The Project Gutenberg EBook of The American Practical Brewer and Tanner, by Joseph Coppinger This eBook is for the use of anyone anywhere at no cost and with almost no restrictions whatsoever. You may copy it, give it away or re-use it under the terms of the Project Gutenberg License included with this eBook or online at www.gutenberg.org Title: The American Practical Brewer and Tanner Author: Joseph Coppinger Release Date: February 25, 2007 [EBook #20663] Language: English Character set encoding: ISO-8859-1 *** START OF THIS PROJECT GUTENBERG EBOOK PRACTICAL BREWER AND TANNER *** Produced by Robert Cicconetti and the Online Distributed Proofreading Team at https://www.pgdp.net
Transcriber's Note: Part of the last sentence in Footnote 6 is illegible and has been marked [remainder of text is illegible]. In addition, the Contents were moved from the rear to the front of this text for the convenience of the reader.
| Page. | |
| Advertisement | 3 |
| Preface | 5 |
| The best position for placing a brewery and malt house, also the best aspect, with different arrangements of the vessels | 11 |
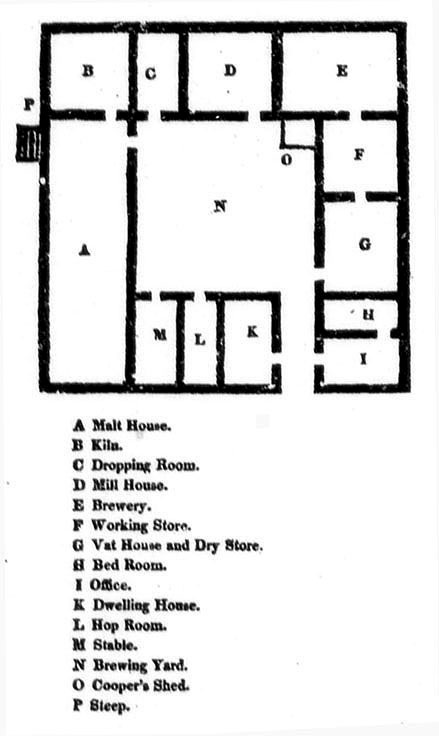
| A description of the form and plan of a brewery, distribution of the vessels; the most judicious and convenient manner of placing them, with a view to economy, cleanliness, and effect | 13 |
| Malt house, the best construction of, with proper barley lofts, dropping room, and flooring, how, and in what manner made, and best likely to last | 18 |
| Wooden kilns, how constructed | 23 |
| A new and economical construction of vats for keeping beer, which, in this way, may be rendered fire proof, whilst at the same time possessing the temperature of the best cellars, although above ground | 29 |
| Grinding, how substituted for | 31 |
| Malting | 33 |
| Plain practical process of malting | 44 |
| Malting winter barley | 50 |
| Malting oats | ib. |
| Malting rye | ib. |
| Malting wheat | ib. |
| Indian corn, how malted | 51 |
| Fermentation | 54 |
| Hops, how cultivated | 99 |
| Barley cultivation | 109 |
| Table beer | 112 |
| Small beer for shipping | 113 |
| Keeping table beer | 114 |
| Small beer of the best kind | 116 |
| Another method to brew small beer | 118 |
| Another process for brewing small beer | 120 |
| Single ale and table beer | 123 |
| Strong beer | 126 |
| Table beer, English method of brewing it | 129 |
| Unboiled beer | 131 |
| Strong beer, brewed with the extract of hops, leaving out the substance | 134 |
| Table beer for housekeepers, well worth their attention | 136 |
| Fermenting and cleansing in the same vessel | 138 |
| Plate of the worker | 139 |
| A new method of fermenting strong beer, that will produce a pure and good liquor | 140 |
| Process of brewing Windsor ale, on a small scale | 142 |
| Reading beer, how brewed | 145 |
| Two-penny amber beer, as brewed in London | 147 |
| London ale, how brewed | 149 |
| Windsor ale, on a large scale | 151 |
| Welsh ale, how brewed | 154 |
| Wirtemberg ale | 156 |
| Hock | 158 |
| Scurvy grass ale | 160 |
| Dorchester ale | 162 |
| Porter | 165 |
| Porter process No. I. | 167 |
| Porter process No. II. | 170 |
| Porter process No. III. | 172 |
| Porter malt | 174 |
| Porter colouring | 176 |
| Strong beer | 182 |
| Filtering operation (with a Plate) | 189 |
| Returned beer, how to make the most of | 193 |
| To Bring several sorts of beer, when mixed, to one uniform taste | 194 |
| Finings, the best method of preparing them | 195 |
| Heading | 197 |
| Bottling beer | 198 |
| Brewing coppers, the best method of setting them | 202 |
| Pumps, the best construction of, and how freed from ice in winter | 205 |
| Cleansing casks | 208 |
| To make mead wine | 210 |
| To make ginger wine | 212 |
| To make currant wine | 213 |
| Yest, how prepared to keep good in any climate | 214 |
| To make a substitute for brewer's yest | 217 |
| Another method | 218 |
| Another method | 220 |
| Process of making and preparing claret wine for shipping, as practiced in Bordeaux and its neighbourhood | 221 |
| Brewing company | 227 |
| The author's notice about plans and sections of elevation for breweries and malt houses | 230 |
| French mode of tanning | 232 |
In the Advertisement, 4th page, 6th line, first word, for wine read vine; and in the next line, first word, for it read its produce.
In page 25, 25th line, the last word should be omitted, and read thus, malt or grain intended to be dried on it, requiring less fuel, &c.
In page 36, 25th line, first word, for proportion read preparation.
BE IT REMEMBERED, that on the fourteenth day of September, in the fortieth year of the independence of the United States of America, Joseph Coppinger of the said district, has deposited in this office the title of a book, the right whereof he claims as proprietor, in the words and figures following, to wit:
"The American Practical Brewer and Tanner: in which is exhibited the whole process of Brewing without boiling; Brewing Strong Beer with the extract only of the Hop, leaving out the substance; a simple method of giving new Beer all the qualities of age, thereby rendering it fit for the Bottle before it is three weeks old; a simple method of preventing Beer bursting the Bottle; an economical mode of constructing Vats above ground, possessing the temperature of the best Cellars, and thus rendered fireproof; an economical mode by which every Housekeeper may brew his own Beer; a method of brewing good Beer from Bran and Shorts, and of preserving it; the Bordeaux method of making and preparing Claret Wine for shipping, which may be successfully applied to the vines of this country, particularly those of Kaskaskias; the best method and season for malting Indian Corn, from which alone good Beer can be made, a process highly important to Brewers; the best mode of raising Hops; the best mode of preparing Seed Barley for sowing; best construction of Breweries and Malt Houses in this country; the French mode of tanning the heaviest Soal Leather in twenty-one days, and Calf Skins in three or four—highly important.
By Joseph Coppinger, Practical Brewer."
In conformity to the act of the Congress of the United States, entitled "An act for the encouragement of learning, by securing the copies of maps, charts, and books to the authors and proprietors of such copies, during the times therein mentioned;" and also to an act entitled "an act, supplementary to an act, entitled an act for the encouragement of learning, by securing the copies of maps, charts, and books, to the authors and proprietors of such copies, during the times therein mentioned, and extending the benefits thereof to the arts of designing, engraving, and etching historical and other prints."
THERON RUDD,
Clerk of the Southern District of New-York.
Since writing the Preface, I have been induced to make an addition to this little work, in order to increase its usefulness, by giving the French mode of tanning, as practised by the famous Mr. Seguine. Of such importance did the Academy of Arts and Sciences at Paris consider this improvement, that they thought it worth while to appoint a committee of their own members to go down to one of the provinces where this gentleman resides, and there, on the spot, superintend his operations, which they did with minute attention; and it is from the journal of their reports to the academy, that the different processes of tanning leather in this ingenious artist's way are here given; an improvement that can, no doubt, be successfully applied to that important manufacture in this country, affording the tanner the opportunity of turning his capital twelve or fourteen times in a year, instead of once. This single advantage alone so forcibly recommends its adoption, particularly in a country like ours, where capital is scarce, that further comment is unnecessary. I have also added the Bordeaux method of making and preparing claret wine for shipping, as practised in that city and its vicinity; which practice may possibly hereafter be successfully applied to the red wines of this country. The more so, when it is known that in the reign of Louis XVI., the merchants of Bordeaux presented a memorial to that monarch, praying him to put a stop to the importation of the wines of Kaskaskias into France, as likely, if permitted, to be injurious to the trade of Bordeaux. There was at that time a College of Jesuits established in that country, the superiors of which caused the wine to be cultivated with great success, and quantities of it were at that time sent to France. As that territory is now in our possession, and its soil and climate peculiarly favourable to the growth of the grape, which is indigenous there, may it not be an object well worth the attention of our government, to encourage and improve the growth of the wine in that section of the union; which wise measure would, probably, in a few years, supply our own consumption, and leave a considerable surplus for exportation. To offer an apology for giving these subjects a place in this publication, seems wholly unnecessary, when their importance is considered.
Brewing, in every country, whose soil and climate are congenial to the production of the raw materials, should be ranked among the first objects of its domestic and political economy. If any person doubt the truth of this position, I have only to request him to cast an eye on England, where the brewing capital is estimated at more than fifteen millions sterling; and the gross annual revenue, arising from this capital, at seven million five hundred thousand pounds sterling, including the hop, malt, and extract duties. Notwithstanding this enormous excise of 50 per cent. on the brewing capital, what immense fortunes have been made, and are daily making, in that country, as well as in Ireland and Scotland, by the intelligent and judicious practice of this more than useful art. Yet how much stronger inducements for similar establishments in this country, where we have no duty on the raw materials, or the extract;[1] and where the important article of hops is raised in as high perfection as in any part of Europe, and often for one third of the price paid in England. But a still more important consideration is the health and morals of our population, which appears to be essentially connected with the progress of the brewing trade. In proof of this assertion, I will beg leave to state a well known fact; which is, that in proportion as the consumption of malt liquors have increased in our large towns and cities, in that proportion has the health of our fellow citizens improved, and epidemics and intermittents, become less frequent. The same observation holds good as respects the country, where it is well known that those families that brew their own beer, and make a free use of it through the summer are, in general, all healthy, and preserve their colour; whilst their less fortunate neighbours, who do not use beer at all, are devoured by fevers and intermittents. These facts will be less doubted, when it is known that yest, properly administered, has been found singularly successful in the cure of fevers. This the practice of the Rev. Doctor Townsend, in England, places beyond all doubt, where he states, that in fifty fever cases that occurred in his own parish, (some of which were of the most malignant kind,) he only missed a cure in two or three, by administering yest. Having considered the produce of the brewery as it is connected with health, we may, with equal propriety, say it is not less so with morals; and its encouragement and extension, as an object of great national importance, cannot be too strongly recommended, as the most natural and effectual remedy to the too great use of ardent spirits, the baneful effects of which are too generally known, and too extensively felt, to need any particular description here. The farmer and the merchant will alike find their account in encouraging and improving the produce of the brewery. The farmer can raise no crop that will pay him better than hops; as, under proper management, he may reasonably expect to clear, of a good year, one hundred dollars per acre. Barley will also prove a good crop, if proper attention be paid to seed, soil, and time of sowing. The merchant will alike find his account in encouraging the brewery, from the many advantages derivable from an extensive export of its produce to the East and West Indies, South America, the Brazils, but particularly to Russia, where good beer is in great demand; large quantities are annually sent there from England, at a much higher rate, it may be presumed, than we could afford to supply them from this country. All these considerations united seem forcibly to recommend giving the breweries of the United States every possible encouragement and extension. Here, it is but justice to state, that the brewers of New-York deserve much credit for the high improvement they have made in the quality of their malt liquors within a few years, which seem to justify the hope that they will continue these advances to excellence, until they realise the opinion of Combrune and others, that it is possible to produce a "malt wine."
Cleanliness being as essential in the brewery as in the dairy, it is of the greatest importance, never to lose sight of it in every part of the operations, and particularly in selecting the ground and soil to place a brewery on. The situation to be preferred should be an elevated one, and the soil either sand or gravel, as it is of great importance in the preservation of beer that the cellars be dry and sufficiently ventilated by windows properly disposed. If the cellars of the brewery be under ground, it would be very desirable to have them kept sweet and clean by properly constructed sewers, without which, pumping by a hand or a horse power is a poor substitute, as by this means (which we find too common in breweries) the washings of the cellars have time to become putrid, particularly in summer, emitting the most offensive and unwholesome effluvia, contaminating the atmosphere, and frequently endangering both the health and lives of the workmen. This is a serious evil, and should in all cases, as much as possible, be avoided. It is true, there are times, when a choice of situation cannot be made; in that case, circumstances must be submitted to, and people do the best they can. The cellars and coolers of the breweries in this country should have a northern aspect, and the cellars principally ventilated from east to west. The windows on the south side of cellars should be always close shut in summer, and only occasionally opened in winter; the floors of cellars should be paved with either tile or brick, these being more susceptible of being kept clean than either pavement or flags, and not so subject to get out of order. Supposing the brewery to have all its cellars above ground, which I conceive to be not only practicable, but, in many cases, preferable to having them under, as more economical, and more cleanly, particularly where vats for keeping strong beer are constructed on the plan herein after recommended, in which it is expected the temperature necessary for keeping beer will be as securely preserved above, as under ground, and the erections so constructed, as not only to be air, but fire proof. (See description of these vats.)
The best plan of a well-constructed brewery I conceive to be that of a hollow, or oblong square, where all is enclosed by one or two gateways, (the latter the most complete,) parallel to each other. The first gateway, forming the brewery entrance, to pass through the dwelling house; the second, or corresponding gateway, to pass through the opposite side of the square, into an outer yard, well enclosed with walls and sheds, containing cooper's shop, &c. where all the empty casks might be securely preserved from the injury of wind and weather. This yard should be further sufficiently large to afford room for a hay reek, firewood, dung, &c. The brewery office should be placed in the passage of the outer gateway, so that every thing going in and out might be seen by those who are in the office. The dwelling house, vat house, and working store, to form one side of the brewery. The malt house, another. The kiln house, dropping room, and stable, a third side. The brewery, mill house, and hop room, to form the fourth side; thus completed, it would form a square, and afford security to whatever was contained within it, when the gates are locked. The sky cooler is, generally, the most elevated vessel in the brewery, and when properly constructed, is of great importance in facilitating both brewing and malting operations, as it usually supplies the whole quantity of water wanted in both. It commands the copper, and, of course, all the other vessels of the brewery: it may be so constructed as to form a complete roof to the mill loft, and in that situation be most conveniently placed for being filled from the water cistern, which should be placed contiguous to the mill walk, and so raised to the sky cooler by one or more pumps worked by the mill, with a one, two, or three horse power, according to the length of the lever, and the diameter of the mill. Sky, or water coolers, in general, are square vessels, made of the best two inch pine plank, properly jointed, from twenty to twenty-five feet square, laid on strong joists sufficiently close, and trunneled down (after pressing) with wooden trunnels from end to end, to prevent starting or warping; the joists are supported by a couple of strong beams, equally spaced; the sides of these coolers are generally raised from eighteen inches to two feet; in Europe they are generally leaded on their inside, but this expense may be saved, if they are properly made at first, and afterwards kept constantly full of water. In constructing these coolers, all the joints should be paid with white paint before laying, and the sides bolted, and screwed down; the better and easier to effect which, the thickness of the sides may be three inches after the saw; there should be a roofing all round the sides, to protect them from the weather; the bottom of the sky cooler should command the copper back, which should be made to form the cover of the copper, and to hold a complete charge of the same. These vessels, when properly constructed, are extremely useful in preventing waste and accidents by boiling over, also affording to the brewer, the opportunity of boiling his wort as fiercely as he pleases—a very important advantage in brewing porter and strong beer. A description of this back is not necessary, as every set cooper, who knows his business, is well acquainted with the proper construction of this vessel. The stuff it is made of should be two inches thick, well seasoned, and of the best pine plank. Thus placed on the copper, it should form a complete cover, water and steam tight, so that when the copper boils over, it will run into the back, and return again by a plug hole into the copper. The copper cock should be sufficiently elevated to command the hop cooler; the latter the wort coolers, No. 1 and 2. By thus running the worts from one cooler to another, you afford them the opportunity of depositing in each their feculencies, and coming nearly fine to the fermenting tuns, which should be sufficiently elevated above the troughs and casks to be filled, so that the operation of cleansing may be easily performed by one or more leaders, to communicate with a two or three piped tun dish, capable of filling two or three casks at a time. The mill stones, or metal rollers, should be sufficiently elevated to grind into the malt bin, placed over the mash tun, which bin should be sufficiently capacious to hold the whole grist of malt when ground; this bin is generally constructed in the form of a hopper, with a slide at the bottom, to let the malt into the mash tun when the water is ready, by being cooled down to its proper temperature. I would recommend making the mash tun shallow, so that the diameter shall be three times as long as the staff of the sides, above the false bottom. To the mash tun there should be a cover, in two or more pieces, according to size. The receiver, or underbank, which is placed under the mash tun, should be sufficiently elevated above ground, so as to enable the dirty or washing water to run off from its bottom by a plug hole. The fermenting tuns should be placed in a room where there is a fireplace, so as to raise the temperature in cold weather; each tun should be cribbed on its sides, with a stationary cover on the top. The cribs should be made to answer the sweep of the vessel, and to be put on or off as occasion, or the temperature of the season, may require. In one corner of the working store, I would recommend to have placed a set of drains, two in number, one over the other; the lower drain should be sufficiently elevated to get a bucket under it, so as to draw off its contents by a plug hole, placed at one corner of each drain. These drains will soon pay for themselves, by the quantity of yest that will be deposited on them, at each time of drawing them off, while the liquor will get fine, and may be applied in a variety of ways, to answer the purposes of the brewer, what in filling, starting in the tun, vatting, &c.
Malt houses intended to be annexed to breweries, should not be on a less scale than sixty feet long, by twenty-five feet wide. Unless there be a proper proportion of flooring to work the grain kindly and moderately, good malt is not to be expected. Two-floored houses are generally preferred to any other construction; would recommend placing the steep outside the house, to be communicated with from the lower floor by means of an arch way or window; the steep so placed should be covered with a tight roof; the best materials for making a steep are good brick, well grouted; the wall should be fourteen inches thick at least; this kind of steep will be found far superior to wood, as not liable to leak, or be worked on by rats; the sides and ends of this steep should be carefully plastered with tarrass mortar; the bottom may be laid with flag, tiles, or brick.[2] Two barley lofts, the whole length of the malt house, will be found highly convenient, as affording sufficient room to different large parcels of barley, and screening the same from loft to loft as it descends into the steep over wire screens; a contrivance I have found of great advantage in the malting operation, as finishing the cleaning of the barley before getting into the steep, a precaution that should never be omitted. The bottom of the screen should be cased with wood, communicating from loft to loft with a sack fastened to hooks at the lower end to receive all the dirt and screenings that may pass through the screens. The Dutch and German maltsters generally prefer having their lower or working floor under ground; but this I take to be a bad plan, unless in elevated situations, or where the soil is dry and gravelly; for if any spring of water or damp arises in the malt-house floor, or walls so placed, the injury to the malt is very great, and should be carefully guarded against. It is also very important to lay a solid foundation for your lower floor with stones, brick bats, or coarse gravel, which should be solidly compacted by ramming for the whole length, then levelled off by stakes, with a ten-foot level, to the thickness you would wish to give your floor—say three or four inches: the former thickness, say three inches, will be found sufficient. Lay your first coat on two inches thick with hair mortar; when this coat becomes sufficiently stiff, which will happen within twenty-four hours, you are to begin to lay your second or last coat of one inch thick over the first, to be prepared as follows: Take Roche, or unslaked lime, one part, by measure; fine pit sand, one part; clinker, or forge dust, finely powdered, two parts; clay or lome, by measure also, one part: let these different ingredients (taking the precaution of first slaking the Roche lime) be well mixed together, and then screened by a wire screen, carefully keeping out of the mixture all lumps and stones; the whole may be then worked up with a due proportion of water, observing that this kind of mortar cannot be too much worked or mixed together, nor too little wetted, just sufficient to work freely with the plastering trowel; the whole floor should, if possible, be laid in one day, and for this purpose several hands should be employed; in which case it will dry more equally and firmly. As soon as the floor begins to set, and that it will bear a board on it, without sinking in, you should begin to pound it in all directions, from end to end, with pounders made of two-inch plank, sixteen inches long, and from nine to twelve inches wide, with a long handle reaching breast high, and to be placed in the middle of this board; thus the operation of pounding will proceed without stooping or much labour. One or two men, with plastering trowels, should follow the pounders, wetting it with skimmed milk as they go, and set the floor as even and close as possible. If these two operations be well conducted there will not be found a single crack in the whole floor from end to end, which is of great importance to secure the making of good malt. Each loft should have uprights under the centre of all the beams from end to end of the house; this precaution is necessary to prevent the swagging or cracking of the upper floor. Trap doors should be placed at proper distances in the upper malt-house floor, to facilitate the shovelling of the couches from the lower to the upper floor. A well constructed kiln is of great importance to insure a successful result to the malting operation, and if large enough to dry off each steep at one cast so much the better. The most approved covering for malt kilns in England (although not the most economical) is hair cloth, as it is asserted, it dries the palest and sweetest malt. Many prefer tiles, as less expensive and more lasting; others dry on boarded floors, and if this construction be well managed, I take it to be as good as any, and much cheaper than either tiles or hair cloth. (See description page 23.) The dropping room for receiving the malt as it comes off the kiln may be constructed different ways; but I take it that a ground floor covered with a two inch plank well jointed, and properly laid, is preferable to a loft for keeping malt, and in this situation might be heaped to any depth without injury or danger of breaking down. Malt thus kept, if well dried before coming off the kiln, is never in danger of heating or getting slack. The common mode of keeping malt is in bins situated on upper lofts, often injured by leaks from the roof, and at all times liable to the depredations of rats, which in the other way can be effectually guarded against, and is a highly important object of precaution to be taken by the brewer. Should weevils at any time get into, or generate in your malt, which is common when held over beyond twelve or eighteen months, the simplest and easiest way of getting rid of them, is to place four or five lobsters on your heap of malt, the smell of which will soon compel the weevils to quit the malt, and take refuge on the walls, from which they can be swept with a broom into a sheet or table cloth laid on the malt, and so taken off. It is asserted, that by this simple contrivance not one weevil will remain in the heap. Malt intended for brewing should be always screened before grinding; and for this purpose it is a good contrivance to screen it by means of the horse mill, as it runs from the hopper to the rollers or stones to be ground, the expense of which apparatus is comparatively nothing when compared to the advantages arising from it.
Wooden Kilns, how constructed.
The best form for these kilns is the circular. I will suppose the diameter sixteen feet; you construct your fire-place suitably to the burning of wood at about ten feet outside your kiln house, sufficiently elevated on iron bars to secure the draft of the fire place, from which runs a proportionate sized flue into the kiln, communicating with a circular flue which is close covered at top, and rounds the kiln on the inside at the distance of two feet from the wall; on both sides of this circular flue holes are left, at the distance of twelve or sixteen inches apart, on both sides, to let out the smoke and heat; the platform or floor of this kiln is raised about four or five feet above the top of the flue, and is made of three quarter inch boards, tongued and grooved, supported by joists two inches broad, and nine inches deep, placed at proportioned distances, to give solidity to the floor. The floor or platform of this kiln should be carefully laid, and well nailed; in this floor should be placed a wooden chimney, nine inches square, on the most convenient part of the inside next the wall, with a wooden register at a convenient distance: this chimney is intended to let off the great smoke that arises in the kiln at first lighting fire, particularly if the wood be moist or green. When this has gone off, and the fire burns clear, the register may be shut within a few inches, in order to keep up a small draft. It would have been proper to state that joists, intended to support the floor of this kiln, should be levelled off to one inch, top and bottom, so as give the fire a better chance to act upon the malt; these joists should be further paid as soon as, or before, laying down, with a strong solution of alum water; as also the bottom face of the boards laid on them, which should be first planed; the inside of the chimney and register should be also paid with the alum solution. On the top of the kiln should be placed a ventilator to draw off the steam of the malt, this may be done by means of a loover or cow; the latter turns with the wind, the former is stationary.
There should be skirting boards, nine inches deep, to lie close to the floor and walls of the kiln, plastered with hair mortar on the top. This construction of kiln has been introduced by the Dutch, and will be found the most economical of any, joined to the peculiar advantage of being capable of drying malt with any kind of fuel, without danger of communicating any sort of bad flavour to the grain, while the heat can be securely raised to 120 degrees without any danger of ignition or burning; a higher heat is not wanted to dry pale malt. Of this, however, I have some doubts, as wood is a non-conductor of heat, and possibly is not susceptible of transmitting such a heat to the malt without danger of ignition. I should think that thin metal plates, one foot square, cast so as to lap on each other, or tiles, of the same make or form, would be a better covering; they certainly would convey the heat more rapidly and securely to the malt or grain intended to be dried on it, never requiring less fuel than the wooden covering, and precluding all danger of fire.
