
of the nuclei of the
stimulated cells.
Title: Dangerous trades
the historical, social, and legal aspects of industrial occupations as affecting health
Editor: Sir Thomas Oliver
Release date: May 6, 2026 [eBook #78617]
Language: English
Original publication: London: John Murray, 1902
Other information and formats: www.gutenberg.org/ebooks/78617
Credits: deaurider, Karin Spence and the Online Distributed Proofreading Team at https://www.pgdp.net (This file was produced from images generously made available by The Internet Archive)
THE HISTORICAL, SOCIAL, AND LEGAL
ASPECTS OF INDUSTRIAL OCCUPATIONS
AS AFFECTING HEALTH, BY A NUMBER
OF EXPERTS
EDITED BY THOMAS OLIVER, M.A., M.D., F.R.C.P.
MEDICAL EXPERT ON THE WHITE LEAD, DANGEROUS TRADES, POTTERY, AND
LUCIFER MATCH COMMITTEES OF THE HOME OFFICE; PROFESSOR
OF PHYSIOLOGY, UNIVERSITY OF DURHAM; PHYSICIAN TO
THE ROYAL INFIRMARY, NEWCASTLE-UPON-TYNE
WITH ILLUSTRATIONS
LONDON
JOHN MURRAY, ALBEMARLE STREET
1902
TO
The Right Hon. WILLIAM HENRY ASQUITH, K.C., M.P.
AND
The Right Hon. VISCOUNT RIDLEY
TO WHOM, AS HOME SECRETARIES, THE EDITOR IS IN A VERY SPECIAL
MANNER INDEBTED FOR THE MANY OPPORTUNITIES AFFORDED
HIM OF ACQUIRING THAT PRACTICAL KNOWLEDGE WHICH
HAS ENABLED HIM TO BRING TOGETHER THE
INFORMATION CONTAINED IN THE FOLLOWING
PAGES, THIS BOOK IS, WITH
GRATITUDE AND RESPECT,
DEDICATED
[vii]
This is the first occasion on which, on the special lines indicated in this book, any adequate attempt has been made in this or any other country to deal with the conduct of trades and other occupations in respect to the dangers to life and health to which the workers are liable.
The subject is year by year engrossing more of the attention of the public, and this has been evinced in many ways, e.g., in the amount of space devoted by the Press to the subject of leadless-glaze in pottery, and to the manufacture of matches without phosphorus, etc.
The increasing interest displayed by the public in social affairs has led to a corresponding desire for accurate information as to the condition in which their fellow-men and women live and work. This volume is a response to a widely-expressed demand for a true and authoritative statement on this important subject—a subject which concerns thousands upon thousands of our fellow country-people.
The field covered by “Dangerous Trades and Occupation Diseases” is a very wide one, and, as there is no one person competent to deal adequately with the whole, it has been found desirable to engage the co-operation of experts on the various trades with which the volume treats.
In carrying out this scheme, an enormous amount of information which has hitherto been unrecorded or inaccessible has been brought into focus and made available for reference.
The language employed has been kept as free as possible from technicalities. It is confidently believed that this volume[viii] will be of considerable value, not only to medical men, whose practice brings them into contact with the working classes, to Certifying Factory Surgeons, Factory Inspectors, and employers of labour, but also to the educated public and to professional men interested in the hygienic side of industrial problems and in occupation diseases. It is hoped also that it will be of assistance to members of both Houses of Parliament.
Whilst congratulating myself on my good fortune in securing the assistance of many distinguished and able specialists, I take this opportunity of expressing my warmest thanks to Dr Whitelegge, Dr Morison Legge, Miss A. M. Anderson, and especially to Commander Hamilton Smith, R.N., of the Factory Department of the Home Office, for their help in various ways, and to all my contributors for their ready acquiescence and loyal support.
THOMAS OLIVER.
Newcastle-upon-Tyne,
March 1902.
| PAGE | |
|---|---|
| CHAPTER I | |
| Introduction. By Thomas Oliver, M.D., F.R.C.P., | 1 |
| CHAPTER II | |
| Historical Sketch of the Development of Legislation for Injurious and Dangerous Industries in England. By Miss A. M. Anderson, H.M. Principal Lady Inspector of Factories, | 24 |
| Special Rules for Injurious Occupations—Appendix. | |
| CHAPTER III | |
| Regulation of Injurious or Dangerous Occupations in Factories and Workshops in some of the Chief European Countries. By Miss A. M. Anderson, | 44 |
| CHAPTER IV | |
| Principles of Prospective Legislation for Dangerous Trades. By H. J. Tennant, M.P., Chairman late Dangerous Trades Committee, | 63 |
| CHAPTER V | |
| Infant Mortality and Factory Labour. I.—By Mrs H. J. Tennant. II.—By George Reid, M.D., D.P.H., Medical Officer of Health, Staffordshire County Council, | 73 |
| CHAPTER VI | |
| Child Labour. By Miss Margaret M’Millan, Member of School Board, Bradford, | 90 |
| CHAPTER VII | |
| Home-Work. By A. Ballantyne, | 98 |
| CHAPTER VIII | |
| The Physiology and Pathology of Work and Fatigue. By Thomas Oliver, M.D., F.R.C.P., | 104 |
| CHAPTER IX | |
| Mortality of Occupations. By John Tatham, M.A., M.D., F.R.C.P., General Register Office, Somerset House, London, | 118 |
| CHAPTER X | |
| Dust-Producing Occupations. By John Tatham, M.A., M.D., F.R.C.P., General Register Office, Somerset House, London, | 134 |
| Potter, Earthenware, China Manufacture—Cutlers, Scissor-makers—File-cutters—Glassmakers—Copper-workers—Iron and Steel Workers—Zinc-workers—Lead-workers—Stone Quarriers—Brass-workers—Gunsmiths—Chimney Sweeps, Soot Merchants—Textile-workers—Wool, Worsted Manufacturers—Other Workers in Dusty Trades—Effects of Breathing Foul Air: Bookbinders, Printers; Musicians; Hatters; Hairdressers; Tailors; Drapers, Manchester Warehousemen; Shoemakers—The Mining Industry: Coal Miners; Ironstone-mining; Copper Miners; Tin Miners—Mortality of Unoccupied and Occupied Men. | |
| CHAPTER XI | |
| The Diseases of Soldiers at Home and Abroad. By John R. Dodd, M.D., F.R.C.S., D.P.H., Lieutenant-Colonel Royal Army Medical Corps, | 166 |
| CHAPTER XII | |
| Health in the Marine Service. By William Collingridge, M.A., M.D., F.R.C.S., D.P.H. (Camb.), Medical Officer of Health, City of London, formerly (1880–1901) Medical Officer of Health, Port of London, | 182 |
| Diseases due to their Employment—Diseases caused by the Habits of Seamen—Diseases of Climate—Diseases due to Insanitary Conditions and Environment. | |
| CHAPTER XIII | |
| Railways. By Henry H. Cunynghame, C.B., Assistant Under-Secretary, Home Department, | 190 |
| CHAPTER XIV | |
| Safe-Guarding of Machinery. By H. S. Richmond, H.M. Superintending Inspector of Factories, | 203 |
| Prime Movers—Steam Engines—Gas and Oil Engines—Other Prime Movers—Electrical Generators—Mill-Gearing—Mill-Gearing Construction—Access to Shafting—Fencing of Low Shafting, etc.—Pulleys—Driving Belts—Shipping of Belts— Belt Poles—Protection of Belts—Bevel Wheels—Means of Stopping Machinery—Machine Tools—Fencing of Dangerous Machinery—Set-screws—Toothed Wheels—Shaft or Spindle Ends—Loose Pulleys and Strap Forks—Plate Wheels—Hoists—Teagles—Cranes, Winches, etc.—Self-acting Mules—Looms—Circular Saws—Planing Machines—Power Process. | |
| CHAPTER XV | |
| Agriculture, Horses, Cattle. By D’Arcy Power, F.R.C.S., M.A. (Oxon.), Senior Surgeon, Victoria Hospital for Children; Assistant Surgeon, St Bartholomew’s Hospital; Assistant Professor of Physiology, Royal Veterinary College, London, | 232 |
| Agriculture: Labourers; Gardeners—Horses: Ostlers, Stablemen, and Cartmen—Cattle: Butchers, Slaughterers, and Tanners; Cowmen and Dairymaids; Shepherds; Pig-keepers. | |
| CHAPTER XVI | |
| Electric Generating Works. By Hamilton P. Smith, Retired Commander R.N., and one of H.M. Inspectors of Factories, | 250 |
| CHAPTER XVII | |
| Dust as a Cause of Occupation Disease. By Thomas Oliver, M.D., F.R.C.P., | 267 |
| General View of the Subject—Skin Diseases of Flax-workers—Diseases of Nails in Furriers—Lung Diseases due to Dust—Gastro-intestinal Lesions. | |
| CHAPTER XVIII | |
| Dust Women. By Thomas Oliver, M.D., F.R.C.P., | 278 |
| CHAPTER XIX | |
| Lead and its Compounds. By Thomas Oliver, M.D., F.R.C.P., | 282 |
| Lead Mining and the Health and Surroundings of the Miner—Lead-smelting—Red Lead, Lead Oxide, Litharge, Massicot, Minium—White Lead: Carbonate of Lead (Céruse, Fr.)—Lead Poisoning—Treatment: Preventive and Curative—Chromate of Lead: Dye Works—Calico Printing—Enamelling of Iron Plates and Hollow Ware—Electric Accumulator Works and Lead Poisoning—Motor Cars—Electric Tramways—Soldering, Typefounding, Printing, Typesetting, Linotyping—Precautions—Plumbing—House Painting—Coach Painting—Glass Polishing—File-cutting—Use of Lead in Potteries—Chromo-lithographic Works and Transfer-making—Tile-making and Manufacture of Porcelain Stoves—Washing of Lead-workers’ and Painters’ Clothes—Lead Foil Manufacture—Shoe-finishing and Staining by Lead Compounds—Lucifer Matches containing Lead—Buffing of Brass Cocks and Plumbism. | |
| CHAPTER XX | |
| Electrical Treatment in Cases of Lead Poisoning. By H. Lewis Jones, M.D., Medical Officer in charge of Electrical Department, St Bartholomew’s Hospital, | 373 |
| The Elimination of the Metal—The Electrical Treatment of the Paralysis caused by Lead. | |
| CHAPTER XXI | |
| Arsenic. By Malcolm Morris, F.R.C.S., Lecturer on Dermatology, St Mary’s Hospital, London, | 378 |
| Symptoms—Treatment and Prophylaxis. | |
| CHAPTER XXII | |
| China and Earthenware Manufacture: Potters’ Rot. By Thomas Oliver, M.D., F.R.C.P., | 382 |
| Symptoms—Prevention. | |
| CHAPTER XXIII | |
| Basic Slag. By John Hedley, M.D., Middlesborough, | 390 |
| CHAPTER XXIV | |
| Ganister Crushing. By Hamilton P. Smith, Retired Commander R.N., and one of H.M. Inspectors of Factories, | 396 |
| Report on Portions of Lung from a Ganister Miner—Microscopic Examination—Chemical Analysis. | |
| CHAPTER XXV | |
| Millstone Building: French Buhrstone. By Thomas Oliver, M.D., F.R.C.P., | 405 |
| CHAPTER XXVI | |
| Steel Grinding. By Sinclair White, F.R.C.S., Lecturer on Surgery, University College, Sheffield, | 408 |
| Grinding—Glazing—Polishing—Lapping—Racing the Stone. | |
| CHAPTER XXVII | |
| Phosphorus and Lucifer Matches. By Thomas Oliver, M.D., F.R.C.P., | 417 |
| Phosphorus Necrosis—Prevention of Phosphorus Necrosis—Treatment of Phosphorus Necrosis. | |
| CHAPTER XXVIII | |
| Dangers in the Use of Mercury and its Salts. By T. Morison Legge, M.D., H.M. Medical Inspector of Factories, | 434 |
| Introduction—Historical—Mode in which Poisoning is brought about—Symptoms—Recovery from the Ore—Making of Thermometers—Incandescent Electric Lamps—Electrical Meters—Gold and Silver Extraction—Water-gilding—Silvering of Mirrors—Hatters Furriers’ Processes—Preparation of Mercurial Compounds—Preventive Measures—Rules to be observed in the Manufacture of Mercurial Preparations. | |
| CHAPTER XXIX | |
| The Lesions resulting from the Manufacture and Uses of Potassium and Sodium Bichromate. By T. Morison Legge, M.D., H.M. Medical Inspector of Factories, | 447 |
| Nature of the Perforation—Ulceration of the Skin. | |
| CHAPTER XXX | |
| Copper and Brass. By Robert M. Simon, B.A., M.D. (Cantab.), F.R.C.P., Physician, General Hospital, Birmingham; and Seymour H. Knyvett, M.A. (Oxon.), one of H.M. Inspectors of Factories, | 455 |
| CHAPTER XXXI | |
| Indiarubber—Dangers Incidental to the Use of Bisulphide of Carbon and Naphtha. By Thomas Oliver, M.D., F.R.C.P., | 470 |
| CHAPTER XXXII | |
| The Effects of Dinitrobenzine and other Nitro-substitution Products of the Aromatic Series on the Workmen employed in the Manufacture of High Explosives. By Robert Prosser White, M.D., Surgeon, Roburite Explosives Company; Hon. Medical Officer, Royal Albert Edward Infirmary, Wigan, | 475 |
| Poisonous Dose—Acute Poisoning—Subacute Poisoning—Chronic Poisoning—Muscular System—Nervous Symptoms—Eye Affections—Urinary Affection—Urine—Pathology: The Blood—Prognosis—Precautions. | |
| CHAPTER XXXIII | |
| Dry Cleaning by Means of Benzine. By Thomas Oliver, M.D., F.R.C.P., | 491 |
| CHAPTER XXXIV | |
| Use of Inflammable or Spirit Paints. By Thomas Oliver, M.D., F.R.C.P., | 494 |
| CHAPTER XXXV | |
| Acetylene and its Dangers. By Hamilton P. Smith, Retired Commander R.N., and one of H.M. Inspectors of Factories, | 497 |
| CHAPTER XXXVI | |
| Flour Mills. By Thomas Oliver, M.D., F.R.C.P., | 505 |
| CHAPTER XXXVII | |
| Mining. By Henry Louis, M.A., A.R.S.M., F.I.C., F.G.S., Professor of Mining, Durham College of Science, Newcastle-upon-Tyne, | 508 |
| CHAPTER XXXVIII | |
| The Air of Mines. By John Haldane, M.D., F.R.S., Fellow of New College, and Lecturer on Physiology, University of Oxford, | 540 |
| Black-damp—Carbonic Acid—Fire-damp—After-damp—Smoke—White-damp, Gob-stink, Fire-stink—Gases from Explosions. | |
| CHAPTER XXXIX | |
| Quarries. By John Brown, M.D., D.P.H., M.O.H., Borough of Bacup; and T. N. Kelynack, M.D., M.R.C.P., London, Assistant Physician to Mount Vernon Hospital for Consumption and Diseases of the Chest, Hampstead and Northwood; late Pathologist and Medical Registrar, Manchester Royal Infirmary, etc., | 557 |
| Introduction—Definitions—Varieties of Quarries—Methods of Working—Pathology—Etiology—Quarry Accidents—Diseases—Affections of the Respiratory Organs—Cardio-Vascular Disease—Cutaneous Lesions—Digestive Disturbances—Ear Affections—Eye Affections—Osteo-arthritis—Septic Infection—Tetanus—Legal Provisions—Prophylaxis and Treatment—Preventive Measures—Treatment of Accidents and Ailments occurring in Quarries. | |
| CHAPTER XL | |
| The Chemical Trades. By A. P. Laurie, M.A., Principal, Heriot-Watt College, Edinburgh, | 568 |
| Introductory Remarks—The Le Blanc Process—Alkali Manufacture, other Methods—The Chemical Worker—Hours of Work in Alkali Manufacture—The Administration of the Alkali Act—Output Method of Paying Wages—Bichromate of Potash Manufacture—Coal Tar Products—Bisulphide of Carbon—Phosphorus—Health of Chemical Workers as shown by Statistics. | |
| CHAPTER XLI | |
| Explosions and Explosives. By A. Cooper Key (Major, late R.A.), H.M. Inspector of Explosives, | 599 |
| Introductory—Accidents in Manufacture and Use—Products of Combustion; Fumes—Explosives in Coal Mines. | |
| CHAPTER XLII | |
| Anthrax. By W. H. Hamer, M.D., F.R.C.P., Assistant Medical Officer of Health, City of London, | 621 |
| Hides and Horsehair—History of the Disease—Anthrax Statistics—Outbreaks Recorded during Recent Years—Anthrax Notification—Grouping of Anthrax Cases—Grouping of Cases considered in relation to Preventive Measures—Disinfection and Other Measures of Precaution. | |
| CHAPTER XLIII | |
| Anthrax: Its Relation to the Wool Industry. By John Henry Bell, M.D., Consulting Medical Officer, Bradford Royal Infirmary; Consulting Surgeon, Bradford Eye and Ear Hospital, | 634 |
| Cutaneous Anthrax—Erysipelatous Anthrax: Symptoms; Diagnosis; Prognosis—Pulmonary Anthrax: Symptoms; Duration of Illness; Diagnosis; Prognosis; Incubation—Pathological Changes: External; Internal—Intestinal Anthrax—Distribution of the Bacilli—Preventive Measures—The Precautionary Regulations—Treatment. | |
| CHAPTER XLIV | |
| Rags and their Products in Relation to Health. By John A. E. Stuart, L.R.C.S. (Edin.), Medical Officer of Health, Batley, Yorkshire, | 644 |
| Rag-Sorting, Rag-Grinding, Shoddy, Mango, Flocks, Carbonising or Wool-Extracting—Effects of Rag-Sorting on Health—Carbonising—Recommendations. | |
| CHAPTER XLV | |
| Blanket Stoving. By John A. E. Stuart, L.R.C.S. (Edin.), Medical Officer of Health, Batley, Yorkshire, | 648 |
| CHAPTER XLVI | |
| Jute. By Harry J. Wilson, one of H.M. Inspectors of Factories, | 650 |
| CHAPTER XLVII | |
| Laundry Workers. By Lucy A. E. Deane, one of H.M. Inspectors of Factories, | 663 |
| CHAPTER XLVIII | |
| Fish-Curing and Fruit-Preserving. By Mary M. Paterson, one of H.M. Inspectors of Factories, | 673 |
| CHAPTER XLIX | |
| Women’s Labour in Tinplate Works. By Rose E. Squire, one of H.M. Inspectors of Factories, | 681 |
| Opening—Washing—Pickling—Tin-houses. | |
| CHAPTER L | |
| Women’s Labour in Aerated Water Works. By Rose E. Squire, one of H.M. Inspectors of Factories, | 687 |
| CHAPTER LI | |
| Flax and Linen. By Henry S. Purdon, M.D., Certifying Factory Surgeon; Consulting Physician, Hospital for Skin Diseases, Belfast, | 691 |
| Historical, Manufacturing, Hygienic, and Medical. | |
| CHAPTER LII | |
| Manufacture of Cotton. By Jas. Wheatley, M.D., B.Sc. (Lond.), Medical Officer of Health, Blackburn, | 702 |
| CHAPTER LIII | |
| Rabbit Down. By Rose E. Squire, one of H.M. Inspectors of Factories, | 724 |
| CHAPTER LIV | |
| Diseases due to Working in Compressed and Stagnant Air. By Thomas Oliver, M.A., F.R.C.P., | 728 |
| Caisson Disease: Treatment—Dangers Incidental to the Making of, and Working in, Tunnels—Underground Railways—Divers’ Paralysis. | |
| CHAPTER LV | |
| Diseases due to Diminished Atmospheric Pressure: Pure and Impure Gases. By Thomas Oliver, M.D., F.R.C.P., | 749 |
| Mountain Climbers—Military Balloonists. | |
| CHAPTER LVI | |
| Effects of Concussion of the Air. By Thomas Oliver, M.D., F.R.C.P., | 752 |
| Boilermakers—Riveters—Shipwrights, etc. | |
| CHAPTER LVII | |
| Iron and Steel Industries. By Thomas Oliver, M.D., F.R.C.P., | 756 |
| Exposure to High Temperatures, and Severe Muscular Strain—Blacksmiths and Forgemen—Use of Converters in Steel Works—Nail and Chain Making. | |
| CHAPTER LVIII | |
| Eye Diseases and Eye Accidents in relation to Industrial Occupations. By Simeon Snell, F.R.C.S. (Edin.), Ophthalmic Surgeon, Royal Infirmary; and Professor of Ophthalmology, University College, Sheffield, | 761 |
| Diseases due to Occupations involving prolonged use or excessive strain of the Eyes, such as Nystagmus in Miners and others—Diseases due to Occupations involving the use of certain Poisonous Substances, such as Dinitrobenzol, Bisulphide of Carbon, Tobacco, Lead, etc.—Diseases due to Occupations involving exposure to excessive Light or Heat, or both, such as Burnishers, Steel Melters, Electric Welders, etc.—Exposure to Electric Light—Injuries or Accidents amongst Grinders, Iron and Steel Workers, Masons, Coal Miners, Weavers, etc.—Bursting of Water Gauges on Boilers. | |
| CHAPTER LIX | |
| Miscellaneous Trades. By Thomas Oliver, M.D., F.R.C.P., | 788 |
| Silicate of Cotton—Upholsterers’ Occupation—Joiners and Carpenters: Workers in Sequoia Wood—Manufacture of Celluloid—Tobacco and Cigar Manufacture—Engine-Drivers and Railway Employés—Drivers of Public Vehicles—Cooks—Confection Makers—Domestic Servants and Housemaids, etc.—Barmen and Dealers in Alcoholic Drinks—Sewing-Machine Workers—Label-licking—Glass Manufacture: Glass-Blowing—Glazed Ware Poisonous from other causes than Lead: Cyanide of Potassium—Coal-Heaving, Coal-Trimming, and Chimney-Sweeping—Manufacture and Use of Emery Wheels. | |
| CHAPTER LX | |
| Occupation Diseases due to Excessively Repeated Muscular Actions. By Thomas Oliver, M.D., F.R.C.P., | 815 |
| Fatigue Neuroses: Scriveners’ Spasm, or Writers’ Palsy; Telegraphists’ Spasm, or Cramp; Pianoforte Players’ Cramp, etc.; Shoemakers’ Spasm—Boot and Shoe Making. | |
| Appendix: Special Rules. By Hamilton P. Smith, Retired Commander R.N., and one of H.M. Inspectors of Factories, | 827 |
| FIGS. | PAGE | |
|---|---|---|
| 1. | Strong’s “Standard Guard” for Engine Fly-wheels, | 207 |
| 2. | Safety Starting-gear for Gas and Oil Engines, | 208 |
| 3. | Coupling with Dangerous Projecting Bolt-heads, | 209 |
| 4. | Safety Coupling with Countersunk Bolt-heads, | 209 |
| 5. | Collar with Dangerous Projecting Set-screw, | 209 |
| 6. | Collar with Countersunk Set-screw, | 209 |
| 7. | A Safe Form of Set-screw, | 215 |
| 8. | For Use with Screwdriver, | 215 |
| 9. | Halstead’s Patent Unbreakable Square-hole Solid-ended Grub Screw, | 215 |
| 10. | Incomplete Guards for Spur Wheels, | 216 |
| 11. | Spur Wheels with Suitable Guards, | 216 |
| 12. | A Good Form of Guard to Cover Bevel Wheels | 217 |
| 13. | A Method of Covering Shaft Ends with a Sheet-metal Cap, | 217 |
| 14. | Knowles’ Improved Safety Hoist, | 219 |
| 15. | Morgan’s Patent Safety Catch, | 221 |
| 16. | Wadsworth’s Self-landing and Delivering Hoist, | 222 |
| 17. | Self-acting Mules. Shows Unsatisfactory Guard, | 223 |
| 18. | Shows a Guard which Completely Covers the Band round Pulley, | 223 |
| 19. | Self-acting Mules, | 224 |
| 20. | Hargreave’s Mule Carriage Wheel Guard, | 225 |
| 21. | Hargreave’s Mule Carriage Wheel Guard, | 225 |
| 22. | Safe-guards for Ends of Looms, | 226 |
| 23. | Shuttle Guard, | 227 |
| 24. | Elvatka Guard, | 227 |
| 25. | Longmore’s Guard, | 228 |
| 26. | Victor Guard, | 228 |
| 27. | Woodhouse and Mitchell’s Guard, | 229 |
| 28. | Campbell and Greenwood’s Guard, | 229 |
| 29. | Power Presses, | 230 |
| 30. | Treatment of Persons apparently Killed by Electricity, | 264 |
| 31. | Treatment of Persons apparently Killed by Electricity, | 265 |
| 32. | Mild Form of Dermatitis in Flax-spinner, | 268 |
| 33. | Medium Degree of Dermatitis in Flax-spinner, | 268 |
| 34. | Severe Form of Dermatitis in Flax-spinner, | 268 |
| 35. | Severe Form of Dermatitis in Flax-spinner, | 268 |
| 36. | Disease of Finger Nails in Hide-dressers, | 270 |
| 37. | Severe Type of Disease of Finger Nails in a Hide-dresser, | 270 |
| 38. | Human Lung in Health, | 272 |
| 39. | Lead Miner’s Lung, | 272 |
| 40. | Steel Grinder’s Lung, | 272 |
| 41. | Coal Miner’s Lung, | 272 |
| 42. | Cement, | 274 |
| 43. | Sandstone, | 274 |
| 44. | Granite, | 274 |
| 45. | Lead Dust from Printing Shop, and Type-casting, | 274 |
| 46. | Gilchrist-Thomas’ Slag, | 276 |
| 47. | Needle Grinding, | 276 |
| 48. | Mother-of-Pearl, | 276 |
| 49. | Sawdust, | 276 |
| 50. | Flax, | 276 |
| 51. | Hemp, | 276 |
| 52. | Jute, | 276 |
| 53. | Cotton, | 276 |
| 54. | Silk, | 276 |
| 55. | Horn, | 276 |
| 56. | Ivory, | 276 |
| 57. | Felt Manufacture, | 276 |
| 58. | Dust from Fur Brushing Machine, | 276 |
| 59. | Dust from Rag Cleaning, | 276 |
| 60. | Bone Meal, | 276 |
| 61. | Dust from Wheat Cleaning, | 276 |
| 62. | Ordinary Slag, | 276 |
| 63. | Basic Slag, | 276 |
| 64. | Ganister, | 276 |
| 65. | Dust from Fork Grinding on Dry Stone, | 276 |
| 66. | Powdered Flint, | 276 |
| 67. | Glaze Cleaned off Ware, | 276 |
| 68. | Lead Mine, | 284 |
| 69. | Other View of Lead Mine, | 286 |
| 70. | A “Blue” Bed in a White Lead Factory, | 288 |
| 71. | Female Carrying Basins Filled with Washed White Lead from Vat to Stoves, | 288 |
| 72. | Interior of Stove for Drying White Lead, | 290 |
| 73. | Section of Caisson Used in Rebuilding Redheugh Bridge, | 729 |
| 74. | The Simplon Tunnel Operations at Iselle, | 738 |
| 75. | Section of Simplon Tunnel, showing Difference in Levels between North and South Ends | 739 |
| 76. | Section of Simplon Tunnel, showing Cross Gallery by Means of which Air is Transmitted from Ventilating Passage to Head of Tunnel where the Men are Working, | 739 |
| 77. | Interior of Bath-house and Vestiary for the Miners at the Simplon Tunnel, Iselle, | 740 |
| 78. | Bottom Holing, | 762 |
| 79. | Bottom Holing. (To show Position of Head and Eyes), | 762 |
| 80. | Deputy Examining Roof, | 764 |
| 81. | Grinders. Edge-tool Grinding, | 778 |
| 82. | Men Engaged in Chipping, | 780 |
| 83. | Chipping against a Screen. Men Wearing Protectors, | 780 |
| 84. | Protectors, | 782 |
| 85. | Glass-blower when in Normal Condition, | 806 |
| 86. | A later Photograph of Glass-blower in Fig. 85, showing Relaxed Condition of Cheeks, | 806 |
| 87. | German Sweep’s Costume, | 810 |
| 88. | Belgian Sweep’s Costume, | 810 |
| 89. | Shoemakers’ Chest, | 823 |
[xxiii]
[1]
DANGEROUS TRADES
The commencement of the Twentieth Century finds us discussing problems and elaborating plans for the amelioration of the life of the people. The last few years have witnessed an unexampled awakening of the public to a sense of its responsibility in regard to conditions of labour and unhealthy trades. The question is not should men and women work, but how do particular trades affect individuals, physically and morally? Like human life itself, industrial occupation has been a passage from the simple to the complex, a process of evolution wherein each succeeding stage of industrial development has been attended by labour problems, social difficulties, and diseases particularly its own. An attempt has been made to include within this book special knowledge, and I have preferred that each contributor should express his or her own opinions unfettered by editorial requirements, since the object sought is not the promulgation of the views of a particular school, but enlightenment, so that the lot of our working classes may be improved, industrial hygiene promoted, and higher ideals if possible attained. Living in a democratic age, we hear much of the claims of the right to live, right to work, and the right of workers to a larger share of the produce of their labour. These are not the subjects dealt with in the following pages. There are certain side issues that deserve consideration, but which can only be mentioned here. Social advancement and commercial prosperity, while creating fresh desires, often increase the difficulty of satisfying natural wants. The growth of large towns and the concentration of people in the crowded homes of our great cities are limiting the amount of pure air necessary to the life of those collected there. Drinking water has to be brought from distant sources and at great expense. The removal of the waste or refuse[2] of human activity is often as difficult a problem as the conveyance of the necessaries of life. It is not, however, with such problems as these we are concerned, but rather with the conditions under which labour is carried on and its effect upon the people. Manual labour and handicrafts exercised for the purpose of gain were in a measure formerly controlled by family interests, subsequently by guilds, and to-day they are largely regulated by trade unions. By trade unions an attempt has been made, not only to sell labour in the highest market, but to artificially restrict output by objecting to the use of machinery, by requiring that machines shall run at a speed lower than their full capacity, by demanding one day’s holiday during the working week, claiming in many instances a uniform wage alike for the skilled and the less skilled workman, and a reduction of the working hours without a corresponding reduction of wages. Such methods in the long run cannot but be disadvantageous to the workers themselves, for they discourage industrial energy and enterprise, without which the wage-fund must inevitably fall. Instead of mutual co-operation there is an unnecessary conflict between labour and capital. The demands of organised labour already mentioned have called forth a marshalling of the forces of capital. Industrial competition concerns the sale of labour as well as that of products. Some persons maintain that in the bargaining that goes on capital has the advantage over labour. Without expressing an opinion upon this point, it is apparent that only organised capital is capable of holding its own against organised labour.
The change from the domestic system of industry to the modern methods of production by machinery and steam power forms what is known as the Industrial Revolution, and marks an important epoch in the history of the world. Within the last one hundred and thirty years the changes produced in the social and intellectual condition of the people have been enormous. Ever since the Industrial Revolution in our own country there has been gradually coming a greater demand for knowledge on the part of those workpeople who may subsequently acquire the control of industries and direct the manufacture of machinery. There has been created, if not immediately, certainly by degrees, a need both for general education throughout the country and a special education for those who wish to become leaders. On the one hand it has been felt desirable to counteract the cramping effects of machinery and to diminish the dwarfing influences of the division of labour upon the intellect of the workpeople by giving them the benefits of a wider education.[3] As knowledge has been gained by the artisan classes, their aspirations have naturally risen. With improved constitutional means for the redress of grievances there has been in many instances a gradual supplanting of methods that involve acts of violence and intimidation, which years ago disgraced our large industrial centres. Thus is it that while in the early decades of last century, shortly after the Industrial Revolution and before labour had become organised, factory legislation was promoted by the wealthier classes for the benefit of the workers, the latter at the present time, with their improved education and personal knowledge, can themselves bring to bear upon the legislature demands for reform that are deserving of careful consideration, especially when these are not extravagant and do not far exceed the limit of experience. Factory legislation, while it embodies the opinions of Members of Parliament who have studied labour problems theoretically, and of a few who have practical knowledge, is a State direction of our industries so far as relates to the safety, health, and moral condition of the people, and which embraces to-day, more than in any other epoch, the opinions of the workers themselves. The story of factory life in Britain, of the long hours of toil spent by children in the mills, and the physical suffering they endured, remains a blot upon the pages of British history. Britain was the pioneer of factory legislation—does she still lead the way? Her commercial supremacy, we are told, is questioned, and the position she has long held is being threatened by increasing competition. Despite this fact there is a disinclination on the part of British manufacturers to admit the necessity of learning anything from their Continental or American friends. Is our country, both as regards methods of production and factory legislation, abreast of the times and of other nations? Instead of manufacturers hugging themselves into a state of industrial lethargy which our insular position and national prejudices encourage, it would be well if they sent their sons and heads of departments abroad to see what other nations are doing.
Several things have prevented factory legislation being as far forward as it ought to be. In our country no Government, however strong, can hope to successfully introduce social legislation largely affecting personal interests until public opinion has been educated to the belief that the remedies proposed are really necessary. The facts likely to carry conviction can only be produced after years of careful study and investigation, consequently factory legislation has to some extent progressed[4] slowly. It is, however, fair to say that when certain trades’ organisations or representative bodies combine to secure amendments to Bills which, in their opinion, appear necessary, there is a tendency on both sides of the Houses of Parliament to drop party considerations, and to give facilities for well-considered legislation likely to benefit the community. At this stage of our inquiry it may therefore be not inopportune to refer to the Factory Act recently passed (August 1901), the framing of Special Rules, and the means of securing their observance.
In matters industrial the Home Secretary is not endowed with authority equal to that enjoyed by similar officials on the Continent. The arbitrary powers granted by foreign Governments for the regulation of factories do not commend themselves to English politicians, and this was borne in mind by the framers of the clauses in the Factory Act of 1891 relating to Special Rules and requirements, when each and every occupier could demand that a matter of difference between himself and the Secretary of State should be referred to arbitration. This system may be said to have answered fairly well when dealing with small trades, but certainly not in regard to extensive industries, such, for instance, as the manufacture of pottery. In this particular trade litigation has gone on for many years, and the questions at issue, at the time of writing, are not yet settled. The methods now proposed should not only secure fair-play to the manufacturer and the worker, but should obviate loss of time and unnecessary labour. Under the Act of 1891 the Secretary of State could not be held responsible to the House of Commons, or to the country, for the final word rested with an irresponsible arbitrator. Under the more recent provisions the ultimate decision will rest, as it undoubtedly should, with Parliament. Having certified that in his opinion any manufacture, machinery, process, or description of manual labour used in factories or workshops is dangerous, the Secretary of State may (subject to the provisions of the Act) make such regulations as appear to him reasonable and practicable. He must publish the proposals, with information as to where copies of the suggested regulations can be obtained, and the time within which objections may be made by, or on behalf of, the persons affected. He is bound to consider their objections, and may, if he thinks fit, amend the draft regulations, but where he does not amend or withdraw these draft regulations, he is required to direct an inquiry by a competent person, to be held in public, and the chief inspector, any[5] objector, or any other person affected, may appear either in person, by counsel, or solicitor or agent. The witnesses may be examined on oath. The proposed regulations may apply to all factories and workshops in which the manufacture, machinery, process, or description of labour certified to be dangerous is used, or to any specified class of factories or workshops. The regulations may provide for the exemption of any specified class of factories or workshops, either absolutely or subject to conditions. They may prohibit the employment, and modify or limit the period of employment, of all persons or any class of persons in any process certified to be dangerous. They may prohibit the use of any material or process, and modify or extend any special regulations for any class of factories and workshops contained in the Factory Acts. The regulations made under the new provisions shall not come into force until they have been laid for a period of six weeks before both Houses of Parliament. In the London Gazette must be published notice of the regulations made, and an announcement of the place where copies of these can be procured.
The right of arbitration conceded to manufacturers has been sometimes regarded as one of the means whereby the benefits of factory legislation have been diminished. No person considers it desirable for industrial liberty to be crippled by Acts of Parliament, or industrial progress checked by Home Office interference, and yet the dictates of humanity demand that no labour shall exceed the limits of endurance of the workers, and that all occupations shall be made as healthy as possible. The history of factory legislation is a record of attempts made to better the conditions of labour, improve the health of workers, and control the disposing power of employers over their workpeople. Those who blame State interference as the cause of the doubtful decline of our industrial supremacy, and who believe that it is checking enterprise, are not making a sufficiently serious attempt to grapple with the question by sifting all the facts carefully. It can be demonstrated that legislation has not paralysed but has improved trade as well as the conditions of labour.
At a meeting of the chemical industry in Glasgow, on 24th July 1901, Mr Joseph Wilson Swan remarked that “two causes are contributing to our loss as a nation in the chemical and metallurgical industries. One is the supplanting of old methods of manufacture by newer, e.g., the application of electricity. The electro-chemical and electro-metallurgical industries of the future[6] are grouping themselves around large water-power stations,—90 per cent. of the power thus used being obtained on the Continent from waterfalls. We have no such available water-power in Britain, but we possess instead an abundance of cheap coal. The other cause is the lack of scientific training, and the indifference of our leaders of industry to the results of scientific research. They are contented with the methods of production of a bygone age. Their plant is old.” It is circumstances such as these that explain, for example, the decay of the chemical industry on Tyneside, and its transference to other localities at home and abroad. As regards the causes that are threatening our industrial supremacy, apart from the serious attempts made by countries possessing the raw materials to complete the finished products on the spot, thus hitting hard our textile and iron industries, I would emphasise the higher technical education of the men who are heads of departments in factories abroad compared with those in similar positions at home. They are on the Continent a superior class of men. I am not for a moment contending that the German or French workman is, as a workman, superior to the average British artisan similarly employed. In many respects I think our own is the more capable man; but the foreigner is better directed, owing to the fact that the managers’ assistants and principal foremen have been highly instructed; several of them have had a University training, and they thus possess a theoretical as well as a practical knowledge of the particular industry. Besides, it is well known that in Germany at least, large firms employ men well trained in chemistry and physics to do nothing but research work, with the view of not only finding out new products, but of improving them and cheapening their manufacture. Industrial methods, in a word, are more scientifically studied on the Continent than at home, so that while such labour troubles as strikes, and the higher wages paid to English workmen, are to some extent responsible for the loss of some of our manufactures and their transference to the Continent, the cheapening of methods of production has not been without its influence. As international competition becomes keener, and our manufacturers endeavour to produce more cheaply by increasing the speed of their machinery, there will be imposed upon the workpeople greater tension during the hours of labour. Will this circumstance, also the rising rents of houses and the consequent overcrowding in our large towns, improve the physique of future workers? A study of the prospects[7] of the artisan classes is of necessity many-sided, since it must deal not only with the effect of work upon their health, but take into consideration the influence of their home life and surroundings. Our large industries, excluding mining, have scarcely existed long enough for us to realise to the full the physical changes they are inducing in the workpeople. Hitherto there has been no great difficulty in obtaining strongly-built men of good muscular development for hard manual labour. Many of these have been taken from rural districts. As these districts are becoming depopulated, they will cease to be the source of supply they have been in the past. It is not altogether idle to ask how far the second and third generations of the town-bred poorer working classes will possess the necessary physical powers for hard toil. Overcrowding and poverty are exercising a degenerating influence upon the rising generation; besides, industrial occupation as carried on in several of our large textile districts is preventing rather than encouraging development, especially when children are employed at too early an age. There is something in the air of such factories, it may be the excessive heat and moisture, or the animal products given off during perspiration and breathing, that interferes with the nutrition of the body and checks its growth.
Half-timers, fortunately, are becoming fewer and fewer. Experience has shown that they are not equal in physique to their classmates who are allowed to remain all day at school. When healthy country children have been taken into the factories of large towns, it has been found that their normal rate of growth has been checked, so that after two or three years’ work in the mills, they are observed to be of shorter stature than their former playmates left at home and allowed to rusticate. There is a limit to each person’s capability of doing work, and when this is passed, the results are harmful. We should not ask from any person more than his powers will enable him to accomplish. For mechanical as well as manual labour there is a determined number of hours beyond which the worker cannot proceed without physical suffering on his part, while industrially with each succeeding hour occupied there is a diminishing production. It is knowledge of this fact, apart from economic considerations, that is used as a lever by the working classes to obtain parliamentary sanction to limit still further the hours of labour. Our attention, for example, is directed to Australia, where, since 1856, the hours of toil have been reduced to eight per day with a satisfactory result. In the[8] coal mines, as well as in the factories of Sydney, the week’s work is forty-four hours. The eight-hours’ day has also been instituted in Tasmania, Victoria, and New South Wales. A few years ago an eight-hours’ day was conceded to the men employed in Woolwich Arsenal, and as this turned out to be satisfactory, the Admiralty, in July 1894, took a similar step. There are many writers who maintain that to a reasonable diminution in the number of hours devoted to work there corresponds a qualitative and quantitative increased production. There is a maximum beyond which production is not profitable. The produce of one particular period of the day cannot always be compared with that of another. While the reduction from twelve to ten hours’ labour may have been beneficial, and may even have improved production, it does not necessarily follow that a reduction from nine to eight would be followed by a corresponding result, and a reduction from eight to seven hours by one still better. On this and other points the facts detailed further on in this book by Mr A. P. Laurie, in his paper on Chemical Trades under the heading “Health of Chemical Workers, etc.,” will be found interesting. Too long hours are certainly a cause of accidents in factories. Experience alone can settle the question of the number of hours to be worked, and that number must clearly be not the same for every occupation. Common sense, too, must dictate the minimum limit of working hours. Men and women are conscious when their occupation exceeds their strength; but the demands of the machinery they tend are exacting, and so no difference is made between the strong and feeble workmen. A few years ago, Messrs Mather & Platt, iron manufacturers, Salford, reduced the number of hours worked in their factory from fifty-three to forty-eight per week without reducing the wages of the men, and this regulation is still, I believe, in force. Employers have frequently questioned the value of the work done by the men between 6 A.M. and 8 A.M. Mr Mather holds the opinion that the first two hours before breakfast are hardly worth the trouble and disarrangement which they cause alike to the employers and the workers. Not only are these two hours ineffective from a productive point of view, but their effect upon the physical and mental condition of the men is to diminish their vigour and spirits and their interest in what they are doing.
Coal mining is one of those industries from which an answer to this question of the effectiveness of work in the early morning hours might be expected, for the men work in two relays, a[9] “fore” and “aft” shift, and they change every fortnight. When working in the fore shift the miners enter the pit about 3 A.M., and when in the aft at 10 A.M., each working in the North of England about six and a half hours. Mr Ralph Young, Secretary to the Northumberland Miners’ Mutual Confident Association, informs me, in answer to questions addressed to him on this point, that the present method of working coal mines scarcely allows of a satisfactory reply being given as to whether more work is done during the fore or aft shift. There is a feeling among some of the miners themselves that they can do more work in the fore shift, i.e., between 3 A.M. and 10 A.M., but they attribute this circumstance not to the particular hour of the day in which work is carried on, but to the fact that the air in the coal mine is fresher and purer then than later on in the day. In other occupations it is equally difficult to get at the real facts of the case. To questions of a similar character addressed to twenty foremen and men working in a large iron and steel factory on Tyneside, I received the following answer—that more work is done in the hours 9 to 11 A.M. than 6 to 8 A.M., and that a man does more work after than before his breakfast. As regards the influence of day and night shift, they all agreed that less work was done on the night shift compared with the same number of hours of the day, but it is difficult to express this in terms of percentages. Some of the men stated that the amounts varied from 10 to 20 per cent. Against this, it is only right to mention that some of my Infirmary patients working in the same factory have told me that they believed after a time they did as much work on the night as on the day shift. It was entirely a matter of habit.
The Workmen’s Compensation Act, which was so strongly opposed by many employers on the supposed ground that it would ruin the industries of this country, has had apparently no effect in that direction. Although it has theoretically increased their financial liability, as a matter of fact many employers have been less out of pocket than formerly. The Act has cleared the industrial atmosphere, made employers more careful in their selection of workmen, more willing to safeguard machinery, and do all they reasonably can to prevent accidents. It pays them to do so.
Until July 1898, when the Workmen’s Compensation Act of the previous year came into force, in the case of all accidents coming under either the common law or the Employers’ Liability[10] Act 1880, the basis of the action was negligence or wrongful act on the part of the defendant, or of some person for whom the defendant was responsible. Since 1898 it matters little how the accident was caused, the employer is held liable by the Act of 1897. Certain trades only are included under the Act, e.g., railways, factories, docks, laundries, mines, buildings 30 feet high, and any building in which machinery is driven by mechanical power. So far as compensation for injury is concerned, the workman must be incapacitated for more than two weeks as the result of the injury before he can receive any benefit under the Act. After a fortnight a weekly payment is secured to him of one half of his weekly wages during his period of incapacity, or for six months, after which the employer can claim to have his liability redeemed by paying a lump sum fixed by agreement or arbitration. In the case of death the employer is liable to the extent of three years’ wages, or 156 times the average weekly earnings of the deceased workman during his period of employment, the amount to be not less than £150 and not more than £300.
When the Workmen’s Compensation Bill was introduced it was strongly opposed, as already stated, on the grounds that it would injure trade and ruin many employers. So far, events have not justified this suspicion, but have shown that these fears were more or less groundless. In providing compensation for injured workmen, Britain was only doing what other nations on the Continent, especially Germany, had already accomplished. It was thought at the time that the operation of the Workmen’s Compensation Act would very materially affect the output and price of coal as well as the wages of the miners. There is no clear evidence that it has increased the price of coal. The cost of compensation paid in Northumberland and Durham does not exceed one halfpenny per ton, while the cost under the Act for the United Kingdom is under three farthings per ton. This is a small sum compared with the threepence we were informed would be added to the price of each ton of coal. One way in which the Act might indirectly increase the price of coal would be by restraining timid capitalists from investing money in coal mining through fear of being ruined by some great accident or explosion; but this is a remote probability, and a contingency that could be met by insurance. Nor can it be shown that the Workmen’s Compensation Act has had any effect upon the miner’s wages. Theoretically the wages of miners should fall pro rata with the benefits received under the Act, but as the benefits will not be more[11] than 1½ per cent. of the wages, any readjustment would be small. It cannot be said that in coal mining the Act has had any noticeable effect one way or the other, so far as the number of accidents is concerned. For several years prior to 1898, owing to newer and more scientific methods, the number of accidents in coal mines had been diminishing. It would appear from the reports of Mr Hedley, H.M. Inspector of Mines for Northumberland, Cumberland, and North Durham, that during 1899 there were 84 lives lost, and in 1900 the number was 105, or a ratio of 1 death for every 784 persons employed, against 1 for every 924 in 1899; in 1898 the ratio was 1 in 1053, and for the five years 1893|97 the ratio was 1 in 895.[1]
Mr Ralph Young has abstracted from the annual reports of the Northumberland and Durham Miners’ Permanent Relief Fund the following facts, showing the number of fatal and non|fatal accidents, with the percentages of non|fatal accidents, spread over ten years in the North of England.
MINERS’ PERMANENT RELIEF FUND.
| Year. | Membership. | Fatal Accidents. | Non-Fatal Accidents. |
Percentage of Non-Fatal Accidents. |
| 1890 | 107,997 | 158 | 16,000 | 14.9 |
| 1891 | 113,126 | 167 | 16,500 | ... |
| 1892 | 114,326 | 149 | 13,000(a) | 12.24 |
| 1893 | 115,361 | 177 | 16,400 | 14.21 |
| 1894 | 121,133 | 166 | 17,000 | ... |
| 1895 | 121,944 | 168 | 17,450 | 14.42 |
| 1896 | 122,257 | 163 | 19,200 | 15.7 |
| 1897 | 124,920 | 204 | 20,000 | 16.01 |
| 1898 | 127,564 | 159 | 19,511 | 15.28 |
| 1899 | 130,552 | 197 | 19,484 | 14.8 |
| 1900 | 137,073 | 198 | 18,470 | 13.4 |
(a) Durham Strike, 90,000 members idle for 13 weeks.
The Workmen’s Compensation Act came into force in 1898, but it cannot be said, looking at the foregoing figures, that it has had any material influence upon the number of accidents in coal mines, nor, as was anticipated, has it so far displaced many of the older miners by younger men. There is a remarkable constancy in the number of pit accidents. I have tried to ascertain whether there is any decade in a miner’s life during which accidents are more numerous than another, but statistics do not support the supposition. There is a personal and age element that must not be[12] lost sight of, also one of fatigue. The older miners have experience and caution; the younger, if rash and less experienced, are more alert and can get out of danger quicker.
As bearing upon this part of our inquiry, the annual reports of the Chief Inspector of Factories give the following information:—
| Industry. | Accidents Reported to Certifying Surgeons, and also to Inspectors. | |||||||
| Fatal. | Non-Fatal. | |||||||
| 1900. | 1899. | 1898. | 1897. | 1900. | 1899. | 1898. | 1897. | |
| Textile Total, | 70 | 52 | 59 | 43 | 4,647 | 4,332 | 3,786 | 3,565 |
| Non-Textile Total, | 975 | 819 | 668 | 615 | 22,012 | 17,568 | 14,714 | 11,762 |
| Grand Total, | 1045 | 871 | 727 | 658 | 26,659 | 21,900 | 18,500 | 15,327 |
In reference to these figures Dr Whitelegge states that there has been an increase in the numbers of reported accidents since 1897, the year previous to the coming into effect of the Workmen’s Compensation Act. Many considerations other than the Workmen’s Compensation Act have to be taken into account, e.g., the better reporting of accidents, activity of trade, and classification of industries. From these figures of the Chief Inspector of Factories no definite conclusion can be drawn as to the influence of the Act in preventing accidents. As a contrast it should be mentioned that in some large factories where an “Accident Compensation Fund” previously existed under the Employer’s Liability Act, to which employers and employed contributed in the ratio of 2 to 1, and out of which all accidents were compensated, statistics show a remarkable falling off in the number of reported accidents under the Workmen’s Compensation Act. In some works these are now only one-third of what they were. This reduction is probably explained not by any change in the methods of production, nor by better safe-guarding of machinery, but by the fact that while previously all accidents, however trivial, were reported and compensated, accidents under the Act of 1897 must be of such severity as to prevent the individual following his employment for two weeks before he is entitled to compensation.
Although difficult to prove by actual statistics, there is a feeling that the Act has on the whole been beneficial alike to employer and workmen. It is this circumstance that has induced[13] some Members of Parliament to press for an extension of the Act so as to include a larger number of industries, and particularly those regarded as Dangerous Trades. One of the principal features of the Workmen’s Compensation Act is that it fixes the liability upon the employer, so that where an accident causes injury to health or the death of a working man the individual himself or his relatives receive compensation. If the circumstance solely of ill-health or of death caused through work, and not violence or the manner in which either of these has been induced, were made the principle that ought to underlie the operations of the Act of 1897, there would be found many persons who, taking effects alone into consideration, would recognise no difference between ill health the result of an accident in a factory, and ill health brought about by working at a particular trade known to be dangerous. Ought dangerous trades, therefore, to be brought within the scope of the Workmen’s Compensation Act? Many advocate their inclusion. The law recognises that trade shall be made as healthy as possible, and it takes steps to secure this, both by providing regulations and penalising those who transgress these regulations. Will it go further, and impose a burden upon the employer by making him compensate a workman injured in health when it can be shown that, even where all precautions have been taken, ill health has followed? Occupation ought to be the opportunity whereby an individual, in return for work done, should receive sufficient wages to enable him to live, and not, as it occasionally is when he is employed in a dangerous trade, the means whereby he becomes the subject of ill health at an early age, and is thrown as a burden upon the ratepayers for the remainder of his life. No high wages paid to men to undertake work in a dangerous trade, even if it were always the case that such were paid, can adequately compensate the affected workman for the loss of health caused by following a dangerous occupation. Many dangerous trades are far from being highly paid. The class of workpeople who are affected by these industries are usually very poor, their occupation is often interrupted, and they are not organised into Unions, so that they neither contribute to the funds of, nor do they receive benefits from, a Friendly Society. The Workmen’s Compensation Act makes accident the sole circumstance that enables an individual to receive compensation. As the Act stands at present it is clearly meant to distinguish between accident and disease. It is a disputable point, for example, how far a fatal disease like anthrax caught in a wool-combing factor is not as[14] much an accident beyond the control and expectation of the individual workman as the fatal burns caused by the sudden ignition of some spirit paint in a shipyard. A similar line of argument might be made to apply to other trades. The man who gets his arm broken by a piece of machinery in motion or by a barrel falling off a trolley in a colour factory receives a weekly allowance from his employers; but another man who becomes paralysed in both hands as a consequence of having filled the barrels with white lead in the same factory does not receive any part of his wages at all when off ill. It is said that the Act only recognises the fact of external injuries, but it goes beyond this, for a workman may die as a consequence of shock without any sign of external injury and yet his relatives receive compensation. It is the fact of personal and not external injury that underlies the Act. Is phosphorus necrosis, which is a purely personal malady, an accident? The Act answers—No.
There is considerable difficulty in defining what is meant by industrial disease. It would be well if we could have some clearer conception of what is implied both by “industrial disease” and “dangerous trades,” for there is scarcely any trade or occupation that is not attended by some risk or another. It is admitted that certain occupations involve exceptional risks. Theory cannot determine what these trades are, but experience and inquiry can. As an illustration, I might mention that of 22 trades suggested as dangerous, and given by the Home Secretary to the Dangerous Trades Committee to investigate, careful inquiry showed they could not all be included in this category.
In the case of an accident there is usually the history of a violent cause in operation, and there is the fact of an injury received. Yet even with accidents there are certain contributing factors, e.g., the length of the working day, the previous ill health of the workman, and his state of debility anterior to the accident. Old age, too, aggravates the harmful effects of an accident. It is accessories such as these that have made legislation difficult and tied the hands of Governments. The subject is one to which at home Mr H. J. Tennant, M.P., Sir Charles Dilke, Bart., M.P., Sir John Stirling Maxwell, Bart., M.P., Mr John Burns, M.P., and other members of the House of Commons have given considerable study, and to which among others on the Continent, Mr Arthur Verhægen, member of the Belgian Superior Council of Labour, drew the attention of members at the Congrès International des Accidents du Travail in Brussels in 1897.[15] Several writers have defined industrial disease. Dr Van der Borght says: “Industrial diseases are those maladies which arise as the result of the prolonged action of harmful influences in certain occupations, and which consequently and exclusively occur in persons working in these trades, or at least more frequently than in other persons in general.” Dr Glibert, Medical Inspector of Labour, Belgium, says: “Every disease recognised as particularly frequent in a profession ought to be considered as an industrial disease to the extent that it is clearly due to the risks in the trade.” By the term occupation or industrial disease we mean, briefly, disease the direct effects of a particular trade in which a person is engaged. In many instances there are also included maladies that are the result of pathological alterations of structure, indirectly induced by the occupation. Colic, for example, might be regarded as a direct effect of working in lead, and yet this is unaccompanied by structural alteration in the wall of the intestine; on the other hand, kidney disease in the file-cutter is very slowly developed, and although, as regards its production, there are other causes in operation than lead, still the kidney lesion is believed to be a remote or indirect consequence of plumbism. As artisans are liable to the ordinary ailments of humanity, it is necessary to carefully sift statements so as to eliminate all causes other than those related to the particular industry in question. To the production of occupation disease, several factors contribute. Even in the causation of such an indisputable malady as industrial lead poisoning, it is well to remember how important is the part played by individual idiosyncrasy, while in the badly ventilated state of one factory compared with another, the home life and surroundings of the workpeople, poverty, heredity, age, and sex are to be found conditions that favour its production, and are therefore not to be ignored. Usually it is a gradual deterioration of health that is produced. There is nothing of the nature of an acute illness in industrial disease comparable with an accident. The only occupation disease that approaches accident in the suddenness of its development is anthrax, and even here the prospects of recovery are influenced by the channel of invasion, the severity of the attack, the vital resistance and idiosyncrasy of the affected individual. Take another example: it is not always easy to draw a distinction between potters’ phthisis due to the inhalation of dust when at work, and a broncho-pneumonia which has become tuberculous, and yet potters’ consumption in[16] the early stages may be as much the result of the trade at which the person has worked as is the paralysis of the file-cutter.
In order to make an employer liable for an occupation disease there would have to be a stated limit as to the length of time an individual had worked in a particular factory, and as in some of the dangerous trades the workpeople change frequently from factory to factory, it would be difficult to prove under which employer the malady was caught. Carelessness on the part of the employed, through ignorance or intention, would also have to be disproved. In the case of workpeople who spend practically the whole of their life in one factory, say a white lead works, and who at the end of twenty or thirty years’ service find themselves the victims of an incurable form of plumbism, humanity and good feeling alike should indicate to the employer his obligation to the affected workmen. Yet even here the question might be raised, did the workman fully attend to all the regulations when in the factory as regards personal cleanliness, and were his habits, when not working, those of a temperate man? Mr Verhægen gives illustrations of the difficulty of exactly defining occupation disease. A workman becomes the driver of a public vehicle, and in the course of time, having developed rheumatism, he is obliged to give up work. To the individual thus crippled by rheumatism, is the employer financially liable? One can scarcely think so, for the simple reason that while exposure to inclement weather may be a cause of rheumatism, certain persons are by heredity predisposed to it, and would develop the malady irrespective of what their calling in life might be. Besides, are delicate men and imprudent drivers to be placed on the same footing as robust and careful men? Verhægen recognises the inexactitude, and states that if we would but limit the term occupation disease to conditions of ill health due to poisoning caused by coming into contact with certain chemical and other agents used in such industries as lucifer match making, colour grinding, etc., the difficulty would be materially lessened. It would still not always be easy to assign to one particular factory, especially when it was known that the workman had moved from place to place, the blame for having caused ill health. Even in cases of “phossy jaw,” in which it is generally admitted that exposure to the fumes of yellow phosphorus is its cause, there is yet some doubt as to whether the necrosis of bone is entirely due to this circumstance, or partly to it and the operation of micro-organisms. Take, too, the diseases of Italian miners and of the colliers of Belgium, particularly ankylostomiasis. Dr Kuborn[17] of Seraing, in discussing this question, maintains that the maladies special to mining have their origin very largely in the kind of life the men lead, their inattention to the rules of ordinary hygiene both in their home and person, excesses of various kinds, imperfect feeding and clothing, etc., causes to the influence of which want of education greatly contributes. In some industries there are inherent dangers, and yet with care these can be diminished if not removed. Ventilation of British coal pits, for example, has practically abolished pulmonary consumption in our miners. Experience shows that there is scarcely a dangerous trade from which, with extreme care and attention to regulations, the dangerous influences cannot be largely removed. There is no occupation so risky to life as the manufacture of the high explosives. I have had the opportunity of visiting the largest explosives works in the kingdom, and can bear testimony to the healthiness of the employment and its comparative safety owing to the careful training and discipline of the workers, scrupulous cleanliness and attention to the minutest details.
Occupation disease, it must be remembered, is not always easy of recognition. There is no difficulty in diagnosing a malady to be plumbism when there are double wrist drop and a history of exposure to the metal when at work; but where there is only complaint of abdominal pain and vomiting, the diagnosis cannot be always so clearly established, even in the presence of a well-marked blue line on the gums. Several cases have been recorded in the medical journals of acute abdominal pain occurring in painters, which had been regarded as lead colic; but when the patients died, the post-mortem examination showed that death was due to a small ulcer of the bowel or to inflammation limited to a particular portion of the intestine known as the appendix, which a surgical operation might have cured; while, on the other hand, workers exposed to lead and with similar symptoms have been operated upon by careful surgeons for appendicitis when the malady was lead colic. If this is the difficulty experienced by competent surgeons and careful medical observers, it shows us some of the pitfalls parliamentarians might easily drop into by including industrial diseases under the Workmen’s Compensation Act. Verhægen is of opinion that the matter would be more easily settled by accumulating a larger number of statistics of disease occurring in occupations; but this inquiry would have to be extended over a lengthened period, there would have to be some degree of uniformity in the conditions under which the people worked, there would also have to[18] be taken into consideration the hygienic conditions of the factories, the situation of these buildings, the number of hours worked per day, and the influences that would follow a prolonged strike of the workpeople, such as poverty. To be exact, too, the workpeople would have to be medically examined before entering upon the particular industry, and re-examined months afterwards so as to ascertain what effects, if any, the trade had produced. Some of the difficulty would be got over by limiting the definition of industrial disease to maladies that are the direct consequence of occupation, and in which as a result there is a well-ascertained lesion of the organism. Verhægen, as already mentioned, illustrated his argument by alluding to the driver of a public vehicle who in good health to commence with, and notwithstanding his obedience to the laws of prudence yet becomes rheumatic, and to another man who, under similar conditions as regards health and carefulness, undertakes work in either a lucifer match or a white lead factory, and suffers from phossy jaw or wrist drop. The malady is in either of the latter instances regarded as a disease of occupation, in the former it is not, the explanation of the difference being that as regards the first illustration rheumatism is not confined to the occupation of coach driving; also while it is admitted that out-of-door occupations expose the individual to all kinds of weather and predispose to rheumatism, the same out-of-door life led by other people is in them an explanation of the good health they enjoy. In the case of the match and white lead maker, had it not been for exposure to the fume of phosphorus or the inhalation of lead dust the workman would not have become the victim of phossy jaw or of wrist drop.
Although many workpeople in the factory incur the same risk, yet all do not equally suffer. Some men are more susceptible than others. It would be regarded as an interference with the liberty of the subject if an attempt were made to prevent people going to work in a factory. It is known, for example, that engravers are more liable to lose their eyesight at an earlier age than men engaged in outdoor occupations. Should a man with feeble sight be allowed to undertake this kind of work? On commencing his industrial career, unless he voluntarily seeks the advice of an oculist, who is to say to him nay? There cannot be, although it is accomplished in certain dangerous trades without much opposition, a medical examination of all persons undertaking work. The dangers of particular occupations ought, however, to be[19] pointed out to all applicants for work, after which these should state that they are prepared to accept certain risks. At present many workpeople incur risks without knowledge of the danger or of the means of preventing it. There are occupations that are not of themselves unhealthy, and yet owing to the strain which they impose upon the body, the weak spot of the organism, so to speak, is found out, and for this the occupation itself cannot altogether be held responsible. Take what is known as rupture or hernia, which occurs with greater frequency in persons whose work obliges them to be long upon their feet, and who are exposed to sudden strain, the lifting of heavy weights, etc. What is said of it applies equally to varicose veins in the legs. Both of these may be partly the result of the position assumed by the individual when at work or the strain he is exposed to, and yet it would scarcely be right to make the occupation responsible for an affection the result of an inherent weakness of the abdominal wall which allowed a portion of intestine to protrude, giving rise to rupture, or for an ill-nourished condition of the walls of the veins in the legs whereby the blood-vessels became distended and deformed. To secure compensation, the workman would have to establish that the hernia was solely the result of his work. Life is for all of us very much a game of chance, and we have to run ordinary risks. For a disease to be regarded as industrial, and capable, therefore, of being brought within the scope of the Workmen’s Compensation Act, it would have to be placed upon the same narrow limit as an accident. It would require to be shown that it was the sole result of the occupation, and that there had been produced a definite pathological lesion of the body. Adopting this view, the maladies that could be included in the category would be, among others, anthrax, poisoning by lead, mercury, phosphorus, and bisulphide of carbon; but with the exception of anthrax, in which the disease is often suddenly induced, and as rapidly runs to a fatal termination, there is not as a rule the same exactitude in the incidence of disease as is the case in accident. There might be little difficulty in including anthrax under the Act of 1897. The inclusion of some of the other dangerous trades would give rise to frequent litigation, but it would make employers more careful in the selection of their workpeople, and in the means adopted to prevent industrial poisoning. This latter fact is one of the objects aimed at by those who are in favour of an extension of the Workmen’s Compensation Act, not[20] omitting, where it can be clearly proved, the financial liability of the employer to compensate the affected workman. In the case of a fatal accident occurring in a factory, a post-mortem examination shows perhaps the body to be healthy, and therefore the accident to have been the sole cause of death, or there are certain signs of disease present which may have caused or hastened the fatal termination. In the latter instance the law takes no cognisance of the previous disease. It takes for granted that but for the accident the individual would have gone on following his occupation. In industrial poisoning, would a similar legal opinion be entertained? In acute lead poisoning, when the post-mortem examination and chemical analysis of the internal organs conclusively prove that death was due to lead, it might be a comparatively easy thing to fix the liability upon an employer; but the presence of signs of previous disease in the body, which probably contributed to the fatal termination of the illness, would make it extremely difficult to assign to each of the two circumstances its proper share in causing death.
It is facts such as these that doubtless led to the rejection by Parliament in 1897 of the proposal to extend the scope of the Workmen’s Compensation Bill so as to include industrial diseases, and place them on the same footing as accidents occurring at work. There is, however, a common sense view of the matter which should not be overlooked, and it is this. Where a person suffers in health, or loses his or her life through neglect of the employers to comply with the legal requirements of the Factory Acts, surely the employer under these circumstances ought to pay full compensation. In the case of accidents the question of neglect does not arise under the Act of 1897. The injured person is compensated, and that is the difference between the Employers’ Liability and the Workmen’s Compensation Act. The question that calls for an answer then is rather this: Where an employer has followed out to the full all the regulations required by the Home Office, and it is shown that he has done all that common sense and humanity dictate, and yet industrial poisoning has occurred, is the employer under these circumstances to be considered liable? In France, where the match industry is a State monopoly, the Government admitted its liability by paying to the workmen who suffered from the effects of phosphorus a stated indemnity. Bryant & May’s firm has always recognised its liability by paying a weekly allowance to the workpeople off ill through phosphorus necrosis. Other firms in other trades probably do the same. It is for the[21] public, therefore, to say whether humane deeds like these, which are purely voluntary in this country, should be made compulsory by an extension of the Workmen’s Compensation Act, or be simply dealt with through the medium of mutual trade insurance societies.[2]
Collectively, occupations may be likened to a huge organism. Industries are the functions that indicate the life and prosperity of a nation, and like the higher forms of life they have grown in process of time from simple beginnings to highly complicated combinations, the controlling and to some extent directing agent of which is parliamentary legislation, keeping pace with the inventiveness of man and human requirements. In many ways is the resemblance between the industrial and human organism demonstrated. No man can use unrestricted freedom with his own body. There is a physiological limit to which he must bow. An over-worked brain or group of muscles sooner or later tells its own tale, unbridled licence causes degeneration of the nervous system, and excess in wine or at table is checked by the diseases it produces. Perfection is what we ought to strive for, and this can only be obtained by submission to nature’s laws. So, too, in the industrial organism it is recognised that production should be kept within limits, reckless bargaining should be curtailed, that each man should put his very best into the work he is doing, and that there should be more sympathetic communication between employer and employed. Trades, like human beings, are influenced by their surroundings. They do not thrive well away from coal fields and centres of human activity. Competition or the struggle for existence is as keen in the world of industry as in that of biology, and there occurs the same weeding out in both. Thwarted by local conditions and hampered by scarcity of labour, overburdened by excessive taxation or ground rents, industries will languish in one place, while with fewer restrictions they will flourish in another. New trades are constantly developing, and new methods of manufacture keep replacing those that are old. Everything is tending towards improvement. Many circumstances are operating to direct the industrial evolution of to-day. Human wants and man’s inventiveness play their part so that those manufacturers alone of[22] their commercial confrères are successful who, recognising the spirit of the age, make an attempt to meet its demands.
Admitting that factory legislation has for the last century been gradually bringing into line industrial undertakings of all kinds, and that the Government has by enforcing regulations exercised a disciplining influence upon masters and men, it is only recently that it has taken up a strong and decided attitude in regard to the effects of particular trades upon health. Public health as a science is still in its infancy; it owes its origin mainly to the rush of people into the large towns. Its theories and facts have been brought by municipalities to bear upon the conditions of life in our homes and persons. Modern factory legislation, so far as industrial hygiene is concerned, is an extension of the ordinary laws of health to those workers who in many instances cannot frame rules of guidance for themselves. Law restricts as well as regulates individual freedom. The Public Health Acts have interfered with the liberty of the subject by insisting upon closing unhealthy dwellings, the removal of refuse, the notification of infectious diseases, and the compulsory removal from the home of members of a family who are suffering from some infectious malady, and by doing so have secured a larger measure of health for the community. Factory legislation similarly aims at improving the health of the workers.
Every man tries to get as much out of life as possible. Ideally he ought to contribute his best to it. A workman, while obtaining for his labour the largest wages possible, ought to put into his labour the best of his thought and energy so as to improve the character of the work he is engaged in. While the immediate object of labour is to obtain the wherewithal to live, the character of the work performed is unconsciously shaping the destiny of labour and building up through individuals the national reputation. The end of work is progress, and just as human life is perfected through suffering and experience, so is the industrial.
There are many ways by which the hygiene of trades may be promoted. The notification of industrial diseases to the Chief Inspector of Factories has, although it has only been in existence a very few years, already placed the Home Office in possession of facts and statistics which enable the Factory Department at once to realise when a particular industry is becoming prejudicial to the health of workers, and how it may be met. The good effects of notification are observed in the trades in which lead, mercury, and phosphorus are used. The power granted to the Home Secretary, which enables him to[23] schedule a trade as dangerous on sufficient information being given to him, is, so long as it is judiciously applied, a step in the right direction. It is desirable that accurate information should be obtained from all sources, from employers as well as employed, and from experts, chemical and medical. The formation of a consultative body or of an industrial council composed of the Home Secretary and members of the factory staff, employers, a few educated workmen, chemists, medical men, and electricians, for the purpose of discussing with the Home Secretary terms of Special Rules and prospective legislation has been recommended, and might be helpful. On the Continent such industrial councils exist, a description of which will be found in Miss Anderson’s paper on “Regulations of Injurious or Dangerous Occupations in Factories and Workshops in some of the Chief European Countries.” In Britain there might be some difficulty in including upon a permanent consultative body gentlemen capable of dealing with the numerous technical questions that constantly arise, but the difficulty would be no greater there than in France. Within the last few years the Home Secretary has, whether for direct advice or to serve upon committee, occasionally called in the assistance of recognised experts or authorities upon particular points under consideration. This system has worked well, and might with advantage be extended. Industrial hygiene, too, so far at any rate as dangerous trades are concerned, could be promoted by small International Committees meeting to improve the sanitation of labour rather than to discuss economic problems of production. By many it is believed that the cause of industrial hygiene would be furthered by the establishment of a Ministry of Labour. It seems an anomalous circumstance that a country like ours, whose reputation has been built upon commerce, should be without a department specially devoted to labour and labour problems. The Home Office has the necessary machinery and possesses all the information, but its jurisdiction covers too extensive a field. The Factory Department ought to form a separate and distinct branch of the Home Office to be directed by a Secretary or Under-Secretary of State. Year by year the work of the Department and its scope increase, and surely among the many Departments of the State there can be none of greater importance than that which watches over the millions of persons engaged in factories and workshops in the United Kingdom.
Thomas Oliver.
[24]
“Now, since both the Ages of Antiquity and that we now live in shew Laws ... calculated for the good Order and Reputation of Tradesmen, ’tis but reasonable that Physick should contribute its quota for the Benefit and Comfort of those of whom the Law has been so tenderly careful, and display itself in a particular manner (that has been hitherto neglected) for the safety of Tradesmen, that they may follow their Trades without injuring their Health.”—Ramazzini: Treatise of the Diseases of Tradesmen. English Edition, 1705. Italian Edition, Modena, 1670.
“Year after year, as far forward as any present judgment would willingly speculate, the same terrible waste of adult life must, with no great mitigation, continue, unless the Legislature see fit to provide by special enactment for more wholesome conditions of labour.... The canker of industrial diseases gnaws at the very root of our national strength. The sufferers are not few or insignificant. They are the bread-winners for at least a third part of our population.... That they have causes of disease indolently left to blight them amid their toil ... is surely an intolerable wrong. And to be able to redress that wrong is perhaps among the greatest opportunities for good which human institutions can afford.”—Report of the Medical Officer (Dr, afterwards Sir John Simon) to the Privy Council, 1861.
From the benevolent and learned Italian physician of the seventeenth century, in touch with every available source of information of his own and preceding ages, searching for mitigation of the diseases of workmen which he believes to be “incurable,” to the English State physician of the nineteenth century seeking to persuade men that the diseases must not be allowed even to arise, is indeed a long way. The way is long in all that concerns knowledge of the causes and treatment of disease, no less than in circumstances and organisation of industry. It is doubtful, however, whether the transformation of ideas in either is so great as in the general attitude of civilised society towards protection of labour and promotion of industrial[25] health. The change cannot be accounted for, completely, either by change in the methods and organisation of industry, or by increased knowledge, medical, economic, or social. Nor can the increased breadth of conception be attributed solely to that increased intensity and quantity of human suffering which inevitably accompanied concentration and growth of industry. In all ages there have been physical, moral, and economic evils which fell to the lot of the labourer, probably differing from time to time on the whole more in degree than in kind, and doubtless felt at each stage by the sufferers, and sometimes by onlookers, with an intensity which relatively was great, and which with adequate discernment of a remedy and the duty or expedience of applying it, would have led to legislative action.
In the great civilisations of antiquity, whether in the East, West, or in Europe generally, there was sufficient concentration of the forces of labour to produce the intensest forms of the maladies classed by Pliny as the “diseases of slaves.” Some of the most injurious processes known to us now are extremely ancient. To mention but a few: lead and quicksilver mining, the potters’ craft, and the textile processes of preparing and weaving asbestos and flax.
The long history, in another department of social ills, of legislation and organised guild efforts for protection of buyers from dishonest manufacture and dishonest trading in adulterated products, or again, of efforts to regulate supply of labour and to enforce honest service from workers, affords many illustrations of the action that could be taken in Middle Age and Renaissance Europe, where an evil was both recognised and also believed to be remediable. It is to be noted how few the indications are that the strivings after social improvement of handicraftsmen and labourers were in those times inspired by any clear vision of the physical safety and health of individuals as part of the well*-being to be sought. Illustrations might indeed be gathered from records of craft guilds and municipal organisations, of provisions and regulations that tended to results similar to those expressly aimed at by modern sanitary regulations. This is especially true of England, where the masses of manual workers came earlier than in other countries of Modern Europe to comparative physical comfort. We must, however, avoid the mistake of reading into past events, however interesting, ideas that are consciously at work in practical affairs only in our own times.
[26]
Of much later date are the first documents that I have been able to trace expressly dealing with the nature and results of industrial occupation in dangerous or injurious processes. These are in the Transactions of the Royal Society of England, and are of the theoretic and reflective character that is appropriate to their setting. Belonging to the same century as Ramazzini’s most human treatise (1670 and onwards), touching both manufacture and mining in Europe (e.g., manufacture of white lead, silvering of mirrors by mercury, lead mining, coal mining), they would take an important place in a general history of European thought and action on this question. The vivid descriptions by the Italian as well as by the English writers of the effects on the worker of lead,[3] of mercury,[4] of silk dust,[5] of explosions in mines,[6] give one a sense now of the kinship of past labour with present, and a clearer perception of the magnitude and the worth of the object that this generation has set itself—to remove such causes of suffering from the path of the labourer.
In those papers, however, we are still far from any practical preventive treatment of industrial diseases. My task in this paper is to trace out in England, that is in the foremost industrial community of recent times, the history of tentative, halting efforts, almost wholly within living memory, to engraft on the earlier legislative movements of the nineteenth century towards hygienic and moral reforms in industry, that special, applied regulation of injurious manufactures for which Sir Edwin Chadwick[7] and Sir John Simon were the earliest and most distinguished advocates. In this history itself, I think, is found the nearest attainable explanation of the wide difference between the general attitude of our day towards care of the health of the adult labourer[27] at his trade, and that of any previous age, when the diseases accompanying industry were the subject of scientific observation. In it is to be seen the gathering momentum which could so completely sweep away age-long modes of regarding the worker at his bench as merely a means to the ends of others than himself and his family, that the legislature and administration could at length treat the promotion of the physical security of each individual labourer as a worthy end for the State no less than the labourer. Lord Londonderry, when he railed in Parliament in 1848 against the “hypocritical humanity” which sought by protective legislation to save the lives and limbs of the miners of Great Britain, represented but a singularly extreme though not isolated survival of the older assumption of legislators that the health of the masses of people, as of individual labourers, might be left to take care of itself, if indeed it was worth thinking about at all. Even the learned and humane contributors in the seventeenth century to the Transactions of the Royal Society on dangers of mining and means of overcoming them, can tell without a thought of irony how a ventilating tube was first placed in a dangerous mine after an accident from fire-damp, resulting in the loss not only of men but of a “gentleman of quality.” There is indeed a long series of laws, extending back to before the time of Elizabeth, for the protection of the poorer wage-earner in making his contract so that he should not be cheated by extortionate charges or unfair payments in goods. The real contrast in the normal attitude of the centuries before our own towards the persons of workers is nevertheless well seen in Macaulay’s wondering notice of the fact that in the latter end of the seventeenth century it was possible for an eminent philanthropist to exult in the thought that in Norwich, the centre of the clothing trade, where “a little creature of six years old was thought fit for labour,” boys and girls of “very tender age created wealth exceeding what was necessary for their own subsistence by £12,000 a year.” Greater degradation than any shadowed there had to be achieved, in England at least, before the first legislative foundations could be laid, on which afterwards was to be engrafted the special trade legislation with which we are here concerned. Out of the desecration of child*-life and womanhood, underground and in factories and workshops, recorded in the Blue Books of the earlier part of last century, came the needed force for the beginnings of a State control in England of special conditions of health and security, which in some other European countries had been for long, at least in mines, partially[28] maintained through the operation of a more or less definite theory of State or Imperial ownership.[8]
Although I refer necessarily to the general sanitary and social protective measures, the development of which belongs to the great humanitarian movements of the first half of the Victorian age, I must at this point make it clear that I exclude here their history, so far as concerns purely the control of economic and moral abuses, which were not inherent in manufacturing and mining industry itself. We are not directly concerned with physical sufferings which, owing to the apathy of the community, in fact accompanied the earlier developments of the factory system, nor with the barbarities which culpable ignorance too long allowed to survive, from rougher and harder times, underground in mines. Our concern is with those material risks in any industry which, when reasonably good methods of working have been developed by the necessary help of law, remain as ordinary accompaniments of the occupation itself, either because of the nature of the substance used, or because of the appliances necessary to the processes carried on. Some special regard for classes of persons employed is also necessary in so far as they are specially affected by risks on account of tender years or physical constitution, but not because Parliament was first and foremost compelled by unnatural conditions to safeguard young workers and women, nor because the force of law remains, and, humanly speaking, will continually remain necessary in competitive manufacture to maintain for them good normal conditions.
We must remember that applied scientific protection of all workers against industrial injury was from the outset introduced step by step into two distinct sets of Acts of Parliament, the Mines Acts and the Factory Acts, both with primarily social aims, each acting and re-acting on the other throughout, both in Parliament and in the Department administering them. This compels study of the stages of development in those Acts, as distinct from the movements which produced them, in order to arrive at any comprehension of the nature of the now resulting form of control of injurious trades.
In a complete history of this subject a long section would be devoted to the development of the later-initiated law relating to[29] Public Health, to the origins of the two great Sanitary Commissions of 1843–5 and 1869–71 and their reports, and adequate recognition would be possible of one main cause of gradually quickened public and official understanding of the need of special precautions for health in injurious industries. This cause was the introduction into the service of the State, first as special commissioners, later as permanent officials, of scientific investigators and medical officers, whose work brought to light not merely new facts bearing upon industrial disease, but also new and broad ideas as to their origin and effects, and whose reports secured in some instances attention far beyond the boundaries of England. It is difficult for a modern Factory Inspector to realise all that is implied in the brief allusions of a former Chief Inspector, Mr Redgrave, in one of his annual reports, as late as 1868, to the fact that cleanliness, ventilation, and prevention of disease generally, in factories, were then regulated only so far as they were provided for at all in the “Sanitary Act,” and applied by local medical officers—where there were any—without effective central control or organisation. What it meant in loss of life and injury to the bread-winners of the masses of the nation was only too clearly set forth in the accumulated evidence in Dr Simon’s and Dr Greenhow’s reports to the Board of Health and to the Privy Council on the sanitary state of the people of England from 1858 onwards. The words I quote at the head of my paper indicate Sir John Simon’s idea of the magnitude of the evil at that time. In many passages he showed his view of the worthlessness of such general powers as then could be applied to the more general classes of evil.[9] In prolonged special investigations, guided by the danger signals of mortality statistics, he traced out the preventible[30] injuries going on steadily in half-regulated or wholly unregulated dangerous trades. “Certain industrial establishments,” he said, writing in 1862, “are subject to Government inspection, and some to a very limited extent are regulated by Act of Parliament.... Is there any sufficient reason why these precedents should not be followed in other industrial establishments.... There is abundant causation of premature death in mines which are neither coal mines nor ironstone mines,[10] and potters, grinders, carders, hacklers, not to mention hosts of other artisans, may, any of them, show the same claim as miners—the claim of grievous physical suffering—to have the special circumstances of their industry subjected to Government supervision.”[11] These observations were not based on vague description or casual inquiry into the circumstances of industry, but on systematic notes of conditions of employment in selected localities where mortality due to given diseases—for example, tubercular phthisis or irritative disease of the lung—was three, four, or even six times as high as in other parts of England. The evidence for this need of supervision by centrally directed specialists, working under a specialised legislation, had been already repeatedly touched on in Reports of Royal Commissioners primarily appointed to inquire into employment of children and women. Far more had to be later said and written before the first steps could be taken in some of these manufactures to remove causes of injury which, later, the Commissioners of 1878 referred to as a “public scandal,” and for which no basis of control existed until 1891.
What, then, are the first beginnings of special legislation; and how did the succeeding steps follow each other in the Factory and the Mines Acts respectively? First, it must be pointed out that whereas the particular kind of legislative weapon (the provision for “Special Rules”), which was destined to be forged for use against dangerous trades, was first planned in connection with regulation of mines, it reached its most elaborate form in connection with regulation of manufacturing industries, that is, in the earlier and more fully regulated industries, under the Factory Acts.
It is now almost incredible that one of the most dangerous of all groups of industry—mining—should have been free in[31] England from any form of protective legislation until 1842,[12] when women and girls were excluded from underground working, and that it was not until 1855 that any comparatively useful safeguards of health, life, and limb were prescribed by law. It is still more difficult to realise that before 1814 it was not customary to hold inquests on deaths of miners killed by accidents in mines. With the exception of regulations against truck, there was no provision except such as protected the colliery owner—and of that kind there were many—against injury to his property by miners.
Meanwhile the landmarks from the present standpoint in factory regulation had been the Acts of 1802 and 1833. The first, aiming only at the preservation in cotton mills of the “health and morals” of apprentices, further laid down that “visitors,” to be appointed by justices in every county for repression of contraventions, were empowered to “direct the adoption of such sanitary regulations as they might on advice think proper.” The Act of 1833,[13] regulating first the labour of children and young persons in textile factories generally, replaced those “visitors” of the Act of 1802 (who had seldom been appointed, and still more seldom had acted) by “inspectors” with similar powers of entry, and of calling to their aid expert advisers, but with additional powers: to administer oaths and to make such “rules, regulations, and orders” as were necessary for the execution of the Act, and to convict offenders and impose penalties under the Act, as if they were Justices of the Peace. In 1844 an Act applying similarly only to textile factories repealed these remarkable powers of Factory Inspectors to make rules, orders, and regulations, and to act as Justices of the Peace; at the same time it organised the Inspectorate, with institution of an office in London, on lines comparable to those of our own time. Certifying surgeons were then first provided primarily for the purpose of examining young workers under sixteen years of age as to their fitness for employment, and granting certificates of age and ordinary strength; but further also, for re-examination of such workers at the instance of an inspector where there was reason to believe that injury would be caused by continued[32] employment. The Acts were now extended to women, and for the first time special provisions for health and safety (as distinct from general provisions for cleanliness of the factory) began to make their appearance. Workers in wet spinning became entitled to sufficient means against being wetted and against unnecessary escape of steam into the room if young persons or children were employed there; but far more important were the new attempts to reduce accidents by providing for the safer use of machinery, inquiry into causes of accidents, and penal compensation to workers for accidents due to machinery remaining unfenced after notice from the inspector that it was “deemed to be dangerous.” These provisions embodied a few of the recommendations made in Special Reports of the Inspectors of Factories, presented to Parliament in 1841, and the recommendations of the Select Committee of the House of Commons presented in the same year; with them, however, was also introduced the principle of Arbitration on the objections raised by an occupier. The inspector might give notice of dangerous machinery to be fenced, but for fourteen days the right remained with the occupier to require the appointment of arbitrators “skilled in the construction of the kind of machinery” to which the notice referred. Each party, the occupier and the inspector, was then to nominate his arbitrator, and the two arbitrators were to proceed to examine the machinery “alleged to be dangerous” within fourteen days. If they could not agree, they were together to appoint as umpire a third arbitrator “possessing a similar knowledge of machinery.” When the ultimate decision supported the occupier’s objection, the inspector’s notice as to danger was annulled, and even if an accident thereafter occurred, penal compensation could not be obtained for an injured worker. Not until the Act of 1891 did this principle, later so greatly extended in application to matters of health as well as safety, cease to control the fencing of dangerous machinery (other than mill-gearing) in factories, and it still remains for all dangers in mines not expressly covered by any other provision. As regards this first introduction into the Factory Acts of penal compensation for preventible injuries, it appears to have been the outcome of a discussion by witnesses before the Royal Commission on Labour of Young Persons in Mines and Manufactures in 1841. This was the “trade charge or insurance payable by the branch of industry liable to the[33] accidents,” which has been at length secured to the worker only at the end of the nineteenth century by the Compensation Acts.
In the year in which these considerable steps had been taken in factory legislation (1844), the Mines Inspector under Lord Ashley’s Act published his first report. Even two years later women were still to be found in considerable numbers underground. Progress nevertheless was being yearly made—through the reports on safety and ventilation of special scientific commissioners (including Lyell, Faraday, Playfair), by the action of associations of miners, by spread of knowledge of the dangers of mining, and not least, by the recurrence of appalling accidents which ever increasingly shocked the public conscience—came the first tentative measure for general safety in coal mines—the Act of 1855[14] In 1854 the Select Committee on Accidents had reported, adopting among other recommendations a suggestion of the Inspectors for legislative extension of the practice of several colliery owners, of framing special safety rules for working in mines. The Act, in addition to specifying seven general rules binding on owners and agents of collieries for safety, relating to: (1) adequate ventilation to dilute and render harmless noxious gases; (2) fencing of disused shafts; (3) fencing of pumping pits when not at work; (4) secure lining of shafts; (5) proper means of signalling; (6) indicator and break for machine raising or lowering persons; (7) proper gauges and valve for steam boiler, provided for the framing and enforcement of special rules, to be submitted by owners for approval of the Secretary of State, at every colliery. These special rules, when established, were to have the force of law both for owners and miners, but were enforceable only by penalty in the case of owners, by penalty or imprisonment with or without hard labour (maximum three months) in the case of miners. This latter distinction occasioned considerable bitterness at the time, but the provision which was most generally criticised was the elaborate one for arbitration in case of objection on the part of the owner to any alteration or addition to special rules made by the Secretary of State. Within twenty-seven days the owner had power to nominate three or more “practical mining engineers or other competent persons of experience in the district,” not “interested in or employed in the management of ... the colliery,” and the Secretary of[34] State might appoint “one or more” such persons “to determine the matter in difference.” In case of the owner not exercising this power within the time specified, arbitration could be organised on lines very similar to those provided by the Factory Act of 1844, with the difference that in the case of special rules in mines one of the parties to the arbitration was the Secretary of State instead of the inspector. In the framing of special rules following on this Act, it was common for groups of collieries working under similar conditions to adopt one set of special rules, but sometimes individual owners drew up their own special rules, and occasionally attempted to introduce remarkably irrelevant matter, such as attendance at “Divine Service at least once on the Lord’s Day,” for the regulation of the conduct of miners.
Five years later the law relating to mines was extended, and in some ways strengthened, several disastrous accidents and explosions, entailing loss in the aggregate of thousands of lives, having in the meanwhile occurred. At several of the inquests strong evidence was given of incompetent management and neglect of rules in addition to disregard of inspectors’ suggestions for improvement of ventilation in the interests of safety; in one case the coroner’s jury returned a verdict of manslaughter against the manager, the overman, and the fireman of the colliery, though this was subsequently followed by acquittal at the assizes. The Act of 1860 touched on several new points, besides extending the law to include ironstone mines; wages and education sections were first introduced, but a demand for certificated managers of coal mines was not met until 1872. The chief advances in the direction of increased safety were, by extension of the general rules to include provision for places of refuge on engine planes, use of covers overhead in lowering or raising persons in every pit, fencing of fly-wheels of every engine, maintenance of boreholes to prevent inundations, by empowering an inspector to propose additional safeguards for dangers not covered by any rules (but in case of objection by the owner, the matter was to go to arbitration); by raising the age of those entrusted with charge of steam engines to eighteen years.
In the meantime the course of factory legislation continued to illustrate the strength of the original motive—rescue of young workers and women in textile factories from monstrously long hours and overwork—rather than intelligent and steady assimilation by the community of the evidence of need of special control[35] of drainage, ventilation, use of deleterious substances, and other matters affecting health in a large number of non-textile industries. Such evidence was first strikingly presented by the Report of the Commission on Mines and Manufactures, published in 1843, but later in greater detail as regards the injurious industries of lucifer match and pottery making in the Report of the Children’s Employment Commission of 1862. A long and fierce battle had to be waged over the form and degree of limitation of hours in textile works before the gradual extension of the principle of regulation could begin and proceed from trade to trade. It was in the Act of 1864, which added the largest number of these, including earthenware and lucifer match works, that the fruit of the labours of expert commissioners began to appear in explicitly sanitary measures, applicable to all classes of factories under the Acts.[15] In this Act we first find the idea of ventilation applied in order to render harmless “gases, dust, or other impurities generated in the course of manufacture that may be injurious to health.” And here we find the first fleeting attempt to introduce the “special rules” system from the Mines Acts, on the employers’ initiative, but without the arbitration clauses. Manufacturers were empowered to draw up special rules binding on workers, after approval by the Secretary of State, “for compelling the observance ... of the conditions necessary to ensure the required degree of cleanliness and ventilation, and to annex to any breach of such rules a penalty not exceeding one pound.” These powers were extended to many other trades, including indiarubber works, letterpress printing works, blast furnaces, and iron mills, by the Act of 1867, and were soon unfavourably reported on by inspectors, as throwing too heavy a burden on the workers, “the onus of being a principal under the Act,” to use Mr Baker’s words. In 1868 he reported that special rules were in force in most of the iron works in his district, which gave the employer “power over his workpeople who sub-employ in his works,” by holding them responsible for various sections of the Acts relating to employment of young persons; a purpose which we can now readily see to have been foreign to the general intention of such legislation. By the Act of 1871 penalties for breach of these rules were made recoverable by summary proceedings, but the provisions for framing such rules disappeared when the law was consolidated by the Act of 1878. The Workshop[36] Regulation Act of 1867, amended in 1870, practically completed the application of the general law to all workplaces in which manual labour was exercised for gain, in the making or finishing of articles or parts of articles for sale. The “Sanitary Act” of 1866 had provided for cleanliness, ventilation to remove injurious gases and dust, and for freedom from overcrowding in any workplace not under the operation of any of these Acts. The Factory Acts of 1864 and 1867 prohibited the taking of meals in certain workrooms where dangerous processes are carried on, e.g., lucifer match making, earthenware dipping, china scouring, glass-making (mixing, grinding, cutting, polishing), and the application of power to the extraction of injurious dusts was furthered by introduction of provision for a “fan or other mechanical means,” approved from time to time by the Secretary of State, in case of grinding, glazing, polishing on a wheel, or “any other process in which dust is generated or inhaled by the workmen to an injurious extent.” The Act of 1878, in consolidating all previous Factory and Workshop Acts, re-cast some special safety provisions (for example, those relating to prohibition of certain workrooms for meals), in such a form as to empower the Secretary of State to extend the prohibition to other industries, a power which was exercised in a considerable number of industries. Employment of young workers was also prohibited in certain dangerous processes, and power was taken to extend such prohibition. Nothing was done, however, at the time of this great measure—which was primarily for better administration of existing provisions, and was accompanied, on the recommendation of the Commissioners of 1875, by a thorough reorganisation and extension of the inspectorate—towards securing more detailed regulation of methods and conditions of working in dangerous trades, in spite of a recommendation to that effect by Mr Redgrave. The first decisive step in that direction was taken in 1883 in the case of one of the most deadly of lead industries, the manufacture of white lead, whose effects had been recorded for centuries, and in France had been the object of special inquiry followed by regulation early in the century under the direction of the Conseil de Salubrité. It is rather remarkable to read in a report of the Chief Inspector, 1882, that although “employment in dangerous occupations has on several occasions been brought under the notice of the legislature, until recently special attention has not been drawn to the manufacture of white lead.”[16] Now, however,[37] the evils pressed for remedy, and the “Mines Acts as to general precautions and special rules” were adopted as a “precedent” to be applied to white lead works.[17]
Before touching further on this new departure and tracing out its sequel, a brief reference must be made to the course of Mines legislation since 1860. While political conditions had been unfavourable to additional legislation for some time after the Act of that year, the conditions in the coal industry had been developing steadily, both as regards extent and methods of getting mineral on the one hand, and as regards association amongst miners on the other, in such a way as to make a complete law possible when it inevitably came. Scientific knowledge as to mechanical means of ventilation and other provisions for safety became at the same time incomparably wider spread. Greatly increased public discussion brought out far more clearly the objects and desires both of masters and men, and the determination of the latter to obtain certificated and competent management, extension of the system of “general” safety rules, improvement of the method of forming “special rules,” and increased inspection, had its effect in the consolidating and amending Act of 1872. The number of general rules was more than doubled, matters formerly left to the chances of special rules were permanently transferred to the general law, which now included compulsory use of safety lamps where needed, regulation of use of explosives in blasting, securing of roofs and sides, daily examination of the state of the mine, facilities for inspection by representatives of the miners. Special rules became more clearly defined as intended for the guidance, safety, and proper discipline of the miners at work, and they might only be transmitted for the Secretary of State’s approval after they had been posted in the mine for two weeks with a notice that objections to them might be sent by any person employed to the inspector of the district. Wilful neglect or contravention of any provision of a kind likely to endanger safety became punishable, in the case of employers as well as miners, by imprisonment with hard labour. The machinery of arbitration on any questions of safety under the Acts was made considerably clearer. In all these matters[18] the great advance[38] was by way of development of previous ideas. The entirely new departure lay in the six sections relating to daily control, and supervision of every mine by a manager holding a certificate of competency from the Secretary of State, after examination by a board of examiners appointed by the latter, power being retained to the Secretary of State to cause inquiry, if necessary, later into the competency of the holder of the certificate, cancellation or suspension of the certificate being possible in case of proved unfitness. There is little room for surprise that so great an advance in the law should have given widespread satisfaction to the miners, and that for a considerable time efforts of their associations were directed to securing vigorous enforcement rather than extension of the law. In the same year the question of health and safety in Metalliferous Mines[19] received its first treatment in a separate code (which remains in force to the present time), of similar scope to the Coal Mines Act. A Royal Commission had been appointed in 1862, and had reported in 1864. The great excess of mortality and sickness among metalliferous miners, “mainly attributable to the imperfect ventilation of the mines” and inhalation of gritty particles, to excessive physical exertion in climbing up and down ladders of great length, to the great changes of temperature, and exposure to wet, were brought out in the report and made the subject of recommendations. It was also shown that accidents were of frequent occurrence from falls from ladders, falls of the rock or stuff, carelessness in blasting, defective gear, and sudden irruptions of foul air and water. The method of regulation adopted for Metalliferous Mines, by general rules for safety, special rules for conduct and guidance of miners, and the requirements as to notice of accidents, coroners’ inquiries, fencing of abandoned mines, being similar to those for Coal Mines, details are unnecessary for the purpose of the present essay. In 1881 the Coal Mines Acts were strengthened in regard to the use of explosives underground, in 1886 the Secretary of State was empowered to direct a formal investigation of any explosion or accident and of its causes and circumstances to be held (a provision embodied by reference in the Factory Acts in 1895). In 1887 the Coal and Ironstone Mines Acts[39] were again consolidated with amendments strengthening the already existing provisions. By General Rule 4 more stringent provision for inspection of working parts of mines before commencing and during shifts, and the distinction between mines in which inflammable gas had been found within the preceding twelve months and those in which it had not, disappeared. By Rules 8, 9, 10, 11, construction and use of safety lamps became much more detailed and stringent than in the former Rule 7, which they replaced. By Rule 24 the age of competent male persons in charge of machinery for raising and lowering persons at the mine was raised to twenty-two. By Rule 34 provision of ambulances or stretchers with splints and bandages ready for immediate use at the mine became compulsory. Other main provisions of the Act strengthened were those relating to distance and height of communications between the two shafts required in mines; daily personal supervision of the mine by the certificated manager; notice of opening or abandoning seams. Arbitration on special rules and other matters was modified so that while the qualification of being a practical mining engineer was retained for the two representative arbitrators, the umpire, if any, is bound to be a county court judge, a police or stipendiary magistrate, a recorder of a borough, or a registrar of a county court.
Turning again to the Factory and Workshop Act of 1883, which forms the first distinct attempt to regulate a dangerous manufacturing industry, we find, in its unamended form, a remarkable parallel to the method of mines regulation, not merely in the requirement that every occupier of a white lead factory shall frame and submit for approval to the Secretary of State special rules[20] which have been affixed in the factory with a notice to the workers of their power to send objections to the Chief Inspector; but also in the prescribing of six general conditions for obtaining a certificate to carry on the dangerous industry. These include provision for ventilation of stoves and stacks, means of maintaining personal cleanliness, and proper room for meals. The special rules, however, were not in the original statute liable to any process of arbitration, merely to full consideration by the Secretary of State, who had power to make modifications after hearing the occupiers’ objections, if any, to his modifications.[40] This procedure was considerably modified when by the Act of 1891 provision was made for establishment of special rules in any industry (not being a domestic industry) certified by the Secretary of State to be dangerous or injurious to health, or dangerous to life or limb. Then the initiative in drafting the “special rules or requiring the adoption of such special measures as appear to the Chief Inspector to be reasonably practicable, and to meet the necessities of the case” was transferred from the occupier to the Factory Department, but a counterbalancing force was provided by addition of the arbitration clauses wherever the occupier persisted in objections to the proposed special rules, and the Secretary of State could not see the way to accepting modifications asked for by the occupier. At the same time the share of the worker in framing the rules, by his legal right to make objections before they were established, entirely disappeared. It was not until the Act of 1895 that this loss was imperfectly compensated, by a right to representation on the arbitration on conditions prescribed by the arbitrators which was then secured to workmen interested, or any class of them. In 1896, in the Mines Acts that privilege was superadded to the other. The general tenor of the Factory Act of 1891, following as it did on the important work of the House of Lords’ Committee on the Sweating System, and the Berlin International Conference, was one of development of sanitary organisation, particularly with regard to workshops, and of closer regulation of dangerous and injurious trades. It had been preceded in 1889 by an Act with special reference (like the Act of 1883) to a single class of factories, in this case the cotton cloth factories, in which excessive heat and humidity produced by artificial means seriously affected the health and comfort of operatives. The Act not only limited the temperature of workrooms and amount of moisture in the atmosphere, but also provided for tests and records of the same, and fixed a standard minimum volume of fresh air, 600 cubic feet, to be admitted in every hour for every person employed. Power was retained for the Secretary of State to modify by order the maximum limit of humidity of the atmosphere at any given temperature, and a short Act of two sections in 1897 extended this power to other measures for the protection of health recommended by a Departmental Committee appointed to inquire into the working of the Act of 1889. Without doubt, the most important measures adopted under this Act in 1898 were those tending to purify the air of workrooms by prescribing a CO[41] standard of ventilation (“during working hours in no part of the Cotton Cloth Factory shall the proportion of carbonic acid in the air be greater than nine volumes of carbonic acid to every ten thousand volumes of air”), and by prohibiting use of impure water for production of artificial humidity. One other point of historical interest in connection with the Act of 1889 must be touched on. It contained a general provision enabling an inspector, where he considered that dust was inhaled by the workers to an injurious extent, to serve a notice on the occupier of the factory to adopt mechanical or other means for its removal, but subjecting the notice in case of objection by the occupier to the same process of arbitration as the notice of fencing for dangerous machinery provided in the Act of 1844. In both cases the power of the employer to send the notice to arbitration was repealed by the Act of 1891, and, consequently, the ordinary procedure for the inspector to enforce such notices was by establishment of the evidence in support of his requirement in the ordinary courts. For the first time some provision was made in 1891 for means of escape in case of fire in factories and workshops. Certifying surgeons were now called upon to report annually as to the persons inspected and the results of inspection.
On the Act of 1891 followed a period of greatly increased administrative activity with the new powers to initiate detailed regulation for promotion of special hygiene in factory and workshop life. No fewer than sixteen trades, including the majority of those referred to in the reports of Royal Commissioners and special medical experts of the earlier and middle parts of the century, were certified, under sections, by the Secretary of State, as dangerous or injurious within four years of the passing of the Act.[21] The Act of 1895, extending greatly in several directions the sanitary control of industrial life, followed on this period of increased activity, after the Royal Commission on Labour had reported on the results of its wide survey of industrial conditions, after two important Departmental Committees had reported on lead and phosphorus industries, and after two successive annual reports had embodied reports and recommendations from the women inspectors who in 1893 were first added by the Home Office to the staff of factory inspectors. In the year in which this Act came into force, medical knowledge was established[42] as a guiding factor in the permanent administration of the Department. Probably no more important step towards control of use of poisonous substances in manufacture has been taken than that contained in the provision for reports to the Chief Inspector from every medical practitioner attending in certain cases of poisoning contracted in any factory or workshop. Complementary to this is an extension of the province of certifying surgeons; it included now not only examination of workers under sixteen, but also the duty of inquiry and report in certain cases of industrial disease and accident, and, under special rules, where required, periodical re-examination of workers. In the general provisions of the Act appear for the first time the questions of reasonable temperature, requirement of lavatories where poisonous substances are used, formerly only touched by special rules; it became possible by order of a court of summary jurisdiction to secure prohibition of use of dangerous structures or a dangerous machine until the necessary steps had been taken to remove the danger by the occupier of the factory or workshop. The field of factory regulation was extended by the inclusion of certain conditions of health and safety in “laundries,” and of general and special conditions of safety in every dock, wharf, quay, and warehouse. In the special rules it became possible for the Secretary of State, subject to the award of arbitrators if objection were raised, to introduce provisions prohibiting or limiting employment of any classes of persons in the industries scheduled as dangerous, a power which has been exercised in the case of white lead works (prohibition of women’s employment in the most dangerous processes), vulcanising of indiarubber by bisulphide of carbon (limitation of hours of adults), and lead smelting works (limit of spells in cleaning flues).
A few words must be said about the dangerous industry of quarrying in open quarries (as distinct from underground quarries under the Metalliferous Mines Act). These were nominally under the Factory Acts by section 93 of 1878, but it was not until special rules could be introduced under the Act of 1891 that any practical steps could be taken at all to enforce the particular measures of safety applicable to the conditions. These proved inadequate, and in 1894, on the recommendations of a Special Committee appointed in 1893 to inquire into the whole matter, a special Quarries Act was passed which, while retaining those provisions of the Factory Acts that were suitable, such as fencing and regulation of employment, applied also those provisions of the[43] Metalliferous Mines Acts which from the nature of the industry rendered them better adapted for control of its peculiar dangers; at the same time the administration passed to the Mines Department, and in a few years it was reported that special rules for safety had been established in over 2000 quarries with satisfactory results.
Much remains to be said of the methods of regulation of injurious and dangerous industries since 1896;[22] of the steps taken by inquiries and action of the permanent staff, with its increasingly expert character; of inquiries by Departmental Committees and by specially appointed advisers on scientific and technical aspects of processes; of endeavours, successful and unsuccessful, to frame and carry through special rules without resort to arbitration to meet the risks to the life and health of whole classes of workers; of the results of arbitration in two of the most injurious industries, manufacture of earthenware and china, and of lucifer matches, where white or yellow phosphorus is used. All this, however, belongs so much to current history and controversy that its true meaning and tendency can best be brought out later, and perhaps by a more detached observer. At the very time when the proofs of this sketch leave my hands, an important Bill is passing to report stage in the House of Commons from the Grand Committee on Trade, where opinion has been shown to be practically unanimous in regard to the substitution of a better method of establishing special rules for the precarious and clumsy method of arbitration; power has been taken to prohibit, limit, or control use of any material or process in industry; and, where fruitful extension has been made of the principle of legislating, for details in matters of health by means of departmental orders. Enough has, I trust, been said to illustrate the rise and growth in the last hundred years of the still new ideas of the claim of the industrial worker in a civilised country to reasonable, practical measures to secure his immunity from needless suffering, of the claim of the community that the profits of manufacture shall not be bought at the expense of the life and health of citizens, in whose individual well-being the true wealth of the community lies.
Adelaide M. Anderson.
[44]
In the historical sketch of the development in England of factory and workshop hygiene, I have endeavoured to indicate the groundwork on which special regulations for dangers arising out of the nature or the organisation of particular processes rest. Comprehension of the meaning of regulations for industrial health in other countries would be greatly increased for the student of this branch of comparative legislation and administration, if there were knowledge of the historical development of these institutions not only in one but in all the countries touched on. But then, equally so would there be gain in acquiring practical administrative experience in all those countries. Although both kinds of knowledge are not equally impracticable of attainment by one individual, the limits of space and time in such a chapter as this prohibit any attempt to enter on either field so far as details are concerned, and it is only possible to take the absolutely necessary step of entering a warning against over-estimation of the value of comparative surveys of systems of factory law and schemes of administration which are not followed by further research. With a view to such further research I trust that the slight survey attempted here may be of value.
While fully appreciating the need of supplementing study of the law relating to factory hygiene in any country by reference to the system of local government and the law relating to public health, I am compelled by the limits already touched on to concentrate attention on the one branch of law—factory legislation proper.
England stands in a special position, with its own qualities and own defects. Having entered long before most other European countries on the path of control of employment in factories owing to the earlier need of such regulation, and having admittedly also[45] led the way in the task of building up a complete and precise sanitary code for regulation of public health, England has shown in the later stages of the part of the work which touches industry too little interest in the later efforts, on different lines of other countries. This slowness is traceable in part to the same causes as those which have retarded in England the general study of comparative legislation and administration, of which foremost, no doubt, stands the necessity of developing on national lines our own safeguards, yet it seems probable that the country which in a singular degree stimulated European progress in Public Health by the justly famous “Report on the Sanitary Condition of the Labouring Population,” 1838, and its immediate fruits, has latterly retarded its own progress in industrial hygiene by too close an adherence to its own methods. However this may be, it is clear that whereas Continental thinkers have already begun to utter warnings as to the limits of the value of comparative study of labour legislation, we in England are still waiting for sufficient material and accurate information on which to base any comparisons at all. Even for those who have time to do little more than mould their opinions by reading the daily and weekly papers, still more for those who desire to devote more time to these subjects, it would be well if we had continually accessible, in convenient form, current documents which would enable us to estimate more exactly what we have to learn from other countries, and what are the ideas applied there which are capable of application here under different circumstances of social and administrative tradition and legislative groundwork.[23] And to understand any one branch of factory legislation, even the sanitary, engineering, and medical side of prevention of industrial diseases and accidents, knowledge must be acquired of other sides, the economic one of limitation of hours and times of work, and protection of workers in making their contract, no less than the social side of propriety of arrangements in the workplace, and direct or indirect protection of women, home life, and children’s training. The time has come, however, when there is a new readiness for the interchange of ideas between this country and others on the question of general provision for sanitation and special regulation for dangerous, unhealthy, and injurious occupations. As I have said elsewhere, “with the rise and development of new methods and even entire industries in new places, old and new dangers and diseases are[46] rapidly becoming clearer. The international interest in applying science at an equal pace to the development and to the sanitation of injurious industries is at once more equal and more urgent than in the indirectly hygienic questions of hours and holidays for industrial workers. At the same time the difficulties of regulation are far less prominently economic, legal or social, and more especially questions for treatment by expert scientific advisers.”
In order to estimate with an approach to accuracy the value of special measures adopted in other countries, it is necessary to obtain some idea of the ordinary scope of factory legislation, and of the degree in which the laws are made operative by methods of administration, and by sanctions attached to contraventions. The regulations for ordinary health and safety, which “at first blush” bear considerable resemblance to each other, are found on closer examination to have widely differing effectiveness, owing perhaps in one case to lack of precise definition or to special limitation of the class of workplaces covered; in another to the powers conferred both on local and on central authorities to sanction exceptions either to the Industrial Code, or orders made under it; in another to local variations in economic organisation of industries affected. For example, on the first point, more cases of disputed application of the code, which contains no definition of the term “factory,” have in Germany come before the courts than in England, and in Germany the special restrictions as regards hours and health for women and young workers apply only in “factories.” The various decisions, on particular instances, of the Supreme Court lay stress now on one feature, now on another, of what is understood as a factory, such as numbers employed, size of the building, subdivision of labour, active personal share of the employer in the processes. Application of mechanical power to manufacture by machinery generally brings a workplace under the scope of the factory regulations, but power is retained for the Federal Council to exempt even from this rule any special undertaking. The Austrian Industrial Code does define the term “factory,” but very much on the lines threshed out by the decisions of the German Reichsgericht. In both these countries there is much less control of conditions of labour in workshops than in factories, although Austria makes rather less distinction than Germany between the two. Whereas England distinguishes these two classes of workplace only by relegating general[47] sanitary control of the workshops to the local authority, not by differing requirements, France makes none of the distinction between factory and workshop which in one form or another is found in other European countries. In both these countries the general protection of the law covers alike factory and workshop employé; in Germany the Code has not gone further than to empower the Federal Council to extend the factory regulations, if cause should be found, to workshops. “Domestic workshops” are entirely exempt from regulation of labour in Germany and Austria. England stands alone in defining limits in domestic workshops for the labour of children and young persons, but hitherto has not taken the power of applying special sanitary regulation,[24] which both France and Belgium possess, for protection against dangerous or unhealthy occupations carried on in them. From even so brief a review of the classes of workplaces covered, it easily appears how in the past in some countries the domestic workshops in dangerous industries, e.g., lucifer match making (unknown except in factories in England), have furnished a disproportionate number of victims of industrial disease.
While the first question necessarily is, what are the workplaces covered by the regulations? the second and equally important is, what is the system of inspection? In most countries, as in England, the institution of a special inspectorate has followed, not accompanied, the enactment of measures of protection, even though in some countries the idea of sanitary regulation has preceded limitation of hours for women and minors. In Belgium, Holland, and Sweden the institution dates from 1888–9; in Switzerland, and some of the German States, beginning with Prussia, it dates from 1878; in Austria, from about 1887; France, from 1874; Denmark, 1873. About 1892 to 1893 both France and Belgium undertook the reorganisation of their inspectorate, which corresponds to the thorough reconstruction that in England followed the Royal Commission on Factory Legislation in 1876.
In several of these countries, all of which had originally to some extent looked to the far earlier example and experience of England in enforcement of the law, the important step was taken, considerably in advance of England, of bringing into the factory service medical, engineering, and chemical expert[48] knowledge. No doubt in England, the delay in this matter is directly traceable to the character stamped on the institution by the educational, moral, and social origin of our Factory Acts, and to the very recent beginnings of development (1883–1891) of a special basis of factory hygiene. The delay in England was probably further increased by the introduction (referred to in my historical sketch) of tentative investigations of industrial diseases under the ægis of an entirely separate Government Department, concerned with local government and administration of the law relating to public health. This delay as compared with Germany was, however, more than compensated, when the Act of 1891 had introduced special means of control of injurious trades, by the centralised, organised character of the English inspectorate. Although the German Federal Council can make regulations for injurious industries throughout the Empire which over-ride special state or local rules, still each state has hitherto appointed its own inspectors, and when appointed these inspectors in order to enforce the rules must ordinarily report infringements to the local police authority, who may or may not always take action. Thus in Germany uniformity of administration in such matters outside the boundary of any state, so far as it depends on centralised supervision, can hardly be looked for. Much more closely knit is the Austrian inspectorate, with its chief inspector, who has some expert advisers on his staff, and power himself to take part in final decisions on cases brought up, on appeal, to the industrial authority of third and final instance at the Ministry of the Interior. Only in Austria, so far as I know, is it obligatory in fixing a penalty for a contravention to take into account both the amount of advantage the offender might expect from the infringement and the amount of harm that the worker may suffer. The latter consideration would be weightiest in questions of health and safety, and since the fines have to be paid into local provident funds for workers, would correspond to the penal compensation in case of injury through neglect to fence machinery possible under English law. Medical and chemical reports are less prominent in the Austrian inspectorate than the German, and it has been distinctly laid down that the inspectors are not so much engineering and sanitary experts as a special institution for the protection of labour; since 1876 the supervision of dangerous and unhealthy industries has been one of the functions of the provincial authorities for public health. Although in France the inspectorate has been organised on lines, so far as[49] territorial divisions are concerned, similar to those in England, i.e., with district and superintending inspectors, it is without a chief inspector, and works under the general supervision of a commission (Commission supérieure du Travail dans l’Industrie). This system has been declared by one of the oldest superintending or divisional inspectors to work most unsatisfactorily in the matter of control of dangerous industries where the great need is that the circumstances not of a locality, but the country as a whole, should be considered by a chief having under his directions both expert officials and an organised staff. The special expert character of the central Belgian inspectorate is determined by the fact that the earliest inspectors were appointed (1889) under the law relating to sanitation and safety in dangerous or unhealthy industries, and not under the law limiting hours of labour for women and children. The latter were first appointed in 1891, and the whole service organised as one in 1895. Of the Scandinavian countries Denmark has had the most definitely constituted inspectorate, but here the central authority has hitherto been divided (as it was before 1876 in England) between two principal inspectors. This is now altered. An Act which came into force on 1st January 1902, not only amends and strengthens the law relating to factories, but also centralises the control by providing for a single chief or director with two expert secretaries, one trained in economic questions, the other in technical questions. Of the remaining European countries Hungary possesses an organised and centralised inspectorate of the English type. In Russia control of the methods of inspectors is by a system of Provincial Boards under the supreme supervision of the Chief Factory and Mining Board, presided over by the Minister of Finance, who places some of the principal inspectors on the Board.
I may turn from the field of application of the laws and methods of organising inspection to the methods of securing general sanitary conditions and security in workplaces. England stands alone in both delegating certain sanitary powers to local authorities, and at the same time retaining power to the Government inspectors to intervene in these matters in case of default of the local authority, and yet we have nothing quite comparable to the powers of health authorities in Belgium, Germany, and Austria, to lay down in certificates of authorisation for large numbers of workplaces, conditions aimed at securing the health of the workers as well as the public health. In some cases, particularly in Belgium, this power extends[50] beyond the trades here classed as noxious or offensive, and includes amongst many trades recognised as injurious to workers even laundries, one of the last of the great manual industries to be regulated in this country. Quite early in the nineteenth century we find laundries appearing in French lists of noxious or offensive trades under two classes, (a) as requiring authorisation for establishment near dwellings, (b) as requiring internal supervision on account of decomposing soap and water. In Germany and Austria, lists of trades subject to preliminary authorisation are shorter than in Belgium, but there is nothing in other countries equivalent to the absolute duty placed upon German local authorities, apart from all initiative of numerous Government inspectors, to visit every industrial establishment where protected persons are employed at least once in six months, in order to apply the provisions of the industrial code in all matters relating to safety, sanitation, and propriety of arrangements. Further, we have in England nothing comparable to the powers of the separate State Authorities in Germany to call in the advice of the Accident Assurance Associations under the Accident Insurance Laws in order to restrict hours of labour in dangerous occupations, or to carry into effect the general requirements of the Code relating to safety and health. In general, in comparing special rules against dangers in industry as between England and Germany, due weight must be given to the consideration that for many years in Germany there has been insurance for workers both against accident and sickness; also it must be remembered that the Civil Code lays a positive obligation on every master to secure for his servants arrangements for health, safety, and morality in their employment such as are also required in the Industrial Code. We are, moreover, in Austria and Germany reviewing countries in which traces of the old guild organisation of industry survive both in law and fact, and the industrial codes, while defining the duties of employers to workers, expressly require obedience and fidelity from the worker to his employer. Discipline thus is a far easier matter in a German than an English workplace, a factor of very considerable importance in regulation of dangerous trades.
It would not be difficult to demonstrate in tabular form that England and Germany stand easily first among the European countries in respect of detailed attempts to regulate unhealthy industries by special Government rules, but it must suffice[51] presently to set forth the trades so regulated in these two, while touching on some of the salient features of special rules in other countries. First, however, it must be indicated how the various countries stand to each other in such general matters as ventilation and lighting of workrooms, temperature, provision of meal rooms, cloak rooms, lavatories, drinking water, arrangements for sanitary accommodation, reporting and prevention of accidents.
As regards ventilation, until the Bill of 1901 to amend the Factory Acts was introduced by the Government, England stood almost alone in requiring removal of air from workrooms only so far as injurious dust, gases, and vapours arose from the manufacturing process. The laws of Germany, Austria, and Belgium recognised much earlier the need of ample ventilation in a workroom, quite apart from the special question of removal of poisonous or injurious products of manufacture, although for those too sufficient provision had been made. In Belgium, general ventilation of workrooms was one of the special conditions of authorisation of unhealthy trades under a decree of 1886, but in 1894 it was particularly laid down for all workshops that means of securing renewal of the air equal to at least 30 cubic metres per hour per worker should be provided, and that where unhealthy processes were carried on, the removal should be equal to 60 cubic metres. “The inlets for fresh air and outlets for vitiated air shall be so placed as to cause no inconvenience to workers.” On this followed the further provisions for exhaust ventilation for steam, gases, and dust. A French decree of the same year is rather less exacting in the matter of general ventilation, but more precise as to the measures necessary for removing or preventing injurious dusts, gases, and steam. In Austria and Germany, in addition to the general proviso that workrooms are to be maintained in such a condition as to secure the health of workers, both general ventilation and special provision for removing dust and fumes are required. These requirements are of much earlier date than the French and German decrees referred to. General ventilation and removal of dust from workrooms are required in Hungary by the law of 1893, and will be in Denmark by the law to come into force in 1902.
As regards lighting of workrooms, a condition of health almost as important as ventilation, several of the more important industrial countries have provisions, although England has hitherto left the matter untouched. Germany by section 128, and Austria by section 74, of their respective industrial codes recognise sufficient[52] light as an essential condition of health in factories. In France provision is made for proper lighting of workrooms and also of passages, staircases, and other accessory parts of factories and workshops. In Belgium and Denmark lighting has hitherto been required as a measure of safety, not of health. On the other hand, the important sanitary question of temperature is more carefully provided for by the general law now in England than in the codes of other countries.
Suitable dining-rooms, which can only be required in dangerous industries under special rules in England, may by the German code be ordered wherever it seems desirable by the local authority, who may also require that they shall be heated in cold weather. In France, although it is laid down that all workrooms must be cleared, and the air entirely renewed during meal hours, the law is silent as regards provision of meal rooms; consequently, as in certain cases in England, inspectors report difficulties in enforcing the evacuation of workrooms during meal hours. It is frankly admitted in the latest annual report that the law has hitherto only been strictly applied where the nature of the manufacturing process makes the restriction essential for protection of the health of the worker: mostly in trades classed in this country as injurious. The Belgian law does not in this matter go quite so far as the French, the restriction applying only to rooms in which poisonous substances are handled. Suitable lavatories, cloakrooms, and drinking water are required in all factories and workshops in France by the decree of 1894, a requirement going far beyond those of other countries, for example Germany, where provision of lavatories and cloakrooms depend on their being required by the nature of the work, and where a detailed order must be made to that effect by the police authority for specified classes of workplaces. As in the case of meals in workrooms, it appears from the official reports that in France the provision of washing appliances is enforced only in chemical works, workplaces where poisonous substances are handled, rag-sorting shops, tobacco factories, and a few other classes of workplace, where the nature of the work makes it important that such protection should be given.
The French and the Belgian laws are as yet the only ones which attempt to define precisely a standard, independent of local conditions, for sufficient and suitable sanitary conveniences. The German code makes a general requirement as to sufficiency and suitability, having regard to number and sex of workers, and[53] leaves details to police regulation. In Belgium the number must be one convenience at least for every twenty-five workers, in France for every fifty workers, and in neither country may there be direct communication with workrooms. It is clearly stated in inspectors’ reports that in France the conditions in sanitary respects are far from being fully enforced, although the general limit of one in fifty is not infringed. These two countries again have general provision for the very important matters of drainage of floors and frequent cleansing of workrooms, and prompt removal from them of organic matter. “The floor shall be cleansed, thoroughly, at least once a day before or after the period of employment,” in the French decree of 1893, is a provision which appears to be well enforced and is applicable to all industries. The inspectors are specially instructed to draw attention to the hygienic value of a cleansing which takes place before the entry of workers. The sanitary value of such a practice, whether in dusty, poisonous, or ordinary workshops, cannot possibly be overrated.
Glancing for a moment at general regulations to protect women and young workers, as distinct from adult workers, two points only can be touched on, protection of young workers against overstrain, and women from accidents and from too early employment after childbirth. The brevity of this article makes it impossible to compare in detail the limits of age for child labour in the different countries, but some special safeguards under the French law cannot be passed by: (a) careful detailed regulation of the weights that may be pushed, lifted, carried by girls and boys under eighteen years of age; (b) prohibition of employment of girls under sixteen at machines driven by treadles; (c) prohibition of employment of young workers in a large number of processes scheduled as unhealthy; (d) cleaning of machinery in motion is prohibited not only for young workers but also for women. The German Industrial Code especially insists on the peculiar responsibility of employers to take every possible step to protect young workers from risks of all kinds.
The limitations as regards employment of women after childbirth may be briefly summarised as follows:—
Belgium.—“Women must not be employed in industry within four weeks after childbirth” (sect. 5 of Law of 5th December 1889).
Switzerland.—“A total absence from employment in factories of women during eight weeks before and after childirth must be observed, and on their return to work proof must be tendered of an absence since birth of the child of at least six weeks” (section[54] 15 of the Federal Law of 23rd March 1877). An order of the Federal Council, 1897, indicates a further abstinence from employment before confinement (the length of time unspecified) in certain dangerous occupations, e.g., in processes in which fumes of white phosphorus are produced; or in manipulation of lead or lead products; or where mercury or sulphuric acid are used; in dry cleaning works; in indiarubber works; any processes involving lifting or carrying heavy weights, or risk of violent shocks. As the limit of the period is undefined, and means of enforcing the prohibition unspecified, it is difficult to see how the regulation does more than outline an excellent theoretical protection.
Holland.—“Women must not be employed in factories or workshops within four weeks after childbirth” (Law of 5th May 1889).
Denmark.—“Women must not be employed within four weeks of childbirth except on production of a medical certificate showing that the mother’s employment will not be injurious to herself or the child” (Law of 1st July 1901).
Germany.—The Industrial Code contains the same absolute prohibition of employment during four weeks as the Dutch law, but extends it to six weeks if a medical certificate cannot be produced approving employment at the end of four weeks.
Austria.—The Industrial Code lays down the same prohibition as the Dutch law.
Spain, by a law of 13th March 1900, prohibits employment of women within three weeks of childbirth, but lays a further obligation on employers to allow one hour at least in the ordinary period of employment (for which there must be no deduction from wages) to nursing mothers to nurse their infants. This hour may be divided into two separate absences of half-an-hour, and may be fixed at pleasure by the mother, whose only obligation is to notify the times she chooses to the overlooker.
Turning to accidents and their prevention in factory and workshop employment, it is probable that only in Germany and Austria, through the operation of the long-established insurance laws, is there anything approaching the completeness of information with regard to occurrence and causes of accidents secured in England by the duty of reporting so precisely defined in the Factory Acts. On the other hand, through the operation of the same insurance laws, the fencing and other precautions against occurrence of accidents, necessarily tend to be far completer than in any country where this motive has only recently arisen (as in[55] France and England). It is indeed expressly stated in the last annual report of the French inspectors, that the statistics of accidents are very far from indicating the real state of affairs, and that it cannot be known until the law of employers’ liability for accidents, of 1898, has come fully into operation. Possibly to the admittedly ineffectual control by Government in France of the causes and prevention of accidents is due the formation and steady growth of Employers’ Associations with the object of reducing industrial accidents by careful fencing and organisation of work. Details as to methods adopted in the various countries for guarding machinery and reducing risk of accidents would be too elaborate and technical for this article. So far as the various laws, distinguished from administrative regulation, are concerned, none contain so complete a series of provisions as the English Factory Acts, though Belgian and French decrees contain some excellent safeguards. In Germany, as can be readily verified by reference to any volume of Government inspectors’ reports, much of the detailed work of enforcing use of safeguards is done by the Trade Accident Associations, often acting in co-operation with the State inspectors. Not only are rules relating to safeguards—for example, the elaborate ones in aerated water works—drawn up by the Trade Associations, but they are enforceable by penalty both on employers and employed after they have been duly authorised by the Imperial Insurance Office. Employers neglecting the rules may be condemned to pay double their ordinary contribution to the Trade Association, and the fines imposed on workers are payable to the Sick Insurance Fund.
Turning now to governmental regulation of specially unhealthy or injurious occupations by more closely applied and more easily amended rules than are possible in a general code, I must revert again to the observation made above, that only in England and Germany can a clear comparison be made of “special rules”; this applies both to the method of formulating such rules, and to the number and variety of trades so regulated. Other countries have in their general factory law powers to make somewhat similar regulation, but have relied in a greater degree on control of injurious occupations by local authorities concerned with the law relating to public health, or have endeavoured, especially in France, to lay down in a single administrative decree general requirements as to exhaust ventilation for dust and fumes, washing appliances, meal-rooms, etc., which would be likely to cover the special risks in many industries.[56] In Belgium, where special rules for safety of workers in dangerous industries (such as manufacture of lucifer matches by means of white or yellow phosphorus) have been drawn up, both in pursuance of the general law regulating factories (1889) and of the laws relating to noxious industries, under control of local authorities, there is an increasing tendency for sanitary regulation of workplaces to pass into the control of the central factory inspectors.[25] There we find in the decree of 1894, relating to general precautions in unhealthy industries, very similar provisions to those in the French decree of the same year; but the Belgian decree is declared in its preamble to be a codification of the conditions liable to be attached to certificates of authorisation by the local authorities, whereas in the French decree we clearly find the first step in an attempt to apply the general law of 1893, relating to hygiene in factories and workshops. An exceedingly interesting commentary on the incomplete and unsatisfactory effect of this latter method is found in the summary to the annual report of the French inspectors for 1899. I gave a translation of the terms of the decree in my annual report for 1894 to the Chief Inspector of Factories, and need not repeat them here. The difficulties since complained of in France are twofold—(a) judicial, as to interpretation in the courts of some of the exceedingly vague terms employed, (b) technical, owing to the inappropriateness in some of the industries of rules which are admirable in others. There is a growing demand, likely to be met after completion of current investigations in various unhealthy industries, for more detailed and precise rules, applicable to special processes or to classes or allied groups of industries. Such special rules were clearly originally intended to be the outcome of the law on hygiene, 1893, but in only one case, the manufacture of emerald or Schweinfurth green, have special rules binding both on employers and workers been applied (decree of 29th June 1895) to the peculiar risks of the processes. “Does that mean,” says the official report of 1900, “that it is only in this branch of manufacture that the need for special protection of workers against the injurious effects of the processes has appeared? No. The Government have had under consideration a certain number of draft rules for application to particular industries ... for example, industries[57] in which lead and lead compounds, mercury, arsenic, or arsenious acid, and varnishes with an alcoholic base are used.” In the meantime the result of their considerations has been that draft rules for electric accumulator works, vulcanisation of india rubber, laundries (against danger from infectious diseases), horn and woollen factories, handling of foreign hides and skins, were referred to the Committee of Public Hygiene, for an opinion to guide the Minister of Commerce and Industry before he finally issues the decrees, embodying the rules. It appeared, however, that the statutory powers of this Committee do not go beyond the framing of recommendations applicable to industries in general, and the Minister of Commerce and Industry appointed, therefore, in December 1900 a special Dangerous Trades Committee, composed of nine members, under the Presidency of M. le Docteur Napias, Member of the Académie de Médecine. The aim in selecting the members of the Committee was to secure the technical and scientific knowledge necessary for preparation of special rules suitable to particular classes of industry, processes, or modes of working. In addition to expert members such as M. Bouquet, M. Fontaine, and Professors of Chemistry, Economics, and Representatives of Employers and Employed, four other members may be appointed for the special technical considerations belonging to each trade or class of work to be regulated.
As regards poisonous processes, in all but the deadliest, where the frequency and severity of illness (as, e.g., amongst white lead workers) long ago led to inquiry followed by special local precautions, inquiry must be greatly handicapped in France, as it has been in Germany, by the lack of complete statistics of industrial poisoning such as have been secured in England. In no other country has the step been taken of laying both on the occupier of a factory or workshop and on every medical practitioner the duty of reporting to a chief inspector of factories, or the central authority, individual cases of industrial poisoning. The lack of information would possibly have been earlier felt in all its seriousness in both France and Germany had there been the centralised responsibility that followed the appointment of a single chief inspector in England. Although in France the attention of the Minister of Commerce and Industry has been repeatedly drawn to the effects of lead poisoning in potteries, and special precautions are recognised as necessary, it is difficult, as Dr Oliver pointed out in his report of 1899 to the Home Secretary,[58] “to estimate the amount of lead poisoning that occurs in the potteries in France,” owing to the incompleteness of statistics. In Germany, where considerable information can be obtained in some districts, through the records kept under the Sickness Insurance Laws, the incompleteness and uncertain character of the information supplied is the subject of frequent report by the factory inspectors. In the Potsdam district, where there are innumerable glazed-tile stove factories, great service was done by the action of a sick fund doctor, who reported that in the dipping department nearly every worker suffered, more or less, from lead poisoning. Energetic precautionary measures were taken by the local authority, and great improvement in health of workers was soon reported by the doctor. In other districts, on the other hand, comments are frequent from the inspectors on the lack of effective assistance from sick funds and their doctors in tracing the origin of industrial diseases.
In spite of this defectiveness in statistics of industrial disease, it is with the German Imperial Regulations (Orders of the Federal Council made in pursuance of section 120 of the Industrial Code) that the English method of regulating dangerous trades can be best compared.[26] Some years before it was possible in England under section 8 of the Factory Act of 1891 to schedule as dangerous or injurious any process, machinery, or particular description of manual labour in a factory or workshop, the Federal Council of the German Empire, or the central authority in any one of the Federal States, was empowered to draw up special rules to guard against risks of injury to life, health or limbs of workers, and to limit hours of adults as well as of minors. Such rules, bearing date 1888 and 1889, are still in force. This power was strengthened by an amendment in 1891 to the Industrial Code, applying to protected persons, which empowered the Federal Council to forbid entirely the employment of women or young workers, or to make it dependent on very stringent conditions in occupations dangerous to health or morality. At no time has there been under the German Code a power reserved to employers, similar to that in force in the English law until 1901, of compelling such objections as they can sustain to proposed rules to be settled by arbitration. It has been repeatedly remarked by competent observers that special hygiene in German factories, particularly chemical factories, has far surpassed[59] the standards obtaining until recently in England. This is not surprising when the greater facilities in Germany for giving effect by administrative measures to expert recommendations are remembered; but the readiness of workers to submit to regulations, to which I have referred already, is certainly a factor of importance. It is remarkable that, in spite of the difference, more or less stringent special rules have been established in twenty-four classes of unhealthy industries in England, as compared with fifteen similar sets of rules in Germany; it must be observed that in some of the latter more than one class of works is included, as, for example, in the special rules of January 1899, which cover both horsehair spinneries and brushmaking works.
It is of interest to compare as follows the classes of industries included, and the date of the regulations:—
SPECIAL RULES FOR INJURIOUS OCCUPATIONS.
England.
| Industry or Process. | Date of Schedule. |
|
| 1 | Bichromate works, | 1892 |
| 2 | Bottling of aerated water, | 1896 |
| 3 | Brass and alloy mixing and casting, | 1896 |
| 4 | Bricks, glazing of, by lead, | 1898 |
| 5 | Chemical works, | 1892 |
| 6 | Earthenware and china, 1892 & | 1898 |
| 7 | Enamelling of iron plates, | 1892 |
| 8 | Electric accumulator works, | 1894 |
| 9 | Explosive works in which dinitrobenzole is used, | 1892 |
| 10 | Flax spinning and weaving, | 1894 |
| 11 | Lead (red and orange) works, | 1894 |
| 12 | Lead (white) works, 1883 & | 1893 |
| 13 | Lead (yellow) works, | 1892 |
| 14 | Lead smelting works, | 1894 |
| 15 | Lead, yellow chromate of, | 1895 |
| 16 | Lucifer match factories, | 1892 |
| 17 | Paint and colour works, and extraction of arsenic, | 1892 |
| 18 | Skins and hides, sorting, | 1898 |
| 19 | Tinning and enamelling of iron hollow ware, | 1894 |
| 20 | Tinning and enamelling of metal ware, | 1894 |
| 21 | Transfers (lithographic) for decoration of china, etc., | 1898 |
| 22 | Vulcanising of indiarubber, | 1896 |
| 23 | Wool sorting, | 1896 |
| 24 | Wool combing, | 1899 |
Germany.
| Industry or Process. | Date of Schedule. |
|
| 1 | Basic slag works, | 1899 |
| 2 | Bichromate works, | 1897 |
| 3 | Brick works, | 1892 |
| 4 | Brushmaking works and horsehair spinning, | 1899 |
| 5 | Cigar factories, | 1893 |
| 6 | Chicory works, | 1892 |
| 7 | Electric accumulator works, | 1898 |
| 8 | Glassworks, | 1892 |
| 9 | Hackling and preparing rooms in textile factories, | 1893 |
| 10 | Lead, colour and acetate of lead works, | 1893 |
| 11 | Letterpress printing works, | 1897 |
| 12 | Lucifer match works, 1884 & | 1893 |
| 13 | Sugar refineries, | 1892 |
| 14 | Vulcanising of indiarubber, | 1888 |
| 15 | Wire-drawing mills, | 1892 |
[60]
It must not, however, be forgotten that some dangers for which no apparent provision is made in the list of German rules are to some extent covered by other means—for example, mercurial poisoning among thermometer makers by rules of the Accident Insurance Associations, or earthenware works by regulations of local authorities or by action of separate State authorities.
On first comparison of the two sets of special rules in detail, it would appear that whereas white lead works, earthenware works, and indiarubber works, are far more stringently regulated in England than in Germany, other industries, for example, electric accumulator works, letterpress printing works, are subject to closer control than any here. In the German rules for electric accumulator works we find prohibition of employment of women and girls, limitation of hours for men, detailed conditions as to construction and cleansing of premises and floors, in addition to the more common regulations for baths, lavatories, medical examination, sick registers; whereas in the English rules there are only provisions for baths, lavatories, respirators, and gloves, no restrictions on employment beyond the ordinary factory limits, and no medical examination. It must be noted that the enforcement of these rules does not rest solely in the hands of the Government inspector, and that before action is possible, the matter must be referred to the local police authority, whose powers in Germany, however, are considerable. The special rules for letterpress printing works are so interesting and typical that I append a translation herewith for comparison with similar English regulations. It seems clear that some of the rules are directed as much against propagation of tubercular disease as against risks of lead poisoning.
In closing this brief survey, reference must not be omitted to the experiment that has been made in three European countries—Switzerland, Holland, and Belgium—of limiting in a single instance (in the interests of the health of workers) the use of a poisonous material in industry. I refer to the use of white phosphorus in the manufacture of lucifer matches. In Switzerland and Holland the use of the material in this industry has been prohibited; in Belgium its use has been limited to a maximum of 8 per cent. in the paste.
Adelaide M. Anderson.
[61]
Appendix to Chapter III.
Order of the Federal Council of July 31, 1897, regulating Letterpress Printing Works and Type Foundries in pursuance of section 120e of the Industrial Code.
I. In rooms in which persons are employed in setting up type or manufacture of type or stereotype plates the following provisions apply:
1. The floor of workrooms must not be sunk deeper than half a metre (1.64 feet) below the ground. Exceptions may only be granted by the higher administrative authority where hygienic conditions are secured by a dry area and ample means of lighting and ventilating the rooms.
Attics may only be used as workrooms, if the roof is underdone with lath and plaster.
2. In workrooms in which the manufacture of type or stereotype plates is carried on the number of persons must not exceed such as would allow at least 15 cubic metres of air space (529.31 cubic feet) to each. In the rooms in which persons are employed only in other processes there must be at least 12 cubic metres of air space (423.450 cubic feet) to each person.
In cases of exceptional temporary pressure the higher administrative authority may, on the application of the employer, permit a larger number in the workrooms for at the most 30 days in the year, but not more than will allow 10 cubic metres of air space (352.87 cubic feet) for each person.
3. The rooms must be at least 2.90 metres (8.528 feet) in height where a minimum 15 cubic metres are allowed for each person, in other cases at least 3 metres (9.84 feet in height).
The rooms must be provided with windows which are sufficient in number and size to let in ample light for every part of the work. The windows must be so constructed that they will open and admit of complete renewal of air in workrooms.
Workrooms with sloping roof must have an average height equal to the measurements given in the first paragraph of this section.
4. The rooms must be laid with a close fitting impervious floor which can be cleared of dust by moist methods. Wooden floors must be smoothly planed, and boards fitted to prevent penetration of moisture.
All walls and ceilings must, if they are not of a smooth washable surface or painted in oil, be limewashed once at least a year. If the walls and ceilings are of a smooth washable surface or painted in oil, they must be washed at least once a year, and the oil paint must, if varnished, be removed once in ten years, and if not varnished, once in five years.
The compositors’ shelves and stands for type boxes must be either closely ranged round the room on the floor so that no dust can collect underneath, or be fitted with long legs so that the floor can be easily cleaned of dust underneath.
5. The workrooms must be cleared and thoroughly aired once at least a day, and during the working hours means must be taken to secure constant ventilation.
6. The melting vessel for type or stereotype metal must be covered with a[62] hood provided with exhaust ventilator or chimney with sufficient draught to draw the fumes to the outer air.
Typefounding and melting may only be carried on in rooms separate from other processes.
7. The rooms and fittings, particularly the walls, cornices, and stands for type, must be thoroughly cleansed twice a year at least. The floors must be washed or rubbed over with a damp cloth so as to remove dust, once a day at least.
8. The type boxes must be cleansed before they are put in use, and again as often as necessary, but not less than twice at least in the year.
The boxes may only be dusted out with a bellows in the open air, and this work may not be done by young persons.
9. In every workroom spittoons filled with water, and one at least for every five persons, must be provided. Workers are forbidden to spit upon the floor.
10. Sufficient washing appliances with soap, and at least one towel a week for each worker, must be provided as near as possible to the work for compositors, cutters, and polishers.
One wash-hand basin must be provided for every five workers, with an ample supply of water laid on.
The employer must make strict provision for the use of the washing appliances by workers before every meal, and before leaving the works.
11. Clothes put off during working hours must either be kept outside the workroom, or hung up in cupboards, with closely fitting doors or curtains, which are so shut or drawn as to prevent penetration of dust.
12. Artificial means of lighting which tend to raise the temperature of the rooms must be so arranged or provided with counteracting measures, that the heat of the workrooms shall not be unduly raised.
13. The employer must draw up rules binding on the workers, which will ensure the full observance of the provisions in sections 8, 9, 10, and 11.
II. A notice must be affixed, and a copy sent to the Local Police Authority, showing: (a) the length, height, and breadth of the rooms; (b) the air space in cubic measure; (c) the number of workers permitted in each room.
A copy of rules 1 to 13 must be affixed where it can be easily read by all persons affected.
III. Provides for the method of permitting the exceptions named above in sections 2 and 3, and makes it a condition of reduction in cubic air space for each person employed as typefounder or compositor, that there shall be adequate mechanical ventilation for regulating temperature and carrying off products of combustion from workrooms.
[63]
“Quot manus atteruntur ut unus niteat articulus.”—Pliny.
Natural History, Book II., chap. lxiii.
He who attempts to deal with the future of industrial legislation is confronted at the outset by two obstacles. The one is inherent in most endeavours which relate to prospective law-making. The barque which sets forth into the sea of futurity should, if its voyage is to terminate in the safe anchorage of a fair haven, steer clear of those currents which only too easily carry it upon the shoals and quicksands of controversial politics. Once launched, it is scarcely possible to avoid stranding upon the sterile shore of party. And even a successful cruise must bring it perilously near the Scylla and Charybdis of government and opposition. The effort of this chapter will be to steer as even a course as possible between these opposing forces.
The second difficulty is more of a particular than general nature: particular to the subject under consideration. A study of what has gone before, especially of the historical chapter preceding this, must force the conclusion that what has up to now been achieved seems to have been more the result of accident, or of some extraneous agitating forces, than of any carefully considered or preconceived plan. How piecemeal the work has been, and how intricate a fabric! Upon what lines can so patchy a structure be developed? Upon what principle applicable to the whole code can our industrial legislation, already a congeries of partially connected details, proceed?
Students of the British Constitution will be tempted to draw an analogy from their favourite example; and indeed there is much at first sight in common between the histories of the Factory Acts and the British Constitution. The structure of each is compounded[64] of small accretions, contributed by what seemed the necessity of the moment. But in the one case, in spite of the seemingly haphazard nature of the work, judged by the manner in which it has been performed, the British Constitution is firmly established upon a solid foundation, the independent blocks have fitted well into their time-assigned places, and have become welded together into a sound, cohesive whole in the process Mr Walter Bagehot has admirably called “the cake of custom.” How far has this been the case with the Factory Acts? Certain warring elements have gradually become adjusted; incongruous items have in certain cases been made to harmonise. The best example of this is to be found in the Consolidating Act of 1878, by which many inconsistencies were corrected. But even this admirable piece of work left the door open to the recreation of the incongruities and anomalies. In many cases the loopholes have been but too freely utilised, and exemptions and exceptions have been widely extended. These have largely tended to weaken the law and to create confusion.
This want of homogeneity in the base work suggests problems of procedure difficult of solution. In view of the danger that any weighty superstructure would threaten foundations thus composed, it might be urged that our first care should be to remodel the foundations that the base may be secure. Such a course would involve the inevitable risk of disturbing what is already firmly rooted, and the true answer is that only a few reforms in the foundation work are required. These reforms, successfully executed, would produce a basis upon which the most elaborate fabric might rest secure.
