1 part |
This yields an effective grease eradicator, of an agreeable odor. {186}
III.—To Remove Stains of Sulphate of copper, or of salts of mercury, silver, or gold from the hands, etc., wash them first with a dilute solution either of ammonia, iodide, bromide, or cyanide of potassium, and then with plenty of water; if the stains are old ones they should first be rubbed with the strongest acetic acid and then treated as above.
| II.—Apply a solution of | |
| Boric acid | 4 parts |
| Sodium benzoate | 1 part |
| Water | 100 parts |
III.—Dr. Prieur, of Besançon, recommends lithium carbonate for the removal of picric-acid stains from the skin or from linen. The method of using it is simply to lay a small pinch on the stain, and moisten the latter with water. Fresh stains disappear almost instantly, and old ones in a minute or two.
II.—If the foregoing fails (which it sometimes, though rarely, does), try the following: Make a hot solution of sodium hydrate in distilled water, of strength of from 3 per cent to 5 per cent, according to the age, etc., of the stain. Have prepared some bits of heavy blotting paper somewhat larger than the spot to be removed; also, a blotting pad, or several pieces of heavy blotting paper. Lay the soiled page face downward on the blotting pad, then, saturating one of the bits of blotter with the hot sodium hydrate solution, put it on the stain and go over it with a hot smoothing iron. If one application does not remove all the grease or stain, repeat the operation. Then saturate another bit of blotting paper with a 4 per cent or 5 per cent solution of hydrochloric acid in distilled water, apply it to the place, and pass the iron over it to neutralize the strong alkali. This process will instantly restore any faded writing or printing, and make the paper bright and fresh again.
The color is not injured in the least by the sulphuret of carbon; only those leathers on which a dressing containing starch has been used look a little lighter in color, but the better class of leathers are not so dressed. The dry gutta-percha can be redissolved in sulphuret of carbon and used over again.
The best way to clean a chamois skin is to wash and rinse it out in clean water immediately after use, but this practice is apt to be neglected so that the skin becomes saturated with dirt and grime. To clean it, first thoroughly soak in clean, soft water. Then, after soaping it and rolling it into a compact wad, beat with a small round stick—a buggy spoke, say—turning the wad over repeatedly, and keeping it well wet and soaped. This should suffice to loosen the dirt. Then rinse in clean water until the skin {187} is clean. As wringing by hand is apt to injure the chamois skin, it is advisable to use a small clothes wringer. Before using the skin again rinse it in clear water to which a little pulverized alum has been added.
II.—Sponge the straw with a solution of
| By weight | |
|---|---|
| Sodium hyposulphite | 10 parts |
| Glycerine | 5 parts |
| Alcohol | 10 parts |
| Water | 75 parts |
Lay aside in a damp place for 24 hours and then apply
| By weight | |
|---|---|
| Citric acid | 2 parts |
| Alcohol | 10 parts |
| Water | 90 parts |
Press with a moderately hot iron, after stiffening with weak gum water, if necessary.
III.—If the hat has become much darkened in tint by wear the fumes of burning sulphur may be employed. The material should be first cleaned by thoroughly sponging with an aqueous solution of potassium carbonate, followed by a similar application of water, and it is then suspended over the sulphur fumes. These are generated by placing in a metal or earthen dish, so mounted as to keep the heat from setting fire to anything beneath, some brimstone (roll sulphur), and sprinkling over it some live coals to start combustion. The operation is conducted in a deep box or barrel, the dish of burning sulphur being placed at the bottom, and the article to be bleached being suspended from a string stretched across the top. A cover not fitting so tightly as to exclude all air is placed over it, and the apparatus allowed to stand for a few hours.
Hats so treated will require to be stiffened by the application of a little gum water, and pressed on a block with a hot iron to bring them back into shape.
| I.— | Copal | 450 parts |
|---|---|---|
| Sandarac | 75 parts | |
| Venice turpentine | 40 parts | |
| Castor oil | 5 parts | |
| Alcohol | 800 parts | |
| II.— | Shellac | 500 parts |
| Sandarac | 175 parts | |
| Venice turpentine | 50 parts | |
| Castor oil | 15 parts | |
| Alcohol | 2,000 parts | |
| III.— | Shellac | 750 parts |
| Rosin | 150 parts | |
| Venice turpentine | 150 parts | |
| Castor oil | 20 parts | |
| Alcohol | 2,500 parts |
A little glycerine added to the rinsing water entirely prevents the stiffness and brittleness acquired by some hats in drying, while a little ammonia in the washing water materially assists in the scrubbing process. Ivory, or, in fact, any good white soap, will answer as well as castile for the purpose. It is well to rinse a second time, adding the glycerine to the water used the second time. Immerse the hat completely in the rinse water, moving it about to get rid of traces of the dirty water. When the hat has been thoroughly rinsed, press out the surplus water, using a Turkish bath towel for the purpose, and let it rest on the towel when drying.
II.—Apply a mixture of 1 part oil of turpentine and 2 parts of ammonia. This is effective, even if the coatings withstand the strongest lye. The two liquids are shaken in a bottle until they mix like milk. The mixture is applied to the coating with a little oakum; after a few minutes the old paint can be wiped off.
| Water glass | 5 parts |
| Soda lye, 40° B. (27 per cent) | 1 part |
| Ammonia water | 1 part |
Mix.
| Flour or wood pulp | 385 parts |
| Hydrochloric acid | 450 parts |
| Bleaching powder | 160 parts |
| Turpentine | 5 parts |
This mixture is applied to the surface and left on for some time. It is then brushed off, and brings the paint away with it. It keeps moist quite long enough to be easily removed after it has acted.
| I.— | Sodium hydrate | 5 parts |
|---|---|---|
| Soluble soda glass | 3 parts | |
| Flour paste | 6 parts | |
| Water | 4 parts | |
| II.— | Soap | 10 parts |
| Potassium hydrate | 7 parts | |
| Potassium silicate | 2 parts |
| I.—(a) | Citric acid | 1 part |
|---|---|---|
| Concentrated solution of borax | 2 parts | |
| Distilled water | 16 parts |
Dissolve the acid in the water, add the borax solution, and mix by agitation.
| (b) | Chloride of lime | 3 parts |
|---|---|---|
| Water | 16 parts | |
| Concentrated borax solution | 2 part |
Add the chloride of lime to the water, shake well and set aside for a week, then decant the clear liquid and to it add the borax solution.
For use, saturate the spot with solution (a), apply a blotter to take off the excess of liquid, then apply solution (b). When the stain has disappeared, apply the blotter and wet the spot with clean water; finally dry between two sheets of blotting paper.
II.—(a) Mix, in equal parts, potassium chloride, potassium hypochlorite, and oil of peppermint. (b) Sodium chloride, hydrochloric acid and water, in equal parts.
Wet the spot with (a), let dry, then brush it over lightly with (b), and rinse in clear water.
A good single mixture which will answer for most inks is made by mixing citric acid and alum in equal parts. If desired to vend in a liquid form add an equal part of water. In use, the powder is spread well over the spot and (if on cloth or woven fabrics) well rubbed in with the fingers. A few drops of water are then added, and also rubbed in. A final rinsing with water completes the process.
| II.— | Citric acid | 1 part |
|---|---|---|
| Water, distilled | 10 parts | |
| Concentrated solution of borax | 2 parts |
Dissolve the citric acid in the water and add the borax. Apply to the paper with a delicate camel’s-hair pencil, removing any excess of water with a blotter. A mixture of oxalic, citric, and tartaric acids, in equal parts, dissolved in just enough water to give a clean solution, acts energetically on most inks.
II.—To remove ink spots the fabric is soaked in warm water, then it is squeezed out and spread upon a clean piece of linen. Now apply a few drops of liquid ammonia of a specific gravity of 0.891 to the spot, and dab it next with a wad of cotton which has been saturated with dilute phosphoric acid. After repeating the process several times and drying the piece in the sun, the ink spot will have disappeared without leaving the slightest trace. {190}
III.—Ink spots may be removed by the following mixture:
| Oxalic acid | 10 parts |
| Stannic chloride | 2 parts |
| Acetic acid | 5 parts |
| Water to make | 500 parts |
Mix.
IV.—The customary method of cleansing ink spots is to use oxalic acid. Thick blotting paper is soaked in a concentrated solution and dried. It is then laid immediately on the blot, and in many instances will take the latter out without leaving a trace behind. In more stubborn cases the cloth is dipped in boiling water and rubbed with crystals of oxalic acid, after which it is soaked in a weak solution of chloride of lime—say 1 ounce to a quart of water. Under such circumstances the linen should be thoroughly rinsed in several waters afterwards. Oxalic acid is undesirable for certain fabrics because it removes the color.
V.—Here is a more harmless method: Equal parts of cream of tartar and citric acid, powdered fine, and mixed together. This forms the “salts of lemon” sold by druggists. Procure a hot dinner plate, lay the part stained in the plate, and moisten with hot water; next rub in the above powder with the bowl of a spoon until the stains disappear; then rinse in clean water and dry.
See also Household Formulas.
II.—Mix 4 ounces of powdered pumice with 1 quart of flour, and with the aid of water make a stiff dough. Form the dough into rolls 2 inches in diameter and 6 inches long; sew each roll separately in a cotton cloth, then boil for 40 or 50 minutes, so as to render the mass firm. Allow to stand for several hours, remove the crust, and they are ready for use.
III.—Bread will clean paper; but unless it is properly used the job will be a very tedious one. Select a “tin” loaf at least two days old. Cut off the crust at one end, and rub down the paper, commencing at the top. Do not rub the bread backwards and forwards, but in single strokes. When the end gets dirty take a very sharp knife and pare off a thin layer; then proceed as before.
It is well to make sure that the walls are quite dry before using the bread, or it may smear the pattern. If the room is furnished it will, of course, be necessary to place cloths around the room to catch the crumbs.
IV.—A preparation for cleansing wall paper that often proves much more effectual than ordinary bread, especially when the paper is very dirty, is made by mixing 2/3 dough and 1/3 plaster of Paris. This should be made a day before it is needed for use, and should be very gently baked.
If there are any grease spots they should be removed by holding a hot flatiron against a piece of blotting paper placed over them. If this fails, a little fuller’s earth or pipe clay should be made into a paste with water, and this should then be carefully plastered over the grease spots and allowed to remain till quite dry, when it will be found to have absorbed the grease.
V.—Mix together 1 pound each of rye flour and white flour into a dough, which is partially cooked and the crust removed. To this 1 ounce common salt and 1/2 ounce of powdered naphthaline are added, and finally 1 ounce of corn meal, and 1/8 ounce of burnt umber. The composition is formed into a mass, of the proper size to be grasped in the hand, and in use it should be drawn in one direction over the surface to be cleaned.
VI.—Procure a soft, flat sponge, being careful that there are no hard or gritty places in it, then get a bucket of new, clean, dry, wheat bran. Hold the sponge flat side up, and put a handful of bran on it, then quickly turn against the wall, and rub the wall gently and carefully with it; then repeat the operation. Hold a large pan or spread down a drip cloth to catch the bran as it falls, but never use the same bran twice. Still another way is to use Canton flannel in strips a foot wide and about 3 yards long. Roll a strip around a stick 1 inch thick and 10 inches long, so as to have the ends of the stick covered, with the nap of the cloth outside. As the cloth gets soiled, unroll the soiled part and roll it up with the soiled face inside.
In this way one can change places on the cloth when soiled and use the whole face of the cloth. To take out a grease spot requires care. First, take several thicknesses of brown wrapping paper and make a pad, place it against the grease spot, and hold a hot flatiron against it to draw out the grease, which will soak into the brown paper. Be careful to have enough layers of brown paper to keep the iron from scorching or discoloring the wall paper. If the first application does not take out nearly all the grease, repeat with clean brown paper or a blotting pad. Then take an ounce vial of washed sulphuric ether and a soft, fine, clean sponge and sponge the spot carefully until all the grease disappears. Do not wipe the place with the sponge and ether, but dab the sponge carefully against the place. A small quantity of ether is advised, as it is very inflammable.
| I.— | Powdered borax | 30 parts |
|---|---|---|
| Extract of soap bark | 30 parts | |
| Ox gall (fresh) | 120 parts | |
| Castile soap | 450 parts |
First make the soap-bark extract by boiling the crushed bark in water until it has assumed a dark color, then strain the liquid into an evaporating dish, and {192} by the aid of heat evaporate it to a solid extract; then powder and mix it with the borax and the ox gall. Melt the castile soap by adding a small quantity of water and warming, then add the other ingredients and mix well.
About 100 parts of soap bark make 20 parts of extract.
| II.— | Castile soap | 2 pounds |
|---|---|---|
| Potassium carbonate | 1/2 pound | |
| Camphor | 1/2 ounce | |
| Alcohol | 1/2 ounce | |
| Ammonia water | 1/2 ounce | |
| Hot water, 1/2 pint, or sufficient. | ||
Dissolve the potassium carbonate in the water, add the soap previously reduced to thin shavings, keep warm over a water bath, stirring occasionally, until dissolved, adding more water if necessary, and finally, when of a consistence to become semisolid on cooling, remove from the fire. When nearly ready to set, stir in the camphor, previously dissolved in the alcohol and the ammonia.
The soap will apparently be quite as efficacious without the camphor and ammonia.
If a paste is desired, a potash soap should be used instead of the castile in the foregoing formula, and a portion or all of the water omitted. Soaps made from potash remain soft, while soda soaps harden on the evaporation of the water which they contain when first made.
A liquid preparation may be obtained, of course, by the addition of sufficient water, and some more alcohol would probably improve it.
See also Household Formulas.
| I.— | Borax | 1 ounce |
|---|---|---|
| Castile soap | 1 ounce | |
| Sodium carbonate | 3 drachms | |
| Ammonia water | 5 ounces | |
| Alcohol | 4 ounces | |
| Acetone | 4 ounces | |
| Hot water to make | 4 pints |
Dissolve the borax, sodium bicarbonate, and soap in the hot water, mix the acetone and alcohol together, unite the two solutions, and then add the ammonia water. The addition of a couple of ounces of rose water will render it somewhat fragrant.
II.—A strong decoction of soap bark, preserved by the addition of alcohol, forms a good liquid cleanser for fabrics of the more delicate sort.
| III.— | Chloroform | 15 parts |
|---|---|---|
| Ether | 15 parts | |
| Alcohol | 120 parts | |
| Decoction of quillaia bark of 30° | 4,500 parts | |
| IV.— | Acetic ether | 10 parts |
| Amyl acetate | 10 parts | |
| Liquid ammonia | 10 parts | |
| Dilute alcohol | 70 parts |
V.—Another good non-inflammable spot remover consists of equal parts of acetone, ammonia, and diluted alcohol. For use in large quantities carbon tetrachloride is suggested.
| VI.— | Castile soap | 4 av. ounces |
|---|---|---|
| Water, boiling | 32 fluidounces | |
| Dissolve and add: | ||
| Water | 1 gallon | |
| Ammonia | 8 fluidounces | |
| Ether | 2 fluidounces | |
| Alcohol | 4 fluidounces | |
When benzine is used the operator must be careful to apply it only in the absence of light or fire, on account of the extremely inflammable character of the vapor.
Varnish stains, when fresh, are treated in the same way, but the action of the solvent may possibly not be so complete on account of the gum rosins present.
When either paint or varnish has dried, its removal becomes more difficult. In such case soaking in strong ammonia water may answer. An emulsion, formed by shaking together 2 parts of ammonia water and 1 of spirits of turpentine, has been recommended.
| Kerosene. | 1 ounce |
| Carbon tetrachloride (commercial). | 3 ounces |
| Oil of citronella | 2 drachms |
Mix, and filter if necessary. If a strong odor of carbon bisulphide is detected in the carbon tetrachloride first shake with powdered charcoal and filter.
II.—To clean silver lace take alabaster in very fine powder, lay the lace upon a cloth, and with a soft brush take up some of the powder, and rub both sides with it till it becomes bright and clean, afterwards polish with another brush until all remnants of the powder are removed, and it exhibits a lustrous surface.
III.—Silver laces are put in curdled milk for 24 hours. A piece of Venetian soap, or any other good soap, is scraped and stirred into 2 quarts of rain water. To this a quantity of honey and fresh ox gall is added, and the whole is stirred for some time. If it becomes too thick, more water is added. This mass is allowed to stand for half a day, and the wet laces are painted with it. Wrap a wet cloth around the roller of a mangle, wind the laces over this, put another wet cloth on top, and press, wetting and repeating the application several times. Next, dip the laces in a clear solution of equal parts of sugar and gum arabic, pass them again through the mangle, between two clean pieces of cloth, and hang them up to dry thoroughly, attaching a weight to the lower end.
IV.—Soak gold laces over night in cheap white wine and then proceed as with silver laces. If the gold is worn off, put 771 grains of shellac, 31 grains of dragon’s blood, 31 grains of turmeric in strong alcohol and pour off the ruby-colored fluid. Dip a fine hair pencil in this, paint the pieces to be renewed, and hold a hot flatiron a few inches above them, so that only the laces receive the heat.
V.—Silver embroideries may also be cleaned by dusting them with Vienna lime, and brushing off with a velvet brush.
For gildings the stuff is dipped in a solution of gold chloride, and this is reduced by means of hydrogen in another vessel.
For silvering, one of the following two processes may be employed: (a) Painting with a solution of 1 part of phosphorus in 15 parts bisulphide of carbon and dipping in a solution of nitrate of silver; (b) dipping for 2 hours in a solution of nitrate of silver, mixed with ammonia, then exposing to a current of pure hydrogen.
It is very essential to beat the drying quilts frequently with a smooth stick or board. This will have the effect of swelling up the wadding, and preventing it from felting. Furthermore, the quilts should be repeatedly turned during the drying from right to left and also from top to bottom. In this manner streaks are avoided.
| Bichloride of mercury | 5 parts |
| Ammonium chloride | 5 parts |
| Distilled water | 40 parts |
Apply the mixture to the spots with a cloth, then rub. This removes, almost instantaneously, even old stains on linen, cotton, or wool. Stains on the skin thus treated become whitish yellow and soon disappear.
The glaze may be restored to tracing cloth after using the eraser by rubbing the roughened surface with a piece of hard wax from an old phonograph cylinder. The surface thus produced is superior to that of the original glaze, as it is absolutely oil- and water-proof.
| Bole | 500 parts |
| Magnesium carbonate | 50 parts |
Mix and make into a paste with a small quantity of benzine or water; apply to stains made by fats or oils on the clothing and when dry remove with a brush.
Oak as a general thing is not polished, but has a matt surface which can be washed with water and soap. First all stains and spots should be gone over with a sponge or a soft brush and very weak ammonia water. The carved work should be freed of dust, etc., by the use of a stiff brush, and finally washed with dilute ammonia water. When dry it should be gone over very thinly and evenly with brunoline applied with a soft pencil. If it is desired to give an especially handsome finish, after the surface is entirely dry, give it a preliminary coat of brunoline and follow this on the day after with a second. Brunoline may be purchased of any dealer in paints. To make it, put 70 parts of linseed oil in a very capacious vessel (on account of the foam that ensues) and add to it 20 parts of powdered litharge, 20 parts of powdered minium, and 10 parts of lead acetate, also powdered. Boil until the oil is completely oxidized, stirring constantly. When completely oxidized the oil is no longer red, but is of a dark brown color. When it acquires {195} this color, remove from the fire, and add 160 parts of turpentine oil, and stir well. This brunoline serves splendidly for polishing furniture or other polished wood.
| I.— | White bole or pipe clay | 60.0 parts |
|---|---|---|
| Orris root (powdered) | 30.0 parts | |
| Powdered grain soap | 7.5 parts | |
| Powdered borax | 15.0 parts | |
| Ammonium chloride | 2.5 parts |
Mix the above ingredients. Moisten the gloves with a damp cloth, rub on the powder, and brush off after drying.
II.—Four pounds powdered pipe clay, 2 pounds powdered white soap, 1 ounce lemon oil, thoroughly rubbed together. To use, make powder into a thin cream with water and rub on the gloves while on the hands. This is a cheaply produced compound, and does its work effectually.
| I.— | Soft soap. | 1 ounce |
|---|---|---|
| Water. | 4 ounces | |
| Oil of lemon | 1/2 drachm | |
| Precipitated chalk, a sufficient quantity. | ||
Dissolve the soap in the water, add the oil, and make into a stiff paste with a sufficient quantity of chalk.
| II.— | White hard soap. | 1 part |
|---|---|---|
| Talcum. | 1 part | |
| Water | 4 parts |
Shave the soap into ribbons, dissolve in the water by the aid of heat, and incorporate the talcum.
| III.— | Curd soap | 1 av. ounce |
|---|---|---|
| Water | 4 fluidounces | |
| Oil of lemon. | 1/2 fluidrachm | |
| French chalk, a sufficient quantity. | ||
Shred the soap and melt it in the water by heat, add the oil of lemon, and make into a stiff paste with French chalk.
| IV.— | White castile soap, old and dry | 15 parts |
|---|---|---|
| Water | 15 parts | |
| Solution of chlorinated soda | 16 parts | |
| Ammonia water | 1 part |
Cut or shave up the soap, add the water, and heat on the water bath to a smooth paste. Remove, let cool, and add the other ingredients and mix thoroughly.
| V.— | Castile soap, white, old, and dry | 100 parts |
|---|---|---|
| Water | 75 parts | |
| Tincture of quillaia | 10 parts | |
| Ether, sulphuric | 10 parts | |
| Ammonia water, FF | 5 parts | |
| Benzine, deodorized | 75 parts |
Melt the soap, previously finely shaved, in the water, bring to a boil and remove from the fire. Let cool down, then add the other ingredients, incorporating them thoroughly. This should be put up in collapsible tubes or tightly closed metallic boxes. This is also useful for clothing.
| Gasoline. | 1 gallon |
| Chloroform. | 1 ounce |
| Carbon disulphide | 1 ounce |
| Essential oil almond | 5 drops |
| Oil bergamot | 1 drachm |
| Oil cloves | 5 drops |
Mix. To be applied with a sponge or soft cloth.
If this does not remove stains, a weak solution of oxalic acid should be applied with a sponge or rag, washing quickly and thoroughly with water to minimize injury to the surface.
Rubbing well after this with chalk moistened with water will, in a measure, restore the luster. Another method of finishing is to apply a solution of white wax in turpentine (about 1 in 10), rubbing thoroughly with a piece of flannel or soft leather.
If the marble has been much exposed, so that its luster has been seriously impaired, it may be necessary to repolish it in a more thorough manner. This may be accomplished by rubbing it first with sand, beginning with a moderately coarse-grained article and changing this twice for finer kinds, after which tripoli or pumice is used. The final polish is given by the so-called putty powder. A plate of iron is generally used in applying the coarse sand; with the fine sand a leaden plate is used; and the pumice is employed in the form of a smooth-surfaced piece of convenient size. For the final polishing coarse linen or bagging is used, wedged tightly into an iron planing tool. During all these applications water is allowed to trickle over the face of the stone.
The putty powder referred to is binoxide of tin, obtained by treating metallic tin with nitric acid, which converts the metal into hydrated metastannic acid. This, when heated, becomes anhydrous. In this condition it is known as putty powder. In practice putty powder is mixed with alum, sulphur, and other substances, the mixture used being dependent upon the nature of the stone to be polished.
According to Warwick, colored marble should not be treated with soap and water, but only with the solution of beeswax above mentioned.
II.—Take 2 parts of sodium bicarbonate, 1 part of powdered pumice stone, and 1 part of finely pulverized chalk. Pass through a fine sieve to screen out all particles capable of scratching the marble, and add sufficient water to form a pasty mass. Rub the marble with it vigorously, and end the cleaning with soap and water.
| III.— | Ox gall | 1 part |
|---|---|---|
| Saturated solution of sodium carbonate | 4 parts | |
| Oil of turpentine | 1 part | |
| Pipe clay enough to form a paste. | ||
| IV.— | Sodium carbonate | 2 ounces |
| Chlorinated lime. | 1 ounce | |
| Water | 14 ounces | |
Mix well and apply the magma to the marble with a cloth, rubbing well in, and finally rubbing dry. It may be necessary to repeat this operation.
V.—Wash the surface with a mixture of finely powdered pumice stone and vinegar, and leave it for several hours; then brush it hard and wash it clean. When dry, rub with whiting and wash leather.
| VI.— | Soft soap. | 4 parts |
|---|---|---|
| Whiting | 4 parts | |
| Sodium bicarbonate | 1 part | |
| Copper sulphate | 2 parts |
Mix thoroughly and rub over the marble with a piece of flannel, and leave it on for 24 hours, then wash it off with clean water, and polish the marble with a piece of flannel or an old piece of felt.
VII.—A strong solution of oxalic acid effectually takes out ink stains. In handling it the poisonous nature of this acid should not be forgotten.
VIII.—Iron mold or ink spots may be taken out in the following manner: Take 1/2 ounce of butter of antimony and 1 ounce of oxalic acid and dissolve them in 1 pint of rain water; add enough flour to bring the mixture to a proper consistency. Lay it evenly on the stained part with a brush, and, after it has remained for a few days, wash it off and repeat the process if the stain is not wholly removed.
IX.—To remove oil stains apply common clay saturated with benzine. If the grease has remained in long the polish will be injured, but the stain will be removed.
X.—The following method for removing rust from iron depends upon the solubility of the sulphide of iron in a solution of cyanide of potassium. Clay is made into a thin paste with ammonium sulphide, and the rust spot smeared with the mixture, care being taken that the spot is only just covered. After ten minutes this paste is washed off and replaced by one consisting of white bole mixed with a solution of potassium cyanide (1 to 4), which is in its turn {197} washed off after about 2 1/2 hours. Should a reddish spot remain after washing off the first paste, a second layer may be applied for about 5 minutes.
| XI.— | Soft soap | 4 ounces |
|---|---|---|
| Whiting | 4 ounces | |
| Sodium carbonate | 1 ounce | |
| Water, a sufficient quantity. | ||
Make into a thin paste, apply on the soiled surface, and wash off after 24 hours.
XII.—In a spacious tub place a tall vessel upside down. On this set the article to be cleaned so that it will not stand in the water, which would loosen the cemented parts. Into this tub pour a few inches of cold water—hot water renders marble dull—take a soft brush and a piece of Venetian soap, dip the former in the water and rub on the latter carefully, brushing off the article from top to bottom. When in this manner dust and dirt have been dissolved, wash off all soap particles by means of a watering pot and cold water, dab the object with a clean sponge, which absorbs the moisture, place it upon a cloth and carefully dry with a very clean, soft cloth, rubbing gently. This treatment will restore the former gloss to the marble.
XIII.—Mix and shake thoroughly in a bottle equal quantities of sulphuric acid and lemon juice. Moisten the spots and rub them lightly with a linen cloth and they will disappear.
XIV.—Ink spots are treated with acid oxalate of potassium; blood stains by brushing with alabaster dust and distilled water, then bleaching with chlorine solution. Alizarine ink and aniline ink spots can be moderated by laying on rags saturated with Javelle water, chlorine water, or chloride of lime paste. Old oil stains can only be effaced by placing the whole piece of marble for hours in benzine. Fresh oil or grease spots are obliterated by repeated applications of a little damp, white clay and subsequent brushing with soap water or weak soda solution. For many other spots an application of benzine and magnesia is useful.
XV.—Marble slabs keep well and do not lose their fresh color if they are cleaned with hot water only, without the addition of soap, which is injurious to the color. Care must be taken that no liquid dries on the marble. If spots of wine, coffee, beer, etc., have already appeared, they are cleaned with diluted spirit of sal ammoniac, highly diluted oxalic acid, Javelle water, ox gall, or, take a quantity of newly slaked lime, mix it with water into a paste-like consistency, apply the paste uniformly on the spot with a brush, and leave the coating alone for two to three days before it is washed off. If the spots are not removed by a single application, repeat the latter. In using Javelle water 1 or 2 drops should be carefully poured on each spot, rinsing off with water.
The addition of chloride of lime tends to keep the paste moist, thus allowing the ready removal of the paste without damaging the varnish or polish, while the turpentine serves as a disinfectant and renders the odor less disagreeable during the operation.
The preparation is rapid in its action, and does not affect the varnished or polished surfaces of wood or marble. While energetic in its cleansing action on brass and other metallic objects, it is attended with no corrosive effect.
I.—Apply the following solution by means of a brush, after having removed any grease by rubbing with a clean, dry cloth: 100 parts of stannic chloride are dissolved in 1,000 parts of water; this solution is added to one containing 2 parts tartaric acid dissolved in 1,000 parts of water, and finally 20 cubic centimeters indigo solution, diluted with 2,000 parts of water, are added. After allowing the solution to act upon the stain for a few seconds, it is rubbed clean, first with a moist cloth, then with a dry cloth; to restore the polish use is made of silver sand and jewelers’ rouge.
II.—When the rust is recent it is removed by rubbing the metal with a cork charged with oil. In this manner a perfect polish is obtained. To take off old rust, mix equal parts of fine tripoli and flowers of sulphur, mingling this mixture with olive oil, so as to form a paste. Rub the iron with this preparation by means of a skin.
III.—The rusty piece is connected with a piece of zinc and placed in water containing a little sulphuric acid. After the articles have been in the liquid for several days or a week, the rust will have completely disappeared. The length of time will depend upon the depth to which the rust has penetrated. A little sulphuric acid may be added from time to time, but the chief point is that the zinc always has good electric contact with the iron. To insure this an iron wire may be firmly wound around the iron object and connected with the zinc. The iron is not attacked in the least, as long as the zinc is kept in good electric contact with it. When the articles are taken from the liquid they assume a dark gray or black color and are then washed and oiled.
IV.—The rust on iron and steel objects, especially large pieces, is readily removed by rubbing the pieces with oil of tartar, or with very fine emery and a little oil, or by putting powdered alum in strong vinegar and rubbing with this alumed vinegar.
V.—Take cyanide of calcium, 25 parts; white soap, powdered, 25 parts; Spanish white, 50 parts; and water, 200 parts. Triturate all well and rub the piece with this paste. The effect will be quicker if before using this paste the rusty object has been soaked for 5 to 10 minutes in a solution of cyanide of potassium in the ratio of 1 part of cyanide to 2 parts of water.
VI.—To remove rust from polished steel cyanide of potassium is excellent. If possible, soak the instrument to be cleaned in a solution of cyanide of potassium in the proportion of 1 ounce of cyanide to 4 ounces of water. Allow this to act till all loose rust is removed, and then polish with cyanide soap. The latter is made as follows: Potassium cyanide, precipitated chalk, white castile soap. Make a saturated solution of the cyanide and add chalk sufficient to make a creamy paste. Add the soap cut in fine shavings and thoroughly incorporate in a mortar. When the mixture is stiff cease to add the soap. It should be remembered that potassium cyanide is a virulent poison.
VII.—Apply turpentine or kerosene oil, and after letting it stand over night, clean with finest emery cloth.
VIII.—To free articles of iron and steel from rust and imbedded grains of sand the articles are treated with fluorhydric acid (about 2 per cent) 1 to 2 hours, whereby the impurities but not the metal are dissolved. This is followed by a washing with lime milk, to neutralize any fluorhydric acid remaining. {199}
II.—Make a solution of 1 part of kerosene in 200 parts of benzine or carbon tetrachloride, and dip the instruments, which have been dried by leaving them in heated air, in this, moving their parts, if movable, as in forceps and scissors, about under the liquid, so that it may enter all the crevices. Next lay the instruments on a plate in a dry room, so that the benzine can evaporate. Needles are simply thrown in the paraffine solution, and taken out with tongs or tweezers, after which they are allowed to dry on a plate.
III.—Pour olive oil on the rust spots and leave for several days; then rub with emery or tripoli, without wiping off the oil as far as possible, or always bringing it back on the spot. Afterwards remove the emery and the oil with a rag, rub again with emery soaked with vinegar, and finally with fine plumbago on a piece of chamois skin.
Instead of potassium cyanide alone, a mixture of that and potassium carbonate may be used. After treatment in this way, delicate objects of silver become less brittle. Another way is to put the article in molten sodium carbonate and remove the silver carbonate thus formed, by acetic acid of 50 per cent strength. This process produces the finest possible polish.
The potassium-cyanide process may be used with all small iron objects. For larger ones molten potassium rhodanide is recommended. This converts the iron oxide into iron sulphide that is easily washed off and leaves the surface of a fine black color.
Old coins may be cleansed by first immersing them in strong nitric acid and then washing them in clean water. Wipe them dry before putting away.
| Sodium bicarbonate | 20 ounces |
| Chlorinated lime | 1 ounce |
| Common salt | 1 ounce |
| Water | 16 ounces |
Mix well and apply with a soft brush.
A very small quantity of the solution is sufficient, and it may be used either cold or lukewarm. Plain articles may be brightened by putting a drop or two of the liquid upon them and lightly brushing the surface with fine tissue paper. {200}
I.—Use Armenian bole mixed into a paste with oleic acid.
| II.— | Rotten stone | 1 part |
|---|---|---|
| Iron subcarbonate | 3 parts | |
| Lard oil, a sufficient quantity. | ||
| III.— | Iron oxide | 10 parts |
| Pumice stone | 32 parts | |
| Oleic acid, a sufficient quantity. | ||
| IV.— | Soap, cut fine | 16 parts |
| Precipitated chalk | 2 parts | |
| Jewelers’ rouge | 1 part | |
| Cream of tartar | 1 part | |
| Magnesium carbonate | 1 part | |
| Water, a sufficient quantity. | ||
Dissolve the soap in the smallest quantity of water that will effect solution over a water bath. Add the other ingredients to the solution while still hot, stirring constantly.
| I.— | Water | 20 parts |
|---|---|---|
| Alum | 2 parts | |
| Tripoli | 2 parts | |
| Nitric acid | 1 part | |
| II.— | Water | 40 parts |
| Oxalic acid | 2 parts | |
| Tripoli | 7 parts |
| II.— | Stearine oil | 1 part |
|---|---|---|
| Ammonia water | 25 parts | |
| Benzine | 50 parts | |
| Alcohol | 75 parts |
Rub up the stearine with the ammonia, add the benzine and then the alcohol, and agitate until homogeneous. Put in wide-mouthed vessels and close carefully.
| Acetic acid | 2 parts |
| Sulphuric acid | 2 parts |
| Oxalic acid | 1 part |
| Jewelers’ rouge | 2 parts |
| Distilled water | 200 parts |
Mix the acids and water and stir in the rouge, after first rubbing it up with a portion of the liquid. With a clean cloth, wet with this mixture, go well over the article. Rinse off with hot water and dry.
| Cream of tartar | 2 parts |
| Levigated chalk | 2 parts |
| Alum | 1 part |
Powder the alum and rub up with the other ingredients, and cork tightly. When required for use wet sufficient of the powder and with soft linen rags rub the article, being careful not to use much pressure, as otherwise the thin layer of plating may be cut through. Rinse in hot suds, and afterwards in clear water, and dry in sawdust. When badly blackened with silver sulphide, if small, the article may be dipped for an instant in hydrochloric acid and immediately rinsed in running water. Larger articles may be treated as coins are—immersed for 2 or 3 minutes in a 10 per cent aqueous solution of sulphuric acid, or the surface may be rapidly wiped {201} with a swab carrying nitric acid and instantly rinsed in running water.
| Nitric acid | 10 parts |
| Aluminum sulphate | 1 part |
| Water | 40 parts |
Mix. Rinse in running water.
Professor Weber proposed a diluted alkali, and it has been found that after employing this remedy the dirt layer is loosened and the green platina reappears. Potash has been found to be an efficacious remedy, even in the case of statues that had apparently turned completely black.
| Sodium carbonate | 7 parts |
| Spanish whiting | 15 parts |
| Alcohol, 85 per cent | 50 parts |
| Water | 125 parts |
Go over every part carefully, using a brush to get into the minute crevices. When this dries on, brush off with a fine linen cloth or a supple chamois skin.
Or the following plan may be used: Remove grease, etc., as directed above, dry and go over the spots where the gilt surface is discolored with a brush dipped in a solution of two parts of alum in 250 parts of water and 65 parts of nitric acid. As soon as the gilding reappears or the {202} surface becomes bright, wash off, and dry in the direct sunlight.
Still another cleaner is made of nitric acid, 30 parts; aluminum sulphate, 4 parts; distilled or rain water, 125 parts. Clean of grease, etc., as above, and apply the solution with a camel’s-hair pencil. Rinse off and dry in sawdust. Finally, some articles are best cleaned by immersing in hot soap suds and rubbing with a soft brush. Rinse in clear, hot water, using a soft brush to get the residual suds out of crevices. Let dry, then finish by rubbing the gilt spots or places with a soft, linen rag, or a bit of chamois.
There are some bronzes gilt with imitation gold and varnished. Where the work is well done and the gilding has not been on too long, they will deceive even the practiced eye. The deception, however, may easily be detected by touching a spot on the gilt surface with a glass rod dipped in a solution of corrosive sublimate. If the gilding is true no discoloration will occur, but if false a brown spot will be produced.
The best treatment for wrought steel is to wash it very clean with a stiff brush {203} and ammonia soapsuds, rinse well, dry by heat, oil plentifully with sweet oil, and dust thickly with powdered quicklime. Let the lime stay on 2 days, then brush it off with a clean, very stiff brush. Polish with a softer brush, and rub with cloths until the luster comes out. By leaving the lime on, iron and steel may be kept from rust almost indefinitely.
Before wetting any sort of bric-a-brac, and especially bronzes, remove all the dust possible. After dusting, wash well in strong white soapsuds and ammonia, rinse clean, polish with just a suspicion of oil and rotten stone, and rub off afterwards every trace of the oil. Never let acid touch a bronze surface, unless to eat and pit it for antique effects.
| II.— | Oxalic acid | 1 part |
|---|---|---|
| Peroxide of iron (jewelers’ rouge) | 15 parts | |
| Rotten stone | 20 parts | |
| Palm oil | 60 parts | |
| Petrolatum | 5 parts |
Pulverize the acid and the rotten stone and mix thoroughly with the rouge. Sift to remove all grit, then make into a paste with the oil and petrolatum. A little nitro-benzol may be added to scent the mixture.
| III.— | Oleine | 40 parts |
|---|---|---|
| Ceresine | 5 parts | |
| Tripoli | 40 parts | |
| Light mineral oil (0.870) | 20 parts |
Melt the oleine, ceresine, and mineral oil together, and stir in the tripoli; next, grind evenly in a paint mill.
II.—Stripping silvered articles of the silvering may be accomplished by the following mixture: Sulphuric acid, 60° B., 3 parts; nitric acid, 40° B., 1 part; heat the mixture to about 166° F., and immerse the articles by means of a copper wire. In a few seconds the acid mixture will have done the work. A thorough rinsing off is, of course, necessary.
II.—Boil common alum in soft, pure water, and immerse the article in the solution, or rub the spot with it, and dry with sawdust.
III.—For cleaning picture frames, {204} moldings, and, in fact, all kinds of gilded work, the best medium is liquor potassæ, diluted with about 5 volumes of water. Dilute alcohol is also excellent. Methylated wood spirit, if the odor is not objectionable, answers admirably.
II.—Wash the aluminum with coal-oil, gasoline or benzine, then put it in a concentrated solution of caustic potash, and after washing it with plenty of water, dip it in the bath composed of 2/3 nitric acid and 1/3 water. Next, subject it to a bath of concentrated nitric acid, and finally to a mixture of rum and olive oil. To render aluminum capable of being worked like pure copper, 2/3 of oil of turpentine and 1/3 stearic acid are used. For polishing by hand, take a solution of 30 parts of borax and 1,000 parts of water, to which a few drops of spirits of ammonia have been added.
II.—An efficacious preparation is obtained by mixing beech-wood ashes, 2 parts; Venetian soap, 4/100 part; cooking salt, 2 parts; rain water, 8 parts. Brush the silver with this lye, using a somewhat stiff brush.
III.—A solution of crystallized potassium permanganate has been recommended.
IV.—A grayish violet film which silverware acquires from perspiration, can be readily removed by means of ammonia.
V.—To remove spots from silver lay it for 4 hours in soapmakers’ lye, then throw on fine powdered gypsum, moisten the latter with vinegar to cause it to adhere, dry near the fire, and wipe off. Next rub the spot with dry bran. This not only causes it to disappear, but gives extraordinary gloss to the silver.
VI.—Cleaning with the usual fine powders is attended with some difficulty and inconvenience. An excellent result is obtained without injury to the silver by employing a saturated solution of hyposulphite of soda, which is put on with a brush or rag. The article is then washed with plenty of water.
VII.—Never use soap on silverware, as it dulls the luster, giving the article more the appearance of pewter than silver. When it wants cleaning, rub it with a piece of soft leather and prepared chalk, made into a paste with pure water, entirely free from grit.
| II.— | Bicarbonate of soda. | 31 parts |
|---|---|---|
| Chloride of lime | 15.5 parts | |
| Cooking salt | 15 parts | |
| Water | 240 parts |
Grind the chloride of lime with a little water to a thin paste, in a porcelain vessel, and add the remaining chemicals. Wash the objects with the aid of a soft brush with the solution, rinse several times in water, and dry in fine sawdust. {205}
II.—After removing the grease spots, let dry and pass over all the damaged parts a pencil dipped in the following mixture: Alum, 2 parts; nitric acid, 65; water, 250 parts. When the gilding becomes bright, wipe, and dry in the sun or near a fire.
III.—Wash in hot water containing a little soda, dry, and pass over the gilding a pencil soaked in a liquid made of 30 parts nitric acid, 4 parts of aluminum phosphate, and 125 parts of pure water. Dry in sawdust.
IV.—Immerse the objects in boiling soap water, and facilitate the action of the soap by rubbing with a soft brush; put the objects in hot water, brush them carefully, and let them dry in the air; when they are quite dry rub the shining parts only with an old linen cloth or a soft leather, without touching the others.
| I.— | Benzol | 500 parts |
|---|---|---|
| Benzine | 500 parts | |
| Soap, best white, shaved | 5 parts | |
| Water, warm, sufficient. | ||
Dissolve the soap in the warm water, using from 50 to 60 parts. Mix the benzol and benzine, and add the soap solution, a little at a time, shaking up well after each addition. If the mixture is slow in emulsifying, add at one time from 50 to 100 parts of warm water, and shake violently. Set the emulsion aside for a few days, or until it separates, then decant the superfluous water, and pour the residual pasty mass, after stirring it up well, into suitable boxes.
| II.— | Soap spirit | 100 parts |
|---|---|---|
| Ammonia solution, 10 per cent | 25 parts | |
| Acetic ether | 15 parts | |
| III.— | Extract of quillaia | 1 part |
| Borax | 1 part | |
| Ox gall, fresh | 6 parts | |
| Tallow soap | 15 parts |
Triturate the quillaia and borax together, incorporate the ox gall, and, finally, add the tallow soap and mix thoroughly by kneading. The product is a plastic mass, which may be rolled into sticks or put up into boxes.
If the clock is very dirty or much oxidized, immerse the pieces in the bath while warm, and as long as necessary. Take them out with a skimmer or strainer, and pour over them some benzine, letting the liquid fall into an empty vessel. This being decanted and bottled can be used indefinitely for rinsing.
If the bath has too much alkali or is used when too hot, it may affect the polish and render it dull. This may be obviated by trying different strengths of the alkali. Pieces of blued steel are not injured by the alkali, even when pure.
I.—The best process is said to be to put the pearls into a bag with wheat bran and to heat the bag over a coal fire, with constant motion.
II.—Another method is to bring 8 parts each of well-calcined, finely powdered lime and wood charcoal, which has been strained through a gauze sieve, to a boil with 500 parts of pure rain water, suspend the pearls over the steam of the boiling water until they are warmed through, and then boil them in the liquid for 5 minutes, turning frequently. Let them cool in the liquid, take them out, and wash off well with clean water.
III.—Place the pearls in a piece of fine linen, throw salt on them, and tie them up. Next rinse the tied-up pearls in lukewarm water until all the salt has been extracted, and dry them at an ordinary temperature.
IV.—The pearls may also be boiled about 1/4 hour in cow’s milk into which a little cheese or soap has been scraped; take them out, rinse off in fresh water, and dry them with a clean, white cloth.
V.—Another method is to have the pearls, strung on a silk thread or wrapped up in thin gauze, mixed in a loaf of bread of barley flour and to have the loaf baked well in an oven, but not too brown. When cool remove the pearls.
VI.—Hang the pearls for a couple of minutes in hot, strong, wine vinegar or highly diluted sulphuric acid, remove, and rinse them in water. Do not leave them too long in the acid, otherwise they will be injured by it.
| Prepared chalk | 6 pounds |
| Powdered French chalk | 1 1/2 pounds |
| Phosphate calcium | 2 1/4 pounds |
| Quillaia bark | 2 1/4 pounds |
| Carbonate ammonia | 18 ounces |
| Rose pink | 6 ounces |
Mix the ingredients, in fine powder, and sift through muslin. Then mix with soft water to the consistency of cream, and apply to the glass by means of a soft rag or sponge; allow it to dry on, wipe off with a cloth, and polish with chamois.
| Mercuric chloride | 1 part |
| Ammonia muriate | 1 part |
| Water | 8 parts |
The compound is poisonous.
| Green soap | 20 to 25 parts |
| Boiling water | 750 parts |
| Liquid ammonia, caustic | 30 to 40 parts |
| Acetic ether | 20 to 30 parts |
Mix.
| I.— | Cocoanut-oil soap. | 2 av. ounces |
|---|---|---|
| Ammonia water | 3 fluidounces | |
| Solution of potassium | 1 1/2 fluidounces | |
| Water enough to make | 12 fluidounces |
Dissolve the soap with the aid of heat in 4 fluidounces of water, add the ammonia and potassa and the remainder of the water.
If the benzine is added in small portions, and thoroughly agitated, 2 1/2 fluidounces of the above will be found sufficient to solidify 32 fluidounces of benzine. {210}
| II.— | Castile soap, white | 3 1/2 av. ounces |
|---|---|---|
| Water, boiling | 3 1/2 fluidounces | |
| Water of ammonia | 5 fluidrachms | |
| Benzine enough to make | 16 fluidounces |
Dissolve the soap in the water, and when cold, add the other ingredients.
CLEARING BATHS: See Photography.
CLICHÉ METALS: See Alloys.
CLOCK-DIAL LETTERING: See Watchmakers’ Formulas.
CLOCK-HAND COLORING: See Metals.
CLOCK OIL: See Oil.
CLOCK REPAIRING: See Watchmaking.
CLOCKMAKERS’ CLEANING PROCESSES: See Cleaning Preparations and Methods.
CLOTH TO IRON, GLUEING: See Adhesives.
CLOTHES CLEANERS: See Cleaning Preparations and Methods; also, Household Formulas.
CLOTHS FOR POLISHING: See Polishes.
CLOTH, WATERPROOFING: See Waterproofing.
CLOTHING, CARE OF: See Household Formulas.
COACH VARNISH: See Varnishes.
COALS, TO EAT BURNING: See Pyrotechnics.
COAL OIL: See Oil.
COBALTIZING: See Plating.
COCOAS: See Beverages.
COCOA CORDIAL: See Wines and Liquors.
COCOANUT CAKE: See Household Formulas and Recipes.
COCHINEAL INSECT REMEDY: See Insecticides.
COD-LIVER OIL AND ITS EMULSION: See Oil, Cod-Liver.
I.—Acorn.—From acorns deprived of their shells, husked, dried, and roasted.
II.—Bean.—Horse beans roasted along with a little honey or sugar.
III.—Beet Root.—From the yellow beet root, sliced, dried in a kiln or oven, and ground with a little coffee.
IV.—Dandelion.—From dandelion roots, sliced, dried, roasted, and ground with a little caramel.
All the above are roasted, before grinding them, with a little fat or lard. Those which are larger than coffee berries are cut into small slices before being roasted. They possess none of the exhilarating properties or medicinal virtues of the genuine coffee.
V.—Chicory.—This is a common adulterant. The roasted root is prepared by cutting the full-grown root into slices, and exposing it to heat in iron cylinders, along with about 1 1/2 per cent or 2 per cent of lard, in a similar way to that adopted for coffee. When ground to powder in a mill it constitutes the {211} chicory coffee so generally employed both as a substitute for coffee and as an adulterant. The addition of 1 part of good, fresh, roasted chicory to 10 or 12 parts of coffee forms a mixture which yields a beverage of a fuller flavor, and of a deeper color than that furnished by an equal quantity of pure or unmixed coffee. In this way a less quantity of coffee may be used, but it should be remembered that the article substituted for it does not possess in any degree the peculiar exciting, soothing, and hunger-staying properties of that valuable product. The use, however, of a larger proportion of chicory than that just named imparts to the beverage an insipid flavor, intermediate between that of treacle and licorice; while the continual use of roasted chicory, or highly chicorized coffee, seldom fails to weaken the powers of digestion and derange the bowels.
COFFEE CORDIAL: See Wines and Liquors.
COFFEE EXTRACTS: See Essences and Extracts.
COFFEE SYRUPS: See Syrups.
COFFEE FOR THE SODA FOUNTAIN: See Beverages.
COIL SPRING: See Steel.
COIN CLEANING: See Cleaning Preparations and Methods.
COINS, IMPRESSIONS OF: See Matrix Mass.
COIN METAL: See Alloys.
COLAS: See Veterinary Formulas.
| I.— | Ipecacuanha wine | 1 fluidounce |
|---|---|---|
| Spirit of anise | 1 fluidrachm | |
| Syrup | 16 fluidounces | |
| Syrup of squill | 8 fluidounces | |
| Tincture of Tolu | 4 fluidrachms | |
| Distilled water enough to make | 30 fluidounces | |
| II.— | Heroin | 6 grains |
| Aromatic sulphuric acid | 1 1/2 fluidounces | |
| Concentrated acid infusion of roses | 4 fluidounces | |
| Distilled water | 5 fluidounces | |
| Glycerine | 5 fluidounces | |
| Oxymel of squill | 10 fluidounces | |
| III.— | Glycerine | 2 fluidounces |
| Fluid extract of wild cherry | 4 fluidounces | |
| Oxymel | 10 fluidounces | |
| Syrup | 10 fluidounces | |
| Cochineal, a sufficient quantity. | ||
| Benzoic acid | 105 parts |
| Rhatany extract | 525 parts |
| Tragacanth | 35 parts |
| Sugar | 140 parts |
The materials, in the shape of powders, are mixed well and sufficient fruit paste added to bring the mass up to 4,500 parts. Roll out and divide into lozenges weighing 20 grains each.
| Solution of morphine acetate | 12 parts |
| Sulphuric acid, dilute | 12 parts |
| Cherry-laurel water | 12 parts |
| Orange-flower water, triple | 24 parts |
| Syrup, simple | 128 parts |
| Glycerine | 48 parts |
| Tincture of saffron | 8 parts |
| Decoction of Iceland moss | 112 parts |
Mix. Dose: One teaspoonful.
| Balsam of Peru | 2 drachms |
| Tincture of Tolu | 4 drachms |
| Camphorated tincture of opium | 4 ounces |
| Powdered extract licorice | 1 ounce |
| Syrup squill | 4 ounces |
| Syrup dextrine (glucose) sufficient to make | 16 ounces |
Add the balsam of Peru to the tinctures, and in a mortar rub up the extract of licorice with the syrups. Mix together and direct to be taken in teaspoonful doses.
| Thymol | 1.0 |
| Tincture of eucalyptus | 30.0 |
| Tincture of benzoin | 30.0 |
| Alcohol | 100.0 |
| Water enough to make | 1000.0 |
Mix. Pour some of the mixture on a cloth and hold to mouth so that the mixture is inhaled, thereby giving relief.
| I.— | Ammon. chloride | 1 drachm |
|---|---|---|
| Potass. chlorate | 30 grains | |
| Paregoric | 2 fluidrachms | |
| Syrup of ipecac | 2 fluidrachms | |
| Syrup wild cherry enough to make | 2 fluidounces | |
| Dose: One teaspoonful. | ||
| II.— | Potass. chlorate | 1 drachm |
| Tincture guaiac | 3 1/2 drachms | |
| Tincture rhubarb | 1 1/2 drachms | |
| Syrup wild cherry enough to make | 3 fluidounces | |
| Dose: One teaspoonful. | ||
| Eucalyptus oil | 5 parts |
| Tartaric acid | 15 parts |
| Extract of malt | 24 parts |
| Cacao | 100 parts |
| Peppermint oil | 1.4 parts |
| Bonbon mass | 2,203 parts |
Mix and make into bonbons weighing 30 grains each.
COLD CREAM: See Cosmetics.
COLIC IN CATTLE: See Veterinary Formulas.
| Turpentine | 5 parts |
| Ether and alcohol | 10 parts |
| Collodion | 94 parts |
| Castor oil | 1 part |
Dissolve the turpentine in the ether and alcohol mixture (in equal parts) and filter, then add to the mixture of collodion and castor oil. This makes a good elastic collodion.
See also Court Plaster, Liquid.
COLOGNE: See Perfumes.
COLOGNE FOR HEADACHES: See Headaches.
COLORS: See Dyes and Pigments.
COLORS, FUSIBLE ENAMEL: See Enameling.
COLORS FOR PAINTS: See Paint.
COLOR PHOTOGRAPHY: See Photography.
COLORS FOR SYRUPS: See Syrups.
CONCRETE: See Stone, Artificial.
| Curry powder | 4 ounces |
| Mustard powder | 6 ounces |
| Ginger | 3 ounces |
| Turmeric | 2 ounces |
| Cayenne | 2 drachms |
| Black pepper powder | 2 drachms |
| Coriander | 1 drachm |
| Allspice | 1 drachm |
| Mace | 30 grains |
| Thyme | 30 grains |
| Savory | 30 grains |
| Celery seed | 2 drachms |
| Cider vinegar | 2 gallons |
Mix all the powders with the vinegar, and steep the mixture over a very gentle fire for 3 hours. The pickles are to be parboiled with salt, and drained, and the spiced vinegar, prepared as above, is to be poured over them while it is still warm. The chowchow keeps best in small jars, tightly covered.
I.—Two ounces Jamaica ginger; 2 ounces black peppercorns; 1 ounce mustard seed; 1 ounce coriander fruit (seed); 1 ounce pimento (allspice); 1/2 ounce mace; 1/2 ounce cloves; 1/2 ounce nutmegs; 1/2 ounce chili pods; 3 drachms cardamom seeds; 4 ounces garlic; 4 ounces eschalots; 4 pints malt vinegar.
Bruise spices, garlic, etc., and boil in vinegar for 15 minutes and strain. To this add 2 1/2 pints mushroom ketchup; 1 1/2 pints India soy.
Again simmer for 15 minutes and strain through muslin.
II.—One pound soy; 50 ounces best vinegar; 4 ounces ketchup; 4 ounces garlic; 4 ounces eschalots; 4 ounces capsicum; 1/2 ounce cloves; 1/2 ounce mace; 1/4 ounce cinnamon; 1 drachm cardamom seeds. Boil well and strain.
| I.— | Coriander seed | 6 drachms |
|---|---|---|
| Turmeric | 5 scruples | |
| Fresh ginger | 4 1/2 drachms | |
| Cumin seed | 18 grains | |
| Black pepper | 54 grains | |
| Poppy seed | 94 grains | |
| Garlic | 2 heads | |
| Cinnamon | 1 scruple | |
| Cardamom | 5 seeds | |
| Cloves | 8 only | |
| Chillies | 1 or 2 pods | |
| Grated cocoanut | 1/2 nut | |
| II.— | Coriander seed | 1/4 pound |
| Turmeric | 1/4 pound | |
| Cinnamon seed | 2 ounces | |
| Cayenne | 1/2 ounce | |
| Mustard | 1 ounce | |
| Ground ginger | 1 ounce | |
| Allspice | 1/2 ounce | |
| Fenugreek seed | 2 ounces |
| Pimento | 2 drachms |
| Clove | 1 drachm |
| Black pepper | 1 drachm |
| Ginger | 1 drachm |
| Curry powder | 1 ounce |
| Capsicum | 1 drachm |
| Mustard | 2 ounces |
| Shallots, bruised | 2 ounces |
| Salt | 2 ounces |
| Brown sugar | 8 ounces |
| Tamarinds | 4 ounces |
| Sherry wine | 1 pint |
| Wine vinegar | 2 pints |
The spices must be freshly bruised. The ingredients are to simmer together with the vinegar for an hour, adding more of the vinegar as it is lost by evaporation; then add the wine, and if desired some caramel coloring. Set aside for a week, strain, and bottle.
One ounce ground Jamaica ginger; 1 ounce turmeric; 2 ounces flower of mustard; 2 ounces powdered natal arrowroot; 8 ounces strong acetic acid. Rub powders in a mortar with acetic acid and add to above, then boil for 5 minutes, or until it thickens.
I.—Five ounces powdered cinnamon bark; 2 1/2 ounces powdered cloves; 2 1/2 {214} ounces powdered nutmegs; 1 1/4 ounces powdered caraway seeds; 1 1/4 ounces powdered coriander seeds; 1 ounce powdered Jamaica ginger; 1/2 ounce powdered allspice. Let all be dry and in fine powder. Mix and pass through a sieve.
II.—Pickling Spice.—Ten pounds small Jamaica ginger; 2 1/2 pounds black peppercorns; 1 1/2 pounds white peppercorns; 1 1/2 pounds allspice; 3/4 pound long pepper; 1 1/4 pounds mustard seed; 1/2 pound chili pods. Cut up ginger and long pepper into small pieces, and mix all the other ingredients intimately.
One ounce to each pint of boiling vinegar is sufficient, but it may be made stronger if desired hot.
The flavors, other than that of the mustard itself, of the various preparations are imparted by the judicious use of spices—cinnamon, nutmeg, cloves, pimento, etc.—aromatic herbs, such as thyme, sage, chervil, parsley, mint, marjoram, tarragon, etc., and finally chives, onions, shallots, leeks, garlic, etc.
In preparing the mustards on a large scale, the mustard flower and wheat or rye flour are mixed and ground to a smooth paste with vinegar, must (unfermented grape juice), wine, or whatever is used in the preparation, a mill similar to a drug or paint mill being used for the purpose. This dough immediately becomes spongy, and in this condition, technically called “cake,” is used as the basis of the various mustards of commerce.
Yellow mustard, from 20 to 30 per cent; salt, from 1 to 3 per cent; spices, from 1/4 to 1/2 of 1 per cent; wheat flour, from 8 to 12 per cent.
Vinegar, must, or wine, complete the mixture.
The brown cake is made with black mustard, and contains about the following proportions:
Black mustard, from 20 to 30 per cent; salt, from 1 to 3 per cent; spices, from 1/4 to 1/2 of 1 per cent; wheat or rye flour, from 10 to 15 per cent.
The variations are so wide, however, that it is impossible to give exact proportions. In the manufacture of table mustards, in fact, as in every other kind of manufacture, excellence is attained only by practice and the exercise of sound judgment and taste by the manufacturer.
| Cardamom seeds | 2 1/2 drachms |
| Nutmeg | 2 1/2 drachms |
| Cloves | 4 1/2 drachms |
| Cinnamon | 1 ounce |
| Ginger | 1 ounce |
| Brown mustard cake | 6 pounds |
| Yellow mustard cake | 9 pounds |
Grind all together to a perfectly smooth paste, and strain several times through muslin.
| Brown mustard cake | 10 ounces |
| Yellow mustard cake | 48 ounces |
| Boiling water | 96 ounces |
| Wine vinegar | 64 ounces |
| Cinnamon | 5 drachms |
| Cloves | 15 drachms |
| Sugar | 64 ounces |
| Wine, good white | 64 ounces |
Mix after the general directions given above.
| Laurel leaves | 8 ounces |
| Cinnamon | 5 drachms |
| Cardamom seeds | 2 drachms |
| Sugar | 64 ounces |
| Wine vinegar | 96 ounces |
| Brown cake | 10 ounces |
| Yellow cake | 48 ounces |
Mix after general directions as given above.
| Yellow cake | 10 pounds |
| Brown cake | 20 pounds |
| Fresh grape juice | 6 pints |
Mix and boil down to the proper consistency.
| Brown mustard flour | 30 parts |
| Yellow mustard flour | 10 parts |
| Grape juice, fresh | 8 parts |
Mix and boil down to a paste and then stir in 8 parts of wine vinegar.
| Brown mustard flour | 40 parts |
| Yellow mustard flour | 20 parts |
| Vinegar | 6 parts |
| Tarragon vinegar | 6 parts |
Boil the mustard in the vinegar and add the tarragon vinegar.
| Mustard flour, yellow | 10 pounds |
| Mustard flour, brown | 40 pounds |
| Tarragon | 1 pound |
| Basil, herb | 5 ounces |
| Laurel leaves | 12 drachms |
| White pepper | 3 ounces |
| Cloves | 12 drachms |
| Mace | 2 drachms |
| Vinegar | 1 gallon |
Mix the herbs and macerate them in the vinegar to exhaustion, then add to the mustards, and grind together. Set aside for a week or ten days, then strain through muslin.
In all the foregoing formulas where the amount of salt is not specified, it is to be added according to the taste or discretion of the manufacturer.
| Celery, chopped fine | 32 parts |
| Tarragon, the fresh herb | 6 parts |
| Cloves, coarsely powdered | 6 parts |
| Onions, chopped fine | 6 parts |
| Lemon peel, fresh, chopped fine | 3 parts |
| White-wine vinegar | 575 parts |
| White wine | 515 parts |
| Mustard seed, crushed | 100 parts |
Mix and macerate together for a week or 10 days in a warm place, then strain off.
| Parsley | 2 parts |
| Chervil | 2 parts |
| Chives | 2 parts |
| Cloves | 1 part |
| Garlic | 1 part |
| Thyme | 1 part |
| Tarragon | 1 part |
| Salt | 8 parts |
| Olive oil | 4 parts |
| White-wine vinegar | 128 parts |
| Mustard flower, sufficient |
Cut or bruise the plants and spices, and macerate them in the vinegar for 15 or 20 days. Strain the liquid through a cloth and add the salt. Rub up mustard with the olive oil in a vessel set in ice, adding a little of the spiced vinegar from time to time, until the whole is incorporated and the complete mixture makes 384 parts. {216}
CONDIMENTS, TESTS FOR ADULTERATED: See Foods.
CONDITION POWDERS FOR CATTLE: See Veterinary Formulas.
CONDUCTIVITY OF ALUMINUM ALLOYS: See Alloys.
To make such a mass into tablets, it is necessary only to pour out on a well-greased slab, turning the edges back if inclined to run, until the candy is firm, and then scoring with a knife so that it can easily be broken into pieces when cold. To make “drops” a suitable mold is necessary.
Experiment as to the sufficiency of the boiling in making candy may be saved and greater certainty of a good result secured by the use of a chemical thermometer. As the syrup is boiled and the water evaporates the temperature of the liquid rises. When it reaches 220° F., the sugar is then in a condition to yield the “thread” form; at 240° “soft ball” is formed; at 245°, “hard ball”; at 252°, “crack”; and at 290°, “hard crack.” By simply suspending the thermometer in the liquid and observing it from time to time, one may know exactly when to end the boiling.
| Brown sugar | 10 pounds |
| Tartaric acid | 2 ounces |
| Cream of tartar | 1/2 ounce |
| Water | 1 1/2 quarts |
| Anise-seed flavoring, quantity sufficient | |
Melt the sugar in the water, and when at a sharp boil add the cream of tartar. Cover the pan for 5 minutes. Remove the lid and let the sugar boil up to crack degree. Turn out the batch on an oiled slab, and when cool enough to handle mold in the acid and flavoring. Pass it through the acid drop rollers, and when the drops are chipped up, and before sifting, rub some icing with them.
| Light-brown sugar | 14 pounds |
| Tartaric acid | 1 1/2 ounces |
| Cream of tartar | 1/2 ounce |
| Water | 2 quarts |
| Anise-seed, cayenne, clove, and peppermint flavoring, a few drops of each. | |
Proceed as before prescribed, but when sufficiently cool pass the batch through the acid tablet rollers and dust with sugar.
| Dutch crushed sugar | 10 pounds |
| Dried horehound leaves | 2 ounces |
| Cream of tartar | 3/4 ounce |
| Water | 2 quarts |
| Anise-seed flavoring, quantity sufficient. | |
Pour the water on the leaves and let it gently simmer till reduced to 3 pints; then strain the infusion through muslin, and add the liquid to the sugar. Put the pan containing the syrup on the fire, and when at a sharp boil add the cream of tartar. Put the lid on the pan for 5 minutes; then remove it, and let the sugar boil to stiff boil degree. Take the pan off the fire and rub portions of the sugar against the side until it produces a creamy appearance; then add the flavoring. Stir all well, and pour into square tin frames, previously well oiled.
| Gelatin | 1 ounce |
| Glycerine (by weight) | 2 1/2 ounces |
| Orange-flower water | 2 1/2 ounces |
| Menthol | 5 grains |
| Rectified spirits | 1 drachm |
Soak the gelatin in the water for 2 hours, then heat on a water bath until dissolved, and add 1 1/2 ounces of glycerine. Dissolve the menthol in the spirit, mix with the remainder of the glycerine, add to the glyco-gelatin mass, and pour into an oiled tin tray (such as the lid of a biscuit box). When the mass is cold divide into 10 dozen pastilles.
Menthol pastilles are said to be an excellent remedy for tickling cough as well as laryngitis. They should be freshly prepared, and cut oblong, so that the patient may take half of one, or less, as may be necessary.
| Oil of orris | 1 drachm |
| Oil of rose | 1 drachm |
| Vanillin | 2 drachms |
| Cumarin | 30 grains |
| Oil of clove | 30 minims |
| Alcohol | 11 ounces |
| Water | 5 ounces |
Make a solution, adding the water last.
| Cochineal, in coarse powder | 6 parts |
| Potassium carbonate | 2 parts |
| Distilled water | 15 parts |
| Alcohol | 12 parts |
| Simple syrup enough to make | 500 parts |
Rub up the potassium carbonate and the cochineal together, adding the water and alcohol, little by little, under constant trituration. Set aside over night, then add the syrup and filter.
| Carmine | 1 part |
| Liquor potassæ | 6 parts |
| Rose water, enough to make | 48 parts |
Mix. Should the color be too high, dilute with water until the requisite tint is acquired.
A red added to any of the yellows gives an orange color.
The aniline colors made by the “Aktiengesellschaft für Anilin-Fabrikation,” of Berlin, are absolutely non-toxic, and can be used for the purposes recommended, i. e., the coloration of syrups, cakes, candies, etc., with perfect confidence in their innocuity.
| Citron yellow II | 7 parts |
| Grape sugar, first quality | 1 part |
| White dextrine | 2 parts |
| Dark blue | 3 parts |
| Grape sugar | 1 part |
| Water | 6 parts |
| Carbon black | 3 parts |
| Grape sugar | 1 part |
| Water | 6 parts |
| Scarlet | 65 parts |
| White dextrine | 30 parts |
| Potato flour | 5 parts |
| Grenadine | 65 parts |
| White dextrine | 30 parts |
| Potato flour | 5 parts |
| Rosa II | 60 parts |
| Citron yellow | 5 parts |
| White dextrine | 30 parts |
| Potato flour | 5 parts |
| Red violet | 65 parts |
| White dextrine | 30 parts |
| Potato flour | 5 parts |
| Woodruff (Waldmeister) green | 55 parts |
| Rosa II | 5 parts |
| Dextrine | 35 parts |
| Potato flour | 5 parts |
To the colors marked with an asterisk (*) add, for every 4 pounds, 4 1/2 ounces, a grain and a half each of potassium iodide and sodium nitrate. Colors given in form of powders should be dissolved in hot water for use.
| Indigo carmine | 1 part |
| Water | 2 parts |
Mix.
Indigo carmine is a beautiful, powerful, and harmless agent. It may usually be bought commercially, but if it cannot be readily obtained, proceed as follows:
Into a capsule put 30 grains of indigo in powder, place on a water bath, and heat to dryness. When entirely dry put {219} into a large porcelain mortar (the substance swells enormously under subsequent treatment—hence the necessity for a large, or comparatively large, mortar) and cautiously add, drop by drop, 120 grains, by weight, of sulphuric acid, C. P., stirring continuously during the addition. Cover the swollen mass closely, and set aside for 24 hours. Now add 3 fluidounces of distilled water, a few drops at a time, rubbing or stirring continuously. Transfer the liquid thus obtained to a tall, narrow, glass cylinder or beaker, cover and let stand for 4 days, giving the liquid an occasional stirring. Make a strong solution of sodium carbonate or bicarbonate, and at the end of the time named cautiously neutralize the liquid, adding the carbonate a little at a time, stirring the indigo solution and testing it after each addition, as the least excess of alkali will cause the indigo to separate out, and fall in a doughy mass. Stop when the test shows the near approach of neutrality, as the slight remaining acidity will not affect the taste or the properties of the liquid. Filter, and evaporate in the water bath to dryness. The resultant matter is sulphindigotate of potassium, or the “indigo carmine” of commerce.
Tincture of indigo may also be used as a harmless blue.
| Catechu | 191 grains |
| Tannic acid | 273 grains |
| Tartaric acid | 273 grains |
| Capsicin | 30 minims |
| Black-currant paste | 7 ounces |
| Refined sugar, Mucilage of acacia, of each a sufficient quantity. | |
Mix to produce 7 pounds of lozenges.
CONSTIPATION IN BIRDS: See Veterinary Formulas.
COOKING TABLE: See Tables.
COOLING SCREEN: See Refrigeration.
Copper is almost universally annealed in muffles, in which it is raised to the desired temperature, and subsequently allowed to cool either in the air or in water. A muffle is nothing more or less than a reverberatory furnace. It is necessary to watch the copper carefully, so that when it has reached the right temperature it may be drawn from the muffle and allowed to cool. This is important, for if the copper is heated too high, or is left in the muffle at the ordinary temperature of annealing too long, it is burnt, as the workmen say. Copper that has been burnt is yellow, coarsely granular, and exceedingly brittle—even more brittle at a red heat than when cold.
In the case of coarse wire it is found that only the surface is burnt, while the interior is damaged less. This causes the exterior to split loose from the interior when bent or rolled, thus giving the appearance of a brittle copper tube with a copper wire snugly fitted into it. Cracks a half inch in depth have been observed on the surface of an ingot on its first pass through the rolls, all due to this exterior burning. It is apparent that copper that has been thus overheated in the muffle is entirely unfit for rolling. It is found that the purer forms of copper are less liable to be harmed by overheating than samples containing even a small amount of impurities. Even the ordinary heating in a muffle will often suffice to burn in this manner the surface of some specimens of copper, rendering them unfit for further working. Copper that has been thus ruined is of use only to be refined again.
As may be inferred only the highest grades of refined copper are used for drawing or for rolling. This is not because the lower grades, when refined, cannot stand sufficiently high tests, but because methods of working are not adequate to prevent these grades of copper from experiencing the deterioration due to overheating.
The process of refining copper consists in an oxidizing action followed by a reducing action which, since it is performed by the aid of gases generated by stirring the melted copper with a pole, is called poling. The object of the oxidation is to oxidize and either volatilize or turn to slag all the impurities contained in the copper. This procedure is materially aided by the fact that the {220} suboxide of copper is freely soluble in metallic copper and thus penetrates to all parts of the copper, and parting with its oxygen, oxidizes the impurities. The object of the reducing part of the refining process is to change the excess of the suboxide of copper to metallic copper. Copper containing even less than 1 per cent of the suboxide of copper shows decreased malleability and ductility, and is both cold-short and red-short. If the copper to be refined contains any impurities, such as arsenic or antimony, it is well not to remove too much of the oxygen in the refining process. If this is done, overpoled copper is produced. In this condition it is brittle, granular, of a shining yellow color, and more red-short than cold-short. When the refining has been properly done, and neither too much nor too little oxygen is present, the copper is in the condition of “tough pitch,” and is in a fit state to be worked.
Copper is said to be “tough pitch” when it requires frequent bending to break it, and when, after it is broken, the color is pale red, the fracture has a silky luster, and is fibrous like a tuft of silk. On hammering a piece to a thin plate it should show no cracks at the edge. At tough pitch copper offers the highest degree of malleability and ductility of which a given specimen is capable. This is the condition in which refined copper is (or should be) placed on the market, and if it could be worked without changing this tough pitch, any specimen of copper that could be brought to this condition would be suitable for rolling or drawing. But tough pitch is changed if oxygen is either added or taken from refined copper.
By far the more important of these is the removal of oxygen, especially from those specimens that contain more than a mere trace of impurities. This is shown by the absolutely worthless condition of overpoled copper. The addition of carbon also plays a very important part in the production of overpoled copper.
That the addition of oxygen to refined copper is not so damaging is shown by the fact that at present nearly all the copper that is worked is considerably oxidized at some stage of the process, and not especially to its detriment.
Burnt copper is nothing more or less than copper in the overpoled condition. This is brought about by the action of reducing gases in the muffle. By this means the small amount of oxygen necessary to give the copper its tough pitch is removed. This oxygen is combined with impurities in the copper, and thus renders them inert. For example, the oxide of arsenic or antimony is incapable of combining more than mechanically with the copper, but when its oxygen is removed the arsenic or antimony is left free to combine with the copper. This forms a brittle alloy, and one that corresponds almost exactly in its properties with overpoled copper. To be sure overpoled copper is supposed to contain carbon, but that this is not the essential ruling principle in case of annealing is shown by the fact that pure copper does not undergo this change under conditions that ruin impure copper, and also by the fact that the same state may be produced by annealing in pure hydrogen and thus removing the oxygen that renders the arsenic or antimony inert. No attempt is made to deny the well-known fact that carbon does combine with copper to the extent of 0.2 per cent and cause it to become exceedingly brittle. It is simply claimed that this is probably not what occurs in the production of so-called burnt copper during annealing. The amount of impurities capable of rendering copper easily burnt is exceedingly small. This may be better appreciated when it is considered that from 0.01 to 0.2 per cent expresses the amount of oxygen necessary to render the impurities inert. The removal of this very small amount of oxygen, which is often so small as to be almost within the limits of the errors of analysis, will suffice to render copper overpoled and ruin it for any use.
There are methods of avoiding the numerous accidents that may occur in the annealing of copper, due to a change of pitch. As already pointed out, the quality of refined copper is lowered if oxygen be either added to or taken from it. It is quite apparent, therefore, that a really good method of annealing copper will prevent any change in the state of oxidation. It is necessary to prevent access to the heated copper both of atmospheric air, which would oxidize it, and of the reducing gases used in heating the muffle, which would take oxygen away from it. Obviously the only way of accomplishing this is to inclose the copper when heated and till cool in an atmosphere that can neither oxidize nor deoxidize copper. By so doing copper may be heated to the melting point and allowed to cool again without suffering as regards its pitch. There are comparatively few gases that can be used for this purpose, but, fortunately, one which is exceedingly cheap and universally {221} prevalent fulfills all requirements, viz., steam. In order to apply the principles enunciated it is necessary only to anneal copper in the ordinary annealing pots such as are used for iron, care being taken to inclose the copper while heating and while cooling in an atmosphere of steam. This will effectually exclude air and prevent the ingress of gases used in heating the annealer. Twenty-four hours may be used in the process, as in the annealing of iron wire, with no detriment to the wire. This may seem incredible to those manufacturers who have tried to anneal copper wire after the manner of annealing iron wire. By this method perfectly bright annealed wire may be produced. Such a process of annealing copper offers many advantages. It allows the use of a grade of copper that has hitherto been worked only at a great disadvantage, owing to its tendency to get out of pitch. It allows the use of annealers such as are ordinarily employed for annealing iron, and thus cheapens the annealing considerably as compared with the present use of muffles. There is no chance of producing the overpoled condition from the action of reducing gases used in heating the muffles. There is no chance of producing the underpoled condition due to the absorption of suboxide of copper. None of the metal is lost as scale, and the saving that is thus effected amounts to a considerable percentage of the total value of the copper. The expense and time of cleaning are wholly saved. Incidentally bright annealed copper is produced by a process which is applicable to copper of any shape, size, or condition—a product that has hitherto been obtained only by processes (mostly secret) which are too cumbersome and too expensive for extensive use; and, as is the case with at least one process, with the danger of producing the overpoled condition, often in only a small section of the wire, but thus ruining the whole piece.
II.—Water, 1,000 parts; oxalic acid, 30 parts; alcohol, 50 parts; essence of turpentine, 40 parts; fine tripoli, 50 parts.
III.—Sulphuric acid, 300 parts; sulphate of alumina, 80 parts; water, 520 parts.
COPPER ALLOYS: See Alloys.
COPPER CLEANING: See Cleaning Preparations and Methods.
COPPER ETCHING: See Etching.
COPPER IN FOOD: See Food.
COPPER LACQUERS: See Lacquers. {222}
COPPER PAPER: See Paper, Metallic.
COPPER PATINIZING AND PLATING: See Plating.
COPPER POLISHES: See Polishes.
COPPER, SEPARATION OF GOLD FROM: See Gold.
COPPER SOLDER: See Solders.
COPPER VARNISHES: See Varnishes.
The so-called “metallic” paper used for steam-engine indicator cards has a smooth surface, chemically prepared so that black lines can be drawn upon it with pencils made of brass, copper, silver, aluminum, or any of the softer metals. When used on the indicator it receives the faint line drawn by a brass point at one end of the pencil arm, and its special advantage over ordinary paper is that the metallic pencil slides over its surface with very little friction, and keeps its point much longer than a graphite pencil.
This paper can be used as a transfer paper for copying engravings or sketches, or anything printed or written in ink or drawn in pencil.
The best copies can be obtained by following the directions below: Lay the metallic transfer paper, face up, upon at least a dozen sheets of blank paper, and lay the print face down upon it. On the back of the print place a sheet of heavy paper, or thin cardboard, and run the rubbing tool over this protecting sheet. In this manner it is comparatively easy to prevent slipping, and prints 8 or 10 inches on a side may be copied satisfactorily.
Line drawings printed from relief plates, or pictures with sharp contrast of black and white, without any half-tones, give the best copies. Very few half-tones can be transferred satisfactorily; almost all give streaked, indistinct copies, and many of the results are worthless.
The transfer taken off as described is a reverse of the original print. If the question of right and left is not important this reversal will seldom be objectionable, for it is easy to read backward what few letters generally occur. However, if desired, the paper may be held up to the light and examined from the back, or placed before a mirror and viewed by means of its reflected image, when the true relations of right and left will be seen. Moreover, if sufficiently important, an exact counterpart of the original may be taken from the reversed copy by laying another sheet face downward upon it, and rubbing on the back of the fresh sheet just as was done in making the reversed copy. The impression thus produced will be fainter than the first, but almost always it can be made dark enough to show a distinct outline which may afterwards be retouched with a lead pencil.
For indicator cards the paper is prepared by coating one surface with a suitable compound, usually zinc oxide mixed with a little starch and enough glue to make it adhere. After drying it is passed between calendar rolls under great pressure. The various brands manufactured for the trade, though perhaps equally good for indicator diagrams, are not equally well suited for copying. If paper of firmer texture could be prepared with the same surface finish, probably much larger copies could be produced.
Other kinds of paper, notably the heavy plate papers used for some of the best trade catalogues, possess this transfer property to a slight degree, though they will not receive marks from a metallic pencil. The latter feature would seem to recommend them for transfer purposes, making them less likely to become soiled by contact with metallic objects, but so far no kind has been found which will remove enough ink to give copies anywhere near as dark as the indicator paper.
Fairly good transfers can be made from almost any common printers’ ink, but some inks copy much better than others, and some yield only the faintest impressions. The length of time since a picture was printed does not seem to determine its copying quality. Some very old prints can be copied better than new ones; in fact, it was by accidental transfer to an indicator card from a book nearly a hundred years old that the peculiar property of this “metallic” paper was discovered.
See also Ropes.
For 40 parts of cord, hemp, or cotton, 3 parts of kutch, 1 part of blue vitriol, 1/2 part of potassium chromate, and 2 1/2 parts of wood tar are required. The kutch is boiled with 150 parts of water until dissolved, and then the blue vitriol is added. Next, the net is entered and the tar added. The whole should be stirred well, and the cordage must boil 5 to 8 minutes. Now take out the netting, lay it in another vessel, cover up well, and leave alone for 12 hours. After that it is dried well, spread out in a clean place, and coated with linseed oil. Not before 6 hours have elapsed should it be folded together and put into the water. The treatment with linseed oil may be omitted.
CORDAGE LUBRICANT: See Lubricants.
CORDAGE WATERPROOFING: See Waterproofing.
CORDIALS: See Wines and Liquors.
CORKS, TO CLEAN: See Cleaning Preparations and Methods, under Miscellaneous Methods.
CORK TO METAL, FASTENING: See Adhesives, under Pastes.
CORK AS A PRESERVATIVE: See Preserving.
CORKS, WATERPROOFING: See Waterproofing.
I.—Salicylic-Acid Corn Cure.—Extract cannabis indica, 1 part, by measure; salicylic acid, 10 parts, by measure; oil of turpentine, 5 parts, by measure; acetic acid, glacial, 2 parts, by measure; cocaine, alkaloidal, 2 parts, by measure; collodion, elastic, sufficient to make 100 parts. Apply a thin coating every night, putting each layer directly on the preceding one. After a few applications, the mass drops off, bringing the indurated portion, and frequently the whole of the corn, off with it.
II.—Compound Salicylated Collodion Corn Cure.—Salicylic acid, 11 parts, by weight; extract of Indian hemp, 2 parts, by weight; alcohol, 10 parts, by weight; flexible collodion, U. S. P., a sufficient quantity to make 100 parts, by weight.
The extract is dissolved in the alcohol and the acid in about 50 parts, by weight, of collodion, the solutions mixed, and the liquid made up to the required amount. The Indian hemp is presumably intended to prevent pain; whether it serves this or any other useful purpose seems a matter of doubt. The acid is frequently used without this addition.
III.—Extract of cannabis indica, 90 grains; salicylic acid, 1 ounce; alcohol, 1 ounce; collodion enough to make 10 ounces. Soften the extract with the alcohol, then add the collodion, and lastly the acid.
IV.—Resorcin, 1 part, by weight; salicylic acid, 1 part, by weight; lactic acid, 1 part, by weight; collodion elasticum, 10 parts, by weight. Paint the corn daily for 5 or 6 days with the above solution and take a foot bath in very hot water. The corn will readily come off.
I.—The preventive treatment lies in adopting such measures as will secure freedom from pressure and friction for the parts most liable to corns. To this end a well-fitting shoe is essential. The shoes should be of well-seasoned leather, soft and elastic, and should be cut to a proper model.
II.—The palliative treatment is generally carried out with chemical substances. The best method, is, briefly, as follows: A ring of glycerine jelly is painted around the circumference of the corn, to form a raised rampart. A piece of salicylic plaster mull is then cut to the size and shape of the central depression, and applied to the surface of the corn. This is then covered with a layer of glycerine jelly, and before it sets a pad of cotton wool is applied to the surface. This process is repeated as often as is necessary, until the horny layer separates and is cast off.
If the point of a sharp, thin-bladed knife be introduced at the groove which runs around the margin of the corn, and be made to penetrate toward its central axis, by the exercise of a little manual dexterity the horny part of the corn can be easily made to separate from the parts beneath.
III.—Any method of treatment to be curative must secure the removal of the entire corn, together with the underlying bursa. It is mainly in connection with the latter structure that complications, which alone make a corn a matter of serious import, are likely to arise. Freeland confidently advises the full and complete excision of corns, on the basis of his experience in upward of 60 cases.
Every precaution having been taken to render the operation aseptic, a spot is selected for the injection of the anæsthetic solution. The skin is rendered insensitive with ethyl chloride, and 5 minims of a 4 per cent solution of cocaine is injected into the subcutaneous tissue beneath the corn. After a wait of a few minutes the superficial parts of the site of the incision are rendered insensitive with ethyl chloride. Anæsthesia is now complete.
Two semielliptical incisions meeting at their extremities are made through the skin abound the circumference of the growth, care being taken that they penetrate well into the subcutaneous tissue. Seizing the parts included in the incision with a pair of dissecting forceps, a wedge-shaped piece of tissue—including the corn, a layer of skin and subcutaneous tissue, and the bursa if present—is dissected out. The oozing is pretty free, and it is sometimes necessary to torsion a small vessel; but the hemorrhage is never severe. The edges of the wound are brought together by one or two fine sutures; an antiseptic dressing is applied, and the wound is left to heal—primary union in a few days being the rule. The rapidity of the healing is often phenomenal. There is produced a scar tissue at the site of the corn, but this leads to no untoward results.
| I.— | Oil of almonds | 425 parts |
|---|---|---|
| Lanolin | 185 parts | |
| White wax | 62 parts | |
| Spermaceti | 62 parts | |
| Borax | 4.5 parts | |
| Rose water | 300 part |
Melt together the first four ingredients, then incorporate the solution of borax in the rose water.
| II.— | Tragacanth | 125 parts |
|---|---|---|
| Boric acid | 100 parts | |
| Glycerine | 140 parts | |
| Expressed oil of almonds | 50 parts | |
| Glyconine | 50 parts | |
| Oil of lavender | 0.5 parts | |
| Water enough to make | 1,000 parts |
Mix the tragacanth and the boric acid with the glycerine; add the almond oil, lavender oil, and egg glycerite, which have been previously well incorporated, and, lastly, add the water in divided portions until a clear jelly of the desired consistency is obtained.
| III.— | Oil of almonds | 26 ounces |
|---|---|---|
| Castor oil (odorless) | 6 ounces | |
| Lard (benzoated) | 8 ounces | |
| White wax | 8 ounces | |
| Rose water (in winter less, in summer more, than quantity named) | 12 ounces | |
| Orange-flower water | 8 ounces | |
| Oil of rose | 15 minims | |
| Extract of jasmine | 6 drachms | |
| Extract of cassia | 4 drachms | |
| Borax | 2 ounces | |
| Glycerine | 4 ounces |
Melt the oil of sweet almonds, wax, and lard together, and stir in the castor oil; make a solution of the borax in the glycerine and rose and orange-flower waters; add this solution, a little at a time, to the melted fat, stirring constantly to insure thorough incorporation; finally add the oil of rose dissolved in the extracts, and beat the ointment until cold.
IV.—Spermaceti (pure), 1/4 ounce; white wax (pure), 1/4 ounce; almond oil, 1/4 pound; butter of cocoa, 1/4 pound; lanolin, 2 ounces.
Melt and stir in 1 drachm of balsam of Peru. After settling, pour off the clear portion and add 2 fluidrachms of orange-flower water and stir briskly until it concretes.
| Oil of sweet almonds | 8 fluidounces |
| White wax | 1 ounce |
| Spermaceti | 1 ounce |
| Camphor | 1 ounce |
| Rose water | 5 fluidounces |
| Borax (in fine powder) | 4 drachms |
| Oil of rose | 10 drops |
Melt the wax and spermaceti, add the oil of sweet almonds, in which the camphor has been dissolved with very gentle heat; then gradually add the rose water, in which the borax has previously been dissolved, beating or agitating constantly with a wooden spatula until cold. Lastly add the oil of rose.
| Petrolatum (white) | 7 ounces |
| Paraffine | 1/2 ounce |
| Lanolin | 2 ounces |
| Water | 3 ounces |
| Oil of rose | 3 drops |
| Alcohol | 1 drachm |
A small quantity of borax may be added, if desirable, and the perfume may be varied to suit the taste.
| I.— | Paraffine | 80.0 parts |
|---|---|---|
| Vaseline | 80.0 parts | |
| Anchusine | 0.5 parts | |
| Bergamot oil | 1.0 part | |
| Lemon peel | 1.0 part | |
| II.—Vaseline Pomade.— | ||
| Vaseline oil, white | 1,000 parts | |
| Wax, white | 300 part | |
| Geranium oil, African. | 40 parts | |
| Lemon oil. | 20 parts | |
| III.—Rose Pomade.— | ||
| Almond oil | 1,000 parts | |
| Wax, white | 300 parts | |
| Alkannin | 3 parts | |
| Geranium oil | 20 parts | |
| IV.—Yellow Pomade.— | ||
| Vaseline oil, white. | 1,000 parts | |
| Wax, white | 200 parts | |
| Spermaceti | 200 parts | |
| Saffron surrogate. | 10 parts | |
| Clove oil. | 20 parts | |
| V.—White Pomade.— | ||
| Vaseline oil, white | 1,000 parts | |
| Wax, white. | 300 parts | |
| Bitter almond oil, genuine. | 10 parts | |
| Lemon oil | 2 parts | |
| VI.— | Paraffine | 49.0 parts |
| Vaseline. | 49.0 parts | |
| Oil of lemon. | 0.75 parts | |
| Oil of violet | 0.75 parts | |
| Carmine, quantity sufficient. | ||
| I.— | Tin oxide | 8 drachms |
|---|---|---|
| Carmine | 1/4 drachm | |
| Rose oil. | 6 drops | |
| Neroli oil. | 5 drops | |
| II.— | Cinnabar. | 1 drachm |
| Infusorial earth. | 8 drachms | |
| III.— | Putty powder (fine). | 4 drachms |
| Carmine. | 2 grains | |
| Oil of rose. | 1 drop | |
| IV.— | White castile soap. | 1 part |
| Hot water | 16 parts | |
| Zinc chloride solution, 10 per cent, quantity sufficient. | ||
Dissolve the soap in the water and to the solution add the zinc-chloride solution until no further precipitation occurs. Let stand over night; pour off the supernatant fluid, wash the precipitate {227} well with water, and dry at the ordinary temperature. Carmine may be added if desired.
| I.— | Talcum. | 5 drachms |
|---|---|---|
| Stannous oxide. | 3 drachms | |
| Powdered tragacanth | 5 grains | |
| Glycerine | 1 drachm | |
| Rose water, quantity sufficient. | ||
| Solution of carmine sufficient to tint. | ||
Make paste.
For softening the nails, curing hangnails, etc., an ointment is sometimes used consisting of white petrolatum, 8 parts; powdered castile soap, 1 part; and perfume to suit.
| II.— | Eosine | 10 grains |
|---|---|---|
| White wax | 1/2 drachm | |
| Spermaceti | 1/2 drachm | |
| Soft paraffine | 1 ounce | |
| Alcohol, a sufficient quantity. | ||
Dissolve the eosine in as little alcohol as will suffice, melt the other ingredients together, add the solution, and stir until cool.
| I.— | Tartaric acid | 1 drachm |
|---|---|---|
| Tincture of myrrh | 1 drachm | |
| Cologne water | 2 drachms | |
| Water | 3 ounces |
Dissolve the acid in the water; mix the tincture of myrrh and cologne, and add to the acid solution.
Dip the nails in this solution, wipe, and polish with chamois skin.
| II.— | Oxalic acid | 30 grains |
|---|---|---|
| Rose water | 1 ounce |
| Paraffine wax | 60 grains |
| Chloroform | 2 ounces |
| Oil of rose | 3 drops |
I.—Beef-Marrow Pomade.—
| Vaseline oil, yellow | 20,000 parts |
| Ceresine, yellow | 3,000 parts |
| Beef marrow | 2,000 parts |
| Saffron substitute | 15 parts |
| Lemon oil | 50 parts |
| Bergamot oil | 20 parts |
| Clove oil | 5 parts |
| Lavender oil. | 10 parts |
II.—China Pomade.—
| Vaseline oil, yellow | 20,000 parts |
| Ceresine, yellow | 5,000 parts |
| Brilliant, brown | 12 parts |
| Peru balsam | 50 parts |
| Lemon oil | 5 parts |
| Bergamot oil | 5 parts |
| Clove oil | 5 parts |
| Lavender oil | 5 parts |
III.—Crystalline Honey Pomade.—Nut oil, 125 drachms; spermaceti, 15 drachms; gamboge, 2 drachms; vervain oil, 10 drops; cinnamon oil, 20 drops; bergamot oil, 30 drops; rose oil, 3 drops. The spermaceti is melted in the nut oil on a water bath and digested with the gamboge for 20 minutes; it is next strained, scented, and poured into cans which are standing in water. The cooling must take place very slowly. Instead of gamboge, butter color may be used. Any desired scent mixture may be employed.
IV.—Herb Pomade.—
| Vaseline oil, yellow | 20,000 parts |
| Ceresine, yellow | 5,000 parts |
| Chlorophyll | 20 parts |
| Lemon oil | 50 parts |
| Clove oil | 20 parts |
| Geranium oil, African | 12 parts |
| Curled mint oil. | 4 parts |
V.—Rose Pomade.—
| Vaseline oil, white | 20,000 parts |
| Ceresine, white | 5,000 parts |
| Alkannin | 15 parts |
| Geranium oil, African | 50 parts |
| Palmarosa oil | 30 parts |
| Lemon oil | 20 parts |
VI.—Strawberry Pomade.—When the strawberry season is on, and berries are plenty and cheap, the following is timely:
| Strawberries, ripe and fresh | 4 parts |
| Lard, sweet and fresh | 25 parts |
| Tallow, fresh | 5 parts |
| Alkanet tincture, quantity sufficient. | |
| Essential oil, quantity sufficient to perfume. |
Melt lard and tallow together on the water bath at the temperature of boiling water. Have the strawberries arranged on a straining cloth. Add the alkanet tincture to the melted grease, stir in, and then pour the mixture over the berries. Stir the strained fats until the mass {228} begins to set, then add the perfume and stir in. A little artificial essence of strawberries may be added. The odor usually employed is rose, about 1 drop to every 2 pounds.
VII.—Stick Pomade.—
| Tallow | 500 parts |
| Ceresine | 150 parts |
| Wax, yellow | 50 parts |
| Rosin, light | 200 parts |
| Paraffine oil (thick) | 300 parts |
| Oil of cassia. | 5 parts |
| Oil of bergamot | 5 parts |
| Oil of clove | 2 parts |
VIII.—Vaseline Pomade.—Melt 250 parts of freshly rendered lard and 25 parts of white wax at moderate heat and mix well with 200 parts of vaseline. Add 15 parts of bergamot oil, 3 parts of lavender oil, 2 parts of geranium oil, and 2 parts of lemon oil, mixing well.
IX.—Witch-Hazel Jelly.—
| Oil of sweet almonds | 256 parts |
| Extract of witch-hazel fluid | 10 parts |
| Glycerine | 32 parts |
| oft soap | 20 parts |
| Tincture of musk, quantity sufficient to perfume. | |
Mix in a large mortar the glycerine and soft soap and stir until incorporated. Add and rub in the witch-hazel, and then add the oil, slowly, letting it fall in a very thin, small stream, under constant agitation; add the perfume, keeping up the agitation until complete incorporation is attained. Ten drops of musk to a quart of jelly is sufficient. Any other perfume may be used.
In coloring grease by means of alkanet or annotto it is best to tie the drug up in a piece of coarse cloth, place in a small portion of the grease, heat gently, squeezing well with a rod from time to time; and then adding this strongly colored grease to the remainder. This procedure obviates exposing the entire mass to heat, and neither decantation nor straining is needed.
| Acid phenic | 1 part |
| Acid salicylic | 2 parts |
| Acid tartaric | 3 parts |
| Glycerole of starch | 60 to 100 parts |
Mix and make a pomade.
| Jasmine pomade | 2 ounces |
| Tuberose pomade | 2 ounces |
| White wax | 2 ounces |
| Refined suet | 4 ounces |
| Rose oil | 15 minims |
Melt the wax and suet over a water bath, then add the pomades, and finally the otto.
| Gelatin | 160 to 240 grains |
| Boric acid | 240 grains |
| Glycerine | 6 fluidounces |
| Water | 10 fluidounces |
Perfume to suit. The perfume must be one that mixes without opalescence, otherwise it mars the beauty of the preparation. Orange-flower water or rose water could be substituted for the water if desired, or another perfume consisting of
| Spirit of vanillin (15 grains per ounce) | 2 fluidrachms |
| Spirit of coumarin (15 grains per ounce) | 2 fluidrachms |
| Spirit of bitter almonds (1/8) | 8 minims |
to the quantities given above would prove agreeable.
| Cucumber pomade | 2 ounces |
| Powdered white soap | 1/2 ounce |
| Powdered borax | 2 drachms |
| Cherry-laurel water | 3 ounces |
| Rectified spirit | 3 ounces |
| Distilled water to make | 48 ounces |
Rub the pomade with the soap and borax until intimately mixed, then add the distilled water (which may be warmed to blood heat), ounce by ounce, to form a smooth and uniform cream. When 40 ounces of water have been so incorporated, dissolve any essential oils desired as perfume in the spirit, and add the cherry-laurel water, making up to 48 ounces with plain water.
| I.— | Prepared chalk | 4 av. ounces |
|---|---|---|
| Zinc oxide | 4 av. ounces | |
| Bismuth subnitrate | 4 av. ounces | |
| Asbestos powder | 4 av. ounces | |
| Sweet almond oil, about | 2 1/2 fluidounces | |
| Camphor | 40 grains | |
| Oil peppermint | 3 fluidrachms | |
| Esobouquet extract | 3 fluidrachms |
Sufficient almond oil should be used to form a mass of proper consistence.
| II.— | Zinc oxide. | 8 parts |
|---|---|---|
| Bismuth subnitrate | 8 parts | |
| Aluminum oxychloride | 8 parts | |
| Almond oil, quantity sufficient, or 5–6 parts. | ||
| Perfume, quantity sufficient. | ||
Mix the zinc, bismuth, and aluminum oxychloride thoroughly; make into a paste with the oil. Any perfume may be added, but that generally used is composed of 1 drachm of essence of bouquet, 12 grains of camphor, and 12 minims of oil of peppermint for every 3 1/2 ounces of paste.
| Zinc oxide | 10 parts |
| Bismuth subnitrate | 10 parts |
| Aluminum oxychloride | 10 parts |
| Almond oil, quantity sufficient. |
Mix the zinc, bismuth, and aluminum salts, and to every 4 ounces of the mixture add 2 1/4 grains of eosine dissolved in a drachm of essence of bouquet, 12 minims oil of peppermint, and 12 grains of camphor. Make the whole into a paste with almond oil.
| Cacao butter | 4 av. ounces |
| White wax | 4 av. ounces |
| Olive oil | 2 fluidounces |
| Oil of rose | 8 drops |
| Oil of bergamot | 3 drops |
| Oil of neroli | 2 drops |
| Tincture musk | 2 drops |
| Carmine | 90 grains |
| Ammonia water | 3 fluidrachms |
| Zinc oxide | 30 parts |
| Bismuth subnitrate | 30 parts |
| Aluminum oxychloride | 30 parts |
| Carmine | 1 part |
| Ammonia water | 5 parts |
| Essence bouquet | 3 parts |
| Peppermint, camphor, etc., quantity sufficient. | |
Mix the zinc, bismuth, and aluminum salts. Dissolve the carmine in the ammonia and add solution to the mixture. Add 24 grains of camphor, and 24 minims of oil of peppermint dissolved in the essence bouquet, and make the whole into a paste with oil of sweet almonds.
| Vermilion | 18 parts |
| Tincture of saffron | 12 parts |
| Orris root, powdered | 30 parts |
| Chalk, precipitated | 120 parts |
| Zinc oxide | 120 parts |
| Camphor | 2 parts |
| Essence bouquet | 9 parts |
| Oil of peppermint | 2 parts |
| Almond oil, quantity sufficient. |
Mix as before.
| Zinc carbonate | 250 parts |
| Bismuth subnitrate | 250 parts |
| Asbestos | 250 parts |
| Expressed oil of almonds | 100 parts |
| Camphor | 55 parts |
| Oil of peppermint | 55 parts |
| Perfume | 25 parts |
| Eosine | 1 part |
| Zinc oxide. | 2 1/2 ounces |
| Bismuth subnitrate | 2 1/2 ounces |
| Aluminum plumbate | 2 1/2 ounces |
| Eosine | 1 drachm |
| Essence bouquet | 2 drachms |
| Camphor | 6 drachms |
| Oil of peppermint | 20 minims |
| Almond oil, quantity sufficient. |
Dissolve the eosine in the essence bouquet, and mix with the camphor and peppermint; add the powder and make into a paste with almond oil.
| I.— | Soot | 2 av. ounces |
|---|---|---|
| Sweet almond oil | 2 fluidounces | |
| Cacao butter | 6 av. ounces | |
| Perfume, sufficient. |
The soot should be derived from burning camphor and repeatedly washed with alcohol. It should be triturated to a smooth mixture with the oil; then add to the melted cacao butter; add the perfume, and form into sticks.
Brown or other colors may be obtained by adding appropriate pigments, such as finely levigated burned umber, sienna, ocher, jeweler’s rouge, etc., to the foregoing base instead of lampblack.
| II.— | Best lampblack | 1 drachm |
|---|---|---|
| Cacao butter | 3 drachms | |
| Olive oil | 3 drachms | |
| Oil of neroli | 2 drops |
Melt the cacao butter and oil, add the lampblack, and stir constantly as the mixture cools, adding the perfume toward the end.
| III.— | Lampblack | 1 part |
|---|---|---|
| Cacao butter | 6 parts | |
| Oil neroli, sufficient. |
Melt the cacao butter and the lampblack, and while cooling make an intimate mixture, adding the perfume toward the last.
| IV.— | Lampblack. | 1 part |
|---|---|---|
| Expressed oil of almonds | 1 part | |
| Oil cocoanut | 1 part | |
| Perfume, sufficient. |
Beat the lampblack into a stiff paste with glycerine. Apply with a sponge; if necessary, mix a little water with it when using.
V.—Beat the finest lampblack into a stiff paste with glycerine and apply with a sponge; if necessary, add a little water to the mixture when using. Or you can make a grease paint as follows: Drop black, 2 drachms; almond oil, 2 drachms; cocoanut oil, 6 drachms; oil of lemon, 5 minims; oil of neroli, 1 minim. Mix.
Dissolve 1 drachm anhydrous lanolin in 2 drachms of ether in a mortar. Add 3 drachms of light magnesia. Mix well, dry, and then add the following: French chalk, 2 ounces; powdered starch, 1 1/2 ounces; boric acid, 1 drachm; perfume, a sufficient quantity. A good perfume is coumarin, 2 grains, and attar of rose, 2 minims.
II.—White wax, 8 parts; rosin, white, 8 parts; mutton suet, 4 parts; color to suit. Melt together.
| Ammonium carminate | 10 parts |
| Talc, in powder | 25 parts |
| Dextrin | 8 parts |
| Simple syrup, sufficient. | |
| Perfume, to taste, sufficient. |
Mix the talc and dextrin and add the perfume, preferably in the shape of an essential oil (attar of rose, synthetic oil of jasmine, or violet, etc.), using 6 to 8 drops to every 4 ounces of other ingredients. Incorporate the ammonium carminate and add just enough simple syrup to make a mass easily rolled out. Cut into tablets of the desired size. The ammonium carminate is made by adding 1 part of carmine to 2 1/2 parts of strong ammonia water. Mix in a vial, cork tightly, and set aside until a solution is formed, shaking occasionally. The ammonium carminate is made by dissolving carmine in ammonia water to saturation.
| Carmine | 9 parts |
| French chalk | 50 parts |
| Almond oil | 12 parts |
Add enough tragacanth mucilage to make the mass adhere and spread the whole evenly on the porcelain palette.
| I.— | Carmine | 4 parts |
|---|---|---|
| Stronger ammonia water | 4 parts | |
| Essence of rose | 16 parts | |
| Rose water to make. | 500 parts |
Mix. A very delightful violet odor, if this is preferred, is obtained by using ionone in place of rose essence. A cheaper preparation may be made as follows: {231}
| II.— | Eosine | 1 part |
|---|---|---|
| Distilled water | 20 parts | |
| Glycerine | 5 parts | |
| Cologne water | 75 parts | |
| Alcohol | 100 parts |
Mix.
Rub together with 10 parts of almond oil and add sufficient mucilage of tragacanth to make the mass adhere to the porcelain palette.
| III.— | Carmine | 1 part |
|---|---|---|
| Stronger ammonia water | 1 part | |
| Attar of rose | 4 parts | |
| Rose water | 125 parts |
Mix. Any other color may be used in place of rose, violet (ionone), for instance, or heliotrope. A cheaper preparation may be made by substituting eosine for the carmine, as follows:
| IV.— | Eosine | 1 part |
|---|---|---|
| Distilled water | 20 parts | |
| Glycerine | 5 parts | |
| Cologne water | 75 parts | |
| Alcohol | 100 parts |
Mix.
| a.— | Buffalo eosine | 4 drachms |
|---|---|---|
| Distilled water | 16 fluidounces | |
| Mix. | ||
| b.— | Pure hydrochloric acid | 2 1/2 drachms |
| Distilled water | 64 fluidounces | |
| Mix. |
Pour a into b, shake, and set aside for a few hours; then pour off the clear portion and collect the precipitate on a filter. Wash with the same amount of b and immediately throw the precipitate into a glass measure, stirring in with a glass rod sufficient of b to measure 16 ounces in all. Pass through a hair sieve to get out any filtering paper. To every 16 ounces add 8 ounces of glycerine.
| Cornstarch | 4 drachms |
| Powdered white talcum | 6 drachms |
Mix.
| a.— | Carminoline | 10 grains |
|---|---|---|
| Base | 6 drachms | |
| Water | 4 drachms |
Dissolve the carminoline in the water, mix with the base and dry.
| b.— | Geranium red | 10 grains |
|---|---|---|
| Base | 6 drachms | |
| Water | 4 drachms |
Mix as above and dry.
Wrinkles on the face yield to a wash consisting of 50 parts milk of almonds (made with rose water) and 4 parts aluminum sulphate. Use morning and night.
Rough skin is to be washed constantly in Vichy water. Besides this, rough places are to have the following application twice daily—either a few drops of:
| I.— | Rose water | 100 parts |
|---|---|---|
| Glycerine | 25 parts | |
| Tannin | 3/4 part | |
| Mix. Or use: | ||
| II.— | Orange-flower water | 100 parts |
| Glycerine | 10 parts | |
| Borax | 2 parts | |
| Mix. Sig.: Apply twice daily. |
| Alum, powdered | 10 grams |
| Whites of | 2 eggs |
| Boric acid | 3 grams |
| Tincture of benzoin | 40 drops |
| Olive oil | 40 drops |
| Mucilage of acacia | 5 drops |
| Rice flour, quantity sufficient. | |
| Perfume, quantity sufficient. |
Mix the alum and the white of eggs, without any addition of water whatever, in an earthen vessel, and dissolve the alum by the aid of very gentle heat (derived from a lamp, or gaslight, regulated to a very small flame), and constant, even, stirring. This must continue until the aqueous content of the albumen is completely driven off. Care must be taken to avoid coagulation of the albumen (which occurs very easily, as all know). Let the mass obtained in this manner get completely cold, then throw into a Wedgwood mortar, add the boric acid, tincture of benzoin, oil, mucilage (instead of which a solution of fine gelatin may be used), etc., and rub up together, thickening it with the addition of sufficient rice flour to give the desired consistence, and perfuming at will. Instead of olive oil any pure fat, or fatty oil, may be used, even vaseline or glycerine.
| Syrupy lactic acid | 40 ounces |
| Glycerine | 80 ounces |
| Distilled water | 5 gallons |
| Mix. Gradually add | |
| Tincture of benzoin | 3 ounces |
| Color by adding | |
| Carmine No. 40 | 40 grains |
| Glycerine | 1 ounce |
| Ammonia solution | 1/2 ounce |
| Water to | 3 ounces |
| Heat this to drive off the ammonia, and mix all. Shake, set aside; then filter, and add | |
| Solution of ionone | 1 drachm |
| Add a few drachms of kaolin and filter until bright. | |
| I.— | Lactic acid | 1 drachm |
|---|---|---|
| Boric acid | 1 drachm | |
| Ceresine | 1 drachm | |
| Paraffine oil | 6 drachms | |
| Hydrous wool fat | 1 1/2 ounces | |
| Castor oil | 6 drachms |
II.—Unna advises hydrogen dioxide in the treatment of blackheads, his prescription being:
| Hydrogen dioxide | 20 to 40 parts | |
| Hydrous wool fat | 10 parts | |
| Petrolatum | 30 parts | |
| III.— | Thymol | 1 part |
| Boric acid | 2 parts | |
| Tincture of witch-hazel | 18 parts | |
| Rose water sufficient to make | 200 parts |
Mix. Apply to the face night and morning with a sponge, first washing the face with hot water and castile soap, and drying it with a coarse towel, using force enough to start the dried secretions. An excellent plan is to steam the face by holding it over a basin of hot water, keeping the head covered with a cloth.
| IV.— | Ichthyol | 1 drachm |
|---|---|---|
| Zinc oxide | 2 drachms | |
| Starch | 2 drachms | |
| Petrolatum | 3 drachms |
This paste should be applied at night. The face should first be thoroughly steamed or washed in water as hot as can be comfortably borne. All pustules should then be opened and blackheads emptied with as little violence as possible. After careful drying the paste should be thoroughly rubbed into the affected areas. In the morning, after removing the paste with a bland soap, bathe with cool water and dry with little friction.
| I.— | Glycerine | 8 parts |
|---|---|---|
| Bay rum | 4 parts | |
| Ammonia water | 4 parts | |
| Rose water | 4 parts |
Mix the bay rum and glycerine, add the ammonia water, and finally the rose water. It is especially efficacious after shaving.
II.—As glycerine is bad for the skin of many people, here is a recipe which will be found more generally satisfactory as it contains less glycerine: Bay rum, 3 ounces; glycerine, 1 ounce; carbolic acid, 1/2 drachm (30 drops). Wash the hands well and apply while hands are soft, preferably just before going to bed. Rub in thoroughly. This rarely fails to cure the worst “chaps” in two nights.
III.—A sure remedy for chapped hands consists in keeping them carefully dry and greasing them now and then with an anhydrous fat (not cold cream). The best substances for the purpose are unguentum cereum or oleum olivarum.
If the skin of the hands is already cracked the following preparation will heal it:
Finely ground zinc oxide, 5.0 parts; bismuth oxychloride, 2.0 parts; with fat oil, 12.0 parts; next add glycerine, 5.0 parts; lanolin, 30.0 parts; and scent with rose water, 10.0 parts.
IV.—Wax salve (olive oil 7 parts, and yellow wax 3 parts), or pure olive oil.
A good paste may be made by dissolving soap in the least possible quantity of hot water, and as it cools and sets stirring in the grit. A good formula is:
| White soap | 2 1/2 pounds |
| Fine sand | 1 pound |
| Water | 5 1/2 pints |
| Boric acid | 1 drachm |
| Glycerine | 6 drachms |
| Dissolve by heat and mix with | |
| Lanolin | 6 drachms |
| Vaseline | 1 ounce |
Add any perfume desired. The borated glycerine should be cooled before mixing it with the lanolin.
| Tragacanth (white ribbon) | 60 grains |
| Rose water | 14 ounces |
Macerate for two days and strain forcibly through coarse muslin or cheese {233} cloth. Add glycerine and alcohol, of each 1 ounce. Perfume to suit. Use immediately after bathing, rubbing in well until dry.
II.—Rub the hands several times per day with the following mixture:
| By weight | |
|---|---|
| Rose water | 125 parts |
| Borax | 10 parts |
| Glycerine | 8 parts |
For the removal of developing stains, see Photography.
White potash soap, shaved 20 parts Glycerine 30 parts Water 30 parts Alcohol (90 per cent) 10 parts
Dissolve the soap by heating it with the glycerine and water, mixed. Add the alcohol, and for every 30 ounces of the solution add 5 or 6 drops of the mistura oleoso balsamica, German Pharmacopœia. Filter while hot.
| Skimmed milk | 1 gallon |
| Water of ammonia | 1 ounce |
| Acetic acid | 1 ounce |
| Oil of rose geranium | 1 drachm |
| Oil of bitter almond | 1 drachm |
| Oil of anise | 2 drachms |
| Cold cream (see below), enough. | |
| Carmine enough to color. |
Add the water of ammonia to the milk and let it stand 24 hours. Then add the acetic acid and let it stand another 24 hours. Then strain through cheese cloth and add the oils. Work this thoroughly in a Wedgwood mortar, adding enough carmine to color it a delicate pink. To the product thus obtained add an equal amount of cold cream made by the formula herewith given:
| White wax | 4 ounces |
| Spermaceti | 4 ounces |
| White petrolatum | 12 ounces |
| Rose water | 14 ounces |
| Borax | 80 grains |
Melt the wax, spermaceti, and petrolatum together over a water bath; dissolve the borax in the rose water and add to the melted mass at one time. Agitate violently. Presumably the borax solution should be of the same temperature as the melted mass.
This preparation is used in massage for removing wrinkles:
| I.— | White wax | 1/2 ounce |
|---|---|---|
| Spermaceti | 1/2 ounce | |
| Cocoanut oil | 1 ounce | |
| Lanolin | 1 ounce | |
| Oil of sweet almonds | 2 ounces | |
| Melt in a porcelain dish, remove from the fire, and add | ||
| Orange-flower water | 1 ounce | |
| Tincture of benzoin | 3 drops | |
| Beat briskly until creamy. | ||
| II.— | Snow-white cold cream | 4 ounces |
| Lanolin | 4 ounces | |
| Oil of Theobroma | 4 ounces | |
| White petrolatum oil | 4 ounces | |
| Distilled water | 4 ounces | |
| In hot weather add | ||
| Spermaceti | 1 1/2 drachms | |
| White wax | 2 1/2 drachms | |
In winter the two latter are left out and the proportion of cocoa butter is modified. Prepared and perfumed in proportion same as cold cream.
| III.— | White petrolatum | 7 av. ounces |
|---|---|---|
| Paraffine wax | 1/2 ounce | |
| Lanolin | 2 av. ounces | |
| Water | 3 fluidounces | |
| Oil of rose | 3 drops | |
| Vanillin | 2 grains | |
| Alcohol | 1 fluidrachm |
Melt the paraffine, add the lanolin and petrolatum, and when these have melted pour the mixture into a warm mortar, and, with constant stirring, incorporate the water. When nearly cold add the oil and vanillin, dissolved in the alcohol.
Preparations of this kind should be rubbed into the skin vigorously, as friction assists the absorbed fat in developing the muscles, and also imparts softness and fullness to the skin.
See also Cleaning Methods and Photography for removal of stains caused by photographic developers.
| Cucumber juice | 1 1/2 ounces |
| Tincture of benzoin | 1/2 ounce |
| Cologne | 1 ounce |
| Elder-flower water | 5 ounces |
Put the tincture of benzoin in an 8-ounce bottle, add the other ingredients, previously mixed, and shake slightly. There will be some precipitation of benzoin in this mixture, but it will settle out, or it may be strained out through cheese cloth.
| I.— | Lanolin | 30 parts |
|---|---|---|
| Bitter almond oil | 10 parts | |
| Mix and stir with this salve base a solution of | ||
| Borax | 1 part | |
| Glycerine | 15 parts | |
| Hydrogen peroxide | 15 parts | |
For impure skin the following composition is recommended:
| II.— | White mercurial ointment | 5 grams |
|---|---|---|
| Zinc ointment | 5 grams | |
| Lanolin | 30 grams | |
| Bitter almond oil | 10 grams | |
| And gradually stir into this a solution of | ||
| Borax | 2 grams | |
| Glycerine | 30 grams | |
| Rose water | 10 grams | |
| Concentrated nitric acid | 5 drops | |
| III.— | Lanolin | 30 grams |
| Oil sweet almond | 10 grams | |
| Borax | 1 gram | |
| Glycerine | 15 grams | |
| Solution hydrogen peroxide | 15 grams | |
Mix the lanolin and oil, then incorporate the borax previously dissolved in the mixture of glycerine and peroxide solution.
| IV.— | Ointment ammoniac mercury | 5 grams |
|---|---|---|
| Ointment zinc oxide | 5 grams | |
| Lanolin | 30 grams | |
| Oil sweet almond | 10 grams | |
| Borax | 2 grams | |
| Glycerine | 30 grams | |
| Rose water | 10 grams | |
| Nitric acid, C. P. | 5 drops |
Prepare in a similar manner as the foregoing. Rose oil in either ointment makes a good perfume. Both ointments may, of course, be employed as a general skin bleach, which, in fact, is their real office—cosmetic creams.
| Quince seed | 1 ounce |
| Water | 7 ounces |
| Glycerine | 1 1/2 ounces |
| Alcohol | 4 1/2 ounces |
| Salicylic acid | 6 grains |
| Carbolic acid | 10 grains |
| Oil of bay | 10 drops |
| Oil of cloves | 5 drops |
| Oil of orange peel | 10 drops |
| Oil of wintergreen | 8 drops |
| Oil of rose | 2 drops |
Digest the quince seed in the water for 24 hours, and then press through a cloth; dissolve the salicylic acid in the alcohol; add the carbolic acid to the glycerine; put all together, shake well, and bottle.
| Zinc sulphocarbolate | 30 grains |
| Alcohol (90 per cent) | 4 fluidrachms |
| Glycerine | 2 fluidrachms |
| Tincture of cochineal | 1 fluidrachm |
| Orange-flower water | 1 1/2 fluidounces |
| Rose water (triple) to make | 6 fluidounces |
If an extra detergent quality is desired, 4 ounces of sodium carbonate may be added, and the quantity of soap may be reduced. Paste thus made will attack grease, etc., more readily, but it is harder on the skin.
| Egg albumen | 8 parts |
| Boric acid | 1 part |
| Glycerine | 32 parts |
| Perfume to suit. | |
| Distilled water to make | 50 parts |
Dissolve the boric acid in a sufficient quantity of water; mix the albumen and glycerine and pass through a silk strainer. Finally, mix the two fluids and add the residue of water.
Every time the hands are washed, dry on a towel, and then moisten them lightly but thoroughly with the liquid, and dry on a soft towel without rubbing. At night, on retiring, apply the mixture and wipe slightly or just enough to take up superfluous liquid; or, better still, sleep in a pair of cotton gloves.
| I.— | Sweet almonds | 5 ounces |
|---|---|---|
| White castile soap | 2 drachms | |
| White wax | 2 drachms | |
| Spermaceti | 2 drachms | |
| Oil of bitter almonds | 10 minims | |
| Oil of bergamot | 20 minims | |
| Alcohol | 6 fluidounces | |
| Water, a sufficient quantity. |
Beat the almonds in a smooth mortar until as much divided as their nature will admit; then gradually add water in very small quantities, continuing the beating until a smooth paste is obtained; add to this, gradually, one pint of water, stirring well all the time. Strain the resulting emulsion without pressure through a cotton cloth previously well washed to remove all foreign matter. If new, the cloth will contain starch, etc., which must be removed. Add, through the strainer, enough water to bring the measure of the strained liquid to 1 pint. While this operation is going on let the soap be shaved into thin ribbons, and melted, with enough water to cover it, over a very gentle fire or on a water bath. When fluid add the wax and spermaceti in large pieces, so as to allow them to melt slowly, and thereby better effect union with the soap. Stir occasionally. When all is melted place the soapy mixture in a mortar, run into it slowly the emulsion, blending the two all the while with the pestle. Care must be taken not to add the emulsion faster than it can be incorporated with the soap. Lastly add the alcohol in which the perfumes have been previously dissolved, in the same manner, using great care.
This preparation is troublesome to make and rather expensive, and it is perhaps no better for the purpose than glycerine. The mistake is often made of applying the latter too freely, its “stickiness” being unpleasant, and it is {236} best to dilute it largely with water. Such a lotion may be made by mixing
| Glycerine | 1 part |
| Rose water | 9 parts |
Plain water may, of course, be used as the diluent, but a slightly perfumed preparation is generally considered more desirable. The perfume may easily be obtained by dissolving a very small proportion of handkerchief “extract” or some essential oil in the glycerine, and then mixing with plain water.
| II.— | White wax | 1/4 ounce |
|---|---|---|
| Spermaceti | 2 1/2 ounces | |
| Oil of sweet almonds | 2 1/2 ounces | |
| Melt, remove from the fire, and add | ||
| Rose water | 1 1/2 ounces | |
Beat until creamy: not until cold. When the cream begins to thicken add a few drops of oil of rose. Only the finest almond oil should be used. Be careful in weighing the wax and spermaceti. These precautions will insure a good product.
| III.— | White wax | 4 ounces |
|---|---|---|
| Spermaceti | 3 ounces | |
| Sweet almond oil | 6 fluidounces | |
| Glycerine | 4 fluidounces | |
| Oil of rose geranium | 1 fluidrachm | |
| Tincture of benzoin | 4 fluidrachms |
Melt the wax and spermaceti, add the oil of sweet almonds, then beat in the glycerine, tincture of benzoin, and oil of rose geranium. When all are incorporated to a smooth, creamy mass, pour into molds.
| IV.— | Sweet almonds, blanched | 5 ounces |
|---|---|---|
| Castile soap, white | 120 grains | |
| White wax | 120 grains | |
| Spermaceti | 120 grains | |
| Oil of bitter almonds | 10 drops | |
| Oil of bergamot | 20 drops | |
| Alcohol | 6 fluidounces | |
| Water, sufficient. |
Make an emulsion of the almonds with water so as to obtain 16 fluidounces of product, straining through cotton which has previously been washed to remove starch. Dissolve the soap with the aid of heat in the necessary amount of water to form a liquid, add the wax and spermaceti, continue the heat until the latter is melted, transfer to a mortar, and incorporate the almond emulsion slowly with constant stirring until all has been added and a smooth cream has been formed. Finally, add the two volatile oils.
V.—Melt, at moderate heat,
| By weight. | |
|---|---|
| White wax | 100 parts |
| Spermaceti | 1,000 parts |
| Then stir in | |
| Almond oil | 500 parts |
| Rose water | 260 parts |
| And scent with | |
| Bergamot oil | 10 parts |
| Geranium oil | 5 parts |
| Lemon oil | 4 parts |
| By weight. | ||
|---|---|---|
| VI.— | Castor oil | 500 parts |
| White wax | 100 parts | |
| Almond oil | 150 parts | |
| Melt at moderate heat and scent with | ||
| Geranium oil | 6 parts | |
| Lemon oil | 5 parts | |
| Bergamot oil | 10 parts | |
| VII.— | Almond oil | 400 parts |
| Lanoline | 200 parts | |
| White wax | 60 parts | |
| Spermaceti | 60 parts | |
| Rose water | 300 parts | |
| VIII.— | White wax | 6 parts |
| Tallow, freshly tried out | 4 parts | |
| Spermaceti | 2 parts | |
| Oil of sweet almonds | 6 parts | |
Melt together and while still hot add, with constant stirring, 1 part of sodium carbonate dissolved in 79 parts of hot water. Stir until cold. Perfume to the taste.
| IX.— | Ointment of rose water | 1 ounce |
|---|---|---|
| Oil of sweet almonds. | 1 fluidounce | |
| Glycerine | 1 fluidounce | |
| Boric acid | 100 grains | |
| Solution of soda | 2 1/4 fluidounces | |
| Mucilage of quince seed. | 4 fluidounces | |
| Water enough to make | 40 fluidounces | |
| Oil of rose, oil of bitter almonds, of each sufficient to perfume. | ||
Heat the ointment, oil, and solution of soda together, stirring constantly until an emulsion or saponaceous mixture is {237} formed. Then warm together the glycerine, acid, and mucilage and about 30 fluidounces of water; mix with the emulsion, stir until cold, and add the remainder of the water. Lastly, add the volatile oils.
The rose-water ointment used should be the “cold cream” of the United States Pharmacopœia.
| X.— | Spermaceti | 2 ounces |
|---|---|---|
| White wax | 2 ounces | |
| Sweet almond oil | 14 fluidounces | |
| Water, distilled | 7 fluidounces | |
| Borax, powder | 60 grains | |
| Coumarin | 1/2 grain | |
| Oil of bergamot | 24 drops | |
| Oil of rose | 6 drops | |
| Oil of bitter almonds | 8 drops | |
| Tincture of ambergris | 5 drops |
Melt the spermaceti and wax, add the sweet almond oil, incorporate the water in which the borax has previously been dissolved, and finally add the oils of bergamot, rose, and bitter almond.
| XI.— | Honey | 2 av. ounces |
|---|---|---|
| Castile soap, white powder | 1 av. ounce | |
| Oil sweet almonds | 26 fluidounces | |
| Oil bitter almonds | 1 fluidrachm | |
| Oil bergamot | 1/2 fluidrachm | |
| Oil cloves | 15 drops | |
| Peru balsam | 1 fluidrachm | |
| Liquor potassa. Solution carmine, of each sufficient. | ||
Mix the honey with the soap in a mortar, and add enough liquor potassa (about 1 fluidrachm) to produce a nice cream. Mix the volatile oils and balsam with the sweet almond oil, mix this with the cream, and continue the trituration until thoroughly mixed. Finally add, if desired, enough carmine solution to impart a rose tint.
| XII.— | White wax | 800 parts |
|---|---|---|
| Spermaceti | 800 parts | |
| Sweet almond oil | 5,600 parts | |
| Distilled water | 2,800 parts | |
| Borax | 50 parts | |
| Bergamot oil | 20 parts | |
| Attar of rose | 5 parts | |
| Coumarin | 0.1 part |
Add for each pound of the cream 5 drops of etheric oil of bitter almonds, and 3 drops tincture of ambra. Proceed as in making cold cream.
The following also makes a fine cream:
| XIII.— | Spermaceti | 3 parts |
|---|---|---|
| White wax | 2 parts | |
| Oil of almonds, fresh | 12 parts | |
| Rose water, double | 1 part | |
| Glycerine, pure | 1 part |
Melt on a water bath the spermaceti and wax, add the oil (which should be fresh), and pour the whole into a slightly warmed mortar, under constant and lively stirring, to prevent granulation. Continue the trituration until the mass has a white, creamy appearance, and is about the consistence of butter at ordinary temperature. Add, little by little, under constant stirring, the orange-flower water and glycerine mixed, and finally the perfume as before. Continue the stirring for 15 or 20 minutes, then immediately put into containers.
| Quince seed | 2 drachms |
| Glycerine | 1 1/2 ounces |
| Water | 1 1/2 ounces |
| Lead acetate | 10 grains |
| Flavoring, sufficient. |
Macerate the quince seed in water, strain, add the glycerine and lead acetate, previously dissolved in sufficient water; flavor with jockey club or orange essence.
| I.— | White wax | 3 ounces |
|---|---|---|
| Spermaceti | 3 ounces | |
| Benzoinated lard | 8 ounces | |
| Cucumbers | 3 ounces |
Melt together the wax, spermaceti, and lard, and infuse in the liquid the cucumbers previously grated. Allow to cool, stirring well; let stand a day, remelt, strain and again stir the “cream” until cold.
| II.— | Benzoinated lard | 5 ounces |
|---|---|---|
| Suet | 3 ounces | |
| Cucumber juice | 10 ounces | |
| Proceed as in making cold cream. | ||
| I.— | Oil of sweet almonds | 100 parts |
|---|---|---|
| White wax | 13 parts | |
| Glycerine, pure | 25 parts | |
| Add a sufficient quantity of any suitable perfume. | ||
Melt, on the water bath, the oil, wax, and glycerine together, remove and as the mass cools down add the perfume in sufficient quantity to make a creamy mass. {238}
| II.— | Quince seed | 1 ounce |
|---|---|---|
| Boric acid | 16 grains | |
| Starch | 1 ounce | |
| Glycerine | 16 ounces | |
| Carbolic acid | 30 minims | |
| Alcohol | 12 ounces | |
| Oil of lavender | 30 minims | |
| Oil of rose | 10 drops | |
| Extract of white rose | 1 ounce | |
| Water enough to make | 64 ounces |
Dissolve the boric acid in a quart of water and in this solution macerate the quince seed for 3 hours; then strain. Heat together the starch and the glycerine until the starch granules are broken, and mix with this the carbolic acid. Dissolve the oils and the extract of rose in the alcohol, and add to the quince-seed mucilage; then mix all together, strain, and add water enough to make the product weigh 64 ounces.
| III.— | Glycerine | 1 ounce |
|---|---|---|
| Borax | 2 drachms | |
| Boracic acid | 1 drachm | |
| Oil rose geranium | 30 drops | |
| Oil bitter almond | 15 drops | |
| Milk | 1 gallon |
Heat the milk until it curdles and allow it to stand 12 hours. Strain it through cheese cloth and allow it to stand again for 12 hours. Mix in the salts and glycerine and triturate in a mortar, finally adding the odors and coloring if wanted. The curdled milk must be entirely free from water to avoid separation. If the milk will not curdle fast enough the addition of 1 ounce of water ammonia to a gallon will hasten it. Take a gallon of milk, add 1 ounce ammonia water, heat (not boil), allow to stand 24 hours, and no trouble will be found in forming a good base for the cream.
IV.—This is offered as a substitute for cucumber cream for toilet uses. Melt 15 parts, by weight, of gelatin in hot water containing 15 parts, by weight, of boracic acid as well as 150 parts, by weight, of glycerine; the total amount of water used should not exceed 300 parts, by weight. It may be perfumed or not.
| I.— | Anhydrous lanolin | 650 parts |
|---|---|---|
| Peach-kernel oil | 200 parts | |
| Water | 150 parts |
Perfume with about 15 drops of ionone or 20 drops of synthetic ylang-ylang.
| II.— | Lanolin | 40 parts |
|---|---|---|
| Olive oil | 15 parts | |
| Paraffine ointment | 10 parts | |
| Aqua naphæ | 10 parts | |
| Distilled water | 15 parts | |
| Glycerine | 5 parts | |
| Boric acid | 4 parts | |
| Borax | 4 parts | |
| Geranium oil, sufficient. | ||
| Extract, triple, of ylang-ylang, quantity sufficient. | ||
| III.— | Anhydrous lanolin | 650 drachms |
| Almond oil | 200 drachms | |
| Water | 150 drachms | |
| Oil of ylang-ylang | 5 drops | |
Preparations which have been introduced years ago for the care of the skin and complexion are the glycerine gelées, which have the advantage over lanolin that they go further, but present the drawback of not being so quickly absorbed by the skin. These products are filled either into glasses or into tubes. The latter way is preferable and is more and more adopted, owing to the convenience of handling.
A good recipe for such a gelée is the following:
Moisten white tragacanth powder, 50 parts, with glycerine, 200 parts, and spirit of wine, 100 parts, and shake with a suitable amount of perfume; then quickly mix and shake with warm distilled water, 650 parts.
A transparent slime will form immediately which can be drawn off at once.
| I.— | Starch | 30 parts |
|---|---|---|
| Carrageen mucilage | 480 parts | |
| Boric acid | 15 parts | |
| Glycerine | 240 parts | |
| Cologne water | 240 parts |
Boil the starch in the carrageen mucilage, add the boric acid and the glycerine. Let cool, and add the cologne water.
| II.— | Linseed mucilage | 240 parts |
|---|---|---|
| Boric acid | 2 parts | |
| Salicylic acid | 1.3 parts | |
| Glycerine | 60 parts | |
| Cologne water | 120 parts | |
| Rose water | 120 parts |
Instead of the cologne water any extracts may be used. Lilac and ylang-ylang are recommended.
| I.— | Quince seed | 90 grains |
|---|---|---|
| Boric acid | 8 grains | |
| Glycerine | 4 fluidounces | |
| Alcohol | 6 fluidounces | |
| Carbolic acid | 6 drachms | |
| Cologne water | 4 fluidounces | |
| Oil lavender flowers | 40 drops | |
| Glycerite starch | 4 av. ounces | |
| Distilled witch-hazel extract enough to make | 32 fluidounces. |
Dissolve the boric acid in 16 ounces of the witch-hazel extract, macerate the quince seed in the solution for 3 hours, strain, add the glycerine, carbolic acid, and glycerite, and mix well. Mix the alcohol, cologne water, lavender oil, and mucilages, incorporate with the previous mixture, and add enough witch-hazel extract to bring to the measure of 32 fluidounces.
| II.— | Quince seed | 4 ounces |
|---|---|---|
| Hot water | 16 ounces | |
| Glycerine | 32 ounces | |
| Witch-hazel water | 128 ounces | |
| Boric acid | 6 ounces | |
| Rose extract | 2 ounces | |
| Violet extract | 1 ounce |
Macerate the quince seed in the hot water; add the glycerine and witch-hazel, in which the boric acid has been previously dissolved; let the mixture stand for 2 days, stirring occasionally; strain and add the perfume.
| I.— | White vaseline | 6 ounces |
|---|---|---|
| White wax | 1 ounce | |
| Spermaceti | 5 drachms | |
| Subchloride bismuth | 6 drachms | |
| Attar of rose | 6 minims | |
| Oil of bitter almonds | 1 minim | |
| Rectified spirit | 1/2 ounce |
Melt the vaseline, wax, and spermaceti together, and while cooling incorporate the subchloride of bismuth (in warm mortar). Dissolve the oils in the alcohol, and add to the fatty mixture, stirring all until uniform and cold. In cold weather the quantities of wax and spermaceti may be reduced.
| II.— | Lanolin | 1 ounce |
|---|---|---|
| Almond oil | 1 ounce | |
| Oleate of zinc (powder) | 3 drachms | |
| Extract of white rose | 1 1/2 drachms | |
| Glycerine | 2 drachms | |
| Rose water | 2 drachms |
| Quince seed | 10 parts |
| Boiling water | 1,000 parts |
| Borax | 5 parts |
| Boric acid | 5 parts |
| Glycerine | 100 parts |
| Alcohol, 94 per cent | 125 parts |
| Attar of rose, quantity sufficient to perfume. |
Macerate the quince seed in half of the boiling water, with frequent agitations, for 2 hours and 30 minutes, then strain off. In the residue of the boiling water dissolve the borax and boric acid, add the glycerine and the perfume, the latter dissolved in the alcohol. Now add, little by little, the colate of quince seed, under constant agitation, which should be kept up for 5 minutes after the last portion of the colate is added.
| Simple cerate | 2 pounds |
| Powdered borax | 11 1/2 ounces |
| Powdered castile soap | 10 ounces |
| Glycerine | 26 ounces |
| Alcohol | 24 ounces |
| Cucumber juice | 32 ounces |
| Water to | 5 gallons |
| Ionone | 1 drachm |
| Jasmine | 1/2 drachm |
| Neroli | 1/2 drachm |
| Rhodinol | 15 minims |
To the melted cerate in a hot water bath add the soap and stir well, keeping up the heat until perfectly mixed. Add 8 ounces of borax to 1 gallon of boiling water, and pour gradually into the hot melted soap and cerate; add the remainder of the borax and hot water, then the heated juice and glycerine, and lastly the alcohol. Shake well while cooling, set aside for 48 hours, and siphon off any water that may separate. Shake well, and repeat after standing again if necessary; then perfume.
| Glycerine | 1,150 parts |
| Starch, powdered | 160 parts |
| Distilled water | 400 parts |
| Tincture of benzoin | 20 parts |
Rub up 80 parts of the starch with the glycerine, then put the mixture on the steam bath and heat, under continuous stirring, until it forms a jellylike mass. Remove from the bath and stir in the remainder of the starch. Finally, add the water and tincture and stir till homogeneous.
| White castile soap, powdered | 22 grains |
| Lanolin | 1 ounce |
| Tincture benzoin | 12 drachms |
| Water, enough. |
Dissolve the soap in 2 fluidounces of warm water, also mix the lanolin with 2 fluidounces of warm water; then incorporate the two with each other, finally adding the tincture. The latter may be replaced by 90 grains of powdered borax.
I.—Apply over the affected skin a solution of corrosive sublimate, 1 in 500, or, if the patient can stand it, 1 in 300, morning and evening, and for the night apply emplastrum hydrargyri compositum to the spots. In the morning remove the plaster and all remnants of it by rubbing fresh butter or cold cream over the spots.
For redness of the skin apply each other day zinc oxide ointment or ointment of bismuth subnitrate.
II.—Besnier recommends removal of the mercurial ointment with green soap, and the use, at night, of an ointment composed of vaseline and Vigo’s plaster (emplastrum hydrargyri compositum), in equal parts. In the morning wash off with soap and warm water, and apply the following:
| Vaseline, white | 20 parts |
| Bismuth carbonate | 5 parts |
| Kaolin | 5 parts |
Mix, and make an ointment.
III.—Leloir has found the following of service. Clean the affected part with green soap or with alcohol, and then apply several coats of the following:
| Acid chrysophanic | 15 parts |
| Chloroform | 100 parts |
Mix. Apply with a camel’s-hair pencil.
When the application dries thoroughly, go over it with a layer of traumaticine. This application will loosen itself in several days, when the process should be repeated.
IV.—When the skin is only slightly discolored use a pomade of salicylic acid, or apply the following:
| Acid chrysophanic, from | 1 to 4 parts |
| Acid salicylic | 1 to 2 parts |
| Collodion | 40 parts |
V.—When there is need for a more complicated treatment, the following is used:
| (a) | Corrosive sublimate | 1 part |
|---|---|---|
| Orange-flower water | 7,500 parts | |
| Acid, hydrochloric, dilute | 500 parts | |
| (b) | Bitter almonds | 4,500 parts |
| Glycerine | 2,500 parts | |
| Orange-flower water | 25,000 parts |
Rub up to an emulsion in a porcelain capsule. Filter and add, drop by drop, and under constant stirring, 5 grams of tincture of benzoin. Finally mix the two solutions, adding the second to the first.
This preparation is applied with a sponge, on retiring, to the affected places, and allowed to dry on.
VI.—According to Brocq the following should be penciled over the affected spots:
| Fresh pure milk | 50 parts |
| Glycerine | 30 parts |
| Acid, hydrochloric, concentrated | 5 parts |
| Ammonium chlorate | 3 parts |
VII.—Other external remedies that may be used are lactic acid diluted with 3 volumes of water, applied with a glass rod; dilute nitric acid, and, finally, peroxide of hydrogen, which last is a very powerful agent. Should it cause too much inflammation, the latter may be assuaged by using an ointment of zinc oxide or bismuth subnitrate—or one may use the following:
| Kaolin | 4 parts |
| Vaseline | 10 parts |
| Glycerine | 4 parts |
| Magnesium carbonate | 2 parts |
| Zinc oxide | 2 parts |
| I.— | Poppy oil | 1 part |
|---|---|---|
| Lead acetate | 2 parts | |
| Tincture benzoin | 1 part | |
| Tincture quillaia | 5 parts | |
| Spirit nitrous ether | 1 part | |
| Rose water | 95 parts |
Saponify the oil with the lead acetate; add the rose water, and follow with the tinctures.
| II.— | Chloral hydrate | 2 drachms |
|---|---|---|
| Carbolic acid | 1 drachm | |
| Tincture iodine | 60 drops | |
| Glycerine | 1 ounce |
Mix and dissolve. Apply with a camel’s-hair pencil at night.
| III.— | Distilled vinegar | 660 parts |
|---|---|---|
| Lemons, cut in small pieces | 135 parts | |
| Alcohol, 85 per cent | 88 parts | |
| Lavender oil | 23 parts | |
| Water | 88 parts | |
| Citron oil | 6 parts |
This mixture is allowed to stand for 3 or 4 days in the sun and filtered. Coat, by means of a sponge before retiring, the places of the skin where the freckles are and allow to dry.
There are many such methods, and especially to be mentioned is that of Unna, who uses resorcin for the purpose. Lassar makes use of a paste of naphthol and sulphur.
| I.— | Zinc sulphocarbolate | 1 part |
|---|---|---|
| Glycerine. | 20 parts | |
| Rose water | 70 parts | |
| Alcohol, 90 per cent | 8 parts | |
| Cologne water | 1 part | |
| Spirit of camphor | 1 part | |
| II.— | Borax | 4 parts |
| Potassium chlorate | 2 parts | |
| Glycerine | 10 parts | |
| Alcohol | 4 parts | |
| Rose water to make | 90 parts | |
| III.— | Citric acid | 2 drachms |
| Ferrous sulphate (cryst.) | 18 grains | |
| Camphor | 2 grains | |
| Elder-flower water | 3 fluidounces | |
| IV.— | Potassium carbonate | 3 parts |
| Sodium chloride | 2 parts | |
| Orange-flower water | 15 parts | |
| Rose water | 65 parts | |
| V.— | Boroglycerine, 50 per cent | 1 part |
| Ointment of rose water | 9 parts | |
| VI.— | Sodium bicarbonate | 1 part |
| Ointment of rose water | 7 parts | |
| VII.— | Bicarbonate of soda | 2 drachms |
| Powdered borax | 1 drachm | |
| Compound tincture of lavender | 1 1/2 drachms | |
| Glycerine | 1 ounce | |
| Rose water | 4 ounces |
Dissolve the soda and borax in the glycerine and rose water, and add the tincture. Apply with a small piece of sponge 2 or 3 times a day. Then gently dry by dabbing with a soft towel.
| VIII.— | Quince seeds | 2 drachms |
|---|---|---|
| Distilled water | 10 ounces | |
| Glycerine | 2 ounces | |
| Alcohol, 94 per cent | 1 ounce | |
| Rose water | 2 ounces |
Boil the seeds in the water for 10 minutes, then strain off the liquid, and when cold add to it the glycerine, alcohol, and rose water.
| IX.— | White soft soap | 2 1/2 drachms |
|---|---|---|
| Glycerine | 1 1/2 drachms | |
| Almond oil | 11 drachms |
Well mix the glycerine and soap in a mortar, and very gradually add the oil, stirring constantly until perfectly mixed.
| X.— | Subnitrate of bismuth | 1 1/2 drachms |
|---|---|---|
| Powdered French chalk | 30 grains | |
| Glycerine | 2 drachms | |
| Rose water | 1 1/2 ounces |
Mix the powders, and rub down carefully with the glycerine; then add the rose water. Shake the bottle before use.
| XI.— | Glycerine cream | 2 drachms |
|---|---|---|
| Jordan almonds | 4 drachms | |
| Rose water | 5 ounces | |
| Essential oil of almonds | 3 drops |
Blanch the almonds, and then dry and beat them up into a perfectly smooth paste; then mix in the glycerine cream and essential oil. Gradually add the rose water, stirring well after each addition; then strain through muslin.
Solution A:
Potassium iodide, iodine, glycerine, and infusion rose.
Dissolve the potassium iodide in a {242} small quantity of the infusion and a drachm of the glycerine; with this fluid moisten the iodine in a glass of water and rub it down, gradually adding more liquid, until complete solution has been obtained; then stir in the remainder of the ingredients, and bottle the mixture.
Solution B:
Sodium thiosulphate and rose water. With a small camel’s-hair pencil or piece of fine sponge apply a little of solution A to the tanned or freckled surface, until a slight or tolerably uniform brownish yellow skin has been produced. At the expiration of 15 or 20 minutes moisten a piece of cambric, lint, or soft rag with B and lay it upon the affected part, removing, squeezing away the liquid, soaking it afresh, and again applying until the iodine stain has disappeared. Repeat the process thrice daily, but diminish the frequency of application if tenderness be produced.
| Linseed oil | 2 ounces |
| Limewater | 2 ounces |
| Paraffine, liquid | 1 ounce |
Mix the linseed oil and water, and add the paraffine. Shake well before using.
| I.— | Corrosive sublimate | 1 part |
|---|---|---|
| White sugar | 190 parts | |
| White of egg | 34 parts | |
| Lemon juice | 275 parts | |
| Water to make | 2,500 parts |
Mix the sublimate, sugar, and albumen intimately, then add the lemon juice and water. Dissolve, shake well, and after standing an hour, filter. Apply in the morning after the usual ablutions, and let dry on the face.
II.—Bichloride of mercury, in coarse powder, 8 grains; witch-hazel, 2 ounces; rose water, 2 ounces.
Agitate until a solution is obtained. Mop over the affected parts. Keep out of the way of ignorant persons and children.
| I.— | Almond meal | 6,000 parts |
|---|---|---|
| Bran meal | 3,000 parts | |
| Soap powder | 600 parts | |
| Bergamot oil | 50 parts | |
| Lemon oil | 15 parts | |
| Clove oil | 15 parts | |
| Neroli oil | 6 parts | |
| II.— | Almond meal | 7,000 parts |
| Bran meal | 2,000 parts | |
| Violet root | 900 parts | |
| Borax | 350 parts | |
| Bitter almond oil | 18 parts | |
| Palmarosa oil | 36 parts | |
| Bergamot oil | 10 parts | |
| III.— | Almond meal | 3,000 parts |
| Bran meal | 3,000 parts | |
| Wheat flour | 3,000 parts | |
| Sand | 100 parts | |
| Lemon oil | 40 parts | |
| Bitter almond oil | 10 parts |
| Borax | 4 ounces |
| Salicylic acid | 1 drachm |
| Extract of cassia | 1 drachm |
| Extract of jasmine | 1 drachm |
| Oil of lavender | 20 minims |
Rub the oil and extracts with the borax and salicylic acid until the alcohol has evaporated. Use a heaping teaspoonful to the body bath.
| Base | 9 pounds |
| Powdered Florentine orris | 1 pound |
| Perfume the same. | |
| Powdered yellow ocher . . . (av.) 3 ounces 120 grains | |
| Carmine No. 40 | 60 grains |
Rub down the carmine and ocher with alcohol in a mortar, and spread on glass to dry; then mix and sift.
| I.— | Cornstarch | 7 pounds |
|---|---|---|
| Rice flour | 1 pound | |
| Powdered talc | 1 pound | |
| Powdered orris root | 1 pound | |
| Extract of cassia | 3 ounces | |
| Extract of jasmine | 1 ounce |
II.—Cheaper.
| Potato starch | 8 pounds |
| Powdered talc | 1 pound |
| Powdered orris | 1 pound |
| Extract of cassia | 3 ounces |
| Cornstarch | 5 pounds |
| Precipitated chalk | 3 pounds |
| Powdered talc | 2 pounds |
| Oil of neroli | 1 drachm |
| Oil of cedrat | 1 drachm |
| Oil of orange | 2 drachms |
| Extract of jasmine | 1 ounce |
| I.— | Cornstarch | 9 pounds |
|---|---|---|
| Powdered talc | 1 pound | |
| Oil of rose | 1 1/4 drachms | |
| Extract of jasmine | 6 drachms | |
| II.— | Potato starch | 9 pounds |
| Powdered talc | 1 pound | |
| Oil of rose | 1/2 drachm | |
| Extract of jasmine | 1/2 ounce |
| Zinc, white | 50 parts |
| Calcium carbonate, precipitated | 300 parts |
| Steatite, best white | 50 parts |
| Starch, wheat, or rice | 100 parts |
| Extract white rose, triple | 3 parts |
| Extract jasmine, triple | 3 parts |
| Extract orange flower, triple | 3 parts |
| Extract of cassia, triple | 3 parts |
| Tincture of myrrh | 1 part |
Powder the solids and mix thoroughly by repeated siftings.
| Base | 9 pounds |
| Powdered Florentine orris | 1 pound |
| Carmine No. 40 | 250 grains |
| Extract of jasmine | 100 minims |
| Oil of neroli | 20 minims |
| Vanillin | 5 grains |
| Artificial musk | 30 grains |
| White heliotropin | 30 grains |
| Coumarin | 1 grain |
Rub the carmine with a portion of the base and alcohol in a mortar, mixing the perfume the same way in another large mortar, and adding the orris. Mix and sift all until specks of carmine disappear on rubbing.
| Base | 9 pounds |
| Powdered Florentine orris | 1 pound |
Perfume the same. Mix and sift.
The following formulas for other varieties of the powder may prove useful:
Violet Talc.—
| I.— | Powdered talc | 14 ounces |
|---|---|---|
| Powdered orris root | 2 ounces | |
| Extract of cassia | 1/2 ounce | |
| Extract of jasmine | 1/4 ounce |
Rose Talc.—
| II.— | Powdered talc | 5 pounds |
|---|---|---|
| Oil of rose | 1/2 drachm | |
| Extract of jasmine | 4 ounces |
Tea-Rose Talc.—
| III.— | Powdered talc | 5 pounds |
|---|---|---|
| Oil of rose | 50 drops | |
| Oil of wintergreen | 4 drops | |
| Extract of jasmine | 2 ounces |
Borated Apple Blossom.—
| IV.— | Powdered talc | 22 pounds |
|---|---|---|
| Magnesium carbonate | 2 3/4 pounds | |
| Powdered boric acid | 1 pound | |
| Mix. | ||
| Carnation pink blossom (Schimmel’s) | 2 ounces | |
| Extract of trefle | 2 drachms | |
| To 12 drachms of this mixture add: | ||
| Neroli | 1 drachm | |
| Vanillin | 1/2 drachm | |
| Alcohol to | 3 ounces | |
| Sufficient for 25 pounds. | ||
| V.— | Talcum | 8 ounces |
|---|---|---|
| Starch | 8 ounces | |
| Oil of neroli | 10 drops | |
| Oil of ylang-ylang | 5 drops | |
| VI.— | Talcum | 12 ounces |
| Starch | 4 ounces | |
| Orris root | 2 ounces | |
| Oil of bergamot | 12 drops | |
| VII.— | Talcum | 14 ounces |
| Starch | 2 ounces | |
| Lanolin | 1/2 ounce | |
| Oil of rose | 10 drops | |
| Oil of neroli | 5 drops |
| Alcohol, 80 per cent | 1,600 parts |
| Vinegar, 10 per cent | 840 parts |
| Oil of pinu spumillo | 44 parts |
| Oil of lavender | 4 parts |
| Oil of lemon | 2 parts |
| Oil of bergamot | 2 parts |
Dissolve the oils in the alcohol, add the vinegar, let stand for a week and filter.
| Acetic acid | 24 parts |
| Alum | 3 parts |
| Peru balsam | 1 part |
| Carmine, No. 40 | 12 parts |
| Ammonia water | 6 parts |
| Rose water, distilled | 575 parts |
| Alcohol | 1,250 parts |
Dissolve the balsam of Peru in the alcohol, and the alum in the rose water. Mix the two solutions, add the acetic acid, and let stand overnight. Dissolve the carmine in the ammonia water and add to mixture. Shake thoroughly, let stand for a few minutes, then decant.
| Fresh egg albumen | 500 parts |
| Alcohol | 125 parts |
| Lemon oil | 2 parts |
| Lavender oil | 2 parts |
| Oil of thyme | 2 parts |
Mix the ingredients well together. When first mixed the liquid becomes flocculent, but after standing for 2 or 3 days clears up—sometimes becomes perfectly clear, and may be decanted. It forms a light, amber-colored liquid that remains clear for months.
At night, before retiring, pour about a teaspoonful of the water in the palm of the hand, and rub it over the face and neck, letting it dry on. In the morning, about an hour before the bath, repeat the operation, also letting the liquid dry on the skin. The regular use of this preparation for 4 weeks will give the skin an extraordinary fineness, clearness, and freshness.
| I.— | Alcohol, 96 per cent | 3,500 parts |
|---|---|---|
| Water | 700 parts | |
| Potash soap | 200 parts | |
| Glycerine | 150 parts | |
| Oil of birch buds | 50 parts | |
| Essence of spring flowers | 100 parts | |
| Chlorophyll, quantity sufficient to color. | ||
Mix the water with 700 parts of the alcohol, and in the mixture dissolve the soap. Add the essence of spring flowers and birch oil to the remainder of the alcohol, mix well, and to the mixture add, little by little, and with constant agitation, the soap mixture. Finally, add the glycerine, mix thoroughly, and set aside for 8 days, filter and color the filtrate with chlorophyll, to which is added a little tincture of saffron. To use, add an equal volume of water to produce a lather.
| II.— | Alcohol, 96 per cent | 2,000 parts |
|---|---|---|
| Water | 500 parts | |
| Tincture of cantharides | 25 parts | |
| Salicylic acid | 25 parts | |
| Glycerine | 100 parts | |
| Oil of birch buds | 40 parts | |
| Bergamot oil | 30 parts | |
| Geranium oil | 5 parts |
Dissolve the oils in the alcohol, add the acid and tincture of cantharides; mix the water and glycerine and add, and, finally, color as before.
| III.— | Alcohol | 30,000 parts |
|---|---|---|
| Birch juice | 3,000 parts | |
| Glycerine | 1,000 parts | |
| Bergamot oil | 90 parts | |
| Vanillin | 10 parts | |
| Geranium oil | 50 parts | |
| Water | 14,000 parts | |
| IV.— | Alcohol | 40,000 parts |
| Oil of birch | 150 parts | |
| Bergamot oil | 100 parts | |
| Lemon oil | 50 parts | |
| Palmarosa oil | 100 parts | |
| Glycerine | 2,000 parts | |
| Borax | 150 parts | |
| Water | 20,000 parts |
I.—Moisten coarsely powdered ammonium carbonate, contained in a suitable bottle, with a mixture of concentrated tincture of orris root, 2 1/2 ounces; aromatic spirit of ammonia, 1 drachm; violet extract, 3 drachms.
II.—Fill suitable bottles with coarsely powdered ammonium carbonate and add to the salt as much of the following solution as it will absorb: Oil of orris, 5 minims; oil of lavender flowers, 10 minims; violet extract, 30 minims; stronger water of ammonia, 2 fluidounces.
III.—The following is a formula for a liquid preparation: Extract violet, 8 fluidrachms; extract cassia, 8 fluidrachms; spirit of rose, 4 fluidrachms; tincture of orris, 4 fluidrachms; cologne spirit, 1 pint; spirit of ammonia, 1 ounce. Spirit of ionone may be used instead of extract of violet.
| Spirit of ionone | 1/2 drachm |
| Rose water | 6 ounces |
| Distilled extract of witch-hazel enough to make | 16 ounces |
I.—Bleaching by Steaming.—The singed and washed cotton goods are passed through hydrochloric acid of 2° Bé. Leave them in heaps during 1 hour, wash, pass through sodium hypochlorite of 10° Bé. diluted with 10 times the volume of water. Let the pieces lie in heaps for 1 hour, wash, pass through caustic soda lye of 38° Bé. diluted with 8 times its volume of water, steam, put again through sodium chloride, wash, acidulate slightly with hydrochloric acid, wash and dry. Should the whiteness not be sufficient, repeat the operations.
II.—Bleaching with Calcium Sulphite.—The cotton goods are impregnated with 1 part, by weight, of water, 1 part of caustic lime, and 1/2 part of bisulphite of 40° Bé.; next steamed during 1–2 hours at a pressure of 1/2 atmosphere, washed, acidulated, washed and dried. The result is as white a fabric as by the old method with caustic lime, soda, and calcium chloride. The bisulphite may also be replaced by calcium hydrosulphite, and, instead of steaming, the fabric may be boiled for several hours with calcium sulphite.
III.—Bleaching of Vegetable Fibers with Hydrogen Peroxide.—Pass the pieces through a solution containing caustic soda, soap, hydrogen peroxide, and burnt magnesia. The pieces are piled in heaps on carriages; the latter are shoved into the well-known apparatus of Mather & Platt (kier), and the liquid is pumped on for 6 hours, at a pressure of 2/3 atmosphere. Next wash, acidulate, wash and dry. The bleaching may also be done on an ordinary reeling vat. For 5 pieces are needed about 1,000 parts, by weight, of water; 10 parts, by weight, of solid caustic soda; 1 part of burnt magnesia; 30 parts, by weight, of hydrogen peroxide. After 3–4 hours’ boiling, wash, acidulate, wash and dry. The bleaching may also be performed by passing through barium peroxide, then through sulphuric acid or hydrochloric acid, and next through soda lye. It is practicable also to commence with the latter and finally give a treatment with hydrogen peroxide.
The whiteness obtained by the above process is handsomer than that produced by the old method with hypochlorites, and the fabric is weakened to a less extent.
I.—Cotton, when freed from extraneous matter by boiling with potash, and afterwards with hydrochloric acid, yields pure cellulose or absorbent cotton, which, according to the U. S. P., is soluble in copper ammonium sulphate solution. The B. P. is more specific and states that cotton is soluble in a concentrated solution of copper ammonium sulphate. The standard test solution (B. P.) is made by dissolving 10 parts of copper sulphate in 160 parts of distilled water, and cautiously adding solution of ammonia to the liquid until the precipitate first formed is nearly dissolved. The product is then filtered and the filtrate made up to 200 parts with distilled {246} water. The concentrated solution is prepared by using a smaller quantity of distilled water.
II.—Schweitzer’s reagent for textile fibers and cellulose is made by dissolving 10 parts of copper sulphate in 100 parts of water and adding a solution of 5 parts of potassium hydrate in 50 parts of water; then wash the precipitate and dissolve in 20 per cent ammonia until saturated. This solution dissolves cotton, linen, and silk, but not wool. The reagent is said to be especially useful in microscopy, as it rapidly dissolves cellulose, but has no action on lignin.
III.—Jandrier’s Test for Cotton in Woolen Fabrics.—Wash the sample of fabric and treat with sulphuric acid (20 Bé.) for half an hour on the water bath. To 100 to 200 parts of this solution add 1 part resorcin, and overlay on concentrated sulphuric acid free from nitrous products. The heat developed is sufficient to give a color at the contact point of the liquids, but intensity of color may be increased by slightly heating. If the product resulting from treating the cotton is made up 1 in 1,000, resorcin will give an orange color; alphanaphtol a purple; gallic acid a green gradually becoming violet down in the acid; hydroquinone or pyrogallol a brown; morphine or codeine, a lavender; thymol or menthol a pink. Cotton may be detected in colored goods, using boneblack to decolorize the solution, if necessary.
IV.—Overbeck’s test for cotton in woolen consists in soaking the fabric in an aqueous solution of alloxantine (1 in 10), and after drying expose to ammonia vapor and rinse in water. Woolen material is colored crimson, cotton remains blue.
V.—Liebermann’s Test.—Dye the fabric for half an hour in fuchsine solution rendered light yellow by caustic soda solution and then washed with water—silk is colored dark red; wool, light red; flax, pink; and cotton remains colorless.
To Distinguish Cotton from Linen.—Take a sample about an inch and a half square of the cloth to be tested and plunge it into a tepid alcoholic solution of cyanine. After the coloring matter has been absorbed by the fiber, rinse it in water and then plunge into dilute sulphuric acid. If it is of cotton the sample will be almost completely bleached, while linen preserves the blue color almost unchanged. If the sample be then plunged in ammonia, the blue will be strongly reinforced.
Cottonseed hulls or other material containing fiber difficult of digestion are thoroughly mixed with about 5 per cent of their weight of hydrochloric acid (specific gravity, 1.16), and heated in a closed vessel, provided with a stirrer, to a temperature of 212° to 300° F. The amount of acid to be added depends on the material employed and on the duration of the heating. By heating for 30 minutes the above percentage of acid is required, but the quantity may be reduced if the heating is prolonged. After heating, the substance is ground and at the same time mixed with some basic substances such as sodium carbonate, chalk, cottonseed kernel meal, etc., to neutralize the acid. During the heating, the acid vapors coming from the mixture may be led into a second quantity of material contained in a separate vessel, air being drawn through both vessels to facilitate the removal of the acid vapors.
COTTONSEED OIL: See Oil.
COTTONSEED OIL IN FOOD, TESTS FOR: See Foods.
COTTONSEED OIL IN LARD, DETECTION OF: See Foods and Lard.
COUGH CANDY: See Confectionery.
COUGH MIXTURES FOR CATTLE: See Veterinary Formulas. {247}
COUGH MIXTURES AND REMEDIES: See Cold and Cough Mixtures.
(See also Plasters.)
II.—In order to make liquid court plaster flexible, collodion, U. S. P., is the best liquid that can possibly be recommended. It may be made by weighing successively into a tarred bottle:
| Collodion | 4 av. ounces |
| Canada turpentine | 95 grains |
| Castor oil | 57 grains |
Before applying, the skin should be perfectly dry; each application or layer should be permitted to harden. Three or four coats are usually sufficient.
III.—Procure an ounce bottle and fill it three-fourths full of flexible collodion, and fill up with ether. Apply to cuts, bruises, etc., and it protects them and will not wash off. If the ether evaporates, leaving it too thick for use, have more ether put in to liquefy it. It is a good thing to have in the house and in the tool chest.
COW DISEASES AND THEIR REMEDIES: See Veterinary Formulas.
CRAYONS: See Pencils.
Heat 4 parts of water and 1 part of white wax over a fire until the wax has completely dissolved. Stir in 1 part of purified potash. When an intimate combination has taken place, allow to cool and add a proportionate quantity of gum arabic. With this mixture the desired colors are ground thick enough so that they can be conveniently rolled into a pencil with chalk. The desired shades must be composed on the grinding slab as they are wanted, and must not be simply left in their natural tone. Use, for instance, umber, Vandyke brown, and white lead for oak; umber alone would be too dark for walnut use. All the earth colors can be conveniently worked up. It is best to prepare 2 or 3 crayons of each set, mixing the first a little lighter by the addition of white lead and leaving the others a little darker. The pencils should be kept in a dry place and are more suitable for graining and marbling than brushes, since they can be used with either oil or water.
CRAYONS FOR WRITING ON GLASS: See Etching, and Glass.
(See also Milk.)
Special machines have been constructed for whipping cream, but most dispensers prepare it with an ordinary egg beater. Genuine whipped cream is nothing other than pure cream into which air has been forced by the action of the different apparatus manufactured for the purpose; care must, however, be exercised in order that butter is not produced instead of whipped cream. To avoid this the temperature of the cream must be kept at a low degree and the whipping must not be too violent or prolonged; hence the following rules must be observed in order to produce the desired result: {248}
1. Secure pure cream and as fresh as possible.
2. Surround the bowl in which the cream is being whipped with cracked ice, and perform the operation in a cool place.
3. As rapidly as the whipped cream arises, skim it off and place it in another bowl, likewise surrounded with ice.
4. Do not whip the cream too long or too violently.
5. The downward motion of the beater should be more forcible than the upward, as the first has a tendency to force the air into the cream, while the second, on the contrary, tends to expel it.
6. A little powdered sugar should be added to the cream after it is whipped, in order to sweeten it.
7. Make whipped cream in small quantities and keep it on ice.
I.—Cummins’s Whipped Cream.—Place 12 ounces of rich cream on the ice for about 1 hour; then with a whipper beat to a consistency that will withstand its own weight.
II.—Eberle’s Whipped Cream.—Take a pint of fresh, sweet cream, which has been chilled by being placed on the ice, add to it a heaping tablespoonful of powdered sugar and 2 ounces of a solution of gelatin (a spoonful dissolved in 2 ounces of water), whip slowly for a minute or two until a heavy froth gathers on top. Skim off the dense froth, and put in container for counter use; continue this until you have frothed all that is possible.
III.—Foy’s Whipped Cream.—Use only pure cream; have it ice cold, and in a convenient dish for whipping with a wire whipper. A clear, easy, quick, and convenient way is to use a beater. Fill about one-half full of cream, and beat vigorously for 2 or 3 minutes; a little powdered sugar may be added before beating. The cream may be left in the beater, and placed on ice.
IV.—American Soda Fountain Company’s Whipped Cream.—Take 2 earthen bowls and 2 tin pans, each 6 or 8 inches greater in diameter than the bowls; place a bowl in each pan, surround it with broken ice, put the cream to be whipped in 1 bowl, and whip it with a whipped cream churn. The cream should be pure and rich, and neither sugar nor gelatin should be added to it. As the whipped cream rises and fills the bowl, remove the churn, and skim off the whipped cream into the other bowl.
The philosophy of the process is that the churn drives air into the cream, and blows an infinity of tiny bubbles, which forms the whipped cream; therefore, in churning, raise the dasher gently and slowly, and bring it down quickly and forcibly. When the second bowl is full of whipped cream, pour off the liquid cream, which has settled to the bottom, into the first bowl, and whip it again. Keep the whipped cream on ice.
The addition of an even teaspoonful of salt to 1 quart of sweet cream, before whipping, will make it whip up very readily and stiff, and stand up much longer and better.
One of the best starting points for the preparation is the “creosote” obtained from blast furnaces, which is rich in cresols and contains comparatively little phenols. The proportions used are: Creosote, 30 parts; soft soap, 10 parts; and solution of soda (10 per cent), 30 parts. Boil the ingredients together for an hour, then place aside to settle. The dark fluid is afterwards drained from any oily portion floating upon the top.
CREAM, COLD: See Cosmetics.
CREAMS FOR THE FACE AND SKIN: See Cosmetics.
CREOSOTE SOAP: See Soap.
CROCKERY: See Ceramics.
CROCKERY CEMENTS: See Adhesives.
The substance known as “crocus,” which is so exceedingly useful as a polishing medium for steel, etc., may be very generally obtained in the cinders produced from coal containing iron. It will be easily recognized by its rusty color, and should be collected and reduced to a powder for future use. Steel burnishers may be brought to a high state of polish with this substance by rubbing them upon a buff made of soldiers’ belt or hard wood. After this operation, the burnisher should be rubbed on a second buff charged with jewelers’ rouge.
CRYSTAL CEMENTS FOR REUNITING BROKEN PIECES: See Adhesives, under Cements. {249}
CRYSTALLIZATION, ORNAMENTAL: See Gardens, Chemical.
CUCUMBER ESSENCE: See Essences and Extracts.
CUCUMBER JELLY, JUICE, AND MILK: See Cosmetics.
CURAÇOA CORDIAL: See Wines and Liquors.
CURTAINS, COLORING OF: See Laundry Preparations.
CURRY POWDER: See Condiments.
| Corn flour | 7 pounds |
| Arrowroot | 8 pounds |
| Oil of almond | 20 drops |
| Oil of nutmegs | 10 drops |
| Tincture of saffron to color. |
Mix the tincture with a little of the mixed flours; then add the essential oils and make into a paste; dry this until it can be reduced to a powder, and then mix all the ingredients by sifting several times through a fine hair sieve.
CUTLERY CEMENTS: See Adhesives.
CYLINDER OIL: See Lubricants.
CYMBAL METAL: See Alloys.
Damaskeening, practiced from most ancient times, consists in ornamentally inlaying one metal with another, followed usually by polishing. Generally gold or silver is employed for inlaying. The article to be decorated by damaskeening is usually of iron (steel) or copper; in Oriental (especially Japanese) work, also frequently of bronze, which has been blackened, or, at least, darkened, so that the damaskeening is effectively set off from the ground. If the design consists of lines, the grooves are dug out with the graver in such a manner that they are wider at the bottom, so as to hold the metal forced in. Next, the gold or silver pieces suitably formed are laid on top and hammered in so as to fill up the opening. Finally the surface is gone over again, so that the surface of the inlay is perfectly even with the rest. If the inlays, however, are not in the form of lines, but are composed of larger pieces of certain outlines, they are sometimes allowed to project beyond the surface of the metal decorated. At times there are inlays again in the raised portions of another metal; thus, Japanese bronze articles often contain figures of raised gold inlaid with silver.
Owing to the high value which damaskeening imparts to articles artistically decorated, many attempts have been made to obtain similar effects in a cheaper manner. One is electro-etching, described further on. Another process for the wholesale manufacture of objects closely resembling damaskeened work is the following: By means of a steel punch, on which the decorations to be produced project in relief, the designs are stamped by means of a drop hammer or a stamping press into gold plated or silver plated sheet metal on the side which is to show the damaskeening, finally grinding off the surface, so that the sunken portions are again level. Naturally, the stamped portion, as long as the depth of the stamping is at least equal to the thickness of the precious metal on top, will appear inlaid.
It is believed that much of the early damaskeening was done by welding together iron and either a steel or an impure or alloyed iron, and treating the surface with a corroding acid that affected the steel or alloy without changing the iron.
The variety or damaskeening known as koftgari or kuft-work, practiced in India, was produced by rough-etching a metallic surface and laying on gold-leaf, which was imbedded so that it adhered only to the etched parts of the design.
DANDRUFF CURE: See Hair Preparations.
See also Chromos, Copying Processes, and Transfer Processes.
The decalcomania process of transferring pictures requires that the print (usually in colors) be made on a specially prepared paper. Prints made on decalcomania paper may be transferred in the reverse to china ware, wood, celluloid, metal, or any hard smooth surface, and being varnished after transfer (or burnt in, in the case of pottery) acquire a fair degree of permanence. The original print is destroyed by the transfer.
The process described is especially adapted for film pictures, i. e., for such as bear the picture on a cohering layer, usually consisting of collodion. It cannot be employed outright for gum pictures, i. e., for such pictures as are composed of different pressed surfaces, consisting mainly of gum or similar material. If this process is to be adapted to these pictures as well, the ware, which has been given the biscuit baking, is first provided with a crude glaze coating, whereupon the details of the process are carried out as described above with the exception that there is another glaze coating between the adhesive coat and the biscuit-baked ware. In this case the article is also immediately placed in the grate fire. It is immaterial which of the two kinds of metachromatypes (transfer pictures) is used, in every case the baking in the muffle, etc., is dropped. The transfer pictures may also be produced in all colors for the grate fire.
I.—Gelatin, 10 parts, dissolved in 300 parts warm water. This solution is applied with a sponge. The paper should be dried flat.
II.—Starch, 50 parts; gum tragacanth, dissolved in 600 parts of water. (The gum tragacanth is soaked in 300 parts of water; in the other 300 parts the starch is boiled to a paste; the two are then poured together and boiled.) The dried paper is brushed with this paste uniformly, a fairly thick coat being applied. The paper is then allowed to dry again.
III.—One part blood albumen is soaked in 3 parts water for 24 hours. A small quantity of sal ammoniac is added.
The paper, after having been coated with these three solutions and dried, is run through the printing press, the pictures, however, being printed reversed so that it may appear in its true position when transferred. Any colored inks may be used. {251}
IV.—A transfer paper, known as “décalque rapide,” invented by J. B. Duramy, consists of a paper of the kind generally used for making pottery transfers, but coated with a mixture of gum and arrowroot solutions in the proportion of 2 1/2 parts of the latter to 100 of the former. The coating is applied in the ordinary manner, but the paper is only semi-glazed. Furthermore, to decorate pottery ware by means of this new transfer paper, there is no need to immerse the ware in a bath in order to get the paper to draw off, as it will come away when moistened with a damp sponge, after having been in position for less than 5 minutes, whereas the ordinary papers require a much longer time.
| I.— | Soft soap | 1/2 ounce |
|---|---|---|
| Pearlash | 2 drachms | |
| Distilled water | 16 fluidounces |
The print is laid upon a flat surface, such as a drawing board, and moistened with the liquid. The paper on which the reproduction is required is laid over this, and then a sheet of thicker paper placed on the top, and the whole rubbed evenly and hard with a blunt instrument, such as the bowl of a spoon, until the desired depth of color in the transferrer is obtained. Another and more artistic process is to cover the print with a transparent sheet of material coated with wax, to trace out the pictures with a point and to take rubbings of the same after powdering with plumbago.
| II.— | Hard soap | 1 drachm |
|---|---|---|
| Glycerine | 30 grains | |
| Alcohol | 4 fluidrachms | |
| Water | 1 fluidounce |
Dampen the printed matter with the solution by sponging, and proceed as with I.
DEHORNERS: See Horn.
DELTA METAL: See Alloys.
DEMON BOWLS OF FIRE: See Pyrotechnics.
DENTAL CEMENTS: See Cements.
A perfect tooth powder that will clean the teeth and mouth with thoroughness need contain but few ingredients and is easily made. For the base there is nothing better than precipitated chalk; it possesses all the detergent and polishing properties necessary for the thorough cleansing of the teeth, and it is too soft to do any injury to soft or to defective or thinly enameled teeth. This cannot be said of pumice, cuttlebone, charcoal, kieselguhr, and similar abradants that are used in tooth powders. Their use is reprehensible in a tooth powder. The use of pumice or other active abradant is well enough occasionally, by persons afflicted with a growth of tartar on the teeth, but even then it is best applied by a competent dentist. Abrading powders have much to answer for in hastening the day of the toothless race.
Next in value comes soap. Powdered white castile soap is usually an ingredient of tooth powders. There is nothing so effective for removing sordes or thickened mucus from the gums or mouth. But used alone or in too large proportions, the taste is unpleasant. Orris possesses no cleansing properties, but is used for its flavor and because it is most effective for masking the taste of the soap. Sugar or saccharine may be used for sweetening, and for flavoring almost anything can be used. Flavors should, in the main, be used singly, though mixed flavors lack the clean taste of simple flavors.
The most popular tooth powder sold is the white, saponaceous, wintergreen-flavored powder, and here is a formula for this type:
| I.— | Precipitated chalk | 1 pound |
|---|---|---|
| White castile soap | 1 ounce | |
| Florentine orris | 2 ounces | |
| Sugar (or saccharine, 2 grains) | 1 ounce | |
| Oil of wintergreen | 1/4 ounce |
The first four ingredients should be in the finest possible powder and well dried. Triturate the oil of wintergreen with part of the chalk, and mix this with the balance of the chalk. Sift each ingredient separately through a sieve (No. 80 or finer), and mix well together, afterwards sifting the mixture 5 or 6 times. The finer the sieve and the more the mixture is sifted, the finer and lighter the powder will be. {252}
This powder will cost about 15 cents a pound.
Pink, rose-flavored powder of the Caswell and Hazard, Hudnut, or McMahan type, once so popular in New York. It was made in two styles, with and without soap.
| II.— | Precipitated chalk | 1 pound |
|---|---|---|
| Florentine orris | 2 ounces | |
| Sugar | 1 1/2 ounces | |
| White castile soap | 1 ounce | |
| No. 40 carmine | 15 grains | |
| Oil of rose | 12 drops | |
| Oil of cloves | 4 drops |
Dissolve the carmine in an ounce of water of ammonia and triturate this with part of the chalk until the chalk is uniformly dyed. Then spread it in a thin layer on a sheet of paper and allow the ammonia to evaporate. When there is no ammoniacal odor left, mix this dyed chalk with the rest of the chalk and sift the whole several times until thoroughly mixed. Then proceed to make up the powder as in the previous formula, first sifting each ingredient separately and then together, being careful thoroughly to triturate the oils of rose and cloves with the orris after it is sifted and before it is added to the other powders. The oil of cloves is used to back up the oil of rose. It strengthens and accentuates the rose odor. Be careful not to get a drop too much, or it will predominate over the rose.
| Precipitated chalk | 1 pound |
| Florentine orris | 4 ounces |
| Castile soap | 1 ounce |
| Sugar | 1 1/2 ounces |
| Extract of violet | 1/4 ounce |
| Evergreen coloring, R. & F., quantity sufficient. | |
Proceed as in the second formula, dyeing the chalk with the evergreen coloring to the desired shade before mixing.
| III.— | Precipitated chalk | 16 pounds |
|---|---|---|
| Powdered orris | 4 pounds | |
| Powdered cuttlefish bone | 2 pounds | |
| Ultramarine | 9 1/2 ounces | |
| Geranium lake | 340 grains | |
| Jasmine | 110 minims | |
| Oil of neroli | 110 minims | |
| Oil of bitter almonds | 35 minims | |
| Vanillin | 50 grains | |
| Artificial musk (Lautier’s) | 60 grains | |
| Saccharine | 140 grains |
Rub up the perfumes with 2 ounces of alcohol, dissolve the saccharine in warm water, add all to the orris, and set aside to dry. Rub the colors up with water and some chalk, and when dry pass all through a mixer and sifter twice to bring out the color.
Carbolated tooth powder may likewise be made with the first formula by substituting 2 drachms of liquefied carbolic acid for the oil of wintergreen. But the tooth powder gradually loses the odor and taste of the acid. It is not of much utility anyway, as the castile soap in the powder is of far greater antiseptic power than the small amount of carbolic acid that can safely be combined in a tooth powder. Soap is one of the best antiseptics.
Alkaline salts, borax, sodium bicarbonate, etc., are superfluous in a powder already containing soap. The only useful purpose they might serve is to correct acidity of the mouth, and that end can be reached much better by rinsing the mouth with a solution of sodium bicarbonate. Acids have no place in tooth powders, the French Codex to the contrary notwithstanding.
English apothecaries use sugar of milk and heavy calcined magnesia in many of their tooth powders. Neither has any particular virtue as a tooth cleanser, but both are harmless. Cane sugar is preferable to milk sugar as a sweetener, and saccharine is more efficient, though objected to by some; it should be used in the proportion of 2 to 5 grains to the pound of powder, and great care taken to have it thoroughly distributed throughout.
An antiseptic tooth powder, containing the antiseptic ingredients of listerine, is popular in some localities.
| IV.— | Precipitated chalk | 1 pound |
|---|---|---|
| Castile soap | 5 drachms | |
| Borax | 3 drachms | |
| Thymol | 20 grains | |
| Menthol | 20 grains | |
| Eucalyptol | 20 grains | |
| Oil of wintergreen | 20 grains | |
| Alcohol | 1/2 ounce |
Dissolve the thymol and oils in the alcohol, and triturate with the chalk, and proceed as in the first formula. {253}
One fault with this powder is the disagreeable taste of the thymol. This may be omitted and the oil of wintergreen increased to the improvement of the taste, but with some loss of antiseptic power.
| V.— | Boric acid | 50 parts |
|---|---|---|
| Salicylic acid | 50 parts | |
| Dragon’s blood | 20 parts | |
| Calcium carbonate | 1,000 parts | |
| Essence spearmint | 12 parts |
Reduce the dragon’s blood and calcium carbonate to the finest powder, and mix the ingredients thoroughly. The powder should be used twice a day, or even oftener, in bad cases. It is especially recommended in cases where the enamel has become eroded from the effects of iron.
| Menthol | 1 part |
| Salol | 8 parts |
| Soap, grated fine | 20 parts |
| Calcium carbonate | 20 parts |
| Magnesia carbonate | 60 parts |
| Essential oil of mint | 2 parts |
Powder finely and mix. If there is much tartar on the teeth it will be well to add to this formula from 10 to 20 parts of pumice, powdered very finely.
I.—Charcoal and sugar, equal weights. Mix and flavor with clove oil.
| II.— | Charcoal | 156 parts |
|---|---|---|
| Red kino | 156 parts | |
| Sugar | 6 parts | |
| Flavor with peppermint oil | ||
| III.— | Charcoal | 270 parts |
| Sulphate of quinine | 1 part | |
| Magnesia | 1 part | |
| Scent to liking. | ||
| IV.— | Charcoal | 30 parts |
| Cream of tartar | 8 parts | |
| Yellow cinchona bark | 4 parts | |
| Sugar | 15 parts | |
| Scent with oil of cloves. | ||
| V.— | Sugar | 120 parts |
| Alum | 10 parts | |
| Cream of tartar | 20 parts | |
| Cochineal | 3 parts | |
| VI.— | Cream of tartar | 1,000 parts |
| Alum | 190 parts | |
| Carbonate of magnesia | 375 parts | |
| Sugar | 375 parts | |
| Cochineal | 75 parts | |
| Essence Ceylon cinnamon | 90 parts | |
| Essence cloves | 75 parts | |
| Essence English peppermint | 45 parts | |
| VII.— | Sugar | 200 parts |
| Cream of tartar | 400 parts | |
| Magnesia | 400 parts | |
| Starch | 400 parts | |
| Cinnamon | 32 parts | |
| Mace | 11 parts | |
| Sulphate of quinine | 16 parts | |
| Carmine | 17 parts | |
| Scent with oil of peppermint and oil of rose. | ||
| VIII.— | Bleaching powder | 11 parts |
| Red coral | 12 parts | |
| IX.— | Red cinchona bark | 12 parts |
| Magnesia | 50 parts | |
| Cochineal | 9 parts | |
| Alum | 6 parts | |
| Cream of tartar | 100 parts | |
| English peppermint oil | 4 parts | |
| Cinnamon oil | 2 parts | |
Grind the first five ingredients separately, then mix the alum with the cochineal, and then add to it the cream of tartar and the bark. In the meantime the magnesia is mixed with the essential oils, and finally the whole mass is mixed through a very fine silk sieve.
| X.— | Whitewood charcoal | 250 parts |
|---|---|---|
| Cinchona bark | 125 parts | |
| Sugar | 250 parts | |
| Peppermint oil | 12 parts | |
| Cinnamon oil | 8 parts | |
| XI.— | Precipitated chalk | 750 parts |
| Cream of tartar | 250 parts | |
| Florence orris root | 250 parts | |
| Sal ammoniac | 60 parts | |
| Ambergris | 4 parts | |
| Cinnamon | 4 parts | |
| Coriander | 4 parts | |
| Cloves | 4 parts | |
| Rosewood | 4 parts | |
| XII.— | Dragon’s blood | 250 parts |
| Cream of tartar | 30 parts | |
| Florence orris root | 30 parts | |
| Cinnamon | 16 parts | |
| Cloves | 8 parts | |
| XIII.— | Precipitated chalk | 500 parts |
| Dragon’s blood | 250 parts | |
| Red sandalwood | 125 parts | |
| Alum | 125 parts | |
| Orris root | 250 parts | |
| Cloves | 15 parts | |
| Cinnamon | 15 parts | |
| Vanilla | 8 parts | |
| Rosewood | 15 parts | |
| Carmine lake | 250 parts | |
| Carmine | 8 parts | |
| XIV.— | Cream of tartar | 150 parts |
| Alum | 25 parts | |
| Cochineal | 12 parts | |
| Cloves | 25 parts | |
| Cinnamon | 25 parts | |
| Rosewood | 6 parts | |
| Scent with essence of rose. | ||
| XV.— | Coral | 20 parts |
| Sugar | 20 parts | |
| Wood charcoal | 6 parts | |
| Essence of vervain | 1 part | |
| XVI.— | Precipitated chalk | 500 parts |
| Orris root | 500 parts | |
| Carmine | 1 part | |
| Sugar | 1 part | |
| Essence of rose | 4 parts | |
| Essence of neroli | 4 parts | |
| XVII.— | Cinchona bark | 50 parts |
| Chalk | 100 parts | |
| Myrrh | 50 parts | |
| Orris root | 100 parts | |
| Cinnamon | 50 parts | |
| Carbonate of ammonia | 100 parts | |
| Oil of cloves. | 2 parts | |
| XVIII.— | Gum arabic | 30 parts |
| Cutch | 80 parts | |
| Licorice juice | 550 parts | |
| Cascarilla | 20 parts | |
| Mastic | 20 parts | |
| Orris root | 20 parts | |
| Oil of cloves | 5 parts | |
| Oil of peppermint | 15 parts | |
| Extract of amber | 5 parts | |
| Extract of musk | 5 parts | |
| XIX.— | Chalk | 200 parts |
| Cuttlebone | 100 parts | |
| Orris root | 100 parts | |
| Bergamot oil | 2 parts | |
| Lemon oil | 4 parts | |
| Neroli oil | 1 part | |
| Portugal oil | 2 parts | |
| XX.— | Borax | 50 parts |
| Chalk | 100 parts | |
| Myrrh | 25 parts | |
| Orris root | 22 parts | |
| Cinnamon | 25 parts | |
| XXI.— | Wood charcoal | 30 parts |
| White honey | 30 parts | |
| Vanilla sugar | 30 parts | |
| Cinchona bark | 16 parts | |
| Flavor with oil of peppermint. | ||
| XXII.— | Syrup of 33° B. | 38 parts |
| Cuttlebone | 200 parts | |
| Carmine lake | 30 parts | |
| English oil of peppermint | 5 parts | |
| XXIII.— | Red coral | 50 parts |
| Cinnamon | 12 parts | |
| Cochineal | 6 parts | |
| Alum | 2 1/8 parts | |
| Honey | 125 parts | |
| Water | 6 parts | |
Triturate the cochineal and the alum with the water. Then, after allowing them to stand for 24 hours, put in the honey, the coral, and the cinnamon. When the effervescence has ceased, which happens in about 48 hours, flavor with essential oils to taste.
| XXIV.— | Well-skimmed honey | 50 parts |
|---|---|---|
| Syrup of peppermint | 50 parts | |
| Orris root | 12 parts | |
| Sal ammoniac | 12 parts | |
| Cream of tartar | 12 parts | |
| Tincture of cinnamon | 3 parts | |
| Tincture of cloves | 3 parts | |
| Tincture of vanilla | 3 parts | |
| Oil of cloves | 1 part | |
| XXV.— | Cream of tartar | 120 parts |
| Pumice | 120 parts | |
| Alum | 30 parts | |
| Cochineal | 30 parts | |
| Bergamot oil | 3 parts | |
| Clove | 3 parts | |
| Make to a thick paste with honey or sugar. | ||
| XXVI.— | Honey | 250 parts |
| Precipitated chalk | 250 parts | |
| Orris root | 250 parts | |
| Tincture of opium | 7 parts | |
| Tincture of myrrh | 7 parts | |
| Oil of rose | 2 parts | |
| Oil of cloves | 2 parts | |
| Oil of nutmeg | 2 parts | |
| XXVII.— | Florentine orris | 6 parts |
| Magnesium carbonate | 2 parts | |
| Almond soap | 12 parts | |
| Calcium carbonate | 60 parts | |
| Thymol | 1 part | |
| Alcohol, quantity sufficient. | ||
Powder the solids and mix. Dissolve the thymol in as little alcohol as possible, and add perfume in a mixture in equal parts of oil of peppermint, oil of clove, oil of lemon, and oil of eucalyptus. About 1 minim of each to every ounce of powder will be sufficient.
XXVIII.—Myrrh, 10 parts; sodium chloride, 10 parts; soot, 5 parts; soap, 5 parts; lime carbonate, 500 parts.
XXIX.—Camphor, 5 parts; soap, 10 parts; saccharine, 0.25 parts; thymol, 0.5 parts; lime carbonate, 500 parts. Scent, as desired, with rose oil, sassafras oil, wintergreen oil, or peppermint oil.
XXX.—Powdered camphor, 6 parts; myrrh, 15 parts; powdered Peruvian bark, 6 parts; distilled water, 12 parts; alcohol of 80° F., 50 parts. Macerate the powders in the alcohol for a week and then filter.
XXXI.—Soap, 1; saccharine. 0.025; thymol, 0.05; lime carbonate, 50; sassafras essence, enough to perfume.
XXXII.—Camphor, 0.5; soap, 1; saccharine, 0.025; calcium carbonate, 50; oil of sassafras, or cassia, or of gaultheria, enough to perfume.
XXXIII.—Myrrh, 1; sodium chloride, 1; soap, 50; lime carbonate, 50; rose oil as required.
XXXIV.—Precipitated calcium carbonate, 60 parts; quinine sulphate, 2 parts; saponine, 0.1 part; saccharine, 0.1 part; carmine as required; oil of peppermint, sufficient.
XXXV.—Boracic acid, 100 parts; powdered starch, 50 parts; quinine hydrochlorate, 10 parts; saccharine, 1 part; vanillin (dissolved in alcohol), 1.5 parts.
| Magnesia carbonate | 10 parts |
| Medicinal soap | 10 parts |
| Sepia powder | 80 parts |
| Peppermint oil, quantity sufficient to flavor. |
| I.— | Sassafras oil, true | 1 drachm |
|---|---|---|
| Pinus pumilio oil | 20 minims | |
| Bitter orange oil | 20 minims | |
| Wintergreen oil | 2 minims | |
| Anise oil | 4 minims | |
| Rose geranium oil | 1 minim | |
| Alcohol | 1 ounce |
Use according to taste.
| II.— | Oil of peppermint, English | 4 parts |
|---|---|---|
| Oil of aniseed | 6 parts | |
| Oil of clove | 1 part | |
| Oil of cinnamon | 1 part | |
| Saffron | 1 part | |
| Deodorized alcohol | 350 parts | |
| Water | 300 parts |
Or, cassia, 4 parts, and vanilla, 1/2 part, may be substituted for the saffron.
Sozodont.—
II.—The liquid tooth preparation “Sozodont” is said to contain: Soap powder, 60 parts; glycerine, 60 parts; alcohol, 360 parts; water, 220 parts; oils of peppermint, of aniseed, of clover, and of cinnamon, 1 part each; oil of wintergreen, 1–200 part.
| III.— | Thymol | 2 grains |
|---|---|---|
| Benzoic acid | 24 grains | |
| Tincture eucalyptus | 2 drachms | |
| Alcohol quantity sufficient to make | 2 ounces. |
Mix. Sig.: A teaspoonful diluted with half a wineglassful of water.
| IV.— | Carbolic acid, pure | 2 ounces |
|---|---|---|
| Glycerine, 1,260° | 1 ounce | |
| Oil wintergreen | 6 drachms | |
| Oil cinnamon | 3 drachms | |
| Powdered cochineal | 1/2 drachm | |
| S. V. R | 40 ounces | |
| Distilled water | 40 ounces |
Dissolve the acid in the glycerine with the aid of a gentle heat and the essential oils in the spirit; mix together, and add the water and cochineal; then let the preparation stand for a week and filter.
A mixture of caramel and cochineal coloring, N. F., gives an agreeable red color for saponaceous tooth washes. It is not permanent, however.
Variations of this formula follow:
| V.— | White castile soap | 1 ounce |
|---|---|---|
| Tincture of asarum | 2 drachms | |
| Oil of peppermint | 1/2 drachm | |
| Oil of wintergreen | 1/2 drachm | |
| Oil of cloves | 5 drops | |
| Oil of cassia | 5 drops | |
| Glycerine | 4 ounces | |
| Alcohol | 14 ounces | |
| Water | 14 ounces | |
| VI.— | White castile soap | 1 1/2 ounces |
| Oil of orange | 10 minims | |
| Oil of cassia | 5 minims | |
| Oil of wintergreen | 15 minims | |
| Glycerine | 3 ounces | |
| Alcohol | 8 ounces | |
| Water enough to make 1 quart. | ||
| VII.— | White castile soap | 3 ounces |
| Glycerine | 5 ounces | |
| Water | 20 ounces | |
| Alcohol | 30 ounces | |
| Oil of peppermint | 1 drachm | |
| Oil of wintergreen | 1 drachm | |
| Oil of orange peel | 1 drachm | |
| Oil of anise | 1 drachm | |
| Oil of cassia | 1 drachm | |
Beat up the soap with the glycerine; dissolve the oils in the alcohol and add to the soap and glycerine. Stir well until the soap is completely dissolved.
| VIII.— | White castile soap | 1 ounce |
|---|---|---|
| Orris root | 4 ounces | |
| Rose leaves | 4 ounces | |
| Oil of rose | 1/2 drachm | |
| Oil of neroli | 1/2 drachm | |
| Cochineal | 1/2 ounce | |
| Diluted alcohol | 2 quarts |
If the wash is intended simply as an elixir for sweetening the breath, the following preparation, resembling the celebrated eau de botot, will be found very desirable:
| IX.— | Oil of peppermint | 30 minims |
|---|---|---|
| Oil of spearmint | 15 minims | |
| Oil of cloves | 5 minims | |
| Oil of red cedar wood | 60 minims | |
| Tincture of myrrh | 1 ounce | |
| Alcohol | 1 pint |
Care must be taken not to confound the oil of cedar tops with the oil of cedar wood. The former has an odor like turpentine; the latter has the fragrance of the red cedar wood.
For a cleansing wash, a solution of soap is to be recommended. It may be made after the following formula:
| X.— | White castile soap | 1 ounce |
|---|---|---|
| Alcohol | 6 ounces | |
| Glycerine | 4 ounces | |
| Hot water | 6 ounces | |
| Oil of peppermint | 15 minims | |
| Oil of wintergreen | 20 minims | |
| Oil of cloves | 5 minims | |
| Extract of vanilla | 1/2 ounce |
Dissolve the soap in the hot water and add the glycerine and extract of vanilla. Dissolve the oils in the alcohol, mix the solutions, and after 24 hours filter through paper. {257}
It is customary to color such preparations. An agreeable brown-yellow tint may be given by the addition of a small quantity of caramel. A red color may be given by cochineal. The color will fade, but will be found reasonably permanent when kept from strong light.
| I.— | White castile soap | 225 parts |
|---|---|---|
| Precipitated chalk | 225 parts | |
| Orris root | 225 parts | |
| Oil of peppermint | 7 parts | |
| Oil of cloves | 4 parts | |
| Water, a sufficient quantity. | ||
| II.— | Castile soap | 100 drachms |
| Precipitated chalk | 100 drachms | |
| Powdered orris root | 100 drachms | |
| White sugar | 50 drachms | |
| Rose water | 50 drachms | |
| Oil of cloves | 100 drops | |
| Oil of peppermint | 3 drachms |
Dissolve the soap in water, add the rose water, then rub up with the sugar with which the oils have been previously triturated, the orris root and the precipitated chalk.
III.—Potassium chlorate, 20 drachms; powdered white soap, 10 drachms; precipitated chalk, 20 drachms; peppermint oil, 15 drops; clove oil, 5 drops; glycerine, sufficient to mass. Use with a soft brush.
| I.— | Precipitated carbonate of lime | 90 parts |
|---|---|---|
| Soap powder | 30 parts | |
| Ossa sepia, powdered | 15 parts | |
| Tincture of cocaine | 45 parts | |
| Oil of peppermint | 6 parts | |
| Oil of ylang-ylang | 0.3 parts | |
| Glycerine | 30 parts | |
| Rose water to cause liquefaction. Carmine solution to color. | ||
| II.— | Precipitated carbonate of lime | 150 parts |
| Soap powder | 45 parts | |
| Arrowroot | 45 parts | |
| Oil of eucalyptus | 2 parts | |
| Oil of peppermint | 1 part | |
| Oil of geranium | 1 part | |
| Oil of cloves | 0.25 parts | |
| Oil of aniseed | 0.25 parts | |
| Glycerine | 45 parts | |
| Chloroform water to cause liquefaction. Carmine solution to color. | ||
Cherry Tooth Paste.—
| III.— | Clarified honey | 100 drachms |
|---|---|---|
| Precipitated chalk | 100 drachms | |
| Powdered orris root | 100 drachms | |
| Powdered rose leaves | 60 drops | |
| Oil of cloves | 55 drops | |
| Oil of mace | 55 drops | |
| Oil of geranium | 55 drops |
Chinese Tooth Paste.—
| IV.— | Powdered pumice | 100 drachms |
|---|---|---|
| Starch | 20 drachms | |
| Oil of peppermint | 40 drops | |
| Carmine | 1/4 drachm |
Eucalyptus Paste.—Forty drachms precipitated chalk, 11 drachms soap powder, 11 drachms wheaten starch, 1/4 drachm carmine, 30 drops oil of peppermint, 30 drops oil of geranium, 60 drops eucalyptus oil, 2 drops oil of cloves, 12 drops oil of anise mixed together and incorporated to a paste, with a mixture of equal parts of glycerine and spirit.
Myrrh Tooth Paste.—
| Precipitated chalk | 8 ounces |
| Orris | 8 ounces |
| White castile soap | 2 ounces |
| Borax | 2 ounces |
| Myrrh | 1 ounce |
| Glycerine, quantity sufficient. |
Color and perfume to suit.
A thousand grams of levigated powdered oyster shells are rubbed up with 12 drachms of cochineal to a homogeneous powder. To this is added 1 drachm of potassium permanganate and 1 drachm boric acid and rubbed well up. Foam up 200 drachms castile soap and 5 drachms chemically pure glycerine and mix it with the foregoing mass, adding by teaspoonful 150 grams of boiling strained honey. The whole mass is again thoroughly rubbed up, adding while doing so 200 drops honey. Finally the mass should be put into a mortar and pounded for an hour and then kneaded with the hands for 2 hours.
Tooth Paste to be put in Collapsible Tubes.—
| Calcium carbonate, levigated | 100 parts |
| Cuttlefish bone, in fine powder | 25 parts |
| Castile soap, old white, powdered | 25 parts |
| Tincture of carmine, ammoniated | 4 parts |
| Simple syrup | 25 parts |
| Menthol | 2 parts |
| Alcohol | 5 parts |
| Attar of rose or other perfume, quantity sufficient. | |
| Rose water sufficient to make a paste. | |
Beat the soap with a little rose water, then warm until softened, add syrup and tincture of carmine. Dissolve the perfume and menthol in the alcohol and add to soap mixture. Add the solids and incorporate thoroughly. Finally, work to a proper consistency for filling into collapsible tubes, adding water, if necessary.
| I.— | Quillaia bark | 125 parts |
|---|---|---|
| Glycerine | 95 parts | |
| Alcohol | 155 parts | |
| Macerate for 4 days and add: | ||
| Acid. carbol. cryst | 4 parts | |
| Ol. geranii | 0.6 parts | |
| Ol. caryophyll | 0.6 parts | |
| Ol. rosæ | 0.6 parts | |
| Ol. cinnam | 0.6 parts | |
| Tinct. ratanhæ | 45 parts | |
| Aqua rosæ | 900 parts | |
| Macerate again for 4 days and filter. | ||
| Thymol | 20 parts | |
| Peppermint oil | 10 parts | |
| Clove oil | 5 parts | |
| Sage oil | 5 parts | |
| Marjoram oil | 3 parts | |
| Sassafras oil | 3 parts | |
| Wintergreen oil | 0.5 parts | |
| Coumarin | 0.5 parts | |
| Alcohol, dil. | 1,000 parts | |
| A teaspoonful in a glass of water. | ||
| II.— | Tincture orris (1 in 4) | 1 1/2 parts |
| Lavender water | 1/2 part | |
| Tinct. cinnamon (1 in 8) | 1 part | |
| Tinct. yellow cinch bark | 1 part | |
| Eau de cologne | 2 parts | |
| Orris and Rose.— | ||
| III.— | Orris root | 30 drachms |
| Rose leaves | 8 drachms | |
| Soap bark | 8 drachms | |
| Cochineal | 3 1/2 drachms | |
| Diluted alcohol | 475 drachms | |
| Oil rose | 30 drops | |
| Oil neroli | 40 drops | |
| Myrrh Astringent.— | ||
| IV.— | Tincture myrrh | 125 drachms |
| Tincture benzoin | 50 drachms | |
| Tincture cinchona | 8 drachms | |
| Alcohol | 225 drachms | |
| Oil of rose | 30 drops | |
| Borotonic.— | ||
| V.— | Acid boric | 20 parts |
| Oil wintergreen | 10 parts | |
| Glycerine | 110 parts | |
| Alcohol | 150 parts | |
| Distilled water enough to make | 600 parts | |
| Sweet Salicyl.— | ||
| VI.— | Acid salicylic | 4 parts |
| Saccharine | 1 part | |
| Sodium bicarbonate | 1 part | |
| Alcohol | 200 parts | |
| Foaming Orange.— | ||
| VII.— | Castile soap | 29 drachms |
| Oil orange | 10 drops | |
| Oil cinnamon | 5 drops | |
| Distilled water | 30 drachms | |
| Alcohol | 90 drachms | |
| Australian Mint.— | ||
| VIII.— | Thymol | 0.25 parts |
| Acid benzoic | 3 parts | |
| Tincture eucalyptus | 15 parts | |
| Alcohol | 100 parts | |
| Oil peppermint | 0.75 parts | |
| Fragrant Dentine.— | ||
| IX.— | Soap bark | 125 parts |
| Glycerine | 95 parts | |
| Alcohol | 155 parts | |
| Rose water | 450 parts | |
| Macerate for 4 days and add: | ||
| Carbolic acid, cryst | 4 parts | |
| Oil geranium | 0.6 parts | |
| Oil cloves | 0.6 parts | |
| Oil rose | 0.6 parts | |
| Oil cinnamon | 0.6 parts | |
| Tincture rhatany | 45 parts | |
| Rose water | 450 parts | |
| Allow to stand 4 days; then filter. | ||
| Aromantiseptic.— | ||
| X.— | Thymol | 20 parts |
| Oil peppermint | 10 parts | |
| Oil cloves | 5 parts | |
| Oil sage | 5 parts | |
| Oil marjoram | 3 parts | |
| Oil sassafras | 3 parts | |
| Oil wintergreen | 0.5 parts | |
| Coumarin | 0.5 parts | |
| Diluted alcohol | 1,000 parts | |
The products of the foregoing formulas are used in the proportion of 1 teaspoonful in a half glassful of water.
Foaming.—
| XI.— | Soap bark, powder | 2 ounces |
|---|---|---|
| Cochineal powder | 60 grains | |
| Glycerine | 3 ounces | |
| Alcohol | 10 ounces | |
| Water sufficient to make | 32 ounces |
Mix the soap, cochineal, glycerine alcohol, and water together; let macerate for several days; filter and flavor; if same produces turbidity, shake up the mixture with magnesium carbonate, and filter through paper.
Odonter.—
| XII.— | Soap bark, powder | 2 ounces |
|---|---|---|
| Cudbear, powder | 4 drachms | |
| Glycerine | 4 ounces | |
| Alcohol | 14 ounces | |
| Water sufficient to make | 32 ounces |
Mix, and let macerate with frequent agitation, for several days; filter; add flavor; if necessary filter again through magnesium carbonate or paper pulp.
Sweet Anise.—
| XIII.— | Soap bark | 2 ounces |
|---|---|---|
| Aniseed | 4 drachms | |
| Cloves | 4 drachms | |
| Cinnamon | 4 drachms | |
| Cochineal | 60 grains | |
| Vanilla | 60 grains | |
| Oil of peppermint | 1 drachm | |
| Alcohol | 16 ounces | |
| Water sufficient to make | 32 ounces |
Reduce the drugs to coarse powder, dissolve the oil of peppermint in the alcohol, add equal parts of water, and macerate therein the powders for 5 to 6 days, with frequent agitation; place in percolator and percolate until 32 fluidounces have been obtained. Let stand for a week and filter through paper; if necessary to make it perfectly bright and clear, shake up with some magnesia, and again filter.
Saponaceous.—
| XIV.— | White castile soap | 2 ounces |
|---|---|---|
| Glycerine | 2 ounces | |
| Alcohol | 8 ounces | |
| Water | 4 ounces | |
| Oil peppermint | 20 drops | |
| Oil wintergreen | 30 drops | |
| Solution of carmine N. F. sufficient to color. | ||
Dissolve the soap in the alcohol and water, add the other ingredients, and filter.
| XV.— | Crystallized carbolic acid | 4 parts |
|---|---|---|
| Eucalyptol | 1 part | |
| Salol | 2 parts | |
| Menthol | 0.25 parts | |
| Thymol | 0.1 part | |
| Alcohol | 100 parts |
Dye with cochineal (1 1/2 per cent).
| I.— | Barium sulphide | 3 parts |
|---|---|---|
| Starch | 1 part | |
| Water, sufficient quantity. | ||
The mixed powders are to be made into a paste with water, and applied in a moderately thick layer to the parts to be denuded of hair, the excess of the latter having been previously trimmed off with a pair of scissors. From time to time a small part of the surface should be examined, and when it is seen that the hair can be removed, the mass should be washed off. The barium sulphide should be quite fresh. It can be prepared by making barium sulphate and its own weight of charcoal into a paste with linseed oil, rolling the paste into the shape of a sausage, and placing it upon a bright fire to incinerate. When it has ceased to burn, and is a white hot mass, remove from the fire, cool, and powder.
The formula is given with some reserve, for preparations of this kind are usually unsafe unless used with great care. It should be removed promptly when the skin begins to burn.
| II.— | Barium sulphide | 25 parts |
|---|---|---|
| Soap | 5 parts | |
| Talc | 35 parts | |
| Starch | 35 parts | |
| Benzaldehyde sufficient to make | 120 parts |
Powder the solids and mix. To use, to a part of this mixture add 3 parts of water, at the time of its application, and with a camel’s-hair pencil paint the mixture evenly over the spot to be freed of hair. Let remain in contact with the {260} skin for 5 minutes, then wash off with a sponge, and in the course of 5 minutes longer the hair will come off on slight friction with the sponge.
Strontium sulphide is an efficient depilatory. A convenient form of applying it is as follows:
| III.— | Strontium sulphide | 2 parts |
|---|---|---|
| Zinc oxide | 3 parts | |
| Powdered starch | 3 parts |
Mix well and keep in the dry state until wanted for use, taking then a sufficient quantity, forming into a paste with warm water and applying to the surface to be deprived of hair. Allow to remain from 1 to 5 minutes, according to the nature of the hair and skin; it is not advisable to continue the application longer than the last named period. Remove in all cases at once when any caustic action is felt. After the removal of the paste, scrape the skin gently but firmly with a blunt-edged blade (a paper knife, for instance) until the loosened hair is removed. Then immediately wash the denuded surface well with warm water, and apply cold cream or some similar emollient as a dressing.
| By weight | ||
|---|---|---|
| IV.— | Alcohol | 12 parts |
| Collodion | 35 parts | |
| Iodine | 0.75 parts | |
| Essence of turpentine | 1.5 parts | |
| Castor oil | 2 parts | |
Apply with a brush on the affected parts for 3 or 4 days in thick coats. When the collodion plaster thus formed is pulled off, the hairs adhere to its inner surface.
V.—Rosin sticks are intended for the removal of hairs and are made from colophony with an admixture of 10 per cent of yellow wax. The sticks are heated like a stick of sealing wax until soft or semi-liquid (142° F.), and lightly applied on the place from which the hair is to be removed, and the mass is allowed to cool. These rosin sticks are said to give good satisfaction.
DEPTHINGS, VERIFICATION OF: See Watchmakers’ Formulas.
DESILVERING: See Plating.
DETERGENTS: See Cleaning Preparations and Methods.
DEVELOPERS FOR PHOTOGRAPHIC PURPOSES: See Photography.
DEXTRIN PASTES AND MUCILAGES: See Adhesives.
DIAL CEMENTS: See Adhesives, under Jewelers’ Cements.
DIAL CLEANERS: See Cleaning Preparations and Methods.
DIAL REPAIRING: See Watchmakers’ Formulas.
DIAMALT: See Milk.
See also Gems and Jewelers’ Formulas.
To Distinguish Genuine Diamonds.—If characters or marks of any kind are drawn with an aluminum pencil on glass, porcelain, or any substance containing silex, the marks cannot be erased by rubbing, however energetic the friction, and even acids will not cause them to disappear entirely, unless the surface is entirely freed from greasy matter, which can be accomplished by rubbing with whiting and passing a moistened cloth over the surface at the time of writing. So, in order to distinguish the true diamond from the false, it is necessary only to wipe the stone carefully and trace a line on it with an aluminum pencil, and then rub it briskly with a moistened cloth. If the line continues visible, the stone is surely false. If, on the contrary, the stone is a true diamond, the line will disappear without leaving a trace, and without injury to the stone.
The common test for recognizing the diamond is the file, which does not cut it, though it readily attacks imitations. There are other stones not affected by the file, but they have characteristics of color and other effects by which they are readily distinguished.
This test should be confirmed by others. From the following the reader can select the most convenient:
A piece of glass on which the edge of a diamond is drawn, will be cut without much pressure; a slight blow is sufficient to separate the glass. An imitation may scratch the glass, but this will not be cut as with the diamond. {261}
If a small drop of water is placed upon the face of a diamond and moved about by means of the point of a pin, it will preserve its globular form, provided the stone is clean and dry. If the attempt is made on glass, the drop will spread.
A diamond immersed in a glass of water will be distinctly visible, and will shine clearly through the liquid. The imitation stone will be confounded with the water and will be nearly invisible.
By looking through a diamond with a glass at a black point on a sheet of white paper, a single distinct point will be seen. Several points, or a foggy point will appear if the stone is spurious.
Hydrofluoric acid dissolves all imitations, but has no effect on true diamonds. This acid is kept in gutta-percha bottles.
For an eye practiced in comparisons it is not difficult to discern that the facets in the cut of a true diamond are not as regular as are those of the imitation; for in cutting and polishing the real stone an effort is made to preserve the original as much as possible, preferring some slight irregularities in the planes and edges to the loss in the weight, for we all know that diamonds are sold by weight. In an imitation, however, whether of paste or another less valuable stone, there is always an abundance of cheap material which may be cut away and thereby form a perfect-appearing stone.
Take a piece of a fabric, striped red and white, and draw the stone to be tested over the colors. If it is an imitation, the colors will be seen through it, while a diamond will not allow them to be seen.
A genuine diamond, rubbed on wood or metal, after having been previously exposed to the light of the electric arc, becomes phosphorescent in darkness, which does not occur with imitations.
Heat the stone to be tested, after giving it a coating of borax, and let it fall into cold water. A diamond will undergo the test without the slightest damage; the glass will be broken in pieces.
Finally, try with the fingers to crush an imitation and a genuine diamond between two coins, and you will soon see the difference.
DIAMOND CEMENT: See Adhesives, under Jewelers’ Cements.
DIARRHEA IN BIRDS: See Veterinary Formulas.
DIARRHEA REMEDIES: See Cholera Remedies.
| I.— | Sodium bicarbonate | 93 parts |
|---|---|---|
| Sodium chlorate | 4 parts | |
| Calcium carbonate | 3 parts | |
| Pepsin | 5 parts | |
| Ammonium carbonate | 1 part | |
| II.— | Sodium bicarbonate | 120 parts |
| Sodium chlorate | 5 parts | |
| Sal physiologic (see below) | 4 parts | |
| Magnesium carbonate | 10 parts | |
| III.— | Pepsin, saccharated (U. S. P.) | 10 drachms |
| Pancreatin | 10 drachms | |
| Diastase | 50 drachms | |
| Acid, lactic | 40 drops | |
| Sugar of milk | 40 drachms | |
| IV.— | Pancreatin | 3 parts |
| Sodium bicarbonate | 15 parts | |
| Milk sugar | 2 parts |
| Calcium phosphate | 40 parts |
| Potassium sulphate | 2 parts |
| Sodium phosphate | 20 parts |
| Sulphuric, precipitated | 5 parts |
| Sodium chlorate | 60 parts |
| Magnesium phosphate | 5 parts |
| Carlsbad salts, artificial | 60 parts |
| Silicic acid | 10 parts |
| Calcium fluoride | 2 1/2 parts |
| Powdered double refined sugar | 300 parts |
| Subnitrate bismuth | 60 parts |
| Saccharated pepsin | 45 parts |
| Pancreatin | 45 parts |
| Mucilage | 35 parts |
| Ginger | 30 parts |
Mix and divide into suitable sizes. {262}
DIOGEN DEVELOPER: See Photography.
DIP FOR BRASS: See Plating and Brass.
DIPS: See Metals.
DIPS FOR CATTLE: See Disinfectants and Veterinary Formulas.
DISH WASHING: See Household Formulas
| I.— | Creosote | 40 gallons |
|---|---|---|
| Rosin, powdered | 56 pounds | |
| Caustic soda lye, 38° Tw | 9 gallons | |
| Boiling water | 12 gallons | |
| Methylated spirit | 1 gallon | |
| Black treacle | 14 pounds |
Melt the rosin and add the creosote; run in the lyes; then add the matter and methylated spirit mixed together, and add the treacle; boil all till dissolved and mix well together.
| II.— | Hot water | 120 pounds |
|---|---|---|
| Caustic soda lye, 38° B | 120 pounds | |
| Rosin | 300 pounds | |
| Creosote | 450 pounds |
Boil together the water, lye, and rosin, till dissolved; turn off steam and stir in the creosote; keep on steam to nearly boiling all the time, but so as not to boil over, until thoroughly incorporated.
| III.— | Fresh-made soap (hard yellow) | 7 pounds |
|---|---|---|
| Gas tar | 21 pounds | |
| Water, with 2 pounds soda | 21 pounds |
Dissolve soap (cut in fine shavings) in the gas tar; then add slowly the soda and water which has been dissolved.
| IV.— | Rosin | 1 cwt. |
|---|---|---|
| Caustic soda lye, 18° B | 16 gallons | |
| Black tar oil | 1/2 gallon | |
| Nitro-naphthalene dissolved in boiling water (about 1/2 gallon) | 2 pounds |
Melt the rosin, add the caustic lye; then stir in the tar oil and add the nitro-naphthalene.
| V.— | Camphor | 1 ounce |
|---|---|---|
| Carbolic acid (75 per cent) | 12 ounces | |
| Aqua ammonia | 10 drachms | |
| Soft salt water | 8 drachms |
To be diluted when required for use.
| VI.— | Heavy tar oil | 10 gallons |
|---|---|---|
| Caustic soda dissolved in 5 gallons water 600° F | 30 pounds |
Mix the soda lyes with the oil, and heat the mixture gently with constant stirring; add, when just on the boil, 20 pounds of refuse fat or tallow and 20 pounds of soft soap; continue the heat until thoroughly saponified, and add water gradually to make up 40 gallons. Let it settle; then decant the clear liquid.
I.—Cold water, 20 gallons; powdered rosin, 56 pounds; creosote oil, 40 gallons; sulphuric acid, 1/2 gallon; caustic soda lye, 30° B., 9 gallons.
Heat water and dissolve the rosin; then add creosote and boil to a brown mass and shut off steam; next run in sulphuric acid and then the lyes.
| II.— | Water | 40 gallons |
|---|---|---|
| Powdered black rosin | 56 pounds | |
| Sulphuric acid | 2 1/2 gallons | |
| Creosote | 10 gallons | |
| Melted pitch | 24 pounds | |
| Pearlash boiled in 10 gallons water | 56 pounds |
Boil water and dissolve rosin and acid; then add creosote and boil well again; add pitch and run in pearlash solution (boiling); then shut off steam.
III. (White).—Water, 40 gallons; turpentine, 2 gallons; ammonia, 1/2 gallon; carbolic crystals, 14 pounds; caustic lyes, 2 gallons; white sugar, 60 pounds, dissolved in 40 pounds water.
Heat water to boiling, and add first turpentine, next ammonia, and then carbolic crystals. Stir well until thoroughly dissolved, and add lyes and sugar solution.
| I.— | Sulphate of iron | 100 parts |
|---|---|---|
| Sulphate of zinc | 50 parts | |
| Oak bark, powder | 40 parts | |
| Tar | 5 parts | |
| Oil | 5 parts |
II.—Mix together chloride of lime and burnt umber, add water, and set on plates. {263}
| Powdered alum | 2 pounds |
| Oil of eucalyptus | 12 ounces |
| Rectified spirits of tar | 6 ounces |
| Rectified spirit of turpentine | 2 ounces |
| Ultramarine blue (common) | 3/4 ounces |
| Common salt | 14 pounds |
Mix alum with about 3 pounds of salt in a large mortar, gradually add oil of eucalyptus and spirits, then put in the ultramarine blue, and lastly remaining salt, mixing all well, and passing through a sieve.
Color with aniline dye and then pass through a moderately fine sieve and put into tins or casks and keep air-tight.
| Powdered alum | 6 ounces |
| Powdered green copperas | 5 pounds |
| Powdered red lead | 5 pounds |
| Calvert’s No. 5 carbolic acid | 12 1/2 pounds |
| Spirit of turpentine | 1 1/2 pounds |
| Calais sand | 10 pounds |
| Slaked lime | 60 pounds |
Mix carbolic acid with turpentine and sand, then add the other ingredients, lastly the slaked lime and, after mixing, pass through a sieve. It is advisable to use lime that has been slaked some time.
| I.— | Ferric chloride | 4 parts |
|---|---|---|
| Zinc chloride | 5 parts | |
| Aluminum chloride | 5 parts | |
| Calcium chloride | 4 parts | |
| Magnesium chloride | 3 parts | |
| Water sufficient to make | 90 parts |
Dissolve, and add to each gallon 10 grains thymol and 1/4 ounce oil of rosemary, previously dissolved in about 6 quarts of alcohol, and filter.
| II.— | Sulphuric acid, fuming | 90 parts |
|---|---|---|
| Potassium permanganate | 45 parts | |
| Water | 4,200 parts |
Dissolve the permanganate in the water, and add under the acid. This is said to be a most powerful disinfectant, deodorizer, and germicide. It should not be used where there are metal trimmings.
There is much difference of opinion as to the disinfecting and deodorizing power of formaldehyde when used to disinfect wooden tierces. While some have found it to answer well, others have got variable results, or failed of success. The explanation seems to be that those who have obtained poor results have not allowed time for the disinfectant to penetrate the pores of the wood, the method of application being wrong. The solution is thrown into the tierce, which is then steamed out at once, whereby the aldehyde is volatilized before it has had time to do its work. If the formal and the steam, instead of being used in succession, were used together, the steam would carry the disinfectant into the pores of the wood. But a still better plan is to give the aldehyde more time. {264}
Another point to be remembered in all cases of disinfection by formaldehyde is that a mechanical cleansing must precede the action of the antiseptic. If there are thick deposits of organic matter which can be easily dislodged with a scrubbing brush, they can only be disinfected by the use of large quantities of formaldehyde used during a long period of time.
| I.— | Alum | 10 ounces |
|---|---|---|
| Sodium carbonate | 10 ounces | |
| Ammonium chloride | 2 ounces | |
| Zinc chloride | 1 ounce | |
| Sodium chloride | 2 ounces | |
| Hydrochloric acid, quantity sufficient. | ||
| Water to make | 1 gallon. | |
Dissolve the alum in one half gallon of boiling water, and add the sodium carbonate; then add hydrochloric acid until the precipitate formed is dissolved. Dissolve the other salt in water and add to the previous solution. Finally add enough water to make the whole measure 1 gallon, and filter.
In use, this is diluted with 7 parts of water.
II.—For the Sick Room.—In using this ventilate frequently: Guaiac, 10 parts; eucalyptol, 8 parts; phenol, 6 parts; menthol, 4 parts; thymol, 2 parts; oil of cloves, 1 part; alcohol of 90 per cent, 170 parts.
Atomizer Liquid for Sick Rooms.—
| by weight | ||
|---|---|---|
| III.— | Eucalyptol | 10 parts |
| Thyme oil | 5 parts | |
| Lemon oil | 5 parts | |
| Lavender oil | 5 parts | |
| Spirit, 90 per cent | 110 parts | |
To a pint of water a teaspoonful for evaporation.
Non-Poisonous Sheep Dips.—Paste.—
| I.— | Creosote (containing 15 per cent to 20 per cent of carbolic acid) | 2 parts |
|---|---|---|
| Stearine or Yorkshire grease specific gravity, 1340 | 1 part | |
| Black rosin, 5 per cent to 10 per cent. | ||
Melt the rosin and add grease and soda lyes, and then add creosote cold.
| II.— | Creosote | 1 part |
|---|---|---|
| Crude hard rosin oil | 1 part |
Put rosin oil in copper and heat to about 220° F., and add as much caustic soda powder, 98 per cent strength, as the oil will take up. The quantity depends upon the amount of acetic acid in the oil. If too much soda is added it will remain at the bottom. When the rosin oil has taken up the soda add creosote, and let it stand.
| I.— | Ferric chloride | 4 parts |
|---|---|---|
| Zinc chloride | 5 parts | |
| Aluminum chloride | 5 parts | |
| Calcium chloride | 4 parts | |
| Manganese chloride | 3 parts | |
| Water | 69 parts |
If desired, 10 grains thymol and 2 fluidrachms oil of rosemary, previously dissolved in about 12 fluidrachms of alcohol, may be added to each gallon.
| II.— | Alum | 10 parts |
|---|---|---|
| Sodium carbonate | 10 parts | |
| Ammonium chloride | 2 parts | |
| Sodium chloride | 2 parts | |
| Zinc chloride | 1 part | |
| Hydrochloric acid, sufficient. | ||
| Water | 100 parts | |
Dissolve the alum in about 50 parts boiling water and add the sodium carbonate. The resulting precipitate of aluminum hydrate dissolve with the aid of just sufficient hydrochloric acid, and add the other ingredients previously dissolved in the remainder of the water.
| III.— | Mercuric chloride | 1 part |
|---|---|---|
| Cupric sulphate | 10 parts | |
| Zinc sulphate | 50 parts | |
| Sodium chloride | 65 parts | |
| Water to make | 1,000 parts. |
| Zinc sulphate | 49 parts |
| Ammonia alum | 49 parts |
| Potash permanganate | 1 part |
| Lime | 1 part |
The ingredients are fused together, mixed with a little calcium chloride, and perfumed with thymol.
| I.— | Aluminum sulphate | 6 ounces |
|---|---|---|
| Zinc chloride | 1 1/2 ounces | |
| Sodium chloride | 2 ounces | |
| Calcium chloride | 3 ounces | |
| Water enough to make | 2 pints. |
II.—A more elaborate formula for a preparation said to resemble the proprietary article is as follows: {265}
| Zinc, in strips | 4 ounces |
| Lead carbonate | 2 ounces |
| Chlorinated lime | 1 ounce |
| Magnesium carbonate | 1/2 ounce |
| Aluminum hydrate | 1 1/2 ounces |
| Potassium hydrate | 1/2 ounce |
| Hydrochloric acid | 16 ounces |
| Water | 16 ounces |
| Whiting, enough. |
Dissolve the zinc in the acid; then add the other salts singly in the order named, letting each dissolve before the next is added. When all are dissolved add the water to the solution, and after a couple of hours add a little whiting to neutralize any excess of acid; then filter.
Zinc chloride ranks very low among disinfectants, and the use of such solutions as these, by giving a false sense of security from disease germs, may be the means of spreading rather than of checking the spread of sickness.
DISTEMPER IN CATTLE: See Veterinary Formulas.
DIURETIC BALL: See Veterinary Formulas.
DOG APPLICATIONS: See Insecticides.
The waste portions of meat and tallow, including the skin and fiber, have for years been imported from South American tallow factories in the form of blocks. Most of the dog bread consists principally of these remnants, chopped and mixed with flour. They contain a good deal of firm fibrous tissue, and a large percentage of fat, but are lacking in nutritive salts, which must be added to make good dog bread, just as in the case of the meat flour made from the waste of meat extract factories. The flesh of dead animals is not used by any reputable manufacturers, for the reason that it gives a dark color to the dough, has an unpleasant odor, and if not properly sterilized would be injurious to dogs as a steady diet.
Wheat flour, containing as little bran as possible, is generally used, oats, rye, or Indian meal being only mixed in to make special varieties, or, as in the case of Indian meal, for cheapness. Rye flour would give a good flavor, but it dries slowly, and the biscuits would have to go through a special process of drying after baking, else they would mold and spoil. Dog bread must be made from good wheat flour, of a medium sort, mixed with 15 or 16 per cent of sweet, dry chopped meat, well baked and dried like pilot bread or crackers. This is the rule for all the standard dog bread on the market. There are admixtures which affect more or less its nutritive value, such as salt, vegetables, chopped bones, or bone meal, phosphate of lime, and other nutritive salts. In preparing the dough and in baking, care must be taken to keep it light and porous.
DOG DISEASES AND THEIR REMEDIES: See Veterinary Formulas.
DOG SOAP: See Soap.
DONARITE: See Explosives.
DOORS, TO CLEAN: See Cleaning Preparations and Methods.
The usual method pursued by medical men in calculating the doses of medicine for children is to average the dose in proportion to their approximate weight or to figure out a dose upon the assumption that at 12 years of age half of an adult dose will be about right. Calculated on this basis the doses for those under 12 will be in direct proportion to the age in years plus 12, divided into the age. By this rule a child 1 year old should get 1 plus 12, or 13, dividing 1, or 1/13 of an adult dose. If the child is 2 years old it should get 2 plus 12, or 14, dividing 2, or 1/7 of an adult dose. A child of 3 years should get 3 plus 12, or 15, dividing 3, or 1/5 of an adult dose. A child of 4 should get 4 plus 12, or 16, dividing 4, or 1/4 of an adult dose.