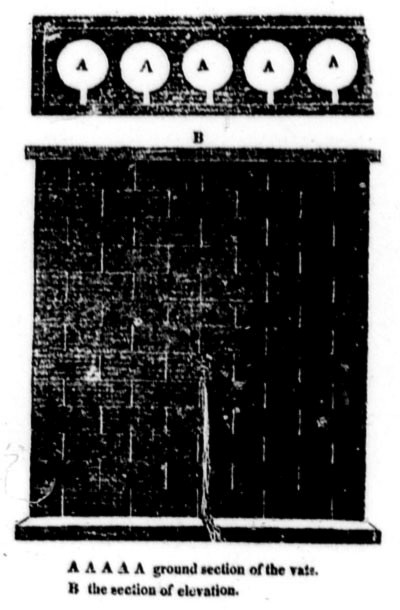
These vats may be constructed in different forms, either square, oval, or round; the latter I should prefer, as stronger, and less liable to leak. These circular vats, to save expense, may be bound with wood hoops instead of iron ones the splay to be given them as little as possible barely sufficient to have the hoops tight, and the vessel staunch. The bottoms of these vats should be elevated at least three and a half, or four feet from the ground, and solidly bedded in clay, earth, or sand; the clay, if convenient, to be preferred. As the earth rises, at every five or six inches, around these vats, it should be firmly pounded down and compressed, as in the case of tanners' vats; and this mode of surrounding the vats with dry earth well pounded and rammed is continued to the top; a stout, close, well-fitted cover of two inch plank is then placed on each vat, with a hole sixteen inches square, to let a man down occasionally; this hole should have a short trunk of an inch and a half plank firmly nailed to its sides, and about fourteen inches high; then a covering of earth, twelve inches deep, should be placed all over the tops of these vats, and this earth well rammed and compacted together; and when levelled off, covered with composition or a floor of tiles. Each of the trap doors should have a well-fitted, wooden cover on the top, with a ring of iron in the centre; this cover should be made fire proof on the outside. The brick wall in front of these vats need not, I apprehend, exceed fourteen inches thick, if of brick, just sufficient to resist the force of pressure from ramming the clay; vats thus placed, with their contents, may be considered fire proof, and possessing as cool a temperature as if placed fifteen feet under ground; joined to this, they will last six times as long as those in cellars or vaults, although bound in iron, at a considerable higher expense. Two ranges of these vats may be placed in one house, leaving a sufficient space for a passage in the centre, with a window at each end to light it. I have never before either heard or read of this construction; but I have little hesitation in saying it will in many cases be found preferable to the present mode of placing vats—it being more convenient, cleanly, economical, and secure, and, to all intents and purposes, as effectual in point of temperature as those expensively placed deep under ground. Under the inside of the head of these vats, and across the joints, should run a piece of scantling six inches wide, and four inches deep, with an upright of the same dimensions in the centre, in order to support the covering on the head, and to prevent sinking, or swagging, from the weight of the covering that will be necessarily placed over them, which will be from six to ten inches thick.
Grinding, how substituted for.
Malt, for brewing, may be prepared in three different ways, by grinding, bruising, or pounding; modern practice, however, almost universally gives the preference to bruising between metal rollers. This preference, where malt is of the very first quality, may be justified; but where it is of an inferior quality, which is but too generally the case, grinding with stones is preferable, as more capable of producing a fine grist, which, with indifferent malt, is important, as it will always produce a richer extract, by being finely, rather than coarsely ground; and it is more soluble in water of suitable temperature than that malt which is only bruised or cracked, and for this simple reason, that all imperfect-made malt has a great proportion of its bulk unmalted, and, of course, in a crude hard state, which will partially dissolve in water if ground fine, but will not dissolve at all if only cracked or bruised. A further object of the brewer's attention should be to prevent the dispersion, or waste, of the finer parts of the malt, so apt to fly off in the grinding, if not prevented by having the malt bin close covered, as well as the spout leading into it from the stones; trifling as this precaution may seem, it is well worth the brewer's attention. Here it may not be improper to observe, that in all cases of horse, or cattle mills, where the shaft of the main wheel is perpendicular, no better ingredient can be placed in the chamber of the lower box than quick silver, which is far superior to oil or grease, and will not require renewing for a long time. The brass of a mill, managed in this way, might be expected to last twenty years, and the movement smoother and easier. This economical substitute for oil and grease can, with equal advantage, be applied to water mills, whether their shafts be horizontal or perpendicular; in a word, to all kinds of machinery, where the preservation of the gudgeons and brasses are an object.
The production of good malt is, without question, the key-stone of the arch of brewing; therefore the brewer's attention should be invariably directed to this point, as the most difficult and important part of his operations. The process of making malt is an artificial or forced vegetation, in which, the nearer we approach nature in her ordinary progress, the more certainly shall we arrive at the perfection of which the subject is capable. The farmer prefers a dry season to sow his small grain, that the common moisture of the earth may but gently insinuate itself into the pores of the grain, and thence gradually dispose it for the reception of the future shower, and the action of vegetation. The maltster cannot proceed by such slow degrees, but makes an immersion in water a substitute for the moisture of the earth, where a few hours infusion is equal to many days employed in the ordinary course of vegetation, and the grain is accordingly removed as soon as it appears fully saturated, lest a solution, and, consequently, a destruction of some of its parts should be the effect of a longer continuance in water, instead of that separation, which is begun by the introduction of watery particles into the body. Were it to be spread thin after this removal, it would become dry, and no vegetation would ensue; but being thrown into the couch, a kind of vegetative fermentation commences, which generates heat, and produces the first appearance of a vegetation. This state of the barley is nearly the same with that of many days continuance in the earth after sowing, but being in so large a body, it requires occasionally to be turned over and spread thinner; the former, to give the outward parts of the heap their share of the acquired warmth and moisture, both of which are lessened by exposure to the air; the latter, to prevent the progress of the vegetative to the putrefactive fermentation, which would be the consequence of suffering it to proceed beyond a certain degree. To supply the moisture thus continually decreasing by evaporation and consumption, an occasional, but sparing, sprinkling of water should be given to the floor, to recruit the languishing powers of vegetation, and imitate the shower upon the cornfield; but this should not be too often repeated; for, as in the field, too much rain, and too little sun, produces rank stems and thin ears, so here would too much water, and, of course, too little dry warmth, accelerate the growth of the malt, so as to occasion the extraction and loss of such of its valuable parts as, by a slower process, would have been duly separated and left behind. By the slow mode of conducting vegetation here recommended, an actual and minute separation of the parts takes place; the germination of the radicles and acrospire carries off the cohesive properties of the barley, thereby contributing to the preparation of the saccharine matter, which it has no tendency to extract, or otherwise injure, but to increase and meliorate, so long as the acrospire is confined within the husk; and by as much as it is wanting of the end of the grain, by so much does the malt fall short of perfection; and in proportion as it is advanced beyond, is that purpose defeated.
This is very evident to the most common observation, on examining a kernel of malt, in the different stages of its progress. When the acrospire has shot but half the length of the grain, the lower part only is converted into that mellow saccharine flour we are solicitous of, whilst the other half exhibits no other signs of it than the whole kernel did at its first germination: let it advance to two thirds of the length, and the lower end will not only have increased its saccharine flavour, but will have proportionably extended its bulk, so as to have left one third part unmalted. This, or even less than this, is contended for by many maltsters, as a sufficient advance of the acrospire, which, they say, has done its business, so soon as it has passed the middle of the kernel. But we need seek no further for their conviction of error, than the examination here alluded to.
Let the kernel be slit down the middle, and tasted at either end whilst green, or let the effects of mastication be tried when it is dried off; when the former will be found to exhibit the appearances just mentioned, the latter to discover the unwrought parts of the grain, in a stony hardness, which has no other effect in the mash tun, than that of imbibing a large proportion of the liquor, and contributing to the retention of those saccharine parts of the malt which are in contact with it; whence it is a rational inference, that three bushels of malt, imperfect in their proportion, are equal but to two of that which is carried to its utmost perfection. By this is meant the farthest advance of the acrospire, when it is just bursting from its confinement, before it has effected its enlargement. The kernel is then uniform in its internal appearance, and of a rich sweetness, in flavour equal to any thing we can conceive obtainable from imperfect vegetation. If the acrospire be suffered to proceed, the mealy substance melts into a liquid sweet, which soon passes into the blade, and leaves the husk entirely exhausted. The sweet thus produced by the infant efforts of vegetation, and lost by its more powerful action, revives, and makes a second appearance in the stem, but is then too much dispersed and altered in its form to answer any of the known purposes of art.
The periods of its perfect appearance are in both cases remarkably critical. It is at first perfect at the instant the kernel is going to send forth the acrospire, and form itself into the future blade; it is again discovered perfect when the ear is labouring at its extrication, and hastening the production of the yet unformed kernels; in this it appears, the medium of nature's chemistry, equally employed by her in her mutation of the kernel into the blade, and her formation thus of other kernels, by which she effects the completion of that circle to which the operations of the vegetable world are limited. Were we to inquire by what means the same barley, with the same treatment, produces unequal portions of the saccharine matter in different situations, we should perhaps find it principally owing to the different qualities of the water used in malting, some of which are so much better suited to the quality of the grain than others, that the difference is truly astonishing. Hard water is very unfit for every purpose of vegetation, and soft will vary its effects according to the predominating quality of its impregnations. Pure elementary water is in itself supposed to be only the vehicle of the nutriment of plants, entering at the capillary tubes of the roots rising into the body, and here depositing its acquired virtues, perspiring by innumerable fine pores at the surface, and thence evaporating by the purest distillation into the open atmosphere, where it begins anew its rounds of collecting fresh properties, in order to its preparation for fresh service. This theory leads us to the consideration of an attempt to increase the natural quantity of the saccharum of malt by adventitious means; but it must be observed, on this occasion, that no addition to water will rise into the vessels of plants, but such as will pass the filter, the pores of which appearing somewhat similar to the fine strainers of absorbing vessels employed by nature in her nicer operations; we by analogy conclude, that properties so intimately blended with water as to pass the one, will enter and unite with the economy of the other, and vice versa.
Supposing the malt to have obtained its utmost perfection, according to the criterion here inculcated, to prevent its further progress, and secure it in that state, we are to call in the assistance of a heat, sufficient to destroy the action of vegetation, by evaporating every particle of water, and thence leaving it in a state of preservation fit for the present or future purpose of the brewer. Thus having all its moisture extracted, and being by the previous process deprived of its cohesive property, the body of the grain is left a mere lump of flour, so easily divisible that, the husk being taken off, a mark may be made with the kernel, as with a piece of soft chalk. The extractable qualities of this flour are saccharum, closely united with a large quantity of the farinaceous mucilage peculiar to bread corn, and a small portion of oil enveloped by a fine earthy substance, the whole readily yielding to the impression of water, applied at different times, and different degrees of heat, and each part predominating in proportion to the time and manner of its application. In the curing of malt, as nothing more is requisite than a total extrication of every watery particle, if we had in the season proper for malting a sun heat sufficient to produce perfect dryness, it were practicable to produce beer nearly colourless; but that being wanting, and the force of custom having made it necessary to give our beers various tinctures and qualities resulting from fire, for the accommodation of various tastes, we are necessitated to apply such heats in the drying as shall not only answer the purpose of preservation, but give the complexion and property required; to effect this with certainty, and precision, the introduction of the thermometer is necessary, but the real advantages of its application are only to be known from experiment, on account of the different construction of different kilns, the irregularity of the heat in different parts of the same kiln, the depth of the malt, the distance of the bulb of the thermometer from the floor; for though similar heats will produce similar effects in the same situation, yet the distribution of heat in every kiln is so irregular, that the medium spot for the local situation of the thermometer as a standard, cannot be easily fixed for ascertaining effects upon the whole. That done, the several degrees, necessary for the purposes of porter, amber, pale beers, &c. are easily discovered to the utmost exactness, and become the certain rule of future practice.
Though custom has laid this arbitrary injunction of variety on our malt liquors, it may not be amiss to intimate the losses we often sustain, and the inconvenience we combat in our obedience to her mandates.
The further we pursue the deeper tints of colour by an increase of heat, beyond that which simple preservation requires the more we injure the valuable qualities of the malt. It is well known that scorched oils turn black, and that calcined sugar assumes the same complexion; similar effects are producible in malts, in proportion to the increase of heat, or the time of their continuing exposed to it. The parts of the whole being so intimately united by nature, an injury cannot be done to the one without affecting the other; accordingly we find that such parts of the subject as might have been severally extracted for the purpose of a more intimate union by fermentation, are, by great heat in curing, burned and blended so effectually together, that all discrimination is lost—the unfermentable are extracted with the fermentable, the integrant with the constituent, to the very great loss of spirituosity and transparency. In paler malts the extracting liquor produces a separation, which cannot be effected in brown, where the parts are so incorporated, that unless the brewer is very acquainted with their several qualities and attachments, he will bring over with the burned mixture of saccharine and mucilaginous principles, such an abundance of the scorched oils, as no fermentation can attenuate, no precipitants remove; for being themselves impediments to the action of fermentation, they lessen its efficacy; and being of the same specific gravity with the beer, they remain suspended in, and incorporated with, the body of it—an offence to the eye, and nausea to the palate, to the latest period. From this account it is evident the drying of malt is an article of the utmost consequence concerning the proper degree of heat to be employed for this purpose. Mr. Combrune has related some experiments made in an earthen pan, of about two feet diameter, and three inches deep, in which was put as much of the palest malts, very unequally grown, as filled it to the brim. This being placed over a charcoal fire, in a small stove, and kept continually stirred from bottom to top, exhibited different changes according to the degrees of heat employed on the whole. He concludes, that true germinated malts are charred in heats between one hundred and seventy-five, and one hundred and eighty degrees, and that as these correspond to the degrees in which pure alcohol, or the finest spirit of the grain itself boils, or disengages itself therefrom, they may point out to us the reason of barley being the fittest grain for the purpose of brewing.
From these experiments, Mr. Combrune has constructed a table of the different degrees of the dryness of malt, with the colour occasioned by the difference of heat. Thus, malt exposed to one hundred and nineteen degrees, is white; to one hundred and twenty-four, cream colour; one hundred and twenty-nine, light yellow; one hundred and thirty-four, amber colour; one hundred and thirty-eight, brown; one hundred and fifty-two, high brown; one hundred and fifty-seven, brown, inclining to black; one hundred and sixty-two, high brown speckled with black; one hundred and seventy-one, colour of burned coffee; one hundred and seventy-six, black. This account not only shows us how to judge of the dryness of malt by its colour; but also, when grist is composed of several kinds of malt, what effect the whole will have when blended together by extraction. Experience proves that the less heat we employ in drying malt, the shorter time will be required before the beer that is brewed from it is fit to drink, and this will be according to the following table:
|
A table giving the heats of different coloured malts,
and the time beer takes to ripen when brewed from them. |
||
|---|---|---|
| 124 Degrees 1 Month. | 138 Degrees 6 Months. | 152 Degrees 15 Months. |
| 130 Degrees 3 Months. | 143 Degrees 7 Months. | 157 Degrees 20 Months. |
| 134 Degrees 4 Months. | 148 Degrees 10 Months. | 162 Degrees 32 Months. |
The plain practical process of Malting pale Malt, according to the most approved English method.
Suppose you are about to malt spring or summer barley, and that your steep contains sixty bushels. The time generally allowed for this kind of grain to remain in steep is from forty to forty-eight hours, taking care to give two waters; the first water is to continue on the grain twenty-four hours, then run off, and fresh water put on. This precaution is essentially necessary, in order to make clean bright malt, and should never be omitted. It is further right, at each watering, to skim off the surface of the water the light grain, chaff, and seed weeds, that are found floating on it; all this kind of trash, when suffered to remain in the steep, is a real injury to the malt, and considerably depreciates its value when offered for sale, and not less so when brewed. The depth of water over the barley in the steep need not exceed two or three inches, but should not be less. When the barley has remained in steep the necessary time, the water is let off by a plug hole at the bottom of the steep, with a strainer on the inside of the hole; when the barley is thus sufficiently strained, it should be let down by a plug hole in the bottom of the steep into the couch frame on the lower floor, (or adjoining to it, which would be the better construction,) which is no more than a square or oblong inclosure of inch and a half boards ledged together, and about two feet deep, of sufficient capacity to hold the contents of the steep, and so placed, in upright grooves, as to ship and unship in this frame. The steeped barley is to remain for twenty-four hours in the frame, when it should be broke out, and carefully turned from the bottom to the top, nearly of the same thickness it was in the frame, not less than sixteen or eighteen inches, where it should be suffered to remain twenty-four hours longer, or until the germination begins to appear: but this will be always shorter or longer, according to the temperature of the season, and is generally ascertained by sinking your hand towards the middle of the heap, and bringing up a handful of the grain, which, if regularly germinated, will make its appearance in every grain of barley, by appearing white at one end; at this stage of the process, (supposing the temperature of your malt house sixty degrees,) the heap should be extended on the floor, to the thickness of eight inches; after which it should be turned three or four times a day, according to the season, and the progress of vegetation; gradually reducing the thickness of the couch to four or five inches; but it should be remarked, that as soon as the root begins to dry and wither, the watering pot is to be used; the judicious management of which is one of the most important parts of the process of malting, and should be paid particular attention to. One watering, well applied, will, in most cases, answer the purpose. Two thirds of the whole quantity of water should be given to the upper surface of the couch, then turn it, and give the remaining third of the water to the couch when turned. The whole quantity of water to be used for sixty bushels of American spring barley, may be averaged at fifty-four gallons; this quantity will, consequently, allow thirty-six gallons to be as evenly distributed over the surface of the couch for the first water, as possible; the remaining eighteen gallons to be put on in the same way: when the couch is turned after this last watering, the whole couch should be turned back again; thus, in every turning, the bottom and top should always exchange places. In this stage of the process, care should be taken to turn the couch frequently, to prevent the growth of the root, in order to give the greater facility to the growth of the blade, it being essentially requisite to keep that of the root stationary, to prevent a waste of strength in the grain. Three or four days after watering, is generally found a sufficient time for the blade to grow fully up to the end of the grain; farther than which it should not be suffered to proceed. The couch should be now checked in its growth, and thrown on the second or withering floor, where it should be laid thin, and frequently turned; this continued operation will bring it dry and sweet to the kiln, to which it may be committed without further delay. Although the common practice is to throw it up into what is commonly termed a sweet-heap, and so remain from twelve to twenty-four hours, or until you can hardly bear your hand in it; then, and not before, is it considered fit to go on the kiln. This is a practice that cannot be too much condemned, or too generally exploded, as producing the very worst consequences; a few of which I will mention. Green malt, thus treated, becomes in a manner decomposed; and beer brewed from such malt will never keep long, acquiring a disagreeable, nauseous flavour, rapidly tending to acidity, beside becoming unusually high coloured. Although the malt, before grinding, will have all the appearance of pale malt, this quality can be easily accounted for by the high heat the malt is suffered to acquire in the heap before putting it on the kiln. What I have here mentioned will, I trust, suffice to recommend a more judicious mode of practice. Forty-eight hours for malt to remain on the kiln is enough, as pale malt can be completely dried in that time, if frequently turned, and properly attended to. It is further worthy of remark, that barley malt should in no case exceed fifteen or sixteen days from the steep to the kiln, and is often more successfully effected in twelve or thirteen days. The common practice of maltsters is to allow twenty one days, which generally brings the green malt in a mouldy state to the kiln, to the great injury of flavour and preservation in beer brewed from such malts; whereas, the grain should be brought as sweet and dry as circumstances will allow of to this last and important operation of malting, every part of which requires minute and continued attention. When you suppose your malt sufficiently dry, make a round space in the centre of your kilncast by shovelling the malt to the extremities; after which, sweep this space, and shovel back again your malt from the walls and angles into it; make a round heap of the whole on the centre of your kiln, sweep your kiln all round the foot of your heap; so let it stand two hours, then throw it off; this last operation is performed to give every chance for equal drying. The practice of many maltsters is to take seventy two hours to dry their pale malt, keeping all the time a very slow and slack fire, this is another capital error, and should be corrected with the former ones. Various are the opinions entertained, as to the best mode of preserving malt after coming off the kiln: some are of opinion that the circumambient air should have a free access to it; this opinion, I admit, might have weight if such malt was to be immediately brewed; but where it is allowed to remain in heap for four or five months, and gradually become cool, the less air admitted to have access to it the better; this has been the practice and opinion of the most judicious maltsters I have been acquainted with, and, consequently, is what I would recommend, except in the case of immediate use, where exposure becomes necessary, particularly after grinding, as malt so treated will bear a higher liquor, and yield a more preserving extract.
To avoid useless and unnecessary repetitions, it is enough simply to state, that winter barley, being a weaker bodied grain than summer, requires less watering, consequently, a less time in steep, say 36 to 40 hours, and about 32 gallons of water to sixty bushels will be sufficient on the floor; the other treatment the same.
with about 24 gallons of water on the floor, for sixty bushels, divided as directed in the case of summer and winter barley; the remaining part of the process the same.
Rye may be steeped 48 hours, with 48 gallons of water on the floor; the remainder of the process the same, quantity of grain sixty bushels.
The above time in steep, and same proportion of water on the floor, will answer to make wheat malt, suppose 60 bushels, varying somewhat according to season, the time of steeping, and bringing to the kiln; the remainder of the process the same.
Indian Corn Malt, a valuable auxiliary to Brewing materials.
This species of grain well managed, and made into malt, will be found alike useful to the brewer and distiller, but it is peculiarly adapted to the brewing of porter; further, it is known to possess more saccharine matter than any other grain used in either brewing or distilling, joined to the advantage of not interfering with the season for malting barley, as this should commence when the former ceases. The summer months are the fittest for malting this kind of grain, and can be only very defectively made at any other season, as it requires a high temperature to force germination, and cause it to give out all its sweet. The following process, it is expected, will be found to answer every purpose wished for: suppose your steep to contain sixty bushels, after you have levelled it off, let on your water as directed in malting barley; you should give fresh water to your steep at the end of twenty-four hours. If it is southern corn you are malting, it will require to remain in steep seventy-two hours in the whole; if it be northern corn, it will require ninety-six hours, there being a considerable difference in the density of these two kinds of grain; the hardest, of course, requires the most water; and, in all cases, the fresher Indian corn is from the cob the better it will malt. When you have accomplished the necessary time in your steep, you let off your water; and, when sufficiently drained, let it down in your couch frame, where it will require turning once in twelve hours, in order to keep it of equal temperature; the depth of the grain should be about two feet and a half in the frame; as it begins to germinate and grow, open your frame, and thin it down at every turning, until you reduce its thickness to six or seven inches; thus extending it on your lower floor, turning it more frequently, as the growth is rapid. The vegetation of the grain, together with the turning, will by this time make the watering pot necessary; the criterion by which you will judge of its fitness for the water, is as soon as you perceive the root or acrospire begins to wither. Two thirds of your water is to be distributed over the surface of your couch for the first watering, which will require thirty-two gallons, and when turned back again, sixteen gallons for the second watering, making in the whole forty-eight gallons of water to sixty bushels of corn. This water should be put on with a gardener's watering pot, as equally as possible. Supposing this pot to contain four gallons, it will make eight pots for the first watering, and four for the second. In this stage of the operation the turnings on the floor should be very frequent, in order to keep the grain cool, as the heat of the weather, at this season, will be sufficient to promote and perfect the vegetation. The second day after the first watering, if the blade is not sufficiently grown, water again, but in less quantity, say one half. It will be now four or five days more before the couch is ready for the kiln, which will be ascertained by the blade becoming the full length of the corn. After this it should be thrown on the upper floor, and suffered to wither for a couple of days, turning it frequently; by this time the blade will have a yellow appearance, the grain will become tender, and, if tasted, be found uncommonly sweet; in this state it may be committed to the kiln, and dried in the usual way.
N. B. It will generally take ten days after it is out of the steep to perfect the malting of southern corn, and twelve days for northern.
Notwithstanding that progress of improvement in the doctrine of fermentation has, in the last twenty years, far surpassed any thing in the same period that preceded it, we have still much to learn. Fermentation is the instrument or means which nature employs in the decomposition of vegetable and animal bodies, or reduction of them to their original elements, or first principles. Fermentation is, therefore, a spontaneous separation of the component parts of these bodies, and is one of those processes that is conducted by nature for their resolution, and the combination and fermentation of other bodies out of them; therefore, it is one of these operations in which nature is continually present, and going on before our eyes; this may be one reason that a very critical observance of it has escaped our attention. Fermentation brings us acquainted with this unerring axiom; that nothing in nature is lost; or that matter, of which all things are composed, is indestructible. For instance, the vinous process of fermentation, succeeded by distillation, produces ardent spirits, or alcohol, the elements of which are here described. If we pass this alcohol, or spirits of wine, through a glass, porcelain, or metallic tube, heated right hot, provided with a suitable condenser and apparatus to separate and contain the parts or products, it will be decomposed and resolved into its primitive elements, carbonic acid gas, or fixed air, and hydrogen gas, or inflammable air; the oxygen being decomposed and united with the oxygen, or vital air, into carbonic acid gas; the water of the spirit of wine being also decomposed, or resolved into its first principles as herein is stated, forms a part of the produce before mentioned.
Hence spontaneous fermentation, vinous, acetous, and putrefactive, is the natural decomposition of animal and vegetable matters, to which a certain degree of fluidity is necessary; for where vegetable and animal substances are dry, as sugar and glue for instance, and are kept so, no fermentation of any kind succeeds.
There can be no doubt that spontaneous fermentation first taught mankind the means of procuring wine and other agreeable beverage; observation and industry the means of making spirit and vinegar, the first of which is evidently the produce of art, combined with the operations of nature.