A glance at the general nature of the work, which has been ably described, reveals the fundamental doctrine that protection is necessary, protection of the wage earner against cruelty or harsh treatment, against fraud, against accident, against poisoning, even against himself. There is a small and rapidly diminishing school of thinkers, who hold that any protective law is wrong unless it be applied equally to men and women. But as men and women are not equally subject to the same risks and dangers, it is idle to argue that they can be treated in the same way. Those who are sceptical of the value of protective law would do well to remember that it was during the heyday of the Manchester School, when freedom of action, and of trade, and non-interference generally were at the zenith of their popularity, that some of the earliest Factory Acts were passed[65] into law. If the necessity for the regulation of the labour of women and children was recognised at a time when such restrictions were eminently repugnant to the public mind, that necessity must have been great indeed. Is it suggested by the opponents of protective measures, that although such a necessity did exist in the past it has been dealt with and no longer exists? The facts go to show that the need continues, and even increases, with the volume of trade.
Statistics make it abundantly clear that there is much sickness and mortality engendered by industrial occupations, and that a large proportion of this is preventable. The method of prevention is the subject which has to be considered, and before doing so, it is desirable for a moment to refer to the historical chapter preceding this. There it is shown that there is a multitude of injunctions laid upon manufacturers in the form of rules known as “special rules.” The imposition of these rules is limited to such trades as are certified by the Secretary of State to be dangerous or injurious. The rules are all imposed with one end in view, the safety of the worker, and though they deal with an infinity of matters, the cleanliness of the operative is one of the objects most commonly designed. To effect this many forms of words have been drafted and are at present in use. In these varying forms the duty of providing and maintaining the means for cleanliness is laid upon the manufacturer, and the duty of availing himself of those means is laid upon the operative. Not only does this injunction vary in form in different trades, but different codes embracing different standards are found in separate factories in the same trade. It will be asked how did this come about? How could a sane legislature or an administration outside Bedlam permit one law for the good employer and another for the less sensitive in conscience, though more sensitive in pocket? How could such a system creep into any code of law? As a matter of fact, it is the creation of that hysterical fear of compulsion, that nervous concern for the liberty of the subject, which has carried its mischievous influence into many spheres of activity. The plea that the employers’ grievances should be heard has gradually developed into an argument that each employer should be allowed to object, and objecting, he has eventually, by a process called “arbitration,” been enabled to procure a law to his own liking.
[66]
It is scarcely necessary to demonstrate the great inconvenience and injustice which arise from such a system. Two men carry on the same trade; two standards of efficiency are demanded by the law. One manufacturer is required to set up and keep in good repair an apparatus, which is as nearly perfect as human ingenuity can devise. The other, perhaps sceptical of the advantages of such an apparatus, or more often for the sole reason that he objects to the cost and trouble of erecting it, is permitted to provide something less efficient. This system, happily described as “the creation of industrial Alsatians,” is open to five obvious objections: (1) As between the two employers it is a substantial injustice; (2) it is not less unjust to the operative, compelled in his need to accept worse conditions than his comrade; (3) it puts a premium upon resistance, in that the objecting employer is rewarded; (4) it imperils the dignity of the law; and lastly, (5) it embarrasses those who administer it.
The situation then demands redress. How can this best be effected? Two reforms, one already indicated, suggest themselves as most ripe for decision. The first is the consolidation of the special rules and the direct enactment of such of them as are common to all or many of the dangerous trades. Of this class consideration has already been given to washing appliances. Such other matters as the provision of a dining-room, the prohibition of taking meals in dusty workplaces, the provision and maintenance of mechanical apparatus for withdrawing fumes, gases, or dust, the prohibition of certain classes of persons from working in certain places and processes, might each and all be embodied in the general Acts with specific reference to particular industries. And indeed they do find a place in the general Acts, but owing sometimes to capriciousness of reference and sometimes to vagueness in form, their inclusion has failed to effect that simplicity and uniformity in the law which is so much to be desired. By such a consolidation the multiplication of codes of special rules would be avoided, and even in some cases their elimination would be secured. But not only so: an immense gain would result from the uniformity which could be achieved. If the sporadic and capricious incidence of these obligations could be abolished, the gain would be indeed enormous.
Not less simple is the reform which is called for in the employer’s power of objection and the system of arbitration. The working of the existing system has long been condemned. Nobody[67] in the House of Commons is found to defend it; and yet, like other friendless doctrines, such as that of “common employment” in the law of Employers’ Liability, it has lived into the twentieth century. Last year an attempt was made to alter the law. Although this attempt would have been a step in advance of the present situation, it was so slight a step that it was not greeted with enthusiasm by those for whose benefit it was intended. The proposal was to substitute a system of reference for that of arbitration. Some advantages were claimed for this proposal in that uniformity would be secured. But the uniformity would have been at the expense of a thorough and stringent code of rules, which might have been acceptable to some of the employers. The referee’s court would have inevitably toned the rules down to suit the objectors. Evil as is the existing system, no alteration would be a gain which, while it purchased uniformity at such a cost and amended the procedure to so trifling an extent, postponed a radical and effective change to the Greek Kalends.
Full inquiry into the alleged dangers of a trade and full hearing of the manufacturers’ case are carefully designed by the present system. This design might well be satisfied, these effects be yet retained, and without revolutionary change additional advantages be secured; the advantages of a decision of the Secretary of State, unjeopardised either by arbitration or by reference, given after consultation not only with employers but with workpeople, and subject only to the control of Parliament. Legal provision should be made for full inquiry (such as it is now the practice to make by departmental committees) into the special conditions of the trade alleged to be dangerous; if, on the conclusion of the inquiry, regulation by Special Rules be recommended, and the Secretary of State certify the trade to be dangerous, he should issue to the manufacturers, and by public notice in the factories or workshops to the workpeople, a copy of the rules he proposes to make. The manufacturers and workpeople should be entitled to make objection in writing to the rules, or any of them, within one month of the receipt of such notice. Then the Secretary of State, in consultation with the Chief Inspector of Factories and the recommenders of the rules, should consider any objections so made, and the rules as drawn up after such consideration should be laid on the Table of both Houses for forty days, and have the force of law if during that period no objection to them be raised. It might often be desirable that the rules should be considered individually by Parliament, and provision for such consideration should be made.[68] Under this scheme the clumsiness and delay now inevitable would be averted, and with proper safeguards for his interest being retained the manufacturers’ power of rejection would be transferred to Parliament.
Other reforms in the regulation of dangerous trades demand mention. It is true of most poisonous substances in use in dangerous trades that adults whose constitution is fairly established can resist their danger more easily than can young persons. This is especially true of lead, whose insidious character has often been dwelt upon by scientists and statesmen; the inevitableness of its action is now recognised, and wherever risk of poisoning by this agency is established, there are to be found regulations and restrictions of a more or less effective nature. But it is also true of other substances, the absorption of which is injurious, and in all cases where much dust is generated, as in the manufacture of flax or hemp, or in trades where steam is given off in considerable volume, the labour of persons of immature years should be prohibited. This would be one reform.
Again, there are other trades in which the degree of danger is peculiarly influenced by the continuity of the exposure to it. Such, for example, is the use of inflammable paints, where continuous employment during the normal period of five hours inflicts injury appreciably in excess of that caused by exposure of the same duration but broken in its continuity. Shortened spells of work were recommended by the Dangerous Trades Committee in the indiarubber trade, where carbon bisulphide is used, and in the painting of ships with inflammable paints. The special rules applying to indiarubber works embodied this recommendation, and there should be no great difficulty in extending the principle to other trades where it is obvious that the danger of employment is increased by long periods of exposure to these deleterious influences. Such trades as bronzing in lithographic works, in wallpaper, and in paper-staining works would greatly benefit by such a provision.
Another reform was recommended by the Dangerous Trades Committee, which made its final report in 1899. All officials who have had occasion and opportunity to investigate the subject are convinced that many deaths occur which are primarily due to some industrial occupation, but are never so classified or reported. Diseases of occupation are so numerous and varied in character, and liable to disclose themselves in such diverse symptoms, that the initial cause of illness is often lost sight of, or still oftener never discovered. It consequently arises that the statistics of illness and death from[69] industrial causes are most imperfect. Any improvement in the manner of obtaining such statistics and eventually of striking at the causa causans would be valuable. All cases of death where the person has worked in a certified dangerous trade, or in a trade to which any of the consolidated special rules are applicable, within a prescribed period before death, should be reported to the coroner, who would, if he thought fit, conduct an inquiry into the circumstances of the case.
No chapter dealing with the future government of dangerous trades would be complete without an appeal for drastic and thorough measures. Loose wording in the rules, or, still worse, small omissions, may involve mischief out of all proportion to their apparent significance or to the value of the compromise effected. Numerous instances of the injury caused by the admission of small concessions to protesting manufacturers could be given. Possibly none is more striking than that of the bottling of aerated waters. Conducted under proper conditions there is no reason why the operatives should be subject to any but unimportant and minor casualties, but conducted as it often is, grave accidents occur with a persistent and alarming regularity. Many cases of persons losing their eyesight, and even cases of death, from injuries received by the bursting of bottles could be quoted. The rules as originally outlined by the Dangerous Trades Committee contained provisions for the protection of all persons engaged in the labelling of bottles, but in the rules as finally issued to and accepted by the manufacturers, persons engaged in labelling bottles standing in cases were exempted from the safeguards. From this simple omission, many accidents and much suffering have resulted. One is tempted to ask how, in the first place, this apparently small precaution was omitted, and when its importance was discovered, why the defect was not remedied. The answer to the first question is probably that the manufacturers demurred as to its necessity, upon which for the sake of peace and economy of time and temper their view was adopted. This is but a surmise. The explanation of the subsequent inaction requires no surmise. After the danger had been established, Sir Matthew White Ridley, in answer to a question upon the occurrence of one of these accidents, said in the House of Commons:—“I have not the power at pleasure to make or alter special rules. They must be settled either by arrangement with the employers or by arbitration, and in the present case I cannot regard the occurrence of a single accident,[70] much as I regret it, as sufficient reason for re-opening a question which has just been settled, after long and difficult negotiations.” From this answer the importance of thoroughness in translating the recommendations of committees into special rules becomes obvious.
Nor is it sufficient to hope that by persuasion or agreement with employers rules suggested by the Factory Department or the Secretary of State will be effectually carried out. In some cases they may be, in others they will not. The same unfortunate results proceed from such a course as are to be traced to the existing system of arbitration. It has been shown how that system is unjust both to employers and workpeople, how it encourages the careless and irresponsible employer, how it derogates from the dignity of the law and embarrasses its administrators. This is true of persuasion.
As in human nature there is every gradation of sensitiveness of conscience, so must there be in the factory, if reliance be placed on the forces of moral suasion alone, a corresponding gradation of conditions from excellence and thoroughness to indifference and neglect. Uniformity in these matters is an urgent necessity; and uniformity is incompatible with the substitution of persuasion for compulsory powers.
Let thoroughness, then, be the watchword of those whose prerogative it is to frame these protective measures. Let the loopholes for escape from the provisions of the rules be closed up; let the channels for contracting out of just obligations be carefully dammed; and do not let small pretexts of irksomeness, or the employer’s scepticism, or the manager’s contempt, or the workpeople’s want of care, weigh in the balance for a moment against the health, the well-being, and the lives of masses of working men and women.
For a strong Government and a humane House of Commons, the few reforms indicated would be but a light undertaking. They would put no undue strain upon the executive or the legislature; and they would, directly and indirectly, prevent a large amount of suffering, now patiently borne by a lowly and an inarticulate portion of the community. If simplicity, uniformity, and thoroughness be established in the government of the trades which carry grave risk to those engaged in them, the national conscience will be relieved of an oppressive burden, sometimes perhaps but dimly realised, but always real, and assuredly its removal will enhance the security and confidence with which this generation entrusts to its heirs the great destinies of our race.
[71]
Note.—The year 1901 has witnessed the efforts of the Government and the House of Commons to amend and consolidate the law relating to Factories and Workshops. In this effort, so far as dangerous trades are concerned, certain changes have been effected. There is a prohibition of eating meals in factories and workshops where lead, arsenic, or other poisonous substance is so used as to cause dust or fumes. Power, too, is granted to the Secretary of State to prohibit, limit, or control the use of any material or process; but although he had not this power before, he could practically exercise it under section 28 of the Act of 1895. Electrical generating works, and those railways which connect factories with each other and the main lines, are now brought within the law for certain purposes; and dangerous trades conducted in domestic factories or workshops can now be regulated.
But the most important alteration is that which transfers the responsibility for the special rules from an arbitrator or umpire to the Secretary of State. Under the new law the Secretary of State may frame regulations, and if they are not accepted, modified, or withdrawn, he must (unless the objection to them is withdrawn, or is, in his opinion, frivolous) order a public inquiry to be held by “a competent person.” The Chief Inspector, and any person affected by the draft rules, may appear at the inquiry either in person or by counsel, solicitor, or agent. This inquiry will take the place of the present arbitration, and the person holding the inquiry has, unlike the arbitrator or umpire, no power of adjudication. He will report to the Secretary of State, who is not bound to adopt his recommendations. The responsibility for the rules will rest with the Secretary of State, subject only to the control of Parliament (the rules will lie on the table for forty days), and in this lies the main advance effected. This advance may, however, prove more theoretical than practical, for it is unlikely that the Secretary of State will reject the advice of the person whom he has specially selected to advise him. The Government insisted on retaining the competent person, in spite of the contention of the reformers that reliance should be placed in the Committee of Inquiry, in whose minds all the circumstances and evidence taken would still be fresh, and in the Secretary of State’s permanent official advisers.
After full credit has been given for the transference of the final responsibility, the question arises: Are the two main defects of the present system remedied? Can uniformity be said to have been achieved, when we find that the new regulations “may provide for the exemption of any specified class of factories or workshops either[72] absolutely or subject to conditions”? And is it satisfactory that we should have still with us, in the form of the “competent person,” in one of the most important advisory positions in the State, “the man in the street,” “the irresponsible outsider” so properly described by Mr Ritchie in his introductory speech on 28th March 1901?
H. J. Tennant.
[73]
“What is not good for the bee-hive cannot be good for the bee.” A better appreciation of this truth and there had been less cause for this chapter. But in so grave a degree is a demonstrated danger to the race tolerated in the pursuit of an imagined profit to the individual, that it cannot be impertinent to recall the general truth and to point its specific application.
That there is danger to the race in the engagement in factory life of the mothers of young children, should be beyond challenge: always danger to the child, often danger to the mother; and sacrifice of infant life, failure of infant promise follow, have followed, and must follow, as surely as leaves fall to frost. Statistics abound, but for the most part they have received their lot of Bluebook burial; and the purpose of this article is, in the main, to rescue from the obscurity of the past its array of facts and its store of warnings. Upon the statistical evidence of the present there is less need to dwell. Dr Reid, in his admirable chapter, has dealt fully with the striking results of an inquiry conducted by him as Medical Officer to the Staffordshire County Council; and an inquiry instituted throughout England, upon similar lines, by the Parliamentary Bills Committee of the British Medical Association, supported, Dr Reid tells us, “in a remarkable way the conclusions drawn from the Staffordshire figures.” These are the Staffordshire figures:—
Deaths of Children under 1 year in Three Classes of Artisan Towns in Staffordshire per 1000 births.
| Class I. | Class II. | Class III. | |
| Many Women engaged in work. |
Fewer Women engaged in work. |
Practically no Women engaged in work. |
|
| 10 years (1881–90) | 195 | 166 | 152 |
| 9 years (1891–99) | 210 | 177 | 168[27] |
[74]
At all moments they are figures to command concern, at this moment they compel alarm. On the one hand is the infant death*-rate steadily rising, on the other the birth-rate steadily falling;[28] and to the rising death-rate maternal neglect gives impetus, while the State inattentively takes note. But though statistical speech is eloquent of death, it says nothing of withering injury to life; nothing of injury to the mother who, herself affected in health, produces less fitting children; nothing of those children who escape death to endure life, crippled in body and in mind, drugged and starved in infancy, neglected in childhood. What dare we ask of their womanhood and their manhood? What service of citizenship have we any right to demand, any reason to expect? We must seek our answer from within our reformatories and our asylums, from our hospitals, our workhouses, and our prisons. For the feeble in body and dwarfed in mind there is no room in the struggle for industrial supremacy. Their drifting place is among criminals, in the lowest ranks of industry, or in the homes of charity.
Every deadly industry has its octogenarian; and so, too, under this system there are those who escape, or escape at least its greatest evils of physical and mental disability. For the girl-children full escape seems impossible. Victims in their ignorance of home, they become vehicles to perpetuate the system; without knowledge of the sacred, the helpful, even the elementary elements of home life, they in their turn, in their own married life, seek mill employment as did their mothers before them. It is, in fact, the only occupation they know. Baking, washing, sewing, are dead arts; and in these children of mothers, “to a grievous extent denaturalised towards their offspring,”[29] the deepest forces of nature seem asleep. So from generation to generation the service of the mother to her child is entrusted to a stranger, whose introduction as substitute housewife, substitute mother is not without its cost. The net gain is sometimes in money a few shillings: in influence and training there is always loss; even in money sometimes loss. In evidence given to the Royal Labour Commission, a Yorkshire employer quotes a case “in which the woman drew 10s. a-week in wages, and paid 12s. a-week for the care of her home.”[30] The case may indeed be exceptional, but an abundance of other cases may be found where the actual gain in money is but slight. The companion to this picture of the mother in the factory[75] and the paid stranger in the home, is that of the mother drudge who, neglecting her duty to her children, placing it perhaps in pathetically inadequate child hands, yet tries to fulfil it to her home. She may have worked in the factory from six in the morning to six or eight in the evening; but worker in the factory, she is worker too in the home. For her the day is never done, and through her youth of unending labour she is hastening to old age. There are advocates of such freedom to labour who can be convinced of hardship to the mother, who yet claim benefit for the child. Better far, they urge, the mother’s laboured addition to the family fund than scanty meals; home care and influence are necessary enough, but without bread what are they?
To this argument the answer comes from homes bread-starved during the cotton famine in Lancashire, during the great depression of trade in Coventry, and during the siege of Paris. “During the Lancashire cotton famine, while privation increased the actual death-rate, the infant death-rate was greatly lessened owing to mothers being compelled to suckle their infants. During the siege of Paris also, while the general mortality was doubled, the infant mortality fell 40 per cent. from similar causes.”[31] And, writing of the effect in Coventry of the prostration of trade in 1861, the Registrar-General says:—“The care of the mothers of Coventry has, it would seem, counteracted some of the effects of privation, so that neglect of their homes by mothers at work in factories is apparently more fatal than starvation.”
In the comparative figures given by the Registrar-General for the ten years (1859–68), the reduced infant mortality during the three cotton famine years (1862–64) is strikingly shown.
Deaths of Infants under 1 year of age per 1000 Births in Lancashire, and in the whole of England and Wales, 1859–68.
| Year. | Lancashire. | England and Wales. |
| 1859 | 176 | 153 |
| 1860 | 169 | 148 |
| 1861 | 184 | 153 |
| 1862 | 168 | 142 |
| 1863 | 171 | 149 |
| 1864 | 174 | 153 |
| 1865 | 189 | 160 |
| 1866 | 200 | 160 |
| 1867 | 185 | 153 |
| 1868 | 187 | 155 |
[76]
The Registrar of Little Bolton held that the decrease of deaths was mainly due to a greater amount of domestic superintendence, and other registrars united in similar conclusions. The slight rise in 1863 and 1864 was apparently due to the prevalence of smallpox, scarlatina, typhus, and measles, caused by overcrowding in workhouses and bad sanitary conditions.
Comparison between privation and maternal care on the one hand, and good cheer and maternal neglect on the other, to the advantage of the meaner diet and the greater care must, as the Registrar-General admits, be within limits. Under the stress of absolute starvation, no mother could provide nourishment for her child. But the obviousness of the limitation cannot diminish the significance of facts, and evidence, official evidence of convincing weight and appealing eloquence is, if we look for it, at our hand. It is easy to realise in its light, why the mother, even though poorly fed herself, is a better mother than the mother who earns a certain keep-money for her child.
Sir John Simon,[32] writing in 1897 of the inquiries conducted between 1859 and 1872 by the Medical Department of the Privy Council, of which he was Medical Officer, says of one:—“In addition to showing on a very large scale those sanitary wrongs of certain sorts of industry, we had also shown as an industrial influence of very wide operation, that in proportion as adult women were taking part in factory labour or in agriculture, the mortality of their infants rapidly increased; that in various registration districts, which had such employment in them, the district death-rate of infants under one year of age had been from two and a quarter to three times as high as in our standard districts; and that in some of the districts more than a few of the infants were dying of ill-treatment which was almost murderous.” Considering the subject in greater detail, in his fourth report to the Privy Council, he recalls the report[33] made to the General Board of Health in 1858, in which he drew attention to the fact that in different districts of England there were enormous differences of infantile mortality: “Such differences, that children in some districts die at perhaps four or five times the rate of children in other districts.” These wide differences of death-rate he attributed “to the varying prevalence of two local causes:—first, to differences of degree in common sanitary defects of residence; ... and secondly, to occupational differences among the[77] inhabitants; there being certain large towns where women are greatly engaged in branches of industry away from home; where, consequently, the home is ill kept; where the children are little looked after; and where infants who should be at the breast are improperly fed or starved, or have their cries of hunger and distress quieted by those various fatal opiates which are in such request at the centres of our manufacturing industry.” An inquiry was conducted by Dr Greenhow into the second of these influences, and commenting upon his report, Sir John Simon says: “It gives a very sad picture of suffering and demoralisation, caused by the present circumstances of female employment in factories. It corroborates very exactly the opinion above expressed as to the probable causes of the high mortality of infants in places of female factory occupation. And it shows that, while the infants perish under the neglect and mismanagement which their mothers’ occupation implies, the mothers become to a grievous extent denaturalised towards their offspring.”
The following quotations, Sir John Simon continues, tell the main facts of the case:—“Factory women soon return to labour after their confinement. The longest time mentioned as the average period of their absence from work in consequence of child-bearing was five or six weeks; many women among the highest class of operatives in Birmingham acknowledged to having generally returned to work at the expiration of a month.[34]... Mothers employed in factories are, save during the dinner-hours, absent from home all day long, and the care of their infants during their absence is entrusted either to young children, to hired nurse-girls, sometimes not more than eight or ten years of age, or perhaps more commonly to elderly women, who eke out a livelihood by taking infants to nurse. Young girls, aged seven or eight years, are frequently removed from school for the purpose of taking charge of younger children while the mother is absent at work, and are sometimes said to return, on the death of the child, evidently rather pleased that this event has released them from their toil.... Pap, made of bread and water, and sweetened with sugar or treacle, is the sort of nourishment usually given during the mother’s absence, even to infants of a very tender age; and in several instances, little children not more than six or seven years old were seen preparing and feeding babies with this food, which in such cases consisted only of lumps of bread floating in sweetened water.... Illness[78] is the natural consequence of this unnatural mode of feeding infants.... Children who are healthy at birth rapidly dwindle under this system of mismanagement, fall into bad health, and become uneasy, restless, and fractious. To remedy the illness caused by mismanagement various domestic medicines are administered, more particularly some kind of opiate such as Godfrey’s cordial or laudanum. Wine, gin, peppermint, and other stimulants are often given, for the purpose, as alleged, of relieving flatulence, the actual effect being, however, rather to stupify the child. The quantity of opiates sold for the purpose of being administered to infants in some of the manufacturing towns is very large.... Indeed, there seems to be no doubt that the habitual administering of opiates to infants must be included among the causes of a high infantile mortality in certain manufacturing towns, not only on account of an overdose being given, but also because infants kept in a state of continual narcotism will be thereby rendered disinclined for food, and be but imperfectly nourished.... Parents who thus entrust the management of their children so largely to strangers become more or less careless and indifferent about them, and as many of these children die, the mothers become familiarised with the fact, and speak of the deaths of their children with a degree of nonchalance rarely met with among women who devote themselves mainly to the care of their offspring.... Abundant proof of the large mortality among the children of female factory operatives was obtained during the inquiry. An operative of the better class in Birmingham reported that he collects money for the expenses attendant on the deaths of children among the workers in a factory where 150 women were employed, and that he believed ten out of every twelve children born to the married women in this factory died within a few months after birth. Many married women were questioned, as opportunity served, in the several factories visited regarding their families, the number of children they had borne, the number that survived, and the manner in which they were brought up. The evidence of these women tallied exactly with that of other persons.... It was frequently found that two-thirds or three-fourths of the children borne to these women had died in infancy.” In his report, which appears in the Appendix,[35] Dr Greenhow continues: “And on the other hand, it was remarkable how, in other instances, the majority of the children were reared when the mothers did not[79] work in factories, or discontinued doing so whilst nursing, or when the infant’s supplementary food consisted partly or chiefly of milk.” In the same report Dr Greenhow states that “all the medical men who gave evidence on the subject of the present inquiry, besides several clergymen, ladies who are accustomed to visit the poorer classes at their dwellings, scripture readers, relieving officers, and other persons who have paid attention to the subject, unhesitatingly expressed an opinion that the system under which the mothers of young children are employed at factories and workshops away from home is a fruitful cause of infantile sickness and mortality.”
Among the most interesting figures in the report are those which relate to the sale of Godfrey’s cordial. It appears that in Coventry alone at least 12,000 doses weekly were administered, and “even a larger quantity of opiate, in proportion to the population, is said to be sold in Nottingham than in Coventry.” In conclusion, Dr Greenhow reports: “The results of the inquiry may be stated as follows:—
“1st. The infantile death-rate bears no definite relation to the general death-rate, but their comparative proportions to each other vary in different districts.
“2nd. The infantile death-rate bears the largest proportion to the general death-rate in districts where the infantile population is specially exposed to unwholesome influences, as in Coventry, Nottingham, and other manufacturing towns.
“3rd. The unwholesome influences to which infants are exposed in the manufacturing towns comprised in the present inquiry may be attributed mainly to the industrial employment of the married women, which leads them to consign the tendance of their infants at a very early age to young children or strangers.
“4th. That infants thus deprived of the mother’s care are habitually fed on diet ill adapted to their digestive powers, and are very frequently drugged with opiates, in order to allay the fractiousness arising from the illness induced by improper food.
“5th. That infants in manufacturing towns where women are much engaged in factory labour are likewise exposed to other causes of sickness, proceeding from the ignorance or carelessness of the mothers or nurses, such as deficiency of exercise, and exposure to inclement weather.”
There is constant reference in public inquiries to the excessive use of opiates. Mr Ernest Hart, giving evidence in 1871 before the Select Committee on the Protection of Infant Life, says:—
[80]
“... We wish also to take measures to prevent the habitual drugging of children in those day-nurseries. You will get evidence easily from the manufacturing districts that opiates are sold by gallons by druggists there. The sale of opiates for that purpose forms a very large part of the trade of many of the druggists in those districts.” Later, Dr Lyon Playfair (afterwards Lord Playfair), a member of the same Committee, in examining a witness, refers to “the evidence of three druggists in Deansgate, who state that they supply 1260 families per week with opiates,” and to the experience of “Mr Ransome, a distinguished surgeon who lived in Manchester, ... that out of the children who attended his dispensary, about one-half he found to be drugged with opiates.”
Mr Curgenven, another surgeon witness before the Committee, speaking of the high death-rate among insured children, says:—
“... They know that if they put their children out with their neighbours, as it is said, to be nursed, brought up by hand, while they are at work in the factories, there is very great chance that they will die, and therefore they calculate that the sum which they receive from the burial club will more than cover the expense of the burial. And the deaths amongst the children of the operatives in the manufacturing towns amount to about 40 to 56 per cent., because they are left by their mothers at an early age, when they are only a few weeks old, and are placed in the hands of women to be brought up. They are drugged frequently with Godfrey’s cordial and other opiates to keep them quiet. They are fed upon bread and water with very little milk, so that they are half-starved. The consequence is that more than half of them die.”
And again:—“... The infantile mortality has decreased so far as the mothers were enabled to remain at home to nurse their children. It is only when they are employed in the factories, away from their homes, leaving their children to be brought up by hand by their kind neighbours, that they die.”
Turning to another inquiry, we find Mr Foulkes, a certifying surgeon, giving evidence before the Factory and Workshops Acts Commission of 1875, and pleading for a prohibition upon the return of mothers to their employment within six months of their confinement. “... Many of the women are at work within a month after they are confined; the result is that the child is left at home, and it is invariably fed upon the same thing, bread, water, and sugar, and the children dwindle away, and that has a great[81] deal to do with the infant mortality of the place. What is done with the children in this district generally when the mothers are at work? They are often left with the other children; there is no provision made, and they are very badly treated and sadly neglected....”
Before the same Commission, Mr Baker, first a surgeon in practice at Leeds and then joint chief of the Factory Department with Mr Redgrave, gives it as his experience that “very considerable mischief arises with women going to work, not only to the mother, but also to the child.” He is then asked by the Chairman Sir James Fergusson: “We may take it for granted that it is not theoretically desirable that women should go to daily work immediately after confinement, leaving the child all day to somebody else; but, practically speaking, do you think from your experience of this matter, that if Parliament interfered with it, it could be enforced with uniformity and without hardship?” And his answer is: “Yes, I think it might. I think that by the visitation of certifying surgeons it might be enforced decently, and delicately, and sufficiently, so as to make it very useful.”
One more reference to Sir John Simon shall almost close this array of quotations from buried reports. In this last instance the inquiry was conducted in agricultural districts:—
“The discovery that an enormous infantile mortality was prevailing in several purely agricultural districts, suggested at first sight that perhaps in these districts some third[36] sort of destructive influence was at work. The result of this new inquiry, however, has been to show that the monstrous infantine death-rate of the examined agricultural districts depends only on the fact that there has been introduced into those districts the influence which has already been recognised as enormously fatal to the infants of manufacturing populations—the influence of the employment of adult women. ‘The opinions’ (says Dr Hunter) ‘of about seventy medical practitioners, with those of other gentlemen acquainted with the condition of the poor, were obtained. With wonderful accord, the cause of the mortality was traced by nearly all these well-qualified witnesses to the bringing of the land under tillage—that is, to the cause which has banished malaria and has substituted a fertile though unsightly garden for the winter marshes and summer pastures of fifty or a hundred years ago. It was generally thought that the infants no longer received any injury from soil,[82] climate, or malarious influences, but that a more fatal enemy had been introduced by the employment of the mothers in the field.’ On this agricultural employment of women there follow identically the same results as have already been traced to result from the employment of women in manufacture.”
This, then, is the finding of skilled inquirers, the teaching of half a century’s statistics: that, for the child, the employment of the mother in the field is “a more fatal enemy” than malaria; and her employment in the factory, “apparently more fatal than starvation.” And what is our answering record of effort? A pathetic capacity for inquiry. Not certainly because we lack facts, or because the need for action has passed; for, on the contrary, it becomes cumulatively more acute. In Dundee, for example, in 1881, 19.4 per cent. of married women were employed in its mills and factories; in 1891, 24 per cent. were so employed, and the infantile death-rate rises accordingly. In the following table, prepared by Dr Templeman, Dundee’s able medical officer of health, this death-rate can be seen for a period of twenty-eight years:—
| Average General Death-rate. |
Death-rate of Children. |
Infantile Death-rate. |
|
| 1860–69 | 30.4 per 1000 | Not ascertained | Not ascertained |
| 1870–79 | 25 „ | 81 per 1000 | 153 per 1000 births |
| 1880–89 | 22.2 „ | 63 „ | 155 „ „ |
| 1890–97 | 20.8 „ | 68 „ | 176 „ „ |
First among the causes Dr Templeman puts “Industrial Conditions:” first, too, this recognition should be in the conscience of the parent, in the conscience of the employer, in the conscience of the State. Of all who are responsible, the State has least acknowledged the responsibility. The examples may be rare, it is true, of parents who make sacrifices themselves that their homes and children may have benefit, but yet there are examples. The efforts of employers of labour may, too, be rare, but still they are appreciable, notably in Yorkshire; more frequent are the efforts of philanthropy: there is one effort by the State;[37] not to save the life of the child, for that admittedly it does not do, one effort, barely calculable in its result, to protect the health of the mother.
All credit to those who, singly as employers, or collectively as philanthropists, have endeavoured to save life and preserve efficiency for the nation. But such effort of necessity is ineffective. It can never be complete, and the abstention of a few mill owners in a[83] district is sufficient to annul the effort of the majority. The helplessness of such a position was so strongly felt by one mill owner in Yorkshire, that his rule prohibiting the employment of married women was abandoned: “Other mills being open to married women, the rule failed to serve the purpose for which it had been designed—that of keeping the women at home.”[38]
The attempt of philanthropy to establish day nurseries, discouraging as it has been, would even in apparent success serve but as a prop to an evil system, as an anæsthetic to the manufacturer’s conscience. It can but alleviate, it cannot cure; and its condemnation many years ago, for the involved exposure of the infant to unsuitable hours and inclement weather, holds equal force to-day. Better than the drug-nursery, but bad in itself, for the most excellently managed crèche might well provoke the situation described by Dr Greenhow, in Coventry[39]:—“Women being obliged to attend at the factory at an early hour are always hurried in the morning, and may be seen on their way to the mills, hastening along the street with their children only half dressed, carrying the remainder of their clothes, and their food for the day, to be left with the person who has charge of the child during its mother’s absence; and this ofttimes on a cold winter’s morning in the midst of sleet or snow.”
Widows without children of earning age may, as part of their burden, be forced to imperil the welfare of their infants in one direction while they seek it in another. And here philanthropy has just scope, for, save in exceptional cases, the crèche is the only practicable form of aid to the mother. Better, then, this care of her infant than its abandonment to a child, itself a candidate for the nursery, or to the elderly woman who confesses unfitness for all other employments. But this is the smallest section of the whole. In its widest aspect it is not a question for the make-shift, though devoted, benevolence of philanthropy; it is a problem for the State in its responsibility to the nation. What are the terrors that lie in its handling? The dread of a barrier raised before the freedom of employment: the fear that the prohibition of employment within say six, or even three, months after childbirth might embarrass a large class in its endeavour to earn a living. But the freedom to labour is no sacred right when its exercise involves injury to others; it is not even so held when it[84] clearly threatens injury to ourselves. The worker in a dangerous trade is suspended from employment on the verdict of the certifying surgeon during such period as he considers to be necessary: in certain departments in a white-lead factory the employment of women and girls is altogether prohibited. There is therefore no inviolate right. Is there in this case necessity? What is the motive-power which drives the mothers of young children into factories? Commonly, ignorance of home duties, and the consequent unattractiveness of the home; the companionship of factory life, where the companionship of children has no meaning; often, fashion; least often, true poverty. There is poverty in Glasgow and in Paisley, as in Dundee, but its cure is not felt to lie in the employment of mothers. The father accepts the obligation of breadwinner; he is ashamed that his wife should work outside his home. “If a Glasgow lad wearies o’ work, he must marry a Dundee lassie.” There poverty conjures excuse, and a man is not ashamed to claim his wife before her time in the hospital is over, that she may come out and earn his bread. Exceptional, it must be hoped, are such cases, but at least the system which breeds them is not, and what some towns claim as a necessity, others will not tolerate, in their rejection disproving the need.
Within the space of this chapter it has been impossible to consider arguments to which place would otherwise have properly been given. It is left only to suggest a comparison of the possible evils which lie in action, and the certain evils which have come of inaction. The principle of regulation is already accepted in our laws, and in the laws of other countries, as Miss Anderson’s deeply-interesting chapter shows; it but needs extension to render it effective. The State holds the scales: difficulties on the one side, not light it is true; but on the other, forces weighted already with accomplished evil, charged with greater evil to come: on the one side, the fancied interests of the individual; on the other, the deepest interests of the nation. “It cannot be too distinctly recognised,” says Sir John Simon, “that a high local mortality of children must almost necessarily denote a high local prevalence of those causes which determine the degeneration of the race.”
May Tennant.
Although a steady decline has taken place in the general mortality of the country coincident with, and, no doubt, in the[85] main, consequent upon sanitary progress, it cannot be said that the infant mortality has diminished in like proportion, and among the many factors which contribute to the maintenance of a lamentably high death-rate among infants, not the least important is improper feeding, the result of ignorance on the part of mothers. If by some means the simple fact could be brought home to mothers that milk, and preferably human milk, is the only permissible diet for infants, the natural instincts of motherhood would prevail in the majority of cases, and thousands of otherwise healthy infants who do not now survive the first few months of life would reach an age when greater license in diet is permissible, and the chances of living are immensely greater. But, in a humanitarian sense, the saving of life which would thus be effected is of small moment when compared with the mitigation of the pain and misery which infants now have to suffer, and which has to be borne, not only by those whom death ultimately relieves, but by the still larger number who manage to survive the ordeal, and who thus have to suffer for a longer period.
From inquiries made some years ago, Dr Hope of Liverpool came to the conclusion that among the artisan classes in that town upwards of 50 per cent. of infants during the first three months of life are entirely breast-fed, 35 per cent. are reared on other food in addition to breast-milk, and 15 per cent. are entirely artificially fed. Analysing upon this basis a large number of deaths from diarrhœa, he found that for every death attributed to that cause among entirely breast-fed infants under three months’ old, 15 occurred among the mixed class, and that for every death which occurred among the breast-fed and mixed class combined, 22 occurred among the entirely artificially fed class. He also found that among infants aged from three to six months, for every death from diarrhœa among the partially breast-fed, 6 occurred among the entirely artificially fed class. Other observers who have devoted attention to this matter bear out Dr Hope’s conclusions, and it is a well-known fact that in countries where artificial feeding of infants is largely practised, the mortality is very high compared with other countries where natural feeding prevails.
Now the practice as regards the feeding of infants varies in different districts according to circumstances which will presently be referred to, and no one can dispute the fact that, other things being equal, infants reared for the first few months entirely on breast-milk have a far better chance of survival than either of the other two classes. No doubt this is very largely due to the gross[86] ignorance which prevails, especially among the artisan classes, as to the only permissible substitutes for breast-milk; but we must deal with circumstances as we find them, and, up to the present at any rate, our efforts to bring about a better order of things have proved unavailing. When we ultimately succeed, as we must do, in getting the teaching of elementary hygiene introduced as a compulsory subject in all elementary schools, the more rational feeding of future generations of infants must follow as a natural consequence, and then, even if the proportion of breast-fed infants is not increased, the difference in the death-rates among the different classes (entirely breast-fed, partially breast-fed, and entirely artificially fed) will be greatly lessened, for the artificial food administered will more nearly approach nature’s requirements.
From what has been said, it follows that if from any cause the proportion of entirely artificially fed infants in a district were abnormally large, in the absence of any counteracting influences the infantile death-rate of the district would compare unfavourably with that of other districts in which circumstances did not prevail which disturbed what may be called the normal grouping of the children according to the methods of feeding. If, for example, taking Dr Hope’s figures, instead of 15 per cent. only of the infants under three months being entirely artificially fed, the number, from disturbing causes, more nearly approached say 85 per cent., the remaining 15 per cent. only being either partly or entirely breast-fed, it would certainly be surprising if the effect were not apparent in a greatly-increased mortality among infants.
Some twelve years ago, when, in my capacity as County Medical Officer, I first had occasion, among other duties, to inquire into the mortality returns of the various districts in Staffordshire, I was greatly impressed by a very marked dissimilarity in the infant mortality of the two groups of populous artisan towns, one in the north and the other in the south of the county, a dissimilarity which I subsequently found could not be accounted for by any apparent difference in the sanitary surroundings of the northern and southern towns. In view of the fact, however, that, generally speaking, the trades carried on in the southern group of towns did not afford much employment for women, whereas in the northern group the conditions in this respect were different, it occurred to me that in this was to be found the explanation of the high infant mortality of the northern compared with the southern towns. In order to test the accuracy of this conclusion, with the help of the District Medical Officers of Health, and from information obtained[87] from manufacturers regarding the proportion of married women workers, I classified the purely artisan towns in the county into three groups, and obtained the infant mortality figures for previous years, in order to allow of more reliable conclusions being drawn. Since then I have continued to record the figures according to the same plan annually, and I have now records covering a period of 20 years, and relating to artisan towns only, with a mean total population of about 529,000. One may fairly claim, allowing that the home conditions in the towns in question, in other respects, apart from the proportion of artificially-fed infants, are practically identical, that records from such a large population and for so long a period may legitimately be used for our purpose from a statistical point of view, provided care is exercised in the classification of the towns in accordance with the number of young married women workers employed away from home, and who are thus prevented from suckling their children.
In the classification of the towns it was found impossible to arrive at the actual number of married women workers, but one was able to divide them into three groups, as follows:—
(1) Many Married Women Workers. (2) A good number of Married Women Workers. (3) Practically no Married Women Workers.
Adopting this classification, the figures of infant mortality in the different groups of towns are set forth in the following table:—
Deaths in Children under One Year per Thousand Births in Three Classes of Artisan Towns in Staffordshire.
| Class I. | Class II. | Class III. | |
| Many Women engaged in work. |
Fewer Women engaged in work. |
Practically no Women engaged in work. |
|
| 10 Years (1881–90) | 195 | 166 | 152 |
| 10 Years (1891–1900) | 211 | 177 | 167 |
The figures speak for themselves, and it will be noticed that while there has been a general increase in the infant death-rate, practically the same relative proportion has been maintained between the three groups of towns.
As the outcome of a paper I read before the Public Health Section of the British Medical Association, at the Annual Meeting held at Nottingham in 1892, the question was taken up by the Parliamentary Bills Committee, with a view to securing some legislative remedy, and an inquiry was instituted throughout England on similar lines to the Staffordshire inquiry. Returns[88] were thus obtained from a large number of artisan towns, and these returns bore out in a remarkable way the conclusions drawn from the Staffordshire figures.
It appears, then, to be a fact that the State is permitting a practice to be followed which is directly responsible for the deaths of thousands of infants annually. Deliberate cruelty on the part of parents is a punishable offence, and in a strict sense starvation comes within this category; it does not seem to matter, however, what sort of food is provided, so long as, theoretically, some provision is made for the care of the infant during the absence of the mother. Possibly, in many cases, owing to ignorance and other causes, the infant might not receive any better care at home, but there, at least, the natural food would be available, and in the majority of instances it would be given. It is true we cannot legislate as to how mothers shall feed their infants, but surely it is not too much to ask that the legislature shall not allow any deliberate disregard of parental responsibilities.
The law at present does provide some amount of protection, by making it illegal for a mother to return to work under one month after the birth of her child; but although this restriction is valuable from the point of view of the mother’s health, it can hardly benefit the child, for, if factory work is to be engaged in after a month’s interval only, it is not likely that the mother will commence suckling her child. The period of restriction should undoubtedly be extended, and the shortest serviceable time is probably three months. The probability is that if such an extension of time limit were enforced the mother would suckle her child until she returned to work, and thus the most precarious period in the life of the child would be tided over, and its chances of survival would be considerably increased.
In many cases the wife—it may be from choice, or because of improvident habits on the part of the husband—goes to work, while at the same time the husband is earning ample wages. In Lancashire it is common for a man to receive 25s. a week while his wife earns from 15s. to 20s., and in Staffordshire, when the potting trade is ordinarily prosperous, the weekly wages of a man and his wife amount to 30s. and 12s. respectively. These figures represent a fair average, but many of the men workers receive much higher wages.
In seeking for a solution of the question, we may learn something from other countries. In Switzerland, for example, a period of absence from work of eight weeks is enforced on mothers, the[89] time to be counted from two weeks before confinement; and in Germany, by a process of compulsory assurance, the working woman, while prevented from working owing to childbirth, receives a sum equal to half her ordinary daily wages. In the former case the period, for reasons already given, is not long enough, and the latter expedient could hardly be made applicable to economic conditions in this country. However, a way out of the difficulty ought to be found, and it would seem that it should be sought for in the direction of State control.
George Reid.
[90]
The half-time system is dying. The age of the full-timer in the mill or factory is being steadily raised. But as long as poverty exists children must feel the pinch of it. They must help also to bear the burdens of their parents, and share their anxieties and cares. One would be very wrong, however, in supposing that the most anxious and harassed parents and children are to be found at the bottom of the social ladder. At the bottom of the social ladder will be found little care and much movement—a tourbillon of change—marriages, accidents, tragedies, crimes, all succeeding each other pell-mell, and obliterating one another. The parents and the children of the slums are occupied, not with thoughts of to-morrow, but with thoughts of to-day. Here, for example, is a large Board School in a slum district of a big northern city. It is difficult for the head teacher to keep the register, for large numbers of children are always flowing through the school like a shoal of mackerel on a tide. Families arrive, and encamp in the fair ground close by, or find shelter in the poor lodging houses of the neighbourhood. The children attend school for a short time, pick up a smattering of the three R’s., and then disappear. There are of course regular residents, and the children of such people are much better attenders. But they have this in common with their migratory neighbours, that their lives are varied by exciting and gruesome events, which they do not take to heart too seriously. A certain unfortunate mother of ten loses several of her children in succession. Then suddenly her husband, who is a drunkard, falls down some steps and is killed. There is a tragic gathering of friends at the house on the eve of the funeral. A few months later the widow marries again. But the second husband turns out to be a scamp. She leaves him and takes refuge with a married daughter. The children change homes, take the ups and downs of their rocky life, and attend school pretty regularly. Some children are[91] deserted, and go into neighbours’ homes. The strong ties of kinship are dispensed with; and other ties, equally strong, for the hour at least, take their place.
Apart from the family drama, the children have their own struggles and adventures. They have to help to earn the living. In some families a child is the breadwinner. In many, children are important co-helpers with the parents. How does a child earn money? In provincial towns, also in London, the newspaper offices are responsible for a great deal of out-of-door child labour. A crowd of boys rush every afternoon to the “offices.” Some of these children are already employers of labour. They engage a smaller or less lucky comrade to deliver some of the papers, and pay him twopence or threepence, according to his success. They—the small employers—may earn 6s. per week and even more at times. Besides the newsboys there are the errand boys, and those who help shopkeepers. These form a large contingent of the children’s army of labour. And so, alas! do the vagrant sellers of chips, flowers, etc., who have to cultivate the beggar’s as well as the vendor’s art. At a Conference in April 1900 between the School Board and Board of Guardians of Bradford, a return was presented showing that 91 children—84 of whom were of school age—were found begging and hawking in the streets in the course of three evenings of December 1899.
The domestic toilers in such a district as that which we are now considering would be mainly nurses. Little cooking and less washing is done in some of the homes. There are no regular meals, no regular duties, and the elder children are useful therefore mainly in taking charge of the younger ones, or earning pence in the street. Taking their roving habits into account, it is strange to learn that such children suffer from lack of proper exercise. Yet such is the case. About a year ago Dr Kerr, the medical adviser of the Bradford School Board, made an examination of the children attending a school situated in an “insanitary area.” He found that nearly all the children were ill-nourished. And this ill-nutrition was not simply the result of insufficient food. “Lack of exercise,” he writes, “has a very large share in it. And the exercise required is not careful gymnastics, but coarse work, such as running round the playground.”
There are many kinds of physical exercise, just as there are many kinds of food, and one order of exercise does not take the place of another. Moreover, the same kinds of movements,[92] executed under different conditions, have quite different effects. This is the important fact which is lost sight of by those who declare that the child can rest from the labours of the school by engaging in the labours of the mill. It is ignored also, or forgotten, by those rural educationists who believe that six hours of weeding or potato-picking mean the same thing for a child as six hours of free play. But the fact remains that work does not take the place of play, not even when that work is very easy, and involves walking or running. Here in this school of the slum, “careful gymnastics” are not required. And we may safely add that running about the streets, and the carrying of milk-cans and babies, are not required. For the children have had a good deal of this kind of physical exercise, and are suffering, nevertheless, from defective circulation and want of muscular tone. Only movements that imply the removal of tension from the nervous system are required. There is no real substitute for such free, natural movements in any factory, schoolroom, nor even we may add in any gymnasium in the world.
Let us turn from those whom we may call the “casuals” of the child-labour world, to the State-recognised little toilers who work in factories or mills. These form still a large contingent of the child-labour world, numbering as they do over a hundred thousand children, one-third of whom work in Lancashire cotton-mills. A goodly proportion, too, work in Yorkshire, the seat of the woollen and worsted trades. The rate of decline of the half-time system among factory and non-factory child-workers may be seen from the following figures, compiled in Bradford.
Number of half-time cases in Bradford in each year for the past twelve years:—
| Year. | Factory. | Non-Factory. Domestic Errand Boys, etc. |
Total granted in each year. |
Number on School Roll. |
| 1889 | 3.194 | 679 | 3.873 | 7.046 |
| 1890 | 2.567 | 575 | 3.142 | 6.490 |
| 1891 | 2.129 | 708 | 2.837 | 6.151 |
| 1892 | 1.838 | 728 | 2.566 | 5.624 |
| 1893 | 1.653 | 540 | 2.193 | 5.097 |
| 1894 | 1.434 | 655 | 2.089 | 4.178 |
| 1895 | 1.887 | 580 | 2.467 | 4.309 |
| 1896 | 1.509 | 306 | 1.815 | 3.276 |
| 1897 | 1.451 | 250 | 1.701 | 2.564 |
| 1898 | 1.329 | 314 | 1.643 | 2.211 |
| 1899 | 1.187 | 193 | 1.380 | 1.869 |
| 1900 | 1.444 | 129 | 1.573 | 2.198 |
[93]
The half-time system is dying fast in some towns, more slowly in others—but it is passing away even in Lancashire. No one appears to be more indifferent than the masters. It is not even fair to say that the masters are indifferent, for many of them have tried to hasten the end. And yet forty or fifty years ago the masters, as a class (there were, of course, honourable exceptions) opposed the raising of the age. Even ten years ago some masters showed concern when it was proposed to raise the age of half-timers to eleven. “Younger children,” they said, “have special aptitudes which the elder ones have lost.” The wails of regret came usually from masters who could remember long bye-gone days. “Ah!” they cried, letting their thoughts drift back into the dim past, “when the children came to us very young, say at five or six years old, a great deal was possible that has since become quite impossible! It is of no use to speak of that now.” No, it is of no use to speak of it, since the age had been raised, and raised again. And with every rise the commercial value of the child in the labour world has diminished. And now you may hear a manager say, “The child who comes at twelve years old is more dexterous than the one who comes at thirteen,” but the masters are evidently of opinion that so far as they are concerned the matter is no longer worthy of discussion. That the children come a year earlier or later makes little difference when the minimum age is raised to twelve.
The masters’ claim that the younger children had special aptitude, undoubtedly rests not upon fiction but upon fact. Every physiologist knows that the various sensory centres of the brain are plastic in early childhood, and that this period of plasticity is very short. It begins to wane already in the seventh year. Previous to this age, however, every human being is in a peculiarly receptive and responsive state. So that, during the first six or seven years “a great many things,” as the silk manufacturers said, “are possible.” For example, the sense of touch may be developed within very narrow limits, and complex and specialised movements may be learned so well that they become automatic. This can be done. It can be done only at great cost. (Probably the employers did not know the actual cost.) It implies the atrophy of many cells, the impoverishment of the whole life. It is a kind of psychic mutilation. But it can be done, and it has to be done quickly, since the spring tide of opportunity soon wanes. Alas! for the old adage, “It is never too late to mend.” The mending, and making, and altering time is over for a great many people at the[94] age of eight, and of this employers were well aware, thanks to their opportunities for observation and experiment. So as the age of the half-timer was raised the masters’ interest in him declined, and the latter-day champion of the half-time system stepped forward in the person of the half-timer’s own father,—his father, not his widowed mother. For the “poor widow,” who looms so large in the consciousness of controversialists on the half-time question, is seen and known wonderfully little in the school attendance rooms, where applications for half-time are considered. The applicants belong very largely to the better class of working people. Mechanics, engineers, railwaymen, overlookers, and, now and again, a mill operative. Of course these various trades represent a great variety of wages. Some applicants earn but £1 per week, or even less, and out of this support a large family. But many earn from 30s. to £2 or £3 per week. Indeed, men with £4 and upwards per week coming in have been known to apply, though these are exceptional cases. It is certain that the average working-man champion of child-labour to-day is not a thriftless, irresponsible person. He is, very often, a man with money in the bank, with ambitions and views of his own, also with a will of his own, and a strong Trades organisation behind him, through which he can express that will. Neither is he a person lacking in parental susceptibility and ambition. It is almost impossible to overrate the influence which custom has on sentient beings. The caterpillars of the Bombyx Hesperus feed in a state of nature on the leaves of the café diable. Yet Darwin found that certain caterpillars of the Bombyx family, having been reared on another variety, refused to touch the leaves of café diable. They preferred to die of hunger. Thus caterpillars can become, in a sense, unnatural. Kindhearted people, too, may follow a course of conduct with their own offspring which appears monstrous to the stranger. In certain districts where child-labour is a tradition and custom, the very idea of associating it with inhumanity does not occur to the people. “Why, they mun be all clean off their heads,” cried a Yorkshireman, who had been hearing of poor parents who sent their sons to school till they were fifteen or sixteen years old. He had gone to “t’ miln” at seven, and it seemed to him that all “workin’ foaks” children should do the same.
It is not then to the parent you must go in order to learn what the effect of half-time is on the young. Nor need you turn with very confident hopes to the statistician. It is, indeed, a little discouraging[95] to reflect how little the statistician can help us in establishing the most obvious ill effects of child-labour. The effect of half-time exemption a little while ago was to filter off a number of mentally sharp children who passed their standards rapidly and were ready to go to work at eleven. These bright children were a continual stumbling-block to the statistician. For example, it was proposed to test the vision of the half-timers and other children with a view to finding out the effect of the mill life on this important sense. Now the stupidest boys and girls are those who have most defective visual acuity. They are also the deafest.[40] And the bright children who went to the mill at eleven, are, of course, the children gifted with the keenest senses. By the time these bright young half-timers had got to full time, the duller ones came on as half-timers, and by their transference appeared to increase the percentage of defective vision with age in half-timers and diminish it among the non-half-timers. Thus defective vision apparently increased with the age of half-timers, only because those kept back by defective brain or eyes alone were half-timers at the age of twelve. This is but one example of the great difficulty of collecting reliable evidence to establish even the most reasonable assumption.
But it is hardly an “assumption” that children suffer in England through half-time labour, and unregulated toil out of school hours. You cannot put tired eyes, pallid cheeks, and languid little limbs into statistics, and yet when you see them they are more convincing than figures. And in many schools you can receive this kind of evidence. The younger children who work out of school hours have undoubtedly the worst time of it. They come to school looking dull and heavy-eyed. Some are irritable and restless, others so languid that they appear almost oblivious of everything around them. “It seems as if they haven’t the force to work through the school day,” said a young master in a school of very poor children. “They may be bright enough children, but they haven’t the strength to show it.”
The factory half-timers are doubtless more fortunate than the younger casuals; for the former have arrived at an age when many of the critical turnings of child life have been passed. And yet the child of twelve no sooner enters a mill than the teacher[96] begins to see a deplorable change in him. He loses interest in his school work, his manners become rougher. Manners are forms of mental expression, so the teacher may presage from this fact alone a certain decline of brain power. But there are many other indications of decline. The other day a teacher showed me the copy-books of children who had been at the mill for one week, and allowed me to compare these with the work done by the same children while they were whole-day scholars. As full-day scholars they all did creditable work. Their sums were correct, their writing good, and books were kept perfectly clean. Yet in the course of one week the progress of months seemed to be cancelled: for the half-timers’ sums were all marked with a “W.” The writing was careless, the pages soiled and blotted. The children had changed and their work had changed. Their achievements had slipped from their grasp as a waggon slips back when driver and horse are arrested suddenly on a steep hill.
Indeed, though the factory child suffers less in some ways than the “casual,” he appears to be under certain great disadvantages from which the latter is exempt. Ask any master of an elementary school and he will tell you that the characteristic of the factory child is dulness. The casual is not dull. Not at all, he is glad to talk to-you about his “business,” and the chances of his work-a-day life in the street. Not so the young factory hand. After the first fortnight in the mill he is a disillusioned person. He does not want to talk about his work or his prospects. He loses interest not only in others but in himself.
What is the secret of this subtle change? Why does the factory boy of twelve become so torpid? It is because in the mill growth and development are arrested. At the age of twelve a boy or girl is still a child, not an adult. It is true he has passed already through certain stages of growth, but the whole period of growth and development has not come to an end. His sensory organs are as acute, rather more acute, indeed, than a full-grown man’s, and yet in the matter of sight and hearing he is inferior. It is through psychic development that the full harvest of the sensory and motor powers is reaped. This is why, at the age of twelve, if growth is to continue, the boy or girl should enter an atmosphere of varied mental interests and activities. The richer the forces of human life the more intricate will be the means by which they can be put into operation. The mill does not provide an atmosphere in which the new order of human development due at this hour can take place. “Still the mill-child is not always dull,”[97] you will say, “sometimes he is very noisy.” Yes, at “loosing time” the mill-yard and streets ring with loud talk and laughter. But the noise itself proves the same thing as the torpor of the mill child. In the jostling and shouting of the youth or mill girl the scientist sees not a vice but a reaction. In the desire for alcohol, the feverish love of betting and gambling, we behold the revolt of nascent human powers. These human powers, so varied and so subtle, are dammed up all day long, without possibility of exercise or escape. So the wild torrent of life surges free at last round the mill-gates, and escapes in the voice and glance of the excited lads who learn to love gambling and betting to the despair of good people. “A weak or insensible limb is certain of rough usage,” said Donaldson, for, obeying a natural instinct, its owner will insist on having a sensation through it. If the whole nature is dwarfed or blunted, only violent pleasures can be appreciated.
It is said that the poor “have no room to live”; what is even as serious—they have no time to grow. As long as such is the case we may be sure that, despite all the efforts of educationists and philanthropists, there will be a great many undeveloped persons. Meantime the scientist advances, taking account of all, and stating all fearlessly. Year by year the processes of growth and development become clearer, and the conditions of human progress more defined. And although we cannot at once remove even the more obvious causes of arrested development and weakness, yet it must be evident to all that the future belongs to the nations who permit and enable their children to come to full human stature.
Margaret M’Millan.
[98]
There is perhaps no section of industrial life regarding which so much misconception prevails as out-work, or, as it is popularly called, home-work.
To many persons the name home-work is synonymous with the idyllic term cottage industries, and this again calls up the picture of the model villager in the model village. The clean and tidy widow, so dear to the heart of the philanthropist and of the district visitor, is the favourite type. She dwells in an ivy-clad cottage surrounded by all the accessories of highly picturesque poverty, the kettle sings on her well-burnished hob, and geraniums bloom perennially on her window sill.
How does this picture compare with the grim realities of home-work in our city slums? We shall see from the cases which I quote further on, and which have been revealed by the investigations of the Scottish Council for Women’s Trades, and the Women’s Industrial Council of London.
The reason why the popular conception of home-work has lagged so far behind actual fact is, that this is practically the No Man’s Land of the industrial world. Here treads not the foot of the labour agitator, for the home-workers are composed largely of “casuals”—dreary phantoms, who come and go, whence and whither no man can tell, and no organising secretary of any trade union, however enterprising, would waste time or effort in inducing them to join its ranks. Each worker is a sort of industrial Ishmael, working only for his or her own hand.
Nor has the home-worker been much better off in respect of Government protection. For while the factory and workshop hand has had the conditions of her work regulated by law, the home-worker has been treated as a step-child by the State, and has been left outside the protecting pale of the Factory Acts.
Apart from the points of starvation wages and excessive[99] hours, one of the main facts brought out by recent investigations into home-work is the grave danger to the health of both the worker and the community at large arising from the making of garments, etc., in disease-infected and otherwise insanitary houses, and public opinion has been gradually ripening to the conclusion that legal regulation of some kind is necessary as a protection to public health. Further, it is beginning to be recognised that the application to out-work of the laws that regulate labour in the factory is a perfectly reasonable and logical extension, as out-work, in the modern expression of it, is practically an extension of factory work, or it may be more properly described as its back-wash. Out-workers are employed mainly on the surplusage of the factory orders—the unskilled, poorly paid work that the workshop hand rejects, or that the pressure of a big order prevents her wholly overtaking. The low degree of skill required for the most part, and the consequent low earnings, have their inevitable result in placing this section of the industry in the hands of the very class of workers whose conditions most need supervision and control.
Previous to the passing of the Factory and Workshop Act of 1891, some agitation with respect to the conditions of home-work had begun to make itself felt, and in recognition of this a provision was made in that Act giving the Secretary of State power to require employers to keep lists of all the out-workers they employed. These lists were to be open to the inspection of the Factory Inspector and the Sanitary Inspector. This was carried a step further by the Act of 1895, in which it was decreed that copies of these lists should be sent twice a year to the Factory Inspector. But while the latter may visit the homes of the out-workers, he has no power to remedy any defects he may find there; all he can do is to report insanitary conditions to the Local Sanitary Authority; except, of course, in the case of out-workers who employ others to help them, and whose premises thus become a workshop within the meaning of the Factory and Workshop Acts, and are accordingly subject to their provisions. But these after all form a comparatively limited class; consequently the great majority of out-workers are left entirely outside the scope of these Acts.
The following cases will convey some idea of the actual conditions under which out-work is carried on:—
1. Is the wife of a labourer, who is sick and in the infirmary; works from twelve to sixteen hours per day finishing trousers;[100] is paid 4½d. and 5d. per pair; earns 2s. per day; supplies thread and twist, which cost about 8d. per week; works in a very untidy, dirty kitchen. Has no time to clean up except once a week. Children carry the work to the workshop.
2. Is a widow living alone; finishes trousers; is paid 2¼d. and 2½d. per pair; earns 9½d. per day of nine and ten hours, and provides thread, which costs about 9½d. a week. Her earnings are supplemented by 2s. 6d. a week from the parish.
3. Married woman, husband out of work; finishes shirts; is paid 2½d. per dozen, and earns about 7½d. per day of eighteen hours; supplies thread, which costs about 8d. per week. When work is brisk she can earn 4s. 8d. a week by getting up at three and four in the morning.
4. Is the wife of a bricklayer; she works eight to nine hours a day making matchboxes; is paid 2¼d. per gross, and earns about 1s. 4d. a day. A girl of eight out of school hours helps the mother, who has to supply paste and hemp, which costs about 6d. a week.
5. Is the wife of a porter; works ten to twelve hours a day making matchboxes; earns 1s. 3¾d. per day, and her little boy, who is four years old, helps her by folding the paper after it is pasted over the cardboard.
6. Is a married woman; makes bead trimming; is paid ¾d. to 1¼d. per yard, and earns from 1s. to 1s. 6d. per day, working twelve to fifteen hours. Little boy of eight helps out of school hours.
7. Two girls work at fur-pulling eleven hours a day, and earn about 8s. 6d. per week each. Three girls sleep in workroom in one filthy bed. Elder girl said her chest was bad, but she was accustomed to this.
8. Is the wife of a labourer in irregular employment; finishes shirts, and works from 5 A.M. to 11 P.M.; is paid 2½d. to 5d. per dozen; pays about 1d. out of every 1s. earned for thread. The highest wage she ever earned was 4s. 10d. a week, “working late and early.” The eldest girl does the housework. House in filthy condition; work piled upon the floor.
9. Two single women living together, the daughters of a city missionary deceased; work about ten hours a day finishing children’s shirts and making pinafores, and earn from 4s. to 6s. per week each. On the day visited, one had worked seven hours and had made 7d. Her wages-book for ten consecutive weeks showed 2s. 4d., 4s. 4d., 5s. 8d. (week and half),[101] 7s. ½d., 3s. 1½d., 3s., 2s. 3d., 3s. 9d., 3s. 1d., and 5s. House, attic room, beautifully clean, rent 8s. per month.
10. Is the wife of a labourer irregularly employed; has three young children; “makes shirts throughout and finishes them,” earns 5s. to 6s. per week, working twelve to fourteen hours per day. She pays 1s. 6d. per week for machine, and 4d. per six dozen for thread. Occupies house of two rooms, very dirty and almost destitute of furniture.
11. Is a widow; lives in one-roomed house, which is very dirty; “finishes” woollen shirts; is paid from 2½d. to 6d. per dozen, according to the amount of work put upon the garments. Her average earnings are from 5s. to 6s. per week. Two children were lying ill in the room, and were covered up with the shirts on which the mother was employed; she could not tell what was the matter.
12. Is the wife of a surfaceman earning 16s. a week; makes aprons, pinafores, and chemises, and earns about 5s. per week. She is in delicate health; has had eight children, only one of whom now survives.
And so on, through this dreary tale “of poverty, hunger, and dirt.”
The evidence collected in respect to out-work by expert investigators in these and other cases seems to prove conclusively that it is usually accompanied by very low wages, inordinately long and irregular hours, and distressingly insanitary conditions. With the matter of wages British legislators have not yet seen fit to deal directly, and it is obvious that any regulation of hours for work carried on by workers in their own homes would be extremely difficult to enforce. What remains is the sanitary condition of the house and of the worker. And there is the double ground for interference here, in that the making of clothing and other articles for public use in insanitary dwellings is not only a danger to the workers themselves, but also to the public generally.
How does the law on this point at present stand? Perhaps the most important legislation we have had dealing with out-work is to be found in sections 5 and 6 of the Factory Act of 1895, which contain the following provisions:—
See. 5. (1) “If an inspector gives notice in writing to the occupier of a factory or workshop, or to any contractor employed by any such occupier, that any place in which work is carried on for the purpose of or in connection with the business of the factory or workshop is injurious or dangerous to the[102] health of the persons employed therein, then, if the occupier or contractor after the expiration of one month from receipt of the notice gives out work to be done in that place, and the place is found by the court having cognizance of the case to be so injurious or dangerous, he shall be liable on summary conviction to a fine not exceeding ten pounds.
(2) “This section shall apply in the case of the occupier of any place from which any work is given out as if that place were a workshop.
(3) “Provided that this section shall not apply except in the case of persons employed in such classes of work, and in the case of persons giving out employment and employed within such areas, as may from time to time be specified by the Secretary of State by order made in accordance with section 65 of the principal Act, and no such order shall be made except with respect to an area where, by reason of the number and distribution of the population or the conditions under which work is carried on, there are special risks of injury or danger to the health of the persons employed and of the district.
Sec. 6. “If any occupier of a factory or workshop or laundry or of any place from which any work is given out, or any contractor employed by any such occupier causes or allows wearing apparel to be made, cleaned, or repaired in any dwelling-house or building occupied therewith, whilst any inmate of the dwelling-house is suffering from scarlet fever or smallpox, then, unless he proves that he was not aware of the existence of the illness in the dwelling-house, and could not reasonably have been expected to become aware of it, he shall be liable to a fine not exceeding ten pounds.”
I have no doubt sub-section 1 of section 5 might have gone a long way to improve the sanitary conditions under which out-workers are employed, and reduce the danger to the public, had it not been for the restriction imposed by sub-section 3, which makes it practically inoperative.
Notwithstanding the many overcrowded and insanitary districts in our large cities, I am not aware that a single area has been specified to which the section should apply. The reason for this will probably be found in the difficulty to prove the existence of “special risks of injury or danger to the health of the persons employed and of the district.” And in any case the month’s notice to be given would simply mean that by a system of removing—which would be nothing unusual with the class of workers concerned—the purpose of the Act could be successfully evaded.
It would seem to be the desire of the legislature to place all responsibility for compliance with the law upon the employer, or the person giving out the work, but it stops short at providing him with the means of ascertaining whether the law is being complied with.
The limited space at my disposal will not allow me to deal[103] with the many economic issues involved in the question of out-work. I can only make a brief reference to its possible effect on wages.
Many of the more intelligent workers in the factories and workshops speak very strongly against it on the ground that the long and irregular hours tend surely, if indirectly, to lower wages, and workshop hands in some cases, even where the total earnings were very low, have on principle refrained from taking work home to finish after the workshop hours, through fear of thus producing an artificial standard of wages. Out-workers are often used as a lever for reducing rates of wages. They are not restricted by any law to a specified number of hours per day as in factories, and they are often found working from early morning till late at night. With the help of some other members of the family, a fair wage may be earned, in consequence of which the employer is inclined to make comparisons which show the factory hands at a disadvantage. Subsequently rates are reduced for everybody.
It may be interesting to note that a large number of out-workers met with during these inquiries were in receipt of parochial relief, although they were working full time for their employers. Attention has been directed to this subject from time to time in the official reports of the Factory Department, and various suggestions have been put forward as to the best methods for the efficient regulation of home-work; but sooner or later the Government will be obliged to deal with this question, and as the matter will therefore be in the hands of the Home Office it would be unwise of me to anticipate the manner in which they might treat the subject.
A. Ballantyne.
[104]
There is a limit to man’s power of doing work. This varies in different individuals. In an ordinary way work is conducive to health, and even under abnormal circumstances work is often the main factor that tends to prolong life. Mental not less than physical occupation has been known to raise men and women above worries that otherwise would have crushed them and lifted them above the depressing influences of an incurable malady. In itself work is a good thing. It is when we come to consider the effects of overwork and fatigue in an age when all is hurry and excitement, when every one is pressed, and work is undertaken under such unhealthy conditions as exist in some overheated, overcrowded, and ill-ventilated factories, that one of the worst sides of excessive toil is seen. In order to understand more fully the evils of overwork and fatigue, physical and mental, let us learn something of the physiological conditions under which muscular work is performed.
We are frequently reminded that the human body resembles a steam-engine. From the circulation within the body of the absorbed products obtained from digested food are evolved those chemical and mechanical forces which direct all work, physical and mental. The human body differs from the steam-engine in being able to transform some of the food products into living tissue, whereby during work it calls upon its stored-up energy and loses weight. Human life can only be supported by oxygen and the ingestion of foods of vegetable or animal origin. In the internal laboratory of the human body chemical changes are continually taking place, resulting in the formation of such waste products as carbonic acid, water, and urea. These have to be removed by the lungs, the kidneys, and skin. A pure atmosphere, healthy surroundings, and an adequate supply of water and proper food, are therefore required in order to introduce into the system the ordinary necessaries of life. Health can only be[105] maintained by a normal functional activity of the emunctories, whereby waste products are eliminated.
All organs when in a state of greater functional activity than usual draw to them, by a kind of automatic arrangement of the nervous system, a larger supply of blood. The demand upon the muscles of the labourer is met by an increased flow of blood at the time, therefore, when most required, and when changes within his muscular system are most active. In a similar fashion, a quickening of the cerebral circulation occurs during the processes of thinking and mental attention. We are, however, at this particular part of our inquiry concerned rather with that large army of workers, men, women, and young persons, who are either day or weekly wage earners, whose life is one of hard toil, and who in reaching home of an evening are frequently tired out with the day’s labour. Work while physiologically making for health may, if pushed too far so as to induce fatigue, ultimately unfit the individual for his allotted task.
By means of an instrument known as the ergograph, physiologists can estimate the amount of muscular work done. We can thus learn something of the laws of muscular activity and of fatigue in man. Work is only done by muscle when it is contracting. By means of the ergograph we can register the character, the frequency, and rhythm of these contractions, and estimate the weight of a load lifted, or the amount of work accomplished, in a given time. In addition to the physical work accomplished, heat is also generated within the muscle, and certain waste products are formed which escape by the veins and lymphatics. A healthy fresh muscle responds practically at once to an electrical stimulus, but when it has been over stimulated so that the individual muscular contractions follow each other too rapidly, the tissue becomes fatigued and no longer responds to the induction shocks. The ergograph shows us the manner in which we become fatigued. Professor Mosso, of Turin University, found that the instrument registers very much the same results in the same people over a period of years, allowing for certain minor modifications depending upon the conditions of the organism, the state of health at the time, diet, sleep, and the amount of intellectual fatigue present at the moment. We are all familiar with the influence of volition upon muscular contraction. By a strong effort of will we can force our jaded muscles still to accomplish work, but in doing so we often add to the muscular tiredness a sense of brain fatigue as well. There[106] is a marked difference in the character and amount of work done by muscles that have been gradually trained compared with that done by those not so prepared. Professor Aducco found that at the end of a month, after having practised a few hours daily with the ergograph, he could perform twice the amount of muscular work than he could at the commencement. A moderate amount of work, physical and mental, is attended by a feeling of pleasurable satisfaction. It is when work is carried too far, and when a man’s daily labour becomes too hard, or makes lengthened and unusual demands upon his strength, that there is experienced a sense of extreme weariness and fatigue. When a muscle has become fatigued its irritability is lessened. It no longer contracts with the same vigour, less energy is set free, and the muscle relaxes and regains its original form less quickly. Under any circumstances energy is only liberated at the expense of the nutriment stored up within the muscle and the oxygen absorbed from the blood. A process akin to oxidation takes place within the muscle during its contraction whereby waste products are formed that act as poisons to the muscle protoplasm. Muscle is only capable of doing work so long as energy holding explosive compounds are formed within it and the waste products are excreted.
What, then, causes fatigue? Since during muscular contraction oxygen is absorbed, and carbonic acid and other waste materials are formed, fatigue might in the first instance be considered as dependent upon processes of a chemical nature, and be due to the non-removal of the harmful substances formed by muscle when doing work. That fatigue is largely the result of this is shown by passing some simple saline solution through the blood-vessels of a limb removed from a recently killed animal, and where the muscles of the limb have been thrown into a state of fatigue by excessive stimulation. As the liquid percolates through the muscles and washes out the waste products, fatigue disappears, and the muscular contractions on stimulation become again as vigorous as they were before. Over-use of muscles obliges us to breathe more frequently. By increased frequency of respiration the temperature of the body is lowered owing to evaporation of water from the interior of the lungs. Add to this the cooling influence of the air inspired, for it is of lower temperature than that within the lung. Respiration too is the medium through which we throw off the excess of carbonic acid from the blood. As long ago as 1845, Helmholtz, a German physiologist, demonstrated that when a muscle is in a state of repose it contains very few substances that are soluble in alcohol.[107] For the sake of comparison we shall name this amount 1. In fatigued muscle the quantity of these soluble substances rises to 1.3. Healthy muscle in repose has an alkaline chemical reaction, fatigued muscle is acid. Some of the substances formed during muscular contraction possess distinctly poisonous properties and are toxic to the individual himself. While fatigue is induced by local conditions in the muscles, the sense of tiredness which we experience is the result of general rather than local causes. During the course of a long walk, or a day’s hard toil, the muscles are constantly forming waste products which it is the function of the internal organs to throw out of the system. It is not deprivation of food, for example, that is the cause of fatigue, although it may be contributory. The real cause is the circulation in the blood of fatigue products. These act upon the nerve-endings in muscle and paralyse them, and they also act upon certain portions of our brain, and create the sense of fatigue. Ranke made an aqueous extract of fatigued but otherwise healthy muscle, and taking the poisonous substances he injected them into a living muscle that had been removed from a recently killed animal, with the result that its power of doing work at once diminished. Were it not for the watchful activity of our emunctory organs, e.g., the liver, kidneys, skin, and bowels, the human body would soon be poisoned by the toxic substances formed within the system. The sensation of fatigue is due to the temporary retention of these harmful substances. The blood of a fatigued animal is more poisonous than that of a healthy one which has been in a state of quietude for some time previously. When some of this blood is injected into a healthy animal, it induces the phenomena of fatigue. If, for example, the blood of a fatigued dog is injected into a healthy one, the receiving dog will shortly afterwards show signs of fatigue, creep into a corner and go to sleep. The effect of hard work upon the blood is also shown in a diminution of its hæmoglobin or colouring matter. When we are mentally tired, it would seem as if the sensation of fatigue was located in or depended upon certain conditions of particular portions of our brain, for if we change the subject of meditation or take up some game that requires even a great amount of thought, e.g., chess, the sensation of tiredness often disappears. It is difficult to prove whether brain or muscular work is the more fatiguing. It depends upon the training, the occupation, and constitution of the individual. The personal element is a factor in fatigue that cannot be ignored. Prima facie, owing to[108] nerve tissue being the more highly organised, this circumstance suggests that the brain would be the more easily fatigued. Against that must be placed the fact that the muscles form a much larger portion of the body by weight than the nervous system, and consequently within them must be formed a much larger amount of poisonous waste material. Some people we know are more easily tired than others, both mentally and physically. There is for each person apparently a definite rate of muscular contraction essential to the amount of work accomplished in a given time. If this is true for the muscular, it is none the less so for the nervous system. People who have inherited a weak nervous system become readily exhausted, even with very little work, and they recuperate slowly. They are said to suffer from neurasthenia, or nerve weakness. In addition to muscular work being accompanied by the production of toxic substances, it should be remembered that the individual is perhaps standing all day at work in a heated factory, and as a consequence of the fatigue the circulation becomes languid, and his feet swell. Muscle can after all do only a limited amount of work, and in order to recover from fatigue there must be a period of repose or relaxation. This raises the question of the number of hours per day a man should work, also the length of the break for the mid-day meal. On the Continent the mid-day break is in some factories longer than it is in this country, but the work is carried on further into the evening. It is admitted that in iron works and factories, where the hours of labour have been unusually long, say ten and eleven hours, the work done in the latter part of the day is not so good as that done in the forenoon, and managers say that where the experiment has been tried, the men have turned out in eight hours an amount of work equal to what was previously done in nine. The problem can only be solved by experience. It is right to mention that fatigue does not always, or necessarily, depend upon the amount of work done. A good deal depends on the state of the body at the time. We know that good work can never be done by a tired brain or fatigued muscles, and that the amount of work accomplished is always greater where the limit of exhaustion has never been reached. If we are tired and feel that we have to make a fresh spurt to accomplish something, the end, it is true, may be gained, but it is by using up a certain amount of reserve force stored away in our muscles, and by making an additional demand upon our nervous system. The physical fact of muscular fatigue has its psychical[109] counterpart in the sensation of tiredness. When muscular work is light and of short duration there may be only a sense of weight, but if the labour has been hard there may be a sensation of actual pain which continues for a time. Intellectual work when carried on too long and without sufficient recreation, interferes with the innervation of the heart and blood-vessels. In cerebral fatigue there are often languor, or its opposite restlessness; the pulse may be small and excitable; the head hot, the feet cold, and there may be noises complained of in the head. The nervous control of the blood-vessels is destroyed, so that while the extremities are cold and their blood-vessels small and contracted, those of the brain may be dilated and overfilled. Protracted brain work is followed by irritability of temper, by inability to concentrate the attention and to reason out problems. It becomes an effort to think. There is headache, for the brain is, in a similar manner to the muscles, affected by the circulation through it of waste products. These at first, like alcohol, may stimulate and excite the brain, but they end by paralysing it. It is an interesting fact that while the brain is particularly sensitive to the action upon it of poisonous substances and of an altered circulation, as seen, e.g., in bilious headache, the headache of kidney disease, plumbism, etc., the surface of the brain is insensitive to touch, as is demonstrated in cases of injury to the skull where the brain is protruding. The brain can be gently touched without any sensation being experienced; if there is any at all, it is certainly not one of pain; any effects that follow are the result of pressure. While insensitive to a great extent to touch, the surface of the brain will respond to an electrical stimulus. Levy (British Medical Journal, 13th September 1900), after stimulating the motor areas of an animal’s brain by electricity, found that fatigue was rapidly induced, and when this occurred, that the brain failed to respond to fresh stimulation until after a period of rest. When interruptedly stimulated, so that there are periods of rest, the brain does not become readily fatigued, but is rendered capable of expending a greater amount of energy.
Hodge (Journal of Morphology, 1892) has studied the effects of work upon nerve structures. He found after prolonged electrical stimulation of spinal nerves certain structural alterations in the cells of the ganglion on their posterior root. When the nerves were over-stimulated the cells became shrunken, their protoplasm crenated and vacuolated. The amount of shrinkage was proportional[110] to the length of stimulation, e.g., if it was continued for—
| 1 hour | there was | 22 per cent. | |
Shrinkage in volume of the nuclei of the stimulated cells. |
| 2.5 hours | „ | 21 „ | ||
| 5 „ | „ | 24 „ | ||
| 10 „ | „ | 44 „ |
Hodge’s experiments demonstrate that there is a relation between the amount of structural change in nerves and the length of time during which the stimulus has been applied. The influence of rest in restoring the cells to their normal size was equally apparent. In order to determine how far these changes were really dependent upon work, Hodge examined the nerve-cells of birds and bees after a day’s work and after a night’s rest. At the beginning of the day, when the animal had rested over night, the nerve-cells were found to be large and turgid, and with prominent nuclei, but after a day’s work, the contents of the cells were vacuolated and shrunken, and their nuclei altered in shape.
Dr Guido Guerrini (Lancet, 21st October 1899, and 10th November 1900) confirms the statement just made, that as a result of fatigue the nerve centres exhibit certain alterations of structure. Beyond being more vascular than usual, a fatigued brain does not exhibit anything special to the naked eye. Guerrini caused dogs to run a certain mileage every day, but it was not until they had covered a distance varying from 22 to 61 miles that they appeared fatigued. On examining their brain microscopically, he found the lymphatic spaces around the cells distended, the chromatin network of the brain-cells changed, and the pigment disintegrated, while the protoplasm exhibited numerous vacuoles, the outline of the nucleus was irregular, and its contents vacuolated. These changes were always proportional to the amount of fatigue undergone by the animal, and were most pronounced in those parts of the brain known as the motor areas, i.e., those which innervate the muscles. The cause of these alterations of structure in nerve-cells in fatigue is the circulation in the blood of waste products formed during work. The presence of this waste material in the blood not only creates a sense of fatigue, but so alters the structure of nerve-cells that they require a lengthened period of repose before they become quite recuperated. Additional changes were found by Guerrini in the liver and kidneys. On examining these organs in fatigued dogs, he found that there were changes in the cells of the convoluted tubules of the kidney, and in the loops of Henle. The cells were observed to be larger and more brittle than in[111] health, so that they readily disintegrated and filled the tubules with débris, in the midst of which the liberated nuclei could be seen. The liver cells too were found to be enlarged, and the seat of cloudy swelling, which is always one of the earliest indications of pathological change occurring in cell protoplasm.
In considering the question of work and fatigue, there are in addition certain other factors that cannot be ignored, for example: (1) the social conditions in operation upon the individual at birth, and during his upbringing; (2) habits such as the use of alcohol; (3) the atmosphere in which his work is carried on; and (4) the nature of his employment, and the number of hours per day spent at it.
Roughly speaking, the working classes may be divided into artisans, the majority of whom make good wages, are well housed, well clad, and well fed; and into labourers, who do unskilled work, whose occupation is irregular, and who, when out of work, are not well fed.
To some even of the regularly employed labouring classes, when the family is large and the wages small, or where work is interrupted on account of recurrent ill-health, life is a hardship, and the children are occasionally more or less deprived of their proper food; while in the case of the textile industries where women are employed in the factories, the infants, bereft of maternal attention and proper nutriment, necessarily suffer. The children born in the alleys of our large towns cannot, as they grow to manhood, be possessed of that well-developed bodily frame required to fit them for undertaking hard muscular work. The offspring of parents, both of whom work in textile or jute factories, are inferior in size and general physique to children born under healthy surroundings and under more normal conditions. When these grow up and enter the factory as half-timers, their rate of growth lags far behind that of children of their own age who still remain at school. The trend of civilisation is for hard manual labour to be more and more replaced by machinery in all industries. By some social economists, however, as we shall see later on, this is not always regarded as an unmixed benefit. When a child commences work and earns a weekly wage he is to that extent more able to procure the additional food his growing frame requires. From this point of view the object is good; and if only the physical labour is gradually undertaken, is not too long, and is tempered to the strength of the juvenile worker, the training, like the muscular exercises alluded to in the earlier part of this paper, may be beneficial than otherwise. It is not always thus, however,[112] with children who go into factories. Children brought from the country, and with good physique to start with, will be found after two years’ work in a mill in a large town to exhibit a smaller rate of growth than those who engage in outdoor work. The children of the poorer classes commence life at a great disadvantage compared with those of the well-to-do. There is more sickness, and the death-rate among them is higher, owing very largely to bad feeding, exposure, and neglect. Pagliani found as a consequence of women continuing to do hard muscular work when enceinte, and commencing their industrial duties again too soon after their confinement, even though giving their infants the breast, that the children were of shorter stature and of feebler force than those not similarly treated. A fairly reliable test of the effect of severe manual labour upon children in Continental countries is seen in the large number of conscripts rejected from military service on account of some physical disqualification. In no place perhaps more than in Sicily are the harmful effects of fatigue and exhaustion on young people so apparent. An excessive proportion of the conscripts who had been in their earlier years engaged in carrying heavy baskets of sulphur out of the mines near Catania are found to be physically feeble, ill-developed, and unfit for military service. Is a similar condition of things, although to a minor degree, not taking place in our own country? The standard of height and of chest measurement required of recruits is not rising but falling. The improper feeding, bad housing, imperfect clothing, and absence of pure air in the home, which are the lot of an increasing number of the poorer working classes, are not the conditions that favour the development of such healthy labouring people as are required to enable us as an industrial community to compete with other nations, perhaps more favourably circumstanced. The point is, whether in this respect other nations do not come under the same ban as ourselves.
After work there must be relaxation, in order that an opportunity may be given for the muscles to recuperate, and for waste products to be removed. For working men, physical rest and recreation, sleeping in good air amid healthy surroundings, are desiderata, and yet how few there be who find these. With the toil of the day over, home reached and supper finished, there is little in the immediate dingy surroundings that is attractive, and so the working men saunter out to the nearest street corner to converse with their comrades, or adjourn to a public-house, where[113] in an overheated bar and ill-ventilated rooms the remaining hours of the evening are spent. Nor is the married working woman much better off, so far as rest is concerned, for after her day’s work in the factory she attempts to overtake, often unaided, her neglected maternal and domestic duties. It is desirable that healthy recreation for our working classes should be provided to a greater extent than it is. In this matter employers could do a great deal. The proper housing of the working classes is even a greater need. How can the poorer working men have good health, good morals, and be long lived, when they do not have in their homes and surroundings those conditions that enable them, during periods of relaxation, to sleep well, and to eliminate by their lungs and skin the waste materials formed during toil. After all, we are each of us, physically and mentally, very much what the circumstances of life make us. Personal, not less than national character, is partly moulded by external surroundings.
The habits of the poorer working classes, too, as regards alcohol are not without their bearing upon this important question. It is a subject, therefore, upon which there should be some definite expression of opinion, especially since both at home and abroad there is a belief that alcohol is a necessity for the working classes. This matter has been recently brought to the front in France by the socialist leader, M. Fournière, in an address delivered to working men, the gist of whose argument is, that alcohol is a hydrocarbon, capable of supplying during combustion within the body the necessary elements for muscular work, and that therefore it is a food. Among foods of the hydrocarbon type Fournière places alcohol in the first rank. He maintains that the insufficient food of the workman imposes upon him the necessity for alcohol; his hard work creates a desire for it. Alcoholism as a social infirmity is therefore regarded as a direct consequence of the excessive demands made upon the muscular system by present-day labour. This is dangerous teaching to working men, and cannot be allowed to pass unchallenged. The insufficient food of the working man is in many instances the result of his small wages and uncertainty of employment, but it is a monstrous evil for any political leader to recommend him to spend more of his wages upon drink. Money purchases less alcohol than food; besides, what is spent upon alcohol is consumed by the individual himself, leaving less of the wages, therefore, to be spent on food for his wife and family. It is pandering to selfishness, and the teaching tends to encourage the idea that what a man produces by his labour he has a sole right[114] to spend upon himself, leaving to Society the care of those who are naturally his own. But quite apart from this side of the question, what is the teaching of physiology?[41] It can be shown that the administration of alcohol in more than moderate doses is followed by a diminution of muscular energy, which fresh doses of the stimulant do not readily compensate; that to the period of excitement there succeeds one of depression, so that in a given time the amount of work accomplished under alcohol is less than that done without it. I think I may safely say that no literary man ever did his best work under the influence of alcohol. In moderate quantities alcohol stimulates the brain for a brief period, and quickens the flow of ideas, but this is followed by a reaction of depression. In a paper read before the Académie des Sciences, January 1901, M. A. Chauveau detailed the results of his experiments upon alcohol and muscular work. He set himself this problem: how far a man who works and whose blood is saturated with alcohol obtains from the combustion of alcohol the energy necessary for the functional activity of his muscles? In order to estimate this he measured the “respiratory quotient,” that is to say, the relation existing between the volume of carbonic acid excreted and the amount of oxygen absorbed. His conclusions are drawn mostly from dogs. In an ordinary way meat and sugar were administered to these animals, and subsequently for 84 grammes of sugar 48 of alcohol were substituted. Under the normal feeding the mean respiratory quotient was 0.963, but during the period of the administration of alcohol it only reached 0.922. Chauveau proved by this and other means that alcohol is not utilised as potential energy either for the execution of physiological functions acting together in a state of repose or for muscular work during states of activity. In substituting alcohol for sugar he found in a given time—(1) a diminution of muscular work; (2) loss of body weight, and (3) increased expenditure of energy relative to the amount of work accomplished. We are familiar with the fact of the large quantities of stout consumed by the London dock labourers, who, either as the result of experience or imagination, have come to look upon malt liquor as a necessity and as a food. Without denying the fact of stout in small quantities when taken with food supplementing, through its hydrocarbons and the sugar[115] it contains, muscular energy, it can only to a limited extent contribute to those combustion processes from which the muscular system derives the necessary energy for its functional activity. Reverting for the moment to Chauveau’s experiments, it was found that during the period of normal feeding a dog ran a distance of 23.924 kilometres every day in two hours, and that its weight increased 1.245 kilos.; but during an equal length of time when it was taking alcohol instead of sugar, the distance coursed in the two hours daily was only 18.666 kilometres, and its weight fell 115 grammes. It is true that we cannot apply in toto the results of this experiment to man, but they are not without their meaning. Sugar is a well recognised muscle food. The experiment shows us that in dogs, when alcohol is substituted for sugar, the result is not to the advantage of the individual. There is a diminution in the amount of work done. More than this, alcohol tends, and the more impure it is the greater the tendency, to load the blood with harmful substances, and to induce pathological changes in such of the eliminating organs of the body as the liver and kidneys. Even admitting that it may contribute to the production of muscular energy, it imposes upon these organs a greater burden than a proportional quantity of food, and thus it happens that as a consequence of the circulation within the body of the toxic substances formed in muscle during work and of those derived from alcohol, also the fact that alcohol checks the power of the liver and kidneys to throw off the toxic material circulating in the blood, there are induced at an early age in working men who are intemperate, pathological changes in the liver, kidneys, and nervous system, structural alterations which play a very large part in the causation of the high death-rate of the poorer working classes.
In considering the question of fatigue of working people we must not overlook the nature of their employment, the rooms in which the labour is carried on, and the number of hours daily spent in work. When the air in a factory is close, and is not renewed frequently enough, there is an impediment to the escape of carbonic acid from the lungs, and when the air is overheated and moist, the natural cooling of the body through respiration cannot occur. Labour carried on under these conditions entails an additional tax upon the strength of the workers and burdens their system with impurities. We live in an age that creates, because there is a demand for, labour-saving machinery. The introduction of steam has revolutionised industry. Manufacturers keep increasing their production and throwing goods in larger quantity[116] and at lower price upon the market. Machinery acts with unerring uniformity. At times so simple is its mechanism that a child can almost guide it, yet how exacting are its demands. While machinery has in some senses lightened the burden of human toil, it has not diminished fatigue in man. All through the hours of work in a factory the hum of the wheels never ceases. Requiring constant attention, to stop the machinery running is to lose money, and so men and women are obliged to wrestle with the forces of steam and mechanical ingenuity. While the machinery pursues its relentless course and is insensitive to fatigue, human beings are conscious, especially towards the end of the day, that the competition is unequal, for their muscles are becoming tired and their brains jaded. In many factories the system of double shifts allows the work to be carried on by night as well as by day. It is not urged that where double shifts of men are employed and the work conducted in well-ventilated factories, the shifts alternating every fortnight (night being the ordained period for man’s rest) with no Sunday labour and Saturday afternoons off, that the double shift system is necessarily prejudicial to health. But what shall we say of double shifts that practically never know of any interruption? A short while ago I visited a large iron works on the Continent where steel rails were being made. By means of a day and night shift the work went on continuously. On the occasion of my second visit to the works at eleven o’clock at night I met with a strange sight. The men were working almost naked; they were only wearing loose, coarse cotton garments like shortened nightdresses, and even in these they were bathed in perspiration. As they flitted about in the darkness, lit up by the lurid glare of the furnaces, they looked more like demons than men. For nearly seven years had the furnaces been going almost without cessation. From the first day of one year to the commencement of that following, Sunday, Saturday, and Christmas Day, the men had worked their particular shift, never knowing what twenty-four hours’ respite from labour was unless when off ill. The company pensioned the men when they were too ill or too old to work, and gave them a house with a small garden and pasturage for a cow; but what availed these when the best years of the workmen’s lives had flown and the enfeebling influences of old age had fallen upon them? The men were old at the age of forty, and many of them were broken down in health. It is the continuous demands made by machinery that are so trying, there being no time left for relaxation. Presentday[117] factory labour is too much a competition of sensitive human nerve and muscle against insensitive iron, and yet, apart from an appropriate shortening of the hours of labour, it is difficult to see how this can be remedied. The greater the number of hours machinery runs per day the larger is the output for the manufacturer, but the feebler are the human limbs that guide it. To the machine time is nothing; to the human being, each hour that passes beyond a well-defined limit means increasing fatigue and exhaustion. There are some social economists, Marx among others, who maintain that while machinery has diminished the price of products it has made the lot of the worker worse, since by disregarding human strength it has introduced into factories a larger number of women, thereby reducing wages and diminishing the number of men required; so that, while there has followed a diminution in the number of hours of employment, the tension when at work is greater, and the output larger, thus resulting in more work being done. Machinery, too, by obliging man to do and to keep at one particular detail of work, is reducing him to a mere unit, and causing him to be ignorant of the other processes of manufacture, and to be less and less the handy man of an age now all but past. It remains to be seen how far this enforced relegation of man’s labour to the production of one particular product is for his own ultimate good and that of Society.
There is, it seems to me, too great a tendency even on the part of working men themselves to insist upon uniformity in regard to the number of hours they shall be employed. This is seen in the attempt to nationalise an eight hours’ day for coal-miners, when it is known that in Northumberland and Durham they do not work eight hours from bank to bank. There are local and social conditions that cannot be ignored, and before which the leaders of working men must bow. As regards dangerous trades, it goes without saying that the number of hours spent daily in a factory should be fewer than in healthy trades or in outdoor occupations; and a similar remark applies to those industries in which the work is hard and makes severe demands upon the muscular system of the labourers. It was surely never meant that work should be other than invigorating to man, and educive of all that is best within him. Healthy persons, therefore, should work to keep healthy; those who do not work, miss one of the greatest charms of life and stimuli to health. Fatigue is not due to work but to overwork, and excess of every kind is injurious.
Thomas Oliver.
[118]
Having undertaken, at the invitation of the editor of the present work, to contribute a section on the mortality of occupations, I think it just to him and to my readers to premise that inasmuch as the results of the forthcoming census cannot possibly be available for a considerable time to come, the statistical data on which I shall have to base my present observations must inevitably be those which were collected some years ago for the purposes of the second volume of my previous work.[42] And, seeing that those data were to a large extent exhausted in the preparation of the work referred to, it follows that I can offer comparatively little that is actually new in the remarks which I am now about to submit. The best that I can hope to accomplish is to select from the mass of statistical matter that was compiled for my larger work such particulars as may seem appropriate for the present article, adding from time to time such explanatory comments as a careful review of my previous book may show to be desirable.
Before entering on a discussion of the special subject with which the present essay is concerned, it may be well to offer a few preliminary remarks on the variations of mortality in general, as affected by conditions other than those of occupation, and in different parts of the country.
In a paper read before the Royal Society in 1859, my distinguished predecessor, Dr Farr, produced evidence to show that in sixty-three of the registration areas of England and Wales, which he designated “Healthy Districts,” the death-rate in 1845–50 did not exceed 17 per 1000 persons living. Improvement in the health conditions of England and Wales has now made it practicable to establish a higher standard for healthy districts: for whereas in 1845–50 less than 6 per cent. of the total population[119] lived in localities where the death-rate was 17 per 1000, we are now able to state that in the years 1881–90 not less than 25 per cent. of the people lived in districts where the death-rate ruled below 17 per 1000, including a proportion of 4.5 per cent. in districts where the death-rate did not reach 15 per 1000. At the same period the general death-rate of England and Wales was 19 per 1000 living: about one-fourth part of the English population experienced a death-rate of from 12 to 16 per 1000, one-half were subject to death-rates ranging from 16 to 22 per 1000, whilst one-fourth part of the population experienced death-rates varying from 22 to as many as 36 per 1000 living, or more than double the rate obtaining in the healthy districts. It is not of course suggested that these enormous differences of mortality are to be accounted for exclusively by circumstances of locality, or even by circumstances of occupation and locality combined. The true causes of excessive local mortality are for the most part well known to the sanitary authorities who are responsible for the health and well-being of the communities among whom such unfavourable conditions prevail; in any case, these causes cannot be specially discussed here.
The foregoing remarks, with respect to fluctuations in general mortality, may have little obvious bearing on the subject in hand, namely, the mortality of occupations. But I adduce them in order to assist in explaining what will be further emphasised later on, i.e., the fact that even in the same industry the workers in various places experience wide differences in their mortality—differences which can only be accounted for on the theory that conditions of environment determine, to a greater degree than is usually believed, whether the mortality of a given industry shall be favourable or the reverse.
In connection with each of the last four census enumerations, and with the aid of the death registers for the several intercensal periods, attempts have been made to ascertain the influence of occupation on the health and vitality of the people. The results have been published in successive “Decennial Supplements,” and to these works reference must be made on points of detail. The earlier investigations of Dr Farr, which were based on the census populations and the deaths in 1861 and 1871, were limited to the mortality from all causes incidental to men engaged in certain well-defined occupations—account[120] being taken only incidentally of the diseases to which that mortality was due. This omission, however, was supplied by Dr Ogle in the third Decennial Supplement, which dealt with occupational mortality in 1880–2. On that occasion Dr Ogle undertook the laborious task of abstracting and analysing large numbers of deaths in combination with ages, causes, and occupations, and thus succeeded in preparing the valuable series of tables concerning “causes of death in different occupations” which illustrate his work.
For the last decennial supplement I am myself responsible. In Part II. of that work the calculations were based on the population, as enumerated at the census of 1891, and the deaths registered in the three years 1890–2. Details of age, occupation, and cause of death, with respect to every male over fifteen years of age who had died during these three years, were abstracted from the registers and entered on separate slips of paper: these slips, more than half a million in number, were then examined by specially selected clerks, who had been employed in classifying occupations for the census reports, and each slip was distinctively marked with the heading under which the occupation should fall.
In the course of the work it speedily became apparent that the mortality of men employed in the several occupations is seriously affected by the surroundings in which they work, and, as before mentioned, these surroundings vary considerably, even for the same occupation, in different parts of the country. In order to ascertain, if possible, the extent to which the mortality of certain occupations was modified by these conditions, the following plan was pursued: the slips belonging severally to London, and to certain groups of districts the populations of which are mainly engaged either in industrial, in agricultural, or in mining pursuits, were counted separately from those belonging to the remaining parts of England and Wales, and the mortality of the same occupations was ascertained in each of these areas.
The group of Industrial Districts was constituted as follows—The county of Lancaster was selected as the seat of the cotton industry; the towns of Huddersfield, Halifax, and Bradford, as that of the woollen industry; Wolverhampton, Birmingham, Leeds, and Sheffield, as that of the iron and steel industry; and Leicester as concerned in the manufacture of boots and hosiery.
The Agricultural Group contained all those counties of England[121] and Wales in which at least one-third of the occupied males over ten years of age were returned at the census as farmers and farm labourers; to these were added parts of counties in which, after exclusion of some of their principal towns, a like proportion of the population was found to consist of farmers and their labourers. In order to avoid possible confusion, as between different grades of labourers, it may be mentioned that all those who were described simply as “labourers” in these agricultural districts have been reckoned here as “farm labourers.” For comparison of the mortality among coal miners in different parts of the country, separate statistics for this industry were compiled for the following six local areas: (1) Durham and Northumberland, (2) Lancashire, (3) The West Riding of Yorkshire, (4) Derbyshire and Northamptonshire, (5) Staffordshire, and (6) Monmouthshire with South Wales.
The extracts from the death-register were limited, for the purpose of my Decennial Supplement, to facts concerning males aged fifteen years and upwards. Hitherto no attempt has been made to deal with the occupational mortality of females. The uncertainty attaching to the statement of occupations in the case of females has been urged as a reason against such an attempt. Much importance has also been held to attach to the fact that only 38 per cent. of the women aged between fifteen and sixty-five years were returned at the census as following any definite occupation, whereas 94 per cent. of the men at the same ages were so returned. Having regard, however, to the vastly increased attention which is now devoted to female industries, especially those which are carried on under the control of the Factory Acts, it is much to be desired that the mortality of the more important of these industries, at any rate, should be subjected to careful statistical investigation at the earliest possible opportunity.
The choice of an occupation by a labouring man is not always, nor is it mainly, determined by personal caprice. It is matter of common observation, that in industries of the more laborious type, such as those of railway navvy, engine fitter, boiler maker, blacksmith, etc., only men in the prime of life, or of more than average physique, are to be found. The operatives in these industries are selected men, quite as much so as are soldiers or sailors, but the process of selection is a different one. They can continue their arduous toil only so long as their bodily strength remains at its best: and when, from sickness or from advancing[122] age this gives way, they are forced to relinquish their labour. They then either turn to some employment which makes less exacting demands on their energy, or else fall out of the ranks of definite employment entirely, and descend to the sad lot of those who are described as of no settled occupation. It follows, therefore, that the men in actual work in the laborious occupations above mentioned enjoy a special advantage over the workers in less arduous trades; and their mortality, although high in spite of that advantage, appears far lower than it would do if every individual could be traced from the time of his entry on the occupation to the end of life. But what of the men who, after trial of a laborious calling, perhaps for the best years of their lives, are forced by ill-health or other infirmity to relinquish it? Very many of these will be found struggling to eke out a living either as cab-drivers, omnibus guards, or messengers, and being for the most part broken down in health as well as careworn and ill-nourished, they must further increase the already high apparent mortality of these workers. Failing this, they will go to swell the ranks of the classes indefinitely known as costermongers, dock labourers, street sellers, hawkers, and general labourers, or less fortunate still, they will drift into the yet lower grade of the unoccupied, whose terrible mortality I shall shortly have to describe.
The mortality prevailing in a given industry from time to time can only be regarded as, at best, a rough measure of the healthfulness of that industry. The reason for this will be explained presently. It is, however, beyond question that when the public mind becomes sufficiently appreciative of the economic value of human life, and of the wastefulness of ill-health, to demand a registration of sickness corresponding with that which is now in force with regard to mortality, we shall be in a position to measure with a near approach to accuracy the amount of damage done by the several industries to the health and vitality of the workers, although it may not be practicable to suggest in all cases a remedy for the waste and the suffering so caused.
Meantime it is desirable to indicate briefly some of the chief reasons which detract from the value of mortality statistics as criteria of the healthfulness of occupations. And first with regard to the data concerning the living in the various industries. It might seem at first sight a simple matter to sort out the units of an industrial community[123] according to their occupations as stated in the census schedules: but even a superficial study of the experience of those responsible for the conduct of past censuses will show that even this initial process is, in reality, a highly complex and difficult one.
The number of names of more or less distinct avocations in England is enormous; at the last census it was about 12,000, but at the present time it is probably far greater than this. The vast additions that have accrued to our nomenclature of occupations is due in a great measure to the circumstance that new branches of industry have sprung up amongst us in recent years, and that with advancing times, old trade processes have undergone more and more minute subdivision. Nevertheless a large number of more or less obsolete names are still of necessity retained in the list of occupations, for the guidance of the abstractors, although many of those in current use are scarcely more than ephemeral nick-names, which are of but rare occurrence in the schedules.
In recent years the industries of the English people have come to be very minutely subdivided, each group of workers in the several subdivisions being known by a special name; and what is worse, the same name frequently indicates one thing in the north of England, and another thing in the south. Nay, more, it frequently happens that these arbitrary names give no clue whatever to the character of the industry to which they are assigned. Perhaps the most serious and perplexing difficulty met with in connection with classification is the fact that very frequently one and the same name is used to indicate totally dissimilar occupations. Thus, for example, the term joiner in some places is used to designate a carpenter, but in others it means a maker of lace. By clothier is sometimes meant a cloth-maker, in others it stands for a dealer in clothes. By jobber is understood in some cases merely an artisan, whilst in others it takes a more definite meaning in connection with the exchange of money (stockjobber). A drummer is either a soldier or a blacksmith’s striker. A miller is either a dealer in corn or a stone mason. An engineer may be either a maker or a driver of machinery. A placer may be either a potter or an iron manufacturer. In the above-mentioned cases the confusion is only between two occupations, but there are other instances far more numerous and much more troublesome, in which one particular name is used in common for a similar process in a considerable[124] number of different trades. For instance, there are spinners, weavers, warpers, winders, etc., alike in cotton, silk, wool, and flax factories, and when an operative is returned under one or other of these names, without further distinction, it is impossible to decide to which of the several manufactures he ought to be assigned. Nor is the worker necessarily to be blamed for this; for he, failing to see the importance of precision, and perhaps ignorant of the use in other industries of a designation similar to his own, not unnaturally returns himself under some such familiar heading, without further question. Nevertheless it will readily be understood that the existence in the returns of such indefinite headings as “miner,” “labourer,” “artisan,” makes it difficult to estimate the precise number of workers in any industry, if, indeed, it does not in certain cases seriously reduce the value of such estimates. Fortunately, however, the numbers of workers thus vaguely returned at the census are small when compared with the enormously greater aggregates of those employed in the more important industries, and whose exact occupations are definitely known: so that, with respect to these principal industries, at any rate, the numbers can be ascertained with sufficient accuracy for practical purposes.
Thus far a few of the difficulties and possible errors connected with the returns of the living in the several industries having been considered, we now come to speak of the other factor of relative mortality, viz., the deaths occurring in the several occupations, and their classification according to age and probable cause. The difficulties encountered in relation to estimates of population have already been shown to be considerable; and yet they are not only fewer in number, but also less serious than those we shall now have to notice. The vagueness with which occupations are too often stated in the schedules has already been referred to, but unfortunately even greater vagueness is discoverable in the death returns. In proof of this the large group of men, some six hundred thousand in number, who are designated “agricultural labourers,” may be taken as a case in point. In the census returns of the living these men are doubtless correctly described, but in the death registers they are in many cases entered simply as “labourers,” without qualification of any kind. Consequently there is danger lest these men, who for the most part are remarkably healthy, sober, and well-conducted, should be confused with “general labourers,” a sadly unhealthy, degenerate set[125] of men, whose occupation is uncertain, who live from hand to mouth, and whose mortality is nearly double that of agricultural labourers. Coal miners, again, are a class of workers who are likely to be differently entered in the census returns on the one hand, and in the death registers on the other. In consequence of the very commendable efforts which are made to secure accurate returns of the living at each census, it is probable that for the most part miners are classified accurately according to the mineral in which they work, but in the death registers coal miners and iron miners, tin miners and copper miners, are alike in many cases classed simply as “miners,” without further distinction, and thus much uncertainty results as to the exact class of workers to which a particular death should be assigned.
In his Decennial Supplement for the period 1871–80, Dr Ogle dealt with this subject very thoroughly; and inasmuch as his opinion is deserving of great weight, I make no apology for quoting here the following extract from that work. Speaking of the difficulties which occasion flaws in the calculations of occupational mortality, he says:—“There are many trades and occupations which require a considerable standard of muscular strength and vigour to be maintained by those who follow them; such occupations, for instance, as those of a blacksmith, of a miner, and the like; and so soon as from any cause the health and strength of a man fall below this standard, he must of necessity give up the occupation, and either take to some lighter form of labour, or, if his health be too much impaired for this, retire altogether from work. And even in those industries where no excessive amount of muscular strength is required, there must nevertheless be always a certain time beyond which continuance in the business becomes an impossibility. The weaker individuals, and those whose health is failing them, are thus being drafted out of each industrial occupation, and especially out of those which require much vigour; and the consequence is that the death-rates in these latter occupations are unfairly lowered, as compared with the death-rate in occupations of an easier character, and still more, as compared with the death-rates among those persons who are returned as having no occupation at all. A very considerable proportion of those who are forced to give up harder labour take to odd jobs of a more or less indefinite character, and are returned both in the census schedule and eventually in the death registers as general labourers, as messengers, or as costermongers, street sellers, etc.; and thus it comes about that the death-rates of[126] general labourers, of messengers, and of street sellers ... appear to be of appalling magnitude, as also do those of persons returned as of no occupation. Under these headings, however, are comprised the broken-down and the crippled, who have fallen out of the ranks from all the various industries, as well as those who have been throughout life debarred, by natural infirmities or other causes, from following any definite occupation. Another very serious flaw in these death-rates, when taken as measures of the relative healthiness of different industries, is due to the fact that these several industries do not start on equal terms as regards the vitality of those who follow them. A weakling will hardly adopt the trade of a blacksmith, a miner, or a railway navvy, but will preferentially take to some lighter occupation, such as that of a tailor, a weaver, or a shopman. This defect in the death-rate gives an unfair advantage to such industries as demand much strength or activity in those that follow them. Such industries are in fact carried on by a body of comparatively picked men; stronger in the beginning, and maintained at a high level by the continual drafting out of those whose strength falls below the mark.”
In comparing the mortality of occupations at different and perhaps remote periods of time, it is important to ascertain whether any epidemic or pandemic diseases have been seriously prevalent among the general population during either of the periods compared; for in that case considerable allowance will have to be made for this fact, if anything like accuracy of result is aimed at. Thus, for example, in any comparison that may be instituted between the mortality of 1891 and that of 1881, it is necessary to take into account the far-reaching effects of the influenza epidemic which exceptionally and with great severity prevailed throughout the more recent period. It is unquestionable that the fatality of diseases not only of the respiratory but of the nervous and circulatory systems also was seriously increased by this complication, and that the value of any comparison between the mortality statistics of the two periods has been considerably diminished as a consequence.
The foregoing are a few of the more important defects which are unavoidably present in the data from which comparative statistics of occupational mortality are prepared. They are serious and far-reaching. In using such statistics as a means of distinguishing between different industries with respect to their healthfulness, it is necessary to recognise the existence[127] of these defects, and to make suitable allowances for them. Nevertheless when this has been done, it is beyond question that the rates of mortality furnish reliable measures of the healthfulness of different occupations, especially of those in which the number of workers is sufficient to furnish trustworthy rates, and the period of investigation is adequate for the purpose.
Dr Farr has indicated the period of life between the twenty-fifth and the sixty-fifth year as that in which “the influence of profession is most felt.” Dr Ogle, in his Decennial Supplement to the 45th Report, adopted the same view, supporting it by the argument, that in the earlier periods the effect of occupation is not as yet fully developed: and that the last age period (sixty-five and upwards) is that which is more especially affected by the retirement from the industry of such men as have become too weakly to follow it. My own inquiries having tended to confirm these opinions, I have retained in my recent work the same interval, namely, that of the forty years between the twenty-sixth and sixty-sixth birthdays, as marking the period of life during which the effects of occupation are most conspicuous. In the majority of industries this is generally held to be the term of years which most accurately corresponds with the period of man’s greatest capacity for effective labour. There are, however, several occupations in which this is not so. Instances may readily be adduced of occupations in which the actual task of bread-winning both begins and ends at an earlier age than it does in most other industries; so that it would be impossible to specify any limit of age which should apply equally well to all occupations in this respect. Inasmuch, however, as it is necessary for our present purpose to select some one interval for general adoption, the age twenty-five to sixty-five is that which has been adopted as the “main working period of life” in the following pages.
The mortality of any given occupation is influenced very decidedly by “the age and sex distribution” of the workers. The examples following will show how great is this influence: the figures indicate the rates of mortality in each thousand males living in groups of ages: (1) among men in general, (2) among farmers as a class (see table on next page).
From this table it will be seen that the mortality of farmers is below that of males in general at every age-group, and that from the first stage of life to the last it averages from 50 to 60 per cent. of the mortality of males generally. If, however, the total deaths of farmers above fifteen years be calculated on the total[128] number of farmers living above fifteen years, and without further distinction of age, the mortality of farmers would be represented
| Ages (Years). |
General Male Population. |
Farmers. | Mortality of Farmers to that of Males generally, the latter taken as 100. |
| 15–20 | 4.14 | 1.30 | 31 |
| 20–25 | 5.55 | 2.40 | 43 |
| 25–35 | 7.67 | 4.29 | 56 |
| 35–45 | 13.01 | 7.03 | 54 |
| 45–55 | 21.37 | 11.20 | 52 |
| 55–65 | 39.01 | 23.97 | 61 |
| 65 and upwards | 103.53 | 87.81 | 88 |
by a rate of 19.58 per 1000, or 0.84 per 1000 above that of males in the aggregate. It therefore appears that although farmers do not die so fast as other men at each of the age-groups here specified, nevertheless farmers in the aggregate, i.e., without distinction of age, die faster than other men. This apparent contradiction will, however, be explained when the differences in age constitution are taken into account between farmers on the one hand and males in the aggregate on the other. Reference to the census report will show that there are nearly three-fourths as many farmers above sixty-five years old, when the mortality is 88 per 1000, as there are at ages between twenty-five and fifty-five, when it is only 4½ per 1000: whilst among the male population generally the number living at ages above sixty-five years, when the mortality exceeds 103 per 1000, is less than one-third of the number between twenty-five and thirty-five, when it does not exceed 8 per 1000. From the foregoing example, then, which is by no means a solitary one, it is clear that crude rates of mortality, i.e., rates computed without reference to age differences of population, are untrustworthy as a means of comparing one occupation with another on the score either of health or of longevity.
In dealing with the occupational mortality of 1880–2, Dr Ogle adopted the plan of “deaths in standard population,” which fairly represents the mortality of a given occupation as compared with the general mortality. The same plan has been followed (mutatis mutandis) in the present work. It may be thus explained. The standard population here used is the number of men between the ages of twenty-five and sixty-five years in the population of England and Wales, amongst whom 1000 deaths would occur in a single year; the population in 1891 and the deaths in 1890–2 being taken as the basis. The[129] comparative mortality figure, therefore, is the number of deaths that would occur in a year, according to the death-rates ascertained for a given occupation among 61,215 men of standard age constitution: it represents very fairly the mortality in the given occupation as compared with that among males generally.
Out of 61,215 men aged from twenty-five to sixty-five at the census of 1891 there were enumerated:—
| 22,586 | at the age-group | 25–35 years | |
| 17,418 | „ „ | 35–45 „ | |
| 12,885 | „ „ | 45–55 „ | |
| and | 8,326 | „ „ | 55–65 „ |
In order to ascertain the number of deaths that would occur among 61,215 men engaged in a particular industry, all that is necessary is to apply to these four totals the corresponding rates of mortality occurring in that industry: the resulting sum of deaths will be the comparative mortality figure for that industry; and if the calculated deaths in each of the four age-groups be distributed proportionally according to the causes of death in such age-group, the parts of the comparative mortality figure that are due to the several causes will be obtained. By means of the tables which follow in the letterpress, and which have been prepared according to this principle, the mortality of men engaged in the stated occupations may be studied. I now proceed to illustrate, by means of a particular example, the manner in which dissimilar rates may be used for the purpose of comparing the mortality of men engaged in different occupations. In my larger work it was shown that in the three years 1890–2 there occurred among gardeners and nurserymen, between the ages before mentioned, 3462 deaths out of 339,225 years of life. If the age constitution among gardeners had been the same as that among the general English male population, the mortality of 61,215 males taken (1) from among the general male population, and (2) from among gardeners, would stand as follows:—
| Age in years. | General Male Population. | Gardeners and Nurserymen. | |||
| Numbers Living. |
Deaths. | Mortality per 1000. |
Mortality per 1000. |
Deaths. | |
| 25–35 | 22,586 | 173 | 7.67 | 4.14 | 94 |
| 35–45 | 17,418 | 227 | 13.01 | 6.59 | 115 |
| 45–55 | 12,885 | 275 | 21.37 | 11.63 | 150 |
| 55–65 | 8,326 | 325 | 39.01 | 23.29 | 194 |
| 25–65 | 61,215 | 1000 | ... | ... | 553 |
[130]
The true ratio of mortality among gardeners to that among the general male population is thus seen to be 553 to 1000, and this may be expressed by designating 553 the “comparative mortality figure” for gardeners.
Unhealthy Trades.—A simple and rational classification was that of the late Dr Guy, the accomplished physician of King’s College Hospital, by which occupations were divided into (1) indoor, and (2) outdoor. It is matter of common knowledge, at least among medical men, that outdoor occupations are, for the most part, more healthful than indoor; which is tantamount to the statement that a life of labour in the open air, in spite of the danger of exposure to inclement weather, is more conducive to health and longevity than is indoor labour, with its ordinary (though by no means necessary) concomitants of foul air, sedentary habits, and want of exercise.
Having ventured to estimate, with the sole assistance of mortality statistics, the amount of damage to health, as well as of waste of life, which is encountered by workmen of different grades, as a result of their employment, it is of course necessary, in limine, to determine the maladies whose inordinate fatality is to be regarded as evidence that mischief has resulted from any particular trade process. The organs which are affected, not only earliest, but also most seriously, by dusty air and by air which is organically impure, are the lungs: and we naturally look to these organs as being those which will probably exhibit the chief indications of injury. Here, however, we are met by an initial difficulty. Unfortunately, the returns of death, as registered, do not in all cases furnish the means of discriminating between the various kinds of ailment. For example, medical experience shows that under circumstances frequently existing, especially amongst the poor, it is difficult to distinguish accurately between one form of lung disease and another, and there is reason to believe that a considerable number of deaths actually caused by simple inflammatory diseases of the lungs and air passages are erroneously returned in the registers, and consequently in the classified tables, as due to tubercular phthisis. In remote parts of the country, where the populations are for the most part ill-provided with medical attendance, it is the fashion to attribute to what is locally termed “consumption” or “decline,” all cases of illness that are accompanied by cough, expectoration, or shortness of breath. It must, however, be remembered that deaths are not in all cases certified as to[131] cause by medical men: many of them are attested by coroners, and a certain proportion are registered without certificate of any kind. This is exceptionally the case in certain parts of Wales, where the mortality ascribed to phthisis is very high, and where the proportion of persons who die without medical attendance is likewise excessive.
Having regard to the tendency which not infrequently exists to confuse tubercular with non-tubercular affections of the lungs, it is probable that the most reliable evidence derivable from the registers as to the evil effects, on the one hand of irritating atmospheric dust, and on the other of organically contaminated air, will be attained by the adoption of the late Dr Headlam Greenhow’s plan, which was to include the deaths from phthisis under the same heading with those of the respiratory system. This plan has accordingly been adopted here, and in the following tables the order of occupations has been determined by their combined mortality from these diseases. The mortality figures, however, from phthisis as well as those from other lung diseases are separately shown in the tables.
In my larger work on occupational mortality the varying incidence of phthisis and of respiratory diseases among certain classes of workers, in different localities, was treated of in considerable detail. I must here revert somewhat briefly to this subject, in order to explain what follows at a later stage. In the work referred to I showed that among occupied males as a class between the ages of twenty-five and sixty-five the mortality figure from respiratory diseases exceeds that from phthisis by about one-fifth part: among unoccupied males, on the contrary, the mortality from phthisis greatly exceeds that from respiratory diseases. The main causes of this difference are probably: (1) that occupied males who are attacked by phthisis are especially prone to drift into the unoccupied class; and (2) that certain portions of the unoccupied class—the insane, for example—suffer a very high mortality from phthisis. The normally prevailing excess of mortality from respiratory diseases over that from phthisis does not obtain among occupied males in all parts of the country. In the industrial districts that excess is very clearly marked, but London and the agricultural districts are exceptions to the rule, their mortality from phthisis being greater than that from respiratory diseases. In London the mortality from respiratory diseases is high, but that attributed to phthisis is higher still; in the agricultural districts, on the other hand, the mortality ascribed[132] to phthisis is low, but that ascribed to respiratory diseases is still lower. Turning to the separate groups of occupations, it appears that about one-third part of these groups, containing about the same proportion of the occupied male population at ages above fifteen years, differ from occupied males generally, in this respect, that they encounter higher mortality from phthisis than they do from respiratory diseases. This third part of the occupational groups may be arranged in two sections: the first section comprising those occupations which deviate from the general rule because of a special tendency among the workers to succumb to phthisis; the second section comprising those occupations which deviate from the rule for the reason that the workers enjoy unusual immunity from death by respiratory diseases.
The first section may be subdivided thus:—
(a) Occupations which are carried on in close and confined air—commercial clerks, bookbinders, tailors, and tin-miners afford examples of this kind.
(b) Occupations in which excessive mortality from phthisis appears to be associated with alcoholic intemperance—as in the case of law-clerks, inn-servants, and costermongers.
The second section may be subdivided as follows:—
(c) Occupations in which relative immunity from respiratory mortality appears to depend on the circumstance that the workers are protected from inclemency of the weather—instances of this kind are furnished by barristers, school-masters, and domestic servants.
(d) Healthy outdoor occupations characterised by low mortality from both descriptions of lung disease—this sub-section consists of farmers and labourers in agricultural districts, and of gardeners; it is probable, however, that the excess of mortality from phthisis above that from respiratory diseases among these workers is, wholly or in part, only apparent.
The above remarks must be understood to apply only to such occupations as depart from the rule, which is that the mortality from respiratory diseases exceeds that from phthisis. Among the occupations which conform to this rule, there are some in which either impure or dust-laden air is one of the conditions of[133] working; and there are others in which either alcoholic excess or exposure to weather is accompanied by enormous mortality from respiratory diseases. On the other hand, there are also included some occupations in which the workers experience low mortality from respiratory diseases, and still lower mortality from phthisis.
With respect to the standard by which the healthfulness of the several industries is to be determined, only a few words are necessary. The standard should be a high, but for obvious reasons it should be an attainable one, and the men composing it should be of a class not widely different from that of those with whom they are placed in comparison. The men engaged in agricultural pursuits form a group numbering more than a million, and consisting of farmers, graziers, gardeners, and farm labourers. They are for the most part a hard-working and healthy body of men, who spend the greater part of their time in the open air of the country: they may therefore be considered typical of that section of the population which suffers injury in the least degree from the inhalation either of dust-laden air or of air contaminated by organic effluvia. For these reasons agriculturists have been chosen as the class with which the occupations now to be specified shall be compared, so as to render appreciable the serious waste of life which is still experienced by the workers in certain selected occupations.
[134]
That the constant inhalation of dust as a necessary condition of daily labour results sooner or later in the appearance of grave and characteristic lesions which lead to premature breakdown and death among the workers, is matter of common medical experience. Through the instrumentality of the Factory Department the conditions of labour in these industries have recently been greatly improved: this has been achieved by the general introduction of ventilating fans and of other expedients for preventing the inhalation of irritating particles by the operatives. Nevertheless the returns of mortality still show that several of these occupations produce a terrible amount of suffering and disablement, whilst they unquestionably shorten the lives of those who follow them.
In the subjoined table will be found a list of those industries in which the labourers suffer exceptionally from the presence of dusty particles or other irritating matters in the air of the apartments in which their work is carried on. In this table the mortality of the several dust-producing occupations is contrasted with that of agriculturists, who have been shown to suffer from the effects of dust to a less degree than any other workers. It is not asserted or believed that the whole of the difference between the respiratory mortality of certain unhealthy trades and that of this more favoured class is to be accounted for by dust irritation alone. There are almost certainly present other contributory factors also, the effects of which it would be difficult to show separately: nevertheless, there is no doubt that an atmosphere constantly charged with mechanical impurities of this kind is the main cause of the excessive mortality indicated in the table.
The aggregate death-rate from tubercular phthisis and diseases of the respiratory system is shown in this table, as also are the figures relating to each affection separately. Columns 3 and 4 give the combined mortality from these diseases among the[135] several classes of workers in comparison with that of agriculturists. In the fourth column the mortality of the latter is taken as 100 and that of the other workers is shown proportionally to that figure.
Comparative Mortality from Specified Causes in certain Dusty Occupations.
| Occupation. | Comparative Mortality Figure (all Causes). |
Phthisis and Diseases of Respiratory System. |
Mortality Figure. | |||
| Mortality Figure. |
Ratio. | Phthisis. | Diseases of Respiratory System. |
Diseases of Circulatory System. |
||
| Agriculturist | 602 | 221 | 100 | 106 | 115 | 88 |
| Potter, Earthenware manufacturer | 1702 | 1001 | 453 | 333 | 668 | 227 |
| Cutler | 1516 | 900 | 407 | 382 | 518 | 167 |
| File-maker | 1810 | 825 | 373 | 402 | 423 | 204 |
| Glass-maker | 1487 | 740 | 335 | 295 | 445 | 157 |
| Copper-worker | 1381 | 700 | 317 | 294 | 406 | 186 |
| Gunsmith | 1228 | 649 | 294 | 324 | 325 | 153 |
| Iron and Steel manufacturer | 1301 | 645 | 292 | 195 | 450 | 162 |
| Zinc-worker | 1198 | 587 | 266 | 240 | 347 | 126 |
| Stone-quarrier | 1176 | 576 | 261 | 269 | 307 | 137 |
| Brass-worker | 1088 | 552 | 250 | 279 | 273 | 126 |
| Chimney sweep | 1311 | 551 | 249 | 260 | 291 | 142 |
| Lead-worker | 1783 | 545 | 247 | 148 | 397 | 272 |
| Cotton manufacturer | 1141 | 540 | 244 | 202 | 338 | 152 |
| Cooper and wood turner | 1088 | 526 | 238 | 250 | 276 | 137 |
| Rope-maker | 928 | 486 | 220 | 219 | 267 | 118 |
| Bricklayer, mason | 1001 | 476 | 215 | 225 | 251 | 130 |
| Carpet manufacturer | 873 | 471 | 213 | 226 | 245 | 87 |
| Tin-worker | 994 | 451 | 204 | 217 | 234 | 124 |
| Wool manufacturer | 991 | 447 | 202 | 191 | 256 | 131 |
| Locksmith | 925 | 428 | 194 | 223 | 205 | 104 |
| Blacksmith | 914 | 392 | 177 | 159 | 233 | 136 |
| Baker, confectioner | 920 | 392 | 177 | 185 | 207 | 130 |
It thus appears that there are 22 industries in each of which the mortality from tubercular phthisis and respiratory diseases together is more than double that of agriculturists; and further, that these 22 occupations include 8 (giving employment to more than 100,000 men) in which the total mortality from these diseases ranges from three times to as much as four and a half times that of the agricultural class.
Potter, Earthenware, China Manufacture.—“The earthenware manufacture is one of the unhealthiest trades in the country. At the age of joining it is low: but the mortality after the age of[136] thirty-five approaches double the average: it is excessively high; it exceeds the mortality of publicans. What can be done to save the men dying so fast in the potteries and engaged in one of our most useful manufactures?” Thus wrote Dr Farr in 1871, with regard to the pottery manufacture of that day. And Dr Ogle, writing ten years later, confirmed this statement, adding that the mortality of these workers at all ages from twenty-five to sixty-five had increased since 1871. He further stated that at that time (namely, in 1881) their comparative mortality figure was no less than 1742, which was only exceeded by the figures for costermongers, Cornish miners, and inn and hotel servants. In the three-year period 1890–92 things had only slightly improved: the mortality in this occupation from all causes remaining almost unchanged; and although phthisis claimed fewer victims than in 1881, lead poisoning had become more than twice as fatal since the previous record, and diseases of the circulatory and urinary systems had seriously increased in fatality. The excessive mortality of these workers is mainly due to phthisis and diseases of the lungs and heart. Of their entire mortality figure (1706) from all causes, not less than 1001 is contributed by phthisis and other diseases of the lungs. The mortality of potters from bronchitis is more than four times as high, and that from other respiratory diseases is three times as high as the mortality of occupied males in the aggregate.
Potters succumb to non-tubercular disease of the lungs much more rapidly than they do to tubercular phthisis; and it is certain that much of the so-called potters’ phthisis ought properly to be termed cirrhosis of the lung. Deaths from this affection should never be included under the head of phthisis, which term is now restricted, by universal consent, to the tubercular malady of that name.
The mortality figure of potters from lead poisoning is 17, and comes next to that of plumbers, as fourth highest in the list of industries liable to plumbism. The mortality figures, due to diseases of the nervous and urinary systems, in these two occupations, exceed the standard for occupied males by 54 and 50 per cent. respectively.
The term “potter” is a very comprehensive one, and is ordinarily understood to mean any workman employed in a pottery. But Dr Arlidge, the author of the best essay of modern times on the ailments of this class of workers, has shown how widely the operations in pottery manufacture differ from one another in[137] their effect upon health. Speaking of the manufacture of earthenware generally he says: “This manufacture stands foremost among those wherein the employment is distinctly chargeable with the production of disease; and the principal materials to which its unenviable character is due are the clays and the flint used in it. However, these minerals are not the only agents that render the fictile trade one so highly injurious to health, for lead also is largely used for glazing and colour-making, and is a frequent cause of plumbism among the artisans. Again, it is a manufacture having many departments, between several of which no common characters can be said to exist. This holds good of the two principal departments, viz., (1) the making of the articles from potter’s clay; and (2) their ornamentation by painting and gilding. They are often spoken of as the “clay” and the “finishing” departments. It is with the former that we are in the first instance concerned, because in it the production of dust ... is pre-eminently the cause of disease.”[43]
Cutlers, Scissors-makers.—The mortality among cutlers is enormous; at all ages it is very high, but at ages beyond thirty-five years it exceeds the standard among occupied males generally by from 64 to 72 per cent. The comparative mortality figure for cutlers at ages from twenty-five to sixty-five years is 1516, which is higher than the average of other occupations by 59 per cent. Cutlers, although in this respect they have an advantage over potters, are nevertheless among the occupations which suffer excessively from “pulmonary” disease. Their mortality figure for phthisis is 382, and for respiratory diseases is 518, against 106 and 115 respectively, the figures for agriculturists. Taking these diseases together, cutlers sustain a mortality in excess of that of other occupations by 122 per cent. It has been shown by Dr Headlam Greenhow and others that the great mortality among cutlers and grinders arises from the irritation caused by the mechanical particles produced during the process of manufacture, and received into the lungs with the air of respiration.
Cutlers suffer slightly from lead poisoning; their mortality from this cause being represented by 3. The occurrence of lead poisoning among cutlers is a novel feature in the mortality returns for 1890–92, Dr Ogle having found no deaths from that cause in the sample of these workers examined by him in preparing his supplement for 1881. In the mortality figures for diseases of the urinary system there is, among cutlers, an excess of 37 per cent.[138] as compared with the standard among occupied males. From diseases of the nervous system the excess of mortality among these workers is 11 per cent. Taking together the mortality ascribed to alcoholism and to liver disease as a rough measure of the mischief caused by intemperance, there is a slight excess among these workers as compared with the standard.
Since the previous record the mortality among cutlers has increased; and this not only at the higher ages, as appears to have been the rule in most other occupations, but also among men under forty-five years of age. Their mortality attributed directly to alcoholism, which had been much below the average in 1881, has risen above the average in 1891, but there has been no corresponding increase under the head of liver diseases. Since the former period the mortality of cutlers from heart disease has increased by 58 per cent., from lung diseases other than phthisis by 38 per cent., and from tubercular phthisis by 9 per cent.
File-cutters.—Judged by their general death-rate, file-cutters are the least healthy men included in our list of occupations, with the exception of publicans (in certain districts) and of dock labourers—their comparative figure being 1810, or three times as high as that of agriculturists. As compared with the standard mortality of occupied males, that of file-cutters is in excess by not less than 90 per cent. At each of the age-groups of the working period of life the mortality among file-cutters is appalling, and this is especially the case at ages above thirty-five years, when the death-rate exceeds the average by from 93 to 110 per cent.
As with cutlers, so with file-cutters—their great mortality appears to depend on the irritation caused by particles of stone or of metal which find their way into the air passages with the respired air. Dr Headlam Greenhow, writing so long ago as 1858, stated that file-cutters owe their enormous mortality from lead poisoning to the circumstance that the files are cut on blocks of lead: their mortality figure for plumbism, in 1890–2, was no less than 75!
Diseases of the urinary system cause a mortality among file-cutters which is above the average by 154 per cent., and diseases of the nervous system a mortality in excess by 159 per cent.
Intemperance does not seem to be especially rife among file-cutters, but they are addicted to suicide in about double the normal proportion.
The comparative mortality figure of file-cutters has increased considerably since 1871: the increase being relatively greatest[139] since 1881. At the age-group 45–65 the increase in the death-rate has been steady throughout the entire period of twenty years, but at ages under forty-five, although between 1871 and 1881 there had been a fall in the death-rate, this has been followed since the latter year by a rise of considerably greater amount.
The mortality from tubercular phthisis, which had been 407 in 1881, has still further increased to 414 in 1891. According to recent experience, file-cutters die from diseases of the circulatory and respiratory systems even more rapidly than they did in 1881.
Glassmakers.—The making, blowing, and engraving of glass occupies a prominent place among unhealthy trades, for several reasons. In the first place, the workers are exposed to extreme variations of temperature—in some processes, that of glassblowing especially, the operatives are constantly exposed to the intense heat of the furnace, as well as to that which radiates from the pots of molten glass which they are engaged in blowing. The intense heat and profuse sweating naturally induce painful thirst, which the workmen evidently allay by excessive drinking: this is shown by the fact that their mortality from alcoholism and from nervous disorders is nearly double that experienced by operatives in other trades. In the next place, glass-makers are subject to plumbism, their mortality figure attributed to this cause being no less than 12, or sixth highest in the list of industries subject to this complaint. According to Dr Arlidge, who has contributed much valuable information on this subject, it is in the cutting and engraving of glass that the operatives are exposed to contact with lead. In these processes “putty powder,” which is a compound of lead and tin, is constantly used, and as the men are careless as to ventilation and cleanliness, often taking their food with unwashed hands, it is easy to understand how lead finds its way into the system.
The comparative mortality figure for glass-makers is 1487, and is, therefore, in excess of the average by 56 per cent. Phthisis and diseases of the respiratory system are especially fatal to workmen in this industry, and they suffer more severely than other occupied males from diseases of the circulatory, digestive, and urinary systems, as well as from cancer. Since 1881 the mortality of glass-workers has increased considerably, and this is true of the younger as well as the older workers in this industry.
Copper-workers.—As the number of operatives engaged in the[140] working of copper is small (scarcely exceeding 8000), only general remarks can be made concerning their health.
At all ages the mortality of copper-workers exceeds that of other occupations; their comparative mortality figure is 1381; it is therefore considerably above that of metal-workers generally, and is also above the standard for occupied males in the aggregate by 45 per cent. That copper-smelting is an injurious occupation is proved by the pallid, sickly appearance of the workers. It has been noticed by Dr Arlidge, as a result of personal experience, that the hair of copper-smelters (especially where this was originally fair or white) becomes much discoloured; but this discoloration is caused, not by absorption of the metal, but simply by adhesion of copper particles to the hair. Nevertheless, he thinks that cupreous salts do eventually find their way into the circulation, and when this is the case the characteristic symptoms of colic, vomiting, and purging with extreme prostration are produced. A greenish or purplish red line is also noticed in the gums, in the same position as that which is occupied by the blue line in cases of lead poisoning. The operations of filing, turning, and polishing of copper are especially injurious to the workmen, and like other dust-inhaling processes, lead to fatal results by interference with the respiratory functions—lung diseases being much more common among these operatives than the average, whilst their mortality from pulmonary phthisis is in excess by 59 per cent. Copper-workers die much more rapidly than other operatives from diseases of the circulatory, digestive, and urinary systems, their mortality from all these forms of disease being greatly in excess of the average among workers in metals generally.
Iron and Steel Workers.—At the census of 1891, more than 200,000 workers in iron and steel, above the age of fifteen years, were enumerated, but the number had decreased since the preceding census by 2 per cent. The labour of iron and steel working is heavy and exhausting. The operatives, whether at the blast furnaces or at the rolling mills, whether puddlers or moulders, are exposed to intense heat, as well as to great vicissitudes of weather, for most of their work is done in the open air, or at any rate in outdoor sheds unprotected from cold and draughts. The men are for the most part sturdy and of powerful build: the arduous nature of their occupation making it impossible for any but the most vigorous to follow it. In spite of these natural advantages, however, statistics show that iron and steel workers are by no means so healthy and long-lived as they ought to be.
[141]
The death-rates of these operatives are higher than the corresponding rates among occupied males generally, and also higher than the rates of other metal workers, at all stages of life up to sixty-five years. They have a comparative mortality figure of 1301, which is higher than that of occupied males, as a standard, by 37 per cent. Iron-workers suffer more severely than do other occupied males from influenza and from diseases of the nervous, circulatory, respiratory, digestive, and urinary systems; their mortality figure from diseases of the lungs being more than double the standard figure, and that from phthisis also greatly exceeding the average.
Since 1881 there has been a considerable increase in the mortality of iron and steel workers: the increase has affected both divisions of the working period of life, but has been far the greatest among men over the age of forty-five years.
Zinc-workers.—The number of men engaged in this industry is small, although it has increased by 50 per cent. within the last decennium. Nevertheless, the vital statistics of zinc-workers are important, as showing excessive mortality from all the diseases enumerated in the table on page 135. The evidence is conflicting as to the evolution of noxious matter during the process of extracting zinc from the ore; but the workmen are exposed to great heat, and to the inhalation of irritating particles, in consequence of which they are said to suffer exceptionally from digestive and respiratory troubles. Zinc is coming more and more into use in the process of galvanising sheet-iron, so as to protect it from rust; and in this operation the workmen are exposed to the fumes of sal-ammoniac and to other substances which are said to produce a form of nervous derangement that is apparently peculiar to this process.
Zinc-workers are subject to a mortality considerably above the average. Their comparative mortality figure is 1198, and at ages beyond middle life they die more rapidly than occupied males generally. Their mortality from respiratory diseases and pulmonary consumption together is more than double the standard figure, and they die faster than the average from diseases of the circulatory system.
Lead-workers.—The occupation of lead-working is pursued by but very few in this country; only about 2000 men above the age of fifteen years having been thus returned at the census of 1891, and even this number is rapidly decreasing. But the injurious effects of lead-working are by no means limited to the[142] operatives designated lead-workers in the census returns. In the list of one hundred occupations prepared for my larger work on occupational mortality, not fewer than thirteen were selected as showing unmistakable evidence of plumbism. These occupations are as follows (the figures represent the comparative mortality figures from lead poisoning in the several trades)—
| Lead-worker | 211 |
| File-maker | 75 |
| Plumber | 21 |
| Painter and Glazier | 18 |
| Potter | 17 |
| Glass-maker | 12 |
| Copper-worker | 8 |
| Coach-maker | 7 |
| Gasfitter, Locksmith | 6 |
| Lead-maker | 5 |
| Printer | 3 |
| Cutter | 3 |
| Wool manufacturer | 3 |
| Occupied males | 1 |
The above occupations are arranged in order according to their mortality from lead poisoning, as shown in the tables. A little consideration, however, will show that these figures represent but very imperfectly the relative damage sustained by the several operatives as a result of their occupations. If, for the sake of example, we compare the mortality figure of lead-workers with that of potters, it would appear, by the table, that the former workers die from plumbism more than twelve times as rapidly as do the latter. But, on closer examination, we find that whilst the whole body of lead-workers are constantly in contact with lead as a necessary condition of labour, not more than a twelfth part of the potters are so circumstanced. It is the dippers and the glost-placers among potters who are the chief, if not the only, serious sufferers from lead poisoning; but as these workers are not distinguished in the census returns from other potters, their deaths are distributed over the whole class of potters, and thus a false impression is conveyed as to the amount of mischief done by absorption of lead, in those branches of the industry where the workers are actually exposed to contact with this metal. Again, when the figures for painters and glaziers are compared with the figure for file-cutters, a great disparity becomes evident; the file-cutters suffering apparently more than four times as severely from plumbism as do the painters and glaziers. But on inquiry, we find that whilst, on the one hand, file-cutters handle lead continuously in the course of their work, on the other hand, painters and glaziers are by no means so constantly exposed to this danger—much of their time being spent on labour which does not involve contact with lead, or inhalation of particles or fumes of that metal. If the death-rates[143] attending those processes in the occupation of potters and of painters which are continuously subject to lead poisoning could be separately ascertained, there is no reason to doubt that they would show results quite as unsatisfactory as those experienced by lead-workers.
Although lead-working is known to be a very unhealthy trade, it is evidently impossible to deduce from the vital statistics of only 2000 workers more than very general conclusions. Speaking generally, however, the mortality returns warrant the statement that, in the main working period of life, these operatives sustain a mortality which is about 90 per cent. above that of other workers, on the average. Their comparative mortality figure from all causes is no less than 1783, and is therefore nearly three times that of agriculturists. Of the total deaths occurring among lead-workers, one-third are from “pulmonary disease,” i.e., from tubercular phthisis and diseases of the respiratory system taken together, and one-eighth are from lead poisoning. As compared with the standard for occupied males, the mortality among lead-workers is excessive from diseases of the urinary, nervous, circulatory, and digestive systems, in addition to the causes above specified.
Stone-Quarriers.—The aggregate of men above the age of fifteen years returned under this heading, at the last census, amounted to nearly 50,000, but the numbers had decreased by about 3 per cent. since the previous enumeration. The comparative mortality figure of quarrymen is 1176, which, as compared with the figure for occupied males, is in excess by 25 per cent. At all stages in the working period of life the death-rate of these labourers exceeds that of other occupations in the aggregate. As stone-quarrying is an outdoor industry, and consequently the workers are not exposed to the unhealthy conditions of sedentary work, the vital statistics of this class should obviously be compared with those of agriculturists, rather than with those of males of all occupations. So compared, we find that stone-quarriers experience a mortality from all causes which is little short of double the standard figure. From respiratory diseases and also from tubercular phthisis, their mortality is at least two and a half times as high as the standard, and from diseases of the circulatory system they die faster than agriculturists by 50 per cent. At ages between twenty-five and forty-five years the mortality of stone-quarriers has fluctuated considerably during the last twenty years; but at ages from forty-five to sixty-five[144] it has steadily increased throughout that period. Since 1881 the increase has been principally under the head of pulmonary and circulatory diseases. During the same interval the mortality of quarriers from phthisis and also from digestive diseases, as well as that from alcoholism and from diseases of the liver, has decreased considerably, and so likewise has their liability to fatal accident.
Brass-workers.—At the 1891 census there were enumerated 33,000 persons over fifteen years of age under the head of brass-workers, braziers, etc., the number having increased since the previous enumeration by little short of one-third.
If death returns alone be relied on, there is little in the mortality of brass-workers that does not apply equally to other allied industries; but from the investigations of Dr Headlam Greenhow in 1858, and more recently those of Dr Simon and Dr Hogben of Birmingham, we learn that brass-workers suffer very seriously from ailments which are not experienced by the workers in copper or in zinc, the chief metals of which brass is an alloy. The disease to which these workers are exceptionally subject is known locally as “brassfounders’ ague,” which, according to Greenhow and some other authorities, is caused by the inhalation of oxide of zinc, whilst others of equal repute attribute it to copper poisoning. That brass-workers are exposed to conditions inimical to health is fully recognised by employers and employed alike, who agree in describing the trade as a most unhealthy one. Dr R. Simon (in a thesis for his degree at Cambridge) says that brass-workers rarely attain old age, and that formerly provident sick societies either altogether refused to enrol them in their lists, or accepted them as members at greatly increased rates. The workers who deal with molten metal—the founders, the mixers, and the casters—are those who are exceptionally liable to “ague.” The “mixers,” who bring together the two metals, suffer most severely. The copper is first molten, and the zinc is then added to it. When the metals come into contact the zinc deflagrates, and some of it, combining with oxygen, flies off in dense white clouds of oxide of zinc. This, of course, is of necessity inhaled by the operatives who, experiencing discomfort from the process, tightness of the chest, and other respiratory troubles, attempt to avoid it by covering the mouth and nostrils with a handkerchief.