As both children and adults vary materially in size when of the same age the calculation by approximate weights is the more accurate way. Taking the weight of the average adult as 150 pounds, then a boy, man, or woman, whatever the age, weighing only 75 pounds should receive only one-half of an adult dose, and a man of 300 pounds, provided his weight is the result of a properly proportioned body, and not due to mere adipose {266} tissue, should be double that of the average adult. If the weight is due to mere fat or to some diseased condition of the body, such a calculation would be entirely wrong. The object of the calculation is to get as nearly as possible to the amount of dilution the dose undergoes in the blood or in the intestinal contents of the patient. Each volume of blood should receive exactly the same dose in order to give the same results, other conditions being equal.
DOSE TABLE FOR VETERINARY PURPOSES: See Veterinary Formulas.
Working designs and sketches are easily soiled and rendered unsuitable for further use. This can be easily avoided by coating them with collodion, to which 24 per cent of stearine from a good stearine candle has been added. Lay the drawing on a glass plate or a board, and pour on the collodion, as the photographer treats his plates. After 10 or 20 minutes the design will be dry and perfectly white, possessing a dull luster, and being so well protected that it may be washed off with water without fear of spoiling it.
DRAWINGS, TO CLEAN: See Cleaning Preparations and Methods.
DRIERS: See Siccatives.
DRILLING, LUBRICANT FOR: See Lubricants.
DRINKS FOR SUMMER AND WINTER: See Beverages.
DROPS, TABLE OF: See Tables.
DRYING OILS: See Oil.
DRY ROT: See Rot.
DUBBING FOR LEATHER: See Lubricants.
DUST-LAYING: See Oil.
DUST PREVENTERS AND DUST CLOTHS: See Household Formulas.
In accordance with the requirements of dyers, many of the following recipes describe dyes for large quantities of goods, but to make them equally adapted for the use of private families they are usually given in even quantities, so that it is an easy matter to ascertain the quantity of materials required for dyeing, when once the weight of the goods is known, the quantity of materials used being reduced in proportion to the smaller quantity of goods.
Employ soft water for all dyeing purposes, if it can be procured, using 4 gallons water to 1 pound of goods; for larger quantities a little less water will do. Let all the implements used in dyeing be kept perfectly clean. Prepare the goods by scouring well with soap and water, washing out the soap well, and dipping in warm water, before immersion in the dye or mordant. Goods should be well aired, rinsed, and properly hung up after dyeing. Silks and fine goods should be tenderly handled, otherwise injury to the fabric will result.
II.—For 40 pounds of goods, use sugar of lead, 2 pounds, and boil 15 minutes. When a little cool, enter the goods, and dip for 2 hours, wring them out, make a fresh dye with bichromate of potash, 4 pounds; madder, 1 pound, and immerse until the desired color is secured. The shade may be varied by dipping in limewater.
Prussiate of copper gives a bronze or yellowish-brown color to silk. The piece well mordanted with blue vitriol may be passed through a solution of prussiate of potash.
I.—Cut some white curd soap in small pieces, pour boiling water on them, and add a little pearlash. When the soap is quite dissolved, and the mixture cool enough for the hand to bear, plunge the feathers into it, and draw them through the hand till the dirt appears squeezed out of them; pass them through a clean lather with some blue in it; then rinse them in cold water with blue to give them a good color. Beat them against the hand to shake off the water, and dry by shaking them near a fire. When perfectly dry, coil each fiber separately with a blunt knife or ivory folder.
II.—Black.—Immerse for 2 or 3 days in a bath, at first hot, of logwood, 8 parts, and copperas or acetate of iron, 1 part.
III.—Blue.—Same as II, but with the indigo vat.
IV.—Brown.—By using any of the brown dyes for silk or woolen.
V.—Crimson.—A mordant of alum, followed by a hot bath of brazil wood, afterwards by a weak dye of cudbear.
VI.—Pink or Rose.—With safflower or lemon juice.
VII.—Plum.—With the red dye, followed by an alkaline bath.
VIII.—Red.—A mordant of alum, followed by a bath of brazil wood.
IX.—Yellow.—A mordant of alum, followed by a bath of turmeric or weld.
X.—Green.—Take of verdigris and verditer, of each 1 ounce; gum water, 1 pint; mix them well and dip the feathers, they having been first soaked in hot water, into the said mixture.
XI.—Purple.—Use lake and indigo.
XII.—Carnation.—Vermilion and smalt.
The French employ velvet, fine cambric, and kid for the petals, and taffeta for the leaves. Very recently thin plates of bleached whalebone have been used for some portions of the artificial flowers.
Colors and Stains.—I.—Blue.—Indigo dissolved in oil of vitriol, and the acid partly neutralized with salt of tartar or whiting.
II.—Green.—A solution of distilled verdigris.
III.—Lilac.—Liquid archil.
IV.—Red.—Carmine dissolved in a solution of salt of tartar, or in spirits of hartshorn.
V.—Violet.—Liquid archil mixed with a little salt of tartar.
VI.—Yellow.—Tincture of turmeric. The colors are generally applied with the fingers.
I.—Brown.—Use tincture of logwood.
II.—Red.—Use ground brazil wood, 1/2 pound; water, 1 1/2 quarts; cochineal, 1/2 ounce; boil the brazil wood in the water 1 hour; strain and add the cochineal; boil 15 minutes.
III.—Scarlet.—Boil 1/2 ounce saffron in 1/2 pint of water, and pass over the work before applying the red.
IV.—Blue.—Use logwood, 7 ounces; blue vitriol, 1 ounce; water, 22 ounces; boil.
V.—Purple.—Use logwood, 11 ounces; alum, 6 ounces; water, 29 ounces.
VI.—Green.—Use strong vinegar, 1 1/2 pints; best verdigris, 2 ounces, ground fine; sap green, 1/4 ounce; mix all together and boil. {273}
The hats should be at first strongly galled by boiling a long time in a decoction of galls with a little logwood so that the dye may penetrate into their substance; after which a proper quantity of vitriol and decoction of logwood, with a little verdigris, are added, and the hats kept in this mixture for a considerable time. They are afterwards put into a fresh liquor of logwood, galls, vitriol, and verdigris, and, when the hats are costly, or of a hair which with difficulty takes the dye, the same process is repeated a third time. For obtaining the most perfect color, the hair or wool is dyed blue before it is formed into hats.
The ordinary bath for dyeing hats, employed by London manufacturers, consists, for 12 dozen, of 144 pounds of logwood; 12 pounds of green sulphate of iron or copperas; 7 1/2 pounds verdigris. The logwood having been introduced into the copper and digested for some time, the copperas and verdigris are added in successive quantities, and in the above proportions, along with every successive 2 or 3 dozen of hats suspended upon the dripping machine. Each set of hats, after being exposed to the bath with occasional airings during 40 minutes, is taken off the pegs, and laid out upon the ground to be more completely blackened by the peroxydizement of the iron with the atmospheric oxygen. In 3 or 4 hours the dyeing is completed. When fully dyed, the hats are well washed in running water.
Straw hats or bonnets may be dyed black by boiling them 3 or 4 hours in a strong liquor of logwood, adding a little copperas occasionally. Let the bonnets remain in the liquor all night; then take out to dry in the air. If the black is not satisfactory, dye again after drying. Rub inside and out with a sponge moistened in fine oil; then block.
I.—Red Dye.—Boil ground brazil wood in a lye of potash, and boil your straw hats in it.
II.—Blue Dye.—Take a sufficient quantity of potash lye, 1 pound of litmus or lacmus, ground; make a decoction and then put in the straw, and boil it.
Felt hats are dyed by repeated immersion, drawing and dipping in a hot watery solution of logwood, 38 parts; green vitriol, 3 parts; verdigris, 2 parts; repeat the immersions and drawing with exposure to the air 13 or 14 times, or until the color suits, each step in the process lasting from 10 to 15 minutes. Aniline colors may be advantageously used instead of the above. For a stiffening, dissolve borax, 10 parts; carbonate of potash, 3 parts, in hot water; then add shellac, 50 parts, and boil until all is dissolved; apply with a sponge or a brush, or by immersing the hat when it is cold, and dip at once in very dilute sulphuric or acetic acid to neutralize the alkali and fix the shellac. Felt hats can be bleached by the use of sulphuric acid gas.
These colors, thickened with a little gum, may be used as inks in writing, or as colors to tint maps, foils, artificial flowers, etc., or to paint on velvet:
I.—Blue.—Dilute Saxon blue or sulphate of indigo with water. If required for delicate work, neutralize with chalk.
II.—Purple.—Add a little alum to a strained decoction of logwood.
III.—Green.—Dissolve sap green in water and add a little alum.
IV.—Yellow.—Dissolve annatto in a weak lye of subcarbonate of soda or potash.
V.—Golden Color.—Steep French berries in hot water, strain, and add a little gum and alum.
VI.—Red.—Dissolve carmine in ammonia, or in weak carbonate of potash water, or infuse powdered cochineal in water, strain, and add a little gum in water.
Prominent among natural dyestuffs is the coloring matter obtained from logwood and known as “hæmatein.” The color-forming substance (or chromogen), hæmatoxylin, exists in the logwood partly free and partly as a glucoside. When pure, hæmatoxylin forms nearly colorless crystals, but on oxidation, especially in the presence of an alkali, it is converted into the coloring matter hæmatein, which forms colored lakes with metallic bases, yielding violets, blues, and blacks with various mordants. Logwood comes into commerce in the form of logs, chips, and extracts. The chips are moistened with water and exposed in heaps so as to induce fermentation, alkalies and oxidizing agents being added to promote the “curing” or oxidation. When complete and the chips have assumed a deep reddish-brown color, the decoction is made which is employed in dyeing. The extract offers convenience in transportation, storage, and use. It is now usually made from logwood chips that have not been cured. The chips are treated in an extractor, pressure often being used. The extract is sometimes adulterated with chestnut, hemlock, and quercitron extracts, and with glucose or molasses.
Fustic is the heart-wood of certain species of trees indigenous to the West Indies and tropical South America. It is sold as chips and extract, yields a coloring principle which forms lemon-yellow lakes with alumina and is chiefly used in dyeing wool. Young fustic is the heart-wood of a sumac native to the shores of the Mediterranean, which yields an orange-colored lake with alumina and tin salts.
Cutch, or catechu, is obtained from the wood and pods of the Acacia catechu, and from the betel nut, both native in India. Cutch appears in commerce in dark-brown lumps, which form a dark-brown solution with water. It contains catechu-tannic acid, as tannin and catechin, and is extensively used in weighting black silks, as a mordant for certain basic coal-tar dyes, as a brown dye on cotton, and for calico printing.
Indigo, which is obtained from the glucoside indican existing in the indigo plant and in woad, is one of the oldest dyestuffs. It is obtained from the plant by a process of fermentation and oxidation. Indigo appears in commerce in dark-blue cubical cakes, varying very much in composition as they often contain indigo red and indigo brown, besides moisture, mineral matters, and glutinous substances. Consequently the color varies. Powdered indigo dissolves in concentrated fuming sulphuric acid, forming monosulphonic and disulphonic acids. On neutralizing these solutions with sodium carbonate and precipitating the indigo carmine with common salt there is obtained the indigo extract, soluble indigo, and indigo carmine of commerce. True indigo carmine is the sodium salt of the disulphonic acid, and when sold dry it is called “indigotine.”
One of the most important of the recent {275} achievements of chemistry is the synthetic production of indigo on a commercial scale.
Artificial dyestuffs assumed preponderating importance with the discovery of the lilac color mauve by Perkin in 1856, and fuchsine or magenta by Verguin in 1895, for with each succeeding year other colors have been discovered, until at the present time there are several thousand artificial organic dyes or colors on the market. Since the first of these were prepared from aniline or its derivatives the colors were known as “aniline dyes,” but as a large number are now prepared from other constituents of coal tar than aniline they are better called “coal-tar dyestuffs.” There are many schemes of classification. Benedikt-Knecht divides them into I, aniline or amine dyes; II, phenol dyes; III, azo dyes; IV, quinoline and acridine derivatives; V, anthracene dyes; and VI, artificial indigo.
Of the anthracene dyes, the alizarine is the most important, since this is the coloring principle of the madder. The synthesis of alizarine from anthracene was effected by Grabe and Liebermann in 1868. This discovery produced a complete revolution in calico printing, turkey-red dyeing, and in the manufacture of madder preparations. Madder finds to-day only a very limited application in the dyeing of wool.
In textile dyeing and printing, substances called mordants are largely used, either to fix or to develop the color on the fiber. Substances of mineral origin, such as salts of aluminum, chromium, iron, copper, antimony, and tin, principally, and many others to a less extent and of organic origin, like acetic, oxalic, citric, tartaric, and lactic acid, sulphonated oils, and tannins are employed as mordants.
Iron liquor, known as black liquor or pyrolignite of iron, is made by dissolving scrap iron in pyroligneous acid. It is used as a mordant in dyeing silks and cotton and in calico printing.
Red liquor is a solution of aluminum acetate in acetic acid, and is produced by acting on calcium or lead acetate solutions with aluminum sulphate or the double alums, the supernatant liquid forming the red liquor. The red liquor of the trade is often the sulpho-acetate of alumina resulting when the quantity of calcium or lead acetate is insufficient to completely decompose the aluminum salt. Ordinarily the solutions have a dark-brown color and a strong pyroligneous odor. It is called red liquor because it was first used in dyeing reds. It is employed as a mordant by the cotton dyer and largely by the printer.
Certain classes of aniline dyes may be properly said to form the materials. The essence of this color preparation consists chiefly in diluting or weakening the coal-tar dyes, made in the aniline factories, and bringing them down to a certain desired shade by the addition of certain chemicals suited to their varying characteristics, which, though weakening the color, act at the same time as the so-called mordants.
The anilines are divided with reference to their characteristic reactions into groups of basic, acid, moderately acid, as well as dyes that are insoluble in water.
In cases where combinations of one or more colors are needed, only dyes of similar reaction can be combined, that is, basic with basic, and acid with acid.
For the purpose of reducing the original intensity of the colors, and also as mordants, dextrin, Glauber’s salt, alum, or aluminum sulphate is pressed into service. Where Glauber’s salt is used, the neutral salt is exclusively employed, which can be had cheaply and in immense quantities in the chemical industry. Since it is customary to pack the color mixtures in two paper boxes, one stuck into the other, and moreover since certain coal-tar dyes are only used in large crystals, it is only reasonable that the mordants should be calcined and not put up in the shape of crystallized salts, particularly since these latter are prone to absorb the moisture from the air, and when thus wet likely to form a compact mass very difficult to dissolve. This inconvenience often occurs with the large crystals of fuchsine and methyl violet. Because these two colors are mostly used in combination with dextrin to color eggs, and since dextrin is also very hygroscopic, it is better in these individual cases to employ calcined Glauber’s salt. In the manufacture of egg colors the alkaline coloring coal-tar dyes are mostly used, and they are to be found in a great variety of shades.
Of the non-poisonous egg dyes, there are some ten or a dozen numbers, new red, carmine, scarlet, pink, violet, blue, yellow, orange, green, brown, black, heliotrope, etc., which when mixed will {276} enable the operator to form shades almost without number.
The manufacture of the egg dyes as carried on in the factory consists in a mechanical mixing of basic coal-tar dyestuffs, also some direct coloring benzidine dyestuffs, with dextrin in the ratio of about 1 part of aniline dye to 8 parts of dextrin; under certain circumstances, according to the concentrated state of the dyes, the reducing quantity of the dextrin may be greatly increased. As reducing agents for these colors insoluble substances may also be employed. A part also of the egg dyes are treated with the neutral sulphate; for instance, light brilliant green, because of its rubbing off, is made with dextrin and Glauber’s salt in the proportion of 1:3:3.
For the dyeing of eggs such color mixtures are preferably employed as contain along with the dye proper a fixing agent (dextrin) as well as a medium for the superficial mordanting of the eggshell. The colors will then be very brilliant.
Here are some recipes:
| Color | Dyestuff | Parts by weight |
Cit. Acid |
Dextrin |
|---|---|---|---|---|
| Blue | Marine blue B. N. | 3.5 | 35.0 | 60.0 |
| Brown | Vesuvin S. | 30.0 | 37.5 | 30.0 |
| Green | Brilliant green O. | 13.5 | 18.0 | 67.5 |
| Orange | Orange II. | 9.0 | 18.0 | 75.0 |
| Red | Diamond fuchsine I. | 3.5 | 18.0 | 75.0 |
| Pink | Eosin A. | 4.5 | — | 90.0 |
| Violet | Methyl violet 6 B. | 3.6 | 18.0 | 75.0 |
| Yellow | Naphthol yellow S. | 13.5 | 36.0 | 67.5 |
Very little of these mixtures suffices for dyeing five eggs. The coloring matter is dissolved in 600 parts by weight of boiling water, while the eggs to be dyed are boiled hard, whereupon they are placed in the dye solution until they seem sufficiently colored. The dyes should be put up in waxed paper.
The solution thus composed of these three salts is afterwards diluted at will, according to the color desired, constituting a range from a dark brown to a light olive green shade. The proportions of the three salts may be increased or diminished, in order to obtain shades more or less bister.
Cotton freed from its impurities by the usual methods, then fulled as ordinarily, is immersed in the bath. After a period, varying according to the results desired, the cotton, threads, or fabrics of cotton, are washed thoroughly and plunged, still wet, into an alkaline solution, of which the concentration ought never to be less than 14° Bé. This degree of concentration is necessary to take hold of the fiber when the cotton comes in contact with the alkaline bath, and by the contraction which takes place the oxides of chrome and of manganese remain fixed in the fibers.
This second operation is followed by washing in plenty of water, and then the cotton is dried in the open air. If the color is judged to be too pale, the threads or fabrics are immersed again in the initial bath, left the necessary time for obtaining the desired shade, and then {277} washed, but without passing them through an alkaline bath. This process furnishes a series of khaki colors, solid to light, to fulling and to chlorine.
Scarlet Lake.—In a vat holding 120 gallons provided with good agitating apparatus, dissolve 8 pounds potash alum in 10 gallons hot water and add 50 gallons cold water. Prepare a solution of 2 pounds ammonia soda and add slowly to the alum solution, stirring all the time. In a second vessel dissolve 5 pounds of brilliant scarlet aniline, by first making it into a paste with cold water and afterwards pouring boiling water over it; now let out steam into the vat until a temperature of 150° to 165° F. is obtained. Next dissolve 10 pounds barium chloride in 10 gallons hot water in a separate vessel, add this very slowly, stir at least 3 hours, keeping up temperature to the same figures. Fill up vat with cold water and leave the preparation for the night. Next morning the liquor (which should be of a bright red color) is drawn off, and cold water again added. Wash by decantation 3 times, filter, press gently, and make into pulp.
It is very important to precipitate the aluminum cold, and heat up before adding the dyestuff. The chemicals used for precipitating must be added very slowly and while constantly stirring. The quantity used for the three washings is required each time to be double the quantity originally used.
I.—Madder Lakes.—Prepare from the root 1 pound best madder, alum water (1 pound alum with 1 1/2 gallons of water), saturated solution of carbonate of potash (3/4 pound carbonate of potash to 1/2 gallon of water).
The madder root is inclosed in a linen bag of fine texture, and bruised with a pestle in a large mortar with 2 gallons of water (free from lime) added in small quantities at a time, until all the coloring matter is extracted. Make this liquor boil, and gradually pour into the boiling water solution. Add the carbonate of potash solution gradually, stirring all the time. Let the mixture stand for 12 hours and drop and dry as required.
II.—Garancine Process.—This is the method usually employed in preference to that from the root. Garancine is prepared by steeping madder root in sulphate of soda and washing.
| Garancine | 2 pounds |
| Alum (dissolved in a little water) | 2 pounds |
| Chloride of tin | 1/2 ounce |
| Sufficient carbonate of potash or soda to precipitate the alum. | |
Boil the garancine in 4 gallons of pure water; add the alum, and continue boiling from 1 to 2 hours. Allow the product to partially settle and filter through flannel before cooling. Add to the filtrate the chloride of tin, and sufficient of the potash or soda solution to precipitate the alum; filter through flannel and wash well. The first filtrate may be used for lake of an inferior quality, and the garancine originally employed may also be treated as above, when a lake slightly inferior to the first may be obtained.
Maroon Lake.—Take of a mixture made of:
| 2/3 Sapan wood, 1/3 Lima wood | 56 parts |
| Soda crystals | 42 parts |
| Alum | 56 parts |
Extract the color from the woods as for rose pink, and next boil the soda and alum together and add to the woods solution cold. This must be washed clean before adding to the wood liquor.
Carnation Lake.—
| Water | 42 gallons |
| Cochineal | 12 pounds |
| Salts of tartar | 1 1/2 pounds |
| Potash alum | 3/4 pound |
| Nitrous acid, nitromuriate of tin | 44 pounds |
| Muriatic acid, nitromuriate of tin | 60 pounds |
| Pure block tin, nitromuriate of tin | 22 pounds |
Should give specific gravity 1.310.
Boil the water with close steam, taking care that no iron touches it; add the cochineal and boil for not more than five minutes; then turn off the steam and add salts of tartar and afterwards carefully add the alum. If it should not rise, put on steam until it does, pass through a 120-mesh sieve into a settling vat, and let it stand for 48 hours (not for precipitation). Add gradually nitromuriate of tin until the test on blotting paper (given below) shows that the separation is complete. Draw off clear water after it has settled, and filter. To test, rub a little of the paste on blotting paper, then dry on steam chest or on the hand, and if on bending it cracks, too much tin has been used.
To Test the Color to See if it is Precipitating.—Put a drop of color on white blotting paper, and if the color spreads, it is not precipitating. If there is a {278} colorless ring around the spot of color it shows that precipitation is taking place; if the white ring is too strong, too much has been used.
Bluish-Black Lake.—Boil well 220 parts of Domingo logwood in 1,000 parts of water to which 2 parts of ammonia soda have been added; to the boiling logwood add next 25 parts of green vitriol and then 3.5 parts of sodium bichromate. The precipitated logwood lake is washed out well twice and then filtered.
Black Lake AI.—Logwood extract, Sanford, 120 parts; green vitriol, 30 parts; acetic acid, 7° Bé., 10 parts; sodium bichromate, 16 parts; powdered alum, 20 parts. The logwood extract is first dissolved in boiling water and brought to 25° Bé. by the addition of cold water. Then the remaining ingredients are added in rotation, the salts in substance, finely powdered, with constant stirring. After the precipitation, wash twice and filter.
Aniline Black Lake.—In the precipitating vat filled with 200 parts of cold water enter with constant stirring in the order mentioned the following solutions kept in readiness: Forty parts of alum dissolved in 800 parts of water; 10 parts of calcined soda dissolved in 100 parts of water; 30 parts of azo black dissolved in 1,500 parts of water; 0.6 parts of “brilliant green” dissolved in 100 parts of water; 0.24 parts of new fuchsine dissolved in 60 parts of water; 65 parts of barium chloride dissolved in 1,250 parts of water. Allow to settle for 24 hours, wash the lake three times and filter it.
| Quercitron bark | 200 parts |
| Lime | 10 parts |
| Alum | 10 parts |
| Terra alba | 300 parts |
| Whiting | 200 parts |
| Sugar of lead | 7 parts |
Put the bark into a tub, slake lime in another tub, and add the clear limewater to wash the bark; repeat this 3 times, letting the bark stand in each water 24 hours. Run liquor into the tub below and add the terra alba and whiting; wash well in the top tub and run into liquor below through a hair sieve, stirring well.
Dissolve the sugar of lead in warm water and pour gently into the tub, stirring all the time; then dissolve the alum and run in while stirring; press slightly, drop, and dry as required.
| I.— | Quercitron bark | 200 parts |
|---|---|---|
| Lime | 20 parts | |
| Alum | 20 parts | |
| Whiting | 100 parts | |
| Terra alba | 200 parts | |
| White sugar of lead | 10 parts | |
| II.— | Quercitron bark | 300 parts |
| Lime | 10 parts | |
| Alum | 10 parts | |
| Terra alba | 400 parts | |
| Whiting | 100 parts | |
| Sugar of lead | 7 parts |
Put the bark into a tub with cold water, slake 28 pounds of lime, and add the limewater to the bark. (This draws all the color out of the wood.) Dissolve alum in water and run it into bark liquor. The alum solution must be just warm. Dissolve sugar of lead and add it to above, and afterwards add the terra alba and whiting. The product should now be in a pulp, and must be dropped and dried as required.
| I.—Light. | ||
|---|---|---|
| Sapan wood | 100 parts | |
| Lima | 100 parts | |
| Paris white | 200 parts | |
| Alum | 210 parts | |
| II.—Deep. | ||
| Sapan wood | 300 parts | |
| Lima | 300 parts | |
| Terra alba | 400 parts | |
| Paris white | 120 parts | |
| Lime | 12 parts | |
| Alum | 200 parts | |
| III.— | Sapan wood | 200 parts |
| Alum | 104 parts | |
| Whiting | 124 parts | |
Boil the woods together in 4 waters and let the products stand until cold; wash in the whiting and terra alba through a hair sieve, and afterwards run in the alum. If a deep color is required slake 12 pounds lime and run it in at the last through a hair sieve. Let the alum be just warm or it will show in the pink.
| Aniline hydrochloride | 40 parts |
| Potassic chlorate | 20 parts |
| Copper sulphate | 40 parts |
| Chloride of ammonia (sal ammoniac) | 16 parts |
| Warm water at 60° F | 500 parts |
After warming a few minutes the mass froths up. The vapor should not be inhaled. Then set aside, and if the mass is not totally black in a few hours, again heat to 60° F., and expose to the air for a few days, and finally wash away all the soluble salts and the black is fit for use.
| Aniline (fluid measure) | 30 parts |
| Toluidine (by weight) | 10 parts |
| Pure hydrochloric acid, B. P. (fluid measure) | 60 parts |
| Soluble gum arabic (fluid measure) | 60 parts |
Dissolve the toluidine in the aniline and add the acid, and finally the mucilage.
II.—Mix together at gentle heat:
| Starch paste | 13 quarts |
| Potassic chlorate | 350 scruples |
| Sulphate of copper | 300 scruples |
| Sal ammoniac | 300 scruples |
| Aniline hydrochloride | 800 scruples |
Add 5 per cent of alizarine oil, and then steep it for 2 hours in the dye bath of red liquor of 2 1/2° Tw. Dye in a bath made up of 1/2 ounce of rose bengal and 1 1/2 ounces of red liquor to every 70 ounces of cotton fabric dyed, first entering the fabric at 112° F., and raising it to 140° F., working for 1 hour, or until the desirable shade is obtained; then rinse and dry.
Dissolve in a vessel (a) 8 1/2 parts of chloride of copper in 30 parts of water, and then add 10 parts chloride of sodium and 9 1/2 parts liquid ammonia.
In a second vessel dissolve (b) 30 parts aniline hydrochlorate in 20 parts of water, and add 20 parts of a solution of gum arabic prepared by dissolving 1 part of gum in 2 parts of water.
Finally mix 1 part of a with 4 parts of b; expose the mixture to the air for a few days to develop from a greenish to a black color. Dilute for use, or else dry the thick compound to a powder.
If new liquor is used as the mordant, mix 1 part of this with 4 parts of water, and after working the fabric for 1 to 2 hours in the cold liquor, wring or squeeze it out and dry; before working it in the dye liquor, thoroughly wet the fabric by rinsing it in hot water at a spring boil; then cool by washing in the dye bath until the shade desired is attained, and again rinse and dry.
The red liquor or acetate of aluminum may be made by dissolving 13 ounces of alum in 69 ounces of water and mixing this with a solution made by dissolving 7 1/2 ounces of acetate of lime, also dissolved in 69 ounces of water. Stir well, allow it to settle, and filter or decanter {280} off the clear fluid for use, and use this mixture 2 1/2° Tw.
The fabric is first put into the stannate of soda mordant for a few minutes, then wrung out and put into the alum mordant for about the same time; then it is again wrung out and entered in the dye bath at 120° F. and dyed to shade desired, and afterwards rinsed in cold water and dried.
The dye bath is made of 1/4 ounce of rose bengal per gallon of water. If fast pink is the dye used, the mordant used would be Turkey red oil and red liquor. Use 8 ounces of Turkey red oil per gallon of water. Put the fabric into this, then wring out the textile and work in red liquor of 7° Tw. for about 2 hours, then wring out and dye in a separate bath made up of eosine, or fast pink, in water in which a little alum has been dissolved.
No mordant is required in using this color in dyeing woolen goods. The dyeing operation consists simply in putting the goods into the dye bath at 190° F. and working them therein until the desired shade is obtained, then rinsing in cold water and drying.
If the water used in preparing the dye is at all alkaline, make use of the acid roseine dissolved in water in which a little sulphuric acid has been mixed, and work, gradually raising to the boiling point, and keep up the temperature for 30 minutes, or according to the shade desired. Put about 20 per cent sulphate of soda into the dye bath.
To prepare silk fabrics, wash them in a weak soap liquor that has been just sweetened (i. e., its alkalinity turned to a slight sourness) with a little sulphuric acid. Work the goods until dyed to shade, and then rinse them in cold water that has been slightly acidulated with acetic, tartaric, or citric acid.
The fulling stock for 72 ounces of beaver consists of a mixture of
| Black lead or plumbago | 16 ounces |
| Venetian red | 48 ounces |
| Indigo extract (fluid) | 5 ounces |
Ordinary Drab.—
| Common plumbago | 12 ounces |
| Best plumbago | 12 ounces |
| Archil extract (fluid) | 15 ounces |
| Indigo extract | 10 ounces |
Mix into fluid paste with water and add sulphuric acid at 30° Tw. For the dye liquor make a boiling-hot solution of the aniline dye and allow it to cool; then put into an earthenware vessel holding water and heat to 83° F., and add sufficient dye liquor to give the quantity of felt the desired shade. First moisten well the felted matter (or the hair, if dyed before felting) with water, and then work it about in the above dye bath at 140° F. To deepen the shade, add more dye liquor, lifting out the material to be dyed before adding the fresh dye liquor, so that it can be well stirred up and thoroughly mixed with the exhausted bath.
To prepare instead of buying it ready made, gradually add to a boiling solution of potassium ferricyanide (red prussiate of potash) an equivalent quantity of hot solution of ferrous sulphate, boiling for 2 hours and washing the precipitate on a filter until the washings assume a dark-blue color. The moist precipitate can at once be dissolved by the further addition of a sufficient quantity of water. About 64 parts of the iron salt is necessary to convert 100 parts of the potassium salt into the blue compound.
If the blue is to be sent out in the liquid form, it is desirable that the solution should be a perfect one. To attain that end the water employed should be free from mineral substances, and it is best to filter the solution through several thicknesses of fine cotton cloth before bottling; or if made in large quantities this method may be modified by allowing it to stand some days to settle, when the top portion can be siphoned off for use, the bottom only requiring filtration.
The ball blue sold for laundry use consists of ultramarine. Balls or tablets of this substance are formed by mixing it with glucose or glucose and dextrin, and pressing into shape. When glucose alone is used, the product has a tendency to become soft on keeping, which tendency may be counteracted by a proper proportion of dextrin. Bicarbonate of sodium is added as a filler to cheapen the product, the quantity used and the quality of the ultramarine employed being both regulated by the price at which the product is to sell.
When so prepared the feathers may be dyed by immersion in any dye liquor. An old-time recipe for black is immersion in a bath of ferric nitrate suitably diluted with water, and then in an infusion of equal parts of logwood and quercitron. Doubtless an aniline dye would prove equally efficient and would be less troublesome to use.
After dyeing, feathers are dipped in an emulsion formed by agitating any bland fixed oil with water containing a little potassium carbonate, and are then dried by gently swinging them in warm air. This operation gives the gloss.
Curling where required is effected by slightly warming the feathers before a fire, and then stroking with a blunt metallic edge, as the back of a knife. A certain amount of manual dexterity is necessary to carry the whole process to a successful ending.
DYES FOR FOOD: See Foods.
DYES FOR LEATHER: See Leather.
DYE STAINS, THEIR REMOVAL FROM THE SKIN: See Cleaning Preparations and Methods.
DYNAMITE: See Explosives.
EARTHENWARE: See Ceramics.
EAU DE QUININE: See Hair Preparations.
EBONY: See Wood.
EBONY LACQUER: See Lacquers.
Starch, French chalk, lycopodium, of each, 40 parts; bismuth subnitrate, 2 parts; salicylic acid, 2 parts; menthol, 1 part. Apply freely to the affected parts.
The age of eggs may be approximately judged by taking advantage of the fact that as they grow old their density decreases through evaporation of moisture. According to Siebel, a new-laid egg placed in a vessel of brine made in the proportion of 2 ounces of salt to 1 pint of water, will at once sink to the bottom. An egg 1 day old will sink below the surface, but not to the bottom, while one 3 days old will swim just immersed in the liquid. If more than 3 days old the egg will float on the surface, the amount of shell exposed increasing with age; and if 2 weeks old, only a little of the shell will dip in the liquid.
The New York State Experiment Station studied the changes in the specific gravity of the eggs on keeping and found that on an average fresh eggs had a specific gravity of 1.090; after they were 10 days old, of 1.072; after 20 days, of 1.053; and after 30 days, of 1.035. The test was not continued further. The changes in specific gravity correspond to the changes in water content. When eggs are kept they continually lose water by evaporation through the pores in the shell. After 10 days the average loss was found to be 1.60 per cent of the total water present in the egg when perfectly fresh; after 20 days, 3.16 per cent; and after 30 days, 5 per cent. The average temperature of the room where the eggs were kept was 63.8° F. The evaporation was found to increase somewhat with increased temperature. None of the eggs used in the 30-day test spoiled.
Fresh eggs are preserved in a number of ways which may, for convenience, be grouped under two general classes: (1) Use of low temperature, i. e., cold storage; and (2) excluding the air by coating, covering, or immersing the eggs, some material or solution being used which may or may not be a germicide. The two methods are often combined. The {283} first method owes its value to the fact that microörganisms, like larger forms of plant life, will not grow below a certain temperature, the necessary degree of cold varying with the species. So far as experiment shows, it is impossible to kill these minute plants, popularly called “bacteria” or “germs,” by any degree of cold; and so, very low temperature is unnecessary for preserving eggs, even if it were not undesirable for other reasons, such as injury by freezing and increased cost. According to a report of the Canadian commission of agriculture and dairying:
Eggs are sometimes removed from the shells and stored in bulk, usually on a commercial scale, in cans containing about 50 pounds each. The temperature recommended is about 30° F., or a little below freezing, and it is said they will keep any desired length of time. They must be used soon after they have been removed from storage and have been thawed.
Water glass or soluble glass is the popular name for potassium silicate, or sodium silicate, the commercial article often being a mixture of the two. The commercial water glass is used for preserving eggs, as it is much cheaper than the chemically pure article which is required for many scientific purposes. Water glass is commonly sold in two forms, a syrup-thick liquid of about the consistency of molasses, and a powder. The thick syrup, the form perhaps most usually seen, is sometimes sold wholesale as low as 1 3/4 cents per pound in carboy lots. The retail price varies, though 10 cents per pound, according to the North Dakota Experiment Station, seems to be the price commonly asked. According to the results obtained at this station a solution of the desired strength for preserving eggs may be made by dissolving 1 part of the syrup-thick water glass in 10 parts, by measure, of water. If the water-glass powder is used, less is required for a given quantity of water. Much of the water glass offered for sale is very alkaline. Such material should not be used, as the eggs preserved in it will not keep well. Only pure water should be used in making the solution, and it is best to boil it and cool it before mixing with the water glass.
The solution should be carefully poured over the eggs packed in a suitable vessel, which must be clean and sweet, and if wooden kegs or barrels are used they should be thoroughly scalded before packing the eggs in them. The packed eggs should be stored in a cool place. If they are placed where it is too warm, silicate deposits on the shell and the eggs do not keep well. The North Dakota Experiment Station found it best not to wash the eggs before packing, as this removes the natural mucilaginous coating on the outside of the shell. The station states that 1 gallon of the solution is sufficient for 50 dozen eggs if they are properly packed.
It is, perhaps, too much to expect that eggs packed in any way will be just as satisfactory for table use as the fresh article. The opinion seems to be, however, that those preserved with water glass are superior to most of those preserved otherwise. The shells of eggs preserved in water glass are apt to crack in boiling. It is stated that this may be prevented by puncturing the blunt end of the egg with a pin before putting it into the water.
This action is based on the fact that the air cavity in the big end of the egg increases in size and capacity, from day to day, as the egg grows older. An apparatus (originally devised by a German poultry fancier) based on this principle, and by means of which the age of an egg maintained at ordinary temperature may be told approximately to within a day, is made by placing a scale of degrees, drawn from O° to 90° (the latter representing the perpendicular) behind the vessel {284} containing the solution, and observing the angle made by the axis of the egg with the perpendicular line. This gives the age of the egg with great accuracy.
| Weight of | |||
|---|---|---|---|
| Whole Eggs, Grains |
Shell, Grains |
Net. | |
| Common hen, small | 635.60 | 84.86 | 550.54 |
| Common hen, mean | 738.35 | 92.58 | 645.77 |
| Common hen, large | 802.36 | 93.25 | 709.11 |
| Italian hen | 840.00 | 92.50 | 747.50 |
| Houdan | 956.60 | 93.50 | 853.10 |
| La Flesche | 926.50 | 94.25 | 835.25 |
| Brahma | 1,025.50 | 114.86 | 910.64 |
From this it will be seen that the Houdans and Brahmas are the most profitable producers, as far as food value of the product is concerned—provided, of course, they are equally prolific with the ordinary fowl.
Another calculation is the number of eggs to the pound, of the various weights. This is as follows:
| Small ordinary eggs (635 grains) | 12.20 to pound |
| Large ordinary eggs (802 grains) | 9.25 to pound |
| Houdan eggs | 8.0 to pound |
| Brahma, mean | 7.4 to pound |
| Brahma, large | 7.1 to pound |
| Yolks of eggs (about 250) | 5.0 parts |
| Distilled water | 0.3 parts |
Beat this together and heat the mass with constant stirring in a dish on the water bath until it thickens and a sample exhibits oil upon pressing between the fingers. Squeeze out between hot plates, mix the turbid oil obtained with 0.05 parts of dehydrated Glauber’s salt, shake repeatedly, and finally allow to settle. The oil, which must be decanted clear from the sediment, gives a yield of at least 0.5 parts of egg oil.
| Yellow beeswax | 0.2 parts |
| Cacao oil | 0.5 parts |
Melt on the water bath and gradually add 9 parts of olive oil.
| Sodium bicarbonate | 8 ounces |
| Tartaric acid | 3 ounces |
| Cream tartar | 5 ounces |
| Turmeric, powdered | 3 drachms |
| Ground rice | 16 ounces |
Mix and pass through a fine sieve. One teaspoonful to a dessertspoonful (according to article to be made), to be mixed with each half pound of flour.
Eggs are often packed in lime, salt, or other products, or are put in cold storage for winter use, but such eggs are very far from being perfect when they come upon the market. German authorities declare that water glass more closely conforms to the requirements of a good preservative than any of the substances commonly employed. A 10 per cent solution of water glass is said to preserve eggs so effectually that at the end of three and one-half months eggs still appeared to be perfectly fresh. In most packed eggs the yolk settles to one side, and the egg is then inferior in quality. In eggs preserved in water glass the yolk retained its normal position in the egg, and in taste they were not to be distinguished from fresh, unpacked store eggs.
Of twenty methods tested in Germany, the three which proved most effective were coating the eggs with vaseline, preserving them in limewater, and preserving them in water glass. The conclusion was reached that the last is preferable, because varnishing the eggs with vaseline takes considerable time, and treating them with limewater is likely to give the eggs a limy flavor. {285}
Other methods follow:
I.—Eggs can be preserved for winter use by coating them, when perfectly fresh, with paraffine. As the spores of fungi get into eggs almost as soon as they are laid, it is necessary to rub every egg with chloroform or wrap it a few minutes in a chloroform soaked rag before dipping it into the melted paraffine. If only a trace of the chloroform enters the shell the development of such germs as may have gained access to freshly laid eggs is prevented. The paraffine coating excludes all future contamination from germ-laden air, and with no fungi growing within, they retain their freshness and natural taste.
II.—Preserving with Lime.—Dissolve in each gallon of water 12 ounces of quicklime, 6 ounces of common salt, 1 drachm of soda, 1/2 drachm saltpeter, 1/2 drachm tartar, and 1 1/2 drachms of borax. The fluid is brought into a barrel and sufficient quicklime to cover the bottom is then poured in. Upon this is placed a layer of eggs, quicklime is again thrown in and so on until the barrel is filled so that the liquor stands about 10 inches deep over the last layer of eggs. The barrel is then covered with a cloth, upon which is scattered some lime.
III.—Melt 4 ounces of clear beeswax in a porcelain dish over a gentle fire, and stir in 8 ounces of olive oil. Let the solution of wax in oil cool somewhat, then dip the fresh eggs one by one into it so as to coat every part of the shell. A momentary dip is sufficient, all excess of the mixture being wiped off with a cotton cloth. The oil is absorbed in the shell, the wax hermetically closing all the pores.
IV.—The Reinhard method is said to cause such chemical changes in the surface of the eggshell that it is closed up perfectly air-tight and an admittance of air is entirely excluded, even in case of long-continued storing. The eggs are for a short time exposed to the direct action of sulphuric acid, whereby the surface of the eggshell, which consists chiefly of lime carbonate, is transformed into lime sulphate. The dense texture of the surface thus produced forms a complete protection against the access of the outside air, which admits of storing the egg for a very long time, without the contents of the egg suffering any disadvantageous changes regarding taste and odor. The egg does not require any special treatment to prevent cracking on boiling, etc.
Some object to this on the ground that sulphuric acid is a dangerous poison, that might, on occasion, penetrate the shell.
V.—Take about half a dozen eggs and place them in a netting (not so many as would chill the water below the boiling point, even for an instant), into a boiling solution of boric acid, withdraw immediately, and pack. Or put up, in oil, carrying 2 per cent or 3 per cent of salicylic acid. Eggs treated in this way are said to taste, after six months, absolutely as fresh as they were when first put up. The eggs should be as fresh as possible, and should be thoroughly clean before dipping. The philosophy of the process is that the dipping in boiling boric acid solution not only kills all bacteria existing on, or in, the shell and membrane, but reinforces these latter by a very thin layer of coagulated albumen; while the packing in salicylated oil prevents the admission of fresh germs from the atmosphere. Salicylic acid is objected to on the same grounds as sulphuric acid.
VI.—Dissolve sodium silicate in boiling water, to about the consistency of a syrup (or about 1 part of the silicate to 3 parts water). The eggs should be as fresh as possible, and must be thoroughly clean. They should be immersed in the solution in such manner that every part of each egg is covered with the liquid, then removed and let dry. If the solution is kept at or near the boiling temperature, the preservative effect is said to be much more certain and to last longer.
EGG CHOCOLATE: See Beverages.
EGG DYES: See Dyes.
EGG LEMONADE: See Beverages, under Lemonade.
EGG PHOSPHATE: See Beverages.
EGG-STAIN REMOVER: See Cleaning Preparations and Methods.
EGGS, TESTS FOR: See Foods.
EIKONOGEN DEVELOPER: See Photography.
EKTOGAN: See Antiseptics. {286}
A substitute for elaine for woolen yarns is obtained by boiling 4 pounds carrageen moss in 25 gallons water for 3 hours. The soda is then put in and the boiling continued for another half hour; 2 pounds fleabane seeds are gradually added, and a little water to make up for the evaporation. After a further 1 1/2 hours boiling, the extract is passed through a fine sieve and well mixed with 25 pounds cottonseed oil, 12 1/2 pounds sweet oil, and 12 1/2 pounds ammonia solution of 0.96 specific gravity. Next day stir in 25 pounds saponified elaine and 13 pounds of odorless petroleum of 0.885 specific gravity. The resulting emulsion keeps well, dissolves perfectly in lukewarm water, and answers its purpose excellently.
ELECTRODEPOSITION PROCESSES: See Plating.
ELECTROLYSIS IN BOILERS: See Boiler Compounds.
(See also Plating.)
First, clean the articles to be plated. To remove grease, warm the pieces before a slow fire of charcoal or coke, or in a dull red stove. Delicate or soldered articles should be boiled in a solution of caustic potash, the latter being dissolved in 10 times its weight of water.
The scouring bath is composed of 100 parts of water to from 5 to 20 parts of sulphuric acid. The articles may be put in hot and should be left in the bath till the surface turns to an ocher red tint.
The articles, after having been cleansed of grease by the potash solution, must be washed in water and rinsed before being scoured. Copper or glass tongs must then be used for moving the articles, as they must not afterwards be handled. For small pieces, suitable earthenware or porcelain strainers may be used.
The next stage is the spent nitric acid bath. This consists of nitric acid weakened by previous use. The articles are left in until the red color disappears, so that after rinsing they show a uniform metallic tint. The rinsing should be thoroughly carried out.
Having been well shaken and drained, the articles are next subjected to the strong nitric acid bath, which is made up as follows:
| Nitric acid of 36° Bé | 100 volumes |
| Chloride of sodium (common salt) | 1 volume |
| Calcined soot (lampblack) | 1 volume |
The articles must be immersed in this bath for only a few seconds. Avoid overheating or using too cold a bath. They are next rinsed thoroughly with cold water and are again subjected to a strong nitric acid bath to give them a bright or dull appearance as required.
To produce a bright finish, plunge them for a few seconds (moving them about rapidly at the same time) in a cold bath of the following composition:
| Nitric acid | 100 volumes |
| Sulphuric acid | 100 volumes |
| Chloride of sodium | 1 volume |
Again rinse thoroughly in cold water. The corresponding bath giving a dull or matt appearance is composed of:
| Nitric acid | 200 volumes |
| Sulphuric acid | 100 volumes |
| Sea salt | 1 volume |
| Sulphate of zinc | 1 to 5 volumes |
The duration of immersion in this bath varies from 5 to 20 minutes, according to the dullness required. Wash with plenty of water. The articles will then have an unpleasant appearance, which will disappear on plunging them for a moment into the brightening bath and rinsing quickly.
The pieces are next treated with the nitrate of mercury bath for a few seconds.
| Plain water | 10,000 parts |
| Nitrate of mercury | 10 parts |
| Sulphuric acid | 20 parts |
It is necessary to stir this bath before using it. For large articles the proportion of mercury should be greater. An article badly cleaned will come out in various shades and lacking its metallic brightness. It is better to throw a spent bath away than attempt to strengthen it.
The various pieces, after having passed through these several processes, are then ready for the plating bath.
A few words on the subject of gilding may not be amiss. Small articles are gilded hot, large ones cold. The cold cyanide of gold and potassium bath is composed as follows:
| Distilled water | 10,000 parts |
| Pure cyanide of potassium | 200 parts |
| Pure gold | 100 parts |
The gold, transformed into chloride, is dissolved in 2,000 parts of water and {287} the cyanide in 8,000 parts. The two solutions are then mixed and boiled for half an hour.
The anode must be entirely submerged in the bath, suspended from platinum wires and withdrawn immediately the bath is out of action.
The following are the formulas for the other metals per 10,000 parts of distilled water:
Crystallized phosphate of soda, 600 parts; alloys rich in copper castings, 500 parts.
Bisulphide of soda, 100 parts; alloys rich in copper, 125 parts.
Pure cyanide of potassium, 10 parts; alloys rich in copper, 5 parts. Pure gold transformed into chloride, 10 parts; alloys rich in copper, 10 parts.
Dissolve the phosphate of soda hot in 8,000 parts water, let the chloride of gold cool in 1,000 parts water; mix little by little the second solution with the first; dissolve the cyanide and bisulphide in 1,000 parts water and mix this last solution with the other two. The temperature of the bath may vary between 122° and 175° F.
With excess of current the pieces become gray, and blacken. In the cold bath anodes of platinum or silver should be employed. Old baths are, in this case, preferable to new. They may, if required, be artificially aged by the addition of 1 or 2 parts in 1,000 of liquid ammonia.
If the anode blackens, the bath is too weak. If it becomes white, there is too much current, and the deposit, being too rapid, does not adhere. The deposit may be taken as normal and regular when the anode becomes gray during the passage of the current and white again when it ceases to flow.
The nickel vat should be of glass, porcelain, or earthenware, or a case lined with impermeable gum. The best nickel bath is prepared by dissolving to saturation, in hot distilled water, nickel sulphate and ammonium, free from oxides or alkalies and alkaline earthy metals. The proportion of salt to dissolve is 1 part, by weight, to 10 of water. Filter after cooling and the bath is then ready for use.
When the bath is ready and the battery set up, the wires from the latter are joined by binding screws to two metal bars resting on the edge of the vat. The bar joined to the positive pole of the battery supports, through the intervention of a nickel-plated copper hook, a plate of nickel, constituting the soluble anode, which restores to the bath the metal deposited on the cathode by the electrolytic action. From the other bar are suspended the articles to be plated. These latter should be well polished before being put into the bath. To remove all grease, scrub them with brushes soaked in a hot solution of whiting, boiled in water and carbonate of soda.
Copper and its alloys are cleaned well in a few seconds by immersion in a bath composed of 10 parts, by weight, of water, and 1 part of nitric acid. For rough articles, 2 parts water, 1 nitric acid, and 1 sulphuric acid. For steel and polished castings, 100 parts water to 1 sulphuric acid. The articles should remain in the bath until the whole surface is of a uniform gray tint. They are then rubbed with powdered pumice stone till the solid metal appears. Iron and steel castings are left in the bath for three or four hours and then scrubbed with well-sifted sand.
If the current be too strong, the nickel is deposited gray or even black. An hour or so is time enough to render the coat sufficiently thick and in a condition to stand polishing. When the articles are removed from the bath they are washed in water and dried in hot sawdust.
To polish the articles they should be taken in one hand and rubbed rapidly backward and forward on a strip of cloth soaked in polishing powder boiled in water, the cloth being firmly fixed at one end and held in the other hand. The hollow parts are polished by means of cloth pads of various sizes fixed on sticks. These pads must be dipped in the polishing paste when using them. The articles, when well brightened, are washed in water to get rid of the paste and the wool threads, and finally dried in sawdust. {288}
The first step in the process is the preparation of the mold. The substance originally used for the construction of this was plaster of Paris. This substance is, however, porous and must be rendered impermeable. The materials most commonly used of later years are stearine, wax, marine glue, gelatin, india rubber, and fusible alloys. With hollow molds it is a good plan to arrange an internal skeleton of platinum, for ultimate connection with the anodes, in order to secure a good electrical contact with all parts of the mold. When covering several pieces at once, it is as well to connect each of them with the negative pole by an iron or lead wire of suitable dimensions.
Having prepared the molds in the usual way—by obtaining an impression in the material when soft, and allowing it to set—they should be given a metallic coating on their active surfaces of pure powdered plumbago applied with a polishing brush.
For delicate and intricate objects, the wet process is most suitable. It consists in painting the object with two or more coats of nitrate of silver and ultimately reducing it by a solution of phosphorus in bisulphide of carbon.
The plating baths are prepared as follows:
A quantity of water is put in a jar and to it is added from 8 to 10 parts in 100 of sulphuric acid, in small quantities, stirring continually in order to dissipate the heat generated by the admixture of acid and water. Sulphate of copper (bluestone) is then dissolved in the acidulated water at the normal temperature until it will take up no more. The solution is always used cold and must be maintained in a saturated condition by the addition of copper sulphate crystals or suitable anodes.
For use it should be poured into vessels of clay, porcelain, glass, hard brown earthenware, or india rubber. For large baths wood may be used, lined on the interior with an impervious coating of acid-proof cement, india rubber, marine glue, or even varnished lead sheets.
If the solution be too weak and the current on the other hand be too strong, the resulting deposit will be of a black color. If too concentrated a solution and too weak a current be employed, a crystalline deposit is obtained. To insure a perfect result, a happy medium in all things is necessary.
During the process of deposition, the pieces should be moved about in the bath as much as possible in order to preserve the homogeneity of the liquid. If this be not attended to, stratification and circulation of the liquid is produced by the decomposition of the anode, and is rendered visible by the appearance of long, vertical lines on the cathode.
For amateurs and others performing small and occasional experiments, the following simple apparatus will be serviceable. Place the solution of sulphate of copper in an earthenware or porcelain jar, in the center of which is a porous pot containing amalgamated zinc and a solution of sulphuric acid and water, about 2 or 3 parts in 100. At the top of the zinc a brass rod is fixed, supporting a circle of the same metal, the diameter of which is between that of the containing vessel and the porous pot. From this metallic circle the pieces are suspended in such a manner that the parts to be covered are turned toward the porous pot. Two small horsehair bags filled with copper sulphate crystals are suspended in the solution to maintain its saturation.
| Powdered slippery elm bark (or the equivalent in whole bar) | 2 teaspoonfuls |
| Boiling water | 1 cup |
| Sugar, enough. | |
| Lemon juice, enough. | |
Pour the water upon the bark. When cool, strain and flavor with lemon juice and add sugar. This is soothing in case of inflammation of the mucous membrane.
Success in the use of any embalming fluid depends largely on manipulation, an important part of the process being the thorough removal of fluid from the circulatory system before undertaking the injection of the embalming liquid.
| I.— | Solution zinc chloride (U. S. P.) | 1 gallon |
|---|---|---|
| Solution sodium chloride 6 ounces to pint | 6 pints | |
| Solution mercury bichloride, 1 ounce to pint | 4 pints | |
| Alcohol | 4 pints | |
| Carbolic acid (pure) | 8 ounces | |
| Glycerine | 24 fluidounces |
Mix the glycerine and carbolic acid, then all the other ingredients, when a clear solution of 3 gallons results, which is the proper amount for a body weighing 150 pounds.
| II.— | Arsenious acid | 100 parts |
|---|---|---|
| Sodium hydrate | 50 parts | |
| Carbolic acid and water, of each a sufficient quantity. | ||
Dissolve the arsenious acid and the soda in 140 parts of water by the aid of heat. When the solution is cold, drop carbolic acid into it until it becomes opalescent, and finally add water until the finished product measures 700 parts.
| III.— | Salicylic acid | 4 drachms |
|---|---|---|
| Boric acid | 5 drachms | |
| Potassium carbonate | 1 drachm | |
| Oil of cinnamon | 3 drachms | |
| Oil of cloves | 3 drachms | |
| Glycerine | 5 ounces | |
| Alcohol | 12 ounces | |
| Hot water | 12 ounces |
Dissolve the first 3 ingredients in the water and glycerine, the oils in the alcohol, and mix the solutions.
| IV.— | Thymol | 15 grains |
|---|---|---|
| Alcohol | 1/2 ounce | |
| Glycerine | 10 ounces | |
| Water | 5 ounces | |
| V.— | Cooking salt | 500 parts |
| Alum | 750 parts | |
| Arsenious acid | 350 parts | |
| Zinc chloride | 120 parts | |
| Mercury chloride | 90 parts | |
| Formaldehyde solution, 40 per cent | 6,000 parts | |
| Water, up to | 24,000 parts | |
| VI.— | Arsenious acid | 360 grains |
| Mercuric chloride | 1 1/4 ounces | |
| Alcohol | 9 ounces | |
| Sol. ac. carbolic, 5 per cent | 120 ounces |
From 10 to 12 pints are injected into the carotid artery—at first slowly and afterwards at intervals of from 15 to 30 minutes.
EMERALD (IMITATION): See Gems, Artificial.
For surface lapping put some flour emery in a linen bag and tie up closely with a string. Dust out the emery by striking the bag against the surface plate; use turpentine for rough lapping and the dry surface plate for finishing.
| Yolk of egg | 10 parts |
| Balsam Peru | 1 to 2 parts |
| Zinc oxide | 5 to 10 parts |
| Distilled water | 100 parts |
If desired, 33 parts of vinegar may be substituted for the same amount of water, while oil of cade, oil of birch, lianthral or storax may be substituted for the balsam Peru, and an equal quantity of talc, magnesium carbonate, sulphur of bismuth subcarbonate, may be introduced in place of the oxide of zinc. A further variation in the character of the liquid may be introduced by the use of medicated or perfumed waters instead of the plain distilled water. Where so diluted, as in the above formula, the yolk of egg separates out after long standing, but the mixture quickly reëmulsifies upon shaking. Tar and balsams can be emulsified by mixing with double their quantity of yolk of egg, then diluting by the addition of small quantities of water or milk.
EMULSIONS OF PETROLEUM: See Petroleum.
(See also Ceramics, Glazes, Paints, Waterproofing, and Varnishes.)
Commercial enameling includes: (1) Hollow ware enameling for domestic use; (2) hollow ware enameling for chemical use; (3) enameling locomotive and other tubes; (4) enameling drain and water pipes; (5) signboard enameling.
There is one defect to which all enamel ware is subject, and that is chipping. This may be caused by (1) imperfect mixing of the enamels; (2) imperfect fusing; (3) imperfect pickling of the iron; (4) rough usage. With ordinary care a well-enameled article has been known to last in daily use for 10 or 12 years, whereas defective enameling, say, on a sign tablet—which is exempt from rough usage—may not have a life exceeding a few months. All enameled articles, such as hollow ware and sign tablets, first receive a coating of a composition chiefly composed of glass called “gray,” and this is followed by a deposit of “white,” any additional color required being laid above the white. In the mixing and depositing of these mixtures lie the secrets of successful enameling. The “gray” has to be fused not only on but also into the metal at a bright red—almost white—heat, and it is obvious that its constituents must be arranged and proportioned to expand and contract in a somewhat uniform manner with the iron itself. The “white” has to be fused on the surface of the gray, but the gray being much harder is not affected by the second firing. If it were liquid it would become mixed with the white and destroy its purity. Frequently, owing to inferior chemicals, imperfect mixing or fusing, a second coating of white is necessary, in order to produce a surface of the necessary purity and luster. The difficulties of enameling are thus easily understood. Unless the metals and chemicals are so arranged and manipulated that their capacities of expansion and contraction are approximately the same, inferior work will be produced. Oxide of iron on the surface of the plates, inferior chemicals, incorrect mixings, insufficient or overheating in the process of fusing, prevent that chemical combination which is essential to successful enameling. The coatings will be laid on and not combined, with the result that there will be inequalities in expansion and contraction which will cause the enamel to chip off immediately if submitted to anything approaching rough usage, and in a very short time if submitted to chemical or ordinary atmospheric conditions.
The manufacture of sign tablets is the simplest form to which this important art is adapted. Sign-tablet enameling is, however, kept as great a secret as any other type. This branch of the industry {291} is divided up as follows: (1) Setting the plates; (2) scaling and pickling the plates; (3) mixing the enamel constituents; (4) melting the enamel constituents; (5) grinding the enamel constituents; (6) applying the enamel; (7) drying the enamel coatings; (8) fusing the enamel on the articles; (9) lettering—including alphabetical and other drawing, spacing, and artistic art in arrangement; (10) stencil cutting on paper and stencil metal; (11) brushing; (12) refusing. Distinctive branches of this work have distinctive experts, the arrangement being generally as follows: Nos. 1 and 2 may or may not be combined; Nos. 3 and 5 may or may not be combined; Nos. 4, 7, 8, and 12 generally combined; No. 6 generally the work of girls; Nos. 9 and 10 generally combined; No. 11 generally the work of girls and boys. The twelve processes, therefore, require six classes of trained workpeople, and incompetence or carelessness at any section can only result in imperfect plates or “wasters.”
A brief description of these processes will enable the reader to understand the more detailed and technical description to follow, and is, therefore, not out of place. Ordinary iron sheets will do for the manufacture of sign tablets; but a specially prepared charcoal plate can be had at a slightly increased price. The latter type is the best, for in many cases the scaling and pickling may, to a certain extent, be dispensed with. To make this article, however, as complete as possible, we shall begin from the lowest rung of the manufacturing ladder—i. e., from the first steps in the working of suitable iron.
I.—Setting.—The plates may be received in sheets, and cut to the required size at the enameling factory, or, what is more general, received in sizes according to specification. The former are more liable to have buckled slightly or become dented, and have to be restored to a smooth and uniform surface by hammering on a flat plate. The operation seems simple, but an inexperienced operator may entirely fail to produce the desired result, and, if he does succeed, it is with the expenditure of a great amount of time. An expert setter with comparatively few and well-directed strokes brings an imperfect plate into truth and in readiness for the next operation.
II.—Scaling and Pickling.—The annealing of the sheets in special furnaces loosens the scale, which can then be easily removed, after which immersion for some time in diluted sulphuric or muriatic acid thoroughly cleans the plate. Firing to a red heat follows, and then a generous course of scrubbing, and the last traces of acid are removed by dipping in boiling soda solution. Scouring with sand and washing in clean water may follow, and the metal has then a perfect and chemically clean surface.
III.—Mixing the Enamel Constituents.—Ground, foundation, or gray.—All articles, whether hollow ware or plates, are operated upon in a very similar manner. Both require the foundation coating generally called “gray.” The gray constituents vary considerably in different manufactures; but as regards the use of lead, it is universally conceded that while it may in many instances be used with advantage in the enameling of sign tablets, etc., it should under no circumstances be introduced into the coating of articles for culinary purposes, or in which acids are to be used. The first successful commercial composition of this covering was: Cullet (broken glass), carbonate of soda, and boracic acid. This composition remained constant for many years, but ultimately gave place to the following: Cullet, red lead, borax, niter. The borax and red lead form the fluxes, while the niter is to “purify” the mass. Some of the later mixings consist of the following: Silica powder, crystallized or calcium borax, white lead, fused together. This would be called a frit, and with it should be pulverized powdered silica, clay, magnesia. This recipe is one requiring a very high temperature for fusing: Silica powder, borax, fused and ground with silica, clay, magnesia. This requires a slightly lower temperature: Frit of silica powder, borax, feldspar, fused together, and then ground with clay, feldspar, and magnesia.
The approximate quantities of each constituent will be given later, but it must always be remembered that no hard-and-fast line can be laid down. Chemicals vary in purity, the furnaces vary in temperature, the pounding, grinding, and mixing are not always done alike, and each of these exerts a certain influence on the character of the “melt.” These compositions may be applied to the metal either in the form of a powder or of a liquid. Some few years ago the powder coating was in general use, but at the present time the liquid form is in favor, as it is considered easier of application, capable of giving a coating more uniform in thickness and less costly. In using the powder coating the plate is rubbed with a cloth dipped in a gum {292} solution, and the powder then carefully dusted through a sieve over the surface. In this condition the plate is submitted to the fusing process. In using the liquid material the plate surface is dipped into or has the liquid mixing carefully poured over it, any surplus being drained off, and any parts which are not to be coated being wiped clean by a cloth. The coating is then dried in suitable stoves, after which it is ready for fusing on to the iron. The gray coating should be fairly uniform and smooth, free from holes or blisters, and thoroughly covering every part of the iron which is to be subjected to any outside influence. Cooling slowly is important. Rapid cooling frequently causes chipping of the coating, and in any case it will greatly reduce the tenacity of the connection existing between the glaze and the metal.
Generally the next surface is a white one, and it depends upon the class of article, the character of the enamels, and the efficiency of application, whether one coat or two will be required. Roughly speaking, the coating is composed of a glass to which is added oxide of tin, oxide of lead, or some other suitable opaque white chemical. The mixture must be so constituted as to fuse at a lower temperature than the foundation covering. If its temperature of fusion were the same the result would be that the gray would melt on the iron and become incorporated with the white, thus loosening the attachment of the mass to the iron and also destroying the purity of the white itself. Bone ash is sometimes used, as it becomes uniformly distributed throughout the melt, and remains in suspension instead of settling. Bone ash and oxide of lead are, however, in much less demand than oxide of tin. The lead is especially falling into disfavor, for the following reasons: Firstly, it requires special and laborious treatment; secondly, it gives a yellowish-white color; thirdly, it cannot resist the action of acids. The following is a recipe which was in very general use for some years: Glass (cullet), powdered flint, lead, soda (crystals), niter, arsenic. Another consists of the following: Borax, glass, silica powder, oxide of tin, niter, soda, magnesia, clay. These are fused together, and when being ground a mixture of Nos. 1, 3, 7, and boracic acid is added.
Enamel mixings containing glass or china are now generally in use, although for several years the experience of manufacturers using glass was not satisfactory. Improved compositions and working now make this constituent a most useful, and, in fact, an almost essential element. The glass should be white broken glass, and as uniform in character as possible, as colored glass would impart a tinge of its own color to the mixing.
The following are two distinct glazes which do not contain glass or porcelain: Feldspar, oxide of tin, niter, soda. This is free from any poisonous body and requires no additions: Silica powder, oxide of tin, borax, soda, niter, carbonate of ammonia, or magnesia.
Alkalies.—Of the alkalies which are necessary to produce complete fusion of and combination with the quartz, soda is chiefly applied in enamel manufactures, as the fusing temperature is then lower.
Bone Ash.—This material will not add opacity, but only semi-transparency to the enamel, and is therefore not much used.
Boracic Acid.—Boracic acid is sometimes substituted for silicic acid, but generally about 15 per cent of the former to 85 per cent of the latter is added. Borax as a flux is, however, much more easily used and is therefore largely employed in enamel factories.
Borax.—Calcined borax, that is, borax from which a large proportion of the natural moisture has been eliminated, is best for enamel purposes. It is a flux that melts at medium heat, and enters into the formation of the vitreous basis. Borax has also the property of thoroughly distributing oxide colors in the enamels.
Clay.—Only a fairly pure clay can be used in enamel mixings, and the varieties of clay available are therefore limited. The two best are pipe—or white—clay and china clay—kaolin. The latter is purer than the former, and in addition to acting as a flux, it is used to increase the viscosity of mixings and therefore the opacity. It is used in much the same way as oxide of tin.
Cryolite.—Ground cryolite is a white mineral, easily fusible, and sometimes used in enamel mixings. It is closely associated with aluminum.
Cullet.—This is the general material used as a basis. Clear glass only should be introduced; and as the compositions of glass vary greatly, small experimental frits should always be made to arrive at the correct quantity to be added.
Feldspar.—The introduction of feldspar into an enamel frit increases consistency. The common white variety is {293} generally used, and its preliminary treatment by pounding is similar to that adopted with quartz.
Fluor-Spar.—In this mineral we have another flux, which fuses at a red heat.
Fluxes.—These are for the purpose of regulating the temperature of fusion of a mixing—frit—some being better adapted for this purpose than others. This, however, is not the only consideration, for the character of the flux depends upon the composition or chemical changes to which the ingredients are to be subjected. The fluxes are borax, clays, cullet, porcelain, feldspar, gypsum, and fluorspar.
Glass.—Glass is composed of lime, silicic acid, and soda or potash. The use of the glass is to form the hard, crystal-like foundation.
Gypsum.—This mineral is sometimes used in conjunction with baryta and fluor-spar.
Lead.—Crystallized carbonate of lead, or “lead white,” is frequently used in enamels when a low temperature for fusion is required. It should never be used on articles to be submitted to chemical action, or for culinary use. Minium is a specially prepared oxide of lead, and suitable for enameling purposes, but is expensive.
Lime.—Lime is in the form of carbonate of calcium when used.
Magnesium Carbonate is used only in small quantities in enamel mixings. It necessitates a higher temperature for fusion, but does not affect the color to the slightest extent if pure.
Manganese.—As a decolorant, this mineral is very powerful, and therefore only small quantities must be used. Purity of the mineral is essential—i. e., it should contain from 95 to 98 per cent of binoxide of manganese.
Niter.—At a certain temperature niter shows a chemical change, which, when affected by some of the other constituents, assists in the formation of the vitreous base.
Porcelain.—Broken uncolored porcelain is sometimes used in enamel manufacture. Its composition: Quartz, china clay, and feldspar. It increases viscosity.
Red Lead.—This decolorant is sometimes called purifier. It will, however, interfere with certain coloring media, and when this is the case its use should at once be discontinued.
Silicic Acid.—Quartz, sand, rock crystal, and flint stone are all forms of this acid in crystallized form. By itself it is practically infusible, but it can be incorporated with other materials to form mixings requiring varying temperatures for fusion.
Soda.—The soda in general use is carbonate of soda—58 per cent—or enameling soda. The latter is specially prepared, so as to free it almost entirely from iron, and admit of the production of a pure white enamel when such is required.
Tin Oxide.—All enamels must contain white ingredients to produce opacity, and the most generally used is oxide of tin. By itself it cannot be fused, but with proper manipulation it becomes diffused throughout the enamel mass. On the quantity added depends the denseness or degree of opacity imparted to the enamel.
It will be understood that the enamel constituents are divided into four distinct groups: I. Fundamental media. II. Flux media. III. Decolorant media. IV. Coloring media. We have briefly considered the three first named, and we will now proceed to No. IV. The coloring material used is in every case a metallic oxide, so that, so far as this goes, the coloring of an enamel frit is easy enough. Great care is, however, necessary, and at times many difficulties present themselves, which can only be overcome by experience. Coloring oxides are very frequently adulterated, and certain kinds of the adulterants are injurious to the frit and to the finish of the color.
The enamel, therefore, though much alike for both purposes, should be so prepared for hollow ware that it will be capable of withstanding the changes to which we have referred. In all cases it must be remembered that the thinner the coat of the enamel the better it will be {294} distributed over the iron, and the greater will be its adherence to the iron. Any article heavily enameled is always liable to chip, especially if submitted to the slightest bending action, and therefore any excess of material added to a plate means that it will always be readily liable to separate from the plate. In hollow-ware enameling the preparation of each frit generally receives somewhat more attention than for plate enameling. The grinding is more effectively carried out, in order to remove almost every possibility of roughness on any part of the surface, especially the inside surface.
The iron used in tablet and hollow-ware manufacture is rolled sheet iron. It is supplied in a variety of qualities. Charcoal iron is purer than ordinary plate iron, more ductile, and therefore capable of being driven out to various forms and depths by stamping presses. The surface of the charcoal iron is not so liable to become oxidized, and therefore can be more readily made chemically clean for the reception of the enamels. Some manufacturers use charcoal plates for tablet work, but these are expensive; the ordinary plates, carefully pickled and cleaned, adapt themselves to the work satisfactorily.
The sheet irons generally used for the enameling purposes referred to vary in gauge. The finer the iron the greater must be the care used in coating it with enamel. Thin iron will rapidly become hot or cool, the temperatures changing much more quickly than that of the mixing. Unless care, therefore, is used, the result of fusing will be that the enamel mass will not have become thoroughly liquid, and its adherence to the iron will be imperfect.
If, however, the temperature is gradually raised to the maximum, and sympathetic combination takes place, the dangers of rapid cooling are avoided. Again, the iron, in losing its temperature more rapidly than the enamel, will contract, thus loosening its contact with the glaze, and the latter will either then, or after a short period of usage, chip off. We then arrive at the following hard-and-fast rules: (1) In all classes of enameling, but particularly where thin iron sheets are used, the temperature of the plate and its covering must be raised very gradually and very uniformly. (2) In all cases a plate which has had a glaze fused on its surface must be cooled very gradually and very uniformly. The importance of these rules cannot be over-estimated, and will, therefore, be referred to in a more practical way later.
In enameling factories no causes are more prolific in the production of waste than these, and in many cases the defects produced are erroneously attributed to something else. Cast iron is much easier to enamel than wrought iron. This is due to the granular character of its composition. It retains the enamels in its small microscopic recesses, and greater uniformity can be arrived at with greater ease. Cast-iron enameled sign tablets and hollow ware were at one time made, but their great weight made it impossible for them ever to come into general use.
Wrought-iron plates, if examined microscopically, will show that they are of a fibrous structure, the fibers running in the direction in which they have been rolled. The enamels, therefore, will be more liable to flow longitudinally than transversely, and this tendency will be more accentuated at some places than at others. This, however, is prevented by giving the iron sheets what might be described as a cast-iron finish. The sheets to be enameled should be thoroughly scoured in all directions by quartz or flint sand, no part of the surface being neglected. This thorough scrubbing will roughen the surface sufficiently to make it uniformly retentive of enamel mixture, and in no cases should it be omitted or carelessly carried out.
When the vase or other article has been hammered out to the required shape in copper, it is passed on to another class of artisans, who prepare it for the hands of the enameler. The design or designs are sketched carefully. The working appliances consist only of a pointed tool, two or three small punches of varying sizes, and a hammer. With this small equipment the operator sets to work. The spaces between each dividing line are gradually lowered by hammering, and when this has been uniformly completed, each little recess is ready to receive its allotment of enamel. More accurate work even than this can be obtained by the introduction of flat wire. This wire is soldered or fixed on the vase, and forms the outline for the entire design. It may be of brass, copper, or gold, but is fixed and built round every item of the whole design with the most {295} laborious care. It stands above the surface of the design on the copper articles, but the little recesses formed by it are then gradually filled up by enamel in successive fusings. The whole surface of the article is now ground perfectly smooth and polished until its luster is raised to the highest point possible, and when this stage has been reached the article is ready for the market.
Stage I.—Cutting the plate is the first operation. The plates 6 feet by 2 feet would first be cut down the center in a circular cutting machine, thus forming two strips, 6 feet by 12 inches. Each strip would then be cut into three lengths of 2 feet each. If a guillotine had to be used instead of a circular cutter, the plate would be first cut transversely at distances of 2 feet, thus forming three square pieces of 2 feet by 2 feet. These would then be subdivided longitudinally into two lengths each, the pieces being then 2 feet by 12 inches. Each sheet would thus be cut into six plates.
Stage II.—The cut plates should next have any roughness removed from the edges, then punched with two holes—one at each end, followed by leveling or setting. This is done by hammering carefully on a true flat surface.
Stage III.—The plates should then be taken and dipped into a hydrochloric acid bath made up of equal quantities of the acid and water. The plates are then raised to a red heat in the stoves, and on removal it will be found that the scale—iron oxide—has become loosened, and will readily fall off, leaving a clean metallic surface. A second course of cleaning then follows in diluted sulphuric acid—1 part acid to 20 parts water. In this bath the iron may be kept for about 12 hours. In some cases a much stronger bath is used, and the plates are left in only a very short time. The bath is constructed of hard wood coated inside with suitable varnish.
In mixing the sulphuric acid bath it must be remembered that the acid should be slowly poured into the water under continuous stirring. Following the bath, the metal is rinsed in water, after which it is thoroughly scoured with fine flinty sand. Rinsing again follows, but in boiling water, and then the metal is allowed to dry. The enameling process should immediately follow the drying, for if kept for any length of time the surface of the metal again becomes oxidized. In hollow-ware enameling the hydrochloric acid bath may be omitted.
Stage IV.—The plates are now ready for the reception of the foundation or gray coating. If powder is used the plate is wiped over with a gum solution, and then the powder is carefully and uniformly dusted through a fine sieve over the surface. The plate is then reversed and the operation repeated on the other side. If a liquid “gray” is to be used it should have a consistency of cream, and be poured or brushed with equal care over the two surfaces in succession, after the plate has been heated to be only just bearable to the touch. The plates are then put on rests, or petits, in a drying stove heated to about 160° F., and when thoroughly dry they are ready for the fusing operation. The petits, with the plates, are placed on a long fork fixed on a wagon, which can be moved backward and forward on rails; the door of the fusing oven is then raised and the wagon moved forward. The fork enters the oven just above fire clay brick supports arranged to receive the petits. The fork is then withdrawn and the door closed. The stove has a cherry-red, almost white, heat and in a few minutes the enamel coating has been uniformly melted, and the plates are ready to be removed on the petits and fork in the same manner as they were inserted. Rapid cooling must now be carefully avoided, otherwise the enamel and the iron will be liable to separate, and chipping will result. The temperature of fusion should be about 2,192° F.† When all the plates have been thus prepared they are carefully examined and defective ones laid aside, the others being now ready for the next operation. {296}
Stage V.—The coating of the plate with white is the next stage. The temperature of fusion of the white glaze is lower than that of the gray, so that the plate will remain a shorter time in the stove, or be submitted to a somewhat lower temperature. The latter system is to be strongly recommended in order to prevent any possibility of fusion of the ground mass. The white should be made as liquid as possible consistent with good results. The advantages of thin coatings have already been explained, but if the mixing is too thin the ground coating will not only be irregularly covered. but, in fusion, bubbles will be produced, owing to the steam escaping, and these are fatal to the sale of any kind of enameled ware. When the plate has been thoroughly dried and fusion has taken place, slow and steady cooling is absolutely essential. Special muffles are frequently built for this purpose, and their use is the means of preventing a large number of wasters. Before putting on the glaze, care must be taken to remove the gray from any part which is not to be coated. The temperature of fusion should be about 1,890° F.,† and the time taken is about 5 minutes.
Stage VI.—The stencil must be cut with perfect exactitude. The letters should be as clear as possible, proportioned, and spaced to obtain the best effects as regards boldness and appearance. Stencils may be cut either from paper or from specially prepared soft metal, called stencil metal. The former are satisfactory enough when only a few plates are required from one stencil, but when large quantities are required, say, 60 upward, metal stencils should be used. The paper should be thick, tough, and strong, and is prepared in the following manner: Shellac is dissolved in methylated spirits to the ordinary liquid gum form, and this is spread over both sides of the paper with a brush. When thoroughly dry a second protective coating is added, and the paper is then ready for stencil work. The stencil cutter’s outfit consists of suitable knives, steel rule, scales of various fractions to an inch, a large sheet of glass on which the cutting is done, and alphabets and numerals of various characters and types. For ordinary lettering one stencil is enough, but for more intricate designs 2, 3, and even 4 stencils may be required. In the preparation of the plates referred to in the paragraph preceding Stage I, only 1 stencil would be necessary. The paper before preparation would be measured out to the exact size of the plate, and the letters would be drawn in. The cutting would then be done, and the result shown at Fig. 1 would be obtained, the black parts being cut out. The lines or corners of each letter or figure should be perfectly clear and clean, for any flaw in the stencil will be reproduced on the plate.
Stage VII.—The next stage is the application of the blue enamel. The operation is almost identical with that of the white, but when the coating has been applied and dried, the lettering must be brushed out before it is fused. The coating is generally applied by a badger brush after a little gum water has been added; the effect of this is to make the blue more compact.
Stage VIII.—The next operation is brushing; the stencil is carefully placed over the plate, and held in position, and with a small hand brush with hard bristles the stencil is brushed over. This brushing removes all the blue coating, which shows the lettering and leaves the rest of the white intact. When this has been done, the stencil is removed and the connecting ribs of the lettering—some of which are marked X in Fig. 2—are then removed by hand, the instrument generally being a pointed stick of box or other similar wood.
Stage IX.—Fusing follows as in the case of the white glaze, and the plate is complete. One coat of blue should be sufficient, but if any defects are apparent a second layer is necessary.
The white and blue glazes are applied only on the front side of the plate, the back side being left coated with gray only.
Seamed or riveted parts are, of course, thicker than the ordinary plate, will expand and contract differently, will take longer to heat and longer to cool, and the conclusion, therefore, that must be arrived at is that the thickness should be reduced as much as possible, and the joints be made as smooth as possible. Unless special precautions are taken, cracks will be seen on articles of this kind running in straight lines from the rivets or seams. To avoid these, the enamel liquid must be reduced to the greatest stage of liquidity, the heat must be raised slowly, and in cooling the articles should pass through, say, 2 or 3 muffles, each one having a lower temperature than the preceding one. It is now generally conceded that the slower and more uniform the cooling process, the greater will be the durability of the enamel. Feldspar is an almost absolutely necessary addition to the gray in successful hollow-ware enameling, and the compositions of both gray and white should be such as to demand a high temperature for fusion. The utensils with the gray coating should first be raised to almost a red heat in a muffle, and then placed in a furnace raised to a white heat. The white should be treated similarly, and in this way the time taken for complete fusion at the last stage will be about 4 minutes.
The outside enamel on utensils is less viscous than the inside enamel, and should also be applied as thinly as possible.
The general system in use is, however, the crucible system. The crucibles are made from the best fire clay, and the most satisfactory are sold under the name of “Hessian crucibles.” The chief objection to the use of the crucibles is that of cost. They are expensive, and in many factories the life of the crucible is very short, in some cases not extending beyond one period of fusion. When this, however, is the rule rather than the exception, the results are due to carelessness. Sudden heating or cooling of the crucible will cause it to crack or fall to pieces, but for this there is no excuse. Running the molten material quickly out of the crucible and replacing it hurriedly with a fresh cold mixing is liable—in fact, almost certain—to produce fracture, not only causing the destruction of the crucible, but also the loss of the mixing. New crucibles should be thoroughly dried in a gentle heat for some days and then gradually raised to the requisite temperature which they {298} must sustain for the purposes of fusion. Sometimes unglazed porcelain crucibles specially prepared with a large proportion of china clay are used. These are, however, expensive and require special attention during the first melt. The life of all crucibles can be lengthened by: (1) Gradually heating them before putting them into the fire; (2) never replacing a frit with a cold mass for the succeeding one; it should first be heated in a stove and then introduced into the crucible; (3) carefully protecting the hot crucibles from cold draughts or rapid cooling.
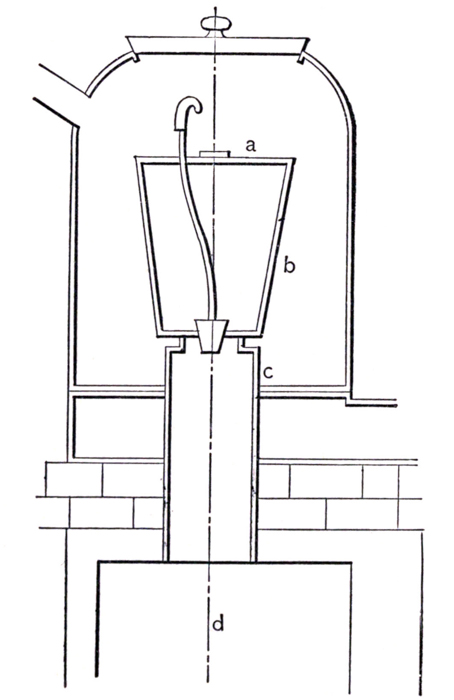
In some cases only a very small hole is made in the crucible and no stopper used, the fusion of the mixing automatically closing up the hole. In some other factories no hole is made in the crucible, and when fusion is complete the crucible is removed and the mixing poured out. The two latter systems are bad; in the first there is always some waste of material through leakage, and in the latter the operation of removing the crucible is clumsy and difficult, while the exposure to the colder atmosphere frequently causes rupture.
The plug used should be connected with a rod, as shown in Fig. 3, which passes through a slot in one-half of the hinged lid, a. When fusion is complete this half is turned over, and the plug pulled up, thus allowing the molten mass to fall through into the vat of water placed underneath. The mixing in the crucibles, as it becomes molten, settles down, and more material can then be added until the crucible is nearly full. If the mixing is correctly composed, and has been thoroughly fused, it should flow freely from the crucible when the plug is withdrawn. Fusing generally requires only to be done once, but for fine enamels the operation may be repeated. The running off into the water is necessary in order to make the mass brittle and easy to grind. If this was not done it would again form into hard flinty lumps and require much time and labor to reduce to a powder.
A careful record should be kept of the loss in weight of the dried material at each operation. The weighings should be made at the following points: (1) Before and after melting; (2) after crushing.
The time required for melting varies greatly, but from 6 to 9 hours may be considered as the extreme limits. Gas is much used for raising the necessary heat for melting. The generator may be {299} placed in any convenient position, but a very good system is to have it in the center of a battery of muffles, any or all of which can be brought into use. When quartz stoppers are used there is considerable trouble in their preparation, and as each new batch of material requires a fresh stopper, wrought-iron stoppers have been introduced in many factories. These are coated with an enamel requiring a much higher temperature of fusion than the fundamental substance, and this coating prevents the iron having any injurious action on the frit.
The muffle furnaces may be of any size, but in order to economize fuel, it is obvious that they should be no larger than is necessary for the class and quantity of work being turned out. For sign-plate enameling the interior of the muffle may be as much as 10 feet by 5 feet wide by 3 feet in height, but a furnace of this kind would be absolutely ruinous for a concern where only about a dozen small hollow-ware articles were enameled at a time. The best system is to have 2 or 3 muffle furnaces of different dimensions, as in this way all or any one of them can be brought into use as the character and number of the articles may require. The temperature throughout the muffle is not uniform, the end next to the furnace being hotter than that next to the door. In plate enameling it is therefore necessary that the plates should be turned so that uniform fusion of the enamel may take place. In the working of hollow ware the articles should be first placed at the front of the muffle and then moved toward the back. The front of the furnace is closed in by a vertically sliding door or lid, and in this an aperture is cut, through which the process of fusion can be inspected. All openings to the muffle should be used as little as possible; otherwise cold air is admitted, and the inside temperature rapidly lowered.
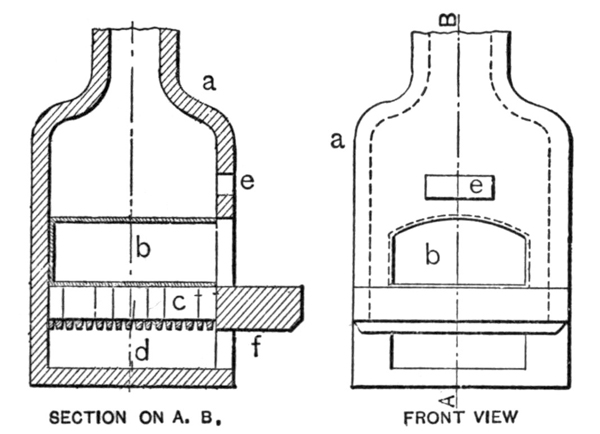
Fig. 4 shows a simple arrangement of a muffle furnace; a is the furnace itself, with an opening, e, through which the fuel is fed; b is the muffle; c shows the firebars, and d the cinder box; f is a rest or plate on which is placed the articles to be enameled. The plate or petits on which the articles rest while being put into the muffle should be almost red hot, as the whole heat of the muffle in this way begins to act immediately on the enamel coating. The articles inside the muffles can be moved about when necessary, either by a hook or a pair of tongs, but care must be taken that every part of the vessel or plate is submitted to the same amount of heat.
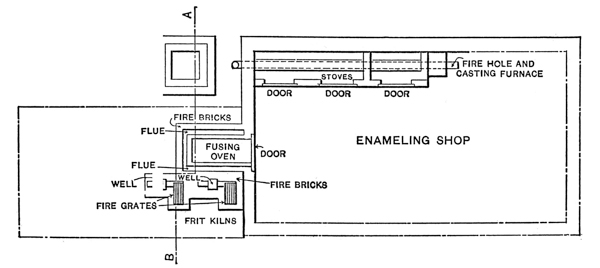
In Figs. 5, 6, and 7 are given drawings of an arrangement of furnaces, etc., connected with an enameling factory at {300} present working. The stoves shown in Fig. 5 are drying stoves fired from the end by charcoal, and having a temperature of about 160° F. Fig. 6 shows the arrangement of the flues for the passage of the gases round the fusing oven. The section through the line A B, Fig. 5, as shown in Fig. 7, and the section through the frit kilns, as shown in Fig. 8, are sufficiently explanatory. The frit kilns and the fusing oven flues both lead to the brick chimney, but the stoves are connected to a wrought-iron chimney shown in Fig. 6. Another arrangement would have been to so arrange the stoves that the gases from the frit kilns could have been utilized for heating purposes.
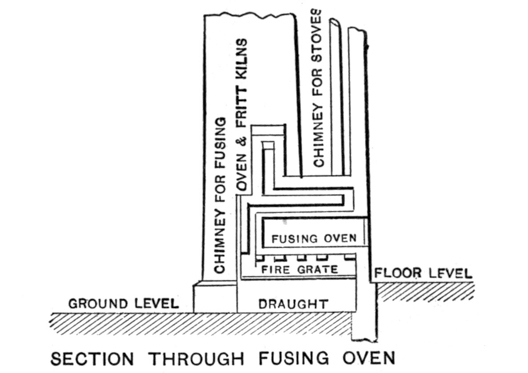
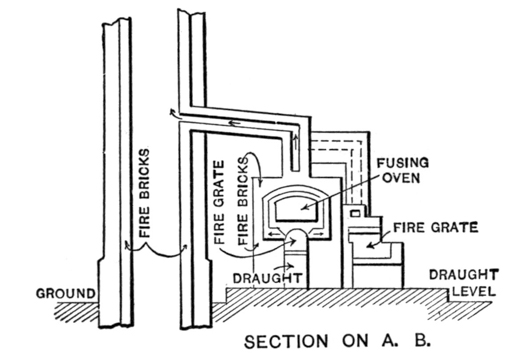
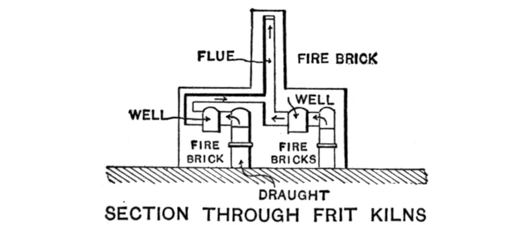
For practical purposes we are thus often left to a selection of some type of coal. A coal with comparatively little heating power at a cheap price will be found more expensive in the end than one costing more, but capable of more rapid combustion and possessing more heat yielding gases. Cheap and hard coals give the fireman an amount of labor which is excessive. The proper maintenance of the temperature of the stove is almost impossible. Anthracite is excellent in every way, as it consists of nearly pure carbon, giving off a high degree of heat without smoke. Its use, of course, necessitates the use of a blower, but to this there can be no objection. Any coal which will burn freely and clean, giving off no excessive smoke, and capable of almost complete combustion, will give satisfaction in enameling; but it must not be forgotten that the consumption of fuel is so large that both price and quality must be carefully considered. Experimental tests must be made from time to time. A cheap, common coal will never give good results, and a good expensive coal will make the cost of manufacture so great that the prices of the enameled articles will render them unsalable. Any ordinary small factory will use from 2 to 4 tons per day of coal, and it will thus be seen that the financial success of a concern lies to a very great extent at the mouth of the furnace. Coke is a good medium for obtaining the necessary heat required in enameling if it can be got at a reasonable price. With a good draught a uniform temperature can be easily kept up, and the use of this by-product is, therefore, to be recommended. {301}
With good coal and a furnace constructed to utilize the heat given off to the fullest extent, there may still be unnecessary waste. The arrangement of the bars should only be made by those who fully understand the character of the coal and the objects in view. The fireman in charge should be thoroughly experienced and reliable, as much waste is frequently traced to imperfect feeding of the fuel.
Each charge of articles should be as large as possible, as fusing will take place equally as well on many articles as on few. The charges should follow one another as rapidly as can be conveniently carried out; and where this is not done there is a lack of organization which should be immediately remedied.

The glazing or enamel mills are shown in Fig. 10. These mills consist of a strong iron frame securely bolted to a stone foundation. In the sketch shown the framing carries 2 mills, but 3 or 4 can be arranged for. A common arrangement for small factories consists of 2 large mills, and 1 smaller mill, driven from the same shaft. One of the mills is used for foundation or gray mixings, the second for white, and the smallest one for colored mixings. In these mills it is essential that the construction is such as to prevent any iron fitting coming into contact with the mixing, for, as has already been explained, the iron will cause discoloration. The ground plate is composed of quartz and is immovable. It is surrounded by a wooden casing—as shown at a—and bound together by iron hoops. The millstones are heavy, rectangular blocks of quartz, called “French burr stone,” and into the center the spindle, b, is led. The powdered material mixed with about three times its bulk of water is poured into the vats, a, and the grinding stones are then set in motion. When a condition ready for enameling has been reached the mixture is run off through the valves, c. Each mill can be thrown out of gear when required, by means of a clutch box, without interfering with the working of the others. The grinding stones wear rapidly and require to be refaced from time to time. To avoid stoppage of the work, therefore, it is advisable to always have a spare set in readiness to replace those removed for refacing. The composition of the stones should not be neglected, for, in many cases, faults in the enamel have been traced to the wearing away of stones containing earthy or metallic matter. {302}
The mixing can be done by thoroughly stirring the various ingredients together, and a much better and cheaper system is mixing in rotating barrels or churns. These are mounted on axles which rest in bearings, one axle being long enough to carry a pulley. From the driving shaft a belt is led to the cask, which then rotates at a speed of from 40 to 60 revolutions per minute, and in about a quarter of an hour the operation is complete. The cask should not exceed the 5-gallon size, and should at no time be more than two-thirds full. Two casks of this kind give better results than one twice the size. The materials are shot into the cask in their correct proportions through a large bung hole, which is then closed over by a close-fitting lid.
| I.— | Almost any kind of glass | 49 per cent |
|---|---|---|
| Oxide of lead | 47 per cent | |
| Fused borax | 4 per cent | |
| II.— | Glass (any kind) | 61 per cent |
| Red lead | 22 per cent | |
| Borax | 16 per cent | |
| Niter | 1 per cent | |
| III.— | Quartz | 67.5 per cent |
| Borax | 29.5 per cent | |
| Soda (enameling) | 3 per cent |
The above is specially adapted for iron pipes.
| IV.— | Frit of silica powder | 60 per cent |
|---|---|---|
| Borax | 33 per cent | |
| White lead | 7 per cent |
Fused and then ground with—
| V.— | Silica | 65 per cent |
|---|---|---|
| Borax | 14 per cent | |
| Oxide of lead | 4 per cent | |
| Clay | 15 per cent | |
| Magnesia | 2 per cent |
No. V gives a fair average of several mixings which are in use, but it can be varied slightly to suit different conditions of work.
The addition of magnesia when it has been omitted from the frit may also act as a preventive, but it should only be added in very small quantities, not exceeding 2.5 per cent, otherwise the temperature required for fusion will be very great.
A soft surface is always the outcome of a mixing which can be fused at a low temperature. It is due to too much lead or an insufficiency of clay or silica powder.
A hard surface is due to the quantity of lead in the mixing being too small. Increase the quantity and introduce potash, say about 2.5 per cent.
The gray or fundamental mixing should be kept together in a condition only just sufficiently liquid to allow of being poured out. When required to be applied to the plate, the water necessary to lower it to the consistency of thick cream can then be added gradually, energetic stirring of the mass taking place simultaneously in order to obtain uniform distribution.
The time required for fusion may vary from 15 minutes to 25 minutes, but should never exceed the latter. If it does, it shows that the mixing is too viscous, and the remedy would be the addition and thorough intermixture of calcined borax or boracic acid. Should this fail, then remelting or a new frit is necessary.
A highly glazed surface on leaving the muffle shows that the composition is too fluid and requires the addition of clay, glass, silica powder or other substance to increase the viscosity.
As has been already explained, the glaze is much more important than the fundamental coating. Discoloration or slight flaws which could be tolerated in the latter would be fatal to the former. {303}
In glazes, oxide of lead need not be used. It should never be used in a coating for vessels which are to contain acids or be used as cooking utensils. It may be used in sign-tablet production.
For pipes the following glaze gives good results:
| I.— | Feldspar | 33 per cent |
|---|---|---|
| Borax | 22.5 per cent | |
| Quartz | 16.5 per cent | |
| Oxide of tin | 15 per cent | |
| Soda | 8 per cent | |
| Fluorspar | 3.75 per cent | |
| Saltpeter | 2.25 per cent |
For sign tablets the following gives fair results, although some of the succeeding ones are in more general use:
| II.— | Cullet | 20 per cent |
|---|---|---|
| Powdered flint | 15 per cent | |
| Lead | 52 per cent | |
| Soda | 4.5 per cent | |
| Arsenic | 4.5 per cent | |
| Niter | 4 per cent | |
| III.— | Frit of silica powder | 30 per cent |
| Oxide of tin | 18 per cent | |
| Borax | 17 per cent | |
| Soda | 8.6 per cent | |
| Niter | 7.5 per cent | |
| White lead | 5.5 per cent | |
| Carbonate of ammonia | 5.5 per cent | |
| Magnesia | 4 per cent | |
| Silica powder | 4 per cent |
The following are useful for culinary utensils, as they do not contain lead:
| IV.— | Frit of silica powder | 26 per cent |
|---|---|---|
| Oxide of tin | 21 per cent | |
| Borax | 20 per cent | |
| Soda | 10.25 per cent | |
| Niter | 7 per cent | |
| Carbonate of ammonia | 5 per cent | |
| Magnesia | 3.25 per cent | |
| This should be ground up with the following: | ||
| Silica powder | 4.25 per cent | |
| Oxide of tin | 2.25 per cent | |
| Soda | 0.5 per cent | |
| Magnesia | 0.5 per cent | |
| V.— | Feldspar | 41 per cent |
| Borax | 35 per cent | |
| Oxide of tin | 17 per cent | |
| Niter | 7 per cent | |
| VI.— | Borax | 30 per cent |
| Feldspar | 22 per cent | |
| Silicate powder | 17.5 per cent | |
| Oxide of tin | 15 per cent | |
| Soda | 13.5 per cent | |
| Niter | 2 per cent | |
Borax will assist fusion. Quartz mixings require more soda than feldspar mixings.
| VII.— | Borax | 28 per cent |
|---|---|---|
| Oxide of tin | 19.5 per cent | |
| Cullet (powdered white glass) | 18 per cent | |
| Silica powder | 17.5 per cent | |
| Niter | 9.5 per cent | |
| Magnesia | 5 per cent | |
| Clay | 2.5 per cent | |
| VIII.— | Borax | 26.75 per cent |
| Cullet | 19 per cent | |
| Silica powder | 18.5 per cent | |
| Oxide of tin | 19 per cent | |
| Niter | 9.25 per cent | |
| Magnesia | 4.5 per cent | |
| Soda | 3 per cent |
To No. VII must be added—while being ground—the following percentages of the weight of the frit:
| Silica powder | 18 per cent |
| Borax | 9 per cent |
| Magnesia | 5.25 per cent |
| Boracic acid | 1.5 per cent |
To No. VIII should be similarly added the following percentages of the frit:
| Silica powder | 1.75 per cent |
| Magnesia | 1.75 per cent |
| Soda | 1 per cent |
This mixing is one which is used in the production of some of the best types of hollow ware for culinary purposes. The glaze should be kept in tubs mixed with water until used, and it should be carefully protected from dust.
Culinary utensils, and those to hold chemicals, should not only look well, but should be capable of resisting the action of acids. Lead should never enter into the composition of enamels of this class, as they then become easily acted upon, and in the case of chipping present a menace to health. The presence of lead is easily detected. Destroy the outside coating of the enamel at some spot by the application of strong nitric acid. Wash the part and apply a drop of ammonium sulphide. If lead is present, the part will become almost black, but remains unchanged in color if it is absent.
Another simple test is to switch up an egg in a vessel and allow it to stand for about 24 hours. When poured out and rinsed with water a dark stain will remain if lead is present in the enamel. To test the power of chemical resistance is equally simple. Boil diluted vinegar in the vessel for several minutes, and if a sediment is formed and the luster and smoothness of the glaze destroyed or partially destroyed, it follows that it is incapable of resisting the attacks of acids for any length of time. There are several other tests adopted, but those given present little difficulty in carrying out, and give reliable results.
At this stage the defects may be remedied by breaking off the faulty parts, patching them up, and then recoating the whole. With sign tablets there is no objection to doing so, but with hollow ware the fact remains that the article is faulty, no matter how carefully defects may be hidden. As white is the most general coating used, and shows up the defects more than the colored coatings, the greatest care is necessary at every stage of the manufacture. While glowing on the article, it should appear uniformly yellow, but on cooling it should revert to a pure white shade. On examining different makes of white coated articles, it will be found that some are more opaque than others. The former are less durable than the latter, because they contain a large percentage of oxide of tin, which reduces the elasticity. To ensure hardness the mixing must be very liquid, and this cannot be arrived at when a large quantity of oxide of tin is introduced.
Old utensils which have become broken or chipped can be repaired, although, except in the case of large articles, this is rarely done. The operations necessary are: (1) The defective parts chipped off; (2) submitted to a red heat for a few moments; (3) coated with gray on the exposed iron; (4) fused; (5) coated with the glaze on the gray; (6) fused.
| Copal | 5 parts |
| Damar | 5 parts |
| Venice turpentine | 4 parts |
Powder the rosins, mix with the turpentine and add enough alcohol to form a thick liquid. To this add finely powdered zinc white in sufficient quantity to yield a plastic mass. Coloring {305} matter may, of course, be added if desired.
The mass after application is polished when it has become sufficiently hard.
The first thing is to produce a flux to fuse at a moderate heat, which, by flowing upon the plate, forms a uniform surface for the white or colored enamels to work upon.
Flux for Enameled Iron.—
| White lead | 10 parts |
| Ball clay | 1 part |
| Flint glass | 10 parts |
| Whiting | 1 part |
The plates may then be coated with any of the following mixtures, which may either be spread on as a powder with a little gum, as in the case of the flux, or the colors may be mixed with oil and the plates dipped therein when coated; the plate requires heating sufficiently to run the enamels bright.
Soft Enamels for Iron, White.—
| Flint glass | 16 parts |
| Oxide of tin | 1 1/2 parts |
| Niter | 1 1/2 parts |
| Red lead | 4 parts |
| Flint or china clay | 1 part |
Black.—
| Red oxide of iron | 1 1/4 parts |
| Carbonate of cobalt | 1 1/4 parts |
| Red lead | 6 parts |
| Borax | 2 parts |
| Lynn sand | 2 parts |
Yellow Coral.—
| Chromate of lead | 1 part |
| Red lead | 2 3/4 parts |
| Flint | 1 part |
| Borax | 1/4 part |
Canary.—
| Oxide of uranium | 1 part |
| Red lead | 4 1/2 parts |
| Flint | 1 1/2 parts |
| Flint glass | 1 part |
Turquoise.—
| Red lead | 40 parts |
| Flint glass | 12 parts |
| Borax | 16 parts |
| Flint | 12 parts |
| Enamel white | 14 parts |
| Oxide of copper | 7 parts |
| Oxide of cobalt | 1/4 part |
Red Brown.—
| Calcined sulphate of iron | 1 part |
| Flux No. 8 (see page 307) | 3 parts |
Mazarine Blue.—
| Oxide of cobalt | 10 parts |
| Paris white | 9 parts |
| Sulphate barytes | 1 part |
Fire the above at an intense heat and for use take
| Above stain | 1 part |
| Flux No. 8 (see page 307) | 3 parts |
Sky Blue.—
| Flint glass | 30 parts |
| White lead | 10 parts |
| Pearlash | 2 parts |
| Common salt | 2 parts |
| Oxide of cobalt | 4 parts |
| Enamel, white | 4 parts |
Chrome Green.—
| Borax | 10 parts |
| Oxide of chrome | 4 1/2 parts |
| White lead | 9 parts |
| Flint glass | 9 parts |
| Oxide of cobalt | 2 parts |
| Oxide of tin | 1 part |
Coral Red.—
| Bichromate potash | 1 part |
| Red lead | 4 1/2 parts |
| Sugar of lead | 1 1/2 parts |
| Flint | 1 1/2 parts |
| Flint glass | 1 part |
Enamel White.—Soft:
| Red lead | 80 parts |
| Opal glass | 50 parts |
| Flint | 50 parts |
| Borax | 24 parts |
| Arsenic | 8 parts |
| Niter | 6 parts |
Enamel White.—
| Red lead | 10 parts |
| Flint | 6 parts |
| Boracic acid | 4 parts |
| Niter | 1 part |
| Soda crystals | 1 part |
Where the enameled work is intended to be exposed to the weather do not use flux No. 8, but substitute the following:
| White lead | 1 part |
| Ground flint glass | 1 part |
All the enamels should, after being mixed, be melted in crucibles, poured out when in liquid, and powdered or ground for use.
The following colors are fusible by heat, and are all suitable for the decoration of china and glass. In the following collection of recipes certain terms are employed which may not be quite understood by persons who are not connected with either the glass or porcelain industries, such as “glost fire” and “run down,” and in such cases reference must be made to the following definitions:
“Run down.” Sufficient heat to melt into liquid.
“Glost fire.” Ordinary glaze heat.
“Grind only.” No calcination required.
“Hard fire.” Highest heat attainable.
“Frit.” The ingredients partly composing a glaze, which require calcination.
“Stone.” Always best Cornwall stone.
“Paris white.” Superior quality of whiting.
“Parts.” Always so many parts by weight, unless otherwise stated.
“D. L. Zinc.” Particular brand not essential. Any good quality oxide of zinc will do.
Ruby and Maroon.—Preparation of silver:
| Nitric acid | 1 ounce |
| Water | 1 ounce |
Dissolve the silver till saturated, then put a plate of copper in the solution to precipitate the silver in a metallic state. Wash well with water to remove the acetate of copper.
Flux for Above.—Six dwts. white lead to 1 ounce prepared silver.
Tin Solution.—Put the acid (aqua regia) in a bottle, add tin in small quantities until it becomes a dark-red color; let it stand about 4 days before use. When the acid becomes saturated it will turn red at the bottom of the bottle, then shake it up and add more tin; let it stand and it will become clear.
Aqua Regia.—
| Nitric acid | 2 parts |
| Muriatic acid | 1 part |
Dissolve grain gold in the aqua regia so as to make a saturated solution. Take a basin and fill it 3 parts full of water; drop the solution of gold into it till it becomes an amber color. Into this solution of gold gradually drop the solution of tin, until the precipitate is complete. Wash the precipitate until the water becomes tasteless, then dry slowly and flux as follows:
Flux No. I.—
| Borax | 3 parts |
| Red lead | 3 parts |
| Flint | 2 parts |
Run down.
Rose Mixture.—
| Purple of Cassius | 1 ounce |
| Flux No. 1 | 6 ounces |
| Prepared silver | 3 dwts. |
| Flint glass | 2 ounces |
Grind.
Purple Mixture.—
| Purple of Cassius | 1 ounce |
| Flux No. 8 (see page 307) | 2 1/2 ounces |
| Flint glass | 2 ounces |
Grind.
Ruby.—
| Purple mixture | 2 1/2 parts |
| Rose mixture | 1 1/2 parts |
Grind.
Maroon.—
| Rose mixture | 1 part |
| Purple mixture | 2 parts |
Grind. {307}
Black—Extra quality.—
| Red oxide of iron | 12 parts |
| Carbonate of cobalt | 12 parts |
| Oxide of cobalt | 1 part |
| Black flux A (see next formula) | 80 parts |
Glost fire.
Black Flux A.—
| Red lead | 3 parts |
| Calcined borax | 1/2 part |
| Lynn sand | 1 part |
Run down.
Black No. 2.—
| Oxide of copper | 1 part |
| Carbonate of cobalt | 1/2 part |
| Flux No. 8 (see next column) | 4 parts |
Grind only.
Enamel White.—
| Arsenic | 2 1/2 parts |
| Niter | 1 1/2 parts |
| Borax | 4 parts |
| Flint | 16 parts |
| Glass | 16 parts |
| Red lead | 32 parts |
Glost fire.
Turquoise.—China:
| Calcined copper | 5 parts |
| Whiting | 5 parts |
| Phosphate of soda | 8 parts |
| Oxide of zinc | 16 parts |
| Soda crystals | 4 parts |
| Magnesia | 2 parts |
| Red lead | 8 parts |
| Flux T (see next formula) | 52 parts |
Glost fire.
Flux T.—
| Borax | 2 parts |
| Sand | 1 part |
Run down.
Orange.—
| Orange U. G. | 1 part |
| Flux No. 8 (see next column) | 3 parts |
Grind only.
Blue Green.—
| Flint glass | 8 parts |
| Enamel white | 25 parts |
| Borax | 8 parts |
| Red lead | 24 parts |
| Flint | 6 parts |
| Oxide of copper | 2 1/2 parts |
Glost heat.
Coral Red.—
| Chromate of potash | 1 part |
| Sugar of lead | 1 1/2 parts |
Dissolve in hot water, then dry. Take 1 part of above, 3 parts flux for coral. Grind.
Flux for Coral.—
| Red lead | 4 1/2 parts |
| Flint | 1 1/2 parts |
| Flint glass | 1 1/2 parts |
Run down.
Turquoise.—
| Oxide of copper | 5 parts |
| Borax | 10 parts |
| Flint | 12 parts |
| Enamel white | 14 parts |
| Red lead | 40 parts |
Glost fire.
Flux No. 8.—
| Red lead | 6 parts |
| Borax | 4 parts |
| Flint | 2 parts |
Run down.
Russian Green.—
| Malachite green | 10 parts |
| Enamel yellow | 5 parts |
| Majolica white | 5 parts |
| Flux No. 8 (see previous formula) | 2 parts |
Grind only.
Amber.—
| Oxide of uranium | 1 part |
| Coral flux | 8 parts |
Grind only.
Gordon Green.—
| Yellow U. G. | 5 parts |
| Flux No. 8 (see above) | 15 parts |
| Malachite green | 10 parts |
Grind only.
Celadon.—
| Enamel light blue | 1 part |
| Malachite green | 1 part |
| Flux No. 8 (see above) | 15 parts |
Grind only.
Red Brown.—
| Sulphate of iron, fired | 1 part |
| Flux No. 8 (see above) | 3 parts |
Grind only.
Matt Blue.—
| Flux No. 8 (see above) | 10 1/2 parts |
| Oxide of zinc | 5 parts |
| Oxide of cobalt | 4 parts |
Glost fire, then take
| Of above base | 1 part |
| Flux No. 8 (see above) | 1 1/8 parts |
Grind only. {308}
The base of enamel is glass, colored different shades by the addition of metallic oxides mixed and melted with it.
The oxide of cobalt produces blue; red is obtained by the Cassius process. The purple of Cassius, which is one of the most brilliant of colors, is used almost exclusively in enameling and miniature painting; it is produced by adding to a solution of gold chloride a solution of tin chloride mixed with ferric chloride until a green color appears. The oxide of iron and of copper also produces red, but of a less rich tone; chrome produces green, and manganese violet; black is produced by the mixture of these oxides. Antimony and arsenic also enter into the composition of enamels.
Enamels are of two classes—opaque and transparent. The opacity is caused by the presence of tin.
When the mingled glass and oxides have been put in the crucible, this is placed in the furnace, heated to a temperature of 1,832° or 2,200° F. When the mixture becomes fused, it is stirred with a metal rod. Two or three hours are necessary for the operation. The enamel is then poured into water, which divides it into grains, or formed into cakes or masses, which are left to cool.
For applying enamels to metals, gold, silver, or copper, it is necessary to reduce them to powder, which is effected in an agate mortar with the aid of a pestle of the same material. During the operation the enamel ought to be soaked in water.
For dissolving the impurities which may have been formed during the work, a few drops of nitric acid are poured in immediately afterwards, well mixed, and then got rid of by repeated washing with filtered water. This should be carefully done, stirring the enamel powder with a glass rod, in order to keep the particles in suspension.
The powder is allowed to repose at the bottom of the vessel, after making sure by the taste of the water that it does not contain any trace of acid; only then is the enamel ready for use.
For enameling a jewel or other object it is necessary, first to heat it strongly, in order to burn off any fatty matter, and afterwards to cleanse it in a solution of nitric acid diluted with boiling water. After rinsing with pure water and wiping with a very clean cloth, it is heated slightly and is then ready to receive the enamel.
Enamels are applied with a steel tool in the form of a spatula; water is the vehicle. When the layers of enamel have been applied, the contained water is removed by means of a fine linen rag, pressing slightly on the parts that have received the enamel. The tissue absorbs the water, and nothing remains on the object except the enamel powder. It is placed before the fire to remove every trace of moisture. Thus prepared and put on a fire-clap slab, it is ready for its passage to the heat which fixes the enamel. This operation is conducted in a furnace, with a current of air whose temperature is about 1,832° F. In this operation the fire-chamber ought not to contain any gas.
Enamels are fused at a temperature of 1,292° to 1,472° F. Great attention is needed, for experience alone is the guide, and the duration of the process is quite short. On coming from the fire, the molecules composing the enamel powder have been fused together and present to the eye a vitreous surface covering the metal and adhering to it perfectly. Under the action of the heat the metallic oxides contained in the enamel have met the oxide of the metal and formed one body with it, thus adhering completely.
Melt together:
Transparent Red.—Cassius gold purple, 65 parts, by weight; crystal glass, 30 parts, by weight; borax, 4 parts, by weight.
Transparent Blue.—Crystal glass, 34 parts, by weight; borax, 6 parts, by weight; cobalt oxide, 4 parts, by weight.
Dark Blue.—Crystal glass, 30 parts, by weight; borax, 6 parts, by weight; cobalt oxide, 4 parts, by weight; bone black, 4 parts, by weight; arsenic acid, 2 parts, by weight.
Transparent Green.—Crystal glass, 80 parts, by weight; cupric oxide, 4 parts, by weight; borax, 2 parts, by weight.
Dark Green.—Crystal glass, 30 parts, by weight; borax, 8 parts, by weight; cupric oxide, 4 parts, by weight; bone black, 4 parts by weight; arsenic acid, 2 parts, by weight.
Black.—Crystal glass, 30 parts, by weight; borax, 8 parts, by weight; cupric oxide, 4 parts, by weight; ferric oxide, 3 parts, by weight; cobalt oxide, 4 parts, by weight; manganic oxide, 4 parts, by weight.
White.—I.—Crystal glass, 30 parts, by weight; stannic oxide, 6 parts, by weight; borax, 6 parts, by weight; arsenic acid, 2 parts, by weight.
II.—Crystal glass, 30 parts, by weight; sodium antimonate, 10 parts, by weight. {309}
The finely pulverized colored enamel is applied with a brush and lavender oil on the white enamel already fused in and then only heated until it melts. For certain purposes, the color compositions may also be fused in without a white ground. The glass used for white, No. 2, must be free from lead, otherwise the enamel will be unsightly.
Opaque Blue.—Crystal glass, 30 parts, by weight; borax, 6 parts, by weight; cobalt oxide, 4 parts, by weight; calcined bone, 4 parts, by weight; dioxide of arsenic, 2 parts, by weight.
Transparent Green.—Crystal glass, 30 parts, by weight; blue verditer, 4 parts, by weight; borax, 2 parts, by weight.
Opaque Green.—Crystal glass, 30 parts, by weight; borax, 8 parts, by weight; blue verditer, 4 parts, by weight; calcined bone, 4 parts, by weight; dioxide of arsenic, 2 parts, by weight.
Black.—I.—Crystal glass, 30 parts, by weight; borax, 8 parts, by weight; oxide of copper, 4 parts, by weight; oxide of iron, 3 parts, by weight; oxide of cobalt, 4 parts, by weight; oxide of manganese, 4 parts, by weight.
II.—Take 1/2 part, by weight, of silver; 2 1/2 parts of copper; 3 1/2 parts of lead, and 2 1/2 parts of muriate of ammonia. Melt together and pour into a crucible with twice as much pulverized sulphur; the crucible is then to be immediately covered that the sulphur may not take fire, and the mixture is to be calcined over a smelting fire until the superfluous sulphur is burned away. The compound is then to be coarsely pounded, and, with a solution of muriate of ammonia, to be formed into a paste which is to be placed upon the article it is designed to enamel. The article must then be held over a spirit lamp till the compound upon it melts and flows. After this it may be smoothed and polished up in safety.
See also Varnishes and Ceramics for other enamel formulas.
ENAMEL COLORS, QUICK DRYING: See Varnishes.
ENAMEL REMOVERS: See Cleaning Preparations and Methods.
ENAMELING ALLOYS: See Alloys.
ENGINES (GASOLINE), ANTI-FREEZING SOLUTION FOR: See Freezing Preventives.
After the first monogram has been engraved, rub it with a mixture of 3 parts of beeswax, 3 of tallow, 1 of Canada balsam, and 1 of olive oil. Remove any superfluous quantity, then moisten a piece of paper with the tongue, and press it evenly upon the engraving. Lay a dry piece of paper over it, hold both firmly with thumb and forefinger of left hand, and rub over the surface with a polishing tool of steel or bone. The wet paper is thereby pressed into the engraving, and, with care, a clear impression is made. Remove the paper carefully, place it in the same position on another handle, and a clear impression will be left. The same paper can be used 2 dozen times or more.
ENGRAVING ON STEEL: See Steel.
(See also Pictures, Prints, and Lithographs.)
Surprising results are obtained from the use of hydrogen peroxide in the restoration of old copper or steel engravings or lithographs which have become soiled or yellow, and this without the least injury to the picture. The cellulose which makes the substance of the paper resists the action of ozone, and the black carbon color of these prints is indestructible.
To remove grease or other spots of dirt before bleaching, the engravings are treated with benzine. This is done by laying each one out flat in a shallow vessel and pouring the benzine over it. As benzine evaporates very rapidly, the vessel must be kept well covered, and since its vapors are also exceedingly inflammable, no fire or smoking should be allowed in the room. The picture is left for several hours, then lifted out and dried in the air, and finally brushed several times with a soft brush. The dust which was kept upon the paper by the grease now lies more loosely upon it and can easily be removed by brushing.
In many cases the above treatment is sufficient to improve the appearance of the picture. In the case of very old or badly soiled engravings, it is followed by a second, consisting in the immersion of the picture in a solution of sodium carbonate or a very dilute solution of caustic soda, it being left as before for several hours. After the liquid has been poured off, the picture must be repeatedly rinsed in clear water, to remove any remnant of the soda.
By these means the paper is so far cleansed that only spots of mold or other discolorations remain. These may be removed by hydrogen peroxide, in a fairly strong solution. The commercial peroxide may be diluted with 2 parts water.
The picture is laid in a shallow vessel, the peroxide poured over it, and the vessel placed in a strong light. Very soon the discolorations will pale.
ENLARGEMENTS: See Photography.
ENVELOPE GUM: See Adhesives, under Mucilages.
EPIZOOTY: See Veterinary Formulas.
To the juice thus obtained, add from 1 to 2 per cent of sugar, and put away in a cool place (where the temperature will not rise over 70° or 75° F.). Fermentation soon begins, and will proceed for a few days. As soon as the development of carbonic acid gas ceases, the juice begins to clear itself, from the surface downward, and in a short time all solid matter will lie in a mass at the bottom, leaving the liquid bright and clear. Draw off the latter with a siphon, very carefully, so as not to disturb the sedimentary matter. Fermentation should be induced in closed vessels only, as when conducted in open containers a fungoid growth is apt to form on the surface, sometimes causing putrefactive, and at others, an acetic, fermentation, in either event spoiling the juice for {311} subsequent use, except as a vinegar. The vessels, to effect the end desired, should be filled only two-thirds or three-fourths full, and then carefully closed with a tight-fitting cork, through which is passed a tube of glass, bent at the upper end, the short end of which passes below the surface of a vessel filled with water. As soon as fermentation commences the carbonic acid developed thereby escapes through the tube into the water, whence it passes off into the atmosphere. When bubbles no longer pass off from the tube the operation should be interrupted, and decantation or siphoning, with subsequent filtration, commenced.
By proceeding in this manner all the aroma and flavor of the juices are retained. If it is intended for preservation for any length of time the juice should be heated on a water bath to about 176° F. and poured, while hot, into bottles which have been asepticized by filling with cold water, and placing in a vessel similarly filled, bringing to a boiling temperature, and maintaining at this temperature until the juice, while still hot, is poured into them. If now closed with corks similarly asepticized, or by dipping into hot melted paraffine, the juice may be kept unaltered for years. It is better, however, to make the juice at once into syrup, using the best refined sugar, and boiling in a copper kettle (iron or tin spoil the color), following the usual precautions as to skimming, etc. The syrup should be poured hot into the bottles previously heated as before described.
Ripe fruit may be kept in suitable quantities for a considerable time if covered with a solution of saccharine and left undisturbed, this, too, without deteriorating the taste, color, or aroma of the fruit if packed with care.
Whole fruit may be stored in bulk, by carefully and without fracture filling into convenient-sized jars or bottles, and pouring thereon a solution containing a quarter of an ounce of refined saccharine to the gallon of water, so filling each vessel that the solution is within an inch of the cork when pressed into position. The corks should first of all be immersed in melted paraffine wax, then drained, and allowed to cool. When fruit juices alone are required for storage purposes they are prepared by subjecting the juicy fruits to considerable pressure, by which process the juices are liberated.
The sound ripe fruits are crushed and packed into felt or flannel bags. The fruit should be carefully selected, rotten or impaired portions being carefully removed; this is important, or the whole stock would be spoiled. Several methods are adopted for preserving and clarifying fruit juices.
A common way in which they are kept from fermenting is by the use of salicylic acid or other antiseptic substance, which destroys the fermentative germ, or otherwise retards its action for a considerable time. The use of this acid is seriously objected to by some as injurious to the consumer. About 2 ounces of salicylic acid, previously dissolved in alcohol, to 25 gallons of juice, or 40 grains to the gallon, is generally considered the proper proportion.
Another method adopted is to fill the freshly prepared cold juice into bottles until it reaches the necks, and on the top of this fruit juice a little glycerine is placed.
Juices thus preserved will keep in an unchanged condition in any season. Probably one of the best methods of preserving fruit juices is to add 15 per cent of 95 per cent alcohol. On such an addition, albumen and mucilaginous matter will be deposited. The juice may then be stored in large bottles, jars, or barrels, if securely closed, and when clear, so that further clarification is unnecessary, the juice should finally be decanted or siphoned off.
A method applicable to most berries is as follows:
Take fresh, ripe berries, stem them, and rub through a No. 8 sieve, rejecting all soft and green fruit. Add to each gallon of pulp thus obtained 8 pounds of granulated sugar. Put on the fire and bring just to a boil, stirring constantly. Just before removing from the fire, add to each gallon 1 ounce of a saturated alcoholic solution of salicylic acid, stirring well. Remove the scum, and, while still hot, put into jars and hermetically seal. Put the jars in cold water, and raise them to the boiling point, to prevent them from bursting by sudden expansion on pouring hot fruit into them. Fill the jars entirely full, so as to leave no air space when fruit cools and contracts.
| I.— | Oil of bitter almonds | 90 minims |
|---|---|---|
| Alcohol, 94 per cent, quantity sufficient to make | 8 ounces. | |
| II.— | Oil of bitter almonds | 80 minims |
| Alcohol | 7 ounces | |
| Distilled water, quantity sufficient to make | 8 ounces. | |
| III.— | Oil of bitter almonds, deprived of its hydrocyanic acid | 1 ounce |
| Alcohol | 15 ounces |
In order to remove the hydrocyanic acid in oil of bitter almonds, dissolve 2 parts of ferrous sulphate in 16 parts of distilled water; in another vessel slake 1 part freshly burned quicklime in a similar quantity of distilled water, and to this add the solution of iron sulphate, after the same has cooled. In the mixture put 4 parts of almond oil, and thoroughly agitate the liquids together. Repeat the agitation at an interval of 5 minutes, then filter. Put the filtrate into a glass retort and distil until all the oil has passed over. Remove any water that may be with the distillate by decantation, or otherwise.
| Linalyl formate | 90 minims |
| Glycerine | 1 ounce |
| Amyl valerianate | 4 drachms |
| Alcohol | 11 ounces |
| Fluid extract orris | 1 ounce |
| Water, quantity sufficient to make | 1 pint. |
| Glycerine | 1 ounce |
| Amyl valerianate | 4 drachms |
| Linalyl formate | 45 minims |
| Fluid extract orris | 1 ounce |
| Alcohol | 11 ounces |
| Water, quantity sufficient to make | 1 pint. |
II.—Good ripe apples are cut into small pieces and pounded to a pulp in a mortar of any metal with the exception of iron. To 1 part of this pulp add 11 parts of water. Allow this to stand for 12 hours. Colate. To 11 parts of the colature add 1 part of sugar. Boil for 5 minutes. Skim carefully. Bottle slightly warm. A small quantity of tartaric acid may be added to heighten the flavor.
| Oil of cinnamon | 2 drachms |
| Cinnamon, powdered | 4 ounces |
| Alcohol, deodorized | 16 ounces |
| Distilled water | 16 ounces |
Dissolve the oil in the alcohol, and add the water, an ounce at a time, with agitation after each addition. Moisten the cinnamon with a little of the water, add, and agitate. Cork tightly, and put in a warm place, to macerate, 2 weeks, giving the flask a vigorous agitation several times a day. Finally, filter through paper, and keep in small vials, tightly stoppered.
| Curaçao cocoa | 400 parts |
| Vanilla, chopped fine | 1 part |
| Alcohol of 55 per cent | 2,000 parts |
Mix and macerate together for 15 days, express and set aside. Pack the residue in a percolator, and pour on boiling water (soft) and percolate until 575 parts pass through. Put the percolate {313} in a flask, cork, and let cool, then mix with the alcoholic extract. If it be desired to make a syrup, before mixing the extract, add 1,000 parts of sugar to the percolate, and with gentle heat dissolve the sugar. Mix the syrup thus formed, after cooling, with the alcoholic extract.
I.—The coffee should be a mixture of Mocha, 3 parts; Old Government Java, 5 parts; or, as some prefer, Mocha, 3 parts; Java, 3 parts; best old Rio, 2 parts.
| Coffee, freshly roasted and pulverized | 100 parts |
| Boiling water | 600 parts |
Pack the coffee, moistened with boiling water, in a strainer, or dipper, placed in a vessel standing in the water bath at boiling point, and let 400 parts of the water, in active ebullition, pass slowly through it. Draw off the liquid as quickly as possible (best into a vessel previously heated by boiling water to nearly the boiling point), add 200 parts of boiling water, and pass the whole again through the strainer (the container remaining in the water bath). Remove from the bath; add 540 parts of sugar, and dissolve by agitation while still hot.
II.—The following is based upon Liebig’s method of making coffee for table use: Moisten 50 parts of coffee, freshly roasted and powdered as before, with cold water, and add to it a little egg albumen and stir in. Pour over the whole 400 parts of boiling water, set on the fire, and let come to a boil. As the liquid foams, stir down with a spoon, but let it come to a boil for a moment; add a little cold water, cover tightly, and set aside in a warm place. Exhaust the residual coffee with 300 parts of boiling water, as detailed in the first process, and to the filtrate add carefully the now clarified extract, up to 600 parts, by adding boiling water. Proceed to make the syrup by the method detailed above.
III.—To make a more permanent extract of coffee saturate 600 parts of freshly roasted coffee, ground moderately fine, with any desired quantity of a 1 in 3 mixture of alcohol of 94 per cent and distilled water, and pack in a percolator. Close the faucet and let stand, closely stoppered, for 24 hours; then pour on the residue of the alcohol and water, and let run through, adding sufficient water, at the last, so as to compensate for what boils away. Set this aside, and continue the percolation, with boiling water, until the powder is exhausted. Evaporate the resultant percolate down to the consistency of the alcoholic extract, and mix the two. If desired, the result may be evaporated down to condition of an extract. To dissolve, add boiling water.
IV.—This essence is expressly adapted to boiling purposes. Take 3 pounds of good coffee, 4 ounces of granulated sugar, 4 pints of pure alcohol, 6 pints of hot water. Have coffee fresh roasted and of a medium grinding. Pack in a glass percolator, and percolate it with a menstruum, consisting of the water and the alcohol. Repeat the percolation until the desired strength is obtained, or the coffee exhausted; then add the sugar and filter.
| V.— | Mocha coffee | 1 pound |
|---|---|---|
| Java coffee | 1 pound | |
| Glycerine, quantity sufficient. | ||
| Water, quantity sufficient. | ||
Grind the two coffees fine, and mix, then moisten with a mixture of 1 part of glycerine and 3 parts of water, and pack in a glass percolator, and percolate slowly until 30 ounces of the percolate is obtained. It is a more complete extraction if the menstruum be poured on in the condition of boiling, and it be allowed to macerate for 20 minutes before percolation commences. Coffee extract should, by preference, be made in a glass percolator. A glycerine menstruum is preferable to one of dilute alcohol, giving a finer product.
| VI.— | Coffee, Java, roasted, No. 20 powder | 4 ounces |
|---|---|---|
| Glycerine, pure | 4 fluidounces | |
| Water, quantity sufficient. | ||
| Boiling, quantity sufficient. | ||
Moisten the coffee slightly with water, and pack firmly in a tin percolator; pour on water, gradually, until 4 fluidounces are obtained, then set aside. Place the coffee in a clean tin vessel, with 8 fluidounces of water, and boil for 5 minutes. Again place the coffee in the percolator with the water (infusion), and when the liquid has passed, or drained off, pack the grounds firmly, and pour on boiling water until 8 fluidounces are obtained. When cold, mix the first product, and add the glycerine, bottle, and cork well.
The excellence of this extract of coffee, from the manner of its preparation, will be found by experience to be incomparably superior to that made by the {314} formulas usually recommended, the reason being apparent in the first step in the process.
| Best ground Mocha coffee | 4 pounds |
| Best ground chicory | 2 pounds |
Boil with 2 gallons of water in a closed vessel and when cold, strain, press, and make up to 2 gallons, and to this add
| Rectified spirit of wine | 8 ounces |
| Pure glycerine (fluid) | 16 ounces |
Add syrup enough to make 4 gallons, and mix intimately.
| Medium finely powdered gelatin | 18 parts |
| Medium finely powdered citric acid | 3 parts |
Likewise into a glass bottle a mixture of any desired
| Fruit essence | 1 part |
| Spirit of wine | 1 part |
and dissolve in the mixture for obtaining the desired color, raspberry red or lemon yellow, 1/10 part.
For use, dissolve the gelatin and the citric acid in boiling water, adding
| Sugar | 125 parts |
and mixing before cooling with the fruit essence mixture.
| I.— | Jamaica ginger | 24 ounces |
|---|---|---|
| Rectified spirits, 60 per cent | 45 ounces | |
| Water | 15 ounces |
Mix and let macerate together with frequent agitations for 10 days, then percolate, press off, and filter. The yield should be 45 ounces. Of this take 40 ounces and mix with an equal amount of distilled water. Dissolve 6 drachms of sodium phosphate in 5 ounces of boiling water; let cool and add the solution to the filtrate and water, mixing well. Add 2 drachms of calcium chloride dissolved in 5 ounces of water, nearly cold, and again thoroughly shake the whole. Let stand for 12 hours; then filter.
Put the filtrate in a still, and distil off, at as slow a temperature as possible, 30 ounces. Set this distillate to one side, and continue the distillation till another 40 ounces have passed, then let the still cool. The residue in the still, some 18 ounces, is the desired essence. Pour out all that is possible and wash the still with the 30 ounces of distillate first set aside. This takes up all that is essential. Finally, filter once more, through double filter paper and preserve the filtrate—about 40 ounces, of an amber-colored liquid containing all of the essentials of Jamaica ginger.
Soluble Essence of Ginger.—II.—The following is Harrop’s method of proceeding:
| Fluid extract of ginger (U.S.) | 4 ounces |
| Pumice, in moderately fine powder | 1 ounce |
| Water enough to make | 12 ounces |
Pour the fluid extract into a bottle, add the pumice and shake the mixture and repeat the shaking in the course of several hours. Now add the water in proportion of about 2 ounces, shaking well and frequently after each addition. When all is added repeat the agitation occasionally during 24 hours, then filter, returning the last portion of the filtrate until it comes through clear, and if necessary add sufficient water to make 12 ounces.
| III.— | Jamaica ginger, ground | 2 pounds |
|---|---|---|
| Pumice stone, ground | 2 ounces | |
| Lime, slaked | 2 ounces | |
| Alcohol, dilute | 4 pints |
Rub the ginger with the pumice stone and lime until thoroughly mixed. Moisten with the dilute alcohol until saturated and place in a narrow percolator, being careful not to use force in packing, but simply putting it in to obtain the position of a powder to be percolated, so that the menstruum will go through uniformly. Finally, add the dilute alcohol and proceed until 4 pints of percolate are obtained. Allow the liquid to stand for 24 hours; then filter if necessary.
| IV.— | Tincture ginger | 480 parts |
|---|---|---|
| Tincture capsicum | 12 parts | |
| Oleoresin ginger | 8 parts | |
| Magnesium carbonate | 16 parts |
Rub the oleoresin with the magnesia, and add the tinctures; add about 400 {315} parts of water, in divided portions, stirring vigorously the while. Transfer the mixture to a bottle, and allow to stand 1 week, shaking frequently; then filter, and make up 960 parts with water.
| V.— | Fluid extract of ginger (U. S. P.) | 4 ounces |
|---|---|---|
| Pumice, powdered and washed | 1 ounce | |
| Water enough to make | 12 ounces |
Pour the fluid extract of ginger into a bottle, and add the pumice, shake thoroughly, set aside, and repeat the operation in the course of several hours. Add the water, in the proportion of about 2 ounces at a time, agitating vigorously after each addition. When all is added, repeat the agitation occasionally during 24 hours, then filter, returning the first portion of the filtrate until it comes through bright and clear. If necessary, pass water through the filter, enough to make 12 fluidounces of filtrate.
| VI.— | Strongest tincture of ginger | 1 pint |
|---|---|---|
| Fresh slaked lime. | 1 1/2 ounces | |
| Salt of tartar | 1/4 ounce | |
| VII.— | Jamaica ginger, ground | 32 parts |
| Pumice stone, powdered | 32 parts | |
| Lime, slaked | 2 parts | |
| Alcohol, dilute, sufficient to make | 32 parts |
Rub the ginger with the pumice stone and lime, then moisten with alcohol until it is saturated with it. Put in a narrow percolator, using no force in packing. Allow the mass to stand for 24 hours, then let run through. Filter if necessary.
VIII.—The following is insoluble:
| Cochin ginger, cut fine | 1,000 parts |
| Alcohol, 95 per cent | 2,500 parts |
| Water | 1,250 parts |
| Glycerine | 250 parts |
Digest together for 8 days in a very warm, not to say hot, place. Decant, press off the roots, and add to the colature, then filter through paper. This makes a strong, natural tasting essence.
IX.—Green Ginger Extract.—The green ginger root is freed from the epidermis and surface dried by exposure to the air for a few hours. It is then cut into thin slices and macerated for some days with an equal weight of rectified spirit, which when filtered will yield an essence possessing a very fine aroma and forming an almost perfectly clear solution in water. If the ginger is allowed to dry more than the few hours mentioned it will not produce a soluble essence. It is used in some of the imported ginger ales as a flavoring only, and makes a lovely ginger flavor.
| Hops | 2 parts |
| Dandelion | 2 parts |
| Gentian | 2 parts |
| Chamomile | 2 parts |
| Stillingia | 2 parts |
| Orange peel | 2 parts |
| Alcohol | 75 parts |
| Water | 75 parts |
| Syrup, simple | 50 parts |
Coarsely powder the drugs and exhaust with the water and alcohol mixed. Decant, press out and filter, and finally add the syrup. The dose is a wineglassful 2 or 3 times daily.
II.—Twenty-five middle-sized lemons are thinly peeled, the peelings finely cut, and the whole, lemons and peels, put to macerate in a mixture of 3 pints 90 per cent alcohol and 5 quarts water. Let macerate for 24 hours. Add 10 drops lemon and 10 drops orange oil; then slowly distil off 4 quarts. The distillate will be turbid, but if left to stand in a cool, dark place for a week it will filter off clear, and should make a clear mixture with equal parts of water and simple syrup. If it does not, add with a pipette, drop by drop, sufficient alcohol to make it do so. Finally, dissolve in the mixture 4 drachms of vanillin, and color with a few drops of tincture of turmeric and a little caramel.
III.—Peel thinly and lightly, 25 medium-sized fresh lemons and 1 orange, and cut the peelings into very small pieces. Macerate in 55 drachms 96 per cent alcohol, for 6 hours. Filter off the macerate without pressing. Dilute the filtrate with 3 pints water and set aside for eight days, shaking frequently. At {316} the end of this time filter. The filtrate is usually clear, and if so, add 4 drachms of vanillin. If not, proceed as in the second formula above.
IV.—Oil of lemon, select, 8 fluidounces; oil of lemon grass (fresh), 1 fluidrachm; peel, freshly grated, of 12 lemons; alcohol, 7 pints; boiled water, 1 pint.
Mix and macerate for 7 days. If in a hurry for the product, percolate through the lemon peel and filter. The addition of any other substance than the oil and rind of the lemon is not recommended.
| V.— | Fresh oil of lemon | 64 parts |
|---|---|---|
| Lemon peel (outer rind) freshly grated | 32 parts | |
| Oil of lemon grass | 1 part | |
| Alcohol | 500 parts | |
| Mix, let macerate for 14 days, and filter. | ||
| VI.— | Essence of lemon | 1 3/4 ounces |
| Rectified spirit of wine | 6 ounces | |
| Pure glycerine | 3 ounces | |
| Pure phosphate calcium | 4 ounces | |
| Distilled water to make | 1 pint. | |
Mix essence of lemon, spirit of wine, glycerine, and 8 ounces of distilled water, agitate briskly in a quart bottle for 10 minutes, and introduce phosphate of calcium and again shake. Put in a filter and let it pass through twice. Digest in filtrate for 2 or 3 days, add 1 1/2 ounces fresh lemon peel, and again filter.
| VII.— | Oil of lemon | 6 parts |
|---|---|---|
| Lemon peel (freshly grated) | 4 parts | |
| Alcohol, sufficient. | ||
Dissolve the oil of lemon in 90 parts of alcohol, add the lemon peel, and macerate for 24 hours. Filter through paper, adding through the filter enough alcohol to make the filtrate weigh 100 parts.
| VIII.— | Exterior rind of lemon | 2 ounces |
|---|---|---|
| Alcohol, 95 per cent, deodorized | 32 ounces | |
| Oil of lemon, recent | 3 fluidounces |
Expose the lemon rind to the air until perfectly dry, then bruise in a wedgwood mortar, and add it to the alcohol, agitating until the color is extracted; then add the lemon oil.
II.—Squeeze out the lemon juice, strain it to get rid of the seeds and larger particles of pulp, etc., heat it to the boiling point, let it cool down, add talc, shake well together and filter. If it is to be kept a long time (as on a sea voyage) a little alcohol is added.
Dissolve the oil in the alcohol by agitation, add the mace, agitate, then stopper tightly, and macerate 12 hours. Filter through paper.
II.—Dissolve oil of orange in the alcohol, and rub it with the carbonate of magnesium, in a mortar. Pour the mixture into a quart bottle, and fill the bottle with water. Allow to macerate for a week or more, shaking every day. Then filter through paper, adding enough water through the paper to make filtrate measure 2 pints.
| Freshly grated orange rind | 1 part |
| Deodorized alcohol | 1 part |
Macerate for 4 days and express. Add the expressed liquid to 10 per cent of its weight of powdered magnesium carbonate {317} in a mortar, and rub thoroughly until a smooth, creamy mixture results; then gradually add the water, constantly stirring. Let stand for 48 hours, then filter through paper. Keep in an amber bottle and cool place. To make syrup of orange, add 1 part of this extract to 7 parts of heavy simple syrup.
| Linalyl formate | 120 minims |
| Amyl valerianate | 8 drachms |
| Fluid extract orris | 2 ounces |
| Oenanthic ether | 2 drachms |
| Oil rue (pure German) | 30 minims |
| Chloroform | 2 drachms |
| Glycerine | 2 ounces |
| Alcohol, 70 per cent, to | 3 pints. |
| I.— | Essence of almond | 2 fluidounces |
|---|---|---|
| Tincture of vanilla | 4 fluidounces | |
| Oil of neroli | 1 drop | |
| II.— | Oil of orange peel | 4 fluidrachms |
| Oil of cassia | 1 fluidrachm | |
| Oil of bitter almond | 15 minims | |
| Oil of calamus | 15 minims | |
| Oil of nutmeg | 1 1/2 fluidrachms | |
| Oil of clove | 30 minims | |
| Alcohol | 12 fluidounces | |
| Water | 4 fluidounces | |
| Magnesium carbonate | 2 drachms | |
| Shake together, allow to stand 24 hours, and filter. | ||
| Oil of sweet orange | 3 parts |
| Oil of cloves | 3 parts |
| Tincture of vanilla | 15 parts |
| Tincture of ginger | 10 parts |
| Maraschino liqueur | 150 parts |
| Tincture of coccionella | 165 parts |
| Distilled water | 150 parts |
| Phosphoric acid, dilute | 45 parts |
| Alcohol, 95 per cent, quantity sufficient to make 1000 parts. | |
Mix and dissolve.
| Fluid extract orris | 2 ounces |
| Oenanthic ether | 1 1/2 ounces |
| Linalyl formate | 90 minims |
| Glycerine | 2 ounces |
| Alcohol, 70 per cent, to | 3 pints. |
The fruit is crushed and pressed; the juice, with 2 per cent of sugar added, is poured into containers to about three-quarters of their capacity, and there allowed to ferment. The containers are stoppered with a cork through which runs a tube, whose open end is protected by a bit of gum tubing, the extremity of which is immersed in a glass filled with water. It should not go deeper than 4/10 of an inch high. The evolution of carbonic gas begins in about 4 hours and is so sharp that the point of the tube must not be immersed any deeper.
Ordinarily fermentation ceases on the tenth day, a fact that may be ascertained by shaking the container sharply, when, if it has ceased, no bubbles of gas will appear on the surface of the water.
The fermented juice is then filtered to get rid of the pectinic matters, yeast, etc., and the filtrate should be poured back on the filter several times. The juice filters quickly and comes off very clear. The necessary amount of sugar to make a syrup is now added to the liquid and allowed to dissolve gradually for 12 hours. At the end of this time the liquid is put on the fire and allowed to boil up at once, by which operation the solution of the sugar is made complete. Straining through a tin strainer and filling into heated bottles completes the process.
The addition of sugar to the freshly pressed juice has the advantage of causing the fermentation to progress to the full limit, and also to preserve, by the alcohol produced by fermentation, the beautiful red color of the juice.
Any fermentation that may be permitted prior to the pressing out of the juices is at the expense of aroma and flavor; but whether fermentation occurs before or after pressure of the berry, the ordinary alcohol test cannot determine whether the juice has been completely fermented (and consequently whether the pectins have been completely separated) or not. Since, in spite of the fact that the liquid remains limpid after 4 days’ {318} fermentation, the production of alcohol is progressing all the time—a demonstration that fermentation cannot then be completed, and that at least 10 days will be required for this purpose.
An abortive raspberry syrup is always due to an incomplete or faulty fermentation, for too often does it occur that incompletely fermented juices after a little time lose color and become turbid.
The habit of clarifying juices by shaking up with a bit of paper, talc, etc., or boiling with albumen is a useless waste of time and labor. By the process indicated the entire process of clarification occurs automatically, so to speak.
| I.— | Raspberries, fresh | 16 ounces |
|---|---|---|
| Angelica (California) | 6 fluidounces | |
| Brandy (California) | 6 ounces | |
| Alcohol | 6 ounces | |
| Water, quantity sufficient. | ||
Mash the berries to a pulp in a mortar or bowl, and transfer to a flask, along with the Angelica, brandy, alcohol, and about 8 ounces of water. Let macerate overnight, then distil off until 32 ounces have passed over. Color red. The addition of a trifle of essence of vanilla improves this essence.
| II.— | Fresh raspberries | 200 grams |
|---|---|---|
| Water, distilled | 100 grams | |
| Vanilla essence | 2 grams |
Pulp the raspberries, let stand at a temperature of about 70° F. for 48 hours, and then add 100 grams of water. Fifty grams are then distilled off, and alcohol, 90 per cent, 25 grams, in which 0.01 vanillin has been previously dissolved, is added to the distillate.
| Pure oil of wintergreen | 5 fluidrachms |
| Pure oil of sassafras | 5 fluidrachms |
| Pure oil of anise | 5 fluidrachms |
| Carbonate of magnesium | 2 1/2 ounces |
| Alcohol | 1 pint |
| Water, quantity sufficient to make | 2 pints. |
Dissolve the various oils in the alcohol, and rub with carbonate of magnesium in a mortar. Pour the mixture into a quart bottle, and fill the bottle with water. Allow to macerate for a week or more, shaking every day. Then filter through the paper, adding enough water through the paper to make the finished product measure 2 pints.
| Strawberries, fresh | 16 ounces |
| Angelica (California) | 6 fluidounces |
| Brandy (California) | 6 ounces |
| Alcohol | 8 ounces |
| Water, quantity sufficient. | |
Mash the berries to a pulp in a mortar or bowl, and transfer to a flask, along with the Angelica, brandy, alcohol, and about 8 ounces of water. Let macerate overnight, then distil off until 32 ounces have passed over. Color strawberry red. The addition of a little essence of vanilla and a hint of lemon improves this essence. {319}
| I.— | Best Souchong tea | 175 parts |
|---|---|---|
| Cinnamon | 3 parts | |
| Cloves | 3 parts | |
| Vanilla | 1 part | |
| Arrack | 800 parts | |
| Rum | 200 parts |
Coarsely powder the cinnamon, clove, etc., mix the ingredients, and let macerate for 3 days, then filter, press off, and make up to 1,000 parts, if necessary, by adding rum. The Souchong may be replaced by any other brand of tea, and the place of the arrack may be occupied by Santa Cruz, or New England rum. The addition of fluid extract of kola nut not only improves the taste, but gives the drink a remarkably stimulating property. The preparation makes a clear solution with either hot or cold water and keeps well.
II.—Tea, any desirable variety, 16 ounces; glycerine, 4 ounces; hot water, 4 pints; water, sufficient to make 1 pint.
Reduce the tea to a powder, moisten with sufficient of the glycerine and alcohol mixed, with 4 ounces of water added, pack in percolator, and pour on the alcohol (diluted with glycerine and water) until 12 ounces of percolate have been obtained. Set this aside, and complete the percolation with the hot water. When this has passed through, evaporate to 4 ounces, and add it to the percolate first obtained.
| Tonka beans | 1 ounce |
| Magnesium carbonate, quantity sufficient. | |
| Balsam of Peru | 2 drachms |
| Sugar | 4 ounces |
| Alcohol | 8 ounces |
| Water sufficient to make | 16 ounces. |
Mix the tonka, balsam of Peru, and magnesia, and rub together, gradually adding the sugar until a homogeneous powder is obtained. Pack in a percolator; mix the alcohol with an equal amount of water, and pour over the powder, close the exit of the percolator, and let macerate for 24 to 36 hours, then open the percolator, and let pass through, gradually adding water until 16 ounces pass through.
II.—Take 60 parts of the best vanilla beans, cut into little pieces, and put into a deep vessel, wrapped with a cloth to retain the heat as long as possible. Shake over the vanilla 1 part of potassium carbonate in powder, and immediately add 240 parts distilled water, in an active state of ebullition. Cover the vessel closely, set aside until it is completely cold, and then add 720 parts alcohol. Cover closely, and set aside in a moderately warm place for 15 days, when the liquid is strained off, the residue pressed, and the whole colate filtered. The addition of 1 part musk to the vanilla before pouring on the hot water improves this essence.
To prepare vanilla fountain syrup with extracts I or II, mix 25 minims of the extract with 1 pint simple syrup. Color with caramel.
| III.— | Vanilla beans, cut fine | 1 ounce |
|---|---|---|
| Sugar | 3 ounces | |
| Alcohol, 50 per cent | 1 pint |
Beat sugar and vanilla together to a fine powder. Pour on the dilute alcohol, cork the vessel, and let stand for 2 weeks, shaking it up 2 or 3 times a day.
| IV.— | Vanilla beans, chopped fine | 30 parts |
|---|---|---|
| Potassium carbonate | 1 part | |
| Boiling water | 1,450 parts | |
| Alcohol | 450 parts | |
| Essence of musk | 1 part |
Dissolve the potassium carbonate in the boiling water, add the vanilla, cover the vessel, and let stand in a moderately warm place until cold. Transfer to a wide-mouthed jar, add the alcohol, cork, and let macerate for 15 days; then decant the clear essence and filter the remainder. Mix the two liquids and add the essence of musk.
V.—Cut 60 parts of best vanilla beans into small bits; put into a deep vessel, which should be well wrapped in a woolen cloth to retain heat as long as possible. Shake over the beans 1 part of potassium carbonate, in powder, then pour over the mass 240 parts distilled water, in an {320} active state of ebullition, cover the vessel closely, and set aside in a moderately warm place. When quite cold add 720 parts alcohol, close the vessel tightly, and set aside in a moderately warm place, to macerate for 15 days, then strain off, press out, and set aside for a day or two. The liquid may then be filtered and bottled. The addition of a little musk to the beans before pouring on the hot water, is thought by many to greatly improve the product. One part of this extract added to 300 parts simple syrup is excellent for fountain purposes.
| VI.— | Vanilla beans | 8 ounces |
|---|---|---|
| Glycerine | 6 ounces | |
| Granulated sugar | 1 pound | |
| Water | 4 pints | |
| Alcohol of cologne spirits | 4 pints |
Cut or grind the beans very fine; rub with the glycerine and put in a wooden keg; dissolve the sugar in the water, first heating the water, if convenient; mix the water and spirits, and add to the vanilla; pour in keg. Keep in a warm place from 3 to 6 months before using. Shake often. To clear, percolate through the dregs. If a dark, rich color is desired add a little sugar coloring.
| VII.— | Vanilla beans, good quality | 16 ounces |
|---|---|---|
| Alcohol | 64 fluidounces | |
| Glycerine | 24 fluidounces | |
| Water | 10 fluidounces | |
| Dilute alcohol, quantity sufficient. | ||
Mix and macerate, with frequent agitation, for 3 weeks, filter, and add dilute alcohol to make 1 gallon.
| VIII.— | Vanilla beans, good quality | 8 ounces |
|---|---|---|
| Pumice stone, lump | 1 ounce | |
| Rock candy | 8 ounces | |
| Alcohol and water, of each a sufficiency. | ||
Cut the beans to fine shreds and triturate well with the pumice stone and rock candy. Place the whole in a percolator and percolate with a menstruum composed of 9 parts alcohol and 7 parts water until the percolate passes through clear. Bring the bulk up to 1 gallon with the same menstruum and set aside to ripen.
IX.—Cut up, as finely as possible, 20 parts of vanilla bean and with 40 parts of milk sugar (rendered as dry as possible by being kept in a drying closet until it no longer loses weight) rub to a coarse powder. Moisten with 10 parts of dilute alcohol, pack somewhat loosely in a closed percolator and let stand for 2 hours. Add 40 parts of dilute alcohol, close the percolator, and let stand 8 days. At the end of this time add 110 parts of dilute alcohol, and let pass through. The residue will repay working over. Dry it well, add 5 parts of vanillin, and 110 parts of milk sugar and pass through a sieve, then treat as before.
The following are cheap extracts:
| X.— | Vanilla beans, chopped fine | 5 parts |
|---|---|---|
| Tonka beans, powdered | 10 parts | |
| Sugar, powdered | 14 parts | |
| Alcohol, 95 per cent | 25 parts | |
| Water, quantity sufficient to make | 100 parts. |
Rub the sugar and vanilla to a fine powder, add the tonka beans, and incorporate. Pack into a filter, and pour on 10 parts of alcohol, cut with 15 parts of water; close the faucet, and let macerate overnight. In the morning percolate with the remaining alcohol, added to 80 parts of water, until 100 parts of percolate pass through.
| XI.— | Vanilla beans | 4 ounces |
|---|---|---|
| Tonka beans | 8 ounces | |
| Deodorized alcohol | 8 pints | |
| Simple syrup | 2 pints |
Cut and bruise the vanilla beans, afterwards bruising the tonka beans. Macerate for 14 days in one-half of the spirit, with occasional agitation. Pour off the clear liquor and set aside; pour the remaining spirits in the magma, and heat by means of the water bath to about 170° F. in a loosely covered vessel. Keep at this temperature 2 or 3 hours, and strain through flannel, with slight pressure. Mix the two portions of liquid, and filter through felt. Add the syrup.
| White pine bark | 75 parts |
| Wild cherry bark | 75 parts |
| Spikenard root | 10 parts |
| Balm of Gilead buds | 10 parts |
| Sanguinaria root | 8 parts |
| Sassafras bark | 7 parts |
| Sugar | 750 parts |
| Chloroform | 6 parts |
| Syrup of tar | 75 parts |
| Alcohol, enough. | |
| Water, enough. | |
| Syrup enough to make 1,000 parts. |
Reduce the first six ingredients to a coarse powder and by using a menstruum composed of 1 in 3 alcohol, obtain 500 parts of a tincture from them. In this {321} dissolve the sugar, add the syrup of tar and the chloroform, and, finally, enough syrup to bring the measure of the finished product up to 1,000 parts.
| Oenanthic ether | 2 fluidrachms |
| Amyl acetate | 2 fluidrachms |
| Oil of bitter almonds (free from hydrocyanic acid) | 1 fluidrachm |
| Fluid extract of wild cherry | 3 fluidounces |
| Glycerine | 2 fluidounces |
| Deodorized alcohol enough to make 16 fluidounces. | |
Red.—Cochineal syrup, prepared as follows:
| I.— | Cochineal in coarse powder | 6 parts |
|---|---|---|
| Potassium carbonate | 3 parts | |
| Distilled water | 15 parts | |
| Alcohol, 95 per cent | 12 parts | |
| Simple syrup to make 500 parts. | ||
Rub the cochineal and potassium together, adding the water and alcohol little by little, under constant trituration. Let stand overnight, add the syrup, and filter.
| II.— | Carmine, in fine powder | 1 part |
|---|---|---|
| Stronger ammonia water | 4 parts | |
| Distilled water to make | 24 parts. |
Rub up the carmine and ammonia and to the solution add the water, little by little, under constant trituration. If in standing this shows a tendency to separate, a drop or two of ammonia will correct the trouble.
Besides these there is caramel, which, of course, you know.
Pink.—
| III.— | Carmine | 1 part |
|---|---|---|
| Liquor potassæ | 6 parts | |
| Distilled water | 40 parts |
Mix. If the color is too high, dilute with distilled water until the requisite color is obtained.
Dionine Syrup.—Dionine, 1 part; distilled water, 19 parts; simple syrup, 1,980 parts. Mix.
Jaborandi Syrup.—Tincture of jaborandi, 1 part; simple syrup, 19 parts. Mix.
Convallaria Syrup.—Extract of convallaria, 1 part; distilled water, 4 parts; simple syrup, 95 parts. Dissolve the extract in the water and mix.
Codeine Phosphate Syrup.—Codeine phosphate, 3 parts; distilled water, 17 parts; simple syrup, 980 parts. Dissolve the codeine in the water and mix with the syrup.
Licorice Syrup.—Incised licorice root, 4 parts; dilute solution of ammonia, 1 part; water, 20 parts. Mix and macerate for 12 hours at 58° to 66° F. with frequent agitation; press, heat the liquid to boiling, then evaporate to two parts on the water bath; add alcohol, 2 parts; allow to stand for 12 hours; then filter. Add to the filtrate enough simple syrup to bring the final weight to 20 parts.
Maize Stigma Syrup.—Extract of maize stigmas, 1 part; distilled water, 4 parts; simple syrup, 95 parts. Dissolve the extract in the water, filter, and add the syrup.
Ammonium Valerianate Solution.—Ammonium valerianate, 2 parts; alcoholic extract of valerian, 1 part; distilled water, 47 parts.
Kola Tincture.—Powdered kola nuts, 1 part; alcohol, 60 per cent, 5 parts. Macerate for 6 days, press, and filter.
Bidet’s Liquid Vesicant.—Tincture of cantharides, tincture of rosemary, chloroform, equal parts.
Peptone Wine.—Dried peptone, 1 part; Malaga wine, 19 parts. Dissolve without heat and filter after standing for several days. {322}
In the process, a distinction is to be made between etching in relief and etching in intaglio. In relief etching, the design is drawn or painted upon the surface with the liquid etching-ground, so that after etching and removal of the etching-ground, it appears raised. In intaglio etching, the whole surface is covered with the etching-ground, and the design put on with a needle; the ground being thus removed at the points touched by the drawing, the latter, after etching and removal of the etching-ground, is sunken.
Hard: Burgundy pitch, 125 parts; rosin, 125 parts, melted; and walnut oil, 100 parts, added, the whole to be boiled until it can be drawn out into long threads.
For electro-etching, the following ground is recommended: Wax, 4 parts; asphalt, 4 parts; pitch, 1 part.
If absolute surety is required respecting the resistance of the etching-ground to the action of the etching fluids, several etching-grounds are put on, one over the other; first (for instance), a solution of rubber in benzol, then a spirituous shellac solution, and a third stratum of asphalt dissolved in turpentine oil.
If the etching is to be of different degrees of depth, the places where it is to be faint are stopped out with varnish, after they are deep enough, and the object is put back into the bath for further etching.
For putting on a design before the etching, the following method may be used: Cover the metal plate, tin plate for example, with a colored or colorless spirit varnish; after drying, cover this, in a dark room, with a solution of gelatin, 5 parts, and red potassium chromate, 1 part, in water, 100 parts; or with a solution of albumen, 2 parts; ammonium bichromate, 2 parts, in water, 200 parts. After drying, put the plate, covered with a stencil, in a copying or printing frame, and expose to light. The sensitive gelatin stratum will become insoluble at the places exposed. Place in water, and the gelatin will be dissolved at the places covered by the stencil; dry, and remove the spirit varnish from the places with spirit, then put into the etching fluid.
II.—Tartaric acid, 1 part, by weight; mercuric chloride, 15 parts, by weight; water, 420 parts; nitric acid, 16 to 20 drops, if 1 part equals 28 1/2 grains. {323}
III.—Spirit, 80 per cent, 120 parts, by weight; pure nitric acid, 8 parts; silver nitrate, 1 part.
IV.—Pure acetic acid, 30 per cent, 40 parts, by weight; absolute alcohol, 10 parts; pure nitric acid, 10 parts.
V.—Fuming nitric acid, 10 parts, by weight; pure acetic acid, 30 per cent, 50 parts, diluted with water if necessary or desired.
VI.—A chromic acid solution.
VII.—Bromine, 1 part; water, 100 parts. Or—mercuric chloride, 1 part; water, 30 parts.
VIII.—Antimonic chloride, 1 part; water, 6 parts; hydrochloric acid, 6 parts.
II.—Silver acetate, 8 parts, by weight; alcohol, 250 parts; water, 250 parts; pure nitric acid, 260 parts; ether, 64 parts; oxalic acid, 4 parts.
III.—A copper chloride solution.
For lustrous figures on a dull ground, as on sword blades, the whole surface is polished, the portions which are to remain bright covered with stencils and the object exposed to the fumes of nitric acid. This is best done by pouring sulphuric acid, 20 parts, over common salt, 10 parts.
Another compound consists of a boiling solution of potassium chlorate, 2 parts, in water, 20 parts, poured into a mixture of nitric acid, 10 parts, and water, 70 parts. For delicate etchings dilute still more with 100 to 200 parts of water.
Stronger: A boiling solution of potassium chlorate, 25 parts, in water, 250 parts, poured into a mixture of pure hydrochloric acid, 250 parts; water, 400 parts.
Very strong: A boiling solution of potassium chlorate, 30 parts, in water, 300 parts, poured into a mixture of pure hydrochloric acid, 300 parts; water, 300 parts.
For etching on copper a saturated solution of bromine in dilute hydrochloric acid may also be used; or a mixture of potassium bichromate, 1/2 part; water, 1 part; crude nitric acid, 3 parts.
The following are also much used for copper and copper alloys:
I.—A copper chloride solution acidified with hydrochloric acid.
II.—Copper nitrate dissolved in water.
III.—A ferric chloride solution of 30° to 45° Bé. If chrome gelatin or chrome albumen is used for the etching-ground, a spirituous ferric chloride solution is employed. The etching process can be made slower by adding common salt to the ferric chloride solution.
Another compound for the drawing is made of blue vitriol, 2 parts; copper chloride, 3 parts; water, 64 parts; pure hydrochloric acid, 1.1 specific weight. After the drawing is made, lay the plate in dilute nitric acid (1 in 8). {324}
II.—Nitric acid (specific weight, 1.185), 172 parts; water, 320 parts; potassium bichromate, 30 parts.
Ordinary etching, seen under the microscope, consists of a succession of uneven depressions, which widen out considerably at a certain depth. In electro-etching, the line under the microscope appears as a perfectly even furrow, not eaten out beneath, however deeply cut. The work is, accordingly, finer and sharper; the fumes from the acids are also avoided, and the etching can be modified by regulation of the current. The preparation of the surface, by covering, stopping-out, etc., is the same as in ordinary etching. At some uncovered place a conducting wire is soldered on with soft solder, and covered with a coat of varnish. The plate is then suspended in the bath, and acts as the anode, with another similar plate for the cathode. If gradations in etching are desired, the plates are taken out after a time, rinsed, and covered, and returned to the bath.
For the bath dilute acids are used, or saline solutions. Thus, for copper, dilute sulphuric acid, 1 in 20. For copper and brass, a blue vitriol solution. For zinc, white vitriol or a zinc chloride solution. For steel and iron, green vitriol, or an ammonium chloride solution. For tin, a tin-salt solution. For silver, a silver nitrate or potassium cyanide solution. For gold and platinum, gold chloride and platinum chloride solutions, or a potassium cyanide solution. For electro-etching a Leclauché or Bunsen battery is to be recommended. In the former, the negative zinc pole is connected with a plate of the same metal as that to be etched, and the positive iron pole with the plate to be etched. In the Bunsen battery, the carbon pole is connected with the object to be etched, the zinc pole with the metal plate.
II.—The plate must be first polished either with emery or fine pumice stone, and after it has been dried with care, spread thereon a varnish composed of equal parts of yellow wax and essence of turpentine. The solution of the wax in the essence is accomplished in the cold; next a little oil of turpentine and some lampblack are added. This varnish is allowed to dry on, away from dust and humidity. When dry, trace the design with a very fine point. Make a border with modeling wax, so as to prevent the acid from running off. Pour on nitric acid if the plate is of copper, or {325} hydrochloric acid diluted with water if the plate is of zinc, allow the acid to act according to the desired depth of the engraving; wash several times and remove the varnish by heating the plate lightly. Wash with essence of turpentine and dry well in sawdust or in the stove. For relief engraving the designs are traced before the engraving on the plate with the resist varnish instead of covering the plate entirely. These designs must be delicately executed and without laps, as the acid eats away all the parts not protected by the varnish.
II.—Another fluid is fuming hydrochloric acid (specific gravity, 1.19), 10 parts; water, 70 parts. To this add a solution of potassium chlorate, 2 parts, dissolved in 20 parts of hot water. If the articles to be etched are very delicate and fine this should be diluted with from 100 to 200 parts of water.
Names, designs, etc., can be etched on glass in three ways: First, by means of an engraving wheel, a method which requires some manual skill. Second, by means of a sand blast, making a stencil of the name, fixing this on the glass, and then, by means of a blast of air, blowing sand on the glass. Third, by the use of hydrofluoric acid. The glass is covered with beeswax, paraffine wax, or some acid resisting ink or varnish; the name or device is then etched out of the wax by means of a knife, and the glass dipped in hydrofluoric acid, which eats away the glass at those parts where the wax has been cut away.
Fancy work, ornamental figures, lettering, and monograms are most easily and neatly cut into glass by the sand-blast process. Lines and figures on tubes, jars, etc., may be deeply etched by smearing the surface of the glass with beeswax, drawing the lines with a steel point, and exposing the glass to the fumes of hydrofluoric acid. This acid is obtained by putting powdered fluorspar into a tray made of sheet lead and pouring sulphuric acid on it, after which the tray is slightly warmed. The proportions will vary with the purity of the materials used, fluorspar (except when in crystals) being generally mixed with a large quantity of other matter. Enough acid to make a thin paste with the powdered spar will be about right. Where a lead tray is not at hand, the powdered spar may be poured on the glass and the acid poured on it and left for some time. As a general rule, the marks are opaque, but sometimes they are transparent. In this case cut them deeply and fill up with black varnish, if they are required to be very plain, as in the case of graduated vessels. Liquid hydrofluoric acid has been recommended for etching, but is not always suitable, as it leaves the surface on which it acts transparent.
There are two methods of marking bottles—dry etching, or by stamping with etching inks. The first process is usually followed in glass factories. A rubber stamp is necessary for this process, and the letters should be made as large and clean cut as possible without crowding them too much. Besides this, an etching powder is required.
A small quantity of the powder is poured into a porcelain dish, and this is placed on a sand bath or over a gentle fire, and heated until it is absolutely dry, so that it can be rubbed down to an impalpable powder.
The bottle or other glass to be marked must be perfectly clean and dry. The etching powder takes better when the vessel is somewhat warm. The stamp should be provided with a roller which is kept constantly supplied with a viscid oil which it distributes on the stamp and which the stamp transfers to the glass surface. The powder is dusted on the imprint thus made, by means of a camel’s-hair brush. Any surplus falling on the unoiled surface may be removed with a fine long-haired pencil. The printed bottle is transferred to a damp place and kept for several minutes, the dampness aiding the etching powder in its work on the glass surface. The bottle is then well washed in plain water.
Glass cylinders, large flasks, carboys, etc., may be treated in a somewhat different manner. The stamp here is inserted, face upward, between two horizontal boards, in such a manner that its face projects about a quarter of a millimeter (say 0.01 inch) above the surface. Oil is applied to the surface, after which the cylinder, carboy, or what not, is rolled along the board and over the stamp. The design is thus neatly transferred to the glass surface, and the rest of the operation is as in the previous case.
For an etching ink for glassware the following is recommended:
| Ammonium fluoride | 2 drachms |
| Barium sulphate | 2 drachms |
Reduce to a fine powder in a mortar, {326} then transfer to a lead dish and make into a thin writing-cream with hydrofluoric acid or fuming sulphuric acid. Use a piece of lead to stir the mixture. The ink may be put up in bottles coated with paraffine, which can be done by heating the bottle, pouring in some melted paraffine, and letting it flow all around. The writing is done with a quill, and in about half a minute the ink is washed off.
Extreme caution must be observed in handling the acid, since when brought in contact with the skin it produces dangerous sores very difficult to heal. The vapor is also dangerously poisonous when inhaled.
II.—A mixture consisting of ammonium fluoride, common salt, and carbonate of soda is prepared, and then placed in a gutta-percha bottle containing fuming hydrofluoric acid and concentrated sulphuric acid. In a separate vessel which is made of lead, potassium fluoride is mixed with hydrochloric acid, and a little of this solution is added to the former, along with a small quantity of sodium silicate and ammonia. Some of the solution is dropped upon a rubber pad, and by means of a suitable rubber stamp, bearing the design which is to be reproduced, is transferred to the glass vessel that is to be etched.
Hyposulphite of soda and chlorate and nitrate of potash produce nearly the same effects. A large number of mineral substances are attacked by gelatin. Toughened glass is easily etched, and the same is the case with fluorspar and polished marble. A piece of rock crystal, cut at right angles with the axis and coated with isinglass, the action of which seems to be particularly energetic, is likewise attacked at different points, and the parts detached present a conchoidal appearance. The contraction of the gelatin may be rendered visible by applying a coating of glue to sheets of cardboard or lead, which bend backward in drying and assume the form of an irregular cylinder.
Such etching of glass and different mineral substances by the action of gelatin may be employed for the decoration of numerous objects.
Dissolve some common glue in ordinary water, heated by a water bath, and add 6 per cent of its weight of potash alum. After the glue has become perfectly melted, homogeneous, and of the consistency of syrup, apply a layer, while it is still hot, to a glass object by means of a brush. If the object is of ground glass the action of the glue will be still more energetic. After half an hour apply a second coat in such a way as to obtain a smooth, transparent surface destitute of air bubbles. After the glue has become so hard that it no longer yields to the pressure of the finger nail (say, in about 24 hours), put the article in a warmer place, in which the temperature must not exceed 105° F. When the object is removed from the oven, after a few hours, the glue will detach itself with {327} a noise and removes with it numerous flakes of glass. All that the piece then requires is to be carefully washed and dried.
The designs thus obtained are not always the same, the thickness of the coat of glue, the time of drying, and various other conditions seeming to act to modify the form and number of the flakes detached.
It is indispensable to employ glass objects of adequate thickness, since, in covering mousseline glass with a layer of glue, the mechanical action that it has to support during desiccation is so powerful that it will break with an explosion. Glue, therefore, must not be allowed to dry in glass vessels, since they would be corroded and broken in a short time.
Liquid I, in one bottle.—Dissolve 36 parts of sodium fluoride in 500 parts of distilled water and add 7 parts of potassium sulphate.
Liquid II, in another bottle.—Dissolve zinc chloride, 14 parts, in 500 parts of distilled water, and add 65 parts of concentrated hydrochloric acid.
For use mix equal parts together and add a little dissolved India ink to render the writing more visible.
The mixing cannot, however, be conducted in a vessel. It is best to use a cube of paraffine which has been hollowed out.
| I.— | Iodine | 2 parts |
|---|---|---|
| Potassium iodide | 5 parts | |
| Water | 40 parts | |
| II.— | Nitric acid | 60 parts |
| Water | 120 parts | |
| Alcohol | 200 parts | |
| Copper nitrate | 8 parts | |
| III.— | Glacial acetic acid | 4 parts |
| Nitric acid | 1 part | |
| Alcohol | 1 part |
IV.—Mix 1 ounce sulphate of copper, 1/4 ounce alum, 1/2 teaspoonful of salt (reduced to powder), with 1 gill of vinegar and 20 drops of nitric acid. This fluid can be used either for etching deeply or for frosting, according to the time it is allowed to act. The parts of the work which are not to be etched should be protected with beeswax or some similar substance.
V.—Nitric acid, 60 parts; water, 120 parts; alcohol, 200 parts; and copper nitrate, 8 parts. Keep in a glass-stoppered bottle. To use the fluid, cover the surface to be marked with a thin even coat of wax and mark the lines with a machinist’s scriber. Wrap clean cotton waste around the end of the scriber or a stick, and dip in the fluid, applying it to the marked surface. In a few minutes the wax may be scraped off, when fine lines will appear where the scriber marked the wax. The drippings from a lighted wax candle can be used for the {328} coating, and this may be evenly spread with a knife heated in the candle flame.
VI.—For Hardened Steel.—Heat an iron or an old pillar-file with a smooth side, and with it spread a thin, even coat of beeswax over the brightened surface to be etched. With a sharp lead pencil (which is preferable to a scriber) write or mark as wanted through the wax so as to be sure to strike the steel surface. Then daub on with a stick etching acid made as follows: Nitric acid, 3 parts; muriatic acid, 1 part. If a lead pencil has been used the acid will begin to bubble immediately. Two or three minutes of the bubbling or foaming will be sufficient for marking; then soak up the acid with a small piece of blotting paper and remove the beeswax with a piece of cotton waste wet with benzine, and if the piece be small enough dip it into a saturated solution of sal soda, or if the piece be large swab over it with a piece of waste. This neutralizes the remaining acid and prevents rusting, which oil will not do.
If it is desired to coat the piece with beeswax without heating it, dissolve pure beeswax in benzine until of the consistency of thick cream and pour on to the steel, and even spread it by rocking or blowing, and lay aside for it to harden; then use the lead pencil, etc., as before. This method will take longer. Keep work from near the fire or an open flame.
EUCALYPTUS BONBONS FOR COLDS AND COUGHS: See Cold and Cough Mixtures.
EXPECTORANTS: See Cold and Cough Mixtures.
Explosives may be divided into two great classes—mechanical mixtures and chemical compounds. In the former the combustible substances are intimately mixed with some oxygen supplying material, as in the case of gunpowder, where carbon and sulphur are intimately mixed with potassium nitrate; while gun cotton and nitro-glycerine are examples of the latter class, where each molecule of the substance contains the necessary oxygen for the oxidation of the carbon and hydrogen present, the oxygen being in feeble combination with nitrogen. Many explosives are, however, mechanical mixtures of compounds which are themselves explosive, e. g., cordite, which is mainly composed of gun cotton and nitro-glycerine.
The most common and familiar of explosives is undoubtedly gunpowder. The mixture first adopted appears to have consisted of equal parts of the three ingredients—sulphur, charcoal, and niter; but some time later the proportions, even now taken for all ordinary purposes, were introduced, namely:
| Potassium nitrate | 75 parts |
| Charcoal | 15 parts |
| Sulphur | 10 parts |
| 100 parts |
Since gunpowder is a mechanical mixture, it is clear that the first aim of the maker must be to obtain perfect incorporation, and, necessarily, in order to obtain this, the materials must be in a very finely divided state. Moreover, in order that uniformity of effect may be obtained, purity of the original substances, the percentage of moisture present, and the density of the finished powder are of importance.
The weighed quantities of the ingredients are first mixed in gun metal or copper drums, having blades in the interior capable of working in the opposite direction to that in which the drum itself is traveling. After passing through a sieve, the mixture (green charge) is passed on to the incorporating mills, where it is thoroughly ground under heavy metal rollers, a small quantity of water being added to prevent dust and facilitating incorporation, and during this process the risk of explosion is greater possibly than at any other stage in the manufacture. There are usually 6 mills working in the same building, with partitions between. Over the bed of each mill is a horizontal board, the “flash board,” which is connected with a tank of water overhead, the arrangement being such that the upsetting of one tank discharges the contents of the other tanks onto the corresponding mill beds below, so that in the event of an accident the charge is drowned in each case. The “mill cake” is now broken down between rollers, the “meal” produced being placed in strong oak boxes and subjected to hydraulic pressure, thus increasing its density and hardness, at the same time bringing the ingredients into more intimate contact. After once more breaking down the material (press cake), the powder only requires special treatment to adapt it for the various purposes for which it is intended.
The products of the combustion of powder and its manner of burning are {329} largely influenced by the pressure, a property well illustrated by the failure of a red-hot platinum wire to ignite a mass of powder in a vacuum, only a few grains actually in contact with the platinum undergoing combustion.
Nitro-glycerine is a substance of a similar chemical nature to gun cotton, the principles of its formation and purification being very similar, only in this case the materials and product are liquids, thereby rendering the operations of manufacture and washing much less difficult. The glycerine is sprayed into the acid mixture by compressed-air injectors, care being taken that the temperature during nitration does not rise above 86° F. The nitro-glycerine formed readily separates from the mixed acids, and being insoluble in cold water, the washing is comparatively simple.
Nitro-glycerine is an oily liquid readily soluble in most organic solvents, but becomes solid at 3° or 4° above the freezing point of water, and in this condition is less sensitive. It detonates when heated to 500° F., or by a sudden blow, yielding carbon dioxide, oxygen, nitrogen, and water. Being a fluid under ordinary conditions, its uses as an explosive were limited, and Alfred Nobel conceived the idea of mixing it with other substances which would act as absorbents, first using charcoal and afterwards an infusorial earth, “kieselguhr,” and obtaining what he termed “dynamite.” Nobel found that “collodion cotton”—soluble gun cotton—could be converted by treatment with nitro-glycerine into a jellylike mass which was more trustworthy in action than the components alone, and from its nature the substance was christened “blasting gelatin.”
Nobel took out a patent for a smokeless powder for use in guns, in which these ingredients were adopted with or without the use of retarding agents. The powders of this class are ballistite and filite, the former being in sheets, the latter in threads. Originally camphor was introduced, but its use has been abandoned, a small quantity of aniline taking its place.
Sir Frederick Abel and Prof. Dewar patented in 1889 the use of trinitro-cellulose and nitro-glycerine, for although, as is well known, this form of nitro-cellulose is not soluble in nitro-glycerine, yet by dissolving the bodies in a mutual solvent, perfect incorporation can be attained. Acetone is the solvent used in the preparation of “cordite,” and for all ammunition except blank charges a certain proportion of vaseline is also added. The combustion of the powder without vaseline gives products so free from solid or liquid substances that excessive friction of the projectile in the gun causes rapid wearing of the rifling, and it is chiefly to overcome this that the vaseline is introduced, for on explosion a thin film of solid matter is deposited in the gun, and acts as a lubricant.
The proportion of the ingredients are:
| Nitro-glycerine | 58 parts |
| Gun-cotton | 37 parts |
| Vaseline | 5 parts |
Gun cotton to be used for cordite is prepared as previously described, but the alkali is omitted, and the mass is not submitted to great pressure, to avoid making it so dense that ready absorption of nitro-glycerine would not take place. The nitro-glycerine is poured over the dried gun cotton and first well mixed by hand, afterwards in a kneading machine with the requisite quantity of acetone for 3 1/2 hours. A water jacket is provided, since, on mixing, the temperature rises. The vaseline is now added, and the kneading continued for a similar period. The cordite paste is first subjected to a preliminary pressing, and is finally forced through a hole of the proper size in a plate either by hand or by hydraulic pressure. The smaller sizes are wound on drums, while the larger cordite is cut off in suitable lengths, the drums and cut material being dried at 100° F., thus driving off the remainder of the acetone.
Cordite varies from yellow to dark brown in color, according to its thickness. When ignited it burns with a strong flame, which may be extinguished by a vigorous puff of air. Macnab and Ristori give the yield of permanent gases from English cordite as 647 cubic centimeters, containing a much higher per cent of carbon monoxide than the gases evolved from the old form of powder. Sir Andrew Noble failed in attempts to detonate the substance, and a rifle bullet fired into the mass only caused it to burn quietly.
Cordite is the specific name of a smokeless powder which has been adopted by the English government as a military explosive. It contains nitro-glycerine, 58 parts; gun cotton, 37 parts; and petrolatum, 5 parts. The nitro-glycerine and gun cotton are first mixed, 19.2 parts of acetone added, and the pasty mass kneaded for several hours. The petrolatum is then added and the mixture again kneaded. The paste is then forced through fine openings to form threads, which are dried at about 105° F. until the acetone evaporates. The threads, which resemble brown twine, are then cut into short lengths for use.
Another process for the manufacture of smokeless powder is as follows: Straw, preferably oat-straw, is treated in the usual way with a mixture of nitric acid and concentrated sulphuric acid, and then washed in water to free it from these, then boiled with water, and again with a solution of potassium carbonate. It is next subjected, for 2 to 6 hours, to the action of a solution composed of 1,000 parts of water, 12.5 parts of potassium nitrate, 3.5 parts of potassium chlorate, 12.5 parts of zinc sulphate, and 12.5 parts of potassium permanganate. The excess of solution is pressed out, and the mass is then pulverized, granulated, and finally dried.
The warning as to the danger of experimenting with the manufacture of ordinary gunpowder applies with renewed force when nitro-glycerine is the subject of the experiment.
I.—Donarite, composed as follows: 80 per cent of nitrate of ammonia, 12 of trinitrotoluol, 4 of flour, 3.8 of nitro-glycerine, and 0.2 per cent of cotton collodion. Security: Donarite alone, 87 parts; 95 per cent of donarite and 5 per {331} cent of ammonium chloride, 125 parts; 90 per cent of donarite and 10 per cent of ammonium chloride, 250 parts; 86 per cent of donarite and 5.5 per cent of ammonium chloride, with 8.5 per cent of nitrate of soda, 425 parts. The force of the explosion is decreased about 8 per cent, while the security is quintupled.
II.—Roburite, with the following composition: 72.5 per cent nitrate of ammonia; 12 binitro-benzol; 10 nitrate of potash; 5 sulphate of ammonia; 0.5 per cent permanganate of potash. Security: Roburite only, 325 parts; ammonium chloride, taking the place of sulphate of ammonia, 400 parts. Here an intensification of the explosive force is simultaneously produced.
III.—Ammon carbonite I, composed thus: 4 per cent nitro-glycerine; 75.5 nitrate of ammonia; 9.5 nitrate of potash; 9.5 coal dust; 10.5 flour. Security: Ammon carbonite I only, 250 parts; 95 per cent A. C. I. and 5 per cent ammonium chloride, 400 parts; 92 per cent A. C. I. and 8 per cent ammonium chloride, 500 parts. The addition of 5 per cent ammonium chloride diminishes the explosive force only 3 per cent.
IV.—An explosive of nitro-glycerine base composed thus: 30 per cent nitro-glycerine; 1 per cent cotton collodion; 52.6 nitrate of ammonia; 13 nitrate of potash; 3 to 4 per cent starch. Security of this mixture, 150 parts.
V.—Thirty per cent nitro-glycerine; 1 per cent cotton collodion; 47.3 nitrate of ammonia; 11.6 nitrate of potash; 3.1 starch; 7 per cent ammonium chloride. This mixture has a security of 350 parts.
Of all the chlorates and perchlorates, potassium chlorate (KClO3) responds the best to what is desired. As to the rosins, they may be varied, or even mixed. To obtain the oxidation or nitration of the rosins, they are heated with nitric acid, more or less concentrated, and with or without the addition of sulphuric acid. An oxidation, sufficient and without danger, can be secured by a simple and practical means. This is boiling them for several hours in water containing nitric acid, which is renewed from time to time in correspondence with its decomposition. The rosins recommended by M. Turpin are of the terebinthine group, having for average formula C20H30O2. Colophony is the type.
The products, thus nitrated, are washed with boiling water, and, on occasion, by a solution slightly alkaline, with a final washing with pure water, and dried at a temperature of 230° F. or in the open air.
The mixing of the constituents of this explosive is preferably cold. For this purpose they are used in the state of fine powder, and when mixed in the tub, 2 1/2 to 5 per cent of a volatile dissolvent is added, as alcohol, carbon sulphide, ether, or benzine. As soon as thoroughly mingled, the mass is put either in an ordinary grainer, or in a cylinder of wire cloth revolving horizontally on its axis, with glass gobilles forming a screen, by the aid of which the graining is rapidly accomplished. Thus a powder more or less finely granulated is produced free from dust.
The proportions preferably employed are:
| 1. Potassium chlorate | 85 parts |
| Natural rosin | 15 parts |
| 2. Potassium chlorate | 80 parts |
| Nitrated rosin | 20 parts |
For employment in firedamp mines, there is added to these compounds from 20 to 40 per cent of one of the following substances: Ammonium oxalate, ammonium carbonate, oxalic acid, sodium bicarbonate, calcium fluoride, or other substance of the nature to lower sufficiently the temperature of the explosive flame.
The cotton is now wholly converted into nitro-cellulose. The superfluous acid is next removed by a centrifugal extractor, after which the gun cotton is taken out of the machine and immediately immersed in a large volume of water, and thoroughly washed until it shows no acid reaction. The moisture is then run out and the gun cotton is conveyed by tramway to the boiling vats, where it undergoes several boilings by means of steam. When the “heat test” shows that a sufficient degree of stability has been obtained, the gun cotton is removed to a beating engine, and reduced to a very fine state of division. When this process is completed the pulp is run by gravity along wooden shoots, provided with “grit traps” and electromagnets, which catch any traces of sand, iron, etc., into large “poachers,” in which the gun cotton is continuously agitated, together with a large quantity of water. In this way it is thoroughly washed and a blend made of a large quantity of gun cotton.
The term “soluble” usually implies that the gun cotton is dissolved by a mixture of ethyl-ether and ethyl-alcohol, 2 parts of the former to 1 of the latter being the proportions which yield the best solvent action. The classification of nitro-celluloses according to their solubility in ether-alcohol is misleading, except when the nitrogen contents are also quoted.
The number of solvents for gun cotton which have at various times been proposed is very large. Among the more important may be mentioned the following: Alcohols (used chiefly in conjunction with other solvents), methyl, ethyl, propyl, and amyl, methyl-amyl ether, acetic ether, di-ethyl-ketone, methyl-ethyl ketone, amyl nitrate and acetate, nitro-benzole, nitro-toluol, nitrated oils, glacial acetic acid, camphor dissolved in alcohol, etc.
Some of the above may be called selective solvents, i. e., they dissolve one particular variety of gun cotton better than others, so that solubility in any given solvent must not be used to indicate solubility in another. No nitro-cotton is entirely soluble in any solvent. The solution, after standing some time, always deposits a small amount of insoluble matter. Therefore, in making collodion solutions, care should be taken to place the containing bottles in a place free from vibration and shock. After standing a few weeks the clear supernatant liquid may be decanted off. On a larger scale collodion solutions are filtered under pressure through layers of tightly packed cotton wool. The state of division is important. When the end in view is the production of a strong film or thread, it is advisable to use unpulped or only slightly pulped nitro-cellulose. In this condition it also dissolves more easily than the finely pulped material.
II.—Sulphur, 1 part; chlorate of potassa, 3 parts. When triturated, with strong pressure, in a marble or wedgwood-ware mortar, it produces a series of loud reports. It also fulminates by percussion.
III.—Chlorate of potassa, 6 parts; pure lampblack, 4 parts; sulphur, 1 part. A little placed on an anvil detonates with a loud report when struck with a hammer.
EXPOSURES IN PHOTOGRAPHING: See Photography.
EXTRACTS: See Essences and Extracts.
EXTRACTS, TESTS FOR: See Foods.
| I.— | Ammonium chloride | 1 part |
|---|---|---|
| Alcohol | 1 part | |
| Water | 10 parts |
Diluted acetic acid may be substituted for half of the water, and the alcohol may be replaced by tincture of arnica, with advantage.
| II.— | Potassium nitrate | 15 grains |
|---|---|---|
| Ammonium chloride | 30 grains | |
| Aromatic vinegar | 4 drachms | |
| Water to make 8 ounces. | ||
III.—The following is to be applied with camel’s-hair pencil every 1, 2, or 3 hours. Be careful not to get it in the eyes, as it smarts. It will remove the black discoloration overnight:
| Oxalic acid | 15 grains |
| Distilled water | 1 ounce |
FABRIC CLEANERS: See Cleaning Preparations and Methods and also Household Formulas.
FABRICS, WATERPROOFING OF: See Waterproofing.
FACE BLACK AND FACE POWDER: See Cosmetics.
Freshly burned animal charcoal would perhaps be a more satisfactory decolorizer than kaolin, but it is more expensive to start with, and not so easy to regenerate.
Exposure of tallow to the action of steam under high pressure (a temperature of 250° or 260° F.) is also said to render it whiter and harder.
After 2 hours’ standing, the mass will have separated into three layers—fatty acids on the top, glycerine water below, and a middle, undefined layer. The glycerine water is run away, and the whole mass left to stand for 2 hours. The middle portion is run off from the separated fatty acids into another vessel, where it is mixed with 10 gallons of hot water, thoroughly stirred, and allowed to stand for 16 hours or more. The watery layer at the bottom, which contains some glycerine, is then run off, while the residue is mixed with a further quantity of 10 gallons of water, and again allowed to stand. The water which separates out, also the layer of fatty acids that forms on the top, are run off and mixed with the portions previously obtained. The various glycerine waters are treated to recover the glycerine, while the fatty acids are made marketable in any convenient way. {335}
The essential feature of the process is that the iodine is not merely held in solution by the oil or fat, but enters into chemical combination with the same; the sulphur also combines chemically with the oil or fat, and from their reactions the preserving properties are derived.
The process consists of heating, for example, 6 parts of oil with 1 part of sulphur to a temperature varying between 300° and 400° F., then, when at about 195° F., a solution of iodine and oil is added to the mixture, which is constantly agitated until cool to prevent lumps forming. A product is thus obtained which acquires the consistency of butter, and contains both iodine and sulphur in combination.
To prevent the formation of these untoward products, which must injuriously affect the quality of edible oils, C. Fresenius proposes to accelerate the dispersion of the said emulsions by subjecting the mixtures to an excess pressure of 1 to 1 1/2 atmospheres and a corresponding temperature of about 220° F., for a short time, the formation of decomposition products, and any injurious influence on the taste and smell of the substance being prevented by the addition of fresh charcoal, etc., beforehand. Charcoal may, and must in certain cases, be replaced for this purpose by infusorial earth or fuller’s earth. When this process is applied to cottonseed oil, 100 parts of the oil are mixed with 1/10 part of fresh, pure charcoal, and 1/2 part of pure fuller’s earth. The mixture is next neutralized with lime-water, and placed in an autoclave, where it is kept for an hour under pressure, and at a temperature of 220° F. Under these conditions the emulsion soon separates, and when this is accomplished the whole is left to cool down in a closed vessel.
FATS, DECOMPOSITION OF: See Oil.
See also Dyes.
In specially constructed glass troughs, made the length of an average ostrich feather, 15 or 20 of these feathers can be treated at a time. The bleaching fluid is made from a 30 per cent solution of hydrogen peroxide, with enough ammonia added to make it neutral; in other words when neutral, blue litmus paper will not turn red, and red will take a pale violet tinge. The previously cleansed feathers are entirely immersed in this bleaching bath, which may be diluted if desired. The trough is covered with a glass plate and put in a dark place. From time to time the feathers are stirred and turned, adding more hydrogen peroxide. This process requires 10 to 12 hours and if necessary should be repeated. After bleaching they are rinsed in distilled water or rain water, dried in the air, and kept in motion while drying.
To insure success in coloring feathers in delicate tints, they must be free from all impurities, and evenly white. It has been found of advantage to rub the quill of heavy ostrich plumes while still moist with carbonate of ammonia before the dyeing is begun.
II.—A boiling hot sulphuric solution. Dyes, acid fuchsine, orseilline, R B; acid cerise, O; acid maroon, O; opal blue, blue de lyon, R B; cotton blue, No. 2, China blue No. 2, naphthalene green, O; patent blue, V A; fast blue, O R; fast blue black, O; deep black, G; azo yellow, victorine yellow, orange No. 2, fast brown O, ponceau G R R R, fast red O, Bordeaux, G B R.
III.—An acetic solution. Dyes, Bengal pink G B, phloxine G O, rosolan O B O F, rhodamine O 4 G, eosine A G, erythrosine.
By appropriate mixtures of the dyes of any one class, plumes can be dyed every possible color. After dyeing they are rinsed, and dried in a rotating apparatus. The final process is that of curling, which is done by turning them round and round over a gentle heat. For white feathers a little sulphur may be burned in the fire; for black or colored ones a little sugar.
IV.—The spray method. The solution of the dye to be used is put into an atomizer, and the spray directed to that part of the feather which it is desired to color. By using different colors the most marvelous effects and most delicate transitions from one color to another are obtained. Any kind of an atomizer can be used, the rubber bulb, pump, or bellows; the result is the same.
FELT WATERPROOFING: See Waterproofing.
FERMENTATION PROCESS, FATTY ACID: See Fats.
FERMENTATION, PREVENTION OF: See Anti-Ferments and Wines and Liquors.
FERROUS OXALATE DEVELOPER: See Photography.
(See also Phosphate, Artificial.)
As a result of a series of experiments, Schloesing stated that the nitrification of ammonium salts is not for all plants a necessary preliminary to the absorption of nitrogen by the plant. While for some plants, as for example buckwheat, the preferable form of the food material is that of a nitrate, others, for instance, tropeolum, thrive even better when the nitrogen is presented to them in an ammoniacal form.
I.—Calcium nitrate, potassium nitrate, potassium phosphate, magnesium phosphate, ferric phosphate (sodium chloride).
II.—Calcium nitrate, ammonium nitrate, potassium sulphate, magnesium phosphate, iron chloride (or sulphate) (sodium silicate).
It is well known that in nature nitrates are formed wherever decomposition of organic nitrogenous substances takes place in the air, the ammonia formed by the decomposition being oxidized to nitric acid. These conditions for the formation of nitrates are present in nearly every cornfield, and they are also the cause of the presence of nitrates in water that has its source near stables, etc. In Peruvian guano nitrogen is present partly in the form of potassium nitrate, partly as ammonium phosphate and sulphate. As a nitrate it acts more rapidly than in the form of ammonia, but in the latter case the effect is more lasting. Phosphoric acid occurs in guano combined with ammonia, potash, and chiefly with lime, the last being slower and more lasting in action than the others. {337}
Nearly all artificial fertilizers conform, more or less, to one of the following general formulas:
I.—Artificial Flower Fertilizer.—
| 1 | 2 | 3 | |
|---|---|---|---|
| Ammonium nitrate | 0.40 | 1.60 | 40.0 parts |
| Ammonium phosphate | 0.20 | 0.80 | 20.0 parts |
| Potassium nitrate | 0.25 | 1.00 | 25.0 parts |
| Ammonium chloride | 0.05 | 0.20 | 5.0 parts |
| Calcium sulphate | 0.06 | 0.24 | 6.0 parts |
| Ferrous sulphate | 0.04 | 0.16 | 4.0 parts |
| 1.00 | 4.00 | 100.0 parts |
Dissolve 1 part in 1,000 parts water, and water the flowers with it 2 or 3 times weekly. Dissolve 4 parts in 1,000 parts water, and water with this quantity 10 or 12 pots of medium size.
II.—Compost for Indoor Plants.—
| 1 | 2 | 3 | |
|---|---|---|---|
| Ammonium sulphate | 0.30 | 1.20 | 30.0 parts |
| Sodium chloride | 0.30 | 1.20 | 30.0 parts |
| Potassium nitrate | 0.15 | 0.60 | 15.0 parts |
| Magnesium sulphate | 0.15 | 0.60 | 15.0 parts |
| Magnesium phosphate | 0.04 | 0.20 | 4.0 parts |
| Sodium phosphate | 0.06 | 0.24 | 6.0 parts |
| 1.00 | 4.00 | 100.0 parts |
One part to be dissolved in 1,000 parts water and the flowers watered up to 3 times daily. Dissolve 4 parts in 1,000 parts water, and water with this solution daily:
III.—Plant Food Solution.—
| 1 | 2 | ||
|---|---|---|---|
| Potassium chloride | 0.16 | or | 12.5 parts |
| Calcium nitrate | 0.71 | or | 58.0 parts |
| Magnesium sulphate | 0.125 | or | 12.0 parts |
| Potassium phosphate | 0.133 | or | 15.0 parts |
| Iron phosphate, recently precipitated | 0.032 | or | 2.5 parts |
| 1.160 | or | 100.0 parts |
This turbid mixture (1 part in 1,000 parts) is used alternately with water for watering a pot of about 1 quart capacity; for smaller or larger pots in proportion. After using the amount indicated, the watering is continued with water alone.
IV.—Fertilizer with Organic Matter, for Pot Flowers.—
| Potassium nitrate | 100.0 parts |
| Ammonium phosphate | 100.0 parts |
| Phosphoric acid | 2.5 parts |
| Simple syrup | 1,000 parts |
Add not more than 10 parts to 1,000 parts water, and water alternately with this and with water alone. For cactaceæ, crassulaceæ, and similar plants, which do not assimilate organic matter directly, use distilled water instead of syrup.
Chlorotic plants are painted with a dilute iron solution or iron is added to the soil, which causes them to assume their natural green color. The iron is used in form of ferric chloride or ferrous sulphate.
| V.— | Sodium phosphate | 4 ounces |
|---|---|---|
| Sodium nitrate | 4 ounces | |
| Ammonium sulphate | 2 ounces | |
| Sugar | 1 ounce |
Use 2 teaspoonfuls to a gallon of water.
| VI.— | Ammonium phosphate | 30 parts |
|---|---|---|
| Sodium nitrate | 25 parts | |
| Potassium nitrate | 25 parts | |
| Ammonium sulphate | 20 parts | |
| Water | 100,000 parts |
One application of this a week is enough for the slower growing plants, and 2 for the more rapid growing herbaceous ones.
| VII.— | Calcium phosphate | 4 ounces |
|---|---|---|
| Potassium nitrate | 1 ounce | |
| Potassium phosphate | 1 ounce | |
| Magnesium sulphate | 1 ounce | |
| Iron (ferric) phosphate | 100 grains |
VIII.—Pot plants, especially flowering plants kept around the house, should be treated to an occasional dose of the following:
| Ammonium chloride | 2 parts |
| Sodium phosphate | 4 parts |
| Sodium nitrate | 3 parts |
| Water | 80 parts |
Mix and dissolve. To use, add 25 drops to the quart of water, and use as in ordinary watering.
| IX.— | Sugar | 1 part |
|---|---|---|
| Potassium nitrate | 2 parts | |
| Ammonium sulphate | 4 parts | |
| X.— | Ferric phosphate | 1 part |
| Magnesium sulphate | 2 parts | |
| Potassium phosphate | 2 parts | |
| Potassium nitrate | 2 parts | |
| Calcium acid phosphate | 8 parts |
About a teaspoonful of either of these mixtures is added to a gallon of water, and the plants sprinkled with the liquid.
For hastening the growth of flowers, the following fertilizer is recommended: {338}
| XI.— | Potassium nitrate | 30 parts |
|---|---|---|
| Potassium phosphate | 25 parts | |
| Ammonium sulphate | 10 parts | |
| Ammonium nitrate | 35 parts |
The following five are especially recommended for indoor use:
| XII.— | Sodium chloride | 10 parts |
|---|---|---|
| Potassium nitrate | 5 parts | |
| Magnesium sulphate | 5 parts | |
| Magnesia | 1 part | |
| Sodium phosphate | 2 parts |
Mixed and bottled. Dissolve a teaspoonful daily in a quart of water and water the plants with the solution.
| XIII.— | Ammonium nitrate | 40 parts |
|---|---|---|
| Potassium nitrate | 90 parts | |
| Ammonium phosphate | 50 parts |
Two grams is sufficient for a medium-sized flower pot.
| XIV.— | Ammonium sulphate | 10 parts |
|---|---|---|
| Sodium chloride | 10 parts | |
| Potassium nitrate | 5 parts | |
| Magnesium sulphate | 5 parts | |
| Magnesium carbonate | 1 part | |
| Sodium phosphate | 20 parts |
One teaspoonful to 1 quart of water.
| XV.— | Ammonium nitrate | 40 parts |
|---|---|---|
| Ammonium phosphate | 20 parts | |
| Potassium nitrate | 0.25 parts | |
| Ammonium chloride | 5 parts | |
| Calcium sulphate | 6 parts | |
| Ferrous sulphate | 4 parts |
Dissolve 2 parts in 1,000 of water, and water the plants with the solution.
| XVI.— | Potassium nitrate | 20 parts |
|---|---|---|
| Potassium phosphate | 25 parts | |
| Ammonium sulphate | 10 parts | |
| Ammonium nitrate | 35 parts |
This mixture produces a luxuriant foliage. If blooms are desired, dispense with the ammonium nitrate.
XVII.—Saltpeter, 5 parts; cooking salt, 10 parts; bitter salt, 5 parts; magnesia, 1 part; sodium phosphate, 2 parts. Mix and fill in bottles. Dissolve a teaspoonful in 1 3/4 pints of hot water, and water the flower pots with it each day.
XVIII.—Ammonium sulphate, 30 parts; sodium chloride, 30 parts; potash niter, 15 parts; magnesium sulphate, 15 parts; magnesium phosphate, 4 parts; sodium phosphate, 6 parts. Dissolve 1 part in 1,000 parts water, and apply 3 times per day.
XIX.—Calcium nitrate, 71 parts; potassium chlorate, 15 parts; magnesium sulphate, 12.5 parts; potassium phosphate, 13.3 parts; freshly precipitated ferric phosphate, 3.2 parts. A solution of 1 in 1,000 of this mixture is applied, alternating with water, to the plants. After using a certain quantity, pour on only water.
XX.—Ammonium phosphate, 300 parts; sodium nitrate, 250 parts; potassium nitrate, 250 parts; and ammonium sulphate, 200 parts, are mixed together. To every 1,000 parts of water dissolve 2 parts of the mixture, and water the potted plants once a week with this solution.
XXI.—Potash niter, 20 parts; calcium carbonate, 20 parts; sodium chlorate, 20 parts; calcium phosphate, 20 parts; sodium silicate, 14 parts; ferrous sulphate, 1.5 parts. Dissolve 1 part of the mixture in 1,000 parts water.
Authorities seem to agree that lime is necessary to the plant, and if it be wholly lacking in the soil, even though an abundance of all the other essential elements is present, it cannot develop normally. Many soils are well provided with lime by nature and it is seldom or never necessary for those who cultivate them to resort to liming. It would be just as irrational to apply lime where it is not needed as to omit it where it is required, and hence arises the necessity of ascertaining the needs of particular soils in this respect.
The method usually resorted to for ascertaining the amount of lime in soils is to treat them with some strong mineral acid, such as hydrochloric acid, and determine the amount of lime which is thus dissolved. The fact that beets of all kinds make a ready response to liming on soils which are deficient in lime may be utilized as the basis of testing.
FEVER IN CATTLE: See Veterinary Formulas.
FIG SQUARES: See Confectionery.
FILE METAL: See Alloys.
FILLERS FOR LETTERS: See Lettering.
FILLERS FOR WOOD: See Wood.
A filter which possesses the advantages of being easily and cheaply cleaned when dirty, and which frees water from mechanical impurities with rapidity, may be formed by placing a stratum of sponge between two perforated metallic plates, united by a central screw, and arranged in such a manner as to permit of the sponge being compressed as required. Water, under gentle pressure, flows with such rapidity through the pores of compressed sponge, that it is said that a few square feet of this substance will perfectly filter several millions of gallons of water daily.
The sponges are cleaned thoroughly, rolled together as much as possible, and placed in the escape pipe of a percolator in such a manner that the larger portion of the sponge is in the pipe while the smaller portion, spreading by itself, protrudes over the pipe toward the interior {340} of the percolator, thus forming a flat filter covering it. After a thorough moistening of the sponge it is said to admit of a very quick and clear filtration of large quantities of tinctures, juices, etc.
For filtering water on a small scale, and for domestic use, “alcarrazas,” diaphragms of porous earthenware and filtering-stone and layers of sand and charcoal, etc., are commonly employed as filtering.
A cheap, useful form of portable filter is the following, given in the proceedings of the British Association: “Take any common vessel, perforated below, such as a flower pot, fill the lower portion with coarse pebbles, over which place a layer of finer ones, and on these a layer of clean coarse sand. On the top of this a piece of burnt clay perforated with small holes should be put, and on this again a stratum of 3 or 4 inches thick of well-burnt, pounded animal charcoal. A filter thus formed will last a considerable time, and will be found particularly useful in removing noxious and putrescent substances held in solution by water.”
The “portable filters,” in stoneware, that are commonly sold in the shops, contain a stratum of sand, or coarsely powdered charcoal; before, however, having access to this, the water has to pass through a sponge, to remove the coarser portion of the impurities.
FILTER PAPER: See Paper.
FILM-STRIPPING: See Photography.
FINGER-TIPS, SPARKS FROM: See Pyrotechnics.
FIRES, COLORED: See Pyrotechnics.
FIREARM LUBRICANTS: See Lubricants.
| I.— | Calcium chloride | 184 parts |
|---|---|---|
| Magnesium chloride | 57 parts | |
| Sodium chloride | 13 parts | |
| Potassium bromide | 22 parts | |
| Barium chloride | 3 parts | |
| Water to make | 1,000 parts | |
| Dissolve and fill into hand grenades. | ||
| II.— | Iron sulphate | 4 parts |
| Ammonium sulphate | 16 parts | |
| Water | 100 parts | |
| Mix, dissolve, and fill into flasks. | ||
| III.— | Sodium chloride | 430 parts |
| Alum | 195 parts | |
| Glauber salts | 50 parts | |
| Sodium carbonate, impure | 35 parts | |
| Water glass | 266 parts | |
| Water | 233 parts | |
| Mix, etc. | ||
| IV.— | Sodium chloride | 90 parts |
| Ammonium chloride | 45 parts | |
| Water | 300 parts | |
Mix, dissolve, and put into quart flasks of very thin glass, which are to be kept conveniently disposed in the dwelling rooms, etc., of all public institutions.
V.—Make 6 solutions as follows:
| a.— | Ammonium chloride | 20 parts |
|---|---|---|
| Water | 2,000 parts | |
| b.— | Alum, calcined and powdered | 35 parts |
| Water | 1,000 parts | |
| c.— | Ammonium sulphate, powdered | 30 parts |
| Water | 500 parts | |
| d.— | Sodium chloride | 20 parts |
| Water | 4,000 parts | |
| e.— | Sodium carbonate | 35 parts |
| Water | 500 parts | |
| f.— | Liquid water glass | 450 parts |
Mix the solutions in the order named and to the mixture, while still yellow and turbid, add 2,000 parts of water, and let stand. When the precipitate has subsided fill off the clear liquid into thin glass (preferably blue, to deter decomposition) containers each of 3 pints to a half gallon capacity.
| VI.— | Calcium chloride | 30 parts |
|---|---|---|
| Magnesium chloride | 10 parts | |
| Water | 60 parts | |
| VII.— | Sodium chloride | 20 parts |
| Ammonium chloride | 9 parts | |
| Water | 71 parts | |
| VIII.— | Sodium carbonate | 16 parts |
| Sodium chloride | 64 parts | |
| Water | 920 parts |
The most effective of all extinguishers is ammonia water. It is almost instantaneous in its effect, and a small quantity only is required to extinguish any fire. Next in value is carbonic acid gas. This may be thrown from siphons or soda-water tanks. The vessel containing it should be thrown into the fire in such a way as to insure its breaking.
| I.— | Alum | 24 parts |
|---|---|---|
| Ammonium sulphate | 52 parts | |
| Ferrous sulphate | 4 parts | |
| II.— | Sodium chloride | 8 parts |
| Sodium bicarbonate | 6 parts | |
| Sodium sulphate | 2 parts | |
| Calcium chloride | 2 parts | |
| Sodium silicate | 2 parts | |
| III.— | Sodium chloride | 6 parts |
| Ammonium chloride | 6 parts | |
| Sodium bicarbonate | 8 parts | |
| IV.— | Ammonium chloride | 10 parts |
| Sodium sulphate | 6 parts | |
| Sodium bicarbonate | 4 parts |
Equal parts, by weight, of commercial white copperas, Epsom salt, and sal ammoniac are mingled together and mixed with three times their weight of ammonia alum. This mixture soon changes into a moist pulp or paste, that must be dried by a low heat. When dressing the material, add 1/2 part of this combination to every 1 part of starch.
II.—Good results are also obtained from the following formula: Supersaturate a quantity of superphosphate of lime with ammonia, filter, and decolorize it with animal charcoal. Concentrate the solution and mix with it 5 per cent of gelatinous silica, evaporate the water, dry, and pulverize. For use mix 30 parts of this powder with 35 parts of gum and 35 parts of starch in sufficient water to make of suitable consistency.
III.—As a sample of the Melunay process, introduced in France, the following has been published: Apply to a cotton fabric like flannellet, or other cotton goods, a solution of stannate of soda (or a salt chemically equivalent) of the strength of 5 to 10° Bé., then dry the fabric and saturate it again, this time with a solution of a titanium salt; any soluble titanium salt is suitable. This salt should be so concentrated that each 1,000 parts may contain about 62 parts of titanium oxide. The fabrics are again dried, and the titanium is ultimately fixed by means of a suitable alkaline bath. It is advantageous to employ for this purpose a solution of silicate of soda of about 14° Bé., but a mixed bath, composed of tungstate of soda and ammonium chloride, may be employed. The objects are afterwards washed, dried, and finished as necessary for trade. A variation consists in treating the objects in a mixed bath containing titanium, tungsten, and a suitable solvent.
IV.—Boil together, with constant {342} stirring, the following ingredients until a homogeneous mass results:
| Linseed oil | 77 parts |
| Litharge | 10 parts |
| Sugar of lead | 2 parts |
| Lampblack | 4 parts |
| Oil turpentine | 2 parts |
| Umber | 0.4 parts |
| Japanese wax | 0.3 parts |
| Soap powder | 1.2 parts |
| Manila copal | 0.7 parts |
| Caoutchouc varnish | 2 parts |
V.—For Light Woven Fabrics.—Ammonium sulphate, 8 parts, by weight; ammonium carbonate, 2.5 parts; borax, 2; boracic acid, 3; starch, 2; or dextrin, 0.4, or gelatin, 0.4; water, 100. The fabric is to be saturated with the mixture, previously heated to 86° F., and dried; it can then be calendered in the ordinary way. The cost is only 2 or 3 cents for 16 yards or more of material.
VI.—For Rope and Straw Matting.—Ammonium chloride (sal ammoniac), 15 parts, by weight; boracic acid, 6 parts; borax, 3; water, 100. The articles are to be left in the solution, heated to 212° F. for about 3 hours, then squeezed out and dried. The mixture costs about 5 cents a quart.
VII.—For Clothing.—The following starch is recommended: Sodium tungstate, perfectly neutral, 30 parts; borax, 20; wheat or rice starch, 60. The constituents are to be finely pulverized, sharply dried, and mixed, and the starch used like any other. Articles stiffened with it, if set on fire, will not burst into flame, but only smolder.
VIII.—For Tents.—
| Water | 100 parts by weight |
| Ammonium sulphate, chemically pure | 14 parts by weight |
| Boracic acid | 1 parts by weight |
| Hartshorn salt | 1 parts by weight |
| Borax | 3 parts by weight |
| Glue water | 2 parts by weight |
Boil the water, put ammonium sulphate into a vat, pour a part of the boiling water on and then add the remaining materials in rotation. Next follow the rest of the hot water. The vat should be kept covered until the solution is complete.
IX.—For Stage Decorations.—Much recommended and used as a fireproofing composition is a cheap mixture of borax, bitter salt, and water; likewise for canvas a mixture of ammonium sulphate, gypsum, and water. Ammonium sulphate and sodium tungstate are also named for impregnating the canvas before painting.
X.—For Mosquito Netting.—Immerse in a 20 per cent solution of ammonium sulphate. One pound of netting will require from 20 to 24 ounces of the solution to thoroughly saturate. After withdrawing from the bath, do not wring it out, but spread it over a pole or some such object, and let it get about half dry, then iron it out with a hot iron. The material (ammonium sulphate) is inoffensive.
Gay-Lussac was one of the first to lay down the principal conditions indispensable for rendering organic matters in general, and wood in particular, uninflammable.
During the whole duration of the action of the heat the fibers must be kept from contact with the air, which would cause combustion. The presence of borates, silicates, etc., imparts this property to organic bodies.
Combustible gases, disengaged by the action of the heat, must be mingled in sufficient proportion with other gases difficult of combustion in such a way that the disorganization of bodies by heat will be reduced to a simple calcination without production of flame. Salts volatile or decomposable by heat and not combustible, like certain ammoniacal salts, afford excellent results.
Numerous processes have been recommended for combating the inflammability of organic tissues, some consisting in external applications, others in injection, under a certain pressure, of saline solutions.
By simple superficial applications only illusory protection is attained, for these coverings, instead of fireproofing the objects on which they are applied, preserve them only for the moment from a slight flame. Resistance to the fire being of only short duration, these coatings scale off or are rapidly reduced to ashes and the parts covered are again exposed. It often happens, too, that such coatings have disappeared before the occurrence of a fire, so that the so-called remedy becomes injurious from the false security occasioned. {343}
Some formulas recommended are as follows:
I.—For immersion or imbibition the following solution is advised: Ammonium phosphate, 100 parts; boracic acid, 10 parts per 1,000; or ammonium sulphate, 135 parts; sodium borate, 15 parts; boracic acid, 5 parts per 1,000. For each of these formulas two coats are necessary.
II.—For application with the brush the following compositions are the best:
a. Apply hot, sodium silicate, 100 parts; Spanish white, 50 parts; glue, 100 parts.
b. Apply successively and hot; for first application, water, 100 parts; aluminum sulphate, 20 parts; second application, water, 100 parts; liquid sodium silicate, 50 parts.
c. First application, 2 coats, hot; water, 100 parts; sodium silicate, 50 parts; second application, 2 coatings; boiling water, 75 parts; gelatin, white, 200 parts; work up with asbestos, 50 parts; borax, 30 parts; and boracic acid, 10 parts.
Oil paints rendered uninflammable by the addition of phosphate of ammonia and borax in the form of impalpable powders incorporated in the mass, mortar of plaster and asbestos and asbestos paint, are still employed for preserving temporarily from limited exposure to a fire.
| III.— | Sodium silicate, solid | 350 parts |
|---|---|---|
| Asbestos, powdered | 350 parts | |
| Water, boiling | 1,000 parts | |
| Mix. Give several coatings, letting each dry before applying the next. | ||
| IV.— | Asbestos, powdered | 35 parts |
| Sodium borate | 20 parts | |
| Water | 100 parts | |
| Gum lac | 10 to 15 parts | |
Dissolve the borax in the water by the aid of heat, and in the hot solution dissolve the lac. When solution is complete incorporate the asbestos. These last solutions give a superficial protection, the efficiency of which depends upon the number of coatings given.
V.—Prepare a syrupy solution of sodium silicate, 1 part, and water, 3 parts, and coat the wood 2 to 3 times, thus imparting to it great hardness. After drying, it is given a coating of lime of the consistency of milk, and when this is almost dry, is fixed by a strong solution of soluble glass, 2 parts of the syrupy mass to 3 parts of water. If the lime is applied thick, repeat the treatment with the soluble glass.
VI.—Subject the wood or wooden objects for 6 to 8 hours to the boiling heat of a solution of 33 parts of manganese chloride, 20 parts of orthophosphoric acid, 12 parts of magnesium carbonate, 10 parts of boracic acid, and 25 parts of ammonium chloride in 1,000 parts of water. The wood thus treated is said to be perfectly incombustible even at great heat, and, besides, to be also protected by this method against decay, injury by insects, and putrefaction.
VII.—One of the simplest methods is to saturate the timber with a solution of tungstate of soda; if this is done in a vacuum chamber, by means of which the wood is partly deprived of the air contained in its cells, a very satisfactory result will be obtained. Payne’s process consists in treating wood under these conditions first with solution of sulphate of iron, and then with chloride of calcium; calcium sulphate is thus precipitated in the tissues of the timber, which is rendered incombustible and much more durable. There are several other methods besides these, phosphate of ammonia and tungstate being most useful. A coat of common whitewash is an excellent means of lessening the combustibility of soft wood.
I.—In coating steel or other furnaces, first brush over the brickwork to be covered a solution made by boiling 1 pound each of silicate of soda and alum in 4 gallons of water, and follow immediately with composition:
| Silica | 50 parts |
| Plastic fire clay | 10 parts |
| Ball clay | 3 parts |
Mix well.
Fireproof Compositions.—II.—For furnaces, etc.:
| Pure silica (in grain) | 60 parts |
| Ground flint | 8 parts |
| Plaster of Paris | 3 parts |
| Ball clay | 3 parts |
Mix well together by passing once or more through a fine sieve, and use in the same way as cement.
Fireproof Paper.—Paper is rendered fireproof by saturating it with a solution of
| Ammonium sulphate | 8 parts |
| Boracic acid | 3 parts |
| Borax | 2 parts |
| Water | 100 parts |
For the same purpose sodium tungstate may also be employed.
Fireproof Coating.—A fireproof coating (so-called) consists of water, 100 parts; strong glue, 20 parts; silicate of soda, 38° Bé., 50 parts; carbonate of soda, 35 parts; cork in pieces of the size of a pea, 100 parts.
Colored Fireproofing.—I.—Ammonium sulphate, 70 parts; borax, 50 parts; glue, 1 part; and water up to 1,000 parts.
II.—Solution of glue, 5 parts, zinc chloride, 2 parts; sal ammoniac, 80 parts; borax, 57 parts; and water up to 700 parts.
If the coating is to be made visible by coloration, an addition of 10 parts of Cassel brown and 6 parts of soda per 1,000 parts is recommended, which may be dissolved separately in a portion of the water used.
FIREPROOFING CELLULOID: See Celluloid.
FIREPROOFING OF PAPER: See Paper.
FIREWORKS: See Pyrotechnics.
FILIGREE GILDING: See Plating.
| Oil of rhodium | 3 parts |
| Oil of cumin | 2 parts |
| Tincture of musk | 1 part |
Mix. Put a drop or two on the bait, or rub trigger of trap with the solution.
| I.— | Shellac | 40 parts by weight |
|---|---|---|
| Sandarac | 20 parts by weight | |
| Spirit of wine | 940 parts by weight |
II.—During the Civil War, when both alcohol and shellac often were not purchasable, and where, in the field especially, ink was almost unknown, and sized paper, of any description, a rarity, men in the field were compelled to use the pencil for correspondence of all sorts. Where the communication was of a nature to make its permanency desirable, the paper was simply dipped in skim milk, which effected the purpose admirably. Such documents written with a pencil on unsized paper have stood the wear and rubbing of upward of 40 years.
To Fix Pounced Designs.—Take beer or milk or alcohol, in which a little bleached shellac has been dissolved, and blow one of these liquids upon the freshly pounced design by means of an atomizer. After drying, the drawing will have the desired fixedness.
FIXING BATHS FOR PAPER AND NEGATIVES: See Photography.
FLANNELS, WHITENING OF: See Laundry Preparations.
FLASH-LIGHT APPARATUS AND POWDERS: See Photography.
FLAVORINGS: See Condiments.
FLEA DESTROYERS: See Insecticides.
FLIES IN THE HOUSE: See Household Formulas.
FLIES AND PAINT: See Paint.
(See also Paint, Polishes, Waxes, and Wood.)
II.—Boil 25 parts, by weight, of fustic and 12 parts of Brazil wood with 2,400 parts of soapmakers’ lye and 12 parts of potash, until the liquid measures about 12 quarts. Dissolve in it, while warm, 30 parts of annatto and 75 of wax, and stir until cold. There will be a sufficient quantity of the brownish-red stain to keep the floor of a large room in good order for a year. The floor should be swept with a brush broom daily, and wiped up twice a week with a damp cloth, applying the stain, when necessary, to places where there is much wear, and rubbing it in with a hard brush. Every 6 weeks put the stain all over the floor, and brush it in well.
| III.— | Neatsfoot oil | 1 part |
|---|---|---|
| Cottonseed oil | 1 part | |
| Petroleum oil | 1 part | |
| IV.— | Beeswax | 8 parts |
| Water | 56 parts | |
| Potassium carbonate | 4 parts |
Dissolve the potash in 12 parts of water; heat together the wax and the remaining water till the wax is liquefied; then mix the two and boil together until a perfect emulsion is effected. Color, if desired, with a solution of annatto.
| V.— | Paraffine oil | 8 parts |
|---|---|---|
| Kerosene | 1 part | |
| Limewater | 1 part |
Mix thoroughly. A coat of the mixture is applied to the floor with a mop.
| Hard paraffine | 1 pound |
| Powdered boric acid | 7 pounds |
| Oil lavender | 1 drachm |
| Oil neroli | 20 minims |
Melt the paraffine and add the boric acid and the perfumes. Mix well, and sift through a 1/16 mesh sieve.
FLOOR OIL: See Oils.
FLOOR PAPER: See Paper.
FLOOR POLISH: See Polishes.
FLOOR VARNISHES: See Varnishes.
FLOOR WATERPROOFING: See Waterproofing.
FLOOR WAX: See Waxes.
FLORICIN OIL: See Oil.
I.—To preserve flowers they should be dipped in melted paraffine, which should be just hot enough to maintain its fluidity. The flowers should be dipped one at a time, held by the stalks and moved about for an instant to get rid of air bubbles. Fresh cut flowers, free from moisture, {346} are said to make excellent specimens when treated in this way. A solution in which cut flowers may be kept immersed is made as follows:
| Salicylic acid | 20 grains |
| Formaldehyde | 10 minims |
| Alcohol | 2 fluidounces |
| Distilled water | 1 quart |
II.—The English method of preserving flowers so as to retain their form and color is to imbed the plants in a mixture of equal quantities of plaster of Paris and lime, and gradually heat them to a temperature of 100° F. After this the flower looks dusty, but if it is laid aside for an hour so as to absorb sufficient moisture to destroy its brittleness, it can be dusted without injury. To remove the hoary appearance which is often left, even after dusting, a varnish composed of 5 ounces of dammar and 16 ounces of oil of turpentine should be used and a second coat given if necessary. When the gum has been dissolved in the turpentine, 16 ounces of benzoline should be added, and the whole should be strained through fine muslin.
III.—Five hundred parts ether, 20 parts transparent copal, and 20 parts sand. The flowers should be immersed in the varnish for 2 minutes, then allowed to dry for 10 minutes, and this treatment should be repeated 5 or 6 times.
IV.—Place the flowers in a solution of 30 grains of salicylic acid in 1 quart of water.
V.—Moisten 1,000 parts of fine white sand that has been previously well washed and thoroughly dried and sifted, with a solution consisting of 3 parts of stearine, 3 parts of paraffine, 3 parts of salicylic acid, and 100 parts of alcohol. Work the sand up thoroughly so that every grain of it is impregnated with the mixture, and then spread it out and let it become perfectly dry. To use, place the flowers in a suitable box, the bottom of which has been covered with a portion of the prepared sand, and then dust the latter over them until all the interstices have been completely filled with it. Close the box lightly and put it in a place where it can be maintained at a temperature of from 86° to 104° F. for 2 or 3 days. At the expiration of this time remove the box and let the sand escape. The flowers can then be put into suitable receptacles or glass cases without fear of deterioration. Wilted or withered flowers should be freshened up by dipping into a suitable aniline solution, which will restore their color.
VI.—Stand the flowers upright in a box of proper size and pour over and around them fine dry sand, until the flowers are completely surrounded in every direction. Leave them in this way for 8 or 10 days, then carefully pour off the sand. The flowers retain their color and shape perfectly, but in very fleshy, juicy specimens the sand must be renewed. To be effective the sand must be as nearly dry as possible.
VII.—A method of preserving cut flowers in a condition of freshness is to dissolve small amounts of ammonium chloride, potassium nitrate, sodium carbonate or camphor in the water into which the stems are inserted. The presence of one or more of these drugs keeps the flowers from losing their turgidity by stimulating the cells to action and by opposing germ growth. Flowers that have already wilted are said to revive quickly if the stems are inserted in a weak camphor water.
Where the original color of the flower is white, colored stripes can be produced upon the petals by putting the cut ends into water impregnated with a suitable aniline dye. Some dyes can thus be taken up by the capillary action of the stem and deposited in the tissue of the petal. If flowers are placed over a basin of water containing a very small amount of ammonia in a bell glass, the colors of the petals will generally show some marked change. Many violet-colored flowers when so treated will become {347} green, and if the petals contain several tints they will show greens where reds were, yellows where they were white, and deep carmine will become black. When such flowers are put into water they will retain their changed colors for hours.
If violet asters are moistened with very dilute nitric acid, the ray florets become red and acquire an agreeable odor.
FLUID MEASURES: See Weights and Measures.
Æsculin gives pale blue by (1) reflected light, straw color by (2) transmitted light.
Amido-phthalic acid, pale violet (1), pale yellow (2). Amido-terephthalic acid, bright green (1), pale green (2).
Eosine, yellow green (1), orange (2).
Fluorescein, intense green (1), orange yellow (2).
Fraxin, blue green (1), pale green (2).
Magdala red, opaque scarlet (1), brilliant carmine (2).
Quinine, pale blue (1), no color (2).
Safranine, yellow red (1), crimson (2).
FLUXES USED IN ENAMELING: See Enameling.
FLUXES FOR SOLDERING: See Soldering.
