The Project Gutenberg EBook of The Development of Armor-piercing Shells, by
Carlos de Zafra
This eBook is for the use of anyone anywhere at no cost and with
almost no restrictions whatsoever. You may copy it, give it away or
re-use it under the terms of the Project Gutenberg License included
with this eBook or online at www.gutenberg.org
Title: The Development of Armor-piercing Shells
with Suggestions for their Improvement
Author: Carlos de Zafra
Release Date: August 25, 2010 [EBook #33535]
Language: English
Character set encoding: ISO-8859-1
*** START OF THIS PROJECT GUTENBERG EBOOK DEVELOPMENT OF ARMOR-PIERCING SHELLS ***
Produced by The Online Distributed Proofreading Team at
https://www.pgdp.net
Historical
The manufacture of projectiles to meet the requirements of the modern science of warfare has been brought to its present high stage of development through a long series of experiments based, at first, more upon theory than perhaps any other branch of engineering.
In the days of wooden vessels very little thought was given to the actual physical properties of the then cast iron spherical mass. The gun was the agent upon which depended the ability of the projectile to penetrate. The projectile, being confronted by so slight a resisting material as wood, was distorted or physically affected to practically no degree by the resisting medium. When fighting yard-arm to yard-arm the power of the gun was sufficient to fully penetrate the enemy, while at long ranges considerable damage would be executed without in the least impairing, by the shock of impact (which was inconsiderable as compared with modern conditions) the physical condition of the shot.
In the days of the all-wood vessel the guns were of the smooth-bore class divided into various types with nomenclature according to the size or weight of the shot, very much as they are today, i.e., 3-pounder, 6-pounder, 4-inch, 10-inch, etc.
A general review of the gradual development of projectiles will be found beneficial and helpful to a more complete understanding of the complexities involved in overcoming the present day difficulties.
In the smooth-bore gun spherical shot was used. This was by no means a tight fitting device. Upon firing the gun considerable powder pressure was lost through the rapid escape of the gases past the shot between it and the bore of the gun. This would most naturally be expected since at best the surface of contact between the shot and the bore would be only a circular line quickly eliminated or worn away through friction under the high temperature of the burning gases behind the shot. The most obvious way to eliminate that wearing away of the bearing surface was to increase it, in doing which the escape of gas past the projectile would be greatly checked, and the gas pressure behind the projectile increased (exerting, thereby, a greater propelling force) and imparting to the projectile greater velocity, increased momentum, and consequent increased penetration. But an increase in the bearing surface of the shot necessitated an alteration in its shape introducing difficulties affecting the accuracy of its passage through the air.
It was not an appreciation of any ineffectiveness in the early shot that first brought about a realization of the importance of obtaining the highest possible results from the material at hand, for no difficulty was experienced in penetrating the early wooden barriers. But with the introduction of rail-road and boiler iron and anchor chains along the sides of the vessels of war as a protection it was demonstrated that the old round shot previously most effective at the same range was now of little consequence. Armored vessels, though crude as was their armor, could with impunity run up along side a wooden enemy and demand immediate surrender with immediate destruction as the penalty for non-compliance. It is only necessary to refer to the Naval History of the Civil War of the United States for the most convincing proof that this was so.
Thus began one of the greatest industrial wars of the World—the Battle of Guns and Armor, which has been constantly waged through years of international peace and prosperity, and is destined to continue indefinitely or until the Utopian days of Universal Disarmament and everlasting peace arrive.
Early Developments
With the change from the spherical to the longitudinal projectile, difficulties in securing accuracy of flight arose not previously existing. It was found that the elongated projectile would tumble or revolve about its transverse axis during its flight, also wobble or describe a cork screw or spiral trajectory—capital defects requiring immediate attention.
The principle of the gyroscope to the effect that a body would maintain any desired position while revolving at a high rate about the proper axis was known and it was found desirable to adopt this principle in some practical manner to the development and improvement of the projectile. It was believed that were it possible to give a high rotative speed to the projectile about its major axis the desired object of keeping that axis co-incident with the vertical plane of the trajectory would be accomplished.
Among the first steps towards the development of the modern rifled artillery and elongated projectile we find certain improvements to have originated in the small arms pieces. In his "Report on the Art of War in Europe in 1854, 1855, and 1856" Colonel R. Delafield, U.S.A., gives the first reference of immediate importance to the subject in question. The small arms bullet was of lead which readily adapted itself to such configuration as was desired. Great contrariety of opinion existed as to the best form of ball and principle, even, by which it was caused to partake of the rifle twist of the gun barrel. The following are some of the first forms and methods adopted and are worthy of consideration:
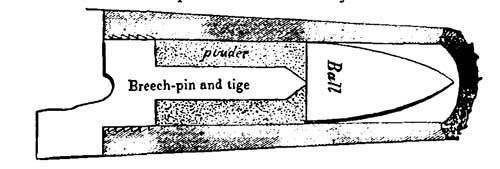
Fig. 1
Among the French and some others the "tige principle" was employed. It consisted in forcing the base of the ball open so "as to fit the bore and rifle grooves by driving it on a projecting spike in the bottom of the gun attached to the breech, and rising through the charge of powder," as in Fig. 1. For this purpose a countersunk rammer head to fit over the head of the ball had to be used.
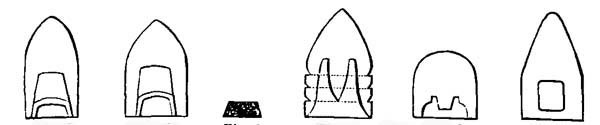
| Fig. 2 | Fig. 3 | Fig. 4 | Fig. 5 | Fig. 6 | Fig. 7 |
In the English Enfield rifle a form of ball was used consisting of a hollow cup or cone in the bored-out base of the ball (Figs. 2 and 3) the action of the powder driving this cup into the ball causing it to expand and take the rifling. Iron cups were used in the Crimea but because of occasionally cutting off and leaving in the bore a ring of lead were discarded for solid wood or papier maché cups (Fig. 4). Figs. 5 and 6 show forms of hollow base balls used by the French and Russians, in which the direct action of the powder on the base caused the sought for expansion into the rifling.
The Russians at Sebastopol employed also a fourth principle consisting of two short projections or lugs on the cylindrical part of the solid ball to engage in two grooves cut in the bore of the gun. Its proportions are illustrated by Fig. 7.

| Fig. 8 | Fig. 9 | Fig. 10 | Fig. 11 | Fig. 12 | Fig. 13 |
The modifications of the preceding forms, shown in Figs. 8 and 9 were used in the Crimea by the Sardinian army which also used a smoothbore musket with solid ball as per Fig. 10. The French army Zouaves used a solid cylindro-conical grooved ball, as in Fig. 11, in a tige rifle.