Although, as has been previously stated, the deaths registered afford little evidence of the exceptional unhealthiness of brass-workers as compared with the workers in other metals, nevertheless[145] we find that they sustain a mortality from “phthisis” which is in excess of that of “occupied males” by 50 per cent., whilst they die more rapidly than the average from diseases of the nervous, urinary, and respiratory systems. Brass-workers as a class are, like copper-makers, pallid, ill-nourished, and unhealthy-looking: they suffer from anæmia, dyspepsia, constipation, colic, and other digestive troubles. Happily, however, these symptoms do not permanently injure their health, for on changing their occupation, as they commonly do, for a less unhealthy one, the above symptoms rapidly subside, and their usual health is soon restored.
Gunsmiths.—The only remaining metal-workers in the list whose mortality exceeds the average for the class are the gunsmiths. Their comparative mortality figure is 1228, and is exactly 100 in excess of that of metal workers in the aggregate. Gunsmiths die faster than the average of metal-workers at ages from twenty-five to forty-five, but less rapidly both before and after that period of life.
On reference to the extended tables in my larger work, it will be found that gunsmiths die from alcoholism about two and a half times as fast as do other workers in metal. Most of the processes in which gunsmiths engage are of an unhealthy nature, and the workers are exposed to the harmful effects of metallic and flinty dusts which set up in the lungs very similar disorders to those which have been noticed in connection with the Sheffield “grinding” trades. This industry demands expert workmanship and high finish, especially in the later processes, and involves a great deal of filing and polishing of metal, and these operations are frequently carried on in workshops which are ill-ventilated and otherwise unsuited for the purpose. As a consequence, the mortality of gunsmiths from phthisis (much of which is probably fibroid) stands at 324 against 206, the figure for metal-workers generally, and 185, the standard figure for all occupied males. From other diseases of the respiratory system and from diseases of the heart, gunsmiths sustain a mortality which exceeds the standard for occupied males by 47, and by 21 per cent., respectively. During the last twenty years, and especially during the more recent half of that period, the mortality of gunsmiths has increased considerably, and this is true whether we consider their mortality during the earlier or during the later half of the main working period of life.
Chimney Sweeps, Soot Merchants.—Recent statistics agree[146] with those of earlier records in attributing to this industry a very unsatisfactory position in the scale of health. Compared with those of other occupations, the death-rates of chimney sweeps are excessive at all ages below the sixty-fifth year. Their comparative mortality figure amounts to 1311, and is therefore higher than the standard by more than one-third part.
Chimney sweeps are, by the nature of their calling, much exposed to the inhalation of particles of soot and of other irritating matters which seriously affect the respiratory functions. They die more rapidly than the average from pulmonary tuberculosis, and from other diseases of the lungs, as well as from diseases of the heart and urinary organs. Their mortality from suicide is also more than double the average, and their figure for intemperance is more than four and a half times that of occupied males generally. But it is in regard to their extreme liability to malignant disease that chimney sweeps are deserving of special consideration. Their mortality from different forms of cancer amounts to 156 as compared with 44, the figure for occupied males in the aggregate. In the list on p. 135 there is no other occupation in which the ravages of cancer at all approach those to which chimney sweeps are subject. Of the 512 deaths from all causes among chimney sweeps, as many as 61, or about 1 in 8, were from cancer, and 18 of the 61 were returned as from chimney sweeps’ cancer. Of these 61 deaths 3 were ascribed to sarcoma, and the rest to carcinoma or other forms of malignant disease. In the course of the last twenty years the mortality of these workers has decreased considerably. Between 1871 and 1881 their mortality figure, modified for purposes of comparison, had fallen by 11 per cent., the fall in the death-rate having been common to both divisions of the main working period of life, but much greater at ages under than at ages over forty-five years. In the interval between the two last censuses, on the contrary, the fall has been greater at ages above forty-five years. Although chimney sweeps still die from cancer in enormous over-proportion, there has happily been a great abatement in their fatality from this disease since the previous record. In 1880–82 the mortality figure had been 290, whilst in 1890–92 the figure, modified to allow of comparison, was 157, showing a reduction of nearly half within that interval.
Textile workers.—In the accompanying list there still remain several dust-producing occupations in which the mortality from[147] pulmonary diseases is in excess of the average, notwithstanding that the workers are not exposed to the action of metallic irritants. Of these there are four which may be taken to represent the textile trades—viz., the manufacture of cotton, wool, rope, and carpets—in all of which the mortality figure from respiratory diseases is not only vastly in excess of the figure for agriculturists, but is also considerably above that of other occupied males. Among textile workers, cotton operatives (especially those of Lancashire) are the most unhealthy. Their mortality figure from all causes is higher than that of occupied males generally, by from 20 to 23[A] per cent., whilst from diseases of the respiratory system exclusive of phthisis, their mortality is in excess by proportions varying from 53 to 65[44] per cent. The workers in cotton mills suffer severely from the presence, in the air, of “fluff” and “flue” that escapes from the cotton, especially in the preparation of the yarn. The amount of this and the degree of irritation to which it gives rise when inspired, varies with the quality of the material used; inferior and brittle cotton, being more liable to breakage in the course of manufacture, gives off more dust than do the finer kinds, and requires for its successful working a warmer and moister air. The workers in the lower-class cottons therefore suffer more seriously in health, and require more perfect arrangements for ventilation than do those who deal with materials of higher quality. Cotton spinners have to work all the year round in a very warm and humid atmosphere, and accordingly suffer from debility and exhaustion caused by profuse sweating. The temperature and moisture of the sheds are maintained at a high standard both night and day, in order to prevent brittleness in the cotton fibres, and as a consequence the operatives become peculiarly sensitive to chills, brought about, perhaps, by injudicious exposure to draughts. From personal experience in Manchester, for a period of twenty-five years, I can testify that these workers are exceptionally liable to acute rheumatism, and this statement may be confirmed by reference to the mortality tables in my larger work, which show that the mortality of cotton spinners from this disease exceeds the average by not less than 70 per cent. The operation of “sizing,” preparatory to the weaving of cotton, introduces a new element of danger. The size contains, in addition to flour or farina, a very[148] large proportion of china clay, which finds its way into the air passages, and there produces its well-known mischief. It is pleasant to record that cotton operatives do not add to the evils of their occupation by undue recourse to alcohol: their mortality from intemperance being below the average by 23 per cent.
Wool, Worsted Manufacturers.—Wool-workers suffer much less severely from their occupation than do cotton operatives. In the weaving of woollen materials, a lower and drier temperature is required than in the case of cotton-weaving, and the mischief caused by “sizing” with china clay and other irritants has no place in woollen manufacture. Nevertheless, in certain of the processes, especially where inferior foreign wools are manufactured, a good deal of dust is disengaged, and this produces its ill-effect on the lungs of the workers. It is also in connection with dirty or blood-stained foreign wools that the majority of cases of anthrax or wool-sorters’ disease have been observed from time to time, which have been the subject of inquiry in past years by the Medical Department of the Local Government Board.
It is worthy of notice that wool-sorters are even more careless as regards exposure to cold and draughts than are even cotton workers, and their mortality from rheumatic fever is much higher, being double that experienced by agriculturists as a class. Wool-workers have a comparative mortality figure from all causes, which is somewhat above the average for occupied males generally, but is below that of other textile trades. Workers in wool appear to be remarkably free from intemperance, their mortality figure being less than one-fourth of the average. From diseases of the digestive system other than the liver, wool-workers die half as fast again as do occupied males generally, whilst from diseases of the nervous, respiratory, and urinary systems, as well as from cancer, the mortality of these workers is from 10 to 22 per cent. in excess of that standard.
Other Workers in Dusty Trades.—The accompanying list includes a few industries, the workers in which have not yet been alluded to as regards their health: such as the rope-makers, carpet-makers, coopers, bricklayers, bakers, etc. These industries, although not remarkable for the production of other serious forms of illness, have this feature in common, that being essentially dust-producing processes, they one and all induce among the workers excessive suffering from pulmonary affections. Although the mortality of these workers from phthisis and other[149] lung diseases is considerably below that of metal-workers, nevertheless it is in every case inordinately high, exceeding the mortality of agriculturists by proportions varying from 77 to 120 per cent.
EFFECTS OF BREATHING FOUL AIR.
In my larger work on occupational mortality, detailed vital statistics are given respecting those workers whose occupation is not in itself necessarily unhealthy, but who are the victims of unwholesome conditions of labour, either self-inflicted, or else caused by the ignorance or the parsimony of persons in authority. The evils here alluded to are the result partly of the accumulation of respiratory and other impurities in the air breathed, from neglect of suitable methods of ventilation, and partly of the cramped posture adopted in certain cases (notably by tailors and shoemakers) in their sedentary indoor labour. Considerations of space preclude the insertion here of a complete list of these occupations; but in the following table a selection has been made of those industries in which the workers are liable, in the greatest degree, to damage from the inhalation of foul air in the course of their employment. For each of these occupations the figures indicating the mortality from phthisis and from diseases of the respiratory and circulatory systems are separately shown, and in another column the combined mortality of the several occupations from the first two of these forms of disease is compared with that of agriculturists, the latter being taken as 100. The occupations have been arranged in the descending order of their mortality from tubercular phthisis and respiratory diseases together.
Comparative Mortality from several causes in certain unhealthy occupations.
| Occupation. | Comparative Mortality Figure (all Causes). |
Phthisis and Diseases of Respiratory Organs. |
Mortality Figure. | |||
| Mortality Figure. |
Ratio. | Phthisis. | Respiratory Diseases. |
Circulatory Diseases. |
||
| Agriculturists | 602 | 221 | 100 | 106 | 115 | 88 |
| Bookbinder | 1060 | 543 | 246 | 325 | 218 | 115 |
| Printer | 1096 | 540 | 244 | 326 | 214 | 133 |
| Musician | 1214 | 522 | 236 | 322 | 200 | 191 |
| Hatter | 1109 | 511 | 231 | 301 | 210 | 141 |
| Hairdresser | 1099 | 489 | 221 | 276 | 213 | 179 |
| Tailor | 989 | 466 | 211 | 271 | 195 | 121 |
| Draper | 1014 | 441 | 200 | 260 | 181 | 135 |
| Shoemaker | 920 | 437 | 198 | 256 | 181 | 121 |
[150]
From this table it will be seen that, roughly speaking, the combined mortality from phthisis and respiratory diseases varies from twice to two and a half times that of agriculturists. It may further be stated (although the figures are not given in the table) that the workers in four of the above-mentioned occupations die from these diseases alone more rapidly than farmers in the agricultural districts die from all causes put together. Contrary to the experience of two-thirds of the occupied male population of England and Wales, tubercular phthisis is more fatal than are diseases of the respiratory organs other than phthisis, to all the workers in the table, except agriculturists.
Bookbinders, Printers.—Writing in 1881 of the sanitary condition of these workers, Dr Ogle speaks of both of them in common as “carrying on their industries under notoriously unhealthy conditions, in ill-ventilated rooms, and in an atmosphere unduly heated by engines, stoves, and flaring gas-lights.” The decline in the death-rates, as compared with the earlier records, he attributes to the improvements effected by the Factory Inspectors since these trades came under their supervision. Further on he writes, with respect to their mortality: “Excepting costermongers ... and those industries in which the workman is exposed to the inhalation of dusts, such as file-makers, potters, and Cornish miners, there is no industry in the table in which the mortality from phthisis approaches to that of printers.” “As for bookbinders,” he writes, “so far as can be judged from the 77 deaths of which the causes are recorded, in this industry also the high mortality is due to phthisis, for of the 77 deaths no less than 30 were caused by this disease.”[45]
In both of these trades the conditions of work have still further improved under the supervision of H.M. Factory Inspectors since the above was written. Taking bookbinders first—The returns show that their death-rates are still considerably above those of agriculturists, and, indeed, above those of other occupied males at most of the ages in the working period of life, their comparative mortality figure being above the firstnamed standard by 76 per cent. Bookbinders still die very rapidly from pulmonary consumption, their mortality figure from that disease being no less than 325, or more than three times as high as that of agriculturists. Their mortality from cancer and from diseases of the respiratory, circulatory, and urinary[151] systems also shows excess. Bookbinders are more addicted to suicide than are agriculturists, in the proportion of 26 to 10. Ever since 1871 the mortality of bookbinders has steadily decreased, and there has been a fall in the death-rates at ages under as well as above the forty-fifth year.
Printers experience a death-rate at the various age-groups which is above the standard at all the age-groups dealt with in the table. Their mortality figure is 1096, as against 953 for all occupied males, and 602 for agriculturists. Like bookbinders, printers die very rapidly from phthisis, and probably for a similar reason—namely, because of the excessively unhealthy conditions under which their work is carried on—their mortality from diseases of the respiratory organs other than phthisis is, however, below the average, but from diseases of the nervous, circulatory, digestive, and urinary systems it is above the average. Printers suffer only about one-third as much from fatal accident as do other workers, but they are somewhat more addicted to suicide. Their mortality figure from lead poisoning is represented by 3. In the course of the last twenty years the mortality of printers from all causes together has decreased considerably. Both the age divisions in the main work time of life have shared in the fall, but in unequal proportions. As compared with that of 1881, the mortality of these workers from alcoholism in 1891 has fully trebled, and that from suicide has more than doubled. The most important decrease occurs in the case of phthisis, the mortality from which has fallen, since 1891, by one-sixth part of the former rate.
Musicians.—The mortality of the class of men who, by a euphemism, are styled “musicians,” is very high. At all ages in the working period of life it greatly exceeds that of agriculturists, and also exceeds that of the working population in the aggregate. Their comparative mortality figure amounts to 1214, or more than double the figure for agriculturists, and is about one-third part in excess of that of occupied males generally. Compared with both these standards, musicians die more rapidly from alcoholism and from diseases of the liver. Their mortality figure from phthisis is enormous, amounting to not less than 322, or fully three times that of agriculturists, and almost double that of male workers in the aggregate.
In addition to the above, musicians sustain very heavy mortality from diseases of the nervous, circulatory, digestive, and urinary systems, and their mortality figure from suicide is 23, as[152] compared with 10 for agriculturists and 14 for other occupied males. From these statistics it is certain that many of those who are included in this class are sadly addicted to intemperance, whilst others suffer from want of the bare necessaries of life. “It must be remembered,” writes Dr Ogle in 1881, with reference to the mortality of this class, “that under this heading are comprised all sorts and conditions of men, and that a large portion of them are organ-grinders, ballad-singers, and street musicians generally, many of whom are of intemperate habits, and exposed by their mode of life to cold and want, while no few have merely taken to the occupation as a refuge, after their health has broken down in more regular occupations.”
Within the last twenty years the mortality of musicians has declined very considerably, both at the earlier and at the later ages. Their comparative mortality figure in 1891 was lower than it had been in 1871 by more than one-fifth part: nevertheless, their vital statistics still continue to be very unsatisfactory, and their nomadic habits are a serious hindrance to improvement.
Hatters.—As compared with agriculturists, the mortality of hatters is enormously greater at all stages of the working period of life, and their comparative mortality figure from all causes is in excess of that standard by 84 per cent. At ages under thirty-five years, hatters experience a death-rate which barely exceeds the average among occupied males, but at each subsequent age-group their mortality is greatly in excess. As far as we know there is little in the employment of hat-makers which of necessity acts prejudicially to their health. Their work, however, like that of too many other trades, is frequently carried on in overcrowded and ill-ventilated apartments, and the men suffer accordingly. Thus we find from the tables that hatters die from tubercular phthisis about three times as rapidly as do agriculturists, and that their mortality from this complaint considerably exceeds the average in other occupations. Hatters appear to be much addicted to intemperance, their mortality figure from alcoholism, and also from liver disease, showing serious excess. Their mortality from suicide stands at 28, as compared with 10 for agriculturists and 14 for other occupied males. Among hatters under the age of forty-five years there has been a decline in mortality within the last twenty years, but at ages from forty-five to sixty-five there has been but little change.
Hairdressers.—The mortality of hairdressers is higher than[153] that of other occupied males at each of the age-groups of the working period; it is, consequently, greatly in excess of that of agriculturists. Their mortality figure from all causes at ages twenty-five to sixty-five is 1099, and, therefore, exceeds that of the standard last mentioned by 82 per cent. The life of a hair-dresser is for the most part a town, or at least a village, life; the work being carried on indoors for long hours together, in an atmosphere heated and polluted by gas. In addition to this, the occupation is a dusty one, and the men are exposed to the effects of particles of hair and other irritants which find their way into the lungs. Their mortality figure from alcoholism, liver diseases, and gout, as well as from pulmonary tuberculosis, shows serious excess; it therefore appears that hairdressers, as was the case in 1881 also, are still excessively addicted to intemperance. They fall victims to suicide almost as rapidly as do even the least fortunate workers included in the list of occupations. Hairdressers experienced almost the same rate of general mortality at the census periods of 1871 and 1881, but since the latter year there has been a fall in their mortality to the extent of about one-seventh part.
Tailors.—The occupation of tailors is a typically sedentary one. The men work for the most part in overcrowded, ill-ventilated, and overheated rooms, and consequently suffer in general physique and appearance, as well as in health. In recent years the introduction of machinery, whilst in some respects an advantage, has produced its counterbalancing ill-effects by rendering it possible for any man or woman who can work a sewing machine to take the place of the regularly skilled tailor, and thus to depreciate the market value of his labour. In consequence of this the tailor and his family are only too frequently reduced to great poverty, if not to a state approaching starvation. The mortality of tailors at the several age-groups does not greatly differ from that of other occupied males. Tailors die more rapidly than agriculturists at ages between twenty-five and sixty-five, but at ages below and above these limits their mortality does not greatly exceed this standard.
Although in past times tailors have been considered an intemperate class, the figures for 1890–92 lend little support to that opinion. Their mortality figure from alcoholism as well as from liver disease scarcely differs from that of occupied males generally, although, of course, it considerably exceeds the low figure of agriculturists.
[154]
The mortality of tailors from tubercular phthisis is greatly in excess of that of other occupied males, and is more than two and a half times as high as the mortality of agriculturists; it is also worth mention that they die more rapidly than other workers from diseases of the nervous system. On the other hand their mortality from influenza and from diseases of the respiratory organs, and of the heart, is in each case below the average. During the last twenty years there has been a notable increase in the mortality of tailors at ages from forty-five to sixty-five years, and an equally notable decrease at ages from twenty-five to forty-five. Although the mortality directly ascribed to alcoholism is now slightly higher than it was in 1881, nevertheless the mortality from diseases of the liver and other digestive organs has undergone a more than equivalent reduction, so that the total mischief caused by intemperance has probably decreased since 1881. The mortality of tailors from gout as well as from phthisis, and from diseases of the nervous system, has fallen since the same year.
Drapers, Manchester Warehousemen.—The large body of men included under this heading appear to enjoy but poor health, when allowance is made for the fact that the greater part of them are under twenty-five years of age. Drapers and Manchester warehousemen, who are here grouped together because of the similarity of their occupation and mode of life, are credited with a mortality which is higher than that of any other occupation save one in the category of shopkeepers. Their comparative mortality figure from all causes is 1014, which, as compared with that of agriculturists, is in excess by 68 per cent. Even when compared with the low standard of “occupied males,” drapers are subject to a mortality which is considerably above the average. Confinement in close, ill-ventilated shops for very long hours together, and an almost exclusively indoor life, is the unlucky fate of these workers. They are exposed to the heat and fumes of gas and cotton “fluff” and dust which escapes from the bales of goods in process of sale, and their health suffers accordingly. Their death-rate from tubercular phthisis exceeds that of other occupations by not less than 41 per cent., and is more than two and a half times as high as that of agriculturists; but the fact previously mentioned, that drapers’ assistants are for the most part youths or young men, may account to some extent for their exceptional liability to this scourge. Drapers die faster than the average from influenza, rheumatic fever, and diabetes, as well as from alcoholism, diseases of the liver and nervous system, and from suicide. During the main working[155] period of life, the mortality of drapers has decreased somewhat since the earliest record. In the first twenty years of this period, i.e., from twenty-five to forty-five years of age, their death-rate has fallen considerably since 1871; whilst at ages from forty-five to sixty-five years, although it had fallen between 1871 and 1881, it has since returned to its former level. Since 1881 the mortality of drapers from all causes has increased by 18 per cent. Between 1881 and 1891 their mortality from phthisis remained stationary, whilst that from other lung disease and heart disease showed a considerable increase. Their mortality from suicide has increased threefold since 1881, and that from alcoholism has increased by nearly two-thirds.
Shoemakers.—Although the contrary is generally held to be the fact, shoemakers are shown by the figures now at our disposal to enjoy a degree of health which is at least equal to that of the average working man.
As the occupation of shoemaking is an indoor one, involving sedentary labour for many hours together, in closely confined and ill-ventilated apartments, the workers suffer inordinately from those ailments which are commonly associated with such environment. Up to the thirty-fifth year of age shoemakers die faster than other occupied males, but more slowly at later ages. Compared with agriculturists the mortality of shoemakers at all ages is in excess by 53 per cent.
Shoemakers die much less rapidly than the average from lung diseases (except phthisis) as well as from accident, and their mortality from intemperance is remarkably low. Cancer and pulmonary consumption, however, play sad havoc among shoemakers, their mortality from the first-mentioned disease being in excess of the average by 14 per cent., and from the last-mentioned, by 38 per cent. Throughout the three decennia, commencing with 1861, the mortality of shoemakers above the age of forty-five years has steadily increased, whilst below that age it has steadily decreased; the balance showing a slight increase in the total mortality figure. Under the head of alcoholism their mortality has increased since the earlier record, although that from liver disease has decreased. Shoemakers die as rapidly as ever from pulmonary consumption, and more rapidly than ever from diseases of the lungs and heart. Their mortality from diseases of the nervous system has, however, shown a decided improvement, and they are at the present time less addicted to suicide than was formerly the case.
[156]
THE MINING INDUSTRY.
At the census of 1891 more than half a million men above the age of fifteen years were returned as miners, their number having increased since the previous census by more than a fourth part. As the proportion is still probably increasing, we may safely calculate that at the present time one in every 17 males between the ages of twenty-five and sixty-five years is a miner. In round numbers it may be stated that of the 524,000 miners in England and Wales, 482,000 work in coal, 18,000 in ironstone, 9000 in tin, 6000 in lead, 2000 in other minerals, and 1000 in copper; whilst the remaining 6000 are classed under the head of “mine service.” With a few noteworthy exceptions, miners are not, as a whole, an unhealthy body of men, but from the nature of their employment they are necessarily more exposed than are other workers to certain forms of violent death. The various groups of miners, however, have, of course, this feature in common, that most of their time, for a great part of their life, is spent underground. Accordingly their work is carried on under conditions of heat, moisture, etc., which are exceptionally artificial, and for this reason it is desirable that their mortality should be studied with especial care. The following table shows the death-rates of miners at several ages, compared with the corresponding rates of occupied males. The figures in each column represent proportions of the standard figure, the latter taken in each case at 100.
| 15— | 20— | 25— | 35— | 45— | 55— | 65 and upwards |
||
| Occupied Males. | 100 | 100 | 100 | 100 | 100 | 100 | 100 | |
| Mining Industry | 148 | 112 | 87 | 78 | 95 | 121 | 147 | |
| Coal miner | 150 | 111 | 86 | 77 | 94 | 119 | 143 | |
| Coal Miners |
Durham and Northumberland | 154 | 111 | 75 | 66 | 79 | 97 | 152 |
| Lancashire | 163 | 107 | 88 | 94 | 110 | 140 | 150 | |
| West Riding | 115 | 92 | 76 | 77 | 89 | 126 | 138 | |
| Derby and Notts | 93 | 68 | 69 | 59 | 73 | 96 | 118 | |
| Staffordshire | 95 | 109 | 82 | 70 | 95 | 135 | 180 | |
| Monmouth and Wales | 227 | 141 | 118 | 97 | 117 | 140 | 129 | |
| Ironstone miner | 134 | 90 | 82 | 66 | 83 | 91 | 144 | |
| |Copper miner | ... | 158 | 129 | 146 | 118 | 127 | 170 | |
| Tin miner | 116 | 139 | 111 | 115 | 161 | 180 | 178 | |
| Lead miner | 118 | 127 | 130 | 109 | 116 | 182 | 240 | |
| Mine service | 127 | 264 | 129 | 98 | 95 | 113 | 155 | |
The table shows that at ages from fifteen to twenty, and from twenty to twenty-five, as well as at both the age-groups above fifty-five[157] years, miners in the aggregate die more rapidly than do other occupied males, whilst at intervening ages they die less rapidly. Miners, however, are a picked class of men in a more especial sense than are the toilers in most other industries. Their labour is so arduous that those only who possess exceptional physical endurance are able to continue it, and this may account for the fact that when they are barely past the prime of life many of them become enfeebled, and subject to a mortality which is considerably in excess of that incidental to other occupations.
On attempting to trace the causes of mortality in the various groups of miners, and to compare those industries, in this respect, with one another and with other occupations, it readily appears that a large, though very inconstant, proportion of the total mortality is contributed by “accident.” It is accordingly desirable to isolate this factor, so that we may arrive at a fair judgment as to the loss of life by disease alone occurring amongst these workers in their several fields of labour. This has been done in the following table, where the comparative mortality of the various groups of miners is given (a) from all causes except accident, (b) from certain prevalent diseases, (c) from accident or violence, and (d) from disease and accident together.
| All Causes except Accidents. |
Alcoholism. | Liver Diseases. |
Phthisis. | Respiratory Diseases. |
Bright’s Diseases. |
Accident. | Disease and Accident together. |
||
| Mining Industry | 800 | 4 | 18 | 109 | 267 | 19 | 135 | 935 | |
| Coal miners | 784 | 4 | 17 | 97 | 269 | 18 | 141 | 925 | |
| Coal Miners |
Durham & Northumberland | 678 | 5 | 23 | 94 | 156 | 15 | 96 | 774 |
| Lancashire | 914 | 5 | 17 | 102 | 389 | 17 | 155 | 1069 | |
| West Riding | 798 | 4 | 16 | 123 | 288 | 16 | 114 | 912 | |
| Derby and Notts | 638 | 2 | 18 | 69 | 159 | 8 | 89 | 727 | |
| Staffordshire | 817 | 2 | 8 | 83 | 319 | 22 | 135 | 952 | |
| Monmouth and Wales | 902 | 7 | 16 | 107 | 345 | 27 | 243 | 1145 | |
| Ironstone miners | 688 | 4 | 20 | 90 | 204 | 15 | 86 | 774 | |
| Copper miners | 1195 | ... | 28 | 331 | 347 | 68 | 35 | 1230 | |
| Tin miners | 1361 | 4 | 28 | 508 | 377 | 29 | 48 | 1409 | |
| Lead miners | 1267 | 5 | 34 | 380 | 325 | 33 | 43 | 1310 | |
| Mine service | 946 | 6 | 42 | 114 | 216 | 20 | 75 | 1021 | |
| Farm labourer | 590 | 4 | 13 | 115 | 129 | 12 | 42 | 632 | |
| Occupied males | 897 | 13 | 27 | 185 | 221 | 27 | 56 | 953 | |
This table shows that miners, as a class, are a temperate body of men; their mortality directly attributed to alcoholism being less than one-third, and that from liver disease being only two-thirds,[158] of that of occupied males generally. In this respect they scarcely differ from farm labourers; their mortality from alcoholism is the same, and that from liver disease is only slightly higher.
Miners, as a class, suffer less than other occupied males from phthisis, as well as from cancer and diabetes, their mortality from the first-mentioned disease being below the average by 41 per cent., from the second by 16 per cent., and from the last by 29 per cent. Among miners, diseases of the nervous, circulatory, and urinary systems are less fatal than the average, but, with few exceptions, respiratory diseases are more fatal.
Coal Miners.—As a class, colliers compare favourably with men in most other occupations on the score of health. During the first thirty years of the main working period of life their mortality is substantially lower than is the mortality in other industries, although at ages under twenty and over fifty-five they die faster than the average.
The excessive mortality of colliers under twenty years of age may be accounted for by the fact that from 40 to 50 per cent. of the total deaths are due to violence, caused by the waggons and “tubs” in which coals are conveyed from the underground workings to the shafts. This form of accident falls mainly to the lot of the younger and less experienced colliers who are employed in “tramming” and “hurrying” the coals. When their mortality from accident is deducted, the residual death-rate of colliers under twenty years of age does not greatly differ from the average.
The comparative mortality figure of colliers, without distinction of age, from all causes including accidents, averages 925; but whilst on the one hand it does not exceed 727 among the colliers of Derbyshire and Nottingham, and 774 among those of Durham and Northumberland, on the other hand it ranges upwards to 1069 among colliers in Lancashire and 1145 in Monmouthshire and South Wales.
It is not easy to explain why it is that colliers in the several coalfields, working as they do in the same material, and spending an equal portion of the day underground, should differ so widely from one another in their mortality. For example, on reference to the accompanying table we see, with regard to miners under twenty years of age, that whilst on the one hand, among colliers in the counties of Derby and Nottingham, and also in Stafford, the mortality is lower than among “occupied males” by 7 and 5 per cent. respectively; on the other hand, among colliers in Durham[159] and Northumberland, the mortality exceeds that standard by 54 per cent., in Lancashire by 63 per cent., and in Monmouthshire and South Wales by not less than 127 per cent. Again, in the counties of Derby and Nottingham colliers between their fifty-fifth and sixty-fifth years die less rapidly than the average by 4 per cent., but colliers of the same age in Staffordshire die more rapidly than the average by 35 per cent., and in Lancashire and Monmouthshire more rapidly by 40 per cent.
Various theories have been advanced to account for the great disparity just alluded to in the local death-rates among colliers. In the first place, we know that coal-pits differ greatly in geological character, in depth, in the grittiness or dustiness of the rock which has to be worked in order to get at the coal, in the amount and composition of gas present, in the quantity of water permeating the strata, in the thickness of the coal seams, in the temperature of the workings; and last, but most important, in the perfection or otherwise of the ventilation of the coal-pit. Again, it is known that the habits and consequently the health and comfort of coal miners vary extremely according as the colliery is situate in a country district, or, as is frequently the case especially in the Lancashire coalfields, in what is practically an urban district, perhaps bordering on a large town. These variations in the circumstances of life are certainly sufficient to account for wide differences in the health and longevity of coal miners.
Aged colliers, wherever they are employed, sustain a mortality which is considerably in excess of the standard; yet even among them the mortality varies greatly with locality. For whereas in the counties of Derby and Nottingham the mortality of colliers aged sixty-five years and upwards exceeds that of occupied males by 18 per cent., the excess amounts to 50 per cent. in Lancashire, 52 per cent. in Durham and Northumberland, and 80 per cent. in Staffordshire.
In the list of principal causes of death amongst colliers there are two diseases which have been the subject of exceptional comment, both in this country and abroad—namely, pulmonary phthisis on the one hand, and ordinary inflammatory diseases of the lung on the other. Almost all writers on the subject, whether in recent or in earlier years, agree in attributing to colliers an unusually low mortality from tubercular, and a correspondingly high mortality from non-tubercular, disease of the lungs. The accompanying table, which gives statistics for the years 1890–92, confirms the general opinion. Thus, taking coal miners in the aggregate[160] we find that their mortality ascribed to phthisis is only about half of that to which other occupied males are subject, whilst their mortality from respiratory diseases exceeds the same standard by 21 per cent. If we take farm labourers as a standard by which the mortality of colliers should be judged, we find that whilst colliers suffer from fatal phthisis in the proportion of 97 as against 115 for farm labourers, colliers die rather more than twice as rapidly from diseases of the respiratory system other than phthisis. Although, as has already been stated, colliers as a class enjoy special immunity from pulmonary phthisis, nevertheless the disease prevails amongst them very unequally. The highest mortality figures from phthisis among colliers are 123 in the West Riding of Yorkshire and 107 in Monmouthshire, whilst the figures do not exceed 83 in Staffordshire and 69 in Derbyshire. In no English county does the mortality of colliers from phthisis even approach 185, which is the figure for occupied males in the aggregate.
In the West Riding of Yorkshire the mortality of colliers from phthisis has increased since 1881 by one-fifth part; but in other counties it has decreased by proportions in some cases as high as one-third of its former amount. Non-tubercular diseases of the lungs are excessively fatal to the colliers of Monmouthshire and South Wales, and still more so to those of Lancashire, where the mortality from these diseases is 76 per cent. above that of occupied males generally, and is more than double of what it is among the colliers of Northumberland, Durham, Derby, and Nottingham. These diseases have very considerably increased in fatality since 1881 in all the coalfields of England: the increase being equal to two-thirds of the former amount among the colliers of Lancashire, and to more than one-half among those of the West Riding of Yorkshire. Colliers nowhere appear to readily fall victims to intemperance. In Derby and Nottingham, as well as in Staffordshire, the colliers are especially free from that vice, their mortality from alcoholism being only half the low figure for colliers generally. Even in Monmouthshire and South Wales, where the figure for alcoholism is the highest, only 7 of the colliers die of this disease for every 13 that die from it in other occupations. Since 1881 the mortality due to intemperance has slightly increased among the coal miners of Lancashire, but has decreased in all other counties respecting which comparison is possible.
Ironstone mining.—This is one of the industries that are declining in this country. Miners of ironstone numbered barely[161] 18,000 at the last census, and were fewer by nearly one-third part than at the census of 1881. More than half of these workers are to be found in the counties of Cumberland and York, and about an eighth part more are scattered over the counties of Stafford and Northampton. Speaking generally, iron-workers are a healthy body of men. They experience rates of mortality which are lower than those of “occupied males” at all periods of life between twenty years and sixty-five, and also lower than the rates for coal miners at the same ages. Both ironstone miners and colliers, however, suffer a much higher mortality than other workers at ages under twenty and over fifty-five years; the reason for this has not as yet been satisfactorily explained. It has been shown by Dr Ogle and other writers that the vital statistics of ironstone miners bear a general resemblance to those of coal miners. Recent investigations confirm this statement thus far, that in both cases the mortality from tubercular phthisis and from all other diseases except those of the respiratory system are below the average, and even this reservation does not apply to the statistics of 1890–2. Their comparative mortality figure from all causes is 774, and therefore considerably below that of coal miners in the aggregate. From disease alone (excluding accident) their mortality is slightly higher than that of colliers in Northumberland and Durham, but they suffer somewhat less severely from accident. Ironstone miners are a temperate body of men, their mortality figure from alcoholism being practically the same as that of colliers.
The extended tables of causes of death in my larger work show that ironstone miners suffer more severely than the average from influenza and from accident, but that under all other headings their mortality is below that of other occupations.
As compared with miners generally, the only diseases which show an excess among these workers are influenza, cancer, diseases of the liver, and suicide. Since 1881, the mortality of ironstone miners has decreased; but, as in the case of many other occupations, the improvement is limited to the lower ages, the rate having slightly increased at ages above forty-five years. Since 1881 the mortality of ironstone miners from alcoholism has decreased by more than half. There has also been a substantial decrease in their mortality from pulmonary consumption, and a slight decrease in that from other diseases of the lungs and air passages. Diseases of the nervous, circulatory, digestive, and urinary systems are, however, more fatal than formerly amongst these workers, and they are now more addicted than they were to suicide.
[162]
Copper Miners.—The number of men engaged in this industry is so small that it is scarcely safe to express an opinion as to their healthiness or otherwise, especially when, as in the present case, the period covered by the statistics does not exceed three years. At the last census scarcely more than 1000 copper miners above fifteen years were enumerated, their number having dwindled to less than a third part of what it had been at the preceding census.
If one may hazard an opinion from so small a number of deaths, it would appear that copper miners are an unhealthy body of men: their comparative mortality figure is 1230, or 295 above that of miners in the aggregate. Pulmonary consumption and other lung diseases appear to be very destructive to these workers, and the survivors certainly do wisely in endeavouring to find a healthier field for their labour by emigrating to other and more prosperous regions. At the next census it is probable that the copper-mining industry in England will have practically ceased to exist.
Tin Miners.—This is another unhealthy occupation; it is limited almost exclusively to the counties of Devon and Cornwall. The miners of tin at the last census numbered rather fewer than 10,000, and as the deaths in the course of three years did not exceed 336 in all, no very detailed observations on their mortality would be profitable. In consequence of the very general emigration of tin miners in recent years to South Africa and elsewhere, the age constitution of tin miners as a class has become exceedingly abnormal. Adults in the prime of life having left their homes in search of more profitable work abroad, the tin miners who are left at home are the least robust and healthy of their tribe, and this fact has a considerable effect on their mortality. Reference to the table on page 156 shows that tin miners sustain rates of mortality which are excessive at all ages. Their comparative mortality figure is 1409, or nearly half as high again as the average. Tin miners die two and three-quarter times as fast from phthisis, and one and three-quarter times as fast from other lung diseases as do occupied males generally; their mortality from cancer and from diseases of the nervous and urinary systems is also in excess of the average.
In my previous work on occupational mortality, the death-rates of unoccupied men were compared, in considerable detail,[163] with those of men following various occupations, in different parts of the country. A brief summary of what was then advanced at much greater length may fitly close the present section.
At the census of 1891 the number of unoccupied males living between the ages of twenty-five and sixty-five years was returned as 208,857. Of these, 35 per cent. were classed as “retired from business,” 6 per cent. as pensioners, and 23 per cent. as “living on their own means,” whilst 21 per cent. were referred to the class of “unoccupied persons,” including an unknown proportion of paupers and prisoners. Careful investigation of the facts leads to the surmise that somewhere between one-third and one-half of the unoccupied males, as above defined, experience a mortality which probably does not exceed that of occupied males at the same ages. If this be so, it follows that the mortality of the remaining two-thirds, or one-half, as the case may be, must greatly exceed even the high rates of unoccupied males in the aggregate. In the following table the rates of unoccupied males are contrasted with those of occupied males at the several stages of life.
| Age- Groups. |
Occupied Males. |
Unoccupied Males. |
“Unoccupied” Rates per cent. of “Occupied” Rates. |
| 15–20 | 2.55 | 35.86 | 1406 |
| 20–25 | 5.07 | 29.58 | 583 |
| 25–35 | 7.29 | 27.05 | 371 |
| 35–45 | 12.43 | 35.71 | 287 |
| 45–55 | 20.66 | 37.77 | 183 |
| 55–65 | 36.66 | 59.44 | 162 |
| Over 65 years | 102.32 | 105.86 | 103 |
The comparative mortality figures of occupied and of unoccupied males between twenty-five and sixty-five years of age are 953 and 2215 respectively. In other words, the number of males of definite age constitution, within these limits, that would give 1000 deaths among the general population, and 679 deaths in the healthy districts, would give 953 deaths among occupied, and 2215 among unoccupied, males. The comparative mortality figure of unoccupied males, therefore, exceeds that of occupied males by 132 per cent. The following table shows the chief causes of death that go to make up the comparative[164] mortality figures for occupied males and unoccupied males respectively.
| Cause of Death. | Occupied Males. |
Unoccupied Males. |
Excess of Mortality of Unoccupied over Occupied Males. |
| All Causes | 953 | 2215 | 1262 |
| Diseases of Nervous System | 82 | 630 | 548 |
| Phthisis | 185 | 448 | 263 |
| Diseases of Heart | 126 | 240 | 114 |
| Influenza and Respiratory Diseases | 254 | 350 | 96 |
| Cancer | 44 | 96 | 52 |
| Diseases of Urinary Organs | 41 | 82 | 41 |
| Alcoholism and Liver Diseases | 40 | 76 | 36 |
| Accidents, including Lead Poisoning | 57 | 81 | 24 |
| Suicide | 14 | 28 | 14 |
It thus appears that nearly two-thirds of the enormous excess in the mortality of unoccupied as compared with occupied men is due either to diseases of the nervous system, or to phthisis. The heavy mortality from both these diseases would appear to partly depend on the circumstance that the unoccupied class includes a large proportion of insane persons who are exceptionally prone to phthisis. Among other causes of death, diseases of the heart account for 114, and influenza (with respiratory diseases) accounts for 96 of the excess in the mortality figure of unoccupied men.
The mortality attributed to cancer is double, and that attributed to intemperance and liver disease, to diseases of the urinary system, and to suicide, is about double as heavy among the unoccupied as it is among the occupied class. The excess of mortality from accident among unoccupied males possibly results from the addition to their ranks of men who, having been permanently disabled whilst at work, drift into the unoccupied class, and finally die from their injuries.
At the census of 1891 London contained 1,230,010 occupied males aged fifteen years and upwards, while the industrial districts contained 1,833,295, and the agricultural districts contained 1,246,156 at the same ages. More than half of the occupied males in England and Wales are therefore included in these three sections of the population.
The mortality of occupied males exhibits very wide variations in different parts of the country. These variations are exemplified[165] severally by London, by the group of districts representing Industrial England, and by the areas representing Agricultural England.
At each of the seven age-groups, between fifteen and sixty-five years, the highest death-rates occur in the industrial, and the lowest in the agricultural, districts, London occupying an intermediate position.
The comparative mortality figure among occupied males, at ages from twenty-five to sixty-five years, is 1147 in London, 1248 in the industrial districts, and 687 in the agricultural districts; these figures being respectively 20 per cent. above, 31 per cent. above, and 28 per cent. below, the figure for all occupied males.
Phthisis and respiratory diseases are more fatal than any other causes of death to occupied males, both in London and in the industrial districts. In London these two headings contributed almost equally to the mortality figure. The industrial districts, on the other hand, show less mortality than does London from phthisis, but the difference is more than made up by the heavy death-roll from respiratory diseases. In the agricultural districts the mortality figure for phthisis is less than half of that of London, and the figure for respiratory diseases is still lower. After due correction for age constitution, these two classes of disease in the aggregate cause 48 per cent. of the total mortality among occupied males in London, 47 per cent. in the industrial districts, and 36 per cent. in the agricultural districts, against 43 per cent. for all occupied males within the same age limits.
John Tatham.
[166]
The soldier is liable, like other members of the community, to various diseases due to his occupation and surroundings, although at the present day the hygienic conditions of barracks and military duties are so carefully supervised that he is, when on home service, placed under much more favourable circumstances than men of his own class in civil life. It is, therefore, somewhat disappointing to find that under these circumstances, knowing soldiers to be more or less picked men, they are not, judging from tables of mortality, more healthy than their civilian brethren of the same age. It is a matter of common observation that the army ages a man quickly; the old soldier of a regiment, who is looked upon more or less as a privileged individual, and generally given some sort of employment which relieves him from “sentry go” and the more arduous duties of his profession, is seldom over forty years of age, and ought to be therefore at his best; but partly from the monotony of his existence, and partly from excessive smoking, drinking, and night duty, the private of twenty years’ service is, as a rule, a worn-out machine, his mental faculties blunted, and his body, if not the seat of actual disease, aged and almost useless. These effects are still more marked when a man, as is generally the case, has spent a great part of his service abroad, for to the effects of hot climates and the diseases incidental thereto must be added, in a greatly enhanced degree, the enforced ennui and idleness which are the bane of the soldier’s existence in all stations in times of peace, and especially in the tropics. We all know how much more likely we are to rust out than wear out, and the enforced idleness which the soldier, especially in the infantry, has to encounter, leads to sluggishness of the functions of the body, while in many, drunkenness, increased smoking and debauchery, exercise an injurious influence upon health, apart altogether from the actual diseases to which[167] they may give rise. An old soldier, for these reasons, can seldom eat his rations, and his system seems to be in that receptive condition that he readily falls a victim to epidemic disease prevalent in the neighbourhood, and this the more owing to his tendency to haunt the lowest and most insanitary parts of the town near which he may be quartered. This is seen more particularly abroad, where the native quarters are in marked contrast to the clean and sanitary military cantonments, so that medical officers have come to regard it as almost certain that the soldiers will soon suffer when an epidemic breaks out among the civil population. Statistics prove that the longer soldiers serve, the greater is the proportional mortality among them.
After these preliminary remarks we will proceed to discuss the peculiar health conditions under which soldiers exist, and their effects as regards their duties, habits, surroundings, and dress: firstly, at home; secondly, abroad, with special reference to hot climates, both dry and damp, and the diseases from which they suffer in such climates; thirdly, the special dangers to health incidental to active service.
The peculiar conditions of military as contrasted with civil life are that the soldier must perforce (in most cases) remain unmarried, that his daily wants are all provided for by the State, so that his pay, though small, is practically all pocket money, which may, if he is so inclined, be all spent on drink and debauchery; that his personal liberty is a good deal restricted, tending to irritability and low spirits in many temperaments; that he has no privacy, living as he does in rooms common to him and many others; that he has to dress in clothes in which hygienic principles are sometimes overruled by the necessity for ornamentation and smartness; and that his duties frequently entail great exposure to varieties of temperature and loss of sleep.
As regards the first of these points, it is known from statistics that married men, as a rule, live longer than the unmarried, apart altogether from the dangers of venereal diseases. This is not difficult to understand, seeing that the married man has more solid comforts, and is not tempted to spend his evenings abroad, also that he has that incentive to steady work and moderation in all things which the celibate has not. Again, the average soldier has undoubtedly more pocket money than the average civilian of his class; he has no incentive to save; he is tempted by numerous[168] companions of both sexes to excess of all kinds, and spends most of his evenings abroad, consuming more drink and tobacco than is good for him. Vanity and desire to be smart frequently cause him to dress in garments much too thin for the state of the weather. Discipline has, no doubt, a very depressing effect upon the health of some men. Restraint and the petty tyranny of superiors exercise a bad effect upon their spirits, causing loss of sleep, and often leading to drinking. In spite of the great improvement in the treatment of the men which has been effected in our army in recent years, suicides are still too common, though not nearly so frequent as formerly, or as they are in other armies.
As regards the herding together of men in barrack rooms, this is an evil which is almost unavoidable without great increase of expense, but if it could be altered it would certainly make the army more attractive to the better class of men. Formerly there was great overcrowding and consequent sickness, but at the present day, in almost all barracks, each man has at least 600 cubic feet of space, a larger amount than men of that class usually enjoy in civil life. Before the need for fresh air was so fully recognised as it is now, there was great mortality in the army from chest complaints, especially from consumption, as also in the navy; but now the regulations are very strict, the number of men to be accommodated in each room, so as to give each his 600 cubic feet, is painted on the barrack-room doors, and any overcrowding, beyond the regulated numbers, must be reported upon and explained by the officers, regimental and medical. The public are now, generally speaking, fully alive to the need for fresh air and ventilation, but disregard of the necessity is still a very fertile cause of disease in civil life, especially when to lack of fresh air is added the fact that such air as there is is laden with dust or other solid matter, as in mines or workshops. In former years the large amount of lung disease in the army and navy was in exact proportion to the amount of overcrowding, but now the soldier and the sailor do not suffer more from these diseases than do the civil population. In the first ten years of the late Queen’s reign, the deaths from lung diseases in the army per 1000 of strength were at the rate of 7.82, but in 1898 there were only 2.5 cases per 1000 admitted to hospital, of whom a very small proportion died, the majority being invalided or cured. Apropos of this I need only remark that the latest plan of treating consumptives is to keep them day and night in the open air. Cold fresh air is no longer so much dreaded as formerly. That it is not the cause of[169] consumption can be abundantly proved from army statistics. From these statistics one may learn how, in the old days of overcrowding, pulmonary consumption was much more prevalent among the troops serving in the delightful climate of the West Indies than in England, or in Canada, owing to the scandalous manner in which the barracks in those islands used to be kept overfilled. Now, except when yellow fever appears and carries off the men, the West Indian station is the healthiest quarter of the British army, not excepting even the home stations.
As regards the dress of the soldier, there was formerly in the army a good deal of disease of the heart and great blood-vessels. This was undoubtedly caused by restriction to the circulation from tight clothing, and from the pressure on the chest of the straps which supported the knapsack and accoutrements. At the present day the tendency is to do away with everything tight: the stock has disappeared, the tunic is made to fit more loosely, and the weight to be carried is so arranged that there is no pressure on the chest. The dress for hard work is made of light material, serge or drill, allowing free transpiration from the skin, and even the stick-up collar of the tunic is being done away with, at all events for the campaigning dress, and is being replaced by a turned-down collar, as may be noticed in pictures of officers on active service in South Africa. One wonders that any men survived the active service in India in the old days of the tightly-fitting, thick cloth clothes, insufficient head-dress, and straps supporting the knapsack and ammunition pouches crossing over the chest. The fighting at the Alma was in full-dress uniform, and there is no doubt that there was a great deal of unnecessary suffering and mortality from this cause. Instinct and common sense alike urge against doing hard work and long marches in tight clothes, which overstrain the heart. We still hear every now and then of serious consequences, both in England and on the Continent, from holding fatiguing field days in hot weather. Doubtless we must attribute part of the trouble to excessive smoking and drinking. “Soldier’s irritable heart” is attributed to the uniform and to men having to stand for long periods in a constrained attitude; but I am disposed to blame beer and tobacco for part of the mischief: tobacco especially, I believe to be a cause of heart trouble among soldiers, though many authorities doubt it, seeing that Continental soldiers smoke more than ours do and suffer less. Our men, however, as a rule, smoke and chew much stronger tobacco than other people; they indulge in it in the early[170] morning on an empty stomach, and at all other times, and I have known a man who was anxious to be invalided out of the army produce the most marked cardiac symptoms by the surreptitious use of strong cake tobacco. The men of the navy, who have always had a looser and more workmanlike dress than the army men, do not suffer to the same extent from heart troubles. Such complaints are more prevalent in that corps of the army which has the hardest work and the tightest clothes, viz., the Artillery. With more rational ideas prevailing at the present time, the amount of heart complaint has diminished, and there is now proportionally only one-third the amount which existed about the time of the Indian Mutiny. In making this statement we must, however, bear in mind that our soldiers are younger than the men of those days, and in such the effects of these diseases are less likely to manifest themselves. However, there is no doubt that not only in respect of cardiac, but of all other maladies, the army is much healthier than it used to be since reforms in dress and the general treatment of the soldier have been instituted. Old medical officers say that they never see the same class of diseases they used to. Walks round military burial-grounds, especially abroad, tell terrible tales of mortality among troops in former years. In the “Happy Valley” in Hong Kong may be seen a monument erected to over 500 men of one regiment who perished there from disease.
Of the duties of the soldier that have a prejudicial effect upon his health, the most injurious is night guard. The medical authorities are charged to make representations to the authorities whenever in their opinion the turn of men for this duty is becoming so frequent as to be liable to cause illness. To the civilian mind it may seem a trifle that each man should come on guard not oftener than say once in five days, but when we consider the long hours of monotonous standing or walking about in the cold and darkness, perhaps too in rain, which this duty entails, one can understand how this prematurely ages the soldier, and can sympathise with the latter’s ambition to get a billet which gives him all his nights “in bed.” This is altogether apart from the great risks of inflammation of the lungs or rheumatic fever caught in this way, especially as the intervals of “sentry go” are, in the winter, usually spent in a superheated guardroom, from which the soldier passes to his cold and solitary vigil. I have known among cavalry in cold weather an immense amount of sickness caused by the men, after getting very hot while grooming their horses in the[171] hot stables, leading them out to water in their shirt sleeves. Either from lack of time, desire to save their clothes, carelessness or reluctance to appear “molly coddles,” the neglect to put on their jackets frequently resulted in attacks of pneumonia, quinsy, etc., etc., which the distribution of woollen jerseys subsequently did much to prevent. Those who imagine that soldiers lead a lazy life little realise how hard a young cavalry or horse artillery soldier has to work before he becomes master of his craft. What with learning to use his weapons, his drill, riding and the care of his horse, clothes, and accoutrements, the recruit, if not well fed and cared for, is very prone to break down under hardships.
To turn now to causes of sickness among soldiers abroad. This is so largely a consideration of the whole question of the effect of hot climates on the European constitution, that I can only briefly treat of it here. The first points to note are that, owing to the impossibility of the troops working in the sun, and to the provision of native servants to do many of the things which the soldier does himself at home, the men have much more spare time; the climate causes a great craving for drink, and the great activity of the skin renders the system more liable to sudden chills. It is a curious and remarkable fact that whereas most severe illnesses at home are due to chest troubles, the abdomen is that part of the body which suffers most severely in the tropics; hence it has been well said that tropical disease generally “hits below the belt.”
Let us consider first the conditions of life in a hot, dry climate, such as Egypt and India in the warm weather, and next, in a moist climate like Ceylon or the West Coast of Africa. The great difference between Egypt and India is in that in the former the nights are comparatively cool owing to the rapid radiation of heat from the sand as soon as the sun goes down in the cloudless sky, while in Northern India in hot weather, the nights are almost as hot as the days. Only those who have had experience can realise the power of the sun in those climates; to go out into the sunlight without a hat, even for a few minutes, is to be struck down, or to get a splitting headache for the remainder of the day; the skin is burned, and the lips cracked by the hot wind, so that even when driving at midnight one turns away his face as from the open door of a furnace; while to sleep, except under a constantly waving punkah, is almost an impossibility for most Europeans. Bungalows are kept closed up to exclude the[172] hot wind except at one or two windows, where it is allowed to enter through grass mats kept constantly saturated with water. The air is only changed by throwing the house open for an hour or so at dead of night, after which all openings are again closed so as to bottle up, as it were, a supply of comparatively cool air before sunrise. Hence exercise in the open air is an impossibility except before sunrise and after sunset. In the military stations in India soldiers can be seen sitting all night about the cantonments, unable to sleep in their beds on account of the heat of the barrack bungalows, which, like all buildings, retain the heat of the sun far into the night. When we think of the effect of such a life on the private soldiers, without a taste for reading or other resources within themselves, can we wonder that their health suffers, and their spirits become depressed, or that the raging thirst such heat engenders should lead to drinking? If the temptation to indulge in alcohol be yielded to, the liver, already in an irritable condition from the heat, and from the digestion of a diet of meat much too heating for the climate, soon becomes congested, or even suppurates; or the nerve centres which control the temperature of the body, already over-worked, break down completely, and heat apoplexy supervenes. It is a remarkable fact that a temperate man rarely suffers from heat apoplexy, for the body in health can adapt itself to enormously high temperatures. On the other hand, I have been much struck by the distress caused by the heat among beer-drinking soldiers, compared with the immunity experienced by the more temperate officer, doing the same work on a march. The measures to mitigate the effects of such a climate are to get as much exercise as possible during the comparatively cool hours of the morning and evening, and to be as much in the open air as possible at night; to have a diet as cooling as possible—fruit, vegetables, fish, etc. (all of which are unfortunately very difficult to procure at that season), and to try to interest the men with books, lectures, and indoor occupations, such as woodcarving, bootmaking, etc. Also to let them have plenty of temperance drinks—tea, lemon juice, etc., etc. Sleeping in the open air is the pleasantest at these times, but unfortunately sudden storms are apt to arise in the night which cause annoying breaks in one’s rest, and again one has to retire indoors at break of day, just when the air is coolest and sleep most refreshing. The alternative is to sleep under a punkah indoors, but the punkah-pulling in soldiers’ barracks is frequently most unsatisfactory, and the broken rest from the heat and mosquitoes is a[173] serious cause of deterioration of health in the soldier. To the educated officer with books, and perhaps music and painting to while away the long, hot hours, the life in the hot weather is not unpleasant, dinner is not taken till perhaps 9 P.M., and social intercourse passes the time till long past midnight, then a few hours of sleep in the coolest time of the twenty-four hours, supplemented by a siesta in the daytime. All open-air work is over by 9 A.M. The more closely the life of the soldier is made to resemble that of his officers, the better will be his health. A word of warning is necessary about the swimming-bath, which, though it gives the most delightful form of exercise, is somewhat dangerous, for the bath being generally under cover, the water is much colder than the outer air, and lengthened immersion is very apt to cause liver and other internal congestions, the commencement of grave tropical disease.
Contrast with the above description that of a moist, hot climate. The air, instead of being hot and dry, is ladened with moisture, the slightest exertion causes profuse perspiration, which renders all the garments damp and clinging; the moisture of the atmosphere renders evaporation from the body and consequent lowering of the temperature much slower; there is experienced a total lack of energy, but as there is no hot wind, the houses can be kept open all day long; there are frequent showers, and vegetation is abundant, and affords plenty of shade for those who care to remain out-of-doors all day. There is not, therefore, in a climate like this the same amount of confinement indoors, but the constant heat and perspiration are very enervating, and soon lead to marked pallor in Europeans. The great danger in such a climate is from the damp clothing; the skin being so active is full of blood, and a sudden cooling from sitting in a draught in damp clothes drives the blood to the internal organs, causing congestion of the liver and spleen, dysentery, etc. To avoid this it is most important always to wear flannel next the skin and to change after exercise. By doing this the risks of such a climate are much mitigated. In two years in Ceylon I never had a day’s illness, and the good health of the army in the Ashanti expedition of 1895–96 must in a great measure be attributed to making the men carry a dry shirt on the march, into which they changed at once on arriving at the halting place. The most important disease of those climates is malaria, due to a minute organism in the blood, now proved to be generally communicated by the bites of[174] mosquitoes. The obvious preventatives are to avoid being bitten by mosquitoes, to destroy the breeding places of these insects by draining the pools in which their larvæ develop, to avoid going out at night, when these insects are most active, and to keep them off by mosquito curtains. Smearing the exposed parts of the body with carbolic oil will repel these pests. There is no reason why soldiers in tropical barracks should not be supplied with mosquito curtains, when it is not hot enough to demand the use of punkahs, which also keep off the insects; and I have no doubt this will be done in all feverish stations as the result of recent teaching.
In sleeping under a punkah, and in fact at all times in the tropics, where the individual retires to bed bathed in perspiration, one of the best means of avoiding chill of the abdominal organs is to wear a long silk scarf (kummerbund) or a flannel “cholera belt” round the body.
One of the older theories about malaria was that it was due to some miasma arising from the ground, and especially from ground which had been recently disturbed. However erroneous this idea may be in theory, in practice many instances are on record of its apparent truth. I can never forget the results of sending men to a so-called sanitorium which had been made in the far East by levelling the top of a mountain and building barracks thereon. Almost every man who went got an attack of malarial fever, and this is in accordance with the experience and superstition of the Chinese. They say that the “Fung Shui,” or genius loci, of a place is a dragon who lives in the ground, and if you disturb the soil you irritate him, with the result that he avenges himself by spreading fever among his aggressors. Therefore the soil about barracks and encampments should be disturbed as little as possible, and all shallow pools of water should be drained or treated with a small quantity of paraffin oil to kill the larvæ of mosquitoes.
Other scourges of the tropics which cause sickness and mortality among our soldiers are liver disease and dysentery (generally due to chill as above described); and those diseases due to contaminated water, e.g., enteric or typhoid fever, cholera, and some forms of dysentery. This is so large a subject that I cannot say more on it than to indicate that the germs of the disease may, while almost invariably matured in water, be taken into the system with milk, water, or food, and the best precautions are rigid prevention of adulteration of the milk (to be[175] secured, if necessary, by having the cows milked before a responsible European), boiling suspected drinking water, and the most perfect cleanliness in the preparation of all food. Notwithstanding the greatest care and expenditure in obtaining the best water for our large Indian stations, enteric fever seems rather to increase than diminish, but that is due, I fear, to the carelessness of the soldiers in drinking from contaminated sources in the bazaars, or in their walks abroad. The well-water of India and the native made aerated waters are almost invariably open to suspicion, and ordinary filters are, I fear, only a delusion and a snare. I am acquainted with at least one terrible outbreak of cholera distinctly traced to the use of filters. The bacterial filters of Berkfeld and Pasteur-Chamberland are reliable, but are so difficult to work and keep in order that it is much better to trust to boiling the water. In a tropical climate, when soldiers on the march acquire an intense thirst, it is practically impossible to make them wait till water can be boiled and cooled before quenching their thirst, and we have had recently a terrible example of the effects of foul drinking water in the outbreak of enteric fever among our troops in South Africa. My own practice in India when out shooting was to carry boiled water or cold tea, but to slake my thirst as much as possible by sucking a lemon or lime, a practice which most travellers and (generally) soldiers also could follow with advantage. Another use of these fruits is to squeeze a little of the juice into water which is not above suspicion, as it is known that acids kill the germs of cholera, and also possibly of enteric fever. I may add that limes are very abundant and cheap in most tropical climates, and could generally be served out to the troops.
I have already stated that heat apoplexy is most likely to attack those addicted to alcoholic excess, and is not likely to be prevalent among temperate men in the airy dwellings of Europeans in the tropics; but any great overcrowding, such as occurred in the Black Hole of Calcutta, would be likely to cause fearful mortality. Great and sustained exertion in the hot sun of Egypt or India might cause heat apoplexy or sunstroke in the most temperate. It is marvellous, however, what an amount of exercise temperate men can take when “pig-sticking,” for instance, in the hottest weather in India, with impunity.
The Europeans in India, who live in roomy and clean dwellings, suffer remarkably little from the plague, which is now[176] threatening our shores, but has so far not obtained a foothold owing to rigid sanitary precautions.
A very troublesome complaint among soldiers in the tropics is “Dhobie itch,” a form of ringworm locating itself under the arms and between the legs, where the skin is always moist from perspiration. In one regiment I had charge of, about 75 per cent. of the men had it, causing a considerable amount of suffering and inefficiency. The disease is spread by inoculation from dirty clothes, or such as have been washed in impure water, and the best preventative is the use of clean and frequently changed underwear.
By the adoption of the measures above indicated it is possible for Europeans to enjoy good health in the tropics, but in war it is impossible to observe many of these precautions. It is well known that in all climates the ravages of disease are infinitely more fatal than the weapons of the enemy. The existence of hostilities, with the hard work and privations thereby entailed, usually puts all health considerations into the background. In the Crimean war three times as many of our men died of sickness as at the hands of the Russians, and the proportion will be found even greater in the present war in South Africa, in spite of the deadly accuracy of modern weapons and of the fact that the theatre of operations is one of the most salubrious regions in the world. And it is not difficult to understand why this should be so when we reflect upon what active service means—the prolonged and intense exertion, the loss of rest, deficiency of food, which at the best is coarse, unpalatable, and badly cooked—in a word, starvation; the bad water, the fouling of the camping grounds by the excreta of thousands of men and animals, the heat by day and the cold by night, the clothes alternately saturated by perspiration and frozen by the bitter night wind, also the clothes becoming dirty and infested by vermin owing to their wearers being unable to change them for weeks. In the stress of campaigning men have become ill from want of time and opportunity to secure the daily evacuation of the bowels, which is so necessary to health. These are a few of the conditions incidental to active service, and when we reflect it is not difficult to understand that not only are there many diseases induced by campaigning proper, but that if a man have one weak point about him, such hardships are bound to find it out. We have only to glance at the casualty lists published in the newspapers every morning, to see how various are the causes of death among our men at the[177] front. So well is this recognised that every man is medically examined before going on active service, and all with any defect of constitution are rejected. Here I may incidentally remark that the prevention of venereal diseases in the army is a matter of national importance, for the men who are thereby unfitted to endure the privation of a campaign are many, and all reasonable measures for the prevention of such diseases should therefore have the support of patriotic people.
It is well known that excessive fatigue alone will cause a feverish condition of the body, leading to weakness and loss of appetite, and when that is induced the body is in a favourable condition for the reception of the germs of specific diseases. Service conditions obviously predispose to such diseases as pneumonia, rheumatism, quinsy, frost-bite, etc., etc., and in hot countries to heat apoplexy and sunstroke.
The commonest specific diseases of campaigns are dysentery, enteric fever, cholera, and malarial fevers. Dysentery has always been the great scourge of armies in the field in almost all climates, and the causes may be briefly summed up as bad food, bad air, bad water, and chills. The unwholesome food may cause disease in two ways: owing to its coarseness and being badly cooked, it may give rise to inflammation and irritation of the bowels, or it may be deficient in those still imperfectly understood constituents which are necessary to prevent scurvy. It is unnecessary to dilate further on the food question, the points of which are obvious, but as regards scorbutic dysentery I may say that it is very liable to appear among soldiers in the field, and our authorities endeavour to ward it off by giving, whenever possible, rations of fruit, vegetables, jam, and lime juice. As regards bad air, the condition of camping-grounds whereon large numbers of men and animals have lived even for a few days must be seen to be realised, and when to that is added the stench of dead bodies of men, horses, and cattle, as on a battlefield, it can be easily understood how frequently the air which men have to breathe on active service must be such as to give rise to bowel complaints. Again, in some countries where our troops have to operate, such as in the West African jungles, the air reeks with the smell of decaying vegetation in the stagnant depths of the primeval forest, and such air is most unwholesome.
Bad water is the principal cause of dysentery, but whether a man can acquire true dysentery thus, unless the water has been fouled by the discharges of a previous case of the disease, is[178] not quite certain. Generally, such fouling is not difficult to establish. The drinking of water in which are immersed the rotting carcases of men and animals, and other nameless abominations—such water as our soldiers drunk at Paardeberg—is, as might naturally be expected, likely to cause diarrhœa running into dysentery, especially when all the other causes of that disease exist also. Chill I hold to be an exceedingly common cause of dysentery, having contracted the disease myself from that cause alone after leaving the tropics. It is most important to avoid sudden cooling of the surface of the abdomen by changing into dry flannels immediately on halting, and keeping that region warm, especially at night, by a thick woollen or silk covering. Unfortunately such precautions are generally impracticable on active service.
Enteric or typhoid fever has only been recognised as a distinct disease apart from typhus fever since the researches of Sir Wm. Jenner in the late Queen’s reign, and therefore, whether it used formerly to be as great a scourge in the past as it is now, it is impossible to say. At the present day it is without doubt by far the most fatal disease to which our soldiers are liable either in peace or war, and experience in Egypt, India, and South Africa, where it seems to become more and more fatal in spite of all that science can do to check it, almost causes us to despair.
Protective inoculation on the same principle as vaccination is the latest plan, tried extensively in South Africa, but the reports to hand so far do not show that it has had any marked success as a preventative, though it is hoped that it will prove to mitigate the severity of the attack. The disease is most prevalent and fatal among young men, which is a strong argument against the employment of very young soldiers; but on the other hand many middle-aged men, whose deaths the country is even now deploring, have lately succumbed. There is little doubt that in England and other temperate climates this disease is almost invariably due to bad water, but in India and other very dry climates, where it has continued to spread in spite of the most rigid precautions, the opinion is gaining ground that the germs may often be spread by the wind carrying them about into food and drink from the dry excreta of previous sufferers, deposited on the ground. Flies also are suspected of bringing about the same effect. Even in India and South Africa, however, it is remarkable how often epidemics are associated with contaminated water—for instance, Paardeberg and Bloemfontein (where the enemy cut off the regular water[179] supply), and when one has had experience of the way in which the ground is fouled by the natives of Africa and India, there is little wonder that the water supply suffers. It seems certain that people can drink sewage contaminated water with comparative impunity, but the germs of enteric once admitted into the water, an epidemic is almost certain. The Hindoos always wash their buttocks after defecation, and hence generally perform that act near water, and in the hills in India often when I have been tempted to drink from an apparently pure mountain stream, I have noticed, just in time, the evidence of this disgusting practice. Again natives generally build their huts near a water supply, and hence nearly every rivulet is contaminated. In a hot country it is therefore most difficult to prevent men quenching their raging thirst with obviously polluted water. The Boers are reported to be very filthy in their habits, and as enteric fever is rife among them, it is not difficult for us to understand how so many of our men have contracted the disease in such a thirsty land, where I am informed even doctors, well aware of the risks, could not resist the temptation of drinking the dirty water by the roadside. The only safeguard with suspicious water is to boil it; filters only give a false sense of security, but wells can be purified with Condy’s fluid and acids, and of course rain water, if carefully collected and stored, or a stream, if guarded from its source, may be trusted, as also wells sunk at the time by the Royal Engineers. Many observers think that enteric fever may be caused by excessive fatigue and exposure to the sun, with absorption of poisons from the bowels, especially if they are overloaded with decomposing excreta due to constipation from heat, hard work, unwholesome food, and want of time and opportunity to secure a regular evacuation. In the navy, where condensed water is largely used for drinking purposes, enteric fever is rare, except when contracted ashore; but as soldiers cannot, as a rule, be supplied with condensed water, we must rely on the above precautions as regards water, cleanliness in the preparation of food, care in the disposal of excreta (and it is important to remember that enteric urine is as dangerous as stools), and constant supervision of natives and camp followers.
Cholera is like enteric fever, generally a water-borne disease, and much the same remarks apply to both. On active service, tea, coffee, and cocoa should be drunk in preference to water, as far as time and the supply of fuel will allow, and all drinking water should, if possible, be boiled. When green cocoanuts can[180] be procured each will furnish nearly a pint of deliciously cool and perfectly wholesome “milk.”
I have said enough to show what a vital point the water question is on active service, how the health of an army in the field is largely dependent upon obtaining pure drinking water; and while all officers, regimental and medical, must never weary in their endeavours to secure such a supply, the men themselves ought to be instructed and exhorted to exercise the necessary vigilance and self-restraint, and, if necessary, punished when they fail to do so.
Malaria is always a great danger to soldiers on active service, not only in tropical regions, but also at times in our own latitudes, as was seen in the Walcheren Expedition. Though our theories as to the cause of the disease have lately been altered by the discovery as to the agency of mosquitoes in disseminating it, the old rules of not disturbing the ground, sleeping on raised platforms (as was done in the Ashanti Expedition of 1895–96), avoiding the neighbourhood of marshes and jungly ravines, preventing chill by changing into dry flannels on halting, never starting off in the morning without a cup of cocoa or something of that kind, and taking a daily dose of quinine, should on account of their proved utility still be followed. To keep off mosquitoes in the absence of curtains and punkahs, the face and other exposed parts of the body should be smeared with carbolic oil.
Sunstroke and heat apoplexy are causes of mortality on active service, and even at home in hot weather we have had lamentable results from overworking our soldiers in improper clothing and head-dresses. The obvious precautions are, the avoidance of overcrowding and overloading the men, the wearing of a suitable head-dress, loose porous clothing, the provision of plenty of non-alcoholic drinks, and marching in as open order as possible, so as to give every man enough fresh air. The greatest precaution of all, viz., avoidance of work in the sun, cannot, of course, be generally adopted on active service.
Sore and tender feet cause a great deal of inefficiency on active service, though our army boots are generally very good, with plenty of room and low heels, but a less rigid sole would be an improvement. The socks should be woollen and not too thin or loose, the feet should be kept clean and well soaped immediately before putting on the sock, and blisters should be carefully treated.
Many of the above suggestions may appear incapable of being[181] carried out in the stress and hurry of active service, but, of course, anything which will prevent disease contrives “a double debt to pay”; it keeps the men in the fighting ranks, and prevents their becoming not only useless but a burden and trouble to their healthy comrades. Every soldier is said to cost the country about £150 before he can be placed in the field as efficient, therefore sickness entails very heavy pecuniary loss to the country, and all reasonable precautions will ever receive the earnest attention and support of capable leaders. In fact, without due regard to many of them it would be impossible in some countries for white men to remain in the field at all, and the Ashanti Expeditions of 1873 and 1895 have well been called “doctors’ wars.”
In conclusion, if my remarks have given rise to the impression that the soldier is a drunken or unreliable creature, such is far from my intention. He only presents, and that in a degree mitigated by discipline and respect for authority, the faults of his class. My experience of the average working man, which is large, is that the majority cannot refrain from drinking so long as they have money in their pockets, regardless of the consequences to themselves and their families, and that to offer a man drink is their ordinary way of showing kindness and good-fellowship; while their general want of self-restraint is very disappointing, considering the educational advantages they have enjoyed compared with their fathers.
J. R. Dodd.
[182]
Although from time to time there have been energetic workers in the cause of marine sanitation, there is probably no other department in which the great advances in hygiene have produced so little good result.
It must be conceded at the outset that the seamen’s lot is by no means an enviable one, and that his sanitary environment falls considerably short of modern requirements. Legislation is slow, and the lack of knowledge by the public of the requirements of the Mercantile Marine is no doubt in great measure responsible for this. At a first glance it might naturally be supposed that a life at sea was a healthy one; living in fresh air, and removed from the unhealthy conditions of large towns, it might be expected that the general health of seamen would bear favourable comparison with the corresponding class of the community on shore. But there is another side to this picture. In the first place there is practically always local overcrowding on board ship, and in dealing with this question the hands of port sanitary authorities and their officers are tied by the Shipping Acts. By the Merchant Shipping Act, the minimum space allowed per head is only 72 cubic feet, and in this space a man has not only to sleep, but to feed and live when not engaged on duty. It has been contended that inasmuch as one-half of the crew is always at work, the forecastle provides double this amount of space. But this is entirely a fallacy, for while half the men are always off duty, there is practically continuous occupation, and therefore no opportunity of opening doors, skylights, and other ventilators, to admit of free perflation. Another serious difficulty to contend with is the presence of moisture. Nearly all forecastles are badly ventilated, and the greatly increased use of steel and iron in modern vessels leads to the condensation of moisture, or “sweating” due to change of temperature. It is no uncommon thing to find the[183] bunks and bedding in the crew’s quarters saturated with water from this cause.
While it can scarcely be stated that any special diseases are associated with the sailor’s calling, there are undoubtedly many which are caused by the conditions under which he performs his duty. His work is intermittent, consequently his intervals of rest, broken by sudden and severe exertion, throw undue and violent strain upon the circulatory and respiratory organs. In steam vessels the changes of climate are rapid, and their influence trying to the system. In spite of all the improved methods of storing and preserving food for long periods, there is still much to be desired both in the actual dietary of the sailor, and still more in the rough and inefficient manner in which it is cooked for him. The loss of life from drowning and other accidents connected with casualties to the vessel is large. Again, the habits of the seaman must be taken into account. From the mere fact of his being for long periods confined on shipboard, without any amusements except those provided by his fellows, it is perhaps not surprising that on arrival in port he should give way to full indulgence in pleasure. Unfortunately, moreover, the parts of sea towns frequented by sailors are generally the lowest, and the temptations of the worst kind. This explains the frequency of alcoholism and venereal disease among our Mercantile Marine, and in addition the tendency to contract the diseases to be met with in such localities.
The principal diseases to which seamen are liable are:—
1. Those due to the special character of their employment, such as aneurism, emphysema, hernia, and heart disease, and in steam-ships, heat apoplexy (stokers).
2. Those due to their habits, viz., venereal disease and alcoholism.
3. Diseases of climate, liver disease, malaria, yellow fever, dysentery, cholera, plague, etc.
4. Diseases influenced mainly by immediate environment and insanitary conditions, such as rheumatism, phthisis, bronchitis, and various forms of lung disease, under which must also be included scurvy and beriberi.
There is unfortunately no reliable record of sickness in the Mercantile Marine.
The returns of the Board of Trade show the mortality rate from all causes in 1898–99 to have been 9.60 per 1000 in the[184] Merchant Service, while the corresponding rate in the Royal Navy was, for the year 1899, 4.91 per 1000, or practically one-half.
The returns of the Mercantile Marine show that of the 9.6 per 1000, 7.4 were from injury, and 2.2 from disease; the 4.91 per 1000 of the Royal Navy being made up of 3.56 from disease, and 1.35 from injury.
The following table shows the disease and accident mortality incidence in sailing-vessels as compared with steam-vessels.
| 1898. | Sailing. | Steam. | Total. | Percentage. |
| Wrecks and Casualties | 425 | 607 | 1032 | .58 |
| Accidents other than Wrecks and Casualties | 129 | 157 | 286 | .16 |
| Disease | 149 | 249 | 398 | .22 |
| Total | 703 | 1013 | 1716 | .96 |
1. Diseases due to Employment.—The violent exertions called for at times of emergency fully account for the frequency of heart disease, especially of cardiac hypertrophy, and also of hernia, while the occurrence of aneurism may be assigned to the same cause, though doubtless greatly aided by the influence of syphilis. With the large increase in size of sailing-vessels and the consequent introduction of labour-saving appliances, this class of disease is showing a decided tendency to decrease.
Injuries are more common on sailing-vessels than on steam-ships, owing to the greater amount of work aloft, and the more laborious efforts involved in working the sails.
The “heat stroke” of stokers requires special notice. It is far more common in vessels of the Merchant Service than in those of the Royal Navy. Stokeholds in the navy are better ventilated, and forced draught, if necessary, tends to a freer supply of air. The “fireman’s frenzy” appears to be caused by the continued high temperature, coupled with insufficient ventilation, and often associated with alcoholism. Much can be done to diminish heat stroke by due attention to the ventilation of stokeholds and confined spaces in connection with them. The utmost advantage should be taken of the up-draught caused by the heat of the furnaces to remove foul and vitiated air. Men engaged in this class of work should be freely supplied with oatmeal water, as this is the most wholesome method of replacing the large[185] quantities of fluid lost by perspiration. The same class of men are, moreover, specially liable to diseases of the eye caused by the glare of the furnaces, and the constant irritation produced by particles of coal and dust.
2. Diseases caused by the Habits of Seamen.—Of these the two most common are alcoholism and the various forms of venereal disease. The irregularity of a sailor’s life, especially in these days of rapid transport, sufficiently explain without justifying his failings. A man whose home life is interrupted by voyages across the sea, who is thrown upon his own resources in foreign ports, and who is from the nature of his calling almost of necessity confined to the shipping quarters (invariably the lowest) of the towns he reaches, is not unlikely to seek for amusement where it is most easily obtained, and wine, women, and music occupy a considerable part of his spare time under such circumstances. Much has been done by the Board of Trade and voluntary associations to protect the sailor, by taking care of his money when first paid off (when the temptation to squander it is strongest), and enabling him to draw it at his own home, by arranging for his being sent by rail to his destination, by protecting him from “crimps” and unauthorised agents, and by providing Sailors’ Homes, where he can live at a reasonable cost, without being plundered by unscrupulous persons, but there is still much to be desired in this direction.
3. Diseases of Climate.—To a great extent these can scarcely be avoided. Seamen suffer much from tropical diseases. No doubt their careless habits and unwillingness to take reasonable precautions in unhealthy climates are in some measure responsible for this. Simple rules for the preservation of health, greater care in dieting, and, above all, limitation of indulgence in alcohol, would be of undoubted value, and a recent suggestion to afford information on such subjects to seamen through the medium of Sailors’ Institutes and Homes would doubtless lead to good results. Diarrhœa, so common a disease in hot climates, is mainly caused by the ingestion of improper articles of food and drink. Seamen do not realise the importance of the source and purity of drinking water. One common cause of this disease is the carriage of water in casks and tanks on deck, or in places where it is easily affected by the temperature of the sun. Any simple arrangement for reducing by evaporation or other method the temperature of the water supply has considerable effect in this direction. Dysentery, so far as prevention is concerned, can be guarded against in the[186] same manner as diarrhœa—water, however, being the main agent in causation. Cholera, yellow fever, and plague call for no special comment. Where these diseases are known to exist, shipmasters should be careful to warn their crews as to the danger, and explain how best to avoid them. Men should be kept on board as much as possible during the stay of the vessel in an infected port, and especially should they be required to return at night. A careful watch should be kept for any suspicious sickness, and medical advice sought at an early stage of any illness. The sanitary condition of the vessel itself must be the special care of the master. Malaria, now known to be due to a specific organism, conveyed by means of the bite of a species of mosquito, is much under the control of the master of a vessel, who should prevent his crew from remaining on shore in a malarial country during the night, or in the evening, when special danger exists.
4. Diseases due to Insanitary Conditions and Environment form a long and important series. These are essentially the diseases which can be controlled, if not altogether prevented.
Rheumatism and its allies are mainly due to cold and exposure, and still more to the difficulty of obtaining dry clothing on board ship, and the constantly wet condition of bedding, etc., from the sweating of iron vessels. These causes can be avoided. The condensation can be prevented by the universal use of sheathing over iron decks and of a non-conducting lining over and around bunks, the proper provision of heating stoves, and the free ventilation of forecastles. There is further no reason (especially in steam-vessels) for not providing facilities for dry clothing, and preventing it being taken into the sleeping bunks. These two precautions, together with the free use of woollen underclothing, would tend to greatly reduce the “sailors’ curse,” rheumatism. Lung diseases are very common, and are caused chiefly by the close aggregation of men in confined and ill-ventilated quarters. The difficulty of the system of watches prevents the proper airing of a forecastle, and men coming off duty enter an atmosphere already fouled and polluted by those who have previously occupied it. The cubic space per head should be largely augmented. The Royal Commission on Labour has recommended that 120 cubic feet should be the minimum, and bearing in mind the special difficulties, this would seem to be a moderate figure. The present 72 cubic feet is ridiculously inadequate, and only remains the legal minimum by reason of the proverbial ignorant conservatism of the sailor.
[187]
Scurvy happily, under ordinary circumstances, is almost unknown in its acute form. During the last twenty years our ideas as to its causation have undergone considerable change, and it is no longer possible to assert that the one essential for its production is the use of salt meat, and the absence of vegetable food. In one of the recent Arctic expeditions, owing to the loss of all the stores, the crew lived for more than twelve months exclusively on fresh meat, and no symptoms of scurvy made their appearance. There is little doubt that the condition of the blood producing the symptoms we call scurvy is caused by the ingestion of food in an incipient stage of decomposition, although a free supply of natural vegetable acids will tend to delay its appearance. Slight manifestations of scurvy are still common among sailors, and there is one point of great practical importance in connection with this. More care is required in the examination of tinned meats, the date of packing should in all cases be stamped or indelibly marked upon the tin, and those tins that are found on examination to be in any degree defective, should be destroyed under official supervision, and not be allowed to pass into the hands of unscrupulous dealers.
Beriberi is a common disease among certain natives on board ship. The disease has the habit of remaining dormant in a vessel, also of recurring from time to time when conditions for its development are favourable. Though it has been ascribed at different times to malarial influences, to a deficiency of nitrogenous food, and to a definite microbe, these explanations have failed to satisfy all the requirements of the conditions under which it appears. Manson believes that it is due to a toxine, produced by a saprophyte living outside the body, and that as the soil or ship becomes infected, man is poisoned therefrom. It occurs invariably on board ship in connection with moist, overcrowded, and heated forecastles, where ventilation is deficient, and may therefore in this sense be said to be a disease caused by want of sanitation. Further, as favouring this view is the fact that patients removed to hygienic surroundings, and properly fed, rapidly recover. To prevent beriberi all that is necessary is to keep a vessel clean and dry; to see that there is no accumulation of bilge water or foul matter under the flooring of the crew’s quarters, and that these are properly ventilated and not overcrowded.[46]
Enteric fever is undoubtedly the most common disease to which seamen are liable. Thus in the port of London, out of 791 cases of[188] infectious disease occurring on board ship from 1895 to June 1900, no fewer than 290 were enteric fever. The figures are as follows:—
| Year. | Cases of Enteric Fever. |
No. of Cases of Infectious Diseases. |
Percentage of Enteric Fever. |
| 1895 | 31 | 129 | 24.0 |
| 1896 | 53 | 145 | 35.1 |
| 1897 | 54 | 179 | 30.1 |
| 1898 | 55 | 121 | 45.4 |
| 1899 | 66 | 160 | 41.2 |
| 1900 (6 months only) | 114 | 187 | 60.31 |
| Total | 373 | 921 | 40.49 |
The large proportion during 1900 is due to the number of cases brought from South Africa.
The causes of the large number of cases of enteric fever are three:—
1. The congregation of seamen in the unhealthy quarters of foreign ports.
2. Want of care in the selection of sources of water supply.
3. Improper methods of carriage and storage of water.
Most of the infected or dangerous sources of water supply are known, and great benefit would result if consuls and other representatives of this country abroad were instructed to warn shipmasters of the special danger. Water should always be stored on board ship in galvanised iron water tanks, which should be carried in such places that they can be easily reached for cleaning purposes. They should be provided with large manholes so situated that where possible natural light can penetrate to the bottom of the tanks when the covers are removed. They should be periodically emptied, cleaned, and coated with a cement wash.
Lastly must be mentioned the digestive troubles so common in seamen. The insufficient and monotonous dietary is of itself sufficient to cause this, and when one further considers the unsatisfactory way in which such food is ofttimes cooked, it will be at once seen how serious a matter this may become. There is no compulsory diet scale, nor theoretically is it wise that there should be. It is felt that if such were laid down by law it would speedily become a minimum beyond which the owner or master would not care to go. The Merchant Shipping Act requires that[189] a diet scale shall be produced when men are engaged, and shall form an essential part of the contract, any departure from which shall constitute a breach of the agreement on the part of the employer. Several improvements on the old scale (still usually in vogue) have been made, but in practice these are scarcely ever adopted. In the present day there are far better opportunities for giving men fresh meat and vegetables, while the use of preserved foods should obviate to a large extent the necessity for salt meat. It can be clearly shown that a reasonable dietary can be provided at a less cost than the antiquated one generally in use, while the advantages from the improved health of the crews and the consequent increased discipline and work are beyond dispute. But even if the dietary be good, the cooking is generally bad. Here legislation is needed. At the present time the master and certain other officers of a ship are required to hold certificates, granted after training and examination, and it is equally necessary that in the case of the cook, some definite standard of knowledge of the work he undertakes should be required before appointment. In the majority of cases a man is rated as “cook” because he so describes himself, or has acted in a similar capacity before. There is no difficulty in organising a system of instruction and examination for ships’ cooks in large centres, and the result of such would be to the advantage of shipowners as regards economy of food, as well as increased efficiency on the part of their crews. This work has already been initiated in several ports, notably London, Liverpool, North Shields, and Glasgow, but the question still demands the most careful attention.
Much ill-health and disease would be avoided if more care were exercised in the selection of men for the Mercantile Marine. The Merchant Shipping Act (sect. 10) provides for the medical inspection of seamen if required, but as a matter of fact, this provision is practically a dead letter, and men are allowed to “sign on” without any inquiry as to their physical fitness for their occupation.
W. Collingridge.
[190]
There is not much to be said respecting the nature of the injuries sustained by those at work on railways. The occupation cannot be described as unhealthy. A very large proportion of the work is done in the open air, and the normal lives of the men appear in every way up to the average.
The accidents that occur are mainly what would be called surgical. A large proportion consists of crushed hands and fingers. Instead, therefore, of entering into details respecting the character of these injuries and the manner in which they are received, it will be more useful to give a short account of the progress of legislation in respect to accidents upon railways.
The Mines and Factories Acts had their origin in the desire to preserve children from overwork and bodily injury. The protection thus accorded was gradually extended to women. The next stage was the inclusion of men in many of the factory provisions, and finally the Acts which had originally been intended only for the protection of health began to be timidly and cautiously extended to other and wider objects. But the movement for the prevention of accidents on railways commenced by aiming at the safety of passengers, and it was only in the last year of the nineteenth century that railway servants were included in the category of protected trades. Limits of space prevent my attempting to trace the movement in detail, nor indeed is it necessary. I shall therefore only mention certain epochs which have marked its progress.
As most people are aware, the railway movement began about the year 1830, the year Huskisson was killed, and proceeded until in 1840, there were nearly 1000 miles of railways in the United Kingdom. But about this time the importance of railways became so recognised that in 1840 they were placed under Government supervision. In 1841 a Bill was brought[191] into Parliament to give the Board of Trade powers to issue regulations for the prevention of accidents upon railways, and referred to a Special Committee, presided over by Lord Seymour, and with Sir Robert Peel, Sir James Graham, and others as members.
The arguments for and against the proposal were exactly the same as they have always been upon the subject of State interference in matters of trade. On the one hand, the Board of Trade Inspector-General, Sir Frederick Smith, contended that the power was necessary. The railway companies said that by interfering with the responsibility of railway officials more harm than good would be done. Those who are acquainted with the general trend of public opinion upon factory questions in those days will not be surprised to learn that the proposal was considered likely to “disturb the amicable spirit which then existed between the Board of Trade and the railway companies,” and “to engender on the part of the railway companies a desire of concealment and feelings of jealousy which would not otherwise arise.” The Committee therefore limited its recommendations to empowering the Board of Trade to suggest improvements. These recommendations were carried into effect by an Act known as Lord Seymour’s Act, which provided for the appointment of inspectors of railways, the reporting of accidents, and the punishment of engine-drivers, guards, porters, or other servants of the company who were guilty of negligence. It was urged against the railway companies that expense was no object where life was concerned; to which Mr Brunel, the celebrated engineer, retorted on behalf of the railway companies by asking why the Government did not have a large force of men on the Serpentine when it was frozen, to prevent accidents to skaters. He submitted that in considering the question of safety it might be considered as a question of cost also. On the other hand, it is interesting to note that George Stephenson considered it would be advantageous that the Board of Trade should have power to make regulations. Coming from such a man, himself a large railway proprietor, the opinion is of great weight.
The next time the question came before Parliament was in 1857, during Lord Derby’s administration, when the matter was referred to a Select Committee. The Committee was against interference with railway companies, except as regards the times of trains, with respect to which they thought that the public[192] should have some means of obtaining prompt and cheap redress in the recovery of penalties in every case of want of punctuality. They also made a few minor recommendations. The subject was again discussed by a Royal Commission appointed in 1865. But the times were not ripe for the adoption of State interference. The laissez faire system was in full force, and the Committee recommended that the railway companies should not be interfered with. Meantime the management of the railway companies seems steadily to have deteriorated. The year 1872 was a year of considerable commercial activity, marked by a great rise in the price of coal, and by an increase in the number of railway accidents. In those days it was estimated that several railway accidents to trains took place every week, sometimes as many as four were reported on a single morning. In fact, as stated in the Annual Register for 11th September 1872, “Railway accidents are now becoming of such frequent occurrence that, unless a number of people are killed or seriously injured, no notice is taken of them.” The number of accidents to individuals was also very great. In that year no less than 1145 persons were reported killed, and 3038 were injured. Some of the accidents, too, were of an appalling character. At Wigan in August 1873 a portion of a railway carriage, with a lady in it, was hurled over a wall and through the slated roof of a foundry. The rest of the carriage was smashed to pieces.
In order to secure more precise returns of accidents by checking those made by the railway companies, it was provided in the Railways Regulation Act of 1873 that coroners should make returns to the Secretary of State of all deaths occurring on railways.
The public feeling which these accidents excited led to the appointment of another Royal Commission in 1874, during Mr Disraeli’s administration. It was presided over by the Duke of Buckingham. The Committee sat for three years and heard evidence at great length. They ended by recommending that the Board of Trade should have power to make requirements as to siding and station accommodation, and as to defects in rolling stock, permanent way, and works. They declined to recommend that general powers should be given to the Board of Trade to make general changes calculated to secure the safety of the railway servants, but they thought that servants ought to receive compensation for injuries in all cases of negligence of the companies’ officials, but not for the negligence of their fellow-servants.
[193]
In the evidence that was given it seems to have been admitted that overwork was not universal or even general on railway lines, but a good many remarkable instances of overwork were adduced. Thus Captain Tyler, a Board of Trade Inspecting Officer, gave evidence that at Wakefield in 1864, a man had been regularly on duty as a signalman 25 hours a day every third week, and 37 hours every thirteenth week. The man had made this arrangement in order to get extra time off duty; and in another case, in 1874, a signalman had actually averaged 17 hours work a day regularly.
Nearly all the witnesses complained of the couplings as a fruitful source of danger. Captain Tyler recommended automatic couplings as then used in America.
The next Act of importance regarding accidents upon railways was that passed in 1889, when Sir Michael Hicks-Beach was President of the Board of Trade. The principal objects of the Act were to secure the adoption of the block system of running trains, to cause points and signals to be interlocked, and to enforce the use of an improved brake. The principal object of the Bill was to promote the safety of passengers; there was a clause dealing with automatic couplings, but the clause was ultimately withdrawn from the Act.
During all these years, however, repeated recommendations were made by the Board of Trade officials to the railway companies to adopt various means of saving life. The companies were not obdurate or unreasonable; in particular instances and small points they repeatedly gave way and adopted suggestions. But in the main they declined to introduce automatic couplings, or other life-saving appliances on a large scale. Their refusal was based chiefly on the ground of expense; but they also defended their action on the ground that the proposed appliances were not suitable or practicable, and that if adopted they would not produce beneficial results.
Before narrating the next steps which were made in the direction of securing safety when Mr Ritchie became President of the Board of Trade, it will be of use to examine in outline the condition of railway service as regards accidents, and the means by which the number of deaths and other injuries is ascertained. Reports of accidents on railways exist from the year 1848 onwards; but in forms which render them very difficult to compare with accidents in more recent times. It was not until the passing of the Regulation of Railways Act of 1871 that the reporting of[194] accidents was placed on its present footing. By section 6 of that Act it was provided that accidents should be reported to the Board of Trade, in such form and with such particulars as the Board of Trade should prescribe. In earlier years the reporting of accidents was not very systematically done, and in 1872 the inspector reported that “accidents to servants do not appear in many cases to have been reported by certain of the railway companies; and their numbers would, if the whole truth could be ascertained, be very considerably increased.” Moreover, no uniform standard of injury was prescribed, so that various companies adopted various standards of reporting. Some reported all accidents, even trivial ones; others reported only the serious ones. But in the year 1895 an order of the Board of Trade was made during the permanent Secretaryship of Sir Courtenay Boyle, by which the standard of accident to be reported was assimilated to the standard already in force for the reporting of accidents in factories and workshops, namely, that all fatal accidents should be reported, and all non-fatal, whenever they incapacitated a man from work for five hours on any one of three days next after the accident. The advantage of this order was that it at once established a basis of comparison between the dangers of work in factories and in railways. But there is ground for thinking that the standard was a little low. A trifling finger cut may prevent a man from working in some trades for an afternoon. The reporting of every trivial accident tends also to obscure the graver ones, and in some cases to make dangerous trades appear less dangerous than they really relatively are. In any case, however, it is desirable to have one standard of reporting, and it is a matter for regret that there is no standard of reporting non-fatal accidents in mines, so that it is still impossible to compare mines with factories or railways as to the non-fatal accidents that occur in them.
The numbers of persons employed on railways largely increases from year to year. Returns of these numbers are now furnished every three years. We have therefore not at hand the means of working out the percentage of accidents in every year exactly; but without the danger of grave inaccuracy we may assume that the increase in the numbers employed is uniform during each period of three years, and thus we may by a process of proportion arrive very nearly at the numbers of men employed at any particular period. On looking at the figures for any[195] year, say for the year 1898, we find them set out in two tables, one showing those due to the movement of trains and vehicles, the other to those which occurred otherwise than by moving trains. They are divided up so as to show 41 different occupations of the persons killed and injured. From these tables we find that, in 1898, 522 railway servants were killed and 12,826 injured, out of a total of 534,000. This would give 1 in 1000 killed, and 24 in 1000 injured each year. When we reflect that this figure is about the same as the numbers killed and injured in mines, it might perhaps be argued that the figures are not very large, for it must be admitted that service on railways must always be considered rather a dangerous occupation. But an analysis of the risks to various branches of railway labour dispels this illusion.[47] For in these figures are reckoned numbers of men whose duties are not of a manual character, such as 53,000 clerks, who hardly ever meet with death or accident except from causes common to the whole community. Besides, about 70,000 mechanics are employed in building engines and locomotives, and work in factories, which are under the Home Department, and, strictly speaking, are not railway servants at all.
In railway service there are three occupations which from the number of accidents reported appear to present special dangers, namely, plate-laying and repairing of lines, shunting and managing goods trains. When plate-layers (of whom there are 63,000) sustain an accident, it is generally by being run over, and in more than one case out of every three they are killed outright. Out of every thousand 2 yearly meet their death, and 3 are injured. Of goods guards and brakesmen, nearly 15,000 in number, 3 out of 1000 are yearly killed, and 48 of 1000 are injured. But the business of a shunter presents the gravest dangers. The number of shunters is 9244, and with the exception of the calling of a seaman it is the most perilous trade known. For no less than 5 men are yearly killed and 66 are injured out of every 1000 employed. And from this it follows that if the average duration of a man’s service be from the age of twenty to forty, the balance of probability is against his leaving the trade without a violent death or injury. This is not satisfactory. It has been pointed out that this yearly death risk of 5 in 1000 per annum is greater on the average than[196] that to which soldiers are exposed, taking one year with another, and war with peace. This is probably true, but the risk is far less than that of soldiers in a campaign. It has been estimated that the year’s loss from October 1899 to October 1900, of the troops serving in South Africa, has been 19 per thousand privates, and 72 per thousand officers killed, in addition to 30 per cent. of officers and privates who have died of disease. Thus of the officers engaged about 1 in 10 has died, and of the men 1 in 20.
But any figures of deaths due to accidents in industry are too large if they are preventable, and it is too much that in ten years a railway servant should run the same risk as a private in a year of a campaign.
The work of shunting is necessary to rearrange, or, as it is called, to marshal the trains. At a large goods depôt a number of trains laden with trucks come in destined for various localities. The trains have to be dissected, and all the trucks resorted, and made up into fresh trains to be sent off in various directions. Hence, therefore, it is necessary for an engine to draw the waggons on to a line of rails, and then to shunt or direct them on to sidings in different directions in order to sort them into their right places. This involves the coupling and uncoupling of the waggons. Passenger waggons have a screw coupling by means of which they are screwed up together, so that the buffers press firmly together, and thus jolting is avoided. But goods waggons have no such luxurious appliances, nor have they in all cases spring buffers. The coupling is simply a ring hitched into a hook at the end of a three-link chain, and on the starting or stopping of a goods train any one may hear the succession of slams with which the waggons clash together. When it is necessary to shunt, an engine pulls the waggons along to the place where they are to be detached. While the tension is on, of course, it would be impossible to unhook, therefore the engine stops suddenly. For an instant the waggons by their momentum go forward, bumping up against the engine and one another. For that instant, and until the rebound takes place, the hooks are free, and a skilful man, generally with a pole, and but rarely running in between the waggons, neatly slips the ring off the hook. This is all done while the waggons are in motion, so that he has to run alongside the train, skipping over the signal wires and hopping over the cross rails, keeping his eye always on the coupling, and sometimes encumbered with a pole in one hand, and at night with a lamp[197] in the other. If he does not look out he may fall between the wheels, or be run down by the engine. And while engaged in his work express and other trains come tearing down the main line, exposing every one to the risk of being run over. Therefore in all goods sidings it is desirable in the interests of safety that the through traffic should be as small as possible, that there should be plenty of room between the lines of rails, that wires and other obstacles should be boarded over where possible, and that there should be a good light at night. But many sidings are greatly crowded; the work has to be got through rapidly, and accidents are the result. On the other hand, in the private sidings of collieries operations are leisurely; no express trains come along the line, there is no night labour, and consequently the accidents are very few. In America until lately the means of coupling waggons were more imperfect than those in England; many accidents therefore occurred, and the trains frequently broke asunder.
In order to expedite work and promote safety, experiments were made in 1868 with automatic couplings which should close like a snap-lock. American waggons differ from those in use in England, in that they are longer and larger, and have a central buffer. In 1874 the public attention was called to the great number of railway accidents, and in the more civilised states, such as Massachusetts, a movement arose for the compulsory employment of automatic couplings. Finally a coupling was devised, very like a hand with the fingers bent, and a hinge at the knuckles. When two waggons were brought together the hand caught automatically into a similar hand on another waggon, and could be released by withdrawing a pin. At first these couplings were badly made; gradually, however, they improved, and are now on the fair road to perfection. They were gradually introduced upon one railway after another. The rich eastern States took the lead, the wild west was more slow; but curiously in proportion as the couplings were adopted, so did railway accidents become less. It would be wrong to conclude that therefore the whole of the diminution of accidents was due to the adoption of couplings. But it is a fair inference from the state of railway management in the east and west of America to conclude that with careful management and State-imposed regulations, accidents can be very materially reduced.
This was the state of the problem in 1898, in which year Mr Ritchie, then President of the Board of Trade, determined to make an effort in favour of safety. For this purpose he commissioned[198] Mr Hopwood, the Assistant Secretary of the Railway Department, to visit America and examine the system of coupling there in use, and its effects in preventing accidents. In December 1898 Mr Hopwood presented his memorandum. He says (quoting the Railway Times), “Our Railway Companies’ Association still lacks the moral force, to say nothing of the initiation which characterises its sister body across the Atlantic.... This view fairly reflects the opinion I formed that the progress made in the United States is greatly due to the fact that the American Association has taken great trouble, and the railroads have not spared expense in order to give a trial to promising inventors,” and he concludes by recommending that Parliament should be asked for powers to be given to the Board of Trade to order the use of a suitable coupling. In accordance with the recommendations in this very able report, the President of the Board of Trade introduced a Bill providing for the compulsory use of steam brakes for engines, and automatic couplings for carriages and waggons, also brakes on both sides of waggons, and labels on both sides of waggons, but giving to the companies two years and five years respectively to introduce these improvements.
The Bill was introduced by Mr Ritchie on 27th February 1899. He said, “I am afraid that whatever we do, a number of accidents amongst railway servants will continue to happen. They are engaged in extremely dangerous operations, and necessarily many accidents must and will continue to occur. But, sir, if it is possible by legislation or otherwise to take means to reduce the number of accidents, I think it is the bounden duty of Parliament to take those means.” Of course this announcement caused considerable agitation in the railway world, and on 16th March a deputation of the private waggon owners of the United Kingdom pressed upon the President of the Board of Trade the necessity for further inquiry. Mr Ritchie endeavoured to meet the current of opposition which his proposals had aroused, by offering to make it clear that the portion of the Bill dealing with automatic couplings should not come into operation until a satisfactory coupling was found, but he ultimately decided to withdraw the Bill and refer the whole question to a Royal Commission. He determined, however, that the inquiry should be an effective one, and therefore he enlarged its scope, and referred to the Commission not merely the question of coupling, but the whole question of accidents to railway servants and the means of preventing them. This action had very important[199] consequences, as will presently be seen. He selected as Chairman Lord James of Hereford, who had already done excellent work as the mutually-accepted arbitrator in various disputes between capital and labour, and whose disinterestedness and fairness could be relied on. The Commission was composed of members of the House of Lords and Commons, representatives of the railway companies, private waggon owners, and railway servants, experts and Government officials. It was supposed in some quarters that the question had been comfortably shelved for at least three or four years. But the Chairman took a very different view of the position. With almost unexampled energy, he assembled the first meeting on 16th June 1899, a fortnight after the warrant appointing the Commission had been signed. The last witness was heard on 3rd August, and the report was presented to Her late Majesty the Queen on 20th January 1900.
From the very mixed character of the Commission, it might have been expected that views would differ, and that it would have been difficult to draw a report that would be signed both by the railway companies’ representatives and by the representatives of the men. But the report was unanimous, and what was more remarkable still, it went far beyond the proposals of Mr Ritchie for couplings, and dealt not only with these, but proposed a means of preventing all accidents whatever. The principle that lay at the whole root of the report was the assimilation of means to prevent railway accidents to those already adapted for the prevention of similar accidents in factories and mines.
In the Coal Mines Regulation Act, 1860, a procedure had been adopted of special rules in mines. The rules were to be agreed upon by the Secretary of State and the mine owners. If they could not agree, then arbitrators were to be named who were finally to settle them. This procedure was adopted in all successive Acts relating to coal mines. Being found useful, it was adopted into the Factory Acts in 1891 in all cases of specially dangerous trades, among others the cases of industries where lead poisoning, phosphorus poisoning, and other dangers are experienced. But by the Factories Act, 1901, an order of the Secretary of State, after hearing the parties, is now substituted for arbitration.
When the Royal Commission sat, the first question that arose was whether the accidents to railway servants were so numerous[200] as to constitute it a dangerous trade. Figures soon settled this point, and appear from the following table:—
| Description of Labour. | Killed from all Causes per 1000 employed. |
Injured from all Causes per 1000 employed. |
| Railway Servants in general, excluding Contractors’ Men, Clerks, and Mechanics | 1.24 | 31.0 |
| Goods Guards and Brakesmen | 2.92 | 61.0 |
| Permanent-way Men or Platelayers | 1.9 | 16.0 |
| Shunters | 5.08 | 78.0 |
| Men Porters (railways) | 1.15 | 63.0 |
| Seamen (merchant service) | 5.2 | Not known. |
| Coal Miners (underground) | 1.37 | No figures available for purpose of comparison. |
| Coal Miners (surface) | 0.92 | Ditto |
| Metalliferous Mines (underground) | 1.34 | Ditto |
| Metalliferous Mines (surface) | 0.43 | Ditto |
| Factories—Textile (males) | 0.1 | 6.2 |
| „ Textile (females) | ... | 2.7 |
| „ Non-textile (males) | 0.2 | 13.8 |
| „ Non-textile (females) | ... | 2.0 |
| „ Extraction of Metals (males) | 1.1 | 16.4 |
| „ Shipbuilding (males) | 0.5 | 39.3 |
| „ Dock Labourers | 1.4 | 57.0 |
From this it will be seen that while on the average work on railways is almost as dangerous as mining, yet where particular branches of it are considered, such as shunting, it is far more dangerous, and those who advocated a policy of non-interference found it impossible to explain their position consistently with the admission of the expediency of the existing factory and mine laws. It is impossible to put the matter more clearly than in the following short interrogation of one of the principal witnesses on behalf of the railway companies by the Chairman.
Q. 6374. Do you approve of a dangerous trade being inspected?—Yes. All dangerous trades?—Yes. For instance, merchant-shipping?—Yes. Mines?—Yes. Factories?—Yes. Textile and non-textile?—Yes. Machine shops on your railway?—Yes. The witness, however, contended that the case of railways was different from that of mines and factories, because railways were more amenable to public opinion.
Another witness who held these views was compelled to admit that the force of public opinion had not on all lines secured punctuality of trains. On the other hand, an argument was brought forward by Mr Gibb, the General Manager[201] of the North Eastern Railway Company, which deserves attention, because it exhibits a phenomenon that is frequently observed in industries. By a table he showed that the accidents on railways since 1872 had been decreasing in a ratio almost as fast as the decrease in mining and factory accidents. At first sight this would appear to show that accidents decrease as fast without legislation as with it. But it must be remembered that the Mines and Factories Acts had been some years in operation, and had already before this date effected their principal results, and that the accidents were far fewer than in the dangerous branches of railway service. Moreover, the reports of previous Royal Commissions on Railways had been followed by legislation, and by increased vigilance on the part of the companies. It was proved also that this decrease had not taken place in the dangerous branches, and that the number of deaths of men engaged in shunting had actually increased.
The position taken up by the railway companies deserves attention. Their representatives were confronted with a vista of increased wages, increased cost of coal, and a fall in profits. It was asking much to expect them to apply the knife to their own throats and vote that restrictions should be imposed upon them. As a rule, although we all believe in the necessity of compelling others to do right, few people can be brought to believe that it is needful that the same principle should be applied to themselves. And yet, to the everlasting credit of the railway companies, it must be said that as soon as they were convinced that a case for intervention had been made out, they acquiesced in it. And the waggon owners, although the accidents on private lines were exceedingly few, withdrew their objections. In the result a report was unanimously signed, recommending that in the case of all dangerous trades of railway service the Board of Trade should have power to propose regulations which in case of dispute were to be settled by the Railway Commissioners.
The question of the possibility of automatic couplings was discussed before the Commission. If it had been fully gone into, the question would have taken years to consider, and, without experiments, no conclusions could ever have been arrived at. But with great tact Lord James determined that unimportant issues should be eliminated. He referred the question to a strong subcommittee, and before the Commission had gone far it was seen that it was quite possible to deal practically with railway accidents, without first determining whether or no there was a practical[202] automatic coupling. No definite opinion on this question was expressed by the Commission.
To give effect to these recommendations Mr Ritchie introduced a Bill into the House of Commons. It was taken charge of by Lord James of Hereford in the House of Lords, and with some amendments it passed both Houses without opposition. The effect of this Bill is to bring dangerous processes on railways under regulations similar to those which can be made in the case of dangerous processes in factories and mines. No particular operations are specified; there are powers to meet all dangers as they arise. It is too much to say that this Bill will not need amendment, but it must be a source of satisfaction to the late President of the Board of Trade and his officials to have inaugurated, and successfully carried through with the unanimous consent of all interested parties, a scheme of legislation which brings railway labour within the circle of protected industries, and which establishes a fundamental principle so wide as probably to dispense with the necessity for further legislation upon the subject for many years.
Henry Cunynghame.
[203]
Amidst the variety of dangers which attend those who are employed in factories none occupies so prominent a position as that arising from machinery moved by mechanical power; others, such, for instance, as periodical outbreaks of industrial poisoning or the occurrence of disastrous explosions, may from time to time attract public attention more vividly, but we have only to refer to the statistics issued annually by the Home Office to perceive how ever present and ever recurrent are the risks incurred by factory workers from machinery. From these statistics it appears that during the year 1899 there occurred in factories 301 fatal and 19,321 non-fatal accidents, all attributable to machinery moved by mechanical power. Beyond, however, stating that the numbers are the highest yet recorded in any one year, no useful purpose would be served by comparison with former years, or by inquiry as to the reasons of the increase in spite of legislative and executive requirements for safe-guarding. The Factory and Workshop Act of 1895 introduced such an entirely new element by the inclusion of every dock, wharf, warehouse, laundry, etc., in the definition of the term “factory,” that any comparison would be entirely misleading, whilst the facilities afforded in recent years by the introduction of, and improvements in, gas engines have added largely to the number of small factories using mechanical power, and therefore to the number of persons brought into direct contact with machinery. The statistics quoted are, however, in themselves sufficient to establish the importance of the subject of safeguards and the prevention of accidents.
In searching for the causes of such a large number of annually occurring accidents they are found to be various, but after enumerating several, such as carelessness on the part of operatives, unsuitable clothing, insufficient lighting, etc., there remains a very considerable proportion directly attributable to the absence of proper safeguards. It is with this cause that this paper proposes chiefly to deal.
[204]
With a view to prevention of such a distressing number of accidents, Parliament has, from time to time, passed enactments requiring certain steps to be taken for safe-guarding machinery, and the appointment of Inspectors has been made for the purpose of seeing that these provisions are duly carried out. Much, however, still remains to be done, not only through further legislation, but also by enforcing the requirements of the law as it at present stands. The latter course at first sight might appear to be feasible enough, but in reality it is a Herculean task, as difficult to accomplish as the destruction of the many-headed hydra of ancient fable, and is due to the fact that as fast as the requirements of the law are insisted upon and carried out in the case of machinery already existing in factories, so fast do makers of machinery send out new machines in a similarly defective condition. If the desired finality is to be arrived at, it must be by pressure brought to bear upon machine makers. At present machinery does not come within the provisions of the law as to safety till it is in actual use, when the attention of the user is perhaps first drawn to its defects by the occurrence of an accident. Much, no doubt, could be done were purchasers in all cases to insist on due regard being paid to this point by makers, but experience shows that this is done in very few instances. Whilst some parts of prime movers and mill-gearing must necessarily be fenced after being placed in position, there is no reason whatever why the effectual guarding of cog-wheels, the countersinking of set-screws, the provision of loose pulleys and strap forks, and the substitution of plate wheels for exposed arm wheels, which are all intrinsic parts of machines, absolutely necessary for ordinary safety, should not be dealt with in the first instance by makers who can provide more effective and neater guards at a much less cost than the user.
The subject of safe-guarding machinery is such a wide one that it will be impossible, within the limits of this paper, to do more than briefly touch upon the more salient points which naturally present themselves to one accustomed to inquire into the causes of machinery accidents. For this purpose it will be most convenient to deal with machinery under the four following headings:—
Each of these divisions is separately dealt with by the provisions of the Factory Acts, but it should be pointed out that whereas belts[205] have herein been coupled with mill-gearing, yet by Section 37 of the Factory Act of 1891, all “driving straps and bands” are expressly included in the term “machinery” and are therefore subject to the provisions laid down for the third division.[48] They are, however, so intimately connected with mill-gearing as more properly to belong to that class, and they will therefore be more conveniently dealt with in connection with mill-gearing, between which and the machine tools themselves they are the connecting link.
Prime Movers.—Prime movers are of various kinds, consisting of heat engines, such as steam, gas, and oil engines, electric and hydraulic motors, water-wheels, turbines, and wind-mills. Of these, those most commonly found in factories are steam and gas engines. The provisions of the Factory Acts as to safe-guarding prime movers are absolute. No matter what its position, every part of an engine moved by mechanical power is required to be securely fenced, and such fencing must be constantly maintained. Thus:—
Factory Act, 1901, Sec. 10.—“Every fly-wheel directly connected with the steam, water, or other mechanical power, whether in the engine-house or not, and every part of any water-wheel or engine worked by any such power, shall be securely fenced.”
“Every wheel-race, not otherwise secured, shall be securely fenced close to the edge of the wheel-race.”
Such absolute provisions, if strictly carried out, should be amply sufficient to prevent almost all accidents arising from prime movers; but the danger lies in the fencing being in the first instance insufficient, or not properly and constantly maintained, in accordance with Sec. 10 (d) of the Factory Act of 1901. Accidents caused by prime movers are, of course, restricted in number, partly owing to the fact that they are usually in the sole charge of one man, and partly because, in the case of steam engines at least, they are generally placed in a house or compartment set apart for them, but it will be noted that the words “whether in the engine-house or not” are expressly used for the protection of the engine attendant himself.
Occupiers of factories, owing to their absolute obligation to fence securely every part of a prime mover, and to their liabilities for any neglect to do so, should be specially careful to see that the law is fully carried out before an engine is put into use;[206] whilst no exception should be tolerated for a moment by those whose duty it is to enforce the requirements of the law.
The necessity of fencing being thus absolutely enjoined for every portion of a prime mover, the only point that remains is as to what constitutes secure fencing. Types of engines, however, are of so various a character, and the local surroundings so distinct, that it must suffice for the purposes of this paper to point out what parts of an engine are most liable to cause accidents, and, generally, the most approved steps which should be taken for their prevention.
Steam Engines.—As regards steam engines, all parts on the floor or platform level, such as fly-wheels and fly-wheel pits, crank and crank-pits, crank shafts, connecting rods, cross-heads, etc., should be securely fenced by means of rail fencing, whilst in the case of large vertical or beam engines, all stairs, platforms, and stagings should be efficiently guarded in similar manner. The fencing adopted should consist of double rails, the upper one being not less than 3 feet in height, whilst in many instances a skirting board 5 to 6 inches in depth should be added; single rails are either so high that persons may slip under them, or so low that they may fall over them. Care should also be taken that no railing be placed within a foot of the moving parts, the placing of such rails too close thereto being a source of great danger; whilst, on the other hand, the practice of leaving so much space between any moving part and the guard as to allow of a passage between them is equally to be condemned; moreover, the keeping of oil-cans, tools, etc., or the hanging up of clothes within the space fenced in accordance with statutory obligations should be absolutely forbidden. Other parts of steam engines requiring fencing which may be mentioned are piston rods prolonged through the end covers of cylinders, governor balls encroaching on a passage, and pinion wheels operating the governors.
Gas and Oil Engines.—The use of prime movers of the gas engine type has enormously increased of late years, adding greatly to the number of small factories as distinct from workshops. The safe-guarding of these, though they are relatively much smaller than the generality of steam engines, is none the less essential, for whereas the latter are usually placed in an engine-house specially built and separated from the factory itself, the former are in numerous instances placed within the factory, in some cases with a wooden compartment erected round them, and in others with nothing but the statutory fencing[207] separating them from the rest of the works. Where these compartments are large enough, similar railing to that described above for steam engines will be found sufficient, but in many instances they are so confined as to necessitate more complete fencing in order to comply with the requirements of the Acts as to fencing securely any fly-wheel, whether in the engine-house or not.
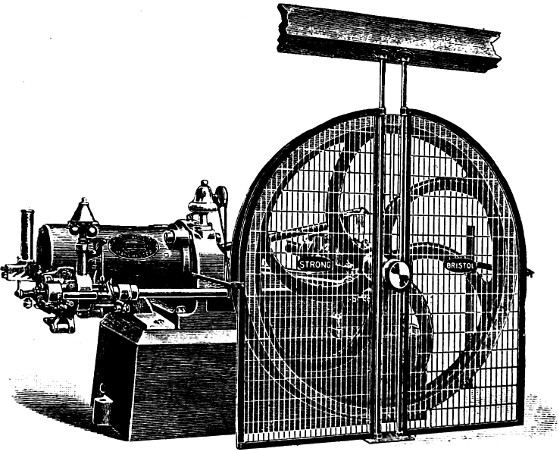
Fig. 1.—Strong’s “Standard Guard” for engine fly-wheels.
Wherever possible gas engines should be placed in a room set apart for them, so as to be isolated from the approach of unauthorised persons; those situated in the machine room of a factory are not only a source of danger to those employed therein, but so contaminate the atmosphere as to necessitate the provision of a fan to remove the fumes. In many cases, owing to the confined space of the engine compartment, or to the fact that the fly-wheel is in an exposed position facing into the machine room, a complete wire-work guard should be provided; these can be made either to slide, swing, or to be lifted so as to suit local surroundings; an illustration of such guards is shown in Fig. 1. Shaft ends projecting into passages should be fitted with metal caps so as to avoid the danger of clothing being caught. The common practice of starting a gas[208] engine by hand, by pulling round the fly-wheel, is also attended with risk, but this can be avoided by the use of a starting handle, Fig. 2.
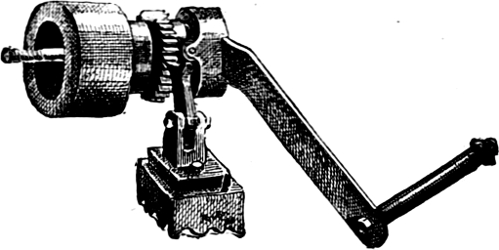
Fig. 2.—Safety starting-gear for gas and oil engines. The gear can be attached to either end of the shaft.
Other Prime Movers.—Very similar rail-fencing to that described above for steam and gas engines may be applied in the case of other prime movers where electricity or water provide the moving power. As regards water-wheels, it should be noted that, although situated in a wheel-house, the same obligation to guard securely prevails as in the case of a steam engine, and in every instance the wheel-race must be fenced close to its edge.
As for turbines and wind-mills, the most dangerous parts requiring to be fenced will be found to be toothed gearing and shafting.
Electrical Generators.—The special risks attendant on electrical generators from shocks scarcely perhaps come within the scope of this paper. Ordinary rail-fencing may be relied upon for protection of moving parts, though the railings should be made of some non-conducting material such as wood.
Mill-Gearing.—Mill-gearing is defined by Section 156 of the Factory and Workshop Act, 1901, as comprehending—
Factory Act, 1901, Sec. 156.—“Every shaft, whether upright, oblique, or horizontal, and every wheel, drum, or pulley, by which the motion of the first moving power is communicated to any machine appertaining to a manufacturing process.”
The provisions of the Factory Acts bearing on mill-gearing enact that:—
Factory Act, 1901, Sec. 10 (c).—“Every part of the mill-gearing shall either be securely fenced, or be in such a position, or of such construction, as to be equally safe to every person employed or working in the factory, as it would be if it were securely fenced.”
Factory Act, 1901, Sec. 13 (3).—“The cleaning of mill-gearing whilst in motion is, moreover, prohibited for women, young persons, and children.”
Accidents caused by mill-gearing and belts are not only amongst the most numerous, but certainly amongst the most[209] serious of all those to which persons employed in factories are subject, and yet nearly all such may be avoided by strict observance of the precautions proposed to be set forth herein.
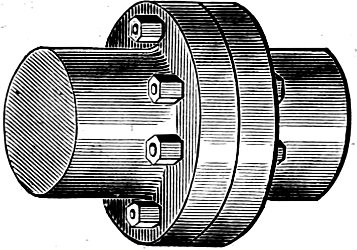
Fig. 3.—Coupling with dangerous projecting bolt-heads.
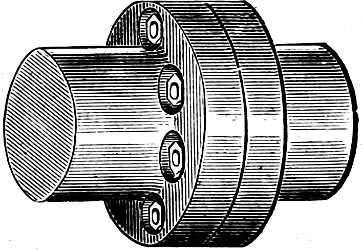
Fig. 4.—Safety Coupling with countersunk bolt-heads.
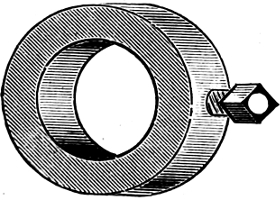
Fig. 5.—Collar with dangerous projecting set-screw.
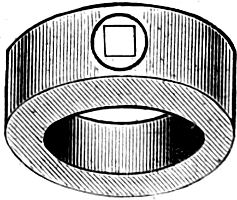
Fig. 6.—Collar with countersunk set-screw.
Mill-Gearing.—First, as to construction and position, whilst the distance between the bearings which support a shaft must vary with the weight of the shaft and pulleys, and tension of the belts, it should never exceed 13 feet, and in order to comply with the requirement of the law quoted above, both shafting and pulleys should, wherever possible, be not less than 7 feet above the floor, otherwise the obligation to fence prevails. Shafting of considerable length is composed of separate parts connected by couplings. These couplings should always be near a pedestal and not in the middle of a span, and should invariably present a perfectly smooth surface, free from bolts or screws, which are liable to catch the clothes of workmen—the old-fashioned couplings with projecting heads of bolts and screws (Fig. 3) are the worst possible form; there are many kinds without any projections whatever (Fig. 4). Ends of keys fixing the pulleys or bevel wheels on to the shafting should either be cut off or protected by a key cover. All set-screws fastening collars to the shafting should be countersunk (Figs. 5 and 6). In fact it should[210] be an absolute rule that projections of every kind should be removed from shafting. The dangers of shafting, however, do not cease with projections: it is an established fact that perfectly smooth shafting is highly dangerous; should the shaft be greasy or his clothing damp, a workman may be caught by a perfectly smooth shaft. That being so, no one should ever be allowed to come into direct contact with shafting in motion: cleaning or lubricating should only be done when it is at a standstill.
Access to Shafting.—Where shafting is of the requisite height named above, no further protection is required round the shafting itself, but seeing that it is necessary at times to reach it, proper and secure means of access should be provided. This can be done either by a service platform, when the shafting is very high, or by ladders adapted for the purpose. A service platform, whilst providing easy access to shafting, should keep the attendant at a safe distance from it, and at the same time guard against his falling. With a view to this it should be provided with a hand-rail not less than 3 feet in height, and a skirting board of 5 to 6 inches in depth to stop the foot in case of slipping. Ladders should invariably be supplied with hooks at the upper ends and spikes at the lower, the latter where the nature of the flooring permits. In no case, however, should an attendant be allowed to fix a ladder against a wall so as to place himself between the shafting and the wall.
Fencing of Low Shafting, etc.—Where, however, shafting and pulleys are not of the desired height above the floor, the obligation to fence both arises. When shafting is near the floor it should be completely covered by a sheet-iron or wooden casing, and the pulleys fenced so as to afford a safe passage for workmen by either stepping over the casing or crossing it by means of steps according to the height from the floor. Shafting from 3 to 6 feet above the floor should be protected by a secure rail preventing access to it except by passages so arranged and boarded as to prevent any contact with the shafting. Vertical shafts should in every case be surrounded by a sheet-iron or wooden sheath firmly fixed.
Pulleys.—Whenever driving pulleys are so situated that a workman has reason to pass near them, they should be securely fenced by means of boards or metallic netting, and it is desirable to fill up the pulleys with a disc of wood or sheet-iron fastened to the arms by means of screws. Loose pulleys should not be placed on the shafting itself; lest they grip the shaft and carry the belts round with them, but should be mounted independently.
[211]
Driving Belts.—Driving belts are a constant source of accidents. When a belt has been thrown off its pulley it should never be allowed to rest upon the shaft; when in that position it is liable to be wound rapidly round the shaft, carrying with it anything with which it comes into contact. This danger is easily avoided by means of a belt rest or hook fixed according to available surroundings. Another fruitful source of accidents through belting is the method in which they are joined; one should always be selected which presents no projections capable of catching clothing or dealing severe blows. Accidents have frequently occurred in both ways; hence the necessity of avoiding all projections on belting.
Shipping of Belts.—Accidents constantly occur during the shipping of belts. Workmen should be absolutely forbidden to put a belt on to a pulley by hand whilst the shaft is in motion at its full speed. It should be stopped altogether, or at least be greatly reduced in speed, in which latter case a man should be ready to complete the stoppage at once in case of danger occurring.
Belt Poles.—Where it is desired to avoid stoppage of the engine or shafting, belts should in all cases where possible be put on to the pulleys by means of a belt pole. It should be carefully borne in mind, however, that a short belt pole is in itself a source of danger, owing to its liability to deal a severe blow in case of the pin of the pole becoming in any way entangled; fatal accidents have occurred in this way, and therefore it is most important that the length of the pole should be nearly equal to the distance of the shafting from the floor, thus forcing the workman to hold it at his side instead of in front of him. In cases where, for some reason or other, a belt pole cannot be used, the necessity of stopping the shafting in order to put on the belt by hand may be avoided by means of an appliance termed a belt shipper, of which there are a number of types, and which enable a workman to ship a belt with the shafting in motion whilst he is standing on the floor.
Protection of Belts.—Owing to the danger arising from clothing being caught by belts, it is desirable in many cases to protect them; thus belts passing through floors should in all cases be surrounded with a casing of wood; oblique or horizontal belts should be protected by a railing preventing access to them, or by a trough below the belt securely fixed; the same remarks will apply to driving ropes, whilst the splicings of the latter should be frequently[212] examined, owing to their liability to break and cause serious accidents in falling.
Bevel Wheels.—Bevel wheels on shafting should be encased with sheet-iron cover, with one of its faces opening for purposes of oiling.
Means of Stopping Machinery.—Many of the most serious accidents through mill-gearing and belts might be avoided if means existed for stopping the machinery quickly. When it is necessary to go to the engine-house to warn the engine driver to stop the engine, the mischief is done before this can be effected; some means, therefore, should be at hand to stop the machinery at once. In choice of the method by which disconnection is to be accomplished, preference should be given to one which brings it into play from many parts of the factory by mechanical or electrical means, whilst in some cases a brake acting upon a special pulley is provided and brought into play at the same time by the same means. The stoppage of the engine or the disconnection of the main shaft is attended by the disadvantage of stopping the whole of the machinery in the factory, and it is better, therefore, to disconnect each driving shaft individually, thus stopping the machinery in one room only. The disconnecting arrangements which are open to selection are numerous, but mainly consist of two classes, viz., toothed and friction clutches; of these preference may be given to friction clutches for various reasons.
Lastly, with regard to mill-gearing, its care should be entrusted to special and experienced men, and no one else should be allowed to interfere with it. Attendants should, as far as possible, only approach it when it is at a standstill, and their clothing should invariably consist of tight-fitting jackets or jerseys, with nothing whatever loose about them.
Machine Tools.—Having thus disposed of the two first main branches of our subject, viz., prime movers which supply the motive power, and mill-gearing and belts which transmit it, it remains for us to deal with the vast number of machines to which the motive power is communicated and by which the manufacturing processes are carried out. These are so numerous that it would be useless to attempt to deal with them individually in this paper. It will, however, be possible to set forth certain rules which should invariably be observed in order to minimise the risks which at present unnecessarily present themselves to those whose duty it is to attend to machine tools. Whilst the danger of accidents from prime movers and mill-gearing is greatly restricted owing[213] to the fact that they are, or ought invariably to be, in the sole charge of a limited number of experienced persons, the machines themselves are attended to by large numbers of men, women, young persons, and even children. There is, therefore, the greater necessity for taking every precaution possible to prevent the occurrence of accident thereby.
The provisions of the Factory Acts with regard to machine tools are as follows:—
Factory Act, 1901, Sec. 10 (c).—“All dangerous parts of the machinery shall either be securely fenced, or be in such a position, or of such construction as to be equally safe to every person employed or working in the factory, as it would be if it were securely fenced.”
Factory Act, 1901, Sec. 10 (d).—“All fencing shall be constantly maintained in an efficient state whilst the parts required to be fenced are in motion or use.”
By these provisions it will be observed that machine tools are placed on the same footing as mill-gearing, but with the additional precaution that—
Factory Act, 1901, Sec. 13.—“A child shall not be allowed to clean any part of the machinery in a factory while the same is in motion by the aid of steam, water, or other mechanical power.”
In connection with this latter provision it is important to notice that in the case of Pearson v. Belgian Mills Co., (1896), 1 Q. B. 244, it was held that the words “the same” in the section, refer to the machinery as a whole, whether fixed or in motion, and not merely to such parts of it as are in motion; the employment, therefore, of a child to clean the fixed part of machinery in motion constitutes an infringement of the Act.
Further enactments for safety in connection with machines are that—
Factory Act, 1901, Sec. 12 (3).—“A child, young person, or woman shall not be allowed to work between the fixed and traversing part of any self-acting machine while the machine is in motion by the action of steam, water, or other mechanical power.”
Factory Act, 1901, Sec. 12 (1).—“In a factory erected after the commencement of 1896, the traversing carriage of any self-acting machine shall not be allowed to run out within a distance of eighteen inches from any fixed structure, not being part of the machine, if the space over which it so runs out is a space over which any person is liable to pass, whether in the course of his employment or otherwise.”
Factory Act, 1901, Sec. 12 (2).—“A person employed in a factory shall not be allowed to be in the space between the fixed and traversing portions of a self-acting machine, unless the machine is stopped with the traversing portion[214] on the outward run, but for the purpose of this provision the space in front of a self-acting machine shall not be included in the space aforesaid.”
Factory Act, 1901, Sec. 156.—“The expression ‘machinery’ shall include any driving ‘strap or band,’ which are therefore subject to the same provisions as to safety as mill-gearing and machine tools.”
The Acts also give powers to deal with dangerous machinery or parts thereof:—
Factory Act, 1901, Sec. 17 (1).—“By application to a Court of Summary Jurisdiction for an order prohibiting the use of a machine dangerous to life or limb until it is duly repaired or altered.”
Factory Act, 1901, Sec. 13 (2).—“By notifying it as dangerous, in which case it becomes illegal for young persons to clean such parts in motion.”
Fencing of Dangerous Machinery.—With respect to the fencing of machinery in a factory, the importance of the words “all dangerous parts of the machinery,” which were superadded by Sect. 6 (2) of the Factory Act of 1891 to Sect. 5 (3) of the Act of 1878, should be carefully noted. Formerly there was absolute obligation to fence only in respect of prime movers and mill-gearing, whilst in the case of other machinery which an inspector considered dangerous, he was required by Sect. 6 of the 1878 Act to serve notice to fence on an occupier, who was empowered, if he thought fit, to have the matter determined by arbitration. Now the obligation to fence extends to all dangerous parts of the machinery, and the question whether it is dangerous or not has to be decided by the Court in each case. In connection with this it should be noticed that in the case of Hindle v. Birtwistle (1897) the Court of Queen’s Bench held that the enactment applies to all machinery from which, in the ordinary course of working, danger may arise by reason of carelessness on the part of the workmen, or of external causes. It should therefore be sufficient, in order to prove the dangerous character of any part of a machine, to show that accidents are frequently caused thereby.
In propounding certain rules for safety, which should be carefully carried out in the construction of all machines, it may be pointed out that these are not based upon mere opinion, but on the experience and statistics of many years.
Set-screws.—It has been one of the most pernicious habits of almost all machine makers in this country to send out their machinery bristling with projecting set-screws, etc., which are not only unsightly, but also the frequent source of accidents through catching clothing. They are often situated either on or in close proximity to shafts, spindles, collars, or cog-wheels,[215] whereby the dangers attendant on these are greatly enhanced. Hence our first rule, which should be absolute respecting all machinery, should be: (1) No projections shall be allowed on anything that revolves. There are various methods of avoiding such projections by countersinking or otherwise, of which illustrations are given above (Figs. 7 to 9).
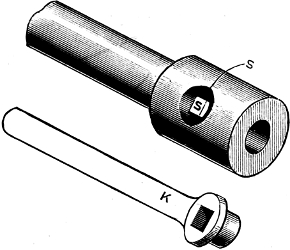
Fig. 7.—Shows a safe form of set-screw (s), which is deeply recessed, and can only be adjusted by a box key (k).
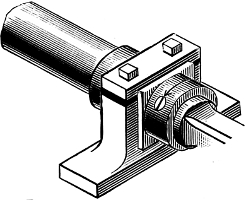
Fig. 8.—For use with screwdriver.
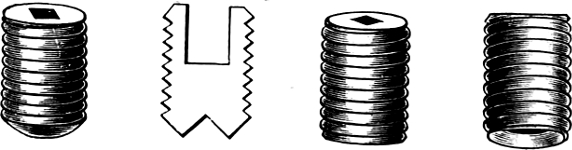
Fig. 9.—Halstead’s Patent Unbreakable Square-hole Solid-ended Grub Screw. For use with square-ended key, similar to railway carriage key.
[216]
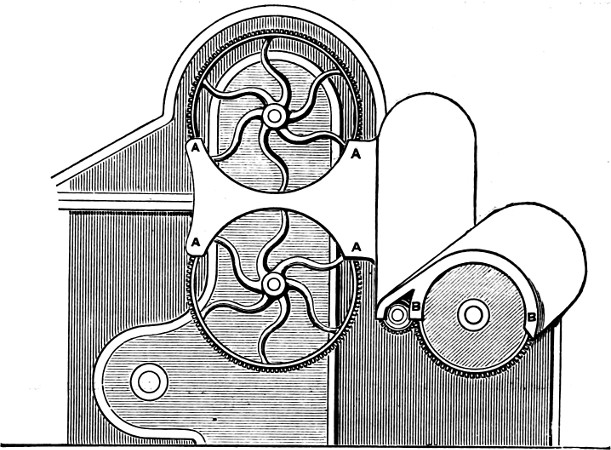
Fig. 10.—Incomplete guards for spur wheels. (The points of danger are marked A, A and B, B respectively.)
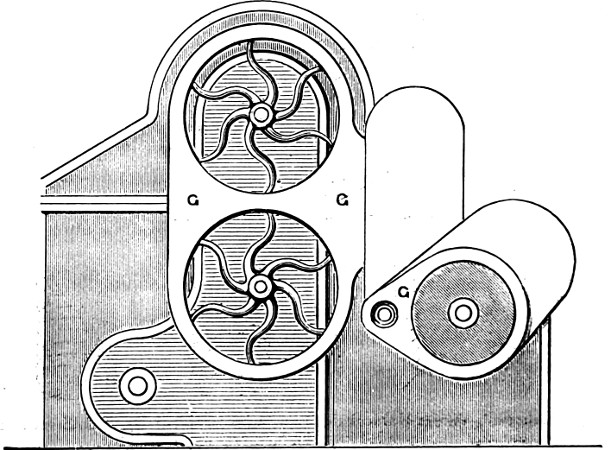
Fig. 11.—Spur wheels with suitable guards (G, G). (The arms of wheels may be covered with discs if needed).
Toothed Wheels.—Toothed wheels are probably the cause of more accidents than any other portion of a machine, and their protection has been and is still sadly neglected. They are frequently sent out by makers either with no guard whatever, or[217] with such an inefficient guard as only to partially cover the wheels, thereby doubling the danger to be met by forming two points of junction between the wheels and the guard instead of one only presented by the wheels themselves (Figs. 10 to 12). Our second rule should therefore be: (2) All toothed wheels shall be so effectually covered as to leave no danger between the guard and the wheels.
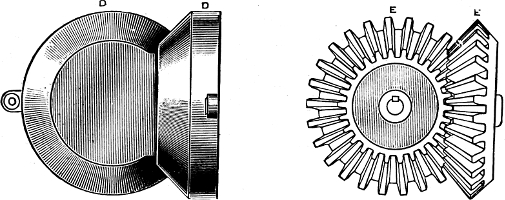
Fig. 12.—Shows a good form of guard (D, D) to cover bevel wheels (E, E).
Shaft or Spindle Ends.—Machine makers frequently leave projecting shafts or spindles at each side of a machine so as to allow of choice in the arrangement of pulleys. These are frequently a source of serious accidents, and our third rule should be: (3) All exposed shaft ends shall be securely covered. This can easily and simply be done by means of a metal cap fitting sufficiently close to revolve with the shaft, but which will instantly stop on clothing, etc., being caught by it (Fig. 13).
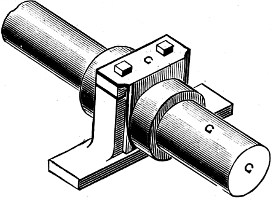
Fig. 13.—Shows a method of covering shaft ends with a sheet-metal cap (G).
Loose Pulleys and Strap Forks.—Most machines are now supplied by makers with loose pulleys and strap forks, but exceptions can[218] be found, more especially in the manufacture of cotton, in the case of carding engines and drawing frames; on the former, though loose pulleys are invariably supplied, strap forks are in most instances absent, thus necessitating the moving of the belt from one pulley to the other by hand or by a stick, a very dangerous proceeding, causing frequent accidents. The most dangerous point is where the belt first touches the driving pulley, and this is guarded where a well-arranged strap fork is provided. In the case of drawing frames both loose pulley and strap fork have generally been omitted, with the result that the undershaft cannot be stopped for cleaning without throwing the belt off by hand, causing additional danger in replacing the belt on the pulley. Our fourth rule, therefore, should be: (4) Loose pulleys and strap forks shall be provided for all machines.
Plate Wheels.—Arm wheels running at high speed are frequently the cause of accidents. Such are specially found in the balance wheels of power looms, the rim pulleys of self-acting mules, and the speed wheels of platen printing machines. These wheels can in almost all cases be made safe, and our last rule should be: (5) Plate wheels or wheels filled in shall be substituted, wherever possible, for arm wheels running at high speed (Fig. 22).
Each of these rules relate to intrinsic parts of the machines, and should therefore be dealt with by the makers themselves, who can carry them out with little or no extra cost at the time of making. Unfortunately, however, it has been in many instances the practice to have one type of machine for the home, and another for the foreign market, the latter with much more efficient guards, owing to the stricter laws which prevail in certain countries as to the occurrence of accidents.
Hoists.—We now come to the last head of our subject, viz., the safe-guarding of hoists and other lifting tackle. The requirements of the Factory Act as to these are absolute.
Factory Act, 1901, Sec. 10 (a).—“Every hoist or teagle shall be securely fenced.”
The importance of this enactment may be gathered from the fact that in 1899 there occurred 27 fatal and 315 non-fatal accidents from hoists alone, whilst other lifting tackle was responsible for 66 fatal and 1497 non-fatal. Parliament has fully recognised[220][219] the dangers arising from this class of machinery by the omission, in the Factory Act of 1891, of the limitation contained in the Act of 1878, “near to which any person is liable to pass or be employed,” thus placing hoists on precisely the same footing as prime movers, the fencing of which, as shown above, is absolutely compulsory.
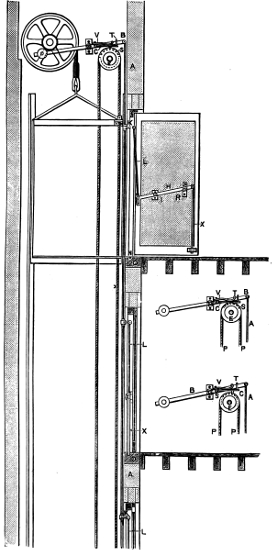
Fig. 14.—Knowles’ Improved Safety Hoist.
Cage hoists are most frequently found in factories, and in these the cage should invariably be roofed over, whilst each side of the cage should be cased in, except that used for exit, thus avoiding danger from anything falling down the hoist-way, and also from projecting obstacles therein. On each floor the hoist-way should be guarded by doors not less than 5½ to 6 feet in height. The single bar or chain which used so frequently to be found is a constant source of danger from persons looking down the well and being trapped between the bar and the bottom of the cage. Falls down the hoist-way through absence of any protecting gate, through the latter being carelessly left open, or owing to the cage being moved to another floor without warning, frequently occur. For perfect safety hoists should be in the sole charge of a special attendant, whose duty it should be to travel with the cage, opening or shutting the doors at each landing as required, the fastenings of which should be accessible only from the inside. Otherwise, automatic gates may be used, so adjusted as to open on the arrival at, and close on the departure of the cage from, each landing; it should not be practicable to open these from the outside, and where there is not sufficient headway for a gate six feet in height, it may be made to telescope.
There are several patent hoists which answer to this description in greater or less degree, but we must content ourselves here with an illustration and description of one of the best methods of safe-guarding hoists, viz., by means of the Knowles safety locking gear for cage hoists (Fig. 14).
Careful attention should be paid to the gear for suspending the cage, in order to prevent accidents from the breaking of the ropes and the precipitation of the cage to the bottom of the hoist-way. For greater safety two wire ropes should be used, which should be periodically and systematically examined. Some one of the various safety gears for arresting the fall of the cage should also be adopted; in this connection we give an illustration (Fig. 15) of “Morgan’s patent safety catches,” which sustain the cage in case of the hoisting ropes breaking through some mishap. In the matter of safe-guarding hoists, also, we are far behind other[221] countries where the law compels employers to provide safety catches and doors for every cage hoist.
Teagles.—Hoisting of goods is often performed by means of a teagle either outside the buildings of the factory, or inside through openings in the floors. In the latter case these openings in each floor should be securely railed; whilst in the former the attendant should invariably be supplied with a safety belt, strong enough to suspend him in the air should he fall. In case, however, of an outside teagle, the dangerous and laborious work of swinging the goods into the room can be avoided by the use of a self-landing and delivering hoist (Fig. 16), which will not only lift goods off the lorry and take them into the room, but will also pick them up inside the room, travel with them outside the doorway, and lower them on to the lorry.
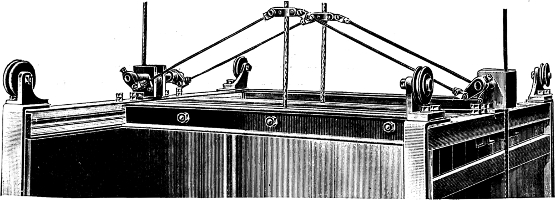
Fig. 15.—Morgan’s Patent Safety Catch.
Cranes, Winches, etc.—Although the Factory Acts deal specifically only with “hoists” and “teagles,” yet the numerous accidents mentioned above as attributable to other lifting tackle, plainly point to the urgent need for safeguards, and care in its use. The provisions of the Acts as to hoists are of long standing, and were enacted when the term “factory” did not embrace every dock, wharf, quay, warehouse, and building in course of erection. Great care, however, should be taken to securely fence all bevel wheels of cranes, winches, etc., and periodical examination of all chains, ropes, etc., should be strictly carried out. It should be[222] remembered that steam cranes partake of the nature of the two first divisions of our subject, viz., engines and mill-gearing.