(See also Insecticides.)
| I.— | Boiled linseed oil | 5 to 7 parts |
|---|---|---|
| Gum thus | 2 to 3 parts | |
| Non-drying oil | 3 to 7 parts |
For the non-drying oil, cottonseed, castor, or neatsfoot will answer—in fact, any of the cheaper oils that do not readily dry or harden will answer. The proper amount of each ingredient depends upon the condition of the boiled oil. If it is boiled down very stiff, more of the other ingredients will be necessary, while if thin, less will be required.
| II.— | Rosin | 8 parts |
|---|---|---|
| Rapeseed oil | 4 parts | |
| Honey | 1 part |
Melt the rosin and oil together, and incorporate the honey. Two parts of raw linseed oil and 2 parts of honey may be used along with 8 parts of rosin instead of the foregoing. Use paper already sized, as it comes from the mills, on which to spread the mixture.
| III.— | Castor oil | 12 ounces |
|---|---|---|
| Rosin | 27 ounces |
Melt together and spread on paper sized with glue, using 12 ounces glue to 4 pints water.
| IV.— | Rosin | 8 ounces |
|---|---|---|
| Venice turpentine | 2 ounces | |
| Castor oil | 2 ounces |
Spread on paper sized with glue.
| I.— | Quassia chips | 150 parts |
|---|---|---|
| Chloride of cobalt | 10 parts | |
| Tartar emetic | 2 parts | |
| Tincture of long pepper (1 to 4) | 80 parts | |
| Water | 400 parts |
Boil the quassia in the water until the liquid is reduced one-half, strain, add the other ingredients, saturate common absorbent paper with the solution, and dry. The paper is used in the ordinary way.
| II.— | Potassium bichromate | 10 ounces |
|---|---|---|
| Sugar | 3 drachms | |
| Oil of black pepper | 2 drachms | |
| Alcohol | 2 ounces | |
| Water | 14 ounces |
Mix and let stand for several days, then soak unsized paper with the solution.
| III.— | Cobalt chloride | 4 drachms |
|---|---|---|
| Hot water | 16 ounces | |
| Brown sugar | 1 ounce |
Dissolve the cobalt in the water and add the sugar, saturate unsized paper in the solution, and hang up to dry.
| IV.— | Quassia chips | 150 parts |
|---|---|---|
| Cobalt chloride | 10 parts | |
| Tartrate antimony | 2 parts | |
| Tincture of pepper | 80 parts | |
| Water | 400 parts |
Boil chips in the water until the volume of the latter is reduced one-half, add other ingredients and saturate paper and dry.
| Pepper | 4 ounces |
| Quassia | 4 ounces |
| Sugar | 8 ounces |
| Diluted alcohol | 4 ounces |
Mix dry and sprinkle around where the flies can get it.
II.—Mix 1 part of ground pepper and 1 part of brown sugar with 16 parts milk {348} or cream, and put the mixture on flat plates.
III.—Macerate 20 parts of quassia wood with 100 parts of water for 24 hours, boil one-half hour, and squeeze off 24 hours. The liquid is mixed with 3 parts of molasses, and evaporated to 10 parts. Next add 1 part of alcohol. Soak blotting paper with this mixture, and put on plates.
IV.—Dissolve 5 parts of potassium bichromate, 15 parts of sugar, and 1 part of essential pepper oil in 60 parts of water, and add 10 parts of alcohol. Saturate unsized paper with this solution and dry well.
V.—Boil together for half an hour
| Ground quassia wood | 18 pounds |
| Broken colocynth | 3 pounds |
| Ground long pepper | 5 pounds |
| Water | 80 pounds |
Then percolate and make up to 60 pounds if necessary with more water. Then add 4 pounds of syrup. Unsized paper is soaked in this, and dried as quickly as possible to prevent it from getting sour.
VI.—Mix together
| Ordinary syrup | 100 ounces |
| Honey | 30 ounces |
| Extract of quassia wood | 4 ounces |
| Oil of aniseed, a few drops. |
The “gum” of sticky fly-paper, while being quite adhesive, is easily dissolved with alcohol (grain or wood) or oil of turpentine. Alcohol will not injure the shelfware, but it should not be used on varnished furniture; in the latter case turpentine should be used.
FLY PROTECTIVES FOR ANIMALS: See Insecticides.
A harmless gum cream is the following:
I.—Digest 100 parts of Panama wood for 8 days with 400 parts of water and 100 parts of spirits of wine (90 per cent). Pour off without strong pressure and filter.
For every 5 parts of lemonade syrup take 5 parts of this extract, whereby a magnificent, always uniform foam is obtained on the lemonade.
II.—Heat 200 parts of quillaia bark with distilled water during an hour in a vapor bath, with frequent stirring, and squeeze out. Thin with water if necessary and filter.
Abstract of a monograph by W. D. Bigelow and Burton J. Howard, published by the Department of Agriculture.
Generally speaking, the methods of chemical analysis employed in food laboratories can be manipulated only by one who has had at least the usual college course in chemistry, and some special training in the examination of foods is almost as necessary. Again, most of the apparatus and chemicals necessary are entirely beyond the reach of the home, and the time consumed by the ordinary examination of a food is in itself prohibitive.
Yet there are some simple tests which serve to point out certain forms of adulteration and can be employed by the careful housewife with the reagents in her medicine closet and the apparatus in her kitchen. The number may be greatly extended by the purchase of a very few articles that may be procured for a few cents at any drug store. In applying these tests, one general rule must always be kept carefully in mind. Every one, whether layman or chemist, must familiarize himself with a reaction before drawing any conclusions from it. For instance, before testing a sample of supposed coffee for starch, the method should be applied to a sample of pure coffee (which can always be procured unground) and to a mixture of pure coffee and starch prepared by the operator.
Many manufacturers and dealers in foods have the ordinary senses so highly developed that by their aid alone they can form an intelligent opinion of the nature of a product, or of the character, and sometimes even of the proportion of adulterants present. This is especially true of such articles as coffee, wine, salad oils, flavoring extracts, butter, and milk. The housewife finds herself constantly submitting her purchases to this test. Her broad experience develops her senses of taste and smell to a high degree, and her discrimination is often sharper and more accurate than she herself realizes. The manufacturer who has developed his natural senses most {349} highly appreciates best the assistance or collaboration of the chemist, who can often come to his relief when his own powers do not avail. So the housewife, by a few simple chemical tests, can broaden her field of vision and detect many impurities that are not evident to the senses.
There are here given methods adapted to this purpose, which may be applied to milk, butter, coffee, spices, olive oil, vinegar, jams and jellies, and flavoring extracts. In addition to this some general methods for the detection of coloring matter and preservatives will be given. All of the tests here described may be performed with utensils found in any well-appointed kitchen. It will be convenient, however, to secure a small glass funnel, about 3 inches in diameter, since filtration is directed in a number of the methods prescribed. Filter paper can best be prepared for the funnel by cutting a circular piece about the proper size and folding it once through the middle, and then again at right angles to the first fold. The paper may then be opened without unfolding in such a way that three thicknesses lie together on one side and only one thickness on the other. In this way the paper may be made to fit nicely into the funnel.
Some additional apparatus, such as test tubes, racks for supporting them, and glass rods, will be found more convenient for one who desires to do considerable work on this subject, but can be dispensed with. The most convenient size for test tubes is a diameter of from 1/2 to 5/8 inch, and a length of from 5 to 6 inches. A graduated cylinder will also be found very convenient. If this is graduated according to the metric system, a cylinder containing about 100 cubic centimeters will be found to be convenient; if the English liquid measure is used it may be graduated to from 3 to 8 ounces.
With the exception of the last reagent mentioned, these substances may be obtained in any pharmacy. The Halphen reagent should be prepared by a druggist, certainly not by an inexperienced person.
It is prepared as follows: An approximately 1 per cent solution of sulphur is made by dissolving about 1/3 of a teaspoonful of precipitated sulphur in 3 or 4 ounces of carbon bisulphide. This solution mixed with an equal volume of amyl alcohol forms the reagent required by the method. A smaller quantity than that indicated by these directions may, of course, be prepared.
If turmeric paper be not available it may be made as follows: Place a bit of turmeric powder (obtainable at any drug store) in alcohol, allow it to stand for a few minutes, stir, allow it to stand again until it settles, dip a strip of filter paper into the solution, and dry it.
Salicylic acid is used for preserving {350} fruit products of all kinds, including beverages. It is frequently sold by drug stores as fruit acid. Preserving powders consisting entirely of salicylic acid are often carried from house to house by agents. It may be detected as follows:
Between 2 and 3 ounces of the liquid obtained from the fruit products, as described above, are placed in a narrow bottle holding 5 ounces, about a quarter of a teaspoonful of cream of tartar (or, better, a few drops of sulphuric acid) is added, the mixture shaken for 2 or 3 minutes, and filtered into a second small bottle. Three or 4 tablespoonfuls of chloroform are added to the clear liquid in the second bottle and the liquids mixed by a somewhat vigorous rotary motion, poured into an ordinary glass tumbler, and allowed to stand till the chloroform settles out in the bottom. Shaking is avoided, as it causes an emulsion which is difficult to break up. As much as possible of the chloroform layer (which now contains the salicylic acid) is removed (without any admixture of the aqueous liquid) by means of a medicine dropper and placed in a test tube or small bottle with about an equal amount of water and a small fragment—a little larger than a pinhead—of iron alum. The mixture is thoroughly shaken and allowed to stand till the chloroform again settles to the bottom. The presence of salicylic acid is then indicated by the purple color of the upper layer of liquid.
In testing butter place a heaping teaspoonful of the sample in a teacup, add a couple of teaspoonfuls of hot water, and stand the cup in a vessel containing a little hot water until the butter is thoroughly melted. Mix the contents of the cup well by stirring with a teaspoon and set the cup with the spoon in it in a cold place until the butter is solid. The spoon with the butter (which adheres to it) is now removed from the cup and the turbid liquid remaining strained through a white cotton cloth, or, better, through filter paper. The liquid will not all pass through the cloth or filter paper, but a sufficient amount for the test may be secured readily.
In testing milk for boric acid 2 or 3 tablespoonfuls of milk are placed in a bottle with twice that amount of a solution of a teaspoonful of alum in a pint of water, shaken vigorously, and filtered through filter paper. Here again a clear or only slightly turbid liquid passes through the paper.
About a teaspoonful of the liquid obtained by any one of the methods mentioned above is placed in any dish, not metal, and 5 drops of hydrochloric (muriatic) acid added. A strip of turmeric paper is dipped into the liquid and then held in a warm place—near a stove or lamp—till dry. If boric acid or borax was present in the sample the turmeric paper becomes bright cherry red when dry. A drop of household ammonia changes the red color to dark green or greenish black. If too much hydrochloric acid is used the turmeric paper may take on a brownish-red color even in the absence of boric acid. In this case, however, ammonia changes the color to brown just as it does turmeric paper which has not been dipped into the acid solution. {351}
The only other substance having a sweet taste which may be present in foods, i. e., sugar, is not soluble in chloroform, and therefore does not interfere with this reaction. Certain other bodies (tannins) which have an astringent taste are present, and as they are soluble in chloroform may sometimes mask the test for saccharine, but with practice this difficulty is obviated.
A fresh piece of white woolen cloth is boiled in this liquid and thoroughly washed. If this piece of cloth has a distinct color the food under examination is artificially colored. The color used may have been a coal-tar derivative, commonly called an aniline dye, or an artificial color chemically prepared from some vegetable color. If of the first class the dyed fabric is usually turned purple or blue by ammonia. In either case, if the second fabric has a distinct color, it is evident that the product under examination is artificially colored. Of course a dull, faint tint must be disregarded.
Mash some of the sample in a dish with a stiff kitchen spoon. Place a teaspoonful of the pulp in a teacup with 3 teaspoonfuls of water and add 30 drops of strong hydrochloric acid with a medicine dropper. Set the cup on the stove in a saucepan containing boiling water. Drop a bright iron brad or nail (wire nails are the best and tin carpet tacks {352} will not answer the purpose) into the cup and keep the water in the saucepan boiling for 20 minutes, stirring the contents of the cup frequently with a splinter of wood. Pour out the contents of the cup and examine the nail. If present in an appreciable amount the nail will be heavily plated with copper.
Caution.—Be careful not to allow the hydrochloric acid to come in contact with metals or with the flesh or clothing.
Canned sweet corn is sometimes sweetened with saccharine, which may be detected as described.
It is believed that, as a rule, canned vegetables are free from preservatives, although some instances of chemical preservation have recently been reported in North Dakota, and some imported {353} tomatoes have been found to be artificially preserved. The presence of copper, often used for the artificial greening of imported canned peas, beans, spinach, etc., may be detected as described.
Physical Tests.—The difference between the genuine ground coffee and the adulterated article can often be detected by simple inspection with the naked eye. This is particularly true if the product be coarsely crushed rather than finely ground. In such condition pure coffee has a quite uniform appearance, whereas the mixtures of peas, beans, cereals, chicory, etc., often disclose their heterogeneous nature to the careful observer. This is particularly true if a magnifying glass be employed. The different articles composing the mixture may then be separated by the point of a pen-knife. The dark, gummy-looking chicory particles stand out in strong contrast to the other substances used, and their nature can be determined by one who is familiar with them by their astringent taste.
The appearance of the coffee particles is also quite distinct from that of many of the coffee substitutes employed. The coffee has a dull surface, whereas some of its substitutes, especially leguminous products, often present the appearance of having a polished surface.
After a careful inspection of the sample with the naked eye, or, better, with a magnifying glass, a portion of it may be placed in a small bottle half full of water and shaken. The bottle is then placed on the table for a moment. Pure coffee contains a large amount of oil, by reason of which the greater portion of the sample will float. All coffee substitutes and some particles of coffee sink to the bottom of the liquid. A fair idea of the purity of the sample can often be determined by the proportion of the sample which floats or sinks.
Chicory contains a substance which dissolves in water, imparting a brownish-red color. When the suspected sample is dropped into a glass of water, the grains of chicory which it contains may be seen slowly sinking to the bottom, leaving a train of a dark-brown colored liquid behind them. This test appears to lead to more errors in the hands of inexperienced operators than any other test here given. Wrong conclusions may be avoided by working first with known samples of coffee and chicory as suggested above.
Many coffee substitutes are now sold as such and are advertised as more wholesome than coffee. Notwithstanding the claims that are made for them, a few of them contain a considerable percentage of coffee. This may be determined by shaking a teaspoonful in a bottle half full of water, as described above. The bottle must be thoroughly shaken so as to wet every particle of the sample. Few particles of coffee substitutes will float.
Chemical Tests.—Coffee contains no starch, while all of the substances, except chicory, used for its adulteration and in the preparation of coffee substitutes contain a considerable amount of starch. The presence of such substitutes may, therefore, be detected by applying the test for starch. In making this test less than a quarter of a teaspoonful of ground coffee should be used, or a portion of the ordinary infusion prepared for the table may be employed after dilution. The amount of water that should be added can only be determined by experience.
Coal-tar colors are frequently employed with this class of goods, especially with those of a reddish tint, like tomato catsup. They may be detected by the methods given. {354}
These methods are commonly used in food and dairy laboratories. They give reliable results. At the same time considerable practice is necessary before we can interpret correctly the results obtained. Some process butters are on the market which can be distinguished from fresh butter only with extreme difficulty. During the last few years considerable progress has been made in the attempt to renovate butter in such a way that it will appear like fresh butter in all respects. A study must be made of these methods if we would obtain reliable results.
The “spoon” test has been suggested as a household test, and is commonly used by analytical chemists for distinguishing fresh butter from renovated butter and oleomargarine. A lump of butter, 2 or 3 times the size of a pea, is placed in a large spoon and heated over an alcohol or Bunsen burner. If more convenient the spoon may be held above the chimney of an ordinary kerosene lamp, or it may even be held over an ordinary illuminating gas burner. If the sample in question be fresh butter it will boil quietly, with the evolution of many small bubbles throughout the mass which produce a large amount of foam. Oleomargarine and process butter, on the other hand, sputter and crackle, making a noise similar to that heard when a green stick is placed in a fire. Another point of distinction is noted if a small portion of the sample be placed in a small bottle and set in a vessel of water sufficiently warm to melt the butter. The sample is kept melted from half an hour to an hour, when it is examined. If renovated butter or oleomargarine, the fat will be turbid, while if genuine fresh butter the fat will almost certainly be entirely clear.
To manipulate what is known as the “Waterhouse” or “milk” test, about 2 ounces of sweet milk are placed in a wide-mouthed bottle, which is set in a vessel of boiling water. When the milk is thoroughly heated, a teaspoonful of butter is added, and the mixture stirred with a splinter of wood until the fat is melted. The bottle is then placed in a dish of ice water and the stirring continued until the fat solidifies. If the sample be butter, either fresh or renovated, it will be solidified in a granular condition and distributed through the milk in small particles. If, on the other hand, the sample consist of oleomargarine it solidifies practically in one piece and may be lifted by the stirrer from the milk.
By these two tests, the first of which distinguishes fresh butter from process or renovated butter and oleomargarine, and the second of which distinguishes oleomargarine from either fresh butter or renovated butter, the nature of the sample under examination may be determined.
Another form of adulteration is the removal of the cream and the sale as whole milk of skimmed or partially skimmed milk. Again, the difficulty experienced in the preservation of milk in warm weather has led to the widespread use of chemical preservatives.
Detection of Water.—If a lactometer or hydrometer, which can be obtained of dealers in chemical apparatus, be available, the specific gravity of milk will afford some clew as to whether the sample has been adulterated by dilution with water. Whole milk has a specific gravity between 1.027 and 1.033. The specific gravity of skimmed milk is higher, and milk very rich in cream is sometimes lower than these figures. It is understood, of course, that by specific gravity is meant the weight of a substance with reference to the weight of an equal volume of water. The specific gravity of water is 1. It is obvious that if water be added to a milk with the specific gravity of 1.030, the specific gravity of the mixture will be somewhat below those figures.
An indication by means of a hydrometer or lactometer below the figure 1.027 therefore indicates either that the sample in question is a very rich milk or that it is a milk (perhaps normal, perhaps skimmed) that has been watered. The difference in appearance and nature of these two extremes is sufficiently obvious to make use of the lactometer or hydrometer of value as a preliminary test of the purity of milk.
Detection of Color.—As previously stated, when milk is diluted by means of water the natural yellowish-white color is changed to a bluish tint, which is sometimes corrected by the addition {355} of coloring matter. Coal-tar colors are usually employed for this purpose. A reaction for these colors is often obtained in the method given below for the detection of formaldehyde. When strong hydrochloric acid is added to the milk in approximately equal proportions before the mixture is heated a pink tinge sometimes is evident if a coal-tar color has been added.
Detection of Formaldehyde.—Formaldehyde is the substance most commonly used for preserving milk and is rarely, if ever, added to any other food. Its use is inexcusable and especially objectionable in milk served to infants and invalids.
To detect formaldehyde in milk 3 or 4 tablespoonfuls of the sample are placed in a teacup with at least an equal amount of strong hydrochloric acid and a piece of ferric alum about as large as a pinhead, the liquids being mixed by a gentle rotary motion. The cup is then placed in a vessel of boiling water, no further heat being applied, and left for 5 minutes. At the end of this time, if formaldehyde be present, the mixture will be distinctly purple. If too much heat is applied, a muddy appearance is imparted to the contents of the cup.
Caution.—Great care must be exercised in working with hydrochloric acid, as it is strongly corrosive.
Great care must be taken in the manipulation of this test, as one of the reagents employed—carbon bisulphide—is very inflammable. The chemicals employed in the preparation of the reagent used for this test are not household articles. They may, however, be obtained in any pharmacy. The mixture should be prepared by a druggist rather than by an inexperienced person who desires to use it.
In order to perform the test 2 or 3 tablespoonfuls of this reagent are mixed in a bottle with an equal volume of the suspected sample of oil and heated in a vessel of boiling salt solution (prepared by dissolving 1 tablespoonful of salt in a pint of water) for 10 or 15 minutes. At the end of that time, if even a small percentage of cottonseed oil be present, the mixture will be of a distinct reddish color, and if the sample consists largely or entirely of cottonseed oil, the color will be deep red.
It is now a matter of considerable importance to be able to distinguish between fresh eggs and those that have been packed for a considerable time. Until recently that was not a difficult matter. All of the solutions that were formerly extensively used for that purpose gave the shell a smooth, glistening appearance which is not found in the fresh egg. This characteristic, however, is of less value now than formerly, owing to the fact that packed eggs are usually preserved in cold storage. There is now no means by which a fresh egg can be distinguished from a packed egg without breaking it. Usually in eggs that have been packed for a considerable time the white and yolk slightly intermingle along the point of contact, and it is a difficult matter to separate them. Packed eggs also have a tendency to adhere to the shell on one side and when opened frequently have a musty odor.
Although a large number of flavoring extracts are on the market, vanilla and lemon extracts are used so much more commonly than other flavors that a knowledge of their purity is of the greatest importance. Only methods for the examination of those two products will be considered.
Another form of adulteration, and one that is now quite prevalent, is the use of artificial vanillin in place of the extract of either vanilla or Tonka beans. Artificial vanillin has, of course, the same composition and characteristics as the natural vanillin of the vanilla bean. Extracts made from it, however, are deficient in the rosins and other products which are just as essential to the true vanilla, as is vanillin itself. Since vanillin is thus obtained from another source so readily, methods for the determination of the purity of vanilla extract must depend upon the presence of other substances than vanillin.
Detection of Caramel.—The coloring matter of vanilla extract is due to substances naturally present in the vanilla bean and extracted therefrom by alcohol. Artificial extracts made by dissolving artificial vanillin in alcohol contain no color of themselves, and to supply it caramel is commonly employed. Caramel may be detected in artificial extracts by shaking and observing the color of the resulting foam after a moment’s standing. The foam of pure extracts is colorless. If caramel is present a color persists at the points of contact between the bubbles until the last bubble has disappeared. The test with fuller’s earth given for caramel in vinegar is also very satisfactory, but of course requires the loss of the sample used for the test.
Examination of the Rosin.—If pure vanilla extract be evaporated to about one-third its volume the rosins become insoluble and settle to the bottom of the dish. Artificial extracts remain clear under the same conditions. In examining vanilla extract the character of these rosins is studied. For this purpose a dish containing about an ounce of the extract is placed on a teakettle or other vessel of boiling water until the liquid evaporates to about one-third or less of its volume. Owing to the evaporation of the alcohol the rosins will then be insoluble. Water may be added to restore the liquid to approximately its original volume. The rosin will then separate out as a brown flocculent precipitate. A few drops of hydrochloric acid may be added and the liquid stirred and the insoluble matter allowed to settle. It is then filtered and the rosin on the filter paper washed with water. The rosin is then dissolved in a little alcohol, and to 1 portion of this solution is added a small particle of ferric alum, and to another portion a few drops of hydrochloric acid, If the rosin be that of the vanilla bean, neither ferric alum nor hydrochloric acid will produce more than a slight change of color. With rosins from most other sources, however, one or both of these substances yield a distinct color change.
For filtering, a piece of filter paper should be folded once through the middle and again at right angles to the first fold. It may now be opened with one fold on one side and three on the other and fitted into a glass funnel. When the paper is folded in this manner the precipitated rosins may be readily washed with water. When the washing is completed the rosins may be dissolved by pouring alcohol through the filter. This work with the rosins will require some practice before it can be successfully performed. It is of considerable value, however, in judging of the purity of vanilla extract.
Natural fruit jellies become liquid on being warmed. A spoonful dissolves readily in warm water, although considerable time is required with those that are especially firm. The small fruits contain practically no starch, as apples do, and the presence of starch in a jelly indicates that some apple juice has probably been used in its preparation.
Detection of Starch.—Dissolve a teaspoonful of jelly in a half teacupful of hot water, heat to boiling and add, drop by drop, while stirring with a teaspoon, a solution of potassium permanganate until the solution is almost colorless. Then allow the solution to cool and test for starch with tincture of iodine, as directed later. Artificially colored jellies are sometimes not decolorized by potassium permanganate. Even without decolorizing, however, the blue color can usually be seen.
Detection of Glucose.—For the detection of glucose, a teaspoonful of the jelly may be dissolved in a glass tumbler or bottle in 2 or 3 tablespoonfuls of water. The vessel in which the jelly is dissolved may be placed in hot water if necessary to hasten the solution. In case a jam or marmalade is being examined, the mixture is filtered to separate the insoluble matter. The solution is allowed to cool, and an equal volume or a little more of strong alcohol is added. If the sample is a pure fruit product the addition of alcohol causes no precipitation, except that a very slight amount of proteid bodies is thrown down. If glucose has been employed in its manufacture, however, a dense white precipitate separates and, after a time, settles to the bottom of the liquid.
Detection of Foreign Seeds.—In addition to the forms of adulteration to which jellies are subject, jams are sometimes manufactured from the exhausted fruit pulp left after removing the juice for making jelly. When this is done residues from different fruits are sometimes mixed. Exhausted raspberry or blackberry pulp may be used in making “strawberry” jam and vice versa. Some instances are reported of various small seeds, such as timothy, clover, and alfalfa seed, having been used with jams made from seedless pulp.
With the aid of a small magnifying glass such forms of adulteration may be detected, the observer familiarizing himself with the seeds of the ordinary fruits.
Detection of Preservatives and Colors.—With jellies and jams salicylic and benzoic acids are sometimes employed. They may be detected by the methods given.
Artificial colors, usually coal-tar derivatives, are sometimes used and may be detected as described.
Detection of Boric Acid and Borax.—To detect boric acid (if borax has been used the same reaction will be obtained), about a tablespoonful of the chopped meat is thoroughly macerated with a little hot water, pressed through a bag, and 2 or 3 tablespoonfuls of the liquid placed in a sauce dish with 15 or 20 drops of strong hydrochloric acid for each tablespoonful. The liquid is then filtered through filter paper, and a piece of turmeric paper dipped into it and dried near a lamp or stove. If boric acid or borax were used for preserving the sample, the turmeric paper should be changed to a bright cherry-red color. If too much hydrochloric acid has been employed a dirty brownish-red color is obtained, which interferes with the color due to the presence of {358} boric acid. When a drop of household ammonia is added to the colored turmeric paper, it is turned a dark green, almost black color, if boric acid is present. If the reddish color, however, was caused by the use of too much hydrochloric acid this green color does not form.
Caution.—The corrosive nature of hydrochloric acid must not be forgotten. It must not be allowed to touch the flesh, clothes, or any metal.
Detection of Colors.—The detection of coloring matter in sausage is often a difficult matter without the use of a compound microscope. It may sometimes be separated, however, by macerating the meat with a mixture of equal parts of glycerine and water to which a few drops of acetic or hydrochloric acid have been added. After macerating for some time the mixture is filtered and the coloring matter detected by means of dyeing wool in the liquid thus obtained.
Detection of Starch in Cloves, Mustard, and Cayenne.—A half teaspoonful of the spice in question is stirred into half a cupful of boiling water, and the boiling continued for 2 or 3 minutes. The mixture is then cooled. If of a dark color, it is diluted with a sufficient amount of water to reduce the color to such an extent that the reaction formed by starch and iodine may be clearly apparent if starch be present. The amount of dilution can only be determined by practice, but usually the liquid must be diluted with an equal volume of water, or only 1/4 of a teaspoonful of the sample may be employed originally. A single drop of tincture of iodine is now added. If starch is present, a deep blue color, which in the presence of a large amount of starch appears black, is formed. If no blue color appears, the addition of the iodine tincture should be continued, drop by drop, until the liquid shows by its color the presence of iodine in solution.
Detection of Colors.—Spice substitutes are sometimes colored with coal-tar colors. These products may be detected by the methods given.
If a glass be rinsed out with the sample of vinegar and allowed to stand for a number of hours or overnight, the odor of the residue remaining in the glass is quite different with different kinds of vinegar. Thus, wine vinegar has the odor characteristic of wine, and cider vinegar has a peculiar fruity odor. A small amount of practice with this test enables one to distinguish with a high degree of accuracy between wine and cider vinegars and the ordinary substitutes.
If a sample of vinegar be placed in a shallow dish on a warm stove or boiling teakettle and heated to a temperature sufficient for evaporation and not sufficient to burn the residue, the odor of the warm residue is also characteristic of the different kinds of vinegar. Thus, the residue from cider vinegar has the odor of baked apples and the flavor is acid and somewhat astringent in taste, and that from wine vinegar is equally characteristic. The residue obtained by evaporating vinegar made from sugar-house products and from spirit and wood vinegar colored by means of caramel has the peculiar bitter taste characteristic of caramel.
If the residue be heated until it begins to burn, the odor of the burning product also varies with different kinds of vinegar. Thus, the residue from cider vinegar has the odor of scorched apples, while that of vinegars made from sugar-house wastes and of distilled and wood vinegars colored with a large amount of caramel has the odor of burnt sugar. In noting these characteristics, however, it must be borne in mind that, in order to make them conform to these tests, distilled and wood vinegars often receive the addition of apple jelly.
The cheaper forms of vinegar, especially distilled and wood vinegar, are commonly colored with caramel, which can be detected by the method given.
(Most, if not all, of these colorants are injurious and should therefore be used with extreme caution.)
II.—To obtain a handsome yellow color for cheese, such as is demanded for certain sorts, boil together 100 parts of annatto and 75 parts of potassium carbonate in from 1,500 to 2,000 parts of pure water; let it cool, stand it aside for a time, and filter, adding finally from 12 to 15 parts of boracic acid as a preservative. For coloring butter, there is in the trade a mixture of bicarbonate of soda with 12 per cent to 15 per cent of sodium chloride, to which is added from 1 1/2 per cent to 2 per cent of powdered turmeric.
Infants’ (Malted) Food.—
| I.— | Powdered malt | 1 ounce |
|---|---|---|
| Oatmeal (finest ground) | 2 ounces | |
| Sugar of milk | 4 ounces | |
| Baked flour | 1 pound |
Mix thoroughly.
II.—Infantine is a German infant food which is stated to contain egg albumen, 5.5 per cent; fat, 0.08 per cent; water, 4.22 per cent; carbohydrates, 86.58 per cent (of which 54.08 per cent is soluble in water); and ash, 2.81 per cent (consisting of calcium, 10.11 per cent; potassium, 2.64 per cent; sodium, 25.27 per cent; chlorine, 36.65 per cent; sulphuric acid, 3.13 per cent; and phosphoric acid, 18.51 per cent).
(Most of these are considered injurious by the United States Department of Agriculture and should therefore be used with extreme caution.)
The nature of preservation must be governed by circumstances such as the kind and quality of the article to be preserved, length of time and climatic condition, etc. While salt, vinegar, and alcohol merit recognition on the strength of a long-continued usage as preservatives, modern usage favors boric acid and borax, and solutions containing salicylic acid and sulphuric acid are common, {360} and have been the subject of severe criticism.
Many other methods of preservation have been tried with variable degrees of success; and of the more thoroughly tested ones the following probably include all of those deserving more than passing mention or consideration.
1. The exclusion of external, atmospheric electricity, which has been observed to materially reduce the decaying of meat, milk, butter, beer, etc.
2. The retention of occluded electric currents. Meats from various animals packed into the same packages, and surrounded by a conducting medium, such as salt and water, liberate electricity.
3. The removal of the nerve centers. Carcasses with the brains and spinal cord left therein will be found more prone to decomposition than those wherefrom these organs have been removed.
4. Desiccation. Dried beef is an excellent example of this method of preservation. Other methods coming under this heading are the application of spices with ethereal oils, various herbs, coriander seed extracted with vinegar, etc.
5. Reduction of temperature, i. e., cold storage.
6. Expulsion of air from the meat and the containers. Appert’s, Willaumez’s, Redwood’s, and Prof. A. Vogel’s methods are representative for this category of preservation. Phenyl paper, Dr. Busch’s, Georges’s, and Medlock and Baily’s processes are equally well known.
7. The application of gases. Here may be mentioned Dr. Gamgee’s and Bert and Reynoso’s processes, applying carbon dioxide and other compressed gases, respectively.
Air-drying, powdering of meat, smoking, pickling, sugar or vinegar curing are too well known to receive any further attention here. Whatever process may be employed, preference should be given to that which will secure the principal objects sought for, the most satisfactory being at the same time not deleterious to health, and of an easily applicable and inexpensive nature.
II.—Carniform, A: For every 100 parts, by weight, take 3.5 parts, by weight, sodium diphosphate; 3.1 parts, by weight, water of crystallization; 68.4 parts, by weight, sodium chloride; 24.9 parts, by weight, saltpeter; together with traces of calcium phosphate, magnesia, and sulphuric acid.
III.—Carniform, B: For every 100 parts, by weight, take 22.6 parts, by weight, sodium diphosphate; 17.3 parts, by weight, water of crystallization; 59.7 parts, by weight, saltpeter; 0.6 parts, by weight, calcium phosphate; with traces of sulphuric acid and magnesia.
IV.—“Cervelatwurst” (spice powder): For 100 parts, by weight, take 0.7 parts, by weight, of moistening; 3.5 parts, by weight, spices—mostly pepper; 89 parts, by weight, sodium chloride; 5 parts, by weight, saltpeter; 0.7 parts, by weight, gypsum; and traces of magnesia.
V.—Cervelatwurst Salt (spice powder): For 100 parts, by weight, take 7.5 parts, by weight, spices—mostly pepper; 1.6 parts, by weight, moistener; 81.6 parts, by weight, sodium chloride; 2.5 parts, by weight, saltpeter; 6.2 parts, by weight, cane sugar; and traces of magnesia.
VI.—Rubrolin Sausage (spice powder): For 100 parts by weight, take 53.5 parts, by weight, sal ammoniac, and 45.2 parts, by weight, of saltpeter.
VII.—Servator Special Milk and Butter Preserving Salt: 80.3 per cent of crystallized boracic acid; 10.7 per cent {361} sodium chloride; and 9.5 per cent of benzoic acid. (Its use is, however, prohibited in Germany.)
VIII.—Wittenberg Pickling Salt: For 100 parts, by weight, take 58.6 parts, by weight, sodium chloride; 40.5 parts, by weight, saltpeter; 0.5 parts, by weight, gypsum; traces of moisture and magnesia.
IX.—Securo: For a quart take 3.8 parts, by weight, aluminum oxide, and 8 parts, by weight, acetic acid; basic acetate of alumina, 62 parts, by weight; sulphuric acid, 0.8 parts, by weight; sodium oxide, with substantially traces of lime and magnesia.
X.—Michels Cassala Salt: This is partially disintegrated. 30.74 per cent sodium chloride; 15.4 per cent sodium phosphate; 23.3 per cent potassio-sodic tartrate; 16.9 per cent water of crystallization; 1.2 per cent aluminum oxide; and 2.1 per cent acetic acid as basic acetate of alumina; 8.4 per cent sugar; 0.98 per cent benzoic acid; 0.5 per cent sulphuric acid; and traces of lime.
XI.—Corning Salt: Sodium nitrate, 50 parts; powdered boracic acid, 45 parts; salicylic acid, 5 parts.
XII.—Preservative Salt: Potassium nitrate, 70 parts; sodium bicarbonate, 15 parts; sodium chloride, 15 parts.
XIII.—Another Corning Salt: Potassium nitrate, 50 parts; sodium chloride, 20 parts; powdered boracic acid, 20 parts; sugar, 10 parts.
XIV.—Maciline (offered as condiment and binding agent for sausages): A mixture of wheat flour and potato flour dyed intensely yellow with an azo dyestuff and impregnated with oil of mace.
| XV.— | Borax | 80 parts |
|---|---|---|
| Boric acid | 17 parts | |
| Sodium chloride | 3 parts | |
| Reduce the ingredients to a powder and mix thoroughly. | ||
| XVI.— | Sodium sulphite, powdered | 80 parts |
| Sodium sulphate, powdered | 20 parts | |
| XVII.— | Sodium chloride | 80 parts |
| Borax | 8 parts | |
| Potassium nitrate | 12 parts | |
| Reduce to a powder and mix. | ||
| XVIII.— | Sodium nitrate | 50 parts |
| Salicylic acid | 5 parts | |
| Boric acid | 45 parts | |
| XIX.— | Potassium nitrate | 70 parts |
| Sodium bicarbonate | 15 parts | |
| Sodium chloride | 15 parts | |
| XX.— | Potassium nitrate | 50 parts |
| Sodium chloride | 20 parts | |
| Boric acid | 20 parts | |
| Sugar | 10 parts | |
The following foot-powders have been recommended as dusting powders:
| I.— | Boric acid | 2 ounces |
|---|---|---|
| Zinc oleate | 1 ounce | |
| Talcum | 3 ounces | |
| II.— | Oleate of zinc (powdered) | 1/2 ounce |
| Boric acid | 1 ounce | |
| French chalk | 5 ounces | |
| Starch | 1 1/2 ounces | |
| III.— | Dried alum | 1 drachm |
| Salicylic acid | 1/2 drachm | |
| Wheat starch | 4 drachms | |
| Powdered talc | 1 1/2 ounces | |
| IV.— | Formaldehyde solution | 1 part |
| Thymol | 1/10 part | |
| Zinc oxide | 35 parts | |
| Powdered starch | 65 parts | |
| V.— | Salicylic acid | 7 drachms |
| Boric acid | 2 ounces, 440 grains | |
| Talcum | 38 ounces | |
| Slippery elm bark | 1 ounce | |
| Orris root | 1 ounce | |
| VI.— | Talc | 12 ounces |
| Boric acid | 10 ounces | |
| Zinc oleate | 1 ounce | |
| Salicylic acid | 1 ounce | |
| Oil of eucalyptus | 2 drachms | |
| VII.— | Salicylic acid | 7 drachms |
| Boric acid | 3 ounces | |
| Talcum | 38 ounces | |
| Slippery elm, powdered | 1 ounce | |
| Orris, powdered | 1 ounce |
| I.— | Salicylic acid | 1 drachm |
|---|---|---|
| Talcum | 6 ounces | |
| Lycopodium | 6 drachms | |
| Starch | 3 ounces | |
| Zinc oxide | 1 ounce | |
| Perfume, quantity sufficient. | ||
| II.— | Tannoform | 1 drachm |
| Talcum | 2 drachms | |
| Lycopodium | 30 grains | |
Use as a dusting powder.
| I.— | Balsam Peru | 15 minims |
|---|---|---|
| Formic acid | 1 drachm | |
| Chloral hydrate | 1 drachm | |
| Alcohol to make 3 ounces. | ||
| Apply by means of absorbent cotton. | ||
| II.— | Boric acid | 15 grains |
| Sodium borate | 6 drachms | |
| Salicylic acid | 6 drachms | |
| Glycerine | 1 1/2 ounces | |
| Alcohol to make 3 ounces. | ||
For local application.
FOOTSORES ON CATTLE: See Veterinary Formulas.
See also Disinfectants, Foods, and Milk.
The small amount of uncondensed gas is then led through a series of two washers. The “formol” thus obtained is a mixture of water, methyl alcohol, and 30 to 40 per cent of formaldehyde. It is rectified in a still, by which the free methyl alcohol is removed and pure formol obtained, containing 40 per cent of formaldehyde, chiefly in the form of the acetal. Rectification must not be pushed too far, otherwise the formaldehyde may become polymerized into trioxmethylene. When once oxidation starts, the heat generated is sufficient to keep the oxidizers red hot, so that the process works practically automatically.
FORMALIN FOR GRAIN SMUT: See Grain. {363}
Since there is great risk of damaging the gilt when trying to remove flyspecks with spirits of wine, it has been found serviceable to cover gilding with a copal varnish. This hardens and will stand rough treatment, and may be renewed wherever removed.
FRAME CLEANING: See Cleaning Preparations and Methods.
FRAME POLISHES: See Polishes.
FRAMING, PASSE-PARTOUT: See Passe-Partout.
FRECKLE LOTIONS: See Cosmetics.
FREEZING MIXTURES: See also Refrigeration and Refrigerants.
A practical manufacturing chemist of wide experience gives this:
A saturated solution of common salt is one of the best things to use. It does not affect the metal of the engine, as many other salts would, and is easily renewed. It will remain fluid down to 0° F., or a little below.
Equal parts of glycerine and water is also good, and has the advantage that it will not crystallize in the chambers, or evaporate readily. It is the most convenient solution to use on this account, and may repay the increased cost over brine, in the comfort of its use. It needs only the occasional addition of a little water to make it last all winter and leave the machinery clean when it is drawn off. With brine an incrustation of salt as the water evaporates is bound to occur which reduces the efficiency of the solution until it is removed. Water frequently must be added to keep the original volume, and to hold the salt in solution. A solution of calcium chloride is less troublesome so far as crystallizing is concerned, but is said to have a tendency to corrode the metals.
When the skin is as yet unbroken, Hugo Kuhl advises the following: {364}
| I.— | Carbolized water | 4 drachms |
|---|---|---|
| Nitric acid | 1 drop | |
| Oil of geranium | 1 drop |
Mix. Pencil over the skin and then hold the penciled place near the fire until the skin is quite dry.
If the skin is already broken, use the following ointment:
| II.— | Hebra’s ointment | 500 parts |
|---|---|---|
| Glycerine | 100 parts | |
| Liquefied carbolic acid | 15 parts |
Mix. Apply to the broken skin occasionally.
| III.— | Camphor | 25 parts |
|---|---|---|
| Iodine, pure | 50 parts | |
| Olive oil | 500 parts | |
| Paraffine, solid | 450 parts | |
| Alcohol, enough. |
Dissolve the camphor in the oil and the iodine in the least possible amount of alcohol. Melt the paraffine and add the mixed solutions. When homogeneous pour into suitable molds. Wrap the pencils in paraffine paper or tin foil, and pack in wooden boxes. By using more or less olive oil the pencils may be made of any desired consistency.
IV.—Dissolve 5 parts of camphor in a mixture consisting of 5 parts of ether and 5 parts of alcohol; then add collodion sufficient to make 100 parts.
V.—Dissolve 1 part of thymol in 5 parts of a mixture of ether and alcohol, then add collodion sufficient to make 100 parts.
| VI.— | Carbolic acid | 2 parts |
|---|---|---|
| Lead ointment | 40 parts | |
| Lanolin | 40 parts | |
| Olive oil | 20 parts | |
| Lavender oil | 1 1/2 parts | |
| VII.— | Tannic acid | 15 parts |
| Lycopodium | 15 parts | |
| Lard | 30 parts | |
| VIII.— | Zinc oxide | 15 parts |
| Glycerine | 45 parts | |
| Lanolin | 40 parts | |
| IX.— | Ichthyol | 10 parts |
| Resorcin | 10 parts | |
| Tannic acid | 10 parts | |
| Distilled water | 50 parts |
Any of these is to be applied about twice a day.
FROSTED GLASS: See Glass.
FROST PREVENTIVE: See Freezing Preventives.
FROST REMOVERS: See Glass.
FRUIT ESSENCES AND EXTRACTS: See Essences and Extracts.
(See also Essences, Extracts, and Preserves.)
I.—Crushed Strawberry.—Put up by the following process, the fruit retains its natural color and taste, and may be exposed to the air for months, without fermenting:
Take fresh, ripe berries, stem them, and rub through a No. 8 sieve, rejecting all soft and green fruit. Add to each gallon of pulp thus obtained, 8 pounds of granulated sugar. Put on the fire and bring just to a boil, stirring constantly. Just before removing from the fire, add to each gallon 1 ounce of a saturated alcoholic solution of salicylic acid, stirring well. Remove the scum, and, while still hot, put into jars, and hermetically seal. Put the jars in cold water, and raise them to the boiling point, to prevent them from bursting by sudden expansion on pouring hot fruit into them. Fill the jars entirely full, so as to leave no air space when fruit cools and contracts.
II.—Crushed Raspberry.—Prepare in the same manner as for crushed strawberry, using 1/2 red raspberries and 1/2 black, to give a nice color, and using 7 pounds of sugar to each gallon of pulp.
III.—Crushed Pineapple.—Secure a good brand of canned grated pineapple, and drain off about one-half of the liquor, by placing on a strainer. Add to each pound of pineapple 1 pound of granulated sugar. Place on the fire, and bring to boiling point, stirring constantly. Just before removing from the fire, add to each gallon of pulp 1 ounce saturated alcoholic solution of salicylic acid. {365} Put into air-tight jars until wanted for use.
IV.—Crushed Peach.—Take a good brand of canned yellow peaches, drain off liquor, and rub through a No. 8 sieve. Add sugar, bring to the boiling point, and when ready to remove from fire add to each gallon 1 ounce saturated alcoholic solution of salicylic acid. Put into jars and seal hermetically.
V.—Crushed Apricot.—Prepared in similar manner to crushed peach, using canned apricots.
VI.—Crushed Orange.—Secure oranges with a thin peel, and containing plenty of juice. Remove the outer, or yellow peel, first, taking care not to include any of the bitter peel. (The outer peel may be used in making orange phosphate, or tincture of sweet orange peel.) Next remove the inner, bitter peel, quarter, and remove the seeds. Extract part of the juice, and grind the pulp through an ordinary meat grinder. Add sugar, place on the fire, and bring to the boiling point. When ready to remove, add to each gallon 1 ounce of saturated alcoholic solution of salicylic acid and 1 ounce of glycerine. Put into air-tight jars.
VII.—Crushed Cherries.—Stone the cherries and grind them to a pulp. Add sugar, and place on the fire, stirring constantly. Before removing, add to each gallon 1 ounce of the saturated solution of salicylic acid. Put into jars and seal.
VIII.—Fresh Crushed Fruits in Season.—In their various seasons berries and fruits may be prepared in fresh lots for the soda fountain each morning, by reducing the fruit to a pulp, and mixing this pulp with an equal quantity of heavy simple syrup.
Berries should be rubbed through a sieve. In selecting berries, it is better to use the medium-sized berries for the pulp, reserving the extra large specimens for garnishing and decorative effects.
Mash the berries with a wooden masher, never using iron or copper utensils, which may discolor the fruit.
Pineapple may be prepared by removing the rough outer skin and grating the pulp upon an ordinary tin kitchen grater. The grater should be scrupulously clean, and care should be taken not to grate off any of the coarse, fibrous matter comprising the fruit’s core.
All crushed fruits are served as follows: Mix equal quantities of pulp and simple syrup in the counter bowl; use 1 1/2 to 2 ounces to each glass, adding the usual quantity of cream, or ice cream. Draw soda, using a fine stream freely.
IX.—Glacés.—Crushed fruits, served in the following manner, make a delicious and refreshing drink:
| Crushed fruit | 12 drachms |
| Juice of half a lemon. | |
| Shaved ice. |
Put the ice into a small glass, add the fruit and lemon juice, stir well, and serve with a spoon and straws.
FRUIT PRODUCTS, TESTS FOR: See Foods.
FRUIT SYRUPS: See Syrups.
FRUIT VINEGAR: See Vinegar.
(See also Disinfectants.)
II.—Charcoal, 7,500 parts, by weight; saltpeter, 150 parts, by weight; Tolu balsam, 500 parts, by weight; musk, 2 parts, by weight; rose oil, 1 part. The mixtures are crushed with thick tragacanth to a solid mass.
III.—Sandal wood, 48 parts, by weight; clove, 6 parts, by weight; benzoin, 6 parts, by weight; licorice juice, 4 parts, by weight; potash saltpeter, 2 parts, by weight; cascarilla bark, 1.5 parts, by weight; cinnamon bark, 1.5 parts, by weight; musk, 0.05 parts, by weight. All these substances are powdered and mixed, whereupon the following are added: Styrax (liquid), 5 parts, by weight; cinnamon oil, 0.05 parts, by weight; clove oil, 0.05 parts, by weight; geranium oil, 0.5 parts, by weight; lavender oil, 0.2 parts, by weight; Peruvian balsam, 0.2 parts, by weight. The solid ingredients are each powdered separately, then placed in the respective proportion in a {366} spacious porcelain dish and intimately mixed by means of a flat spatula. The dish must be covered up with a cloth in this operation. After the mixture has been accomplished, add the essential oils and just enough solution of gum arabic so that by subsequent kneading with the pestle a moldable dough results which possesses sufficient solidity after drying. The mass is pressed into metallic molds in the shape of cones not more than 3/4 of an inch in height.
IV.—Red Fumigating Candles.—Sandal wood, 1 part; gum benzoin, 1.5 parts; Tolu balsam, 0.250 parts; sandal oil, .025 parts; cassia oil, .025 parts; clove oil, 25 parts; saltpeter, .090 parts. The powder is mixed intimately, saturated with spirit of wine, in which the oils are dissolved, and shaped into cones.
| V.— | Wintergreen oil | 1 part |
|---|---|---|
| Tragacanth | 20 parts | |
| Saltpeter | 50 parts | |
| Phenol, crystallized | 100 parts | |
| Charcoal, powdered | 830 parts | |
| Water. |
Dissolve the saltpeter in the water, stir the solution together with the powdered charcoal and dry. Then add the tragacanth powder, also the wintergreen oil and the phenol, and prepare from the mixture, by means of a tragacanth solution containing 2 per cent of saltpeter, a mass which can be shaped into candles.
I.—Select good white blotting paper, and cut each large sheet lengthwise into 3 equal pieces. Make a solution of 1 ounce of potassium nitrate in 12 ounces of boiling water; place this solution in a large plate, and draw each strip of paper over the solution so as to saturate it. Then dry by hanging up. The dried paper is to be saturated in a similar manner with either of the following solutions:
| (1) | Siam benzoin | 1 ounce |
|---|---|---|
| Storax | 3 drachms | |
| Olibanum | 2 scruples | |
| Mastic | 2 scruples | |
| Cascarilla | 2 drachms | |
| Vanilla | 1 drachm | |
| Rectified spirit | 8 ounces | |
| Bruise the solids and macerate in the spirit 5 days, filter, and add | ||
| Oil of cinnamon | 8 parts | |
| Oil of cloves | 8 parts | |
| Oil of bergamot | 5 parts | |
| Oil of neroli | 5 parts | |
| Mix. | ||
| (2) | Benzoin | 1 1/2 ounces |
| Sandal wood | 1 ounce | |
| Spirit | 8 ounces | |
| Macerate as No. 1, and add | ||
| Essence of vetiver | 3 ounces | |
| Oil of lemon grass | 40 drops | |
| Mix. | ||
After the paper is dry, cut up into suitable sized pieces to go into commercial envelopes.
| II.— | Benzoin | 1 av. ounce |
|---|---|---|
| Storax | 1 av. ounce | |
| Fumigating essence | 2 fluidounces | |
| Ether | 1 fluidounce | |
| Acetic acid, glacial | 20 drops | |
| Alcohol | 2 fluidounces |
Dissolve the benzoin and storax in a mixture of the alcohol and ether, filter and add the fumigating and the acetic acid. Spread the mixture upon filtering or bibulous paper and allow it to dry. To prevent sticking, dust the surface with talcum and preserve in wax paper. When used the paper is simply warmed, or held over a lamp.
| III.— | Musk | 0.2 parts |
|---|---|---|
| Oil of rose | 1 part | |
| Benzoin | 100 parts | |
| Myrrh | 12 parts | |
| Orris root | 250 parts | |
| Alcohol (90 per cent) | 500 parts | |
| IV.— | Benzoin | 80 parts |
| Balsam Tolu | 20 parts | |
| Storax | 20 parts | |
| Sandal wood | 20 parts | |
| Myrrh | 10 parts | |
| Cascarilla bark | 20 parts | |
| Musk | 0.2 parts | |
| Alcohol | 250 parts |
| Benzoin | 1 ounce |
| Orris root | 1 ounce |
| Myrrh | 2 drachms |
| Tolu balsam | 2 drachms |
| Musk | 10 grains |
| Rectified spirit | 10 ounces |
Macerate for a week, filter, and add 10 minims of attar of rose.
II.—Another good formula which may also be used for fumigating paper, is: {367}
| Olibanum | 2 ounces |
| Storax | 1 ounce |
| Benzoin | 6 drachms |
| Peruvian balsam | 1/2 ounce |
| Tolu balsam | 3 drachms |
| Rectified spirit | 10 ounces |
Macerate 10 days, and filter.
| I.— | Vegetable charcoal | 6 ounces |
|---|---|---|
| Benzoin | 1 ounce | |
| Nitrate of potash | 1/2 ounce | |
| Tolu balsam | 2 drachms | |
| Sandal wood | 2 drachms | |
| Mucilage of tragacanth, a sufficiency. | ||
Reduce the solids to fine powder, mix, and make into a stiff paste with the mucilage. Divide this into cones 25 grains in weight, and dry with a gentle heat.
| II.— | Powdered willow charcoal | 8 ounces |
|---|---|---|
| Benzoic acid | 6 ounces | |
| Nitrate of potash | 6 drachms | |
| Oil of thyme | 1/2 drachm | |
| Oil of sandal wood | 1/2 drachm | |
| Oil of caraway | 1/2 drachm | |
| Oil of cloves | 1/2 drachm | |
| Oil of lavender | 1/2 drachm | |
| Oil of rose | 1/2 drachm | |
| Rose water | 10 ounces |
Proceed as in I, but this recipe is better for the addition of 20 grains of powdered tragacanth.
| III.— | Benzoin | 10 av. ounces |
|---|---|---|
| Charcoal | 24 av. ounces | |
| Potassium nitrate | 1 av. ounce | |
| Sassafras | 2 av. ounces | |
| Mucilage of acacia, sufficient. | ||
Mix the first four in fine powder, add the mucilage, form a mass, and make into conical pastilles.
| IV.— | Potassium nitrate | 375 grains |
|---|---|---|
| Water | 25 fluidounces | |
| Charcoal wood, powder | 30 av. ounces | |
| Tragacanth, powder | 375 grains | |
| Storax | 300 grains | |
| Benzoin | 300 grains | |
| Vanillin | 8 grains | |
| Coumarin | 3 grains | |
| Musk | 3 grains | |
| Civet | 1 1/2 grains | |
| Oil of rose | 20 drops | |
| Oil of bergamot | 15 drops | |
| Oil of ylang-ylang | 10 drops | |
| Oil of rhodium | 10 drops | |
| Oil of sandal wood | 5 drops | |
| Oil of cinnamon | 5 drops | |
| Oil of orris | 1 drop | |
| Oil of cascarilla | 1 drop |
Saturate the charcoal with the potassium nitrate dissolved in the water, dry the mass, powder, add the other ingredients, and mix thoroughly. Beat the mixture to a plastic mass with the addition of sufficient mucilage of tragacanth containing 2 per cent of saltpeter in solution, and form into cone-shaped pastilles. In order to evenly distribute the storax throughout the mass, it may be previously dissolved in a small amount of acetic ether.
| V.— | Benzoin | 2 av. ounces |
|---|---|---|
| Cascarilla | 1 av. ounce | |
| Myrrh | 1 av. ounce | |
| Potassium nitrate | 1/2 av. ounce | |
| Potassium chlorate | 60 grains | |
| Charcoal, wood | 4 av. ounces | |
| Oil of cloves | 1 fluidrachm | |
| Oil of cinnamon | 1 fluidrachm | |
| Oil of lavender | 1 fluidrachm | |
| Mucilage of tragacanth, sufficient. | ||
Mix the first six ingredients previously reduced to fine powder, add the oils, and then incorporate enough mucilage to form a mass. Divide this into pastilles weighing about 60 grains and dry.
| VI.— | Charcoal, powder | 30 av. ounces |
|---|---|---|
| Potassium nitrate | 1/2 av. ounce | |
| Water | 33 fluidounces | |
| Tragacanth, powder | 300 grains | |
| Tincture of benzoin | 1 1/2 fluidounces | |
| Peru balsam | 300 grains | |
| Storax, crude | 300 grains | |
| Tolu balsam | 300 grains | |
| Oleo-balsamic mixture | 2 1/2 fluidrachms | |
| Coumarin | 8 grains |
Saturate the charcoal with the potassium nitrate dissolved in the water, then dry, reduce to powder, and incorporate the tragacanth and then the remaining ingredients. Form a mass by the addition of sufficient mucilage of tragacanth containing 2 per cent of potassium nitrate in solution and divide into pastilles.
| VII.— | Powdered nitrate of potassium | 1/2 ounce |
|---|---|---|
| Powdered gum arabic | 1/2 ounce | |
| Powdered cascarilla bark (fresh) | 1/2 ounce | |
| Powdered benzoin (fresh) | 4 ounces | |
| Powdered charcoal | 7 ounces | |
| Oil of eucalyptus | 25 drops | |
| Oil of cloves | 25 drops | |
| Water, a sufficiency. | ||
Make a smooth paste, press into molds and dry.
II.—Sprinkle the furs or woolen stuffs, as well as the drawers or boxes in which they are kept, with spirits of turpentine, the unpleasant scent of which will speedily evaporate on exposure of the stuffs to the air. Some persons place sheets of paper moistened with spirits of turpentine, over, under, or between pieces of cloth, etc., and find it a very effectual method. Many woolen drapers put bits of camphor, the size of a nutmeg, in papers, on different parts of the shelves in their shops, and as they brush their cloths every 2, 3, or 4 months, this keeps them free from moths; and this should be done in boxes where the furs, etc., are put. A tallow candle is frequently put within each muff when laid by. Snuff or pepper is also good.
A piece of asbestos millboard—10 inches by 4 inches by 3/8 inch—is perforated in about a dozen or more places with glycerined cork borers, then nicked about an inch from each short end and immersed in water until saturated; next the board is bent from the nicks at right angles and the perforated portion shaped by bending it over a bottle with as little force as possible. The result should be a perforated arched tunnel, resting on narrow horizontal ledges at each side. Dry this cover in the furnace, after setting it in position, and pressing it well to the supports. Three such covers, weighing 1 pound, replaced 24 fire clay tiles, weighing 13 pounds, and a higher temperature was obtained than with the latter.
FURNITURE CLEANERS: See Cleaning Preparations and Methods.
FURNITURE, ITS DECORATION: See Wood.
FURNITURE ENAMEL: See Varnishes.
FURNITURE POLISHES: See Polishes.
FURNITURE WAX: See Waxes.
FUSES: See Pyrotechnics.
FUSES FOR ELECTRICAL CIRCUITS: See Alloys.
FUNNELS, TO CLEAN: See Cleaning Preparations and Methods.
GALVANIZED PAPER: See Paper, Metallic.
GAMBOGE STAIN: See Lacquers.
GAPES IN POULTRY: See Veterinary Formulas.
GARANCINE PROCESS: See Dyes.
See also Sponges.
I.—Put some sand into a fish-globe or other suitable glass vessel to the depth of 2 or 3 inches; in this place a few pieces of sulphate of copper, aluminum, and iron; pour over the whole a solution of sodium silicate (water glass), 1 part, and water, 3 parts, care being taken not to disarrange the chemicals. Let this stand a week or so, when a dense growth of the silicates of the various bases used will be seen in various colors. Now displace {369} the solution of the sodium silicate with clear water, by conveying a stream of water through a very small rubber tube into the vessel. The water will gradually displace the sodium silicate solution. Care must be taken not to disarrange or break down the growth with the stream of water. A little experimenting, experience and expertness will enable the operator to produce a very pretty garden.
II.—This is a permanent chemical garden, which may be suspended by brass chains with a lamp behind.
Prepare a small beaker or jar full of cold saturated solution of Glauber’s salt, and into the solution suspend by means of threads a kidney bean and a non-porous body, such as a marble, stone, glass, etc. Cover the jar, and in a short time there will be seen radiating from the bean small crystals of sulphate of sodium which will increase and give the bean the aspect of a sea urchin, while the non-porous body remains untouched. The bean appears to have a special partiality for the crystals, which is due to the absorption of water by the bean, but not of the salt. In this way a supersaturated solution is formed in the immediate neighborhood of the bean, and the crystals, in forming, attach themselves to its surface.
III.—A popular form of ornamental crystallization is that obtained by immersing a zinc rod in a solution of a lead salt, thus obtaining the “lead tree.” To prepare this, dissolve lead acetate in water, add a few drops of nitric acid, and then suspend the zinc rod in the solution. The lead is precipitated in large and beautiful plates until the solution is exhausted or the zinc dissolved. In this case the action is electro-chemical, the first portions of the lead precipitated forming with the zinc a voltaic arrangement of sufficient power to decompose the salt.
It is said that by substituting chloride of tin for the lead salt a “tin tree” may be produced, while nitrate of silver under the same conditions would produce a “silver tree.” In the latter case distilled water should be used to prevent precipitation of the silver by possible impurities contained in ordinary water.
GAS FIXTURES: See Brass.
GAS FIXTURES, BRONZING OF: See Plating.
GAS SOLDERING: See Soldering.
GAS-STOVES, TO CLEAN: See Cleaning Preparations and Methods.
GAS TRICK: See Pyrotechnics.
GEAR LUBRICANT: See Lubricants.
The gelatin manufacturer buys from the button-makers and manufacturers of knife handles and bone articles generally, those parts of the bone that they cannot use, some of which are pieces 8 inches long by a half inch thick.
Bones gathered by the ragpickers furnish the strongest glue. The parings of skin, hide, etc., are from those portions of bullock hides, calf skins, etc., that cannot be made use of by the tanner, the heads, legs, etc.
The gelatin made by Coignet for the Pharmacie Centrale de France is made from skins procured from the tawers of Paris, who get it directly from the abattoirs, which is as much as to say that the material is guaranteed fresh and healthy, since these institutions are under rigid inspection and surveillance of government inspectors and medical men.
There is a gelatin or glue, used exclusively for joiners, inside carpenters, and ceiling makers (plafonneurs), called rabbit vermicelli, and derived from rabbit skins. As the first treatment of these skins is to saturate them with mercury bichloride, it is needless to say the product is not employed in pharmacy. {370}
See also Diamonds.
The raw materials for the production of artificial gems are the finest silica and, as a rule, finely ground rock crystals; white sand and quartz, which remain pure white even at a higher temperature, may also be used.
Artificial borax is given the preference, since the native variety frequently contains substances which color the glass. Lead carbonate or red lead must be perfectly pure and not contain any protoxide, since the latter gives the glass a dull, greenish hue. White lead and red lead have to dissolve completely in dilute nitric acid or without leaving a residue; the solution, neutralized as much as possible, must not be reddened by prussiate of potash. In the former case tin is present, in the latter copper. Arsenious acid and saltpeter must be perfectly pure; they serve for the destruction of the organic substances. The materials, without the coloring oxide, furnish the starting quantity for the production of artificial gems; such glass pastes are named “strass.”
The emerald, a precious stone of green color, is imitated by melting 1,000 parts of strass and 8 parts of chromic oxide. Artificial emeralds are also obtained with cupric acid and ferric oxides, consisting of 43.84 parts of rock crystal; 21.92 parts of dry sodium carbonate; 7.2 parts of calcined and powdered borax; 7.2 parts of red lead; 3.65 parts of saltpeter; 1.21 parts of red ferric oxide, and 0.6 parts of green copper carbonate.
Agates are imitated by allowing fragments of variously colored pastes to flow together, and stirring during the deliquation.
The amethyst is imitated by mixing 300 parts of a glass frit with 0.6 parts of gray manganese ore, or from 300 parts of frit containing 0.8 per cent of manganic oxide, 36.5 parts of saltpeter, 15 parts of borax, and 15 parts of minium (red lead). A handsome amethyst is obtained by melting together 1,000 parts of strass, 8 parts of manganese oxide, 5 parts of cobalt oxide, and 2 parts of gold purple.
Latterly, attempts have also been made to produce very hard glasses for imitation stones from alumina and borax with the requisite coloring agents.
Besides imitation stones there are also produced opaque glass pastes bearing the name of the stones they resemble, e. g., aventurine, azure-stone (lapis lazuli), chrysoprase, turquoise, obsidian, etc. For these, especially pure materials, as belonging to the most important ingredients of glassy bodies, are used, and certain quantities of red lead and borax are also added.
GEM CEMENTS: See Adhesives, under Jewelers’ Cements.
GERMAN SILVER: See Alloys.
GERMAN SILVER SOLDERS: See Solders.
GILDING: See Paints, Plating, and Varnishes.
GILDING GLASS: See Glass.
GILDING, TO CLEAN: See Cleaning Preparations and Methods.
GILDING, RENOVATION OF: See Cleaning Compounds.
GILDING SUBSTITUTE: See Plating.
GILT, TEST FOR: See Gold.
GILT WORK, TO BURNISH: See Gold. {371}
GINGERADE: See Beverages.
GINGER ALE AND GINGER BEER: See Beverages.
GINGER CORDIAL: See Wines and Liquors.
GINGER EXTRACTS: See Essences and Extracts.
The number of molds required in a glass-bending establishment is large.
The bending is done in a kiln. Glass melts at 2,300° F.; the heat employed in bending is 1,800° F. No pyrometer would stand long in that heat, so the heat of the kiln is judged from the color of the flame and other indications. Smaller pieces of glass are put into the molds in the kilns with forks made for the purpose. The great molds used for bending large sheets of glass are mounted on cars, that may be rolled in and out of kilns. The glass is laid upon the top of the mold or cavity, and is bent by its own weight. As it is softened by the heat it sinks into the mold and so is bent. It may take an hour or two to bend the glass, which is then left in the kiln from 24 to 36 hours to anneal and cool. Glass of any kind or size is put into the kilns in its finished state; the great heat to which it is subjected does not disturb the polished surface. Despite every precaution more or less glass is broken in bending. Bent glass costs about 50 per cent more than the flat.
The use of bent glass is increasing, and there are 4 or 5 glass-bending establishments in the United States, of which one is in the East.
Sand, 65 parts; potash, 15 parts; soda, 5 parts; lime, 9 parts; molybdenite, 3 parts; sulphide of sodium, 2 parts, gave a dark reddish-brown glass. In thinner layers this glass appeared light brownish yellow. Flashed with opal, it became a smutty black brown.
Sand, 50 parts; potash, 15 parts; soda, 5 parts; lime, 9 parts; molybdenite, 1 part; sulphide of sodium, 2 parts, gave a yellow glass.
Sand, 10 parts; potash, 3.3 parts; soda, 0.27 parts; lime, 1.64 parts; molybdenite, 0.03 parts, gave a reddish-yellow glass with a fine tinge of red.
Sand, 100 parts; potash, 26 parts; soda, 108 parts; lime, 12 parts; sulphide of copper, 1.7 parts; sulphide of sodium, 2.3 parts, gave a dark-brown color, varying from sepia to sienna. In thick layers it was no longer transparent, but still clear and unclouded. When heated this glass became smutty black brown and clouded.
A fine copper red was obtained from sand, 10 parts; potash, 3 parts; lime, 1.2 parts; soda, 0.25 parts; sulphide of copper, 7.5 parts; sulphide of sodium, 10.5 parts; borax, 9.5 parts.
Attempts to color with sulphides of antimony and bismuth failed. But the addition of 7 per cent of sulphide of nickel to an ordinary batch gave a glass of fine amethyst color.
The same principle may be employed to cut bottles into vases, and to form all sorts of pretty things, such as jewelry boxes, picture panes, trays, small tablets, windows for a doll house, etc.
II.—Scratch the glass around the shape you desire with the corner of a file or graver; then, having bent a piece of wire into the same shape, heat it red hot and lay it upon the scratch and sink the glass into cold water just deep enough for the water to come almost on a level with its upper surface. It will rarely fail to break perfectly true.
Pohl asserts that if glass is polished with crocus (Paris red) it appears of a dark or a yellowish-brown tint. He contends that the crocus enters the pores of the glass, and, to prevent this, he uses zinc white with the most satisfactory results.
II.—Place a little alum in acetic acid, dip your drill into this and put a drop of it on the spot where the glass is to be pierced.
When it is desired to gild glass for decorative purposes use a solution of gelatin in hot water, to which an equal quantity of alcohol has been added. The glass to be gilded is covered with this solution and the gold leaf put on while wet. A sheet of soft cotton must be pressed and smoothed over the leaf until the gelatin below is evenly distributed. This prevents spots in gilding. Careful apportionment of the gelatin is necessary. If too much be used, the gold may become spotted; if too little, the binding may be too weak to allow the gold to be polished. The glass should be cleaned thoroughly before gilding. After the gold leaf is put on the whole is allowed to dry for 10 or 20 minutes, when the luster of the gold can be raised by a cautious rubbing with cotton. Then another layer of gelatin is spread on with one stroke of a soft brush, and, if especially good work be required, a second layer of gold is put on and covered as before. In this case, however, the gelatin is used hot. After the gilding has become perfectly dry the letters or ornamentation are drawn and the surplus gold around the edges is taken off. The gilding does not become thoroughly fixed until after several months, and until then rough handling, washing, etc., should be avoided.
The best backing for glass gilding is asphaltum, with a little lampblack, this to be mixed up with elastic varnish; outside finishing varnish is the best, as the addition of this material gives durability.
See also Ceramics.
The blue tint of the common poison bottle is got by the addition of black oxide of cobalt to the molten glass; the green tint of the actinic glass bottle is obtained in the same way by the addition of potassium bichromate, which is reduced to the basylous condition, and the amber tint is produced by the addition of impure manganese dioxide, a superior tint being produced by suphur in one form or another. The formulas for various kinds of bottle glass, which indicate the general composition of almost all glasses, are:
White Glass for Ordinary Molded Bottles.—
| Sand | 64 parts by weight |
| Lime | 6 parts by weight |
| Carbonate of sodium | 23 parts by weight |
| Nitrate of sodium | 5 parts by weight |
White Flint Glass Containing Lead.—
| Sand | 63 parts by weight |
| Lime | 5 parts by weight |
| Carbonate of sodium | 21 parts by weight |
| Nitrate of sodium | 3 parts by weight |
| Red lead | 8 parts by weight |
Ordinary Green Glass for Dispensing Bottles.—
| Sand | 63 parts by weight |
| Carbonate of sodium | 26 parts by weight |
| Lime | 11 parts by weight |
A mixture for producing a good green flint glass is much the same as that for the ordinary white flint glass, except that the lime, instead of being the purest, is ordinary slaked lime, and the sodium nitrate is omitted. Sand, lime, and sodium carbonate are the ordinary bases of glass, while the sodium nitrate is the decolorizing agent.
Glass Refractory to Heat.—Fine sand, 70 parts; potash, 30 parts; kaolin, 25 parts.
Transparent Ground Glass.—Take hold of the glass by one corner with an ordinary pair of fire tongs. Hold it in front of a clear fire, and heat to about 98° F., or just hot enough to be held comfortably in the hand. Then hold the glass horizontally, ground side uppermost, and pour in the center a little photographer’s dry-plate negative varnish. Tilt the glass so that the varnish spreads over it evenly, then drain back the surplus varnish into the bottle from one corner of the glass. Hold the glass in front of the fire again for a few minutes and the varnish will crystallize on its surface, making it transparent. The glass should not be made too hot before the varnish is put on, or the varnish will not run evenly. This method answers very well for self-made magic-lantern slides. Ground glass may be made temporarily transparent by wiping with a sponge dipped in paraffine or glycerine.
See also Etching and Frosted Glass.
Crayons for Writing on Glass.—I.—The following is a good formula:
| Spermaceti | 4 parts |
| Tallow | 3 parts |
| Wax | 2 parts |
| Red lead | 6 parts |
| Potassium carbonate | 1 part |
Melt the spermaceti, tallow, and wax together over a slow fire, and when melted stir in, a little at a time, the potassium carbonate and red lead, previously well mixed. Continue the heat for 20 or 30 minutes, stirring constantly. Withdraw from the source of heat, and let cool down somewhat, under constant stirring, at the temperature of about 180° F.; before the mixture commences to set, pour off into molds and let cool. The latter may be made of bits of glass tubing of convenient diameter and length. After the mixture cools, drive the crayons out by means of a rod that closely fits the diameter of the tubes.
II.—Take sulphate of copper, 1 part, and whiting, 1 part. Reduce these to a fine powder and mix with water; next roll this paste into the shape of crayons and let dry. When it is desired to write on the glass use one of these crayons and wipe the traced designs. To make them reappear breathe on the glass.
III.—Melt together, spermaceti, 3 parts; talc, 3 parts, and wax, 2 parts. When melted stir in 6 parts of minium and 1 part of caustic potash. Continue heating for 30 minutes, then cast in suitable molds. When formed and ready to be put away dust them with talc powder, or roll each pencil in paraffine powder.
I.—Place a few flat glass or porcelain dishes with calcium chloride in each window. This substance eagerly absorbs all moisture from the air. The contents of the dishes have to be renewed every 2 or 3 days, and the moist calcium chloride rigorously dried, whereupon it may be used over again.
II.—Apply to the inside face of the glass a thin layer of glycerine, which does not permit the vapor to deposit in fine drops and thus obstruct the light. Double glass may also be used. In this way the heat of the inside is not in direct contact with the cold outside.
III.—By means of the finger slightly moistened, apply a film of soap of any brand or kind to the mirror; then rub this off with a clean, dry cloth; the mirror will be as bright and clear as ever; breathing on it will not affect its clearness.
IV.—Window glass becomes dull during storage by reason of the presence of much alkali. This can be avoided by taking sand, 160 parts; calcined sodium sulphate, 75; powdered marble, 50; and coke, 4 to 5 parts. About 3 parts of the sodium sulphate may be replaced by an equal quantity of potash.
I.—A frosted appearance may be given to glass by covering it with a mixture of
| Magnesium sulphate | 6 ounces |
| Dextrin | 2 ounces |
| Water | 20 ounces |
When this solution dries, the magnesium sulphate crystallizes in fine needles.
II.—Another formula directs a strong solution of sodium or magnesium sulphate, applied warm, and afterwards coated with a thin solution of acacia.
III.—A more permanent “frost” may be put on the glass by painting with white lead and oil, either smooth or in stipple effect. The use of lead acetate with oil gives a more pleasing effect, perhaps, than the plain white lead.
IV.—If still greater permanency is desired, the glass may be ground by rubbing with some gritty substance. {375}
V.—For a temporary frosting, dip a piece of flat marble into glass cutter’s sharp sand, moistened with water; rub over the glass, dipping frequently in sand and water. If the frosting is required very fine, finish off with emery and water. Mix together a strong, hot solution of Epsom salt and a clear solution of gum arabic; apply warm. Or use a strong solution of sodium sulphate, warm, and when cool, wash with gum water. Or daub the glass with a lump of glazier’s putty, carefully and uniformly, until the surface is equally covered. This is an excellent imitation of ground glass, and is not disturbed by rain or damp.
VI.—This imitates ground glass:
| Sandarac | 2 1/2 ounces |
| Mastic | 1/2 ounce |
| Ether | 24 ounces |
| Benzine | 16 to 18 ounces |
VII.—Take white lead ground in a mixture of 3/4 varnish and 1/4 oil of turpentine, to which burnt white vitriol and white sugar of lead are added for drier. The paint must be prepared exceedingly thin and applied to the glass evenly, using a broad brush. If the windows require a new coat, the old one is first removed by the use of a strong lye, or else apply a mixture of hydrochloric acid, 2 parts; vitriol, 2 parts; copper sulphate, 1 part; and gum arabic 1 part, by means of a brush. The production of this imitation frosting entails little expense and is of special advantage when a temporary use of the glass is desired.
VIII.—A little Epsom salt (sulphate of magnesia) stirred in beer with a small dose of dextrin and applied on the panes by means of a sponge or a brush permits of obtaining mat panes.
The surface is first ground either by sand-blast or the ordinary method, and is then covered with a sort of varnish. On being dried either in the sun or by artificial heat, the varnish contracts strongly, taking with it the particles of glass to which it adheres; and as the contraction takes places along definite lines, the pattern given by the removal of the particles of glass resembles very closely the branching crystals of frostwork. A single coat gives a small, delicate effect, while a thick film, formed by putting on 2, 3 or more coats, contracts so strongly as to produce a large and bold design. By using colored glass, a pattern in half-tint may be made on the colored ground, and after decorating white glass, the back may be silvered or gilded.
II.—Paint the panes with a solution of
| Dextrin | 200 parts by weight |
| Zinc vitriol | 800 parts by weight |
| Bitter salt | 300 parts by weight |
| In water | 2,000 parts by weight |
III.—For deadening panes already set in frames the following is suitable: Dissolve 1 part of wax in 10 parts of oil of turpentine, adding 1 part of varnish and 1 part of siccative. With this mixture coat the panes on the outside and dab, while still wet, with a pad of cotton wadding. If desired small quantities of Paris blue, madder lake, etc., may be added to the wax solution.
IV.—For deadening window panes in factories and workshops: To beeswax dissolved in oil of turpentine, add some dryer and varnish to obtain a quicker drying and hardening. After the window pane has been coated with this mixture on the outside, it is dabbed uniformly with a pad of wadding. The wax may be tinted with glazing colors.
II.—The following mixture, when applied to a mirror and left to dry, will form in many shapes, all radiating from a focus, this focus forming anywhere on the glass, and when all dry tends to form a most pleasing object to the eye.
| Sour ale | 4 ounces |
| Magnesium sulphate | 1 ounce |
Put on the mirror with a small, clean sponge and let dry. It is now ready for the artist, and he may choose his own colors and subject.
As the water slowly evaporates during this short time, handsome crystalline patterns, closely resembling frostwork, will develop gradually on the glass panes, which adhere so firmly to the glass or the paper (if well-sized glazed paper had been used) that they will not rub off easily. They can be permanently fixed by a subsequent coat of alcoholic shellac solution.
Especially handsome effects are produced with colored glass panes thus treated, and in the case of reflected light by colored paper.
For testing crystals as regards their optical behavior, among others their behavior to polarized light, it is sufficient to pour a solution of collodion wool (soluble peroxide lime for the preparation of collodion) over the surface of glass with the crystalline designs, and to pull off the dry collodion film carefully. If this is done cautiously it is not difficult to lift the whole crystalline group from the glass plate and to incorporate it with the glass-like, thin collodion film.
Here are fourteen methods of preventing frost on windows, arranged in the order of their efficacy: 1, Flame of an alcohol lamp; 2, sulphuric acid; 3, aqua ammonia; 4, glycerine; 5, aqua regia; 6, hydrochloric acid; 7, benzine; 8, hydriodic acid; 9, boric acid; 10, alcohol; 11, nitric acid; 12, cobalt nitrate; 13, infusion of nutgalls; 14, tincture of ferrous sulphate. By the use of an alcohol lamp (which, of course, has to be handled with great care) the results are immediate, and the effect more nearly permanent than by any other methods. The sulphuric acid application is made with a cotton cloth swab, care being taken not to allow any dripping, and so with all other acids. The effect of the aqua ammonia is almost instantaneous, but the window is frosted again in a short time. With the glycerine there are very good results—but slight stains on the window which may be easily removed.
The instructions for glycerine are: Dissolve 2 ounces of glycerine in 1 quart of 62 per cent alcohol containing, to improve the odor, some oil of amber. When the mixture clarifies it is rubbed over the inner surface of the glass. This, it is claimed, not only prevents the formation of frost, but also prevents sweating.
See also Etching and Inks.
| Shellac | 20 parts |
| Alcohol | 150 parts |
| Borax | 35 parts |
| Water | 250 parts |
| Water-soluble dye sufficient to color. | |
Dissolve the shellac in the alcohol, the borax in the water, and pour the shellac {377} solution slowly into that of the borax. Then add the coloring matter previously dissolved in a little water.
GLASS AND GLASSWARE CEMENT: See Adhesives and Amalgams.
GLASS CLEANERS: See Cleaning Preparations and Methods.
GLASS, COPPERING, GILDING, AND PLATING: See Plating.
GLASS ETCHING: See Etching.
GLASS, HOW TO AFFIX SIGN-LETTERS ON: See Adhesives under Sign-Letter Cements.
GLASS, FASTENING METALS ON: See Adhesives.
GLASS LETTERING: See Lettering.
GLASS LUBRICANTS: See Lubricants.
GLASS, PERCENTAGE OF LIGHT ABSORBED BY: See Light.
GLASS POLISHES: See Polishes.
GLASS, SILVERING OF: See Mirrors.
GLASS SOLDERS: See Solders.
GLASS, SOLUBLE, AS A CEMENT: See Adhesives.
GLASS, TO AFFIX PAPER ON: See Adhesives, under Water-Glass Cements.
GLASS, TO SILVER: See Silver.
(See also Ceramics, Enamels, Paints, and Varnishes.)
| Frit | 84 | 84 | 84 | 84 |
| Red lead | 1.5 | 1.5 | 1.5 | 1.5 |
| Gravel | 8 | 6 | 3 | ─── |
| Feldspar | ─── | 2 | 5 | 8 |
| Kaolin, burnt | 6.5 | 6.5 | 6.5 | 6.5 |
Glazes which are produced without addition of red lead to the frit, are prepared as follows. Melt a frit of the following composition: Red lead, 22.9 parts (by weight); boracic acid in crystals, 24.8 parts; enamel soda, 37.1 parts; calcined potash, 6.9 parts; cooking salt, 10 parts; chalk, 10 parts; gravel, 12 parts; feldspar, 8 parts.
From the frit the following glazes are prepared:
| Frit | 86.5 | 86.5 | 86.5 | 86.5 |
| Gravel | 7 | 4.5 | 3 | ─── |
| Feldspar | ─── | 2.5 | 4 | 7 |
| Kaolin, burnt | 6.5 | 6.5 | 6.5 | 6.5 |
GLAZES FOR LAUNDRY: See Laundry Preparations.
GLOBES, HOW TO COLOR: See Glass-Coloring.
GLOBES, PERCENTAGE OF LIGHT ABSORBED BY: See Light.
GLOBES, SILVERING OF: See Mirrors.
GLOSS FOR PAPER: See Paper.
GLOVE-CLEANERS: See Cleaning Compounds.
GLOVES, SUBSTITUTE FOR RUBBER: See Antiseptics.
GLOVES, TESTING: See Rubber.
GLUCOSE IN JELLY: See Foods.
(Formulas for Glues and methods of manufacturing Glue will be found under Adhesives.)
The viscous matter is washed, then dissolved in hot water, and allowed to cool, a quantity of weak alcohol acidulated by 1 per cent of hydrochloric acid being added just before the mass solidifies. From 2 to 3 parts, by volume, of strong alcohol (methyl or ethyl) are then added and the solution filtered, charcoal being used if necessary. The glue is finally precipitated from this solution by neutralizing with ammonia and washing with alcohol or water.
GLUE CLARIFIER: See Gelatin.
When a metallic salt or one of the alkalies, as caustic soda, is added to tallow, a stearite of the metal (common soap is stearite of sodium) is formed, whereby the glycerine is eliminated. {379} This valuable by-product is contained in the waste lye, and has formed the subject of several patents.
Draw the lye off from the soap-pans; this contains a large quantity of water, some salt and soap and a small quantity of glycerine, and the great trouble is to concentrate the lye so that the large quantity of water is eliminated, sometimes 10 to 12 days being occupied in doing this. The soap and salt are easily removed.
To remove the soap, run the lye into a series of tanks alternating in size step-like, so that as the first, which should be the largest, becomes full, the liquor will flow into the second, from that into the third, and so on; by this arrangement the rosinous and albuminous matters will settle, and the soap still contained in the lyes will float on the surface, from which it is removed by skimming.
After thus freeing the lye of the solid impurities, convey the purified lye to the glycerine recovering department (wooden troughs or pipes may be used to do this), and after concentrating by heating it in a steam-jacketed boiler, and allowing it to cool somewhat, ladle out the solid salt that separates, and afterwards concentrate the lye by allowing it to flow into a tank, but before doing so let the fluid come in contact with a hot blast of air or superheated steam, whereby the crude discolored glycerine is obtained. This is further purified by heating with animal charcoal to decolorize it, then distilling several times in copper stills with superheated steam. The chief points to attend to are: (1) The neutralizing and concentrating the lye as much as possible and then separating the salts and solid matters; (2) concentrating the purified lye, and mixing this fluid with oleic acid, oil, tallow, or lard, and heating the mixture to 338° F., in a still, by steam, and gradually raise the heat to 372° F.; (3) stirring the liquor while being heated, and allowing the aqueous vapor to escape, and when thus concentrated, saponifying the liquid with lime to eliminate the glycerine; water is at the same time expelled, but this is removed from the glycerine by evaporating the mixture.
II.—In W. E. Garrigues’s patent for the recovering of glycerine from spent soap lyes, the liquid is neutralized with a mineral acid, and after separation of the insoluble fatty acids it is concentrated and then freed from mineral salts and volatile fatty acids, and the concentrated glycerine solution treated with an alkaline substance and distilled. Thus the soap lye may be neutralized with sulphuric acid, and aluminum sulphate added to precipitate the insoluble fatty acids. The filtrate from these is concentrated and the separated mineral salts removed, after which barium chloride is added and then sufficient sulphuric acid to liberate the volatile fatty acids combined with the alkali. These acids are partially enveloped in the barium sulphate, with which they can be separated from the liquid by filtration, while the remaining portion can be expelled by evaporating the liquid in a vacuum evaporator. Finally, the solution is treated with sodium carbonate, and the glycerine distilled.
Glycerine Lotion.—
| Glycerine | 4 ounces |
| Essence bouquet | 1/4 ounce |
| Water | 4 ounces |
| Cochineal coloring, a sufficient quantity. | |
(See also Cosmetics for Glycerine Lotions.)
GLYCERINE APPLICATIONS: See Cosmetics.
GLYCERINE AS A DETERGENT: See Cleaning Preparations and Methods.
GLYCERINE PROCESS: See Photography.
GLYCERINE SOAP: See Soap.
GLYCERINE DEVELOPER: See Photography.
(See also Jewelers’ Formulas.)
Imitation leather is generally treated in the same manner. The tough paper substance is made to imitate leather perfectly as regards color and pressing, especially the various sorts of calf, but the treatment in press gilding differs entirely from that of genuine leather. The stuff does not possess the porous, spongy nature of leather, but on the contrary is very hard, and in the course of manufacture in stained-paper factories is given an almost waterproof coating of color and varnish. Hence the applied ground of white of egg penetrates but slightly into this substance, and a thin layer of white of egg remains on the surface. The consequence is that in gilding the gold leaf is prone to become attached, the ground of albumen being quickly dissolved under the action of the heat and put in a soft sticky state even in places where there is no engraving. In order to avoid this the ground is either printed only lukewarm, or this imitation leather is not primed at all, but the gold is applied immediately upon going over the surface with the oily rag. Print with a rather hot press, with about the same amount of heat as is employed for printing shagreen and title paper. A quick jerky printing, avoiding a long pressure of the plate, is necessary.
Place all in a chemical pot and heat until it boils; continue the boiling until no sulphur can be seen in it; now remove from the heat and thin it with turpentine until about the thickness of treacle, then warm it again, stirring well; allow it to cool until it reaches 45° F., then test it with the hydrometer, and if specific gravity is not 995 continue the addition of turpentine and warming until correct, let it thoroughly cool, then bottle, keeping it air-tight.
All rags and settlings that are thick should be burnt in a crucible until a yellow mass is seen; then take this and dissolve it in 2 parts muriatic acid and 1 part nitric acid. Let it remain in a porcelain dish until it begins to thicken, and crystals form on the sides. Add a little nitric acid, and heat until crystals again form. Now take this and mix with cold water, add a solution of copperas to it and allow it to settle; pour off the water, and with fresh water wash till quite free from acid. The gold may then be used again, and if great care is exercised almost one-half the original quantity may be recovered.
The quantities given in the recipe should produce about 13 to 15 parts of the liquid gold. It does not in use require any burnishing, and should be fired at rose-color heat. If desired it can be fluxed with Venice turpentine, oil of lavender, or almonds.
II.—Pass chlorine gas through the molten gold, by which treatment most of the gold which has otherwise been set aside as unfit for certain kinds of work may be redeemed.
I.—Two parts by weight (16 ounces equal 1 pound) of green vitriol; 1 part by weight (16 ounces equal 1 pound) of saltpeter; 6 parts by weight (16 ounces equal 1 pound) of common salt; 1 part by weight (16 ounces equal 1 pound) of black manganic oxide or pulverized, and mixed with 48 parts by weight (16 ounces equal 1 pound) of good welding sand.
II.—Filings of the metal to be used in welding are mixed with melted borax in the usual proportion. To be applied in the thickness desired.
III.—A mixture of 338 parts of sodium phosphate and 124 parts of boracic acid is used when the metal is at dark-red heat. The metal is then to be brought to a bright-red heat, and hammered at the same time. The metal easily softens at a high temperature, and a wooden mallet is best. All substances containing carbon should be removed from the surface, as success depends upon the formation of a fusible copper phosphate, which dissolves a thin layer of oxide on the surface, and keeps the latter in good condition for welding.
II.—The collected old coloring baths are poured into a sufficiently large pot, an optional quantity of nitro-muriatic acid is added, and the pot is placed over the fire, during which time the fluid is stirred with a wooden stick. It is taken from the fire after a while, diluted largely with rain water and filtered through coarse paper. The gold is recovered from the filtered solution with a solution of green vitriol which is stored in air-tight bottles, then freshened with hot water, and finally smelted with borax and a little saltpeter.
II.—The alloy is to be melted and poured from a height into a vessel of cold water, to which a rotary motion is imparted, or else it is to be poured through a broom. By this means the metal is reduced to a fine granular condition. The metallic substance is then treated with nitric acid, and gently heated. Nitrate of silver is produced, which can be reduced by any of the ordinary methods; while metallic gold remains as a black sediment, which must be washed and melted.
I.—The solution of stannous chloride necessary for the preparation of gold purple is produced by dissolving pure tin in pure hydrochloric acid (free from iron), in such a manner that some of the tin remains undissolved, and evaporating the solution, into which a piece of tin is laid, to crystallization.
II.—Recipe for Pale Purple.—Dissolve 2 parts by weight of tin in boiling aqua regia, evaporate the solution at a moderate heat until it becomes solid, dissolve in distilled water and add 2 parts by weight of a solution of stannous chloride (specific gravity 1.7) dilute with 9,856 parts by weight of water, stir into the liquid a solution of gold chloride prepared from 0.5 parts by weight of gold and containing no excess of acid (the latter being brought about by evaporating the solution of gold chloride to dryness and heating for some time to about 320° F.). This liquid is dimmed by the admixture of 50 parts by weight of liquid ammonia which eliminates the purple. The latter is quickly filtered off, washed out and while still moist rubbed up with the glass paste. This consists of enamel of lead 20 parts by weight; quartzose sand, 1 part by weight; red lead, 2 parts by weight; and calcined borax, 1 part by weight, with silver carbonate, 3 parts by weight.
III.—Recipe for Dark Gold Purple.—Gold solution of 0.5 parts by weight of gold, solution of stannous chloride (specific gravity 1.7) 7.5 parts by weight; thin with 9,856 parts by weight of water, separate the purple by a few drops of sulphuric acid, wash out the purple and mix same with enamel of lead 10 parts by weight and silver carbonate, 0.5 parts by weight.
IV.—Recipe for Pink Purple.—Gold solution of 1 part by weight of gold; solution of 50 parts by weight of alum in 19,712 parts by weight of water; add 1.5 parts by weight of stannous chloride solution (specific gravity 1.7) and enough ammonia until no more precipitate is formed; mix the washed out precipitate, while still moist, with 70 parts by weight of enamel of lead and 2.5 parts by weight of silver carbonate. According to the composition of the purple various reds are obtained in fusing it on; the latter may still be brightened up by a suitable increase of the flux.
II.—Nitric acid, 980 parts by weight; hydrochloric acid, 20 parts by weight.
III.—Nitric acid, 123 parts by weight; hydrochloric acid, 2 parts by weight.
GOLD ALLOYS: See Alloys.
GOLD, EXTRACTION OF, BY AMALGAMATION: See Amalgams.
GOLD LETTERS ON GLASS, CEMENTS FOR AFFIXING: See Adhesives, under Sign-Letter Cements.
GOLD, REDUCTION OF OLD PHOTOGRAPHIC: See Photography.
GOLD FOIL SUBSTITUTES AND GOLD LEAF: See Metal Foil.
GOLD-LEAF ALLOYS: See Alloys.
GOLD LEAF AND ITS APPLICATION: See Paints.
GOLD PLATING: See Plating.
GOLD, RECOVERY OF WASTE: See Jewelers’ Formulas.
GOLD RENOVATOR: See Cleaning Preparations and Methods.
GOLD, SEPARATION OF PLATINUM FROM: See Platinum.
GOLD SOLDERS: See Solders.
GOLD TESTING: See Jewelers’ Formulas.
GOLD VARNISH: See Varnishes.
GOLDWASSER: See Wines and Liquors.
GONG METAL: See Alloys.
These spores usually ripen before the grain, and are blown about the field, many spores becoming lodged on the ripening grain kernels. The wholesale agent of infection is the threshing machine. For this reason the safest plan is to treat all seed wheat and oats each year.
Secure a 40 per cent solution of formalin (the commercial name for formaldehyde gas held in a water solution). About 1 ounce is required for every 5 bushels of grain to be treated. {385}
Clean off a space on the barn floor or sweep a clean space on the hard level ground and lay a good-sized canvas down, on which to spread out the wheat. See that the place where the grain is to be treated is swept clean and thoroughly sprinkled with the formalin solution before placing the seed grain there.
Prepare the formalin solution immediately before use, as it is volatile, and if kept may disappear by evaporation.
Use 4 ounces of formalin for 10 gallons of water. This is sufficient for 600 pounds of grain. Put the solution in a barrel or tub, thoroughly mixing.
The solution can be applied with the garden sprinkler. Care must be taken to moisten the grain thoroughly. Sprinkle, stir the grain up thoroughly and sprinkle again, until every kernel is wet.
After sprinkling, place the grain in a conical pile and cover with horse-blankets, gunny sacks, etc. The smut that does the damage lies just under the glume of the oats or on the basal hairs of the wheat. Covering the treated grain holds the gas from the formalin within the pile, where it comes in contact with the kernels, killing such smut spores as may have survived the previous treatment. After the grain has remained in a covered pile 2 to 4 hours, spread it out again where the wind can blow over it, to air and dry.
As soon as the grain can be taken in the hand without the kernels sticking together, it can be sown in the field. The grain may be treated in the forenoon and seeded in the afternoon.
Since this treatment swells the kernels it hastens germination and should be done in the spring just before seeding time.
While the copper sulphate or bluestone treatment is valuable in killing smut, the formalin treatment can be given in less time, is applied so easily and is so effectual that it is recommended as a sure and ready means of killing smut in wheat and oats.
GRAINING CRAYONS: See Crayons.
GRAINING COLORS: See Pigments.
GRAINING WITH PAINT: See Paint.
GRAINING, PALISANDER: See Palisander.
GRAPE JUICE, PRESERVATION OF: See Wines and Liquors.
GRAPHITE AS A LUBRICANT: See Lubricants.
For cleaning gravel walks any of the following may be used: I.—Gas-tar liquor.
II.—Rock salt (cattle salt).
III.—Hydrochloric acid.
IV.—Sulphuric acid.
V.—Fresh limewater. The gas-tar liquor must be poured out a few times in succession, and must not touch the tree roots and borders of the paths. This medium is cheap. Cattle salt must likewise be thrown out repeatedly. The use of hydrochloric and sulphuric acids is somewhat expensive. Mix 60 parts of water with 10 parts of unslaked lime and 1 part of sulphuric acid in a kettle, and sprinkle the hot or cold mixture on the walks by means of a watering pot. If limewater is used alone it must be fresh—1 part of unslaked lime in 10 parts of water.
In all bright-cutting the graver must be highly polished; but when bright-cutting aluminum a lubricant like coal-oil or vaseline is generally employed with the polished tool; a mixture of vaseline and benzine is also used for this purpose. Another formula which may be recommended for bright-cutting aluminum is composed of the following ingredients: Mix 4 parts of oil of turpentine and 1 part of rum with 1 ounce of stearine. Immerse the graver in any of the mixtures before making the bright-cut.
GREASES: See Lubricants.
GREASE ERADICATORS: See Cleaning Preparations and Methods. {386}
GREASE PAINTS: See Cosmetics.
GREEN, TO DISTINGUISH BLUE FROM, AT NIGHT: See Blue.
GREEN GILDING: See Plating.
GRENADES: See Fire Extinguishers.
GRINDING: See Tool Setting.
GRINDER DISK CEMENT, SUBSTITUTE FOR: See Adhesives.
GROUNDS FOR GRAINING COLORS: See Pigments.
(See also Adhesives, under Mucilages.)
| Acajon | 6.94 to 42.92 |
| Aden | 0.60 to 26.90 |
| Egyptian | 46.34 |
| Yellow Amrad | 26.90 to 32.16 |
| White Amrad | 0.54 to 1.50 |
| Kordofan | 1.40 to 6.06 |
| Australian | 10.67 to 20.85 |
| Bombay | 22.06 to 46.14 |
| Cape | 1.67 to 1.88 |
| Embavi | 25.92 |
| Gedda | 1.24 to 1.30 |
| Ghatti | 31.60 to 70.32 |
| Gheziereh | 1.50 to 12.16 |
| Halebi | 3.70 to 22.60 |
| La Plata | 9.65 |
| Mogadore | 27.66 |
| East Indian | 3.24 to 74.84 |
| Persian | 1.74 to 17.34 |
| Senegal | 0.56 to 14.30 |
The adhesive power of the artificial gum is so enormous that the use of cork stoppers is quite excluded, since they crumble off every time the bottle is opened, so that finally a perfect wreath around the inner neck of the bottle is formed. Only metallic or porcelain stoppers should be used.
GUM ARABIC, INCREASING ADHESION OF: See Adhesives, under Mucilages.
GUM BICHROMATE PROCESS: See Photography.
GUM DROPS: See Confectionery.
GUM-LAC: See Oil.
GUMS USED IN MAKING VARNISH: See Varnishes.
GUN BARRELS, TO BLUE: See Steel.
GUN BRONZE: See Alloys, under Phosphor Bronze.
GUN COTTON: See Explosives.
GUN LUBRICANTS: See Lubricants.
GUNPOWDER: See Explosives.
A stain produced by the embedding of grains of gunpowder in the skin is practically the same thing as a tattoo mark. The charcoal of the gunpowder remains unaffected by the fluids of the tissues, and no way is known of bringing it into solution there. The only method of obliterating such marks is to take away with them the skin in which they are embedded. This has been accomplished by the application of an electric current, and by the use of caustics. When the destruction of the true skin has been accomplished, it becomes a foreign body, and if the destruction has extended to a sufficient depth, the other foreign body, the coloring matter which has been tattooed in, may be expected to be cast off with it.
Recently pepsin and papain have been proposed as applications to remove the cuticle. A glycerole of either is tattooed into the skin over the disfigured part; and it is said that the operation has proved successful.
It is scarcely necessary to say that suppuration is likely to follow such treatment, and that there is risk of scarring. In view of this it becomes apparent that any such operation should be undertaken only by a surgeon skilled in dermatological practice. An amateur might not only cause the patient suffering without success in removal, but add another disfigurement to the tattooing.
Carbolic acid has been applied to small portions of the affected area at a time, with the result that the powder and skin were removed simultaneously and, according to the physician reporting the case, with little discomfort to the patient.
Rubbing the affected part with moistened ammonium chloride once or twice a day has been reported as a slow but sure cure.
II.—A new method of making gutta-percha consists of caoutchouc and a rosin soap, the latter compounded of 100 parts of rosin, 100 parts of Carnauba wax, and 40 parts of gas-tar, melted together and passed through a sieve. They are heated to about 355° to 340° F., and slowly saponified by stirring with 75 parts of limewater of specific gravity 1.06. The product is next put into a kneading machine along with an equal quantity of caoutchouc cuttings, and worked in this machine at a temperature of 195° F. or over. When sufficiently kneaded, the mass can be rolled to render it more uniform.
GUTTER CEMENT: See Cement and Putty.
See also Plaster.
Gypsum may be hardened and rendered insoluble by ammonium borate as follows: Dissolve boric acid in hot water and add sufficient ammonia water to the solution that the borate at first separated is redissolved. The gypsum to be cast is stirred in with this liquid, and the mass treated in the ordinary way. Articles already cast are simply washed with the liquid, which is quickly absorbed. The articles withstand the weather as well as though they were of stone.
GYPSUM FLOWERS: See Flowers.
GYPSUM, PAINT FOR: See Paint.
The microscopist or amateur, who shaves himself, need never resort to the trouble of embedding and cutting hairs in the microtome in order to secure very thin sections of the hair of the face. If he will first shave himself closely “with the hair,” as the barbers say (i. e., in the direction of the natural growth of the hair), and afterwards lightly “against the hair” (in the opposite direction to above), he will find in the “scrapings” a multitude of exceedingly thin sections. The technique is very simple. The lather and “scrapings” are put into a saucer or large watch-glass and carefully washed with clean water. This breaks down and dissolves the lather, leaving the hair sections lying on the bottom of the glass. The after-treatment is that usually employed in mounting similar objects.
The treatment of that condition of the scalp which is productive of dandruff properly falls to the physician, but unfortunately the subject has not been much studied. One cure is said to be a sulphur lotion made by placing a little sublimed sulphur in water, shaking well, then allowing to settle, and washing the head every morning with the clear liquid.
Sulphur is said to be insoluble in water; yet a sulphur water made as above indicated has long been in use as a hair wash. A little glycerine improves the preparation, preventing the hair from becoming harsh by repeated washings.
The exfoliated particles of skin or “scales” should be removed only when entirely detached from the cuticle. They result from an irritation which is increased by forcible removal, and hence endeavors to clean the hair from them by combing or brushing it in such a way as to scrape the scalp are liable to be worse than useless. It follows that gentle handling of the hair is important when dandruff is present. {389}
| I.— | Chloral hydrate | 2 ounces |
|---|---|---|
| Resorcin | 1 ounce | |
| Tannin | 1 ounce | |
| Alcohol | 8 ounces | |
| Glycerine | 4 ounces | |
| Rose water to make | 4 pints | |
| II.— | White wax | 3 1/2 drachms |
| Liquid petrolatum | 2 1/2 ounces | |
| Rose water | 1 ounce | |
| Borax | 15 grains | |
| Precipitated sulphur | 3 1/2 drachms |
Pine-Tar Dandruff Shampoo.—
| Pine tar | 4 parts |
| Linseed oil | 40 parts |
Heat these to 140° F.; make solution of potassa, U. S. P., 10 parts, and water, 45 parts; add alcohol, 5 parts, and gradually add to the heated oils, stirring constantly. Continue the heat until saponified thoroughly; and make up with water to 128 parts. When almost cool, add ol. lavender, ol. orange, and ol. bergamot, of each 2 parts.
It is impossible to render straight hair curly without the aid of the iron or paper and other curlers. But it is possible, on the other hand, to make artificial curls more durable and proof against outside influences, such as especially dampness of the air. Below are trustworthy recipes:
| I | II | |
|---|---|---|
| Water | 70 | 80 |
| Spirit of wine | 30 | 20 |
| Borax | 2 | — |
| Tincture of benzoin | — | 3 |
| Perfume | ad. lib. | ad. lib. |
Dressings for the Hair.—
| I.— | Oil of wintergreen. | 20 drops |
|---|---|---|
| Oil of almond, essential | 35 drops | |
| Oil of rose, ethereal | 1 drop | |
| Oil of violets | 30 drops | |
| Tincture of cantharides | 50 drops | |
| Almond oil | 2,000 drops |
Mix.
Hair Embrocation.—
| II.— | Almond oil, sweet | 280 parts |
|---|---|---|
| Spirit of sal ammoniac | 280 parts | |
| Spirit of rosemary | 840 parts | |
| Honey water | 840 parts |
Mix. Rub the scalp with it every morning by means of a sponge.
Hair Restorer.—
| III.— | Tincture of cantharides | 7 parts |
|---|---|---|
| Gall tincture | 7 parts | |
| Musk essence | 1 part | |
| Carmine | 0.5 part | |
| Rectified spirit of wine | 28 parts | |
| Rose water | 140 parts |
To be used at night.
Rosemary Water.—
| IV.— | Rosemary oil | 1 1/2 parts |
|---|---|---|
| Rectified spirit of wine | 7 parts | |
| Magnesia | 7 parts | |
| Distilled water | 1,000 parts |
Mix the oil with the spirit of wine and rub up with the magnesia in a mortar; gradually add the water and finally filter.
Foamy Scalp Wash.—Mix 2 parts of soap spirit, 1 part of borax-glycerine (1+2), 6 parts of barium, and 7 parts of orange-flower water.
Lanolin Hair Wash.—Extract 4 parts quillaia bark with 36 parts water for several days, mix the percolate with 4 parts alcohol, and filter after having settled. Agitate 40 parts of the filtrate at a temperature at which wool grease becomes liquid, with 12 parts anhydrous lanolin, and fill up with water to which 15 per cent spirit of wine has been added, to 300 parts. Admixture, such as cinchona extract, Peru balsam, quinine, tincture of cantharides, bay-oil, ammonium carbonate, menthol, etc., may be made. The result is a yellowish-white, milky liquid, with a cream-like fat layer floating on the top, which is finely distributed by agitating.
Birch Water.—Birch water, which has many cosmetic applications, especially as a hair wash or an ingredient in hair washes, may be prepared as follows:
| Alcohol, 96 per cent | 3,500 parts |
| Water | 700 parts |
| Potash soap | 200 parts |
| Glycerine | 150 parts |
| Oil of birch buds | 50 parts |
| Essence of spring flowers | 100 parts |
| Chlorophyll, q. s. to color. |
Mix the water with 700 parts of the alcohol, and in the mixture dissolve the soap. Add the essence of spring flowers and birch oil to the remainder of the alcohol, mix well, and to the mixture add, little by little, and with constant agitation, the soap mixture. Finally {390} add the glycerine, mix thoroughly, and set aside for 8 days, filter and color the filtrate with chlorophyll, to which add a little tincture of saffron. To use, add an equal volume of water to produce a lather.
Petroleum Hair Washes.—I.—Deodorized pale petroleum, 10 parts; citronella oil, 10 parts; castor oil, 5 parts; spirit of wine, 90 per cent, 50 parts; water, 75 parts.
II.—Quinine sulphate, 10 parts; acetic acid, 4 parts; tincture of cantharides, 30 parts; tincture of quinine, 3 parts; spirit of rosemary, 60 parts; balm water, 90 parts; barium, 120 parts; spirit of wine, 150 parts; water, 1,000 parts.
III.—Very pure petroleum, 1 part; almond oil, 2 parts.
Brilliantine.—I.—Olive oil, 4 parts; glycerine, 3 parts; alcohol, 3 parts; scent as desired. Shake before use.
II.—Castor oil, 1 part; alcohol, 2 parts; saffron to dye yellow. Scent as desired.
III.—Lard, 7 parts; spermaceti, 7 parts; almond oil, 7 parts; white wax, 1 part.
A Cheap Hair Oil.—I.—Sesame oil or sunflower oil, 1,000 parts; lavender oil, 15 parts; bergamot oil, 10 parts; and geranium oil, 5 parts.
II.—Sesame oil or sunflower oil, 1,000 parts; lavender oil, 12 parts; lemon oil, 20 parts; rosemary oil, 5 parts; and geranium oil, 2 parts.
There is no hair dye which produces a durable coloration; the color becomes gradually weaker in the course of time. Here are some typical formulas in which a mordant is employed:
I.—
| Nitrate of silver | 1/2 ounce |
| Distilled water | 3 ounces |
Mordant:
| Sulphuret of potassium | 1/2 ounce |
| Distilled water | 3 ounces |
II.—
| (a) | Nitrate of silver (crystal) | 1 1/2 ounces |
|---|---|---|
| Distilled water | 12 ounces | |
| Ammonia water sufficient to make a clear solution. | ||
| Dissolve the nitrate of silver in the water and add the ammonia water until the precipitate is redissolved. | ||
| (b) | Pyrogallic acid | 2 drachms |
| Gallic acid | 2 drachms | |
| Cologne water | 2 ounces | |
| Distilled water | 4 ounces | |
III.—
| Nitrate of silver | 20 grains |
| Sulphate of copper | 2 grains |
| Ammonia, quantity sufficient. | |
Dissolve the salts in 1/2 ounce of water and add ammonia until the precipitate which is formed is redissolved, Then make up to 1 ounce with water. Apply to the hair with a brush. This solution slowly gives a brown shade. For darker shades, apply a second solution, composed of:
| IV.— | Yellow sulphide ammonium | 2 drachms |
|---|---|---|
| Solution of ammonia | 1 drachm | |
| Distilled water | 1 ounce |
Black Hair Dye without Silver.—
| V.— | Pyrogallic acid | 3.5 parts |
|---|---|---|
| Citric acid | 0.3 parts | |
| Boro-glycerine | 11 parts | |
| Water | 100 parts |
If the dye does not impart the desired intensity of color, the amount of pyrogallic acid may be increased. The wash is applied evenings, followed in the morning by a weak ammoniacal wash.
One Bottle Preparation.—
| VI.— | Nitrate of copper | 360 grains |
|---|---|---|
| Nitrate of silver | 7 ounces | |
| Distilled water | 60 ounces | |
| Water of ammonia, a sufficiency. | ||
Dissolve the salts in the water and add the water of ammonia carefully until the precipitate is all redissolved. This solution, properly applied, is said to produce a very black color; a lighter shade is secured by diluting the solution. Copper sulphate may be used instead of the nitrate.
Brown Hair Dyes.—A large excess of ammonia tends to produce a brownish dye. Various shades of brown may be produced by increasing the amount of water in the silver solution. It should be remembered that the hair must, previously to treatment, be washed with warm water containing sodium carbonate, well rinsed with clear water, and dried.
| I.— | Silver nitrate | 480 grains |
|---|---|---|
| Copper nitrate | 90 grains | |
| Distilled water | 8 fluidounces | |
| Ammonia water, sufficient. | ||
Dissolve the two salts in the distilled water and add the ammonia water until the liquid becomes a clear fluid.
In using apply to the hair carefully {391} with a tooth-brush, after thoroughly cleansing the hair, and expose the latter to the rays of the sun.
| II.— | Silver nitrate | 30 parts |
|---|---|---|
| Copper sulphate, crystals | 20 parts | |
| Citric acid | 20 parts | |
| Distilled water | 950 parts | |
| Ammonia water, quantity sufficient to dissolve the precipitate first formed. | ||
Various shades of brown may be produced by properly diluting the solution before it be applied.
| Bismuth subnitrate | 200 grains |
| Water | 2 fluidounces |
| Nitric acid, sufficient to dissolve, or about | 420 grains |
Use heat to effect solution. Also:
| Tartaric acid | 150 grains |
| Sodium bicarbonate | 168 grains |
| Water | 32 fluidounces |
When effervescence of the latter has ceased, mix the cold liquids by pouring the latter into the former with constant stirring. Allow the precipitate to subside; transfer it to a filter or strainer, and wash with water until free from the sodium nitrate formed.
Chestnut Hair Dye.—
| Bismuth nitrate | 230 grains |
| Tartaric acid | 75 grains |
| Water | 100 minims |
Dissolve the acid in the water, and to the solution add the bismuth nitrate and stir until dissolved. Pour the resulting solution into 1 pint of water and collect the magma on a filter. Remove all traces of acid from the magma by repeated washings with water; then dissolve it in:
| Ammonia water | 2 fluidrachms |
| And add: | |
| Glycerine | 20 minims |
| Sodium hyposulphite | 75 grains |
| Water, enough to make | 4 fluidounces. |
| Salicylic acid | 1 part |
| Precipitate of sulphur | 2 1/2 parts |
| Rose water | 25 parts |
The patient is directed to part the hair, and then to rub in a small portion of the ointment along the part, working it well into the scalp. Then another part is made parallel to the first, and more ointment rubbed in. Thus a series of first, longitudinal, and then transverse parts are made, until the whole scalp has been well anointed. Done in this way, it is not necessary to smear up the whole shaft of the hair, but only to reach the hair roots and the sebaceous glands, where the trouble is located. This process is thoroughly performed for six successive nights, and the seventh night another shampoo is taken. The eighth night the inunctions are commenced again, and this is continued for six weeks. In almost every case the production of dandruff is checked completely after six weeks’ treatment, and the hair, which may have been falling out rapidly before, begins to take firmer root. To be sure, many hairs which are on the point of falling when treatment is begun will fall anyway, and it may even seem for a time as if the treatment were increasing the hair-fall, on account of the mechanical dislodgment of such hairs, but this need never alarm one.
After six weeks of such treatment the shampoo may be taken less frequently.
Next to dandruff, perhaps, the most common cause of early loss of hair is heredity. In some families all of the male members, or all who resemble one particular ancestor, lose their hair early. Dark-haired families and races, as a rule, become bald earlier than those with light hair. At first thought it would seem as though nothing could be done to prevent premature baldness when heredity is the cause, but this is a mistake. Careful hygiene of the scalp will often counterbalance hereditary predisposition for a number of years, and even after the hair has actually begun to fall proper stimulation will, to a certain extent, and for a limited time, often restore to the hair its pristine thickness and strength. Any of the rubefacients may be prescribed for this purpose for daily use, such as croton oil, 1 1/2 per cent; tincture of cantharides, 15 per cent; oil of cinnamon, 40 per cent; tincture of capsicum, 15 per cent; oil of mustard, 1 per cent; or any one of a dozen others. Tincture of capsicum is one of the best, and for a routine prescription the following has served well:
| Resorcin | 5 parts |
| Tincture capsicum | 15 parts |
| Castor oil | 10 parts |
| Alcohol | 100 parts |
| Oil of roses, sufficient. |
It is to be recommended that the stimulant be changed from time to time, so as not to rely on any one to the exclusion of others. Jaborandi, oxygen gas, quinine, and other agents have enjoyed a great reputation as hair-producers for a time, and have then taken their proper position as aids, but not specifics, in restoring the hair.
It is well known that after many fevers, especially those accompanied by great depression, such as pneumonia, typhoid, puerperal, or scarlet fever, the hair is liable to fall out. This is brought about in a variety of ways: In scarlatina, the hair papilla shares in the general desquamation; in typhoid and the other fevers the baldness may be the result either of the excessive seborrhea, which often accompanies these diseases, or may be caused by the general lowering of nutrition of the body. Unless the hair-fall be accompanied by considerable dandruff (in which case the above-mentioned treatment should be vigorously employed), the ordinary hygiene of the scalp will result in a restoration of the hair in most cases, but the employment of moderate local stimulation, with the use of good general tonics, will hasten this end. It seems unwise to cut the hair of women short in these cases, because the baldness is practically never complete, and a certain proportion of the hairs will retain firm root. These may be augmented by a switch made of the hair which has fallen out, until the new hair shall have grown long enough to do up well. In this way all of that oftentimes most annoying short-hair period is avoided.
| I.— | Hydrochloric acid | 75 parts |
|---|---|---|
| Alcohol | 2,250 parts |
The lotion is to be applied to the scalp every evening at bedtime.
| II.— | Tincture of cinchona | 1 part |
|---|---|---|
| Tincture of rosemary | 1 part | |
| Tincture of jaborandi | 1 part | |
| Castor oil | 2 parts | |
| Rum | 10 parts |
Mix.
I.—Jaborandi tincture, 1,000 parts: spirit, 95 per cent, 700 parts; water, 300 parts; glycerine, 150 parts; scent essence, 100 parts; color with sugar color.
II.—Jaborandi tincture, 1,000 parts: spirit, 95 per cent, 1,500 parts; quinine tannate, 4 parts; Peru balsam, 20 parts; essence heliotrope, 50 parts. Dissolve the quinine and the Peru balsam in the spirit and then add the jaborandi tincture and the heliotrope essence. Filter after a week. Rub into the scalp twice a week before retiring.
I.—Cinchona Pomade.—
| Ox marrow | 100 drachms |
| Lard | 70 drachms |
| Sweet almond oil | 17 drachms |
| Peru balsam | 1 drachm |
| Quinine sulphate | 1 drachm |
| Clover oil | 2 drachms |
| Rose essence | 25 drops |
II.—Cantharides Pomade.—
| Ox marrow | 300 drachms |
| White wax | 30 drachms |
| Mace oil | 1 drachm |
| Clove oil | 1 drachm |
| Rose essence or geranium oil | 25 drops |
| Tincture of cantharides | 8 drachms |
Pinaud Eau de Quinine.—The composition of this nostrum is not known. Dr. Tsheppe failed to find in it any constituent of cinchona bark. The absence of quinine from the mixture probably would not hurt it, as the “tonic” effect of quinine on the hair is generally regarded as a myth.
On the other hand, it has been stated that this preparation contains:
| Quinine sulphate | 2 parts |
| Tincture of krameria | 4 parts |
| Tincture of cantharides | 2 parts |
| Spirit of lavender | 10 parts |
| Glycerine | 15 parts |
| Alcohol | 100 parts |
A Hair Shampoo is usually a tincture of odorless soft soap. It is mostly perfumed with lavender and colored with green aniline. Prepared the same as tr. sapon. virid. (U. S. P.), using an inexpensive soft soap, that is a good foam producer. Directions: Wet the hair well in warm water and rub in a few teaspoonfuls of the following formulas. No. I is considered the best: {393}
| I | II | III | IV | |
|---|---|---|---|---|
| Parts used | ||||
| Cottonseed oil | — | 24 | 26 | 14 |
| Linseed oil | 20 | — | — | — |
| Malaga olive oil | 20 | — | — | — |
| Caustic potash | 9 1/2 | 8 | 6 | 3 |
| Alcohol | 5 | 4 1/2 | 5 | 2 |
| Water | 30 | 26 | 34 | 16 1/2 |
Warm the mixed oils on a large water bath, then the potash and water in another vessel, heating both to 158° F., and adding the latter hot solution to the hot oil while stirring briskly. Now add and thoroughly mix the alcohol. Stop stirring, keeping the heat at 158° F., until the mass becomes clear and a small quantity dissolves in boiling water without globules of oil separating. If stirred after the alcohol has been mixed the soap will be opaque. Set aside for a few days in a warm place before using to make liquid shampoo.
Liquid Shampoos.—
| I.— | Fluid extract of soap-bark | 10 parts |
|---|---|---|
| Glycerine | 5 parts | |
| Cologne water | 10 parts | |
| Alcohol | 20 parts | |
| Rose water | 30 parts | |
| II.— | Soft soap | 24 parts |
| Potassium carbonate | 5 parts | |
| Alcohol | 48 parts | |
| Water enough to make | 400 parts |
Shampoo Pastes.—
| I.— | White castile soap, in shavings | 2 ounces |
|---|---|---|
| Ammonia water | 2 fluidounces | |
| Bay rum, or cologne water | 1 fluidounce | |
| Glycerine | 1 fluidounce | |
| Water | 12 fluidounces |
Dissolve the soap in the water by means of heat; when nearly cold stir in the other ingredients.
| II.— | Castile soap, white | 4 ounces |
|---|---|---|
| Potassium carbonate | 1 ounce | |
| Water | 6 fluidounces | |
| Glycerine | 2 fluidounces | |
| Oil of lavender flowers | 5 drops | |
| Oil of bergamot | 10 drops |
To the water add the soap, in shavings, and the potassium carbonate, and heat on a water bath until thoroughly softened; add the glycerine and oils. If necessary to reduce to proper consistency, more water may be added.
Egg Shampoo.—
| Whites of | 2 eggs |
| Water | 5 fluidounces |
| Water of ammonia | 3 fluidounces |
| Cologne water | 1/3 fluidounce |
| Alcohol | 4 fluidounces |
Beat the egg whites to a froth, and add the other ingredients in the order in which they are named, with a thorough mixing after each addition.
Imitation Egg Shampoos.—Many of the egg shampoos are so called from their appearance. They usually contain no egg and are merely preparations of perfumed soft soap. Here are some formulas:
| I.— | White castile soap | 4 ounces |
|---|---|---|
| Powdered curd soap | 2 ounces | |
| Potassium carbonate | 1 ounce | |
| Honey | 1 ounce |
Make a homogeneous paste by heating with water.
II.—Melt 3 1/2 pounds of lard over a salt-water bath and run into it a lye formed by dissolving 8 ounces of caustic potassa in 1 1/2 pints of water. Stir well until saponification is effected and perfume as desired.
HAIR REMOVERS: See Depilatories.
HAMBURG BITTERS: See Wines and Liquors.
HAMMER HARDENING: See Steel.
HAND CREAMS: See Cosmetics.
HANDS, TO REMOVE STAINS FROM THE: See Cleaning Preparations.
HARE-LIP OPERATION, ANTISEPTIC PASTE FOR: See Antiseptics.
HARNESS DRESSINGS AND PREPARATIONS: See Leather Dressings.
HARNESS WAX: See Waxes.
HAT-CLEANING COMPOUNDS: See Cleaning Compounds.
HAT WATERPROOFING: See Waterproofing. {394}
I.—For dark varnishes prepare a basis consisting of orange shellac, 900 parts; sandarac, 225 parts; Manila copal, 225 parts; castor oil, 55 parts; and wood-spirit, 9,000 parts. To color, add to the foregoing amount alcohol-soluble, coal-tar dyes as follows: Black, 55 parts of soluble ivory-black (modified by blue or green). Olive-brown, 15 parts of brilliant-green, 55 parts of Bismarck brown R, 8 parts of spirit blue. Olive-green, 28 parts of brilliant-green, 28 parts of Bismarck-brown R. Walnut, 55 parts of Bismarck-brown R, 15 parts of nigrosin. Mahogany, 28 parts of Bismarck-brown R, which may be deepened by a little nigrosin.
II.—For light colors prepare a varnish as follows: Sandarac, 1,350 parts; elemi, 450 parts; rosin, 450 parts; castor oil, 110 parts; wood-spirit, 9,000 parts. For this amount use dyes as follows: Gold, 55 parts of chrysoidin, 55 parts of aniline-yellow. Light green, 55 parts of brilliant-green, 7 parts of aniline-yellow. Blue, 55 parts of spirit blue. Deep blue, 55 parts of spirit blue, 55 parts of indulin. Violet, 28 parts of methyl-violet, 3 B. Crimson, 55 parts of safranin. Chestnut, 55 parts of safranin, 15 parts of indulin.
| III.— | Shellac | 4 ounces |
|---|---|---|
| Sandarac | 1 ounce | |
| Gum thus | 1 ounce | |
| Methyl spirit | 1 pint |
In this dissolve aniline dyes of the requisite color, and apply. For white straw, white shellac must be used.
Use the common solvents, as carbon bisulphide, benzine, wood alcohol, turpentine, and so forth, reclaiming the spirit and shellac by a suitable still.
See also Pain Killers.
| Oil of neroli | 6 drachms |
| Oil of rosemary | 3 drachms |
| Oil of bergamot | 3 drachms |
| Oil of cedrat | 7 drachms |
| Oil of orange peel | 7 drachms |
| Deodorized alcohol | 1 gallon |
To secure a satisfactory product from the foregoing formula it is necessary to look carefully to the quality of the oils. Oil of cedrat is prone to change, and oil of orange peel, if exposed to the atmosphere for a short time, becomes worthless, and will spoil the other materials.
A delightful combination of the acetic odor with that of cologne water may be had by adding to a pint of the foregoing, 2 drachms of glacial acetic acid. The odor so produced may be more grateful to some invalids than the neroli and lemon bouquet.
Still another striking variation of the cologne odor, suitable for the use indicated, may be made by adding to a pint of cologne water an ounce of ammoniated alcohol.
| Acetanilid | 60 grains |
| Alcohol | 4 fluidrachms |
| Ammonium carbonate | 30 grains |
| Water | 2 fluidrachms |
| Simple elixir to make | 2 fluidounces |
Dissolve the acetanilid in the alcohol, the ammonium carbonate in the water, mix each solution with a portion of the simple elixir, and mix the whole together.
HEAT-INDICATING PAINT: See Paint.
HEAT INSULATION: See Insulation.
HEAT, PRICKLY: See Household Formulas.
HEAT-RESISTANT LACQUERS: See Lacquers.
HEAVES: See Veterinary Formulas.
Hedge mustard (erysimum) was at one time a popular remedy in France for hoarseness, and is still used in country districts, but is not often prescribed.
| Liquid ammonia | 10 drops |
| Syrup of erysimum | 1 1/2 ounces |
| Infusion of lime flowers | 3 ounces |
To be taken at one dose.
A matter of first importance, after drying the herbarium specimens, is to poison them, to prevent the attacks of insects. This is done by brushing them over on both sides, using a camel’s-hair pencil, with a solution of 2 grains of {395} corrosive sublimate to an ounce of methylated spirit. In tropical climates the solution is generally used of twice this strength. There are several methods of mounting them. Leaves with a waxy surface and coriaceous texture are best stitched through the middle after they have been fastened on with an adhesive mixture. Twigs of leguminous trees will often throw off their leaflets in drying. This may, in some measure, be prevented by dipping them in boiling water before drying, or if the leaves are not very rigid, by using strong pressure at first, without the use of hot water. If the specimens have to be frequently handled, the most satisfactory preparation is Lepage’s fish glue, but a mixture of glue and paste, with carbolic acid added, is used in some large herbaria. The disadvantage of using glue, gum, or paste is that it is necessary to have some of the leaves turned over so as to show the under surface of the leaf, and some of the flowers and seeds placed loose in envelopes on the same sheet for purposes of comparison or microscopic examination. Another plan is to use narrow slips of gummed stiff but thin paper, such as very thin parchment paper. These strips are either gummed over the stems, etc., and pinched in round the stem with forceps, or passed through slits made in the sheet and fastened at the back. If the specimens are mounted on cards and protected in glass frames, stitching in the principal parts with gray thread produces a very satisfactory appearance.
The hectograph is a gelatin pad used for duplicating letters, etc., by transfer. The pad should have a tough elastic consistency, similar to that of a printer’s roller. The letter or sketch to be duplicated is written or traced on a sheet of heavy paper with an aniline ink (which has great tinctorial qualities). When dry this is laid, inked side down, on the pad and subjected to moderate and uniform pressure for a few minutes. It may then be removed, when a copy of the original will be found on the pad which has absorbed a large quantity of the ink. The blank sheets are laid one by one on the pad, subjected to moderate pressure over the whole surface with a wooden or rubber roller, or with the hand, and lifted off by taking hold of the corners and stripping them gently with an even movement. If this is done too quickly the composition may be torn. Each succeeding copy thus made will be a little fainter than its predecessor. From 40 to 60 legible copies may be made. When the operation is finished the surface of the pad should be gone over gently with a wet sponge and the remaining ink soaked out. The superfluous moisture is then carefully wiped off, when the pad will be ready for another operation.
The pad or hectograph is essentially a mixture of glue (gelatin) and glycerine. This mixture has the property of remaining soft yet firm for a long time and of absorbing and holding certain coloring matters in such a way as to give them up slowly or in layers, so to speak, on pressure.
Such a pad may be made by melting together 1 part of glue, 2 parts of water and 4 parts of glycerine (all by weight, of course), evaporating some of the water and tempering the mixture with more glue or glycerine if the season or climate require. The mass when of proper consistency, which can be ascertained by cooling a small portion, is poured into a shallow pan and allowed to set. Clean glue must be used or the mixture strained; and air bubbles should be removed by skimming the surface with a piece of card-board or similar appliance.
Variations of this formula have been proposed, some of which are appended:
| I.— | Glycerine | 12 ounces |
|---|---|---|
| Gelatin | 2 ounces | |
| Water | 7 1/2 ounces | |
| Sugar | 2 ounces | |
| II.— | Water | 10 ounces |
| Dextrin | 1 1/2 ounces | |
| Sugar | 2 ounces | |
| Gelatin | 15 ounces | |
| Glycerine | 15 ounces | |
| Zinc oxide | 1 1/2 ounces | |
| III.— | Gelatin | 10 ounces |
| Water | 40 ounces | |
| Glycerine | 120 ounces | |
| Barium sulphate | 8 ounces |
The Tokacs patent composition, besides the usual ingredients, such as gelatin, glycerine, sugar, and gum, contains soap, and can therefore be washed off much easier for new use. The smoothness of the surface is also increased, without showing more sticking capacity with the first impressions.
Purple.—
| I.— | Methyl violet | 2 parts |
|---|---|---|
| Alcohol | 2 parts | |
| Sugar | 1 part | |
| Glycerine | 4 parts | |
| Water | 24 parts |
Dissolve the violet in the alcohol mixed with the glycerine; dissolve the sugar in the water; mix both solutions.
II.—A good purple hectograph ink is made as follows: Dissolve 1 part methyl violet in 8 parts of water and add 1 part of glycerine. Gently warm the solution for an hour, and add, when cool, 1/4 part alcohol. Or take methyl violet, 1 part; water, 7 parts; and glycerine, 2 parts.
Black.—
| Methyl violet | 10 parts |
| Nigrosin | 20 parts |
| Glycerine | 30 parts |
| Gum arabic | 5 parts |
| Alcohol | 60 parts |
Blue.—
| Resorcin blue M | 10 parts |
| Dilute acetic acid | 1 part |
| Water | 85 parts |
| Glycerine | 4 parts |
| Alcohol | 10 parts |
Dissolve by heat.
Red.—
| Fuchsin | 10 parts |
| Alcohol | 10 parts |
| Glycerine | 10 parts |
| Water | 50 parts |
Green.—
| Aniline green, water soluble | 15 parts |
| Glycerine | 10 parts |
| Water | 50 parts |
| Alcohol | 10 parts |
HEMORRHOIDS: See Piles.
HERB VINEGAR: See Vinegar.
HIDES: See Leather.
HIDE BOUND: See Veterinary Formulas.
HIDE-CLEANING PROCESSES: See Cleaning Preparations and Methods.
HOARHOUND CANDY: See Confectionery.
HOARSENESS, CREAM BON-BONS FOR: See Confectionery.
HOARSENESS, REMEDY FOR: See Cough and Cold Mixtures and Turpentine.
HONEY WINE: See Mead.
HONING: See Whetstones.
HOOF SORES: See Veterinary Formulas.
HOP BITTER BEER: See Beverages.
HOP SYRUP: See Essences and Extracts.
Clip the hair from the top of the horn when the calf is from 2 to 5 days old. Slightly moisten the end of a stick of caustic potash with water or saliva (or moisten the top of the horn bud) and rub the tip of each horn firmly with the potash for about a quarter of a minute, or until a slight impression has been made on the center of the horn. The horns should be treated in this way from 2 to 4 times at intervals of 5 minutes. If, during the interval of 5 minutes after one or more applications, a little blood appears in the center of the horn, it will then only be necessary to give another very slight rubbing with the potash.
The following directions should be carefully observed: The operation is best performed when the calf is under 5 days old, and should not be attempted after the ninth day. When not in use the caustic potash should be kept in a stoppered glass bottle in a dry place, as it rapidly deteriorates when exposed to the air. One man should hold the calf while an assistant uses the caustic. Roll a piece of tin foil or brown paper round the end of the stick of caustic potash, which is held by the fingers, so as not to injure the hand of the operator. Do not moisten the stick too much, or the caustic may spread to the skin around the horn and destroy the flesh. For the same reason keep the calf from getting wet for some days after the operation. Be careful to rub on the center of the horn and not around the side of it.
After having finely sandpapered the horns, dissolve 50 to 60 grains of nitrate of silver in 1 ounce of distilled water. It will be colorless. Dip a small brush in, and paint the horns where they are to be black. When dry, put them where the sun can shine on them, and you will find that they will turn jet black, and may then be polished.
HORN BLEACHES: See Bone and Ivory.
HORN, UNITING GLASS WITH: See Adhesives.
HORSES, THE TREATMENT OF THEIR DISEASES: See Veterinary Formulas.
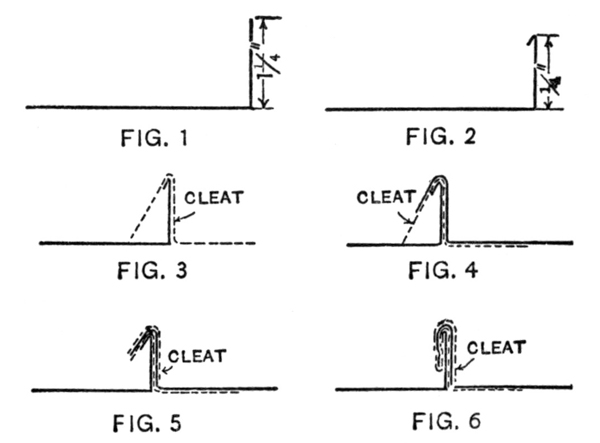
Galvanized iron of No. 28 and heavier gauges is used, the sheets being lap-seamed and soldered together in strips in the shop the proper length to apply to the roof. After the sheets are fastened together a 1 1/4-inch edge is turned up the entire length of one side of the sheet, as indicated in Fig. 1. This operation is done with tongs having gauge pins set at the proper point. The second {398} operation consists in turning a strip 1/4 inch wide toward the sheet, as shown in Fig. 2. This sheet is then laid on the roof, and a cleat about 8 inches long and 1 inch wide, made of galvanized iron, is nailed to the roof close to the sheet and bent over it, as shown in Fig. 3.
A second sheet having 1 1/2 inches turned up is now brought against the first sheet and bent over both sheet and cleat, as shown in Fig. 4. The cleat is then bent backward over the second sheet and cut off close to the roof, as in Fig. 5, after which the seams are drawn together by double seaming tools, as the occasion demands, and slightly hammered with a wooden mallet. The finished seam is shown in Fig. 6. It will be seen that the second sheet of galvanized iron, cut 1/4 inch longer than the first, laps over the former, making a sort of bead which prevents water from driving in. Cleats hold both sheets firmly to the roof and are nailed about 12 inches apart. Roofs of this character, when laid with No. 28 gauge iron, cost very little more than the cheaper grades of tin, and do not have to be painted.
| Alcohol | 333 parts |
| Ether | 333 parts |
| Chloroform | 333 parts |
| Menthol | 1 part |
Mix. Directions: Apply occasionally with a sponge.
Among those things which at least assist one in bearing the affliction is frequent change of underwear. The undergarments worn during the day should never be worn at night. Scratching or rubbing should be avoided where possible. Avoid stimulating food and drinks, especially alcohol, and by all means keep the bowels in a soluble condition.
I.—Palm oil, 1 part; paraffine, 18; kerosene, 4.
II.—Yellow wax, 1 part; carnauba wax, 2; turpentine oil, 10; benzine, 5.
| Sodium bicarbonate | 5 ounces |
| Alum | 5 1/2 ounces |
| Potassium bromide | 4 ounces |
| Hydrochloric acid enough | |
| Water enough to make | 4 pints. |
To 3 parts of boiling water add the alum and then the bicarbonate. Introduce enough hydrochloric acid to dissolve the precipitate of aluminum hydrate which forms and then add the potassium bromide. Add enough water to bring the measure of the finished product up to 4 pints.
| Acetic ether | 100 parts |
| Formaldehyde | 6 parts |
| Acid, carbolic | 4 parts |
| Tincture of eucalyptus leaves | 60 parts |
Mix. After applying the mixture expose the article to the open air in the sunlight.
Ten common-sized eggs weigh 1 pound.
Soft butter, the size of an egg, weighs 1 ounce.
One pint of coffee and of sugar weighs 12 ounces.
One quart of sifted flour (well heaped) weighs 1 pound.
One pint of best brown sugar weighs 12 ounces.
If the caoutchouc size is put on with the necessary care—i. e., if all damp spots are covered with it—the wall is laid dry for the future, and no peeling off of the paint or the wall paper needs to be apprehended. In cellars, protection from dampness can be had in a like manner, as the caoutchouc glue adheres equally well to all surfaces, whether stone, glass, metal, or wood.
II.—The walls must be well cleaned before painting. If the plaster should be worn and permeated with saltpeter in places it should be renewed and smoothed. These clean surfaces are coated twice with a water-glass solution, 1.1, using a brush and allowed to dry well. Then they are painted 3 times with the following mixture: Dissolve 100 parts, by weight, of mastic in 10 parts of absolute alcohol; pour 1,000 parts of water over 200 parts of isinglass; allow to soak for 6 hours; heat to solution and add 100 parts of alcohol (50 per cent). Into this mixture pour a hot solution of 50 parts of ammonia in 250 parts of alcohol (50 per cent), stir well, and subsequently add the mastic solution and stand aside warm, stirring diligently. After 5 minutes take away from the fire and painting may be commenced. Before a fresh application, however, the solution should be removed.
When this coating has dried completely it is covered with oil or varnish paint, preferably the latter. In the same manner the exudation of so-called saltpeter {401} in fresh masonry or on the exterior of façades, etc., may be prevented, size paint or lime paint being employed instead of the oil-varnish paint. New walls which are to be painted will give off no more saltpeter after 2 or 3 applications of the isinglass solution, so that the colors of the wall paper will not be injured either. Stains caused by smoke, soot, etc., on ceilings of rooms, kitchens, or corridors which are difficult to cover up with size paint, may also be completely isolated by applying the warm isinglass solution 2 or 3 times. The size paint is, of course, put on only after complete drying of the ceilings.
According to other sources of information, these evil tendencies of the application vanish altogether, or are reduced to a minimum, if (1) entirely fresh, or at least, not rancid oils be used; (2) if, after each oiling, a few days be allowed to elapse before using the chamber or hall, and finally (3), if resort is not had to costly foreign special preparations, but German goods, procurable at wholesale in any quantity, and at very low figures.
The last advice (to use low-priced preparations) seems sensible since according to recent experiments, none of the oils experimented upon possess any especial advantages over the others.
An overwhelming majority of the laboratories for examination have given a verdict in favor of oil as a dust-suppressing application for floors, and have expressed a desire to see it in universal use. The following is a suggestion put forth for the use of various preparations:
This dust-absorbing agent has for its object to take up the dust in sweeping floors, etc., and to prevent its development. The production is as follows: Mix in an intimate manner 12 parts, by weight, of mineral sperm oil with 88 parts, by weight, of Roman or Portland cement, adding a few drops of mirbane oil. Upon stirring a uniform paste forms at first, which then passes into a greasy, sandy mass. This mass is sprinkled upon the surface to be swept and cleaned of dust, next going over it with a broom or similar object in the customary manner, at which operation the dust will mix with the mass. The preparation can be used repeatedly.
HUNYADI WATER: See Water.
HYDROCHINON DEVELOPER: See Photography.
HYDROGEN, AMALGAMS AS A SOURCE OF NASCENT: See Amalgams.
HYDROGEN PEROXIDE AS A PRESERVATIVE: See Preserving.
Fill the tall cylinder or test glass with the spirit to be tested and see that it is of the proper temperature (60° F.). Should the thermometer indicate a higher temperature wrap the cylinder in cloths which have been dipped in cold water until the temperature falls to the required degree. If too low a temperature is indicated, reverse the process, using warm instead of cold applications. When 60° is reached note the specific gravity on the floating hydrometer. Have the cylinder filled to the top and look across the top of the liquid at the mark on the hydrometer. This is to preclude an {402} incorrect reading by possible refraction in the glass cylinder.
| Cobalt chloride | 1 ounce |
| Sodium chloride | 1/2 ounce |
| Calcium chloride | 75 grains |
| Acacia | 1/4 ounce |
| Water | 3 ounces |
The amount of moisture in the atmosphere is roughly indicated by the changing color of the papers, as follows:
| Rose red | rain |
| Pale red | very moist |
| Bluish red | moist |
| Lavender blue | nearly dry |
| Blue | very dry |
| I.— | Cobalt chloride | 1 part |
|---|---|---|
| Gelatin | 10 parts | |
| Water | 100 parts |
The normal coloring is pink; this color changes into violet in medium humid weather and into blue in very dry weather.
| II.— | Cupric chloride | 1 part |
|---|---|---|
| Gelatin | 10 parts | |
| Water | 100 parts |
The color is yellow in dry weather.
| III.— | Cobalt chloride | 1 part |
|---|---|---|
| Gelatin | 20 parts | |
| Nickel oxide | 75 parts | |
| Cupric chloride | 25 parts | |
| Water | 200 parts |
The color is green in dry weather.
HYOSCYAMUS, ANTIDOTE TO: See Atropine.
See also Refrigeration.
Make a 2 per cent solution of the best clear gelatin in distilled water, filter, and flood the filtrate over any surface which it is desired to ornament. Drain off slightly, and if the weather is sufficiently cold, put the plate, as nearly level as possible, out into the cold air to freeze. In freezing, water is abstracted from the colloidal portion, which latter then assumes an efflorescent form, little flowers, with exuberant, graceful curves of crystals, showing up as foliage, from all over the surface. To preserve in permanent form all that is necessary is to flood them with absolute alcohol. This treatment removes the ice, thus leaving a lasting framework of gelatin which may be preserved indefinitely. In order to do this, as soon as the gelatin has become quite dry it should be either varnished, flowed with an alcoholic solution of clear shellac, or the gelatin may be rendered insoluble by contact, for a few moments, with a solution of potassium bichromate, and subsequent exposure to sunlight.
IMOGEN DEVELOPER: See Photography.
INCENSE: See Fumigants.
INCRUSTATION, PREVENTION OF: See Boiler Compounds.
INDIGO: See Dyes.
INFANT FOODS: See Foods.
INFLUENZA IN CATTLE: See Veterinary Formulas. {403}
INK ERADICATORS: See Cleaning Preparations and Methods.
Eight parts of powdered manganese, 10 parts of amorphous phosphorus, and 5 parts of glue. The glue is soaked in water, dissolved in the heat, and the manganese and the phosphorus stirred in, so that a thinly liquid paste results, which is applied by means of a brush. Allow to dry well. This, being free from sulphur, can be applied on match-boxes.
I.—For red-writing fluids for blueprints, take a piece of common washing soda the size of an ordinary bean, and dissolve it in 4 tablespoonfuls of ordinary red-writing ink, to make a red fluid. To keep it from spreading too much, use a fine pen to apply it with, and write fast so as not to allow too much of the fluid to get on the paper, for it will continue eating until it is dry.
II.—For red and white solutions for writing on blueprints, dissolve a crystal of oxalate of potash about the size of a pea in an ink-bottle full of water. This will give white lines on blueprints; other potash solutions are yellowish. If this shows a tendency to run, owing to too great strength, add more water and thicken slightly with mucilage. Mix this with red or any other colored ink about half and half, and writing may be done on the blueprints in colors corresponding to the inks used.
III.—Add to a small bottle of water enough washing soda to make a clear white line, then add enough gum arabic to it to prevent spreading and making ragged lines. To make red lines dip the pen in red ink and then add a little of the solution by means of the quill.
IV.—For white ink, grind zinc oxide fine on marble and incorporate with it a mucilage made with gum tragacanth. Thin a little for use. Add a little oil of cloves to prevent mold, and shake from time to time.
V.—A fluid which is as good as any for writing white on blueprints is made of equal parts of sal soda and water.
VI.—Mix equal parts of borax and water.
Both these fluids, V and VI, must be used with a fine-pointed pen; a pen with a blunt point will not work well.
See also Etching.
Most inks for glass will also write on celluloid and the metals. The following {404} I and II are the most widely known recipes:
I.—In 500 parts of water dissolve 36 parts of sodium fluoride and 7 parts of sodium sulphate. In another vessel dissolve in the same amount of water 14 parts of zinc chloride and to the solution add 56 parts of concentrated hydrochloric acid. To use, mix equal volumes of the two solutions and add a little India ink; or, in the absence of this, rub up a little lampblack with it. It is scarcely necessary to say that the mixture should not be put in glass containers, unless they are well coated internally with paraffine, wax, gutta-percha, or some similar material. To avoid the inconvenience of keeping the solutions in separate bottles, mix them and preserve in a rubber bottle. A quill pen is best to use in writing with this preparation, but metallic pens may be used, if quite clean and new.
II.—In 150 parts of alcohol dissolve 20 parts of rosin, and add to this, drop by drop, stirring continuously, a solution of 35 parts of borax in 250 parts of water. This being accomplished, dissolve in the solution sufficient methylene blue to give it the desired tint.
I.—Dissolve 4 drachms of brown shellac in 4 ounces of alcohol. Dissolve 7 drachms of borax in 6 ounces of distilled water. Pour the first solution slowly into the second and carefully mix them, after which add 12 grains of aniline dye of the desired color. Violet, blue, green, red, yellow, orange, or black aniline dyes can be used.
Such inks may be used for writing on bottles, and the glass may be cleaned with water without the inscription being impaired.
| II.— | Ferric chloride | 10 parts |
|---|---|---|
| Tannin | 15 parts | |
| Acetone | 100 parts |
Dissolve the ferric chloride in a portion of the acetone and the tannin in the residue, and mix the solutions.
III.—Dissolve a tar dyestuff of the desired color in anhydrous acetic acid.
| I.— | Sodium silicate | 1 to 2 parts |
|---|---|---|
| Liquid India ink | 1 part |
For white:
| II.— | Sodium water glass | 3 to 4 parts |
|---|---|---|
| Chinese white | 1 part |
Instead of Chinese white, a sufficient amount of the so-called permanent white (barium sulphate) may be used. The containers for these inks should be kept air-tight. The writing in either case is not attacked by any reagent used in microscopical technique but may be readily scraped away with a knife. The slips or other articles should be as near chemically clean as possible, before attempting to write on them.
According to Schuh, a mixture of a shellac solution and whiting or precipitated chalk answers very well for marking glass. Any color may be mixed with the chalk. If the glass is thoroughly cleaned with alcohol or ether, either a quill pen or a camel’s-hair pencil (or a fresh, clean steel pen) may be used.
II.—Trinidad asphaltum and oil of turpentine, equal parts. Used in a melted state to fill in the letters on tombstones, marbles, etc. Without actual violence, it will endure as long as the stone itself.
Ordinary rosin, 1/2 pound; lard oil, 1 tablespoonful; lampblack, 2 tablespoonfuls; turpentine, 2 tablespoonfuls. Melt the rosin, and stir in the other ingredients in the order given. When the ink is cold it should look like ordinary printers’ ink. Spread a little of this ink over the pad and ink the rubber stamp as usual, and press it on the clean steel—saw blade, for instance. Have a rope of soft putty, and make a border of putty around the stamped design as close up to the lettering as possible, so that no portion of the steel inside the ring of putty is exposed but the lettering. Then pour into the putty ring the etching mixture, composed of 1 ounce of nitric acid, 1 ounce of {405} muriatic acid, and 12 ounces of water. Allow it to rest for only a minute, draw off the acid with a glass or rubber syringe, and soak up the last trace of acid with a moist sponge. Take off the putty, and wipe off the design with potash solution first, and then with turpentine, and the job is done.
I.—The best gold ink is made by rubbing up gold leaf as thoroughly as possible with a little honey. The honey is then washed away with water, and the finely powdered gold leaf left is mixed to the consistency of a writing ink with weak gum water. Everything depends upon the fineness of the gold powder, i. e., upon the diligence with which it has been worked with the honey. Precipitated gold is finer than can be got by any rubbing, but its color is wrong, being dark brown. The above gold ink should be used with a quill pen.
II.—An imitation gold or bronze ink is composed by grinding 1,000 parts of powdered bronze of handsome color with a varnish prepared by boiling together 500 parts of nut oil, 200 parts of garlic, 500 parts of cocoanut oil, 100 parts of Naples yellow, and as much of sienna.
I.—Chlorate of platinum, 1/4 ounce; soft water, 1 pint. Dissolve and preserve it in glass. Used with a clean quill to write on zinc labels. It almost immediately turns black, and cannot be removed by washing. The addition of gum and lampblack, as recommended in certain books, is unnecessary, and even prejudicial to the quality of the ink.
II.—Verdigris and sal ammoniac, of each 1/2 ounce; levigated lampblack, 1/2 ounce; common vinegar, 1/4 pint; mix thoroughly. Used as the last, for either zinc, iron, or steel.
III.—Blue vitriol, 1 ounce; sal ammoniac, 1/2 ounce (both in powder); vinegar, 1/4 pint; dissolve. A little lampblack or vermilion may be added, but it is not necessary. Use No. I, for iron, tin, or steel plate.
These are also frequently called waterproof, incorrodible, or indestructible inks. They are employed for writing labels on bottles containing strong acids and alkaline solutions. They may be employed with stamps, types or stencil plates, by which greater neatness will be secured than can be obtained with either a brush or pen.
The following is a superior preparation for laundry use:
| Aniline oil | 85 parts |
| Potassium chlorate | 5 parts |
| Distilled water | 44 parts |
| Hydrochloric acid, pure (specific gravity, 1.124) | 68 parts |
| Copper chloride, pure | 6 parts |
Mix the aniline oil, potassium chlorate, and 26 parts of the water and heat in a capacious vessel, on the water bath, at a temperature of from 175° to 195° F., until the chlorate is entirely dissolved, then add one-half of the hydrochloric and continue the heat until the mixture begins to take on a darker color. Dissolve the copper chloride in the residue of the water, add the remaining hydrochloric acid to the solution, and add the whole to the liquid on the water bath, and heat the mixture until it acquires a fine red-violet color. Pour into a flask with a well-fitting ground-glass stopper, close tightly and set aside for several days, or until it ceases to throw down a precipitate. When this is the case, pour off the clear liquid into smaller (one drachm or a drachm and a half) containers.
This ink must be used with a quill pen, and is especially good for linen or cotton fabrics, but does not answer so well for silk or woolen goods. When first used, it appears as a pale red, but on washing with soap or alkalies, or on exposure to {406} the air, becomes a deep, dead black. The following is a modification of the foregoing:
| 1.— | Sodium carbonate | 3 drachms |
|---|---|---|
| Gum arabic | 3 drachms | |
| Water | 12 drachms | |
| 2.— | Platinic chloride | 1 drachm |
| Distilled water | 2 ounces | |
| 3.— | Stannous chloride | 1 drachm |
| Distilled water | 4 drachms |
Moisten the place to be written upon with No. 1 and rub a warm iron over it until dry; then write with No. 2, and, when dry, moisten with No. 3. An intense and beautiful purple-red color is produced in this way. A very rich purple color—the purple of Cassius—may be produced by substituting a solution of gold chloride for the platinic chloride in the above formula.
The following formula makes an indelible crimson ink:
| Silver nitrate | 50 parts |
| Sodium carbonate, crystal | 75 parts |
| Tartaric acid | 16 parts |
| Carmine | 1 part |
| Ammonia water, strongest | 288 parts |
| Sugar, white, crystallized | 36 parts |
| Gum arabic, powdered | 60 parts |
| Distilled water, quantity sufficient to make | 400 parts |
Dissolve the silver nitrate and the sodium carbonate separately, each in a portion of the distilled water, mix the solutions, collect the precipitate on a filter, wash, and put the washed precipitate, still moist, into a mortar. To this add the tartaric acid, and rub together until effervescence ceases. Now, dissolve the carmine in the ammonia water (which latter should be of specific gravity .882, or contain 34 per cent of ammonia), filter, and add the filtrate to the silver tartrate magma in the mortar. Add the sugar and gum arabic, rub up together, and add gradually, with constant agitation, sufficient distilled water to make 400 parts.
| 1.— | Chloride of gold and sodium | 1 part |
|---|---|---|
| Water | 10 parts | |
| Gum | 2 parts | |
| 2.— | Oxalic acid | 1 part |
| Water | 5 parts | |
| Gum | 2 parts |
The cloth or stuff to be written on should be moistened with liquid No. 2. Let dry, and then write upon the prepared place with liquid No. 1, using preferably a quill pen. Pass a hot iron over the mark, pressing heavily.
Ink by these names is based on lampblack, and prepared in various ways. Many makes flow less easily from the pen than other inks, and are less durable than ink that writes paler and afterwards turns black. The ink is usually unfitted for steel pens, but applies well with a brush.
I.—Lampblack (finest) is ground to a paste with very weak liquor of potassa, and this paste is then diffused through water slightly alkalized with potassa, after which it is collected, washed with clean water, and dried; the dry powder is next levigated to a smooth, stiff paste, with a strong filtered decoction of carrageen or Irish moss, or of quince seed, a few drops of essence of musk, and about half as much essence of ambergris being added, by way of perfume, toward the end of the process; the mass is, lastly, molded into cakes, which are ornamented with Chinese characters and devices, as soon as they are dry and hard.
II.—A weak solution of fine gelatin is boiled at a high temperature in a digester for 2 hours, and then in an open vessel for 1 hour more. The liquid is next filtered and evaporated to a proper consistency, either in a steam- or {407} salt-water bath. It is, lastly, made into a paste, as before, with lampblack which has been previously heated to dull redness in a well-closed crucible. Neither of the above gelatinizes in cold weather, like the ordinary imitations.
Any of these powders may, by the addition of mucilage of gum arabic, be made into lozenges or buttons—the “ink buttons” or “ink stones” in use abroad and much affected by travelers.
The following makes a good serviceable black ink, on macerating the powder in 100 times its weight of rain or distilled water for a few days:
| I.— | Powdered gallnuts | 16 parts |
|---|---|---|
| Gum arabic | 8 parts | |
| Cloves | 1 part | |
| Iron sulphate | 10 parts |
Put into an earthenware or glass vessel, cover with 100 parts of rain or distilled water, and set aside for 10 days or 2 weeks, giving an occasional shake the first 3 or 4 days. Decant and bottle for use.
The following is ready for use instantly on being dissolved in water:
| II.— | Aleppo gallnuts | 84 parts |
|---|---|---|
| Dutch Madder | 6 parts |
Powder, mix, moisten, and pack into the percolator. Extract with hot water, filter, and press out. To the filtrate add 4 parts of iron acetate (or pyroacetate) and 2 1/2 parts of tincture of indigo. Put into the water bath and evaporate to dryness and powder the dry residue.
These are for writing on lithographic stones or plates:
I.—Mastic (in tears), 8 ounces; shellac, 12 ounces; Venice turpentine, 1 ounce. Melt together, add wax, 1 pound; tallow, 6 ounces. When dissolved, add hard tallow soap (in shavings), 6 ounces; and when the whole is perfectly combined, add lampblack, 4 ounces. Mix well, cool a little, and then pour it into molds, or upon a slab, and when cold cut it into square pieces.
II. (Lasteyrie).—Dry tallow soap, mastic (in tears), and common soda (in fine powder), of each, 30 parts; shellac, 150 parts; lampblack, 12 parts. Mix as indicated in Formula I.
| I.— | Borax | 60 parts |
|---|---|---|
| Shellac | 180 parts | |
| Boiling water | 1,000 parts | |
| Lampblack, a sufficient quantity. | ||
Dissolve the borax in the water, add the shellac to the solution and stir until dissolved. Rub up a little lampblack with sufficient of the liquid to form a paste, and add the rest of the solution a little at a time and with constant rubbing. Test, and if not black enough, repeat the operation. To get the best effect—a pure jet-black—the lampblack should be purified and freed from the calcium phosphate always present in the commercial article to the extent, frequently, of 85 to 87 per cent, by treating with hydrochloric acid and washing with water.
II.—An ink that nothing will bleach is made by mixing pyrogallic acid and sulphate of iron in equal parts. Particularly useful for marking labels on bottles containing acids. Varnish the label after the ink is dry so that moisture will not affect it.
Eosine Red.—
| Eosine B. | 1 drachm |
| Solution of mercuric chloride | 2 drachms |
| Mucilage of acacia | 2 drachms |
| Rectified spirit | 4 ounces |
| Oil of lavender | 1 drop |
| Distilled water | 8 ounces |
Dissolve the eosine in the solution and 2 ounces of water, add the mucilage, and mix, then the oil dissolved in the spirit, and finally make up.
Orange.—
| Aniline orange | 1 drachm |
| Sugar | 2 drachms |
| Distilled water to | 4 ounces |
Blue.—
| I.— | Resorcin blue | 1 drachm |
|---|---|---|
| Distilled water | 6 drachms |
Mix and agitate occasionally for 2 hours, then add: {408}
| Hot distilled water | 24 ounces |
| Oxalic acid | 10 grains |
| Sugar | 1/2 ounce |
Shake well. This and other aniline inks can be perfumed by rubbing up a drop of attar of rose with the sugar before dissolving it in the hot water.
II.—A solid blue ink, or marking paste, to be used with a brush for stenciling, is made as follows: Shellac, 2 ounces; borax, 2 ounces; water, 25 ounces; gum arabic, 2 ounces; and ultramarine, sufficient. Boil the borax and shellac in some of the water till they are dissolved, and withdraw from the fire. When the solution has become cold, add the rest of the 25 ounces of water, and the ultramarine. When it is to be used with the stencil, it must be made thicker than when it is to be applied with a marking brush.
III.—In a suitable kettle mix well, stirring constantly, 50 parts of liquid logwood extract (80 per cent) with 3 parts of spirit previously mingled with 1 part of hydrochloric acid, maintaining a temperature of 68° F. Dissolve 5 parts of potassium chromate in 15 parts of boiling water; to this add 10 parts of hydrochloric acid, and pour this mixture, after raising the temperature to about 86° F., very slowly and with constant stirring into the kettle. Then heat the whole to 185° F. This mass, which has now assumed the nature of an extract, is stirred a little longer, and next 15 parts of dextrin mixed with 10 parts of fine white earth (white bole) are added. The whole is well stirred throughout. Transfer the mass from the kettle into a crusher, where it is thoroughly worked through.
Black printing inks owe their color to finely divided carbon made from lampblack, pine-wood, rosin oil, etc., according to the quality of the ink desired. The finest inks are made from flame-lampblack. There are, however, certain requirements made of all printing inks alike, and these are as follows: The ink must be a thick and homogeneous liquid, it must contain no solid matter but finely divided carbon, and every drop when examined microscopically must appear as a clear liquid containing black grains uniformly distributed.
The consistency of a printing ink must be such that it passes on to the printing rollers at the proper rate. It will be obvious that various consistencies are demanded according to the nature of the machine used by the printer. For a rotary machine which prints many thousands of copies an hour a much thinner ink will be necessary than that required for art printing or for slow presses. As regards color, ordinary printing ink should be a pure black. For economy’s sake, however, newspaper printers often use an ink so diluted that it does not look deep black, but a grayish black, especially in large type.
The question of the time that the ink takes to dry on the paper is a very important one, especially with ink used for printing newspapers which are folded and piled at one operation. If then the ink does not dry very quickly, the whole impression smudges and “sets off” so much that it becomes illegible in places. Although it is essential to have a quick drying ink for this purpose, it is dangerous to go too far, for a too quickly drying ink would make the paper stick to the forms and tear it. A last condition which must be fulfilled by a good printing ink is that it must be easy of removal from the type, which has to be used again.
No one composition will answer every purpose and a number of different inks are required. Makers of printing inks are obliged, therefore, to work from definite recipes so as to be able to turn out exactly the same ink again and again. They make newspaper ink for rotary presses, book-printing inks, half-tone inks, art inks, etc. As the recipes have been attained only by long, laborious, and costly experiments, it is obvious that the makers are not disposed to communicate them, and the recipes that are offered and published must be looked upon with caution, as many of them are of little or no value. In the recipes given below for printing inks, the only intention is to give hints of the general composition, and the practical man will easily discover what, if any, alterations have to be made in the recipe for his special purpose.
Many different materials for this manufacture are given in recipes, so many, in fact, that it is impossible to discover what use they are in the ink. The following is a list of the articles commonly in use for the manufacture of printing ink:
Boiled linseed oil, boiled without driers.
Rosin oil from the dry distillation of rosin.
Rosin itself, especially American pine rosin. {409}
Soap, usually rosin-soap, but occasionally ordinary soap.
Lampblack and various other pigments.
By the most time-honored method, linseed oil was very slowly heated over an open fire until it ignited. It was allowed to burn for a time and then extinguished by putting a lid on the pot. In this way a liquid was obtained of a dark brown or black color with particles of carbon, and with a consistency varying with the period of heating, being thicker, the longer the heating was continued. If necessary, the liquid was then thinned with unboiled, or only very slightly boiled, linseed oil. Lampblack in the proper quantity was added and the mixture was finally rubbed up on a stone in small quantities at a time to make it uniform.
Linseed oil must always be boiled in vessels where it has plenty of room, as the oil soon swells up and it begins to decompose so energetically at a particular temperature that there is considerable risk of its boiling over and catching fire. Various contrivances have been thought out for boiling large quantities of the oil with safety, such as pans with an outlet pipe in the side, through which the oil escapes when it rises too high instead of over the edge of the pan, and fires built on a trolley running on rails, so that they can at once be moved from under the pan if there is any probability of the latter boiling over. The best apparatus for preparing thickened linseed oil is undoubtedly one in which the oil offers a very large surface to the air, and on that account requires to be moderately heated only. The oil soon becomes very thick under these conditions and if necessary can be diluted to any required consistency with unboiled oil.
In boiling linseed oil down to the proper thickness by the old method there are two points demanding special attention. One is the liability of the oil to boil over, and the other consists in the development of large quantities of vapor, mostly of acroleine, which have a most powerful and disagreeable smell, and an intense action upon the eyes. The attendant must be protected from these fumes, and the boiling must therefore be done where there is a strong draught to take the fumes as fast as they are produced. There are various contrivances to cope with boiling over.
The ink used on vulcanized rubber stamps should be such that when applied to a suitable pad it remains sufficiently fluid to adhere to the stamp. At the same time the fluidity should cease by the time the stamp is pressed upon an absorbing surface such as paper. Formerly these inks were made by rubbing up pigments in fat to a paste. Such inks can hardly be prevented, however, from making impressions surrounded by a greasy mark caused by the fat spreading in the pores of the paper. Now, most stamping inks are made without grease and a properly prepared stamping ink contains nothing but glycerine and coal-tar dye. As nearly all these dyes dissolve in hot glycerine the process of manufacture is simple enough. The dye, fuchsine, methyl violet, water blue, emerald green, etc., is put into a thin porcelain dish over which concentrated glycerine is poured, and the whole is heated to nearly 212° F. with constant stirring. It is important to use no more glycerine than is necessary to keep the dye dissolved when the ink is cold. If the mass turns gritty on cooling it must be heated up with more glycerine till solution is perfect.
In dealing with coal-tar dyes insoluble in glycerine, or nearly so, dissolve them first in the least possible quantity of strong, hot alcohol. Then add the glycerine and heat till the spirit is evaporated.
To see whether the ink is properly made spread some of it on a strip of cloth and try it with a rubber stamp. On paper, the separate letters must be quite sharp and distinct. If they run at the edges there is too much glycerine in the ink and more dye must be added to it. If, on the contrary, the impression is indistinct and weak, the ink is too thick and must be diluted by carefully adding glycerine.
Aniline colors are usually employed as the tinting agents. The following is a typical formula, the product being a black ink:
| I.— | Nigrosin | 3 parts |
|---|---|---|
| Water | 15 parts | |
| Alcohol | 15 parts | |
| Glycerine | 70 parts |
Dissolve the nigrosin in the alcohol, add the glycerine previously mixed with the water, and rub well together.
Nigrosin is a term applied to several compounds of the same series which differ in solubility. In the place of these compounds it is probable that a mixture would answer to produce black as suggested by Hans Wilder for making writing ink. His formula for the mixture is:
| II.— | Methyl violet | 3 parts |
|---|---|---|
| Bengal green | 5 parts | |
| Bismarck green | 4 parts |
A quantity of this mixture should be taken equivalent to the amount of nigrosin directed. These colors are freely soluble in water, and yield a deep greenish-black solution.
The aniline compound known as brilliant green answers in place of Bengal green. As to the permanency of color of this or any aniline ink, no guarantee is offered. There are comparatively few coloring substances that can be considered permanent even in a qualified sense. Among these, charcoal takes a foremost place. Lampblack remains indefinitely unaltered. This, ground very finely with glycerine, would yield an ink which would perhaps prove serviceable in stamping; but it would be liable to rub off to a greater extent than soluble colors which penetrate the paper more or less. Perhaps castor oil would prove a better vehicle for insoluble coloring matters. Almost any aniline color may be substituted for nigrosin in the foregoing formula, and blue, green, red, purple, and other inks obtained. Insoluble pigments might also be made to answer as suggested for lampblack.
The following is said to be a cushion that will give color permanently. It consists of a box filled with an elastic composition, saturated with a suitable color. The cushion fulfils its purpose for years without being renewed, always contains sufficient moisture, which is drawn from the atmosphere, and continues to act as a color stamp cushion so long as a remnant of the mass or composition remains in the box or receptacle. This cushion or pad is too soft to be self-supporting, but should be held in a low, flat pan, and have a permanent cloth cover.
III.—The composition consists preferably of 1 part gelatin, 1 part water, 6 parts glycerine, and 6 parts coloring matter. A suitable black color can be {411} made from the following materials: One part gelatin glue, 3 parts lampblack, aniline black, or a suitable quantity of logwood extract, 10 parts of glycerine, 1 part absolute alcohol, 2 parts water, 1 part Venetian soap, 1/5 part salicylic acid. For red, blue, or violet: One part gelatin glue, 2 parts aniline of desired color, 1 part absolute alcohol, 10 parts glycerine, I part Venetian soap, and 1/5 part salicylic acid.
The following are additional recipes used for this purpose:
IV.—Mix and dissolve 2 to 4 drachms aniline violet, 15 ounces alcohol, 15 ounces glycerine. The solution is poured on the cushion and rubbed in with a brush. The general method of preparing the pad is to swell the gelatin with cold water, then boil and add the glycerine, etc.
V.—Mix well 16 pounds of hot linseed oil, 3 ounces of powdered indigo, or a like quantity of Berlin blue, and 8 pounds of lampblack. For ordinary sign-stamping an ink without the indigo might be used. By substituting ultramarine or Prussian blue for the lampblack, a blue “ink” or paint would result.
Black.—Oil soluble nigrosin and crude oleic acid in equal parts. Add 7 to 8 parts of castor oil.
Red.—Oil soluble aniline red, 2 parts; crude oleic acid, 3 parts; castor oil, from 30 to 60 parts, according to the intensity of color desired.
Red.—Dissolve 1/4 ounce of carmine in 2 ounces strong water of ammonia, and add 1 drachm of glycerine and 3/4 ounce dextrin.
Blue.—Rub 1 ounce Prussian blue with enough water to make a perfectly smooth paste; then add 1 ounce dextrin, incorporate it well, and finally add sufficient water to bring it to the proper consistency.
Blue.—Oil soluble aniline blue, 1 part; crude oleic acid, 2 parts; castor oil, 30 to 32 parts.
Violet.—Alcohol, 15 ounces; glycerine, 15 ounces; aniline violet, 2 to 4 drachms. Mix, dissolve, pour the solution on the cushion, and dab on with a brush.
| I.— | Copper sulphate | 20 parts |
|---|---|---|
| Aniline chlorate | 20 parts |
Rub up separately to a fine powder, then carefully mix, and add 10 parts of dextrin and incorporate. Add 5 parts of glycerine and rub up, adding water, a little at a time, until a homogeneous viscid mass is obtained. An aniline color is produced in the material, which boiling does not destroy.
| II.— | Sodium carbonate | 22 parts |
|---|---|---|
| Glycerine | 85 parts | |
| Gum arabic, in powder | 20 parts | |
| Silver nitrate | 11 parts | |
| Ammonia water | 20 parts | |
| Venetian turpentine | 10 parts |
Triturate the carbonate of sodium, gum arabic, and glycerine together. In a separate flask dissolve the silver nitrate in the ammonia water, mix the solution with the triturate, and heat to boiling, when the turpentine is to be added, with constant stirring. After stamping, expose to the sunlight or use a hot iron. The quantity of glycerine may be varied to suit circumstances.
| Zinc white | 2 drachms |
| Mucilage | 1 drachm |
| Water | 6 drachms |
Triturate the zinc white with a small quantity of water till quite smooth, then add the mucilage and the remainder of the water.
I.—Dissolve 1 ounce of gum arabic in 6 ounces water, and strain. This is the mucilage. For Black Color use drop black, powdered, and ground with the mucilage to extreme fineness; for Blue, ultramarine is used in the same manner; for Green, emerald green; for White, flake white; for Red, vermilion, lake, or carmine; for Yellow, chrome yellow. When ground too thick they are thinned {412} with a little water. Apply with a small brush.
II.—Triturate together 1 pint pine soot and 2 pints Prussian blue with a little glycerine, then add 3 pints gum arabic and sufficient glycerine to form a thin paste.
| I.— | Shellac | 2 ounces |
|---|---|---|
| Borax | 1 1/2 ounces | |
| Water | 10 ounces |
Boil together until 10 ounces of solution is obtained. The coloring:
| Prussian blue | 1 ounce |
| China clay | 1/2 ounce |
| Powdered acacia | 1/2 ounce |
Mix thoroughly and gradually incorporate the shellac solution.
| II.— | Prussian blue | 2 ounces |
|---|---|---|
| Lampblack | 1 ounce | |
| Gum arabic | 3 ounces | |
| Glycerine, sufficient. | ||
Triturate together the dry powders and then make into a suitable paste with glycerine.
II.—Sulphate of manganese, 2 parts; lampblack, 1 part; sugar, 4 parts; all in fine powder and triturated to a paste in a little water.
III.—Nitrate of silver, 1/4 ounce; water, 3/4 ounce. Dissolve, add as much of the strongest liquor of ammonia as will dissolve the precipitate formed on its first addition. Then add of mucilage, 1 1/2 drachms, and a little sap green, syrup of buckthorn, or finely powdered indigo, to color. This turns black on being held near the fire, or touched with a hot iron.
Table of Substances Used in Making Sympathetic Inks.—
For writing and for bringing out the writing:
Cobalt chloride, heat.
Cobalt acetate and a little saltpeter, heat.
Cobalt chloride and nickel chloride mixed, heat.
Nitric acid, heat.
Sulphuric acid, heat.
Sodium chloride, heat.
Saltpeter, heat.
Copper sulphate and ammonium chloride, heat.
Silver nitrate, sunlight.
Gold trichloride, sunlight.
Ferric sulphate, infusion of gallnuts or ferrocyanide of potassium.
Copper sulphate, ferrocyanide of potassium.
Lead vinegar, hydrogen sulphide.
Mercuric nitrate, hydrogen sulphide.
Starch water, tincture of iodine or iodine vapors.
Cobalt nitrate, oxalic acid.
Fowler’s solution, copper nitrate.
Soda lye or sodium carbonate, phenolphthaleine.
A sympathetic ink is one that is invisible when written, but which can be made visible by some treatment. Common milk can be used for writing, and exposure to strong heat will scorch and render the dried milk characters visible.
The following inks are developed by exposure to the action of reagents:
I.—Upon writing with a very clear solution of starch on paper that contains but little sizing, and submitting the dry characters to the vapor of iodine (or passing over them a weak solution of potassium iodide), the writing becomes blue, and disappears under the action of a solution of hyposulphite of soda (1 in 1,000).
II.—Characters written with a weak solution of the soluble chloride of platinum or iridium become black when the paper is submitted to mercurial vapor. This ink may be used for marking linen, as it is indelible.
III.—Sulphate of copper in very dilute solution will produce an invisible writing, which may be turned light blue by vapors of ammonia.
IV.—Soluble compounds of antimony will become red by hydrogen sulphide vapor.
V.—Soluble compounds of arsenic and of peroxide of tin will become yellow by the same vapor.
VI.—An acid solution of iron chloride is diluted until the writing is invisible when dry. This writing has the property of becoming red by sulphocyanide vapors (arising from the action of sulphuric acid on potassium sulphocyanide in a long-necked flask), and it disappears {413} by ammonia, and may alternately be made to appear and disappear by these two vapors.
VII.—Write with a solution of paraffine in benzol. When the solvent has evaporated, the paraffine is invisible, but becomes visible on being dusted with lampblack or powdered graphite or smoking over a candle flame.
VIII.—Dissolve 1 part of a lead salt, 0.1 part of uranium acetate, and the same quantity of bismuth citrate in 100 parts of water. Then add, drop by drop, a solution of sal ammoniac until the whole becomes transparent. Afterwards, mix with a few drops of gum arabic. To reveal the characters traced with this ink, expose them to the fumes of sulphuric acid, which turns them immediately to a dark brown. The characters fade away in a few minutes, but can be renewed by a slight washing with very dilute nitric acid.
I.—Take vaseline (petrolatum) of high boiling point, melt it on a water bath or slow fire, and incorporate by constant stirring as much lamp or powdered drop black as it will take up without becoming granular. If the vaseline remains in excess, the print is liable to have a greasy outline; if the color is in excess, the print will not be clear. Remove the mixture from the fire, and while it is cooling mix equal parts of petroleum, benzine, and rectified oil of turpentine, in which dissolve the fatty ink, introduced in small portions, by constant agitation. The volatile solvents should be in such quantity that the fluid ink is of the consistence of fresh oil paint. One secret of success lies in the proper application of the ink to the ribbon. Wind the ribbon on a piece of cardboard, spread on a table several layers of newspaper, then unwind the ribbon in such lengths as may be most convenient, and lay it flat on the paper. Apply the ink, after agitation, by means of a soft brush, and rub it well into the interstices of the ribbon with a toothbrush. Hardly any ink should remain visible on the surface. For colored inks use Prussian blue, red lead, etc., and especially the aniline colors.
| II.— | Aniline black | 1/2 ounce |
|---|---|---|
| Pure alcohol | 15 ounces | |
| Concentrated glycerine | 15 ounces |
Dissolve the aniline black in the alcohol, and add the glycerine. Ink as before. The aniline inks containing glycerine are copying inks.
| III.— | Alcohol | 2 ounces |
|---|---|---|
| Aniline color | 1/4 ounce | |
| Water | 2 ounces | |
| Glycerine | 4 ounces |
Dissolve the aniline in the alcohol and add the water and glycerine.
| IV.— | Castor oil | 2 ounces |
|---|---|---|
| Cassia oil | 1/2 ounce | |
| Carbolic acid | 1/2 ounce |
Warm them together and add 1 ounce of aniline color. Indelible typewriter inks may be made by using lampblack in place of the aniline, mixing it with soft petrolatum and dissolving the cooled mass in a mixture of equal parts of benzine and turpentine.
Red.—
| I.— | Bordeaux red, O. S. | 15 parts |
|---|---|---|
| Aniline red, O. S. | 15 parts | |
| Crude oleic acid | 45 parts | |
| Castor oil enough to make | 1,000 parts |
Rub the colors up with the oleic acid, add the oil, warming the whole to 100° to 110° F. (not higher), under constant stirring. If the color is not sufficiently intense for your purposes, rub up a trifle more of it with oleic acid, and add it to the ink. By a little experimentation you can get an ink exactly to your desire in the matter.
Blue-Black.—
| II.— | Aniline black, O. S. | 5 parts |
|---|---|---|
| Oleic acid, crude | 5 parts | |
| Castor oil, quantity sufficient to | 100 parts. |
Violet.—
| III.— | Aniline violet, O. S. | 3 parts |
|---|---|---|
| Crude oleic acid | 5 parts | |
| Castor oil, quantity sufficient to | 100 parts. |
The penetration of the ink may be increased ad libitum by the addition of a few drops of absolute alcohol, or, better, of benzol.
The common writing fluids depend mostly upon galls, logwood, or aniline for coloring. There are literally thousands of formulas. A few of the most reliable have been gathered together here:
I.—Aleppo galls (well bruised), 4 ounces; clean soft water, I quart; macerate in a clean corked bottle for 10 days or a fortnight or longer, with frequent agitation; then add of gum arabic (dissolved in a wineglassful of water), 1 1/2 ounces; lump sugar, 1/2 ounce. Mix well, and afterwards further add of sulphate of iron (green copperas crushed small), 1 1/2 ounces. Agitate occasionally for 2 or 3 days, when the ink may be decanted for use, but is better if the whole is left to digest together for 2 or 3 weeks. When time is an object, the whole of the ingredients may at once be put into a bottle, and the latter agitated daily until the ink is made; and boiling water instead of cold water may be employed. Product, 1 quart of excellent ink, writing pale at first, but soon turning intensely black.
II.—Aleppo galls (bruised), 12 pounds; soft water, 6 gallons. Boil in a copper vessel for 1 hour, adding more water to make up for the portion lost by evaporation; strain, and again boil the galls with water, 4 gallons, for 1/2 hour; strain off the liquor, and boil a third time with water, 2 1/2 gallons, and strain. Mix the several liquors, and while still hot add of green copperas (coarsely powdered), 4 1/2 pounds; gum arabic (bruised small), 4 pounds. Agitate until dissolved, and after defecation strain through a hair sieve, and keep in a bunged cask for use. Product, 12 gallons.
III.—Aleppo galls (bruised), 14 pounds; gum, 5 pounds. Put them in a small cask, and add boiling soft water, 15 gallons. Allow the whole to macerate, with frequent agitation, for a fortnight, then further add of green copperas, 5 pounds, dissolved in water, 7 pints. Again mix well, and agitate the whole once daily for 2 or 3 weeks. Product, 15 gallons.
II.—A strong decoction of logwood, with a very little bichromate of potash.
II.—Bruised galls, 14 pounds; gum, 5 pounds. Put them in a small cask, and add of boiling water, 15 gallons. Allow the whole to macerate, with frequent agitation, for 2 weeks, then further add green copperas, 5 pounds, dissolved in 7 pints water. Again mix well, and agitate the whole daily for 2 or 3 weeks.
NOTE.—No gum or sugar is proper and on no account must the acid be omitted. When intended for copying, 5 1/2 ounces of galls is the quantity. On the large scale this fine ink is made by percolation.
This is usually prepared by adding a little sugar to ordinary black ink, which for this purpose should be very rich in color, and preferably made galls prepared by heat. Writing executed with this ink may be copied within the space of 5 or 6 hours, by passing it through a copying press in contact with thin, unsized paper, slightly damped, enclosed between 2 sheets of thick oiled or waxed paper, when a reversed transcript will be obtained, which will read in proper order when the back of the copy is turned upwards. In the absence of a press a copy may be taken, when the ink is good and the writing very recent, by rolling the sheets, duly arranged on a ruler, over the surface of a flat, smooth table, employing as much force as possible, and avoiding any slipping or crumbling of the paper. Another method is to pass a warm flatiron over the paper laid upon the writing. The following proportions are employed:
I.—Sugar candy or lump sugar, 1 ounce; or molasses or moist sugar, 1 1/4 ounces; rich black ink, 1 1/2 pints; dissolve.
II.—Malt wort, 1 pint; evaporate it to the consistence of a syrup, and then dissolve it in good black ink, 1 1/4 pints.
III.—Solazza juice, 2 ounces; mild ale, 1/2 pint; dissolve, strain, and triturate with lampblack (previously heated to dull redness in a covered vessel), 1/4 ounce; when the mixture is complete, add of strong black, 1 1/2 pints; mix well, and in 2 or 3 hours decant the clear.
After making the above mixtures, they must be tried with a common steel pen, and if they do not flow freely, some more unprepared ink should be added until they are found to do so.
| Gum arabic | 1.5 parts |
| Sugar | 7.5 parts |
| Sulphuric acid, 66° B | 10.5 parts |
| Aniline blue | 1.5 parts |
| Carbolic acid | 0.5 parts |
| Mirobalan extract to make | 1,000 parts. |
This ink when first used has a bluish tint, afterwards becoming black.
| Iron sulphate | 30 parts |
| Copper sulphate | 0.5 parts |
| Sulphuric acid | 2 parts |
| Sugar | 8 parts |
| Wood vinegar, rectified | 50 parts |
| Indigo carmine | 30 parts |
Reduce by evaporation 10 volumes of any good ink to 6, then add 4 volumes of glycerine. Or manufacture some ink of nearly double strength, and add to any quantity of it nearly an equal volume of glycerine.
| Aniline green (soluble) | 2 parts |
| Glycerine | 16 parts |
| Alcohol | 112 parts |
| Mucilage of gum arabic | 4 parts |
Dissolve the aniline in the alcohol, and add the other ingredients. Most of the gum arabic precipitates, but according to the author of the formula (Nelson) it has the effect of rendering the ink slow-flowing enough to write with. Filter. {416}
II.—Blue.—Resorcin blue M, 10 parts.
Dissolve by means of heat in a mixture of:
| Dilute acetic acid | 1 part |
| Distilled water | 85 parts |
| Glycerine | 4 parts |
| Alcohol, 90 per cent | 10 parts |
III.—Green.—Aniline green, water solution, 15 parts; glycerine, 10 parts; Water, 50 parts; alcohol, 10 parts.
II.—Red.—Take 1 part of red aniline mixed with 10 parts of acetic acid; 5 parts of citric acid, and 25 parts of mucilage, all well mixed. For use, mix 1 part of the paste with 16 parts of water.
III.—Blue.—Take 2 parts of aniline blue mixed with 10 parts of acetic acid; 5 parts of citric acid, and 40 parts of mucilage, all well mixed. For use, mix 1 part of the paste with 8 parts of water.
IV.—Violet.—Use the same ingredients in the same proportions as blue, with the difference that violet aniline is used instead of blue aniline.
V.—Green.—Take 1 part of aniline blue; 3 parts of picric acid, mixed with 10 parts of acetic acid; 3 parts of citric acid, and 80 parts of mucilage. For use, 1 part of this paste is mixed with 8 parts of water.
VI.—Copying.—Take 6 parts of pulverized bichromate of potash, mixed with 10 parts of acetic acid and 240 parts of liquid extract of logwood, and add a pulverized mixture of 35 parts of alum, 20 parts of sal sorrel, and 20 parts mucilage. Mix well. For use, 1 part of this paste is mixed with 4 parts of hot water.
II. (Normandy).—To 12 pounds of Campeachy wood add as many gallons of boiling water. Pour the solution through a funnel with a strainer made of coarse flannel, or 1 pound of hydrate, or acetate of deutoxide of copper finely powdered (having at the bottom of the funnel a piece of sponge); then add immediately 14 pounds of alum, and for every 340 gallons of liquid add 80 pounds of gum arabic or gum senegal. Let these remain for 3 or 4 days, and a beautiful purple color will be produced.
| I.— | Water-soluble nigrosin | 1 part |
|---|---|---|
| Water | 9 parts | |
| Mucilage acacia | 1 part | |
| II.— | Paris violet | 2 parts |
| Water | 6 parts | |
| Mucilage acacia | 2 parts | |
| III.— | Methyl violet | 1 part |
| Distilled water | 7 parts | |
| Mucilage acacia | 2 parts | |
| IV.— | Bordeaux red | 3 parts |
| Alcohol | 2 parts | |
| Water | 20 parts | |
| Mucilage acacia | 2 parts | |
| V.— | Rosaniline acetate | 2 parts |
| Alcohol | 1 part | |
| Water | 10 parts | |
| Mucilage acacia | 2 parts |
II.—Make as gold ink, but use silver leaf or silver bronze powder.
| III.— | Oxide of zinc | 30 grains |
|---|---|---|
| Mucilage | 1 ounce | |
| Spirit of wine | 40 drops | |
| Silver bronze | 3 drachms |
Rub together, until perfectly smooth, {417} the zinc and mucilage, then add the spirit of wine and silver bronze and make up the quantity to 2 ounces with water.
II.—Another good violet ink is made by dissolving some violet aniline in water to which some alcohol has been added. It takes very little aniline to make a large quantity of the ink.
White marks may sometimes be made on colored papers by the application of acids or alkalies. The result, of course, depends on the nature of the coloring matter in each instance, and any “ink” of this kind would be efficacious or otherwise, according to the coloring present in the paper.
II.—Boil French berries, 1/2 pound, and alum, 1 ounce, in rain water, 1 quart, for 1/2 an hour, or longer, then strain and dissolve in the hot liquor gum arabic, 1 ounce.
| Zinc white | 2 drachms |
| White precipitate | 5 grains |
| Mucilage | 1 drachm |
| Water | 6 drachms |
Triturate the zinc white with a small quantity of water till quite smooth, then add the mucilage and the remainder of the water.
INK FOR THE LAUNDRY: See Laundry Preparations.
INK FOR LEATHER FINISHERS: See Leather.
INKS FOR TYPEWRITERS: See Typewriter Ribbons.
INK FOR WRITING ON GLASS: See Etching and Glass.
See also Electro-etching, under Etching.
The process consists in engraving the design by means of the sand-blast and stencils on the surface of the article. The design or pattern is rendered conductive and upon this conductive surface a precipitate of gold, silver, platinum, etc., is applied, and fills up the hollows. Subsequently the surface is ground smooth.
| I.— | Carbolic acid | 15 grains |
|---|---|---|
| Glycerine | 2 drachms | |
| Rose water | 4 ounces | |
| II.— | Salicylic acid | 15 grains |
| Collodion | 2 1/2 drachms | |
| Spirit of ammonia | 5 1/2 drachms | |
| III.— | Fluid extract rhus toxicodendron | 1 drachm |
| Water | 8 ounces | |
| IV.— | Ipecac, in powder | 1 drachm |
| Alcohol | 1 ounce | |
| Ether | 1 ounce | |
| V.— | Betanaphthol | 30 grains |
| Camphor | 30 grains | |
| Lanolin cold cream | 1 ounce |
VI.—Spirit of sal ammoniac, whose favorable action upon fresh insect bites is universally known, is often unavailable. A simple means to alleviate the pain and swelling due to such bites, when still fresh, is cigar ashes. Place a little ashes upon the part stung, add a drop of water—in case of need beer, wine, or coffee may be used instead—and rub the resulting paste thoroughly into the skin. It is preferable to use fresh ashes of tobacco, because the recent heat offers sufficient guarantee for absolute freedom from impurities. The action of the tobacco ashes is due to the presence of {418} potassium carbonate, which, like spirit of sal ammoniac, deadens the effect of the small quantities of acid (formic acid, etc.) which have been introduced into the small wound by the biting insect.
(See also Petroleum.)
It may be stated that a dwelling, office, warehouse, or any building may be economically cleared of all pests, provided that the local conditions will permit the use of this gas. It probably would be dangerous to fumigate a building where groceries, dried fruits, meats, or prepared food materials of any kind are stored. Air containing more than 25 per cent of the gas is inflammable; therefore it would be well to put out all fire in an inclosure before fumigating. Hydrocyanic acid, in all its forms, is one of the most violent poisons known, and no neglect should attend its use. There is probably no sure remedy for its effects after it has once entered the blood of any of the higher animals. When cyanide of potassium is being used it should never be allowed to come in contact with the skin, and even a slight odor of the gas should be avoided. Should the operator have any cut or break in the skin of the hands or face it should be carefully covered with court-plaster to prevent the gas coming in contact with the flesh, or a small particle of the solid compound getting into the cut might cause death by poisoning in a few minutes’ time.
Hydrocyanic acid gas should not be used in closely built apartments with single walls between, as more or less of the gas will penetrate a brick wall. An inexperienced person should never use cyanide of potassium for any purpose, and if it be found practicable to treat buildings in general for the extermination of insects, the work should be done only under the direction of competent officials. Experiments have shown that a smaller dose and a shorter period of exposure are required to kill mice than for roaches and household insects generally, and it readily follows that the larger animals and human beings would be more quickly overcome than mice, since a smaller supply of pure air would be required to sustain life in mice, and small openings are more numerous than large ones.
The materials employed and the method of procedure are as follows: After ascertaining the cubic content of the inclosure, provide a glass or stoneware (not metal) vessel of 2 to 4 gallons capacity for each 5,000 cubic feet of space to be fumigated. Distribute the jars according to the space, and run a smooth cord from each jar to a common point near an outside door where they may all be fastened; support the cord above the jar by means of the back of a chair or other convenient object in such a position that when the load of cyanide of potassium is attached it will hang directly over the center of the jar. Next weigh out upon a piece of soft paper about 17 ounces of 98 per cent pure cyanide of potassium, using a large pair of forceps for handling the lumps; wrap up and place in a paper bag and tie to the end of the cord over the jar. After the load for each jar has been similarly provided, it is well to test the working of the cords to see that they do not catch or bind. Then remove the jar a short distance from under the load of cyanide and place in it a little more than a quart of water, to which slowly add 1 1/2 pints of commercial sulphuric acid, stirring freely. The action of the acid will bring the temperature of the combination almost to the boiling point. Replace the jars beneath the bags of cyanide, spreading a large sheet of heavy paper on the floor to catch any acid that may possibly fly over the edge of the jar when the cyanide is dropped, or as a result of the violent chemical action which follows. Close all outside openings and open up the interior of the apartment as much as possible, in order that the full strength of the gas may reach the hiding places of the insects. See that all entrances are locked or guarded on the outside to prevent persons entering; then leave the building, releasing the cords as you go. The gas will all be given off in a few minutes, and should remain in the building at least 3 hours.
When the sulphuric acid comes in contact with the cyanide of potassium the result is the formation of sulphate of potash, which remains in the jar, and the hydrocyanic acid is liberated and {419} escapes into the air. The chemical action is so violent as to cause a sputtering, and frequently particles of the acid are thrown over the sides of the jar; this may be prevented by supporting a sheet of stiff paper over the jar by means of a hole in the center, through which the cord supporting the cyanide of potassium is passed, so that when the cord is released the paper will descend with the cyanide and remain at rest on the top of the jar, but will not prevent the easy descent of the cyanide into the acid. The weight of this paper will in no way interfere with the escape of the gas.
At the end of the time required for fumigation, the windows and doors should be opened from the outside and the gas allowed to escape before anyone enters the building. A general cleaning should follow, as the insects leave their hiding places and, dying on the floors, are easily swept up and burned. The sulphate of potash remaining in the jars is poisonous and should be immediately buried and the jars themselves filled with earth or ashes. No food that has remained during fumigation should be used, and thorough ventilation should be maintained for several hours. After one of these experiments it was noted that ice water which had remained in a closed cooler had taken up the gas, and had both the odor and taste of cyanide.
For dwellings one fumigation each year would be sufficient, but for storage houses it may be necessary to make an application every 3 or 4 months to keep them entirely free from insect pests. The cost of materials for one application is about 50 cents for each 5,000 cubic feet of space to be treated. The cyanide of potassium can be purchased at about 35 cents per pound, and the commercial sulphuric acid at about 4 cents per pound. The strength of the dose may be increased and the time of exposure somewhat shortened, but this increases the cost and does not do the work so thoroughly. In no case, however, should the dose remain less than 1 hour.
The application of this method of controlling household insects and pests generally is to be found in checking the advance of great numbers of some particular insect, or in eradicating them where they have become thoroughly established. This method will be found very advantageous in clearing old buildings and ships of cockroaches.
See also Veterinary Formulas.
| I.— | Oil of cloves | 3 parts |
|---|---|---|
| Bay oil | 5 parts | |
| Eucalyptus tincture | 5 parts | |
| Alcohol | 150 parts | |
| Water | 200 parts |
II.—Tar well diluted with grease of any kind is as effective an agent as any for keeping flies from cattle. The mixture indicated has the advantage of being cheap. Applying to the legs, neck, and ears will usually be sufficient.
| Sulphur | 86 pounds |
| Extra dynamo oil | 1,000 gallons |
| By weight | ||
|---|---|---|
| I.— | Bay oil | 500 parts |
| Naphthalene | 100 parts | |
| Camphor | 60 parts | |
| Animal oil | 25 parts | |
| II.— | Bay oil, pressed | 400 parts |
| Naphthalene | 100 parts | |
| Crude carbolic acid | 10 parts | |
| Naphthalene | 4 av. ounces |
| Starch | 12 av. ounces |
Reduce to fine powder. A few grains of lampblack added will impart a light gray color, and if desirable a few drops of oil of pennyroyal or eucalyptus will disguise the naphthalene odor.
Rub into the skin of the animal and let the powder remain for a day or two, when the same can be removed by combing or giving a bath, to which some infusion of quassia or quassia chips has been added. This treatment is equally efficient for lice and ticks.
II.—Oil of eucalyptus smeared about the coop will cause the parasites to leave. To drive them out of the nests of sitting hens, place in the nest an egg that has been emptied, and into which has been inserted a bit of sponge imbibed in essence of eucalyptus. There may be used also a concentrated solution of extract of tobacco, to which phenol has been added. {420}
III.—Cover the floor or soil of the house with ground or powdered plaster, taken from old walls, etc.
A most efficacious means of getting rid of ants is spraying their resorts with petroleum. The common oil is worth more for this purpose than the refined. Two thorough sprayings usually suffice.
In armoires, dressing cases, etc., oil of turpentine should be employed. Pour it in a large plate, and let it evaporate freely. Tobacco juice is another effective agent, but both substances have the drawback of a very penetrating and disagreeable odor.
Boiling water is deadly to ants wherever it can be used (as in the garden, or yard around the house). So is carbon disulphide injected into the nests by aid of a good, big syringe. An emulsion of petroleum and water (oil, 1 part; water, 3 parts) poured on the earth has proven very efficacious, when plentifully used (say from 1 ounce to 3 ounces to the square yard). A similar mixture of calcium sulphide and water (calcium sulphide, 100 parts; water, 1,000 parts; and the white of 1 egg to every quart of water) poured into their holes is also effective.
A weak solution of corrosive sublimate is very deadly to ants. Not only does it kill them eventually, but it seems to craze them before death, so that ants of the same nest, after coming into contact with the poison, will attack each other with the greatest ferocity.
Where ants select a particular point for their incursions it is a good plan to surround it with a “fortification” of obnoxious substance. Sulphur has been used successfully in this way, and so has coal oil. The latter, however, is not a desirable agent, leaving a persistent stain and odor.
The use of carbon disulphide is recommended to destroy ants’ nests on lawns. A little of the disulphide is poured into the openings of the hills, stepping on each as it is treated to close it up. The volatile vapors of the disulphide will penetrate the chambers of the nest in every direction, and if sufficient has been used will kill not only the adult insects but the larvæ as well. A single treatment is generally sufficient.
| I.— | Water | 1 quart |
|---|---|---|
| Cape aloes | 4 ounces | |
| Boil together and add: | ||
| Camphor in small pieces | 1 1/2 ounces | |
| II.— | Powdered cloves | 1 ounce |
| Insect powder | 1 ounce | |
| Scatter around where ants infest. | ||
| III.— | Cape aloes | 1/2 pound |
| Water | 4 pints | |
Boil together and add camphor gum, 3 ounces. Sprinkle around where the ants infest.
A good bug killer is benzine, pure and simple, or mixed with a little oil of mirbane. It evaporates quickly and leaves no stain. The only trouble is the inflammability of its vapor.
The following is a popular preparation: To half a gallon of kerosene oil add a quart of spirit of turpentine and an ounce of oil of pennyroyal. This mixture is far less dangerous than benzine. The pennyroyal as well as the turpentine are not only poisonous but exceedingly distasteful to insects of all kinds. The kerosene while less quickly fatal to bugs than benzine is cheaper and safer, and when combined with the other ingredients becomes as efficient.
Where the wall paper and wood work of a room have become invaded, the usual remedy is burning sulphur. To be efficient the room must have every door, window, crevice, and crack closed. The floor should be wet in advance so as to moisten the air. A rubber tube should lead from the burning sulphur to a key-hole or auger-hole and through it, and by aid of a pair of bellows air should be blown to facilitate the combustion of the sulphur.
| I.— | Common soap | 1 av. ounce |
|---|---|---|
| Ammonium chloride | 3 av. ounces | |
| Corrosive sublimate | 3 av. ounces | |
| Water enough to make | 32 fluidounces. |
Dissolve the salts in the water and add the soap.
This will make a paste that can be painted with a brush around in the cracks and crevices. Besides, it will make an excellent filling to keep the cracks of the wall and wainscoting free from bugs of all kinds. The formula could be modified so as to permit the use {421} of Paris green or London purple, if desired. A decoction of quassia could be used to dissolve the soap. The latter paste would, of course, not be poisonous, and in many instances it would be preferred. It is possible to make a cold infusion of white hellebore of 25 per cent strength, and in 1 quart of infusion dissolve 1 ounce of common soap. The advantage of the soap paste is simply to keep the poisonous substance thoroughly distributed throughout the mass at all times. The density of the paste can be varied to suit. Kerosene oil or turpentine could replace 6 ounces or 8 ounces of the water in making the paste, and either of these would make a valuable addition.
Another paste preparation which will meet with hearty recommendation is blue ointment. This ointment, mixed with turpentine or kerosene oil, can be used to good advantage; especially so as the turpentine is so penetrating that both it and the mercury have a chance to act more effectually. It can be said that turpentine will kill the bedbug if the two come in contact; and kerosene is not far behindhand in its deadly work.
| II.— | Blue ointment | 1 ounce |
|---|---|---|
| Turpentine | 3 ounces |
Stir well together.
| I.— | Oil of pennyroyal | 1 drachm |
|---|---|---|
| Turpentine | 8 ounces | |
| Kerosene oil, enough to make | 1 gallon. |
Put up in 8-ounce bottles as a bedbug exterminator.
| II.— | Oil of eucalyptus | 1 drachm |
|---|---|---|
| Eucalyptus leaves | 1 ounce | |
| Benzine | 2 ounces | |
| Turpentine | 2 ounces | |
| Kerosene enough to make | 16 ounces. |
Mix the turpentine, benzine, and kerosene oil, and macerate the eucalyptus leaves in it for 24 hours; then strain and make up the measure to 1 pint, having first added the oil of eucalyptus.
A fly poison that is harmless to man may be made from quassia wood as follows:
| Quassia | 1,000 parts |
| Molasses | 150 parts |
| Alcohol | 50 parts |
| Water | 5,750 parts |
Macerate the quassia in 500 parts of water for 24 hours, boil for half an hour, set aside for 24 hours, then press out the liquid. Mix this with the molasses and evaporate to 200 parts. Add the alcohol and the remaining 750 parts of water, and without filtering, saturate absorbent paper with it.
This being set out on a plate with a little water attracts the flies, which are killed by partaking of the liquid.
| I.— | Rosin | 150 parts |
|---|---|---|
| Linseed oil | 50 parts | |
| Honey | 18 parts | |
| Melt the rosin and oil together and stir in the honey. | ||
| II.— | Rapeseed oil | 70 parts |
| Rosin | 30 parts | |
| Mix and melt together. | ||
| III.— | Rosin | 60 parts |
| Linseed oil | 38 parts | |
| Yellow wax | 2 parts | |
| IV.— | Rosin | 10 parts |
| Turpentine | 5 parts | |
| Rapeseed oil | 5 parts | |
| Honey | 1 part | |
| I.— | Long peppers, powdered | 5 parts |
|---|---|---|
| Quassia wood, powdered | 5 parts | |
| Sugar, powdered | 10 parts |
Mix, moisten the mixture with 4 parts of alcohol, dry, and again powder. Keep the powder in closely stoppered jars, taking out a sufficient quantity as desired.
| II.— | Orris root, powdered | 4 parts |
|---|---|---|
| Starch, powdered | 15 parts | |
| Eucalyptol | 1 part |
Mix. Keep in a closely stoppered jar or box. Strew in places affected by flies.
| I.— | Eucalyptol | 10 parts |
|---|---|---|
| Bergamot oil | 3 parts | |
| Acetic ether | 10 parts | |
| Cologne water | 50 parts | |
| Alcohol, 90 per cent | 100 parts |
Mix. One part of this “essence” is {422} to be added to 10 parts of water and sprayed around the rooms frequently.
| II.— | Eucalyptol | 10 parts |
|---|---|---|
| Acetic ether | 5 parts | |
| Cologne water | 40 parts | |
| Tincture of insect powder (1:5) | 50 parts |
| By weight | ||
|---|---|---|
| I.— | Yellow wax | 85 parts |
| Spermaceti | 60 parts | |
| Sweet oil | 500 parts | |
| Melt and add: | ||
| Boiling distilled water | 150 parts | |
| After cooling add: | ||
| Clove oil | 2 parts | |
| Thyme oil | 3 parts | |
| Eucalyptus oil | 4 parts | |
| II.— | Bay oil, pressed | 100 parts |
| Acetic ether | 12 parts | |
| Clove oil | 4 parts | |
| Eucalyptus oil | 3 parts | |
| Sabadilla, powder | 2 av. ounces |
| Acetic acid | 1/2 fluidounce |
| Wood alcohol | 2 fluidounces |
| Water sufficient to make | 16 fluid ounces. |
Mix the acetic acid with 14 fluidounces of water and boil the sabadilla in this mixture for 5 to 10 minutes, and when nearly cold add the alcohol, let stand, and decant the clear solution and bottle.
Directions: Shake the bottle and apply to the affected parts night and morning.
Two formulas for insecticides with especial reference to vermin which attack plants:
| I.— | Kerosene | 2 gallons |
|---|---|---|
| Common soap | 1/2 pound | |
| Water | 1 gallon |
Heat the solution of soap, add it boiling hot to the kerosene and churn until it forms a perfect emulsion. For use upon scale insects it is diluted with 9 parts of water; upon other ordinary insects with 15 parts of water, and upon soft insects, like plant lice, with from 20 to 25 parts of water.
For lice, etc., which attack the roots of vines and trees the following is recommended:
| II.— | Caustic soda | 5 pounds |
|---|---|---|
| Rosin | 40 pounds | |
| Water, a sufficient quantity. | ||
Dissolve the soda in 4 gallons of water, by the aid of heat, add the rosin and after it is dissolved and while boiling add, slowly, enough water to make 50 gallons. For use, 1 part of this mixture is diluted with 10 parts of water and about 5 gallons of the product poured into a depression near the root of the vine or tree.
Dissolve, hot, 4 parts of black soap in 15 parts of hot water. Let cool to 104° F., and pour in 10 parts of ordinary petroleum, shaking vigorously. Thus an emulsion of café au lait color is obtained, which may be preserved indefinitely. For employment, each part of the emulsion is diluted, according to circumstances, with from 10 to 20 parts of water.
A composition for the destruction of pear blight, which has been patented in {423} the United States, is as follows: Peppermint oil, 16 parts; ammonia water, 60 parts; calomel, 30 parts; and linseed oil, 1,000 parts.
| I.— | Venice turpentine | 200 parts |
|---|---|---|
| Rosin | 1,000 parts | |
| Turpentine | 140 parts | |
| Tar | 80 parts | |
| Lard | 500 parts | |
| Rape oil | 240 parts | |
| Tallow | 200 parts | |
| II.— | Rosin | 50 parts |
| Lard | 40 parts | |
| Stearine oil | 40 parts |
| Kerosene | 2 gallons |
| Common soap | 8 ounces |
| Water | 1 gallon |
Dissolve the soap in the water by the aid of heat, bring to the boiling point, and add the kerosene in portions, agitating well after each addition. This is conveniently done by means of the pump to be used for spraying the mixture.
For the extermination of scale insects, resinous preparations are also employed, which kill by covering them with an impervious coating. Such a wash may be made as follows:
| Rosin | 3 1/2 pounds |
| Caustic soda | 1 pound |
| Fish oil | 8 ounces |
| Water | 20 gallons |
Boil the rosin, soda, and oil with a small portion of the water, adding the remainder as solution is effected.
For the San José scale a stronger preparation is required, the proportion of water being decreased by half, but such a solution is applied only when the tree is dormant.
The oily washes are said to be the best for the use by the spraying method. “Kerosene emulsion” is a type of these washes. A formula published by the United States Department of Agriculture follows: Kerosene, 2 gallons; whale-oil soap, 1/2 pound; water, 1 gallon. The soap is dissolved in hot water, the kerosene added, and the whole thoroughly emulsified by means of a power pump until a rather heavy, creamy emulsion is produced. The quantity of soap may be increased if desired. The insecticide is applied by spraying the infected tree with an ordinary force pump with spraying nozzle.
(b) Mix 4 parts of carbolic acid with 100 parts water glass.
| Unslaked lime | 18 parts |
| Sulphur | 9 parts |
| Salt | 6.75 parts |
Mix as follows: A fourth part of the lime is slaked and boiled for 2/3 of an hour with the sulphur in 22.6 parts of water. The remainder of the lime is then slaked and added with the salt to the hot mixture. The whole is burned for another half hour or an hour, and then diluted to 353 parts. The fluid is applied lukewarm when the plants are not in active growth.
| Powdered pyrethrum | 8 ounces |
| Powdered colocynth | 4 ounces |
| Powdered hellebore | 16 ounces |
| Naphthalene | 4 ounces |
| Talcum | 10 ounces |
| Tobacco dust | 2 ounces |
Pyrethrum, whale oil (in the form of soap), fish oil (in the form of soap), soft soap, paraffine, Prussic acid, Paris green, white lead, sulphur, carbon bisulphide, acorus calamus, camphor, Cayenne pepper, tobacco, snuff, asafetida, white hellebore, eucalyptol, quassia, borax, acetic ether are most important substances used as insecticides, alone, or in combination of two or more of them. The Prussic acid and Paris green are dangerous poisons and require to be used with extreme care:
Insect powder is used for all small insects and as a destroyer of roaches. The observations of some experimenters seem to show that the poisonous principle of these flowers is non-volatile, but the most favorable conditions under which to use them are in a room tightly closed and well warmed. There may be two poisonous principles, one of which is volatile. Disappointment sometimes arises in their use from getting powder either adulterated, or which has been exposed to the air and consequently lost some of its efficiency.
The dust resulting from the use of insect powder sometimes proves irritating to the mucous membranes of the one applying the powder. This is best avoided by the use of a spray atomizer.
Persistence in the use of any means is an important element in the work of destroying insects. A given poison may be employed and no visible result follow at first, when in reality many may have been destroyed, enough being left to deceive the observer as to numbers. They multiply very rapidly, too, it must be remembered, and vigorous work is required to combat this increase. Where they can easily migrate from one householder’s premises to those of another, as in city “flats,” it requires constant vigilance to keep them down, and entire extermination is scarcely to be expected.
The ordinary insect powder on the market is made from pyrethrum carneum, pyrethrum roseum, and pyrethrum cinerariæ-folium. The first two are generally ground together and are commercially called Persian insect powder; while the third is commonly called Dalmatian insect powder. These powders are sold in the stores under many names and in combination with other powders under proprietary names.
The powder is obtained by crushing the dried flowers of the pellitory (pyrethrum). The leaves, too, are often used. They are cultivated in the Caucasus, whence the specific name Caucasicum sometimes used. Pyrethrum belongs to the natural order compositæ, and is closely allied to the chrysanthemum. The active principle is not a volatile oil, as stated by some writers, but a rosin, which can be dissolved out from the dry flowers by means of ether. The leaves also contain this rosin but in smaller proportions than the flowers. Tincture of pyrethrum is made by infusing the dried flowers in five times their weight of rectified spirit of wine. Diluted with water it is used as a lotion.
Borax powder also makes a very good insectifuge. It appears to be particularly effective against the common or kitchen cockroach. Camphor is sometimes used, and the powdered dried root of acorus calamus, the sweet flag. A mixture of white lead with four times its weight of chalk is also highly recommended. The fish-oil soaps used in a powdered form are made from various recipes; of which the following is a typical example:
| Powdered rosin | 2 pounds |
| Caustic soda | 8 ounces |
| Fish or whale oil | 4 ounces |
Boil together in a gallon of water for at least an hour, replacing some of the water if required.
The following insect-powder formulas are perfectly safe to use. In each instance insect powder relates to either one of the pyrethrum plants powdered, or to a mixture:
| I.— | Insect powder | 8 ounces av. |
|---|---|---|
| Powdered borax | 8 ounces av. | |
| Oil of pennyroyal | 2 fluidrachms | |
| II.— | Insect powder | 8 ounces av. |
| Borax | 8 ounces av. | |
| Sulphur | 4 ounces av. | |
| Oil of eucalyptus | 2 fluidrachms | |
| This formula is especially good for cockroaches: | ||
| III.— | Insect powder | 14 ounces av. |
| Quassia in fine powder | 6 ounces av. | |
| White hellebore, powdered | 2 ounces av. | |
| Cocoa powder | 4 ounces |
| Starch | 8 ounces |
| Borax | 37 ounces |
Mix thoroughly.
Oil of pennyroyal is commonly used to keep mosquitoes away. Some form of petroleum rubbed on the skin is even more efficient, but unpleasant to use, and if left on long enough will burn the skin.
A 40 per cent solution of formaldehyde for mosquito bites gives remarkably quick and good results. It should be applied to the bites as soon as possible with the cork of the bottle, and allowed to dry on. Diluted ammonia is also used to rub on the bites.
| Borax | 37 ounces |
| Starch | 9 ounces |
| Cocoa | 4 ounces |
| Spanish pepper | 100 parts |
| Turpentine oil | 50 parts |
| Camphor | 25 parts |
| Clove oil | 10 parts |
| Alcohol, 96 per cent | 900 parts |
Cut the Spanish pepper into little bits, and pour over them the alcohol and oil of turpentine. Let stand 2 or 3 days, then decant, and press out. To the liquid thus obtained add the camphor and clove oil, let stand a few days, then filter and fill into suitable bottles. To use, imbibe bits of bibulous paper in the liquid and put them in the folds of clothing to be protected.
| Cloves | 2 ounces |
| Cinnamon | 2 ounces |
| Mace | 2 ounces |
| Black pepper | 2 ounces |
| Orris root | 2 ounces |
Powder coarsely and mix well together.
INSECT POWDERS: See Insecticides.
Into a china wash-basin, half filled with water, pour a glass of beer; cover the basin with a newspaper, in the center of which a small round hole is cut. Place it so that the edges of the paper lie on the floor and the hole is over the center of the basin. At night beetles and other insects, attracted by the smell of beer, climb the paper and fall through the hole into the liquid.
INSTRUMENT ALLOYS: See Alloys.
INSTRUMENT CLEANING: See Cleaning Preparations and Methods.
INSTRUMENT LACQUER: See Lacquers.
I.—Melt 2 parts of asphalt together with 0.4 parts of sulphur, add 5 parts of linseed-oil varnish, linseed oil or cottonseed oil, keep at 320° F. for 6 hours; next pour in oil of turpentine as required.
II.—Maintain 3 parts of elaterite with 2 parts of linseed-oil varnish at 392° F. for 5 to 6 hours; next melt 3 parts of asphalt, pour both substances together, and again maintain the temperature of {426} 392° F. for 3 to 4 hours, and then add 1 part of linseed-oil varnish and oil of turpentine as required.
III.—Insulating Varnish for Dynamos and Conduits with Low Tension.—Shellac, 4 parts; sandarac, 2 parts; linoleic acid, 2 parts; alcohol, 15 parts.
IV.—An insulating material which contains no caoutchouc is made by dissolving natural or coal-tar asphalt in wood oil, adding sulphur and vulcanizing at 572° F. The mixture of asphalt and wood oil may also be vulcanized with chloride of sulphur by the ordinary process used for caoutchouc. Before vulcanizing, a solution of rubber scraps in naphthalene is sometimes added and the naphthalene expelled by a current of steam. Substitutes for hard rubber are made of natural or artificial asphalt combined with heavy oil of tar and talc or infusorial earth.
Most of the insulating materials advertised under alluring names consist of asphalt combined with rosin, tar, and an inert powder such as clay or asbestos. Some contain graphite, which is a good conductor and therefore a very undesirable ingredient in an insulator.
An asbestos jacket is the usual insulator for boilers, steampipes, etc. The thicker the covering around the steampipe, the more heat is retained. A chief requirement for such protective mass is that it contains air in fine channels, so that there is no connection with the closed-in air. Most substances suitable for insulating are such that they can only with difficulty be used for a protective mass. The most ordinary way is to mix infusorial earth, kieselguhr, slag-wool, hair, ground cork, etc., with loam or clay, so that this plastic mass may be applied moist on the pipes. In using such substances care should be taken carefully to clean and heat the surfaces to be covered. The mass for the first coating is made into a paste by gradual addition of water and put on thick with a brush. After drying each time a further coating is applied. This is repeated until the desired thickness is reached. The last layer put on is rubbed smooth with the flat hand. Finally, strips of linen are wound around, which is coated with tar or oil paint as a protection against outside injuries. Cork stones consist of crushed cork with a mineral binding agent, and are sold pressed into various shapes.
Experiments have shown that with the aid of red lead a very serviceable, resistive, and weatherproof insulation material may be produced from inferior fibers, to take the place, in many cases, of gutta-percha and other substances employed for insulating purposes, and particularly to effect the permanent insulation of aerial conductors exposed to the action of the weather. Hackethal used for the purpose any vegetable fiber which is wrapped around the conductors to be insulated. The fiber is then saturated with liquid red lead. The latter is accomplished in the proportion of 4 to 5 parts of red lead, by weight, to 1 part, by weight, of linseed oil, by the hot or cold process, by mere immersion or under pressure. All the three substances, fiber, oil, and red lead, possess in themselves a certain insulating capacity, but none of them is alone of utility for such purposes. Even the red lead mixed with linseed oil does not possess in the liquid state a high degree of insulating power. {427} Only when both substances, the ingredients of the linseed oil capable of absorbing oxygen and the lead oxide rich in oxygen, oxidize in the air, a new gummy product of great insulating capacity results.
INTENSIFIERS: See Photography.
Iodine is quickly dissolved in oils by first rubbing up the iodine with one-fourth of its weight of potassium iodide and a few drops of glycerine, then adding a little oil and rubbing up again. The addition of the resultant liquid to the rest of the oil and a sharp agitation finishes the process.
IODINE SOAP: See Soap.
Rub the part with about a teaspoonful of wine vinegar, after a previous thorough washing with soap.
(See also Metals and Steel.)
Another method is to apply a magnet. Steel responds much more quickly and actively to the magnetic influence than does iron.
IRON, BITING OFF RED HOT: See Pyrotechnics.
IRON, CEMENTS FOR: See Adhesives.
IRON, TO CLEAN: See Cleaning Preparations and Methods.
IRON TO CLOTH, GLUING: See Adhesives. {428}
IRON, HOW TO ATTACH RUBBER TO: See Adhesives, under Rubber Cements.
IRON OXALATE DEVELOPER: See Photography.
IRON SOLDERS: See Solders.
IRONING WAX: See Laundry Preparations.
IRON VARNISHES: See Varnishes.
ITCH, BARBERS’: See Ointments.
(See also Bones, Shell, and Horn.)
Red.—The article is placed for 24 hours in water, 1,000 parts of which carry 100 parts of vinegar (acetic acid, 6 per cent), and from 1 to 5 parts of aniline red. As soon as it acquires the desired color pour off the liquid, let the ivory dry, and polish with Vienna lime.
Black.—Wash the article first in potash or soda lye and then put into a neutral solution of silver nitrate. Drain off the liquid and lay in the direct sunshine.
Red-Purple.—Put the article in a weak solution of triple gold chloride and then into direct sunshine.
Red.—For a different shade of red (from the first given), place the article for a short time in water weakly acidified with nitric acid and then in a solution of cochineal in ammonia.
Yellow.—Leave for several hours in a solution of lead acetate, rinse and dry. When quite dry place in a solution of potassium chromate.
To Color Billiard Balls Red.—
Fiery Red.—Wash the article first in a solution of carbonate of soda, then plunge for a few seconds in a bath of equal parts of water and nitric acid. Remove, rinse in running water; then put in an alcoholic solution of fuchsine and let it remain until it is the required color.
Cherry Red.—Clean by washing in the sodium carbonate solution, rinse and lay in a 2 per cent solution of tin chloride, for a few moments, then boil in a solution of logwood. Finally lay in a solution of potassium carbonate until it assumes the desired color.
Pale Red.—Wash in soda solution, rinse and lay for 25 minutes in a 5 per cent solution of nitric acid, rinse, then lay for several minutes in a weak solution of tin chloride. Finally boil in the following solution: Carmine, 2 parts; sodium carbonate, 12 parts; water, 200 parts; acetic acid enough to saturate.
Brown.—Apply several coats of an ammoniacal solution of potassium permanganate. Similar results are obtained if the solution is diluted with vinegar, and the ivory article allowed to remain in the liquid for some time.
Another softening fluid is prepared by mixing 1 ounce of spirit of niter with 5 ounces of water and steeping the ivory in the fluid for 4 or 5 days.
See also Casein and Plaster.
Manufacture of Compounds Imitating Ivory, Shell, etc.—Casein, as known, may act the part of an acid and combine with bases to form caseinates or caseates; among these compounds, caseinates of potash, of soda, and of ammonia are the only ones soluble in water; all the others are insoluble and may be readily prepared by double decomposition. Thus, for example, to obtain caseinate of alumina, it is sufficient to add to a solution of casein in caustic soda a solution of sulphate of alumina; an insoluble precipitate of casein, or caseinate of alumina, is instantly formed. This precipitate ought to be freed from the sulphate of soda (formed by double decomposition) by means of prolonged washing.
When pure, ordinary cellulose may be incorporated with it by this process, producing a new compound, cheaper than pure cellulose, although possessing the same properties, and capable of replacing it in all its applications. According to the results desired, in transparency, color, hardness, etc., the most suitable caseinate should be selected. Thus, if a translucent compound is to be obtained, the caseinate of alumina yields the best. If a white compound is desired, the caseinate of zinc or of magnesia should be chosen; and for colored products the caseinates of iron, copper, and nickel will give varied tints.
The process employed for the new products, with a base of celluloid and caseinate, is as follows: On one hand casein is dissolved in a solution of caustic soda (100 of water for 10 to 25 of soda), and this liquid is filtered, to separate the matters not dissolved and the impurities.
On the other hand, a salt (of the base of which the caseinate is desired) is dissolved, and the solution filtered. It is well not to operate on too concentrated a solution. The two solutions are mixed in a reservoir furnished with a mechanical stirrer, in order to obtain the insoluble caseinate precipitate in as finely divided a state as possible. This precipitate should be washed thoroughly so as to free it from the soda salt formed by double decomposition, but on account of its gummy or pasty state, this washing presents certain difficulties, and should be done carefully. After the washing it should be freed from the greater part of water contained by draining, followed by drying, or energetic pressing; then it is washed in alcohol, dried or pressed again, and is ready to be incorporated in the mass of the celluloid.
For the latter immersion and washing, it has been found that an addition of 1 to 5 per cent of borax is advantageous, for it renders the mass more plastic, and facilitates the operation of mixing. This may be conducted in a mixing apparatus; but, in practice, it is found preferable to effect it with a rolling mill, operated as follows:
The nitro-cellulose is introduced in the plastic state, and moistened with a solution of camphor in alcohol (40 to 50 parts of camphor in 50 to 70 parts of alcohol for 100 parts of nitro-cellulose) as it is practiced in celluloid factories.
This plastic mass of nitro-cellulose is placed in a rolling mill, the cylinders of which are slightly heated at the same time as the caseinate, prepared as above; then the whole mass is worked by the cylinders until the mixture of the two is perfectly homogeneous, and the final mass is sufficiently hard to be drawn out in leaves in the same way as practiced for pure celluloid. These leaves are placed in hydraulic presses, where they are compressed, first hot, then cold, and the block thus formed is afterwards cut into leaves of the thickness desired. These leaves are dried in an apparatus in the same way as ordinary celluloid. The product resembles celluloid, and has all its properties. At 195° to 215° F. it becomes quite plastic, and is easily molded. It may be sawed, filed, turned, and carved without difficulty, and takes on a superb polish. It burns less readily than celluloid, and its combustibility diminishes in proportion as the percentage of caseinate increases; finally, the cost price is less than that of celluloid, {430} and by using a large proportion of caseinate, products may be manufactured at an extremely low cost.
If simply dirty, scrub with soap and tepid water, using an old tooth or nail brush for the purpose. Grease stains may be sometimes removed by applying a paste of chalk or whiting and benzol, covering the article so that the benzol may not dry too rapidly. Carbon disulphide (the purified article) may be used in place of benzol. When dry, rub off with a stiff brush. If not removed with the first application, repeat the process. Delicately carved articles that show a tendency to brittleness should be soaked for a short time in dilute phosphoric acid before any attempt to clean them is made. This renders the minuter portions almost ductile, and prevents their breaking under cleaning.
The large scratched brush should be treated as follows: If the scratches are deep, the surface may be carefully rubbed down to the depth of the scratch, using the finest emery cloth, until the depth is nearly reached, then substituting crocus cloth.
To restore the polish nothing is superior to the genuine German putz pomade, following by rubbing first with chamois and finishing off with soft old silk. The more “elbow grease” put into the rubbing the easier the task, as the heat generated by friction seems to lend a sort of ductility to the surface. To remove the yellow hue due to age, proceed as follows: Make a little tripod with wire, to hold the object a few inches above a little vessel containing lime chloride moistened with hydrochloric acid; put the object on the stand, cover the whole with a bell glass, and expose to direct sunlight. When bleached, remove and wash in a solution of sodium bicarbonate, rinse in clear water and dry.
Like mother-of-pearl, ivory is readily cleaned by dipping in a bath of oxygenized water or immersing for 15 minutes in spirits of turpentine, and subsequently exposing to the sun for 3 or 4 days. For a simple cleaning of smooth articles, wash them in hot water, in which there has been previously dissolved 100 parts (by weight) of bicarbonate of soda per 1,000 parts of water. To clean carved ivory make a paste of very fine, damp sawdust, and put on this the juice of 1 or 2 lemons, according to the article to be treated. Now apply a layer of this sawdust on the ivory, and when dry brush it off and rub the object with a chamois.
Many years ago an article was introduced in the industrial world which in contradistinction to the genuine animal ivory, has its origin in the vegetable kingdom, being derived from the nut of a palm-like shrub called phytelephasmacrocarpa, whose fruit reaches the size of an apple. This fruit has a very white, exceedingly hard kernel which can be worked like ivory. A hundred of these fruits only costing about $1, their use offers great advantages. Worked on the lathe this ivory can be passed off as the genuine article, it being so much like it that it is often sold at the same price. It can also be colored just like genuine ivory.
To distinguish the two varieties of ivory, the following method may be employed: Concentrated sulphuric acid applied to vegetable ivory will cause a pink coloring in about 10 or 12 minutes, which can be removed again by washing with water. Applied on genuine ivory, this acid does not affect it in any manner.
IVORY BLACK: See Bone Black.
IVORY CEMENT: See Adhesives.
IVORY GILDING: See Plating.
IVORY POLISHES: See Polishes.
JAPAN BLACK: See Paints.
JAPANNING AND JAPAN TINNING: See Varnishes.
JASMINE MILK: See Cosmetics.
JELLY (FRUIT) EXTRACT: See Essences and Extracts.
JEWELERS’ CEMENTS: See Adhesives.
JEWELERS’ CLEANING PROCESSES: See Cleaning Preparations and Methods.
(See also Gems, Gold, and Watchmakers’ Recipes.)
| I.— | Yellow wax | 32 parts |
|---|---|---|
| Red bole | 3 parts | |
| Crystallized verdigris | 2 parts | |
| Alum | 2 parts | |
| II.— | Yellow wax | 95 parts |
| Red bole | 64 parts | |
| Colcothar | 2 parts | |
| Crystallized verdigris | 32 parts | |
| Copper ashes | 20 parts | |
| Zinc vitriol | 32 parts | |
| Green vitriol | 16 parts | |
| Borax | 1 part |
The wax is melted and the finely powdered chemicals are stirred in, in rotation. If the gilt bronze goods are to obtain a lustrous orange shade, apply a mixture of ferric oxide, alum, cooking salt, and vinegar in the heated articles by means of a brush, heating to about 266° F. until the shade commences to turn black and water sprinkled on will evaporate with a hissing sound, then cool in water, dip in a mixture of 1 part of nitric acid with 40 parts of water, rinse {432} thoroughly, dry, and polish. For the production of a pale-gold shade use a wax preparation consisting of:
| III.— | Yellow wax | 19 parts |
|---|---|---|
| Zinc vitriol | 10 parts | |
| Burnt borax | 3 parts | |
| Green-gold color is produced by a mixture of: | ||
| IV.— | Saltpeter | 6 parts |
| Green vitriol | 2 parts | |
| Zinc vitriol | 1 part | |
| Alum | 1 part | |
| Saltpeter | 40 parts |
| Alum | 25 parts |
| Cooking salt | 35 parts |
Heat the objects to about 608° F., whereby the powder is melted and acquires the consistency of a thin paste. In case of too high a temperature decomposition will set in.
II.—Washed white sand, 100 parts (by weight): minium, 35 parts; calcined potash, 25 parts; calcined borax, 20 parts; nitrate of potash (crystals), 10 parts; peroxide of manganese, 5 parts. The sand must be washed as above stated.
II.—One hundred parts of calcium bromide and 2 parts of bromium. The objects are allowed to remain in this solution (which must be also constantly stirred) for from 2 to 3 minutes, then washed in a solution of sodium hyposulphite, after which they must be rinsed in clean water.