With nature for our guide, and our own ingenuity, fermentation has been made subservient to the various products we now obtain from saccharine and fermentable matters, such as sugar, molasses, grain, with which we have made wine, spirits, bread, beer, malt, &c.; which last has much facilitated our practice in fermentation, but proved the tide-ending, or point of stagnation to its further improvement. Relying too much on malted grain in the operation of fermentation, we are presented with some of the most pleasing and instructive phenomena of nature; the resolutions and combinations that are formed during the process of the vinous and acetous stages of fermentation, are interesting, beyond comparison, to the brewer, malt and molasses distillers, vintager, cider and vinegar maker, &c. The elastic fluids and volatile principles that are extricated and escape, formerly so little attended to, are now better understood. The method of commodiously saving, and advantageously applying them, and other volatile products, to the improvement of the fermenting and other fluids, will, I hope, not only form a new era in the progress of fermenting, brewing, distilling, &c. but a new source of profit, that may, in time, lead to a recomposition of those elements from which they were produced, or, at least, the fermentation of vinous fluids, vinegar, spirit, &c. by resorting to an inexhaustible source supplied by nature, of these important materials, and their application to the uses that may be made of that abundance so easily procurable, and at present so unprofitably wasted. But to continue our views to the business immediately before us, let us begin with the several products, by stating that carbonic acid gas, or fixed air, is copiously extracted from fluids in a state of vinous fermentation, and sundry mineral and vegetable substances, easily procurable, for which we have the testimony of our own senses; the same may be said of hydrogen gas, oxygen gas, &c. Presuming these positions granted, let us make a short inquiry into the composition of vinous fluids, &c. Apprehending there are but few people to whom these observations will be useful, but what will allow that all vinous fluids, whether intended for beer, wine, cider, &c. are the produce of saccharine matter, or fermentable matter obtained from the sugar cane, grain, fruit, &c. and the part which art at present takes in this beautiful process of nature, is to facilitate her operations in proportion to observation and experience, in conformity to the object in view, in making wine, beer, cider, spirit, &c.; or, subsequent to the vinous, to forward the progress of the acetous fermentation for the production of vinegar. The saccharine or fermentable matter of vegetables, consists in what is chemically called hydrogen gas, or inflammable air; carbonic acid gas, or fixed air; oxygen gas, or vital air; which last forms nearly one third part of the whole atmosphere, circumvolving our globe in which we breathe; or, more exactly, thirty-seven parts of oxygen, and seventy-three of azotic gas, are the component parts of our atmosphere, except the small proportion of undecomposed carbonic acid gas there may be found in it.
Beer, wine, cider, malt and molasses wash, and other product by distillation; spirit consists of these three elastic fluids or airs, in composition with various proportions of water. Water itself is a compound of vital and inflammable air; a proof of this, and of the indestructibility of matter, these two elastic fluids burned together, in certain proportions, and in a proper apparatus, reproduce water. By another chemical process, this very water is reducible to these two substances, vital and inflammable air; hence, we see, that all saccharine and fermentable matter, and their products, by fermentation, are composed of the same materials, and resolvable into the same elements.
It is scarcely necessary to give any definition of spontaneous fermentation, after what has been said on the subject; if it was, I would say it is that tendency which all fermentable matter has to decomposition, attended with intestine motion or ebullition, when sufficiently diluted with water, under a certain temperature of the atmosphere, the rapidity of which motion is always accompanied by an increase of temperature, or the change to a greater degree of heat generated within the body of the fermenting fluid, in proportion to the rapidity or augmentation of motion or ebullition excited. Fermentation produced by the addition of yest, or any other suitable ferment, in a fluid duly prepared, is governed by the same laws, and under the same influence of temperature, except when it is accelerated or protracted by the management of the operator, or by the changes induced by the influence of the atmosphere, rendered more or less subservient to his purposes, and produces a similar kind of spirit by distillation, possessing in common the properties of vinous spirit, or is converted to vinegar by the subsequent process of acetous fermentation, but much more productive in quantity and quality, so as to answer commercial purposes. In both spontaneous and excited fermentation, there is a similar escape of a large quantity of elastic fluid, or carbonic acid gas, with a considerable proportion of spirit, and some of the water of the fermented fluid. This gas is known to form a considerable part of mucilaginous substances, as sugar, molasses, honey, malt, and other saccharine and fermentable matter.
Although the doctrine of fermentation, as a science, does not enable us to alter the spontaneous course of nature; yet if, by the assistance of the instruments, and means recommended, we are enabled to foresee and provide for the changes induced by the alterations of the atmosphere, we can guard against the inconveniences in some cases, and make them subservient to our purpose in others; so as more securely to conduct the process in each to advantage; and that with unusual facility; complex as it at present appears: it will not only be a great improvement in the present mode of fermentation; but facilitate our progress to still greater improvements in the doctrine of fermentation. Therefore, the rule of our conduct, in these pursuits, should be to watch the operations of nature with the closest attention, and assist her when languid, and control her when too violent; that is, by spurring in one instance, and bridling in the other, and accurately and undeviatingly apply the means proposed in the manner recommended, until experience enables us to improve it; otherwise, we shall only admire, without improving or profiting by her choicest phenomena.
The motions of the planets, perplexed and intricate as they must have appeared in the infancy of astronomy, are now calculated and known with ease and precision.
Attenuation is a term not unaptly applied to fermentation, the property of attenuation being to divide, then dilute, and rarify thick, gross, viscid, and dense substances, in which some degree of fluidity is pre-supposed; it is, therefore, that kind of dilution or fluidity which is promoted by agitation, and very aptly applied to mark the progress of fermentation, which is itself the process of nature, for decomposing vegetable and animal substances under a convenient degree of fluidity; it exists in intestine motion, either spontaneous or excited, accompanied with heat, which, under certain limits, is proportioned to the vigour of the fermentation, which ends in the decomposition of one class of bodies, and the composition of another; and which may be instanced in the resolving saccharine substances into hydrogen, oxygen, and carbon, and the combining them into inflammable spirits, or alcohol, and inflammable acids or vinegar; to which may be added, the lower you attenuate, the lighter and more spiritous the fermenting fluid becomes; and that attenuation, which is the offspring of fermentation, like the parent process, has its bounds, and can only be conducted with certainty and advantage by the use of the hydrometer, thermometer, &c. In this only lies the difference between the old word fermentation, and the new word attenuation, every thing used as a ferment, or to promote fermentation, is attenuant. The tendency of the vinous process of fermentation is to evolve or disentangle the hydrogen of the fermenting fluid, and unite it, with the carbon and oxygen of the same fluid, into ardent spirit, wine, beer, or alcohol, which last is well known to be inflammable. The tendency of the acetous process of fermentation, is to involve or entangle the hydrogen and carbon of the fermented fluid, with a greater proportion of oxygen, into vinegar, which is uninflammable. The fixed air, or carbonic acid gas, so abundantly extricated during the vinous process of fermentation, which every one concerned in the process is presumed to be acquainted with, is either composed of hydrogen and oxygen, or is a composition of carbon and oxygen, on which philosophers are divided in opinion. As the result is the same with respect to the formation of wine, beer, and spirit, I shall enter into no controversial reasoning on this head, instead of which, I shall endeavour to point out the most effectual mode of saving and profitably applying it, and the other elements, in the composition of wine, beer, spirit, and acid.
As in fermentation, spontaneous or excited, there is a sensible escape of carbonic acid gas, or fixed air, it may not be improper to note, that fermentable, or saccharine matter, consists of about twenty-eight pounds of carbon, eight pounds of hydrogen, and sixty-four pounds of oxygen, reducible into fixed, inflammable, and vital air, weighing one hundred subtile pounds in toto, or that every one hundred subtile pounds of saccharine matter consists of such proportions of these airs and gasses.
Attenuation is the result of a due resolution of the fermentable matter produced by excited fermentation, which divides mucilages, resolves viscidities, breaks down cohesions, generates heat and motion, extricates the imprisoned gasses, and, by frequent commixture, promotes the action and re-action of the component particles on each other, and by continually exposing a fresh surface and opposition of matter, brings them within the sphere of each other's attraction.
As their original attraction is weakened by heat and motion, their expansion is increased by repulsion; and as they revolve, and recede from each other in this way, they are fitted, by the change in their modification, to involve each other, and from new attractions combining with each other into new substances, according to affinity, under changes induced in their nature conducive to this end, which not being exactly known, cannot at present be fully defined. In every brewing, or preparation of saccharine fluid for fermentation, the following phenomena occur: first, heat is either disengaged or fixed: secondly, an elastic fluid is either formed or absorbed in a nascent state: these two indisputable facts form the uniform and invariable phenomena of fermentation, and may be admitted as an established axiom, that the proportions, extrication, and action of heat, with the fermentation and fixation of elastic fluids, during the process, are the foundation of the vinous products of the fermenting fluid. In conformity to so rational a theory, I have for many years regulated my practice, the result of which is the object of these papers. These, therefore, are the three great objects which should engage our attention; not only in fermentation, but in every similar process in chemistry, and are the fundamental principles of our doctrine. Fermentation being not only a decomposition of the fermentable matter, but of the water of the fluid also; and the fixed air formed during the process being composed of the hydrogen and oxygen of the fermentable matter, and the water of the fluid also, there is a perpetual decomposition and recomposition of that water, which gives fluidity to the whole mass, taking place during the continuance of the process, part of the hydrogen and oxygen of which escapes under the form of fixed air, for want of a proper substance being presented of affinity enough to absorb and combine with it into wine, beer, or spirit, or some other necessary assistance in heat, light, motion, oxygen, hydrogen, carbon, &c. or an intermedium to facilitate the formation of wine, beer, or spirit, in preference to fixed air. Fixed air, or carbonic acid gas, consists of about twenty-five parts of oxygen, and nine of carbon, devested of the mucilage and yest that rises with it. It should be recollected, that the decomposition of pyrites, the formation of nitre, respiration, fermentation, &c. are low degrees of combustion, and though it is the property of combustion to form fixed and phlogisticated airs, both the modes of doing it, and the quantity of the products, depend on the manner of oxygenating them in the changes brought about by the different modes of combustion, or fermentation in the vinous, acetous, and putrid process, which show the affinity between them.
Fermentation is a subsequent low combustion of the vegetable oxydes or grain, that has undergone a previous, but partial combustion, something like the slightly charring, or oxydating of wood or pit-coal, by which the oxygenation is incomplete in both, and rendered more complete in the former. An ultimate combustion of the fermentable matter employed, is found only in the putrid process of fermentation, which is a final or total decomposition of vegetable and animal substances, in the actual combustion or burning of wood, charcoal, or bones.
In the vinous process we have seen the escape of carbonic acid gas; in the acetous process there is a great escape of azotic gas, or phlogisticated air, from the decomposition of the air of the atmosphere consumed in this process, which consists of about two-thirds of azotic gas, and one third of oxygen gas,[3] the oxygenous part being absorbed in the acetous process, and azotic set free with more or less hydrogen and acetic gas, proportioned to the existing heat. If the heat is beyond a certain degree, a portion of the ethereal part of the new-formed acid escapes also.
In the putrid process, the hydrogen escapes under the acriform shape of inflammable air and azotic gas, and nothing more remains than mere earth or water, or both, as the case may be, which is exactly similar to other combustions, of which nothing remains, (if we except phosphorus) but earth or ashes, with what small portion of alkaline or other salts they may contain. This alkaline matter being present during the formation of carbonic and azotic gas, absorbs, to saturation, a due proportion of them, and generates tartar.
Experience has taught us the truth or justness of this definition, and though it has brought us acquainted with the results of those three stages of fermentation, combustion, or decomposition, we have certainly overlooked the means of applying them with all the advantage they admit of in the business which is the subject of these papers, and which a little time and close observation must convince us of; and how much has been hitherto lost, with the means of saving it in future, shall be presently explained, and particularly pointed out.
In the prosecution of this design, where I may not be able to give an unexceptionable demonstration, I hope always to be provided with a practical proof, which may prove equally beneficial.
Let us now see what passes in a state of low combustion, such as may be the result of fermentation in vegetables, arising from heat, moisture, and motion, when impacted together. The most obvious occurrence of this nature is found in new hay, which, under these circumstances, for want of care and attention, often spontaneously takes fire, particularly in wet seasons.
Fermentation, being one of the lowest degrees of combustion, is here the spontaneous effect of the moist hay being impacted together, and not properly made, that is, without the superfluous juices being dried out of it, by which it retains a sufficient degree of fluidity or moisture to begin a fermentation, in which heat and motion are generated, and light, in a nascent state, extricated; these appearances accumulated and accelerated by incumbent pressure, the redundant moisture being soon exhausted, and the heat and motion increasing, the actual combustion of the mass takes place, which is much facilitated by a decomposition of the water of this moisture, and the air of the atmosphere, unavoidably insinuated between the interstices formed by the fibres of the hay, as they are impacted together into cocks, or stacks, breaks out into actual flame, or light visible. These are no novel appearances, but such as fall within the observation of every one; and the candid maltster will acknowledge, that from the same cause, though differently produced, similar effects may, and sometimes do, happen in the malt house, in the preparation of that modern article of luxury, by which we are enabled to make malt wine; and these instances are sufficient to prove fermentation to be a low degree of combustion, and to both simplify and explain the justness of this doctrine. The malting of corn is the first stage of vegetation, low combustion, and fermentation.
From observation and reasoning on what passes before our eyes, we discover the low species of fermentation, in which the malting of corn consists, to be a low degree of combustion, which, for want of due attention, may break out into actual flame. We were always acquainted with the effect: now reasoning on the subject brings us to a knowledge of the cause.
To any one well acquainted with the nature of fermentation, it must be manifest, that the malt distillers have paid more attention, and made greater progress in the improvement of the process than any other class of men interested in the success, though far from having arrived at their ne plus ultra.
The introduction of raw or unmalted corn; the close compactness of their working tun, or fermenting backs; the order and progressive succession with which they conduct the process; and the pains they necessarily take to arrive at a perfect attenuation, by a long protracted fermentation, with the early conviction of a reward proportioned to their diligence, and the success attending their best endeavours, when not frustrated by intervening causes, must be stronger inducements with them to delight in this instructive process of nature's formation, than with the brewer, who has not these immediate tests to encourage his labours, which the others daily derive from distillation, and which so quickly and uniformly terminates their hazards and success. The principal object in their view being a high and deliberate attenuation, with a full vinosity, without any further regard to the quality or flavour of their mash, as the combination of these qualities alone produces the required strength, in the cleanest manner.
The brewer's cares are many, and of longer duration: he is the vintager of our northern climates: his porter or ale should be an agreeable malt wine, suited to the palate of the district or neighbourhood he lives in, or, ultimately, to the taste of his customers. The time he has allotted himself for attenuation was first founded in error, derived from ignorance of the subject, and slavishly continued by that invincible tyrant, custom. Hurry marks the progress of his fermentation, which can only be corrected by his speedy mode of cleansing, and the consequent but necessary perishing of a part. He must begin with more accuracy at the mash tun than the malt distiller, as it is there he must not only regulate the strength, but, partially, the flavour and transparency of his malt wine. His object does not end with the malt distiller's, nor, like his, concentre in one focal point, the solution of the whole of the farina of the plant or grain employed, regardless of milkiness or transparency; he must carefully take the heats of his liquor, so as to solve and combine the qualities he has in view; which, if he misses in the first mash, is partly irremediable in the succeeding ones. His cares do not end here; independent of the minutiæ of fermentation and cleansing, he has the flavour, fining, and bringing forward of his malt wines, nearly as much as the strength, to consider and employ his attention.
It will scarcely be supposed that I would make these observations merely with a view of drawing this comparison, though even it might throw some light on the subject, without an attempt at supplying the defects pointed out, and remedying the evils represented.
When the carbonic acid gas, or fixed air, so often mentioned in these papers may be rendered subservient to part of the improvements I have in view, and which is the constant, abundant, and uniform result of low combustion, or vinous fermentation, in proportion of thirty-five pounds weight to every hundred of saccharine or fermentable matter, fermented in a due proportion of liquor, or water; from the decomposition of which last, and the absorption of its oxygen, it is principally obtained.
We have previously seen that one hundred pounds of fermentable matter consists of eight pounds of hydrogen, twenty-eight of carbon, and sixty-four pounds of oxygen; we have also seen that about thirty-five pounds of carbon is extricated and detached from this quantity of fermentable matter, properly diluted in water during fermentation; allowing the usual quantity of spirit at the same time to be formed by the process of this superfluous carbon, (as it now appears) must come principally from that decomposition of the water of dilution, and not from saccharine matter employed, which contains altogether but twenty-eight pounds of carbon, the whole of which must necessarily go to the formation of the fifty-seven pounds of dry alcohol produced.
But not to descend too deeply into particulars that might lead into discussions not absolutely necessary in this place, let us take the produce of ten gallons of ardent spirit, at one to ten over proof. We here find that much more carbon has been generated, and given to the atmosphere, than went to the composition of this quantity of spirit, independent of the large quantity of alcohol dissolved in, and carried off by it, in its flight as before observed.
Allowing the average quantity of fermentable matter in a quarter of malt, barley, or other grain, to be only seventy-five pounds, then four quarters will be equal to three hundred subtile pounds of raw sugar; or eighty quarters of the one will be equal to six thousand pounds of the other, or three tuns weight of unadulterated molasses.
If we estimate the superfluous carbonic acid gas of this quantity of materials at only twenty-eight pounds per hundred, that will be sixteen hundred and eighty pounds dissipated during the fermentation, which is a loss, on every brewing of this quantity of materials, of upwards of forty-one gallons of spirit, of the strength of one to ten.
What is computed here in spirit, may easily be applied to wine, porter, beer, ale, sweets, &c. In barrels allowing three gallons and three quarts of spirit per barrel to the former, and four gallons per barrel to the latter, which gives eleven barrels and three quarters of the one, and ten barrels and a quarter of the other, lost on each brewing of eighty quarters of malt, or the average of that quantity of other materials, by the mismanagement of the fermentation in one point only.
It must appear evident to every person capable of investigating this calculation, that every six or seven pounds of carbon, fixed upon each quarter of malt, or other materials, there will be an augmentation of gravity or strength on this number of quarters, of ten or twelve barrels each brewing; that is, every six or seven pounds of this fugitive carbon that we arrest and fix in the fermenting fluid, as a component part of the subsequent produce, by presenting the requisite portion of oxygen and hydrogen, for the purpose within the sphere of each others attraction, we increase our strength in the before-mentioned ratio. It is of little moment whether this redundant gas comes from the water of dilution or from the fermentable matter, as under, if we can by any means turn it to account.
We have presumed the average quantity of fermentable matter at seventy-five pounds per quarter; this must be evidently on the best goods; this will give us a length of three barrels per quarter of malt of eight bushels, of twenty-five pounds per barrel, specific gravity. Suppose the apparent attenuation of these goods to be nineteen pounds, the transparent gravity will be six pounds per barrel, viz.
| Gravity of the worts in the cooler just before letting down into the guile-tun, per barrel, | 25 lb. | |||
| Apparent attenuation per barrel, down into the guile-tun, per barrel, | 19 | lb. | ||
| Transparent gravity per barrel, down into the guile-tun, per barrel, | 6 | |||
| 25 lb. | ||||
| Or take it as it really is, viz. specific gravity per barrel, | 25 lb. | |||
| Real attenuation per barrel, | 13 | lb. | 8 oz. | |
| Yest and lees, | 5 | 8 | ||
| 19 | lb. | |||
| Gravity per barrel, when transparent, | 6 | |||
| 25 lb. |
It may be said that nineteen pounds is the real attenuation, and the yest and lees produced is part thereof, as the fluid, or beer, in a state of transparency is but six pounds per barrel specific gravity, and it may, in some degree, be allowed to be so, as there is really so much gravity lost during the process of fermentation. If we multiply thirteen pounds eight ounces, which I have called the real attenuation, by four, we shall find the result to be fifty-four pounds, which is nineteen pounds more of superfluous gas upon four barrels of worts, of twenty-five pounds gravity each, than is extricated from an equivalent quantity of saccharine matter; that is, from one hundred pounds of raw sugar or one hundred and twelve pounds of molasses, and their respective waters of dilution, when the yest and lees do not exceed five pounds eight ounces per barrel. This may be truly called an analysis of the fermentable matter, giving the component parts tolerably exact; though much depends on the management of the fermentation, and the subsequent cleansing. By this analysis it appears, that the mucilage of malt, or grain, gives out more gas than the mucilage of sugar; and leaves a doubt on the mind whether to adjudge the superfluous gas to the fermentable matter, or to the water of dilution, or partly to both; but so it is, that these are the products, whatever source we derive them from, and there is no denying facts. The yest first added is not brought into this account.
There is a great similarity of appearance between the two species of low combustion, fermentation and respiration. Fermentation, like respiration, is the spontaneous effort of involuntary motion to decomposition; and in the fermenting mass, as in the animal system, it raises the temperature of both above that of the surrounding atmosphere: that is, it is the cause of heat and involuntary motion, both in the fermenting mass and in the animal system; and, like slow combustion, consumes both, and resolves them into their first principles, from which tendency the latter is constantly withheld by the ingesta, fuel, or food, thrown in. I am well aware I must not carry this reasoning any further.
Deep investigation may be thought not to be the object of our research; but we must always have two things in view in inquiries of this nature; indeed, in every pursuit of useful knowledge, where, like the present, it is connected with the first principles, to pursue the winding path of nature, through all her meanderings, up to the ultimate source of these elements, which are the instruments of her operations; and when we are favoured with a knowledge of these, either as the reward of laboured assiduity and attention, or the result of chance, to copy the original as close as we can.
I know I shall be justly accused with tautology. I must plead guilty to the charge, not having leisure to apply the pruning hook of correction. The misfortune is, that new doctrines must appear in a new dress, by which they wear the garb of novelty, though, with respect to first principles, there is nothing new under the sun; yet the application of these principles might have remained in oblivion for ever if not called into action. The man who in an age calls them into action, and beneficially applies them for the good of that community of which he is a member, may be virtually, though not literally, called the discoverer of a principle. The man that projects, and the man that executes a voyage of discovery, have superior claims to the man at the mast head who first cries out land. The new turn that the discoveries of modern philosophers has given to natural philosophy, requiring a change of names as well as system; unusual words are unavoidably introduced to express new terms of science, which gives a different character and fashion to the whole, that I should have great pleasure in avoiding, were it possible, which it obviously is not, finding it easier to glide down the stream than oppose its torrent.
Notwithstanding that I have calculated upon nineteen pounds only of twenty-five pounds per barrel of fermentable matter being attenuated, and have even in that quantity included five pounds eight ounces of lees and yest, (the least quantity produced,) such calculation must not be admitted to preclude the practicability of attenuating almost every particle of fermentable matter, and replacing it with an equivalent particle of spirit, if that spirit which is now carried off by the avolation of the fixed air, is, agreeably to my proposal, either arrested in its flight, or filtered, after its escape from the guile tun and cleansing vat, by the proper apparatus.
Having in a former part of these papers observed, that attenuation may be carried too far, it may be necessary for me to reconcile these seemingly opposite positions, which should be understood in this way: When the quantity of fermentable matter, suspended in a barrel of worts, intended for beer, or ale, is from five to ten pounds more than twenty-five pounds per barrel, every particle of it may be safely attenuated, as the quantity of spirit generated will be sufficient to preserve the beer, or ale, for any requisite length of time, provided it has been properly hopped, &c., or in lieu thereof, received certain other additions to improve its vinosity, strength, and keeping; when the quantity of fermentable matter in worts is from five to fifteen pounds per barrel less than twenty-five pounds, the height of the attenuation ought to be limited on keeping beer and ale; the spirit generated being insufficient to preserve so much fermented fluid in a drinkable state for any length of time, with the usual additions only, even during the summer heats of our own climate; and if so, it is totally unfit for either exportation to warm latitudes, or for keeping at home.
For the right understanding of these observations, we should consider that the unattenuated fermentable matter is perpetually furnishing a gradual supply of fixed air and spirit, by means of the imperceptible fermentation always going on in vinous liquors.
Weak beers and ales fret and spoil very soon in warm weather, which proceeds from the development and avolation of their fixed air; strong beers and ales have their limits under the same influence of heat, time, change of the atmosphere, &c., and owe their preservation to two things, viz. to a due proportion of fermentable matter unattenuated, or the quantity of spirit they contain; as under these circumstances they are either preserved by the spirit already formed, or that continually supplied by the spontaneous decomposition of the fermentable matter they contain, slowly developing and yielding a fresh supply of air and spirit; hence beer and ales, not too highly attenuated, derive strength and spirituosity from age, when properly stored or cellared, and duly secured from the changes of the atmosphere.
These observations are applicable to sweets, or made wines, and to those which are the produce of the grape, the progress of fermentation and attenuation being (or ought to be) interrupted in them by racking off, which is similar to cleansing in beers and ales: and in Madeiras, and other dry wines, the incipient acidity is corrected and restrained, by proper additions introduced in the early part of the process, and with others of similar effect when the wines are making up, either for use or exportation.
We may gather from these observations, that worts attenuated for beer or ale, to the decomposition of all their fermentable matter, that is, attenuated so high, or so low, that their specific gravity is reduced to the standard of common water, and from that to the degree of levity spirit is known to give to water, in the proportion to the quantity added, and left to the preservation of the spirit formed, they have little or no auxiliary assistance from their original products, already exhausted by the highest or completest attenuation obtainable; an important circumstance, always to be attended to, particularly by those who affect an unnecessarily high attenuation!