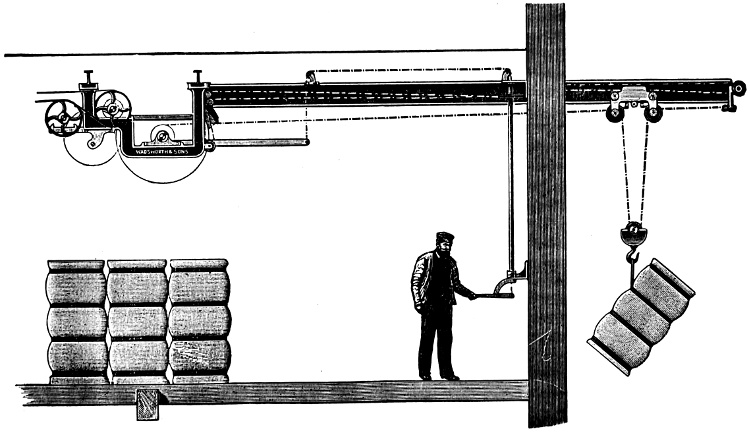
Fig. 16.—Wadsworth’s Self-Landing and Delivering Hoist.
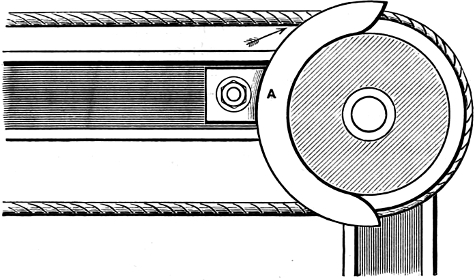
Fig. 17.—Self-acting Mules. Guards for the drawing-out band, and pulley at the out end of frame. Shows unsatisfactory guard (A).
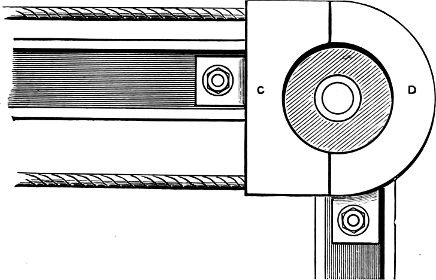
Fig. 18.—Shows a guard which completely covers the band round pulley (C, D).
In the preceding pages some pains have been taken to set forth certain regulations which should equally apply to all[223] machinery. It has been shown that the provisions of the law as to fencing prime movers and hoists are absolute, and equally so those applying to mill-gearing unless it be in such a position and of such construction as to be equally safe, as if it were fenced, whilst the machines by which the manufacturing processes are carried out are dealt with by means of the general instruction that “all dangerous parts of the machinery shall be securely fenced,” subject to the same reservation as to position and construction[224] as in the case of mill-gearing. Except in the instances of grinding in tenement factories, chaff-cutting machines, and perhaps it may be added, of self-acting machines, the law has not yet entered into any details as to safe-guarding machine tools. Apart, however, from general rules applicable to all, there remain certain machine tools which, owing to the nature of their construction and use, are peculiarly liable to the occurrence of accidents. For these special guards are necessary, and their invention and use have been spurred on by the liabilities of employers under the Compensation Acts. It would not be possible here to illustrate a tithe of these machines and the most approved guards invented for them, but it is proposed to select a few machines which are shown by statistics to be the most frequent cause of accidents, and the means by which these accidents may, in part at any rate, be obviated.
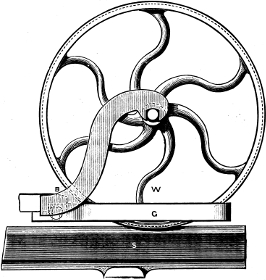
Fig. 19.—Self-acting Mules. Elevation—Foot-guard for carriage wheels. The guard (G) is fixed to the bracket (B), and surrounds the wheel (W) at a slight distance above the slip or rail (S).
[225]
Self-acting Mules.—Dealing first with our great textile industries, and specially with that of cotton, it will be found that by far the greatest number of accidents occurs in the mule-rooms. Owing to the complicated nature of their construction no one illustration could exhibit all the necessary guards for self-acting mules, but an analysis of the accidents caused by them shows that the parts which are the most fruitful source of injuries to workers are:—
For the first, incomplete and approved guards are shown in Figs. 17 and 18; whilst for the second, two types of guards in common use are illustrated in Figs. 19 to 21.
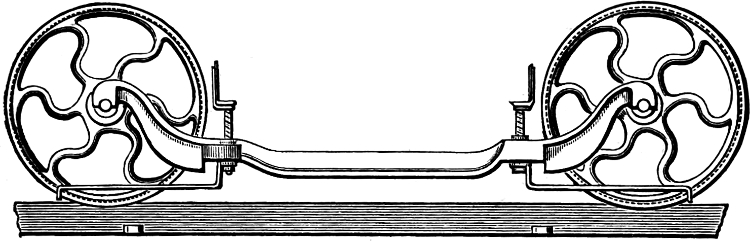
Fig. 20.—Hargreave’s Mule Carriage Wheel Guard.
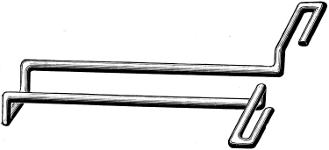
Fig. 21.—Hargreave’s Mule Carriage Wheel Guard.
Looms.—Next to mules, power looms are the most frequent cause of accidents in a cotton mill. These present an excellent specimen of the dangerous character of exposed arm wheels running at high speed alluded to above. An illustration of safeguards for the ends of looms will be found in Fig. 22. During 1899 flying[226] shuttles were the cause of 1 fatal and 161 non-fatal accidents. Shuttle guards, of which an example is given in Fig. 23, are either[227] rigid or semi-automatic, but in either case great care has to be taken that they are not fixed too high on the slay cap.
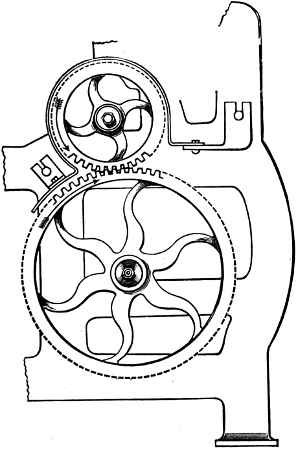
Fig. 22.
FRONT
Balance Wheel removed, showing guard over spur wheels.
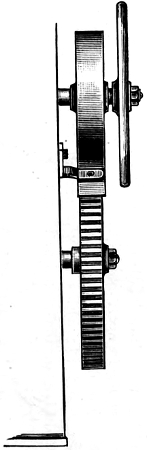
SIDE
Spur Wheels guarded at intake side.
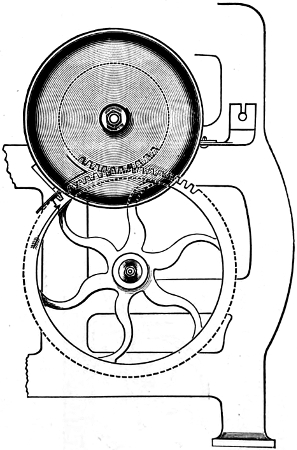
FRONT
Balance Wheel (Plate Wheel) in position, guarding the crank and tappet wheels (toothed).

Fig. 23
Turning to non-textile machinery, probably no three classes of machine tools show so large an array of accidents as:—
Each of these classes present dangers peculiar to itself, and therefore needs special safeguards.
Fig. 24.—Elvatka Guard.
Circular Saws.—Circular saws during the year 1899 were responsible for 1289 accidents, of which 9 proved fatal. The[228] purposes for which they are used are so various that no one universal guard is practicable, but in all cases a riving knife should be provided at the back of the saw, whilst as much of the top and front should also be covered as circumstances will permit. Figures 24 to 27 show illustrations of a few guards which appear best to fulfil these requirements.
Fig. 25.—Longmore’s Guard.
Fig. 26.—Victor Guard.
[229]
Fig. 28.—Campbell and Greenwood’s Guard.
Planing Machines.—Accidents through planing machines are of frequent occurrence. They are often of such a severe nature that no planing machine should be permitted to be used without an efficient guard, of which an illustration is given in Fig. 28.
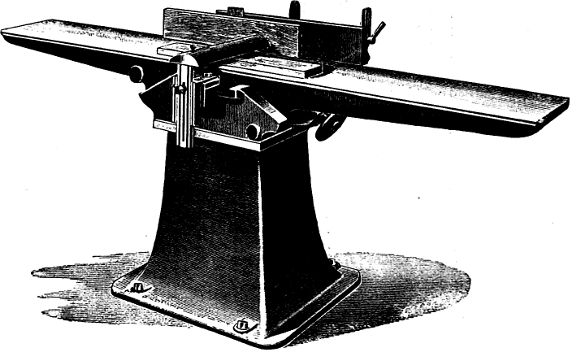
Fig. 27.—Woodhouse and Mitchell’s Guard.
Power Presses. Power presses like circular saws are put to so many uses that various forms of guards are needed to suit the variety of work. They are usually put into motion in one of two ways: either the plunger is released by means of a foot treadle or by a hand lever. Of these the latter naturally presents the fewest elements of danger, owing to the necessary position of one hand whilst using the lever. Additional safety has recently been imparted by the introduction of machines furnished not only with hand levers, but also fitted with slides obviating any necessity for either hand to approach the die.
[230]
Fig. 29 illustrates an approved guard for an ordinary tin stamping or cutting press.
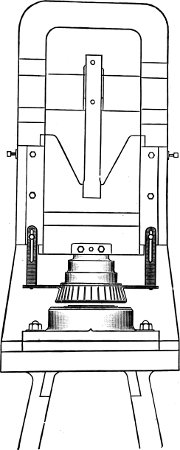
Fig. 29.—Power Presses.
[231]
Fig. 14.—Description of Knowles’s Improved Safety Hoist.
The rod A, which extends the full depth of the hoist well, is attached at its upper end to the lever B, the latter carrying the lever C with the stop or projection D, which drops into the toothed rim S on the side of the starting pulley E, and locks the hoist when a door is open, as in Fig. 1. Each door is provided with the lever H, mounted on the centre I, one end being coupled to the rod A by the arm K and rod L, the other end being fitted with the bolt or draw-bar X. To the lever C is attached the hook T extending over the lever B, by which the stop or projection D, on the lever C, is lifted out of gear with the tooth rim S in making an upward movement, caused by dropping the bolt or draw-bar X. When the lever B drops, by the action of opening one of the doors, the stop or projection D on the C is pressed or forced into the toothed rim S by the spring V, as shown in Fig. 2. This apparatus operates as follows:—When the attendant desires to work the hoist, he simply closes the door and drops the bolt or draw-bar X into the hole or slot N in the threshold O, which lifts the levers B and C by the upward movement of the rod A, and moves the stop or projection D from the toothed rim S, as in Fig. 3, at which point it remains until one of the levers H is operated from the inside by the attendant, when it is locked, as shown in Fig. 2. When the stop or projection D is removed from the toothed rim S, the starting band or chain P is at liberty to be operated in the requisite direction at will. To prevent the hoist being started when a door is open, the lever H is latched into the catch or fixing R. It is impossible to start the hoist until the attendant has both closed and bolted the doors.
Fig. 15.—Morgan’s Patent Safety Catch. (An improved safety gear for colliery cages, hoists, lifts, etc.)
To sustain the Cage, in case through any mishap the Hoisting Ropes break.—In the arrangements of these catches, two strong steel colliery rods are stretched from top to bottom of the hoist well, and the cage is fitted with two or more cams, across the face of which grooves are made to correspond with the strands of the steel guides.
The cams are fitted in a steel casing, through which the guides pass, so that should the hoisting ropes break, the steel guides are at once gripped by the cams, which hold the cage suspended.
H. S. Richmond.
[232]
(1) Labourers.—The manifold occupations included under the general term of tilling the soil, exercises a beneficial effect on the husbandman as regards mere length of days, for he often lives far beyond the allotted span, although he rarely comes to the end of his career a hale and hearty old man. His operations are carried out for the most part in the open air, leisurely, and in a greater or less degree of isolation. His condition, therefore, has its drawbacks as well as its advantages. As one of the oldest occupations of mankind it has been very largely adopted as a means of gaining a livelihood, and, until recently, the supply of farm labourers has exceeded the demand. It is badly paid; the farmer, at least in England, has many anxieties, disappointments and losses in his crops and stock; the labourer receives but small wages, and has perforce to put up with scanty living and poor accommodation. The living is made worse by the ignorance of cooking and domestic economy, which is so general amongst the wives and daughters of the labouring class. Field work begins early in the morning, and leads to exposure in all weathers. It is usually so monotonous, that it is unattractive to the better intellects amongst the lower orders; it is sometimes very hard, as during hay-making and harvest, and it is occasionally dangerous, as in hedging and ditching.
“Rheumatic” affections are foremost amongst the bodily ills of field workers, not often as acute rheumatism, but rather in some of the protean forms which affect the connective tissues. Osteo-arthritis, sciatica, lumbago, and valvular heart lesions are commonly met with. Indeed, the rheumatic affections of old age have been known for so long a time that Scapula, in his great lexicon, says, with doubtful, though picturesque, etymology, “Γέρων, the Greek word for an old man, has been derived by some παρὰ τὸ εἰς γῆν[233] ὁρᾷν, because old men by their stooping look towards the earth; though others, with more probability, derive it from the same stem as Γέρας, on account of the reverence due to age.” The etymology, whether right or wrong, draws attention to the stooping habit which is typically a senile kyphosis, though it is accentuated by occupation, and is found early in middle life in agricultural labourers, as often as in tailors, cobblers, clerks, Swiss mountain porters, and, latterly, in some bicyclists. True senile kyphosis or stooping arises from simple weakness and wasting of the tissues, with absorption of the intervertebral discs, and is not necessarily due to rheumatism. But amongst agricultural labourers, it is usually associated with osteoarthritic changes, which tend to unite the individual vertebræ by bridges of bone, whilst it thickens the spines and hardens the ligaments. The stage of anchylosis is often preceded by a period of inflammatory softening, which leads to more or less deformity of the vertebral column, for lateral curvature is nearly as common as the forward stoop to which the name kyphosis is given.
The same factors of hard manual labour, often in constrained attitudes and under unfavourable conditions of weather, produce other “rheumatic” affections, such as pains in the limbs, aching in the bones and stiffness in the joints, which disturb the comfort without lessening materially the wage-earning power of the rural population. No one can have attended the local fair or feast without noticing the peculiar shuffling walk, and the knock-knee of the ploughboy, the results respectively of flatfoot and over-growth, aided by badly fitting, uncouth boots, and a habit of walking over uneven surfaces.
The palmar fascia of the hand often becomes contracted—Dupuytren’s contraction—a condition whose cause is unknown, though it has been variously attributed to such predisposing causes as gout and rheumatism, or to habits and occupations necessitating pressure in the palm and flexion of the fingers, as in digging. The contraction usually begins in that portion of the fascia which is continued on to the sheath of the flexor tendon of the little finger, afterwards attacking the portion extending to the ring finger, and sometimes the remaining fingers. The fingers are thereby flexed and drawn down towards the palm, with which they may even be fixed in contact. This form of contraction may be distinguished from that due to a contracted tendon, by the puckering of the skin in consequence of its adhesion to the fascia, and by the contracting band bifurcating to be inserted upon either side of the flexor tendon,[234] whilst the contracted tendon is placed centrally, and can be traced under the annular ligament.
The kindness of the late Dr Tinley, and Dr Granger at Whitby, and of my brother-in-law Mr G. H. Fosbroke, the County Medical Officer of Worcestershire, has lately allowed me to examine the death returns of two typically rural districts. The chief causes of death are bronchitis, including pneumonia and pleurisy; heart disease, a very vague term covering a multitude of pathological conditions; and phthisis. The deaths from bronchitis and heart disease, in a period of ten years, are nearly equal in number, whilst those from phthisis were only half as many as either of the other two.
Typhoid fever is endemic in many districts, owing to the improper disposal of excrement, and from the use of polluted water in surface wells.
Some of the older countrymen living in the fen districts east of Cambridge still take opium regularly to keep off ague, and I have a working hypothesis that these same dwellers in districts which were once highly malarious are now more subject to cancer than persons who live in towns where the soil is drier and insects are fewer. Be this as it may, however, gardeners and those who have to handle soot in the course of their work are liable to develop epitheliomatous ulcers of the hand and wrist more often than those who are free from such source of local irritation.
Lunacy is increasing markedly amongst the rural population in some parts of the country, and notably in Ireland. This is probably due to the tide of emigration carrying away the more highly endowed and enterprising, whilst it leaves the old and those who are enfeebled in body and mind.
Agricultural labourers do not, on the whole, fare very badly. Even with low wages and bad sanitary surroundings, the social condition of the English farm hand compares most favourably with that of the peasantry in many European countries. The absence of the three great diseases epidemic amongst those who are reduced to the lowest depths of misery by chronic starvation, is a proof of this superior position. The three diseases are ergotism from the use of spurred rye; pellagra due to bad maize; and lathyrism caused by the consumption of the chick-pea.
Ergotism is rife amongst the rye-eating inhabitants of Germany, Bohemia, Sweden, Russia, and the central provinces of France. It occurs especially after rainy seasons, and the bread[235] made from the diseased rye is violet in colour, and of a disagreeable taste and smell. It is usually badly made and badly baked. The symptoms of ergot poisoning are either acute or chronic. The acute form begins with giddiness, headache, lassitude, and disturbances of sight and hearing, which have led to its being called “ergot intoxication.” The chronic poisoning is ushered in with symptoms of ergot intoxication, but the later stages are either convulsive or gangrenous. The convulsive form is marked by intermittent clonic spasms of the limbs, with dilatation of the pupil, delirium, and coma, which soon ends in death, without any appearance of gangrene. The mortification in the gangrenous form is preceded by pain in the part, with intolerable “creeping” feelings, followed by diminished sensibility, which ends in dry gangrene, and finally in separation of the affected tissues. The patients suffer occasionally from vomiting of blood, or from passing blood in the urine, the bleeding being as difficult to arrest as in hæmophilia.
Pellagra from the consumption of bad maize, truly known as the malattia della miseria, is epidemic in parts of France, Spain, Italy, Africa, and Brazil. It requires for its full manifestation a most wretched peasantry. Pellagra is characterised by headache, depression of spirits, sleeplessness, cramps, palsies, giddiness, and dyspepsia. There are vague but often severe pains in the spine and joints, and there is a skin eruption, which begins in April or May, and goes from bad to worse, until it begins to improve in July or August. The eruption is an erythema of the parts exposed to the sun. The skin becomes swollen and tense, with petechiæ and bullæ, which leave indolent ulcers when they break. The attacks recur in the spring of each year, until in time the skin becomes thickened and of a light sepia colour. The nervous symptoms culminate in a settled melancholia. The spinal cord appears to be definitely affected both in ergotism and pellagra, the posterior columns suffering chiefly in ergot poisoning, the lateral columns in pellagra.
Lathyrism results from the use of the chick-pea (Lathyrus sativus, cicer, or clymenum) as an article of diet. Like ergotism and pellagra, it is associated with extremely wretched conditions of life, and has been observed in France, in the Abruzzi, at Allahabad, and in other parts of India. Oxen, horses, pigs, and geese are attacked as well as men. The symptoms point to an affection of the lower part of the spinal cord, and are manifested by a sudden inability to use the legs in the ordinary manner.[236] The legs are so stiff that when the patient walks he is obliged to throw his body into a succession of curves, so that he describes a screw or figure of eight as he proceeds. There is much hyperæsthesia of the lower extremities, which may be followed by loss of sensation, though the patient complains of the same tingling sensations as are felt in ergotism. The onset is usually sudden, and is coincident with the advent of cold weather, but the symptoms take four or five weeks to reach a maximum.
The increasing use of machinery in ploughing, reaping, threshing, and other farming operations leads necessarily to a greater number of machine accidents than was formerly the case when labour was abundant and machines were few. Even small farmers now possess a chaff-cutter, and injuries to the hands and arms produced by its cog-wheels are correspondingly frequent. Much more serious injuries are caused by the large threshing and reaping machines, which are sometimes tended by unskilled persons, as they are often let out on hire. Overstrain from the lifting of loads in awkward positions during harvest is no uncommon cause of hernia in those who are otherwise predisposed to this condition. Poisoned wounds of the hand, and penetrating wounds of the eye, are often sustained in the occupation of hedging and ditching, a form of labour which is also the cause of rheumatism. Occasionally, too, an agricultural labourer presents himself with a viper bite, for vipers are still indigenous in several parts of England. He complains of a burning pain at the part bitten, the limb swells and becomes discoloured within an hour or two, there is great prostration marked by sweating, vomiting, feeble pulse, and restlessness. The more acute symptoms usually pass off in the course of twelve to twenty-four hours, but in unhealthy persons the swelling increases; there may be suppuration, and the bite then ends in a severe attack of inflammation of the tissues, known as cellulitis.
In like manner stings from bees, wasps, hornets, and gnats, which are usually of small importance, may become serious, either from the bad condition of the patient’s health, or from the position of the sting, as when the mouth or conjunctiva is affected. A tolerance is established for bee-stings and gnat-bites, as is shown by the very slight reaction which takes place in bee-keepers and the inhabitants of mosquito countries, as compared with the sufferings of a town-bred man who is stung by either of these insects.
[237]
In mushroom-poisoning the poisonous constituent is muscarin, a nitrogenous body allied to cholin. It causes vomiting, diarrhœa, and prostration, with convulsions and contraction of the pupil. Death may occur from syncope and failure of respiration, but such an ending is rare, except in children, because the vomiting promotes the evacuation of the poison. Atropin is the physiological antidote, and a subcutaneous injection of as much as ¹⁄₃₀ to ¹⁄₁₆ of a grain may be given hypodermically, whilst diffusible stimulants are administered by the mouth.
(2) Gardeners appear to suffer from many of the affections common to farm-labourers, except that as they receive higher wages they are better clothed, better fed, and better housed, and are thus able to withstand climatic changes more successfully. It is said, on the other hand, that gardeners are somewhat more liable to phthisis. Their work in hothouses causes them to catch cold more easily, and may thus increase any predisposition to infection by the tubercle bacillus. The handling of such plants as the Primula obconica sometimes produces a very troublesome erythema of the skin, whilst constant contact with fresh soil allows greater opportunities of contracting tetanus.
The Museum of St Bartholomew’s Hospital contains an interesting specimen, showing that the epitheliomatous form of cancer sometimes follows the irritation produced by gardening. The specimen consists of the hand and part of the forearm removed on account of a growth covering nearly half the surface of the skin. The growth is warty, very vascular, superficially ulcerated, and with an everted sinuous edge. It bears a close resemblance to an ulcerated cancer of the scrotum in chimney sweepers. The patient was forty-nine years old. Five years before the amputation of his hand he was employed as a gardener in strewing soot over the ground for several mornings in succession; a warty growth then formed, and it increased and ulcerated in the spring of both the following years, whilst he was similarly employed. After this, though he was no longer in contact with soot, the disease increased until the limb was removed. He recovered completely after the operation. The case is related by Sir James Earle in his edition of Percivall Pott’s works.
Dupuytren’s contraction of the palmar fascia is by no means uncommon in gouty and rheumatic gardeners as they become advanced in years. It is best treated by dissecting out the contracted bands, if this can be done without suppuration, the resulting scar being afterwards kept supple by daily massage.
[238]
(3) Ostlers, Stablemen, and Cartmen.—This class of men, from their close attendance in stables, necessarily contract the diseases which are transmissible from horses to ourselves. Foremost amongst these diseases are glanders and farcy, of which I have seen several cases in veterinary students; and tetanus, whose bacillus is said to live in the horse’s intestines.
Glanders, in its acute or generalised pyæmic form known as farcy, attacks grooms, ostlers, coachmen, knackers, and veterinary surgeons, because they are brought into contact with diseased animals. It has also been seen as a result of accidental infection in the pathological laboratory during the preparation of mallein; in surgeons who have operated upon glandered patients, and even in washerwomen who have washed the clothes of those affected.
Glanders occurs in an acute form which kills in eight to fifteen days, and a chronic form said to last as long as eleven years.
Acute glanders in man has an incubation period of three to eight days, though the symptoms are occasionally delayed for three weeks, or they may appear within twenty-four hours, and suppuration may occur at the end of the second day. The patient complains of a general feeling of ill-health with headache, and such vague pains in the muscles and joints as lead him to think that he is about to have acute rheumatism. The symptoms increase in severity, and there is often sufficient gastro-intestinal disturbance associated with deafness and stupor to lead to an erroneous diagnosis of typhoid fever. The pulse is full and soft, beating 90 to 100 in a minute; the skin is dry; the mouth foul, and epistaxis is frequent. Swellings—“the farcy buds”—soon appear in the intermuscular planes near the joints on both sides of the body. The swellings are at first hard, but they quickly soften, point, burst, and leave large foul ulcers, which eventually contract into sinuses if the patient survive. The case may then be looked upon as one of chronic pyæmia, especially as rigors are numerous and severe, but all doubt as to the true nature of the disease is set at rest when the face becomes affected. The skin over the nose is reddened and swollen, whilst the mucous membrane is injected and discharges a fœtid secretion, clear at first, but soon becoming yellow, purulent, viscid, and finally blood-stained. Ulceration of the nasal mucous membrane occurs less frequently in man than in the horse. The conjunctivæ are often affected in a manner similar to the nasal mucous membrane, and the inflammatory[239] condition spreads to the pharynx, palate, and glottis. Dyspnœa, with pleuritic pain, may be a marked symptom of the disease, extensive gangrene may occur, and death follows.
Glanders is generally inoculated through a wound or abrasion, but the bacilli are able to penetrate to the uninjured lymphatics of the skin by way of the hair follicles, and in the case of two veterinary students who have been under my care the infection was directly traceable to their being sneezed over by a glandered horse they were examining. If a wound be the seat of infection it may heal, but in a day or two it becomes swollen and painful, an eruption of vesicles often appears round it, and the lymphatics become swollen and painful, though the glands are rarely affected. The skin, in some cases of farcy, shows erythematous patches like those of erysipelas or erythema nodosum. The patches become pustular or phlyctenular, or a pustular rash without umbilication may first be noticed. The latter form of rash is said to be of very grave significance, for recovery seldom if ever takes place when it makes its appearance.
Glanders affects many animals besides horses, mules, and donkeys. It has been seen in lions, leopards, tigers, and bears in various menageries; field-mice, guinea-pigs, and hedgehogs are highly susceptible. Infection may result not only from direct contact with the sick animal and its nasal discharge, but also from the pus, saliva, and milk. Food and drink may convey bacilli directly into the alimentary canal, which is thus affected primarily, the nasal mucous membrane becoming involved as part of a secondary process.
Chronic glanders may last for years, the patient suffering from acute but intermittent attacks of fever, in one of which he may die, or from which he may wholly recover. The skin in these cases is often the part chiefly affected. It becomes swollen and œdematous, with nodules, which only appear in one part and break down into indolent ulcers. The ulcers heal and leave scars which, with the destruction of the septum of the nose and the ulceration of the pharynx and soft palate, sometimes raise a suspicion of syphilis.
The disease depends upon the presence of the bacillus mallei and the toxic substances produced during its growth. The bacillus may be isolated from the abscesses, blood, enlarged skin follicles, and the ulcers. They are more easily recognised in properly stained “smear preparations” than in sections, and are readily cultivated in three to five days on acid potato media at a[240] temperature of 35° to 37° C. as a brownish, moderately thick and opaque growth. The active principle of the growth is “mallein,” which can be obtained as a syrupy fluid. Mallein injected into a glandered animal produces an inflammatory swelling at the seat of inoculation. The tumour is tense, painful, and very extensive. The lymphatics from the seat of inoculation to the neighbouring lymphatic glands become inflamed, and are painful, swollen, and sinuous. The local tumour increases in size for twenty-four to thirty-six hours, but does not suppurate unless septic organisms have been introduced at the time of the inoculation. It subsides slowly in eight to ten days. Inoculation is followed by a general reaction, which appears within eight hours of the time of injection, reaches a maximum in ten to twelve hours, and lasts twenty-four hours. The animal shivers and sometimes has well-marked convulsions. The test is a very valuable one for latent glanders in horses, and as mallein diluted with ten times its volume of a ½ per cent. solution of carbolic acid preserves its qualities unimpaired for many months, it is now largely used in all parts of the world. A healthy horse either does not respond at all to a much larger dose of mallein than will affect a sick animal, or else a small swelling appears at the seat of inoculation, which only lasts for twenty-four hours. Glandered men, in the few cases where it has been employed, show the same reaction to mallein as glandered horses. The Straus test is also valuable in the diagnosis of glanders. It consists in diluting the suspected secretion with sterile water, which is then injected into the peritoneal cavity, and beneath the skin of male guinea-pigs. The testes appear to swell two or three days after the injection, and the animal dies in four to fifteen days with acute inflammation of the tunica vaginalis, the testicles and epididymis being only rarely affected.
Acute farcy is very fatal, but 50 to 60 per cent. of the patients affected with chronic farcy recover. The treatment at present is most unsatisfactory. Stimulants and tonics must be given liberally. Every abscess must be opened and disinfected as soon as possible, and benzoate of soda may be administered in drachm doses three or four times a day. In chronic cases marked improvement is said to have taken place after the continued injection of mallein in doses of ¹⁄₂₀ to ¹⁄₁₅ c.c. at intervals of two or three days.
Tetanus, often called lockjaw, is due to the poison produced[241] by certain bacilli, which were first isolated by Kitasato, Tizzoni, and Cattani, in 1889. The micro-organisms are delicate threads with somewhat rounded ends, which reproduce by sporing. When the bacilli are about to spore one end becomes enlarged, and the organism resembles a pin or a drumstick. The spores are extremely tenacious of life, they resist the effect of high temperatures for an unusual length of time, they survive a temporary immersion in strong antiseptic solutions, and they have been known to retain their vitality for more than twelve months if they are protected from light and air. The parent bacilli are widely distributed in garden earth, in dust, and in the excrement of animals, especially in those of the horse, for this animal seems to be their natural host. They have been found, therefore, in stables and in manured fields, and they have the power of growing outside the body.
During their growth the bacilli produce a powerful poison, which is formed so slowly that it may take two or three weeks to produce its full effects. This poison is formed at the seat of inoculation, for the bacilli do not seem to travel far from the place where they are introduced, and it is generated more rapidly and abundantly in suppurating than in aseptic wounds. It produces its effect by a definite action upon the nervous system, and probably travels through the circulation, though there is still some doubt whether it does not reach the spinal cord by way of the nerves, so definite are some of its early effects. Tetanic symptoms can be produced by the inoculation of toxins, which have been purified of bacilli, and mice appear to be especially susceptible to the disease thus produced.
It will be clear from what has been said that tetanus is by no means rare. It may ensue from a wound at any part of the body, the wound varying in severity from a total crush to a slight abrasion which has passed unnoticed, and the case is then looked upon as one of spontaneous origin. It is especially frequent after injuries of parts which are usually dirty, and is consequently somewhat more common after wounds of the hands and feet. Though gardeners, horse keepers, and agricultural labourers often suffer, I have repeatedly seen cases in people who have been run over, and inoculated with the foul mud of an ill-kept London street. Horses, sheep, and cattle are also liable to infection. But on the whole tetanus has become less frequent, since an attempt has been made to keep wounds aseptic, or at any rate to shorten the process of suppuration.
[242]
The onset of the disease is usually marked by a feeling of general uneasiness and depression, unless the wound is too severe to allow of this manifestation. The first symptoms usually consist of a feeling of stiffness or soreness about the jaws and throat, with some tonic contraction of the platysma-myoides, causing the risus sardonicus, which is particularly well marked when the patient is asked to protrude the tongue. Spasms of greater or less severity then occur in the voluntary muscles, the pain varying greatly in different patients, though it is usually less than that of ordinary cramp. The muscles, especially those of the abdominal wall, are in a state of persistent tension in the intervals between the attacks, the tension being reduced to a minimum during sleep or anæsthesia produced by artificial means. The intellect remains undisturbed unless there is much fever. Death takes place from exhaustion as early as the third day in acute cases, but it is often postponed for a fortnight or three weeks.
The prognosis seems to vary with the rapidity of onset, for the mortality is great when the incubation is under ten days, whilst nearly half the patients recover if the symptoms do not appear for more than a fortnight after the injury.
The treatment is largely prophylactic. A wound contracted under suspicious circumstances, as when other cases of tetanus have occurred in the same village or stable, should be immediately rendered aseptic by a process of thorough cleansing. This is preferable to the use of the actual cautery, which leads to suppuration, and thus tends to increase the growth of the bacillus. When the initial symptoms appear, the injured part must be removed, as the wound is a local factory for the production of the nerve poison. Doses of antitoxin must be administered by hypodermic injection, and I prefer to do this by injecting it deeply into the gluteal muscles rather than into the brain or subarachnoid space, as is now the custom. The maximum dose of Tizzoni’s antitoxin is 40 c.c., which is equivalent to 2,500,000 units. This large dose may be given at once, 5 c.c. injections being afterwards given two or three times a day until the tonic contraction of the muscles has disappeared. The antitoxin appears to cure the slighter cases, and it produces a temporary relief in the most severe, but all the severe cases I have seen have died in spite of treatment.
Hydrophobia, the rabies of animals, is another form of poison acting upon the spinal cord, to which huntsmen and[243] stablemen are peculiarly liable from the nature of their occupations. The pathology of the disease, however, is much less clearly understood than in the case of tetanus. Dogs, foxes, wolves, and cats; horses, cows, and deer, may contract rabies and transmit it to man by the saliva, or more rarely by the milk; whilst monkeys, rabbits, and guinea-pigs are susceptible to infection. The latent period appears to vary enormously, as its limits have been given as fourteen days to five years, though the ordinary incubation period seems to be from three to six weeks, the length of time depending upon the ease with which the poison reaches the nerve sheaths, and passes along them to the nerve centres in the medulla and upper part of the spinal cord. There is no doubt, however, that the poison of rabies can be absorbed from the uninjured mucous membranes of the body, especially from the conjunctivæ and the nasal mucous membrane.
In the cases which I have seen the symptoms have been preceded by two or three days of mental agitation and apprehension without apparent cause. Hiccough and difficulty in swallowing were the earliest signs of the disease, and these slight symptoms of undue reflex irritability gradually increased until the whole body became convulsed, the patient’s sufferings being increased by the viscid saliva, which he has attempted in vain to expectorate. Death took place suddenly either from cardiac failure or from spasm of the glottis.
The Pasteur treatment offers the best chance of a cure to a person who has been inoculated with rabies. Its success depends upon the fact that the spinal cord of a rabbit dying of rabies contains the poison, which becomes progressively less virulent after death, if the cord be protected from decomposition by exposure to pure dry air, until on the fifteenth day it is harmless, and a solution of the cord may be injected into a susceptible animal without producing any effect. Successive inoculations of an animal already infected show that it is possible to establish a condition of complete tolerance, even for a strong dose of the poison previously introduced, though the process of inoculation has not been begun until five days or longer after the bite. The Pasteur treatment at the present time consists of a series of simple inoculations lasting fifteen days, during which emulsions from cords of fourteen to three days’ desiccation are injected in doses of 3 to 2 c.c. at a time under the skin of the abdomen. There is also an “intensive”[244] method, for more serious cases, such as the bite of a mad wolf, or when the wounds have been on the face. In this method the number of injections which are usually spread over five days is compressed into three days, the whole duration of the treatment being twenty-one days, a fresh series of injections being recommenced on the fourteenth day. Certain modifications of Pasteur’s method have been adopted, notably the use of an antirabic serum from the dog, prepared by Babes of Bucharest, and an attenuated vaccine by a process of peptic digestion, recommended by Tizzoni and Centanni.
As anthrax or charbon, sometimes known as splenic fever or malignant pustule, is considered elsewhere in this work, it is only necessary to state that the disease is due to the Bacillus anthracis, which is readily communicated from domestic animals to man. It is met with in the following classes: (1) those who come into contact with living animals suffering from anthrax, as drovers, shepherds, farmers, farriers, and veterinary surgeons; (2) those who touch the carcasses of animals that have died of anthrax, as knackers, slaughterers, and others; (3) those who handle the offal, skins, hoofs, horns, hair, wools, and other derivatives from such diseased animals, as tanners, fell-mongers, wool-workers, hair-workers, horn-workers, rag-sorters, plasterers, furriers, felt-workers, brush-workers, mattress-makers, and so forth; (4) in those who have a less direct connection with infective materials; as, for instance, those who live in the neighbourhood of such manufactories or occupations, for the disease may be carried by animals and insects; (5) anthrax has been transmitted from person to person by accidental contact, and may be contracted at a post-mortem examination upon a patient or animal who has died of the disease. There is some reason for supposing that small meat-eaters are more susceptible to anthrax than those who are accustomed to much animal food.
Influenza has long been known to occur in horses, and in several epidemics the disease has been observed to spread from these animals to their attendants. Mr Youatt first pointed out that influenza attacked horses in very local epidemics, so that the majority of horses on one side of a yard might be attacked, whilst there was not a single sick horse on the other side. These prevalences and exceptions are altogether unaccountable, but the probability of the disease is in tenfold ratio to the number of horses inhabiting a stable. Two or three shut up in a comparatively close stable would escape,[245] and out of thirty distributed through ten or fifteen little stables, not one would be affected. But in a stable containing ten or twelve horses, although proportionately larger and better ventilated, the disease would assuredly appear, and when it enters one of the largest stables almost every horse is affected. Horsekeepers may also suffer from horsepox or “grease,” a specific eruption transmissible from the horse to man, of which further details are given at page 246.
Much riding early in life may produce a condition of knock-knee or bowed legs quite apart from rickets. Later in life, the tendon of the adductor longus muscle at its point of origin below the spine of the pubes, and more rarely the tendon of the adductor magnus, may become partially calcified, leading to the condition known as “cavalryman’s leg,” whilst the calcified portion is known as “rider’s bone.” A wrench or sprain of the adductors, “rider’s sprain,” is not an uncommon accident in the hunting-field. It leads to a very troublesome form of chronic inflammation, which may quite prevent riding exercise, and has proved the starting-point of a “rider’s bone.” “Rider’s bursæ” are described as occurring in the fold of the groin and on the inner side of the knee. They are probably enlargements of the ilio-psoas bursa or of the bursæ situated between the semi-membranosus and semi-tendinosus tendons, or beneath the inner head of the gastrocnemius muscle, but I have never seen cases of either occurring in riders, though they are common enough in tuberculous patients. Popliteal aneurism is said to be somewhat more common in jockeys and grooms than in other persons, and these occupations lead also to an increased liability to fractures and dislocations.
(4) Butchers, Slaughterers, and Tanners.—Butchers and slaughterers suffer from an undue tendency to diseases of the throat and chest, because their occupation, at any rate in London, entails very early rising to attend market, their shops are usually quite open, and they are some of the few tradesmen who still cry their wares. Their wounds are very likely to become poisoned, and as they are often overfed and gross in habit, erysipelas is a common sequel of slight injuries. Many porters from the Metropolitan Meat Market apply annually at St Bartholomew’s Hospital for the relief of hernia and ruptured muscles, which[246] they attribute to the strains produced by carrying heavy carcasses and to slipping on greasy pavements. The hospital practice seems also to contain a considerable proportion of cases of aneurism amongst the same class of men.
It is said that the habit of eating tiny bits of raw meat from the chopping block sometimes causes butchers to become infected with the various parasitic worms, which can be transmitted in this way. Their meat-eating and beer-drinking habits, coupled with a sedentary occupation, must be held accountable for their obesity and for the frequency with which they suffer from gout.
I do not know whether tanners are liable to any special diseases except anthrax, but in the business of leather-dressing which is carried on in connection with tanning, the various eruptions produced by aniline dyes are not uncommon, and there is some danger of arsenical poisoning from the use of orpiment.
(5) Cowmen and Dairymaids.—Cowmen and dairymaids in those counties where they are brought into direct contact with cows as milkmaids, are liable to several diseases by reason of their occupations. Foremost amongst these, and of the greatest historical interest, is vaccinia or cowpox, though it is quite a rare complaint in English dairy farms.
Vaccinia is a specific disorder occurring in epidemics amongst bovine animals. It is transmissible to the goat, dog, ass, camel, rabbit, guinea-pig, monkey, and with greater difficulty to the sheep. It is characterised in the cow by a local eruption almost exclusively confined to the udder and teats. The eruption passes through the successive stages of papule, vesicle, and pustule, the number of pocks always being few, and there is considerable constitutional disturbance. The lymph from the vesicles of a cow suffering from pox is sometimes inoculated on the hands of the milkers, when inflamed spots appear more particularly about the joints and tips of the fingers. The spots become vesicular, with a swollen, hard, and inflamed base. The axillary glands become inflamed, and the disorder is attended with some constitutional disturbance. An analogous condition in the horse is called “grease” or horsepox, and inoculation of the horse with cowpox will produce “grease.” Cowpox in bovine animals and “grease” in horses can also be produced by inoculation with human smallpox. Both “grease” and cowpox are transmissible to man by inoculation, both diseases render him to a certain extent immune to smallpox, and both render him less liable to a second attack of cowpox or horsepox. It appears[247] therefore that smallpox, cowpox, and horsepox are very closely allied to each other. They may be identical, the features being modified by transmission through different animals, or they may be descended from a common disease which was more akin to cowpox than smallpox.
Tuberculosis is so common a disease in cows that it is no wonder if phthisis in their attendants sometimes derives its origin from a diseased animal. The disease, however, is much more often carried by the milk, and it is therefore a wise precaution to boil every drop of cow’s milk for three minutes before it is given to a child or to one who is predisposed to consumption. I have seen local tuberculosis of the skin in one or two cases contracted by veterinary surgeons in the course of their duties. Free excision of the affected part has always been followed by prompt healing, and I have never known of any generalisation.
Diphtheria is sometimes carried by milk, the infection being derived either by accidental contamination or from the cow itself. The symptoms of diphtheria in the cow are those of “chapped teats,” viz., rise of temperature and an eruption on the udder and teats. The eruption begins as vesicles, which pass rapidly into pustules, scabs, or ulcers. When the disease is transmitted in this manner the cream and skim milk appear to be more dangerous than the new milk, probably because the organisms have a longer time to grow. Pigeons, turkeys, and cats have also been credited with the power of conveying diphtheria, and in the case of cats the accusation is proved.
There is good reason, too, for thinking that cows suffer from scarlet fever, and that the disease is transmitted by their milk, for in no other way is it possible to account for local epidemics of scarlet fever which have been traced to large dairy farms.
Cows certainly suffer from ringworm, and the tinea is transferred to those who lean their heads against them in the act of milking.
Foot and mouth disease is highly contagious amongst ruminants and pigs. It has often been transmitted to man, usually by the milk of cows suffering from the disease, sometimes by the butter, but most often by direct contact with diseased beasts. Milkmaids, cowmen, shepherds, and veterinary surgeons are thus especially liable to infection. The disease, as it occurs in man, is ushered in by rigors, diarrhœa, and some rise of temperature. On the second or third day a vesicular eruption appears on the gums and tongue, and it may also occur on the fingers or other seat of inoculation.[248] Fortunately the disease as it occurs in man is not serious, and recovery usually takes place spontaneously in the course of a fortnight.
Actinomycosis.—This disease is sometimes derived by inoculation from cattle affected with the fungus, but it comes more often from infected grain. The symptoms are those of a chronic abscess affecting the skin, mucous membranes, or viscera, especially the lungs, liver, and ileo-cæcal portion of the intestine, where it is liable to be mistaken for appendicitis. It appears on the skin in the form of numerous globular masses, which are soft and spongy, and have an indurated erythematous base. Pus which contains the yellow granules characteristic of the disease exudes from the ulcerating points. The disease runs a very chronic course, which is shortened, and the patient cured by enormous doses of iodide of potassium. Doses of a drachm may be given three or four times a day, and the patient not only shows no symptoms of iodism, but improves markedly in general health.
(6) Shepherds suffer by reason of their occupation in two ways. They are of necessity closely associated with dogs, and are thus more liable to hydatids and rabies, whilst from the sheep they obtain flukes, and in the process of dipping they may suffer from arsenical poisoning.
A hydatid is the asexual and cystic form of the Tænia echinococcus, a small tapeworm consisting of three segments, found in the intestines of dogs and wolves. The fertilised ova are swallowed with impure water or with uncooked vegetables, like lettuce and watercress, fouled by the excreta of infected dogs. The hydatid cyst develops slowly in any part of the human body. It is most common in the liver and intermuscular connective tissues, but it is not unusual to find a hydatid cyst in the lungs, kidneys, pelvis, and brain, and I have seen specimens in which the vertebræ and os innominatum were involved. The symptoms are very obscure, and are usually dependent upon the amount of pressure exercised by the tumour. There is sometimes a characteristic hydatid thrill, but its absence does not invalidate the diagnosis. For practical purposes the cyst is composed of two layers, an external or adventitious covering formed by irritation from the tissues of the host, and the soft and white but tough internal cyst, filled with a limpid fluid, containing the characteristic hooklets. The inner lining of this cyst develops daughter cysts by a process of budding, though it is sometimes sterile.
The treatment is essentially surgical. Whenever it is possible[249] the tumour should be freely exposed, the fibrous cyst opened, the fluid contents removed, and the whole endocyst withdrawn. The edges of the ectocyst may then be sutured, and the external wound closed if union by first intention can be practically guaranteed. But if there is any doubt as to the probability of securing asepsis it is better to free the edges of the outer cyst from its attachment to the surrounding organs, and then suture it to the sides of the external opening without including the skin. The cavity usually has to be plugged after the removal of a hydatid from the liver.
It is not supposed that the liver fluke, or Distoma hepaticum, is transmitted from the sheep to man, as is the hydatid from the dog to the man, but it is probable that the shepherd has become the involuntary host of the distoma in the same way as the sheep, by drinking water containing the amphibious snail (Limnæus trunculatus), which is the true intermediate host of the liver fluke in the sheep. This trematode worm has been found in subcutaneous abscesses more often than in the human liver. The treatment, when possible, consists in opening the abscess and thoroughly scraping out its contents, for they show a great tendency to refill.
Pig-keepers.—It does not appear that pig-keepers suffer from any particular diseases by reason of their occupation. It is possible that where only a few animals are kept and are afterwards eaten by the owners there may be some increased liability to trichiniasis, which is an inflammatory state of the voluntary muscles due to the irritation produced by the presence of the nematode worm, Trichina spiralis. I recently saw a young lady who was suffering from a chronic trichinosis. She had numerous hard masses beneath the skin of her legs, which were locally irritable when they first appeared, though they soon ceased to give trouble. At first it was thought that the tumours were multiple fibromata, but on cutting one out and submitting it to microscopic examination it was found to contain encapsuled trichinæ.
D’Arcy Power.
[250]
This article is simply an attempt to apply expert knowledge to the practical purpose of safe-guarding those employed in electrical works. The writer was a member of the Home Office Committee on Dangerous Trades, and of necessity much that now appears is a repetition of what was presented by that Committee in its Second Interim Report in 1897. It is satisfactory to record that many of the suggestions offered by the Committee have been accepted without hesitation and acted upon.
The generation and distribution of electrical energy, so far as it relates to the health and safety of the workers, may be considered under the following heads:—
(a) The risk of shock by accidentally coming in contact with conductors at high pressure, whether in generating or transformer stations.
(b) The fencing of all mill-gearing and machinery used for the conversion of mechanical into electrical energy.
(c) The health of the operatives.
Before dealing with these specific points it may be desirable to state in general terms what is meant by “generating and transformer stations.” A generating station is a place in which, by the aid of steam, gas, water, or other source of power, mechanism is used for driving dynamos, which are machines for converting mechanical into electrical energy, whether for producing light, driving machinery, running railways, tramcars; for depositing metals, plating, welding, heating, etc., etc., or for charging storage batteries.
Transformer stations vary in size from buildings of considerable proportions to mere cellars, or even boxes too small for entry. In such places are found appliances for the conversion of small current at high pressure to large current at low pressure, or vice versâ. Stationary transformers are used for alternating currents, while rotary converters or transformers, requiring more room and attention, are necessary for direct currents.
[251]
To appreciate the risks hereafter described, a statement in the most elementary terms now follows, showing how mechanism can produce the foregoing results.
A conductor of electricity, e.g., a piece of copper wire made to traverse a magnetic field (that is, the space between the poles of a magnet), has an electro-motive force, or difference of electric pressure, set up in its ends, which depends upon its length in the field, its velocity, and the strength of the field, being in fact proportionate to the product of these three. As the movement cannot continue in a limited field in one direction indefinitely, it must be reversed, thus causing a reversal in the electrical state of the ends. If the ends slide on stationary conductors, these too will share the electrical state of the ends, and alternating current will pass between these stationary conductors if they are joined by a conducting wire. This current will be greater as the difference of pressure is greater and as the electrical resistance of the conducting circuit is less. In order to increase the effect of a moving conductor, its length may be increased by suitable windings, the arrangement of which, however, cannot be described in these pages. The effectiveness, moreover, is enormously increased by winding over a laminated iron core, which greatly increases the magnetic force. If, instead of connecting the ends to sliding contact rings from which an alternating current is taken off by stationary contact brushes, the ends of a number of coils are joined to a series of insulated commutator bars, it is possible by suitable connections so to arrange that all the coils remain in action and that the points of the commutator rubbed by the fixed conducting brushes do not change in their electrical pressure, so that a direct (i.e., non-alternating) current is the result. This is desirable for arc lighting, and is essential for charging batteries and generally for effecting chemical change.
Dynamos of many forms are made. Sometimes the field magnets revolve, the armature being stationary, but usually the reverse is the case. In some machines there are two poles only, in others, many. The main principle, however, is the same in all.
When the direction of the current is not commutated, it will, in consequence of the rapid revolution of the armature, alternate or change its direction very frequently, 100 alternations in a second being not uncommon. The currents produced[252] may be classed as low pressure, high pressure, and extra high pressure. Currents at low pressure distributed from generating stations are invariably direct. High pressure currents are distributed either as direct or alternating. One, if not more, extra high pressure station in Great Britain supplies alternating current.
Opinions differ as to the pressure at which these currents become dangerous. The recommendation made by the Committee before referred to was to the effect that currents should be considered dangerous at 700 volts direct, and 350 alternating; and that all metal conductors carrying a current equal to or greater than this should be deemed to be at high pressure. It is from currents at high pressure that we may expect special danger to life from shocks caused by parts of the body coming in contact with conductors differing considerably in pressure, not necessarily metal conductors, for one contact may be with earth, especially if the ground is damp. American experts have laid down that the pressure which may be relied upon to cause death is 1500 volts. According to this standard, the Home Office Committee would appear to have erred on the side of extreme caution. Subsequent events, however, have proved that this is hardly the case. Possibilities fore-shadowed in section 19 of its report have almost literally been realised in a large factory at Bradford, where a lad, aged nineteen, engaged in doing repairs, came in contact with a frame of an arc lamp. He was working in a warm cellar, his boots were damp, and, unhappily, he stood upon an earthed metal plate. The frame of the lamp accidentally touched formed part of the circuit. A leakage from the positive brush to the dynamo-frame, which was earthed, created a short circuit between the frame of the dynamo and the frame of the lamp, the man forming a part of the circuit. A direct current, of 250 volts only, passed through his feet, probably through his heart, causing death. It is much to be regretted that artificial respiration, as recommended by eminent authorities and described in the report of the Committee, was not attempted. An article published in Nature of 23rd August 1900, gives in detail a description of experiments carried out by Professor H. F. Weber, of the Zurich Polytechnic, to decide what pressure is dangerous on electric railways with overhead trolley wires. These experiments were undertaken owing to a dissension,[253] between a firm of electrical engineers and the Baden authorities, as to the proper pressure to be used for two electric railways to be worked by the 3-phase alternating current. The details showing the physiological effects on the human body are highly interesting, Professor Weber allowing himself to be the medium of the experiments, and constituting himself the measuring instrument. Two series of experiments were made. In the first, a person seized the two bare leads with both hands simultaneously, or both of the leads fell upon a bare part of the human body. In the second, a bare part of a person standing on the railway, or on a car, came into contact with one of the leads. Professor Weber draws the following conclusions:—
“A simultaneous touching of both of the poles of an alternating current circuit is dangerous as soon as the pressure exceeds 100 volts; and since it is impossible to set one’s self free, the case must be regarded as fatal whenever immediate help is not at hand.”
“These results,” continues the article, “are consistent with several disasters which have happened in practical life.
“In 1896, in Horgen (Switzerland), a man, to prevent himself falling from a ladder, seized with both his hands two non-insulated leads with a P.D. of 240 volts between them, and was immediately killed. In a mine in Silesia, a workman seized in the same manner some non-insulated leads and was killed, on account of his being unable to release them, the P.D. being 300 volts. In the Electric Central Station in Olten, a workman, desirous of proving to his companions that a pressure of 500 volts was quite safe, seized both of the leads and was killed instantly. From this it is obvious that the general opinion of a pressure of 500 volts not being dangerous does not hold good, the limit being much lower. In spite of the great number of disasters which have already happened, the danger does not seem to have been generally appreciated, and workmen and erectors are often seen to deal with leads and apparatus of relatively high pressures in the most careless manner. That disasters have not taken place oftener may be due to the fact that in most cases help has been readily at hand.”
In the second series of experiments the person is supposed to stand on one of the poles itself, namely, the earth, being rather well insulated by means of his shoes. In this case the conclusion arrived at is that—
“To touch one of the poles is not dangerous as long as the pressure does[254] not exceed about 1000 volts; the intense stinging which appears at the first slight touching serves as a protection against the danger, for the hand is instinctively drawn back rapidly.
“The main result of these experiments is, then, that all pressures between 100 and 1000 volts must be regarded as equally dangerous, and consequently there is no reason for not using the higher pressures between 500 and 1000 volts, especially as they lead to greater economy in the working of the electric railway. Further, there is only a very little chance of the passengers or other persons coming into contact with both of the leads. To this danger the employés only are exposed, and being generally people with some electric training, they are acquainted with the danger, and may be supposed to be sufficiently careful.”
It is of interest to note that the authorities, after the investigation, decided upon allowing a working pressure of 750 volts. Both series of experiments relate to alternating currents.
There is perhaps no better method of impressing upon people the dangers of electric shock than by stating briefly, as under, some of the fatal accidents that have happened during the last few years in electrical stations, factories, and other places in the United Kingdom. Fatalities in transformer stations will be separately noticed. The voltages in most cases were from 2000 to 2400; in one case 1000, and in another (a high pressure station) 10,000:—
1. Touching exposed terminals when manipulating a switch at a generating station.
2. Accidentally grasping an insufficiently protected volt meter wire.
3. When up a ladder in a central station, deceased accidentally came in contact with a highly charged metal conductor.
4. When oiling the bearing of an alternating machine, and using a metal can, the can came in contact with a highly charged conductor. Deceased had one hand on a metal rail intended for the protection of the machinery. The current passed through the metal can, through his body, and thence to earth.
5. When doing repairs at the back of a switch at a central station, deceased accidentally touched two metallic connections varying greatly in pressure.
6. When a workman was carrying an iron ladder in a factory the ladder touched a highly charged conductor in an arc lamp circuit, the current passing to earth through the body of deceased.
7. Whilst performing test operations at an electrical station.
[255]
8. An operative was putting some capping on a casing in an electric lighting works. Inadvertently he drove a screw through the insulation of a cable then “dead.” The current was turned on. The operative touched the screw head and at the same time an adjacent water-pipe. The current passed from the screw through his body and the water-pipe to earth. (A brother of this man was killed in a transformer chamber.)
9. An operative, when at work in a factory, accidentally stumbled, and seized hold of a wire stay supporting a pole of an arc lamp. There must have been a defect in the insulation, and this stay was highly charged, the man being killed instantaneously.
10. When covering wires leading to a switch, deceased fell across the terminals of one of the machines.
11. By accidentally touching a synchronising switch in a generating station when doing repairs. The current passed through deceased’s body to an iron column that he happened to be touching at the same time.
12. A boy employed in a large steel factory accidentally came in contact with the frame of an arc lamp lowered for the purpose of recarbonising.
13. An operative employed in ironworks accidentally touched a wire used for raising and lowering an electric arc lamp. He was found on his back in a weighing-cabin. Another workman thought that he was in a fit, and went to his assistance. Both men received fatal shocks.
14. At an extra high pressure generating station an operative was found dead on the floor. Medical evidence tended to show the difficulty of stating with certainty whether the man died from shock or from heart disease. The coroner’s jury, however, found that death was due to asphyxia produced by electric shock.
Our attention may now be turned to fatalities in transformer stations, or boxes in which alternating currents at high pressure are converted to large currents at low pressure. A dangerous pressure is found in the main conductors, this being reduced by causing induced current in the consumer’s circuit, the strength depending upon the proportion of the windings in the primary and the secondary circuits, the secondary being in no way metallically connected with the high pressure main. Under these circumstances, and under normal conditions, the safety of the consumer should be secured. That, unhappily, cannot be said so[256] far as relates to the workers, whose duties take them near the transforming apparatus. It is undesirable to give names, places, or dates, but the following brief summary of fatal accidents that have happened during recent years in transformer stations may be relied upon as being generally accurate. Many non-fatal accidents have happened, but these are not noticed.
1. Attempting to assist a servant of an electrical company, who was working in a cellar on the consumer’s premises, and who received a severe but not fatal shock.
2. Killed when pulling back the slack of a main wire in a street surface-box.
3. Accidental contact with undischarged and unfenced omnibus bar in high pressure distributing station.
4. A second accident of the same kind as the last foregoing, and at the same station.
5. Killed when dusting a high pressure fuse in a cellar transformer.
6. Contact with dangerously placed terminals at a transformer chamber in a cellar.
7. Accidentally touching a high pressure terminal when cleaning or repairing in a street transformer chamber.
8. Touching a highly charged transformer frame in a street chamber. Defective insulation in the main conductor led to leakage and to the frame becoming highly charged.
9. When descending by an iron ladder to a street transformer chamber, the operative came in contact with a highly charged frame of a transformer.
10. Two workmen were removing a transformer from a corporation sub-station. They accidentally put on a wrong switch. The exposed ends of the cable, which were in contact with the transformer frame, caused the frame to become highly charged. Two men touching the frame were killed, others were seriously injured.
11. A workman, when making a connection in a corporation sub-station, came in contact with the bared ends of a highly charged cable.
12. Killed by grasping an imperfectly insulated connection in a street transformer pit.
Such accidents are not confined to operatives. The following are known to have been due to electric shock. At Bournemouth, ’bus horses outside a hotel fell down dead. At Norwich, dogs that passed a certain spot uttered an unearthly howl. At Hartlepool[257] an overhead wire broke, killing a horse. Two cabmen who came to the rescue received severe shocks. The Matin of 27th January 1897 describes how two horses were suddenly struck down by the current from a subterranean cable used for running an electrical tram. In Dublin a gentleman was standing close to an electric lamp in the street, which he states paralysed him, causing him to fall “like a lump of lead.” Others going to his assistance received shocks similar to those of the two cabmen at Hartlepool. The Melbourne Argus records a fatality to a young man who climbed a pole supporting a heavily charged wire, which he touched. “This,” says the Argus, “is not the first terrible accident which has happened in connection with the lighting of the city and suburbs. At the Richmond works of the New Australian Electric Light Company, whose wires were concerned in Saturday’s fatality, a workman or overseer was killed instantaneously through touching a “live” wire. Another, who was engaged in the A. U. Alcock works in the city was more fortunate. He seized a wire with one hand to prevent himself from falling, and was so seriously shocked by the current that he could not let go. Another workman, observing his predicament, cut the wire, and he fell to the ground. A third and even more remarkable case than the others occurred some time ago in Russell Street. There had been a violent storm, and a post carrying electric lighting wires had been blown to the ground. In the fall some of the wires broke and trailed across the footway. A pedestrian idly picked up the end of one of the broken wires. In a moment he was kicking and plunging upon the ground, unable to release his hold of the wire. Another pedestrian, who saw the accident, and who recognised that it was a struggle with death, hastened to the rescue, and attempted with all his strength and both his hands to drag the first man into safety. His good heart cost him his life.”
Enough has been said to show that a shock, whether from a direct or an alternating current at high pressure, is highly dangerous to life, many authorities being of opinion that the alternating is the more deadly current of the two.
Where a direct current is transformed, it is done by mechanical appliances. The risks to operatives in such a case include those that are incurred where machinery is left unguarded; but in dealing with alternating currents no mechanism is used, and the risk is confined to the danger from shock. The cases quoted show, better than detailed explanations, the manner[258] in which these shocks are received, and it cannot be out of place to urge the importance of insisting on all known precautionary measures for the protection of those whose duties take them into transformer stations. The number of such places increases year by year, and they are likely to increase to a greater extent in these days, when induction motors, driven by alternating currents, are so rapidly coming in favour for running machinery in factories. Modern science has shown that the alternating current can be used in this manner, and that by substituting the alternating for the direct current, power may be economically conveyed for considerable distances, the advantages of the alternating current being the ready conversion of high to low pressure, and hence the saving of copper in the conducting wires, the further saving of the cost of brushes and commutators, whilst the absence of “sparking” lessens the risk of fire, and the non-handling of brushes, etc., reduces the danger of shock. These advantages were referred to and summarised in the report of Mr Bremner Davis, reproduced in the Report of the Chief Inspector of Factories for the year 1898.
Science has not yet explained what is the mystic force known as “electricity.” Its effects, however, are known. How the human system is affected by contact with a conductor charged with electricity at high pressure has been fully considered by eminent scientific men, such as Drs D’Arsonval, Goelet, Hedley, and Lewis Jones, to whom the public are indebted for suggestions on which were based the excellent rules published by the Electrical Review, for dealing with apparent death from electric shock. A copy of these suggestions is appended, and one should be found and understood in all places where electricity is used.
The highly interesting question as to how death from electric shock is caused, is ably dealt with by Professor Thomas Oliver, who in an article published in the British Medical Journal of 15th January 1898, placed the public in possession of knowledge gained by experiments and long and careful study. He believes that electricity kills either by suddenly arresting respiration, or by stopping the heart’s action. A series of experiments carried out by him showed that in most instances the effect of the electric shock was felt principally by the heart. This organ immediately ceased to beat where very high pressure currents were used, whilst breathing might continue a few minutes longer. Within the last few months, Drs Prevost and Battelli, of the Geneva University, have instituted a fresh series of experiments, and they have found[259] that whether the direct or the alternating current is used, death comes, practically speaking, in the manner stated by Dr Oliver, viz., by paralysis of the heart. Dogs were in this way immediately killed, and yet the breathing continued for a few minutes afterwards. When fairly high voltages were employed, e.g. 550 volts, these experimenters found that the heart was suddenly arrested by one shock, and that, while the breathing was at the same time suspended for a few seconds, respiration gradually returned in a feeble and superficial manner, and soon finally ceased.
After all, the main question is, how to avoid death from electricity; and the obvious reply is, avoid shock. This is no simple matter, but to some extent a solution is found in the recommendations made by the Home Office Committee, which were largely based upon the opinions of Professor C. V. Boys (a member of the Committee), and other eminent electricians. These recommendations are here reproduced in appendix form. In the light, however, of fresh experience showing that an artisan working in a factory was killed by direct current at 250 volts, prudence may hereafter suggest that precautions should be taken in places where the voltage is lower than that named by the report.
The operatives engaged in electrical works do not appear to be subject to any exceptional risks so far as health is concerned; but those who work where plates for storage-batteries are manufactured, or who subsequently manipulate the plates, are liable to suffer from plumbism. Special Rules founded upon the recommendations of the Home Office Committee appointed in 1893, and known as the “White Lead Committee,” were issued by the Home Office. These apply to electric accumulator works, and require the provision of bath and lavatory accommodation, hot and cold water, soap, brushes, towels, respirators, and overall suits for persons employed in mixing dry red lead and dry litharge, and gloves and aprons for persons engaged in “rubbing,” that is, rubbing red lead into the interstices of the lead plates.
Rooms in which accumulator batteries are found are always well-ventilated, preventing any undue accumulation of oxygen and hydrogen gas given off during the charging process, but in electric launches or tramcars, where the accumulator cells are shut up in confined spaces, dangerous explosions have taken place.
So far as the fencing of machinery and mill-gearing used in the generation of electricity is concerned, common sense points to[260] precautions being taken, such as are required in all factories. All dangerous mill-gearing, such as cranks and fly-wheels of engines, shafting, wheels, drums, pulleys, etc., for communicating the first moving power to the machines, should be securely fenced. In doing this, however, special care should be observed lest in removing one source of danger another may be created. In ordinary factories fencing-rails are almost universally of metal. These rails in generating stations should be of wood or other insulating material; for should, perchance, an operative make an accidental contact with metal at high pressure in the circuit, at the same time touching any part of a metal rail, the current would pass through his body to earth, always assuming that the rails are not sufficiently insulated from the earth. Such accidents have happened, and are liable to occur again, to men engaged in oiling bearings, adjusting brushes, cleaning commutators, collector-rings, etc., the risk of course being increased should any defect in insulation cause the current to run to frame. Terrible fatalities due to unfenced machinery have occurred in generating stations, as in other works, none more painful perhaps than one that happened to an engine-driver at an Electric Supply Company’s works, who, when examining bearings, fell into some part of the machinery driven by a 7000 horse-power engine, and was torn to pieces.
As time goes on, there appears to be a fuller realisation of the dangers incurred, and it is not too much to expect that those in positions of responsibility will heartily co-operate with public officials in taking precautions suggested by prudence and common sense.
The following recommendations were made by the Dangerous Trades Committee of the Home Office. For the purposes of these regulations a station where the direct current generated is at 700 volts or any higher number, or where the alternating current generated is at 350 volts or any higher number, shall be considered a “high pressure station,” and all metal conductors, whether they be on the dynamos, the switchboard, the mains, or any other part of the station carrying a current at a pressure equal to or greater than that above mentioned, shall be deemed to be at “high pressure.”
The Committee recommend that the following regulations[261] should be applied in all those cases mentioned in paragraph 1 where electricity at high pressure is in use. It is not intended that they should be applied to low pressure systems:—
1. The frames and bed plates of all generating machines shall be efficiently connected to earth.
2. The rails fencing dynamos, or other generating machines, shall be made of wood or other non-conducting material.
3. All terminals, collecting brushes, main connectors, parts of dynamos, motors or other appliances, to which neither Regulation No. (6) nor No. (7) applies, shall be so placed, covered, or fenced with non-conducting materials, that no person can touch accidentally, either with his body, clothing, or any conducting tool, two parts differing from each other by an amount which constitutes a high pressure. This rule is to be read in connection with No. 4.
4. The floors of all places where it would be possible to make connection with metal at high pressure shall be covered with an insulating mat of suitable material and kept in a state of efficient insulation.
5. The material use for wiping or cleaning the commutator strips or collector rings of dynamos, motors, or rotary converters of any form shall be applied by means of an insulating handle.
6. In switchrooms and on the front of switchboards, the main switches, main fuses, main terminals, omnibus bars, and all other metallic parts shall be insulated or arranged in such manner as to render it impossible for any person by accident or inadvertence to touch them.
7. The backs of all switchboards shall be kept closed, except for the purpose of alterations or repairs. When such work has to be carried on either at the back or at the front of switchboards, the following regulations shall apply:—
(a) No person except a skilled electrician, or a workman under his personal and immediate supervision, shall be employed when any part is at high pressure.
(b) No extensive or serious repairs shall be executed upon metal which is at high pressure.
(c) Where the alterations or repairs are not of an extensive or serious character, all metallic parts at high pressure shall be covered with an insulating cap or protected by some form of insulating covering, only one part, or several at the same pressure, to be exposed at any one time.
8. All switchboards erected after the application of these Rules shall have, at the back, a clear space of at least four feet. This space shall not be utilised as a store room or lumber room, or be obstructed in any manner.
9. Any person at work upon a cable or portion of the mains under high pressure shall wear indiarubber gloves on both hands.
10. All aerial high pressure conductors in factories or workshops shall either be insulated over their entire length, and supported at such frequent intervals that, in the event of breakage, they shall not come within reach at places where persons are liable to pass or to be employed, or shall be so placed and arranged as to comply with the requirements relating to such wires in streets enjoined by the Board of Trade.
[262]
11. The gloves shall be supplied by the occupier, and it shall be the duty of the manager to see that they are in a proper state of repair, and are worn by the workpeople.
12. No examinations, repairs, or alterations necessitating the handling of mains, wires, machines, or other apparatus, shall be carried on except in cases of urgent necessity while such parts are under high pressure, and all such work shall be done under the personal supervision of an electrical engineer or competent manager or foreman.
13. Where operations are being conducted upon mains from which the current has been cut off, the switch shall be locked and precautions taken that it shall not be unlocked except by the person in charge of the station on his being satisfied that the danger is at an end.
14. Every vessel used for lubricating purposes shall be so constructed that it cannot act as a conductor between the hand and anything touched.
15. Metal transformer boxes shall be efficiently connected to earth, and so constructed that in the event of “running to frame” the earth connection will not be broken by the removal of the fuse box or any other part of the box.
16. Transformer cases, iron ladders, and all permanent metallic parts contained within the transformer chamber, and not forming part of the electric circuit, shall be metallically connected together.
17. All holes in transformer cases, through which high pressure conductors pass, shall be lined or bushed with suitable and effective non-conducting material.
18. All high pressure connections within a transformer chamber shall be so protected with insulating material that it shall be impossible to touch them.
19. Switches which can be conveniently operated from the outside for cutting off both the high and low pressure connections of the transformers shall be fitted in all transformer chambers erected after the application of these Rules, and in all existing chambers, unless it is proved to the satisfaction of Her Majesty’s Chief Inspector of Factories that such an arrangement would be attended by special difficulty.
20. Each post or support where series arc lighting is employed shall be provided with means for completely disconnecting the arc lamps from the mains, without disturbing the action of the other lamps.
21. All persons engaged in electrical works shall be made fully aware of the dangerous parts of the machinery, cables, and their connections, and shall be practically instructed in methods of artificial respiration—that known as Sylvester’s is both simple and efficacious. Rules for artificial respiration, and for the restoration of persons apparently killed or injured, shall at all times be kept affixed in the station. All persons engaged in the works shall thoroughly understand these rules and be capable of putting them into practice. In the event of a person being rendered unconscious by an electric shock, artificial respiration shall, on the careful removal of the body from its electrical contact, be at once resorted to, and a qualified medical man immediately summoned.
22. All accidents occurring in generating stations or transformer chambers shall be notified according to the provision of section 18 of the Factory and Workshop Act, 1895.
The Committee feel that any set of special rules framed for the safety of the workpeople in this industry must imperfectly realise their object if a specially[263] qualified person be not retained to advise the Secretary of State or Her Majesty’s Chief Inspector of Factories on matters requiring technical knowledge of electricity.
The “Electrical Review’s” Suggestions for dealing with Apparent Death from Electric Shock.
The following suggestions are based on the recommendations of Drs D’Arsonval, Goelet, Hedley, and Lewis Jones, for the treatment of persons apparently killed by electricity:—
Apparent Death.—In many cases where persons receive electric shocks, death is only apparent, and animation may be restored if efforts at resuscitation are not too long delayed.
Method of Resuscitation.—The method of resuscitation resorted to should be that known as artificial respiration.
Efforts to induce respiration should not be relaxed until breathing is fully and normally restored, or until it is absolutely certain that life is extinct.
Danger of Seizing the Victim’s Body.—If the accident has been due to contact with a “live” or faulty cable, the injured person may retain a grasp of it. When the injured person retains his hold of the cable it is dangerous to seize any part of him, even the parts of the body covered by clothes.[49]
Perspiration may make the clothes damp and render them good conductors, especially under the armpits, which would be the part most likely to be seized.
In such a case the person who goes to the assistance of the victim should protect his hands, whenever possible, with indiarubber gloves.
Where gloves are not available, a thick layer of dry rags might be used to cover the hands, or a coat or any other garment, if made into a thick pad, might be used when pulling the victim away from the cable or machinery.
Send for a Medical Man at once.—No time should be lost in sending for a qualified medical man, but in the meantime the following efforts should be made to restore animation.
How to Place the Body.—The body should be at once placed upon the back and the clothes loosened. A roll made of a coat or anything else convenient should then be placed under the shoulders. It should be sufficiently large to prop up the spine so that the head drops backward (see Fig. 30).
[264]
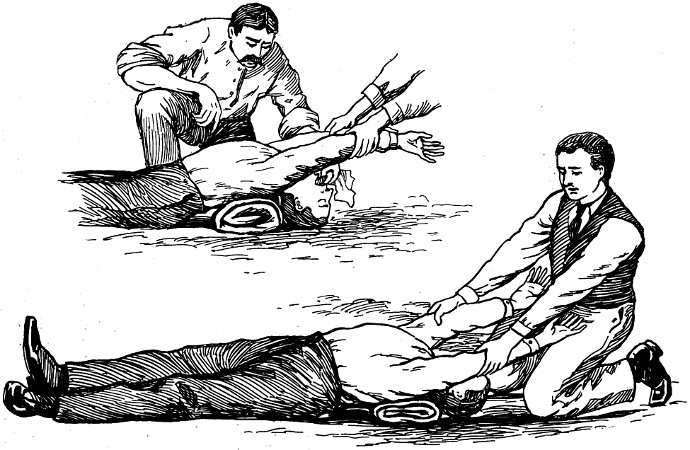
Fig. 30.
[265]
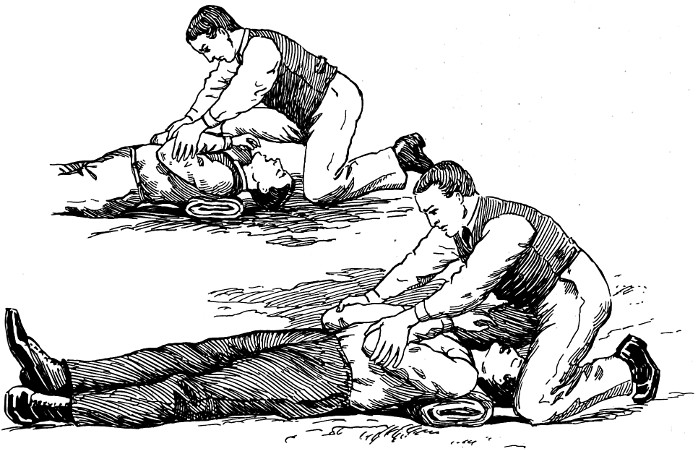
Fig. 31.
[266]
Position of the Operator.—The operator should kneel behind the subject’s head, in the manner shown in the illustrations. He should then grasp the elbows and draw them well over the head, so as to bring them almost together above it, and hold them there for two or three seconds. Then he should carry them down to the sides and front of the chest, firmly compressing the chest by throwing his weight upon the arms.
After two or three seconds the arms should be again carried above the head, and the operation repeated at the rate of about 16 times per minute.
Additional Means of Resuscitation.—In addition to the foregoing, if there be an assistant at hand, the tongue should be seized by a cloth or handkerchief and drawn forcibly out during the act of inspiration, i.e., when the arms are extended above the head; when the arms are brought down, the tongue should be allowed to recede. This operation should be repeated with the same regularity as the movement of the arms.
Stimulants to be Avoided.—According to Dr Hedley the efforts of the bystanders to pour stimulants down the throat of the victim should be resisted until a medical man arrives.
Necessity of Deliberation.—It should be borne in mind that to be successful the foregoing operations should be carried out deliberately and methodically. There should be no haste, but the operations should be executed vigorously.
In many respects the treatment suggested above is similar to the method of treating apparent death by drowning.
Hamilton P. Smith.
[267]
Were it not for dust, fume, or gas, there would be little or no disease due to occupation except such as might be caused by infection, the breathing of air poisoned by the emanations of fellow-workmen and exposure to cold after working in overheated rooms. Dust plays such a prominent part in the causation of occupation disease that I have thought it advisable to discuss the subject in a general way apart from the various industries detailed by separate writers. The harmful effects of dusty trades have long been known. As far back as the end of the seventeenth century, Ramazini, who was the Professor of Medicine in Modena, and subsequently at Padua, had drawn attention to this subject. He showed in his treatise, the Diseases of Artificers, how ill-health was caused by the inhalation of subtle particles that were offensive to human nature, and its aggravation by the unnatural postures of the body assumed in certain occupations. He also pleaded for the introduction of such contrivances as would lead to the safety of the workmen and the necessity for their being medically inspected. In these senses, therefore, he was the pioneer of the State Medicine of our time.
Apart from anything inherently poisonous in the dust that is given off in a particular trade, dust itself, mechanically speaking, is prejudicial to health. A considerable length of our respiratory passages is lined with a layer of ciliated epithelial cells, i.e., cells from the free end of which project numerous hair-like processes that execute a rhythmic bending movement, like a field of wheat when a current of wind passes over it, and whose function it is, owing to the cilia actively bending in an outward direction, to prevent dust getting into the lungs, and to favour its expulsion should it have gained access to the smaller bronchial tubes. Nature, anticipating that dust would be drawn into the[268] lungs in inspiration, has therefore provided this means for making its access as difficult as possible, and of effecting its removal when the breathing of the dust is intermittent. When animals are exposed for a period to a sooty atmosphere and are subsequently killed, their lungs are found to be perfectly black, but if other animals, after similar exposure, are allowed freedom in the open air, the lungs after death exhibit few dark patches. One of the effects of recurrent inflammation of the bronchial tubes is to bring about detachment and removal of this ciliated epithelium, and with its disappearance an important safeguard to the lungs is lost.
Dust affects the body by being deposited upon the skin, hair, eyelids, and the oro-nasal passages. Through the mouth and nose it is aspirated into the lungs during respiration, or it reaches the alimentary canal through the saliva or with the food.
When the skin becomes affected through an individual working at a dusty trade, the lesions thus caused are called dermatoconioses, similar affections of the lungs constitute pneumoconioses, while those of the gastro-intestinal tract are known as enteroconioses. Although the intestine, as in plumbism, is one of the most important and frequent channels by which industrial poisoning occurs, yet, pathologically speaking, the lesions of this canal are the least definite.
So far as dermatoconioses or inflammatory affections of the skin are concerned, it is mostly in industries in which dry dust is given off that these are met with, as, for example, in dry bronzing, but certain fumes also cause them, as is seen in the smelting of antimony. No portion of the skin is free from the possible contamination by dust, but it is upon the hair, beard, eyelids, under the nails, upon the lips, and inside the nostrils, upon any uncovered part of the body when the individual is at work, or where the clothing loosely meets the skin, also in such flexures of the body as the armpits and the groins, and where the garters fix the stockings, that the effects of dust are mostly observed upon the skin. When the factory is warm, or the work heavy, and the individual perspires freely, the dust mingling with the products given off by the humid skin either falls off in muddy drops of sweat, or it cakes and forms crusts. As a consequence, there is a variety of lesions, e.g., simple irritation or itchiness, known as pruritus; inflammation or erythema proceeding to eczema; or, as in the case of antimony smelters, vesicles that become pustular, and in arsenic grinders, ulceration. Since dust [269]that of itself is harmless can induce disorders by mechanically blocking the pores of the skin and the excretory ducts of glands, so, too, can harmful dusts act, but they produce in addition certain irritating and poisonous effects proper to the peculiar character of the dust. Some dusts are crystalline or sharp-pointed, and penetrate readily and deeply, while others have a distinct caustic action, and erode or eat away the tissues, as is the case with the bichromate compounds. Some forms of dust again are composed of soft particles that of themselves inflict little local damage, and only become harmful like flour in forming plugs; while attached to some forms of animal products, such as horsehair used in brushmaking, are micro-organisms that become a source of danger. It is unnecessary to mention the various skin affections or dermatoconioses produced by dust. They are all more or less the result of inflammation. In many of the erythematous forms of skin eruption the redness of the skin may simply be the result of the mechanical action of the dust, or the dust may be absorbed. One consequence of local irritation may be the formation of vesicles. Sometimes the itchiness becomes so great that scratching is resorted to and there follows eczema. Where the vesicles become pustular, this is generally due to the action of metallic poisons of an acrid character, or to poisons of an animal nature, as in anthrax. Ulceration of the skin, on the other hand, is the result of such caustic action as that induced by arsenic and the chrome compounds. The accompanying Photographs show various forms of dermatitis that occur in flax spinners, also of diseases of the finger nails in hide dressers. They are introduced here not as illustrating the harmful effects of dust, for they occur in the wet processes of an industry, but as indicating what is meant by the term dermatoconioses.

Fig. 32.—Mild form of Dermatitis in Flax spinner (moist method); girl aged 16. Three years’ service in Factory. (Dr Glibert).
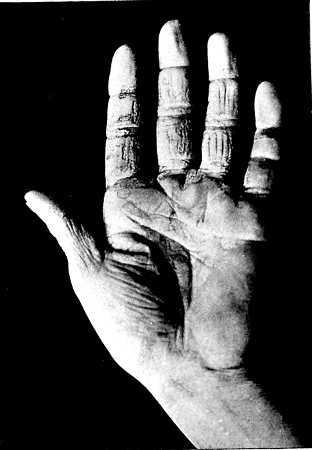
Fig. 33.—Medium degree of Dermatitis in Flax spinner (moist method); woman aged 33. Eighteen years’ service in Factory. (Dr Glibert).
Skin Diseases of Flax Spinners.
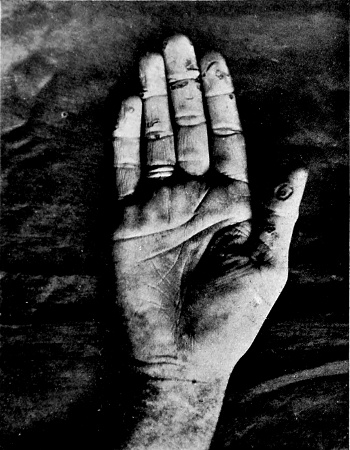
Fig. 34.—Severe form of Dermatitis in Flax spinner (moist method); woman aged 19. Eight years’ service in Factory. The small punched-out looking sore on thumb resembles what is known to medical men as “Specific” ulceration, but it is in no ways connected with it. (Dr Glibert).
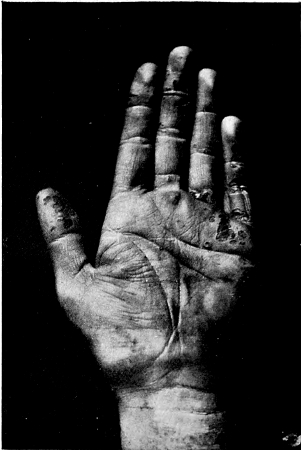
Fig. 35.—Severe form of Dermatitis in Flax spinner (moist method); woman aged 19. Eight years’ service in Factory. Observe special round callosity on ulnar side of hand, an affection first pointed out by Dr Van Eecloo of Lille. (Dr Glibert).
Skin Diseases of Flax Spinners.
It is through the kindness of Dr Glibert, Medical Inspector, Labour Office, Belgium, that I am able to show in the accompanying Photographs these particular lesions of the skin. The four Photographs in which the palmar surface of the hand is shown, are taken from flax workers. They indicate varying degrees of erosion, due to the frequent contact of the hands of the female worker with the irritating materials contained in the liquid used for spinning. At the commencement of the malady, as is well shown in the Photographs, the lesion is limited to an exfoliation of the epidermis, and this is not accompanied either[270] by pain, pruritus, or functional trouble of any kind. Later on the dermis itself, or true skin, becomes involved at certain places, usually very few, and at these spots there exists considerable irritation, also a sensation of painful pricking, especially pronounced after working, and when the wounds are brought into contact with the air. As a rule, the malady does not proceed beyond this stage, but in some rather rare cases, met with mostly during severe weather, the ulceration tends to pass into the deeper tissues of the skin, and to assume an appearance which, to an unskilled observer, recalls the lesions met with in syphilis. There is nothing, however, in the flax workers’ dermatitis to confirm this suspicion. It is necessary to remark that there is never produced erythema, the formation of vesicles or a vesico-pustular eruption, and still less the glossy and bright appearance of the skin of the hand observed in eczema of a lichenoid character. Dr Glibert has frequently met with this form of eczema, to which Dr Leloir and his pupil Lefèbvre have drawn attention, but the ulcerative type of dermatitis indicated in the accompanying Photographs is absolutely distinct from these, and must not be confounded with them. It is only right to mention that although dermatitis has been observed in Belgian flax spinners, Belfast operatives similarly employed do not, according to Dr Purdon, suffer.
The two Photographs showing the back of the hands of workmen who scrape rabbit and hares’ skins used in the manufacture of artificial furs exhibit an affection of the nails, to which Dr Glibert of the Belgian Labour Office drew attention in the Annual Report of the Inspection of Labour, 1896. The work of separating the layer of aponeurosis, which occurs on the under surface of the hide, causes in the dresser a special disease of the nails of the fingers. The groove under the nail becomes deeper, the nail is subsequently detached from the finger and falls off, either by some peculiar pathological process unaccompanied by ulceration, or by one of an inflammatory nature akin to what occurs in whitlow. The malady may attack all the fingers of the two hands, but it seizes by preference the thumb, the middle and ring fingers of the right hand. It is a common affection in fur-pullers in Belgium. Dr Glibert is the only writer I know who has described it. Of 22 workmen whom he examined, it was present in 18. He regards the lesion as distinctly microbic.
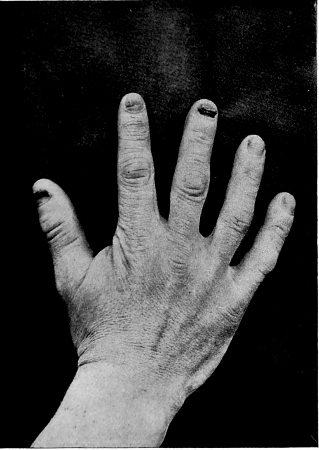
Fig. 36.—Disease of Finger Nails in Hide dressers. Man, aged 35. Fifteen years’ service. (Dr Glibert).
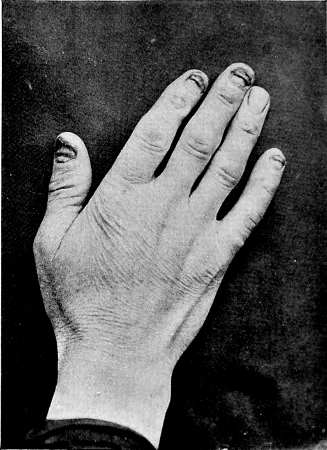
Fig. 37.—Severe type of disease of Finger Nails in a Hide dresser. Man, aged 49. Twenty years’ service. (Dr Glibert).
Disease of Finger Nails in Furriers.
[271]
In pneumoconiosis the lung is altered in structure as the result of irritation caused by inhaled dust. A healthy lung is composed of loose spongy tissue, through which run in all directions the bronchial tubes and their fine ramifications (see Fig. 38). The essential part of the lung is made up of alveoli or air-cells, like the meshes of a net. Just as an ordinary net is made of strands of cord, so are the walls of the pulmonary alveoli formed of delicate lines of connective and elastic tissue, in which run capillary blood-vessels. The partitions thus formed are coated on both sides by a layer of flattened epithelial cells. It is this loose and almost uncovered condition of the pulmonary capillaries that allows of the rapid interchange of gases between the blood circulating in the alveolar walls and the air in the lung during respiration. Nature has placed certain obstacles in the way of particles of dust gaining easy access to the lungs, to wit, the narrow openings of the nostrils, the mucus secreted by the lining membrane of the nose, and of the trachea and bronchi; the narrow chink between the larynx and trachea known as the vocal chords, the ciliated epithelium already described, and a mechanical difficulty generally; so that while even with forced inspiration it is not easy for dust to be carried into the lungs, yet the fact remains that where an individual is working in the dusty atmosphere of a factory for several hours a day, week after week, particles of dust ultimately find their way into the finer bronchi, and subsequently into the pulmonary tissue itself. It is the repeated working in a dusty atmosphere that causes the trouble. A good deal depends, too, upon the character of the dust. Certain fine dusts, such, for example, as flour, may for a time be arrested in the mucus secreted by the respiratory passages, and be expectorated; while others, such as white lead, become dissolved in the alkaline mucus, are absorbed into the system, and thus induce constitutional poisoning. Fine fluffy material, like that given off from cotton and flax, can reach the lung, while sharp-pointed particles of metallic dust wound the epithelial lining of the smaller bronchi and penetrate into their walls, or they destroy the protecting layer of epithelium, and reach the alveoli either directly or indirectly through the lymphatics. These particles set up irritation in the lung, followed by a very marked increase of its fibro-connective tissue, which encroaches upon the spongy structure of the lung and destroys its aerating function. In the[272] coal-miner’s lung, for example, there can be observed small masses of cells deeply laden with carbon particles surrounded by a hardened zone of altered lung, numerous black streaks underneath the pleura or covering of the lungs, ink-like dots in the walls of the small bronchi, and enlargement with pigmentation of the bronchial glands. The special pathological changes in the lungs in the various pneumoconioses are peribronchitis, and a great increase of the fibro-connective tissue, whereby the lung becomes converted into a hard and almost solid organ, incapable of carrying on the work of respiration. Hence are explained the difficulty and shortness of breath in people thus affected with what is called fibrosis of the lung. On examining microscopically a portion of lung that has undergone this change, there can be seen imbedded in the thickened fibrous tissue, particles of grit which exactly correspond in shape and size with those found on examining the dust removed from the mine in which the person works, or from the factory, in the case of steel-grinders’ lung. The identity of the particles of grit in the lung and those in the dust of the factory can be additionally confirmed by chemical examination. Such, in a few words, is the effect upon the lung caused by inhalation of the dust generated in a dusty occupation. The newly formed fibro-connective tissue is of low vitality, and is badly supplied with blood-vessels, and yet it goes on increasing and encroaching more and more upon the lung tissue, which it replaces. Although it seldom tends to break down, the consolidated tissue notwithstanding shrinks, the chest becomes smaller, cough more harassing, and emaciation progressive. The affected workman is regarded as the victim of consumption, but the disease is not necessarily tuberculous. Under these circumstances, where a lung has become altered in structure and its vital resistance diminished, it becomes an easy matter for true tuberculosis, as the result of its specific bacillus, to be grafted on to a pneumoconiosis, or dust lung disease. In people who have worked in a thick atmosphere there is therefore found a form of consumption due to the inhalation of dust, and another the result of the tubercle bacillus, but in old-standing cases the two are generally found combined. The tendency of modern pathology is to look upon all pulmonary phthisis or consumption as tuberculous, but the fact remains that phthisis can be caused by dust. Pneumoconiosis differs from the tuberculous type of lung disease in being more amenable to treatment in the early stage, also in the fact that while both lungs are affected, it is the bases rather than the apices that suffer. If the workman, for example, [273]leaves his dusty employment, especially in the early stages of his illness, the malady may be arrested. Usually the march of the disease in this form is slower than the tubercular. It is an old idea, yet one that many seek to palm off as modern, that pulmonary consumption is an infective disease. In factories where many persons are at work, there are almost sure to be some who are tuberculous, and who cough and expectorate upon the floor. The expectoration dries, is trodden under foot, and, mingling with the dust, it rises into the atmosphere and is inhaled. Infection from consumptive fellow-workers must therefore play a part in the propagation of industrial phthisis, but the bulk of such cases do not assume the character of the occupation form of fibrotic phthisis to which we have just alluded, and which is known to occur frequently in men employed in dusty trades conducted in the open air, e.g., in masons and French millstone builders, in whom infection is less likely to prevail, and where the breathing of close and impure air can play no part.

Fig. 38.—Human Lung in health.

Fig. 39.—Lead Miner’s Lung. × 70 diameters. (T. O.)
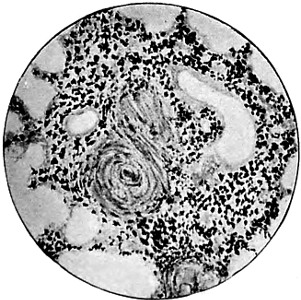
Fig. 40.—Steel Grinder’s Lung. × 70 diameters. (T. O.)
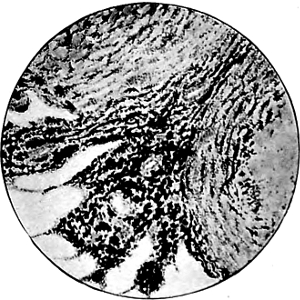
Fig. 41.—Coal Miner’s Lung. × 70 diameters. (T. O.)
There are four recognised types of pneumoconioses or industrial lung disease: (1) Chalicosis or silicosis, due to stone dust and siliceous material, as in masons’ phthisis; (2) siderosis, due to metallic dust; (3) anthracosis or coal-miners’ phthisis; and (4) byssinosis, caused by inhalation of cotton particles.
The enteroconioses or gastro-intestinal lesions induced by dust are less well-defined pathological entities than the affections of the skin and lungs, and yet they play an important part in poisoning by such metallic dusts as lead, arsenic, and mercury. Apart from such symptoms as vomiting, diarrhœa, and colic; which these cause, there are the well-marked physical signs of poisoning present in the gums, as, for example, the “blue line” in plumbism, and the loose teeth and ulcerated gums in mercurial poisoning.
The attention of the reader is directed to the accompanying series of Microphotographs as illustrations of some of the forms of dust seen through the microscope, to which workpeople in various trades are exposed. Apart from the poisonous character of any particular kind of dust, e.g., that of lead and arsenic, the presence of chemical irritants inherent in the dust itself as in bichromate compounds, and the clinging of micro-organisms to such animal products as horsehair and wool, there is an opinion[274] entertained by pathologists that the actual form of the particle of dust and its hardness are responsible for much of the damage inflicted upon the lungs of workmen engaged in dusty trades. Mineral and metallic particles of dust are hard and often sharp-pointed. Theoretically, therefore, it is expected of them that when they reach the lining membrane of the respiratory passages they will inflict greater damage than particles of dust that are softer and rounder. How far pathological experience supports this expectation I am not prepared to say. The dust that is given off in various occupations may be mineral, metallic, vegetable, or animal. I have reproduced some Microphotographs taken from Dr Migerka’s monograph, Staubarten in Wort und Bild, Vienna, 1895, and have added a few taken by Dr R. A. Bolam and myself, of dust from various industries, supplied by H.M. Inspectors of Factories. Some of these Microphotographs may be briefly described:—
Fig. 42, cement dust. Under the microscope are seen a few sharp-edged little plates and amorphous masses like small clumps. The particles are not of themselves so dangerous as might at first sight appear. Although cement workers suffer from pulmonary disease, they do not do so to the great extent that might be expected. Probably the harmful effects are largely due to the hygroscopic character of the particles and their alkaline reaction. Hirt gives the following percentage statistics of diseases for comparison:—
| Phthisis. | Bronchial Catarrh. | Emphysema. | Pneumonia. | |
| Porcelain Makers | 16 | 15 | 4 | 5 |
| Masons | 12.9 | 10.4 | 6.5 | 4.4 |
| Cement Makers | 8 to 10 | 15 to 17 | ... | 4 |
Comparing Figs. 43 and 44, sandstone and granite, it will be observed that the granite dust is lightish-grey in colour, with black specks, and contains numerous flat, transparent splinters of quartz. Sandstone dust, on the other hand, is a finer powder, it is yellowish, and equal in colour throughout; it is rather an amorphous powder; in some samples a few sharp-edged plates of quartz can be seen. From microscopical appearances it might be assumed that granite dust would be very much more hurtful to the workmen than sandstone, and yet, according to Arlidge, Diseases of Occupations, p. 303, who made special inquiries into [275]this subject, the workmen employed around Aberdeen in the cutting, dressing, and polishing of granite, are seldom the victims of pulmonary disease attributable to their occupation. This circumstance may be due to the igneous character of the rock, and the small quantity of dust that is thrown off, especially in the act of chiselling. Besides, as the particles of dust are of considerable size, they would, if inhaled, be caught in the upper part of the respiratory passages, and therefore not have the opportunity of inflicting damage upon the lung. The fact remains that while Aberdeen granite workers suffer from chronic bronchitis, they are remarkably free from the pulmonary fibrosis to which stone masons and French millstone builders are liable.
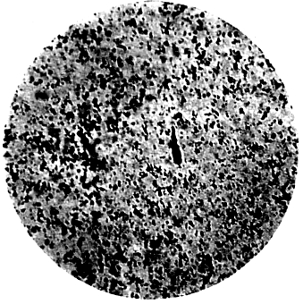
Fig. 42.—Cement.
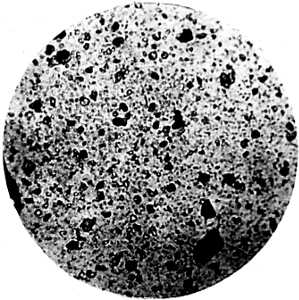
Fig. 43.—Sandstone.
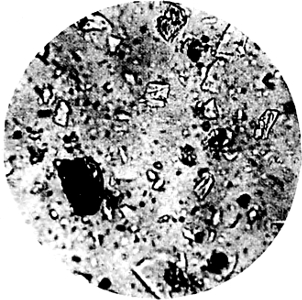
Fig. 44.—Granite.
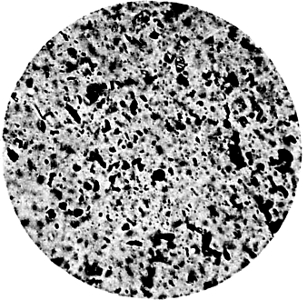
Fig. 45.—Lead Dust from Printing Shop, and Type casting.
Microphotographs of Dusts developed in Dusty Trades. The first twenty are reproductions after Migerka: the last six after Bolam and Oliver.
In Fig. 45, lead dust, as obtained from a printer’s shop, the particles are seen to vary in size and form. The particles are for the most part round, and not unusually sharp. This dust is not harmful on account of its form so much as dangerous through being absorbed into the blood. The dust that is given off in file-making contains particles of iron as well as lead and charcoal (see p. 342), and this is productive of a large amount of pulmonary disease in men and women engaged in this trade. But with file-cutters as with printers and typographers generally, the unhealthy and close workrooms in which they follow their avocation are to some extent also responsible for the lung diseases. As bearing upon this subject, the annual reports of Benefit Societies are not without interest. The reports of the Benefit Societies of the printers and type-casters of Vienna, from 1889–1892, give the following percentage of illnesses:—
| Typists. | Printers. | Casters. | Assistant Workers. |
Female Printers. |
Female Casters. |
|
| Tuberculosis | 2.8 | 1.7 | 1.6 | 1.5 | 1.7 | 2.8 |
| Diseases of Respiratory Organs | 11.4 | 7.5 | 10.8 | 7.5 | 9.0 | 11.1 |
| Disorders, etc., of Digestive Organs | 7.5 | 5.1 | 7.1 | 4.0 | 8.5 | 18.0 |
It is the typist and caster who suffer most from diseases of the respiratory organs, while among the printers and their assistants, the average is just above the normal. So far as diseases of the digestive organs are concerned, the printers suffer less than the others, but there is a preponderating amount of sickness among the females in nearly all branches of the industry. When the amount of general sickness in these trades is examined, it is found that the averages of total sickness are as follows: typists, 44.7; male casters,[276] 41.2; female casters, 91.2; while printers are only 27.9, and assistants 28.5. These remarks are introduced here to emphasise the fact that in the printing trades it is not alone the dust that is injurious, but the lead poisoning which it causes, and they also strengthen an opinion expressed in other parts of this book, viz., that females are more liable to plumbism than males, as the following figures also show. The percentage of plumbism in male casters in Vienna is 8 per cent.; in female casters it is 22.7 per cent.
In Fig. 47, dust developed during needle-grinding, the particles of dust are frequently hook-like in appearance and sharp-edged. Lying among these are also observed particles of quartz with edges that are more or less sharp.
Fig. 48 represents dust from mother-of-pearl grinding. Hirt regarded this trade as extremely dangerous. He found that 15 to 16 per cent. of the men engaged in this trade died from phthisis. According to Guggenbauer, turners of mother-of-pearl are said to suffer from a peculiar affection of the bones (osteomyelitis) owing to absorption of carbonate of lime from particles of the shell that have been inhaled. It is said that obscure rheumatic-like pains subsequently occur, and that the bones ulcerate. I have visited mother-of-pearl grinding shops in Sheffield and interrogated the workers there, but have been unable to find any evidence to support Guggenbauer’s contention. The grinding in Sheffield is done by the wet process, and none of the men seem to suffer in the manner alluded to.
Flax dust, Fig. 50, is injurious to the worker. It contains mineral particles, vegetable cells, and broken stalks—so too does hemp, Fig. 51. In the teasing and spinning of cotton, Fig. 53, there is a considerable amount of dust raised in which fine fibres of cotton are found, Jute, Fig. 52, shows vegetable fibres which are often torn and ragged, and therefore with difficulty detached from the bronchial mucous membrane. In the figures representing dust obtained from felt-making, fur-brushing, and rag-cleaning, may be observed various forms of hairs and vegetable structures, with numerous foreign particles adherent to and encircling them. Some of these particles are of animal origin and may carry micro-organisms. The dust obtained during wheat-cleaning, Fig. 61, contains pointed vegetable hairs and numerous particles of organic and inorganic material, and would, if inhaled, be particularly irritating to the bronchial mucous membrane.
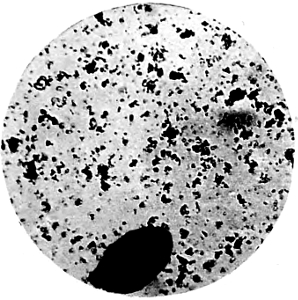
Fig. 46.—Gilchrist-Thomas Slag.
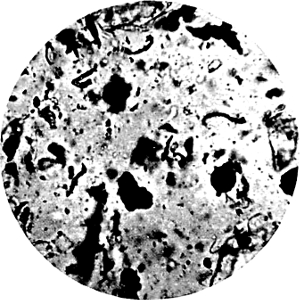
Fig. 47.—Needle Grinding.

Fig. 48.—Mother-of-Pearl.
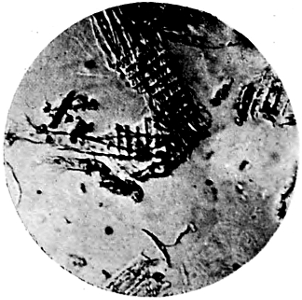
Fig. 49.—Sawdust.

Fig. 50.—Flax.
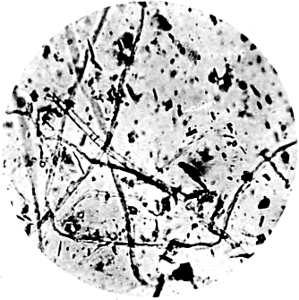
Fig. 51.—Hemp.
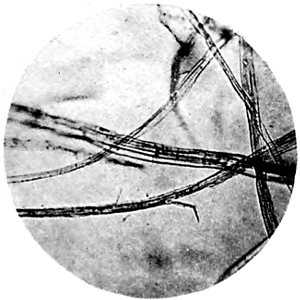
Fig. 52.—Jute.
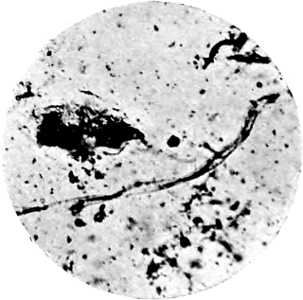
Fig. 53.—Cotton.
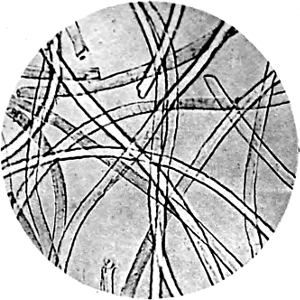
Fig. 54.—Silk.
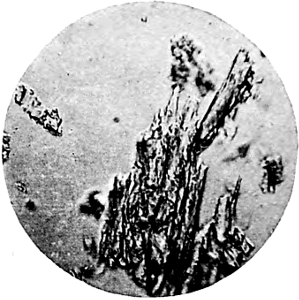
Fig. 55.—Horn.

Fig. 56.—Ivory.

Fig. 57.—Felt Manufacture.
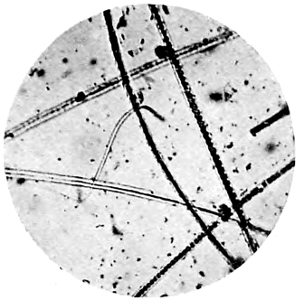
Fig. 58.—Dust from Fur Brushing Machine.

Fig. 59.—Dust from Rag Cleaning.

Fig. 60.—Bone Meal.
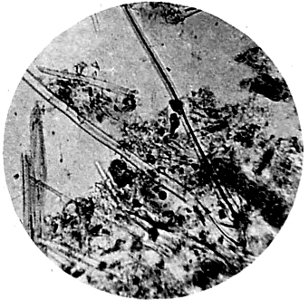
Fig. 61.—Dust from Wheat Cleaning.
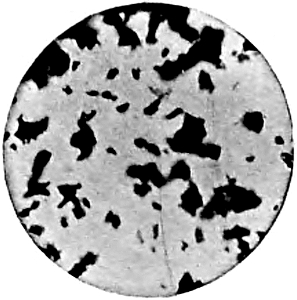
Fig. 62.—Ordinary Slag. Consett Iron Works.
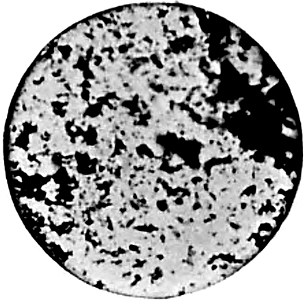
Fig. 63.—Basic Slag. North Eastern Steel Works, Middlesbrough.
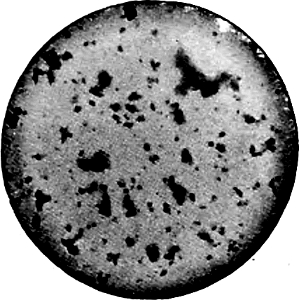
Fig. 64.—Ganister. Messrs Grayson, Lowood & Co., Middlesbrough.
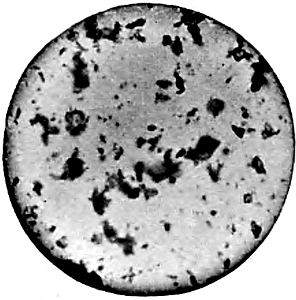
Fig. 65.—Dust from Fork Grinding on dry stone. Sheffield.
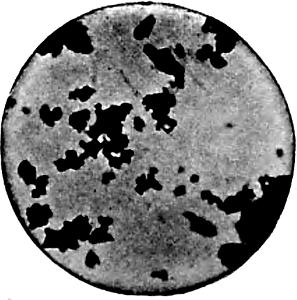
Fig. 66.—Powdered Flint. Earthenware Works, Stoke-on-Trent.
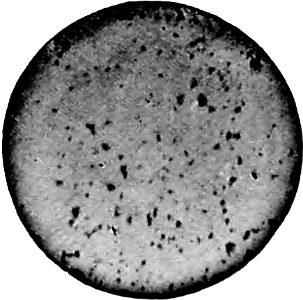
Fig. 67.—Glaze cleaned off Ware. Stoke-on-Trent.
Microphotographs of Dusts, high-power. (T. Oliver and R. A. Bolam).
It is a well-known fact that some forms of basic slag are more injurious than others. From a microscopical examination of the [277]various dusts sent to me by Commander Hamilton Smith and Mr H. J. Wilson, H.M. Inspectors of Factories, and others (see Microphotographs, Figs. 62–67, by Dr Bolam and myself), I do not find sufficient evidence, judging by its appearance alone, to explain why one kind of basic slag manure is so very much more harmful than another. There may be chemical as well as physical causes at work in the production of pathological changes in the bronchial mucous membrane of those who work in basic slag. Some slags, for example, contain larger quantities of lime than others.
Thomas Oliver.
[278]
Many readers are probably not aware that there is such a recognised employment for women as the sifting and sorting of the refuse of our houses. Any one wishing to observe how this work is carried on can see it daily in the dust-yards and wharves of London. In these places there are women who are actually spending their lives handling all the obnoxious waste that a great city produces. Dust-carts bring load after load of refuse to the yards. The drivers tip the contents of the carts before the women, who are drawn up in line and whose duty it is to sieve and sift this refuse, and then to sort into the different baskets that are standing close by, such things as rags, bones, string, cork, boots, paper, coal, broken glass, etc. It is a dirty and dusty occupation, and as a rule the women have their clothing covered and permeated by the dust, and their hair laden with it too, notwithstanding the handkerchief or shawl that covers their head. Wrapped with a piece of old sacking round their skirts and cloth bands round their legs, they lean over their work and inhale the unsavoury dust that has gone forth from the houses and the shops of the city. In one sense it is fortunate that this unpleasant operation is conducted in the open air, for therein to a large extent lies the comparative harmlessness of the employment. From time to time the hands of the women get cut by broken glass, and there is incurred the risk of festering wounds and the danger of blood poisoning.
The story of dust women is told by Miss Emily Hobhouse in the Economic Journal, September 1900, p. 411, from whose interesting report I have drawn largely for the information supplied in this article. Miss Hobhouse naturally raises the question as to how far the sifting and sorting of refuse is a fitting and sanitary employment for women. Theoretically it cannot be a pleasant one, considering what the refuse may and does contain, and yet from the organic and inorganic materials, the dead and[279] dying organised heaps that leave our houses as refuse, these women pick out certain things that are sent to manufacturers and reappear for sale in the form of glue, soap, bottles, and paper, while even such a thing as broken glass is rescued, transported to Sweden, and comes back to this country in the form of emery paper for polishing steel.
The employment of dust women is dwindling, and must perforce disappear owing to the multiplication of destructors, the expense of dealing with the ever-increasing refuse by means of sifters and sorters, and the growth of public opinion, which is certainly opposed to regarding this work as a proper employment for women. It is a well-known fact that if a woman takes to refuse picking early in life she becomes almost utterly unfit for any other employment. At the present time the destructors do much of the work that has hitherto been done by men and women, but these furnaces can only destroy certain things in the refuse, and consequently leave a residue that has still to be got rid of. The question of removing the increasing amount of refuse from London and our large towns is a difficult one to solve. It has an economic side which cannot be ignored. In some of the vestries of London the clinker and fine ash that are removed from the destructor are converted into mortar, and the steam that is generated by the destructor is used for driving the machinery for grinding the mortar and clinker. It has been ascertained by sanitary engineers that town refuse has about ⅑ the heating power of coal, and that in a large city like London it can be destroyed for 2s. 5d. per ton, a less sum than it costs to barge it away. Some of the Boards of Works dispose entirely of their refuse by destructors, while others only do so partially; some again have their own yards or wharves, but not in all of them are women employed. Twenty-six of the vestries let out the work to contractors, many of whom, on account of the cheaper labour, employ women. In London alone there are at least 300 women employed as dust sorters. The wages given by the vestries, and the conditions of labour found under them, are much superior to those under contractors. The vestries pay the women 15s. a week, each day’s work, except Saturday, extending from 5 o’clock A.M. to 5 P.M., but 7s. to 8s. a week is all that can be obtained from the contractors. The broken-down appearance of the women who work for contractors, and who are sweated beyond all bounds, causes them to compare most unfavourably with the dust sorters for the vestries.
The evidence obtained from officials, contractors, and the[280] women themselves rather went to show that the general health of the men and women working in the dust-yards was good. Owing to being so much in the open air the women seemed hale and well-coloured, and they contrasted most favourably with those who were working in the factories or at home. Occasionally such troubles occur among them as sore throat, ophthalmia or “blight,” poisoned wounds, and among the elderly women recurrent attacks of cold on the chest, due to exposure to severe weather and the wet. On the whole, however, it would seem as if the open air life agreed with the women. In some of the yards the sifting is done by machinery, and the women only do the sorting. In these yards the women complain of finding it hard to keep pace with the machinery and of having to lift too heavy loads.
Under all circumstances dust-sorting is dirty and disagreeable work. It is generally undertaken by women of the lowest class. The only zest that is given to the occupation is the prospect of finding money. Occasionally a copper, silver, or gold coin is found, and in most of the yards the money belongs to the finder. Such a piece of good luck, however, seldom benefits the individual, for it is made the excuse for a drunken spree that often lasts for days. The work is hard and exposed. It not only unfits women for other employment, but even for the ordinary duties of housewife and motherhood. It destroys the best instincts of maternity. The work takes the mother away from her children, who are consequently ill-tended and often die from neglect. Although several children may be born of these women, in many instances none of them live beyond a few months, not by the employment affecting the children through the mother, but because maternal duties are totally disregarded. For these reasons, therefore, it is scarcely desirable work for women under thirty years of age. It is with dust women as with many of the laundry women in London; they form a class by themselves, and so the work becomes more or less hereditary.
As to the occupation being unsanitary, medical opinion is divided. Dr Thomas of Limehouse does not think it increases the death-rate, and Dr Dudfield reports that he has not observed any bad effects upon the health of the women. On the other hand, Dr Priestley states that while he has not observed any actual injury to health from the sorting of refuse, he thinks there cannot be any doubt that the trade is dangerous to health, and on this ground he recommends its discontinuance. The occupation is one which theoretically might be expected to be prejudicial[281] to health, and yet experience indicates that the women become hardened to the work and immune to its possible evil effects. It is an undesirable employment for women all the same. If it is to continue, it ought to be brought under the supervision of the Factory Department of the Home Office, and as the conditions of labour under a private contract system are in this instance worse than when conducted and controlled by municipal authorities, Vestries or Boards of Health should retain the management of dust-yards in their own hands.
Thomas Oliver.
[282]
Of all the metals employed in the arts and industries, none lends itself to such general applicability as lead. In its metallic state it is so plastic that it can be readily moulded. It forms compounds which for colour and persistence have enduring properties superior to most of the metals. There are few articles of manufacture that have not been directly or indirectly brought into contact with lead, and in many of the newer industries the association is extremely close. The census for 1891 showed that there were 132,010 persons employed in lead processes. Of these, 123,829 were painters, 2431 workers in leaden goods, and 5750 were lead-miners. If we add to these the numbers employed in the potteries, electric accumulator works, etc., it will be at once seen that a very large proportion of the artisan class is brought into contact with lead. It is this wide use of the metal, the extremely poisonous character of its compounds, and the peculiarly subtle manner in which they act upon the human organism, that make lead a dangerous substance. Besides, it is frequently present in the water, the aërated beverages, and the wine we drink; the food we eat may be contaminated by having been cooked in common earthenware or in cheap enamelled pots, or by tinning as in canned goods. The acid juices of fruits or foods may dissolve out the lead in the solder. The clothing we wear may have been dyed by lead compounds, and thus not only industrially but in our domestic and personal lives we are daily running the risk of plumbism.
Professor Louis, in his article on Mining, p. 538, has briefly alluded to lead-mining. As in the following pages the subject of lead generally is dealt with, I feel that the reader will have a fuller grasp of all the points relating to lead and its history, if I slightly amplify what he has said by throwing a little side-light[283] upon the medical and social aspects of the lead-miner’s life. Lead-mining in this country is an extremely old industry. Bars of pig-lead have been found in Derbyshire stamped with the imperial arms of Rome, indicating that the Romans worked our mines and smelted the ore. Since 1401 lead-mining has been carried on in the North of England, and has given employment to many families in the remote dales of Cumberland and Durham. It was formerly a source of very great wealth, but the mines have been gradually closing, owing to the importation of cheaper lead and of ores richer in silver than those that exist in this country. To-day it is rather a decaying than a prosperous industry. At present only 15,000 tons of lead are melted annually on Tyneside. Most of it is foreign pig-lead. During 1895 there were 250,000 tons of ore converted into pig-lead in this country. It is perhaps more to the poverty of silver in the native ore than to the cost of production of the raw material that the diminished output of recent years is to be ascribed. It hardly pays the proprietor to extract the silver when it is present in small quantity. English pig-lead contains a very small percentage of silver, seldom more than from 8 to 10 ounces to the ton. Foreign ores vary as regards the amount of silver held. In Spanish ore there may be as much silver as 40 to 80 ounces to the ton, and in Greek 80 ounces. Australian ores show very great variations. In some of the veins the ore contains 60 ounces to the ton, while in other samples there may be 500 ounces or even more.
So far as lead-mining in the North is concerned, the methods adopted for obtaining the ore are antiquated. Owners are apparently afraid to risk money in the enterprise, and as a consequence the means by which lead is mined are much inferior to those for getting coal. Lead mines, too, are not under the same Government regulations as collieries. Their ventilation is bad, the roadways are ill kept, and the mines are often damp, while the means of descent into, and ascent from, the mines, by a series of ladders, are arduous for the workers. So far as the mining of the ore is concerned, there is in this country practically no risk to the miner from lead poisoning, for he is dealing with almost a pure ore, viz., galena, which is a sulphide. Metallic lead is harmless compared with its compounds, the oxide and carbonate. It is this circumstance that explains why lead-miners at Broken Hill in Australia suffer so severely from colic and convulsions, while their confreres in England escape. The ore at Brocken Hill is very largely a carbonate. The English lead-miner runs the[284] ordinary risks to life and limb from accidents, and in a special manner his health is endangered by pulmonary consumption and rheumatism, largely the result of exposure when returning from work heated and fatigued, also of the barrack system in vogue in certain places for housing the miners.
There is not much lead-mining carried on in France, but where it is there is freedom from plumbism among the miners as in our own country, with the exception of an outbreak of colic that occurred among the men who were working in the veins at Asprières (Aveyron), where the mineral was found, like the Australian ore, to be composed mostly of cerusite or carbonate of lead. It is to a similar condition of the ore in the lead mines of Sierra de Gador that are attributed the 400 to 500 cases of colic annually observed by Dr Bayer among 12,000 miners—a malady to which the crushing of the cerusite in the dry state no doubt very largely contributes. (Poisons Industriels, Paris, 1901, p. 14.)
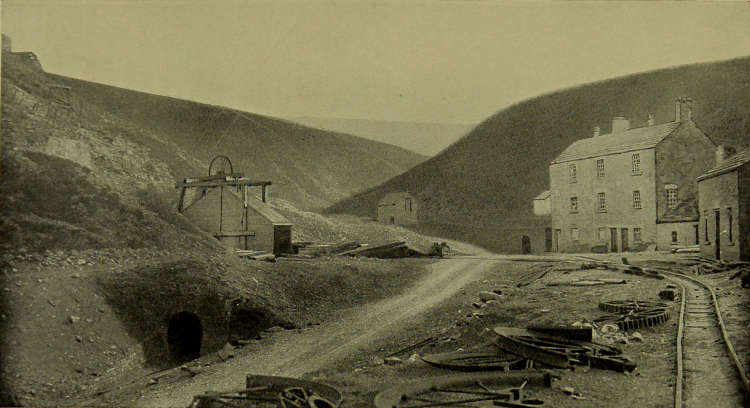
Fig. 68.—A Lead Mine. Large building on right is the lodging for the Miners; lower part of building is occupied as a stable. Top of shaft seen high up on left; lower down, the “level” or drift with hauling machinery.
The dales of Durham in which lead-mining is carried on are sparsely populated: they are bleak, and swept by cold winds for the greater part of the year. In many instances the miners live a considerable distance from their work, and as railways have not yet penetrated into these remote corners of England, the men have to cover the ground on foot. Lead-miners are brought very little into touch with the outer world. They form a class by themselves, and cling with affection to their homes on the hillsides: they closely intermarry, and thus form not only one family socially but industrially as well. Their wages are small, seldom more than ten to twelve shillings a week, and yet, unless compelled through sheer necessity to renounce their badly paid and not too healthy occupation, they will not leave the district for the more lucrative work of coal-mining. As a class they are thrifty, intelligent, temperate, and religious. They are not long-lived. Pulmonary phthisis is extremely prevalent among lead-miners. In close proximity to some of the mines large “lodging shops” or “barracks” have been erected, where many of the workmen stay during the week. In one district, Dr William Robinson of Sunderland, formerly of Stanhope, found that 166 miners occupied one of these shops during three or four days and nights in the week. Often the barracks are in a filthy condition, for they are badly kept. As the sleeping accommodation is limited, the bedrooms are crowded to excess. In one room, 16 feet by 13½ and 9¾, there were 20 miners accommodated, i.e., at the rate of 124 cubic feet of air per man, while the model regulations of the Local Government Board require not [285]less than 400. Most of the rooms have no fireplaces: the windows are fixed, and consequently there is no means of ventilation. As large numbers of men have to be accommodated, the beds are crowded together in two tiers 3 feet 6 inches from each other, so that there is barely space to pass between them. Since the rooms are occupied by different sets of miners working alternate shifts, the beds are hardly cooled before being again occupied, while in consequence of the air of the rooms not being renewed, the stench is overpowering. Bad as the sleeping accommodation is, the day rooms are not any better. The closet accommodation, too, is scanty and often badly placed. In his lodgings as well as at his work many a lead-miner is exposed to the influence of very unwholesome atmospheric conditions, the results of which are seen in his deteriorated constitution and diminished resistance to disease. The air of the lodging-shops is heavy with the effluvia from the bodies of their occupants. Sooner or later lead-miners suffer from asthma and pulmonary catarrh, the end of which is often tubercular consumption, and as the men expectorate upon the floors of the sleeping-room, the tubercle bacilli find in the badly-lit and ill-ventilated rooms the conditions which favour their multiplication. In this manner, and apart from his work, the lead-miner is brought under the influence of the microbe of pulmonary phthisis. The excessive amount of carbonic dioxide in the mines, the unconsumed products given off by the burning candles and those given off by explosion of gunpowder, render the atmosphere of the mine for the greater part of the twenty-four hours unhealthy. By the workman who lives a few miles from the mines, and who has to walk home across a bleak and wind-swept moor, tired and heated after a hard day’s work and wearing wet clothes, colds on the chest are readily caught and not readily got rid of. Out of these repeated pulmonary catarrhs consumption is prone to develop. Commencing work in the open air as a crusher and washer of ore, the son of a lead-miner—for the occupation is largely hereditary—will for health compare most favourably with any young artisan, but he has only to work a few years in the mine when he becomes short-winded. Once this defect is induced it gradually increases, and so at the age of forty to forty-five the lead-miner is old for his years: an asthmatic, he is the subject of wheezing cough and expectoration, and is often obliged to give up work entirely before the age of fifty. Life, however, may be prolonged for years, for the summer months bring abatement of the symptoms; the improvement, however, is only temporary, for the cold winds of winter and spring again light[286] up the chest affection. Since in the mine the air is dusty, and the worker inhales particles of grit, pathological changes in the lungs are established similar to those mentioned in the chapter on Dust and Disease. The lung of one lead-miner that I have is almost solid from excess of fibrous tissue, and it feels as hard as stone, see Fig. 39. On microscopical examination the alveolar structure of the lung is found to be replaced by dense fibro-connective tissue. In the expectoration of some of the lead-miners I have found tubercle bacilli. The pulmonary disease of lead-miners, therefore, like that of workers in dusty trades, may be either a simple form of fibrotic phthisis due to inhalation of grit, or it may be a truly tubercular lesion grafted on to the less formidable fibrosis. The average age at death of lead-miners is about fifty. Nearly 50 per cent. of them die from chest diseases. In the dales around Stanhope, in the county of Durham, the death-rate from phthisis among a secluded population of lead-miners was 4.7, while in another part of the same Union composed of farmers it was only 0.6.
While the miners in this country do not suffer from lead poisoning, the same cannot be said of the men who smelt the ore. I have seen several smelters die from plumbism. In a few instances I have witnessed son after son in a family thus carried off before the age of thirty. The fume that escapes from the flue of the smelting shop contains oxide and sulphate of lead, and it is the inhalation of this that causes plumbism. Usually the lead fume is conducted into a long flue, 5 feet high and 3 feet wide; in some places the flue is carried up the side of a hill for a mile or two before it terminates in the chimney. This allows of the deposition from the fume of some of the oxide and sulphate of lead which is recoverable. At one large smelting works which I visited along with my colleagues on the White Lead Commission, we found that recovery of the deposited lead by men entering the flues was attended by such serious symptoms that we recommended two hours at a stretch as the maximum time for men to work in cleaning out the flues. Twenty cases of plumbism in lead-smelters were reported to the Home Office in 1900.
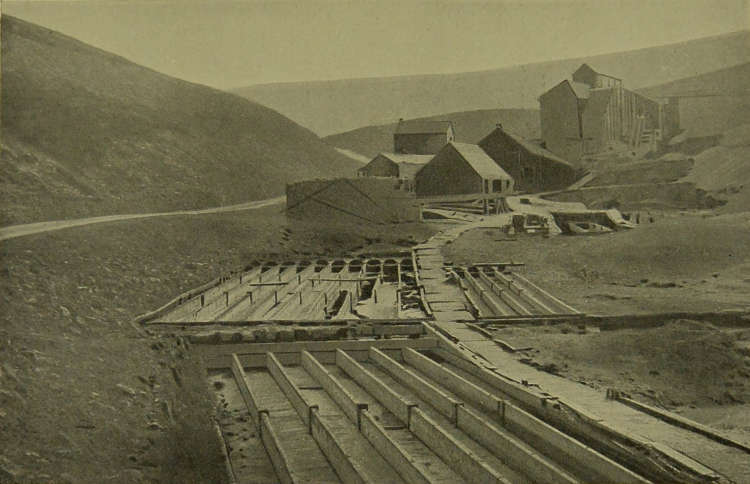
Fig. 69.—Other View of Lead Mine. Crushing Machinery, etc., in shadow; Washing Troughs, Sluices, “Sludges” in foreground.
Although British galena contains usually but a very small quantity of silver, this can be profitably extracted when present in the ratio of even 2 of silver to 1000 of lead. Frequently the amount of silver present in foreign ores is so large that manufacturers prefer to extract the more valuable metal only. Desilvering of lead ore is generally carried out by the Pattinson process, introduced in 1829. Until that date silver was not extracted from galena. The ore had to be converted into an oxide in order to separate the silver, and the oxide resmelted to recover the lead, but unless the lead contained 8 to 11 ounces of silver to the ton it did not pay to extract it. While its removal has increased the production of silver, its extraction is by some authorities believed to have improved the quality of the lead. On the other hand it is stated that lead pipes made from desilverised ore are, when used for conveying drinking water into our houses, found to be too soft. They are more readily acted upon by water, and become consequently a more frequent cause of plumbism than the harder pipes made from British galena, from which the silver has not been extracted. The introduction of the Pattinson process has caused silver extraction to become a special industry. The process depends upon the formation of an eutectic alloy of silver and lead.[50] It is unnecessary to describe the Pattinson process, since it is detailed in all text-books on metallurgy and chemistry. Suffice it to say that the desilvering plant usually contains five pots made of cast iron and set in masonry, and by a series of melting and skimming, cooling and transferring the separated silver and lead to a series of pots in succession, all the silver, practically speaking, can be removed from the lead. Although I have frequently examined men engaged in desilvering lead I have rarely found them the subjects of plumbism. Two cases of lead poisoning were reported to the Home Office in 1900 as having occurred in silver-smelters.
Lead oxide, the yellow and red, is got by melting metallic lead in a furnace exposed to atmospheric air. By means of a long iron rabble a workman keeps raking the molten liquid so that it is brought into intimate contact with the oxygen of the air. When removed from the furnace and cooled, the product assumes a red or yellowish colour according to the amount of oxygen it contains, and is known as the red oxide of lead and minium, or as massicot. During the operation of melting and raking the lead a certain amount of fume escapes from the open mouth of the furnace. The fume ought to be removed by a strong[287] upward draught through a hooded chimney. Where this is not done and the men approach too near the mouth of the furnace, fume is inhaled, with the result that the workmen suffer from plumbism. A fairly large number of red-lead makers become anæmic and suffer from colic and wrist-drop. Great as is the risk run by the red-lead worker through inhaling the fumes from the molten metal, it is less than that incurred during the crushing and packing of the finished product. The substitution of mechanical agitation of the molten lead in the furnace for that done by hand by the workman would diminish the danger, since it would allow the doors of the furnace to be closed, except during the charging of the interior. The packing of casks with red lead should be conducted in closed spaces provided with a hood and such means as will create an effective draught. The workmen ought to wear overalls, have frequent baths, and be inspected at least every fortnight by a doctor. Men can work longer in red than in white lead without losing their health. There is no truth in the statement that they are absolutely free from the severer forms of plumbism. As a rule, I have found the symptoms of lead poisoning in massicot makers on the average milder than those observed in white-lead workers; but the result depends upon the proximity and length of exposure to lead compounds rather than upon the particular nature of the compound itself—always, of course, remembering that the more soluble the lead compound the greater the danger. Some physicians have had quite other experience. Layet, for example, in a paper read before the Congress of Hygiene at Turin, 1880, stated that minium is more dangerous than white lead, and that the form of poisoning is just as severe, if not more so. He had found red-lead makers more liable to what is known as encephalopathy, i.e., the cerebral type of Saturnism, than white-lead workers.
[288]
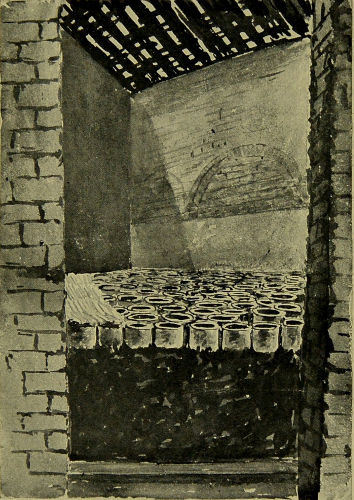
Fig. 70.—A “Blue” Bed in a White Lead Factory, showing tan in lowest part, and resting on it rows of earthenware pots containing acetic acid. Resting upon the pots in left hand corner can be seen thin sheets of metallic lead.
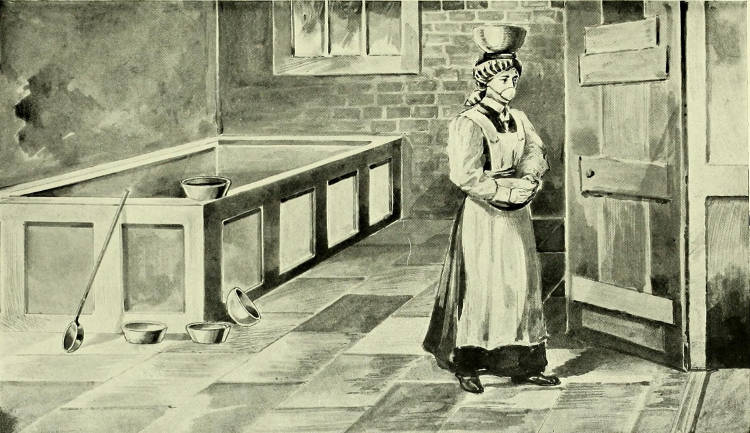
Fig. 71.—Female carrying Basins filled with Washed White Lead from Vat to Stoves.
All the soluble salts of lead are capable of inducing plumbism, and of these the carbonate is perhaps the most prolific cause of lead poisoning. In Britain most of the white lead of commerce is made by the old Dutch process. Thin sheets of metallic lead (wickets) are taken to the stacks or blue beds. The floor of the stack is covered by a layer of tan, and on the tan is arranged a series of earthenware pots containing dilute acetic acid. Upon the pots [289]are placed the sheets of lead. Boards are laid over these, and thus the first layer is formed. Tan is thickly strewn over the boards, and when this has reached a sufficient thickness, other rows of pots partially filled with dilute acetic acid and covered over by thin sheets of lead are arranged on the tan, and the whole is covered over by boards. This second layer is followed by others similarly constructed, until by a succession of tiers the ceiling is reached, when the doorway is built up by boards and kept closed for a period varying from ten to fifteen weeks, during which the conversion of blue into white lead by corrosion takes place. The stacks are ventilated by means of a shaft at each corner. Once the “blue” beds are made up and the doorway closed, the tan begins to get warm and evolve carbonic acid. In consequence of this heat the acetic acid becomes volatilised, and through the interaction between the lead and acetic acid on the one hand, and the carbonic acid on the other, chemical changes of a nature not thoroughly understood occur, which ultimately end in the production of the basic carbonate of lead, or what is popularly known as white lead. When this conversion is believed by the manufacturer to have taken place, the stack is opened. It is then no longer spoken of as a “blue” but as a “white” bed. Workpeople enter the white bed to strip it of the corroded lead. What was originally placed in the blue bed as a thin layer of metallic lead has become converted, if the corrosion has been satisfactory, into a much thicker plate made up of a white crisp incrustation of lead carbonate, which often conceals from view very thin pieces of unaltered metallic lead. In stripping the white lead off the unchanged metal a considerable amount of dust is given off, the inhalation of which was previously much more frequently a cause of plumbism in the workpeople than now, owing to the fact that present regulations require that the white beds must be watered by means of a “rose.” The carbonate and unaltered lead removed from the white beds used formerly to be taken direct to the rollers, crushed and washed, so as to separate the two. After washing, the white lead is placed in earthenware vessels and taken to the stoves to be dried. The emptying or drawing of stoves has been the cause of a larger number of severe and fatal cases of lead poisoning than any other department in a white lead factory. Until 1898 the filling and emptying of stoves was very largely done by women, young and middle-aged, but the work was found to be so detrimental to female life that the White Lead Commission recommended that no woman or girl should be allowed to work in the stoves. I have known young women die[290] from plumbism within three months after entering a white lead factory and working in the stoves. It takes from three to five days for the white lead to become thoroughly dried in the old form of stoves, after which it is packed into casks. Since the White Lead Commission published its Report there have been many improvements in stoves. There are many now in use which will tend still to diminish plumbism. In some factories wagons ladened with basins of moist white lead are run on rails into the drying chamber, while in others the white lead is made to fall mechanically on to a series of large revolving discs in a closed chamber heated by air. Packing is often a dusty and dangerous process if it is not conducted in a confined space ventilated by a shaft and fan. The white lead is mixed with oil and converted into paint. When visiting the white lead works in Paris of Messrs Expert-Besançon et Cie., a short while ago, I found that while the old Dutch method of manufacture was in use there was an immunity from plumbism among the employés that created a favourable impression upon me. That freedom I found was in the main due to the following circumstances: (1) no female labour was employed; (2) stoving was practically done away with; (3) the white lead was taken direct from the stacks to the rollers, where it was crushed and washed; then (4) passed through a series of rollers and mixed with oil, which gradually displaced the water,[51] so that a perfectly finished paint escaped from the last roller, practically free from, or containing only a very small percentage of water, and was passed automatically into casks, thus abolishing some of the dusty and dangerous processes as well as the handling of the white lead; (5) careful personal supervision of the workers, and attention to cleanliness; (6) regular medical inspection; and (7) alternation of employment. I reported to the Secretary of State upon these facts, with the result that they were laid before the white lead manufacturers of this country, many of whom adopted in a modified form the practice observed in Besançon’s works. English makers have since then informed me that it not only saves labour and therefore cheapens production (the product itself not suffering in quality), but has materially diminished the number of cases of lead poisoning in their factories.
White lead can be made by other methods. In what is known as the chamber process strips of lead are suspended over parallel bars in a chamber, which is heated by steam, and into which [291]carbonic acid is passed, while acetic acid is present in pans on the floor. The result is the same, viz., formation of white lead by a process of corrosion, only the conversion is much more rapid, being four or five weeks as against the ten to fifteen required by the stack process. The subsequent treatment of the white lead is the same in both cases. Much of the white lead manufactured in Germany is made by the chamber process, and in that country emptying the chamber is regarded as dangerous to health.
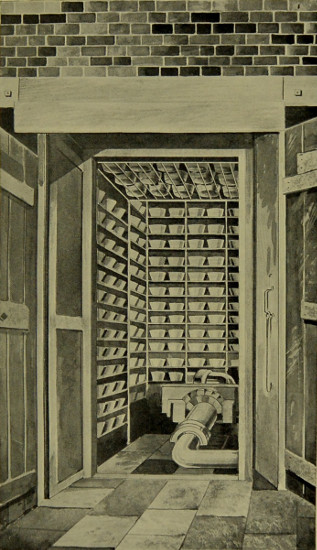
Fig. 72.—Interior of Stove for drying White Lead.
By the old Dutch process an excellent and very pure white lead is no doubt produced. The drawbacks to the method are that it is tedious, and that some parts of the process are extremely dusty, and therefore dangerous. There have been various attempts to manufacture lead carbonate by quicker methods, and of these the method of obtaining white lead by the action of acetic acid and glycerine upon the red oxide may be mentioned. In it the first step consists in reducing metallic lead to litharge by placing pig-lead in a furnace and allowing a jet of steam to play upon the vapour of the molten metal. The lead oxide is subsequently crushed into a fine powder. This, as I saw it, can be a very dusty and dangerous process. The red oxide is placed in large revolving barrels along with acetic acid and glycerine, and the churning is allowed to go on for about two hours. A greenish-white liquid is the result, and this is allowed to escape from the barrels into storage vats, from which it is conveyed into large cylinders called carbonators. Into these carbonating tanks carbonic dioxide obtained from burning coke and lime is conveyed, and the gas is allowed to bubble through the mass for about an hour, when carbonate or white lead is formed. After running off the supernatant liquid, the deposited lead carbonate is removed through pipes to the presses, where it is washed and any acetate that may cling to it is removed. After this it is taken to the stoves, into which it is run on a series of long narrow wagons, the workmen not entering the stove at all. By the third day it is sufficiently dried to be ready for packing or mixing with oil to make paint. This method of manufacture is known as the precipitation process. In it there is no handling of the white lead until it reaches the presses. The dangerous parts of the process are: (1) the grinding of the lead oxide: this is dusty; (2) the pressing: in this the men handle the white lead, and as a consequence I have observed in young workmen marked anæmia, tremor of muscles, colic, and the presence of a deep blue line on the gums; and (3) filling the barrels with the finished white lead, when danger arises from[292] inhalation of dust. In some works ammonia is substituted for glycerine. Conducted as an experiment, white lead manufactured on the lines just detailed is extremely satisfactory, but financially it is not very successful. Although the precipitation process is more rapid it is more costly, and as a consequence factory after factory which has adopted this method has been obliged to close.
In the manufacture of white lead by the Bischof process the first stage consists, after converting metallic lead into litharge, in the reduction of the litharge to suboxide in gas-tight cylinders by means of water gas at a temperature of about 300° C. The suboxide is moistened in mechanical mixers with water, and converted into hydrate. By means of carbonic acid, dilute acetic acid and glycerine, the hydrate is converted into white lead in a gas-tight apparatus, and after separation of the liquid and washing of the sludge, the aqueous white lead is mixed with oil by mechanical means, and becoming thus ordinary white lead paint, it is packed ready for the market. No female labour is employed in the factory. The manufacture of white lead by the Bischof process at the time of writing is still to a large extent experimental, but it gives promise of commercial success. As the work is done by machinery, and is for the most part wet, there is no dust given off. The only possible unhealthy part of the process I observed was the mixing of the suboxide of lead with water, but where this is done mechanically, as I presume it can be in chambers provided with ventilating shafts, all danger can be averted.
In white lead factories the dangerous processes are emptying the white beds, washing the incompletely converted metallic lead plates, crushing, grinding, sifting, filling the pots with white lead for the stoves, emptying the stoves and packing the barrels with the dry white lead. It is the continual absorption into the body of very minute quantities of lead compounds either by the pulmonary or digestive tract that causes plumbism. The skin, too, offers another channel by which it may enter the system. Although it is usually in the form of dust that lead enters the body, it can also enter it in the form of fume, and possibly, too, mixed with steam in which the particles of lead are either dissolved or suspended.
Lead carbonate is an extremely fine white powder, and is largely sought after as a pigment by house painters, by plumbers for searing joints, and by pottery manufacturers for making the glazes in which the ware is dipped. As a pigment it is said by a large number of house decorators to be superior to any other.[293] There is a decided preference in the trade, too, for that made by the stack process. It always commands a higher price, the reason being that it is believed to have much greater covering power than white lead made by some of the other processes. On account of white lead being such a dangerous product, both in its manufacture and manipulation, the question of finding a suitable substitute has often been raised. This subject was carefully gone into by the White Lead Committee a few years ago.
Zinc white, for example, was recommended, but the opinion come to was that while zinc oxide was practically free from the dangers incidental to lead carbonate, and answered well for internal decoration, for covering purposes and endurance in all kinds of weather there was no pigment equal to white lead. It is this widespread belief among house painters generally that makes white lead such a valuable commercial product.
The question of finding a substitute for white lead has not been confined to Britain alone. One hundred and twenty years ago, Courtois presented to the Academy of Dijon some zinc white, which was remarkable on account of its permanence, and in 1783 Guyton de Morveau recommended, from hygienic motives and on account of its chemical properties, zinc oxide for lead carbonate. Ten years ago a small representative committee reported to the Commission des Logements Insalubres of the city of Paris upon zinc white as a likely substitute. As far back as 1849 the Minister of Public Works ordered that all the Government buildings in France were to be painted with zinc oxide instead of lead carbonate, and although in 1852 the Minister of the Interior followed with a similar request to the various prefects, the resolution remained a dead letter. It was indicated to a fresh committee, appointed in 1891, that from an economic and industrial point of view, zinc white was inferior to white lead, that it had no great covering power, little durability, that it cost more, and that therefore the painting of State buildings by it would entail an unjustifiable expense. Some persons, on the other hand, held the belief that zinc white possessed just as good covering properties, so long as it was mixed with a larger proportion of oil and less of turpentine, and that the painter gave a sufficient amount of attention to his work so as to make the coating flat, also that it was not so readily blackened by sulphurous vapours. As for the increased expense, it was to be remembered that if zinc white costs more, it is also less heavy, and therefore weight for weight gives a larger body of material. The Commission, taking into consideration[294] the hygiene of dwellings, the health of the workers, and the interest of landlords, and having the choice of two substances before it, of which one is almost harmless, and the other a strong poison, adopted the following resolutions: (1) the employment of zinc white to the exclusion of white lead will be specified in all the orders for painting; (2) the Commission renews the wish expressed in 1880 in regard to the exclusion of white lead in all public works. No special action followed these recommendations. Within the last few months the question has again been raised in France, and on this occasion more vigorously than before. The operative painters met in congress, and passed resolutions denouncing the use of lead in the manufacture of paint, and demanding that the law for compensation for accidents should be extended to include cases of plumbism. To the painters’ representatives the Minister of Commerce, at a personal interview, while admitting that the law on accidents was imperfect, stated that it was too soon to hope for its amendment. He undertook to do all he could to enforce the decree of 1849, that no more lead should be employed in painting and decorating State buildings. In France zinc sulphide, oxysulphide, and oxide have all been tried as substitutes for white lead, but although there is a belief that these can replace lead carbonate, there is an unwillingness on the part of architects and house-painters to discontinue the use of lead. In Britain other chemical compounds in addition to the above have been tried, e.g. sulphate of barium, but although this is a beautifully white substance, it does not mix so well with oil nor has it the covering power of white lead. The surface of the object painted can be seen through the coating of barium sulphate, a circumstance probably due to the fact that the barium salt exists in a more highly developed crystalline form than the lead compound.