III.—Thirty parts of verdigris; 30 parts of sea salt; 30 parts of hematite; 30 parts of sal ammoniac, and 5 parts of alum. This must be all ground up together and mixed with strong vinegar; or we may also use 100 parts of verdigris; 100 parts of hydrochlorate of ammonia; 65 parts of saltpeter, and 40 parts of copper filings, all of which are to be well mixed with strong vinegar.
| dwts. | grs. | |
|---|---|---|
| Fine gold | 1 | 0 |
| Fine silver | 0 | 3 |
| Fine copper | 0 | 2 |
| 1 | 5 |
This mixture will answer all the many purposes of the jobber; for soldering high quality gold wares that come for repairs, particularly wedding rings, it will be found admirably suited. If an easier solder is wanted, and such is very often the case with jobbing jewelers, especially where several solderings have to be accomplished, it is as well to have at hand a solder which will not disturb the previous soldering places, for if this is not prevented a very simple job is made very difficult, and a lot of time and patience wholly wasted. To guard against a thing of this kind the following solder may be employed on the top of the previous one:
| dwts. | grs. | |
|---|---|---|
| Fine gold | 1 | 0 |
| Fine silver | 0 | 3 |
| Yellow brass | 0 | 2 |
| 1 | 5 |
This solder is of the same value as the previous one, but its melting point is lower, and it will be found useful for many purposes that can be turned to good account in a jobbing jeweler’s business.
See also Alloys and Solders.
II.—Platina, 2 parts; silver, 1 part; copper, 3 parts. These compositions, when properly prepared, so nearly resemble pure gold that it is very difficult to {434} distinguish them therefrom. A little powdered charcoal, mixed with metals while melting, will be found of service.
II.—Gold, 2 parts; silver, 1 part; copper, 1 part.
III.—Gold, 3 parts; silver, 3 parts; copper, 1 part; zinc, 1/2 part.
II.—Enamel Solder.—Copper, 25 parts; silver, 7.07 parts; gold, 67.93 parts.
III.—Copper, 26.55 parts; zinc, 6.25 parts; silver, 31.25 parts; gold, 36 parts.
IV.—Enamel Solder.—Silver, 19.57 parts; gold, 80.43 parts.
II.—Fine gold, 1 pennyweight; silver, 1 pennyweight; copper, 1 pennyweight.
II.—Copper, 23.33 parts; zinc, 10 parts; silver, 66.67 parts.
III.—Copper, 26.66 parts; zinc, 10 parts; silver, 63.34 parts.
IV. (Soft.)—Copper, 14.75 parts; zinc, 8.50 parts; silver, 77.05 parts.
V.—Copper, 22.34 parts; zinc, 10.48 parts; silver, 67.18 parts.
VI.—Tin, 63 parts; lead, 37 parts.
I.—Sterling Silver.—Fine silver, 11 ounces, 2 pennyweights; fine copper, 18 pennyweights.
II.—Equal to Sterling.—Fine silver, 1 ounce; fine copper, 1 pennyweight, 12 grains.
III.—Fine silver, 1 ounce; fine copper, 5 pennyweights.
IV.—Common Silver for Chains.—Fine silver, 6 pennyweights; fine copper, 4 pennyweights.
V.—Solder.—Fine silver, 16 pennyweights; fine copper, 12 grains; pin brass, 3 pennyweights, 12 grains.
VI.—Alloy for Plating.—Fine silver, 1 ounce; fine copper, 10 pennyweights.
VII.—Silver Solder.—Fine silver, 1 ounce; pin brass, 10 pennyweights; pure spelter, 2 pennyweights.
VIII.—Copper Solder for Plating.—Fine silver, 10 pennyweights; fine copper, 10 pennyweights.
IX.—Common Silver Solder.—Fine silver, 10 ounces; pin brass, 6 ounces, 12 pennyweights; spelter, 12 pennyweights.
X.—Silver Solder for Enameling.—Fine silver, 14 pennyweights; fine copper, 8 pennyweights.
XI.—For Filling Signet Rings.—Fine silver, 10 ounces; fine copper, 1 ounce, 16 pennyweights; fine pin brass, 6 ounces, 12 pennyweights; spelter, 12 pennyweights. {435}
XII.—Silver Solder for Gold Plating.—Fine silver, 1 ounce; fine copper, 5 pennyweights; pin brass, 5 pennyweights.
XIII.—Mercury Solder.—Fine silver, 1 ounce; pin brass, 10 pennyweights; bar tin, 2 pennyweights.
XIV.—Imitation Silver.—Fine silver, 1 ounce; nickel, 1 ounce, 11 grains; fine copper, 2 ounces, 9 grains.
XV.—Fine silver, 3 ounces; nickel, 1 ounce, 11 pennyweights; fine copper, 2 ounces, 9 grains; spelter, 10 pennyweights.
XVI.—Fine Silver Solder for Filigree Work.—Fine silver, 4 pennyweights, 6 grains; pin brass, 1 pennyweight.
Bismuth Solder.—Bismuth, 3 ounces; lead, 3 ounces, 18 pennyweights; tin, 5 ounces, 6 pennyweights.
I.—Yellow Brass for Turning.—(Common article.)—Copper, 20 pounds; zinc, 10 pounds; lead, 4 ounces.
II.—Copper, 32 pounds; zinc, 10 pounds; lead, 1 pound.
III.—Red Brass Free, for Turning.—Copper, 100 pounds; zinc, 50 pounds; lead, 10 pounds; antimony, 44 ounces.
IV.—Best Red Brass for Fine Castings.—Copper, 24 pounds; zinc, 5 pounds; bismuth, 1 ounce.
V.—Red Tombac.—Copper, 10 pounds; zinc, 1 pound.
VI.—Tombac.—Copper, 16 pounds; tin, 1 pound; zinc, 1 pound.
VII.—Brass for Heavy Castings.—Copper, 6 to 7 parts; tin, 1 part; zinc, 1 part.
VIII.—Malleable Brass.—Copper, 70.10 parts; zinc, 29.90 parts.
IX.—Superior Malleable Brass.—Copper, 60 parts; zinc, 40 parts.
X.—Brass.—Copper, 73 parts; zinc, 27 parts.
XI.—Copper, 65 parts; zinc, 35 parts.
XII.—Copper, 70 parts; zinc, 30 parts.
XIII.—German Brass.—Copper, 1 pound; zinc, 1 pound.
XIV.—Watchmakers’ Brass.—Copper, 1 part; zinc, 2 parts.
XV.—Brass for Wire.—Copper, 34 parts; calamine, 56 parts.
XVI.—Brass for Tubes.—Copper, 2 parts; zinc, 1 part.
XVII.—Brass for Heavy Work.—Copper, 100 parts; tin, 15 parts; zinc, 15 parts.
XVIII.—Copper, 112 parts; tin, 13 parts; zinc, 1 part.
XIX.—Tombac or Red Brass.—Copper, 8 parts; zinc, 1 part.
XX.—Brass.—Copper, 3 parts; melt, then add zinc, 1 part.
XXI.—Buttonmakers’ Fine Brass.—Brass, 8 parts; zinc, 5 parts.
XXII.—Buttonmakers’ Common Brass.—Button brass, 6 parts; tin, 1 part; lead, 1 part. Mix.
XXIII.—Mallet’s Brass.—Copper, 25.4 parts; zinc, 74.6 parts. Used to preserve iron from oxidizing.
XXIV.—Best Brass for Clocks.—Rose copper, 85 parts; zinc, 14 parts; lead, 1 part.
See also Gold Alloys, under Alloys.
Gold of 22 carats fine being so little used is intentionally omitted.
I.—Gold of 18 Carats, Yellow Tint.—Gold, 15 pennyweights; silver, 2 pennyweights, 18 grains; copper, 2 pennyweights, 6 grains.
II.—Gold of 18 Carats, Red Tint.—Gold, 15 pennyweights; silver, 1 pennyweight, 18 grains; copper, 3 pennyweights, 6 grains.
III.—Spring Gold of 16 Carats.—Gold, 1 ounce, 16 pennyweights; silver, 6 pennyweights; copper, 12 pennyweights. This when drawn or rolled very hard makes springs little inferior to steel.
IV.—Jewelers’ Fine Gold, Yellow Tint, 16 Carats Nearly.—Gold, 1 ounce; silver, 7 pennyweights; copper, 5 pennyweights.
V.—Gold of Red Tint, 16 Carats.—Gold, 1 ounce; silver, 2 pennyweights; copper, 8 pennyweights.
Sterling Gold Alloys.—I.—Fine gold, 18 pennyweights, 12 grains; fine silver, 1 pennyweight; fine copper, 12 grains.
II.—Dry Colored Gold Alloys, 17 Carat.—Fine gold, 15 pennyweights; fine silver, 1 pennyweight, 10 grains; fine copper, 4 pennyweights, 17 grains.
III.—18 Carat.—Fine gold, 1 ounce; fine silver, 4 pennyweights, 10 grains; fine copper, 2 pennyweights, 5 grains.
IV.—18 Carat.—Fine gold, 15 pennyweights; fine silver, 2 pennyweights, 4 grains; fine copper, 2 pennyweights, 19 grains.
V.—18 Carat.—Fine gold, 18 pennyweights; fine silver, 2 pennyweights, 18 {436} grains; fine copper, 3 pennyweights, 18 grains.
VI.—19 Carat.—Fine gold, 1 ounce; fine silver, 2 pennyweights, 6 grains; fine copper, 3 pennyweights, 12 grains.
VII.—20 Carat.—Fine gold, 1 ounce; fine silver, 2 pennyweights; fine copper, 2 pennyweights, 4 grains.
VIII.—22 Carat.—Fine gold, 18 pennyweights; fine silver, 12 grains; fine copper, 1 pennyweight, 3 grains.
IX.—Gold Solder for the Foregoing Alloys.—Take of the alloyed gold you are using, 1 pennyweight; fine silver, 6 grains.
X.—Alloy for Dry Colored Rings.—Fine gold, 1 ounce; fine silver, 4 pennyweights, 6 grains; fine copper, 4 pennyweights, 6 grains.
XI.—Solder.—Scrap gold, 2 ounces; fine silver, 3 pennyweights; fine copper, 3 pennyweights.
XII.—Dry Colored Scrap Reduced to 35s. Gold.—Colored scrap, 1 ounce, 9 pennyweights, 12 grains; fine silver, 2 pennyweights; fine copper, 17 pennyweights, 12 grains; spelter, 4 pennyweights.
JEWELRY, TO CLEAN: See Cleaning Preparations and Methods.
| Sodium carbonate | 8 parts |
| Linseed oil | 32 parts |
| Hot water | 8 parts |
| White glue | 12 parts |
| Whiting | 160 parts |
Dissolve the sodium carbonate in the hot water, add the oil and saponify by heating and agitation. Cover the glue, broken into small pieces, with cold water and let soak overnight. In the morning pour the whole on a stout piece of stuff and let the residual water drain off, getting rid of as much as possible by slightly twisting the cloth. Throw the swelled glue into a capsule, put on the water bath, and heat gently until it is melted. Add the saponified oil and mix well; remove from the bath, and stir in the whiting, a little at a time, adding hot water as it becomes necessary. When the whiting is all stirred in, continue adding hot water, until a liquid is obtained that flows freely from the kalsomining brush.
The addition of a little soluble blue to the mixture increases the intensity of the white.
KARATS, TO FIND NUMBER OF: See Jewelers’ Formulas.
KERAMICS: See Ceramics.
KERIT: See Rubber.
KEROCLEAN: See Cleaning Preparations and Methods.
See also Benzine, Oils, and Petroleum.
Various processes have been recommended for masking the odor of kerosene such as the addition of various essential {437} oils, artificial oil of mirbane, etc., but none of them seems entirely satisfactory. The addition of amyl acetate in the proportion of 10 grams to the liter (1 per cent) has also been suggested, several experimenters reporting very successful results therefrom. Some years ago Beringer proposed a process for removing sulphur compounds from benzine, which would presumably be equally applicable to kerosene. This process is as follows:
| Potassium permanganate | 1 ounce |
| Sulphuric acid | 1/2 pint |
| Water | 3 1/2 pints |
Mix the acid and water, and when the mixture has become cold pour it into a 2-gallon bottle. Add the permanganate and agitate until it is dissolved. Then add benzine, 1 gallon, and thoroughly agitate. Allow the liquids to remain in contact for 24 hours, frequently agitating the mixture. Separate the benzine and wash in a similar bottle with a mixture of
| Potassium permanganate | 1/4 ounce |
| Caustic soda | 1/2 ounce |
| Water | 2 pints |
Agitate the mixture frequently during several hours; then separate the benzine and wash it thoroughly with water. On agitating the benzine with the acid permanganate solution an emulsion-like mixture is produced, which separates in a few seconds, the permanganate slowly subsiding and showing considerable reduction. In the above process it is quite probable that the time specified (24 hours) is greatly in excess of what is necessary, as the reduction takes place almost entirely in a very short time. It has also been suggested that if the process were adopted on a manufacturing scale, with mechanical agitation, the time could be reduced to an hour or two.
KEROSENE-CLEANING COMPOUNDS: See Cleaning Preparations, under Miscellaneous Methods.
KEROSENE EMULSIONS: See Petroleum.
KETCHUP (ADULTERATED), TESTS FOR: See Foods.
KHAKI COLORS: See Dyes.
KID: See Leather.
KISSINGEN SALTS: See Salts (Effervescent).
KISSINGEN WATER: See Waters.
KNIFE-SHARPENING PASTES: See Razor Pastes.
KNOCKENPLOMBE: See Adhesives.
KNOTS: See Paint.
KOLA CORDIAL: See Wines and Liquors.
See also Beverages.
To prepare a substitute for koumiss from cow’s milk: Dissolve 1/2 ounce grape sugar in 3 fluid ounces water. Mix 18 grains well washed and pressed beer yeast with 2 fluid ounces of cow’s milk. Mix the two liquids in a champagne bottle, fill with milk, stopper securely, and keep for 3 to 4 days at a temperature not exceeding 50° F., shaking frequently. The preparation does not keep longer than 4 to 5 days.
KÜMMEL: See Wines and Liquors.
KWASS: See Beverages.
LABEL PASTES, GLUES, AND MUCILAGES: See Adhesives.
LABEL VARNISHES: See Varnishes.
LACE LEATHER: See Leather.
LACE, TO CLEAN GOLD AND SILVER: See Cleaning Preparations and Methods.
LACES, WASHING AND COLORING OF: See Laundry Preparations.
(See also Enamels, Glazes, Paints, Varnishes, and Waterproofing.)
The art of lacquering includes various steps, which are divulged as little as possible. Without them nothing but a varnish of good quality would be realized. Thus in Tonkin, where the abundant {438} production is the object of an important trade with the Chinese, it is so used only for varnishing, while in China the same product from the same sources contributes to most artistic applications.
When the Annamites propose to lacquer an object, a box, for example, they first stop up the holes and crevices, covering all the imperfections with a coating of diluted lac, by means of a flat, close, short brush. Then they cover the whole with a thick coating of lac and white clay. This clay, oily to the touch, is found at the bottom of certain lakes in Tonkin; it is dried, pulverized, and sifted with a piece of fine silk before being embodied with the lac. This operation is designed to conceal the inequalities of the wood and produce a uniform surface which, when completely dry, is rendered smooth with pumice stone.
If the object has portions cut or sunk the clayey mixture is not applied, for it would make the details clammy, but in its place a single, uniform layer of pure lac.
In any case, after the pumicing, a third coating, now pure lac, is passed over the piece, which at this time has a mouse-gray color. This layer, known under the name of sou lot, colors the piece a brilliant black. As the lac possesses the remarkable property of not drying in dry air, the object is left in a damp place. When perfectly dried the piece is varnished, and the desired color imparted by a single operation. If the metallic applications are excepted, the lac is colored only black, brown, or red.
The following formulas are in use:
Black.—One part of turpentine is warmed for 20 minutes beyond the fusing point; then poured into 3 parts of lac; at the same time pheu deu (copperas) is added. The mixture is stirred for at least a day, sometimes more, by means of a large paddle.
Maroon.—This is prepared by a process similar to the preceding, replacing half of the copperas by an equal quantity of China vermilion.
Red.—The lac, previously stirred for 6 hours, is mixed with hot oil of trau, and the whole is stirred for a day, after which vermilion is added. The latter should be of good quality, so as to have it brilliant and unchangeable.
The operation of lacquering is then ended, but there are parts to be gilded. These are again covered with a mixture of lac and oil of trau. When this layer is dry the metallic leaves are applied, which are themselves protected by a coating, composed also of lac and oil of trau. All these lac and oil of trau mixtures are carefully filtered, which the natives effect by pressing the liquid on a double filtering surface formed of wadding and of a tissue on which it rests. It can only be applied after several months when the metallic leaf is of gold. In the case of silver or tin the protecting coat can be laid on in a few days. It favorably modifies the white tints of these two metals by communicating a golden color. The hue, at first reddish, gradually improves and acquires its full brilliancy in a few months.
Little information is procurable concerning the processes employed by the Chinese. The wood to be lacquered should be absolutely dry. It receives successive applications, of which the number is not less than 33 for perfect work. When the lac coating attains the thickness of 1/4 of an inch it is ready for the engravers. The Chinese, like the inhabitants of Tonkin, make use of oil of trau to mix with the lac, or oil of aleurites, and the greatest care is exercised in the drying of the different layers. The operation is conducted in dim-lighted rooms specially fitted up for the purpose; the moisture is maintained to a suitable extent by systematically watering the earth which covers the walls of this “cold stove.”
| Annatto | 1/4 ounce |
| Saffron | 1/4 ounce |
| Turmeric | 1 ounce |
| Seed lac in coarse powder | 3 ounces |
| Alcohol | 1 pint |
Digest the annatto, saffron, and turmeric in the alcohol for several days, then strain into a bottle containing the seed lac; cork and shake until dissolved.
II.—The following is equally suitable for boots and leather goods as for application on iron, stone, glass, paper, cloth, and other surfaces. The inexperienced should note before making this liquid that it does not give a yellowish bronze like gold paint, but a darkish iridescent one, and as it is a pleasing variation in aids to home decoration, it would doubtless sell well. Some pretty effects are obtained by using a little phloxine instead of part of the violet aniline, or phloxine alone will produce a rich reddish bronze, and a lustrous peacock green is obtained with brilliant aniline green crystals.
Quantities: Flexile methylated collodion, 1 gallon; pure violet aniline, 1 pound. Mix, stand away for a few days to allow the aniline to dissolve and stir frequently, taking care to bung down securely, as the collodion is a volatile liquid, then strain and bottle off. It is applied with a brush, dries rapidly, and does not rub off or peal.
Apply with a soft camel’s-hair brush; it is better to use too small a brush than too large. When complete, warm the articles for a few seconds before a clear fire; the hotter the better; if too hot, however, the colors will fade. This makes the lacquer adhere firmly, especially to metallic surfaces. Aniline green works very well.
I.—For Brassware.—A gold lacquer to improve the natural color of brassware is prepared from 16 parts gum lac, 4 parts dragon’s blood, and 1 part curcuma powder dissolved in 320 parts spirits of wine in the warmth and filtered well. The articles must be thoroughly cleaned by burning, grinding, or turning either dull or burnished, and then coated with a thin layer of the above mixture, applied with a soft hair brush or a pad of wadding. If the objects are colored the lacquer must be laid on by stippling. Should the color be too dark, it may be lightened by reduction with a little spirit until the correct shade is produced. The most suitable temperature for the metal during the work is about the warmth of the hand; if too hot or too cold, the lacquer may smear, and will then have to be taken off again with spirit or hot potash lye, the goods being dried in sawdust or recleaned as at first, before applying the lacquer again. Round articles may be fixed in the lathe and the lacquer laid on with a pad of wadding. In order to color brassware, a solution of 30 parts caustic soda; 10 parts cupric carbonate; 200 parts water (or 200 parts ammonia neutralized by acetic acid); 100 parts verdigris, and 60 parts sal ammoniac is employed, into which the warmed articles are dipped. After having dried they are coated with colorless shellac varnish.
II.—For Tin.—Transparent gold lacquer for tin (all colors) may be made as follows: Take 1/2 pint of alcohol, add 1 ounce gum shellac; 1/2 ounce turmeric; 1 1/4 ounce red sanders. Set the vessel in a warm place and shake frequently for half a day. Then strain off the liquor, rinse the bottle and return it, corking tightly for use. When this is used, it must be applied to the work freely and flowed on full, or if the work admits it, it may be dipped. One or more coats may be given as the color is required light or dark. For rose color substitute 1/4 ounce of finely ground lake in place of the turmeric. For blue, substitute Prussian blue. For purple, add a little of the blue to the turmeric.
For Bottle Caps, etc.—
| I.— | Gum gutta | 10 parts |
|---|---|---|
| Shellac | 100 parts | |
| Turpentine | 10 parts | |
| Alcohol | 450 parts | |
| II.— | Gum gutta | 40 parts |
| Dragon’s blood | 5 parts | |
| Alcoholic extract of sandalwood | 5 parts | |
| Sandarac | 75 parts | |
| Venice turpentine | 25 parts | |
| Alcohol, 95 per cent | 900 parts |
Mix and dissolve by the aid of a gentle heat.
II.—With base of lime: Dissolve 30 parts red lithol R or G in paste of 17 per cent, in 300 parts of hot water. Boil for a few minutes with an emulsion prepared by mixing 10 parts sulphate of alumina with 100 parts of water and 2.5 parts of slaked lime in 100 parts of water. Filter after cooling.
| I.— | Sticklac | 925 parts |
|---|---|---|
| Sandarac | 875 parts | |
| Larch turpentine | 270 parts | |
| Alcohol, 96 per cent | 3,500 parts |
The sticklac is broken up and mixed with the sandarac, put into a suitable container with a wide mouth, the spirit poured over it and set aside. After standing for a week in a warm place, frequently stirring in the meantime (best with a glass rod) and fully dissolving, stir in the turpentine. Let stand 2 or 3 days longer, then filter through glass wool. The sandarac dissolves completely in the spirit, but the stick leaves a slight residue which may be added to the next lot of lac made up and thus be treated to a fresh portion of spirit. The larch turpentine should be of the best quality. This lac is used by woodcarvers and turners and is very much prized by them.
| II.— | Mastic, select | 150 parts |
|---|---|---|
| Sandarac | 400 parts | |
| Camphor | 15 parts | |
| Alcohol, 96 per cent | 1,000 parts |
Prepare as directed in the first recipe.
| III.— | Shellac | 16 parts |
|---|---|---|
| Venice turpentine | 8 parts | |
| Sandarac | 4 parts | |
| Lampblack, Swedish | 2 parts | |
| Turpentine oil | 4 parts | |
| Alcohol, 96 per cent | 960 parts |
The alcohol and turpentine oil are mixed and warmed under constant stirring in the sand or water bath. The shellac and sandarac are now stirred in, the stirring being maintained until both are dissolved. Finally add the turpentine and dissolve. Stir the lampblack with a little vinegar and then add and stir in. Instead of lampblack 125 to 150 parts of nigrosin may be used. This lac should be well shaken before application.
LACQUERED WARE, TO CLEAN: See Cleaning Preparations and Methods.
LAKES: See Dyes.
Production of Lampblack.—The last oil obtained in the distillation of coal tar, and freed from naphthalene as far as possible, viz., soot oil, is burned in a special furnace for the production of various grades of lampblack. In this furnace is an iron plate, which must always be kept glowing; upon this plate the soot oil trickles through a small tube fixed above it. It is decomposed and {442} the smoke (soot) rises into four chambers through small apertures. When the quantity of oil destined for decomposition has been used up, the furnace is allowed to stand undisturbed for a few days, and only after this time has elapsed are the chambers opened by windows provided for that purpose. In the fourth chamber is the very finest lampblack, which the lithographers use, and in the third the fine grade employed by manufacturers of printers’ ink, while the first and second contain the coarser soot, which, well sifted, is sold as flame lampblack.
From grade No. 1 the calcined lampblack for paper makers is also produced. For preparing this black capsules of iron plate with closing lid are filled, the stuff is stamped firmly into them and the cover smeared up with fine loam. The capsules are next placed in a well drawing stove and calcined, whereby the empyreumatic oils evaporate and the remaining lampblack becomes odorless. Allow the capsules to cool for a few days before opening them, as the soot dries very slowly, and easily ignites again as soon as air is admitted if the capsules are opened before. This is semi-calcined lampblack.
For the purpose of preparing completely calcined lampblack, the semi-calcined article is again jammed into fresh capsules, closing them up well and calcining thoroughly once more. After 2 days the capsules are opened containing the all-calcined lampblack in compact pieces.
For the manufacture of coal soot another furnace is employed. Asphalt or pitch is burned in it with exclusion of air as far as practicable. It is thrown in through the doors, and the smoke escapes through the chimney to the soot chambers, 1, 2, 3, 4, and 5, assorting itself there.
When the amount of asphalt pitch destined for combustion has burned up completely, the furnace is left alone for several days without opening it. After this time has elapsed the outside doors are slowly opened and some air is admitted. Later on they can be opened altogether after one is satisfied that the soot has cooled completely. Chamber 4 contains the finest soot black, destined for the manufacture of leather cloth and oil cloth. In the other chambers is fine and ordinary flame black, which is sifted and packed in suitable barrels. Calcined lampblack may also be produced from it, the operation being the same as for oil black.
LAMP BURNERS AND THEIR CARE: See Household Formulas.
For office desks, room lights, and in churches, it appears often desirable to modify the glaring yellowish rays of the incandescent light. A slight collodion film of a delicate bluish, greenish, or pink shade will do that.
For advertising purposes the bulbs are often colored in two or more colors. It is also easy with a little practice to paint words or pictures, etc., on the bulbs with colored collodion with a brush.
Another use of colored collodion in pharmacy is to color the show globes on their inside, thus avoiding freezing and the additional weight of the now used colored liquids. Pour a quantity of colored collodion into the clean, dry globe, close the mouth and quickly let the collodion cover all parts of the inside. Remove the balance of the collodion at once, and keep it to color electric bulbs for your trade.
LANOLINE CREAMS: See Cosmetics.
LANOLINE SOAP: See Soap.
LANTERN SLIDES: See Photography.
LATHE LUBRICANT: See Lubricants. {443}
LAUNDRY INKS: See Household Formulas.
This soluble blue is said to be potassium ferri-ferrocyanide, and is prepared by gradually adding to a boiling solution of potassium ferricyanide (red prussiate of potash) an equivalent quantity of hot solution of ferrous sulphate, boiling for 2 hours and washing the precipitate on a filter until the washings assume a dark-blue color; the moist precipitate can then at once be dissolved by the further addition of a sufficient quantity of water. About 64 parts of the iron salt are necessary to convert 100 parts of the potassium salt into the blue compound.
Leaf bluing for laundry use may be prepared by coating thick sized paper with soluble blue formed into a paste with a mixture of dextrin mucilage and glycerine. Dissolve a given quantity of dextrine in water enough to make a solution about as dense as ordinary syrup, add about as much glycerine as there was dextrine, rub the blue smooth with a sufficient quantity of this vehicle and coat the sheets with the paint. The amount of blue to be used will depend of course on the intended cost of the product, and the amount of glycerine will require adjustment so as to give a mixture which will not “smear” after the water has dried out and yet remain readily soluble.
Ultramarine is now very generally used as a laundry blue where the insoluble or “bag blue” is desired. It is mixed with glucose, or glucose and dextrine, and pressed into balls or cakes. When glucose alone is used, the product has a tendency, it is said, to become soft on keeping, which tendency may be counteracted by a proper proportion of dextrin. Bicarbonate of sodium is added as a “filler” to cheapen the product, the quantity used and the quality of the ultramarine employed being both regulated by the price at which the product is to sell.
The coal-tar or aniline blues are not offered to the general public as laundry blues, but laundry proprietors have them frequently brought under their notice, chiefly in the form of solutions, usually 1 to 1 1/2 per cent strong. These dyes are strong bluing materials, and, being in the form of solution, are not liable to speck the clothes. Naturally their properties depend upon the particular dye used; some are fast to acids and alkalies, others are fast to one but not to another; some will not stand ironing, while others again are not affected by the operation; generally they are not fast to light, but this is only of minor importance. The soluble, or cotton, blues are those most favored; these are made in a great variety of tints, varying from a reddish blue to a pure blue in hue, distinguished by such brands as 3R, 6B, etc. Occasionally the methyl violets are used, especially the blue tints. Blackley blue is very largely used for this purpose, being rather faster than the soluble blues. It may be mentioned that a 1 per cent solution of this dye is usually strong enough. Unless care is taken in dissolving these dyes they are apt to produce specks. The heat to which the pure blues are exposed in ironing the clothes causes some kinds to assume a purple tinge.
The cheapest aniline blue costs about three times as much as soluble blue, yet the tinctorial power of the aniline colors is so great that possibly they might be cheapened.
After siphoning off the solution the precipitate is washed with warm water, placed on a filter and washed out on the latter by pouring on cold water until the water running off commences to assume a strong blue color. The precipitate is then squeezed out and dried at a moderate heat (104° F.). The Paris blue thus obtained dissolves readily in water and can be extensively employed in a similar manner as indigo carmine.
II.—Make ordinary Prussian blue (that which has been purified by acids, chlorine, or the hypochlorites) into a thick paste with distilled or rain water, and add a saturated solution of oxalic acid sufficient to dissolve. If time be of no consequence, by leaving this solution exposed to the atmosphere, in the course of 60 days the blue will be entirely precipitated in soluble form. Wash with weak alcohol and dry at about 100° F. The resultant mass dissolves in pure water and remains in solution indefinitely. It gives a deep, brilliant blue, and is not injurious to the clothing or the hands of the washwoman.
The same result may be obtained by precipitating the soluble blue from its oxide solution by the addition of alcohol of 95 per cent, or with a concentrated solution of sodium sulphate. Pour off the mother liquid and wash with very dilute alcohol; or throw on a filter and wash with water until the latter begins to come off colored a deep blue.
Instead of powdered Prussian blue, soluble Prussian blue may be used. This is made by dissolving solid Prussian blue in a solution of oxalic acid, but as the use of oxalic acid is to be deprecated for the use of laundresses, as it would set up blood poisoning should it get into any cuts in the flesh, it is best to prepare liquid blue by making a solution of yellow prussiate of potash (ferrocyanide of potassium) with water, and then by adding a sufficient quantity of chloride of iron to produce a blue, but not enough to be precipitated.
Below is a “filled” formula:
| Ultramarine | 6 ounces |
| Sodium carbonate | 4 ounces |
| Glucose | 1 ounce |
| Water, a sufficient quantity. |
Make a thick paste, roll into sheets, and cut into tablets. The balls in bulk can be obtained only in large packages of the manufacturers, say barrels of 200 pounds; but put up in 1-pound boxes they can be bought in cases as small as 28 pounds.
| Ultramarine | 6 ounces |
| Sodium carbonate | 4 ounces |
| Glucose | 1 ounce |
| Water, a sufficient quantity. |
Make a thick paste, roll into sheets, and cut into tablets.
II.—Dissolve white wax, 5.0 parts, in ether, 20.5 parts, and add spirit, 75.0 parts. Shake before use.
Heat until melted, in a pot, 1,000 parts {445} of wax and 1,000 parts of stearine, as well as a few drops of an essential oil. To the hot liquid add with careful stirring 250 parts of ammonia lye of 10 per cent, whereby a thick, soft mass results immediately. Upon further heating same turns thin again, whereupon it is diluted with 20,000 parts of boiling water, mixed with 100 parts of starch and poured into molds.
Most laundry starches now contain some polishing mixture for giving a high luster.
I.—Dissolve in a vessel of sufficient capacity, 42 parts of crystallized magnesium chloride in 30 parts of water. In another vessel stir 12 parts of starch in 20 parts of water to a smooth paste. Mix the two and heat under pressure until the starch is fluidified.
II.—Pour 250 parts, by weight, of water, over 5 parts, by weight, of powdered gum tragacanth until the powder swells uniformly; then add 750 parts, by weight, of boiling water, dissolve 50 parts, by weight, of borax in it, and stir 50 parts, by weight, of stearine and 50 parts, by weight, of talcum into the whole. Of this fluid add 250 parts to 1,000 parts of boiled starch, or else the ironing oil is applied by means of a sponge on the starched wash, which is then ironed.
| By weight | ||
|---|---|---|
| III.— | Starch | 1,044 parts |
| Borax | 9 parts | |
| Common salt | 1 part | |
| Gum arabic | 8 parts | |
| Stearine | 20 parts | |
| Water | 54 parts |
| Sodium hydrate | 38.21 parts |
| Sodium biborate | 6.61 parts |
| Sodium silicate | 1.70 parts |
| Water | 36.15 parts |
| Sodium hydrate | 40.22 parts |
| Sodium silicate | 23.14 parts |
| Water | 34.50 parts |
| Sodium hydrate | 25.33 parts |
| Soap | 39.40 parts |
| I.— | Sodium carbonate, partly effloresced | 2 parts |
|---|---|---|
| Soda ash | 1 part | |
| II.— | Sodium carbonate, partly effloresced | 6 parts |
| Soda ash | 3 parts | |
| Yellow soap | 1 part | |
| III.— | Sodium carbonate, partly effloresced | 3 parts |
| Soap bark | 1 part | |
| IV.— | Sodium carbonate, partly effloresced | 1 part |
| Borax | 1 part | |
| Yellow soap | 1 part |
V.—A good powder can be made from 100 parts of crystal soda, 25 parts of dark-yellow rosin-cured soap, and 5 parts of soft soap. The two latter are placed in a pan, along with one-half the soda (the curd soap being cut into small lumps), and slowly heated, with continual crutching, until they are thoroughly melted—without, however, beginning to boil. The fire is then drawn and the remaining soda crutched in until it, too, is melted, this being effected by the residual heat of the mass and the pan. The mass will be fairly thick by the time the soda is all absorbed. After leaving a little longer, with occasional stirring, the contents are spread out on several thin sheets of iron in a cool room, to be then turned over by the shovel at short intervals, in order to further cool and break down the mixture. The soap will then be in a friable condition, and can be rubbed through the sieve, the best results being obtained by passing through a coarse sieve first, and one of finer mesh afterwards. With these ingredients a fine yellow-colored powder will be obtained. White stock soap may also be used, and, if desired, colored with palm oil and the same colorings as are used for toilet soaps. The object of adding soft soap is to increase the solubility and softness of the powder, but the proportion used should not exceed one-third of the hard soap, or the powder will be smeary and handle moist. The quality of the foregoing product is good, the powder being stable and not liable to ball, even after prolonged storage; neither does it wet the paper in which it is packed, nor swell up, and therefore the packets retain their appearance. {446}
In making ammonia-turpentine soap powder the ammonia and oil of turpentine are crutched into the mass shortly before removing it from the pan, and if the powder is scented—for which purpose oil of mirbane is mostly used—the perfume is added at the same stage.
| a. | Copper chloride, crystals | 85 parts |
|---|---|---|
| Sodium chlorate | 106 parts | |
| Ammonium chloride | 53 parts | |
| Water, distilled | 600 parts | |
| b. | Glycerine | 100 parts |
| Mucilage gum arabic (gum, 1 part; water, 2 parts) | 200 parts | |
| Aniline hydrochlorate | 200 parts | |
| Distilled water | 300 parts |
Make solutions a and b and preserve in separate bottles. When wanted for use, mix 1 part of solution a with 4 parts of solution b.
II.—Washing curtains in coffee will give them an ecru color, but the simplest way to color curtains is with “Philadelphia yellow” (G. or R. of the Berlin Aktiengesellschaft’s scale).
LAUNDRY SOAP: See Soap.
LAVATORY DEODORANT: See Household Formulas.
LAXATIVES FOR CATTLE AND HORSES: See Veterinary Formulas.
See also Metals.
LEAD, TO TAKE BOILING, IN THE MOUTH: See Pyrotechnics.
LEAD ALLOYS: See Alloys.
LEAD PAPER: See Paper.
LEAD PLATE, TINNED: See Plating.
LEAKS, IN BOILERS, STOPPING: See Putties.
(See also Shoes.)
Boil this solution slowly and the blacking is done. When it has cooled and settled, pour through linen, thus obtaining a pure, good leather blacking.
The color is applied and well worked in with a stiff brush, and the skins allowed to stand for a short time, sufficient to allow the dye to penetrate the pores, when it is fulled. As for the shade of the bronze, it may be made reddish, bluish, or brownish, according to taste.
For a reddish or brownish ground the skins are simply fulled in warm water, planished, fulled again, and then dyed. According to the color desired, the skins are treated with cotton blue and methyl violet R, whereupon the application of the bronze follows.
The bronze is dissolved in alcohol, and it is usual to take 200 parts, by weight, of bronze to 1,000 of alcohol. By means of this mixture the peculiar component parts of the bronze are dissolved. For a fundamental or thorough {448} solution a fortnight is required. All bronze mixtures are to be well shaken or agitated before using. Skins may be bronzed, however, without the use of the bronze colors, for it is well known that all the aniline dyes present a bronze appearance when highly concentrated, and this is particularly the case with the violet and red dyes. If, therefore, the violet be applied in very strong solutions, the effect will be much the same as when the regular bronze color is employed.
Bronze color on a brown ground is the most beautiful of all, and is used to the greatest advantage when it is desirable to cover up defects. Instead of warm clear water in such a case, use a decoction of logwood to which a small quantity of alum has been added, and thus, during the fulling, impart to the skins a proper basic tint, which may, by the application of a little violet or bronze color, be converted into a most brilliant bronze. By no means is it to be forgotten that too much coloring matter will never produce the desired results, for here, as with the other colors, too much will bring out a greenish tint, nor will the gloss turn out so beautiful and clear. Next rinse the skins well in clean water, and air them, after which they may be dried with artificial heat. Ordinary as well as damaged skins which are not suitable for chevreaux (kid) and which it is desirable to provide with a very high polish, in order the more readily to conceal the defects in the grain, and other imperfections, are, after the drying, coated with a mixture, compounded according to the following simple formula: Stir well 1 pint of ox blood and 1 pint of unboiled milk in 10 quarts of water, and with a soft sponge apply this to the surface of the skin. The blood has no damaging effect upon the color. Skins thus moistened must not be laid one upon another, but must be placed separately in a thoroughly well-warmed chamber to dry. When dry they are glossed, and may then be pressed into shagreen or pebbled. The thin light goatskins are worked into kid or chevreaux. Properly speaking, they are only imitation chevreaux (kid), for although they are truly goatskins, under the term chevreaux one understands only such skins as have been cured in alum and treated with albumen and flour.
After drying, these skins are drawn over the perching stick with the round knife, then glossed, stretched, glossed again, and finally vigorously brushed upon the flesh side with a stiff brush. The brushing should be done preferably by hand, for the brushing machines commonly pull the skins out of all shape. Brushing is intended only to give the flesh side more of a flaky appearance.
During the second glossing care must be taken that the pressure is light, for the object is merely to bring the skin back into its proper shape, lost in the stretching; the glossing proper should have been accomplished during the first operation.
II.—Shabby dark leather will look like new if rubbed over with either linseed oil or the well-beaten white of an egg mixed with a little black ink. Polish with soft dusters until quite dry and glossy.
II.—Dissolve 2 pounds of borax in 4 gallons of water and add 5 pounds of shellac to the boiling liquid in portions, till all is dissolved. Then boil half an hour, and finally stir in 5 pounds of sugar, 2 1/2 pounds of glycerine, and 1 1/2 pounds of soluble nigrosin. When cold add 4 pounds of 95 per cent methylated spirit.
| III.— | Ox blood, fresh, clean | 1,000 parts |
|---|---|---|
| Commercial glycerine | 200 parts | |
| Oil of turpentine | 300 parts | |
| Pine oil (rosin oil) | 5,000 parts | |
| Ox gall | 200 parts | |
| Formalin | 15 parts |
Mix in the order named, stirring in each ingredient. When mixed strain through linen.
White Cream.—
| Lard | 75 parts |
| Glycerine, technical | 25 parts |
| Mirbane oil, ad libitum. |
Black Cream.—
| Lard | 100 parts |
| Yellow vaseline | 20 parts |
| Glycerine, technical | 10 parts |
| Castor oil, technical | 10 parts |
Dye black with lampblack and perfume with oil of mirbane.
Colored Cream.—
| Lard | 100 parts |
| Castor oil | 20 parts |
| Yellow wax | 25 parts |
| White vaseline | 30 parts |
Dye with any desired dyestuff, e. g., red with anchusine, green with chlorophyl. In summer it is well to add some wax to the first and second prescriptions.
These are for either Morocco or kid:
| I.— | Shellac | 2 parts |
|---|---|---|
| Benzoin | 2 parts | |
| Yellow wax | 5 parts | |
| Soap liniment | 7 parts | |
| Alcohol | 600 parts |
Digest until solution is effected, then allow the liquid to stand in a cool place for 12 hours and strain. Apply with a bit of sponge or soft rag; spread thinly and evenly over the surface, without rubbing much. If dirty, the leather should first be washed with a little soft soap and warm water, wiped well, and allowed to dry thoroughly before the dressing is put on.
| II.— | Oil of turpentine | 8 ounces |
|---|---|---|
| Suet | 2 pounds | |
| Soft soap | 8 ounces | |
| Water | 16 ounces | |
| Lampblack | 4 ounces |
| I.— | Wax | 22 parts |
|---|---|---|
| Olive oil | 60 parts | |
| Oil turpentine, best | 20 parts | |
| Lavender oil | 10 parts |
With gentle heat, melt the wax in the oil, and as soon as melted remove from the fire. Add the turpentine oil, incorporate, and when nearly cold, add and incorporate the lavender oil.
| II.— | Wax | 22 parts |
|---|---|---|
| Olive oil | 60 parts | |
| Oil of turpentine | 30 parts |
With gentle heat, melt the wax in the olive oil, and as soon as melted remove from the fire. When nearly cold stir in the turpentine.
| Shellac | 1.20 parts |
| Dammar rosin, powdered | 0.15 parts |
| Turpentine, Venice | 0.60 parts |
Dissolve with frequent shaking in 12 parts of alcohol (95 per cent), add 1.8 parts of powdered red sanders wood, let stand for 3 days and filter. The object of this varnish is to restore the original color to worn Russia leather boots, previously cleaned with benzine.
| I.— | Soft soap | 2 parts |
|---|---|---|
| Linseed oil | 3 parts | |
| Annatto solution (in oil) | 8 parts | |
| Beeswax | 3 parts | |
| Turpentine | 8 parts | |
| Water | 8 parts |
Dissolve the soap in the water, and add the annatto; melt the wax in the oil and turpentine, and gradually stir in the soap solution, stirring until cold. {450}
| II.— | Palm oil | 16 parts |
|---|---|---|
| Common soap | 48 parts | |
| Oleic acid | 32 parts | |
| Glycerine | 10 parts | |
| Tannic acid | 1 part |
Melt the soap and palm oil together at a gentle heat, and add the oleic acid; dissolve the tannic acid in the glycerine, add to the hot soap and oil mixture, and stir until perfectly cold.
In dyeing leather, aniline or coal-tar colors are generally used. These dyes, owing to their extremely rapid action on organic substances, such as leather, do not readily adapt themselves to the staining process, because a full brushful of dye liquor would give a much deeper coloration than a half-exhausted brush would give. Consequently, to alter and to color leather by the staining process results in a patchy coloration of the skin. In the dyeing operation a zinc shallow trough, 4 to 6 inches deep, is used, into which the dye liquor is put, and to produce the best results the contents of the trough are kept at a uniform temperature by means of a heating apparatus beneath the trough, such as a gas jet or two, which readily allows of a heat being regulated. The skins to be dyed are spread out flat in the dye trough, one at a time, each skin remaining in the dye liquor the time prescribed by the recipe. The best coloration of the skin is produced by using 3 dye troughs of the same dye liquor, each of different strength, the skin being put in the weakest liquor first, then passed into the second, and from there into the third dye liquor, where it is allowed to remain until its full depth of color is obtained. Very great skill is required in the employment of aniline dyes, as if the heat be too great, or the skins remain too long in the final bath, “bronzing” of the color occurs. The only remedy for this (and that not always effectual) is to sponge the skin with plenty of cold, clean water, directly it is taken out of the final dye bath. The dyed skins are dried and finished as before.
| Extract of fustic | 5 ounces |
| Extract of hypernic | 1 ounce |
| Extract of logwood | 1/2 ounce |
| Water | 2 gallons |
Boil all these ingredients for 15 minutes, and then dilute with water to make 10 gallons of dye liquor. Use the dye liquor at a temperature of 110° F.
Mordant.—Dissolve 3 ounces of white tartar and 4 ounces of alum in 10 gallons of water.
| Extract of fustic | 4 ounces |
| Extract of hypernic | 1 ounce |
| Extract of logwood | 1/2 ounce |
| Water | 2 gallons |
Preparation.—Boil all together for 15 minutes.
Method of Dyeing.—First mordant the skins with a mordanting fluid made by dissolving 3 ounces tartar and 1/2 ounce borax in 10 gallons of water. Then put the skins into the above foundation bath at a temperature of 100° F. Take them out, and then put in 1 ounce of Bismarck brown, dissolved in boiling water. Put the skins in again until colored deep enough, then lift out, drip and dry.
II.—Best glue, 4 ounces; good vinegar, 1 1/2 pints; best gum arabic, 2 ounces; good black ink, 1/2 pint; best isinglass, 2 drachms. Dissolve the gum in the ink, and melt the isinglass in another vessel in as much hot water as will cover it. Having first steeped the glue in the vinegar until soft, dissolve it completely by the aid of heat, stirring to prevent burning. The heat should not exceed 180° F. Add the gum and ink, and allow the mixture to rise again to the same temperature. Lastly mix the solution in isinglass, and remove from fire. When {451} used, a small portion must be heated until fluid, and then applied with a sponge and allowed to dry on.
| I.— | Ox blood, fresh and well purified | 100 parts |
|---|---|---|
| Glycerine, technical | 20 parts | |
| Turpentine oil | 30 parts | |
| Pine oil | 50 parts | |
| Ox gall | 20 parts | |
| Formalin | 1 1/2 parts |
The raw materials are stirred together cold in the order named. Pour the mixture through thin linen. It imparts a wonderful mild, permanent gloss.
II.—A French harness dressing of good quality consists of oil of turpentine, 900 parts; yellow wax, 90 parts; Berlin blue, 10 parts; indigo, 5 parts; and bone black, 50 parts. Dissolve the yellow wax in the oil of turpentine with the aid of moderate heat in a water bath, mix the remaining substances, which should previously be well pulverized, and work them with a small portion of the wax solution. Finally, add the rest of the wax solution, and mix the whole well in the water bath. When a homogeneous liquid has resulted, pour it into earthen receptacles.
| I.— | Neatsfoot oil | 10 ounces |
|---|---|---|
| Oil of turpentine | 2 ounces | |
| Petrolatum | 4 ounces | |
| Lampblack | 1/2 ounce |
Mix the lampblack with the turpentine and the neatsfoot oil, melt the petrolatum and mix by shaking together.
| II.— | Black aniline | 35 grains |
|---|---|---|
| Muriatic acid | 50 minims | |
| Bone black | 175 grains | |
| Lampblack | 18 grains | |
| Yellow wax | 2 1/2 av. ounces | |
| Oil of turpentine | 22 fluidounces | |
| III.— | Oil of turpentine | 8 fluidounces |
| Yellow wax | 2 av. ounces | |
| Prussian blue | 1/2 av. ounce | |
| Lampblack | 1/4 av. ounce |
Melt the wax, add the turpentine, a portion first to the finely powdered Prussian blue and lampblack, and thin with neatsfoot oil.
| I.— | Ceresine, natural yellow | 1.5 parts |
|---|---|---|
| Yellow beeswax | 1.5 parts | |
| Japan wax | 1.5 parts |
Melt on the water bath, and when half cooled stir in 8 parts of turpentine oil.
| By weight | ||
|---|---|---|
| II.— | Ceresine, natural yellow | 2.5 parts |
| Beeswax, yellow | 0.8 parts | |
| French colophony, pale | 0.4 parts | |
| III.— | French oil turpentine | 2.0 parts |
| Intimately mixed in the cold with American lampblack | 1.5 parts | |
Put mixture I in a kettle and melt over a fire. Remove from the fire and stir in mixture II in small portions. Then pour through a fine sieve into a second vessel, and continue pouring from one kettle into the other until the mass is rather thickish. Next fill in cans.
Should the mixture have become too cold during the filling of the cans, the vessel containing the grease need only be placed in hot water, whereby the contents are rendered liquid again, so that pouring out is practicable. For perfuming, use cinnamon oil as required.
This harness grease is applied by means of a rag and brushed.
See also Waterproofing.
| By weight | |
|---|---|
| Rosin spirit | 27 1/4 parts |
| Dark mineral oil | 13 1/2 parts |
| Paraffine scales | 16.380 parts |
| Lampblack | 7.940 parts |
| Dark rosin | 5.450 parts |
| Dark syrup | 5.450 parts |
| Naphthalene black | 2.500 parts |
| Berlin blue | 0.680 parts |
| Mirbane oil | 0.170 parts |
Melt the paraffine and the rosin, add the mineral oil and the rosin spirit, stir the syrup and the pigments into this, and lastly add the mirbane oil.
Patent leather for boots and shoes is prepared from sealskins, enameled leather for harness from heavy bullock’s hides. The process of tanning is what is called “union tannage” (a mixture of oak and hemlock barks). These tanned skins are subjected to the process of soaking, unhairing, liming, etc., and are then subjected to the tanning process. When about one-third tanned a buffing is taken off (if the hides are heavy), and the hide is split into three layers. The top or grain side is reserved for enameling in fancy colors for use on tops of carriages; the middle layer is finished for splatter {452} boards and carriage trimmings, and some parts of harness; the underneath layer, or flesh side is used for shoe uppers and other purposes. The tanning of the splits is completed by subjecting them to a gambier liquor instead of a bark liquor.
When the splits are fully tanned they are laid on a table and scored, and then stretched in frames and dried, after which each one is covered on one side with the following compound, so as to close the pores of the leather that it may present a suitable surface for receiving the varnish: Into 14 parts of raw linseed oil put 1 part dry white lead and 1 part silver litharge, and boil, stirring constantly until the compound is thick enough to dry in 15 or 20 minutes (when spread on a sheet of iron or china) into a tough, elastic mass, like caoutchouc. This compound is laid on one side of the leather while it is still stretched in the frame. If for enameled leather (i. e., not the best patent), chalk or yellow ocher may be mixed in the above compound while boiling, or afterwards, but before spreading it on the leather.
The frames are then put into a rack in a drying closet, and the coated leather dried by steam heat at 80° to 160° F., the heat being raised gradually. After removal from the drying closet, the grounding coat previously laid on is pumiced, to smooth out the surface, and then given 2 or 3 coats of the enameling varnish, which consists of Prussian blue and lampblack boiled with linseed oil and diluted with turpentine, so as to enable it to flow evenly over the surface of the coated leather. When spread on with a brush, each coating of the enamel is dried before applying the next, and pumiced or rubbed with tripoli powder on a piece of flannel (the coat last laid on is not subjected to this rubbing), when the leather is ready for market.
To prepare the enameling composition, boil 1 part asphaltum with 20 parts raw linseed oil until thoroughly combined; then add 10 parts thick copal varnish, and when this mixture is homogeneous dilute with 20 parts spirit of turpentine.
Instead of the foregoing enameling varnish the following is used for superior articles:
| Prussian blue | 18 ounces |
| Vegetable black | 4 ounces |
| Raw linseed oil | 160 fluidounces |
Boil together as previously directed, and dilute with turpentine as occasion requires. These enameling varnishes should be made and kept several weeks in the same room as the varnishing is carried on, so that they are always subjected to the same temperature.
| Vinegar | 1 gallon |
| Ivory black | 14 ounces |
| Ground iron scales | 6 pounds |
Mix well and allow to stand a few days.
| Good French carmine | 2 1/2 drachms |
| Solution of potash | 1/2 ounce |
| Rectified spirit of wine | 2 ounces |
| Pure glycerine | 4 ounces |
| Distilled water to make | 1 pint. |
To the carmine in a 20-ounce bottle add 14 ounces of distilled water. Then gradually introduce solution of potash, shaking now and again until dissolved. Add glycerine and spirit of wine, making up to 20 ounces with distilled water, and filter.
Grind the gum and potassium bichromate to powder and then add all the coloring ingredients to the water and boil.
| I.— | Mutton suet | 50 parts |
|---|---|---|
| Sweet oil | 50 parts | |
| Turpentine | 1 part | |
| Melt together. |
The application should be made on the dry leather warmed to the point where it will liquefy and absorb the fat.
II.—Equal parts of mutton fat and linseed oil, mixed with one-tenth their {453} weight of Venice turpentine, and melted together in an earthen pipkin, will produce a “dubbin” which is very efficacious in preserving leather when exposed to wet or snow, etc. The mixture should be applied when the leather is quite dry and warm.
III.—A solution of 1 ounce of solid paraffine in 1 pint light naphtha, to which 6 drops of sweet oil have been added, is put cold on the soles, until they will absorb no more. One dressing will do for the uppers. This process is claimed to vastly increase the tensile strength.
| Carnauba wax | 1.0 part |
| Turpentine oil | 9.5 parts |
| Aniline black, soluble in fat | 0.06 parts |
Melt the wax, stir in the turpentine oil and the dye and scent with a little mirbane oil or lavender oil. The paste is rubbed out on the patent leather by means of a soft rag, and when dry should be polished with a soft brush.
| By weight. | ||
|---|---|---|
| I.— | Methylic alcohol | 22 1/2 parts |
| Ground ruby shellac | 2.250 parts | |
| Dark rosin | 0.910 parts | |
| Gum rosin | 0.115 parts | |
| Sandarac | 0.115 parts | |
| Lampblack | 0.115 parts | |
| Aniline black, spirit-soluble | 0.115 parts | |
The gums are dissolved in spirit and next the aniline black soluble in spirit is added; the lampblack is ground with a little liquid to a paste, which is added to the whole, and filtering follows.
Kid Reviver.—
| By weight. | ||
|---|---|---|
| II.— | Clear chloride of lime solution | 3.5 parts |
| Spirit of sal ammoniac | 0.5 parts | |
| Scraped Marseilles soap | 4.5 parts | |
| Water | 6.0 parts | |
Mix chloride of lime solution and spirit of sal ammoniac and stir in the soap dissolved in water. Revive the gloves with the pulpy mass obtained, by means of a flannel rag.
The goods pickled with the largest amount of acid possessed a more leathery feel and after drying were fuller and stretched much better than those in which smaller amounts of acids were employed. Dried, pickled pieces, containing as much as 3 per cent of sulphuric acid, showed no deterioration or tendering of fiber. The pickled skins after chrome tanning still retained these characteristics. An analysis of the leather produced by tanning with sumac showed that no free acid was retained in the finished leather. An Australian pickled pelt was found to contain 19.2 per cent of salt and 2.8 per cent of sulphuric acid.
From a very large number of experiments the following conclusions were drawn: 1. That sulphuric acid is quite equal in efficiency to other acids for the purpose. 2. To a certain limit increasing softness is produced by increasing the quantity of acid used. 3. For naturally soft skins and when a leather not very soft is required the best results are obtained by using 22 pounds of salt, 2.2 pounds of sulphuric acid, and 25 gallons of water for 110 pounds of pelt in the drum. 4. For material which is naturally hard and when a soft leather is required, the amount of acid should be increased to 4.4 pounds, using similar amounts as those given above of pelt, salt, and water.
II.—The hides are soaked in a solution of sodium carbonate of 10° Bé. for 3 to 6 hours. After washing with water they are allowed to remain for 5 hours in {454} a bath of caustic soda, the strength of which may vary from 2° to 30° Bé. From this they are transferred to a bath of hydrochloric acid (1° to 5° Bé.) in which they remain for 2 hours. Finally the hides are washed and the beam-work finished in the usual way. The tannage consists of a special bath of sodium or ammonium sulphoricinoleate (2 to 30 per cent) and sumac extract, or similar tanning material (2 to 50 per cent). The strength of this bath is gradually raised from 4° to 30° or 40° Bé.
For stuffing, use 3 gallons curriers’ hard grease and 3 gallons American cod oil. Strike out from mill, on flesh. Set out on grain. Dry slowly. Trim and board, length and cross. The stock is then ready to cut. The time for soaking the hides may be reduced one-half by putting the stock into a rapidly revolving reel pit, with a good inflow of water, so that the dirty water washes over and runs off. After 10 hours in the soak, put the stock into a drum, and keep it tumbling 5 hours. This produces soft stock.
In liming, where the saving of the hair is no object, softer leather is obtainable by using 35 pounds sulphide of sodium with 60 pounds lime. Then, when the stock comes from the limes, the hair is dissolved and immediately washes off, and saves the labor of unhairing and caring for the hair, which in some cases does not pay.
The hides are steeped in this compound for 2 days, until swelled up, and then put into a solution of willow and poplar barks, in which they are allowed to remain 8 days, being frequently turned about. The tanning process is then completed by putting them into a tanning liquor composed of pine and willow barks, equal parts. They are steeped 8 days in this liquor, and then a {455} fresh liquor of the same ingredients and proportions is made up. The hides are hardened and split, and then steeped in the freshly made liquor for another 8 days, when they are sufficiently tanned.
The hides are then cut down the middle (from head to tail) into sides, and scoured, rinsed, and dried by dripping, and then passed on to the currier, who slightly dampens the dry sides and puts them in a heap or folds them together for a couple of days to temper, and then impregnates them with a compound consisting of 2/3 parts birch oil and 1/3 parts seal oil. This is applied on the flesh side for light leather, and on the grain side also for heavy leather. The leather is then “set out,” “whitened,” and well boarded and dried before dyeing.
A decoction of sandalwood, alone or mixed with cochineal, is used for producing the Russian red color, and this dye liquor is applied several times, allowing each application to dry before applying the following one. A brush is used, and the dye liquor is spread on the grain side. A solution of tin chloride is used in Russia as a mordant for the leather before laying on the dye. The dye liquor is prepared by boiling 18 ounces of sandalwood in 13 pints of water for 1 hour, and then filtering the liquid and dissolving in the filtering fluid 1 ounce of prepared tartar and soda, which is then given an hour’s boiling and set aside for a few days before use.
After dyeing, the leather is again impregnated with the mixture of birch and seal oils (applied to the grain side on a piece of flannel) and when the dyed leather has dried, a thin smear of gum-dragon mucilage is given to the dyed side to protect the color from fading, while the flesh side is smeared with bark-tan juice and the dyed leather then grained for market.
If such leather, so called kips, which are much used for carriage covers and knee caps, is to be prepared for painting purposes, it is above all necessary to close up the pores of the leather, so that the said fat particles cannot strike through. They would combine with the applied paint and prevent the latter from drying, as the grease consists mainly of fish oil. For this reason an elastic spirit leather varnish is employed, which protects the succeeding paint coat sufficiently from the fat.
For further treatment take a good coach varnish to which 1/4 of stand oil (linseed oil which has thickened by standing) has been added and allow the mixture to stand for a few days. With this varnish grind the desired colors, thinning them only with turpentine oil. Put on 2 coats. In this manner the most delicate colors may be applied to the leather, only it is needful to put on pale and delicate shades several times. In some countries the legs or tops of boots are painted yellow, red, green, or blue in this manner. Inferior leather, such as sheepskin and goat leather, which is treated with alum by the tanner, may likewise be provided with color in the manner stated. Subsequently it can be painted, gilded, or bronzed.
II.—The moistened leather is primed with a solution of 1 part, by weight, of copper acetate in 50 parts of water, slicked out and then painted with solution of yellow prussiate potash in feebly acid water.
LEATHER AS AN INSULATOR: See Insulation.
LEATHER CEMENTS: See Adhesives, under Cements.
LEATHER-CLEANING PROCESSES: See Cleaning Preparations and Methods.
LEATHER, GLUES FOR: See Adhesives.
LEATHER LAC: See Lacquers.
LEATHER LUBRICANTS: See Lubricants. {456}
LEATHER VARNISH: See Varnish.
LEATHER WATERPROOFING: See Waterproofing.
See also Essences, Extracts, and Fruits.
LEMON EXTRACT (ADULTERATED), TESTS FOR: See Foods.
LEMON SHERBET POWDER: See Salts, Effervescent.
LEMONADES, LEMONADE POWDERS, AND LEMONADE DROPS: See Beverages.
LEMONADE POWDER: See Salts, Effervescent.
Remedy.—Keep all lenses scrupulously clean. For cleaning, use well-washed linen (an old handkerchief) or Japanese lens paper.
Eyepieces.—To find impurities, revolve the eyepieces during the observation; breathe upon the lenses, and wipe gently with a circular motion and blow off any particles which may adhere.
Dry Objectives.—Clean the front lens as described. To examine the rear and interior lenses use a 2-inch magnifier, looking through the rear. Remove the dust from the rear lens with a camel’s-hair brush.
Oil Immersion Objectives.—Invariably clean the front lens after use with moistened linen or paper, and wipe dry.
In applying oil examine the front of the objective with a magnifier, and if there are any air bubbles, remove them with a pointed quill, or remove the oil entirely and apply a fresh quantity.
LETTERS, TO REMOVE FROM CHINA: See Cleaning Preparations and Methods, under Miscellaneous Methods.
LETTER-HEAD SENSITIZERS: See Photography, under Paper-Sensitizing Processes.
CEMENTS FOR ATTACHING LETTERS ON GLASS: See Adhesives, under Sign-Letter Cements.
For bronzed letters made with the pen, use black letterine or any water color. {457} If a water color is used add considerable gum arabic. Each letter should be bronzed as it is made, as the water color dries much more quickly than the asphaltum.
Another method is to mix the bronze powder with bronze sizing to about the consistency of the asphaltum. Make the letter with a camel’s-hair brush, using the bronze paint as one would any oil paint.
This method requires much skill, as the gold paint spreads quickly and is apt to flood over the edge of the letter. For use on oilcloth this is the most practical method.
Bronzes may be purchased at any hardware store. They are made in copper, red, green, silver, gold, and copper shades.
Another useful paint for this purpose is Chemnitz white. If this distemper color is obtained in a jar, care should be exercised to keep water standing above the color to prevent drying. By using mucilage as a sizing these colors will adhere to the glass until it is washed off. Both mixtures are equally desirable for lettering on block card-board.
Any distemper color may be employed on glass without in any way injuring it. An attractive combination is—first to letter the sign with Turkey red, and then to outline the letters with a very narrow white stripe. The letter can be rendered still more attractive by shading one side in black.
By tracing letters in chalk on the outside of the glass, and then painting them on the inside, attractive signs can be produced on all show cases; but painting letters on the inside of a show case glass is more or less difficult, and it is not advisable to attempt it in very shallow cases.
If white letters are desired, make a putty of dry white lead, with equal parts of coach japan and rubbing varnish. Fill the letters nearly level with the {458} surface, and when hard, apply a stout coat of flake white in japan thinned with turpentine. This will give a clean white finish that may be polished.
The white cement may be tinted to any desired shade, using coach colors ground in japan.
LICE KILLERS: See Insecticides.
LICHEN REMOVERS: See Cleaning Preparations and Methods, under Miscellaneous Methods and Household Formulas.
To dissolve this extract, use water, first boiled for 15 minutes. The solution should be kept in small flasks, first rinsed with alcohol and well corked. If to be kept for a long time, the flasks should be subjected for 3 consecutive days, a half hour each day, to a stream of steam, and the corks paraffined.
There is frequently met with in commerce a purified juice that remains clear in the mixtura solvens. It is usually obtained by supersaturation with pure ammonia, allowing to stand for 3 days, decanting, filtering the decanted liquor, and quick evaporation. Since solutions with water alone rapidly spoil, it is well to observe with them the precautions common for narcotic extracts.
LIGHT, INACTINIC: See Photography.
LIGNALOE SOAP: See Soap.
LIMEADE: See Beverages, under Lemonades.
LIME AS A FERTILIZER: See Fertilizers.
Bird lime is a thick, soft, tough, and sticky mass of a greenish color, has an unpleasant smell and bitter taste, melts easily on heating, and hardens when exposed in thin layers to the air. It is difficult to dissolve in alcohol, but easily soluble in hot alcohol, oil of turpentine, fat oils, and also somewhat in vinegar. The best quality is prepared from the inner green bark of the holly (Ilex aquifolium), which is boiled, then put in barrels, and submitted for 14 days to slight fermentation until it becomes sticky. Another process of preparing it is to mix the boiled bark with juice of mistletoe berries and burying it in the ground until {459} fermented. The bark is then pulverized, boiled, and washed. Artificial bird lime is prepared by boiling and then igniting linseed oil, or boiling printing varnish until it is very tough and sticky. It is also prepared by dissolving cabinetmakers’ glue in water and adding a concentrated solution of chloride of zinc. The mixture is very sticky, does not dry on exposure to the air, and has the advantage that it can be easily washed off the feathers of the birds.
LIME JUICE: See Essences and Extracts.
LIME-JUICE CORDIAL: See Wines and Liquors.
LIME WAFERS: See Confectionery.
LINEN, TO DISTINGUISH COTTON FROM: See Cotton.
LINEN DRESSING: See Laundry Preparations.
See also Ointments.
| Paraffine oil | 4 ounces |
| Capsicum powder | 1/2 ounce |
Digest on a sand bath and filter. To this may be added directly the following: Oil of wintergreen or peppermint, phenol, thymol, camphor or eucalyptol, etc.
| II.— | Camphor | 2 ounces |
|---|---|---|
| Menthol | 1 ounce | |
| Oil of thyme | 1 ounce | |
| Oil of sassafras | 1 ounce | |
| Tincture of myrrh | 1 ounce | |
| Tincture of capsicum | 1 ounce | |
| Chloroform | 1 ounce | |
| Alcohol | 2 pints |
LINIMENTS FOR HORSES: See Veterinary Formulas.
See also Oilcloth.
| I.— | Palm oil | 1 ounce |
|---|---|---|
| Paraffine | 18 ounces | |
| Kerosene | 4 ounces |
Melt the paraffine and oil, remove from the fire and incorporate the kerosene.
| II.— | Yellow wax | 5 ounces |
|---|---|---|
| Oil turpentine | 11 ounces | |
| Amber varnish | 5 ounces |
Melt the wax, add the oil, and then the varnish. Apply with a rag.
LINOLEUM, CLEANING AND POLISHING: See Household Formulas.
LINOLEUM ON IRON STAIRS OR CEMENT FLOORS, TO GLUE: See Adhesives, under Glues.
See also Oils.
The addition of rosin oil to linseed oil or other paint oils can be readily detected by the increase in specific gravity, the low flash point, and the odor of rosin on heating; while the amount may be approximately ascertained from the amount of unsaponifiable oil left after boiling with caustic soda.
LIP SALVES AND LIPOL: See Cosmetics.
LIPOWITZ METAL: See Alloys.
LIQUEURS: See Wines and Liquors.
LIQUOR AMMONII ANISATUS: See Ammonia.
LIQUORS: See Wines and Liquors.
LITHOGRAPHERS’ LACQUER: See Lacquers.
LITHOGRAPHS: See Pictures and Engravings.
LIVER-SPOT REMEDIES: See Cosmetics.
LOCKSMITH’S VARNISH: See Varnishes.
LOCOMOTIVE LUBRICANTS: See Lubricants.
LOCUST KILLER: See Insecticides.
LOUSE WASH: See Insecticides.
A mixture is made of 100 parts of Bienne petroleum or crude naphtha, with 25 parts of castor oil or some mineral oil, and subjected to the action of 60 or 70 parts of sulphuric acid of 66° Bé. The acid is poured in a small stream into the oil, while carefully stirring. The agitation is continued until a thick and blackish-brown mass is obtained free from non-incorporated petroleum. Very cold water of 2 or 3 times the weight of the mass is then added, and the whole is stirred until the mass turns white and becomes homogeneous. It is left at rest for 24 hours, after which the watery liquid, on the surface of which the fat is floating, must be poured off. After resting again from 3 to 4 days, the product is drawn off, carefully neutralized with caustic potash, and placed in barrels ready for shipping.
II.—Melt in a kettle holding 2 to 4 times as much as the volume of the mass which is to be boiled therein, 10 parts, by weight, of tallow in 20 parts of rape oil on a moderate fire; add 10 parts of freshly and well burnt lime, slaked in 30 or 40 parts of water; increase the fire somewhat, and boil with constant stirring until a thick froth forms and the mass sticks to the bottom of the kettle. Burning should be prevented by diligent stirring. Then add in portions of 10 parts each, gradually, 70 parts of rape oil and boil with a moderate fire, until the little lumps gradually forming have united to a whole uniform mass. With this operation it is of importance to be able to regulate the fire quickly. Samples are now continually taken, which are allowed to cool quickly on glass plates. The boiling down must not be carried so far that the samples harden on cooling; they must spin long, fine threads, when touched with the finger. When this point is reached add, with constant stirring, when the heat has abated sufficiently (which may be tested by pouring in a few drops of water), 25 to 30 parts of water. Now raise the fire, without {461} ceasing to stir, until the mass comes to a feeble, uniform boil. In order to be able to act quickly in case of a sudden boiling over, the fire must be such that it can be removed quickly, and a little cold water must always be kept on hand. Next, gradually add in small portions, so as not to disturb the boiling of the mass, 500 parts of paraffine oil (if very thick, 800 to 900 parts may be added), remove from the fire, allow the contents of the kettle to clarify, and skim off the warm grease from the sediment into a stirring apparatus. Agitate until the mass begins to thicken and cool; if the grease should still be too solid, stir in a little paraffine oil the second time. The odor of the paraffine oil may be disguised by the admixture of a little mirbane oil.
| I.— | Paraffine | 6 pounds |
|---|---|---|
| Palm oil | 12 pounds | |
| Oleonaphtha | 8 pounds | |
| II.— | Paraffine | 8 pounds |
| Palm oil | 20 pounds | |
| Oleonaphtha | 12 pounds |
The oleonaphtha should have a density of 0.9. First dissolve the paraffine in the oleonaphtha at a temperature of about 158° F. Then gradually stir in the palm oil a little at a time. The proportions will show that No. II gives a less liquid product than No. I. Quicklime may be added if desired.
| II.— | Pale oil of almonds | 9 ounces |
|---|---|---|
| Rectified benzoline | 3 ounces | |
| Foreign oil of lavender | 1 ounce |
Petroleum jelly, vaseline, and petrolatum are different names for the same thing.
The pure qualities are made from American stock thickened with hot air until the desired melting point is attained. Three colors are made: white, yellow, and black of various qualities. Cheaper qualities are made by using ceresine wax in conjunction with the genuine article and pale mineral oil. This is the German method and is approved of by their pharmacopœia. Machinery qualities are made with cylinder oils, pale mineral oils, and ceresine wax.
| I.— | Yellow ceresine wax | 11 parts |
|---|---|---|
| White ceresine wax | 6 parts | |
| American mineral oil, 903/907 | 151 parts |
Melt the waxes and stir in the oil. To make white, use all white ceresine wax. To color, use aniline dyes soluble in oil to any shade required.
| II.— | Ceresine wax | 1 pound |
|---|---|---|
| Bloomless mineral oil, Sq. 910 | 1 gallon |
Melt the wax and add the oil, varying according to the consistency required. To color black, add 28 pounds lampblack to 20 gallons oil. Any wax will do, according to quality of product desired.
| White tasteless oil | 4 parts |
| White ceresine wax | 1 part |
| I.— | Refined cotton oil | 2 parts |
|---|---|---|
| American mineral oil, 903/907 | 2 parts | |
| Oleate of alumina | 1 part | |
| Gently heat together. | ||
| II.— | Petroleum jelly | 120 parts |
| Ceresine wax | 5 parts | |
| Slaked lime | 1/2 part | |
| Water | 4 1/2 parts | |
Heat the wax and the petroleum jelly gently until liquid; then mix together the water and lime. Decant the former into packing receptacles, and add lime and water, stirring until it sets. For cheaper qualities use cream cylinder oil instead of petroleum jelly.
II.—Slaked lime (in powder), 8 parts, is slowly sifted into rosin oil, 10 parts. Stir it continuously to incorporate it thoroughly, and gently heat the mixture until of a syrupy consistency. Color with lampblack, or a solution of turmeric in a strong solution of sal soda. For blue grease, 275 parts of rosin oil are heated with 1 part of slaked lime and then allowed to cool. The supernatant oil is removed from the precipitated matter, and 5 or 6 parts of the foregoing rosin-oil soap are stirred in until all is a soft, unctuous mass.
II.—Mix equal parts of red American rosin, melted tallow, linseed oil, and caustic soda lye (of 1.5 density).
III.—Melt 20 parts of rosin oil in 50 parts of yellow palm oil, saponify this with 25 parts of caustic soda lye of 15° Bé., and add 25 parts of mineral oil or paraffine.
IV.—Mix residue of the distillation of petroleum, 60 to 80 parts; tallow, 10 parts; colophony, 10 parts; and caustic soda solution of 40° Bé., 15 parts.
| Pure rubber | 14 parts |
| Spermaceti | 5 parts |
| Petroleum | 1 part |
Melt the rubber in a covered vessel and then stir in the other ingredients. A little more petroleum will be required when the compound is for winter use. {463}
For redrawing aluminum shells use a cheap grade of vaseline. It may not be amiss to add that the draw part of the redrawing die should not be made too long, so as to prevent too much friction, which causes the shells to split and shrivel up.
For redrawing copper shells use good thick soap water as a lubricant. The soap used should be of a kind that will produce plenty of “slip.” If none such is to be had, mix a quantity of lard oil with the soap water on hand and boil the two together. Sprinkling graphite over the shells just before redrawing sometimes helps out on a mean job.
In testing lubricants in general, a great deal depends upon the class of work in which they are to be employed. In dealing with lubricating greases the specific gravity should always be determined. The viscosity is, of course, also a matter of the utmost importance. If possible the viscosity should be taken at the temperature at which the grease is to be subjected when used, but this cannot always be done; 300° F. will be found to be a very suitable temperature for the determination of the viscosity of heavy lubricants. Although one of the standard viscosimeters is the most satisfactory instrument with which to carry out the test, yet it is not a necessity. Provided the test be always conducted in exactly the same manner, and at a fixed temperature, using a standard sample for comparison, the form of apparatus used is not of great importance. Most dealers in scientific apparatus will provide a simple and cheap instrument, the results obtained with which will be found reliable. With the exercise of a little ingenuity any one can fit up a viscosimeter for himself at a very small outlay.
Acidity is another important point to {464} note in dealing with lubricating greases. Calculated as sulphuric acid, the free acid should not exceed .01 per cent, and free fatty acids should not be present to any extent. Cylinder oil should dissolve completely in petroleum benzine (specific gravity, .700), giving a clear solution. In dealing with machine oils the conditions are somewhat different. Fatty oils in mixture with mineral oils are very useful, as they give better lubrication and driving power, especially for heavy axles, for which these mixtures should always be used. The specific gravity should be from .900 to .915 and the freezing point should not be above 58° F. The flash point of heavy machine oils is not a matter of great importance. The viscosity of dynamo oils, taken in Engler’s apparatus, should be 15–16 at 68° F. and 3 1/2–4 at 122° F. In dealing with wagon oils and greases it should be remembered that the best kinds are those which are free from rosin and rosin products, and their flash point should be above 212° F.
LUBRICANTS FOR WATCHMAKERS: See Watchmakers’ Formulas.
LUPULINE BITTERS: See Wines and Liquors.
This is used for plate glass, picture frames, and metal. Five parts of very finely washed and pulverized chalk; 5 parts of Vienna lime, powdered; 5 parts of bolus, powdered; 5 parts of wood ashes, powdered; 5 parts of English red, powdered; 5 parts of soap powder. Work all together in a kneading machine, to make a smooth, even paste, adding spirit. The consistency of the paste can be varied, by varying the amount of spirit, from a solid to a soft mass.
LUTES: See Adhesives.
MACHINE OIL: See Lubricants.
MACHINERY, TO CLEAN: See Cleaning Preparations and Methods.
MAGIC: See Pyrotechnics.
| Magnesium carbonate | 10 ounces |
| Citric acid | 20 ounces |
| Sugar | 21 ounces |
| Oil of lemon | 1/2 drachm |
| Water enough to make | 240 ounces |
Introduce the magnesium carbonate into a wide-mouthed 2-gallon bottle, drop the oil of lemon on it, stir with a wooden stick: then add the citric acid, the sugar, and water enough to come up to a mark on the bottle indicating 240 ounces. For this purpose use cold water, adding about half of the quantity first, and the remainder when the substances are mostly dissolved. By allowing the solution to stand for a half to a whole day, it will filter better and more quickly than when hot water is used.
MAGNESIUM ORGEAT POWDER: See Salts, Effervescent.
MAGNESIUM FLASH-LIGHT POWDERS: See Photography.
One of the experiments made in every physical laboratory in teaching the elements of magnetism and electricity is the production of the magnetic curves by sprinkling iron filings over a glass plate, after the well-known method.
For fixing these curves so that they may be preserved indefinitely, a plate of glass is warmed on the smooth upper surface of a shallow iron chest containing water raised to a suitable temperature by means of a spirit-lamp. A piece of paraffine is placed on the glass, and in the course of 3 or 4 minutes spreads itself evenly in a thin layer over the surface. The glass plate is removed, the surplus paraffine running off. The image is formed with iron filings on the cooled paraffine, which does not adhere to the iron, so that if the image is unsatisfactory the filings may be removed and a new figure taken. To fix the curves, the plate of glass is again placed on the warming stove. Finally, the surface of the paraffine is covered with white paint, so that the curves appear black on a white ground. Very well-defined figures may thus be obtained. A similar though much simpler process consists in covering one surface of stiff white paper with a layer of paraffine, by warming {465} over an iron plate, spreading the filings over the cooled surface, and fixing them with a hot iron or a gas flame.
MAGNOLIA METAL: See Alloys.
MAHOGANY: See Wood.
MALTED FOOD: See Foods.
MALTED MILK: See Milk.
MALT, HOT: See Beverages.
MANGANESE ALLOYS: See Alloys.
MANGANESE STEEL: See Steel.
MANGE CURES: See Veterinary Formulas.
MANICURE PREPARATIONS: See Cosmetics.
These are prepared after processes differing slightly from one another, but all based on the original formula of Welsbach—the impregnation of vegetable fibers with certain mineral oxides in solution, drying out, and arranging on platinum wire.
| Lanthanum oxide | 30 parts |
| Yttrium oxide | 20 parts |
| Burnt magnesia | 50 parts |
| Acetic acid | 50 parts |
| Water, distilled | 100 parts |
The salts are dissolved in the water, and to the solution another 150 parts of distilled water are added and the whole filtered. The vegetable fiber (in its knitted or woven form) is impregnated with this solution dried, and arranged on platinum wire. In the formula the acetic acid may be replaced with dilute nitric acid. The latter seems to have some advantages over the former, among which is the fact that the residual ash where acetic acid is used has a tendency to ball up and make a vitreous residue, while that of the nitric acid remains in powdery form.
MANURES: See Fertilizers.
MANUSCRIPT COPYING: See Copying.
MAPLE: See Wood.
MARASCHINO: See Wines and Liquors.
MARBLE CEMENTS: See Adhesives.
MARBLE CLEANING: See Cleaning Preparations and Methods.
MARBLE COLORS: See Stone.
MARBLE ETCHING: See Etching.
MARBLE, IMITATION: See Plaster.
MARBLE, PAINTING ON: See Painting.
MARBLE POLISHING: See Polishes.
MARBLING CRAYONS: See Crayons.
MARGERINE: See Butter.
See also Inks and Etching.
For laying out work on structural iron or castings a better way than chalking the surface is to mix whiting with benzine or gasoline to the consistency of paint, and then apply it with a brush; in a few minutes the benzine or gasoline will evaporate, leaving a white surface ready for scribing lines.
MASSAGE APPLICATIONS: See Cosmetics.
MASSAGE SOAPS: See Soaps.
(See also Phosphorus.)
| I.— | Potassium chlorate | 2,000 parts |
|---|---|---|
| Lead binoxide | 1,150 parts | |
| Red lead | 2,500 parts | |
| Antimony trisulphide | 1,250 parts | |
| Gum arabic | 670 parts | |
| Paraffine | 250 parts | |
| Potassium bichromate | 1,318 parts |
Directions: See No. II.
| II.— | Potassium chlorate | 2,000 parts |
|---|---|---|
| Lead binoxide | 2,150 parts | |
| Red lead | 2,500 parts | |
| Antimony trisulphide | 1,250 parts | |
| Gum arabic | 670 parts | |
| Paraffine | 250 parts |
Rub the paraffine and antimony trisulphide together, and then add the other ingredients. Enough water is added to bring the mass to a proper consistency when heated. Conduct heating operations on a water bath. The sticks are first dipped in a solution of paraffine in benzine and then are dried. For striking surfaces, mix red phosphorus, 9 parts; pulverized iron pyrites, 7 parts; pulverized glass, 3 parts; and gum arabic or glue, 1 part, with water, quantity sufficient. To make the matches water or damp proof, employ glue instead of gum arable in the above formula, and conduct the operations in a darkened room. For parlor matches dry the splints and immerse the ends in melted stearine. Then dip in the following mixture and dry:
| Red phosphorus | 3.0 parts |
| Gum arabic or tragacanth | 0.5 parts |
| Water | 3.0 parts |
| Sand (finely ground) | 2.0 parts |
| Lead binoxide | 2.0 parts |
Perfume by dipping in a solution of benzoic acid.
III.—M. O. Lindner, of Paris, has patented a match which may be lighted by friction upon any surface whatever, and which possesses the advantages of being free from danger and of emitting no unpleasant odor. The mixture into which the splints are first dipped consists of
| Chlorate of potash | 6 parts |
| Sulphide of antimony | 2 parts |
| Gum | 1 1/2 parts |
| Powdered clay | 1 1/2 parts |
The inflammable compound consists of
| Chlorate of potash | 2 to 3 parts |
| Amorphous phosphorus | 6 parts |
| Gum | 1 1/2 parts |
| Aniline | 1 1/2 parts |
Red or amorphous is substituted for yellow phosphorus in the match heads. The composition of the igniting paste is given as follows:
| By weight | |
|---|---|
| Soaked glue (1 to 5 of water) | 37.0 parts |
| Powdered glass | 7.5 parts |
| Whiting | 7.5 parts |
| Amorphous phosphorus (pure) | 10.0 parts |
| Paraffine wax | 4.0 parts |
| Chlorate of potash | 27.0 parts |
| Sugar or lampblack | 7.0 parts |
Silicate of soda may be substituted for the glue, bichromate of potash added for damp climates, and sulphur for large matches.
The different compositions for tipping the matches in use in different countries and factories all consist essentially of emulsions of phosphorus in a solution of glue or gum, with or without other matters for increasing the combustibility, for coloring, etc.
I.—English.—Fine glue, 2 parts, broken into small pieces, and soaked in water till quite soft, is added to water, 4 parts, and heated by means of a water bath until it is quite fluid, and at a temperature of 200° to 212° F. The vessel is then removed from the fire, and phosphorus, 1 1/2 to 2 parts, is gradually added, the mixture being agitated briskly and continually with a stirrer having wooden pegs or bristles projecting at its lower end. When a uniform emulsion is obtained, chlorate of potassa, 4 to 5 {467} parts; powdered glass, 3 to 4 parts; and red lead, smalt, or other coloring matter, a sufficient quantity (all in a state of very fine powder), are added, one at a time, to prevent accidents, and the stirring continued until the mixture is comparatively cool. The above proportions are those of the best quality of English composition. The matches tipped with it deflagrate with a snapping noise.
II.—German (Böttger).—Dissolve gum arabic, 16 parts, in the least possible quantity of water; add of phosphorus (in powder), 9 parts, and mix by trituration. Then add niter, 14 parts; vermilion or binoxide of manganese, 16 parts, and form the whole into a paste as directed above. Into this the matches are to be dipped, and then exposed to dry. As soon as they are quite dry they are to be dipped into very dilute copal varnish or lac varnish, and again exposed to dry, by which means they are rendered waterproof, or at least less likely to suffer from exposure in damp weather.
III. (Böttger.)—Glue, 6 parts, is soaked in a little cold water for 24 hours, after which it is liquefied by trituration in a heated mortar; phosphorus, 4 parts, is added, and rubbed down at a heat not exceeding 150° F.; niter (in fine powder), 10 parts, is next mixed in, and afterwards red ocher, 5 parts, and smalt, 2 parts, are further added, and the whole formed into a uniform paste, into which the matches are dipped, as before. This is cheaper than the previous one.
IV. (Diesel.)—Phosphorus, 17 parts; glue, 21 parts; red lead, 24 parts; niter, 38 parts. Proceed as above.
Matches tipped with II, III, or IV, inflame without fulmination when rubbed against a rough surface, and are hence termed noiseless matches by the makers.
Most chemists agree that the greatest improvement of note in the manufacture of matches is that of Landstrom, of Jonkoping, in Sweden. It consists in dividing the ingredient of the match mixture into two separate compositions, one being placed on the ends of the splints, as usual, and the other, which contains the phosphorus, being spread in a thin layer upon the end or lid of the box. The following are the compositions used: (a) For the splints: Chlorate of potassa, 6 parts; sulphuret of antimony, 2 to 3 parts; glue, 1 part. (b) For the friction surface: Amorphous phosphorus, 10 parts; sulphuret of antimony or peroxide of manganese, 8 parts; glue, 3 to 6 parts; spread thinly upon the surface, which has been previously made rough by a coating of glue and sand. By thus dividing the composition the danger of fire arising from ignition of the matches by accidental friction is avoided, as neither the portion on the splint nor that on the box can be ignited by rubbing against an unprepared surface. Again, by using the innocuous red or amorphous phosphorus, the danger of poisoning is entirely prevented.
MATCH MARKS ON PAINT, TO REMOVE: See Cleaning Preparations and Methods.
MATCH PHOSPHORUS, SUBSTITUTE FOR: See Phosphorus Substitute.
II.—Bronze and silver medals should always be coated with a separating grease layer. The whole coin is greased slightly and then carefully wiped off again with a little wadding, but in such a manner {468} that a thin film of grease remains on the surface. Next, a ring of strong cardboard or thin pasteboard is placed around the edge, and the ends are sealed together. Now stir up a little gypsum in a small dish and put a teaspoonful of it on the surface of which the mold is to be taken, distributing it carefully with a badger’s-hair brush, entering the finest cavities, which operation will be assisted by blowing on it. When the object is covered with a thin layer of plaster of Paris, the plaster, which has meanwhile become somewhat stiffer, is poured on, so that the thickness of the mold will be about 1/20 of an inch. The removal of the cast can be effected only after a time, when the plaster has become warm, has cooled again, and has thoroughly hardened. If it be attempted to remove the cast from the metal too early and by the use of force, fine pieces are liable to break off and remain adhering to the model. In order to obtain a positive mold from the concave one, it is laid in water for a short time, so that it becomes saturated with the water it absorbs. The dripping, wet mold is again provided with an edge, and plaster of Paris is poured on. The latter readily flows out on the wet surface, and only in rare cases blisters will form. Naturally this casting method will furnish a surface of pure gypsum, which is not the case if the plaster is poured into a greased mold. In this case the surface of the cast contains a soapy layer, for the liquid plaster forms with oil a subsequently rather hard lime soap. The freshly cast plaster must likewise be taken off only when a quarter of an hour has elapsed, after it has become heated and has cooled again.
MATS FOR METALS: See Metals.
Add 2 tablespoonfuls of bakers’ yeast to 1 pint of rich milk, which has been slightly warmed, stirring well together and setting aside in a warm room in a pitcher covered with a wet cloth for a time varying from 6 to 12 hours, according to the season or temperature of the room. Take from this, when curdled, 6 tablespoonfuls, add to another pint of milk, and again ferment as before, and continue for five successive fermentations in all, when the product will have become free from the taste of the yeast. As soon as the milk thickens, which is finally to be kept for use, it should be stirred again and then put into a refrigerator to prevent further fermentation. It should be smooth, of the consistence of thick cream, and of a slightly acid taste.
The milk should be prepared fresh every day, and the new supply is made by adding 6 tablespoonfuls of the previous day’s lot to a pint of milk and proceeding as before.
The curd is to be eaten with a spoon, not drunk, and preferably with some bread broken into it. It is also sometimes eaten with sugar, which is said not to impair its digestibility.
MAY WINE: See Wines and Liquors.
In its best form Mead is made as follows: 12 gallons of pure, soft water (clean rain water is, next to distilled water, best) are mixed with 30 gallons of expressed honey in a big caldron, 4 ounces of hops added, and the whole brought to a boil. The boiling is continued with diligent skimming, for at least an hour and a half. The fire is then drawn, and the liquid allowed to cool down slowly. When cold, it is drawn off into a clean barrel, which it should fill to the bung, with a little over. A pint of fresh wine yeast or ferment is added, and the barrel put in a moderately warm place, with the bung left out, to ferment for from 8 to 14 days, according to the weather (the warmer it is the shorter the period occupied in the primary or chief fermentation). Every day the foam escaping from the bung should be carefully skimmed off, and every 2 or 3 days there should be added a little honey and water to keep the barrel quite full, and in the meantime a pan or cup should be inverted over the hole, to keep out dust, insects, etc. When fermentation ceases, the procedure varies. Some merely drive in the bung securely and let the liquor stand for a few weeks, then bottle; but the best German makers proceed as follows, this being a far superior process: The liquor is removed from the barrel in which it fermented to another, clean, barrel, being strained through a haircloth sieve to prevent the admission of the old yeast. A second portion of yeast is added, and the liquid allowed to pass through the secondary fermentation, lasting usually as long as the first. The bung is driven into the barrel, the liquid allowed to stand a few days to settle thoroughly and then drawn off into bottles and stored in the usual way. Some add nutmeg, cinnamon, etc., prior to the last fermentation. {469}
MEASURES: See Weights and Measures.
MEASURES, TO CLEAN: See Cleaning Preparations and Methods.
MEAT EXTRACT CONTAINING ALBUMEN: See Foods.
MEAT PEPTONOIDS: See Peptonoids.
MEAT PRESERVATIVES: See Foods.
MEAT PRODUCTS (ADULTERATED): See Foods.
MEDAL IMPRESSIONS: See Matrix Mass.
MEDALS, CLEANING AND PRESERVING: See Cleaning Compounds.
MEDALLION METAL: See Alloys.
MEDICINE DOSES: See Doses.
II.—The pipe is boiled in a preparation of wax, 8 parts; olive oil, 2 parts; and nicotine, 1 part, for 10 or 15 minutes. The pipe absorbs this, and a thin coating of wax is held on the surface of the pipe, and made to take a high polish. Under the wax is retained the oil of tobacco, which is absorbed by the pipe; and its hue grows darker in proportion to the tobacco used. A meerschaum pipe at first should be smoked very slowly, and before a second bowlful is lighted the pipe should cool off. This is to keep the wax as far up on the bowl as possible; rapid smoking will overheat, driving the wax off and leaving the pipe dry and raw.
See also Adhesives under Cements.
MENTHOL COUGH DROPS: See Confectionery.
MENTHOL TOOTH POWDER: See Dentifrices.
MERCURY SALVES: See Ointments.
MERCURY STAINS, TO REMOVE: See Cleaning Preparations and Methods.
METACARBOL DEVELOPER: See Photography.
METAL CEMENTS: See Adhesives and Lutes.
METAL CLEANING: See Cleaning Preparations and Methods.
METAL INLAYING: See Damaskeening.
METAL POLISHES: See Polishes.
METAL PROTECTIVES: See Rust Preventives.
METAL VARNISHES: See Varnishes.
METALS, HOW TO ATTACH TO RUBBER: See Adhesives, under Rubber Cements.
METALS, SECURING WOOD TO: See Adhesives.
For a burnish-dip any aqua fortis over 33° Bé., i. e., possessing a specific gravity of 1.30, may be employed. It is advisable not to use highly concentrated aqua fortis, to reduce the danger of obtaining matt work. It is important that the quantity of oil of vitriol, which is added, {470} is correct. It is added because the action of the aqua fortis is very uncertain. Within a short time it becomes so heated in acting on the metals that it turns out only dull work, and pores or even holes are apt to be the result of the violent chemical action. If the aqua fortis is diluted with water the articles do not become bright, but tarnish. For this reason sulphuric acid should be used. This does not attack the metals; it only dilutes the aqua fortis and distributes the heat generated in pickling over a larger space. It is also much cheaper, and it absorbs water from the aqua fortis and, therefore, keeps it in a concentrated state and yet distributed over the space.
In the case of too much oil of vitriol the dilution becomes too great and the goods are tarnished; if too little is added, the mixture soon ceases to turn out bright articles, because of overheating. On this experience are based the formulas given below.
Dip the articles, which must be free from grease, into the pickle, after they have been either annealed and quenched in diluted sulphuric acid or washed out with benzine. Leave them in the dipping mixture until they become covered with a greenish froth. Then quickly immerse them in a vessel containing plenty of water, and wash them out well with running water. Before entering the dipped articles in the baths it is well to remove all traces of acid, by passing them through a weak soda or potassium cyanide solution and washing them out again. If the brightly dipped goods are to remain bright they must be coated with a thin spirit or zapon lacquer.
Following are two formulas for the pickle:
| I.— | Aqua fortis, 36° Bé., by weight | 100 parts |
|---|---|---|
| Oil of vitriol (sulphuric acid), 66° Bé., by weight | 70 parts | |
| Cooking salt, by volume | 1 1/2 parts | |
| Shining soot (lampblack), by volume | 1 1/2 parts | |
| II.— | Aqua fortis, 40° Bé., by weight | 100 parts |
| Oil of vitriol, 66° Bé., by weight | 100 parts | |
| Cooking salt, by volume | 2 parts | |
| Shining soot, by volume | 2 parts |
Nitric acid of 36° Bé., 200 parts, by volume; sulphuric acid of 56° Bé., 200 parts, by volume; sea salt, 1 part, by volume; zinc sulphate, 1 to 5 parts, by volume.
With this proportion of acids the articles can remain from 5 to 20 minutes in the mixture cold; the prominence of the matt depends on the length of time of the immersion. The pieces on being taken from the bath have an earthy appearance which is lightened by dipping them quickly in a brightening acid. If left too long the matted appearance is destroyed.
See also Plating.
Bronzing of Steel.—I.—The piece to be bronzed is wet by the use of a sponge with a solution formed of iron perchloride, cupric sulphate, and a nitric acid. It is dried in a stove at 86° F., then kept for 20 minutes over boiling water. It is dried again at 86° F., and rubbed with a scratch brush.
This operation is repeated several times.
Bronzing of Steel.—II.—Rust and grease are removed from the objects with a paste of whiting and soda. They are immersed in a bath of dilute sulphuric acid, and rubbed with very fine pumice-stone powder. They are then exposed from 2 to 3 minutes to the vapor of a mixture of equal parts of concentrated chlorhydric and nitric acids.
The object is heated to 570° to 660° F. until the bronze color appears. When cooled, it is covered with paraffine or vaseline while rubbing, and heated a second time until the vaseline or paraffine commences to decompose. The operation is repeated. The shades obtained are beautiful, and the bronzing is not changeable. By subjecting the object to the vapors of the mixture of chlorhydric and nitric acids, shades of a light reddish brown are obtained. By adding to these two acids acetic acid, beautiful yellow bronze tints are procured. By varying the proportion of these three acids, all the colors from light reddish brown to deep brown, or from light yellow bronze to deep yellow bronze, are produced at will.
Bronzing.—III.—Under the name of Tuker bronze, a colored metal is found in trade which imitates ornamental bronze perfectly. It is obtained by deoxidizing or, if preferred, by burnishing cast iron. A thin layer of linseed oil or of linseed-oil varnish is spread on. It is heated at a temperature sufficient for producing in the open air the oxidation of the metal. The temperature is raised more or less, according as a simple yellow coloration or a deep brown is desired.
Lustrous Black.—In a quantity of oil of turpentine, sulphuric acid is poured drop by drop, stirring continually until a precipitate is no longer formed. Then the whole is poured into water, shaken, decanted, and the washing of the precipitate commenced again until blue litmus paper immersed in the water is no longer reddened. The precipitate will thus be completely freed from acid. After having drained it on a cloth, it is ready for use. It is spread on the iron and burned at the fire.
If the precipitate spreads with difficulty over the metal, a little turpentine can be added. It is afterwards rubbed with a linen rag, soaked with linseed oil, until the surface assumes a beautiful lustrous black. This covering is not liable to be detached.
Bluish Black.—Make a solution composed of nitric acid, 15 parts; cupric sulphate, 8 parts; alcohol, 20 parts; and water, 125 parts. Spread over the metal when well cleaned and grease removed. Dry and rub with linen rag.
Black.—Make a solution composed of cupric sulphate, 80 parts; alcohol, 40 parts; ferric chloride, 30 parts; nitric acid, 20 parts; ether, 20 parts; water, 400 to 500 parts, and pass over the object to be blackened.
Magnetic Oxide.—I.—A coating of magnetic oxide preserves from rust. To obtain it, heat the object in a furnace to a temperature sufficient to decompose steam. Then inject from 4 to 6 hours superheated steam at 1,100° F. The thickness of the layer of oxide formed varies with the duration of the operation. This process may replace zincking, enameling, or tinning.
II.—A deposit of magnetic oxide may be obtained by electrolysis. The iron object is placed at the anode in a bath of distilled water heated to 176° F. The cathode is a plate of copper, or the vessel itself if it is of iron or copper. By electrolysis a layer of magnetic oxide is formed.
In the same way other peroxides may be deposited. With an alkaline solution of litharge a brilliant black deposit of lead peroxide, very adherent, is obtained.
The employment of too strong a current must be avoided. It will produce a pulverulent deposit. To obtain a good coating, it is necessary after leaving the objects for a moment at the opposite {472} pole, to place them at the other pole until the outside is completely reduced, then bring them back to the first place.
Brilliant Black.—Boil 1 part of sulphur and 10 parts turpentine oil. A sulphurous oil is obtained of disagreeable odor. Spread this oil with the brush as lightly as possible, and heat the object in the flame of an alcohol lamp until the patina takes the tint desired. This process produces on iron and steel a brilliant black patina, which is extremely solid.
Blue.—Dissolve 500 drachms of hyposulphite of soda in 1 quart of water, and 35 grains of lead acetate in 1 quart of water. The two solutions mingled are heated to the boiling point. The iron is immersed, and assumes a blue coloration similar to that obtained by annealing.
Black.—I.—Make a paste composed of equal parts of chloride of antimony and linseed oil. Spread on the object, previously heated, with a brush or rag; then pass over it a coating of wax and brush it. Finally varnish with gum lac.
II.—Prepare a solution of bismuth chloride, 10 parts; mercury chloride, 20 parts; cupric chloride, 10 parts; hydrochloric acid, 60 parts; alcohol, 50 parts; water, 500 parts. Add fuchsine in sufficient quantity to mask the color.
The mercury chloride is poured into the hydrochloric acid, and the bismuth chloride and cupric chloride added; then the alcohol. Employ this mixture with a brush or a rag for smearing the object. The object may also be immersed in the liquid if it is well cleaned and free from grease. It is dried and afterwards submitted to boiling water for half an hour. The operation is repeated until the wished-for tint is obtained; then the object is passed into the oil bath and taken to the fire without wiping. The object may also be placed for 10 minutes in boiling linseed oil.
Brown Tint.—A solution is made of chloride of mercury, 20 parts; cupric chloride, 10 parts; hydrochloric acid, 60 parts; alcohol, 50 parts; water, 500 parts. The object is plunged into this solution after being well cleaned. The solution may also be applied with a brush, giving two coats. It is afterwards put into hot water. The surface of the object is covered with a uniform layer of vegetable oil. It is placed in a furnace at a high temperature, but not sufficient for carbonizing the oil. The iron is covered with a thin layer of brown oxide, which adheres strongly to the metal, and which can be beautifully burnished, producing the appearance of bronze.
Brilliant Black.—The process begins by depositing on the object, perfectly clean and free from grease, a layer of metallic copper. For this purpose the following solutions are prepared: (a) Cupric sulphate, 1 part; water, 16 parts. Add ammonia until complete dissolution. (b) Chloride of tin, 1 part; water, 2 parts; and chlorhydric acid, 2 parts. The object is immersed in solution b, and afterwards in solution a. In this way there is deposited on the iron a very adherent coating of copper. The object, washed with water, is afterwards rubbed with sulphur, or immersed in a solution of ammonium sulphhydrate. A dull black coating of cupric sulphide is produced, which becomes a brilliant black by burnishing.
Blue Black.—The iron object is first heated according to the previous recipe, but the copper is converted into cupric sulphide, not by a sulphhydrate, but by a hyposulphite. It is sufficient to dip the coppered object into a solution of sodium hyposulphite, acidulated with chlorhydric acid, and raised to the temperature of 175° to 195° F.
Thus a blue-black coating is obtained, unchangeable in air and in water. After polishing, it has the color of blue steel. It adheres strongly enough to resist the action of the scratch brush.
Deposition of Molybdenum.—Iron is preserved from rust by covering it with a coating of molybdenum, as follows: Water, 1,000 parts; ammonium molybdate, 1 part; ammonium nitrate, 15 to 20 parts. Suspend the object at the negative pole of a battery. The current ought to have a strength of 2 to 5 amperes per cubic decimeter.
Deposit of Manganese Peroxide.—The {473} iron or steel is first covered with a coating of manganese peroxide by immersing as an anode in a bath containing about 0.05 per cent of chloride or sulphate of manganese and from 5 to 25 per cent of ammonium nitrate. The bath is electrolyzed cold, making use of a cathode of charcoal. Feeble currents (1 or 2 amperes) produce an adherent and unchangeable deposit.
Bronzing of Cannon.—Prepare a solution of ferric chloride of density 1.281, 14 parts; mercury chloride, 3 parts; fuming nitric acid, 3 parts; cupric sulphate, 3 parts; water, 80 parts. Give to the piece of ordnance 2 or 3 coatings of the solution, taking care always to scratch the preceding layer with a steel brush before spreading the second. Afterwards, the object is plunged in a solution of potassium sulphide in 900 parts of water. It is left in this for 10 days. It is removed by washing with soap and hot water. The object is rinsed, dried, and finally brushed with linseed-oil varnish.
Green Bronzing.—Dissolve 1 part of acetate of silver in 20 parts of essence of lavender; coat the surface of iron with this liquid by means of a brush and raise the temperature to 292° F. A brilliant green color is developed on the surface.
Coating on Steel Imitating Gilding.—The object is first covered by the galvanic method by means of a solution of cyanide of copper and potassium, then covered electrolytically with a thin deposit of zinc. It is dried and cleaned with a little washed chalk and finally immersed in boiling linseed oil. The surface of the piece after a few seconds, at a temperature of 310° F., appears as if there had been a real penetration of copper and zinc; that is to say, as though there were a formation of tombac.
Bronzing of Cast Iron.—The piece, when scraped, is coppered with the following bath: Cupric chloride, 10 parts; hydrochloric acid, 80 parts; nitric acid, 10 parts. It is rubbed with a rag and washed with pure water, and then rubbed with the following solution: Ammonium chlorhydrate, 4 parts; oxalic acid, 1 part; water, 30 parts.
Gilding of Iron and Steel.—Chloride of gold is dissolved either in oil of turpentine or in ether, and this solution is applied with the brush on the metallic surface, after being perfectly scraped. It is allowed to dry, and then heated more or less strongly for obtaining the necessary adherence. When it is dry the gilding is burnished.
The metallic objects are immersed in a colorless varnish with pyroxyline, and dried in a current of hot air at 176° F. When the varnish is sufficiently dry, the objects are bathed for a few minutes in a 2 per cent alcoholic solution of alizarine or of a color of the same group. By washing with water the yellowish color covering the object on coming from the coloring bath passes to the golden red.
To blue copper or brass any one of the following recipes may be used:
I.—Dip the article in a solution of 2 ounces of liver of sulphur and 2 ounces of chlorate soda in 1,000 ounces of water.
II.—Dip the article in a solution of ferrocyanide of potassium very strongly acidulated with hydrochloric acid.
III.—Stir the article about constantly in a solution of liver of sulphur in 50 times its weight of water.
A thin sheet of polished copper is entered in the bath and connected with the {474} electric conduit. The current precipitates gold on it. In order to loosen it, the gilt copper plate is placed in a solution of ferric chloride, which dissolves the copper and leaves the gold behind. In this manner gold leaf can be hammered out to almost incredible thinness.
Tin foil is the most common foil used, being a combination of tin, lead, and copper, sometimes with properties of other metals.
| I Per cent |
II Per cent |
III Per cent | |
|---|---|---|---|
| Tin | 97.60 | 98.47 | 96.21 |
| Copper | 2.11 | 0.38 | 0.95 |
| Lead | 0.04 | 0.84 | 2.41 |
| Iron | 0.11 | 0.12 | 0.09 |
| Nickel | — | — | 0.30 |
I is a mirror foil; III is a tin foil.
Tin Foils for Capsules.—
| I Per cent |
II Per cent | |
|---|---|---|
| Tin | 20 | 22 |
| Lead | 80 | 77 |
| Copper | — | 1 |
Tin Foils for Wrapping Cheese, etc.—
| I Per cent |
II Per cent |
III Per cent | |
|---|---|---|---|
| Tin | 97 | 90 | 92 |
| Lead | 2.5 | 7.8 | 7 |
| Copper | 0.5 | 0.2 | 1 |
Tin Foils, for Fine Wrapping, I and II; for Tea Boxes, III.—
| I Per cent |
II Per cent |
III Per cent | |
|---|---|---|---|
| Tin | 60 | 65 | 40 |
| Lead | 40 | 35 | 58.5 |
| Copper | — | — | 1.5 |
Imitation Gold Foils.—
| Deep gold Per cent |
Pure gold Per cent |
Pale gold Per cent | |
|---|---|---|---|
| Copper | 84.5 | 78 | 76 |
| Zinc | 15.5 | 22 | 14 |
| Deep gold Per cent |
Deep gold Per cent |
Gold Per cent | |
| Copper | 91 | 86 | 83 |
| Zinc | 9 | 14 | 17 |
| reddish | dark yellow |
pale yellow |
Imitation Silver Foil.—Alloy of tin and zinc: harder than tin and softer than zinc: Zinc, 1 part; tin, 11 parts.
To Attach Gold Leaf Permanently.—Dissolve finely cut isinglass in a little water, with moderate heat, which must not be increased to a boil, and add as much nitric acid as has been used of the isinglass. The adhesive will not penetrate the cardboard or paper.
METH: See Mead.
METHEGLIN: See Mead.
METHYL SALICYLATE, TO DISTINGUISH FROM OIL OF WINTERGREEN: See Wintergreen.
METOL DEVELOPER: See Photography.
METRIC WEIGHTS: See Weights and Measures.
MICE POISON: See Rat Poison.
MICROPHOTOGRAPHS: See Photography.
See also Foods.
| Powdered malt | 1 ounce |
| Powdered oat meal | 2 ounces |
| Sugar of milk | 4 ounces |
| Roasted flour | 1 pound |
After allowing the milk to stand 8 hours, remove the top 8 ounces from a quart jar of 4 per cent fat milk by means of a dipper, and count this as 12 per cent fat cream. Count the lowest 8 ounces of the quart fat-free milk. From these the following formula may be obtained, covering fairly well the different percentages required for the different periods of life.
| First Week. | |||
|---|---|---|---|
| 12 per cent cream. Fat-free milk. | |||
| Fat | 2.00 | Cream | 3 1/4 oz. |
| Sugar | 5.00 | Milk | 1 1/2 oz. |
| Proteids | 0.75 | Milk sugar | 2 meas. |
| Second Week. | |||
| Fat | 2.50 | Cream | 4 1/4 oz. |
| Sugar | 6.00 | Milk | 1 1/4 oz. |
| Proteids | 1.00 | Milk sugar | 2 1/2 meas. |
| Third Week. | |||
| Fat | 3.00 | Cream | 5 oz. |
| Sugar | 6.00 | Milk | 1 oz. |
| Proteids | 1.00 | Milk sugar | 2 1/2 meas. |
| Four to Six Weeks. | |||
| Fat | 3.50 | Cream | 5 3/4 oz. |
| Sugar | 6.50 | Milk | 1 3/4 oz. |
| Proteids | 1.00 | Milk sugar | 2 1/2 meas. |
| Six to Eight Weeks. | |||
| Fat | 3.50 | Cream | 5 3/4 oz. |
| Sugar | 6.50 | Milk | 3 1/4 oz. |
| Proteids | 1.50 | Milk sugar | 2 1/4 meas. |
| Two to Four Months. | |||
| Fat | 4.00 | Cream | 6 3/4 oz. |
| Sugar | 7.00 | Milk | 2 1/4 oz. |
| Proteids | 1.50 | Milk sugar | 2 1/2 meas. |
| Four to Eight Months. | |||
| Fat | 4.00 | Cream | 6 3/4 oz. |
| Sugar | 7.00 | Milk | 4 3/4 oz. |
| Proteids | 2.00 | Milk sugar | 2 1/4 meas. |
| Eight to Nine Months. | |||
| Fat | 4.00 | Cream | 6 3/4 oz. |
| Sugar | 7.00 | Milk | 7 1/2 oz. |
| Proteids | 2.50 | Milk sugar | 2 meas. |
| Nine to Ten Months. | |||
| Fat | 4.00 | Cream | 6 3/4 oz. |
| Sugar | 7.00 | Milk | 10 1/2 oz. |
| Proteids | 3.00 | Milk sugar | 1 1/2 meas. |
| Ten to Twelve Months. | |||
| Fat | 4.00 | Cream | 6 3/4 oz. |
| Sugar | 5.00 | Milk | 11 3/4 oz. |
| Proteids | 3.50 | Milk sugar | 1/2 meas. |
| After Twelve Months. | |||
| Unmodified cow’s milk. | |||
II.—Fresh milk in bottles has been treated with oxygen and carbonic acid under pressure of some atmospheres. By this method it is said to be possible to preserve milk fresh 50 to 60 days. The construction of the bottle is siphon-like.
MILK AS A SUBSTITUTE FOR CELLULOID, BONE, AND IVORY: See Casein.
MILK, CUCUMBER: See Cosmetics.
MILK OF SOAP: See Cleaning Preparations and Methods, under Miscellaneous Methods.
MINARGENT: See Alloys. {476}
MINERAL WATERS: See Waters.
MINOFOR METAL: See Alloys.
MINT CORDIAL: See Wines and Liquors.
(See also Glass.)
I.—A sheet of pure tin foil, slightly larger than the glass plate to be silvered, is spread evenly on a perfectly plane stone table having a raised edge, and is well cleaned from all dust and impurity. The foil must be free from the slightest flaw or crack. The tin is next covered uniformly to a depth of 1/8 of an inch with mercury, preference being given by some to that containing a small proportion of tin from a previous operation. The glass plate, freed from all dust or grease, and repolished if necessary, is then carefully slid over the mercury. This part of the work requires skill and experience to exclude all air bubbles, and even the best workmen are not successful every time. If there is a single bubble or scratch the operation must be repeated and the tin foil is lost; not a small expense for large sizes. When this step has been satisfactorily accomplished the remainder is easy. The glass plate is loaded with heavy weights to press out the excess of mercury which is collected and is used again. After 24 hours the mirror is lifted from the table and placed on edge against a wall, where it is left to drain well.
II.—Solution No. 1 is composed as follows: To 8 ounces of distilled water, brought to a boil, add 12 grains of silver nitrate and 12 grains of Rochelle salts. Let it come to a boil for 6 to 7 minutes; then cool and filter.
Solution No. 2 is made as follows: Take 8 ounces of distilled water, and into a small quantity poured into a tumbler put 19 grains of silver nitrate. Stir well until dissolved. Then add several drops of 26° ammonia until the solution becomes clear. Add 16 grains more of nitrate of silver, stirring well until dissolved. Add balance of distilled water and filter. The filtering must be done through a glass funnel, in which the filter paper is placed. The solution must be stirred with a glass rod. Keep the solutions in separate bottles marked No. 1 and No. 2.
Directions for Silvering: Clean the glass with ammonia and wipe with a wet chamois. Then take half and half of the two solutions in a graduating glass, stirring well with a glass rod. Pour the contents on the middle of the glass to be silvered. It will spread over the surface of itself if the glass is laid flat. Leave it until the solution precipitates.
I.—Take 1/3 ounce of clean lead, and melt it with an equal weight of pure tin; then immediately add 1/2 ounce of bismuth, and carefully skim off the dross; remove the alloy from the fire, and before it grows cold add 5 ounces of mercury, and stir the whole well together; then put the fluid amalgam into a clean glass, and it is fit for use. When this amalgam is used for silvering, it should be first strained through a linen rag; then gently pour some ounces of it into the globe intended to be silvered; the alloy should be poured into the globe by means of a paper or glass funnel reaching almost to the bottom of the globe, to prevent it splashing the sides; the globe should be turned every way very slowly, to fasten the silvering.
II.—Make an alloy of 3 ounces of lead, 2 ounces of tin, and 5 ounces of bismuth. Put a portion of this alloy into the globe and expose it to a gentle heat until the compound is melted; it melts at 197° F.; then by turning the globe slowly round, an equal coating may be laid on, which, when cold, hardens and firmly adheres.
I.—Place the old mirror in a weak solution of nitric acid—say 5 per cent—which immediately removes the silver. Rinse it a little, and then clean very thoroughly with a pledget of cotton-wool and a mixture of whiting and ammonia. Rouge will answer in place of whiting, or, as a last extreme, finest levigated pumice, first applied to a waste glass to crush down any possible grit. This cleaning is of the utmost importance, as upon its thoroughness depends eventual success. Front, back, and edges must alike be left in a state above suspicion. The {477} plate is then again flowed with weak acid, rinsed under the tap, then flowed back and front with distilled water, and kept immersed in a glass-covered dish of distilled water until the solutions are ready.
The depositing vessel is the next consideration, and it should be realized that unless most of the silver in the solution finds its way on to the face of the mirror it were cheaper that the glass should be sent to the professional mirror-maker. The best plan is to use a glass dish allowing a 1/16 inch margin all round the mirror, inside. But such a glass dish is expensive, having to be made specially, there being no regular sizes near enough to 4 x 7 or 8 x 5 (usual mirror sizes). If too large, a dish must perforce be used, the sides or ends of which should be filled up with sealing wax. Four strips of glass are temporarily bound together with 2 or 3 turns of string, so as to form a hollow square. The side pieces are 1/8 inch longer outside, and the end pieces 1/8 inch wider than the mirror glass. This frame is placed in about the center of the dish, moistened with glycerine, and the molten wax flowed outside of it to a depth of about 3/4 of an inch or more. For economy’s sake, good “parcel wax” may be used, but best red sealing wax is safer. This wax frame may be used repeatedly, being cleaned prior to each silvering operation. It is the only special appliance necessary, and half an hour is a liberal time allowance for making it.
Use a stock solution of silver nitrate of the strength of 25 grains to 1 ounce of distilled water: Take 2 drachms of silver nitrate stock solution and convert it to ammonia nitrate, by adding ammonia drop by drop until the precipitate is redissolved. Add 3 1/2 ounces of distilled water.
In another measure take 80 drops (approximately 74 minims) of 40 per cent formalin. Pour the solution of ammonio nitrate of silver into the measure containing the formalin, then back into the original measure, and finally into the dish containing the glass to be silvered. This should be done rapidly, and the dish containing the mirror well rocked until the silvering is complete, which may be ascertained by the precipitation of a black, flocculent deposit, and the clearing of the solution. The actual process of silvering takes about 2 minutes.
Cleanliness throughout is of the greatest importance. The vessels in which the solutions are mixed should be well rinsed with a solution of bichromate of potash and sulphuric acid, then washed out three or four times under the tap, and finally with distilled water. For cleansing, dip the glass for a short time in a solution of bichromate of potash, to which a little sulphuric acid is added. The glass is afterwards well rinsed for a minute or two under the tap, flooded with distilled water, and dried with a clean linen cloth. A little absolute alcohol is then rubbed on with a soft linen handkerchief, which is immediately rolled into a pad and used for well polishing the surface. The cleaning with alcohol is repeated to avoid risk of failure.
After the mirror has been silvered, hold it under the tap and allow water to flow over it for about 3 minutes. Rinse it with distilled water, and stand it up on edge on blotting paper. When it is quite dry take a pad of very soft wash-leather, spread a small quantity of finest opticians’ rouge on a sheet of clean glass, and well coat the pad with rouge by polishing the sheet of glass. A minute quantity of rouge is sufficient. Afterwards polish the mirror by gently rubbing the surface with the pad, using a circular stroke.
It will be seen that with this process it is unnecessary to suspend the mirror in the silvering solution, as usually recommended. The mirror is laid in the dish, which is a distinct advantage, as the progress of the silvering may be watched until complete. The film also is much more robust than that obtained by the older methods.
II.—Clean the bare portion of the glass by rubbing it gently with fine cotton, taking care to remove any trace of dust and grease. If this cleaning be not done very carefully, defects will appear around the place repaired. With the point of a penknife cut upon the back of another looking glass around a portion of the silvering of the required form, but a little larger. Upon it place a small drop of mercury; a drop the size of a pin’s head will be sufficient for a surface equal to the size of the nail. The mercury spreads immediately, penetrates the amalgam to where it was cut off with the knife, and the required piece may be now lifted and removed to the place to be repaired. This is the most difficult part of the operation. Then press lightly the renewed portion with cotton; it hardens almost immediately, and the glass presents the same appearance.
The cast disk of bronze should be turned up level on both sides, and the edges should be turned or shaped up, the metal being about half an inch thick. On the side which was at the bottom in casting, a line should be drawn to allow for working up the border or frame of the mirror, and on the rest of the smooth surface the design should be drawn, not having too much detail. It is best to mark the lines with a sharp scriber, to prevent their effacement during working. When the disk is marked out, it should be laid on a smoothly planed iron block, and the lines punched to a depth of about 1/4 inch, a punch with round edges being used. Then the disk should be turned down to just below the surface of the punched-in metal, and the border or edge formed, finishing smoothly, but without burnishing. The back can be turned down and, with the outer edge, burnished; but the inside of the edge and the face of the mirror should be polished with fine abrasive powder, and finished with fine rouge. When dry, the mirror will appear equally bright all over; but when breathed on the design will show, again disappearing as the moisture is removed. The metal punched in will be more dense than the rest of the surface, and will also be very slightly raised, this being imperceptible unless the polishing has been too long continued.
With iron mirrors a good mottled iron must be used, selecting hematite for preference; but in any case it must be chillable metal. Preferably it should be melted in a crucible, as this causes the least change in the metallic content, and as the metal can be made hot and fluid, it works well. The design must be worked out in iron of about 1/8 inch in thickness, and must be level, as it has to touch the molten metal in the bottom of the mold. If preferred, the design may be cast and ground flat, but this depends largely on the design. The chill pattern should be coated with plumbago, and in molding the disk pattern of about 1/4 inch in thickness should be laid on a board, and on this the design—chill—should be placed, and the mold should be rammed up from the back in the ordinary manner. The casting should be allowed to get cold in the mold, and should then be removed and dressed in the usual way. It should then be ground bright all over on emery wheels of successively finer grades, and the mirror surface should be buffed and polished until a steely mirror surface is produced. With a good mottled iron the chilled design will not show until the surface is breathed on or rubbed with a greasy rag, but will then show clearly.
MIRROR ALLOYS: See Alloys.
MIRRORS, FROSTED: See Glass.
MIRROR-LETTERING: See Lettering.
MIRROR POLISHES: See Polishes.
MIRRORS, TO CLEAN: See Cleaning Preparations and Methods.
MIRRORS, TO PREVENT DIMMING OF: See Glass.
MIRROR VARNISH: See Varnishes.
MITE KILLER: See Insecticides.
MIXING STICKS FOR PAINT: See Paint.
MODELING WAX: See Wax, Modeling.
MOISTURE: See Insulation.
See also Casting and Matrix.
MOLDS OF PLASTER: See Plaster.
See also Warts.
Lunar caustic is frequently used to remove warts and moles. It should be wrapped in tin foil or placed in a quill so that it will not touch the bare flesh. Moisten the raised surface and touch with the caustic night and morning. Successive layers of skin will dry up and peel off. When on a level with the surrounding flesh apply a healing ointment. Let the last crust formed drop without touching it. Unless carefully done this process may leave a white scar.
A simple remedy for warts consists in wetting and rubbing them several times a day in a strong solution of common washing soda. The electric treatment, however, is now the most popular.
See also Dyes.
Asbestos mortar consists of a mixture of asbestos with 10 per cent of white lime. Canadian asbestos is generally used, which is composed of 80 per cent of asbestos and 20 per cent of serpentine. The asbestos is ground and the coarse powder used for the first rough cast, while the finer material is employed for the second top-plastering. This mortar is highly fire-resisting and waterproof, is only half as heavy as cement mortar, and tough enough to admit of nails being driven in without breaking it.
MOSQUITO REMEDIES: See Insecticides.
MOSS REMOVERS: See Cleaning Preparations and Methods, under Miscellaneous Methods.
MOTHS: See Turpentine.
MOTH PAPER: See Paper.
MOTH TRAPS AND MOTH KILLERS: See Household Formulas.
MOTHER-OF-PEARL: See Pearl.
MOTORS, ANTI-FREEZING SOLUTION FOR: See Freezing Preventives.
See also Adhesives and Photography.
MOUTH ANTISEPTICS: See Antiseptics.
MOUTH WASHES: See Dentifrices.
MOVING OBJECTS AND HOW TO PHOTOGRAPH THEM: See Photography.
MUCILAGE: See Adhesives.
Care must be exercised in taking apart, for if the box is wound up and the fly is removed, the cylinder is ruined. The spring relaxes at a bound, causing the cylinder to turn with such rapidity that the pins cannot resist the teeth, whose force is intensified by the velocity of the cylinder. The pins originally bent forward are broken, or pressed backwards; as they are hardened, they cannot be bent forward again without breaking. This accident involves the cost of a new cylinder, the most expensive part of the apparatus. Besides, the comb almost always loses some teeth and the wheel-work also suffers in its turn.
To avoid such mishaps the careful operator will take the parts asunder in the following order:
1. Remove the comb.
2. Take the apparatus from the box and completely disarm the spring.
3. Remove the barrel.
4. Remove the escapement.
5. Remove the cylinder.
The barrel and the wheels are cleaned like those of a watch.
The cylinder should be handled carefully. The holes should be well cleaned. Oil should be put only on the pivots, especially none on the part of the arbor to which the cylinder is attached. It is the first piece to be replaced, care being taken to see that the arbor turns freely, but without play, between the bridges. When it is in position, put in the escapement, then the barrel, and finally the comb.
The comb, representing the musical part of a simple box, cannot receive too much care. Before replacing it examine the springs closely, and in supplying the ones that are lacking, take for the model of size and form those resembling them the most. If the parts have been put together properly, then, as soon as the comb is screwed in its place, these should be found in good working order: the levée (lift)—that is, that the pins do not lift the teeth too much or too little; the tombée (fall)—that is, that the chords, the bass, the medium, and the treble, fall together; and the visée (pointing)—that the pins catch at the center of the ends of the teeth.
MUSLIN, PAINTING ON: See Painting.
| Balsam of Tolu | 1 part |
| Rectified spirit | 3 parts |
| Jockey club | 1 part |
Dissolve the balsam in the liquids. Apply a few drops to the mustache with a brush, then twist into the desired shape.
| I.— | India rubber | 1 part |
|---|---|---|
| Benzol | 49 parts | |
| Black mustard in powder, a sufficiency. | ||
Dissolve the India rubber in the benzol, then stir in the mustard until the mixture is of a suitable consistence for spreading. It was further recommended to remove the fixed oil from the mustard by percolation with benzol. Mustard paper thus made is of good quality, very active, and keeps well. {481}
| II.— | Black and white mustard, in No. 60 powder, deprived of fixed oil | 1 part |
|---|---|---|
| Benzol solution of India rubber (1 in 40) | 4 parts |
Mix to a smooth mass, and spread the same over one side of a suitable paper by means of a plaster-spreading machine, or passing the paper over the mass contained in a suitable shallow vessel. Expose to warm air for a short time to dry. Preserve the dry paper in well-closed boxes. It may be useful to know that mustard paper, after spreading, should not be long exposed to light and air. By so doing not only does the mustard bleach but the rubber soon perishes. Moreover, mustard paper is hygroscopic, so that in a moist atmosphere it soon loses its virtue. It is, therefore, highly important that mustard paper should be rapidly dried in a warm atmosphere with free ventilation, then at once stored in well-closed packets. Thus prepared they keep well and remain active for many years.
MUSTARDS: See Condiments.
MYRRH ASTRINGENT: See Dentifrices.
Copious applications of dried powdered alum are sufficient to cure every case of ingrowing nail in about 5 days. The applications are not painful in the least, and the destruction of the pathologic tissue results in the formation of a hard, resistant, and non-sensitive bed for the nail, a perfect cure for the ingrowing tendency. Apply a fomentation of soap and water for 24 hours beforehand and then pour the alum into the space between the nail and its bed, tamponing with cotton to keep the alum in place, and repeating the application daily. The suppuration rapidly dries up, and pain and discomfort are relieved almost at once.
NAIL POLISHES: See Cosmetics.
NAPOLEON CORDIAL: See Wines and Liquors.
NAPHTHOL SOAP: See Soap.
| Crude neatsfoot oil | 5,000 parts |
| Alcohol, 90 per cent | 2,500 parts |
| Tannin | 5 parts |
Place in a clearing flask, agitate vigorously and allow to stand for 8 days in a warm room with daily repetition of the shaking. Then draw off the spirit of wine on top, rinse again with 1,000 parts of spirit of wine (90 per cent) and place the oil in a temperature of about 53 1/2° F. Allow to stand in this temperature for at least 6 weeks, protected from the light, and then filter.
NEEDLES, ANTI-RUST PAPER FOR: See Rust Preventives.
NEGATIVES, HOW TO USE SPOILED: See Photography.
NERVE PASTE: See also Dental Cements, under Cements.
| Arsenious acid | 4 parts |
| Morphine sulphate | 2 parts |
| Clove oil | 1 part |
| Creosote, quantity sufficient to make a paste. | |
| After the nerve is destroyed the following paste is to be put in the cavity: | |
| Alum | 1 part |
| Thymol | 1 part |
| Zinc oxide | 1 part |
| Glycerine | 1 part |
NERVINE OINTMENT: See Ointments.
NESSELRODE PUDDING: See Ice Creams.
NETS: See Cordage.
Pure nickel will remain nearly white, while “patent nickel,” or nickel-copper will not retain its primitive brilliancy, but soon becomes slightly oxidized and grayish in color. The magnet furnishes a good means of testing. The unadulterated nickel is distinctly sensitive to magnetism, while that much alloyed is destitute of this property.
NICKEL ALLOYS: See Alloys.
NICKEL, TO REMOVE RUST FROM: See Cleaning Preparations and Methods.
NICKEL-PLATING: See Plating.
NICKEL STEEL: See Steel.
NICKELING, TEST FOR: See Plating. {482}
NIELLO: See Steel.
NITROGLYCERINE: See Explosives.
NOYAUX LIQUEUR: See Wines and Liquors.
NUT CANDY STICKS: See Confectionery.
NUTMEG CORDIAL: See Wines and Liquors.
NUTMEG ESSENCE: See Essences and Extracts.
OAK: See Wood.
ODONTER: See Dentifrices.
| Coumarin | 0.01 parts |
| Saccharine | 0.50 parts |
| Vanillin | 0.10 parts |
| Alcohol, absolute | 5.40 parts |
| Oil of lemon | 5.00 parts |
| Oil of peppermint | 1.00 part |
| Oil of neroli | 1.00 part |
| Cod-liver oil to make | 1,000 parts |
| I.— | Calcium hypophosphite | 80 grains |
|---|---|---|
| Sodium hypophosphite | 120 grains | |
| Sodium chloride | 60 grains | |
| Gum acacia, in powder | 2 ounces | |
| Elixir of glucoside | 20 minims | |
| Essential oil of almonds | 15 minims | |
| Glycerine | 2 fluidounces | |
| Cod-liver oil | 8 fluidounces | |
| Distilled water, a sufficient quantity to produce | 16 fluidounces. |
II.—Mix 190 parts of powdered sugar with 5 parts of acacia and 500 parts of tragacanth in a mortar. Mix in a large bottle and shake thoroughly together 500 parts of cod-liver oil and 200 parts of a cold infusion of coffee. Gradually add a part of this mixture to the powder in the mortar and triturate until emulsified. To the remaining liquid mixture add 100 parts of rum, then gradually incorporate with the contents of the mortar by trituration.
| White vaseline | 5,000 parts |
| Floricin, pure | 800 parts |
| Linalool rosé | 60 parts |
| Terpineol | 50 parts |
| Aubepine (hawthorne), liquid | 12 parts |
| White ceresine | 250 parts |
| Floricin, pure | 1,600 parts |
| Vanillin | 3 parts |
| Geranium oil | 5 parts |
| Isoeugenol | 4 parts |
| Floricin oil | 2,100 parts |
| White ceresine | 250 parts |
| Ylang-ylang oil | 2 parts |
| Kananga oil | 5 parts |
| Oil of rose, artificial | 1 part |
| Cheirantia | 5 parts |
See also Petroleum.
| By weight | ||
|---|---|---|
| I.— | Mineral oil | 100 parts |
| Linseed oil | 25 parts | |
| Ground nut oil | 25 parts | |
| Lime | 10 parts | |
| II.— | Mineral oil | 100 parts |
| Rosin oil | 100 parts | |
| Rape seed oil | 50 parts | |
| Linseed oil | 75 parts | |
| Lime | 25 parts | |
| I.— | Oil of turpentine | 40 parts |
|---|---|---|
| Barbadoes pitch | 26 parts | |
| Oil of rosemary | 1 part | |
| Oil of origanum | 1 part | |
| II.— | Oil of turpentine | 2 parts |
| Rape oil | 20 parts | |
| Spirit of tar | 2 parts | |
| Alkanet root, quantity sufficient. | ||
Macerate the alkanet root in the rape oil until the latter is colored deep red; then strain off and add the other ingredients.
II.—Another method that may be applied to almost all kinds of fats and oils with excellent results is the following: Melt say 112 parts, by weight, of palm oil in a boiler. When the mass is entirely liquefied add to it a solution of calcium chloride, made by dissolving 7 parts, by weight, of lime chloride for every 84 parts, by weight, of oil in water, and mix intimately. After cooling, the mass hardens and is cut into small bits and exposed to the air for a few weeks. After this exposure the material is reassembled in a boiler of iron, jacketed on the inside with lead; a quantity of sulphuric acid diluted to 5 per cent, equal in amount to the lime chloride previously used, is added, and heat is applied until the oil melts and separates from the other substances. It is then left to cool off and solidify.
| Barbadoes tar | 1 ounce |
| Linseed oil | 16 ounces |
| Oil turpentine | 3 ounces |
| Oil vitriol | 1/2 ounce |
Add the oil of vitriol to the other ingredients very gradually, with constant stirring.
| By weight | |
|---|---|
| Heavy mineral oil | 75 parts |
| Commercial olein | 2 parts |
| Commercial ammonia | 1.5 parts |
| Water | 21.5 parts |
| I.— | Neatsfoot oil | 1 part |
|---|---|---|
| Cottonseed oil | 1 part | |
| Petroleum oil | 1 part | |
| II.— | Beeswax | 8 parts |
| Water | 56 parts | |
| Potassium carbonate | 4 parts |
Dissolve the potash in 12 parts of water; heat together the wax and the remaining water till the wax is liquefied; then mix the two and boil together until a perfect emulsion is effected. Color, if desired, with a solution of annatto.
OIL, CASTOR: See Castor Oil.
OIL FOR FORMING A BEAD ON LIQUORS: See Wines and Liquors.
OILS FOR HARNESS: See Leather.
OILS (EDIBLE), TESTS FOR: See Foods.
OIL, HOW TO POUR OUT: See Castor Oil.
OIL, LUBRICATING: See Lubricants. {486}
OILS, PURIFICATION OF: See Fats.
OILCLOTH: See Linoleum.
OILCLOTH ADHESIVES: See Adhesives.
OILCLOTH VARNISHES: See Varnishes.
OILING FIBERS AND FABRICS: See Waterproofing.
OILSKINS: See Waterproofing.
OIL REMOVERS: See Cleaning Preparations and Methods.
OIL, SOLIDIFIED: See Lubricants.
| Solid extract of arnica | 2 parts |
| Rosin ointment | 16 parts |
| Petrolatum | 4 parts |
| Sultanas | 16 parts |
| Fine cut tobacco | 1 part |
Boil the raisins and the tobacco in 40 ounces of water until exhausted, express the liquid, and evaporate down to 8 ounces. Soften the arnica extract in a little hot water and mix in the liquid. Melt the rosin ointment and petrolatum together, and add the liquid to the melted mass and incorporate thoroughly.
| Ichthyol | 30 grains |
| Salicylic acid | 12 grains |
| Mercury oleate (10 per cent) | 3 drachms |
| Lanolin | 1 ounce |
Mix. To be kept constantly applied to the affected parts.
| Rosin | 1 ounce |
| Lead plaster | 4 ounces |
| Soap cerate | 8 ounces |
| Yellow beeswax | 1 ounce |
| Olive oil | 7 1/2 fluidounces |
| I.— | Sulphurous acid | 3 parts |
|---|---|---|
| Glycerine | 1 part | |
| Water | 1 part | |
| II.— | Balsam Peru | 1 part |
| Alcohol | 24 parts | |
| Hydrochloric acid | 1 part | |
| Tincture benzoin compound | 8 parts |
Dissolve the balsam in the alcohol, and add the acid and tincture. Apply morning and evening.
| I.— | Vaseline | 80 parts |
|---|---|---|
| Diachylon ointment | 30 parts | |
| Carbolic acid | 4 parts | |
| Camphor | 5 parts | |
| II.— | Butter, fresh (unsalted) | 750 parts |
| Wax, yellow | 125 parts | |
| Rosin, white | 100 parts | |
| Nutmeg oil | 15 parts | |
| Peru balsam | 1 part | |
| III.— | Lead plaster, simple | 6,090 parts |
| Vaseline, yellow | 1,000 parts | |
| Camphor | 65 parts | |
| Carbolic acid | 50 parts |
Mix.
| White pine turpentine | 8 ounces |
| Lard, fresh | 8 ounces |
| Honey | 4 ounces |
| Beeswax, yellow | 4 ounces |
| Melt, stir well, and add | |
| Verdigris, powdered | 4 drachms |
Apply locally.
This cannot be surpassed when used for deep wounds, as it prevents the formation of proud flesh and keeps up a healthy discharge.
| Lard, fresh | 16 ounces |
| White lead, dry | 3 ounces |
| Red lead, dry | 1 ounce |
| Beeswax, yellow | 3 ounces |
| Black rosin | 2 ounces |
| Mix, melt, and boil for 45 minutes, then add | |
| Common turpentine | 4 ounces |
| Boil for 3 minutes and cool. | |
Apply locally to cuts, burns, sores, ulcers, etc. It first draws, then heals.
| Tar, purified | 16 ounces |
| Burgundy pitch | 1 ounce |
| White pine turpentine | 1 ounce |
| Rosin, common | 2 ounces |
| Melt and add | |
| Mandrake root, powdered | 1 drachm |
| Bloodroot, powdered | 1 ounce |
| Poke root, powdered | 1 ounce |
| Indian turnip root, powdered | 1 ounce |
Apply to the skin in the form of a {487} plaster (spread on muslin) and renew it daily.
This salve will raise a sore which is to be wiped with a dry cloth to remove matter, etc. The sore must not be wetted. This is a powerful counter-irritant for removing internal pains, and in other cases where an irritating plaster is necessary.
II.—White Salve.—Mercury precipitate, 1 part; melted lard, 9 parts.
Pink salve.
| Ammoniated mercury | 1 ounce |
| Mercuric oxide, precipitated | 2 1/2 ounces |
| Red mercuric sulphide (vermilion) | 60 grains |
| Perfume | 1/2 fluidounce |
| Lard | 1 1/2 pounds |
| Prepared suet | 1/2 pound |
| Iodoform | 2 parts |
| Salol | 4 parts |
| Boric acid | 5 parts |
| Antipyrine | 5 parts |
| Vaseline | 80 parts |
| Best castile soap, in fine shavings | 1 ounce |
| Water | 1 ounce |
| Wax | 1 ounce |
| Ammonia | 45 minims |
| Lanolin | 1 ounce |
The soap is dissolved in the water heated for that purpose, the wax mixed in with much stirring, and, when all is in solution, the ammonia is added. When clear, the lanolin is put in, and then, if the mixture is very thick, water is added until the whole has the consistency of honey. Keep in a covered stoneware jar. The hands should be first washed with ordinary soap, and then, while the lather is still on them, a bit of the mixture about the size of a hazel nut is rubbed in until all is absorbed, and the hands are dry. At the close of the work, the film of wax is washed off in warm water and a little lanolin rubbed into the hands.
| Tincture of capsicum | 5 parts |
| Tincture of camphor | 1 part |
| Ammonia water | 2 parts |
| Alcohol | 2 parts |
| Soap liniment | 2 parts |
| II.— | Phenol | 40 grains |
|---|---|---|
| Boric acid | 2 drachms | |
| Oil of bergamot | 90 minims | |
| Petrolatum | 1 pound | |
| Color with chlorophyll. | ||
OINTMENTS FOR VETERINARY PURPOSES: See Veterinary Formulas.
OLEIN SOAP: See Soap.
OLEOMARGARINE: See Butter.
OLIVE-OIL PASTE: See Butter Substitutes.
ONYX CEMENTS: See Adhesives.
ORANGEADE: See Beverages, under Lemonades.
ORANGE BITTERS AND CORDIAL: See Wines and Liquors.
ORANGE DROPS: See Confectionery.
ORANGE EXTRACT: See Essences and Extracts.
ORANGE FRAPPÉ: See Beverages, under Lemonades.
ORANGE PHOSPHATE: See Beverages.
ORGEAT PUNCH: See Beverages, under Lemonades.
ORTOL DEVELOPER: See Photography.
OXIDIZING: See Bronzing, Plating, Painting.
OXIDE, MAGNETIC: See Rust Preventives.
OXOLIN: See Rubber.
OZONATINE: See Air Purifying.
PACKAGE POP: See Beverages, under Ginger Ale.
PACKAGE WAX: See Waxes. {488}
| Tallow | 10 parts |
| Barrel soap, non-filled | 30 parts |
| Cylinder oil | 10 parts |
| Talcum Venetian, finely powdered | 20 parts |
| Graphite, finely washed | 6 parts |
| Powdered asbestos | 6 parts |
Melt the tallow and barrel soap together, add the other materials in rotation, mix intimately in a mixing machine, and fill in 4-pound cans.
PADS OF PAPER: See Paper Pads.
PAIN-SUBDUING OINTMENT: See Ointments.
PAINTING ON LEATHER: See Leather.
Oil paintings, aquarelles, etc., may be also coated with a thin layer of Canada balsam, and placed smoothly on a pane of glass likewise coated with Canada balsam, so that both layers of balsam come together. Then the pictures are pressed down from the back, to remove all air bubbles.
PAINTINGS, TO CLEAN: See Cleaning Preparations and Methods.
(See also Acid-Proofing, Ceramics, Enamels, Fireproofing, Glazing, Painting Processes, Pigments, Rust Preventives, Varnishes, and Waterproofing.)
| Buff.— | |
|---|---|
| Yellow ocher | 44 pounds |
| Whiting | 6 pounds |
| Oxide of zinc | 5 pounds |
| Plaster of Paris | ․1/2 pound |
| Brick Brown.— | |
| Yellow ocher | 26 pounds |
| Calcined copperas | 4 pounds |
| Red hematite | 1 1/4 pounds |
| Best silica | 7 pounds |
| Whiting | 18 pounds |
| Gray.— | |
| Oxide of zinc | 30 pounds |
| White lead | 6 pounds |
| Whiting | 12 pounds |
| Bone black | 1/4 pound |
| Yellow ocher | 2 pounds |
| Crimson.— | |
| Indian red | 25 pounds |
| Crocus martis | 7 pounds |
| Oxide of zinc | 6 pounds |
| Whiting | 6 pounds |
| Vandyke Brown.— | |
| Yellow ocher | 25 pounds |
| Whiting | 18 pounds |
| Umber | 4 pounds |
| Oxide of zinc | 7 pounds |
| Purple oxide of iron | 1 pound |
| Blood Red.— | |
| Crocus martis | 30 pounds |
| Whiting | 20 pounds |
| Hematite | 3 pounds |
| Silica | 6 pounds |
| Venetian red | 2 pounds |
| Drab.— | |
| Yellow ocher | 40 pounds |
| Whiting | 10 pounds |
| Oxide of zinc | 8 1/2 pounds |
| Sulphate of barytes | 1 pound |
| Shellac | 1 pound |
| Alcohol | 1 gallon |
| Lampblack (fine quality) | 4 ounces |
| Powdered emery | 4 ounces |
| Ultramarine blue | 4 ounces |
Dissolve the shellac in the alcohol. Place the lampblack, emery, and ultramarine blue on a cheese-cloth strainer, pour on part of the shellac solution, stirring constantly and gradually adding the solution until all of the powders have passed through the strainer.
I.—The so-called “banana solution” (the name being derived from its odor) which is used in applying bronzes of various kinds, is usually a mixture of equal parts of amyl acetate, acetone, and benzine, with just enough pyroxyline dissolved therein to give it body. Powdered bronze is put into a bottle containing this mixture and the paint so formed applied with a brush. The thin covering of pyroxyline that is left after the evaporation of the liquid protects the bronze from the air and keeps it from being wiped off by the cleanly housemaid. Tarnished picture frames and tarnished chandeliers to which a gold bronze has been applied from such a solution will look fresh and new for a long time. Copper bronze as well as gold bronze and the various colored bronze powders can be used in the “banana solution” for making very pretty advertising signs for use in the drug store. Lettering and bordering work upon the signs can be done with it. Several very small, stiff painters’ brushes are needed for such work and they must {490} be either kept in the solution when not in use, or, better still, washed in benzine or acetone immediately after use and put away for future service. As the “banana solution” is volatile, it must be kept well corked.
II.—A good bronzing solution for paint tins, applied by dipping, is made by dissolving Syrian asphaltum in spirits of turpentine, etc., and thinning it down with these solvents to the proper bronze color and consistency. A little good boiled oil will increase the adherence.
Paint brushes which have dried up as hard as stone can be cleaned in the following manner: Dissolve 1 part soda in 3 parts water; pour the solution in a cylinder glass, and suspend in it the brushes to be cleaned, so that they are about 2 inches from the bottom of the vessel. Let it remain undisturbed at a temperature of 140° to 158° F., 12 to 24 hours, after which the most indurated brushes will have become soft, so that they can be readily cleaned with soap. It is essential, however, to observe the temperature, as bristle brushes will be injured and spoiled if the heat is greater.
In some instances, however, crawling may be traced to a defective varnish. The latter, after drying evenly on a well-prepared paint surface will at times crawl, leaving small pitmarks. For this, the simple remedy consists in purchasing varnish from a reputable manufacturer.
See also Fireproofing.
Fireproofing paints of effective quality are prepared in different ways. Naturally no oily or greasy substances enter into their composition, the blending agent being simply water.
I.—One of the standing paints consists of 40 pounds of powdered asbestos, 10 pounds of aluminate of soda, 10 pounds of lime, and 30 pounds of silicate of soda, with the addition of any non-rosinous coloring matter desired. The whole is thoroughly mixed with enough water to produce a perfect blend and render an easy application. Two or more coats of this is the rule in applying it to any wood surface, inside or outside of building.
II.—Another formula involves the use of 40 pounds of finely ground glass, a like amount of ground porcelain, and similarly of China clay or the same quantity of powdered asbestos, and 20 pounds of quicklime. These materials are ground very fine and then mixed in 60 pounds of liquid silicate of soda with water, as in the preceding formula. Two or more coats, if necessary, are given.
Each of these paints is applied with a brush in the ordinary way, the drying being accomplished in a few hours, and, if coloring matter is desired, the above proportions are varied accordingly.
III.—A surface coated with 3 coats of water glass, these 3 coats being {491} subsequently coated with water glass containing enough whiting or ground chalk to make it a trifle thicker than ordinary paint, is practically non-inflammable, only yielding to fierce consuming flames after a somewhat protracted exposure.
IV.—Zinc white, 70 pounds; air-slaked lime, 39 pounds; white lead, 50 pounds; sulphate of zinc, 10 pounds; silicate of soda, 7 gallons. The zinc white and lime are mixed together, then ground in elastic oil, after which the silicate of soda is added, this addition being followed by the white lead and sulphate of zinc. This white paint can be colored to meet any desired shade and it may be classed as a good working paint and probably fireproof to the same extent that most of the pretentiously sounded pigments on the markets are.
Preparation of the Bases.—The cellulose (of wood, paper, cotton, linen, ramie, or hemp) is put in contact with two-thirds part of sulphuric acid of 66° Bé. and one-third part of nitric acid of 42° Bé. for some 20 or 30 minutes, washed with plenty of water, and kept for 24 hours in a tank of water supplied with an energetic current.
The nitro-cellulose thus obtained is bleached for this purpose; a double hypochlorite of aluminum and magnesium is employed. This is obtained by grinding together 100 parts of chloride of lime, 60 parts of aluminum sulphate, 23 parts of magnesium sulphate, with 200 parts of water.
When the nitro-cellulose is bleached and rewashed, it is reduced to powder and dried as thoroughly as possible. It is then placed in a vat hermetically closed and put in contact with the indicated proportion of calcium chloride dissolved in alcohol. This solution of calcium chloride should be prepared at least 24 hours in advance and filtered.
Composition of the Coating.—This has the following constituents: Bases (nitro-cellulose and solution of calcium chloride), 1 part; amyl acetate (solvent of the bases), 5 parts, by weight; sulphuric ether of 65°, 1.650 parts, by weight; alcohol, 0.850 parts, by weight; one of these powders, alum, talc, asbestos, or mica, 0.100 parts. Other solvents may be employed instead of amyl acetate; for example, acetone, acetic acid, ether alcohol, or methylic alcohol. The ether alcohol furnishes a product drying very quickly. If a very pliant coating is desired, the amyl acetate is employed preferably, with addition of vaseline oil, 0.20 parts, and lavender oil, 0.010 parts.
Method of Operating.—The sulphuric acid is mixed with the alcohol, and left for an hour in contact, shaking from time to time. Afterwards the amyl acetate is added, and left in contact for another hour under similar agitation. In case of the employment of vaseline oil and lavender oil, these two are mingled in ether alcohol. The base is introduced and left in contact for 24 hours, with frequent agitation. The fluidity of the product is augmented by increasing the quantity of the solvent.
Properties.—Wood covered with this coating is fireproof, non-hygrometric, and refractory to the electric current. It also resists the action of acids and alkalies. Metals covered with it are sheltered from oxidation, and effectually insulated on their surface from the electric current. The coating is liquid in form, and applied like collodions, either by the brush or by immersion or other suitable method.
Another way is to add white wax instead of water to the last coating. This wax paint also gives a handsome dullness but is more difficult of treatment. A nice matt coating is also obtained by addition of Venetian soap, dissolved in water instead of the wax. This is very desirable for church decorations where exceptionally large surfaces are to be deadened.
| I.— | Ordinary barytes | 25 pounds |
|---|---|---|
| Whiting | 4 pounds | |
| Litharge | 2 pounds | |
| Sulphate of zinc | 2 pounds | |
| Sugar of lead | 2 pounds | |
| Boiled linseed oil | 5 pounds | |
| Plaster of Paris | 1/2 pound | |
| II.— | Whiting | 16 pounds |
| Barytes | 16 pounds | |
| White lead | 3 pounds | |
| Boiled linseed oil | 3/4 gallon |
For making gold paint like the so-called “washable gold enamel” that is sold by the manufacturers at the present time, it is necessary to mix a celluloid varnish with the French flake bronze powder. This varnish is made by dissolving transparent celluloid in amyl acetate in the proportion of about 5 per cent of celluloid.
| Transparent celluloid, finely shredded | 1 ounce |
| Acetone, sufficient quantity. | |
| Amyl acetate to make 20 ounces. |
Digest the celluloid in the acetone until dissolved and add the amyl acetate. From 1 to 4 ounces of flake bronze is to be mixed with this quantity of varnish. For silver paint or “aluminum enamel,” flake aluminum bronze powder should be used in place of the gold. The celluloid varnish incloses the bronze particles in an impervious coating, air-tight and water-tight. As it contains nothing that will act upon the bronze, the latter retains its luster for a long period, until the varnished surface becomes worn or abraded and the bronze thus exposed to atmospheric action.
All of the “gold” or, more properly, gilt furniture that is sold so cheaply by the furniture and department stores is gilded with a paint of this kind, and for that reason such furniture can be offered at a moderate price. The finish is surprisingly durable, and in color and luster is a very close imitation of real gold-leaf work. This paint is also used on picture frames of cheap and medium grades, taking the place of gold leaf or the lacquered silver leaf formerly used on articles of the better grades; it is also substituted for “Dutch metal,” or imitation gold leaf, on the cheapest class of work.
A cheaper gold paint is made by using an inexpensive varnish composed of gutta percha, gum dammar, or some other varnish gum, dissolved in benzole, or in a mixture of benzole and benzine. The paints made with a celluloid-amyl-acetate varnish give off a strong banana-like odor when applied, and may be readily recognized by this characteristic.
The impalpably powdered bronzes are called “lining” bronzes. They are chiefly used for striping or lining by carriage painters; in bronzing gas fixtures and metal work; in fresco and other interior decoration, and in printing; the use of a very fine powder in inks or paints admits of the drawing or printing of very delicate lines.
Lining bronze is also used on picture frames or other plastic ornamental work. Mixed with a thin weak glue sizing it is applied over “burnishing clay,” and when dry is polished with agate burnishers. The object thus treated, after receiving a finishing coat of a thin transparent varnish, imitates very closely in appearance a piece of finely cast antique bronze. To add still more to this effect the burnishing clay is colored the greenish black that is seen in the deep parts of real antique bronzes, and the bronze powder, mixed with size, is applied only to the most prominent parts or “high lights” of the ornament. {493}
Since the discovery of the celluloid-amyl-acetate varnish, or bronze liquid, and its preservative properties on bronze powders, manufacturers have discontinued the use of liquids containing oils, turpentine, or gums, since their constituents corrode the bronze metal, causing the paint finally to turn black.
The raw stuff of the red size is bolus, which is dug in France and Armenia in excellent quality. Besides the red size there are yellow, white (pipe clay), blue, and gray (alumina), which are used for certain purposes, to enumerate which here would lead too far.
For burnish gold, always take yellow size for ground work. Dip a finely ground bristle brush in the gold size prepared for use; fill a well-cleaned glass (holding 1 pint) half full of water, and add the size contained in the brush, also about 4 to 5 spoonfuls of pure alcohol. It is advisable not to take too much size; the liquid, when applied, must hardly have a yellow tint. When this is dry soon after, commence applying the size, for which a hair pencil is used. The essentials are to paint evenly and not too thickly, so that the tone remains uniform. Apply three coats of size.
When the size is laid on correctly and has become dry, brush the whole with a special brush, or rub with a flannel rag, so as to obtain the highest possible luster. The size must not stand too long; otherwise no gloss can be developed. After brushing, coat the work with weak glue water and wrap it up in tissue paper if the gilding is not to be done at once.
The strictest cleanliness is essential, as the red gold size is very sensitive. The parts where the size has been applied must not be touched with the hand, else grease spots will ensue, which will make a flawless gloss in gilding impossible. The least relaxation of the necessary attention may spoil the whole job, so that everything has to be ground off again.
The necessary tools for the application of gold leaf are: Hair pencils of various sizes, tip, cushion, and gilding knife, as with oil-gilding. Take pure alcohol or grain brandy, and dilute with two-thirds water. When ready to apply the gold leaf, dip a hair pencil of suitable size into the fluid, but do not have it full enough that the alcohol will run on the size ground. Moisten a portion of the ground surface as large as the gold leaf, which is laid on immediately after. Proceed in the same manner, first moistening, then applying the ready-cut gold leaf. The latter must not be pressed on, but merely laid down lightly, one leaf a little over the edge of the previous one, without using up too much gold. Technical practice in gold-leaf gilding is presupposed; through this alone can any skill be acquired, reading being of no avail.
The leaf of gold being applied, all dust must be swept off by means of a light, fine hair pencil (but never against the overlapping edges), and the burnishing is commenced. For this purpose there are special agate tools of the shape of a horn. Flint stone, blood stone, and wolf’s teeth are sometimes, but gradually more seldom, employed. Burnish till a full, fine luster appears; but very carefully avoid dents and lines, not to speak of scratches, which would be very hard to mend.
| I.— | Pure turps | 6 pints |
|---|---|---|
| Copal varnish | 1 pint | |
| Good gold bronze | 6 1/2 pounds | |
| Calcis hydrate (dry-slaked lime) | 1/2 ounce |
Mix the varnish and turps at a gentle heat, then slake well with the lime, and settle for a few days, then pour off the clean portion and mix with the powder.
| II.— | White hard varnish | 1 gallon |
|---|---|---|
| Methylated spirit | 3/4 gallon | |
| Gold bronze | 12 pounds | |
| Finely powdered mica | 3 ounces |
Mix the varnish and the spirit, reduce the mica to an impalpable powder, mix with the gold, then add to the liquid. Many bronze powders contain a goodly {494} proportion of mica, as it imparts brilliancy. Powdered mother-of-pearl is used also.
See also Wood.
The illuminating power of the phosphorescent masses obtained by heating strontium thiosulphate or barium thiosulphate is considerably increased by the addition, before heating, of small quantities of the nitrates of uranium, bismuth, or thorium. Added to calcium thiosulphate, these nitrates do not heighten the luminosity or phosphorescence. The product from strontium thiosulphate is more luminous than that of the barium compound. Among the best luminous paints are the following:
I.—Lennord’s.—One hundred parts, by weight, of strontium carbonate; 100 parts, by weight, of sulphur; 0.5 parts, by weight, of potassium chloride; 0.5 parts, by weight, of sodium chloride; 0.4 parts, by weight, of manganese chloride. The materials are heated for three-quarters of an hour to one hour, to about 2,372° F. The product gives a violet light.
II.—Mourel’s.—One hundred parts, by weight, of strontium carbonate; 30 parts, by weight, of sulphur; 2 parts, by weight, of sodium carbonate; 0.5 parts, by weight, of sodium chloride; 0.2 parts, by weight, of manganese sulphate. The method of treatment is the same as in the first, the phosphorescence deep yellow. {495}
III.—Vanino’s.—Sixty parts, by weight, of strontium thiosulphate; 12 parts, by weight, of a 0.5 per cent acidified alcoholic solution of bismuth nitrate; 6 parts, by weight, of a 0.5 per cent alcoholic solution of uranium nitrate. The materials are mixed, dried, brought gradually to a temperature of 2,372° F., and heated for about an hour. The phosphorescence is emerald green.
IV.—Balmain’s.—Twenty parts, by weight, of calcium oxide (burnt lime), free from iron; 6 parts, by weight, of sulphur; 2 parts, by weight, of starch; 1 part, by weight, of a 0.5 per cent solution of bismuth nitrate; 0.15 parts, by weight, of potassium chloride; 0.15 parts, by weight, of sodium chloride. The materials are mixed, dried, and heated to 1,300° C. (2,372° F.). The product gives a violet light.
To make these phosphorescent substances effective, they are exposed for a time to direct sunlight; or a mercury lamp may be used. Powerful incandescent gas light also does well, but requires more time.
II.—This process protects the iron from rust for a long time. The treatment consists in coating the objects very uniformly with a thin layer of linseed-oil varnish, and burning it off over a charcoal fire. During the deflagration the draught must be stopped. The varnish will first go up in smoke with a strong formation of soot, and finally burn up entirely. The process is repeated, i. e., after one coating is burned off a new one is applied, until the parts exhibit a uniformly handsome, deep-black color. Next, wipe off the covering with a dry rag and heat again, but only moderately. Finally, the articles are taken from the fire and rubbed with a rag well saturated with linseed-oil varnish. The black turns completely dull, and forms a real durable covering for the objects.
| Amber | 8 ounces |
| Linseed oil | 4 ounces |
| Asphaltum | 1 1/2 ounces |
| Rosin | 1 1/2 ounces |
| Oil turpentine | 8 ounces |
Heat the linseed oil to boiling point, add the amber, asphaltum, and rosin, and when all melted remove from the fire and gradually add the turpentine.
It is advisable that articles made of iron should first be coated with linseed-oil varnish. It dries slowly, hardens, and enables the operator afterwards to exercise an effective control over the condition of his material. Iron must be absolutely dry and free from rust when it is to be painted. It is best to apply next a coating of hot linseed oil; when dry this should be followed by a priming of pure red lead in good linseed oil, and the iron should then be painted as desired, using ground oil paints and leaving an interval of a week between each coating. Cementing should be done after the red lead priming, but the last coat must not be given until the whole is thoroughly dry. Bright oil paints and an upper coating with plenty of oil resist the effects of heat better than thin coatings; moreover, rust can be detected in its early stages with the former. Coatings of tar and asphalt (asphalt dissolved in turpentine) are practicable for underground pipes, but are not adapted for pipes exposed to the air, as they are quickly spoiled. Asphalt varnish, used for coating coal scuttles, fire screens, etc., consists of asphalt dissolved in linseed-oil varnish. Iron stoves and stovepipes are best coated with graphite.
Another method which has been tested and found effective is to make a solution as follows: One ounce of chloride of copper; 1 ounce nitrate of copper; 1 ounce sal ammoniac, dissolved in 2 quarts of soft water, to which is added 1 ounce of crude or commercial hydrochloric acid. This solution should be made in an earthenware dish or pot, or in glass or stoneware, as tin will precipitate the copper salts and make the solution imperfect. To large surfaces this solution is applied with a broad brush, when the surface assumes a deep black color, which in drying out in from 12 to 24 hours becomes a gray white, upon which the properly prepared primer will take a permanent grip. On the film so produced a much thinner paint will cover very much better than a stouter paint would on the untreated galvanized or ordinary iron surface. A single trial will convince the craftsman that this treatment is a method that will give lasting results, provided he tries the same priming paint on the treated and untreated surface.
White.—White lead or sulphate of barium.
Yellow.—Chromate of barium, ocher, or uranium yellow.
Green.—Chromic oxide or ultramarine green.
Blue.—Ultramarine.
Brown.—Oxide of cadmium, oxide of manganese or terra di sienna.
Red.—English red or chrome red.
Bronze powder in a suitable quantity may be added to the mixture, but not more paint should be prepared than can be used up in a few hours. The bronze powder may also be strewn on the fresh paint, or applied with a dry brush, to enhance the gloss. This paint is not affected by heat, and is inodorous.
II.—A material known under the names of lardite, steatite, agalmatolite, pagodite, is excellently adapted as a substitute for the ordinary metallic protective agent of the pigments and has the property of protecting iron from rust in an effective manner. In China, lardite is used for protecting edifices of sandstone, which crumbles under the action of the atmosphere. Likewise a thin layer of powdered steatite, applied in the form of paint, has been found valuable there as a protector against the decay of obelisks, statues, etc. Lardite, besides, possesses the quality of being exceedingly fine-grained, which renders this material valuable for use in ship painting. Ground steatite is one of the finest materials which can be produced, and no other so quickly and firmly adheres to the fibers of iron and steel. Furthermore, steatite is lighter than metallic covering agents, and covers, mixed in paint, a larger surface than zinc white, red lead, or iron oxide. Steatite as it occurs in Switzerland is used there and in the Tyrol for stoves, since it is fireproof.
I.—Pale.—Melt together in an iron kettle, over a naked fire, 30 parts of American rosin F and 150 parts of pale paraffine oil and stir in 10 parts of single rectified rosin oil.
II.—Dark.—Melt 100 parts of anthracene oil and 20 parts of American rosin F on a slow fire. Next stir in 2 parts of Para rubber solution (or solution of caoutchouc waste) and keep on boiling until all is dissolved. When this is done there should be still added 5 parts of crude concentrated carbolic acid and 5 parts of zinc chloride lye, 50° Bé., stirring until cool. The last-named admixture is not absolutely necessary, but highly advisable, owing to its extraordinary preservative and bactericidal properties.
III.—Colored.—For red, melt 100 parts of coal-tar oil, then stir in 50 parts of pale paraffine oil, and finally 75 parts of bole or iron minium, and pass through the paint mill. Although the addition of iron minium is very desirable, it is considerably more expensive. For gray, proceed as above, with the exception that metallic gray is used in place of the bole. For green, metallic green is employed. The colors are identical with those used in the manufacture of roof varnish. To increase the antiseptic properties of the colored carbolineum, any desired additions of phenol or zinc chloride solutions may be made, but the chief requirement in the case of colored carbolineum is good covering power of the coating.
| I.— | Distilled coal tar | 70 parts |
|---|---|---|
| Heavy mineral oil (lubricating oil) | 10 parts | |
| American rosin | 20 parts | |
| II.— | Distilled coal tar | 50 parts |
| Trinidad asphalt | 15 parts | |
| Mineral oil, containing paraffine | 10 parts | |
| Dry clay, finely ground | 25 parts |
| By weight | |
|---|---|
| White lead, ground in oil | 2 parts |
| Red lead, dry | 1 part |
| Raw linseed oil | 14 parts |
While hot stir in yellow ocher, kaolin, baked clay in powder, or any inert body, such as silica, barytes, gypsum, etc., to form a stiff dough, and, without allowing this compound to become cold (the vessel should not be removed from the source of heat), dilute with more or less manganese linoleate to the required consistency.
| Dry white lead, carbonate only | 1 part |
| Litharge | 1 part |
| Linseed oil (fluid measure) | 14 parts |
Heat these and stir until of the consistency of thick glue, and for every 36 parts, by weight, of this compound add 3 parts, by weight, of turpentine, and 1 part, by weight, of mastic varnish (mastic rosin dissolved in turpentine); reheat the whole, and for every 32 parts, by weight, stir in and mix the following:
| Baked and powdered clay | 4 parts |
| Portland cement | 16 parts |
| Zinc white | 1 part |
| Red lead | 1 part |
After well mixing, dilute with more or less turpentine (not exceeding 25 per cent of the whole), or linoleate of manganese, the latter being preferable, as it has greater binding power. For colored paints use red oxide of iron or green oxide of chrome, but do not use chrome green or lead, as they will not stand the action of the sea water.
| Green. | |
|---|---|
| Pale rosin | 25 pounds |
| Prepared mineral green | 8 pounds |
| D. L. zinc | 13 pounds |
| Boiled oil | 2 pounds |
| Mineral naphtha | 1 gallon |
| Petroleum spirit | 1 1/2 gallons |
| Prepared Mineral Green. | |
| Dry levigated mineral green | 28 pounds |
| Turpentine | 7 pounds |
| Turpentine varnish | 7 pounds |
| Refined linseed oil | 7 pounds |
| Copper Color. | |
| Pale rosin | 25 pounds |
| Light Italian ocher | 15 pounds |
| D. L. zinc | 5 pounds |
| Turkey red paint | 1/2 pound |
| Petroleum spirit | 1 1/2 pounds |
| Mineral naphtha | 1 pound |
| Pink. | |
| Pale rosin | 25 pounds |
| D. L. zinc | 16 pounds |
| Deep vermilion | 7 pounds |
| Mineral naphtha | 1 gallon |
| Petroleum spirit | 1 1/2 gallons |
This coating is very solid, can be washed, and is not injured by hydrogen sulphide.
See also Fireproof Paint.
The following are claimed to be both waterproof and weatherproof:
I.—In 50 parts, by weight, of spirit of 96 per cent, dissolve 16 parts, by weight, of shellac, orange, finely powdered; 3 parts, by weight, of silver lake, finely powdered; and 0.6 parts, by weight, of gamboge, finely powdered. This paint may be employed without admixture of any siccative, and is excellently adapted for painting objects which are exposed to the inclemencies of the weather, as it is perfectly weatherproof.
II.—Mix glue water with zinc oxide (zinc white) and paint the respective object with this mixture. When this is dry (after about 2 hours) it is followed up with a coating of glue water and zinc chloride in a highly diluted state. Zinc oxide enters into a chemical combination with zinc chloride, which acquires the hardness of glass and a mirror-like bright surface. Any desired colors can be prepared with the glue water (size) and are practically imperishable. This zinc coating is very durable, dries quickly, and is 50 per cent cheaper than oil paint.
See also Wood.
II.—Prime with zinc white and let this be succeeded by a coating with zinc chloride in glue water (size). The zinc oxide forms with the zinc chloride an oxy-chloride of great hardness and glossy surface. By admixture of pigments any desired shade may be produced. The zinc coating is indestructible, dries quickly, does not peel, is free from the smell of fresh oil paint, and more than 5 per cent cheaper.
Now painting with this milky substance may be commenced, using a fine hair pencil of excellent quality. The pencil is not dipped in the large bottle; but a glass is kept at hand with an opening of about 1 inch, so as to be able to immerse the pencil quickly. The substance is not flowing like the alcohol lacquers, for which reason it may be put on thick, for the ether, chiefly constituting the mass, evaporates at once and leaves but a very thin film which becomes noticeable only after about 10 such applications have been made. Shake the bottle well each time before filling the small glass, as the heavy Krems white is very apt to sink to the bottom of the bottle. If it is observed that the substance becomes too thick, which may easily occur on account of the evaporation, a part of the remaining ether is added, to which in turn 30 to 40 drops of oil are added, shaking it till the oil appears to be completely dissolved.
The operator must put on the mass in quick succession and rather thick. After about 10 coats have been applied the work is allowed to rest several hours; then 3 or 4 coats of pure collodion, to which likewise several drops of oil have been added, are given. Another pause of several hours having been allowed to intervene, application of the mass is once more begun.
When it is noticed that a layer of the thickness of paper has formed, the articles, after drying thoroughly, should be softly rubbed off with very fine glass paper, after which they require to be wiped off well with a clean linen rag, so that no dust remains. Then coating is continued till the work seems serviceable.
A few applications of pure collodion should be made, and when this has become perfectly hard, after a few hours, it can be rubbed down with a rag, {501} tripoli, and oil, and polished by hand, like horn or ivory. This work can be done only in a room which is entirely free from dust. The greatest cleanliness must be observed.
PAINT FOR PROTECTING CEMENT AGAINST ACID: See Acid-Proofing.
PAINT, GREASE: See Cosmetics. {502}
PAINT REMOVERS: See Cleaning Compounds.
PALLADIUM ALLOYS: See Alloys.
PALLADIUMIZING: See Plating.
Instead of washing the leaves of palms with water, many florists employ a mixture of milk and water, the object being to prevent the formation of disfiguring brown stains.
| I.— | Glue | 3 1/2 ounces |
|---|---|---|
| Glycerine | 8 ounces | |
| Water, a sufficient quantity. | ||
Pour upon the glue more than enough water to cover it and let stand for several hours, then decant the greater portion of the water; apply heat until the glue is dissolved, and add the glycerine. If the mixture is too thick, add more water.
| II.— | Glue | 6 ounces |
|---|---|---|
| Alum | 30 grains | |
| Acetic acid | 1/2 ounce | |
| Alcohol | 1 1/2 ounces | |
| Water | 6 1/2 ounces |
Mix all but the alcohol, digest on a water bath till the glue is dissolved, allow to cool, and add the alcohol.
Wet paper pulp, dry paper, 1 ounce; water, 3 ounces; 4 ounces (avoirdupois); dry plaster Paris, 8 ounces (avoirdupois); hot glue, 1/2 gill, or 4 1/2 tablespoonfuls.
While the paper pulp is being prepared, melt some best Irish glue in the glue pot and make it of the same thickness and general consistency as that used by cabinet makers. On taking the paper pulp from the water squeeze it gently, but do not try to dry it. Put in a bowl, add about 3 tablespoonfuls of the hot glue, and stir the mass up into a soft and very sticky paste. Add the plaster of Paris and mix thoroughly. By the time about 3 ounces of the plaster have been used, the mass is so dry and thick that it can hardly be worked. Add the remainder of the glue, work it up again until it becomes sticky once more, and then add the remainder of the plaster. Squeeze it vigorously through the fingers to thoroughly mix the mass, and work it until free from lumps, finely kneaded and sticky enough to adhere to the surface of a planed board. If it is too dry to stick fast add a few drops of either glue or water, and work it up again. When the paper pulp is poor and the maché is inclined to be lumpy, lay the mass upon a smooth board, take a hammer and pound it hard to grind it up fine.
If the papier maché is not sticky enough to adhere firmly to whatever it is rubbed upon, it is a failure, and requires more glue. In using it the mass should be kept in a lump and used as soon as possible after making. Keep the surface of the lump moist by means of a wet cloth laid over it, for if you do not, the surface will dry rapidly. If it is to be kept overnight, or longer, wrap it up in several thicknesses of wet cotton cloth, and put under an inverted bowl. If it is desired to keep a lump for a week, to use daily, add a few drops of glycerine when making, so that it will dry more slowly.
The papier maché made according to this formula has the following qualities: When tested by rubbing between the thumb and finger, it was sticky and covered the thumb with a fine coating. (Had it left the thumb clean, it would have been because it contained too much water.) When rubbed upon a pane of glass it sticks tightly and dries hard in 3 hours without cracking, and can only be removed with a knife. When spread in a layer as thin as writing paper it dries in half an hour. A mass actually used dried hard enough to coat with wax in 18 hours, and, without cracking, became as hard as wood; yet a similar quantity wrapped in a wet cloth and placed under an inverted bowl kept soft and fit for use for an entire week.
II.—Plunge unsized paper for a few seconds into sulphuric acid diluted with half to a quarter its bulk of water (this solution being of the same temperature as the air), and afterwards wash with weak ammonia.
II.—From emery and quartz (both in impalpable powder), and paper pulp (estimated in the dry state), equal parts, made into sheets of the thickness of drawing paper, by the ordinary process. For use, a piece is pasted on the strop and moistened with a little oil.
The pigments used are fine soot or ivory black, indigo carmine, ultramarine, and Paris blue, or mixtures of them. The pigment is intimately mixed with grain soap, and then rubbed on to thin but strong paper with a stiff brush. Fatty oils, such as linseed or castor oil, may be used, but the grain soap is preferable. Graphite is frequently used for black copying paper. It is rubbed into the paper with a cotton pad until a uniform light-gray color results. All superfluous graphite is then carefully brushed off.
It is sometimes desired to make a copying paper which will produce at the same time a positive copy, which is not required to be reproduced, and a negative or reversed copy from which a number of direct copies can be taken. Such paper is covered on one side with a manifolding composition, and on the other with a simple copying composition, and is used between 2 sheets of paper with the manifolding side undermost.
The manifolding composition is made by mixing 5 ounces of printers’ ink with 40 of spirits of turpentine, and then mixing it with a fused mixture of 40 ounces of tallow and 5 ounces of stearine. When the mass is homogeneous, 30 ounces of the finest powdered protoxide of iron, first mixed with 15 ounces of pyrogallic {504} acid and 5 ounces of gallic acid, are stirred in till a perfect mixture is obtained. This mass will give at least 50 copies on damp paper in the ordinary way. The copying composition for the other side of the prepared paper consists of the following ingredients:
| Printers’ ink | 5 parts |
| Spirits of turpentine | 40 parts |
| Fused tallow | 30 parts |
| Fused wax | 3 parts |
| Fused rosin | 2 parts |
| Soot | 20 parts |
It goes without saying that rollers or stones or other hard materials may be used for the purpose under consideration as well as paper. The manifolding mass may be made blue with indigotin, red with magenta, or violet with methyl violet, adding 30 ounces of the chosen dye to the above quantities of pigment. If, however, they are used, the oxide of iron and gallic acids must be replaced by 20 ounces of carbonate of magnesia.
| Gum arabic | 2 parts |
| Ammonia iron citrate | 3 parts |
| Tartaric acid | 2 parts |
| Distilled water | 20 parts |
After still adding 4 parts of solution of ammonia with a solution of
| Potassium ferricyanide | 2.5 parts |
| Distilled water | 10.0 parts |
allow the mixture to stand in the dark half an hour. Apply the preparation on the paper by means of a soft brush, in artificial light, and dry in the dark. Next, expose the paper to light until it appears dark violet, place in water for 10 seconds, air a short time, wash with water, and finally dip in a solution of
| Eau de javelle | 50 parts |
| Distilled water | 1,000 parts |
until it turns dark blue.
II.—For paper, either printed or unprinted, bills of exchange, deeds, books, etc., the following solution is recommended: Ammonium sulphate, 8 parts; boracic acid, 3 parts; sodium borate, 1.7 parts; water, 10,000 parts. The solution is heated to 122° F., and may be used when the paper is manufactured. As soon as the paper leaves the machine it is passed through this solution, then rolled over a warm cylinder and dried. If printed or in sheets, it is simply immersed in the solution, at a temperature of 122° F., and spread out to dry, finally pressed to restore the luster.
I.—A mixture of nut galls, 4 parts, and calcined sulphate of iron, 1 part (both perfectly dry and reduced to very fine powder), is rubbed over the surface of the paper, and is then forced into its pores by powerful pressure, after which the loose portion is brushed off. The writing shows black when a pen dipped in water is used.
II.—A mixture of persulphate of iron and ferrocyanide of potassium may be employed as in formula I. This writes blue.
II.—Give the paper 3 coats of thin size, 1 coat of good white starch, and 1 coat of a solution of gamboge in water, the whole to be applied cold, with a sponge, and each coat to be allowed to dry before the other is applied. The solutions should be freshly made.
Lithographic paper is written on with lithographic ink. The writing is transferred simply by moistening the back of the paper, placing it evenly on the stone, and then applying pressure. A reversed copy is obtained, which, when printed from, yields corrected copies resembling the original writing or drawing. In this way the necessity of executing the writing or drawing in a reversed direction is obviated.
Provide a wooden trough 2 inches deep and the length and width of any desired sheet; boil in a brass or copper pan a quantity of linseed and water until a thick mucilage is formed; strain it into a trough, and let cool; then grind on a marble slab any of the following colors in small beer:
For Blue.—Prussian blue or indigo.
Red.—Rose pink, vermilion, or drop lake.
Yellow.—King’s yellow, yellow ocher, etc.
White.—Flake white.
Black.—Burnt ivory or lampblack.
Brown.—Umber, burnt; terra di sienna, burnt.
Black mixed with yellow or red also makes brown.
Green.—Blue and yellow mixed.
Orange.—Red and yellow mixed.
Purple.—Red and blue mixed.
For each color have two cups, one for the color after grinding, the other to mix it with ox gall, which must be used to thin the colors at discretion. If too much gall is used, the colors will spread. When they keep their place on the surface of the trough, when moved with a quill, they are fit for use. All things in readiness, the colors are successively sprinkled on the surface of the mucilage in the trough with a brush, and are waved or drawn about with a quill or a stick, according to taste. When the design is just formed, the book, tied tightly between cutting boards of the same size, is lightly pressed with its edge on the surface of the liquid pattern, and then withdrawn and dried. The covers may be marbled in the same way, only letting the liquid colors run over them. In marbling paper the sides of the paper are gently applied to the colors in the trough. The film of color in the trough may be as thin as possible, and if any remains after the marbling it may be taken off by applying paper to it before you prepare for marbling again. To diversify the effects, colors are often mixed with a little sweet oil before sprinkling them on, by which means a light halo or circle appears around each spot.
I.—Wall papers may be easily rendered washable, either before or after they are hung, by preparing them in the following manner: Dissolve 2 parts of borax and 2 parts of shellac in 24 parts of water, and strain through a fine cloth. With a brush or a sponge apply this to the surface of the paper, and when it is dry, polish it to a nigh gloss with a soft brush. Thus treated the paper may be washed without fear of removing the colors or even smearing or blurring them.
II.—This is recommended for drawing paper. Any kind of paper is lightly primed with glue or a suitable binder, to which a finely powdered inorganic body, such as zinc white, chalk, lime, or heavy spar, as well as the desired coloring matter for the paper, are added. Next the paper thus treated is coated with soluble glass—silicate of potash or of soda—to which small amounts of magnesia have been admixed, or else it is dipped into this mixture, and dried for about 10 days in a temperature of 77° F. Paper thus prepared can be written or drawn upon with lead pencil, chalk, colored crayons, charcoal, India ink, and lithographic crayon, and the writing or drawing may be washed off 20 or more times, entirely or partly, without changing the paper materially. It offers the convenience that anything may be readily and quickly removed with a moist sponge and immediately corrected, since the washed places can be worked on again at once.
II.—For the production of waxed or ceresine paper, saturate ordinary paper with equal parts of stearine and tallow or ceresine. If it is desired to apply a business stamp on the paper before saturation and after stamping, it should be dried well for 24 hours, so as to prevent the aniline color from spreading.
The zaponizing may be carried out by dipping the papers in zapon or by coating them with it by means of a brush or pencil. Sometimes the purpose may also be reached by dripping or sprinkling it on, but in the majority of cases a painting of the sheets will be the simplest method.
Zapon in a liquid state is highly inflammable, for which reason during the application until the evaporation of the solvent, open flames and fires should be kept away from the vicinity. When the drying is finished, which usually takes a few hours where both sides are coated, the zaponized paper does not so easily ignite at an open flame any more or at least not more readily than non-impregnated paper. For coating with and especially for dipping in zapon, a contrivance which effects a convenient suspension and dripping off with collection of the excess is of advantage.
The zapon should be thinned according to the material to be treated. Feebly sized papers are coated with ordinary, i. e., undiluted zapon. For dipping purposes, the zapon should be mixed with a diluent, if the paper is hard and well sized. The weaker the sizing, the more careful should be the selection of the zapon.
Zapon to be used for coating purposes should be particularly thick, so that it can be thinned as desired. Unsized papers require an undiluted coating.
The thick variety also furnishes an excellent adhesive agent as cement for wood, glass, porcelain, and metals which is insoluble in cold and hot water, and binds very firmly. Metallic surfaces coated with zapon do not oxidize or alter their appearance, since the coating is like glass and only forms a very thin but firmly adhering film, which, if applied on pliable sheet metal, does not crack on bending.
For the preparation of zapon the following directions are given: Pour 20 parts of acetone over 2 parts of colorless celluloid waste—obtainable at the celluloid factories—and let stand several days in a closed vessel, shaking frequently, until the whole has dissolved into a clear, thick mass. Next admix 78 parts of amyl acetate and completely clarify the zapon varnish by allowing to settle forweeks.
This paper, made by transferring, pasting, or painting a coating of metal on ordinary paper, retains a comparatively dull and dead appearance even after glazing or polishing with the burnisher or agate. Galvanized or electroplated metal paper, on the other hand, in which the metal has penetrated into the most minute pores of the paper, possesses an extraordinarily brilliant polish, fully equal to that of a piece of compact polished metal. It is much more extensively used than the kind first mentioned.
The following solutions are recommended for making “galvanized” metal paper:
I.—For silver paper: Twenty parts argento-cyanide of potassium; 13 parts cyanide of potassium; 980 parts water.
II.—For gold paper: Four parts auro-cyanide of potassium; 9 parts cyanide of potassium; 900 parts water.
Moth Paper.—
| Naphthalene | 4 ounces |
| Paraffine wax | 8 ounces |
Melt together and while warm paint unsized paper and pack away with the goods.
PAPER (ANTI-RUST) FOR NEEDLES: See Rust Preventives.
PAPER CEMENTS: See Adhesives.
PAPER DISINFECTANT: See Disinfectants.
PAPER, FIREPROOF: See Fireproofing.
PAPER, FROSTED: See Glass (Frosted).
PAPER ON GLASS, TO AFFIX: See Adhesives, under Water-Glass Cements.
PAPERS, IGNITING: See Pyrotechnics.
PAPER ON METALLIC SURFACES, PASTING: See Adhesives.
PAPER AS PROTECTION FOR IRON AND STEEL: See Rust Preventives.
PAPERHANGERS’ PASTES: See Adhesives.
PAPER, PHOTOGRAPHIC: See Photography.
PAPER VARNISHES: See Varnishes.
PAPER WATERPROOFING: See Waterproofing.
PAPIER MACHÉ: See Paper.
Paraffine, 1 ounce; white petrolatum, 2 ounces; heliotropin, 10 grains; oil of bergamot, 5 drops; oil of lavender, 5 drops; oil of cloves, 2 drops. Melt the first two substances, then add the next, the oils last, and stir all until cool. After settling cut into blocks and wrap in tin foil. This is a disseminator of perfume. It perfumes where it is rubbed. It kills moths and perfumes the wardrobe. It is used by rubbing on cloth, clothes, and the handkerchief.
PARCHMENT AND PARCHMENT PAPER: See Paper.
PARCHMENT CEMENT: See Adhesives.
PARCHMENT PASTE: See Adhesives.
PARFAITS: See Ice Creams.
PARFAIT D’AMOUR CORDIAL: See Wines and Liquors.
PARIS GREEN: See Pigments.
PARIS RED: See Polishes.
PARIS SALTS: See Disinfectants.
PARISIAN CEMENT: See Adhesives.
It is hardly correct to call the passe-partout a frame, as it is merely a binding together of the print, the glass, and the backing with a narrow edge of paper. This simple arrangement lends to the picture when complete a much greater finish and a more important appearance than might be anticipated.
In regard to the making of a passe-partout frame, the first thing is to decide as to the width of the mount or matt to be used. In some cases, of course, the print is framed with no mount being visible; but, unless the picture is of large size, it will usually be found more becoming to have one, especially should the wall paper be of an obtrusive design. When the print and mount are both neatly trimmed to the desired size, procure a piece of clear white picture glass—most amateur framers will have discovered that there is a variance in the quality of this—and a piece of stout cardboard, both of exactly the same dimensions as the picture. Next prepare or buy the paper to be used for binding the edges together. This may now be bought at most all stationery stores in a great variety of colors. If it is prepared at home a greater choice of colors is available, and it is by no means a difficult task with care and sharp scissors. The tint should be chosen to harmonize with the print and the mount, taking also into consideration the probable surroundings—brown for photographs of brown tone, dark gray for black, pale gray for lighter tones; dark green is also a good color. All stationers keep colored papers suitable for the purpose, while plain wall papers or thin brown paper answers equally well.
Cut the paper, ruling it carefully, into even strips an inch wide, and then into four pieces, two of them the exact length of the top and bottom of the frame, and the other two half an inch longer than the two sides. Make sure that the print is evenly sandwiched between the glass and the back. Cut some tiny strips of thin court-plaster, and with these bind the corners tightly together. Brush over the two larger pieces of paper with mountant, and with them bind tightly together the three thicknesses—print, glass, and cardboard—allowing the paper to project over about a third of an inch on the face side, and the ends which were left a little longer must be neatly turned over and stuck at the back. Then, in the same manner, bind the top and bottom edges together, mitering the corners neatly.
It should not be forgotten, before binding the edges together, to make two slits in the cardboard back for the {509} purpose of inserting little brass hangers, having flat ends like paper fasteners, which may be bought for the purpose; or, where these are not available, two narrow loops of tape may be used instead, sticking the ends firmly on the inside of the cardboard by means of a little strong glue.
These are the few manipulations necessary for the making of a simple passe-partout frame, but there are numberless variations of the idea, and a great deal of variety may be obtained by means of using different mounts. Brown paper answers admirably as a mount for some subjects, using strips of paper of a darker shade as binding. A not too obtrusive design in pen and ink is occasionally drawn on the mount, while a more ambitious scheme is to use paint and brushes in the same way. An ingenious idea which suits some subjects is to use a piece of hand-blocked wall paper as a mount.
PARQUET POLISH: See Polishes.
See Adhesives for Adhesive Purposes.
II.—From prepared putty powder (levigated oxide of tin), 3 parts; lard, 2 parts; crocus martis, 1 part; triturated together.
III.—Prepared putty powder, 1 ounce; powdered oxalic acid, 1/4 ounce; powdered gum, 20 grains; make a stiff paste with water, quantity sufficient, and evenly and thinly spread it over the strop, the other side of which should be covered with any of the common greasy mixtures. With very little friction this paste gives a fine edge to the razor, and its action is still further increased by slightly moistening it, or even breathing on it. Immediately after its use, the razor should receive a few turns on the other side of the strop.
PASTE FOR PAPER: See Paper.
PASTES FOR POLISHING METALS: See Soaps.
PASTEBOARD CEMENT: See Adhesives.
PASTEBOARD DEODORIZERS: See Household Formulas.
PASTILLES, FUMIGATING: See Fumigants.
PATINAS: See Bronzing and Plating.
PATENT LEATHER: See Leather.
PEACH EXTRACT: See Essences and Extracts.
PEARLS, TO CLEAN: See Cleaning Preparations and Methods.
Camphor, 100 parts; mastic, 100 parts; bleached shellac, 50 parts; gun cotton, 200 parts; acetone, 200 parts; acetic ether, 100 parts; ethylic ether, 50 parts.
PEN METAL: See Alloys.
PENCILS, ANTISEPTIC: See Antiseptics.
PENCILS FOR MARKING GLASS: See Etching, Frosted Glass, and Glass.
PENS, GOLD: See Gold.
PEONY ROOTS, THEIR PRESERVATION: See Roots.
Multiply the percentage by 5; the product is the number of grains to be added to an ounce of water to make a solution of the desired percentage. This is correct for anything less than 15 per cent.
| I.— | Orris root | 6 ounces |
|---|---|---|
| Lavender flowers | 2 ounces | |
| Talcum | 4 drachms | |
| Musk | 20 grains | |
| Terpinol | 60 grains | |
| II.— | Orange peel | 2 ounces |
| Orris root | 1 ounce | |
| Sandalwood | 4 drachms | |
| Tonka | 2 drachms | |
| Musk | 6 grains |
| I.— | Lavender flowers | 16 ounces |
|---|---|---|
| Gum benzoin | 4 ounces | |
| Oil lavender | 2 drachms |
II.—Lavender flowers, 150 parts; orris root, 150 parts; benzoin, 150 parts; Tonka beans, 150 parts; cloves, 100 parts; “Neugenwerz,” 50 parts; sandalwood, 50 parts; cinnamon, 50 parts; vanilla, 50 parts; and musk, 1/2 part. All is bruised finely and mixed.
| Powdered orris root | 500 parts |
| Rice flour | 250 parts |
| Essence bouquet | 10 parts |
| Spring flowers extract | 10 parts |
| Violet extract | 20 parts |
| Oil of bergamot | 4 parts |
| Oil of rose | 2 parts |
| I.— | Purified talcum, N. F. | 2 pounds |
|---|---|---|
| Powdered boric acid | 1 ounce |
To perfume add the following:
| Powdered orris root | 1 1/2 ounces |
| Extract jasmine | 2 drachms |
| Extract musk | 1 drachm |
II.—A powder sometimes dispensed under this name is the salicylated powder of talcum of the National Formulary, which contains in every 1,000 parts 30 parts of salicylic acid and 100 parts of boric acid.
| I.— | Cornstarch | 9 pounds |
|---|---|---|
| Powdered talc | 1 pound | |
| Oil of rose | 80 drops | |
| Extract musk | 2 drachms | |
| Extract jasmine | 6 drachms | |
| II.— | Potato starch | 9 pounds |
| Powdered talc | 1 pound | |
| Oil rose | 45 drops | |
| Extract jasmine | 1/2 ounce |
| I.— | Powdered talc | 5 pounds |
|---|---|---|
| Oil rose | 50 drops | |
| Oil wintergreen | 4 drops | |
| Extract jasmine | 2 ounces | |
| II.— | Powdered talc | 5 pounds |
| Oil rose | 32 drops | |
| Oil jasmine | 4 ounces | |
| Extract musk | 1 ounce |
| I.— | Powdered talc | 14 ounces |
|---|---|---|
| Powdered orris root | 2 ounces | |
| Extract cassie | 1/2 ounce | |
| Extract jasmine | 1/4 ounce | |
| Extract musk | 1 drachm | |
| II.— | Starch | 5,000 parts |
| Orris root | 1,000 parts | |
| Oil of lemon | 14 parts | |
| Oil of bergamot | 14 parts | |
| Oil of clove | 4 parts |
| II.— | Essential oil of lavender | 18 parts |
|---|---|---|
| Attar of rose | 2 parts | |
| Ammonium carbonate | 480 parts |
II.—Moisten the carbonate, and add as much of the following solution as it will absorb: Oil of orris, 5 minims; oil of lavender flowers, 10 minims; violet extract, 30 minims; stronger water of ammonia, 2 fluidounces.
Another way of perfuming, which is used especially in France for scenting cards and other articles, is to dip them in very strong “extraits d’odeur,” leaving them therein for a few days. Then the cards are taken out and laid between filtering paper, whereupon they are pressed vigorously, which causes them not only to dry, but also to remain straight. They remain under strong pressure until completely dry.
Not all cardboard, however, can be subjected to this process, and in its choice one should consider the perfuming operation to be conducted. Nor can the cards be glazed, since spirit dissolves the glaze. It is also preferable to have lithographed text on them, since in the case of ordinary printing the letters often partly disappear or the colors are changed. {511}
For pocket calendars, price lists, and voluminous matter containing more leaves than one, another process is recommended. In a tight closet, which should be lined with tin, so that little air can enter, tables composed of laths are placed on which nets stretched on frames are laid. Cover these nets with tissue paper, and proceed as follows: On the bottom of the closet sprinkle a strongly odorous and reperfumed powder; then cover one net with the printed matter to be perfumed and shove it to the closet on the lath. The next net again receives powder, the following one printed matter, and so on until the closet is filled. After tightly closing the doors, the whole arrangement is left to itself. This process presents another advantage in that all sorts of residues may be employed for scenting, such as the filters of the odors and infusions, residues of musk, etc. These are simply laid on the nets, and will thus impart their perfume to the printed matter.
Such a scenting powder is produced as follows:
| By weight | |
|---|---|
| Iris powder, finely ground | 5,000 parts |
| Residues of musk | 1,000 parts |
| Ylang-ylang oil | 10 parts |
| Bergamot oil | 50 parts |
| Artificial musk | 2 parts |
| Ionone | 2 to 5 parts |
| Tincture of benzoin | 100 parts |
The powder may subsequently be employed for filling cheap sachets, etc.
Color imparted by chlorophyll will be found fairly permanent; this term is a relative one, and not too much must be expected. Colors which may suffer but little change by long exposure to diffused light may fade perceptibly by short exposure to the direct light of the sun.
Chlorophyll may be purchased or it may be prepared as follows: Digest leaves of grass, nettles, spinach, or other green herb in warm water until soft; pour off the water and crush the herb to a pulp. Boil the pulp for a short time with a half per cent solution of caustic soda, and afterwards precipitate the chlorophyll by means of dilute hydrochloric acid; wash the precipitate thoroughly with water, press and dry it, and use as much for the solution as may be necessary. Or a tincture made from grass as follows may be employed:
| Lawn grass, cut fine | 2 ounces |
| Alcohol | 16 ounces |
Put the grass in a wide-mouthed bottle, and pour the alcohol upon it. After standing a few days, agitating occasionally, pour off the liquid. The tincture may be used with both alcoholic and aqueous preparations.
Among the anilines, spirit soluble malachite green has been recommended.
A purple or violet tint may be produced by using tincture of litmus or ammoniated cochineal coloring. The former is made as follows:
| Litmus | 2 1/2 ounces |
| Boiling water | 16 ounces |
| Alcohol | 3 ounces |
Pour the water upon the litmus, stir well, allow to stand for about an hour, stirring occasionally, filter, and to the filtrate add the alcohol.
The aniline colors “Paris violet” or methyl violet B may be similarly employed. The amount necessary to produce a desired tint must be worked out by experiment. Yellow tints may best be imparted by the use of tincture of turmeric or saffron, fustic, quercitron, etc.
If a perfumed spirit, as, for instance, a mouth wash, is poured into a wineglassful of water, the oils will separate at once and spread over the surface of the water. This liquid being allowed to stand uncovered, one oil after another will evaporate, according to the degree of its volatility, until at last the least volatile remains behind.
This process sometimes requires weeks, and in order to be able to watch the separate phases of this evaporation correctly, it is necessary to use several glasses and to conduct the mixtures at certain intervals. The glasses must be numbered according to the day when set up, so that they may be readily identified.
If we assume, for example, that a mouth wash is to be examined, we may probably prepare every day for one week a mixture of about 100 grams of water and 10 drops of the respective liquid. Hence, after a lapse of 7 days {512} we will have before us 7 bouquets, of different odor, according to the volatility of the oils contained in them. From these different bouquets the qualitative composition of the liquid may be readily recognized, provided that one is familiar enough with the character of the different oils to be able to tell them by their odors.
The predominance of peppermint oil—to continue with the above example—will soon be lost and other oils will rise one after the other, to disappear again after a short time, so that the 7 glasses afford an entire scale of characteristic odors, until at last only the most lasting are perceptible. Thus it is possible with some practice to tell a bouquet pretty accurately in its separate odors.
In this manner interesting results are often reached, and with some perseverance even complicated mixtures can be analyzed and recognized in their distinctiveness. Naturally the difficulty in recognizing each oil is increased in the case of oils whose volatility is approximately the same. But even in this case changes, though not quite so marked, can be determined in the bouquet.
In a quantitative respect this method also furnishes a certain result as far as the comparison of perfumed liquids is concerned.
According to the quantity of the oils present the dim zone on the water is broader or narrower, and although the size of this layer may be changed by the admixture of other substances, one gains an idea regarding the quantity of the oils by mere smelling. It is necessary, of course, to choose glasses with equally large openings and to count out the drops of the essence carefully by means of a dropper.
When it is thought that all the odors have been placed, a test is made by preparing a mixture according to the recipe resulting from the trial.
Not pure oils, always alcoholic dilutions in a certain ratio should be used, in order not to disturb the task by a surplus of the different varieties, since it is easy to add more, but impossible to take away.
It is true this method requires patience, perseverance, and a fine sense of smell. One smelling test should not be considered sufficient, but the glasses should be carried to the nose as often as possible.
Musk is depressing, and its use in cologne in even the minutest quantity will spoil the cologne. The musk lingers after the lighter odors have disappeared, and a sick person is pretty sure to feel its effects. Persons in vigorous health will not notice the depressing effects of musk, but when lassitude prevails these are very unpleasant. Moreover, it is not a necessity in these toilet accessories, either as a blending or as a fixing agent. Its place is better supplied by benzoin for both purposes.
As to alcohol, a lot of nonsense has been written about the necessity of extreme care in selecting it, such as certain kinds requiring alcohol made from grapes and others demanding extreme purification, etc. A reasonable attention to a good quality of alcohol, even at a slight increase in cost, will always pay, but, other things being equal, a good quality of oils in a poor quality of alcohol will give far better satisfaction than the opposite combination. The public is not composed of exacting connoisseurs, and it does not appreciate extreme care or expense in either particular. A good grade of alcohol, reasonably free from heavy and lingering foreign odors, will answer practically all the requirements.
Seeds, pods, bark rhizomes, etc., should be cut up in small pieces or powdered.
Perfumes improve by storing. It is a good plan to tie over the mouth of the containing vessel some fairly thick porous material, and to allow the vessel to stand for a week or two in a cool place, instead of corking at once.
It is perhaps unnecessary to add that as large a quantity as possible should be decanted, and then the residue filtered. This obviously prevents loss by evaporation. Talc or kieselguhr (amorphous SiO2) are perhaps the best substances to add to the filter in order to render liquid perfumes bright and clear, and more especially necessary in the case of aromatic vinegars.
The operations involved in making perfumes are simple; the chief thing to be learned, perhaps, is to judge of the quality of materials.
The term “extract,” when used in most formulas, means an alcoholic solution of the odorous principles of certain flowers obtained by enfluerage; that is, the flowers are placed in contact with prepared grease which absorbs the odorous matter, and this grease is in turn macerated with alcohol which dissolves out the odor. A small portion of the grease is taken up also at ordinary temperatures; this is removed by filtering the “extract” while “chilled” by a freezing mixture. The extracts can be either purchased or made directly from the pomade (as the grease is called). To employ the latter method successfully some experience may be necessary.
The tinctures are made with 95 per cent deodorized alcohol, enough menstruum being added through the marc when filtering to bring the finished preparation to the measure of the menstruum originally taken.
The glycerine is intended to act as a “fixing” agent—that is, to lessen the volatility of the perfumes.
a. Ambergris, 1 part; alcohol, 96 per cent, 15 parts.
b. Benzoin, Sumatra, 1 part; alcohol, 96 per cent, 6 parts.
c. Musk, 1 part; distilled water, 25 parts; spirit, 96 per cent, 25 parts.
d. Musk, 1 part; spirit, 96 per cent, 50 parts; for very oleiferous compositions.
e. Peru balsam, 1 part in spirit, 96 per cent, 7 parts; shake vigorously.
f. Storax, 1 part in spirit, 96 per cent, 15 parts.
g. Powdered Tolu balsam, 1 part; spirit, 96 per cent, 6 parts.
h. Chopped Tonka beans, 1 part; spirit, 60 per cent, 6 parts; for compositions containing little oil.
i. Chopped Tonka beans, 1 part; spirit, 96 per cent, 6 parts; for compositions containing much oil.
j. Vanilla, 1 part; spirit, 60 per cent, 6 parts; for compositions containing little oil.
k. Vanilla, 1 part; spirit, 96 per cent, 6 parts; for compositions containing much oil.
l. Vanillin, 20 parts; spirit, 96 per cent, 4,500 parts.
m. Powdered orris root, 1 part; spirit, 96 per cent, 5 parts.
n. Grated civet, 1 part in spirit, 96 per cent, 10 parts.
| I.— | Oil of bay leaves | 3 drachms |
|---|---|---|
| Oil of orange peel | 1/2 drachm | |
| Tincture of orange peel | 2 ounces | |
| Magnesium carbonate | 1/2 ounce | |
| Alcohol | 4 pints | |
| Water | 4 pints |
Triturate the oils with the magnesium carbonate, gradually adding the other ingredients previously mixed, and filter.
The tincture of orange peel is used chiefly as a coloring for the mixture.
Oil of bay leaves as found in the market varies in quality. The most costly will presumably be found the best, and its use will not make the product expensive. It can be made from the best oil and deodorized alcohol and still sold at a moderate price with a good profit.
Especial care should be taken to use only perfectly fresh oil of orange peel. As is well known, this oil deteriorates rapidly on exposure to the air, acquiring an odor similar to that of turpentine. The oil should be kept in bottles of such size that when opened the contents can be all used in a short time. {514}
II.—Bay oil, 15 parts; sweet orange oil, 1 part; pimento oil, 1 part; spirit of wine, 1,000 parts; water, 750 parts; soap spirit or quillaia bark, ad libitum.
III.—Bay oil, 12.5 parts; sweet orange oil, 0.5 part; pimento oil, 0.5 part; spirit of wine, 200 parts; water, 2,800 parts; Jamaica rum essence, 75 parts; soap powder, 20 parts; quillaia extract, 5 parts; borax, 10 parts; use sugar color.
| I.— | Oil of bergamot | 10 parts |
|---|---|---|
| Oil of neroli | 15 parts | |
| Oil of citron | 5 parts | |
| Oil of cedrat | 5 parts | |
| Oil of rosemary | 1 part | |
| Tincture of ambergris | 5 parts | |
| Tincture of benzoin | 5 parts | |
| Alcohol | 1,000 parts |
II.—The following is stated to be the “original” formula:
| Oil of bergamot | 96 parts | |
| Oil of citron | 96 parts | |
| Oil of cedrat | 96 parts | |
| Oil of rosemary | 48 parts | |
| Oil of neroli | 48 parts | |
| Oil of lavender | 48 parts | |
| Oil of cavella | 24 parts | |
| Absolute alcohol | 1,000 parts | |
| Spirit of rosemary | 25,000 parts | |
| III.— | Alcohol, 90 per cent | 5,000 parts |
| Bergamot oil | 220 parts | |
| Lemon oil | 75 parts | |
| Neroli oil | 20 parts | |
| Rosemary oil | 5 parts | |
| Lavender oil French | 5 parts |
The oils are well dissolved in spirit and left alone for a few days with frequent shaking. Next add about 40 parts of acetic acid and filter after a while.
| IV.— | Alcohol, 90 per cent | 5,000 parts |
|---|---|---|
| Lavender oil, French | 35 parts | |
| Lemon oil | 30 parts | |
| Portugallo oil | 30 parts | |
| Neroli oil | 15 parts | |
| Bergamot oil | 15 parts | |
| Petit grain oil | 4 parts | |
| Rosemary oil | 4 parts | |
| Orange water | 700 parts |
| Alcohol, 95 per cent | 1 gallon |
| Powdered unslaked lime | 4 drachms |
| Powdered alum | 2 drachms |
| Spirit of nitrous ether | 1 drachm |
Mix the lime and alum, and add them to the alcohol, shaking the mixture well together; then add the sweet spirit of niter and set aside for 7 days, shaking occasionally; finally filter.
| Oil of bergamot | 3 fluidounces |
| Oil of lavender | 1 fluidounce |
| Oil of cloves | 1 1/4 fluidrachms |
| Oil of cinnamon | 2 1/2 fluidrachms |
| Oil of neroli | 1/2 fluidrachm |
| Oil of lemon | 1 fluidounce |
| Essence of jasmine | 6 fluidounces |
| Essence of musk | 2 fluidounces |
| Rose water | 1 pint |
| Alcohol | 8 pints |
Mix, and if cloudy, filter through magnesium carbonate.
| I.— | Oil of lavender | 1 1/2 ounces |
|---|---|---|
| Oil of bergamot | 4 drachms | |
| Essence ambergris | 4 drachms | |
| Proof spirit | 3 pints | |
| II.— | English oil of lavender | 1 ounce |
| Oil of bergamot | 1 1/2 drachms | |
| Essence of musk (No. 2) | 1/2 ounce | |
| Essence of ambergris | 1/2 ounce | |
| Proof spirit | 2 pints | |
| III.— | English oil of lavender | 1/2 ounce |
| Oil of bergamot | 2 drachms | |
| Essence of ambergris | 1 drachm | |
| Essence of musk (No. 1) | 3 drachms | |
| Oil of angelica | 2 minims | |
| Attar of rose | 6 minims | |
| Proof spirit | 1 pint | |
| IV.— | Oil of lavender | 4 ounces |
| Grain musk | 15 grains | |
| Oil of bergamot | 2 1/2 ounces | |
| Attar of rose | 1 1/2 drachms | |
| Oil of neroli | 1/2 drachm | |
| Spirit of nitrous ether | 2 1/2 ounces | |
| Triple rose water | 12 ounces | |
| Proof spirit | 5 pints |
Allow to stand 5 weeks before filtering.
Acacia Extract.—
| French acacia | 400 parts |
| Tincture of amber (1 in 10) | 3 parts |
| Eucalyptus oil | 0.5 parts |
| Lavender oil | 1 part |
| Bergamot oil | 1 part |
| Tincture of musk | 2 parts |
| Tincture of orris root | 150 parts |
| Spirit of wine, 80 per cent | 500 parts |
Bishop Essence.—
| Fresh green peel of unripe oranges | 60.0 grams |
| Curaçao orange peel | 180.0 grams |
| Malaga orange peel | 90.0 grams |
| Ceylon cinnamon | 2.0 grams |
| Cloves | 7.5 grams |
| Vanilla | 11.0 grams |
| Orange flower oil | 4 drops |
| Spirit of wine | 1,500.0 grams |
| Hungarian wine | 720.0 grams |
A dark-brown tincture of pleasant taste and smell.
Caroline Bouquet.—
| Oil of lemon | 15 minims |
| Oil of bergamot | 1 drachm |
| Essence of rose | 4 ounces |
| Essence of tuberose | 4 ounces |
| Essence of violet | 4 ounces |
| Tincture of orris | 2 ounces |
Alexandra Bouquet.—
| Oil of bergamot | 3 1/2 drachms |
| Oil of rose geranium | 1/2 drachm |
| Oil of rose | 1/2 drachm |
| Oil of cassia | 15 minims |
| Deodorized alcohol | 1 pint |
Navy Bouquet.—
| Spirit of sandalwood | 10 ounces |
| Extract of patchouli | 10 ounces |
| Spirit of rose | 10 ounces |
| Spirit of vetivert | 10 ounces |
| Extract of verbena | 12 ounces |
Bridal Bouquet.—Sandal oil, 30 minims; rose extract, 4 fluidounces; jasmine extract, 4 fluidounces; orange flower extract, 16 fluidounces; essence of vanilla, 1 fluidounce; essence of musk, 2 fluidounces; tincture of storax, 2 fluidounces. (The tincture of storax is prepared with liquid storax and alcohol [90 per cent], 1:20, by macerating for 7 days.)
Irish Bouquet.—
| White rose essence | 5,000 parts |
| Vanilla essence | 450 parts |
| Rose oil | 5 parts |
| Spirit | 100 parts |
Essence Bouquet.—
| I.— | Spirit | 8,000 parts |
|---|---|---|
| Distilled water | 2,000 parts | |
| Iris tincture | 250 parts | |
| Vanilla herb tincture | 100 parts | |
| Benzoin tincture | 40 parts | |
| Bergamot oil | 50 parts | |
| Storax tincture | 50 parts | |
| Clove oil | 15 parts | |
| Palmarosa oil | 12 parts | |
| Lemon-grass oil | 15 parts | |
| II.— | Extract of rose (2d) | 64 ounces |
| Extract of jasmine (2d) | 12 ounces | |
| Extract of cassie (2d) | 8 ounces | |
| Tincture of orris (1 to 4) | 64 ounces | |
| Oil of bergamot | 1/2 ounce | |
| Oil of cloves | 1 drachm | |
| Oil of ylang-ylang | 1/2 drachm | |
| Tincture of benzoin (1 to 8) | 2 ounces | |
| Glycerine | 4 ounces |
Bouquet Canang.—
| Ylang-ylang oil | 45 minims |
| Grain musk | 3 grains |
| Rose oil | 15 minims |
| Tonka beans | 3 |
| Cassie oil | 5 minims |
| Tincture orris rhizome | 1 fluidounce |
| Civet | 1 grain |
| Almond oil | 1/2 minim |
| Storax tincture | 3 fluidrachms |
| Alcohol, 90 per cent | 9 fluidounces |
Mix, and digest 1 month. The above is a very delicious perfume.
Cassie oil or otto is derived from the flowers of Acacia farnesiana Mimosa farnesiana, L. (N. O. Leguminosæ, suborder Mimoseæ). It must not be confounded with cassia otto, the essential oil obtained from Cinnamomum cassia.
Cashmere Nosegay.—
| I.— | Essence of violet, from pomade | 1 pint |
|---|---|---|
| Essence of rose, from pomade | 1 1/2 pints | |
| Tincture of benzoin, (1 to 4) | 1/2 pint | |
| Tincture of civet (1 to 64) | 1/4 pint | |
| Tincture of Tonka (1 to 4) | 1/4 pint | |
| Benzoic acid | 1/2 ounce | |
| Oil of patchouli | 1/4 ounce | |
| Oil of sandal | 1/2 ounce | |
| Rose water | 1/2 pint | |
| II.— | Essence violet | 120 ounces |
| Essence rose | 180 ounces | |
| Tincture benjamin (1 in 4) | 60 ounces | |
| Tincture civet (1 in 62) | 30 ounces | |
| Tincture Tonka (1 in 4) | 30 ounces | |
| Oil patchouli | 3 ounces | |
| Oil sandalwood | 6 ounces | |
| Rose water | 60 ounces |
Clove Pink.—
| I.— | Essence of rose | 2 ounces |
|---|---|---|
| Essence of orange flower | 6 ounces | |
| Tincture of vanilla | 3 1/2 ounces | |
| Oil of cloves | 20 minims | |
| II.— | Essence of cassie | 5 ounces |
| Essence of orange flower | 5 ounces | |
| Essence of rose | 10 ounces | |
| Spirit of rose | 7 ounces | |
| Tincture of vanilla | 3 ounces | |
| Oil of cloves | 12 minims |
Frangipanni.—
| I.— | Grain musk | 10 grains |
|---|---|---|
| Sandal otto | 25 minims | |
| Rose otto | 25 minims | |
| Orange flower otto (neroli) | 30 minims | |
| Vetivert otto | 5 minims | |
| Powdered orris rhizome | 1/2 ounce | |
| Vanilla | 30 grains | |
| Alcohol (90 per cent) | 10 fluidounces |
Mix and digest for 1 month. This is a lasting and favorite perfume.
| II.— | Oil of rose | 2 drachms |
|---|---|---|
| Oil of neroli | 2 drachms | |
| Oil of sandalwood | 2 drachms | |
| Oil of geranium (French) | 2 drachms | |
| Tincture of vetivert (1 1/4 to 8) | 96 ounces | |
| Tincture of Tonka (1 to 8) | 16 ounces | |
| Tincture of orris (1 to 4) | 64 ounces | |
| Glycerine | 6 ounces | |
| Alcohol | 64 ounces |
Handkerchief Perfumes.—
| I.— | Lavender oil | 10 parts |
|---|---|---|
| Neroli oil | 10 parts | |
| Bitter almond oil | 2 parts | |
| Orris root | 200 parts | |
| Rose oil | 5 parts | |
| Clove oil | 5 parts | |
| Lemon oil | 1 part | |
| Cinnamon oil | 2 parts |
Mix with 2,500 parts of best alcohol, and after a rest of 3 days heat moderately on the water bath, and filter.
| II.— | Bergamot oil | 10 parts |
|---|---|---|
| Orange peel oil | 10 parts | |
| Cinnamon oil | 2 parts | |
| Rose geranium oil | 1 part | |
| Lemon oil | 4 parts | |
| Lavender oil | 4 parts | |
| Rose oil | 1 part | |
| Vanilla essence | 5 parts |
Mix with 2,000 parts of best spirit, and after leaving undisturbed for 3 days, heat moderately on the water bath, and filter.
Honeysuckle.—
| Oil of neroli | 12 minims |
| Oil of rose | 10 minims |
| Oil of bitter almond | 8 minims |
| Tincture of storax | 4 ounces |
| Tincture of vanilla | 6 ounces |
| Essence of cassie | 16 ounces |
| Essence of rose | 16 ounces |
| Essence of tuberose | 16 ounces |
| Essence of violet | 16 ounces |
Iridia.—
| Coumarin | 10 grains |
| Concentrated rose water (1 to 40) | 2 ounces |
| Neroli oil | 5 minims |
| Vanilla bean | 1 drachm |
| Bitter almond oil | 5 minims |
| Orris root | 1 drachm |
| Alcohol | 10 ounces |
Macerate for a month. {517}
Javanese Bouquet.—
| Rose oil | 15 minims |
| Pimento oil | 20 minims |
| Cassia oil | 3 minims |
| Neroli oil | 3 minims |
| Clove oil | 2 minims |
| Lavender oil | 60 minims |
| Sandalwood oil | 10 minims |
| Alcohol | 10 ounces |
| Water | 1 1/2 ounces |
Macerate for 14 days.
Lily Perfume.—
| Essence of jasmine | 1 ounce |
| Essence of orange flowers | 1 ounce |
| Essence of rose | 2 ounces |
| Essence of cassie | 2 ounces |
| Essence of tuberose | 8 ounces |
| Spirit of rose | 1 ounce |
| Tincture of vanilla | 1 ounce |
| Oil of bitter almond | 2 minims |
Lily of the Valley.—
| I.— | Acacia essence | 750 parts |
|---|---|---|
| Jasmine essence | 750 parts | |
| Orange flower essence | 800 parts | |
| Rose flower essence | 800 parts | |
| Vanilla flower essence | 1,500 parts | |
| Bitter almond oil | 15 parts | |
| II.— | Oil of bitter almond | 10 minims |
| Tincture of vanilla | 2 ounces | |
| Essence of rose | 2 ounces | |
| Essence of orange flower | 2 ounces | |
| Essence of jasmine | 2 1/2 ounces | |
| Essence of tuberose | 2 1/2 ounces | |
| Spirit of rose | 2 1/2 ounces | |
| III.— | Extract rose | 200 parts |
| Extract vanilla | 200 parts | |
| Extract orange | 800 parts | |
| Extract jasmine | 600 parts | |
| Extract musk tincture | 150 parts | |
| Neroli oil | 10 parts | |
| Rose oil | 6 parts | |
| Bitter almond oil | 4 parts | |
| Cassia oil | 5 parts | |
| Bergamot oil | 6 parts | |
| Tonka beans essence | 150 parts | |
| Linaloa oil | 12 parts | |
| Spirit of wine (90 per cent) | 3,000 parts | |
| IV.— | Neroli extract | 400 parts |
| Orris root extract | 600 parts | |
| Vanilla extract | 400 parts | |
| Rose extract | 900 parts | |
| Musk extract | 200 parts | |
| Orange extract | 500 parts | |
| Clove oil | 6 parts | |
| Bergamot oil | 5 parts | |
| Rose geranium oil | 15 parts |
Maréchal Niel Rose.—In the genus of roses, outside of the hundred-leaved or cabbage rose, the Maréchal Niel rose (Rosa Noisetteana Red), also called Noisette rose and often, erroneously, tea rose, is especially conspicuous. Its fine, piquant odor delights all lovers of precious perfumes. In order to reproduce the fine scent of this flower artificially at periods when it cannot be had without much expenditure, the following recipes will be found useful:
| I.— | Infusion rose I (from pomades) | 1,000 parts |
|---|---|---|
| Genuine rose oil | 10 parts | |
| Infusion Tolu balsam | 150 parts | |
| Infusion genuine musk I | 40 parts | |
| Neroli oil | 30 parts | |
| Clove oil | 2 parts | |
| Infusion tubereuse I (from pomades) | 1,000 parts | |
| Vanillin | 1 part | |
| Coumarin | 0.5 parts | |
| II.— | Triple rose essence | 50 grams |
| Simple rose essence | 60 grams | |
| Neroli essence | 30 grams | |
| Civet essence | 20 grams | |
| Iris essence | 30 grams | |
| Tonka beans essence | 20 grams | |
| Rose oil | 5 drops | |
| Jasmine essence | 60 grams | |
| Violet essence | 50 grams | |
| Cassia essence | 50 grams | |
| Vanilla essence | 45 grams | |
| Clove oil | 20 drops | |
| Bergamot oil | 10 drops | |
| Rose geranium oil | 20 drops |
May Flowers.—
| Essence of rose | 10 ounces |
| Essence of jasmine | 10 ounces |
| Essence of orange flowers | 10 ounces |
| Essence of cassie | 10 ounces |
| Tincture of vanilla | 20 ounces |
| Oil of bitter almond | 1/2 drachm |
Narcissus.—
| Caryophyllin | 10 minims |
| Extract of tuberose | 16 ounces |
| Extract of jasmine | 4 ounces |
| Oil of neroli | 20 minims |
| Oil of ylang-ylang | 20 minims |
| Oil of clove | 5 minims |
| Glycerine | 30 minims |
Almond Blossom.—
| Extract of heliotrope | 30 parts |
| Extract of orange flower | 10 parts |
| Extract of jasmine | 10 parts |
| Extract of rose | 3 parts |
| Oil of lemon | 1 part |
| Spirit of bitter almond, 10 per cent | 6 parts |
| Deodorized alcohol | 40 parts |
Artificial Violet.—Ionone is an artificial perfume which smells exactly like fresh violets, and is therefore an extremely important product. Although before it was discovered compositions were known which gave fair imitations of the violet perfume, they were wanting in the characteristic tang which distinguishes all violet preparations. Ionone has even the curious property possessed by violets of losing its scent occasionally for a short time. It occasionally happens that an observer, on taking the stopper out of a bottle of ionone, perceives no special odor, but a few seconds after the stopper has been put back in the bottle, the whole room begins to smell of fresh violets. It seems to be a question of dilution. It is impossible, however, to make a usable extract by mere dilution of a 10 per cent solution of ionone.
It is advisable to make these preparations in somewhat large quantities, say 30 to 50 pounds at a time. This enables them to be stocked for some time, whereby they improve greatly. When all the ingredients are mixed, 10 days or a fortnight, with frequent shakings, should elapse before filtration. The filtered product must be kept in well-filled and well-corked bottles in a dry, dark, cool place, such as a well-ventilated cellar. After 5 or 6 weeks the preparation is ready for use.
Quadruple Extract.—
| By weight | |
|---|---|
| Jasmine extract, 1st pomade | 100 parts |
| Rose extract, 1st pomade | 100 parts |
| Cassia extract, 1st pomade | 200 parts |
| Violet extract, 1st pomade | 200 parts |
| Oil of geranium, Spanish | 2 parts |
| Solution of vanillin, 10 per cent | 10 parts |
| Solution of orris, 10 per cent | 100 parts |
| Solution of ionone, 10 per cent | 20 parts |
| Infusion of musk | 10 parts |
| Infusion of orris from coarsely ground root | 260 parts |
Triple Extract.—
| By weight | |
|---|---|
| Cassia extract, 2d pomade | 100 parts |
| Violet extract, 2d pomade | 300 parts |
| Jasmine extract, 2d pomade | 100 parts |
| Rose extract, 2d pomade | 100 parts |
| Oil of geranium, African | 1 part |
| Ionone, 10 per cent | 15 parts |
| Solution of vanillin, 10 per cent | 5 parts |
| Infusion of orris from coarse ground root | 270 parts |
| Infusion of musk | 10 parts |
Double Extract.—
| By weight | |
|---|---|
| Cassia extract, 2d pomade | 100 parts |
| Violet extract, 2d pomade | 150 parts |
| Jasmine extract, 2d pomade | 100 parts |
| Rose extract, 2d pomade | 100 parts |
| Oil of geranium, reunion | 2 parts |
| Ionone, 10 per cent | 10 parts |
| Solution of vanillin, 10 per cent | 10 parts |
| Infusion of ambrette | 20 parts |
| Infusion of orris from coarse ground root | 300 parts |
| Spirit | 210 parts |
White Rose.—
| Rose oil | 25 minims |
| Rose geranium oil | 20 minims |
| Patchouli oil | 5 minims |
| Ionone | 3 minims |
| Jasmine oil (synthetic) | 5 minims |
| Alcohol | 10 ounces |
Ylang-Ylang Perfume.—
| I.— | Ylang-ylang oil | 10 minims |
|---|---|---|
| Neroli oil | 5 minims | |
| Rose oil | 5 minims | |
| Bergamot oil | 3 minims | |
| Alcohol | 10 ounces |
One grain of musk may be added.
| II.— | Extract of cassie (2d) | 96 ounces |
|---|---|---|
| Extract of jasmine (2d) | 24 ounces | |
| Extract of rose | 24 ounces | |
| Tincture of orris | 4 ounces | |
| Oil of ylang-ylang | 6 drachms | |
| Glycerine | 6 ounces |
TOILET WATERS.
Toilet waters proper are perfumed liquids designed more especially as refreshing applications to the person—accessories to the bath and to the operations of the barber. They are used sparingly on the handkerchief also, but should not be of so persistent a character as the “extracts” commonly used for that purpose, as they would then be unsuitable as lotions.
Ammonia Water.—Fill a 6-ounce ground glass stoppered bottle with a rather wide mouth with pieces of ammonium carbonate as large as a marble, then drop in the following essential oils:
| Oil of lavender | 30 drops |
| Oil of bergamot | 30 drops |
| Oil of rose | 10 drops |
| Oil of cinnamon | 10 drops |
| Oil of clove | 10 drops |
Finally fill the bottle with stronger water of ammonia, put in the stopper and let stand overnight.
Birch-Bud Water.—Alcohol (96 per cent), 350 parts; water, 70 parts; soft soap, 20 parts; glycerine, 15 parts; essential oil of birch buds, 5 parts; essence of spring flowers, 10 parts; chlorophyll, quantity sufficient to tint. Mix the water with an equal volume of spirit and dissolve the soap in the mixture. Mix the oil and other ingredients with the remainder of the spirit, add the soap solution gradually, agitate well, allow to stand for 8 days and filter. For use, dilute with an equal volume of water.
Carmelite Balm Water.—
| Melissa oil | 30 minims |
| Sweet marjoram oil | 3 minims |
| Cinnamon oil | 10 minims |
| Angelica oil | 3 minims |
| Citron oil | 30 minims |
| Clove oil | 15 minims |
| Coriander oil | 5 minims |
| Nutmeg oil | 5 minims |
| Alcohol (90 per cent) | 10 fluidounces |
Angelica oil is obtained principally from the aromatic root of Angelica archangelica, L. (N. O. Umbelliferæ), which is commonly cultivated for the sake of the volatile oil which it yields.
Cypress Water.—
| Essence of ambergris | 1/2 ounce |
| Spirits of wine | 1 gallon |
| Water | 2 quarts |
Distill a gallon.
Eau de Botot.—
| Aniseed | 80 parts |
| Clover | 20 parts |
| Cinnamon cassia | 20 parts |
| Cochineal | 5 parts |
| Refined spirit | 800 parts |
| Rose water | 200 parts |
Digest for 8 days and add
| Tincture of ambergris | 1 part |
| Peppermint oil | 10 parts |
Eau de Lais.—
| Eau de cologne | 1 part |
| Jasmine extract | 0.5 parts |
| Lemon essence | 0.5 parts |
| Balm water | 0.5 parts |
| Vetiver essence | 0.5 parts |
| Triple rose water | 0.5 parts |
Eau de Merveilleuse.—
| Alcohol | 3 quarts |
| Orange flower water | 4 quarts |
| Peru balsam | 2 ounces |
| Clove oil | 4 ounces |
| Civet | 1 1/4 ounces |
| Rose geranium oil | 1/2 ounce |
| Rose oil | 4 drachms |
| Neroli oil | 4 drachms |
Edelweiss.—
| Bergamot oil | 10 grams |
| Tincture of ambergris | 2 grams |
| Tincture of vetiver (1 in 10) | 25 grams |
| Heliotropin | 5 grams |
| Rose oil spirit (1 in 100) | 25 grams |
| Tincture of musk | 5 drops |
| Tincture of angelica | 12 drops |
| Neroli oil, artificial | 10 drops |
| Hyacinth, artificial | 15 drops |
| Jasmine, artificial | 1 gram |
| Spirit of wine, 80 per cent | 1,000 grams |
Honey Water.—
| I.— | Best honey | 1 pound |
|---|---|---|
| Coriander seed | 1 pound | |
| Cloves | 1 1/2 ounces | |
| Nutmegs | 1 ounce | |
| Gum benjamin | 1 ounce | |
| Vanilloes, No. 4 | 1 drachm | |
| The yellow rind of 3 large lemons. | ||
Bruise the cloves, nutmegs, coriander seed, and benjamin, cut the vanilloes in pieces, and put all into a glass alembic with 1 gallon of clean rectified spirit, and, after digesting 48 hours, draw off the spirit by distillation. To 1 gallon of the distilled spirit add
| Damask rose water | 1 1/2 pounds |
| Orange flower water | 1 1/2 pounds |
| Musk | 5 grains |
| Ambergris | 5 grains |
Grind the musk and ambergris in a glass mortar, and afterwards put all together into a digesting vessel, and let them circulate 3 days and 3 nights in a gentle heat; then let all cool. Filter, and keep the water in bottles well stoppered.
| II.— | Oil of cloves | 2 1/2 drachms |
|---|---|---|
| Oil of bergamot | 10 drachms | |
| English oil of lavender | 2 1/2 drachms | |
| Musk | 4 grains | |
| Yellow sandalwood | 2 1/2 drachms | |
| Rectified spirit | 32 ounces | |
| Rose water | 8 ounces | |
| Orange flower water | 8 ounces | |
| English honey | 2 ounces |
Macerate the musk and sandalwood in the spirit 7 days, filter, dissolve the oils in the filtrate, add the other ingredients, shake well, and do so occasionally, keeping as long as possible before filtering.