The intelligent brewer may, by the assistance of these observations, form a most accurate rule for the regulation of his future conduct in the management of fermentation, according as his beer or ale is to be weak or strong, or for present use or long keeping; for the accomplishment of which, the use of the hydrometer and thermometer claim his peculiar attention, and will undoubtedly answer his expectations, when joined to the certainty he is now at, of knowing when he is, or is not, to expect the development of fixed air and additional spirit, by which he can govern himself accordingly.
These observations lead to a removal of the difficulties that lay in the way, and, at the same time, suggest a mode of applying the present, or of constructing a future hydrometer, for ascertaining the strength or the quantity of the vinous spirit in beer, wine, ale, and other fermented fluids, which has long been a desirable object.
The distiller, having none of these niceties to attend to, is governed by the ultimate extent of the attenuation the worts, or wash, is found capable of, and which is both assisted and protracted by its superior density, in its progress from specific gravity to specific levity, if such an expression is admissible.
Fermentation, begun in a fluid more or less saturated with saccharine or fermentable matter, the process is finished sooner or later, and usually in proportion to the degree of saturation, and the being conducted with more or less vigour under a well regulated temperature; for the more a fluid abounds with this matter, the grosser and denser it must necessarily be, and the longer will the attenuation be protracted; the longer it is protracted, in air-tight vessels, and in a healthy and vigourous state of decomposition, the more spiritous and strong will that wash turn out, and the greater the produce of spirit in distillation; hence, it is both protracted and assisted by its density.
A languid may be truly called an unhealthy decomposition, it being productive of diseases common to misconducted fermentation, acidity, putridity, and lack of spirits, with a tendency to precipitate and burn upon the bottom of the still; hence, all the decompositions are confounded together, as in spontaneous fermentation.
The formation of acidity during the process, is not of that injury to the distiller that it is to the brewer, nor is this recent acidity vinegar, as has been supposed by some chemists, but the incipient state of combination of resolving elements, whose particles are in that juxtaposition best suited to absorb developing hydrogen in a nascent state, and intimately to combine with it into vinous spirit, the approximation to which is promoted by time and incumbent pressure: these positions shall be explained as I proceed.
The reason that putridity is so rarely discovered in excited fermentation, is, that it is usually counteracted by the previously evolved acidity, and corrected, but not saturated or neutralized; for, were that the case, the putrid could not immediately succeed the acetous process in the same fluid, nor exist together, as they are known to do in declining beer, vinegar, &c.
The reason that acidity is not more frequently observed and attended to than it is, is because of its being sheathed or covered by the unattenuated sweets, or fermentable matter of the wash that remains undecomposed.
On the other hand, when acidity is very prevalent, it may be mistaken for unattenuated fermentable matter, acidity increasing the density and specific gravity of the fluid.
Putridity, from the avolation of its products, promotes levity, and that in proportion as its increase surpasses that of the general acid; and it is not until the action of the acetous becomes languid, that the putrid process gains the ascendency, when it is then difficult to overcome.
Although these observations may show how the hydrometer, or its use, in unexperienced hands may be baffled, they both distinguish and explain the value of its application; they do more—they elucidate the doctrine of fermentation, and illustrate the goodness of Providence, who has made nothing in vain, but provided nature with its own resources for conducting every operation in the great plan of the universe with uniform and unerring security.
In the decomposition of fermentable matter, either by combustion or fermentation, (which I have defined to be synonimous,) a portion of inflammable air, or hydrogen, is first evolved; secondly, another portion of inflammable air, united with pure air, or oxygen gas, evolves under the form of fixed air; this is the constant and uniform phenomena of these decompositions, and are progressively going on from the beginning to the end of the fermentation, while there is any fermentable matter to attenuate. A due portion of oxygen uniting in a nascent state with a correspondent portion of inflammable or hydrogen, and fixed air, forms the spiritous particles dispersed through the fermenting fluid, which create vinosity, and constitute it wine, beer, or wash.
During which, so great is the avolation of fixed air, (as we have seen,) that much of the ethereal part of the new formed, or, rather, the scarcely-formed spirit, is carried off with it in a gaseous state. This is much assisted by the agency of the atmosphere, which is the solvent and receptacle of ethereal products, whose affinity for them must be as great as it is perfect and immediate—which demonstrates the necessity of having air-tight vats. When we consider the composition of the atmosphere, and that it owes its formation and existence to this cause, and, thereby becomes the menstruum of all created matter, we may be better able to understand the composition and formation of vinous spirits, and, by closely copying the original, more successfully imitate nature. We have seen that the principal phenomena in fermenting fluids is a brisk intestine motion of their parts, excited in all directions with a loss of transparency, or a muddiness, a hissing noise, the generating of gentle heat, and an exhalation of gas. This heat, we must now observe, is always very sensible before the extrication of any gas. We have adverted to the similarity existing between respiration and fermentation, which is remarkably so in the equality of heat produced in both in a healthy state of either, and which seldom exceeds ninety-six degrees of Fahrenheit's thermometer; but there are instances of their being much higher in both, without producing much injury to either. Instances of this could be adduced at home, without referring to warmer climates of the East and West Indies, where the temperature of the atmosphere is so much higher than with us; and that the temperature of the fermenting fluid, when at its height, always exceeds that of the surrounding atmosphere in these latitudes, which makes the similarity still stronger between these two decomposing processes. This is a general and just remark; but, in order to regulate it by practical facts, we must name the medium standard of heat, which rarely exceeds eighty-five degrees with the brewers; this is the medium of seventy-four and ninety-six degrees; but the medium heat is not unfrequently up to ninety-six degrees in the distiller's fermenting backs of Great Britain. Much depends on the degree of temperature the fermentation is pitched at: here, nothing is spoken of but the cleansing heat with the brewers, and the medium heat with the distillers.
For the maintenance of combustion, the free access of air being necessary, an objection may be raised to air-tight vats, as unfit to carry on this process in, to the exclusion of external air; which objection may seem to gather force from the compression it occasions of the fixed air on the decomposing fluid, which is allowed to extinguish active combustion. I must acknowledge these are formidable objections to my definition of low combustion, but I by no means find them unanswerable.
The aptitude of new hay, malt, and other vegetable matters, to spontaneous combustion, when impacted together by incumbent pressure, and a certain degree of moisture, should be recollected; and that this tendency is not destroyed by excluding the admission of external air, but by quickly cooling and dividing the impacted hay.
The great quantity of oxygen, or vital air, both in the water of dilution, and in the fermentable matter, with which the fluid is more or less saturated, should be also recollected, which is about eighty-five parts in the former, and sixty-four parts of one hundred in the latter.
Though, in an unelastic or fixed state, it is one of the properties of combustion to disengage and render it elastic, great part of which, during the low combustion which it supports, and in which heat is visible or perceptible, and light in an invisible state developed, three parts of this oxygen, with about one third of its weight of carbon, is converted into an elastic state, under the form of fixed air, that separates from the decomposing mass; a circumstance attending also on the combustion of coal and other combustible substances during their decomposition by that process, which supported in them by the external air of the atmosphere, where heat and light are both visible from the intensity and velocity of the combustion; and wholly invisible in the former, not from exclusion of external air, but from the length of time elapsed in low combustion; the one being performed instantaneously, and the other taking several days from its decomposition. Although fixed air is known to extinguish a lighted candle, and destroy animal life, that is, to be equally unfit for the combustion of inflammable bodies, or the support of animal respiration, it is also known to be as successfully employed as atmospheric air, or even dephlogisticated air, to melt glass, &c., when applied to the clear flame of a wax candle, by passing a current of it through a blow-pipe, to direct that flame on the glass to be melted.[4]
This will not be so much to be wondered at, when we consider that the proportion of vital air in fixed air is as twenty-seven to nine, and in atmospheric air, the proportion of azotic gas or phlogisticated air, to vital air, is as seventy-three to twenty-seven; therefore, the former contains three fourths of vital air, and the latter little better than one fourth; but the fixed air is in a combined, and the phlogisticated air in an uncombined state. Among the processes made use of by nature for the decomposition of vegetable and animal substances, fermentation, or low combustion, is a principle one. Air, in a fixed or unelastic state, may be as necessary here as air in an elastic state is known to be in the active combustion of inflammable bodies. Chemists and philosophers are no strangers to two sorts of combustion, one in external air, and the other in close vessels.
But this is not the combustion alluded to in fermentation, where all the requisites for complete decomposition is to be found independent of contact with the atmosphere; here one part is oxygenated at the expense of the other, and the other disoxygenated in favour of it.
Nor does the solution, or decomposition of metals by acids, the combustion of inflammable and vital air for the production of water, stand in need of external heat or fire, any more than the low combustion in which fermentation consists for the production of spirit, beer, or wine, than that generated by the self-operation of its own temperature; similar to this is the self-animating principle or power with which nature has endowed the animal body of generating its own heat by respiration.
In fermentation, the caloric, or matter of heat, which is plentifully disengaged by the condensation of oxygen, is prevented from breaking out into flame with the condensing hydrogen, from the presence of affinities in the fermenting mass, ready to absorb and fix them into vinous spirit, ale, beer, &c., with the other component element, carbon; by which they are too instantaneously taken up and fixed, to amount to more than bare ebullition, and pass at once from an incipient state of elasticity, to a fixed and non-elastic one, while the redundant heat, which would otherwise appear, is taken up and carried off by the abundant formation of carbonic acid gas, which requires so great a quantity of caloric to render it permanently elastic, as not only keeps this sort of combustion under ignition, but much below the degree of heat at which the accumulating vinous spirit could be raised to the evaporable or distilling point, though capable, as already observed, of detaching a considerable portion of it with the volatile gas, and of the water of solution, or the water of composition recently formed from the present attractions in its most volatile and incipient state of formation; both which we have seen ascend with the fixed air extricated, partly in a combined, and partly in an uncombined state.
One part of hydrogen is sufficient to saturate and fix above five of carbon, and they require nearly sixteen parts of oxygen to complete their formation into alcohol, while the water of dilution undergoes a proportionate decomposition and recomposition, to assist the resolutions and combinations, and support the admirable equilibrium preserved by nature.
At the same time that the extreme levity of the hydrogen gas accounts for the great quantity of heat which it holds in combination, and the high temperature requisite to effect its decomposition, and that such is its capacity for heat, that though combined with oxygen and water, it still possesses the property of absorbing a great deal more. It is this property that renders aqueous vapour lighter than atmospheric air in which it ascends; yet we have just now demonstrated the resolution and combination of hydrogen gas, and oxygen gas, both extricated from the fermentable matter and the water of dilution, and their formation into spirit, &c., at a temperature not many degrees above that of the incumbent atmosphere, and no higher than that excited by respiration in the animal system.
In which we have shown the vegetable oxyde, (saccharine matter,) when reduced by the admixture of water, to form the worts or wash, to be a carbonated hydrogenous fluid, containing the elements of wine, beer, ale, spirit, &c., and the mode of producing them under circumstances conducive to their formation; these are motion, heat, pressure, and mutual attraction, called into existence by a species of low combustion, or fermentation, somewhat similar to respiration. In which the materials, the products, and the liberation of caloric are ultimately the same, whether the operation is attended by visible fire from the velocity of action, or weak incalescence from the slow progression of its motion; in which the component elements are continually assuming a gasseous form, and as constantly losing it by the force of mutual attraction for each other. No sooner is the equilibrium broken, in one instance, by their gasseous appearance, than it is restored by their condensation, and the heat liberated by the latter taken up by the former, by which the equilibrium is preserved; in this consists the increase of temperature above that of the surrounding atmosphere, accompanied by the discharge of fixed air; to fix, and advantageously apply which, shall be the next consideration; and, by an accurate imitation of the modification employed by nature, to render the fermenting fluid so much the stronger by such fixation. To accomplish which, we must advert to what has been delivered in the preceding pages, particularly to the proportions in which the equilibrium preserved by nature consists, and exactly to her manner of combining them in sugar, malt, and other saccharine matter, her mode of breaking this equilibrium, or decomposing them by fermentation, and recombining them into wine, beer, &c., and by the same process restoring the equilibrium.
It cannot be doubted, but that, in the investigation of the acetous process of fermentation with the attenuation we do the vinous, they will mutually reflect light on each other; in which it will come out that wine, beer, ale, vinegar, spirit, &c., are not the only commercial preparation to which the doctrine of fermentation, or low combustion, may be advantageously applied, but also to others, that are perhaps equally important and productive.
The cleansing being at the meridian, or greatest temperature of the heat of the fermenting fluid, and the object of that cleansing being to reduce the heat, and thereby allay the violence of the fermentation, by which an immediate decomposition takes place, the lighter impurities buoyed up to the top of the fluid flows off with the yest, while the heavier dregs descend to the bottom, and the fermentation gradually declines as the cleansing draws to a conclusion, and the fermenting fluid forms a turbid heterogeneous mass, very perceptibly approaching towards a transparent homogeneous fluid in its progress to a drinkable state.
In laying out a brewery, the air should have free access to the coolers on all sides, under and over; cleansing vessels should be similarly situated, and, if avoidable, the coolers should not lay immediately over them, to raise their temperature, which should not be many degrees above that of the atmosphere, at temperate, which is fifty-two degrees; but the descent from the cleansing heat (seventy-five to eighty-five) should be progressive, that is, not sudden. A sudden chill would precipitate the grosser, and diffuse the lighter dregs throughout the fermenting fluid, which should be thrown off from the surface in cleansing; this would retard the fining, and empoverish the beer or ale; while the mode recommended will be found to promote transparency, and give strength and body, that is, fullness and spirituosity. In general, the cleansing commences too soon for the strength and quality of the goods, particularly for porter, since the introduction of a greater proportion of pale malt than formerly used; a more perfect fermentation is now requisite to keep up the genuine distinction in that flavour of porter from ordinary beers and ales, which, since the change of lengths, has much declined, though the only characteristic quality that gives it merit over other malt liquors—an object that deserves consideration in this great commercial branch of trade, and source of national wealth, where the loss of distinction will be the loss of trade. The rough, astringent, thirst-creating smack is the produce of the brown malt, and a well conducted fermentation. The porter now brewed can no more bear the sudden chill of a cooling atmosphere in the barrel cleansing, without too immediate a condensation and separation of its parts, than it is able to sustain the quick changes of a warm atmosphere, without an immediate tendency to acidity. As things now are, either extreme can only be avoided by a more attentive advertence to the mode of cleansing, so as to prevent a predominant tendency to either by adopting the means proposed, or such other, on the same principles, as are equally likely to preserve the quality, increase the strength, promote transparency, and avoid acidity. I know it may be urged by the most able brewers, that a high and rapid fermentation in the cleansing is a principal cause of that flavour for which porter is distinguished; that this kind of fermentation leads to a more perfect attenuation; and some of them may, with great truth, add, a perfect attenuation is the genuine mode of early bringing beer forward. This I most readily grant; it is the doctrine I wish to inculcate. The greater gravity of keeping beers, preserves them in a mild state, while their spirituosity prevents acidity. The flavour of the colouring matter now in use, nor the change it induces, is not, by any means, adapted to preserve the genuine flavour of porter, or compensate for that made in the change of malt; a change I by no means condemn, with respect to the malt; but however advantageous to the length, we must not altogether give up flavour, while we may equally as well, and indeed much better, preserve both by a due admixture of each sort of malt, and with suitable additions and proper correctives in the process or preparation of porter, both salubrious; as by the subsequent mixture of stale and mild beer, before sending out, or, afterwards, by drawing them from different casks into the same pot, when on draught, to suit the palate of each respective customer.
I hope it is by this time understood, that my views are to raise the Process of Brewing above the vulgar error that tyrant custom has entailed on it, and by the free exercise of the brewer's abilities, both in a scientific and tradesman-like manner, so as advantageously to preserve flavour and quality, with almost any proportions of every sort of malt he may occasionally be obliged to use.
The world is continually exclaiming that experience is better than theory. This is very true; for example, he who has had a very long experience, may, in general, perform operations with tolerable exactness; but this he undeviatingly does by certain stated means, without any deeper intelligence of the process. I would, with Mr. Chaptal, compare such a man to a blind person who is acquainted with the road, and can pass along it with ease, and perhaps even with the confidence and assurance of a man who sees perfectly well, but is at the same time incapable of avoiding accidental obstacles, of shortening his way, or taking the most direct course, and alike incapable of laying down any rules which he can communicate to others. This is the state of the artist of mere experience, however long the duration of his practice may have been, as the simple performer of operations.
Brewing, fermenting, distilling, &c., are branches of commercial chemistry, that generally challenge the attention and secure the protection of those governments that constitute them sources of revenue and trade. Chemistry is as much the basis of the arts and manufactures, as mathematics is the fundamental principle of mechanics. In the process of brewing porter, ale, threepenny, &c., to be subsequently treated of, the practical minutia of fermentation and attenuation shall be circumstantially laid down in each, so as to account for, and distinguish the variety of flavour, &c., assignable to each cause effected by the different modes of treatment.
Hops, the best method of cultivating and raising them.
A rich, deep soil, rather inclining to moisture, is, on the whole, the best adapted for the cultivation of hops; but it is observable that any soil (stiff clay only excepted) will suit the growing of hops when properly prepared; and in many parts of Great Britain they use the bog-land, which is fit for little else. The ground on which hops are to be planted should be made rich with that kind of manure best suited to the soil, and rendered fine and mellow by being ploughed deep, and harrowed several times. The hills should be at the distance of six or eight feet apart from each other, according to the richness of the ground. On lands that are rich, the vines will run the most; the hills must therefore be the further apart.
At the first opening of the spring, when the frosts are over, and vegetation begins, sets, or small pieces of the roots of hops, must be obtained from hops that are esteemed the best.[5] Cut off from the main stalk or root, six inches in length, branches or suckers, most healthy, and of the last year's growth, if possible to be procured; if not, they should be wrapped in a cloth, kept in a moist place, excluded from the air. A hole should then be made large and deep, and filled with rich mellow earth. The sprouts should be set in this earth with the bud upwards, and the ground pressed close about them. If the buds have begun to open, the uppermost must be left just out of the ground, otherwise cover it with the earth an inch. Two or three sets to a pole is sufficient, and three poles to a hill will be found most productive; place one of the poles towards the north, the other two at equal distances, about two feet apart. The sets are to be placed in the same manner as the poles, that they may the easier climb. The length of the poles may be from fourteen to eighteen feet, according as the soil is rich or poor. The poles should be placed so as to incline to each other, meet at their tops, and there be tied. This is contrary to the European method, but will be found best in America. In this way they will strengthen and support each other, and form so great a defence against the violent gusts of wind, to which our climate is frequently subject in the months of July and August, as to prevent their being blown down. They will, likewise, form a three-sided pyramid, which will have the greatest possible advantage from the sun. It is suggested by experience, that hops which grow near the ground are the best. Too long poles, therefore, are not good, and care should be taken that the vines do not run beyond the poles, twisting off their tops will prevent it. The best kinds of wood for poles are alder, ash, birch, elm, chestnut, and cedar, their durability is directly the reverse of the order in which they stand; charring, or burning the end put into the ground, will preserve them. Hops should not be poled till the spring of the second year, and then not till they have been dressed. All that is necessary for the first year, is to keep the hops free from weeds, and the ground light and mellow by hoeing and ploughing often, if the yard be large enough to admit of it. The vines, when run to the length of four or five feet, should be twisted together, to prevent their bearing the first year, for that would injure them. In the months of March or April, of the second year, the hills must be opened, and all the sprouts or suckers cut off, within one inch of the old root, but that must be left entire with the roots that run down;[6] then cover the hills with fine earth and manure. The hops must be kept free from weeds and the ground mellow by hoeing often through the season, and hills of earth gradually raised around the vines during the summer. The vines must be assisted in running on the poles with woolen yarn, suffering them to run with the sun. By the last of August, or the first of September, the hops will be ripe, and fit to gather. This may be easily known by their colour changing, and having a fragrant smell; their seed grows brown and hard. As soon as ripe, they must be gathered without delay, for a storm or frost will injure them materially. The most expeditious method of picking hops, is to cut the vines three feet from the ground, pull up the poles and lay them on crotches, horizontally, at a height that may be conveniently reached, put under them a bin of equal length, and four may stand on each side to pick at the same time. Fair weather should always be chosen to gather hops and they should never be gathered when dew or moisture is on them, as it subjects them to mould. They should be dried as soon as possible after they are gathered; if not immediately, they must be spread on a floor to prevent their changing colour. The best mode of drying them is with a fire of charcoal and kiln, covered with hair cloth in the manner of a malt-kiln.[7] The fire should be steady and equal, and the hops gently stirred from time to time. Great attention is necessary in this part of the business, that the hops be uniformly and sufficiently dried; if too much dried they will look brown, and, of course, be materially injured in their quality, and proportionably reduced in their price. If too little dried, they will lose their natural colour and flavour. They should be on the hair cloth about six inches thick after it had been moderately warmed, then a steady fire kept up till the hops are nearly dry, lest the moisture or sweat the fire has raised should fall back and change their colour. After the hops have been in this situation seven, eight, or nine hours, and have got through sweating, and when struck with a stick will leap up; then throw them into a heap, mix them well, and spread them again, and let them remain till they are all equally dry. While they are in a sweat, it will be best not to move them for fear of burning, slacken the fire, when the hops are to be turned, and increase it afterwards. Hops are sufficiently dried, when their inner stalks break short, and their leaves become crisp, and fall off easily. They will crackle a little when their seed is bursting, and then they should be removed from the kiln. Hops that are dried in the sun lose their rich flavour, and, if under cover, they are apt to ferment and change with the weather, and lose their strength; moderate fire preserves the colour and flavour of the hops, by evaporating the water, and retaining the oil of the hop. After the hops are taken from the kiln, they should be laid in a heap, to acquire a little moisture to fit them for bagging. It would be well to exclude them from air by covering them with blankets. Three or four days will be sufficient for them to be in that state. When the hops are so moist that they may be pressed together without breaking, they are fit for bagging. Bags made of coarse linen cloth, eleven feet in length, and seven in circumference, which hold about two hundred pounds weight, are most commonly used in Europe: but any size that best suits may be made use of. To bag hops, a hole is made through the floor of a loft, large enough for a man to pass through with ease. The bag must be fastened to a hoop, larger than the hole, that the floor may serve to support the bag; for the convenience of handling the bags, some hops should be tied up in each corner of the bag, to serve as handles. The hops should be gradually thrown into the bag, and trod down continually, till the bag is filled. The mouth of the bag must then be sown up, and the hops are then fit for market. The closer and harder hops are packed, the longer and better they will keep; but they should be kept dry. In most parts of Great Britain where hops are cultivated, they estimate the charge of cultivating one acre of hops at forty-two dollars, for manuring and tilling, exclusive of poles and rent of land; poles they estimate at sixteen dollars per annum, but in this country they would not amount to half that sum; one acre is computed to require three thousand poles, which will last from eight to twelve years, according to the quality of the wood used. The English growers of hops think they have a very indifferent crop if the produce of one acre does not amount to one hundred and thirty-three dollars, but, much more frequently, it amounts to two hundred dollars, and sometimes so high as four hundred dollars per acre. In this country, experiments have been equally flattering. A gentleman in Massachusetts, in the summer of 1791, raised hops, from one acre of ground that sold for three hundred dollars; it is allowed, that land in this state is equally favourable to the growth of hops. Upon a low estimate, we may fairly compute the nett profit of one acre of hops to be eighty dollars, over and above poles, manure, and labour; and in a good year a great deal more might be expected. There is one circumstance further we think has weight, and ought to be mentioned: in the English estimate the expense put down is what they can hire the labour done for by those who make it their business to perform the different parts of the cultivation. A great saving may, therefore, be made by our farmers in the article of labour, for much of it may be performed by women and children. Added to this, we have another advantage of no small moment in this country: the hop harvest will come between our two great harvests, the small grain and Indian corn, without interfering with either but in England the case is otherwise: the small grain and hop harvest come in together, and create a great scarcity of hands, it being then the most busy season of the year. It is found, by experience, that the soil and climate of the eastern states are more favourable to the growth of hops than Great Britain; they not being so subject to moist, foggy weather of long continuance, which is most injurious to hops; and the southern and middle states are still more favourable to the growth of hops than the eastern states, in point of flavour and strength. The State of New-York unites some advantages from either extreme of the union. The cultivators of land in this state have every inducement, which policy or interest can offer, to enter with spirit into the cultivation of hops; as we shall thereby be able to supply our own demand, which is now every year increasing, instead of sending to our neighbours for every bag we consume; a circumstance the more unaccountable, as hops, are on all hands, allowed to be one of the most profitable crops that can be raised; the culture requires but little land, the labour may be performed at intervals, so as not to interfere with other business of the farm, and be generally performed by women and children. There is hardly a farmer in this state but may, with ease, raise from one quarter of an acre, to as much as three or four acres, the advantage of which would, in a few years, be most sensibly felt both by the individual concerned, and the state at large. In the city of New-York there are, at present, a number of large and respectable breweries, and new ones, from time to time, may reasonably be expected to be added to their number. All these establishments are now supplied with hops from Massachusetts and Connecticut; these considerations should certainly stimulate a few spirited cultivators to lead the way, and raise hops; their laudable example would soon be followed by others; so that in a few years we should have prime hops of our own in abundance, for home consumption or exportation. This subject will, I hope, appear sufficiently important to recommend itself; to say more is therefore unnecessary.