In March 1901 the Comité Consultatif d’Hygiène of France reported upon this subject[52] that the manufacture of white lead has become less and less the harmful industry it was owing to the Expert-Besançon process of grinding and mixing the white lead in water, with the subsequent addition of oil as it passes through the rollers, careful medical examination of the workmen employed, and the removal from the works of those who seem to be susceptible to plumbism, or are inclined to the free use of alcohol. The Committee of Hygiene recognises that in house painters, want of cleanliness, also the excessive use of alcohol and absinthe, are responsible for much of the lead poisoning, and therefore,[295] since it is impossible to regulate and control the habits of these men, they ought to be provided with paints which do not contain such an injurious substance as white lead. In zinc white the committee is of opinion that a proper substitute can be found for lead for most purposes. Many architects and builders still object to the use of zinc white, but there are many, on the other hand, who claim for it the same advantages as regards covering power and endurance, and who maintain that when exposed to sulphuretted vapour it forms a sulphide which is white compared with the black sulphide similarly obtained from lead. The zinc coating dries more slowly, and there is therefore some loss of time; the work of laying on, too, may be a little more difficult, and for polishing purposes zinc mastics do not harden so well. Zinc is not so good in calico-printing as white lead. There are some things therefore, the committee admits, that lead may be better for than zinc. It is also admitted that even zinc oxide may be accidentally contaminated by small quantities of arsenic and lead, also that it is slightly more expensive—for example, it costs 0.0152 franc more for each metre of work done. The committee concludes its report by stating that both in the manufacture of zinc white and in its application as a paint it is free from the dangers incidental to lead, and therefore it is worthy of a lengthened trial as forming the basis of colours for house painting, since there is a considerable amount of educated opinion to show that it can be substituted for white lead. The French Government is asked to set the example by having the public buildings painted with oxide of zinc.
No industry, unless, perhaps, it be that of pottery manufacture, has caused so much plumbism as the manufacture of white lead, and yet in none has strict attention to regulations and personal hygiene been so productive of good as in these two industries.[53] The bulk of the work is unskilled labour. In Newcastle and neighbourhood, until the last three years, most of the work in the dangerous processes was performed by women who led rather a casual life, and who took to the trade as a last resource, owing to the idleness, illness, or death of their parents or husbands. They[296] were mostly of the poorest class, and were often ill-fed and ill-clad. After a few weeks or, at the most, a few months of pretty regular employment in a lead factory, particularly if much of the time was spent in stripping the white beds or emptying the stoves, young women would suffer severely from plumbism. As already stated, I have known young women who were strong and healthy when they entered a white lead factory, die from Saturnine poisoning within three months. In one instance a young woman had, to my knowledge, only worked forty days, spread over a period of nine weeks, when she succumbed to lead poisoning. I am firmly convinced that women, especially young women, are much more susceptible to plumbism than men. The predisposition to lead poisoning is in both sexes doubtless spread over all periods of life, but so far as occupation exposure to lead is concerned, my opinion is (1) that women are more susceptible than men; (2) that while female liability is greatest between the ages of eighteen and twenty-three years, that of men is later; and (3) that while females rapidly break down in health under the influence of lead, men can work a longer time in the factory without suffering, their resistance apparently being greater. In addition to a sexual predisposition to plumbism there is also an individual and a family tendency as well. It is difficult to explain this susceptibility of certain persons to lead poisoning. As to the fact, however, there is no doubt. It is partly a constitutional, and it may be partly a temporary and accidental condition. We find illustrations of constitutional predisposition to certain maladies in the greater liability of some people, for instance, to contract infectious diseases than others, in the readiness, for example, with which they catch typhoid fever and suffer severely from it. We have similar illustrations of the influence of age in the early years of adult life being those in which enteric fever is most severe. As[297] an indication of how susceptibility to plumbism may be accidentally and temporarily developed, I would instance the influence of poverty, which, by preventing the purchase of wholesome and abundant food, allows the gastric juice probably to dissolve out more of the lead that has been swallowed. No doubt much of the greater prevalence of plumbism hitherto observed in women who have worked in white lead factories is to be explained by the fact that they have until recently worked in larger numbers than the men in the dangerous processes, for since June 1898, the date in which the Home Office required that male should replace female labour in these processes, the number of cases of plumbism in the men has increased, and correspondingly decreased among the women. Taking for example my own district, the number of cases of plumbism notified to the Home Office from Newcastle-upon-Tyne for the two six months’ periods preceding and succeeding June 1898, the date of the displacement of female by male labour, is as follows:—
| 1st December 1897 to 31st May 1898 | Notifications. | Fatal Cases. | ||
| Males. | Females. | Males. | Females. | |
| 19 | 66 | 1 | 4 | |
 |
|
|||
| 85 | 5 | |||
| 1st June to 30th November 1898 | 82 | 12 | 0 | 2 |
|
|
|||
| 94 | 2 | |||
Between January and October 1898, Dr M. Legge states that there were received at the Home Office from certifying surgeons, 192 reports of plumbism. Of these the stoves supplied 76 patients and the white beds 31. The ages of the workers being—
| Under 20 yrs. | 20 to 30. | 30 to 40. | 40 to 50. | 50 to 60. | Over 60 yrs. |
| 7 | 84 | 58 | 24 | 15 | 1 |
In three instances the patients had worked less than one week in the factory. In four-fifths of the total cases the lead poisoning took the form of colic, in the remaining one-fifth paralysis and cerebral symptoms.
Next to the susceptibility of women generally, and of young women in particular, I would say that all young adult life offers less resistance to plumbism than mature and middle age. In the House of Commons, 17th February 1898, the Home Secretary stated that there had been 37 cases of lead poisoning in factories and lead works among boys under eighteen years of age which had proved fatal.
Looking back upon the tables just presented, it will be observed[298] that when males undertake the work hitherto discharged by females in white lead factories they develop plumbism in a ratio which might raise doubt in the mind of the reader as to the susceptibility of women to plumbism being greater than that of men. Admitting for the moment that the susceptibility is equal in the two sexes, and the fact, too, that in both the illness may be severe, still I unhesitatingly assert that in the main the symptoms are neither so severe in men, nor does the malady run so rapidly to a fatal termination as it does in women. In a word, females contract lead poisoning more readily, the symptoms are usually more acute, they suffer more severely, and they succumb to it more quickly than males. In women acute lead poisoning is more prone to assume the cerebral type than in men. We have, it is true, only the experience of the last three years to enable us to form an opinion as to the abolition of female labour in the dangerous processes of white lead manufacture having been a wise recommendation on the part of the White Lead Commission, but limited as the time is, the records of the Newcastle-upon-Tyne Royal Infirmary are not devoid of interest on this point.
LEAD POISONING.
In-patients admitted into Royal Infirmary, Newcastle-upon-Tyne.
| Year. | Total. | Recoveries. | Deaths. | Remaining on Books. |
||
| Males. | Females. | Males. | Females. | |||
| 1892 | 44 | 15 | 27 | 2 | 1 | 2 |
| 1893 | 32 | 5 | 25 | ... | ... | 2 |
| 1894 | 31 | 7 | 20 | ... | ... | 4 |
| 1895 | 35 | 11 | 18 | 1 | ... | 5 |
| 1896 | 38 | 12 | 22 | ... | 2 | 2 |
| 1897 | 21 | 7 | 12 | 1 | 1 | ... |
| 1898 | 36 | 22 | 12 | ... | ... | 2 |
| 1899 | 20 | 19 | 1 | ... | ... | ... |
| 1900 | 14 | 14 | ... | ... | ... | ... |
It will be observed that the number of deaths is equal for the two sexes.
A decade ago the Newcastle Infirmary wards were scarcely ever clear of a case or two of lead poisoning. At present weeks or months may pass without one being in the wards. Beyond male labour having been substituted for that of females in the dangerous processes in the factories, and the circumstance that men are believed to do more work than women, I am not aware that[299] there has been any reduction[54] in the number of people engaged in white lead manufacture on Tyneside that will explain the smaller number of cases of plumbism coming into the Infirmary, nor beyond the workhouses is there any other institution in this neighbourhood, other than the Royal Infirmary, to which patients suffering from plumbism could go. During 1898, the year in which men exchanged places with the women in the dangerous departments in white lead factories, the number of cases of plumbism admitted into the Infirmary was slightly greater than for one or two of the previous years, a circumstance possibly explained by the greater irregularity of work on the part both of the men and women, and the fact that the men were of a casual class and had not become accustomed to the work. Immediately after the abolition of female labour, not only is there observed a marked fall in the number of female admissions, but there is this astonishing feature, that while during 1900 only 14 cases, all males, were admitted, for the first time in the history of the Newcastle Infirmary within our memory a whole year passed without even one female being received. During the last three years, as also during 1893–1894, no death from acute lead poisoning took place in the Infirmary. There has been, too, a remarkable absence lately in the Newcastle daily press of announcements of coroner’s inquests having been held upon fatal cases of lead poisoning in the district compared with what there was a few years ago. Nothing could be stronger testimony to the wisdom of the Home Office in having enforced the recommendations than these facts. Although the manufacturers at the time strongly resisted the recommendation of the White Lead Committee, I believe they now[300] admit that it was a proper step, also that work under the present system is better done than formerly, and that there is less sickness among the employés. The difficulty of substituting male for female labour, which manufacturers anticipated and which was their principal objection, has not been realised; the men do more work, and therefore the cost of production has not been increased, although wages have been higher; the men, too, are more cleanly. Improved methods of manufacture and diminished handling of products have doubtless contributed also to this satisfactory result. As the men have come to recognise the dangerous character of their occupation, and have made up their minds to follow it until they can get something better, they have become more careful, and therefore suffer less in proportion from plumbism. Casual work and irregularity of employment certainly play a not unimportant part in causing lead poisoning. The casual labourer is often ignorant and careless. As these pages are passing through the press, a man who had been stripping a white bed in a factory on Tyneside was found eating food with hands unwashed and covered with dust, while his face and beard showed only too plainly the presence of the same material. He stated that he had not been informed of any danger, and that no regulations had been read out to him. How easily, therefore, lead poisoning may be caused and almost as easily prevented. Dr Morison Legge found that of 1463 persons employed off and on in white lead works, the incidence of lead poisoning was 6 per cent. of the average number regularly employed, and in those with casual employment 39 per cent. Taking the whole number of hands passing through white lead factories in a year, the difference between these two, however, is less marked than at first appears, the numbers being 5 per cent. for the employed and 8.3 for the casual workers. Out of thirteen factories with regular employment four of them had no cases of plumbism to report at all, even although in one of these factories 110 persons were employed, whereas from two factories in which there was a large amount of casual employment 50 cases of plumbism were reported. The reasons why casual hands suffer more than those regularly employed are to be found in their carelessness and want of personal cleanliness, intemperate habits as regards alcohol, tobacco-chewing when at work, and unwillingness to wear respirators. During 1900 there were reported to the Home Office 356 cases of plumbism in white lead workers, but Dr Legge says, if two firms, one in Newcastle and the other in[301] London, were excluded from the 18 firms, the total would fall to 175.
I have dwelt at considerable length on female labour and casual employment in lead works, and I hope have shown that the abolition of women’s work in white lead factories has been followed by marked improvement both in the conditions of labour and in the reduced number of cases of plumbism. Female labour, however, is still very largely employed in other trades where lead compounds are used. It may therefore be expected that I should offer some explanation of the attitude I have assumed in regard to this important industrial question. Where the two sexes are as far as possible equally exposed to the influence of lead, women probably suffer more rapidly, certainly more severely than men. To a certain extent the reason is to be found in the fact that lead exercises an injurious influence upon the reproductive functions of women. It deranges menstruation. Usually there is an excessive loss at the monthly periods, which causes women to become anæmic; in a few instances, on the other hand, the loss is scanty. It is upon pregnant women that the metal exercises its worst effects. The ecbolic or abortifacient action of lead is beyond dispute. It is knowledge of this fact that has caused women of the lower classes when pregnant to resort to diachylon pills, which contain a small quantity of lead, for the purpose of producing miscarriage. When a white lead worker becomes pregnant it is almost impossible for her to go to the end of term if she continues to follow her employment. As a rule she mis*-carries, but if, perchance, she goes to term, the child is either born dead, or dies shortly after birth from convulsions. In the liver and kidneys of still-born children of female lead workers that I submitted to Professor Bedson for chemical analysis, there were found minute quantities of lead. Chemical analysis, therefore, confirms clinical experience as regards the cause of death in these children. As to the injurious influence of lead upon maternity I shall give a few illustrations taken from my own and others’ experience. Mrs H., aged thirty-five, worked in a white lead factory for six years, before which she had four children born at full time. Since going to the lead works she has had nine miscarriages in succession and no living child. Mrs M., aged thirty, has had seven children and three miscarriages. The last two children were born and all the miscarriages took place after entering the lead factory. Mrs F. has had three miscarriages since taking up lead work. Mrs K., aged thirty-four, had four[302] living children before going into the lead factory, and two living children afterwards. Still following her occupation, she had six miscarriages in succession, became the subject of plumbism, and was under my care in the Infirmary for a few months on account of colic and paralysis; she made a good recovery, but did not return to the lead factory; next pregnancy she went to term and had a living child, which survived. If additional medical testimony were required to support the opinion I have put forward as to the pernicious influence of lead upon maternity, it is to be found in that of M. Constantin Paul, a French physician, who has published in detail his experience of 15 pregnancies of 4 women working in a type foundry. Ten of these pregnancies ended in abortion, 2 in premature labour, 1 in a still-birth, and 1 in a living child, who died a few hours after birth. In another series the facts are just as instructive. Five women before working in lead had borne 9 children without one abortion. After exposure to lead there was a total of 36 pregnancies. Of these, 26 ended in abortion, 1 in premature labour, 2 in still-births, while 5 of the children born at full time died within one year after birth. Constantin Paul, grouping together a large number of pregnancies, viz., 123, found that of these, 64 ended in abortion, 4 in premature confinement, 5 children were born dead, and 20 of the infants died within the first twelve months. Of 1000 pregnancies reported by Tardien, 609 ended in abortion (Poisons Industriels, Office du Travail, Paris 1901, p. 5). In the potteries Miss Paterson and Miss Deane, two of H.M. Inspectors of Factories,[55] found that “out of the 77 married women reported as suffering from lead poisoning during this period (the year ended 31st March 1897) 15 have been childless and have had no miscarriages; 8 have had 21 still-born children, 35 have had 90 miscarriages, and of these, 15 have had no child born; 36 have had 101 living children, of whom 61 are still alive, the great majority of the 40 who are dead succumbed to convulsions in infancy.” Dr J. F. Arlidge,[56] Certifying Surgeon for Stoke, has published his experience of 239 married women working in lead processes in the china and earthenware industry. Of the children born before the mothers worked in lead 40.4 per cent. died. Of each 100 pregnancies there were 7.0 miscarriages, while, during or after lead employment, of the children born only 36.5 per cent. died, and the percentage of miscarriages was 11.8. Of the[303] 239 women there were 71 who had had no children prior to working in lead. These 71 women had subsequently 302 children (of whom 114 died) and 38 miscarriages; that is, for every 100 children born 37.7 died, and 11.1 of every 100 pregnancies resulted in miscarriage. Dr J. F. Arlidge’s statistics show that in female pottery workers employed in lead processes the percentage of miscarriages is higher than in those engaged in other departments, but neither is this nor the death-rate of children born under these circumstances so great as M. Paul, Tardien, and I have found.
If lead exercises a prejudicial effect upon the reproductive powers of women it is also capable, although to a less degree, of diminishing the virility of men. Children of female lead workers almost invariably die of convulsions shortly after birth or during the first twelve months. If a child is the offspring of parents, both of whom are lead workers, it is puny and ill-nourished, and is either born dead, or dies a few hours after birth. The power of lead not only to kill the offspring but to destroy for the time being the child-bearing powers of woman is remarkable, and it is this circumstance, along with the fact that women suffer more readily and severely from lead poisoning, that are the main arguments for keeping them out of the dangerous processes in any industry in which lead compounds are used. It is through the intermediary of the temporary structure known as the “after-birth” that the poison is transmitted to the fœtus in utero. Roques (Mouvement Medical, 1872), is of opinion that a mother working in lead conveys through her milk to the child she is suckling the metallic poison, and that there is produced a slow and progressive deterioration of the infant’s constitution. Prof. Bedson has analysed for me the milk of suckling lead workers without finding any trace of lead therein. Whether or not lead is only occasionally present in the mammary secretion, it is undesirable that women who have an infant at the breast should work in the dangerous processes.
Lead is a subtle poison. Most of its salts have in small doses no unpleasant taste nor odour, they are very soluble, and they produce their baneful effects sometimes in such an insidious manner that the health of the operative becomes so gradually undermined that he is often precipitated into a serious illness without any warning. In most instances, however, there are prodromata, for lead causes colic or severe pain in the abdomen. Usually this is one of the earliest symptoms to cause a lead worker to seek medical advice, while in others, as[304] just mentioned, there is such a gradual deterioration of health that it is not until the system is thoroughly impregnated with lead and pathological changes have been established in the internal organs that the individual comes for relief. Lead poisoning is widespread owing to the large number of industries into which lead in some form or other enters, and the accidental contamination of our food and drink. The metal gains an entrance into the system through the respiratory passages, the digestive canal, and very occasionally through the skin. It has been demonstrated clinically that the injection of acetate of lead up the nostril has resulted in the absorption of the salt by the nasal mucous membrane, and the production of paralysis. How far very fine white lead dust falling upon the eyelids may be dissolved in the lachrymal secretion and be absorbed, I am not at present in a position to state. Inhaled as impalpable dust, it is drawn into the respiratory passages, where it is dissolved and passes into the blood, or it is suspended in the saliva in the mouth and swallowed. On reaching the stomach it is acted upon by the hydrochloric acid of the gastric juice, converted into a soluble salt, and absorbed. Elsewhere[57] I have given in detail a series of experiments showing the solubility of white lead in the juices of different parts of the digestive tract, which, while confirming, at the same time explains the important fact already known to managers of white lead factories, viz., the great danger of employés commencing work in the factory in the morning without having breakfasted. As lead is a direct poison to the system, nature does her best to eliminate it by the fæces and through the kidneys.
The symptoms of plumbism are manifold. Usually easy of recognition, they are sometimes so obscure as to render the malady difficult of detection even by a careful physician. One of the earliest signs is pallor of the countenance. There is developed a degree of anæmia which gradually increases until the features become altered and expressionless, a form of bloodlessness which since it is characteristic of lead poisoning, is spoken of as Saturnine cachexia. This becomes very pronounced, so that it is easy to recognise lead workers by sight. A few weeks’ work will transform a healthy-looking, florid young woman or man into a pallid and listless individual. During the time that pallor is[305] developing, the individual often complains of a disagreeable metallic taste in the mouth, especially on rising in the morning, and of a distaste for food, so that he proceeds to his work in the morning without breaking his fast. There is no more certain way of courting plumbism than for any one to work in a factory where lead compounds are handled without having food in his stomach. This is a fact which the digestive experiments alluded to in my Gulstonian Lectures have placed beyond all question. It was therefore not only a humane action, but it was a wise step, from a white lead manufacturer’s point of view, when the employers gave a free breakfast to their hands before beginning work each morning in the factory, and it was a short-sighted policy that led them to abandon it.
Two forms of lead poisoning are met with, the acute and chronic. It is with lead as with many other poisons. One individual may work for several months or years without suffering, while another may succumb to its harmful influence in as many weeks. The manufacture of white lead is one of the industries that will not allow of familiarity breeding contempt. The most careful worker may suffer, so too may the oldest who has passed unscathed for years. Alcoholic excess predisposes to plumbism. Why colic is such a common and early symptom of Saturnine poisoning is because the alimentary canal is one of the principal channels by which lead enters the system, and lead is known to have a special affinity for muscular fibre and nerve tissue, and to induce spasm. Colic is often attended by vomiting and by obstinate constipation. The pain is of varying degrees of severity. Sometimes it is so mild that the individual is able to follow his occupation but in discomfort. At other times it is so severe that he rolls about in agony, and is with difficulty kept in bed. Occasionally relieved by pressure of the hand upon the abdomen, it is under other circumstances often aggravated by it. The pulse is slow, small, and feeble during the attack, although at times it is found to be hard and showing high tension. In severe colic the individual is collapsed—the face wears an anxious expression—there is sleeplessness, and the function of the kidneys is seriously impaired. Notwithstanding the severe nature of the pain in lead colic and the general derangement of internal functions, the symptoms by degrees yield to treatment. After recovery most of those who have been ill return too early to their employment. One attack of plumbism unfortunately predisposes to another. On examining the mouth of a lead worker there is usually to be seen a bluish line along[306] the margin of the gums close to the teeth. The gums are ulcerated, and in the case of old lead workers they are retracted, and thus expose a considerable length of the fang. Although a valuable help in diagnosis, the presence of the blue line on the gums must not be regarded as an indication that the individual possessing it is at the time suffering from lead poisoning, for the line may be present for months without there being either any complaint or any symptom of ill-health. It tells the tale that the individual has been exposed to lead, and that the metal is present in his system, so that when associated with certain other signs and symptoms the presence of the blue line on the gums clenches the diagnosis of plumbism. The line itself is due to a deposit of sulphide of lead in the epithelial cells of the gum or in the large connective tissue cells present along the ulcerated edges. The blue line is met with under two different circumstances. It may be observed on the sound gums of white lead workers who have recently entered a factory, and who have been employed for a few hours in emptying a stove. If the mouth is rinsed with water it disappears, a circumstance which shows that this line is simply a deposit of lead on and not in the gum. The other is much more permanent: it persists for months despite the use of mouth washes and the administration of medicine internally. I know of no mouth wash, tooth paste, or drug that is capable of removing the blue line from the gum under from eight to twelve weeks.
It is upon the nervous system that the worst effects of lead are seen. Usually after having experienced one or more attacks of colic, but sometimes without these, a lead worker suddenly or gradually loses power in his hands and fingers. His hands become paralysed, hang powerless by his side, and the patient is said to be suffering from “wrist drop.” This renders him unable to feed or dress himself. Both hands are usually affected, but not in equal degree. Bilateral paralysis is always suggestive of some form of metallic poisoning. In “wrist drop” the extensor muscles of the fingers and wrists rapidly waste. As a rule the affection is painless, but in some instances the loss of power is preceded by muscular tenderness. The muscles of the shoulders and upper arm, too, may be affected, or the weakness affects the muscles of the foot, and causes “ankle drop.” When the malady is of a more pronounced type the muscles of the trunk become paralysed. In this form the individual is perfectly helpless: he lies like a log, unable to turn or move himself in bed, and for the time being his condition is usually one of danger. It is characteristic of lead paralysis[307] even in such minor forms as “wrist drop,” that it not only completely unfits the individual to earn his living, but to attend to his own personal wants. The paralysis is slow to disappear even when medicine, massage, and electricity are used.
One of the worst forms of acute plumbism is what is known as acute lead encephalopathy, and to this women seem to be more predisposed than men. A female lead worker has perhaps been observed by her friends to have been getting paler and paler, and to have lost her appetite. She complains on getting up in the morning of severe headache which prevents her taking food, but notwithstanding these she goes to work, and is probably not more than an hour or two in the lead factory when she is seen to fall on the floor in convulsions. She is unconscious, and the convulsions come and go. In this condition she is taken home or to an infirmary, where within the next two days she dies, never having regained consciousness; or by the third day consciousness returns, but she keeps moaning on account of severe pain in her head. It is now noticed that she is blind; she loathes her food and is often sick. Recovery is slow. The power of vision may be gradually restored, or it remains permanently lost, and thus it happens that, at a comparatively early age, a young woman who has only worked in the dangerous processes of a white lead factory for a few weeks or months, and who has suffered from acute encephalopathy, not only swims for her life during the seizure, but may be rendered permanently blind, and thereby completely unable ever afterwards to earn her living. In the form of lead encephalopathy that I have just portrayed, there is usually some premonitory headache before the individual is struck down in convulsions, but in not a few instances the warning is of another kind, and of such a nature that it may be overlooked even by experienced medical men. I refer to symptoms of hysteria occurring unexpectedly in a young female lead worker. The patient does not seem ill. There is rather an exaltation than depression of her mental faculties and her feelings, and yet out of what appears to be ordinary hysteria the patient may pass into a state of coma, with or without convulsions, and die within three or four days. Under any circumstance it is a very fine line that divides functional from organic disease of the brain, and in lead poisoning this is particularly the case. To toxic hysteria, therefore, which often masks a deeper malady and is apt to throw both the friends of the patient and the medical attendant off their guard, I attach considerable importance as a premonition of acute lead encephalopathy. We have seen that after recovery[308] from acute encephalopathy a patient may remain temporarily or permanently blind, and there may or may not be paralysis, but in some instances the mind is so shattered by the illness that complete consciousness is never regained. The patient passes into a state of acute mania, which is usually fatal, or the symptoms are subacute, recovery is incomplete, and the individual passes the remainder of his or her days in an asylum.
The question of insanity in lead workers has been very ably dealt with by Dr Robert Jones,[58] the Medical Superintendent of the London County Asylum, Claybury, Essex. Taking the proportion of 1 lead worker, in the broad sense of the word, to every 58 of the adult population, there ought to be in Claybury 18 male patients belonging to that class. As a matter of fact, however, out of 1050 males in the asylum, there are 35 who have been lead workers, plumbers, painters, and glaziers, but excluding pottery workers and miners. In examining the histories of 3500 male patients admitted into Claybury, Dr Jones found that of these 133 were artisans, who in their trade had possibly become impregnated with lead; their occupation was as follows:—
| Painters | 75 |
| Decorators | 13 |
| Plumbers | 18 |
| Gasfitters | 13 |
| Labourers in lead works | 6 |
| Grainers | 3 |
| Gasmeter Makers | 2 |
| Colour Grinder | 1 |
| File Cutter | 1 |
| Tea Lead Roller | 1 |
| 133 |
Of these, 19 had signs of lead poisoning upon admission, such as paralysis, colic, and blue line on gums, while in 22 there was a history of convulsions (encephalopathy), headache, giddiness, and paralysis. Of the 133 cases the following is the analysis of their mental condition:—
| Mania | 37 |
| Melancholia | 33 |
| Dementia | 19 |
| Dementia with Epilepsy | 10 |
| Dementia with General Paralysis | 24 |
| (?) General Paralysis | 7 |
| Alcoholic Mania | 3 |
| 133 |
[309]
“The proportion of general paralytics among these possible lead cases is 18 per cent.: the average yearly percentage of general paralytics to the total average number of male patients admitted into asylums for the five years 1893–97 was 13.1, and it appears to me there is a strong presumptive evidence that lead may be a factor in the cause of general paralysis of the insane.” Elsewhere[59] I have drawn attention to the association of lead poisoning and general paralysis, and indicated that as there is in the plumbic form a larger percentage of recoveries than in general paralysis proper, the probability is that the malady is not exactly of the same nature, but is rather a pseudo-general paralysis. Dr Jones summarises his conclusions thus: (1) that lead poisoning is a contributory factor to insanity; (2) that the mental symptoms may be grouped among one or other of the following varieties: (a) toxæmia, with sensory disturbances, which tend to get well; (b) hallucinations of sight and hearing, usually chronic and irrecoverable; (c) general paralysis with tremors, increased knee-jerks, inco-ordination, listlessness, and dementia, which tend to get well.
So far I have depicted the acute rather than the chronic form of lead poisoning. There still remains that form in which the individual, after having been exposed for a lengthened period to the influence of lead, and having experienced one or more attacks of colic, indicating that his system is becoming impregnated with lead, is never well; he is profoundly anæmic, is the subject of frequent headache, imperfect vision, and incomplete wrist drop. Albumen is present in the urine, and there is a slight degree of dropsy of the face, hands, and feet, physical signs that point with these just mentioned to structural alterations having occurred in the kidneys, liver, heart, and blood-vessels, retina, and nervous system. Life drags on from day to day, only to end in a lingering illness, or it is brought to a sudden close either by uræmic convulsions, or in consequence of rupture of a blood-vessel in the brain. At the post-mortem examination in chronic cases the kidneys and liver are found to be hard and their secreting structure replaced by a low form of connective tissue, while in acute lead encephalopathy the brain may be dry on its surface and retracted, on section hard and dry, or watery and pale, the blood-vessels being congested. On microscopic examination very delicate changes have been found in some of the large nerve-cells of the brain and spinal cord, and also in the structure of the liver and kidneys. What, then, is the cause of death in acute lead encephalopathy?[310] In most of my own fatal cases, lead was detected in the liver, kidneys, muscles, and brain, etc. To the fact that lead has been found in the brain, and has probably formed some complex chemical compound with it, may be attributed the convulsive seizures, insanity, and possibly, too, death. At the most it has always been a very minute quantity of lead that has been found in the brain after death. In one of my patients Professor Bedson found on chemical analysis only O.779 grain in a brain and cerebellum that together weighed 51.5 ounces: while from another brain and cerebellum that weighed 48 ounces, he obtained only 0.634 grain of lead. From another brain Professor Bedson removed 4.04 milligrammes of lead, while in a case reported by Mr Wynter Blyth there were 99.7 milligrammes of sulphate of lead found in the brain and 17.4 in the cerebellum. A brain whose nerve-cells have become poisoned by lead cannot functionate as in health, but as in some of the rapidly fatal cases of encephalopathy, occurring in young female lead workers hitherto healthy, no trace of the metal was detected in the brain on careful chemical examination, death must have been caused by some other circumstance than the hypothetical presence of lead in the brain. The human body is a laboratory, wherein even in health animal products are hourly being formed, and which if retained in the system would poison the individual. Were it not for the activity of such eliminating organs as the kidneys and bowels, life would be constantly menaced by this auto-intoxication. Lead in some people rapidly induces structural changes in the liver and kidneys, or it quickly interferes with the functional activity of these organs, so that poisonous materials generated by the individual himself are not removed. It is the circulation of these in the system and their action upon the brain, aided probably by the presence of a soluble compound of lead in the blood, that is the cause of the convulsions and death in some cases of acute lead encephalopathy. Occasionally lead workers are admitted into hospital suffering from convulsions and delirium, which are not due to lead, or at any rate to lead alone. In many of these cases there is a strong alcoholic history, that it is difficult to say how much is due to lead and how much to alcohol. Alcohol we know predisposes to plumbism.
Of precautionary measures requiring mention I would allude to the avoidance of excess of all kinds on the part of the workpeople,[311] including the use of alcohol; to the need of nutritious food, plenty of milk, and the avoidance of acid fruits; attention to personal cleanliness as secured by frequent washing, change of working clothes, good ventilation of the workrooms, and the wearing of respirators.
A year ago, M. Armand Gautier presented to the Prefect of Police in Paris a report in which he showed that in Paris alone there were upwards of 30,000 persons exposed to the fumes, dust, and combinations of lead, and that the hospital treatment of the working people whose illness was due to lead poisoning cost the municipality a very large amount of money every year. In an earlier report presented to the Council d’Hygiène, and dealing with the admissions into the hospitals between 1870–80, he showed that this expense corresponded to a residence of 11,140 days in these institutions. In 1881 the French Government appointed a Commission to inquire into the prevalence of lead poisoning, and to draw out regulations. The enforcement of the rules was followed by a decided improvement in the number of cases. From 1881 to 1883 the number of patients fell from 552 to 421, and the number of days spent by patients in the hospitals fell one-half. This satisfactory decrease, however, was not maintained, despite the fact that the Clichy white lead works, which used to contribute nearly 50 per cent. of lead cases, was closed, and new methods of production had been introduced. So far as white lead works are concerned, there is not the least doubt that the substitution of the moist for the dry method of dealing with lead carbonate materially diminished the amount of ill-health among the workpeople, and yet, while this improvement was taking place, the number of cases of plumbism rose all over Paris, owing to an increase in the amount of lead used in other trades, which had not attended to hygienic requirements. The number of fatal cases also of lead poisoning in Paris rose. Of 552 patients ill between 1877 and 1880, 5 died; of 248 ill between 1887 and 1889, 16 died; of 302 ill between 1890 and 1893, died; while of 314 ill between 1894 and 1897, 17 died. The fact therefore remains that since 1881, when fresh and more stringent regulations for French white lead workers were introduced, the number of patients suffering from lead poisoning, and dying from it, in Paris, has risen. The explanation of this anomaly is to be found in the fact that the victims of plumbism are no longer supplied by the white lead works in the same proportion as formerly, but that they come from other industries that have not yet been brought under the[312] regulations. Of these industries house painting has contributed the largest number of patients. This trade, along with colour grinding, supplied no less than 223 patients during the years 1894 to 1898. The proof that improvement in methods of manufacture, e.g. the substitution of the wet for the dry method, has been satisfactory, is shown by the fact that before the introduction of the regulations of 1881, white lead operatives occupied the second line on the list of dangerous trades, to-day they occupy the sixth. It is in consequence of the increasing prevalence of Saturnine poisoning in house painters that the agitation at present going on in Paris against the use of white lead as a pigment, and alluded to in previous pages, has reached such dimensions.
A few years ago the white lead works at Clichy furnished for a long period nearly one-half of the cases of plumbism admitted into the hospitals of Paris. Demolition of this factory was followed by a rapid diminution in the number of cases of lead poisoning seeking admission. This circumstance shows that in some factories the conditions under which the work is carried on are more unhealthy than in others. On Tyneside we are not without a similar experience. There are some white lead works in which there is always more plumbism than in others, and the explanation is that either the works are older and the ventilation worse, or that the general management is in some way or other not so good. It is the same class, often the same people, who work in all the factories, for they occasionally migrate from one to another, and yet there remains the undesirable fact of a larger amount of sickness among the hands in some of the works than in others. As an illustration, take for example the lead-poisoned patients admitted into the Royal Infirmary, Newcastle-upon-Tyne, from October 1890 to March 1893—
| Factory A | 52 cases. |
| „ B | 15 „ |
| „ C | 8 „ |
| „ D | 5 „ |
| „ E | ... „ |
| 88 „ |
Of 88 patients, one factory, not the largest, supplied nearly two-thirds of the total admissions. As illustrating the preventableness of industrial white lead poisoning, it is worth mentioning that in one of the largest and best conducted factories in the Newcastle district, there has only been one fatal case of lead[313] poisoning within the last twenty years, and since the enforcement by the Home Office of the recommendations of the White Lead Committee, the factory that sent 52 out of the 88 cases stated in the preceding table to the Infirmary in two and a half years, at present scarcely sends one patient per annum. Lead-poisoned females are now practically never met with in Newcastle, and male patients are becoming every year rarer. As long ago as 1849, Combe proposed that instead of washing, then drying the white lead in stoves, and subsequently packing it in barrels for sale, it would be safer from a worker’s point of view, since it would rid the atmosphere of dust, if the lead carbonate on its removal from the white beds were ground and washed at once in water, then forced to travel through a series of rollers and washers into oil under rollers. The oil displaces the water, and as a consequence the white lead escapes from the last roller as finished paint.[60] In order to obtain the white lead as a paint, the soft paste as it comes from the grinding stones, and which contains 15 to 20 per cent. of water, can be at once mixed and incorporated as it passes through the rollers with increasing fractions of 10 per cent. of oil. The water is thus gradually eliminated from the paste, so that the product as it escapes from the last roller contains hardly 1 per cent. of water, can be packed, and is ready for the market. Mr T. H. Leathart of Newcastle-on-Tyne, who has adopted this method in his works,[61] informs me that the paint is, practically speaking, free from water, there being not even .5 per cent. of it in the finished product. By the adoption of this method of manufacture there has not only been a saving of labour, but better health among the workmen, owing to the absence of dust. This small change in the method of manufacture has had a wonderful influence on health. The grinding and packing of all dry white lead should be conducted in hermetically-sealed compartments. Even to this there is the drawback that as time goes on, owing to the vibration of the machinery, the joints of the wood and iron become loose and the dust escapes. The defect, however, can be easily remedied.
In 1899 the Chief Inspector of Factories issued special rules for white lead works, which were an advance upon those of previous years, and which have undoubtedly diminished plumbism in this industry. It is unnecessary to reproduce these rules here, but the main points included in them are that plans for new works or[314] structural alteration of old factories must be submitted to the Chief Inspector of Factories; white beds must be watered when being emptied; drying stoves are to be ventilated, and no person is allowed to draw a Dutch stove on more than two days in any week; no women are allowed to work in the white beds, rollers, washbecks or stoves, or in any place where dry white lead is packed, or in other work exposing her to white lead dust; there must be weekly medical examination of every person employed in a lead process, with suspension in the case of illness, and medical re-examination before returning to work; suitable respirators, overalls, and head-coverings must be provided by the occupiers; adequate washing appliances are required, with cessation of work ten minutes before each meal-time and the end of the day’s work for the purpose of washing. The duties of persons employed are similarly defined, and any person obtaining employment under an assumed name or on any false pretence is liable to a penalty. It is enacted, too, (Factory and Workshop Act, 1891, sections 9 and 11) that the rules shall be kept posted up in conspicuous places in the factory, so that they can be conveniently read by the persons employed. Any person who is bound to observe the rules and fails to do so, or acts in contravention of them, is liable to a penalty. In such cases the occupier also is liable to a penalty unless he proves that he has taken all reasonable means by publishing, and to the best of his power, enforcing the rules, to prevent contravention or non-compliance. To extreme temperance in the use of alcohol, and to a weekly or fortnightly alternation of employment for the workpeople in the factory, I attach great importance as preventive agents.
A sanitary drink has to be provided for the workers by the employers. It is usually composed of Epsom salts and lemon juice, or some other acid, dissolved in water. The provision of an acidulated drink for persons employed in white lead works is a subject to which the members of the White Lead Commission gave considerable attention, but I candidly confess that the Committee never attached any great importance to it as a means of preventing plumbism. The theory upon which its administration is based is that the sanitary drink converts any lead which may have been swallowed into the rather insoluble sulphate, and that thereby the risk of plumbism is diminished. When the drink contains a slight excess of acid, then instead of being a safeguard it may become the reverse. Besides, after all, lead sulphate is not very much less insoluble in gastric juice than lead carbonate, and the men who go to the barrel to obtain the sanitary drink are not careful enough to[315] rub their moustache clean before drinking. Within limits, when carefully prepared and not too acid, the sanitary drink possesses certain advantages on account of its being a mild aperient, but beyond this it is only doubtfully a preventive. The workpeople should be given to understand that there is no real antidote to lead poisoning, and that they must be constantly on their guard against it. Personal cleanliness is, I repeat, of the greatest importance. Such drinks as the acid lemonade just described, milk and coffee, etc., however useful they may be of themselves, cannot altogether prevent lead poisoning, and it is unwise therefore to allow the workpeople to shelter themselves under this belief.
Curative.—During the attack of colic, warm applications to the abdomen, and the administration of a mild aperient, such as magnesium sulphate or castor oil, especially if there is constipation, and there is the prospect of the medicine being retained on the stomach. Occasionally a warm bath may be called for, or if pain is severe, the administration of a hypodermic injection of morphia. In milder cases, or when the immediate urgency of the colic has passed away, iodide of potassium is a good eliminant, but the internal administration of this drug in plumbism requires caution, since it may dissolve out lead that has been deposited in the tissues, flush the blood with a soluble lead salt, and thereby aggravate, and often dangerously too, the symptoms of lead poisoning. For paralysis the internal administration of iodide of potassium with nux vomica, and the use of massage will, in most cases, succeed, but recovery is usually slow and often incomplete. Electricity gives encouraging results, and as practised in the manner suggested by Dr Lewis Jones (see p. 375), has been productive of a great amount of good. For acute lead encephalopathy the subcutaneous injection of pilocarpine and the inhalation of nitrite of amyl have in my hands answered well. Bleeding, and the injection of large quantities (about 500 centimetres) of an artificial serum made from sulphate of soda, 5 grammes; common salt, 1 gramme; corrosive sublimate, 0.05 gramme; and distilled water, 200 centimetres, under the skin of the abdomen, is a line of treatment that finds favour with many French physicians. I need scarcely add that lead poisoning is too serious a malady for its treatment to be undertaken by the laity without the advice of a doctor.
The use of chrome dyes has been followed by lead poisoning[316] which in a few instances has ended fatally. Chrome dyeing by means of lead compounds was one of the unhealthy occupations relegated by the Home Secretary to the Dangerous Trades Committee for its opinion. The dye is obtained by mixing a solution of bichromate of soda or potass with sugar of lead, or by acting upon lead carbonate with a solution of bichromate of soda or potass. In the Final Report of the Dangerous Trades Committee, p. 26, it is stated how the different colours may be got. To obtain deep orange colour, hanks of yarn are dipped first in a solution of lime, and then in a solution of brown sugar of lead; the dip is again repeated, and after this the hanks are dipped in bichromate of potass or soda, and finally they are boiled in lime water. For yellow chrome colour the treatment is similar, with the exception that the goods are not boiled in lime water, but washed in dilute hydrochloric acid. To obtain chrome lemon colour, the yarn is dipped first in an alkaline lead solution, then in bichromate of soda, and subsequently washed in cold water. Green chrome is got by dipping the lemon-stained yarn in an indigo bath. In all of these processes the bichromate of soda acts upon the lead and produces a chromate. This forms not so much a dye as a coloured coating on the surface of the fibre of the yarn. In the process of dyeing no risk to health is incurred by the workpeople. The danger commences when the goods have become dried and the coloured dust of chromate of lead is given off, as may be seen in the noddling and bundling departments of a factory. In several large dye works, both in England and Scotland, I have seen the girls who handle and pull the yarn covered with yellow dust, found them anæmic, complaining of headache, and showing a well-marked blue line on their gums, while several of them complained that they had suffered from colic, and been off work through it for a time. In some instances more serious symptoms developed. A fatal termination is not unknown. The contents of the stomach when vomited often exhibit the same colour as the yarn the girls handle. In one mill there was quite an epidemic of lead poisoning among the women owing to some of them, on account of the cold weather, having stopped the running of the fan. As a consequence the atmosphere of the carding-room became impregnated with yellow dust, and many of the girls became ill, one of them dying from unmistakable lead poisoning. When the fan was re-started all the illness disappeared. Improved ventilation puts an end to poisoning in chrome dye works. The dust-laden air ought to be drawn down and away from the workers. In the[317] dyeing of cotton, lead compounds are similarly used, but an effort is being made to supplant these by aniline and vegetable dyes. Whether aniline colours are capable of entirely taking the place of lead chromate under all circumstances of climate, etc., still remains to be seen. The opinions of manufacturers are divided upon the point of aniline dyed goods standing exposure to the sun like those coloured by lead chromate. Some maintain that the colours are not so permanent. The subject is therefore not yet ripe for the expression of an absolute opinion. Another danger to which workers in chrome dyeing works are exposed, is the occurrence of chrome holes or scars on the hands of the men who work with the bichromate solution. Perforation of the septum of the nose does not occur.
This subject may be conveniently discussed with that immediately preceding. The pattern is printed on the cotton cloth in lead salts. The cloth is then passed through a solution of bichromate of soda. Only the letters or portions of the pattern that have been printed in lead retain the chrome colour. There is no risk to the operative in the process of printing. The danger resides rather in the dust given off in the drying-room, to which the cloth is taken. Here, owing to the heat of the room and the handling of the calico, a certain amount of dust may be present. The question of aniline substitutes for lead has been discussed by manufacturers, but among them there is no unanimity upon the matter, especially in those engaged in the export trade. In indigo blue dye works where the calico is printed with copper sulphate and lead acetate, the men may suffer as much from the copper as the lead.
The enamelling of iron plates is an industry which is mostly confined to Birmingham and Wolverhampton and their immediate neighbourhood. Enamelled iron plates are used for advertising purposes, for announcing the names of railway stations, etc. The process of manufacture consists in first cleansing the iron plate, smearing it with gum-water, and sifting a fine dust on to it, or in allowing to trickle over it powder suspended in water. The powder may contain as much as 25 per cent. of lead, or in some instances no lead at all. The plate having been coated in one of these ways is placed in a furnace and exposed to an intense heat.[318] On removal it is seen on cooling to have received its first coat of enamel. In order to obtain the required red, blue, or brown colours the plate is subsequently swilled. The colours are put on at first roughly with a broad brush, and then a finer one so as to get an even surface, after which it is smoothed by a camel’s hair brush. The plate thus swilled is allowed to dry on hot pipes at a moderate temperature. The process up to this stage is wet, and therefore not dangerous, besides the lead compounds used are often fritted, and these are known to be very insoluble. It is in the subsequent treatment known as stencilling that the danger commences. This part of the work is generally done by women, who by means of a nail-brush rub off the colour on the surface of the plate which is exposed through the openings cut in the stencil, and which correspond to the alphabetical letters, etc., of the advertisement. This is a very dusty process. The atmosphere of the workroom becomes thick from the coloured particles of dust given off from the plate, and these fall upon the hair and clothing of the workpeople. There is often a large percentage of lead in the dust, so that when this is inhaled for several hours, during each working day in the week, it becomes a cause of plumbism occasionally of a severe character, and running to a fatal termination.
Brushing-off through the stencil is usually performed over perforated tables down which there is a strong draught, but if the aspirating force is weak the dust rises and impregnates the atmosphere, so that it is almost impossible to see across the workroom. After the plate has been stencilled it is again placed in the furnace, and the processes of swilling, drying, stencilling, and firing are repeated according to the kind of colours required in the advertisement. These processes may be repeated as many as eight or nine times. Red and other compounds of lead are largely used for enamelling, and may be present to the extent of from 25 to 33 per cent. Formerly arsenic was also used, but such serious consequences followed that its employment has been discontinued.
In this industry, as in white lead works, it is the young female operatives who are the most susceptible to plumbism. A few years ago there was a great amount of ill-health among the hands owing to imperfect ventilation of the workrooms. The White Lead Committee recommended that there should be a medical inspection of all the workers once a month, and that no girl under 20 years of age should be employed as a brusher-off in the stencilling process; that no female should be employed without medical testimony as to her fitness for the work, experience[319] having shown that anæmic, scrofulous, and ill-nourished persons are more predisposed to plumbism than those that are healthy; that after an illness of any kind a medical certificate should be furnished. The Committee would have been glad if the employers could have seen their way to give half a pint of milk every forenoon to each of the workers, for experience has shown, both in this country and abroad, that milk is to some extent a prophylactic against plumbism. Dr Morison Legge,[62] in his report upon the enamelling of iron plates, says that for last year only 10 cases of lead poisoning occurred in 689 persons engaged in the dangerous processes. He attributes the fact of the cases being few to the periodic medical examination, the removal of dust by fans, and the encouraging efforts which are being made by large firms to substitute other things for lead.
Tinning and enamelling of the hollow ware used for culinary and domestic purposes is an industry confined for the most part to Wolverhampton, Bilston, and Dudley. The iron kettle or saucepan about to be tinned is first cleaned or prepared by being swilled in a mixture of dilute hydrochloric acid and chloride of zinc. The process of tinning consists in dipping the utensil into a trough containing molten tin and lead in the proportion sometimes of 60 per cent. of metallic lead and 40 of tin. Owing to tin being the more expensive metal, the cheaper ware is often dipped in a composition of 70 per cent. of lead and 30 of tin. The dangers incidental to tinned hollow ware are twofold: first, if the workman who dips the utensil in the molten lead is not careful, cleanly, and temperate as regards the use of alcohol, he may suffer from lead poisoning; and secondly, the poorer working classes, who buy the cheaper ware, which has been nominally tinned but is in reality leaded, also run the risk of becoming poisoned by the food either having become contaminated by lead in the act of cooking or subsequently. When the cauldrons containing the molten metal, into which the workman plunges the pans, etc., are hooded, the fumes are not so readily inhaled. It is a common belief among these men that the poison enters the system when they are wiping off the metal from the hot sauce-pans, etc., by means of tow. In the white enamelling of iron hollow ware many manufacturers are now using a leadless glaze with every promise of success.
The enamelling of copper letters or tablets is shown by Dr Legge to be a source of plumbism. Four cases were reported to[320] the Home Office in 1900. The danger occurs during the “brushing on” and “wooling off” of a black enamel powder, which was found to contain as much as 67.0 per cent. of lead.
The manufacture of electric accumulators for telegraph and telephone purposes and for motor cars has become a very important industry, and is likely to become still more important as time goes on. There is one process in the manufacture which is distinctly dangerous. The workmen who rub the red lead, made into a paste by means of dilute sulphuric acid, on to embossed or perforated plates occasionally suffer from plumbism. When the plate leaves the workman its interstices look as if they were filled with red clay. Both sides of the plate have to be treated by the workman, whose hands are generally covered with indiarubber gloves. During the mixing of the dry red lead or litharge with the dilute sulphuric acid a considerable amount of dust is created. The indiarubber gloves which are worn by the men who fill the perforations in the plates with the lead paste become in time thin and worn, or they get torn, and as a result certain parts of the hands of the men become coated with the red composition. By this means, as the work entails a considerable amount of friction, lead poisoning may readily occur. In visiting electric accumulator works, I found several of the workmen, especially the younger men, extremely pale, and suffering from headache; some of them had been laid off with colic, and they presented a well-marked blue line on their gums.
The colic of electricians is not a new disease. In one electric accumulator works in La Hague in 1894, there occurred 37 cases of plumbism in 252 male workers; and in another factory in Wiesbaden 12 cases of lead poisoning occurred in 90 workers. Of 30 patients suffering from lead colic admitted into the Hospital Bichât, Paris, during 1899, Talamon says more than one-half were electricians, the remainder being made up of painters, plumbers, and typographers. So prevalent had lead poisoning become in Germany that the Imperial Health Office directed an inquiry[63] to be made into the conditions of labour in electric accumulator works. In consequence of this, special rules were issued, and as these now govern the industry in Germany, it will not be out of place if I quote at some length from the Report, a translation of which has been kindly placed in my hands by Dr Morison Legge.[321] The information embodied in the Report was collected by a circular letter of the Chancellor, and deals with the extent of the manufacture of accumulators and the dangers of working. From one factory alone the following particulars were received as to the special incidence of plumbism in particular processes.
| Occupation. | Number Employed. |
Number of Cases of Lead Poisoning. |
Per cent. |
| Casting | 30 | 3 | 10.0 |
| Pasting | 30 | 9 | 30.0 |
| Soldering | 16 | 6 | 37.5 |
| Trimming | 30 | 4 | 13.3 |
| Plumbing | 30 | 9 | 30.0 |
| Section Building | 60 | 5 | 8.3 |
As regards remedial measures, special attention was directed to: (1) casting and preparation of the plate; (2) mixing the paste; (3) actual pasting; (4) the drying and building into batteries of the various segments; (5) forming and changing plates. As regards these various headings the information gathered is as follows:—
(1) Ordinary lead, often containing a trace of antimony, is used for casting the plates. From the surface of the lead in the melting pots fume rises (oxide of lead), so that it is recommended to have the melting pots arranged that they can be provided with an efficient hood and shaft leading either into the open air or into a chimney. The need for these precautions lies in the fact that not only are the fumes of lead and antimony harmful when inhaled, but commercial lead often contains traces of arsenic, varying from 0.1 to 7.9 per cent.
(2) Litharge and red lead are used for making the paste, and as these come to the works in casks, the dry material is transferred from the cask to the worker’s bench by means of a shovel or trowel. Dust thus becomes scattered about in all directions. It is, therefore, desirable to have the floor of the workrooms moistened and swept daily. The mixing of the red lead and sulphuric acid should be done in a closed chamber or under an exhaust shaft.
(3) As regards the wearing of gloves by the men who paste the plates, reference is made to the difficulty of keeping the gloves in good repair. The same difficulty, as I have already mentioned, occurs in Britain. In some of the electric accumulator works the[322] gloves worn are too short. The dry red lead occasionally gets inside the gloves, and as these tend to keep the hands hot and cause them to perspire, plumbism is rather encouraged than prevented, or skin eruptions develop. In order to avoid, therefore, as far as possible absorption of lead by the skin, two alternatives are put forward by the German Committee of Enquiry: (a) the work is not to exceed eight hours a day, to be broken by a pause of at least one and a half hours; or (b) there is to be one six-hours’ spell of work in the day. The Committee is in favour of the latter. Respirators for the men engaged in pasting are not considered necessary.
(4) In building up the batteries by means of solder, ordinary solder is not used, but a very pure lead instead, in order that the connections made between the plates may not be affected when they are subsequently exposed to the acid. To bind these plates together by solder, the heat from an oxygen or hydrogen blow-pipe flame is used, but frequently the temperature reaches a height sufficient to cause volatilisation of the lead, and statistics show that persons engaged in this occupation run a considerable risk of lead poisoning.
(5) Opinions were found to differ as to the effect of the dilute sulphuric acid vapour in the formation-room upon the workers. There was said to be medical testimony as to its good effects upon workpeople, who are the subjects of chronic bronchitis. Reference is made to the difficulty of providing fans for ventilation of these rooms owing to the deleterious action of the acid upon the metal contained in the fan, and yet some form of artificial ventilation is necessary.
The method adopted in the factory of determining the presence of lead in the air was the simple one of suspending, at the level of the worker’s head, a sheet of blotting paper, 100 centimetres square, previously moistened. Subsequent treatment with dilute acid and exposure to the action of sulphuretted hydrogen showed whether lead was present or not.
In Paris, motor cars are much more in evidence than in this country. There are very few in London compared with the French capital. Dr Proust has reported four cases of lead poisoning in Paris, in women aged eighteen, nineteen, twenty-five, and thirty-nine years respectively, whose work consisted in coating with oxide of lead small leaden rods, and fixing them in position. All of[323] these women entered the electrical department of motor car manufactories in good health. At the end of six weeks to two months they had colic, loss of appetite, constipation, and abdominal pain of such severity that they had to be taken to the hospital, and detained there under treatment for more than a fortnight. In one patient the symptoms of plumbism returned shortly after resuming work. With the dangerous nature of the occupation the employers were quite familiar. They not only paid a doctor to visit the works once a week to examine the workers, but they were in the habit of giving to the female workers honey and sulphur, iron pills, and half a litre of milk daily. Ample provision was made for washing; tooth-brushes were provided, also sulphur baths once a fortnight, and yet, notwithstanding these precautions, four of the women quickly developed symptoms of lead poisoning.
An accident of rather a peculiar character occurred on 8th Oct. 1901, on a tramway car in Paris. I state the facts for what they are worth. During the course of the evening, nearly a dozen of the travellers were suddenly seized with violent pains in the abdomen and by syncope, and were obliged to be treated at a chemist’s shop en route. On an inquiry being instituted, the opinion was expressed that the symptoms were due to poisoning caused by fumes given off by sulphuric acid acting upon the lead in the electric accumulators.
It is evident that as electricity will be the motor power of the future and will be turned into numerous channels of application, the number of electric accumulator works in Britain is sure to increase. The necessity for putting into force several of the recommendations mentioned in these pages is almost sure to arise. So far as the hygiene of the works is concerned, the same rules ought to apply to them as are now in force in red lead works.
Common solder is an alloy of tin and lead, equal parts. Fine solder is composed of 2 parts of tin and 1 of lead; coarse solder, of 2 of lead and 1 of tin. The extensive consumption of tinned meats and fruits is responsible for some cases of plumbism,[324] owing to the acid juices dissolving some of the lead out of the solder, but workmen who solder, e.g. tinkers, have been known to suffer from paralysis of the muscles of the fingers and hands, owing to volatilisation of the lead and inhalation of the fume.
Type metal is an alloy of lead with ⅓ to ¼ of antimony. The antimony is added to harden the alloy, for lead is a soft metal. Occasionally small quantities of tin and copper are added, so that the alloy may be composed of 70 parts of lead, 18 of antimony, 10 of tin, and 2 of copper.
We have already dealt with the smelting of lead ore and the melting of pig-lead. The smelting of antimony ore is not attended with such serious risks to health as is the case with lead. One of the largest antimony works in this country is on Tyneside. I have had the privilege of visiting the works and of examining the workmen. The raw ore or sulphide comes from Japan. It is smelted with iron filings. No constitutional bad effects were noticeable in the men who smelt the ore. To some extent this freedom from illness may be due to the fact that the men are not closely exposed to the fume, and that, owing to good ventilation, the fumes were quickly got rid of. The only trouble the workmen seemed to experience, and it was more of a complaint than an illness, is that as the work is hot they perspire freely, and the skin in consequence becomes extremely irritable and itchy. An eruption appears on the skin. This at first shows itself as a crop of vesicles, which ultimately become pustular. Formerly more than now it was a medical practice in the treatment of disease to apply an ointment composed of tartrate of antimony to the skin in order to bring out a pustular eruption, which acted as a counter irritant. Knowing this to be the local action of antimony, it is easy to understand, therefore, the development of the skin eruption spoken of as “pox” upon the neck and upper part of the abdomen in antimony workers. Eulenburg says that exposure to the fumes of oxide of antimony is followed by pains in the region of the bladder and urethra, and by impotence in the male. My experience does not confirm this statement. Several of the men looked rather pale, probably as the result of exposure to the heat, and a few of them had suffered from gastro-intestinal pains like colic, usually relieved by taking a dose of Epsom salts. A case of industrial antimony poisoning is published in the Report of the[325] Chief Inspector of Factories for 1900, p. 332. It is that of a man who had worked as an extractor of the metal, and who in consequence of having inhaled the fumes suffered from paroxysmal attacks of difficulty of breathing without any physical signs of disease in his lungs. He complained of a sense of constriction in his chest, nausea, a metallic taste in his mouth, backache, weakness in the muscles of his legs, profuse perspiration, headache, and dimness of vision.
It is, however, not so much with antimony as with the presence of lead in the printers’ type that we are here concerned. Printers’ colic was a much more common malady two or three decades ago than now. It is due to handling the type, and to the dust that is given off. Typefounders also suffer from plumbism, but in not a few cases the illness has been caused by the workpeople eating their food without previously washing their hands. Printers as a class are often pale and unhealthy looking. Much of this may be due to the fact that they work in overheated rooms for long spells at a time, and have late hours. H.M. Medical Inspector of Factories reports that during 1900 there were 17 cases of lead poisoning in printers. One of the patients died. Ten of the men were compositors, 4 were linotypists, and 2 stereotypers. Dr Stühler, of Berlin, taking his statistics from the reports of sick benefit societies, states that of 3000 printers in Berlin 313 were annually sick from lead colic, i.e., about 10.4 per cent. of printers’ compositors suffer from plumbism, either by absorption through the skin, caused by handling the type that has become oxidised during wear, or by swallowing the dust through eating with unwashed hands. Fromm discusses this subject, and alludes to the analyses of dust of printing-houses made by Stumpf, who found that it contained often as much as 14.43 per cent. of lead. In a report recently presented to the German Board of Health, Faber states that he found in the dust collected from the floor 11.51 per cent. of lead: that the dust taken from a shelf in the room contained 6.59 per cent. of lead, while dust collected in the gangway between the desks in the composing room of a newspaper office contained 4.7 per cent. of lead. In analysing the air of printing shops Keygi[64] found that the dust contained from 10 to 15 per cent. of lead, which came from the wear of the type. Inhalation of the dust of the oxidised metal in all probability, therefore, plays a very important part in the causation of plumbism in printers’ compositors. During 1900, printing was in Britain[326] responsible for 17 cases of lead poisoning. In 2 of the cases there were symptoms of lead encephalopathy, one of which proved fatal, and in another there was paralysis. Ten of the patients were compositors and 4 were linotypists.
It has to be borne in mind that compositors do a great deal of their work in an artificial light. As they are obliged to handle type very freely, the skin on the inner aspect of the last phalanx of the right thumb, forefinger, and midfinger occasionally becomes thick and hard, also the skin of the last phalanx of the left thumb, and the interdigital eminences of the left hand. According to Choquet, typographers suffer from two distinct maladies, one directly due to the mechanical nature of their work, and the other attributable to the medium in which that work is carried on. Standing on their feet for long spells at a time, they run the risk of developing varicose veins, and as the rooms are either too brilliantly lighted, or the reverse, to affections of eyesight. Older compositors frequently show a trembling of the right hand, due to fatigue caused by grasping and distributing the type, but in producing this tremor plumbism no doubt plays a part. Analogous to writers’ palsy, the tremor is sometimes so persistent that it obliges the individual to renounce his work. The channels by which lead dust effects an entrance into the system are the buccal and nasal mucous membranes, the skin, the respiratory passages, and the alimentary canal. So slight are the initial troubles of the typographer, that for a time they are unperceived. Acute plumbism does not occur among compositors, it is always chronic. By degrees the individual begins to look pale; the skin becomes greyish and exhibits a slightly jaundiced tint; the appetite, too, fails, and digestion becomes weak, and obstinate constipation occurs. A blue line, if sought for, will be seen in the gums, and there is complaint of an unpleasant metallic taste in the mouth. The breath becomes fetid, and motor and sensory troubles develop, especially at those parts that have been brought into the closest contact with the type. Often commencing with a sense of fatigue in the muscles, the paresis proceeds to motor paralysis. In female typographers excessive menstrual losses, such as are known to occur in female white lead workers, have been noted.
Whatever tends to interfere with the elimination of lead from the system encourages necessarily the development of plumbism. Alcohol has this tendency. It is said that if the skin of a compositor gets broken, the wound heals slowly and is apt to become[327] erysipelatous, but I have not observed this. Some typographers are more susceptible to plumbism than others. It is largely a question of well or ill ventilated workrooms, and of personal resistance. Tanquerel found in France that the ages between thirty and forty years gave the largest amount of ill health, and that in the hot seasons of the year most cases occurred. Dr Motais, who is a member of the Departmental Council of Hygiene of Paris, in an address recently delivered at a conference of typographers, recited a story of animal life which had been told to him by some of the printers themselves. For twenty years these men had tried to keep cats in the workrooms. The animals were well fed; they received plenty of milk. For a time all would go well with them, and then the same train of symptoms would invariably develop; the eyes would lose their healthy lustre, the limbs become paralysed, and the animals die, presenting the same cerebral symptoms as are observed in the acute lead encephalopathy of man.
Precautions.—Printing houses should be so situated that free currents of air can get to them, and not, as at present is too frequently the case, shut in by other buildings. Plenty of daylight and, if possible, sunlight are very desirable; daylight if introduced by one side should enter preferably on the left of the compositor, so that no shadow is thrown upon the case that contains his type. Light coming in from the roof obviates all this. So far as artificial lighting of the rooms is concerned, there is an opinion that the electric light is more hurtful than gas, and gas again more harmful than lamps. There should be tinted shades on the gas or lamps, green externally, white internally. The workroom should be well ventilated and without draughts; any dust generated should as far as possible be removed by fans. The type boxes should be kept clean and the floors periodically watered. By young compositors long hours ought to be avoided. No food should be eaten in the workrooms. Compositors should never do any work fasting, and should avoid smoking when at work. Excesses of all kinds ought to be avoided, particularly the immoderate use of alcohol. Milk should be freely taken. On the occurrence of colic, the individual should at once give up his work and be medically treated. Washing the hands and rinsing the mouth before eating are absolutely required, also a bath once a week, and the wearing of overalls when at work.
It is an old opinion attributed to the French physicians Tanquerel and Pidoux, that there exists an antagonism between[328] plumbism and pulmonary tuberculosis. Facts so far as applied to compositors do not support this statement, hence the desirability of printing houses receiving plenty of sunlight, and of the undesirability of persons who are bronchitic or susceptible to lung diseases being allowed to work in printing houses, unless they are careful of how they dispose of their expectoration. One of the great foes of the printer is pulmonary phthisis. Much of this is undoubtedly preventible, since the disease is encouraged by the unhealthy conditions under which the work is carried on. Smith[65] found that the mortality from consumption was 60 per cent. greater than in most of the other trades. Of 799 deaths published by the London Society of Compositors for ten years, 1880–1889 inclusive, Arlidge found phthisis as the cause of death in 296, bronchitis and asthma in 85, pneumonia and pleurisy together were responsible for 67 deaths, paralysis and apoplexy for 61, and Bright’s disease for 21. Pulmonary phthisis caused 37 per cent. of the deaths. The largest number of deaths occurred between the ages of thirty and forty years. Since the statistics given by Dr Arlidge are more than ten years old, and as tabulated are not comparable with the general death-rate all over the country of persons between twenty to sixty-five years of age, I communicated with the Secretaries of the Typographical Association, also the London Society of Compositors, for their annual reports, from which I am able through the kind assistance of Dr Henry Armstrong, the Medical Officer of Health for Newcastle-on-Tyne, and his clerk, Mr Gillinder, to supply more recent information, as indicated in the following table (pp. 329–330).
These statistics unfortunately are not exactly comparable: the time periods are not the same for all three. This is unavoidable, owing to the census returns for later periods not having been published while I write. They are, however, not without value, for they strengthen the suspicion of greater liability of the printer to pulmonary disease.
The figures underlined in column 12 indicate the increased tuberculosis mortality rate of the two associations as compared with the whole of England and Wales. In column 11 it will be observed that in the Society of Compositors there is an increase in tubercular disease, but not great, over the corresponding rate for the entire country. It may be therefore taken as a fact that printers are more liable to tubercular consumption than men engaged in most other trades. In the half-yearly Report of the Typographical Association ending December 1900, there[329] is a list of 74 deaths for the half-year in the Society, whose members number 16,179. Of these 74 deaths, 32 were caused by pulmonary disease, and of these 32 deaths, 22 were caused by tubercular disease, mostly pulmonary phthisis. There is an opinion, but it is erroneous, that smoking tobacco or chewing it is more or less a protection against plumbism, because the men expectorate; but apart from the fact of spitting being a dirty practice, the habit of expectorating upon a printer’s floor is to be discouraged, especially if the workman has a cough and is the subject of lung disease, for it is largely by means of the sputa thrown upon the floor and becoming dried that the bacilli of tubercle disseminate pulmonary consumption.
MORTALITY TABLES OF TYPOGRAPHICAL ASS0C.
TYPOGRAPHICAL ASSOCIATION.
| No. of Members. |
Deaths from | Total Deaths from | Death-rate per 1000 Members. |
||||||||
| All Causes. |
Bronchitis. | Pneumonia. | Phthisis. | Consumption. | Tuberculosis, etc. |
Lung Diseases, including Bronchitis, Pneumonia, Phthisis, etc. |
Tuberculosis, including Phthisis, and all other forms. |
Per col. 9. |
Per col. 10. |
||
| 1894. 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
| Half-year ended June 30 | 12,417 | 61 | 7 | 2 | 21 | ... | 2 | 30 | 23 | ... | ... |
| „ „ Dec. 29 | 12,544 | 46 | 2 | 2 | 11 | ... | 1 | 15 | 12 | ... | ... |
| Whole year | 12,480 (average) |
107 | 9 | 4 | 32 | ... | 3 | 45 | 35 | 3.6 | 2.8 |
| 1895. | |||||||||||
| Half-year ended June 29 | 13,378 | 78 | 6 | 9 | 23 | ... | 6 | 38 | 29 | ... | ... |
| „ „ Dec. 28 | 13,593 | 65 | 6 | 5 | 16 | ... | 3 | 27 | 19 | ... | ... |
| Whole year | 13,485 (average) |
143 | 12 | 14 | 39 | ... | 9 | 65 | 48 | 4.8 | 3.6 |
| 1896. | |||||||||||
| Half-year ended June 27 | 13,673 | 75 | 5 | 7 | 17 | ... | 2 | 29 | 19 | ... | ... |
| „ „ Dec. 26 | 13,906 | 68 | 2 | 8 | 26 | ... | 1 | 36 | 27 | ... | ... |
| Whole year | 13,784 (average) |
143 | 7 | 15 | 43 | ... | 3 | 65 | 46 | 4.7 | 3.3 |
| 1897. | |||||||||||
| Half-year ended June 26 | 13,862 | 82 | 6 | 8 | 19 | ... | 4 | 33 | 23 | ... | ... |
| „ „ Dec. 25 | 14,405 | 54 | 4 | 2 | 21 | ... | 1 | 27 | 22 | ... | ... |
| Whole year | 14,133 (average) |
136 | 10 | 10 | 40 | ... | 5 | 60 | 45 | 4.2 | 3.2[330] |
| 1898. | |||||||||||
| Half-year ended June 25 | 14,602 | 77 | 5 | 3 | 22 | ... | 2 | 30 | 24 | ... | ... |
| „ „ Dec. 31 | 15,075 | 69 | 5 | 1 | 19 | ... | 1 | 25 | 20 | ... | ... |
| Whole year | 14,838 (average) |
146 | 10 | 4 | 41 | ... | 3 | 55 | 44 | 3.7 | 3.0 |
| 1899. | |||||||||||
| Half-year ended June 24 | 15,393 | 78 | 7 | 6 | 23 | ... | 3 | 36 | 26 | ... | ... |
| „ „ Dec. 30 | 15,854 | 99 | 2 | 13 | 39 | ... | 4 | 54 | 43 | ... | ... |
| Whole year | 15,623 (average) |
177 | 9 | 19 | 62 | ... | 7 | 90 | 69 | 5.8 | 4.4 |
| Average for 6 years | 4.5 | 3.4 | |||||||||
| LONDON SOCIETY OF COMPOSITORS. | |||||||||||
| Year 1897 | 10,780 | 126 | 13 | 10 | 33 | ... | 11 | 56 | 44 | 5.2 | 4.0 |
| „ 1898 | 11,079 | 141 | 10 | 5 | 40 | 1 | 11 | 56 | 51 | 5.0 | 4.6 |
| „ 1899 | 11,415 | 132 | 11 | 9 | 28 | 1 | 7 | 49 | 35 | 4.3 | 3.0 |
| Average for 3 years | 4.8 | 3.9 | |||||||||
| England and Wales.—Per 1000 Population (1881–90). | |||||||||||
| Mean Annual Death-rate of male persons, 20–65 years of age | 4.5 | 1.8 | |||||||||
[331]
In thus expounding the subject of lead poisoning in printers, I have rather drawn attention to dangers that were more common in the past than exist at present, for, fortunately in this country at least, plumbism among compositors is very much on the wane. It is seldom that we meet with cases of printer’s colic in these days, owing very largely to the change in the method of printing newspapers. Until recently the printing of newspapers was done by ordinary type, the compositor setting the type by touch and not by sight. He quickly picked out the required letters, deftly inserting the nail of his thumb into the groove on one side of the type. It was through these operations that the skin of the fingers became thickened, and lead dust got under his finger nails. Having set and printed the paper, he had to take up, wash the type in lye, and subsequently distribute it, i.e., put each type back into its proper place. The distribution of the type required even more care than the setting of it, for a type wrongly distributed became a source of future trouble. Printing by hand type is rapidly on the decline, and is being replaced by stereotyping and linotyping. For newspaper printing there are now several fast printing machines in existence. Stereotyping has made it possible to print from a stamped cylinder without making direct use of the individual type. Endless rolls of paper, too, feed the printing machines. As many as 10,000 thirty-two page periodicals can be thrown off in an hour, but by perfecting the apparatus, as in Hoe’s machine, as many as 24,000 are capable of being thrown off in an hour. It is in typesetting machines with automatic distribution that the greatest progress has been made. The Merganthaler linotype machine, which is used for newspaper printing, produces and gathers in order successive bars of metal, each of the required length and breadth of a line, and bearing[332] on its upper surface the type which prints the line. In the machine are small brass matrices, representing the different letters, etc. When the operator presses a finger-key on the board in front of him a single matrix bearing the required letter falls out of the magazine, and is carried to the assembling block, where the various matrices are set up, side by side, in a line or row. Subsequently these are transported to the face of a vertical mould wheel. Into the face of the mould molten type-metal is pumped, and thus a slug or linotype is produced. As the formation of the slugs is effected automatically, the operator does not handle the metal, consequently plumbism is rare, only two cases of lead poisoning in linotypists appearing in the Annual Report of the Chief Inspector of Factories for 1899, and four in 1900.
The new methods of printing have certainly diminished the numbers of cases of lead poisoning among printers, but the introduction of linotyping is losing us, as a people, an art. No person contends that, for finish, linotyped printing is equal to that obtained by hand-set type. Except for book-printing, in which the letters stand out boldly and clearly, and which as a trade is being relegated to a few towns, stereotyping and linotyping are in our own country rapidly eliminating typography. Since this is unavoidable, it is to be hoped that linotyping will yet further improve, for badly-printed newspapers are trying to the eyes. On the Continent most of the small newspapers are still printed by hand-set type, and consequently lead poisoning among printers is more prevalent there than here.
Compositors working the linotype machine run little risk of lead poisoning if they keep themselves and the workrooms clean. In linotypists the danger is not in handling the metal, for the need of doing this is rare; it is rather through inhalation of the fumes of the molten lead or from oxidation of lead particles that are lying about on the machine and floor. I have met with a few cases of colic in linotypists, but the attacks of pain have been mild and much more quickly got over than in compositors who use the ordinary type. In some, too, I have observed some of the milder derangements of the nervous system, mostly functional, that are the result of plumbism.
[333]
Plumbers are not a long-lived class. They suffer from lead poisoning in consequence of handling sheet-lead, pipes made from the same metal, also from working with white lead. They often complain of a sweet metallic taste in the mouth during the beating of the lead and the application of solder.
Gasfitters and plumbers run the risk of being poisoned also in another manner, to which allusion may be incidentally made here. When making the necessary connections between the pipes going into the houses and the mains, the gas in the latter is not shut off on account of its requirement by consumers. As a consequence of exposure to coal gas escaping from the main pipes, the workmen occasionally become dizzy and unconscious, lose their eyesight for several minutes, as well as the muscular power of their limbs. They have to be removed by their fellow-workmen, who often administer an emetic of salt and water when consciousness has sufficiently returned to enable them to swallow. The vomited matter smells strongly of coal gas. The symptoms are known as “gassing” by the workmen. In some of the men who have thus suffered I have found that complete muscular power had not returned to the limbs three months after the accident, that the knee-jerks were exaggerated, and that the patients were nervous and the subject of tremor. Albumen or sugar may be temporarily present in the urine.
House painting is a prolific cause of plumbism. Dr Stühler, of Berlin, who obtained his facts from benefit societies, states that of 3000 painters in Berlin 313 or 10.4 per cent. were annually off work from the effects of lead poisoning. In Paris, Gautier found that out of 14,000 painters and varnishers 250 on an average attended the hospitals on account of plumbism, and that an equal number was treated at home, making a total percentage of 3.5. Of late the admissions into the hospitals of cases of lead poisoning have been increasing notwithstanding the regulations issued by the French Government, and the fact that the patients coming from white lead works have been getting fewer. This circumstance is explained by other industries sending more patients than formerly, and of these industries house painting has contributed the largest number. During the years 1894–98 this trade alone, and[334] colour-grinding, contributed 223 patients, while white lead works only sent 4, and the occupation of plumbing 22. Of 86 fatal cases of lead poisoning in Paris during the five years mentioned, 43 occurred in painters, 2 in plumbers, and only 1 in a white lead worker. In consequence of the large amount of plumbism that prevails among house painters in Paris, it is Gautier’s contention that the occupation should be brought under closer Government supervision. The same remark applies equally to the trade in our own country. Lead poisoning among house painters is much more prevalent than people imagine. Taking a few monthly reports at random, there were 12 cases of plumbism in house painters (with 1 death) reported to the Home Office during the month of June 1900; in the month of November 1900 there were reported 11 cases of lead poisoning (including 2 deaths) among house painters and plumbers, and in the following month 14 cases of lead poisoning (including 4 deaths) in house painters and plumbers. During 1900 there were 199 cases of lead poisoning in house painters and plumbers reported to the Home Office. These figures show that if Saturnine poisoning in house painting was notifiable, both it and plumbing would be found to be trades that are the cause of a great amount of sickness, of which at the present time we hear very little. During the year 1899 upwards of 100 cases of lead poisoning were notified, while from district registrars information was received of 18 fatal cases of plumbism attributed to the occupation of house painting. Notification of lead poisoning in house painters is not compulsorily required by the Home Office. Cases of industrial lead poisoning, also arsenic, phosphorus, mercury, and cases of anthrax, are obliged to be reported to the Chief Inspector of Factories by the medical men who attend the patients, and by employers, but an exception is made in regard to house painting, one of the reasons being that as painters pursue their avocation largely in the open air and in houses away from the employer’s premises, it is difficult to say where the poisoning was contracted. Industrial lead poisoning to be notifiable to the Home Office must have occurred in places that are controlled by the Factory and Workshop Acts. When a painter, who is following his occupation in a factory or workshop and is engaged in grinding or mixing colours, develops lead poisoning, the illness has to be notified. As the Act stands at present, the Home Office cannot deal with certain forms of industrial lead poisoning, nor have the factory inspectors power to enforce improved conditions of[335] labour. In view of house painting being ultimately brought under Special Rules, it is very desirable that all cases of sickness in house painters and deaths from plumbism should be reported. To the ordinary medical practitioner, who has been informed that he must report all cases of occupational lead poisoning coming under his care, it is embarrassing for him to draw a distinction between lead poisoning caught by one man filling a barrel with dry lead carbonate in a workroom, and another man who uses this as a paint in decorating the interior of a house or shop, and yet while the former is notifiable, the latter is not, although the same cause is in operation in both. The sphere of Home Office influence ought therefore to be extended so as to include house painting, and this might be done under the Act that allows the Home Secretary on sufficient evidence to schedule a trade as dangerous.
There are several ways in which painters and colour-mixers become the victims of lead poisoning. The men who grind or mix the colours run the risk of inhaling the dust. Unless this process is carried on either in closed spaces or in airy and well-ventilated rooms, the atmosphere becomes thick and can only be cleared by means of a fan. In this country there are, excluding house painters, upwards of 6000 persons employed in the manufacture, mixing, and grinding of paints and colours. Of 48 cases of plumbism that occurred among these persons in 1899, 30 were grinders and 7 of them packers.
For the purposes of house painting, the pigments are generally mixed with oil and a turpentine body. It has sometimes been thought that the lead poisoning of painters is due to the inhalation of the terebinthated vapour that rises from the painted surface. That this is a possible source is shown by the outbreaks of “belly ache,” or colique sèche, that occurred a few years ago in the Tropics, and played sad havoc with the sailors of the French Navy. For a long period the nature of the illness was not recognised. It was thought by some to be a neurosis of the abdominal sympathetic nervous system, and due to chill, while other physicians regarded it as a form of malarial disease. Lefèvre, the Director of the Naval Sanitary Board at Brest, ultimately gave it as his opinion that “the colique sèche of the French Navy is nothing more than lead poisoning, and the reason why colic was more frequent among French sailors than those of other countries was due to the fact that lead entered more into the construction of their ships of war. It formed the tanks for holding the drinking water and the pipes for carrying the water; it was present in the paint of the[336] cabins, in the enamel of the drinking-cups, and in the cooking utensils.” Out of this number of possible causes some of the cases of colique sèche might have been due to sleeping in cabins newly painted with lead compounds, although drinking contaminated water would be the more probable cause. A common cause of lead poisoning in house painters is inhalation of the fume evolved during the burning-off of old paint. When engaged for long at this kind of work the men complain of headache, nausea, and occasionally have colicky pains in the abdomen. There is yet another manner in which plumbism may develop, and this occurs in finer work, where several coats of paint have to be applied. After what is called laying-on of the prime colours and puttying with white lead comes the flat colouring. When the coats of paint have become dry the workman is obliged to use sandpaper to rub the surface flat. In doing this a considerable amount of dust is given off which is rich in white lead. It is inhalation of this dust that so frequently induces colic and paralysis of the hands in house painters. Carelessness and ignorance are frequently contributing causes. Men, while laying-on the white paint with a flat knife, have often been observed using the hollow of their left hand as a reservoir for the paint. If there is any erosion of the skin, absorption of the poison is sure to follow. Layers-on are an unhealthy class of men. In Paris alone there occurred 18 deaths during the years 1898 and 1899 in a small union of 200 members, the greatest age at death being 35 years.
A fresh danger has been recently introduced into house painting. A few months ago a house painter, aged 40, was admitted into the Newcastle Infirmary suffering from extreme blueness of the face, lips, ears, hands and fingers, and from colic. He had also a very blue line on his gums. The illness was plumbism, but with something superadded. He had been engaged in removing the varnish and paint from old Venetian blinds, and had been using a dark brown liquid with a pungent, penetrating odour, known in the trade as a special patent. During the process of rubbing and swilling the blinds, and subsequently of sandpapering them, a strong sickening odour arose, which caused him to vomit and to have severe headache. The vapour, too, caused him to become so drowsy that he would almost fall asleep. He would feel giddy, but had no difficulty in walking, nor was his eyesight affected. The man was pale as well as blue, he had a haggard expression, and there was the most marked cyanosis possible. He had colic and constipation. His internal organs were healthy, including the[337] kidneys. He had marked tremor of both hands, but no paralysis. It was quite clear that there was an acute intoxication of some kind or another, over and above lead poisoning. Several examinations of the urine were made by Dr R. A. Bolam, who had charge of the patient, with the view of establishing the nature of the poison. The symptoms reminded me of those observed in men who are employed in painting ships with quickly-drying spirit paints. It was thought at first that the symptoms were due to the presence of aniline oil in the “patent,” or of some chemical akin to the pyridine group of compounds. The case is an illustration of the danger incidental to the use of highly volatile, complex, and unstable chemical compounds whose nature is not quite known, whose effects upon the human body can only be learnt by experience, and which have for their object, from a trade point of view, rapid execution of work.
Painters of ships’ cabins suffer from plumbism as much if not more than house painters, since they are often obliged to work in close, confined spaces; so, too, do the painters of the back of mirrors, from using red lead; also painters of agricultural implements, etc.
It is worthy of mention that shipbuilders have found in the red oxide of iron a cheaper and safer pigment for painting the outside of steel plates than red lead.
The question as to whether any comparatively harmless substitute for white lead can be found for house painting is discussed at p. 293, q.v.
Lead poisoning in coach and carriage painters is far from being rare. In the painting of carriages there are often as many as eighteen coats of paint and varnish applied. Frequently the work is done in rather close and very ordinarily ventilated places. In Newcastle it is the practice of large firms of coach makers to give a carriage three coats of primary paint, six of filling up, three or four of oil colours, two of varnish colour, i.e. oil and varnish mixed, and, finally, about four coats of varnish. The colours used are white lead, dry and ground in oil: lampblack, ultramarine, yellow chromes, zinc white, and others known by particular names in the trade. “Driers” are also used, such as sugar of lead and terebene. Coach painters become the subjects of plumbism[338] chiefly through inhaling the dust when sandpapering to get a good surface. They suffer from colic and wrist-drop. Many of the cases approach in severity the lead poisoning of file cutters. Dr Morison Legge states that the percentage of chronic plumbism among coach painters is greater than among file cutters.
Several cases of plumbism have occurred in the painting of new carriages, also in the breaking-up and burning of the wood of old railway carriages. Thirty-four of the cases of plumbism reported during 1900 as having taken place in coachbuilders. occurred in men engaged in railway shops.
It is almost unnecessary to repeat that in all places where lead paints are being handled and used, as in workshops, factories, ships and dockyards, there should be adequate washing accommodation, with plenty of soap, towels, and nail-brushes, and sufficient time ought to be given to the men to wash before leaving work.
After glass and crystal have been cut they have to be polished. The polishing is generally conducted on a revolving wheel or table made of wood, and upon which water, containing rouge or putty powder in suspension, is allowed to drip. When the article to be polished is a plane surface, e.g. a mirror, the wheel is a horizontal one revolving on a vertical axis. The water containing the rouge or putty powder escapes by a narrow opening from a conical vessel placed above the wheel. When finer work is required, e.g. the polishing of wine-glasses, electric-light globes, etc., the water drops on to a hard brush, which is attached to the external rim of a vertical wheel, from four to six inches in diameter, running at a high speed and revolving on a horizontal axis. For this kind of polishing putty powder alone is used. In some factories the liquid putty powder is fed on to the brush by a boy; in others the supply, as already mentioned, is automatic. Several samples of putty powder were sent to the Dangerous Trades Committee, and subjoined is the analysis of two of them:—
| A. | B. | |
| Oxide of tin | 29.72 per cent. | 28.96 |
| Oxide of lead | 70.28 „ | 68.07 |
In the very free use of this putty powder, rich in lead, the clothes and hands of the workers become bespattered by the thick[339] spray thrown off from the rapidly-revolving wheels. Putty powder administered to animals in their food causes symptoms of Saturnine poisoning almost as quickly as white lead. In the evidence given before the Dangerous Trades Committee there was abundant proof of the extremely harmful effects of the use of putty powder in glass polishing. Many of the workers examined had suffered from colic, while others had been obliged to give up their employment on account of paralysis of the fingers and hands. It was ascertained that several of the male workers had died from acute convulsive seizures due to poisoning by lead. Another point to which attention was drawn was, that plumbism might develop in workmen in a glass-polishing shop who were not engaged in the actual process of polishing, and who had therefore not been directly brought into contact with the putty powder. This was due to the dried liquid on the floor becoming rubbed and trodden upon, rising as dust into the atmosphere, and being inhaled by the workmen in the shop.
Putty powder is a frequent cause of lead poisoning. The master polishers have for years tried to find a substitute for it. In many factories rouge is used. This is considered by many of the employers to be innocuous. On analysing rouge powders for the Dangerous Trades Committee, Professor Thorpe found that they contained commercial oxide of tin: that in one powder 0.13 per cent. of arsenious acid was present, and in another a trace of the same substance. Probably not much danger would follow the use of rouge powders containing such a mere trace of arsenic, but their employment would not be altogether free from risk; besides, since it can be shown that the presence of arsenic is not essential, then it ought to be eliminated altogether. The difficulty in regard to the use of harmless rouge powders is rather a technical or industrial question than medical. Do they answer the purpose as well as putty powder? The Dangerous Trades Committee found that opinions were much divided upon the point. Some of the glass polishers stated that rouge did not give such a fine effect, and that it took a longer time. On the whole, however, the results obtained have been such as to encourage employers to adopt it more freely. Where putty powder has been interdicted by the masters and only rouge used, the health of the workmen has wonderfully improved.
A few years ago M. Geroult proposed to the French glass polishers and crystal manufacturers, metastannic acid as a partial substitute for the putty powders that contained a large percentage[340] of lead, and which had been the cause of several fatal cases of plumbism. The Academy awarded the Montyon prize to Geroult for his discovery. For the last ten years the new method has been followed in the glass works of Baccarat, and has given the most satisfactory results. Dr Schmitt, the surgeon to the works, says, that since 1891, the date of the substitution of the new for the old method, there has not been one single case of lead poisoning among the crystal cutters and glass polishers, nor an acute attack of plumbism in those workers who had previously suffered from lead poisoning. Formerly the putty powder contained 62 per cent. of lead, but in that recommended by Geroult there is only 20 per cent., and even with a smaller percentage of lead good manufacturing results can be obtained.
Glass polishing is one of those trades in which personal cleanliness of the worker can do a very great deal to prevent plumbism, and, knowing this, employers ought to provide ample washing accommodation and appliances; overalls should be worn; no food should be taken into or eaten in the workshop. All polishing should be conducted as far as possible in semi-enclosed cupboards, with draught tubes and fans, and the feeding of the wheels should be done automatically. There ought also to be frequent periodical medical examination of the workers, with power to suspend in case of signs of plumbism. These were the recommendations of the Dangerous Trades Committee, and as one result of their being put into practice the Medical Inspector of Factories, in his Report for 1899, says he is satisfied that the introduction of fans has materially diminished the danger of lead poisoning in the process of glass polishing. It has, practically speaking, abolished the bespattering of the workmen’s clothes and the splashing formerly observed during glass polishing.
Hand file cutting, although still giving employment in this country to a fairly large number of people, is generally stated to be a decaying industry. This is controverted by Dr John Robertson, Medical Officer of Health, Sheffield. It is, however, an unhealthy trade. In 1898 there were 46 cases of lead poisoning reported in file cutters, in 1899 the number was 41, and in 1900 there were 40 cases. The centre of the industry is Sheffield, but the manufacture is carried on in London, Glasgow, Rainhill, and Birmingham.[341] There are upwards of 2000 hand file cutters in Sheffield alone. In the Annual Report on the health of the City of Sheffield, 1900, it is stated that there are 2040 persons engaged in 546 hand file cutting shops. Files can be cut both by hand and by machinery, but as file cutting by machinery is usually carried on in modern and well-ventilated factories, this method of manufacture need not detain us, for it is a healthy occupation, there being no lead used in the process. It is otherwise with hand file cutting. Seated on a “stock,” the hand file cutter has in front of him a stone block, into the centre of which a small piece of bar steel called a “stiddy” is inserted, and on this stiddy is placed a piece of metallic lead, which is called the “bed.” The file about to be cut is strapped on to the bed. The lines that are seen on a file are made by means of a chisel and hammer, each line representing a blow. The reason for using the lead bed to strike the file upon is, that while there may be as little recoil as possible, there shall yet be sufficient resistance to develop the line in its entirety as a result of the blow given by the hammer and chisel. As a consequence of constantly striking files of uniform size a groove comes to be formed on the lead bed, into which succeeding files easily fit. When he has cut one face of the file, the workman rubs that side with charcoal, turns it over, and then proceeds to cut the other side, after which both faces are briskly rubbed. The file cutter grips the chisel between the index finger and thumb of the left hand, and in order to get a good grip of the chisel, he often licks his finger. A good deal of strain is experienced by the fingers in a day’s work. The steel hammer used by a cutter generally weighs from 7½ to 9 lbs., and as each line on a file represents one stroke of the hammer, and there are often on large files as many as 3800 lines, it is estimated that in the course of one day a file cutter will lift a weight equal to several tons. A Gateshead file cutter, who consulted me recently, works with a hammer 7 lbs. in weight; he cuts files 16 inches in length. Each file receives 1500 “bats,” and he makes one and a quarter dozen of files daily, working eight to eight and a half hours. In the course of a day’s work he lifts 157,500 lbs. weight.
File cutting by hand is properly regarded as a dangerous industry. Although it claims annually large numbers as the victims of plumbism, it is difficult to say exactly in what form lead enters the system. In Sheffield the work is for the most part carried on in small, badly-ventilated, and overcrowded shops,[342] more like outhouses, often situated in backyards or in the rear of dwellings, and not unfrequently contiguous to privies. Of 546 hand file cutting shops, in only 48 was there any means of ventilation provided, and in many of these “the means of ventilation consisted of a brick taken out of the wall.” Inside, the floor in nearly all of them is the bare earth, or bricks badly placed together. The workers are closely packed together without any consideration of the cubic space of the workroom. Hand file cutters as a class are anything but cleanly. Possibly their sense of indifference to dirt is largely the outcome of the long custom of the men taking their meals in shops totally unprovided with washing appliances. As a consequence of hammering and brushing the files, a considerable amount of dust is created, some of which must be inhaled, as the man or woman—for both sexes follow the occupation—bends closely over the stock. In several samples of dust removed from the stocks and rafters of the shops, lead[66] was found, the other constituents of the dust being particles of iron, charcoal, and chalk. File cutting is a sedentary occupation. In order to get as much light as possible upon their work, the men sit close up to the window, but they object to any part of the window being open on account of the cold and draughts. Owing to the close and dusty atmosphere in which the work is carried on, the general health of the file cutter becomes gradually undermined. As a consequence of this diminished vital resistance, and the practice of eating his food with unwashed hands, the licking of his fingers when at work, and inhalation of dust, the file cutter, in course of time, becomes the victim of lead poisoning. It is metallic lead dust that is given off during the blows with the hammer and chisel upon the file. Lead in this form is certainly much less harmful than when in such a soluble combination as the oxide or carbonate, but oxidation of the surface of the lead is constantly taking place, thereby rendering the metal more or less absorbable.
In addition to the ill-health caused by lead, pulmonary consumption carries off a large number of file cutters. The men work in a stooping position in overcrowded and ill-ventilated shops for long hours daily, with the result that the trade occupies an unenviable position on account of its mortality from phthisis. It[343] is not, therefore, lead quâ lead that is the sole danger, but the unhealthy conditions under which the labour is carried on.
In Sheffield, file cutting has received considerable attention from members of the medical profession. Thirty years ago Dr J. C. Hall denounced the trade as unhealthy, and demonstrated how, with such simple means as the free use of soap and water, much of the suffering and ill-health traceable to lead could be averted. Drs Sinclair White, Porter, and Harvey Littlejohn have in recent times written upon the evils of the trade from different standpoints. Notwithstanding all the attention the subject has received, hand file cutting still remains a most unhealthy industry. All the workers look anæmic. Many whom I examined both in Sheffield and in Rainhill had suffered from colic; several were completely disabled on account of paralysis of the extensor muscles of the fingers and wrists. It is rather in the chronic forms of plumbism, and in those persons in whom the kidneys become affected and health breaks down, that the worst effects of file cutting as an occupation are seen. Out of 100 file cutters examined by Dr Sinclair White, 74 had a blue line on the gums, 28 had had lead colic, and 20 paralysis of the wrists and fingers. The trade is characterised by a high mortality, the figures being 316 against 123 for occupied males in general.
The possibility of finding a substitute for the lead bed upon which the file is cut is, although not a new subject, one to which the Dangerous Trades Committee gave considerable attention. It was felt that if lead could be eliminated, the occupation would be rendered much less harmful. It was ascertained that in Germany pads of paper had been tried for small files, also that clay and sand encased in canvas, bars of wood, copper, vulcanite, and various combinations of indiarubber and gutta-percha had been tried, but each in turn discarded, owing to its unsuitability as a bed. This is a field of inquiry that would well repay any practical file cutter.
File cutters may work at their trade for years without becoming ill. Others again early suffer from colic, and the attacks of abdominal pain keep recurring every few months. Gradually, or suddenly, in those who have been thus afflicted, or even in those who have not had colic, paralysis of the fingers and hands develops. The peculiarity of file makers’ paralysis is, that while the extensor muscles of the fingers and wrists may become affected, so as to constitute a veritable “wrist-drop,” there is[344] observed more frequently paralysis with wasting of the smaller muscles of the fingers and thumb. The loss of power is usually confined to the fingers of the left hand. It is with the left forefinger and thumb that the chisel is grasped, and as a consequence of the workman holding the chisel in this position during a great portion of the day, there is an amount of muscular strain experienced which cannot but play a part in determining the paralysis and its location. It is not the sole explanation, however, for the paralysis also affects at times the muscles of the right hand of the file cutter. This is the hammer hand that really does the hardest work, though not of the same strained character.
While it is to the fact of the work being conducted upon a lead bed, and the want of personal cleanliness on the part of the file cutter, that plumbism is mainly due, there are, as seen in Sheffield, contributory causes in operation which tend to increase the harmfulness of the occupation. One of these is, that file cutting is often a home industry. The work is frequently carried on in the living room or kitchen of a dwelling-house. Domestic and family duties come to be disregarded by the mother, for she, no less than the other members of the family, interruptedly lends a hand to increase the income of the home. Readers of this paper are prepared to learn that work under these circumstances is usually carried on in houses of the poorest description, and that, as a consequence of the dangerous character of the occupation, the unhealthy atmosphere of the workroom, and the constitution of the workers having become undermined through poverty, lead poisoning when it occurs is not only extremely severe, but may affect those who are simply living in the house and not actually engaged in file cutting at all. How to grapple satisfactorily with this most unhealthy trade is one of the many difficult labour problems that have been presented to the Home Office. Both for it and the peculiar tenement conditions under which the industry is carried on in Sheffield, fresh legislation is required.
In file cutting shops generally, the air space ought to be extended to 450 cubic feet at least for each person (it is 600 feet in cotton factories); there should be greater distance between the stocks, say 4 feet; better ventilation; washing appliances, with plenty of soap, water, towels, nail-brushes; wearing of overalls; periodic lime-washing of the workshops; concrete, asphalt, or wooden floors, which can be damped and swept[345] regularly; prohibition of the taking of food into the workshops; and in the event of new buildings being erected, submission of the plans to the Home Office. For ventilation purposes Dr John Robertson recommends an inlet of the type of a Sherringham valve.
The report on the sickness experience of the Society of File Cutters by Hand in Sheffield, by Mr Stuart Uttley, Secretary of the Federated Trades Council, and which is published in the Fourth Interim Report of the Dangerous Trades Committee, 1899, p. 21, shows the extent to which file cutters are thrown off work every year through illness, including lead poisoning. This Society does not contribute any sick benefit, but during the illness of members their contributions to the Society cease. In this way it is readily known how many members are off work. The report deals with adult males only, and the dates chosen are 1891 and 1896, two years when trade was good, when all the members were at work, and malingering was practically beyond question. Out of 1092 members in the Society in 1891, the claims for exemption on account of sickness were equivalent to 1109 weeks, or a fraction of over one week per man per year. It is not maintained that all the sickness was due to plumbism. In 1896, 961 file cutters who were working in Sheffield claimed 951 weeks’ exemption from payment of contributions on account of sickness, or a fraction under one week each per man per year. There were 36 cases of plumbism in file cutters notified in Sheffield from July 1898 to June 1899, and of these 35 were men. A glance at Dr Tatham’s tables of comparative mortality, in an earlier part of this book, will show to what a large extent pulmonary consumption prevails in file cutters.
Dr Harvey Littlejohn found that in twelve years there occurred 91 deaths from plumbism in Sheffield, and that of the 91 people who died, 56 were file cutters. These statistics, however, do not represent the total number of deaths from lead poisoning. Plumbism is sometimes so tardily developed, and the constitution of the workman so gradually undermined, that as pathological changes are very slowly induced in internal organs, such as the kidneys, an individual may die long after he has given up working in lead, and the death be registered as having been caused by chronic disease of the kidneys, which but for lead poisoning would probably not have developed at all. It is thus that many fatal cases of lead poisoning fail to be attributed to their proper cause, owing to the fact that[346] as death is the result of well-defined disease of internal organs, the connection of which with plumbism is overlooked, the occupation of the patient is either not inquired into or is completely ignored by the medical attendant. It was with the view of minimising this error, and of bringing into greater prominence the connection of lead poisoning with industrial occupation, that the Dangerous Trades Committee suggested in its final Report, 1899, p. 6, that if all deaths among workpeople who had been employed at any time within three months immediately preceding death in a trade in which Special Rules are established were compulsorily reported to the coroner, many facts of intrinsic and statistical value would be ascertained, and much light shed upon some of the occupations that give rise to industrial disease. By this means much injury and suffering might be mitigated at an earlier date than at present through alteration of the conditions under which the particular industry is carried on. Possibly six months would be better than the three suggested in the above sentence. Usually lead poisoning is so slowly and insidiously developed in file cutters, that the workpeople become indifferent to the dangers, and yet when symptoms of plumbism occur they can be very severe. Occasionally in female file cutters the malady shows itself at an early date after exposure, and the symptoms are those rather of the acute than the chronic form of plumbism.
Since, doubtless, the tendency to plumbism in file cutters is favoured by the nasty habit indulged in of licking their left thumb in order to get a better grip of the chisel, the application of resin to the finger has been recommended, but the suggestion does not appear to have met with much approval. Allusion has been made at the commencement of this article to the fact that it is only hand made file cutters who suffer from lead poisoning. In the United States all file cutting is done by machinery, and in that country plumbism among file cutters is unknown. In Britain machine-made files are slowly supplanting those cut by hand, but the customs of a trade die hard.
Staffordshire is the home of the pottery industry in this country. In Stoke-on-Trent, Burslem, Hanley, Longton, Fenton, and Tunstall, the trade is centred. These towns form what is called the “Potteries,” a district of about ten miles in length and four in breadth. Here nine-tenths of the earthenware produced in[347] the United Kingdom are manufactured. The location of the manufacture of pottery in Staffordshire is an illustration of how industries cling to particular districts. At the present time none of the clay which is used in the manufacture of the finer earthenware is found in the neighbourhood. Originally there was plenty of coarse clay, and there is still abundance of marl, which is used for making saggers and firebricks. Coal, however, is abundant, and cheap fuel is an important item in the manufacture of pottery. In the early part of the seventeenth century there was a good supply of clay and fuel in the locality. The ware produced at that time was made from yellow or red marl, glazed with galena, or crushed raw lead ore brought from the Derbyshire mines; but in 1680, common salt was substituted for galena in the glaze. The articles produced were known as Crouch ware. It was in Burslem that this ware was first made. In 1759, Wedgwood perfected the white cream ware, and introduced many improvements into pottery, especially in the manufacture of green, black Egyptian, and jasper wares. Although England never outrivalled France and Germany, e.g. Sèvres or Dresden, in the manufacture of soft china, yet she has produced earthenware on a larger scale and supplied more of the world’s markets than other pottery districts, and is still doing her utmost to maintain her supremacy. In Staffordshire there is plenty of common clay, marl, or fireclay which, as already mentioned, is useful for making saggers, i.e. the large vessels in which earthenware is fired. The clays necessary for making the finer earthenware and china are brought from Dorset, Devon, and Cornwall. The clay or felspar used is, roughly speaking, a silicate of alumina in combination with water, potass, soda, lime, or iron. These ingredients act as fluxes on the silicate, and therefore help its vitrification. For earthenware, two kinds of clay may be used, the blue or ball clay and kaolin, but for porcelain only kaolin. It is estimated that upwards of 70,000 tons of ball clay are annually imported into the Potteries from the south of England. Kaolin, the Chinese word for the clay out of which porcelain is made, is in Staffordshire called China or Cornish clay, and is got from granite rocks. Workmen mix this Cornish clay with water in a large tank. The quartz, mica, and undissolved felspar sink to the bottom, while the thick white water in which the fine particles of kaolin are suspended is run off into another tank in which the kaolin is allowed to become precipitated. The precipitate is subsequently removed, dried, and exported from the south of England[348] as a very fine white clay, which contains more alumina but less iron than the untreated clay. Of this material about 130,000 tons are sent to the Potteries every year. In Staffordshire what is called Cornish stone is also used. This is a kind of granite in which the felspar retains its alkaline elements, and is also useful as a vitrifying agent. Ground flints, too, are employed in the manufacture of earthenware. Ball clay forms the foundation of earthenware; flint is simply the whitening material. The addition of Cornish clay makes the body still whiter and less liable to break under a heavy weight and changes of temperature, while Cornish stone renders the ware more compact and of a closer texture. A mixture of these substances when fired would not produce earthenware of a perfectly white colour. The iron contained in them would impart a yellow tinge. This is overcome by adding oxide of cobalt, which neutralises this tendency so completely that white ware is produced.
It is unnecessary to describe at any length the process of manufacture. Once the ware is made it is gently dried by exposure to the ordinary air; afterwards it is placed in saggers and fired in large cylindrical ovens, slowly at first to prevent too sudden evaporation of moisture and to prevent splitting. When the ware has undergone its first firing it is known in the trade as biscuit. Common terra-cotta and stoneware only require one firing, but for all English ware it is necessary that it should be placed twice in the oven so as to get a denser texture of the ware, also for the purpose of glazing, or that process whereby the article is dipped in a liquid in which usually raw or ground vitrified lead is suspended. If the ware is to remain white, it is, after it has been biscuited, sent to the dipping department to be glazed, and if it is to be decorated and sold as an inexpensive ware it goes in addition to the printing shop, where by means of thin paper transfers it receives the desired coloured impression. The more expensive ware is painted by hand in the ordinary way by means of small brushes. In underglazed colouring the decorated ware is placed in a kiln and brought to a red heat so as to burn off the oil in the colouring. The earliest glaze used in Staffordshire contained galena or sulphide of lead. The materials used for glazes are the same as those for the body, viz., silica as found in flint, and felspar, to which is often added Cornish stone. These are called the hard materials, and they are vitrified by such fluxes as oxide or carbonate of lead, borax or boric acid, potash, soda, carbonate of lime and barytes. In the Potteries[349] each manufacturer has his own receipt for glazes, and he guards it with a conservatism that to outsiders seems unnecessary in these days of advanced chemical research. The ingredients or the glaze can be rendered very insoluble by vitrifying them in a reverbatory furnace or crucible by exposure to an intense heat, whereby a compound like green glass is obtained, which is called a fritt. This is subsequently ground and mixed with water. Into this liquid the ware is dipped, and having been biscuited, the porous ware rapidly absorbs the water, leaving the solid particles of the glaze on the surface. Instead of fritting the lead, many manufacturers until lately simply added raw lead, i.e. white lead or carbonate, to the other ingredients in the dipping tub, and it is owing to persistence in this practice that lead poisoning has been so prevalent in the Potteries. After the ware has been dipped in the glaze it is fired for a second time in a manner similar to the first, only in smaller ovens, and with greater care, the individual pieces being better separated from each other. On removal of the ware from the oven it is ready for the market. In most factories the ware, after having been dipped, is dried and cleaned by women, i.e. the borders are scraped with a knife to remove any surplus glaze. When this process of cleaning is conducted over a trough that is aspirated there is very little dry glaze dust scattered about the room, but if performed in a room without proper ventilation the atmosphere becomes dusty and dangerous. Ware cleaning ought never to be conducted in the same room as the dipping.
What is called porcelain or china differs slightly from earthenware. There are three kinds of porcelain: (1) that made from kaolin and felspar, with the addition of quartz: this is manufactured in Limoges in France; (2) soft porcelain, which was formerly made at Sèvres, near Paris; and (3) English porcelain, which, like the first, is made from kaolin and Cornish stone, but differs from it in containing calcined bones. For hard porcelain, the glaze is made from felspar, which contains a variable quantity of quartz, while in the glaze used for the other two there is usually some silicate of lead and borates, the presence of which allows of a lower temperature being used for the biscuited ware. Thirty-five firms in the Potteries make china, and 195 earthenware.
The population of the Potteries and of the district immediately round about is probably not less than a quarter of a million. It[350] is estimated that there are from 46,000 to 50,000 people working in the Potteries, of whom 4703—viz., 3123 males and 1580 females—are engaged in what might be called lead or dangerous processes. In his Annual Reports the Chief Inspector of Factories shows that in 1898 there were 457 cases of lead poisoning notified to the Home Office from the Potteries, 249 in 1899, and 200 in 1900, whereas for the same periods the following numbers were reported from all other trades combined, excluding house painters, 1278, 1258, and 1058. The number of persons working “in the lead” in the Potteries in July 1898 was 4703, and were classified as follows:—
Number of Persons employed in Processes where Lead is used in the manufacture of Earthenware and China, North Stafford District, July 1898.
| Persons Employed. | Under 13. | 13 to 18. | Over 18. | |||
| Males. | Females. | Males. | Females. | Males. | Females. | |
| (a) Dippers | ... | ... | 9 | 15 | 486 | 66 |
| (b) Dippers’ Assistants | 7 | ... | 408 | 49 | 103 | 58 |
| (c) Ware Cleaners | ... | ... | 15 | 76 | 90 | 382 |
| (d) Glost Placers | ... | ... | 58 | 8 | 1747 | 38 |
| (e) Majolica Paintresses | ... | ... | ... | 62 | ... | 233 |
| (f) Ground Layers | ... | ... | ... | 9 | 89 | 373 |
| (g) Colour Dusters | ... | ... | ... | 24 | 7 | 118 |
| (h) Enamel Colour & Glaze Blowers | ... | ... | ... | ... | 9 | 12 |
| |(i) Other persons coming in contact with lead, not enumerated in the foregoing list |
... | ... | 19 | 13 | 76 | 44 |
| Totals | 7 | ... | 509 | 256 | 2607 | 1324 |
| Males | 3123 |
| Females | 1580 |
| Total | 4703 |
At the date of the Report on the Use of Lead in Potteries, presented by Professor Thorpe and myself to the Home Secretary (1899), the total number of cases of lead poisoning in the Potteries during the previous three years, i.e. since the Act of 1895, as to compulsory notification, came into force, was:—
| Males | 478 |
| Females | 607 |
| Total | 1085 |
[351]
These were distributed thus:—
Number of Persons reported as suffering from Lead Poisoning during the years 1896, 1897, and 1898.[67]
| 1896. | 1897. | 1898. | ||||||||||
| 13 to 18. | Over 18. | 13 to 18. | Over 18. | 13 to 18. | Over 18. | |||||||
| M. | F. | M. | F. | M. | F. | M. | F. | M. | F. | M. | F. | |
| Dippers | 3 | 1 | 50 | 14 | ... | ... | 48 | 9 | ... | 1 | 41 | 6 |
| Dippers’ Assistants | 9 | 6 | 3 | 12 | 26 | 2 | 3 | 8 | 14 | 2 | 6 | 17 |
| Ware Cleaners | ... | 3 | 2 | 54 | ... | 2 | ... | 66 | ... | 3 | 1 | 55 |
| Glost Placers | 1 | ... | 57 | 1 | ... | ... | 53 | 2 | ... | ... | 48 | 1 |
| Majolica Paintresses | ... | 1 | ... | 38 | ... | 7 | ... | 41 | ... | 4 | ... | 27 |
| Ground Layers | ... | ... | 16 | 34 | ... | ... | 15 | 40 | ... | ... | 10 | 45 |
| Colour Dusters | ... | 2 | ... | 11 | ... | 9 | ... | 1 | ... | 6 | ... | 9 |
| Litho. Dusters, or Cleaners in making Litho. Transfers |
... | 10 | ... | 11 | ... | 8 | 4 | 10 | 4 | 8 | 6 | 9 |
| Other persons coming in contact with lead, not enumerated in the foregoing list |
... | 1 | 10 | ... | ... | 2 | 25 | 5 | ... | ... | 22 | 3 |
| Totals | 13 | 24 | 139 | 175 | 26 | 30 | 148 | 182 | 18 | 24 | 134 | 172 |
| Age. | 1896. | 1897. | 1898. | |||
| 13 to 18 years. | Males | 13 | 26 | 18 | = | 57 |
| Females | 24 | 30 | 24 | = | 78 | |
| Over 18 | Males | 139 | 148 | 134 | = | 421 |
| Females | 175 | 182 | 172 | = | 529 |
| Grand total in 3 years | Males | 478 |
| Females | 607 | |
| 1085 |
Comparison of Number of Persons “Working in Lead” in July 1898, with number of cases of Lead Poisoning reported in year 1898.
| Workers. | Lead Cases. | |||||
| Males. | Females. | Males. | Per cent. | Females. | Per cent. | |
| Dippers | 495 | 81 | 41 | 8.2 | 7 | 8.6 |
| Dippers’ Assistants | 518 | 107 | 20 | 3.9 | 19 | 17.8 |
| Ware Cleaners | 105 | 458 | 1 | 1.0 | 58 | 12.7 |
| Glost Placers | 1805 | 46 | 48 | 2.6 | 1 | 2.0 |
| Majolica Paintresses | ... | 295 | ... | ... | 31 | 10.5 |
| Ground Layers | 89 | 382 | 10 | 11.3 | 45 | 11.8 |
| Colour Dusters and Litho. Dusters | 16 | 154 | 10 | 62.5 | 32 | 20.8 |
| Other persons in contact with lead |
95 | 57 | 22 | 23.2 | 3 | 5.3 |
| Totals | 3123 | 1580 | 152 | 4.9 | 196 | 12.4 |
[352]
These statistics were obtained for Professor Thorpe and myself by Mr J. H. Walmsley, H.M. Inspector of Factories, Stoke-on-Trent, and are reproduced from our Conjoint Report to the Home Secretary on Lead Compounds in Pottery. From these figures it is seen that of the total male workers 4.9 per cent. become “leaded,” whereas of the female workers, who form the smaller body, the proportion is as high as 12.4 per cent.; and if the official figures for 1897 had been taken, the results, it is believed, would have been even higher. Before Professor Thorpe and myself commenced our investigation of lead poisoning in the Potteries, Special Rules had been issued by the Chief Inspector of Factories in 1898, the good effects of which were already being felt at the time of our visits to Staffordshire. From the Annual Report of the Chief Inspector of Factories it appears that in 1900, 200 cases of lead poisoning in the Potteries were reported, as against 249 notified in 1899. Dr Morison Legge in alluding to this subject remarks that it is natural to attribute the diminution partly to the new Special Rules (1898), and to the fact that in some factories the use of raw lead has been discontinued. The numbers of cases of both sexes in 1899 are much fewer than in 1898; but of the total persons, it is to be noted that whereas females constituted 55.2 per cent. and males 45.8 per cent. during 1898, the reverse occurs in 1899, viz., 51.4 per cent. males and 48.6 females. The alteration in sex distribution among persons attacked is attributed by Dr Morison Legge to the medical examination, in which adult males did not participate. It would appear, too, that there is a diminution in the number of severe cases reported, a circumstance which is also attributed to the medical examination. The diminution is most observed among ground layers and colour dusters, but not in ware cleaning or dipping operations.
What are called the dangerous processes of pottery manufacture are those in which the worker is brought into contact with lead. The preceding tables show that from lead poisoning a very high percentage of colour and litho-dusters suffer, also that dippers’ assistants, ground layers, ware cleaners, majolica paintresses, and dippers run a considerable risk from plumbism. There are fewer women than men working as dippers, and in this department the incidence of plumbism is nearly equal in the two sexes. With the exception of glost placing, i.e. filling the ovens with the ware about to be fired, and which is heavy labour and only fit for men, females predominate in all the other departments. From these figures it is seen that males who are[353] colour dusters suffer in much larger proportion from lead poisoning than do females, but in nearly all the other processes it will be observed that the percentage of lead poisoning is higher in females than males. It is the lead processes that have justly caused pottery manufacture to be regarded as one of the dangerous industries, and whatever may be said to the contrary, women, especially young women from seventeen to thirty years of age, and all young males or females, are especially susceptible to plumbism. Lead poisoning in pottery manufacture has for long been known, but neither had the Home Office, nor employers and the public, any adequate idea of the extent to which the evil prevailed until industrial plumbism became notifiable. It was with the view of throwing light upon this subject that the Secretary of State invited Professor Thorpe and myself, in May 1898, to institute a special inquiry into the hygienic questions involved in the use of lead in pottery processes, and to ascertain—
(1) How far the danger may be diminished or removed by substituting for the carbonate of lead ordinarily used, either (a) one or other less soluble compound of lead, e.g. a silicate; (b) leadless glaze.
(2) How far any substitutes found to be harmless or less dangerous than the carbonate lend themselves to the varied practical requirements of the manufacturer.
(3) What other preventive measures can be adopted.
Professor Thorpe and myself, either singly or together, visited not only the potteries in Staffordshire and in Scotland, but several of the leading manufactories on the Continent, e.g. at Delft, La Louvière, Maastricht, Copenhagen, Charlottenburg, Dresden, Limoges, Choisy-le-Roi, etc., and our opinions and recommendations are embodied in a Blue Book which was presented to the Home Secretary, Sir Matthew White Ridley, in February 1899. These, it is to be hoped, will ultimately form the basis of legislation for the trade in this country. At present our recommendations have been challenged by the manufacturers, and are the cause of considerable dispute between the master potters of this country and the Home Office. I therefore reproduce our recommendations:—
(1) That by far the greater amount of earthenware of the class already specified, i.e. white and cream-coloured ware, can be glazed without the use of lead in any form. It has[354] been demonstrated, without the slightest doubt, that the ware so made is in no respects inferior to that coated with lead glaze. There seems no reason, therefore, why in the manufacture of this class of goods the operatives should still continue to be exposed to the evils which the use of lead entails.
(2) There are, however, certain branches of the pottery industry in which it would be more difficult to dispense with the use of lead compounds. But there is no reason why, in these cases, the lead so employed should not be in the form of a fritted[68] double silicate. Such a compound, if properly made, is but slightly attacked by even strong hydrochloric, acetic, or lactic acid. There can be little doubt that if lead must be used, the employment of such a compound silicate—if its use could be insured—would greatly diminish the evil of lead poisoning.
(3) The use of raw lead as an ingredient of glazing material, or as an ingredient of colours which have to be subsequently fired, should be absolutely prohibited.
(4) As it would be very difficult to ensure that an innocuous lead glaze shall be employed, we are of opinion that young persons and women should be excluded from employment as dippers, dippers’ assistants, ware cleaners after dippers, and glost placers in factories where lead glaze is used, and that the adult male dippers, dippers’ assistants, ware cleaners, and glost placers should be subjected to systematic medical inspection.
These were our recommendations, and while they received a considerable amount of approval throughout the country, some of them, as might be expected, have been the subject of hostile criticism on the part of the pottery manufacturers. It should be borne in mind that a few years previous to our inquiry a Committee appointed by Mr Asquith, then Home Secretary, and composed of Mr S. W. May, H.M. Superintending Inspector of Factories (Chairman), Dr John T. Arlidge, Mr W. D. Spanton, F.R.C.S.E., Mr A. P. Laurie, M.A., Mr J. H. Walmsley, H.M. Inspector of Factories, and Mr W. D. Cramp, H.M. Superintending Inspector of Factories (Secretary),[355] had reported to the Secretary of State, and made certain recommendations, including one specially by Mr Laurie, in which it is suggested that the manufacturers should be circularised from the Home Office to experiment with and test the uses and the effect upon the health of the workpeople of glazes and colours in which all the lead had been fritted; also the practicability of making a glaze that would be harmless to those employed in the manufacture, and at the same time would not injure the ware. It remains a cause of disappointment that, considering the assistance rendered by the 1893 Committee, the pottery manufacturers did so little to introduce the improvements that were recommended so as to minimize the evils that were yearly increasing. Periodical medical examination of the workers, male as well as female, they certainly encouraged, and they admit that the result was beneficial. There is a feeling that, had the manufacturers bestirred themselves a little more in the direction of using properly fritted lead compounds instead of raw lead in the glaze, and of again experimenting with leadless glazes to see what they could accomplish, plumbism in pottery manufacture would have materially diminished, our inquiry might not have been necessary, and certainly the recommendations made by Professor Thorpe and myself would not have been viewed, as they are by employers, in the light of a menace to the industry and a check to its commercial prosperity.
If there is one thing upon which the British public has made up its mind in regard to some of the important labour and social questions of to-day, it is, that there ought to be fewer cases of lead poisoning in the manufacture of pottery generally, and that plumbism should be practically abolished in the production of certain kinds of earthenware. It would therefore be rather to the advantage of the industry than otherwise, were the Staffordshire employers to meet the wishes of the public in this respect, by making a greater effort to produce ware dipped in leadless glaze. When the Home Secretary published our recommendations, and stated to employers that it was his intention to give effect to them, the pottery manufacturers assumed an attitude partly of agreement and partly of disagreement. They at once stated their willingness to discontinue the use of raw lead in glazes; they asked for a lengthened period to test and experiment with fritted lead, while in regard to leadless glazes they have taken up the position which, up to the time of writing, may be regarded as one of no compromise. The abolition[356] of raw lead, if carried out, would mark a very important stage in the pottery manufacture of this country, and of itself would do much to reduce the number of cases of lead poisoning. The use of fritted lead compounds would also prove helpful; but in order to obviate the risks of plumbism from the use of these substances, the fritting of the lead compounds has to be done carefully, for although less soluble than raw lead, yet plumbism has followed their use. A simple silicate of lead possesses advantages over the carbonate, both in its physical and mechanical characters; it is, for example, less dusty and clammy than either white or red lead, and is more easily removed from the skin by washing. Such an ordinary silicate may contain as much as 70 per cent. of lead oxide, and 25 per cent. of silica, with small quantities of alumina, lime, magnesia, and alkalis, corresponding in fact to a crude mono-silicate, “and this compound, which is generally understood as ‘fritted’ lead, is hardly less soluble in acids than basic lead carbonate,” besides “glazes in which the whole of the lead has been fritted as a properly compound lead silicate—that is, fritted directly with the other components of the glaze, so as to form a double silicate—have been found to possess greater covering power than a glaze containing the same relative amount of lead in the ‘raw’ state, with the further advantage of enhancing the colour.” When the amount of silica is increased the fritt becomes more innocuous, but there is a limit to which silica can be added to litharge, so as to produce a homogeneous silicate. Even bisilicate of lead is not wholly insoluble in acids. Professor Thorpe found in his experiments, conducted in the Government Laboratory, that it was not desirable the fritted lead should be a simple silicate, also that a properly compounded double silicate could be made that would fulfil all the requirements of the potter, and at the same time be practically insoluble in acids. He suggested the following as a suitable constituent of glaze, and as a compound that would be only slightly attacked by hydrochloric acid, viz.—
| Lead Monoxide | 22.0 |
| Alumina | 7.5 |
| Lime | 8.3 |
| Alkalis | 3.9 |
| Boracic acid | 3.5 |
| Silica | 54.8 |
| 100.0 |
This combination can be obtained by “fritting an intimate mixture of litharge, flint, felspar, tincal, and chalk, or an intimate[357] mixture of litharge, flint glass, borax, china clay, and ground flint; or, as is done on the Continent, a portion of the flint may be replaced by white sand, the colour if necessary being corrected by cobalt.” There is a very strong feeling that in Staffordshire the pottery manufacturers have been using more lead than is actually required to make a good glaze. Lead has been used without proper discrimination. As to what the amount of combined lead, calculated as oxide, which the glaze of “glost” ware should contain, the opinion of even practical potters is divided. It has been thought by some that 20 per cent. is required, while others fix the limit at 10. Professor Thorpe found excellent examples of lead-glazed ware in which the monoxide of lead did not exceed 12 per cent. of the total weight of the glazing materials, while on analysing some of the liquid taken from the dipping tubs in the potteries, he found the amount varied from 13 to 24 per cent., and even higher. If, therefore, the use of lead compounds is still to be permitted, and, as has been shown, fritted lead in the form of a simple silicate is not much less soluble than raw lead, it is apparent that, with the view of preventing injurious consequences, their use must be restricted and regulated. It was with this object that the Home Office insisted upon all fritted lead compounds conforming to a certain test of solubility, and it is around this point there is considerable disagreement between the master potters and the Home Office. In a Report on the “Use of Lead in the Manufacture of Pottery,” presented to the Secretary of State by Professor Thorpe (1901), the Government chemist deals, among other things, with the relation between the composition and solubility of lead silicate, as shown in the following table:—
| Fritts arranged in order of Increasing Solubility. | Oxide of Lead dissolved by 0.25 per cent. of Hydrochloric Acid. |
Percentage Composition. —— Oxide of Lead. |
| Per cent. | ||
| Preparation from Maastricht fritt (Belgium) | None. | 18.04 |
| Preparation from Boch’s fritt (Belgium) | Traces. | 21.83 |
| Boch’s fritt | 2.6 | 22.44 |
| Ålmström’s fritt (Sweden) | 4.8 | 44.06 |
| Maastricht fritt | 5.6 | 18.97 |
| Owen’s glaze fritt | 6.6 | 16.23 |
| Owen’s fritt | 23.8 | 45.77 |
| Doulton’s fritt | 60.4 | 37.92 |
| Owen’s lead silicate (No. 2 sample) | 99.6 | 70.40 |
I have not reproduced in the table the percentage composition of the other ingredients of the fritt, but it is maintained that the[358] solubility does not depend upon any of the constituents, nor does any single base or acid increase or decrease continuously as the solubility of the fritt increases. Although in a general sense the solubility increases with the sum of monoxides present in the fritt, yet there is no regular progression. The solubility, according to Thorpe, depends upon the value of the ratio bases/acids which, judging from the results obtained by him, should not exceed 1.45, or thereabouts, if the fritt is to be practically insoluble in 0.25 per cent. hydrochloric acid and be therefore safe. With the view of coming to some understanding upon this question a conference was held between representatives of the pottery industry and the Home Office on 31st October 1899. Two months afterwards the Secretary of State intimated that it was his intention to propose that after a certain interval a standard of insolubility for fritted lead employed in glazes should be observed by the manufacturers—the standard of insolubility being that the glaze should not yield more than 2 per cent. of lead when acted upon by hydrochloric acid, under certain conditions. Permission was granted to manufacturers to submit specimens of fritted lead to Professor Thorpe, so that they might have the necessary chemical assistance if wanted. Several samples were received, and on examination it was found that they could contain amounts of lead ranging from 24 to 53 per cent., and yet be capable of conforming to the standard of solubility required by the Home Office, although generally speaking they yielded slightly larger quantities of lead oxide to dilute hydrochloric acid than the insoluble silicate prepared from Continental fritts. In a short Report by Dr Thorpe, dated 20th November 1900, are published directions for the fritting of lead. The manufacturer, for example, “may, in the first place, fritt together all the materials given in the receipts—that is in one operation. If he chooses to take this course it would, as a matter of economy, be preferable to substitute litharge, if not for the whole of the raw lead, at least for the white lead. It seems absurd to pay for the trouble of putting the carbonic acid and water into the white lead, when these ingredients are expelled by the heat of the kiln. The required alteration in the receipt may easily be calculated from the fact that 1 lb. of litharge contains the same amount of lead oxide as 1.02 lb. of red lead or 1.18 lb. of white lead. Or the manufacturer may make up his fritt by commingling two other fritts. Thus he may fritt together borax, stone and flint, and fritt also the lead oxide, flint and stone, each in such proportions that the two when mixed with[359] the whiting and china clay form a composition containing 18 per cent. of lead oxide.” It was urged by the manufacturers that the 2 per cent. solubility of lead in a glaze would be materially affected by the degree of fineness to which the fritt might be ground, but experiments showed that while within limits increased solubility of the fritt and fineness of grinding were concurrent, yet this question was rather of an academic nature, and had no practical bearing upon the use of fritted lead compounds in pottery. In our Conjoint Report, dated 1889, when discussing the amount of combined lead that might be allowed in glazes, we stated as the opinion of practical potters that it should be from 10 to 20 per cent. We ourselves suggested 12 per cent. Subsequent experience and experiment convinced Professor Thorpe that 12 per cent. is higher than is actually necessary in earthenware and china glaze. Nor does he regard the limit of 2 per cent. of solubility as too hard or stringent a requirement. The manufacturers pressed the Home Office to raise the limit to 5 per cent., but to do this in the face of existing evils was far from helping the object that the Home Office had in view. The stamping out of lead poisoning in pottery manufacture is a most desirable object, and one all must wish to see accomplished without, if possible, any injury to the trade. “If the limit is raised, as suggested, to 5 per cent., it means that the lead in an ordinary earthenware or china glaze, as at present used, may be so soluble that one-third of it may be extracted by very dilute acid at ordinary temperatures in one hour.” More than that, to raise the limit to 5 per cent. would be to throw away all the result of the experience that has been gained by experiments conducted over a period of three years, and would tend to perpetuate the evils that at present exist.[69]
No matter in what form lead is used for glazing pottery, there is always a risk of plumbism. The French pottery manufacturers employ for enamelling purposes a glaze the principal ingredient of which is calcine—an alloy of 15 to 20 parts of tin, and 100 parts of lead. An ordinary composition for white glaze for table ware is—
| Calcine | 44 |
| Minium (lead oxide) | 2 |
| Decize sand | 44 |
| Sea salt | 8 |
| Soda | 2 |
Yellow and green coloured enamels are got by adding to the white[360] glaze a quantity of antimoniate of lead, but for other colours no lead is used. (Poisons Industriels, Office du Travail, Paris, 1901, p. 45.)
Since the publication of the Report on Pottery Manufacture in 1899, by Professor Thorpe and myself, in which we recommended the use of leadless glazes for cream and white ware, electrical fittings, sanitary ware, etc., attempts have been made to place leadless glazed earthenware and china on the market. Commercially the thing can be done. The Worcester Porcelain Company, also Messrs Mortlock, Maling & Sons, and others, are willing to supply china finished with a glaze quite free from lead. The Coalport China Company state that they have used a leadless glaze for the past eighty years, and that they have never had a case of lead poisoning in their works. Messrs Maling & Sons, Newcastle-upon-Tyne, regularly produce a large amount of ware dipped in leadless glaze, particularly jam-pots.
In France a circular issued by the Minister of the Interior, and bearing date 19th June 1878, interdicts the manufacture and sale of pottery, either of French or foreign manufacture, glazed by means of oxide of lead which has been incompletely fritted, and which gives up readily oxide of lead to feeble acids. I am not in a position to say how far this has been given effect to.
In potteries where red or brown ware is used plumbism is not unknown. It has generally been traced to the use of red lead. Occasionally lead poisoning from red earthenware potteries, mostly in the form of wrist drop, has come under my notice at the Newcastle Infirmary. Some of the cases have been drawn directly from the immediate district, while others have come from Sunderland. With the view of diminishing plumbism in the manufacture of red and brown earthenware, Professor Thorpe suggested that where employers decline to use fritted lead, on the ground of expense, there would be no practical hardship in adopting the use of ground blue lead or galena, i.e. the native ore, instead of red or white lead. It is cheap, but it requires to be ground. The drawback to it is that it gives off sulphur fumes when fired, but the amount of sulphur oxides given off is small to that formed in the combustion of the coal in the oven. It gives a faint yellow or brownish tinge to the glaze, but this does not seem to be objectionable. In visiting potteries in Holland, I found one firm in Gouda which used ground galena for glazing this kind of ware. They had not only every reason to be satisfied with the results, but in the factory plumbism was[361] unknown. Several decades ago galena was similarly used in Staffordshire.
I have dwelt at considerable length upon the question of fritting lead compounds and the use of leadless glazes, both in defence of the attitude which Professor Thorpe and myself have assumed, and to show the reasonableness of our recommendations.
If our recommendations were adopted they would certainly make for better health of the operatives engaged in pottery manufacture. At the time of writing they have not been adopted. Some months ago a statement was issued by a joint committee representing 283 of the 579 manufacturers coming under the Special Rules, challenging our Report. The manufacturers say that it is impossible to glaze the greater part of their ware without lead, and that serious injury will be done to the trade if a radical measure of so sweeping a character is enforced without giving sufficient time to test the products so treated. Employers maintain that from a trade point of view existing regulations are hard enough. They suggest that there should be an extension of the medical examination of all operatives engaged in lead processes quite irrespective of age or sex. The Home Secretary subsequently indicated to the manufacturers the steps he proposed to take with the view of protecting workers from lead poisoning in china and earthenware, viz.—(1) relaxation of the Special Rules for factories or processes in which no lead is used; (2) medical examination of male workers in lead processes; (3) use of fritted lead—six months being allowed before this becomes compulsory; (4) fixing of standard of safety in fritts as regards solubility in acids.
There is everything to show that within the last three or four years the conditions of labour in the Potteries have materially improved, and that there has been a distinct diminution in the number of cases of lead poisoning. The operation of the Special Rules, the periodical medical examinations, and a more restricted use of raw lead have largely contributed to this satisfactory result. A return of cases of lead poisoning reported under the Act 1895, occurring in the manufacture of earthenware and china from 1st January 1899 to 31st December 1900, and presented to the House of Commons by Mr Jesse Collings, 27th February 1901, conveys information upon this particular point. During the year 1899 there were in the Potteries 129 persons suspended from work on account of lead poisoning, and in the following year 95. In 1899, 34 of the 129 persons were ware cleaners, 29 worked in the dipping house, 26 were majolica paintresses, ground layers[362] formed 14 of the total, and 10 were colour dusters, while for 1900 the numbers were respectively 20, 42, 8, 6, 13. The districts of Hanley, Burslem, Tunstall, and Stoke include practically the whole of the North Staffordshire Potteries, where about 46,000 persons are at present employed in the manufacture of china and earthenware, and of whom 4700 are employed in lead processes. Taking, therefore, the cases of lead poisoning in the Potteries for the last four years, they run as follows: in 1897, 446; in 1898, 457; in 1899, 249; and in 1900, 200.[70] Allowing a margin on either side for discrepancies and incompleteness in the statistics, these figures at once show how in a trade that has hitherto been regarded as dangerous the conditions of labour can be materially improved, with a very marked gain in health to the workers. These encouraging results are, it is hoped, only a forecast of others yet to come.
There is considerable discrepancy in the returns of lead poisoning in the Potteries, due to the source from which the statistics have been obtained, and the manner in which the cases have been notified. All the statistics concur in showing a declension of plumbism. From an article in the Times, 24th September 1901, the following has been taken:—“That lead poisoning has rapidly diminished among potters and increased among other trades is proved by the following table of cases reported in the last four years, and compiled from the Labour Gazette and other official sources.”
| Potters. | Other Trades. | |
| 1897 | 469 | 745 |
| 1898 | 463 | 954 |
| 1899 | 249 | 1009 |
| 1900 | 200 | 1057 |
It will be thus observed that there has been a progressive diminution in the number of cases of lead poisoning in the pottery trade, a diminution that is still proceeding, judging from the returns of the first half of the year 1901. The cases reported for the six months, January-June, in the last four years are:—
| 1898 | 1899 | 1900 | 1901 |
| 200 | 165 | 110 | 59 |
“In the course of three years the amount of lead poisoning has been reduced to one-fourth of that reported in 1898.” The manufacturers attribute this result to the monthly medical examination of women and young persons brought into contact with lead.
An accidental delay in the passage of these pages through[363] the press allows me to add a further note upon the attitude of the Home Office and the pottery manufacturers in regard to the use of fritted lead compounds, the suggested standard solubility, and the use of leadless glazes, and thus to bring up to date the history of this important trade inquiry, probably the last of the large industrial conflicts that will be submitted to arbitration. The questions at issue between the Home Office and the manufacturers were referred to arbitration, Lord James of Hereford being chosen as umpire. The Court sat at Stoke-on-Trent on 7th November 1901, and subsequent days. Mr Chester Jones acted as arbitrator for the Home Office, and Mr Llewellyn for the manufacturers; the counsel being, Mr Cripps, K.C., and Mr H. Sutton, for the Home Office; Mr Fletcher Moulton, K.C., for the manufacturers; and Mr Colefax for the operatives. Evidence was given by Professor Thorpe, Mr Wilton Rix; Dr Wilkin, director of large potteries, Dresden; Mr Alström, of the Rorstrand Potteries, Stockholm; Dr T. M. Legge; Miss A. M. Anderson, Principal Lady Inspector of Factories; and myself, on behalf of the Home Office. The principal points urged were: the possibility of using leadless glazes for certain kinds of ware; the greater safety of fritted lead compounds over raw lead; the greater freedom of Continental potteries from plumbism, where most, if not all, of the lead was fritted, than is the case in Staffordshire; and, in a general way, the better structural arrangements in Continental potteries than in those at home. On behalf of the manufacturers, Messrs W. H. Grindley, G. E. Meakin, H. J. Johnson, J. L. Whittaker, and J. Sherwin gave evidence. It was admitted by the witnesses on both sides that there had been since the introduction of the Special Rules 1898 a very notable decline in the number of cases of plumbism in Staffordshire, and that towards this happy circumstance better ventilation, greater personal cleanliness on the part of the workpeople, and systematic medical examination had doubtless contributed. The main part of the inquiry centred round the subject of fritting the lead for the glaze. It was demonstrated by Professor Thorpe that excellent results could be obtained by the use of vitrified lead, which was soluble to the extent of only 2 per cent. in .25 per cent. of hydrochloric acid. The manufacturers having previously intimated to the Home Office their willingness to accept a 5 per cent. standard solubility as the test of lead in their glazes, wished to recede from this position, and at the time the Court was sitting, claimed the right not[364] to be bound by this or any other test of solubility. In fact, it was admitted that many of the manufacturers had returned to the use of 30 to 40 per cent. of raw lead in their glazes. As to the greater safety in the use of fritted lead compounds of the low solubility insisted upon by Professor Thorpe there can be no question. There never will be absolute safety so long as lead in any form is used; a 2 per cent. soluble fritted lead compound must be much less harmful if swallowed than one containing lead which has a solubility of 5 per cent. or more.[71] My contention, like that of Professor Thorpe, was that the .25 per cent. of hydrochloric test was not at all a hard one; that while this was the amount of hydrochloric acid present in the gastric juice, the test proposed was not so severe as that which would be carried on in the human stomach, where there was a higher temperature, greater agitation, and therefore better admixture of the contents.
It is unnecessary here to reproduce the evidence in detail either for or against the recommendations of the Home Office, which were based upon the Thorpe-Oliver Report; but I may mention one or two additional facts. While the Court was sitting, a male dipper of 20 years’ experience, and who had never been ill, requested permission of Lord James to give evidence. This was gladly complied with. The evidence tendered was directed against the proposed monthly examination of males employed in lead processes. The operative simply wished to assert his right to work in lead even if he was the subject of plumbism, to express his unwillingness to submit to periodical medical examination, and to state that he objected to be bound by the arbitrary order of the certifying surgeon either for temporary or permanent suspension. In a word, he stated that he and his comrades knew the risks of their calling, and they were prepared to take them. He appealed against the application of all official restraint, which he regarded as of too coercive a character. When[365] working men, in whose interests well-meant efforts are being made to render their occupation more healthy, prefer to court death and to throw their wives and families upon the ratepayers rather than forego the loss of a few weeks’ wages so that they may regain their health, the difficulty of bringing into line the many conflicting forces is at once apparent.
To the fritting of lead compounds the manufacturers raised many objections. It was stated that, quite apart from the expense, their use was impracticable. Mr W. H. Grindley of Tunstall stated that he had tried fritted lead, but had relinquished it, as its use had involved him in a financial loss of some hundreds of pounds in a few weeks. Mr Henry J. Johnson and other manufacturers gave similar evidence.
Quite unexpectedly, on the fifth day of the sitting of the Court, Lord James announced his intention of not carrying the inquiry further. Balancing the various conflicting issues at stake, and influenced by the reduction in the number of cases of lead poisoning from 12 to 3.5 per cent. in the four years’ operation of the Special Rules, he postponed the arbitration for eighteen months, during which, putting the manufacturers on their honour, he looked to them to rigidly give effect to the Special Rules of 1898; to take a lesson from Continental manufacturers; to try fresh experiments with fritted lead, and to reduce them to the lowest possible solubility consistent with a satisfactory production of their ware; also to come to some understanding with the workpeople in regard to founding a mutual assurance fund. As the whole subject is to be again discussed in eighteen months, it would ill become me to do more than simply state these facts, and to express the hope that by a loyal adherence to the special regulations the amount of lead poisoning in Staffordshire may meanwhile still further decrease.
In the printing of coloured trade advertisements and wrappers there is frequently used metallochrome powder, known under various names, e.g. “flake white,” “china white,” etc. Usually the dry powder is dusted on the sheets of paper by hand and dusted off again by young women or lads, an operation that is extremely dusty, and too often carried on in workrooms totally unprovided with any artificial means of ventilation. Practically speaking, the manufacture of transfers for giving coloured impressions to pottery is a similar operation. The coloured[366] impressions are made upon paper which, when applied to china and earthenware about to be fired, allow of the floral design and pictures being transferred to plates, cups, and saucers, etc. Under all circumstances, whether it is the making of transfers for pottery work, covers for fancy tins of biscuits, mustard, tobacco, etc., or coats-of-arms for railway carriages, the occupation is not only dusty but is dangerous, owing to the fact that metallochrome powder often contains as much as from 50 to 60 per cent. of white lead. In the manufacture of transfers the workers, usually girls, throw the powder loosely on the paper and tilt it from side to side, or what is more common, they gently rub the powder all over the paper by means of a soft cloth or a pad of chamois leather, the superfluous powder being removed by shaking. In visiting factories where transfers are made both at home and on the Continent, I have been struck by the extreme pallor of the workers; frequently they have complained of splitting headache and severe abdominal pains. Nearly all the workers presented a deep blue line on their gums. In Limoges, where large quantities of coloured porcelain are made, the introduction of transfers into the industry took place only about twenty years ago, and it was not until several fatal cases of lead poisoning had occurred that the plumbism was traced to its cause, viz., the making of transfers. Many of the girls had succumbed to that extremely severe and often suddenly developed form of Saturnine affection of the brain, which is attended by epileptiform convulsions, and known as lead encephalopathy. It is when metallochrome powder is used in the dry form, and therefore dusty, that there is danger. When mixed and moistened as in coloured printers’ ink, and the printing is done by machinery, there is no danger. Men, however, have suffered from plumbism after mixing “flake white” and varnish. This is not a dusty process, but there is considerable danger when spirituous materials are used along with lead.
Much of the risk to health in this trade can be overcome by diminishing the amount of white lead in the metallochrome powder. Experience shows that this is often present in excess of what is necessary. A less harmful metal, too, might in several instances be substituted for lead. Barium has been suggested, but time and trial alone can tell whether even the use of barium is quite free from danger. Animals can be fed upon barium salts, and apparently thrive when they would die[367] if given the same quantity of lead carbonate. It is a heavier metal than lead, and on the whole may be said to be safer. Magnesia has also been recommended as a substitute for white lead in the metallochrome powders. The trade of transfer making is one in which, fortunately in one sense for the workers, employment is irregular. Under any circumstance it is an occupation in which the workers should have some alternation of employment, and in which no young person should be engaged, no food should be eaten in the workroom, overalls ought to be worn, and before leaving the factory the hands and face of each worker, should be washed. Not only should adequate lavatory accommodation be provided, but sufficient time should be given by the masters before break, for the workers to wash. In this, as in all trades in which lead is used, the individuals should be subjected to periodical medical examination—experience in the potteries, for example, having shown how very beneficial this has been in preventing plumbism. Such an examination often succeeds in eliminating persons who are susceptible to lead before they have worked too long at the trade. In Limoges, so impressed were several of the large porcelain makers by the great susceptibility of young women to plumbism, that they now only employ men in the manufacture of transfers. The work, too, is no longer conducted on open tables, but in closed glass cases, through openings which are guarded by indiarubber, the hands of the workman are thrust, so that the operation of “laying on” is conducted under cover, the dust created being drawn away by strong aspiration on the distal side of the enclosed space. Since the introduction of this method of making transfers, plumbism has disappeared from most of the large porcelain works in Limoges. In Staffordshire a similar method of transfer making has also been adopted, and with equally satisfactory results to the workpeople.
Eleven cases of lead poisoning were notified to the Home Office as having occurred in litho-transfer works during 1899.
The manufacture of tiles for useful and decorative purposes, such as the floor of entrance halls, hearths, sides of fireplaces, and stoves, is a large and increasing industry. The pressing of clay into the form of tiles is done by machinery, and although it is a dusty process, there is usually in operation at the time the pressing is done a strong aspirating draught brought into[368] play, whereby the dust is removed from the face of the worker. The tiles when dried are subsequently dipped in glazes often rich in lead. Usually the lead which enters into the composition of the glaze for majolica tiles is fritted; but some manufacturers have until recently been in the habit of using only raw lead, and it was occasionally in their factories that lead poisoning occurred. The opportunities for a worker becoming leaded are during the dipping, cleaning, or painting. In some of the factories visited by Professor Thorpe and myself, we saw mechanical dippers in use which gave promise of superseding hand-dipping and of abolishing the necessity for cleaning and trimming the edges of the tile. Employment of mechanical dippers and of fritted lead compounds, conforming to the solubility standard required by the Home Office, with enforcement of the Special Rules, would pretty well abolish plumbism in this industry.
During the manufacture, at Velten in Brandenburg, of glazed tiles for making earthenware stoves, there recently occurred a considerable amount of lead poisoning among the operatives,[72] due to the glazing of tiles with oxide of lead. The outbreak is of sufficient importance to be mentioned here. The glazing material is made, first, by firing together lead oxide and tin in the proportion of three to one. To the compound thus obtained there are added felspar, marine salt, and quartz. These are mixed together, and subsequently exposed to a great heat so as to form a fritt. The vitrified material thus obtained is crushed, finely pulverised and mixed with water, while the thick liquid is applied to the surface of the tiles, which are afterwards heated in a special furnace. During these operations there are many opportunities for the workmen to become poisoned by lead. In the act of crushing, a considerable amount of dust rich in lead salts rises into the atmosphere. Rasch caused some of the air to pass through cotton-wool, and he thus arrested the dust. The lead in this he estimated as sulphide. The quantity found by him in 100 litres of air varied between 0.0012 to 0.0066 gramme, which was equivalent to an amount of lead oxide entering into the lungs during the twelve hours’ work in the factory of 0.05 to 0.6 gramme. Upon the clothes of the workmen he obtained as much as 3 to 4.8 grammes. It was found that all the lead in the fritt had not been converted into an insoluble form. There was at least one-hundredth part in the form of lead oxide, a circumstance[369] which rendered the glaze harmful to those who dipped the tiles, and also to those who handled them after dipping. It is needless to say that where this industry is carried on, precautions should be taken similar to those in use in the potteries, care being taken to have the fritting of the lead carried on in well-ventilated places, and the grinding of the fritt done in enclosed machinery.