Lilac Water.—
| Terpineol | 2 drachms |
| Heliotropin | 8 grains |
| Bergamot oil | 1 drachm |
| Neroli oil | 8 minims |
| Alcohol | 12 ounces |
| Water | 4 ounces |
Orange Flower Water.—
| Orange flower essence | 8 ounces |
| Magnesium carbonate | 1 ounce |
| Water | 8 pints |
Triturate the essence with the magnesium carbonate, add the water, and filter.
To Clarify Turbid Orange Flower Water.—Shake 1 quart of it with 1/4 pound of sand which has previously been boiled out with hydrochloric acid, washed with water, and dried at red heat. This process doubtless would prove valuable for many other purposes.
Violet Waters.—
| I.— | Spirit of ionone, 10 per cent | 1/2 drachm |
|---|---|---|
| Distilled water | 5 ounces | |
| Orange flower water | 1 ounce | |
| Rose water | 1 ounce | |
| Cologne spirit | 8 ounces |
Add the spirit of ionone to the alcohol and then add the waters. Let stand and filter.
| II.— | Violet extract | 2 ounces |
|---|---|---|
| Cassie extract | 1 ounce | |
| Spirit of rose | 1/2 ounce | |
| Tincture of orris | 1/2 ounce | |
| Green coloring, a sufficiency. | ||
| Alcohol to 20 ounces. | ||
These scent tablets consist of a compressed mixture of rice starch, magnesium carbonate, and powdered orris root, saturated with heliotrope, violet, or lilac perfume.
Violet.—
| Ionone | 50 parts |
| Ylang-ylang oil | 50 parts |
| Tincture of musk, extra strong | 200 parts |
| Tincture of benzoin | 200 parts |
Heliotrope.—
| Heliotropin | 200 parts |
| Vanillin | 50 parts |
| Tincture of musk | 100 parts |
| Tincture of benzoin | 200 parts |
Lilac.—
| Terpineol | 200 parts |
| Muguet | 200 parts |
| Tincture of musk | 200 parts |
| Tincture of benzoin | 200 parts |
| Sandalwood | 2 drachms |
| Vetivert | 2 drachms |
| Lavender flowers | 4 drachms |
| Oil of thyme | 1/2 drachm |
| Charcoal | 2 ounces |
| Potassium nitrate | 1/2 ounce |
| Mucilage of tragacanth, a sufficient quantity. | |
| I.— | Heliotropin | 8 grains |
|---|---|---|
| Coumarin | 1 grain | |
| Oil of orris | 1 drop | |
| Oil of rose | 15 minims | |
| Oil of bergamot | 30 minims | |
| II.— | Coumarin | 2 grains |
| Oil of cloves | 4 drops | |
| Oil of cassia | 4 drops | |
| Oil of lavender flowers | 15 minims | |
| Oil of lemon | 45 minims | |
| Oil of bergamot | 75 minims |
See also Soap.
| I.— | Oil of lavender | 1/2 ounce |
|---|---|---|
| Oil of cassia | 30 minims | |
| Add 5 pounds of soap stock. | ||
1 1/2 drachms of each:
Add to 5 pounds of soap stock.
PERFUMES (FUMIGANTS): See Fumigants.
PERSPIRATION REMEDY: See Cosmetics.
(See also Oils.)
In order to overcome these objections various expedients have been resorted to, all of which have for their object the dilution or emulsification of the kerosene. Probably the best known and most generally employed method for accomplishing this result is that which is based upon the use of soap as an emulsifying agent. The formula which is used almost universally for making the kerosene soap emulsion is as follows:
| Kerosene | 2 gallons |
| Water | 1 gallon |
| Hard soap | 1/2 pound |
The soap is dissolved in the water with the aid of heat, and while this solution is still hot the kerosene is added and the whole agitated vigorously. The smooth white mixture which is obtained in this way is diluted before use with sufficient water to make a total volume of 20 gallons, and is usually applied to the skin of animals or to trees or other plants by means of a spray pump. This method of application is used because the diluted emulsion separates quite rapidly, and some mechanical device, such as a self-mixing spray pump, is required to keep the oil in suspension.
It will be readily understood that this emulsion would not be well adapted either for use as a dip or for application by hand, for in the one case the oil, which rapidly rises to the surface, would adhere to the animals when they emerged from the dipping tank and the irritating effect would be scarcely less than that produced by the plain oil, and in the second case the same separation of the kerosene would take place and necessarily result in an uneven distribution of the oil on the bodies of the animals which were being treated.
Within recent years it has been found that a certain crude petroleum from the Beaumont oil fields is quite effective for destroying the Texas fever cattle ticks. This crude petroleum contains from 40 to 50 per cent of oils boiling below 300° C. (572° F.), and from 1 to 1.5 per cent of sulphur. After a number of trials of different combinations of crude oil, soap, and water, the following formula was decided upon as the one best suited to the uses in view:
| Crude petroleum | 2 gallons |
| Water | 1/2 gallon |
| Hard soap | 1/2 pound |
Dissolve the soap in the water with the aid of heat; to this solution add the crude petroleum, mix with a spray pump or shake vigorously, and dilute with the desired amount of water. Soft water should, of course, be used. Various forms of hard and soft soaps have been tried, but soap with an amount of free alkali equivalent to 0.9 per cent of sodium hydroxide gives the best emulsion. All the ordinary laundry soaps are quite satisfactory, but toilet soaps in the main are not suitable.
An emulsion of crude petroleum made according to this modified formula remains fluid and can be easily poured; it will stand indefinitely without any tendency toward a separation of the oil and water and can be diluted in any proportion with cold soft water. After sufficient dilution to produce a 10 per cent emulsion, a number of hours are required for all the oil to rise to the surface, but if the mixture is agitated occasionally, no separation takes place. After long standing the oil separates in the form of a creamlike layer which is easily mixed with the water again by stirring. It is therefore evident that for producing an emulsion which will hold the oil in suspension after dilution, the modified formula meets the desired requirements.
In preparing this emulsion for use in the field, a large spray pump capable of mixing 25 gallons may be used with perfect success.
In using the formula herewith given, it should be borne in mind that it is recommended especially for the crude {522} petroleum obtained from the Beaumont oil fields, the composition of which has already been given. As crude petroleums from different sources vary greatly in their composition, it is impracticable to give a formula that can be used with all crude oils. Nevertheless, crude petroleum from other sources than the Beaumont wells may be emulsified by modifying the formula given above. In order to determine what modification of this formula is necessary for the emulsification of a given oil, the following method may be used:
Dissolve 1/2 pound of soap in 1/2 gallon of hot water; to 1 measure of this soap solution add 4 measures of the crude petroleum to be tested and shake well in a stoppered bottle or flask for several minutes.
If, after dilution, there is a separation of a layer of pure oil within half an hour the emulsion is imperfect, and a modification of the formula will be required. To accomplish this the proportion of oil should be varied until a good result is obtained.
To the three elements constituting the mixture it is useful to add per 1,000 parts by weight of the briquettes to be obtained, 120 parts of sawdust and 120 parts of clay or sand, to render the briquettes more solid.
Experiments in the heating of these briquettes have demonstrated that they will furnish three times as much heat as briquettes of ordinary charcoal, without leaving any residue.
PETROLEUM EMULSION: See Insecticides.
PETROLEUM JELLIES: See Lubricants.
PETROLEUM SOAP: See Soap.
PEWTER: See Alloys.
PEWTER, TO CLEAN: See Cleaning Preparations and Methods.
If it is desired to impart to modern articles of pewter the appearance of antique objects, plunge the pieces for several moments into a solution of alum to which several drops of hydrochloric or sulphuric acid have been added.
These can be easily produced by drawing the outlines of a picture, writing, etc., on a piece of white paper with a solution of 40 parts of saltpeter and 20 parts of gum arabic in 40 parts of warm water, using a writing pen for this purpose. All the lines must connect and one of them {523} must run to the edge of the paper, where it should be marked with a fine lead-pencil line. When a burning match is held to this spot, the line immediately glows on, spreading over the whole design, and the design formerly invisible finally appears entirely singed. This little trick is not dangerous.
An artificial phosphate is thus prepared: Melt in an oven a mixture of 100 parts of phosphorite, ground coarsely, 70 parts of acid sulphate of soda; 20 parts of carbonate of lime; 22 parts of sand, and 607 parts of charcoal. Run the molten matter into a receiver filled with water; on cooling it will become granular. Rake out the granular mass from the water, and after drying, grind to a fine powder. The phosphate can be kept for a long time without losing its quality, for it is neither caustic nor hygroscopic. Wagner has, in collaboration with Dorsch, conducted fertilizing experiments for determining its value, as compared with superphosphate or with Thomas slag. The phosphate decomposes more rapidly in the soil than Thomas slag, and so far as the experiments have gone, it appears that the phosphoric acid of the new phosphate exercises almost as rapid an action as the phosphoric acid of the superphosphate soluble in water.
See also Luminous Bodies and Paints.
Mix 2 parts of dehydrated sodium carbonate, 0.5 parts of sodium chloride, and 0.2 parts of manganic sulphate with 100 parts of strontium carbonate and 30 parts of sulphur and heat 3 hours to a white heat with exclusion of air.
PHOSPHOR BRONZE: See Alloys, under Bronzes.
G. Graveri recommends persulfocyanic acid = H2(CN)2S3 as meeting all the requirements of phosphorus on matches. It resists shock and friction, it is readily friable, and will mix with other substances; moreover, it is non-poisonous and cheaper than phosphorus.
No light is perfectly safe or non-actinic, even that coming through a combined ruby and orange window or lamp. Therefore use great care in developing.
A light may be tested this way: Place a dry plate in the plate holder in total darkness, draw the slide sufficiently to expose one-half of the plate, and allow the light from the window or lamp, 12 to 18 inches distant, to fall on this exposed half for 3 or 4 minutes. Then develop the plate the usual length of time in total darkness. If the light is safe, there will be no darkening of the exposed part. If not safe, the remedy is obvious.
The developing room must be a perfectly dark room, save for the light from a ruby- or orange-colored window (or combination of these two colors). Have plenty of pure running water and good ventilation.
Plates should always be kept in a dry room. The dark room is seldom a safe place for storage, because it is apt to be damp.
Various developing agents give different results. Pyrogallic acid in combination with carbonate of sodium or carbonate of potassium gives strong, vigorous negatives. Eikonogen and metol yield soft, delicate negatives. Hydrochinon added to eikonogen or metol produces more contrast or greater strength.
It is essential to have a bottle of bromide of potassium solution, 10 per cent, in the dark room. (One ounce of bromide of potassium, water to 10 ounces.) Overtimed plates may be much improved by adding a few drops of bromide solution to the developer as soon as the overtimed condition is apparent (a plate is overtimed when the image appears almost immediately, and then blackens all over).
Undertimed plates should be taken out of the developer and placed in a tray of water where no light can reach them. If the detail in the shadows begins to appear after half an hour or so, the plate can be replaced in the developer and development brought to a finish.
Quick development, with strong solutions, means a lack of gradation or half-tones.
A developer too warm or containing too much alkali (carbonate of sodium or potassium) will yield flat, foggy negatives.
A developer too cold is retarded in its action, and causes thin negatives.
Uniform temperature is necessary for uniform results.
If development is continued too long, the negative will be too dense.
In warm weather, the developer should be diluted; in cold weather, it should be stronger. {524}
The negative should not be exposed to white light until fixation is complete.
The negative should be left fully 5 minutes longer in the fixing bath than is necessary to dissolve out the white bromide of silver.
In hot weather a chrome alum fixing bath should be used to prevent frilling.
Always use a fresh hypo or fixing bath. Hypo is cheap.
Plates and plate holders must be kept free from dust, or pinholes will result.
After the negative is fixed, an hour’s washing is none too much.
The plate should be dried quickly in warm weather else the film will become dense and coarse-grained.
Do not expect clean, faultless negatives to come out of dirty developing and fixing solutions and trays.
| I.— | Pure water | 30 ounces |
|---|---|---|
| Sulphite soda, crystals | 5 ounces | |
| Carbonate soda, crystals | 2 1/2 ounces | |
| II.— | Pure water | 24 ounces |
| Oxalic acid | 15 grains | |
| Pyrogallic acid | 1 ounce | |
| To develop, take of | ||
| Solution No. I. | 1 ounce | |
| Solution No. II. | 1/2 ounce | |
| Pure water | 3 ounces | |
More water may be used in warm weather and less in cool weather.
If solution No. I is made by hydrometer test, use equal parts of the following:
One ounce of this mixture will be equivalent to 1 ounce of solution No. I.
| I.— | Pure water | 32 ounces |
|---|---|---|
| Sulphite soda, crystals | 8 ounces | |
| Carbonate potassium, dry | 1 ounce | |
| II.— | Pure water | 24 ounces |
| Oxalic acid | 15 ounces | |
| Pyrogallic acid | 1 ounce | |
| To develop, take of | ||
| Solution No. I. | 1 ounce | |
| Solution No. II. | 1/2 ounce | |
| Pure water | 3 ounces | |
When the plate is fully developed, if the lights are too thin, use less water in the developer; if too dense, use more water.
| I.— | Pure water | 57 ounces |
|---|---|---|
| Sulphite soda, crystals | 2 1/2 ounces | |
| Metol | 1 ounce | |
| II.— | Pure water | 57 ounces |
| Sulphite soda, crystals | 2 1/2 ounces | |
| Pyrogallic acid | 1/4 ounce | |
| III.— | Pure water | 57 ounces |
| Carbonate potassium | 2 1/2 ounces | |
| To develop, take of | ||
| Pure water | 3 ounces | |
| Solution No. I. | 1 ounce | |
| Solution No. II. | 1 ounce | |
| Solution No. III. | 1 ounce | |
This developer may be used repeatedly by adding a little fresh developer as required.
Keep the used developer in a separate bottle.
Use repeatedly, adding fresh as required.
| I.— | Distilled or ice water | 25 ounces |
|---|---|---|
| Sulphite of soda, crystals | 3 ounces | |
| Hydrochinon | 1/2 ounce | |
| Bromide of potassium | 1/4 ounce | |
| Dissolve by warming, and let cool before use. | ||
| II.— | Water | 25 ounces |
| Carbonate of soda, crystals | 6 ounces | |
Mix Nos. I and II, equal parts, for use.
| I.— | Distilled or pure well water | 32 ounces |
|---|---|---|
| Sodium sulphite, crystals | 4 ounces | |
| Eikonogen | 240 grains | |
| Hydrochinon | 60 grains | |
| II.— | Water | 32 ounces |
| Carbonate of potash | 4 ounces | |
| To develop, take | ||
| No. I. | 2 ounces | |
| No. II. | 1 ounce | |
| †Water | 1 ounce | |
By hydrometer:
| I.— | Sodium sulphite, solution to test 30 | 34 ounces |
|---|---|---|
| Eikonogen | 240 grains | |
| Hydrochinon | 60 grains | |
| II.— | Carbonate of potash solution to test 50 | |
| To develop, take | ||
| No. I. | 2 ounces | |
| No. II. | 1 ounce | |
| ‡Water | 1 ounce | |
| I.— | Hydrochinon | 1 ounce |
|---|---|---|
| Sulphite of soda, crystals | 5 ounces | |
| Bromide of potassium | 10 grains | |
| Water (ice or distilled) | 55 ounces | |
| II.— | Caustic potash | 180 grains |
| Water | 10 ounces |
To develop:
Take of I, 4 ounces; II, 1/2 ounce. After use pour into a separate bottle. This can be used repeatedly, and with uniformity of results, by the addition of 1 drachm of I and 10 drops of II to every 8 ounces of old developer.
In using this developer it is important to notice the temperature of the room, as a slight variation in this respect causes a very marked difference in the time it takes to develop, much more so than with pyro. The temperature of room should be from 70° to 75° F.
| I.— | Water | 8 ounces |
|---|---|---|
| Metol | 100 grains | |
| Sulphite of soda, crystals | 1 ounce | |
| II.— | Water | 10 ounces |
| Potassium carbonate | 1 ounce |
Take equal parts of I and II and 6 parts of water. If more contrast is needed, take equal parts of I and II and 3 parts of water, with 5 drops to the ounce of a 1/10 solution of bromide of potassium.
| I.— | Pure hot water | 80 ounces |
|---|---|---|
| Metol | 1 ounce | |
| Hydrochinon | 1/8 ounce | |
| Sulphite soda, crystals | 6 ounces | |
| II.— | Pure water | 80 ounces |
| Carbonate soda, crystals | 5 ounces | |
| To develop, take of | ||
| Pure water | 2 ounces | |
| Solution No. I | 1 ounce | |
| Solution No. II | 1 ounce | |
| Metol | 1 ounce |
| In water | 60 ounces |
| Then add | |
| Sulphite of soda, crystals | 6 ounces |
| Bicarbonate of soda | 3 ounces |
| To prepare with hydrometer, mix | |
| Sulphite of soda solution, testing 75 | 30 ounces |
| Bicarbonate of soda solution, testing 50 | 30 ounces |
| Metol | 1 ounce |
| Dissolved in 12 ounces water. | |
| I.— | Oxalate of potash | 8 ounces |
|---|---|---|
| Water | 30 ounces | |
| Citric acid | 60 grains | |
| Citrate of ammonia solution | 2 ounces | |
| II.— | Sulphate of iron | 4 ounces |
| Water | 32 ounces | |
| Sulphuric acid | 16 drops | |
| III.— | Citrate of ammonia solution saturated. | |
Dissolve 1 ounce citric acid in 5 ounces distilled water, add liquor ammonia until a slip of litmus paper just loses the red color, then add water to make the whole measure 8 ounces.
Add 1 ounce of II to 2 of I, and 1/2 ounce of water, and 3 to 6 drops of 10 per cent solution bromide potassium.
To develop, first rinse developing dish with water, lay film or plate down, and flow with sufficient developer to well cover. Careful attention must be given to its action, and when detail is just showing in the face, or half-tone lights in a view, pour off developer, and well wash the film before placing in the fixing bath.
| Water | 16 ounces |
| Tolidol | 24 grains |
| Sodium sulphite | 72 (144) grains |
| Sodium carbonate | 96 (240) grains |
The figures in parenthesis are for crystals. It will be seen that in every case {526} the weight of sulphite required in crystals is double that of dry sulphite, while the weight of carbonate crystals is 2 1/2 times as much as dry carbonate.
For tank development Dr. John M. Nicol recommends the standard formula diluted with 6 times the amount of water, and the addition of 1 drop of retarder to every ounce after dilution.
To obtain very strong negatives:
| Water | 16 ounces |
| Tolidol | 50 to 65 grains |
| Sodium sulphite | 80 (160) grains |
| Sodium carbonate | 120 (300) grains |
On some brands of plates the addition of a little retarder will be necessary.
If stock solutions are preferred, they may be made as follows:
| Solution A | |
|---|---|
| Water | 32 ounces |
| Tolidol | 1 ounce |
| Sodium sulphite | 1 (2) ounce |
| Solution B | |
| Water | 32 ounces |
| Sodium sulphite | 2 (4) ounces |
| Solution C | |
| Water | 32 ounces |
| Sodium carbonate | 4 (10) ounces |
If preferred, stock solutions B and C can be made by hydrometer, instead of by weight as above. The solutions will then show:
| Solution B | |
|---|---|
| Sodium sulphite | 40 |
| Solution C | |
| Sodium carbonate | 75 |
| Or if potassium carbonate is preferred instead of sodium: | |
| Solution C | |
| Potassium carbonate | 60 |
For standard formula for dry plates and films, mix
| Solution A | 1 part |
| Solution B | 1 part |
| Solution C | 1 part |
| Water | 7 parts |
For strong negatives (for aristo-platino):
| Solution A | 1 1/2 to 2 parts |
| Solution B | 1 part |
| Solution C | 1 part |
| Water | 4 to 4 1/2 parts |
For tank development:
| Solution A | 1 part |
| Solution B | 1 part |
| Solution C | 1 part |
| Water | 35 parts |
For developing paper:
| Solution A | 2 parts |
| Solution B | 2 parts |
| Solution C | 1 part |
The reading of the hydrometer for stock solutions is the same whether dried chemicals or crystals are used. No water is used.
| Solution A | |
|---|---|
| Crystallized sulphite of soda | 386 grains |
| Pyrocatechin | 77 grains |
| Water | 8 ounces |
| Solution B | |
| Ordinary crystal phosphate of sodium | 725 grains |
| Caustic soda (purified in sticks) | 77 grains |
| Water | 8 ounces |
Mix 1 part of A with 1 part of B and from 1 to 3 parts of water. If the exposure is not absolutely normal we recommend to add to the above developer a few drops of a solution of bromide of potassium (1.10).
| Sulphite of soda crystallized | 25 1/2 drachms |
| Caustic soda (purified in sticks) | 3 1/2 drachms |
| Distilled water | 14 ounces |
| Pyrocatechin | 308 grains |
The pyrocatechin must not be added until the sulphite and caustic soda are entirely dissolved. For use the concentrated developer is to be diluted with from 10 to 20 times as much water. The normal proportion is 1 part of developer in 15 parts of water.
| Sulphite of soda crystallized | 468 grains |
| Water | 2 5/8 ounces |
| Caustic potash (purified in sticks) | 108 grains |
| Pyrocatechin | 108 grains |
Mix for a formally fixing plate of 5 x 7 inches.
| Developer | 3 drachms |
| Fixing soda solution (1:5) | 5 1/2 drachms |
| Water | 1 ounce |
The process of developing and fixing with this solution is accomplished in a {527} few minutes. The picture first appears usually, strengthens very quickly, and shortly after the fixing is entirely done.
Carbonate of potassium, 10 per cent solution (10 grams carbonate in 100 cubic centimeters of water).
For use take equal parts and add water as desired.
| I.— | Metabisulphite of potassium | 120 grains |
|---|---|---|
| Pyrogallic acid | 55 grains | |
| Bromide of potassium | 20 grains | |
| Metol | 45 grains | |
| Water | 20 ounces | |
| II.— | Carbonate of soda | 4 ounces |
| Water | 20 ounces |
For use mix equal parts I and II.
| Water | 4 ounces |
| Sulphite of sodium (saturated solution) | 4 drachms |
| Acetone | 2 drachms |
| Pyro | 10 grams |
| Water | 10 ounces |
| Sulphide of sodium, crystals | 4 ounces |
| Carbonate of potassium | 3 ounces |
| Adurol | 1/2 ounce |
For studio work and snap shots take 1 part with 3 parts water.
For time exposures out-door take 1 part with 5 parts water.
| I.— | Hot water | 10 ounces |
|---|---|---|
| Sulphite of sodium, crystals | 1 1/4 ounces | |
| Carbonate of sodium | 1/4 ounce | |
| Glycin | 1/2 ounce | |
| Add to water in order given | ||
| II.— | Water | 10 ounces |
| Carbonate of potash | 1 1/4 ounces | |
For normal exposure take I, 1 ounce; II, 2 ounces; water, 1 ounce.
| I.— | Hot water | 9 ounces |
|---|---|---|
| Sulphite of sodium, crystals | 385 grains | |
| Imogen | 123 grains | |
| II.— | Hot water | 4 1/2 ounces |
| Carbonate of sodium | 2 ounces |
For use take 2 ounces of I and 1 ounce of II.
| Water | 9 ounces |
| Sulphite of sodium | 3 1/2 ounces |
| Diogen | 7 drachms |
| Carbonate of potassium | 4 1/2 ounces |
For normal exposure take 4 drachms of this solution; dilute with 2 ounces, 1 drachm of water, and add 2 drops bromide of potassium, 10 per cent solution.
| I.— | Water | 1 ounce |
|---|---|---|
| Metabisulphite of potassium | 4 grains | |
| Ortol | 8 grains | |
| II.— | Water | 1 ounce |
| Sulphite of sodium | 48 grains | |
| Carbonate of potassium | 16 grains | |
| Carbonate of sodium | 32 grains |
For use take equal parts I and II, and an equal bulk of water.
| Metacarbol | 25 grains |
| Sulphite of soda, crystals | 100 grains |
| Caustic soda | 50 grains |
| Water | 10 ounces |
Dissolve the metacarbol in water, then add the sulphite, and when dissolved add the caustic soda and filter.
| By weight | ||
|---|---|---|
| I.— | Pyrogallol | 0.3 parts |
| Sodium bisulphite | 1.2 parts | |
| Sodium carbonate | 1.2 parts | |
| II.— | Eikonogen | 1.1 parts |
| Sodium sulphite | 2.4 parts | |
| Potassium carbonate | 1.5 parts | |
| III.— | Hydroquinone | 0.6 parts |
| Sodium sulphite | 3.4 parts | |
| Potassium bromide | 0.3 parts | |
| Sodium carbonate | 7.0 parts | |
These three formulas each yield one powder. The powders should be put up in oiled paper, and carefully inclosed, besides, in a wrapper of black paper. For use, one powder is dissolved in about 60 parts of distilled water.
Light.—The paper can be safely handled 8 feet from the source of light, {528} which may be Welsbach gas light, covered with post-office paper, incandescent light, ordinary gas light, kerosene light, or reduced daylight, the latter produced by covering a window with one or more thicknesses of orange post-office paper, as necessitated by strength of light.
Expose by holding the printing frame close to gas, lamp, or incandescent light, or to subdued daylight. Artificial light is recommended in preference to daylight because of uniformity, and it being in consequence easier to judge the proper length of time to expose.
Exposure.—The amount of exposure required varies with the strength of the light; it takes about the same time with an ordinary gas burner and an incandescent light; a Welsbach gas light requires only about one-half as much time as the ordinary gas burner, and a kerosene light of ordinary size about three times as much as an ordinary gas burner. If daylight is to be used the window should be covered with post-office paper, in which a sub-window about 1 foot square for making the exposure may be made. Cover this window first with a piece of white tissue paper, then with a piece of black cloth or post-office paper to exclude the white light when not wanted. Make exposure according to strength of light at from 1 to 2 feet away from the tissue paper. Keep the printing frame when artificial light is used constantly in motion during exposure.
Timing the Exposure.—The time necessary for exposing is regulated by density of negative and strength of light. The further away the negative is from the source of light at the time of exposure the weaker the light; hence, in order to secure uniformity in exposure it is desirable always to make the exposure at a given distance from the light used. With a negative of medium density exposed 1 foot from an ordinary gas burner, from 1 to 10 minutes’ exposure is required.
A test to ascertain the length of exposure should be made. Once the proper amount of exposure is ascertained with a given light, the amount of exposure required can be easily approximated by making subsequent exposures at the same distance from the same light; the only difference that it would then be necessary to make would be to allow for variation in density of different negatives.
Fixing.—Allow the prints to remain in the fixing solution 10 to 20 minutes, when they should be removed to a tray containing clear water.
Washing.—Wash 1 hour in running water, or in 10 or 12 changes of clear water, allowing prints to soak 2 to 3 minutes in each change.
| Solution A | |
|---|---|
| Pyrocatechin | 2 parts |
| Sulphite of soda, crystals | 2.5 parts |
| Water | 100 parts |
| Solution B | |
| Carbonate of soda | 10 parts |
| Water | 100 parts |
Before using mix 20 parts of Solution A, and 1/2 part of Solution B.
| Water | 10 ounces |
| Metol | 7 grains |
| Sodium sulphite, crystals, pure | 1/2 ounce |
| Hydroquinone | 30 grains |
| Sodium carbonate, dessicated (or 400 grains of crystallized carbonate). | 200 grains |
| Ten per cent bromide of potassium solution, about | 10 drops |
| Water | 4 ounces |
| Sodium sulphite, crystals, pure | 200 grains |
| Amidol, about | 20 grains |
| Ten per cent bromide of potassium solution, about | 5 drops |
If the blacks are greenish, add more amidol; if whites are grayish, add more bromide of potassium.
| Hypo | 16 ounces |
| Water | 64 ounces |
| Then add the following hardening solution: | |
| Water | 5 ounces |
| Sodium sulphite, crystals | 1/2 ounce |
| Commercial acetic acid (containing 25 per cent pure acid) | 3 ounces |
| Powdered alum | 1/2 ounce |
| Amidol | 2 grains |
| Sodium sulphite | 30 grains |
| Potassium bromide | 1 grain |
| Water | 1 ounce |
With a fairly correct exposure this will be found to produce prints of a rich black tone, and of good quality. The whole secret of successful bromide printing lies in correctness of exposure. It is generally taken for granted that any poor, flat negative is good enough to yield a bromide print, but this is not so. A negative of good printing quality on printing-out paper will also yield a good print on bromide paper, but considerable care and skill are necessary to obtain a good result from a poor negative. The above developer will not keep in solution, and should be freshly prepared as required. The same formula will also be found useful for the development of lantern plates, but will only yield black-toned slides.
The paper is exposed to daylight, in the printing frame, for about one-third of the time necessary for ordinary silver paper.
The print is then immersed in the developer for about 30 seconds, then cleared in 3 acid baths containing 1 part of muriatic acid C. P. to 60 parts of water, washed for a short time in running water, the whole operation of printing, clearing, and washing being complete in about half an hour.
As a general rule all parts of the picture except the highest lights should be visible when the exposure is complete.
When examining the prints in the printing frames, care should be taken not to expose them unduly to light; for the degradation of the whites of the paper due to slight action of light is not visible until after development.
Development.—Best results are obtained with the temperature of the developer from 60° to 80° F. Immerse the print in the developer with a quick sweeping motion to prevent air bells. Develop in artificial or weak daylight. The development of a print from a normal negative will require 40 seconds or more.
Formula for Developer.—
| Water | 50 ounces |
| Neutral oxalate of potash | 8 ounces |
| Potassium phosphate (monobasic) | 1 ounce |
Care must be used to obtain the monobasic potassium phosphate.
Immediately after prints are developed, place them face down in the first acid bath, composed of
| Muriatic acid, C. P. | 1 ounce |
| Water | 60 ounces |
After remaining in this bath for a period of about 5 minutes, transfer to the second acid bath of the same strength. The prints should pass through at least 3 and preferably 4 acid baths, to remove all traces of iron that may remain in the pores of the paper.
When thoroughly cleared, the print should be washed from 10 to 20 minutes in running water. If running water is not available, several changes of water in the tray will be necessary.
Print by direct light (sunlight preferred) until the shadows are clearly outlined in a deep canary color. At this stage the same detail will be observed in the half tones that the finished print will show. For developing, use plain water, heated to 120° F. (which will be as hot as they can bear).
The development will be practically instantaneous, and care must be taken to avoid air bubbles forming upon the surface of the prints. Place prints, after developing, directly into a clearing bath of muriatic acid, 1 drachm to 12 ounces of water, and let them remain in this bath about 10 minutes, when they are ready for the final washing of 15 minutes in running water, or 5 changes of about 3 minutes each. Lay out between blotters to dry, and mount by attaching the corners.
A.—For black tones:
| Neutral oxalate potassium | 8 ounces |
| Potassium phosphate | 1 ounce |
| Water | 30 ounces |
B.—For sepia tones:
| Of above mixed solution | 8 ounces |
| Saturated bichloride mercury solution | 1 ounce |
| Citrate soda | 5 grains |
If deep red tones are desired add to B
| Nitrate uranium | 10 grains |
Then filter and use as a developer.
Development should be conducted in a feeble white light, similar to that used when cutting up the paper, or by gas light.
It may take place immediately after the print is exposed, or at the end of the day’s printing.
Develop by floating the print, exposed side downwards, on the developing solution.
Development may take 30 seconds or more.
During the hot summer days it is not advisable to unduly delay the development of exposed prints. If possible develop within 1 hour after printing.
Either porcelain or agate—preferably porcelain—dishes are necessary to hold the developing solution.
To clear the developed prints: These must be washed in a series of baths (not less than three) of a weak solution of muriatic acid C. P. This solution is made by mixing 1 part of acid in 60 parts of water.
As soon as the print has been removed from the developing dish it must be immersed face downwards in the first bath of this acid, contained in a porcelain dish, in which it should remain about 5 minutes; meanwhile other prints follow until all are developed. The prints must then be removed to a second acid bath for about 10 minutes; afterwards to the third bath for about 15 minutes. While the prints remain in these acid baths they should be moved so that the solution has free access to their surfaces, but care should be taken not to abrade them by undue friction.
Pure muriatic acid must be used.
If commercial muriatic acid be used, the prints will be discolored and turn yellow.
For each batch of prints fresh acid baths must be used.
After the prints have passed through the acid baths they should be well washed in three changes of water during about a half hour. It is advisable to add a pinch of washing soda to the second washing water to neutralize any acid remaining in the print. Do not use water that contains iron, as it tends to turn paper yellow. Soft water is the best for this purpose.
The “sepia” paper is more easily affected by faint light, and, therefore, increased care must be taken when printing.
To develop, add to each ounce of the developing solution 1 1/2 drachms of sepia solution supplied for this purpose, and proceed as described for black paper.
The solution must be heated to a temperature of 150° to 160° F., to obtain the greatest amount of brilliance and the warmest color, but very good results can be obtained by using a cooler developer.
By this method of developing platinotype paper, many negatives which have been discarded on account of the dim, flat, non-contrasty results which they yield, in the hands of one possessing a little artistic skill, produce snappy, animated pictures. On the other hand, from the sharp and hard negative, soft, sketchy effects may be secured.
There are required for this process: Some glass jars; some soft brushes, varying from the fine spotter and the Japanese brush to the 1 1/2-inch duster, and several pieces of special blotting paper.
Manipulation.—Print the paper a trifle deeper than for the ordinary method of developing. Place the print face up on a piece of clean glass (should the print curl so that it is unmanageable, moisten the glass with glycerine), and, with the broad camel’s-hair brush, thinly coat the entire print with pure glycerine, blotting same off in 3 or 4 seconds; then recoat more thickly such portions as are desired especially restrained, or the details partly or entirely eliminated. Now brush or paint such portion of the print as is first desired with solution of 1 part glycerine and 4 parts normal developer, blotting the portion being developed from time to time to avoid developing too far. Full strength developer (without glycerine) is employed where a pronounced or deep shade is wanted.
When any part of the print has reached the full development desired, blot that portion carefully with the blotter and coat with pure glycerine.
A brown effect may be obtained by using saturated solution of mercury in the developer (1 part mercury to 8 parts developer). By the use of diluted mercury the “flesh tones” are produced in portraits, etc.
When print has reached complete development, place in hydrochloric (muriatic) acid and wash as usual.
Short fixing gives red tones. Longer fixing produces a brown tone.
The paper used is coated on one surface with a mixture of gelatin and some pigment (the color of which depends upon the color the required print is to be), and then allowed to dry. When required for printing it is sensitized by floating upon a solution of bichromate of potassium, and then again drying, in the dark this time. The process is based upon the action of light upon this film of chromatized gelatin; wherever the light reaches, the gelatin is rendered insoluble, even in hot water.
The paper is exposed in the usual way. But as the appearance of the paper before and after printing is precisely the same, it is impossible to tell when it is printed by examining the print. This is usually accomplished by exposing a piece of gelatino-chloride paper under a negative of about the same density, and placing it alongside of the carbon print. When the gelatino-chloride paper is printed, the carbon will be finished. The paper is then removed from the printing frame and immersed in cold water, which removes a great deal of the bichromate of potassium, and also makes the print lie out flat. It is then floated on to what is known as a support, and pressed firmly upon it, face downwards, and allowed to remain for 5 or 10 minutes. Then the support, together with the print, is placed in hot water for a short time, and when the gelatin commences to ooze out at the edges the print is removed by stripping from the support, this process leaving the greater quantity of the gelatin and pigment {532} upon the support. The gelatin and pigment are then treated with hot water by running the hot water over the face of the support by means of a sponge. This removes the soluble gelatin, and leaves the gelatin, together with the pigment it contains, which was acted upon by light; this then constitutes the picture.
The reason for transferring the gelatin film is quite apparent, since the greater portion of the unacted-upon gelatin will be at the back of the film, and in order to get at it to remove it, it is necessary to transfer it to a support. In this condition the print can be dried and mounted, but on consideration it will be seen that the picture is in a reversed position, that is to say, that the right-hand side of the original has become the left, and vice versa.
If the picture be finished in this condition, it is said to have been done by the single transfer method. In some instances this reversal would be of no consequence, such as some portraits, but with views which are known this would never do. In order to remedy this state of affairs, the picture is transferred once more, by pressing, while wet, upon another support, and allowed to dry upon it; when separated, the picture remains upon the latter support, and is in its right position. This is what is known as the double transfer method. When the double transfer method is used, the first support consists of a specially prepared support, which has been waxed in order to prevent the pictures from adhering permanently to it; this is then known as a temporary support. The paper upon which the print is finally received is prepared with a coating of gelatin, and is known as the final support.
The making of a good slide begins with the making of the negative, the operations in both cases being closely allied, and he who has mastered the first, which is the corner stone to all successful results in any branch of photography, may well be expected to be able to make a good lantern slide. A slide is judged not by what it appears to be when held in the hand, but by its appearance when magnified two to five thousand times on the screen, where a small defect in the slide will show up as a gross fault. Patience and cleanliness are absolutely necessary. The greatest caution should be observed to keep the lantern plates free from dust, both before and after exposure and development, for small pinholes and dust spots, hardly noticeable on the slide, assume huge proportions on the screen and detract materially from the slide’s beauty.
The high lights in a slide should, in rare cases only, be represented by clear glass, and the shadows should always be transparent, even in the deepest part. The balance between these extremes should be a delicate gradation of tone from one to the other. The contrast between the strongest high light and the deepest shadow should be enough to give brilliancy without hardness and delicacy or softness without being flat. This is controlled also, to some extent, by the subject summer sunshine requiring a more vigorous rendering than hazy autumn effects, and herein each individual must decide for himself what is most necessary to give the correct portrayal of the subject. It is a good idea to procure a slide, as near technically perfect as possible, from some slide-making friend, or dealer, to use it as a standard, and to make slide after slide from the same negative until a satisfactory result is reached.
A black tone of good quality is usually satisfactory for most slides, but it is very agreeable to see interspersed a variety of tone, and beautiful slides can be made, where the subject warrants, in blue, brown, purple, and even red and green, by varying the exposure and development and by using gold or uranium toning baths and other solutions for that purpose, the formulas and materials for which are easily obtainable from the magazines and from stock dealers, respectively.
It must be understood, however, that these toning solutions generally act as intensifiers, and that if toning is contemplated, it should be borne in mind at the time of developing the slide, so that it may not finally appear too dense. Toning will improve otherwise weak slides, but will not help under-exposed ones, as its tendency will be in such case to increase the contrast, which in such slides is already too great. Another method of getting a fine quality of slides is to make rather strong exposures to over-develop, and then to reduce with persulphate of ammonium.
The popular methods of making the exposure are: First, by contact in the printing frame, just as prints are made on velox or other developing paper, provided the subject on the negative is of the right size for a lantern slide; and the other and better method is the camera {533} method, by which the subject of any negative, large or small, or any part thereof, can be reduced or enlarged, and thus brought to the proper size desired for the slide. This is quite a knack, and should be considered and studied by the slide maker very carefully.
Hard and inflexible rules cannot be laid down in this relation. Portrait studies of bust or three-fourths figures or baby figures need not be made for a larger opening than 1 1/2 by 2 inches, and often appear to good advantage if made quite a bit smaller. Figure or group compositions, with considerable background or accessories, may, of course, have a larger opening to suit the particular circumstances. Monuments, tall buildings, and the like should have the benefit of the whole height of mat opening of 2 3/4 inches, and should be made of a size to fill it out properly, providing, however, for sufficient foreground and a proper sky line. Landscapes and marine views generally can be made to fill out the full length of mat opening, which, however, should not exceed 2 7/8 inches, and may be of any height to suit the subject, up to 2 3/4 inches.
The subject should be well centered on the plate and the part intended to be shown as the picture should be well within the size of the mat opening decided upon, so that with a slight variation of the placing of the mat no part of the picture will be cut off by the carrier in the stereopticon. The horizon line in a landscape, and more particularly in a marine view, should always be in proper position, either below or above the center line of the slide, as may suit the subject, but should never divide the picture in the middle and should not appear to be running either up or down hill. And the vertical lines in the pictures should not be leaning, but should run parallel with the side lines of the mat; this refers especially to the vertical lines in architecture, except, however, the Tower of Pisa and kindred subjects, which should in every case be shown with their natural inclinations.
As to time of exposure, very little can be said. That varies with the different makes of plates, with the quality of the light, and the nature and density of each individual negative. Therefore every one must be a judge unto himself and make as good a guess as he can for the first trial from each negative and gauge further exposures from the results thus obtained; but this much may be said, that a negative strong in contrast should be given a long exposure, close to the light, if artificial light is used, or in strong daylight, and developed with a weak or very much diluted developer to make a soft slide with full tone values. And a flat, weak negative will yield better results if exposed farther from the light or to a weaker light, and developed by a normal or more aggressive developer. Over exposure and under exposure show the same results in slide plates as in negative plates, and the treatment should be similar in both kinds of plates except that, perhaps, in cases of under exposure of slide plates, the better plan would be to cast them aside and make them over, as very little can be done with them. For getting bright and clear effects it is now well understood that better and more satisfactory results are obtained by backing the slide plates as well as by backing negative plates. This is accomplished by coating the back or glass side of the plate with the following mixture:
| Gum arabic | 1/2 ounce |
| Caramel | 1 ounce |
| Burnt sienna | 2 ounces |
| Alcohol | 2 ounces |
Mix and apply with small sponge or wad of absorbent cotton.
It should coat thin and smooth and dry hard enough so it will not rub off when handled. If the plates are put into a light-proof grooved box as fast as backed, they can be used about half an hour after being coated. Before developing, this backing should be removed; this is best done by first wetting the film side of the plate under the tap, which will prevent staining it, and then letting the water run on the backing, and, with a little rubbing, it will disappear in a few moments, when development may proceed. Other preparations for this purpose, ready for use, may be found at the stock houses. The mat should be carefully selected or cut of a size and shape to show up the subject to best advantage, and should cover everything not wanted in the picture. The opening should not exceed 2 3/4 x 2 7/8 inches in any case, and must not be ragged or fuzzy, but clean cut and symmetrical. The lines of the opening of square mats should be parallel with the outside lines of the plate. Oval, or round, or other variously shaped mats, should be used sparingly, and in special cases only where the nature of the subject will warrant their use.
Statuary shows up to best advantage when the background is blocked out. {534} This is easily done with a small camel’s-hair artist’s brush and opaque or india ink, in a retouching frame, a good eye and a steady hand being the only additional requirements. This treatment may also be applied to some flower studies and other botanical subjects.
Binding may be performed with the aid of a stationer’s spring clamp, such as is used for holding papers together, and can be purchased for 10 cents. Cut the binding strips the length of the sides and ends of the slide, and gum them on separately, rubbing them firmly in contact with the glass with a piece of cloth or an old handkerchief, which might be kept handy for that purpose, so that the binding may not loosen or peel off after the slides are handled but half a dozen times. Before storing the slides away for future use they should be properly labeled and named. The name label should be affixed on the right end of the face of the slide as you look at it in its proper position, and should contain the maker’s name and the title of the slide. The thumb label should be affixed to the lower left-hand corner of the face of the slide, and may show the number of the slide.
Undoubtedly spoiled negatives form the greatest waste. The uses to which a ruined negative may be put are manifold. Cut down to 3 1/4 inches square and the films cleaned off, they make excellent cover glasses for lantern slides. Another use for them in the same popular branch of photography is the following: If, during development, you see that your negative is spoiled through uneven density, over exposure, or what not, expose it to the light and allow it to blacken all over. Now with sealing wax fasten a needle to a penholder, and by means of this little tool one can easily manufacture diagram slides from the darkened film (white lines on black ground).
Take a spoiled negative, dissolve out all the silver with a solution of potassium ferricyanide and hypo. Rinse, dry, rub with sandpaper, and you will have a splendid substitute for ground glass.
Remove the silver in a similar manner from another negative, but this time wash thoroughly. Squeegee down on this a print, and an opaline will be your reward. From such an opaline, by cementing on a few more glasses, a tasteful letter weight may soon be made. Another way in which very thin negatives may be used is this: Bleach them in bichloride of mercury, back them with black paper, and positives will result. Old negatives also make good trimming boards, the film preventing a rapid blunting of the knife, and they may be successfully used as mounting tables. Clean off the films, polish with French chalk, and squeegee your prints thereto. When dry they may be removed and will have a fine enameled, if hardly artistic, appearance. Many other uses for them may also be found if the amateur is at all ingenious.
Users of pyro, instead of throwing the old developer away, should keep some of it and allow it to oxidize. A thin negative, if immersed in this for a few minutes, will be stained a deep yellow all over, and its printing quality will be much improved.
Old hypo baths should be saved, and, when a sufficient quantity of silver is thought to be in solution, reduced to recover the metal.
Printing paper of any sort is another great source of waste, especially to the inexperienced photographer. Prints are too dark or not dark enough successfully to undergo the subsequent operations. Spoiled material of this kind, however, is not without its uses in photography. Those who swear by the “combined bath,” will find that scraps of printing-out paper, or any silver paper, are necessary to start the toning action.
Spoiled mat surface, printing-out paper, bromide paper, or platinotype should be allowed to blacken all over. Here we have a dead-black surface useful for many purposes. A leak in the bellows when out in the field may be repaired temporarily by moistening a piece of mat printing-out paper and sticking it on the leak; the gelatin will cause it to adhere. These papers may also be used to back plates, platinotypes, of course, requiring some adhesive mixture to make them stick.
In every photographer’s possession there will be found a small percentage of stained prints. Instead of throwing these away, they may often be turned to good account in the following manner: Take a large piece of cardboard, some mountant, and the prints. Now proceed to mount them tastefully so that the corners of some overlap, arranging in every case to hide the stain. If you have gone properly to work, you will have an artistic mosaic. Now wash round with india ink, or paint a border of leaves, and the whole thing will form a very neat “tit bit.”
Keep the stiff bits of cardboard {535} between which printing paper is packed. They are useful in many ways—from opaque cards in the dark slide to partitions between negatives in the storing boxes.
In reclaiming old gold solutions, all liquids containing gold, with the exception of baths of which cyanide forms a part, must be strongly acidulated with chlorhydric or sulphuric acid, if they are not already acid in their nature. They are afterwards diluted with a large proportion of ordinary water, and a solution of sulphate of ferroprotoxide (green vitriol) is poured in in excess. It is recognized that the filtered liquid no longer contains gold when the addition of a new quantity of ferric sulphate does not occasion any cloudiness. Gold precipitated in the form of a reddish or blackish powder is collected on a filter and dried in an oven with weights equal to its own of borax, saltpeter, and carbonate of potash. The mass is afterwards introduced gradually into a fireproof crucible and carried to a white-red heat in a furnace. When all the matter has been introduced, a stronger blast is given by closing the furnace, so that all the metal collects at the bottom of the crucible. On cooling, a gold ingot, chemically pure, will be obtained. This mode of reduction is also suitable for impure chloride of gold, and for the removal of gilding, but not for solutions containing cyanides, which never give up all the gold they contain; the best means of treating the latter consists in evaporating them to dryness in a cast-iron boiler, and in calcining the residue in an earthen crucible at the white red. A small quantity of borax or saltpeter may be added for facilitating the fusion, but it is not generally necessary. The gold separated collects at the bottom of the crucible. It is red, if saltpeter is employed; and green, if it is borax.
To reclaim silver place the old films, plates, paper, etc., in a porcelain dish, so arranged that they will burn readily. To facilitate combustion, a little kerosene or denatured alcohol poured over the contents will be found serviceable.
Before blowing off the burnt paper, place the residue in an agateware dish, the bottom of which is covered with a solution of saltpeter and water. Place the whole on the fire, and heat it until the silver is separated as a nitrate.
The solution being complete, add to the mass a little water and hydrochloric acid, when in a short time the serviceable silver chloride will be obtained. If the films should not give up their silver as freely as the plates, then add a little more hydrochloric acid or work them up separately. Silver reclaimed in this way is eminently suitable for silver-plating all sorts of objects.
Mix this solution with an equal bulk of freshly prepared hypo solution 1 in 5, and filter.
This bath will remain clear.
| Alum | 1 ounce avoirdupois |
| Citric acid | 1 ounce avoirdupois |
| Sulphate of iron, crystals | 3 ounces avoirdupois |
| Water | 1 imperial pint |
This should be freshly mixed.
| Saturated solution of alum | 20 ounces |
| Hydrochloric acid | 1 ounce |
Immerse negative after fixing and washing. Wash well after removal.
| I.— | Saturated solution of ferricyanide of potassium | 1 part |
|---|---|---|
| Hyposulphite of sodium solution (1 in 10) | 10 parts | |
| II.— | Perchloride of iron | 30 grains |
| Citric acid | 60 grains | |
| Water | 1 pint |
| Water | 7 ounces |
| Potassium ferric oxalate | 2 1/2 drachms |
| Crystallized neutral sulphite of sodium | 2 drachms |
| Powdered oxalic acid, from | 30 to 45 grains |
| Hyposulphite of soda | 1 1/2 ounces |
The solution must be made in this order, filtered, and be kept in tightly closed bottles; and as under the influence of light the ferric salt is reduced to {536} ferrous, the preparation must be kept in subdued light, in non-actinic glass bottles.
| Water | 200 cubic centimeters |
| Stronger ammonia | 2 cubic centimeters |
Soak a plate for 2 minutes.
Color bath:
| Erythrosine solution (1 in 1,000) | 25 cubic centimeters |
| Stronger ammonia (0.900) | 4 cubic centimeters |
| Water | 175 cubic centimeters |
The plate should not remain longer in the bath than 1 1/4 minutes.
| A.— | Potassium ferricyanide | 10 drachms |
|---|---|---|
| Distilled water | 4 ounces | |
| B.— | Iron ammonia citrate | 15 drachms |
| Distilled water | 4 ounces |
Mix when wanted for use, filter, and apply to the surface of the paper.
With this mixture no developer is required. The paper after exposure is simply washed in water to remove the unaltered iron salts. The print is improved by immersion in dilute hydrochloric acid, after which it must be again well washed in water.
II.—The following process, credited to Captain Abney, yields a photographic paper giving blue lines on a white ground:
| Common salt | 3 ounces |
| Ferric chloride | 8 ounces |
| Tartaric acid | 3 1/4 ounces |
| Acacia | 25 ounces |
| Water | 100 ounces |
Dissolve the acacia in half the water and dissolve the other ingredients in the other half; then mix.
The liquid is applied with a brush to strongly sized and well rolled paper in a subdued light. The coating should be as even as possible. The paper should be dried rapidly to prevent the solution sinking into its pores. When dry, the paper is ready for exposure.
In sunlight, 1 or 2 minutes is generally sufficient to give an image; while in a dull light as much as an hour is necessary.
To develop the print, it is floated immediately after leaving the printing frame upon a saturated solution of potassium ferrocyanide. None of the developing solution should be allowed to reach the back. The development is usually complete in less than a minute. The paper may be lifted off the solution when the face is wetted, the development proceeding with that which adheres to the print.
When the development is complete, the print is floated on clean water, and after 2 or 3 minutes is placed in a bath, made as follows:
| Sulphuric acid | 3 ounces |
| Hydrochloric acid | 8 ounces |
| Water | 100 ounces |
In about 10 minutes the acid will have removed all iron salts not turned into the blue compound. It is next thoroughly washed and dried. Blue spots may be removed by a 4 per cent solution of caustic potash.
The back of the tracing must be placed in contact with the sensitive surface.
III.—Dissolve 3 3/4 ounces of ammonia citrate of iron in 18 ounces of water, and put in a bottle. Then dissolve 2 5/8 ounces of red prussiate of potash in 18 ounces of water, and put in another bottle. When ready to prepare the paper, have the sheets piled one on top of the other, coating but one at a time. Darken the room, and light a ruby lamp. Now, mix thoroughly equal parts of both solutions and apply the mixture with a sponge in long parallel sweeps, keeping the application as even as possible. Hang the paper in the dark room to dry and keep it dark until used. Any of the mixture left from sensitizing the paper should be thrown away, as it deteriorates rapidly.
Often, in making blueprints by sunlight, the exposure is too long, and when the frame is opened the white lines of the print are faint or obscure. Usually these prints are relegated to the waste basket; but if, after being washed as usual, they are sponged with a weak solution of chloride of iron, their reclamation is almost certain. When the lines reappear, the print should be thoroughly rinsed in clear water.
Often a drawing, from which prints have already been made, requires changing. The blueprints then on hand are worthless, requiring more time to correct {537} than it would take to make a new print. An economical way of using the worthless prints is to cancel the drawing already thereon, sensitize the reverse side, and use the paper again.
The finished paper keeps several days. Print deep so as to obtain a strong picture and develop in the following bath:
| Distilled water | 3 1/2 fluidounces |
| Potassium oxalate (neutral) | 340 grains |
| Oxalic acid | 4 grains |
After developing the well-washed prints, fix them preferably in the following bath:
| Distilled water | 3 1/2 fluidounces |
| Sodium thiosulphate | 75 grains |
| Gold chloride solution (1 in 100) | 80 minims |
Any other good bath may be employed.
II.—Starch is dissolved in water and the solution is boiled until it forms a thin paste. Carmine powder is added, and the mixture is rapidly and assiduously stirred until it is homogeneous throughout. It is now poured through muslin and spread by means of a suitable pencil on the paper to be sensitized. Let dry, then float it, prepared side down on a solution of potassium chromate, 30 parts in 520 parts of distilled water, being careful to prevent any of the liquid from getting on the back or reverse side. Dry in the dark room, and preserve in darkness. When desired for use lay the negative on the face of the paper, and expose to the full sunlight for 5 or 6 minutes (or about an hour in diffused light). Washing in plenty of water completes the process.
There will be required, in the first place, 2 half-gallon stoneware crocks with lids. The best shape to employ is a crock with the sides running straight, with no depressed ridge at the top. One of these crocks is for the preparation of the emulsion, the other to receive the emulsion when filtered. An enameled iron saucepan of about 2 gallons capacity will be required in which to stand the crock for preparing the emulsion, and also to remelt the emulsion after it has become set. The following is the formula for the emulsion, which must be prepared and mixed in the order given. Failure will be impossible if these details are scrupulously attended to.
Having procured 2 half-gallon stoneware crocks with lids, clean them out well with hot and cold water, and place into one of these the following:
| Distilled water | 10 ounces |
| Gelatin (Heinrich’s, hard) | 4 ounces |
Cut the gelatin into shreds with a clean pair of scissors. Press these shreds beneath the water with a clean strip of glass and allow to soak for 1 hour. Now proceed to melt the water-soaked gelatin by placing the crock into hot water in the enameled saucepan, the water standing about half way up on the outside of the crock. Bring the water to boiling point, and keep the gelatin occasionally stirred until it is completely dissolved. Then remove the crock to allow the contents to cool down to 120° F. Now prepare the following, which can be done while the gelatin is melting: {538}
| No. 1 | |
|---|---|
| Rochelle salts | 90 grains |
| Distilled water | 1 ounce |
| No. 2 | |
| Chloride of ammonia | 45 grains |
| Distilled water | 1 ounce |
| No. 3 | |
| Nitrate of silver, 1 ounce and | 75 grains |
| Citric acid (crushed crystals) | 95 grains |
| Distilled water | 10 ounces |
| No. 4 | |
| Powdered white alum | 90 grains |
| Distilled water (hot) | 5 ounces |
The latter solution may be made with boiling water. When these solutions are prepared, pour into the hot gelatin solution No. 1, stirring all the while with a clean glass rod. Then add No. 2. Rinse the vessel with a little distilled water, and add to the gelatin. Now, while stirring gradually, add No. 3, and lastly add No. 4, which may be very hot. This will cause a decided change in the color of the emulsion. Lastly add 2 ounces of pure alcohol (photographic). This must be added very gradually with vigorous stirring, because if added too quickly it will coagulate the gelatin and form insoluble lumps. The emulsion must, of course, be mixed under a light not stronger than an ordinary small gas-jet, or under a yellow light obtained by covering the windows with yellow paper. The cover may now be placed upon the crock, and the emulsion put aside for 2 or 3 days to ripen.
At the end of this time the contents of the crock, now formed into a stiff emulsion, may be remelted in hot water by placing the crock in the enameled saucepan over a gas stove. The emulsion may be broken up by cutting it with a clean bone or hard-rubber paper cutter to facilitate the melting. Stir the mixture occasionally until thoroughly dissolved, and add the following as soon as the emulsion has reached a temperature of about 150° F.:
| Distilled water | 4 ounces |
| Pure alcohol | 1 ounce |
The emulsion must now be filtered into the second crock. The filtering is best accomplished in the following manner: Take an ordinary plain-top kerosene lamp chimney, tie over the small end two thicknesses of washed cheese cloth. Invert the chimney and insert a tuft of absorbent cotton about the size of an ordinary egg. Press it carefully down upon the cheese cloth. Fix the chimney in the ring of a retort stand (or cut a hole about 3 inches in diameter in a wooden shelf), so that the crock may stand conveniently beneath. In the chimney place a strip of glass, resting upon the cotton, to prevent the cotton from lifting. Now pour in the hot emulsion and allow the whole of it to filter through the absorbent cotton. This accomplished, we are now ready for coating the paper, which is best done in the following manner:
Cut the paper into strips or sheets, say 12 inches wide and the full length of the sheet. This will be, let us suppose, 12 x 26 inches. Attach, by means of the well-known photographic clips, a strip of wood at each end of the paper upon the back. Three clips at each end will be required. Having a number of sheets thus prepared, the emulsion should be poured into a porcelain pan or tray, kept hot by standing within another tray containing hot water. The emulsion tray being, say, 11 x 14 size, the paper now is easily coated by holding the clipped ends in each hand, then holding the left end of the paper up, and the right-hand end lowered so that the curve of the paper just touches the emulsion. Then raise the right hand, at the same time lowering the left hand at the same rate. Then lower the right hand, lifting the left. Repeat this operation once more; then drain the excess of emulsion at one corner of the tray, say, the left-hand corner. Just as soon as the emulsion has drained, the coated sheet of paper may be hung up to dry, by the hooks attached to the clips, upon a piece of copper wire stretched from side to side of a spare closet or room that can be kept darkened until the paper is dry. In this way coat as much paper as may be required. When it is dry it may be rolled up tight or kept flat under pressure until needed.
If any emulsion remains it may be kept in a cool place for 2 weeks, and still be good for coating. Be sure to clean out all the vessels used before the emulsion sets, otherwise this will present a difficult task, since the emulsion sets into an almost insoluble condition.
This emulsion is so made that it does not require to be washed. If it is washed it will become spoiled. It is easy to make and easy to use. If it is desired that only small sheets of paper are to be coated, they may be floated on the emulsion, but in this case the paper must be damp, which is easily accomplished by {539} wetting a sheet of blotting paper, then covering this with two dry sheets of blotting paper. Place the sheets to be coated upon these, and place under pressure during the night. Next day they will be in good condition for floating.
When the coated paper is dry it may be printed and toned just the same as any other printing-out paper, with any toning bath, and fixed in hyposulphite of soda as usual. Toning may be carried to a rich blue black, or if not carried too far will remain a beautiful sepia color. After well washing and drying, it will be observed that the surface corresponds with that of a carbon print; if the paper has been of a somewhat absorbent character, the surface will be entirely mat, and will give an excellent tooth for coloring or finishing in sepia, black and white, etc.
To prepare this form of paper, beat 15 ounces of fresh egg albumen with 5 ounces of distilled water, dissolve in it 300 grains of ammonium chloride, set aside for a time, and decant or filter. Suitable paper is coated with this solution by floating, and then dried. The paper is “sensitized” by floating it on a solution of silver nitrate in distilled water, about 80 grains to the ounce, with a drop of acetic acid. The paper is dried as before, and is then ready for printing. The sensitizing must, of course, be done in the dark room.
The reaction between the ammonium chloride present in the albumen coating produces a certain quantity of silver chloride, the purpose of which is shown above. Of course, variations in the proportions of this ingredient will give different degrees of softness to the picture.
II.—The bromide and chloride papers which are now popular consist of the ordinary photographic paper sensitized by means of a thin coating of bromide or chloride emulsion. In “Photographic Printing Methods,” by the Rev. W. H. Burbank, the following method is given for bromide paper:
| A.— | Gelatin (soft) | 42 1/2 grains |
|---|---|---|
| Bromide of potassium | 26 grains | |
| Distilled water | 1 ounce | |
| B.— | Nitrate of silver | 33 1/3 grains |
| Distilled water | 1 ounce |
Dissolve the bromide first, then add the gelatin and dissolve by gentle heat (95° to 100° F.). Bring the silver solution to the same temperature, and add in a small stream to the gelatin solution, stirring vigorously, of course in non-actinic light. Keep the mixed emulsion at a temperature of 105° F. for half an hour, or according to the degree of sensitiveness required, previously adding 1 drop of nitric acid to every 5 ounces of the emulsion. Allow it to set, squeeze through working canvas, and wash 2 hours in running water. In his own practice he manages the washing easily enough by breaking the emulsion up into an earthen jar filled with cold water, and placed in the dark room sink. A tall lamp chimney standing in the jar immediately under the tap conducts fresh water to the bottom of the jar, and keeps the finely divided emulsion in constant motion; a piece of muslin, laid over the top of the jar to prevent any of the emulsion running out, completes this simple, inexpensive, but efficient washing apparatus.
Next melt the emulsion and add one-tenth of the whole volume of glycerine and alcohol; the first to prevent troublesome cockling of the paper as it dries, the second to prevent air bubbles and hasten drying. Then filter.
With the emulsion the paper may be coated just as it comes from the stock dealer, plain, or, better still, given a substratum of insoluble gelatin, made as follows:
| Gelatin | 1 3/5 grains |
| Water | 1 ounce |
Dissolve and filter; then add 11 drops of a 1 in 50 filtered chrome alum solution. The paper is to be floated for half a minute on this solution, avoiding air bubbles, and then hung up to dry in a room free from dust. The purpose of this substratum is to secure additional brilliancy in the finished prints by keeping the emulsion isolated from the surface of the paper. The paper should now be cut to the size desired.
We do not know of these processes having been applied to postal cards, but unless there is some substance in the sizing of the card which would interfere, there is no reason why it should not be. Of course, however, a novice will not get the results by using it that an experienced hand would.
Two hundred and fifty parts, by weight, of powdered potassium bichromate are dissolved in water; the solution should be completely saturated; 10 parts of concentrated sulphuric acid, 10 parts of alcohol (962), and 30 parts of phosphoric acid, are added successively, and the whole stirred together. The solution is sponged over the paper. It is not necessary to have the room absolutely dark, or to work by a red light, still the light should be obscured. The drying of the paper, in the same place, takes about 10 minutes, after which the tracing to be reproduced and the paper are placed in a frame, as usual, and exposed to daylight. On a sunny day, an exposure of 35 seconds is enough; in cloudy weather, 60 to 70 seconds; on a very dark day, as much as 5 minutes.
After exposure, the paper is fixed by suspending it for 20 minutes upon a bar in a closed wooden box, on the bottom of which are laid some sheets of blotting paper, sprinkled with 40 drops of benzine and 20 of crude aniline oil. The vapors given off will develop the design. Several impressions may be taken at the same time.
For fixing, crude aniline oil is to be used (anilinum purum), not refined (purissimum), for the reason that the former alone contains the substances necessary for the operation. The reproduced design is placed in water for a few minutes, and hung up to dry.
| Ammonium bichromate | 75 grains |
| Water | 3 1/2 fluidounces |
| Sodium carbonate | 15 grains |
Mix 0.35 ounces of this solution with 0.7 ounces alcohol, and with a broad brush apply to surface of the pigment paper, as evenly as possible. Dry this paper as quickly as possible in a pasteboard box of suitable size, 15 minutes being usually long enough for the purpose. It may then be used at once.
| Sodium chloride | 4 parts |
| Arrowroot | 4 parts |
| Acetic acid | 15 parts |
| Distilled water | 100 parts |
Dissolve the arrowroot in the water by warming gently, then add the remaining ingredients. Dissolve 4 parts of tannin in 100 parts of distilled water and mix the solutions. Let the silk remain in the bath for 3 minutes, then hang it carefully on a cord stretched across the room to dry. The sensitizing mixture is as follows:
| Silver nitrate | 90 parts |
| Distilled water | 750 parts |
| Nitric acid | 1 part |
Dissolve. On the surface of this solution the silk is to be floated for 1 minute, then hung up till superficially dry, then pinned out carefully on a flat board until completely dry. This must, of course, be done in the dark room. Print, wash, and tone in the usual manner.
The chief complaints made against separate baths are (1) the possibility of double tones, and (2) that the prints sometimes turn yellow and remain so. Such obstacles may easily be removed by exercising a little care. Double tones may be prevented by soaking the prints in a 10 per cent solution of common salt before the preliminary washing, and by not touching the films with the fingers; and the second objection could not be raised provided fresh solution were used, with no excess of sulphocyanide, if this be the bath adopted.
A very satisfactory solution may be made as follows:
| Sodium phosphate | 20 grains |
| Gold chloride | 1 1/2 grains |
| Distilled (or boiled) water | 10 ounces |
This tones very quickly and evenly, and the print will be, when fixed, exactly the color it is when removed from the bath. Good chocolate tints may be obtained, turning to purple gray on prolonged immersion.
Next to this, as regards ease of manipulation, the tungstate bath may be placed, the following being a good formula:
| Sodium tungstate | 40 grains |
| Gold chloride | 2 grains |
| Water | 12 ounces |
The prints should be toned a little further than required, as they change color, though only slightly, in the hypo. {541}
Provided that ordinary care be exercised, the sulphocyanide bath cannot well be improved upon. The formulas given by the various makers for their respective papers are all satisfactory, and differ very little. One that always acts well is
| Ammonium sulphocyanide | 28 grains |
| Distilled water | 16 ounces |
| Gold chloride | 2 1/2 grains |
For those who care to try the various baths, and to compare their results, here is a table showing the quantities of different agents that may be used with sufficient water to make up 10 ounces:
| Gold chloride, 1 gr. to 1 oz. water | 12 dr. | 16 dr. | 16 dr. | 11 dr. | 11 dr. | 14 dr. |
| Borax | 60 gr. | |||||
| Sod. bicarbonate | 10 gr. | |||||
| Sod. carbonate | 20 gr. | |||||
| Sod. phosphate | 20 gr. | |||||
| Sod. tungstate | 40 gr. | |||||
| Amm. sulphocyanide | 17.5 gr. |
We may take it that any of these substances reduce gold trichloride, AuCl3 to AuCl; this AuCl apparently acts as an electrolyte, from which gold is deposited on the silver of the image, and at the same time a small quantity of silver combines with the chlorine of the gold chloride thus:
When toning has been completed, the prints are washed and placed in the fixing bath, when the sodium thiosulphate present dissolves any silver chloride that has not been affected by light.
Besides the well-known, every-day tones we see, which never outstep the narrow range between chocolate brown and purple, a practically infinite variety of color, from chalk red to black, may be obtained by a little careful study of toning baths instead of regarding them as mere unalterable machines. Most charming tints are produced with platinum baths, a good formula being
| Strong nitric acid | 5 drops |
| Water | 4 ounces |
| Chloro-platinite of potassium | 1 grain |
The final tone of a print cannot be judged from its appearance in the bath, but some idea of it may be got by holding it up to the light and looking through it. A short immersion gives various reds, while prolonged toning gives soft grays.
Results very similar to platinotype may be obtained with the following combined gold and platinum bath:
| A.— | Sodium acetate | 1 drachm |
|---|---|---|
| Water | 4 ounces | |
| Gold chloride | 1 grain | |
| B.— | Chloro-platinite of potassium | 1 grain |
| Water | 4 ounces |
Mix A and B and neutralize with nitric acid. (The solution will be neutral when it just ceases to turn red litmus paper blue.)
Another toning agent is stannous chloride. Two or three grains of tin foil are dissolved in strong hydrochloric acid with the aid of heat. The whole is then made up to about 4 ounces with water.
| Distilled water | 1,000 cubic centimeters |
| Hyposulphite of soda | 100 grams |
| Sodium sulphite | 20 grams |
| Sulphuric acid | 4 to 5 grams |
First dissolve the sodium sulphite, then add the sulphuric acid, and finally the hyposulphite, and dissolve.
Blue tints are obtained by laying the picture in a bath composed as follows:
| A.— | Uranium nitrate | 2 grams |
|---|---|---|
| Water | 200 cubic centimeters | |
| B.— | Red prussiate of potash | 2 grams |
| Water | 200 cubic centimeters | |
| C.— | Ammonia-iron-alum | 10 grams |
| Water | 100 cubic centimeters | |
| Pure hydrochloric acid | 15 cubic centimeters |
Immediately before the toning, mix
| Solution A | 200 cubic centimeters |
| Glacial acetic acid | 20 cubic centimeters |
| Solution B | 200 cubic centimeters |
| Solution C | 30 to 40 cubic centimeters |
Brown tints. Use the following solutions: {542}
| A.— | Uranium nitrate | 12 grams |
|---|---|---|
| Water | 1,000 cubic centimeters | |
| B.— | Red prussiate of potash | 9 grams |
| Water | 1,000 cubic centimeters |
And mix immediately before use
| Solution A | 100 cubic centimeters |
| Solution B | 100 cubic centimeters |
| Glacial acetic acid | 10 cubic centimeters |
Pictures toned in this bath are then laid into the following solution:
| Water | 1,500 cubic centimeters |
| Pure hydrochloric acid | 5 cubic centimeters |
| Citric acid | 20 grams |
The combined toning and fixing bath consists essentially of five parts—(1) water, the solvent; (2) a soluble salt of gold, such as gold chloride; (3) the fixing agent, sodium thiosulphate; (4) a compound which will readily combine with “nascent” sulphur—i. e., sulphur as it is liberated—this is usually a soluble lead salt, such as the acetate or nitrate, and (5) an auxiliary, such as a sulphocyanide.
The simplest bath was recommended by Dr. John Nicol, and is as follows:
| Sodium thiosulphate | 3 ounces |
| Distilled water | 16 ounces |
| When dissolved, add | |
| Gold chloride | 4 grains |
| Distilled water | 4 fluidrachms |
A bath which contains lead is due to Dr. Vogel, whose name alone is sufficient to warrant confidence in the formula:
| Sodium thiosulphate | 7 ounces |
| Ammonium sulphocyanide | 1 ounce |
| Lead acetate | 67 grains |
| Alum | 1 ounce |
| Gold chloride | 12 grains |
| Distilled water | 35 fluidounces |
A bath which contains no lead is one which has produced excellent results and is due to the experimental research of Dr. Liesegang. It is as follows:
| Ammonium sulphocyanide | 1/4 ounce |
| Sodium chloride | 1 ounce |
| Alum | 1/2 ounce |
| Sodium thiosulphate | 4 ounces |
| Distilled water | 24 fluidounces |
Allow this solution to stand for 24 hours, during which time the precipitated sulphur sinks to the bottom of the vessel; decant or filter, and add
| Gold chloride | 8 grains |
| Distilled water | 1 fluidounce |
It is curious that, with the two baths last described, the addition to them of some old, exhausted solution makes them work all the better.
| Focus of Lens. In. |
1 inch | 2 inches | 3 inches | 4 inches | 5 inches | 6 inches | 7 inches | 8 inches |
|---|---|---|---|---|---|---|---|---|
| 2 | 4 | 6 | 8 | 10 | 12 | 14 | 16 | 18 |
| 4 | 3 | 2 2/3 | 2 1/2 | 2 2/5 | 2 1/3 | 2 2/7 | 2 1/4 | |
| 2 1/2 | 5 | 7 1/2 | 10 | 12 1/2 | 15 | 17 1/2 | 20 | 22 1/2 |
| 5 | 3 3/4 | 3 1/3 | 3 1/8 | 3 | 2 9/10 | 2 6/7 | 2 3/16 | |
| 3 | 6 | 9 | 12 | 15 | 18 | 21 | 24 | 27 |
| 6 | 4 1/2 | 4 | 3 3/4 | 3 3/5 | 3 1/2 | 3 3/7 | 3 3/8 | |
| 3 1/2 | 7 | 10 1/2 | 14 | 17 1/2 | 21 | 24 1/2 | 28 | 31 1/2 |
| 7 | 5 1/4 | 4 2/3 | 4 3/4 | 4 1/5 | 4 1/12 | 4 | 3 9/10 | |
| 4 | 8 | 12 | 16 | 20 | 24 | 28 | 32 | 36 |
| 8 | 6 | 5 1/3 | 5 | 4 4/5 | 4 2/3 | 4 4/7 | 4 1/2 | |
| 4 1/2 | 9 | 13 1/2 | 18 | 22 1/2 | 27 | 31 1/2 | 36 | 40 1/2 |
| 9 | 6 3/4 | 6 | 5 3/5 | 5 2/5 | 5 1/4 | 5 1/7 | 5 1/16 | |
| 5 | 10 | 15 | 20 | 25 | 30 | 35 | 40 | 45 |
| 10 | 7 1/2 | 6 2/3 | 6 1/4 | 6 | 5 5/6 | 5 5/7 | 5 5/8 | |
| 5 1/2 | 11 | 16 1/2 | 22 | 27 1/2 | 33 | 38 1/2 | 44 | 49 1/2 |
| 11 | 8 1/4 | 7 1/3 | 6 4/5 | 6 1/2 | 6 5/12 | 6 2/7 | 6 3/16 | |
| 6 | 12 | 18 | 24 | 30 | 36 | 42 | 48 | 54 |
| 12 | 9 | 8 | 7 1/2 | 7 1/5 | 7 | 6 6/7 | 6 3/4 | |
| 7 | 14 | 21 | 28 | 35 | 42 | 49 | 56 | 63 |
| 14 | 10 1/2 | 9 1/3 | 8 3/4 | 8 2/5 | 8 1/6 | 8 | 7 7/8 | |
| 8 | 16 | 24 | 32 | 40 | 48 | 56 | 64 | 72 |
| 16 | 12 | 10 2/3 | 10 | 9 3/5 | 9 1/3 | 9 1/7 | 9 | |
| 9 | 18 | 27 | 36 | 45 | 54 | 63 | 72 | 81 |
| 18 | 13 1/2 | 12 | 11 1/4 | 10 4/5 | 10 1/2 | 10 2/7 | 10 1/8 |
The object of this table is to enable any manipulator who is about to enlarge (or reduce) a copy any given number of times to do so without troublesome calculation. It is assumed that the photographer knows exactly what the focus of his lens is, and that he is able to measure accurately from its optical center. The use of the table will be seen from the following illustration: A photographer has a carte to enlarge to four times its size, and the lens he intends employing is one of 6 inches equivalent focus. He must therefore look for 4 on the upper horizontal line and for 6 in the first vertical column, and carry his eye to where these two join, which will be at 30–7 1/2. The greater of these is the distance the sensitive plate must be from the center of the lens; and the lesser, the distance of the picture to be copied. To reduce a picture any given number of times, the same method must be followed; but in this case the greater number will represent the distance between the lens and the picture to be copied, the latter that between the lens and the sensitive plate. This explanation will be sufficient for every case of enlargement or reduction.
If the focus of the lens be 12 inches, as this number is not in the column of focal lengths, look out for 6 in this column and multiply by 2, and so on with any other numbers.
To make a good enlargement five points should be kept constantly in view, viz.:
1. Most careful treatment of the original negative.
2. Making a diapositive complete in all its parts.
3. Scrupulous consideration of the size of the enlargement.
4. Correct exposure during the process of enlargement.
5. The most minute attention to the details of development, including the chemical treatment of the enlarged negative.
The original negative should not be too dense, nor, on the contrary, should it be too thin. If necessary, it should be washed off, or strengthened, as the case may be. Too strong a negative is usually weakened with ammonium persulphate, or the fixing hypo solution is quite sufficient. All spots, points, etc., should be retouched with the pencil and carmine.
The diapositive should be produced by contact in the copying apparatus. A border of black paper should be used to prevent the entry of light from the side.
The correct period of exposure depends upon the thickness of the negative, the source of the light, its distance, etc. Here there is no rule, experience alone must teach.
For developing one should use not too strong a developer. The metol-soda developer is well suited to this work, as it gives especially soft lights and half tones. Avoid too short a development. When the finger laid behind the thickest spot, and held toward the light, can no longer be detected, the negative is dense enough.
The denser negatives should be exposed longer, and the development should be quick, while with thin, light negatives the reverse is true; the exposure should be briefer and the development long, using a strong developer, and if necessary with an addition of potassium bromide.
The silver chloro-bromide diapositive plates, found in the shops, are totally unsuited for enlargements, as they give overdone, hard pictures.
To produce good artistic results in enlarging, the diapositive should be kept soft, even somewhat too thin. It should undergo, also, a thorough retouching. All improvements are easily carried out on the smaller positive or negative pictures. Later on, after the same have been enlarged, corrections are much more difficult and troublesome.
| I.— | Pyroxylin | 10 grains |
|---|---|---|
| Amyl alcohol | 1 ounce | |
| Amyl acetate | 1 ounce |
Allow to stand, shaking frequently till dissolved. Label: The negative should be thoroughly dried before this solution is applied, which may be done either by flowing it over the solution or with a flat brush. The negative should be placed in a warm place for at least 12 hours to thoroughly dry.
| II.— | Japanese gold size | 1 part |
|---|---|---|
| Benzol | 1 part |
Label: In applying this varnish great care should be taken not to use it near a light or open fire. It can be flowed over or brushed on the negative.
| Brunswick black | 1 1/2 ounces |
| Benzol | 1 ounce |
Label: The varnish should be applied with a brush, care being taken not to use it near a light or open fire. {544}
| Borax | 30 grains |
| Shellac | 60 grains |
| Glycerine | 30 minims |
| Water | 2 ounces |
Boil till dissolved, filter, and add aniline black, 120 grains.
Label: Apply the solution with a brush, and repeat when dry if necessary.
| Gum sandarac | 1 ounce |
| Orange shellac | 1/2 ounce |
| Castor oil | 90 minims |
| Methyl alcohol | 1 pint |
Allow to stand with occasional agitation till dissolved, and then filter. Label: The negative should be heated before a fire till it can be comfortably borne on the back of the hand, and then the varnish flowed over, any excess being drained off, and the negative should then be again placed near the fire to dry.
The use of water varnish, however, does away with the necessity of employing collodion as an additional protection to a negative, and is, perhaps, the best known remedy against damage from silver staining that experienced workers are acquainted with. As a varnish it is not costly, neither is it difficult to make in reasonably small quantities, while its application is simplicity itself. The following formula is an excellent sample of water varnish:
Place in a clean, enameled pan 1 pint of water, into which insert 4 ounces of shellac in thin flakes, and place the vessel on a fire or gas stove until the water is raised to 212° F. When this temperature is reached a few drops of hot, saturated solution of borax is dropped into the boiling pan containing the shellac and water, taking care to stir vigorously with a long strip of glass until the shellac is all dissolved. Too much borax should not be added, only just sufficient to cause the shellac to dissolve, and it is better to stop short, if anything, before all the flakes dissolve out than to add too much borax. The solution is then filtered carefully and, when cold, the water varnish is ready for use.
Restoring Faded Photographs.—I.—As a precaution against a disaster first copy the old print in the same size. Soak the faded photograph for several hours in clean water and, after separating print from mount, immerse the former in nitric acid, highly dilute (1 per cent), for a few minutes. Then the print is kept in a mercury intensifier (mercuric chloride, 1/2 ounce; common salt, 1/2 ounce; hot water, 16 ounces, used cold), until bleached as much as possible. After half an hour’s rinsing, a very weak ammonia solution will restore the photograph, with increased vigor, the upper tones being much improved, though the shadows will show some tendency to clog. The net result will be a decided improvement in appearance; but, at this stage, any similarly restored photographs should be recopied if their importance warrants it, as mercury intensifier results are not permanent. It may be suggested that merely rephotographing and printing in platinotype will probably answer.
II.—Carefully remove the picture from its mount, and put it in a solution of the following composition:
| By weight | |
|---|---|
| Hydrochloric acid | 2 parts |
| Sodium chloride | 8 parts |
| Potassium bichromate | 8 parts |
| Distilled water | 250 parts |
The fluid bleaches the picture, but photographs that have been toned with gold do not quite vanish. Rinse with plenty of water, and develop again with very dilute alkaline developer.
See also Adhesives.
I.—If buckling of the mount is to be cured, the prints must be mounted in a dry state, and the film of mountant borne by the print must be just sufficient to attach it firmly to the mount and no more. The great virtue of the method {545} here described consists of the marvelously thin film of tenacious mountant applied to the print in its dry condition, shrinkage by this means being entirely obviated. A drawing board with a perfectly smooth surface and of fair dimensions, an ivory or bone burnisher attached to a short handle, with some common glue, are the principal requisites. Take, say, a quarter of a pound of the glue broken into small pieces and cover it with water in a clean gallipot, large enough to allow for the subsequent swelling of the glue. Place on one side until the glue has become thoroughly permeated by the water, then pour off the excess and dissolve the glue in the water it has absorbed, by placing the gallipot in a vessel of hot water. The solution tested with a piece of blue litmus paper will show a distinctly acid reaction, which must be carefully neutralized by adding some solution of carbonate of soda. The amount of water absorbed by the glue will probably be too little to give it the best working consistency, and, if this is the case, sufficient should be added to make it about the thickness of ordinary molasses. Careful filtration through a cambric handkerchief, and the addition of about 10 grains of thymol, completes the preparation of the mounting solution. As glue deteriorates by frequent and prolonged heating, it is preferable to make up a stock solution, from which sufficient for the work in hand can be taken in the form of jelly, melted, and used up at once.
The finished prints, dried and trimmed to the required size, are placed on the boards they are to occupy when mounted, and, as it is impossible to remove a print for readjustment once it is laid down for final mounting, the wisest course is to indicate by faint pencil marks on the mount the exact position the print is to occupy; then it may be laid down accurately and without any indecision. A small gas or oil stove is required on the mounting table to keep the glue liquid, but maintaining the solution in a constant state of ebullition throughout the operation is unnecessary and harmful to the glue; the flame should be regulated so that the mountant is kept just at the melting point. Place the drawing board beside the gas stove and with a house-painter’s brush of good quality and size spread the glue over an area considerably exceeding the dimensions of the print to be mounted. A thin coating of glue evenly applied to the board is the end to aim at, to accomplish which the brush should be worked in horizontal strokes, crossing these with others at right angles. Have at hand a small pile of paper cut into pieces somewhat larger than the print to be mounted (old newspaper answers admirably for these pieces), lay one down on the glued patch and press it well into contact by passing the closed hand across it in all directions. Raise one corner of the paper, and slowly but firmly strip it from the board. Repeat the operations of gluing the board (in the same place) and stripping the newspaper 2 or 3 times, when a beautifully even cushion of glue will remain on the board.
Mounting the prints is the next step. The cushion of glue obtained on the board has to be coated with glue for, say, every second print, but the amount applied must be as small as possible. After applying the glue the print is laid down upon it, a square of the waste newspaper laid over the print, which has then to be rubbed well into contact with the glue. Raise a corner of the print with the point of a penknife and strip it from the board, as in the case of the newspaper. Care must be taken when handling the print in its glued condition to keep the fingers well beyond the edges of the print, in order that no glue may be abstracted from the edges. Lay the print quickly down upon its mount; with a clean, soft linen duster smooth it everywhere into contact, place upon it a square of photographic drying board, and with the bone burnisher go over it in all directions, using considerable pressure. The finished result is a mounted print that shows no signs of buckling, and which adheres to the mount with perfect tenacity.
| II.— | Gelatin | 2 parts |
|---|---|---|
| Water | 4 parts | |
| Alcohol | 8 parts |
The alcohol is added slowly as soon as the gelatin is well dissolved in the water, and the vessel turned continually to obtain a homogeneous mixture. The solution must be kept hot during the operation on a water bath, and should be applied quickly, as it soon dries; the print must be placed exactly the first time, as it adheres at once. The solution keeps for a long time in well-corked bottles.
I.—The following mixture may be employed at 176° F., to render photographs transparent. It consists of 4 parts paraffine and 1 part linseed oil. After immersion the photographs are at once {546} dried between blotting paper. For fastening these photographs to glass, glue or gelatin solution alone cannot be employed. This is possible only when one-fourth of its weight of sugar has been added to the glue before dissolving. The glasses for applying the photographs must be perfect, because the slightest defects are visible afterwards.
II.—If on albumen paper, soak the print overnight in a mixture of 8 ounces of castor oil and 1 ounce of Canada balsam. Plain paper requires a much shorter time. When the print is thoroughly soaked, take it from the oil, drain well, and lay it on the glass face downward, and squeeze till all is driven out and the print adheres. If a curved glass is used, prepare a squeegee with edge parallel with the curvature of the glass. It will take several hours before the print is dry enough to apply color to it.
Gum bichromate is not a universal printing method. It is not suited for all subjects or for all negatives, but where there is simplicity and breadth in sizes of 8 1/2 x 6 1/2 and upward, direct or enlarged prints by it have a charm altogether their own, and afford an opportunity for individuality greater than any other method.
While almost any kind of paper will do, there are certain qualities that the beginner at least should endeavor to secure. It should be tough enough to stand the necessary handling, which is considerably more than in either the printing-out or developing methods. It must not be so hard or smooth as to make coating difficult, nor so porous as to absorb or let the coating sink in too much; but a few trials will show just what surface is best. Till that experience is acquired it may be said that most of Whatman’s or Michallet’s drawing papers, to be had at any artist’s materials store, will be found all that can be desired; or, failing these, the sizing of almost any good paper will make it almost as suitable.
For sizing, a weak solution of gelatin is generally employed, but arrowroot is better; half an ounce to a pint of water. It should be beaten into a cream with a little of the water, the rest added, and brought to the boil. When cold it may be applied with a sponge or tuft of cotton, going several times, first in one direction and then in the other, and it saves a little future trouble to pencil mark the non-sized side.
The quality of the gum is of less importance than is generally supposed, so long as it is the genuine gum arabic, and in round, clean “tears.” To make the solution select an 8-ounce, wide-mouthed bottle, of the tall rather than the squat variety, and place in it 6 ounces of water. Two ounces of the gum are then tied loosely in a piece of thin muslin and suspended in the bottle so as to be about two-thirds covered by the water. Solution begins at once, as may be seen by the heavier liquid descending, and if kept at the ordinary temperature of the room may not be complete for 24 or even 48 hours; but the keeping qualities of the solution will be greater than if the time had been shortened by heat. When all that will has been dissolved, there will still be a quantity of gelatinous matter in the muslin, but on no account must it be squeezed out, as the semi-soluble matter thus added to the solution would be injurious. With the addition of a few drops of carbolic acid and a good cork the gum solution will keep for months.
The selection of the pigments is not such a serious matter as some of the writers would lead us to believe. Tube water colors are convenient and save the trouble of grinding, but the cheap colors in powder take a better grip and give richer images. The best prints are made with mixtures of common lampblack, red ocher, sienna, umber, and Vandyke brown, the only objection to their employment being the necessity of rather carefully grinding. This may be done with a stiffish spatula and a sheet of finely ground glass, the powder mixed with a little gum solution and rubbed with the spatula till smooth, but better still is a glass paper weight in the shape of a cone with a base of about 1 1/2 inches in diameter, bought in the stationer’s for 25 cents.
The sensitizer is a 10 per cent solution of potassium bichromate, and whatever be the pigment or whatever the method of preparing the coating, it may be useful to keep in mind that the right strength or proportion, or at least a strength of coating that answers very well, is equal parts of that and the gum solution.
In preparing the coating measure the gum solution in a cup from a toy tea set that holds exactly 1 ounce, it being easier to get it all out of this than out of a conical graduate. From 20 to 30 grains of the color or mixture of colors in powder is placed on the slab—the ground surface of an “opal” answers well—and enough of the gum added to moisten it, and work the paper weight “muller,” aided by the {547} spatula, as long as any grittiness remains, or till it is perfectly smooth, adding more and more gum till it is like a thick cream. It is then transferred to a squat teacup and 1 ounce of the bichromate solution gradually added, working it in with one of the brushes to perfect homogeneity. Of course, it will be understood that this mixture should be used all at once, or rather only as much as is to be used at once should be made, as notwithstanding what has been said to the contrary, it will not keep. After each operation, both or all of the brushes should be thoroughly cleaned before putting them away.
Not the least important are the brushes; one about 2 inches wide and soft for laying on the coating, the other, unless for small work, twice that breadth and of what is known as “badger” or a good imitation thereof, for softening.
The paper can be bought in sheets of about 17 x 22 inches. Cut these in two, coating pieces of about 17 x 11. The sheet is fastened to a drawing board by drawing pins, one at each corner. The coating brush—of camel’s hair, but it is said that hog’s is better—is filled with the creamy mixture, which has been transferred to a saucer as more convenient, and with even strokes, first one way and then the other, drawn all over the paper. It is easier to do than to describe, but all three joints, wrist, elbow, and shoulder take part, and unless the surface of the paper is too smooth, there is really no difficulty to speak of.
By the time the whole surface has been covered the paper will have expanded to an extent that makes it necessary to remove three of the pins and tighten it, and then comes the most important and the only really difficult part of the work, the softening. The softener is held exactly as one holds the pen in writing, and the motion confined altogether to the wrist, bringing only the points of the hair in contact with the coating, more like stippling than painting.
If much of the coating has been laid on, and too much is less of an evil than too little, the softener will soon have taken up so much as to require washing. This is done at the tap, drying on a soft cloth, and repeat the operation, the strokes or touches gradually becoming lighter and lighter, till the surface is as smooth and free from markings as if it had been floated.
Just how thick the coating should be is most easily learned by experience, but as, unlike ordinary carbon, development begins from the exposed surface, it must be as deep; that is, as dark on the paper as the deepest shadow on the intended print, and it should not be deeper.
While it is true that the bichromate colloid is not sensitive while wet, the coating is best done in subdued light, indeed, generally at night. Hang the sheets to dry in the dark room.
Exposure should be made with some form of actino-meter.
Development may be conducted in various ways, and is modified according to the extent of the exposure. Float the exposed sheet on water at the ordinary temperature from the tap. The exposure should admit of complete, or nearly complete, development in that position in from 5 to 10 minutes; although it should not generally be allowed to go so far. By turning up a corner from time to time one may see how it goes, and at the suitable stage depending on what one really wants to do, the otherwise plain outcome of the negative is modified, gently withdrawn from the water, and pinned up to dry.
The modifying operation may be done at once, where the exposure has been long enough to admit it, but generally, and especially when it has been such as to admit of the best result, the image is too soft, too easily washed off to make it safe. But after having been dried and again moistened by immersion in water, the desired modification may be made with safety.
The moistened print is now placed on a sheet of glass, the lower end of which rests on the bottom of the developing tray, and supported by the left hand at a suitable angle; or, better still, in some other way so as to leave both hands free. In this position, and with water at various temperatures, camel’s-hair brushes of various sizes, and a rubber syringe, it is possible to do practically anything.
| Seconds | |
|---|---|
| Open panorama, with fields and trees | 1 |
| Snow, ice, marine views | 1 |
| Panorama, with houses, etc. | 2 |
| Banks of rivers | 3 |
| Groups and portraits in open air (diffused light) | 6 |
| Underneath open trees | 6 |
| Groups under cover | 10 |
| Beneath dense trees | 10 |
| Ravines, excavations | 10 |
| Portraits in light interiors | 10 |
| Portraits taken 4 feet from a window, indoors, diffused light | 30 |
| Miles per Hour. | Feet per Second. | Distance on Ground Glass in inches, with Object 30 Feet away. | Same with Object 60 Feet away. | Same with Object 120 Feet away. |
|---|---|---|---|---|
| 1 | 1 1/2 | .29 | .15 | .073 |
| 2 | 3 | .59 | .29 | .147 |
| 3 | 4 1/2 | .88 | .41 | .220 |
| 4 | 6 | 1.17 | .59 | .293 |
| 5 | 7 1/2 | 1.47 | .73 | .367 |
| 6 | 9 | 1.76 | .88 | .440 |
| 7 | 10 1/2 | 2.05 | 1.03 | .513 |
| 8 | 12 | 2.35 | 1.17 | .587 |
| 9 | 13 | 2.64 | 1.32 | .660 |
| 10 | 14 1/2 | 2.93 | 1.47 | .733 |
| 11 | 16 | 3.23 | 1.61 | .807 |
| 12 | 17 1/2 | 3.52 | 1.76 | .880 |
| 13 | 19 | 3.81 | 1.91 | .953 |
| 14 | 20 1/2 | 4.11 | 2.05 | 1.027 |
| 15 | 22 | 4.40 | 2.20 | 1.100 |
| 20 | 29 | 5.87 | 2.93 | 1.467 |
| 25 | 37 | 7.33 | 3.67 | 1.833 |
| 30 | 44 | 8.80 | 4.40 | 2.200 |
| 35 | 51 | 10.27 | 5.13 | 2.567 |
| 40 | 59 | 11.73 | 5.97 | 2.933 |
W. D. Kilbey, in the American Annual of Photography, gives still another table for the exposure that should be given to objects in motion.
According to his method the table is made out for a distance from the camera 100 times that of the focus of the lens; that is, for a 6-inch focus lens at 50 feet, a 7-inch at 58 feet, an 8-inch at 67 feet, a 9-inch at 75 feet, or a 12-inch at 100 feet.
| Toward
the Camera. sec. |
At Right Angles
to the Camera. sec. | |
|---|---|---|
| Man walking slowly, street scenes | 1/15 | 1/45 |
| Cattle grazing | 1/15 | 1/45 |
| Boating | 1/20 | 1/60 |
| Man walking, children playing, etc. | 1/40 | 1/120 |
| Pony and trap, trotting | 1/100 | 1/300 |
| Cycling, ordinary | 1/100 | 1/300 |
| Man running a race and jumping | 1/150 | 1/450 |
| Cycle racing | 1/200 | 1/600 |
| Horses galloping | 1/200 | 1/600 |
If the object is twice the distance, the length of allowable exposure is doubled, and vice versa.
Here are the details:
Turn the drawing face down and rule a diagonal line from the left bottom to the right top corner. Then measure from the left, on the bottom line, the width required. Rule a vertical line from that point until it meets the diagonal. Rule from that point to the left, and the resulting figure will have the exact proportions of the reduction. If the depth wanted is known, and the width is required, the former should be measured on the left upright line, carried to the diagonal, and thence to the lower horizon. The accompanying diagram explains the matter simply.
A.—Screen Solutions.—
Blue violet.
| By weight | |
|---|---|
| Methylene blue | 5 parts |
| Tetraethyldiamidooxytriphenyl carbinol | 2 parts |
| Or: | |
| Methyl violet | 5 parts |
| Alcohol | 200 parts |
| Water, distilled | 300 parts |
Green.
| By weight | |
|---|---|
| Malachite green | 10 parts |
| Alcohol | 200 parts |
| Water, distilled | 300 parts |
Yellow.
| By weight | |
|---|---|
| Acridin yellow N. O. | 10 parts |
| Alcohol | 200 parts |
| Water, distilled | 300 parts |
Red.
| By weight | |
|---|---|
| Congo rubin | 10 parts |
| Alcohol | 200 parts |
| Water, distilled | 300 parts |
B.—Dyes (Stock Solutions).—
| By weight | ||
|---|---|---|
| I.— | Acridin yellow or acridin orange, N. O. | 1 part |
| Alcohol | 100 parts | |
| Water, distilled | 400 parts | |
| II.— | Congo rubin | 1 part |
| Alcohol | 100 parts | |
| Water, distilled | 400 parts | |
| III.— | Tetraethyldiamidooxytriphenyl carbinol | 1 part |
| Alcohol | 100 parts | |
| Water, distilled | 400 parts | |
The screen solutions, after being filtered through paper filters into clean dishes, are utilized to bathe 6 clean glass plates previously coated with 2 per cent raw collodion; we require 1 plate for blue violet, 2 plates for red, 2 plates for yellow, and 1 plate for green, which in order to obtain the screens are combined in the following way: Yellow and red plate, yellow and green plate. For special purposes the other red plate may be combined with the blue violet. Another method of preparing the screens is to add the saturated solutions drop by drop to a mixture of Canada balsam and 2 per cent castor oil and cement the glasses together. Those who consider the screens by the first method too transparent, coat the glass plates with a mixture of 2 to 3 per cent raw collodion and 1 per cent color solution. Others prefer gelatin screens, using
| By weight | |
|---|---|
| Hard gelatin (Nelson’s) | 8 parts |
| Water | 100 parts |
| Absolute alcohol | 10 parts |
| Pigment | 1 part |
This is poured over the carefully leveled and heated plate after having been filtered through flannel.
The collodion screens are cemented together by moistening the edges with Canada balsam (containing castor oil) and pressing the plates together in a printing frame, sometimes also binding the edges with strips of Japanese paper.
On the evening before the day of work, good dry plates of about 18° to 24° W. are dyed in the following solution:
| By weight | |
|---|---|
| Stock solution, No. 1 | 16 parts |
| Distilled water | 100 parts |
| Alcohol | 5 parts |
| Nitrate of silver (1.500) | 50 parts |
| Ammonia | 1–2 parts |
This bath sensitizes almost uninterruptedly to line A. The total sensitiveness is high, and the plate develops cleanly and fine. Blue sensitiveness is very much reduced, and the blue screen is used for exposure. As far as the author’s recollection goes, the plate for the yellow color has never been color-sensitized, many operators using the commercial Vogel-Obernetter eosin silver plates made by Perutz, of Munich; others again only use ordinary dry plates with a blue-violet screen. This is, however, a decided mistake, necessitating an immense amount of retouching, as otherwise it produces a green shade on differently colored objects of the print.
For the red color plate the dry plate is dyed in
| By weight | |
|---|---|
| Stock solution, No. 2 | 10 parts |
| Distilled water | 100 parts |
| Nitrate of silver (1.500) | 100 parts |
| Ammonia | 2 parts |
The resulting absorption band is closed until E, reaching from violet to red (over C). This red pigment was examined by Eder, who obtained very good results, using ammonia in the solution.
The corresponding screen is a combination of malachite green with acridin yellow or acridin orange N. 0.
For the blue color plate the dye is made up as follows:
| By weight | |
|---|---|
| Stock solution, No. 3 | 0.5–1 part |
| Distilled water | 100 parts |
| Nitrate of silver (1.500) | 100 parts |
| Ammonia | 1–2 parts |
This dye yields a strong band, commencing at B, reaching to C 3/4 D; since the orange screen used herewith necessitates a long exposure, the action seems to extend into the infra-red (beyond A).
As a rule, cyanine is used instead of the tetraethyldiamidooxytriphenyl carbinol {550} (HCl salt), but the former is apt to produce fogged plates. Methyl violet or crystal violet has also been suggested.
Exposures should be made in direct sunlight or with artificial pure white light (acetylene); electric light is too variable.
The most suitable methods of reproduction are half-tone, and the prototype methods; also Turati’s Isotypie. The greatest difficulty in 3-color printing nowadays is presented by the want of accurate printing. We must use the proper paper and pure fast colors; the inking rollers should be smooth, not too soft, and free from pores or weals. The blocks must be firmly fixed typehigh, otherwise they take color irregularly. A good printing machine is, of course, most essential.
To supplement the above working directions: After having kept the plates for 2 or 3 minutes (constantly moving the dish) in the dyes, they are removed into a dish containing filtered alcohol, which extracts the superfluous pigment. Plates thus treated dry much more rapidly, develop cleaner, and show no fogging.
Most of the above dyes may be obtained from the “Berliner Actiengesellschaft für Anilinfabrikation,” the acridin only from the “Farbwerk Mühlheim, a/Main, vorm. A. Leonhard & Company.”
For depression of the over-active blue rays he recommends the addition of picric acid to the coloring solution. The picric acid erythrosin silver citrate ammonia solution is prepared as follows:
| Solution I | |
|---|---|
| Citrate of potassa | 1 gram |
| Distilled water | 10 cubic centimeters |
| Solution II | |
| Silver nitrate | 1 gram |
| Distilled water | 10 cubic centimeters |
Both solutions are mixed and a white precipitate is formed which is allowed to subside. The clear supernatant liquid is poured off carefully, precipitate washed with water, allowed again to subside, and the wash water again decanted. This process is repeated two or three times. Finally a large bulk of water (20 cubic centimeters) is added to the precipitate and well shaken; 5 cubic centimeters of this is reserved, the remainder is treated to ammonia, drop by drop, until the precipitate is redissolved. Now add the 5 cubic centimeters of reserved solution and shake the whole until every particle is dissolved. Then make up the solution to 50 cubic centimeters and filter; this forms Solution III.
| Solution IV | |
|---|---|
| Distilled water | 300 cubic centimeters |
| Pure erythrosin | 1 grain |
Under lamplight the 50 cubic centimeters of Solution III are poured slowly with repeated shaking in Solution IV, by which the originally beautiful red is converted into a dirty turbid bluish red somewhat viscid fluid; add—
| Solution V | |
|---|---|
| Picric acid | 4 grams |
| Absolute alcohol | 30 cubic centimeters |
Shake well, and add to the whole 33 cubic centimeters ammonia (specific gravity, 0.91), wherewith the beautiful red color is restored.
After the filtration call this Solution VI. This solution keeps well. The slight deposit formed is redissolved on shaking.
The plates are sensitized as follows: The plate to be sensitized is first laid in a tray of distilled water for 2 or 3 minutes, then bathed in a mixture of 1 cubic centimeter ammonia for 1 minute and finally for 2 minutes in a bath composed of the following:
| Color Solution VI | 10 cubic centimeters |
| Distilled water | 300 cubic centimeters |
The plate is well drained and dried in a perfectly dark room. These plates keep well for several months.
The instruments used are an objective of very short focus and a small camera with a movable holder. This camera and the original negative to be reduced are fastened to the opposite ends of a long, heavy board, similar to the arrangement in use for the making of lantern slides. The camera must be movable in the direction of the objective axis, and the negative must be fastened to a vertically stationary stand. It is then uniformly lighted from the reversed side by either daylight or artificial light. Some difficulty is experienced in getting a sharp focus of the picture. The ordinary ground glass cannot be used, not {551} being fine enough, and the best medium for this purpose is a perfectly plain piece of glass, coated with pretty strongly iodized collodion, and sensitized in the silver bath, the same way as in the wet process. The focusing is done with a small lens or even with a microscope. The plate intended for the picture has, of course, to lie in exactly the same plane as the plate used for focusing. To be certain on this point, it is best to focus upon the picture plate, inserting for this purpose a yellow glass between objective and plate. If satisfactory sharpness has been obtained, the apparatus is once for all in order for these distances. Bromide of silver gelatin plates, on account of their comparatively coarse grain, are not suitable for these small pictures, and the collodion process has to come to the rescue.
Dagron, in Paris, a prominent specialist in this branch, gives the following directions: A glass plate is well rubbed on both sides with a mixture of 1,000 parts of water, 50 parts powdered chalk, and 200 parts of alcohol, applied with a cotton tuft, after which it is gone over with a dry cotton tuft, and thereafter cleaned with a fine chamois leather. The side used for taking the picture is then finally cleaned with old collodion. The collodion must be a little thinner than ordinarily used for wet plates. Dissolve
| Ether | 400 parts |
| Alcohol | 100 parts |
| Collodion cotton | 3 parts |
| Iodide ammonia | 4 parts |
| Bromide ammonia | 1 part |
The plate coated herewith is silvered in a silver bath of 7 or 8 per cent. From 12 to 15 seconds are sufficient for this.
The plate is then washed in a tray or under a faucet with distilled water, to liberate it from the free nitrate of silver and is afterwards placed upon blotting paper to drip off. The still moist plate is then coated with the albumen mixture:
| Albumen | 150 cubic centimeters |
| Add | |
| Water | 15 cubic centimeters |
| Iodide potassium | 3 grams |
| Ammonia | 5 grams |
| White sugar | 2 grams |
| Iodine, a small cake. |
With a wooden quirl this is beaten to snow (foam) for about 10 minutes, after which it must stand for 14 hours to settle. The albumen is poured on to the plate the same as collodion, and the surplus filtered back. After drying, the plate is laid for 15 seconds in a silver bath, consisting of 100 parts of water, 10 parts nitrate of silver, and 10 cubic centimeters of acetic acid. The plate is then carefully washed and left to dry. If carefully kept, it will retain its properties for years. To the second silver bath, when it assumes a dirty coloration, is added 25 parts kaolin to each 100 parts, by shaking the same well, and the bath is then filtered, after which a little nitrate of silver and acetic acid is added.
After each exposure the plate holder is moved a certain length, so that 10 or more reproductions are obtained upon one and the same plate. The time of exposure depends upon the density of the negative and differs according to light. It varies between a second and a minute.
The developer is composed as follows:
| Water | 100 parts |
| Gallic acid | 0.3 parts |
| Pyro | 0.1 part |
| Alcohol | 2.5 parts |
The exposed plate is immersed in this bath, and after 10 to 20 seconds, from 1 to 2 drops of a 2 per cent nitrate of silver solution are added to each 100 cubic centimeters of the solution, whereby the picture becomes visible. To follow the process exactly, the plate has to be laid—in yellow light—under a weakly enlarging microscope, and only a few drops of the developer are put upon the same. As soon as the picture has reached the desired strength, it is rinsed and fixed in a fixing soda solution, 1 to 5. Ten to 15 seconds are sufficient generally. Finally it is washed well.
After the drying of the plate, the several small pictures are cut with a diamond and fastened to the small enlarging lenses. For this purpose, the latter are laid upon a metal plate heated from underneath, a drop of Canada balsam is put to one end of the same, and, after it has become soft, the small diapositive is taken up with a pair of fine pincers, and is gradually put in contact with the fastener. Both glasses are then allowed to lie until the fastener has become hard. If bubbles appear, the whole method of fastening the picture has to be repeated.
Flash powders to be ignited by simply applying the flame of a match or laying on an oiled paper and igniting that, may be made by the following formulas:
| I.— | Magnesium | 6 parts |
|---|---|---|
| Potassium chlorate | 12 parts | |
| II.— | Aluminum | 4 parts |
| Potassium chlorate | 10 parts | |
| Sugar | 1 part |
The ingredients in each case are to be powdered separately, and then lightly mixed with a wooden spatula, as the compound may be ignited by friction and burn with explosive violence.
It is best to make only such quantity as may be needed for use at the time, which is 10 or 15 grains.
The reduction is perfect, with a positive black tone.
For use, dilute with water, flow over the negative till the proper density is reached, and wash, when the deposit will turn yellow. Remove the yellow color by flowing a 5 per cent solution of hypo over the plate, and give it the final washing.
| Schlippe’s salt | 60 grains |
| Water | 1 ounce |
| Caustic soda solution, 10 per cent | 6 drops |
Finally the negative is again thoroughly washed and dried. The addition of the small quantity of caustic soda is to prevent surface crystallization. It is claimed that with this intensifier the operation may be carried out to a greater {553} extent than with bichloride of mercury; that it gives clear shadows, and that it possesses the special advantage of removing entirely any yellow stain the negative may have acquired during development and fixing. Furthermore, with this intensifying method it is not necessary to wash the negative, even after fixing, as carefully as in the case of the intensifying processes with mercury, because small traces of hypo which may have been left in the film will be rendered innocuous by the free iodine. The iodine solution may be employed repeatedly if its strength is kept up by the addition of concentrated stock solution.
| Potassium ferricyanide (washed) | 48 grains |
| Uranium nitrate | 48 grains |
| Sodium acetate | 48 grains |
| Glacial acetic acid | 1 ounce |
| Distilled water to | 10 ounces. |
Label: Poison. Immerse the well-washed negative till the desired intensification is reached, rinse for 5 minutes and dry. This intensifier acts very strongly and should not therefore be allowed to act too long.
| Raw linseed oil | 6 ounces |
| White wine vinegar | 3 ounces |
| Methylated spirit | 3 ounces |
| Butter of antimony | 1/2 ounce |
Mix the oil with vinegar by degrees, shaking well to prevent separation after each addition, then add the spirit and antimony, and mix thoroughly. Shake before using.
| Bichloride of mercury | 1 ounce |
| Water | 5 ounces |
| Alcohol | 1 ounce |
| Hydrochloric acid | 1 drachm |
If the drawing has been made with non-waterproof ink, then alcohol is substituted for the water in the formula. For safety, use an alcoholic solution of mercury. The bleaching solution is poured on and off the drawing, and, when the print is bleached white, the mercury is washed off the drawing by holding it for a few moments under running water. Photographs bleached in this way will keep white for years.
According to Professor Schnauss, plates for phosphorographs are prepared as follows: Dissolve 10 parts of pure gelatin in 50 parts of hot water, add and dissolve 30 parts of “light” color (as above), and 1 part of glycerine.
If a plate or a paper, prepared as above detailed, be placed under a diapositive, in a copying apparatus, and submitted to the action of sunlight for a few minutes, when taken out in a dark room a phosphorescent picture of the diapositive will be found. It is also a known fact that duplicate negatives or positives may be made with this phosphorograph by simply bringing the latter in contact in a copying apparatus, with the ordinary silver bromide plate for 30 seconds, in the dark room, and then developing the same.
| Protosulphate of iron | 3 ounces |
| Alum | 1 ounce |
| Citric acid | 1 ounce |
| Water | 20 ounces |
Prevention is better than cure, however; therefore immerse the negatives in the above directly they are taken from the fixing bath. After clearing the negatives, they should be well washed.
PHOTOGRAPHY WITHOUT LIGHT: See Catatypy.
PIANO POLISHES: See Polishes.
PICKLE FOR BRASS: See Brass and Plating.
PICKLE FOR BRONZE: See Bronze Coloring.
PICKLE FOR COPPER: See Copper and Plating.
PICKLE VINEGAR: See Vinegar.
PICKLING OF GERMAN-SILVER ARTICLES: See Plating.
PICKLING IRON SCRAP BEFORE ENAMELING: See Enameling.
PICRIC ACID STAINS, TO REMOVE: See Cleaning Preparations and Methods.
PICTURE COPYING: See Copying.
PICTURE FRAMES, REPAIRING: See Adhesives and Lutes.
PICTURE POSTAL CARDS: See Photography.
(See also Paints.)
Following is a general outline of their manufacture: One hundred parts, by weight, of washed clay in paste form are finely suspended in 6 to 8 times the volume of water and acidulated with about 1 1/2 parts, by volume, of 5 per cent hydrochloric or acetic acid, and heated by means of steam almost to the boiling temperature. There is next introduced, according to the shade desired, 1 to 2 parts, by weight, of the dyestuff, such as auramin, diamond green, Victoria blue, etc., with simultaneous stirring and heating, for 1 to 2 hours, or until a sample filtered off from the liquor shows no dyestuff. Next the clay dyed in this manner is isolated by filtration and washed with hot water and dried. The colors thus obtained may be used as substitutes for mineral colors of all description.
The method of manufacture varies greatly. According to the Bennett and Mastin English patent the procedure is as follows: Grind together to a paste in water, substances of a clayey, stony, earthy, or vitreous nature, and certain metallic oxides, or “prepared oxides,” such as are commonly used in the pottery trades; dry and powder the paste, and subject the powder to the heat of a furnace, of such a temperature that the requisite color is obtained, and for such length of time that the color strikes through the whole substance. For example, 8 parts of black oxide of cobalt, 12 parts of oxide of zinc, and 36 parts of alumina, when incorporated with 20 times their combined bulk of clay and treated as described, yield a rich blue pigment in the case of a white clay, and a rich green in the case of a yellow clay. Long-continued firing in this case improves the color.
Many minerals included in formulas for pigments have little or no coloring power in themselves; nevertheless they {556} are required in producing the most beautiful shades of color when blended one with another, the color being brought out by calcination.
Unless otherwise indicated, the materials are understood to be ground fine in paste form.
NOTE.—The majority of the following are by Joseph Griggs, in the Painters’ Magazine:
Ash Ground.—Four hundred parts white lead; 4 parts French ocher; 1 part raw Turkey umber.
Ash.—Raw umber; raw sienna; and a little black or Vandyke brown.
Hungarian Ash.—Raw sienna and raw and burnt umber.
Bun Ash.—Raw sienna; burnt umber; and Vandyke brown.
Cherry Ground.—One hundred parts white lead; 5 parts burnt sienna; 1 part raw sienna.
Natural Cherry.—Raw and burnt sienna and raw umber.
Stained Cherry.—Burnt sienna; burnt umber; and Vandyke brown.
Chestnut.—Raw sienna; burnt umber; Vandyke brown; and a little burnt sienna.
Maple.—Raw sienna and raw umber.
Silver Maple.—Ivory black over a nearly white ground.
Light Maple Ground.—One hundred parts white lead; 1 part French ocher.
Dark Maple Ground.—One hundred parts white lead; 1 part dark golden ocher.
Oak.—Raw sienna; burnt umber; a little black.
Pollard Oak.—Raw and burnt sienna, or burnt umber and Vandyke brown.
Light Oak Ground.—Fifty parts white lead; 1 part French ocher.
Dark Oak Ground.—Fifty parts white lead; 1 part dark golden ocher.
Satinwood.—Add a little ivory black to maple color.
Mahogany.—Burnt sienna; burnt umber; and Vandyke brown.
Mahogany Ground.—Ten parts white lead; 5 parts orange chrome; and 1 part burnt sienna.
Rosewood.—Vandyke brown and a little ivory black.
Rosewood Ground.—Drop black.
Walnut Ground.—Fifty parts white lead; 3 parts dark golden ocher; 1 part dark Venetian red; and 1 part drop black.
Black Walnut.—Burnt umber with a little Vandyke brown for dark parts.
French Burl Walnut.—Same as black walnut.
Hard Pine.—Raw and burnt sienna; add a little burnt umber.
Cypress.—Raw and burnt sienna and burnt umber.
Whitewood.—Ground same as for light ash; graining color, yellow ocher, adding raw umber and black for dark streaks.
Blue.—Twelve parts borate of lime; 6 parts oxide of zinc; 10 parts litharge; 9 parts feldspar; 4 parts oxide of cobalt.
Blue Black A.—Nine parts lampblack; 1 part Chinese or Prussian blue.
Blue Black B.—Nineteen parts drop black; 1 part Prussian blue.
Bright Mineral.—Nine parts light Venetian red; 1 part red lead.
Brilliant Green.—Nine parts Paris green; 1 part C. C. chrome green, light.
Bronze Green, Light.—Three parts raw Turkey umber; 1 part medium chrome yellow.
Bronze Green, Medium.—Five parts medium chrome yellow; 3 parts burnt Turkey umber; 1 part lampblack.
Bronze Green, Dark.—Twenty parts drop black; 2 parts medium chrome yellow; and 1 part dark orange chrome. {557}
Bottle Green.—Five parts commercial chrome green, medium, and 1 part drop black.
Brown.—Ten parts crude antimony; 12 parts litharge; 2 parts manganese; 1 part oxide of iron.
Brown Stone.—Eighteen parts burnt umber; 2 parts dark golden ocher; and 1 part burnt sienna.
Cherry Red.—Equal parts of best imitation vermilion and No. 40 carmine.
Citron A.—Three parts medium chrome yellow and 2 parts raw umber.
Citron B.—Six parts commercial chrome green, light, and 1 part medium chrome yellow.
Coffee Brown.—Six parts burnt Turkey umber; 2 parts French ocher; and 1 part burnt sienna.
Emerald Green.—Use Paris green.
Green.—Twenty parts litharge; 12 parts flint; 2 parts oxide of copper; 2 1/2 parts ground glass; 2 1/2 parts whiting; 1 1/2 parts oxide of chrome.
Flesh Color.—Nineteen parts French ocher; 1 part deep English vermilion.
Fern Green.—Five parts lemon chrome yellow and 1 part each of light chrome green and drop black.
Foliage Green.—Three parts medium chrome yellow and 1 part of ivory or drop black.
Foliage Brown.—Equal parts of Vandyke brown and orange chrome yellow.
Golden Ocher.—Fourteen parts French yellow ocher and 1 part medium chrome yellow for the light shade, and 9 parts Oxford ocher and 1 part orange chrome yellow for the dark shade.
Gold Russet.—Five parts lemon chrome yellow and 1 part light Venetian red.
Gold Orange.—Equal parts of dry orange mineral and light golden ocher in oil.
Indian Brown.—Equal parts of light Indian red, French ocher, and lamp black
Mahogany, Cheap.—Three parts dark golden ocher and 1 part of dark Venetian red.
Maroon, Light.—Five parts dark Venetian red; 1 part drop black.
Maroon, Dark.—Nine parts dark Indian red; 1 part lampblack.
Olive Green.—Seven parts light golden ocher; 1 part drop black.
Ochrous Olive.—Nine parts French ocher; 1 part raw umber.
Orange-Brown.—Equal parts burnt sienna and orange chrome yellow.
Oriental Red.—Two parts Indian red, light, in oil; 1 part dry red lead.
Purple A.—Eight parts crocus martis; 2 parts red hematite; 1 part oxide of iron.
Purple B.—Two parts rose pink; 1 part ultramarine blue.
Purple Black.—Three parts lampblack and 1 part rose pink, or 9 parts drop black and 1 part rose pink.
Purple Brown.—Five parts Indian red, dark, and 1 part each of ultramarine blue and lampblack.
Roman Ocher.—Twenty-three parts French ocher and 1 part each burnt sienna and burnt umber.
Royal Blue, Dark.—Eighteen parts ultramarine blue and 2 parts Prussian blue. To lighten use as much white lead or zinc white as is required.
Royal Purple.—Two parts ultramarine blue; 1 part No. 40 carmine or carmine lake.
Russet.—Fourteen parts orange chrome yellow and 1 part C. P. chrome green, medium.
Seal Brown.—Ten parts burnt umber; 2 parts golden ocher, light; 1 part burnt sienna.
Snuff Brown.—Equal parts burnt umber and golden ocher, light.
Terra Cotta.—Two parts white lead; 1 part burnt sienna; also 2 parts French ocher to 1 part Venetian red.
Turkey Red.—Strong Venetian red or red oxide.
Tuscan Red. Ordinary.—Nine parts Indian red to 1 part rose pink.
Brilliant.—Four parts Indian red to 1 part red madder lake.
Violet.—Three parts ultramarine blue; 2 parts rose lake; 1 part best ivory black.
Yellow.—Four and one-half parts tin ashes; 1 part crude antimony; 1 part litharge; and 1 part red ocher.
Yellow, Amber.—Ten parts medium chrome yellow; 7 parts burnt umber; 3 parts burnt sienna.
Yellow, Canary.—Five parts white lead; 2 parts permanent yellow; 1 part lemon chrome yellow.
Yellow, Golden.—Ten parts lemon chrome yellow; 3 parts orange chrome, dark; 5 parts white lead.
Yellow, Brimstone.—Three parts white lead; 1 part lemon chrome yellow; 1 part permanent yellow. {558}
Azure Blue.—Fifty parts white lead; 1 part ultramarine blue.
Blue Gray.—One hundred parts white lead; 3 parts Prussian blue; 1 part lampblack.
Bright Blue.—Twenty parts zinc white; 1 part imitation cobalt blue.
Blue Grass.—Seven parts white lead; 2 parts Paris green; 1 part Prussian blue.
Deep Blue.—Fifteen parts white lead; 1 part Prussian blue or Antwerp blue.
French Blue.—Five parts imitation cobalt blue; 2 parts French zinc white.
Green Blue.—One hundred parts white lead; 5 parts lemon chrome yellow; 3 parts ultramarine blue.
Hazy Blue.—Sixty parts white lead; 16 parts ultramarine blue; 1 part burnt sienna.
Mineral Blue.—Five parts white lead; 4 parts imitation cobalt blue; 2 parts red madder lake; 1 part best ivory or drop black.
Orient Blue.—Twenty-five parts white lead; 2 parts Prussian blue; 1 part lemon chrome yellow.
Royal Blue.—Thirty-four parts white lead; 19 parts ultramarine blue; 2 parts Prussian blue; 1 part rose madder or rose lake.
Sapphire Blue.—Two parts French zinc white and 1 part best Chinese blue.
Sky Blue.—One hundred parts white lead; 1 part Prussian blue.
Solid Blue.—Five parts white lead; 1 part ultramarine blue.
Turquoise Blue.—Twenty parts white lead; 3 parts ultramarine blue; 1 part lemon chrome yellow.
Cardinal Red.—Equal parts of white lead and scarlet lake.
Carnation Red.—Fifteen parts white lead; 1 part scarlet lake.
Claret.—Twenty-one parts oxide of zinc; 4 parts crocus martis; 4 parts oxide of chrome; 3 parts red lead; 3 parts boracic acid.
Coral Pink.—Fifteen parts white lead; 2 parts bright vermilion; 1 part deep orange chrome.
Deep Rose.—Ten parts white lead; 1 part red lake.
Deep Purple.—Five parts white lead; 1 part ultramarine blue; 1 part rose pink.
Deep Scarlet.—Fifteen parts bright vermilion; 2 parts red lake; 5 parts white lead.
Flesh Pink.—One hundred parts white lead; 1 part orange chrome yellow; 1 part red lake.
Indian Pink.—One hundred parts white lead; 1 part light Indian red.
Lavender.—Fifty parts white lead; 2 parts ultramarine blue; 1 part red lake.
Light Pink.—Fifty parts white lead; 1 part bright vermilion.
Lilac.—Fifty parts white lead; 1 part best rose pink.
Mauve.—Fifteen parts white lead; 2 parts ultramarine blue; 1 part carmine lake or red lake.
Orange Pink.—Two parts white lead; 1 part dark orange chrome or American vermilion.
Purple.—Five parts white lead; 2 parts ultramarine blue; 1 part red madder lake.
Royal Pink.—Five parts white lead; 1 part carmine lake or red madder lake.
Royal Rose.—Twenty parts white lead; 1 part rich rose lake.
Red Brick.—Ten parts white lead; 3 parts light Venetian red; 1 part yellow ocher.
Reddish Terra Cotta.—Two parts white lead; 1 part rich burnt sienna.
Salmon.—Fifty parts white lead; 5 parts deep orange chrome.
Shell Pink.—Fifty parts white lead; 2 parts bright vermilion; 1 part orange chrome; 1 part burnt sienna.
Violet.—Fifteen parts white lead; 4 parts ultramarine blue; 3 parts rose lake; 1 part drop black.
Apple Green.—Fifty parts white lead; 1 part chrome green, light or medium shade.
Citrine Green.—One hundred parts white lead; 2 parts medium chrome yellow; 1 part drop black.
Citron Green.—One hundred parts white lead; 3 parts medium chrome yellow; 1 part lampblack.
Emerald Green.—Ten parts white lead; 1 part Paris (emerald) green.
Grass Green A.—Five parts white lead; 7 parts Paris green.
Grass Green B.—Ten parts oxide of chrome; 2 parts tin ashes; 5 parts whiting; 1 part crocus martis; 1 part bichromate potash.
Gray Green.—Five parts white lead; 1 part Verona green. {559}
Marine Green.—Ten parts white lead; 1 part ultramarine green.
Nile Green.—Fifty parts white lead; 6 parts medium chrome green; 1 part Prussian blue.
Olive Green.—Fifty parts white lead; 2 parts medium chrome yellow; 3 parts raw umber; 1 part drop black.
Olive Drab.—Fifty parts white lead; 8 parts raw umber; 5 parts medium chrome green; 1 part drop black.
Pea Green.—Fifty parts white lead; 1 part light chrome green.
Satin Green.—Three parts white lead; 1 part Milori green.
Sage Green.—One hundred parts white lead; 3 parts medium chrome green; 1 part raw umber.
Sea Green.—Fifty parts white lead; 1 part dark chrome green.
Stone Green.—Twenty-five parts white lead; 2 parts dark chrome green; 3 parts raw umber.
Velvet Green.—Twenty parts white lead; 7 parts medium chrome green; 2 parts burnt sienna.
Water Green.—Fifteen parts white lead; 10 parts French ocher; 1 part dark chrome green.
Chocolate.—Twenty-five parts white lead; 3 parts burnt umber.
Cocoanut.—Equal parts white lead and burnt umber.
Cinnamon.—Ten parts white lead; 2 parts burnt sienna; 1 part French ocher.
Dark Drab.—Forty parts white lead; 1 part burnt umber.
Dark Stone.—Twenty parts white lead; 1 part raw umber.
Fawn.—Fifty parts white lead; 3 parts burnt umber; 2 parts French ocher.
Golden Brown.—Twenty-five parts white lead; 4 parts French ocher; 1 part burnt sienna.
Hazel Nut Brown.—Twenty parts white lead; 5 parts burnt umber; 1 part medium chrome yellow.
Mulberry.—Ten parts manganese; 2 parts cobalt blue; 2 parts saltpeter.
Purple Brown.—Fifty parts white lead; 6 parts Indian red; 2 parts ultramarine blue; 1 part lampblack.
Red Brown.—Twelve parts hematite ore; 3 parts manganese; 7 parts litharge; 2 parts yellow ocher.
Seal Brown.—Thirty parts white lead; 5 parts burnt umber; 1 part medium chrome yellow.
Snuff Brown.—Twenty-five parts white lead; 1 part burnt umber; 1 part Oxford ocher.
Ash Gray.—Thirty parts white lead; 2 parts ultramarine blue; 1 part burnt sienna.
Cold Gray.—Five hundred parts white lead; 6 parts lampblack; 1 part Antwerp blue.
Dove Color.—Twelve parts manganese; 5 parts steel filings; 3 parts whiting; 1 part oxide of cobalt.
Dove Gray.—Two hundred parts white lead; 5 parts ultramarine blue; 2 parts drop black.
French Gray.—One hundred and fifty parts white lead; 2 parts lampblack; 1 part orange chrome yellow; 1 part chrome red (American vermilion).
Lead Color.—Fifty parts white lead; 1 part lampblack (increase proportion of white lead for light tints).
Lustrous Gray.—Ten parts white lead; 1 part graphite (plumbago).
Olive Gray.—Two hundred parts white lead; 2 parts lampblack; 1 part medium chrome green.
Pure Gray.—One hundred parts white lead; 1 part drop black.
Pearl Gray.—One hundred parts white lead; 1 part ultramarine blue; 1 part drop black.
Silver Gray.—One hundred and fifty parts white lead; 2 parts lampblack; 3 parts Oxford ocher.
Warm Gray.—One hundred parts white lead; 3 parts drop black; 2 parts French ocher; 1 part light Venetian red.
NOTE.—For inside work and whenever desirable, the white lead may be replaced by zinc white or a mixture of the two white pigments may be used. Be it also remembered that pure colors, as a rule, will produce the cleanest tints and that fineness of grinding is an important factor. It will not be amiss to call attention to the fact that the excessive use of driers, especially of dark japans or liquid driers, with delicate tints is bad practice, and liable to ruin otherwise good effects in tints or delicate solid colors.
Expense and trouble deter many a painter from having a color examined, {560} although such an examination is often very necessary. For the practical man it is less important to know what percentage of foreign matter a paint contains, but whether substances are contained therein, which may act injuriously in some way or other.
If a pigment is to be tested for arsenic, pour purified hydrochloric acid into a test tube or a U-shaped glass vessel which withstands heat, add a little of the pigment or the colored fabric, wall paper, etc. (of pigment take only enough to strongly color the hydrochloric acid simply in the first moment), and finally a small quantity of stannous chloride. Now heat the test tube with its contents moderately over a common spirit lamp. If the liquid or mass has assumed a brown or brownish color after being heated, arsenic is present in the pigment or fabric, etc.
An effective but simple test for the durability of a color is to paint strips of thick paper and nail them on the wall in the strongest light possible. A strip of paper should then be nailed over one-half of the samples of color so as to protect them from the light. On removing this the difference in shade between the exposed and unexposed portions will be very apparent. Some colors, such as the vermilionettes, will show a marked difference after even a few weeks.
PIGMENT PAPER: See Photography.
| I.— | “Extract” witch-hazel | 2 fluidounces |
|---|---|---|
| Lanum | 2 ounces | |
| Petrolatum | 6 ounces | |
| Glycerine | 4 fluidounces | |
| Tannic acid | 1 drachm | |
| Powdered opium | 1 drachm | |
| II.— | Tannic acid | 20 grains |
| Bismuth subnitrate | 1 drachm | |
| Powdered opium | 10 grains | |
| Lanum | 3 drachms | |
| Petrolatum | 5 drachms |
PINE SYRUP: See Essences and Extracts.
PINEAPPLE ESSENCE: See Essences and Extracts.
PINEAPPLE LEMONADE: See Beverages.
PING PONG FRAPPÉ: See Beverages, under Lemonades.
PINS OF WATCHES: See Watchmakers’ Formulas.
PINION ALLOY: See Watchmakers’ Formulas.
PINK SALVE: See Ointments.
PINKEYE: See Veterinary Formulas.
PIPE-JOINT CEMENT: See Cement.
PIPE LEAKS: See Leaks.
PIPES, RUST-PREVENTIVE FOR: See Rust Preventives.
PISTACHIO ESSENCE: See Essences and Extracts.
PLANT PRESERVATIVES: See Flowers.
(See also Gypsum.)
1.—Epidermatic: Supportive, protective, antiseptic, counter-irritant, vesicant. Vehicle: Rubber or any suitable {562} adhesive. Official plasters: Emp. adhesivum, E. capsici.
2.—Endermatic: Anodyne, astringent, alterative, resolvent, sedative, stimulant. Vehicle: Oleates or lead plaster, sometimes with rosins or gum rosins. Official plasters: Emp. Belladonnæ, E. opii, E. plumbi, E. saponis.
3.—Diadermatic: For constitutional or systemic effects. Vehicle: Lanolin or plaster-mull. Official plasters: Emp. hydrargyri.
As is well known, the process consists in: 1. Purification of the rubber by mascerating and pressing it and removing foreign impurities by elutriating it with water. 2. Forming a homogeneous mass of the dried purified rubber by working it on heated revolving rollers and incorporating sufficient quantities of orris powder and oleoresins. 3. Incorporating the medicinal agent, i. e., belladonna extract, with the rubber mass by working it on warmed revolving rollers. 4. Spreading the prepared piaster.
Solution in Volatile Solvents.—This process has been recommended from time to time, the principal objection being the use of so relatively large quantities of inflammable solvents.
The Coleplastrum adhesivum of the Austrian Society is still more complex, the formula containing the following: Rosin oil, empyreumatic, 150 parts; copaiba, 100 parts; rosin, 100 parts; lard, 50 parts; wax, 30 parts; dissolved in ether, 1,200 parts, in which caoutchouc, 250 parts, has been previously dissolved; to this is then added orris powder, 220 parts; sandarac, 50 parts; ether, 400 parts. The mixture, when uniform, is spread on cloth.
The lead oleate made by the interaction of hot solution of soap and lead acetate, thoroughly washed with hot water, and freed from water by working the precipitated oleate on a hot tile, is much to be preferred to the lead plaster made by the present official process. The time-honored method of boiling litharge, olive oil, and water is for the requirements of the pharmacists most tedious and unsatisfactory. Since in the beginning of the process, at least, a temperature higher than that of 212° F. is required, the water bath cannot be employed, and in the absence of this limiting device the product is usually “scorched.” When the steam bath under pressure can be used this objection does not apply. But the boiling process requires from 3 to 4 hours, with more or less attention, while the precipitation method does not take over half an hour. Besides, true litharge is difficult to obtain, and any other kind will produce unsatisfactory results.
The following is the process employed:
Lead oleate (Emplastrum plumbi):
| Soap, granular and dried | 100 parts |
| Lead acetate | 60 parts |
| Distilled water, a sufficient quantity. | |
Dissolve the soap in 350 parts hot distilled water and strain the solution. Dissolve the lead acetate in 250 parts hot distilled water and filter the solution while hot into the warm soap solution, stirring constantly. When the precipitate which has formed has separated, decant the liquid and wash the precipitate thoroughly with hot water. Remove the precipitate, let it drain, free from water completely by kneading it on a warm slab, form it into rolls, wrap in paraffine paper, and preserve in tightly closed containers.
Emplastrum adhesivum:
| Rubber, cut in small pieces | 20 parts |
| Petrolatum | 20 parts |
| Lead plaster | 960 parts |
Melt the rubber at a temperature not exceeding 302° F., add the petrolatum, and continue the heat until the rubber is dissolved. Add the lead plaster to the hot mixture, continue the heat until it becomes liquid; then let it cool and stir until it stiffens.
II.—Isinglass, 1 part; water, 10 parts; dissolve, strain the solution, and gradually add to it of tincture of benzoin, 2 parts; apply this mixture gently warmed, by means of a camel’s-hair brush, to the surface of silk or sarcenet, stretched on a frame, and allow each coating to dry before applying the next one, the application being repeated as often as necessary; lastly, give the prepared surface a coating of tincture of benzoin or tincture of balsam of Peru. Some manufacturers apply this to the unprepared side of the plaster, and others add to the tincture a few drops of essence of ambergris or essence of musk.
III. (Deschamps).—A piece of fine muslin, linen, or silk is fastened to a flat board, and a thin coating of smooth, strained flour paste is given to it; over this, when dry, two coats of colorless gelatin, made into size with water, quantity sufficient, are applied warm. Said to be superior to the ordinary court plaster.
II.—Frequently, in order to obtain colored plaster objects, ocher or powdered colors are mixed with the plaster. This method leaves much to be desired, because the mixture is not always perfect, and instead of the expected uniform color, blotches appear. Here is a more {564} certain recipe: Boil brazil wood, logwood, or yellow wood, in water, according to the desired color, or use extracts of the woods. When the dye is cold mix it with the plaster. The dye must be passed through a cloth before use. One may also immerse the plaster articles, medals, etc., in this dye, but in this case they must be left for some time and the operation repeated several times.
The freshly plastered surface first remains without any coating for about 14 days; then it is coated with a mixture of 50 parts water and 10 parts ammonia carbonate dissolved in hot water; leave this coat alone for a day, paint it again and wait until the cement has taken on a uniform gray color, which takes place as a rule in 12 to 14 days. Then prime the surface thus obtained with pure varnish and finish the coating, after drying, with ordinary varnish paint or turpentine paint.
Plaster from Spent Gas Lime.—Spent lime from gas purifiers, in which the sulphur has been converted into calcium sulphate, by exposure to weather, if necessary, is mixed with clay rich in alumina. The mixture is powdered, formed into balls or blocks with water, and calcined at a temperature below that at which the setting qualities of calcium sulphate are destroyed. Slaked lime, clay, and sand are added to the calcined product, and the whole is finely powdered.
The marshmallow root powder may be replaced by dextrin, gum arabic, or glue. The material treated is suitable while yet in a soft state, for rolling, glass-tube developing, making plates, etc.
II.—Plaster of Paris may be caused to set more quickly if some alum be dissolved in the water used for rendering it plastic. If the gypsum is first moistened with a solution of alum and then again burned, the resulting compound sets very quickly and becomes as hard as marble. Borax may be similarly employed. The objects may also be be treated with a solution of caustic baryta. But it has been found that no matter how deep this penetrates, the baryta is again drawn toward the surface when the water evaporates, a portion efflorescing on the outside, and only a thin layer remaining in the outer shell, where it is converted into carbonate. This at the same time {565} stops up the pores, rendering it impossible to repeat the operation. It was later found that the whole mass of the cast might be hardened by applying to it with a brush made of glass bristles, a hot solution of baryta. To prevent separation of the crystallized baryta at the surface, the object must be raised to a temperature of 140° to 175° F. To produce good results, however, it is necessary to add to the plaster before casting certain substances with which the baryta can combine. These are silicic acid in some form, or the sulphates of zinc, magnesium, copper, iron, aluminum, etc. With some of these the resulting object may be colored. As it is, however, difficult to insure the production of uniform tint, it is better when employing salts producing color, to mix the plaster with about 5 per cent of quicklime, or, better, to render it plastic with milk of lime, and then to soak the object in a solution of metallic sulphate.
II.—Jacobsen prepares casts which retain no dust, and can be washed with lukewarm soap water by immersing them or throwing upon them in a fine spray a hot solution of a soap prepared from stearic acid and soda lye in ten times its quantity, by weight, of hot water.
PLASTER ARTICLES, REPAIRING OF: See Adhesives and Lutes.
PLASTER GREASE: See Lubricants.
PLASTER, PAINTS FOR: See Paints.
PLASTER OF PARIS, MOLDS FOR CASTING: See Casting.
PLASTIC COMPOSITIONS: See Celluloid and Matrix Mass.
PLASTER, IRRITATING: See Ointments.
PLATES, CARE OF PHOTOGRAPHIC: See Photography.
PLATINA, BIRMINGHAM: See Alloys, under Brass.
The plating of metal surfaces is accomplished in four different ways: (1) By oxidation, usually involving dipping in an acid bath; (2) by electrodeposition, involving suspension in a metallic solution, through which an electric current is passed; (3) by applying a paste that is fixed, as by burning in; (4) by pouring on molten plating metal and rolling. For convenience the methods of plating are arbitrarily classified below under the following headings:
I.—After imparting to an object a coating of vert antique, it is brushed to remove the verdigris, and another coat is applied with the following mixture: Vinegar, 1,000 parts, by weight; powdered bloodstone, 125 parts, by weight; plumbago, 25 parts, by weight. Finish with a waxed brush and a coat of white varnish.
II.—Cover the object with a mixture of vinegar, 1,000 parts, by weight; powdered bloodstone, 125 parts, by weight; plumbago, 25 parts, by weight; sal ammoniac, 32 parts, by weight; ammonia, 32 parts, by weight; sea salt, 32 parts, by weight. Finish as above.
I.—Vert Antique: Vinegar, 1,000 parts, by weight; copper sulphate, 16 parts, by weight; sea salt, 32 parts, by weight; sal ammoniac, 32 parts, by weight; mountain green (Sanders green), 70 parts, by weight; chrome yellow, 30 parts, by weight; ammonia, 32 parts, by weight.
II.—Vert Antique: Vinegar, 1,000 parts, by weight; copper sulphate, 16 parts, by weight; sea salt, 32 parts, by weight; sal ammoniac, 32 parts, by weight; mountain green, 70 parts, by weight; ammonia, 32 parts, by weight.
III.—Dark Vert Antique: To obtain darker vert antique, add a little plumbago to the preceding mixtures.
IV.—Vinegar, 1,000 parts, by weight; sal ammoniac, 8 parts, by weight; potassium bioxalate, 1 part, by weight.
II.—Rouge, with a little chloride of platinum and water, will form a chocolate brown of considerable depth of tone and is exceedingly applicable to brass surfaces which are to resemble a copper bronze.
II.—Acetate of copper, 6 parts; sal ammoniac, 7 parts; acetic acid, 1 part; distilled water, 100 parts. Dissolve all in water in an earthen or porcelain vessel. Place on the fire and heat slightly; next, with a brush give the objects to be bronzed 2 or 3 coats, according to the shade desired. It is necessary that each coat be thoroughly dry before applying another.
If the bronze paint is made up with ordinary varnish it is liable to become discolored from acid which may be present in the varnish. One method proposed for obviating this is to mix the varnish with about 5 times its volume of spirit of turpentine, add to the mixture dried slaked lime in the proportion of about 40 grains to the pint, agitate well, {567} repeating the agitation several times, and finally allowing the suspended matter to settle and decanting the clear liquid. The object of this is, of course, to neutralize any acid which may be present. To determine how effectively this has been done, the varnish may be chemically tested.
II.—To give polished iron the appearance of bronze commence by cleaning the objects, then subject them for about 5 minutes to the vapor of a mixture of concentrated hydrochloric and nitric acids; then smear them with Vaseline and heat them until the vaseline begins to decompose. The result is a fine bronzing.
II.—Cover the objects with a light layer of linseed oil, and then heat over a coal fire, prolonging the heat until the desired shade is reached.
III.—Expose the objects to be bronzed for about 5 minutes to the vapors of a bath composed of 50 parts of nitric acid and 50 parts of concentrated hydrochloric acid. Then rub the articles with vaseline and heat until the vaseline is decomposed. The objects to be bronzed must always be perfectly polished.
IV.—To bronze iron articles they should be laid in highly heated coal dust; the articles must be covered up in the glowing dust, and the heat must be the same throughout. The iron turns at first yellow, then blue, and finally rather black. Withdraw the objects when they have attained the blue shade or the black color; then while they are still hot, rub them with a wad charged with tallow.
V.—For electrolytic bronzing of metals the baths employed differ from the brass baths only in that they contain tin in solution instead of zinc. According to Elsner, dissolve 70 parts, by weight, of cupric sulphate in 1,000 parts of water and add a solution of 8 parts of stannic chloride in caustic lye. For a positive pole plate put in a bronze plate. The bath works at ordinary temperature.
VI.—A good bath consists of 10 parts of potash, 2 parts of cupric chloride, 1 part of tin salt, 1 part of cyanide of potassium dissolved in 100 parts of water.
VII.—Mix a solution of 32 parts of copper sulphate in 500 parts of water with 64 parts of cyanide of potassium. After the solution has become clear, add 4 to 5 parts of stannic chloride dissolved in potash lye.
VIII.—Precipitate all soda from a solution of blue vitriol by phosphate of sodium, wash the precipitate well, and dissolve in a concentrated solution of pyrophosphate of copper. Also, saturate a solution of the same salt with tin salt. Of both solutions add enough in such proportion to a solution of 50 parts, by weight, of pyrophosphate of sodium in 1,000 parts of water until the solution appears clear and of the desired color. A cast bronze plate serves as an anode. From time to time a little soda, or if the precipitate turns out too pale, copper solution should be added.
The selenite of copper is a greenish salt insoluble in water, and but slightly soluble in water acidulated with nitric or sulphuric acid. It is preferable to mix a solution of cupric sulphate with a solution of selenious acid, and to acidulate with nitric acid, in order to prevent the precipitation of the selenite of copper.
This process, originated by Paul Malherbe, is quite convenient for blackening or bluing small objects of iron or steel, such as metallic pens or other small pieces. It does not succeed so well for objects of cast iron; and the selenious acid is costly, which is an obstacle to its employment on large metallic surfaces.
The baths are quickly impoverished, for insoluble yellow selenite of iron is deposited.
Brilliant Black Coloration.—Selenious acid, 6 parts; cupric sulphate, 10 parts; water, 1,000 parts; nitric acid, 4 to 6 parts.
Blue-Black Coloration.—Selenious acid, 10 parts; cupric sulphate, 10 parts; water, 1,000 parts; nitric acid, 4 to 6 parts.
By immersing the object for a short time the surface of the metal can be colored in succession yellow, rose, purple, violet and blue.
| a. | b. | |
|---|---|---|
| Selenious acid | 6.5 | 2.9 parts |
| Sulphate of copper | 12.5 | 20.0 parts |
| Nitric acid | 2.0 | 2.5 parts |
| Water | 1,000.0 | 1,000.0 parts |
These compounds are quite solid and are not attacked by concentrated acids and alkalies, while dilute reagents are without action. In 5 minutes thousands of objects of brass can be colored with the brightest hues. If they have been previously cleaned chemically, the colors deposited on the surface adhere with such strength that they can be worked with the burnisher.
Forty-five parts of sodium hyposulphite are dissolved in 500 parts of water; a solution of 15 parts of neutral acetate of lead in 500 parts of water is poured in. The clear mixture, which is composed of a double salt of hyposulphite of lead and of sodium, possesses, when heated to 212° F., the property of decomposing slowly and of depositing brown flakes of lead sulphide. If an article of gold, silver, copper, brass, tombac, iron, or zinc is put into this bath while the precipitation is taking place, the object will be covered with a film of lead sulphide, which will give varied and brilliant colors, according to its thickness. For a uniform coloration, it is necessary that the pieces should be heated quite uniformly. However, iron assumes under this treatment only a blue color, and zinc a bronze color. On articles of copper the first gold color which appears is defective. Lead and tin are not colored.
By substituting for the neutral acetate of lead an equal quantity of cupric sulphate and proceeding in a similar way, brass or imitation gold is covered with a very beautiful red, succeeded by an imperfect green, and finally a magnificent brown, with iridescent points of greenish red. The latter coating is fairly permanent.
Zinc is not colored in this solution, and {569} precipitates in it a quantity of flakes of greenish brown (cupric sulphide), but if about one-third of the preceding solution of lead acetate is added, a solid black color is developed, which, when covered with a light coating of wax, gains much in intensity and solidity. It is also useful to apply a slight coating of wax to the other colors.
II.—Beautiful designs may be obtained, imitating marble, with sheets of copper plunged into a solution of lead, thickened by the addition of gum tragacanth, and heated to 212° F. Afterwards they are treated with the ordinary lead solution. The compounds of antimony, for example the tartrate of antimony and potash, afford similar colorations, but require a longer time for their development. The solutions mentioned do not change, even after a long period, and may be employed several times.
III.—By mixing a solution of cupric sulphate with a solution of sodium hyposulphite, a double hyposulphite of sodium and of copper is obtained.
If in the solution of this double salt an article of nickel or of copper, cleaned with nitric acid, then with soda, is immersed, the following colors will appear in a few seconds: Brilliant red, green, rose, blue, and violet. To isolate a color, it is sufficient to take out the object and wash it with water. The colors obtained on nickel present a moiré appearance, similar to that of silk fabrics.
IV.—Tin sulphate affords with sodium hyposulphite a double salt, which is reduced by heat, with production of tin sulphide. The action of this double salt on metallic surfaces is the same as that of the double salts of copper and lead. Mixed with a solution of cupric sulphate, all the colors of the spectrum will be readily obtained.
V.—Coloration of Silver.—The objects of copper or brass are first covered with a layer of silver, when they are dipped in the following solution at the temperature of 205° to 212° F.: Water, 3,000 parts; sodium hyposulphite, 300 parts; lead acetate, 100 parts.
VI.—Iron precipitates bismuth from its chlorhydric solution. On heating this deposit, the colors of the rainbow are obtained.
Solutions of sulphate of copper, sulphate of zinc, sulphate of manganese, acetate of lead, acetate of copper, acetate of potassium, tartrate of antimony and potash, phosphoric acid, oxalic acid, carbonate of soda, chloride of manganese, and manganous acetate, may be employed.
II.—A process, due to M. O. Mathey, allows of coloring metals by precipitating on their surface a transparent metallic peroxide. The phenomenon of electro-chemical coloration on metals is the same as that which takes place when an object of polished steel is exposed to heat. It first assumes a yellow color, from a very thin coating of ferric oxide formed on its surface. By continuing the heating, this coating of oxide increases in thickness, and appears red, then violet, then blue. Here, the coloration is due to the increase in the thickness of a thin coating of a metallic oxide precipitated by an alkaline solution.
The oxides of lead, tin, zinc, chromium, aluminum, molybdenum, tungsten, etc., dissolved in potash, may be employed; also protoxide of iron, zinc, cadmium, cobalt, dissolved in ammonia.
Lead Solution.—Potash, 400 parts; litharge or massicot, 125 parts. Boil 10 minutes, filter, dilute until the solution marks 25° Bé.
Iron Solution.—Dissolve ferrous sulphate in boiling water, and preserve sheltered from air. When desired for use, pour a quantity into a vessel and add ammonia until the precipitate is redissolved. This solution, oxidizing rapidly in the air, cannot be used for more than an hour.
III.—Electro-chemical coloration succeeds very well on metals which are not oxidizable, such as gold and platinum, but not well on silver. This process is employed for coloring watch hands and screws. The object is placed at the positive pole, under a thickness of 1 1/4 inches of the liquid, and the negative electrode is brought to the surface of the bath. In a few seconds all the colors possible are obtained. Generally, a ruby-red tint is sought for.
IV.—Coloration of Nickel.—The nickel piece is placed at the positive pole in a solution of lead acetate. A netting {570} of copper wires is arranged at the negative pole according to the contours of the design, and at a short distance from the object. The coloration obtained is uniform if the distance of the copper wires from the object is equal at all points.
II.—The brass is immersed in a dilute solution of mercurous nitrate; the layer of mercury formed on the brass is converted into black sulphide, if washed several times in potassium sulphide. By substituting for the potassium sulphide the sulphide of antimony or that of arsenic, beautiful bronze colors are obtained, varying from light brown to dark brown.
III.—Clean the brass perfectly. Afterwards rub with sal ammoniac dissolved in vinegar. Strong vinegar, 1,000 parts; sal ammoniac, 30 parts; alum, 15 parts; arsenious anhydride, 8 parts.
IV.—A solution of chloride of platinum is employed, which leaves a very light coating of platinum on the metal, and the surface is bronzed. A steel tint or gray color is obtained, of which the shade depends on the metal. If this is burnished, it takes a blue or steel gray shade, which varies with the duration of the chemical action, the concentration, and the temperature of the bath. A dilute solution of platinum is prepared thus: Chloride of platinum, 1 part; water, 5,000 parts.
Another solution, more concentrated at the temperature of 104° F., is kept ready. The objects to be bronzed are attached to a copper wire and immersed for a few seconds in a hot solution of tartar, 30 parts to 5,000 parts of water. On coming from this bath they are washed 2 or 3 times with ordinary water, and a last time with distilled water, and then put in the solution of platinum chloride, stirring them from time to time. When a suitable change of color has been secured, the objects are passed to the concentrated solution of platinum chloride (40°). They are stirred, and taken out when the wished-for color has been reached. They are then washed 2 or 3 times, and dried in wood sawdust.
V.—To give to brass a dull black color, as that used for optical instruments, the metal is cleaned carefully at first, and covered with a very dilute mixture of neutral nitrate of tin, 1 part; chloride of gold, 2 parts. At the end of 10 minutes this covering is removed with a moist brush. If an excess of acid has not been employed, the surface of the metal will be found to be of a fine dull black.
The nitrate of tin is prepared by decomposing the chloride of this metal with ammonia and afterwards dissolving in nitric acid the oxide of tin formed.
VI.—For obtaining a deposit of bismuth the brass is immersed in a boiling bath, prepared by adding 50 to 60 parts of bismuth to nitric acid diluted with 1,000 parts of water, and containing 32 parts of tartaric acid.
VII.—The electrolysis of a cold solution of 25 to 30 parts per 1,000 parts of the double chloride of bismuth and ammonium produces on brass or on copper a brilliant adherent deposit of bismuth, whose appearance resembles that of old silver.
II.—The sulphide of tin may be deposited on metallic surfaces, especially on brass, communicating shades varying with the thickness of the deposit. For this purpose, Puscher prepares the following solutions: Dissolve tartaric acid, 20 parts, in water, 1,000 parts; add a salt of tin, 20 parts; water, 125 parts. Boil the mixture, allow it to repose, and filter. Afterwards pour the clear portion a little at a time, shaking continually, into a solution of hyposulphite of soda, 80 parts; water, 250 parts. On boiling, sulphide of tin is formed, with precipitation of sulphur. On plunging the pieces of brass in the liquid, they are covered, according to the period of immersion, with varied shades, passing from gold yellow to red, to crimson, to blue, and finally to light brown.
III.—The metal is treated with the {571} following composition: Solution A.—Cotton, well washed, 50 parts; salicylic acid, 2 parts, dissolved in sulphuric acid, 1,000 parts, and bichromate of potash, 100 parts. Solution B.—Brass, 20 parts; nitric acid, density 1.51, 350 parts; nitrate of soda, 10 parts. Mix the two solutions, and dilute with 1,500 parts of water. These proportions may be modified according to the nature of the brass to be treated. This preparation is spread on the metal, which immediately changes color. When the desired tint is obtained, the piece is quickly plunged in an alkaline solution; a soda salt, 50 parts; water, 1,000 parts. The article is afterwards washed, and dried with a piece of cloth. Beautiful red tints are obtained by placing the objects between 2 plates, or better yet, 2 pieces of iron wire-cloth.
IV.—Put in a flask 100 parts of cupric carbonate and 750 parts of ammonia and shake. This liquid should be kept in well-stoppered bottles. When it has lost its strength, this may be renewed by pouring in a little ammonia. The objects to be colored should be well cleaned. They are suspended in the liquid and moved back and forth. After a few minutes of immersion, they are washed with water and dried in wood sawdust. Generally, a deep-blue color is obtained.
V.—Plunge a sheet of perfectly clean brass in a dilute solution of neutral acetate of copper, and at the ordinary temperature, and in a short time it will be found covered with a fine gold yellow.
VI.—Immerse the brass several times in a very dilute solution of cupric chloride, and the color will be deadened and bronzed a greenish gray.
A plate of brass heated to 302° F. is colored violet by rubbing its surface gently with cotton soaked with cupric chloride.
VII.—On heating brass, perfectly polished, until it can be no longer held in the hand, and then covering it rapidly and uniformly with a solution of antimony chloride by means of a wad of cotton, a fine violet tint is communicated.
VIII.—For greenish shades, a bath may be made use of, composed of water, 100 parts; cupric sulphate, 8 parts; sal ammoniac, 2 parts.
IX.—For orange-brown and cinnamon-brown shades: Water, 1,000 parts; potassium chlorate, 10 parts; cupric sulphate, 10 parts.
X.—For obtaining rose-colored hues, then violet, then blue: Water, 400 parts; cupric sulphate, 30 parts; sodium hyposulphite, 20 parts; cream of tartar, 10 parts.
XI.—For yellow, orange, or rose-colored shades, then blue, immerse the objects for a longer or shorter time in the following bath: Water, 400 parts, ammoniacal ferrous sulphate, 20 parts; sodium hyposulphite, 40 parts; cupric sulphite, 30 parts; cream of tartar, 10 parts. By prolonging the boiling, the blue tint gives place to yellow, and finally to a fine gray.
XII.—A yellowish brown may be obtained with water, 50 parts; potassium chlorate, 5 parts; nickel carbonate, 2 parts; sal nickel, 5 parts.
XIII.—A dark brown is obtained with water, 50 parts; sal nickel, 10 parts; potassium chlorate, 5 parts.
XIV.—A yellowish brown is obtained with water, 350 parts; a crystallized sodium salt, 10 parts; orpiment, 5 parts.
XV.—Metallic moire is obtained by mixing two liquids: (a) Cream of tartar, 5 parts; cupric sulphate, 5 parts; water, 250 parts. (b) Water, 125 parts; sodium hyposulphite, 15 parts.
XVI.—A beautiful color is formed with one of the following baths: (a) Water, 140 parts; ammonia, 5 parts; potassium sulphide, 1 part. (b) Water, 100 parts; ammonium sulphydrate, 2 parts.
It may also be terminated by plunging the object in the following solution: Water, 2,000 parts; vinegar, 100 parts; sal ammoniac, 475 parts; pulverized verdigris, 500 parts.
The electrodeposition process is that used in electroplating and electrotyping. It consists in preparing a bath in which a metal salt is in solution, the articles to be plated being suspended so that they hang in the solution, but are insulated. The bath being provided with an anode and cathode for the passing of an electric current, and the article being connected with the cathode or negative pole, the salts are deposited on its surface (on the unprotected parts of its surface), and thus receive a coating or plating of the metal in solution. {572}
When a soft metal is deposited upon a hard metal or the latter upon a metal softer than itself, the exterior metal should be polished and not burnished, and for this reason: If silver is deposited upon lead, for instance, the great pressure which is required in burnishing to produce the necessary polish would cause the softer metal to expand, and consequently a separation of the two metals would result. On the other hand, silver being softer than steel, if the burnisher is applied to silver-coated steel the exterior metal will expand and separate from the subjacent metal.
Many articles which are to receive deposits require to have portions of their surfaces topped off, to prevent the deposit spreading over those parts; for instance, in taking a copy of one side of a bronze medallion, the opposite side must be coated with some kind of varnish, wax, or fat, to prevent deposition; or, in gilding the inside of a cream jug which has been silvered on the outside, varnish must be applied all around the outer side of the edge, for the same reason. For gilding and other hot solutions, copal varnish is generally used; but for cold liquids and common work, an ordinary varnish, such as engravers use for similar purposes, will do very well. In the absence of other substances, a solution of sealing wax, dissolved in naphtha, may be employed.
I.—Make a bath of cupric sulphate, 30 parts; cream of tartar, 30 parts; soda, 25 parts; water, 1,000 parts. After well scouring the objects to be coppered, immerse in the bath. The coppering may also be effected by means of the battery with the following mixture: Sodium phosphate, 50 parts; potassium cyanide, 50 parts; copper cyanide, 50 parts; distilled water, 1,000 parts.
II.—First clean the aluminum in a warm solution of an alkaline carbonate, thus making its surface rough and porous; next wash it thoroughly in running water, and dip it into a hot solution of hydrochloric acid of about 5 per cent strength. Wash it again in clean water, and then place it in a somewhat concentrated acid solution of copper sulphate, until a uniform metallic deposit is formed; it is then again thoroughly washed and returned to the copper sulphate bath, when an electric current is passed until a coating of copper of the required thickness is obtained.
II.—Those baths which contain cyanide work best, and may be used for all metals. The amount of the latter must not form too large an excess. The addition of a sulphide is very dangerous. It is of advantage that the final bath contain an excess of alkali, but only as ammonia or ammonium carbonate. For a copper salt the acetate is preferable. According to this, the solution A is prepared in the warm, and solution B is added with heating. Solution A: Neutral copper acetate, 30 parts, by weight; crystallized sodium sulphite, 30 parts, by weight; ammonium carbonate, 5 parts, by weight; water, 500 parts, by weight. Solution B: Potassium cyanide (98 to 99 per cent), 35 parts, by weight; and water, 500 parts, by weight.
II.—Dissolve gutta percha in essence of turpentine or benzine; apply a coat of the solution on the glass in the places to {573} be coppered and allow to dry; next rub it with graphite and place in the electric bath. The rubber solution is spread with a brush.
II.—Pure potash in alcohol, 50 parts, by weight; cobalt chloride, 10 parts; distilled water, 1,000 parts. Dissolve the cobalt in half the distilled water and the potash in the other half and unite the two.
III.—Potassium sulphocyanide, 13 parts, by weight; cobalt chloride, 10 parts; pure potash in alcohol, 2 parts; distilled water, 1,000 parts. Proceed as described above. All these baths are used hot and require a strong current.
| I.— | Nickel and ammonium sulphate | 10 parts |
|---|---|---|
| Boracic acid | 4 parts | |
| Distilled water | 175 parts | |
| A sheet of nickel is used as an anode. | ||
Perfect cleanliness of the surface to be coated is essential to success. With nickel especially is this the case, as traces of oxide will cause it to show dark streaks. Finger marks will in any case render the deposit liable to peel off.
Cleansing is generally accomplished either by boiling in strong solution of potassium hydrate, or, when possible, by heating to redness in a blow-pipe flame to burn off any adhesive grease, and then soaking in a pickle of dilute sulphuric acid to remove any oxide formed during the heating. In either case it is necessary to subject the article to a process of scratch brushing afterwards; that is, long-continued friction with wire brushes under water, which not only removes any still adhering oxide, but renders the surface bright.
To certain metals, as iron, nickel, and zinc, metallic deposits do not readily adhere. This difficulty is overcome by first coating them with copper in a bath composed as follows:
| II.— | Potassium cyanide | 2 parts |
|---|---|---|
| Copper acetate, in crystals | 2 parts | |
| Sodium carbonate, in crystals | 2 parts | |
| Sodium bisulphite | 2 parts | |
| Water | 100 parts |
Moisten the copper acetate with a small quantity of water and add the sodium carbonate dissolved in 20 parts of water. When reaction is complete, all the copper acetate being converted into carbonate, add the sodium bisulphite, dissolved in another 20 parts of water; lastly, add the potassium cyanide, dissolved in the remainder of the water. The finished product should be a colorless liquid.
If a dynamo is not available for the production of a current, a Daniell’s battery is to be recommended, and the “tank” for a small operation may be a glass jar. The jar is crossed by copper rods in connection with the battery; the metal to be deposited is suspended from the rod in connection with the positive pole, and is called the anode. The articles to be coated are suspended by thin copper wires from the rod in connection with the negative pole; these form the cathode. The worker should bear in mind that it is very difficult to apply a thick coating of nickel without its peeling.
Practically all of the plated articles are made by painting the design upon the glass or other surface by means of a mixture of powdered silver, a flux and a liquid to make the mixture in the form of a paint so that it may be readily spread over the surface. This design is then fired in a muffle until the flux melts and causes the silver to become firmly attached to the glass. A thin silver deposit is thus produced, which is a conductor of electricity, and upon which any thickness of silver deposit may be produced by electroplating in the usual cyanide silver-plating bath.
To be successful in securing a lasting deposit a suitable flux must be used. This flux must melt at a lower temperature than the glass upon which it is put, in order to prevent the softening of the articles by the necessary heat and the accompanying distortion. Second, a suitable muffle must be had for firing the glass articles upon which the design has been painted. Not only must a muffle be used in which the heat can be absolutely controlled, but one which allows the slow cooling of the articles. If this is not done they are apt to crack while cooling.
The manufacture of the flux is the most critical part of the silver deposit process. Without a good flux the operation will not be a success. This flux is frequently called an enamel or frit. After a series of experiments it was found that the most suitable flux is a borate of lead. This is easily prepared, fuses before the glass softens, and adheres tenaciously to the glass surface.
To make it, proceed as follows: Dissolve 1/4 pound of acetate of lead (sugar of lead) in 1 quart of water and heat to boiling. Dissolve 1/4 pound of borax in 1 quart of hot water and add to the sugar of lead solution. Borate of lead follows as a white precipitate. This is filtered out and washed until free from impurities. It is then dried.
The precipitated borate of lead is then melted in a porcelain or clay crucible. When in the melted condition it should be poured into a basin of cold water. This serves to granulate and render it easily pulverized. After it has been poured into water it is removed and dried. Before using in the paint it is necessary that this fused borate of lead be ground in a mortar as fine as possible. Unless this is done the deposit will not be smooth.
The silver to be used should be finely powdered silver, which can be purchased in the same manner as bronze powders.
The mixture used for painting the design upon the glass is composed of 2 parts of the powdered silver, and 1 part of the fused borate of lead. Place the parts in a mortar and add just enough oil of lavender to make the mass of a paint-like consistency. The whole is then ground with the pestle until it is as fine as possible. The amount of oil of lavender which is used must not be too great, as it will then be found that a thick layer cannot be obtained upon the glass.
The glass to be treated must be cleaned by scouring with wet pumice stone and washing soda. The glass should be rinsed and dried. The design is then painted on the glass with a brush, painting as thick as possible and yet leaving a smooth, even surface. The glass should be allowed to dry for 24 hours, when it is ready for firing.
When placed in the gas muffle, the glass should be subjected to a temperature of a very low red heat. The borate of lead will melt at this temperature, and after holding this heat a short time to enable the borate of lead to melt and attach itself, the muffle is allowed to cool.
After cooling, the articles are removed and scratch brushed and placed in a silver bath for an electro deposit of silver of a thickness desired.
Before the plating the glass article is dipped into a cyanide dip, or, if found necessary, scoured lightly with pumice {575} stone and cyanide, and then given a dip in the customary blue dip or mercury solution, so as to quickly cover all parts of the surface. It next passes to the regular cyanide silver solution, and is allowed to remain until the desired deposit is obtained.
A little potassium cyanide and some mono-basic potassium citrate in powder form is added from time to time to the bath generally used, which is prepared by dissolving freshly precipitated silver cyanide in a potassium cyanide solution. After this the glass is rinsed and dried, and may be finished by buffing.
The following electroplating bath is used: Pure crystallized ferrous sulphate, 40 parts, by weight, and ammonium chloride, 100 parts, by weight, in 1,000 parts, by weight, of water. It is of advantage to add to this 100 parts, by weight, of ammonium citrate, in order to prevent the precipitation of basic iron salts, especially at the anode.
Genuine gilding readily takes up mercury, while imitation gilding does not or only very slowly. Any coating of varnish present should, however, be removed before conducting the test. Mercurous nitrate has no action on genuine gold, but on spurious gilding a white spot will form which quickly turns dark. A solution of neutral copper chloride does not act upon genuine gold, but on alloys containing copper a black spot will result. Gold fringe, etc., retains its luster in spirit of wine, if the gilding is genuine; if not, the gilding will burn and oxidize. Imitation gilding might be termed “snuff gilding,” as in Germany it consists of dissolved brass, snuff, saltpeter, hydrochloric acid, etc., and is used for tin toys. An expert will immediately see the difference, as genuine gilding has a different, more compact pore formation and a better color. There are also some gold varnishes which are just as good.
The effect of motion while an article is receiving the deposit is most clearly seen during the operation of gilding. If a watch dial, for instance, be placed in the gilding bath and allowed to remain for a few moments undisturbed and the solution of gold has been much worked, it is probable that the dial will acquire a dark fox-red color; but if it be quickly moved about, it instantly changes color and will sometimes even assume a pale straw color. In fact, the color of a deposit may be regulated greatly by motion of the article in the bath—a fact which the operator should study with much attention, when gilding.
The inside of a vessel is gilded by filling the vessel with the gilding solution, suspending a gold anode in the liquid, and passing the current. The lips of cream jugs and the upper parts of vessels of irregular outline are gilded by passing the current from a gold anode through a rag wetted with the gilding solution and laid upon the part.
Sometimes, when gilding the insides of mugs, tankards, etc., which are richly {576} chased or embossed, it will be found that the hollow parts do not receive the deposit at all, or very partially. When this is the case, the article must be rinsed and well scratch brushed, and a little more cyanide added to the solution. The anode must be slightly kept in motion and the battery power increased until the hollow surfaces are coated. Frequent scratch brushing aids the deposit to a great extent by imparting a slight film of brass to the surface.
In gilding chains, brooches, pins, rings, and other articles which have been repaired, i. e., hard soldered, sometimes, it is found that the gold will not deposit freely upon the soldered parts; when such is the case, a little extra scratch brushing applied to the part will assist the operation greatly and it has sometimes been found that dry scratch brushing for an instant—that is, without the stream of beer usually employed—renders the surface a better and more uniform conductor and consequently it will more readily receive the deposit. In fact, dry scratch brushing is very useful in many cases in which it is desirable to impart an artificial coating of brass upon an article to which silver or gold will not readily adhere. In scratch brushing without the employment of beer or some other liquid, however, great care must be taken not to continue the operation too long, as the minute particles of metal given off by the scratch brush would be likely to prove prejudicial to the health of the operator, were he to inhale them to any great extent.
The following solutions are for gilding without a battery: I.—In 1,000 parts of distilled water dissolve in the following order:
| Crystalline sodium pyrophosphate | 80 parts |
| Twelve per cent solution of hydrocyanic acid | 8 parts |
| Crystalline gold chloride | 2 parts |
Heat to a boiling temperature, and dip the article, previously thoroughly cleaned, therein.
II.—Dissolve in boiling distilled water, 1 part of chloride of gold and 4 parts of cyanide of potassium. Plunge the objects into this solution, while still hot, and leave them therein for several hours, keeping them attached to a copper wire or a very clean strip of zinc. They will become covered with a handsome gold coating.
II.—The gold bath is prepared with gold dissolved in the usual way, and the addition of salts, as follows: Gold, 20 parts, by weight; sulphate of soda, 20 parts; phosphate of soda, 660 parts; cyanuret of potassium, 40 parts; water, 1,000 parts. The bath ought to be of the temperature of 68° to 77° F.
I.—In 750 parts, by weight, of water dissolve: Phosphate of soda, 5 parts, and caustic potash, 3 parts, and in 250 parts of water, gold chloride, 1 part, and potassium cyanide, 16 parts. Mix both {577} solutions well and cause the mixture to boil, whereupon the brass articles to be gilded are immersed. The gold in the mixture can be utilized almost entirely. When the solution does not gild well any more a little potassium cyanide is added, and it is used for pre-gilding the articles, which can then be gilded again in a fresh solution. This solution is very weak. A stronger one can be prepared mechanically by dissolving 2 to 3 parts of gold chloride in very little water to which 1 part of saltpeter is added. Into this solution dip linen rags, let them dry in a dark place, and cause them to char into tinder, which is rubbed up in a porcelain dish. Into the powder so made, dip a soft, slightly charred cork, moistened with a little vinegar, or else use only the finger, and rub the gold powder upon the brass articles.
II.—To Give Brass a Golden Color, it is dipped until the desired shade is obtained into a solution of about 175° F., produced as follows: Boil 4 parts of caustic soda, 4 parts of milk sugar, and 100 parts of water for 15 minutes; next add 4 parts of blue vitriol, dissolved in as little water as possible.
Dissolve 1 part, by weight, of chloride of gold and 16 parts, by weight, of potassium cyanide in 250 parts, by weight, of water; dissolve also and separately, 5 parts, by weight, of sodium phosphate and 3 parts, by weight, of caustic potash in 750 parts, by weight, of cold water. Mix these solutions and bring them to a boil. If the action subsides, add from 3 to 5 parts, by weight, more potassium cyanide. The polished iron and steel objects must first be copper-plated by dipping them into a solution of 5 parts, by weight, of blue vitriol and 2 parts, by weight, of sulphuric acid in 1,000 parts, by weight, of water. They may now be dipped into a hot solution containing 6 parts, by weight, of gold chloride and 22 1/2 parts, by weight, of soda crystals in 75 parts, by weight, of water. This coating of gold may be polished.
a. 20 parts acid-free gold chloride in 150 parts of distilled water.
b. 5 parts dry sodium hydrate in 80 parts of distilled water.
c. 2 1/2 parts of starch sugar in 30 parts distilled water; spirit of wine, 20 parts; and commercial pure 40 per cent aldehyde, 20 parts. These liquids are quickly mixed together in the proportion of 200, 50, and 5 parts, whereupon the mixture is poured on the glass previously cleaned with soda solution, and the gilding will be effected in a short time. The gold coating is said to keep intact for years.
II.—Coat the places to be gilded thinly with a saturated borax solution, lay the gold leaf on this and press down well and uniformly with cotton-wool. Heat the glass over a spirit flame, until the borax melts, and allow to cool off. If the glass is to be decorated with gilt letters or designs, paint the places to be gilded with water-glass solution of 40° Bé.; lay on the gold leaf, and press down uniformly. Then heat the object to 86° F., so that it dries a little, sketch the letters or figures on with a lead pencil, erase the superfluous gold, and allow the articles to dry completely at a higher temperature.
II.—This is especially suitable for monograms. Take gold bronze and place as much as can be taken up with the point of a knife in a color-cup, moistening with a few drops of genuine English gold paint. Coat the raised portions sparingly with gold, using a fine pencil; next, coat the outer and inner borders of the design. When the work is done, and if the staining and gilding have been unsuccessful, which occurs frequently at the outset, lay the work for 5 or 10 minutes in warmed lead water and brush off with pumice stone. By this process very fine shades are often obtained which cannot be produced by mere staining. Since the gold readily wears off on the high places of the work, it is well to lightly coat these portions with a thin shellac solution before gilding. This will cause the gilding to be more permanent.
In the middle is an oven constructed like a cooking stove, on which is an iron tripod for carrying the deadening pan; this latter is cemented into a second pan of cast iron, the intervening space being filled up with stove cement. In the middle of the pan is the bottom or sill, provided with a thick cast-iron plate, forming the hearth. On all four sides of the latter are low brick walls, connecting with the floor of the furnace, and the whole is covered with thick sheet metal. On the side of the furnace opposite the side arranged for carrying the pans, is a boiler in which boiling water is kept. On the same side of the furnace, but outside it, is a large oval tub of a capacity of about 700 or 800 quarts, which is kept filled with water. The upper portions of the staves of this tub are covered with linen to absorb all parts that are spattered about.
II.—Dissolve the pure gold or the leaf in nitro-muriatic acid and then precipitate it by a piece of copper or by a solution of iron sulphate. The precipitate, if by copper, must be digested with distilled vinegar and then washed by pouring water over it repeatedly and dried. This precipitate will be in the form of very fine powder; it works better and is {580} more easily burnished than gold leaf ground with honey.
II.—Alum, 3 parts, by weight; saltpeter, 6 parts; sulphate of zinc, 3 parts; common salt, 3 parts. Mix all into a thick paste, dip the articles into it, and heat them, until nearly black, on a piece of sheet iron over a clear coke or charcoal fire; then plunge them into cold water.
I.—Distilled boiling water, 2,000 parts, by weight; sodium sulphate, 10 parts; potassium cyanide, 15 parts; cupric acetate, 15 parts; sodium carbonate, 20 parts; ammonia, 12 parts.
II.—Dissolve crystallized verdigris, 20 parts, by weight, and potassium cyanide, 42 parts, in 1,000 parts of boiling water.
II.—Proceed as above, but take silver leaf instead of gold leaf, and after all is thoroughly dry and the superfluous silver has been removed, apply a coating of good gold lacquer. The effect will be equally satisfactory.
II.—To gild zinc articles, dissolve 20 parts of gold chloride in 20 parts of distilled water, and 80 parts of potassium cyanide in 80 parts of water, mix the solutions, stir a few times, filter, and add tartar, 5 parts, and fine chalk, 100 parts. The resulting paste is applied with a brush. Objects of copper and brass are previously coated with zinc. This is done in the following manner: Heat a concentrated sal ammoniac solution to the boiling point with addition of zinc dust and immerse the thoroughly cleaned objects until a uniform zinc coating has formed. Or boil the articles in a concentrated caustic soda solution with zinc dust.
| II.— | Sulphate of copper | 30 parts |
|---|---|---|
| Cream of tartar | 30 parts | |
| Soda | 25 parts | |
| Water | 1,000 parts |
The articles to be coppered are merely dipped in this bath, but they must be well cleaned previously.
II.—Carbonate of soda, 200 parts, by weight; sulphide of antimony, 50 parts; water, 1,000 parts. Heat the whole in a porcelain capsule for 1 hour, keeping constantly in ebullition; next, filter the solution, which, on cooling, leaves a precipitate, which boil again with the liquid for one-half hour, whereupon the bath is ready for use.
II.—Brassing Zinc, Steel, Cast Iron, etc.—Acetate of copper, 100 parts, by weight; cyanide of potassium, 250 parts; bisulphite of soda, 200 parts; liquid ammonia, 100 parts; protochloride of zinc, 80 parts; distilled water, 10,000 parts. Dissolve the cyanide of potassium and the bisulphite of soda. On the other hand, dissolve the ammonia in three-fourths of the water and the protochloride of zinc in the remaining water; next, mix the two solutions. This bath is excellent for brassing zinc and is used cold.
III.—Acetate of copper, 125 parts, by weight; cyanide of potassium, 400 parts; protochloride of zinc, 100 parts; liquid ammonia, 100 parts; distilled water, 8,000 to 10,000 parts. Proceed as above described.
IV.—Acetate of copper, 150 parts, by weight; carbonate of soda, 1,000 parts; cyanide of potassium, 550 parts; bisulphite of soda, 200 parts; protochloride of zinc, 100 parts. Proceed as above. This bath serves for iron, cast iron, and steel, and is used cold. {582}
First Bath.—Clean the objects and take 5 parts, by weight, of American potash per 25 parts, by weight, of water. If the pieces are quite rusted, take 2 parts, by weight, of chlorhydric acid per 1 part, by weight, of water. The bath is employed cold.
Second Bath.—Put 250 parts, by weight, of sulphate of copper in 25,000 parts, by weight, of water. After dissolution add a few drops of sulphuric acid, drop by drop, stirring the liquid with a wooden stick until it becomes as clear as spring water.
Take out the pieces thus cleaned and place them in what is called the copper bath, attaching to them leaves of zinc; they will assume a red tint. Then pass them into the nickeling bath, which is thus composed:
| By weight | |
|---|---|
| Cream of tartar | 20 parts |
| Sal ammoniac, in powder | 10 parts |
| Kitchen salt | 5 parts |
| Oxychlorhydrate of tin | 20 parts |
| Sulphate of nickel, single | 30 parts |
| Sulphate of nickel, double | 50 parts |
Remove the pieces from the bath in a few minutes and rub them with fine sand on a moist rag. Brilliancy will thus be obtained. To improve the appearance, apply a brass wire brush. The nickeling is said to be more solid and beautiful than that obtained by the electrical method.
Brilliancy may be also imparted by means of a piece of buff glued on a wooden wheel and smeared with English red stuff. This will give a glazed appearance.
II.—Prepare a bath of neutral zinc chloride and a neutral solution of a nickel salt. The objects are immersed in the bath with small pieces of zinc and kept boiling for some time. This process has given satisfactory results. It is easy to prepare the zinc chloride by dissolving it in hydrochloric acid, as well as a saturated solution of ammoniacal nickel sulphate in the proportion of two volumes of the latter to one of the zinc chloride. The objects should be boiled for 15 minutes in the bath. Nickel salt may also be employed, preferably in the state of chloride.
I.—The salts of silver are colorless when the acids, the elements of which enter into their composition, are not colored, but they generally blacken on exposure to light. It is easy, therefore, to blacken silver and obtain its oxide; it is sufficient to place it in contact with a sulphide, vapor of sulphur, sulphohydric acids, such as the sulphides or polysulphides of potash, soda, dissolved in water and called eau de barège. The chlorides play the same part, and the chloride of lime in solution or simply Javelle water may be used. It is used hot in order to accelerate its action. The bath must be prepared new for each operation for two reasons: (1) It is of little value; (2) the sulphides precipitate rapidly and give best effects only at the time of their direct precipitations. The quantity of the reagent in solution, forming the bath, depends upon the thickness of the deposit of silver. When this is trifling, the oxidation penetrates the entire deposit and the silver exfoliates in smaller scales, leaving the copper bare. It is necessary, therefore, in this case to operate with dilute baths inclosing only about 45 grains of oxidizant at most per quart. The operation is simple: Heat the necessary quantity of water, add the sulphide or chloride and agitate to effect the solution of the mixture, and then at once plunge in the silver-plated articles, leaving them immersed only for a few seconds, which exposure is sufficient to cover it with a pellicle of deep black-blue silver. After withdrawing they are plunged in clean cold water, rinsed and dried, and either left mat or else polished, according to the nature of the articles.
Should the result not be satisfactory, the articles are brightened by immersing them in a lukewarm solution of cyanide of potassium. The oxide, the true name of which would be the sulphuret or chloruret, can be raised only on an object either entirely of silver or silver plated.
II.—Rub the article with a mixture of graphite, 6 parts, and powdered bloodstone, 1 part, moistened with oil of turpentine. Allow to dry and brush with soft brushes passed over wax. Or else, brush with a soft brush wet with alcoholic or aqueous platinic chloride solution of 1 in 20.
III.—Sulphurizing is effected with the following methods: Dip in a solution heated to about 175° F., of potassium sulphide, 5 parts, by weight; ammonium carbonate, 10 parts; water, 1,000 parts; or, calcium sulphide, 1 to 2 parts; sal ammoniac, 4 parts; water, 1,000 parts. {584}
IV.—In the following solution articles of silver obtain a warm brown tone: Copper sulphate, 20 parts, by weight; potassium nitrate, 10 parts; ammonium chloride, 20 parts. By means of bromine, silver and silver alloys receive a black coloring. On engraved surfaces a niello-like effect may be produced thereby.
II.—Apply, by means of a sponge, a solution of crystallized iron chloride, 2 parts; solid butter of antimony, 2 parts; and gallic acid, 1 part in 5 parts of water. Dry the article in the air and repeat the treatment until the desired shade is reached. Finally rinse with water, dry, and rub with linseed-oil varnish.
I.—A dark tint may be obtained by cleaning the object and applying a coat of hydrosulphate of ammonia; then, after drying it, by rubbing with a brush smeared with red chalk and plumbago. The copper may also be moistened with a dilute solution of chloride of platina and warmed slightly, or still by plunging it in a warm solution of the hydrochlorate of antimony. For the verde antique a solution is recommended composed of 200 grams of acetic acid of 8° strength, the same quantity of common vinegar, 30 parts, by weight, of carbonate of ammonia; 10 parts, by weight, of sea salt; with the same quantities of cream of tartar and acetate of copper and a little water. To obtain the bronze of medals several processes afford a selection: For example, the piece may be dipped in a bath consisting of equal parts of the perchloride and the sesquiazotate of iron, warming to the evaporation of the liquid, and rubbing with a waxed brush.
II.—Dissolve copper nitrate, 10 parts, by weight, and kitchen salt, 2 parts, in 500 parts of water and add a solution of ammonium acetate obtained by neutralization of 10 parts of officinal spirit of sal ammoniac with acetic acid to a faintly acid reaction, and filling up with water to 500 parts. Immerse the bronze, allow to dry, brush off superficially and repeat this until the desired shade of color has been obtained. {585}
Green.—
| I.— | Sodium chloride | 37 parts |
|---|---|---|
| Ammonia water | 75 parts | |
| Ammonium chloride | 37 parts | |
| Strong wine vinegar | 5,000 parts |
Mix and dissolve. Apply to object to be treated, with a camel’s-hair pencil. Repeat the operation until the desired shade of green is reached.
Yellow Green.—
| II.— | Oxalic acid | 5 parts |
|---|---|---|
| Ammonium chloride | 10 parts | |
| Acetic acid, 30 per cent dilution | 500 parts |
Mix and dissolve. Use as above indicated. The following will produce the same result:
| III.— | Potassium oxalate, acid | 4 parts |
|---|---|---|
| Ammonium chloride | 16–17 parts | |
| Vinegar containing 6 per cent of acetic acid | 1,000 parts |
IV.—Bluish Green.—After using the first formula (for green) pencil over with the following solution:
| Ammonium chloride | 40 parts |
| Ammonium carbonate | 120 parts |
| Water | 1,000 parts |
Mix and dissolve.
Greenish Brown.—
| V.— | Potassium sulphuret | 5 parts |
|---|---|---|
| Water | 1,000 parts |
Mix and dissolve. With this, pencil over object to be treated, let dry, then pencil over with 10 parts a mixture of a saturated solution of ammonia water and acetic acid and 5 parts of ammonium chloride thinned with 1,000 parts of water. Let dry again, then brush off well. Repeat, if necessary, until the desired hue is attained.
Another Blue Green.—
| VI.— | Corrosive sublimate | 25 parts |
|---|---|---|
| Potassium nitrate | 86 parts | |
| Borax | 56 parts | |
| Zinc oxide | 113 parts | |
| Copper acetate | 220–225 parts |
Mix and heat together on the surface of the object under treatment.
VII.—Brown.—The following is a Parisian method of producing a beautiful deep brown:
| Potassium oxalate, acid | 3 parts |
| Ammonium chloride | 15 parts |
| Water, distilled | 280 parts |
Mix and dissolve. The object is penciled over with this several times, each time allowing the solution to dry before putting on any more. The process is slow, but makes an elegant finish.
If it is desired to produce a marbled surface, instead of an even red color, borax or some chemical having a similar action is sprinkled upon the metal during the process of heating. On the places covered by the borax, oxidation is prevented, and after polishing, spots of the original metallic color will appear in the red surface. These can be colored by well-known processes, so as to give the desired marbled appearance.
II.—Heat 800 parts of sal ammoniac and 10 parts of platinum sal ammoniac to the boiling point with 400 parts of water, in a porcelain dish, and place the articles to be platinized into this, whereby they soon become covered with a coating of platinum. They are then removed from the liquid, dried and polished with whiting.
For use, dip a brush into the solution and apply it upon the objects to be platinized, let dry and place in the muffle, leaving them in the oven for about one-half hour. In this operation one should be guided as regards the duration of the baking by the hardness or fusibility of the objects treated. The platinization accomplished, take a cotton cloth, dipped into whiting in the state of pulp, and rub the platinated articles with this, rinsing with water afterwards.
It is understood that the metals to be covered with platinum must be copper or coppered. All these baths require strong batteries.
I.—Take borate of potash, 300 parts, by weight; chloride of platina, 12 parts; distilled water, 1,000 parts.
II.—Carbonate of soda, 250 parts, by weight; chloride of platina, 10 parts; distilled water, 1,000 parts.
III.—Sulphocyanide of potash, 12 parts, by weight; chloride of platina, 12 parts; carbonate of soda, 12 parts; distilled water, 1,000 parts.
IV.—Borate of soda, 500 parts, by weight; chloride of platina, 12 parts; distilled water, 1,000 parts. {587}
See also Silvering by Oxidation, under Oxidation Processes, under Plating.
To a little copal varnish add some finely powdered ivory black or graphite. Thin with spirits of turpentine and rub with a brush dipped into this varnish the objects to be treated. Allow to dry for an hour and wipe off the top of the articles with some rag, so that the black remains only in the hollows. If a softer tint is desired, apply again with a dry brush and wipe as the first time. The coating of black will be weaker and the shade handsomer.
II.—By the electric method the metal is simply plunged into a hot saturated solution of crude potassium carbonate, and the plating is then done directly, using a strong electrical current. The potassium carbonate solution dissolves the surface of the britannia metal and thus enables the silver to take a strong hold on the article.
II.—Zinc, brass, and copper are silvered by applying a paste of the following composition: Ten parts of silver nitrate dissolved in 50 parts of distilled water, and 25 parts of potassium cyanide dissolved in distilled water; mix, stir, and filter. Moisten 100 parts of whiting and 400 parts of powdered tartar with enough of the above solution to make a paste-like mass, which is applied by means of a brush on the well-cleaned objects. After the drying of this coating, rinse off, and dry in sawdust.
III.—To silver brass and copper by friction, rub on the articles, previously cleaned of grease, a paste of silver chloride, 10 parts; cooking salt, 20 parts; powdered tartar, 20 parts; and the necessary water, using a rag.
II.—To dissolve the silver covering of a metallic object, a bath is made use of, composed of 66 per cent sulphuric acid, 3 parts, and 40 per cent nitric acid, 1 part. This mixture is heated to about 176° F., and the objects to be desilvered are suspended in it by means of a copper wire. The operation is accomplished in a few seconds. The objects are washed and then dried in sawdust.
II.—A brilliant silver color may be imparted to iron (from which all grease has been previously removed) by treating it with the following solution: Forty parts, by weight, chloride of antimony; 10 parts, by weight, powdered arsenious acid; and 80 parts levigated hematite are mixed with 1,000 parts of 90 per cent alcohol and gently heated for half an hour on a water bath. A partial solution takes place, and a small cotton pad is then dipped in the liquid and applied with a gentle pressure to the iron. A thin film consisting of arsenic and antimony is precipitated, as described by Dr. Langbein, in his “Handbuch der galv. Metallniederschläge.” The brilliancy of the effect depends upon the care with which the iron has previously been polished.
II.—Kayser’s silvering liquid, which is excellent for all kinds of metals, is prepared from lunar caustic, 11 parts; sodium hyposulphite, 20 parts; sal ammoniac, 12 parts; whiting, 20 parts; and distilled water, 200 parts. The articles must be cleaned well.
II.—Articles of zinc, brass, or copper may also be silver-plated by applying to them a pasty mass of the following composition: First dissolve 10 parts, by weight, of nitrate of silver in 50 parts, by weight, of distilled water; also 25 parts, by weight, of potassium cyanide in sufficient distilled water to dissolve it. Pour the two together, stir well, and filter. Now 100 parts, by weight, of whiting or levigated chalk and 400 parts, by weight, of potassium bitartrate, finely powdered, are moistened with the above solution sufficiently to form a soft paste, which may be applied to the objects, previously well cleansed, with a brush. After this coating has dried well, rinse it off, and dry the object in clean sawdust.
II.—The following is a process used when the jeweler has to repair certain pieces from which silvering has come off {589} in places, and which he would like to repair without having recourse to the battery, and specially without having to take out the stones or pearls: Take nitrate of silver, 25 parts, by weight; cyanide of potassium, 50 parts; cream of tartar, 20 parts; Paris white, 200 parts; distilled water, 200 parts; mercury, 2 parts. Dissolve the nitrate of silver in half of the distilled water and the cyanide in the other half; mix the two liquids; next bray well in a mortar the mercury, Paris white, and cream of tartar. Preserve the products of these two operations separately, and when you wish to use them make a rather soft paste of the two, which apply with a little cotton or a brush on the portion to be silvered. Let dry and subsequently rub with a soft brush.
PLATINIZING: See Plating.
PLATINOTYPE PAPER: See Photography. {590}
PLATINUM PAPERS AND THEIR DEVELOPMENT: See Photography, under Developing Papers.
PLATINUM WASTE, TO SEPARATE SILVER FROM: See Silver.
PLUMBAGO: See Lubricants.
PLUMES: See Feathers.
PLUSH, TO REMOVE GREASE SPOTS FROM: See Cleaning Preparations and Methods.
POISONS, ANTIDOTES FOR: See Antidotes.
II.—Aluminum is susceptible of taking a beautiful polish, but it is not white like that of silver or nickel, rather slightly bluish, like tin. The shade can be improved. First, the grease is to be removed from the object with pumice stone. Then, for polishing, use is made of an emery paste mingled with tallow, forming cakes which are rubbed on the polishing brushes. Finally, rouge powder is employed with oil of turpentine.
| I.— | Linseed oil | 8 ounces |
|---|---|---|
| Stale ale | 8 ounces | |
| Hydrochloric acid | 1 ounce | |
| Alcohol, 95 per cent | 1 ounce | |
| White of 1 egg. |
Mix. Shake before using. Clean out the dust, dirt, etc., using an appropriate brush, or a bit of cloth wrapped around a stick, then apply the above, with a soft brush, or a bit of cotton wrapped in a bit of silk—or, in fact, any convenient method of applying it.
| II.— | Japan wax | 1 av. ounce |
|---|---|---|
| Oil of turpentine | 3 fluidounces | |
| Linseed oil | 16 fluidounces | |
| Alcohol | 3 fluidounces | |
| Solution of potash | 1 1/2 fluidounces | |
| Water to make 32 fluidounces. | ||
Dissolve the wax in the turpentine, add the other ingredients, diluting the potash solution with the water before adding to the other ingredients, and stir briskly until well mixed.
Objects of polished copper, bronze, brass, and other alloys of copper tarnish through water and it is sometimes necessary to give them again their bright appearance. Pickle the articles in an acid bath; wash them next in a neutral bath; dry them, and subsequently rub them with a polishing powder. Such is the general formula; the processes indicated below are but variants adapted to divers cases and recommended by disinterested experimenters:
| I.— | Quartz sand, powdered and levigated | 20 parts |
|---|---|---|
| Paris red | 30 parts | |
| Vaseline | 50 parts | |
| Mix intimately and make a pomade. | ||
| II.— | Emery flour, finest levigated | 50 parts |
| Paris red | 50 parts | |
| Mutton suet | 40 parts | |
| Oleic acid | 40 parts | |
| III.— | Levigated emery powder | 100 parts |
| Anhydrous sodium carbonate | 5 parts | |
| Tallow soap | 20 parts | |
| Water | 100 parts | |
I.—Throw a handful of permanganate potash crystals into a pail of boiling water, and apply the mixture as hot as possible to the floor with a large flat brush. If the stain produced is not dark enough, apply one or two more coats as desired, leaving each wash to dry thoroughly before applying another. If it is desired to polish the surface with beeswax, a coat of size should be applied to the boards before staining, as this gives depth and richness to the color. After 3 or 4 days, polish well with a mixture of turpentine and beeswax. A few cents will cover the cost of both size and permanganate of potash.
| II.— | Potash | 1 part |
|---|---|---|
| Water | 4 parts | |
| Yellow beeswax | 5 parts | |
| Hot water, a sufficient quantity. | ||
Emulsify the wax by boiling it in the water in which the potash has been dissolved; stir the whole time. The exact amount of boiling is determined by the absence of any free water in the mass. Then remove the vessel from the fire, and gently pour in a little boiling water, and stir the mixture carefully. If a fat-like mass appears without traces of watery particles, one may know the mass is in a fit condition to be liquefied by the addition of more hot water without the water separating. Then put in the water to the extent of 200 to 225 parts, and reheat the compound for 5 to 10 minutes, without allowing it to reach the boiling point. Stir constantly until the mixture is cool, so as to prevent the separation of the wax, when a cream-like mass results which gives a quick and brilliant polish on woodwork, if applied in the usual way, on a piece of flannel rag, and polished by rubbing with another piece of flannel.
Nut Brown.—I.—Natural umber, 1/2 part; burnt umber, 1 part; and yellow ocher, 1 part, gives a fine red-brown color when incorporated with the same wax and soda mixture.
II.—Treat 5 pounds of wax with 15 pounds of caustic soda lye of 3° Bé. so that a uniform wax milk results; boil with 1/2 pound of annatto, 3 pounds of yellow ocher, and 2 pounds of burnt umber.
Mahogany Brown.—Boil 5 pounds of wax with 15 pounds of caustic soda lye as above. Then add 7 pounds of burnt umber very finely powdered, making it into a uniform mass by boiling again.
Yellow Ocher.—The wax milk obtained as above is boiled with 5 pounds of yellow ocher.
The mass on cooling has the consistency of a salve. If it is to be used for rubbing the floor it is stirred with sufficient boiling water so as to form a fluid of the consistency of thin syrup or oil. This is applied very thin on the floor, using a brush; then it is allowed to dry only half way, and is rubbed with a stiff floor brush. The polishing is continued with a woolen rag until a mirror-like gloss is obtained. It is best not to paint the whole room and then brush, but the deals should be taken one after the other, otherwise the coating would become too dry and give too dull a luster. The floors thus treated with gloss paste are very beautiful. To keep them in this condition they should be once in a while rubbed with a woolen rag, and if necessary the color has to be renewed in places. If there are parquet floors whose patterns are not to be covered up, the ocher (yellow) paste or, better still, the pure wax milk is used.
First make a paste to fill cracks as follows: Whiting, plaster of Paris, pumice stone, litharge, equal parts; japan dryer, boiled linseed oil, turpentine, coloring matter of sufficient quantity. Rub the solids intimately with a mixture of 1 part of the japan, 2 parts of the linseed oil, and 3 parts of turpentine, coloring to suit with Vandyke brown or sienna. Lay the filling on with a brush, let it set for about 20 minutes, and then rub off clean except where it is to remain. In 2 or 3 days it will be hard enough to polish.
After the surface has been thus prepared, the application of a coat of first-class copal varnish is in order. It is recommended that the varnish be applied in a moderately warm room, as it is injured by becoming chilled in drying. To get the best results in varnishing, some skill and experience are required. The varnish must be kept in an evenly warm temperature, and put on neither too plentifully nor too gingerly.
After a satisfactorily smooth and regular surface has been obtained, the polishing proper may be done. This may be accomplished by manual labor and dexterity, or consist in the application of a very thin, even coat of a very fine, transparent varnish.
If the hand-polishing method be preferred, it may be pursued by rubbing briskly and thoroughly with the following finishing polish:
| I.— | Alcohol | 8 ounces |
|---|---|---|
| Shellac | 2 drachms | |
| Gum benzoin | 2 drachms | |
| Best poppy oil | 2 drachms |
Dissolve the shellac and gum in the alcohol in a warm place, with frequent agitation, and, when cold, add the poppy oil. This may be applied on the end of a cylindrical rubber made by tightly rolling a piece of flannel which has been torn, not cut, into strips 4 to 6 inches wide.
A certain “oily sweating” of articles of polished wood occurs which has been ascribed to the oil used in polishing, but has been found to be due to a waxy substance present in shellac, which is often used in polishing. During the operation of polishing, this wax enters into close combination with the oil, forming a soft, greasy mass, which prevents the varnish from ever becoming really hard. This greasy matter exudes in the course of time. The remedy is to use only shellac from which the vegetable wax has been completely removed. This is accomplished by making a strong solution of the shellac in alcohol and then shaking it up with fresh seed lac or filtering it through seed lac. In this way the readily soluble rosins in the seed lac are dissolved, and with them traces of coloring matter. At the same time the vegetable wax, which is only slightly soluble, is deposited. The shellac solution which has exchanged its vegetable wax for rosin is not yet suitable for fine furniture polishing. It is not sufficiently taken up by the wood, and an essential oil must be added to give it the necessary properties, one of the best oils to employ for this purpose being that of rosemary. The following recipe is given:
II.—Twenty pounds of shellac and 4 pounds of benzoin are dissolved in the smallest possible quantity of alcohol, together with 1 pound of rosemary oil. The solution then obtained is filtered through seed lac so as to remove whatever vegetable wax may be present.
| Soft water | 6 pints |
| Turpentine | 6 pints |
| Beeswax | 3 pounds |
| White wax | 1 1/2 ounces |
| White soap | 18 ounces |
| Red lead | 12 ounces |
Cut up soap and dissolve in water by aid of heat; then evaporate to 6 pounds. Melt the waxes and add turpentine in which red lead has been stirred, pour into this the soap solution, and stir until it is nearly cold. If a darker color is wanted add more red lead, 4 to 6 ounces.
II.—Crush to powder cologne chalk, 60 parts, by weight; tripoli, 30 parts, by weight; bole, 15 parts, by weight. For use moisten the glass a little, dip a linen rag into the powder and rub the glass until it is clean.
III.—Tin ashes may be employed with advantage. The glass is rubbed with this substance and then washed off with a piece of soft felt. In this manner a very handsome polish is obtained.
II.—Tortoise-shell articles have a way of getting dull and dingy looking. To repolish dip the finger in linseed oil and rub over the whole surface. Very little oil should be used, and if the article is a patterned one it may be necessary to use a soft brush to get it into the crevices. Then rub with the palm of the hand until all oil has disappeared, and the shell feels hot and looks bright and shiny.
This mastic is usually composed of a mixture of yellow wax, rosin, and Burgundy pitch, mixed with a little sulphur and plaster passed through a fine sieve, which gives it the consistency of a thick paste; to color this paste to a tone analogous to the ground tints or natural cement of the material upon which it is placed, lampblack and rouge, with a little of the prevailing color of the material, are added. For green and red marbles, this mastic is sometimes made of gum lac, mixed with Spanish sealing wax of the color of the marble. It is applied with pincers, and these parts are polished with the rest. Sometimes crushed fragments of marble are introduced into the cement, but for fine marbles the same colors are employed which are used in painting, and which will produce the same tone as the ground; the gum lac is added to give it body and brilliancy.
The third operation in polishing consists in rubbing it again with a hard pumice stone, under which water is being constantly poured, unmixed with sand. For the fourth process, called {594} softening the ground, lead filings are mixed with the emery mud produced by the polishing of mirrors or the working of precious stones, and the marble is rubbed by a compact linen cushion well saturated with this mixture; rouge is also used for this polish. For some outside works, and for hearths and paving tiles, marble workers confine themselves to this polish. When the marbles have holes or grains, a lead muller is substituted for the linen cushion. In order to give a perfect brilliancy to the polish, the gloss is applied. Wash well the prepared surfaces and leave them until perfectly dry, then take a linen cushion, moistened only with water, and a little powder of calcined tin of the first quality. After rubbing with this for some time take another cushion of dry rags, rub with it lightly, brush away any foreign substance which might scratch the marble, and a perfect polish will be obtained. A little alum mixed with the water used penetrates the pores of the marble, and gives it a speedier polish. This polish spots very easily and is soon tarnished and destroyed by dampness. It is necessary when purchasing articles of polished marbles to subject them to the test of water; if there is too much alum, the marble absorbs the water and a whitish spot is left.
Polishing powders are advantageously prepared according to the following recipes:
I.—Four pounds magnesium carbonate, 4 pounds chalk, and 4 pounds rouge are intimately mixed.
II.—Four pounds magnesium carbonate are mixed with 1/4 pound fine rouge.
III.—Five pounds fine levigated whiting and 2 pounds Venetian red are ground together.
| IV.— | Kieselguhr | 42 pounds |
|---|---|---|
| Putty powder | 14 pounds | |
| Pipe clay | 14 pounds | |
| Tartaric acid | 1 1/2 pounds |
Powder the acid, mix well with the others. This is styled “free from mercury, poisonous mineral acids, alkalies, or grit.” It may be tinted with 12 ounces of oxide of iron if desired.
| I.— | Malt vinegar | 4 gallons |
|---|---|---|
| Lemon juice | 1 gallon | |
| Paraffine oil | 1 gallon | |
| Kieselguhr | 7 pounds | |
| Powdered bath brick | 3 pounds | |
| Oil lemon | 2 ounces | |
| II.— | Kieselguhr | 56 pounds |
| Paraffine oil | 3 gallons | |
| Methylated spirit | 1 1/2 gallons | |
| Camphorated spirit | 1/2 gallon | |
| Turpentine oil | 1/2 gallon | |
| Liquid ammonia fort | 3 pints | |
| III.— | Rotten stone | 16 av. ounces |
| Paraffine | 8 av. ounces | |
| Kerosene (coal oil) | 16 fluidounces | |
| Oil of mirbane enough to perfume. | ||
Melt the paraffine, incorporate the rotten stone, add the kerosene, and the oil of mirbane when cold.
| IV.— | Oxalic acid | 1/2 av. ounce |
|---|---|---|
| Rotten stone | 10 av. ounces | |
| Kerosene (coal oil) | 30 fluidounces | |
| Paraffine | 2 av. ounces |
Pulverize the oxalic acid and mix it with rotten stone; melt the paraffine, add to it the kerosene, and incorporate the powder; when cool, add oil of mirbane or lavender to perfume.
Pour the ammonia into the oil, methylated spirits, and turpentine, add the camphorated spirit and mix with the kieselguhr. To prevent setting, keep well agitated during filling. The color may be turned red by using a little sesquioxide of iron and less kieselguhr. Apply with a cloth, and when dry use another clean cloth or a brush.
| I.— | Powdered pipe clay | 112 pounds |
|---|---|---|
| Tallow soap | 16 pounds | |
| Tartaric acid | 1 1/4 pounds |
Grind until pasty, afterwards press into blocks by the machine.
| II.— | Levigated flint | 60 pounds |
|---|---|---|
| Whiting | 52 pounds | |
| Tallow | 20 pounds | |
| Caustic soda | 5 pounds | |
| Water | 2 gallons |
Dissolve the soda in water and add to the tallow; when saponified, stir in the others, pressing as before.
| III.— | Saponified cocoanut oil | 56 pounds |
|---|---|---|
| Kieselguhr | 12 pounds | |
| Alum | 5 1/2 pounds | |
| Flake white | 5 1/2 pounds | |
| Tartaric acid | 1 3/4 pounds |
Make as before.
| IV.— | Tallow soap | 98 pounds |
|---|---|---|
| Liquid glycerine soap | 14 pounds | |
| Whiting | 18 pounds | |
| Levigated flint | 14 pounds | |
| Powdered pipe clay | 14 pounds |
| I.— | White petroleum jelly | 90 pounds |
|---|---|---|
| Kieselguhr | 30 pounds | |
| Refined paraffine wax | 10 pounds | |
| Refined chalk or whiting | 10 pounds | |
| Sodium hyposulphite | 8 pounds |
Melt wax and jelly, stir in others and grind.
It is an undecided point as to whether a scented paste is better than one without perfume. The latter is added merely to hide the nasty smell of some of the greases used, and it is not very nice to have spoons, etc., smelling, even tasting, of mirbane, so perhaps citronelle is best for this purpose. It is likely to be more pure. The dose of scent is usually at the rate of 4 ounces to the hundredweight.
| II.— | Dehydrated soda | 5 parts |
|---|---|---|
| Curd soap | 20 parts | |
| Emery flour | 100 parts |
To be stirred together on a water bath with water, 100 parts, until soft.
| III.— | Turpentine | 1 part |
|---|---|---|
| Emery flour | 1 part | |
| Paris red | 2 parts | |
| Vaseline | 2 parts |
Mix well and perfume.
| IV.— | Stearine | 8 to 9 parts |
|---|---|---|
| Mutton suet | 32 to 38 parts | |
| Stearine oil | 2 to 2.5 parts |
Melt together and mix with Vienna chalk, in fine powder, 48 to 60 parts; Paris red, 20 parts.
| V.— | Rotten stone | 1 part |
|---|---|---|
| Iron subcarbonate | 3 parts | |
| Lard oil, a sufficient quantity. | ||
| VI.— | Iron oxide | 10 parts |
| Pumice stone | 32 parts | |
| Oleic acid, a sufficient quantity. | ||
| VII.— | Soap, cut fine | 16 parts |
| Precipitated chalk | 2 parts | |
| Jewelers’ rouge | 1 part | |
| Cream of tartar | 1 part | |
| Magnesium carbonate | 1 part | |
| Water, a sufficient quantity. | ||
Dissolve the soap in the smallest quantity of water over a water bath. Add the other ingredients to the solution while still hot, stirring all the time to make sure of complete homogeneity. Pour the mass into a box with shallow sides, and afterwards cut into cubes.
II.—This is recommended for machinery by the chemical laboratory of the industrial museum of Batavia:
| Oil of turpentine | 15 parts |
| Oil of stearine | 25 parts |
| Jewelers’ red | 25 parts |
| Animal charcoal, of superior quality | 45 parts |
Alcohol is added to that mixture in such a quantity as to render it almost liquid, then by means of a brush it is put on those parts that are to be polished. When the alcohol has dried, the remaining cover is rubbed with a mixture of 45 parts of animal charcoal and 25 parts jewelers’ red. The rubbed parts will become quite clean and bright.
III.—The ugly spots which frequently show themselves on nickel-plated objects may be easily removed with a mixture of 1 part sulphuric acid and 50 parts alcohol. Coat the spots with this solution, wipe off after a few seconds, rinse off thoroughly with clean water, and rub dry with sawdust.
IV.—Crocus, dried and powdered, when applied with chamois leather to nickel-plated goods, will restore their brilliancy without injuring their surface.
V.—Articles of tin should be ground {596} and polished with Vienna lime or Spanish white. The former may be spread on linen rags, the latter on wash leather. Good results may be obtained by a mixture of about equal parts of Vienna lime, chalk, and tripoli. It should be moistened with alcohol, and applied with a brush. Subsequent rubbing with roe skin (chamois) will produce a first-rate polish. Tin being a soft metal, the above polishing substances may be very fine.
VI.—To polish watch cases, take two glasses with large openings, preferably two preserving jars with ground glass covers. Into one of the glass vessels pour 1 part of spirit of sal ammoniac and 3 parts water, adding a little ordinary barrel soap and stirring everything well. Fill the other glass one half with alcohol. Now lay the case to be cleaned, with springs and all, into the first-named liquid and allow to remain therein for about 10 to 20 seconds. After protracted use this time may be extended to several minutes. Now remove the case, quickly brush it with water and soap and lay for a moment into the alcohol in the second vessel. After drying off with a clean cloth heat over a soldering flame for quick drying and the case will now look almost as clean and neat as a new one. The only thing that may occur is that a polished metal dome may become tarnished, but this will only happen if either the mixture is too strong or the case remains in it too long, both of which can be easily avoided with a little practice. Shake before using.
VII.—This is a cleanser as well as polisher:
| Prepared chalk | 2 parts |
| Water of ammonia | 2 parts |
| Water sufficient to make | 8 parts |
The ammonia saponifies the grease usually present.
It must be pointed out that the alkali present makes this preparation somewhat undesirable to handle, as it will affect the skin if allowed too free contact.
The density of the liquid might be increased by the addition of soap; the solid would, of course, then remain longer in suspension.
VIII.—Serviettes Magiques.—These fabrics for polishing articles of metal consist of pure wool saturated with soap and tripoli, and dyed with a little coralline. They are produced by dissolving 4 parts of Marseilles soap in 20 parts of water, adding 2 parts of tripoli and saturating a piece of cloth 3 inches long and 4 inches wide with it, allowing to dry.
IX.—In order to easily produce a mat polish on small steel articles use fine powdered oil stone, ground with turpentine.
| I.— | Alcohol, 95 per cent | 300 parts |
|---|---|---|
| Benzol | 700 parts | |
| Gum benzoin | 8 parts | |
| Sandarac | 16 parts |
Mix and dissolve. Use as French polish.
| II.— | Beeswax | 2,500 parts |
|---|---|---|
| Potassium carbonate | 25 parts | |
| Oil of turpentine | 4,000 parts | |
| Water, rain or distilled | 4,500 parts |
Dissolve the potassium carbonate in 1,500 parts of the water and in the solution boil the wax, shaved up, until the latter is partially saponified, replacing the water as it is driven off by evaporation. When this occurs remove from the fire and stir until cold. Now add the turpentine little by little, and under constant agitation, stirring until a smooth, homogeneous emulsion is formed. When this occurs add the remainder of the water under constant stirring. If a color is wanted use alkanet root, letting it macerate in the oil of turpentine before using the latter (about an ounce to the quart is sufficient). This preparation is said to be one of the best polishes known. The directions are very simple: First wash the surface to be polished, rinse, and dry. Apply the paste as evenly and thinly as possible over a portion of the surface, then rub off well with a soft woolen cloth.
| I.— | White lead | 5 parts |
|---|---|---|
| Chalk, levigated | 20 parts | |
| Magnesium carbonate | 2 parts | |
| Aluminum oxide | 5 parts | |
| Silica | 3 parts | |
| Jewelers’ rouge | 2 parts |
Each of the ingredients must be reduced to an impalpable powder, mixed carefully, and sifted through silk several {597} times to secure a perfect mixture, and to avoid any possibility of leaving in the powder anything that might scratch the silver or gold surface. This may be left in the powder form, or incorporated with soap, made into a paste with glycerine, or other similar material. The objection to mixtures with vaseline or greasy substances is that after cleaning the object must be scrubbed with soap and water, while with glycerine simple rinsing and running water instantly cleans the object. The following is also a good formula:
| II.— | Chalk, levigated | 2 parts |
|---|---|---|
| Oil of turpentine | 4 parts | |
| Stronger ammonia water | 4 parts | |
| Water | 10 parts |
Mix the ammonia and oil of turpentine by agitation, and rub up the chalk in the mixture. Finally rub in the water gradually or mix by agitation. Three parts each of powdered tartaric acid and chalk with 1 part of powdered alum make a cheap and quick silver cleaning powder.
III.—Mix 2 parts of beechwood ashes with 4/100 of a part of Venetian soap and 2 parts of common salt in 8 parts of rain water. Brush the silver with this, using a pretty stiff brush. A solution of crystallized permanganate of potash is often recommended, or even the spirits of hartshorn, for removing the grayish violet film which forms upon the surface of the silver. Finally, when there are well-determined blemishes upon the surface of the silver, they may be soaked 4 hours in soapmakers’ lye, then cover them with finely powdered gypsum which has been previously moistened with vinegar, drying well before a fire; now rub them with something to remove the powder. Finally, they are to be rubbed again with very dry bran.
The polishing of steel must always be preceded by a thorough smoothing, either with oilstone dust, fine emery, or coarse rouge. If any lines are left to be erased by means of fine rouge, the operation becomes tedious and is rarely successful. The oilstone dust is applied on an iron or copper polisher. When it is desired to preserve the angles sharp, at a shoulder, for instance, the polisher should be of steel. When using diamantine an iron polisher, drawn out and flattened with a hammer, answers very well. With fine rouge, a bronze or bell-metal polisher is preferable for shoulders; and for flat surfaces, discs or large zinc or tin polishers, although glass is preferable to either of these. After each operation with oilstone dust, coarse rouge, etc., the polisher, cork, etc., must be changed, and the object should be cleaned well, preferably by soaping, perfect cleanliness being essential to success. Fine rouge or diamantine should be made into a thick paste with oil; a little is then taken on the polisher or glass and worked until quite dry. As the object is thus not smeared over, a black polish is more readily obtained, and the process gets on better if the surface be cleaned from time to time.
For polishing and cleaning fenders, fireirons, horses’ bits, and similar articles: Fifty-six pounds Bridgewater stone; 28 pounds flour emery; 20 pounds rotten stone; 8 pounds whiting. Grind and mix well.
To make iron take a bright polish like steel, pulverize and dissolve in 1 quart of hot water, 1 ounce of blue vitriol; 1 ounce of borax; 1 ounce of prussiate of potash; 1 ounce of charcoal; 1/2 pint of salt, all of which is to be added to one gallon of linseed oil and thoroughly mixed. To apply, bring the iron or steel to the proper heat and cool in the solution.
| I.— | Ceresine | 12 parts |
|---|---|---|
| Japan wax | 10 parts | |
| Turpentine oil | 100 parts | |
| Lampblack, best | 12 parts | |
| Graphite, levigated | 10 parts |
Melt the ceresine and wax together, remove from the fire, and when half {598} cooled off add and stir in the graphite and lampblack, previously mixed with the turpentine.
| II.— | Ceresine | 23 parts |
|---|---|---|
| Carnauba wax | 5 parts | |
| Turpentine oil | 220 parts | |
| Lampblack | 300 parts | |
| Graphite, finest levigated | 25 parts |
Mix as above.
III.—Make a mixture of water glass and lampblack of about the consistency of thin syrup, and another of finely levigated plumbago and mucilage of Soudan gum (or other cheap substitute for gum arabic), of a similar consistency. After getting rid of dust, etc., go over the stove with mixture No. 1 and let it dry on, which it will do in about 24 hours. Now go over the stove with the second mixture, a portion of the surface at a time, and as this dries, with an old blacking brush give it a polish. If carefully done the stove will have a polish resembling closely that of new Russian iron. A variant of this formula is as follows: Mix the graphite with the water glass to a smooth paste; add, for each pound of paste, 1 ounce of glycerine and a few grains of aniline black. Apply to the stove with a stiff brush.
See also Polishes for Furniture, Floors and Pianos.
In the usual method of French polishing, the pad must be applied along curved lines, and with very slight pressure, if the result is to be uniform. To do this requires much practice and the work is necessarily slow. Another disadvantage is that the oil is apt to sweat out afterwards, necessitating further treatment. According to a German patent all difficulty can be avoided by placing between the rubber and its covering a powder composed of clay or loam, or better, the powder obtained by grinding fragments of terra cotta or of yellow bricks. The powder is moistened with oil for use. The rubber will then give a fine polish, without any special delicacy of manipulation and with mere backward and forward rubbing in straight lines, and the oil will not sweat out subsequently. Another advantage is that no priming is wanted, as the powder fills up the pores. The presence of the powder also makes the polish adhere more firmly to the wood.
The polish is the same as for soft wood. The simplest method of applying wax is by a heated iron, scraping off the surplus, and then rubbing with a cloth. It is evident that this method is especially laborious; and for that reason solution of the wax is desirable. It may be dissolved rather freely in turpentine spirit, and is said to be soluble also in kerosene oil.
The following recipes give varnish-like polishes:
I.—Dissolve 15 parts of shellac and 15 parts of sandarac in 180 parts of spirit of wine. Of this liquid put some on a ball of cloth waste and cover with white linen moistened with raw linseed oil. The wood to be polished is rubbed with this by the well-known circular motion. When the wood has absorbed sufficient polish, a little spirit of wine is added to the polish, and the rubbing is continued. The polished articles are said to sustain no damage by water, nor show spots or cracks.
II.—Orange shellac, 3 parts; sandarac, 1 part; dissolved in 30 parts of alcohol. For mahogany add a little dragon’s blood.
III.—Fifteen parts of oil of turpentine, dyed with anchusine, or undyed, and 4 parts of scraped yellow wax are stirred into a uniform mass by heating on the water bath. {599}
IV.—Melt 1 part of white wax on the water bath, and add 8 parts of petroleum. The mixture is applied hot. The petroleum evaporates and leaves behind a thin layer of wax, which is subsequently rubbed out lightly with a dry cloth rag.
| V.— | Stearine | 100 parts |
|---|---|---|
| Yellow wax | 25 parts | |
| Caustic potash | 60 parts | |
| Yellow laundry soap | 10 parts | |
| Water, a sufficient quantity. | ||
| Heat together until a homogeneous mixture is formed. | ||
| VI.— | Yellow wax | 25 parts |
| Yellow laundry soap | 6 parts | |
| Glue | 12 parts | |
| Soda ash | 25 parts | |
| Water, a sufficient quantity. | ||
Dissolve the soda in 400 parts of water, add the wax, and boil down to 250 parts, then add the soap. Dissolve the glue in 100 parts of hot water, and mix the whole with the saponified wax.
VII.—This is waterproof. Put into a stoppered bottle 1 pint alcohol; 2 ounces gum benzoin; 1/4 ounce gum sandarac, and 1/4 ounce gum anime. Put the bottle in a sand bath or in hot water till the solids are dissolved, then strain the solution, and add 1/4 gill best clear poppy oil. Shake well and the polish is ready for use.
VIII.—A white polish for wood is made as follows:
| White lac | 1 1/2 pounds |
| Powdered borax | 1 ounce |
| Alcohol | 3 pints |
The lac should be thoroughly dried, especially if it has been kept under water, and, in any case, after being crushed, it should be left in a warm place for a few hours, in order to remove every trace of moisture. The crushed lac and borax are then added to the spirit, and the mixture is stirred frequently until solution is effected, after which the polish should be strained through muslin.
IX.—To restore the gloss of polished wood which has sweated, prepare a mixture of 100 parts of linseed oil, 750 parts of ether, 1,000 parts of rectified oil of turpentine, and 1,000 parts of petroleum benzine, perfumed, if desired, with a strongly odorous essential oil, and colored, if required, with cuicuma, orlean, or alkanna. The objects to be treated are rubbed thoroughly with this mixture, using a woolen rag.
| Castile soap, white | 4 parts |
| Jewelers’ red | 2 parts |
| Water | 20 parts |
Mix. One ounce of this mixture will answer for a cloth 12 inches square, where several of them are saturated at the same time. For the workshop, a bit of chamois skin of the same size (a foot square), is preferable to wool, on account of its durability. After impregnation with the soap solution, it should be dried in the air, being manipulated while drying to preserve its softness and suppleness.
| Denaturized alcohol | 400 parts |
| Spirit of sal ammoniac | 75 parts |
| Water | 150 parts |
| Petroleum ether | 80 parts |
| Infusorial earth | 100 parts |
| Red bole or white bole | 50 parts |
| Calcium carbonate | 100 parts |
Add as much of the powders as desired. Mirbane oil may be used for scenting.
| Infusorial earth (Kieselguhr) | 8 ounces |
| Paraffine | 2 ounces |
| Lubricating oil | 6 fluidounces |
| Oleic acid | 1 fluidounce |
| Oil mirbane | 30 minims |
Melt the paraffine with the lubricating oil, and mix with the infusorial earth, then add the oleic acid and oil of mirbane.
For copper, brass, German silver, and tombac, stearine oil and Vienna lime are used. Articles of brass can be polished, after the pickling, in the lathe with employment of a polish consisting of shellac, dissolved in alcohol, 1,000 parts; powdered turmeric, 1,000 parts; tartar, 2,000 parts; ox gall, 50 parts; water, 3,000 parts.
Gold is polished with ferric oxide (red stuff), which, moistened with alcohol, is applied to leather.
For polishing silver, the burnisher or bloodstone is employed, using soap water, thin beer, or a decoction of soap wort. Silver-plated articles are also polished with Vienna lime.
To produce a dull luster on gold and silver ware, glass brushes, i. e., scratch brushes of finely spun glass threads, are made use of.
Pewter articles are polished with Vienna lime or whiting; the former on a linen rag, the latter on leather.
If embossed articles are to be polished, use the burnisher, and for polish, soap water, soap-wort decoction, ox gall with water.
Antimony-lead alloys are polished with burnt magnesia on soft leather or with fine jewelers’ red.
Zinc is brightened with Vienna lime or powdered charcoal.
Vienna lime gives a light-colored polish on brass, while ferric oxide imparts a dark luster.
For the most part, Paris red consists of ferric oxide or ferrous oxide. In its production advantage is taken of a peculiarity common to most salts of iron, that when heated to a red heat they separate the iron oxide from the acid combination. In its manufacture it is usual to take commercial green vitriol, copperas crystals, and subject them to a moderate heat to drive off the water of crystallization. When this is nearly accomplished they will settle down in a white powder, which is now placed in a crucible and raised to a glowing red heat till no more vapor arises, when the residue will be found a soft smooth red powder. As the temperature is raised in the crucible, the darker will become the color of the powder and the harder the abrasive.
Should an especially pure rouge be desired, it may be made so by boiling the powder we have just made in a weak solution of soda and afterwards washing it out repeatedly and thoroughly with clean water. If treated in this way, all the impurities that may chance to stick to the iron oxide will be separated from it.
Should a rouge be needed to put a specially brilliant polish upon any object its manufacture ought to be conducted according to the following formula: Dissolve commercial green vitriol in water; dissolve also a like weight of sorrel salt in water; filter both solutions; mix them well, and warm to 140° F.; a yellow precipitate, which on account of its weight, will settle immediately; decant the fluid, dry out the residue, and afterwards heat it as before in an iron dish in a moderately hot furnace till it glows red.
By this process an exceptionally smooth, deep-red powder is obtained, which, if proper care has been exercised in the various steps, will need no elutriation, but can be used for polishing at once. With powders prepared in this wise our optical glasses and lenses of finest quality are polished.
POLISHES FOR THE LAUNDRY: See Laundry Preparations.
POMADE, PUTZ: See Cleaning Preparations and Methods.
POMADES: See Cosmetics.
POMEGRANATE ESSENCE: See Essences and Extracts.
See also Ceramics.
PORCELAIN, HOW TO TELL POTTERY AND PORCELAIN: See Ceramics. {602}
PORTLAND CEMENT: See Cement.
PORTLAND CEMENT, SIZE OVER: See Adhesives.
POSTAL CARDS, HOW TO MAKE SENSITIZED: See Photography, under Paper-Sensitizing Processes.
POTASSIUM SILICATE AS A CEMENT: See Adhesives, under Water-Glass Cements.
POTATO STARCH: See Starch.
POTTERY: See Ceramics.
POULTRY APPLICATIONS: See Insecticides.
POULTRY FOODS AND POULTRY DISEASES AND THEIR REMEDIES: See Veterinary Formulas.
POULTRY WINE: See Wines and Liquors.
POUNCE: See Cleaning Preparations and Methods, under Ink Eradicators.
POWDER FOR COLORED FIRES: See Pyrotechnics.
POWDER, FACE: See Cosmetics.
POWDER, ROUP: See Roup Powder.
POWDERS FOR STAMPING: See Stamping.
POWDERS FOR THE TOILET: See Cosmetics.
| Formaldehyde solution | 6 parts |
| Glycerine | 12 parts |
| Alcohol | 3 parts |
| Water | 100 parts |
The addition of glycerine becomes necessary only if it is desired to keep the pieces in a soft state. Filtering through animal charcoal renders the liquid perfectly colorless. For dense objects, such as lungs and liver, it is best to make incisions so as to facilitate the penetration of the fluid. In the case of very thick pieces, it is best to take 80 to 100 parts of formaldehyde solution for above quantities.
| Arsenic | 0.7 parts |
| Alum | 15.0 parts |
| Water | 100.0 parts |
For sprinkling the inside skin as well as filling bones, the following is employed:
| Camphor | 2 parts |
| Insect powder | 2 parts |
| Black pepper | 1 part |
| Flowers of sulphur | 4 parts |
| Alum | 3 parts |
| Calcined soda | 3 parts |
| Tobacco powder | 3 parts |
| Sodium fluoride | 5 parts |
| Formaldehyde (40 per cent) | 2 parts |
| Water | 100 parts |
After leaving this fixing liquid they are put in the following preservative solution:
| Glycerine (28° Bé.) | 5 parts |
| Water | 10 parts |
| Magnesium chloride | 1 part |
| Sodium fluoride | 0.2 parts |
In this liquid zoological preparations, especially reptiles, retain their natural coloring. Most anatomical preparations likewise remain unchanged therein.