However unconnected this subject may appear with a treatise on brewing, I cannot help thinking that, in this country, it is much more intimately connected with it than one would, at a first view, incline to suppose, and for the following reasons; first, Because the proper cultivation of barley is not generally known, save in the eastern states, and but very little raised in any of the others; secondly, Without good barley it is impossible to make good malt, consequently, good beer—and it must be acknowledged, that a great proportion of the barley that is raised, even in the eastern states, is but very imperfectly suited to the purposes of the brewery, being what is termed winter barley, and generally a poor, thin, lank grain, by no means qualified to make good malt. This is so well known in England, that it is very rarely met with in the barley markets, and seldom, or ever, purchased by a brewer. The summer, or spring barley, always getting the preference, being the largest bodied grain, and, of course, the best suited to the purposes of making prime malt, the want of which, is frequently severely felt by the brewers of this country, from the impossibility they often find themselves in of procuring good barley, being obliged to use such as they can get, which, for the most part, is very ill suited to their purpose. It will be, then, their interest to give every encouragement to the farmer to raise spring barley in preference to the winter, to procure the best seed, of that description, that he can find, to clean it well, to steep it in well or spring water for twelve hours, stirring it frequently from the bottom of the tub or vessel all around; and previous to each stirring, all the floating grains, seed weeds, &c., should be carefully skimmed off: thus nothing will remain for seed but sound and perfect grain. The first water should be drawn off at the end of six hours, and immediately replaced by fresh; this again drawn off at the end of six hours more; it should be sown, broad cast, the following day, being first previously mixed with a sufficient quantity of wood ashes to dry it as much as will be necessary for the purpose of sowing. Thus managed, if the ground be in proper tilth, and fitly prepared, this grain will make its appearance the fifth or sixth day after sowing; whereas, if the seed be sown dry, it will probably be three weeks or more before it comes up, particularly if the season be dry. I cannot more forcibly recommend this practice than by giving a brief sketch of an experiment made in England, and taken from the Bath and West of England Society's reports. A farmer selected four acres of the same field, treated and prepared it for seeding exactly in the same way, he then divided it into two equal parts; he sowed one part with dry seed, in the common way, the other with steeped seed, as here recommended, and the consequence was, that the latter produced a double crop, although the seed in both cases was the same, save the difference of treatment. The superior quality and condition of the crop seemed to keep pace with the increased quantity. The beginning or middle of March, if the weather be dry, is the best time to sow spring or summer barley. This mode of preparing seed wheat, is highly recommended as an assured preservative against the smut, fly, &c., insuring a sound good crop of grain. Barley should be always cut in dry weather, yet not suffered to be too ripe before cutting; stacking it in the field for a few weeks before removing it to the barn, helps and prepares it for malting, by sweating and drying it. Barley, immediately brought to the malt house from the field, rarely makes good malt, as a great proportion of it becomes staggy, and will not grow. Those who can corroborate the truth of these remarks, and sufficiently appreciate them, will readily justify and excuse this seeming departure from the original plan of this little work.
There is no production of the brewery more important to society than good table beer, whether it be considered as a diluent to animal food, or a diet drink in fever cases, even of the most malignant kind, where, to my knowledge, it has been preferred to all others, and that with the greatest success, sanctioned by the advice of some of the most eminent physicians. This justifies my recommending it, and giving several processes for making this useful liquor.
Let your malt be fine ground; first liquor 172; mash one hour, stand one hour, run down smartly; beat of second mash 180; mash one hour, stand two hours, boil two hours; making your length sufficiently long to give one barrel of beer to each bushel of malt. Pitch your tun at 70 degrees, giving one gallon of solid yest; cleanse within twenty-four hours. The fresher this beer is sent out the better: being very thin in body and low priced, it cannot be expected to last long.
process.
10 lb. liquorice ball, which was previously melted down in boiling water, by frequent stirring, to a liquid, and then put in with the hops when added to the worts. Ran the necessary quantity of boiling water into the mash tun for the first mash, and when cooled down to 168, commenced mashing, which continued three quarters of an hour, stood one hour, ran down briskly; mashed a second time at 180, for half an hour; stood half an hour; mixed both worts, boiled one hour and a half as hard as possible, throwing into the copper, before boiling, half a pound of ground ginger, with half a pound of ground mustard; pitched these worts at 70 degrees, giving 3 gallons of solid yest; remained in the tun 36 hours, and was headed over, before cleansing, with four pounds of flour and one pound of salt mixed together. This kind of beer will have attenuated sufficiently in from 30 to 36 hours.
materials.
Boiled the first copper; drew the fire; then ran ten inches of boiling hot water into the keeve; added two inches of cold water, mixed both well together, which made up at 168; then put in the malt gradually, mashing all the time, for about half an hour; the mash being thin, did not require a longer operation. Before mashing, rubbed the 7 pounds of hops in a tub, sprinkling over them, when rubbed, about one quarter of a pound of white salt, then poured on boiling water in sufficient quantity to saturate them well, after which they were close covered; the keeve having stood two hours, the tap was set, and ran down twelve inches. Did not boil the second copper, but raised its heat to 184, mashed a second time, and stood one hour, ran down as before, and completed the length in the underbank, cleared the copper, had it rinced out, got up the worts, put in the hops, extract and all, made up the fire, and boiled one hour and a half as hard as possible, previously adding to them four pounds of brown sugar that had been dissolved in a bucket with hot water, also half a pound of ground mustard; this beer remained on the coolers about eight hours, pitched it next morning at 72 degrees, adding only one gallon of solid yest, ran slowly into the tun which made up at 61 degrees; came on gradually, remained in the tun 31 hours, and raised to 66, affording but two degrees of attenuation. Notwithstanding this beer worked well in the casks, yet moderately, was frequently filled at close intervals, and was glass fine the fifth day. The sugar was added to assist the colour as well as the strength, the mustard to give flavour.
To brew small beer somewhat stronger, take 30 bushels of pale malt, (have it ground fine,) 10 pound of hops, steep them as in the preceding process. Turn out of your copper 16 barrels of beer, give your first liquor at 165, your second at 175, mash, run down, stand, and boil as before. But before you commence brewing, take five pounds of brown sugar, put it into a metal pot with some water, set it on the fire, keep it constantly stirring till it begins to smell strong, then take it off the fire, and add to it, gradually, three gallons of water, at the temperature of blood heat, stirring the water and the sugar well together, till the whole be perfectly blended; this prepared liquor should be added to the worts in the copper before boiling. The fermentation, &c., to be conducted as before, save only the pitching, yest, to be increased by half a gallon, which half gallon is not to be added to the worts until twelve hours after the first gallon. Attenuation should proceed until the heat rises four degrees above the pitching heat, which should be the same as in the preceding process. In both instances, the tuns should be covered during the period of fermentation, but taken off for the purpose of rousing before cleansing; these covers should be put on again, in order to prevent the dispersion or waste of the gasses, which is always a loss of spirituosity.
process as follows:
Boil your first copper, run into your mash tun as much boiling water as, when reduced with cold, will bring it to the temperature of 1.0, then commence your mashing operation, putting in two bushels of shorts, and one bushel of bran at a time; when these are well mixed with the water, put in more, mash again, and so continue to do till all is in; it will take from half an hour to three quarters to mash this quantity properly; let your mash stand two hours, run down as in the preceding processes, and give your second liquor 165; mash a second time, stand one hour, boil your first wort one hour very hard with half your hops, which should have been steeped, rubbed, and salted, as before directed; boil your second wort one hour and a half in the same way, putting on the remainder of your hops, with one pound of ground mustard, and five pounds of brown sugar, reduced, by boiling, to a colouring matter, as already directed in the previous process; make up your two boilings in your tun at the heat of 65, giving three gallons of solid yest; let your attenuation proceed ten degrees, or to 75, then cleanse, and continue to fill your casks in the usual way. It has been found that beer brewed from these materials has stood the summer heats much better than beer brewed from malt alone; this may be accounted for by the extract of malt possessing a much larger proportion of saccharine matter than that obtainable from bran and shorts. In families, this beer may be brewed in the proportion of one or two barrels at a time; and in the country, where brewer's yest may not be procurable, leaven, diluted with blood-warm water, may be substituted for brewer's yest, and will answer, but not so well; neither will attenuation go so high, as fermentation with leaven, when applied to liquids, is generally languid and slow.
First, or mashing liquor, 168, run your whole quantity of boiling liquor into your mash tun, and when it cools down to the above point of 168, begin to run in your malt gradually from your malt bin; this quantity will require four or five hands to mash it well, which will generally take three quarters of an hour; when sufficiently mashed, cover your tun, let it stand two hours; run down this first mash smartly by two cocks within the hour; let your hops be rubbed, steeped, and salted, as before directed; added to these worts, as they began to boil, three gallons of the essentia bina or liquid colouring, with one pound and a half of ground mustard, and one pound of liquorice root finely powdered, boiled the whole two hours as hard as possible, there being a second copper for this operation, there was liquor prepared for the small beer and run on the keeve at the heat of 185; mashed well a second time, and stood two hours; by this time the first wort was let run into the hop back, and so on the cooler. After which, ran down the small beer, got it into the small copper, adding about six hand buckets of the hops that had been boiled on the single ale; these answered to preserve the beer, with one pound of ground mustard to assist flavour, and two gallons of the essentia bina to give colour; boiled the small beer one hour smartly. The strong worts were let into the tun in three portions, there being three coolers; the first division, at 65, had two gallons and a half of yest given to it; the second, at 66, the same quantity of yest; the third, at 65, was let down without yest, when all were in the tun made up at 64; in thirteen hours the tun had a handsome appearance of work; came on regularly, and attenuated to 76, having gained 12 degrees within sixty hours, then cleansed and filled the casks every three hours for the first eight fillings. Thus managed, this single ale was fit to send out the fifth day after brewing. When this ale is racking off the butts, to be sent out, would recommend putting two ounces of ground rice into each barrel which will create briskness, and much improve the beer. Ran the small beer into the hop back of the strong beer, and so on the coolers, thereby giving it a chance to lick up all the strong ale it met with in its progress to the tun, which it entered at 65 with three gallons of yest, and was cleansed within thirty-six hours. The quantity of beer here mentioned would be much improved by the addition of six or seven pounds of brown sugar or molasses; but if good table beer is wanted, it can be only obtained from whole grists of malt, and is well worth the difference of expense to those who can afford it, and appreciate quality.
Rubbed, salted, and steeped the hops, as already directed, in a close vessel, ran a sufficient quantity of boiling water on the mash tun for the first mash, which was suffered to cool down to 165; mashed well for nearly one hour, stood two hours; ran down smartly, boiled the first wort one hour very hard, with about half the hops; mashed a second time at about 185: took about half an hour in the operation, ran down smartly after two hours' standing, got up this second mash smartly into the copper, taking the necessary precaution of rincing the copper out clean, for the reception of the second wort, which was boiled two hours very hard, with the remainder of the hops; these two worts were run together on the same cooler; after standing a few hours, were run on a second cooler, and there suffered to remain till they came down to 65; were then let into the tun, with two gallons of solid yest, by a large plug hole in a few minutes so as to have scarcely suffered any diminution of their heat; in twelve hours after, there was added two gallons more of yest, roused the tun a second time, came on gradually, and attenuated within 56 hours ten degrees, and so was cleansed at the heat of 75, this beer was filled every two hours, for the first twenty-four, and in a few days more became transparently fine; this beer should have added to it, before sending out, four ounces of steeped hops, and two ounces of ground rice to each barrel; the five pounds of hops wanted for this operation is previously put to steep in a clean tub with some of the beer. This beer, if thus brewed with good materials, and treated as directed, will be found to give satisfaction. During the winter half year, the fermenting tun should be always covered; in summer, only partially so; the less strong beer is attempted to be brewed in that season the better, as it will not keep, necessity alone should compel the brewer to work, in this country, during the summer months; and then at small beer only.
Table Beer, English method of brewing it.
Boil the three runnings together for two hours in a close covered copper; three pints of good solid yest will be sufficient to pitch this quantity, mixing it, before adding, with about one gallon of the wort, then add this to the rest; a low attenuation for this kind of beer will not answer, the specific gravity being too light, the fermentation rarely exceeding 30 hours in the tun. It being generally wanted for immediate use; it is pitched high, and worked quick. It is further important to bung it down close as soon as it has done working. This kind of beer may be securely and advantageously administered to fever patients, instead of other drink: I have known it to be attended with the happiest consequences.
The following process, I confess, I never myself tried, but, from the manner it was spoken of by the party giving it, I would strongly recommend a trial of it on a small scale, at first, until its advantages and superiority was well ascertained over the old and long established mode of boiling wort. Mash your full complement of malt, or rather one third more, and that in the usual way, (suppose you are brewing strong beer,) and while your mash stands, let your copper have as much cold water run into it as will save it from burning; rouse your fire, salt and rub your hops, as recommended in previous processes; let their quantity be increased one third more than if brewed in the ordinary way; and when got into your copper, cover close, and let these hops simmer for two hours, but not boil; then run down your first wort in sufficient quantity as, when added to the water and the extract of the hops, will give you the length you contemplate; you will observe the malt is increased to meet the quantity of water in the copper; but this cannot be considered a loss, as the second mash will answer for single ale, or good table beer; the hops in the same way. When you have got your intended complement of strong wort in your copper, rouse it well, cover close, and let your copper stand two hours more, keeping up a moderate fire just enough to make it simmer but not boil; during this time your second mash may be going on with water from your second copper; this, as already stated, will make single ale, or good table beer; if the latter, it may be boiled in the usual way, but not longer than half an hour, on account of the increased quantity of hops; which hops should be all retained in the copper after the first worts are run off, by means of a strainer placed at the mouth of the cock hole; one hour strong boiling will be sufficient for the succeeding wort, if single ale be wanted; the remainder of the process for both worts is the same as already directed for such quality of drinks. It was further stated to me that unboiled beer will appear very turbid and unpromising for some time after it is brewed, and will take three months at least to come round; but that after that period it will improve rapidly, and become transparently fine; when second worts are found too weak, they may be assisted with good Muscovado sugar, of which eight pounds is considered equivalent to one bushel of malt. In fact, pleasant beer might be made from sugar alone, without any malt.
This extract was obtained by the hot infusion, in a close covered wooden vessel set to infuse the evening before brewing; in this process one third more hops should be allowed; these hops need not be wasted, as they will answer well for table beer, or single ale, brewed according to the preceding processes; but, in either case, one hour's strong boiling will answer for single ale, half an hour for table beer will be sufficient, on account of the increased quantity of hops.
When you have got up your first wort in your copper, that you intend to preserve with extract, boil the first half hour without it, and one hour with it, very hard in both instances. It should have been mentioned that, in preparing your first, or mashing liquor, two pounds of rice is to be added to your water in the copper before boiling, supposing the length of your brewing 20 barrels, or in that proportion.
Strong beer brewed with the extract alone, as here recommended, has turned out remarkably well, and if the hops are good, will be found more delicately flavoured than other beer; supposing the malt alike good. Pitching, cleansing, and filling, to be conducted as already recommended in preceding processes, with the tun close covered during the fermentation.
Table beer, of a superior quality, may be brewed in the following manner, a process well worth the attention of the brewer, the gentleman and the farmer, whereby the beer is altogether prevented from working out of the cask, and the fermentation conducted without any apparent admission of the external air. I have made the scale for one barrel, in order to make it more generally useful to the community at large; however, the same proportions will answer for a greater or less quantity, only proportioning the materials and utensils. Take one peck of good malt ground, one pound of hops, put them in twenty gallons of water, and boil them for half an hour, then run them into a hair cloth bag, or sieve, so as to keep back the hops and malt from the wort, which, when cooled down to 65 degrees by Fahrenheit's thermometer, add to them 2 gallons of molasses, with one pint, or a little less, of good yest, mix these with your wort, and put the whole into a clean barrel, and fill it up with cold water to within four inches of the bung hole, (this space is requisite to leave room for fermentation,) bung down tight, and if brewed for family use, would recommend putting in the cock at the same time, as it will prevent the necessity of disturbing the cask afterwards; in one fortnight this beer might be drawn, and will be found to improve to the last.
Fermenting and Cleansing in the same Vessel.
The following recommendation to brewers is well worth their attention, that is, to ferment their strong, or what they call their stock beer, in the vat they propose to keep it in, until fit to turn out; this practice will be found advantageous to the flavour and preserving quality of such beer, as close fermentation has a decided preference over what is termed open. One or more workers may be placed in the side of such vat, a few inches above the surface of the enclosed liquor; thus the head as it rises will have the opportunity of running off; such fermentation should further be conducted coolly and slowly, the pitching heat, in this case, should not exceed 60 degrees of Fahrenheit, and the yest one third in quantity less than if applied in open vessels, but the yest should be mixed with a double quantity of the wort at 65, in a separate vessel before pitching. When vats are wanting, the operation may be conducted in hogsheads or butts, allowing a tin or wooden worker to each cask. In brewing small quantities of strong beer, this contrivance supersedes the necessity of fermenting tuns, or troughs, no small saving of expense, whilst it makes the beer more spiritous and preserving. The annexed plate shows the form and application of the worker, whether of tin or wood.
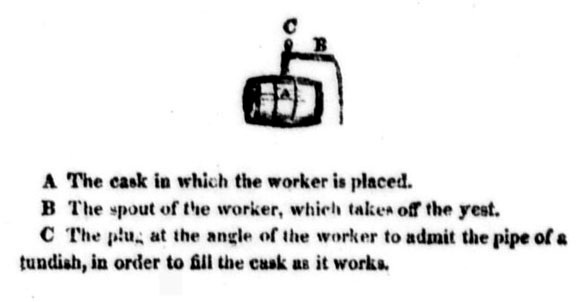
Mash, run down, and boil in the usual way, suffer your worts, after drawing your fire, to remain on your copper two hours, doors and hatch open. If in winter, the deeper your worts lie on the cooler the better; when they have come down to the proper heat of pitching, give your yest to them on the cooler, mixing it gently with the whole guile, and when properly headed with yest, which will probably happen within twenty-four hours, run off your worts gently into barrels, leaving your top and bottom yest on the cooler undisturbed, till all the cooler is cleared; but previous to running your worts into the barrels, put half a pint of good solid yest into each, and when full, clap your tin workers into the bung holes, and so let it finish its fermentation for about a week longer, filling the casks occasionally as they work. When done working, bung down or vat them; if you wish to add any kind of flavouring substance to this beer, the best time to do it is at commencing the second fermentation, experience teaching that all fermented liquors should have such substances added to them during, or at the commencement of their fermentation, which is preferable to adding these substances in the boil; I mean spices, and delicate flavouring substances.
Process of Brewing Windsor Ale on a small scale.
Windsor ale is a very pale, light, agreeable ale, as fine as wine, and unquestionably the best fermented of any malt liquor sent to the London market.
Length drawn, three barrels per quarter of eight bushels, the malt pale, with two pounds of hops of the first quality; heat of the first liquor 182, two barrels of which is generally allowed to each quarter of malt, for the first mash; one barrel per quarter for the second; the same quantity for the third is as little liquor as can be dispensed with in three mashings; for short liquor and stiff mashes are essential to this quality of ale, in order to leave as little as possible in the copper for evaporation on account of the short boiling. Mash quick, run down quick, get your wort as fine as possible into your underbank; let your first mash stand two hours, your second one hour and three quarters. Give your second mashing liquor at 190; if you mash a third time, give your liquor at 175; stand half an hour; these worts should be pitched from 52 to 60, but not higher. The mode of doing so is also different from the generality of other malt liquor; your yest should be fresh, smooth, and solid. Begin yesting this ale a few barrels at a time, and when that has caught, add the remainder gradually, in about 48 hours, or from that to 60. This guile of ale will assume a close head of yest, which should be carefully skimmed off as fast as it forms after the first skimming: by this is not meant the first or worty head formed soon after the yest has taken, but the close yesty head already mentioned, which usually takes the time stated, say from 48 to 60 hours, when no more yest rises, and the guile remains quite flat; you will find the heat you pitched at, say 56, 58, or 60 degrees will by this time have increased to 80, or even more, and the specific gravity of the wort diminished from 26 or 27 pound per barrel, to six or seven pound per barrel; this attenuation will give it all the pungency and spirituosity it stands in need of. At this time your cleansing operation commences; after which it will work but little in the casks. It should be filled regularly every two or three hours, after cleansing, for the first twenty-four. After it has done working, you should immediately start it into an air-tight vat, with about one pound of hops well rubbed to every three barrels of ale in your brewing; if you use spent hops, such as has been boiled on the first mash, you may use a greater quantity, say half a pound more to each three barrels of beer, taking the precaution that they are become quite cool. This ale, thus treated, will be found glass fine in the course of a fortnight, and fit to be racked off into hogsheads or barrels. It will improve by age both in flavour and quality. But it should not be boiled more than fifteen minutes.
Reading beer is made in a town of that name about thirty miles distant from London; the quality of its beer is much spoken of, the mode of brewing it is stated to be as follows:
Your malt should be some days ground, and if exposed on an open loft, after grinding, so much the better. Boil your first copper, run on your mash tun till you have your complement, then occasionally rouse your water with your mashing oars, or dashers, till you get it down to 175: put your malt in slowly, for fear of setting; keep mashing all the time, which should be continued full one hour, stand two hours, run your worts, when you set tap, as fine as you can get them into your underbank; this you will effect by drawing off successively five or six buckets of the first run, and throwing them over your grains in the mash tun; when you perceive they come off glass fine, lay by your bucket. Give your second mashing liquor at 178 degrees, mash three quarters of an hour, stand one hour. Give your third liquor at 158, mash half an hour, stand one hour; boil your first copper of worts, which should take the half of your three runs, one hour as hard as you can; your second, two hours in the same way; run the two boilings into one cooler, and pitch at 64, giving one gallon of solid smooth yest; skim off the yest, as in the case of Windsor ale, until the attenuation rises to 80 degrees, which will have advanced it, from the pitching heat of 64, sixteen degrees. Before you commence the operation of cleansing, mix one quarter of a pound of bay salt, with half a peck of malted bean flour, scatter this mixture over the surface of your tun, rouse well, cleanse, and fill in the usual way.
Two-penny Amber Beer, as brewed in London.
This beer is in great demand, and large quantities of it consumed, and is supposed more profitable to the brewer than any other species of malt liquor, it being generally brewed, drank, and paid for within the fortnight.
process.
Heat of first mashing liquor 169; mash one hour, stand two hours, run down smartly; specific gravity of this wort 26 pound per barrel; second mash 170, mash half an hour, stand one hour, run down as before; specific gravity of this wort 11 pound and a half per barrel; third mash 160, mash twenty minutes, stand half an hour; gravity six pound per barrel; divide these three runnings into two boilings; boil the first copper for three quarters of an hour, the second one hour, in both cases as hard as possible; the hops and other ingredients should be put in at the first boil, and so retained in the copper by means of a strainer; pitch these worts at 64 degrees, giving two gallons of solid yest at first, with two gallons more in twelve hours after: remained in the tun about 60 hours, or until its attenuation reached 80 degrees; used over the surface of the tun, before cleansing, four pound of ground ginger, half a pound of bay salt, and about half a peck of wheaten flour, mixed all together, and scattered over the surface of the tun; roused well, and cleansed 81 barrels. This quality of beer, when brewed from good materials, and managed as directed, makes a wholesome and a pleasant beverage; but, to do it justice, should have more time allowed it for coming to perfection.
Ale is, of all other malt liquor, the most delicate, and will bear less tampering with. It will therefore require your nicest care through every part of the process. Transparency, pungency, and flavour, are qualities that highly recommend this liquor, and should be particularly aimed at by the brewer. Hard water is, by some, supposed to be more favourable for making this kind of ale than soft.
First mash 173, mashed one hour, stood one hour, ran down smartly; specific gravity of this wort 32 pounds per barrel; the heat appears more favourable for obtaining the whole sweet of the mash than the preceding one by six pounds per barrel, an object well worth the attention of the brewer; second mash 172, specific gravity of this wort 22 pounds per barrel; mashing, standing, &c., the same as in the preceding process; boiled the first wort one hour; the second wort two hours, very hard in both instances; pitched the tun at 62 degrees giving two gallons of yest at first, and two gallons twelve hours after.
Remained in the tun about 80 hours, or until it attenuated to 74, or twelve degrees over the heat it was pitched at; used over the surface of the tun, at cleansing, four pound of ground ginger, half a pound of bay salt, with half a peck of wheat flour well mixed, roused the tun well.
You should observe, in working amber beer, to cleanse with the sweets on, but in ale you should work it low in order to get the sweets off. This ale should be carefully filled as it works and closely attended to until done working; then put into each cask, if of a large size, two handfuls of spent hops, that have been previously cooled, and but a short time boiled; then bung down, and it will be fit to send out.
Windsor Ale, brewed on a large Scale.
This ale has experienced so great a demand in London and its vicinity for a few years back, as materially to affect the London pale beer brewery; it is a liquor better calculated for winter than the summer season. The London brewers have been induced to brew on the same principle, and in many instances they exceed the original. Here follows the London process for brewing this kind of beer, which, I apprehend, will be well worth the American brewers' imitation, as good ale is a species of malt liquor rarely met with in this country.