The 1856 Austrian rifle used a solid cylindro-conical ball, "with two deep grooves cut in the cylindrical part such that the parts between the grooves are forced together and outwards, or upset by the explosion of the powder, to fill the bore and the rifle grooves," as in Fig. 12. Fig. 13 illustrates the same principle as used by the Saxon army.

| Fig. 14 | Fig. 15 | Fig. 16 | Fig. 17 | Fig. 18 |
Other forms used at the time by the various Powers are illustrated in Figs. 14, 15, 16, 17, and 18. But it was an open question as to which was the best form, no Power being fully satisfied.
It may be noted here that as the breech-loading rifle had not up to this time been sufficiently perfected, all the above bullets were for muzzle loading rifles. Breech-loading arms had been known for over two centuries but were as yet unreliable, clumsy, and generally imperfect.
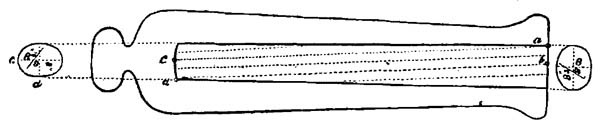
Fig. 19. The Lancaster Gun.
The early methods adopted in the construction of cannon to impart to the projectile the desired rotary motion are as interesting as the early methods adopted in the construction of the projectile. Heavy rifled artillery was introduced in 1856 against Cronstadt. The English artillery at Sebastopol used the Lancaster Gun, illustrated in Fig. 19. The form of the bore section of this gun was that of an ellipse of 8" and 85/8" diameters, the bore being generated by the section of such an elipse making a revolution of about one-quarter turn in the length of the bore, the center of the section always co-incident with the longitudinal axis of the gun, forming thereby a continuous elliptical cylinder, the greater axis at the muzzle lying in the vertical plane and gradually becoming horizontal at the breech section, or in other words, the whole length and section of the bore was a rifle twist of one quarter of a turn in its length.
The projectile was a wrought iron shell of the form and size indicated in Fig. 20, as ascertained by measurement of one found in the trenches at Sebastopol.
The use of these guns in the siege was by no means satisfactory, giving neither precision of fire nor extraordinary range, while the gun more often failed by bursting than other types. The principle, however, met with favor and was studied and improved upon.
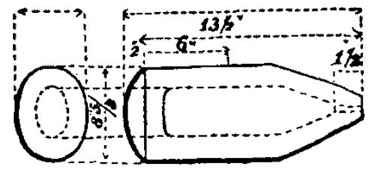
Another method of applying the rifle principle to heavy guns consisted in casting a segment of a sphere (nearly) on the side of the cylinder part of the shot with corresponding grooves in the bore of the gun, making about one turn in twenty feet. It is somewhat like the principle of the solid musket ball, Fig. 7 with a difference in the shape of the projections, as shown in the annexed Fig. 21, giving the form and size (nearly) of the shot.
Guns of this pattern were adopted for many of the gunboats fitted out by France for operations in the Baltic in 1856, some with four and others with two guns each.
| Fig. 21 | Fig. 22 |
The bore of the gun had a circular section of 6½" diameter with two grooves cut in it, as shown in Fig. 22, which in the length of the bore had a twist equal to one turn in six meters.
| Fig. 23 | Fig. 24 |
Figures 23 and 24 represent cast iron shot "of very peculiar shape, intended apparently, as a substitute for the rifle groove. They were cylinders of about four inches diameter, with a flattened spherical head from which three spiral openings communicate with the open interior of the cylinder. The cylindrical part was formed with grooves...."
The Modern Type of Gun
From these earliest examples the development of artillery has been gradual until the present day of the built-up gun with an energy and range undreamed of in the earlier days. The built-up gun of today has attained to a calibre of 16 inches, a length of nearly 50 feet, a weight of 124 tons, and an extreme range at 42° elevation of 20.9 miles with a maximum height of trajectory of over 5¾ miles. The projectile, too, has increased in size from a few pounds to the one ton or 2,240-pound mass used in the above gun. The energy imparted to it at the muzzle amounts to 6,408-foot tons assuring a penetration at the muzzle of 33.8 inches of steel, or at 3,500 yards of 27.5 inches, the muzzle velocity being 1,975-foot-seconds and powder charge 640 pounds of smokeless. The maximum pressure in the powder chamber allowed is 37,000 pounds per square inch.
Briefly the modern gun is a built-up piece, constructed by fitting or shrinking super-imposed hoops or cylinders one over the other in size and number as diagramatically explained in Fig. 25, sufficient to re-inforce the bore to withstand the varied pressures.

Fig. 25. 13-inch B.L.R. (Total Length, 40 feet.)
Fig. 26
The twist or rotary motion is imparted to the projectile by means of the "rifling" in the bore. Fig. 26 shows the cross-section of an 8-inch gun with the dimensions of the rifling, which is composed of two elements, the "groove" or spiral cut made in the bore and the "land" or space between two adjacent grooves. To take these grooves "rotating bands" of soft metal, generally copper, are fitted to the projectile as will be explained under "Manufacture of Projectiles."
Classification of Projectiles
Projectiles are classified according to their calibre, type of gun for which they are intended, material of which they are made, etc., as per the following scheme used in the U.S. Army for marking cases of projectiles:
| { | Cast steel | |||||
| Inch | { | Rifle | { | Cast iron | ||
| { | Mortar | { | Common steel | { | Shot | |
| { | Armor piercing | { | Shell | |||
| { | { Rendable A.P. |
| Weight empty—Lbs. |
| Capped or uncapped |
| or |
| Capped and grooved for base cover |
| or |
|
Uncapped and grooved for base cover
Base } Fuze Point } |
Manufacture of Projectiles
While a high state of development has been attained in the manufacture of armor-piercing shells attention will be confined to their manufacture in so much as the methods for improvement hereinafter suggested are intended to affect the physical and not the chemical properties of the material, and are, therefore, applicable to all projectiles in which the stresses to be resisted exceed the resisting powers of the projectiles as at present manufactured.
The function to be performed by an armor-piercing shell is that of fully penetrating, without disruption to itself, an armor plate in thickness equal to, at least, the calibre of the shell in question, and then be in condition for effective bursting.
The following extracts from the Army and Navy specifications pertain to:
Material and Workmanship
(Art 20, O. D., U.S.A.)
The projectiles must be of forged steel, sound, and free from cracks, seams, and other defects 1.
The base plugs must be of forged steel, annealed after forging or tempering, free from seams, cracks, and other defects, and have the following physical properties:
| Elastic limit | 50,000 to 60,000 | pounds | |
| Tensile strength | 90,000 to 100,000 | " | |
| Elongation | 18 per cent. | ||
| Contraction | 25 " " |
The projectiles shall be machine-finished, before treatment, as close to the prescribed dimensions as may be consistent with that operation, and must, if necessary, be finally finished to the prescribed dimensions within the allowed variations.