PRESERVATIVES FOR WOOD: See Wood.
Have everything ready before beginning canning. Put water in each jar, fit on rubbers and tops, and invert the jar on the table. If any water oozes out try another top and rubber until sure the jar is air-tight. Wash jars and tops, put them in cold water and bring to a boil. When the fruit is cooked ready take a jar from the boiling water, set it on a damp cloth laid in a soup plate, dip a rubber in boiling water, and fit it on firmly. Fill the jar to overflowing, wipe the brim, screw on the top, and turn it upside down on a table. If any syrup oozes out empty the jar back into the kettle and fit on a tighter rubber. Let it stand upside down till cold, wipe clean, wrap in thick paper, and keep in a cool, dry place.
These general directions are for all fruits and vegetables that are cooked before putting in the jars. Fruit keeps its shape better if cooked in the jars, which should be prepared as above, the fruit carefully looked over and filled into the jars. If a juicy fruit, like blackberries or raspberries, put the sugar in with it in alternate layers. For cherries the amount of sugar depends on the acidity of the fruit and is best made into a syrup with a little water and poured down through them. Peaches and pears after paring, are packed into the jars and a syrup of about a quarter of a pound of sugar to a pound of fruit poured over them. Most fruits need to be cooked from 10 to 15 minutes after the water around them begins to boil.
Red raspberries ought not to be boiled. Put them into jars as gently as possible; they are the tenderest of all fruits and will bear the slightest handling. Drop them in loosely, fold a saucer into a clean cloth, and lay over the top, set on a perforated board in a boiler, pour water to two-thirds, cover and set over a slow fire. As the fruit settles add more until full. When it is cooked soft lift the jar out and fill to the top with boiling syrup of equal parts of sugar and water, and seal.
Do not can all the fruit, for jams and jellies are a welcome change and also easier to keep. Raspberries and currants mixed make delicious jam. Use the juice of a third as many currants and 3/4 of a pound of sugar to a pound of fruit. The flavor of all kinds of fruit is injured by cooking it long with the sugar, so heat the latter in the oven and add when the fruit is nearly done.
Jelly is best made on a clear day, for small fruits absorb moisture, and if picked after a rain require longer boiling, and every minute of unnecessary boiling gives jelly a less delicate color and flavor. When jelly is syrupy, it has been boiled too long; if it drops from the spoon with a spring, or wrinkles as you push it with the spoon in a saucer while cooling, it is done enough. Try it after 5 minutes’ boil. Cook the fruit only until the skin is broken and pulp softened. Strain without squeezing for jelly, and use the last juice you squeeze out for jam. Measure the juice and boil uncovered, skimming off. For sweet fruits 3/4 of a pound of sugar is enough to a pint of juice. Heat the sugar in the oven, add to the boiling juice; stir till dissolved. When it boils up, draw to the back of the stove. Scald the jelly glasses, fill and let stand in a clean, cool place till next day; then cover. Blackberries make jelly of a delicious flavor and jelly easily when a little underripe. Currants should be barely ripe; the ends of the bunches may be rather green.
A highly prized way of canning cherries: Stone and let them stand overnight. In the morning pour off the juice, add sugar to taste, and some water if there is not much juice, and boil and skim till it is a rich syrup. If the cherries are sweet a pint of juice and 3/4 of a pint of sugar will be right. Heat the jars, put in the uncooked cherries till they are nearly full; then pour over them the boiling syrup and fasten on the covers. Set the jars in a washboiler, fill it with very hot water and let it stand all night. The heat of the syrup and of the water will cook the fruit, but the flavor and color will be that of fresh and uncooked cherries.
II.—Fruit juices may be preserved by gentle heating and after protection from the air in sterilized containers. The heat required is much below the boiling point. Professor Müller finds that a temperature of from 140° to 158° F., maintained for 15 minutes, is sufficient to render the fermenting agents present inactive. The bottles must also be heated to destroy any adherent germs. The juices may be placed in them as expressed and the container then placed in a water bath. As soon as the heating is finished the bottles must be securely closed. The heating process will, in consequence of coagulating certain substances, produce turbidity, and if clear liquid is required, filtration is, of course, necessary. In this case it is better to heat the juice in bulk in a kettle, filter through felt, fill the bottles, and then heat again in the containers as in the first instance. It is said that grape juice prepared in this manner has been found unaltered after keeping for many years. Various antiseptics have been proposed as preservatives for fruit juices and other articles of food, but all such agents are objectionable both on account of their direct action on the system and their effect in rendering food less digestible. While small quantities of such drugs occasionally taken may exert no appreciable effect, continuous use is liable to be more or less harmful.
| Parts | Parts | ||
|---|---|---|---|
| Lemon peel | 15 | or | — |
| Cinnamon, ordinary | 15 | or | 50 |
| Star aniseed | 10 | or | 15 |
| Coriander | 3 | or | 100 |
| Carob pods | 5 | or | — |
| Ginger root, peeled | 2 | or | 200 |
| Pimento | — | or | 100 |
| Licorice | — | or | 100 |
| Cloves, without stems | — | or | 30 |
| Spanish peppers | — | or | 2 |
| Oil of lemon | — | or | 4 |
| Oil of cinnamon | — | or | 2 |
| Oil of cloves | — | or | 2 |
All the solid constituents are powdered moderately fine and thoroughly mixed; the oils dropped in last, and rubbed into the powder.
PRESSURE TABLE: See Tables.
PRINT COPYING: See Copying.
PRINTERS’ OIL: See Oil.
PRINTING ON PHOTOGRAPHS: See Photography.
PRINTS, RESTORATION OF: See Engravings.
PRINTS, THEIR PRESERVATION: See Engravings.
PRINTING OILCLOTH AND LEATHER IN GOLD: See Gold.
PRINTING-OUT PAPER, HOW TO SENSITIZE: See Photography, under Paper-Sensitizing Processes.
PRINTING-ROLLER COMPOSITIONS: See Roller Compositions for Printers.
PRUSSIC ACID: See Poisons.
While emery is used for polishing tools, polishing sand for stones and glass, ferric oxide for fine glassware, and lime and felt for metals, pumice stone is more frequently employed for polishing softer objects. Natural pumice stone presents but little firmness, and the search has therefore been made to replace the natural product with an artificial one. An artificial stone has been produced by means of sandstone and clay, designed to be used for a variety of purposes. No. 1, hard or soft, with coarse grain, is designed for leather and waterproof garments, and for the industries of felt and wool; No. 2, hard and soft, of average grain, is designed for work in stucco and sculptors’ use, and for rubbing down wood before painting; No. 3, soft, with fine grain, is used for polishing wood and tin articles; No. 4, of average hardness, with fine grain, is used for giving to wood a surface previous to polishing with oil; No. 5, hard, with fine grain, is employed for metal work and stones, especially lithographic stones. These artificial products are utilized in the same manner as the volcanic products. For giving a smooth surface to wood, the operation is dry; but for finishing, the product is diluted with oil.
PUMICE-STONE SOAP: See Soaps.
PUNCHES: See Ice Creams.
PUNCTURE CEMENT: See Cement.
PURPLE OF CASSIUS: See Gold.
(See also Lutes, under Adhesives and Cements.)
Common putty, as used by carpenters, painters, and glaziers, is whiting mixed with linseed oil to the consistency of dough. Plasterers use a fine lime mortar that is called putty. Jewelers use a tin oxide for polishing, called putty powder or putz powder. (See Putz Powder, under Jewelers’ Polishes, under Polishes.) {607}
II.—A putty which will even resist boiling sulphuric acid is prepared by melting caoutchouc at a moderate heat, then adding 8 per cent of tallow, stirring constantly, whereupon sufficiently slaked lime is added until the whole has the consistency of soft dough. Finally about 20 per cent of red lead is still added, which causes the mass to set immediately and to harden and dry. A solution of caoutchouc in double its weight of linseed oil, added by means of heat and with the like quantity (weight) of pipe clay, gives a plastic mass which likewise resists most acids.
II.—A useful putty for mirrors, etc., is prepared by dissolving gummi elasticum (caoutchouc) in benzol to a syrupy solution, and incorporating this latter with a mixture of white lead and linseed oil to make a stiff pulp. The putty adheres strongly to both glass and wood, and may therefore be applied to the framework of the window, mirror, etc., to be glazed, the glass being then pressed firmly on the cementing layer thus formed.
If flour paste is boiled (this is best produced by scalding with hot water, pouring in, gradually, the rye flour which has been previously dissolved in a little cold water and stirring constantly until the proper consistency is attained) and dry sifted chalk and a little varnish are added, a good rough stuff for wood or iron is obtained, which can be rubbed. This may also be produced from glaziers’ oil putty by gradually kneading into it flour paste and a little more sifted dry chalk.
II.—A good way to make the putty soft and plastic enough in a few hours so that it can be taken off like fresh putty, is by the use of kerosene, which entirely dissolves the linseed oil of the putty, {608} transformed into rosin, and quickly penetrates it.
The two following putties are cheaper than the above-mentioned red lead putty: II.—One part white lead, 1 part manganese, one part white pipe clay, prepared with linseed-oil varnish.
III.—Two parts red lead, 5 parts white lead, 4 parts clay, ground in or prepared with linseed-oil varnish.
IV.—Excellent putty, which has been found invaluable where waterproof closing and permanent adhesion are desired, is made from litharge and glycerine. The litharge must be finely pulverized and the glycerine very concentrated, thickly liquid, and clear as water. Both substances are mixed into a viscid, thickly liquid pulp. The pegs of kerosene lamps, for instance, can be fixed in so firmly with this putty that they can only be removed by chiseling it out. For puttying in the glass panes of aquariums it is equally valuable. As it can withstand higher temperatures it may be successfully used for fixing tools, curling irons, forks, etc., in the wooden handles. The thickish putty mass is rubbed into the hole, and the part to be fixed is inserted. As this putty hardens very quickly it cannot be prepared in large quantities, and only enough for immediate use must be compounded in each case.
V.—Five parts of hydraulic lime, 0.3 parts of tar, 0.3 parts of rosin, 1 part of horn water (the decoction resulting from boiling horn in water and decanting the latter). The materials are to be mixed and boiled. After cooling, the putty is ready for use. This is an excellent cement for glass, and may be used also for reservoirs and any vessels for holding water, to cement the cracks; also for many other purposes. It will not give way, and is equally good for glass, wood, and metal.
VI.—This is especially recommended for boiler leaks: Mix well together 6 parts of powdered graphite, 3 parts of slaked lime, 8 parts of heavy spar (barytes), and 8 parts of thick linseed-oil varnish, and apply in the ordinary way to the spots.
PUTTY FOR ATTACHING SIGN-LETTERS TO GLASS: See Adhesives, under Sign-Letter Cements.
PUTTY, TO REMOVE: See Cleaning Preparations and Methods.
PUTZ POMADE: See Cleaning Preparations and Methods.
PYROGALLIC ACID: See Photography.
PYROGALLIC ACID STAINS, TO REMOVE, FROM THE SKIN: See Cleaning Preparations and Methods and Photography.
PYROCATECHIN DEVELOPER: See Photography.
The chief chemical process is, of course, oxidation. Oxidation may be produced by the atmosphere, but in many cases this is not enough, and then the pyrotechnist must employ his knowledge of chemistry in selecting oxidizing agents.
The chief of these oxidizing agents are chlorates and nitrates, the effect of which is to promote the continuance of combustion when it is once started. They are specially useful, owing to their solid non-hygroscopic nature. Then ingredients are needed to prevent the too speedy action of the oxidizing agents, to regulate the process of combustion, such as calomel, sand, and sulphate of potash. Thirdly, there are the active ingredients that produce the desired effect, prominent among which are substances that in contact with flame impart some special color to it. Brilliancy and brightness are imparted by steel, zinc, and copper {609} filings. Other substances employed are lampblack with gunpowder, and, for theatre purposes, lycopodium.
Fireworks may be classified under four heads, viz.:
1. Single fireworks.
2. Terrestrial fireworks, which are placed upon the ground and the fire issues direct from the surface.
3. Atmospheric fireworks, which begin their display in the air.
4. Aquatic fireworks, in which oxidation is so intense that they produce a flame under water.
| Sulphur | 1 part |
| Carbon, wood | 2 parts |
| Niter | 4 parts |
| Meal powder | 1 part |
Meal powder is a fine black or brown dust, which acts as a diluent.
| Sulphur | 4 parts |
| Carbon | 3 parts |
| Niter | 8 parts |
| Sulphur | 5 parts |
| Niter | 9 parts |
| Meal powder | 15 parts |
| Color as desired. |
| Realgar | 1 part |
| Black antimony | 5 parts |
| Red lead | 1 part |
| Sulphur | 3 parts |
| Niter | 14 parts |
The compounds should be ignited in a small pill box resting on a plate. All the ingredients must be dried and powdered separately, and then lightly mixed on a sheet of paper. Always bear in mind that sulphur and chlorate of potassium explode violently if rubbed together.
The following salts, if finely powdered and burned in an iron ladle with a little spirits, will communicate to the flame their peculiar colors.
The colored fires are used largely in the production of various theatrical effects.
| I.— | Ter-sulphuret of antimony | 1 part |
|---|---|---|
| Sulphur | 2 parts | |
| Nitrate of potassium | 6 parts | |
| II.— | Sulphur | 15 parts |
| Potassium sulphate | 15 parts | |
| Ammonio-cupric sulphate | 15 parts | |
| Potassium nitrate | 27 parts | |
| Potassium chlorate | 28 parts | |
| III.— | Chlorate of potash | 8 parts |
| Calomel | 4 parts | |
| Copper sulphate | 5 parts | |
| Shellac | 3 parts | |
| IV.— | Ore pigment | 2 parts |
| Charcoal | 3 parts | |
| Potassium chloride | 5 parts | |
| Sulphur | 13 parts | |
| Potassium nitrate | 77 parts | |
| V.— | Potassium chlorate | 10 parts |
| Copper chlorate | 20 parts | |
| Alcohol | 20 parts | |
| Water | 100 parts | |
| VI.— | Copper chlorate | 100 parts |
| Copper nitrate | 50 parts | |
| Barium chlorate | 25 parts | |
| Potassium chlorate | 100 parts | |
| Alcohol | 500 parts | |
| Water | 1,000 parts |
| I.— | Barium chlorate | 20 parts |
|---|---|---|
| Alcohol | 20 parts | |
| Water | 100 parts | |
| II.— | Barium nitrate | 10 parts |
| Potassium chlorate | 10 parts | |
| Alcohol | 20 parts | |
| Water | 100 parts | |
| III.— | Shellac | 5 parts |
| Barium nitrate | 1 1/4 parts |
Pound after cooling, and add Barium chlorate, 2 to 5 per cent.
| I.— | Shellac | 5 parts |
|---|---|---|
| Strontium nitrate | 1 to 1.2 parts |
Preparation as in green fare. In damp weather add 2 to 4 per cent of potassium chlorate to the red flame; the latter causes a little more smoke.
| II.— | Strontium nitrate | 20 parts |
|---|---|---|
| Potassium chlorate | 10 parts | |
| Alcohol | 20 parts | |
| Water | 100 parts |
| I.— | Sulphur | 16 parts |
|---|---|---|
| Dried carbonate of soda | 23 parts | |
| Chlorate of potassium | 61 parts | |
| II.— | Sodium chlorate | 20 parts |
| Potassium oxalate | 10 parts | |
| Alcohol | 20 parts | |
| Water | 100 parts |
| I.— | Strontium chlorate | 15 parts |
|---|---|---|
| Copper chlorate | 15 parts | |
| Potassium chlorate | 15 parts | |
| Alcohol | 50 parts | |
| Water | 100 parts | |
| II.— | Potassium chlorate | 20 parts |
| Strontium chlorate | 20 parts | |
| Copper chlorate | 10 parts | |
| Alcohol | 50 parts | |
| Water | 100 parts |
| Potassium chlorate | 20 parts |
| Copper chlorate | 10 parts |
| Strontium chloride | 10 parts |
| Alcohol | 50 parts |
| Water | 100 parts |
| Chlorate of potash | 28 parts |
| Calomel | 12 parts |
| Shellac | 4 parts |
| Strontium nitrate | 4 parts |
| Cupric sulphate | 2 parts |
| Fat | 1 part |
| Copper sulphide | 8 parts |
| Calomel | 7 parts |
| Sulphur | 2 parts |
| Chlorate of potash | 16 parts |
| I.— | Gunpowder | 15 parts |
|---|---|---|
| Sulphur | 22 parts | |
| Nitrate of potassium | 64 parts | |
| II.— | Potassium nitrate | 30 parts |
| Sulphur | 10 parts | |
| Antimony sulphide (black) | 5 parts | |
| Flour | 3 parts | |
| Powdered camphor | 2 parts | |
| III.— | Charcoal | 1 part |
| Sulphur | 11 parts | |
| Potassium sulphide | 38 parts | |
| IV.— | Stearine | 1 part |
| Barium carbonate | 1 part | |
| Milk sugar | 4 parts | |
| Potassium nitrate | 4 parts | |
| Potassium chlorate | 12 parts |
As a general rule, a corresponding quantity of shellac may be taken instead of the sulphur for inside fireworks.
The directions for using these solutions are simply to imbibe bibulous papers in them, then carefully dry and roll tightly into rolls of suitable length, according to the length of time they are to burn.
| Potassium nitrate | 2 parts |
| Lead acetate | 40 parts |
| Water | 100 parts |
Mix and dissolve, and in the solution place unsized paper; raise to nearly a boil and keep at this temperature for 20 minutes. If the paper is to be “slow,” it may now be taken out, dried, cut into strips, and rolled. If to be “faster,” the heat is to be continued longer, according to the quickness desired. Care must be taken to avoid boiling, which might disintegrate the paper.
In preparing these papers, every precaution against fire should be taken, and their preparation in the shop or house should not be thought of. In making the solutions, etc., where heat is necessary, the water bath should invariably be used.
[Caution.—When about to place any lighted material in the mouth be sure that the mouth is well coated with saliva, and that you are exhaling the breath continuously, with greater or less force, according to the amount of heat you can bear.
If the lighted material shows a tendency to burn the mouth, do not attempt to drag it out quickly, but simply shut the lips tight, and breathe through the nose, and the fire must go out instantly.
In the Human Gas Trick, where a flame 10 to 15 inches long is blown from the mouth, be careful after lighting the {611} gas, to continue to exhale the breath. When you desire the gas to go out, simply shut the lips tight and hold the breath for a few seconds. In this trick, until the gas is well out, any inhalation is likely to be attended with the most serious results.
The several cautions above given may be examined with a lighted match, first removing, after lighting the match, any brimstone or phosphorus from its end.]
Half fill a half-ounce bottle with carbon disulphide, and drop in 1 or 2 fragments of phosphorus, each the size of a pea, which will quickly dissolve. Shake up the liquid, and pour out a small teaspoonful onto a piece of blotting paper. The carbon disulphide will quickly evaporate, leaving a film of phosphorus on the paper, which will quickly emit fumes and burst into flame. The once-popular term Fenian fire was derived from the supposed use of this liquid by the Fenians for the purpose of setting fire to houses by throwing a bottle down a chimney or through a window, the bottle to break and its contents to speedily set fire to the place.
For the purpose of experiment this liquid should only be prepared in small quantities as above, and any left over should be poured away onto the soil in the open air, so as to obviate the risk of fire. Thin paper may be fired in a similar manner with the acid bulbs and powder already mentioned. The powder should be formed into a paste, laid on the paper, and allowed to dry. Then the acid bulb is pasted over the powder.
Each bowl contains about 2 teaspoonfuls of ether, upon which is placed a small piece of the metal potassium, about the size of a pea. If the ether be pure the potassium will not be acted upon. When the water is poured into the bowl the ether and potassium float up, the latter acting vigorously on the water, evolving hydrogen and setting fire thereto, and to the ether as well.
The water may be poured into the bowl and lighted at command. In this case the potassium and ether are kept separated in the bowl, the former in a little cup on one side, and the latter in the body of the bowl. The water is poured in, and on rocking the bowl it is caused to wash into the little cup, the potassium floats up, and the fire is produced.
N. B.—The above tricks are not safe in any but specially made bowls, i. e., bowls with the wide flange round edge to prevent the accidental spilling of any portion of the burning ether.
| Bismuth | 8 parts |
| Lead | 5 parts |
| Tin | 2 parts |
To prepare it, first melt the lead in a crucible, then add the bismuth and finally the tin, and stir well together with a piece of tobacco pipe stem. This “fusible metal” will melt in boiling water, and a teaspoon cast from the alloy will melt if very hot water be poured into it, or if boiling water be stirred with it. If the water be not quite boiling, as is pretty sure to be the case if tea from a teapot is used, in all probability the heat will be insufficient to melt the spoon. But by melting the alloy and adding to it a small quantity of quicksilver a compound will be produced, which, though solid at the ordinary temperature, will melt in water very much below the boiling point. Another variety of easily fusible alloy is made by melting together
| Bismuth | 7 to 8 parts |
| Lead | 4 parts |
| Tin | 2 parts |
| Cadmium | 1 to 2 parts |
This mixture melts at 158°, that given above at 208° F.
Either one of the several alloys above given will contain considerably less heat than lead, and in consequence be the more suitable for the purposes of a “Fire King.”
When a body is melted it is raised to a certain temperature and then gets no hotter, not even if the fire be increased—all the extra heat goes to melt the remainder of the substance.
Second Method.—This is done with a ladle constructed similarly to the tin cup in a previous trick. The lead, genuine in this case, is, apparently, drunk from the ladle, which is then tilted, that it may be seen to be empty. The lead is concealed in the secret interior of the ladle, and a solid piece of lead is in conclusion dropped from the mouth, as congealed metal.
NOTE.—Have a good hold of the end with the tongs, for if it should fall it would probably inflict a serious burn; for this reason also no burning oil must drop from the cotton.
To heighten the effect, another ale glass, containing only clean water and a solid glass stirring-rod, may be handed to one of the company, with instructions to do the same as the performer; the result is amusing.
QUICK-WATER: See Alloys.
QUILTS, TO CLEAN: See Cleaning Preparations and Methods.
QUINCE EXTRACT: See Essences and Extracts.
RAGS FOR CLEANING AND POLISHING: See Cleaning Preparations and Methods.
RASPBERRYADE POWDER: See Salts, Effervescent.
RASPBERRY SYRUP: See Essences and Extracts.
Poisons for rats may be divided into two classes, quick and slow. Potassium cyanide and strychnine belong to the first, and phosphorus and arsenic to the second. Both should be kept away from children, dogs, and cats, and this is best done by putting them in places too narrow for anything larger than a rat to squeeze into. If the poison is too quick, the effect of it is visible to the same rats which saw the cause, and those which have not eaten of the bait will leave it alone. On the other hand, if it is too slow, the poisoned rat may spread it to edible things in the pantry, by vomiting. Slow poisons generally cause the rat to seek water, and when they are used water should not be left about promiscuously.
The substances most useful as rat poisons, and which are without danger to the larger domestic animals, are plaster of Paris and fresh squills. Less dangerous than strychnine and arsenic are the baryta preparations, of which the most valuable is barium carbonate. Like plaster of Paris, this substance, when used for the purpose, must be mixed with sugar and meal, or flour, and as a decoy some strong-smelling cheese should be added. In closed places there should be left vessels containing water easily accessible to the creatures.
One advantage over these substances possessed by the squill is that it is greedily eaten by rats and mice. When it is used, however, the same precaution as to water, noted above, is necessary, a circumstance too frequently forgotten. In preparing the squill for this purpose, by the addition of bacon, or fat meat of any kind, the use of a decoy like cheese is unnecessary, as the fats are sufficiently appetizing to the rodents. It is to be noted that only fresh squills should be used for this purpose, as in keeping the bulb the poisonous principle is destroyed, or, at least, is so modified as to seriously injure its value.
| I.— | Hog’s lard | 500 grams |
|---|---|---|
| Acid salicylic | 5 grams | |
| Squill | 1 bulb | |
| Beef suet | 50 to 100 grams | |
| Barium carbonate | 500 grams | |
| Solution of ammonium copper acetate, 20 per cent | 50 grams |
Cut or grate the squill into very small pieces, and fry it in the lard and suet until it has acquired a dark-brown color and {614} the fats have taken up the characteristic squill odor; then to the mess add the other substances, and stir well together.
| II.— | Squill, bruised | 4 ounces |
|---|---|---|
| Bacon, chopped fine | 6 ounces | |
| Flour or meal, enough. | ||
| Water, enough. |
Make into a stiff mass, divide into small cakes, and bake.
To 200 parts of simple syrup, in a strong flask, add 50 parts of phosphorus and 10 parts of talc powder; place the container in a suitable vessel and surround it with water heated to 120° to 130° F., and let it stand until the phosphorus is melted. Now, cork the flask well, tie down the cork, and agitate until the mixture is completely cold. As a measure of precaution, the flask should be wrapped with a cloth.
To make the poison take 50 parts of rye flour and mix with it 10 parts of powdered sugar. To the mixture add about 40 parts of water and from 30 to 40 parts of the phosphorated syrup, and mix the mass thoroughly.
While it is best to make the phosphorated syrup fresh every time that it is required, a stable syrup can be made as follows:
Heat together very carefully in a water bath 5 parts of phosphorus, 3 parts of sublimed sulphur, and 30 parts of water, until the phosphorus is completely melted and taken up; then add 30 parts of wheat flour and 6 parts of ground mustard seed, and work up, with the addition of warm water from time to time, if necessary, into a stiff paste, finally adding and working in from 1 to 2 parts of oil of anise.
Borax in powder, it may be noticed, is also useful as a preservative of phosphorated paste or the electuary.
Mühsam gives the following formula for an electuary of phosphorus for this purpose:
| I.— | Phosphorus, granulated | 1 part |
|---|---|---|
| Rye flour | 30 parts | |
| Simple syrup | 10 parts | |
| Mustard seed, powdered | 1 part | |
| Sublimed sulphur | 1 part | |
| Water | 10 parts |
Proceed as indicated above.
Hager’s formula for “Phosphorus globules” is as follows:
| II.— | Phosphorus, amorphous | 10 parts |
|---|---|---|
| Glycerine | 20 parts | |
| Linseed, powdered | 100 parts | |
| Meat extract | 15 parts | |
| Quark, recently coagulated, quantity sufficient. | ||
Mix, and make a mass, and divide into 200 globules, weighing about 15 grains each. Roll in wheat flour, in which a little powdered sugar has been mixed.
Phosphorus electuary, made as indicated above, may be smeared upon bits of fried bacon, which should be tacked firmly to a bit of board or to the floor. It is essential that either flour or sugar, or both, be strewn over the surface of the phosphorus.
The most convenient in practice, on the whole, are the phosphorus globules, either made after Hager’s formula, or, more readily, by adding rye flour and sugar to the electuary and working up to a pill mass, or barium carbonate and plaster may be added.
| I.— | Arsenic, white, powdered | 100 parts |
|---|---|---|
| Soot from the kitchen | 5 parts | |
| Oil of anise | 1 part | |
| Lard, sufficient. | ||
| Wheat flour, sufficient. | ||
| Make into 400 globules. | ||
| II.— | Beef suet | 500 parts |
| Rye flour | 500 parts | |
| Arsenic, white, powdered | 50 parts | |
| Ultramarine | 10 parts | |
| Oil of anise | 1 part | |
Melt the suet, and add to the flour, mix in the other ingredients, and work up while hot, beating the mass with a roller. Make 1,000 globules.
| Strychnine sulph | 1 drachm |
| Sugar milk | 3 drachms |
| Prussian blue | 5 grains |
| Sugar | 1/2 ounce |
| Oat flour | 1/2 ounce |
Nux Vomica Poison.—
| Oatmeal | 1 pound |
| Powdered nux vomica | 1 ounce |
| Oil of anise | 5 drops |
| Tincture of asafetida | 5 drops |
Barium Poison.—
| Barium carbonate | 4 ounces |
| Sugar | 6 ounces |
| Oatmeal | 6 ounces |
| Oil of anise | 4 drops |
| Oil of caraway | 4 drops |
RAZOR PAPER: See Paper.
See also Pastes.
The razor pastes, razor creams, etc., on the market, have for their cutting, or sharpening, agent jewelers’ rouge, or rouge and emery. When emery is used it should be ground to an impalpable powder and levigated.
I.—The simplest formula is a mixture in equal parts of rouge and emery powder, rubbed up with spermaceti ointment. Coke is also used as a cutting agent. Suet, prepared lard, in fact, any greasy or soapy substance, will answer for the vehicle.
II.—Melt 1,000 parts of beef tallow and pour 250 parts of oil to it. To this mixture, which is uniformly combined by thorough stirring, add in the same manner 150 parts of washed emery, 100 parts of tin ashes, and 50 parts of iron oxide. The stirring of these ingredients must be continued until the mass is cool, as otherwise they would be unevenly distributed. The leather of the strop should be rubbed with this grease, applying only small quantities at a time. This renders it possible to produce a very uniform coating, since little quantities penetrate the fibers of the leather more easily.
| III.— | Tin putty (tin ashes) | 2 parts |
|---|---|---|
| Colcothar | 2 parts | |
| Forged iron scales or filings | 1 part | |
| Pure levantine honing stone finely powdered | 7 parts | |
| Beef suet | 3 parts |
All the ingredients with the exception of the suet should be finely powdered. The suet is melted, the ingredients poured in, and the whole thoroughly mixed to form a doughy mass.
| IV.— | Colcothar | 1 1/2 parts |
|---|---|---|
| Pumice stone | 1 1/2 parts | |
| Graphite | 4 1/2 parts | |
| Bloodstone (red hematite) | 2 parts | |
| Iron filings | 1 part |
These ingredients are finely powdered, washed, and mixed with the following:
| Grafting wax | 2 parts |
| Soap | 2 parts |
| Lard | 2 parts |
| Olive oil | 2 parts |
Naturally the fatty ingredients are to be heated before the solid substances are commingled with them.
The side of the blade to be polished should be treated with the following compositions:
a. Tin ashes (tin putty) rubbed down to a fine powder on a honing stone and mixed with axle grease.
b. Washed graphite mingled with olive oil.
REDUCERS: See Photography.
REDUCING PHOTOGRAPHS, SCALE FOR: See Photography.
REFLECTOR METAL: See Alloys.
| I.— | Potassium nitrate | 2 pounds |
|---|---|---|
| Ammonium chloride | 2 pounds | |
| Water | 5 pints | |
| II.— | Potassium nitrate | 2 1/2 pounds |
| Ammonium chloride | 2 1/2 pounds | |
| Sodium sulphate | 4 pounds | |
| Water | 9 pints | |
| III.— | Ammonia nitrate | 4 pounds |
| Water | 4 pints | |
| IV.— | Sodium sulphate | 8 parts |
| Dilute hydrochloric acid | 5 parts | |
| V.— | Snow | 1 part |
| Water | 1 part | |
| Sulphuric acid | 4 parts | |
| VI.— | Snow | 3 parts |
| Calcium chloride | 4 parts |
If water to be frozen is placed in a tin bucket or other receptacle it can be readily congealed by putting it in a pail containing a weak dilution of sulphuric acid and water. Into this throw a handful of common Glauber salts, and the resulting cold is so great that water immersed in the mixture will be frozen solid in a few minutes, and ice cream or ices may be quickly and easily prepared. The cost is only a few cents. The same process in an ice-cream freezer will do the trick for ice cream.
II.—Procure a wire meat-safe—that is, a box covered by wire netting on three sides, with a fly-proof door. On top place a deep pan filled with water. Take a piece of burlap the height of the pan and safe, and of sufficient length to reach around the entire safe. Tack it fast where the door opens and closes. Tuck the upper edge in the water. Place it where there is a draught and where the dripping will do no damage. This constitutes a well-ventilated refrigerator that costs nothing but water to maintain.
III.—Take a store box, any convenient size, and place in this a smaller box, having the bottom and space around the sides packed with sawdust. Have a galvanized iron pan made, the size of the inside box and half as deep, to hold the ice. Have the pan made with a spout 6 inches long to drain off the water as the ice melts. Bore a hole the size of the spout through the double bottom and sawdust packing to admit the spout. Short legs may be nailed on the sides of the box and a vessel set underneath to catch the drippings. Put on a tight board cover. A shelf may be placed in the box above the ice. This box will keep ice for three days.
IV.—Select a large cracker box with a hinged cover. Knock out the bottom and cut windows in each side, leaving a 3-inch frame, over which tack wire gauze. In the coolest part of the cellar dig away the earth to a level depth of 3 inches and fit the box into the space.
Mix plaster of Paris to a consistency of thick cream and pour into the box for a 1/2-inch thick bottom. Twenty-four hours will harden it sufficiently. Put a hook and catch on the lid. A box of this sort can be cleaned easily, and insects cannot penetrate it.
II.—This simple device saves the inconvenience of having a drip-pan under the refrigerator: If the refrigerator is placed near the outer wall get a piece of rubber hose long enough to reach from the waste pipe to the outside of the wall. Bore a hole through the wall under the refrigerator, where baseboard and floor meet. Attach the hose to the waste-pipe and pass through the hole in the wall. A small trough outside should carry the water away from the house.
REFRIGERATORS, THEIR CARE: See Household Formulas.
REPLATING: See Plating.
RESILVERING OF MIRRORS: See Mirrors.
REVOLVER LUBRICANTS: See Lubricants.
RHUBARB AS A REMEDY FOR CHOLERA: See Cholera Remedies. {617}
RIBBONS FOR TYPEWRITERS: See Typewriter Ribbons.
RICE PASTE: See Adhesives.
RICE POWDER: See Cosmetics.
RIFLE LUBRICANTS: See Lubricants.
RING, HOW TO SOLDER A JEWELED: See Solders.
RINGS ON METAL, PRODUCING COLORED: See Plating.
ROACH EXTERMINATORS: See Insecticides.
ROBURITE: See Explosives.
RODINAL DEVELOPER: See Photography.
Rollers for transferring ink to types have to possess special properties, which have reference both to the nature of the ink and that of the types to which it is to be transferred. They must be as little liable as possible to changes of temperature. They must be sticky, but only just sticky enough, and must have elasticity enough to exert a uniform pressure over the varying surface with which they meet in the form. Originally, the composition was one of glue and molasses in varying proportions, and the only practical improvement that has been made is the addition of glycerine. This being slightly hygroscopic, helps to keep the roller at the right degree of softness, and being practically unfreezable, it is a great assistance in keeping the rollers from hardening in cold weather.
The recipes given in technical works for printing roller compositions are numerous and very different. All contain glue and molasses, and it is the practice to put a larger proportion of glue in rollers to be used in the summer than in those intended for winter use. The following is a selection of recipes:
I.—Soak 8 pounds of glue in as much water as it will absorb. When there is no visible water, treat the glue till melted, and add 7 pounds of hot molasses.
| II.— | Glue (summer) | 8 pounds |
|---|---|---|
| Glue (winter) | 4 pounds | |
| Molasses | 1 gallon | |
| III.— | Molasses | 12 pounds |
| Glue | 4 pounds | |
| IV.— | Molasses | 24 pounds |
| Glue | 16 pounds | |
| Paris white | 2 pounds | |
| V.— | Glue or gelatin | 64 pounds |
| Water | 48 pounds | |
| Linseed oil | 96 pounds | |
| Molasses or sugar | 64 to 96 pounds | |
| Chloride of calcium | 3 pounds | |
| Powdered rosin | 8 pounds |
Soak the glue in the water and then liquefy by heat. Then stir in the oil, first heated to 150° F. Then add the molasses and the chloride of calcium, and finally the fused rosin. The latter ingredient is only to be added when very tough rollers are required. This recipe is interesting from the inclusion in it of the hygroscopic salt, chloride of calcium, the object of which is obviously to keep the rollers moist.
ROOFS, HOW TO LAY GALVANIZED: See Household Formulas.
ROOFS, PREVENTION OF LEAKAGE: See Household Formulas.
ROOF PAINTS: See Paint.
ROOM DEODORIZER: See Household Formulas.
To protect ropes, cordage, and cloths made of flax and hemp against rot, it has been recommended to leave them for 4 days in a solution of copper sulphate, 20 parts by weight to a liter, then allow them to dry, and then, to prevent the copper sulphate being washed away by the water, place in tar or a solution of soap—1 to 10. In the latter case an insoluble copper soap is formed. To secure the same result with twine, the following process has been recommended: Place the string for an hour in a solution of glue, then allow to dry, and place in a solution of tannin. After removal from the tannin, again dry, and soak in oil. The process first described has been shown by experience to be very effective; but to prevent the washing away of the copper sulphate, it is advisable to use the solution of soap in preference to the tar, as articles steeped in the latter substance are apt to become stiff, and consequently brittle. The {618} treatment with glue and tannin in the second process has the drawback that it tends to make the string too stiff and inflexible, and thus impair its usefulness.
ROPE LUBRICANTS: See Lubricant.
ROPES, WATERPROOFING: See Waterproofing.
ROSE CORDIAL: See Wines and Liquors.
ROSEWOOD: See Wood.
ROSE POWDERS: See Cosmetics.
ROSIN, TESTS FOR, IN EXTRACTS: See Foods.
ROSIN OIL: See Oil.
ROSIN STICKS: See Depilatories.
ROUGE: See Cosmetics.
The rouge employed by machinists, watchmakers, and jewelers, is obtained by directly subjecting crystals of sulphate of iron or copperas to a high heat by which the sulphuric acid is expelled and the oxide of iron remains. Those portions least calcined, when ground, are used for polishing gold and silver. These are of bright crimson color. The darker and more calcined portions are known as “crocus,” and are used for polishing brass and steel. Others prefer for the production of rouge the peroxide of iron precipitated by ammonia from a dilute solution of sulphate of iron, which is washed, compressed until dry, then exposed to a low red heat and ground to powder. Of course, there are other substances besides rouge which are employed in polishing, as powdered emery, kieselguhr, carborundum, rotten stone, etc.
ROUGE POWDER: See Polishes.
ROUGH STUFF: See Wood.
ROUP CURES: See Veterinary Formulas.
Austin G. Day tried hundreds of experiments and took out many patents for rubber substitutes. He was in a measure successful, his “Kerite” compound proving of great value and being a result of his seeking for something that would wholly supplant rubber. As far back as 1866 he made public the results of some of his work, giving as formulas for rubber substitutes the following compounds:
| I.— | Linseed oil | 2 pounds |
|---|---|---|
| Cottonseed oil | 1 pound | |
| Petroleum | 2 pounds | |
| Raw turpentine | 2 pounds | |
| Sulphur | 2 pounds | |
| Boil 2 hours. | ||
| II.— | Linseed oil | 2 pounds |
| Cottonseed oil | 1 pound | |
| Petroleum | 1 pound | |
| Raw turpentine | 2 pounds | |
| Castor oil | 1 pound | |
| Sulphur | 2 pounds | |
| Boil 1/2 hour. | ||
| III.— | Linseed oil | 2 pounds |
| Cottonseed oil | 1 pound | |
| Petroleum | 1 pound | |
| Raw turpentine | 1/2 pound | |
| Liquid coal tar | 3 pounds | |
| Peanut oil | 1 pound | |
| Spirits turpentine | 1 pound | |
| Sulphur | 4 pounds | |
| Boil 35 minutes. | ||
| IV.— | Linseed oil | 2 pounds |
| Cottonseed oil | 1 pound | |
| Petroleum | 2 pounds | |
| Raw turpentine | 1/2 pound | |
| Liquid coal tar | 2 pounds | |
| Spirits turpentine | 1 pound | |
| Rubber | [ ] pound | |
| Sulphur | 2 pounds | |
| Boil 1 hour. | ||
In 1871 Mr. Day had brought his experimenting down to the following formula:
| V.— | Cottonseed oil | 14 pounds |
|---|---|---|
| Linseed oil | 14 pounds | |
| Asphaltum | 8 pounds | |
| Coal tar | 8 pounds | |
| Sulphur | 10 pounds | |
| Camphor | 1/2 pound |
In this the tar and asphaltum were first mixed with the cottonseed oil, after which was added the linseed oil and camphor, and, last of all, the sulphur, when the temperature was about 270° F.
A substitute designed to be used in rubber compounding in place, say, of reclaimed rubber, was made as follows:
| VI.— | Cottonseed oil | 27 pounds |
|---|---|---|
| Coal tar | 30 pounds | |
| Earthy matter | 5 pounds |
To be mixed and heated to 300° F., and then strained and cooled to 200° F. Then were added 27 pounds linseed oil, the heat raised to 220° F., and 15 to 18 pounds of sulphur added, the heat being continually raised until the mass was sulphurized. When the heat reached 240° F., 1 to 1 1/2 ounces of nitric acid were added, and at 270° to 280° F., from 1 to 3 ounces camphor were added to help the sulphurization. The resultant compound was used on the following basis:
| VII.— | Para rubber | 20 pounds |
|---|---|---|
| Litharge | 5 pounds | |
| Sulphur | 1 pound | |
| Above compound | 20 to 40 pounds |
Mr. Day did not insist on the compound quoted, but advised that the proportions be varied as widely as the exigencies of the case might demand. Whiting, barytes, infusorial earth, white lead, blacks, in fact almost any of the oxides, carbonates, or earthy materials commonly used in compounding, were used in connection with his substitute, as also were any grades of crude rubber. Among other ingredients that he found of use in making his substitutes were vegetable and animal waxes, together with ozokerite and paraffine. These were only used in small quantities, and always in connection with the linseed and cottonseed oils, and generally asphaltum or coal tar. One of his compounds also called for a quantity of golden sulphuret of antimony, presumably to assist in the sulphurization, and a small amount of tannic acid.
Another line of experimenting that is interesting, and that will yet produce good results, although so far it has not amounted to much, is in the use of cellulose. A very simple formula is of French origin and calls for the treating of cellulose with sulphuric acid, washing, drying, granulating, treating with resinate of soda—which is afterwards precipitated by sulphate of alumina—then drying and molding under pressure. As a matter of fact, the resultant mass would not be mistaken for rubber. An English formula is more like it. This consists of
| VIII.— | Cellulose | 15 pounds |
|---|---|---|
| Pitch | 25 pounds | |
| Asphalt | 20 pounds | |
| Silica | 20 pounds | |
| Mastic | 5 pounds | |
| Bitumen | 5 pounds | |
| Rosin | 10 pounds | |
| Coal tar | 12 pounds |
This makes a thick gummy varnish which is of little use except as for its waterproof qualities. Allen’s formula for a cellulose substitute might have a value if it were carried further. It is made up of 100 pounds of rosinous wood pulp treated with animal gelatin, 100 pounds asphalt, and 10 pounds asphalt oil, all heated and molded.
The Greening process, which is English, is more elaborate than Allen’s, but seems a bit laborious and costly. This process calls for the treatment of the cellulose by a mixture of sulphuric acid and nitrate of potash, and, after drying, a treatment to a bath of liquid carbonic acid. When dry again, it is mixed in a retort with refined rosin, gum benzoin, castor oil, and methylated alcohol. The distillate from this is dried by redistilling over anhydrous lime.
Another curious line of substitutes is that based upon the use of glue and glycerine. Some of these have uses, while others, that look very attractive, are of no use at all, for the simple reason that they will absorb water almost as readily as a dry sponge. The first of these is more than 30 years old and is said to be of French origin. The formula is:
| IX.— | Glue | 4 pounds |
|---|---|---|
| Glycerine | 8 ounces | |
| Nutgall | 3 ounces | |
| Acetic acid, 1 pound in 5 pounds of water. | ||
Ten years later this was approached by an English formula in which in place of {620} the nutgall and acetic acid, chromic and tannic acids were substituted, and a modicum of ground cork was added as a cheapener probably. Some four years later an ingenious Prussian gave out a formula in which to the glue and glycerine and tannic acid were added Marseilles soap and linseed oil. None of the above have ever had a commercial value, the nearest approach being the glue and glycerine compound used as a cover for gas tubing.
The substitutes that have really come into use generally are made either from linseed, cottonseed, or maize oil. Scores of these have been produced and thousands of dollars have been spent by promoters and owners in trying to make these gums do just what crude rubber will. A German formula which was partially successful is
| X.— | Linseed oil, in solution | 80 pounds |
|---|---|---|
| Lime-hardened rosin, in solution | 50 pounds | |
| Add to above | ||
| Sulphur | 8 pounds | |
| Linseed oil | 42 pounds | |
Add 20 pounds sulphur and heat to 375° F.
To prevent rubber tubes from drying up and becoming brittle, they should be coated with a 3 per cent aqueous solution of carbolic acid, which preserves them. If they have already turned stiff and brittle, they can be rendered soft and pliant again by being placed in ammonia which has been made liquid with double the amount of water.
In France rubber tubes are used as a core for casting pipes from cement and sand. In order to construct a connected pipe conduit in the ground, a groove is dug and a layer of cement mortar spread out. Upon this the rubber tube is laid, which is wrapped up in canvas and inflated. The remaining portion of the channel is then filled up with cement mortar, and as soon as it has set, the air is let out of the rubber hose and the latter is pulled out and used as before.
To cover cloth with rubber, there are chiefly employed for dissolving the rubber, naphtha, alcohol, and benzol. They are mixed with purified solid paraffine, and ground together.
Rubber boots and shoes are rendered waterproof by melting 4 parts of spermaceti and 1 part of rubber on a moderate fire, adding tallow or fat, 10 parts, and lastly 5 parts of copal varnish or amber varnish. This mixture is applied on the shoes with a brush. It should be stated that the rubber used for this purpose must be cut up very small and allowed 4 to 5 hours to dissolve.
To rid rubber articles of unpleasant odor, cover both sides with a layer of animal charcoal and heat to about 140° F.
To prevent gas from escaping through rubber hose, cover it with a mixture prepared as follows: Dissolve 5 parts of gum arabic and 3 parts of molasses in 15 parts of white wine and add, with constant stirring, 6 parts of alcohol in small quantities. Stirring is necessary to prevent the alcohol from precipitating the gum arabic.
| Sulphur chloride | 18 parts |
| Benzine | 400 parts |
| Carbon disulphide | 300 parts |
This is applied to the edges of the joint by means of a pledget of cotton wrapped on the end of a little stick, and press the jointed parts well together.
One may repair rubber bulbs by the following method: Put some pure gum in three times its bulk of benzine, and cork tightly. Let stand several days. Get some rubber in sheet form; it will be better if it is backed with cloth. To make a patch, dampen some little distance around the hole to be mended with benzine. After a moment, scrape with a knife; repeat the process several times till the site to be patched is thoroughly clean. Cut a patch from sheet of rubber a little larger than the hole to be mended, and apply to its surface several coats of the benzine solution. Then apply a good coat of the solution to both patch and about the hole, and press the patch firmly in place. Again apply the solution to make coating over the patch, and allow to dry till it will not stick to the finger. Do not use for several days.
Cracked rubber goods may be {621} successfully mended in the following manner: Before patching, the cracked surfaces to unite well must be dried, entirely freed from all dirt and dust and greased well, otherwise the surfaces will not combine. In case of a cover, waterproof coat, or rubber boots, etc., take a moderately thick piece of india rubber, suited to size of the object, cut off the edges obliquely with a sharp knife moistened in water, coat the defective places as well as the cut pieces of rubber with oil of turpentine, lay the coated parts together and subject them for 24 hours to a moderate pressure. The mended portions will be just as waterproof as the whole one. Rubber cushions or articles containing air are repaired in a very simple manner, after being cleaned as aforesaid. Then take colophony, dissolve it in alcohol (90 per cent) so that a thick paste forms, smear up the holes, allow all to harden well, and the rubber article, pillow, ball, knee caps, etc., may be used again.
Glycerine has been also recommended, and it may be used with advantage in certain cases. The articles must first be cleaned with the brush and warm water, as above detailed. Heat them in water and rub them with a wad of cotton soaked in glycerine, drawing the wad over them, backwards and forwards. This wad should be wrapped with good stout wire, the ends of which are prolonged, to serve as a handle. Where possible the articles should be stricken with the glycerine inside and out, the article being, naturally, held out of the boiling water, sufficiently, at least, to make bare the part being rubbed at the time. Let rest for 24 hours, and repeat this process. With goods kept in stock, that show a tendency to grow brittle, this treatment should be repeated every 6 months or oftener. Never put away tubing, etc., treated in this manner until every particle of moisture has drained off or evaporated.
Another authority, Zeigler, has the following on this subject: Tubing, bands, and other articles of vulcanized caoutchouc that have become brittle and useless, may be restored to usefulness, indeed, to their pristine elasticity, by treating them as follows: First, put them in a hot aqueous solution of tannic acid and tartar emetic. Next, transfer them to a cold aqueous solution of tannic acid and calcium sulphate. Mix the two solutions and heat to about the boiling point, and transfer the articles to the hot solution. This treatment should be maintained from 1 day to 3 or 4, according to the nature and condition of the articles.
To restore rubber stoppers that have become too hard for usefulness, digest them in 5 per cent soda lye for about 10 days at 86° to 104° F., replacing the lye repeatedly. Next, wash the stoppers in water and scrape off the softened outer layer with a knife, until no more can be removed. The stoppers (which have become quite soft and elastic again) are next rinsed in warm water to remove the caustic soda. If it is desired to trim them it should be done with a knife moistened with soap spirit.
According to another method, the ground scraps are steamed with soda lye under pressure, washed twice thoroughly for the elimination of the lye, and dried in the vacuum. Subsequently mix between cold rollers with 5 to 10 per cent of benzol or mineral oil and steam for some hours under hydraulic pressure at 4 atmospheres. The product thus obtained is rolled in plates and added to the mixture. The finely ground dry waste must not be stored for a long time in large quantities, as it hardens very easily and takes fire.
Old articles of vulcanized rubber are first “devulcanized” by grinding, boiling with caustic soda, and washing thoroughly. After drying, the scraps are heated to 302° F. with linseed oil in a kettle provided with stirring mechanism which is kept in continual motion. When the rubber has dissolved, a quantity of natural or coal-tar asphalt is added, and as soon as the contents of the kettle have become well mixed, the temperature is raised so high that dense fumes begin to rise and air is forced through the mass until a cooled sample shows the desired consistence. This composition being very tough and flexible, forms an excellent covering for electric cables. It finds many other uses, the proportions of rubber, asphalt, and oil being varied in accordance with the purpose for which it is designed.
Sulphur chloride is dissolved in carbon disulphide in various proportions, according to the degree of hardness the vulcanized object is to receive; the rubber cast is plunged in the solution and left there from 60 to 70 seconds. On removing, it is placed in a box or space warmed to 80° F., and left long enough for the carbon disulphide to evaporate, or about 90 to 100 seconds. It is then washed in a weakly alkaline bath of water, and dried.
Another method (recommended by Gerard) depends upon letting the rubber lie in a solution of potassium ter or penta sulphide, of 25° Bé., heated to about 280° F. for 3 hours.
RUBBER CEMENTS: See Adhesives.
RUBBER GLOVES, SUBSTITUTE FOR: See Antiseptics.
RUBBER, ITS PROPERTIES AND USES IN WATERPROOFING: See Waterproofing.
RUBBER VARNISHES: See Varnishes.
RUBY SETTINGS: See Watchmakers’ Formulas.
RUOLTZ METAL: See Alloys.
RUM, BAY: See Bay Rum. {623}
(See also Enamels, Glazes, Paints, Varnishes, Waterproofing.)
In spite of the numerous endeavors to protect metal objects from oxidation, a thoroughly satisfactory process has not yet been found, and we still have to resort to coatings and embrocations.
By covering the metals with a pale, colorless linseed-oil varnish, a fat or spirit lacquer, an unfailing protection against oxidation is obtained. This method, though frequently employed, however, is too laborious and expensive to admit of general use, and instead we frequently see employed ordinary or specially composed greases, especially for scythes, straw-knives, and many other bright iron goods. These greases are not suited to retard oxidation, for they are without exception acid-reacting bodies, which absorb oxygen in the air and under the action of light, thus rather assisting oxidation than retarding it. A covering of wax dissolved in oil of turpentine would be more recommendable, because wax is an impervious body, and a firm and rather hard layer remains after evaporation of the oil of turpentine, which excludes the air. If the treatment with the wax salve is carefully attended to no other objection can be urged against this preserving agent than that it is likewise comparatively expensive if used in large quantities. As regards the greases, and treatment with petroleum or vaseline, the easy attrition of these substances is another drawback, which makes a lasting protection impossible.
According to Shedlok, cast-iron articles are treated with acids, then exposed to the action of steam, hot or cold water, and dried. The receptacle is exhausted of air and a solution of pitch, rosin, rubber, or caoutchouc, applied under pressure. Objects prepared in this manner are said to be impervious even to weak acids.
The inoxidizing process of Ward is founded on the simultaneous employment of silicates and heat. The cast iron or wrought iron are coated with a siliceous mass by means of a brush or by immersion. This covering dries quickly, becomes liquid when the articles are exposed to a suitable heat, and soaks into the pores of the metal, forming a dense and uniform coat of dull black color after cooling, which is not changed by long-continued influence of the atmosphere, and which neither scales nor peels from the object. By the admixture of glass coloring matters to the siliceous mass, decorated surfaces may be produced.
Another inoxidation process for cast iron is the following: The cast-iron objects, such as whole gas chandeliers, water pipes, ornaments, balcony railings, cooking vessels, etc., are laid upon an iron sliding carriage 3.5 meters long and are exposed in a flame furnace of special construction first 15 minutes to the influence of gas generators with oxidizing action, then 20 minutes to such with reducing action. After being drawn out and cooled off the inoxidized pieces take on a uniform slate-blue shade of color, but can be enameled and ornamented in any manner desired. In applying the enamel the corroding with acid is obviated, for which reason the enamel stands exceedingly well.
A bronze-colored oxide coating which withstands outward influences fairly well, is produced as follows: The brightly polished and degreased objects are exposed from 2 to 5 minutes to the vapors of a heated mixture of concentrated hydrochloric acid and nitric acid (1:1) until the bronze color becomes visible on the articles. After these have been rubbed well with vaseline, heat once more until the vaseline commences to decompose. After cooling, the object is smeared well with vaseline. If vapors of a mixture of concentrated hydrochloric acid and nitric acid are allowed to act on the iron object, light reddish-brown shades are obtained, but if acetic acid is added to the above named two acids, oxide coatings of a bronze-yellow color can be obtained by the means of the vapors. By the use of different mixtures of acids any number of different colorings can be produced.
“Emaille de fer contre-oxide” is the name of an enamel which is said to protect iron pipes cheaply. The enamel is composed as follows: One hundred and thirty parts powdered crystal glass, 20.5 parts soda, 12 parts boracic acid. These substances mixed in the most careful manner are melted together in crucibles, the mass is chilled and transformed into a fine powder by crushing and grinding. The iron pipes and other objects of iron are first cleaned in the usual manner by corroding, dried and then coated with a very dilute gum arabic solution or any other gluing agent, and the powdered mass is spread over them by means of a sieve. The objects thus powdered are put in a room which is heated to 160° C. to drive out all moisture and are heated {624} to dark redness, at which temperature the oxide coating melts.
Those processes, which produce a black protoxide layer on the iron by heating iron objects in supersaturated aqueous vapor, have not stood the test, as the layer formed will drop off or peel off after a short time, thus opening the way for rust after all.
The anti-rust composition called rubber oil is prepared as follows, according to the specification of the patent: The crude oil obtained by the dry distillation of brown oil, peat and other earthy substances is subjected to a further distillation. Thinly rolled India rubber, cut in narrow strips, is saturated with four times the bulk of the oil and left alone for a week or so. The mass thus composed is then subjected to the action of mineral sperm oil or a similar substance, until an entirely uniform clear substance has formed. This substance, which is applied on the metallic surfaces in as thin a layer as possible, forms a sort of film after slowly drying, which is perfectly proof against atmospheric influences.
The rust-preventive composition of Jones & Co., Sheffield, is a composition of wax, fat, turpentine, and small quantities of iron oxide.
According to a process patented by A. Buchner in Germany, the iron objects are first painted with a mixture of an alkaline glue solution and rosin soap. The alkaline mass enters all the pores and fissures and prevents the rust from extending under the coating. After the first coat is dry a second one is applied of the following composition: Five parts linseed oil boiled with peroxide of manganese; 2.25 parts turpentine; 0.25 parts benzol; 20 parts zinc dust, carbonate of calcium, lead oxide, or peroxide of manganese. The mixing of the liquid with the powders must be done immediately before use, as the mass solidifies after 10 hours, and is then no longer of working consistency. The second coating, which should only be thin, hardens quickly. The paint is weatherproof, does not peel off or blister, and adheres so firmly that it can only be removed with mechanical means.
A patented process to prevent rusting of wrought or cast iron consists in applying with a brush a strong solution of potassium dichromate and drying in a stove or over an open fire. Drying at ordinary temperature is not sufficient. To ascertain if the heat is strong enough the iron is moistened with a little water. So long as this takes up any color the heat must be increased. When the proper degree of heat is reached a fine deep black layer results, which is not acted upon by water, and protects the surface from the action of the atmosphere.
A permanent lustrous rust preventive is secured as follows: The well-cleaned iron parts are suspended for a few minutes in a blue vitriol solution, so that a delicate skin of copper forms on the surface; if the pieces rinsed off with water are then moved about for a few minutes in a solution of sodium hyposulphite faintly acidulated with hydrochloric acid, they assume a blue-black coating of copper sulphide, which is equally permanent in air and in water. The black surface may be immediately rinsed with water, dried with a rag or blotting paper, and polished at once. It possesses a steel-blue luster, adheres well to the iron, will stand treatment with the scratch brush, and protects against rust in a most satisfactory manner.
| II.— | Mastic, transparent grains | 10 parts |
|---|---|---|
| Camphor | 5 parts | |
| Sandarac | 5 parts | |
| Gum elemi | 5 parts | |
| Alcohol, wood, quantity sufficient to dissolve. | ||
Mix and cover the articles with the solution. The latter will take the lacquer better if warmed slightly, but may be easily covered in the cold, if necessary.
The deposit of magnetic oxide may also be obtained by electrolysis. The iron object is placed at the anode in a bath of distilled water heated to 176° F. The cathode is a copper plate, or the vessel itself, if it is of iron or copper. By electrolysis a layer of magnetic oxide is formed. Other peroxides may be deposited in the same manner. With an alkaline solution of litharge, a very adherent, brilliant, black deposit of peroxide of lead is secured. Too energetic a current must be avoided, as it would cause a pulverulent deposit. To obtain a good coating it is necessary, after putting the objects for a moment at the positive pole, to place them at the other pole until the oxide is completely reduced, and then bring them back to their first position.
II.—Dry tallow, 25 parts; white wax, 23 parts; olive oil, 22 parts; oil of turpentine, 25 parts; mineral oil, 10 parts. Apply with a brush at the fusing temperature of the mixture.
II.—Carefully heat benzine and add half its weight of white wax, which dissolves completely in this ratio. This solution is applied to the tools by means of a brush. It is also said to protect against the action of acidiferous fumes.
III.—Take a pound of vaseline and melt with it 2 ounces of blue ointment—what druggists call one-third—and add, to give it a pleasant odor, a few drops of oil of wintergreen, cinnamon, or sassafras. When thoroughly mixed pour into a tin can—an old baking-powder can will do. Keep a rag saturated with the preventive to wipe tools that are liable to rust.
RUST SPOT REMOVER: See Cleaning Preparations and Methods.
SACCHARINE IN FOOD: See Food.
SADDLE GALLS: See Veterinary Formulas.
SADDLE SOAP: See Soap.
SALAMANDRINE DESSERT: See Pyrotechnics.
SALICYL (SWEET): See Dentifrices.
SALICYLIC ACID IN FOOD: See Foods.
SALICYLIC SOAP: See Soap.
Granulated effervescent salts are produced by heating mixtures of powdered citric acid, tartaric acid, sodium bicarbonate, and sugar to a certain temperature, until they assume the consistency of a paste, which is then granulated and dried.
If effervescent caffeine citrate, anti-pyrin, lithium citrate, etc., are to be prepared, the powder need not be dried before effecting the mixture, but if sodium phosphate, sodium sulphate, or magnesium sulphate are to be granulated, the water of crystallization must first be removed by drying, otherwise a hard, insoluble and absolutely non-granulable mass will be obtained. Sodium phosphate must lose 60 per cent of its weight in drying, sodium sulphate 56 per cent, and magnesium sulphate 23 per cent.
Naturally, water and carbonic acid escape on heating, and the loss will increase with the rise of temperature. For the production of the granulation mass it must not exceed 158° F., and for drying the grains a temperature of 122° F. is sufficient.
The fineness of the mesh should vary according to the necessary admixture of sugar and the size of the grains.
If the ingredients should have a tendency to cling to the warm bottom, an effort should be made immediately upon the commencement of the reaction to cause a new portion of the surface to come in contact with the hot walls.
When the mass is of the consistency of paste it is pressed through a wire sieve, paper or a fabric being placed underneath. Afterwards dry at sufficient heat. For wholesale manufacture, surfaces of large size are employed, which are heated by steam.
In the production of substances containing alkaloids, antipyrin, etc., care must be taken that they do not become colored. It is well, therefore, not to use heat, but to allow the mixture to stand in a moist condition for 12 hours, adding the medicinal substances afterwards and kneading the whole in a clay receptacle. After another 12 hours the mass will have become sufficiently paste-like, so that it can be granulated as above.
According to another much employed method, the mass is crushed with alcohol, then rubbed through a sieve, and dried rapidly. This process is somewhat dearer, owing to the great loss of alcohol, but presents the advantage of furnishing a better product than any other recipe.
Effervescent magnesium citrate cannot be very well made; for this reason the sulphate was used in lieu of the citrate. A part of the customary admixture of sulphate is replaced by sugar and aromatized with lemon or similar substances.
An excellent granulation mass is obtained from the following mixture by addition of alcohol:
| Parts by weight | |
|---|---|
| Sodium bicarbonate | 30 |
| Tartaric acid | 15 |
| Citric acid | 13 |
| Sugar | 30 |
The total loss of this mass through granulation amounts to from 10 to 15 per cent.
To this mass, medicinal substances, such as antipyrin, caffeine citrate, lithium citrate, lithium salicylate, phenacetin, piperacin, ferric carbonate, and pepsin may be added, as desired. {627}
In order to produce a quinine preparation, use tincture of quinine instead of alcohol for moistening; the quinine tincture is prepared with alcohol of 96 per cent.
Basis for Effervescent Salts.—
| Sodium bicarbonate, dried and powdered | 53 parts |
| Tartaric acid, dried and powdered | 28 parts |
| Citric acid, uneffloresced crystals | 18 parts |
Powder the citric acid and add the tartaric acid and sodium bicarbonate. This basis may be mixed with many of the medicaments commonly used in the form of granular effervescent salts, in the proportion which will properly represent their doses and such substances as sodium phosphate, magnesium sulphate, citrated caffeine, potassium bromide, lithium citrate, potassium citrate, and others, will produce satisfactory products. A typical formula for effervescent sodium phosphate would be as follows:
| Sodium phosphate, uneffloresced crystals | 500 parts |
| Sodium bicarbonate, dried and powdered | 477 parts |
| Tartaric acid, dried and powdered | 252 parts |
| Citric acid, uneffloresced crystals | 162 parts |
Dry the sodium phosphate on a water bath until it ceases to lose weight; after powdering the dried salt, mix it intimately with the citric acid and tartaric acid, then thoroughly incorporate the sodium bicarbonate. The mixed powders are now ready for granulation. The change in manipulation which is suggested to replace that usually followed, requires either a gas stove or a blue-flame coal-oil stove, and one of the small tin or sheet-iron ovens which are so largely used with these stoves. The stove itself will be found in almost every drug store; the oven costs from $1 to $2.
The oven is heated to about 200° F. (the use of a thermometer is desirable at first, but one will quickly learn how to regulate the flame to produce the desired temperature), and the previously mixed powders are placed on, preferably, a glass plate, which has been heated with the oven, about 1/2 pound being taken at a time, dependent upon the size of the oven. The door of the oven is now closed for about one minute, and, when opened, the whole mass will be found to be uniformly moist and ready to pass through a suitable sieve, the best kind and size being a tinned iron, No. 6. This moist, granular powder may then be placed upon the top of the oven, where the heat is quite sufficient to thoroughly dry the granules, and the operator may proceed immediately with the next lot of mixed powder, easily granulating 10 or more pounds within an hour.
Sugar has often been proposed as an addition to these salts, but experience has shown that the slight improvement in taste, which is sometimes questioned, does not offset the likelihood of darkening, which is apt to occur when the salt is being heated, or the change in color after it has been made several months. It should be remembered that in making a granular effervescent salt by the method which depends upon the liberation of water of crystallization, a loss in weight, amounting to about 10 per cent, will be experienced. This is due, in part, to the loss of water which is driven off, and also to a trifling loss of carbon dioxide when the powder is moistened.
| Fine white sugar | 2 pounds |
| Magnesium carbonate | 6 ounces |
| Citric acid | 4 ounces |
| Essence of lemon | 2 drachms |
Rub the essence into the dry ingredients, work well together, sift, and bottle.
| Fine sugar | 1 pound |
| Carbonate of magnesia | 3 ounces |
| Citric acid | 1 ounce |
| Oil of bitter almonds | 3 drops |
| Vanilla flavoring, quantity sufficient. | |
Thoroughly amalgamate the dry ingredients. Rub in the oil of almonds and sufficient essence of vanilla to give a slight flavor. Work all well together, sift, and bottle.
| Fine sugar | 2 pounds |
| Carbonate of soda | 2 ounces |
| Tartaric acid | 2 ounces |
| Essence of raspberry | 4 drachms |
| Carmine coloring, quantity sufficient. | |
Rub the essence well into the sugar, and mix this with the soda and acid. Then work in sufficient liquid carmine to make the powder pale red, sift through a fine sieve, and pack in air-tight bottles. {628}
| Fine sugar | 2 pounds |
| Carbonate of soda | 12 drachms |
| Citric acid | 10 drachms |
| Essence of ambrosia | 20 drops |
Amalgamate the whole of the above, and afterwards sift and bottle in the usual manner.
| Fine sugar | 2 pounds |
| Carbonate of soda | 12 drachms |
| Tartaric acid | 10 drachms |
| Essence of Noyeau | 6 drops |
After the dry ingredients have been mixed, and the essence rubbed into them, sift and bottle the powder.
| Fine sugar | 9 pounds |
| Tartaric acid | 40 ounces |
| Carbonate of soda | 36 ounces |
| Oil of lemon | 2 drachms |
Having thoroughly mixed the dry ingredients, add the lemon, rubbing it well in between the hands; then sift the whole thrice through a fine sieve, and cork down tight.
As oil of lemon is used in this recipe, the blending must be quite perfect, otherwise when the powder is put in water the oil of lemon will float.
Any other flavoring may be substituted for lemon, and the sherbet named accordingly.
| Fine sugar | 30 parts |
| Tartaric acid | 7 parts |
| Carbonate of soda | 6 parts |
| Finely powdered gum arabic | 1 part |
| Vanilla flavoring, quantity sufficient. | |
Proceed exactly as for lemon sherbet.
| Potassium chloride | 17 parts |
| Sodium chloride | 367 parts |
| Magnesium sulphate (dry) | 59 parts |
| Sodium bicarbonate | 107 parts |
For the preparation of Kissingen water, dissolve 1.5 grams in 180 grams of water.
| Sodium bicarbonate | 846 parts |
| Potassium carbonate | 38 parts |
| Magnesium sulphate (dry) | 38 parts |
| Sodium chloride | 77 parts |
For making Vichy water dissolve 1 part in 200 parts of water.
I.—Moisten coarsely powdered ammonium carbonate with a mixture of
| Strong tincture of orris root | 2 1/2 ounces |
| Extract of violet | 3 drachms |
| Spirit of ammonia | 1 drachm |
II.—Fill suitable bottles with coarsely powdered ammonium carbonate, and add to the salt as much of the following solution as it will absorb:
| Oil of orris | 5 minims |
| Oil of lavender flowers | 10 minims |
| Extract of violet | 30 minims |
| Stronger water of ammonia | 2 ounces |
SALVES: See Ointments.
I.—Blue.—Boil 106 parts of sand and 4 of Berlin blue with a small quantity of water, stirring constantly, and dry as soon as the sand is thoroughly colored.
II.—Black Sand.—Heat very fine quartz sand, previously freed from dust by sifting, and add to every 1/4 pound of it 6 to 8 spoonfuls of fat. Continue the heating as long as smoke or a flame is observed on stirring. The sand is finally washed and dried. This black sand will not rub off.
III.—Dark-Brown Sand.—Boil white sand in a decoction of brazil wood and dry it over a fire.
IV.—Rose-colored sand is obtained by mixing 100 parts of white sand with 4 parts of vermilion. {629}
SAND HOLES IN BRASS: See Castings.
SAND SOAP: See Soap.
SANDSTONE CEMENTS: See Adhesives.
SANDSTONE COATING: See Acid-Proofing.
SANDSTONES, TO REMOVE OIL SPOTS FROM: See Cleaning Preparations and Methods.
SAND, TO PREVENT ADHESION OF SAND TO CASTINGS: See Castings.
Each fluidounce of Ayer’s sarsaparilla represents
| Sarsaparilla root | 10 parts |
| Yellow dock root | 8 parts |
| Licorice root | 8 parts |
| Buckthorn bark | 4 parts |
| Burdock root | 3 parts |
| Senna leaves | 2 parts |
| Black cohosh root | 2 parts |
| Stillingia root | 4 parts |
| Poke root | 1 part |
| Cinchona red bark | 2 parts |
| Potassium iodide | 4 parts |
Solvent.—Alcohol, 10 1/2 minims to each fluidrachm; glycerin, syrup, water.
This is the formula as given by Dr. Charles H. Stowell, of the Ayer Company, to the daily papers, for advertising purposes.
Sarsaparilla Flavoring.—
| Oil wintergreen | 6 parts |
| Oil sassafras | 2 parts |
| Oil cassia | 1 1/2 parts |
| Oil clove | 1 1/2 parts |
| Oil anise | 1 1/2 parts |
| Alcohol | 60 parts |
Sarsaparilla Syrup.—
| Simple syrup | 40 ounces |
| Sarsaparilla flavoring | 1 drachm |
| Caramel to color. |
SARSAPARILLA EXTRACT: See Essences and Extracts.
SAUCES, TABLE: See Condiments.
SATINWOOD: See Wood.
SAUSAGE COLOR: See Foods.
SAWDUST IN BRAN: See Bran.
SAWDUST FOR JEWELERS AND WATCHMAKERS: See Watchmakers’ Formulas.
SCALD HEAD, SOAP FOR: See Soap.
SCALD REMEDIES: See Cosmetics.
SCALE FOR PHOTOGRAPHIC REDUCTION: See Photography.
SCALE PAN CLEANER: See Cleaning Preparations and Methods.
SCALE IN BOILERS: See Boiler Compounds.
SCALE INSECTS, EXTERMINATION OF: See Insecticides.
SCALP WASHES: See Hair Preparations.
SCISSORS HARDENING: See Steel.
SCOURING LIQUIDS: See Laundry Preparations.
SCRATCH BRUSHING: See Plating, under Gilding.
A screw rusted in may also be removed by placing the flat extremity of a red-hot rod of iron on it for 2 or 3 minutes. When the screw is heated, it will be found to turn quite easily.
SCREWS, BLUEING: See Steel.
SCREWS IN WATCHES: See Watchmakers’ Formulas. {630}
SEALING (BURNING) TRICK: See Pyrotechnics.
SEALING WAX: See Waxes.
I.—To prevent sea sickness, take 2 or 3 grams of potassium bromide dissolved in plain or carbonated water every evening either with supper or just before retiring for several weeks before going on the voyage. During the voyage, breathing should be deep and a tight bandage should be worn around the abdomen.
| II.— | Menthol | 0.1 part |
|---|---|---|
| Cocaine hydrochloride | 0.2 parts | |
| Alcohol | 60.0 parts | |
| Syrup | 30.0 parts |
A dessertspoonful to be taken at intervals of half an hour.
SEASONINGS: See Condiments.
SEED, BIRD: See Bird Foods.
SEEDS, TESTS FOR FOREIGN: See Foods.
SEIDLITZ POWDERS: See Salts (Effervescent).
SELTZER WATER: See Water.
An old form consisted of pellets of a very poisonous mercurial compound which gave off dangerous fumes when heated. The “eggs” may be made of comparatively safe material by the following formula:
| Potassium bichromate | 2 parts |
| Potassium nitrate | 1 part |
| White sugar | 2 parts |
Powder each ingredient separately, mix, and press into small paper cones. These must be kept from light and moisture.
Of course, neither this nor other chemical toys containing substances in the slightest degree harmful if swallowed should be placed in the hands of children not old enough fully to understand the danger of eating or even tasting unknown things.
SERVIETTES MAGIQUES: See Polishes.
SETTING OF TOOLS: See Tool Setting.
SEWING-MACHINE OIL: See Lubricants.
SHAMPOO LOTIONS AND PASTES: See Hair Restorers and Soaps.
SHARPENING PASTES: See Razor Pastes.
SHARPENING STONES: See Whetstones.
An emulsion of paraffine wax, melting at 131° F., should be used. This is prepared with 25 per cent of wax and 2 per cent of tragacanth, the wax being melted and mixed with the tragacanth previously made into a mucilage with some of the water. The addition of a little stearine or lard renders the emulsification of the wax easier, while about 10 per cent of alcohol makes the preparation more agreeable to use. The fatty odor of the preparation may be covered by the addition of 1/2 to 1 per cent of lavender oil, and the finished product then appears as a thick white cream. In use a small quantity is rubbed over the area to be shaved and the razor immediately applied. As the water in the emulsion evaporates, the particles of wax previously distributed in the emulsion become coherent and fill up the depressions in the surface of the skin from which the hairs arise, thus forming a mechanical support during the passage of the razor. The quantity required is very small, 1 ounce being sufficient for shaving the face about 6 times.
SHAVING SOAP: See Soap.
SHEEP-DIPS: See Disinfectants.
SHEEP DISEASES: See Veterinary Formulas.
If shell cameos and corals have become too hot in cementing and cracks have appeared in consequence, olive oil is applied and allowed to soak in by heating. The same process is employed for shell cameos which have developed white fissures, owing to being filed smaller.
SHELL, IMITATION OF: See Casein Compounds.
SHELLS, LUBRICANTS FOR REDRAWING: See Lubricants. {631}
SHELL POLISHES: See Polishes.
SHELLAC: See Varnishes.
In bleaching, shellac is brought into contact with an acidified solution of chloride of lime for some time, then washed, kneaded in hot water, placed back into the chloride of lime solution, and brushed. Through this treatment with the chloride of lime solution the bleached shellac sometimes loses its solubility in alcohol, which, however, can be restored if the shellac is melted in boiling water, or if it is moistened with a little ether in a well-closed vessel. A quantity of ether in the proportion of 1 part to 20 parts shellac is sufficient. Great caution is recommended in the handling of ether. The ether vapors easily ignite when in proximity to a burning light and a mixture of ether vapor and atmospheric air may cause most vehement explosions. After an action of the ether upon the shellac for several hours, the alcohol necessary to dissolve it may either be added directly or the shellac moistened with ether is placed in the open air for half an hour in a dish, after which time the ether will have evaporated and the shellac can then be dissolved by the use of alcohol.
Bleached shellac is known to lose its solubility in alcohol, especially if treated with chlorine in bleaching. This solubility can be readily restored, however, by first moistening the rosin with 1/20 its weight of ether, placing it in a closed vessel and allowing it to swell there. Shellac thus treated becomes perfectly soluble again.
In taking up the wear of engine brasses on wrist pin or crosshead pin when the key is driven clear down, back out the key and instead of putting in sheet-iron shims, put in a small piece of pine wood of just the right thickness to allow the key to come even with the under side of the strap, then pour in melted babbitt. A hole must be drilled through the flange of the brasses to allow for pouring the babbitt.
Every engineer knows the trouble it is to put several shims between the brass box and the end of the strap, especially if the box is a round-end one, as many are. By using the method described, brasses may be worn up much closer, even if worn through; the babbitt will form part of the bearing.
| Lampblack | 27–36 parts |
| Bone black | 3 parts |
| Syrup | 60–70 parts |
Put in a kettle and under gentle heat stir together until a smooth, homogeneous mass has been attained. In another kettle put 3 parts of finely shredded gutta percha and warm over an open fire until it begins to run, then add, with constant stirring, 5 parts of olive oil, continuing the heat until the gum is completely dissolved. When this occurs dissolve in 1 part of stearine, and add the whole while still hot in a slow stream, and under diligent and constant stirring, to the mixture of syrup and blacks. Continue the agitation of the mass until it is completely homogeneous. Now dissolve 4 parts of Senegal gum in 12 parts of water, and add the solution to the foregoing mass. Stir well in and finally add sufficient mirbane (about 1/5 part) to perfume.
| I.— | Marseilles soap | 122 parts |
|---|---|---|
| Potassium carbonate | 61 parts | |
| Beeswax | 500 parts | |
| Water | 2,000 parts |
Mix and boil together with occasional stirring until a smooth, homogeneous paste is obtained, then add, a little at a time, and under constant stirring, the following: {632}
| Rock candy, powdered | 153 parts |
| Gum arabic, powdered | 61 parts |
| Ivory black | 1,000 parts |
Stir until homogeneous, then pour, while still hot, into boxes.
The following makes a very brilliant and durable black polish for shoes:
| II.— | Bone black | 40 parts |
|---|---|---|
| Sulphuric acid | 10 parts | |
| Fish oil | 10 parts | |
| Sodium carbonate crystal | 18 parts | |
| Sugar, common brown, or molasses | 20 parts | |
| Liquid glue, prepared as below | 20 parts | |
| Water, sufficient. |
Soak 10 parts of good white glue in 40 parts of cold water for 4 hours, then dissolve by the application of gentle heat, and add 1.8 parts of glycerine (commercial). Set aside. Dissolve the sodium carbonate in sufficient water to make a cold saturated solution (about 3 parts of water at 60° F.), and set aside. In an earthenware vessel moisten the bone black with a very little water, and stirring it about with a stick, add the sulphuric acid, slowly. Agitate until a thick dough-like mass is obtained, then add and incorporate the fish oil. Any sort of animal oil, or even colza will answer, but it is best to avoid high-smelling oils. Add a little at a time, and under vigorous stirring, sufficient of the saturated sodium carbonate solution to cause effervescence. Be careful not to add so freely as to liquefy the mass. Stir until effervescence ceases, then add the molasses or sugar, the first, if a soft, damp paste is desired, and the latter if a dryer one is wanted. Finally, add, a little at a time, and under constant stirring, sufficient of the solution of glue to make a paste of the desired consistency. The exact amount of this last ingredient that is necessary must be learned by experience. It is a very important factor, as it gives the finished product a depth and brilliancy that it could not otherwise have, as well as a certain durability, in which most of the blackings now on the market are deficient.
| III.— | Soap | 122 parts |
|---|---|---|
| Potassium carbonate | 61 parts | |
| Beeswax | 500 parts | |
| Water | 2,000 parts |
Mix and boil together until a smooth, homogeneous paste is obtained, then add
| Bone black | 1,000 parts |
| Powdered sugar | 153 parts |
| Powdered gum arabic | 61 parts |
Mix thoroughly, remove from the fire, and pour while still hot into boxes.
| Solution of muriate of tin | 3 drachms |
| French chalk (in powder) | 1 ounce |
| Salt of sorrel | 1/2 ounce |
| Flake white | 1 ounce |
| Burnt alum | 1/2 ounce |
| Cuttle-fish bones (powdered) | 1 ounce |
| White arsenic | 1 ounce |
| Boiling water | 1 quart |
| Yellow wax | 30 parts |
| Soap | 12 parts |
| Nankin yellow | 15 parts |
| Oil of turpentine | 100 parts |
| Alcohol | 12 parts |
| Water | 100 parts |
Dissolve in the water bath the wax in the oil of turpentine; dissolve, also by the aid of heat, the soap in the water, and the Nankin yellow (or in place of that any of the yellow coal-tar colors) in the alcohol. Mix the solutions while hot, and stir constantly until cold. The preparation is smeared over the shoes in the usual way, rubbed with a brush until evenly distributed, and finally polished with an old silk or linen cloth.
| I.— | Carnauba wax | 5 parts |
|---|---|---|
| Japanese wax | 5 parts | |
| Paraffine | 5 parts | |
| Oil of turpentine | 50 parts | |
| Lampblack | 1 part | |
| Wine black | 2 parts |
Melt the wax and the paraffine, and when this has become lukewarm, add the turpentine oil, and finally the lampblack and the wine black. When the black color has become evenly distributed, pour, while still lukewarm, into tin cans.
II.—Melt together Japanese wax, 100 parts; carnauba wax, 100 parts; paraffine, 100 parts; and mix with turpentine oil, 500 parts, as well as a trituration of lampblack, 10 parts; wine black, 20 parts; turpentine oil, 70 parts. {633}
The following formulas make a product of excellent quality:
| I.— | Ivory black | 120 parts |
|---|---|---|
| Brown sugar | 90 parts | |
| Olive oil | 15 parts | |
| Stale beer | 500 parts |
Mix the black, sugar and olive oil into a smooth paste, adding the beer, a little at a time, under constant stirring. Let stand for 24 hours, then put into flasks, lightly stoppered.
| II.— | Ivory black | 200 parts |
|---|---|---|
| Molasses | 200 parts | |
| Gallnuts, bruised | 12 parts | |
| Iron sulphate | 12 parts | |
| Sulphuric acid | 40 parts | |
| Boiling water | 700 parts |
Mix the molasses and ivory black in an earthen vessel. In an iron vessel let the gallnuts infuse in 100 parts of boiling water for 1 hour, then strain and set aside. In another vessel dissolve the iron sulphate; in another, 100 parts of the boiling water. One-half of this solution is added at once to the molasses mixture. To the remaining half add the sulphuric acid, and pour the mixture, a little at a time, under constant stirring, into the earthen vessel containing the molasses mixture. The mass will swell up and thicken, but as soon as it commences to subside, add the infusion of gallnuts, also under vigorous stirring. If a paste blacking is desired the preparation is now complete. For a liquid black add the remaining portion of the boiling water (500 parts), stir thoroughly and bottle.
| Yellow wax or ceresine | 3 ounces |
| Spermaceti | 1 ounce |
| Oil of turpentine | 11 ounces |
| Asphaltum varnish | 1 ounce |
| Borax | 80 grains |
| Frankfort black | 1 ounce |
| Prussian blue | 150 grains |
Melt the wax, add the borax, and stir until an emulsion has been formed. In another pan melt the spermaceti; add the varnish, previously mixed with the turpentine; stir well and add to the wax; lastly add the colors.
II.—Dissolve ordinary household soap in water; on the other hand, dissolve an aluminum salt—the cheapest is the commercial aluminum sulphate—in water and allow both solutions to cool. Now pour the aluminum salt solution, with constant stirring, into the soap solution, thereby obtaining a very fine precipitate of aluminum oleate. The washed-out residue is dried with moderate heat. By adding 10 to 30 per cent to petroleum with slight heating, a solid petroleum of vaseline-like consistency is received, which may be still further solidified by additional admixture. A 10 per cent solution of aluminum oleate in petroleum is a very excellent agent for preserving the soles, a single saturation of the soles sufficing forever. The sole will last about 1 year.
III.—The following mixture is prepared by melting together over the fire in an enameled iron vessel: Vaseline, 400 parts; ceresine, 100 parts. The melted mass, which is used as a grease, is filled in wooden boxes or tin cans.
IV.—The oleic acid of the stearine factories is heated with strong alcohol and sulphuric acid. Take 16 parts of oleic acid, 2 parts of alcohol (90 per cent), and 1 part of concentrated sulphuric acid. The oleic-acid ether formed separates as a thin brownish oil. It is liberated from free sulphuric acid and the alcohol in excess by agitation with warm water and allowing to settle. This oleic-acid ether is mixed with the same weight of fish oil, and 4 to 8 parts of nitro-benzol are added per 1,000 parts to disguise the odor.
The liquid application consists usually of a solution of yellow wax and soap in oil of turpentine, and it should be a matter of no difficulty whatever to compound a mixture of this character at least equal {634} to the preparations on the market. As a type of the mixture occasionally recommended we may quote the following:
| I.— | Yellow wax | 4 ounces |
|---|---|---|
| Pearl ash | 4 drachms | |
| Yellow soap | 1 drachm | |
| Spirit of turpentine | 7 ounces | |
| Phosphine (aniline) | 4 grains | |
| Alcohol | 4 drachms | |
| Water, a sufficient quantity. | ||
Scrape the wax fine and add it, together with the ash and soap, to 12 ounces of water. Boil all together until a smooth, creamy mass is obtained; remove the heat and add the turpentine and the aniline (previously dissolved in the alcohol). Mix thoroughly, and add sufficient water to bring the finished product up to 1 1/2 pints.
| II.— | Water | 18 parts |
|---|---|---|
| Rosin oil | 4 1/2 parts | |
| Spirit of sal ammoniac, concentrated | 1 1/5 parts | |
| White grain soap | 1.93 parts | |
| Russian glue | 1.59 parts | |
| Brown rock candy | 0.57 parts | |
| Bismarck brown | 0.07 parts |
Boil all the ingredients together, excepting the pigment; after all has been dissolved, add the Bismarck brown and filter. The dressing is applied with a sponge.
| III.— | Beeswax, yellow | 2 ounces |
|---|---|---|
| Linseed oil | 3 ounces | |
| Oil turpentine | 10 ounces |
Dissolve by heat of a water bath, and add 1 1/4 ounces soap shavings, hard yellow. Dissolve this in 14 ounces of hot water.
IV.—A simpler form of liquid mixture consists of equal parts of yellow wax and palm oil dissolved with the aid of heat in 3 parts of oil of turpentine.
| V.— | Soft or green soap | 1 ounce |
|---|---|---|
| Linseed oil, raw | 2 ounces | |
| Annatto solution (in oil) | 7 ounces | |
| Yellow wax | 2 ounces | |
| Gum turpentine | 7 ounces | |
| Water | 7 ounces |
Dissolve the soap in the water and add the solution of annatto; melt the wax in the oil of turpentine, and gradually stir in the soap solution, stirring until cold.
The paste to accompany the foregoing mixtures is composed of yellow wax and rosin thinned with petrolatum, say 4 parts of wax, 1 part of rosin, and 12 parts of petrolatum.
A simple formula is:
| I.— | Yellow wax | 9 parts |
|---|---|---|
| Oil of turpentine | 20 parts | |
| Soap | 1 part | |
| Boiling water | 20 parts |
Dissolve the wax in the turpentine on a water bath and the soap in the water and stir the two liquids together until the mixture becomes sufficiently cold to remain homogeneous.
Another formula in which stearine is used is appended:
| II.— | Wax | 1 part |
|---|---|---|
| Stearine | 2 parts | |
| Linseed oil | 1 part | |
| Oil of turpentine | 6 parts | |
| Soap | 1 part | |
| Water | 10 parts |
Proceed as above.
Carnauba wax is often used by manufacturers of such dressings instead of beeswax, as it is harder and takes a higher polish. These dressings are sometimes colored with finely ground yellow ocher or burnt umber. If the leather be badly worn, however, it is best to apply a stain first, and afterwards the waxy dressing.
Suitable stains are made by boiling safflower in water, and annatto is also used in the same way, the two being sometimes mixed together. Oxalic acid darkens the color of the safflower. Aniline colors would also doubtless yield good results with less trouble and expense. By adding finely ground lampblack to the waxy mixture instead of ocher, it would answer as a dressing for black leather.
| I.— | Caoutchouc | 10 parts |
|---|---|---|
| Petroleum | 10 parts | |
| Carbon disulphide | 10 parts | |
| Shellac | 40 parts | |
| Lampblack | 20 parts | |
| Oil lavender | 1 part | |
| Alcohol | 200 parts |
Upon the caoutchouc in a bottle pour the carbon disulphide, cork well, and let stand a few days, or until the caoutchouc has become thoroughly gelatinized or partly dissolved. Then add the petroleum, oil of lavender, and alcohol, next the shellac in fine powder, and heat it to about 120° F., taking care that as little as possible is lost by evaporation. When the substances are all dissolved and the liquid is tolerably clear, add the {635} lampblack, mix thoroughly, and fill at once into small bottles.
II.—A waterproof blacking which will give a fine polish without rubbing, and will not injure the leather:
| Beeswax | 18 parts |
| Spermaceti | 6 parts |
| Turpentine oil | 66 parts |
| Asphalt varnish | 5 parts |
| Powdered borax | 1 part |
| Frankfort black | 5 parts |
| Prussian blue | 2 parts |
| Nitro-benzol | 1 part |
Melt the wax, add the powdered borax and stir till a kind of jelly has formed. In another pan melt the spermaceti, add the asphalt varnish, previously mixed with the oil of turpentine, stir well, and add to the wax. Lastly add the color previously rubbed smooth with a little of the mass. The nitro-benzol gives fragrance.
Yellow.—
| Water | 150 parts |
| Borax | 5 parts |
| Glycerine | 3 parts |
| Spirit of ammonia | 1 part |
| White shellac | 25 parts |
| Yellow pigment, water soluble | 1 part |
| Formalin, a few drops. |
Orange.—
| Water | 150 parts |
| Borax | 5 parts |
| Glycerine | 2 parts |
| Spirit of ammonia | 1 part |
| Ruby shellac | 22 parts |
| Orange, water soluble | 1 part |
| Brown | 0.3 parts |
| Formalin | 0.1 part |
Pale Brown.—
| Water | 150 parts |
| Borax | 5 parts |
| Glycerine | 2 parts |
| Spirit of ammonia | 0.25 parts |
| White shellac | 25 parts |
| Yellow, water soluble | 8 parts |
| Orange | 0.3 parts |
| Formalin | 0.1 part |
Stir the glycerine and the spirit of ammonia together in a special vessel before putting both into the kettle. It is also advisable, before the water boils, to pour a little of the nearly boiling water into a clean vessel and to dissolve the colors therein with good stirring, adding this solution to the kettle after the shellac has been dissolved.
White Shoe Dressing.—
| I.— | Cream of tartar | 3 ounces |
|---|---|---|
| Oxalic acid | 1 ounce | |
| Alum | 1 ounce | |
| Milk | 3 pints |
Mix and rub on the shoes. When they are thoroughly dry, rub them with a mixture of prepared chalk and magnesium carbonate.
| II.— | Water | 136 parts |
|---|---|---|
| Fine pipe clay | 454 parts | |
| Shellac, bleached | 136 parts | |
| Borax, powdered | 68 parts | |
| Soft soap | 8 parts | |
| Ultramarine blue | 5 parts |
Boil the shellac in the water, adding the borax, and keeping up the boiling until a perfect solution is obtained, then stir in the soap (5 or 6 parts of “ivory” soap, shaved up, and melted with 2 or 3 parts of water, is better than common soft soap), pipe clay, and ultramarine. Finally strain through a hair-cloth sieve. This preparation, it is said, leaves absolutely nothing to be desired. A good deal of stiffness may be imparted to the leather by it. The addition of a little glycerine would remedy this. The old application should be wiped away before a new one is put on. This preparation is suitable for military shoes, gloves, belts, and uniforms requiring a white dressing.
SHOES, WATERPROOFING: See Waterproofing.
SHIO LIAO: See Adhesives, under Cements.
SHIP COMPOSITIONS AND PAINTS: See Paints.
SHOW BOTTLES FOR DRUGGISTS: See Bottles.
Dents in show cases and counters, and, indeed, almost all forms of “bruises” on shop and other furniture, may be removed by the exercise of a little patience, and proceeding as follows: Sponge the place with water as warm as can be borne by the hand. Take a piece of filtering or other bibulous paper large enough to fold 6 or 8 times and yet cover the bruise, wet in warm water and place over the spot. Take a warm (not hot) smoothing iron and hold it on the paper until the moisture is evaporated (renewing its heat, if necessary). If the bruise does not yield to the first trial, repeat the process. A dent as large as a {636} dollar and 1/4 inch deep in the center, in black walnut of tolerably close texture, was brought up smooth and level with the surrounding surface by two applications of the paper and iron as described. If the bruise be small, a sponge dipped in warm water placed upon it, renewing the warmth from time to time, will be all-sufficient. When the dent is removed and the wood dry, the polish can be restored by any of the usual processes. If the wood was originally finished in oil, rub with a little boiled linseed cut with acetic acid (oil, 8 parts; acid, 1 part). If it was “French polished,” apply an alcoholic solution of shellac, and let dry; repeat if necessary, and when completely dry proceed as follows: Rub the part covered with shellac, first with crocus cloth and a few drops of olive oil, until the ridges, where the new and old polish come together, disappear; wipe with a slightly greased but otherwise clean rag and finish with putz pomade.
SHOW-CASE SIGNS: See Lettering.
SHOW-CASES, TO PREVENT DIMMING OF: See Glass.
The oldest drier is probably litharge, a reddish-yellow powder, consisting of lead and oxygen. Formerly it was ground finely in oil, either pure or with admixture of white vitriol and added to the dark oil paints. Litharge and sugar of lead are used to-day only rarely as drying agents, having been displaced by the liquid manganese siccatives, which are easy to handle. E. Ebelin, however, is of the opinion that the neglect of the lead compounds has not been beneficial to decorative painting. Where these mediums were used in suitable quantities hard-drying coatings were almost always obtained. Ebelin believes that formerly there used to be less lamentation on account of tacky floors, pews, etc., than at the present time.
Doubtless a proposition to grind litharge into the oil again will not be favorably received, although some old master painters have by no means discarded this method.
Sugar of lead (lead acetate) is likewise used as a drier for oil paint. While we may presume in general that a siccative acts by imparting its oxygen to the linseed oil or else prepares the linseed oil in such a manner as to render it capable of readily absorbing the oxygen of the air, it is especially sugar of lead which strengthens us in this belief. If, according to Leuchs, a piece of charcoal is saturated with lead acetate, the charcoal can be ignited even with a burning sponge, and burns entirely to ashes. (Whoever desires to make the experiment should take 2 to 3 parts, by weight, of sugar of lead per 100 parts of charcoal.) This demonstrates that the sugar of lead readily parts with its oxygen, which though not burning itself, supports the combustion. Hence, it may be assumed that it will also as a siccative freely give off its oxygen.
Tormin reports on a siccative, of which he says that it has been found valuable for floor coatings. Its production is as follows: Pour 1 part of white lead and 1 1/2 parts each of litharge, sugar of lead and red lead to 12 1/2 parts of linseed oil, and allow this mixture to boil for 8 to 10 hours. Then remove the kettle from the fire and add to the mixture 20 parts of oil of turpentine. During the boiling, as well as during and after the pouring in of the oil turpentine, diligent stirring is necessary, partly to prevent anything from sticking to the kettle (which would render the drier impure) and partly to cause the liquid mass to cool off sooner. After that, it is allowed to stand for a few days, whereby the whole will clarify. The upper layer is then poured off and added to the light tints, while the sediment may be used for the darker shades.
If white vitriol (zinc sulphate or zinc vitriol) has been introduced among the drying agents, this is done in the endeavor to create a non-coloring admixture for the white pigments and also not to be compelled to add lead compounds, which, as experience has shown, cause a yellowing of white coatings to zinc white. For ordinary purposes, Dr. Koller recommends to add to the linseed oil 2 per cent (by weight) of litharge and 1/2 per cent of zinc vitriol, whereupon the mixture is freely boiled. If the white vitriol is to be added in powder form, it must be deprived of its constitutional water. This is done in the simplest manner by calcining. The powder, which feels moist, is subjected to the action of fire on a sheet-iron plate, whereby the white vitriol is transformed into a vesicular, crumbly mass. At one time it was ground in oil for pure zinc white coatings only, while for the other pigments litharge is added besides, as stated above.
As regards the manganese preparations which are employed for siccatives, it must be stated that they do not possess {637} certain disadvantages of the lead preparations as, for instance, that of being acted upon by hydrogen sulphide gas. The ordinary brown manganese driers, however, are very liable to render the paint yellowish, which, of course, is not desirable for pure white coatings. In case of too large an addition of the said siccative, a strong subsequent yellowing is perceptible, even if, for instance, zinc white has been considerably “broken” by blue or black. But there are also manganese siccatives or drying preparations offered for sale which are colorless or white, and therefore may unhesitatingly be used in comparatively large quantities for white coatings. A pulverulent drying material of this kind consists, for example, of equal parts of calcined (i. e., anhydrous) manganese vitriol, manganous acetate, and calcined zinc vitriol.
Of this mixture 3 per cent is added to the zinc white. Of the other manganese compounds, especially that containing most oxygen, viz., manganic peroxide, is extensively employed. This body is treated as follows: It is first coarsely powdered, feebly calcined, and sifted. Next, the substance is put into wire gauze and suspended in linseed oil, which should be boiled slightly. The weight of the linseed oil should be 10 times that of the manganese peroxide.
According to another recipe a pure pulverous preparation may be produced by treating the manganic peroxide with hydrochloric acid, next filtering, precipitating with hot borax solution, allowing to deposit, washing out and finally drying. Further recipes will probably be unnecessary, since the painter will hardly prepare his own driers.
Unless for special cases driers should be used but sparingly. As a rule 3 to 5 per cent of siccative suffices; in other words, 3 to 5 pounds of siccative should be added to 100 pounds of ground oil paint ready for use. As a standard it may be proposed to endeavor to have the coating dry in 24 hours. For lead colors a slight addition of drier is advisable; for red lead, it may be omitted altogether. Where non-tacky coatings are desired, as for floors, chairs, etc., as well as a priming for wood imitations, lead color should always be employed as foundation, and as a drier also a lead preparation. On the other hand, no lead compounds should be used for pure zinc-white coats and white lacquering.
The liquid siccatives derived from these compounds by solution in turpentine or benzine also give widely divergent results. Sometimes a slight foot will separate, or as much as 50 per cent may go to the bottom of the pan, and at times the whole contents of the pan will settle to a thick, jelly-like mass. By increasing the temperature, this mass will become thin and clear once more, and distillation will drive over pure unaltered turpentine or benzine, leaving behind the metallic compound of rosin in its original state.
The compounds of metals with fatty acids which, in solution in turpentine, have been used for many years by {638} varnish-makers, show even greater variation. At the same time, a greater drying power is obtained from them than from rosin acids, quantities being equal. As these compounds leave the factory, they are often in solution in linseed oil or turpentine, and undoubtedly many of the products of this nature on the market are of very inferior quality.
The examination of these bodies may be set about in two ways:
A.—By dissolving in linseed oil with or without heat.
B.—By first dissolving the drier in turpentine and mixing the cooled solution (liquid siccatives) with linseed oil.
Before proceeding to describe the method of carrying out the foregoing tests, it is necessary to emphasize the important part which the linseed oil plays in the examination of the driers. As part of the information to be gained by these tests depends upon the amount of solid matter which separates out, it is essential that the linseed oil should be uniform. To attain this end, the oil used must always be freed from mucilage before being used for the test. If this cannot readily be obtained, ordinary linseed oil should be heated to a temperature of from 518° to 572° F., so that it breaks, and should then be cooled and filtered. With the ordinary market linseed oil, the amount of solid matter which separates varies within wide limits, so that if this were not removed, no idea of the separation of foot caused by the driers would be obtained. It is not to be understood from this that unbroken linseed oil is never to be used for ordinary paint or varnish, the warning being only given for the sake of arriving at reliable values for the quality of the driers to be tested.
A.—Solution of Drier in Linseed Oil.—The precipitated metallic compounds of rosin (lead resinate, manganese resinate and lead manganese resinate) dissolve readily in linseed oil of ordinary temperature (60° to 70° F.). The oil is mixed with 1 1/2 per cent of the drier and subjected to stirring or shaking for 24 hours, the agitation being applied at intervals of an hour. Fused metallic resinates are not soluble in linseed oil at ordinary temperatures, so different treatment is required for them. The oil is heated in an enameled pan together with the finely powdered drier, until the latter is completely in solution, care being taken not to allow the temperature to rise above 390° F. The pan is then removed from the fire and its contents allowed to settle. The quantity of drier used should not exceed 1 1/2 to 3 per cent. In the case of metallic linoleates (lead linoleate, manganese linoleate and lead-manganese linoleate), the temperature must be raised above 290° F. before they will go into solution. In their case also the addition should not be greater than 3 per cent. Note, after all the tests have settled, the amount of undissolved matter which is left at the bottom, as this is one of the data upon which an idea of the value of the drier must be formed.
B.—Solution of Drier in Turpentine or Benzine.—For the preparation of these liquid siccatives 1 to 1.4 parts of the metallic resinate or linoleate are added to the benzine or turpentine and dissolved at a gentle heat, or the drier may first be melted over a fire and added to the solvent while in the liquid state. The proportion of matter which does not go into solution must be carefully noted as a factor in the valuation of the drier. From 5 to 10 per cent of the liquid siccative is now added to the linseed oil, and the mixture shaken well, at intervals during 24 hours.
Samples of all the oils prepared as above should be placed in small clear bottles, which are very narrow inside, so that a thin layer of the oil may be observed. The bottles are allowed to stand for 3 or 4 days in a temperate room, without being touched. When sufficient time has been allowed for thorough settling, the color, transparency, and consistency of the samples are carefully observed, and also the quantity and nature of any precipitate which may have settled out. A note should also be made of the date for future reference. Naturally the drier which has colored the oil least and left it most clean and thin, and which shows the smallest precipitate, is the most suitable for general use. The next important test is that of drying power, and is carried out as follows: A few drops of the sample are placed on a clear, clean glass plate, 4 x 6 inches, and rubbed evenly over with the fingers. The plate is then placed, clean side up, in a sloping position with the upper edge resting against a wall. In this way any excess of oil is run off and a very thin equal layer is obtained. It is best to start the test early in the morning as it can then be watched throughout the day. It should be remarked that the time from the “tacky” stage to complete dryness is usually very short, so that the observer must be constantly on the watch. If a good drier has been used, the time may be from 4 to 5 hours, and should not be more than 12 or at the very highest {639} 15. The bleaching of the layer should also be noted. Many of the layers, even after they have become as dry as they seem capable of becoming, show a slight stickiness. These tests should be set aside in a dust-free place for about 8 days, and then tested with the finger.
SIGN-LETTER CEMENTS: See Adhesives, under Cements.
SIGNS, TO REPAIR ENAMELED: See Enamels.
Hydrogen peroxide is used as a silk bleach, the silk being first thoroughly washed with an alkaline soap and ammonium carbonate to free it of its gummy matter. After repeated washings in the peroxide (preferably rendered alkaline with ammonia and soda), the silk is “blued” with a solution of blue aniline in alcohol.
SILK SENSITIZERS FOR PHOTOGRAPHIC PURPOSES: See Photography, under Paper-Sensitizing Processes.
II.—If the coat of tarnish on the surface of the silver is but light and superficial, it suffices to rub the piece well with green soap to wash it thoroughly in hot water; then dry it in hot sawdust and pass it through alcohol, finally rubbing with a fine cloth or brush. Should the coat resist this treatment, brush with Spanish white, then wash, dry, and pass through alcohol. The employment of Spanish white has the drawback of shining the silver if the application is strong and prolonged. If the oxidation has withstood these means and if it is desired to impart to the chain the handsome mat appearance of new goods, it should be annealed in charcoal dust and passed through vitriol, but this operation, for those unused to it, is very dangerous to the soldering and consequently may spoil the piece.
The old process for separating silver from waste was as follows: The refuse was mixed with an equal quantity of charcoal, placed in a crucible, and subjected to a bright-red heat, and in a short time a silver button formed at the bottom. Carbonate of soda is another good flux.
A testing solution of potassium bichromate, 1 ounce, pure nitric acid, 6 ounces, and water, 2 ounces, gives the following results on surfaces of the metals named:
| Metal. | Color in one minute. | Color of mark left. |
|---|---|---|
| Pure silver | Bright blood-red | Grayish white |
| .925 silver | Dark red | Dark brown |
| .800 silver | Chocolate | Dark brown |
| .500 silver | Green | Dark brown |
| German silver | Dark blue | Light gray |
| Nickel | Turquoise blue | Scarcely any |
| Copper | Very dark blue | Cleaned copper |
| Brass | Dark brown | Light brown |
| Lead | Nut brown | Leaden |
| Tin | Reddish brown | Dark |
| Zinc | Light chocolate | Steel gray |
| Aluminum | Yellow | No stain |
| Platinum | Vandyke brown | No stain |
| Iron | Various | Black |
| 9-carat gold | Unchanged | No stain |
The second column in the table shows such change of color as the liquid—not the metal—undergoes during its action for the period of 1 minute. The test liquid being then washed off with cold water, the third column shows the nature of the stain that is left.
In the case of faintly silvered goods, such as buttons, this test fails, since the slight quantity of resulting silver chromate does not become visible or dissolves in the nitric acid present. But even such a thin coat of silver can be recognized with the above test liquor, if the bichromate solution is used, diluted with the equal volume of water, or if a small drop of water is first put on the article and afterwards a little drop of the undiluted solution is applied by means of a capillary tube. In this manner a distinct red spot was obtained in the case of very slight silvering.
A simpler method is as follows: Rub the piece to be tested on the touchstone and moisten the mark with nitric acid, whereupon it disappears. Add a little hydrochloric acid with a glass rod. If a white turbidness (silver chloride) appears which does not vanish upon addition of water, or, in case of faint silvering or an alloy poor in silver, a weak opalescence, the presence of silver is certain. Even alloys containing very little silver give this reaction quite distinctly.
SILVER, IMITATION: See Alloys.
SILVERING: See Plating.
SILVERING OF MIRRORS: See Mirrors.
SILVERING, TEST FOR: See Plating.
SILVER FOIL SUBSTITUTE: See Metal Foil.
SILVER NITRATE SPOTS, TO REMOVE: See Cleaning Preparations and Methods.
SILVER-PLATING: See Plating.
SILVER, RECOVERY OF PHOTOGRAPHIC: See Photography.
SILVER SOLDERS: See Solders. {643}
SILVER, TO CLEAN: See Cleaning Preparations and Methods.
SILVER, TO RECOVER GOLD FROM: See Gold.
SILVERWARE POLISHES: See Polishes.
SIMILOR: See Alloys.
SINEWS, TREATMENT OF, IN MANUFACTURING GLUE: See Adhesives.
SYRUP (RASPBERRY): See Raspberry.
SYRUPS: See Essences and Extracts.
SIZING: See Adhesives.
SIZING WALLS FOR KALSOMINE: See Kalsomine.
SKIN-CLEANING PREPARATIONS: See Cleaning Preparations and Methods.
SKIN OINTMENTS: See Ointments.
SKIN FOODS: See Cosmetics.
SKIN TROUBLES: See Soap.
I.—First prepare the water-glass solution by finely crushing equal parts of solid potash and soda water glass and pouring over this 6 to 8 times the quantity of soft river water, which is kept boiling about 1 1/2 hours, whereby the water glass is completely dissolved. Add 7 parts finely crushed slate finely ground with a little water into impalpable dust, 1 part lampblack, which is ground with it, and grind enough of this mass with the previously prepared water-glass solution as is necessary for a thick or thin coating. With this compound the roughened tin plates are painted as uniformly as possible. For roofing, zinc plate may be colored in the same manner. The coating protects the zinc from oxidation and consequently from destruction. For painting zinc plate, however, only pure potash water glass must be added to the mixture, as the paint would loosen or peel off from the zinc if soda water glass were used.
II.—Good heavy paper or other substance is saturated with linseed-oil varnish and then painted, several coats, one after another with the following mixture:
| Copal varnish | 1 part |
| Oil of turpentine | 2 parts |
| Fine, dry sand, powdered | 1 part |
| Powdered glass | 1 part |
| Ground slate | 2 parts |
| Lampblack | 1 part |
SLIDES FOR LANTERNS: See Photography.
SLUGS ON ROSES: See Insecticides.
SMARAGDINE: See Alcohol (Solid).
SMUT, TREATMENT FOR: See Grain.
About 25 years ago, Dr. S. Weir Mitchell and Dr. Reichert published results of their investigations of snake venom which indicated that permanganate of potassium may prove of material value as an antidote to this lethal substance. Since that time permanganate has been largely used all over the world as a remedy when men and animals were bitten by poisonous snakes, and Sir Lauder Brunton devised an instrument by means of which the permanganate may be readily carried in the pocket, and immediately injected into, or into the neighborhood of, the wound. Captain Rodgers, of the Indian Medical Service, recently reported several cases treated by this method, the wounds being due to the bites of the cobra. After making free crucial incisions of the bitten part, the wound was thoroughly flushed with a hot solution of permanganate of potassium, and then bandaged. Recovery occurred in each instance, although the cauterant action of the hot solution of permanganate of potassium delayed healing so long that the part was not well for about 3 weeks. About 12 or 13 years ago, Dr. Amos Barber, of Cheyenne, Wyoming, reported cases in which excellent results had followed this method of treatment. {644}
(See also Cleaning Compounds and Polishes.)
I.—Various attempts have been made to incorporate antiseptics and cosmetics with soap, but for the most part unsuccessfully, owing to the unfavorable action of the added components, a good instance of this kind being sodium peroxide, which, though a powerful antiseptic, soon decomposes in the soap and loses its properties, while the caustic character of the oxide renders its use precarious, even when the soap is fresh, unless great care is taken. However, according to a German patent, zinc peroxide is free from these defects, since it retains its stability and has no corrosive action on the skin, while possessing powerful antiseptic and cosmetic properties, and has a direct curative influence when applied to cuts or wounds.
II.—The soap is prepared by melting 80 parts of household soap in a jacketed pan, and gradually adding 20 parts of moist zinc peroxide (50 per cent strength), the whole being kept well stirred all the time. The finished mixture will be about as stiff as dough, and is easily shaped into tablets of convenient size.
III.—Take 50 parts, by weight, of caustic soda of 70 per cent, and free from carbonic acid, if possible; 200 parts, by weight, of sweet almond oil; 160 parts, by weight, of glycerine of 30° Bé.; and sufficient distilled water to make up 1,000 parts by weight. First, dissolve the alkali in double its weight of water, then add the glycerine and oil and stir together. Afterwards, add the remainder of the water and keep the whole on the water bath at a temperature of 140° to 158° F., for 24 to 36 hours; remove the oil not saponified, which gives a gelatinous mass. Mix 900 parts, by weight, of it with 70 parts, by weight, of 90 per cent alcohol and 10 parts, by weight, of lemon oil, and as much of the oil of bergamot and the oil of vervain. Heat for some hours at 140° F., then allow to cool and filter on wadding to eliminate the needles of stearate of potash. The liquid after filtering remains clear.
| Fuller’s earth | 4 ounces |
| Spirits of turpentine | 1 ounce |
| Pearlash | 8 ounces |
Rub smooth and make into a stiff paste with a sufficiency of soft soap.
The first point to be observed is to select the proper shade of flower corresponding with the perfume used, for instance, an almond soap is left white; rose soap is colored pink or red; mignonette, green, etc.
The colors from which the soapmaker may select are numerous; not only are most of the coal-tar colors adapted for his purpose, but also a very great number of mineral colors. Until recently, the latter were almost exclusively employed, but the great advance in the tar-color industry has brought about a change. A prominent advantage of the mineral colors is their stability; they are not changed or in any way affected by exposure to light. This advantage, however, is offset in many cases by the more difficult method of application, the difficulty of getting uniform shades. The coal-tar colors give brilliant shades and tints, are easy to use, and produce uniform tints. The specific gravity of mineral colors being rather high, in most cases they will naturally tend to settle toward the bottom of soap, and their use necessitates crutching of the soap until it is too thick to allow the color to settle. For mottled soap, however, vermilion, red oxide, and ultramarine are still largely employed.
For transparent soap mineral colors are not applicable, as they would detract from their transparency; for milled toilet soap, on the other hand, they are very well adapted, as also for cold-made soaps which require crutching anyway until a sufficient consistency is obtained to keep the coloring material suspended.
A notable disadvantage in the use of aniline colors, besides their sensitiveness to the action of light, is the fact that many of them are affected and partly destroyed by the action of alkali. A few of them are proof against a small excess of lye, and these may be used with good effect. Certain firms have made a specialty of manufacturing colors answering the peculiar requirements of soap, being very easy of {645} application, as they are simply dissolved in boiling water and the solution stirred into the soap. To some colors a little weak lye is added; others are mixed with a little oil before they are added to the soap.
For a soluble red color there were formerly used alkanet and cochineal; at present these have been displaced to a great extent, on account of their high cost, by magenta, which is very cheap and of remarkable beauty. A very small amount suffices for an intense color, nor is a large proportion desirable, as the soap would then stain. Delicate tints are also produced by the eosine colors, of which rose bengal, phloxine, rhodamine, and eosine are most commonly used. These colors, when dissolved, have a brilliant fluorescence which heightens their beautiful effect.
The following minerals, after being ground and washed several times in boiling water, will produce the colors stated:
Hematite produces deep red.
Purple oxide iron produces purple.
Oxide of manganese produces brown.
Yellow ocher produces yellow.
Yellow ocher calcined produces orange.
Umber produces fawn.
Cinnabar produces medium red.
There are also a number of the azo dyes, which are suitable for soaps, and these, as well as the eosine colors, are used principally for transparent soaps. For opaque soaps both aniline and mineral reds are used, among the latter being vermilion, chrome red, and iron oxide. Chrome red is a basic chromate of lead, which is now much used in place of vermilion, but, as it becomes black on exposure to an atmosphere containing even traces only of sulphureted hydrogen, it is not essentially adapted for soap. Vermilion gives a bright color, but its price is high. Iron oxide, known in the trade as colcothar, rouge, etc., is used for cheap soaps only.
Among the natural colors for yellow are saffron, gamboge, turmeric, and caramel (sugar color); the first named of these is now hardly used, owing to its high cost. Of the yellow aniline colors special mention must be made of picric acid (trinitrophenol), martius yellow, naphthol yellow, acid yellow, and auramine. If an orange tint is wanted, a trace of magenta or safranine may be added to the yellow colors named. The use of some unbleached palm oil with the stock answers a similar purpose, but the color fades on exposure. A mineral yellow is chrome yellow (chromate of lead), which has the same advantages and disadvantages as chrome red.
Of the blue aniline colors, there may be used alkali blue, patent blue, and indigo extract. Alkali or aniline blue is soluble only in alkaline liquids; while patent blue is soluble in water and in alcohol. Both blues can be had in different brands, producing from green blues to violet blues. Indigo extract, which should be classed among the natural colors rather than among the tar colors, is added to the soap in aqueous solution.
Of ultramarine there are two modifications, the sulphate and the soda. Both of these are proof against the action of alkali, but are decomposed by acids or salts having an acid reaction. The former is much paler than the latter; the soda ultramarine is best adapted for coloring soda soaps blue. The ultramarine is added to the soap in the form of a fine powder. Smalt is unsuitable, although it gives soap a color of wonderful beauty because a considerable quantity of it is required to produce a deep color, and, furthermore, it makes the soap rough, owing to the gritty nature which smalt has even when in the finest powder. By mixing the blue and yellow colors named, a great variety of greens are obtained. Both component colors must be entirely free from any reddish tint, for the latter would cause the mixture to form a dirty-green color.
Of the colors producing green directly the two tar colors, Victoria and brilliant green, are to be noted; these give a bright color, but fade rapidly; thereby the soap acquires an unsightly appearance. For opaque soap of the better grades, green ultramarine or chrome green are used. Gray and black are produced by lampblack. For brown, there is Bismarck brown among the aniline colors and umber among the earthy pigments.
| I.— | White soap, rasped or shaved | 12 parts |
|---|---|---|
| Ammonia water | 3 parts | |
| Boiling water | 18 parts |
Dissolve the soap in the water and when it cools down somewhat, add to the solution the ammonia water. Pour the solution into a flask of sufficient capacity (or holding about three times as much as the mixture) and add enough water to fill it about three-quarters full. Shake and add, a little at a time, under active agitation, enough benzine to make 100 parts. This constitutes the stock {646} bottle. To make up the mass or paste put a teaspoonful in an 8-ounce bottle and add, a little at a time, with constant agitation, benzine to about fill the bottle. This preparation is a rapid cleaner and does not injure the most delicate colors.
| II.— | Good bar soap, shaved up | 165 parts |
|---|---|---|
| Ammonia water | 45 parts | |
| Benzine | 190 parts | |
| Water sufficient to make | 1,000 parts |
Dissolve the soap in 600 parts of water by heating on the water bath, remove, and add the ammonia under constant stirring. Finally add the benzine, and stir until homogeneous, and quite cold. The directions to go with this paste are: Rub the soap well into the spot and lay the garment aside for a half hour. Then using a stiff brush, rub with warm water and rinse. This is especially useful in spots made by rosins, oils, grease, etc. Should the spot be only partially removed by the first application, repeat.
Another variety of liquid glycerine soap is prepared from purified medicinal soft soap, 300 parts; glycerine free from lime, 300 parts; white sugar syrup, 300 parts; doubly rectified spirit (96 per cent), 300 parts. The mixture is scented with oil of cinnamon, 1 part; oil of sassafras, 2 parts; oil of citronella, 1/2 part; oil of wintergreen, 1 part; African geranium oil, 1 part; clove oil, 1/2 part; oil of bergamot, 3 parts; pure tincture of musk, 1/2 part. These oils are dissolved in spirit, and shaken up with the other ingredients; then left for 8 days with frequent shaking, and 3 days in absolute quiet, after which the whole is filtered, and is then ready for packing.
| I.— | Iodine | 1 av. ounce |
|---|---|---|
| Oleic acid | 1 fluidounce | |
| Alcohol | 6 fluidrachms | |
| Stronger water of ammonia | 2 fluidrachms |
This makes a soapy paste soluble in all liquids, except fixed oils.
| II.— | Iodine | 1 av. ounce |
|---|---|---|
| Oleic acid | 2 fluidounces | |
| Stronger water of ammonia | 3 fluidrachms | |
| Paraffine oil, colorless, to make | 20 fluidounces | |
| III.— | Iodine | 1 av. ounce |
| Alcohol | 5 fluidounces | |
| Solution of ammonium oleate | 1 fluidounce | |
| Glycerine to make | 20 fluidounces |
The solution of ammonium oleate is made from oleic acid and spirit of ammonia.
If an antiseptic soap is wanted the addition of a small amount of benzoic acid, formaldehyde, or corrosive sublimate will give the desired product. Liquid soaps should contain from 20 to 40 per cent of genuine white castile soap and about 2 to 2 1/4 per cent of potassium carbonate.
This is a common formula:
| By weight | ||
|---|---|---|
| I.— | Olive or cottonseed oil | 60 parts |
| Caustic potash, U.S.P. | 15 parts | |
| Alcohol and water, sufficient of each. | ||
Dissolve the potash in 1 ounce of water, heat the oil on a water bath, add the solution of potash previously warmed, and stir briskly. Continue the heat until saponification is complete. If oil globules separate out and refuse to saponify, the potash is not of proper strength, and more must be added—1 or 2 parts dissolved in water. If desired transparent add a little alcohol, and continue the heat without stirring until a drop placed in cold water first solidifies and then dissolves.
Commercial potash may be used, but the strength must be ascertained and adjusted by experiment. The soap thus made will be like jelly; it is dissolved in alcohol, 4 to 6 ounces of soap to 2 of alcohol, and after standing a day or two is filtered and perfumed as desired. A rancid oil would be easier to saponify, but the soap would likely be rancid or not as good.
II.—Ammonium sulphoichthyolate, 10 parts; distilled water, 15 parts; hebra’s soap spirit (a solution of potash soap, 120 parts, in 90 per cent spirit, 60 parts; and spirit of lavender, 5 parts), 75 parts.
First make up a suitable soap body and afterwards add the medicament. For instance, carbolic soaps may be made as follows:
| I.— | Cocoanut oil | 20 pounds |
|---|---|---|
| Tallow | 4 pounds | |
| Soda lye (38° to 40°B.) | 12 pounds | |
| Phenol | 1 pound |
Prepare the body soap by stirring the liquefied fat into the lye at 113° F., and when combination has set in, incorporate the phenol and quickly pour into molds. Cover the latter well. Instead of the phenol 2 pounds of sulphur may be used, and a sulphur soap made.
| Parts by weight | ||
|---|---|---|
| II.— | Cotton oil | 200 |
| Alcohol, 91 per cent | 300 | |
| Water | 325 | |
| Caustic soda | 45 | |
| Potassium carbonate | 10 | |
| Ether | 15 | |
| Carbolic acid | 25 | |
The oil is mixed in a large bottle with water, 100 parts; alcohol, 200 parts; and caustic soda, 45 parts, and after saponification the remaining alcohol and the potassium carbonate dissolved in the rest of the water, and finally the carbolic acid and the ether are added and the whole well shaken. The mixture is filled in tightly closed bottles and stored at medium temperature. The preparation may be scented as desired, and the carbolic acid replaced with other antiseptics.
II.—Cocoanut oil, 1,000 pounds; caustic soda lye, 37° B., 500 pounds; pine-needle oil, 4 pounds; artificial bitter almond oil, 2 pounds. There is also a “massage cream,” which differs from the ordinary massage soaps in being made with a soft potash soap as a ground soap. The oils, etc., incorporated with the ground mass are exactly the same in the “cream” as in the soap. {648}
Aluminum soap is the most important. Dissolved in benzine or oil of turpentine, it furnishes an excellent varnish. It has been proposed to use these solutions for the varnishing of leather; they furthermore serve for the production of waterproof linen and cloths, paper, etc. Jarry recommended this compound for impregnating railroad ties to render them weatherproof.
Manganese soap is used as a siccative in the preparation of linseed-oil varnish, as well as for a drier to be added to paints. Zinc soap is used in the same manner.
Copper soap enters into the composition of gilding wax, and is also employed for bronzing plaster of Paris articles. For the same purpose, a mixture is made use of consisting of copper soap and iron soap melted in white lead varnish and wax. Iron soap is used with aluminum soap for waterproofing purposes and for the production of a waterproof varnish. By using wax instead of a soap, insoluble metallic soaps are obtained, which, melted in oils or wax, impart brilliant colorings to them; but colored waterproof and weather-resisting varnishes may also be produced with them. Metallic rosin soaps may be produced by double decomposition of potash rosin soaps and a soluble metal salt. From these, good varnishes are obtained to render paper carriage covers, etc., waterproof; they may also be employed for floor wax or lacquers.
| I.— | Beeswax, refined | 4 parts |
|---|---|---|
| Alcohol | 5 parts | |
| Castile soap, finely grated | 10 parts | |
| Petroleum | 5 parts |
Put the petroleum into a suitable vessel along with the wax and alcohol and cautiously heat on the water bath, with an occasional agitation, until complete solution is effected. Add the soap and continue the heat until it is dissolved. When this occurs remove from the bath and stir until the soap begins to set, then pour into molds.
II.—The hydrocarbons (as petroleum, vaseline, etc.) are boiled with a sufficient quantity of alkali to form a soap, during which process they absorb oxygen and unite with the alkali to form fatty acid salts. The resulting soap is dissolved in water containing alkali, and the solution is heated along with alkali and salt. The mass of soap separates out in three layers, the central one being the purest; and from this product the fatty acids may be recovered by treatment with sulphuric acid.
| I.— | Oil of rose geranium | 2 ounces |
|---|---|---|
| Oil of patchouli | 1/2 ounce | |
| Oil of cloves | 1/2 ounce | |
| Oil of lavender flowers | 1 ounce | |
| Oil of bergamot | 1 ounce | |
| Oil of sandalwood | 1 ounce | |
| II.— | Oil of bergamot | 2 ounces |
| Oil of orange flowers | 2 ounces | |
| Oil of sassafras | 2 ounces | |
| Oil of white thyme | 3 ounces | |
| Oil of cassia | 3 ounces | |
| Oil of cloves | 3 ounces | |
| III.— | Oil of citronella | 1 ounce |
| Oil of cloves | 1 ounce | |
| Oil of bitter almonds | 2 ounces |
| I.— | Cocoanut oil | 40,000 parts |
|---|---|---|
| Cotton oil | 10,000 parts | |
| Caustic soda lye, 38° Bé | 24,000 parts | |
| Caustic potash lye, 30° Bé | 1,000 parts | |
| Powdered pumice stone | 25,000 parts | |
| Cassia oil | 150 parts | |
| Rosemary oil | 100 parts | |
| Lavender oil | 50 parts | |
| Safrol | 50 parts | |
| Clove oil | 10 parts | |
| II.— | Cocoanut oil | 50,000 parts |
| Caustic soda lye, 40° Bé | 25,000 parts | |
| Powdered pumice stone | 50,000 parts | |
| Lavender oil | 250 parts | |
| Caraway oil | 80 parts |
| I.— | Palm oil soap | 5 pounds |
|---|---|---|
| Oil of cinnamon | 10 drachms | |
| Oil of caraway | 2 drachms | |
| Oil of lavender | 2 drachms | |
| Oil of thyme | 1 drachm | |
| Oil of peppermint | 45 minims | |
| Oil of bergamot | 2 1/2 drachms |
Melt the soap, color if desired, and incorporate the oils.
| II.— | Soap | 10 pounds |
|---|---|---|
| Alcohol | 1 ounce | |
| Oil of bitter almonds | 1 1/4 ounces | |
| Oil of bergamot | 3/4 ounce | |
| Oil of mace | 3 drachms | |
| Oil of cloves | 1/2 ounce |
Melt the soap with just enough water to convert it into a soft paste when cold; dissolve the oils in the alcohol, mix with the paste, and rub up in a mortar, or pass several times through a kneading machine.
| III.— | White castile soap | 5 parts |
|---|---|---|
| Alcohol | 15 parts | |
| Rose water | 15 parts |
The raw materials of which soap powder is made are soap and soda, to which ingredients an addition of talcum or water glass can be made, if desired, these materials proving very useful as a filling. An excellent soap powder has been made of 20 parts of crystallized soda, 5 parts of dark-yellow soap (rosin curd), and 1 part of ordinary soft soap. At first the two last mentioned are placed in a pan, then half the required quantity of soda is added, and the whole is treated. Here it must be mentioned that the dark-yellow curd soap, which is very rosinous, has to be cut in small pieces before placing the quantity into the pan. The heating process must continue very slowly, and the material has to be crutched continually until the whole of the substance has been thoroughly melted. Care must be taken that the heating process does not reach the boiling point. The fire underneath the pan must now be extinguished, and then the remaining half of the crystallized soda is added to be crutched with the molten ingredients, until the whole substance has become liquid. The liquefaction is assisted by the residual heat of the first heated material and the pan. The slow cooling facilitates the productive process by thickening the mass, and when the soda has been absorbed, the whole has become fairly thick. With occasional stirring of the thickened liquid the mass is left for a little while longer, and when the proper moment has arrived the material contained in the pan is spread on sheets of thin iron, and these are removed to a cool room, where, after the first cooling, they must be turned over by means of a shovel, and the turning process has to be repeated at short intervals until the material has quite cooled down and the mixture is thoroughly broken. The soap is now in a very friable condition, and the time has now come to make it into powder, for which purpose it is rubbed through the wire netting or the perforated sieves. Generally the soap is first rubbed through a coarse sieve, and then through finer ones, until it has reached the required conditions of the powder. Some of the best soap powders are coarse, but other manufacturers making an equally good article prefer the finer powder, which requires a little more work, since it has to go through three sieves, whereas the coarse powder can do with one or at most two treatments. But this is, after all, a matter of local requirements or personal taste.
The powder obtained from the above-mentioned ingredients is fine and yellow colored, and it has all the qualities needed for a good sale. Instead of the dark-yellow soap, white stock soap can also be used, and this makes only a little difference in the coloring. But again white stock soap can be used, and the same color obtained by the use of palm oil, or other coloring ingredients, as these materials are used for giving the toilet soaps their manifold different hues. Many makers state that this process is too expensive, and not only swallows up all the profit, but some of the color materials influence the soap and not to its advantage.
Soft soap is used only to make the powder softer and easier soluble, and for this reason the quantity to be used varies a little and different manufacturers believe to have a secret by adding different quantities of this material. As a general statement it may be given that the quantity of soft soap for the making of soap powder should not overstep the proportion of one to three, compared with the quantity of hard soap; any excess in this direction would frustrate the desires of the maker, and land him with a product which has become smeary and moist, forming into balls and lumping together {650} in bags or cases, to become discolored and useless. It is best to stick to the proportion as given, 5 parts of hard and 1 part of soft soap, when the produced powder will be reliable and stable and not form into balls even if the material is kept for a long while.
This point is of special importance, since soap powder is sold mostly in weighed-out packages of one and a half pounds. Most manufacturers will admit that loose soap powder forms only a small part of the quantities produced, as only big laundries and institutions purchase same in bags or cases. The retail trade requires the soap powder wrapped up in paper, and if this has to be done the powder must not be too moist, as the paper otherwise will fall to pieces. This spoils the appearance of the package, and likely a part of the quantity may be lost. When the powder is too moist or absorbs easily external moisture, the paper packages swell very easily and burst open.
The best filling material to be employed when it is desired to produce a cheaper article is talcum, and in most cases this is preferred to water glass. The superiority of the former over the latter is that water glass hardens the powder, and this is sometimes done to such an extent, when a large quantity of filling material is needed, that it becomes very difficult to rub the soap through the sieves. In case this difficulty arises, only one thing can be done to lighten the task, and that is to powderize the soap when the mixed materials are still warm, and this facilitates the work very much. It is self-evident that friction under these conditions leaves a quantity of the soap powder material on the sieves, and this cannot be lost. Generally it is scraped together and returned to the pan to be included in the next batch, when it is worked up, and so becomes useful, a need which does not arise when talcum has been used as a filling material. Again, the soap powder made with the addition of water glass is not so soluble, and at the same time much denser than when the preparation has been made without this material. It is thus that the purchaser receives by equal weight a smaller-looking quantity, and as the eye has generally a great influence when the consumer determines a purchase, the small-sized parcels will impress him unfavorably. This second quality of soap powder is made of the same ingredients as the other, except that an addition of about 6 parts of talcum is made, and this is stirred up with the other material after all the soda has been dissolved. Some makers cheapen the products also by reducing the quantity of hard soap from 5 to 3 parts and they avoid the filling; the same quantity of soda is used in all cases. On the same principle a better quality is made by altering the proportions of soda and soap the other way. Experiments will soon show which proportions are most suitable for the purpose.
So-called ammonia-turpentine soap powder has been made by crutching oil of turpentine and ammonia with the materials just about the time before the whole is taken out of the heating pan. Some of the powder is also scented, and the perfume is added at the same time and not before. In most of the latter cases mirbane oil is used for the purpose.
These powders are adaptable to hard water, as their excess of alkali neutralizes the lime that they contain:
| I.— | Curd (hard) soap, powdered | 4 parts |
|---|---|---|
| Sal soda | 3 parts | |
| Silicate of soda | 2 parts |
Make as dry as possible, and mix intimately.
| II.— | Curd (hard) soap, in powder | 5 parts |
|---|---|---|
| Soda ash | 3 parts | |
| Silicate of soda | 2 parts | |
| Borax (crude) | 1 part |
Each ingredient is thoroughly dried, and all mixed together by sieving.
| III.— | Yellow soap | 6 parts |
|---|---|---|
| Soda crystals | 3 parts | |
| Pearl ash | 1 1/2 parts | |
| Sulphate of soda | 1 1/2 parts | |
| Palm oil | 1 part |
The question as to the qualities of toilet soaps has a high therapeutical significance. Impurity of complexion and morbid anomalies of the skin are produced by the use of poor and unsuitable soaps. The latter, chemically regarded, are salts of fatty acids, and are prepared from fats and a lye, the two substances being mixed in a vessel and brought to a boil, soda lye being used in the preparation of toilet soaps. In boiling together a fat and a lye, the former is resolved into its component parts, a fatty acid and glycerine. The {651} acid unites with the soda lye, forming a salt, which is regarded as soap. By the addition of sodium chloride, this (the soap) is separated and swims on the residual liquid as “kern,” or granulated soap. Good soaps were formerly made only from animal fats, but some of the vegetable oils or fats have been found to also make excellent soap. Among them the best is cacao butter.
From a hygienic standpoint it must be accepted as a law that a good toilet soap must contain no free (uncombined) alkali, every particle of it must be chemically bound up with fatty acid to the condition of a salt, and the resultant soap should be neutral in reaction. Many of the soaps found in commerce to-day contain free alkali, and exert a harmful effect upon the skin of those who use them. Such soaps may readily be detected by bringing them into contact with the tongue. If free alkali be present it will make itself known by causing a burning sensation—something that a good toilet soap should never do.
The efficiency of soap depends upon the fact that in the presence of an abundance of water the saponified fat is decomposed into acid and basic salts, in which the impurities of the skin are dissolved and are washed away by the further application of water. Good soap exerts its effects on the outer layer of the skin, the so-called horny (epithelial) layer, which in soapy water swells up and is, in fact, partially dissolved in the medium and washed away. This fact, however, is unimportant, since the superficial skin cells are reproduced with extraordinary rapidity and ease. When a soap contains or carries free alkali, the caustic effects of the latter are carried further and deeper, reaching below the epithelial cells and attacking the true skin, in which it causes minute rifts and splits and renders it sore and painful. Good soap, on the contrary, makes the skin smooth and soft.
Since the employment of poor soaps works so injuriously upon the skin, many persons never, or rarely ever, use soap, but wash the face in water alone, or with a little almond bran added. Their skins cannot bear the regular application of poor soap. This, however, applies only to poor, free-alkali containing soaps. Any skin can bear without injury any amount of a good toilet soap, free from uncombined alkali and other impurities. The habit of washing the face with water only, without the use of soap, must be regarded as one altogether bad, since the deposits on the skin, mostly dust-particles and dead epithelial cells, mingling with the oily or greasy matter exuded from the fat glands of the skin—excellent nutrient media for colonies of bacteria—cannot be got rid of by water alone. Rubbing only forces the mass into the openings in the skin (the sweat glands, fat glands, etc.), and stops them up. In this way are produced the so-called “black heads” and other spots and blotches on the skin usually referred to by the uneducated, or partially educated, as “parasites.” The complexion is in this manner injured quite as much by the failure to use good soap as by the use of a poor or bad article.
All of the skin troubles referred to may be totally avoided by the daily use of a neutral, alkali-free soap, and the complexion thus kept fresh and pure. Completely neutral soaps, however, are more difficult to manufacture—requiring more skill and care than those in which no attention is paid to excess of alkali—and consequently cost more than the general public are accustomed, or, in fact, care to pay for soaps. While this is true, one must not judge the quality of a soap by the price demanded for it. Some of the manufacturers of miserable soaps charge the public some of the most outrageous prices. Neither can a soap be judged by its odor or its style of package and putting on the market.
To give a soap an agreeable odor the manufacturers add to it, just when it commences to cool off, an etheric oil (such as attar of rose, oil of violets, bergamot oil, etc.), or some balsamic material (such as tincture of benzoin, for instance). It should be known, however, that while grateful to the olfactory nerves, these substances do not add one particle to the value of the soap, either as a detergent or as a preserver of the skin or complexion.
Especially harmful to the skin are soaps containing foreign substances, such, for instance, as the starches, gelatin, clay, chalk, gums, or rosins, potato flour, etc., which are generally added to increase the weight of soap. Such soaps are designated, very significantly, “filled soaps,” and, as a class, are to be avoided, if for no other reason, on account of their lack of true soap content. The use of these fillers should be regarded as a criminal falsification under the laws regarding articles of domestic use, since they are sold at a relatively high price, yet contain foreign matter, harmful to health. {652}
| Parts by weight | ||
|---|---|---|
| I.— | Cocoanut oil | 30 |
| Castor oil | 3 | |
| Caustic soda lye (38° Bé) | 17 1/2 | |
Pink Soap.—
| Parts by weight | ||
|---|---|---|
| II.— | Pink No. 114 | 10 |
| Lemon oil | 60 | |
| Cedar-wood oil | 60 | |
| Citronella oil | 50 | |
| Wintergreen oil | 15 | |
Pale-Yellow Soap.—
| Parts by weight | ||
|---|---|---|
| III.— | Orange No. 410 | 10 |
| Citronella oil | 60 | |
| Sassafras oil | 60 | |
| Lavender oil | 45 | |
| Wintergreen oil | 15 | |
| Aniseed oil | 25 | |
Toilet Soap Powder.—
| Marseilles soap, powdered | 100 parts |
| Bran of almonds | 50 parts |
| Lavender oil | 5 parts |
| Thyme oil | 3 parts |
| Spike oil | 2 parts |
| Citronella oil | 2 parts |
Soft Toilet Soaps.—Soft toilet soaps or creams may be prepared from fresh lard with a small addition of cocoanut oil and caustic potash solution, by the cold process or by boiling. For the cold process, 23 parts of fresh lard and 2 parts of Cochin cocoanut oil are warmed in a jacketed pan, and when the temperature reaches 113° F. are treated with 9 parts of caustic potash and 2 1/2 parts of caustic soda solution, both of 38° Bé. strength, the whole being stirred until saponification is complete. The soap is transferred to a large marble mortar and pounded along with the following scenting ingredients: 0.15 parts of oil of bitter almonds and 0.02 parts of oil of geranium rose, or 0.1 part of the latter, and 0.05 parts of lemon oil. The warm process is preferable, experience having shown that boiling is essential to the proper saponification of the fats. In this method, 80 parts of lard and 20 parts of Cochin cocoanut oil are melted together in a large pan, 100 parts of potash lye (20° Bé.) being then crutched in by degrees, and the mass raised to boiling point. The combined influence of the heat and crutching vaporizes part of the water in the lye, and the soap thickens. When the soap has combined, the fire is made up, and another 80 parts of the same potash lye are crutched in gradually. The soap gets thicker and thicker as the water is expelled and finally throws up “roses” on the surface, indicating that it is nearly finished. At this stage it must be crutched vigorously, to prevent scorching against the bottom of the pan and the resulting more or less dark coloration. The evaporation period may be shortened by using only 50 to 60 parts of lye at first, and fitting with lye of 25° to 30° strength. For working on the large scale iron pans heated by steam are used, a few makers employing silver-lined vessels, which have the advantage that they are not attacked by the alkali. Tinned copper pans are also useful. The process takes from 7 to 8 hours, and when the soap is finished it is transferred into stoneware vessels for storage. Clear vegetable oils (castor oil) may be used, but the soaps lack the requisite nacreous luster required.
The mode of production is the same for all. The fats are melted together, sifted into a double boiler, and the lye is stirred in at 111° F. Cover up for an hour, steam being allowed to enter slowly. There is now a clear, grain-like soap in the kettle, into which the sugar solution and the alcohol are crutched, whereupon the kettle is covered up. If cuttings are to be used, they are now added. When same are melted, the kettle will contain a thin, clear soap, which is colored and scented as per directions, and subsequently filled into little iron molds and cooled.
| I.— | Cochin cocoanut oil | 70,000 parts |
|---|---|---|
| Compressed tallow | 40,000 parts | |
| Castor oil | 30,000 parts | |
| Caustic soda lye, 38° Bé | 79,000 parts | |
| Sugar | 54,000 parts | |
| Dissolved in | ||
| Water | 60,000 parts | |
| Alcohol | 40,000 parts | |
| Geranium oil (African) | 250 parts | |
| Lemon oil | 200 parts | |
| Palmarosa oil | 1,200 parts | |
| Bergamot oil | 80 parts |
| II.— | Cochin cocoanut oil | 66,000 parts |
|---|---|---|
| Compressed tallow | 31,000 parts | |
| Castor oil | 35,000 parts | |
| Caustic soda lye, 38° Bé | 66,000 parts | |
| Sugar | 35,000 parts | |
| Dissolved in | ||
| Water | 40,000 parts | |
| Alcohol | 35,000 parts | |
| Brown, No. 120 | 200 parts | |
| Powdered benzoin (Siam) | 4,200 parts | |
| Styrax liquid | 1,750 parts | |
| Tincture of benzoin | 1,400 parts | |
| Peru balsam | 700 parts | |
| Lemon oil | 200 parts | |
| Clove oil | 70 parts |
| III.— | Cochin cocoanut oil | 70,000 parts |
|---|---|---|
| Compressed tallow | 50,000 parts | |
| Castor oil | 23,000 parts | |
| Caustic soda lye, 39° Bé | 71,000 parts | |
| Sugar | 40,000 parts | |
| Dissolved in | ||
| Water | 30,000 parts | |
| Alcohol | 40,000 parts | |
| Brown, No. 55 | 250 parts | |
| Geranium oil | 720 parts | |
| Bergamot oil | 300 parts | |
| Cedar-wood oil | 120 parts | |
| Palmarosa oil | 400 parts | |
| Vanillin | 10 parts | |
| Tonka tincture | 400 parts |
| I.— | Ceylon cocoanut or palm seed oil | 320 pounds |
|---|---|---|
| Caustic soda lye, 38° Bé | 160 pounds | |
| Carbonate of potash, 20° Bé | 56 pounds | |
| Oil of turpentine | 9 pounds | |
| Finely powdered kieselguhr | 280 pounds | |
| Brilliant green | 2 pounds |
The oil having been fused, the dye is mixed with some of it and stirred into the contents of the pan. The kieselguhr is then crutched in from a sieve, then the lye, and then the carbonate of potash. These liquids are poured in in a thin stream. When the soap begins to thicken, add the turpentine, mold, and cover up the molds.
| II.— | Rosin grain soap | 1,000 pounds |
|---|---|---|
| Talc (made to a paste with weak carbonate of potash) | 100 pounds | |
| Oil of turpentine | 4 pounds | |
| Benzine | 3 pounds |
Mix the talc and soap by heat, and when cool enough add the turpentine and benzine, and mold.
| III.— | Cocoanut oil | 600 pounds |
|---|---|---|
| Tallow | 400 pounds | |
| Caustic soda lye | 500 pounds | |
| Fresh ox gall | 200 pounds | |
| Oil of turpentine | 12 pounds | |
| Ammonia (sp. gr., 0.91) | 6 pounds | |
| Benzine | 5 pounds |
Saponify by heat, cool, add the gall and the volatile liquids, and mold.
| I.— | Linseed oil | 28 pounds |
|---|---|---|
| Sulphur | 8 pounds | |
| Aluminum soap | 28 pounds | |
| Oil of turpentine | 4 pounds | |
| II.— | Aluminum soap | 15 pounds |
| Almadina | 25 pounds | |
| Caoutchouc | 50 pounds | |
| Sulphur | 6 pounds | |
| Oleum succini | 4 pounds |
| Linseed oil | 20 parts |
| Malaga olive oil | 20 parts |
| Caustic potash | 9 1/2 parts |
| Alcohol | 1 part |
| Water | 30 parts |
Warm the mixed oils on a large water bath, then the potash and water in another vessel, heating both to 158° F., and adding the latter hot solution to the hot oil while stirring briskly. Now add and thoroughly mix the alcohol. Stop stirring, keep the heat at 158° F. until the mass becomes clear and a small quantity dissolves in boiling water without globules of oil separating. Set aside for a few days before using to make the liquid soap.
The alcohol may be omitted if a transparent product is immaterial.
| Olive oil | 100 parts |
| Soda lye, sp. gr., 1.33 | 50 parts |
| Alcohol (90 per cent) | 30 parts |
Heat on a steam bath until saponification is complete. The soap thus formed is dissolved in 300 parts of hot distilled water, and salted out by adding a filtered solution of 25 parts of sodium chloride and 5 parts of crystallized sodium carbonate in 80 parts of water.
| Olive oil | 100 parts |
| Solid potassium hydroxide | 21 parts |
| Water | 100 parts |
| Alcohol (90 per cent) | 20 parts |
Boil by means of a steam bath until the oil is saponified, adding, if necessary, a little more spirit to assist the saponification.
| By weight | |
|---|---|
| Petroleum | 5 parts |
| Wax | 4 parts |
| Alcohol | 5 parts |
| Good laundry soap. | 15 parts |
Heat the petroleum, wax, and alcohol on a water bath until they are well mixed, and dissolve in the mixture the soap cut in fine shavings. This may be used on man or beast for driving away vermin.
| Wood tar | 25 parts |
| Hebra’s soap spirit | 75 parts |
| I.— | White hard soap | 25 parts |
|---|---|---|
| Glycerine | 15 parts | |
| Water | 1,000 parts | |
| II.— | Dry castile soap | 2 parts |
| Glycerine | 30 parts | |
| Water | 40 parts |
SOAP POLISHES: See Polishes.
SOAP, TOOTH: See Dentifrice.
SODA PAINT: See Paint.
SODA WATER: See Beverages.
SODIUM HYPOSULPHITE: See Photography.
SODIUM SILICATE AS A CEMENT: See Adhesives, under Water-Glass Cements.
SODIUM SALTS, EFFERVESCENT: See Salts.
The object of soldering is to unite two portions of the same metal or of different metals by means of a more fusible metal or metallic alloy, applied when melted, and known by the name of solder. As the strength of the soldering depends on the nature of the solder used, the degree of strength required for the joint must be kept in view in choosing a solder. The parts to be joined must be free from oxide and thoroughly clean; this can be secured by filing, scouring, scraping, or pickling with acids. The edges must fit exactly, and be heated to the melting point of the solder. The latter must have a lower melting point than either of the portions of metal that require to be joined, and if possible only those metals should be chosen for solder which form alloys with them. The solder should also as far as possible have the same color and approximately the same strength as the article whose edges are to be united.
To remove the layers of oxide which form during the process of soldering, various so-called “fluxes” are employed. These fluxes are melted and applied to the joint, and act partly by keeping off the air, thus preventing oxidation, and partly by reducing and dissolving the oxides themselves. The choice of a flux depends on the quantity of heat required for soldering.
Solders are classed as soft and hard solders. Soft solders, also called tin solders or white solders, consist of soft, readily fusible metals or alloys, and do not possess much strength; they are easy to handle on account of their great fusibility. Tin, lead-tin, and alloys of tin, lead, and bismuth are used for soft solders, pure tin being employed only for articles made of the same metal (pure tin).
The addition of some lead makes the solder less fusible but cheaper, while that of bismuth lowers the melting point. Soft solders are used for soldering easily fusible metals such as Britannia metal, etc., also for soldering tin plate. To prepare solder, the metals are melted together in a graphite crucible at as low a temperature as possible, well stirred with an iron rod, and cast into ingots in an iron mold. To melt the solder when required for soldering, the soldering iron is used; the latter should be kept as free from oxidation as possible, and the part applied should be tinned over.
To make so-called “Sicker” solder, equal parts of lead and tin are melted together, well mixed, and allowed to stand till the mixture begins to set, the part still in a liquid condition being then poured off. This mixture can, however, {656} be more easily made by melting together 37 parts of lead and 63 parts of tin (exactly measured).
Soldering irons are usually made of copper, as copper is easily heated and easily gives up its heat to the solder. The point of the iron must be “tinned.” To do this properly, the iron should be heated hot enough easily to melt the solder; the point should then be quickly dressed with a smooth flat file to remove the oxide, and rubbed on a piece of tin through solder and sal ammoniac. The latter causes the solder to adhere in a thin, even coat to the point of the iron. A gas or gasoline blow torch or a charcoal furnace is best for heating the iron, but a good, clean coal fire, well coked, will answer the purpose.
When in use, the iron should be hot enough to melt the solder readily. A cold iron produces rough work. This is where the beginner usually fails. If possible, it is well to warm the pieces before applying the iron. The iron must not be heated too hot, however, or the tin on the point will be oxidized. The surfaces to be soldered must be clean. Polish them with sandpaper, emery cloth, a file, or a scraper. Grease or oil will prevent solder from sticking.
Some good soldering fluid should be used. A very good fluid is made by dissolving granulated zinc in muriatic acid. Dissolve as much zinc as possible in the acid. The gas given off will explode if ignited. To granulate the zinc, melt it in a ladle, and pour it slowly into a barrel of water. A brush or swab should be used to spread the fluid on the surfaces to be soldered. If the point of the soldering iron becomes dirty, it should be wiped on a cloth or piece of waste that has been dampened with the soldering fluid.
For the execution of this process the objects to be soldered, after the surfaces to be united have been provided with a water-glass solution as the soldering agent and placed together as closely as possible or united by wires or rivets, are coated in the places where no solder is desired with a protective mass, consisting essentially of carbon (graphite, coke, or charcoal), powdered talc or asbestos, ferric hydrate (with or without ferrous hydrate), and, if desired, a little aluminum oxide, together with a binding agent of the customary kind (glue solution, beer).
Following are some examples of the composition of these preparations:
I.—Graphite, 50 parts; powdered coke, 5 parts; powdered charcoal, 5 parts; powdered talc, 10 parts; glue solution, 2.5 parts; drop beer, 2.5 parts; ferric hydrate, 10 parts; aluminum oxide, 5 parts.
II.—Graphite, burnt, 4 parts; graphite, unburnt, 6 parts; powdered charcoal, 3 parts; powdered asbestos, 1 part; ferric hydrate, 3 parts; ferrous hydrate, 2 parts; glue solution, 1 part.
The article thus prepared is plunged, after the drying of the protective layer applied, in the metal bath serving as solder (molten brass, copper, etc.), and left to remain therein until the part to be soldered has become red hot, which generally requires about 50 to 60 seconds, according to the size of the object. In order to avoid, in introducing the article into the metal bath, the scattering of the molten metal, it is well previously to warm the article and to dip it warm. After withdrawal from the metal bath the soldered articles are allowed to cool, and are cleaned with wire brushes, so as to cause the bright surfaces to reappear.
The process is especially useful for uniting iron or steel parts, such as machinery, arms, and bicycle parts in a durable manner.
After this has been done there will remain some residue in the form of a black precipitate. This is the lead which all zinc contains, and which is not dissolved by the muriatic acid. This lead may be removed by filtering through a funnel in the bottom of which there is a little absorbent cotton, or the solution may be allowed to remain overnight until the lead has settled and the clear solution can then be poured off. This lead precipitate is not particularly injurious to the soldering fluid, but it is better to get rid of it so that a good, clear solution may be obtained. Next, dissolve 6 ounces of sal ammoniac in a pint of warm water. In another pint dissolve 4 ounces of chloride of tin. The chloride of tin solution will usually be cloudy, but this will not matter. Now mix the 3 solutions together. The solution will be slightly cloudy when the 3 have been mixed, and the addition of a few drops of muriatic acid will render it perfectly clear. Do not add any more acid than is necessary to do this, as the solution would then contain too much of this ingredient and the results would be injurious.
This soldering acid will not spatter when the iron is applied to it. It has also been found that a poorer grade of solder may be used with it than with the usual soldering acid.
To solder aluminum it is necessary previously to tin the parts to be soldered. This tinning is done with the iron, using a composition of aluminum and tin. Replace the ordinary soldering iron by an iron of pure aluminum. Preparation of aluminum solder: Commence by fusing the copper; then add the aluminum in several installments, stir the mixture well with a piece of iron; next add the zinc and a little tallow or benzine at the same time. Once the zinc is added do not heat too strongly, to avoid the volatilization of the zinc.
I.—Take 5 parts of tin and 1 part of aluminum. Solder with the iron or with the blowpipe, according to the article in question.
II.—The pieces to be soldered are to be tinned, but instead of using pure tin, alloys of tin with other metals are employed, preferably those of tin and aluminum. For articles to be worked after soldering, 45 parts of tin and 10 parts of aluminum afford a good alloy, malleable enough to be hammered, cut, or turned. If they are not to be worked, the alloy requires less aluminum and may be applied in the usual manner as in soldering iron.
II.—Medium solder: Gold, 54 parts; fine silver, 27 parts; copper, 19 parts.
III.—Weak solder: Gold, 14 parts; silver, 57 parts; copper, 15 parts; brass, 14 parts.
Brass solder consists of brass fusible at a low temperature, and is made by melting together copper and zinc, the latter being in excess. A small quantity of tin is often added to render the solder more fusible. Hard solders are usually sold in the form of granules. Although many workers in metals make their own solder, it is advisable to use hard solder made in factories, as complete uniformity of quality is more easily secured where large quantities are manufactured.
In making hard solder the melted metal is poured through birch twigs in order to granulate it. The granules are afterwards sorted by passing them through sieves.
When brass articles are soft-soldered, the white color of the solder contrasts unpleasantly with the brass. If this is objected to, the soldered part can be colored yellow in the following manner:
Dissolve 10 parts of copper sulphate in 35 parts of water; apply the solution to the solder, and stir with a clean iron wire. This gives the part the appearance of copper. To produce the yellow color, paint the part with a mixture consisting of 1 part of a solution of equal parts of zinc and water (1 part each) and 2 parts of a solution of 10 to 35 parts respectively of copper sulphate and water and rub on with a zinc rod. The resulting yellow color can, if desired, be improved by careful polishing.
The quality of soft solder is always judged in the trade from the appearance of the surface of the castings, and it is considered important that this surface should be radiant and crystalline, showing the so-called “flowers.” These should be more brilliant than the dull background, the latter being like mat silver in appearance. If the casting has a uniform whitish-gray color, this is an indication that the alloy contains an insufficient quantity of tin. In this case {658} the alloy should be remelted and tin added, solder too poor in tin being extremely viscid.
Most of the varieties of brass used in the arts are composed of from 68 to 70 per cent copper and from 32 to 30 per cent zinc. Furthermore, there are some kinds of brass which contain from 24 to 40 per cent zinc. The greater the quantity of zinc the greater will be the resemblance of the alloy to copper. Consequently, the more crystalline will the structure become. For hard soldering only alloys can be employed which, as a general rule, contain no more than 34 per cent of zinc. With an increase in copper there follows a rise in the melting point of the brass. An alloy containing 90 per cent of copper will melt at 1,940° F.; 80 per cent copper, at 1,868° F.; 70 per cent copper, at 1,796° F.; 60 per cent copper, at 1,742° F. Because an increase in zinc causes a change in color, it is sometimes advisable to use tin for zinc, at least in part, so that the alloy becomes more bronze-like in its properties. The durability of the solder is not seriously affected, but its fusibility is lowered. If more than a certain proportion of tin be added, thin and very fluid solders are obtained of grayish-white color, and very brittle—indeed, so brittle that the soldering joints are apt to open if the object is bent. Because too great an addition of tin is injurious, the utmost caution must be exercised. If very refractory metals are to be soldered, brass alone can be used. In some cases, a solder can be produced merely by melting brass and adding copper. The following hard solders have been practically tested and found of value.
Applebaum’s Compositions.—
| I.— | Copper | 58 parts |
|---|---|---|
| Zinc | 42 parts | |
| II.— | Sheet brass | 85.42 parts |
| Zinc | 13.58 parts |
Karmarsch’s Composition.—
| III.— | Brass | 7 parts |
|---|---|---|
| Zinc | 1 part | |
| IV.— | Zinc | 49 parts |
| Copper | 44 parts | |
| Tin | 4 parts | |
| Lead | 2 parts |
Prechtl’s Composition.—
| V.— | Copper | 53.3 parts |
|---|---|---|
| Zinc | 43.1 parts | |
| Tin | 1.3 parts | |
| Lead | 0.3 parts |
All these hard-solder compositions have the fine yellow color of brass, are very hard, and can be fused only at high temperatures. They are well adapted for all kinds of iron, steel, copper, and bronze.
Solders which fuse at somewhat lower temperatures and, therefore, well adapted for the working of brass, are the following:
| VI.— | Sheet brass | 81.12 parts |
|---|---|---|
| Zinc | 18.88 parts | |
| VII.— | Copper | 54.08 parts |
| Zinc | 45.29 parts | |
| VIII.— | Brass | 3 to 4 parts |
| Zinc | 1 part |
A solder which is valuable because it can be wrought with the hammer, rolled out, or drawn into wire, and because it is tough and ductile, is the following:
| IX.— | Brass | 78.26 parts |
|---|---|---|
| Zinc | 17.41 parts | |
| Silver | 4.33 parts |
Fusible White Solder.—
| X.— | Copper | 57.4 parts |
|---|---|---|
| Zinc | 28 parts | |
| Tin | 14.6 parts |
Easily Fusible Solders.—
| XI.— | Brass | 5 parts |
|---|---|---|
| Zinc | 2.5 parts | |
| XII.— | Brass | 5 parts |
| Zinc | 5 parts |
Semi-White Hard Solders.—
| XIII.— | Copper | 53.3 parts |
|---|---|---|
| Zinc | 46.7 parts | |
| XIV.— | Brass | 12 parts |
| Zinc | 4 to 7 parts | |
| Tin | 1 part | |
| XV.— | Brass | 22 parts |
| Zinc | 10 parts | |
| Tin | 1 part | |
| XVI.— | Copper | 44 parts |
| Zinc | 49 parts | |
| Tin | 3.20 parts | |
| Lead | 1.20 parts |
Formulas XIII and XVI are fairly fusible.
White Hard Solders.—
| XVII.— | Brass | 20 parts |
|---|---|---|
| Zinc | 1 part | |
| Tin | 4 parts | |
| XVIII.— | Copper | 58 parts |
| Zinc | 17 parts | |
| Tin | 15 parts | |
| XIX.— | Brass | 11 parts |
| Zinc | 1 part | |
| Tin | 2 parts | |
| XX.— | Brass | 6 parts |
| Zinc | 4 parts | |
| Tin | 10 parts | |
| XXI.— | Copper | 57.44 parts |
| Zinc | 27.98 parts | |
| Tin | 14.58 parts |
For Brass Tubes.—I.—Copper, 100 parts; lead, 25 parts.
II.—A very strong solder for soldering brass tubes to be drawn, etc., is composed of 18 parts brass, 4 parts zinc, and 1 part fine silver.
For Fastening Brass to Tin.—To 20 parts of fine, reduced copper, add sufficient sulphuric acid to make a stiff paste. To this add 70 parts of metallic mercury, and work in, at the same time applying heat until the mass assumes a wax-like consistency. Warm or heat the plates to be united, to about the same temperature, apply the mixture, hot, to each, then press together, and let cool.
The copper solders which are used for soldering copper as well as bronze are mixtures of copper and lead. By increasing the quantity of lead the fusibility is increased, but the mixture departs from the color and toughness of copper. The most commonly employed copper solder is the following:
| I.— | Copper | 5 parts |
|---|---|---|
| Lead | 1 part | |
| II.— | Copper | 80 parts |
| Lead | 15 parts | |
| Tin | 5 parts |
For Red Copper.—I.—Copper, 3 parts; zinc, 1 part.
II.—Copper, 7 parts; zinc, 3 parts; tin, 2 parts.
I.—Soldering fat or grease is commonly a mixture of rosin and tallow with the addition of a small quantity of sal ammoniac. It is particularly adapted to the soldering of tinned ware, because it is easily wiped off the surface after the joint is made, whereas if rosin were used alone, the scraping away might remove some of the tin and spoil the object.
II.—The following is a well-tried recipe for a soldering grease: In a pot of sufficient size and over a slow fire melt together 500 parts of olive oil and 400 parts of tallow; then stir in slowly 250 parts of rosin in powder, and let the whole boil up once. Now let it cool down, and add 125 parts of saturated solution of sal ammoniac, stirring the while. When cold, this preparation will be ready for use.
I.—To the ordinary zinc chloride, prepared by digesting chips of zinc in strong hydrochloric acid to saturation, add 1/3 spirits of sal ammoniac and 1/3 part rain water, and filter the mixture. This soldering liquid is especially adapted to the soft soldering of iron and steel, because it does not make rust spots.
To solder zinc, the zinc chloride may be used without any spirit sal ammoniac.
II.—Mix phosphoric acid with strong spirits of wine in the following proportions:
| Phosphoric acid solution | 1 quart |
| Spirits of wine (80 per cent) | 1 1/2 quarts |
More or less of the spirits of wine is used depending upon the concentration of the phosphoric acid solution. When this soldering liquid is applied to the metal to be soldered, the phosphoric acid immediately dissolves the oxide. The hot soldering iron vaporizes the spirits of wine very quickly and causes the oxide released by the phosphoric acid to form a glazed mass with the surplus phosphoric acid, which mass can be easily removed.
III.—Dissolve in hydrochloric acid: Zinc, 50 parts (by weight); sal ammoniac, 50 parts.
IV.—Hydrochloric acid, 600 parts (by weight); sal ammoniac, 100 parts. Put zinc chips into the acid to saturation, next add the sal ammoniac. Filter when dissolved and preserve in flasks.
V.—Eight hundred parts of water with 100 parts of lactic acid and 100 parts of glycerine. This dispenses with the use of chloride of zinc.
| II.— | Chloride zinc | 1 drachm |
|---|---|---|
| Alcohol | 1 ounce |
The fluxes generally used in the soft-soldering of metals are powdered rosin or a solution of chloride of zinc, alone or combined with sal ammoniac. A neutral soldering liquid can be prepared by mixing 27 parts neutral zinc chloride, 11 parts sal ammoniac, and 62 parts water; or, 1 part sugar of milk, 1 part glycerine, and 8 parts water.
A soldering fat for tin-plate, preferable to ordinary rosin, as it can be more easily removed after soldering, is prepared as follows: One hundred and fifty parts beef tallow, 250 parts rosin, and 150 parts olive oil are melted together in a crucible and well stirred, 50 parts powdered sal ammoniac dissolved in as little water as possible being added.
Soldering fat for iron is composed of 50 parts olive oil and 50 parts powdered sal ammoniac. Soldering fat for aluminum is made by melting together equal parts of rosin and tallow, half the quantity of zinc chloride being added to the mixture.
Soldering paste consists of neutral soldering liquid thickened with starch paste. This paste must be applied more lightly than the soldering liquid.
Soldering salt is prepared by mixing equal parts of neutral zinc chloride, free from iron, and powdered sal ammoniac. When required for use, 1 part of the salt should be dissolved in 3 or 4 parts water.
Borax is the flux most frequently used for hard-soldering; it should be applied to the soldering seam either dry or stirred to a paste with water. It is advisable to use calcined borax, i. e., borax from which the water of crystallization has been driven out by heat, as it does not become so inflated as ordinary borax. Borax dissolves the metallic oxides forming on the joint.
Finely powdered cryolite, or a mixture of 2 parts powdered cryolite and 1 part phosphoric acid, is also used for hard-soldering copper and copper alloys.
Muller’s hard-soldering liquid consists of equal parts of phosphoric acid and alcohol (80 per cent).
A mixture of equal parts of cryolite and barium chloride is used as a flux in hard-soldering aluminum bronze.
A very good dry-soldering preparation consists of two vials, one of which is filled with zinc chloride, and the other with ammonium chloride. To use, dissolve a little of each salt in water, apply the ammonium chloride to the object to be soldered and heat the latter until it begins to give off vapor of ammonium, then apply the other, and immediately thereafter the solder, maintaining the heat in the meantime. This answers for very soft solder. For a harder solder dissolve the zinc in a very small portion of the ammonium chloride solution (from 1/4 to 1/2 pint).
When steel is to be soldered on steel, or iron on steel, it is necessary to remove every trace of oxide of iron between the surfaces in contact. Melt in an earthen vessel: Borax, 3 parts; colophony, 2 parts; pulverized glass, 3 parts; steel filings, 2 parts; carbonate of potash, 1 part; hard soap, powdered, 1 part. Flow the melted mass on a cold plate of sheet iron, and after cooling break up the pieces and pulverize them. This powder is thrown on the surfaces a few minutes before the pieces to be soldered are brought together. The borax and glass contained in the composition dissolve, and consequently liquefy all of the impurities, which, if they were shut up between the pieces soldered, might form scales, at times dangerous, or interfering with the resistance of the piece.
To prepare rosin for soldering bright tin, mix 1 1/2 pounds of olive oil, 1 1/2 pounds of tallow, and 12 ounces of pulverized rosin, and let them boil up. When this mixture has become cool, add 1 3/8 pints of water saturated with pulverized sal ammoniac, stirring constantly.
The soldering of small metallic articles where the production is a wholesale one, is almost exclusively done by the use of gas, a pointed flame being produced by air pressure. The air pressure is obtained by the workman who does the soldering setting in motion a treadle with his foot, which, resting on rubber bellows, drives by pressure on the same the aspirated air into wind bellows. From here it is sent into the soldering pipe, where it is connected with the gas and a pointed flame is produced. In order to obtain a rather uniform heat the workman has to tread continually, which, however, renders it almost impossible to hold the article to be soldered steady, although this is necessary if the work is to proceed quickly. Hence, absolutely skillful and expensive hands are required, on whom the employer is often entirely dependent. To improve {661} this method of soldering and obviate its drawbacks, the soldering may be conducted with good success in the following manner: For the production of the air current a small ventilator is set up. The wind is conducted through two main conduits to the work tables. Four or six tables may, for instance, be placed together, the wind and the gas pipe ending in the center. The gas is admitted as formerly, the wind is conducted into wind bellows by means of joint and hose to obtain a constant pressure and from here into the soldering pipe. In this manner any desired flame may be produced, the workman operates quietly and without exertion, which admits of employing youthful hands and consequently of a saving in wages. The equipment is considerably cheaper, since the rubber bellows under the treadle are done away with.
Because of its peculiar composition German-silver solder is related to the ordinary hard solders. Just as hard solders may be regarded as varieties of brass to which zinc has been added, German-silver solders may be regarded as German silver to which zinc has been added. The German-silver solder becomes more easily fused with an increase in zinc, and vice versa. If the quantity of zinc be increased beyond a certain proportion, the resultant solder becomes too brittle. German-silver solders are characterized by remarkable strength, and are therefore used not only in soldering German silver, but in many cases where special strength is required. As German silver can be made of the color of steel, it is frequently used for soldering fine steel articles.
Solder for ordinary German silver can be made of 1,000 parts German-silver chips, 125 parts sheet brass chips, 142 parts zinc, and 33 parts tin; or, of 8 parts German silver and 2 to 3 parts zinc.
| I.— | Copper | 4.5 parts |
|---|---|---|
| Zinc | 7 parts | |
| Nickel | 1 part | |
| II.— | Copper | 35 parts |
| Zinc | 56.5 parts | |
| Nickel | 8.5 parts | |
| III.— | German silver | 5 parts |
| Zinc | 5 parts |
Compositions I and II have analogous properties. In composition III “German silver” is to be considered as a mixture of copper, zinc, and nickel, for which reason it is necessary to know the exact composition of the German silver to be used. Otherwise it is advisable to experiment first with small quantities in order to ascertain how much zinc is to be added. The proper proportion of German silver to zinc is reached when the mixture reveals a brilliancy and condition which renders it possible to barely pulverize it while hot. A small quantity when brought in contact with the soldering iron should just fuse.
| I.— | Copper | 35 parts |
|---|---|---|
| Zinc | 56.5 parts | |
| Nickel | 9.5 parts | |
| II.— | Copper | 38 parts |
| Zinc | 50 parts | |
| Nickel | 12 parts |
Composition I requires a fairly high temperature in order to be melted. Composition II requires a blow pipe.
I.—For 24-carat gold: Twenty-two parts gold (24 carat), 2 parts silver, and 1 part copper; refractory.
II.—For 18-carat gold: Nine parts gold (18 carat), 2 parts silver, and 1 part copper; refractory.
III.—For 16-carat gold: Twenty-four parts gold (16 carat), 10 parts silver, and 8 parts copper; refractory.
IV.—For 14-carat gold: Three parts gold (14 carat), 2 parts silver, and 1 part copper; more fusible.
V.—Gold solder for alloys containing smaller quantities of gold is composed {662} of 8 parts gold, 10.5 parts silver, and 5.5 parts copper, or,
VI.—Ten parts gold (13.5 carat), 5 parts silver, and 1 part zinc.
VII.—The following easily fusible solder is used for ordinary gold articles: Two parts gold, 9 parts silver, 1 part copper, and 1 part zinc. Articles soldered with this solder cannot be subjected to the usual process of coloring the gold, as the solder would become black.
VIII.—A refractory enamel solder for articles made of 20-carat and finer gold, which can bear the high temperature required in enameling, consists of 37 parts gold and 9 parts silver, or 16 parts gold (18 carat), 3 parts silver, and 1 part copper.
Which of these compositions should be employed depends upon the degree of the fusibility of the enamel to be applied. If it is very difficult of fusion only the first named can be used; otherwise it may happen that during the melting on of the enamel the soldering spots are so strongly heated that the solder itself melts. For ordinary articles, as a rule, only readily fusible enamels are employed, and consequently the readily fusible enameling solder may here be made use of. Soldering with the latter is readily accomplished with the aid of the soldering pipe. Although the more hardly fusible gold solders may also be melted by the use of the ordinary soldering pipe, the employment of a special small blowing apparatus is recommended on account of the resulting ease and rapidity of the work.
I.—Melt tin, and add to the melted mass enough copper, with constant stirring, until the melted metal consists of 95 per cent of tin and 5 per cent of copper. In order to render the mixture more or less hard, add 1/2 to 1 per cent of zinc or lead.
II.—A compound of tin (95 parts) and zinc (5 parts) melts at 392° F., and can then be firmly united to glass. An alloy of 90 parts of tin and 10 parts of aluminum melts at 734° F., adheres, like the preceding, to glass, and is equally brilliant. With either of these alloys glass may be soldered as easily as metal, in two ways. In one, heat the pieces of glass in a furnace and rub a stick of soldering alloy over their surfaces. The alloy will melt, and can be easily spread by means of a roll of paper or a slip of aluminum. Press the pieces firmly together, and keep so until cool. In the other method a common soldering iron, or a rod of aluminum, is heated over a coal fire, a gas jet, or a flame supplied by petroleum. The hot iron is passed over the alloy and then over the pieces to be soldered, without the use of a dissolvent. Care should be taken that neither the soldering irons nor the glass be brought to a temperature above the melting point of the alloy, lest the latter should be oxidized, and prevented from adhering.
Hard solders are distinguished as brass, German silver, copper, gold, silver, etc., according to the alloys used (see Brass Solders, Copper Solders, etc., for other hard solders).
The designation “hard solder” is used to distinguish it from the easily running and softer solder used by tinsmiths, and it applies solely to a composition that will not flow under a red heat. For the purposes of the jeweler solder may be classified according to its composition and purpose, into gold or silver solder, which means a solder consisting of an alloy of gold with silver, copper, tin, or zinc-like metal or an alloy of silver with copper, tin, or zinc-like metal. According to the uses, the solder is made hard or soft; thus in gold solders there is added a greater amount of silver, whereas for silver solders there is added more tin or zinc-like metal.
In the production of solder for the enameler’s use, that is for combining gold with gold, gold with silver, or gold with copper, which must be enameled afterwards, it is necessary always to keep in mind that no solder can be used effectually that contains any tin, zinc, zinc alloys, or tin or zinc-like metals in any great quantities, since it is these very metals that contribute to the cracking of the enamel. Yet it is not possible to do without such an addition entirely, otherwise the solder would not flow under the melting point of the precious metals themselves and we should be unable to effect a union of the parts. It is therefore absolutely necessary to confine these additions to the lowest possible percentage, so that only a trace is apparent. Moreover, care must be taken to use for enameling purposes no base alloy, because the tenacity or durability of the compound will be affected thereby; in other words, it must come up to the standard.
In hard soldering with borax, direct, several obstacles are encountered that make the process somewhat difficult. In {663} the first place the salt forms great bubbles in contact with the soldering iron, and easily scales away from the surface of the parts to be soldered. Besides this, the parts must be carefully cleaned each time prior to applying the salt. All these difficulties vanish if instead of borax we use its component parts, boric acid and sodium carbonate. The heat of the soldering iron acting on these causes them to combine in such a way as to produce an excellent flux, free from the difficulties mentioned.
I.—Sheet-brass chips, 5 parts, and zinc, 3 to 5 parts, easily fusible.
II.—Sheet brass chips, 3 parts, and zinc, 1 part; refractory.
III.—Sheet-brass chips, 7 parts, and zinc, 1 part; very refractory and firm.
Semi-white solders, containing tin and consequently harder:
I.—Sheet brass, 12 parts; zinc, 4 to 7 parts, and tin, 1 part.
II.—Copper, 16 parts; zinc, 16 parts, and tin, 1 part.
III.—Yellow solder, 20 to 30 parts, and tin, 1 part.
White solders:
I.—Sheet brass, 20 parts; zinc, 1 part, and tin, 4 parts.
II.—Copper, 3 parts; zinc, 1 part, and tin, 1 part.
Silver solder is cast in the form of ingots, which are hammered or rolled into thin sheets. From these small chips or “links,” as they are called, are cut off. The melted solder can also be poured, when slightly cooled, into a dry iron mortar and pulverized while still warm. The solder can also be filed and the filings used for soldering.
Silver solders are used not only for soldering silver objects, but also for soldering metals of which great resistance is expected. A distinction must be drawn between silver solder consisting either of copper and silver alone, and silver solder to which tin has been added.
| I.— | Copper | 1 part |
|---|---|---|
| Silver | 4 parts | |
| Hard silver solder. | ||
| II.— | Copper | 1 part |
| Silver | 20 parts | |
| Brass | 9 parts | |
| III.— | Copper | 2 parts |
| Silver | 28 parts | |
| Brass | 10 parts | |
| Soft silver solder. | ||
| IV.— | Silver | 2 parts |
| Brass | 1 part | |
| V.— | Silver | 3 parts |
| Copper | 2 parts | |
| Zinc | 1 part | |
| VI.— | Silver | 10 parts |
| Brass | 10 parts | |
| Tin | 1 part |
These solders are preferably to be employed for the completion of work begun with hard silver solders, defective parts alone being treated. For this purpose it is sometimes advisable to use copper-silver alloys mixed with zinc, as for example:
| VII.— | Silver | 12 parts |
|---|---|---|
| Copper | 4 parts | |
| Zinc | 1 part | |
| VIII.— | Silver | 5 parts |
| Brass | 6 parts | |
| Zinc | 2 parts |
This last formula (VIII) is most commonly used for ordinary silverware.
| I.— | Silver | 10 parts |
|---|---|---|
| Brass | 10 parts | |
| II.— | Silver | 0 parts |
| Copper | 30 parts | |
| Zinc | 10 parts | |
| III.— | Silver | 30 parts |
| Copper | 10 parts | |
| Tin | 0.5 parts | |
| IV.— | Silver | 60 parts |
| Brass | 60 parts | |
| Zinc | 5 parts |
In those solders in which brass is used care should be taken that none of the metals employed contains iron. Even an inappreciable amount of iron deleteriously affects the solder.
V.—Copper, 30 parts; zinc, 12.85 parts; silver, 57.15 parts.
VI.—Copper, 23.33 parts; zinc, 10 parts; silver, 66.67 parts.
VII.—Copper, 26.66 parts; zinc, 10 parts; silver, 63.34 parts.
VIII.—Silver, 66 parts; copper, 24 parts, and zinc, 10 parts. This very strong solder is frequently used for soldering silver articles, but can also be used for soldering other metals, such as brass, copper, iron, steel band-saw blades, etc.
IX.—Silver, 4 parts, and brass, 3 parts.
X.—A very refractory silver solder, which, unlike the silver solder containing zinc, is of great ductility and does not break when hammered, is composed of 3 parts silver and 1 part copper.
II.—Silver, 1 part, and brass, 1 part; or, silver, 7 parts; copper, 3 parts, and zinc, 2 parts.
III.—A readily fusible silver solder for ordinary work: Silver, 5 parts; copper, 6 parts, and zinc, 2 parts.
IV.—(Soft.) Copper, 14.75 parts; zinc, 8.20 parts; silver, 77.05 parts.
V.—Copper, 22.34 parts; zinc, 10.48 parts; silver, 67.18 parts.
VI.—Tin, 63 parts; lead, 37 parts.
II.—For work 792 fine: Fine silver, 83 parts; brass, 17 parts.
III.—For work 712 fine: Fine silver, 75 parts; brass, 25 parts.
IV.—For work 633 fine: Fine silver, 66 parts; brass, 34 parts.
V.—For work 572 fine: Fine silver, 55 parts; brass, 45 parts.
II.—Silver, 68 parts; copper, 24 parts; zinc, 17 parts.
II.—Fine silver, 40 parts; orpiment, 20 parts; copper, 40 parts.
See also Brass Solders, Copper Solders, Gold Solders.
I.—Fifty parts bismuth, 25 parts tin, and 25 parts lead. This mixture melts at 392° F.
II.—Fifty parts bismuth, 30 parts lead, and 20 parts tin. This will melt at 374° F.
III.—The solder that is used in soldering Britannia metal and block tin pipes is composed of 2 parts tin and 1 part lead. This melts in the blow-pipe flame at many degrees lower temperature than either tin or Britannia metal, and it is nearly of the same color. Care must be taken in mixing these solders to keep them well stirred when pouring into molds. Care should also be taken that the metal which melts at a higher temperature be melted first and then allowed to cool to the melting temperature of the next metal to be added, and so on. Articles to be soldered with these solders should be joined with a blow pipe to get the best results, but if a copper is used it must be drawn out to a long, thin point. For a flux use powdered rosin or sweet oil.
Tin solders for soldering lead, zinc, tin, tin-plate, also copper and brass when special strength is not required, are prepared as follows:
I.—Tin, 10 parts; lead, 4 parts; melting point, 356° F.
II.—Tin, 10 parts; lead, 5 parts; melting point, 365° F.
III.—Tin, 10 parts; lead, 6 parts; melting point, 374° F. {665}
IV.—Tin, 10 parts; lead, 10 parts; melting point, 392° F.
V.—Tin, 10 parts; lead, 15 parts; melting point, 432° F.
VI.—Tin, 10 parts; lead, 20 parts; melting point, 464° F.
The last of the above mixtures is the cheapest, on account of the large quantity of lead.
Bismuth solder or pewterer’s solder fusible at a low temperature is prepared by melting together:
I.—Tin, 2 parts; lead, 1 part; bismuth, 1 part; melting point, 266° F.
II.—Tin, 3 parts; lead, 4 parts; bismuth, 2 parts; melting point, 297° F.
III.—Tin, 2 parts; lead, 2 parts; bismuth, 1 part; melting point, 320° F.
Dissolve scraps of cast steel in as small a quantity as possible of nitric acid, add finely pulverized borax and stir vigorously until a fluid paste is formed, then dilute by means of sal ammoniac and put in a bottle. When soldering is to be done, apply a thin layer of the solution to the two parts to be soldered, and when these have been carried to ordinary redness, and the mass is consequently plastic, beat lightly on the anvil with a flat hammer. This recipe is useful for cases when the steel is not to be soldered at an elevation of temperature to the bright red.
There are many platinum solders in existence, but the main principle to be borne in mind in jewelry work is that the soldering seam should be as little perceptible as possible; the solder, therefore, should have the same color as the alloy.
I.—A platinum solder which meets these requirements very satisfactorily is composed of 9 parts gold and 1 part palladium; or, 8 parts gold and 2 parts palladium.
II.—The following is a readily fusible platinum solder: Fine silver, 1.555 parts, and pure platinum, 0.583 parts. This melts easily in the ordinary draught furnace, as well as before the soldering pipe on a piece of charcoal. Of similar action is a solder of the following composition, which is very useful for places not exposed to the view:
III.—Fine gold, 1.555 parts; fine silver, 0.65 parts; and pure copper, 0.324 parts.
See also under Silver Solders.
Copper, 67 parts; zinc, 33 parts; or, copper, 60 parts; zinc, 40 parts.
See also Soft Solders.
Gold jewelry which has been rendered unsightly by tin solder may be freed from tin entirely by dipping the article for a few minutes into the following solution and then brushing off the tin: Pulverize 2 parts of green vitriol and 1 part of saltpeter and boil in a cast-iron pot with 10 parts of water until the larger part of the latter has evaporated. The crystals forming upon cooling are dissolved in hydrochloric acid (8 parts of hydrochloric acid to 1 part of crystals). If the articles in question have to be left in the liquid for some time, it is well to dilute it with 3 or 4 parts of water. The tin solder is dissolved by this solution without attacking or damaging the article in the least.
II.—Take tissue paper, tear it into strips about 3 inches in width, and make them into ropes; wet them thoroughly and wrap the stone in them, passing around the stone and through the ring until the center of the latter is slightly more than half filled with paper, closely wound around. Now fix on charcoal, permitting the stone to protrude over the edge of the charcoal, and solder rapidly. The paper will not only protect the stone, but also prevent oxidation of the portion of the ring which is covered.
See also Adhesives and Cements.
For soldering articles which cannot stand a high temperature, the following process may be employed:
I.—Take powdered copper precipitated from a solution of sulphate by means of zinc and mix it in a cast-iron or porcelain mortar with concentrated sulphuric acid. The number of parts of copper varies according to the degree of hardness which it is wished to obtain. Next add, stirring constantly, 70 parts of mercury, and when the amalgam is finished, allow to cool. At the end of 10 to 12 hours the composition is sufficiently hard. For use, heat until it acquires the consistency of wax. Apply to the surface. When cool it will adhere with great tenacity.
II.—Crush and mix 6 parts of sulphur, 6 parts of white lead, and 1 part of borax. Make a rather thick cement of this powder by triturating it with sulphuric acid. The paste is spread on the surfaces to be welded, and the articles pressed firmly together. In 6 or 7 days the soldering is so strong that the two pieces cannot be separated, even by striking them with a hammer.
SOLDERS FOR JEWELERS: See Jewelers’ Formulas.
SOLDER FROM GOLD, TO REMOVE: See Gold.
The semi-liquid mass termed soldering paste is produced by mixing zinc chloride solution or that of ammonia-zinc chloride with starch paste. For preparing this composition, ordinary potato starch is made with water into a milky liquid, the latter is heated to a boil with constant stirring, and enough of this mass, which becomes gelatinous after cooling, is added to the above-mentioned solutions as to cause a liquid resembling thin syrup to result. The use of all zinc preparations for soldering presents the drawback that vapors of a strongly acid odor are generated by the heat of the soldering iron, but this evil is offset by the extraordinary convenience afforded when working with these preparations. It is not necessary to subject the places to be soldered to any special cleaning or preparation. All that is required is to coat them with the soldering medium, to apply the solder to the seam, etc., and to wipe the places with a sponge or moistened rag after the solder has cooled. Since the solder adheres readily with the use of these substances, a skillful workman can soon reach such perfection that he has no, or very little, subsequent polishing to do on the soldering seams.
SOLUTIONS, PERCENTAGE: See Tables.
SOOTHING SYRUP: See Pain Killers.
SOUP HERB EXTRACT: See Condiments.
SOZODONT: See Dentifrices.
SPARKS FROM THE FINGER TIPS: See Pyrotechnics.
SPATTER WORK: See Lettering.
SPAVIN CURES: See Veterinary Formulas.
SPECULUM METAL: See Alloys.
SPICES, ADULTERATED: See Foods.
SPICES FOR FLAVORING: See Condiments.
Abstract of a Farmers’ Bulletin prepared for the United States Department of Agriculture by Dr. Harvey W. Wiley.
The term “industrial alcohol,” or spirit, is used for brevity, and also because it differentiates sharply between alcohol used for beverages or for medicine and alcohol used for technical purposes in the arts.
The principal starch-producing plants are the cereals, the potato, and cassava. With the potato may be classed, though not botanically related thereto, the sweet potato and the yam. Among cereals rice has the largest percentage of starch and oats the smallest. The potato, as grown for the table, has an average content of about 15 per cent of starch. When a potato is grown specifically for the production of alcohol it contains a larger quantity, or nearly 20 per cent. Cassava contains a larger percentage of starch than the potato, varying from 20 to 30 per cent.
The juices of the sugar beet contain from 12 to 18 per cent of sugar. There are other plants which produce large quantities of sugar, but which are less available for sugar-making purposes than those just mentioned. Among these, the sorghum must be first mentioned, containing in the stalk at the time the seed is just mature and the starch hardened from 9 to 15 per cent of sugar. Sorghum seed will also yield as much alcohol as equal weights of Indian corn. The juices of the stalks of Indian corn contain at the time the grain is hardening and for some time thereafter large quantities of sugar, varying from 8 to 15 per cent.
In the case of the sorghum and the Indian-corn stalk a large part of the sugar present is not cane sugar or sucrose as it is commonly known, but the invert sugar derived therefrom. For the purposes of making alcohol the invert sugar is even more suitable than cane sugar. Many other plants contain notable quantities of sugar, but, with the exception of fruits, discussed under the following caption, not in sufficient quantities to be able to compete with those just mentioned for making either sugar or alcohol.
Cane sugar is not directly susceptible to fermentation. Chemically considered, it has the formula expressed by the symbols: C12H22O11. When cane sugar having the above composition becomes inverted, it is due to a process known as hydrolysis, which consists in the molecule of cane sugar taking up 1 molecule of water and splitting off into 2 molecules of sugar having the same formula but different physical and chemical properties. Thus the process may be represented as follows: C12H22O11 (cane sugar) + H2O (water) = C6H12O6 (dextrose) + C6H12O6 (levulose). These two sugars (dextrose and levulose) taken together are known as invert sugar and are directly susceptible to fermentation. All cane sugar assumes the form of invert sugar before it becomes fermented.
Fruits.—Nearly all fruit juices are rich in sugar, varying in content from 5 to 30 per cent. The sugar in fruits is composed of both cane sugar and its invert products (dextrose and levulose), in some fruits principally the latter. Of the common fruits the grape yields the largest percentage of sugar. The normal grape used for wine making contains from 16 to 30 per cent of sugar, the usual amount being about 20 per cent. Fruit juices are not usually employed in any country for making industrial alcohol, because of their very much greater value for the production of beverages.
One hundred parts of sugar yield the following quantities of the products of fermentation:
| Alcohol | 51.10 parts |
| Carbonic acid | 49.20 parts |
| Glycerine | 3.40 parts |
| Organic acids, chiefly succinic | .65 parts |
| Ethers, aldehydes, furfural, fat, etc. | 1.30 parts |
| Total weight fermentation products produced | 105.65 parts |
Artichokes.—The artichoke has been highly recommended for the manufacture of alcohol. The fermentable material in the artichoke is neither starch nor sugar, but consists of a mixture of a number of carbohydrates of which inulin and levulin are the principal constituents. When these carbohydrate materials are hydrolized into sugars they produce levulose instead of dextrose. The levulose is equally as valuable as dextrose for the production of alcohol. Artichokes may be harvested either in the autumn or in the spring. As they keep well during the winter, and in a few places {670} may be kept in hot weather, they form a raw material which can be stored for a long period and still be valuable for fermentation purposes.
Under the term “inulin” are included all the fermentable carbohydrates. The above data show, in round numbers, 17 per cent of fermentable matter. Theoretically, therefore, 100 pounds of artichokes would yield approximately 8 1/2 pounds of industrial alcohol, or about 1 1/4 gallons.
Bananas.—The banana is a crop which grows in luxurious abundance in tropical countries, especially Guatemala and Nicaragua. The fruit contains large quantities of starch and sugar suitable for alcohol making. From 20 to 25 per cent of the weight of the banana consists of fermentable material. It is evident that in the countries where the banana grows in such luxuriance it would be a cheap source of industrial alcohol.
Barley and the Manufacture of Malt.—A very important cereal in connection with the manufacture of alcohol is barley which is quite universally employed for making malt, the malt in its turn being used for the conversion of the starch of other cereals into sugar in their preparation for fermentation.
Malt is made by the sprouting of barley at a low temperature (from 50° to 60° F.) until the small roots are formed and the germ has grown to the length of 1/2 an inch or more. The best malts are made at a low temperature requiring from 10 to 14 days for the growth of the barley. The barley is moistened and spread upon a floor, usually of cement, to the depth of 1 foot or 18 inches. As the barley becomes warm by the process of germination, it is turned from time to time and the room is kept well ventilated and cool. It is better at this point in the manufacture of malt to keep the temperature below 60° F. After the sprouting has been continued as above noted for the proper length of time, the barley is transferred to a drier, where it is subjected to a low temperature at first and finally to a temperature not to exceed 140° or 158° F., until all the water is driven off, except 2 or 3 per cent. Great care must be exercised in drying the barley not to raise the temperature too high, lest the diastase which is formed be deprived of its active qualities. The malt has a sweetish taste, the principal portion of the starch having been converted into sugar, which is known chemically as “maltose.” This sugar is, of course, utilized in the fermentation for the production of alcohol. Malt is chiefly valuable, however, not because of the amount of alcohol that may be produced therefrom, but from the fact that in quantities of about 10 per cent it is capable of converting the starch of the whole of the unmalted grains, whatever their origin may be, into maltose, thus preparing the starch for fermentation. Barley is not itself used in this country as a source of industrial alcohol, but it is employed for producing the highest grades of whisky, made of pure barley malt, which, after fermentation, is distilled in a pot still, concentrated in another pot still to the proper strength, placed in wood, and stored for a number of years. Barley malt is too expensive a source of alcohol to justify its use for industrial purposes. It is, however, one of the cheapest and best methods of converting the starch of other cereals into sugar preparatory to fermentation.
Barley has, in round numbers, about 68 per cent of fermentable matter. The weight of a bushel of barley (48 pounds) multiplied by 0.68 gives 32 pounds of fermentable matter in a bushel of barley.
Cassava.—Cassava is grown over a large area of the South Atlantic and Gulf States of this country. Of all the substances which have been mentioned, except the cereals, cassava contains the largest amount of alcoholic or fermentable substances. The root, deprived of its outer envelope, contains a little over 30 per cent of starch, while the undetermined matter in the analyses is principally sugar. If this be added to the starch, it is seen that approximately 35 per cent of the fresh root is fermentable. This of course represents a very high grade of cassava, the ordinary roots containing very much less fermentable matter. If, however, it is assumed that the fermentable matter of cassava root will average 25 per cent, this amount is much greater than the average of the potato, or even of the sweet potato and the yam. Twenty-five per cent is undoubtedly a low average content of fermentable matter. In the dry root there is found nearly 72 per cent of starch and 17 per cent of extract, principally sugar. Assuming that 15 per cent of this is fermentable, and adding this to the 72 per cent, it is seen that 87 per cent of the dry matter of the cassava is fermentable. This appears to be a very high figure, but it doubtless represents almost exactly the conditions which exist. It would be perfectly safe to say, discounting any exceptional qualities of the samples examined, that 80 per cent of the dry matter of the cassava root is {671} capable of being converted into alcohol. It thus becomes in a dry state a source of alcohol almost as valuable, pound for pound, as rice.
Careful examinations, however, of actual conditions show that if 5 tons per acre of roots are obtained it is an average yield. In very many cases, where no fertilizer is used and where the roots are grown in the ordinary manner, the yield is far less than this, while with improved methods of agriculture it is greater. The bark of the root, has very little fermentable matter in it. If the whole root be considered, the percentage of starch is less than it would be for the peeled root. If cassava yields 4 tons, or 8,000 pounds, per acre and contains 25 per cent of fermentable matter, the total weight of fermentable matter is 2,000 pounds, yielding approximately 1,000 pounds of 95 per cent alcohol, or 143 gallons of 95 per cent alcohol per acre.
Corn (Indian Corn or Maize).—The crop which at the present time is the source of almost all of the alcohol made in the United States is Indian corn.
The fermentable matter in Indian corn—that is, the part which is capable of being converted into alcohol—amounts to nearly 70 per cent of the total weight, since the unfermentable cellulose and pentosans included in carbohydrates do not exceed 2 per cent. Inasmuch as a bushel of Indian corn weighs 56 pounds, the total weight of fermentable matter therein, in round numbers, is 39 pounds. The weight of the alcohol which is produced under the best conditions is little less than one-half of the fermentable matter. Therefore the total weight of alcohol which would be yielded by a bushel of average Indian corn would be, in round numbers, about 19 pounds. The weight of a gallon of 95 per cent alcohol is nearly 7 pounds. Hence 1 bushel of corn would produce 2.7 gallons.
If the average price of Indian corn be placed, in round numbers, at 40 cents a bushel, the cost of the raw material—that is, of the Indian corn—for manufacturing 95 per cent industrial alcohol is about 15 cents a gallon. To this must be added the cost of manufacture, storage, etc., which is perhaps as much more, making the estimated actual cost of industrial alcohol of 95 per cent strength made from Indian corn about 30 cents per gallon. If to this be added the profits of the manufacturer and dealer, it appears that under the conditions cited, industrial alcohol, untaxed, should be sold for about 40 cents per gallon.
Potatoes.—The weight of a bushel of potatoes is 60 pounds. As the average amount of fermentable matter in potatoes grown in the United States is 20 per cent, the total weight of fermentable matter in a bushel of potatoes is 12 pounds, which would yield approximately 6 pounds or 3.6 quarts of alcohol.
The quantity of starch in American-grown potatoes varies from 15 to 20 per cent. Probably 18 per cent might be stated as the general average of the best grades of potatoes.
Under the microscope the granules of potato starch have a distinctive appearance. They appear as egg-shaped bodies on which, especially the larger ones, various ring-like lines are seen. With a modified light under certain conditions of observation a black cross is developed upon the granule. It is not difficult for an expert microscopist to distinguish potato from other forms of starch by this appearance.
The potato contains very little material which is capable of fermentation aside from starch and sugars.
Although the potato is not sweet to the taste in a fresh state, it contains notable quantities of sugar. This sugar is lost whenever the potato is used for starch-making purposes, but is utilized when it is used for the manufacture of industrial alcohol. The percentage of sugar of all kinds in the potato rarely goes above 1 per cent. The average quantity is probably not far from 0.35 per cent, including sugar, reducing sugar, and dextrin, all of which are soluble in water. In the treatment of potatoes for starch making, therefore, it may be estimated that 0.35 per cent of fermentable matter is lost in the wash water.
Average Composition.—The average composition of potatoes is:
| Water | 75.00 per cent |
| Starch | 19.87 per cent |
| Sugars and dextrin | .77 per cent |
| Fat | .08 per cent |
| Cellulose | .33 per cent |
| Ash | 1.00 per cent |
According to Maercker, the sugar content, including all forms of sugar, varies greatly. Perfectly ripe potatoes contain generally no sugar or only a fractional per cent. When potatoes are stored under unfavorable conditions, large quantities of sugar may be developed, amounting to as high as 5 per cent altogether. In general, it may be stated that the content of sugar of all kinds will vary from 0.4 per cent to 3.4 per cent, according to conditions. {672}
The liberal application of nitrogenous fertilizers increases the yield per acre of tubers and of starch to a very marked extent, although the average percentage of starch present is increased very little.
Of all the common root crops, the potatoes, including the yam and the sweet potato, are the most valuable for the production of alcohol, meaning by this term that they contain more fermentable matter per 100 pounds than other root crops.
While sugar beets, carrots, and parsnips contain relatively large amounts of fermentable matter, these roots could not compete with potatoes even if they could all be produced at the same price per 100 pounds.
A general review of all the data indicates that under the most favorable circumstances and with potatoes which have been grown especially for the purpose an average content of fermentable matter of about 20 per cent may be reasonably expected. It is thus seen that approximately 10 pounds of industrial alcohol can be made from 100 pounds of potatoes. If 60 pounds be taken as the average weight of a bushel of potatoes, there are found therein 12 pounds of fermentable matter, from which 6 pounds of industrial alcohol can be produced, or 6/7 of a gallon. It has also been shown that the amount of Indian corn necessary for the production of a gallon of industrial alcohol costs not less than 15 cents. From this it is evident that the potatoes for alcohol making will have to be produced at a cost not to exceed 15 cents per bushel, before they can compete with Indian corn for the manufacture of industrial alcohol.
Rice.—Rice is not used to any great extent in this country for making alcohol, but it is extensively used for this purpose in Japan and some other countries, and has the largest percentage of fermentable matter of all the cereals. The percentage of fermentable matter in rice is nearly 78 per cent. A bushel of rice weighs, unhulled, 45 pounds, hulled, 56 pounds, and it therefore has about 34 and 43 pounds, respectively, of fermentable matter for the unhulled and the hulled rice. It is not probable that rice will ever be used to any extent in this country as a source of industrial alcohol, although it is used to a large extent in the manufacture of beverages, as for instance in beers, which are often made partly of rice.
Rye.—Large quantities of alcohol, chiefly in the form of alcoholic beverages, are manufactured from rye. It is, in connection with Indian corn, the principal source of the whiskies made in the United States. Rye, however, is not used to any extent in this or other countries for making industrial alcohol.
Rye contains almost as much fermentable matter as Indian corn. A bushel of rye weighs 56 pounds. Wheat and other cereals, not mentioned above, are not used in this country to any appreciable extent in the manufacture of alcohol.
Spelt.—This grain, which is botanically a variety of wheat, more closely resembles barley. Under favorable conditions as much as 73 bushels per acre have been reported, and analyses show 70 per cent of fermentable carbohydrates. The weight per bushel is about the same as that of oats. It would appear that this crop might be worthy of consideration as a profitable source of industrial alcohol.
Sugar Beets.—The sugar beet is often used directly as a source of alcohol. Working on a practical scale in France, it has been found that from 10,430 tons of beets there were produced 183,624 gallons of crude alcohol of 100 per cent strength. The beets contain 11.33 per cent of sugar. From 220 pounds of sugar 15.64 gallons of alcohol were produced. The weight of pure alcohol obtained is a little less than one-half the weight of the dry fermentable matter calculated as sugar subjected to fermentation. About 18 gallons of alcohol are produced for each ton of sugar beets employed.
Sweet Potatoes.—Experiments show that as much as 11,000 pounds of sweet potatoes can be grown per acre. The average yield of sweet potatoes, of course, is very much less. On plots to which no fertilizer is added the yield is about 8,000 pounds of sweet potatoes per acre, yielding in round numbers 1,900 pounds of starch. The quantity of sugar in the 8,000 pounds is about 350 pounds, which added to the starch, makes 2,250 pounds of fermentable matter per acre. This will yield 1,125 pounds of industrial alcohol of 95 per cent strength, or approximately 160 gallons per acre. The percentage of starch is markedly greater than in the white or Irish potato. In all cases over 20 per cent of starch was obtained in the South Carolina sweet potatoes, and in one instance over 24 per cent. As much as 2,600 pounds of starch were produced per acre.
In addition to starch, the sweet potato contains notable quantities of sugar, sometimes as high as 6 per cent being present, so that the total fermentable matter in the sweet potato may be {673} reckoned at the minimum at 25 per cent. A bushel of sweet potatoes weighs 55 pounds, and one-quarter of this is fermentable matter, or nearly 14 pounds. This would yield, approximately, 7 pounds, or a little over 1 gallon of 95 per cent alcohol. It may be fairly stated, therefore, in a general way, that a bushel of sweet potatoes will yield 1 gallon of industrial alcohol.
Experiments have shown that the quantity of starch diminishes and the quantity of sugar increases on storing. Further, it may be stated that in the varieties of sweet potatoes which are most esteemed for table use there is less starch and perhaps more sugar than stated above. The total quantity of fermentable matter, however, does not greatly change, although there is probably a slight loss.
When the price of molasses delivered to the refineries falls as low as 5 or 6 cents a gallon it may be considered a profitable source of alcohol.
Wood Pulp and Sawdust.—Many attempts have been made to produce alcohol for industrial purposes from sawdust, wood pulp, or waste wood material. The principle of the process rests upon the fact that the woody substance is composed of cellulose and kindred matters which, under the action of dilute acid (preferably sulphuric or sulphurous) and heat, with or without pressure, undergo hydrolysis and are changed into sugars. A large part of the sugar which is formed is non-fermentable, consisting of a substance known as xylose. Another part of the sugar produced is dextrose, made from the true cellulose which the wood contains.
The yield of alcohol in many of the experiments which have been made has not been very satisfactory. It is claimed, however, by some authors that paying quantities of alcohol are secured. In Simmonsen’s process for the manufacture of alcohol 1/2 per cent sulphuric acid is employed and from 4 to 5 parts of the liquid heated with 1 part of the finely comminuted wood for a quarter of an hour under a pressure of 9 atmospheres. It is claimed by Simmonsen that he obtained a yield of 6 quarts of alcohol from 110 pounds of air-dried shavings. Another process which has been tried in this and other countries for converting comminuted wood into alcohol is known as Classen’s. The comminuted wood is heated for 15 minutes in a closed apparatus at a temperature of from 248° to 293° F. in the presence of sulphurous acid (fumes of burning sulphur) instead of sulphuric acid. It is claimed by the inventor that he has made as much as 12 quarts of alcohol from 110 pounds of the air-dried shavings. There is reason to doubt the possibility of securing such high yields in actual practice as are claimed in the above processes. That alcohol can be made from sawdust and wood shavings is undoubtedly true, but whether or not it can be made profitably must be determined by actual manufacturing operations.
Waste Products of Canneries, etc.—The principal waste materials which may be considered in this connection are the refuse of wine making, fruit evaporating, and canning industries, especially the waste of factories devoted to the canning of tomatoes and Indian corn. In addition to this, the waste fruit products themselves, which are not utilized at all, as, for instance, the imperfect and rotten apples, tomatoes, grapes, etc., may be favorably considered. The quantity of waste products varies greatly in different materials.
The quantities of waste material in grapes and apples, as shown by Lazenby, are as follows: About 25 per cent of the total weight in grapes, with the exception of the wild grape, where it is about 60 per cent; with apples the average percentage of waste was found to be 23.8 per cent from 25 varieties. This included the waste in the core, skin, and the defective apples caused by insects, fungi, bruises, etc. In general it may be said that in the preparation of fruits for {674} preserving purposes about 25 per cent of their weight is waste, and this, it is evident, could be utilized for the manufacture of alcohol. If apples be taken as a type of fruits, we may assume that the waste portions contain 10 per cent of fermentable matters, which, however, is perhaps rather a high estimate. Five per cent of this might be recovered as industrial alcohol. Thus, each 100 pounds of fruit waste in the most favorable circumstances might be expected to produce 5 pounds of industrial alcohol. The quantity of waste which could be utilized for this purpose would hardly render it profitable to engage in the manufacture. A smaller percentage could be expected from the waste of the tomato, where the quantity of sugar is not so great. In the waste of the sweet-corn factory the amount of fermentable matter would depend largely on the care with which the grain was removed. There is usually a considerable quantity of starchy material left on the cobs, and this, with the natural sugars which the grown cobs contain, might yield quite large quantities of fermentable matter. It would not be profitable to erect distilleries simply for the utilization of waste of this kind, but if these wastes could be utilized in distilleries already established it might be profitable to devote them to this purpose.
Mashing.—Figs. 1 and 2 show two views of the mashing tun or tank, the first figure giving the general appearance, and the second a view of the interior of the tun, showing the machinery by which the stirring is effected and the series of pipes for cooling the finished product down to the proper temperature for the application of the malt.
The object of the mash tun is to reduce the starch in the ground grain to a pasty, gummy mass, in order that the ferment of the malt may act upon it vigorously and convert it into sugar. If the mashing be done before the addition {676} of the malt the temperature may be raised to that of boiling water. If, however, the malt be added before the mashing begins, the temperature should not rise much, if any, above 140° F., since the fermenting power is retarded and disturbed at higher temperatures. The mashing is simply a mechanical process by means of which the starch is reduced to a form of paste and the temperature maintained at that point which is best suited to the conversion of the starch into sugar.
Fermentation.—The mash, after the starch has all been converted into sugar, goes into fermenting tanks, which in Scotland are called “wash backs,” when the yeast is added. A view of the typical wash back is shown in Fig. 3. They often have a stirring apparatus, as indicated in the figure; whereby the contents can be thoroughly mixed with the yeast and kept in motion. This is not necessary after the fermentation is once well established, but it is advisable, especially in the early stages, to keep the yeast well distributed throughout the mass. In these tanks the fermentations are conducted, the temperature being varied according to the nature of the product to be made. For industrial alcohol the sole purpose should be to secure the largest possible percentage of alcohol without reference to its palatable properties.
An organism belonging to the vegetable family and to which the name “yeast” has been given is the active agent in fermentation. The organism itself does not take a direct part in the process, but it secretes another ferment of an unorganized character known as an “enzym” or a “diastase.” This enzym has the property, under proper conditions of food, temperature, and dilution, of acting upon sugar and converting it into alcohol and carbonic acid. Anyone who has ever seen a fermenting vat in full operation and noticed the violent boiling or ebullition of the liquor, can understand how rapidly the gas “carbon dioxide” or “carbonic acid,” as it is usually called, may be formed, as it is the escape of this gas which gives the appearance to the tank of being in a violent state of ebullition. The yeast which produces the fermentation belongs to the same general family as the ordinary yeast which is used in the leavening of bread. The leavening of bread under the action of yeast is due to the conversion of the sugar in the dough into alcohol and carbon dioxide or carbonic acid. The gas thus formed becomes entangled in the particles of the gluten, and these expanding cause the whole mass to swell or “rise,” as it is commonly expressed. Starch cannot be directly fermented, but must be first converted into sugar, either by the action of a chemical like an acid, or a ferment or enzym, known as diastase, which is one of the abundant constituents of malt, especially of barley malt. In the preparation of a cereal, for instance, for fermentation, it is properly softened and ground, and then usually heated with water to the boiling point or above in order that the starch may be diffused throughout the water. After cooling, it is treated with barley malt, the diastase of which acts vigorously upon the starch, converting it into a form of sugar, namely, maltose, which lends itself readily to the activities of the yeast fermentation. (Fig. 4.)
When ordinary sugar (cane sugar, beet sugar, and sucrose) is subjected to fermentation it is necessary that the yeast, which also exerts an activity similar to that of malt, should first convert the cane sugar into invert sugar (equal mixtures of dextrose and levulose) before the alcoholic fermentation is set up. The cane sugar is also easily inverted by heating with an acid.
When different kinds of sugars and starches are fermented for the purpose of making a beverage it is important that the temperature of fermentation be carefully controlled, since the character of the product depends largely upon the temperature at which the fermentation takes place. On the contrary, when industrial alcohol is made, the sole object is to get as large a yield as possible, and for this reason that temperature should be employed which produces the most alcohol and the least by-products, irrespective of the flavor or character of the product made. Also, in the making of alcoholic beverages, it is important that the malt be of the very best quality in {677} order that the resulting product may have the proper flavor. In the production of alcohol for industrial purposes this is of no consequence, and the sole purpose here should be to produce the largest possible yield. For this reason there is no objection to the use of acids for converting the starch, cane sugar, and cellulose into fermentable sugars. Therefore, the heating of the raw materials under pressure with dilute acids in order to procure the largest quantity of sugar is a perfectly legitimate method of procedure in the manufacture of industrial alcohols.
Sugars and starches are usually associated in nature with another variety of carbohydrates known as cellulose, and this cellulose itself, when acted upon by an acid, is converted very largely into sugars, which, on fermentation, yield alcohol. For industrial purposes, the alcohol produced in this manner is just as valuable as that made from sugar and starch. Whether the diastatic method of converting the starch and sugar into fermentable sugars be used, or the acid method, is simply a question of economy and yield. On the other hand, when alcoholic beverages are to be made, those processes must be employed, irrespective of the magnitude of the yield, which give the finest and best flavors to the products.
Distillation.—The object of distillation is to separate the alcohol which has been formed from the non-volatile substances with which it is mixed. A typical form of distilling apparatus for the concentration of the dilute alcohol which is formed in the beer or wash from the fermentation tanks, is represented in Fig. 5.

This apparatus is of the continuous type common to Europe and America. It consists of a “beer still” provided with a number of chambers fitted with perforated plates and suitable overflow pipes. It is operated as follows:
The syrup and alcohol are pumped into the top of the beer still through a pipe G; the tank G may also be placed above the center of the still and the contents allowed to flow into the still by gravity; steam is admitted through an open pipe into the kettle A at the bottom of the column or is produced by heating the spent liquor by means of a coil. The steam ascends through the perforations in the plates, becoming richer and richer in alcohol as it passes through each layer of liquor, while the latter gradually descends by means of the overflow pipes to the bottom of the column B and finally reaches the kettle completely exhausted of alcohol, whence it is removed by means of a pump connected with the pipe line H. On reaching the top of the beer still B the vapors of the alcohol and the steam continue to rise and pass into the alcohol column C. This column is also divided into chambers, but by solid instead of perforated plates, as shown at K. Each chamber is provided with a return or overflow pipe and an opening through which the vapors ascend. In the alcohol column the vapors are so directed as to pass through a layer of {678} liquid more or less rich in alcohol which is retained by the plate separating the compartments. An excess of liquids in these compartments overflows through the down pipes, gradually works its way into the beer still, and thence to the kettle. On reaching the top of the column the vapors, which have now become quite rich in alcohol, are passed into a coil provided with an outlet at the lowest part of each bend. These outlets lead into the return pipe P, which connects with the top chamber of the alcohol column. This coil is technically termed the “goose” and is immersed in a tank called the “goose tub.” A suitable arrangement is provided for controlling the temperature of the water in the tub by means of outlet and inlet water pipes. When the still is in operation the temperature of the “goose” is regulated according to the required density of the alcohol. The object of the “goose” is the return to the column of all low products which condense at a temperature below the boiling point of ethyl alcohol of the desired strength. On leaving the “goose” the vapors enter a condenser E, whence the liquid alcohol is conducted into a separator F. This separator consists simply of a glass box provided with a cylinder through which a current of alcohol is constantly flowing. An alcohol spindle is inserted in this cylinder and shows the density of the spirit at all times. A pipe, with a funnel-shaped opening at its upper extremity, connects with the pipe leading from the condenser and gives vent to any objectionable fumes. The separator is connected by means of a pipe with the alcohol storage tank. The pipe O is for emptying the upper chambers when necessary. The valves N, communicating by means of a small pipe with a condenser M, are for testing the vapors in the lower chambers for alcohol.
Gum shellac (with or without the addition of camphor, turpentine, wood spirit, etc.), colophonium, copal rosin, Manila gum, camphor, turpentine, acetic acid, acetic ether, ethylic ether, methyl alcohol (wood alcohol), pyridine, acetone, methyl acetate, methyl violet, methylene blue, aniline blue, eosin, fluorescein, naphthalene, castor oil, benzine, carbolic acid, caustic soda, musk, animal oils, etc.
Methyl (wood) alcohol and benzine are the denaturing agents authorized in the United States, in the following proportions: To 100 parts, by volume, of ethyl alcohol (not less than 90 per cent strength) add 10 parts of approved methyl (wood) alcohol and 1/2 of 1 part of approved benzine. Such alcohol is classed as completely denatured. Formulas for special denaturation may be submitted for approval by manufacturers to the Commissioner of Internal Revenue, who will determine whether they may be used or not, and only one special denaturant will be authorized for the same class of industries unless it shall be shown that there is good reason for additional special denaturants. Not less than 300 wine gallons can be withdrawn from a bonded warehouse at one time for denaturing purposes.
The legal definition of proof spirit is, “that alcoholic liquor which contains one-half its volume of alcohol of a specific gravity of 0.7939 at 60° F.”
II.—A sponge that has been used in {679} surgical operations or for other purposes, should first be washed in warm water, to every quart of which 20 drops of liquor of soda have been added; afterwards washed in pure water, wrung or pressed out and put into a jar of bromine water, where it is left until bleached. Bleaching is accelerated by exposing the vessel containing the bromine water to the direct rays of the sun. When the sponge is bleached it is removed from the bromine water, and put for a few minutes in the water containing soda lye. Finally it is rinsed in running water until the odor of bromine disappears. It should be dried as rapidly as possible by hanging it in the direct sunlight.
SPONGES AS FILTERS: See Filters.
SPONGE CLEANERS: See Cleaning Preparations and Methods, under Miscellaneous Methods.
SPONGE-TRICK, BURNING: See Pyrotechnics.
SPOT ERADICATORS: See Cleaning Preparations and Methods and Soaps.
SPOT GILDING: See Plating.
SPRAY SOLUTION: See Balsams.
SPEARMINT CORDIAL: See Wines and Liquors.
SPRAIN WASHES: See Veterinary Formulas.
SPRING CLEANING: See Cleaning Preparations and Methods.
SPRING HARDENING: See Steel.
SPRINGS OF WATCHES: See Watchmakers’ Formulas.
SPRUCE BEER: See Beverages.
STAIN REMOVERS: See Cleaning Preparations and Methods.
STAINS: See Paints, Varnishes and Wood Stains.
STAINS FOR LACQUERS: See Lacquers.
Other colors may be made according to the same formula, substituting the following quantities of dyes for the water-blue: Methyl violet 3 B, 0.02 parts; diamond fuchsine I, 0.02 parts; aniline green D, 0.04 parts; vesuvine B, 0.05 parts; phenol black, 0.03 parts. Oleaginous colors are mostly used for metallic stamps, but glycerine colors can be used in case of necessity.
Ultramarine, to which has been added a small proportion of powdered rosin, is generally used for stamping embroidery patterns on white goods. The powder is dusted through the perforated pattern, which is then covered with a paper and a hot iron passed over it to melt the rosin and cause the powder to adhere to the cloth. The following are said to be excellent powders:
I.—White.—One part each of rosin, copal, damar, mastic, sandarac, borax, and bronze powder, and 2 parts white lead.
II.—Black.—Equal parts of rosin, damar, copal, sandarac, Prussian blue, ivory black, and bronze powder.
III.—Blue.—Equal parts of rosin, damar, copal, sandarac, Prussian blue, ultramarine, and bronze powder.
In all these powders the gums are first to be thoroughly triturated and mixed by passing through a sieve, and the other ingredients carefully added. Other colors may be made by using chrome yellow, burnt or raw sienna, raw or burnt umber, Vandyke brown, etc. For stamping fabrics liable to be injured by heat, the stamping is done by moistening a suitable powder with alcohol and using it like a stencil ink.
| II.— | Gum arabic, powdered | 3 parts |
|---|---|---|
| Spermaceti wax | 6 parts | |
| Borax, powdered | 4 parts | |
| White cornstarch | 8 parts |
All these are to be intimately mixed in the powder form by sifting through a sieve several times. As the wax is in a solid form and does not readily become reduced to powder by pounding in a mortar, the best method of reducing it to such a condition is to put the wax into a bottle with some sulphuric or rectified ether and then allow the fluid to evaporate. After it has dissolved the wax, as the evaporation proceeds, the wax will be deposited again in the solid form, but in fine thin flakes, which will easily break down to a powder form when rubbed up with the other ingredients in a cold mortar. Pack in paper or in cardboard boxes. To use, 4 teaspoonfuls per pound of dry starch are to be added to all dry starch, and then the starch made in the usual way as boiled starch.
The filtrate is now added to the starch stirred up with water; 1/2 part of ordinary {681} hydrochloric acid of 20° Bé. previously diluted with four times the quantity of water is mixed in, for every part of chloride of lime, the whole is stirred thoroughly, and the starch allowed to stand.
When the starch has settled, the supernatant water is let off and the starch is washed with fresh water until all odor of chlorine has entirely disappeared. The starch now obtained is the resulting final product.
If the starch thus treated is to be worked up into dextrin, it is treated in the usual manner with hydrochloric acid or nitric acid and will then furnish a dextrin perfectly free from taste and smell.
In case the starch is to be turned into “soluble” starch proceed as usual, in a similar manner as in the production of dextrin, with the single difference that the starch treated with hydrochloric or nitric acid remains exposed to a temperature of 212° F., only until a test with tincture of iodine gives a bluish-violet reaction. The soluble starch thus produced, which is clearly soluble in boiling water, is odorless and tasteless.
STARCHES: See Laundry Preparations.
STARCH IN JELLY, TESTS FOR: See Foods.
STARCH PASTE: See Adhesives.
STATUE CLEANING: See Cleaning Preparations and Methods.
STATUETTES, CLEANING OF: See Plaster.
STATUETTES OF LIPOWITZ METAL: See Alloys.
See also Hardening Steel and Tempering Steel.
This work requires the use of substances which yield their carbon readily and quickly to the tools on contact at a high temperature. Experience has shown that the best results are obtained by the use of yellow blood-lye salt (yellow prussiate of potash), which, when brought in contact with the tool at a cherry-red heat, becomes fluid, and in this condition has a strong cementing effect. The annealing process is as follows: The tool is heated to a cherry red and the blood-lye salt sprinkled over the surface which is to be annealed. A fine sieve should be used, to secure an even distribution of the substance. The tool is then put back into the fire, heated to the proper temperature for tempering, and tempered. If it is desired to give a higher or more thorough tempering to iron or soft steel, the annealing process is repeated 2 or 3 times. The surface of the tool must, of course, be entirely free from scale. Small tools to which it is desired to impart a considerable degree of hardness by annealing with blood-lye salt are tempered as follows: Blood-lye salt is melted in an iron vessel over a moderate fire, and the tool, heated to a brown-red heat, placed in the melted salt, where it is allowed to remain for about 15 minutes. It is then heated to the hardening temperature and hardened. A similar but milder effect is produced in small, thin tools by making them repeatedly red hot, immersing them slowly in oil or grease, reheating them, and finally tempering them in water. To increase the effect, soot or powdered charcoal is added to the oil or grease (train oil) till a thick paste is formed, into which the red-hot tool is plunged. By this means the tool is covered with a thick, not very combustible, coating, which produces a powerful cementation at the next heating. By mixing flour, yellow blood-lye salt, saltpeter, horn shavings, or ground hoofs, grease, and wax, a paste is formed which serves the same purpose. A choice may be made of any of the preparations sold as a “hardening paste”; they are all more or less of the same composition. This is a sample: Melt 500 grains of wax, 500 grains tallow, 100 grains rosin, add a mixture of leather-coal, horn shavings, and ground hoofs in equal parts till a paste is formed, then add 10 grains saltpeter and 50 to 100 grains powdered yellow blood-lye salt, and stir well. The tools are put into this paste while red hot, allowed to cool in it, then reheated and tempered.
More steel is injured, and sometimes spoiled, by over-annealing than in any other way. Steel heated too hot in annealing will shrink badly when being hardened; besides, it takes the life out of it. It should never be heated above a {682} low cherry red, and it should be a lower heat than it is when being hardened. It should be heated slowly and given a uniform heat all over and through the piece.
This is difficult to do in long bars and in an ordinary furnace. The best way to heat a piece of steel, either for annealing or hardening, is in red-hot, pure lead. By this method it is done uniformly, and one can see the color all the time. Some heating for annealing is done in this way: Simply cover up the piece in sawdust, and let it cool there, and good results will be obtained.
Good screw threads cannot be cut in steel that is too soft. Soft annealing produces a much greater shrinkage and spoils the lead of the thread.
This mixture protects the appearance of polished or matted steel objects on heating to redness: Mix 1 part of white soap, 6 parts of chemically pure boracic acid, and 4 parts of phosphate of soda, after pulverizing, and make with water into a paste. For use, apply this to the article before the annealing.
II.—The following has been suggested for either steel or iron:
| Bismuth chloride | 1 part |
| Mercury bichloride | 2 parts |
| Copper chloride | 1 part |
| Hydrochloric acid | 6 parts |
| Alcohol | 5 parts |
| Water sufficient to make | 64 parts. |
Mix. As in all such processes a great deal depends upon having the article to be treated absolutely clean and free from grease. Unless this is the case uniform results are impossible. The liquid may be applied with a swab, or a brush, but if the object is small enough to dip into the liquid better results may thus be obtained than in any other way. The covering thus put on is said to be very lasting, and a sure protection against oxidation.
II.—For screws: Take an old watch barrel and drill as many holes into the head of it as the number of screws to be blued. Fill it about one-fourth full of brass or iron filings, put in the head, and then fit a wire long enough to bend over for a handle, into the arbor holes—head of the barrel upward. Brighten the heads of the screws, set them, point downward, into the holes already drilled, and expose the bottom of the barrel to the lamp, until the screws assume the color you wish.
III.—To blue gun-barrels, etc., dissolve 2 parts of crystallized chloride of iron; 2 parts solid chloride of antimony; 1 part gallic acid in 4 or 5 parts of water; apply with a small sponge, and let dry in the air. Repeat this two or three times, then wash with water, and dry. Rub with boiled linseed oil to deepen the shade. Repeat this until satisfied with the result.
IV.—The bluing of gun barrels is effected by heating evenly in a muffle until the desired blue color is raised, the barrel being first made clean and bright with emery cloth, leaving no marks of grease or dirt upon the metal when the bluing takes place, and then allow to cool in the air. It requires considerable experience to obtain an even clear blue.
II.—Apply four coats of the following solution, allowing each several hours to dry. Brush after each coat if necessary. After the last coat is dry, rub down hard.
| Sulphate of copper | 1 ounce |
| Sweet spirits of niter | 1 ounce |
| Distilled water | 1 pint |
Another method is to plunge the articles for a few minutes into a solution of oxalic acid and to clean them by passing them through alcohol. In this way the polish can even be brought back without the use of rouge or diamantine.
The best temperature at which to quench in the tempering of tool steel is the one just above the transformation point of the steel, and this temperature may be accurately determined in the following manner, without the use of a pyrometer. The pieces of steel are introduced successively at equal intervals of time into a muffle heated to a temperature a little above the transformation point of the steel. If, after a certain time, the pieces be taken out in the reverse order they will at first show progressively increasing degrees of brightness, these pieces being at the transformation point. When this point is passed the pieces again rapidly acquire a brightness superior to that of their neighbors, and should then be immediately quenched.
I.—Heat red hot and dip in an unguent made of mercury and the fat of bacon. This produces a remarkable degree of hardness and the steel preserves its tenacity and an elasticity which cannot be obtained by other means.
II.—Heat to the red white and thrust quickly into a stick of sealing wax. Leave it a second, and then change it to another place, and so continue until the metal is too cool to penetrate the wax. To pierce with drills hardened in this way, moisten them with essence of turpentine.
It is well known that the addition of {684} certain soluble substances powerfully affects the action of tempering water. This action is strengthened if the heat-conducting power of the water is raised by means of these substances; it is retarded if this power is reduced, or the boiling point substantially lowered. The substance most frequently used for the purpose of increasing the heat-conducting power of tempering water is common salt. This is dissolved in varying proportions of weight, a saturated solution being generally used as a quenching mixture. The use of this solution is always advisable when tools of complicated shape, for which a considerable degree of hardness is necessary, are to be tempered in large quantities or in frequent succession. In using these cooling fluids, care must be taken that a sufficient quantity is added to the water to prevent any great rise of temperature when the tempering process is protracted. For this reason the largest possible vessels should be used, wide and shallow, rather than narrow and deep, vessels being selected. Carbonate of soda and sal ammoniac do not increase the tempering action to the same extent as common salt, and are therefore not so frequently employed, though they form excellent additions to tempering water in certain cases. Tools of very complicated construction, such as fraises, where the danger of fracture of superficial parts has always to be kept in view, can with advantage be tempered in a solution of soda or sal ammoniac. Acids increase the action of tempering water considerably, and to a far greater extent than common salt. They are added in quantities up to 2 per cent, and frequently in combination with salts. Organic acids (e. g., acetic or citric) have a milder action than mineral acids (e. g., hydrochloric, nitric, or sulphuric). Acidulous water is employed in tempering tools for which the utmost degree of hardness is necessary, such as instruments for cutting exceptionally hard objects, or when a sufficiently hard surface has to be given to a kind of steel not capable of much hardening. Alcohol lowers the boiling point of water, and causes so vigorous an evaporation when the water comes in contact with the red-hot metal, that the tempering is greatly retarded (in proportion to the amount of alcohol in the mixture). Water containing a large quantity of alcohol will not temper. Soap and soap suds will not temper steel; this property is made use of in the rapid cooling of steel for which a great degree of hardness is not desirable. When certain parts of completely tempered steel have to be rendered soft, these parts are heated to a red heat and then cooled in soap suds. This is done with the tangs of files, knives, swords, saws, etc. Soluble organic substances retard the tempering process in proportion to the quantity used, and thus lessen the effect of pure water. Such substances (e. g., milk, sour beer, etc.) are employed only to a limited extent.