In my Gulstonian Lectures on Lead Poisoning, I make mention of the fact that dogs which had slept on the coats or jackets of their masters, who were lead smelters in the vales of Durham, sometimes suffered from colic; also that a peculiar epidemic of Saturnine poisoning occurred in France in women who had simply washed the clothes of their husbands, who were workers in lead factories. One of the main reasons for the White Lead Commission recommending the wearing of overalls when at work was that the Committee ascertained that the clothes of several of the female workers, which were often dust-laden, became the bedclothes of the family at night. Lead dust is always a danger, so, too, may be the bespattered working clothes of house painters. A woman, thirty-six years of age, consulted me at the Newcastle Dispensary on account of anæmia, headache, and double wrist drop. In addition she had a well-marked blue line on her gums. There was no difficulty in diagnosing the case as one of plumbism, the difficulty was rather in tracing the lead poisoning to its source. She was a widow and had never worked in any factory, nor, so far as she knew, had she ever been brought into contact with lead. She simply attended to her domestic duties. On inquiry I found that since her husband’s death, in order to increase her income, she had taken to reside with her two male lodgers—her own brother and a nephew. Both were house painters, and they wore the ordinary white jackets and trousers of the artisan. The patient was in the habit of washing their clothes once a week, which were frequently very much discoloured, especially those of the younger man, the nephew. I asked for a bottleful of the water removed from the washtub when she washed the clothes. This water was dirty brown in colour, and contained a good deal of sediment. I submitted it to Dr Bedson, Professor of Chemistry at the College of Science in Newcastle, who reported the presence of a very large quantity of lead in suspension in the water, and a small quantity in solution. That the woman’s ill-health and paralysis of the[370] hands were due to Saturnine poisoning there was not the least doubt, for under medicinal and electrical treatment and cessation on her part of the weekly washing of the painters’ clothes, health was gradually regained and muscular power restored. It is known that women who wash the overalls, etc., in white lead factories occasionally suffer from plumbism.
Makers of lead foil which is to be subsequently used for the tops of bottles or for wrapping round tobacco, snuff, and cheese, occasionally suffer from plumbism; so, too, do those who handle and fix the lead discs over the corks of bottles. On analysis the metallic foil which envelops Roquefort cheese has been found to contain 12 parts of tin and 85 of lead, among other substances, while in that which envelops Angelots cheese there has been found as much as 95 per cent. of lead. Tobacco smokers and chewers have suffered from using tobacco kept in metallic dishes, and I have had professional experience of the very bad effects of the use of snuff wrapped in leaden foil. An attempt is being made to substitute parchment for lead discs for bottles.
A few months ago, owing to several shoe finishers in Northampton having been thrown upon their benefit societies, all suffering from the same type of symptoms, ultimately certified to be lead poisoning, the circumstance was necessarily brought under the cognisance of the Factory Inspector for the district. The men worked in the same factory. On investigation it was found that they were in the habit of using, for finishing the bottoms of shoes, certain powders, known in the trade as Chinese red and yellow chrome. These contained lead compounds. In the manipulation of the powders to stain the boots and shoes with, a considerable amount of dust arises. The process is thus described by Mr Wright, H.M. Inspector. Dry China-red powder is by means of a sponge dusted on to the sole of a boot, a piece of fine glass-paper is then used to scour the colour into the leather, a small quantity of grease is subsequently applied, and the sole is polished with a dry cloth. The workman, during the whole of the process, has to bend down closely over the boot, and thereby inhales the coloured dust. Sometimes chrome-yellow is mixed with the China-red. It was found necessary by the Home[371] Office to interdict the use of these powders, less harmful substitutes being suggested.
In order to make matches strike softly, and in other instances with the view of making matches free from yellow phosphorus, various compounds of lead have been introduced into the paste for heading the lucifers. The mixing of the ingredients and the manipulation of the paste were attended by such an amount of sickness among the workers that their use has been discarded, for it was found that although less painful, lead poisoning was just as serious a malady as that caused by phosphorus.
In buffing brass cocks upon rapidly revolving wheels covered with leather, the surface of which is kept coated with emery powder, several of the men have become ill, and shown signs of lead poisoning. Buffing is done so as to smooth the brass cocks after casting. In what is known as “gun” and “pot” metal, lead is sometimes present to the extent of 5 to 6 per cent.
Number of Cases of Lead Poisoning notified to the Home Secretary under Section 29, 1895, during 1898, 1899, and 1900.[A]
| Disease and Industry. | Number of Reported Cases. | ||
| 1900. | 1899. | 1898. | |
| Lead Poisoning | 1058 | 1258 | 1278 |
| China and Earthenware | 200 | 249 | 457 |
| Litho.-Transfer Works | 10 | 11 | [73] |
| Glass Polishing | 7 | 8 | 19 |
| Smelting | 34 | 61 | 82 |
| Tinning and Enamelling | 16 | 24 | 24 |
| File Cutting | 40 | 41 | 46 |
| White Lead | 358 | 399 | 332 |
| Paints and Colours | 56 | 75 | 59 |
| Coachmaking | 70 | 65 | 45 |
| Shipbuilding | 32 | 30 | [74] |
| Electric Accumulator Works | 33 | 33 | 11 |
| Other Industries | 202 | 290 | 103 |
[372]
Analysis of Reports on Lead Poisoning by Certifying Surgeon. Factories and Workshops: Annual Reports for 1899 and 1900 (Dr T. M. Legge).
| Total Cases. | ||||
| 1900. | 1899. | |||
| Males. | Females. | Males. | Females. | |
| Smelting | 34 | ... | 52 | ... |
| Brass | 3 | ... | 11 | 1 |
| Sheet Lead | 17 | ... | 26 | ... |
| Printing | 17 | ... | 25 | 1 |
| File Cutting | 35 | 3 | 39 | 1 |
| Plumbing | 8 | 1 | 16 | 1 |
| Tinning and Enamelling of Iron Hollow Ware | 2 | 3 | 11 | 4 |
| White Lead | 288 | 28 | 340 | 22 |
| Red Lead | 19 | ... | 19 | 2 |
| Earthenware | 92 | 105 | 119 | 111 |
| Litho.-Transfers | 7 | 3 | 6 | 4 |
| Glass | 7 | ... | 7 | 1 |
| Enamelling of Iron Plates | 8 | 3 | 6 | 4 |
| Electric Accumulators | 30 | ... | 31 | 1 |
| Paints and Colours | 51 | 5 | 47 | 1 |
| Coachpainting | 61 | ... | 58 | ... |
| Shipbuilding | 31 | ... | 30 | ... |
| Paint in other Industries, excluding House Painters | 46 | ... | 47 | 5 |
| Other Industries | 58 | 18 | 64 | 17 |
Dr T. M. Legge deals with the age, distribution, and duration of employment in persons brought in contact with metallic lead, and with the salts of lead, either in the form of dust or of paint; and in the following table, taken from his annual Report for 1900, shows that in those who handle metallic lead or use it as paint, symptoms of poisoning are more slowly developed than in those employed in industries in which the salts of lead are present in the form of dust.
| Source of Poisoning. | Age. | Duration of Employment. | |||
| Under 30. | 30 Years and over. |
1–5 Years. | 5 Years and over. |
||
| Metallic Lead | per cent. | 43.0 | 57.0 | 37.4 | 62.6 |
| Salts of Lead as Paint | „ | 43.6 | 57.4 | 45.8 | 55.2 |
| Salts of Lead as Dust | „ | 65.4 | 34.6 | 76.0 | 24.0 |
The reports bring out the fact that Saturnine palsy is essentially an affection of the male sex, while the symptoms of headache, anæmia, and encephalopathy are more common in the female.
Thomas Oliver.
[373]
The treatment of lead poisoning by electricity is based upon two distinct ideas. First, the use of the electrolytic effects of a current to eliminate the metal from the system; and secondly, the treatment of its symptoms, especially its nervous symptoms, by electricity, in virtue of its usefulness as a remedy for paralytic disorders. In any treatment of lead poisoning these two considerations are of importance:—
1. The Elimination of the Metal.—There is no doubt that the elimination of the metal is necessary for the recovery of a patient from the effects of the poison. In the ordinary course of events elimination probably takes place by the sweat glands of the skin, by the kidneys, and by the mucous membrane and glands of the bowel; whereas the direct effect of an electrolytic elimination would be to cause the lead to pass by a process akin to osmosis in some soluble form, most probably as a chloride of lead, from the tissues of the body to the electrolyte surrounding the body, and so to the plates or poles of the electrolytic cell or bath in which the patient is placed. Unfortunately, the experimental evidence that lead can be extracted from the tissues of the body in this way is not free from possible sources of error. The amount of lead existing in the tissues of a patient suffering from lead poisoning may not be more than a few grains in weight, and the quantity which could be deposited by electrolysis in an electric bath of the ordinary strength and duration could not amount to more than a few milligrammes. In solutions such as the juices of the body, containing but little lead, the lead ions could play but an insignificant part in the transport of the current, and therefore there are considerable difficulties in depositing at the poles of the bath a quantity of lead which could only be a small fraction of the total amount contained in the body. Lead compounds also have a somewhat special behaviour when submitted to electrolytic treatment, for whereas most metals are deposited[374] from their solutions at the negative pole, lead compounds when submitted to electrolysis have a tendency to be deposited in part upon the positive pole, as lead peroxide, and in part upon the negative pole, in a spongy metallic form. In the presence of chlorides the lead peroxide does not adhere to the positive pole, but tends to undergo changes and decomposition. Statements have frequently been made that after the treatment of a patient by electrolysis in a bath of water, traces of lead may be found upon the poles of the bath. I have been able to detect lead on the plates in one case of my own in which the experiment was tried. But there is always some uncertainty as to the source of this lead, for in cases of workmen it may very well have come from dust and dirt containing lead which has been mechanically deposited upon the surface of their skin; or again, it may be lead which has actually come from the tissues, but has already been eliminated by the sweat glands, and is lying on the surface of the skin, so that it could be washed away by ordinary washing with soap and water. But at the same time we must not forget that even if the direct electrolytic elimination of lead is a thing which can be brought about by electricity, it is not the only way in which electrical applications may act favourably in removing lead from the system, for by their means we can also influence what may be called the natural processes of elimination, so that after electrical treatment one might expect to find traces of lead in the urine, in addition to that which might be found by a careful examination of the poles of the bath. And so far as mere opinions go, I certainly take the view that electrical treatment favours such an indirect elimination of the poison, and to that extent is of service in the treatment of cases.
2. The Electrical Treatment of the Paralysis caused by the Lead.—This is probably as important, or more important, than the question of the extraction and elimination of the metal. In practical treatment we may say that it is the paralytic symptoms which are most readily dealt with by electrical methods. All forms of electrical application have been recommended for paralysis due to lead, e.g., the constant current, the interrupted current of the coil, and, more recently, the sinusoidal current of an alternating dynamo. These can all be used, and apparently with advantage. As I have frequently maintained in other places, the state of contractility in a paralysed muscle need not necessarily dictate to us the form that the electrical applications are to take. I mean that when a muscle paralysed from lead ceases to react to induction coil[375] currents, it does not at all follow that induction coil currents are useless in its treatment; and, therefore, I consider that the widely held view that a coil should be used only for those muscles capable of responding to it is not correct. Muscles which show the reaction of degeneration, and contract only to direct applications of the constant current, will almost certainly derive benefit from a course of induction coil currents, and these should in every case be given to them, not to the exclusion of constant currents, but in addition thereto. Many of the rules laid down for the treatment of paralysis by electricity are based upon the view that the therapeutic effect of electricity upon a muscle can be measured by the amount of contraction which the electrical application can produce in it; but this is quite wrong. Even in the absence of all visible contractions in a muscle under treatment, electrical applications produce effects—vasomotor, trophic, and other—which are of service. Indeed, we may go further, and say that treatment by currents purposely made strong, in order to set up contractions in paralysed muscles with very feeble contractility, may easily be overdone, and that fatigue and injury may be caused to muscles through too severe stimulation when strong currents are demanded, in order to make them contract visibly.
In the practical treatment of paralysis due to lead, the choice of an electrical method will turn upon the supposed relative advantages of electrolytic extraction of the metal on the one hand, and of electrical stimulation of the paralysed parts on the other. For the former the electric bath with constant current is to be used, and for the latter induction coil currents or sinusoidal currents, with or without a water bath. The advantages of the sinusoidal current over that of the induction coil consist mainly in the greater smoothness with which the current varies in the former case, and in the greater magnitude of the currents which can be borne. The two methods differ from each other rather in degree than in essence. When, as is usual, the case is one of paralysis of the extensor muscles of the forearm, the use of an arm-bath as the medium for applying the electricity has very decided advantages, so that I am accustomed to treat most of my cases by the arm-bath and sinusoidal current. In cases of severe or extensive lead poisoning, or in cases where the muscles of the lower limbs are affected, I make use of the full-length bath, and at the commencement of the case would advise the use of direct and sinusoidal currents on alternate days, in order to secure electrolytic effects as well as those of simple stimulation. It is probable that[376] hot baths, without electricity, are of very decided service in treating symptoms due to lead. In former days the thermal waters of Bath enjoyed a very considerable reputation in this disease. Thus, by combining a full-length bath with electricity, one is able to make use of the increased elimination set up by hot bathing, as well as of the increased elimination set up by general electrical stimulation. The electrolytic effect also comes in if the current used is a continuous one, but not so if it is alternating. In practical treatment, the cases of lead poisoning most commonly met with, are cases of operatives who handle lead, or some preparation of lead, in the course of earning their living. The symptoms of which they commonly complain in London, at least, are wrist drop and paralysis of the extensors of the wrist and fingers. This is the class of case which I have had under treatment during the last ten years; and the opinion which I have formed of electrical treatment is decidedly favourable. Although in a number of cases the lead has had many years in which to poison the patient, yet it is the rule that within a few weeks from the commencement of electrical applications the paralytic symptoms become very considerably decreased. Unfortunately, recovery is usually followed by a return to the old occupation; fresh infection follows, and paralytic symptoms sooner or later reappear. The patient returns for further treatment under conditions less favourable than before. He is older, the system is more seriously damaged, and his recovery is apt to be less perfect than on the previous occasion. It is this state of things which is chiefly responsible for the fact that brilliant results are not often met with in the treatment of lead poisoning due to occupation. In districts where lead poisoning is common, I would recommend an installation for electrical treatment on the following lines: (1) one or more arm-baths; (2) one or more full-length baths for the whole body. Both of these sets of baths should be supplied with sinusoidal current, generated by a dynamo on the premises, or drawn from the mains of an electric light station, if the current supplied in the neighbourhood should happen to be alternating. In each case some clockwork or other mechanical contrivance for slowly varying the current from zero to the maximum might with advantage be installed, although good results may be obtained without this. In addition, for direct treatment by constant current in special cases, it would be necessary to have a battery or other source of constant current, either for use with the bath or for local applications by means of pads and conductors of the usual class. The[377] induction coil may be used where the sinusoidal current cannot be obtained, but wherever possible, the latter should be used in preference. A pressure of ten or twelve volts is about a suitable one for an arm-bath, and if an average of twelve and a half volts per arm-bath is taken, it is sometimes convenient to arrange the arm-baths in series, as is done, for example, at St Bartholomew’s Hospital, where four arm-baths in a series are fed from one source at fifty volts. This, it will be seen, gives twelve and a half volts per bath, minus a small loss of one volt or so over the whole circuit for the conductors. So if eight or ten baths could be employed with advantage, they might be arranged in a single series upon mains of a hundred volts pressure. In the fitting up of a new establishment, it would be convenient to provide waste pipes and water taps fixed over them, to obviate the inconvenience of filling and emptying by hand. A very convenient vessel for arm-bath treatment is an oblong stoneware picklepan, which can usually be obtained in towns; or wooden vessels of the same shape may be made almost anywhere. It is advantageous to use narrow oblong vessels of a suitable length and width to take the arms and hands, because with round tubs there is considerable loss of current, carried by the water without entering into the patient. There is also a certain waste of hot water by reason of the greater capacity of round tubs. The electrodes for arm-baths may conveniently be made of one piece of sheet copper or sheet zinc, shaped like a tennis racket, with the handle bent over in a hook, by which to suspend it to the end of the tub.
The progress of treatment is slow, and without incident. There is a gradual return of power and a gain in thickness of the wasted muscles. The duration of the case varies much with the severity of the poisoning, and the state of health of the patient. The final results are good.
H. Lewis Jones.
[378]
Arsenic is employed for colouring purposes in various arts and industries, and may produce injurious effects on the workers and on others who are exposed to the influence of the poison. A Committee of the Medical Society of London, of which I was secretary some twenty years ago, compiled from the information collected by them the following list of articles in which arsenical pigments, dyes, and mordants were used.
Paper, fancy and surface coloured, in sheets for covering cardboard boxes; for labels of all kinds; for advertisement cards, playing cards, wrappers for sweetmeats, cosaques, etc.; for the ornamentation of children’s toys; for covering children’s and other books; for lamp shades, paperhangings for walls and other purposes; artificial leaves and flowers; wax ornaments for Christmas trees and other purposes; printed or woven fabrics intended for use as garments; printed or woven fabrics intended for use as curtains or coverings for furniture; children’s toys, particularly inflated indiarubber balls with dry colour inside, painted indiarubber dolls, stands and rockers of rocking-horses and the like, glass balls (hollow); distemper colour for decorative purposes; oil paint for the same; lithographers’ colour printing; decorated tin plates, including painted labels used by butchers and others to advertise the price of provisions; japanned goods generally; Venetian and other blinds; American or leather cloth; printed table baizes; carpets, floorcloth, linoleum, book cloth and fancy bindings. To this list may be added coloured soaps, wafers, sweetmeats, and false malachite. Arsenic is also used in the preparation of skins for stuffing and of some preservatives used by anatomists. Workers employed in the manufacture of any of these things may suffer from the effects of the arsenic contained in the materials which they handle. The fluid known as “sheep dip,” which is sold for the purpose of killing tic on sheep, contains a large quantity of arsenic. Occasionally the men who manufacture the liquid or who wash the workmen’s clothes[379] have suffered from the effects of arsenic upon their extremities and nervous system.
The metal is mostly employed in the form of green arsenites of copper, known as Scheele’s green, and Schweinfurt or Vienna green. The poison gains admission to the system either by being carried into the mouth on the hands and thence taken into the stomach, or by inhalation into the lungs.
In the preparation of artificial flowers Scheele’s green is powdered over the leaves, and in this process some of the dust is drawn in with the breath, while some may lodge in the furrows of the skin and under the nails. In the manufacture of green wallpapers Scheele’s green and the aceto-arsenite of copper are mainly used; from 1 grain of the poisonous substance to 50 or 60 grains per square foot has been found in different samples. Arsenic has been found in red, orange, brown, and grey papers as well as green. The poisonous material may be dusted off the wallpapers and distributed through the atmosphere of the room. Bamberg, of Stockholm detected arsenic in the atmosphere of a room that had been papered for twenty-five or thirty years. According to Parkes and Kenwood,[75] in the case of the smoother papers arseniuretted hydrogen is formed by decomposition of the size and paste acting chemically on the arsenical salt. The same authors point out that even distempered walls must not be assumed to be innocuous, as there is frequently arsenic in distemper which is mixed with size to make it adhere, thus forming a combination of organic matter and arsenic ready for the development of arseniuretted hydrogen.
Persons living in rooms hung with arsenicated wallpapers, and workmen who strip walls or hang pictures, are liable to suffer from the inhalation of the poisonous dust or vapour. Injurious effects may also be caused by the use of green lamp shades, and of gloves, stockings, and other articles of clothing coloured with aniline dyes in the preparation of which arsenic is largely employed. The use of arsenic in many of the arts that have been enumerated, and particularly in the manufacture of wallpapers and in the tinting of textile and silken fabrics intended for furnishing and clothing purposes, also of arsenical colours, has greatly diminished since attention was called to the danger of these by the Medical Society and by sanitarians, among whom the late Mr Henry Carr[76] deserves special mention. Yet, as is proved by cases which are from time[380] to time reported in the papers, they are still too much employed.
Symptoms.—The symptoms are those of chronic arsenical poisoning, and may vary in severity from slight inflammation of the eyes or conjunctivitis, and running at the nose, or coryza, to prostration, or convulsions ending in death. The strong are attacked as well as the weak. In the slighter forms of the affection they are marked by conjunctivitis, running at the nose, and injection, with dryness and soreness of the throat, accompanied by depression. In more severe forms there is headache with colicky pain and abdominal “cramps,” with vomiting, diarrhœa, and sometimes dysentery; the throat and mouth are sore and parched; there is great thirst, with distaste for food. The congested condition of the respiratory passages manifests itself by cough and bronchial catarrh, sometimes by asthma. If the cause is not removed the affection may last indefinitely in a stage of more or less troublesome indisposition, or the prolonged gastro-intestinal derangement may gradually undermine the health and exhaust the patient. In some cases the nervous system suffers most; there is increasing depression, with restlessness and insomnia; in certain severe cases paralysis of the extremities occurs, with convulsions ending in death. This, however, is altogether exceptional, and indeed death from arsenical poisoning of what may be called industrial origin is decidedly rare.
In certain cases arsenic produces local as well as general effects. According to Arlidge[77] workers employed in the manufacture of arsenical green often exhibit peculiar symptoms. That product is derived from arsenite of soda, which is decomposed by sulphate of copper, and the resultant treated with pyroligneous acid.
The workers are liable to the development of boils and pimples, and suffer from an itching eruption about the nostrils and in the flexures of the arms. In severer cases there is headache with thirst and nausea, and an irritating eruption appears on the scrotum. Vomiting, quickening of the pulse, and conjunctival injection are observed in some persons. In workmen employed in the calcining or “burning” houses for arsenical ores the fumes produce sometimes gastric disturbances, sometimes bronchial and laryngeal irritation. The commonest effect is the production of an eruption about the genitals and on the exposed parts of the body, especially at the bends of the limbs. Stockings, handkerchiefs, gloves, etc., dyed with aniline colours often cause severe[381] irritation, especially on the skin of delicate women and children. This ought never to occur, for if the process is rightly carried out no arsenic passes into the finished dye.
Treatment and Prophylaxis.—The first principle of treatment is removal of the cause. The symptoms will then, in the great majority of cases, spontaneously disappear. Debility or other conditions calling for active measures should be treated secundum artem.
As regards the prophylaxis, in trades where exposure to the arsenic is unavoidable, sanitary precautions on the same lines as those taken against lead poisoning should be enforced. For colouring purposes arsenical colours are unnecessary. In the dyeing of textile fabrics and in the tinting of papers they should be absolutely prohibited.
No paper should be placed on a wall unless it be guaranteed free from arsenic, and even with a guarantee from the manufacturer it is advisable to test a piece with Marsh’s apparatus to make sure.
Malcolm Morris.
[382]
In all dusty trades pulmonary disease is the cause of death of large numbers of the workpeople. The manufacture of pottery is a dusty trade. Potters’ asthma and consumption have for long been known. The potteries of Staffordshire formerly had an unenviable notoriety on account of the prevalence of ill-health, and the large death-rate among the hands employed. For much that we know of the pulmonary diseases of potters and of pneumoconiosis in general we are indebted to Drs Greenhow, Addison, Peacock, and the late Dr J. T. Arlidge, who, as Physician to the North Staffordshire Infirmary, Stoke-upon-Trent, had unusual opportunities of observing and recording the prevalent diseases of that district.
In the manufacture of china and earthenware the workpeople are exposed to two dangers: (1) pulmonary disease due to inhalation of particles of clay and flint; and (2) plumbism in consequence of the presence of lead used in the glazes and for colouring purposes. In another part of the book the dangers incidental to lead poisoning in potteries are dealt with. Here we are concerned with mineral dust solely, and its effect upon the lungs. Cheap pottery is made from ordinary clay, but in the manufacture of the finer ware, Cornish clay and stone are used. In firing china, ground flint is largely used as a packing between the cups, saucers, and plates, etc., when these are placed in the “saggers” or burnt-clay boxes in the ovens. In addition to the ingredients mentioned above, ground calcined bone is also one of the constituents of china.
Clay and flint both contain very hard, sharp, angular particles of silex, which when drawn into the respiratory organs during inhalation are not dissolved by the secretions of the bronchi. They become deposited in the smallest bronchial tubes and the pulmonary alveoli, and set up irritation. The initial process in the manufacture of earthenware consists in mixing the clays with[383] ground flints and water. This is rather a dusty operation, but fortunately only a few men are employed at it. When properly mixed, the compound is known as “slip,” and the men are called slip-makers. The mixing of the slip is sometimes done by hand by means of long, broad pieces of wood, but usually by machinery. The next stage in the manufacture is known as “throwing,” where the potter throws moist clay upon a revolving wheel, and by means of his hands and fingers shapes the clay into all forms of useful dishes, elegant vases, etc. These products are known as hollow ware, but other kinds of ware just as useful, e.g. plates and saucers, can be made by pressing. The clay vessel when removed from the potter’s wheel is felt by the fingers when run over it to be rough and uneven, and in order to get the required smoothness it is necessary later on to turn such hollow ware as cups upon a lathe, while flat goods like plates and saucers are made even by being rubbed with tow or flannel upon a rapidly revolving table. This process is called “towing.” Ware thus smoothed is ready for the oven. The first firing is known in the trade as “biscuiting.” After this it is ready to be painted or imprinted by coloured transfers, and then glazed. The ware to be fired is placed in large thick-walled vessels the size of an ordinary cheese, made of very coarse local clay, and known by the name of “saggers.” These are capable of withstanding great heat. Into these the earthenware and china goods are packed, care being taken to separate the individual china pieces from each other by plenty of loose ground flint. The men who carry the saggers into the kilns are called “placers.” They build up the saggers on the top of one another, pile after pile, and when doing this they are naturally exposed to alternating heat and cold, to high temperatures in ovens just emptied, to the fumes of sulphur in the kilns from the expiring fires, and to a considerable amount of dust when emptying the saggers. Coming out of the warm kilns covered with perspiration they run the risk of getting chilled.
In this description of the manufacture we have simply dealt with ware that has not been glazed or in any way brought into contact with poisonous compounds, such as lead. The products have only once been fired. Should the biscuited ware be subsequently glazed, this is done by dipping it into a liquid which contains, among other things, “raw” or “fritted” lead. The man who plunges the ware into the glaze is called a “dipper,” and he is followed in his work by the dipper’s cleaners, who rub[384] the rough edges off the ware, while the person who places the dipped ware in the saggers, which go again into the oven for a second firing, is called a “glost placer.” The workman who fills the unglazed ware in the saggers and carries them into the kilns for the first firing is, as already stated, called a “placer.” He only incurs such risks to health as might be caused by exposure to varying temperatures and to dust, but the “glost placer” runs in addition the risk of lead poisoning. About 3 per cent. of them suffer from plumbism.
Since, however, we are only concerned at present with dust and its effect upon the respiratory organs, we shall adhere to a description of those processes in potteries in which it prevails, and of these the two that are the dustiest and the most dangerous are “towing” or smoothing of the ware before it has been fired, also what is known as the “scouring” or cleaning of china after it has been biscuited. The scouring of china is generally done by women, sometimes by hand, by brushing the ware over a wooden trough so that the ground flint can be collected and used over again. The atmosphere of the workroom is often thick with dust, while the hair and clothing of the women are literally white with the fine particles of flint. For dust and danger there is no comparison between the throwing and turning of unfired clay products and the cleaning of china that has been once fired. Unless provision is made by fans for the removal of the dust, the air is so thick that no person could scour china for even a few weeks or months without suffering from bronchial irritation or bronchitis, cough and shortness of breath. Dr Prendergast of Hanley, Staffordshire, informs me that after two months’ work in scouring china, a healthy woman will often present symptoms suggestive of phthisis, but happily the condition of the lung is remediable. Potters’ asthma and consumption, as indeed all forms of lung disease due to dusty occupations, are becoming fortunately fewer and fewer every year in this country, owing to the improved appliances in factories for getting rid of dust. The late Dr Arlidge told me that the chances of obtaining a good illustration of potters’ phthisis as a pathological specimen was becoming increasingly difficult, and the same information has been sent to me from Sheffield as regards steel grinders’ lung.
In addition to visiting the largest potteries in England and Scotland, I have had the opportunity of inspecting many on the Continent, and particularly the porcelain works at Limoges, where I saw something of the baneful effects upon the French potters[385] of the scouring of china. In Limoges the porcelain is made from a very fine white clay or kaolin, which is found in the district. The products made from this kaolin are dipped in a glaze containing felspar and quartz, and whose composition is silica 70, aluminium 17, potash 13.
For more than a century porcelain has been manufactured in Limoges, a town containing 80,000 people, of whom, roughly speaking, 15,000 are engaged in the potteries in the town and neighbourhood, men and women about equally. The kaolin is found at St Yrieix, a village twenty-six miles south of Limoges. There is therefore very little expense incurred in the railway transport of the raw material. Labour, too, is on the whole cheap. In Limoges there are sixteen or seventeen large potteries with almost double that number of smaller workshops. The brushing-off or époussetage of the fired or biscuited ware is done both by women and men by means of soft feather brushes. It is a very dusty operation, and where there are no fans for its removal, as in some of the factories I visited, the air was thick with dust. The windows were open at the time, but currents of air obtained by this means exercised no very appreciable influence upon the dust. It is not this kind of ventilation that is required under these circumstances. In the matter of the provision of artificial means for the removal of dust and the renewal of air in the potteries of Limoges, some of the manufacturers seemed to me to be rather behind than in advance of the owners of large factories in Staffordshire. Accordingly I was not unprepared for the information that among the potters, especially the brushers-off or scourers, in Limoges, the mortality from pulmonary consumption and chest diseases is high. The harmful operations in porcelain works are the emptying of the kilns, the removal of the ware from the saggers, and the brushing of this ware; while the hard dust that rises during the polishing of the all but finished articles is equally dangerous. The polishing has for its object the removal of any roughness from the edges or surfaces of the ware, and it is generally done on a revolving wheel by means of a broken piece of china, the workman using this as the smoothing agent. The men and women employed in these operations are usually well covered with dust, yet it is seldom that they wear respirators. Fans for the removal of the dust were present in only very few of the factories. The employés objected to them on the ground that they created a strong draught of cold air. Dr Raymondaud, one of the Professors in the[386] School of Medicine, Limoges, has made a special study of the diseases of porcelain makers, particularly of pulmonary consumption and chronic bronchitis. He found that the potteries furnished a larger number of patients suffering from lung diseases than did the other trades of the district. Of 75 deaths registered in Limoges as occurring among china makers, 36 were due to phthisis, and of 30 potters whom Raymondaud examined, 20 were suffering from pulmonary consumption. Pulmonary phthisis is regarded as the principal disease affecting the workers in the Limoges potteries.
The discovery of the tubercle bacillus by Koch has tended to unify medical opinion as to the cause of pulmonary phthisis. The bulk of pulmonary phthisis is tubercular and is due to the bacillus. Other conditions, however, are not without their influence, such as hereditary predisposition, constitutional weakness, infection at home, and the effect of chills; but admitting all these, there is considerable evidence in favour of the view that dust plays an important part in producing potters’ phthisis, which, as previously remarked, differs in some respects from tubercular consumption. Dr Lémaistre, with whom I discussed this subject, had analysed the air of the Limoges potteries, and he found that the dust in some of the workshops is composed of earthy particles, fragments of granite, flint, particles of dried glaze, soot, and wood charcoal. The atmosphere which the brushers-off, the finishers, and the porcelain makers generally work in, he found contained 640 million particles of dust to the cubic metre, while several of the finishers, i.e. those persons whose duty it is to remove the excess of dried glaze on the ware, often work in an atmosphere containing 680 million particles to the cubic metre. The particles in the latter instance are smaller than those first mentioned, and they therefore remain a longer time suspended in the air of the workroom. This large number of particles of dust in the air is one explanation of the frequency of bronchitis and of pulmonary disease, and also of the small chalk-like masses found after death in the lungs of porcelain makers, but which must not be confounded with cretaceous tubercles. Whatever may be the influence of the dust-laden atmosphere of a pottery in causing pulmonary fibrosis, the accidental presence of the tubercle bacillus in addition would go far to aggravate existing pulmonary conditions, and tend to transform a non-tubercular affection of the lungs into one of a true specific character. It is thus that the presence of a tuberculous person in a workroom becomes a source of danger to his fellow-workmen. Particles of clay or china dust, when inhaled, can only act mechanically upon[387] the lining of the small bronchial tubes and pulmonary alveoli, but by making a breach upon their epithelial coating they reduce the local vital resistance, and pave the way for the entrance of the tubercle bacilli. Dust, therefore, weakens the lung, and by altering its structure, induces conditions that favour the development of the tubercle bacilli. Apart from bacillary infection, dust is itself a cause of danger: it is capable of inducing bronchitis, and if long inhaled causes fibrosis of the lungs of potters. The pulmonary consumption of porcelain-makers differs from tubercular phthisis in the fact that it is of slower development, and is of longer duration; that it less seldom attacks the young than those of middle life and more advanced age; also that there may be found in the lungs after death calculous concretions, which on chemical examination are found to be composed of carbonate and phosphate of lime, silica, and oxide of iron, with a certain amount of organic matter. The average age at death of men from fibroid phthisis in the potteries of Limoges is forty-three, and of women thirty-eight years. The same symptoms just described as having been observed in the Limoges porcelain-makers are also found in workers in pottery in this country, viz., cough, shortness of breath, and progressive emaciation, but there is a greater tendency to blood-spitting in French porcelain-makers than Arlidge found among the potters in Staffordshire.
Symptoms.—It is not until an individual has worked, as a rule, some months or years at his trade that he shows signs and symptoms of potters’ phthisis. In this, as in other forms of chronic pulmonary disease, there is cough on getting up in the morning, but this circumstance attracts little or no attention, as the general health usually remains good for a lengthened period. At first white and frothy, or speckled from the greyish-black dust that has been inhaled, the expectoration by degrees becomes purulent, while the cough, no longer confined to the morning, becomes more paroxysmal in character, and is attended by shortness of breath, which tends to get worse with time. On examining the chest it is found that the amount of shortness of breath or dyspnœa is out of all proportion to the amount of consolidated lung that may be present. It is a fact well known to every member of the medical profession that tubercular consumption much more frequently affects the apices or uppermost parts of the lungs, i.e. just below the collar-bones, than the lowest portions, a circumstance very largely due to the imperfect inflation or ventilation of those particular regions, so that when they become the seat of catarrh or of subacute[388] inflammation, the morbid products that are secreted and effused are, owing to the limited range of movement of this part of the chest wall, and incomplete aëration of this part of the lungs, with difficulty expectorated. A catarrh therefore tends to linger in the apices of the lungs, and offers opportunities for bacillary infection. In dust diseases of the lungs, on the other hand, it is not the apices that become affected so much as the lower and back parts of the lungs. This is an important distinction between the two, for it shows that a different cause must have been in operation. Limited areas of dulness, indicating small patches of consolidated lung, can be detected here and there in the chest, especially at the base behind or close to the shoulder-blades. In the early stages there is neither the evening rise of temperature, the feverishness, nor the accelerated pulse and rapid loss of flesh which are so pathognomonic of tubercle. Arlidge says there is, too, a wonderful immunity from blood-spitting. If an afflicted workman, therefore, at this stage were to give up his employment and seek for some occupation out-of-doors, the chances are that he would still have a good spell of life before him; but if, on the other hand, he is contented to remain at his occupation, sooner or later he becomes the confirmed victim of potters’ phthisis. His vital resistance becomes gradually more and more enfeebled. His preference for indoor life, daily exposure to infection in the factory, and his overcrowded home, lay the individual open to the chances of a tubercular lesion becoming grafted upon a fibrotic lung. Dr Arlidge found that the mean age at death of male potters aged twenty years and upwards was forty-six and a half years, whilst that of non-potters stood at fifty-four. Dr Prendergast tells me that potters working in dust generally die at the age of forty-five. Among potters Arlidge found as the most frequent causes of death pulmonary consumption, diseases of the heart and nervous system. In the workpeople of the district other than potters, while the death-rate from diseases of the chest was 7.86 per cent., the rate for potters was 12.29. Taking the male population generally and their entire mortality from all causes at the time that Arlidge wrote, we find that the deaths of male potters from diseases of the respiratory organs were 60 instead of 27 per 1000, and that the decennial period from fifty to sixty gave the greatest number of deaths, each preceding decennium back to twenty giving less and less, while the maximum mortality from phthisis as opposed to diseases of the lungs generally was reached between the ages of thirty and forty years. Before the age of[389] forty, therefore, the bulk of the potters who have contracted lung disease, and who have become tubercular, die; whereas in those who contract the disease later on they become less liable to the tubercular type of the malady. Bronchitis is met with among the male pressers who are exposed to the dust of the clay, but in china scourers pulmonary diseases are extremely prevalent; as many as 40 per cent. were found suffering from phthisis and 25 per cent. from bronchitis. As already stated, the phthisis in potters is in the early stages usually not tuberculous. So much so is this considered to be the case that Dr John Tatham,[78] at page xcvii. of Supplement to the Fifty-fifth Annual Report of the Registrar-General of Births, Deaths, etc., Part II., 1897, in speaking of potters (earthenware makers) sustaining a mortality from phthisis and respiratory diseases together far in excess of that experienced by other groups of workers, e.g. 453 as against 100 agriculturists, says that “potters succumb to non-tubercular disease of the lungs more rapidly than they do to phthisis, and it is certain that much of the so-called ‘potters’ phthisis’ ought properly to be designated non-tubercular cirrhosis of the lung.” Cirrhosis is a medical term sometimes used instead of fibrosis.
Prevention.—Ventilation of the workroom should be by means of fans and not simply by open windows. Scouring of china by hand over an open trough into which the ground flint falls should be discontinued. It should be done in semi-closed boxes with a strong down draught on the offside of the workers, or by revolving brushes driven by machinery in semi-closed spaces similarly aspirated. Overalls and coverings for the head should be worn by the workers; and since the form of pulmonary disease that affects potters develops slowly and is capable of being at least retarded, if not arrested, in the early stages, in the interests of the workpeople themselves their chest should be examined by a doctor once every three or six months, so that those who show signs of commencing lung disease might be pronounced disqualified for further employment at towing and scouring.
Thomas Oliver.
[390]
In the manufacture of steel by the Thomas Gilchrist or basic process, there is a large percentage of waste product, which is known by the name of basic slag. This, notwithstanding its high percentage of phosphorus, remained for some years of little or no value, until it was found that its fertilising properties could be obtained by reducing it to an exceedingly fine powder. Since that was done, it has been in great demand as a manure. It is the manufacture of this manure which is said to produce deleterious effects upon the workmen engaged, and which has brought it within the meaning and regulations of a dangerous trade.
The composition of basic slag is:—
| Lime | 41.58 | per cent. |
| Magnesia | 6.14 | „ |
| Alumina | 2.57 | „ |
| Peroxide of iron | 8.54 | „ |
| Protoxide of iron | 13.62 | „ |
| Protoxide of manganese | 3.79 | „ |
| Protoxide of vanadium | 1.29 | „ |
| Silica | 7.38 | „ |
| Sulphur | 0.23 | „ |
| Calcium | 0.31 | „ |
| Sulphuric anhydride | 0.12 | „ |
| Phosphoric acid | 14.36 | „ |
Before crushing, the slag is in large pieces, and it has to be ground into an almost impalpable powder, so that 80 to 85 per cent. of it will pass through a mesh of 10,000 to the square inch. There is still a more impalpable dust given off which, notwithstanding the utmost care, escapes from the machinery during the process of grinding.
The grinding is performed in several ways, sometimes by means of edge runners, sometimes by flint pebbles, and sometimes by means of heavy balls called the Krupp ball system. The following is a description of the process as carried on at the North Eastern Steel Works, Middlesborough.
[391]
The main building is of three storeys, the ground floor of which is used for the various pulleys and driving gear for the mill.
On the first floor are six roller mills, and on the top floor are ten Askam separators, three screens, and a main conveyor, into which each separator discharges the dust.
Outside the main building, but connected with it, on the ground floor, is a shed in which are placed four edge runner mills.
The slag is put into the first edge runner, and crushed until it is fine enough to pass through grids at the bottom of the mill, and it falls through these on to an elevator, which takes it up to the screen on the top floor. That which is not fine enough to pass through this screen falls down into the second edge runner, where it is ground in a similar manner and again elevated to the top floor.
After the slag has passed through the screen, it is taken into the first two separators, where the fine dust is taken out and falls into the main conveyor, and is carried by means of this direct to the warehouse.
The tailings from the separator fall into the roller mills on the first floor, where they are crushed up, after which they fall into the second edge runner mill, where they are ground and treated in exactly the same way as in the first edge runner mill. This process being repeated altogether four times, the slag is then found to be pulverised.
The dust made in the separators is conveyed direct to the warehouse, as above described; but that made by the roller mills on the first floor is drawn by means of a fan into a long tube, running the whole length of the building, and from this it passes into a long dust-tight chamber, called the stive room. The floor of this room is cleaned by scrapers, which take the dust into the main conveyor above referred to. The dust is finally received into a hopper, and from this it falls automatically into bags, in quantities of about a hundredweight.
In the early years of its manufacture, the process was conducted in such a way that it was undoubtedly a very dusty occupation, and the men working at it then suffered constantly from what they called the “slag cough.”
Some two or three years after its manufacture was begun, there was an outbreak of epidemic pneumonia in Middlesborough, and it was thought by many to be in some way caused by the new industry. As the disease (in 1888) assumed very serious[392] proportions, it was thought expedient by the sanitary authority to invite the co-operation of the Local Government Board. Dr Ballard came down, and after a most careful inquiry, he reported that “the slag dust to which the epidemic had been attributed was not the cause of the pneumonia, but that when from any cause pneumonia becomes epidemic, persons largely exposed to the inhalation of this dust may and do suffer more than persons not so exposed, and that the disease with them is of high fatality.”
In 1893 the attention of the Secretary of State was again called to the injurious nature of the trade, and Mr Gould, Her Majesty’s Superintending Inspector of Factories, conducted the inquiry, and made a report in December of that year, in which he says:—“Being in its nature extremely fine, it has a tendency, when inhaled, to settle in the farthest ramifications of the air-passages, and to induce in the mucous membrane of these a chronic state of irritation, thus rendering the larynx and bronchial tubes unduly susceptible of further mischief should the subject take cold; and in general creating a distinct predisposition to bronchitis and pneumonia. Moreover, it is found that when pneumonia does supervene, a fatal result not unfrequently follows, with unusual rapidity. But even in a case of complete recovery from an acute attack, the patient will be constantly liable to a recurrence of the same malady, as his breathing apparatus is continually undergoing deterioration, so long as he is subject to the influence of the dust.”
The summaries of these two inquiries may be taken as representing all that could be said about the effects of slag dust at that time; and it remains for me to state whether more recent observations have tended to confirm these conclusions.
In investigating the subject, I have examined a number of men engaged in daily occupation at the mill, and I subjoin a short report of some of them.
S. R., 54, been in the mill twelve years; well nourished; no complaints except occasional cough after starting in the morning; breath sounds not very distinct at the base of the lungs, and expansion of chest rather deficient.
J. R., 32, worked in the mill thirteen years; chest expansion rather deficient; general health good; occasional cough.
E. F., 31, worked eleven years; good appetite and good health; had pneumonia fifteen years ago; does not suffer from colds, but coughs sometimes in the mornings.
[393]
W. J., 44, has worked nine years; always has cough, which is worst about an hour after leaving work; expansion of chest diminished.
J. T., 52, worked thirteen years; health equal to the average. Three years ago had pneumonia; ten weeks off; colds not common; respiratory murmur diminished over the bases of lungs; expansion lessened.
N. R., 44, worked eight years; health good, never ill; colds often.
In measuring the chest, it was found that there was only a difference of about one and a half inches between that of inspiration and expiration, showing considerable diminution in chest capacity.
With regard to the causation of chest affections there can be little doubt that it produces increased action of the bronchial mucous membrane, and consequent cough. But unless this is accompanied by such influences as wet, cold, exposure, or drink, there is no reason to think that it is the cause of acute bronchitis. Indeed, notwithstanding excessive carelessness in their habits, I should say that the tendency in the great majority of cases is towards a chronic affection of the bronchial tubes, followed after some years by emphysema.
The men nearly all suffer more or less from cough and some mucous expectoration, which makes them frequently seek relief from cough medicines. In the last few years, however, great improvements have taken place in the grinding mills, and the men now tell me that their discomforts are greatly reduced.
In the cases examined, there was accelerated breathing in three, and diminished power of expansion more or less in all of them.
It will be seen from the chemical analysis of the slag that there is nothing in it of the nature of a poison such as to produce immediate injurious consequences, beyond such effects as may be traced to its mechanical action upon the bronchial tubes and air cells. The phosphoric acid is in combination with the lime as a tetraphosphate, which is not corrosive, nor generally harmful. There is, however, a good deal of irritation produced in those unaccustomed to it, for on the last occasion when I visited the works, I felt some tightness in the chest, with cough and roughness of the voice, which lasted three or four hours.
Inquiries have failed to elicit that any undue proportion of slag-workers have been attacked by pneumonia. As the medical[394] profession in Middlesborough had come to suspect pneumonia in slag-workers as infectious, with a view to helping in its investigation an arrangement was come to with the Health Department of the Town Council to have the cases of pneumonia notified. Of these, 36 were labourers, and the other 67 embraced nearly the whole catalogue of special workers and trades, such as crane men, gantry men, carters, trimmers, blacksmiths, joiners, fitters, and moulders, besides printers, barmen, publicans, butchers, teachers, and insurance agents.
During the latter half of 1900, Dr Dingle, the Medical Officer of Health, received 103 notifications of pneumonia in adult males, which he inquired into. After a very careful inquiry, Dr Dingle failed to fix any special degree of susceptibility upon any particular occupation. Slag dust does not play any prominent part in causing pneumonia.
In the treatment of the immediate effects of the inhalation of slag dust, the remedies for ordinary catarrhal conditions of the bronchial tubes answer as well as anything; and as its remote effects are in no way different from those produced by other dusty occupations, remedies which prove useful in those, such as potassium iodide, carbonate of ammonia, digitalis, and strychnine, have, in my hands, proved most efficacious.
But our efforts must be directed more to the prevention of the initial ailments, and to the amelioration of their causes than to their treatment by medicines, for it must not be forgotten that the tendency is always towards the production of structural changes in the tissues of the bronchi and lungs.
There is a standing order in all of the works that the men should wear respirators, and these are provided by their employers. But hitherto no form of respirator has been suggested which answers the necessary requirements of being porous and comfortable, and at the same time impervious to dust. The face bag, which was one of the results of Mr Gould’s inquiry, ought to be of great service; but it becomes saturated with the moisture of the expired air, the result being that during inspiration it is drawn up against the mouth and nose, and a sufficient quantity of air not being available, the workmen slip it down underneath the chin, where, of course, it is useless. No contrivance will ever answer the purpose which does not admit of easy access of air into the lungs, and of complete expiration without effort. For this purpose a light, soft wire mask might be made to fit the face, which should[395] stand out from the mouth and nose. It should contain a shutter, by which several layers of open webbing could be enclosed, through which the breath could be easily drawn; and there should be an opening fitted with a valve, which should open easily for outward, but shut for inward breathing.
The finished material is placed in packing bags, in the fitting of which the openings are tightly fixed round the hopper, and by means of a lever the charge is suddenly dropped into the bag, when a cloud of dust immediately rises. There is consequently more dust in this department than there ought to be, and, moreover, it is the finest dust of all, for it comes through bags of very closely-woven texture. If the packing material were dipped in size, or rendered impervious in some other way, this source of danger would be largely reduced.
There is another improvement which might be suggested, and that is, that the men should be provided with a room, outside the mill altogether, in which to take their meals. As it is at present, the grinding goes on without stoppage for meals, which renders it necessary for the men to be on hand the whole time; consequently there is no opportunity for open-air breathing time. By a little arrangement the men could probably go in batches, and have their dinner in comfort, and for a time be free from the atmosphere of the mill.
John Hedley.
[396]
Workers engaged in crushing basic slag, in the breaking of certain rocks, in the manufacture of millstones, in stone-mason’s work and kindred occupations, are peculiarly liable to chronic inflammation of the air-tubes, caused by the inhalation of dust of an irritant kind. This, it is believed, leads to lung fibrosis. Where the operatives form part of a large community in which individuals are employed in many and varied trades, it is conceivable that fibrosis of the lung may be mistaken for tubercular pulmonary consumption, and it may not be realised that the cause is due to the occupation of the sufferer. The late Dr Arlidge, in a public lecture on “The Sanitation of Industries and Occupations,” referring to china clay as a silicious material, states that the dust is most destructive to lung function and lung integrity, as it sets up chronic inflammation of the air-tubes and of the lung tissues, itself accompanied by bronchitis and asthma. The disease thus established terminates in fibrosis of the lung, “a lesion which symptomatically closely resembles pulmonary consumption.”
The risks referred to have in late years more than ever engaged public attention. Already great strides have been made in the provision of remedies. To medical men practising in districts where these dusty trades form the principal occupation, we may look for information of a definite and exact nature as to the health of the workers. A highly interesting article, entitled “Ganister Disease,” was published in the Journal of the Sanitary Institute for April 1900. The writer, Dr C. L. Birmingham, lived for several years in the valley of the Don, the principal centre of this mining industry.
To the general reader it may be well to explain that ganister or calliard is a hard, close-grained, silicious stone which often forms the stratum that underlies the coal seam. A footnote in Dr Percy’s Fuel says—“Dinas rock is believed to be a millstone[397] grit of the carboniferous system, and the geological equivalent of the bed termed ‘Ganister’ at Sheffield.” It is found in Yorkshire, Durham, North and South Wales, and elsewhere. When crushed and ground into dust it is used as a fire-resistant, chiefly for lining Bessemer and other steel-converters, for the manufacture of bricks likely to be subjected to great and continuous heat, and it is sometimes mixed with, or substituted for, Stannington or other clays, which, together with ground cinders and old ground pot, are used for the manufacture of crucibles in which certain kinds of steel are made.
The persons liable to suffer are the ganister miners and those who manipulate the material in mills known as “breaker-mills.” During the mining process much dust is generated in the various stages of blasting, and little doubt exists that it is to this that we must look for a solution of the very high mortality returns. By many it is held that the products of combustion from the blasting charges are liable, when inhaled, to cause (or to predispose the worker to) chest affections. The ganister, in large lumps, is brought from the mines to the mills in small trucks running on metals. Where necessary, these lumps are broken by hand with heavy sledge-hammers, the process being known as “sledging.” Whilst this is being done a certain amount of dust arises. The material is next thrown into breaker-mills of various patterns, for crushing. The mills are in the open air, or in open sheds. As the lumps are thrown into the mouth of the mill where the crushing takes place, clouds of dry dust rise in the face of the workers, and to this operation is attributable much of the illness. Happily, a remedy generally accepted has been found and is being adopted. It is simply a jet of steam playing into the mouth of the mill, damping the material and preventing the dust from rising. In some works, small fine jets of water, such as would run from an ordinary water can, are preferred. Time has not yet allowed practical men to say with certainty that this is an absolute remedy, but they are very hopeful.
The crushed ganister, in pieces about the size of “metal” used for road-making, is carried from the breaker-mills by shoots to edge-runner mills, to be pulverised into a fine dust. During the whole of this process it is thoroughly saturated with water, rendering the escape of dust a practical impossibility. In this state it is ready to be converted into bricks, or to be taken away in railway trucks, carts, or other conveyances, for use elsewhere.[398] It is sometimes found that the ganister mortar is too moist, in which case it is “tempered,” that is, dry ganister-dust, to the necessary amount, is mixed with it. In this process some dust may here arise, but it is hardly in sufficient quantity to affect the health of the workers.
The bricks are made in hand presses. It is not a dusty process until just before closing the press, when many operatives take a handful of ganister dust and throw it over the surface of the brick, to secure a clear and clean impress, showing the name of the maker, etc. This is a dangerous and unnecessary step; damp sawdust is equally efficacious and is now generally used. The floors of ganister brick-drying sheds, as in other brick works where the same method of drying is adopted, are more or less dusty. Under these floors there are pipes heated by steam or hot air, for the purpose of drying the bricks. Each time a dry brick is lifted, dry dust is liberated, but seeing that there is little or no traffic on these floors (except in passages, which can easily be kept clean), the dust rests on the floor, and does not permeate the atmosphere. Mechanical fans have been suggested, but practical men would find it extremely difficult, if not impossible, to find any fan that would carry this dust, and such men certainly would be sceptical as to the wisdom of creating draughts where the desire is to keep the dust on the floor, and not to cause it to fly about. It will be realised that although fans may be, and are, used with the greatest advantage in certain dusty occupations, it does not follow that they will answer in all.
It has been stated, and probably with some degree of accuracy, that the “setter’s” work involves exceptional risk. The process consists in placing the bricks in the kilns for baking, after they have been dried in the sheds. A man standing in an elevated position catches the bricks, which are thrown to him by the man at the mouth of the kiln. As they are thrown, dust is liberated, and seeing that this work is done in a confined space, it is quite conceivable that injurious results to health may follow.
In some works ganister is ground dry in what are known as “sieve mills.” These are ordinary edge-runner mills, with a sieve at the bottom of the pan. The fine ganister passes through the sieve, and is taken by elevators to the sifting machine, where what is fine enough is carried away to the receptacle for holding it, the coarser material being carried[399] by shoots to be again ground in the mill. In many works the ganister, although nominally dry, is damped sufficiently to prevent any escape of dust, and it has been stated by experienced manufacturers that the damping in no way damages the material, nor does it hinder the work. This dry ganister crushing is in most cases a subsidiary process, the quantities required being small, it only being used for the purpose of making a cement, or mortar, for joining silica bricks or other fire resistants.
Ganister workers are peculiarly liable to those ailments incidental to occupations exposing the operatives to extremes of heat and cold, to damp, and to draughts, but the writer believes that he has, in general terms, defined the peculiar and exceptional risks incurred in this occupation. Having done so, it seems difficult to account for the alarming mortality returns published in Dr Birmingham’s article. A possible solution may be found in the fact that where ganister works are situated there are also large numbers of fireclay works in which are made fire-resisting bricks, tuyeres, pipes, gas-retorts, etc. To the uninitiated it might appear that ganister and fire-brick workers were engaged in one and the same occupation, nor would this be unreasonable when the constitution of the two substances is considered. Ganister is stated to contain 95 per cent. of silica, whereas, according to Chambers’s Encyclopedia, from which the following extract is taken, it will be seen that fireclay contains from 54.2 to 65.1 per cent. of silica.
“Ordinary fireclay is chiefly found in beds not usually much exceeding two feet in thickness, in the coal measures, interstratified with seams of coal and other rocks. In the British Islands it is most largely worked about Glasgow, Newcastle-on-Tyne, and Stourbridge in Worcestershire, at which last place it is said to have been discovered about 1555 by some wandering glass-makers from Lorraine. But it occurs, more or less, in most places where true coal is found. It is mined in Germany, Belgium, France, the United States, and other countries. Stourbridge fireclay, owing to its excellent quality, is largely exported to foreign countries, as well as bricks and other objects made of it. Refractory clays are found, although more rarely, in other formations besides the coal measures. For example, some of Tertiary age found in Dorsetshire and Devonshire are made into firebricks. The following table shows the principal constituents of fireclay:—
[400]
| No. 1. | No. 2. | No. 3. | No. 4. | No. 5. | |
| Silica | 65.10 | 51.10 | 59.49 | 53.52 | 54.20 |
| Alumina | 22.22 | 31.35 | 28.95 | 33.68 | 33.80 |
| Potash | 0.18 | ... | ... | Trace | Trace |
| Lime | 0.14 | 1.46 | Trace | 0.76 | Trace |
| Magnesia | 0.18 | 1.54 | ... | 0.14 | 0.02 |
| Oxide of iron | 1.92 | 4.63 | 1.05 | 0.52 | 0.01 |
| Water | 9.28 | 10.47 | 11.05 | 11.34 | 10.86 |
| Organic matter | 0.58 | 10.47 | ... | ... | 0.15 |
No. 1, Stourbridge; No. 2, Newcastle-on-Tyne; No. 3, Gartsherrie, Scotland; No. 4, Poole, Dorsetshire; No. 5, Morgantown, West Virginia, United States.”
Ganister is pulverised in the wet state. Fireclay is not moistened, but ground into a fine dry powder, certainly suggesting greater risk to the workers.
Into other industries, such as the manufacture of steel-melters’ composition, the crushing of ganister largely enters. This composition is used for the manufacture of heavy castings, and contains large proportions of old ganister and fireclay crucibles, bricks, mortar, etc., which are ground in open edge-runner mills in the dry state, fed, and often sifted by hand. The work is generally done in the open air or in open sheds, where the dust is blown about, and where it is a practical impossibility for the worker to avoid inhalation of this irritant. The use of closed mills, closed cylindrical worm-screw conveyers, and mechanical sieves, would largely avoid unnecessary risk, and these labour-saving appliances (the writer believes) would soon more than repay any original cost.
The sickness and mortality amongst ganister workers engaged the attention of the poor-law authorities in the district of Deepcar, near Sheffield. Statistics were prepared for them, and a very carefully considered report dealing fully with the subject was submitted by Dr Robertshaw of Stockbridge, Medical Officer of Health for the division.
The attention of Dr Legge, H.M. Medical Inspector of Factories, was called to the subject recently, and he obtained from Dr Robertshaw the lung of a ganister miner, who had presumably died from pneumoconiosis. The following is an extract from the valuable report by Dr F. W. Andrews, Pathologist to St Bartholomew’s Hospital, of the anatomical changes in this lung induced by the inhalation of ganister dust, published in Dr Legge’s Report to the Chief Inspector of Factories for the year 1900.
[401]
The upper lobe is densely indurated, black and fibrotic. The pleura is thickened, especially at the apex. The lower lobe shows less advanced changes; numerous blackish nodules, about the size of a hemp-seed, are scattered throughout its substance with tolerable uniformity. Under a lens many of these indurated patches are seen to contain a minute cavity, as if they had been formed around minute bronchi or blood-vessels. The intervening lung tissue is greyish, scarcely at all pigmented, and not indurated; it has the appearance of slight uniform emphysema. The large and medium-sized bronchi stand out prominently. To the naked eye the lung nowhere shows any evidence of tubercle.
Microscopic Examination.—Seven different blocks of lung tissue were selected illustrating as far as possible the different degrees of fibrotic change present, from an area almost normal up to the densest induration. These were sectioned. The method of staining found most suitable was that known as Van Giesson’s—viz., staining in hæmalum, followed by a counterstain of acid fuchsin with picric acid. In this way the distribution of the fibrous tissue was demonstrated with great minuteness. Nuclear staining was not very well marked, because the tissue had been lying so long in spirit.
All sections show an abundance of foreign mineral particles of a black or brownish colour. The majority of these are minute, irregular, sometimes angular in form. Seen singly they are semi-transparent and brownish, but they are commonly collected into blackish heaps, included in cells, and then appear opaque. Careful focussing, however, reveals the presence of the angular semi-transparent particles in these accumulations. The pigment masses have not the soft and rounded outline of the carbon masses seen in the lungs of town dwellers; nevertheless very finely divided jet black particles are present, which are probably carbon, but they are less abundant than the brownish semi-transparent masses. The pigment masses occur chiefly in connection with the fibrotic areas.
A few simple chemical tests were applied to microscopic sections, and their effect watched under the microscope. Caustic potash (10%) produced no change whatever in the pigment. Glacial acetic acid likewise caused no change. Fuming nitric acid caused liberation of gas bubbles under the coverglass, but the colour and amount of the pigment were in no way altered. From this it may be concluded[402] that the colour does not depend upon altered blood or any organic product, but that the pigment is purely mineral in character—carbonaceous or siliceous. The liberation of gas by nitric acid indicates the presence of traces of carbonates.
The characters of the fibrotic change and its localisation and development could be traced from its earliest commencement. Sections of the least affected portions of the lung present the following appearances. The pleura is scarcely thickened over much of the lower lobe. There is a slight degree of diffuse emphysema; apart from the indurated patches there is a very slight increase in the amount of fibrous tissue present in the alveolar walls generally, but in some places this is barely perceptible. Careful search in the alveolar walls reveals the presence of scanty mineral particles scattered in the tissue. In places these form larger clumps. Some few detached epithelial cells, laden with pigment, are seen here and there in the alveoli; but on the whole, except around the fibroid nodules, the pulmonary epithelium shows no sign of proliferation or catarrh. There is no evidence of general broncho-pneumonia and none of vascular congestion.
The development of the fibroid nodules appears to take place in the first instance around the small arteries, veins, and bronchi. Where a vessel chances to be cut longitudinally, the perivascular thickening is seen to be irregular and patchy, whence arises the appearance of discrete fibroid nodules. When cut transversely, nearly all the blood-vessels display some degree of perivascular fibrosis. This is true also of the bronchi; but these have undergone so much loss of mucous membrane that it is not always easy to say which are bronchi and which blood-vessels. It is not possible to be sure that all the young fibroid nodules have this perivascular or peri-bronchial origin. Some appear to be independent of vessels or bronchi, but it is possible that they are tangential sections of such thickenings. It seems clear, however, that most own such an origin. In any case the relation between the accumulation of mineral particles and the production of new fibrous tissue is obvious and beyond dispute.
Older and denser nodules, such as are visible to the naked eye, as the hemp-seed structures above described, illustrate the further development of the process. In those the vessel or bronchus around which they have presumably arisen has usually disappeared, and they present concentric zones which represent different stages in their formation, and illustrate the manner in which they increase in size. The outermost zone shows the[403] earliest stage: large black pigment-laden cells accumulate; they may be in part leucocytes, in part pulmonary epithelial cells or fixed connective tissue corpuscles. The pulmonary epithelium is here often in a condition of catarrhal proliferation—a localised broncho-pneumonia—each cell full of mineral particles. The next zone consists of a loose connective tissue, the meshes of which contain the large pigment-laden cells previously mentioned. The mineral matter is almost entirely intracellular. The central mass is composed of a dense fibrous tissue in which the cells have almost entirely disappeared, the mineral particles now becoming free and less conspicuous because they are no longer aggregated into dense black clumps. It is easy to realise from the structure of such nodules how they increase in size at the expense of the lung tissue. Beneath the pleura a similar development of new pigmented fibrous tissue similarly occurs. It is to be observed that all this fibrotic change corresponds in its localisation with the distribution of the lymphatic system of the lungs. The lymphatics, originating by stomata between the pulmonary epithelium, fall into two sets—(1) the sub-pleural network, and (2) those which closely accompany the blood-vessels and bronchi, forming a perivascular and peri-bronchial network.
The final stages in the process are shown by sections taken from the upper lobe of the lung, in which the fibrosis is much more dense and complete. Here the individual nodules have so encroached upon the lung tissue that they have more or less completely coalesced. In the most advanced portions, little or no normal lung tissue can be seen, although the focal character of the fibrosis is still perceptible, since islands of dense fibrous tissue are connected by areas in which the pigmental cells are enclosed in a looser connective tissue. The mineral particles are here even more abundant and conspicuous than in the lower lobe of the lung. In one single nodule (in the lower lobe) calcification was seen, but this stage is absent elsewhere.
Although to the naked eye there is no evidence of tubercle in the lung, yet microscopically such evidence exists in at least one of the seven blocks. The process of fibrosis has been traced from its earliest stages, and is most positively non-tubercular in its origin. The evidence of tuberculosis is present, as a recent and accessory phenomenon, only in the most advanced stages of the fibrotic change. It consists in the presence of small miliary tubercles embedded in the fibrous tissue, and showing the characteristic structure of tubercles,[404] with typical giant cells. Even in these no tubercle bacilli can be demonstrated.
The conclusions to be drawn from the preceding observations are as follows:—
The inhaled mineral particles are, in the first place, deposited uniformly in the pulmonary parenchyma. They are at once taken up hence by the lymphatics and carried along by the lymph stream. The lymphatics have a perivascular, peri-bronchial, and sub-pleural distribution, and in these situations the mineral matter specially accumulates, because the amount is greater than can be got rid of by the lymphatics. It is here chiefly found enclosed in cells (phagocytes), and exercises an irritant action leading to the production of new fibrous tissue in these situations. The fibroid areas increase at the expense of the adjacent lung, in part at least by the development of a localised broncho-pneumonia, and in part by thickening and induration of the alveolar walls. When the fibrous tissue is fully formed the cells containing the mineral particles break up and degenerate, and the particles again lie free amongst the fibrous tissue. By the spread and coalescence of the fibroid areas, the lung tissue in the most advanced areas completely disappears. A secondary tubercular infection has now taken place, and miliary tubercles appear in scanty numbers in the fibroid areas.
Chemical Analysis.—Portions of the lung were handed to Mr H. A. Schölberg, M.B., who furnishes the following analyses.
The material supplied was dried at 100°C. on a water bath for three hours. The dry lung tissue thus obtained was used for analysis.
| (1) Analysis for total Ash. | |
| Grammes of dry lung taken | 2.2675 |
| Loss of weight on combustion in muffle furnace | 1.1900 |
| Residue of ash | 1.0775 |
| ∴ Percentage of ash in dried lung = 47.519 | |
| (2) Estimation of Silica. | |
| Grammes of dried lung taken | 0.1505 |
| Silica in the same | 0.0100 |
| ∴ Percentage of silica in dried lung = 6.644 | |
Hamilton P. Smith.
[405]
In the Final Report of the Dangerous Trades Committee of the Home Office,[79] the subject of the building or making of millstones by a hard, flint-like stone known in the trade as French buhrstone, and which is imported into this country from Epernon in the Valley of the Seine, and from Fierté-sous-Jouarre, is fully discussed and the dangers exemplified. Buhrstone is one of the hardest stones in nature. It is a variety of quartz, and is so hard and destructive to the steel tools used by the workmen that in ten minutes a workman will knock off the points of as many chisels. The stone has to be shaped into wedges of varying size. These wedges are placed together in the form of a circle cemented together, and subsequently surrounded by one or more strong iron hoops. The millstones are used for grinding flour, cement, feeding stuffs, etc. The chiselling of the buhrstone is generally conducted in the open air or in a shed open at the sides, the rough stone resting meanwhile upon a tub filled with sand, or upon some other solid support. Fortunately French millstone building is a small industry, for it is one that is most destructive to human life. Millstone masons are a short-lived body of men. Their work is hard, most of it is done practically in the open, without adequate protection from cold, wind, and rain; the wages earned are good, often as much as fifty or sixty shillings a week, but as a class the workmen are intemperate and careless. No doubt alcoholism and indiscretion play their part in shortening the lives of the men. As the stone is very hard, and the point of the steel tools with which the men chisel is readily knocked off, the workmen are exposed to two dangers: (1) splinters of steel and stone striking the eye; and (2) inhalation of the dust given off with each stroke of the hammer. Considering the compactness and the great weight of the stone, it is astonishing that the dust evolved in chiselling ever reaches the lungs at all. In dealing[406] with the question of dust generated in any trade, it is to be remembered that while the dust that is seen lying about in a factory may seem to be heavy and the particles large, yet there is a finer and more impalpable dust created at the time the particular work is being done, and it is very largely this which is inhaled and inflicts the damage. When a workman is chiselling a piece of buhrstone, two different kinds of particles are given off, mineral particles from the stone, and metallic from the chisels. These mingle together and form the dust that is inhaled. That steel particles are present in the dust rising from the stone was indicated to my colleagues on the Departmental Committee and myself by a workman who, having magnetised the blade of a pocket knife, placed the same in his waistcoat pocket, and “after moving it about a few moments withdrew it, when it was found to be covered along its edge with a fern-like coating consisting entirely of minute particles of steel.” It is to the presence of very small fragments of steel imbedded in the skin of the arms of the men, who frequently chisel with their sleeves rolled up, that is due the bluish-black mottling of the forearms of millstone builders.
The men, as already stated, are short-lived. Several whom I examined in the stoneyards on the banks of the Thames acknowledged the unhealthy character of their employment, and said that they and their comrades knew they might be able to follow their calling for only ten or fifteen years, seldom more, and that probably before the tenth year was reached, symptoms of pulmonary consumption would show themselves, attended by cough and blood-spitting. Hæmoptysis is a very common symptom, and in this respect, as also in the rapid course of the illness, the pulmonary consumption of millstone builders differs from the phthisis of potters in which hæmorrhage from the lung is rather infrequent. Once destructive changes have been started in the lungs of a buhrstone chiseller, the disease progresses quickly to a fatal termination. The Dangerous Trades Committee found that men who began this occupation when very young seldom lived beyond thirty-six to forty years of age.
Prevention.—It is such a dangerous occupation that if the industry were swept out of existence altogether it would be no great loss either to the commercial world or to civilisation at large. The number of men employed in it is small, and as steel rollers have to a large extent replaced French millstones in the grinding of food and other stuffs, milling can be just as successfully[407] accomplished without as with these stones. The trade will probably die a natural death, but so long as the industry continues, the men ought to wear respirators. If this were done much illness would probably disappear. The men complain of the irksomeness of respirators, and of the heat that they cause. The laborious nature of their employment creates a need for free, full, and easy respiration. The dust that is given off in chiselling the stones is very heavy, and is therefore capable of being readily carried downwards and away from the workmen by powerful suction, yet the conditions under which the work is carried on, viz., in open places and unprotected sheds, makes the use of fans difficult, if not impossible. The wearing of goggles or eye-guards should be insisted upon.
Thomas Oliver.
[408]
The process of grinding cutlery and other steel implements is conducted by a class of workmen known as “grinders.” Their trade is a highly specialised one, necessitating a long apprentice*-ship before proficiency is attained; and in the majority of instances the calling has been handed down through many generations. The trade is quite free from the adulteration of casual labour, and consequently statistical data respecting “grinders” possess a relatively high value. For the most part they earn good wages, and being keen sportsmen, get a fair amount of outdoor recreation. Their hours of work are seldom excessive, and their homes and mode of living are up to the average standard of comfort obtaining in the artisan class of the population.
Grinding is done on circular stones turned either by steam or water power. The stones vary in diameter from an inch up to several feet, and are of different degrees of hardness according to the work required of them. On the stones, articles of cutlery are reduced to their proper shape and thickness, and are given their cutting edge, while many other steel implements are ground to remove the roughness of their surfaces. For the most part “grinders” sit astride the grinding stone on a saddle, leaning forward, more or less according to the size of the stone. The position is not an ideally healthy one, but the assertion that it interferes with the free expansion of the lungs is only to a very slight extent true. The attitude, however, renders the workmen peculiarly vulnerable to accident when a stone breaks.
Grinders are divided into two classes, known respectively as “dry grinders” and “wet grinders.” The former are engaged in grinding steel forks, augers, gimlets, needles, and a few other articles; while the latter grind the blades of knives, scissors, razors, and most other cutting implements.
Certain articles of cutlery are ground partly on a wet and[409] partly on a dry stone. Thus the backs of razors and scissors and the bolsters of table-knives are ground dry, while the rest of the blade is wet ground.
Dry grinders form a comparatively small class of workmen, but owing to the excessive mortality which formerly obtained among them they have long attracted the attention of the trade sanitarian. The attrition of the steel against the dry grinding stone gives rise to enormous quantities of steel and stone dust, which renders the atmosphere of the workshop very irritating to the lungs, and produces a pathological condition known as grinders’ phthisis.
The following account of the pathology and symptomatology of the disease has been very kindly written for this article by Dr Duncan Burgess, Senior Physician to the Sheffield Royal Hospital:—
“Grinders’ Phthisis, Grinders’ Asthma, Grinders’ Rot.—This disease is due to the inhalation of dust composed for the most part of gritty particles from the grinding-stone, but also containing fine particles of steel from the implement ground. It has been asserted that steel particles are not found in the grinders’ lung, but a very beautiful microscopical section of an affected lung, appropriately stained, in the possession of Dr Arthur Hall, shows unmistakably traces of iron. Steel dust, however, constitutes only a minute fraction of the foreign pigment in the diseased lung, and its effects compared with those of stone dust may be neglected.
“The frightful mortality among dry grinders before the introduction of fans made the lung diseases of this class of workmen so notorious that the name ‘grinders’ phthisis’ still signifies outside Sheffield the very severe indurated broncho-pneumonia, which past generations of fork grinders were subject to. This extreme form of grinders’ phthisis is now practically extinct, but a modified form of the disease is still very prevalent among Sheffield grinders and cutlers. The whole respiratory tract is exposed to the action of the dust, but its effects on the larger passages are comparatively unimportant. The disease usually manifests itself in the first instance in the form of chronic bronchitis with emphysema. Immunity from symptoms may continue for decades, then in the winter or during foggy weather cough with some expectoration in the morning may be noticed. The cough gradually gets worse, and it may last more or less throughout the winter. Shortness of breath is now complained[410] of, and the grinder may have to leave off work for weeks together from time to time. Finally his cough persists through the summer, and his shortness of breath on exertion forces him to leave off work altogether, it may be after the age of sixty, or even twenty years earlier. If he be examined now his skin and lips will be dusky, and his chest fixed as at the end of inspiration. The breathing is mainly diaphragmatic, and though the auxiliary muscles of respiration stand out in strong contraction, there is very little expansion of the chest. In addition to the ordinary physical signs of bronchitis there may be areas in which the breath sounds are very feeble or absent, and areas in which they are comparatively loud. The grinder is especially liable to have tuberculosis grafted on to his bronchial lesion, and this may occur quite early, or be deferred until late. Wasting, night sweats, and hæmoptysis mark the onset of the rapid change for the worse which follows tubercular infection. The dyspnœa is naturally greater than in ordinary phthisis, and the emphysematous condition of the lung may mask for a time tubercular infiltration. The sputum is at first very scanty, and consists of mucus with dark spots and patches. Later it is more abundant and becomes muco-purulent, with black spots and patches, and occasionally gritty particles. In the terminal stage tubercular bacilli are present, together with other pathogenic organisms. Grinders suffer inordinately from pleurisy and pneumonia.
“The pathological feature of dry grinders’ phthisis is the presence in the cut section of the lung of groups of dark, hard nodules about ⅓ of an inch in diameter. Under the microscope these nodules are found to consist of dense fibrous tissue arranged more or less in layers. Black amorphous masses may be conspicuous in or near the centre of the nodule. The lung tissue in immediate contact with the nodules is converted into less dense but more deeply pigmented fibrous tissue. This merges into air-cells with thickened and pigmented walls. The apices of the lungs are more frequently the seat of nodules than the bases. In an extreme degree of grinders’ phthisis the entire upper lobe may be replaced by a solid, hard, black mass, which on section presents a mottled appearance from the innumerable nodules, thickened bronchi, and pigmented airless lung tissue. The pleura is irregularly thickened, in places forming a milky or thick yellow layer, which may be adherent to the chest wall. A tubercular cavity of considerable extent may be found at the apex or elsewhere.”
At one time dry grinding was perhaps the most unhealthy trade[411] in the country. The late Dr J. C. Hall of Sheffield, in a paper read before the Social Science Congress in 1865, stated that “excluding boys, the average age of dry grinders was only twenty-nine years;” and there can be little doubt that comparatively few workmen were to be found following their employment after the age of forty years. Of late the introduction of fans for carrying away the dust has greatly improved the conditions under which dry grinders work, and, as I shall presently show, this has been followed by a corresponding improvement in health and length of years, but the trade is still an unhealthy one.
Wet grinding is much the more important branch of the grinding trade, and in Sheffield alone it gives employment to several thousand workmen. In revolving, the grinding-stone passes through a thin layer of water placed in a trough beneath the stone, and is always wet, so that comparatively little dust is produced; but as certain other dust-producing processes are usually conducted in the wet grinding workrooms, the atmosphere is not quite free from dust. The processes referred to are:—
(1) Glazing.—Most articles of cutlery after having been ground are “glazed.” This is done on a wooden wheel covered with leather which has received a coating of emery and glue. The rim of the wheel is from time to time rubbed with a cake composed of emery, suet, and beeswax. The “glazer” is used for the purpose of removing marks on the blade left by the grinding-stone. Owing to the greasy nature of its surface there is not much dust formed.
(2) Polishing is employed to give a highly-finished appearance to certain blades. The “polisher” is also made of wood, covered with leather, but instead of emery a fine powder containing oxide of iron, and known as “crocus,” is used. The process gives rise to a considerable amount of dust.
(3) Lapping.—The blades of pen-knives and many razors are subject to a process called “lapping,” which is done on a lead-rimmed wheel called a “lap.” The process is chiefly interesting as being a possible source of lead poisoning, but after careful inquiry I have failed to find any one showing evidence of plumbism from this source.
(4) Racing the Stone.—The grinding-stones are received from the quarries in a rough condition, and the “grinder,” after mounting the stone on its axle, reduces its circumference to the proper shape and degree of smoothness by applying a steel bar to it while it is revolving slowly. This process, which is known as “racing the[412] stone,” gives rise to enormous volumes of dry dust, so that the air in the immediate neighbourhood of the stone is almost unbreatheable. All stones, whether for wet or dry grinding, require to be “raced” in the first instance.
But while wet grinders cannot be said to suffer much from the irritation of dust, they show an appalling mortality from phthisis and other diseases of the lungs, and there is no room for doubt that the damp, stagnant atmosphere in which they work is the principal cause of these diseases. The grinding-stones are constantly throwing off water, which soddens the floor and saturates the air of the grinding-room until, owing to the absence of efficient ventilation, it becomes very like that of a damp cave.
Another danger to which grinders are exposed is the breaking of the grinding-stone when in motion. These accidents are unfortunately common, and often cause frightful injuries and death. They are due to a variety of causes, such as departure from the circular shape owing to one side of the stone wearing faster than the other; flaws in the stone; allowing the lower part of the stone to remain immersed in the water trough when not in use; fixing the stone on its axle by means of wedges instead of using plates and screws for this purpose; and permitting the stone to revolve too rapidly.
In the hafting of certain classes of knives an emery wheel is used for shaping the knife handles, and it produces dense volumes of dust composed of steel particles from the rivets and tangs, also of emery from the wheel, and of bone or other material of which the knife handles are made. This emery wheel is known as a “cutler’s glazer,” and is a comparatively recent invention, having come into general use only during the last twenty-five years, previous to which all handles were shaped with a file. It is most injurious when used for shaping the handles of knives that have scale tangs.
The cutlery manager of one of the largest firms in Sheffield assures me that cutlers as a class have become much more unhealthy since the introduction of the glazer. This opinion is endorsed by other competent observers, and there is no difficulty in accepting the accuracy of it if we reflect that the modern scale tang cutler who uses a glazer is virtually a “dry grinder.”
Grinding is carried on either in separate buildings, which are known as “grinding wheels,” or on premises where other branches of the cutlery trade are conducted. In either case the grinding of heavy articles is done on the ground floor. The rooms, or “hulls,”[413] as they are called, are sometimes sunk below the level of the ground, and are as a rule bounded on three sides by blank walls without adequate provision for cross ventilation. The windows and doors are in the fourth wall, and the former are usually devoid of glass because the mud from the grinding-stones would speedily obstruct the light if glass were used. The hulls are provided with fires for drying the blades, but the fireplaces are situate in front or in one of the lateral walls, and consequently their utility as ventilating agents is not great. Each hull contains one, two, or more troughs which run from front to back, and in them are placed the grinding, glazing, and polishing wheels in the order mentioned. The floors are wet and dirty, and the atmosphere damp and stagnant, particularly at the back, where it is further defiled by the dust given off from the polishing wheels. The cubical space per worker would as a rule be ample if the ventilation was good.
Dry grinding and the lighter branches of wet grinding are carried on in rooms in the upper stories. Better ventilation exists here, but on the other hand the rooms are often overcrowded, and when dry grinding is done there is of course much dust. In the majority of dry grinding rooms fans for the removal of dust are to be found, but occasionally these are absent. One fan is as a rule sufficient for several workmen. Attached to it is a number of tubes, each of which ends in an expansion or hood in front of the grinding-stone. The tubes are put down by the owner of the factory, who likewise occasionally supplies the fans; but as a rule the fans and hoods belong to the workmen, who are known as “piece workers.” When properly constructed and looked after, the fans act admirably for removing dust, and also aid in ventilating the workshops; but as several workmen commonly occupy one room and share responsibility for its sanitary condition, there is the usual failure to carry out efficiently that which is the duty of one in particular. For this reason the tubes are apt to become choked from not being periodically cleaned out, or a trivial defect which a few minutes would suffice to remedy, is allowed to render the fan inoperative for days together. Again, a careless grinder by neglecting to use a hood will seriously discount the efforts of his more careful shopmates to keep down dust. Hence it happens that in many workshops where dry grinding is done the dust accumulates in large quantities on the floor, to rise in dense clouds each time it is disturbed.
In the manufacture of scale tang cutlery, in which glazers are extensively used, the atmosphere under the most favourable[414] circumstances is charged with fine dust. This is especially noticeable where bone is employed for hafting. Moreover, manufacturers complain bitterly that the workmen will sometimes block up ventilators and dispense with the use of fans unless strict vigilance is maintained. It is almost incredible that any one should pursue so suicidal a policy, yet personal observation compels me to admit that these allegations are not altogether groundless.
Another grave defect is the indiscriminate mixing of various classes of workers. Thus in a shop where a dozen men work, only two or three may be engaged in dust-producing processes, yet all are obliged to inhale the dust-laden atmosphere.
The buildings in which grinding and hafting are done vary widely in their sanitary aspects. Many of these places are as perfect as it is possible to make them, having regard to the nature of the work carried on therein; but not a few are just the reverse. Dilapidated buildings, constructed in the first instance without regard to the requirements of health, are sadly too common. In these overcrowding, defective ventilation, and a dust-laden atmosphere are the rule rather than the exception. Externally the condition of affairs is often no better, the factories being shut in by other buildings which exclude sunlight from the lower rooms, and interfere with the circulation of the air.
Trade mortality tables have been carefully compiled by successive Medical Officers of Health for the city of Sheffield, showing the number of deaths, the principal diseases which cause death, and the age at which death took place in a number of trades. The figures have reference to males over the age of fifteen years, and when contrasted with the corresponding figures of the Registrar-General for the entire male population of the country they indicate fairly accurately the relative unhealthiness or otherwise of the workmen concerned. An examination of the returns for grinders shows an appalling death-rate from phthisis and other diseases of the respiratory organs. Thus in every thousand deaths among grinders phthisis causes 345, and other respiratory diseases 295, or collectively these diseases account for 64 per cent. of the entire mortality, whereas among the entire adult male population of the country phthisis accounts for 144, and other respiratory diseases for 182, in every thousand deaths, or collectively to 32.6 per cent. If we examine the ages at which deaths occur, a similar unsatisfactory contrast obtains. Thus 458 grinders in every thousand die between the ages of thirty-five[415] and fifty-five years, as compared with 261 in every thousand obtaining among the entire male population of the country; while only 140 grinders in every thousand have attained the age of fifty-five years and upwards at death, as compared with 391 in every thousand for the entire adult male community.
The dusty nature of a dry grinder’s occupation prepares us to accept these figures as applied to him; but it must not be lost sight of that dry grinders form a very small minority of those engaged in the grinding industry. Moreover, my investigations lead me to believe that dry grinders, although they still show an enormous mortality from phthisis and other respiratory diseases, live to a much greater age than formerly. Thus I found the average age of twenty-two unselected fork grinders to be forty-three years, which is a marked improvement compared with the late Dr Hall’s estimate of twenty-nine years. Again, during the four years 1889–92 the average age at which fork grinders in Sheffield died was forty-five and a half years.
Owing to the conditions already set forth as existing in many grinding rooms, wet grinders are frequently compelled to inhale dust-laden air, and this no doubt is a factor in producing the high mortality which prevails among them. But important as this evil is, it is altogether overshadowed by the baneful influence of the damp, stagnant atmosphere of the wet grinding “hulls,” an atmosphere which is peculiarly favourable for the propagation of diseases of the lungs.
The legislature of this country has done much to improve the conditions under which workmen pursue their various callings, but local peculiarities and unforeseen contingencies sometimes frustrate the beneficent intentions of our legislators, and this is markedly the case in respect of the grinding industry. With few exceptions grinders are “piece workers,” and pay rent for their “stalls” and the motive power which drives their stones. The grinding wheels and cutlery works are frequently owned by individuals or companies who are not themselves manufacturers, but are merely the landlords of the premises, letting off rooms or portions of rooms to workmen who, in the eyes of the law, are the occupiers, and therefore responsible for carrying out the requirements of the Factory Acts. It follows that the owners of the premises are able to repudiate responsibility for sanitary control and that the Factory Inspector, when he wishes to insist on fans or other needful appliances being provided, must proceed legally against the workmen. The outcome of all this is that it is difficult[416] or impossible to apportion responsibility for sanitary requirements; the Inspector’s work is enormously increased, and often rendered excessively irksome; while the amount of good he can do is proportionally lessened. There is but one remedy for this state of things. Sooner or later the legislature will have to fix on the individual, or company, who lets off rooms and power to workmen, the responsibility for carrying out the provisions of the Factory Acts. We shall be told that an enactment of this kind would disturb long-established trade usages, and be unfair to the manufacturers; but apart from the fact that it is the only feasible way out of the difficulty, it would merely place cutlery manufacturers on the same footing as that occupied by most other employers of labour in the country. Moreover, some of the best cutlery firms already recognise their moral responsibility in this respect, and provide for the use of their workmen fans and all other contrivances of a health-saving nature.
The sanitary condition of the workshops in which grinders, particularly wet grinders, work admits of much improvement. These rooms should always be above the level of the ground, and so situated in regard to surrounding buildings as to allow of free entrance of fresh air and sunlight. The floors should have a fall to the front, and be composed of concrete or some similar impervious material. Better ventilation is urgently required, especially towards the back of the rooms, and the fireplaces might with advantage be placed at the back. The polishing wheels should be provided with hoods connected with a fan for the removal of dust and the better ventilation of the room.
Grinding-stones should not be mounted until they have been inspected by some competent person with the view to detecting flaws, and it should be obligatory to use plates and bolts instead of wedges for fastening the stones on their axles.
Dry grinding should be done in rooms specially set apart for this purpose, and not, as is sometimes the case, in rooms where other processes are carried on. The “racing” of stones should be conducted at a time when there are few workmen present, and those engaged in the process should wear some form of respirator.
Sinclair White.
[417]
However useful phosphorus has been to man, its manipulation has been a constant source of danger. As there are two forms of phosphorus, so there are two kinds of matches: the safety, which-only ignite on the box, and the ordinary strike-anywhere. Safety matches are made from red or amorphous phosphorus, and the ordinary matches from white or yellow. Oldbury, near Birmingham, is the seat of the manufacture of yellow phosphorus. Although white phosphorus is a dangerous substance, there have been very few cases of ill-health among the men who make it, owing very largely to the fact that in its production from bone, very few people are employed, and the processes of manufacture are such that the workmen are not brought directly into contact with the dangerous substance. Sixty tons of the phosphorus annually manufactured in Oldbury are consumed in lucifer match works in Britain.
The death of a lucifer matchmaker in London five years ago, and the announcement in the daily press of the contemporaneous occurrence of a large number of cases of ill-health in a Metropolitan match works, aroused an amount of feeling, and created such an adverse public opinion in regard to this industry in England, that the Home Secretary, Sir Matthew White Ridley, appointed a Commission, composed of Professor T. E. Thorpe, Dr George Cunningham, and myself, to undertake an inquiry into certain important questions which had arisen with regard to the effect of work in lucifer match factories on the health of the workpeople.
The questions which at the time engaged the attention of the Home Office were:—
(1) The nature and extent of the dangers attending the use of yellow and white phosphorus.
(2) The means whereby these can be lessened.
[418]
(3) The practicability of discontinuing the use of yellow and white phosphorus.
Many match works, both at home and abroad, were visited by the members of the Commission, whose views and opinions upon these questions are embodied in a Report[80] that describes the methods of manufacture, and the legislative measures adopted in most of the countries in Europe to abolish or diminish the ill-effects of the industry upon the health of the workpeople.
The principal malady of the lucifer matchmaker is a localised inflammatory affection of the jawbone, followed by suppuration and death of the bone, constituting what is known as phosphorus necrosis—“phossy jaw,” as it is sometimes called in this country, and mal chimique in France. Other diseased conditions are also met with, but these and the subject of phosphorus necrosis generally will be dealt with further on.
Commercial phosphorus is made from bone-ash by treating it with sulphuric acid, filtering and evaporating the product, heating this with charcoal, and afterwards distilling it. The substance known as white or yellow phosphorus was discovered as far back as 1669, by Brandt of Hamburg, and is, when pure, colourless and transparent, but when exposed to the light it becomes yellowish. During absorption of oxygen from the atmosphere it becomes phosphorescent. The greenish-white light thus evolved can at once be checked by such essential oils as turpentine and eucalyptus. The glow of phosphorus is an indication that oxidation is taking place, and that both phosphorous and phosphoric oxides are being formed, ozone being probably present at the same time. White phosphorus is extremely inflammable: it ignites at a temperature of 34° C., and forms with a plentiful supply of air phosphoric oxide P4O10, but if the supply of air is limited, phosphorous oxide is formed P4O6. It is with a paste made from white phosphorus that the ordinary strike-anywhere matches are headed.
Red or amorphous phosphorus, from which safety matches are made, has been known only since 1845. It was discovered by Schröter of Vienna, and is obtained by exposing ordinary phosphorus for some time in a closed vessel to a temperature of about 250° C. Red or amorphous phosphorus differs from yellow both physically and in other respects. It can be handled, for example, with impunity, and does not take fire when rubbed on any rough[419] surface. It is non-volatile, and since it is not acted upon by the digestive juices of the alimentary canal it is non-poisonous. As much as an ounce of amorphous phosphorus has been given to animals without any bad effects, while one to three grains of the ordinary metalloid have caused death. In order to ignite red phosphorus, it has to be rubbed upon a surface that contains substances rich in oxygen. The heads of safety matches are composed of potassium chlorate and chromate, and other compounds that contain large quantities of oxygen, while the red phosphorus is present in the brownish-red layer that has been pasted on the side of the matchbox. It is significant of the habits of our countrymen that while sixty tons of white phosphorus are converted into the ordinary strike-anywhere matches every year in Britain, only three and a half tons of red phosphorus are required to satisfy the public demand for safety-matches.
White phosphorus is volatile at ordinary temperatures, and its vapour when pure is said by Schonbein to be odourless; the odour that is perceived is a mixture of ozone and phosphorous oxide. On analysing the fumes given off by phosphorus eight-tenths are found to consist of oxides of phosphorus.
Professor Thorpe found that when decayed human teeth were exposed to the fumes of phosphorus for twelve hours they lost 0.37 per cent. of their weight, and that carious teeth when crushed and exposed to a dilute solution of phosphoric acid (1 per cent.) lost 8.9 per cent. of their original weight. When, therefore, the fume of phosphorus co-operates with the saliva of the mouth, it must clearly exercise a solvent action upon the teeth. In the air of the dipping room of a match factory, Thorpe found O.02 milligrammes of phosphorus per 100 litres of air, while the same quantity of air of the boxing-room contained O.12 milligrammes of phosphorus. On analysing the water in which twenty-two of the workpeople had washed their hands, after working a certain number of hours in the factory, 37.3 milligrammes of phosphorus were found, or an equivalent of 4.2 milligrammes of phosphorus per person for each ten hours’ work.
The lucifer match industry of Great Britain and Ireland gave employment during 1898 to 4270 persons, of whom 1166 were males and 3104 females; about 1700 of these were working in phosphorus processes. Of persons under eighteen years of age there were 466 males and 1077 females. The match works were distributed as follows: in England and Wales 17, Scotland 2, and in Ireland 5, making a total of 24. Dr Whitelegge sends me[420] the following information regarding the number of lucifer match works in January 1901—
| Number in which yellow phosphorus is being used | 15 |
| Number in which the use of yellow phosphorus has been discontinued | 3 |
| Number not yet working | 1 |
| Number closed during past twelve months (one temporarily) | 5 |
| Total | 24 |
The Chief Inspector of Factories, in his Annual Report for 1899, p. 318, states that the total cases of industrial phosphorus poisoning in this country within the last twenty years, of which there is a definite record, number 102. Before 1898 there were 92 cases of phosphorus necrosis, 6 in 1896, and 4 in 1899. Three other cases were reported in 1899, and are included in the return, but they did not reach the stage of necrosis. It has been urged with reason that such doubtful cases, when notified, should be placed on a “suspended” list, and judgment deferred until the diagnosis is quite clear. Of the 102 cases 19 terminated fatally. Dr Whitelegge informs me that three cases of phosphorus poisoning were reported during 1900; this brings the total number up to 105 in twenty-one years.
The ordinary lucifer match is dipped in a paste composed of glue, phosphorus, chlorate of potass, powdered glass, sometimes magnesia or lime, and coloured by a magenta dye. On an average there is 5 per cent. of phosphorus present in the paste, but sometimes it is double this amount. The paste or composition, when about to be used, is spread upon an iron slab kept at a moderate temperature. Into this paste the dipper, always a male in this country, quickly plunges the tips of prepared wooden splints that are projecting at a uniform level from a frame, and at once hands them over to a fellow-workman, who removes them to the drying chambers, which are ventilated by means of fans to renew the air, and to hasten the drying of the matches. At the distal end of the slab upon which the dipper heads the lucifers, there is, or ought to be, a fan towards which, when in operation, the fumes of the phosphorus as they rise from the paste can be seen travelling away from the face of the worker. Since the introduction of fans on the far side of the slab, the occupation of dipping in match works has become much less dangerous.
The boxing of matches, when done by hand, is attended by considerable risk to health, especially if the workroom is badly[421] ventilated. In addition to the phosphorus fumes which pervade the boxing-room, the atmosphere is from time to time rendered more unhealthy by dense clouds of smoke given off by the matches that are frequently catching fire.
It was Lorinser of Vienna who first drew the attention of the medical profession to phosphorus necrosis, or disease of the jawbone, in lucifer matchmakers. This was in 1845, or about eleven years after the establishment of the match industry in Austria. Between the years 1839–1845 he had examined nine cases of phosphorus necrosis. Shortly after Lorinser had published his cases, Sir Samuel Wilks in our own country reported the occurrence of disease of the jawbone in a matchmaker, attended by suppuration, and followed by exfoliation of the bone. Since then in every country where ordinary lucifer matches have been made, the use of phosphorus has been followed by such an amount of ill-health and suffering on the part of matchmakers, that almost all the preventive measures which industrial science and legislation could suggest, short of total prohibition, have had a trial without rendering the industry completely safe. More than twenty years ago Denmark interdicted the use of white phosphorus, and the importation of ordinary strike-anywhere matches. France, several years after having made the manufacture of matches a Government monopoly, and having been obliged to pay large sums of money as compensation to the diseased matchmakers of Pantin-Aubervilliers, has commenced to manufacture matches from a harmless sesquisulphide of phosphorus; matches which, while possessing all the freedom from poison claimed for safeties, have the property of striking anywhere. Belgium has not only insisted upon the reduction of phosphorus in the paste to 8 per cent., but with the view of stimulating the manufacture of a satisfactory non-poisonous strike-anywhere match, has offered a prize of 50,000 francs (£2000). Holland[81] insists upon 5 per cent. of phosphorus in the paste, and allows no young person under sixteen years of age, and no woman to work in a match factory where yellow phosphorus is used. In Norway 28 cases of phosphorus necrosis occurred in fourteen years out of a total number[422] of 600 workers. The match industry of Sweden gives employment to about one-twentieth of the artizan population. In the twenty-seven match factories of that country, 5500 persons find employment, males and females about equally. Although a large proportion of Swedish matches are safeties, yet as a matter of fact 80 per cent. of the matches produced are made from ordinary phosphorus. There is a large home consumption of strike-anywhere matches in Sweden. As a consequence of their manufacture, phosphorus necrosis is not unknown in that country, and on more than one occasion the question of the total prohibition of ordinary phosphorus has been discussed in the Rigsdag. Were such a thing to become law the match industry of Sweden, in the absence of an international agreement, would be seriously crippled. During the year 1891 there were 19 cases of phosphorus necrosis reported from thirteen factories. The Commission appointed by the Swedish Parliament to consider the prohibition of ordinary phosphorus did not feel justified in recommending such a sweeping change, believing that in better ventilation of the workrooms, repeated medical examination of the workers, and scrupulous attention to details in the various processes, the manufacture of matches could be robbed of much that had hitherto caused it to be regarded as a dangerous industry. Of the ninety match factories in Germany about thirty make ordinary lucifers. Several cases of phosphorus necrosis have occurred, but since the introduction of stringent regulations in 1884, requiring special ventilation, medical examination of the workers, personal cleanliness and separation of the workrooms, the amount of sickness has, within the last few years, materially diminished. In Austria-Hungary there are upwards of ninety match works. It is an important industry in Bohemia, Galicia, and Hungary. The matches chiefly find their way into Servia, Bulgaria, Roumania, and Turkey. In eighteen years 140 cases of phosphorus necrosis were reported to the Factory Inspectors; as many as 47 cases of phosphorus necrosis having occurred in the year 1888. This unhappy circumstance is to be explained by the fact that the manufacture of lucifers at this time was extensively but secretly carried on as a home industry. Experience has shown that this clandestine practice is always extremely dangerous. Fortunately the authorities have practically succeeded in abolishing this home industry. The regulations in Austria-Hungary resemble those of Germany. Switzerland in 1879 introduced a Bill for the prohibition of the use of yellow phosphorus, and two years afterwards it became law. Instead of[423] abolishing phosphorus necrosis, however, the disease became not only more prevalent, but of a severer type, owing to the manufacture of matches as a home industry. As the interference of the Government defeated the object it had in view, viz., safe-guarding the health of the workers, the Act of 1879 was in a sense repealed. Whilst in Switzerland the importation and manufacture of matches made with yellow phosphorus is forbidden, the manufacture of lucifers is under the control of each canton, the Federal Council holding itself responsible for the conditions that are requisite for the health and safety of the workers, and also of the public.
Phosphorus Necrosis.—It is difficult to say what is the actual cause of necrosis of the jawbone in lucifer matchmakers. As to whether it is a primary lesion or one secondary to a general or constitutional form of poisoning, medical opinion is still divided. Most writers attribute the disease of the bone to the fumes of phosphorus, i.e. to the oxides of phosphorus, acting upon the decayed teeth of the workpeople. The fumes are supposed to penetrate a carious tooth and induce a periostitis or inflammation of the covering of the bone. The gum becomes swollen and painful. To such an extent has this been regarded as the explanation of the cause of necrosis that two of the large match works in this country had at their own expense appointed dentists to examine and keep in good order the teeth of the workpeople. Subsequently the Home Office, as a result of the opinions expressed at an Arbitration with the Match Manufacturers, decided to accept periodical examination of the teeth of the workpeople by a qualified dentist as a substitute for medical inspection. While regarding decayed teeth as a necessary preliminary to inflammation of the dental socket, Roussel holds that it is phosphoric acid that is the destructive agent. Gubler and Lailler,[82] on the other hand, maintain that they have met with phosphorus necrosis in the inferior jaw of a matchmaker whose teeth were perfectly sound, and that if phosphoric acid were the destructive agent the teeth ought to become softened and translucent. Gubler holds, but on what grounds we do not know, that it is phosphorus itself that penetrates into the soft tissues and destroys the nutrition of the covering of the bone. Under all circumstances “phossy jaw” is a painful affection, especially in the early stages, and although naturally it might be expected to occur with greater readiness in workpeople who are ill-nourished, scrofulous, or tubercular, yet I have seen it in male and female matchmakers who were[424] physically strong and otherwise perfectly healthy. This circumstance, therefore, is rather in favour of phosphorus necrosis being in the first instance a local affection and primary. Once suppuration occurs, the painful tooth removed, and the pus thereby allowed to escape, pain is subsequently not a marked feature in the case. As the periosteum is usually separated, the affected portion of bone lying underneath dies and is exfoliated. A piece of bone varying from half-an-inch to three inches is thus thrown off. The process of separation of the bone by ulceration is extremely slow. It may extend over months or years if the bone is not surgically treated, and all this time there is a constant oozing of pus into the mouth of the patient, some of which must be swallowed along with the food, thereby undermining the health and causing anæmia or cachexia, or during sleep it may trickle down the throat into the respiratory passages and set up an unhealthy inflammation of the lining membrane, or it indirectly prepares the way for tubercular disease of the lungs. Either jaw may become necrosed. If anything, the inferior maxilla is more frequently affected than the superior. When the upper jaw is diseased there is a tendency for the inflammation to extend to the base of the skull and to induce a septic inflammation of the membranes of the brain, which is invariably fatal. In France both Dr Magitot of Paris and Dr Arnaud of Marseilles described a constitutional condition or cachexia in matchmakers to which they gave the name of phosphorisme, of which pallor, dyspepsia, albuminuria, and a tendency to bronchitis are the prominent features. Arnaud, with whom I had the opportunity of discussing this subject in Marseilles, found that as many as 28 per cent. of lucifer matchmakers, especially young women under eighteen years of age, suffered from bronchitis, but he did not think that matchmaking per se was a cause of tubercular lung disease, nor was it his experience that pregnant female matchmakers aborted more frequently than their sisters engaged in other occupations. Phosphorisme does not occur to any extent in English matchmakers. In visiting the match factories of Belgium, particularly of Grammont, where I met Dr Brocoorens, who from his large experience of industrial phosphorus poisoning had been invited to give evidence before the French Commission, my attention was drawn to the interesting fact that men who had been dippers and who had suffered from necrosis of the jawbone and recovered, exhibited an unnatural tendency to spontaneous fracture of their long bones, especially the femur. During twenty-five years in Grammont alone,[425] which is not a large town, with six match factories giving employment to 1100 people, Dr Brocoorens treated 30 cases of fracture of the long bones, caused by muscular effort, in dippers who had previously suffered from necrosis of the jaw. This circumstance would rather suggest that in addition to the local disease of the maxillæ caused by phosphorus, there was also induced a wider spread morbid state, which was capable of showing itself long after recovery from the primary lesion. Spontaneous fracture of the long bones of matchmakers is not unknown in England. Dr Garman of Bow, medical officer to Messrs Bryant & May, informs me that he knows of nine cases in which the long bones of the arm and leg of matchmakers have become broken without any injury being received, and Dr Dearden of Manchester relates[83] the case of two dippers, “each of whom has had separately and at different times both thigh bones broken in a ridiculously simple fashion.” Dr Kocher of Berne had experience of a matchmaker who broke his thigh bone five times. These facts indicate that the osseous tissues of the body are in some way or other influenced either by phosphorus itself or its compounds, whereby they become unable to withstand external violence. Dearden is of opinion that the bones of match dippers contain an excess of phosphoric acid, which combines with the pre-existing neutral phosphate of lime to form a slightly acid salt. In this circumstance may possibly be found an explanation of the fragilitas ossium of lucifer matchmakers.
A brief notice of some experiments performed by Wegner may not be out of place here. He believes that phosphorus has a specific action upon bones, especially those of young animals. Wegner found that the administration of very minute doses of yellow phosphorus, ¹⁄₁₀ to ⅕ mgrm., for several weeks to young rabbits was followed by characteristic changes in the growth of the long bones, owing to the phosphorus acting as an irritant or stimulant to the bone-forming cells. Where loose cancellous bone was being formed from cartilage, phosphorus caused the deposition of a layer of dense bone, and if the drug was pushed a little longer, the soft, cancellous bone, formed before the phosphorus treatment was begun, became gradually absorbed. In this way the central or medullary cavity of the bone became enlarged, so that in the case of the long bones this cavity extended into the epiphyses or ends of the shafts. In other instances the newly-formed bone which had developed under the influence of[426] the phosphorus, and also that which grows normally from the periosteum, became denser, so that in fowls Wegner found the medullary cavity obliterated by the deposition of hard bone. When lime salts were withheld from the food of the animals treated by phosphorus, the activity of the bone-forming cells continued, but no lime was deposited, and so there was produced a condition of bone such as is found in rickets. Kassowitz by similar means produced appearances closely resembling the soft and yielding bones that are met with in rickety children. Wegner, by exposing the bared tibia of an animal to the influence of phosphorus fumes, induced periosteal irritation and the deposit of new layers of bone.
Although it takes a long time for the sequestrum of a diseased jawbone to be thrown off in a person the subject of phosphorus necrosis, yet once it is expelled and the wound closed, the patient generally feels well enough to return to work in a match factory, and is placed in a department wherein he runs no further risk. Despite the tediousness and the unpleasantness of the malady, most of the patients recover. Dr Garman of Bow, treating his cases by the expectant method and allowing the sequestrum to be naturally separated, found that 83 per cent. of his cases recovered; Kocher of Berne prefers to remove by means of a surgical operation the affected portion of bone, and 83.7 per cent. of his cases recovered; while Kuiper of Jena, treating his patients on similar lines to Kocher, had 89 per cent. of recoveries.
This account of the diseases of bones of matchmakers allows us now to return to the original question, viz., the cause of phosphorus necrosis. Fume is generally regarded as the cause, but it is probably only an incident. In the pus that keeps oozing away from the necrosing jaw of an affected matchmaker, I have found numerous pus-forming micro-organisms, viz., putrefactive bacilli, streptococci and staphylococci pyogenes, and as Professor Stockman of Glasgow detected in addition in the pus a few tubercle bacilli, he is disposed to regard the “phossy jaw” of lucifer matchmakers as a true tubercular process. In several of the specimens of pus taken from the diseased jawbone of matchmakers sent to me by Dr Garman of Bow, I could find no trace of tubercle bacilli, although these were carefully searched for. The presence of the bacilli of tubercle in Professor Stockman’s specimens, which by the way I have had the privilege of examining and confirming, is an extremely interesting fact, and it[427] certainly creates a bias in favour of the lesion being tubercular. On the other hand, the human mouth under all circumstances contains large numbers of micro-organisms, some of which are capable of becoming extremely virulent under altered conditions, and there is no reason why some of these might not find their way through a carious tooth to its socket in the jawbone or to the periosteum, where phosphorus fumes had previously gained entrance and set up irritation. In these tissues thus prepared microbes would find a suitable nidus for their multiplication. As the same remark applies to tubercle bacilli, it is clear that the final answer has not yet been given to the pathological problem of phosphorus necrosis. There is something in the causation of phosphorus necrosis that is still unknown to us, some peculiar action of phosphorus on the human subject that is not yet fully explained.[84] It is an extremely difficult thing to produce phosphorus necrosis in animals, either by exposing them to the fumes of phosphorus itself, or to clouds of smoke from burning matches.
In many instances where “phossy jaw” has occurred, the workpeople were at the time following their occupation, and had done so for many years. Acute phosphorus poisoning, practically speaking, does not occur in matchmakers. The poisoning is always chronic. Phosphorus necrosis was not recognised in Vienna until the industry had been established seven or eight years. The malady might have existed, and of course not been diagnosed. Most of the patients with “phossy jaw” whom I have seen had worked from seven to fifteen years at the trade, but the disease has been known to occur within twelve months after entering a match factory. Dr Garman has kept a register of all the cases of phosphorus necrosis that have occurred in Messrs Bryant & May’s for the last twenty years. During this[428] period there have occurred 51 cases—31 females and 20 males. The upper jaw was affected fifteen times, and the lower sixteen, in the women: while in the men the numbers were eleven and nine. The severer type of the malady formed 70 per cent. of the cases in females, while in males, who as dippers are more exposed to the fresh fumes of phosphorus, it formed 85 per cent. Of these 51 cases of phosphorus necrosis nine ended fatally; 83 per cent. recovered and returned to work. On examining the register as to the ages at death, I find that these were nineteen, twenty-three, twenty-one, twenty-two, twenty-seven, twenty-seven, nineteen, twenty-two, and twenty-two years. Clearly, therefore, it is not necessary to have a very lengthened exposure to the fumes in order that a fatal result may follow. Co-existing pulmonary consumption was present in two of the patients, and doubtless contributed to the fatal ending. In Great Britain less than 1 per cent. of matchmakers suffer from phosphorus necrosis: in Switzerland it used to be 1.6 to 3, and in France formerly 2 to 3 per cent. Phosphorus necrosis, it is well to remember, does not always develop during the time an individual is following his employment in a match work; it has been known to occur two years after leaving the factory. The early age at which Garman’s patients died suggests that the vital resistance to the malady at this period is less than in later years.
Prevention of Phosphorus Necrosis.—Since the manufacture of lucifer matches is capable of inducing in the workpeople necrosis of the jawbone, which in the early stages is admittedly a painful affection, but fortunately one not often followed by any marked deformity, it is apparent that to the public must be given by the manufacturers some satisfactory assurance, if the use of yellow phosphorus is to be continued, that the industry which at present is harmful shall be converted into one that is free from danger. Is this event possible? Experience of match works, both at home and abroad, shows that where the industry is conducted on the best hygienic lines possible, phosphorus necrosis is practically unknown. This, so far as it goes, is satisfactory. It cannot be said, however, that the employment of white or yellow phosphorus can under all circumstances be rendered absolutely free from danger. The education of the working classes to use only safety matches would of itself very largely diminish the danger by reducing the demand for ordinary strike-anywhere matches. Dipping of the wooden splints in cold composition instead of hot would, as in the case of vestas, in the manufacture of which “phossy jaw” does not occur, also tend to diminish the ill-health of the workers. It has[429] been demonstrated that certain essential oils are capable of checking the oxidation of phosphorus, which is one of the possible causes of phosphorus necrosis. It has, therefore, been recommended to circulate the vapour of turpentine through the dipping and boxing rooms. In some American factories the workpeople wear suspended round their necks small vessels containing turpentine. Of all hygienic measures full and free ventilation is the best. Years ago the scourge of matchmakers in Belgium was “phossy jaw,” but shortly after the introduction of hygienic measures and the reduction of phosphorus to 8 per cent. in the paste, there was observed a very notable declension in the number of cases of necrosis, and in our own country the removal of phosphorus fume by powerful aspiration from the dipping slab, frequent renewal of the air of the drying chamber, and ventilation of each of the benches at which the boxing is done by women by hand, have exercised an undoubted influence in preventing phosphorus necrosis. Periodical examination of the teeth of matchmakers by a dentist, with the necessary local treatment, including temporary suspension from work on the detection of disease in the early stages, will be beneficial. It is one of the requirements of the Home Office that this dental examination shall be periodically made. Whether of itself it is sufficient to permanently obviate the necessity for a medical examination of the workers by a doctor in addition remains yet to be seen. Since the frequent firing of matches is a cause of pollution of the atmosphere of the boxing-room, and filling of the matchboxes by hand brings the worker into direct contact with dried phosphorus paste, it is advisable to discontinue the practice of cutting wooden matches once they have been headed, and to substitute machinery for all hand labour, which, as in the case of the Diamond Match Company, Liverpool, dips, dries, and boxes the matches in large and well-ventilated rooms, and has thereby practically made lucifer matchmaking a harmless industry. It is absolutely necessary that personal cleanliness should be attended to, and that there should be adequate provision of washing appliances with hot and cold water, plenty of soap and towels, that overalls should be worn, frequent change of occupation from one department in the factory to another, and that no food should be allowed into the workroom.
Can any substitute be found for yellow phosphorus, capable of producing a non-poisonous match that will strike anywhere, and yet conform to the same conditions as ordinary phosphorus? France has, within the last three years, ceased to manufacture[430] matches from yellow phosphorus. In that country the manufacture of matches is a State monopoly. A short while ago the Government felt itself obliged to change the method of manufacture, partly on humanitarian grounds, but very largely owing to the numberless claims for compensation by the workpeople upon the Minister of Finance. In the match works at Pantin-Aubervilliers, there were, in 1894, 32 cases of phosphorus poisoning, 125 in 1895, and in 1896 the number rose to 223, or one-third the effective force of the factory. Many of these must have been of a mild nature, and probably some of them were cases of imposition, for when analysed carefully it would appear that between 1888 and 1896 there were eight cases of deforming necrosis, 12 of necrosis requiring surgical treatment, 21 probable cases of phosphorus necrosis, and 18 of phosphorisme, making a total of 59. At this time the match paste, in addition to lead, contained often as much as from 20 to 30 per cent. of phosphorus. From the 1st January to 31st December 1896, the State paid 400,000 francs as allowances to sick-workers, men and women, employed at Pantin-Aubervilliers, or an average of 650 francs per head employed. It was in consequence of this experience that in order to encourage research, which would lead to the manufacture of a non-poisonous match, the State granted financial help. After many experiments—such, e.g., as the matches of M. Ponteau, made from acetate of amyl, during the manufacture of which a splitting headache, a feeling of cerebral fulness, and a throbbing of the head were complained of by the workers, a circumstance that led to their manufacture being abandoned; also the lucifers of M. Miram, which met with a similar fate, since they contained lead, and therefore one poison was simply being substituted for another,—the French Government at present believes that in the substance known as sesquisulphide of phosphorus it has found an answer to the question raised at the head of this paragraph.
The toxicity of the sesquisulphide of phosphorus is small. Messrs Sevène and Cahen gave repeated doses of 3 centigrammes (⅖ grain) of the substance daily to guinea-pigs without these animals appearing to suffer, although the ingestion of 3 milligrammes (¹⁄₂₅ grain) of white phosphorus caused rapid death. The dose of 3 centigrammes (⅖ grain) to a guinea-pig would correspond to 3.5 grammes (54 grains) for a human adult, that is to say, to the amount of sesquisulphide of phosphorus present in 6000 matches. For these and other reasons based upon experience, the French inventors maintain that sesquisulphide of phosphorus[431] matches are harmless. The following is the composition of the paste employed:—
| Sesquisulphide of phosphorus | 6 |
| Chlorate of potass | 24 |
| Zinc white | 6 |
| Red ocre | 6 |
| Powdered glass | 6 |
| Glue | 18 |
| Water | 34[85] |
The sesquisulphide is almost inodorous as a powder, and is non-poisonous. When matches are headed with a paste made from it, they are capable of striking anywhere. The only impurity which the sesquisulphide can contain is some red or amorphous phosphorus. At first manufacturing chemists expressed doubtful opinions as to the keeping properties of the matches, also as to their capability of being transported across the seas, and of remaining good in all climates. Two years’ experience of the manufacture of matches from sesquisulphide of phosphorus has demonstrated such fears to have been groundless. Dr Courtois-Suffit, the Medical Inspector of the Match Works at Pantin-Aubervilliers, says that “since substituting sesquisulphide for yellow phosphorus, not only have the workpeople been more healthy, but that there has been no complaint on the part of the consumers.” No match is superior to the lucifer made from yellow phosphorus. French matches have never been regarded as equal to those of English manufacture. France is not an exporting country. While, therefore, the introduction of what is called a sans phosphore match in France has answered satisfactorily, it does not follow that the manufacture of this particular kind of lucifer is the best for all countries, and especially for such a large exporting country as Britain.
In Italy the same subject has received the attention of scientists. M. Bertarelli,[86] in a lecture at the University of Turin, demonstrated the properties of a non-poisonous match made by Dr G. Graveri of Villanova-Sollaro, the principal ingredient of which is persulphocyanic acid, a substance obtained from the residue of gas-works, of a yellow colour, crystalline, soluble in alcohol, ether, and boiling water, decomposing at a temperature of 220° C., and giving rise to sulphide of carbon, ammonia, and sulphur. This is made into a paste with sulphur and antimony trisulphate. The matches ignite when rubbed briskly upon a[432] rough surface, and no cyanogen is evolved. Bertarelli states that he has given to dogs for several days 3 to 4 grammes (46 to 60 grains) of the paste used for heading the matches, and beyond slight vomiting he has not noticed any accident, whilst 0.7 grammes (11 grains) of ordinary phosphorus paste caused death. It is claimed for his matches that they cost less to produce than ordinary matches, they ignite noiselessly, and develop no odorous gases, that they are non-hygroscopic and non-poisonous. The only drawback is stated to be the escape of hydrochloric acid fume during their manufacture, but this can be overcome by efficient ventilation.
Great Britain is not only a consumer but a large exporter of lucifer matches, and it is this circumstance that raises a difficulty in regard to the total abolition of the use of yellow phosphorus in this country. If other matchmaking and large exporting countries, such as Belgium, Sweden, the United States, and Japan, could come to some satisfactory terms of international agreement with Britain not to manufacture lucifer matches from yellow phosphorus, the question would be settled, if not permanently, at least for a time. It would be useless for Britain with her free trade to abolish yellow phosphorus, thereby crippling her own matchmaking industry, and at the same time allow matches made from the poisonous phosphorus to be imported from other countries wherein Government supervision is perhaps less strict than in ours. Such a course would only transfer phosphorus necrosis from our own to other countries. English methods of manufacture, like national customs, die hard. It is pleasing to observe, however, that the objection on the part of British match manufacturers to the use of substitutes for yellow phosphorus is gradually disappearing. Messrs Bryant & May no longer use yellow phosphorus. Mr Gilbert Bartholomew, the Managing Director of the firm, in answer to some queries I addressed him (1901), informs me that “we are well satisfied with our long trial of the new composition. There has not been, and there cannot be, from the nature of the composition, any sickness among the workpeople. We have not used an ounce of yellow or poisonous phosphorus for nearly ten months.... We do not think there is an increased demand for safety matches; the great demand is for strike-anywhere.” It is gratifying to know that some of the smaller firms of lucifer matchmakers have also undertaken to produce ordinary strike-anywhere matches from a non-poisonous substance. How far these non-poisonous substances[433] are quite free from danger and as sources of irritation, remains to be seen, for conjunctivitis, œdema of eyelids, and eczema have been noticed in the workers.[87]
Treatment of Phosphorus Necrosis.—It is unnecessary to enter into this at any length. Such preventive measures as a medical and dental examination of the workpeople before entering the factory, and from time to time afterwards, combined with suspension when necessary, personal cleanliness, and the use of terebinth gargles, wearing of overalls, and a change of employment in the factory, also thorough ventilation of the workrooms and of the dipping tables by reliable artificial means, will, if carefully carried out, do a very great deal to make and keep the workpeople healthy.
Once phosphorus necrosis has developed, it may either be treated by antiseptic mouth-washes, maintenance of the general health by good nourishing food, and a life spent in the open air, thus allowing time for exfoliation of the necrosed bone to take place naturally, a process which, as we have seen, may extend over many months; or it may be treated surgically by removal of the piece of diseased bone. Each method has its advocates, but the results are practically the same, viz., upwards of 80 per cent. of recoveries.
Thomas Oliver.
[434]
Introduction.—The number of industries and the number of persons coming into contact with mercury in this country is not large. Probably not more than 500 to 1000 persons are exposed to the danger of industrial mercurial poisoning in Great Britain, but no matter how the metal or its salts are used, those handling it run considerable risk. In some industries, indeed, as, for instance, the silvering of mirrors with an amalgam of tin and mercury, which was for over a century the great source of mercurial poisoning, the matter is now only of historical interest, as the process in question has been replaced within the last twenty years by an innocuous one in which mercury is not used. On the other hand, fresh industries arise in which the metal is used, as, for example, the manufacture of electrical meters and incandescent electric lamps.
Historical.—As far back as the year 1665, in the Philosophical Transactions of that year, a reference is made by Dr Walter Pope to the tremor affecting the hands of a worker in some cinnabar mines in Italy. In 1721 Antoine de Jussieu[88] described the symptoms of salivation, ulceration of the gums, and tremor which affected the workers in the quicksilver mines of Almaden, in Spain. In the various translations of Bernardino Ramazzini’s work, De morbis artificum diatriba, originally published in 1702, an account is given of the effect of mercury on miners and gilders.
One of the first references to the occurrence of mercurialism in the process of silvering of mirrors was made by Bateman[89] in 1812, but the great work which still remains the classical work on the subject of chronic industrial poisoning, due to mercury,[435] was published in 1861 by Adolf Kussmaul,[90] Professor of Medicine in Erlangen. The splendid use which he and other medical men made of the opportunities offered them of studying the clinical symptoms among persons employed in the silvering of mirrors in Fürth and Nuremberg, the principal seats formerly of the industry on the Continent, and the publication of their observations, led up to the introduction of the stringent regulations which have since caused the process to be given up.
In 1829, Dr Reitz[91] of St Petersburg published an account of the danger to health in hatters furriers’ processes in that city, and showed that the solution (regarded then as it still is as a secret), contained mercury, arsenious acid, and nitric acid.
He does not particularly refer to the occurrence of tremor, but describes the death of three men from acute bronchitis after mixing the nitrate of mercury solution.
Industries in which Poisoning may occur.—The industries in which mercurial poisoning may occur are:—
1. Recovery of the metal from the ore.
2. Separation of gold and silver from their ores by means of an amalgam with mercury.
3. The manufacture of barometers and thermometers and other philosophical instruments.
4. The manufacture of incandescent electric lamps, where mercurial pumps are used to create a vacuum.
5. The manufacture of electrical meters.
6. Gilding and silvering, generally known as water-gilding: where an amalgam of gold or silver is applied to the objects, and the mercury volatilised by heat.
7. Chemical works: where pharmaceutical mercurial preparations are made.
8. Paint and colour works: where anti-fouling paints or vermilion are made.
9. In hatters furriers’ workshops: from the brushing of rabbit skins with an acid solution of nitrate of mercury.
10. Bronzing with a solution of nitrate of mercury: as in bronzing the inside of field-glasses.
[436]
In the first six the poisoning takes place almost entirely through the inhalation of mercurial vapour, and hardly at all from dust; in (7) it may arise either from vapour or from, as is the case in (8), contamination of the hands and subsequent ingestion of the salts; in (9) it results from the inhalation of fumes or the ingestion of particles of fur impregnated with nitrate of mercury.
Other processes which deserve mention as a possible source of mercurial poisoning are: electrical engineering, mercury being used in amalgamating zinc plates; taxidermy when corrosive sublimate is used; the manufacture and use of fulminate of mercury in explosive factories; sole-stitching by the “Blake sole-stitching machine,”[92] in which mercury is used to prevent the escape of gas.
Mode in which Poisoning is brought about.—Mercury in the liquid form, even when swallowed in large amount, rarely gives rise to poisoning. When absorbed in the form of vapour it frequently does, but it would be wrong to suppose that the vapour can as such pass through the lining walls of the alveoli of the lungs. It must first undergo condensation, and the tiny globules so formed become oxidised and then dissolved. In view of the fact that expired air is warmer than that inspired, it is difficult to see where this condensation takes place. Von Renk[93] carried out a series of experiments to see whether the mercury that was scattered in rooms where the silvering of mirrors was carried on could be swallowed with the dust. He found, however, such small quantities of dust in the air (only 7.3 milligrammes in 712 litres of air) that he concluded absorption of mercury in this way was improbable. On the other hand, mercury gives off vapour at ordinary temperatures, the amount depending on the vapour tension, and he found appreciable quantities (2 milligrammes) in a cubic metre of air in a room without special ventilation immediately above a layer of mercury half a square metre in area. As in eight hours a worker inhales and expires about 3 cubic metres of air, if the air breathed were charged only to an extent of 1.5 milligrammes per cubic metre, it would mean that 4.5 milligrammes entered the lungs. Were this continued day after day, injurious effects would necessarily ensue.
The reactions which enable mercury to enter the circulation are only imperfectly understood. It is acted on more readily by salt solution than by dilute acids. The presence of both salt[437] solution and free acid must favour greatly the solution of the metal. Corrosive sublimate forms an albuminate with albumen insoluble in water, but readily soluble in the presence of salt solution. In this remarkable reaction of the solubility of albuminate of mercury in presence of sodium chloride lies the probable explanation of the occurrence of mercurial poisoning.[94]
Symptoms.—Although in industrial mercurial poisoning the symptoms occasionally resemble those which result from the internal administration of full doses of mercury, such as excessive salivation, swelling and ulceration of the gums with fœtor of the breath, followed in severe cases by looseness and falling out of the teeth, they are as a rule much slower in their onset and more insidious in character. For years the only sign may be more or less gastric disturbance, a gradually increasing anæmia, a slight increase in the secretion of saliva with tendency to ulceration of the gums, and slight tremor of the muscles of the face and hands, accompanied by a certain amount of nervousness.
Kussmaul, from his wide experience among the silverers of mirrors in Fürth, describes three stages in industrial mercurial poisoning: first, erythism or psychical changes; secondly, tremor; and thirdly, the final or cachectic; and my own experience points to the correctness of his description.
The first commences usually in the digestive tract with slight stomatitis and salivation. The worker becomes pale and loses his appetite. He frequently has headache, giddiness, and transitory pains in the limbs. The muscles of the face twitch, the fingers tremble when spread out, and the tongue is also tremulous when protruded. The mental condition undergoes change. Workers assured of their skill become shy and nervous, especially when watched. Sleep is often interfered with and broken by nightmare. Sometimes the tonsils and pharynx become involved in the inflammatory processes affecting the mouth.
At this stage if the employment be given up, the symptoms disappear in about three weeks. If not, the weakness of the muscles increases. Palpitation, headache, sleeplessness, and emaciation all become worse.
In the second stage of tremor, disturbance of the muscular system preponderates. It is observed principally in the muscles of the face, hands, and arms; more rarely in the legs. At first it may amount only to slight tremulousness, but gradually it advances until the movements become convulsive in character,[438] and the hand cannot be directed with certainty to any particular object. The speech, from involvement of the muscles of articulation, becomes slow and indistinct. The psychical condition changes to one of depression or despondency. There may be hallucinations, loss of memory, and dulness of the intellectual faculties. In women, menstruation is diminished or ceases. Miscarriage is frequent, and the offspring is liable to be the subject of rickets or scrofula.
The condition of the teeth of persons exposed to the fumes of nitrate of mercury in hatters furriers’ processes deserves separate mention. The typical appearance in the teeth of those who are engaged in “carotting,” that is, brushing the rabbit skins with the dilute acid solution for several years, is loss of the molar teeth in the upper and lower jaws. The upper incisor and canine teeth are not infrequently absent, and such teeth as remain (generally the lower incisors and canines) are characteristically blackened and often loose. They show a marked tendency to erosion (a process quite distinct from caries, as the enamel and not the dentine suffers most) from the acid fumes, and frequently the gums recede, so that the anterior surfaces of the roots are exposed.
Chronic mercurial poisoning does not frequently lead directly to death. It appears to lower the vitality of the tissues markedly, and Kussmaul calls attention to the frequency with which mercurial workers die of phthisis.
Recovery from the Ore.—The principal ore from which the metal is obtained is cinnabar, or sulphide of mercury. It occurs principally in Idria in Illyria, where the greater part of the male inhabitants are concerned with its extraction, in Almaden in Spain, and also in China, Peru, California, and in smaller quantity in some of the German States.
The extraction of the metal depends on the principle that by heating the ore in the presence of air, oxidation of the sulphur present results, while the mercury is liberated in the form of vapour, which is condensed in suitable flues kept constantly cool by a stream of water. Complete condensation of the vapour is difficult.
In the actual mining of the ore, poisoning does not occur. Danger principally attaches to the smelting operation, to the cleaning out of the flues, and to the packing of the quicksilver.
The amount of illness caused may be judged from the fact that between the years 1879–1884, of 1000 workers, 112 suffered[439] from mercurialism, although this figure does not take account of gastric symptoms, which, if included, would raise it to 200 or 250 per 1000.[95]
The dangers can be best avoided by suitable arrangement of the furnaces so as to prevent the escape of fumes, the wearing of overalls, and ample provision of washing and bath accommodation.
Making of Thermometers.—In the making of thermometers a small funnel is blown on the top of a capillary glass tube and filled with mercury. Heat from a spirit lamp or gas jet is applied to the bulb, and the expanded air partially escapes. On cooling, a portion of the mercury passes into the bulb to take the place of the air which has escaped. This process is repeated until the bulb and part of the tube are full of mercury. The mercury is then heated to boiling, mercury vapour escapes, carrying with it the air and moisture which remain in the tube. The tube, when full of the expanded mercury and mercury vapour, is hermetically sealed at one end.
The number of persons employed in the industry of thermometer and barometer making is small. They generally describe themselves as experimental glass-blowers. The processes are usually carried on in small workrooms, the conditions in which, owing to the wooden benches and floors affording lodgment in the crevices for particles of mercury and to the gas jets alight at every bench, are not conducive to health. Close observation of almost every worker who has been employed for a few years (and when once entered on it is rarely exchanged for another), reveals the presence of chronic mercurialism either in slight tremor of the muscles of the face or hands, or the characteristic earthy complexion.[96]
Incandescent Electric Lamps.—In the manufacture of incandescent electric lamps, if mercurial pumps are used to produce the vacuum in the glass envelope, the danger from the scattering of mercury, which not unfrequently happens through breakage and careless manipulation, is considerable.
In Berlin and Buda Pesth[97] several cases of chronic poisoning from this source occurred a few years ago. The industry, so far as the operations in the pump-room was concerned, was placed under special regulations in Berlin, requiring (1) mechanical[440] ventilation; (2) overalls and head coverings for the persons employed; (3) provision of a meal room and the washing of hands and face with soap, and the rinsing out of the mouth with potassium chlorate before meals; (4) a warm douche bath three times a week; (5) medical examination of the workers once a week. The effect of these regulations was a cessation almost at once of mercurial poisoning, and they soon led to the introduction of mechanical pumps to replace those of mercury.
In this country no case has been reported in this industry, and the evidence I have found so far of mercurialism among the workers is slight.
Electrical Meters.—The same dangers from the free use and handling of mercury is to be found in workshops where electrical meters are made, and they can only be satisfactorily met by the adoption of the precautions mentioned in the last section of this chapter.
Gold and Silver Extraction.—Both gold and silver are occasionally separated from the ores in which they are found by amalgamation with mercury, the latter subsequently being removed by distillation.
Water-gilding.—In the gilding and silvering of ornaments, the use of mercury has fortunately been almost entirely replaced by the much less harmful electroplating. The gilding, however, produced by the amalgam with mercury and subsequent firing (water-gilding) is more durable than that obtained by electroplating, but such articles as military buttons are still prepared in the old dangerous way, although greater precautions are taken to see that the fumes are carried away. The object to be gilt is treated with a solution of nitrate of mercury, and the amalgam (previously prepared by heating an alloy of gold with silver and copper to redness, adding an eighth part by weight of mercury, subsequently cooling in water and expressing any excess of mercury) is applied with a brush. Formerly the article was heated over a charcoal fire, with, necessarily, escape of fumes both of carbonic oxide and mercury into the room. Now it is done either in a closed stove or on a gas jet with a good draught.
Silvering of Mirrors.—The process of silvering of mirrors, which formerly caused so much suffering, was to spread out on a perfectly horizontal table of marble or glass a sheet of tinfoil. On to this a small quantity of mercury was poured to form an amalgam. A large quantity of the metal was then added, and the carefully polished plate of glass was slid over it, pushing some of the excess[441] of mercury in front, which was collected in small channels, but abundance remained in the cracks and crevices of the tables. Heavy weights were placed on the glass to press out the mercury, and in a few days the combination of mercury and tin was found to have adhered firmly to the glass.
It may be well to refer here to the process which has taken its place. The method is a wet one, and consists in pouring over the cleaned and dried glass plate a solution of nitrate of silver, containing an alkaline reducing agent, such as a tartrate, or more commonly ammonia. A reddish or black precipitate at first falls down, and later on a shining surface of metallic silver holds close to the glass. The glass is then carefully wiped dry and backed with a coat of varnish or red lead. Cases of lead poisoning have occurred from the use of red lead in this way.
Statistics of Dr Wollner[98] show that in 1885, on an average, 160 persons were engaged in the silvering of mirrors in Fürth. Among these there were 165 illnesses (103 per cent.) for which sickness insurance money was paid, and of these 60.6 per cent. were on account of mercurial poisoning. The percentage among males and females was practically the same, but the number of sick days was greater in the case of men than in that of the women—66.7 days as compared with 50.5.
In 21 per cent. symptoms became prominent in from one to two years, in 61 per cent. in two to six years, in 15 per cent. in six to ten years, and in 3 per cent. in ten to seventeen years.
In 1898 the Factory Inspector for the district of Fürth states in his report that only seven persons were engaged in the process, and that their employment was intermittent. As the process has thus become practically extinct, it is hardly necessary to give the regulations enforced in Germany since 1889, but they are well worth reading by those who are anxious to bring to an end particularly dangerous industries, especially when they are carried on in the homes of the workers.
Hatters Furriers’ Processes.—Mercury in the form of a dilute solution of the nitrate is used in the preliminary process of felt hat making to increase the felting properties of the rabbit fur. The industry employs in the mercurial process alone between two and three hundred men and women. After the longer hairs have been removed by fur pullers, the rabbit skins are subjected to a process known as “carotting,” in which they are brushed with[442] the above solution. When dried they are brushed by machinery to loosen the fur, and then each rabbit skin is passed through an ingenious machine with rotating knives so arranged as to cause the skin to be shaved off in strips, leaving the fur intact.[99]
Few combinations can be imagined more likely to affect detrimentally the health and more particularly the teeth of workers than that of mercury and nitric acid. As might be expected, those engaged in “carotting” show in most marked degree injury to the teeth from the nitric acid fumes, the typical condition of which has already been described, while tremor and erythism predominate in those engaged in the later processes as the result of the inhalation of particles of fur impregnated with the nitrate of mercury.
The following figures make this clear, giving the result of an examination made by me of 111 persons in eight different factories, who had worked for one year and upwards—
| Process. | Number examined. |
Teeth Bad. |
Per cent. | Teeth Fair. |
Per cent. | Tremor. | Per cent. |
| Carotting | 30 | 20 | 66.6 | 10 | 33.3 | 1 | 3.3 |
| Other processes | 81 | 27 | 33.3 | 54 | 66.6 | 17 | 21.0 |
A “fur” as received from the cutting machine, analysed in the Government Laboratory, was found to contain 1.34 per cent. of nitrate of mercury. The mercury forms a very insoluble combination with the keratine in the hair which is not removed in the subsequent processes of felt hat making. Jungfleish[100] found in a layer of felt which had been deposited on the revolving cone used in making hats nearly 0.5 per cent of metallic mercury, and in a felt hat which had been worn for a long time 0.7 per cent. Nevertheless, mercurial poisoning even of slight degree does not occur, or at any rate only very exceptionally, in the later processes of felt hat making.[101]
Preparation of Mercurial Compounds.—In factories where mercurial compounds are made, such as calomel, corrosive sublimate,[443] the red oxide (largely used as an anti-fouling paint for ships’ bottoms), and vermilion, there is considerable evidence of mercurial poisoning among the workers. For instance, of 27 men so employed, I found in four (15 per cent.) more or less salivation, and in ten (37 per cent.) tremor, besides such other symptoms as anæmia and gastric derangement. Danger arises from the volatilisation of the metal in the subliming operations, and also to some extent from the dust which, though very heavy, can become scattered, if such processes as mixing, sifting, and grinding are not carried out with care in closed-in vessels.
Calomel, subchloride of mercury (HgCl), is made either by intimately mixing corrosive sublimate with metallic mercury and subsequent sublimation, or by mixing definite proportions of mercuric sulphate, metallic mercury, and common salt. The mixture is then heated so that the calomel may pass off as vapour and be condensed in the cool subliming chamber. Finally, it is ground wet, dried, and sifted. All these later stages in the preparation must be carried on in a closed apparatus, and with observance of great care.
Corrosive sublimate, the bichloride of mercury (HgCl2), is made by heating two parts by weight of mercury with three parts of strong sulphuric acid. To the mercuric sulphate so formed when dry, one and a half parts of common salt are added. The corrosive sublimate is converted into vapour by heat, and condenses on the upper cooler portion of the vessel in lustrous colourless masses, leaving a cake of sulphate of soda below. The sublimate is then scraped out, and usually undergoes no further treatment such as grinding. The operation of sublimation requires very constant attention on the part of the worker to prevent the vessels in which the vapour sublimes being overheated, and so allowing its escape.
In the preparation of red oxide of mercury, nitrate of mercury is first made, in which care has to be taken that the fumes so developed are carried away by ventilating shafts in connection with each vessel. The crystals formed after evaporation are ground with addition of metallic mercury, and then heated in an oven. Nitrous fumes are evolved, and the oxide, black when hot, turns to a brilliant red crystalline powder on cooling. Finally, it is ground wet, dried, and sifted.
Vermilion, sulphide of mercury (HgS), is made by mixing excess of sulphur with metallic mercury in closed rotating[444] wooden drums. Black amorphous sulphide of mercury results,[102] which on heating to 150° C. becomes converted into a dark violet powder. From this vermilion is obtained by sublimation, a process attended with risk from escape of vapour. Finally, it is ground wet, and according to the fineness of the grinding so is the particular shade of colour obtained.
The manufacture of calomel, corrosive sublimate, and vermilion can be made by a wet method throughout without danger, provided reasonable care is taken.
Preventive Measures.—The conditions to be aimed at in places where metallic mercury is handled (and for the most part also in places where salts of mercury are used), are as follows:—
1. The flooring and benches should be smooth, impermeable, and free from cracks or crevices in which mercury can lodge. Preferably the floor should be of some kind of asphalt or cement, laid in such a way that channels all converge towards a receptacle where the scattered mercury may collect. Wood, although at present in common use, is not well adapted for the purpose. The receptacles should be covered over, leaving only a narrow opening for the mercury to run in.
2. There should be ample light, and the windows of all rooms where mercury vapour may be produced should preferably face the north.
3. Mercurial processes should be carried on in rooms separate and distinct from the other workrooms.
4. Any unnecessary raising of the temperature above 60° F. is to be avoided, and consequently there should be no direct heating of the rooms by open fires or stoves.
5. Mechanical ventilation should be provided, and reliance not be placed merely on differences of temperature between the outside and inside air. Inlets for air should be above the level of the heads of the workers, and the draught of the fan should be a downward suction one.
6. Workers should wear overalls and head coverings.
7. Shortness of the hair, shortness and cleanliness of the nails, a proper hygiene of the mouth, and baths, would do much to protect the workers. Ample washing convenience, including soap, nail brushes, and towels, should be provided.
8. Meals should be prohibited in any room where mercury is handled.
[445]
9. Periodical medical examination, with power to the surgeon appointed to suspend temporarily or permanently from work.
In two of the largest factories in which mercurial preparations are made, in addition to the carrying out of all dusty processes such as mixing and sieving, as far as possible, in a closed-in apparatus, the following measures have been taken:—
Rules to be Observed in the Manufacture of Mercurial Preparations.
1. The firm will appoint a surgeon to examine all persons employed in mercurial processes at least once in every month, and he will undertake any necessary medical treatment of illness contracted in consequence of such employment. He will have power to suspend any such person from work in any place or process.
The surgeon will enter in a register the dates and results of the examination of the person employed as above. No person after suspension can be employed in any mercurial process without written sanction from the surgeon.
Every person employed in a mercurial process must present himself at the appointed time for examination by the surgeon.
2. The firm will provide sufficient and suitable overall suits for the use of persons engaged in the processes of sifting and grinding, and every person when so engaged must wear an overall suit.
3. The firm will provide respirators approved by the surgeon for persons engaged in processes where there is unavoidable dust, and every person so employed must wear the respirator.
4. The firm will provide and maintain washing conveniences in the proportion of one lavatory basin to each five persons employed, with soap, nail brushes, and towels, and a constant supply of hot and cold water laid on to each basin.
Every person must, before meals and before leaving the premises, thoroughly wash in the basins provided, and those who have worn overalls and respirators must deposit them before leaving the factory after the day’s work in the place appointed for the purpose by the firm.
The firm will see that the overalls are washed once a week, and the respirators renewed or washed every day.
5. The firm will provide and maintain a bath with hot and cold water laid on, and a sufficient supply of soap and towels. Every person shall have the opportunity of taking a bath at the[446] factory once a week, and those whom the surgeon directs must do so.
Each person taking a bath must sign his name in a register.
6. The firm will provide and maintain a cloak-room in which workers can deposit clothing put off during working hours, separate from any portion of the works where mercurial processes are carried on.
7. No food or tobacco are to be taken into, nor is food to be eaten in any part of the factory where mercurial processes are carried on.
8. The foreman must report to the manager any instance coming under his notice of a workman neglecting to observe these rules.
Note.—The danger against which the rules are directed is that of mercurial poisoning, of which the principal symptoms are soreness of the gums, offensive breath, increase in the amount of spittle, and trembling of the fingers. Workers are warned of the danger arising from the chewing of tobacco, and of eating food with unwashed hands. Mercury has a tendency to destroy the teeth, and this can be best obviated by the use of a tooth-brush once every day.
In hatters furriers’ processes the remedial measures required are rather different, although suggestions (6), (8), (9), and part of (7) equally apply. It is necessary in this industry to remove the fumes arising from the solution of nitrate of mercury in carotting, and to secure the absence of dust at the cutting machines, either by perfecting the machinery and fittings of the receptacles into which the bulk of the dust is carried by the revolving knives, or by increasing this draught by means of a fan. This latter mode has been adopted with success both as regards removal of dust and economy of work. It is desirable, too, that the primitive stoves at present in use for drying the “carotted” skins should be replaced by the kind now commonly to be found in steam laundries, of “horses” sliding in and out of the heated chamber on rails.
By the French law of 13th May 1893, the treatment of the skins and fur of hare and rabbit skins with nitrate of mercury is scheduled, with others, as an industry in which neither children nor females may be employed.
T. M. Legge.
[447]
Peculiar lesions—erosion of the septum of the nose and the production of ulcers on the skin—are caused by bichromate of potassium or sodium. Erosion of the septum is found only among persons engaged in the manufacture of the salts, but ulceration of the skin of exposed parts, principally the hands, although most severe and most frequently met with among the same class of operatives, may be detected among persons engaged in the many industries in which the salts are used in solution.
Bichromate of potassium and sodium, commercially known as “bichromes,” are used largely—
1. In the manufacture of colours, such as the various chrome yellows, by the interaction of lead acetate and bichromate of potassium.
2. In dyeing and calico-printing. In dying cotton yarn the material is soaked in lime water, and, after wringing, is transferred to a vat containing lead acetate. It then passes through a solution of bichromate which develops the yellow colour on the fibre.
In calico printing potassium bichromate is used in the indigo blue discharge style, when it may be printed from a paste containing 40 per cent. of bichromate, which will discharge the colour from the blue material after suitable treatment. Or it may be used for the production of chrome lead colours by first printing the desired pattern on the calico with a paste containing acetate of lead, and subsequently passing this through a 2 to 5 per cent. solution of bichromate.
Potassium bichromate is the most important mordant for wool. The mordanting bath is prepared with 2 to 4 per cent. potassium bichromate (of the weight of the wool) and the necessary quantity of water, amounting to from 50 to 100 times the weight of wool.[103]
[448]
3. In photography. The carbon process depends on the fact that gelatine and potassium bichromate combine under the influence of light to form a compound which is insoluble in hot water. The strength of the bichromate solution for this process does not exceed 5 per cent.
4. As an oxidising agent for the manufacture of coal tar colours, for the bleaching of oils, etc.
The first full account of the lesions arising in the course of the manufacture of bichromate was given by Bécourt and Chevallier in 1863.[104] In 1854 Heathcote published in the Lancet[105] an account of obstinate ulceration of the tonsils and pharynx observed in a worker in a bichromate factory. No such extensive ulceration as he describes has been recorded since.