Cylindrical tensile-test specimens with diameter of stem of 0.505 inch will be used in all cases when the piece is sufficiently thick to finish the stem to that dimension; when not, the inspectors will determine the exact form or diameter of the specimens to be used, the largest practicable being used, considering the piece under test. A length of stem between gauge marks of 2 inches will be used in all cases where the elongation is to be taken.
1 Italics are those of the author and refer to defects which it is the object of his design and method of manufacture to remedy.
Capping
(Art. 21, O. D., U.S.A.)
All steel projectiles shall be fitted, when required, with a cap of soft steel placed upon the point, 2 the caps to be of the dimensions shown on the approved drawings and secured in a manner satisfactory to the Chief of Ordnance by means of a groove, to be turned on the head of the projectile prior to tempering.
The steel for the cap must show a tensile strength not to exceed 60,000 pounds per square inch, an elongation after rupture of not less than 30 per cent, and a reduction in area of not less than 45 per cent on standard specimens, 2 inches long between measuring points and 0.505 inch in diameter. These caps will be thoroughly annealed before being placed upon the projectiles and will be free from cracks and all other defects.
2 See Frontispiece.
Test for Detection of Holes, Cracks, Etc.
(Art. 27, O. D., U.S.A.)
After the submission of a lot to the inspector for selection of samples for ballistic test, and before final delivery, the projectiles must be subjected to an interior hydraulic pressure of 500 pounds per square inch for one minute. All projectiles in which holes, cracks, or any unsoundness are developed by this test will be rejected.
Tensile Test
(Art. 28, O. D., U.S.A.)
After forging, the projectiles shall be annealed at a temperature of at least 1,200° F.; and after being annealed, tangential test specimens shall be taken from the base or base prolonged of 2 per cent of the projectiles from each lot selected at random by the inspector.
The tensile strength of the projectiles in a lot shall not vary more than 20,000 pounds from the highest to the lowest.
Chemical Test
(Art. 30, O. D., U.S.A.)
A careful and complete chemical analysis shall be made of the metal of each heat from which the projectiles are manufactured under these specifications.
Tests for the Detection of Initial Strains Bordering on Rupture
(Art. 31, O. D., U.S.A.)
After final treatment and before acceptance for the ballistic test, all A.P. shot must be cooled to a temperature of about 40° F., and then suddenly heated by being plunged into a bath of water at a temperature of from 180° F. to 212° F., as the Chief of Ordnance may direct. When thoroughly heated to this temperature each projectile must be plunged, with its axis horizontal, halfway into a bath of water at a temperature not greater than 40° F., and after a brief period shall be turned 180° for a like immersion of the opposite side, after which the projectile shall be removed from the bath.
This test shall be made in the presence of the inspector, and an interval of at least three days must elapse between the final treatment and the submission of the projectiles to this test. This test is not required for shell.
Ballistic Test
(Art. 32, O. D., U.S.A.)
Each lot of projectiles shall be subjected to the following ballistic test:
After a final treatment and on presentation of the entire lot for the ballistic test, the inspector shall select three projectiles to represent the lot, which shall be finished, inspected and delivered in the same manner as required for the rest of the lot.
(a) Armor-piercing shot. Two capped shot, sandloaded to standard weight, shall be fired against a hard-faced Krupp armor plate from 1 to 1½ calibres thick, secured to a timber backing in a manner satisfactory to the Chief of Ordnance, with about the corresponding velocity given by the following table, with the requirement that the shot shall perforate the plate unbroken and then be in condition for effective bursting.
If both projectiles fulfill the above test, the lot will be accepted.
If, one of the shots fails to pass the test here prescribed, a supplementary test shall be made by firing the third shot under the same conditions as the first two shot; if this passes the test as prescribed above, the lot shall be accepted; if it fails to do this, the lot shall not be accepted.
|
Calibre of
shot |
Weight
of shot |
Thickness
of plate |
Velocity for
penetration |
| 4-inch | 333 |
{ 4-inch
{ 5-inch |
1,930
2,295 |
| 4.7-inch | 453 | 5-inch | 2,220 |
| 5-inch | 58 |
{ 5-inch
{ 6-inch |
2,005
2,320 |
| 6-inch | 106 |
{ 6-inch
{ 8-inch |
1,950
2,450 |
| 8-inch | 316 |
{ 8-inch
{ 10-inch |
1,760
2,100 |
| 10-inch | 604 |
{ 10-inch
{ 12-inch |
1,745
2,020 |
| 12-inch | 1,046 | 12-inch | 1,730 |
3 Weight uncapped.
For intermediate thickness the velocity shall be determined by interpolation.
(b) Armor-piercing shell. Two capped shell, sandloaded to standard weight, shall be fired against a hard-faced Harveyized armor plate secure to a timber backing in a manner satisfactory to the Chief of Ordnance, of 3-inches thickness for 5-inch and 6-inch shell, 4-inches for 8-inch shell, 5-inches for 10-inch shell, and 6-inches for 12-inch shell, with a velocity 4 of about 1,420 f.s. for the 5-inch shell, 1,220 f.s. for the 6-inch shell and 920 f.s. for the 8-inch, 10-inch and 12-inch shell at impact, with the requirement that the shell shall go through the plate unbroken, and then be in a condition for effective bursting.
4 The weight of powder charge to give the prescribed velocity will be determined shortly before the test, cast iron projectiles of proper weight being fired for the purpose; this weight of charge will be taken as giving the prescribed velocity to the projectiles undergoing test.
(c) 12-inch deck piercing shell. Two shell, sandfilled to standard weight, will be fired with a striking velocity sufficient to pass completely through a 4½-inch nickel-steel protective-deck plate inclined so as to give an angle of impact of 60 degrees, and to be supported by a suitable backing of wood; or both shell shall be subjected to such alternate ballistic test as the Department may judge to be an equivalent to the above in its effect upon the projectile.
The nickel-steel protective-deck plate shall be manufactured by the open-hearth process and shall contain about 3¼ per cent of nickel, not more than six one-hundredths of one per cent of phosphorous; not more than four one-hundredths of one per cent of sulphur, shall be the best composition in all respects.
It shall be oil or water tempered and annealed, and the whole plate shall be subjected to the same treatment at the same time.
Tensile test will be made after final treatment. One longitudinal specimen for tensile test will be taken from each plate. Each shall show a tensile strength of at least 80,000 pounds per square inch and an elongation in 2 inches of at least 27 per cent.