A plating of copper answers the same purpose as nickel and is often used. A simpler plan, where the shape of the piece permits, is to protect it from the action of the carbonizing material with an iron pipe or plate closely fitted or luted with clay. Another scheme is to machine the parts wanted soft after carbonizing but before hardening. By this procedure the carbonized material is removed where the metal is desired soft, and when heated and dipped these parts do not harden.
The simultaneous heating, hardening, and tempering of the parts belonging together is necessary, so that the degree of heat is the same and the harder part does not cut the softer one.
In accordance with well-known rules, the immersion in the hardening bath should be done with the point first, slowly and vertically up to above the riveting hole.
II.—Glycerine, 8,000 parts, by weight; cooking salt, 500 parts, by weight; sal ammoniac, 100 parts, by weight; concentrated hydrochloric acid, 50 parts; and water, 10,000 parts, by weight. Into this liquid the steel, heated, for example, to a cherry red, is dipped. A reheating of the steel is not necessary.
If a piece of metal of any kind is straightened cold and then put into a lathe and a chip turned off, it will be far from true. Before turning, it was held true by the strain of the particles on the outside, they having changed position, while the particles near the axis are only sprung. The outside particles being removed by the lathe tool, the sprung particles at the center return to their old positions. If, after straightening, the metal is heated to a temperature of 400° F., the particles settle together and the strains are removed.
This is the case in the manufacture of saws. The saw is first hardened and tempered and then straightened on an anvil by means of a hammer. After it is hammered true, it is ground and polished a little, then blued to stiffen it and then is subjected to the grinding process. Before bluing, the metal is full of strains; these are entirely removed by the heat required to produce the blue color. Often a piano-wire spring will not stand long wear if used without heating, while if heated it will last for years.
The precaution should be observed, the same as with any of the cyanides, to avoid breathing the poisonous fumes.
STEEL, BROWNING OF: See Plating.
STEEL, DISTINGUISHING IRON FROM: See Iron.
STEEL ETCHING: See Etching.
STEEL-HARDENING POWDER: See Iron.
STEEL, OXIDIZED: See Plating.
STEEL PLATING: See Plating.
STEEL POLISHES: See Polishes.
STEEL, TO CLEAN: See Cleaning Preparations and Methods. {688}
STENCILS FOR PLOTTING LETTERS OF SIGN PLATES: See Enameling.
STENCIL INKS: See Inks.
Stereochromatic colors can be bought ground in a thickly liquid water-glass solution. They are only diluted with water-glass solution before application on the walls. The two solutions are generally slightly dissimilar in their composition, the former containing less silicic acid, but more alkali, than the latter, which is necessary for the better preservation of the paint. Suitable pigments are zinc white, ocher with its different shades of light yellow, red, and dark brown, black consisting of a mixture of manganese and lampblack, etc., etc. White lead cannot be used, as it coagulates with the water glass, nor vermilion, because it fades greatly under the action of the light. The plastering to be coated must be porous, not fresh, but somewhat hardened. Otherwise the caustic lime of the plaster will quickly decompose the water glass. This circumstance may account for the unsatisfactory results which have frequently been obtained with water-glass coatings. Before applying the paint the wall should first be impregnated with a water-glass solution. The colors may be kept on hand ground, but must be protected from contact with the air. If air is admitted a partial separation of silica in the form of a jelly takes place. Only pure potash water glass, or, at least, such as only contains little soda, should be used, as soda will cause efflorescence.
STEREOPTICON SLIDES: See Photography.
STEREOTYPE METAL: See Alloys.
The following is a process of manufacture in which the alkaline silicates prepared industrially are employed.
The function of the alkaline silicates, or soluble glass, as constituents of artificial stone, is to act as a cement, forming with the alkaline earths, alumina, and oxide of lead, insoluble silicates, which weld together the materials (quartz sand, pebbles, granite, fluorspar, and the waste of clay bricks). The mass may be colored black by the addition of a quantity of charcoal or graphite to the extent of 10 per cent at the maximum, binoxide of manganese, or ocher; red, by 6 per cent of colcothar; brick red, by 4 to 7 per cent of cinnabar; orange, by 6 to 8 per cent of red lead; yellow, by 6 per cent of yellow ocher, or 5 per cent of chrome yellow; green, by 8 per cent of chrome green; blue, by 6 to 10 per cent of Neuwied blue, Bremen blue, Cassel blue, or Napoleon blue; and white, by 20 per cent, at the maximum, of zinc white.
Chrome green and zinc oxide produce an imitation of malachite. An imitation of lapis lazuli is obtained by the simultaneous employment of Cassel blue and pyrites in grains. The metallic oxides yield the corresponding silicates, and zinc oxide, mixed with cleansed chalk, yields a brilliant marble. The ingredients are mixed in a kind of mechanical kneading trough, furnished with stirrers, in variable proportions, according to the percentage of the solution of alkaline silicate. The whole is afterwards molded or compressed by the ordinary processes.
The imitation of granite is obtained by mixing lime, 100 parts; sodium silicate (42° Bé.), 35 parts; fine quartz sand, 120 to 180 parts; and coarse sand, 180 to 250 parts.
Artificial basalt may be prepared by adding potassium sulphite and lead acetate, or equal parts of antimony ore and iron filings.
To obtain artificial marble, 100 pounds of marble dust or levigated chalk are mixed with 20 parts of ground glass and 8 parts of fine lime and sodium silicate. The coloring matter is mixed in proportion depending on the effect to be produced.
A fine product for molding is obtained by mixing alkaline silicate, 100 parts; washed chalk, 100 parts; slaked lime, 40 parts; quick lime, 40 parts, fine quartz sand, 200 parts; pounded glass, 80 parts; infusorial earths, 80 parts; fluorspar, 150 parts. On hardening, there is much contraction.
Other kinds of artificial stone are prepared by mixing hydraulic lime or cement, 50 parts; sand, 200 parts; sodium silicate, in dry powder, 50 parts; the whole is moistened with 10 per cent of water and molded.
A hydraulic cement may be employed, to which an alkaline silicate is added. The stone or object molded ought to be covered with a layer of fluosilicate. {689}
A weather-proof water-resisting stone is manufactured from sea mud, to which 5 per cent of calcic hydrate is added. The mass is then dried, lixiviated, and dried once more at 212° F., whereupon the stones are burned. By an admixture of crystallized iron sulphate the firmness of these stones is still increased.
According to a French patent for veining marble, etc., in one or more colors, coloring matters of all kinds are mixed with a sticky liquid, which is then spread in a very thin layer on the surface of another immiscible and heavier liquid. By agitating the surface, colored veins, etc., are obtained, which are then transferred to the object to be decorated (which may be of most varied kind) by applying it to the surface of the heavy liquid. A suitable composition with which the colors may be mixed consists of: Oil of turpentine, 100 parts; colophony, 10 parts; linseed oil, 10 parts; siccatif soleil, 5 parts. The heavy liquid may be water, mercury, etc.; and any colors, organic or mineral, may be used.
Concrete is the name applied to an artificial combination of various mineral substances which under chemical action become incorporated into a solid mass. There are one or two compositions of comparatively trifling importance which receive the same name, though differing fundamentally from true concrete, their solidification being independent of chemical influence. These compositions only call for passing mention; they are: Tar concrete, made of broken stones (macadam) and tar; iron concrete, composed of iron turnings, asphalt, bitumen, and pitch; and lead concrete, consisting of broken bricks set in molten lead. The last two varieties, with rare exceptions, are only used in connection with military engineering, such as for fortifications.
Concrete proper consists essentially of two groups or classes of ingredients. The first, termed the aggregate, is a heterogeneous mass, in itself inactive, of mineral material, such as shingle, broken stone, broken brick, gravel, and sand. These are the substances most commonly in evidence, but other ingredients are also occasionally employed, such as slag from iron furnaces. Burnt clay, in any form, and earthenware, make admirable material for incorporation. The second class constitutes the active agency which produces adhesion and solidification. It is termed the matrix, and consists of hydraulic lime or cement, combined with water.
One of the essential features in good concrete is cleanliness and an entire absence of dirt, dust, greasy matter, and impurities of any description. The material will preferably be sharp and angular, with a rough, porous surface, to which the matrix will more readily adhere than to smooth, vitreous substances. The specific gravity of the aggregate will depend upon the purpose for which the concrete is to be used. For beams and lintels, a light aggregate, such as coke breeze from gasworks, is permissible, especially when the work is designed to receive nails. On the other hand, for retaining walls, the heaviest possible aggregate is desirable on the ground of stability.
The aggregate by no means should be uniform in size. Fragments of different dimensions are most essential, so that the smaller material may fill up the interstices of the larger. It is not infrequently stipulated by engineers that no individual fragment shall be more than 4 inches across, and the material is often specified to pass through a ring 1 1/2 to 2 inches in diameter. The absolute limits to size for the aggregate, however, are determinable by a number of considerations, not the least important of which is the magnitude and bulk of the work in which it is to be employed. The particles of sand should also be of varying degrees of coarseness. A fine, dust-like sand is objectionable; its minute subdivision prevents complete contact with the cement on all its faces. Another desideratum is that the particles should not be too spherical, a condition brought about by continued attrition. Hence, pit sand is better in many cases than river sand or shore sand.
The matrix is almost universally Portland cement. It should not be used in too hot a condition, to which end it is usually spread over a wooden floor to a depth of a few inches, for a few days prior to use. By this means, the aluminate of lime becomes partially hydrated, and its activity is thereby modified. {690} Roman cement and hydraulic lime may also be used as matrices.
Portland cement will take a larger proportion of sand than either Roman cement or hydraulic lime; but with the larger ratios of sand, its tenacity is, of course, correspondingly reduced. One part of cement to 4 parts of sand should therefore be looked upon as the upper limit, while for the strongest mortar the proportion need hardly exceed 1 part of cement to 1 1/2 or 2 parts of sand. In the ensuing calculations there is assumed a ratio of 1 to 3. For impermeability, the proportion of 1 to 2 should be observed, and for Roman cement this proportion should never be exceeded. The ratio will even advantageously be limited to 2 to 3. For hydraulic lime equal parts of sand and cement are suitable, though 2 parts of sand to 1 part of cement may be used.
The quantity of mortar required in reference to the aggregate is based on the vacuities in the latter. For any particular aggregate the amount of empty space may be determined by filling a tank of known volume with the minerals and then adding sufficient water to bring to a level surface. The volume of water added (provided, of course, the aggregate be impervious or previously saturated) gives the net volume of mortar required. To this it is necessary to make some addition (say 10 per cent of the whole), in order to insure the thorough flushing of every part of the work.
Assuming that the proportion of interstices is 30 per cent and adding 10 for the reason just stated, we derive 40 parts as the quantity of mortar to 100 − 10 = 90 parts of the aggregate. An allowance of 1/4 volume for shrinkage brings the volume of the dry materials (sand and cement) of the mortar to 40 + 40/3 = 53 1/3 parts, which, divided in the ratio of 1 to 3, yields:
| Cement (53 1/3)/4 = | 13 1/3 parts |
| Sand, 3/4 x 53 1/3 = | 40 parts |
| Aggregate | 90 parts |
| Total | 143 1/3 parts |
As the resultant concrete is 100 parts, the total shrinkage is 30 per cent. Expressed in terms of the cement, the concrete would have a composition of 1 part cement, 3 parts sand, 7 parts gravel and broken stone, and it would form, approximately, what is commonly known as 7 to 1 concrete.
There are other ratios depending on the proportion of sand. Thus we have:
| Cement | Sand | Aggregate |
|---|---|---|
| 1 | 1 1/2 | 4 1/3 |
| 1 | 2 | 5 |
| 1 | 2 1/2 | 6 |
| 1 | 3 | 7 |
| 1 | 3 1/2 | 7 1/2 |
| 1 | 4 | 8 1/4 |
The cost of concrete may be materially reduced without affecting the strength or efficacy of the work, by a plentiful use of stone “plums” or “burrs.” These are bedded in the fluid concrete during its deposition in situ, but care must be taken to see that they are thoroughly surrounded by mortar and not in contact with each other. Furthermore, if they are of a porous nature, they should be well wetted before use.
The mixing of concrete is important. If done by hand, the materials forming the aggregate will be laid out on a platform and covered by the cement in a thin layer. The whole should be turned over thrice in the dry state, and as many times wet, before depositing, in order to bring about thorough and complete amalgamation. Once mixed, the concrete is to be deposited immediately and allowed to remain undisturbed until the action of setting is finished. Deposition should be effected, wherever possible, without tipping from a height of more than about 6 feet, as in greater falls there is a likelihood of the heavier portions of the aggregate separating from the lighter. In extensive undertakings, concrete is more economically mixed by mechanical appliances.
The water used for mixing may be either salt or fresh, so far as the strength of the concrete is concerned. For surface work above the ground level, salinity in any of the ingredients is objectionable, since it tends to produce efflorescence—an unsightly, floury deposit, difficult to get rid of. The quantity of water required cannot be stated with exactitude; it will depend upon the proportion of the aggregate and its porosity. It is best determined by experiment in each particular case. Without being profuse enough to “drown” the concrete, it should be plentiful enough to act as an efficient intermediary between every particle of the aggregate and every particle of the matrix. Insufficient moisture is, in fact, as deleterious as an excess.
The following table gives the per cent of voids and weight per cubic foot of some common concrete materials:
| Per Cent Voids | Wt. per Cu. Ft. | |
|---|---|---|
| Sandusky Bay sand | 32.3 | 111.7 pounds |
| Same through 20-mesh screen | 38.5 | 101.5 pounds |
| Gravel, 1/8 to 1/4 inch | 42.4 | 95.0 pounds |
| Broken limestone, egg-size | 47.0 | 87.4 pounds |
| Limestone screenings, dust to 1/2 inch | 26.0 | 122.2 pounds |
It will be noted that screening the sand through a 20-mesh sieve, and thus taking out the coarse grains, considerably increased the voids and reduced the weight; thus decidedly injuring the sand for making concrete.
The following figures show how weight can be increased and voids reduced by mixing fine and coarse material:
| Per Cent Voids | Wt. per Cu. Ft. | |
|---|---|---|
| Pebbles, about 1 inch | 38.7 | 101.2 pounds |
| Sand, 30 to 40 mesh | 35.9 | 105.8 pounds |
| Pebbles plus 38.7 per cent sand, by vol. | 19.2 | 133.5 pounds |
Experiments have shown that the strength of concrete increases greatly with its density; in fact, a slight increase in weight per cubic foot adds very decidedly to the strength.
The gain in strength obtained by adding coarse material to mixtures of cement and sand is shown in the following table of results of experiments made in Germany by R. Dykerhoff. The blocks tested were 2 1/2-inch cubes, 1 day in air and 27 days in water.
| Proportions by Measure. | Per Cent. Cement. | Compression Strength | ||
|---|---|---|---|---|
| Cement. | Sand. | Gravel. | By Volume. | Lbs. per Sq. In. |
| 1 | 2 | — | 33.0 | 2,125 |
| 1 | 2 | 5 | 12.5 | 2,387 |
| 1 | 3 | — | 25.0 | 1,383 |
| 1 | 3 | 6 1/2 | 9.5 | 1,515 |
| 1 | 4 | — | 20.0 | 1,053 |
| 1 | 4 | 8 1/2 | 7.4 | 1,204 |
These figures show how greatly the strength is improved by adding coarse material, even though the proportion of cement is thereby reduced. A mixture of 1 to 12 1/2 of properly proportioned sand and gravel is, in fact, stronger than 1 to 4, and nearly as strong as 1 to 3, of cement and sand only.
In selecting materials for concrete, those should be chosen which give the greatest density. If it is practicable to mix two materials, as sand and gravel, the proportion which gives the greatest density should be determined by experiment, and rigidly adhered to in making concrete, whatever proportion of cement it is decided to use. Well-proportioned dry sand and gravel or sand and broken stone, well shaken down, should weigh at least 125 pounds per cubic foot. Limestone screenings, owing to minute pores in the stone itself, are somewhat lighter, though giving equally strong concrete. They should weigh at least 120 pounds per cubic foot. If the weight is less, there is probably too much fine dust in the mixture.
The density and strength of concrete are also greatly improved by use of a liberal amount of water. Enough water must be used to make the concrete thoroughly soft and plastic, so as to quake strongly when rammed. If mixed too dry it will never harden properly, and will be light, porous, and crumbling.
Thorough mixing of concrete materials is essential, to increase the density and give the cement used a chance to produce its full strength. The cement, sand, and gravel should be intimately mixed dry, then the water added and the mixing continued. If stone or coarse gravel is added, this should be well wetted and thoroughly mixed with the mortar.
Cinders are sometimes used for block work; they vary greatly in quality, but if clean and of medium coarseness will give fair results. Cinder concrete never develops great strength, owing to the porous character and crushability of the cinders themselves. Cinder blocks may, however, be strong enough for many purposes, and suitable for work in which great strength is not required.
The mixtures above recommended, 1 to 4 and 1 to 5, will necessarily be somewhat porous, and may be decidedly so if the gravel or screenings used is not properly graded. The water-resisting qualities may be greatly improved, without loss of strength, by replacing a part of the cement by hydrate lime. This is a light, extremely fine material, and a given weight of it goes much further than the {693} same amount of cement in filling the pores of the concrete. It has also the effect of making the wet mixture more plastic and more easily compacted by ramming, and gives the finished blocks a lighter color.
The following mixtures, then, are to be recommended for concrete blocks. By “gravel” is meant a suitable mixture of sand and gravel, or stone screenings, containing grains of all sizes, from fine to 1/2 inch.
Use as much water as possible without causing the blocks to stick to the plates or to sag out of shape on removing from the machine.
The amount of water required to produce this result varies with the materials used, but is generally from 8 to 9 per cent of the weight of the dry mixture. A practiced blockmaker can judge closely when the right amount of water has been added, by squeezing some of the mixture in the hand. Very slight variations in proportion of water make such a marked difference in the quality and color of the blocks that the water, when the proper quantity for the materials used has been determined, should always be accurately measured out for each batch. In this way much time is saved and uncertainty avoided.
The materials should be mixed dry, until the cement is uniformly distributed and perfectly mingled with the sand and gravel or screenings; then the water is to be added and the mixing continued until all parts of the mass are equally moist and every particle is coated with the cement paste.
There are two systems of block making, differing in the consistency of the concrete used:
1. Blocks tamped or pressed from semi-wet concrete, and removed at once from the mold.
2. Blocks poured or tamped from wet concrete, and allowed to remain in the mold until hardened.
Various shapes and sizes of blocks are commonly made; the builders of the most popular machines have, however, adopted the standard length of 32 inches and height of 9 inches for the full-sized block, with thickness of 8, 10, and 12 inches. Lengths of 24, 16, and 8 inches are also obtained on the same machines by the use of parting plates and suitably divided face plates; any intermediate lengths and any desired heights may be produced by simple adjustments or blocking off.
Blocks are commonly made plain, rock-faced, tool-faced, paneled, and of various ornamental patterns. New designs of face plates are constantly being added by the most progressive machine makers.
The well-known cast-stone process consists in pouring liquid concrete mixture into a sand mold made from a pattern in a manner similar to that in which molds for iron castings are produced. The sand absorbs the surplus water from the liquid mixture, and the casting is left in the mold for 24 hours or longer until thoroughly set. This process necessitates the making of a new sand mold for every casting, and is necessarily much less rapid than the machine method. It is less extensively used for building blocks than for special ornamental architectural work, sills, lintels, columns, capitals, etc., and for purposes of this kind it turns out products of the highest quality and beauty.
Blocks should not be used in building until at least 4 weeks from the time they are made. During this period of seasoning, blocks will be found to shrink at least 1/16 inch in length, and if built up in a wall when freshly made, shrinkage cracks in the joints or across the blocks will surely appear.
Efflorescence, or the appearance of a white coating on the surfaces, sometimes takes place when blocks are repeatedly saturated with water and then dried out; blocks laid on the ground are more liable to show this defect. It results from diffusion of soluble sulphates of lime and alkalies to the surface. It tends to disappear in time, and rarely is sufficient in amount to cause any complaint.
| Limestone, Bedford, Ind. (Indiana Geographical Survey) | 7,792 pounds |
| Limestone, Marblehead, Ohio (Q. A. Gillmore) | 7,393 pounds |
| Sandstone, N. Amherst, Ohio (Q. A. Gillmore) | 5,831 pounds |
| Gravel concrete, 1:1.6:2.8, at 1 year (Candlot) | 5,500 pounds |
| Gravel concrete, 1:1.6:3.7, at 1 year (Candlot) | 5,050 pounds |
| Stone concrete, 1:2:4 at 1 year (Boston El. R. R.) | 3,904 pounds |
Actual tests of compression strength of hollow concrete blocks are difficult to make, because it is almost impossible to apply the load uniformly over the whole surface, and also because a block 16 inches long and 8 inches wide will bear a load of 150,000 to 200,000 pounds, or more than the capacity of any but the largest testing machines. Three one-quarter blocks, 8 inches long, 8 inches wide, and 9 inches high, with hollow space equal to one-third of the surface, tested at the Case School of Science, showed strengths of 1,805, 2,000, and {696} 1,530 pounds per square inch, respectively, when 10 weeks old.
Two blocks 6 x 8 x 9 inches, 22 months old, showed crushing strength of 2,530 and 2,610 pounds per square inch. These blocks were made of cement 1 1/4 parts, lime 1/2 part, sand and gravel 6 parts, and were tamped from damp mixture. It is probably safe to assume that the minimum crushing strength of well-made blocks, 1 to 5, is 1,000 pounds per square inch at 1 month and 2,000 pounds at 1 year.
A block 12 inches wide and 24 inches long has a total surface of 288 square inches, or, deducting 1/3 for openings, a net area of 192 inches. Such a block, 9 inches high, weighs 130 pounds. Assuming a strength of 1,000 pounds and a factor of safety of 5, the safe load would be 200 pounds per square inch, or 200 × 192 = 38,400 pounds for the whole surface of the block. Dividing this by the weight of the block, 130 pounds, we find that 295 such blocks could be placed one upon another, making a total height of wall of 222 feet, and still the pressure on the lowest block would be less than one-fifth of what it would actually bear. This shows how greatly the strength of concrete blocks exceeds any demands that are ever made upon it in ordinary building construction.
The safe load above assumed, 200 pounds, seems low enough to guard against any possible failure. In Taylor and Thompson’s work on concrete, a safe load of 450 pounds for concrete 1 to 2 to 4 is recommended; this allows a factor of safety of 5 1/2. On the other hand, the Building Code of the city of Cleveland permits concrete to be loaded only to 150 pounds per square inch, and limits the height of walls of 12-inch blocks to 44 feet. The pressure of such a wall would be only 40 pounds per square inch; adding the weight of two floors at 25 pounds per square foot each, and roof with snow and wind pressure, 40 pounds per square foot, we find that with a span of 25 feet the total weight on the lowest blocks would be only 52 pounds per square inch, or about one-twentieth of their minimum compression strength.
Blocks with openings equal to only one-third the surface, as required in many city regulations, are heavy to handle, especially for walls 12 inches and more in thickness, and, as the above figures show, are enormously stronger than there is any need of. Blocks with openings of 50 per cent would be far more acceptable to the building trade, and if used in walls not over 44 feet high, with floors and roof calculated as above for 25 feet span, would be loaded only to 56 pounds per square inch of actual surface. This would give a factor of safety of 18, assuming a minimum compression strength of 1,000 pounds.
There is no doubt that blocks with one-third opening are inconveniently and unnecessarily heavy. Such a block, 32 inches long, 12 inches wide, and 9 inches high, has walls about 3 1/2 inches thick, and weighs 180 pounds. A block with 50 per cent open space would have walls and partitions 2 inches in thickness, and would weigh about 130 pounds. With proper care in manufacture, especially by using as much water as possible, blocks with this thickness of walls may be made thoroughly strong, sound, and durable. It is certainly better for strength and water-resisting qualities to make thin-walled blocks of rich mixture, rather than heavy blocks of poor and porous material.
Filling the voids with cement is a rather expensive method of securing waterproof qualities, and gives stronger concretes than are needed. The same may be accomplished more cheaply by replacing part of the cement by slaked lime, which is an extremely fine-grained material, and therefore very effective in closing pores. Hydrate lime is the most convenient material to use, but nearly as costly as Portland cement at present prices. A 1 to 4 mixture in which one-third the cement is replaced by hydrate lime will be found equal to a 1 to 3 mixture without the lime. A 1 to 4 concrete made from cement, 1; hydrate lime, 1/2; sand and gravel, 6 (by weight), will be found fairly water-tight, and much superior in this respect to one of the same richness consisting of cement, 1 1/2; sand and gravel, 6.
The cost of lime may be greatly reduced by using ordinary lump lime slaked to a paste. The lime must, however, be very thoroughly hydrated, so that no unslaked fragments may remain to make trouble by subsequent expansion. Lime paste is also very difficult to mix, and can be used successfully only in a concrete mixer of the pug-mill type. Ordinary stiff lime paste contains about 50 per cent water; twice as much of it, by weight, should therefore be used as of dry hydrate lime.
For this purpose it is not necessary that blocks should be perfectly waterproof, but only that the absorption of water shall be slow, so that it may penetrate only part way through the wall during a long-continued rain. Walls made entirely water-tight are, in fact, objectionable, owing to their tendency to “sweat” from condensation of moisture on the inside surface. For health and comfort, walls must be slightly porous, so that any moisture formed on the inside may be gradually absorbed and carried away.
Excessive water absorption may be avoided in the following ways:
1. Use of Properly Graded Materials.—It has been shown by Feret and others that porosity and permeability are two different things; porosity is the total proportion of voids or open spaces in the mass, while permeability is the rate at which water, under a given pressure, will pass through it. Permeability depends on the size of the openings as well as on their total amount. In two masses of the same porosity or percentage of voids, one consisting of coarse and the other of fine particles, the permeability will be greater in the case of the coarse material. The least permeability, and also the least porosity, are, however, obtained by use of a suitable mixture of coarse and fine particles. Properly graded gravel or screenings, containing plenty of coarse fragments and also enough fine material to fill up the pores, will be found to give a much less permeable concrete than fine or coarse sand used alone.
2. Use of Rich Mixtures.—All concretes are somewhat permeable by water under sufficient pressure. Mixtures rich in cement are of course much less permeable than poorer mixtures. If the amount of cement used is more than sufficient to fill the voids in the sand and gravel, a very dense concrete is obtained, into which the penetration of water is extremely slow. The permeability also decreases considerably with age, owing to the gradual crystallization of the cement in the pores, so that concrete which is at first quite absorbent may become practically impermeable after exposure to weather for a few weeks or months. There appears to be a very decided increase in permeability when the cement is reduced below the amount necessary to fill the voids. For example, a well-mixed sand and gravel weighing 123 pounds per cubic foot, and therefore containing 25 per cent voids, will give a fairly impermeable concrete in mixtures up to 1 to 4, but with less cement will be found quite absorbent. A gravel with only 20 per cent voids would give about equally good results with a 1 to 5 mixture; such gravel is, however, rarely met with in practice. On the other hand, the best sand, mixed fine and coarse, seldom contains less than 33 per cent voids, and concrete made from such material will prove permeable if poorer than 1 to 3.
3. Use of a Facing.—Penetration of water may be effectively prevented by giving the blocks a facing of richer mixture than the body. For the sake of smooth appearance, facings are generally made of cement and fine sand, and it is often noticed that these do not harden well. It should be remembered that a 1 to 3 sand mixture is no stronger and little if any better in water absorption than a 1 to 5 mixture of well-graded sand and gravel. To secure good hardness and resistance to moisture a facing as rich as 1 to 2 should be used.
4. Use of an Impervious Partition.—When blocks are made on a horizontal-face machine, it is a simple matter, after the face is tamped and cores pushed into place, to throw into each opening a small amount of rich and rather wet mortar, spread this fairly evenly, and then go on tamping in the ordinary mixture until the mold is filled. A dense layer across each of the cross walls is thus obtained, which effectually prevents moisture from passing beyond it. A method of accomplishing the same result with vertical-face machines, by inserting tapered wooden blocks in the middle of the cross walls, withdrawing these blocks after tamping, and filling the spaces with rich mortar, has been patented. In the two-piece system the penetration of moisture through the wall is prevented by leaving an empty space between the web of the block and the inside face, or by filling this space with rich mortar.
5. Use of Waterproof Compounds.—There are compounds on the market, of a fatty or waxy nature, which, when mixed with cement to the amount of {698} only 1 or 2 per cent of its weight, increase its water-resisting qualities in a remarkable degree. By thoroughly mixing 1 to 2 pounds of suitable compound with each sack of cement used, blocks which are practically waterproof may be made, at very small additional cost, from 1 to 4 or 1 to 5 mixtures. In purchasing waterproof compound, however, care should be taken to select such as has been proved to be permanent in its effect, and some of the materials used for this purpose lose their effect after a few days’ exposure to weather, and are entirely worthless.
6. Application to Surface after Erecting.—Various washes, to make concrete and stone impervious to water, have been used with some success. Among these the best known is the Sylvester wash of alum and soap solution. It is stated that this requires frequent renewal, and it is hardly likely to prove of any value in the concrete industry. The writer’s experience has been that the most effective remedy, in case a concrete building proves damp, is to give the outside walls a very thin wash of cement suspended in water. One or two coats will be found sufficient. If too thick a coating is formed it will show hair cracks. The effect of the cement wash is to make the walls appear lighter in color, and if the coating is thin the appearance is in no way injured.
No. 1. With 8 per cent water, rather dryer than ordinary block concrete, tamped in mold.
No. 2. With 10 per cent water, tamped in the mold, and the mold removed at once.
No. 3. With 25 per cent water, poured into a mold resting on a flat surface of dry sand; after 1 hour the surface was troweled smooth; mold not removed until set.
These blocks were allowed to harden a week in moist air, then dried. The weights, voids, and water absorption were as follows:
| 1 Damp-tamped | 2 Wet-tamped | 3 Poured | |
|---|---|---|---|
| Weight, per cubic foot, pounds | 122.2 | 123.9 | 110.0 |
| Voids, calculated, per cent of volume | 25.9 | 24.9 | 33.3 |
| Water required to fill voids, per cent of weight | 9.8 | 9.4 | 12.5 |
| Water absorbed, after 2 hours, per cent of weight | 8.8 | 6.4 | 10.5 |
The rate at which these blocks absorbed water was then determined by drying them thoroughly, then placing them in a tray containing water 1/4 inch in depth, and weighing them at intervals.
| 1 Damp-tamped | 2 Wet-tamped | 3 Poured | |
|---|---|---|---|
| 1/2 hour | 2.0 | 0.9 | 1.8 |
| 1 hour | 3.2 | 1.1 | 2.5 |
| 2 hours | 4.1 | 1.6 | 3.2 |
| 4 hours | 5.2 | 2.0 | 3.8 |
| 24 hours | 6.1 | 3.4 | 7.0 |
| 48 hours | 6.4 | 4.3 | 7.5 |
These figures show that concrete which is sufficiently wet to be thoroughly plastic absorbs water much more slowly than dryer concrete, and prove the importance of using as much water as possible in the damp-tamping process.
The factory cost of concrete blocks varies according to the cost of materials. Let us assume cement to be $1.50 per barrel of 380 pounds, and sand and gravel 25 cents per ton. With a 1 to 4 mixture, 1 barrel cement will make 1,900 pounds of solid concrete, or at 130 pounds per cubic foot, 14.6 cubic feet. The cost of materials will then be:
| Cement, 380 pounds | $1.50 |
| Sand and gravel, 1,500 pounds | 0.19 |
| Total | $1.69 |
or 11.5 cents per cubic foot solid concrete. Now, blocks 9 inches high and 32 inches long make 2 square feet of face of wall, each. Blocks of this height {699} and length, 8 inches thick, make 1 1/3 cubic feet of wall; and blocks 12 inches thick make 2 cubic feet of wall. From these figures we may calculate the cost of materials for these blocks, with cores or openings equal to 1/3 or 1/2 the total volume, as follows:
| Per cubic foot of block, 1/3 opening | 7.7 cts. |
| Per cubic foot of block, 1/2 opening | 5.8 cts. |
| Block 8 x 9 x 32 inches, 1/3 opening | 10.3 cts. |
| Block 8 x 9 x 32 inches, 1/2 opening | 7.7 cts. |
| Block 12 x 9 x 32 inches, 1/3 opening | 15.4 cts. |
| Block 12 x 9 x 32 inches, 1/2 opening | 11.6 cts. |
If one-third of the cement is replaced by hydrate lime the quality of the blocks will be improved, and the cost of material reduced about 10 per cent. The cost of labor required in manufacturing, handling, and delivering blocks will vary with the locality and the size and equipment of factory. With hand mixing, 3 men at an average of $1.75 each will easily make 75 8-inch or 50 12-inch blocks, with 1/3 openings, per day. The labor cost for these sizes of blocks will therefore be 7 cents and 10 1/2 cents respectively. At a factory equipped with power concrete mixer and cars for transporting blocks, in which a number of machines are kept busy, the labor cost will be considerably less. An extensive industry located in a large city is, however, subject to many expenses which are avoided in a small country plant, such as high wages, management, office rent, advertising, etc., so that the total cost of production is likely to be about the same in both cases. A fair estimate of total factory cost is as follows:
| Material | Labor | Total | |
|---|---|---|---|
| 8 x 32 inch, 1/3 space | 10.3 | 7 | 17.3 cts. |
| 8 x 32 inch, 1/2 space | 7.7 | 6 | 13.7 cts. |
| 12 x 32 inch, 1/3 space | 15.4 | 10.5 | 25.9 cts. |
| 12 x 32 inch, 1/2 space | 11.6 | 9 | 20.6 cts. |
With fair allowance for outside expenses and profit, 8-inch blocks may be sold at 30 cents and 12-inch at 40 cents each. For laying 12-inch blocks in the wall, contractors generally figure about 10 cents each. Adding 5 cents for teaming, the blocks will cost 55 cents each, erected, or 27 1/2 cents per cubic foot of wall. This is less than the cost of common brick, and the above figures show that this price could be shaded somewhat, if necessary, to meet competition.—S. B. Newberry in a monograph issued by the American Association of Portland Cement Manufacturers.
II.—Imitation Black Marble.—A black marble of similar character to that exported from Belgium—the latter product being simply prepared slate—may be produced in the following manner: The slate suitable for the purpose is first smoothly polished with a sandstone, so that no visible impression is made on it with a chisel—this being rough—after which it is polished finely with artificial pumice stone, and lastly finished with extremely light natural pumice stone, the surface then presenting a soft, velvet-like appearance. After drying and thoroughly heating the finely polished surface is impregnated with a heated mixture of oil and fine lampblack. This is allowed to remain 12 hours; and, according to whether the slate used is more or less gray, the process is repeated until the gray appearance is lost. Polishing thoroughly with emery on a linen rag follows, and the finishing polish is done with tin ashes, to which is added some lampblack. A finish being made thus, wax dissolved in turpentine, with some lampblack, is spread on the polished plate and warmed again, which after a while is rubbed off vigorously with a {700} clean linen rag. Treated thus, the slate has the appearance of black marble.
STONE CEMENTS: See Adhesives.
STONE CLEANING: See Cleaning Preparations and Methods.
STONES FOR SHARPENING: See Tool Setting and Whetstones.
STONES (PRECIOUS), IMITATION OF: See Gems, Artificial.
STONEWARE: See Ceramics.
STONEWARE CEMENTS: See Adhesives and Lutes.
I.—To make an anti-leak and lubricating mixture for plug-cocks use 2 parts of tried suet and 1 part of beeswax melted together; stir thoroughly, strain, and cool.
II.—A mixture for making glass stoppers tight is made by melting together equal parts of glycerine and paraffine.
To Loosen a Glass Stopper.—I.—Make a mixture of
| Alcohol | 2 drachms |
| Glycerine | 1 drachm |
| Sodium chloride | 1 drachm |
Let a portion of this stand in the space above the stopper for a few hours, when a slight tap will loosen the stopper.
II.—A circular adjustable clamp, to which is attached a strip of asbestos in which coils of platinum wire are imbedded, is obtained. By placing this on the neck of the bottle, and passing a current of electricity through the coils of wire, sufficient heat will be generated to expand the neck and liberate the stopper. Heat may also be generated by passing a yard of cord once around the bottle neck and, by taking one end of the cord in each hand, drawing it rapidly back and forth. Care should be taken that the contents of the bottle are not spilled on the hand or thrown into the face when the stopper does come out—or when the bottle breaks.
STOPPER LUBRICANTS: See Lubricants.
See also Polishes.
The following formula gives a liquid stove blacking:
| Graphite, in fine powder | 1 pound |
| Lampblack | 1 ounce |
| Rosin | 4 ounces |
| Turpentine | 1 gallon |
The mixture must be well shaken when used, and must not be applied when there is a fire or light near on account of the inflammability of the vapor.
This form may be esteemed a convenience by some, but the rosin and turpentine will, of course, give rise to some disagreeable odor on first heating the stove, after the liquid is applied.
Graphite is the foundation ingredient in many stove polishes; lampblack, which is sometimes added, as in the foregoing formula, deepens the color, but the latter form of carbon is of course much more readily burned off than the former. Graphite may be applied by merely mixing with water, and then no odor follows the heating of the iron. The coating must be well rubbed with a brush to obtain a good luster.
The solid cakes of stove polish found in the market are made by subjecting the powdered graphite, mixed with spirit of turpentine, to great pressure. They have to be reduced to powder and mixed with water before being applied.
Any of them must be well rubbed with a brush after application to give a handsome finish.
STOVE CEMENT: See Cement.
STOVE CLEANERS: See Cleaning Compounds.
STOVE LACQUER: See Lacquers.
STOVE VARNISHES: See Varnishes.
STRAMONIUM, ANTIDOTE FOR: See Atropine.
STRAP LUBRICANT: See Lubricant.
STRAW FIREPROOFING: See Fireproofing.
STRAWBERRIES, FROZEN: See Ice Creams.
STRAWBERRY JUICE: See Essences and Extracts.
STRAW-HAT CLEANERS: See Cleaning Preparations and Methods.
STRAW-HAT DYES: See Hats. {701}
STROPPING PASTES: See Razor Pastes.
Styptics are substances which arrest local bleeding. Creosote, tannic acid, alcohol, alum, and most of the astringent salts belong to this class.
SULPHATE STAINS, TO REMOVE: See Cleaning Preparations and Methods.
SULTANA ROLL: See Ice Creams.
SUNBURN REMEDIES: See Cosmetics.
SUTURES OF CATGUT, THEIR PREPARATION: See Catgut.
SYNDETICON: See Adhesives.
(See also Essences and Extracts.)
The syrups should either be made from the best granulated sugar, free from ultramarine, or else rock-candy syrup. If the former, pure distilled water should be used in making the syrup, as only in this manner can a syrup be obtained that will be free from impurities and odor. There are two methods by which syrup can be made, namely, by the cold process, or by boiling. The advantage of the former is its convenience; of the latter, that it has better keeping qualities. In the cold process, the sugar is either stirred up in the water until it is dissolved, or water is percolated or filtered through the sugar, thus forming a solution. In the hot process, the sugar is simply dissolved in the water by the aid of heat, stirring until solution is effected. The strength of the syrup for fountain use should be about 6 pounds in the gallon of finished syrup; it is best, however, to make the stock syrup heavier, as it will keep much better, using 15 pounds of granulated sugar, and 1 gallon of water. When wanted for use it can be diluted to the proper density with water. The syrups of the market are of this concentrated variety. Unless the apartments of the dispenser are larger than is usual, it is often best to buy the syrup, the difference in cost being so small that when the time is taken into consideration the profit is entirely lost. Foamed syrups should, however, never be purchased; they are either contaminated with foreign flavor, or are more prone to fermentation than plain syrup.
When a flavor is weak it may be fortified by adding a small amount of flavoring extract, but under no condition should a syrup flavored entirely with an essence be handed out to the consumer as a fruit syrup, for there is really no great resemblance between the two. Fruit syrups may be dispensed solid by adding the syrup to the soda water and stirring with a spoon. Use nothing but the best ingredients in making syrups.
A pure fruit syrup, filled into a glass bottle, porcelain jar, or block-tin can, which has been rendered sterile with boiling water, maintained at a cool temperature, will keep for any reasonable length of time. All danger of fracturing the glass, by pouring water into it, may be obviated by first wetting the interior of the bottle with cold water.
The fruits for syrups must not only be fully ripe, but they must be used immediately after gathering. The fruit must be freed from stems, seeds, etc., filled into lightly tied linen sacks, and thus subjected to pressure, to obtain their juices. Immediately after pressure the juice should be heated quickly to 167° F., and filtered through a felt bag. The filtrate should fall directly upon the sugar necessary to make it a syrup. The heating serves the purpose of coagulating the albuminous bodies present in the juices, and thus to purify the latter.
Syrups thus prepared have not only a most agreeable, fresh taste, but are very stable, remaining in a good condition for years.
Continue to heat, with constant stirring, until the mass has again become liquefied. Keep on a slow fire until the mass becomes very dark; then remove the kettle from the fire and pour in slowly 3 pints of boiling water. Set the kettle back on the fire and permit contents to boil for a short time, then remove, and cool. Add simple syrup to produce any required consistency.
| I.— | Indigo carmine | 1 part |
|---|---|---|
| Water | 20 parts |
Indigo carmine may usually be obtained commercially;
II.—Tincture of indigo also makes a harmless blue. {703}
| Dark blue | 3 parts |
| Grape sugar | 1 part |
| Water | 6 parts |
| I.— | Carmine | 1 part |
|---|---|---|
| Liquor potassæ | 6 parts | |
| Rose water to make | 48 parts |
Mix. If the color is too high, dilute with distilled water until the required tint is obtained.
II.—Soak red-apple parings in California brandy. The addition of rose leaves makes a fine flavoring as well as coloring agent.
| Carmine, No. 40 | 1 part |
| Strong ammonia water | 4 parts |
| Distilled water to make | 24 parts |
Rub up the carmine and ammonia water and to the solution add the water under trituration. If, in standing, this shows a tendency to separate, a drop or two of water of ammonia will correct the trouble. This statement should be put on the label of the bottle as the volatile ammonia soon escapes even in glass-stoppered vials. Various shades of red may be obtained by using fruit juices, such as black cherry, raspberry, etc., and also the tinctures of sudbear, alkanet, red saunders, erythroxylon, etc.
| Tincture of red sandalwood | 1 part |
| Ethereal tincture of Orlean, q. s. | |
Add the orlean tincture to the sandalwood gradually until the desired tint is obtained. A red color added to a yellow one gives an orange color.
SYRUP, TABLE: See Tables.
The following table gives the percentage, by weight, of alcohol of 95 per cent and of distilled water to make 1 liter (about 1 quart), or 1 kilogram (2.2 pounds), of alcohol of various dilutions.
| Percentage by Volume. | 1 Liter contains | Specific Gravity at 60° F. | 1 Liter contains | Percentage by Weight. | ||
|---|---|---|---|---|---|---|
| Alcohol 95%. Gms. | Distilled Water. Gms. | Alcohol 95%. Gms. | Distilled Water. Gms. | |||
| 5 | 42.87 | 950.13 | 0.993 | 43.17 | 956.83 | 3.99 |
| 10 | 85.89 | 900.11 | 0.986 | 87.11 | 912.89 | 8.05 |
| 15 | 128.87 | 852.13 | 0.981 | 131.37 | 868.63 | 12.14 |
| 20 | 171.83 | 804.17 | 0.976 | 176.06 | 823.94 | 16.27 |
| 25 | 214.77 | 756.23 | 0.971 | 221.18 | 778.82 | 20.44 |
| 30 | 257.93 | 707.07 | 0.965 | 267.28 | 732.72 | 24.70 |
| 35 | 300.74 | 658.26 | 0.959 | 313.60 | 686.40 | 28.98 |
| 40 | 343.77 | 608.23 | 0.952 | 361.10 | 638.90 | 33.37 |
| 45 | 386.75 | 557.25 | 0.944 | 409.69 | 590.31 | 37.86 |
| 50 | 429.65 | 504.35 | 0.934 | 460.01 | 539.99 | 42.51 |
| 55 | 472.64 | 451.36 | 0.924 | 511.52 | 488.48 | 47.27 |
| 60 | 515.60 | 398.40 | 0.914 | 564.11 | 435.89 | 52.13 |
| 65 | 558.61 | 343.39 | 0.902 | 619.30 | 380.70 | 57.23 |
| 70 | 601.55 | 288.45 | 0.890 | 675.90 | 324.10 | 62.46 |
| 75 | 644.58 | 232.42 | 0.877 | 734.98 | 265.02 | 67.92 |
| 80 | 687.57 | 176.43 | 0.864 | 795.80 | 204.20 | 73.54 |
| 85 | 730.51 | 19.49 | 0.850 | 859.43 | 140.57 | 79.42 |
| 90 | 773.53 | 0.47 | 0.834 | 927.49 | 72.51 | 85.71 |
A tablespoon, 1/2 ounce.
A dessertspoon, 1/4 ounce.
A teaspoon, 1/8 ounce, or 1 drachm.
A teacupful of sugar weighs 1/2 pound.
Three tablespoonfuls weigh 1/4 pound.
Two teacupfuls (level) of granulated sugar weigh 1 pound.
Two teacupfuls soft butter (well packed) weigh 1 pound.
One and one-third pints of powdered sugar weigh 1 pound.
Two tablespoonfuls of powdered sugar or flour weigh 1 pound.
Four teaspoonfuls are equal to 1 tablespoon.
Two and one-half teacupfuls (level) of the best brown sugar weigh 1 pound.
Two and three-fourths teacupfuls (level) of powdered sugar weigh 1 pound.
One tablespoonful (well heaped) of granulated or best brown sugar equals 1 ounce. {704}
One generous pint of liquid, or 1 pint finely chopped meat, packed solidly, weighs 1 pound.
One drop of extract to an ounce of syrup is equal to 2 drachms to a gallon.
Two drops of extract to an ounce of syrup are equal to 4 1/2 drachms to a gallon.
Three drops of extract to an ounce of syrup are equal to 6 1/2 drachms to a gallon.
Four drops of extract to an ounce of syrup are equal to 1 ounce and 1 drachm to a gallon.
Five drops of extract to an ounce of syrup are equal to 1 ounce and 3 1/8 drachms to a gallon.
Six drops of extract to an ounce of syrup are equal to 1 ounce and 5 1/2 drachms to a gallon.
Seven drops of extract to an ounce of syrup are equal to 2 ounces to the gallon.
Eight drops of extract to an ounce of syrup are equal to 2 ounces and 2 1/2 drachms to a gallon.
Nine drops of extract to an ounce of syrup are equal to 2 ounces and 4 1/2 drachms to a gallon.
Ten drops of extract to an ounce of syrup are equal to 2 ounces and 6 3/4 drachms to a gallon.
Twelve drops of extract to an ounce of syrup are equal to 3 ounces and 3 1/4 drachms to a gallon.
Fourteen drops of extract to an ounce of syrup are equal to 4 ounces to a gallon.
Sixteen drops of extract to an ounce of syrup are equal to 4 ounces and 4 1/8 drachms to a gallon.
Eighteen drops of extract to an ounce of syrup are equal to 5 ounces and 1 drachm to a gallon.
NOTE.—The estimate 450 drops to the ounce, while accurate and reliable enough in this particular relation, must not be relied upon for very exact purposes, in which, as has frequently been demonstrated, the drop varies within a very wide range, according to the nature of the liquid, its consistency, specific gravity, temperature; the size and shape of the aperture from which it is allowed to escape, etc.
Eight fluidrachms are equal to 1 fluidounce.
Sixteen fluidounces are equal to 1 pint.
Two pints are equal to 1 quart.
Four quarts are equal to 1 gallon.
One pint of distilled water weighs about 1 pound.
For 1/50 per cent, or 1 in 5,000 solution, use 1 3/4 grains of the medicament.
For 1/20 per cent, or 1 in 2,000 solution, use 4 3/8 grains of the medicament.
For 1/10 per cent, or 1 in 1,000 solution, use 8 3/4 grains of the medicament.
For 1/4 per cent, or 1 in 400 solution, use 21 7/8 grains of the medicament.
For 1/2 per cent, or 1 in 200 solution, use 43 3/4 grains of the medicament.
For 1 per cent, or 1 in 100 solution, use 87 1/2 grains of the medicament.
For 2 per cent, or 1 in 50 solution, use 175 grains of the medicament.
For 4 per cent, or 1 in 25 solution, use 350 grains of the medicament.
For 5 per cent, or 1 in 20 solution, use 437 1/2 grains of the medicament.
For 10 per cent, or 1 in 10 solution, use 875 grains of the medicament.
To make smaller quantities of any solution, use less water and reduce the medicament in proportion to the amount of water employed; thus 1/2 imperial pint of a 1 per cent solution will require 43 3/4 grains of the medicament.
| Water, gallons | Soda Bicar., Av. ounces | Acid Sulph., Av. ounces |
|---|---|---|
| 10 | 86 | 50 |
| 20 | 123 | 71 |
| 30 | 161 | 93 |
| 40 | 198 | 118 |
| 50 | 236 | 138 |
| Water, gallons | Soda Bicar., Av. ounces | Acid Sulph., Av. ounces |
|---|---|---|
| 10 | 96 | 56 |
| 20 | 134 | 73 |
| 30 | 171 | 100 |
| 40 | 209 | 122 |
| 50 | 246 | 144 |
If marble dust be used, reckon at the rate of 18 ounces hot water for use.
1. The addition of pounds of sugar to 1 gallon of water; and the {705}
2. Amount of sugar in each gallon of syrup resulting therefrom:
| Pounds of sugar added to one gallon of cold water. | Quantity of syrup actually obtained. | Pounds of sugar in one gallon of syrup. | ||
|---|---|---|---|---|
| Gallons. | Pints. | Fluidounces. | ||
| 1 | 1 | — | 10 | .93 |
| 2 | 1 | 1 | 4 | 1.73 |
| 3 | 1 | 1 | 14 | 2.43 |
| 4 | 1 | 2 | 3 | 3.05 |
| 5 | 1 | 3 | 2 | 3.6 |
| 6 | 1 | 3 | 12 | 4.09 |
| 7 | 1 | 4 | 6 | 4.52 |
| 8 | 1 | 5 | — | 4.92 |
| 9 | 1 | 5 | 10 | 5.28 |
| 10 | 1 | 6 | 4 | 5.62 |
| 11 | 1 | 6 | 14 | 5.92 |
| 12 | 1 | 7 | 8 | 6.18 |
| 13 | 2 | — | 2 | 6.38 |
| 14 | 2 | — | 12 | 6.7 |
| 15 | 2 | 1 | 6 | 6.91 |
TABLE-TOPS, ACID-PROOF: See Acid-Proofing.
TABLES FOR PHOTOGRAPHERS: See Photography.
TAFFY: See Confectionery.
TALCUM POWDER: See Cosmetics.
TALLOW: See Fats.
TALMI GOLD: See Alloys.
TAMPRING: See Tampring, under Steel.
TAN REMEDY: See Cosmetics.
TANNING: See Leather.
First clean the hole by means of a small squirt gun filled with kerosene. All broken pieces of the tap can be removed with a pair of tweezers, which should be as large as possible. Then insert the tweezers between the hole and flutes of the tap. By slowly working back and forth and occasionally blowing out with kerosene, the broken piece is easily released.
TAR PAINTS: See Wood.
TAR-SPOTS ON WOODWORK: See Paint.
TAR-SULPHUR SOAP: See Soap.
TAR SYRUP: See Essences and Extracts.
Apply a highly concentrated tannin solution on the tattooed places and treat them with the tattooing needle as the tattooer does. Next vigorously rub the places with a lunar caustic stick and allow the silver nitrate to act for some time, until the tattooed portions have turned entirely black. Then take off by dabbing. At first a silver tannate forms on the upper layers of the skin, which dyes the tattooing black; with slight symptoms of inflammation a scurf ensues which comes off after 14 to 16 days, leaving behind a reddish scar. The latter assumes the natural color of the skin after some time. The process is said to have given good results.
TAWING: See Leather.
TEA EXTRACT: See Essences and Extracts.
Moisten the corner of a linen handkerchief with hydrogen peroxide, and with it rub the teeth, repeating the rubbing occasionally. Use some exceedingly finely pulverized infusorial earth, or pumice ground to an impalpable powder, in connection with the hydrogen peroxide, and the job will be quicker than with the peroxide alone.
TEMPERING OF STEEL: See Steel.
A substance, under this name, designed to take the place of terra cotta and plaster of Paris in the manufacture of small ornamental objects, consists of {706}
| Albumen | 10 parts |
| Magnesium sulphate | 4 parts |
| Alum | 9 parts |
| Calcium sulphate, calcined | 45 parts |
| Borax | 2 parts |
| Water | 30 parts |
The albumen and alum are dissolved in the water and with the solution so obtained the other ingredients are made into a paste. This paste is molded at once in the usual way and when set the articles are exposed in an oven to a heat of 140° F.
TERRA COTTA CLEANING: See Cleaning Preparations and Methods.
TEXTILE CLEANING: See Cleaning Preparations and Methods and Household Formulas.
| C. | R. | F. |
|---|---|---|
| −30 | −24.0 | −22.0 |
| −25 | −20.0 | −13.0 |
| −20 | −16.0 | − 4.0 |
| −15 | −12.0 | + 5.0 |
| −10 | − 8.0 | 14.0 |
| − 5 | − 4.0 | 23.0 |
| − 4 | − 3.2 | 24.8 |
| − 3 | − 2.4 | 26.6 |
| − 2 | − 1.6 | 28.4 |
| − 1 | − 0.8 | 30.2 |
| Freezing point of water. | ||
| 0 | 0.0 | 32.0 |
| 1 | 0.8 | 33.8 |
| 2 | 1.6 | 35.6 |
| 3 | 2.4 | 37.4 |
| 4 | 3.2 | 39.2 |
| 5 | 4.0 | 41.0 |
| 6 | 4.8 | 42.8 |
| 7 | 5.6 | 44.6 |
| 8 | 6.4 | 46.4 |
| 9 | 7.2 | 48.2 |
| 10 | 8.0 | 50.0 |
| 11 | 8.8 | 51.8 |
| 12 | 9.6 | 53.6 |
| 13 | 10.4 | 55.4 |
| 14 | 11.2 | 57.2 |
| 15 | 12.0 | 59.0 |
| 16 | 12.8 | 60.8 |
| 17 | 13.6 | 62.6 |
| 18 | 14.4 | 64.4 |
| 19 | 15.2 | 66.2 |
| 20 | 16.0 | 68.0 |
| 21 | 16.8 | 69.8 |
| 22 | 17.6 | 71.6 |
| 23 | 18.4 | 73.4 |
| 24 | 19.2 | 75.2 |
| 25 | 20.0 | 77.0 |
| 26 | 20.8 | 78.8 |
| 27 | 21.6 | 80.6 |
| 28 | 22.4 | 82.4 |
| 29 | 23.2 | 84.2 |
| 30 | 24.0 | 86.0 |
| 31 | 24.8 | 87.8 |
| 32 | 25.6 | 89.6 |
| 33 | 26.4 | 91.4 |
| 34 | 27.2 | 93.2 |
| 35 | 28.0 | 95.0 |
| 36 | 28.8 | 96.8 |
| 37 | 29.6 | 98.6 |
| 38 | 30.4 | 100.4 |
| 39 | 31.2 | 102.2 |
| 40 | 32.0 | 104.0 |
| 41 | 32.8 | 105.8 |
| 42 | 33.6 | 107.6 |
| 43 | 34.4 | 109.4 |
| 44 | 35.2 | 111.2 |
| 45 | 36.0 | 113.0 |
| 50 | 40.0 | 122.0 |
| 55 | 44.0 | 131.0 |
| 60 | 48.0 | 140.0 |
| 65 | 52.0 | 149.0 |
| 70 | 56.0 | 158.0 |
| 75 | 60.0 | 167.0 |
| 80 | 64.0 | 176.0 |
| 85 | 68.0 | 185.0 |
| 90 | 72.0 | 194.0 |
| 95 | 76.0 | 203.0 |
| 100 | 80.0 | 212.0 |
| Boiling point of water. | ||
Readings on one scale can be changed into another by the following formulas, in which t° indicates degrees of temperature:
See also Cordage.
For white thread: Irish moss, 2 pounds; tapioca, 1 1/2 pounds; spermaceti, 3/4 pound; stearine, 110 grams; borax, 95 grams; boil together for 20 minutes.
For black thread: Irish moss, 3 pounds; gum Senegal, 2 1/2 pounds; ceresin, 1 pound; borax, 95 grams; logwood extract, 95 grams; blue vitriol, 30 grams; boil together for 20 minutes. Soak the Irish moss in each case overnight in 45 liters of water, then boil for 1 hour, strain and add the other ingredients to the resulting solution. It is of advantage to add the borax to the Irish moss before the boiling.
THROAT LOZENGES: See Confectionery.
THYMOL: See Antiseptics.
TICKS, CATTLE DIP FOR: See Insecticides.
TIERCES: See Disinfectants.
TILEMAKERS’ NOTES: See Ceramics.
Gutensohn’s process has two objects: To obtain tin and to render the iron fit for use. The tin is obtained by treating the tinned plate repeatedly with hydrochloric acid. The tin is then removed from the solution by means of the electric current. The tinned plate as the positive pole is placed in a tank made of some insulating material impervious to the action of acids, such as slate. A copper plate forms the cathode. The bichloride of tin solution, freed from acid, is put round the carbon cylinder in the Bunsen element. Another innovation in this process is that the tank with the tinned-plate clippings is itself turned into an electric battery with the aid of the tin. A still better source of electricity is, however, obtained during the treatment of the untinned iron which will be described presently. The final elimination of the tin takes place in the clay cup of the Bunsen elements. Besides the chloride of tin solution (free from acid), another tin solution, preferably chromate of tin, nitrate of tin, or sulphate of tin, according to the strength of the current desired, may be used. To render the iron of the tinned plate serviceable the acid is drawn off as long as the iron is covered with a thin layer of an alloy of iron and tin. The latter makes the iron unfit for use in rolling mills or for the precipitation of copper. Fresh hydrochloric acid or sulphuric acid is therefore poured over the plate to remove the alloy, after the treatment with the bichloride of tin solution. This acid is also systematically used in different vats to the point of approximate saturation. This solution forms the most suitable source of electricity, a zinc-iron element being formed by means of a clay cell and a zinc cylinder. The electrical force developed serves to accelerate the solution in the next tank, which contains tinned plate, either fresh or treated with hydrochloric acid. Ferrous oxide, or spongy metallic iron if the current is very strong, is liberated in the iron battery. Both substances are easily oxidized, and form red oxide of iron when heated. The remaining solution can be crystallized by evaporation, so that ferrous sulphate (green vitriol) or ferric chloride can be obtained, or it can be treated to form red oxide of iron.
See also Metal Foil.
By pouring tin from a funnel with a very long and narrow mouth upon a linen surface, the latter being tightly stretched, covered with a mixture of chalk and white of egg, and placed in a sloping position, very thin sheets can be produced, and capable of being easily transformed into thin foil. Pure tin should never be used in the preparation of foil intended for packing tobacco, chocolate, etc., but an alloy containing 5 to 40 per cent of lead. Lead has also been recently plated on both sides with tin by the following method: A lead sheet from 0.64 to .80 inches thick is poured on a casting table as long as it is hot, a layer of tin from 0.16 to 0.20 inches in thickness added, the sheet then turned over and coated on the other side with tin in the same manner. The sheet is then stretched between rollers. Very thin sheet tin can also be made in the same way as sheet lead, by cutting up a tin cylinder into spiral sections. Colored tinfoil is prepared by making the foil thoroughly bright by rubbing with purified chalk {708} and cotton, then adding a coat of gelatin, colored as required, and covering the whole finally with a transparent spirit varnish. In place of this somewhat troublesome process, the following much simpler method has lately been introduced: Aniline dyes dissolved in alcohol are applied on the purified foil, and the coat, when dry, covered with a very thin layer of a colorless varnish. This is done by pouring the varnish on the surface and then inclining the latter so that the varnish may reach every part and flow off.
TIN, SILVER-PLATING: See Plating.
TIN VARNISHES: See Varnishes.
TINNING: See Plating.
TIRE CEMENTS: See Adhesives, under Rubber Cements.
TISSIER’S METAL: See Alloys.
TITANIUM STEEL: See Steel.
TODDY, HOT SODA: See Beverages.
TOILET CREAMS, MILKS, POWDERS, ETC.: See Cosmetics.
TOLIDOL DEVELOPER: See Photography.
TOMATO BOUILLON EXTRACT: See Condiments.
TOMBACK: See Jewelers’ Formulas.
TONING BATHS: See Photography.
TONKA EXTRACT: See Essences and Extracts.
TONKA, ITS DETECTION IN VANILLA EXTRACTS: See Vanilla.
The term “setting” (grinding) is applied to the operation of giving an edge to the tools designed for cutting, scraping, or sawing. Cutting tools are rubbed either on flat sandstones or on rapidly turned grindstones. The wear on the faces of the tools diminishes their thickness and renders the cutting angle sharper. Good edges cannot be obtained except with the aid of the grindstone; it is therefore important to select this instrument with care. It should be soft, rather than hard, of fine, smooth grain, perfectly free from seams or flaws. The last condition is essential, for it often happens that, under the influence of the revolving motion, a defective stone suddenly yields to the centrifugal force, bursts and scatters its pieces with such violence as to wound the operator. This accident may also happen with perfectly formed stones. On this account artificial stones have been substituted, more homogeneous and coherent than the natural ones.
Whatever may be the stone selected, it ought to be kept constantly moist during the operation. If not, the tools will soon get heated and their temper will be impaired. When a tool has for a certain time undergone the erosive action of the stone, the cutting angle becomes too acute, too thin, and bends over on itself, constituting what is called “the feather edge.” This condition renders a new setting necessary, which is usually effected by bending back the feather edge, if it is long, and whetting the blade on a stone called a “setter.” There are several varieties of stones used for this purpose, though they are mostly composed of calcareous or argilaceous matter, mixed with a certain proportion of silica.
The scythestone, of very fine grain, serves for grinding off the feather edge of scythes, knives, and other large tools. The Lorraine stone, of chocolate color and fine grain, is employed with oil for carpenters’ tools. American carborundum is very erosive. It is used with water and with oil to obtain a fine edge. The lancet stone is not inferior to any of the preceding. As its name indicates, it is used for sharpening surgical instruments, and only with oil. The Levant stone (Turkish sandstone) is the best of all for whetting. It is gray and semitransparent; when of inferior quality, it {709} is somewhat spotted with red. It is usually quite soft.
To restore stones and efface the inequalities and hollows caused by the friction of the tools, they are laid flat on a marble or level stone, spread over with fine, well-pulverized sandstone, and rubbed briskly. When tools have a curved edge, they are subjected to a composition formed of pulverized stone, molded into a form convenient for the concavity or convexity. Tools are also whetted with slabs of walnut or aspen wood coated with emery of different numbers, which produces an excellent setting.
TOOL LUBRICANT: See Lubricant.
See also Pain Killers.
| I.— | Paraffine | 94 grains |
|---|---|---|
| Burgundy pitch | 800 grains | |
| Oil of cloves | 1/2 fluidrachm | |
| Creosote | 1/2 fluidrachm |
Melt the first two ingredients, and, when nearly cool, add the rest, stirring well. May be made into small pills or turned out in form of small cones or cylinders.
II.—Melt white wax or spermaceti, 2 parts, and when melted add carbolic-acid crystals, 1 part, and chloral-hydrate crystals, 2 parts; stir well until dissolved. While still liquid, immerse thin layers of carbolized absorbent cotton wool and allow them to dry. When required for use a small piece may be snipped off and slightly warmed, when it can be inserted into the hollow tooth, where it will solidify.
| Camphor | 4 drachms |
| Chloral hydrate | 4 drachms |
| Oil of cloves | 2 drachms |
| Oil of cajeput | 2 drachms |
| Chloroform | 12 drachms |
| Tincture of capsicum | 24 drachms |
TOOTH CEMENTS: See Cements.
TOOTH PASTES, POWDERS, SOAPS, AND WASHES: See Dentifrices.
TORTOISE-SHELL POLISHES: See Polishes.
TOOTH STRAIGHTENING: See Watchmakers’ Formulas.
TOUCHSTONE, AQUAFORTIS FOR THE: See Aquafortis.
TOY PAINT: See Paint.
TRACING-CLOTH CLEANERS: See Cleaning Preparations and Methods.
TRAGACANTH, MUCILAGE OF: See Adhesives, under Mucilages.
See also Photography.
A good method of preparing handsome London transparencies is as follows:
White paper is coated with a liquid whose chief constituent is Iceland moss strongly boiled down in water to which a slight quantity of previously dissolved gelatin is added. In applying the mass, which should always be kept in a hot condition, the paper should be covered uniformly throughout. After it has been dried well it is smoothed on the coated side and used for a proof. The transparent colors to be used must be ground in stronger varnish than the opaque ones. In order to produce a handsome red, yellow lake and red sienna are used; the tone of the latter is considerably warmer than that of the yellow lake. Where the cost is no consideration, aurosolin may also be employed. For pale red, madder lakes should be employed, but for darker shades, crimson lakes and scarlet cochineal lakes. The vivid geranium lake gives a magnificent shade, which, however, is not at all fast in sunlight. The most translucent blue will always be Berlin blue. For purple, madder purple is the most reliable color, but possesses little gloss. Luminous effects can be obtained with the assistance of aniline colors, but these are only of little permanence in transparencies. Light, transparent green is hardly available. Recourse has to be taken to mixing Berlin blue with yellow lake, or red sienna. Green chromic oxide may be used if its sober, cool tone has no disturbing influence. Almost all brown coloring bodies give transparent colors, but the most useful are madder lakes and burnt umber. Gray is produced by mixing purple tone colors with suitable brown, but a gray color hardly ever {710} occurs in transparent prints. Liquid siccative must always be added to the colors, otherwise the drying will occupy too much time. After the drying, the prints are varnished on both sides. For this purpose, a well-covering, quickly drying, colorless, not too thick varnish must be used, which is elastic enough not to crack nor to break in bending.
Frequently the varnishing of the placards is done with gelatin. This imparts to the picture an especially handsome, luminous luster. After an equal quantity of alcohol has been added to a readily flowing solution of gelatin, kept for use in a zinc vessel, the gelatin solution is poured on the glass plates destined for the transparencies. After a quarter of an hour, take the placard, moisten its back uniformly, and lay it upon a gelatin film which has meanwhile formed on the glass plate, where it remains 2 to 3 days. When it is to be removed from the plate, the edge of the gelatin film protruding over the edge of the placard is lifted up with a dull knife, and it is thus drawn off. A fine, transparent gloss remains on the placard proper. In order to render the covering waterproof and pliable, it is given a coating of collodion, which does not detract from the transparence. The glass plates and their frames must be cleaned of adhering gelatin particles before renewed use.
TRICKS WITH FIRE: See Pyrotechnics.
TUBERS, THEIR PRESERVATION: See Roots.
TUBS: TO RENDER SHRUNKEN TUBS WATER-TIGHT: See Casks.
TUNGSTEN STEEL: See Steel.
TURMERIC IN FOOD: See Foods.
TURPENTINE STAINS: See Wood. {711}
TURTLE (MOCK) EXTRACT: See Condiments.
See also Thread and Cordage.
Tough twine may be greatly strengthened by dissolving plenty of alum in water and laying the twine in this solution. After drying, the twine will have much increased tensile strength.
The constituents of an ink for typewriter ribbons may be broadly divided into four elements: 1, the pigment; 2, the vehicle; 3, the corrigent; 4, the solvent. The elements will differ with the kind of ink desired, whether permanent or copying.
On the same principle, other colors may be made into ink; but for delicate colors, albolene and bleached wax should be the vehicle and corrigent, respectively.
The various printing inks may be used if properly corrected. They require the addition of vaseline to make them non-drying on the ribbon, and of some wax if found too soft. Where printing inks are available, they will be found to give excellent results if thus modified, as the pigment is well milled and finely divided. Even black cosmetic may be made to answer, by the addition of some lampblack to the solution in the mixture of benzine and turpentine.
After thus having explained the principles underlying the manufacture of permanent inks, we can pass more rapidly over the subject of copying inks, which is governed by the same general rules.
For copying inks, aniline colors form the pigment; a mixture of about 3 parts of water and 1 part of glycerine, the vehicle; transparent soap (about 1/4 part), the corrigent; stronger alcohol (about 6 parts), the solvent. The desired aniline color will easily dissolve in the hot vehicle, soap will give the ink the necessary body and counteract the hygroscopic tendency of the glycerine, and in the stronger alcohol the ink will readily dissolve, so that it can be applied in a finely divided state to the ribbon, where the evaporation of the alcohol will leave it in a thin film. There is little more to add. After the ink is made and tried—if too soft, add a little more soap; if too hard, a little more glycerine; if too pale, a little more pigment. Printer’s copying ink can be utilized here likewise.
Users of the typewriter should so set a fresh ribbon as to start at the edge nearest the operator, allowing it to run back and forth with the same adjustment until exhausted along that strip; then shift the ribbon forward the width of one letter, running until exhausted, and so on. Finally, when the whole ribbon is exhausted, the color will have been equably used up, and on reinking, the work will appear even in color, while it will look patchy if some of the old ink has been left here and there and fresh ink applied over it.
UDDER INFLAMMATION: See Veterinary Formulas.
The manufacturers of valves test each valve under hydraulic pressure before it is sent out from the factory, yet they frequently leak when erected in the pipe lines. This is due to the misuse of the erector in most cases. The following are the most noteworthy bad practices to be avoided when fitting in valves:
I.—Screwing a valve on a pipe very tightly, without first closing the valve. Closing the valve makes the body much {712} more rigid and able to withstand greater strains and also keeps the iron chips from lodging under the seats, or in the working parts of the valves. This, of course, does not apply to check valves.
II.—Screwing a long mill thread into a valve. The threads on commercial pipes are very long and should never be screwed into a valve. An elbow or tee will stand the length of thread very well, but a suitable length thread should be cut in every case on the pipe, when used to screw into a valve. If not, the end of pipe will shoulder against the seat of valve and so distort it that the valve will leak very badly.
III.—The application of a pipe wrench on the opposite end of the valve from the end which is being screwed on the pipe. This should never be done, as it invariably springs or forces the valve seats from their true original bearing with the disks.
IV.—Never place the body of a valve in the vise to remove the bonnet or centerpiece from a valve, as it will squeeze together the soft brass body and throw all parts out of alignment. Properly to remove the bonnet or centerpiece from a valve, either screw into each end of the valve a short piece of pipe and place one piece of the pipe in the vise, using a wrench on the square of bonnet; or if the vise is properly constructed, place the square of the bonnet in same and use the short piece of pipe screwed in each end as a lever. When using a wrench on square of bonnet or centerpiece, use a Stillson or Trimo wrench with a piece of tin between the teeth of the jaws and the finished brass. It may mark the brass slightly, but this is preferable to rounding off all the corners with an old monkey wrench which is worn out and sprung. As the threads on all bonnets or centerpieces are doped with litharge or cement, a sharp jerk or jar on the wrench will start the bonnet much more quickly than a steady pull. Under no circumstances try to replace or remove the bonnet or centerpiece of a valve without first opening it wide. This will prevent the bending of the stem, forcing the disk down through the seat or stripping the threads on bonnet where it screws into body. If it is impossible to remove bonnet or centerpiece by ordinary methods, heat the body of the valve just outside the thread. Then tap lightly all around the thread with a soft hammer. This method never fails, as the heat expands the body ring and breaks the joint made by the litharge or cement.
V.—The application of a large monkey wrench to the stuffing box of valve. Many valves are returned with the stuffing boxes split, or the threads in same stripped. This is due to the fact that the fitter or engineer has used a large-sized monkey wrench on this small part.
VI.—The screwing into a valve of a long length of unsupported pipe. For example, if the fitter is doing some repair work and starts out with a run of 2-inch horizontal pipe from a 2-inch valve connected to main steam header, the pipe being about 18 feet long, after he has screwed the pipe tightly into the valve, he leaves the helper to support the pipe at the other end, while he gets the hanger ready. The helper in the meantime has become tired and drops his shoulder on which the pipe rests about 3 inches and in consequence the full weight of this 18-foot length of pipe bears on the valve. The valve is badly sprung and when the engineer raises steam the next morning the valve leaks. When a valve is placed in the center of a long run of pipe, the pipe on each side, and close to the valve, should be well supported.
VII.—The use of pipe cement in valves. When it is necessary to use pipe cement in joints, this mixture should always be placed on the pipe thread which screws into the valve, and never in the valve itself. If the cement is placed in the valve, as the pipe is screwed into the valve it forces the cement between the seats and disks, where it will soon harden and thus prevent the valve from seating properly.
VIII.—Thread chips and scale in pipe. Before a pipe is screwed into a valve it should be stood in a vertical position and struck sharply with a hammer. This will release the chips from the thread cutting, and loosen the scale inside of pipe. When a pipe line containing valves is connected up, the valves should all be opened wide and the pipe well blown out before they are again closed. This will remove foreign substances which are liable to cut and scratch the seats and disks.
IX.—Expansion and contraction. Ample allowance must be provided for expansion and contraction in all steam lines, especially when brass valves are included. The pipe and fittings are much more rigid and stiff than the brass valves and in consequence the expansion strains will relieve themselves at the weakest point, unless otherwise provided for. {713}
X.—The use of wrenches or bars on valve wheels to close the valves tightly. This should never be done, as it springs the entire valve and throws all parts out of alignment, thus making the valve leak. The manufacturer furnishes a wheel sufficiently large properly to close against any pressure for which it is suitable. If the valves cannot be closed tightly by this means, there is something between the disks and seats or they have been cut or scratched by foreign substances.
The best Mexican vanilla yields only in the neighborhood of 1.7 per cent of vanillin; that from Reunion and Guadeloupe about 2.5 per cent; and that from Java 2.75 per cent. There seems to be but little connection between the quantity of vanillin contained in vanilla pods and their quality as a flavor producer. Mexican beans are esteemed the best and yet they contain far less than the Java. Those from Brazil and Peru contain much less than those from Mexico, and yet they are considered inferior in quality to most others. The vanillin of the market is chiefly, if not entirely, artificial and is made from the coniferin of such pines and firs as abies excelsa, a. pectinata, pinus cembra, and p. strobus, as well as from the eugenol of cloves and allspice. Vanillin also exists in asparagus, lupine seeds, the seeds of the common wild rose, asafetida, and gum benzoin.
A good formula for a vanilla extract is the following:
| Vanilla | 1 ounce |
| Tonka | 2 ounces |
| Alcohol, deodorized | 32 fluidounces |
| Syrup | 8 fluidounces |
Cut and bruise the vanilla, afterwards adding and bruising the Tonka; macerate for 14 days in 16 fluidounces of the alcohol, with occasional agitation; pour off the clear liquid and set aside; pour the remaining alcohol on the magma, and heat by means of a water bath to about 168° F., in a closely covered vessel. Keep it at that temperature for 2 or 3 hours, then strain through flannel with slight pressure; mix the two portions of liquid and filter through felt. Lastly, add the syrup. To render this tincture perfectly clear it may be treated with pulverized magnesium carbonate, using from 1/2 to 1 drachm to each pint.
Vanilla beans contain 4 to 11 per cent of this rosin. It is of a dark red to brown color and furnishes about one-half the color of the extract of vanilla. This rosin is soluble in 50 per cent alcohol, so that in extracts of high grade, where sufficient alcohol is used, all rosin is kept in solution. In cheap extracts, where as little as 20 per cent of alcohol by volume is sometimes used, an alkali—usually potassium bicarbonate—is added to aid in getting rosin, gums, etc., in solution, and to prevent subsequent turpidity. This treatment deepens the color very materially.
Place some of the extract to be examined in a glass evaporating dish and evaporate the alcohol on the water bath. When alcohol is removed, make up about the original volume with hot water. If alkali has not been used in the manufacture of the extract, the rosin will appear as a flocculent red to brown residue. Acidify with acetic acid to free rosin from bases, separating the whole of the rosin and leaving a partly decolorized, clear supernatant liquid after standing a short time. Collect the rosin on a filter, wash with water, and reserve the filtrate for further tests.
Place a portion of the filter with the attached rosin in a few cubic centimeters of dilute caustic potash. The rosin is dissolved to a deep-red solution. Acidify. The rosin is thereby precipitated. Dissolve a portion of the rosin in alcohol; to one fraction add a few drops of ferric chloride; no striking coloration is produced. To another portion add hydrochloric acid; again there is little change in color. In alcoholic solution most rosins give color reactions with ferric chloride or hydrochloric acid. To a portion of the filtrate obtained above add a few drops of basic lead acetate. The precipitate is so bulky as to almost {714} solidify, due to the excessive amount of organic acids, gums, and other extractive matter. The filtrate from this precipitate is nearly, but not quite, colorless. Test another portion of the filtrate from the rosin for tannin with a solution of gelatin. Tannin is present in varying but small quantities. It should not be present in great excess.
| Vanillin | 1 ounce |
| Alcohol | 6 quarts |
| Water | 5 quarts |
| Syrup | 1 quart |
| Caramel sufficient to color. | |
An extract so made does not wholly represent the flavor of the bean; while vanillin is the chief flavoring constituent of the bean, there are present other substances which contribute to the flavor; and connoisseurs prefer this combination, the remaining members of which have not yet been made artificially.
VANILLIN: See Vanilla.
(See also Enamels, Glazes, Oils, Paints, Rust Preventives, Stains, and Waterproofing.)
Varnish is a solution of resinous matter forming a clear, limpid fluid capable of hardening without losing its transparency. It is used to give a shining, transparent, hard, and preservative covering to the finished surface of woodwork, capable of resisting in a greater or less degree the influence of the air and moisture. This coating, when applied to metal or mineral surfaces, takes the name of lacquer, and must be prepared from rosins at once more adhesive and tenacious than those entering into varnish.
The rosins, commonly called gums, suitable for varnish are of two kinds—the hard and the soft. The hard varieties are copal, amber, and the lac rosins. The dry soft rosins are juniper gum (commonly called sandarac), mastic, and dammar. The elastic soft rosins are benzoin, elemi, anime, and turpentine. The science of preparing varnish consists in combining these classes of rosins in a suitable solvent, so that each conveys its good qualities and counteracts the bad ones of the others, and in giving the desired color to this solution without affecting the suspension of the rosins, or detracting from the drying and hardening properties of the varnish.
In spirit varnish (that made with alcohol) the hard and the elastic gums must be mixed to insure tenderness and solidity, as the alcohol evaporates at once after applying, leaving the varnish wholly dependent on the gums for the tenacious and adhesive properties; and if the soft rosins predominate, the varnish will remain, “tacky” for a long time. Spirit varnish, however good and convenient to work with, must always be inferior to oil varnish, as the latter is at the same time more tender and more solid, for the oil in oxidizing and evaporating thickens and forms rosin which continues its softening and binding presence, whereas in a spirit varnish the alcohol is promptly dissipated, and leaves the gums on the surface of the work in a more or less granular and brittle precipitate which chips readily and peels off.
Varnish must be tender and in a manner soft. It must yield to the movements of the wood in expanding or contracting with the heat or cold, and must not inclose the wood like a sheet of glass. This is why oil varnish is superior to spirit varnish. To obtain this suppleness the gums must be dissolved in some liquid not highly volatile like spirit, but one which mixes with them in substance permanently to counteract their extreme friability. Such solvents are the oils of lavender, spike, rosemary, and turpentine, combined with linseed oil. The vehicle in which the rosins are dissolved must be soft and remain so in order to {715} keep the rosins soft which are of themselves naturally hard. Any varnish from which the solvent has completely dried out must of necessity become hard and glassy and chip off. But, on the other hand, if the varnish remains too soft and “tacky,” it will “cake” in time and destroy the effect desired.
Aside from this, close observers if not chemists will agree that for this work it is much more desirable to dissolve these rosins in a liquid closely related to them in chemical composition, rather than in a liquid of no chemical relation and which no doubt changes certain properties of the rosins, and cuts them into solution more sharply than does turpentine or linseed oil. It is a well-known fact that each time glue is liquefied it loses some of its adhesive properties. On this same principle it is not desirable to dissolve varnish rosins in a liquid very unlike them, nor in one in which they are quickly and highly soluble. Modern effort has been bent on inventing a cheap varnish, easily prepared, that will take the place of oil varnish, and the market is flooded with benzine, carbon bisulphide, and various ether products which are next to worthless where wearing and durable properties are desired.
Alcohol will hold in solution only about one-third of its weight in rosins. Turpentine must be added always last to spirit varnish. Turpentine in its clear recently distilled state will not mix with alcohol, but must first be oxidized by exposing it to the air in an uncorked bottle until a small quantity taken therefrom mixes perfectly with alcohol. This usually takes from a month to six weeks. Mastic must be added last of all to the ingredients of spirit varnish, as it is not wholly soluble in alcohol but entirely so in a solution of rosins in alcohol. Spirit varnishes that prove too hard and brittle may be improved by the addition of either of the oils of turpentine, castor seed, lavender, rosemary, or spike, in the proportion required to bring the varnish to the proper temper.
Venetian turpentine has a tendency to render varnish “tacky” and must be skillfully counteracted if this effect is to be avoided. Benzoin in varnish exposed to any degree of dampness has a {716} tendency to swell, and must in such cases be avoided. Elemi, a fragrant rosin from Egypt, in time grows hard and brittle, and is not so soluble in alcohol as anime, which is highly esteemed for its more tender qualities. Copal is a name given rather indiscriminately to various gums and rosins. The East Indian or African is the tender copal, and is softer and more transparent than the other varieties; when pure it is freely soluble in oil of turpentine or rosemary. Hard copal comes in its best form from Mexico, and is not readily soluble in oil unless first fused. The brilliant, deep-red color of old varnish is said to be based on dragon’s blood, but not the kind that comes in sticks, cones, etc. (which is always adulterated), but the clear, pure tear, deeper in color than a carbuncle, and as crystal as a ruby. This is seldom seen in the market, as is also the tear of gamboge, which, mixed with the tear of dragon’s blood, is said to be the basis of the brilliant orange and gold varnish of the ancients.
Of all applications used to adorn and protect the surface of objects, oil varnishes or lacquers containing hard rosins are the best, as they furnish a hard, glossy coating which does not crack and is very durable even when exposed to wind and rain.
To obtain a varnish of these desirable qualities the best old linseed oil, or varnish made from it, must be combined with the residue left by the dry distillation of amber or very hard copal. This distillation removes a quantity of volatile oil amounting to one-fourth or one-fifth of the original weight. The residue is pulverized and dissolved in hot linseed-oil varnish, forming a thick, viscous, yellow-brown liquid, which, as a rule, must be thinned with oil of turpentine before being applied.
Hard rosin oil varnish of this sort may conveniently be mixed with the solution of asphalt in the oil of turpentine with the aid of the simple apparatus described below, as the stiffness of the two liquids makes hand stirring slow and laborious. A cask is mounted on an axle which projects through both heads, but is inclined to the axis of the cask, so that when the ends of the axle are set in bearings and the cask is revolved, each end of the cask will rise and fall alternately, and any liquid which only partly fills the cask will be thoroughly mixed and churned in a short time. The cask is two-thirds filled with the two thick varnishes (hard rosin in linseed oil and asphalt in the oil of turpentine) in the desired proportion, and after these have been intimately mixed by turning the cask, a sufficient quantity of rectified oil of turpentine to give proper consistence is added and the rotation is continued until the mixture is perfectly uniform.
To obtain the best and most durable result with this mixed oil, rosin, and asphalt varnish it is advisable to dilute it freely with oil of turpentine and to apply 2 or 3 coats, allowing each coat to dry before the next is put on. In this way a deep black and very glossy surface is obtained which cannot be distinguished from genuine Japanese lacquer.
Many formulas for making these mixed asphalt varnishes contain rosin—usually American rosin. The result is the production of a cheaper but inferior varnish. The addition of such soft rosins as elemi and copaiba, however, is made for another reason, and it improves the quality of the varnish for certain purposes. Though these rosins soften the lacquer, they also make it more elastic, and therefore more suitable for coating leather and textile fabrics, as it does not crack in consequence of repeated bending, rolling, and folding.
In coloring spirit varnish the alcohol should always be colored first to the desired shade before mixing with the rosin, except where ivory or bone black is used. If the color is taken from a gum, due allowance for the same must be made in the rosins of the varnish. For instance, in a varnish based on mastic, 10 parts, and tender copal, 5 parts, in 100 parts, if this is to be colored with, say, 8 parts of dragon’s blood (or any other color gum), the rosins must be reduced to mastic, 8 parts, and tender copal, 4 parts. Eight parts of color gum are here equivalent to 3 parts of varnish rosin. This holds true with gamboge, aloes, myrrh, and the other gum rosins used for their color. This seeming disproportion is due to the inert matter and gum insoluble in alcohol, always present in these gum rosins.
Various impurities held in suspension in shellac varnish may be entirely precipitated by the gradual addition of some {717} crystals of oxalic acid, stirring the varnish to aid their solution, and then setting it aside overnight to permit the impurities to settle. No more acid should be used than is really necessary.
2. Varnishing must be done only on smooth, clean surfaces, if a fine, mirror-like gloss is desired.
3. Varnish must be poured only into clean vessels, and from these never back into the stationary vessels, if it has been in contact with the brush. Use only dry brushes for varnishing, which are not moist with oil of turpentine or linseed oil or varnish.
4. Apply varnishes of all kinds as uniformly as possible; spread them out evenly on the surfaces so that they form neither too thick nor too thin a layer. If the varnish is put on too thin the coating shows no gloss; if applied too thick it does not get even and does not form a smooth surface, but a wavy one.
5. Like all oil-paint coatings, every coat of varnish must be perfectly dry before a new one is put on; otherwise it is likely that the whole work will show cracks. The consumer of varnish is only too apt to blame the varnish for all defects which appear in his work or develop after some time, although this can only be proven in rare cases. As a rule, the ground was not prepared right and the different layers of paint were not sufficiently dry, if the surfaces crack after a comparatively short time and have the appearance of maps. The cracking of paint must not be confounded with the cracking of the varnish, for the cracking of the paint will cause the varnish to crack prematurely. The varnish has to stand more than the paint; it protects the latter, and as it is transparent, the defects of the paint are visible through the varnish, which frequently causes one to form the erroneous conclusion that the varnish has cracked.
6. All varnish coatings must dry slowly, and during the drying must be absolutely protected from dust, flies, etc., until they have reached that stage when we can pass the back of the hand or a finger over them without sticking to it.
The production of faultless varnishing in most cases depends on the accuracy of the varnisher, on the treatment of his brush, his varnish pot, and all the other accessories. A brush which still holds the split points of the bristles never varnishes clear; they are rubbed off easily and spoil the varnished work. A brush which has never been used does not produce clean work; it should be tried several times, and when it is found that the varnishing accomplished by its use is neat and satisfactory it should be kept very carefully.
The preservation of the brush is thus accomplished: First of all do not place it in oil or varnish, for this would form a skin, parts of which would adhere to it, rendering the varnished surface unclean and grainy; besides these skins there are other particles which accumulate in the corners and cannot be removed by dusting off; these will also injure the work. In order to preserve the brush properly, insert it in a glass of suitable size through a cork in the middle of which a hole has been bored exactly fitting the handle. Into the glass pour a mixture of equal parts of alcohol and oil of turpentine, and allow only the point of the brush to touch the mixture, if at all. If the cork is air-tight the brush cannot dry in the vapor of oil of turpentine and spirit. From time to time the liquids in the glass should be replenished.
If the varnish remains in the varnish receptacle, a little alcohol may be poured on, which can do the varnish no harm. At all events the varnish will be prevented from drying on the walls of the vessel and from becoming covered by a skin which is produced by the linseed oil, and which indicates that the varnish is both fat and permanent. No skin forms on a meager varnish, even when it drys thick.
After complete drying of the coat of varnish it sometimes happens that the varnish becomes white, blue, dim, or blind. If varnish turns white on exposure to the air the quality is at fault. The varnish is either not fat enough or it contains a rosin unsuitable for exterior work (copal). The whitening occurs a few days after the drying of the varnish and can be removed only by rubbing off the varnish.
But even solutions of the best Syrian asphalt in the purest oil of turpentine, if they are allowed to stand undisturbed for a long time in large vessels, deposit a thick, semi-fluid precipitate which a large addition of oil of turpentine fails to convert into a uniform thin liquid. It may be assumed that this deposit consists of an insoluble or nearly insoluble part of the asphalt which, perhaps, has been deprived of solubility by the action of light. Hence, in order to obtain a uniform solution, this thick part must be removed. This can be done, though imperfectly, by carefully decanting the solution after it has stood for a long time in large vessels. This tedious and troublesome process may be avoided by filtering the solution as it is made, by the following simple and quite satisfactory method: The solution is made in a large cask, lying on its side, with a round hole about 8 inches in diameter in its upper bilge. This opening is provided with a well-fitting cover, to the bottom of which a hook is attached. The asphalt is placed in a bag of closely woven canvas, which is inclosed in a second bag of the same material. The diameter of the double bag, when filled, should be such as to allow it to pass easily through the opening in the cask, and its length such that, when it is hung on the hook, its lower end is about 8 inches above the bottom of the cask. The cask is then filled with rectified oil of turpentine, closed, and left undisturbed for several days. The oil of turpentine penetrates into the bag and dissolves the asphalt, and the solution, which is heavier than pure oil of turpentine, exudes through the canvas and sinks to the bottom of the cask. Those parts of the asphalt which are quite insoluble, or merely swell in the oil of turpentine, cannot pass through the canvas, and are removed with the bag, leaving a perfect solution. When all soluble portions have been dissolved, the bag, with the cover, is raised and hung over the opening to drain. If pulverized asphalt has {719} been used the bag is found to contain only a small quantity of semi-fluid residue. This, thinned with oil of turpentine and applied with a stiff brush and considerable force, forms a thick, weather-resisting, and very durable coating for planks, etc.
The proportion of asphalt to oil of turpentine is so chosen as to produce, in the cask, a pretty thick varnish, which may be thinned to any desired degree by adding more turpentine. For use, it should be just thick enough to cover bright tin and entirely conceal the metal with a single coat. When dry, this coat is very thin, but it adheres very firmly, and continually increases in hardness, probably because of the effect of light. This supposition is supported by the difficulty of removing an old coat of asphalt varnish, which will not dissolve in turpentine even after long immersion, and usually must be removed by mechanical means.
For a perfect, quick-drying asphalt varnish the purest asphalt must be used, such as Syrian, or the best Trinidad. Trinidad seconds, though better than some other asphalts, yield an inferior varnish, owing to the presence of impurities.
Of artificial asphalt, the best for this purpose is the sort known as “mineral caoutchouc,” which is especially suitable for the manufacture of elastic dressings for leather and other flexible substances. For wood and metal it is less desirable, as it never becomes as hard as natural asphalt.
I.—A solution of 1 part of caoutchouc in 16 parts of oil of turpentine or kerosene is mixed with a solution of 16 parts of copal in 8 parts of linseed-oil varnish. To the mixture is added a solution of 2 parts of asphalt in 3 or 4 parts of linseed-oil varnish diluted with 8 or 10 parts of oil of turpentine, and the whole is filtered. This is a fine elastic varnish.
II.—Coal-tar asphalt, American asphalt, rosin, benzine, each 20 parts; linseed-oil varnish, oil of turpentine, coal-tar oil, each 10 parts; binoxide of manganese, roasted lampblack, each 2 parts. The solid ingredients are melted together and mixed with the linseed-oil varnish, into which the lampblack has been stirred, and, finally, the other liquids are added. The varnish is strained through tow.
| II.— | Shellac | 4 parts |
|---|---|---|
| Borax | 2 parts | |
| Glycerine | 2 parts | |
| Aniline black | 5 parts | |
| Water | 50 parts |
Dissolve the borax in the water, add {720} the shellac, and heat until solution is effected; then add the other ingredients. This is a mat-black varnish.
| I Per Cent | II Per Cent | III Per Cent | IV Per Cent | V Per Cent | |
|---|---|---|---|---|---|
| Shellac | 14.5 | 6.5 | 13.5 | 6.3 | 8.3 |
| Mastic | 6.0 | 2.0 | — | — | 1.1 |
| Sandarac | 6.0 | 13.0 | — | 1.3 | 1.1 |
| Camphor | 1.0 | — | 0.5 | 1.5 | — |
| Benzoin | — | — | — | — | 13.7 |
| Alcohol | 72.5 | 78.5 | 86.0 | 79.2 | 75.8 |
Scent with oil of benzoin, of lavender, or of rosemary. Other authors give the following recipes:
| VI Per Cent | VII Per Cent | VIII Per Cent | IX Per Cent | |
|---|---|---|---|---|
| Blond shellac | 11.5 | 13.0 | 9.0 | — |
| White shellac | 11.5 | — | — | — |
| Camphor | — | 0.7 | — | — |
| Powdered sugar | — | 0.7 | — | — |
| Sandarac | — | — | 18.0 | 6.6 |
| Mastic | — | — | — | 13.0 |
| Venice turpentine | — | — | 2.0 | 6.6 |
| Alcohol | 77.0 | 85.6 | 71.0 | 73.8 |
All solutions may be prepared in the cold, but the fact that mastic does not dissolve entirely, must not be lost sight of.
Amber-colored bottles for substances acted upon by the actinic rays of light may be obtained from almost any manufacturer of bottles.
I.—Melt 8 pounds best copal and mix with 20 pounds very clear matured oil. Then boil 4 to 5 hours at moderate heat until it draws threads; now mix with 35 pounds oil of turpentine, strain and keep for use. This varnish dries rather slowly, therefore varnishers generally mix it one-half with another varnish, which is prepared by boiling for 4 hours, 20 pounds clear linseed oil and 8 pounds very pure, white anime rosin, to which is subsequently added 35 pounds oil of turpentine.
II.—Mix the following two varnishes:
(a) Eight pounds copal, 10 pounds linseed oil, 1/2 pound dried sugar of lead, 35 pounds oil of turpentine.
(b) Eight pounds good anime rosin, 10 pounds linseed oil, 1/4 pound zinc vitriol, 35 pounds oil of turpentine. Each of these two sets is boiled separately into varnish and strained, and then both are mixed. This varnish dries in 6 hours in winter, and in 4 hours in summer. For old articles which are to be re-varnished black, it is very suitable.
II.—Dissolve 1 part of the desiccated rubber in 8 parts of petroleum ether (benzine) and add 2 parts of fat copal varnish and stir in. Or, cover 2 parts of dried rubber with 1 part of ether; let stand for several days, or until the rubber has taken up as much of the ether as it will, then liquefy by standing in a vessel of moderately warm water. While still warm, stir in 2 parts of linseed oil, cut with 2 parts of turpentine oil.
The priming coat should be white lead thinned with turpentine, with only just sufficient linseed oil to bind it. After this is thoroughly dry, apply one or more coats of special bath-tub enamel, or a gloss paint made by mixing coach colors ground in Japan with hard-drying varnish of the best quality. Most first-class manufacturers have special grades that will stand hot water.
II.—The following preparation produces a brilliant surface on metals and is very durable, resisting the effect of blows without scaling or chipping off, and being therefore highly suitable for cycles and any other articles exposed to shock:
For the manufacture of 44 gallons, 11 pounds of red copper, 8.8 pounds of yellow copper, 4.4 pounds of hard steel, and 4.4 pounds of soft steel, all in a comminuted condition, are well washed in petroleum or mineral spirit, and are then treated with concentrated sulphuric acid in a lead-lined vessel, with continued stirring for 2 hours. After 12 hours’ rest the sulphuric acid is neutralized with Javel extract, and the fine powder left in the vessel is passed through a silk sieve to remove any fragments of metal, then ground along with linseed oil, ivory black, and petroleum, the finely divided mass being afterwards filtered through flannel and incorporated with a mixture of Bombay gum, 22 pounds; Damascus gum, 11 pounds; Judea bitumen, 22 pounds; Norwegian tar rosin, 11 pounds; and 11 pounds of ivory black ground very fine in refined petroleum. When perfectly homogeneous the mass is again filtered, and is then ready for use. It is laid on with a brush, and then fixed by exposure to a temperature of between 400° and 800° F. The ivory black may be replaced by other coloring matters, according to requirements.
White.—White lead or flake white.
Red.—Carmine or cinnabar (vermilion).
Blue.—Ultramarine or Prussian blue.
Green.—Scheele’s green or Schweinfurt green.
Brown.—Umber.
Yellow.—Ocher or chrome yellow.
The different shades are produced by mixing the colors.
The top enamel (hard) consists of 500 parts shellac, 125 parts French oil of turpentine, and 3,500 parts spirit (90 per cent). Boiling in the water bath until the solution appears clear can only be of advantage. According to the thickness desired, one may still dilute in the cold with high-strength spirit. Tinting may be done, as desired, with earth colors, viz., coffee brown with umber, red with English red, yellow with ocher, silver gray with earthy cerussite, and some lampblack. Before painting, dry out the vats and putty up the joints with a strip of dough which is prepared from ground enamel and finely sifted charcoal or brown coal ashes, and apply the enamel after the putty is dry. The varnish dries quickly, is odorless and tasteless, and extraordinarily durable. If a little annealed soot black is added to this vat enamel, a fine iron varnish is obtained which adheres very firmly. Leather (spattering leather on carriages) can also be nicely varnished with it.
In a closed stirrer or rolling cask place 21.5 parts, by weight, of finely powdered pale French rosin, 24 1/2 parts, by weight, of Manila copal, as well as 35 parts, by weight, of denaturized spirit (95 per cent), causing the cask or the stirrer to rotate until all the gum has completely dissolved, which, according to the temperature of the room in which the stirrer is and the hardness of the gums, requires 24 to 48 hours. When the gums are entirely dissolved add to the mixture a solution of 21 1/2 parts, by weight, of Venice oil turpentine in 0.025 parts, by weight, of denaturized spirit of 95 per cent, allowing the stirrer to run another 2 to 3 hours. For the purpose of removing any impurities present or any undissolved rosin from the varnish, it is poured through a hair sieve or through a threefold layer of fine muslin (organdie) into suitable tin vessels or zinc-lined barrels for further clarification. After 10 to 14 days the varnish is ready for use. By grinding this varnish with the corresponding dry pigments the desired shades of color may be obtained; but it is well to remark that chemically pure zinc white cannot be used with advantage because it thickens and loses its covering power. The grinding is best carried out twice on an ordinary funnel mill. Following are some recipes:
I.—Enamel White.—Lithopone, 2 parts, by weight; white lead, purest, 1/2 part, by weight; varnish, 20 parts, by weight.
II.—Enamel Black.—Ivory black, 2 parts, by weight; Paris blue, 0.01 part, by weight; varnish, 23 parts, by weight.
III.—Pale Gray.—Graphite, 2 parts, by weight; ultramarine, 0.01 part, by weight; lithopone, 40 parts, by weight; varnish, 100 parts, by weight.
IV.—Dark Gray.—Graphite, 3 parts, by weight; ivory black, 2 parts, by weight; lithopone, 40 parts, by weight; varnish, 110 parts, by weight. {723}
V.—Chrome Yellow, Pale.—Chrome yellow, 2 parts, by weight; lithopone, 2 parts, by weight; varnish, 40 parts, by weight; benzine, 1 1/2 parts, by weight.
VI.—Chrome Yellow, Dark.—Chrome yellow, dark, 2 parts, by weight; chrome orange, 1/8 part, by weight; lithopone, 1 part, by weight; varnish, 35 parts, by weight; benzine, 1 part, by weight.
VII.—Pink, Pale.—Carmine, 1/2 part, by weight; lithopone, 15 parts, by weight; varnish, 40 parts, by weight; benzine, 1 1/2 parts, by weight.
VIII.—Pink, Dark.—Carmine, 1/2 part, by weight; Turkey red, 1 part, by weight; lithopone, 15 parts, by weight; varnish, 40 parts, by weight.
IX.—Turkey Red.—Turkey red, pale, 2 parts, by weight; lithopone, 1 part, by weight; Turkey red, dark, 1 part, by weight; white lead, pure, 1/2 part, by weight; varnish, 18 parts, by weight; benzine, 1/2 part, by weight.
X.—Flesh Tint.—Chrome yellow, pale, 1 1/2 parts, by weight; graphite, 1/8 part, by weight; lithopone, 15 parts, by weight; Turkey red, pale, 2 parts, by weight; varnish, 42 parts, by weight; benzine, 1/2 part, by weight.
XI.—Carmine Red.—Lead sulphate, 5 parts, by weight; Turkey red, pale, 6 parts, by weight; carmine, 1 1/2 parts, by weight; orange minium, 3 parts, by weight; vermilion, 2 parts, by weight; varnish, 50 parts, by weight; benzine, 1 1/2 parts, by weight.
XII.—Sky Blue.—Ultramarine, 5 parts, by weight; lithopone, 5 parts, by weight; ultramarine green, 0.05 parts, by weight; varnish, 30 parts, by weight; benzine, 1 part, by weight.
XIII.—Ultramarine.—Ultra blue, 5 parts, by weight; varnish, 12 parts, by weight; benzine, 1/2 part, by weight.
XIV.—Violet.—Ultramarine, with red tinge, 10 parts, by weight; carmine, 0.5 parts, by weight; varnish, 25 parts, by weight.
XV.—Azure.—Paris blue, 10 parts, by weight; lithopone, 100 parts, by weight; varnish, 300 parts, by weight.
XVI.—Leaf Green.—Chrome green, pale, 5 parts, by weight; varnish, 25 parts, by weight; benzine, 1/2 part, by weight.
XVII.—Silk Green.—Silk green, 10 parts, by weight; chrome yellow, pale, 1/2 part, by weight; lead sulphate, 5 parts, by weight; varnish, 30 parts, by weight; benzine, 1/2 part, by weight.
XVIII.—Brown.—English red, 10 parts, by weight; ocher, light, 3 parts, by weight; varnish, 30 parts, by weight; benzine, 1/2 part, by weight.
XIX.—Ocher.—French ocher, 10 parts, by weight; chrome yellow, dark, 1/2 part, by weight; varnish, 30 parts, by weight; benzine, 1/2 part, by weight.
XX.—Chocolate.—Umber, 10 parts, by weight; Florentine lake, 1/8 part, by weight; varnish, 25 parts, by weight; benzine, 1/2 part, by weight.
XXI.—Terra Cotta.—Chrome yellow, pale, 10 parts, by weight; Turkey red, dark, 3 parts, by weight; varnish, 35 parts, by weight.
XXII.—Olive, Greenish.—French ocher, 5 parts, by weight; Paris blue, 1/2 part, by weight; graphite, 1/2 part, by weight; varnish, 25 parts, by weight; lithopone, 5 parts, by weight.
XXIII.—Olive, Brownish.—Chrome orange, 5 parts, by weight; Paris blue, 2 parts, by weight; lead sulphate, 10 parts, by weight; English red, 1 part, by weight; varnish, 40 parts, by weight; benzine, 1 1/2 parts, by weight.
XXIV.—Olive, Reddish.—Turkey red, dark, 75 parts, by weight; sap green, 75 parts, by weight; ocher, pale, 5 parts, by weight; varnish, 300 parts, by weight; benzine, 1 1/2 parts, by weight.
In copper-plate engraving the plate must be covered with a dark-colored coating which, though entirely unaffected by the etching fluid, must be soft enough to allow the finest lines to be drawn with the needle and must also be susceptible of complete and easy removal when the etching is finished. Varnishes which possess these properties are called “etching grounds.” They are made according to various formulas, but in all cases the principal ingredient is asphalt, of which only the best natural varieties are suitable for this purpose. Another common ingredient is beeswax, or tallow.
Etching grounds are usually made in small quantities, at a single operation, by melting and stirring the solid ingredients together and allowing the mass to cool in thin sheets, which are then dissolved in oil of turpentine. The plate is coated uniformly with this varnish through which the engraver’s tool readily penetrates, laying bare the metal beneath. After the lines thus drawn have been etched by immersing the plate in acid, the varnish is washed off with oil of turpentine.
The following formulas for etching grounds have been extensively used by engravers: {724}
| I | II | III | IV | |
|---|---|---|---|---|
| Yellow wax | 50 | 30 | 110 | 40 parts |
| Syrian asphalt | 20 | 20 | 25 | 40 parts |
| Rosin | — | — | — | 20 parts |
| Amber | — | — | 20 | — parts |
| Mastic | 25 | 25 | 25 | — parts |
| Tallow | — | — | — | 2 parts |
| Bergundy pitch | — | — | — | 10 parts |
| I.— | Manila copal, spirit-soluble | 12 parts |
|---|---|---|
| Ruby shellac, powdered | 62 parts | |
| Venice, turpentine | 12 parts | |
| Spirit, 96 per cent | 250 parts |
The materials are dissolved cold in a covered vat with constant stirring, or better still, in a stirring machine, and filtered. For the pale shades take light ocher; for dark ones, Amberg earth, which are well ground with the varnish in a paint mill.
II.—Shellac, A C leaf, 1.2 parts; sandarac, 8 parts; Manila copal, 2 parts; rosin, 5 parts; castor or linoleic acid or wood oil acid, 1.50 parts; spirit (96 per cent), 65 parts.
For red, use 1 part of eosin to 49 parts of the bleached shellac solution. For blue, use 1 part of aniline blue to 24 parts of the bleached shellac solution, as the orange shellac solution would impart a greenish cast. For green, use 1 part of aniline green (brilliant green) to 49 parts of the orange shellac solution. For yellow, use either 2 parts of extract of turmeric or 1 part of gamboge to 24 parts of the solution, or 1 part of aniline yellow to 49 parts of the solution. For golden yellow, use 2 parts of gamboge and 1 part of dragon’s blood to 47 parts of the orange shellac solution. The gamboge and dragon’s blood should be dissolved first in a little alcohol.
| I.— | Powdered benzoin | 1 part |
|---|---|---|
| Alcohol enough to make | 10 parts. | |
| Pure saffron, roughly broken up, about 6 threads to the ounce. | ||
Macerate 3 days and filter. Vary the quantity of saffron according to the shade desired. Mastic and juniper gum may be added to this varnish if a heavier body is desired.
II.—Benzoin, juniper gum, gum mastic, equal parts.
Dissolve the gums in 9 times their weight of alcohol (varied more or less according to the consistency wanted), and color to the desired shade with threads of pure saffron. This varnish is very brilliant and dries at once.
II.—Dissolve 7 pounds of India rubber in 25 pounds of oil of turpentine. By continued heating dissolve 14 pounds of rosin in the mixture. Color while hot with 3 pounds of lampblack.
| Ozokerite | 17 parts |
| Carnauba wax | 3 parts |
| Turpentine oil | 15 parts |
Melt the ozokerite and Carnauba wax, then stir in the turpentine oil. This varnish is applied like a polish and imparts to the wood a dark natural color and a dull luster.
After these preliminaries, a paint of the shade desired, ground in linseed oil, is applied. For brown, umber may be used.
When the paint has been satisfactorily applied it should be hardened by heating, and then smoothed down by rubbing with ground pumice stone applied gently by means of a piece of felt moistened with water. To be done well, this requires care and patience, and, it might be added, some experience.
The vessel is next coated with a varnish, made by the following formula:
| Turpentine spirit | 8 ounces |
| Oil of lavender | 6 ounces |
| Camphor | 1 drachm |
| Bruised copal | 2 ounces |
Perhaps some other good varnish would give equally satisfactory results.
After this the vessel is put in an oven and heated to as high a temperature as it will bear without causing the varnish to {725} blister or run. When the varnish has become hard, the vessel is taken out and another coat is put on, which is submitted to heat as before. This process may be repeated till the judgment of the operator tells him that it is no longer advisable.
Some operators mix the coloring matter directly with the varnish; when this is done, care should be taken that the pigment is first reduced to an impalpable powder, and then thoroughly mixed with the liquid.
| I.— | Sandarac | 3 ounces av. |
|---|---|---|
| Mastic | 3/4 ounce av. | |
| Venice turpentine | 150 grains | |
| Alcohol | 16 fluidounces |
Macerate with repeated stirring until solution is effected, and then filter.
The paper labels are first sized with diluted mucilage, then dried, and then coated with this varnish. If the labels have been written with water-soluble inks or color, they are first coated with 2 coats of collodion, and then varnished.
II.—The varnished labels of stock vessels often suffer damage from the spilling of the contents and the dripping after much pouring.
Formalin gelatin is capable of withstanding the baneful influence of ether, benzine, water, spirit of wine, oil, and most substances. The following method of applying the preservative is recommended: Having thoroughly cleaned the surface of the vessel, paste the label on and allow it to dry well. Give it a coat of thin collodion to protect the letters from being dissolved out or caused to run, then after a few minutes paint over it a coat of gelatin warmed to fluidity—5 to 25—being careful to cover in all the edges. Just before it solidifies go over it with a tuft of cotton dipped into a 40 per cent formalin solution. It soon dries and becomes as glossy as varnish, and may be coated again and again without danger of impairing the clear white of the label or decreasing its transparency.
II.—Caoutchouc, 1 part; petroleum, 1 part; carbon bisulphide, 1 part; shellac, 4 parts; bone black, 2 parts; alcohol, 20 parts. First the caoutchouc is brought together with carbon bisulphide in a well-closed bottle and stood aside for a few days. As soon as the caoutchouc is soaked add the petroleum and the alcohol, then the finely powdered shellac, and heat to about 125° F. When the liquid appears pretty clear, which indicates the solution of all substances, the bone black is added by shaking thoroughly and the varnish is at once filled in bottles which are well closed. This pouch composition excels in drying quickly and produces upon the leather a smooth, deep black coating, which possesses a certain elasticity.
The purpose of these varnishes is to protect the metals from oxidation and to render them glossy.
II.—Reduce to powder, 160 parts, by weight, of turmeric of best quality, and pour over it 2 parts, by weight, of saffron, {726} and 1.700 parts, by weight, of spirit; digest in a warm place 24 hours, and filter. Next dissolve 80 parts, by weight, of dragon’s blood; 80 parts, by weight, of sandarac; 80 parts, by weight, of elemi gum; 50 parts, by weight, of gamboge; 70 parts, by weight, of seedlac. Mix these substances with 250 parts, by weight, of crushed glass, place them in a flask, and pour over this mixture the alcohol colored as above described. Assist the solution by means of a sand or water bath, and filter at the close of the operation. This is a fine varnish for brass scientific instruments.
I.—One hundred and ten parts of sandarac and 30 parts of rosin, dissolved in sufficient quantity of alcohol; 5 parts of glycerine are to be added.
| II.— | Sandarac | 10 parts |
|---|---|---|
| Rosin | 3 parts | |
| Glycerine | 1/2 part | |
| Alcohol, a sufficient quantity. | ||
Dissolve the two rosins in sufficient alcohol and add the glycerine.
| I Per Cent | II Per Cent | III Per Cent | IV Per Cent | |
|---|---|---|---|---|
| Seed lac | 11.5 | — | — | — |
| Amber | 7.6 | — | — | 13.5 |
| Gamboge | 7.6 | — | — | — |
| Dragon’s blood | 0.18 | — | — | — |
| Saffron | 0.16 | — | — | — |
| Sandarac | — | 11.2 | 15.9 | 16.6 |
| Mastic | — | 6.5 | 14.0 | 3.4 |
| Elemi | — | 3.3 | — | — |
| Venice turpentine | — | — | 1.0 | 3.4 |
| Camphor | — | 1.5 | — | — |
| Aloe | — | — | 7.0 | — |
| Alcohol | 72.96 | 77.5 | 66.1 | 63.2 |
As will be seen, only natural colors are used. The so-called “gold lacquer” is composed as follows: Sandarac, 6.25 parts; mastic, 3 parts; shellac, 12.5 parts; Venice turpentine, 2.5 parts; aloe, 0.75 parts; gamboge, 3 parts; alcohol, 72 parts. The solution is filtered. Applied in a thin coating this varnish shows a handsome golden shade. Other metal varnishes have the following composition:
| V Per Cent | VI Per Cent | VII Per Cent | |
|---|---|---|---|
| Shellac | 17.5 | — | 18.0 |
| Yellow acaroid gum | 13.1 | 25.0 | — |
| Manila | — | 8.0 | 9.0 |
| Alcohol | 69.4 | 67.0 | 63.0 |
II.—A varnish which will give a splendid luster, and any gold color from deep red to golden yellow, is prepared by taking 50 ounces pale shellac, 15 pounds Florentine lake (precipitated from cochineal or redwood decoction by alum onto strach, kaolin, or gypsum), 25 ounces of sandalwood, and 8 ounces of dragon’s blood. These in fine powder are dissolved on the water bath, in 500 ounces rectified spirit. The spirit must boil and remain, with occasional shaking, for 2 to 3 hours on the bath. Then cool and decant. In the meantime heat in another flask on the bath 30 ounces of gamboge in 500 ounces of the same spirit. The two liquids are mixed until the right color needed for the particular purpose in hand is obtained. Dilute with spirit if too thick. The addition of a little picric acid gives a greenish-yellow bronze but makes the varnish very liable to explode. These varnishes are applied to gently warmed surfaces with a soft bristle brush.
II.—Shellac, 15 pounds; Siam benjamin, 13 pounds; alcohol, 80 pounds; formylchloride, 20 pounds.
III.—Sierra Leone copal, 6 pounds; dammar, 18 pounds; oleic acid, 3 pounds; alcohol, 40 pounds; oil of turpentine, 20 pounds; formylchloride, 15 pounds. The formylchloride not only effects the rapid drying necessary to prevent the varnish gravitating into hollows, but enables the alcohol to make a perfect solution of the rosin. The varnishes are excessively volatile, and must be stored accordingly.
| Shellac | 12 parts |
| Manila copal | 14 parts |
| Rosin | 12 parts |
| Gallipot | 2 parts |
| Benzoin | 1 part |
| Lampblack | 5 parts |
| Nigrosin, spirit-soluble | 1 1/2 parts |
| Alcohol | 250 parts |
In 75 parts of alcohol dissolve 15 parts of shellac, 2 parts of Venice turpentine, and 8 parts of sandarac.
II.—For Trays and Other Tinware.—The ground is prepared by adding to the white lead the tinting colors ground in good rubbing varnish and half oil of turpentine. For drier an admixture of “terebine” is recommended. With this lean and dull paint, coat the tins 2 or 3 times and blend. Next, grain with water or vinegar glaze, and varnish with pure Zanzibar copal varnish, or finest amber table-top varnish. There are other tried methods for varnishing tin, which are applicable for new goods, manufactured in large quantities, while they are less advantageous for the restoration of old, repeatedly used articles.
A substitute for varnish is produced by adding to 100 parts of casein 10 to 25 parts of a 1 to 10 per cent soap solution and then 20 to 25 parts of slaked lime. The mixture is carefully kneaded until a perfectly homogeneous mass results. Then gradually add 25 to 40 parts of turpentine oil and sufficient {728} water for the mass to assume the consistency of varnish. If it is desired to preserve it for some time a little ammonia is added so that the casein lime does not separate. The surrogate is considerably cheaper than varnish and dries so quickly that paint ground with it may be applied twice in quick succession.
For the production of zapon or celluloid varnish, pour 20 parts of acetone over 2 parts of colorless celluloid waste, allowing it to stand for several days in a closed vessel, stirring frequently until the whole has dissolved into a clear, thick mass. Admix 78 parts of amyl acetate and clarify the zapon varnish by allowing it to settle for weeks.
VARNISH, HOW TO POUR OUT: See Castor Oil.
VARNISHES, INSULATING: See Insulation.
VARNISHES, PHOTOGRAPHIC RETOUCHING: See Photography.
VARNISH REMOVERS: See Cleaning Preparations and Methods.
VASELINE STAINS, TO REMOVE FROM CLOTHING: See Cleaning Preparations and Methods.
This unguent is of two kinds, liquid and semi-solid. The former is prepared by mixing 500 parts of olein, 250 parts of alcoholic ammonia, and 1,000 parts of liquid paraffine, the whole being warmed until completely dissolved, and any loss in weight made up by addition of spirit. The semi-solid preparation is made of the same ingredients, except the paraffine salve is substituted for the liquid. The product is used as a basis for ointments in place of vasogene, and can be incorporated with a number of medicaments, such as 10 per cent of naphthol, 20 per cent of guaiacol, 25 per cent of juniper tar, 5 per cent of thiol, 6 per cent of iodine, 5 per cent of creosote, 10 per cent of ichthyol, 5 per cent of creolin, 2 per cent of menthol, etc.
VAT ENAMELS AND VARNISHES: See Varnishes.
VEGETABLES, TESTS FOR CANNED: See Foods.
VEGETABLE PARCHMENT: See Parchment.
VICHY: See Waters.
VICHY SALT: See Salts (Effervescent).
| Tincture capsicum | 5 drachms |
| Spirits chloroform | 90 minims |
| Iron citrate, soluble | 45 grains |
| Fennel water | 3 1/2 ounces |
Give a few drops on lump of sugar in the cage once daily.
| Tincture ferri perchloride | 1 drachm |
| Acid hydrochloric, dil. | 1/2 drachm |
| Glycerine | 1 1/2 drachms |
| Aqua camphor, q. s. | 1 ounce |
Use 3 to 6 drops in drinking water.
| Peru balsam | 60 grains |
| Cola cream | 1 ounce |
Apply. {729}
| F. E. senna | 2 drachms |
| Syrup manna | 1 ounce |
| Fennel water, q. s. | 4 ounces |
Give a few drops on sugar in cage once daily.
| Tincture iron chloride | 2 drachms |
| Paregoric | 2 drachms |
| Caraway water | 3 1/2 ounces |
Give few drops on lump of sugar once daily.
| Crackers | 8 ounces |
| Corn | 9 ounces |
| Rice | 2 ounces |
| Hemp seed | 1 ounce |
| Capsicum | 10 grains |
Mix and reduce to a coarse powder.
| Sunflower seed | 8 ounces |
| Hemp seed | 16 ounces |
| Canary seed | 10 ounces |
| Cracked wheat | 8 ounces |
| Unshelled rice | 6 ounces |
Mix and grind to a coarse powder.
| Yolk of egg (dry) | 2 ounces |
| Poppy heads (powdered) | 1 ounce |
| Cuttlefish bone (powdered) | 1 ounce |
| Sugar | 2 ounces |
| Powdered crackers | 8 ounces |
| Powdered capsicum | 20 grains |
| Powdered gentian | 1 drachm |
| Ferri peroxide | 1/2 ounce |
| Powdered sugar | 1/2 ounce |
| Syrup, q. s. |
Put a piece size of pea in cage daily.
| I.— | Tincture cinchona | 1/2 drachm |
|---|---|---|
| Tincture iron | 2 drops | |
| Glycerine | 1 drachm | |
| Caraway water | 1 ounce | |
| Put a few drops on lump of sugar in cage daily. | ||
| II.— | Compound tincture cinchona | 2 drachms |
| Compound tincture gentian | 2 drachms | |
| Syrup orange | 1 ounce | |
| Simple elixir | 2 1/2 ounces | |
Put a few drops on lump of sugar in the cage daily.
| Chinosol, F. | 2 drachms |
| Sugar (burnt) | 20 minims |
| Aqua cinnamon | 4 ounces |
| Aqua | 20 ounces |
Add 1 or 2 teaspoonfuls to the bath water and allow the birds to use it, when it will quickly destroy all parasites or germs in the feathers. To wash out the cages, use a mixture of 1 tablespoonful in a pint of hot water.
| Sicily canary | 10 ounces |
| German rape | 2 ounces |
| Russian hemp | 1 ounce |
| German millet | 3 ounces |
Other formulas are:
| II.— | Chloroform anodyne | 1 ounce |
|---|---|---|
| Spirit of nitrous ether | 2 ounces | |
| Linseed oil | 13 ounces |
Give in one dose and repeat in an hour if necessary.
II.—Gentian, 4 ounces; potassium nitrate, 1 ounce; sulphur, 4 ounces; ginger (African), 4 ounces; antimony, 4 ounces; rosin, 2 ounces; Fœnugreek, 2 ounces; capsicum, 2 ounces; serpentaria, 2 ounces; sodium sulphate, 9 ounces; flaxseed meal, 16 ounces. All ingredients in fine powder. Dose: 1 tablespoonful in feed twice a day.
| Drug. | Horses. | Cattle. |
|---|---|---|
| Aloes | 1 to 8 dr. | 1/2 to 2 oz. |
| Alum | 1 to 3 dr. | 1 to 3 dr. |
| Aqua ammonia | 3 to 5 dr. | 3 to 5 dr. |
| Ammonia bromide | 1/4 to 2 oz. | 1/4 to 2 oz. |
| Ammonia carbonate | 1 to 3 dr. | 2 to 5 dr. |
| Ammonia iodide | 1/2 to 3 dr. | 1 to 5 dr. |
| Antimony black | 15 to 50 gr. | —— |
| Areca nut | 3 to 5 dr. | —— |
| Arsenic | 5 to 12 gr. | 5 to 12 gr. |
| Asafetida | 1 to 4 dr. | 1/2 to 2 oz. |
| Belladonna leaves | 1/2 to 2 oz. | 1/2 to 2 oz. |
| Buchu leaves | 1/2 to 3 oz. | 1/2 to 4 oz. |
| Calaber bean | 4 to 12 gr. | 4 to 12 gr. |
| Camphor | 1/2 to 2 dr. | 2 to 3 dr. |
| Cantharides | 5 to 25 gr. | 12 to 30 gr. |
| Capsicum | 1 to 2 dr. | 1 to 3 dr. |
| Catechu | 1 to 2 dr. | 2 to 4 dr. |
| Chalk preparation | 2 to 3 oz. | 2 to 4 oz. |
| Chloral hydrate | 1/2 to 1 1/2 oz. | 1/2 to 1 1/2 oz. |
| Chloroform | 1/2 to 1 dr. | 1/2 to 2 dr. |
| Cinchona | 1 to 3 dr. | 1/2 to 2 oz. |
| Copper sulphate | 1/2 to 2 dr. | 1/2 to 3 dr. |
| Creolin | 1 to 5 dr. | 2 to 5 dr. |
| Creosote | 15 to 30 min. | 1 to 2 dr. |
| Digitalis leaves | 10 to 20 gr. | 20 to 50 gr. |
| Dover powder | 1/2 to 2 dr. | 1/2 to 2 dr. |
| Ergot | 1/4 to 1 oz. | 1/4 to 1 oz. |
| Ether | 1/2 to 2 1/2 oz. | 1 to 3 oz. |
| Ex. belladonna fluid | 1/2 to 2 dr. | 2 to 4 dr. |
| Extract buchu fluid | 1 to 5 dr. | —— |
| Extract cannabis indica | 1/4 to 1/2 dr. | 1/4 to 1 dr. |
| Fœnugreek | 1/2 to 3 oz. | 1 to 3 oz. |
| Gallnuts | 2 to 4 dr. | 1/2 to 1 oz. |
| Gentian | 2 to 6 dr. | 1/2 to 1 oz. |
| Ginger | 3 to 5 dr. | 1/2 to 2 oz. |
| Ipecac | 1/2 to 2 dr. | 1/2 to 3 dr. |
| Iron carbonate | 1 to 2 dr. | —— |
| Iron sulphate | 1/2 to 2 dr. | 1 to 3 dr. |
| Juniper berries | 1 to 2 oz. | 1 to 3 oz. |
| Limewater | 3 to 6 oz. | 3 to 6 oz. |
| Magnesia sulphate | 1/2 to 3 lb. | 1/2 to 3 lb. |
| Mustard | 2 to 4 dr. | 2 to 6 dr. |
| Nux vomica | 1/2 to 1 dr. | 2 to 3 dr. |
| Oil castor | 1/2 to 1 pt. | 1/2 to 1 pt. |
| Oil Croton | 10 to 20 min. | 1 to 2 dr. |
| Oil juniper | 1/2 to 2 dr. | 1/2 to 2 dr. |
| Oil linseed | 1/2 to 1 pt. | 1/2 to 2 pt. |
| Oil olive | 1/2 to 2 pt. | 1 to 2 pt. |
| Oil savin | 1 to 3 dr. | 1 to 3 dr. |
| Oil turpentine | 1/2 to 2 oz. | 1/2 to 2 oz. |
| Opium | 1/2 to 2 dr. | 1/2 to 2 dr. |
| Potassium iodide | 2 to 4 dr. | 2 to 6 dr. |
| Potassium nitrate | 1 to 2 oz. | 1 to 2 oz. |
| Potassium sulphide | 1 to 2 dr. | 1 to 2 dr. |
| Quinine | 10 to 30 gr. | 20 to 40 gr. |
| Rhubarb | 1/2 to 1 oz. | 1 to 2 oz. |
| Santonine | 15 to 40 gr. | 1/2 to 1 dr. |
| Sodium hyposulphite | 1/2 to 1 oz. | 1 to 3 oz. |
| Sodium sulphate | 1/2 to 2 lb. | 1 to 2 lb. |
| Sodium sulphite | 1/2 to 1 oz. | 1 to 3 oz. |
| Spirits ammonia, aromatic | 1/2 to 2 oz. | 1 to 3 oz. |
| Spirits chloroform | 1/2 to 1 oz. | 1 to 2 oz. |
| Spirits nitrous ether | 1 to 3 oz. | 1 to 3 oz. |
| Spirits peppermint | 1 to 2 oz. | 1 to 2 oz. |
| Strychnine sulphite | 1/2 to 1 gr. | 1 to 3 gr. |
| Sulphur | 2 to 4 oz. | 2 to 4 oz. |
| Tincture aconite | 5 to 30 min. | 5 to 20 min. |
| Tincture asafetida | 1 to 4 dr. | —— |
| Tincture belladonna | 1 to 3 dr. | 2 to 4 dr. |
| Tincture cantharides | 1 to 2 oz. | 1/2 to 1 oz. |
| Tincture columbo | 1/2 to 2 oz. | 1 to 2 oz. |
| Tincture digitalis | 1 to 3 dr. | 2 to 4 dr. |
| Tincture iron | 1 to 2 oz. | 1 to 2 oz. |
| Tincture ginger | 1/2 to 2 oz. | 1 to 2 oz. |
| Tincture nux vomica | 2 to 4 dr. | 1/2 to 1 oz. |
| Tincture opium | 1/2 to 3 oz. | 1 to 3 oz. |
| Tobacco | 1/2 to 1 dr. | 1/2 to 1 dr. |
| Vinegar | 1 to 3 oz. | 2 to 6 oz. |
| Whisky | 2 to 10 oz. | —— |
| White vitriol | 5 to 15 gr. | 5 to 15 gr. |
| I.— | Opium | 12 grains |
|---|---|---|
| Camphor | 1/2 drachm | |
| Catechu | 1 drachm | |
| One dose. | ||
| II.— | Opium | 12 grains |
| Camphor | 1 drachm | |
| Ginger | 2 drachms | |
| Castile soap | 2 drachms | |
| Anise | 3 drachms | |
| Licorice | 2 drachms |
| I.— | Lard | 1 part |
|---|---|---|
| Yellow wax | 1 part | |
| Linseed oil | 1 part | |
| Venice turpentine | 1 part | |
| Tar | 1 part |
Apply to the edge of the hair once a day.
| II.— | Rosin | 4 ounces |
|---|---|---|
| Lard | 8 ounces | |
| Melt and add Powdered vertigris | 1 ounce | |
| Stir well; when partly cool add Turpentine | 2 ounces |
Apply to hoof about 1 inch down from the hair.
| I.— | Sodii bromide | 180 grains |
|---|---|---|
| Creosote water | 2 ounces | |
| Fennel water | 4 ounces |
Half tablespoonful 4 times daily.
| II.— | Ammonia bromide | 180 grains |
|---|---|---|
| Fennel water | 4 ounces | |
| Syrup licorice | 4 ounces |
Teaspoonful 4 times daily.
| Powdered catechu | 60 grains |
| Powdered ginger | 240 grains |
| Powdered gentian | 240 grains |
| Powdered opium | 30 grains |
I.—Tincture opium, 2 ounces; tannin, 1/4 ounce.
II.—Tincture aloes, 1 ounce; tincture of myrrh, 1/2 ounce; tincture of opium, 1/2 ounce; water, 4 ounces. Apply night and morning.
III.—Lard, 4 ounces; beeswax, 4 ounces; rosin, 2 ounces; carbolic acid, 1/4 ounce.
| I.— | Opium | 15 grains |
|---|---|---|
| Peppermint | 1/4 ounce | |
| Linseed meal | 1 ounce |
Give half in morning and remainder in evening in a pint of warm water. {731}
| II.— | Prepared chalk | 6 ounces |
|---|---|---|
| Catechu | 3 ounces | |
| Opium | 1 1/2 ounces | |
| Ginger | 3 ounces | |
| Gentian | 3 ounces |
One powder 3 times a day in half a pint of warm water. One-sixth of dose for calves.
| I.— | Oil juniper | 1/2 drachm |
|---|---|---|
| Rosin | 2 drachms | |
| Saltpeter | 2 drachms | |
| Camphor | 1/2 drachm | |
| Castile soap | 1 ounce | |
| Flaxseed meal | 1 ounce | |
| Make 1 pill. | ||
| II.— | Rosin | 90 grains |
| Potassium nitrate | 90 grains | |
| Po buchu leaves | 45 grains | |
| Dose: 1 twice a day. | ||
| Powdered alum | 6 ounces |
| Armenian bole | 2 ounces |
| Powdered juniper berries | 1/2 ounce |
Once daily in 1 quart of warm gruel.
| Sublimed sulphur | 1/2 ounce |
| Epsom salt | 1 ounce |
| Charcoal | 1/2 ounce |
| Extract licorice | 1 ounce |
| I.— | Salicylic acid | 3/4 ounce |
|---|---|---|
| Sodium bicarbonate | 1/2 ounce | |
| Magnesium sulphate | 10 ounces |
Give half in quart of warm bran water at night.
| II.— | Spirits niter | 3 ounces |
|---|---|---|
| Tincture aconite | 2 drachms | |
| Fluid extract belladonna | 1/2 ounce | |
| Nitrate potash | 2 ounces | |
| Muriate ammonia | 2 ounces | |
| Water, q.s | 1 quart |
Dose: Teaspoonful every 2 or 3 hours till better.
Tablespoonful once a day.
II.—Saltpeter, 1 ounce; indigo, 1/2 ounce; rain or distilled water, 4 pints.
Dose: 1 pint twice a day.
| Elecampane | 2 ounces |
| Licorice root | 2 ounces |
| Fœnugreek | 2 ounces |
| Rosin | 2 ounces |
| Copperas | 1/2 ounce |
| Ginger | 2 drachms |
| Gentian | 1 drachm |
| Saltpeter | 1 drachm |
| Valerian | 1 drachm |
| Linseed meal | 3 ounces |
| Sublimed sulphur | 1 ounce |
| Black antimony | 4 drachms |
Tablespoonful twice a day.
| I.— | Camphor | 1 ounce |
|---|---|---|
| Acetic acid | 15 ounces | |
| Alcohol | 18 ounces | |
| Oil turpentine | 51 ounces | |
| Eggs | 6 | |
| Distilled witch hazel | 45 ounces | |
| II.— | Iodine | 50 grains |
| Pot iodide | 125 grains | |
| Soap liniment | 6 ounces |
| I.— | Ammonia muriate | 1 1/2 ounces |
|---|---|---|
| Gum camphor | 1/2 ounce | |
| Pot chloride | 1 ounce | |
| Extract licorice, powdered | 2 ounces | |
| Molasses, q.s. |
Make a mass. Dose: Tablespoonful in form of pill night and morning.
| II.— | Ammonium chloride | 30 parts |
|---|---|---|
| Potassium nitrate | 30 parts | |
| Potassium sulphate in little crystals | 100 parts | |
| Licorice powder | 65 parts |
Mix. Dose: A tablespoonful, in a warm mash, 3 times daily.
| I.— | Salicylic acid | 40 grains |
|---|---|---|
| Mercurial ointment | 1 ounce | |
| Liniment of camphor | 3 1/4 ounces | |
| Apply and rub the udder carefully twice a day. | ||
| II.— | Belladonna root | 1 drachm |
| Oil turpentine | 1 ounce | |
| Camphor | 1 drachm | |
| Solution green soap, q.s. | 6 ounces | |
Mix and make a liniment. Bathe the udder several times with hot water. Dry and apply above liniment.
Sulphur is a specific for mange; the trouble consists in its application. The {732} old-fashioned lotion of train oil and black sulphur serves well enough, but for stabled animals something is wanted which will effectually destroy the parasites in harness and saddlery without injury to those expensive materials. The creosote emulsions and coal-tar derivatives generally are fatal to the sarcopts if brought into actual contact, but a harness pad with ridges of accumulated grease is a sufficient retreat for a few pregnant females during a perfunctory disinfection, and but a few days will be needed to reproduce a new and vigorous stock. A cheap and efficient application can be made by boiling together flowers of sulphur and calcis hydras in the proportion of 4 parts of the former to 1 of the latter, and 100 of water, for half an hour. It should be applied warm, or immediately after washing with soft soap.
| Potassium nitrate | 1 part |
| Alum | 1 part |
| Sublimed sulphur | 1 part |
| Prepared chalk | 1 part |
| White bole | 2 parts |
| Red clover | 5 parts |
| Anise | 10 parts |
| Fennel | 10 parts |
| Salt | 10 parts |
All should be in tolerably fine powder and should be well mixed. The directions are to give 1 or 2 handfuls with the morning feed.
| I.— | Aloes | 1 drachm |
|---|---|---|
| Soap | 12 drachms | |
| Caraway | 4 drachms | |
| Ginger | 4 drachms | |
| Treacle, q.s. |
Make 4 balls. Dose: 1 daily.
| II.— | Rochelle salts | 2 ounces |
|---|---|---|
| Aloes, powdered | 150 grains | |
| Linseed meal | 150 grains |
One dose, given in warm water.
| Crude oil | 1 ounce |
| Oil tar | 1 ounce |
| Oil cedar | 1 drachm |
| Cottonseed oil | 5 ounces |
Apply to parts.
The sarcoptic itch of the dog, as well as that of the cat, is transmissible to man.
The Tinea tonsurans, the so-called barbers’ itch, due to a trychophyton, and affecting both the dog and cat, is highly contagious to man. Favus, Tinea favos, caused by achorion schoenleini, of both animals, is readily transmissible to human beings. The dog carries in his intestines many kinds of tœnia (tapeworm), among them Tœnia echinococcus, the eggs of which cause hydatic cysts. Hydatic cysts occur in persons who are always surrounded with dogs, or in constant contact with them.
Aviar diphtheria (i.e., the diphtheria of birds), caused by at least two microbes (bacillus of Klebs-Loeffler and bacillus coli), may easily be transmitted to man and cause in him symptoms analogous to those of true diphtheritic angina.
Parrots are subject to an infectious enteritis which may be communicated to human beings, giving rise to the so-called psittacosis (from the Greek, psitta, a parrot), of which there have been a number of epidemics in France. It is determined by the bacillus of Nocard.
Human tuberculosis is certainly transmitted to dogs, cats, and birds. Cadiot, Gibert, Roger, Benjamin, Petit, and Basset, as well as other observers, cite cases where dogs, cats, and parrots, presenting all the lesions of tuberculosis, were shown to have contracted it from contact with human beings; while there are no recorded cases, there can scarcely be a natural doubt that man may, in a similar manner, become attainted through them, and that their tuberculosis constitutes an actual danger to man.
Need we recall here the extraordinary facility with which hydrophobia is communicated to man through the dog, cat, etc.?
We may, therefore, conclude that we should not permit these animals to take up so much space in our apartments, nor should they be petted and caressed either by adults or children in the reckless manner common in many households. The disgusting habit of teaching animals to take bits of food, lumps of sugar, etc., from between the lips of members of the family is also to be shunned.
Finally, any or all of them should be banished from the house the moment that they display certain morbid symptoms. Besides, in certain cases, there should be a rigid prophylaxis against certain diseases—as echinococcus, for instance.
Areca nut, freshly ground by the druggist himself and administered in liberal doses, say 30 to 60 grains, will usually drive out any worms in the alimentary canal.
It is important that animals successfully treated for worms once should undergo the treatment a second or third time, as all the parasites may not have been killed or removed the first time, or their progeny may have developed in the field vacated by the parents.
The following is an effective formula:
| German wormseed, powdered | 1 drachm |
| Fluid extract of spigelia | 3 drachms |
| Fluid extract of senna | 1 drachm |
| Fluid extract of valerian | 1 drachm |
| Syrup of buckthorn | 2 ounces |
Dose: From 1/2 to 1 teaspoonful night and morning.
The treatment is simple. Having softened the feet by keeping them for some minutes in tepid water, the scabs that cover them are carefully detached, avoiding, as far as possible, causing them to bleed, and taking the precaution of throwing every scab into the fire. The feet are then carefully dried, with a bit of soft cotton material, which should afterwards be burned; then the entire surface is covered with ointment (Unguentum sulphuris kalinum). An alcoholic solution of Canada balsam is preferred by some. Protect the ointment by a proper appliance, and allow it to remain in contact 2 or 3 days. At the end of this time remove the applications and wash off with tepid suds. The bird will generally be found cured, but if not, repeat the treatment—removing the remaining scabs, which will be found soft enough without resorting to soaking in tepid water, and apply the ointment directly.
There is another method of treatment that has been found successful, which not only cures the infected birds but prevents the infection of others. It is simply providing a sand bath for the birds, under a little shed, where they can indulge themselves in rolling and scratching, the bath being composed of equal parts fine sand, charcoal in fine powder, ashes, and flowers of sulphur, sifted together. The bath should be renewed every week. In the course of a few weeks the cure is complete.
| I.— | Powdered egg shell or phosphate of lime | 4 ounces |
|---|---|---|
| Iron sulphate | 4 ounces | |
| Powdered capsicum | 4 ounces | |
| Powdered Fœnugreek | 2 ounces | |
| Powdered black pepper | 1 ounce | |
| Silver sand | 2 ounces | |
| Powdered lentils | 6 ounces |
A tablespoonful to be mixed with sufficient feed for 20 hens.
| II.— | Oyster shell, ground | 5 ounces |
|---|---|---|
| Magnesia | 1 ounce | |
| Calcium carbonate | 3 ounces | |
| Bone, ground | 1 1/2 ounces | |
| Mustard bran | 1 1/2 ounces | |
| Capsicum | 1 ounce |
| I.— | Cayenne pepper | 2 parts |
|---|---|---|
| Allspice | 4 parts | |
| Ginger | 6 parts |
Powder and mix well together. A teaspoonful to be mixed with every pound of food, and fed 2 or 3 times a week. Also feed fresh meat, finely chopped.
| II.— | Powdered egg shells | 4 parts |
|---|---|---|
| Powdered capsicum | 4 parts | |
| Sulphate of iron | 4 parts | |
| Powdered Fœnugreek | 2 parts | |
| Powdered black pepper | 1 part | |
| Sand | 2 parts | |
| Powdered dog biscuit | 6 parts |
A tablespoonful to be mixed with sufficient meal or porridge to feed 20 hens. {734}
| I.— | Sulphur | 4 ounces |
|---|---|---|
| Tobacco dust | 6 ounces | |
| Cedar oil | 1/4 ounce | |
| White hellebore | 4 ounces | |
| Crude naphthol | 1 ounce | |
| Powdered chalk, q.s. | 2 pounds | |
| II.— | Sulphur | 1 ounce |
| Carbolic acid | 1/4 ounce | |
| Crude naphthol | 1 ounce | |
| Powdered chalk | 1 pound |
| I.— | Potassium chlorate | 1 ounce |
|---|---|---|
| Powdered cubebs | 1 ounce | |
| Powdered anise | 1/2 ounce | |
| Powdered licorice | 1 1/2 ounces | |
| Mix a teaspoonful with the food for 20 hens. | ||
| II.— | Ammonium chloride | 1 ounce |
| Black antimony | 1/4 ounce | |
| Powdered anise | 1/2 ounce | |
| Powdered squill | 1/4 ounce | |
| Powdered licorice | 2 ounces | |
| Mix and use in the foregoing. | ||
| I.— | Soap | 1 pound |
|---|---|---|
| Crude carbolic acid | 1 pint | |
| Water | 50 gallons |
Dissolve the soap in a gallon or more of boiling water, add the acid, and stir thoroughly.
| II.— | Fresh skimmed milk | 1 gallon |
|---|---|---|
| Kerosene | 2 gallons |
Churn together until emulsified, or mix and put into the mixture a force pump and direct the stream from the pump back into the mixture. The emulsification will take place more rapidly if the milk be added while boiling hot.
Use 1 gallon of this emulsion to each 10 gallons of water required.
| I.— | Green soap | 150 grains |
|---|---|---|
| Linseed oil | 1 1/2 ounces | |
| Water | 15 ounces | |
| Give 1/5 every 1/2 hour till action takes place. | ||
| II.— | Calomel | 1 1/2 grains |
| Sugar | 15 grains | |
One dose.
| Sodium sulphate, dried | 90 grains |
| Sodium bicarbonate | 30 grains |
| Rhubarb | 30 grains |
| Calamus | 90 grains |
Form the mass into 6 pills. Give one twice daily.
| Zinc sulphate | 20 grains |
| Mucilage quince seed | 4 ounces |
| Distilled water | 4 ounces |
Bathe eyes twice daily.
I.—Into a hogshead with a large bunghole put 1,500 parts, by weight, of honey, 125 parts of carob-pods, cut into pieces, 50 parts of powdered red or white potassium bitartrate, 125 parts of powdered tartaric acid, 2,000 parts of raisin stems, 400 parts of the best brewers’ yeast, or 500 of leaven rubbed up in water; add 16,000 parts of triple vinegar and 34,000 parts of 40 per cent spirit, containing no fusel oil. Stir all vigorously together; fill up the hogshead with hot water (100° F.), close the bunghole with gauze to keep out insects, and let the contents of the cask stand for from 4 to 6 weeks or until they have turned to vinegar. The temperature of the room should be from 77° to 88° F.
Draw off half the vinegar, and fill the hogshead up again with 15 parts of soft water and 1 part of spirit (40 per cent). Do this 4 times, then draw off all the vinegar and begin the first process over again. This method of making vinegar is suitable for households and small dealers, but would not suffice for {735} wholesale manufacturers, since it would take too long to produce any large amount.
II.—Put into an upright wine cask open at the top, 14,000 parts, by weight, of lukewarm water, 2,333 parts of 60 per cent alcohol, 500 parts of brown sugar, 125 parts of powdered red or white potassium bitartrate, 250 parts of good brewers’ yeast, or 125 parts of leaven, 1,125 parts of triple vinegar, and stir until the substances are dissolved. Lay a cloth and a perforated cover over the cask and let it stand in a temperature of 72° to 77° F. from 4 to 6 weeks; then draw off the vinegar. The thick deposit at the bottom, the “mother of vinegar,” so called, can be used in making more vinegar. Pour over it the same quantities of water and alcohol used at first; but after the vinegar has been drawn off twice, half the first quantity of sugar and potassium bitartrate, and the whole quantity of yeast, must be added. This makes excellent vinegar.
III.—A good strong vinegar for household use may be made from apple or pear peelings. Put the peelings in a stone jar (not glazed with lead) or in a cask, and pour over them water and a little vinegar, fermented beer, soured wine, or beet juice. Stir well, cover with a linen cloth and leave in a warm room. The vinegar will be ready in 2 or 3 weeks.
IV.—Two wooden casks of any desired size, with light covers, are provided. They may be called A and B. A is filled with vinegar, a tenth part of this is poured off into B, and an equal amount of fermented beer, wine, or any other sweet or vinous liquid, or a mixture of 1,125 parts, by weight, of alcohol, 11,500 to 14,000 parts of water, and 1,125 parts of beet juice, put into A.
When vinegar is needed, it is drawn out of B, an equal quantity is poured from A into B and the same quantity of vinegar-making liquids put into A. In this way vinegar is constantly being made and the process may go on for years, provided that the casks are large enough so that not more than a tenth of the contents of A is used in a week. If too much is used, so that the vinegar in the first cask becomes weak, the course of the vinegar making is disturbed for a long time, and this fact, whose importance has not been understood, prevents this method—in its essential principles the best—from being employed on a large scale. The surplus in A acts as a fermentative.
II.—Dried leaves of rosemary, rue, wormwood, sage, mint, and lavender flowers, each 1/2 ounce; bruised nutmegs, cloves, angelica root, and camphor, each 1/4 of an ounce; rectified alcohol, 4 ounces; concentrated acetic acid, 16 ounces. Macerate the materials for a day in the alcohol; then add the acid and digest for 1 week longer at a temperature of 490° F. Finally press out the now aromatised acid and filter it.
VINEGAR, TESTS FOR: See Foods.
VINEGAR, TOILET: See Cosmetics. {736}
VIOLET AMMONIA: See Cosmetics.
VIOLET WATER: See Perfumes.
VIOLIN ROSIN: See Rosin.
VIOLIN VARNISH: See Varnishes.
VISCOSE: See Celluloid.
VOICE LOZENGES: See Confectionery.
VULCANIZATION OF RUBBER: See Rubber.
WAGON GREASE: See Lubricants.
WALLS, DAMP: See Household Formulas.
WALL AND WALL-PAPER CLEANERS: See Cleaning Preparations and Methods, also Household Formulas.
WALL-PAPER DYES: See Dyes.
WALL-PAPER PASTE: See Adhesives.
WALL PAPER, REMOVAL OF: See Household Formulas.
WALL WATERPROOFING: See Waterproofing and Household Formulas.
WALL PRIMING: See Paints.
WALNUT: See Wood.
WARMING BOTTLE: See Bottles.
WARPING, PREVENTION OF: See Wood.
Wart Cure.—The following is especially useful in cases where the warts are very numerous:
| I.— | Chloral hydrate | 1 part |
|---|---|---|
| Acetic acid | 1 part | |
| Salicylic acid | 4 parts | |
| Sulphuric ether | 4 parts | |
| Collodion | 5 parts |
Mix. Directions: Every morning apply the foregoing to the warts, painting one coat on another. Should the mass fall off without taking the warts with it, repeat the operation. Take, internally 10 grains of burnt magnesia daily.
| II.— | Sulphur | 10 parts |
|---|---|---|
| Acetic acid | 5 parts | |
| Glycerine | 25 parts |
Keep the warts covered with this mixture.
WASHING FLUIDS AND POWDERS: See Laundry Preparations.
WASTE, PHOTOGRAPHIC, ITS DISPOSITION: See Photography.
WATCH—DIAL CEMENTS: See Adhesives, under Jewelers’ Cements.
WATCH GILDING: See Plating.
Some very tenacious and hard alloys, for making the parts of watches which are not sensitive to magnetism, are as follows:
| I | II | III | IV | V | VI | VII | |
|---|---|---|---|---|---|---|---|
| Platinum | 62.75 | 62.75 | 62.75 | 54.32 | 0.5 | 0.5 | — |
| Copper | 18 | 16.20 | 16.20 | 16 | 18.5 | 18.5 | 25 |
| Nickel | 18 | 18 | 16.50 | 24.70 | — | 2 | 1 |
| Cadmium | 1.25 | 1.25 | 1.25 | 1.25 | — | — | — |
| Cobalt | — | — | 1.50 | 1.96 | — | — | — |
| Tungsten | — | 1.80 | 1.80 | 1.77 | — | — | — |
| Palladium | — | — | — | — | 72 | 72 | 70 |
| Silver | — | — | — | — | 6.5 | 7 | 4 |
| Rhodium | — | — | — | — | 1 | — | — |
| Gold | — | — | — | — | 1.5 | — | — |
A non-magnetic alloy for watch-springs, wheels, etc.: Gold, 30 to 40 parts; palladium, 30 to 40 parts; copper, 10 to 20 parts; silver, 0.1 to 5 per cent; cobalt, 0.1 to 2.5 per cent; tungsten, 0.1 to 5 per cent; rhodium, 0.1 to 5 per cent; platinum, 0.1 to 5 per cent.
A seconds pendulum of a regulator, which has no compensation for temperature will cause the clock to lose about {738} 1 second per day for each 3 degrees of increase in heat. A watch without a compensation balance will lose 6.11 seconds in 24 hours for each increase of 1° F. in heat.
II.—Stir up for some time best olive oil with water kept at the boiling point; then after the two fluids have separated, decant the oil and shake up with a little freshly burned lime. Let the mixture stand for some weeks in a bottle exposed to the sunlight and air, but protected from wet and dirt. When filtered, the oil will be nearly colorless, perfectly limpid, and will never thicken or become rancid.
WATCHMAKERS’ CLEANING PREPARATIONS: See Cleaning Preparations and Methods.
WATCH MOVEMENTS, PALLADIUM PLATING OF: See Plating.
In making an artificial mineral water it must be remembered that it is seldom possible to reproduce the water by merely combining its chemical components. In other words, the analysis of the water cannot serve as a basis from which to prepare it, because even though all of the components were put together, many would be found insoluble, and others would form new chemical combinations, so that the result would differ widely from the mineral water imitated.
For example, carbonate of magnesia and carbonate of lime, which are important ingredients in most mineral waters, will not make a clear solution unless freshly precipitated. Hence, when these are to be reproduced in a mineral water it is customary to employ other substances, which will dissolve at once, and which will, upon combining, produce these salts. The order in which the salts are added is also a very important matter, for by dissolving the salts separately and then carefully combining them, solutions may be effected which would be impossible were all the salts added together to the water in the portable fountain.
In this connection the following table will be found useful:
Explanation of Groups.—The explanation of the use of these groups is simple. When about to prepare an artificial mineral water, first ascertain from the formula which of the ingredients belong to group 1. These should be dissolved in water, and then be filtered and added to distilled water, and thoroughly agitated. Next the substance or substances belonging to group 2 should be dissolved in water, then filtered and added to the water, which should again be agitated. And so the operation should proceed; whatever ingredients are required from each group should be taken in turn, a solution made, and this solution, after being filtered, should be separately added to the fountain, and the latter be well agitated before the following solution is added.
For groups 1, 3, and 4, the salts should be dissolved in 5 times their weight of boiling, or 10 times their weight of cold, water. For group 2 (lithium carbonate) the proportions should be 1 part of lithium carbonate to about 130 parts of cold or boiling water. The substances mentioned in group 5 are added to the portable fountain in their solid state, and dissolve best when freshly precipitated. As carbonic acid gas aids their solution, it is best to charge the fountain after they are added, and agitate thoroughly, blowing off the charge afterwards if necessary.
In group 5 the lithium carbonate is dissolved in the acids (see also group 2), the iron and manganese salts are dissolved in 5 parts of boiling, or 10 parts of cold, water, the solution quickly filtered, the acids added to it, and the whole mixture added to the fountain already charged with gas, the cap being quickly taken off, and the solution poured in. The iron and manganese salts easily oxidize and produce turbidity, therefore the atmospheric air should be carefully {740} blown off under high pressure several times while charging fountains. The substances mentioned in group 7 are never put into the fountain, except the arseniate of sodium in the case of Vichy water, which contains but a trifling amount of this compound.
Most of the solutions may be prepared beforehand and be used when required, thus saving considerable time.
Formulas for various waters will be given at the end of this article.
A question which arises in preparing mineral waters is: What is the best charging pressure? As a general rule, they are charged to a lower pressure than plain soda; good authorities even recommend charging certain mineral waters as low as 30 pounds pressure to the square inch, but this seems much too low a pressure for the dispensing counter. From 50 to 120 pounds pressure would be a good limit, while plain soda may be served out as high as 180 pounds. There must be enough pressure completely to empty the fountain, while enabling sufficient gas to be retained by the water to give it a thorough pungency. Moreover, a high pressure to the mineral water enables a druggist at a pinch, when he runs out of plain soda, to use his Vichy water, instead, with the syruped drinks. The taste of the Vichy is not very perceptible when covered by the syrup, and most customers will not notice it.
| Sodium carbonate | 2,835 grains |
| Sodium sulphate | 335 grains |
| Sodium silicate | 10 grains |
| Magnesium chloride | 198 grains |
| Calcium chloride | 40 grains |
| Potassa alum | 57 grains |
| Magnesium carbonate hydrate | 158 grains |
| Iron sulphate | 21 grains |
| Magnesium sulphate | 400 parts |
| Sodium sulphate | 400 parts |
| Potassium sulphate | 2 parts |
| Sodium chloride | 31 parts |
| Sodium bicarbonate | 12 parts |
| Water | 1 quart |
| Lithium carbonate | 120 grains |
| Sodium bicarbonate | 1,100 grains |
| Carbonated water | 10 gallons |
For “still” lithia water, substitute lithium citrate for the carbonate in the above formula.
Vichy (Grande Grille).
| Sodium iodide | 0.016 parts |
| Sodium bromide | 0.08 parts |
| Sodium phosphate | 2 parts |
| Sodium silicate | 80 parts |
| Potassium sulphate | 125 parts |
| Sodium chloride | 139 parts |
| Sodium carbonate | 6,792 parts |
| Aluminum chloride | 1 part |
| Strontium chloride | 1 part |
| Ammonium chloride | 3 parts |
| Magnesium chloride | 24 parts |
| Calcium chloride | 170 parts |
| Manganese sulphate | 0.46 parts |
| Iron sulphate | 1 part |
| Sulphuric acid | 40 parts |
| Water to make | 10 gallons |
Mix the first 7 ingredients with about 10 times their weight of water and filter. In the same manner, mix the next 5 ingredients with water and filter; and then the last 3 ingredients. Pour these solutions into sufficient water contained in a fountain to make 10 gallons, and charge at once with carbon dioxide gas.
Waters like the above are more correctly named “imitation” than “artificial,” as the acidic and basic radicals may bear different relations to one another in the natural and the other.
See also Filters.
If an emulsion of clay is poured into a soap solution, the clay gradually separates out without clarifying the liquid. When a few drops of hydrochloric acid, however, are added to a soap solution and a small quantity—about 1.5 per cent—of a clay emulsion poured in, the liquid clarifies at once, with formation of a plentiful sediment. Exactly the same process takes place when the waste waters from the combing process in spinning are treated with clay. The waters which remain turbid for several days contain 500 to 800 grams of fatty substances per cubic meter. If to 1 liter of this liquid 1 gram of clay is added, with 15 to 20 per cent of water, the liquid clarifies with separation of a sediment and assumes a golden-brown {741} color. Besides the fatty substances, this deposit also contains a certain quantity of nitrogenous bodies. Dried at (100° C.) 212° F., it weighs about 1.6 grams and contains 30 per cent of fat. The grease obtained from it is clear, of good quality, and deliquesces at 95° F. After removal of this fat, the mass still contains 1.19 per cent of nitrogen.
Thirty-five parts of almond oil are mixed with 50 parts of glycerine of 1.26 specific gravity and 8.5 parts of 50 per cent soda lye, and boiled to saponification. To this mixture, when it has cooled to from 85° to 90° C. (185° to 194° F.), are added 100 to 125 parts of boiling water. After cooling again, 500 parts of water are added, and the solution is poured into a quart flask, with 94 per cent alcohol to make up a quart. After standing 2 months it is filtered. Twenty hydrolimeter degrees of this solution make, with 40 parts of a solution of 0.55 grams of barium chloride in 1 quart of water, a dense lather 1 centimeter high.
WATER (COPPER): See Copper.
WATER ICES: See Ice Creams.
WATER, TO FREEZE: See Refrigeration.
WATER JACKETS, ANTI-FREEZING SOLUTIONS FOR: See Freezing Preventives.
WATER SPOTS, PRIMING FOR: See Paint.
WATER STAINS: See Wood.
WATER-LILY ROOTS: See Pyrotechnics.
WATER, STIRRED YELLOW, SCARLET AND COLORLESS: See Pyrotechnics.
WATERS (TOILET): See Cosmetics.
WATER-GLASS CEMENTS: See Adhesives.
WATER GLASS IN STEREOCHROMATIC PAINTING: See Stereochromy.
(See also Enamels, Glazes, Paints, Preservatives, Varnishes.)
By immersing the print in a bath of melted paraffine the process is hastened, but the ironing is necessary to remove the surplus wax from the surface, unless the paper is to be directly exposed to the weather and not to be handled. The irons can be heated in most offices by gas or over a lamp, and a supply of saturated cloths obviates the necessity of the bath. This process, which was originally applied to blue prints to be carried by the engineer corps in wet mines, is equally applicable to any kind of paper, and is convenient for waterproofing typewritten or other notices to be posted up and exposed to the weather.
II.—It has been observed that when gluten dried at an ordinary temperature, hence capable of absorbing water, is mixed with glycerine and heated, it becomes water-repelling and suitable for a waterproof paint. One part of gluten is mixed with parts of glycerine, whereby a slimy mass is obtained which is applied on fabrics subsequently subjected to a heat of 248° F. The heating should not last until all glycerine has evaporated, otherwise the coating becomes brittle and peels off.
1. Gelatin, 50 parts; by weight, boiled in 3,000 parts of water free from lime. 2. Alum, 100 parts, dissolved in 3,000 parts of water. 3. Soda soap dissolved in 2,000 parts of water.
II.—Prepare a zinc soap by entirely dissolving 56 parts of soft soap in 125 to 150 parts of water. To the boiling liquid add, with constant stirring, 28 to 33 parts of zinc vitriol (white vitriol). The zinc soap floats on top and forms, after cooling, a hard white mass, which is taken out. In order to clean it of admixed carbonic alkali, it must be remelted in boiling fresh water. Next place 232.5 parts of raw linseed oil (free from mucus) in a kettle with 2.5 parts of best potash, and 5 parts of water. This mass is boiled until it has become white and opaque and forms a liquid, soap-like compound. Now, add sugar of lead, 1.25 parts; litharge, 1 part; red lead, 2 parts; and brown rosin, 10.5 parts. The whole is boiled together about 1 hour, the temperature not being allowed to exceed 212° F., and stirring well from time to time. After this add 15 parts of zinc soap and stir the whole until the metal soap has combined with the oil, the temperature not exceeding 212° F. When the mixture is complete, add a solution of caoutchouc, 1.2 parts, and oil of turpentine, 8.56 parts, which must be well incorporated by stirring. The material is first coated on one side by means of a brush with this composition, which must have a temperature of 158° F. Thereupon hang it up to dry, then apply a second layer of composition possessing the same temperature, which is likewise allowed to dry. The fiber is now filled out, so that the canvas is waterproof.
It will be convenient to divide waterproof fabrics into two classes, viz., those which are impervious to water, and those which are water-repellent. It is important to make this distinction, for, although all waterproof material is made for the purpose of resisting water, there is a vast difference between the two classes. The physical difference between them can be briefly summed up as follows: Fabrics which are completely impervious to water comprise oil-skins, mackintoshes, and all materials having a water-resisting film on one or both sides, or in the interior of the fabric. Those coming under the second heading of water-repellent materials do not possess {743} this film, but have their fibers so treated as to offer less attraction to the water than the water molecules have for themselves.
The principal members of the first group are the rubber-proofed goods; in these the agent employed is rubber in greater or less quantity, together with other bodies of varying properties. Before enlarging on this class, it will be necessary to give a short description of the chemical and physical properties of rubber.
Rubber, or caoutchouc, is a natural gum exuding from a large number of plants, those of the Euphorbiaceæ being the chief source for the commercial variety. The raw material appears on the market in the shape of blocks, cakes, or bottle-shaped masses, according to the manner in which it has been collected. It possesses a dark-brown—sometimes nearly black-exterior; the interior of the mass is of a lighter shade, and varies from a dingy brown to a dirty white, the color depending on the different brands and sources. In the raw state its properties are very different from what they are after going through the various manufacturing processes, and it has only a few of the characteristics which are generally associated with India rubber. Chemically it is a complex hydrocarbon with the formula C45H36, and appears to consist of a highly porous network of cells having several different rosins in their interstices. It is perfectly soluble in no single solvent, but will yield some of its constituents to many different solvents. At a temperature of 10° C. (50° F.) raw caoutchouc is a solid body and possesses very little elasticity. At 36° C. (97° F.) it is soft and elastic to a high degree, and is capable of being stretched 16 times its length. Further increase of temperature lessens its elastic properties, and at 120° C. (248° F.) it melts. While in the raw condition it has several peculiar properties, one of which is: After stretching, and cooling suddenly while stretched, it retains its new form, and only regains its former shape on being warmed. Another striking feature is its strong adhesive capacity; this property is so powerful that the rubber cannot be cut with a knife unless the blade is wet; and freshly cut portions, if pressed together, will adhere and form a homogeneous mass. From these facts it will be seen how it differs from rubber in the shape of a cycle tire or other manufactured form.
The most valuable property possessed by raw caoutchouc is that of entering into chemical combination with sulphur, after which its elasticity is much increased; it will then bear far greater gradations of heat and cold. This chemical treatment of caoutchouc with sulphur is known as “vulcanizing,” and, if properly carried out, will yield either soft vulcanized rubber or the hard variety known as vulcanite. On the other hand, caoutchouc, after vulcanizing, has lost its plastic nature, and can no longer be molded into various shapes, so that in the production of stamped or molded objects, the customary method is to form them in unvulcanized rubber and then to vulcanize them.
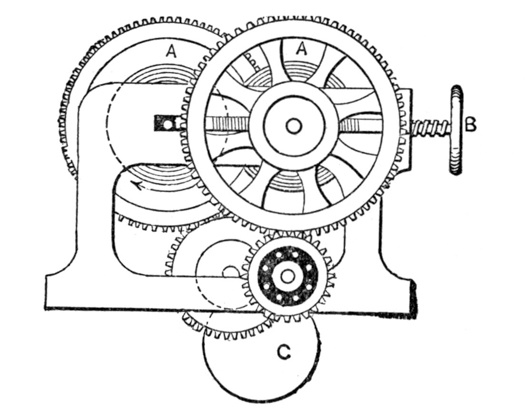
Raw caoutchouc contains a number of natural impurities, such as sand, twigs, soil, etc.; these require removing before the manufacturing processes can be carried out. The first operation, after rough washing, is to shred the raw material into small strips, so as to enable the impurities to be washed out. This process is carried out by pressing the rubber against the surface of a revolving drum (A, Fig. 1), carrying a number of diagonally arranged knives, B, on its surface. A lever, C, presses the rubber against the knives; D is the fulcrum on which C works, E being a weight which throws back the lever on the pressure being removed. During {744} this operation a jet of water is kept playing onto the knives to cool and enable them to cut.
Following this comes the passage between a pair of corrugated steel rollers (as shown in Fig. 2). These rollers have each a different speed, so that the rubber gets stretched and squeezed at the same time. Immediately over the rollers a water pipe is fixed, so that a steady stream of water washes out all the sand and other extraneous matter. In Fig. 2, AA are the steel rollers, while B is a screw working springs which regulate the pressure between the rollers. The power is transmitted from below from the pulley, C, and thence to the gearing.
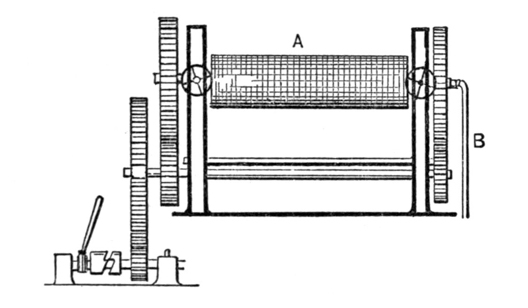
The next operation, after well drying, is to thoroughly masticate the shredded rubber between hot steel rollers, which resemble those already described, but usually have a screw-thread cut on their surfaces. Fig. 3 shows the front view of this masticating machine, A being the rollers, while the steam pipe for heating is shown at B. Fig. 3a gives a top view of the same machine, showing the two rollers.
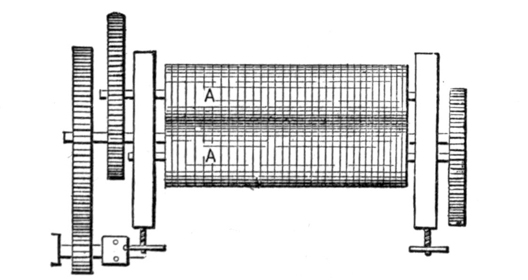
After passing several times through these, the rubber will be in the form of homogeneous strips, and is then ready either for molding or dissolving. As we are dealing solely with waterproofed textiles, the next process which concerns us is the dissolving of the rubber in a suitable solvent. Benzol, carbon bisulphide, oil of turpentine, ether, and absolute alcohol, will each dissolve a certain amount of rubber, but no one of them used alone gives a thorough solution. The agent commonly employed is carbon bisulphide, together with 10 per cent of absolute alcohol. Whatever solvent is used, after being steeped in it for some hours the caoutchouc swells out enormously, and then requires the addition of some other solvent to effect a complete solution. A general method is to place the finely shredded rubber in a closed vessel, to cover it with carbon bisulphide, and allow to stand for some hours. Toward the end of the time the vessel is warmed by means of a steam coil or jacket, and 10 parts absolute alcohol are added for every 100 parts of carbon bisulphide. The whole is then kept gently stirred for a few hours. Fig. 4 shows a common type of the vessel used for dissolving rubber. In this diagram A is the interior of the vessel, and B a revolving mixer in the same. The whole vessel is surrounded by a steam jacket, C, with a steam inlet at D and a tap for condensed water at E. F is the cock by which the solution is drawn off.
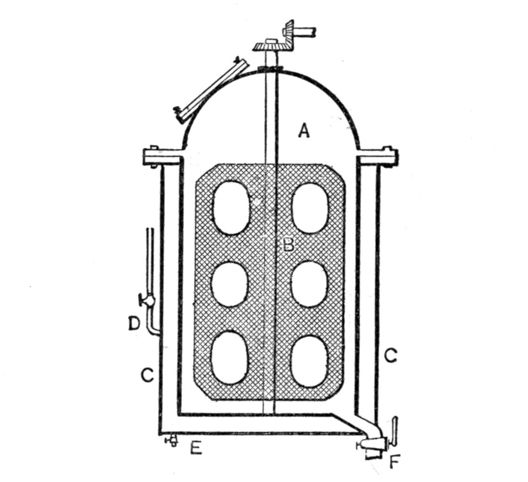
After the rubber is dissolved, about 12 to 24 per cent of sulphur is added, and thoroughly incorporated with the solution. The sulphur may be in the form of chloride of sulphur, or as sulphur pure and simple. A very small quantity of sulphur is required to give the necessary result, 2 to 3 per cent being sufficient to effect vulcanization; but a large quantity is always added to hasten the operation.
Even after prolonged treatment with the two solvents, a solution of uniform consistency is never obtained: clots of a thicker nature will be found floating in the solution, and the next operation is to knead it up so as to obtain equal {745} density throughout. Fig. 5 will give an idea of how this mixing is done.
At the top of a closed wooden chamber is a covered reservoir, A, containing the solution of rubber. A long slit at the base of this reservoir allows the solution to fall between sets of metal rollers, BBB below. Neighboring rollers are revolving in opposite directions, and at different speeds, so that, after passing all three sets of rollers, and emerging at the bottom, the solution should be of uniform consistency. CCC are the guiding funnels, and EE are scrapers to clear the solution from the rollers. D is a wedge-shaped plug worked by a rack and pinion, and regulates the flow of the solution.

It now remains to apply the rubber to the fabric and vulcanize it. Up to this stage the sulphur has only been mechanically mixed with the rubber; the aid of heat is now required to bring about chemical combination between the two. This process, which is known as “burning,” consists in subjecting the rubber-covered fabric to a temperature of about 248° F. Sulphur itself melts at 239° F., and the temperature at which combination takes place must be above this. Fig. 6 shows one of the methods of spreading the rubber on the cloth. A is the tank containing the solution with an outlet at the bottom arranged so as to regulate the flow of solution. The fabric passes slowly underneath this, receiving as it travels a thin coating of the waterproofing. The two rollers at B press the solution into the fabric and distribute the proofing evenly over the entire surface.
After leaving the two squeezing rollers, the cloth travels slowly through a covered chamber, C, having a series of steam pipes, EE, underneath, to evaporate the solvent; this condenses on the upper portion of the chamber, which is kept cooled, and flows down the sides into suitable receptacles. After this the proofed cloth is vulcanized by passing round metal cylinders heated to the necessary temperature, or by passing through a heated chamber. Fig. 7 shows the spreading of rubber between two fabrics. The two cloths are wound evenly on the rollers, BB; from this they are drawn conjointly through the rollers, D, the stream of proofing solution flowing down between the rollers, which then press the two fabrics together with the rubber inside. The lower rollers marked CC are heated to the necessary degree, and cause the rubber and sulphur to combine in chemical union.
So far the operation of proofing has been described as though pure rubber only was used; in practice the rubber forms only a small percentage of the proofing material, its place being taken by cheaper bodies. One of the common ingredients of proofing mixtures is boiled linseed oil, together with a small quantity of litharge; this dries very quickly, and forms a glassy flexible film. Coal tar, shellac, colophony, etc., are all used, together with India-rubber varnish, to make {746} different waterproof compositions. Oil of turpentine and benzol form good solvents for rubber, but it is absolutely essential that both rubber and solvent be perfectly anhydrous before mixing. Oil of turpentine, alcohol, etc., can be best deprived of water by mixing with either sulphuric acid or dehydrated copper sulphate, and allowing to stand. The acid or the copper salt will absorb the water and sink to the bottom, leaving a supernatant layer of dehydrated turpentine or whatever solvent is used. All the sulphur in a rubber-proofed cloth is not in combination with the rubber; it is frequently found that, after a lapse of time, rubber-proofed material shows an efflorescence of sulphur on the surface, due to excess of sulphur, and occasionally the fabric becomes stiff and the proofing scales off. Whenever a large proportion of sulphur is present, there is always the danger of the rubbers forming slowly into the hard vulcanite state, as the substance commonly called vulcanite consists only of ordinary vulcanized rubber carried a stage further by more sulphur being used and extra heat applied. If after vulcanizing, rubber is treated with caustic soda, all this superfluous sulphur can be extracted; if it is then well washed the rubber will retain its elasticity for a long period. With the old methods of proofing, a sheet of vulcanized rubber was cemented to a fabric with rubber varnish, and frequently this desulphurizing was performed before cementing together. The result was a flexible and durable cloth, but of great weight and thickness, and expensive to produce.
The chemistry of rubber is very little understood; as mentioned previously, rubber is a highly complex body, liable to go through many changes. These changes are likely to be greater in rubber varnish, consisting of half a dozen or more ingredients, than in the case of rubber alone. The action of sunlight has a powerful effect on rubber, much to its detriment, and appears to increase its tendency to oxidize. Vulcanized rubber keeps its properties better under water than when exposed to the air, and changes more slowly if kept away from the light. It appears as though a slight decomposition always takes place even with pure rubber; but the presence of so many differently constituted substances as sometimes occur in rubber solutions no doubt makes things worse. Whenever a number of different bodies with varying properties are consolidated together by heat, as in the case of rubber compositions, it is only reasonable to expect there will be some molecular rearrangement going on in the mass; and this can be assigned as the reason why some proofings last as long again as others. Some metallic salts have a very injurious action on rubber, one of the worst being copper sulphate. Dyers are frequently warned that goods for rubber-proofing must be free from this metal, as its action on rubber is very powerful, though but little understood. As is generally known, grease in any form is exceedingly destructive to rubber, and it should never be allowed in contact in the smallest proportion. Some compositions are made up by dissolving rubber in turpentine and coal tar; but in this case some of the rubber’s most valuable properties are destroyed, and it is doubtful if it can be properly vulcanized. Owing to rubber being a bad conductor of heat, it requires considerable care to vulcanize it in any thickness. A high degree of heat applied during a short period would tend to form a layer of hard vulcanite on the surface, while that immediately below would be softer and would gradually merge into raw rubber in the center.
The different brands of rubber vary so much, especially with regard to solubility, that it is always advisable to treat each brand by itself, and not to make a solution of two or more kinds. Oilskins and tarpaulins, etc., are mostly proofed by boiled linseed oil, with or without thickening bodies added. They are not of sufficient interest to enlarge upon in this article, so the second, or “water-repellent,” class has now to be dealt with.
All the shower-proof fabrics come under this heading, as well as every cloth which is pervious to air and repulsive to water. The most time-honored recipe for proofing woollen goods is a mixture of sugar of lead and alum, and dates back hundreds of years. The system of using this is as follows: The two ingredients are dissolved separately, and the solutions mixed together. A mutual decomposition results, the base of the lead salt uniting with the sulphuric acid out of the alum to form lead sulphate, which precipitates to the bottom. The clear solution contains alumina in the form of acetate, and this supplies the proofing quality to the fabric. It is applied in a form of machine shown in Fig. 8, which will be seen to consist of a trough containing the proofing solution, C, with a pair of squeezing rollers, A, over the top. The fabric is drawn down through the solution and up through the squeezers in the direction of the arrows. At the {747} back of the machine the cloth automatically winds itself onto a roll, B, and then only requires drying to develop the water-resisting power. D is a weight acting on a lever which presses the two rollers, A, together. The water-repelling property is gained as follows:
Drying the fabric, which is impregnated with acetate of alumina, drives off some of the volatile acetic acid, leaving a film of basic acetate of alumina on each wool fiber. This basic salt is very difficult to wet, and has so little attraction for moisture that in a shower of rain the drops remain in a spheroidal state, and fall off. In a strong wind, or under pressure, water eventually penetrates through fabrics proofed in this manner; but they will effectually resist a sharp shower. Unfortunately, shower-proofed goods, with wear, gradually lose this property of repelling water. The equation representing the change between alum and sugar of lead is given below. In the case of common alum there would, of course, be potassium acetate in solution besides the alumina.
| Alum. |
| Al2K2(SO4)4 + |
| Sugar of lead. |
| 4 Pb(C2H3O2)2 = |
| Lead sulphate. |
| 4 PbSO4 + |
| Potassium acetate. |
| 2 KC2H3O2 + |
| Aluminum acetate. |
| Al2(C2H3O2)6 |
Now that sulphate of alumina is in common use, alum need not be used, as the potash in it serves no purpose in proofing.
There are many compositions conferring water resisting powers upon textiles, but unfortunately they either affect the general handle of the material and make it stiff, or they stain and discolor it, which is equally bad. A large range of waterproof compositions can be got by using stearates of the metals; these, in nearly every case, are insoluble bodies, and when deposited in the interior of a fabric form a water-resisting “filling” which is very effective. As a rule these stearates are deposited on the material by means of double baths; for example, by passing the fabric through (say) a bath of aluminum acetate, and then, after squeezing out the excess of liquid, passing it through a bath of soap. The aluminum salt on the fabric decomposes the soap, resulting in a deposit of insoluble stearate of alumina. This system of proofing in two baths is cleaner and more economical than adding all the ingredients together, as the stearate formed is just where it is required “on the fibers,” and not at the bottom of the bath.
One of the most important patents now worked for waterproofing purposes is on the lines of the old alumina process. In this case the factor used is rosin, dissolved in a very large bulk of petroleum spirit. The fabrics to be proofed (usually dress materials) are passed through a bath of this solution, and carefully dried to drive off the solvent. Following this, the goods are treated by pressing with hot polished metal rollers. This last process melts the small quantity of rosin, which is deposited on the cloth, and leaves each single fiber with an exceedingly thin film of rosin on it. It will be understood that only a very attenuated solution of rosin is permissible, so that the fibers of the threads and not the threads themselves are coated with it. If the solution contains too much rosin the fabric is stiffened, and the threads cemented together; whereas if used at the correct strength (or, rather, weakness) neither fabric nor dye suffers, and there is no evidence of stickiness of any description.
Fig. 9 shows a machine used for spreading a coat of either proofing or any other fluid on one side of the fabric. {748} This is done by means of a roller, A, running in the proofing solution, the material to be coated traveling slowly over the top and just in contact with the roller, A, which transfers the proofing to it. Should the solution used be of a thick nature, then a smooth metal roller will transfer sufficient to the fabric. If the reverse is the case, and the liquid used is very thin, then the roller is covered with felt, which very materially adds to its carrying power. As shown in Fig. 9, after leaving the two squeezing rollers, BB, the fabric passes slowly round a large steam-heated cylinder, C, with the coated side uppermost. This dries the proofing and fastens it, and the cloth is taken off at D.
Besides stearates of the metals, glues and gelatins have been used for proofing purposes, but owing to their stiffening effect, they are only of use in some few isolated cases. With glue and gelatin the fixing agent is either tannic acid or some metallic salt. Tannic acid converts gelatin into an insoluble leather-like body; this can be deposited in the interstices of the fabric by passing the latter through a gelatin bath first, and then squeezing and passing through the tannic acid. Bichromate of potash also possesses the property of fixing the proteid bodies and rendering them insoluble.
The following are special processes used to advantage in the manufacture of waterproof fabrics:
I.—Ordinary Fabrics, Dressing Apparel, etc.—Immerse in a vat of acetate of alumina (5° Bé.) for 12 hours, lift, dry, and let evaporate at a temperature of from 140° to 149° F.
II.—Sailcloth, Awnings, Thick Blankets, etc.—Soak in a 7 per cent solution of gelatin at 104° F., dry, pass through a 4 per cent solution of alum, dry again, rinse in water, and dry.
III.—Fabrics of Cotton, Linen, Jute, and Hemp.—Put into a bath of ammoniacal cupric sulphate of 10° Bé. at a temperature of 87° F.; let steep thoroughly, then put in a bath of caustic soda (20° Bé.) and dry. To increase the impermeability, a bath of sulphate of alumina may be substituted for the caustic-soda bath.
IV.—Saturate the fabrics with the following odorless compound, subjecting them several times to a brushing machine having several rollers, where the warp threads will be well smoothed, and a waterproof product of fine sheen and scarcely fading will be the result. The compound is made with 30 parts, by weight, of Japan wax, 22 1/2 parts, by weight, of paraffine, 12 parts, by weight, of rosin soap, 35 parts, by weight, of starch, and 5 parts, by weight, of a 5 per cent solution of alum. Fabrics thus prepared are particularly adapted to the manufacture of haversacks, shoes, etc.
V.—White or Light Fabrics.—Pass first through a bath of acetate of alumina of 4° to 5° Bé. at a temperature of 104° F., then through the rollers to rid of all liquid; put into a warm solution of soap (5 parts, by weight, of olive-oil soap to 100 parts, by weight, of fresh water) and finally pass through a 2 per cent solution of alum, dry for 2 or 3 days on the dropping horse, and brush off all particles of soap.
VI.—Dissolve 1 1/2 parts, by weight, of gelatin in 50 parts, by weight, of boiling water, add 1 1/2 parts, by weight, of scraped tallow soap and 2 1/2 parts, by weight, of alum, the latter being put in gradually; lower the temperature of the bath to 122° F., lift out the fabric, dry, and calender.
VII.—Tent Cloth.—Soak in a warm solution of 1 part, by weight, of gelatin, 1 part, by weight, of glycerine, and 1 part, by weight, of tannin in 12 parts, by weight, of wood vinegar (pyroligneous acid) of 12° Bé. The whole is melted in a kettle and carefully mixed. The mass is poured into the receiver of the brushing machine, care being taken to keep it liquid. For a piece of 500 feet in length and 20 inches in width, 50 to 80 parts, by weight, of this compound are needed.
VIII.—To freshen worn waterproof material, cover with the following: Fifty-five thousand parts, by weight, of gelatin; 100 parts, by weight, of bichromate of potash; 100 parts, by weight, of acetic acid (to keep glue from congealing), and from 3,000 to 5,000 parts, by weight, of water; to this add 500 parts, by weight, of peroxide of ammoniacal copper, 100° Bé. This compound is put on the fabric with a brush and then exposed to air and light.
IX.—Soft Hats.—The hats are stiffened as usual, then put through the following three baths: Dissolve 1/2 part, by weight, of tallow soap in from 40 to 50 parts, by weight, of warm water (140° F.). Put 3 to 4 dozen hats into this solution, leave them in it for half an hour, then take out and put them as they are into another bath prepared with 40 to 50 parts, by weight, of water and 1/2 part, by weight, of alum and heated to 86° to 104° F. After {749} having been left in the second bath for 1/4 or 1/2 hour, take out as before, put into the third bath of 40 to 50 parts, by weight, of water, 1/2 part, by weight, of alum, and about 13 parts, by weight, of fish glue. In this cold bath the hats are left for another 1/2 hour or more until they are completely saturated with the liquid, then dried and the other operations continued.
X.—Woolen cloth may be soaked in a vat filled with aluminum acetate, of 5° Bé., for 12 hours, then removed, dried, and dried again at a temperature of 140° F.
XI.—Wagon covers, awnings, and sails are saturated with a 7 per cent gelatin solution, at a temperature of 104° F., dried in the air, put through a 4 per cent solution of alum, dried again in the air, carried through water, and dried a third time.
XII.—Cotton, linen, jute, and hemp fabrics are first thoroughly saturated in a bath of ammonio-cupric sulphate, of 10° Bé., at a temperature of 77° F., then put into a solution of caustic soda, 2° Bé., and dried. They may be made still more impervious to water by substituting a solution of aluminum sulphate for the caustic soda.
XIII.—White and light-colored fabrics are first put into a bath of aluminum acetate, 4° to 5° Bé., at a temperature of 102° F., the superfluous liquid being removed from the fabric by press rollers. The fabric is put into a soap solution (5 parts of good Marseilles soap in 100 parts of soft water). Finally it is put through a 2 per cent alum solution, and left to dry for 2 or 3 days on racks. The adhering particles of soap are removed by brushing with machinery.
XIV.—Dissolve 1.5 parts of gelatin in 50 parts of boiling water, add 1.5 parts of shavings of tallow grain soap, and gradually, 2.5 parts of alum. Let this cool to 122° F., draw the fabric through it, dry and calender.
XV.—Cellular tissues are made waterproof by impregnating them with a warm solution of 1 part, by weight, of gelatin, 1 part, by weight, of glycerine, and 1 part, by weight, of tannin, in 12 parts, by weight, of wood vinegar, 12° Bé.
XVI.—Linen, hemp, jute, cotton, and other fabrics can be given a good odorless waterproof finish by impregnating them, and afterwards subjecting them to the action of several mechanical brush rollers. By this process the fabric is brushed dry, the fibers are laid smooth, the threads of the warp brought out, and a glossy, odorless, unfading waterproof stuff results. Fabrics manufactured in the usual way from rough and colored yarns are put through a bath of this waterproof finish, whose composition is as follows: Thirty parts, by weight, of Japanese wax; 22.5 parts, by weight, of paraffine; 15 parts, by weight, of rosin soap; 35 parts, by weight, of starch, and 5 parts, by weight, of a 5 per cent alum solution. The first three components are melted in a kettle, the starch and, lastly, the alum added, and the whole stirred vigorously.
XVII.—One hundred parts, by weight, of castor oil are heated to nearly 204° F., with 50 parts, by weight, of caustic potash, of 50° Bé., to which 50 parts, by weight, of water have previously been added. Forty parts, by weight, of cooler water are then added slowly, care being taken to keep the temperature of the mixture constant. As soon as the liquor begins to rise, 40 parts, by weight, of cooler water are again added, with the same precaution to keep the temperature from falling below 204° F. At the same time care must be taken to prevent the liquor boiling, as this would produce too great saponification. By the prolonged action of heat below the boiling point, the oil absorbs water and caustic potash without being changed, and the whole finally forms a perfectly limpid, nearly black liquid. This is diluted with 5 times its weight of hot or cold water, and is then ready for use without any further preparation. Other vegetable oils may be employed besides castor oil, and the quantity of unsaponified oil present may be increased by stirring the prepared liquid with a fresh quantity of castor or other vegetable oil. The product is slightly alkaline, but wool fiber is not injured, as the oiling may be done in the cold. The solution is clear and limpid, and will not separate out on standing like an emulsion. This product in spinning gives a 10 per cent better utilization of the raw material owing to the greater evenness and regularity with which the fibers are oiled; in weaving less oiling is required.
The product can be completely removed by water, preferably by cold water, and scouring of the goods subsequently with soap, soda, or fuller’s earth can thus be dispensed with.
XVIII.—Cloth may be rendered waterproof by rubbing the under side with a lump of beeswax until the surface presents a uniform white or grayish appearance. This method it is said renders the cloth {750} practically waterproof, although still leaving it porous to air.
XIX.—Coating the under side of the cloth with a solution of isinglass and then applying an infusion of galls is another method, a compound being thus formed which is a variety of leather.
XX.—An easy method is the formation of aluminum stearate in the fiber of the cloth, which may readily be done by immersing it in a solution of aluminum sulphate in water (1 in 10) and without allowing it to dry passing through a solution of soap made from soda and tallow or similar fat, in hot water. Reaction between the aluminum sulphate and the soap produces aluminum stearate and sodium sulphate. The former is insoluble and remains in the fiber; the latter is removed by subsequently rinsing the fabric in water.
XXI.—A favorite method for cloth is as follows: Dissolve in a receptacle, preferably of copper, over a bright coal fire, 1 liter (1.76 pints) of pure linseed oil, 1 liter (1.76 pints) of petroleum, 1/2 liter (0.88 pints) of oil turpentine, and 125 grams (4.37 ounces) of yellow wax, the last named in small bits. As there is danger of fire, boiling of this mass should be avoided. With this hot solution removed from the fire, of course the felt material is impregnated; next it is hung up in a warm, dry room or spread out, but in such a manner that the uniform temperature can act upon all parts.
II.—Prideaux’ process consists in submitting the leather to treatment with a solution of caoutchouc until it is thoroughly saturated with the liquid. The latter consists of 30 parts of caoutchouc in 500 parts of oil of turpentine. Complete impregnation of the leather requires several days, during which the solution must be frequently applied to the surface of the leather and rubbed in.
III.—Villon’s process consists in applying a soap solution to the leather, about as follows: The leather is first treated to a solution of 62 parts of soap, 124 parts of glue, and 2,000 parts of water. When it has become saturated with the solution, it is treated to rubbing with a mixture of 460 parts of common salt and 400 parts of alum, in sufficient water to dissolve the same. After this it is washed with tepid water and dried. This process is much the quickest. The application of the soap requires about 2 hours, and the subsequent treatment about as much more, or 4 or 5 hours in all.
Probably the best oilskins ever made are those prepared by combining Dr. Stenhouse’s process (patented in 1864) with the ordinary method, which consists in the main of painting over the fabric with two or more coats of boiled linseed oil, allowing each coat to dry before the next is applied. This, with a few variations in detail, is the whole method of making oilskins. Dr. Stenhouse’s waterproofing method is to impregnate the fabric with a mixture of hard paraffine and boiled oil in proportions varying according to circumstances from 95 per cent of paraffine and 5 of oil to 70 per cent of the former and 30 of the latter. The most usual percentages are 80 and 20. The mixture is made with the aid of heat, and is then cast into blocks for storage. It is applied to the cloth stretched on a hot plate by rubbing the fabric thoroughly all over with a block of the composition, which may be applied on one or both sides as may be wished. The saturation is then made complete, and excess of composition is removed by passing the cloth between hot rollers. When the cloth is quite cold the process is complete. The paraffine and the drying oil combine their waterproofing powers, and the paraffine prevents the oil from exerting any injurious action upon the material. Drying oil, partly on account of the metallic compounds in it, and partly on account of its absorbing oxygen from the atmosphere, has a decided slow weakening effect upon textile fibers. Dr. Stenhouse points out that the inflammability of oilskins may be much lessened by the use of the ordinary fireproofing salts, such as tungstate of soda, or alum, either before or after the waterproofing process is carried out.
The following are some of the best recommended recipes for making oilskins:
I.—Dissolve 1 ounce of yellow soap in 1 1/2 pints of boiling water. Then stir in 1 quart of boiled oil. When cold, add 1/4 pint of gold size.
II.—Take fine twilled calico. Soak it in bullock’s blood and dry it. Then give it 2 or 3 coats of boiled oil, mixed with a little litharge, or with an ounce of gold size to every pint of the oil.
III.—Make ordinary paint ready to be applied thin with a strong solution of soap.
IV.—Make 96 pounds of ocher to a thin paste with boiled oil, and then add 16 pounds of ordinary black paint mixed ready for use. Apply the first coat of this with soap, the subsequent coats without soap.
V.—Dissolve rosin in hot boiled oil till it begins to thicken.
VI.—Mix chalk or pipe clay in the finest powder, and in the purest state obtainable to a thin paste with boiled oil.
VII.—Melt together boiled oil, 1 pint; beeswax and rosin, each, 2 ounces.
VIII.—Dissolve soft soap in hot water and add solution of protosulphate of iron till no further precipitate is produced. Filter off, wash, and dry, and form the mass into a thin paste with boiled oil.
All these compositions are painted on with an ordinary painter’s brush. The fabric should be slightly stretched, both to avoid folds and to facilitate the penetration of the waterproofing mixture. To aid the penetration still further, the mixture should be applied hot. It is of the greatest importance that the fabric should not be damp when the composition is applied to it. It is best to have it warm as well as the composition. If more than one coat is applied, which is practically always the case, three being the usual number, it is essential that the last coat should be perfectly dry before the next is applied. Neglect of this precaution is the chief cause of stickiness, which frequently results in serious damage to the oilskins when they have to be unfolded. In fact, it is advisable to avoid folding an oilskin when it can be avoided. They should be hung up when not in use, whenever practicable, and be allowed plenty of room. It goes without saying that no attempt should be made to sell or use the oilskin, whether garment or tarpaulin, until the final coat of composition is perfectly dry and set. It is unadvisable to use artificial heat in the drying at any stage in the manufacture.
The treatment consists, first, in saturating the paper with glutinous material, preferably animal glue, and by preference the bath of glutinous material should be hot, to effect the more rapid absorption and more perfect permeation, impregnation, and deposit of the glutinous material within all the microscopic interstices throughout the body of the paper being treated. By preference a suitable tank is provided in which the glutinous material is deposited, and in which it may be kept heated to a constant temperature, the paper being passed through the tank and saturated during its passage. The material being treated should pass in a continuous sheet—that is, be fed from a roll and the finished product be wound in a roll after final treatment. This saves time and the patentee finds that the requisite permeation or incorporation of glutinous matter in the fiber will with some papers—for instance, lightly sized manila hemp—require but a few seconds. As the paper passes from the glutin tank the surplus of the glutinous matter is removed from the surface by mechanical means, as contradistinguished from simply allowing it to pass off by gravity, and in most instances it is preferred to pass the paper between suitable pressure rolls to remove such surplus. The strength and consistency of the glutinous bath may be varied, depending upon the material being treated and the uses for which such material is designed. It may, however, be stated that, in a majority of cases, a hot solution of about 1 part of animal glue to about 10 parts of water, by weight, gives the best results. After leaving the bath of glutinous material and having the surplus adhering to the surfaces removed, the paper before drying is passed into or through a solution of formaldehyde and water to “set” the glutinous material. The strength of this solution may also be variable, depending, as heretofore stated, upon the paper and uses for which it is designed. In the majority of cases, however, a solution of 1 part of formaldehyde (35 per cent solution) to 5 parts of water, by weight, gives good results, and the best result is attained if this bath is cold instead of hot, though any particular temperature is not essentially necessary. The effect of the formaldehyde solution upon the glutin-saturated paper is to precipitate the glutinous matter and render it insoluble.
As the material comes from the formaldehyde bath, the surplus adhering to the surfaces is removed by mechanical means, pressure rolls being probably most convenient. The paper is then dried in any convenient manner. The best result in drying is attained by the air-blast, i. e., projecting blasts of air against both surfaces of the paper. This drying removes all the watery constituents and leaves the paper in a toughened or greatly strengthened condition, but not in practical condition for commercial uses, as it is brittle, horny, and stiff, and has an objectionable odor and taste on account of the presence of the aldehydes, paraldehydes, formic acid, and other products, the result of oxidation. Hence it needs to be “tempered.” Now while the glutinous material is rendered insoluble—that is, it is so acted upon by formaldehyde and the chemical action which takes place while the united solutions are giving off their watery constituents that it will not fully dissolve—it is, however, in a condition to be acted on by moisture, as it will swell and absorb, or take up permanently by either chemical or mechanical action a percentage of water, and will also become improved in many respects, so that to temper and render the paper soft and pliable and adapt it for most commercial uses it is subjected to moisture, which penetrates the paper, causing a welling in all directions, filling the interstices perfectly and resulting in “hydration” throughout the entire cellular structure. Two actions, mechanical and chemical, appear to take place, the mechanical action being the temporary absorption of water analogous to the absorption of water by a dry sponge, the chemical action being the permanent union of water with the treated paper, analogous to the union of water and tapioca, causing swelling, or like the chemical combination of water with lime or cement. For this purpose it is preferred to pass the paper into a bath of hot water, saturated steam or equivalent heat-and-moisture medium, thus causing the fibers and the non-soluble glutinous material filling the interstices to expand in all directions and forcing {753} the glutinous material into all the microscopic pores or openings and into the masses of fiber, causing a commingling or thorough incorporation of the fibers and the glutinous compound. At the same time, as heretofore indicated, a change (hydration) takes place, whereby the hardened mass of fiber, glutinous material, and formaldehyde become tempered and softened and the strength imparted by the previous treatment increased. To heighten the tempering and softening effect, glycerine may, in some instances, be introduced in the tempering bath, and in most cases one two-hundredths in volume of glycerine gives the best results.
The paper may be dried in any convenient manner and is in condition for most commercial uses, it being greatly strengthened, more flexible, more impervious to moisture, acids, grease, or alkalies, and is suitable for the manufacture of binding-twine, carpets, and many novelties, for dry wrappings and lining packing cases, etc., but is liable to have a disagreeable taste and may carry traces of acids, rendering it impracticable for some uses—for instance, wrapping butter, meats, cheese, etc., after receiving the alkali treatment. The paper is also valuable as a packing for joints in steam, water, and other pipes or connections. For the purpose, therefore, of rendering the material absolutely free from all traces of acidity and all taste and odors and, in fact, to render it absolutely hygienic, it is passed through a bath of water and a volatile alkali (ammonium hydrate), the proportion by preference in a majority of cases being one-hundredth of ammonium hydrate to ninety-nine one-hundredths of water by volume. A small percentage of wood alcohol may be added. This bath is preferably cool, but a variation in its temperature will not interfere to a serious extent with the results. The effect of this bath followed by drying is to complete the chemical reaction and destroy all taste or odor, removing all traces of acids and rendering the paper hygienic in all respects. The material may be calendered or cut and used for any of the purposes desired. If the material is to be subjected to the volatile alkali bath, it is not necessary to dry it between the tempering and volatile alkali baths.
The paper made in accordance with the foregoing will, it is claimed, be found to be greatly strengthened, some materials being increased in strength from 100 to 700 per cent. It will be nonabsorbent to acids, greases, and alkalies, and substantially waterproof, and owing to its component integrate structure will be practically non-conductive to electricity, adapting it as a superior insulating material. It may with perfect safety be employed for wrapping butter, meats, spices, groceries, and all materials, whether unctuous or otherwise.
The term “hydration” means the subjecting of the material (after treatment with glutinous material and formaldehyde and drying) to moisture, whereby the action described takes place.
A sheet or web of paper can be treated by the process as rapidly as it is manufactured, as the time for exposure to the action of the glutinous material need not be longer than the time required for it to become saturated, this, of course, varying with different thicknesses and densities, and the length of time of exposure may be fixed without checking the speed by making the tank of such length that the requisite time will elapse while the sheet is passing through it and the guides so arranged as to maintain the sheet in position to be acted on by such solution the requisite length of time. Four seconds’ exposure to the action of formaldehyde is found sufficient in most cases.
II.—Saturate in a solution of zinc chloride.
Rosins are detected by cold alcohol, which dissolves all rosinous substances and exercises no action on the wax. The rosins having been extracted from the alcoholic solution by the evaporation of the alcohol, the various kinds may be distinguished by the odors disengaged by burning the mass several times on a plate of heated iron.
All earthy substances may be readily {754} separated from wax by means of oil of turpentine, which dissolves the wax, while the earthy matters form a residue.
Oil of turpentine also completely separates wax from starchy substances, which, like earthy matters, do not dissolve, but form a residue. A simpler method consists in heating the wax with boiling water; the gelatinous consistency assumed by the water, and the blue coloration in presence of iodine, indicate that the wax contains starchy substances. Adulteration by means of starch and fecula is quite frequent. These substances are sometimes added to the wax in a proportion of nearly 60 per cent. To separate either, the suspected product is treated hot with very dilute sulphuric acid (2 parts of acid per 100 parts of water). All amylaceous substances, converted into dextrin, remain dissolved in the liquid, while the wax, in cooling, forms a crust on the surface. It is taken off and weighed; the difference between its weight and that of the product analyzed will give the quantity of the amylaceous substances.
Flowers of sulphur are recognized readily from the odor of sulphurous acid during combustion on red-hot iron.
Tallow may be detected by the taste and odor. Pure wax has an aromatic, agreeable taste, while that mixed with tallow is repulsive both in taste and smell. Pure wax, worked between the fingers, grows soft, preserving a certain cohesion in all parts. It divides into lumps, which adhere to the fingers, if it is mixed with tallow. The adulteration may also be detected by the thick and nauseating fumes produced when it is burned on heated iron.
Stearic acid may be recognized by means of boiling alcohol, which dissolves it in nearly all proportions and causes it to deposit crystals on cooling, while it is without action on the wax. Blue litmus paper, immersed in alcohol solution, reddens on drying in air, and thus serves for detecting the presence of stearic acid.
Ocher is found by treating the wax with boiling water. A lemon-yellow deposit results, which, taken up with chlorhydric acid, yields with ammonia a lemon-yellow precipitate of ferric oxide.
The powder of burnt bones separates and forms a residue, when the wax is heated with oil of turpentine.
| I.— | White beeswax | 16 parts |
|---|---|---|
| Colophony | 4 parts | |
| Venice turpentine | 1 part |
Melt the articles together over a gentle fire, and when completely melted and homogeneous, pour into a sizable earthenware vessel, and stir in, while still warm, 6 parts of the best French turpentine. Cool for 24 hours, by which time the mass has acquired the consistence of soft butter, and is ready for use. Its method of use is very simple. It is smeared, in small quantities, on woolen cloths, and with these is rubbed into the wood.
This is the best preparation, but one in which the beeswax is merely dissolved in the turpentine in such a way as to have the consistence of a not too thin oil color, will answer. The wood is treated with this, taking care that the surface is evenly covered with the mixture, and that it does not sink too deeply in the ornaments, corners, etc., of the woodwork. This is best achieved by taking care to scrape off from the cloths all excess of the wax.
If, in the course of 24 hours, the surface is hard, then with a stiff brush go over it, much after the way of polishing a boot. For the corners and angles smaller brushes are used; when necessary, stiff pencils may be employed. Finally, the whole is polished with plush, or velvet rags, in order not to injure the original polish. Give the article a good coat of linseed oil or a washing with petroleum before beginning work.
II.—Articles that are always exposed to the water, floors, doors, especially of oak, should, from time to time, be {755} saturated with oil or wax. A house door, plentifully decorated with wood carving, will not shrink or warp, even where the sun shines hottest on it, when it is frequently treated to saturation with wax and oil. Here a plain dosage with linseed oil is sufficient. Varnish, without the addition of turpentine, should never be used, or if used it should be followed by a coat of wax.
III.—A good floor wax is composed of 2 parts of wax and 3 parts of Venice turpentine, melted on the water bath, and the mixture applied while still hot, using a pencil, or brush, for the application, and when it has become solid and dry, diligently rubbed, or polished down with a woolen cloth, or with a floor brush, especially made for the purpose.
IV.—An emulsion of 5 parts of yellow wax, 2 parts of crude potassium carbonate, and 12 parts of water, boiled together until they assume a milky color and the solids are dissolved, used cold, makes an excellent composition for floors. Any desired color may be given this dressing by stirring in the powdered coloring matter. Use it exactly as described for the first mass.
| I | II | III | IV | V | |
|---|---|---|---|---|---|
| Yellow wax | 32 | 32 | 32 | 96 | 36 |
| Red chalk | 3 | 24 | 18 | 48 | 18 |
| Verdigris | 2 | 4 | 18 | 32 | 18 |
| Burnt alum | 2 | 4 | — | — | — |
| Burnt borax | — | — | 2 | 1 | 3 |
| Copper ash | — | 4 | 6 | 20 | 8 |
| Zinc vitriol | — | — | — | 32 | 18 |
| Green vitriol | — | — | — | 1 | 6 |
| I.— | Beeswax | 7 parts |
|---|---|---|
| Purified rosin | 12 parts | |
| Turpentine | 3 parts | |
| Rape oil | 1 part | |
| Venice turpentine | 2.5 parts | |
| Zinc white | 2.5 parts |
Color yellow with turmeric.
| II.— | Japan wax | 1 part |
|---|---|---|
| Yellow wax | 3 parts | |
| Rosin | 8 parts | |
| Turpentine | 4 parts | |
| Hard paraffine | 1 part | |
| Suet | 3 parts | |
| Venice turpentine | 6 parts |
| Oil of turpentine | 90 parts |
| Wax, yellow | 9 parts |
| Prussian blue | 1 part |
| Indigo | 0.5 parts |
| Bone black | 5 parts |
Dissolve the wax in the oil by aid of a low heat, on a water bath. Mix the remaining ingredients, which must be well powdered, and work up with a portion of the solution of wax. Finally, add the mixture to the solution, and mix thoroughly on the bath. When a homogeneous liquid is obtained, pour into earthen boxes.
II.—Summer Modeling Wax.—White wax, 20 parts; ordinary turpentine, 4 parts; sesame oil, 1 part; vermilion, 2 parts.
III.—Winter Modeling Wax.—White wax, 20 parts; ordinary turpentine, 6 parts; sesame oil, 2 parts; vermilion, 2 parts. Preparation same as for Formula I.
The oval and square sticks of sealing wax are cast in molds, with the above compound, in a state of fusion. The marks of the lines of junction of the mold box may be afterwards removed by holding the sticks over a clear fire, or passing them over a blue gas flame. Marbled sealing wax is made by mixing {756} two, three, or more colored kinds together while they are in a semi-fluid state. From the viscidity of the several portions their incorporation is left incomplete, so as to produce the appearance of marbling. Gold sealing wax is made simply by adding gold chrome instead of vermilion into the melted rosins. Wax may be scented by introducing a little essential oil, essence of musk, or other perfume. If 1 part of balsam of Peru be melted along with 99 parts of the sealing-wax composition, an agreeable fragrance will be exhaled in the act of sealing with it. Either lampblack or ivory black serves for the coloring matter of black wax. Sealing wax is often adulterated with rosin, in which case it runs into thin drops at the flame of a candle.
The following mistakes are sometimes made in the manufacture of sealing wax:
I.—Use of filling agents which are too coarsely ground.
II.—Excessive use of filling agents.
III.—Insufficient binding of the pigments and fillings with a suitable adhesive agent, which causes these bodies to absorb the adhesive power of the gums.
IV.—Excessive heating of the mass, caused by improper melting or faulty admixture of the gummy bodies. Turpentine and rosin must be heated before entering the shellac. If this rule is inverted, as is often the case, the shellac sticks to the bottom and burns partly.
Great care must be taken to mix the coloring matter to a paste with spirit or oil of turpentine before adding to the other ingredients. Unless this is done the wax will not be of a regular tint.
| II.— | Bleached shellac | 28 parts |
|---|---|---|
| Venetian turpentine | 13 parts | |
| Plaster of Paris | 30 parts |
WAX FOR BOTTLES: See Photography.
WAX, BURNING, TRICK: See Pyrotechnics.
WAXES, DECOMPOSITION OF: See Oil.
WAX FOR IRONING: See Laundry Preparations.
WAX FOR LINOLEUM: See Linoleum.
(See also Hygrometers and Hygroscopes.)
I.—It is known that a leaf of blotting paper or a strip of fabric made to change color according to the hygrometric state of the atmosphere has been employed for weather indications in place of a barometer. The following compound is recommended for this purpose: One part of cobalt chloride, 75 parts of nickel oxide, 20 parts of gelatin, and 200 parts of water. A strip of calico, soaked in this solution, will appear green in fine weather, but when moisture intervenes the color disappears. {757}
| II.— | Copper chloride | 1 part |
|---|---|---|
| Gelatin | 10 parts | |
| Water | 100 parts |
III.—This is a method of making old-fashioned weather glasses containing a liquid that clouds or solidifies under certain atmospheric conditions:
| Camphor | 2 1/2 drachms |
| Alcohol | 11 drachms |
| Water | 9 drachms |
| Saltpeter | 38 grains |
| Sal ammoniac | 38 grains |
Dissolve the camphor in the alcohol and the salts in the water and mix the solutions together. Pour in test tubes, cover with wax after corking and make a hole through the cork with a red-hot needle, or draw out the tube until only a pin hole remains. When the camphor, etc., appear soft and powdery, and almost filling the tube, rain with south or southwest winds may be expected; when crystalline, north, northeast, or northwest winds, with fine weather, may be expected; when a portion crystallizes on one side of the tube, wind may be expected from that direction. Fine weather: The substance remains entirely at bottom of tube and the liquid perfectly clear. Coming rain: Substance will rise gradually, liquid will be very clear, with a small star in motion. A coming storm or very high wind: Substance partly at top of tube, and of a leaflike form, liquid very heavy and in a fermenting state. These effects are noticeable 24 hours before the change sets in. In winter: Generally the substance lies higher in the tube. Snow or white frost: Substance very white and small stars in motion. Summer weather: The substance will lie quite low. The substance will lie closer to the tube on the opposite side to the quarter from which the storm is coming. The instrument is nothing more than a scientific toy.
WEATHERPROOFING: See Paints.
WEED KILLERS: See Disinfectants.
The International Committee on Atomic Weights have presented this table as corrected:
| O=16 | H=1 | ||
|---|---|---|---|
| Aluminum | Al | 27.1 | 26.9 |
| Antimony | Sb | 120.2 | 119.3 |
| Argon | A | 39.9 | 39.6 |
| Arsenic | As | 75 | 74.4 |
| Barium | Ba | 137.4 | 136.4 |
| Bismuth | Bi | 208.5 | 206.9 |
| Boron | B | 11 | 10.9 |
| Bromine | Br | 79.96 | 79.36 |
| Cadmium | Cd | 112.4 | 111.6 |
| Cæsium | Cs | 132.9 | 131.9 |
| Calcium | Ca | 40.1 | 39.7 |
| Carbon | C | 12 | 11.91 |
| Cerium | Ce | 140.25 | 139.2 |
| Chlorine | Cl | 35.45 | 35.18 |
| Chromium | Cr | 52.1 | 51.7 |
| Cobalt | Co | 59 | 58.55 |
| Columbium | Cb | 94 | 93.3 |
| Copper | Cu | 63.6 | 63.1 |
| Erbium | Er | 166 | 164.8 |
| Fluorine | F | 19 | 18.9 |
| Gadolinium | Gd | 156 | 154.8 |
| Gallium | Ga | 70 | 69.5 |
| Germanium | Ge | 72.5 | 72 |
| Glucinum | Gl | 9.1 | 9.03 |
| Gold | Au | 197.2 | 195.7 |
| Helium | He | 4 | 4 |
| Hydrogen | H | 1.008 | 1 |
| Indium | In | 115 | 114.1 |
| Iodine | I | 126.97 | 126.01 |
| Iridium | Ir | 193 | 191.5 |
| Iron | Fe | 55.9 | 55.5 |
| Krypton | Kr | 81.8 | 81.2 |
| Lanthanum | La | 138.9 | 137.9 |
| Lead | Pb | 206.9 | 205.35 |
| Lithium | Li | 7.03 | 6.98 |
| Magnesium | Mg | 24.36 | 24.18 |
| Manganese | Mn | 55 | 54.6 |
| Mercury | Hg | 200 | 198.5 |
| Molybdenum | Mo | 96 | 95.3 |
| Neodymium | Nd | 143.6 | 142.5 |
| Neon | Ne | 20 | 19.9 |
| Nickel | Ni | 58.7 | 58.3 |
| Nitrogen | N | 14.04 | 13.93 |
| Osmium | Os | 191 | 189.6 |
| Oxygen | O | 16 | 15.88 |
| Palladium | Pd | 106.5 | 105.7 |
| Phosphorus | P | 31 | 30.77 |
| Platinum | Pt | 194.8 | 193.3 |
| Potassium | K | 39.15 | 38.85 |
| Praseodymium | Pr | 140.5 | 139.4 |
| Radium | Ra | 225 | 223.3 |
| Rhodium | Rh | 103 | 102.2 |
| Rubidium | Rb | 85.5 | 84.9 |
| Ruthenium | Ru | 101.7 | 100.9 |
| Samarium | Sm | 150.3 | 149.2 |
| Scandium | Sc | 44.1 | 43.8 |
| Selenium | Se | 79.2 | 78.6 |
| Silicon | Si | 28.4 | 28.2 |
| Silver | Ag | 107.93 | 107.11 |
| Sodium | Na | 23.05 | 22.88 |
| Strontium | Sr | 87.6 | 86.94 |
| Sulphur | S | 32.06 | 31.82 |
| Tantalum | Ta | 183 | 181.6 |
| Tellurium | Te | 127.6 | 126.6 |
| Terbium | Th | 160 | 158.8 |
| Thallium | Tl | 204.1 | 202.6 |
| Thorium | Th | 232.5 | 230.8 |
| Thulium | Tm | 171 | 169.7 |
| Tin | Sn | 119 | 118.1 |
| Titanium | Ti | 48.1 | 47.7 |
| Tungsten | W | 184 | 182.6 |
| Uranium | U | 238.5 | 236.7 |
| Vanadium | V | 51.2 | 50.8 |
| Xenon | Xe | 128 | 127 |
| Ytterbium | Yb | 173 | 171.7 |
| Yttrium | Yt | 89 | 88.3 |
| Zinc | Zn | 65.4 | 64.9 |
| Zirconium | Zr | 90.6 | 89.9 |
| Inches. | Feet. | Yards. | Rods. | Fur’s. | Mile. | |
|---|---|---|---|---|---|---|
| 12 inches = 1 foot. | 12 = | 1 | ||||
| 3 feet = 1 yard. | 36 = | 3 = | 1 | |||
| 5.5 yards = 1 rod. | 198 = | 16.5 = | 5.5 = | 1 | ||
| 40 rods = 1 furlong. | 7,920 = | 660 = | 220 = | 40 = | 1 | |
| 8 furlongs = 1 mile. | 63,360 = | 5,280 = | 1,760 = | 320 = | 8 = | 1 |
| 144 sq. inches = 1 square foot. | Feet. | Yards. | Rods. | Roods. | Acres. |
|---|---|---|---|---|---|
| 9 square feet = 1 square yard. | 9 = | 1 | |||
| 30.25 square yards = 1 square rod. | 272.25 = | 30.25 = | 1 | ||
| 40 square rods = 1 square rood. | 10,890 = | 1,210 = | 40 = | 1 | |
| 4 square roods = 1 acre. | 43,560 = | 4,840 = | 160 = | 4 = | 1 |
| 640 acres = 1 square mile. | 27,878,400 = | 3,097,600 = | 102,400 = | 2,560 = | 640 |
| 4 gills = 1 pint. | Gills. | Pints. | Gallon. | Cub. In. |
|---|---|---|---|---|
| 2 pints = 1 quart. | 32 = | 8 = | 1 = | 231 |
| 4 quarts = 1 gallon. |
| Gallon. | Pints. | Ounces. | Drachms. | Minims. | Cubic Centimeters. |
|---|---|---|---|---|---|
| 1 = | 8 = | 128 = | 1,024 = | 61,440 = | 3,785.435 |
| 1 = | 16 = | 128 = | 7,680 = | 473.179 | |
| 1 = | 8 = | 480 = | 29.574 | ||
| 1 = | 60 = | 3.697 | |||
| Pound. | Ounces. | Pennyweights. | Grains. | Grams. |
|---|---|---|---|---|
| 1 = | 12 = | 240 = | 5,760 = | 373.24 |
| 1 = | 20 = | 480 = | 31.10 | |
| 1 = | 24 = | 1.56 | ||
Pound. |
Ounces. |
Drachms. |
Scruples |
gr. Grains. |
Grams. |
|---|---|---|---|---|---|
| 1 = | 12 = | 96 = | 288 = | 5,760 = | 373.24 |
| 1 = | 8 = | 24 = | 480 = | 31.10 | |
| 1 = | 3 = | 60 = | 3.89 | ||
| 1 = | 20 = | 1.30 | |||
| 1 = | .06 | ||||
| Pound. | Ounces. | Drachms. | Grains (Troy). | Grams. |
|---|---|---|---|---|
| 1 = | 16 = | 256 = | 7,000 = | 453.60 |
| 1 = | 16 = | 437.5 = | 28.35 | |
| 1 = | 27.34 = | 1.77 | ||
| 20 grains = | 1 scruple = | 20 grains |
| 3 scruples = | 1 drachm = | 60 grains |
| 8 drachms = | 1 ounce = | 480 grains |
| 12 ounces = | 1 pound = | 5,760 grains |
| 60 minims = | 1 fluidrachm |
| 8 drachms = | 1 fluidounce |
| 20 ounces = | 1 pint |
| 8 pints = | 1 gallon |
The above weights are usually adopted in formulas.
All chemicals are usually sold by
| 27 11/32 grains = | 1 drachm = | 27 11/32 grains |
| 16 drachms = | 1 ounce = | 437 1/2 grains |
| 16 ounces = | 1 pound = | 7,000 grains |
Precious metals are usually sold by
| 24 grains = | 1 pennyweight = | 24 grains |
| 20 pennyweights = | 1 ounce = | 480 grains |
| 12 ounces = | 1 pound = | 5,760 grains |
NOTE.—An ounce of metallic silver contains 480 grains, but an ounce of nitrate of silver contains only 437 1/2 grains. {759}
| DENOMINATIONS AND VALUES. | EQUIVALENTS IN USE. | |
|---|---|---|
| Myriameter | 10,000 meters | 6.2137 miles |
| Kilometer | 1,000 meters | .62137 miles, or 3,280 feet, 10 inches |
| Hectometer | 100 meters | 328 feet and 1 inch |
| Dekameter | 10 meters | 393.7 inches |
| Meter | 1 meter | 39.37 inches |
| Decimeter | 1-10th of a meter | 3.937 inches |
| Centimeter | 1-100th of a meter | .3937 inches |
| Millimeter | 1-1,000th of a meter | .0394 inches |
| DENOMINATIONS AND VALUES. | EQUIVALENTS IN USE. | |
|---|---|---|
| Hectare | 10,000 square meters | 2.471 acres |
| Are | 100 square meters | 119.6 square yards |
| Centare | 1 square meter | 1,550 square inches |
| DENOMINATIONS AND VALUES. | EQUIVALENTS IN USE. | |||
|---|---|---|---|---|
| NAMES. | NO. OF LITERS. |
CUBIC MEASURES. |
DRY MEASURE. |
WINE MEASURE. |
| Kiloliter or stere |
1,000 | 1 cubic meter | 1.308 cubic yards | 264.17 gallons |
| Hectoliter | 100 | 1-10th cubic meter | 2 bushels and 3.35 pecks | 26.417 gallons |
| Dekaliter | 10 | 10 cubic decimeters | 9.08 quarts | 2.6417 gallons |
| Liter | 1 | 1 cubic decimeter | .908 quarts | 1.0567 quarts |
| Deciliter | 1-10 | 1-10th cubic decimeter | 6.1023 cubic inches | .845 gills |
| Centiliter | 1-100 | 10 cubic centimeters | .6102 cubic inches | .338 fluidounces |
| Milliliter | 1-1,000 | 1 cubic centimeter | .061 cubic inches | .27 fluidrachms |
| DENOMINATIONS AND VALUES. | EQUIVALENTS IN USE. | ||
|---|---|---|---|
| NAMES. | NUMBER OF GRAMS. | WEIGHT OF VOLUME OF WATER AT ITS MAXIMUM DENSITY. | AVOIRDUPOIS WEIGHT. |
| Millier or Tonneau | 1,000,000 | 1 cubic meter | 2,204.6 pounds |
| Quintal | 100,000 | 1 hectoliter | 220.46 pounds |
| Myriagram | 10,000 | 10 liters | 22.046 pounds |
| Kilogram or Kilo | 1,000 | 1 liter | 2.2046 pounds |
| Hectogram | 100 | 1 deciliter | 3.5274 ounces |
| Dekagram | 10 | 10 cubic centimeters | .3527 ounces |
| Gram | 1 | 1 cubic centimeter | 15.432 grains |
| Decigram | 1-10 | 1-10th of a cubic centimeter | 1.5432 grains |
| Centigram | 1-100 | 10 cubic millimeters | .1543 grains |
| Milligram | 1-1,000 | 1 cubic millimeter | .0154 grains |
For measuring surfaces, the square dekameter is used under the term of ARE; the hectare, or 100 ares, is equal to about 2 1/2 acres. The unit of capacity is the cubic decimeter or LITER, and the series of measures is formed in the same way as in the case of the table of lengths. The cubic meter is the unit of measure for solid bodies, and is termed STERE. The unit of weight is the GRAM, which is the weight of one cubic centimeter of pure water weighed in a vacuum at the temperature of 4° C. or 39.2° F., which is about its temperature of maximum density. In practice, the term cubic centimeter, abbreviated c.c., is generally used instead of milliliter, and cubic meter instead of kiloliter. {760}
The following table, which contains no error greater than one-tenth of a grain, will suffice for most practical purposes:
II.—Borax, 2 parts; wrought-iron filings, free from rust, 2 parts; sal ammoniac, 1 part. These pulverized parts are moistened with copaiba balsam and made into a paste, then slowly dried over a fire and again powdered. The application is the same as for Formula I.
WHEEL GREASE: See Lubricants.
To make artificial whetstones, take gelatin of good quality, dissolve it in equal weight of water, operating in almost complete darkness, and add 1 1/2 per cent of bichromate of potash, previously dissolved. Next take about 9 times the weight of the gelatin employed of very fine emery or fine powdered gun stone, which is mixed intimately with the gelatinized solution. The paste thus obtained is molded into the desired shape, taking care to exercise an energetic pressure in order to consolidate the mass. Finally dry by exposure to the sun.
Wash the ceiling by wetting it twice with water, laying on as much as can well be floated on, then rub the old color up with a stumpy brush and wipe off with a large sponge. Stop all cracks with whiting and plaster of Paris. When dry, claricole with size and a little of the whitewash when this is dry. If very much stained, paint those parts with turps, color, and, if necessary, claricole again. To make the whitewash, take a dozen pounds of whiting (in large balls), break them up in a pail, and cover with water to soak. During this time melt over a slow fire 4 pounds common size, and at the same time, with a palette knife or small trowel, rub up fine about a dessertspoonful of blue-black with water to a fine paste; then pour the water off the top of the whiting and with a stick stir in the black; when well mixed, stir in the melted size and strain. When cold, it is fit for use. If the jelly is too stiff for use, beat it up well and add a little cold water. Commence whitewashing over the window and so work from the light. Distemper color of any tint may be made by using any other color instead of the blue-black—as ocher, chrome, Dutch pink, raw sienna for yellows and buff; Venetian red, burnt sienna, Indian red or purple brown for reds; celestial blue, ultramarine, indigo for blues; red and blue for purple, gray or lavender; red lead and chrome for orange; Brunswick green for greens.
Ox blood in lime paint is an excellent binding agent for the lime, as it is chiefly composed of albumin, which, like casein or milk, is capable of transforming the lime into casein paint. But the ox blood must be mixed in the lime paint; to use it separately is useless, if not harmful. Whitewashing rough mortar-plastering to saturation is very practical, as it closes all the pores and small holes.
A formula used by the United States Government in making whitewash for light-houses and other public buildings is as follows:
| Unslaked lime | 2 pecks |
| Common salt | 1 peck |
| Rice flour | 3 pounds |
| Spanish whiting | 1/2 pound |
| Glue (clean and white) | 1 pound |
| Water, a sufficient quantity. |
Slake the lime in a vessel of about 10 gallons capacity; cover it, strain, and add {762} the salt previously dissolved in warm water. Boil the rice flour in water; soak the glue in water and dissolve on a water bath, and add both, together with the whiting and 5 gallons of hot water to the mixture, stirring all well together. Cover to protect from dirt, and let it stand for a few days, when it will be ready for use. It is to be applied hot, and for that reason should be used from a kettle over a portable furnace.
WHITEWASH, TO REMOVE: See Cleaning Preparations and Methods.
WHITE METAL: See Alloys.
WINDOW-CLEANING COMPOUND: See Cleaning Compounds.
See also Sponges.
An attractive window display for stores can be prepared as follows:
In a wide-mouth jar put some sand, say, about 6 inches in depth. Make a mixture of equal parts of aluminum sulphate, copper sulphate, and iron sulphate, coarsely powdered, and strew it over the surface of the sand. Over this layer gently pour a solution of sodium silicate, dissolved in 3 parts of hot water, taking care not to disturb the layer of sulphates. In about a week or 10 days the surface will be covered with crystals of different colors, being silicates of different metals employed. Now take some pure water and let it run into the vessel by a small tube, using a little more of it than you used of the water-glass solution. This will displace the water-glass solution, and a fresh crop of crystals will come in the silicates, and makes, when properly done, a pretty scene. Take care in pouring in the water to let the point of the tube be so arranged as not to disturb the crop of silicates.
In Paris an apparatus has been introduced consisting of a small tube which is attached lengthwise on the exterior of the shop windows. Through numerous little holes a warm, lightly perfumed current of air is passed, which pleasantly tickles the olfactory nerves of the looker-on and at the same time keeps the panes clear and clean, so that the goods exhibited present the best possible appearance.
WINDOW POLISHES: See Polishes.
WINDOWS, FROSTED: See Glass.
WINDOWS, TO PREVENT DIMMING OF: See Glass.
Bitters, as the name indicates, are merely tinctures of bitter roots and barks, with the addition of spices to flavor, and depend for their effect upon their tonic action on the stomach. Taken too frequently, however, they may do harm, by overstimulating the digestive organs.