Procure your hops of the best quality, rub them in one or more large tubs, pour cold water on them in sufficient quantity to wet them all over, and so let them infuse till the next day, which should be the day on which you brew. When your first copper has just boiled, run a sufficient quantity of water into your mash tun for your first mash; and when this has cooled down to 176 degrees, run in your malt slowly, and mash well for one hour and a quarter; after which, let your mash tun stand two hours, run down smartly and fine; keep your mash tun close covered from the time you have done mashing till you begin to set tap; give your second mashing liquor at 186, mash one hour, stand one hour, run down as before; give your third liquor for the last mash at 160, mash one hour, stand one hour run down as before; divide these three worts into two parts, boil your first copper one hour, putting in your ingredients with your hops, save the 40 pounds of honey, which should be reserved to be put into the copper a few minutes before striking off; rouse your copper well at the time of putting in the honey, and continue the same till run off, otherwise, it will pitch to the bottom of the copper, and likely be the cause of burning; your second worts should boil two hours on the same hops and ingredients, which should be retained in the copper by a strainer, pitch your tun at 62 degrees, giving two gallons of good yest at first, and two gallons more in twelve hours after; let your fermenting heat rise to 80 degrees; thus your attenuation will have gained 18 degrees, which will probably cause your guile to remain in the tun from 60 to 80 hours. Use salt and bean meal flour as directed in the preceding process, and in the same proportion, before cleansing; fill, &c., as already directed.
This it a luscious and richly flavoured ale, much liked, but very heady.
process.
Heat of the first mashing liquor 175, mash one hour and a half, putting in your malt very gradually, and mash uncommonly well, and let it stand two hours; second liquor at 190, mash one hour, and stand two more; run down as before, boil these two runs together for one hour and a half, putting in your hops, &c., save the sugar, which is to be put in but a few minutes before striking off, at which time the rousing of the copper should commence, and so continue until the worts are nearly run off. Small beer may be brewed, in the usual way, after both these worts, in which case, cold water will answer full as well as hot; pitch your strong worts at 62, with a small proportion of good yest, and let your fermenting heat rise to 80; thus your attenuation will proceed 18 degrees; cleanse with salt and bean flour as already directed, but in suitable proportion in point of quantity to your malt, fill in the usual way, and when nearly done working, use fine ale to top with, before you bung down, putting into each barrel one large handful of scalded hops, that have been previously cooled down.
brewed as follows:
Give your first mashing liquor at 172, mash for one hour and a half, stand two hours, run down fine, but smartly.
Second mashing liquor 180, mash one hour, stand two hours, run down as before; get up your two worts; put in, with your hops, the other ingredients, save the honey and sugar, which is to be put into your copper but a few minutes before striking off, rousing your copper while any wort remains in it. This ale should be boiled hard for one hour and a half; pitch your tun at 62, raise your fermenting heat to 80, which will generally rise in the course of 70 hours. Give of good solid yest four gallons, two gallons at first, and two gallons more in twelve hours after, rouse your tun each time.
This is a beer that has within a few years had a great run, particularly in Germany.
process as follows:
First liquor 176, mash one hour and a quarter, stand one hour and a half; second liquor 182, mash one hour, stand two hours; when both worts are in the copper, add your hops and other ingredients, except the sugar, which is to be put in as already directed a little time before striking off, boil two hours and a quarter as hard as you can. Pitch your tun at 64, giving four gallons of solid yest at once, and cleanse the second day, or in forty-eight hours; fill as already directed, and put into each barrel one handful of fresh steeped hops before bunging down.
This species of ale is considered a great sweetener of the blood, has been much approved of, and is strongly recommended as a wholesome and pleasant medicine.
process as follows:
Your malt should be fine ground; give your first liquor at 170, mash one hour, stand one hour; heat of your second liquor 172, mash three quarters of an hour, stand one hour; give your third mashing liquor at 160, mash twenty minutes, stand half an hour; these three worts should be run into your copper together, and boil together for one hour gently, for one quarter of an hour more as hard as you can; all your ingredients to be put in with your hops, except the molasses, which should only be put in a few minutes before striking off; from the time you put in your molasses, keep stirring your copper until its contents is nearly off. About the middle of your fermentation, procure one pound of horse-radish, wash it well, dry it with a cloth, after which slice it thin, and throw it into your tun, rousing immediately after; when done, replace your tun cover, pitch your worts at 66 degrees, with about two gallons of solid yest; cleanse the third day, with the sweets on. This ale is drank both hot and cold.
This quality of ale is by many esteemed the best in England, when the materials are good, and the management judicious.
Boil your copper, temper your liquor in the same to 185, and when ready, run it on your keeve a little at a time, putting in the malt and the water gradually together, mashing at the same time; when the whole of your malt is thus got in, continue the operation of mashing half an hour, cap with dry malt, and let your mash stand one hour and a half. Second liquor 190, mash three quarters of an hour, stand two hours; in both mashes get your worts as fine as you can into your underbank; rub and salt, before mashing, 30 pounds of your hops; infuse them in boiling water before mashing, and let the vessel containing them be close covered. The other twenty pounds of hops should have been rubbed the evening before brewing, but not salted, put into another close vessel, covered with boiling water, and there suffered to digest for 12 hours: at the time of putting the hops in your copper, the extract, in both cases, is to be added; but the first 30 pounds of hops in substance only to be added; these, with the two extracts will be sufficient for the brewing; the remaining 20 pounds of hops will answer for single ale, or table beer, but should be used on the same day. Your worts being now in the copper, with the hops and extract, boil hard for one hour; after which, draw your fire, open your copper and ash-pit doors, and so let it stand one hour, then strike off gently on your cooler; when your worts are cooled down to 55, prepare your puncheons, suppose four, containing four barrels each; see that they are dry, sweet, and clean; take three pints of solid yest for each puncheon, to which you should add three quarts of the wort at 65, mix and blend the wort and yest together, putting this proportion to each cask, containing four barrels, then fill up with the wort, at the heat of 55, already mentioned; put in your tin workers, one into each puncheon, and when you perceive it begins to work freely, which probably will not be till the third or fourth day, begin to fill up your casks, and so continue doing from time to time, till they have done working. (The tin worker is described in page 139.) This mode of brewing appears to be peculiarly adapted for shipping to warm climates; the fermentation being slowly and coolly conducted: it is also well calculated for bottling.
Table beer may be made, after this strong, of good quality, with cold water, if not over drawn; 10 pound of the steeped hops will be sufficient to preserve this beer; one hour's boiling will be enough; ferment as already directed, and add six pounds of sugar just before striking off, rousing, as already directed, while any remains in the copper.
In England, is a liquor of modern date, which has nearly superseded the use of brown stout, and very much encroached on the consumption of other malt liquors, till it has become the staple commodity of the English brewery, and of such consequence to the government, in point of revenue, that it may be fairly said to produce more than all the rest. Porter, when well brewed, and of a proper age, is considered a wholesome and pleasant liquor, particularly when drank out of the bottle; a free use is made of it in the East and West Indies, where physicians frequently recommend the use of it in preference to Madeira wine: the following three processes are given under the denomination of No. I., II., and III., the first and second of which I knew to be the practice of two eminent houses in the trade. The third I cannot so fully answer for. An essential object to attend to, in order to ensure complete success to the porter process, is the preparation of the malt. Directions for that purpose will be found at the end of these processes.
Porter Process.
materials.
First mashing liquor 165, mash one hour, stand one hour, run down smartly; second mash 170, mash one hour, stand one hour, run down as before; third mash 180, mash half an hour, stand half an hour, run down smartly; divide these three runs into two boilings, boil your first copper as hard as you can for half an hour, the second for three hours as hard as possible; pitch your first wort at 65 degrees, with 10 gallons of smooth yest; pitch your second at 70 degrees, with six gallons, both runs to mix in the same tun, as soon as the head of your tun begins to fall and close, which will possibly happen from thirty to forty hours, at which time it is expected the fermenting heat will rise to 80, but in no case should it be suffered to exceed it; two pecks of bean meal flour, with two pounds of bay salt mixed together, should be evenly scattered over the surface of the tun, before cleansing, and then well roused. After cleansing, this drink should be filled every two hours, for the first twelve fillings, after which, twice a day will be sufficient; and, in about a week after cleansing, porter so brewed, and treated as here directed, will be glass fine, and in a week more may be vatted. As porter is generally sent out in iron-bound hogsheads of seventy gallons each, there should, at the time of going out, be three half pints of finings, with as much heading mixed through the finings at will go on a two shilling piece; this fining and heading should be well stirred in the hogshead by means of a fining brush used for the purpose, with a long iron handle; treated thus, porter will fall fine in a few days. The faster draught porter is drawn off the cask the better it will drink; for when too long, it is apt to get flat, and sour.
Porter Process.
Heat of the first mashing liquor one hundred and seventy-two, mash one hour, stand one hour, run down smartly; second mashing liquor one hundred and eighty, mash one hour, stand two hours, run down as before; third mash one hundred and sixty-four, mash half an hour, stand half an hour, run down smartly; boil the extract of the first, with half the extract of the second mash; boil as hard as you can for one hour and a quarter, then strike off, retaining your hops in the copper for your second boil, which includes half your second wort, and the whole of your third; these should be boiled for four hours as hard as you can make them; pitch your first wort at seventy, or so high that, when in the tun, it will make up at sixty-four, to which give six gallons of smooth yest; pitch your second wort at sixty-five, giving seven gallons more of yest; when all your worts are in your tun, it should make up at sixty-four. Thus managed, it will be fit to cleanse in thirty-six or forty hours; the closing and falling in of the head will direct the period of performing this operation; fill, &c., as in the foregoing process.
Porter Process.
First mashing liquor one hundred and sixty, mash one hour, stand one hour; second mashing liquor one hundred and seventy, mash one hour, stand one hour and three quarters; third mashing liquor one hundred and seventy-five, mash half an hour, stand one hour; divide these three runs into two equal parts, boil the first one hour, the second two hours and a half, as hard as you can in both instances; pitch your first wort at sixty, giving two gallons of solid yest; your second at sixty-five, giving the same complement of yest; let your fermenting heat rise to eighty, then cleanse, first topping your tun with two pounds of bean meal flour, and half a pound of bay salt pounded and mixed with the flour; fill fine, and head your porter casks, as already directed to do with hogsheads; let your finings and heading be in that proportion with lesser casks.
This species of malt should be made from strong, well-bodied barley, the process exactly the same as for pale malt, until it is about half dried on the kiln; you then change your fuel under the kiln from coak or coal to ash or beech wood, which should be split into small handy billets, and a fierce, strong fire kept up, so as to complete the drying and colouring in three hours, during which time it should be frequently turned; when the colour is found sufficiently high, it may be thrown off; the workmen should be provided with wooden shoes, to protect their feet from the uncommon heat of the kiln in this last part of the process, which requires the grain to snap again from the excessive heat of the kiln. For the better performing this part of the process, I would recommend a wire kiln to be placed adjoining the tiled one, from which it may be cast on the wire; this would be a better and more certain mode of conveying the porter flavour to the malt, than if the drying was finished on the tiled kiln. Where a wire kiln was thought too dear, a tiled one might be made to answer.
In modern language, is termed essentia bina. This is made from brown sugar, and is now generally substituted by the London brewers for porter malt, as more economical, and full as well calculated to answer all the purposes of flavour and colouring. Muscovado, or raw sugar, with lime water, are the usual ingredients of this colouring matter. Another kind, of inferior quality, is prepared from molasses, boiled until it is considerably darker, bitter, and of a thicker consistence; and when judiciously made, at the close of the boiling, it is set on fire and suffered to burn five or six minutes, then it is extinguished, and cautiously diluted with water to the original consistence of treacle. The burning or setting on fire gives it the greater part of its flavour, which is an agreeable bitterness, and burns out the unassimilating oil. Muscovado, or raw sugar, when treated in a similar manner, and diluted to the same consistence before it sets, obtains a bitterness that more nearly strikes the porter flavour on the palate; it is of a deep dark colour, between black and red. To prepare it to advantage, take three pounds, or three hundred weight of Muscovado sugar, for every two pounds, or two hundred pounds, of essentia bina intended to be made, put it into an iron boiler set in brick work, so that the flue for conveying the smoke of the fire into the chimney, rises but about two thirds of the height of the boiler in its passage to the chimney. The boiler should have a socket or pivot in the centre of its bottom to receive the spindle of wrought iron, with a crank in it, above the brim of the boiler, the upper end of which turns on a corresponding pivot in an iron bar fixed across several feet above the boiler, with a transverse iron arm to reach from the crank for some feet over the boiler for a man to stand, and turn it with its scraper of iron also, which works on the bottom of the boiler to keep the sugar from burning on the bottom before the upper part melts; this arm may be placed in a wooden handle at the end, and held by the man, lest it become too hot for his hand. Put one gallon of pure water into the boiler with every hundred weight of sugar to be employed, that is, one pint to every fourteen pounds weight of sugar, then add the sugar, light the fire, and keep it stirring until it boils, regulating the fire so as not to suffer it to boil over; as it begins to lessen in quantity, dip the end of the poker into it, to see if it candies as it cools, and grows proportionably bitter to its consistence; mark the height of the sugar in the boiler when it is all melted, to assist in judging of its decrease; when the specimen taken out candies, or sets hard pretty quickly, put out the fire under the boiler, and set the vapour or smoke arising from the boiler on fire, which will communicate to the boiling sugar, and let it burn for ten or twelve minutes, then extinguish it with a cover ready provided for the purpose, and faced with sheet iron, to be let down on the mouth of the boiler with a chain or rope, so as exactly to close the boiler.
As soon as it is extinguished, cautiously add strong lime water by a little at a time, working the iron stirrer well all the time the water is adding, so as to mix and dilute it all alike to the consistence of treacle; before it sets in the boiler, which it would do, as the heat declined, in a manner that would give a great deal of trouble to dilute it after, and be imperfectly done then, it is easy to conceive this kind of work requires to be done in an open place, or out-house, to prevent accidents from fire. If the essentia bina is neither burned too little nor too much, it is a rich, high-flavoured, grateful bitter, that preserves and gives an inimitable flavour and good face to porter; to be added in proportion as the nature and composition of the grist is varied with a greater or less proportion of pale malt. To convert old hock into brown stout, it will take three pounds of essentia bina of middling or ordinary kind, and but two pounds of the best made from Muscovado raw sugar as directed, it should weigh ten pounds to the gallon. The essentia bina should be mixed with some finings, and roused into the tun soon after the yesty head gathers pretty strong, in order to undergo the decomposing power of fermentation, part of it being prone to float on the surface of the beer under the form of a flying lee. When employed in the usual way of colour, with this precaution, the colouring and preserving parts unite with the beer, and the gross charry parts precipitate with the lees, and other feculencies in the tun, previous to cleansing, adding a firm and keeping quality to the beer. Lime water for diluting the burnt sugar, in the proportion of essentia bina: thirty pounds of lime will make one puncheon, or one hundred and twenty gallons of lime water: put fresh lime from the kiln, previously slaked into coarse powder, into an airtight cask, gradually add the water, stirring up the lime to expose a fresh surface to the solvent powers of the water, which will rarely dissolve more than one ounce troy weight in the gallon, or retain so much when kept ever so closely excluded from the external air. If Roche lime was first grossly pounded, and slaked in the cask, the lime water might be made still stronger; the reason for directing the water to be slowly and cautiously added at the first, is for the more conveniently mixing the lime with the water, which otherwise would not be properly wet. Do not fill the vessel within a few gallons of the bung-hole, that it may be rolled over and over with effect, fifteen or twenty different times before left to settle, in order to have the water fully saturated with the lime; when settled it should be perfectly clear. It is important, as well at necessary to state, that when the lime water is about to be added to the essentia bina in the kettle, it should be hot, otherwise there would be danger of cracking the cast iron, of which the kettle is composed, as well as causing a partial explosion and waste of the sugar when coming in contact with the cold medium of the lime water; this precaution should be carefully attended to.
Process for brewing strong beer, alleged to be the practice in Switzerland, by which it is asserted that an excellent and preserving beer will be produced. I would recommend a small experiment to be made at first, in order to establish its character and success on a more extended scale. At a first view, there appears to be one serious objection to this process, and that is, that it requires but a small quantity of oily or fatty matter to destroy the fermentation of any guile of beer. In answer, it may perhaps be truly said, that the precaution of skimming off the fatty matter, as it rises on the surface of this beer while in the copper, as well as the time allowed it there to settle, also, its straining through the hops before getting on the cooler, gives another chance to deposite this matter in the hops, if any should remain in the copper after the skimming off.
process as follows:
These worts are to be boiled one hour without the hops, in order to afford the greater facility of skimming the fat off the surface. After they have boiled the first half hour, the fire is damped, the boil left to subside, and the copper to be then carefully skimmed. (This points out the necessity of an open copper for this operation.) After which, the fire is started again, and the worts made to boil another half hour, and skimmed a second time in the same way; after which the hops and mustard are added with three gallons of the essentia bina, and then boiled for one hour and a half, as hard as the copper will allow without boiling over or wasting; the fire is then drawn, ash-pit and copper doors left open, the copper covered, and suffered to stand two hours, then struck off on the hop back. The temperature of the external air at the time you brew this quality of beer should not be higher than fifty degrees. Your first, or mashing liquor, should boil, then run your whole complement into your mash tun, which when cooled down to one hundred and sixty-five, begin putting in your malt, one sack at a time, and mash for one hour and a quarter, stand one hour, run down as fine as you can, yet smartly; second mash one hundred and eighty-five, need not boil, but when brought to that heat in your copper, begin mashing, and mash well for three quarters of an hour, stand two hours; boil, skim, and hop, as already directed. It is to be understood that the produce of these two mashes are to be boiled together, forming a clear length, when cleansed, of twenty-seven barrels; pitch your worts at sixty, previously mixing in a tub, fifteen gallons of your wort at seventy, with one gallon of solid yest, some time before pitching, which will give it time to catch before adding to the remainder of the wort. Twelve hours after another gallon of pure yest is to be added, and the tun well roused, then covered; the attenuation suffered to proceed to eighty degrees, but not higher. This mode of pitching worts might be successfully applied to other qualities of beer and ale, and will be found a safe and good process.
(With a Plate.)
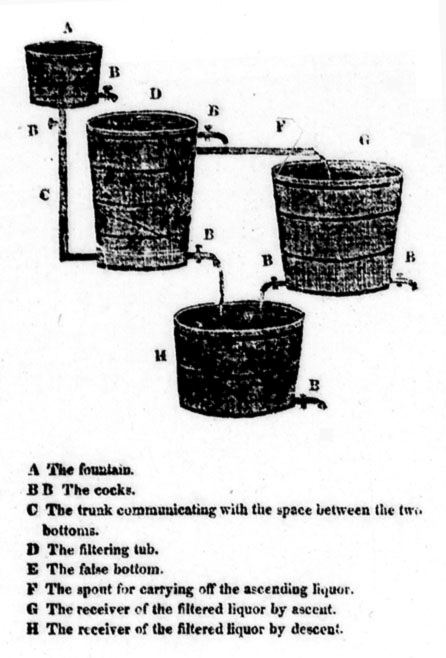
This simple operation, if my view of its effects on malt liquors, as well as other fermented liquors, be correct, will do more towards their improvement and preservation, than any thing hitherto attempted to be tried on them, after their fermentation has been completed; and for this plain reason, that it will at once disengage them from all fermentable matter, and render them transparently fine and preserving; thus immediately fitting them for the bottle, or putting up into tight casks, for home consumption or exportation, which will soon recover the beer or ale so treated from the flatness that will necessarily be induced by a long exposure to the air during the continuance of the operation; further to remedy which, I would recommend putting into each barrel, before the cask is filled with this beer, half a pound of ground rice, then fill, bung down tight, and in a short time briskness and activity will be restored to the liquor, whether intended for draft or bottle. This mode might, with equal success, be applied to every kind of fermented liquor, particularly to cider, wine, and perry, also to river and rain water. There are two modes of filtration, one by descent, the other by ascent; the latter operation seems to be the most perfect, though not the most economical or expeditious.
The preparation of the filtering medium is as follows. Your filtering vessel should be in proportion to the scale of work you intend operating on. The vessel containing the filter, should have the form somewhat of an inverted cone, in proportion wider at top than at bottom; over the bottom of this vessel should be placed a false one, about three or four inches distant from the other; this upper bottom should be perforated with holes, rather large bored, at the angles of every square inch of its surface; your fake bottom being laid, provide two pieces of clean thick blanketing the full size of the vessel, lay these pieces one over the other, over them a stratum six inches deep, of rather coarsely pounded charcoal; this should be previously wetted with some of the beer or ale, till brought to the consistence of coarse mortar; over this lay another stratum of fine clean pit sand, and so on, stratum super stratum, of sand and charcoal, till you have reached within six inches of the top; the cover of this vessel, which is also perforated with holes somewhat smaller than those of the bottom, is let down in the vessel to within one inch of the filtering medium, and in that position is well secured by buttons, or otherwise. When you filter by descent, you run your liquor over this cover, which, by means of the holes, will be distributed evenly over the upper surface of the filter; and so you continue running on your liquor as fast as you see the operation will take it.
When you wish to filter by ascent, you introduce the liquor to be filtered between the two bottoms. As the fountain which supplies this liquor is higher than the filtering vessel, it will naturally force its way through the false bottom, filtering medium, &c., until it runs off pure at spout F into the receiver G. Those persons who live on the banks, or in the vicinity of our great rivers, such as the Missouri, Ohio, Mississippi, &c., may purify their drinking water in this way, with great advantage to their health, and consequent increase of comfort to themselves and families. It is also well adapted to the use of those who navigate these waters, particularly such as proceed in steam-boats, where convenient room can be always found for such useful and salutary purposes, and to them I strongly recommend its use. It may also be advantageously applied to filtering rain water, which, to some constitutions, may be more congenial than either spring or river water.
Returned Beer, to make the most of, and double its value.
Suppose, for example, you have one hundred and fifty barrels of this beer, (or in that proportion, adjust your mixing ingredients accordingly,) put the whole into one vat that it will fill; then take half a barrel of colouring, twenty-eight pounds cream of tartar, twenty-eight pounds of ground alum, one pound of salt of steel, otherwise called green copperas, with two barrels of strong finings; mix these ingredients well together, put them into your vat, and rouse well; after which, let the vat remain open for three days; then shut down the scuttle close, and sand it over; in one fortnight it will be fit for use; your own good sense will then direct its application.
To bring several sorts of Beer which have been mixed to one uniform taste.
example.
Suppose you have one hundred barrels of this description in your vat; take six pounds of porter extract, six pounds of orange peel, ground, one pound of heading, composed of half a pound of alum, with half a pound of green copperas mixed, six pounds of Indian bark; mix these ingredients with one butt of finings, rouse your vat well, let it remain open three days, then close down your vat, and sand it over; it will be fit in one fortnight to use.
Finings, the best method of preparing them.
A very important object indeed, is finings in the management of porter and brown beers, and sometimes the paler kinds need their agency before they will become transparently fine: without this quality no beer can be acceptable to the consumer, and should be always a particular aim of the brewers to obtain. Take five pounds of isinglass, beat each piece in succession on a stone or iron weight, until you find you can conveniently shred it into small pieces, and so treat every piece until you have got through the whole; thus shredded, steep it in sour porter or strong beer that is very fine, then set the beer and the isinglass on the fire, and there let it remain till you raise the heat to one hundred and ninety, but no higher, keeping it, while on the fire, constantly stirring; then have your hogshead of clear beer ready, strain your dissolved isinglass through a hair sieve into it, which you must take care to mix well; thus assimilated it will be fit for use in twelve hours.
It is worth remarking, that at the time of sending out porter or brown beer to your customers is the time to put in both your fining and heading, the jolting it then gets in the carriage will assist its fining more effectually, after it has rested a few days in the customer's cellar.
Is variously composed, and differently prepared; what is here recommended will be found safe and effectual. Porter, or brown stout, when intended for draught, should never be sent out in the cask without fining and heading; the usual practice is to put your heading into your fining, and so both into the cask just before filling up and bunging down. The proportion for one hogshead of sixty-three gallons is three half pints of fining, with as much heading put into the fining as you can take up upon a cent piece; the heading here recommended is composed of equal parts of sal martus (or green copperas) and alum, both finely powdered and mixed in equal parts, so as to be intimately blended with each other before using. The advantages derivable from heading are merely apparent, giving a close frothy head to the beer in the quart or mug it is drawn in; supporting the vulgar prejudice, that such beer is better and stronger than that where no such appearance manifests itself.
This is a branch of trade, that, under proper management, might be made very productive and profitable, whereas, in the manner it is now generally conducted, proves a losing one, occasioned by the great breakage of bottles, arising from the impure state of the beer at the time of putting into bottle. In consequence of this bad management, I have known a person, extensive in the trade, to lose on an average from two to three dozen bottles, as well as beer, on every hogshead he put up which happened to lie over till summer, or was bottled in that season; this loss was too heavy to expect much profit from a business so conducted; to obviate both these consequences, I would recommend beer, ale, and porter, intended for the bottle, to be carefully filtered through charcoal and sand, as directed in the operation of filtering; being thus purified from all its feculencies and fermentable matter, it will be in the best possible state for taking the bottle, in that mild and gentle way that will not endanger the loss of one or the other. It will further have the good effect of recovering the beer or ale, thus filtered, from the flatness that will necessarily be induced by that operation, giving the liquor all the briskness and activity that can be wished for. If beer, porter, or ale, be intended for exportation to a warmer climate than our own, the operation will be found particularly suited to it. Choose your corks of the best quality, and steep them in pure strong spirit from the evening before you begin your bottling operation; this precaution is essentially necessary to all beer intended to be shipped, or sent off to a warmer climate than our own, such as the East and West Indies, South America, &c. In more temperate climes, the simple precaution of filtering alone will be found to answer every necessary purpose, without steeping the corks in spirits. But suppose you bottle for home consumption, in that case you will naturally wish to have your beer, ale, and porter, get up in the bottle in as short a space of time as possible, in that case you should pack away your bottles in dry straw in summer, in sawdust in winter, as your object at that season will naturally be rather to accelerate than retard fermentation; here you should carefully watch its progress from day to day, by drawing a bottle from the centre of the heap, as nearly as you can get at it; place this bottle between you and the light, and if you perceive a chain of small bubbles in the neck of the bottle, immediately under the cork, you may conclude your beer is up in the bottle, then draw a few more bottles, and if the same appearance continues in them also, it is time to draw all your bottles from the heap they were originally packed in, and set them on their bottoms in a square frame ten inches deep, size optional; fill up this frame with the bottles of porter, or ale, so drawn in a ripe state, then get one or more bushels of bay salt, and scatter it as evenly as you can over the bottles, until the space between their necks is nearly half filled; then another course of bottles may be sunk between these, with their necks down through the salt, so as to form an upper tier; thus treated, not a single bottle will be found to break from the force of fermentation, and the salt will answer for a fresh supply of bottles, as often as you may find it necessary to draw, or send them out, this quantity will answer your purpose for years, if you only keep it dry; another advantage, and no small one, derivable from a bottling operation conducted in this way, will be, that a loft will be found more convenient for the purpose than a ground floor, as less damp, and more likely to preserve the salt dry, which a more moist atmosphere would naturally dissolve. The practice here recommended may, with equal success, be applied to cider and perry.