Bending tests will be made as follows: A piece cut from the plate shall be doubled cold around a curve of which the diameter is not more than the thickness of the piece tested without showing any cracks. The ends of the piece are to be parallel after bending. These specimens shall be 12 inches long, 1½ inches wide, and 1 inch thick.
At the discretion of the inspector, bending specimens ½ inch square taken with a hollow drill, may be substituted. Such specimens must bend cold to 180 degrees flat, without sign of fracture on outer surface.
(d) 12-inch Torpedo Shell. Two shell, sandloaded to standard weight, will be fired from a gun or mortar into a sand butt with a pressure in the powder chamber of about 37,000 pounds per square inch to test structural ability.
If the shell are found not seriously deformed by discharge from the piece and in a condition for effective bursting, the lot will be accepted.
If any of the shell fail to pass this test, the lot will be rejected.
The following extract from the "Circulars and Specifications of the Navy Department concerning Armor Plate and Appurtenances for Vessels of the U.S. Navy," (April 22, 1907) while pertaining to another subject, will be pardoned if introduced here for the purpose of demonstrating the seemingly paradoxical requirements a manufacturer is called upon to meet:
(Par. 60.) The ballistic test for acceptance of armor shall be made as strictly as practicable in accordance with the following tables, the Department reserving the right to use guns of other calibres than designated for any plate if it is deemed advisable.
In the test of armor of Class A there shall be three impacts with striking velocities as given in the following table, capped armor-piercing projectiles being used:
|
Wt. of shell
capped Pounds |
Calibre
of gun Inches |
Thickness
of plates Inches |
Striking
velocity Ft.-seconds |
| 105 | 6 | 5 | 1,451 |
| 105 | 6 | 6 | 1,648 |
| 105 | 6 | 7 | 1,836 |
| 165 | 7 | 6 | 1,464 |
| 165 | 7 | 7 | 1,631 |
| 165 | 7 | 8 | ,791 |
| 260 | 8 | 7 | 1,459 |
| 260 | 8 | 8 | 1,603 |
| 260 | 8 | 9 | 1,741 |
| 510 | 10 | 9 | 1,458 |
| 510 | 10 | 10 | 1,568 |
| 510 | 10 | 11 | 1,676 |
| 870 | 12 | 11 | 1,424 |
| 870 | 12 | 12 | 1,514 |
The first impact shall be located near the central portion of the plate, and the other two impacts shall be located as directed by the Bureau; no impact, however, to be nearer another impact or an edge of the plate than 3½ calibres of the projectile used.
On these three impacts no projectile or fragment thereof shall get entirely through the plate and backing, nor shall any through crack develop to an edge of the plate or to another impact.
From the above it is seen that a manufacturer supplying both armor-plate and shell to the Government is called upon to produce a shell with sufficient integrity to completely penetrate, and without breaking up, his armor-plate of sufficient thickness to resist that shell.
The capping of projectiles consists in placing over the point a cone or mass of metal of comparative softness. In the United States services soft steel is used for the purpose. Authorities disagree as to the exact function which the cap plays, some claiming it to act as a lubricating metal facilitating the passage of the projectile, others claim that it gives an initial shock to the armor-plate before the shell proper has struck it, which latter then strikes the plate in a state of molecular unrest, and, therefore, of impaired resisting power. Firing tests of shell at armor-plate at oblique angles have proven the capped shell superior, which would indicate that the cap in this instance at any rate is capable of securing a hold on the plate which the bare point of the shell cannot, in so much as uncapped shells glance off. At any rate capped projectiles are, on the whole, superior to the uncapped and the practice of capping is recommended as an additional advantage when used in conjunction with the improvements here-in-after described.
At a specified distance from the base of the shell a groove or band-score is turned for the rotation band. For projectiles under 7-inches calibre, pure copper is usually employed, but for larger calibre an alloy of 97½ per cent of pure copper and 2½ per cent of nickel is used and is annealed before banding. The rough bands are in a form of solid rings cut from drawn tubes or cylindrical castings, and must be carefully hammered into the score or preferably pressed in by hydraulic pressure and finally turned to proper size, shape, and finish.
Their use has been previously described and the improvements in armor-piercing shells hereinafter described are based upon a study of the stresses sustained by a projectile upon impact while rotating about its major axis at the high rotative velocity which the engaging of these bands with the rifling of the gun has imparted to the shell.
The following table compiled by the author gives the rotative velocities of various projectiles:
|
Calibre
Inches |
Wt., lbs.
Projectile |
Muz. Vel.
Ft. Secs. |
R.P.S. | R.P.M. |
Muz. Engy.
Ft. Tons |
Type of
Gun |
| 3 | 12 | 870 | 139 | 8,340 | 63 | Hotchkiss |
| 3.2 | 13.5 | 1,685 | 253 | 15,180 | 266 | Field '90 |
| 3.6 | 20 | 1,550 | 206 | 12,360 | 333 | " 1891 |
| 3.6 | 20 | 650 | 86 | 5,160 | 59 | Mortar 1890 |
| 5 | 45 | 1,830 | 176 | 9,560 | 1,045 | Siege 1890 |
| 7 | 105 | 1,085 | 76 | 4,560 | 853 | Howitzer '90 |
| 7 | 125 | 690 | 49 | 2,940 | 412 | Mortar '92 |
U.S. SEA-COAST LAND SERVICE GUNS
|
Calibre
Inches |
Wt., lbs.
Projectile |
Muz. Vel.
Ft. Secs. |
R.P.S. | R.P.M. |
Muz. Engy.
Ft. Tons |
Type of
Gun |
| 8 | 300 | 1,950 | 111 | 6,660 | 7,907 | 1888M |
| 10 | 575 | 1,975 | 95 | 5,700 | 15,548 | 1888M |
| 12 | 1,000 | 2,100 | 84 | 5,040 | 30,750 | 1902 |
| 16 | 2,370 | 1,975 | 59 | 3,540 | 64,084 | —— |
KRUPP GUNS
|
Calibre
Inches |
Wt., lbs.
Projectile |
Muz. Vel.
Ft. Secs. |
R.P.S. | R.P.M. |
Muz. Engy.
Ft. Tons |
Type of
Gun |
| 6 | —— | 2,600 | 192 | 15,520 | —— | —— |
| —— | —— | 3,000 | 222 | 13,320 | —— | —— |
| 8 | —— | 2,200 | 133 | 7,980 | —— | —— |
| 10 | —— | 2,250 | 108 | 6,480 | —— | —— |
| 12 | —— | 2,250 | 90 | 6,400 | —— | —— |
From the above table it will be noted that the R.P.M. are exceedingly high in some cases. Upon the impact of a shell with armor-plate the physical phenomena occur instantaneously and the resultant forces are so great that it is impossible to mechanically record their action. A study of the stresses in the shell can, however, be made on a theoretical basis.