The recipes for some of these preparations run to great lengths, one for Angostura bitters containing no fewer than 28 ingredients. A very good article, however, may be made without all this elaboration. The following, for instance, make a very good preparation:
| Gentian root (sliced) | 12 ounces |
| Cinnamon bark | 10 ounces |
| Caraway seeds | 10 ounces |
| Juniper berries | 2 ounces |
| Cloves | 1 ounce |
| Alcohol, 90 per cent | 7 pints |
| Macerate for a week; strain, press out, and filter, then add | |
| Capillaire | 1 1/4 pints |
| Water to make up | 2 1/2 gallons |
Strength about 45 u. p.
Still another formula calls for Angostura bark, 2 1/2 ounces; gentian root, 1 ounce; cardamom seeds, 1/2 ounce; Turkey rhubarb, 1/2 ounce; orange peel, 4 ounces; caraways, 1/2 ounce; cinnamon bark, 1/2 ounce; cloves, 1/4 ounce.
| Sliced gentian root | 3 pounds |
| Dried orange peel | 2 pounds |
| Cardamom seed | 1 pound |
| Bruised cinnamon | 1/2 pound |
| Cochineal | 2 ounces |
| Brandy | 10 pints |
Macerate for 14 days and strain.
| Calamus root | 1 pound |
| Orange peel | 1 pound |
| Peruvian bark | 1 pound |
| Gentian root | 1 pound {763} |
| Calumba root | 1 pound |
| Rhubarb root | 4 ounces |
| Cinnamon bark | 2 ounces |
| Cloves | 1 ounce |
| Diluted alcohol | 2 gallons |
| Water | 1 gallon |
| Sugar | 1 pound |
Macerate together for 2 weeks.
Cordials, according to the Spatula, are flavored liquors containing from 40 to 50 per cent of alcohol (from 52 to 64 fluidounces to each gallon) and from 20 to 25 per cent of sugar (from 25 to 32 ounces avoirdupois to each gallon).
Cordials, while used in this country to some degree, have their greatest consumption in foreign lands, especially in France and Germany.
Usually such mixtures as these are clarified or “fined” only with considerable difficulty, as the finally divided particles of oil pass easily through the pores of the filter paper. Purified talcum will be found to be an excellent clarifying medium; it should be agitated with the liquid and the liquid then passed through a thoroughly wetted filter. The filtrate should be returned again and again to the filter until it filters perfectly bright. Purified talcum being chemically inert is superior to magnesium carbonate and other substances which are recommended for this purpose.
When the filtering process is completed the liquids should at once be put into suitable bottles which should be filled and tightly corked and sealed. Wrap the bottles in paper and store away, laying the bottles on their sides in a moderately warm place. A shelf near the ceiling is a good place. Warmth and age improve the beverages, as it appears to more perfectly blend the flavors, so that the older the liquor becomes the better it is. These liquids must never be kept in a cold place, as the cold might cause the volatile oils to separate.
The following formulas are for the production of cordials of the best quality, and therefore only the very best of materials should be used; the essential oils should be of unquestionable quality and strictly fresh, while the alcohol must be free from fusel oil, the water distilled, and the sugar white, free from bluing, and if liquors of any kind should be called for in any formula only the very best should be used. The oils and other flavoring substances should be dissolved in the alcohol and the sugar in the water. Then mix the two solutions and filter clear.
| Mace | 1 1/2 avoirdupois ounces |
| Ceylon cinnamon | 1 1/8 avoirdupois ounces |
| Cloves | 3/4 avoirdupois ounce |
| Rose water (best) | 6 fluidounces |
| Sugar | 28 avoirdupois ounces |
| Deodorized alcohol | 52 fluidounces |
| Distilled water, q. s. | 1 gallon |
Reduce the mace, cinnamon, and cloves to a coarse powder macerate with the alcohol for several days, agitating occasionally, then add the remaining ingredients, and filter clear.
| Anethol | 7 fluidrachms |
| Oil of fennel seed | 80 minims |
| Oil of bitter almonds | 16 drops |
| Deodorized alcohol | 8 pints |
| Simple syrup | 5 pints |
| Distilled water, q. s. | 16 pints |
Mix the oils and anethol with the alcohol and the syrup with the water; mix the two and filter clear, as directed.
The name is frequently applied to a preparation containing blackberry root often combined with other astringents, but the true blackberry cordial is made according to the formulas given herewith. Most of these mention brandy, and this article should be good and fusel free, or it may be replaced by good whisky, or even by diluted alcohol, depending on whether a high-priced or cheap cordial is desired.
I.—Fresh blackberry juice, 3 pints; sugar, 7 1/2 ounces; water, 30 fluidounces; brandy, 7 1/2 pints; oil of cloves, 3 drops; oil of cinnamon, 3 drops; alcohol, 6 fluidrachms. Dissolve the sugar in the water and juice, then add the liquor. Dissolve the oils in the alcohol and add 1/2 to the first solution, and if not sufficiently flavored add more of the second solution. Then filter.
II.—Fresh blackberry juice, 4 pints; powdered nutmeg (fresh), 1 ounce; powdered cinnamon (fresh), 1 ounce; powdered pimento (fresh), 1/2 ounce; powdered cloves {764} (fresh), 1/2 ounce; brandy, 2 1/2 pints; sugar, 2 1/2 pounds. Macerate the spices in the brandy for several days. Dissolve the sugar in the juice and mix and filter clear.
| I.— | Oil of bitter almonds | 8 drops |
|---|---|---|
| Oil of cinnamon | 1 drop | |
| Oil of cloves | 1 drop | |
| Acetic ether | 12 drops | |
| Ceuanthic ether | 1 drop | |
| Vanilla extract | 1 drachm | |
| Alcohol | 3 pints | |
| Sugar | 3 pounds | |
| Cherry juice | 20 ounces | |
| Distilled water, q. s. | 1 gallon |
The oils, ethers, and extracts must be dissolved in the alcohol, the sugar in part of the water, then mix, add the juice and filter clear. When the juice is not sufficiently sour, add a small amount of solution of citric acid. To color, use caramel.
| II.— | Vanilla extract | 10 drops |
|---|---|---|
| Oil of cinnamon | 10 drops | |
| Oil of bitter almonds | 10 drops | |
| Oil of cloves | 3 drops | |
| Oil of nutmeg | 3 drops | |
| Alcohol | 2 1/2 pints | |
| Cherry juice | 2 1/2 pints | |
| Simple syrup | 3 pints |
Dissolve the oils in the alcohol, then add the other ingredients and filter clear. It is better to make this cordial during the cherry season so as to obtain the fresh expressed juice of the cherry.
| I.— | Curacoa orange peel | 6 ounces |
|---|---|---|
| Cinnamon | 3/4 ounce | |
| Mace | 2 1/2 drachms | |
| Alcohol | 3 1/2 pints | |
| Water | 4 1/2 pints | |
| Sugar | 12 ounces |
Mix the first three ingredients and reduce them to a coarse powder, then mix with the alcohol and 4 pints of water and macerate for 8 days with an occasional agitation, express, add the sugar and enough water to make a gallon of finished product. Filter clear.
| II.— | Curacoa or bitter orange peel | 2 ounces |
|---|---|---|
| Cloves | 80 grains | |
| Cinnamon | 80 grains | |
| Cochineal | 60 grains | |
| Oil of orange (best) | 1 drachm | |
| Orange-flower water | 1/2 pint | |
| Holland gin | 1 pint | |
| Alcohol | 2 pints | |
| Sugar | 3 pints | |
| Water, q. s. | 1 gallon |
Reduce the solids to a coarse powder, add the alcohol and macerate 3 days. Then add the oil, gin, and 3 pints of water and continue the maceration for 8 days more, agitating once a day, strain and add sugar dissolved in balance of the water. Then add the orange-flower water and filter.
| Kola nuts, roasted and powdered | 7 ounces |
| Cochineal powder | 30 grains |
| Extract of vanilla | 3 drachms |
| Arrac | 3 ounces |
| Sugar | 7 pounds |
| Alcohol | 6 pints |
| Water, distilled | 6 pints |
Macerate kola and cochineal with alcohol for 10 days, agitate daily, add arrac, vanilla, and sugar dissolved in water. Filter.
| I.— | Oil of caraway | 30 drops |
|---|---|---|
| Oil of peppermint | 3 drops | |
| Oil of lemon | 3 drops | |
| Acetic ether | 30 drops | |
| Spirit of nitrous ether | 30 drops | |
| Sugar | 72 ounces | |
| Alcohol | 96 ounces | |
| Water | 96 ounces |
Dissolve the oils and ethers in the alcohol, and the sugar in the water. Mix and filter.
| II.— | Oil of caraway | 20 drops |
|---|---|---|
| Oil of sweet fennel | 2 drops | |
| Oil of cinnamon | 1 drop | |
| Sugar | 14 ounces | |
| Alcohol | 2 pints | |
| Water | 4 pints |
Prepare as in Formula I.
| I.— | Sugar | 8 avoirdupois pounds |
|---|---|---|
| Water | 2 3/4 gallons | |
| Oranges | 15 |
Dissolve the sugar in the water by the aid of a gentle heat, express the oranges, add the juice and rinds to the syrup, put the mixture into a cask, keep the whole in a warm place for 3 or 4 days, stirring frequently, then close the cask, set aside in a cool cellar and draw off the clear liquid.
II.—Express the juice from sweet oranges, add water equal to the volume {765} of juice obtained, and macerate the expressed oranges with the juice and water for about 12 hours. For each gallon of juice, add 1 pound of granulated sugar, grape sugar, or glucose, put the whole into a suitable vessel, covering to exclude the dust, place in a warm location until fermentation is completed, draw off the clear liquid, and preserve in well-stoppered stout bottles in a cool place.
III.—Orange wine suitable for “soda” purposes may be prepared by mixing 3 fluidounces of orange essence with 13 fluidounces of sweet Catawba or other mild wine. Some syrup may be added to this if desired.
| Oil of rose, very best | 3 drops |
| Palmarosa oil | 3 drops |
| Sugar | 28 ounces |
| Alcohol | 52 ounces |
| Distilled water, q. s. | 8 pints |
Dissolve the sugar in the water and the oils in the alcohol; mix the solutions, color a rose tint, and filter clear.
| Oil of spearmint | 30 drops |
| Sugar | 28 ounces |
| Alcohol | 52 ounces |
| Distilled water, q. s. | 8 pints |
Dissolve the sugar in the water and the oil in the alcohol; mix the two solutions, color green, and filter clear.
| I.— | Oil of wormwood | 96 drops |
|---|---|---|
| Oil of star anise | 72 drops | |
| Oil of aniseed | 48 drops | |
| Oil of coriander | 48 drops | |
| Oil of fennel, pure | 48 drops | |
| Oil of angelica root | 24 drops | |
| Oil of thyme | 24 drops | |
| Alcohol (pure) | 162 fluidounces | |
| Distilled water | 30 fluidounces |
Dissolve the oils in the alcohol, add the water, color green, and filter clear.
| II.— | Oil of wormwood | 36 drops |
|---|---|---|
| Oil of orange peel | 30 drops | |
| Oil of star anise | 12 drops | |
| Oil of neroli petate | 5 drops | |
| Fresh oil of lemon | 9 drops | |
| Acetic ether | 24 drops | |
| Sugar | 30 avoirdupois ounces | |
| Alcohol, deodorized | 90 fluidounces | |
| Distilled water | 78 fluidounces |
Dissolve the oils and ether in the alcohol and the sugar in the water; then mix thoroughly, color green, and filter clear.
According to Caspari, the presence of appreciable quantities of tannin in wine is decidedly objectionable if the wine is to be used in connection with iron and other metallic salts; moreover, tannin is incompatible with alkaloids, and hence wine not deprived of its tannin should never be used as a menstruum for alkaloidal drugs. The process of freeing wines from tannin is termed detannation, and is a very simple operation. The easiest plan is to add 1/2 ounce of gelatin in number 40 or number 60 powder to 1 gallon of the wine, to agitate occasionally during 24 or 48 hours, and then to filter. The operation is preferably carried out during cold weather or in a cold apartment, as heat will cause the gelatin to dissolve, and the maceration must be continued until a small portion of the wine mixed with a few drops of ferric chloride solution shows no darkening of color. Gelatin in large pieces is not suitable, especially with wines containing much tannin, since the newly formed tannate of gelatin will be deposited on the surface and prevent further intimate contact of the gelatin with the wine. Formerly freshly prepared ferric hydroxide was much employed for detannating wine, but the chief objection to its use was due to the fact that some iron invariably was taken up by the acid present in the wine; moreover, the process was more tedious than in the case of gelatin. As the removal of tannin from wine in no way interferes with its quality—alcoholic strength and aroma remaining the same, and only coloring matter being lost—a supply of detannated wine should be kept on hand, for it requires very little more labor to detannate a gallon than a pint.
If ferric hydroxide is to be used, it must be freshly prepared, and a convenient quantity then be added to the wine—about 8 ounces of the expressed, but moist, precipitate to a gallon.
Fermentation may be prevented in either of two ways:
(1) By chemical methods, which consist in the addition of germ poisons or antiseptics, which either kill the germs or prevent their growth. Of these the principal ones used are salicylic, sulphurous, boracic, and benzoic acids, formalin, fluorides, and saccharine. As these substances are generally regarded as adulterants and injurious, their use is not recommended.
(2) The germs are either removed by {766} some mechanical means such as a filtering or a centrifugal apparatus, or they are destroyed by heat or electricity. Heat has so far been found the most practical.
When a liquid is heated to a sufficiently high temperature all organisms in it are killed. The degree of heat required, however, differs not only with the particular kind of organism, but also with the liquid in which it is held. Time is also a factor. An organism may not be killed if heated to a high temperature and quickly cooled. If, however, the temperature is kept at the same high degree for some time, it will be killed. It must also be borne in mind that fungi, including yeasts, exist in the growing and the resting states, the latter being much more resistant than the former. One characteristic of the fungi and their spores is their great resistance to heat when dry. In this state they can be heated to 212° F. without being killed. The spores of the common mold are even more resistant. This should be well considered in sterilizing bottles and corks, which should be steamed to 240° F. for at least 15 minutes.
Practical tests so far made indicate that grape juice can be safely sterilized at from 165° to 176° F. At this temperature the flavor is hardly changed, while at a temperature much above 200° F. it is. This is an important point, as the flavor and quality of the product depend on it.
Use only clean, sound, well-ripened, but not over-ripe grapes. If an ordinary cider mill is at hand, it may be used for crushing and pressing, or the grapes may be crushed and pressed with the hands. If a light-colored juice is desired, put the crushed grapes in a cleanly washed cloth sack and tie up. Then either hang up securely and twist it or let two persons take hold, one on each end of the sack and twist until the greater part of the juice is expressed. Next gradually heat the juice in a double boiler or a large stone jar in a pan of hot water, so that the juice does not come in direct contact with the fire at a temperature of 180° to 200° F., never above 200° F. It is best to use a thermometer, but if there be none at hand heat the juice until it steams, but do not allow it to boil. Put it in a glass or enameled vessel to settle for 24 hours; carefully drain the juice from the sediment, and run it through several thicknesses of clean flannel, or a conic filter made from woolen cloth or felt may be used. This filter is fixed to a hoop of iron, which can be suspended wherever necessary. After this fill into clean bottles. Do not fill entirely, but leave room for the liquid to expand when again heated. Fit a thin board over the bottom of an ordinary wash boiler, set the filled bottles (ordinary glass fruit jars are just as good) in it, fill in with water around the bottles to within about an inch of the tops, and gradually heat until it is about to simmer. Then take the bottles out and cork or seal immediately. It is a good idea to take the further precaution of sealing the corks over with sealing wax or paraffine to prevent mold germs from entering through the corks. Should it be desired to make red juice, heat the crushed grapes to not above 200° F., strain through a clean cloth or drip bag (no pressure should be used), set away to cool and settle, and proceed the same as with light-colored juice. Many people do not even go to the trouble of letting the juice settle after straining it, but reheat and seal it up immediately, simply setting the vessel away in a cool place in an upright position where they will be undisturbed. The juice is thus allowed to settle, and when wanted for use the clear juice is simply taken off the sediment. Any person familiar with the process of canning fruit can also preserve grape juice, for the principles involved are identical.
One of the leading defects so far found in unfermented juice is that much of it is not clear, a condition which very much detracts from its otherwise attractive appearance, and due to two causes already alluded to. Either the final sterilization in bottles has been at a higher temperature than the preceding one, or the juice has not been properly filtered or has not been filtered at all. In other cases the juice has been sterilized at such a high temperature that it has a disagreeable scorched taste. It should be remembered that attempts to sterilize at a temperature above 195° F. are dangerous so far as the flavor of the finished product is concerned.
Another serious mistake is sometimes made by putting the juice into bottles so large that much of it becomes spoiled before it is used after the bottles are opened. Unfermented grape juice properly made and bottled will keep indefinitely, if it is not exposed to the atmosphere or mold germs; but when a bottle is once opened it should, like canned goods, be used as soon as possible to keep from spoiling.
Another method of making unfermented grape juice, which is often {767} resorted to where a sufficiently large quantity is made at one time, consists in this:
Take a clean keg or barrel (one that has previously been made sweet). Lay this upon a skid consisting of two scantlings or pieces of timber of perhaps 20 feet long, in such a manner as to make a runway. Then take a sulphur match, made by dipping strips of clean muslin about 1 inch wide and 10 inches long into melted brimstone, cool it and attach it to a piece of wire fastened in the lower end of a bung and bent over at the end, so as to form a hook. Light the match and by means of the wire suspend it in the barrel, bung the barrel up tight, and allow it to burn as long as it will. Repeat this until fresh sulphur matches will no longer burn in the barrel.
Then take enough fresh grape juice to fill the barrel one-third full, bung up tight, roll and agitate violently on the skid for a few minutes. Next burn more sulphur matches in it until no more will burn, fill in more juice until the barrel is about two-thirds full; agitate and roll again. Repeat the burning process as before, after which fill the barrel completely with grape juice and roll. The barrel should then be bunged tightly and stored in a cool place with the bung up, and so secured that the package cannot be shaken. In the course of a few weeks the juice will have become clear and can then be racked off and filled into bottles or jars direct, sterilized, and corked or sealed up ready for use. By this method, however, unless skillfully handled, the juice is apt to have a slight taste of the sulphur.
The following are the component parts of a California and a Concord unfermented grape juice:
| Concord Per Cent | California Per Cent | |
|---|---|---|
| Solid contents | 20.37 | 20.60 |
| Total acids (as tartaric) | .663 | .53 |
| Volatile acids | .023 | .03 |
| Grape sugar | 18.54 | 19.15 |
| Free tartaric acids | .025 | .07 |
| Ash | .255 | .19 |
| Phosphoric acids | .027 | .04 |
| Cream of tartar | .55 | .59 |
This table is interesting in so far that the California unfermented grape juice was made from Viniferas or foreign varieties, whereas the Concord was a Labruska or one of the American sorts. The difference in taste and smell is even more pronounced than the analysis would indicate.
Small quantities of grape juice may be preserved in bottles. Fruit is likely to be dusty and to be soiled in other ways, and grapes, like other fruits, should be well washed before using. Leaves or other extraneous matter should also be removed. The juice is obtained by moderate pressure in an ordinary screw press, and strained through felt. By gently heating, the albuminous matter is coagulated and may be skimmed off, and further clarification may be effected by filtering through paper, but such filtration must be done as rapidly as possible, using a number of filters and excluding the air as much as possible.
The juice so obtained may be preserved by sterilization, in the following manner: Put the juice in the bottles in which it is to be kept, filling them very nearly full; place the bottles, unstoppered, in a kettle filled with cold water, so arranging them on a wooden perforated “false bottom” or other like contrivance as to prevent their immediate contact with the metal, this preventing unequal heating and possible fracture. Now heat the water, gradually raising the temperature to the boiling point, and maintain at that until the juice attains a boiling temperature; then close the bottles with perfectly fitting corks, which have been kept immersed in boiling water for a short time before use.
The corks should not be fastened in any way, for, if the sterilization is not complete, fermentation and consequent explosion of the bottle may occur unless the cork should be forced out.
If the juice is to be used for syrup, as for use at the soda fountain, the best method is to make a concentrated syrup at once, using about 2 pounds of refined sugar to 1 pint of juice, dissolving by a gentle heat. This syrup may be made by simple agitation without heat; and a finer flavor thus results, but its keeping quality would be uncertain.
The juices found in the market are frequently preserved by means of antiseptics, but so far none have been proposed for this purpose which can be considered entirely wholesome. Physiological experiments have shown that while bodies suited for this purpose may be apparently without bad effect at first, their repeated ingestion is likely to cause gastric disturbance.
An apparatus for converting still into foaming wines, and doing this efficiently, simply, and rapidly, consists of a vertical steel tube, which turns on an axis, and {768} bears several adjustable glass globes that are in connection with each other by means of distributing valves, the latter being of silver-plated bronze. The glass globes serve as containers for carbonic acid, and are kept supplied with this gas from a cylinder connected therewith.
The wine to be impregnated with the acid is taken from a cask, through a special tube, which also produces a light pressure of carbonic acid on the cask, the object of which is to prevent the access of atmospheric air to the wine within, and, besides, to cause the liquid to pass into the bottle without jar or stroke. The bottles stand under the distributing valves, or levers, placed above and below them. Now, if the cock, by means of which the glass bulbs and the bottles are brought into connection, is slightly opened, and the desired lever is put in action, the carbonic acid at once forces the air out of the bottles, and sterilizes them. The upper bottles are now gradually filled. The whole apparatus, including the filled bottles, is now tilted over, and the wine, of its own weight, flows through collectors filled with carbonic acid, and passes, impregnated with the gas, into other bottles placed below. Each bottle is filled in course, the time required for each being some 45 seconds. The saturation of the liquid with carbonic acid is so complete and plentiful that there is no need of hurry in corking.
By means of this apparatus any desired still wine is at once converted into a sparkling one, preserving at the same time its own peculiarities of taste, bouquet, etc. The apparatus may be used equally well upon fruit juices, milk, and, in fact, any kind of liquid, its extreme simplicity permitting of easy and rapid cleansing.
I.—The following is Eugene Dieterich’s formula for Spiritus vini Gallici artificialis:
| Tincture of gallapples | 10 parts |
| Aromatic tincture | 5 parts |
| Purified wood vinegar | 5 parts |
| Spirit of nitrous ether | 10 parts |
| Acetic ether | 1 part |
| Alcohol, 68 per cent | 570 parts |
| Distilled water | 400 parts |
Mix, adding the water last, let stand for several days, then filter.
II.—The Münchener Apotheker Verein has adopted the following formula for the same thing:
| Acetic acid, dilute, 90 per cent | 4 parts |
| Acetic ether | 4 parts |
| Tincture aromatic | 40 parts |
| Cognac essence | 40 parts |
| Spirit of nitrous ether | 20 parts |
| Alcohol, 90 per cent | 5,000 parts |
| Water, distilled | 2,500 parts |
Add the acids, ethers, etc., to the alcohol, and finally add the water. Let stand several days, and, if necessary, filter.
III.—The Berlin Apothecaries have adopted the following as a magistral formula:
| Aromatic tincture | 4 parts |
| Spirit of nitrous ether | 5 parts |
| Alcohol, 90 per cent | 1,000 parts |
| Distilled water, quantity sufficient to make | 2,000 parts |
Mix the tincture and ether with the alcohol, add the water and for every ounce add one drop of tincture of rhatany.
Of these formulas the first is to be preferred as a close imitation of the taste of the genuine article. To imitate the color use burnt sugar.
Many are familiar with the properties of liqueurs but believe them to be very complex and even mysterious compounds. This is, of course, due to the fact that the formulas are of foreign origin and many of them have been kept more or less secret for some time. Owing to the peculiar combination of the bouquet oils and flavors, it is impossible to make accurate analyses of them. But by the use of formulas now given, these products seem to be very nearly duplicated.
It is necessary to use the best sugar and oils obtainable in the preparation of the liqueurs. As there are so many grades of essential oils on the market, it is difficult to obtain the best indirectly. The value of the cordials is enhanced by the richness and odor and flavor of the oils, so only the best qualities should be used.
For filtering, flannel or felt is valuable. Flannel is cheaper and more easily washed. It is necessary to return filtrate several times with any of the filtering media.
As a clarifying agent talcum allowed to stand several days acts well. These rules are common to all. {769}
The operations are all simple:
First: Heat all mixtures. Second: Keep the product in the dark. Third: Keep in warm place.
The liqueurs are heated to ripen the bouquet flavor, it having effect similar to age. To protect the ethereal oils, air and light are excluded; hence it is recommended that the bottles be filled to the stopper. The liqueurs taste best at a temperature not exceeding 55° F. They are all improved with age, especially many of the bouquet oils.
| I.— | Bitter almonds | 40 grams |
|---|---|---|
| Powdered nutmeg | 4.500 grams | |
| Extract vanilla | 120 grams | |
| Powdered cloves | 2 grams | |
| Lemons, sliced | 2 grams | |
| True saffron | .600 grams | |
| Sugar | 2,000 grams | |
| Boiling milk | 1,000 c.c. | |
| Alcohol, 95 per cent | 2,000 c.c. | |
| Distilled water | 2,500 c.c. |
Mix. Let stand 9 days with occasional agitation. Filter sufficiently.
| II.— | Essence Bénédictine | 75 c.c |
|---|---|---|
| Alcohol, 95 per cent | 1,700 c.c. |
Mix.
| Sugar | 1,750 grams |
| Water, distilled | 1,600 c.c. |
Mix together, when clear solution of sugar is obtained. Color with caramel. Filter sufficiently.
NOTE.—This liqueur should be at least 1 year old before used.
Essence Bénédictine for Bénédictine No. II.—
| I.— | Myrrh | 1 part |
|---|---|---|
| Decorticated cardamom | 1 part | |
| Mace | 1 part | |
| Ginger | 10 parts | |
| Galanga root | 10 parts | |
| Orange peel (cut) | 10 parts | |
| Extract aloe | 4 parts | |
| Alcohol | 160 parts | |
| Water | 80 parts |
Mix, macerate 10 days and filter.
| II.— | Extract licorice | 20 parts |
|---|---|---|
| Sweet spirits niter | 200 parts | |
| Acetic ether | 30 parts | |
| Spirits ammonia | 1 part | |
| Coumarin | .12 parts | |
| Vanillin | 1 part | |
| III.— | Oil lemon | 3 drops |
| Oil orange peel | 3 drops | |
| Oil wormwood | 2.5 drops | |
| Oil galanga | 2 drops | |
| Oil ginger | 1 drop | |
| Oil anise | 15 drops | |
| Oil cascarilla | 15 drops | |
| Oil bitter almond | 12 drops | |
| Oil milfoil | 10 drops | |
| Oil sassafras | 7 drops | |
| Oil angelica | 6 drops | |
| Oil hyssop | 4 drops | |
| Oil cardamom | 2 drops | |
| Oil hops | 2 drops | |
| Oil juniper | 1 drop | |
| Oil rosemary | 1 drop |
Mix A, B, and C.
NOTE.—This essence should stand 2 years before being used for liqueurs.
| Fresh balm mint herbs | 64 parts |
| Fresh hyssop herbs | 64 parts |
| Angelica herbs and root, fresh, together | 32 parts |
| Cinnamon | 16 parts |
| Saffron | 4 parts |
| Mace | 4 parts |
Subject the above ingredients to maceration for a week with alcohol (96 per cent), 1,000 parts, then squeeze off and distill the liquid obtained over a certain quantity of fresh herbs of balm and hyssop. After 125 parts of sugar have been added to the resultant liqueur, filter.
The genuine Chartreuse comes in three different colors, viz., green, white, and yellow. The coloration, however, is not artificial, but is determined by the addition of varying quantities of fresh herbs in the distillation. But since it would require long and tedious trials to produce the right color in a small manufacture, the yellow shade is best imparted by a little tincture of saffron, and the green one by the addition of a few drops of indigo solution.
| II.— | Eau des Carmes | 3 1/2 ounces |
|---|---|---|
| Alcohol | 1 quart | |
| Distilled water | 1 quart | |
| Sugar | 1 1/2 pounds | |
| Tincture of saffron | 1 ounce |
Mix. Dissolve sugar in warm water, cool, strain, add remainder of ingredients, and filter. This is known as yellow Chartreuse. {770}
| A.— | Oil lemon, q. s. | 10 drops |
|---|---|---|
| Oil bitter almond, q. s. | 5 drops | |
| Oil curaçoa orange | 15 parts | |
| Oil sweet orange | 1 part | |
| Oil bitter orange | 1 part | |
| Cochineal | 1 part | |
| French brandy | 50 parts | |
| B.— | Alcohol | 4,500 parts |
| C.— | Sugar | 3,500 parts |
| Water (distilled) | 4,000 parts |
Mix A, B, and C. Filter. Color with caramel.
In Baden and in Bavaria in preparing Maitrank the practice was formerly to first make an essence—Maitrankessenz, for the preparation of which every housewife had a formula of her own. The following was that generally used in the south of Germany:
| I.— | Fresh, budding woodruff, cut fine | 500 parts |
|---|---|---|
| Alcohol, commercial (90 per cent) | 1,000 parts |
Digest together for 14 days, then filter and press off. Many add to this some flavoring oil. As coumarin has been found to be the principle to which the Waldmeister owes its odor, many add to the above Tonka bean, chopped fine, 1 part to the thousand. From about 12 to 15 drachms of this essence is added to make a gallon of the wine, which has about the following formula:
| French brandy, say | 4 drachms |
| Oil of unripe oranges | 80 drops |
| Sugar | 4 to 8 ounces |
| Essence | 12 drachms |
| Wine to make | 1 gallon |
II.—Take enough good woodruff (Waldmeister) of fine aroma and flavor. Remove all parts that will not add to the excellence of the product, such as wilted, dead, or imperfect leaves, stems, etc., and wash the residue thoroughly in cold water, and with as little pressure as possible. Now choose a flask with a neck sufficiently wide to receive the stems without pressing or bruising them, and let the pieces fall into it. Pour in sufficient strong alcohol (96 per cent) to cover the herbs completely. In from 30 to 40 minutes the entire aroma is taken up by the alcohol, which takes on a beautiful green color, which, unfortunately, does not last, disappearing in a few days, but without affecting the aroma in the least. The alcohol should now be poured off, for if left to macerate longer, while it would gain in aroma, it will also take up a certain bitter principle that detracts from the delicacy of flavor and aroma. The extract is now poured on a fresh quantity of the herb, and continue proceeding in this manner until a sufficiently concentrated extract is obtained to give aroma to 100 times its weight of wine or cider.
III.—Fresh woodruff, in bloom or flower, is freed from the lower part of its stem and leaves, and also of all foreign or inert matter. The herb is then lightly stuck into a wide-mouth bottle, and covered with strong alcohol. After 30 minutes pour off the liquor on fresh woodruff. In another half hour the essence is ready, though it should not be used immediately. It should be kept at cellar heat (about 60° F.) for a few days, or until the green color vanishes. Any addition to the essence of aromatics, such as orange peel, lemons, spices, etc., is to be avoided. To prepare the Maitrank, add the essence to any good white wine, tasting and testing, until the flavor suits.
The following are other formulas for the drink:
| IV.— | Good white wine or cider | 65 parts |
|---|---|---|
| Alcohol, dilute | 20 parts | |
| Sugar | 10 parts | |
| Maitrankessenz | 1 part |
Mix.
| Oil bitter almonds | 15 minims |
| Essence vanilla | 1 drachm |
| Jasmine extract | 2 drops |
| Raspberry essence | 10 drops |
| Oil neroli | 10 drops |
| Oil lemon | 15 minims |
| Spirits nitrous ether | 2 drachms |
| Alcohol | 6 pints |
| Sugar | 8 pounds |
| Rose water | 10 ounces |
| Water sufficient to make | 2 gallons |
Make a liquor in the usual manner.
| I.— | Extract of beef | 35 grams |
|---|---|---|
| Tincture of citro-chloride of iron | 35 c.c. | |
| Compound spirit of orange | 1 c.c. | |
| Hot water | 60 c.c. | |
| Alcohol | 125 c.c. | |
| Syrup | 125 c.c. | |
| Sherry wine sufficient to make | 1,000 c.c. |
Rub the extract of beef with the hot water, and add, while stirring, the alcohol. Allow to stand 3 days or more, then filter and distill off the alcohol. Add to the residue 750 cubic centimeters of the wine, to which the compound spirit of orange has been previously added. Finally add the tincture of citro-chloride of iron, syrup, and enough wine to make 1,000 cubic centimeters. Filter if necessary.
II.—For Poultry and Stock.—A good formula for wine of beef and iron is as follows:
| Beef extract | 256 grains |
| Tincture of iron citro-chloride | 256 minims |
| Hot water | 1 fluidounce |
| Sherry wine enough to make | 1 pint |
Pour the hot water in the beef extract and triturate until a smooth mixture is made. To this add, gradually and under constant stirring, 12 ounces of the wine. Add now, under same conditions, the iron, stir in well, and finally add the remainder of the wine.
II.—Yvon recommends the following formula:
| Red cinchona, coarse powder | 5 parts |
| Alcohol, 60 per cent | 10 parts |
| Diluted hydrochloric acid | 1 part |
| Bordeaux wine | 100 parts |
Macerate the bark with the acid and alcohol for 6 days, shaking from time to time, add the wine, macerate for 24 hours, agitating frequently, then filter.
A quantity of the sample is mixed in a test tube with an equal volume of pure concentrated sulphuric acid. Under these conditions the artificial compound shows no rise in temperature and acquires only a slight yellowish tint, while with the natural oil there is a marked rise in temperature and the mixture assumes a rose-red color, gradually passing into darker shades.
See also Steel.
A valuable anti-friction and preservative compound for mine cables is as follows: Seven parts soft tallow and 3 parts plumbago, mixed thoroughly; make a long, hollow box or trough, gouge out a 4 by 6 piece of scantling about 2 feet long, sawing it down lengthwise and hollowing out the box or trough enough to hold several pounds of the compound, making also a hole lengthwise of the {772} trough for the cable to run through; then affix to rope and clamp securely, having the box or trough so fixed that it cannot play, and letting the cable pass through it while going up or down, so that it will get a thorough coating. This, it is found, will preserve a round cable very well, and can be used at least once a week. For a flat steel cable raw linseed oil can be used instead of the tallow, in about the proportion of 6 parts oil and 3 plumbago. If tar is used, linseed oil is to be added to keep the tar from adhering, both ingredients to be mixed while warm.
To preserve wire rope laid under ground, or under water, coat it with a mixture of mineral tar and fresh slaked lime in the proportion of 1 bushel of lime to 1 barrel of tar. The mixture is to be boiled, and the rope saturated with it while hot; sawdust is sometimes added to give the mixture body. Wire rope exposed to the weather is coated with raw linseed oil, or with a paint composed of equal parts of Spanish brown or lampblack with linseed oil.
WIRE HARDENING: See Steel.
WITCH-HAZEL JELLY: See Cosmetics.
Paint or stencil wood with white-lime paint. When it has dried slowly in the shade, brush it off and a handsome dark-brown tone will be imparted to the oakwood. Some portions which may be desired darker and redder are stained again with lime, whereby these places become deeper. It is essential that the lime be applied in even thickness and dried slowly, for only then the staining will be red and uniform.
After the staining saturate the wood with a mixture of varnish, 2 parts; oil of turpentine, 1 part; turpentine, 1/2 part. When the oil ground is dry apply 2 coatings of pale amber varnish.
Colored decorations on pinewood can be produced as follows:
The most difficult part of the work is to remove the rosin accumulations without causing a spot to appear. Burn out the places carefully with a red-hot iron. Great care is necessary to prevent the iron from setting the rosin on fire, thus causing black smoke clouds.
The resulting holes are filled up with plaster to which a little light ocher is added to imitate the shade of the wood as perfectly as possible. Plaster up no more than is necessary.
Rub the wood down with very fine sandpaper, taking especial care to rub only with the grain of the wood, since all cross scratches will remain permanently visible.
After this preliminary work cover the wood with a solution of white shellac, in order not to injure the handsome golden portions of the wood and to preserve the pure light tone of the wood in general.
On this shellac ground paint and stencil with glazing colors, ground with isinglass solution. The smaller, more delicate portions, such as flowers and figures, are simply worked out in wash style with water colors, using the tone of the wood to remain as high lights, surrounding the whole with a black contour.
After this treatment the panels and decorated parts are twice varnished with dammar varnish. The friezes and pilaster strips are glazed darker and set off with stripes; to varnish them use amber varnish.
The style just mentioned does not exclude any other. Thus, for instance, a very good effect is produced by decorating the panels only with a black covering color or with black and transparent red (burnt sienna and a little carmine) after the fashion of boule work in rich ornaments, in such a way that the natural wood forms the main part and yet quite a considerable portion of the ornament.
Intarsia imitation is likewise well adapted, since the use of variegated covering colors is in perfect keeping with the decoration of natural wood. How it should be applied, and how much of it, depends upon one’s taste, as well as the purpose and kind of the object.
It is a well-known fact that the large pores of oak always look rather smeary, according to whether the workshop is more or less dusty. If this is to be avoided, which is essential for neat work, take good wheat starch, pound it fine with a hammer and stir by means of a wooden spatula good strong polish with the wheat starch to a paste and work the paste into the pores by passing it cross-wise over the wood. After about 1/2 hour, rub down the wood thus treated in such a manner that the pores are filled. In case any open pores remain, repeat the process as before. After that, rub down, polish or deaden. If this operation is not performed, the pores will always look somewhat dirty, despite all {773} care. Every cabinetmaker will readily perceive that this filling of the pores will save both time and polish in the subsequent finishing.
The novice in coach painting is quite as likely to get bewildered as to be aided by much of the information given about roughstuff, the more so as the methods differ so widely. One authority tells us to use a large proportion of lead ground in oil with the coarser pigment, while another says use dry lead and but a small percentage, and still another insists that lead must be tabooed altogether. There are withal a good many moss-grown superstitions associated with the subject. Not the least of these is the remarkably absorbent nature which the surface that has been roughstuffed and “scoured” is supposed to possess. By many this power of absorption is believed to be equal to swallowing up, not only all the color applied, but at least 3 coats of varnish, and none of these would think of applying a coat of color to a roughstuffed surface without first giving it a coat of liquid filler as a sort of sacrificial oblation in recognition of this absorbing propensity. Another authority on the subject has laid down the rule that in the process of scouring, the block of pumice stone must always be moved in one direction, presumably for the reason that some trace of the stone is likely to be visible after the surface is finished.
If the block of stone is scratching, perhaps the appearance of the finished panel may be less objectionable with the furrows in parallel lines than in what engravers call “cross-hatching,” but if the rubbing is properly done it is not easy to discover what difference it could make whether the stone is moved in a straight line or a circle. As to absorption, it cannot be distinguished in the finished panel between the surface that was coated with liquid filler and that to which the color was applied directly, except that cracking always occurs much sooner in the former, and this will be found to be the case with surfaces that have been coated with liquid filler and finished without roughstuff. Among the pigments that may be used for roughstuff, and there are half a dozen or more, any of which may be used with success, there is no doubt but that known as “English filler” is best, but it is not always to be had without delay and inconveniences.
Yellow ocher, Reno umber and Keystone filler are all suitable for roughstuff, the ocher having been used many years for the purpose, but, as already remarked, the English filler is best. This is the rule for mixing given by Nobles and Hoare: Four pounds filler, 1 pound ground white lead, 1 pint gold size, 1 pint varnish and 1 1/4 pints turpentine, or 3/4 pint good size and 1/2 pint boiled oil in lieu of the varnish. In regard to the use of white lead ground in oil, it makes the rubbing more laborious, increases the liability to scratching, and requires a much longer time to harden before the scouring can be done, without in any appreciable manner improving the quality of the surface when finished.
It may be remarked here that the addition of white lead, whether ground in oil or added dry to the coarser pigment, increases the labor of scouring just in proportion as it is used until sufficient may be used to render the scouring process impossible; hence, it follows that the mixing should be governed by the character of the job in hand. If the job is of a cheap class the use of very little or no lead at all is advisable, and the proportion of Japan and turpentine may also be increased, with the result that a fairly good surface may be obtained with much less labor than in the formula given.
The number of coats of filler required to effect the purpose in any given case must depend upon how well the builder has done his part of the work. If he has left the surface very uneven it follows, as a matter of course, that more coats will be required to make it level, and more of the roughstuff will remain after the leveling process than if the woodwork had been more perfectly done. While the merits of a system or method are not to be judged by its antiquity, there should be a good reason to justify the substitution of a new method for one that has given perfect satisfaction for generations and been used by the best coach painters who ever handled a brush.
A well-known writer on paints says that the effect of a varnish is usually attributed to the manner of its application and the quantity of thinners used for diluting the melted gums, with the prepared oils and the oxidizing agents used in its manufacture. While this has undoubtedly much to do with the successful application of varnish, there are other facts in this connection that should not be overlooked. For example, varnish is sometimes acted on by the breaking up, or the disintegration of the filling coats; which in turn is evidently acted on by the wood itself, according to its nature. {774}
With the aid of the microscope in examining the component parts of wood a cellular tissue is observed which varies in form according to the species and the parts which are inspected. This cellular tissue is made up of small cavities called pores or cells, which are filled with a widely diversified matter and are covered with a hard and usually brittle substance called lignin.
This diversified matter consists of mineral salts and various organic substances, gelatinous in their nature and held in solution by a viscous liquid and containing nitrogenous matter in different combinations, the whole being designated by the general name of albuminous substances. The older the wood the more viscous is the matter; while wood of recent growth (sapwood) contains less viscous matter holding these substances in solution. This albumen in wood acts on substances like filler and varnish in one way or the other, good or bad. The seasoning of wood does not dispose of these substances. The water evaporates, leaving them adhering to the sides of the cells. The drier these substances are the less action they exert on the filler or whatever substance is coated on the surface. If the filler disintegrates, it affects the varnish.
All albuminous substances, be they dry or in liquid form, are subject, more or less, according to the protein they contain—which seems, or rather is, the essential principle of all albuminous matter—to the influence of caustic potash and soda. Thus, the albumen of an egg is exactly like that contained in the composition of wood. As albumen in wood becomes solid by drying, it is easily dissolved again, and will then be acted on chemically by any extraneous substance with which it comes in contact.
Some of the shellacs, substitutes for shellacs, and some of the liquid fillers are manufactured from some of the following substances: Old linseed oil, old varnish, old and hard driers, turpentine, benzine, often gasoline, rosin, whiting, cornstarch flour, nulls, paint skins, silica, and so on. The list is long. To these must be added a large volume of potash, to bring it to and hold it in solution. There must be an excess of potash which is not combined into a chemical compound, which if it did, might mitigate its influence on the albumen of the wood. But as there is potash in its pure state remaining in the solution it necessarily attacks the albumen of the wood, causing disintegration, which releases it from the wood, causing white, grayish flakes, and the formation of a powder. This is not a conclusion drawn from an inference but an established scientific fact resulting from experiments with fillers the various compositions of which were known. All alkalies act on albumen. No one would knowingly varnish over a surface such as it would be were the white of an egg applied to it and then washed with an alkali solution; but that is just what is done when varnish is put over a wood surface filled with a filler which contains an alkali.
Most of the combinations of material used in the painting trade are mixtures; that is, each part remains the same—exerting the same chemical action on another substance, or any other substance coming in contact with a paint mixture will exert the same chemical action on any part, or on any ingredient it contains, the same as if that part was by itself.
We can now account for some of the numerous peculiarities of varnish. We know that any alkali when coming in contact with albumen forms a compound, which on drying is a white, brittle substance easily disintegrated. This is why potash, sal soda, and kindred substances will remove paint. The alkali attacks the albumen in the oil, softening it, causing easy removal, whereas if it were allowed to dry, the albumen in the oil would take on a grayish color quite brittle. Potash or other alkalies in filler not only attack the albumen in the wood, but also attack the albumen in the oil by forming a compound with it. Probably this compound is very slight, only forming a compound in part, enough, nevertheless, to start a destroying influence, which is demonstrated by the following results of experiments. The reader has, perhaps, some time in his career applied a rosin varnish over a potash filler and has been surprised by the good results, a more permanent effect being obtained than in other instances where the best of varnish was used. This is accounted for by the rosin of the potash. Again, the reader may have had occasion to remove varnish with potash and found that potash would not touch it. This is because of its being a rosin varnish. Potash in filler may be rendered somewhat inert, by reason of its compounding with other parts of the filler, but owing to the quantity used in some of the commercial fillers it is not possible that all the alkali is rendered inert. Hence it will attack the albumen wherever found, as all albumen is identical in its chemical composition.
Alkalies have but little effect on the {775} higher classes of gums, because of their effect on the albumen in the wood and oil. All alcohol varnishes or varnishes made by the aid of heat stand well over an alkali filler. Varnishes which contain little oil seem to stand well. This is accounted for by the fact that alcohol renders albumen insoluble. Alkalies of all kinds readily attack shellac and several other of the cheap gums, forming unstable compounds on which oil has but little effect.
Close-grained wood contains less albumen and more lignin than open-grained varieties, and consequently does not take so much filler, which accounts for the finish invariably lasting longer than the same kind used on an open-grained wood. Open-grained wood contains more sap than close grained; consequently there is more albumen to adhere to the sides of the cells. The more albumen, the more readily it is attacked by the potash, and the more readily decomposed, or rather destroyed.
Alcohol renders albumen insoluble immediately on application. It prevents it from compounding with any other substance, or any other substance compounding with it. Hence, we must conclude that an application of alcohol to wood before the filler is applied is valuable, which is proven to be a fact by experiment. Wash one half of a board with alcohol, then apply the potash filler over all. Again, wash the portion of the board on which is the filler and apply a heavy-bodied oil varnish. Expose to sunlight and air the same as a finished door or the like, and wait for the result. At the end of a few months a vast difference will be found in the two parts of the surface. The one on which there is no alcohol will show the ravages of time and the elements much sooner than the one on which it is.
Wood finishers demand a difference in the composition of fillers, paste and liquid, for open- and close-grained wood, respectively; but unfortunately they do not demand a difference between either kind in themselves, according to the kind of wood. Paste fillers are used indiscriminately for open-grained wood and liquid for close-grained wood.
To find the fillers best adapted for a certain wood, and to classify them in this respect will require a large amount of chemical work and practical experiments; but that it should be done is evidenced by the fact that both success and failure result from the use of the same filler on different varieties of wood. After once being classified (owing to the large number now on the market), they will not number nearly so many in the aggregate as might be supposed; as it will be found in many instances that two entirely different varieties of wood resemble each other more closely in their vascular formation and cell characteristics than do two other specimens of the same variety. It is a recognized fact that paste fillers whose base is starch or the like work better and give better results in certain instances, while those whose base is mineral matter seem to do better in other cases.
It is noticed that rosewood as a finishing veneer is obsolete. This is not because of its scarcity, but because it is so hard to finish without having been seasoned for a long time. In these days, manufacturers cannot wait. It takes longer for the sap of rosewood to become inactive, or in trade parlance to “die,” than any other wood. This is because it takes so long for the albumen in the sap to coagulate. Rosewood has always been a source of trouble to piano makers, on account of the action of the sap on the varnish. However, if this wood, previously to filling, was washed with a weak solution of phosphoric acid, and then with wood spirit, it might be more easily finished. The phosphoric acid would coagulate the albumen on the surface of the wood immediately, while alcohol would reduce it to an insoluble state. The idea here is to destroy the activity of the sap, on the same principle as sappy places and knot sap are destroyed by alcohol-shellac before being painted.
Oak is another wood which gives the painter trouble to finish. This may be accounted for as follows: Oak contains a sour acid principle called tannic acid. It is a very active property. Wood during the growing season contains more albumen; thus in the circulation of the sap a large quantity of soft matter is deposited on the lignin which lines the cells, which lignin, if it contains any acid matter, acts on the material of the filler. Tannic acid has a deleterious effect on some of the material of which a number of fillers are made. Starch and many gums are susceptible to its influence, making some of them quite soft. Oak, like most other timber cut at the season when the least sap is in circulation, is the more easily finished.
The vascular formation may, and no doubt has, something to do with wood finishing. Different species of wood differ materially in their vascular and cellular formation. Wood finishers recognize a difference in treatment of French burl walnut and the common American {776} variety. Circassian and Italian walnut, although of the same species, demand widely different treatment in finishing to get the best results.
The only way to find the best materials to use in certain cases is to study and experiment with that end in view. If, by aid of a microscope, a certain piece of wood shows the same cellular formation that another piece did which was successfully finished by a certain process, it may be regarded as safe to treat both alike. If observation on this line is indulged in, it will not take the finisher very long to learn just what treatment is best for the work in hand. How often it has been noticed in something of two parts, like a door, that the panels when finished will pit, run, or sag, while the sides will present a surface in every way desirable and vice versa. This is due to the difference in the cellular construction of the wood and to the cellulose, and cannot be otherwise for the parts have been seasoned the same time and treated exactly alike. The physiology of wood is imperfectly understood, but enough is known to warrant us in saying with a certainty that the chemicals in fillers do act upon the principles embodied in its formation.
Some tried formulas follow:
I.—Make a paste to fill the cracks as follows: Old furniture polish: Whiting, plaster of Paris, pumice stone, litharge, equal parts, Japan drier, boiled linseed oil, turpentine, coloring matter, of each a sufficient quantity.
Rub the solids intimately with a mixture of 1 part of the Japan, 2 parts of the linseed oil, and 3 parts of turpentine, coloring to suit with vandyke brown or sienna. Lay the filling on with a brush, let it set for about 20 minutes, and then rub off clean except where it is to remain. In 2 days it will be hard enough to polish. After the surface has been thus prepared, the application of a coat of first-class copal varnish is in order. It is recommended that the varnish be applied in a moderately warm room, as it is injured by becoming chilled in drying. To get the best results in varnishing, some skill and experience are required. The varnish must be kept in an evenly warm temperature, and put on neither too plentifully nor too gingerly. After a satisfactorily smooth and regular surface has been obtained, the polishing proper may be done. This may be accomplished by manual labor and dexterity, or by the application of a very thin, even coat of a very fine, transparent varnish.
If the hand-polishing method be preferred, it may be pursued by rubbing briskly and thoroughly with the following finishing polish:
| Alcohol | 8 ounces |
| Shellac | 2 drachms |
| Gum benzoin | 2 drachms |
| Best poppy oil | 2 drachms |
Dissolve the shellac and gum in the alcohol in a warm place, with frequent agitation, and, when cold, add the poppy oil. This may be applied on the end of a cylindrical rubber made by tightly rolling a piece of flannel, which has been torn, not cut, into strips 4 to 6 inches wide. It should be borne in mind that the surface of the cabinet work of a piano is generally veneered, and this being so, necessitates the exercise of much skill and caution in polishing.
II.—Prepare a paste from fine starch flour and a thick solution of brown shellac, with the spatula upon a grinding stone, and rub the wooden object with this. After the drying, rub off with sandpaper and polish lightly with a rag moistened with a thin shellac solution and a few drops of oil. The ground thus prepared varnish once or twice and a fine luster will be obtained. This method is well adapted for any wood with large pores, such as oak.
I.—An excellent way of preserving wood is to cut it between August and October. The branches are removed, leaving only the leaves at the top. The trunks, carefully cut or sawn (so that their pores remain open), are immediately placed upright, with the lower part immersed in tanks three-quarters filled with water, into which 3 or 4 kilograms of powdered cupric sulphate per hectoliter have been introduced. The mass of {777} leaves left at the extremity of each trunk is sufficient to cause the ascent of the liquid by means of the capillary force and a reserve of energy in the sap.
II.—Wood which can be well preserved may be obtained by making a circular incision in the bark of the trees a certain time before cutting them down. The woodcutters employed in the immense teak forests of Siam have adopted in an empirical way a similar process, which has been productive of good results. The tree is bled, making around the trunk, at the height of 4 feet above ground, a circular incision 8 inches wide and 4 inches deep, at the time when it is in bloom and the sap rising. Sometimes the tree is left standing for 3 years after this operation. Frequently, also, a deep incision reaching the heart is made on two opposite sides, and then it takes sometimes only 6 months to extract the sap.
It is probable that it is partly in consequence of this method that the teakwood acquires its exceptional resistance to various destructive agents.
III.—A good preservation of piles, stakes, and palisades is obtained by leaving the wood in a bath of cupric sulphate of 4° of the ordinary acidimeter for a time which may vary from 8 to 15 days, according to greater or less dryness of the wood and its size. After they are half dried they are immersed in a bath of lime water; this forms with the sulphate an insoluble compound, preventing the rain from dissolving the sulphate which has penetrated the wood. This process is particularly useful for vine props and the wood of white poplars.
A good way to prevent the decay of stakes would be to plant them upside down; that is, to bury the upper extremity of the branch in the ground. In this way, the capillary tubes do not so easily absorb the moisture which is the cause of decay. It frequently happens that for one or another reason, the impregnation of woods designed to be planted in the ground, such as masts, posts, and supports has been neglected. It would be impracticable, after they are placed, to take up these pieces in order to coat them with carbolineum or tar, especially if they are fixed in a wall, masonry, or other structure. Recourse must be had to other means. Near the point where the piece rises from the ground, a hole about one centimeter in width is made in a downward slanting direction, filled with carbolineum, and closed with a wooden plug.
It depends upon the consistency of the wood whether the liquid will be absorbed in 1 or 2 days. The hole is filled again for a week. The carbolineum replaces by degrees the water contained in the wood. When it is well impregnated, the hole is definitely closed with a plug of wood, which is sawn level with the opening. The wood will thus be preserved quite as well as if it had been previously coated with carbolineum.
IV.—Wooden objects remaining in the open air may be effectually protected against the inclemency of the weather by means of the following coating: Finely powdered zinc oxide is worked into a paste with water and serves for whitewashing walls, garden fences, benches, and other wooden objects. After drying, probably at the end of 2 or 3 hours, the objects must be whitewashed again with a very dilute solution of zinc chloride in glue or water. Zinc oxide and zinc chloride form a brilliant, solid compound, which resists the inclemency of the weather.
As a paint for boards, planks for covering greenhouses, garden-frames, etc., Inspector Lucas, of Reutlingen (Würtemberg), has recommended the following coating: Take fresh cement of the best quality, which has been kept in a cool place, work it up with milk on a stone until it is of the consistency of oil paint. The wood designed to receive it must not be smooth, but left rough after sawing. Two or 3 coats are also a protection from fire. Wood to be thus treated must be very dry.
V.—Wood treated with creosote resists the attacks of marine animals, such as the teredo. Elm, beech, and fir absorb creosote very readily, provided the wood is sound and dry. Beechwood absorbs it the best. In fir the penetration is complete, when the wood is of a species of rapid growth, and of rather compact grain. Besides, with the aid of pressure it is always possible to force the creosote into the wood. Pieces of wood treated with creosote have resisted for 10 or 11 years under conditions in which oak wood not treated in this way would have been completely destroyed.
The prepared wood must remain in store at least 6 months before use. The creosote becomes denser during this time and causes a greater cohesion in the fibers. In certain woods, as pitch pine, the injection is impossible, even under pressure, on account of the presence of rosin in the capillary vessels.
VI.—M. Zironi advises heating the wood {778} in vacuo. The sap is eliminated in this way. Then the receiver is filled with rosin in solution with a hydrocarbide. The saturation takes place in two hours, when the liquid is allowed to run off, and a jet of vapor is introduced, which carries off the solvent, whole the rosin remains in the pores of the wood, increasing its weight considerably.
VII.—Wood can be well preserved by impregnating it with a solution of tannate of ferric protoxide. This method is due to Hazfeld.
VIII.—The Hasselmann process (xylolized wood), which consists in immersing the wood in a saline solution kept boiling under moderate pressure, the liquid containing copper and iron sulphates (20 per cent of the first and 80 per cent of the second), as well as aluminum and kainit, a substance until recently used only as a fertilizer, is now much employed on the railways in Germany.
IX.—Recently the discovery has been made that wood may be preserved with dissolved betuline, a vegetable product of the consistency of paste, called also birchwood rosin. Betuline must first be dissolved. It is procurable in the crude state at a low price. The wood is immersed for about 12 hours in the solution, at a temperature of from 57° to 60° F.
After the first bath the wood is plunged into a second, formed of a solution of pectic acid of 40° to 45° Bé., and with a certain percentage of an alkaline carbonate—for instance, potassium carbonate of commerce—in the proportion of 1 part of carbonate to about 4 parts of the solution. The wood remains immersed in this composition for 12 hours; then it is taken out and drained from 8 to 15 hours, the time varying according to the nature of the wood and the temperature. In consequence of this second bath, the betulin which was introduced through the first immersion, is fixed in the interior of the mass. If it is desirable to make the wood more durable and to give it special qualities of density, hardness, and elasticity, it must be submitted to strong pressure. In thus supplementing the chemical with mechanical treatment, the best results are obtained.
X.—A receiver of any form or dimensions is filled with a fluid whose boiling point is above 212° F., such as heavy tar oil, saline solutions, etc. This is kept at an intermediate temperature varying between 212° F. and the boiling point; the latter will not be reached, but if into this liquid a piece of wood is plunged, an agitation analogous to boiling is manifested, produced by the water and sap contained in the pores of the wood. These, under the action of a temperature above 212° F., are dissolved into vapor and traverse the bath.
If the wood is left immersed and a constant temperature maintained until every trace of agitation has disappeared, the water in the pores of the wood will be expelled, with the exception of a slight quantity, which, being in the form of vapor, represents only the seventeen-hundredth part of the original weight of the water contained; the air which was present in the pores having been likewise expelled.
If the liquid is left to cool, this vapor is condensed, forming a vacuum, which is immediately filled under the action of the atmospheric pressure. In this way the wood is completely saturated by the contents of the bath, whatever may be its form, proportions or condensation.
To attain the desired effect it is not necessary to employ heavy oils. The latter have, however, the advantage of leaving on the surface of the prepared pieces a kind of varnish, which contributes to protect them against mold, worms, moisture, and dry rot. The same phenomenon of penetration is produced when, without letting the wood grow cold in the bath, it is taken out and plunged immediately into a cold bath of the same or of a different fluid. This point is important, because it is possible to employ as fluids to be absorbed matters having a boiling point below 212° F., and differing in this respect from the first bath, which must be composed of a liquid having a boiling point above 212° F.
If, instead of a cold bath of a homogeneous nature, two liquids of different density separated in two layers, are employed, the wood can, with necessary precautions, be immersed successively in them, so that it can be penetrated with given quantities of each. Such liquids are heavy tar oil and a solution of zinc chloride of 2° to 4° Bé. The first, which is denser, remains at the bottom of the vessel, and the second above. If the wood is first immersed in a saline solution, it penetrates deep into the pores, and when finally the heavy oil is absorbed, the latter forms a superficial layer, which prevents the washing out of the saline solution in the interior, as well as the penetration of moisture from the outside. {779}
XI.—Numerous experiments have been made with all kinds of wood, even with hard oak. In the preparation of oak railway ties it was discovered that pieces subjected to a temperature of 212° F. in a bath of heavy tar oil for 4 hours lost from 6 to 7 per cent of their weight, represented by water and albuminous substances, and that they absorbed in heavy oil and zinc chloride enough to represent an increase of from 2 to 3 per cent on their natural original weight. The oak wood in question had been cut for more than a year and was of a density of 1.04 to 1.07.
This system offers the advantage of allowing the absorption of antiseptic liquids without any deformation of the constituent elements of the wood, the more as the operation is performed altogether in open vessels. Another advantage is the greater resistance of the wood to warping and bending, and to the extraction of metallic pieces, such as nails, cramp irons, etc.
XII.—In the Kyanizing process seasoned timber is soaked in a solution of bichloride of mercury (corrosive sublimate) which coagulates the albumen. The solution is very poisonous and corrodes iron and steel, hence is unsuited for structural purposes in which metallic fastenings are used. The process is effective, but dangerous to the health of the workers employed.
XIII.—The Wellhouse process also uses zinc chloride, but adds a small percentage of glue. After the timber has been treated under pressure the zinc chloride solution is drawn off and one of tannin is substituted. The tannin combines with the glue and forms an insoluble substance that effectually seals the pores.
XIV.—The Allardyce process makes use of zinc chloride and dead oil of tar, the latter being applied last, and the manner of application being essentially the same for both as explained in the other processes.
XV.—The timber is boiled in a solution of copper, iron, and aluminum sulphate, to which a small quantity of kainit is added.
XVI.—In the creo-rosinate process the timber is first subjected to a steaming process at 200° F. to evaporate the moisture in the cells; the temperature is then gradually increased to 320° F. and a pressure of 80 pounds per square inch. The pressure is slowly reduced to 26 inches vacuum, and then a solution of dead oil of tar, melted rosin, and formaldehyde is injected. After this process the timber is placed in another cylinder where a solution of milk of lime is applied at a temperature of 150° F. and a pressure of 200 pounds per square inch.
XVII.—The vulcanizing process of treating timber consists essentially in subjecting it to a baking process in hot air which is heated to a temperature of about 500° F. by passing over steam coils. The heat coagulates the albumen, expels the water from the cells, kills the organisms therein, and seals the cells by transforming the sap into a preservative compound. This method is used with success by the elevated railway systems of several cities.
XVIII.—A durable coating for wood is obtained by extracting petroleum asphalt, with light petroleum, benzine, or gasoline. For this purpose the asphalt, coarsely powdered, is digested for 1 to 2 days with benzine in well-closed vessels, at a moderately warm spot. Petroleum asphalt results when the distillation of petroleum continued until a glossy, firm, pulverizable mass of conchoidal fracture and resembling colophony in consistency remains. The benzine dissolves from this asphalt only a yellowish-brown dyestuff, which deeply enters the wood and protects it from the action of the weather, worms, dry rot, etc. The paint is not opaque, hence the wood retains its natural fiber. It is very pleasant to look at, because the wood treated with it keeps its natural appearance. The wood can be washed off with soap, and is especially suited for country and summer houses.
XIX.—A liquid to preserve wood from mold and dry rot which destroys the albuminous matter of the wood and the organisms which feed on it, so there are neither germs nor food for them if there were any, is sold under the name of carbolineum. The specific gravity of a carbolineum should exceed 1.105, and should give the wood a fine brown color. It should, too, be perfectly waterproof. The three following recipes can be absolutely relied on: a. Heat together and mix thoroughly 95 pounds of coal-tar oil and 5 pounds of asphalt from coal tar. b. Amalgamate together 30 pounds of heavy coal-tar oil, 60 pounds of crude wood-tar oil, and 25 pounds of heavy rosin oil. c. Mix thoroughly 3 pounds of asphalt, 25 pounds of heavy coal-tar oil, and 40 pounds of heavy rosin oil.
XX.—Often the wooden portions of machines are so damaged by dampness prevailing in the shops that the {780} following compound will be found useful for their protection: Melt 375 parts of colophony in an iron vessel, and add 10,000 parts of tar, and 500 parts of sulphur. Color with brown ocher or any other coloring matter diluted with linseed oil. Make a first light application of this mixture while warm, and after drying apply a second coat.
XXI.—For enameling vats, etc., 1,000 parts of brown shellac and 125 parts of colophony are melted in a spacious kettle. After the mass has cooled somewhat, but is still thinly liquid, 6.1 parts of alcohol (90 per cent) is gradually added. In order to prevent the ignition of the spirit vapor, the admixture of spirit is made at a distance from the stove. By this addition the shellac swells up into a semi-liquid mass, and a larger amount of enamel is obtained than by dissolving it cold. The enamel may be used for wood or iron.
The wood must be well dried; only then will the enamel penetrate into the pores. Two or three coats suffice to close up the pores of the wood thoroughly and to render the surface smooth and glossy. Each coating will harden perfectly in several hours. The covering endures a heat of 140° to 150° F. without injury. This glaze can also be mixed with earth colors. Drying quickly and being tasteless, its applications are manifold. Mixed with ocher, for instance, it gives an elegant and durable floor varnish, which may safely be washed off with weak soda solution. If it is not essential that the objects be provided with a smooth and glossy coating, only a preservation being aimed at the following coat is recommended by the same source: Thin, soluble glass (water glass) as it is found in commerce, with about 24 per cent of water, and paint the dry vessel rather hot with this solution. When this has been absorbed, repeat the application, allow to dry, and coat with a solution of about 1 part of sodium bicarbonate in 8 parts of water. In this coating silicic acid is separated by the carbonic acid of the bicarbonate; from the water glass (sodium silicate) absorbed by the pores of the wood, which, as it were, silicifies the wooden surfaces, rendering them resistive against the penetration of liquids. The advantages claimed for both processes are increased durability and facilitated cleaning.
XXII.—Tar paints, called also mineral or metallic paints, are sold in barrels or boxes, at varying prices. Some dealers color them—yellow ocher, red ocher, brown, gray, etc. They are prepared by mixing equal parts of coal tar and oil of turpentine or mineral essence (gasoline). The product, if it is not colored artificially, is of a brilliant black, even when cold. It dries in a few hours, especially when prepared with oil of turpentine. The paints with mineral essence are, however, generally preferred, on account of their lower cost. Either should be spread on with a hard brush, in coats as thin as possible. They penetrate soft woods, and even semi-hard woods sufficiently deep, and preserve them completely. They adhere perfectly to metals. Their employment can, therefore, be confidently advised, so far as concerns the preservation directly of iron cables, reservoirs, the interior surface of generators, etc. However, it has been shown that atmospheric influence or variations of temperature cause the formation of ammoniacal solutions, which corrode the metals. Several companies for the care and insurance of steam engines have for some time recommended the abandonment of tar products for applications of this kind and the substitution of hot linseed oil.
XXIII.—Coal-tar paints are prepared according to various formulas. One in current use has coal tar for a base, with the addition of gum rosin. It is very black. Two thin coats give a fine brilliancy. It is employed on metals, iron, sheet iron, etc., as well as on wood. It dries much quicker than the tars used separately. Its preserving influence against rust is very strong.
The following Tissandier formula has afforded excellent results. Its facility of preparation and its low cost are among its advantages. Mix 10 parts of coal tar, 1 to 1.6 parts of slaked lime, 4,000 parts of oil of turpentine, and 400 parts of strong vinegar, in which 1/5 part of cupric sulphate has been previously boiled. The addition of 2 or 3 cloves of garlic in the solution of cupric sulphate aids in producing a varnish, brilliant as well as permanent. The compound can be colored like ordinary paints.
XXIV.—Rectified rosinous oil for painting must not be confounded with oils used in the preparation of lubricants for metallic surfaces exposed to friction. It contains a certain quantity of rosin in solution, which, on drying, fills the pores of the wood completely, and prevents decomposition from the action of various saprophytic fungi. It is well adapted to the preservation of pieces to be buried in the ground or exposed to the inclemency {781} of the weather. Paints can also be prepared with it by the addition of coloring powders, yellow, brown, red, green, blue, etc., in the proportion of 1 kilo to 5 liters of oil. The addition ought to take place slowly, while shaking, in order to obtain quite a homogeneous mixture. Paints of this kind are economical, in consequence of the low price of rosin, but they cannot be used in the interior of dwellings by reason of the strong and disagreeable odor disengaged, even a long time after their application. As an offset, they can be used like tar and carbonyl, for stalls, stables, etc.
In the staining of wood it is not enough to know merely how to prepare and how to apply the various staining solutions; a rational exercise of the art of wood staining demands rather a certain acquaintance with the varieties of wood to be operated upon, a knowledge of their separate relations to the individual stains themselves; for with one and the same stain very different effects are obtained when applied to the varying species of wood.
Such a diversity of effects arises from the varying chemical composition of wood. No unimportant rôle is played by the presence in greater or lesser quantities of tannin, which acts chemically upon many of the stains and forms with them various colored varnishes in the fibers. Two examples will suffice to make this clear. (1) Let us take pine or fir, in which but little of the tanning principle is found, and stain it with a solution of 50 parts of potassium chromate in 1,000 parts of pure water; the result will be a plain pale yellow color, corresponding with the potassium chromate, which is not fast and as a consequence is of no value. If, with the same solution, on the contrary, we stain oak, in which the tanning principle is very abundant, we obtain a beautiful yellowish-brown color which is capable of withstanding the effects of both light and air for some time; for the tannin of the oak combines with the penetrating potassium chromate to form a brown dyestuff which deposits in the woody cells. A similar procedure occurs in the staining of mahogany and walnut with the chromate because these varieties of wood are very rich in tannin.
(2) Take some of the same pine or fir and stain it with a solution of 20 parts of sulphate of iron in 1,000 parts of water and there will be no perceptible color. Apply this stain, however, to the oak and we get a beautiful light gray, and if the stain be painted with a brush on the smoother oaken board, in a short time a strong bluish-gray tint will appear. This effect of the stain is the result of the combination of the green vitriol with the tannin; the more tannin present, the darker the stain becomes. The hardness or density of the wood, too, exerts a marked influence upon the resulting stain. In a soft wood, having large pores, the stain not only sinks further in, but much more of it is required than in a hard dense wood; hence in the first place a stronger, greasier stain will be obtained with the same solution than in the latter.
From this we learn that in soft woods it is more advisable to use a thinner stain to arrive at a certain tone; while the solution may be made thicker or stronger for hard woods.
The same formula or the same staining solution cannot be relied upon to give the same results at all times even when applied to the same kinds of wood. A greater or lesser amount of rosin or sap in the wood at the time the tree is felled, will offer more or less resistance to the permeating tendencies of the stain, so that the color may be at one time much lighter, at another darker. Much after the same manner we find that the amount of the tanning principle is not always equal in the same species of wood.
Here much depends upon the age of the tree as well as upon the climatic conditions surrounding the place where it grew. Moreover, the fundamental color of the wood itself may vary greatly in examples of the same species and thus, particularly in light, delicate shades, cause an important delay in the realization of the final color tone. Because of this diversification, not only in the different species of wood, but even in separate specimens of the same species, it is almost impossible always, and at the first attempt, to match a certain predetermined color.
It is desirable that trials at staining should first be made upon pieces of board from the same wood as the object to be stained; the results of such experiments furnishing exact data concerning the strength and composition of the stain to be employed for the exact reproduction of a prescribed color. {782} Many cases occur in which the color tone obtained by staining cannot always be judged directly after applying the stain. Especially is this the case when stain is employed which slowly develops under the action of the air or when the dyestuff penetrates only slowly into the pores of the wood. In such cases the effect of the staining may only be fully and completely appreciated after the lapse of 24 or 48 hours.
Wood that has been stained should always be allowed 24 or 48 hours to dry in ordinary temperatures, before a coat of varnish, polish, or wax is applied. If any dampness be left in the wood this will make itself apparent upon the varnish or polish. It will become dull, lose its glossy appearance, and exhibit white spots which can only be removed with difficulty. If a certain effect demand the application of two or more stains one upon the other, this may only be done by affording each distinct coat time to dry, which requires at least 24 hours.
Not all the dyes, which are applicable to wood staining, can be profitably used together, either when separately applied or mixed. This injunction is to be carefully noted in the application of coal tar or aniline colors.
Among the aniline dyes suitable for staining woods are two groups—the so-called acid dyes and the basic dyes. If a solution of an acid dye be mixed with a basic dye the effect of their antagonistic dispositions is shown in the clouding up of the stain, a fine precipitate is visible and often a rosin-like separation is noticeable.
It is needless to say that such a staining solution is useless for any practical purpose. It cannot penetrate the wood fibers and would present but an unseemly and for the most part a flaky appearance. In preparing the stains it is therefore of the greatest importance that they remain lastingly clear. It would be considerably of advantage, before mixing aniline solutions of which the acid or basic characteristics are unknown, to make a test on a small scale in a champagne glass and after standing a short time carefully examine the solution. If it has become cloudy or wanting in transparency it is a sign that a separation of the coloring matter has taken place.
The mixing of acid or basic dyestuffs even in dry powdered form is attended with the same disadvantages as in the state of solubility, for just as soon as they are dissolved in water the reactions commence and the natural process of precipitation takes place with all its attending disagreeable consequences.
II.—Diluted water-glass solution makes a good ground for bronze. Bronze powder is sprinkled on from a wide-necked glass tied up with gauze, and the excess removed by gently knocking. The bronze powder adheres so firmly after drying that a polish may be put on by means of an agate. The process is especially useful for repairing worn-off picture frames, book ornamentations, etc. The following bronze ground also yields good results: Boil 11,000 parts of linseed oil with 25 parts of impure zinc carbonate, 100 parts of red lead, 25 parts of litharge, and 0.3 parts of mercuric chloride, until a drop taken out will stand like a pea upon a glass surface. Before complete cooling, the mass is diluted with oil of turpentine to a thick syrup.
II.—Give the wood several applications of a stout decoction of logwood chips, finishing off with a free smear of vinegar in which rusty nails have been for some time submerged.
III.—In 1 quart of water boil 1/4 pound of logwood chips, subsequently adding 1/2 ounce pearl ash, applying the mixture {783} hot. Then again boil the same quantity of logwood in the same quantity of water, adding 1/4 ounce of verdigris and 1/4 ounce of copperas, after which strain and put in 1/4 pound of rusty steel filings. With this latter mixture coat the work, and, should the wood not be sufficiently black, repeat the application.
II.—Dissolve 1/4 part of permanganate of potassium in 1,000 parts of cold water and paint the wood with the violet solution obtained. As soon as the solution comes in contact with the wood it decomposes in consequence of chemical action, and a handsome light-brown precipitate is produced in the wood. The brushes used must be washed out immediately, as the permanganate of potassium destroys animal bristles, but it is preferable to use sponges or brushes of glass threads for staining. Boil 2 parts of cutch in 6 parts of water for 1 hour, stir while boiling, so that the rosiniferous catechu cannot burn on the bottom of the vessel; strain the liquid as soon as the cutch is dissolved, through linen, and bring again to a boil. Now dissolve therein 1/5 part of alum, free from iron; apply the stain while hot, and cover after the drying, with a solution of 1 part of bichromate of potassium in 25 parts of water.
II.—One hundredweight Vandyke brown, ground fine in water, and 28 pounds of soda, dissolved in hot water, are mixed while the solutions are hot in a revolving mixer. The mixture is then dried in sheet-iron trays.
Yellow, green, blue, or gray staining on wood can be easily imitated with a little glazing color in oil or vinegar, which will prove better and more permanent than the staining. If the pores of the wood are opened by a lye or a salt, almost any diluted color can be worked into it. With most stains the surface is thus prepared previously.
| I.— | White shellac | 12 ounces |
|---|---|---|
| Vegetable black | 6 ounces | |
| Methylated spirit | 3 pints | |
| II.— | Lampblack | 1 pound |
| Ground iron scale | 5 pounds | |
| Vinegar | 1 gallon |
| Spirit of wine | 2 pints |
| Burnt umber | 3 ounces |
| Vandyke brown color | 1 ounce |
| Carbonate of soda | 1 ounce |
| Potash | 1/2 ounce |
| I.— | Dragon’s blood | 1 ounce |
|---|---|---|
| Sodium carbonate | 6 drachms | |
| Alcohol | 20 ounces |
Filter just before use.
II.—Rub the wood with a solution of potassium carbonate, 1 drachm to a pint of water, and then apply a dye made by boiling together:
| Madder | 2 ounces |
| Logwood chips | 1/2 ounce |
| Water | 1 quart |
| I.— | Pale button lac | 3 pounds |
|---|---|---|
| Bismarck brown | 1/8 ounce | |
| Vandyke brown | 1/2 ounce | |
| Gamboge | 4 ounces | |
| Methylated spirit | 1 gallon |
II.—Use 1 gallon of methylated spirit, 4 ounces gamboge (powdered), 1/2 ounce Vandyke brown, 1 drachm Bismarck brown, 3 pounds shellac.
Among good water stains are the long-known Cassel brown and nut brown, in granules. Catechine is recommended for brown shades, with tannin or pyrogallic acid and green vitriol for gray. For bright-colored stains the tar-dyes azine green, croceine scarlet, Parisian red, tartrazine, water-soluble nigrosin, walnut, and oak brown are very suitable. With proper mixing of these dyes, all colors except blue and violet can be produced, and prove very fast to light and air, and superior to turpentine stains. Only the blue and violet dyes, methyl blue, naphthol blue, and pure violet, do not come up to the standard, and require a second staining with tannin.
A very simple method of preparing water stains is as follows: Solutions are made of the dyes most used, by dissolving 500 parts of the dye in 10,000 parts of hot water, and these are kept in bottles or casks. Any desired stain can be prepared by mixing proper quantities of the solutions, which can be diluted with water to make lighter stains.
| Solution A | |
|---|---|
| Copper sulphate | 125 grams |
| Potassium chlorate | 125 grams |
| Water | 1,000 cu. cm. |
| Boil until all is dissolved. | |
| Solution B | |
| Aniline hydrochloride | 150 grams |
| Water | 1,000 cu. cm |
Apply Solution A twice by means of a brush, allowing time to dry after each coat; next, put on Solution B and let dry again. On the day following, rub on a little oil with a cloth and repeat this once a month.
I.—Acetic paraldehyde or acetic aldehyde respectively, or polymerized formaldehyde is mixed with methylic alcohol and carbolic acid, as well as fusel oil saturated with hydrochloric acid gas or sulphuric acid gas or methylic alcohol, respectively, are added to the mixture. The mass thus obtained is treated with paraffine. The final product is useful as a substitute for ebonite and wood as well as for insulating purposes.
II.—“Carton Pierre” is the name of a mass which is used as a substitute for carved wood. It is prepared in the following manner: Glue is dissolved and boiled; to this, tissue paper in suitable quantity is added, which will readily go to pieces. Then linseed oil is added, and finally chalk is stirred in. The hot mass forms a thick dough which crumbles in the cold, but softens between the fingers and becomes kneadable, so that it can be pressed into molds (of glue, gypsum, and sulphur). After a few days the mass will become dry and almost as hard as stone. The paper imparts to it a high degree of firmness, and it is less apt to be injured than wood. It binds well and readily adheres to wood.
III.—Wood Pulp.—The boards for painters’ utensils are manufactured in the following manner: The ordinary wood fiber (not the chemical wood cellulose) is well mixed with soluble glass of 33° Bé., then spread like cake upon an even surface, and beaten or rolled until smooth. Before completely dry, the cake is removed, faintly satined (for various other purposes it is embossed) and finally dried thoroughly at a temperature of about 133° F., whereupon the mass may be sawed, carved, polished, etc., like wood.
Any desired wood color can be obtained by the admixture of the corresponding pulverized pigment to the mass. The wood veining is produced by placing a board of the species of timber to be imitated, in vinegar, which causes the soft parts of the wood to deepen, and making an impression with the original board thus treated upon the wood pulp when the latter is not quite hard. By means of one of these original boards (with the veins embossed), impressions can be made upon a large number of artificial wood plates. The veins will show to a greater advantage if the artificial wood is subsequently saturated and treated with colored oil, colored stain and colored polish, as is done with palettes.
WOOD, ACID-PROOF: See Acid-Proofing.
WOOD CEMENTS: See Adhesives. {786}
WOOD, CHLORINE-PROOFING: See Acid-Proofing.
WOOD, FIREPROOFING: See Fireproofing.
WOOD GILDING: See Plating.
WOOD, IMITATION: See Plaster.
WOOD POLISHES: See Polishes.
WOOD RENOVATORS: See Cleaning Preparations and Methods under Paint, Varnish, and Enamel Removers.
WOOD, SECURING METALS TO: See Adhesives.
WOOD, WATERPROOFING: See Waterproofing.
WOOD’S METAL: See Alloys.
WOOL FAT: See Fats.
WORM POWDER FOR STOCK: See Veterinary Formulas.
Writing on old manuscripts, parchments, and old letters that has faded into nearly or complete invisibility can be restored by rubbing over it a solution of ammonium sulphide, hydrogen sulphide or of “liver of sulphur.” On parchment the restored color is fairly permanent but on paper it does not last long. The letters however could be easily retraced, after such treatment, by the use of India ink and thus made permanent. This treatment will not restore faded aniline ink. It only works with ink containing a metal-like iron that forms a black sulphide.
WRINKLES, REMOVAL OF: See Cosmetics.
Boil together for 1/2 hour, 95 parts of the finest, grated hops and 4,000 parts of water. Strain. Add to the warm liquor 1,750 parts of rye meal or flour. When the temperature has fallen to that of the room add 167 parts of good yeast. On the following day the mass will be in a state of fermentation. While it is in this condition add 4,000 parts of barley flour, so as to form a dough. This dough is cut up into thin disks, which are dried as rapidly as possible in the open air or sun. For use, the disks are broken into small pieces and soaked overnight in warm water. The yeast can be used on the following day as if it were ordinary brewers’ yeast.
I.—The yeast is laid in a vessel of cold water which is thereupon placed in a well-ventilated, cool spot. In this manner the yeast can be preserved for several weeks. In order to preserve the yeast for several months a different process must be followed. The yeast, after having been pressed, is thoroughly dried. For this purpose the yeast is cut up into small pieces which are rolled out, placed on blotting paper, and allowed to dry in a place which is not reached by the sun. These rolls are then grated, again dried, and finally placed in glass bottles. For use, the yeast is dissolved, whereupon it immediately regains its freshness. This process is particularly to be recommended because it preserves the yeast for a long period.
II.—For liquid yeast add one-eighth of its volume in glycerine. In the case of compressed yeast, the cakes are to be covered with glycerine and kept in closed vessels. Another method of preserving compressed yeast is to mix it intimately with animal charcoal to a dough, which is to be dried by exposure to sunlight. When it is to be used, it is treated with water, which will take up the ferment matter, while the charcoal will be deposited. Liquid and compressed yeast have been kept for a considerable time, without alteration, by saturating the former with chloroform and keeping the latter under chloroform water.
I.—Pour a few drops of yeast into boiling water. If the yeast sinks, it is spoiled; if it floats, it is good.
II.—To 1 pound yeast add 1/2 tablespoonful of corn whisky or brandy, a pinch of sugar, and 2 tablespoonfuls of wheat flour. Mix thoroughly and allow the resultant compound to stand in a warm place. If the yeast is good it will rise in about an hour.
YEAST AND FERTILIZERS: See Fertilizers.
YELLOW (CHROME), TEST FOR: See Pigments. {787}
A
Absinthe, 765
Absolute Alcohol, 45
Acacia, Mucilage of, 43
Acid-free Soldering Fluid, 659
Acid-proof Alloy, 62
— Cement, 26
— Corks, 10
— Glass, 374
Acid-proofing, 9
Acid-proof Pastes, 38
— Putty, 607
— Table Top, 9
Acid Receptacles, Lining for, 10
Acid-resisting Paint, 499
Acids, Soldering, 656
Acid Stains Removed, 184
— Test for Gold, 432
— — — for Vinegar, 358
Aconite-Monkshood Poison, 93
Adhesion, 105
— Belt Pastes for Increasing, 105
Adhesives, 10
Advertising Matter, to Scent, 510
Adulterants in Foods, 348
Adulteration of Linseed Oil, 460
— of Wax, 753
Adurol Developer, 527
Affixing Labels to Glass, 42
Agar Agar Paste, 37
Agate, Buttons of Artificial, 44
Agate (Imitation), 370
Age of Eggs, 283
Aging of Silk, 639
Agricultural Sources of Industrial Alcohol, 668
Air Bath, 44
— Bubbles in Gelatine, 370
— Exclusion of, 553
Air-purifying, 44
Albata Metal, 63
Albumen, 34
— in Urine, Detection of, 44
— Paste, 37
Alcohol, 44
— Absolute, 45
— Defined, 667
— in Beer, 45
— Solid, 45
— Tests for Absolute, 45
Ale, 46
— Ginger, 107
Alfenide Metal, 63
Alkali Blue and Nicholson’s Blue Dye, 267
Alkalis and Their Salts Poison, 93
Alkaline Glycerine of Thymol, 100
Alkaloids, Antidotes to, 102
Alkermes Cordial, 763
Alloy, Acid-proof, 62
— for Caliper and Gage-rod Castings, 80
— for Watch Pinion Sockets, 736
— Lipowitz’s, 61
— Moussets’, 76
Alloys, 47
— Copper, Silver, Cadmium, 76
— for Casting Coins, etc., 62
— for Cementing Glass, 52
— for Drawing Colors on Steel, 80
— for Metal Foil, 474
— for Small Casting Molds, 80
— having a Density, 48
— Silver, Nickel, Zinc, 76
— Tin, 77
— Unclassified, 80
Almond Blossom Perfumery, 518
— Cold Cream, 235
— Extracts, 312
— Powders for the Toilet, 242
Altars, to Clean, 185
Alum, 80
— Baking Powder, 102
— Bath, 535
— Process of Water Purification, 340
Aluminum Alloys, 48
— Electrical Conductivity of, 50
Aluminum-brass, 50
— Castings, 150
Aluminum-Copper, 50
Aluminum Gilding, 576
— Gold, 68
— Etching Fluid for, 324
— How to Color, 80
— Lacquer for, 438
— Paper, 507
— Polishes, 590
Aluminum Solders, 657
Aluminum-Tin, 50
Aluminum, to Clean, 204
— Toughness, Density and Tenacity, 83
Aluminum-Tungsten, 50
Aluminum Varnish, 725
— Working of Sheet, 83
Aluminum-Zinc, 50
Amalgam for Cementing Glass, etc., 90
— for Plaster, 65
— for Silvering Glass Balls, 90
— for the Rubber of Electric Machines, 90
— Gold Plating, 576
— for Mirrors, 72
Amber, 90
— Cements, 26
— Varnish, 718
Ambrosia Powder, 628
American Champagne, 118
— Factory Cheese, 176
— Lemonade, 110
— Soda Fountain Company’s Whipped Cream, 248
Amethyst (Imitation), 370
Amidol Developer, 528
Ammon-carbonite, 331
Ammonia, 91
— for Fixing Prints, 536
— Household, 91
— Poison, 93
— Violet Color for, 91
— — Perfumed, 91
Anchovies, Essence of, 98
Anchovy Paste, 98
— Preparations, 98
— Sauce, Extemporaneous, 98
Angostura Bitters, 762
Anise Cordial, 763
Aniline, 266
— — — Substitutes, 279
— Black Lake Dye, 278
— Blue Dye, 268
— Green Dye for Wool, 269
— — — for Silk, 269
— in Pigments, Tests for, 560
— Scarlet Dye, 271
— Stains, to Remove, 185
— Yellow Dye, 271
Animals, Fly Protection for, 419
Ankara, 142
Annealing Bronze, 56
— Copper, 219
Annealing of Steel, Wire, etc., 681
Anodynes, 486
Ansco Platinum Paper, 529
Ant Destroyers, 420
Anti-corrosive or Asiatic Ink, 414
Antidotes for Belladonna, 93
— for Poisons, 92
Anti-ferments, 97
Anti-fouling Compositions, 498
Anti-freezing Solution, 362, 363
— for Automobilists, 363
Anti-friction Bearing or Babbitt Metals, 50
— Metal, 58
Anti-frost Solution, 363
Anti-leak Rubber Tire, 708
Antimony Poison, 93
— Baths, 581
Antique Bronzes, 566
— — — Imitation of, 640
Antiques, to Preserve, 98
Anti-rust Compositions, 625
— Paper for Needles, 625
— Pastes, 625
Antiseptic Bromine Solution, 100
— Enamel, 720
— Nervine Ointment, 487
— Oil of Cinnamon, 100
— Paste (Poison), 99
— Pencils, 99
— Powders, 98
— Soap, 644
— Solution, Coloring for, 100
— Tooth Powder, 253
Antiseptics, 98
— for Caged Birds, 729
— Mouth, 99
Aphtite, 70
Apollinaris Lemonade, 110
— Water, 740
Apple Extract, 312
— Syrup, 312
Applications for Prickly Heat, 398
— of Barium Amalgams, 86
— of Bismuth Amalgams, 88
— of Cadmium Amalgams, 87
— of Copper Amalgams, 87
— of Gold Amalgams, 89
— of Lead Amalgams, 88
— of Manganese Amalgams, 87
Applications of Potassium Amalgams, 86
— of Silver Amalgams, 88
— of Sodium Amalgams, 86
— of Strontium Amalgams, 86
— of Tin Amalgams, 87
— of Zinc Amalgams, 87
Applying Decalcomania Pictures, 250
Apricot Extract, 312
Aquarium Putty, 608
Argentan, 69
Arguzoid, 70
Armenian Cement, 20
Arms, Oil for, 460
Arnica Salve, 486
Aromatic Cod-Liver Oil, 482
— Cotton, 246
— Rhubarb Remedy, 180
— Vinegar, 735
— of Lacquering, 437
Artificial Aging of Fabrics, 639
— Beeswax, 754
— Butter, 142
— Ciders, 181
— Coloring of Flowers, 346
— Egg Oil, 284
— Fertilizers for Pot Plants, 336
— Flowers, Dyes for, 272
— Flower Fertilizer, 337
— Horn, 396
— Leather, 447
— Marbles, 699
— Rubber, 618
— “Rubbered” Silk, 639
— Slate, 643
— Violet Perfumery, 518
— Water, 739
Asbestos Cement, 30
— Fabric, 342
Asphalt and Pitch, 33
— as Ingredient of Rubber, 619
— in Painting, 718
— Varnishes, 718
Assaying of Gold, 381
Asthma Cures, 101
— Fumigating Powders, 101
— in Canaries, 728
— Papers, 101
Astringent for Horses, 730
— Wash for Flabby Skin, 234
Atomic Weights, 758
Atomizer Liquid for Sick Rooms, 264
Attaching Enamel Letters to Glass, 19
— by Cement, 17
Atropine, Antidote to, 102
Aqua Aromatica, 102
— Fortis for the Touchstone, 383
— — — Poison, 92
— Regia, 102
Aquarium Cements, 31
Automobile Engines, Cooling, 363
Automobiles, Anti-freezing Solution, 363
Axle Grease, 462
B
Babbitt-Metals, 50
Baking Powders, 102
Balance Spring, 738
Baldness, 392
Balkan Paste, 38
Ball-Room Floor Powder, 345
Balsam, Birch, 103
— of Sulphur, 380
— Spray Solution, 103
Balsam, Stains, to Remove, 194
— Wild-cherry, 103
Balsams, 102
Balsamic Cough Syrup, 211
Banana Bronzing Solution, 489
— Cream, 115
— Trick, the Burning, 611
— Syrup, 312
Banjo Sour, 110
Barbers’ Itch, 486
— Powder, 243
Barium Amalgams, 86
— Poison, 615
Barometers (Paper), 402
Bath, Air, 44
— Metal, 63
— Powder, 242
— Tablets, Effervescent, 103
Bath-tub Enamel, 721
— Paint, 501
Batteries, Solution for, 104
Basis for Effervescent Salts, 627
Baudoin Metal, 63
Bavaroise au Cognac, 118
Bear Fat, 333
Bearing Lubricant, 461
— Metal, 50
Beauty Cream, 231
— Water, 244
Bedbug Destroyers, 420
Beechwood Furniture Polish, 593
Beef and Iron, 771
— Iron, and Wine, 104
Beef-marrow Pomade, 227
Beef Peptonoids, 509
— Preservatives, 360
— Tea, 112
Beer, 118
— Ginger, 108
— Lemon, 108
— Restoration of Spoiled, 105
— Spruce, 119
— Treacle, 119
— Weiss, 119
Beers, Alcohol in, 45
Beetle Powder, 425
Bees, Foul Brood in, 105
Beeswax, Artificial, 754
Belladonna, Antidotes to, 93
Bell Metal, 51
Belt Cement, 31
— Glue, 15
— Lubricant, 462
— Pastes for Increasing Adhesion, 105
Bénédictine, 769
Bengal Lights, 609
Bent Glass, 371
Benzine, 106
— Cleaning with, 209
— Purification of, 106
— to Color Green, 106
Benzoic Acid, Detection of, 350
— in Food, 350
Benzoic-acid Pastilles, 211
Benzoin-Glycerine Soap, 652
Benzoparal, 107
Berge’s Blasting Powder, 330
Beverages, 107
— Yellow Coloring for, 119
Bibra Alloy, 71
Bicycle Dipping Varnish, 719
Bicycle-tire Cement, 23
Bicycle Varnishes, 719
Bicycles, Black Paint for, 495
Bidery Metal, 80
Birch Balsam, 103
Birch-Bud Water, 519
Bird Diseases, Remedies, 728
Bird Lime, 458
— Paste, 145
— Tonic, 729
Birds, Antiseptic Wash for, 729
— Constipation in, 729
— Diarrhœa in, 729
Biscuit, Dog, 265
Bismarck Brown Dye, 267
Bismuth, 49
— Alloys, 52
— Amalgams, Applications of, 88
— Bronze, 70
— Purification of, 380
— to Purify, 380
Biting Off Red-hot Iron, 612
Bitter Almond Oil Poison, 93
Bitters, 762
Blackberry Cholera Mixture, 180
— Cordial, 763
Blackboard Paint and Varnish, 489
— Varnish, 720
Black Color on Brass, 129
— Dye for Tanned Leather, 447
— — — on Cotton, 266
— — — on Wool, for Mixtures, 267
Blackening Iron, 495
“Black Eye” Lotion, 333
Black Finish for Brass, 129
— Grease Paints, 229
— Hair Dye without Silver, 390
Blackhead Remedies, 232
Blacking Copper, 221
— for Harness, 450
— for Shoes, 631
— Stove, 700
Black Japanese Varnish, 719
— Lake Dyes for Wall-paper, 278
— Marble, Imitation, 699
— Marking Inks, 407
— Paint for Polished Iron, 495
— Patina, 585
— Putty, 607
— Ruling Ink, 403
— Sheet Rust Preventive, 624
— Starch, 680
— Straw Hat Varnish, 266
— Wash for Casting Molds, 150
Blanching Silver, 640
Blanket Washing, 399
Blasting Powder, 330
Blazing Sponge Trick, 611
Bleach for Hands, 233
Bleaches, Bone, 430
Bleaching, 120
— and Coloring Feathers, 335
— Bone Fat, 333
— Cotton by Steaming, 245
— Cotton, 245
— Linen, 120
— of Linseed Oil, 459
— of Vegetable Fibers with Hydrogen Peroxide, 245
— Oils, 484
— Photographic Prints White, 553
— Skin Salves, 234
— Solution, 121
— — for Photographs, 553
— Solutions for the Laundry, 446
— Sponges, 678
— Straw, 120
— Tallows and Fats, 334
— Wool, 120
Bleeding, Local, 701
Blight Remedies, 121
Blisters, for Horses, 729
Block for Soldering, 667
— Hollow Concrete Building, 691
— Machines, 694
Blocks Poured from Wet Concrete, 694
Blood-red Brick Stain, 166
Blotting Paper, 503
Blue, Ball, 281
Blue-black Ink, 414
— Patina, 585
Blue Bronze, 138
— Dye for Hosiery, 268
— from Green at Night, 121
— Indelible Ink, 406
— Paving Bricks, 166
Blueprint Inks, 403
— Paper Making, 536
Blueprints, to Change, 121
— to Turn Brown, 542
— Waterproofing, 741
Blue Ruling Ink, 403
— Sanitary Powder, 263
— Vitriol Poison, 94
Bluing, 443
— Compounds, 443
— of Steel, 682
Bluish-black Lake Dye, 278
Blush Pink Dye on Cotton Textile, 279
Board-sizing, 38
Boiled Oil, 484
Boiler Compounds, 121
— Plates, Protecting from Scales, 122
— Pressure, 123
— Scales, Prevention of, 122
Boiling the Linseed Oil, 409
Boil Remedy, 121
Bone Black, 123
— Bleaches, 430
— Fat, 333
— Fertilizers, 338
— or Ivory Black, 123
— Polishes, 395
— Uniting Glass With, 17
Bones, A Test for Broken, 124
— Treatment of, in Manufacturing Glue, 10
Bookbinders’ Varnish, 720
Book Disinfectant, 263
— How to Open, 125
Bookworms, 425
Books, their Preservation, 124
— to Remove Marks from, 186
Boot Dressings, 631
— Lubricant, 460
Boot-top Liquid, 632
Boots, Waterproofing, 750
Borated Apple Blossom Powder, 243
— Talcum, 510
Borax in Food, 350
— for Sprinkling, 125
— Soap Powder, 650
Boric Acid, Detection of, 350
Borotonic, 258
Bottling Sweet Cider, 181
Bottle-cap Lacquer, 440
Bottle-Capping Mixtures, 126
Bottle Cleaners, 210
— Deodorizer, 127
— Stoppers, 700
— Varnish, 720
— Wax, 553
Bottles, 126
— White Glass for, 373
Bouillon, 113
— Chicken, 112
— Clam, 113
— Hot Egg, 112
— Tomato Extract, 212
Bowls of Fire Trick, 611
Box Glue, 15
Bradley Platinum Paper, 529
“Braga,” 117
Bran, Sawdust in, 126
Brandy, Artificial French, 768
— and Brandy Bitters, 762
— A Bronze for, 136
Brass and Bronze Protective Paint, 495
— Articles, Restoration of, 132
— Black Color on, 129
— Black Finish for, 129
— Bronzing, 566
— Brown Color to, 130
— Colors for Polished, 127
— Etching Bath for, 324
— — — Fluid for, 323
— Fastening Porcelain to, 17
— Gilding, 576
— Graining of, 130
Brass-Iron (Aich’s Metal), 53
Brass Parts, Improved, 132
— Pickle for, 132
— Platinizing, 566
— Polishes, 590
— Sand Holes in, 150
— Solders, 657
— to Cast Yellow, 54
— Tombac Color on, 130
— Unpolished Coloring, 128
— Varnishes Imitating Gold, 725
— Zinc, Steel, Cast Iron, 581
Brassware, Gold Lacquers for, 440
Bread, Dog, 265
Breath, Fetid, Remedies for, 133
— Perfumes, 258
Brewers’ Yeast, 339
Brick and Tilemakers’ Glazed Bricks, 164
— Arches, Waterproofing, 741
Brickbat, Cheese, 176
Brick, Blood-red Stain, 166
— Colors, 165
Brickmakers’ Notes, 167
Brick Polishes, 600
— Walls, to Clean, 197
— — — to Renovate, 190
— Waterproofing, 134
Bricks, 164
— Glaze for, 377
— of Sand-lime, 689
— Polish for, 600
Brie, Cheese, 176
Brightening Pickle, 469
Bright Red Rouge, 229
Brilliantine, 390
— Florician, 483
Brimstone (Burning), 611
Bristol Brass (Prince’s Metal), 53
Britannia Metal, 55
— — to Clean, 201
— Silver-plating, 587
British Champagne, 118
— Oil, 484
Brocchieri’s Styptic, 701
Brocq’s Pomade for Itching, 228
Broken Bones, A Test for, 124
Bromine, Antiseptic, 100
Bromoform, 134
— Rum, 134
Bronze, Aluminum, 56
— Annealing, 56
— Articles, Polish for, 591
— Casting, 150
— Coloring, 138
— Dye, 272
— for Brass, 136
— Gilding, 137
— Leather, 447
— Lettering, 456
— Machine, 58
— Phosphor, 58
— Polishes, 591
— Powder, Liquid for, 567
— Preparations, 135
Bronze, Renovation of, 205
— Silicon, 61
— Steel, 61
— Substitutes, 137
— to Renovate, 201
— Varnishes, 726
Bronzes, 55
— Art, 57
— Pickle for, 138
— Statuary, 57
Bronzing, 566
— and Patinizing of Articles, 136
— Engraved Ornaments, 137
— General Directions for, 135
— Liquid, 136
— Metals, 567
— of Brass, 571
— of Gas Fixtures, 566
— of Wood, 782
— of Zinc, 137
— Solutions for Paints, 489
— with Soluble Glass, 139
Brooches, Photographing on, 551
Brown Dye for Cotton, 267
— for Silk, 267
— for Wool, 267
— — — — and Silk, 267
— Hair Dye, 390
Browning of Steel, 583
Brown Ink, 414
— Ointment, 486
— Oxidation on Bronze, 139
— Shoe Dressing, 632
Brownstone, Imitation, 133
Brown Tints, 559
— Varnish, 726
Brunette or Rachelle Powder, 242
Brushes, 140
Bubble (Soap), Liquid, 655
Bubbles, 141
— in Gelatine, 370
Buff Terra-Cotta Slip, 166
— Wheels, Rouge for, 618
Bug Killers, 420
Building Blocks, Concrete, 691
Bunions, 224
Burning Banana Trick, 103
— Brimstone, 611
— Sealing Wax, 611
Burns, 486
— Carbolic Acid, 147
— Mixture for, 142
Burnt Alum, 80
— Steel, to Restore, 686
— Artificial, Tests for, 354
Buttermilk, Artificial, 143
Buttons of Artificial Agate, 44
— Platine for, 80
C
Cadmium Alloy, about the Hardness of Zinc, 77
— — with Gold, Silver, and Copper, 62
— Amalgams, Applications of, 87
Calcium Carbide, 144
— Sulphide (Luminous), 494
Camera, Renovating a, 553
Campchello, 117
Camphor for Cholera, 180
Camphorated and Carbolated Powders, 252
— Cold Cream, 226
— Ice, 145
— Pomade, 145
— Preparations, 144
Camphorated Substitutes in the Preparation of Celluloid, 157
Canary-Bird Food, 729
— Paste, 145
Canary Birds, Their Diseases, 729
Concrete, 689
Candles, 145
— Fumigating, 365
— Transparent, 145
Candy, 216
— Colors and Flavors, 218
— Orange Drops, 216
Canned Vegetables, 352
Canning, 602
— without Sugar, 603
Cantharides and Modern Potato Bug Poison, 94
— Pomade, 392
Can Varnish, 720
Canvas Waterproofing, 742
Caoutchouc, 618
— Solution for Paints, 719
Capacities of Utensils, 703
Capsule Varnish, 720
Capping Mixtures for Bottles, 126
Caramel in Food, 352
12-Carat, 433
4-Carat Gold, 433
18-Carat Gold for Rings, 433
22-Carat Solder, 433
Carats, to Find the Number of, 432
Carbolic Acid, 147
Carbolic-acid Burns, 147
— Decolorization of, 147
— Disguising Odor of, 147
Carbolic Powder, 263
— Soap, 647
Carbolineum, 497
Carbonated Pineapple Champagne, 118
Carbon Ink, 403
— Paper, 503
— Printing, 531
— Process in Photography, 531
Carbuncle Remedies, 121
Cardboard or Leather Glue, 15
— Waterproofing, 751
Cards (Playing), to Clean, 209
Care of Refrigerators, 401
Carmelite Balm Water, 519
Carmine, 403
— Lake Dye for Wall Paper, 278
Carnation Lake Dye, 277
Carpet Preservation, 399
— Soap, 644
Carpets, How to Preserve, 399
Carriage-top Dressing, 448
Carron Oil, 242
Case Hardening, 648
— Albumen, and Glue, 34
— Cements, 20
— Massage Cream, 233
— Paste, 38
— Varnish, 34
Cashmere Perfumery, 516
Casket Trimmings, 150
Casks, 149
— Watertight, 149
Cassius, Purple of, 383
Cast Brass, 53
Cast-brass Work, Sand Holes in, 150
Castile Soap, to Cut, 644
Casting, 149
— Copper, 63
— in Wax, 755
— Molds, Alloys for, 80
— of Soft Metal Castings, 151
Castings, Making in Aluminum, 81
Castings Out of Various Metals, 149
— to Soften Iron, 427
Cast-iron Soldering, 666
Castor Oil, 153
Castor-oil Chocolate Lozenges, 154
Castor Oil, How to Take, 154
— Tasteless, 153
Casts from Wax Models, 755
— (Plaster), Preservation of, 565
— Repairing of Broken, 26
— Waterproofing, 565
Catatypy, 154
Cat Diseases and Remedies, 732
Caterpillar Destroyers, 423
Catgut, 155
— Sutures, Preparation of, 155
Catsup, Adulterated, 353
Cattle Dips and Applications, 264
Ceiling Cleaners, 400
Celery Clam Punch, 112
— Compound, 155
Cellars, Waterproof, 400
Celloidin Paper, 504
Cells, Solutions and Fillers for Battery, 104
Celluloid, 155
— Cements and Glues, 17
— Glue for, 12
— Lacquer, 439
— of Reduced Inflammability, 159
— Putty, 161
Cement, 692
— Armenian, 20
— Asbestos, 30
— Cheap and Excellent, 30
— Colors, 688
— Diamond Glass, 29
— for Belts, 31
— for Chemical Apparatus, 31
— for Cracks in Stoves, 162
— for Enameled Dials, 20
— for General Use, 31
— for Iron and Marble, 17
— for Ivory, 31
— for Leather and Iron, 25
— for Metal on Hard Rubber, 22
— for Pallet Stones, 162
— for Pasteboard and Paper, 21
— for Patching Boots, 23
— for Pipe Joints, 162
— for Porcelain Letters, 19
— for Sandstones, 17
— for Steam and Water Pipes, 161
— for Watch-lid, 20
— for Waterpipe, 162
— Hydraulic, 33
Cementing Celluloid and Hard-rubber Articles, 18
Cement, Jewelers, 20
— Mordant for, 479
— on Marble Slabs, 16
— Paints for, 499
— Parisian, 30
— Protection of, Against Acid, 9
— Rubber for Cloth, 24
— to Paint Over Fresh, 499
— Transparent for Glass, 29
— Universal, 31
— Work, Protection for, 162
— Amber, 26
— Aquarium, 31
— Casein, 20
— Celluloid, 17
— for Attaching Letters on Glass, 19
— for Fastening Porcelain to Metal, 25
Cements, for Iron, 24
— for Metals, 24
— for Rubber, 22
— for Stone, 16
— for Tires, 23
— for Water-glass, 19
— Meerschaum, 30
— Sign-letters, 18
— Silicate of Oxychloride, 35
Ceramics, 164
Chain of Fire, 612
Chains (Watch), to Clean, 206
Chalk for Tailors, 164
Chamois Skin, to Clean, 186
Champagne, 118
— Cider, 181
Chapped Skin, 232
Chappine Cream, 237
Charta Sinapis, 480
Chartreuse, 769
Cheddar Cheese, 176
Cheese, 174
— Color, 359
— Wrapping, Tin Foil for, 474
Chemical Apparatus, Cement for, 31
— Gardens, 368
— Reagents, 349
Cherry Balsam, 103
— Cordial, 764
— Phosphate, 112
— Tooth Paste, 257
Chewing Candy, 217
— Gums, 178
Cheshire Cheese, 176
Chestnut Brown Dye for Straw Bonnets, 267
— Hair Dye, 391
Chicken Bouillon, 112
Chicken-coop Application, 419
Chicken Diseases, 734
Chicory, Tests for, 353
Chilblains, 486
Children, Doses for, 265
Children’s Tooth Powder, 255
China, 173
— Pomade, 227
— Repairing, 601
— Riveting, 179
— Silver Alloy, 75
— to Toughen, 173
Chinese Tooth Paste, 257
Chlorides, Platt’s, 264
Chloriding Mineral Lubricating Oils, 462
Chlorine-proofing, 9
Chocolate, 179
— and Milk, 114
— Castor-oil Lozenges, 154
— Extracts, 312
— Frappé, 114
— Hot, 111
— Soda Water, 111
Cholera Remedies, 179
Chowchow, 212
Chrome Black Dye for Wool, 267
Chromium Glue, 15
Chromo Making, 180
Cider, 180
— Preservative, 181
— Vinegar, 735
Cigarettes, Asthma, 101
Cigar Flavoring, 183
— Sizes and Colors, 182
— Spots, 183
Cigars, 182
Cinnamon Essence, 312
— Oil as an Antiseptic, 100
— or Brown Dye for Cotton and Silk, 267
Cinchona, 771
— Pomade, 392
Citrate of Magnesium, 464
Clam Bouillon, 113
Claret Lemonade, 110
Clarification of Gelatin and Glue, 370
Clarifying, 184
— Muddy Water, 741
Claying Mixture for Forges, 184
Clean Bronze, 202
Cleaner, Universal, 209
Cleaning Linoleum, 398
— Marble, 196
— Polished Woodwork, 194
— Brass on Clock, 206
— Bronze Objects, 205
— Clocks, 207
— Copper, 200
— Copper Sinks, 202
— Electro-plate Goods, 205
— Funnels and Measures, 204
— Gilded Work on Altars, 185
— Gilded Articles, 185
— Gilded Bronzes, 205
— Gilt Bronze Ware, 201
— Glass, Paste for, 208
— Inferior Gold Articles, 207
— Lamp Globes, 209
— Marble, Furniture, etc., 197
— Methods and Processes, 209
— of Copperplate Engravings, 309
— of Statuettes and Plaster Objects, 564
— of Walls, Ceilings, and Paper, 190, 397
— Oil Stains on Wall Paper, 190
— Optical Lenses, 208
— Paint Brushes, 140
— Painted and Varnished Surfaces, 194
— Painted Doors, Walls, etc., 190
— Pearls, 208
— Preparations, 184, 397, 590, 644
— Preparation for Glass with Metal Decorations, 208
— Pewter Articles, 205
— Powder, 194
— Skins and Leather, 186
— Silver-plated Ware, 200
— Terra Cotta, 197
— Tracings, 194
— Varnish Brushes, 141
— Wall Paper, 191
— Whitewashed Walls, 190
— Window Panes, 208
Cleansing Fluids, 185
Clearing Baths, 535
Cleary’s Asthma Fumigating Powder, 101
Cliché Metal, 52
Clock-bell Repairing, 737
Clock Cleaning, 207
Clock-dial Lettering, 737
Clock Hands, to Reblack, 738
Clockmakers’ Cleaning Processes, 206
Clock Oil, 482
— Repairing, 738
Clothes and Fabric Cleaners, 191
— Cleaners, 191
Clothes-Cleaning Fluids, 192
Cloth Paper, 504
— Strips Attached to Iron, 14
— to Iron, Gluing, 37
— Waterproofing, 748
Cloths for Polishing, 599
Clouding of Mouth Mirrors, 477
Cloudless Caramel Coloring, 146
Clove Pink Perfumery, 516
Coal Oil, 484
Coals, to Eat Burning, 612
Coating for Bathrooms, 498
— for Damp Walls, 499
— for Name Plates, 501
— Metallic Surfaces with Glass, 377
— Tablets with Chocolate, 179
Cobaltizing of Metals, 573
Cobalt, or Fly Powder Poison, 94
Cochineal Insect Remedy, 422
Cocoa Mint, 115
— Syrup, 112
Cocoas, 112
Cod Liver Oil and Its Emulsion, 482
Coffee, 353
— Cocktail, 114
— Cordial, 763
— Cream Soda, 113
— Essence, 314
— Extracts, 313
— for the Soda Fountain, 111
— Frappé, 114
— Hot, 111
— Iced, 114
— Substitutes for, 210
— Syrups, 313
Coil Spring, 683
— Springs, to Temper, 683
Coin Cleaning, 200
— Metal, 62
Coins, Impressions of, 467
— Matrix for, 467
Colas, 728
Cold and Cough Mixtures, 211
— Chemical Gilding, 577
— Cream, 225
— Enameling, 721
— Soldering, 666
— Varnish, 543
Colic in Cattle, 729
Collapsible Tubes, Skin Cream, 239
— Tooth Paste for, 257
Collodion, 212
Cologne, 514
— for Headaches, 394
— Spirits or Deodorized Alcohol, 514
Coloration of Copper and Brass with Cupric Selenite, 568
Colored Alloys for Aluminum, 50
— Celluloid, 161
— Fireproofing, 344
— Fires, 609
— Floor Polishes, 591
— Gilding, 577
— Gold Alloys, 66
— Hygroscopes, 402
— Inks, 414
— Lacquer, 439
— Marking Inks, 407
— Rings on Metal, 582
— Sand, 628
Coloring Benedine Green, 106
— Brass, 473
— Ceresine Candles for the Christmas Tree, 145
— Common Gold, 431
— Copper, 473
— Electric-light Bulbs and Globes, 371
— Fluid for Brass, 129
— Gold Jewelry, 430
— Incandescent Lamps, 442
— Matter in Fats, 334
— of Modeling Plaster, 563
— Perfumes, 511
— Silver, 640
— Soap, 644
— “Spirit” Varnishes, 715
— Steel, 682
— Unpolished Brass, 128
Colorings for Jewelers’ Work, 433
Color Enamel, 721
— Photography, 548
— Stains, for Wood, 782
Color Stamps for Rough Paper, 411
— Testing, 559
Colors, 266
— and Sizes of Cigars, 182
— for Confectionery, 218
— for Paints, 555
— for Polished Brass, 127
— for Pomade, 228
— for Syrups, 702
— Fusible Enamel, 306
Combined Alum and Hypo Bath, 535
— Toning and Fixing Baths, 542
Comfortable, Washing, 399
Commercial Enameling, 290
— Formaldehyde, 362
— Mucilage, 43
Common Silver for Chains, 434
— Silver Solder, 434
Composition Files, 339
— for Cleaning Copper, Nickel, and other Metals, 203
— for Linoleum, Oilcloth, etc., 459
— for Writing on Glass, 376
— of Various Hard Solders, 663
Compositions for Ships’ Bottoms, 498
Compost for Indoor Plants, 337
Compound for Cleaning Brass, 203
— Salicylated Collodion Corn Cure, 224
— Solution of Thymol, 100
Concentrated Lye Poison, 93
Concrete, 689
— Blocks, Properties of, 695
— Tamping of, 695
Concrete Block Systems, 694
— Building Block, 691
— Mixers, 693
Condimental Sauces, 353
Condiments, 212
— Tests for Adulterated, 349
Condition Powders, 729
— for Cattle, 729
Conductivity of Aluminum Alloys, 48
Confectionery, 216
— Colors, 218
Constipation in Birds, 729
Contracted Hoof or Sore Feet in Cattle, 730
Conversion of Metric into English Measure, 760
Cooling Screen, 616
Cooking Vessels, Glazes for, 377
Cook’s Table, 703
Cooper’s Pen Metal, 74
Copal Varnish, 720
Copper, 219
— Amalgam, 90
— Amalgams, Applications of, 87
— and Brass Gilding, 577
— — — Platinizing, 586
— A Permanent Patina for, 585
— Arsenic, 63
— Articles, Polish for, 591
— Bronzing, 566
— Cleaning, 200
— Enameling, 294
— Etching, 324
— in Food, 351
— Iron, 63
— Lacquers, 439
— Nickel, 63
— Paint for, 495
— Paper, 507
— Patinizing and Plating, 586
— Polishes, 590
— Separation of Gold from, 382
Copper-Silver Alloy, 75
Copper, Silver, and Cadmium Alloys, 76
— Solder for Plating, 434
— Solders, 659
— to Bronze, 136
— Varnishes, 726
Coppering, 572
— Glass, 572
— Plaster Models, etc., 573
— Zinc Plate, 573
Copying Ink, 415
— Printed Pictures, 222
— Process on Wood, 222
Cordage, 223
— Lubricant, 463
— Waterproofing, 753
Cordials, 763
Cork as a Preservative, 606
— Cleaner, 210
— to Metal, Fastening, 36
Corks, 223
— Impermeable and Acid-proof, 10
— to Clean, 210
— Waterproofing, 742
Corn Plaster, 224
— Cures, 224
Corrosive Sublimate Poison, 94
Cosmetic Jelly, 232
Cosmetics, 225
Cottenham Cheese, 176
Cotton, 245
— Belts, Lubrication, 462
— Degreasing, 246
Cottonseed, Extracting Oil, 482
— Hulls as Stock Food, 246
— Oil, 482
Compress Cough Balsam with Iceland Moss, 211
— Drops, 217
— Mixtures and Remedies, 211
— — — for Cattle, 730
— Syrup, 211
Counter Polishes, 590
Cow Diseases—Remedies, 730
— Powder, 730
Cow’s Milk, Powder for, 732
Cracked Leather, 448
Cracks in Tools, to Render Visible, 686
Crayons, 374
— for Graining and Marbling, 247
— for Writing on Glass, 374
Cream, 247
— Beef Tea, 112
— Bonbons for Hoarseness, 216
— Cheese, 176
— How to Determine, 474
— Soda Powder, 628
Creams for the Face and Skin, 225
Creosote-carbolic Acid Poison, 94
Cresol Emulsion, 248
Crimson Dye for Silk, 271
— Indelible Ink, 406
Crystal Cements, 248
Crystalline Coatings or Frostwork on Glass or Paper, 376
— Honey Pomade, 227
Crystallization, Ornamental, 368
Crockery, 167
— Plaster and Meerschaum Repairing, 27
Crocus, 248
Crude Petroleum, Emulsion of, 521
— Fruit Preserving, 604
— Raspberry, 364
— Strawberry, 364
Cucumber Creams, 237
Cucumber Essence, 314
— Jelly, Juice, and Milk, 228
— Juice, 239
— Milk, 239
— Pomade, 228
Cummins’s Whipped Cream, 248
Curaçoa Cordial, 764
— Liqueur, 770
Cure for Barber’s Itch, 486
— for Snake Bites, 96
— for Tan, 242
— for Warts, 736
Currant Cream, 115
Curry Powder, 213
Curtains, Coloring of, 446
Cutlers’ Cements for Fixing Knife Blades into Handles, 16
Cutlery Cements, 16
Cutting, Drilling, Grinding, and Shaping Glass, 371
Cuspidor Powder, 263
Custard Powder, 249
Cyanide of Potassium Poison, 93
Cylinder Oil, 464
Cymbal Metal, 64
Cypress Water, 519
D
Dairy Products, 354
Damaskeening, 249
— by Electrolysis, 249
— on Enamel Dials, 250
Damp Walls, Coating for, 400, 499
Damson Cheese, 176
Dandruff Cures, 388
Darcet Alloy, 64
Dark-blue Dye, 268
Dark Gold Purple, 383
Dark-Green Blackboard Paint, 489
Dark Red Grease Paint, 229
— Snuff-Brown Dye for Wool, 267
— Steel Dye, 269
Deadening Paint, 491
Dead-gilding of an Alloy of Copper and Zinc, 579
Dead, or Matt, Dip for Brass, 131
Deadly Nightshade Poison, 94
Decalcomania Processes, 250
Decolorization of Carbolic Acid, 147
Decolorizing and Deodorizing Oils, 484
— or Bleaching Linseed Oil, 483
Decomposition of Oils, Fats, 484
Decorating Aluminum, 81
Decorative Metal Varnishes, 726
— Wood-finish, 772
Deep Red Grease Paint, 229
— Red Raspberry Syrup, 318
Dehorners or Horn Destroyers, 397
Delta Metal, 63
Demon Bowls of Fire, 611
Dental Cements, 163
— Platinum, 74
Dentrifices, 251
Deodorants for Water-closets, 263
Deodorization of Calcium Carbide, 144
Deodorized Alcohol, 514
— Cod Liver Oil, 482
— Petroleum, 522
Deodorizing Benzine, 106
Depilatory Cream, 259
Depthings, Verification of, 737
Derbyshire Cheese, 176
Desilvering, 587
Detannating Wine, 765
Detecting Dyed Honey, 396
Detection of Albumen in Urine, 44
— of Formaldehyde in Food, 351
— in Milk, 474
— of Copper in Food, 351
— of Cottonseed Oil in Lard, 442
— of Glucose in Food, 357
— of Saccharine in Food, 351
— of Salicylic Acid in Food, 349
— of Starch in Food, 357
Detergent for Skin Stains, 235
Detergents, 186
Determination of Artificial Colors in Food, 351
— of Preservatives, 349
Determining Cream, 474
Developers for Photographic Purposes, 523
Development of Platinum Prints, 531
Dextrine Pastes, 35
Diabetics, Lemonade for, 109
Dial Cements, 20
— Cleaners, 207
— Repairing, 737
Diamalt, 475
Diamantine, 432
Diamond Cement, 20
— Glass Cement, 29
— Tests, 260
Diarrhœa in Birds, 729
— Remedies, 179
Die Venting, 261
Digestive Powders, 261
— Relish, 213
Diogen Developer, 527
Dip for Brass, 131
Dipping Metals, Danger of, 470
Dips, 469
— for Cattle, 264
Direct Coloration of Iron and Steel by Cupric Selenite, 568
Directions for Bronzing, 135
— for Making Perfumes, 512
— Disinfectants, 264
Disguising Odor of Carbolic Acid, 147
Dish Washing, 399
Disinfectant for Books, 125
Disinfectants, 262
— for Sick Room, 264
Disinfecting Coating, 265
— Fluids, 262
— — or Weed-killers, 262
— Powders, 262
Dissolving Old Rubber, 622
Distemper in Cattle, 729
Distinguishing Blue from Green, 121
Diuretic Ball, 731
Dog Applications, 419
— Biscuit, 265
— Soap, 654
Domestic Ointments, 486
— Pets, 732
Donarite, 330
Doors, to Clean, 190
Doses for Adults and Children, 265
Dose Table for Veterinary Purposes, 729
Double Extract Perfumery, 518
Drawing Inks, 403
— Paper, 504
— Temper from Brass, 133
Drawings, Preservation of, 266
— to Clean, 206
Draw-tempering Cast Steel, 687
Dressing for Carriage Tops, 448
— for Sewing Thread, 706
Dressings for Harness, 451
— for Leather, 448
— for Linoleum, 459
— for the Hair, 389
Dried Casein, its Mfg., 148
— Yolk of Egg, 284
Driers, 636
Driffield Oils, 485
Drill Chips, to Utilize, 686
Drilling Hard Steel, 687
— Lubricant for, 463
— Shaping, and Filing Glass, 372
Drinking Water, Removal of Iron from, 741
Drinks for Summer and Winter, 107
— Soda Water, 111
Drops of Lime in the Eye, 333
— Table of, 704
Drosses, 151
Dry Bases for Paints, 489
— Perfumes, 509
— Powder Fire Extinguishers, 341
— Rot, Remedies for, 618
— Sugar Preserving, 604
— Yeast, 786
Drying Oils, 485
Druggists’ Label Paste, 41
Dubbing for Leather, 460
Duesseldorff Mustard, 215
Dunlop Cheese, 176
Durable Bronze on Banners, 137
— Putty, 607
Dust-laying, 485
Dust Preventers and Cloths, 401
Dutch (Holland) Cheese, 176
— Pink Dye, 278
Dyeing Feathers, 335
— Leather, 450
— Silk or Cotton Fabrics, 280
— Straw Hats, 394
Dyes, 266
— and Dyestuffs, 274
— Colors, etc., for Textile Goods, 279
— for Artificial Flowers, 272
— for Feathers, 272
— for Food, 359
— for Furs, 272
— for Hats, 273
— for Leather, 450
Dye Stains, Removal from Skin, 184
Dynamite, 329
E
Earthenware, 168
Easily Fusible Alloys, 64
Eastman’s Sepia Paper, 531
Eaton’s Styptic, 701
Eau de Botot Water, 519
— de Lais Water, 519
— de Merveilleuse Water, 519
— de Quinine, 392
Eberle’s Whipped Cream, 248
Ebony, 783
— Lacquer, 439
— Stains, 782
Eczema Dusting Powder, 282
Edible Oils, 355
Effervescent Bath Tablets, 103
— Powders, 627
Egg Chocolate, 114
— Claret, 115
— Coffee, 115
— Crême de Menthe, 115
— Dyes, 275
— Malted Milk Coffee, 114
— Oil, 284
— Orgeat, 115
— Phosphate, 113
— Powder, 284
— Shampoo, 393
— Sherbet, 115
— Sour, 115
— Wine, 118
Egg-stain Remover, 201
Eikonogen Developer, 524
Ektogan, 98
Elaine Substitute, 286
Elastic Glue, 14
— Limpid Gum Varnishes, 720
— or Pliable Paste, 39
— Substitute for Celluloid, 158
Electrical Conductivity of Aluminum Alloys, 50
Electric Installations, Fusible Alloys for, 64
— Insulation, 425
— Light Bulbs, Coloring, 371
Electrodeposition Processes, 571
Electro-etching, 324
Electrolysis in Boilers, 123
Electroplating and Electrotyping, 286
Elm Tea, 288
Embalming Fluids, 288
Embroideries, Stamping Powder for, 680
Embroidery, Ink for, 411
Emerald, Imitation, 370
Emery, 289
— Grinder, 289
— Substitute, 289
Emmenthaler Cheese, 176
Emollient Skin Balm, 234
Emulgen, 290
Emulsifiers, 289
Emulsion, Cresol, 248
— of Bromoform, 134
Emulsions of Petroleum, 521
Enamel Colors, 727
— for Copper Cooking Vessels, 305
— for Vats, 721
— How to Remove, 189
— Letters Attaching to Glass, 19
— Mixing, 302
— Removers, 187
— Solder, 434
— Varnishes, 720
Enameled Dials, Cement for, 20
— Iron Recipes, 305
Enameling, 290
— Alloys, 67
Enamels, Metallic Glazes on, 173
— Unaffected by Hot Water, 721
Engines (Gasoline), Anti-freezing Solution for, 363
English Margarine, 143
— Pink Dye, 278
— Weights and Measures, 758
Engravers’ Varnishes, 723
Engraving, Matting, and Frosting Glass, 375
— on Steel, 687
— or Etching on Steel, 687
— Spoon Handles, 309
Engravings, their Preservation, 309
— to Reduce, 310
— to Transfer, 710
Enlargements, 542
Envelope Gum, 43
Epicure’s Sauce, 213
Epizooty, 731
Eradicators, 205
Erasing Powder or Pounce, 189
Essence Bénédictine, 769
— of Anchovies, 98
— of Cinnamon, 312
— of Extract of Soup Herbs, 212
— of Savory Spices, 214
Essences and Extracts of Fruits, 310, 312
Etching, 322
— Bath for Brass, 324
— — for Tin, 706
— Copper, Brass, and Tombac, 323
— Fluids, 322
— Fluid for Aluminum, 324
Etching, Fluid, for Brass, 323
— — — — to Make Stencils, 323
— — — for Copper, Zinc, and Steel, 324
— — — for Gold, 324
— — — for Lead, Antimony, and Britannica Metal, 324
— — — for Tin or Pewter, 324
— — — for Zinc, 323
— Fluids for Copper, 325
— — — for Iron and Steel, 322
— — — for Silver, 324
— Glass by Means of Glue, 326
— -ground for Copper Engraving, 322
— on Copper, 324
— on Glass, 325
— on Marble, 327
— on Steel, 687
— Powder for Iron and Steel, 323
— — — for Metals, 324
— Steel, Liquids for, 327
— with Wax, 326
Eucalyptus Bonbons, 212
— Paste, 257
Examination of Foods, 352
Expectorant Mixtures, 212
Exposures in Photographing, 528
Extemporaneous Anchovy Sauce, 98
Extract, Ginger-ale, 107
— of Meat Containing Albumen, 361
— of Milk, 474
Extracting Oil from Cottonseed, 482
Extracts, 312
— Coffee, 313
Eye, Foreign Matter in, 333
Eyeglasses, 376
Eye Lotions, 333
F
Fabric Cleaners, 191
Fabrics, Waterproofing of, 742
Façade Paint, 499
Face Black and Face Powder, 230
— Bleach or Beautifier, 231
— Cream without Grease, 239
— Powder, Fatty, 230
Faded Photographs, 544
Fairthorne’s Dental Cement, 163
Falling Hair, 392
Fancy Soda Drinks, 113
Fastening Cork to Metal, 36
— Decomposition of, 484
— for Soldering, 659
Fatty Acid Fermentation Process, 334
— Face Powders, 230
Feather Bleaching and Coloring, 121, 335
Felt Waterproofing, 749
Fermentation, Prevention of, 765
— Process, Fatty Acid, 334
Ferro-argentan, 71
Ferro-prussiate Paper, 539
Ferrous-oxalate Developer, 525
Fertilizer with Organic Matter, for Pot Flowers, 337
Fertilizers, 336
— Bone, 338
Fever in Cattle, 731
Fig Squares, 216
File Alloys, 64
— Metal, 64
Files, 339
— Geneva Composition, 64
— Yogel’s Composition, 64
Filigree Gilding, 576
Fillers for Letters, 457
— for Wood, 773
Film-stripping, 553
Filter Paper, 504
Filters for Water, 339
Finger-marks, to Remove, 125
Fingers, Pyrogallic-acid Stains on, 185
Finger-tips, Sparks from, 611
Finishing Enamel for White Furniture, 722
Firearm Lubricants, 460
Firearms, Oil for, 460
Fire, Chain of, 612
— Colored, 609
— Grenades, Substitutes for, 341
— Trick, 611
— Extinguishers, 340
Fireproof and Waterproof Paints, 491
— Coating, 344
— Compositions, 344
— Glue, 16
— Paints, 490
— Celluloid, 159
— Clothing, 342
— for Wood, Straw, Textiles, 343
— Light Woven Fabrics, 342
— Mosquito Netting, 342
— Rope and Straw Matting, 342
— Stage Decorations, 342
— Tents, 342
Fireworks, 608
Fish Bait, 344
Fishing Net, Preservation of, 223
Fixing and Clearing Baths, 535
— Agents in Perfumes, 512
— Baths for Paper, 542
Fixatives for Crayon Drawings, etc., 344
Flabby Skin, Wash for, 234
Flashlight Apparatus, 552
— Apparatus with Smoke Trap, 552
Flannels, Whitening of, 446
Flavoring Cigars, 183
— Extracts, 355
— Peppermint as a, 252
— Sarsaparilla, 629
Flavorings, 213
— for Dentifrice, 255
— Spices, 213
Flea Destroyers, 423
Flesh Face Powder, 243
Flexible Ivory, 428
Flies and Paint, 501
— in the House, 399
Floor Coating, 500
— Dressings, 344
— Oils, 485
— Paper, 506
— Polish, 591
— Varnishes, 724
— Waterproofing, 753
— Wax, 754
Floral Hair Oil, 483
— Hair Pomade, 483
Florentine Bronzes, 136
Floricin Brilliantine, 483
— Oil, 483
Florida Waters, 514
Flower Preservatives, 345
Flowers, Coloring for, 346
Flour and Starch Compositions, 35
— Paste, 39
Fluid Measure, U. S. Standard, 704
Fluid Measures, 758
Fluids, Clothes-cleaning, 192
— Disinfecting, 262
— for Embalming, 288
— for Soldering, 659
Fluorescent Liquids, 347
Fluxes for Soldering, 660
— Used in Enameling, 305
Flux for Enameled Iron, 305
Fly Essences, 421
Fly-papers and Fly-poisons, 347
Fly-killers, 421
Fly Protectives for Animals, 419
Foam Preparations, 348
Foamy Scalp Wash, 389
Foreign Matter in the Eye, 333
Food Adulterants, Tests for, 348
— Benzoic Acid in, 107
— Colorants, 358
— Cooked in Copper Vessels, 94
— for Pets, 733
— for Red Birds, 729
Foot Itch, 733
Foot-powders and Solutions, 361
Footsores on Cattle, 730
Formaldehyde, 362
— for Disinfecting Books, 263
— in Milk, Detection of, 474
Formalin for Grain Smut, 384
— Treatment of Seed Grain for Smut, 384
Formol Albumen for Preparation of Celluloid, 156
Formulas for Bronzing Preparations, 135
— for Cements for Repairing Porcelain, Glassware, Crockery, Plaster, and Meerschaum, 27
— to Drive Ants Away, 420
Foul Brood in Bees, 105
Fowler’s Solution Poison, 93
Foxglove, or Digitalis Poison, 94
Foy’s Whipped Cream, 248
Fragrant Naphthalene Camphor, 14
Frames, Protection from Flies, 363
Frame Cleaning, 185
— Polishes, 600
Framing, Passe-partout, 508
Frangipanni Perfumery, 516
Frankfort Black, 561
Freckle Lotions, 240
Freckles and Liver Spots, 241
— Preventives, 363
French Brandy, 768
— Bronze, Preparation of, 136
— Dentrifice, 256
— Floor Polish, 591
— Gelatin, 369
— Hide Tanning Process, 453
— Solders for Silver, 664
— Varnish, 724
Fresh Crushed Fruits, 365
Frost Bite, 363
— Preventive, 363
— Removers, 376
Frosted Glass, 374
— Mirrors, 375
Frosting Polished Silver, 640
Fruit Essences and Extracts, 310
— Frappé, 116
— Jelly Extract, 314
— Products, 357
— Syrups, 701
— Vinegar, 735
Fuel, 152
Fuller’s Purifier for Cloths, 274
Fulminates, 332
Fulminating Antimony, 332
— Bismuth, 332
— Copper, 332
— Mercury, 333
— Powder, 333
— Silver, 640
Fumigants, 365
Fumigating Candles, 365
Funnels, to Clean, 204
Furnace Jacket, 368
Furniture Cleaners, 206
— Enamel, 722
— Its Decoration, 772
— Polishes, 592
— Wax, 754
Fuses, 610
— for Electrical Circuits, 64
Fusible Alloys for Electric Installations, 64
— Enamel Colors, 306
— Safety Alloys for Steam Boilers, 65
Fusion Point of Metals, 473
G
Galvanized Iron, 496
— — Roofing, 397
— Paper, 507
Gamboge Stain, 439
Gapes in Poultry, 734
Garancine Process, 277
Gardens, Chemical, 368
Garment-cleaning Soap, 645
Gas Fixtures, 130
— Bronzing of, 566
Gasoline Pumps, Packing for, 488
Gas Soldering, 660
— Stove, to Clean, 202
— Trick, 610
Gear Lubricant, 463
Gelatin, 369
— Air Bubbles in, 370
Gems, Artificial, 370
Gem Cements, 20
Geneva Composition Files, 64
Genuine Silver Bronze, 140
German Matches, 467
— Method of Preserving Meat, 361
— Silver or Argentan, 69
German-silver Solders, 661
German Table Mustard, 215
Gilders’ Sheet Brass, 55
— Wax, 755
Gilding, 493
— and Gold Plating, 575
— German Silver, 578
— in Size, 493
— Metals, Powder for, 579
— Pastes, 580
— Plating and Electrotyping, 288
— Renovation of, 185
— Steel, 580
— Substitute, 575
— to Clean, 185
— Watch Movements, 738
Gilt Frames, Polish for, 600
— Test for, 383
— Work, to Burnish, 384
Ginger, 112
Ginger-Ale Extract, 107
Ginger Ale, Flavoring for, 108
— — Soluble Extract, 108
— Extracts, 314
Gold-leaf Alloys, 67
— Striping, 383
Gold Varnish for Tin, 727
Glass, 371
— Acid-proof, 374
Glass and Porcelain Cement, 28
— and Glassware Cement, 25
— Balls, Amalgam for, 90
— — Silvering, 587
— Celluloid, and Metal Inks, 403
— Cement for, 21
— Cleaning, 208
— Coppering, Gilding, and Plating, 572
— Etching, 325
— Fastening Metals on, 25
— Globe, Silvering, 641
— How to Affix Sign-letters on, 18
— Lettering, 457
— Lubricants, 372
— Manufacturing, 373
— Polishes for, 593
— Porcelain Repairing, 26
— Refractory to Heat, 373
— Stop Cock Lubricant, 462
— Stopper, to Loosen, 700
— Silvering of, 476
— Solders for, 662
— Soluble, as a Cement, 28
— to Affix Paper on, 19
— to Cut, 371
— to Fasten Brass Upon, 17
— to Fix Gold Letters to, 18
— to Remove Glue from, 208
— to Silver, 641
— Waterproof Cements for, 21
Globes, How to Color, 371
— Silvering, 476
Glossy Paint for Bicycles, 495
Gloucester Cheese, 176
Glove Cleaners, 195
Gloves, Substitute for Rubber, 100
— Testing, 622
Glaziers’ Putty, 607
Glazing on Size Colors, 377
Glaze for Bricks, 377
Glazes, 377
— and Pottery Bodies, 167
— for Cooking Vessels, 377
— for Laundry, 444
Glucose in Jelly, 357
Glue, Box, 15
— Chromium for Wood, Paper and Cloth, 15
— Clarifier, 370
— Elastic, 14
— Fireproof, 16
— for Articles of a Metallic or Mineral Character, 15
— for Attaching Cloth Strips to Iron, 14
— for Attaching Gloss to Precious Metals, 14
— for Belts, 15
— for Cardboard, 15
— for Celluloid, 12
— for Glass, 15
— for Leather or Cardboard, 15
— for Paper and Metal, 14
— for Tablets, 13
— for Uniting Metals with Fabrics, 15
— for Wood, 15
— Manufacture, 10
— Marine, 13
— or Paste for Making Paper Boxes, 15
— Prevented from Cracking, 10
— Test, 10
— to Fasten Linoleum on Iron Stairs, 14
— to Form Paper Pads, 12
— Liquid, 11
— Waterproof, 13
Glycerine, 378
— and Cucumber Jelly, 228
— Applications, 228, 236, 237, 239
— as a Detergent, 186
— Creams, 237
— Developer, 530
— Lotion, 379
— Milk, 239
— Process, 531
Goats’ Milk Cheese, 178
Gold, 379
— Acid Test for, 432
— Amalgams, 89
— and Silver Bronze Powders, 139
— Assaying of, 381
— Enameling Alloys, 67
— Enamel Paints, 493
— Etching Fluid for, 324
— Extraction of, by Amalgamation, 89
— Foil Substitutes and Gold Leaf, 747
— from Acid Coloring Baths, 381
— Imitations of, 433
— Indelible Ink, 406
— Jewelry, to Give a Green Color to, 582
— Lacquers, 440
— Leaf and its Applications, 492
Gold-leaf Alloys, 67
Gold-leaf Waste, to Recover, 381
Gold Lettering, 456
— Letters on Glass, Cements for Affixing, 18
— Oil Suitable for Use, 485
— Paints, 492
Gold-plate Alloys, 67
Gold Plating, 575
— Printing on Oilcloth, 379
— Purple, 383
— Recovery of Waste, 381
— Reduction of Old Photographic, 535
— Renovator, 199
— Testing, 432
— Ware Cleaner, 200
— Welding, 381
Goldenade, 114
Golden Fizz, 115
— Varnishes, 724
“Golf Goblet,” 114
Gong Metal, 64
Grafting Wax, 755
Grain, 384
Graining and Marbling, 247
— Colors, 556
— Crayons, 247
— of Brass, 130
— with Paint, 494
Granola, 110
Grape Glacé, 114
— Juice, Preservation of, 767
Graphite Lubricating Compound, 463
Gravel Walks, 385
Gravers, 385
Gray Dyes, 269
— Tints, 559
Grease Eradicators, 205
— for Locomotive Axles, 462
Greaseless Face Cream, 239
Grease Paints, 228
Greases, 462
— Wagon and Axle, 462
Green Bronze on Iron, 138
— Coloring for Antiseptic Solutions, 100
— Dyes, 269
Green Dye for Cotton, 269
— — for Silk, 269
— — for Wool and Silk, 269
— Fustic Dye, 269
— Gilding, 578
— Ginger Extract, 315
— Ink, 415
— or Gold Color for Brass, 582
— or Sage Cheese, 176
— Patina Upon Copper, 585
— Salve, 486
— to Distinguish Blue from, 121
Grenades, 341
Grinder Disk Cement, Substitute for, 31
Grinding, 708
— Glass, 372
Grindstone Oil, 386
Grindstones, 386
Ground Ceramics, Laying Oil for, 485
— for Relief Etching, 322
Grounds for Graining Colors, 556
Grosser’s Washing Brick, 445
Gruyère Cheese, 176
Gum Arabic, Substitute, 43, 386
— Bichromate Process, 546
— Drops, 216
— for Envelopes, 43
Gums, 386
— their Solubility in Alcohol, 386
— Used in Making Varnish, 715
Gun Barrels, to Blue, 682
— Bronze, 59
— Cotton, 331
— Lubricants, 460
Gunpowder, 328
— Stains, 387
Gutta-percha, 387
Gutter Cement, 162
Gypsum, 387
— Flowers, 346
— Paint for, 293
H
Haenkel’s Bleaching Solution, 445
Hair-curling Liquids, 389
Hair Dressings and Washes, 389
— Dyes, 390
— Embrocation, 389
— for Mounting, 388
— Oil, 390
— Oils, Perfumes for, 520
— Preparations, 388
— Removers, 259
— Restorers and Tonics, 389, 391
— Shampoo, 392
Hammer, to Harden, 684
Hand Bleach, 233
— Creams and Lotions, 232
Hand-cleaning Paste, 232
Handkerchief Perfumes, 516
Hand Stamps, Ink for, 411
Hands, Remove Stains from, 184, 185
— Perspiring, 233
Hard-finished Walls, 499
Hard German-silver or Steel Solder, 661
— Glaze Bricks, 164
— Lead, 71
— Metal Drilling Lubricant, 463
— Putty, 607
— Solder for Gold, 661
— Wood Polish, 598
Hardened Ivory, 429
— Steel, to Solder, 665
Hardening Plaster of Paris, 564
— of Springs, 685
— Steel without Scaling, 685
— Steel Wire, 684
Hare-lip Operation, 99
Harmless Butter Color, 143
— Colors for Use in Syrups, 321
Harness Dressings, 450
— Grease, 451
— Oils, 451
— Preparations, 450
— Pastes, 451
— Wax, 755
Hartshorn Poison, 93
Hat-cleaning Compounds, 187
Hat Waterproofing, 748
Hats, 394
— to Dye, 273
Headache Cologne, 394
— Remedies, 394
Head Lice in Children, 422
Heat-indicating Paint, 501
Heat Insulation, 426
— Prickly, 398
Heat-resistant Lacquers, 441
Heaves, 731
Hectograph Pads and Inks, 395, 416
Hedge Mustard, 394
Heel Polish, 632
Hellebore Poison, 94
Helvetius’s Styptic, 701
Hemlock Poison, 94
Hemorrhoids, 561
Henbane Poison, 94
Herbarium Specimens, Mounting, 394
— Pomade, 227
Herb Vinegar, 735
Hide Bound, 731
Hide-cleaning Processes, 186
Hides, 454
Hoarfrost Glass, 375
Hoarseness, Bonbons for, 216
— Remedy for, 211
Holland Cheese, 176
Hollow Concrete Blocks, 691
— Silverware, 640
Home-made Outfit for Grinding Glass, 372
— Refrigerators, 616
Honey, 396
— Clarifier, 396
— Water, 519
— Wine, 468
Honeysuckle Perfumery, 516
Honing, 761
Hoof Sores, 730
Hop Beer, 108
— Bitter Beer, 118
— Syrup, 315
Horehound Candy, 217
Horn, 396
— Bleaches, 430
— Uniting Glass with, 17
Horns, Staining, 397
Horse Blistering, 729
Horse-colic Remedy, 729
Horse Embrocations and Liniments, 731
Horses and Cattle, 729
— Treatment of Diseases, 729
Horticultural Ink, 405
Hosiery, Dye for, 268
Hostetter’s Bitters, 762
Hot Beef Tea, 112
— Bouillon, 113
— Celery Punch, 112
— Chocolate and Milk, 111
— Egg Bouillon, 112
— — — Coffee, 113
— — — Drinks, 113
— — — Lemonade, 113
— — — Milk, 113
— — — Nogg, 113
— — — Orangeade, 111
— — — Phosphate, 113
— Malt, 112
Hot Malted Milk Coffee (or Chocolate), 112
— Orange Phosphate, 112
— Soda Toddy, 112
— Soda-water Drinks, 111
— Tea, 113
Household Ammonia, 91
— Formulas, 397
House Paint, 500
How to Bronze Metals, 136
— to Clean a Panama Hat, 187
— — — Brass and Steel, 202
— — — Tarnished Silver, 204
— to Color Aluminum, 80
— to Keep Cigars, 187
— — — Fruit, 364
— — — Lamp Burners in Order, 399
— to Lay Galvanized Roofing, 397
— to Make Castings of Insects, 151
— — — a Cellar Waterproof, 400
— — — a Plaster Cast of a Coin or Medal, 150
— — — Picture Postal Cards and Photographic Letter Head, 537
— — — Simple Syrups; Hot Process, 702
— to Open a Book, 125
— to Paste Labels on Tin, 40
— to Pour Out Castor Oil, 153
— to Renovate Bronzes, 201
— to Reproduce Old Prints, 223
— to Sensitize Photographic Printing Papers, 539
— to Take Care of Paint Brushes, 140
— — — Castor Oil, 154
— to Tell Pottery, 173
— to Unite Rubber and Leather, 22
— to Tell the Character of Enamel, 304
Huebner’s Dental Cement, 163
Hunyadi Water, 740
Huyler’s Lemonade, 110
Hydraulic Cement, 33
Hydrochinon Developer, 525
Hydrocyanic Acid Gas for Exterminating Household Insects, 418
Hydrofluoric Formulas, 326
Hydrographic Paper, 504
Hydrogen Peroxide as a Preservative, 605
Hygrometer and Its Use, 401
Hydrometers and Hygroscopes, 402
Hyoscyamus, Antidote to, 102
I
Ice, 402
— Flowers, 402
Iced Coffee, 114
Iceland Moss, Cough Mixture, 211
Ideal Cosmetic Powder, 243
Igniting Composition, 403
Imitation Black Marble, 699
— Cider, 182
— Diamonds, 432
— Egg Shampoos, 393
— — Foils, 474
— Japanese Bronze, 138
— of Antique Silver, 640
— Ivory, 429
— Platinum, 74
— Silver Alloys, 77
— — Bronze, 140
— — Foil, 474
— Stains for Wood, 784
Imogen Developer, 527
Impervious Corks, 223
Impregnation of Papers with Zapon Varnish, 506
Improved Celluloid, 156
Incandescent Lamps, 442
Incense, 366
Incombustible Bronze Tincture, 135, 137
Increasing the Toughness, Density and Tenacity of Aluminum, 83
Incrustation, Prevention of, 122
Indelible Hand-stamp Ink, 411
— Inks, 405
— — — for Glass or Metal, 404
— Labels on Bottles, 327
— Stencil Inks, 412
India, China or Japan Ink, 406
India-rubber Varnishes, 724
Indoor Plants, Compost for, 337
Industrial and Potable Alcohol: Sources and Mfg., 667
Infant Foods, 359
Infants, Milk for, 475
Inflammable Explosive with Chlorate of Potash, 331
Inflammability of Celluloid Reduced, 159
Inflammation of the Udder, 731
Influenza in Cattle, 731
— in Horses, 731
Ink Eradicators, 189
— Erasers, 189
— for Laundry, 446
— for Leather Finishers, 453
— for Steel Tools, 404
— for Writing on Glass, 325, 376
— — — on Glazed Cardboard, 404
— on Marble, 404
— Powders and Lozenges, 407
— Stains, Removing, 189
Inks, 403
— for Hand Stamps, 411
— for Shading Pen, 416
— for Stamp Pads, 410
— for Typewriters, 711
— Hectograph, 395
Inlay Varnish, 724
Inlaying by Electrolysis, 324
Insect Bites, 417
— Casting, 151
— Trap, 425
Insecticides, 418
— for Animals, 419
— for Plants, 422
Instructions for Etching, 322
Instrument Alloys, 71
— Cleaning, 199
— Lacquer, 440
— Soap, 653
Instruments, to Remove Rust, 199
Insulating Varnishes, 425
Insulation, 425
— Against Heat, 426
— — Moisture, Weather, etc., 426
Intensifiers and Reducers, 552
International Atomic Weights, 757
Iodine Poison, 94
— Soap, 646
— Solvent, 427
Iodoform Deodorizer, 427
Iridescent Paper, 504
Iridia Perfumery, 516
Iron, 427
— and Marble, Cement for, 17
— and Steel, Etching Fluids for, 322
— — — Polishes, 597
— — — Powder for Hardening, 427
— Biting Off Red Hot, 612
— Black Paint for, 495
Iron, Bronzing, 567
— Castings, to Soften, 427
— How to Attach Rubber to, 22
— Pipes, Rust Prevention for, 625
— Silver-plating, 587
— Solders, 665
— to Cement Glass to, 17
— to Clean, 204
— to Cloth, Gluing, 14
— to Color Blue, 427
— to Whiten, 427
— Varnishes, 727
Ironing Wax, 444
Irritating Plaster, 486
Itch, Barbers’, 486
Ivory, 428
— and Bone Bleaches, 430
— Black, 123
— Cement, 31
— Coating for Wood, 500
— Etching on, 428
— Gilding, 579
— Polishes, 593
— Tests, 430
J
Jaborandi Scalp Waters, 392
Jackson’s Mouth Wash, 259
Jandrier’s Test for Cotton, 246
Japan Black, 495
— — Paint, 495
Japanese Alloys, 69
— Bronze, 138
— (Gray), Silver, 76
Japanning and Japan Tinning, 724
Jasmine Milk, 240
Jelly (Fruit) Extract, 314
Jet Jewelry, to Clean, 431
Jewelers’ Alloys, 433
— Cements, 20
— Cleaning Processes, 206
— Enamels, 308
— Formulas, 430
— Glue Cement, 20
Jewelry, to Clean, 206
K
Kalsomine, 436
Karats, to Find Number of, 432
Keeping Flies Out of a House, 399
Keramics, 164
Kerit, 619
Kerosene-cleaning Compounds, 193
Kerosene Deodorizer, 484
— Emulsions, 521
Ketchup (Adulterated), 353
Khaki Color Dyeing, 276
Kid, 449
— Leather Dressings, 449
— Reviver, 453
Kirschner Wine Mustard, 214
Kissingen Salts, 628
Knife-blade Cement, 16
Knife-sharpening Pastes, 615
Knockenplombe, 31
Kola Cordial, 764
— Tincture, 321
Koumiss, 116
— Substitute, 437
Krems Mustard, Sour, 215
Krems Mustard, Sweet, 215
Kümmel, 764
Kwass, 117
L
Label Pastes, 39
— Varnishes, 725
Labels on Tin, How to Paste, 40
Lac and the Art of Lacquering, 437
Lace Leather, 454
— to Clean Gold and Silver, 193
Laces, Washing and Coloring of, 446
Lacquer for Aluminum, 438
— for Brass, 438
— for Bronze, 438
— for Copper, 439
— for Oil Paintings, 440
— for Microscopes, etc., 440
— for Stoves and other Articles, 441
Lacquered Ware, to Clean, 195
Lacquers, 437
— for Papers, 441
Lakes, 277
Lampblack, 441
Lamp Burners, to Clean, 200, 399
Lamps, 442
Lanoline Creams, 238
— Hair Wash, 389
— Soap, 647
— Toilet Milk, 239
Lantern Slides, 532
Lard, 442
Lathe Lubricant, 461
Laudanum Poison, 95
Laundry Blue, 443
— — Tablets, 444
— Gloss Dressing, 444
— Inks, 399
— Preparations, 443
— Soap, 654
Laundrying Laces, 446
Laurel Water, Poison, 93
Lavatory Deodorant, 398
Lavender Sachets, 510
— Water, 514
Lawn Sand, 629
Laxatives for Cattle, etc., 732
— Amalgams, Application of, 88
— Paper, 507
— Plate, Tinned, 589
— Poison, 95
— to Take Boiling, in the Mouth, 612
Leaf Brass, 54
Leaks, 446
— in Boilers, Stopping, 608
Leather, 447
— and Rubber Cements, 22
— as an Insulator, 426
— Cements for, 23
Leather-cleaning Processes, 186
Leather Dyeing, 450
— Lac, 441
— Lubricants, 460
— or Cardboard Glue, 15
— Painting on, 455
— Polish Lac, 441
— Removing Spots from, 206
— Russian, 454
— Varnish, 725
— Waste Insulation, 426
— Waterproofing, 750
Leguminous Cheese, 176
Lemon Beer, 108
— Essences, 315
— Extract (Adulterated), 356
— Juice, Plain, 112
— Sherbet, 628
— Sour, 116
Lemons, 456
— for Diabetics, 109
— Powder, 627
— Preparations for the Sick, 109
Lemonades and Sour Drinks, 110
Lenses and their Care, 456
Letter-head Sensitizers, 537
Lettering, 456
— a Clock Dial, 737
— on Glass, 457
— on Mirrors, 457
Ley Pewter, 75
Lice Killers, 422
— Powders, 734
Lichen Removers, 209
Licorice, 458
— Syrup, 321
Liebermann’s Bleaching Test, 246
Light, Inactinic, 154
Lilac Dye for Silk, 270
— Water Perfumery, 520
Limburger Cheese, 176
Limeade, 110
Lime as a Fertilizer, 339
— Bird, 458
Lime-juice Cordial, 118
Limewater for Dyers’ Use, 274
Lincoln Cheese, 176
Lincolnshire Relish, 213
Linen Bleaching, 120
— Dressing, 444
— to Distinguish Cotton from, 246
Linoleum, 459
— Cleaning and Polishing, 206, 398
— Glue to Fasten, 14
Liniments, 459
— for Horses, 731
Lining for Acid Receptacles, 10
— Adulteration of, 460
— Bleaching of, 459
— for Varnish Making, 483
— or Poppy Oil, 484
— Refining, 484
— Solid, 483
Lipol, 226
Lip, Pomades, 226
— Salves and Lipol, 226
Liqueurs, 768
— to Clarify, 770
Liquid Bedbug Preparations, 421
— Bottle Lac, 440
— Bronzes, 135
— Cloth and Glove Cleaner, 195
— Court Plaster, 247
— Dentifrices, 256
— Dye Colors, 273
— for Bronze Powder, 567
— for Cooling Automobile Engines, 363
Liquids for Etching Steel, 327
Liquid Gold, 380
— Glues, 11
— Headache Remedies, 394
— Indelible Drawing Ink, 403
— Laundry Blue, 444
— Metal Polish, Non-explosive, 595
— Polishes, 594
— Porcelain Cement, 28
— Rouge, 230
— Shampoos, 393
— Shoe Blackings, 633
— Soaps, 646
— Styrax Soap, 647
Liquor Ammonii Anisatus, 91
Liquors, 762
Lithia Water, 740
Lithographic Inks, 407
— Lacquer, 440
— Paper, 505
Lobelia-Indian Poke Poison, 95
Locomotive Axles, Grease for, 462
— Lubricants, 462
Locust Killer, 422
Logwood and Indigo Blue Dye, 268
London Soap Powder, 650
Lotion for the Hands, 232
Louse Wash, 423
Lozenges, Voice and Throat, 219
— for Cutting Tools, 461
— for Heavy Bearings, 461
— for Highspeed Bearings, 461
— for Lathe Centers, 461
— for Redrawing Shells, 463
— for Watchmakers, 738
Luhn’s Washing Extract, 445
Luminous Paints, 494
Lunar Blend, 114
Lustrous Oxide on Silver, 641
Luster Paste, 464
Lutes, 32
M
Machine Bronze, 58
— Oil, 460
Machinery, to Clean, 200, 201, 203
— to Keep it Bright, 624
Macht’s Yellow Metal, 63
Madder Lake Dye, 277
Magic, 610
— Bottles, 126
— Mirrors, 478
Magnesian Lemonade Powder, 627
— Orgeat Powder, 627
Magnesium, 49
— Citrate, 464
— Flash-light Powders, 552
Magnetic Alloys, 71
— Curves of Iron Filings, their Fixation, 464
— Oxide, 625
Magnolia Metal, 51
Mahogany, 784
Make Extract of Indigo Blue Dye, 268
Making Castings in Aluminum, 81
Malleable Brass, 54
Malt, Hot, 112
Malted Food, 359
Manganese Alloys, 72
— Amalgams, Applications of, 87
— Argentan, 70
— Copper, 72
Manganin, 72
Mange Cures, 731
Manicure Preparations, 226
Mannheim Gold or Similor, 68
Mantles, 465
Manufacture of Alcohol, 674
— of Cheese, 174
— of Chewing Gum, 178
— of Compounds Imitating Ivory, Shell, etc., 429
— of Composite Paraffine Candles, 145
— of Glue, 10
— of Matches, 465
— of Pigments, 555
Manufacturing Varnish Hints, 715
Manures, 337
Manuscript Copying, 223
Maple, 784
Maraschino Liqueur, 770
Marble, Artificial, 699
— Cements, 16
— Cleaning, 196
— Colors, 699
— Etching, 327
— Painting on, 488
Marble, Polishing, 593
— Slabs, Cement for, 16
Marbling Crayons, 247
— Paper for Books, 505
Margerine, 143
Marine Glue, 13
— Paint to Resist Sea Water, 498
Marking Fluid, 465
— or Labeling Inks, 407
Maroon Dye for Woolens, 280
— Lake Dye, 277
Massage Application, 233
— Balls, 233
— Creams, 233
— Skin Foods, 233
— Soaps, 647
Mastic Lac, 441
Mat Aluminum, 81
— Gilding, 579
Mats for Metals, 470
Matches, 465
Match Marks on Paint, 195
— Phosphorus, Substitute for, 523
Materials, 172
— for Concrete Building Blocks, 691
Matrix for Medals, Coins, etc., 467
Matt Etching of Copper, 323
Matzoon, 468
May Bowl or May Wine, 770
Mead, 468
Meadow Saffron Poison, 95
Measures, 760
— to Clean, 204
Measuring the Weight of Ice, 402
Meat Extract Containing Albumen, 361
— Products (Adulterated), 357
Medallion Metal, 62
Medal Impressions, 467
Medals, to Clean, 199
Medical Paste, 37
Medicated Cough Drops, 217
— Massage Balls, 233
— Soaps, 647
Medicinal Wines, 771
Medicine Doses, 265
Meerschaum, 469
— Cements, 30
— Repairing, 27
Mending Celluloid, 161
— Porcelain by Riveting, 601
Menthol Cough Drops, 217
— Tooth Powder, 253
Mercury, Poison, 95
— Salves, 487
— Stains, to Remove, 186
Metacarbol Developer, 527
Metal and Paper Glue, 14
— Browning by Oxidation, 583
— Cements, 25
— Cleaning, 199
— Foil, 474
— Glass and Porcelain Cement, 25
— Inlaying, 249
— Lipowitz, 65
— Polishes, 595
— Protectives, 624
— Temperature of, 152
— Type, 78
— Waterproof Cements for, 21
Metallic Articles, Soldering of, 656
— Cement, 163
— Coffins, 71
— Glazes on Enamels, 173
— Luster on Pottery, 173
— — — Stain, 783
— Paper, 507
— Soaps, 648
Metals and Their Treatment, 469
— Brightening and Deadening, by Dipping, 469
— Bronzing, 567
— Coloring, 471
— Etching Powder for, 324
— Fusion Point of, 473
— How to Attach to Rubber, 22
— How to Bronze, 136
— Securing Wood to, 37
— Solution for Cleaning, 200
— to Silver-plate, 588
Metric System of Weights and Measures, 759
— Weights, 759
Meth, 468
Metheglin, 468
Method of Hardening Gypsum and Rendering it Weatherproof, 387
— of Purifying Glue, 378
Methods of Preparing Rubber Plasters, 562
Methyl Salicylate, to Distinguish from Oil of Wintergreen, 771
Metol and Hydrochinon Developer, 525
Metol-bicarbonate Developer, 525
Mice Poison, 613
Microphotographs, 550
Milk as a Substitute for Celluloid, Bone, and Ivory, 148
— Cucumber, 239
— Extracts, 474
— Powder for Cows, 732
— Substitute, 475
Minargent, 64
Mineral Acids, Poison, 92
— Oil, 484
— Waters, 739
Minofor Metal, 64
Mint Cordial, 765
— Julep, 114
Mirror Alloys, 72
Mirror-lettering, 457
Mirror Polishes, 593
— Silvering, 476
Mirrors, 476
— Frosted, 375
— to Clean, 209
— to Prevent Dimming of, 374
Miscellaneous Tin Alloys, 78
Mite Killer, 422
Mixers, Concrete, 693
Mixing Castor Oil with Mineral Oils, 484
Mixture for Burns, 142
Mock Turtle Extract, 212
Modeling Wax, 755
Modification of Milk for Infants, 473
Moisture, 426
Molding Sand, 478
Molds, 152
— of Plaster, 564
Moles, 479
Montpelier Cough Drops, 217
Mordant for Cement Surfaces, 479
— for Gold Size, 479
Morphine Poison, 95
Mortar, Asbestos, 479
Mosquitoes, Remedies, 425
Moss Removers, 209
Moth Exterminators, 425
— Paper, 507
Moths and Caterpillars, 423
Motors, Anti-freezing Solution for, 363
Mottled Soap, 654
Mounting Drawings, etc., 479
— Prints on Glass, 480
Mousset’s Alloy, 76
Moutarde aux Epices, 215
— des Jesuittes, 214
Mouth Antiseptics, 99
— Washes, 258
— Wash-tablets, 259
Moving Objects, How to Photograph Them, 548
Mucilage, 42
— Commercial, 43
— Creams, 238
— of Acacia, 43
— to Make Wood and Pasteboard Adhere to Metals, 43
Mulberry Dye for Silk, 272
Muriatic Acid Poison, 92
Mushroom Poison, 96
Music Boxes, 480
Muslin, Painting on, 488
Mustache Fixing Fluid, 480
Mustard, 214
— Cakes, 214
— Paper, 480
— Vinegar, 215
Myrrh Mouth Wash, 258
— Tooth Paste, 257
N
Nadjy, 115
Nail-cleaning Washes, 227
Nail, Ingrowing, 481
— Polishes, 226
— Varnish, 227
Name Plates, Coating for, 501
Natural Glue for Cementing Porcelain, Crystal Glass, etc., 15
— Lemon Juice, 316
— Water, 739
Nature, Source and Manufacture of Pigments, 555
Neatsfoot Oil, 481
Needles, Anti-rust Paper for, 625
Negatives, How to Use Spoiled, 534
Nervine Ointment, 487
Nerve Paste, 481
Nets, 223
Neufchâtel Cheese, 177
Neutral Tooth Powder, 255
New Celluloid, 155
— Mordant for Aniline Colors, 273
— Production of Indigo, 281
Nickel Alloys, 76
— Bronze, 70
Nickel-plating, 573
— with the Battery, 573
Nickel-testing, 481
Nickel, to Clean, 200
— to Remove Rust from, 199
Nickeled Surface, 589
Nickeling by Oxidation, 587
— Test for, 589
Niello, 683
Nitrate of Silver Poison, 95
— — — Spots, 198
Nitric Acid Poison, 92
— Stains to Remove, 185
Nitroglycerine, 329
Non-explosive Liquid Metal Polish, 595
Non-masticating Insects, 423
Non-Poisonous Textile and Egg Dyes for Household Use, 275
— Fly-papers, 347
Non-porous Corks, 224
Norfolk Cheese, 177
Normona, 115
Nose Putty, 230
Notes for Potters, Glass-, and Brick-makers, 164
Noyeau Powder, 628
Nut Candy Sticks, 216
Nutmeg Essence, 316
Nutwood Stain, 783
Nux Vomica Poison, 615
O
— Graining, 494
— Leather, Stains for, 455
— Stain, 783
— Wood Polish, 598
Odorless Disinfectants, 264
Odonter, 259
Œnanthic Ether as a Flavoring for Ginger Ale, 108
Oil, Carron, 242
— Castor, 153
— Clock, 482
Oilcloth, 459
— Adhesives, 36
Oil Extinguisher, 341
— for Firearms, 460
— Grease-, Paint-spot Eradicators, 205
— How to Pour Out, 153
— Lubricating, 460
— Neatsfoot, 481
— of Cinnamon as an Antiseptic, 100
— of Vitriol Poison, 92
— Paintings, Lacquer for, 440
— — Protection for, 488
— Prints, Reproduced, 223
— Removers, 205
— Solidified, 461
— Stains for Hard Floors, 344
— Suitable for Use with Gold, 485
Oils, 482
— (Edible), Tests for, 355
— for Harness, 451
— Purification of, 335
Oilskins, 750
Oily Bottles, to Clean, 210
Ointments, 486
— for Veterinary Purposes, 731
Oleaginous Stamping Colors, 679
Olein Soap, 654
Oleomargarine, 142
Old-fashioned Ginger Beer, 107
— Lemonade, 110
Olive-oil Paste, 143
Onyx Cements, 16
Opium and All Its Compounds, Poison, 95
Optical Lenses, Cleaning, 208
Orangeade, 110
Orange Bitters and Cordial, 762, 764
— Drops, 216
— Dye, 271
— Extract, 316
— Flower Water, 520
— Frappé, 110
— Peel, Soluble Extract, 316
— Phosphate, 112
Ordinary Drab Dye, 281
— Green Glass for Dispensing Bottles, 373
— Negative Varnish, 544
Oreïde (French Gold), 68
Orgeat Punch, 110
Ornamental Designs on Silver, 641
Ornaments of Iron, Blackening, 495
Orris and Rose Mouth Wash, 258
Ortol Developer, 527
Ox-gall Soap for Cleansing Silk, 654
Oxide, Magnetic, 625
— of Chrome, 172
— of Tin, 172
— of Zinc Poison, 97
Oxidized Steel, 584
Oxidizing, 139
— Processes, 581
Ozonatine, 44
P
Package Pop, 107
— Wax, 755
Packing for Gasoline Pumps, 488
— for Stuffing Boxes, 488
Packings, 488
Pain-subduing Ointment, 487
Paint, Acid-resisting, 10
— Bases, 489
— Brushes, 490
— — at Rest, 141
— — Cleaning, 140
— Deadening, 491
— Dryers, 492
— for Bathtubs, 501
— for Blackboards, 489
— for Copper, 495
— for Iron, 496
— for Protecting Cement Against Acid, 9
— Grease, 229
— Peeling of, 501
— Removed from Clothes, 192
— Removers, 187
— to Prevent Crawling of, 490
— Varnish, and Enamel Removers, 187
Painters’ Putty, 607
Painting on Leather, 455
— on Marble, 488
— on Muslin, 488
— Ornaments or Letters on Cloth and Paper, 488
— Over Fresh Cement, 499
— Processes, 488
Paintings, 488
— to Clean, 195
Paints, 489
— Dry Base for, 489
— for Gold and Gilding, 492
— for Metal Surfaces, 495
— for Roofs and Roof Paper, 497
— for Walls of Cement, Plaster, Hard Finish, etc., 498
— for Wood, 500
— Stains, etc., for Ships, 498
— Waterproof and Weatherproof, 499
Pale Purple Gold, 383
Pale-yellow Soap, 652
Palladium Alloys, 73
— Bearing Metal, 73
— Gold, 69
— Silver Alloy, 73
Palladiumizing, 583
Palms, their Care, 502
Panama Hat, How to Clean, 187
Paper, 502
— and Metal Glue, 14
— (Anti-rust) for Needles, 625
— as Protection for Iron, 625
— Blotting, 503
— Box Glue, 15
— Celloidin, 504
— Cements, 21
— Disinfectant, 263
— Fireproof, 344
— Floor Covering, 506
— Frosted, 374
Paperhangers’ Pastes, 39
Paper Hygrometers, 402
— Making, Blue Print, 536
— on Glass, to Affix, 19
— Pads, 502
Paper Pads, Glue for, 12
— Photographic, 527
— -sensitizing Processes, 536
— Tickets Fastening to Glass, 19
— Varnishes, 725
Papers, Igniting, 611
Papier-mâché, 502
Paraffine, 507
— Scented Cakes, 508
Paraffining of Floors, 345
Parchment and Paper, 502
— Cement, 21
— Paste, 37
Paris Green, 561
— Red, 600
— Salts, 264
Parisian Cement, 30
Parmesan Cheese, 177
Parquet Floors, Renovating, 345
— Polishes, 591
Passe-partout Framing, 508
Paste, Agar-agar, 37
— Albumen, 37
— Antiseptic, 99
— Balkan, 38
Pasteboard Cement, 21
— Deodorizers, 399
Paste, Elastic or Pliable, 39
— for Affixing Cloth to Metal, 37
— for Cleaning Glass, 208
— for Fastening Leather to Desk Tops, etc., 36
— for Making Paper Boxes, 15
— for Paper, 37
— for Parchment Paper, 37
— for Removing Old Paint or Varnish Coats, 188
— for Tissue Paper, 37
— for Wall Paper, 39
— Flour, 39
— Ink to Write with Water, 416
— Permanent, 38
— that will not Mold, 37
— Venetian, 39
Pastes, 35
— for Paperhangers, 39
— for Polishing Metals, 595
— for Silvering, 588
— to Affix Labels to Tin, 39
Pastilles, Fumigating, 367
Pasting Celluloid on Wood, 36
— Paper Signs on Metal, 36
— Wood and Cardboard on Metal, 37
Pattern Letters and Figures, Alloys for, 80
Paving Brick, Stain for, 166
Patent Leather, 451
— Leather Dressings, 449
— — Polish, 633
— — Preserver, 453
— — Stains for, 452
Patina of Art Bronzes, 584
— Oxidizing Processes, 584
Patinas, 584
Peach Extract, 317
— Tint Rouge, 231
Pearls, to Clean, 208
Peeling of Paints, 501
Pegamoid, 509
Pencils, Antiseptic, 99
— for Marking Glass, 374
Pen Metal, 74
Pens, Gold, 383
Peppermint as a Flavor, 252
Pepsin Phosphate, 112
Perfumed Ammonia Water, 91
— Fumigating Pastilles, 367
— Pastilles, 520
— Coloring, 511
— Directions for Making, 512
— Fumigating, 366
— for Hair Oils, 520
— for Soap, 648
Permanent Patina for Copper, 585
— Paste, 38
Perpetual Ink, 404
Perspiration Remedy, 233
Perspiring Hands, 233
Petrolatum Cold Cream, 226
Petroleum, 521
— Briquettes, 522
— Emulsion, 423
— for Spinning, 522
— Hair Washes, 390
— Jellies and Solidified Lubricants, 461
— Soap, 648
Pewter, 75
— Aging, 522
— to Clean, 205
Phosphate Dental Cement, 163
— of Casein and its Production, 149
Phosphor Bronze, 58
Phosphorescent Mass, 523
Photographers’ Ointment, 487
— Photographs, 554
— Substitute, 523
Photographic Developing Papers, 527
— Mountants, 41
Photographing on Silk, 540
Photographs Enlarged, 542
— on Brooches, 551
— Transparent, 545
Photography, 523
— without Light, 154
Piano Polishes, 598
Piccalilli Sauce, 213
Pickle for Brass, 132
— for Bronze, 138
— for Copper, 221
— for Dipping Brass, 132
Pickling Brass like Gold, 132
— Iron Scrap before Enameling, 305
— of German-silver Articles, 582
— Process, 453
— Spice, 214
Picric Acid Stains, 186
Picture Copying, 222
— Postal Cards, 537
— Transferrer, 251
Pictures, Glow, 522
Pigment Paper, 540
Pigments, 555
Pile Ointments, 561
Pinaud Eau de Quinine, 392
Pinchbeck Gold, 69
Pineapple Essence, 317
— Lemonade, 110
Pine Syrup, 320
Pine-tar Dandruff Shampoo, 389
Ping-pong Frappé, 110
Pinion Alloy, 737
Pink Carbolized Sanitary Powder, 263
— Color on Silver, 642
— Dye for Cotton, 271
— — for Wool, 271
Pinkeye, 731
Pink Grease Paint, 229
— Purple Gold, 383
— Salve, 487
— Soap, 652
Pins of Watches, 738
Pin Wheels, 609
Pipe-joint Cement, 162
Pipe Leaks, 446
— to Color a Meerschaum, 469
Pipes, Rust-preventive for, 625
Pistachio Essence, 317
Plain Rubber Cement, 34
Plant Fertilizers, 336
— Preservatives, 345
Plants, 561
Plaster, 561
— Articles, Repairing of, 27
— Cast of Coins, 150
— Casts, Preservation of, 565
— for Foundry Models, 564
— from Spent Gas Lime, 564
— Grease, 463
— Irritating, 486
— Model Lubricant, 463
— Objects, Cleaning of, 564
— of Paris, Hardening, 32, 150, 564
— Repairing, 27
Plastic Alloys, 64
— and Elastic Composition, 158
— Metal Composition, 65
— Modeling Clay, 184
— Substances of Nitro-cellulose Base, 156
Polishing Paste, 600
Platina, Birmingham, 55
Plate Glass, Removing Putty, 206
— Pewter, 75
Plates, Care of Photographic, 523
— for Engraving, 71
Platine for Dress Buttons, 80
Plating, 565
— Gilding and Electrotyping, 288
— of Aluminum, 572
Platinizing, 586
— Aluminum, 586
— Copper and Brass, 586
— Metals, 586
— on Glass or Porcelain, 586
Platinotype Paper, 530
Platinum Alloys, 73
— -gold Alloys for Dental Purposes, 74
— Papers and Their Development, 529
— Silver, 74
— Solders, 665
— Waste, to Separate Silver from, 641
Platt’s Chlorides, 264
Playing Cards, to Clean, 209
Plumbago, 460
Plumbers’ Cement, 161
Plumes, 335
Plush, 590
— to Remove Grease Spots from, 193
Poison Ivy, 96
Poisonous Fly-papers, 347
— Mushrooms, 96
Poisons, Antidotes for, 92
Polish for Beechwood Furniture, 593
— for Bronze Articles, 591
— for Copper Articles, 591
— for Fine Steel, 597
— for Gilt Frames, 600
— for Varnished Work, 195
Polishes, 590
— Bone, 395
— for Aluminum, 590
— for Bars, Counters, etc., 590
— for Brass, Bronze, Copper, etc., 590
— for Floors, 591
— for Furniture, 592
— for Glass, 593
— for Ivory, Bone, etc., 593
— for Pianos, 596
— for Silverware, 596
Polishes, for Steel and Iron, 597
— for the Laundry, 444
— for Wood, 598
— or Glazes for Laundry Work, 444
Polishing Agent, 599
— Bricks, 600
— Cloths, to Prepare, 599
— Cream, 600
— Mediums, 600
— Pastes, 595
— — for the Nails, 227
— Powders, 594
— Soaps, 594
Polychroming of Figures, 501
Pomade, Putz, 203
— Colors for, 228
— for the Lips, 226
Pomegranate Essence, 317
Poppy Oil, 484
— -seed Oil, Bleaching of, 459
Porcelain, 601
— How to Tell Pottery, 173
— Letters, Cement for, 19
— Production of Luster Colors, 172
Portland Cement, 162
— Size Over, 30
Positive Colors, 556
Postal Cards, How to Make, 537
— — How to Make Sensitized, 539
Potassium Amalgams, Applications of, 86
— Silicate as a Cement, 19
Potato Starch, 680
Pottery, 173
— and Porcelain, How to Tell, 173
— Bodies and Glazes, 167
— Metallic Luster on, 173
— to Cut, 164
Poultry Applications, 419
— Foods and Poultry Diseases and Their Remedies, 733
— Lice Destroyer, 419
— Wine, 771
Pounce, 189
Powdered Camphor in Permanent Form, 144
— Cork as a Preservative, 606
— Nail Polishes, 226
Powder, Blasting, 330
— Face, 243
— for Cleaning Gloves, 195
— for Colored Fires, 609
— for Gilding Metals, 579
— for Hardening Iron, 427
— Roup, 734
— to Keep Moths Away, 425
— to Weld Wrought Iron at Pale-red Heat with Wrought Iron, 761
Powders for Stamping, 679
— for the Toilet, 242
Preservation and Use of Calcium Carbide, 144
— of Belts, 105
— of Carpets, 399
— of Drawings, 266
— of Eggs, 284
— of Fats, 335
— of Fishing Nets, 223
— of Fresh Lemon Juice, 456
— of Fruit Juices, 310
— of Gum Solution, 44
— of Meats, 359
— of Milk, 475
— of Plaster Casts, 565
— of Syrups, 701
— of Wood, 776
— of Yeast, 786
Preservative Fluid for Museums, 602
— for Stuffed Animals, 602
Preservatives, 602
Preservatives, for Leather, 452
Prairie Oyster, 116
Preparation of Amalgams, 85
— of Brick Colors, 165
— of Carbolineum, 147
— of Catgut Sutures, 155
— of Celluloid, 156
— of Emulsions of Crude Petroleum, 521
— of Enamels, 308
— of French Bronze, 136
— of Syrups, 702
— of Uninflammable Celluloid, 157
Preparations of Copper Water, 221
Prepared Mustards of Commerce, 214
Preparing Bone for Fertilizer, 338
Preparing Emery for Lapping, 289
Preservative for Stone, 602
Preservatives for Paste, 38
— for Shoe Soles, 633
— for Zoological and Anatomical Specimens, 602
Preserved Strawberries, 605
Preserving Antiques, 98
— Eggs with Lime, 285
— Meat, a German Method, 361
Pressure Table, 704
Preventing the Peeling of Coatings for Iron, 427
— the Putrefaction of Strong Glues, 11
— Varnish from Crawling, 717
Prevention of Boiler Scale, 122
— of Electrolysis, 123
— of Fermentation, 765
— of Foaming and Partial Caramelization of Fruit Juices, 311
— of Fogging, Dimming and Clouding, 374
Prickly Heat, Applications for, 398
Priming Coat for Water Spots, 501
— Iron, 495
Print Copying, 222
Printing Ink, Savages, 409
— Inks, 408
— Oilcloth and Leather in Gold, 379
— on Celluloid, 161
— on Photographs, 554
Printing-out Paper, How to Sensitize, 539
Printing-roller Compositions, 617
Prints, their Preservation, 309
Process for Colored Glazes, 165
— for Dyeing in Khaki Colors, 276
— of Electroplating, 286
— of Impregnating Fabrics with Celluloid, 161
Production of Consistent Mineral Oils, 484
— of Lampblack, 441
— of Luster Colors on Porcelain and Glazed Pottery, 172
— of Minargent, 64
— of Rainbow Colors on Metals, 568
— of Substances Resembling Celluloid, 158
Properties of Amalgams, 85
— of Concrete Blocks, Strength, 695
Protecting Boiler Plates from Scale, 122
— Cement Against Acid, 9
— Stuffed Furniture from Moths, 425
Protection for Cement Work, 162
— for Oil Paintings, 488
Protection of Acetylene Apparatus from Frost, 363
Protective Coating for Bright Iron Articles, 496
Prussic Acid, 93
Pumice Stone, 606
Pumice-stone Soap, 648
Pumillo Toilet Vinegar, 244
Punch, Claret, 112
Puncture Cement, 162
Purification of Benzine, 106
Purifying-air, 44
Purifying Oils and Fats, 335
— Rancid Castor Oil, 153
— Water, 740
Purple and Violet Dyes, 269
— Dye, 269
— — for Cotton, 270
— — for Silk, 270
— Ink, 416
— of Cassius, 383
Putty, 606
— Acid-proof, 607
— for Attaching Sign-letters to Glass, 19
— for Celluloid, 161
— Nose, 230
— Substitute for, 608
— to Remove, 206
Putz Pomade, 203
Pyrocatechin Developer, 526
Pyrogallic Acid Stains, 185
Q
Quadruple Extract Perfumery, 518
Quince Extract, 317
— Flip, 115
Quick Dryer for Inks Used on Bookbinders’ Cases, 410
Quick-drying Enamel Colors, 722
Quick-water, 66
Quilts, to Clean, 194
R
Rags for Cleaning, 194
Raspberryade Powder, 627
Raspberry Essences, 318
— Lemonade, 110
— Sour, 116
Ratsbane Poison, 93
Ravigotte Mustard, 215
Razor Paper, 503
Recipes for Cold-stirred Toilet Soaps, 652
— for Pottery and Brick Work, 167
— for Soldering, 665
Recovering Glycerine from Soap Boiler’s Lye, 378
Recovery of Tin and Iron in Tinned-plate Clippings, 707
Recutting Old Files, 339
Red Birds, Food for, 729
— Coloring of Copper, 221
— Crimson and Pink Dyes, 270
— Dye for Wool, 271
— Furniture Paste, 592
— Gilding, 580
— Gold Enamel, 67
— Grease Paint, 229
— Indelible Inks, 406
— Ink, 416
— Patina, 585
— Russia Leather Varnish, 449
Reducer for Gelatin Dry-plate Negatives, 535
Reducers, 552
Reducing Photographs, 542
Refining Linseed Oil, 484
— of Potato Starch, 680
Refinishing Gas Fixtures, 130
Reflector Metal, 72
Refrigerants, 615
Refrigeration, 616
Refrigerators, Home-made, 616
— their Care, 401
Regilding Mat Articles, 580
Reinking Typewriter Ribbons, 413
Relief Etching of Copper, Steel, and Brass, 323
— — Ground for, 322
— — of Zinc, 323
Relishes, 213
Remedies Against Human Parasites, 422
— — Mosquitoes, 425
— for Dry Rot, 618
— for Fetid Breath, 133
— for Insect Bites, 417
Removable Binding, 141
Removal of Aniline-dye Stains from the Skin, 184
— of Corns, 224
— of Dirt from Paraffine, 508
— of Heat Stains from Polished Wood, 776
— of Iron from Drinking Water, 741
— of Musty Taste and Smell from Wine, 771
— of Odors from Wooden Boxes, Chests, Drawers, etc., 398
— of Paint from Clothing, 192
— of Peruvian-balsam Stains, 194
— of Picric-acid Stains, 186
— of Rust, 199
Removing Acid Stains, 184
— and Preventing Match Marks, 195
— Egg Stains, 201
— Glaze from Emery Wheels, 289
— Grease Spots from Plush, 193
— Inground Dirt, 235
— Ink Stains, 189
— Iron Rust from Muslin, 193
— Odor from Pasteboard, 399
— Oil Spots from Leather, 206
— Oil Stains from Marble, 197
— Old Wall Paper, 400
— Paint from Wood, 188
— Silver Stains, 209
— Spots from Furniture, 206
— the Gum of Sticky Fly-paper, 348
— Varnish, etc., 188
— Window Frost, 376
— Woody Odor, 399
Rendering Paraffine Transparent, 507
Renovating a Camera, 553
— Old Parquet Floors, 345
Renovation of Polished Surfaces of Wood, etc., 197
Repairing Broken Glass, 26
— Hectographs, 396
— Rubber Goods, 620
Replacing Rubies whose Settings have Deteriorated, 736
Replating, 588
— with Battery, 573
Reproduction of Plaster Originals, 565
Resilvering, 588
— of Mirrors, 476
Restoring Photographs, 544
— Tarnished Gold, 199
Restoration of Brass Articles, 132
— of Old Prints, 309
Restoration of Spoiled Beer, 105
— of the Color of Turquoises, 432
Retz Alloy, 64
Revolver Lubricants, 460
Rhubarb for Cholera, 180
Ribbon, Fumigating, 366
Ribbons for Typewriters, 711
Rice Paste, 38
Rifle Lubricants, 460
Ring, How to Solder, 666
Rings on Metal, Producing Colored, 582
Riveting China, 179
Roach Exterminators, 425
Rock-candy Syrup, 702
Rockets, 609
Rockingham Glazes, 171
Rodinal Developer, 524
Roller Compositions for Printers, 617
Roman Candles, 609
Roof Paints, 497
Roofs, How to Lay, 397
— Prevention of Leakage, 397
Room Deodorizer, 400
Rope Lubricants, 463
Ropes, 617
— Waterproofing, 753
Roquefort Cheese, 177
Rose’s Alloy, 64
Rose Cordial, 765
— Cream, 115
Rose-Glycerine Soap, 652
Rosemary Water for the Hair, 389
Rose Mint, 115
— Pink Dye, 278
— Pomade, 227
— Poudre de Riz Powder, 243
— Powders, 230
— Talc, 510
Rose-tint Glass, 371
Rosewood, 783
— Stain, 783
Rosin, Shellac, and Wax Cement, 34
— Soap as an Emulsifier, 289
— Sticks, 260
— Tests for, in Extracts, 356
Rottmanner’s Beauty Water, 244
— for Buff Wheels, 618
— or Paris Red, 600
— Palettes, 230
— Powder, 600
— Tablets, 230
— Theater, 231
Roup Cures, 734
Royal Frappé, 114
— Mist, 115
Rubber, 618
— and Rubber Articles, 620
— — Wood Fastened, 22
— Boots and Shoe Cement, 23
— Cement for Cloth, 24
— Gloves, Substitute for, 100
— — Testing, 622
— Goods, Repairing, 620
— Its Properties and Uses in Waterproofing, 743
— Scraps, Treatment of, 621
— Softening, 621
— Stamps, 622
— Varnishes, 724
Ruby Settings, 737
Rules for Varnishing, 717
Rum, Bay, 104
Ruoltz Metal, 64
Russet Leather Dressing, 449
Russian Leather, 454
— Polishing Lac, 411
Rust Paints, 497
— Paper, 625
Rust, Prevention for Iron Pipes, 625
— Preventive for Tools, etc., 625
— Preventives, 623
Rusty Pieces, to Separate, 625
S
Saccharine in Food, 351
Sachet Powders, 509
Safety in Explosives, 330
— Paper, 503
— Paste for Matches, 467
Sage Cheese, 176
Salicyl, Sweet, 258
Salicylic Acid in Food, 349
— Soap, 654
Saltpeter (Nitrate of Potash), 96
Salts, Effervescent, 626
— Smelling, 628
Salve, 486
Sand, 628
— Holes in Brass, 150
— — in Cast-brass Work, 150
Sand-lime Brick, 689
Sand Soap, 654
— to Prevent Adhesion of Sand to Castings, 150
Sandstone Cements, 17
— Coating, 10
— to Remove Oil Spots from, 198
Sapo Durus, 654
Saponaceous Tooth Pastes, 257
Sarsaparilla, 629
— Beer, 118
— Extract, 318
— Soluble Extract, 318
Sauces, Table, 213
Sausage Color, 358
Savage’s Printing Ink, 409
Savine Poison, 96
Sawdust for Jewelers, 737
— in Bran, 126
Saxon Blue Dye, 268
Scald Head, Soap for, 653
Scale for Photographic Reduction, 542
— in Boilers, 122
— Insects, Extermination of, 423
— — on Orange Trees, 423
— Pan Cleaner, 205
Scales and Tables, 547
Scalp Wash, 389
Scarlet Lake Dyes, 277
— with Lac Dye, 271
Schiffmann’s Asthma Powder, 101
Scissors Hardening, 685
Scotch Beer, 118
Scratch Brushing, 576
Screws, 629
— Bluing, 682
— in Watches, 738
Sealing (Burning) Trick, 611
— Waxes, 755
Sea Sickness, 630
Seasonings, 213
Seed, Bird, 120
Seidlitz Salt, 628
Self-igniting Mantles, 465
Seltzer and Lemon, 110
— Lemonade, 110
— Water, 740
Separating Silver from Platinum Waste, 641
Serpents, Pharaoh’s, 630
Serviettes Magiques, 596
Setting of Tools, 708
— the Paint-brush Bristles, 141
Sewing-machine Oil, 461
Sewing Thread, Dressing for, 706
Shades of Red, etc., on Matt Gold Bijouterie, 431
Shading Pen, Ink for, 416
Shampoo Lotions and Pastes, 392
— Soap, 653
Sharpening Pastes, 509
— Stones, 761
Shaving Paste, 630
— Soaps, 649
Sheep, 734
Sheet Brass, 54
Sheet-dips, 264
Sheet Metal Alloy, 71
— — Lubricant, 463
Shellac, 716
— Bleaching, 631
Shell Cameos, 630
— Imitation of, 429
— Polishes, 593
Shells, Lubricants for Redrawing, 463
Sherbet, Egg, 115
Shims in Engine Brasses, 631
“Shio Liao,” 32
Ship Compositions and Paints, 498
Shoe Dressings, 631
— Leather Dressing, 450
Shoes, Blacking for, 631
— Waterproofing, 750
Show Bottles, 127
Show-case Signs, 457
Show Cases, 635
— to Prevent Dimming of, 374
Siberian Flip, 115
Siccatives, 636
Sign Letters, 639
Sign-letter Cements, 18
Signs on Show Cases, 457
— to Repair Enameled, 304
Silicate of Oxychloride Cements, 35
Silicon Bronze, 61
Silk, 639
— Gilding, 580
— Sensitizers for Photographic Purposes, 540
Silver, 639
— Alloys, 75
— Bromide Paper, Toning Baths for, 541
— Bronze, 71
Silver-coin Cleaner, 200
Silver, Copper, Nickel, and Zinc Alloys, 76
— Etching Fluid for, 324
— Fizz, 115
— Foil Substitute, 474
— Gray Dye for Straw, 269
— — Stain, 783
— Imitation, 77
— Ink, 416
— Nitrate Spots, to Remove, 194
— — Test for Cottonseed Oil, 482
— Ornamental Designs on, 641
Silver Polishing Balls, 599
— Solder for Enameling, 434
— — for Plated Metal, 434
— Solders, 663
— — for Soldering Iron, Steel, Cast Iron, and Copper, 663
— Testing, 642
— to Clean, 204
— to Color Pink, 642
— to Recover Gold from, 382
Silvering by Oxidation, 583
— Bronze, 587
— Copper, 587
— Glass Balls, Amalgam for, 90
— — Globes, 641
— Globes, 476
— of Mirrors, 476
— Powder for Metals, 642
— Silver-plating, and Desilvering, 587
— Test for, 642
Silverware Cleaner, 200
— Polishes, 596
— Wrapping Paper for, 506
Silver-zinc, 76
Similor, 68
Simple Coloring of Bronze Powder, 134
— Test for Red Lead and Orange Lead, 446
— Way to Clean a Clock, 207
Sinews, Treatment of, 11
Sinks, to Clean, 202
Size Over Portland Cement, 31
Sizing, 38
— Walls for Kalsomine, 436
Skin Bleaches, Balms, etc., 234
— Chapped, 232
Skin-cleaning Preparations, 184
Skin Cream, 239
— Discoloration, 235
— Lotion, 234
— Ointments, 487
— Troubles, 644
Slate, 643
— Dye for Silk, 269
— — for Straw Hats, 269
— Parchment, 506
Slides for Lanterns, 532
Slipcoat or Soft Cheese, 177
Slugs on Roses, 423
Smaragdine, 45
Smokeless Powder, 329
— Vari-colored Fire, 609
Smut, Treatment for, 384
Soap, Benzoin, 652
Soap-bubble Liquids, 655
Soap, Coloring, 644
— for Surgical Instruments, 653
— for Garment Cleaning, 645
— Perfumes, 520
— Polishes, 594
— Substitutes, 653
— Tooth, 257
Soaps, 644
— and Pastes for Gloves, 195
— for Clothing and Fabrics, 191
Soda, Coffee Cream, 113
— Water, 111
Soda-water Fountain Drinks, 110
Sodium Amalgams, Applications of, 86
— Salts, Effervescent, 627
— Silicate as a Cement, 19
Soft Enamels for Iron, White, 305
— German-silver Solder, 661
— Glaze Brick, 165
— Gold Solder, 434
— Metal Castings, 151
— Silver Solders, 664
— Soldering Paste, 667
— Solder, 664
— Toilet Soaps, 652
Softening Celluloid, 160
— Rubber, 621
— Steel, 687
Solder, Copper, 659
— for Articles which will not Bear a High Temperature, 666
— for Brass Tubes, 659
— for Fastening Brass to Tin, 659
— for Gold, 434
— for Iron, 665
— for Silver Chains, 664
— for Silver-plated Work, 664
— for Silversmiths, 664
— from Gold, to Remove, 383
Soldering, Acids, 656
— a Ring Containing a Jewel, 436, 666
— Block, 667
Soldering, Concealed, 665
— of Metallic Articles, 656
— of Metals, 655
— Fluxes for, 660
— Paste, 667
— Powder for Steel, 665
— Recipes, 665
— Solution for Steel, 665
— without Heat, 666
Solders, 655
— for Glass, 662
— for Gold, 434
— for Jewelers, 436
— for Silver, 434
Solid Alcohol, 45
— Cleansing Compound, 209
— Linseed Oil, 483
Solidified Lubricants, 462
Soluble Blue, 443
— Essence of Ginger, 314
— Extract of Ginger Ale, 108
— Glass, Bronzing with, 139
— Gun Cotton, 332
Solution for Removing Nitrate of Silver Spots, 194
Solutions for Batteries, 104
— for Cleaning Metals, 200
— Percentage, 704
Solvent for Iron Rust, 201
Solvents for Celluloid, 160
Sorel’s Dental Cement, 163
Soup Herb Extract, 212
Sources of Potable Alcohol, 668
Sozodont, 256
Sparkling Wines, 767
Sparks from the Finger Tips, 611
Spatter Work, 457
Spavin Cures, 730
Spearmint Cordial, 765
Special Glazes for Bricks, 167
Specific Gravity Test, 382
Speculum Metal, 73
Spice for Fruit Compote, 605
— Pickling, 214
Spices, Adulterated, 358
— for Flavoring, 213
— Stains for Wood, 784
Spirits of Salts Poison, 92
Sponge Trick, Blazing, 611
— Window Display, 679
Sponges, 678
— as Filters, 339
— Sterilization of, 679
— to Clean, 210
Spot and Stain Removers, 185
— Gilding, 580
Spots on Photographic Plates, 554
Sprain Washes, 730
Spray Solution, 103
Spring Cleaning, 207
— Hardening, 685
Springs of Watches, 737
— to Clean, 207
Sprinkling Powders for Flies, 421
Squibb’s Diarrhœa Mixture, 179
Squill Poisons, 613
Stage Decorations, Fireproofing, 342
Stain, Brick, 133
— for Blue Paving Bricks, 166
Stain-removing Soaps, 653
Stained Ceilings, 400
Staining Horns, 397
Stains, 781
— for Lacquers, 438
— for Oak Leather, 455
— for Patent Leather, 452
— for Wood, 781
— — — Attacked by Alkalies or Acids, 785
Stamping, 679
— Colors for Use with Rubber Stamps, 679
Stamping Liquids and Powders, 679
— Powder for Embroideries, 680
— in Jelly, Tests for, 357
— Luster, 399
— Paste, 35
— Powder, 681
Starch-producing Plants, 668
Statuary Bronze, 57
Statue Cleaning, 197
Statuettes, Cleaning of, 564
— of Lipowitz Metal, 64
Steam Cylinder Lubricant, 463
Steel, 681
— Alloys, 77
— — for Drawing Colors on, 80
— — for Locomotive Cylinders, 77
— and Iron Polishes, 597
— Blue and Old Silver on Brass, 130
— Bluing, 682
— Bronze, 61
— Browning of, 682
— Cleaner, 199
— Coloring, 682
— Distinguishing Iron from, 427
— Dust as a Polishing Agent, 600
— Etching, 323
— — on, 687
— Fragments, 687
Steel-hardening Powder, 427
Steel, Oxidized, 584
— Paint for, 497
— Plating, 575
— Polishes, 597
— Soldering, 665
— Testing, 687
— to Clean, 199
— Tools, to Put an Edge on, 686
— Wire Hardening, 684
Stencil Inks, 411
— Marking Ink that will Wash Out, 399
Stencils for Plotting Letters of Sign Plates, 296
Stereochromy, 688
Stereopticon Slides, 532
Stereotype Metal, 77
Sterilization of Sponges, 679
— of Water with Lime Chloride, 741
Sterling Silver, 434
Stick Pomade, 228
Sticky Fly-papers, 347
— Fly Preparations, 421
Stilton Cheese, 177
Stone, Artificial, 688
— Cements, 16
— Cleaning, 196
— Preservative for, 602
Stones for Sharpening, 708, 761
— (Precious), Imitation of, 370
Stoneware, 167
— and Glass Cements, 26
— Waterproof Cements for, 21
Store Windows, to Clean, 209
Stove, Blacking, 700
— Cement, 162
— Cleaners, 202
— Lacquer, 441
— Varnishes, 727
Stramonium, Antidote for, 102
Strap Lubricant, 460
Strawberries, Preserved, 605
Strawberry Essence, 318
— Juice, 318
— Pomade, 227
Straw, Bleaching, 120
— Fireproofing, 343
Straw-hat Cleaners, 187
— Dyes, 394
Strengthened Filter Paper, 503
Stripping Gilt Articles, 205
— Photograph Films, 553
— Cement, 32
— Twine, 223
Strontium Amalgams, 86
Stropping Pastes, 615
Strychnine or Nux Vomica, 96
— Poisons, 614
Stuffed Animals, Preserved, 602
Styptic Paste of Gutta Percha, 701
Styptics, 701
Substances Used for Denaturing Alcohol, 678
Substitute for Benzine, 106
— for Camphor in the Preparation of Celluloid and Applicable to Other Purposes, 157
— for Cement on Grinder Disks, 31
— for Cork, 224
— for Fire Grenades, 341
— for Gum Arabic, 386
— for Putty, 608
— for Rubber Gloves, 100
— for Soldering Fluid, 659
Substitutes for Coffee, 210
— for German Silver, 70
— for Wood, 785
Suffolk Cheese, 177
Sugar-producing Plants, 668
Sulphate of Zinc Poison, 97
— Stains, to Remove, 186
Sulphuric Acid Poison, 92
Summer Drink, 118
— Taffy, 217
Sun Bronze, 61
— Cholera Mixture, 179
Sunflower-glycerine Soap, 653
Superfatted Liquid Lanolin-glycerine Soap, 647
Sutures of Catgut, 155
Swiss Cheese, 177
Sympathetic Inks, 412
Syndeticon, 32
Syrup of Bromoform, 134
— (Raspberry), 317
— Table, 704
Szegedin Soap, 653
T
Table of Drops, 704
— Sauces, 213
— Showing Displacement on Ground Glass of Objects in Motion, 548
— Top, Acid-proof, 9
Tables, 703
— and Scales, 547
— for Photographers, 547
Tablet Enameling, 293
Tablets, Chocolate Coated, 179
— for Mouth Wash, 259
— Glue for, 13
Taffy, 217
Tailor’s Chalk, 164
Talc Powder, 243
Talcum Powder, 243
Tallow, 334
Talmi Gold, 69
Tamping of Concrete Blocks, 695
Tan and Freckle Lotion, 241
— and Russet Shoe Polishes, 633
Tank, 705
Tanned Leather, Dye for, 447
Tanning, 453
— Hides, 454
Taps, to Remove Broken, 705
Tar Paints, 780
Tarragon Mustard, 215
Tar Syrup, 320
Tasteless Castor Oil, 153
Tattoo Marks, Removal of, 705
Tawing, 448
Tea Extract, 319
— Hot, 113
Tea-rose Talc Powder, 243
Teeth, to Whiten Discolored, 705
Telescope Metal, 71
Temperature for Brushes, 140
— of Metal, 152
— of Water for Plants, 561
Tempered Copper, 221
Tempering Brass, 132
— Steel, 683
Terra Cotta Cleaning, 197
— Substitute, 705
Test for Glue, 10
Testing Nickel, 481
— Rubber Gloves, 622
— Siccatives, 637
— Silver, 642
— Steel, 687
Tests for Absolute Alcohol, 45
— for Aniline in Pigments, 560
— for Cotton, 245
— for Lubricants, 463
— for Yeast, 786
Textile Cleaning, 191
Theater Rouge, 231
The Burning Banana, 611
— Gum-bichromate Photoprinting Process, 546
— Preservation of Books, 124
— Prevention of the Inflammability of Benzine, 106
Therapeutic Grouping of Medicinal Plasters, 561
Thermometers, 706
Thread, 706
Three-color Process, 548
Throat Lozenges, 218
Thymol, 100
Ticks, Cattle Dip for, 419
Tiers-Argent Alloy, 75
Tilemakers’ Notes, 164
— Alloys, 77
— Amalgams, Applications of, 87
— Ash, 172
— Bismuth, and Magnesium, 49
— Bronzing, 567
— Chloride of Tin, Poison, 97
Tinctures for Perfumes, 513
Tin, Etching Fluid for, 324
Tinfoil, 707
Tin Foils for Capsules, 474
— — for Wrapping Cheese, 474
Tin in Powder Form, 707
Tin-lead, 77
— — Alloys, 78
Tinned Surface, 589
Tinning, 584
— by Oxidation, 584
— Tin Plating by Electric Bath, 575
— of Lead, 589
Tinseled Letters, or Chinese Painting on Glass, 458
Tin Silver-Plating, 589
— Solders, 665
— Statuettes, Buttons, etc., 78
— Varnishes, 727
Tipping Gold Pens, 383
Tire, 708
— Cements, 23
Tissier’s Metal, 64
Tissue Paper, Paste for, 37
To Ascertain whether an Article is Nickeled, Tinned, or Silvered, 589
— Attach Glass Labels to Bottles, 41
— — Gold Leaf Permanently, 474
Tobin Bronze, 61
To Blacken Aluminum, 81
— Bleach Glue, 378
Tobacco Poison, 97
To Bronze Copper, 136
— Burnish Gilt Work, 384
— Caseharden Locally, 684
— Cast Yellow Brass, 54
— Cement Glass to Iron, 17
— Clarify Liqueurs, 770
— — Solutions of Gelatin, Glues, etc., 370
— — Turbid Orange Flower Water, 512
— Clean a Gas Stove, 202
— — Aluminum, 204
— — Articles of Nickel, 201
— — Brushes of Dry Paint, 188
— — Colored Leather, 186
— — Dull Gold, 204
— — Files, 205
— — Fire-gilt Articles, 185
— — Furs, 368
— — Gilt Frames, etc., 185
— — Gilt Objects, 203
— — Gold and Silver Lace, 193
— — Gummed Parts of Machinery, 203
— — Gummed-up Springs, 207
— — Jet Jewelry, 431
— — Lacquered Goods, 195
— — Linoleum, 206
— — Milk Glass, 209
— — Mirrors, 209
— — Oily Bottles, 210
— — Old Medals, 199
— — Painted Walls, 190
— — Paintings, 195
— — Petroleum Lamp Burners, 200
— — Playing Cards, 209
— — Polished Parts of Machines, 201
— — Quilts, 194
— — Silver Ornaments, 201
— — Skins Used for Polishing Purposes, 186
— — Soldered Watch Cases, 207
— — Sponges, 210
— — Store Windows, 209
— — Tarnished Zinc, 205
— — the Tops of Clocks in Repairing, 20
— — Very Soiled Hands, 185
— — Watch Chains, 206
— — Wool, 273
— — Zinc Articles, 203
— Coat Brass Articles with Antimony Colors, 581
— Color a Meerschaum Pipe, 469
— — Billiard Balls Red, 428
— — Bronze, 138
— — Butter, 359
— — Cheese, 359
— — Gold, 383
— — Iron Blue, 427
— — Ivory, 428
— Conceal Soldering, 665
— Copper Aluminum, 581
— Copy Old Letters, etc., 223
— Cut Castile Soap, 644
— — Glass, 371
To Cut Glass under Water, 372
— — Pottery, 164
Toddy, Hot Soda, 112
To Detect Artificial Vanillin in Vanilla Extracts, 713
— — the Presence of Aniline in a Pigment, 560
— — Tonka in Vanilla Extract, 714
— Determine the Covering Power of Pigments, 560
— Dissolve Copper from Gold Articles, 382
To Distinguish Cotton from Linen, 246
— — Genuine Diamonds, 260
— — Glue and Other Adhesives, 378
— — Iron from Steel, 427
— — Steel from Iron, 687
— Do Away with Wiping Dishes, 399
— Drain a Refrigerator, 616
— Drill Optical Glass, 372
— Dye Copper Parts Violet and Orange, 221
— — Cotton Dark Brown, 280
— — Feathers, 282
— — Felt Goods, 281
— — Silk a Delicate Greenish Yellow, 280
— — Silk Peacock Blue, 281
— — Stiffen, and Bleach Felt Hats, 273
— — Woolen Yarns, etc., Various Shades of Magenta, 280
— — Woolens with Blue de Lyons, 280
— Eat Burning Coals, 612
— Estimate Contents of a Circular Tank, 705
— Extract Oil Spots from Finished Goods, 273
— — Shellac from Fur Hats, 394
— Fasten Brass upon Glass, 17
— — Paper Tickets to Glass, 19
— — Rubber to Wood, 22
— Fill Engraved Letters on Metal Signs, 457
— Find the Number of Carats, 432
— Fire Paper, etc., by Breathing on it, 611
— Fix Alcoholic Lacquers on Metallic Surfaces, 440
— — Dyes, 274
— — Gold Letters, etc., upon Glass, 18
— — Paper upon Polished Metal, 37
— — Iron in Stone, 162
— Fuse Gold Dust, 384
— Give a Brown Color to Brass, 130
— — a Green Color to Gold Jewelry, 582
— — Brass a Golden Color, 577
— — Dark Inks a Bronze or Changeable Hue, 409
— Grind Glass, 372
— Harden a Hammer, 684
— Hard-solder Parts Formerly Soldered with Tin Solder, 663
— Impart the Aroma and Taste of Natural Butter to Margarine, 143
— Improve Deadened Brass Parts 132
— Increase the Toughness, Density, and Tenacity of Aluminum, 83
Toilet Creams, 235
— Milks, 239
— Powders, 242
— Soap Powder, 652
Toilet Soaps, 650
— Vinegars, 244
To Keep Files Clean, 339
— — Flaxseed Free from Bugs, 424
— — Flies from Fresh Paint, 501
— — Ice in Small Quantities, 402
— — India Ink Liquid, 407
— — Liquid Paint in Workable Condition, 501
— Keep Machinery Bright, 624
Tolidol Developer, 52
To Loosen a Glass Stopper, 700
— a Rusty Screw in a Watch Movement, 738
Tomato Bouillon Extract, 212
Tombac Volor on Brass, 130
To Make a Belt Pull, 106
— — a Clock Strike Correctly, 738
— — a Transparent Cement for Glass, 29
— — Cider, 180
— — Corks Impermeable and Acid-proof, 10
— — Fat Oil Gold Size, 382
— — Holes in Thin Glass, 372
— — Loose Nails in Walls Rigid, 399
— — or Enlarge a Dial Hole, 737
— — Plush Adhere to Metal, 590
— Matt Gilt Articles, 432
— Mend Grindstones, 386
— — Wedgwood Mortars, 29
Toning Baths, 540
— — for Silver Bromide Paper, 541
— Black Inks, 409
Tonka Extract, 319
— Its Detection in Vanilla Extracts, 714
Tool Lubricant, 461
— Setting, 708
Tools, Rust Prevention, 625
Toothache, 709
Tooth Cements, 163
— Paste to be put in Collapsible Tubes, 257
— Pastes, Powders, and Washes, 251
— Powder for Children, 255
— Powders and Pastes, 253
— Soaps and Pastes, 257
— Straightening, 737
To Overcome Odors in Freshly Prepared Rooms, 400
— Paint Wrought Iron with Graphite, 496
— Paste Paper on Smooth Iron, 37
— Pickle Black Iron-plate Scrap Before Enameling, 305
— Polish Delicate Objects, 599
— — Paintings on Wood, 600
— Prepare Polishing Cloths, 599
— Preserve Beef, 360
— — Furs, 368
— — Milk, 606
— — Steel from Rust, 199
— Prevent Crawling of Paints, 490
— — Dimming of Eyeglasses, etc., 376
— — Glue from Cracking, 10
— — Screws from Rusting and Becoming Fast, 629
— — Smoke from Flashlight, 552
— — the Adhesion of Modeling Sand to Castings, 150
— — the Trickling of Burning Candles, 145
— — Wood Warping, 781
— — Wooden Vessels from Leaking, 446
— Produce Fine Leaves of Metal, 473
— Protect Papered Walls from Vermin, 401
— — Zinc Roofing from Rust, 626
— Purify Bismuth, 380
— Put an Edge on Steel Tools, 686
— Quickly Remove a Ring from a Swollen Finger, 431
— Reblack Clock Hands, 738
— Recognize Whether an Article is Gilt, 383
— Recover Gold-leaf Waste, 381
— Reduce Engravings, 310
To Reduce Photographs, 548
— Refine Board Sweepings, 432
— Remedy Worn Pinions from Watches, 738
— Remove a Name from a Dial, 207
— — Aniline Stains, 185
— — from Ceilings, etc., 190
— — Balsam Stains, 194
— — Black Letters from White Enameled Signs, 639
— — Burnt Oil from Hardened Steel, 686
— — Enamel and Tin Solder, 188
— — Fragments of Steel from Other Metals, 687
— — Finger Marks from Books, etc., 186
— — Glue from Glass, 208
— — Gold from Silver, 382
— — Grease Spots from Marble, 197
— — Hard Grease, Paint, etc., from Machinery, 200
— — Ink Stains on Silver, 201
— — Nitric-acid Stains, 185
— — Oil-paint Spots from Glass, 209
— — Oil-paint Spots from Sandstones, 198
— — Old Enamel, 189
— — Old Oil, Paint, or Varnish Coats, 187
— — Paint, Varnish, etc., from Wood, 188
— — Putty, Grease, etc., from Plate Glass, 206
— — Pyro Stains from the Fingers, 555
— — Red (Aniline) Ink, 190
— — Rust from Instruments, 199
— — Rust from Iron Utensils, 198
— — Rust from Nickel, 199, 203
— — Silver Plating, 203
— — Silver Stains from White Fabrics, 193
— — Soft Solder from Gold, 383
— — Spots from Drawings, 206
— — Spots from Tracing Cloth, 192
— — Stains from the Hands, 184
— — Stains of Sulphate, 186
— — Strains in Metal by Heating, 686
— — Varnish from Metal, 188
— — Vegetable Growth from Buildings, 209
— — Water Stains from Varnished Furniture, 188
— — Vaseline Stains from Clothing, 192
— Render Aniline Colors Soluble in Water, 274
— — Fine Cracks in Tools Visible, 686
— — Gum Arabic More Adhesive, 43
— — Negatives Permanent, 553
— — Pale Gold Darker, 383
— — Shrunken Wooden Casks Watertight, 149
— — Window Panes Opaque, 375
— Renew Old Silks, 274
— Renovate and Brighten Russet and Yellow Shoes, 633
— — Brick Walls, 190
— — Old Oil Paintings, 488
— — Straw Hats, 187
— Repair a Dial, etc., with Enamel Applied Cold, 737
— — a Repeating Clock-bell, 737
— — Enameled Signs, 304
— — Meerschaum Pipes, 469
— Restore Brushes, 141
— — Patent Leather Dash, 452
To Restore Reddened Carbolic Acid, 147
— — the Color of a Gold or Gilt Dial, 207
— — Burnt Steel, 686
Tortoise-shell Polishes, 593
To Scale Cast Iron, 204
— Scent Advertising Matter, 510
— Separate Rusty Pieces, 625
— Silver Brass, Bronze, Copper, 587
— — Glass Balls and Plate Glass, 587
— Silver-plate Metals, 588
— Soften Glaziers’ Putty, 607
— — Horn, 397
— — Iron Castings, 427
— — Old Whitewash, 762
— Solder a Piece of Hardened Steel, 665
— Stop Leakage in Iron Hot-Water Pipes, 446
— Sweeten Rancid Butter, 143
— Take Boiling Lead in the Mouth, 612
— Tell Genuine Meerschaum, 469
— Temper Small Coil Springs and Tools, 683
— Test Extract of Licorice, 458
— — Fruit Juices and Syrups for Aniline Colors, 321
— — Fruit Juices for Salicylic Acid, 321
— — the Color to See if it is Precipitating, 277
— Tighten a Ruby Pin, 738
— Toughen China, 173
— Transfer Designs, 710
— — Engravings, 710
— Turn Blueprints Brown, 542
— Utilize Drill Chips, 686
Touchstone, Aquafortis for the, 383
Toughening Leather, 455
To Weaken a Balance Spring, 733
— Whiten Flannels, 446
— — Iron, 427
— Widen a Jewel Hole, 431
Tracing-cloth Cleaners, 194
Tracing Cloth, Removing Spots from, 192
Tracing, How to Clean, 194
— Paper, 503
Tragacanth, Mucilage of, 42
Transfer Processes, 710
Transparencies, 709
Transparent Candles, 145
— Brick Glaze, 167
— Ground Glass, 373
— Photographs, 545
— Soaps, 652
Trays, Varnish for, 727
Treacle Beer, 119
Treatment and Utilization of Rubber Scraps, 621
— of Bunions, 224
— of Carbolic-acid Burns, 147
— of Cast-iron Grave Crosses, 202
— of Corns, 225
— of Damp Walls, 400
— of Fresh Plaster, 564
— of Newly Laid Linoleum, 459
— of the Grindstone, 386
Tricks with Fire, 608
Triple Extract Perfumery, 518
— Pewter, 75
Tubs: to Render Shrunken Tubs Water-tight, 149
Turmeric in Food, 352
Turpentine Stains, 784
Turquoises, Restoration of the Color of, 432
Turtle (Mock) Extract, 212
Twine, 711
— Strong, 223
Two-solution Ink Remover, 189
Type Metal, 78
Typewriter Ribbon Inks, 413
— Ribbons, 711
U
Udder Inflammation, 731
Unclassified Alloys, 80
— Dyers’ Recipes, 273
Unclean Lenses, 456
Uninflammable Celluloid, 157
United States Weights and Measures, 758
Uniting Glass with Horn, 17
— Rubber and Leather, 22
Universal Cement, 31
— Cleaner, 209
Urine, Detection of Albumen, 44
Utensils, Capacities of, 703
— to Remove Rust, 198
Utilization of Waste Material or By-products, 673
V
Valves, 711
Vanilla, 713
— Substitute, 714
Vanillin, 713
Vaseline Pomade, 228
— Stains, to Remove, 192
Vasolimentum, 728
Varnish and Paint Remover, 188
— Bookbinders’, 720
— Brushes at Rest, 141
— for Bicycles, 719
— for Blackboards, 720
— for Floors, 724
— for Trays and Tinware, 727
— Gums Used in Making, 715
— How to Pour Out, 153
— Making, Linseed Oil for, 483
— Manufacturing Hints, 715
— Removers, 187
— Substitutes, 727
Varnished Paper, 506
— Engravers’, 723
— Insulating, 426
— Photographic Retouching, 543
Varnishing, Rules for, 717
Vat Enamels and Varnishes, 721
Vegetable Acids, Poison, 92
Vegetables, Canned, 352
Vehicle for Oil Colors, 560
Venetian Paste, 39
Vermilion Grease Paint, 229
Vermin Killer, 422
Very Hard Silver Solder, 663
Veterinary Dose Table, 729
— Formulas, 728
Vichy, 740
— Salt, 628
— Color for Ammonia, 91
— Cream, 115
— Dye for Silk or Wool, 270
— — for Straw Bonnets, 270
— Flavor for Candy, 217
— Ink, 417
— Poudre de Riz Powder, 242
— Sachet, 510
— Smelling Salts, 510
— Talc, 510
— — Powder, 243
— Tooth Powder, 252
— Water, 520
— Witch Hazel, 245
Vinaigre Rouge, 244
— Toilet, 244
Viscose, 159
Vogel’s Composition Files, 64
Voice Lozenges, 219
Vulcanization of Rubber, 622
W
Wagon and Axle Greases, 462
Wall Cleaners, 190
Wall-paper Dyes, 278
— — Removal of, 400
Wall-paper Paste, 39
Wall Priming, 501
— Waterproofing, 741
Walls, Damp, 400
— Hard-finished, 499
Walnut, 783
Warming Bottle, 127
Warping, Prevention of, 781
Warts, 736
Washes, Nail-cleaning, 227
Washing Blankets, 399
— Brushes, 141
— Fluids and Powders, 445
— of Light Silk Goods, 639
Waste, Photographic, Its Disposition, 534
Watch Chains, to Clean, 206
Watch-dial Cements, 20
Watch Gilding, 738
Watch-lid Cement, 20
Watchmakers’ Alloys, 736
— and Jewelers’ Cleaning Preparations, 206
— Formulas, 736
— Oil, 738
Watch Manufacturers’ Alloys, 736
— Movements, Palladium Plating of, 583
Waterproof and Acid-proof Pastes, 38
— Cements for Glass, Stoneware, and Metal, 21
— Coatings, 742
— Glues, 13
— Harness Composition, 451
— Ink, 417
— Paints, 491
— Papers, 505
— Putties, 608
— Ropes, 753
— Shoe Dressings, 634
— Stiffening for Straw Hats, 187
— Varnish for Beach Shoes, 635
— Wood, 753
Waterproofing, 741
— Blue Prints, 741
— Brick Arches, 741
— Canvas, 742
— Cellars, 400
— Corks, 742
— Fabrics, 742
— Leather, 750
— Paper, 751
Water- and Acid-resisting Paint, 499
Water-closets, Deodorants for, 263
Water, Copper, 221
— Filters for, 339
Water-glass Cements, 19
Water Glass in Stereochromatic Painting, 688
— Jackets, Anti-freezing Solutions for, 363
— Natural and Artificial, 739
— Purification, Alum Process of, 340
— Spots, Priming for, 501
— Stains, 784
Water Stirred Yellow, Scarlet and Colorless, 612
Water-tight Casks, 149
— Glass, 373
— — Roofs, 373
“Water Tone” Platinum Paper, 529
— to Freeze, 616
— Varnish, 544
Waters, Toilet, 244
Wax, 753
— Burning, Trick, 611
— for Bottles, 553
— for Ironing, 444
— for Linoleum, 459
— Paper, 505
Waxes for Floors, Furniture, etc., 754
Weather Forecasters, 756
Weatherproofing, 499
— Casts, 565
Weed Killers, 262
Weights and Measures, 757
— of Eggs, 284
Weiss Beer, 119
Welding Compound, 687
— Powder to Weld Steel on Wrought Iron at Pale-red Heat, 761
— Powders, 761
Westphalian Cheese, 177
Wheel Grease, 462
Whetstones, 761
White Brass, 55
— Bricks, 164
— Coating for Signs, etc., 490
— Cosmetique, 228
— Face Powder, 243
— Flint Glass Containing Lead, 373
— Furniture, Enamel for, 722
— Glass for Ordinary Molded Bottles, 373
— Glazes, 167
White-gold Plates Without Solder, 384
White Grease Paints, 229
— Ink, 417
— Metals, 78
White-metal Alloys, 79
White Metals Based on Copper, 79
— — Based on Platinum, 79
— Pine and Tar Syrup, 320
— Petroleum Jelly, 462
— Portland Cement, 162
— Rose Perfumery, 518
— Shoe Dressing, 635
— Solder for Silver, 434
— Stamping Ink, 417
— — — — for Embroidery, 411
— Vitriol, Poison, 97
Whitewash, 761
— to Remove, 190
Whiting, 761
Whooping-cough Remedies, 211
Wild-cherry Balsam, 103
— Extract, 321
Wiltshire Cheese, 177
Window-cleaning Compound, 208
Window Display, 762
— Panes, Cleaning, 208
— — Opaque, to Render, 375
— Perfume, 762
— Polishes, 593
Windows, Frosted, 376
— to Prevent Dimming of, 376
Wine Color Dye, 270
Wines and Liquors, 762
— Medicinal, 771
— Removal of Musty Taste, 771
Winter Beverages, 117
Wintergreen, to Distinguish Methyl Salicylate from Oil of, 771
Wire Hardening, 684
— Rope, 771
Witch-hazel Creams, 238
— Jelly, 228
— Violet, 245
Wood, 772
— Acid-proof, 9
— Cements, 26
— Chlorine-proofing, 9
— Fillers, 773
— Fireproofing, 342
Wooden Gears, 463
Wood Gilding, 580
— Polishes, 598
— Pulp, Fireproofing, 343
— Securing Metals to, 37
— — Stain for, 781
— Substitutes for, 785
— Warping, to Prevent, 781
— Waterproofing, 753
Wood’s Metal, 64
Woodwork, Cleaning, 194
Wool Oil, 485
— Silk, or Straw Bleaching, 120
— to Clean, 273
Woorara Poison, 97
Worcestershire Sauce, 213
Working of Sheet Aluminum, 83
Worm Powder for Stock, 732
Wrapping Paper for Silverware, 506
Wrinkles, Removal of, 231, 233
Writing Inks, 414
— on Ivory, Glass, etc., 405
— on Zinc, 405
— Restoring Faded, 786
Y
Yama, 116
Yeast, 786
— and Fertilizers, 339
Yellow Coloring for Beverages, 119
— Dye for Cotton, 271
— — for Silk, 271
— Hard Solders, 658
— Ink, 417
— Orange and Bronze Dyes, 271
— Stain for Wood, 784
Ylang-Ylang Perfume, 518
Yolk of Egg as an Emulsifier, 290
York Cheese, 177
Z
Zapon, 728
— for Impregnating Paper, 506
— Varnishes, 728
Zinc, 49
— Alloys, 80
— Amalgam for Electric Batteries, 89
— — for Dentists’ Zinc, 163
— Amalgams, Applications of, 87
— Articles, Bronzing, 136
— — to Clean, 203
— Contact Silver-plating, 589
— Etching, 323
— Gilding, 580
Zinc-Nickel, 80
Zinc Plates, Coppering, 573
— Poison, 97
— to Clean, 205
Original spelling and grammar are generally retained, with some exceptions noted below. Original page numbers look like this: {36}. Scanned page images of the original book are available from archive.org, search for henleystwentieth00hiscrich. Illustrations have been moved from within paragraphs to nearby locations between paragraphs. The transcriber produced the cover image and hereby places it in the public domain. Large curly brackets “{}” intended to combine information over more than one line of text have been removed, replaced by appropriate text to retain the original meaning.
Return to page 9.
Page 25. The phrase “add the flower” was changed to “add the flour”.
Page 27. Changed egg, in “Have the broken egg very clean” to edge.
Page 47. There’re probably a word or two missing from the phrase “Thus, in melting lead and tin together for solder, rosin or tallow is thrown upon the surface is rubbed with sal ammoniac”, which has been retained as printed.
Page 48. There may be an error in the phrase “alloys containing aluminum, magnetism, chromium”, retained as printed.
Page 81. Changed “finally elutriated graphite” to “finely elutriated graphite”.
Page 167. “Chain clay” is retained, though it may be wrong.
Page 349. A paragraph of Caution about hydrochloric acid was originally printed as an ordinary paragraph in the middle of a list of Reagents. Herein, this paragraph has been converted to a footnote, and moved below the list.
Page 409. Removed the extra drachms; from “and Prussian blue, each 5 drachms; drachms;”.
Page 470. Changed acquer to lacquer, in “with a thin spirit or zapon acquer”.
Page 502. There are evidently a word or two missing from the phrase “water, 3 ounces; 4 ounces (avoirdupois);”.
Page 506. The meaning of “allowing to settle forweeks.” is not clear.
Page 529. The scanned image of the first paragraph of page 529 was unclear in a small area. Guesswork was required.
Page 530. The phrase “pense and flat” was changed to “dense and flat”.
Page 619. In the first table on the page, the amount printed for “Rubber” was blank. In this edition, “[ ]” indicates this.
Page 624. “The crude oil [. . .] are”, changed to “The crude oil [. . .] is”.
Page 658. In the phrase "of copper will meet at 1,940°", meet was changed to melt.
Page 700. The phrase “2 parts of tried suet” is retained.
Page 703. The sentence "Three tablespoonfuls weigh 1/4 pound." is retained. Other similar errors are retained.
Page 748. The phrase “conferring water: resisting powers” was changed to “conferring water resisting powers”
Pages 787–807. The Index as originally printed uses white space indents to combine information on multiple lines. It is sometimes obscure, and possibly inconsistent. Many of the entries indent about 7% of column width per word meant to be repeated. The entry starting with “Wood Gilding” on page 807 is an example of inconsistency: the 14% indent for the sixth line “Stain for” evidently refers back to the first line, so that “Wood Gilding,” is to be understood as repeated, but more often, it seems, the indents refer back to the line immediately preceeding. In this edition, the white space indents have been converted to em dashes, one dash per word to be understood as repeated.
Page 797. The link for Lichen Removers is changed from page 4 to page 209.