Brewing Coppers, the best method of setting them.
This article, at a first view, may not appear to have much connexion with brewing, but, when attentively considered, it has a very material one, as also with economy, by saving nearly one half the fuel. It is a well-known fact in brewing, that the quicker and stronger the operation of boiling is performed, the better such beer will preserve, and the sooner it will become fine; although this opinion is combated by many, experience has proved it in my practice. I will suppose the copper you are about to set to contain two thousand gallons, the diameter of its bottom, five feet; let your fire blocks, if possible, be of soapstone, one for each side, and one for the end, of sufficient thickness and length, and full twelve inches deep, to the top of your sleepers; three courses of brick, sloped off from the top of the fire stone, with the usual quantity of mortar, and plastered over, will afford sufficient elevation for the fire to act on the bottom of the copper, leaving a space of about eighteen or twenty inches from the bottom to the top of the sleepers; the breadth of the fireplace need not exceed twenty-six inches. When the copper is about to be placed on the blocks, by swinging, or otherwise, three feet of the bottom of the copper should be on one side from the centre of the furnace, and but two feet on the other; I would have but one flue or entrance for the fire to round this copper, which flue should be placed on the three feet side, twenty-four inches long at the mouth; distance of the brick work from the copper, six inches, to narrow to five at the closing; the first closing to be three feet high on the side of the copper; the second closing, to be two feet above that, leaving twenty-one inches clear flue, allowing three inches for the thickness of the brick and mortar; the throat of the first flue, leading into the second; twenty-four inches distance of upper flue from the copper, five inches closing into four and a half inches at top. A short distance above the top of your copper should be placed an iron register to regulate the fire, so contrived as to be handily worked backward and forward by the brewer, or the man tending the fire, as circumstances may direct. The furnace door should be in two parts, one to hang on each side of the frame, and so lap over a small round hole, with a sliding shut to it, should be fixed in one of these doors, to admit the iron slicer to stir the fire. The clear of the furnace frame need not exceed sixteen inches high, by eighteen inches wide. A copper so set and proportioned, by being kept close covered at top, might be expected to boil cold water in one hour and fifteen minutes, perhaps in one hour, and that with a great saving of fuel compared with the same sized copper set in the ordinary way.
Freezing often retards the brewer's operations, and gives him considerable trouble and delay. To obviate these inconveniences, I would recommend having the rod of wood, instead of iron, so long as to work in a brass chamber, two feet above the lower box; if the pump be long, the rod may be made with joints of iron, and keys properly made, so as to have it in two, three, or four pieces, capable of being taken asunder; suppose the diameter of your chamber to be six inches, I would have the diameter of the rod five inches, which, being so much lighter than the column of water it displaces, will make the stroke comparatively light and easy to the horse, and not near so great a strain on the pump, delivering as much water or wort, it is expected, as will be found necessary for all the purposes of a brewery. But should it so happen, that any deficiency is found in the quantity of water and wort so delivered, it is only necessary to reduce the diameter of the wooden rod, from one quarter to half an inch more, and this will proportionably augment the quantity of water and wort delivered at each stroke. The water pumps, which in winter are exposed to the effects of the external air, should have a casing round them of boards from the level of the ground to half their height above it, which casing should be stuffed with dry hay, straw, or shavings, and well rammed; this casing should be water-tight round the pump, at the top, and a cock placed over it on one side of the pump, to let off the standing water; then stuff the mouth of the pump with hay or straw, and so treated the remaining water in the pump will never freeze in the coldest winter.
But where these precautions have not been taken, and the charge in your pump becomes frozen, and you wish to clear it, get one quart of bay salt, throw it into your pump, stop the mouth of it at the top, and in the course of a few hours the salt will have dissolved the ice in your pump, and you may go to work; this is much more effectual and less troublesome than using hot water, which must be repeated in great quantities before it will produce its effect.
Trifling and simple as this operation may appear, it is still one that is highly important to the brewer, and requires minute and constant attention. Burning and steaming casks seems to be two most effectual modes of accomplishing this important object. If your casks have been long in use, and thereby contracted any musty or bad smell, the best way is to open them; wash them well out with boiling water; set them to dry, and then fire them, after which, they may be washed out again with hot water, and, when dry, headed for use; every cask after emptying, that is not perfectly sweet, should be treated in this way, particularly when intended for stock or keeping beer. New casks that have never been used, are best prepared by steaming them, and a small boiler, containing from sixty to one hundred gallons will be best suited to this purpose. If you have tin pipes communicating from one cask to another, you can steam four or five at a time, and the work goes on expeditiously. Fresh emptied small beer, and single-ale casks, can be sufficiently cleansed by chaining them; after which, rincing them out with hot water will be found a sufficient cleansing for such casks, as they are generally but a short time on draught. The operation of chaining casks is performed by putting into them, with boiling water, a small iron chain, two or three yards long, and then tossing your cask several times round and round so as to get the chain to rub, and act upon every part of the inside head, &c., this will take off the yest, &c. The smoother and evener all brewers' casks are made on their inside the better, as they are thereby the more easily cleaned. Every brewer should be particular in recommending to his customers carefully to cork up every cask as drawn off—by this simple precaution they will be preserved sweet for months, while the neglect of it will cause them to get foul in a short time, to the great increase of trouble and expense to the brewer before he can sufficiently purify them. It is also a necessary precaution to keep casks, when brought home, from the action of the sun and weather, by placing them under proper sheds; where casks are supposed to occupy one fifth of the brewer's active capital, they should at all times be carefully looked after.
the process.
For every pipe of mead allow one hundred and sixty-eight pounds of honey. On a small scale, take ten gallons of water, two gallons of honey, with a handful of raced ginger, and two lemons, cut them in slices, and put them, with the honey and ginger, into the water, boil for half an hour, carefully skimming all the time; use a strong ferment, and attenuate high, not under seventy-eight; in the boiling add two ounces of hops to the above ten gallons of water and two gallons of honey. In about three weeks, or one month, after cleansing and working off, this mead will be fit to bottle. This liquor, when thus made, is wholesome and pleasant, and little, if any, inferior to the best white wines. It is particularly grateful in summer, when drank mixed with water.
Take sixteen quarts of water, boil it, add one pound of bruised ginger, infuse it in the water for forty-eight hours, placed in a cask in some warm situation; after which time strain off this liquor, add to it eight pounds of lump sugar, seven quarts of brandy, the juice of twelve lemons, and the rinds of as many Seville oranges; cut them, steep the fruit, and the rinds of the oranges, for twelve hours in the brandy, strain your brandy, add it to your other ingredients, bung up your cask, and in three or four weeks it will be fine; if it should not, a little dissolved isinglass will soon make it so.
Take five gallons of currant juice, and put it into a ten gallon cask, with twenty pounds of Havanna, or lump sugar, fill the cask with water, let it ferment, with the bung out, for some days; as it wastes fill up with water; when done working, bung down; and in two or three months after it will be fit for use: two quarts of French brandy added, after the fermentation ceases, would improve the liquor, and communicate to it a preserving quality. Wine may be made from strawberries, raspberries, and cherries in the same way.
Yest, how prepared, so as to preserve sweet and good in any climate.
This operation, I apprehend, however simple it may appear, will have very important consequences, whether we consider it as a medicine (and in putrid fevers there is, perhaps, no better known) or a ferment. It will be well worth the attention of the physician, the brewer, the distiller, the merchant, and the housekeeper, whether resident in the temperate, or in the torrid zone.
Mr. Felton Mathew, merchant in London, obtained a patent for the above-mentioned object, which may be found in the Repertory of Arts, vol. V. page 73. Mr. Mathew used a press with a lever, the bottom made with stout deal or oak timber, fit for the purpose, raised with strong feet a convenient distance from the ground, so as to admit the beer to run off into whatever is prepared to receive it; into the back of it is let a strong piece of timber, or any other fit material, to secure one end of the lever, the top of which should work on an iron bolt or pin; when the lever is thus prepared, get your yest into hair-cloth bags, or, if not conveniently had, into coarse canvas bags; when filled, tie them securely at the mouth, and place one bag at a time in a trough of a proper size with a false bottom full of holes, on this bottom should be placed an oblong perforated shape, about the form of a brick mould; in this oblong shape or box, without either bottom or top, is placed the bag containing the yest, on which the press is let down, and gradually forced, as the beer exudes, or gradually runs off; when no more liquid runs from the shape, the press is taken off, and the bag opened, its contents taken out, which will crumble to pieces; in this state it should be thinly spread on canvass, previously stretched in frames, which will permit the heated air of the kiln to pass through it in all directions, and thus gradually finish the process to perfect dryness, which will be completely effected by ninety degrees of heat: at the commencement of the drying, it would be proper to pass the edge of a board over each frame, in order to reduce the lumps of yest, and thereby make them as small as possible. When completely dry, put it into tight casks or bottles so as to exclude air and moisture: thus secured, it will preserve good as long as wanted in any climate, and be found a valuable article of domestic economy, as well as medicine. When to be used, the necessary quantity should be dissolved in a little warm water, at the temperature of from eighty to ninety degrees of heat, with the addition of a proportionate quantity of sugar; the addition of sugar is only recommended when used to raise bread, but not when given as medicine; in the opinions of several intelligent men, this is considered the simplest and most effectual method of preserving yest, and, as such, is hereby strongly recommended.
To make a substitute for Brewer's Yest.
Take six pounds of ground malt, and three gallons of boiling water, mash them together well, cover the mixture, and let it stand three hours, then draw off the liquor, and put two pounds of brown sugar to each gallon, stirring it well till the sugar is dissolved, then put it in a cask just large enough to contain it, covering the bung hole with brown paper; keep this cask in a temperature of ninety-eight degrees. Prepare the same quantity of malt and boiling water as before, but without sugar, then mix all together, and add one quart of yest; let your cask stand open for forty-eight hours, and it will be fit for use. The quart of yest should not be added to these two extracts at a higher heat than eighty degrees.
Another method to make twenty-six gallons of the substitute.
Put twenty-six ounces of hops to as many gallons of water, boil it for two hours, or until you reduce the liquor to sixteen gallons; add malt and sugar in the proportion before mentioned, and mash your malt at the heat of one hundred and ninety degrees; let it stand two hours and a half, then strain it off, and add to the malt ten gallons more of water at the same degree of heat, and mash a second time; let it stand two hours, then strain it off as before; when your first mash is blood heat, or ninety-eight, put to it one gallon of the preceding substitute, mix it well, and let it stand ten hours; then take the produce of the second mash, and add it, at ninety-eight, to the rest, mix it well, and let it stand six hours, it will be then fit for use in the same manner, and for the same purposes as brewer's yest is applied; the advantages alleged in favour of this method are, that it will keep sweet and good longer than brewer's yest, and in any reason or temperature be fit for use.
May be generated in the following way: Take one pound of leaven, made with wheaten flour, such as the French generally use to raise their bread, dilute the pound of leaven with water or wort, the latter to choose at ninety degrees of heat, add it to your wort at the heat of sixty-five, supposing your barrel to be filled with wort at this heat; then add your leaven, diluted as mentioned, until your cask be full; to effect which, with less waste and more certainty, it may be better to put into your barrel the diluted leaven first, then fill up with wort at the temperature mentioned; after a day or two the beer will begin to work out yest, and will serve as a ferment for another brewing; thus, after three or four brewings, your yest will become so improved that it will be nearly equal to any brewer's yest, and the experiment in certain situations is well worth trying, when a proper ferment is wanted and cannot be otherwise procured.
Claret wine, before the French revolution, was the staple article of export from the great commercial City of Bordeaux, to every part of Europe. And, it may be presumed, will soon again reassume its wanted importance. The vintage generally begins, for making this sort of wine, about the middle or latter end of September, and is generally finished in all the month of October. The mode by which the juice is expressed from the grape, is by the workmen trampling them with their bare feet in a large reservoir or cooler, (not the cleanest operation in the world,) which has an inclination to the point where the spout or spouts are placed for taking off the expressed juice, which is conveyed to large open vats, that are thus filled with this juice to within ten or twelve inches of the upper edge; this space is left to make room for the fermentation, which spontaneously takes place in this liquor. After the first fermentation is over, and the wine begins to purify itself, which is ascertained by means of a small cock placed in the side of the vat, and takes place generally by the middle of February, or beginning of March, in the following year; it is then racked off into hogsheads, carefully cleansed, and a match of sulphur burned in each cask before filling; when thus racked off, it is bunged up, and immediately bought up by brokers for the Bordeaux merchants, and here it is made to undergo the second or finishing fermentation, in the following manner: It may be proper here to remark, that claret wine is generally divided into three growths, first, second, and third; the first growths, namely, Latour, Lafeet, and Chateaux Margo, are uniformly rented for a term of years, at a given price, to English merchants, through whom, or their agents only is there a possibility of procuring any portion of this wine. The second growths are shipped to the different markets of Europe, North and South America; and the third growth principally to Holland and Hamburgh. In order to strengthen the natural body of claret wine, and to render it capable of bearing the transition of the sea, the first and second growths are allowed from ten to fifteen gallons of good Alicant wine to every hogshead, with one quart of stum.[8] The casks are then filled up and bunged down. They are then ranged three tier high from one end of the cellar to the other, each tier about eighteen inches, with two stanchions of stout pine plank, firmly placed between the heads of each hogshead, from one end of the cellar to the other, until they have reached, and are supported by, the end walls of the building. This precaution is necessary to guard against the force of fermentation, which is often so strong as to burst out the heads of the hogsheads, notwithstanding the precautions taken to secure them in the situation during the summer heats. The wine cooper, who has the charge of these wines, regularly visits them twice a day, morning and evening, in order to see the condition of the casks, and when he finds the fermentation too strong, he gives vent, and thus prevents the bursting of the casks. The third, or inferior growth, is exactly treated in same way, with the single exception of having Benicarlo wine substituted for Alicant in preparing them for their second fermentation, as cheaper and better suited to their quality; both these wines are of Spanish growth, and brought to Bordeaux by the canal of Languedoc: they are naturally of a much stronger body than native claret. Thus mixed and fermented, the claret becomes fortified, and rendered capable of bearing the transition of seas and climates. About the latter end of September, or beginning of October, the fermentation of these wines begins to slacken, and they gradually become fine; in this state they are racked off into fresh hogsheads carefully cleansed, and a match of sulphur burned in each before filling. After this operation, they are suffered to remain undisturbed (save that they are occasionally ullaged,) till about to be shipped, when they are racked off a second time, and fined down with the white of ten eggs to each hogshead; these whites are well beat up together with a small handful of white salt; after this fining, when rested, the hogsheads are filled up again with pure wine, and then carefully bunged down with wooden bungs, surrounded with clean linen to prevent leaking; in this state the wines are immediately shipped. Here it may be proper to state, that the lees that remain on the different hogsheads that have been racked off, are collected and put into pipes of one hundred and forty, or one hundred and fifty gallons each, and this lee wine, as it is termed, is fined down again with a proportionate number of eggs and salt. After which, it is generally shipped off as third growth, or used at table mixed with water. If at any time hereafter the method herein given of making and preparing claret wine for shipping, as practised in Bordeaux and its neighbourhood, should be applied to the red wines of this country, particularly those of Kaskaskias; it may be proper here to give a description of the mode in which these wines are racked, which will be found simple, effectual, and expeditious; I mean for the lower or ground tiers. The upper, or more elevated ones, rack themselves, without coercion of any kind. When you are about to rack a hogshead of wine upon the ground tier, you place your empty hogshead close to the full one, in which you then put your brass racking cock; on the nozzle of which cock you tie on a leather hose, which is generally from three to four feet long; on the other end of this hose is a brass pipe, the size of the tap hole, with a projecting shoulder towards the hose to facilitate knocking in this pipe into the empty hogshead, which is then removed a sufficient distance from the full hogshead in order to stretch the hose, now communicating with both. The cock is then turned, and the wine soon finds its level in the empty hogshead; then a large sized bellows, with an angular nozzle, and sharp iron feet towards the handle, which feet are forced down into the hoops of the cask on which it rests, in order to keep this bellows stationary, whilst the nozzle is hammered in tight at the bung hole of the racking hogshead; the bellows is then worked by one man, and in about five minutes the racking of the hogshead is completed. The pressure of the air introduced into the hogshead, by the bellows, acts so forcibly on the surface of the liquor, that it requires but a few minutes to finish the operation; when the cock is stopped, the hose taken off, and a new operation commences. This mode may possibly, in some cases, be advantageously applied to racking off beer, ale, and cider.
It is obvious to very slight observation, that the day is not distant when the brewing trade in this country will, as in England, become an object of great national importance, highly deserving the protection and encouragement of our general government, by freeing its produce from all duty, and thereby affording further inducements to the speculating and enterprising capitalists of this country to embark their funds in a trade that, above all others, is the best calculated to make them a sure and profitable return. In addition to the pleasing consideration that they are thereby combating and putting down the greatest immorality our country is chargeable with, namely, the too great use of ardent spirits, substituting in their place a wholesome and invigorating beverage. The person, therefore, whoever he may be, who contributes his money, or his talents, to this useful and moral purpose, deserves to rank high among the best friends of his country.
Under these impressions it is that I beg leave to recommend to my fellow citizens the immediate establishment of a brewing company, with a capital of from thirty to forty thousand dollars, to be subscribed for in shares the most likely to be made up. With either of these sums a handsome beginning could be made, and the profits would in a few years encourage and justify enlargement to any prudent extent that could be reasonably wished for or required. In proof of the correctness of this opinion, I will beg leave to state a fact that has happened in my own time. When the mercantile house of Beamish & Crawford, of Cork, erected a porter brewery in that city, about twenty-five years ago, that establishment was the first of the kind in that town, and then stood alone, and notwithstanding that many large and rich ones in the same business have since been added, the original company have so progressed in fame and fortune, as to be now considered one of the first-rate breweries in Europe; and by the improved quality of their porter have, in a great degree, excluded the English from the West India market, their porter getting the preference there, as well as in Bristol and Liverpool, to which places large quantities are annually sent by that company. How much stronger inducements have we to form similar establishments in this country, where our excise on brewery produce bears no sort of proportion with that paid in England, and does not here exceed five per cent. on brewery sales. This being a war tax, it may be presumed it will not continue long. Our capacity to raise barley and hops, in as high perfection as in any part of Europe, is acknowledged; all then that is wanting is encouragement; afford this to our farmers, and they will soon convince you that no assertion is better founded. If so, the sooner a company of this description is formed the better for those who may be concerned; and for this plain reason, that notwithstanding the enormous excise chargeable on the raw materials and produce of the brewery in England, large fortunes have been, and are daily accumulating in that country by the judicious exercise of the brewing trade, as will appear by the following statement of the quantity of porter alone (beside other malt liquors) brewed by the twelve first breweries in London, in one year, ending 5th of July, 1810.
| Barrels of Porter. | |
| Barclay, Perkins & Co. | 235,053 |
| Read, Mecar & Co. | 211,009 |
| Trueman & Hanbury. | 144,990 |
| Felix, Calvert & Co. | 133,493 |
| Whitebread & Co. | 110,939 |
| Amery, Meux & Co. | 93,660 |
| Combe & Co. | 85,150 |
| Brown & Perry. | 84,475 |
| Godwin, Skinner & Co. | 74,223 |
| Elliot & Co. | 57,851 |
| Taylor. | 54,510 |
| Cloyer & Co. | 41,590 |
| Total quantity of Barrels of Porter, | 1,326,943 |
The author informs those persons who may feel disposed to engage in the brewing and malting trades, that he can furnish them with ground plans, and sections of elevation, both of breweries and malt houses, on different scales, whether intended to be erected together, or separately, as will be found to unite, economy, convenience, and effect, joined to a considerable saving to those who are not themselves judges of such erections, or how they should be disposed. An experience of twenty-five years in both businesses, accompanied by a diligent and attentive practice, justifies these assertions.
His terms will be found reasonable, and all letters (post paid) addressed to Joseph Coppinger, 193 Duane-street, New-York, will receive attention.
A few copies of this work may be had by applying as above; but any number may be had at 45 John-street.
The following is the French mode of tanning all kinds of leather in a short time, highly important to the manufacturers of leather in this country, as it points out a secure and profitable mode of turning their capital twelve or thirteen times in a year, instead of once.
Washing Hides.
The best method of washing hides is to stretch them in a frame, and place them, thus stretched, in running water. If running water cannot be conveniently had, still water can be made to answer by frequent stirrings and agitations; the remainder of the operation of cleansing is performed as in the common way.
On taking off the Hair.
Begin by shaking some lime in a pit, to which put a great quantity of water, then stir this water well, that it may become saturated with the lime, then place your hides in the pit perpendicularly; for this purpose, several wooden poles should be fixed across the pit; to these poles the hides are to be fastened with strings at proper distances, each hide being first cut in two; whilst the hides were thus placed in the lime water, the lime itself, which had deposited on the bottom of the pit, was frequently stirred up to increase the strength of the water, and to make it more operative; the hair thus treated, will, in about eight days, come off the hide with great ease. A shorter and a better method may effect this purpose in two days; that is, to plunge the hides, after being washed and cleaned, into a solution of tan, which (having been already used) contains no longer any of the tanning principle, mixed with a five hundredth, or even a thousandth part of the oil of vitriol, commonly called sulphuric acid; this operation not only takes off the hair, but raises and swells the hide; as, in the old way, is generally effected by barley sourings. However, further swelling and raising is necessary, and the hides should again be plunged in another quantity of spent tan-water mixed with the one thousandth part of the oil of vitriol, and thus steeped a second time; their swelling and raising will be completed in about forty-eight hours; after this operation the hides will acquire a yellow colour, even to the interior part of their substance. To determine if the swelling and raising be sufficiently completed, let one of the corners of the hide be cut, and if it is in a proper state there will not appear any white streak in the middle, but the hide throughout its whole substance will have acquired a yellow colour, and semi-transparent appearance. Mr. S—— is of opinion, that swelling and raising hides is not necessary, and that the hides tanned without this operation are less permeable to water. On tanning on the new principle, as practised by Mr. S——, he places several rows of casks on stillings sufficiently elevated above the ground to place a can or tub under them; these casks were filled with fresh finely ground tan, then a certain quantity of water was poured into the first of them, which water, as it ran through the tan, exhausted and carried off the soluble part, and as fast as it ran into the vessels below, was taken away and poured on the second cask, and so on successively until the solution was sufficiently saturated, and thus it may have been brought to ten or twelve degrees of the arometer for salts. In order to exhaust the tan of the first cask, Mr. S—— continued pouring water on the first cask until it ran off clear; at which time the tan was deprived of its soluble part; these liquors, as it may be easily conceived, were carefully kept for future operations; large wooden vats are considered the best sort of vessels for holding this solution, as well as for making and preparing it; hogsheads, on a small scale, may be made to answer. It is particularly in the use of this solution that Mr. S——'s method consists; the quickness with which the solution acts is truly astonishing, and when we see it, there is cause of surprise in thinking why it was not found out before. As soon as the hides are taken out of the water, impregnated with sulphuric acid, Mr. S—— puts them into a weak solution of tan, in which he leaves them for the space of one or two hours; he afterwards plunges them into other solutions of tan, more or less charged with the tanning principle, in proportion to their strength, so that in the experiments at which we were present, some heavy hides were tanned in six or eight days, others in twenty and twenty-five days. In placing the hides in the solutions, some precautions are necessary; the hides should be suspended on a wheel, or in a frame where they should be stretched, and placed one inch apart, so as to admit the solution freely about them; Mr. S—— recommends cutting off the head and the neck of the hide, and a slip down each side, in which slip the feet and belly part are to be comprehended; and the circumstance which determines Mr. S—— to cut the hide in this manner is, that the feet, and the parts that are near the belly, are more spongy and more easily penetrated by the tan; and as they produce leather of an inferior quality they may be more advantageously tanned separately, than put promiscuously into the solutions of tan with the rest. The remaining part of the hide is to be divided into two or more parts or pieces, so as to be easily placed in the vats or casks.
Drying the Hides.