In the first place, if the projectile were twenty calibres in length and of a material offering less resistance to torsional stress than steel and rotated at the high velocities indicated we would find that upon impact the torsion would be plainly evident as per the following:
Assume a projectile A of length twenty calibres, about to penetrate an armor-plate B of thickness sufficient to prevent complete penetration by the shell in question.
Fig. 27
The tendency of the impact is to stop the rotation of the projectile, owing to the friction between the surfaces in contact, but owing to the length of the projectile the point receives this retarding influence before it can be transmitted throughout the body of the shell to its base. The consequent result is that the head will finally come to a stop while the base is still rotating, however slightly that may be.
Theoretically considering the projectile to be composed of a series of discs a line drawn parallel to the major axis, while at rest, would be represented by the line cd. Upon impact, however, the rotative force tends to create a twisting couple with the result that each disc will tend to slide on its preceding disc, so that by the time these twisting couples have been transmitted to the base of the shell the original line cd will have taken some such position as de.
The objection to the present method of forging shells is as a result, the grain or fibre of the metal lies parallel with the major axis of the forging, the forging process causing an elongation of the ingot and the metal grain following the direction of elongation. Consequently any flaws occurring in the material will extend parallel to the grain or major axis. If a flaw remains undiscovered in a finished projectile—as is sometimes the case—the projectile is not only weakened thereby, but the element of weakness lies in such a direction that the compression forces and counterforces produce very much the same results as would a wedge driven into a niche, i.e. the separation of adjacent material. The author is in possession of a shell in which a longitudinal flaw was revealed in the ogive by the cutting away of a longitudinal quarter section, Fig. 28.
Fig. 28. Armor-Piercing Shell. Showing position of flaw.
There are, therefore, two great forces with which to contend in the design of projectiles, to one of which, compression, has been given the greatest attention because of its recognized tendency to cause the base of the shell to crowd upon the head and cause the shell to break up about the ogive. The other force, torsion, seems not to have been considered prior to the present instance, at any rate so far as the author has been able to ascertain, not because thought to be unimportant, but because of oversight or failure on the part of investigators to take into consideration in this instance, an element of reaction commonly considered in mechanical engineering practice, as in shafting for vessels and for power transmission in shops, etc.
The writer maintains that immediately upon impact the metal in a shell assumes a state of physical unrest, due to stresses similar to those in a propeller shaft when in motion, except that in the former case the intensity of the compression stresses greatly exceed those in the latter. Because a shell is only 3½ calibres in length is no criterion that the same stresses do not exist there as would exist in the theoretical projectile considered of twenty calibres, or one of even more exaggerated proportions—there would be merely a difference in the intensity of these stresses.
In a projectile making one complete revolution about its major axis in every twenty-five calibres flight, any one elementary unit area or mass in that shell likewise makes one complete revolution in the same distance of travel, and the path traversed by that unit area or mass is that of a spiral of radius equal to the distance of that unit area or mass from the major axis of the shell, the diameter of which spiral would be the diameter of the shell in question—and the pitch twenty-five calibres—if said unit area were on the surface of the body of the shell.
Upon impact the tendency of this unit area would be to continue its flight along the continuation of that spiral or along the line ed of our theoretical shell of twenty calibres. The result would be for each disc element theoretically considered to crowd upon the next corresponding disc element and these two upon the third corresponding disc element etc., such crowding taking place along the line ed. Therefore the projectile must be designed not only to penetrate, as well as to withstand the great compressional stresses upon the advancing head of the shell but the body of the shell must be so designed as to give a maximum of integrity. The torsional stresses act along ed, and in order to resist these stresses the shell must be so designed that the resisting ability will be increased along that line, re-acting along de.
This the author advocates by means of a "twist forging," in which the grain of the metal will lie co-incident with the lines of the torsional stresses, and by the introduction of spiral ribs lying co-incident also with the lines of the torsional stresses and the grain of the "twist forging" manufactured by a process indicated in the patent herewith appended. By the introduction of the spiral ribs it will be seen that each disc is reinforced to withstand the tendency of the disc behind to crowd upon it and that by means of a properly designed shell of this type the whole energy of the shell can be better transmitted to the point of impact by means of the spiral ribs and twisted grain.
Furthermore, should any flaws be present in the ingot, their size would be reduced by the twisting, as are the spaces between the strands of a rope when twisted in the proper direction for so doing. Also, with a flaw in a finished projectile, and lying in a spiral direction the result of the compression stresses would be to jump across the flaw or to decrease the gap instead of acting wedgelike along the flaw causing it to open as before mentioned. Finally, an increase in integrity means an increase in penetrability, or in the percentage of complete penetration, with the ultimate necessity of increasing the thickness of armor-plate to successfully exclude the improved armor-piercing shell.
No. 863,248.
PATENTED AUG. 13, 1907.
C. DE ZAFRA.
PROJECTILE.
APPLICATION FILED DEC. 10, 1906.
United States Patent Office
Carlos De Zafra, Of New York, N.Y.
Projectile
No. 863,248
Specification of Letters Patent. Patented Aug. 13, 1907.
Application filed December 10, 1906, Serial No. 347,055
To all whom it may concern:
Be it known that I, Carlos de Zafra, a citizen of the United States, residing at New York city, county of New York, and State of New York, have invented certain new and useful Improvements in Projectiles, of which the following is a specification.
My invention, relates to an improved form of explosive shell or other projectile, and more particularly to those projectiles which are reinforced by longitudinal ribs.
It further relates to a method whereby such a projectile may be made.
The object of my invention is to provide a shell having a maximum strength or perforating power, together with a maximum capacity for an explosive charge, and the invention consists in forming the projectile with the fibers or grain of the metal running in a spiral direction from the base of the shell to the top thereof, and in reinforcing the interior of the shell with ribs which shall run in the same direction, starting at the base of the projectile and ending at the top end of the inner chamber.
In the drawings, Figure 1 is a side view of a projectile, the grain or fiber of which is indicated by dotted lines. Fig. 2 is a longitudinal section showing the interior ribs. Fig. 3 is a transverse section on the line 3—3, Fig. 2.
While the tendency to rupture is very much lessened by the use of straight longitudinal ribs on the interior of shells and projectiles of various kinds, yet such a straight longitudinal rib is itself liable to a sheering and disruptive stress along transverse lines when the projectile strikes, due to the rotative inertia of the projectile in its flight.
The aim of my invention is to provide ribs which will be coincident with the rotative travel of the shell so that when the point of the projectile enters an armor plate, the stress of this sudden stoppage of rotation will be taken up along the fiber or grain of the shell and by the spiral ribs therein. Thus the sheering tendency of the metal in the walls of the shell is greatly reduced and greater strength is given to resist the tendency of the rear end of the shell to twist off, due to the rotatory course when the head of the shell is embedded in an armor plate.