A very complete description of the processes and of the clinical symptoms shown by the persons employed, together with suggestions for improving the conditions of working, was given in a joint paper by Delpech and Hillairet[106] in the years 1869 and 1876. They believed that any part of the skin might become ulcerated if exposed long enough to the action of the dust. In no case did they find that the ulcers penetrated into the joints, or that the bones of the nose were attacked. They believed that the action of the dust set up in some cases bronchitis and asthma.
In 1893 the effect of bichromate on the health of the workers was referred to in the Report of a Departmental Committee of the Home Office on the conditions of labour in chemical works, and, as a result, special rules prescribing protection of vessels containing bichromate in solution, respirators, due means for the removal of dust, waterproof gloves, and lavatory accommodation, were drawn up.[107]
In 1895 the conditions found in the German bichromate factories was made the subject of an interesting official report by Dr Wutzdorff,[108] assisted in the chemical part by Dr Heise.[449] Following upon the recommendations made by Dr Wutzdorff, stringent regulations were drawn up to govern the industry in Germany.
In 1899 considerable stir was created in Glasgow by the publication by the Labour Leader of a series of pamphlets directed to show, among other things, that in certain factories in Scotland the conditions of work were still unhealthy. In that year I visited all the factories in this country, and a code of special rules printed elsewhere in this volume now governs the industry.
Potassium bichromate is made by roasting a mixture of chrome ironstone, potash and lime, lixiviating the fused mass with water, and adding enough sulphuric acid to convert the neutral chromate into bichromate. The reaction may be represented as follows:—
Sodium bichromate is made in practically the same way, sodium carbonate taking naturally the place of potassium carbonate. In the crushing and grinding of the chrome ironstone much dust permeates the air, but this mineral dust does not give rise to the peculiar lesions associated with the bichromate.
After having been ground to a fine impalpable powder the chrome ironstone, mixed with lime and potash, is introduced into a furnace and roasted for about three hours. When withdrawn from here the fused mass or “batch,” as it is called, consisting of neutral chromate of calcium and potassium, after being allowed to cool, is broken up and shovelled with evolution of much dust into large vats or “keaves.” Water and potassium sulphate in solution are added, and at this stage, owing to the slaking of the uncombined lime, much steam, carrying with it particles of chromate dust, arises. The solution, when concentrated by passing through successive keaves, is pumped into evaporating pans, which are almost invariably entirely covered in and communicate with the outside air by means of a shaft running through the roof. Sulphuric acid is next added, forming potassium sulphate and potassium bichromate. The former is withdrawn, and the latter, when sufficiently concentrated, is pumped into lead-lined tanks, where crystallisation is usually completed within three weeks. The crystals form beautiful large adherent masses on the sides and floor of the tanks. They are broken up by a pick, removed on barrows to be washed, dried in open stoves by hot-air or steam-pipes, and finally packed in barrels.
[450]
Sodium bichromate does not usually crystallise, but forms a solid cake which requires to be broken up.
The particular lesions associated with the manufacture are found among all classes of men employed, from the moment the fused mass is removed from the furnace, until the crystals are headed up in the barrels. Inasmuch, however, as all the processes are carried out in one large common shed, it is a little difficult to determine the relative degree of danger attaching to each operation.
The rafters immediately above the keaves are coloured a canary yellow, from the neutral potassium chromate carried up by the steam; a sheet of cardboard suspended at a height of 2 feet above an evaporating pan becomes covered in a short time on its upper surface with innumerable small brown specks of bichromate—a precipitation which must result from the cooling of the steam; a stranger present for only a few minutes while the packing is being done has the mucous membrane of his nose acutely inflamed for hours or even days afterwards. These facts show how permeated the atmosphere in the shed can become from the dust and fumes from the bichromate. Breaking the crystals is the source par excellence for the development of chrome sores.
Dr Heise, in the paper already referred to, estimated quantitatively the amount of bichromate dust in the air where the different processes were carried on. Thus he found 1 cubic metre of air near to the place where three men were breaking up a cake of sodium bichromate contained 6.30 milligrammes. One cubic metre taken during the fifteen minutes during which packing was done contained 1.57 milligrammes. As regards the steam, he found 1 cubic metre taken at a height of 45 centimetres above the level of the evaporating pan contained 0.736 milligrammes of sodium bichromate. In general, considerably less bichromate was found in the air over the evaporating pan than where the dusty processes were carried on.
The following is the result of an examination I made of 176 men exposed to work at one time or another in the chrome house:
| Number Examined. |
Septum Normal. |
Septum Perforated. |
Septum Ulcerated. |
Sense of Smell Lost or Impaired. |
Number with Unhealed Chrome Sores. |
| 176 | 30 | 126 | 20 | 16 | 39 |
| 100 | 17.0 | 71.6 | 11.3 | 9.9 | 22.1 |
In most of the cases where the septum was found ulcerated[451] but not perforated, the duration of employment had not been sufficiently long for the ulceration to proceed to perforation.
In none of the 30 men in whom the septum was found to be normal was the immunity attributable to shortness of employment. Six were connected with the management, 6 were blacksmiths or coopers, 10 were furnacemen, 4 were engaged at the keaves, and 4 in the crystal house. One-half of them had been employed for upwards of ten years.
There can be no doubt that the mucous membrane covering the septum is attacked more readily in some persons than in others, and I incline to the view that an immunity may be acquired if the first few months are passed without ulceration taking place.
The rapidity of its onset is remarkable, as is shown by the following table:—
Duration of Employment where the Ulceration had not progressed to Perforation.
| 2 Weeks or less. |
2 Weeks to 3 Months. |
3 to 12 Months. |
1 to 3 Years. |
Over 3 Years. |
| 3 | 7 | 5 | 4 | 1 |
Perforation was noted as having already occurred in one instance where the duration of employment had been seven weeks, and in two others it had been less than three months. Usually, it appears to take place between the sixth and twelfth month after commencing work. Most of the men examined worked in the crystal house, and all except the four mentioned had either ulceration or perforation of the septum. The majority of the furnacemen also had perforation, but in them the septum was found normal more frequently than was the case with the men employed in the crystal house.
Nature of the Perforation.—The cartilaginous framework of the nose consists of five pieces, the two upper and the two lower lateral cartilages, and the cartilage of the septum. The two upper and the two lower lateral cartilages give the nose much of its shape, and form the alæ nasi. The ulcerative process due to bichromate dust never attacks them. The cartilage of the septum is somewhat triangular in form, and thicker at its margin than at its centre. Its anterior margin, thickest above, is connected from above downwards with[452] the nasal bones, the front part of the two upper lateral cartilages, and the inner portion of the two lower cartilages. Its posterior margin is connected with the perpendicular lamella of the ethmoid; its inferior margin with the vomer and the palate processes of the superior maxillary bones. The seat of election for the ulceration to commence is a point about a quarter of an inch from the lower and anterior margin of the septum, and it extends in a direction upwards and backwards.
The limitation of the perforation to the cartilage of the septum is accounted for by the fact that the mucous membrane covering it is adherent, forming the perichondrium, and is far less vascular than the mucous membrane lining the rest of the nasal fossa. Once the mucous membrane is destroyed, the blood supply to the cartilage is cut off, and necrosis ensues. The ulceration having progressed upwards as far as the junction of the septum with the ethmoid and backwards to the vomer, becomes arrested. Healing then takes place, the bone not being attacked, and the cicatrix usually becomes covered with an ecthymatous crust of mucus.
In no instance was the anterior or lower border of the septum destroyed. Consequently, the rigidity of the parts is maintained, and deformity, so prominent in other ulcerative processes attacking the nose, absent.
The onset of the morbid process is ushered in by sneezing and the ordinary symptoms of nasal catarrh. The pain accompanying the ulceration appears to be insignificant. It had never been severe enough to necessitate absence from work or to call for medical treatment.
Once the perforation is established, the only inconvenience which results is the formation of plugs of mucus in the nasal passages. The general health is in no way detrimentally affected by the condition. Considering the extent of the lesion, the number found with marked impairment of the sense of smell is not large. Mucous deposits and white patches were occasionally noted on the pharynx, but definite ulceration, such as has been described in bichromate workers, was in no case detected. Asthma, noted by the French writers on the subject, Delpech and Hillairet, was found in one instance—that of a partner in one of the works. In his case there was a family predisposition to it, but the first definite attack dated from contact with bichromate.
Ulceration of the Skin.—In 39 out of the 176 men engaged in chrome processes, one or more unhealed ulcers or “chrome[453] holes” were observed. In these and in several others, numerous scars marking the site of bygone ulcers were noted.
A chrome hole is a sluggish ulcer. It results from a cut or abrasion of the skin coming into contact with bichromate in the form of crystals or solution. The seat of election is either on the knuckles or at the base of the nail, but they may occur on any part of the hands or forearm. In two cases they were observed on the neck, once in the groin, and once on the foot. The tissues around are raised, thickened, and indurated; the centre is filled by a slough, usually covered by a scab, and the whole resembles a large boil. When the slough has been removed the floor of the ulcer is seen to consist of greenish-yellow granulation tissue. In the majority of cases the central scab is not more than ⅛ inch in diameter, in a few it is ¼ inch, and the largest that I have seen measured, ¾ by ½ inch. Chrome holes occur principally among men engaged in the crystal house and at the keaves, and only rarely among the furnacemen. The amount of pain and inconvenience they cause is considerable. Sometimes they necessitate absence from work, but they are never a menace to life. At one works six men were absent during 1898 for periods varying from three to nine weeks, on account of chrome holes. Even when their severity is not such as to necessitate absence from work, months may elapse before they heal.
The treatment adopted by the men is of the most elementary description, and naturally under these circumstances they prove intractable.
The conditions found by Dr Wutzdorff in the German bichromate factories were very similar. Ulcers of the external skin were found most frequently on the fingers, hands, and arms, then on the feet and legs; once an ulcer was found in the external auditory meatus and three times on the eyelids. The ulcers penetrated deeply into the soft parts, and required, in consequence, a long time to heal. In no case had they penetrated as far as the tendons, or into the joints. Ulceration and perforation of the septum was found in workers in several factories, and ulceration of the gums and pharynx of slight extent was observed twice. The general condition of the workpeople was apparently good—at all events no worse than that of chemical workers generally.
The preventive measures necessary in the manufacture of potassium or sodium bichromate will be found stated in the regulations printed elsewhere in this volume. They resolve themselves generally into removal of dust and fumes, cleanliness, and[454] medical supervision periodically of the workers, and the covering up of cuts and abrasions with suitable dressings. When in solution the salt does not attack the unbroken skin. Indiarubber gloves are sometimes worn by the men in dye-works who are constantly engaged in processes in which bichromate is used in dilute solution, but in view of the difficulty of enforcing their use, and the fact already stated, that unless there is an abrasion of the skin a chrome hole will not be developed, the wearing of indiarubber gloves, while a thing to be recommended, can hardly be made compulsory. It is advisable that in all dye-works the foreman should be made responsible to report all men suffering from abrasions of the skin, or from chrome holes, to the manager, in order that they may have proper treatment, and be put to other work until such time as healing has taken place.
In photographic processes involving the use of bichromate, if there is any tendency to the development of eruptions on the hands, careful washing and subsequent treatment, when thoroughly dried, with lanolin or glycerine should be tried. If this fails, rubber gloves must be worn.
T. M. Legge.
[455]
The two substances, the dangers to health attendant on the working of which form the subject of this chapter, present widely different features, both as regards their essential natures, their treatment during the processes of manufacture, and the treatment they subsequently receive. The one being a metal and the other an alloy, the primary processes in the first case are those of mining and of reducing the ore; while in the second, the admixture of metals in such proportions as the particular alloy requires is the first detail of treatment. A similar process of casting into ingots follows with both substances, but the malleable and ductile qualities of copper render its subsequent treatment, in the various processes of manufacture, dissimilar to that of brass and its kindred alloys.
There are, moreover, marked features of dissimilarity in the constituents of brass and of copper ore of especial importance in any consideration of unhealthy conditions attendant upon working in these substances. The form of copper ore which is most largely smelted in England is copper pyrites, an ore which is largely composed of sulphur, while in various ores arsenic is found. Brass and similar alloys, on the other hand, are composed of copper and zinc; and as we shall see later in this chapter, it is to the presence of the latter ingredient that in our opinion may be attributed the illness known as “brassfounders’ ague,” or at all events the abnormal amount of ill health found to exist amongst brass mixers and casters.
Although it might be more natural to discuss the metal in the first place, and the alloy of which it forms a very important part in the second, we will reverse that order, owing to the much greater degree of importance, from a sanitary point of view, which attaches to the working of brass than to that of copper. Prefacing, therefore, our remarks on the dangers attending the working in brass by an outline of the processes involved, it will be sufficient for our purpose to quote from a Report of a Committee of the Home[456] Office appointed in 1894 to inquire into the conditions of labour in the manufacture of brass and of kindred amalgams, and of which we had the honour of being members. It is explained that, in the first instance, an alloy is made at a very high temperature in crucibles which are plunged into sunken furnaces, the principal components of the alloy being copper and zinc (commonly called spelter) mixed in proportions varying in accordance with the quality of brass required. An example of a deposit resulting from the pouring of common or yellow brass taken by the Committee is as follows:—
| Moisture | 9.64 |
| Organic matter | 39.42 |
| Silicious residue | 9.14 |
| Oxide of iron | 2.78 |
| Copper | 1.71 |
| Oxide of zinc | 28.82 |
| Other matter | 8.49 |
| 100.00 |
Other amalgams, such as gun metal, phosphor bronze, and bell metal, yield different proportions, while in some cases it is found that old copper and brass scrap, such as discarded locomotive and marine boiler tubes, are thrown into the mixture. The alloy thus mixed is poured into iron moulds or ingots, to be remelted when required; or it is at once poured into moulds which have been already prepared by patterns to receive the metal, and in which the formation of the castings takes place. Previously to receiving the metal the mould has been dusted over with fine dust either of burnt loam, sand, burnt red brick, charcoal, French chalk, or bean flour, according to the requirements of the work. The moulds are, roughly speaking, iron rims clamped together, and filled with very fine sand in which the patterns have left impressions for the reception of the metal, hence the name of sand-casting possessed by this process. Should the metal be required for sheets, tubes, or wire, it is poured into iron moulds or ingots, to be subsequently rolled or drawn as required, and this process is called sheet or strip casting. Having procured its shape, the brass article or casting is subjected to further processes on its way to completion, such as (1) that of dipping in aqua fortis and in acid solutions of various strengths for the purpose of removing oxidation and impurities; (2) that of burnishing or of polishing at a lathe to acquire a smooth surface; (3) that of finishing or dressing; and finally (4) that of lacquering, which is an application of a solution[457] of shellac and other ingredients to the work (specially heated for its reception on a stove) with a view of securing the colour desired; also (5) a process of bronzing is also undergone when a particular effect is required in the appearance of the article. In either of these processes, which involves the pouring of the molten alloy, the zinc deflagrates during the pouring, and a dense white smoke is formed, which almost instantaneously fills the atmosphere of the casting shop. This smoke is rapidly converted into snow-white flakes and white powder, consisting of the oxide of zinc, which remains for some time diffused through the atmosphere of the shop, and in ill-ventilated casting shops collects upon the rafters and ceiling in the form of a dense white incrustation. The quantity of these fumes depends, firstly, upon the amount of zinc employed; secondly, upon the ventilation of the shop; thirdly, upon the weather—a dull, foggy day preventing their escape. It may be readily imagined that persons exposed to the alternations of heat and cold in the casting shop, to the deflagrated zinc inhaled as well as imbibed with food and drink, and the intense thirst induced by the nature of the work, would suffer in health. That such is the case the evidence submitted to the Home Office Committee was ample and conclusive. It must not, however, be assumed that nothing was previously known upon the subject, or that no steps had been already taken in the endeavour to improve the shops or in other ways to ameliorate the condition of the workers.
The recognition of working in and making brass as causative of disease is due to Dr Headlam Greenhow, who, in 1862, read before the Royal Medical and Chirurgical Society a paper on “Brassfounders’ Ague.” This was based on his experience while paying a brief holiday visit to Birmingham in 1858, in connection with his investigation of trades injurious to health. It is curious that he should have selected for his title the name of a disorder which undoubtedly occurs, but which, as we shall endeavour to show, is only an acute expression of a chronic malady, and one which rarely or never comes within the range or experience of practising physicians. In the out-patient department of the Birmingham hospitals one meets with an enormous number of brass-workers complaining of various pulmonary and gastric disorders; but an experience of many years has never yet produced to us a case of this so-called ague, although questions will very frequently elicit the statement of its occurrence. The literature of the subject is very scanty, but Greenhow quotes[458] Thackrah’s essay on the “Effects of Arts, Trades, and Professions on Health and Longevity,” published about 1830, as well as the writings of a few Frenchmen, which have not, however, materially advanced our knowledge of the disease. Thackrah’s observations were clearly inaccurate and imperfect, for he mentions only “ague,” which he speaks of as an intermittent fever, attacking brass-workers from once a month to once a year, and leaving them in a state of great debility. Dr Hogben, Physician to out-patients at the Queen’s Hospital, Birmingham, published a very interesting paper on this subject in the Birmingham Medical Review in May 1887. Dr Greenhow refers only to ague and bronchial disorders, and very cursorily to nervous troubles, as resulting from brass casting; but Dr Hogben mentions also colic, constipation, and dyspeptic troubles which result from this occupation. Dr Greenhow, on the one hand, refers all the symptoms to intoxication by zinc, while Dr Hogben thinks they should be rather referred to chronic copper poisoning. These two metals are the principal ingredients in the making of brass, as already mentioned.
That Thackrah was in error in speaking of brass ague as an intermittent affection, occurring once a month or once a year, is clearly proved by the following positive observation, which is supported by all brass-workers. Ague never occurs among the regular workers, but always affects those who are new to the work, or who resume work after an absence of even a month or a fortnight. If a man resumes work, that is melting or casting, after even so brief an interval, he is sure to have an attack of ague, but he will have only one attack, and remain free until after his next holiday. There is most certainly no kind of regular intermission, and according to brass-workers themselves, they only suffer till they are inured to the poison. The following are the symptoms of this so-called ague. After working a few hours, a man becomes languid, depressed, and feels very cold. He is very pale and almost in a state of collapse, his face is covered with a cold perspiration, he shivers, his teeth chatter, and he is restless and anxious. His head aches, there is much nausea and complaint of muscular pains. As a rule he goes or is led home, where he drinks freely of milk and goes to bed. The symptoms continue until he has vomited, either as the result of taking an emetic or independently of it. Vomiting is usually followed by sleep or recovery, with more or less of debility and lassitude on waking. Drs Greenhow and Hogben[459] speak of a more or less marked hot stage succeeding the cold, while following the hot stage they mention profuse sweating. The hot stage may be absent, but the sweating, according to these writers, invariably occurs. Our own observations, based on inquiry amongst those who have suffered from this ague, have never elicited a statement of these hot and sweating stages. Even direct questions as to their occurrence have always been met with positive negation, though some have spoken of free perspiration in the stage of collapse. How to reconcile these statements we do not know. The cycle of events as recorded by Greenhow is just that of ordinary ague, from which this disease differs, otherwise than in the suggested sequence, in toto. The inquiries we have made do not support such a sequence, and certainly not a relationship to malarial ague. The symptoms are just such as would be caused by the ingestion of a quantity of irritant metal, sufficiently large to cause vomiting, and its attendant depression. Such, indeed, is our opinion of the causation of the symptoms, and therefore the name “ague” should not be continued, as being wrongly suggestive and misleading. It will be remembered that it is only when fresh to the work that brass-workers suffer from “ague,” but, though they do not suffer from acute metallic poisoning, they do suffer from its chronic effects, and it is extremely probable that, as with arsenic and opium eaters, they may become inured to the use of the metals.
As it is not very common for brass-workers to use tooth brushes, the accumulating tartar is usually found coloured green. Even when an attempt is made to cleanse the teeth, they still show signs of green discoloration. This has been proved to be due to the presence of copper. The white hair of the workmen is often coloured green, and the underclothing is stained green by the perspiration. The gums may be slightly blackened at the edges, but there is nothing distinctive as in the case of the blue line of lead poisoning; nor, indeed, beyond the green colouring of the hair and teeth, do brass-workers present any unequivocal evidence of their calling.
Ague is not a disorder for which brass-workers consult a medical man; they know how to treat it themselves, and also that it is transitory in its effects; but they come to hospitals in large numbers to be treated for bronchitis. As regards this there is nothing special. The men suffer from it in common with all workers in dusty trades, and so far as we can learn from the[460] Secretary of the Brass-workers’ Organisation, they usually die from chronic bronchitis or fibroid phthisis, unless they succumb to some acute malady. The existence of nervous disorders, especially paralysis agitans, has been said to be common among them, but we cannot find that a larger percentage of brass-workers than of the rest of the community suffers from diseases of the nervous system. It is common, however, to meet with complaints of disturbance of the digestive function. Brass-casters suffer from dyspepsia, loss of appetite, gastro-intestinal catarrh, nausea, vomiting, metallic taste, thirst, colic, constipation, and diarrhœa. They are often nervous and hypochondriacal, and complain of headache as well as muscular pains. There is nothing distinctive about any of these disorders, except the obstinacy with which they resist ordinary methods of treatment, and the readiness with which they yield to the administration of iodide of potassium in combination with the other drugs indicated by the various conditions of ill-health. All the symptoms bear a remarkable resemblance to those produced by chronic copper poisoning. In Guy and Ferrier’s Forensic Medicine, an outbreak of copper poisoning from the use of copper vessels in cooking is recorded, in which the symptoms were almost identical with those here mentioned. The inmates of a convent suffered severely from obstinate and severe colic, retching, and bilious vomiting, costiveness, and flatulence, burning pain in the pit of the stomach and extremities, and paralytic weakness in the arm. According to Stephenson it is impossible to distinguish between the symptoms produced by zinc and copper poisoning. These are just such as brass-workers suffer from, and it is, therefore, impossible to say which metal—copper or zinc—is most concerned in the production of these symptoms. Dr Greenhow attributes them all to the inhalation of the deflagrating zinc. This forms oxide of zinc, which is only sparingly if at all soluble, and, therefore, is not likely to be freely absorbed into the stomach. Greenhow pays little or no attention to the common and chronic gastric and intestinal troubles to which brass-workers are liable. These affect all who work in the various processes by which, either in vapour or in minute particles, copper and zinc—that is, brass—are distributed in the atmosphere. Dr Hogben, on the other hand, considers copper alone to be the efficient cause of the symptoms, and advances the following arguments:—
1. We have no evidence that the internal administration of zinc ever produces the symptoms of brass ague. Enormous[461] doses of the oxide have been administered without apparently producing the characteristic febrile reaction of brass ague.
2. The malady is observed in individuals whose work is other than casting.
3. The malady is not observed in operatives, such as galvanised iron workers, who work with zinc, and are exposed to its fumes.
4. Zinc is rapidly excreted, and does not, like lead, mercury, or copper, become fixed in the body, and produce chronic affections.
It seems more probable that, accepting Stephenson’s statement of the impossibility of distinguishing between the effects of acute copper or zinc poisoning, the symptoms of ague are due to an admixture of the two metals; whereas, for the chronic complaints, the copper is responsible. How the practice of taking milk during an attack of so-called ague has arisen is not clear; but its wisdom is proved by the fact that in cases of both copper and zinc poisoning milk is one of the best antidotes, since it precipitates both these metals into insoluble albuminates. It is abundantly evident that brass-workers are especially liable to diseases from the use of the metals employed in its manufacture, but these are not new disorders; they are either proofs of chronic poisoning by zinc or copper, or, as in the so-called ague, are due to intoxication by them. If more proof were wanting of the unhealthiness of brass-casters, it would be afforded by the fact that a few years ago, though there were 1200 casters in Birmingham, there were not more than ten over sixty years of age, and in connection with a superannuation fund of the Amalgamated Brass-workers’ Association from which casters could at the age of fifty-five derive benefit, it is an appalling fact that there were only three men—two in Birmingham and one in Sheffield—enjoying this benefit.
That such a condition of affairs should be allowed to remain unremedied, if remedy was possible, was improbable after special power was vested in the Home Secretary by the Factory Act of 1891 to deal with processes which he deemed dangerous or even injurious to health.
The desirability of observance of certain general principles, such as temperance, cleanliness, and care in the matter of taking food, was obvious not less in the case of brass-workers than of other operatives. These need not be enlarged upon by us, although their importance towards securing health and[462] happiness in a man’s declining years are sadly overlooked among the working classes. But it was felt that there should be some definite rules officially published for the healthy conduct of brass-working.
A series of rules designed to that end were tentatively issued with the approval of the Secretary of State by Mr R. E. Sprague Oram, C.B., then Chief Inspector of Factories in 1894, but although possessing features of stringency which appear not unwarrantable under certain conditions of brass-working, they were generally felt to be unnecessary in the case of working in alloys in which the percentage of zinc was either relatively small, or indeed from which it was entirely absent.
Official attention had, however, been thoroughly aroused to the necessity of action, and in November 1894 a Departmental Committee was appointed by Mr Asquith, Secretary of State, to report upon conditions of work, so far as they affected the health of operatives in the various processes connected with the working of brass, gun metal, bell metal, and other kindred amalgams. Subsequently too at Birmingham, which may be regarded as the home of the brass trade, the Committee held sittings and made inquiries in various parts of London, in Willenhall, Wolverhampton, Edinburgh, Glasgow, Sheffield, and Rotherham, and were assisted by the evidence of a large number of manufacturers, artisans, factory inspectors, physicians, and others, on which their report to the Home Secretary of State was based. The report largely deals with matter already given in this chapter, but drawn as it was immediately after the accumulation of the best evidence on the subject which could be procured, and for the elicitation of which no further opportunity is likely to arise for the present, it is desirable that the conclusions arrived at should be given. Having stated that during the inquiry the Committee had met with ample evidence of the existence of such symptoms as have been described above, the report adds that the attention of the Committee had been, by personal observation and experience, especially drawn to the causes and symptoms of the so-called “ague,” of which the members had no reason to doubt zinc fumes were the efficient cause; that it considered the danger of working in the several alloys was proportionate to the amount of zinc contained; that the danger was increased by the use of such ingredients as discarded locomotive and boiler tubes, and such-like scrap; also that the symptoms were caused by the inhalation of the zinc fumes, and by the introduction[463] of the particles of zinc into the digestive tract with such food as might be eaten in the casting shop. The conclusion arrived at was that, “Although in brass-casting, as in all other occupations, the practice of personal cleanliness may serve to reduce the ill effects incident to the workers’ employment, yet if a brass-caster is constantly exposed to the influence of these fumes, it remains almost an impossibility that he should pass unscathed by them. The most serious efforts, therefore, should be directed by manufacturers and artisans alike towards the minimising of the ill effects which must of necessity be caused in the process of casting by these fumes; and the Committee are convinced, both from personal experience and from evidence which they have acquired from witnesses of all classes, that the direction of these efforts should lie towards securing a proper construction of casting shops, supplemented by a system of ventilation conducted on scientific principles.”
Shops properly constructed, scientifically ventilated, adequately provided with washing arrangements for the casters, and licensed by a competent authority, were the requirements suggested by the Committee as being absolutely necessary for the casters. The compulsory wearing of mouth coverings during the process of pouring the metal was felt, owing to hostile evidence given by the workers themselves, to be impossible for recommendation. Finding that “a great many witnesses considered milk to be a desirable thing to take when ill, but as a rule they preferred to take it at night, finding that it did not agree with them so well when taken in the shop, and in many cases witnesses did not think milk suited them personally,” the Committee did not consider it desirable to recommend the retention of the tentative rule requiring manufacturers to provide a supply of milk or other sanitary drink. The drinking of milk, however, as well as the wearing of a covering to the mouth and nostrils, was recommended for the casters. Further recommendations were, leaving the shop for the purpose of taking food, frequent ablution, care in the avoidance of taking cold, and of a regular and moderate diet.
Apart from the recommendations for optional courses of conduct were suggestions for specific rules. It was a matter of sincere regret to the Committee to learn that these were in some instances—such, for example, as the desired requirement that casting shops should be licensed—beyond the powers of enforcement vested in the Secretary of State. The special rules[464] which were issued subsequently to the report of the Committee underwent a slight modification more recently, and are now as follows:—
Form 271.
Factory and Workshop Acts, 1878 to 1895.
MIXING AND CASTING OF BRASS AND OF CERTAIN OTHER ALLOYS.
SPECIAL RULES.
Under Section 8 of the Factory and Workshop Act, 1891, and Section 28 of the Factory and Workshop Act, 1895, for the processes in the mixing and casting of Brass, Gun Metal, Bell Metal, White Metal, Delta Metal, Phosphor Bronze, and Manilla Mixture.
DUTIES OF OCCUPIERS.
1. They shall provide adequate means for facilitating, as far as possible, the emission or escape from the shop of any noxious fumes or dust arising from the above-named processes. Such means shall include the provision of traps or of louvre gratings in the roof or ceiling of any shop in which such processes, or either of them, is or are carried on; or in case of a mixing or casting shop which is situated under any other shop, there shall be provided an adequate flue or shaft (other than any flue or shaft in connection with a furnace or fireplace) to carry any fumes from the mixing or casting shop, by or through any such shop that may be situated above it.
2. They shall cause all such mixing or casting shops, whether defined as Factories or as Workshops under the Factory and Workshop Act, 1878, to be cleaned down and limewashed once at least within every twelve months, or once within every six months if so required, by notice in writing from H.M. Inspector of Factories and Workshops, dating from the time when these were last thus cleaned down and limewashed; and they shall record the dates of such cleaning down and lime-washing in a prescribed form of register.
3. They shall provide a sufficient supply of metal basins, water, and soap, for the use of all persons employed in such mixing or casting shops.
4. They shall not employ, or allow within their Factory or Workshop the employment of, any Woman or Female Young Person, in any process whatever, in any such mixing or casting shop, or in any portion thereof which is not entirely separated by a partition extending from the floor to the ceiling.
DUTIES OF PERSONS EMPLOYED.
5. They shall not partake of, or cook any food in any such mixing or casting shop, within a period of at least Ten Minutes after the completion of the last pouring of metal in that shop.
B. A. WHITELEGGE,
H.M. Chief Inspector of Factories.
July 10, 1896.
(Note.)—Women and Persons under 18 Years of Age are by the 39th section of the Factory and Workshop Act, 1878, expressly Forbidden either to Take a Meal or[465] to Remain in any casting shop during the time stated on the Notice affixed in the factory or workshop as being allowed for meals; and the obligation of enforcing this section rests with the occupier.
These Rules are required to be posted up in conspicuous places in the Factory or Workshop to which they apply, where they may be conveniently read by the persons employed. Any person who wilfully injures or defaces them is liable to a penalty not exceeding five pounds (Factory and Workshop Act, 1891, section 11). Occupiers of factories and workshop, and persons employed therein, who are bound to observe any special rules, are liable to penalties for non-compliance with the same (Factory and Workshop Act, 1891, sections 9 and 11).
These rules will be found to strike at the three principal causes of illness in the workers, viz.: (1) shops either structurally unfit for the processes of mixing or casting metal, or equally unfit on account of their dirty and zinc-coated condition; (2) the want of opportunity afforded to the casters of washing themselves before taking meals; and (3) the most pernicious habit, too common hitherto with the workers, of taking food in an atmosphere of deflagrated zinc. It will be noticed also that a prohibition is laid upon the employment of females in casting-shops. Their labour in connection with such work is limited to the making of cores, small blocks of sand which are used in the formation of hollow castings. The evidence of the witnesses examined before the Committee was in favour of this prohibition, also of core-making being carried on in a separate shop.
With regard to the other processes met with in brass-working, and which have been enumerated in an earlier part of this chapter, it cannot be said that they present any causes of illness differing from like processes in connection with other metals. Workers in the dipping-shop, and to a less extent in the bronzing process, are exposed to inhalation of acid fumes, and further, in the former occupation to exposure to the weather and to being obliged to stand on very wet floors. In a case brought to our notice, the powder used in bronzing contained lead to an extent of 7 per cent., a condition which might induce plumbism in the worker in the absence of due precaution. The dust which is given off during polishing is partly metallic in character, partly composed of a mixture of sand and lime, and partly textile fluff worn off the calico polishing discs by the process of work. Without doubt such dust should, as in all factories, be removed by fans or other[466] ventilating methods from the shop. The shops used for lacquering should similarly be freed from the unpleasant fumes of the lacquer, which cannot, however, be considered in any particular degree injurious to health. A most interesting paper read before the Midland Medical Society by Dr William Murray (subsequently printed in the British Medical Journal, 2nd June 1900) on Chronic Brass Poisoning, draws attention to another rather common form of plumbism caused by the process of “putting together” gas fittings, it being customary to solder the joints of these fittings with white lead, and then having closed one end of the bracket, to suck at the other to ascertain that the work is perfectly sound. We have recently met with a case of advanced paralysis in a man of forty-five apparently induced by this branch of brass-work. Dr Murray deals in detail with his method of treatment of cases of chronic brass poisoning, of which as Resident Surgeon of the Birmingham General Dispensary he has had considerable experience.
We hope we have shown that, firstly, the conditions of brass-working in all its branches require that the shops in which it is carried on should be well ventilated in order to secure the escape of the “smother” from the casting-shops, and of the conglomerated dusts from the polishing rooms; and secondly, these conditions require or rather demand habits of personal cleanliness and of self-respect on the part of the workers, habits which prescribe temperance, avoidance of taking food in the shop, and frequency and regularity of ablution. Such are now possible of attainment by the persons whose health is concerned, and it rests with themselves alone to make full use of the improvements placed within their reach.
Passing from the consideration of brass to that of copper, we find that there is little to be said regarding the working of that metal descriptive of any injury to health among its workers. Indeed it may be doubted whether any traces of such injury can be found. Having been mined in many quarters of the globe, the ore is subjected to the process of smelting, which, so far as Great Britain is concerned, takes place chiefly at Swansea, and also at St Helens and at Newcastle-on-Tyne. The qualities of the ores from different mining districts vary greatly, and the reducing processes of the ores vary correspondingly. Speaking generally, it may be said that the process consists of six operations conducted in reverbatory furnaces,[467] termed calcining and melting furnaces. At the conclusion of these processes the metal, freed from the arsenic, sulphur, and other accessories of the ore, is melted and cast into ingots, to be sent in that shape to various centres for manufacturing purposes.
During the smelting processes the sulphurous fumes either are collected in leaden chambers for purposes of condensation into sulphuric acid, or escape through the flues into the outside air. In neither case does the worker at the furnace suffer from these fumes, except, perhaps, when drawing the furnace he may experience some back draft of sulphur, an evil which may readily be met by the wearing of a handkerchief over the mouth while engaged in the operation. During recent years it may be mentioned that the first of the reducing processes is more commonly carried on in the vicinity of the mines, and as a consequence the ore on reaching S. Wales is now usually in the form of regulus. The denuded state of the country in the neighbourhood of the smelting furnaces bears witness to the unhealthy character of sulphur fumes. Dr Arlidge, however, notes an analysis of sickness in the Swansea district which tends to prove that though the fumes were very productive of acute pulmonary disease, yet the death-rate in parts of the country subject to their influence was lower than that in adjacent districts. We are told by Mr Lewis, who for many years has been the Factory Inspector in charge of the Swansea district, that although there is a prevalent impression that the furnacemen suffer exceptionally from chest mischief owing to the great heat and the fumes, he does not consider that they suffer in any degree more than the furnacemen in other metal processes. He forms the same opinion as that held by us in respect of the brass-workers, namely, that the workers are not sufficiently careful of themselves between shifts. He reports that the flue and chamber cleaners, as at other smelting works, rarely wear respirators; they will not ventilate the flues nor water the dust before commencing cleaning operations, and consequently the respiratory organs are more or less affected; he cannot find direct evidence of specific illness traceable to copper smelting. Mr Lewis attaches considerable importance to the provision of high and well-constructed stacks and flues, and to the due preparation of the chambers by ventilation and watering before the process of their cleaning takes[468] place. No special inquiry having been ordered concerning this subject, particular importance attaches to Mr Lewis’ opinion.
On the whole we do not consider that copper-working is in any way as dangerous an occupation as brass-working, for the pouring of metal is not accompanied by the same abundant vapours as in brass pouring, besides such vapour as does arise is mainly due to the presence of a small quantity of spelter in the mixture. The same precautions as advised for brass pourers should be taken, but the need is less; we have seen a pouring shop with a perfectly clear atmosphere five minutes after the pouring has taken place. A muffler or respirator should be worn during the operation, and, as far as we have seen, this is generally done. Apart from the pouring we have been struck by the excellent health of copper-workers, and as the dust is heavy, and does not float in the air, there are none of those respiratory troubles which, as we have seen, are the bane of brass-workers. There is one danger to which apparently they might be subjected, but we found no evidence of its having arisen, and that is from the accumulation of the heavy copper dust on the tables or boards at which the men are working. It seemed not unreasonable to expect that want of cleanliness on the part of the workers would entail digestive troubles from the mixing of copper dust with the food. As we have stated, no evidence of this is forthcoming. It will be seen that we are unable to confirm Dr Arlidge’s view of the dangers to copper-workers from the inhalation of copper dust, nor are we able, though contrary to our expectations, to assert that men employed in the trade are particularly liable to suffer from colic. According to Blaudet, this colic is attended by complete prostration, by vomiting and purging, and it is very probable that such results would follow, if the men were dirty in their work and habits, the introduction of copper dust by food taken into the stomach. Opinions are much divided on this subject, and it is possible that working in old copper and brass, which are covered with a carbonate of copper, may be responsible for the ill effects noticed. According to M. Perron of Besançon, clockmakers, who have to handle copper freely, suffer from a slow intoxication from it, exhibited by gastric derangements, diarrhœa, oppression, and some feverishness, but our own experience among copper-workers and other persons does not confirm these observations.
The conditions of improvement suggested both for brass[469] and copper working are those that should be applied to all manufacturing processes. Shops of good construction, well ventilated, and amply furnished with lavatory and other sanitary arrangements; these are desiderata for the workmen.
[470]
Indiarubber is used in the manufacture of waterproof garments, door-mats, toys for children, insulators of electric wires, tobacco pouches, etc. In the production of these articles large numbers of people find employment. During my visits to indiarubber works in Manchester and London I had several opportunities of observing some of the dangers incidental to the trade.
On entering a waterproof garment manufactory one encounters an extremely pungent vapour, which dries and heats the nose and throat, and is apt to make the eyes run water. This is the fume that comes from naphtha, which is used to dissolve the rubber and to form the dough that is spread as a thin layer by means of a roller machine upon the cloth about to be waterproofed. Both coal tar and mineral naphtha are employed. The vapour of naphtha is extremely irritating, and can be detected over the whole of the factory. The colour of the waterproofed material depends upon the pigment that is employed. If, for example, black is wanted, all that has to be added to the dough, composed of indiarubber and naphtha, is lamp black. The men who feed the roller machines, and who regulate the distribution of the dough upon the cloth, are constantly breathing the irritating atmosphere, but I did not find any special complaint in regard to it from them. It is the girls who work in the overheated and often overcrowded rooms of the factory that suffer most. They are usually very anæmic and complain much of headache. So saturated are they with the fumes of naphtha that even after they have left the factory they still feel the taste of naphtha in their food. In the workrooms these girls are employed rolling and pressing the garments; joining the seams, etc., by rubber dissolved in naphtha. On a winter’s night, when the gas is full ablaze, the air of the workroom is extremely pungent, so that girls are often obliged to leave the room and go into the open air for a short period. The[471] fumes of naphtha are more unpleasant than really dangerous; still there is no doubt that the constant inhalation of these fumes during working hours and the distaste for food thereby created cannot but in time undermine the health of the female worker, and render her more or less unfit for duty.
The dangerous process in the manufacture of indiarubber goods is not that in which naphtha is used, but bisulphide of carbon. In order to render rubber goods capable of withstanding alternations of heat and cold, and of retaining their elasticity in all kinds of weather, they must be vulcanised. The vulcanising agent is either the common flowers of sulphur or a compound of sulphur. When 50 to 60 per cent. of sulphur is added to rubber there is obtained a very hard product known as ebonite. Considerable care has to be taken in using sulphur. If, for example, too much sulphur is added to rubber, the goods become hard; 5 per cent. gives good elasticity. There are various ways of bringing indiarubber goods under the influence of sulphur. It may be done in the primary mixing of the dough, so that all that is subsequently required in the treatment of the waterproofed materials is exposure to a great heat, say 260° F. in a closed oven. Another method is to hang up non-vulcanised waterproofed goods for several hours in a hot stove in which there is a basin containing chloride of sulphur heated over a flame. These processes can scarcely be called dangerous, for they are conducted in closed chambers. The real danger lies in using as the vulcanising agent bisulphide of carbon, to which is often added a small quantity of chloride of sulphur. The bisulphide of carbon has an extremely offensive odour: it is very volatile and highly inflammable, but it is an excellent solvent for caoutchouc. To vulcanise indiarubber goods by means of bisulphide of carbon, the materials are passed through a solution containing about one thousand parts of bisulphide of carbon and from two to ten of chloride of sulphur. The indiarubber is dissolved by the carbon bisulphide and becomes incorporated with the sulphur given up by the chloride.
It is difficult to prevent the nauseating, offensive, and repellent vapour given off by carbon bisulphide penetrating the atmosphere of a workroom even when the room is provided with fans. Fortunately, in some respects, the work is carried on in the top storey of the factory. Here the long webs of cloth coated with indiarubber are vulcanised by being passed through a trough of bisulphide of carbon placed in front of rollers. Escaping at the distal end of the machine the cloth is afterwards hung up to dry. All the time[472] the men are at work in this room they are exposed to the vapour of the bisulphide. Inhalation of the vapour is liable to induce a subacute inflammatory condition of the nerves of the limbs known as peripheral neuritis, in consequence of which men lose the power in their arms and legs. Some of the men whom I examined had been paralysed in their lower extremities, had been off work for several months, and had only slowly regained the use of their limbs. Occasionally men may work as long as three or four years in the bisulphide department without becoming paralysed. Before actually losing the power in their legs the men suffer from inco-ordination; they stagger when walking. The workmen complain of the carbon bisulphide vapour making them drowsy and of their sleep being heavy. After working for a few hours in the vulcanising department, they feel tired and sleepy. Thick or foggy weather rather tends to favour the development of these unpleasant symptoms.
The pernicious effects of bisulphide of carbon are by no means confined to the men. The women and girls who dip very fine indiarubber goods—for example, children’s balloons, tobacco pouches, etc.—into the bisulphide, suffer even more severely than the men. The poisoning shows itself under two forms. In one the symptoms which are slowly developed are dizziness, headache, vomiting, lassitude, and not infrequently paralysis of the arms or legs. Many of the female workers complain of tasting the nauseous bisulphide in their food. The appetite thus becomes impaired. In the other form of poisoning, which may be spoken of as acute, the individual is really intoxicated. Girls have told me that on leaving the factory at night they have simply staggered home, they have even fallen as if drunk, or at the end of a day’s work they have had a splitting headache, and on reaching home have sat down, tired out, and fallen asleep before touching their evening meal. This sleep is heavy and non-refreshing. In the morning they drag themselves to the factory feeling ill and headachy, and, like people who are accustomed to the intemperate use of alcohol, they only get relief and recover their nervous equilibrium by renewed inhalation of the vapour of the bisulphide of carbon. Sad as this state of things is, it is nothing to the extremely violent maniacal condition into which some of the workers, both male and female, are known to have been thrown. Some of them have become the victims of acute insanity, and in their frenzy have precipitated themselves from the top rooms of the factory to the ground. In consequence of bisulphide of carbon being extremely explosive, vulcanisation by[473] means of it has generally to be carried on in rooms, one side of which is perfectly open. This open front is usually protected by iron bars.
Bisulphide of carbon, in addition to causing paralysis of the limbs and an exalted condition of the brain, induces a temporary form of amblyopia, or blindness. Women often suffer from excessive menstruation, and, if pregnant, they may abort. Girls sometimes become hysterical and excited. This form of toxic hysteria, like that in plumbism, often masks a deeper form of bisulphide of carbon poisoning. The individual becomes extremely loquacious; she shouts or sings, becomes very irritable, and may, when in this mood, perpetrate acts that are beyond her control and even beyond her consciousness. Just as in some people, after the excitement of alcoholic intoxication has passed off, there comes a stage of depression, physical and mental, so too after intoxication by bisulphide of carbon there is a period marked by great weakness of mind and body. Prolonged exposure to the vapour of bisulphide induces an enfeeblement of the intelligence that recalls the mental weakness of chronic alcoholic inebriety.
In addition to the risks from naphtha and bisulphide of carbon, indiarubber workers are said to be liable to consumption. Dr Philip of Edinburgh states that within a period of eight years he had under his care in the Hospital for Consumption 70 indiarubber workers, and that 85 per cent. of these suffered from respiratory diseases, the bulk of which was phthisis. His experience as to pulmonary phthisis has not been altogether confirmed by that of medical men elsewhere.
Prevention of Poisoning.—Ventilation of the workrooms is of the first importance. This cannot be secured by open windows alone. Owing to the inflammability of carbon bisulphide no fires and no naked lights are allowed in the workroom. The workpeople complain, therefore, of the cold, and as a consequence cannot but have their vital resistance reduced thereby. The air of this particular part of the factory is redolent of the offensive odour coming from the open troughs and basins. As carbon bisulphide is heavier than the ordinary atmosphere, the artificial means of ventilation that are required are such as shall draw the air of the workroom downwards away from the worker. No young person should be allowed to work in the vulcanisation of indiarubber by means of carbon bisulphide, nor should any adult be allowed to work more than five hours a day—two and a half at a stretch—separated by at least an hour’s interval, which should be spent in the open air, if possible, and away from the factory.
[474]
This is a kind of work in which there ought to be alternation of employment. All receptacles containing carbon bisulphide when not in use should be covered. The machines should be provided with down-draught suction fans. During the drying of the vulcanised waterproof goods no person should be allowed to enter the room where these products are hanging unless on business that is absolutely necessary. Naphtha receptacles should, when not in use, be kept covered. No food should be eaten in the bisulphide department, and it should be discouraged also where naphtha is used. Girls say that they sometimes can only eat food in the workrooms, because they do not taste the naphtha there. In the open air the food tastes as though it contained naphtha. Workers in the bisulphide process should be medically examined once a month, and the slightest indication of commencing paralysis or other nervous manifestation should be followed by suspension from work. Five hundred cubic feet of air space should be allowed to each worker.
Poisoning by bisulphide of carbon in its minor form generally disappears on removing the individual from his employment. By many of the workers, particularly girls who are extremely poor and ill-fed, suspension from work would be keenly felt, for to them the loss of the weekly wage is a serious matter. When peripheral neuritis has been induced and causes paralysis, recovery is usually tedious. The patient under these circumstances should be taken to a hospital, where under the influence of good food, rest, electricity, and tonic treatment, health will in most instances be regained.
In the Allgm. Medic. Central Zeitung, 22nd December 1900, Lazarus, a surgeon-dentist, draws attention to a new malady to which workers in gutta-percha are liable. In one year he observed twenty cases of dental caries and necrosis of the jawbone not unlike that met with in lucifer matchmakers, and known as phosphorus necrosis. Those workers, who on entering the factory were already the subjects of decayed teeth and carious stumps, are the most predisposed. With the exception of a young woman, aged 19 years, and who had worked in the factory for only two years all the other females who suffered were from 25 to 35 years of age. While Lazarus recommends a dental examination of the teeth of all the workers before entering a gutta-percha factory, he offers no suggestion as to the probable causes of the necrosis of the jaw in the patients who came under his care for treatment.
Thomas Oliver.
[475]
THE EFFECTS OF DINITROBENZINE AND OTHER NITRO-SUBSTITUTION PRODUCTS OF THE AROMATIC SERIES ON THE WORKMEN EMPLOYED IN THE MANUFACTURE OF HIGH EXPLOSIVES.
There are about fourteen authorised explosives in use in the United Kingdom, all of which contain, more or less, naphthalene and the aromatic nuclei, benzine, toluene, either singly or combined. These nuclei, when nitrated, form the usual combustible elements in high explosives.
The dinitro compounds of benzine exist in three varieties, ortho, meta, and para. The ordinary commercial form consists almost entirely of metadinitrobenzine, and is generally used in the manufacture of high explosives. This is in some cases mixed with a chlorinated hydrocarbon. The metadinitrobenzine is usually commercially pure, it rarely contains a trace of mononitrobenzine, or the lower oxides of nitrogen. A little free acid is generally found which colours the crystals yellow, and stains the hands of the workmen. It is very sensibly volatile at a temperature of 48° C. At ordinary temperatures it is solid, as are also its isomerides, para and orthonitrobenzine.
The proportions used in the various explosives differ very largely, ranging from 5 to 20 per cent. in the finished explosives. In a smaller number the mono, di, and tri nitrobenzine, toluene, and naphthalene are employed either alone or in combination.
When comparing the poisonous nature of these substances, naphthalene is probably not poisonous, whilst some of the toluene compounds are more poisonous than the benzine.
There is evidence that, generally speaking, the higher the nitration of the aromatic series, the more dangerous these substances are to manipulate.
This is borne out by the following investigations, which we communicated to the Lancet, August 31, 1901:—
“We found that mononitrobenzine when given by the mouth[476] to cats was quite harmless, they seemed rather to thrive and grow fat upon it. Dinitrobenzine is exceedingly poisonous both to men and animals. 1.2 grammes given to a cat by the mouth proved fatal in about three hours. The smallest lethal dose for a cat of 6 lb. in weight, given by the mouth in one dose, was .08 gramme. In another instance .06 gramme given in the same manner was almost fatal. A lethal dose of .09 gramme of dinitrobenzine, when given over a consecutive number of days in divided doses of .04, .02, .01, and .02 gramme, did not cause death.”
“Hypodermically, .04 gramme did not prove fatal to a cat.
“In experimenting upon animals with trinitrobenzine, we found that it was distinctly but not much more poisonous than dinitrobenzine.
“Coming to the toluene group, the administration of mononitrotoluene proved, like its homologue mononitrobenzine, quite inert.
“There is great difference of opinion amongst manufacturers as to whether dinitrotoluene has lethal properties or not. The weight of evidence rather supports the latter view. We are investigating this point (Lancet, August 31, 1901).
“Trinitrotoluene is not poisonous under ordinary use.
“For comparative purposes we injected 50 minims of a 1 per cent. solution of dinitrobenzine into a cat, with a fatal result. We then injected 60 minims of a 1 per cent. solution of trinitrotoluene into another cat, with the result that the only effect appeared to be some slight cyanosis.
“Again, 90 minims of a 1 per cent. solution of dinitrobenzine given hypodermically was quickly fatal to a cat, whilst 90 minims of a 1 per cent. trinitrotoluene proved perfectly innocuous.”
This is a very important practical point, as the susceptibility of man and animals seems closely allied. In some factories the trinitrotoluene has been substituted for dinitrobenzine, with great advantage to the health of the workmen employed.
The oxidising bodies used are the nitrates of ammonium, potassium, and barium. These do not appear to affect the workmen injuriously.
The gases produced by the complete detonation of these high explosives, when well diluted with air, are for all practical purposes harmless.
During the process of the manufacture of these high explosives an intimate mixture of the organic compound with the oxidising body results. This is effected in the case of chlorinated metadinitrobenzine[477] (of which this article chiefly treats), by the processes of grinding, melting at a temperature of 98.9° C., cooling, mixing in a closed, heated, jacketed pan at a temperature of 80° C., and finally filling in air-tight cartridges.
Poisonous Dose.—Dinitrobenzine is a potent poison, whether introduced into the stomach, injected into the circulation, absorbed as it readily is by the skin, or inhaled in the form of vapour.
The poisonous dose of dinitrobenzine for an animal, cat, or dog of six pounds in weight averages about .08 gramme; in the same proportion for a man of ten stones weight, it will be about 1.84 grammes.
Dixon Mann (Forensic Medicine, 2nd edition) and T. Oliver (article in Allbutt’s System of Medicine, vol. ii.) do not mention the poisonous dose, but in all probability a dose of under 1 gramme by the mouth will be lethal.
In fatal cases death takes place within twenty-four hours from a single dose. If animals live beyond that time, there is a strong probability of their ultimate recovery.
A marked characteristic of dinitrobenzine is the ease and rapidity with which, when mixed with fat, it passes through the skin into the system. We found that a 25 per cent. ointment in lanoline, rubbed into the skin of a cat, caused death in twenty-four hours, and 400 milligrammes of lanoline containing .1 gramme of dinitrobenzine, when rubbed into the groins of a man, produced lividity, cyanosis, and other pathognomonic symptoms in a few hours. No doubt the secretions of the cutaneous glands facilitate absorption when the powder settles on the skin. It is probable that all the nitro derivatives of the aromatic series pass readily through the skin. In most works, handling any of these crude compounds for any length of time without gloves is prohibited, being considered dangerous.
The concentrated vapour is dangerous in small doses, and fatal in large. A workman breathing for ten minutes the air in a flue through which pure dinitrobenzine had passed from the mixing pans, died from the effects eighteen hours later.
Judging from experiments upon animals, the poisonous dose, if injected hypodermically, is about half that taken by the mouth.
Poisoning divides itself naturally into acute, subacute, and chronic.
Acute Poisoning.—Fatal acute cases are rare, and have been noted chiefly on account of their interest from a medico-legal point of view. The symptoms are nausea and vomiting, intense[478] congestive headache, faintness and giddiness, loss of control over the limbs, numbness, tingling in tongue and lips, and other subjective sensations. A characteristic symptom is deep cyanosis; lips, fingers, and tongue are deeply cyanosed, nearly black in the early stage. The skin becomes cold and clammy, the pulse quick and weak, often over 120 a minute. It is small, thready, and feeble, and shows a very low condition of arterial tension. The capillaries are freely dilated, and cause the line of descent in sphygmographic tracings to be very rapid. In all severe cases the pulse is fully dicrotic, and displays well the loss of vasomotor tone, which is one of the most marked features in these cases. The heart’s action is easily excited by exertion, the breathing is laboured, and the urine darkened. The eyes become bright and glassy, the features pale and ghastly, and coma supervenes, which lasts for many hours. Exceptional symptoms are noises in the head, or dark specks floating before the eyes. When larger doses of the poison have been absorbed, unconsciousness may become complete. The eyes then roll slowly from side to side, the pupils are widely dilated, and the conjunctivæ are insensitive to touch. Both the deep and superficial reflexes are in abeyance. The respirations are increased to even double the normal number, become irregular, and Cheyne-Stokes in character. The limbs become quite flaccid, or one or more of the joints remain stiff, and when this is the case it is usually those of the upper limbs. Eventually this stiffness entirely disappears. The hands, feet, and face become remarkably bloodless. Occasionally there is œdema of the lips and eyelids, or dropsy of the lower extremities. The temperature ranges from 99° F. to 102° F. (Lancet, November 1, 1902, p. 89).
Subacute Poisoning.—Subacute attacks may supervene upon chronic poisoning, in which, besides the usual chronic conditions to be mentioned later, we find a distinct distaste for food, especially breakfast. Sometimes there is nausea, or there may be slight vomiting. This should always be a warning sign, for, if neglected, coma may follow.
The attacks vary in severity according to the amount of the poison absorbed. The symptoms noticed are:—Headache, with throbbing of the temples and forehead, great langour and depression, the urine becomes darkened in colour, the hands moist; there is drowsiness, with great tendency to sleep; the men say it is impossible to keep awake. During the night they sleep soundly unless prevented by an incessant headache. In the morning they[479] awake unrefreshed and heavy. The tongue is fairly clean though dark in colour, and develops a yellowish fur; dull, heavy pains are felt in the back. Breathing is quick and short, and fatigue follows upon the least exertion. Pricking, tingling, and numbness in the extremities are complained of when walking; workmen when so affected may take three hours to cover as many miles; they stagger, do not know where their legs are, frequently fall, and are unable to pick themselves up readily. When asked to walk backwards with their eyes closed, their movements are very unsteady. These symptoms practically disappear if the men leave work a few days; after such rest they say they feel in excellent health and spirits.
Chronic Poisoning.—The more common manifestations may be denominated chronic, as they are found after prolonged absorption of small doses of the poison, and many of them persist for a long time, at least many months, even after the workmen have left this special occupation. All workers who are brought into intimate contact with this poison show more or less the following:—
Upon careful examination of the cases, it is found that those employed suffer from a very severe form of anæmia. The ruddy hue of health disappears; the skin becomes dirty yellow-greyish in colour. This duskiness gradually deepens with the amount of poison absorbed, and decreases as it becomes eliminated. This objective symptom is especially marked in the mucous membrane. The men appear to be suffering from partial asphyxia. The conjunctivæ show a jaundiced tinge.
Muscular System.—The effects of the poison are shown in a marked manner upon the muscular system. The men have not the appearance of being employed in manual labour. When stripped the muscles are seen to be flaccid and the skin loose. The body lacks fullness and firmness. All movements lose tone and precision. Fatigue quickly follows muscular exertion.
In long-continued cases the objective symptoms are occasionally remarkable, such as wasting of the muscles, especially those of the extremities. This has been particularly pointed out by Dr Ross (Medical Chronicle, May 1889). “The muscles of the hands are seen to be very much atrophied. The spaces between the metacarpal bones are more distinctly marked than is normal, and the grooves between them very noticeable. The muscles of the thenar and hypo-thenar eminences are soft and distinctly wasted, especially the abductor indices. Patients cannot, without[480] considerable trouble and difficulty, cause the tips of the thumb and little finger to meet. Sometimes this is more observable in one hand than the other. The phalangeal joints must be bent, otherwise there is inability to flex the thumb strongly into the palm, and at the same time the power of adduction is feeble.
“All the finer and more delicate movements of the hands are greatly restricted in severe cases. Small objects such as pins and needles cannot be readily felt or held. The act of walking loses much of its elasticity and spring, and in consequence the balance of the body is with difficulty maintained. The big toe in the advancing foot does not manifestly drop; it is only slightly flexed into the sole. There is usually no ankle drop, and the power of raising the toes whilst the foot is flat on the ground is not lost. The symptoms of weakness and paresis observed in the muscles of the foot are not so well-marked as those seen in the hand.”
Nervous Symptoms.—Pains of a shooting, stabbing, or darting character are of very frequent occurrence. They are felt in all parts of the body, a common position being under the heart or in the armpit, neck, or jaws. The legs are rarely affected. When the pains are in the locality of the stomach they are of a griping nature. Sometimes a smarting or burning sensation is described, which is felt in the cheeks, forehead, and eyes, or restricted to the soles of the feet. These sensations are not accompanied by tenderness to the touch.
More or less irritation of the peripheral nerves is always present. It shows itself by tingling and itching of the skin of the fingers, palms, and backs of the hands, sometimes extending to the wrists. In a certain proportion of cases they are felt in the feet as well as the hands. They may be restricted to the feet, and only noticed when the men have their boots on, or their legs crossed. Whilst sitting, or at rest in bed, the pains are often acute. They are invariably confined to the dorsum of the foot, never being felt in the soles, and disappear upon standing or walking. Occasionally these symptoms are more severe in the extremity or extremities of one side of the body.
Hyperæsthesia is a most characteristic feature in all these chronic cases of poisoning. In all cases it is present, but it varies both in intensity and in the part of the body affected. It may be felt in one or both feet, restricted to the upper or under surfaces of the toes. Striking the outside, or dorsum of the foot, causes severe electric-like pains to run all over the leg. In a[481] well-marked case there will be exceeding tenderness upon the slightest pressure on any part of the foot. Drawing the finger very gently over these sensitive areas sends shooting pains about four inches up the legs. The soles of the feet are not affected by a light touch, but a sharp blow, tap, or jar, or a false step in walking causes painful sensations as high as the knees. These symptoms are usually more acute in the left than the right leg. The upper extremity is in like manner affected; a gentle rub on a small part of the cutaneous distribution of the ulnar nerve will produce general formication and tingling all over the arm. Partial hemianæsthesia, with a small patch excessively tender, may be present. This is probably hysterical. Dr Dreschfeld points out that Charcot, Balmskz, and Marie have found this same symptom in bisulphide of carbon poisoning, viz., hemianæsthesia with small circumscribed hyperæsthetic areas. The nerve trunks of the legs or arms are sensitive to pressure where superficial; and great pain is caused all over the area of distribution of the occipital nerve by pressure on the nerve trunk.
The muscles are often very tender, especially those of the upper arm. Touch is often impaired in the fingers and toes. Patients almost invariably complain that the skin of the hands and soles of the feet is less sensitive than is usual in the healthy state. The fingers are numb and act clumsily, while the hands feel as if they were gloved. The impression of sand or snow is conveyed to the feet when standing or walking. Heat and cold are with difficulty differentiated. In one sufferer two test-tubes containing water, differing 10 degrees in temperature, being applied to the arms and trunk, were readily distinguished, but from the hips downwards the patient was utterly unable to discover which of the two tubes was the hotter. If applied simultaneously about three inches apart, both were experienced as cold. Generally speaking the skin of the body is more sensitive than that of the limbs, but in all parts variations occur. Upon using a Faradic current of a given strength, which was with difficulty borne by the thighs, arms, and trunk, there was no perceptible impression produced in the calves or legs. In these situations the compasses must be separated three inches, to be distinguished as two points. The transmission of touch and pain are slower than normal, or at any rate are not as readily responded to as in health. The extremities become very quickly chilled. On the slightest exposure to a low temperature the fingers look pale, bloodless, and feel as if they were dead, and the feet are[482] always cold. Hearing and taste are unaffected. There is great loss of energy. Feebleness, lassitude, and depression are invariable concomitants. The sexual appetite is notoriously weakened, or lost, and erections of the penis rare. The reflexes, superficial and deep, are very variable; sometimes they are exaggerated; this, however, is not usual. Generally speaking, they are enfeebled. Dr Reynolds mentions a case where the patient was comatose and the knee-jerk persistent. Cremasteric and plantar reflexes are those most commonly absent. The muscles react readily to a moderate Faradic current, but different groups of muscles vary in their sensitiveness to the same strength of current.
Eye Affections.—Dinitrobenzine produces a distinct toxic defect of vision similar in many respects to that caused by tobacco, iodoform, bisulphide of carbon, etc. This amblyopia will be found in a varying degree in all those who suffer periodically from subacute attacks of poisoning, or who develop other symptoms due to the continued absorption of the poison. Susceptibility may aggravate the symptoms, but no worker can claim perfect immunity. Comparatively few complain of any impairment to their sight, but probably about one in ten are unknowingly affected. Dr Neiden (Edinburgh Medical Journal, 1889) and Mr Simeon Snell (British Medical Journal, 1894) have described the eye affections. The latter summarises his conclusions as follows:—“Failure of sight, often to a considerable degree in both eyes, concentric contraction of the visual field, with in many cases a central colour scotoma, some blurring, never extensive, of the edges of the disc, and a varying degree of pallor of its surface.”
In all cases absence from the work removes these symptoms in a varying length of time: and usually a restricted exposure will alleviate them.
Urinary Affection.—In cases of long-continued chronic poisoning, dinitrobenzine will always be found free in the urine (Dixon Mann). In the urine of animals, tube casts, brown flakes, and hæmoglobin have been isolated, and in the kidneys much cloudy swelling of the epithelium lining the tubules can be seen (Strassmann and Strecker).
We tested the blood, lungs, liver, spleen, and urine from several cats poisoned by dinitrobenzine. In only one sample, the urine from a cat which died from chronic poisoning, could any indication be found. Both sugar and albumen are generally[483] absent. The source of the bile pigments is the hæmoglobin of the blood, and the excretion of these pigments points to the existence of some cause at work in the blood leading to the destruction of hæmoglobin. The large deposit of urates, high specific gravity and presence of biliary pigments found in the urine, is strong corroborative evidence of an active destruction of blood corpuscles.
No experimental evidence has yet proved that reduction takes place in the body in case of the nitro-compounds of benzine to aniline, or phenylene-diamine.
In several samples of urine tested, both nitrates and nitrites were present, so that in the case of phenylene-diamine being present, the pigment Bismarck brown would be formed, and would give the urine a brown tint.
The samples of urine were tested for free dinitrobenzine by the following method: The urine is treated with zinc and hydrochloric acid for some hours. Any dinitrobenzine that may be present is reduced by the nascent hydrogen into phenylene-diamine. The urine is then alkalised with caustic soda, and well shaken up with ether. The ether is then separated, filtered, and evaporated. The residue is treated with dilute acetic acid and nitrite of soda, when a yellow or brown coloration shows the presence of dinitrobenzine in the original sample. In three cases a slight indication was found.
By ordinary reducing agents in the laboratory, such as nascent hydrogen, the nitro-substitution compounds of benzine can easily be reduced as follows:—
Mononitrobenzine to aniline.
Dinitrobenzine to phenylene-diamine.
Trinitrobenzine to triamidobenzine.
The amount of urea is generally high, due to increased metabolism of the tissues.
The exact chemical changes which take place in the body are extremely difficult to follow. The nitro-compounds probably pass through the body without suffering any change, or they may be reduced in the body.
It will be noticed in the subsequent table that all the samples are acid, many being strongly so. Nearly all are dark-brown in colour and generally precipitate a red deposit, principally urates. In most of these urobilin is present, and can be easily recognised by the following test: 100 c.c. of the urine are acidified with 10 drops of strong hydrochloric acid, and then shaken with 20 c.c.[484] of chloroform. The chloroform which falls to the bottom is separated by means of a separating funnel, and filtered into a test-tube, .4 c.c. of a solution of 1 gramme of crystallised acetate of zinc dissolved in a litre of 95 per cent. alcohol is then poured gently down the side of the test-tube, and at the junction where the liquids meet, a green fluorescent ring, characteristic of urobilin, will appear; the solution on shaking will become fluorescent, being green by transmitted, and rose-coloured by reflected light. This pigment can also be detected by means of the spectroscope.
Urine.—In severe cases of dinitrobenzine poisoning, the urine becomes of a dark, tawny, port-wine colour. There is no irritation or frequency in making water.
The following table represents the examination of the urine from very mild cases, such as can any day be found amongst men handling, or breathing the fumes of dinitrobenzine.
Pathology: The Blood.—Active metabolism takes place at once upon contact of the blood tissue with dinitrobenzine, and this may induce a febrile rise of temperature. The blood becomes thin and dark in colour, varying from chocolate-brown to black. The number of blood corpuscles is greatly diminished, in some cases less than half the normal number. The amount of hæmoglobin averages 35 per cent. MacMunn describes the presence of large coloured megalocytes, 12 µ in diameter; the ordinary red corpuscles are smaller than normal, about 5 µ or 6 µ in diameter; many are crenated and broken up.
Haldane (Journal of Physiology, vol. xxi., 1897), in carefully conducted experiments on mice, “finds spectroscopically a feebly-marked band in the red besides the oxyhæmoglobin bands; but it was not methæmoglobin. Methæmoglobin is contained in the blood, but some other pigment is probably present.” In men we were able to obtain the oxyhæmoglobin band, but it was always blurred. Whether there is a special dinitro band in the blood is a disputed point; it has been investigated in animals by Huber and Röhl (Über akute u. chron. Intox durch Nitrokorp d. Benzolreihe, 1890).
[485]
URINARY ANALYSIS
| No. | Sp. Gr. Water = 1000. |
Appearance. | Colour. | Reaction to Litmus. |
Urea per cent. |
Albumen. | Bile Pigments. |
Sugar. | Urobilin. | Dinitrobenzol. |
| 1 | 1029 | Clear | Red brown | Acid | 2.6 | Nil | Nil | Nil | Nil | Nil |
| 2 | 1030 | Clear | Yellow | Acid | ... | ... | ... | Present | ... | Nil |
| 3 | 1024 | Slight pp. mucus | Yellow | Acid | ... | Nil | Nil | Nil | Nil | Nil |
| 4 | 1021 | Slight pp. mucus | Red brown | Acid | ... | Nil | Nil | Nil | Nil | Nil |
| 5 | 1025 | Heavy red pp. | Red brown | Acid | ... | Nil | Nil | Nil | Present | Trace |
| 6 | 1027 | Clear | Red brown | Acid | 3.3 | Nil | Nil | Nil | Nil | Faint trace |
| 7 | 1026 | Thick white pp. | Pale yellow | Acid | 2.9 | Nil | Nil | Nil | Nil | Faint trace |
| 8 | 1026 | Red deposit | Red brown | Acid | 3.1 | Nil | Nil | Nil | Present | Nil |
| 9 | 1022 | Red deposit | Red brown | Acid | 3.0 | Nil | Nil | Nil | Present | Nil |
| 10 | 1022 | Clear | Yellow | Acid | 2.8 | Nil | Nil | Nil | Nil | Nil |
| 11 | 1027 | Red deposit | Red brown | Acid | 3.1 | Trace | Trace | Nil | Present | Nil |
| 12 | 1025 | Red deposit | Red brown | Acid | 2.9 | Nil | Nil | Nil | Present | Nil |
| 13 | 1024 | Red deposit | Red brown | Acid | 2.8 | Nil | Nil | Nil | Present | Nil |
Dinitrobenzine is a powerful narcotic poison. Death in acute cases is due to coma in man. Convulsions are frequently and generally observed in animals. It is a powerful disintegrator of the blood, and in dogs, cats, and rabbits causes oligocythemia, poikilocytosis, and hæmoglobinæmia. So great is the destruction of the blood corpuscles that Haldane attributes all the symptoms to the want of oxygen consequent on changes in the blood. In[486] chronic poisoning men exhibit the features of a peripheral neuritis, although this point has not been confirmed by pathological investigation. Strassmann and Strecker (Friedreich’s Blätter für gerichtliche Medizin, 1896), in dogs, have obtained, by staining, degeneration of the lateral columns of the cord. They also found irritation and catarrh of the stomach and intestines, and after large doses small extravasations of broken-down blood-clot, with swelling and cloudiness of the mucous membrane of the stomach. There is also evidence of much tissue degeneration in the organs, probably fatty. In men, post-mortem, we find that the lividity entirely disappears, the skin becomes pale, and all the internal organs, such as the heart, lungs, and liver, are of a pale yellowish cast, and more friable than usual. The brain is of a dull pink colour, and the veins of the body, and especially the meninges, are filled with a thin, characteristically-fluid, black blood.
Prognosis.—Prognosis in cases of poisoning by dinitrobenzine depends upon the amount absorbed, the time the men have been exposed to it, and their previous health. The headache and general malaise caused by small doses are usually recovered from in the course of a few days. A week’s absence from work enables the men to regain their usual energy, the appetite and urine becoming normal. Anæmia is a very persistent trouble. If the number of blood corpuscles becomes greatly decreased, it takes months to restore them. The peculiar dusky colour of the skin can be detected by those who are conversant with this symptom, even weeks after ceasing work. In cases of coma hours may elapse before consciousness returns. Recovery has taken place after insensibility lasting eight to twelve hours. In one fatal case consciousness returned after nearly sixteen hours’ insensibility, but death suddenly occurred half-an-hour afterwards, when the man was being raised quickly and carelessly from the recumbent position. Cases which are going to terminate fatally usually do so within twenty-four hours. Some months may elapse before muscular power is fully restored. The profound anæmia does not leave its mark permanently, it is eventually entirely recovered from when the workers are removed to other occupations. Workmen often affirm that after a time they become accustomed to the effect of the poison. This is not so, any more than individuals can become habituated to taking alcohol without being affected by it. In the early stages of employment the workers notice and complain of the effects of the poison, as it is new and strange to[487] them; eventually they come to regard the symptoms as necessary to the work, and if slight, know from their own experience that, by more care in the manipulation, or absence from work, the symptoms will pass away. Any natural weakness is liable to be aggravated, and pre-existing anæmia will be made worse.
Precautions.—With ordinary care the work is but slightly harmful, but without care it becomes immediately dangerous. The higher the percentage of dinitrobenzine used the greater the risk and the necessity for care. The dinitrobenzine used should be, as far as possible, chemically pure. We find a small admixture of mononitrobenzine makes it more dangerous to manipulate (Lancet, August 31, 1901). Commercial dinitrobenzine is a deadly poison, however introduced into the system. All precautions have for their object the prevention of poisonous quantities gaining access to the system, by the dilution of the poison, and the avoidance of personal contact. Works should be situated in the country. At the erection of the different houses, much attention should be given to their construction and arrangement. Each should be well isolated; not opening one into the other, nor contiguous to another building. Each should be surrounded by a plentiful air space, and have ample ventilation. Every house should be provided with a lantern roof, containing rain-proof windows easily opened and closed. The window space must be ample, and all windows capable of being freely opened or entirely taken out. It is often necessary to regulate the draught, and on windy days removing the windows on the lee side will permit a free current of air, and ample exit of the fumes, dust, and heat generated. No house should be overcrowded with machinery, and the different processes should be conducted as far as possible in separate buildings. All vessels, melting pots, cooling trays, or pans containing a heated compound must be provided with efficient and well-fitting covers, with flues leading from them to the outside air. The floors, tables, covers of pans, ledges, canisters, etc., in all the houses are to be kept clean and free from dust, the powdered compound, and manufactured explosive; and no utensils or useless articles are to be allowed in the houses. Canisters containing the powder must be kept closed with a well-fitting lid. No flue through which heated vapour has passed may be entered by any person. The cleaning of such flues must be done automatically, or from the outside of the building. Cooling trays should be in a shed open on all sides to the external air. A house, or other shelter from the weather, should be provided for[488] the workmen to retire from the vitiated atmosphere of the house whilst watching the operations.
Wherever possible, the processes of grinding, filling, and emptying utensils, hoppers, pans, and cartridges should be done automatically. If done by hand, respirators should be used, and the men should be careful to stand on the windward side of the pans when the covers are off. Washing appliances should be freely supplied, preferably near each house. Towels inside the houses are objectionable; even if covered up they remain wet. Frequent washing of the hands with soap and nail-brushes is most desirable. The face, beard, and head should be kept clean, frequently washed, and free from dust. The beard, hair, and nails should be cut short. The air in the houses should be kept as dry as possible. Moisture in the atmosphere is always followed by an increase in sickness. Low temperature and dry atmosphere cause a proportionate decrease in the sick-rate. This is accounted for by the fact, that moisture makes the powder cling to the exposed parts of the body; perspiration has the same effect, as also some of the deliquescent salts used. In winter the number of invalids is very small, but during the hot summer months is greatly increased. In all houses where there is much dust, respirators are essential. They are of no use against the vaporised fumes. Cotton respirators fitting over the nose and mouth, kept very clean and frequently renewed, are least objected to by the workmen. Dr Snell has suggested a diving-bell apparatus. Gloves are necessary when handling the material. The importance of keeping the interior of the gloves scrupulously clean and tight at the wristbands is self-evident.
Special clothing should be provided, fitting well at the neck, wrists, and overlapping at the buttons; the caps should fit close. All clothing should be regularly washed, and never damp when put on. No overalls should be allowed in the eating place; they should be always removed before entering, and donned again before going into the working sheds. Separate dressing and dining rooms should be provided, suitably arranged with washing appliances.
Medical inspection of the works should be made regularly, preferably at the end of the week. The difference in the appearance of the employés at the beginning and end of the week is very noticeable. The number of visits should be not less than once a fortnight. In hot and damp muggy weather, where there is extra pressure of work and longer hours, and in the more dangerous processes, medical inspection should be more frequent.
[489]
The inspection should include the sanitary condition of each house, ventilation, number of hours worked, composition of the compound, condition of each employé, sufficiency of washing and drying requisites, the overalls, gloves, respirators, escape of vapour from melting pots or flues, dustiness of the air, cleanliness of the houses, and freedom of tables, floors, etc., from the powder. The surgeon should warn the management of any peculiarly dangerous process, suggest the number of hours to be worked, and notify any workman whom he thinks unfit for it. He may find it necessary to advise an earlier hour to begin work, on account of the heat, and more frequent exchange of workers in the different departments of the manufactory. In selecting men for work, he should choose men of middle age and strong constitution, and, other things being equal, the less frequently new hands are taken on the better. Young women, or nursing mothers, should not be allowed to work, or handle the crude dinitro, the organic compound, or the finished explosive. Pregnancy or anæmia should entail dismissal. The medical officer should watch carefully new beginners at the work, and initiate proper precautions to prevent chronic cases becoming acute. A written notice of employés off work supposed to be due to the effects of the poison should be sent to the medical officer in charge, so that he may investigate the conditions and causes. All employés should be examined and passed by the medical man, and their condition noted before being taken on. He may find it necessary to prescribe short shifts; this may mean either a short continuous number of hours at the work, as in the filling houses; or frequent intermission of work, as can be obtained by the mixing house workers. Sometimes it is necessary to advise very limited spells of work. The process of grinding and cleaning out of flues are operations attended with serious risk. About six hours’ work in the mixing and filling houses daily is as much as an average man can undertake. Headache, sickness, nausea, and distaste for food in the morning should be looked upon as warning symptoms, and men so affected should not be allowed to persist at the work. Heavy muscular exertion is not desirable for those who suffer from anæmia, or the cyanosis caused by the poison.
Alcohol is contra-indicated, and all oils and fats are solvents of dinitrobenzine. Lemons, apples, acid fruits and drinks, and milk, are usually advised; the two latter may be ordered by the medical man with advantage.
Treatment.—There is no known antidote. Symptoms must be[490] combated as they arise. If the poison has been taken into the stomach it must be immediately removed by the stomach tube. Oxygen freely inhaled and saline infusion are necessary. Artificial warmth, diffusible stimulants, and perfect rest must be persisted in until all danger from syncope is past. Warm, easily-assimilated liquid food per mouth and rectum must be given. Later the anæmia requires general tonics, fresh air, and good food.
Robert Prosser White.
[491]
The cleaning of gloves and stained garments by means of benzine is an occupation which gives employment to large numbers of people. In some dry-cleaning establishments naphtha alone is used, so that what has already been said of naphtha in connection with indiarubber trades will equally apply here. The soiled articles are first washed with naphtha and soap in an out-building in which no naked lights are allowed, and then put into a revolving cylinder filled with naphtha. When benzine is the cleansing agent, two kinds are made use of: (1) a petroleum spirit obtained from mineral oil, and (2) spirit obtained from coal tar. In several dry-cleaning establishments fires have suddenly, and often in a most mysterious and unexplained manner, broken out. They have been attributed to friction, electric sparks, and to accidental ignition of the spirit by lucifer matches concealed in the clothes. One of the first things attended to on the arrival of garments to be cleaned is a thorough turning inside out of all the pockets, and the removal particularly of any matches that may have been left therein, also a stripping-off of all metallic buttons from coats, jackets, etc. The workmen are not allowed to smoke nor to have in their pockets any lucifer matches. The work is carried on in outbuildings, one side of which is quite open, so that the freest ventilation possible is obtained. No naked, nor artificial, light of any kind is allowed in these buildings. The garments, after having been examined on their arrival, and sorted, are placed in a revolving drum that contains benzine, and which can be hermetically closed, or in a fixed machine within which there is a revolving cylinder that contains the spirit. By either of these methods the clothes are brought into the closest contact with the benzine. After the garments have thus been sufficiently agitated and cleaned by contact with the benzine, they are removed and placed in a machine known as a hydro-extractor, whereby the excess of spirit is removed. This liquid is allowed to settle, the supernatant clean[492] spirit is decanted off and redistilled. The garments on being removed from the hydro-extractor are rinsed in clean spirit, put through the hydro-extractor again, removed, dried, and finished.
The risks incurred by the workpeople are twofold: (1) danger from fire and explosions; (2) effects of inhalation of the benzine. Fires, as already mentioned, occur in dry-cleaning establishments under the most mysterious circumstances. In one establishment that I visited eight fires and explosions had occurred in fifteen years. In the summer evenings when the weather is sultry, and perhaps several hours after the employés have left off working, fires have broken out in these establishments. The cause of the fire is often unexplainable. It is believed that benzine has a tendency to undergo spontaneous combustion, and that this can be prevented by the addition of a small quantity of oil soap, ¹⁄₁₀ to ¹⁄₁₀₀ per cent., to the benzine, and well mixed with it. This soap is prepared according to the patent of an Austrian firm, Messrs L. Schutte, Landsberg, & Co., by dissolving one kilo of caustic potass, or soda, in four kilos of alcohol. To a litre of this solution one and three-quarter litres of oleic acid are added and the mixture heated. In order to keep the salt in solution there should be added to every 100 parts of the mixture, either before or after heating it, 250 parts of carbon tetrachloride, benzol, benzine, or other suitable solvent. Experience has shown that too great care cannot be taken in regard to the manipulation and storage of benzine. Materials that have just been removed from or cleaned with benzine should on no account be brought near a fire or naked light. Care has to be exercised, too, that naphtha and benzine are not poured into the drains in considerable quantity, for they give off explosive vapours which are dangerous when workmen enter the large drains in a city with naked lights.
Inhalation of the vapours of benzine affect people differently. Some persons are more susceptible than others, and are obliged to retire from the work while others can remain at it. Its effects are more noticeable in young women than men. Females on the whole are more readily intoxicated, they become excited and hysterical. The power of walking is not interfered with. Both men and women complain of headache and giddiness after working in an atmosphere laden with benzine vapour. Occasionally they vomit. Although women seem to be more susceptible than men, yet even the men become intoxicated and feel as if they were drunk. On a sultry afternoon the effects are more pronounced. The workpeople are often obliged to leave the rooms and go out[493] into the fresh air. The vapour of benzine produces in some people a heavy, sleepy feeling, with a sense of great tiredness, amounting to a loss of muscular power and followed by a temporary defect of memory. Naphtha produces similar symptoms. As its vapour is heavier than atmospheric air, the workmen suffer most in hot, close weather.
Prevention.—The air of the workroom should be kept as pure as possible by means of artificial ventilation. In the place where gloves are cleaned the air should be renewed by the running of a fan. No food should be allowed to be taken into the workroom. Attached to each revolving cylinder in which the garments are agitated along with benzine there ought to be an automatic fire-extinguisher. There should be plenty of loose sand lying about to put out any accidental fire, and there ought to be blankets in readiness to throw round any one whose clothes have caught fire. Woollen outer garments should be worn by the workpeople. If a dry-cleaning establishment is a few storeys high, there ought to be fire-escape ladders provided.
Workpeople who have become excited or intoxicated by the benzine should be taken into the fresh air. It is by the respiratory organs that the spirit which has been taken into the blood leaves the system. Anæmic girls who are subject to headache should give up the work, for experience shows that the inhalation of benzine aggravates headache.
Thomas Oliver.
[494]
Inflammable paints have only come into use within the last twenty years. Known in the trade as quickly drying, composite or spirit paints, they are principally used for painting the interior of ships that put into dock and which the owners can only allow to stay there for two or three days. By their use a ship can be painted and turned out of dock according to the number of men put on to do the work in from one to three days. To the owners of modern steam-ships time is money, and consequently there has grown up of late a considerable demand for these paints. It is in the drying of the ordinary oil-paint that there occurs delay not only in regard to the laying on of a second coating, but in the utilisation of the painted spaces afterwards. With these quickly drying paints it is quite otherwise. Mr James H. Edwards, formerly of Messrs Edwards, ship repairers, South Shields, informs me that in half-an-hour or thereabouts after the first coating of spirit paint has been put on another layer can be applied. They are used more in the painting of old than of new boats. Instead of being ground with oil, the colours are mixed with methylated or petroleum spirit, or with benzine. The paints may contain lead, but there is less danger from the lead than from the spirit. It is the spirit which confers upon these paints their quickly drying properties, but at the same time it renders them extremely dangerous to the workmen alike from inhalation of the vapour and its inflammability. In investigating this question along with my colleagues of the Dangerous Trades Committee of the Home Office, our attention was specially drawn to the fact that as these paints are generally employed for coating spaces in ships that are confined and often dark, men have worked therein with naked lights, and, as a consequence, explosions and fires have occurred. Too often the workman is alone in the confined space, and as he may be rendered unconscious not only by the spirituous vapours rising from the[495] paint, but, in the event of fire, by the products of combustion, he is quite unable to extricate himself from his perilous position. I have seen one man with burns nearly over the whole of his body who had been rescued with difficulty from the bunker in which he was working. It is not only in the confined spaces in the interior of ships that fires suddenly break out, they are not unknown during the painting of the outside of a ship in a dry dock. Momentarily and without any explanation, unless it be that the wind has fanned a naked light or blown a spark, the side of a ship may be enveloped in flame which is just as suddenly extinguished.
It is during the painting of the bunkers, fore and aft peaks, tunnels, ballast tanks, and the holds of ships that the greatest risk is incurred, and especially in the former, since only one man as a rule can work in these confined spaces at a time. Men have been known, after working in one of these confined spaces, to have become excited as if intoxicated, and on being removed to the open air they have vomited. The ejected contents of the stomach have smelt strongly of the spirit paint they were using. For a short period the men have seemed dazed and stupid, and would have fallen if unsupported.
Sometimes exposure of an hour or less to the vapours given off by the paint in a contracted chamber is sufficient to induce unpleasant symptoms. Men have become unconscious in the bunkers and have had to be extricated. On being placed on deck in the open air they have looked pale rather than cyanosed. In some instances where the symptoms have been less severe, there have been difficulty of breathing and a sense of suffocation in the chest, but as a rule these are absent. There is often complaint of a swimming in the head and a feeling of great uncertainty and want of self-confidence, while in other instances the individual falls soundly asleep. Now and again, when the men have been removed from the bunkers bleeding has occurred at the nose. As a rule the intoxicating and stupefying effects of these spirit paints soon pass off on exposing the workman to the open air.
In some of the men I observed a well-marked blue line on the gums, showing that in addition to the danger caused by inhaling spirituous vapours their system at the same time had been exposed to the risk of lead poisoning.
Prevention.—Since these spirit compositions cannot be used to paint the inside of peaks, bunkers, and tunnels of ships, without running considerable risk to the workmen, clearly their employment[496] ought to be prohibited in confined spaces. It is courting disaster to paint the inside of any cramped space, ingress to or egress from which can only take place through a man-hole. No naked lights should be allowed in these places. Illumination should be secured either by a safety lamp or by the electric light. All the workmen whom I have interrogated are unanimously of opinion that the work should be periodically interrupted. Every hour or two, according to the more or less confined character of the chamber in which the paints are being used, the workmen should go into the open air for several minutes. Six hours’ work a day should be the maximum, and this ought to be divided into equal halves, separated at least by one and a half hour’s interval. Since there is considerable risk from fire and explosion, no young or inexperienced person should be allowed to use these paints, and under all circumstances men on being employed for the first time should be informed of the dangers and of the risks they are running. Where a workman is painting the inside of a confined space in a ship with spirit paint he should be frequently visited by a foreman, to see that all is well.
When an individual has become intoxicated through the vapours given off by composite paints, the best treatment is to take him into the open air, and to wrap him up in rugs so as to avoid the chance of his being chilled. When the workman has sufficiently recovered, he should be accompanied home by some of his mates, put to bed, kept warm, and a saline aperient administered at the earliest opportunity.
Thomas Oliver.
[497]
All details relating to the manufacture of coal-gas, water-gas, or oil-gas, and to the incidental risks both to the worker and the consumer, are well known, having been treated by many reliable authorities. Acetylene gas, however, is a comparatively modern illuminant, growing in public favour, and now that the manufacture of calcium carbide is not confined to the United States, Canada, and the Continent, but is produced also in the United Kingdom, it is probable that the adoption of acetylene will become more general.
For country houses, country churches, railway stations, isolated factories and workshops, Indian bungalows, and other places where a cheap and ready supply of coal-gas or electricity is not available, acetylene will be particularly appreciated. Its uses, however, are more extended. On the Continent many towns are lighted with this gas. The Town Commissioners have expressed satisfaction with it as an illuminant for the town of Boyle. For photographic purposes, carriage lamps, magic lanterns, bicycle lamps, etc., acetylene is largely used.
A brief description of the manufacture will be interesting. The writer, owing to the fact that there are as yet few carbide of calcium manufactories in the United Kingdom, can speak with only a limited experience, but he is indebted for information to the Read-Holliday Acetylene Company, to an article which appeared in the Public Health Journal for 29th September 1900, to one on “Electrical Furnaces” recently published in the Windsor Magazine, and to other sources.
The introduction of electrical furnaces capable of producing intense heat has rendered it possible to melt and join together such infusible elements as lime and carbon. When the furnaces are cool, the compound formed is known as “calcium carbide.” If dropped in water it decomposes; some authorities say, almost with an explosion. If simply damped, the decomposition is slower,[498] the product given off being the gas known as “acetylene,”—a colourless gas, stated to contain by weight 24 parts of carbon and 2 parts of hydrogen. In England the electrical furnaces are practically arc lamps on a large scale, the bottom of the furnace being a large carbon block electrically connected to the positive pole of the generator, whilst the upper carbon is connected to the negative. By a simple arrangement the negative pole can be raised or lowered at will, to strike the arc or regulate the intensity of the furnace. A mixture of lime and coke, in the form of fine powder, is thrown into the furnaces for fusion, and when cool it is taken away in lumps ready for use.
Seeing that this industry is one of very modern date, it is of interest to consider whether acetylene gas, during the process of manufacture or in use, is likely to produce injury to health or life. This question may be considered under the following heads:—
(a) The inhalation of dust during the crushing processes and in feeding the furnaces.
(b) The fumes evolved from the furnaces.
(c) The danger of electric shock to the workers.
(d) Explosion during the stages of manufacture.
(e) Explosion, or risk of inhalation of gas, when in use.
During the operation of grinding carbon and lime, and when feeding the furnaces, more or less fine dust must of necessity arise, unless this is prevented by mechanical appliances of a somewhat expensive kind. Some of this dust will be held in suspension by the atmosphere and inhaled by the workers, but as the work is done in practically open sheds, and as the industry is of comparatively recent origin, it is impossible at present to say whether injury to health is caused. Labourers engaged in quarrying limestone are said to be healthy men. The late Dr Arlidge, when referring to workmen employed about lime-kilns, stated that there are grounds for believing that the carbonic acid of respiration is capable of acting upon lime-dust and ridding the lungs of it.
(b) Fumes must of necessity be given off from the furnaces, but mechanical ventilating fans render these harmless.
(c) Little fear of electric shock need be apprehended in this country, the voltage being low, although the current is strong—a result attained by the aid of several brushes and heavy copper strips for conveying the current to the carbons forming the furnaces. An interesting article recently published in the Windsor Magazine describes a visit to Niagara Falls, where the largest furnaces in the world are operated, and where, amongst other[499] industries, is found the manufacture of calcium carbide. Furnaces on the arc and incandescent principle are employed. The current enters the building at a voltage of 2200, to be transformed to about 100 volts, which approximates the pressure found in English works.
(d) An accident of a serious (but happily a non-fatal) nature recently occurred at works in which the calcium carbide, when cool, is stored in 8 cwt. metal tanks, ready to be sent away. It appears that some moisture had found its way into a returned tank. This was unobserved by a worker, who placed about 4 cwts. of the material into it, screwed the lid down, and left the works for the night. The tank stood about 15 feet from the electric furnace. A mechanical fan for ventilating purposes was running, and caused a current from the direction of the tanks to the furnace. As a natural result, gas was generated in the tank during the night. The workman, before resuming work in the morning, took off the lid, liberating the gas, which was at once ignited by the furnace, causing explosion, and seriously injuring the man. The obvious lesson is, that tanks should be carefully examined for moisture or leakage before filling, and that under no circumstances should the filling be done near the furnaces, but in another room, in which there are no lights and no probability of “sparking” from any electrical machine.
(e) On the first adoption of acetylene, accidents happened, giving rise to a general belief that it was dangerous. The following extracts from Orders in Council issued at various times will show that the Government officials were fully alive to this danger, and that from time to time precautions to safeguard the public have been taken. By an Order in Council dated 26th February 1897, certain parts of the Petroleum Acts, 1871–1881, were made to apply to carbide of calcium, and it was laid down that:—
“The label on the vessel containing the carbide of calcium shall bear in conspicuous characters the words ‘Carbide of Calcium,’ ‘Dangerous if not kept dry,’ and with the following caution: ‘The contents of this package are liable if brought into contact with moisture to give off a highly inflammable gas,’ and with the addition:—
“(a) In the case of a vessel kept, of the name and address of the consignee or owner.
“(b) In the case of a vessel sent or conveyed, of the name and address of the sender.
“(c) In the case of a vessel sold or exposed for sale, of the name and address of the vendor.”
[500]
On the 7th July 1897, an Order in Council amended the Order of 26th February 1897, by prescribing that:—
“Notwithstanding anything to the contrary in the said Order, the quantity of carbide of calcium which may be kept without a licence shall be as follows:—
| “(a) Where it is kept in separate substantial hermetically closed metal vessels containing not more than 1 lb. each | 5 lbs. |
| “(b) Where it is kept otherwise | None.” |
By a further Order in Council, dated 26th November 1897, it was laid down that:—
“Acetylene when liquid, or when subject to a pressure above that of the atmosphere, capable of supporting a column of water exceeding one hundred inches in height, and whether or not in admixture with other substances, shall be deemed to be an explosive within the meaning of the Explosives Act of 1875, subject to the following exception; that if it be shown to the satisfaction of the Secretary of State that acetylene, declared to be explosive by this Order when in admixture with any substance, or in any form or condition, is not possessed of explosive properties, the Secretary of State may, by Order, exempt such acetylene from being deemed to be an explosive.”
The Order further prescribed that:—
“Whereas by section 43 of the Explosives Act, 1875, it is provided that Her Majesty, from time to time by Order in Council, may prohibit, either absolutely, or except in pursuance of a licence of the Secretary of State under the said Act, or may subject to conditions or restrictions, the manufacture, keeping, importation from any place out of the United Kingdom, conveyance, and sale, or any of them, of any explosive which is of so dangerous a character, that in the judgment of Her Majesty it is expedient for the public safety to make such Order.
“And whereas it is in the judgment of Her Majesty expedient for the public safety that acetylene, when an explosive within the meaning of this Order, shall be prohibited.
“Now, therefore, in pursuance of the above-mentioned provision of this Act, Her Majesty is pleased, by and with the advice of Her Privy Council, to order and prescribe that acetylene, declared to be an explosive by this Order, shall be prohibited from being manufactured, imported, conveyed, or sold.”
An Order of the Secretary of State, dated 28th March 1898, provided as follows:—
“Acetylene in admixture with oil-gas in a proportion not exceeding twenty parts by volume of acetylene in every one hundred parts of the mixture, when subjected to a pressure not exceeding one hundred and fifty pounds to the square inch, shall not be deemed to be an explosive within the meaning of the Explosives Act, 1875.
“Provided that the acetylene and oil-gas shall be mixed together in a chamber or vessel before the gases are subjected to compression.”
[501]
Lastly, an Order of 15th May 1900 required:—
“That acetylene in admixture with air or oxygen, declared to be an explosive by this Order, shall be prohibited from being manufactured, imported, conveyed, or sold.
“Provided that nothing in this Order shall apply to acetylene in admixture with air when such admixture takes place only in a burner or contrivance in which the mixture is intended to be burnt.
“Provided also that nothing in this Order shall be held to apply to an admixture of acetylene and air which may unavoidably occur in the first use or re-charging of an apparatus, properly designed and constructed with a view to the production of pure acetylene.”
A Committee of the Society of Arts, London, was appointed to investigate the subject and frame rules for the safe construction of acetylene apparatus, and it is claimed (justly I believe) by manufacturers such as the Read-Holliday Acetylene Company, Lockerby and Wilson Limited, and others, that their apparatus fulfils the conditions laid down by the Committee, and that now their appliances may be used with perfect safety. Messrs Tinker & Holliday, of Huddersfield, who manufacture carbide of calcium, give their assurance that they have sold more than 1000 machines, mostly of a large size, some of 600 lights, and that there has never yet been an accident of any kind. On the other hand, it must be remembered that, as acetylene is more explosive than coal-gas, exceptional care should be taken as to where generators are placed, and to avoid the use of lights where leakage is suspected. Early last November a representative of an acetylene firm visited an hotel in a country town in Derbyshire to inspect the generator. The newspapers state that immediately after striking a match a loud explosion occurred, in consequence of which his face and hand were injured.
The Chemical Trade Journal for 16th June 1900 contains a paragraph of public interest, relating to the safety of calcium carbide, which may perhaps with advantage be here reproduced:
“The large army of insurance agents and adjusters who are now in Ottawa settling the losses incurred through the recent fire have lately had before them an object lesson which should remove any doubts that may have been entertained as to the safety of storing carbide of calcium. According to a communication we have received from Mr Andrew Holland of the Board of Trade, Ottawa, when the fire reached the furnace-room of the Dominion Carbide Works, everything in it that would burn was consumed. Three pigs of carbide, however, in three crucibles remained in perfect condition as evidence that they did not explode. The grinding and mixing department and warehouse were in[502] another building, and every effort was made to prevent the fire from reaching it; but the very strong wind blowing, and the vast rush of flame, enveloped all the buildings in the vicinity, and they were in a few minutes reduced to ruins. In the carbide warehouses there were 15 tons of carbide, packed in rolled steel cans with screw covers. When the floor burned, the carbide dropped through into the cellar, in which a foot of water had collected from the firemen’s hose. Here was an ideal combination for an explosion, if carbide is an explosive. Several cans were broken in the fall, owing to the intense heat having opened the seams, and the carbide was dumped into the water. Gas was generated in immense quantities, but it simply burned with a low steady flame, making less show than two cartloads of coke on fire in the immediate vicinity. Had the cellar been dry, the carbide could have been all saved after the fire; but it continued to soak up the water and make gas for some days, and the burning gas kept the carbide so hot, that it could not be handled. As it was, about a ton of it was shovelled out and packed in new cans. Two of the cans were dug out whole from the hot mass, and saved with the carbide, though they were burned like old, worn-out stove-pipes. The insurance agents admit that they have had a practical demonstration which had convinced them how much the ‘risks’ of calcium carbide have been over-estimated.”
It is claimed by the manufacturers of acetylene that it possesses certain hygienic advantages over other gases, these being—a less consumption of oxygen, a less addition of carbonic acid to the atmosphere, less heating of the air, and freedom from sulphur compounds. The illumination is stated to be brilliant, but not injurious to the eyes. On this point, however, it does not appear that oculists in this country have pronounced definite opinions, although individual medical practitioners have reported favourably. Dr W. A. M’Keown, in his Treatise on Unripe Cataract, in a chapter on “Suitable Light and Optical Aids,” says: “Fortunately, however, it is now within the power of the surgeon to whom the electric light is not available to have acetylene light, an illuminant at least as good as the electric light, and very well borne by the eyes.”
An article by Professor Thomas Oliver, published in the British Medical Journal of 23rd April 1898, and entitled “Acetylene, the New Illuminant, and the Dangers arising from its Inhalation,” is probably the only authoritative statement yet published dealing with the physiological effects of acetylene gas. In a brief paper such as this, many details describing the methods of experiment adopted by Dr Oliver must be omitted, but the following is an attempt to summarise the conclusions arrived at by him:—
A mixture of air and acetylene commences to be explosive when it contains 5 per cent. of acetylene (Captain Thomson,[503] H.M. Chief Inspector of Explosives, thinks 3 per cent.), whereas it requires the presence of 8 per cent. of coal-gas to make a similar mixture explosive. It is therefore more explosive than coal-gas. Acetylene has an excessively pungent and disagreeable odour, but this, although a disadvantage in some ways, acts as a warning to individuals of its presence. Generators for private mansions, etc., should be placed in the open air, or in a covered shed open at the sides. In the case of coal-gas and water-gas, death supervenes by asphyxia, owing to the carbon-monoxide entering into extremely stable combinations with the hæmoglobin of the blood. If a rabbit is placed in a bell-jar into which ordinary air and acetylene are pumped, the animal for a long period experiences little inconvenience. If atmospheric air is excluded, and acetylene only admitted, symptoms gradually and slowly develop. After more lengthened exposure to acetylene than that which is necessary for coal-gas, the animal becomes intoxicated, stupor stealing over it, apparently painlessly. When somnolence has been induced and asphyxia not pushed too far, the rabbit, if placed in atmospheric air, shortly afterwards moves about in as lively a manner as if it had not been interfered with. Should the inhalation, however, have been pushed further, and the animal be deeply narcotised, death may ensue. In the minor stages of asphyxia, vascular tension is maintained, but in the deeper stages the vessels are so deeply contracted, that it is almost impossible to obtain a drop of blood. On spectroscopic examination, the blood of a rabbit at different stages of intoxication from acetylene always exhibits the well-marked bands of oxyhæmoglobin, but, unlike the blood in coal-gas poisoning, it is capable of undergoing reduction. In this respect it behaves like ordinary blood. If asphyxia caused by acetylene is not too profound—and under ordinary domestic circumstances it would not be a pure acetylene atmosphere that would be inhaled by an individual, but one mixed with a large proportion of common air—the danger to life seems to be less than it would be in coal-gas poisoning, and the prospect of recovery by removal to atmospheric air greater. Death may supervene, however, if the inhalation has been lengthened, and atmospheric air excluded. In the treatment of unconsciousness caused by the inhalation of acetylene gas, it is necessary to remove the individual into the open air, and to try artificial respiration.
Since this brief article was framed, a handbook for the student[504] and manufacturer has been published by Professor Vivian Lewis, dealing in an exhaustive form with everything relating to acetylene. It is illustrated profusely, and doubtless will become a standard book of reference.
In November 1900, the Foreign Office published a Consular Report by Dr Frederick Rose, H.M. Consul at Stuttgart, on “The Rise, Progress, and Present Condition of the Carbide and Acetylene Industries in Germany,” containing statistics and detailed information of considerable value, but which cannot well be here reproduced. It is shown that thirty towns or villages in Germany, with populations varying from 6000 to 382, are lighted by acetylene. In Berlin the Imperial Post Office has made a beginning by lighting two of its branch post offices with this gas, and has installed an apparatus with sixty jets in the head post office. In July 1898, 62,000 jets of acetylene were installed in Germany. In the first months of 1899 the number had increased to 170,000. Reference is made to a new application of calcium carbide in the production of pure metals from their ores by its use as a reducing agent; to the manufacture of lampblack, it being stated that acetylene gives three to four times as much lampblack as good oil-gas; and to an invention which utilises carbide for the production of converted steel, as well as for hardening armour-plate after Harvey’s process.
On 1st December 1900, The Public Health Engineer devoted the whole of its issue to acetylene, and as the article gives in detail descriptions of generators and other appliances made by practically all recognised firms, together with a statement of what is claimed in regard to safety and economy in use, it may be helpful to mention this publication, for the benefit of inquirers.
Hamilton P. Smith.
[505]
Flour-milling as conducted in this country a few decades ago was, despite the fact that most of the mills were situated in the country, an unhealthy industry. Flour millers died from pulmonary consumption and chest diseases in a larger proportion than men engaged in other trades in the same district. The average life of a miller was said to be forty-three years. Hirt compiled tables of the comparative sickness of millers and bakers, and he showed that while of one hundred bakers seven died from pulmonary phthisis, out of the same number of millers the deaths were ten. Bakers and millers seemed to him to be about equally predisposed to emphysema of the lungs, but as regards pneumonia the mortality figure for bakers was 8.4 per cent. as against 42 per cent. for millers. These statistics are taken from a German source, and it is difficult to explain the very heavy mortality rate from pneumonia in millers compared with that of bakers.
Until within thirty years ago all the wheat and oats in this country were ground between revolving stones. During the grinding a considerable amount of fine dust was given off, the continual inhalation of which was held responsible for much of the ill-health of the operatives. So unhealthy was the occupation of milling believed to be twenty years ago, that Friendly Societies would not accept operative millers as members. To-day no objection is raised. In addition to injury to health from breathing the dust-laden atmosphere, there was a risk from fire owing to the highly explosive character of the dust. While danger to life from explosions in flour mills still to some extent prevails, both it and the risk to health from inhalation of the dust have materially diminished. There is the widest divergence possible between the old and the new methods of milling. The introduction of the steam roller system of milling from Buda-Pesth, and the fact that nearly all the various processes are carried on inside closed machinery, have cleared the atmosphere of modern[506] flour mills and converted what was admittedly a dangerous trade into one that compares very favourably with most occupations. Wherever the old method of milling is still carried on the atmosphere is found laden with a very fine dust, mostly flour. This with each inspiration is drawn into the bronchial tubes of the miller, and forms plugs with the mucus secreted by these passages. The plugs, owing to their tenacity, are dislodged with difficulty. It is not contended that the flour itself reaches the lungs; probably the whole, or at any rate the most of it, becomes entangled in the mucus of the smallest bronchial tubes, but in the dust there are other things than flour present, e.g., portions of the husks of harder grain than wheat, portions of hairs of oats, bristles of rye, and particles of mineral from the grinding stones (see Microphotographs, page 276), so that through one thing and another, and in consequence of the repeated bronchial irritation and the cough caused by respiring the dust-laden air, a strain is imposed upon the lungs that leads to over-distension of the air cells, or what is known as pulmonary emphysema. That portions of bristle, etc., are capable of being inhaled into the deeper recesses of the respiratory passages is shown by the presence of these bristles on microscopical examination of the expectoration that has been discharged after hard coughing.
As a nation we are dependent upon foreign countries for our food supplies, especially wheat. Some of the wheat that is imported is extremely dirty, particularly that from the River Plate, India, and Persia. It not only contains small stones and sand, and the husks of other seeds, but often particles of soil that have been contaminated by manure. In going over a large modern flour mill one is struck by the amount of dirt that is taken out of wheat. It is therefore necessary to clean the grain, which is done by first removing all solid impurities and then washing it. To clean it, the wheat is passed through a separator composed of sieves that are kept vibrating. By this means the larger impure particles are removed, while by the operation of a strong current of air the lighter dust is sucked away. After this preliminary cleaning the wheat is taken to rotatory sieves, which size the grain and thereby separate the larger from the smaller seeds. It is now ready to be washed. This is done by allowing the wheat to fall into a tank of warm water, through which a stream is constantly running. From this it is removed to dryers and coolers. It is only the very dirty wheat that is washed. Some of it is simply scoured and brushed inside a conical[507] iron cylinder by means of beaters or brushes that are revolving rapidly. The dust given off escapes through fine slot holes.
In modern flour mills the dangers that operatives are exposed to are: (1) those incidental to the machinery; (2) fire and explosions; and (3) inhalation of dust. It is with the latter that we are here most concerned. The cleaning of wheat is a dusty process, but it is usually carried on within enclosed machinery, and so long as this and all the covered-in spaces are provided with fans that are kept in good order, and the pipes leading away from these to the dust chambers are kept patent, the workmen do not seem to incur any great risk to health. Attention, however, must be given to keeping the suction-pipes clean and the fans in good order, otherwise, as cleaning is a very dirty process, the men would assuredly suffer in their chest. At several of the large flour mills where Oriental wheat is ground, and to the grains of which particles of manure are often adherent, I have on several occasions interrogated the men as to whether any illness had ever followed the washing of the foreign wheat, but in no instance could I learn of any illness being traceable to such a source. Once the wheat has been cleaned and brushed or washed, it is put through the rollers and is milled into flour. This consists of not one but many processes, all of which are conducted in enclosed chambers, the product at each particular stage being lifted and carried onwards by self-regulating machinery and elevators from one part of the mill to another. Where the fittings of the machinery are good, no dust practically escapes. Hence it is that flour-milling has ceased to be the harmful industry it formerly was. In filling the sacks with flour, and in cleaning returned sacks, there is often a considerable amount of dust given off, but mechanical contrivances are now in operation that greatly minimise the amount of dust, so that this particular operation too has become less dangerous than it once was.
Thomas Oliver.
[508]
The industry of mining, touching as it does the boundaries of nearly every field of human activity, necessarily presents itself under so many and such different aspects, that the complete study of the risks to life, limb, and health to which those engaged in it are exposed, involves an unusually large number of diversified considerations. It is here proposed to examine only the risks that are more directly incidental to mining proper, and these again only in so far as they affect the miners themselves, leaving out of consideration entirely the dangers to which mining operations may expose the population in whose midst they have to be carried on, although these are far from unimportant, including, for example, such accidents as a fall down an unfenced shaft, the destruction caused by the explosion of a dynamite magazine, the possibility of being struck by a stone projected by a blast, the injurious effects of fumes arising from smouldering waste heaps, or from the calcination of pyritic ores, and extending in extreme cases to the collapse of entire districts, as, for instance, in the salt-mining area of Cheshire.[109]
The entire subject of mining is generally looked upon as divisible into three main branches, namely, “prospecting,” or the search for mineral deposits; “mining” properly so called, or the exploitation of these deposits; and “dressing,” or the preparation for the market of the minerals produced.
Of these three branches the risks incidental to the last named are practically those to which workers in any ordinary factory are exposed, and need not be further considered here; whilst minor accidents, such as cuts and bruises, are common enough, especially when mineral is broken by hand, serious casualties, on the other hand, are fortunately rare. The only precautions needed are those indicated in all cases where men, and in the case of dressing[509] works, often boys, girls, and women also are at work in the midst of machinery in motion. It may just be mentioned that, in certain branches of gold mining, a solution of cyanide of potassium is used as a solvent for extracting the gold; this solution is not only extremely poisonous when taken internally, but also produces in many instances painful sores on the hands and arms of the men working with it.
The life of the prospector is necessarily a most arduous one, and for which men of exceptionally good physique and sound health are alone suitable. The typical prospector starts off, generally by himself, sometimes with a mate, to examine an unknown and at times uninhabited district; or worse still, the inhabitants may be uncivilised races, hostile to the white man, and thus their presence only introduces another and a serious danger to the prospector. At the best he can only carry a limited amount of food with him, and has often to depend on his gun for a great part of his supplies. He has, therefore, to time his journeys accurately, so as to enable him to get back to civilisation before his stock of provisions or ammunition is exhausted, and many a poor fellow has paid with his life for the rash eagerness that has led him too far afield in his search for valuable minerals. In some countries, such as Western Australia, not only has food to be arranged for, but drink also, great areas being absolutely without potable water; there is no doubt that many an explorer in this great auriferous continent has perished of thirst[110] in his search for the precious metal.
When mining operations have to be undertaken by the prospector, these usually take the form of sinking small shafts, less rarely of driving levels. In either case the timbering is of the crudest character, any branch of a tree, piece of bamboo, or similar weak support being generally looked upon as sufficient. The windlass is usually a rough concern, made entirely, or almost entirely, of wood, and the writer was once a witness of the remarkably narrow escape of a prospector who was being hoisted up a shaft by a couple of natives with the aid of such a rudimentary windlass, after having lit a couple of shots in the shaft bottom, when one of the rough wooden handles of the windlass suddenly broke. To the risks incidental to working with imperfect appliances must be added those due to the fact that only native labour, always utterly inexperienced in mining and often unused to work of any kind, is available, whilst the prospector has to[510] undertake, single-handed, the task of both instruction and supervision.
It but rarely happens that the prospector is fortunate enough to find a healthy climate at the scene of his operations, although such is the case in some parts of Australia, South Africa, etc. As the greater portion of the temperate zone habitable by civilised man has been pretty well ransacked for minerals, the prospector is generally compelled to resort to tropical regions for his hunting ground, and is, therefore, often subject to all the risks of an unhealthy climate, amongst which malarial fever in its various forms is perhaps the most formidable. Prospecting in Central America, the northern half of South America, West Africa, and Central Africa, parts of India, Siam, Burma, the Malay Archipelago and Peninsula, and some parts of Australia means in each case the strong probability, amounting almost to a certainty, of being attacked by malaria, which, though not necessarily fatal, only too often undermines the strongest constitution. Finally, it must be remembered that whenever a rich “strike” has been made and a rush sets in to any small area, the townships that spring up thus suddenly are invariably unhealthy at first, even in the healthiest climates. “What is everybody’s business is nobody’s business,” and the most elementary rules of sanitation are disregarded with the most frightful recklessness, until the number of victims becomes so serious as to compel attention. In this way Kimberley, Johannesburg, Coolgardie, Menzies, etc., have all been visited by epidemics of typhoid or enteric fever.
That the Polar regions are no more favourable to the prospector than are the Tropics is only too clearly shown by the death-roll of those who have been seeking their fortunes of recent years in the Yukon and other similar parts of far North-Western America. Statistics of the mortality of prospectors, whether by disease or by accident, are, of course, not available in any form, but no one who has had much to do with prospecting can fail to recognise that there are few more dangerous, just as there are few more fascinating, occupations.
Turning next to mining proper, as carried on in civilised countries, it becomes necessary to investigate separately the accidents and the diseases incidental to the miners’ calling. Careful statistics of mining accidents are kept by many countries, notably Germany, France, Belgium, and Great Britain, and a comparison of these statistics would, no doubt, enable us to deduce[511] results of the highest importance if these statistics were at all comparable. Unfortunately, however, the definitions of what constitutes a mining accident on the one hand, and of what constitutes a fatal mining accident on the other, are either extremely vague, or else will be found to differ in each country. In Great Britain we have no legal definition at all. The Coal Mines Regulations Act, section 35, merely says that “loss of life” or “serious personal injury” due to an accident must be reported, unless the accident be due to “any explosion of gas, or of any explosive, or of any steam-boiler,” when every personal injury whatever, whether serious or not, has to be reported. The Act, construed literally, seems to require only the reporting of any accident that is instantly fatal, or of a serious accident that terminates fatally under the head of “Loss of Life.” If a trivial accident, such as would not need reporting under the Act, happens to end fatally, as, e.g., when a slight cut or scratch causes blood-poisoning and ultimately death, the Act seems to deliberately exclude such accidents from the list of fatalities. In the absence of clear legal guidance, most inspectors seem to include in their list of fatal accidents all accidents of any kind whatever that terminate fatally within a year and a day from the date of the occurrence of the accident. This may not be law, but it is certainly common sense. The term “serious personal injury” is interpreted very differently in different places, the ultimate decision resting with the colliery manager and the colliery doctor. Thus one doctor may hold that a simple fracture is not a “serious” accident, and need not be reported; whilst another may consider a bad cut or bruise, perhaps not sufficient even to lay a man off for a day, as a “serious” accident, though the majority rather incline to the view that no accident is “serious” unless there is rather more than a possibility that it will end fatally. This wide discrepancy of opinion makes it very difficult to compare fairly the accident statistics of different parts of the Kingdom, and, as the sequel will show, the British official non-fatal accident statistics are practically worthless.
In Germany each state or kingdom has its own mining law. The Prussian law, which is the most important by far of any, and which all the others follow more or less closely, merely says, that any accident that has caused death or serious injury to one or more persons must be at once reported. The accident statistics based upon these reports are, therefore, even less satisfactory than our own; it would appear as though the law contemplated only[512] the inclusion of cases of instantaneous death in the list of fatal accidents, whilst non-fatal accidents are quite undefined. The Prussian official statistics record only fatal accidents in mines, except in the case of explosions of fire-damp, when injuries are also recorded. Fortunately, however, accurate statistics have been kept for some time past of all mining accidents by the Official Miners’ Permanent Relief Fund of the German Empire. This assurance association defines a fatal accident as one that causes death, whether instantaneously or after any length of time. Non-fatal accidents are divided into such as incapacitate the injured person from working for either a longer or a shorter period, the limit between these two classes being fixed at thirteen weeks. A distinction is also made between accidents that permanently, and those that temporarily, disable a miner, and again between those that cause total, and those that cause partial, disablement. As this Insurance Fund of Germany is under the direct supervision of the Governmental authorities, the statistics published by it have all the character of official documents.
In France mining accidents are simply divided into those that cause injuries merely and those that cause death, there being apparently no precise definitions of either.
In Belgium a mining accident is one that has for its consequences the death or severe injury of one or more persons—severe injury being defined as an injury of such a nature as to cause the ultimate death or to interfere with the regular work of the victim. Apparently the Belgian law, strictly interpreted, would include amongst the fatal accidents only those where the injured person is killed on the spot, but in the published statistics, a fatal accident is understood to be one that causes death within thirty days of its occurrence. Obviously this definition is much narrower than that used in Great Britain, a fact that must not be lost sight of when statistics of the two countries are compared.
Perhaps the most exhaustive analysis of mining accidents is to be found in a work published in 1897 by the above-mentioned Official Miners’ Permanent Relief Fund of the German Empire,[111] which covers the period from 1st October 1885 up to 1st January 1895. This Relief Fund, administered under Government supervision, deals with all accidents that incapacitate the victims from work for a longer period than thirteen weeks, all accidents of lesser importance, here called minor accidents, being dealt with by a[513] separate fund worked in conjunction with the former. The total number of persons insured for one year during the period covered by this work was 3,623,175; the total number of accidents of all kinds notified was 278,371, distributed as follows:—
| Numbers. | Per 1000 Persons Employed. |
|
| Fatal accidents | 7,721 | 2.13 |
| Accidents causing total permanent disablement | 1,427 | 0.39 |
| Accidents causing partial permanent disablement | 14,367 | 3.97 |
| Accidents causing temporary disablement | 8,164 | 2.25 |
| 8.74 | ||
| Minor accidents | 246,692 | 68.09 |
| Total | 273,371 | 76.83 |
Although, as will be seen subsequently, the ratio of fatal accidents is slowly but steadily decreasing in all the more important mining countries, the ratios between the various classes of accident appear to remain approximately constant. It is, however, notorious that ever since the laws providing compensation for accidents have received their present form, the number of non-fatal accidents reported in Germany has been steadily increasing year by year, there being no satisfactory explanation that can be assigned for this fact. The serious accidents are classified in various ways, the most interesting of which are those that refer to the causes of the accidents. Thus, of the above serious accidents, it is shown that the distribution was as follows amongst the various branches of mining:—
| No. of Persons Employed. |
Fatal Accidents. | Serious Accidents. | |||
| Number. | Per 1000 Persons Employed. |
Number. | Per 1000 Persons Employed. |
||
| (a) Coal Mines | 2,378,673 | 6020 | 2.53 | 19,130 | 8.04 |
| (b) Lignite Mines | 331,522 | 617 | 1.86 | 1,354 | 4.08 |
| (c) Metalliferous Mines and Smelting Works | 58,853 | 870 | 1.14 | 2,750 | 3.62 |
| (d) Salt Mines and Brine Works | 95,423 | 143 | 1.50 | 450 | 4.71 |
| (e) Other forms of Mining | 58,704 | 71 | 1.21 | 274 | 4.66 |
[514]
It is interesting to note that the ratio of accidents above ground to those below was as follows in the various branches of mining:—
| Below Ground. | Above Ground. | |||
| (a) Coal Mines | 84.7 | per cent. | 15.3 | per cent. |
| (b) Lignite Mines | 45.1 | „ | 54.9 | „ |
| (c) Metalliferous Mines and Smelting Works | 73.5 | „ | 26.5 | „ |
| (d) Salt Mines and Brine Works | 51.4 | „ | 48.6 | „ |
| (e) Other forms of Mining | 42.3 | „ | 57.7 | „ |
The information is unfortunately not complete, as the relative numbers of the workers above and below ground are not given, so that no idea can be formed from these data of the relative degree of risk of work above and below ground.
As regards the time at which accidents occur, there are a few more in the forenoon than in the afternoon, as might well be expected, seeing that the average number of men at work is greater in the former than in the latter period. As regards the days of the week, the percentage of accidents occurring on the respective days is as follows:—
| Sunday | 2.2 | per cent. |
| Monday | 15.1 | „ |
| Tuesday | 16.2 | „ |
| Wednesday | 16.6 | „ |
| Thursday | 15.9 | „ |
| Friday | 16.7 | „ |
| Saturday | 17.0 | „ |
Excluding, of course, Sunday, it is noteworthy that the number of accidents in the second half of the week is notably greater than in the first half; apparently the only cause that can be suggested for this circumstance is that the men, being more fatigued towards the latter end of the week, are on that account more liable to accidents. It may well be, however, that the facts here noted are themselves merely accidental, and that observations extended over a larger period would tend to equalise the numbers.
Two highly interesting series of tables give an objective and a subjective division of the causes of the accidents, showing in what manner and by whose fault these originated. The former table may be summarised as follows:—
[515]
KEY:
| Branch of Mining. | Causes of Accident per cent. | ||||||
| A | B | C | D | E | F | G | |
| (a) Coal Mines | 41.1 | 26.2 | 9.1 | 9.2 | 5.7 | 1.0 | 7.7 |
| (b) Lignite Mines | 35.9 | 28.7 | 14.8 | 3.5 | 7.9 | 3.4 | 5.8 |
| (c) Metalliferous Mines and Smelting Works | 34.4 | 20.8 | 13.1 | 10.2 | 5.6 | 1.9 | 14.0 |
| (d) Salt Mines and Brine Works | 13.7 | 31.5 | 23.6 | 7.9 | 7.3 | 7.6 | 8.4 |
| (e) Other forms of Mining | 31.9 | 25.2 | 12.2 | 9.6 | 2.9 | ... | 18.2 |
| All Mines | 39.4 | 25.8 | 10.2 | 9.0 | 5.9 | 1.3 | 8.5 |
The accidents due to these various causes calculated per 1000 people employed in the whole mining industry were as follows:—
| Falls of Rock, Coal, Falling Bodies, etc. | 3.44 |
| Transport, Haulage, Winding, Loading, etc. | 2.26 |
| Falls from Ladders, Steps, or other Heights | 0.89 |
| Explosions | 0.78 |
| Machinery in Motion, Motors, etc. | 0.51 |
| Molten Metal, Hot and Corrosive Fluids, Poisonous Gases | 0.12 |
| Miscellaneous | 0.74 |
| Total (Fatal and Serious Accidents) | 8.74 |
There were no less than 3.42 accidents per 1000 workers due to falls of rock and coal in the workings, whilst those due to explosions of fire-damp were only 0.31 per mil. It will be seen in the sequel that accidents due to falls of ground of various kinds play by far the most important part in mining casualties everywhere.
In distributing the blame for these accidents, four main groups are distinguished, accidents being either apparently unavoidable and therefore put down to the intrinsic danger of the occupation, or else due to some fault of omission or commission either of the mine owners or managers, of the victims themselves or of their fellow-workers. The numbers for the entire mining industry are given as follows:—
[516]
| Per cent. | ||
| Inherent danger of the occupation | 58.2 | |
| Per cent. | ||
| Defects in or absence of safety appliances | 0.2 | |
| Insufficient regulations | 0.1 | |
| Other faults of management | 0.9 | |
| Faults of the mine owners | 1.2 | |
| Neglect of fellow-workers to use safety appliances | 0.1 | |
| Contravention of regulations by fellow-workers | 1.1 | |
| Unskilfulness of fellow-workers | 0.3 | |
| Carelessness of fellow-workers | 2.4 | |
| Ignorance of danger on the part of fellow-workers | 0.1 | |
| Gross negligence of fellow-workers | 0.5 | |
| Faults of fellow-workers | 4.5 | |
| Neglect of victims to use safety appliances | 0.9 | |
| Contravention of regulations by victims | 6.4 | |
| Unskilfulness of victims | 4.8 | |
| Carelessness of victims | 20.3 | |
| Ignorance of danger on the part of victims | 2.0 | |
| Gross negligence of victims | 1.5 | |
| Fault of victims | 35.9 | |
| Unknown causes | 0.2 | |
| 100.0 |
This table shows, in the first place, that 41.6 per cent. or two-fifths of all the accidents could have been avoided by proper care and intelligent thought on the part of all concerned; and in the second place, that fully one-third of the accidents can be ascribed to the faults of the victims themselves. This means that whilst the occupation is not necessarily much more than half as hazardous as the accident statistics make it appear, there is but little room for improvement either in the appliances used or in the regulations framed for the safety of the miners, and that the remedy lies largely within their own grasp, the better education of the miner and the development of his thinking powers being the best protection that can be offered him against accident. This view is further supported by the fact that in coal-mining the unavoidable accidents are as high as 61.7 per cent., whilst the avoidable accidents fall to 28.2 per cent. (0.1 per cent. being ascribed to unknown causes). It may be taken as fairly well known that the coal miners are amongst the better educated and the more highly trained of all classes of miners, the effect of their higher intelligence being indicated in these figures.
It is interesting to compare the above data with the results given in a recent paper by Mr B. M’Laren on “Preventible Colliery Fatalities,”[112] in which that gentleman analyses the fatal[517] accidents in Great Britain during the years 1896–98, and points out that 35 per cent. of the total number of underground fatal accidents were preventible. In coming to this conclusion, he has included “all fatalities stated to have been brought about by carelessness or neglect; those in which a deficiency of props, sprags, bars, chocks, packs, etc., are mentioned; cases of want of judgment; a moment’s forgetfulness on the part of some one; acts contrary to the Coal Mines Regulation Act, special rules, and ordinary regulations; want of care, etc.; and those which present themselves as possibly preventible; while all apparently doubtful cases are omitted.” It may be added that this writer, like most others on this subject, concurs in the view that “the best preventive for colliery accidents is technical education.”[113]
These German figures have been dealt with at considerable length because they give the most complete picture anywhere obtainable of the liability of miners to serious or fatal accidents. Although the tables in the work dealt with extend only up to the year 1895, they are still perfectly applicable to the present day; this is perhaps best seen by taking the proportion of fatal accidents for the decade 1890 to 1899, when it will be seen that though these fluctuate considerably about the average for the period under consideration, yet their general average agrees pretty well with that of the period covered by the work quoted, namely, 1885 to 1895:—
| Year. | Death-rate per 1000 Persons. |
| 1890 | 2.19 |
| 1891 | 2.44 |
| 1892 | 2.05 |
| 1893 | 2.27 |
| 1894 | 1.91 |
| 1895 | 2.16 |
| 1896 | 2.21 |
| 1897 | 2.05 |
| 1898 | 2.53 |
| 1899 | 2.03 |
| Average | 2.18 |
No other equally complete data are available for any other country. In addition to the special report that has been here summarised, this official Relief Fund publishes annual statistics,[114] and these can be compared with the official statistics published annually by the Government from the returns collected by the Inspectors of Mines; it is true that these latter do not refer to the German Empire as a whole, but are published separately for the[518] principal mining states, namely Prussia[115] and Saxony[116]; the Prussian statistics are especially useful, because, out of the total number of miners employed in the German Empire, no less than nine-tenths are included in the kingdom of Prussia.
The following table shows the proportion of Fatal Accidents as given in the above quoted Prussian statistics for 1899:—
| Year. | Fatal Accidents per 1000 Persons Employed in | ||||
| Bituminous Coal Mines. |
Lignite Mines. |
Metalliferous Mines. |
Other Mines. | All Mines. | |
| 1891 | 2.889 | 1.825 | 1.035 | 1.018 | 2.395 |
| 1892 | 2.208 | 1.710 | 1.081 | 2.224 | 1.963 |
| 1893 | 2.619 | 2.089 | 0.794 | 2.298 | 2.245 |
| 1894 | 2.209 | 1.986 | 1.005 | 1.935 | 1.983 |
| 1895 | 2.540 | 2.103 | 1.002 | 1.917 | 2.229 |
| 1896 | 2.577 | 1.664 | 1.137 | 1.649 | 2.241 |
| 1897 | 2.353 | 2.362 | 1.046 | 1.611 | 2.124 |
| 1898 | 2.864 | 1.992 | 0.994 | 1.956 | 2.485 |
| 1899 | 2.314 | 1.945 | 1.393 | 1.231 | 2.114 |
| Decade | |||||
| 1890–99 | 2.518 | 1.946 | 1.079 | 1.708 | 2.204 |
These figures refer to the total number of workers both below and above ground; an analysis for the year 1899 gives the following results:—
| Per 1000 Persons Employed Underground. |
|
| Fatal accidents due to explosions | 0.079 |
| „ „ haulage and winding | 0.874 |
| „ „ falls of coal and stone | 1.191 |
| „ „ after-damp | 0.112 |
| „ „ blasting | 0.121 |
| „ „ miscellaneous causes | 0.142 |
| Total fatal accidents underground | 2.519 |
| Per 1000 Persons Employed Above Ground. |
|
| Total fatal accidents above ground | 1.082 |
| Per 1000 Persons Employed in Open Workings. |
|
| Total fatal accidents in open workings | 1.455 |
It will be seen that the death-rate per 1000 persons employed is very nearly the same as that given by the Relief Fund Association,[519] an agreement that goes far to confirm the belief above expressed in the general reliability of these statistics. It is important to note that metal-mining is in Germany a far safer occupation than coal-mining, a state of affairs that would naturally be expected to obtain, having regard to the conditions of safety of these two classes of work, and bearing in mind that in Germany the educational level of both classes of miners is more nearly the same, and that the legislation for both is practically identical. It should be added that the above statistics refer only to persons regularly employed in mines, and excludes fatal accidents that may occur in or about any mine, to persons not comprised in the category of regular mine employés; the inclusion of such cases would increase the above total figure by about 2.5 per cent.
In Belgium, careful statistics of accidents are published,[117] and in spite of the fact that her coal mines present circumstances of special difficulty, the recorded death-rate is a low one, due partly to the fact already pointed out, that only deaths within thirty days of the accident are reported. Moreover, in Belgium, deaths due indirectly to mine accidents are excluded from the lists. Coal-mining being the chief mineral industry of Belgium, the mineral statistics of that kingdom are more particularly devoted to it. The death-rate has been as follows in the Belgian coal mines from the year 1895 to 1899:—
| Year. | Death-rate per 1000 Persons Employed. | |
| At Surface and Underground. |
Underground only. | |
| 1895 | 1.33 | 1.58 |
| 1896 | 1.14 | 1.38 |
| 1897 | 1.03 | 1.31 |
| 1898 | 1.40 | 1.71 |
| 1899 | 0.97 | 1.09 |
In 1899 there were 241 separate accidents underground, causing 101 deaths, and 151 serious injuries; of these, 85 accidents, killing 48 and injuring 43 workmen, were due to falls of rock or coal; accidents due to haulage produced 63 casualties, of which 19 were fatal, the majority, or 39 accidents, occurring in roads which were approximately level. There was only one explosion of fire-damp, causing[520] 4 deaths, but there are 6 fatal accidents recorded as due to choke-damp. An interesting table shows that the number of accidents due to falls of rock or coal has produced an annual average of 0.73 deaths per 1000 men employed, the year 1899 happening to be considerably below the average in this particular category.
In France also, great attention is paid to conditions affecting the security of the miner. Great care is exercised by the Inspectors of Mines, and the accident death-rate appears to be decreasing steadily and satisfactorily, but, in comparing the French statistics with these of other countries, it must be remembered that the former include only accidents that result fatally within a few days of their occurrence, there being no rule at all on the subject. The following table shows the death-rates per thousand since 1894[118]:—
| Year. | Death-rate per 1000 Persons Employed. | ||||||||
| In Coal Mines. | In other Mines. | In all Mines. | |||||||
| Under- ground. |
Above ground. |
Total. | Under- ground. |
Above ground. |
Total. | Under- ground. |
Above ground. |
Total. | |
| 1894 | 0.97 | 0.55 | 0.85 | 0.92 | 0.54 | 0.81 | 0.96 | 0.55 | 0.84 |
| 1895 | 1.41 | 0.68 | 1.19 | 1.73 | 0.31 | 1.32 | 1.43 | 0.65 | 1.20 |
| 1896 | 1.62 | 0.50 | 1.30 | 1.97 | 0.90 | 1.67 | 1.65 | 0.53 | 1.33 |
| 1897 | 1.34 | 0.41 | 1.07 | 2.52 | 0.84 | 2.06 | 1.44 | 0.44 | 1.10 |
| 1898 | 1.26 | 0.60 | 1.07 | 3.06 | 2.00 | 2.75 | 1.41 | 0.72 | 1.21 |
| 1899 | 1.62 | 0.66 | 1.29 | 2.11 | 1.02 | 1.78 | 1.67 | 0.70 | 1.39 |
Coal-mining forms the principal portion of the French mining industry, over 90 per cent. of those engaged in mining being employed in collieries of various kinds. Metal-mining is comparatively unimportant, and is generally carried on upon a small scale, a fact that in part no doubt accounts for the relatively high accident death-rate. In coal-mining, on the other hand, the rate is a very low one. Many French collieries are controlled by large corporations, and in these large and well-managed concerns all work is done with the greatest care, and carried on in the most approved style.
Italy is rarely looked upon as a mining country, yet there are over 60,000 persons annually engaged in mining proper in the kingdom of Italy, the mining being practically all[521] metalliferous mining. The following are the recent Italian accident statistics[119]:—
| Year. | Per 1000 Persons Employed. | |||||
| Underground. | Above ground. | Total. | ||||
| Killed. | Injured. | Killed. | Injured. | Killed. | Injured. | |
| 1897 | 2.77 | 3.23 | 0.78 | 0.86 | 2.31 | 2.67 |
| 1898 | 1.75 | 3.50 | 0.46 | 1.39 | 1.41 | 2.95 |
| 1899 | 2.10 | 3.29 | 0.42 | 1.08 | 1.66 | 2.72 |
It is worth noting that about two-thirds of the fatal and one-half of the non-fatal accidents underground are due to falls of stone, this being here, as elsewhere, the most prolific cause of disaster. The comparatively high death-rate in Italy cannot well be due to any of the conditions of mining, none of the mines being particularly deep, or presenting any conditions of abnormal danger or difficulty. It is more than probable that the high rate is due to the low educational level of the Italian miner. Whilst not less naturally intelligent or skilful than his fellow-worker in Britain, Germany, or France, his technical training is far inferior, and to this deficiency the higher accident death-rate in Italy may fairly be ascribed.
In the United States it is only within quite recent years that any attempt has been made to obtain accurate statistics of mining accidents, and these are still mainly confined to coal mines; even now the inspection of these leaves a good deal to be desired. The following figures are given for miners other than coal miners in an article by F. L. Hoffman,[120] from which most of the following information is derived:—
| Occupation, Locality, and Year. | Accident Death-rate per 1000 Persons Employed. |
| Iron Ore Miners, Michigan (1892–96) | 5.14 |
| „ „ (1899–1900) | 3.62 |
| Copper Mines, Lake Superior (1892–96) | 3.57 |
| „ „ (1898–99) | 2.07 |
| Metal Miners, Colorado (1896–97) | 3.89 |
| Metal Miners (Lead and Zinc), Missouri (1892–97) | 2.59 |
[522]
It is obvious that the collection of accurate statistics in the Western States, where the mines are much scattered and there is practically no inspection, is quite out of the question.
The following table, taken from the paper above quoted, shows the accident death-rate in coal mines in the various States of the Union during the period 1886–1897, as far as such statistics are available:—
| States and Territories. |
Accident Death-rate per 1000 Persons Employed. |
| Alabama | 1.63 |
| Colorado | 4.72 |
| Illinois | 1.82 |
| Indiana | 2.32 |
| Indian Territory | 3.76 |
| Iowa | 2.28 |
| Kansas | 1.62 |
| Kentucky | 1.50 |
| Maryland | 1.63 |
| Missouri | 2.19 |
| New Mexico | 9.42 |
| Ohio | 1.53 |
| Pennsylvania (Anthracite) | 3.15 |
| Pennsylvania (Bituminous) | 1.88 |
| Tennessee | 4.16 |
| Washington | 10.70 |
| West Virginia | 3.30 |
| In all bituminous coal mines (average) | 2.12 |
| In all anthracite mines (average) | 3.15 |
| In all coal mines (average) | 2.53 |
The first point that is brought out by this table is that anthracite mining is evidently more dangerous than bituminous coal-mining, and this is the more striking seeing that anthracite coal does not give off fire-damp, so that the dangers of gas explosions are here excluded. The general conditions of anthracite mining, and more particularly the steep inclination and great thickness of many of the seams, are sources of danger that are not met with in ordinary coal-mining. Although, as has been already pointed out, comparisons between the statistics of different countries must be made with the utmost caution, it seems certain that the accident death-rate in the bituminous mines of the United States is higher than in the more important European coal-producing countries. There seems to be nothing in the nature of the bituminous coal mines of America to account for this fact, which is no doubt largely due to the circumstance that the American coalfields do not as yet possess a settled coal-mining population properly so called, and that experienced coal miners are therefore rare, any working man taking casually to coal-mining for a while, as he might to any other temporary occupation. Such men can of course never gain the experience and almost intuitive knowledge of coal-mining that is acquired by coal miners in the older continent, who are generally born and bred on the coalfields and imbibe knowledge about coal-mining matters from their earliest childhood. Another equally potent[523] factor is the extraordinary mixture of nationalities to be found in most American coal mines, which seem to be the first refuge for the immigrant labourer from Eastern or South Eastern Europe. The result, of course, is that regulations or orders are only half understood, and are therefore not properly obeyed. Attention has recently been directed to this source of danger in various parts of the world; for example, the employment underground of persons who are not acquainted with the German language has recently been forbidden in the Westphalian coalfield. It is worth while noting that the States in which machine coal-cutting is most largely employed, such as Ohio and Illinois, show death-rates well below the average of the United States as a whole.
Turning now to Great Britain, there is a large mass of statistical material available by which the liability to accident of the British miner may be gauged. Each of H.M. Inspectors of Mines in charge of a district issues an annual report, a great portion of which is devoted to mining accidents and their causes, and these district reports are summarised in the General Report and Statistics, Part II., Labour, whilst an advance proof is also published early in each year. It may be as well to point out first of all that the death-rate due to accidents has been steadily diminishing during the last half century,[121] as is well shown by the following table, worked out for quinquennial periods from 1851 to 1899:—
| Quinquennial Period. | Average Annual Death-rate per 1000 Persons Employed in all Mines in Great Britain. |
||||||
| Underground. | Above ground. |
Total. | |||||
| Due to Explosions. |
Due to falls of Ground. |
In Shafts. |
Misc- ellan- eous. |
Due to all Causes. |
Due to all Causes. |
Due to all Causes. |
|
| 1851–1855 | 1.280 | 2.016 | 1.296 | 0.556 | 5.149 | 1.012 | 4.301 |
| 1856–1860 | 1.234 | 1.846 | 0.899 | 0.648 | 4.628 | 0.994 | 3.883 |
| 1861–1865 | 0.618 | 1.714 | 0.668 | 0.790 | 3.791 | 1.105 | 3.240 |
| 1866–1870 | 1.158 | 1.578 | 0.528 | 0.730 | 3.995 | 1.256 | 3.433 |
| 1871–1875 | 0.516 | 1.210 | 0.437 | 0.572 | 2.736 | 0.899 | 2.342 |
| 1876–1880 | 0.811 | 1.132 | 0.317 | 0.449 | 2.709 | 0.847 | 2.306 |
| 1881–1885 | 0.408 | 1.108 | 0.263 | 0.532 | 2.312 | 0.848 | 2.007 |
| 1886–1890 | 0.312 | 1.015 | 0.196 | 0.517 | 2.042 | 0.913 | 1.806 |
| 1891–1895 | 0.244 | 0.798 | 0.188 | 0.470 | 1.704 | 0.820 | 1.524 |
| 1896–1899 | 0.117 | 0.783 | 0.122 | 0.457 | 1.479 | 0.798 | 1.338 |
[524]
This table shows that as far as comparisons with other countries are at all possible, mining in Great Britain has reached a level of safety with which but few other nations can compare favourably; it also brings out the very satisfactory fact that the accident death-rate is steadily decreasing, although further investigation will show that all branches of the mining industry do not share equally in the decrease. Great Britain is essentially a coal-mining country, its metal-mining having been for years constantly diminishing until it is now almost a negligible quantity; it must, however, be remarked that by one of those curious legislative freaks that are so familiar to the miner in this country, the only remaining important branch of metal-mining, namely, ironstone-mining, is for legal purposes included under the head of coal-mining, and figures as such in all these statistics. About 95 or 96 per cent. of all persons employed in mining work in the coal mines as thus legally defined, over 93 per cent. being employed in coal-mining properly so called. The following table shows the death-rates for quinquennial periods from 1875 to the end of 1899 for coal and metal miners, taken separately, using these words in their official sense:—
| Quinquennial Periods. | Average Annual Death-rate in Great Britain per 1000 Persons Employed. |
|||||
| In Coal Mines. | In Metal Mines. | |||||
| Under- ground. |
Above ground. |
Total. | Under- ground. |
Above ground. |
Total. | |
| 1876–1880 | 2.752 | 0.936 | 2.396 | 2.170 | 0.432 | 1.472 |
| 1881–1885 | 2.310 | 0.962 | 2.046 | 2.338 | 0.461 | 1.600 |
| 1886–1890 | 2.038 | 0.970 | 1.834 | 2.116 | 0.318 | 1.428 |
| 1891–1895 | 1.686 | 0.874 | 1.526 | 2.250 | 0.392 | 1.482 |
| 1896–1899 | 1.462 | 0.816 | 1.340 | 1.898 | 0.468 | 1.305 |
An examination of this table shows very clearly that practically all the improvement has been confined to coal-mining. Leaving surface labour out of question for the moment, it is seen that the death-rate amongst coal miners for the period 1896–99 is little more than half of what it was in 1876–80, whilst in metal-mining there has only been a somewhat doubtful improvement of about 12½ per cent. Contrary to the popular opinion, coal-mining in this country is obviously now a very much safer employment than metal-mining, and has been so for about the last twenty years. The death-rates of surface workers have in[525] both cases remained about stationary during the last twenty-five years. It is evidently nearly double as high at collieries as it is at metal mines, the reason for this being undoubtedly the greater complexity of surface machinery, the far more intensive rate of work at the former, and above all the fact that the surface works of the vast majority of collieries are connected by a network of railway lines and sidings. That these are a grave source of danger needs hardly any proof, but such is easily obtainable, seeing that the accident death-rate of all males in Great Britain is about 0.87[A] per 1000, whilst that of railway employés, such as pointsmen, porters, guards, etc., is no less than 2.286[122] per 1000. It is evident that the higher death-rate at the surface of collieries as compared with metalliferous mines is easily enough accounted for, and the fact is, moreover, indicated in the statistics themselves. For example, in 1899, nearly 60 per cent. of the total number of surface accidents at collieries were returned as due to this cause. The suggestion of a remedy is unfortunately a far more difficult matter; this necessarily lies largely in the hands of the men themselves, and whilst it must be admitted that working about and amongst railway trucks is a dangerous occupation, it is a danger that can be considerably lessened by the care and attention of the workers themselves.
An analysis of the causes of fatalities in coal mines leads to several important conclusions. In the first place it is obvious that the danger which is most prominently connected in the public mind with coal mines, that, namely, of explosions, is now one of the least formidable.
The death-rate from explosions within the last five years has been as follows in all the collieries of the United Kingdom:—
| Year. | Death-rate per 1000 Persons due to Explosions. |
| 1895 | 0.10 |
| 1896 | 0.31 |
| 1897 | 0.03 |
| 1898 | 0.05 |
| 1899 | 0.09 |
These figures have now become so small that they are necessarily irregular, an accident of any magnitude, causing even a dozen[526] deaths, being sufficient to affect the rate very greatly. The improvement within the last twenty years is extremely marked, and is due to various causes, among which may be enumerated better ventilation, the far more extended use of safety lamps, the substitution in all dangerous mines of safer explosives for the once universally used black powder, and above all, of some better method of firing for the highly dangerous “squib.” It is highly probable that further improvements may be looked for with every prospect of success in this latter direction, and that the general adoption of electric firing would be a distinctly valuable safeguard. The recognition of the fact that coal-dust is an explosive agent but little less dangerous than fire-damp, due largely to the labours of Professor W. Galloway and Mr H. Hall, and the precautions in the form of watering now adopted, have also played an important part in reducing the death-rate. It need hardly be added that most of these precautions would have been of little value, even if their introduction had been possible, unless the scientific training of managers, officials, and men alike had concurrently made considerable advances. It is scarcely possible to enforce in a coal mine laws or regulations of which the more intelligent, at any rate, amongst the miners themselves do not see the use, and legislation alone could do but little, unless there existed a general feeling in the mining community that it was tending in the right direction. It needs a certain amount of technical and scientific training, however, to enable the average coal miner to realise such a fact, and that he has been brought to realise it is one of the main factors in the increased security that men enjoy nowadays.