The hides, when taken out of the solution of tan, must be dried with the usual precautions, that is to say, so slowly, that the skin does not shrink on the flesh side. With respect to thinner hides, for the upper leather of shoes, Mr. S—— begins by washing and taking off the flesh in the manner already described, or, as is done in the common way for strong soal leather; he then takes off the hair by means of clear lime-water; he does not make them undergo the operation of swelling, but puts them immediately into weak solutions of tan, the strength of which he gradually increases, but without ever bringing it to the degree of contraction, which he gives it when it is to be used in tanning thick leather; two, three, or four days, are enough for tanning the thinner kind of leather. Leather which is not sufficiently impregnated with the tanning principle, is generally known by a white speck or streak, which is observable in the middle of its substance. We can affirm that those hides which were tanned in our presence, in a few days, were completely tanned, as the above mentioned white streak was not perceivable; we may also add, that Mr. S——'s method has the advantage of affording the opportunity of observing and examining, from time to time, the progress of the operation; for this purpose nothing more is necessary but to take a slip off the hide out of the vat, and cut off a corner of it, the white streak already spoken of will appear more or less thick, until the tanning is completed; it has been generally supposed, that the tan in the tanpits had no other effect upon the leather than that of hardening and bracing the fibres of the skin, which has been relaxed by the preliminary of tanning. Mr. S——, however, examined the operation more closely, and discovered that there existed in the tan a principle which was soluble in water, by which the tanning was brought about. That this principle afterwards became fixed in the leather in consequence of a particular combination between the said principle and the skin; and this combination produced a substance that was not soluble in water; all this has been demonstrated by Mr. S——, in the most evident manner. It is well known that if leather, which has not been tanned, is boiled in water, it is in a short time almost entirely dissolved therein. This solution, by being concentrated, produces a jelly, or size, which, by farther evaporation, and being dried in the air, becomes what is called glue. Mr. S—— having, in the course of his experiments, examined the effects of a solution of tan upon a solution of glue, observed that they were hardly mixed together before a white felamentous precipitate took place, owing to a combination of the glue with the tanning principle contained in the solution of tan. This precipitate is insoluble in water, either hot or cold, and acquires colour by being exposed to the light. The foregoing experiment furnishes a true explanation of the process of tanning; for it will easily be conceived that the solution of tan acts upon the hides (from which glue is produced) in the same manner as it acts upon glue; this is what really happens in common tanpits, and Mr. S——'s new method, in which the solution of tan gradually penetrates the hides, and as it penetrates combines with it, producing a gradual change of colour that is very observable, till at last the colour of the hide is changed throughout, and it acquires a compact texture and marbled appearance, like that of a nutmeg: by this it plainly appears, that a precipitation also takes place in the action of tanning, although the hide is not dissolved, but merely swelled so as to enable the solution to penetrate it more easily. The property which animal jelly, or glue, possesses, of being precipitated by a solution of the tanning principle, furnishes a means of discovering what substances may be useful in tanning: nothing more is necessary than to make a solution or infusion of the vegetable substance supposed proper for that purpose, and that upon being mixed with a solution of glue, will show by the greater or less quantity of precipitate produced, what probability there is that such substance might be advantageously employed in tanning.
Another Remark.
Lime-water also offers an excellent means of discovering such substances. If lime-water be added to a solution of tan, the mixture instantly produces a copious precipitate; and if a sufficient quantity of lime-water be added to neutralize the whole of the tanning principle, then the supernatant liquor, although still possessing colour, will not form any precipitate with glue; I mean in solution. In like manner the liquor separated from a precipitation, caused by the mixture of a solution of tan with one of glue, will not produce any precipitate with lime-water, if, during the precipitation, the tanning principle has been completely neutralized. This shows evidently that Doctor M'Bride's method of exhausting the tan by means of lime-water is defective, and that by so doing a loss of the tanning principle takes place, in proportion to the quantity of it contained or combined with the lime dissolved in the lime-water.
Another Remark.
As in summer the solution of tan is disposed to run into the vinous fermentation, and, of course, from that into the acetous, and have its principal changed, no more of the solution of tan should be prepared in the summer season than is wanted for immediate use. In winter, this precaution in not necessary, as in that season it will keep, and may be then prepared for exportation to any part of Europe and thus converted into a profitable article of commerce.
A table showing the time different hides took to be completed, in the operations of preparing and tanning.
Ten ox hides, taken the 17th of August, were completely tanned by the 6th of September, in all, twenty days.
| Washing the hides, | 2 days. |
| Taking off the hair, | 5 do. |
| Raising or swelling, | 5 do. |
| Second washing, | 2 do. |
| Tanning, (properly so called,) | 6 do. |
| 20 days. |
Ten ox hides, taken the 19th of July, were tanned the 9th of August, making twenty-one days.
| Washing, | 2 days. |
| Taking off the hair, | 10 do. |
| Swelling, | 1 do. |
| Tanning, | 8 do. |
| 21 days. |
One ox hide, taken the 3d of September, was tanned the 2d of October, making twenty-nine days.
| Washing, | 1 day. |
| Taking off the hair and swelling, | 3 do. |
| Tanning, | 25 do. |
| 29 days. |
Another ox hide, taken the 5th of September, was tanned the 3d of October, making twenty-eight days.
| Washing, | 1 day. |
| Taking off the hair and swelling, | 2 do. |
| Tanning, | 25 do. |
| 28 days. |
N.B. The tanning solutions made use of to these hides was less strong, and of a cooler temperature than usual, by which the time employed in the tanning operation was prolonged.
Calf Skins.
Sixteen very thick calf skins, taken the 18th of July, were tanned by the 31st of the same month.
| Washing, | 1 day. |
| Taking off the hair, | 8 do. |
| Tanning, | 4 do. |
| 13 days. |
Six calf skins, taken the 19th of July, were tanned the 2d of August, making fourteen days.
| Washing, | 2 days. |
| Taking off the hair, | 9 do. |
| Tanning, | 3 do. |
| 14 days. |
Six dried calf skins, began the 14th of August, were tanned the 28th of August.
| Washing, | 2 days. |
| Taking off the hair and swelling, | 11 do. |
| Tanning, | 1 do. |
| 14 days. |
Six calf skins, began the 20th of August, were finished the 10th of September.
| Taking off the hair and washing, | 20 days. |
| Tanning, (properly so called,) | 1 do. |
| 21 days. |
Three calf skins were brought from another tan-yard, the operation of tanning had been begun upon them, they having been thirteen days in the tanpit, in which it was intended they should have remained eleven months, (which was the usual time allowed such skins in the old way of tanning;) two of these skins were tanned in twenty-four hours, the third was tanned in forty-eight hours.
Six other calf skins took thirteen days.
| Washing and taking off the hair, | 6 days. |
| Tanning, | 7 do. |
| 13 days. |
Three salted Cow Hides,
Began the 14th of August, were finished the 12th of September.
| Washing and taking off the hair, | 20 days. |
| Tanning, | 9 do. |
| 29 days. |
One fresh Horse Hide,
Began the 30th of August, was finished the 13th of September.
| Washing, | 1 day. |
| Taking off the hair, | 6 do. |
| Tanning, | 7 do. |
| 14 days. |
Another fresh Horse Hide,
Began the 4th of September, was finished the 19th of September.
| Washing, | 1 day. |
| Taking off the hair, | 7 do. |
| Tanning, | 7 do. |
| 15 days. |
Two dried Sheep Skins,
Began the 14th of August, were finished the 12th of September.
| Washing and taking off the wool, | 25 days. |
| Tanning, | 4 do. |
| 29 days. |
Three Goat Skins,
Began the 16th of August, were finished the 10th of September.
| Washing and taking off the hair, | 23 days. |
| Tanning, | 2 do. |
| 25 days. |
Five Goat Skins,
Began the 19th of August, were finished the 10th of September.
| Washing and taking off the hair, | 20 days. |
| Tanning, | 2 do. |
| 22 days. |
1 (Return)
Save five per cent. on brewery sales—a war tax.
2 (Return)
By some this construction of a steep may be thought too dear; in that case, a rough wooden one may be substituted, which, instead of placing outside the house, I would place on the upper floor of the malt house, so as to afford the opportunity of getting down its contents to the lower floor by means of a plug hole, which will save the labour of shovelling; but in summer, when this steep is not employed, it should be filled with lime water to prevent leaking, and to keep it sweet.
3 (Return)
Twenty-seven parts of oxygen gas, and seventy-three of azotic gas.
4 (Return)
Count Rumford on the Economy of Fuel.
5 (Return)
Of the different kinds of hops, the long white is the most esteemed; it yields the greatest quantity, and is the most beautiful. The beauty of hops consists of their being of a pale bright green color. Care should be taken to obtain all of one sort; but if different sorts are used, they must be kept separate in the field, for there is a material difference in their time of ripening; and if mixed in the field, will occasion extra trouble at the time of gathering them in.
6 (Return)
Hops must be dressed every year, as soon as the frost will permit; on this being well done depends, in a great measure, the success of the crop. It is thought by many to be the best method to manure the hop yard in the fall, and cover the hills entirely with the manure, asserting, with other advantages, that this prevents the frost from injuring plants during the winter. Hops had better be gathered before they are full ripe than remain till they are over ripe, for then they will lose their seed by the wind, or on being handled. The seed is the strongest part of the hop, and when they get too ripe will lose their green colour, which is very necessary to preserve as the most valuable part of the [remainder of text is illegible]
7 (Return)
Kilns covered with the splinters of walnut, or ash, will answer the purpose, and come cheaper than hair cloth.
8 (Return)
Stum is a certain quantity of white wine, strongly impregnated with sulphur. The mode of preparing it is as follows: A hogshead half filled with good white wine, or what is termed in French
vin de grave; from fifteen to twenty long matches of sulphur are successively burned to this hogshead, with the bunghole closed. After this operation, the white wine becomes so impregnated with sulphur, that it has acquired all its taste and flavour, and is thus used as a ferment.
End of the Project Gutenberg EBook of The American Practical Brewer and
Tanner, by Joseph Coppinger
*** END OF THIS PROJECT GUTENBERG EBOOK PRACTICAL BREWER AND TANNER ***
***** This file should be named 20663-h.htm or 20663-h.zip *****
This and all associated files of various formats will be found in:
https://www.gutenberg.org/2/0/6/6/20663/
Produced by Robert Cicconetti and the Online Distributed
Proofreading Team at https://www.pgdp.net
Updated editions will replace the previous one--the old editions
will be renamed.
Creating the works from public domain print editions means that no
one owns a United States copyright in these works, so the Foundation
(and you!) can copy and distribute it in the United States without
permission and without paying copyright royalties. Special rules,
set forth in the General Terms of Use part of this license, apply to
copying and distributing Project Gutenberg-tm electronic works to
protect the PROJECT GUTENBERG-tm concept and trademark. Project
Gutenberg is a registered trademark, and may not be used if you
charge for the eBooks, unless you receive specific permission. If you
do not charge anything for copies of this eBook, complying with the
rules is very easy. You may use this eBook for nearly any purpose
such as creation of derivative works, reports, performances and
research. They may be modified and printed and given away--you may do
practically ANYTHING with public domain eBooks. Redistribution is
subject to the trademark license, especially commercial
redistribution.
*** START: FULL LICENSE ***
THE FULL PROJECT GUTENBERG LICENSE
PLEASE READ THIS BEFORE YOU DISTRIBUTE OR USE THIS WORK
To protect the Project Gutenberg-tm mission of promoting the free
distribution of electronic works, by using or distributing this work
(or any other work associated in any way with the phrase "Project
Gutenberg"), you agree to comply with all the terms of the Full Project
Gutenberg-tm License (available with this file or online at
https://gutenberg.org/license).
Section 1. General Terms of Use and Redistributing Project Gutenberg-tm
electronic works
1.A. By reading or using any part of this Project Gutenberg-tm
electronic work, you indicate that you have read, understand, agree to
and accept all the terms of this license and intellectual property
(trademark/copyright) agreement. If you do not agree to abide by all
the terms of this agreement, you must cease using and return or destroy
all copies of Project Gutenberg-tm electronic works in your possession.
If you paid a fee for obtaining a copy of or access to a Project
Gutenberg-tm electronic work and you do not agree to be bound by the
terms of this agreement, you may obtain a refund from the person or
entity to whom you paid the fee as set forth in paragraph 1.E.8.
1.B. "Project Gutenberg" is a registered trademark. It may only be
used on or associated in any way with an electronic work by people who
agree to be bound by the terms of this agreement. There are a few
things that you can do with most Project Gutenberg-tm electronic works
even without complying with the full terms of this agreement. See
paragraph 1.C below. There are a lot of things you can do with Project
Gutenberg-tm electronic works if you follow the terms of this agreement
and help preserve free future access to Project Gutenberg-tm electronic
works. See paragraph 1.E below.
1.C. The Project Gutenberg Literary Archive Foundation ("the Foundation"
or PGLAF), owns a compilation copyright in the collection of Project
Gutenberg-tm electronic works. Nearly all the individual works in the
collection are in the public domain in the United States. If an
individual work is in the public domain in the United States and you are
located in the United States, we do not claim a right to prevent you from
copying, distributing, performing, displaying or creating derivative
works based on the work as long as all references to Project Gutenberg
are removed. Of course, we hope that you will support the Project
Gutenberg-tm mission of promoting free access to electronic works by
freely sharing Project Gutenberg-tm works in compliance with the terms of
this agreement for keeping the Project Gutenberg-tm name associated with
the work. You can easily comply with the terms of this agreement by
keeping this work in the same format with its attached full Project
Gutenberg-tm License when you share it without charge with others.
1.D. The copyright laws of the place where you are located also govern
what you can do with this work. Copyright laws in most countries are in
a constant state of change. If you are outside the United States, check
the laws of your country in addition to the terms of this agreement
before downloading, copying, displaying, performing, distributing or
creating derivative works based on this work or any other Project
Gutenberg-tm work. The Foundation makes no representations concerning
the copyright status of any work in any country outside the United
States.
1.E. Unless you have removed all references to Project Gutenberg:
1.E.1. The following sentence, with active links to, or other immediate
access to, the full Project Gutenberg-tm License must appear prominently
whenever any copy of a Project Gutenberg-tm work (any work on which the
phrase "Project Gutenberg" appears, or with which the phrase "Project
Gutenberg" is associated) is accessed, displayed, performed, viewed,
copied or distributed:
This eBook is for the use of anyone anywhere at no cost and with
almost no restrictions whatsoever. You may copy it, give it away or
re-use it under the terms of the Project Gutenberg License included
with this eBook or online at www.gutenberg.org
1.E.2. If an individual Project Gutenberg-tm electronic work is derived
from the public domain (does not contain a notice indicating that it is
posted with permission of the copyright holder), the work can be copied
and distributed to anyone in the United States without paying any fees
or charges. If you are redistributing or providing access to a work
with the phrase "Project Gutenberg" associated with or appearing on the
work, you must comply either with the requirements of paragraphs 1.E.1
through 1.E.7 or obtain permission for the use of the work and the
Project Gutenberg-tm trademark as set forth in paragraphs 1.E.8 or
1.E.9.
1.E.3. If an individual Project Gutenberg-tm electronic work is posted
with the permission of the copyright holder, your use and distribution
must comply with both paragraphs 1.E.1 through 1.E.7 and any additional
terms imposed by the copyright holder. Additional terms will be linked
to the Project Gutenberg-tm License for all works posted with the
permission of the copyright holder found at the beginning of this work.
1.E.4. Do not unlink or detach or remove the full Project Gutenberg-tm
License terms from this work, or any files containing a part of this
work or any other work associated with Project Gutenberg-tm.
1.E.5. Do not copy, display, perform, distribute or redistribute this
electronic work, or any part of this electronic work, without
prominently displaying the sentence set forth in paragraph 1.E.1 with
active links or immediate access to the full terms of the Project
Gutenberg-tm License.
1.E.6. You may convert to and distribute this work in any binary,
compressed, marked up, nonproprietary or proprietary form, including any
word processing or hypertext form. However, if you provide access to or
distribute copies of a Project Gutenberg-tm work in a format other than
"Plain Vanilla ASCII" or other format used in the official version
posted on the official Project Gutenberg-tm web site (www.gutenberg.org),
you must, at no additional cost, fee or expense to the user, provide a
copy, a means of exporting a copy, or a means of obtaining a copy upon
request, of the work in its original "Plain Vanilla ASCII" or other
form. Any alternate format must include the full Project Gutenberg-tm
License as specified in paragraph 1.E.1.
1.E.7. Do not charge a fee for access to, viewing, displaying,
performing, copying or distributing any Project Gutenberg-tm works
unless you comply with paragraph 1.E.8 or 1.E.9.
1.E.8. You may charge a reasonable fee for copies of or providing
access to or distributing Project Gutenberg-tm electronic works provided
that
- You pay a royalty fee of 20% of the gross profits you derive from
the use of Project Gutenberg-tm works calculated using the method
you already use to calculate your applicable taxes. The fee is
owed to the owner of the Project Gutenberg-tm trademark, but he
has agreed to donate royalties under this paragraph to the
Project Gutenberg Literary Archive Foundation. Royalty payments
must be paid within 60 days following each date on which you
prepare (or are legally required to prepare) your periodic tax
returns. Royalty payments should be clearly marked as such and
sent to the Project Gutenberg Literary Archive Foundation at the
address specified in Section 4, "Information about donations to
the Project Gutenberg Literary Archive Foundation."
- You provide a full refund of any money paid by a user who notifies
you in writing (or by e-mail) within 30 days of receipt that s/he
does not agree to the terms of the full Project Gutenberg-tm
License. You must require such a user to return or
destroy all copies of the works possessed in a physical medium
and discontinue all use of and all access to other copies of
Project Gutenberg-tm works.
- You provide, in accordance with paragraph 1.F.3, a full refund of any
money paid for a work or a replacement copy, if a defect in the
electronic work is discovered and reported to you within 90 days
of receipt of the work.
- You comply with all other terms of this agreement for free
distribution of Project Gutenberg-tm works.
1.E.9. If you wish to charge a fee or distribute a Project Gutenberg-tm
electronic work or group of works on different terms than are set
forth in this agreement, you must obtain permission in writing from
both the Project Gutenberg Literary Archive Foundation and Michael
Hart, the owner of the Project Gutenberg-tm trademark. Contact the
Foundation as set forth in Section 3 below.
1.F.
1.F.1. Project Gutenberg volunteers and employees expend considerable
effort to identify, do copyright research on, transcribe and proofread
public domain works in creating the Project Gutenberg-tm
collection. Despite these efforts, Project Gutenberg-tm electronic
works, and the medium on which they may be stored, may contain
"Defects," such as, but not limited to, incomplete, inaccurate or
corrupt data, transcription errors, a copyright or other intellectual
property infringement, a defective or damaged disk or other medium, a
computer virus, or computer codes that damage or cannot be read by
your equipment.
1.F.2. LIMITED WARRANTY, DISCLAIMER OF DAMAGES - Except for the "Right
of Replacement or Refund" described in paragraph 1.F.3, the Project
Gutenberg Literary Archive Foundation, the owner of the Project
Gutenberg-tm trademark, and any other party distributing a Project
Gutenberg-tm electronic work under this agreement, disclaim all
liability to you for damages, costs and expenses, including legal
fees. YOU AGREE THAT YOU HAVE NO REMEDIES FOR NEGLIGENCE, STRICT
LIABILITY, BREACH OF WARRANTY OR BREACH OF CONTRACT EXCEPT THOSE
PROVIDED IN PARAGRAPH F3. YOU AGREE THAT THE FOUNDATION, THE
TRADEMARK OWNER, AND ANY DISTRIBUTOR UNDER THIS AGREEMENT WILL NOT BE
LIABLE TO YOU FOR ACTUAL, DIRECT, INDIRECT, CONSEQUENTIAL, PUNITIVE OR
INCIDENTAL DAMAGES EVEN IF YOU GIVE NOTICE OF THE POSSIBILITY OF SUCH
DAMAGE.
1.F.3. LIMITED RIGHT OF REPLACEMENT OR REFUND - If you discover a
defect in this electronic work within 90 days of receiving it, you can
receive a refund of the money (if any) you paid for it by sending a
written explanation to the person you received the work from. If you
received the work on a physical medium, you must return the medium with
your written explanation. The person or entity that provided you with
the defective work may elect to provide a replacement copy in lieu of a
refund. If you received the work electronically, the person or entity
providing it to you may choose to give you a second opportunity to
receive the work electronically in lieu of a refund. If the second copy
is also defective, you may demand a refund in writing without further
opportunities to fix the problem.
1.F.4. Except for the limited right of replacement or refund set forth
in paragraph 1.F.3, this work is provided to you 'AS-IS' WITH NO OTHER
WARRANTIES OF ANY KIND, EXPRESS OR IMPLIED, INCLUDING BUT NOT LIMITED TO
WARRANTIES OF MERCHANTIBILITY OR FITNESS FOR ANY PURPOSE.
1.F.5. Some states do not allow disclaimers of certain implied
warranties or the exclusion or limitation of certain types of damages.
If any disclaimer or limitation set forth in this agreement violates the
law of the state applicable to this agreement, the agreement shall be
interpreted to make the maximum disclaimer or limitation permitted by
the applicable state law. The invalidity or unenforceability of any
provision of this agreement shall not void the remaining provisions.
1.F.6. INDEMNITY - You agree to indemnify and hold the Foundation, the
trademark owner, any agent or employee of the Foundation, anyone
providing copies of Project Gutenberg-tm electronic works in accordance
with this agreement, and any volunteers associated with the production,
promotion and distribution of Project Gutenberg-tm electronic works,
harmless from all liability, costs and expenses, including legal fees,
that arise directly or indirectly from any of the following which you do
or cause to occur: (a) distribution of this or any Project Gutenberg-tm
work, (b) alteration, modification, or additions or deletions to any
Project Gutenberg-tm work, and (c) any Defect you cause.
Section 2. Information about the Mission of Project Gutenberg-tm
Project Gutenberg-tm is synonymous with the free distribution of
electronic works in formats readable by the widest variety of computers
including obsolete, old, middle-aged and new computers. It exists
because of the efforts of hundreds of volunteers and donations from
people in all walks of life.
Volunteers and financial support to provide volunteers with the
assistance they need, is critical to reaching Project Gutenberg-tm's
goals and ensuring that the Project Gutenberg-tm collection will
remain freely available for generations to come. In 2001, the Project
Gutenberg Literary Archive Foundation was created to provide a secure
and permanent future for Project Gutenberg-tm and future generations.
To learn more about the Project Gutenberg Literary Archive Foundation
and how your efforts and donations can help, see Sections 3 and 4
and the Foundation web page at https://www.pglaf.org.
Section 3. Information about the Project Gutenberg Literary Archive
Foundation
The Project Gutenberg Literary Archive Foundation is a non profit
501(c)(3) educational corporation organized under the laws of the
state of Mississippi and granted tax exempt status by the Internal
Revenue Service. The Foundation's EIN or federal tax identification
number is 64-6221541. Its 501(c)(3) letter is posted at
https://pglaf.org/fundraising. Contributions to the Project Gutenberg
Literary Archive Foundation are tax deductible to the full extent
permitted by U.S. federal laws and your state's laws.
The Foundation's principal office is located at 4557 Melan Dr. S.
Fairbanks, AK, 99712., but its volunteers and employees are scattered
throughout numerous locations. Its business office is located at
809 North 1500 West, Salt Lake City, UT 84116, (801) 596-1887, email
business@pglaf.org. Email contact links and up to date contact
information can be found at the Foundation's web site and official
page at https://pglaf.org
For additional contact information:
Dr. Gregory B. Newby
Chief Executive and Director
gbnewby@pglaf.org
Section 4. Information about Donations to the Project Gutenberg
Literary Archive Foundation
Project Gutenberg-tm depends upon and cannot survive without wide
spread public support and donations to carry out its mission of
increasing the number of public domain and licensed works that can be
freely distributed in machine readable form accessible by the widest
array of equipment including outdated equipment. Many small donations
($1 to $5,000) are particularly important to maintaining tax exempt
status with the IRS.
The Foundation is committed to complying with the laws regulating
charities and charitable donations in all 50 states of the United
States. Compliance requirements are not uniform and it takes a
considerable effort, much paperwork and many fees to meet and keep up
with these requirements. We do not solicit donations in locations
where we have not received written confirmation of compliance. To
SEND DONATIONS or determine the status of compliance for any
particular state visit https://pglaf.org
While we cannot and do not solicit contributions from states where we
have not met the solicitation requirements, we know of no prohibition
against accepting unsolicited donations from donors in such states who
approach us with offers to donate.
International donations are gratefully accepted, but we cannot make
any statements concerning tax treatment of donations received from
outside the United States. U.S. laws alone swamp our small staff.
Please check the Project Gutenberg Web pages for current donation
methods and addresses. Donations are accepted in a number of other
ways including including checks, online payments and credit card
donations. To donate, please visit: https://pglaf.org/donate
Section 5. General Information About Project Gutenberg-tm electronic
works.
Professor Michael S. Hart was the originator of the Project Gutenberg-tm
concept of a library of electronic works that could be freely shared
with anyone. For thirty years, he produced and distributed Project
Gutenberg-tm eBooks with only a loose network of volunteer support.
Project Gutenberg-tm eBooks are often created from several printed
editions, all of which are confirmed as Public Domain in the U.S.
unless a copyright notice is included. Thus, we do not necessarily
keep eBooks in compliance with any particular paper edition.
Most people start at our Web site which has the main PG search facility:
https://www.gutenberg.org
This Web site includes information about Project Gutenberg-tm,
including how to make donations to the Project Gutenberg Literary
Archive Foundation, how to help produce our new eBooks, and how to
subscribe to our email newsletter to hear about new eBooks.