Like letters in the figures designate like parts.
A represents the shell, and B the fuse, B´ being the rotating band which is secured on the shell near the base in the usual way. The hollow portion of the shell consists of a chamber C extending from the base to the forward end of the shell. The walls of this chamber are provided with the ribs D extending from the base to the point of the chamber in a spiral direction. In the drawings, I have shown the pitch of this spiral as one quarter turn in the length of the chamber, but it is to be understood that I may use a greater or less pitch without departing in any way from my invention.
I have shown a pitch of one quarter turn particularly for purposes of illustration, as if a greater pitch had been used the section Fig. 2 would not have shown any one rib entirely.
As will be seen by Fig. 1, the grain or fiber of the metal is also twisted spirally in accordance with the pitch of the ribs D, in this case a quarter turn from the rear end of the projectile to its point.
In order to manufacture a projectile of this character I have devised the following method which I deem preferable, though I do not wish to limit myself thereto. This consists first in casting an ingot from which the solid forging is to be produced. Previous to, during or after the process of forging, the ingot is twisted in a torsion apparatus, one end of the ingot being held fixed while the other end is being rotated by any suitable rotative gripping mechanism through an arc of the number of degrees desired. This will result in what I term a "twist forging" in which the grain or fiber will lie in any predetermined or desired spiral direction or pitch. The spiral ribs which are to lie in the direction preferably parallel to the grain or fiber of the metal may now be formed by the boring process similar to that employed in the rifling of modern artillery.
My projectile might also be formed by forming the shell with the ribs running longitudinally there along in a direct line from front to rear and with the fiber of the metal also running in a direct line parallel with the ribs. The projectile might then be reheated for forging and while being forged the rear could be held in any suitable gripping device and the forward end be rotated, as before explained. Thus the fiber of the shell and the interior ribs will both be given the spiral twist desired.
It will be seen that with either of these processes the fiber of the shell and the spiral ribs lie parallel to each other and are most perfectly formed to resist the shock of impact, the reaction of which will be along the line coincident with the resultant of the angular or rotative and the trajectoral velocities, which line will lie parallel with the spiral ribs, the pitch of such fiber and ribs having been predetermined by suitable calculation.
The above described methods while not claimed herein are to form the subject-matter of a separate application.
Having described my invention what I claim is:
1. A projectile provided with a chamber extending along its length, the walls of said chamber being provided with longitudinal ribs extending in a spiral direction from the base of the chamber to the forward end thereof.
2. A projectile provided with a chamber extending along its length, the forward end of said chamber being pointed, the walls of said chamber being provided with longitudinal ribs extending in a spiral direction from the base of the chamber to the point thereof.
3. A projectile having the fibers of its material twisted in a spiral direction from the base of said projectile to the end thereof.
4. A projectile having the fibers of its material twisted in a spiral direction from the base of said projectile to the end thereof, said projectile having a central chamber, the walls of which are provided with longitudinal ribs extending in a spiral direction from the base of the chamber to the point thereof.
In testimony whereof, I have signed my name to this specification in the presence of two subscribing witnesses, this sixth day of December, 1906.
Carlos de Zafra.
Witnesses:
Emilo Belari,
Emma Roderick.
Bibliography
Ordnance and GunneryBruff
Test Book of Ordnance and GunneryIngersoll
Report on the Art of War in Europe—1854-1855-1856Col. R. Delafield, U.S.A.
Journal of the U.S. Artillery
The Scientific American
Specifications of the Bureau of Ordnance, U.S. Navy Department
Specifications of the Ordnance Department, U.S. Army
The de Zafra Improved Armor-Piercing Shell
End of the Project Gutenberg EBook of The Development of Armor-piercing
Shells, by Carlos de Zafra
*** END OF THIS PROJECT GUTENBERG EBOOK DEVELOPMENT OF ARMOR-PIERCING SHELLS ***
***** This file should be named 33535-h.htm or 33535-h.zip *****
This and all associated files of various formats will be found in:
https://www.gutenberg.org/3/3/5/3/33535/
Produced by The Online Distributed Proofreading Team at
https://www.pgdp.net
Updated editions will replace the previous one--the old editions
will be renamed.
Creating the works from public domain print editions means that no
one owns a United States copyright in these works, so the Foundation
(and you!) can copy and distribute it in the United States without
permission and without paying copyright royalties. Special rules,
set forth in the General Terms of Use part of this license, apply to
copying and distributing Project Gutenberg-tm electronic works to
protect the PROJECT GUTENBERG-tm concept and trademark. Project
Gutenberg is a registered trademark, and may not be used if you
charge for the eBooks, unless you receive specific permission. If you
do not charge anything for copies of this eBook, complying with the
rules is very easy. You may use this eBook for nearly any purpose
such as creation of derivative works, reports, performances and
research. They may be modified and printed and given away--you may do
practically ANYTHING with public domain eBooks. Redistribution is
subject to the trademark license, especially commercial
redistribution.
*** START: FULL LICENSE ***
THE FULL PROJECT GUTENBERG LICENSE
PLEASE READ THIS BEFORE YOU DISTRIBUTE OR USE THIS WORK
To protect the Project Gutenberg-tm mission of promoting the free
distribution of electronic works, by using or distributing this work
(or any other work associated in any way with the phrase "Project
Gutenberg"), you agree to comply with all the terms of the Full Project
Gutenberg-tm License (available with this file or online at
https://gutenberg.org/license).
Section 1. General Terms of Use and Redistributing Project Gutenberg-tm
electronic works
1.A. By reading or using any part of this Project Gutenberg-tm
electronic work, you indicate that you have read, understand, agree to
and accept all the terms of this license and intellectual property
(trademark/copyright) agreement. If you do not agree to abide by all
the terms of this agreement, you must cease using and return or destroy
all copies of Project Gutenberg-tm electronic works in your possession.
If you paid a fee for obtaining a copy of or access to a Project
Gutenberg-tm electronic work and you do not agree to be bound by the
terms of this agreement, you may obtain a refund from the person or
entity to whom you paid the fee as set forth in paragraph 1.E.8.
1.B. "Project Gutenberg" is a registered trademark. It may only be
used on or associated in any way with an electronic work by people who
agree to be bound by the terms of this agreement. There are a few
things that you can do with most Project Gutenberg-tm electronic works
even without complying with the full terms of this agreement. See
paragraph 1.C below. There are a lot of things you can do with Project
Gutenberg-tm electronic works if you follow the terms of this agreement
and help preserve free future access to Project Gutenberg-tm electronic
works. See paragraph 1.E below.
1.C. The Project Gutenberg Literary Archive Foundation ("the Foundation"
or PGLAF), owns a compilation copyright in the collection of Project
Gutenberg-tm electronic works. Nearly all the individual works in the
collection are in the public domain in the United States. If an
individual work is in the public domain in the United States and you are
located in the United States, we do not claim a right to prevent you from
copying, distributing, performing, displaying or creating derivative
works based on the work as long as all references to Project Gutenberg
are removed. Of course, we hope that you will support the Project
Gutenberg-tm mission of promoting free access to electronic works by
freely sharing Project Gutenberg-tm works in compliance with the terms of
this agreement for keeping the Project Gutenberg-tm name associated with
the work. You can easily comply with the terms of this agreement by
keeping this work in the same format with its attached full Project
Gutenberg-tm License when you share it without charge with others.
1.D. The copyright laws of the place where you are located also govern
what you can do with this work. Copyright laws in most countries are in
a constant state of change. If you are outside the United States, check
the laws of your country in addition to the terms of this agreement
before downloading, copying, displaying, performing, distributing or
creating derivative works based on this work or any other Project
Gutenberg-tm work. The Foundation makes no representations concerning
the copyright status of any work in any country outside the United
States.
1.E. Unless you have removed all references to Project Gutenberg:
1.E.1. The following sentence, with active links to, or other immediate
access to, the full Project Gutenberg-tm License must appear prominently
whenever any copy of a Project Gutenberg-tm work (any work on which the
phrase "Project Gutenberg" appears, or with which the phrase "Project
Gutenberg" is associated) is accessed, displayed, performed, viewed,
copied or distributed:
This eBook is for the use of anyone anywhere at no cost and with
almost no restrictions whatsoever. You may copy it, give it away or
re-use it under the terms of the Project Gutenberg License included
with this eBook or online at www.gutenberg.org
1.E.2. If an individual Project Gutenberg-tm electronic work is derived
from the public domain (does not contain a notice indicating that it is
posted with permission of the copyright holder), the work can be copied
and distributed to anyone in the United States without paying any fees
or charges. If you are redistributing or providing access to a work
with the phrase "Project Gutenberg" associated with or appearing on the
work, you must comply either with the requirements of paragraphs 1.E.1
through 1.E.7 or obtain permission for the use of the work and the
Project Gutenberg-tm trademark as set forth in paragraphs 1.E.8 or
1.E.9.
1.E.3. If an individual Project Gutenberg-tm electronic work is posted
with the permission of the copyright holder, your use and distribution
must comply with both paragraphs 1.E.1 through 1.E.7 and any additional
terms imposed by the copyright holder. Additional terms will be linked
to the Project Gutenberg-tm License for all works posted with the
permission of the copyright holder found at the beginning of this work.
1.E.4. Do not unlink or detach or remove the full Project Gutenberg-tm
License terms from this work, or any files containing a part of this
work or any other work associated with Project Gutenberg-tm.
1.E.5. Do not copy, display, perform, distribute or redistribute this
electronic work, or any part of this electronic work, without
prominently displaying the sentence set forth in paragraph 1.E.1 with
active links or immediate access to the full terms of the Project
Gutenberg-tm License.
1.E.6. You may convert to and distribute this work in any binary,
compressed, marked up, nonproprietary or proprietary form, including any
word processing or hypertext form. However, if you provide access to or
distribute copies of a Project Gutenberg-tm work in a format other than
"Plain Vanilla ASCII" or other format used in the official version
posted on the official Project Gutenberg-tm web site (www.gutenberg.org),
you must, at no additional cost, fee or expense to the user, provide a
copy, a means of exporting a copy, or a means of obtaining a copy upon
request, of the work in its original "Plain Vanilla ASCII" or other
form. Any alternate format must include the full Project Gutenberg-tm
License as specified in paragraph 1.E.1.
1.E.7. Do not charge a fee for access to, viewing, displaying,
performing, copying or distributing any Project Gutenberg-tm works
unless you comply with paragraph 1.E.8 or 1.E.9.
1.E.8. You may charge a reasonable fee for copies of or providing
access to or distributing Project Gutenberg-tm electronic works provided
that
- You pay a royalty fee of 20% of the gross profits you derive from
the use of Project Gutenberg-tm works calculated using the method
you already use to calculate your applicable taxes. The fee is
owed to the owner of the Project Gutenberg-tm trademark, but he
has agreed to donate royalties under this paragraph to the
Project Gutenberg Literary Archive Foundation. Royalty payments
must be paid within 60 days following each date on which you
prepare (or are legally required to prepare) your periodic tax
returns. Royalty payments should be clearly marked as such and
sent to the Project Gutenberg Literary Archive Foundation at the
address specified in Section 4, "Information about donations to
the Project Gutenberg Literary Archive Foundation."
- You provide a full refund of any money paid by a user who notifies
you in writing (or by e-mail) within 30 days of receipt that s/he
does not agree to the terms of the full Project Gutenberg-tm
License. You must require such a user to return or
destroy all copies of the works possessed in a physical medium
and discontinue all use of and all access to other copies of
Project Gutenberg-tm works.
- You provide, in accordance with paragraph 1.F.3, a full refund of any
money paid for a work or a replacement copy, if a defect in the
electronic work is discovered and reported to you within 90 days
of receipt of the work.
- You comply with all other terms of this agreement for free
distribution of Project Gutenberg-tm works.
1.E.9. If you wish to charge a fee or distribute a Project Gutenberg-tm
electronic work or group of works on different terms than are set
forth in this agreement, you must obtain permission in writing from
both the Project Gutenberg Literary Archive Foundation and Michael
Hart, the owner of the Project Gutenberg-tm trademark. Contact the
Foundation as set forth in Section 3 below.
1.F.
1.F.1. Project Gutenberg volunteers and employees expend considerable
effort to identify, do copyright research on, transcribe and proofread
public domain works in creating the Project Gutenberg-tm
collection. Despite these efforts, Project Gutenberg-tm electronic
works, and the medium on which they may be stored, may contain
"Defects," such as, but not limited to, incomplete, inaccurate or
corrupt data, transcription errors, a copyright or other intellectual
property infringement, a defective or damaged disk or other medium, a
computer virus, or computer codes that damage or cannot be read by
your equipment.
1.F.2. LIMITED WARRANTY, DISCLAIMER OF DAMAGES - Except for the "Right
of Replacement or Refund" described in paragraph 1.F.3, the Project
Gutenberg Literary Archive Foundation, the owner of the Project
Gutenberg-tm trademark, and any other party distributing a Project
Gutenberg-tm electronic work under this agreement, disclaim all
liability to you for damages, costs and expenses, including legal
fees. YOU AGREE THAT YOU HAVE NO REMEDIES FOR NEGLIGENCE, STRICT
LIABILITY, BREACH OF WARRANTY OR BREACH OF CONTRACT EXCEPT THOSE
PROVIDED IN PARAGRAPH 1.F.3. YOU AGREE THAT THE FOUNDATION, THE
TRADEMARK OWNER, AND ANY DISTRIBUTOR UNDER THIS AGREEMENT WILL NOT BE
LIABLE TO YOU FOR ACTUAL, DIRECT, INDIRECT, CONSEQUENTIAL, PUNITIVE OR
INCIDENTAL DAMAGES EVEN IF YOU GIVE NOTICE OF THE POSSIBILITY OF SUCH
DAMAGE.
1.F.3. LIMITED RIGHT OF REPLACEMENT OR REFUND - If you discover a
defect in this electronic work within 90 days of receiving it, you can
receive a refund of the money (if any) you paid for it by sending a
written explanation to the person you received the work from. If you
received the work on a physical medium, you must return the medium with
your written explanation. The person or entity that provided you with
the defective work may elect to provide a replacement copy in lieu of a
refund. If you received the work electronically, the person or entity
providing it to you may choose to give you a second opportunity to
receive the work electronically in lieu of a refund. If the second copy
is also defective, you may demand a refund in writing without further
opportunities to fix the problem.
1.F.4. Except for the limited right of replacement or refund set forth
in paragraph 1.F.3, this work is provided to you 'AS-IS' WITH NO OTHER
WARRANTIES OF ANY KIND, EXPRESS OR IMPLIED, INCLUDING BUT NOT LIMITED TO
WARRANTIES OF MERCHANTIBILITY OR FITNESS FOR ANY PURPOSE.
1.F.5. Some states do not allow disclaimers of certain implied
warranties or the exclusion or limitation of certain types of damages.
If any disclaimer or limitation set forth in this agreement violates the
law of the state applicable to this agreement, the agreement shall be
interpreted to make the maximum disclaimer or limitation permitted by
the applicable state law. The invalidity or unenforceability of any
provision of this agreement shall not void the remaining provisions.
1.F.6. INDEMNITY - You agree to indemnify and hold the Foundation, the
trademark owner, any agent or employee of the Foundation, anyone
providing copies of Project Gutenberg-tm electronic works in accordance
with this agreement, and any volunteers associated with the production,
promotion and distribution of Project Gutenberg-tm electronic works,
harmless from all liability, costs and expenses, including legal fees,
that arise directly or indirectly from any of the following which you do
or cause to occur: (a) distribution of this or any Project Gutenberg-tm
work, (b) alteration, modification, or additions or deletions to any
Project Gutenberg-tm work, and (c) any Defect you cause.
Section 2. Information about the Mission of Project Gutenberg-tm
Project Gutenberg-tm is synonymous with the free distribution of
electronic works in formats readable by the widest variety of computers
including obsolete, old, middle-aged and new computers. It exists
because of the efforts of hundreds of volunteers and donations from
people in all walks of life.
Volunteers and financial support to provide volunteers with the
assistance they need are critical to reaching Project Gutenberg-tm's
goals and ensuring that the Project Gutenberg-tm collection will
remain freely available for generations to come. In 2001, the Project
Gutenberg Literary Archive Foundation was created to provide a secure
and permanent future for Project Gutenberg-tm and future generations.
To learn more about the Project Gutenberg Literary Archive Foundation
and how your efforts and donations can help, see Sections 3 and 4
and the Foundation web page at https://www.pglaf.org.
Section 3. Information about the Project Gutenberg Literary Archive
Foundation
The Project Gutenberg Literary Archive Foundation is a non profit
501(c)(3) educational corporation organized under the laws of the
state of Mississippi and granted tax exempt status by the Internal
Revenue Service. The Foundation's EIN or federal tax identification
number is 64-6221541. Its 501(c)(3) letter is posted at
https://pglaf.org/fundraising. Contributions to the Project Gutenberg
Literary Archive Foundation are tax deductible to the full extent
permitted by U.S. federal laws and your state's laws.
The Foundation's principal office is located at 4557 Melan Dr. S.
Fairbanks, AK, 99712., but its volunteers and employees are scattered
throughout numerous locations. Its business office is located at
809 North 1500 West, Salt Lake City, UT 84116, (801) 596-1887, email
business@pglaf.org. Email contact links and up to date contact
information can be found at the Foundation's web site and official
page at https://pglaf.org
For additional contact information:
Dr. Gregory B. Newby
Chief Executive and Director
gbnewby@pglaf.org
Section 4. Information about Donations to the Project Gutenberg
Literary Archive Foundation
Project Gutenberg-tm depends upon and cannot survive without wide
spread public support and donations to carry out its mission of
increasing the number of public domain and licensed works that can be
freely distributed in machine readable form accessible by the widest
array of equipment including outdated equipment. Many small donations
($1 to $5,000) are particularly important to maintaining tax exempt
status with the IRS.
The Foundation is committed to complying with the laws regulating
charities and charitable donations in all 50 states of the United
States. Compliance requirements are not uniform and it takes a
considerable effort, much paperwork and many fees to meet and keep up
with these requirements. We do not solicit donations in locations
where we have not received written confirmation of compliance. To
SEND DONATIONS or determine the status of compliance for any
particular state visit https://pglaf.org
While we cannot and do not solicit contributions from states where we
have not met the solicitation requirements, we know of no prohibition
against accepting unsolicited donations from donors in such states who
approach us with offers to donate.
International donations are gratefully accepted, but we cannot make
any statements concerning tax treatment of donations received from
outside the United States. U.S. laws alone swamp our small staff.
Please check the Project Gutenberg Web pages for current donation
methods and addresses. Donations are accepted in a number of other
ways including including checks, online payments and credit card
donations. To donate, please visit: https://pglaf.org/donate
Section 5. General Information About Project Gutenberg-tm electronic
works.
Professor Michael S. Hart was the originator of the Project Gutenberg-tm
concept of a library of electronic works that could be freely shared
with anyone. For thirty years, he produced and distributed Project
Gutenberg-tm eBooks with only a loose network of volunteer support.
Project Gutenberg-tm eBooks are often created from several printed
editions, all of which are confirmed as Public Domain in the U.S.
unless a copyright notice is included. Thus, we do not necessarily
keep eBooks in compliance with any particular paper edition.
Most people start at our Web site which has the main PG search facility:
https://www.gutenberg.org
This Web site includes information about Project Gutenberg-tm,
including how to make donations to the Project Gutenberg Literary
Archive Foundation, how to help produce our new eBooks, and how to
subscribe to our email newsletter to hear about new eBooks.