The main cause of disaster underground has always been, and still remains, that classed as “falls of ground,” to which considerably over half of the deaths underground are due. Explosions have now been so far brought under control that an explosion has come to be looked upon as an abnormal accident, due to a fault of omission or commission on the part of somebody, and therefore requiring careful investigation, whilst falls of ground are unfortunately still regarded as normal risks incident to the miner’s calling. These falls may be subdivided according as they are falls at the working face, when they are either falls of roof or falls of the coal face, or they are “backbye” accidents, that is to say, falls of roof in the roadways of the mine. Falls at the face are accountable for over 70 per cent. of the total number of deaths due to falls, but unfortunately our statistics do not discriminate[527] between falls of coal and falls of roof at the face. In the absence of definite information on this important point, it is difficult to suggest what remedies should be applied, but these must depend greatly upon what may be found to be the most fertile causes of accident; falls of the roof, properly speaking, can only be avoided by setting more props, or by setting them better; falls of coal may be due to bad “spragging,” or to the undercut mass of coal falling forward, or to its coming away at one of the natural cleavage joints of the coal. In Germany a Government Commission has been appointed to inquire into the whole question of falls of ground, and no doubt the report, when issued, will throw much light upon this difficult subject. It is obvious that the two kinds of falls require entirely different treatment; systematic timbering, i.e., the setting of props at regular uniform distances apart, whether the roof seems to need it or not, is being advocated in several quarters, and it should certainly do something to reduce the number of accidents due to falls of roof. Falls of coal can hardly be treated in the same way; systematic spragging might do something, but would probably not of itself be sufficient. A very obvious mode of reducing the accident rate at the working face should be found in the more extensive use of coal-cutting machinery; in the first place the number of men necessary to be employed at the coal face for a given output would be very considerably reduced, and hence the number of men exposed to this danger would be proportionally diminished. Furthermore, as the machine cuts rapidly, and must be kept moving constantly if it is to be economically successful, the men working it will always be under a comparatively fresh roof, which is far less liable to sudden falls than a roof that has been laid bare for some time, the same being true also of a freshly-cut face of coal, which should never, under these conditions, be left standing long enough for the weight of the roof to affect it. Finally, a man working with a machine has a far better chance of looking about him and seeing what is going on than has a miner lying on his side, half under the coal, engaged in “kirving his holing,” that is to say, in hewing out with his pick a narrow strip of coal along the floor of the seam, an operation that has to be performed preparatory to breaking down the mass of coal.
It is highly probable that one of the conditions that has contributed very largely to the prevention of colliery explosions, namely, the extended use of safety lamps, has at the same time been a contributary[528] cause of the non-diminution in the number of accidents due to falls of ground. Among the conditions that have been laid down from time to time by Royal Commissions and others as essential to a good safety lamp, that of giving a sufficient amount of light has been very generally overlooked, and most of the safety lamps in use give a very poor light, especially after they have been burning for a few hours. Their shape, moreover, prevents their giving a top light, so that it is scarcely possible for a miner to adequately examine the roof of his working with a safety lamp, so as to see whether it is dangerous or not. Much was hoped from the introduction of portable electric lamps, but so far these have not come up to expectations, partly because no entirely satisfactory electric lamp has yet been devised, partly because the ordinary electric lamp does not, like the ordinary safety lamp, indicate the presence of gas, and thus allows the miner to continue his work without giving him warning that he is in an atmosphere in which he ought not to remain. A really good safety lamp, giving a light all round at least equal to that of an ordinary candle, is a great desideratum at the present moment.
Of the remaining causes of accidents underground, the most serious are those connected with the transport of the coal; the various systems of mechanical or self-acting haulage in use in all collieries of any importance must always give rise to a certain number of accidents, but it can only be said that the number of these could be greatly diminished by a stricter attention to colliery regulations. A large number are due annually to men and lads riding upon the tubs, so as to save themselves the exertion of walking to or from the shaft bottom. Shaft accidents have fortunately diminished considerably within the last twenty years, having come down to about one-third of what they were; much of the improvement is no doubt due to the greater attention now being paid to the quality and condition of the winding ropes. A notable proportion of the accidents classified under this head occurs not in regular mining, but during the sinking of shafts, an operation that always of necessity involves a good deal of risk.
Turning next to metal-mining, the most striking fact is that the conditions of safety have undergone such small improvement; the figures of course fluctuate a good deal from year to year, because the total number of men engaged is so small that a very few accidents more or less affect the ratios very considerably. It should be noted that metalliferous mines, as[529] defined by law, include a large number of mines in which no metallic minerals are wrought, and should more properly be described as all mines not included under coal mines; the metalliferous mines properly so called show a far higher death-rate than is returned for the miscellaneous mines legally described as metalliferous. Here again, as in coal mines, the largest number of casualties is due to falls of ground, by which nearly two-thirds of the total number of deaths is caused. In metal-mining, the miner’s safety must depend far more than in coal-mining upon the worker’s own judgment, experience, and carefulness; it can only be suggested that mine managers should see to it that an ample supply of suitable timber is kept close to all the working places, and that the timbering of all levels, etc., should be constantly inspected by special officials appointed for this purpose.
The most interesting problem that presents itself for solution is, however, the question why the form of mining that was the safer of the two twenty-five years ago in this country, and which is still far the safer in Germany, is now the more dangerous, and why the death-rate in one should have been reduced 50 per cent., whilst in the other it has remained practically stationary. The only salient point of difference to be found between the present regulations affecting the two forms of mining is, that whilst the Coal Mines Regulation Acts insist that no man shall be allowed to act as either manager or under-manager of a colliery unless he has passed certain prescribed examinations, any one is at liberty to manage a metalliferous mine, whether he be qualified to do so or not. The result has been that the educational level of coal miners as a whole has been raised; every intelligent coal miner knows that the only road to ultimate promotion lies through these examinations, and therefore applies himself to the scientific study of his work. There are thus growing up in every coalfield in Great Britain numbers of technically well-educated young men, from whom colliery managers can select their colliery officials, and the higher educational standard thus attained by the officials is slowly but surely affecting both the working miner on the one hand, and the manager on the other, as it is obvious that the latter dare not remain on an intellectually lower plane than his subordinates. It is probable this educational development has played a leading part in the improved conditions of safety in coal mines, not only directly, by increasing the knowledge and thinking powers of the miners, but indirectly, as[530] already said, by rendering legislation easy that would scarcely have been possible without it, all of which merely amounts to another repetition of the statement, that improved education is the best safeguard of the miner against accident. It will be remembered that the same conclusion was already drawn from the comparison of the accident death-rates of various countries, the highest death-rates being found in the most ignorant nations. Although much has been done in this country within the last twenty-five years, very much still remains to be done in order to bring up the educational level of all connected with mining to the high standard of scientific technology that is to be found in some other countries.
It should here be pointed out that mining, and more especially coal-mining, is really not the highly dangerous occupation that it is usually thought to be. The annual average accident death-rate[123] for all males in Great Britain is 0.870 per 1000, with which the present rate for coal miners underground of 1.462 per 1000 does not compare very unfavourably. The true accident risk of the miner is perhaps best seen by comparing it with a few of the other trades that are usually classed as dangerous:—
| Occupation. | Average Annual Accident Death-rate per 1000 in the years 1891–93. |
| Bargeman, Lighterman, etc. | 3.765 |
| Seaman, Merchant Service | 3.219 |
| Dock Labourer, etc. | 2.411 |
| Railway Guard, Porter, Pointsman, etc. | 2.286 |
| Railway Engine Driver, Stoker | 1.340 |
| General Labourer | 1.155 |
As regards non-fatal accidents, it has already been pointed out that the official statistics of this country are of practically no value, owing to the absence of any standard or definition of what constitutes an accident to be reported. The following table shows the number of persons injured in mines (non-fatal accident cases) according to the official statistics:—
| Year. | Number of Persons Injured per 1000 Persons Employed. |
|
| In Coal Mines. | In Metal Mines. | |
| 1895 | 7.49 | 6.96 |
| 1896 | 8.29 | 9.89 |
| 1897 | 6.42 | 8.29 |
| 1898 | 5.74 | 9.75 |
| 1899 | 5.66 | 10.10 |
[531]
It will be seen presently that these figures are ludicrously disproportionate to the real casualties, and although it is difficult to get accurate data about these, an approximation, at any rate, to the true facts can be obtained.
Valuable information is afforded by the various Miners’ Permanent Relief Funds, and by the Central Association for dealing with distress caused by mining accidents. The latter Association publishes statistics, from which the following table has been compiled, this representing the summary of the returns from the nine English societies (there are no Scotch or Irish ones) which together compose the Association[124]:—
| Year. | No. of Members. |
No. per 1000 Members. | |
| Of Deaths by Fatal Accident. |
Of Disablement Cases. |
||
| 1889 | 238,892 | 2.12 | 188.3 |
| 1890 | 268,985 | 2.66 | 157.2 |
| 1891 | 287,690 | 1.88 | 149.8 |
| 1892 | 295,676 | 2.17 | 139.8 |
| 1893 | 299,027 | 1.59 | 144.8 |
| 1894 | 313,438 | 2.50 | 159.4 |
| 1895 | 317,004 | 1.99 | 166.8 |
| 1896 | 325,708 | 1.90 | 177.6 |
| 1897 | 334,428 | 1.76 | 192.6 |
| 1898 | 271,536 | 1.81 | 196.3 |
| 1899 | 279,842 | 1.67 | 176.6 |
The accident death-rate reported by the Association is rather higher than is shown in the Inspectors’ Official Reports, because in the latter only deaths that occur within a year and a day of the accident are included, whereas in the tables compiled by the Association all deaths that can be referred to mining accidents are given, however long the interval may be between the accident and the death of the injured person.
The disablement cases in the above table comprise all injuries received by any member of the Association that are sufficiently serious to keep the victim off work for at least a week. They are more than twenty times as numerous as those included in the Inspectors of Mines’ Reports, and this may be accepted as conclusive evidence that these reports do not record by any means all cases of “serious personal injury.” It is true that the two sets of statistics are not in all respects strictly comparable; the Inspectors of Mines take no account[532] of an accident unless it happens within the precincts of the mine as legally defined, while the Associations’ regulations extend to accidents that may happen to miners going to or returning from their work. There is also a suspicion that occasional cases of disability to work are returned as due to accident, when they are really not so caused, and escape the vigilance of the various societies’ officials. Making all allowances, however, for these and similar defects, the above figures may be looked upon as reasonably accurate, and as fairly representing the risk of minor accidents to which the coal miner is exposed in this country; it may be added that the figures for each individual society do not vary very greatly from the general average, as shown by the Association. It is difficult to see why they should be about twice as high as the corresponding accidents in Germany, for although there may be some laxity in admitting supposed accidents, this circumstance cannot possibly account for one-half of the cases. It would be a decided advantage if Inspectors of Mines had power to record and report all cases of “smart money” and of compensation respectively paid by the collieries in their districts, as fairly accurate statistics of minor accidents could be obtained in this simple manner. It would also be more satisfactory if all accidents were subject to the examination of special medical officers appointed solely for this purpose. In this way the suspicion would be avoided that a medical practitioner may at times take too lenient a view of a doubtful case, biassed perhaps by the fact that his livelihood may depend largely upon the goodwill of the miners, who often form the bulk of his patients.
By far the most important of the individual societies that make up the Central Association is the Northumberland and Durham Miners’ Permanent Relief Fund; from the annual reports of this society useful information may be gathered, some of which is summarised in the following table:—
| Year. | No. of Members. | No. per 1000 Members. | ||
| Of Killed. | Of Permanently Disabled. |
Of Temporarily Disabled. |
||
| 1896 | 122,257 | 1.33 | 1.96 | 156.6 |
| 1897 | 124,920 | 1.60 | 1.94 | 156.8 |
| 1898 | 127,564 | 1.24 | 1.96 | 152.1 |
| 1899 | 130,552 | 1.50 | 2.00 | 148.4 |
[533]
According to the rules of the society an injured man whose injuries prevent him from working for a week is considered as “temporarily disabled,” and he continues in this category until he is fit to return to work, unless he is so badly hurt as to be unable to work for six months, when he is classed as “permanently disabled”; such a man may either recover sufficiently to be able to work again, or he may die, or he may remain disabled for life. The duration of permanent disablement as above defined has of course risen gradually from the commencement of the fund, until it amounted to 5.17 years in the quinquennial period 1887–91, its average duration from the formation of the fund having been 4.42 years.[125]
The duration of temporary disablement was about:—
| 3.5 | weeks in the year | 1896 |
| 3.6 | „ „ | 1897 |
| 3.55 | „ „ | 1898 |
| 3.55 | „ „ | 1899 |
In the Liverpool district, the ratio of permanent disablement is found to be 4.5 per 1000 members, and of temporary disablement 180 per 1000 members; the duration of the former cases averages 3½ years, and that of the latter 4.3 weeks.
Annual reports are also issued by the Prussian Official Miners’ Relief Fund; the report for 1898 gives the accident death-rate of the members of the Association as 2.69 per 1000 members, the death-rate from all other causes being 5.39, making a total death-rate of 7.58 per 1000. It is worth noting that the average age at which members are totally incapacitated from working is 49.2 years, whilst the average age at which members are partially incapacitated is about forty-five years; this includes disablement due to old age as well as to accident.
Coming lastly to the subject of the diseases of miners, it may first of all be stated that mining is a distinctly healthy occupation. The mortality of all males[126] in Great Britain during the years 1890–92 was 18.74 per 1000, out of which 0.87 deaths were due to accident, leaving 17.87 per 1000 due to what may be termed natural causes. On the other hand the mortality among coal miners from all causes for the same period was 12.33, that due to accident being given as 2.00,[127] making the death-rate due to[534] natural causes only 10.35 per 1000. Of course it must not be forgotten that the working miner’s career covers just that period of life at which the natural death-rate is lowest. There are no doubt several circumstances that contribute to the general healthiness of the miner’s occupation; in the first place, mining is hard work, and men whose constitution is not tolerably sound, and whose physique is not fully up to the average, will either select some less arduous occupation at the outset, or will find themselves, if they began life as miners, unable to continue at the work. On the other hand, the work, though arduous, requires steady though only moderate exertion, and does not expose the worker to the abnormally violent strains, exerted through brief periods, that characterise some other occupations. Again, the hygienic conditions are, as far as the coal mine at least is concerned, far more favourable than in most other occupations. The miner works in a good atmosphere, ample ventilation being a prime necessity for ensuring the safety of the coal miner, in an equable temperature, free from the extremes alike of heat and cold, he is not exposed to the inclemencies of the weather, and his working place is usually dry. The same cannot always be said of the miner in metalliferous mines, where the conditions of work are far less favourable in every respect, and his mortality is therefore higher. It may be added that the coal miner, if even moderately industrious, can always earn a wage ample to keep him in fair comfort, and to supply him fully with all the necessaries of life. Probably the most unhealthy part of the coal miner’s work consists in “kirving” or undercutting the coal, in doing which the miner has to lie on his side on the floor of the coal seam, swinging his pick with a peculiar sideways stroke over his head, till he has cut out a narrow groove some 3 feet deep below the over-hanging mass of coal. Work in this constrained position is necessarily harmful to some extent; its effect has been most noticed as affecting the nervous system, and especially the nerves of the eyes, the disease known as miner’s nystagmus having been often ascribed to it. Cases of miner’s nystagmus occur, however, also among miners who do not have to kirve, and it may well be due in great part to the poor light obtainable in so many cases underground, especially when safety lamps are used, and the consequent strain on the eyes; at any rate this seems to be the opinion of several who have suffered from this complaint. The coal miner working in this position is also bound to inhale a considerable amount of fine coal-dust, which has an irritating effect upon the lungs; thus it[535] appears from the tables already referred to that the percentages of deaths of coal miners due to the respective causes indicated were as follows:—
| Causes of Death. |
Percentage of Total Number of Deaths. |
| Accident | 16.2 |
| Phthisis | 10.7 |
| Bronchitis | 12.4 |
| Pneumonia | 10.9 |
The most obvious remedy for reducing the proportion of diseases due to the above causes is the one already referred to, namely, the general use of mechanical coal-cutters, and the replacement of hand kirving by machine kirving. Another cause besides coal-dust that is probably answerable for a considerable proportion of diseases of the lungs is the universal custom among coal miners in this country of walking home in their damp and dirty pit clothing, instead of changing into warm, dry clothes at the mine. Colliery owners have tried the experiment of providing changing houses and baths for the men at the pit’s mouth, but have always found that the men declined to avail themselves of these conveniences.
It has been pointed out that the metal miner’s work is far more unhealthy than that of the collier. This is well seen in the death-rate among Cornish tin miners, the typical metal miners of Great Britain. Here we find that the death-rate, instead of being below the average of the country, is higher, namely 19.66 per 1000 from all causes, that from accident being given as 1.14, leaving 18.52 per 1000 as the death-rate from disease. Consumption is extremely fatal amongst tin miners, bronchitis also claiming many victims. The following table shows the percentage of the total number of deaths for the period 1890–92, due to the causes specified:—
| Cause of Death. | Percentage of the Total Number of Deaths. |
| Accident | 5.8 |
| Phthisis | 29.9 |
| Bronchitis | 13.5 |
| Pneumonia | 5.4 |
| Other diseases of respiratory system | 7.1 |
It is worth noting that according to Dr Ogle’s figures the percentage of deaths in the period 1880–83 amongst Cornish miners (which may be taken as practically equivalent to the tin miners[536] quoted above) due to phthisis was 37.5, and to other diseases of the respiratory organs, 24.9, the death-rate from all causes being rather more than double that of the average of all males. It is probable that a good deal of the improvement that appears to have taken place in those ten years is due to the increasing replacement of ladders by cages for getting the men to and from their work; there seems little doubt that the fatigue of having to climb up a good many hundred feet of steep ladders at the end of a hard day’s work is a prolific cause of chest complaints and of heart disease. At most Cornish mines of any importance a “dry” is provided, i.e., a room or building in which the miners change their wet and dirty mine clothes, and leave them to be properly dried for the day following. As in coal mines, so in metal mines, the dust produced by the miner’s work is apt to injure the men’s lungs. In metal-mining this dust is chiefly produced by the action of drilling. When a drill hole inclines well below the horizontal, water can and always should be poured in, to convert the dust produced into mud, and thus to prevent it from flying about. When a hole “looks upwards” or is pointed above the horizontal, water cannot be poured in, but may be splashed in from time to time; this, however, involves a certain amount of trouble, and is rarely done, although it ought to be. It is especially important in the case of machine drills, which work very much faster and cause much more dust than hand drilling. The compressed air by which these drills are usually actuated can easily be employed to force a small jet of water into the drill hole; this is done by some machines, and is to be highly recommended. Some Continental makers have extended this idea, and use drills pierced longitudinally with a small hole, through which water is injected; this plan seems to be very effective in preventing dust, but may be found open to some other objections in practice.
The fumes produced by blasting, especially when nitro-glycerine explosives are used, are said to be occasionally injurious to health. There is no doubt that the explosion of ordinary black blasting-powder produces a considerable amount of carbonic oxide, and this poisonous gas is also produced, though apparently in less quantity, by most of the so-called safety explosives used in coal-mining. There is, however, never or rarely any good reason why a miner should be exposed to these fumes, which can be cleared away rapidly, provided that the mine is properly ventilated. It has been remarked that in most cases where such[537] ill effects have been complained of, the fault has lain with the men themselves.
It is very exceptional that mining operations, properly so called, necessitate working in air under pressure, though this may occur in some special methods of shaft-sinking or of driving levels through wet ground; it is well known that men working under these conditions are liable to suffer from caisson disease. None but sound, healthy men, not too old, should be employed on such work; they should work short shifts, remain a sufficient time in the intermediate air-lock, and it is advisable that they should be under medical observation or periodic examination as long as the work lasts. In Westphalia the law forbids men working for more than six hours in any place underground the temperature of which exceeds 29° C. (84° F.).
Of special diseases that particularly affect miners, there can hardly be said to be any. On the Continent, particularly in Belgium,[128] and more recently in Australia, especially in North Queensland, a good deal of alarm has been caused by the prevalence of a serious disease due to an intestinal parasite known as Anchylostomum Duodenale. This disease, once introduced, spreads with alarming rapidity; thus in one Hungarian pit, 80 per cent. of the workers were found to be affected, and in pits in the province of Liège from 50 to 69 per cent. were attacked; in Westphalia, in 1897, there were 275 cases of the disease amongst 56,370 miners. The principal, if not the only remedy for this very serious, and often fatal disease, consists in the strictest personal cleanliness on the part of the miners themselves, whilst the management should take care to provide portable sanitary appliances, properly disinfected, at suitable places underground, and an ample supply of clean water for washing purposes. This has been made compulsory by recent legislation for the Westphalian coal mines. At German collieries bathing facilities are always provided, but the same Act now compels the use of separate shower baths in the place of the general plunge bath, the latter having been found to be a means of propagating not only anchylostomiasis, but other contagious diseases, such as trachoma (contagious disease of the eyes), typhus, etc.
There are a few special diseases due to special cases of mining[538] poisonous minerals, which only just need passing mention. It may be said that the only poisonous minerals mined are the ores of copper, arsenic, lead, and mercury. The mining of copper never seems to have given rise to any trouble, and it is even disputed by some authorities, whether copper, taken into the system in small quantities, acts as a poison.[129] Arsenic is usually mined in the form of arsenical pyrites, and does not seem in this shape to have any injurious effects. It is said that dust from the mineral smaltite (an arsenide of cobalt, containing no sulphur when pure), when drawn into the lungs produces cancer of the lungs,[130] and that this disease is not uncommon amongst the miners in the Schneeberg district of Saxony, where the above mineral occurs.
In ordinary lead mines, lead poisoning or plumbism is almost unknown; in the mortality tables already quoted, only one case of death is referred to plumbism among 16,827 miners. This is apparently due mainly to the fact that in all British lead mines the supply of oxidised lead ores is practically exhausted, and work is confined to the sulphuretted ores. Galena, the sulphide of lead, is a heavy and difficultly soluble substance, and it would seem that lead is not readily absorbed from it into the system. The case is far different when the softer oxidised ores of lead, such as the carbonates, are worked, and these have been a source of serious trouble at the mines of the Broken Hill district, New South Wales. It was found that men could not safely be kept at work in those parts of the mine which produced the earthy lead carbonates for more than a fortnight at a time.[131]
Mercurial poisoning is no doubt the most serious of all these special forms of mining disease, due to the fact that all ores of mercury carry more or less mercury in the metallic state, as also to the readiness with which metallic mercury volatilises even at ordinary temperatures. At the Almaden mines in Spain, and the Idria mines in Carniola, a good deal of mercurial poisoning is found to occur; the chief remedy adopted seems to be the working of short shifts, so as to expose the men for as short a time as possible to the dangerous fumes. At the New Almaden mines in California statistics have shown that there were amongst[539] the miners 10.44 per cent. of cases of mercurialism (salivation) in one year (1890).[132] The following remarks on this subject in the report are worth quoting:—
“The miners employed in the extraction of ore work by contract as a rule, and a certain number of careless men, through their own negligence, become victims to mercurial salivation. Men engaged in ore chambers, where native mercury is found, are requested not to eat, drink, or smoke, without first cleaning the face and hands, and using a solution of potassium chlorate as a mouth wash. Working stripped to the waist is discouraged.
“As the greatest attention is paid toward the attainment of perfect ventilation, which is of prime importance in the prevention of mercurial sickness, it is the physician’s belief that if the miners were more thorough in the use of the above precautions, the salivation rate at the mine would be under 1 per cent., whereas it is now over 10 per cent. It is probable that there will always be a slight amount of mercurial sickness, owing, very likely, to the suspension in the moist atmosphere of the mine of a small amount of the chlorides, and possibly other salts of mercury.”
This last example, therefore, serves to repeat and enforce the lesson that seems to be taught by every portion of this investigation, namely, that although mining is from the very nature of the occupation accompanied by certain risks, and although enlightened legislation and careful and scientific management can do much towards diminishing these risks, the main prophylactic must always lie in the thoughtfulness and intelligence of the miners themselves, and that the best thing that can be done towards increasing the safety of mining operations is to raise by all possible means the intellectual status of mining communities.
Henry Louis.
[540]
The air of mines of whatever kind is extremely liable to vitiation, the nature and extent of which is of considerable importance in relation to the health and safety of those working in the mine. The impurities met with are known to the miners under such names as “black-damp,” “fire-damp,” “after-damp,” “white-damp,” “gob-stink,” etc.; and these terms will as far as possible be adhered to in the present account of the subject.
In all mines a current of air to all parts is secured by means of the arrangement of the shafts and roads. One shaft, known as the “downcast,” serves for the supply of fresh air, which is distributed by means of “intake” roads to the working places. The more or less vitiated air then passes along a corresponding system of “return” roads or passages to the “upcast” shaft, by which it leaves the mine. In coal mines, where a very large ventilation is necessary, the current is usually maintained by means of a centrifugal fan placed at the top of the upcast, or in some cases by a furnace at the bottom of the upcast. In metalliferous mines the warmth of the mine commonly causes sufficient up-current, without any artificial aid. It is evident that by analysing the return air, and measuring its rate of flow, we can obtain the best idea of the nature and amount of the general vitiation of air throughout the whole mine, while analyses made at particular points in the mine afford more information with regard to vitiation due to special local conditions.
Black-damp.—So far as is known the impurity known to miners as black-damp is met with to a greater or less extent in all, or nearly all, mines, and in many wells. Black-damp is recognised by the fact that when present in small quantities it causes a candle or lamp to burn dimly, without at the same time producing any distinctly noticeable effect on men: that in larger amounts it extinguishes lights; and that in still larger amounts it[541] causes death by suffocation. It is never explosive when present by itself, and is almost always heavier than air, unless, as very frequently occurs in coal mines, it occurs mixed with fire-damp.
Until lately black-damp was believed to issue from coal and other strata, and was commonly identified with carbonic acid. Investigations by Mr W. N. Atkinson and the writer[A] have shown that this belief is erroneous, and that black-damp is nothing else than the residual gas, resulting from the action of air on oxidisable material present in coal and other materials. Pure black-damp, free from air and other gases, consists of a mixture of nitrogen with usually from 5 to 15 per cent. of carbonic acid.
The following table shows the composition of the black-damp obtained from various coal-mines, metalliferous mines, and wells. The samples were usually mixed to a greater or less extent with air, the amount of which was determined from the percentage of oxygen present:—
ANALYSES OF BLACK-DAMP.
| Locality. | Nitrogen per cent. |
Carbonic Acid per cent. |
| Stopping, Podmore Hall Colliery, North Staffordshire | 87.87 | 12.13 |
| Another Stopping, same Colliery | 91.37 | 8.63 |
| Main Return, same Colliery | 87.30 | 12.70 |
| Sladderhill Colliery, Apedale, North Staffordshire | 85.86 | 14.14 |
| Old Road, Talk o’ the Hill Colliery, North Staffordshire | 91.90 | 8.10 |
| Main West Return, Talk o’ the Hill Colliery | 80.66 | 10.31 |
| South Main Return, Great Fenton Col., N. Staffordshire | 89.31 | 12.69 |
| Return, Wallsend Colliery, Newcastle, New South Wales | 89.00 | 11.00 |
| Old Workings, Burghlee Colliery, Midlothian | 86.90 | 13.10 |
| Upcast Shaft, same Pit | 86.91 | 13.09 |
| Upcast Shaft, Tylorstown Colliery, South Wales | 85.97 | 14.03 |
| Old Road, Conygre (Timsbury) Colliery, Somerset | 84.92 | 15.08 |
| Stopping, Nabb Pit, Lilleshall Colliery | 86.48 | 13.52 |
| Stopping, Hamstead Colliery, South Staffordshire | 93.25 | 6.75 |
| Upcast Shaft, Hamstead Colliery, South Staffordshire | 93.31 | 6.69 |
| Old Road, Forge Ironstone Pit, North Staffordshire | 85.30 | 14.70 |
| Issuing from Hole, Foxdale Lead Mine, Isle of Man | 88.07 | 11.93 |
| Issuing from another Hole, same Mine | 79.80 | 21.20 |
| Return Air-way, same Mine | 80.30 | 19.70 |
| Well at Redwick, Gloucestershire | 95.80 | 4.20 |
| Coming over Top, Well at Balcombe, Sussex | 88.93 | 11.07 |
| Well at Charterhouse School, Surrey | 81.86 | 18.14 |
| Well at Northleigh, Oxfordshire | 93.19 | 6.81 |
The black-damp met with in coal-pits is probably formed chiefly and [542]often exclusively from the oxidation of iron pyrites (FeS2) present in the coal. This is oxidised to sulphuric acid and sulphate of iron, and as carbonate of lime (calcite) is also present in the coal, the sulphuric acid usually combines with the lime, liberating carbonic acid. The whole process may be represented by the following equation:—
4FeS2 + 15O2 + 8CaCO3 = 8CO2 + 8CaSO4 + 2Fe2O3.
Oxidation occurring according to this equation would yield black-damp consisting of 87.7 per cent. of nitrogen and 12.3 per cent. of carbonic acid, which is nearly the composition usually found. On pieces of coal which have been exposed for some time to air and moisture the red oxide of iron resulting from this reaction may frequently be seen. On other pieces where there is no carbonate of lime, crystals of sulphate of iron, and an acid reaction will be found in the positions previously occupied by iron pyrites, while the coal itself is unchanged. The oxygen of air left in contact with coal gradually disappears. Hence old workings or spaces of any kind left unventilated soon become filled with black-damp. A fall in barometric pressure leads to an issue of black-damp from these spaces, though often there is also a constant issue into the return air-ways on account of a little air being sucked through from the intakes. In the case of wells the influence of barometric pressure on the issue of black-damp is very marked. The black-damp is formed in the pores of the surrounding strata, and issues out up the well whenever a fall of pressure occurs. Thus the well may be fairly clear of black-damp at one time, and shortly afterwards full of it. Accidents to well-sinkers commonly occur through ignorance of this fact. The air is perhaps tested in the morning with a candle and found clear. In the afternoon after dinner a further test is neglected, and if the barometer has meanwhile fallen, the well-sinkers may descend into black-damp and be asphyxiated or fatally injured, or drowned by falling from the ladder. In the case of wells and metalliferous mines the black-damp is probably formed partly by the oxidation of carbonate of iron.
The return air of coal mines always contains black-damp, about 2 per cent. being very commonly present in the air of the upcast shaft. As the air-current passing through a coal mine is enormous, the quantity of black-damp formed in the pit is very considerable, usually amounting to over 2000 cubic feet per minute in a large pit. The oxidation thus represented must liberate a large amount of heat in the mine. Thus in the case of one pit investigated by[543] the writer and Mr F. G. Meachem[133] the amount of heat calculated as being liberated in the mine per minute would have sufficed to raise one ton of water 134° F. or to heat the whole of the air-current (of 100,000 cubic feet per minute) to boiling point. Of this heat only about one-ninth was expended in raising the temperature of the air, two-ninths became latent through evaporation of moisture, and the remaining six-ninths escaped by conduction into the surrounding strata. This slow oxidation is one of the main causes of the high temperatures met with in mines; and apart from it very deep workings could be kept comparatively cool by ventilation. It must, however, be borne in mind that air in descending the shaft of a pit is heated by compression about 5½°F. for every 1000 feet of descent. There is thus a limit to the cooling effect of ventilation. Moreover, at great depths oxidation is apt to be favoured by both the higher temperature and the crushing of the coal by the weight of superincumbent strata, since in coal which is crushed a much larger surface is exposed to the oxygen of the air. When a current of air insufficient to carry off the heat passes through crushed coal spontaneous combustion is very apt to occur, and is a source of constant danger in some seams.
Black-damp is ordinarily recognised by its action in extinguishing a candle or lamp. The percentage which is just extinctive to a tallow candle or miners’ safety lamp was carefully determined by Mr Atkinson and the writer. We found that a candle held vertically will not continue to burn if more than 15.8 per cent. of black-damp is present (corresponding to an oxygen percentage of 17.6 per cent.): that 17.7 per cent. of black-damp extinguished an ordinary safety lamp; and that 18.6 per cent. extinguished a candle held horizontally. The extinction is due, practically speaking, to the reduction in the oxygen percentage of the air and not to the presence of carbonic acid, although dilution of air with carbonic acid extinguishes a light somewhat sooner than dilution with nitrogen. A light will still just burn in a mixture of 75 per cent. of carbonic acid and 25 per cent. of oxygen. The presence of black-damp affects the light given by a candle long before the point of extinction is reached. The flame becomes smaller, and the rate of combustion is diminished. Angus Smith[134] found that when a candle was allowed to burn in air increasingly vitiated by its own combustion and by respiration, the light[544] diminished to 22 per cent. of its original value when the oxygen percentage fell to 18.5 (corresponding to 8.9 per cent. of black-damp).
The effects of black-damp on men are due partly to the carbonic acid, and partly to the diminished oxygen percentage accompanying the admixture of black-damp with the air. The influence of excess of carbonic acid and of deficiency of oxygen must therefore first be described separately.[135]
When carbonic acid is added to air no noticeable effect is produced until about 3 per cent. is present, when the breathing begins to be distinctly deeper and slightly more frequent. No other unpleasant effects are produced, even after a long exposure; and animals kept in air containing 3 per cent. of carbonic acid are unaffected in health. As the percentage of carbonic acid increases, the effects on the breathing become more and more marked, until at about 6 or 7 per cent. there is severe panting, the pulse-rate being also more frequent and vigorous, and the face being flushed. The sensation experienced is similar to that accompanying hard, muscular work. A long stay in air of this composition is followed by frontal headache. With 10 per cent. of carbonic acid the respiratory distress is very great, but with a still higher percentage a narcotic effect is produced, and the mind becomes confused. Animals sometimes die from long exposure to air containing about 25 per cent. of carbonic acid, but even 50 per cent. may not prove fatal for some time.
Diminution of the oxygen percentage of air usually causes no noticeable effect until the percentage falls to about 12, when the respirations begin to be just perceptibly deeper. At 10 per cent. the respirations are usually distinctly deeper, and the lips begin to become slightly bluish. At 8 per cent. the lips and face have more or less of a leaden blue colour, and usually the breathing is deeper and more frequent. In some persons, however, this is not the case, and nothing is noticed by the person breathing this vitiated air, although his face presents to a bystander a most alarming appearance. At 5 or 6 per cent. there is clouding of the senses, and loss of power over the limbs, and often complete loss of consciousness, which, to judge from experiments on animals, would probably soon end in death, either from gradual failure of the respiratory centre or from stoppage of the heart. The symptoms described are those observed when the breathing of the vitiated air is not accompanied by muscular exertion. The danger point is, however,[545] reached much sooner when any muscular exertion, such as that of climbing, or even walking, is made. Even at 15 per cent. of oxygen there is often shortness of breath and dizziness on exertion, and when the oxygen percentage falls much further fainting is apt to occur, and this is probably the cause of many accidents in which men fall off ladders in vitiated air, and are fatally injured or drowned. When the oxygen percentage falls below 8 or 10 per cent. death may occur in consequence of muscular exertion. Air vitiated simply by diminution of the oxygen percentage of the air is exceedingly dangerous, for the reason that there are hardly any warning symptoms before life is imperilled; and were it not that a light is usually carried in such air, and that its extinction gives ample warning, since it occurs at about 17 per cent. of oxygen, accidents would be much more frequent.
Sudden exposure to air containing less than 3 or 4 per cent. of oxygen causes in men loss of consciousness within about forty seconds. This is followed by convulsions, and the respirations soon cease. The heart, however, continues to beat for some time longer, and during this period artificial respiration will still restore life.
A reference to the composition of black-damp will show that the effects produced by it are due, in most cases at least, to carbonic acid as well as to want of oxygen. When there is just sufficient black-damp present to extinguish a light no noticeable effect is, as a rule, produced, since there is 17 per cent. of oxygen, and usually not more than about 2 per cent. of carbonic acid. Occasionally, however, as in the case of two of the samples from Foxdale lead mines (see table), there will be as much as 3 or 4 per cent. of carbonic acid present, in which case the breathing will be slightly affected. With an increasing percentage of black-damp the panting due to carbonic acid will usually become more and more noticeable. Thus with 50 per cent. of black-damp there will commonly be about 6 per cent. of carbonic acid, and 10.5 per cent. of oxygen. The panting due to carbonic acid will, therefore, be very considerable. In some cases, however, as in the black-damp from Hamstead Colliery or Redwick Well, there will still be insufficient carbonic acid to produce panting, and the air will be already dangerous from deficiency of oxygen. With still larger percentages of black-damp, the symptoms from want of oxygen will predominate more and more, until at last with about 75 per cent., or 5 per cent. of oxygen, life can no longer be supported. Death is always due to want of oxygen, and not to the poisonous action of[546] carbonic acid. The presence of carbonic acid diminishes the danger, as the panting caused by it not only gives warning of danger, but also increases the oxygen supply to the lungs, and thus wards off for a time the effects of the deficiency of oxygen.
Carbonic Acid.—There is no recorded case of evolution of pure carbonic acid in a mine in this country, but in one colliery district in France sudden outbursts of pure carbonic acid have occurred. The locality is a volcanic one, and possibly the carbonic acid may have originated from some such cause as the decomposition of limestone by silicates at high temperatures. The well-known case of the Grotto del Cane is one in which pure carbonic acid is evolved. The composition of a sample recently analysed by the writer from near the floor of the Grotto corresponded exactly to that of a mixture by diffusion of pure carbonic acid and air. The effects of pure carbonic acid have already been described, and are, of course, quite different from those of black-damp. According to Clowes, air containing 15 per cent. of carbonic acid is just sufficient to extinguish lights. Air of this composition would produce violent panting and partial loss of consciousness.
Fire-damp.—The gas known to miners as fire-damp is recognised by its forming with air explosive mixtures. So far as is known the fire-damp met with in English mines is always pure methane (CH4), although in Germany ethane (C2H6) is also reported to occur in connection with certain kinds of coal. The writer has carefully examined many specimens of fire-damp from various English coalfields, but never found that it consisted of anything else but the methane described by previous observers. The presence of fire-damp in air is recognised by miners from the appearance over the ordinary flames of a lamp of a pale non-luminous “cap” of flame, similar in appearance to the non-luminous flame of a Bunsen burner, though much paler, unless the air is nearly explosive. From the size and distinctness of this cap, the percentage of fire-damp can be approximately determined. In testing for fire-damp the flame of the safety lamp should be lowered until only a small blue flame is left. The pale cap can then be better seen above the lamp flame. With very careful observation about 1 per cent. of fire-damp in the air can just be detected. With a hydrogen flame, as in the Clowes lamp, it is possible to detect as little as 0.2 per cent.[136] With increasing percentages of fire-damp, the cap becomes longer and more distinct, and passes right up the chimney when the air is nearly explosive.[547] Air containing anything between about 5 and 13 per cent. of fire-damp is explosive.
Fire-damp is given off from coal, within which it is contained in a highly compressed state. Different seams of coal give off very different proportions of fire-damp. Those seams which give off much are known to miners as “fiery.” The amount of fire-damp contained in the coal seems to depend in large measure on the extent to which the strata above the coal are gas-tight. If fire-damp can escape upwards it drains off from the coal. Some idea of the enormous amount of fire-damp contained in fiery coal can be formed from the amount of fire-damp which escapes from the mine by the upcast shaft. This is chiefly given off from the coal as it is exposed in working, so that from the output of coal and fire-damp from the mine a rough estimate can be made of the proportion of fire-damp in the coal. In one mine, for instance, about 4500 cubic feet of fire-damp per minute were given off, with an output of about 1200 tons of coal per day, or nearly one ton per minute. It would thus appear that 4500 cubic feet of fire-damp per ton raised were given off, or 150 cubic feet of gas per cubic foot of coal.
The fire-damp met with in mines is commonly mixed with a large proportion of black-damp; and in consequence of this the fire-damp, though still capable of forming an explosive mixture when less air is present, may not be recognised unless very carefully looked for, as the lamp is extinguished before a prominent cap is visible. Such a mixture may easily be fired by striking a match in the midst of it, or by a blown-out shot in blasting. The mixture is lighter than air, whereas pure black-damp is nearly always heavier than air.
Fire-damp has no direct action on man. It only acts by diluting the oxygen of the air. When a mixture of 79 per cent. of fire-damp and 21 per cent. of oxygen is breathed it cannot be distinguished from air; and animals may be kept for long periods in a mixture of this composition. The action of a given mixture of fire-damp and air thus depends simply upon the oxygen percentage, any effect produced being merely due to want of oxygen, the symptoms of which have already been described. As fire-damp is lighter than air, a man affected by it will, on losing consciousness, usually fall into better air. Were it not for this, fatal accidents by asphyxiation with fire-damp would be much more common. It often enough happens that a man is temporarily overcome by putting his head upwards into a[548] cavity filled with fire-damp. If the fire-damp contains little or no air loss of consciousness occurs suddenly, and without previous warning. Fatal accidents sometimes occur through a man incautiously advancing without a lamp up a road, during attempts to restore ventilation in a district of a mine which has become filled with fire-damp. So long as a lamp burns in air containing fire-damp not the slightest harm results from breathing the air.
After-damp.—The gas remaining in a mine at the place where an explosion has occurred is known to miners as “after-damp,” and is much dreaded on account of its poisonous properties. A careful examination, recently undertaken by the writer,[137] of the bodies of the men and horses killed in three colliery explosions resulted in showing that in almost every case, whether or not there were burns or other injuries, the actual cause of death was carbonic oxide poisoning. In many cases, however, the burns or other injuries would certainly have proved fatal apart from the carbonic oxide; and the result of a rough estimate was that, on an average of the three explosions, about 23 per cent. of those killed had received burns or other injuries sufficient to cause death. Only 46 per cent. were burnt or injured.
The symptoms of the rescuers who encountered after-damp were clearly those of carbonic oxide poisoning. Their lamps continued to burn in the poisonous air, and in some cases men were found dead with their lamps either still burning, or with the oil burnt out. The fact that a lamp continues to burn, which is an excellent test of the safety of air vitiated by black-damp or fire-damp, is thus no test of the safety of air vitiated by after-damp.
In the case of the great colliery explosions which cause such wholesale destruction of life, the explosion is almost invariably one of coal-dust, started either by blasting at dry and dusty places in the mine, or by small explosions of fire-damp. Slighter explosions may be due simply to ignition of fire-damp. When fire-damp or coal-dust ignites in presence of excess of air, the products of combustion are simply carbonic acid and water, along with a little sulphurous acid in the case of coal-dust. The reaction occurring when fire-damp ignites under these conditions is represented by the following equation:—
CH4 + 2O2 = CO2 + 2H2O.
[549]
The after-damp from such an explosion in air would consist of 88.3 per cent. of nitrogen and 11.7 per cent. of carbonic acid; and with coal-dust a slightly higher proportion of carbonic acid would be present. When, however, the proportion of air present is insufficient for complete oxidation a certain amount of carbonic oxide is produced in place of part of the carbonic acid. As much as 4.5 per cent. may be present in the after-damp of an explosion of fire-damp. In a colliery explosion the fire-damp or dust must always be very irregularly distributed in the air, so that in some places there will be an excess of air, and in others an excess of fire-damp or dust. At many places the excess of gas or dust must be so great that no explosion at all can occur. The after-damp is thus a variable mixture of nitrogen, carbonic acid, and carbonic oxide, together with much air, and, in the case of dust explosions, a little sulphurous acid or sulphuretted hydrogen, and various products of the dry distillation of coal. These latter products give after-damp a characteristic unpleasant smell. The fact that sufficient oxygen to support life is left along the track of an explosion is shown by the fact that the bodies do not present the appearances seen in the rapid death which ensues in an atmosphere devoid of oxygen. Probably about 2 to 5 per cent. of carbonic oxide is usually contained in the pure after-damp of a colliery explosion. The gas met with by rescuers some hours, or perhaps days, after the explosion, is, of course, a mixture of after-damp with the black-damp and fire-damp which has accumulated in consequence of stoppage of the ventilation through the air current being short-circuited.
The action on men and animals of after-damp depends practically upon the carbonic oxide contained in it. Pure after-damp, containing no air, would of course cause death just as rapidly apart from the action of the carbonic oxide: but such after-damp unmixed with air is hardly met with.
Carbonic oxide or carbon monoxide (CO) is a very poisonous gas. Judging from experiments on animals, air containing anything more than 0.4 per cent. would, after a sufficient time, always cause death in a man, though anything over 0.2 per cent. would in many cases prove fatal. It has practically no smell or irritating properties by which its presence might be readily recognised, and its action is peculiarly slow and insidious. The first symptoms of carbonic oxide poisoning are usually dizziness, shortness of breath, and palpitation following any unusual exertion. Sometimes there is drowsiness, and sometimes unusual excitement similar[550] to that produced by alcohol. When more of the gas is absorbed there is great failure of muscular power. The least exertion causes dizziness and fainting, and any serious exertion may prove fatal. At the same time the mind becomes more or less confused, although the person affected is not himself aware of any mental failure. The senses are also affected, and frequently there seems to be greater or less insensibility to pain, as miners who are partially stupefied by carbonic oxide are not infrequently seriously burnt by their lamps. The loss of muscular and sensory power gradually becomes more and more complete, until at last consciousness is entirely lost; and finally, with further absorption, death quietly ensues. There is no pain or serious discomfort at any stage. Recovery from slight carbonic oxide poisoning is usually accompanied by severe headache, nausea, and depression. When consciousness has been lost for a considerable time, recovery is very slow and uncertain. Death may occur from pneumonia after two or three days; and a variety of severe mental symptoms may persist for long periods. In cases where much muscular exertion has been attempted during exposure to the poison the heart appears to be often seriously affected.
In order to understand the very peculiar features presented by carbonic oxide poisoning it is necessary to consider the mode of action of this gas. The oxygen absorbed from the air in the lungs is normally taken up in the form of a loose chemical combination with the red colouring matter (hæmoglobin) of the blood corpuscles, and so carried by the circulation to the tissues, where it is used up. The hæmoglobin not only combines with oxygen, but is also capable of forming a much more stable compound with carbonic oxide, and, as was shown by Claude Bernard, hæmoglobin which is saturated with carbonic oxide cannot take up oxygen. Hence, when the hæmoglobin of a living animal is saturated to a certain extent with carbonic oxide, sufficient oxygen cannot be conveyed from the lungs to the tissues, and death occurs from want of oxygen.[138] Carbonic oxide has no other action than that due to its interference with the oxygen supply through the blood. Apart from its property of combining with the hæmoglobin it is a physiologically indifferent gas, like nitrogen; and it has no action on lower animals which do not possess hæmoglobin. The[551] symptoms produced by it are therefore essentially the same as those described above as due to deficiency of oxygen in the air breathed. No noticeable symptoms are produced until the hæmoglobin is about a third saturated with carbonic oxide, and death does not usually occur until about 70 or 80 per cent. saturation has been reached. When, therefore, not much carbonic oxide is present in the air, a considerable time elapses before a sufficient quantity of the gas has been absorbed to produce symptoms. A man possesses on an average a weight of blood equal to ¹⁄₂₁ of his body-weight, or about 3 litres, and the hæmoglobin of this blood requires about 600 c.c. of carbonic oxide to saturate it. He breathes when at rest about 5 litres of air per minute. Hence, supposing that the air contains 0.2 per cent. of carbonic oxide, which is about the minimum quantity which will produce death, he can absorb only 10 c.c. per minute at the most. It must thus take at least twenty minutes, and actually takes a good deal longer, for distinct symptoms to be produced. During this interval, which will, however, be shorter when the man is breathing more rapidly in consequence of muscular exertion, he may advance far into an atmosphere poisonous from the presence of after-damp, and may consequently be unable to return.
It might be supposed that the presence of any proportion, however small, of carbonic oxide in air would ultimately prove fatal from gradual absorption of the gas by the blood. Actually, however, there is a maximum limit to absorption with any given percentage of carbonic oxide in air; for although the affinity of hæmoglobin for carbonic oxide is much stronger than for oxygen, yet if both gases are present, the hæmoglobin is shared between them in proportion, not only to the relative strengths of their affinities for hæmoglobin, but also to the relative percentages present of the two gases. Hence, although the affinity of carbonic oxide for hæmoglobin is nearly four hundred times as great as that of oxygen, yet if the percentage of carbonic oxide is very minute as compared with the percentage of oxygen, only a little of the hæmoglobin will combine with the carbonic oxide, and consequently no symptoms of poisoning will be produced, however long the exposure may be. Thus with less than about .03 per cent. of carbonic oxide in the air, the blood will never absorb enough of the gas to produce distinct symptoms; and with less than .2 per cent. life will hardly be endangered, although very severe symptoms may be produced.
In recovery from carbonic oxide poisoning, the gas is driven[552] out from the blood through the lungs in consequence of the preponderating influence of the oxygen of the air; and in the course of several hours the blood will be again practically free from carbonic oxide. An hour of breathing fresh air will usually suffice to remove any dangerous excess of carbonic oxide, but if, as often enough happens in persons who have been rendered unconscious, the breathing is shallow, a much longer time may be needed unless artificial respiration has been employed. Carbonic oxide is not oxidised within the body, so that the only way in which it can be got rid of is through the lungs. The blood from which the carbonic oxide has been expelled is in no way injured. The expulsion of carbonic oxide during recovery from poisoning can be greatly hastened by the inhalation of pure oxygen, since its influence in driving out carbonic oxide from the blood is about five times as great as that of air, which only contains 20.9 per cent. of oxygen. Inhalation of oxygen has also another and immediate effect, however. In addition to the oxygen taken up in combination with hæmoglobin, the blood takes up in the lungs a little oxygen in simple solution, just as an equal volume of water would do. When pure oxygen is breathed, the quantity of this dissolved oxygen is increased five times, and is then sufficient to afford an important immediate supply of oxygen to the tissues. If an animal be placed in oxygen at two atmospheres’ pressure, carbonic oxide can be administered without harming it, since although its hæmoglobin becomes completely saturated with carbonic oxide, its blood carries enough oxygen in simple solution to support life.
The cause of death in carbonic oxide poisoning can always be determined by examining a drop of blood taken from the body, and comparing it with normal blood from a healthy person or an animal. The normal blood is diluted with water until the tint of the solution appears yellow; the suspected blood is then diluted until its depth of colour appears about the same. If death was due to carbonic oxide poisoning the latter solution will appear pink instead of yellow. By taking advantage of this difference of tint the percentage saturation of the hæmoglobin can readily be determined. Death often occurs, however, some hours or days after removal from the poisonous atmosphere, and in this case the blood will be free of carbonic oxide. Blood saturated with carbonic oxide has a red colour similar to that of arterial blood, hence the lips, cheeks, and other parts of the bodies of men who have died[553] from carbonic oxide poisoning have often a pink colour similar to that seen in life.
In consequence of the restricted oxygen supply to the tissues during prolonged exposure to carbonic oxide, serious changes may be produced in the brain, heart, and other organs, and as a result of these changes recovery does not occur at once when the carbonic oxide disappears from the blood. Unconsciousness may persist, or relapses may occur, and death is not unfrequent several days after exposure to the poison.
The prompt recognition of the presence of carbonic oxide or after-damp in air is of much practical importance. As already remarked, the fact that a lamp continues to burn is no proof of the safety of air in which after-damp may be present, and elaborate chemical tests are hardly applicable in ordinary practice. A small warm-blooded animal, such as a mouse, or perhaps still better a small bird, may, however, be used to indicate the presence of any dangerous proportion of carbonic oxide. The oxidation processes in the small animal are enormously more rapid than in a man: consequently the small animal breathes and absorbs carbonic oxide much more rapidly. It therefore shows symptoms of poisoning in a fraction of the time necessary in the case of a man, although it is only about equally sensitive to a given percentage of the gas. Hence by watching the animal, timely warning may be obtained of the presence of enough carbonic oxide to cause danger to life. It must be remembered, however, that the animal may show no very evident signs when sufficient carbonic oxide is present to cause very distinct and unpleasant symptoms in a man, and that these symptoms may be aggravated to a dangerous extent by muscular exertion, such as that of hurrying back towards fresh air. Another circumstance which tends to suddenly intensify the symptoms of carbonic oxide poisoning is exposure to cold air, and this should be avoided as far as possible with persons who have begun to feel the effects of the gas.
When a man has been rendered unconscious by exposure to carbonic oxide or any other suffocative gas, the first thing to do, after his removal from the contaminated air, is to apply artificial respiration without a moment’s delay, if the breathing has stopped or is feeble.
Smoke.—Some of the most disastrous accidents in mines have been due to the poisonous action of smoke from underground fires. Fires may occur from an intensification of the spontaneous oxidation of coal, iron pyrites, cotton waste, etc., from the careless use of[554] lights, from engines underground, or in consequence of an explosion of gas setting fire to brattice cloths, igniting blowers of gas, etc. In any case the occurrence of a fire underground is a source of extreme danger, especially when the timbering has become ignited. If the fire occurs on, or spreads to, an intake road the ventilation current carries the smoke over the mine, killing all those who are unable to avoid it. Smoke which has travelled some distance in a mine appears to lose its pungent smell, and deposits the suspended particles which ordinarily render it visible. This greatly increases the danger, as there is then nothing to give warning of its presence. Thus in the case of the Snaefell accident in 1897 a number of men descended into the shaft without their suspicions being in any way aroused until they had gone too far to be able to return.
The poisonous constituent of smoke is carbonic oxide. This was clearly established in the case of the Snaefell accident, where the timbering had caught fire.[139] A sample of the poisonous air collected by Mr Williams, Her Majesty’s Inspector of Mines, was found by the writer to contain 1.1 per cent. of carbonic oxide. Mr Williams fell over unconscious just after obtaining the sample, and was only restored through the prompt application of artificial respiration by his colleague, Mr Jones. Further evidence that carbonic oxide is the cause of death in underground fires was afforded by the medical examination of the bodies by Dr Burkitt in the recent fire at Whitwick Colliery.[140] There can be little doubt that carbonic oxide poisoning is also one of the most frequent causes of death in fires above ground. The writer recently examined the body of a man found dead in a sitting position in a house which was partially burnt in Oxford. Carbonic oxide poisoning was the cause of death. There were only a few superficial burns which had apparently been inflicted after death. The smoke from burning or smouldering wood is particularly dangerous, as the gas distilled from wood may contain about 30 per cent. of carbonic oxide, the large proportion of oxygen in wood favouring the production of carbonic oxide.
As regards the symptoms produced by smoke nothing need be added to what has already been said under the heading of after-damp.
White-damp, Gob-stink, Fire-stink.—Under one or other of[555] these names is included by miners the poisonous gas given off from coal which has heated from spontaneous oxidation. Some seams of coal, such as the thick coal in South Staffordshire, or the Bulhurst seam in North Staffordshire, are particularly liable to heating, which readily occurs where the coal has become more or less disintegrated. If the coal is not actually red-hot there may be no distinct smell, and the poisonous gas would come under the designation of “white-damp.” The name “gob-stink” is derived from the fact that the heating usually occurs in the waste coal of a goaf or gob (the area from which the workable coal has been removed). The origin of the name “white-damp” is less clear.
Practically speaking, white-damp and gob-stink, or fire-stink, have the same properties as after-damp, and the poisonous constituent is again carbonic oxide, which the writer has found to be present in various samples. Occasionally, however, sulphuretted hydrogen is also present in formidable proportions. The latter gas is extremely poisonous, as little as .07 per cent. being capable of causing death. Air containing 0.2 per cent. kills warm-blooded animals within one and a half minutes. Its presence may be detected not only by its characteristic smell of rotten eggs, but also by the fact that when present in the proportion of more than about .01 per cent., it causes smarting of the eyes and general irritation of the air-passages.
Gases from Explosives.—The gases from some explosives are extremely poisonous, from the presence in them of carbonic oxide, sulphuretted hydrogen, or nitric peroxide. In coal mines, when the ventilation is everywhere good, it seldom happens that there is trouble from the gases from explosives; but in metalliferous mines and underground quarries cases of poisoning are not uncommon.
Gunpowder gives off on ignition carbonic acid and nitrogen, along with a variable, though much smaller, proportion of carbonic oxide and sulphuretted hydrogen, either or both of which gases may produce symptoms of poisoning.
Of the “high” explosives, nitro-glycerine, blasting gelatine, and roburite yield on detonation only carbonic acid and nitrogen, whereas gun-cotton, tonite, gelignite, and carbonite also give off carbonic oxide, and therefore require more care when the ventilation is defective.
The most serious accidents in mines from gases from explosives have been due to the accidental burning of high[556] explosives, such as dynamite or gun-cotton. When substances of this class burn quietly instead of detonating, nearly the whole of the nitrogen is given off as nitric oxide (NO) instead of as free nitrogen. The nitric oxide at once combines with the oxygen of the air to form nitric peroxide, which is a very dangerous gas. Even when a charge is detonated for blasting purposes it may happen, particularly with badly made or roughly handled explosives, that part burns quietly and forms nitric peroxide. The latter is an irritant gas, but when sufficiently diluted may be breathed for some time without the person exposed to it being aware of his danger. Under such circumstances bronchitis of a very acute character is apt to occur after a few hours, and death often results. In the gold mines in India and the Transvaal, accidents involving the loss of as many as twenty men at a time have sometimes occurred in this way from dynamite catching fire underground, and serious injury to health may easily be caused by the fumes of imperfectly detonated high explosives where the ventilation is bad.
John Haldane.
[557]
Introduction.—Man is essentially a builder, and Nature has prepared for him material in abundance and rich variety. Quarrying or stone-getting is an occupation of great antiquity. Its early records are evidenced in the relics of man’s labour in prehistoric days. Through all the ages human ingenuity and skill have been at work freeing the closely-fettered rocks and fashioning them for uprising.
A thorough investigation of our subject would make an acquaintance with geology and practical mechanics desirable, but in the present article it will only be possible to deal with the matter in its immediate relation to health, and its public importance will be evident when it is remembered that something like 94,000 individuals are engaged in connection with quarries in the British Isles alone.[141]
Definitions.—A quarry (L.O.F. quarrière, F. carrière, L.L. quadraria, quadratus) is an excavation, pit, or place from which stone or rock material is separated by digging, cutting, blasting, or similar processes.
For legal requirements a quarry is defined as: “A place in which persons work in getting slate, stone, coprolites, or other minerals, and any part of which is more than 20 feet deep.”[142]
It will be readily seen that the depth limit in the legal definition introduces a factor which goes far to lessen a proper application of the law, and it is desirable that such restriction should be abandoned.
[558]
Varieties of Quarries.—Quarries vary greatly in respect to their size, depth, and the nature of the material worked. In some instances the quarry is superficial in its extent, readily accessible and easily worked from the surface. In other cases the quarry is deep, can be reached only by shafts or ladders, and its working necessitates elaborate means for the elevation and removal of the materials when separated from the native rock. Of the stones quarried for building purposes we may distinguish: 1. Enduring stones, which are used for the major part of the structure; 2. Shaping stones, which are principally utilised for ornamentation.
Of quarried materials the uses may be exceedingly varied, chalk being worked for the making of lime, china-clay for the purpose of pottery, graphite for pencil manufacture, and so on.
Quarries are perhaps best classified according to the nature of the rock they yield. We can distinguish the following:—
Of each of the above class of quarry much might be said, would space allow, concerning: (a) geological character of the rock; (b) localities where the various forms of quarry are to be found; (c) uses of the quarried materials; (d) special methods of working employed in some of the quarries; and (e) particular dangers connected with certain forms of quarry. But for the purposes of this article it will be desirable to deal with the subject in its general aspects only.
Methods of Working.—In early days men were content to labour patiently with primitive methods and inadequate tools. The modern use of explosives, and the introduction of various mechanical contrivances, have, however, done much to accelerate the getting of stone: and such measures have led to accidents and conditions inimical to health.
The methods of quarrying and the operations immediately concerned therewith may be grouped under:—(a) Mechanical, or the application of various mechanical contrivances; (b) Blasting, or the use of explosives.
[559]
In spite, however, of the introduction of machinery and explosives, it would seem that the risk of accidents and exposure to conditions detrimental to health have not been very appreciably increased, although, of course, the process of quarrying has been greatly facilitated, and such works extended. In most quarries, both in this country and abroad, the wedge and hammer are still the chief agents employed in the getting of stone. For rocks in levels or distinct seams, as in the case of the millstone grit, probably the wedges afford the best methods. A procedure called the “plug and feather” method, and working on the principle of the incline plane, is sometimes employed.
According to an ancient procedure, after the hole was drilled, dry wood was inserted, and the expansion after moistening with water employed to split the rock. Another custom was to fill the bore-hole with quicklime and water.
Explosives are, however, extensively employed, and their use proves fruitful as a source of accidents. In many quarries with stone in flat layers, after boring the holes by hand, or the aid of machinery, only sufficient explosive is used to split but not to break or shatter the rock, its further separation being accomplished by wedge and hammer.
Blasting is commonly used for all rocks not found in seams, and hence explosives are largely employed in granite and marble quarries. In slate quarries also, especially in Wales, blasting would seem to be the favourite method.
Among the more important explosives used in quarry work are the following:—
Pathology.—The quarryman, from the nature of his work and the circumstances under which it has to be carried on, is necessarily exposed to influences which may (1) excite or (2) predispose to morbid conditions, and in not a few cases it is difficult, if not impossible, to sharply distinguish between them.
The pathological lesions resulting from the action of the causal agents may be best considered under the customary headings of (1) Accidents, and (2) Disease.
Etiology.—The exciting agents may be classified according to their nature into:—(1) Mechanical; (2) Thermal; (3) Chemical; (4) Electrical; (5) Biological.
[560]
The predisposing agents act by (1) influencing the condition of the individual, and (2) by modifying the character of his environment. Without entering into details we may simply enumerate such points as heredity, sex, period of life, constitution, temperament and previous disease, as modifying the health tendencies of the individual; while climate, social standing, education, form of occupation, and habits are all influential in modifying the environment.
Of accidents occurring in connection with quarries, a study of the published returns will show that these may be best considered as to whether they arise (1) inside, or (2) outside the quarry proper.
Quarry accidents may thus be grouped:—
1. Those which occur inside the quarries—
(1) From falls of ground and detachment of rock. Such may occur (a) from beyond, or (b) at the person’s own working place.
(2) By blasting. Accidents are here particularly liable to occur (a) while charging or tamping, (b) from stones projected by shots, (c) from miss-fires.
(3) During descent or ascent to a deep-seated quarry, accidents may arise from (a) falling from paths, steps, or ladders, while climbing; or even (b) when ascending or descending by machinery.
(4) Accidents may also arise from a miscellaneous group of causes, such, for instance, as—
The breaking of ropes or chains, the mismanagement of machinery, boiler explosions; in connection with inclined and engine planes, railways, tramways, or sidings, from falling from ledges, or by injury with the ordinary quarry implements.
2. Those which occur outside the quarries—
The chief of these arise in connection with machinery, from the use of hot liquid or molten metal, by boiler explosions, from the escape of gas, steam, or metal, on inclined and engine planes, railways, tramways, or sidings.
It will thus be seen that the accidents arise chiefly from mechanical agencies, or from the misuse of explosives. Thermal causes lead to burns and scalds. As electricity comes into more general use, injuries from this agent are likely to be met with.
The dangers from mechanical conditions depend upon: (1) the situation and material of the quarries; (2) the implements and machinery used.
Dangers in connection with the use of explosives arise: (1)[561] while conveying explosives; (2) during the thawing of explosives; (3) from changing or stemming holes; (4) allowing access of sparks from lamp or candle; (5) by the use of iron or steel tools, or by using wooden, brass, or copper tools; (6) premature explosions are liable to arise from the use of squibs or straws, and sometimes from the so-called safety fuse; (7) delayed explosions; (8) unramming shots; (9) blows from stones projected by shots.
Exceptional accidents may also arise, as, for instance, where an acetylene gas apparatus used in the quarry work suddenly exploded.
The nature and extent of the injuries met with in quarrying vary greatly. Burns and scalds may occur from contact with the boilers and steam appliances used in many large quarries. Contusions of greater or less severity are necessarily common. Crushes may arise from falling rock or entanglement in machinery. Dislocation of joints sometimes occurs from falls or similar accidents. Eye injuries are somewhat common from granite chips or particles of steel, and they also occur where dressing of stone is carried out at the quarries. Fractures arise from falls and the giving of the ground. Lacerations, superficial or deep, and involving skin and muscular structures, arise not only in connection with the actual quarrying, but in the use of the machinery which is now so frequent in large quarries. Sprains are not uncommon in connection with falls and the like. Wounds may arise from various circumstances, and may be of any degree of severity.
Diseases.—After having made extensive inquiries with a view to ascertain the extent of actual disease which may be fairly considered as incidental to quarrying, we are drawn to the conclusion that such work, generally speaking, is not necessarily detrimental to health.
The medical officers and managers of most of the large quarries from whom we have sought information are decisive in considering quarrying, as usually carried out in this country, a fairly healthy occupation.
Of course quarry-workers are liable to many of the ailments to which all labourers are more or less prone, and their habits and social customs are not always such as to maintain a high degree of physical vigour.
Unfortunately, in many parts the quarrymen are thriftless and drunken. Their homes also are often ill-built and ill-kept.[562] A neglect of habits of cleanliness is, in many instances, only too apparent. In some parts of the country the quarrymen are of poor physique, which arises, according to local opinion, from too early marriage, intermarriage, excessive tea-drinking, and poor diet.
We find that in some rather isolated districts, for instance in Cornwall, there is considerable intermarriage among the workers, and some believe that this affords a factor of importance in connection with the development of phthisis.
That quarrying is by no means a dangerous employment to health is evidenced by the fact that in many quarry districts old men abound, many of whom work until over eighty years of age.
We have made particular inquiries regarding workers in limestone, but even those who are engaged as burners and dressers of the lime seem to experience no detriment to health, many having worked all their lives without complaint. Indeed, we learn that at one justly celebrated lime-works, delicate lads have been sent to work at drawing lime, and have materially improved in their general health. The fact that quarrying is necessarily carried on out-of-doors of itself makes for physical vigour.
Even where dressing is carried out in the immediate vicinity of the quarry, the sheds are frequently of such a character as to allow of free natural ventilation, and the ready carrying away of dust almost as quickly as it is formed. In many places the cutting is done quite in the open and with no protection whatever.
Brief reference may be made to some of the more important pathological conditions which, arising in quarry-workers, may be considered as ætiologically associated with the nature of their labour.
Affections of the Respiratory Organs.—Lesions in connection with the lungs and air-passages have long and rightly been considered the more particular accompaniment of work associated with the production of dust. But in most forms of quarrying the amount of dust and its means of access to the respiratory tract must be considered so limited that serious pulmonary disease is quite the exception.
Where, however, in connection with quarry-works there is also extensive dressing of soft material like sandstone, or the preparation of material giving rise to such irritating particles as granite, changes in the bronchi and lungs are liable to[563] occur. The bronchi then become the seat of an excessive formation of mucus, and it may be that a catarrhal process is established which may progress to a chronic bronchitis, to which will sooner or later be added the usually associated conditions.
The lungs may absorb more or less of the dust particles which, becoming deposited in the inter-alveolar and sub-pleural lymphatics, or arrested in the bronchial glands, give a greater or less degree of pigmentation to the lung (pneumoconiosis). Should, however, as is very likely, the particles of stone-dust produce marked irritation, the reaction of the tissues will lead to the formation of fibrous tissue which may not only lessen the function of the lungs as blood-aërating organs, but predispose them to the invasion of the tubercle bacillus.
Quarry workers would appear to be but little predisposed to tuberculosis, and doubtless the outdoor character of the work greatly militates against the liability to infection.
Cardio-Vascular Disease.—The laborious and oftentimes straining character of the work seems to be influential, at least to some extent, in initiating and perpetuating states of arterial degeneration, leading to or associated with cardiac enfeeblement. It is very doubtful, however, if atheroma and cardiac involvement occur more frequently in quarrymen than in the sedentary and intellectual workers of the present day, in whom cardio-vascular regressive changes are only too common.
Indeed, even when cardiac and arterial degeneration is met with in quarry workers there seems reason to believe that it is more often due to alcoholic indulgence and other irregular habits than to the nature and character of the work.
Cutaneous Lesions.—The skin frequently shows evidence of exposure to wind and weather and scars from the war with rocks.
Digestive Disturbances.—The lack of suitable food, irrational indulgence in tea, or excessive use of alcohol, not infrequently leads to digestive derangements.
We learn that in consequence of dietetic ignorance in some of the Welsh quarries, constipation, dyspepsia, hæmorrhoids and hepatic disorders are common.
Ear Affections.—It might be thought that the constant vibration from the use of the hammer and the employment of explosives might prove detrimental to hearing, but such seems not to be the case.
[564]
Eye Affections.—Injuries to the eyes have already been referred to and are often serious, but inflammatory or other morbid processes in the eye are not of frequent occurrence. The action of the sunlight on some of the light coloured and strongly reflecting rocks may occasionally produce conjunctivitis, but, generally speaking, the powers of vision of the quarryman would not seem to be inferior to that of the ordinary labourer.
Osteo-arthritis, whatever may be the nature of its pathology, certainly affects some of the quarrymen, especially when getting into advanced life, but they are apparently not more liable than other labourers. Rheumatism, more particularly in its so-called chronic and muscular forms, may affect quarrymen, and is generally credited as arising from exposure to damp and cold, which of necessity during a considerable part of the year forms the daily portion of most quarrymen in this country. Dupuytren’s contraction of the palmar fascia and contiguous structures may also be met with.
Septic Infection.—Considering the frequency of injuries and the unsatisfactory methods of treating the same, it is surprising that more cases of serious septic infection do not occur.
Tetanus.—A quarryman, just like any other labourer, occasionally contracts tetanus, but infection is quite exceptional.
Legal Provisions.—Very rightly the working of quarries is under strict supervision and controlled by legal enactments.
The chief Acts directing their management are:—
1. Quarries Act, 1894.
This empowers the application to quarries of certain provisions of the Metalliferous Mines Regulations Acts, 1872 and 1875, and the Metalliferous Mines (Isle of Man) Act, 1891, and arranges that the Inspectors under the Metalliferous Mines Regulations Acts, 1872 and 1875, shall be Inspectors of the Quarries under this Act. This Act applies to all quarries 20 feet or more in depth.
2. Metalliferous Mines Regulations Acts, 1872, 1875, 35 and 36 Vict., cap. 77, 38 and 39 Vict., cap. 39; and Metalliferous Mines Regulations Acts (Isle of Man Act) 1891, 54 and 55 Vict., cap. 47, make certain provisions which also apply to quarries.
3. The Factory and Workshop Acts, 1878 and 1891. These Acts apply also to quarries, and there have also been introduced certain modifications in the working of the same. Since 1898 brick and other works in connection with quarries have come[565] under the jurisdiction of Inspectors of Factories. This explains why of recent years the number of individuals returned as engaged in work outside the actual pit, hole, or excavation has often been less than formerly.
4. Quarry (Fencing) Act, 1887. This provides that where any quarry dangerous to the public is in open or unenclosed land within fifty yards of a highway or place of public resort dedicated to the public, and is not separated therefrom by a secure and sufficient fence, it shall be kept reasonably fenced for the prevention of accident, and unless so kept shall be deemed to be a nuisance liable to be dealt with summarily in manner provided by the Public Health Act, 1875.
Actual getting of clay in case of brickworks is under the Inspector of Quarries, but in the making of clay-ware under the Factory and Workshop Act, the local Inspector of Factories exercises supervision.
Where washing and dressing of quarried material takes place adjacent to the quarry, the Inspector of Quarries acts as a Factory and Workshop Inspector under the Factory and Workshop Acts.
It may be well to point out that there is much need that the legal definition of a quarry should be amended by abandoning the depth limit.
It is also well to state that even in the case of small quarries, where only one or two men may be employed, and the stone removed only for such purposes as road repair, the place is nevertheless a quarry, and legal enactments must apply. Explosives may be employed only in accordance with the Explosives Act.
In many indirect ways legislative measures have of recent years accomplished much in lessening the dangers of quarrying. Thus the passing of the Workmen’s Compensation Act has led in many districts to much greater care and supervision being exercised. For instance, in some quarries it is now forbidden to bring alcoholic drinks into the quarries during working hours, although formerly it was no unusual thing to find a lad whose chief work was the fetching of beer for the workmen.
The Boiler Explosives Act will also, of course, apply to cases occurring in connection with quarry works.
The systematic examination of boilers is a measure likely to avail much in lessening the occurrence of boiler explosions.
The Employers’ Liability Act also applies to quarry proprietors.
With regard to further restrictions, it may be pointed out that the Quarry Fencing Act, which applies to quarries on unenclosed[566] land within fifty yards of the highway might be well extended in its scope, so as to provide protection to the public from the only too common abandoned quarries.
It is also very necessary that those responsible for the conduct of a quarry should insist on the strict enforcement of rules. An abstract of the Quarries Act and Special Rules should be printed on enamelled iron and placed in a conspicuous position in the works. It is of particular importance that well understood signals be always used in connection with blasting.
Prophylaxis and Treatment.—Although quarrying as now conducted must be considered a comparatively safe and fairly healthy occupation, there yet remains much to be done to ensure the carrying on of such work with the minimum of risk and the maximum of efficiency.
Unless constant care is exercised and rigorous inspection carried out, the results of ignorance and neglect are soon made apparent.
1. Preventive Measures.—These may be considered as they are formulated and carried out by (a) the State, (b) the Employer, (c) the Workman.
(a) The State has recognised the risks and dangers incidental to quarrying, and legislation has to a great extent limited the dangers arising from neglect and ignorance. The annual publications of the Reports of the Inspectors and the occasional prosecution of law-neglecting proprietors give evidence that the enforcement of the law is in many districts satisfactory, but it may be freely admitted that further measures of control and increased activity in surveyance would do much to lessen the accidents still only too common in quarries.
(b) The workmen should be well housed and offered inducements to live rationally and act hygienically. Where possible, baths should be available. Education in the elements of hygiene should be encouraged.
(c) The workman can do much to maintain and retain his own health. His clothing should be suitable to the form of his work and the nature of the climate. His diet should be nutritious and appropriate to the laborious character of his work. Suitable recreation should be afforded, and temperance and thrift practised. Steps to provide against accidents, sickness, strikes, and old age will be taken by a thrifty and thoughtful workman.
A wise workman realises that his best protection lies in his own intelligence and experience, and no rules or superintendence can relieve him of his own personal responsibility.
[567]
2. Treatment of Accidents and Ailments occurring in Quarries.—The workmen engaged in quarries should be trained in the methods of rendering “first aid” in cases of accident and illness, and dressings, bandages, splints, and suitable appliances should always be available.
In most large quarries a medical officer exercises a certain amount of general inspection as regards hygiene measures, often holds ambulance classes, and attends in case of accident or sudden illness.
[568]
Introductory Remarks.—Under the title of the chemical trades a very large number of industries must be included which vary widely in the conditions under which the manufacturing operations are carried on. Nor must sight be lost of the great variety of chemicals used in the arts. For instance, in the department of pure chemicals and drugs for medical purposes, we find manufacturers who are engaged in producing small quantities of these substances, with the greatest precautions for cleanliness and care in the details of manufacture. These articles may be manufactured in small vessels by the pound weight at a time. At the other end of the industry we find the manufacture of such chemicals as are used in very large quantities carried on by tons. The whole conditions of such a manufacturing process are necessarily quite different, and we find laboratory fittings replaced by enormous machinery and great furnaces working under open sheds and turning out large quantities of material. It is therefore impossible to deal adequately with an industry of this description, or to give anything approaching a complete survey of the different conditions of employment found in it.
Furthermore, we have allied to the chemical trade others closely resembling it. It is, for instance, a mere arbitrary distinction to separate the manufacture of pigments from that of chemicals, as many of the pigments used at the present day are made by means of chemical processes carried on under similar conditions, and the workmen engaged in these are exposed to similar risks and dangers. The white lead industry, for example, is merely a process of chemical manufacture, although for convenience it is regarded as an industry by itself. There are other industries in which the danger to health in using certain chemicals is even more serious than it is to those actually engaged in their manufacture. For instance, it seems to be far more dangerous to dip match heads in the composition containing small quantities of phosphorus than it is to manufacture[569] phosphorus itself, and many cases occur where lead poisoning results from the use of chemicals containing lead. The greatest danger seems to be for those who are continuously engaged in handling these substances in small quantities rather than for those who deal with the manufacture in bulk. It is evident, then, that as a matter of convenient classification we must strictly limit the meaning of the words “chemical trades.”
Dealing purely with the manufacture of chemicals themselves, we may, I think, lay down this general principle, that there is not necessarily any danger to the workman in manufacturing the most poisonous substances, if reasonable precautions are taken. Most chemicals are made by a wet process, and are crystallised or precipitated from the solutions, and therefore the danger from the inhaling of poisonous dust is not present. If deleterious gases are evolved, suitable arrangements can be made for preventing them escaping into the laboratory: moreover, we find that firms engaged in the manufacture of fine chemicals usually prepare a great variety of substances, so that the workmen are not always engaged upon the same process, and the risk of accumulated poisoning is diminished.
The experience of scientific chemists in their own laboratories goes to show that for many years experiments may be carried on with the most dangerous substances, including gases of a poisonous nature, and that they may work day after day in an atmosphere frequently loaded with the fumes of strong acids and other substances, and yet not suffer any serious damage. In the manufacture of miscellaneous chemicals and drugs conducted on a comparatively small scale, there is no reason, I believe, to look for any serious difficulty in making the work perfectly healthy. Good ventilation and obvious precautions are all that are really necessary. But when we come to consider the manufacture of certain chemicals in very large quantities, then we find conditions which make it very difficult to protect the workmen from injurious consequences. The heaviest part of the chemical trade is that devoted to the manufacture of hydrochloric and sulphuric acids, carbonate of soda, caustic soda, and bleaching powder. These chemicals are usually made in one establishment, as part of one process, or in establishments closely allied to each other, and we shall find that there are three distinct methods of producing some, at any rate, of these chemicals.
The Le Blanc Process.—To deal first with the process by which all these substances can be manufactured, and which is the oldest[570] and still the most important, we shall consider in some detail the manufacture known as the Le Blanc process, which is carried on in this country by the United Alkali Company and others. We shall find that the manufacturing processes necessitate the workman being exposed to the weather in open sheds, and that he is carrying on operations involving considerable bodily exertion before furnaces, and is exposed to various deleterious gases. Probably the fact that his work is carried on in open sheds, while making him more liable to sudden chills after working before the furnaces, is, on the whole, beneficial, as he is supplied in this way with fresh air. In fact it would be impossible to carry on many of the operations under any other conditions. As has been shown by statistics, the agricultural labourer, in spite of his exposure to inclement weather, has the longest life of any class of workmen. We may say, then, that the chemical worker, as his employment is practically an outdoor one, has this much to the good; but we cannot compare the air which he breathes in the chemical works with that which is breathed on the country farm.
The processes of Le Blanc manufacture are as follows: The first is the production of sulphate of soda or salt cake. This is produced by acting upon common salt with sulphuric acid or oil of vitriol. We shall have to consider the conditions of the manufacture of sulphuric acid itself, but it will be simpler in the meantime to assume that we have sulphuric acid supplied to us. Its manufacture is usually carried on in the same works in which the salt cake is made. The sulphuric acid and salt are heated on the bed of a furnace, and are raked and moved about by the man in charge, until the decomposition of the salt is complete, and it has been converted into sulphate of soda. During this process torrents of hydrochloric acid gas are set free from the mass, and are drawn away from the furnace by means of a Root’s blower or some similar contrivance.
The hydrochloric acid gas has a suffocating and irritating effect when breathed, and if present in any considerable quantities in the air, makes it quite impossible for any one to stand the suffocation and irritation produced. Even in smaller quantities the irritation of the air-passages is so great that it must in course of time prove injurious to the workmen. If we could obtain an ideal system, there seems to be no reason why workmen should be exposed at all to this irritating gas. The furnaces are, of course, arched in, and the gas is drawn off as it is generated. The main danger of exposure to the gas comes when the workman rakes[571] the salt cake from the furnace into barrows, for removal to the next operation. Here a considerable improvement has been made of late years. The salt cake is raked into an iron box, which is connected to the furnace draught, so that the gases are drawn away while the salt cake cools, and the box is not removed from this position until by this means most of the fumes of acid have been given off.
Notwithstanding these improvements, hydrochloric acid gas is found to be present more or less in the neighbourhood of these furnaces. The state of repair in the furnaces themselves, the condition of the weather, the amount of moisture in the air, the successful working of the acid towers, the rate at which the workman is trying to get out his material, and consequently not allowing it to cool properly in the iron box—all these conditions are present, and any of them may result in the presence of a certain amount of gas. It is only necessary to be in a town like St Helens on a moist evening to realise the fact that from these various chemical works large quantities of hydrochloric acid and other gases are evidently escaping.
In order to protect himself to a certain extent from the hydrochloric acid, the workman either wears a flannel muffler tied over his face, or he bites a piece of flannel between his teeth and breathes through it. The fumes of acid quickly cause the teeth to rot away, and it has been suggested that this biting of the flannel, which gets full of acid, is one of the main causes of the rotting of the teeth. I have no evidence, however, on this point. My impression is that the rotting away of the teeth will take place whether flannel is held between the teeth or is wrapped over the mouth. Besides being exposed more or less to hydrochloric acid gas, the man is also working before a furnace door, in an open shed, and his work is of a very heavy character, so that he usually wears a minimum of clothes and perspires freely. He is thus exposed to constant chills, and to the risk of developing some pulmonary disease.
The custom of the chemical trade is to divide all work of this character into shifts of twelve hours each, though as a matter of convenience the workmen sometimes arrange to take shifts of eleven and thirteen hours. During the twelve hours the workman is supposed to have sufficient time for his meals, but he does not leave his furnace; his food is brought to him, and he so arranges his work that he is able, to get his meal while waiting for the next operation to take place. His work at the furnace is not[572] absolutely continuous. It would be impossible for any human being to carry on such heavy muscular labour continuously. He has to watch the materials, to stir them and rake them about at the proper intervals, and to remove the charge when completed, and to distribute a new charge in the furnace. But as the method of payment universally adopted in the chemical trade is by the quantity of material turned out, he is naturally anxious to turn out as much as possible, and he produces with considerable regularity the same quantity of stuff from day to day.
The amount of labour involved in this would be impossible to a muscular man who had not been trained to it. The mere exposure to heat would make it very difficult. But it must not be supposed, that because a man going to this work for the first time would find the labour and the heat involved quite intolerable that it is so to the salt cake worker. The extraordinary power of adaptation which we find in the human subject enables him to carry out these arduous operations with comparative ease, and so far does this adaptation go, that the men working beside him, whose business it is to wheel barrow loads of the weighed chemicals to the furnace door, can wheel barrows all day, but could not carry out the furnace operations; while the furnaceman, if put into the yard, where he has general labouring work to do, will be found at first very unfit for such toil, and will do the best he can to get back to his furnace work again.
Besides the long hours involved, the exposure to the heat of the furnaces tends to make such men heavy drinkers, and I think it is the universal experience in the chemical trade that such is the case. I believe that inquiry would show that the quantity of alcoholic liquor that one of these men can take, without any apparent injurious effects, is extraordinary. In the end these drinking habits tell, and the result is that the health of the workman rapidly breaks down.
We have then four conditions which are acting prejudicially—exposure to the fumes of an irritating gas, exposure to high temperature from the furnaces, exposure to cold and chills working in an open shed, and the tendency to drink heavily when away from work. I have described these conditions in considerable detail, because the work at the salt cake furnace is so similar to that carried on in many other operations in chemical works, that it may be taken as fairly typical. The men employed in this industry are very largely Irish labourers. If they are not of Irish extraction, they are principally country labourers from[573] the surrounding districts. The comparatively high wages earned are, of course, a temptation. A man may change from salt cake to a black ash furnace, but he is still engaged in similar operations. The work is of so peculiar a character, that a man who has once got adapted to it is not suited for other purposes. When no longer fit for so arduous a task, we may find him employed in odd jobs about the yard, acting as a night watchman, or performing some of the many miscellaneous jobs that require to be attended to in chemical works.
In the earlier inquiries into the effect on health of this and other processes in the chemical trade, very different opinions were expressed as to whether the operations which these men had to carry on, while undoubtedly of a disagreeable character, had really a serious effect upon their health. I shall not discuss this at the present stage, but I think it is proved, in spite of the difficulties, which I shall refer to later on, of obtaining definite statistics on this point, that the injury to health is of a definite and serious character. I shall also reserve for general discussion the question as to the long hours of labour, and how far that may be dealt with and improved.
The salt cake after it leaves the furnace is mixed with limestone and coal in a black ash furnace. After being heated and stirred in this furnace for a sufficient length of time, it is poured out in a molten condition, wheeled away to cool, is broken up, and the soda dissolved from it in the black ash vats. This operation of decomposing the salt cake used to be carried on in furnaces worked by hand. Such furnaces have practically disappeared, and with their disappearance a form of labour as arduous as the work of the salt cake man has also gone. Large revolving mechanical furnaces are now used for this operation, and although the labour of tending these furnaces is arduous, yet the conditions are very much improved upon those which prevailed in the old days. No fumes result in this operation, so that the workman is not exposed to deleterious gases.
After the soda has been dissolved it is subjected to various processes, according to the product which may be required. It may be converted into soda ash, into soda crystals, and into caustic soda. All these operations involve boiling, furnacing, and similar processes, but there is nothing to be said about them of special interest, except the final operation in the manufacture of caustic soda.
In order to make caustic soda, the liquors, after treatment[574] with lime, are evaporated in large cast-iron cauldrons some 15 feet in diameter. As the liquor gets more and more concentrated, the temperature keeps rising, until finally the cauldron is full of red-hot caustic soda, which when it is finished is bailed into iron drums and there solidifies and is ready for sale. These great cauldrons of red-hot caustic are, of course, dangerous, as the substance will produce very serious injuries, if by any accident it gets out of the pot, while a drop of water will cause it to spurt, and other accidents may happen, causing similar spurting of this liquid. We find accordingly that burns are apt to happen in the caustic shop, although they are seldom of a serious character, and occasionally men have lost their lives from slipping and falling into the caustic pot.
Some of these cases were discussed in the inquiry which was made in 1893 into the chemical trades, and certain precautions were suggested for preventing such accidents in future, and were embodied in the special rules. The most important of these was taking care that the top of the pot should be at least 3 feet in height above the ground, and that the brickwork should slope to the top, and should have no ledges upon it where the workman could place his foot.
But while the manufacture of caustic may and does lead to accidents, there is nothing in the actual process of manufacture itself which seems to be injurious to the workman, beyond the exposure to heat and cold. The work of the caustic finisher is not nearly so continuous or so arduous as that of the furnaceman. He is usually highly paid, and requires to be a man of considerable skill, for the turning out of a white caustic of a high strength depends upon long experience, as well as great care in its manufacture.
The next process to be considered is the manufacture of bleaching powder from the hydrochloric acid which was given off during the operations in the salt cake furnace. In practice there are two ways of dealing with this substance, with the view to producing chlorine gas, from which bleaching powder is prepared. Either the hydrochloric acid is decomposed in large stone-covered vessels, known as stills, by means of manganese mud, the chlorine gas evolved being carried away through suitable pipes to the bleaching chambers; or the hydrochloric acid gas is passed direct from the salt cake furnace, and without condensation is mixed with proper proportions of air and steam; it is then decomposed by being brought into contact with specially prepared[575] material, and the chlorine gas liberated. The first process is known as the Weldon process, and chlorine gas produced by decomposition of hydrochloric acid and manganese mud is known as Weldon gas. The second process is known as the Deacon’s process, and the gas is called Deacon gas.
I have mentioned both these processes because the method of preparing chlorine makes a considerable difference in the way in which bleach is prepared from gas. In order to prepare bleaching powder we must expose freshly slaked lime to the gas. The lime will then absorb the chlorine gas, forming a compound known as bleaching powder, from which chlorine can be very readily evolved, mere exposure to air and carbonic acid gas being sufficient to cause a slight decomposition to go on.
It is a matter of great importance to the manufacturer to get as high a percentage of available chlorine into every ton of bleaching powder that he sells as he can, as the buyer of bleaching powder naturally objects to paying carriage on a weak article.
As bleach is always slightly decomposing and losing in strength, it becomes specially important for export purposes, where it may be exposed to long voyages, to make it as strong as possible before it is sent away. We have then the production of an unstable compound, which can only be prepared at full strength, say 38 per cent., by taking great care in the conditions of manufacture, a compound which is always slightly decomposing, and which, if the conditions of manufacture are only slightly altered, will possibly lose rather than gain in strength in the final stages of its manufacture. For example, in order to be able to meet the competition from the Continent and America, it is necessary to turn out this product at as high a percentage of strength as possible. The bleach below 35 per cent. in strength is not saleable, except at a very reduced price, while bleach of 38 per cent. strength is considered to be of the highest quality. It is a matter of the utmost importance to the manufacturer to obtain this 2 or 3 per cent. of strength. Many of those who have discussed the manufacture of bleach, and have talked of improved mechanical processes, have not realised how difficult and delicate a business the production of bleach of full strength really is. These facts should be kept in mind when the chemical manufacturer is condemned for what is called his crude and old-fashioned methods of making this article.
If we are going to make bleach from Weldon gas, we are dealing with gas which contains a very high percentage of pure chlorine,[576] and, consequently, the conditions for successful manufacture are quite different from those prevailing in the case of Deacon gas, in which we have only some 7 per cent. of chlorine present. The manufacture of bleach from Weldon gas is carried on to-day as it has always been, by spreading lime over the floors of chambers, which are at the present time usually made of lead, and passing the gas into these chambers, and allowing it to be absorbed by the lime. These lead chambers are of varying size, but are usually about 100 feet long, 30 feet broad, and about 6 feet high. The lime is spread over the floor, and is made up into ridges by means of a wooden rake. The doors are closed and the chlorine gas is allowed to enter. The absorption process is carried on for two or three days. During that time the lime is taking up the chlorine gas, and forming the compound which we call bleaching powder. Samples are withdrawn from time to time, the supply of fresh gas is stopped, and the lime is allowed to continue absorbing the gas still remaining upon it in the chamber. When this operation has gone as far as it can, and the bleach has reached full strength, then the chamber is again connected to another chamber, containing fresh lime, and this second chamber is then connected to a pipe and subjected to a gentle suction so as to cause a slight current from chamber No. 1 to chamber No. 2. The doors of the first chamber are now slightly opened, so as to admit a little air, and the remaining chlorine gas is then gently drawn off into the chamber which is freshly limed, while air passes in and takes its place. The doors are then thrown wide open, and free admission of air is allowed. The chamber cools, and the greater part of the gas is removed; but complete removal of the gas is not practicable, as the powder itself is always slightly decomposing, and if left long enough on the chamber floor would soon cease to be saleable bleach.
The quantity of gas which may be left in the chamber when the bleach is packed has been laid down in the Act of Parliament dealing with injurious gases from chemical works, and the works’ chemist is expected to test the air in the chamber and enter the result in a book which is inspected from time to time by the Alkali Inspector. These inspectors are not appointed under the Factory Acts. Their function is to prevent the escape of injurious gases which may injure neighbouring property. It must be remembered, however, that the bleach is always decomposing, and in summer weather the decomposition of the bleach is going on very rapidly, and unless it is packed with great promptitude it will lose in[577] strength, while, on the other hand, the fact of this decomposition going on makes the work of packing more disagreeable.
The method of packing is as follows:—The bleach packer wraps his face in roll upon roll of flannel, the flannel being drawn over his mouth and leaving the nostrils free. These layers of flannel stand out some three inches beyond his face, and have to be of just the right dampness to prevent the gas reaching his lungs. He then puts on leather goggles to protect his eyes, and ties a piece of paper round his trousers to keep the bleach from attacking them. He then enters the bleach chamber and rapidly shovels the powder through holes made in the floor. Under these holes are shoots down into the casks which are underneath the bleaching chamber, and a covering is attached to the shoot and tied round the sides of the cask, preventing the bleach from escaping as it goes down. In this way the bleach is packed.
This operation of bleach packing is the most disagreeable to which the man in charge of the bleach is subjected. The chlorine rises from the bleach as it is disturbed, and it would be impossible for any one to remain for a few seconds in a bleach chamber unless he was protected from breathing the gas in the way I have described. On the other hand, such wrappings make breathing very difficult. In fact a man who has not got accustomed to the bleach packer’s flannel would imagine that he was going to die of suffocation, and could not bear it round his face for more than a few seconds. While the bleach packer leaves his nostrils free, he is careful to breathe out from them, while he inhales through the flannels. He may stay from twenty to forty minutes inside the chamber, then come out and take fresh air, then put on his flannels and go back again, and in the course of a day he may thus do from two or three to five or six hours’ bleach packing. The bleach chambers come up to strength in succession, and when one of these is up to strength the product is packed as rapidly as possible, and the chamber prepared for another operation. A great part of the bleach packer’s time is spent in merely looking after his bleaching chambers, seeing that the lutes are tight, that the gas is passing properly into the chambers, and so on. His life consists of periodic leisure combined with the most arduous and exceptional form of toil.
The exact conditions vary in different works, but it is usually found that the bleach packer also prepares the chamber with lime, and he may also prepare the lime himself and sift it. In large works the duties of sifting and slacking the lime are performed[578] by a special set of men. This preparation of the lime is also a very unpleasant process, as it involves working in clouds of lime, which settle on the body and clothes, and is inhaled in considerable quantities. The lime-dresser rubs his arms and face over with grease and has also to roll his face in a flannel, but does not require to put on anything like the number of layers which are necessary in the case of the bleach packer exposed to chlorine gas. In the case of the Deacon process, the arrangement is somewhat different. The lime is distributed on shelves, and is finally removed by being pushed from these shelves down suitable holes, by means of openings from the outside; so that the Deacon man does not go into the chamber, as he does in the case of Weldon gas.
Besides the exposure to the chlorine gas under the conditions of packing, it must be remembered that, in carrying on operations on a large scale with gas having the corrosive properties of chlorine, many little escapes of gas will take place, and that accidents from this source will be found to happen more frequently when the men, not expecting such an escape, are not, consequently, prepared for it, than from actual breathing of the gas during the process of packing.
It is unnecessary to describe the effects of chlorine when breathed. A person has himself to experience the peculiarly suffocating and irritating properties of this gas, in order to appreciate its qualities. But while the inconvenience and discomfort produced are very great, and may result in vomiting and irritation of the bronchial passages lasting for some days, yet the discomfort is greater apparently than the permanent injury to health. Insensibility and death have been produced, but such results are rare. It often happens that workmen in chemical works get “gassed” accidentally, and consequently feel great irritation of their respiratory passages, and have a feeling of suffocation, followed by vomiting, but these symptoms are temporary in their duration, and do not appear to cause permanent injury. Any one who is familiar with chemical works has been gassed occasionally, and yet he has found no permanent harm come from it.
But when we come to the question as to whether the continuous exposure to this gas, combined with work under the peculiar conditions necessary in the case of the bleach packers, does not ultimately undermine the health of the workers, we approach a more difficult problem. These men are necessarily men of great physical strength and in the prime of life, and they[579] like the trade because of the very high wages paid; but it is difficult to trace the ultimate history of such men, and decide how far the death-rate among men who are picked for their health, strength, and age would give any real information as to the injurious nature of the employment. Here again, as in the case of the furnace man, the temptation to excessive drinking is very great. The bleach packer is more highly paid, and as he has a good deal of responsibility resting upon him in the manufacture of this difficult article, he is a superior man, just as the caustic finisher is a better man than he who works at a furnace door. Many of them are in the local football teams, and I think we may take it that, at any rate for a considerable number of years, working in chlorine does not produce any very obvious bad effects.
Naturally when people first come across this industry, they remark upon the crude methods by which this manufacture is carried on, and they say at once: “Why is not some arrangement invented for the mechanical production of bleach? How easy it would be to put in lime at the one end, and carry it by means of suitable belting out at the other end, and pass the chlorine gas continually over it, and so avoid these unhealthy processes.” And the chemical manufacturer has been denounced for his inhumanity in not adopting some such plan. The question of humanity, or inhumanity, does not enter into the matter. A successful mechanical mode of making bleach would save so much expenditure in labour, the men connected with bleach manufacture being highly paid, and would save so much capital expenditure, that it would be at once adopted by chemical manufacturers. In the Home Office Report on the Chemical Trades, one piece of apparatus, known as the Hasenclever apparatus, is described, and an invention by another engineer. Hasenclever’s apparatus has been used, I believe, in Germany, and there is one works at any rate in St Helens where the apparatus has been tried. I have had no experience of its working, and consequently can say nothing about it, but the mechanical difficulties involved in the manufacture of bleaching powder are so great, that there is no indication at the present time of mechanical methods being adopted. In the case of the Deacon process, shelves are being used, and the latest plant put up by the Alkali Company consists of shelves made of slate, upon which lime is to a certain extent distributed mechanically. In processes where[580] strong gas like the Weldon gas is produced, the lead chamber is still in use, and in modern works where the latest electrolytic plant is being erected in this country, and of which I shall have something to say presently, large lead chambers on the same plan as those used for the Weldon gas are being built. Very little progress has, therefore, been made in the replacing of the old methods of bleach making by a mechanical process. The tendency seems to be in two directions. In the case of the Le Blanc manufacture, with which we have been dealing so far, the Deacon process is replacing the old Weldon process; but in the case of the new electrolytic methods of making bleach, which are probably going to be the methods of the future, the strong gas produced under these conditions is being poured into bleach chambers, built on the old lines.
There is another possible way of getting over the difficulty, and that is by the men wearing a helmet not unlike a diver’s apparatus. There are two difficulties here: one is the awkwardness for the workman wearing such an apparatus, and his dislike to being covered in it, while engaged in heavy toil. Another difficulty is in making the apparatus of such material that it will stand continuous exposure to chlorine gas. It is a common thing for people to say, why not use a helmet covered with gutta-percha, or some other material that will resist chlorine? This sounds very simple, but the material which will continuously resist the action of chlorine, and at the same time will enable us to construct a tight-fitting helmet, with its valves and apparatus, has yet to be discovered. The practical difficulties in the way of improving the conditions of bleach manufacture are very serious indeed, and I fear that no real solution of them has yet been found.
We have still to deal with two other products of manufacture which are made by the Le Blanc process before considering other methods of manufacturing soda and bleaching powder. One of these is sulphuric acid.
The manufacture of sulphuric acid is carried on in many works besides those for the manufacture of soda. Sulphuric acid is used in many processes of manufacture, and is so expensive to carry, that it is found more convenient to make the acid on the spot where it is wanted. The method most universally adopted for making the gas is to burn sulphur or sulphide of iron in specially constructed furnaces, so as to produce sulphur dioxide, with the smell of which we are all familiar. This is drawn into large lead chambers, where it is brought into contact with air, steam, and[581] nitrous fumes. These fumes are produced by decomposing small quantities of sodium nitrate with sulphuric acid, the nitric acid gas and fumes being drawn into the sulphuric acid chambers. In these chambers a chemical reaction is set up which results in the production of sulphuric acid, while the nitrous fumes are regenerated by the action of the air, and are consequently used for the manufacture of a fresh quantity of acid. As it is necessary to cause a current of these gases to move through the chambers, we find at the end of the series of chambers air ladened with nitrous fumes passing away; the nitrous gases are therefore absorbed and are returned to the process again, so that we have in practice the burning of the sulphide of iron going on continuously, and the gases passing into the chambers at the bottom of which the sulphuric acid collects and is drawn off from time to time, while the addition of fresh nitrous fumes, by the decomposition of small quantities of nitrate of soda, is necessary, merely in order to supply the waste which takes place in what is theoretically a continuous process. The manufacture from sulphur dioxide is too new to be considered here.
The men working at the pyrites burners are exposed to heat and cold, and at the same time are exposed to a certain amount of sulphur dioxide, and to occasional nitrous fumes. These gases are, of course, irritating, and must tend to produce similar effects on the breathing apparatus to those found in the case of chlorine and hydrochloric acid. Here again an entirely perfect system would result in the men not having to breathe either sulphur dioxide or nitrous fumes, but under practical conditions of manufacture, such substances are apt to be more or less present on occasion. The work of a pyrites burner is not so arduous as that of a man employed in making salt cake.
The other product of manufacture, introduced in recent years, is that of sulphur. Returning for the moment to the preparation of soda, it will be remembered that at a certain stage black ash was produced, which was treated with water, and the soda it contained dissolved from it. After this operation, the black ash vats are left full of material, known as vat waste, which is principally sulphide of lime. In past years this material was thrown out as a waste product, so that in the neighbourhood of such towns as St Helens immense quantities of it have accumulated, forming great mounds. It is very unsightly, as no vegetation can grow upon it, and it is gradually decomposed by air and rain, with the result that the air and the streams become loaded[582] with sulphuretted hydrogen—a most disagreeable gas—the rotten-egg smell of which is familiar to those who drink sulphur waters. For many years attempts were made to recover the sulphur from this substance, and we now find that the problem has been solved by that part of the Le Blanc manufacture known as Chance’s process.
The tank waste is mixed with a sufficiency of water, and placed in large closed vessels, through which carbonic acid gas is passed. The result is to decompose the tank waste, and give off sulphuretted hydrogen gas, while the carbonate of lime is precipitated. When the decomposition is complete, the sludge is run off from these vessels into a suitable settling pond, and the sulphuretted hydrogen gas, which has been produced, is burned, under certain conditions as to limitation of the quantity of air, with the result that water and sulphur are formed.
This process means the manufacture in enormous quantities of sulphuretted hydrogen, and this gas, as is well known, is very poisonous. Breathing the gas for a few minutes, even if diluted with a considerable quantity of air, results in coma, very often followed by death. The smell of the gas is also so disagreeable, that if only a very little escape, the whole neighbourhood is made intolerable, and therefore the process of manufacture is so carried on as to make the chance of gas escape as remote as possible. At the same time we find here again the difficulty of carrying on a large process with absolute perfection. Consequently, in such a district as St Helens we find that at night the air will, in the neighbourhood of a Chance’s plant, occasionally smell strongly of this gas. The best remedy for gassing with sulphuretted hydrogen seems to be the breathing of pure oxygen, and consequently a cylinder of compressed oxygen is kept at the works. On the other hand, I have not been able to obtain any evidence that the occasional exposure to small quantities of this gas has an injurious effect. People living in the neighbourhood of Chance’s plant are frequently breathing this gas, largely diluted with air, and while they seem at first to suffer in health, loss of appetite, and so on, they seem soon to adjust themselves to it, and not to suffer any permanent inconvenience. At the same time it is very difficult, unless we could have a large number of cases very carefully watched for many years, to tell how far the presence of this gas is deleterious to health in its ultimate effects.
Alkali Manufacture, other Methods.—We have now dealt with the main branches of alkali manufacture, as carried on by the[583] Le Blanc process, and it remains to say something of the new processes which are being used in connection with this industry. Soda is very largely manufactured in England, and on the Continent, by means of the ammonia soda process. This process is carried on in closed vessels, the substance being in solution during the whole time, and we do not find the furnace introduced until the very last stage, when the soda ash has to be heated at a comparatively low temperature, so that there are no deleterious gases produced. There are no arduous furnace operations, and I have never heard any complaint made as to the conditions of the workmen in this industry. Messrs Brünner, Mond, & Co., the largest manufacturers in this country, introduced some years ago an eight hours’ day for their furnace-workers, and I believe that the result was very successful, but I shall deal with that matter later on.
The ammonia soda process, while giving us soda, does not produce bleaching powder, and consequently we have to adopt some other means of production—either by chlorine, as produced by the Le Blanc process, or by some other method of obtaining this gas. At the works of Messrs Brünner, Mond, & Co., I believe special processes are used by which chlorine is part of the manufacture, but I cannot go further into that particular matter.
One of the most important methods of producing both soda and chlorine, which is now coming to the front, is by means of the electrolysis of salt. An electric current is passed through a solution of salt, and the result is to decompose the salt directly into chlorine gas and caustic soda. The caustic soda can be concentrated, or converted into carbonate of soda, while the chlorine gas is led away and used for the making of bleach. This method of manufacture has been very successful on the Continent, and is also in use in this country, where large new works are being erected for the production of chlorine in this way. As in the case of most new industries, many different devices have been introduced for carrying on the process, some successful and some unsuccessful, but on the whole it continues to advance, and is likely ultimately to replace the Le Blanc process. By this method of manufacture we find all furnace operations are practically done away with; but, on the other hand, the chlorine gas has to be drawn from the decomposing house and converted into bleach, and we find here conditions prevailing which we have already described, and which show no indication of improvement. With the exception of the bleach packing, the conditions of labour, however, are enormously improved,[584] and the more arduous duties of the chemical workers are absent.
We must not expect to see the Le Blanc process of manufacture entirely replaced by these new methods, and for this reason: the first stage of the manufacture consists of the preparation of salt cake as already described. This substance is used in very large quantities in glass manufactories and also in other industries. As long as there is a demand for salt cake, it will probably be prepared by the decomposition of salt with sulphuric acid. It is possible that in the future the Le Blanc process may stop at this stage, and that nothing but salt cake and hydrochloric acid will be manufactured; but salt cake in some way or other must be produced in enormous quantities quite apart from the other products resulting from the Le Blanc process.
The Chemical Worker.—The general conditions of the chemical worker are very much as I have described them, but how far they affect his health is a more difficult matter. The earlier inquiries into this question seem to have left the effect on health very doubtful. The statistics of the death-rate of such a town as St Helens are not of any value for a purpose of this kind. The town is inhabited very largely by glass workers, coal miners, and engineers, and the chemical workers form only a small proportion of the number of hands employed. I do not find on inquiry of the medical men in St Helens, that they have very definite views on this question. Where we have, for example, lead poisoning produced by an industry, it is very easy to trace back the cause of illness, but when we are dealing with a general undermining of health, it is much more difficult to give definite figures or definite facts as to the effects of an industry. Then the chemical worker changes; he leaves the trade and goes back to it; he moves from place to place. We also find that a very large number of men who work in chemical works are simply labourers employed in the yard, and are only exposed accidentally to the injurious gases produced, and then probably in a diluted form. The construction of the works has also an important effect. We may, for example, be trying to trace the effects on health of employment at the black ash or the salt cake furnace, and in the particular works examined, the bleach chambers might be built in such a position that when the wind is blowing in a certain direction, the chlorine gas is carried to the furnace and may seriously affect the health of the workmen, while in other works the chlorine might be blown in a different direction. The gas is so heavy that under
[585]
TYNE AND SCOTLAND DISTRICT.
Average Hours of Labour and Wages per Week.
| Name of Works. | Vitriol Burner Men. |
Salt Cake, Pot, and Roaster Men. |
Alkali. | Bleach. | Sulphur. | Copper FurnaceMen. |
||||||||||||||||||||||
| Revolver Men. |
Vat Men. | Salting. | Carbona- ting. |
Caustic Pots. |
Weldon Packers. |
Deacon Packers. |
Lime Dressers. |
Still Men. |
Carbon- ator Men. |
Claus Kiln. |
||||||||||||||||||
| Hours. | Wages. | Hours. | Wages. | Hours. | Wages. | Hours. | Wages. | Hours. | Wages. | Hours. | Wages. | Hours. | Wages. | Hours. | Wages. | Hours. | Wages. | Hours. | Wages. | Hours. | Wages. | Hours. | Wages. | Hours. | Wages. | Hours. | Wages. | |
| Tyne:— | s. d. | s. d. | s. d. | s. d. | s. d. | s. d. | s. d. | s. d. | s. d. | s. d. | s. d. | s. d. | s. d. | s. d. | ||||||||||||||
| Allhusen’s | 56 | 32 1 | 56 | 30 0 | 56 | 40 4 | 84 | 35 4 | Firing. | 56 | 35 0 | 42 | 59 9 | 42 | 60 0 | 56 | 35 0 | 56 | 32 0 | 56 | 31 6 | |||||||
| Finish- ing. |
84 | 63 8 | ||||||||||||||||||||||||||
| Hebburn | 56 | 33 10 | 70 | 34 6 | 71 | 36 0 | 54 | 32 0 | 70 | 32 6 | 70 | 30 6 | 36 | 60 0 | 36 | 60 0 | 70 | 39 0 | ||||||||||
| Friar’s Goose | 56 | 31 6 | 71 | 33 0 | 70 | 37 0 | 58 | 44 0 | 70 | 28 0 | 70 | 31 0 | 36 | 55 0 | 48 | 40 0 | 69 | 33 0 | 75 | 31 0 | 73 | 26 0 | ||||||
| St Bede | 56 | 31 6 | 70 | 32 6 | 72 | 41 7 | 72 | 27 0 | 72 | 24 0 | 72 | 31 0 | 36 | 60 0 | 36 | 60 0 | 70 | 33 0 | ||||||||||
| Scotland:— | ||||||||||||||||||||||||||||
| St Rollox | 56 | 35 0 | 70 | 28 0 | 70 | 32 0 | 56 | 26 0 | 70 | 27 0 | 70 | 25 6 | 48 | 34 0 | 54 | 33 0 | 75 | 27 0 | ||||||||||
| Eglington | 84 | 34 0 | 72 | 38 0 | 36 | 55 0 | 48 | 52 0 | 72 | 46 0 | ||||||||||||||||||
| Irvine | 84 | 33 3 | 70 | 35 8 | 70 | 40 0 | 54 | 37 0 | 72 | 52 0 | 36 | 47 0 | 36 | 47 0 | 70 | 47 0 | ||||||||||||
| Averages | 64 | 33 0 | 68 | 33 1 | 69 | 37 9 | 63 | 33 7 | 70 | 28 0 | 70 | 29 6 | 71 | 50 3 | 39 | 53 0 | 43 | 50 3 | 69 | 37 0 | 65 | 31 6 | 64 | 28 9 | ||||
N.B.—The hours mentioned are the total hours the men are on duty, without deduction for meal times, etc.[586] certain atmospheric conditions it will produce serious effects a long way from the point of escape. In fact the men working in the bleach chambers might be quite free of the gas while it was doing much damage elsewhere. Each works would, therefore, have to be considered by itself in studying health conditions, or very erroneous conclusions might be arrived at.
Hours of Work in Alkali Manufacture.—Before leaving this industry it will be of interest to give some figures supplied by the Alkali Union to the inquiry made in 1893 as to the hours of work of the different workmen employed. These figures may be taken as very carefully drawn up, and as representing very closely the conditions of labour which still prevail. Wages, of course, tend to vary, so that statistics on this point have to be constantly revised (see table on preceding page).
HOURS OF ATTENDANCE AND TIME SPENT IN ACTUAL WORK AT GLOBE WORKS.
Vitriol Process.
| Average hours of attendance of the two shifts of men | 84 | per week |
| Hours spent in actual labour (say) | 30 | „ |
| The latter is arrived at in the following way, viz.:— | ||
| Dropping one burner or kiln | 2 | minutes |
| Barring and charging one burner | 4 | „ |
| 6 | „ | |
| 30 burners are charged per 12 hours, or at the rate of 2½ per hour. | ||
| 6 × 2½ = | 15 | minutes per hour. |
| Time spent in potting | 6 | |
| 21 | „ | |
| × 12 = 4.2 hours per shift, or 29.4 per week. | ||
Salt Cake Department.
| Average hours of attendance | 70 | per week |
| Potmen—Time spent in actual labour | 52½ | „ |
| Arrived at as follows:— | ||
| Gathering up charge | 6¾ | minutes |
| Shoving | 23¼ | „ |
| Spreading | 10 | „ |
| Charging pot | 7¼ | „ |
| Wheeling out salt cake | 19 | „ |
| Wheeling salt | 19½ | „ |
| Working pot | 14 | „ |
| Watching acid-heater filling | 16 | „ |
| Clinkering fire | 3¼ | „ |
| Firing | 8 | „ |
| Throwing up cinders | 2½ | „ |
| 129½ | „ |
Or 2 hours 9½ minutes per charge × 3 = 8 hours 38 minutes per shift, or 51 hours 48 minutes per week.
[587]
| Furnacemen—Time spent in actual labour | 55 hours 18 | minutes |
| Arrived at as follows:— | ||
| Taking in one charge | 23¼ | minutes |
| Spreading | 10 | „ |
| Charging pot | 7¼ | „ |
| Clinkering | 3 | „ |
| Slicing | 28¾ | „ |
| Wheeling out salt cake | 19 | „ |
| Slicing, tooth-raking, and drawing | 36½ | „ |
| Firing | 8 | „ |
| Throwing up cinders | 2½ | „ |
| 138¼ | „ |
= 2 hours 18¼ minutes per charge × 4 = 9 hours 13 minutes per shift, or 55 hours 18 minutes per week.
Bleaching Powder Department.
| Lime Dressers—Three men employed:— | ||
| Average hours of attendance | 63 | per week |
| Time spent in actual labour (say) | 30 | „ |
| Arrived at as follows:— | ||
| 2 men sieving | 3½ | hours each |
| One man laying down lime, 2½ hours | 3½ | „ |
| One man slacking lime, 1 hour | 3½ | „ |
All the men turning lime, 1 hour each, ∴ each man works 4½ hours, which × 6 = 27 hours per week (say, 30 hours).
It will be noted, after examining these figures, that the employment of men who are on duty a very large number of hours does not mean absolutely continuous work. The labour is, of course, of a very heavy character, and such continuous labour would be impracticable.
As has been already stated, Messrs Brünner Mond have introduced eight hours’ shifts for their furnace workmen, and I myself am responsible for trying an experiment of this character with hand-worked black ash furnaces. My experience was as follows: I found that each furnaceman in a twelve hours’ shift was able to turn out 15 black ash balls, and on an eight hours’ shift he was able to turn out from 11 to 12, so that in the course of the twenty-four hours the output of the furnace was increased from 30 to 36 balls. This increased output was not sufficient to enable the firm to pay quite the same wages. The black ash workman is paid by the balls that he turns out, and it is evident that in order to earn the same wage, the amount paid per black ash ball would have to be increased. We were able to so adjust matters that his earnings were reduced less than 2s. a week, while of course he had the advantage of additional leisure. This experiment was ultimately abandoned,[588] because it was not appreciated, either by the foreman or by the black ash men themselves. They preferred to have a twelve hours’ shift, and produce their 15 balls with less strain, than to work harder for eight hours, to get out the twelve balls. The foreman objected that the greater leisure which the men had, made it more difficult to keep his gang of men sober, while I believe the wives also objected to the change of shift for the same reasons. These, of course, are merely temporary objections, which would disappear if any such reform was carried out on a large scale. Messrs Brünner Mond state that in their experience they found that the result of the change has not worked out at any loss to the firm, while the workmen are receiving the same wages.
It must be remembered, however, that there are many processes in the chemical works which cannot be hastened, and that the greater energy of the workman has no effect on the output of the process. This was pointed out by the Alkali Union at the time of the Home Office inquiry. In such cases it is evident that the shortening of hours must result in a definite loss to the manufacturer, and therefore it is not right to assume that, because in the special furnace operations carried on by Messrs Brünner Mond they are able to reduce the number of shifts without loss because of the greater output of their furnaces, therefore in the case of chemical processes of all kinds a similar gain would result from shorter hours. This point is sometimes lost sight of by those who discuss this question.
The Administration of the Alkali Act.—There is another matter to be considered in connection with the alkali manufacture and all chemical processes in which gases are produced which are injurious to health and to vegetation. These processes have been under the charge of a special set of inspectors appointed under the Alkali Act to prevent the escape of gas with the view to protecting the neighbouring districts from the injurious consequences that these gases may produce. Consequently the present alkali manufacturer finds himself under inspection from two different departments and from two different points of view. The Factory Inspector requires him to take certain precautions under the special rules issued by the Home Office for dangerous trades, while the Alkali Inspector also requires him to prevent the escape of gases. The Alkali Act had done a great deal to improve the condition of the workman in the chemical works, because the[589] diminution of the escapes of gas injurious to his health has of course benefited him as well as those living in the neighbourhood.
The main defect, however, under this Act is to be found in the limited amount of inspection possible in spite of the zealousness of the inspectors. The districts they have to cover are so large, and the number of works they have to visit so great, that it is impossible for them to do all that might be done by enforcing this particular Act. The tendency in all the chemical works is to arrange that if any gases are to be allowed to escape it shall be done at night, and consequently a night staff of inspectors is urgently required in order to see that the law is complied with. It is a common statement to make, that as these gases have a commercial value the manufacturer may be trusted to prevent their escape. This argument is one which a practical manufacturer smiles at. It is often much more important to push work through as rapidly as possible with the view of delivering orders. And it may be more profitable, with the view to getting a larger output from the same plant, to allow a certain amount of gas to escape, rather than use up the whole of the gases. It may happen that some part of the plant breaks down, or that in order to get over some difficulty the simplest plan is to let certain gases go. The temptation is for all such operations to be arranged to take place if possible at night, so that the public shall know as little about them as possible. There are so many ways of evading such an Act that a far larger staff of inspectors is necessary, to see that it is thoroughly complied with.
Output Method of Paying Wages.—Another matter we have referred to is the method of payment of the workmen. We have already quoted the tables supplied by the Alkali Union, with the view of showing the hours of work prevailing in their factories. The usual method of payment in the chemical works is by output, and a system of sub-contracting is very frequently present, i.e., one man will take charge of the output of bleach or of caustic soda, and will pay those he employs. Whatever the system may be, the general principle is to pay by tonnage and not by means of a weekly wage. This has been denounced as an unfair system, as it causes the workman to be more exposed than is necessary to the injurious nature of his employment. As I have already indicated, it has that effect. The workman is disposed in many cases to push the work through at the risk of exposure to injurious gases for the sake of getting a larger output, and making a higher[590] wage. On the other hand it is, I fear, the only way in which such an industry can be successfully carried on. Chemical works usually extend over a large area of ground, and consist of a large number of workshops and buildings in which various processes are being carried on, and which make strict supervision on the part of the foreman practically impossible. The only way in which economical results can be obtained is by making the workman himself directly interested in creating a proper output, while the chemist in the works takes care that the product produced is up to standard quality. It is difficult to see how under the present conditions of manufacture it could be carried on economically in any other way. The amount of competition which now exists with Germany and America has put this industry in so serious a position that it is engaged in a fierce struggle for existence, and consequently it becomes very difficult to carry out any radical reforms.
While we have stated the dangerous nature of the work, it will be evident in reading this description that little has been suggested in the way of improvement beyond increasing the staff of alkali inspectors with the view to keeping down the escape of injurious gases. The reduction of the hours of labour of the workmen from twelve to eight would no doubt have an excellent effect, and would be a reform which all would welcome. At the same time, unless some understanding could be come to, of an international character, on this point, I fear that such a reduction at the present time would be disastrous to the chemical trade, and consequently it is not at the present moment within the region of practical politics. The difficulties of improving the manufacture of bleach have also been dealt with, and while it may be said that dangers have been pointed out and no remedy suggested, it is better to face the fact of the numerous difficulties in the way of improvement, rather than to imagine that it is a simple matter to put this industry in a proper sanitary state.
Bichromate of Potash Manufacture.—Another department of chemical manufacture which has attracted attention is the preparation of bichromate of potash. This subject has already been dealt with by Dr Morison Legge, and need not be repeated here.
Coal Tar Products.—Another industry, to which attention has been directed of late years, is the manufacture of various products from coal tar. This manufacture is principally carried on in Germany; the crude distillations of the coal tar are made in this country, and the resulting products sent to Germany: various[591] dyes, drugs, etc., are there manufactured from them, and then largely sold in this country to our dyers and druggists.
But the preparation of these compounds in this country is growing in importance, and the almost complete monopoly which Germany has held for so many years is not likely to be permanent.
Consequently attention has been directed to the effect on the health of the workers of the substances manufactured. Many of these are so new to science that their possible poisonous qualities are not yet known, but in the case of one or two, distinctly injurious results have been proved to exist.
Among these we may mention aniline and the nitrobenzines. These bodies are prepared in large quantities as the starting point for other compounds, and consequently their poisonous qualities have been shown very clearly upon the workmen. One or two references to reports will make this clear. In the year 1896, Mr Rodgers, H.M. Inspector of Factories, pointed out that he had one or two cases of somewhat serious illness among workers in aniline. He described the process of manufacture by which the crude benzine is first of all converted by the action of sulphuric and nitric acids into nitro and dinitrobenzine, known to the workmen under the name of myrbane. This substance is then reduced to aniline by means of the action of hydrochloric acid and iron.
The fumes from the preparation of the nitrobenzines seem to occasionally produce serious effects, such as dizziness ending in coma and vomiting. Evidently some men are more susceptible than others, as one case is mentioned where a man had been repeatedly away suffering from pain in the stomach, dizziness, partial paralysis of the legs, and defective vision.
Again, we find another further reference to this industry. In the report for the year 1899, Mr Sidney Smith, H.M. Inspector of Factories, reports that he has noticed the peculiar anæmic appearance of the men engaged in the manufacture of aniline, both those employed in distilling the crude aniline oil and those engaged in manufacturing the aniline hydrochloride. The men speak of being “gassed”—as they call it—a number of times, and they seem to find tolindene, the homologue of aniline, to have a similar effect. So that here we find the aniline itself referred to as dangerous to the workers. It is, of course, well known to medical men that aniline itself is an active poison. It is evident from these accounts that these substances are dangerous to health, and special measures are required to protect the workers.
[592]
Doubtless, as we get further knowledge of the compounds belonging to this large group of substances, we shall find other cases where injurious results are produced, and, in fact, the time has probably come for a searching inquiry into this branch of chemical manufacture.
Bisulphide of Carbon.—Another substance which might yet be mentioned is bisulphide of carbon, but as it has been dealt with in regard to the manufacture of rubber, where its effects are far more injurious than in the actual manufacture of the substance itself, it is hardly necessary to discuss it here.
Phosphorus.—In the same way phosphorus is more dangerous to the matchmaker who uses it than to the worker who manufactures it. The modern process of manufacture in an electric furnace is to a great extent a secret one, and consequently it is difficult to get accurate information.
There are numerous other chemical substances, such as cyanides, the compounds of antimony, the compounds of arsenic, and the compounds of barium, which are very poisonous, and which are manufactured in very large quantities, and which have not, as far as I am aware, ever been studied in their relation to health. But many of these substances appear in other industries, and their discussion in any detail would be endless. It is probably sufficient to say that in all these processes of chemical manufacture special precautions should be taken to prevent the workmen being exposed to the fumes arising from vats and tanks, to insist upon the greatest cleanliness, to allow him efficient respirators during certain operations, and to take every precaution for ensuring the removal of dust, and thorough and efficient ventilation. If these things are done there is no reason why many of these substances should not be manufactured, although poisonous in their nature, without injury to the workmen.
The special rules which were drawn up by the German Government for bichromate works afford, I think, a very good guide as to the conditions that ought to be insisted upon in all chemical manufactories. We come now to consider how far statistics show that the manufacture of chemicals is injurious to health.
Health of Chemical Workers as shown by Statistics.—The use of statistics in this particular industry is of doubtful value. In the first place it is very difficult to define what are the limits of chemical manufacture. If, for example, the manufacture of chemicals includes white lead, at once we shall cause a considerable apparent increase[593] in the unhealthiness of the industry; while, if white lead manufacture is treated by itself and statistics referring to it removed from the chemical trade, doubtless better results would be shown. There are many other cases where it is difficult to know whether under the head of chemical manufacture a particular industry is included or not.
Then the trade is one which to a large extent employs the lowest class of labour and requires little skill or special knowledge from those employed. Many manufacturers in fact prefer to use this class of labour, so that the workman himself shall have as little knowledge as possible of the processes that he is carrying on, and will therefore be useless to any rival manufacturer if bribed to give information. Then the labour being of this rough and unskilled kind, the men leave the industry or come into it in a very casual way, and we do not find that a chemical worker is always a chemical worker in the same way in which a cotton operative would be who remains in the cotton mills all his life.
Furthermore, so many of the chemical industries require men of unusual health and strength, that they are recruited from the vigorous class of country or Irish labour, and when the men get unfit for the arduous character of the work, they are apt to drop out of the industry, so that it is difficult to follow these men through their whole career, and death statistics fail to indicate how far the industry is unhealthy.
As I explained in the opening remarks of this chapter, the conditions of the industry itself vary so enormously according to the substances manufactured that any general condemnation of it, or approval of it, is impossible, and if we find that men engaged in this industry show a distinctly higher death-rate than those engaged in ordinary trades, we must, I think, assume that certain branches of chemical manufacture are peculiarly unhealthy since those branches are able to bring up the death-rate over the whole number. With these preliminary remarks I propose to quote some of the figures published by Dr Tatham as the result of the census of 1890–91–92, which show, I think, very clearly that this industry is far from being a healthy one.
In the first place, if we compare the mean annual mortality of males engaged in different occupations at successive periods of life, we find, as is evident from the figures printed below, that while the chemical worker up to the age of thirty-five does not show any very excessive rate of death as compared with all males, with occupied males, or with carpenters (to take an industry which may[594] be regarded as a very healthy one), his death-rate after thirty-five begins rapidly to increase, and by the time we come to the period between forty-five and fifty-five, his death-rate is nearly double that of a carpenter.
In fact, in order to find between these ages so high a death-rate, we have to take the returns for brewers, who are notoriously unhealthy from the excessive quantities of beer they consume, cutlers, file makers, lead workers, earthenware and glass workers. In some of these industries that I have just referred to the figures are considerably higher than those for the chemical worker: e.g., while the figure for the chemical workers at this age (forty-five to fifty-five) is 30.3, that for earthenware is 43, and for the file maker 40: but these are notoriously unhealthy industries, and it is evident that the chemical worker comes high up among the unhealthy trades.
Mean Annual Mortality of Males engaged in different Occupations in the three years, 1890–91–92, at successive periods of life.
| Occupations. | Ages. | ||||||
| 15–20 | 20–25 | 25–35 | 35–45 | 45–55 | 55–65 | 65 and upwards. |
|
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| All Males | 4.1 | 5.6 | 7.7 | 13.0 | 21.4 | 39.0 | 103.6 |
| Occupied Males | 2.6 | 5.1 | 7.3 | 12.4 | 20.7 | 36.7 | 102.3 |
| Brewer | 2.7 | 5.6 | 10.8 | 19.0 | 30.8 | 54.4 | 129.1 |
| Cutler | 2.4 | 5.4 | 8.5 | 20.9 | 35.6 | 60.2 | 136.8 |
| File Maker | 1.7 | 6.9 | 11.1 | 26.1 | 40.1 | 70.8 | 147.4 |
| Copper Worker | 2.6 | 8.0 | 11.1 | 16.2 | 27.9 | 58.8 | 168.9 |
| Lead Worker | 4.4 | 11.8 | 12.1 | 22.8 | 37.6 | 75.3 | 281.3 |
| Carpenter | 1.7 | 4.0 | 5.8 | 9.4 | 17.2 | 32.2 | 102.2 |
| Manufacturing Chemist | 4.5 | 6.7 | 8.4 | 16.7 | 30.3 | 62.5 | 117.3 |
| Earthenware Manufacture | 2.8 | 5.4 | 8.2 | 19.6 | 43.0 | 75.1 | 143.4 |
| Glass Manufacture | 3.2 | 6.4 | 11.3 | 17.9 | 32.1 | 60.8 | 172.4 |
If, now, we take another of these tables and compare the comparative mortality from specified causes among males engaged in certain occupations, and if we take the annual mortality among all males as 1000, so as to obtain a figure of comparison, we find the following results. The brewer, cutler, file maker, copper worker, lead worker, and those engaged in earthenware and glass, all show high mortality; but among these we find again the manufacturing chemist. In fact we find only five industries[595] in which the mortality is greater. Among these, the file maker, lead worker, and earthenware worker again head the list with enormous figures.
Comparative Mortality from specified Causes among Males engaged in certain Occupations, 1890–91–92.
Key to table:
| Occupation. | Causes of Death. | |||||||||||
| A | B | C | D | E | F | G | H | I | J | K | L | |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 |
| All Males | 1000 | 13 | 7 | 2 | 192 | 102 | 132 | 224 | 58 | 44 | 1 | 56 |
| Occupied Males | 953 | 13 | 7 | 2 | 185 | 82 | 126 | 221 | 41 | 1 | 56 | |
| Brewer | 1427 | 41 | 13 | 10 | 273 | 125 | 195 | 315 | 106 | 78 | 50 | |
| Cutler | 1516 | 18 | 7 | 382 | 91 | 167 | 518 | 58 | 56 | 3 | 32 | |
| File Maker | 1810 | 4 | 4 | 402 | 212 | 204 | 423 | 72 | 104 | 75 | 39 | |
| Copper Worker | 1381 | 4 | 294 | 85 | 186 | 406 | 76 | 60 | 8 | 57 | ||
| Lead Worker | 1783 | 148 | 232 | 272 | 397 | 147 | 161 | 211 | 45 | |||
| Carpenter | 783 | 8 | 9 | 2 | 172 | 71 | 106 | 154 | 45 | 34 | 39 | |
| Manufacturing Chemist | 1392 | 7 | 7 | 162 | 98 | 168 | 502 | 68 | 52 | 1 | 98 | |
| Earthenware Manufacturer | 1706 | 9 | 8 | 1 | 333 | 123 | 227 | 668 | 66 | 63 | 17 | 20 |
| Glass Manufacturer | 1487 | 24 | 10 | 9 | 295 | 155 | 157 | 445 | 67 | 63 | 12 | 59 |
If we now pass from these figures to the causes of death there are some interesting points to notice. Unfortunately, returns as to causes of death are not of so much value as they might be. Death certificates are apt to be filled in in many cases very hastily, and too often the custom is to give the immediate cause of death without attempting to show how that immediate cause has been brought about. It has been and still remains one of the great difficulties in tracing the effects of industry on health that so little attention has been paid by the medical profession throughout the country to industrial conditions as causes of death. Even in the case of so specific a thing as lead poisoning much difficulty has been found in obtaining reliable statistics, and when we come to the general undermining of health produced by other industries, the difficulties are increased. It must be remembered that on account of the low class of labour employed in chemical works, although the wages are in many cases good, the workman probably[596] feeds badly, lives under unhealthy conditions, and spends far too much on drink, so that all these tell against him. It must also be remembered that the tendency to drink is largely caused by the nature of his work, therefore the nature of his employment may be indirectly blamed for injury that is really caused by alcohol. With these preliminary remarks, let us look at the causes of death as stated in Dr Tatham’s tables.
One striking fact is noticeable. The chemical trades head all other industries in the number of deaths put down to accident. While the number for all males stands at 56, the number for the chemical trades stands at 98, and the only industry which approaches it is that of shipwrights, with a death-rate from accident of 63.
The next point of interest to notice is the number of deaths from diseases of the respiratory system. If the fumes and deleterious gases breathed by the chemical workers are injurious to health, it is in pulmonary diseases that we should expect to find an increase; consequently we find that while the number of deaths from diseases of the respiratory system stand in the case of the manufacturing chemist at 502, there are only two industries in which higher figures are given—the cutlers, who are exposed to the dust from the grindstones, and the earthenware manufacturers, who are exposed to the deadly dust from the ground flints. Curiously enough, the next figure after chemical workers is that for manufacturers of glass. This is not an employment in which the workers are exposed to dust or injurious fumes, and the only and the natural cause for diseases of this character must be the exposure to the heat of the glass furnace and to the cold of the open sheds, while engaged in an arduous employment. The figure given for the glass workers is 445, so that it is apparently probable that the conditions under which the chemical workers carry on the operations in furnaces would alone be sufficient to cause a high death-rate among that particular class without the additional injury caused by exposure to fumes.
When we look at the returns of death from phthisis we find that the manufacturing chemist is below the normal for all males, the figure for all males being 192, and for the chemical worker 162. If we compare the glass worker, who is exposed to similar conditions of heat and cold, we find that the figure for the glass worker is 295. This result agrees with the view, which is held by many doctors in St Helens, that the gases present in the air, such as sulphur dioxide, hydrochloric acid, nitrous fumes, and[597] chlorine, are distinctly beneficial to phthisical cases; that phthisis is rare, and when present, that the progress of the disease is slow, also that it does not assume the virulent form which is found in other places.
As the figures given for chemical workers do not show any other marked results, we may say that chemical manufacture is to be ranked among one of the most unhealthy of our industries, coming fairly high up in the list, although of course not ranking with those in which lead is present in large quantities.
Furthermore, it is one of our industries in which it is not easy to improve the health of the worker.
It is to be hoped that the most objectionable process of manufacture, the making of bleaching powder, will in time become a thing of the past, as the manufacturers who require this material for the bleaching of goods and of paper pulp will make their own bleach liquors by means of the electric current passed through the salt solution, and so avoid the necessity of producing the same on a large scale. This industrial revolution will take time. Meanwhile the manufacture of bleach remains a difficult problem for those who wish to see the occupation healthier.
I have suggested that more might be done by increasing the number of inspectors under the Alkali Acts so as to protect the workmen from the injurious fumes. While the present small staff of inspectors do all they can to carry out the Act, they are not sufficient in number. It would be necessary to appoint several new inspectors, so as to arrange for constant surprise visits to the works, especially at night. Furthermore, in this and many other industries where the general conditions of life are unhealthy without the presence of any specific cause of poison, such as lead, the best remedy will be the reduction of the number of hours of work. If the men were working for eight instead of twelve hours a day, their health would be enormously improved. This has been clearly shown in the case of the works of Messrs Brünner Mond, where it was found that the conversion of the twelve to the eight hours’ day reduced the number of men who were attended by the doctor by nearly 50 per cent. The actual figures given are as follows:—In the year 1889, 10.12 per cent. were attended by the doctor; in the year 1893, under the new system, 5.1. Where an industry is successful and making large profits, as in the case of Messrs Brünner Mond’s works, such changes can be made; but where the industry is struggling against severe competition and[598] vanishing profits, such an alteration would be disastrous. It is therefore not a matter which can be done with a stroke of the pen, but if some understanding could be come to of an international character, chemical industries might make a move in this direction. The number of works engaged in alkali manufacture in America, Germany, Belgium, France, and England is after all not so very large. At the same time the capital required to make a change in this direction is very large, so that it ought to be possible to come to some understanding, though it would be very difficult in the case of industries carried on in small workshops. The effect of the shorter hours would ultimately be the moral as well as the material improvement of the workmen. It is impossible that a man who is engaged in hard physical labour for twelve hours out of the twenty-four, and who leaves it too exhausted to do more than eat and sleep, can develop intellectually or morally to a very high level, and consequently he has small chance of resisting the temptations to drink. With shorter hours and more leisure might come an improvement, such as has been the case in the mining population.
In conclusion, I may state that the rules for bichromate of potash works, published by the German Government, as indicating the kind of precautions to be taken in processes of chemical manufacture, are such as might well be applied to chemical processes throughout the country, with the exception of those special processes like the manufacture of bleach, where the conditions seem at present to make improvement almost hopeless. The subject, however, is so vast and complex, that I feel as if I had simply touched upon many of the problems connected with chemical manufacture and the health of the workpeople.
A. P. Laurie.
[599]
In the following pages I have made no attempt to scientifically discourse upon the composition and properties of explosive bodies, nor have I endeavoured, on the other hand, to write an elementary treatise on the subject; such matters have been fully attended to already by Berthelot, Guttmann, Eissler, and others, while much useful information is also obtainable in the Dictionary of Explosives and the Handbook of Service Explosives. My object has rather been to offer to such of the educated public as already possess a general knowledge of the subject, a few remarks from a point of view from which it has never yet to my knowledge been approached except in Blue Books, while at the same time I have striven to avoid reiteration of information already published in our Annual and Special Reports.
Moreover, I have endeavoured to exclude, so far as may be, all matter not entirely germane to the question at issue, viz., the special risks connected with the trade in explosives in the United Kingdom.
Until the year 1845 “explosive” and “gunpowder” were to all intents and purposes synonymous terms, and even now as an explosive of universal application gunpowder stands unrivalled. In these days of specialism, however, it is being rapidly ousted from the field of battle, by cordite as a propellant, by lyddite as a burster for shells, and by gun-cotton as a destructive agent; from the field of sport, by the countless nitro-powders; from the quarry and railway tunnel, by the gelatine dynamites; and lastly, from the coal mine, by the so-called safety explosives. As a coal-getter pure and simple, irrespective of the question of danger from fire-damp and dust, it still, however, stands unequalled, and in view of the recent vast improvements in its manufacture—the result, no doubt, of legislative action—it would be exceedingly rash to state that its days are numbered.
[600]
The great epoch-marking events in the history of explosives may be briefly stated as follows:—
First, the discovery of the deflagrating properties of saltpetre in admixture with carbonaceous material, and its consequent utilisation in the form of Greek fire and such like destructive compounds, date unknown.
Second, the first use of gunpowder as a propellant, in or about 1320 A.D.
Third, the invention of gun-cotton, in 1845.
Fourth, the discovery by Alfred Nobel in 1875, that a variety of gun-cotton, or rather nitro-cotton, could be dissolved in nitro-glycerine to form the homogeneous jelly-like mass to which he gave the name of blasting-gelatine. To these may perhaps be added the discovery of the power of transmitting detonation possessed by fulminate of mercury.
Although there are doubtless many other important discoveries connected with the evolution of our multitudinous modern explosives, yet, without belittling the genius of their inventors, they may all be regarded as mere episodes, so to speak—the adaptation of existing principles. Thus, nitro-glycerine and dynamite followed naturally in the wake of nitro-cellulose, just as the gelatine dynamites and more recently ballistite and cordite were merely modifications of blasting gelatine. Perhaps the most important discovery in addition to those above mentioned was Sir Frederick Abel’s process of pulping and cleaning gun-cotton, or rather the principle underlying the process, viz., that only by thorough cleansing can stability be assured to a nitro-compound.
About lyddite there is little to say which has not already appeared in the daily papers, and of that little the greater part is confidential; but as regards its effect on the enemy, I have it on the authority of an artillery officer who was engaged in every action of the campaign which terminated in the relief of Ladysmith, that it was quite impossible to obtain reliable information. Even when a rout resulted from its use, it is doubtful whether this was not due as much to the steep angle of descent of the howitzer fire as to the explosive effect of the lyddite. The stories as to the wholesale havoc wrought at Omdurman, where entire ranks of horsemen are said to have been laid low by a single lyddite shell without a mark being found on them, must be accepted with caution. A shell filled with high explosive naturally bursts into very much smaller[601] fragments than when filled with gunpowder, and the resulting wounds would in many cases no doubt be difficult to discern at a cursory examination.
Of all branches of the explosives industry fireworks are perhaps the most difficult to control. Not only is it a common custom at North of England weddings to improvise amateur displays by filling iron pipes with gunpowder and applying a light, but the actual manufacture of squibs and rockets is regarded in most quarters as a praiseworthy and legitimate occupation, provided there is no question of sale. That this is entirely erroneous cannot be too strongly emphasised—the fine on conviction being no less than £100 a day. Moreover, since the amateur pyrotechnist invariably includes both chlorate of potash and sulphur in his coloured fire composition, a mixture entailing grave risk from spontaneous combustion, and one which is on this account prohibited by Order in Council, a further offence is involved.
There is no industry possessing greater possibilities for sudden death to its operatives than that connected with the manufacture, storage, and conveyance of explosives; and there is no industry of an admittedly dangerous nature demanding fewer victims. The reasons for this happy result are not far to seek, and may be summarised in two words—legislation and self-interest. The destruction of property caused by an explosion in a factory is a mere fraction of the actual loss; for days or even weeks the employés may not only refuse to return to work, but may make use of the accident as a lever to obtain a permanent rise in wages. Moreover, in gunpowder factories particularly, where every trace is swept away, the cause of the explosion is often impossible to determine, and the vague feeling of unrest to which this uncertainty gives rise is by no means conducive to efficient work. Thus, even the apathetic manufacturer is constrained by motives of self-interest to enforce certain precautionary measures (which, however, he is quite prepared to relax under the strain of competition), while the conscientious trader who really has the safety of his workpeople at heart is only too easily persuaded by the additional incentive of personal profit to institute and maintain a very high standard of discipline throughout his factory. It is, however, extremely difficult for either of these individuals to[602] differentiate between what may be called essentials and refinements, and the unscrupulous trader, in his anxiety to sail as near the wind as possible, may neglect some obvious precaution, whereas his less reckless rival may be seriously handicapped by a too close attention to details. Here, then, is where legislation steps in, and by enforcing equal restrictions on all, prevents undue economy at the expense of safety—and, moreover, the public are properly protected. With the courteous assistance of the trade, I am able to give some figures in support of this. The total quantity of explosives manufactured per annum in the United Kingdom, exclusive of that which is produced in Government factories, is approximately as follows[143]:—
Classes I. to IV. (i.e. gunpowder, other nitrate mixtures, nitro-compounds, and chlorate mixtures), 32,115 tons.
Class V. Fulminate of mercury being the only explosive of this class made in any quantity, and the manufacture being practically in the hands of two firms, one of which is domiciled in the Channel Islands, I must not for obvious reasons disclose the total output.
Class VI. (Ammunition). Here again it is impossible to specify with any degree of accuracy the number of the various natures of explosive coming under this head. Fifty million detonators, electric detonators and fuses, and an equal number of yards of safety fuse will not be very wide of the mark, while about 500 million cartridges for small arms are turned out by licensed factories during the year.
Class VII. (Fireworks). About 1788 tons.
In the actual operations of manufacture 4828 persons are employed, the total number working within the licensed areas, and therefore more or less exposed to the effects of an explosion, being 11,098. During the year 1899, 54 accidents occurred in the manufacture of explosives, causing the death of 3 persons and injuries to 24, the average for the last ten years being 4.4 and 20.4 respectively. Of the 54 accidents no less than 32 were unattended with loss of life or personal injury—a fact that would be somewhat[603] remarkable were it not that in many operations in which the application of force is required, or where the explosive is of an extra sensitive nature, accidents are unavoidable and provided for accordingly. “Prevention,” in fact, being impossible, a “cure” is applied. Among these specially dangerous processes may be instanced the “milling” or “incorporation” of gunpowder, the “pressing” of detonators, and the mixing of cap composition, during each of which the operator is either directly or indirectly specially protected.
In the following table I have endeavoured, by collecting the results of the last ten years, to show the relative risk attached to the manufacture of various classes of explosives. The classification is by no means in accordance with the Order in Council classifying explosives, but is better suited to the particular purpose in view.
TABLE A.
Showing the Number of Accidents causing Personal Injury, and the Number of Killed and Injured in the Manufacture of the Various Natures of Explosive during the decade 1890–99, and the Number of Persons now Employed.
| Nature of Explosive in course of Manufacture. |
Accidents causing Loss of Life or Personal Injury. |
Number of Persons Employed in the Manufacture of the various natures. |
|||||
| No. of Accidents. |
No. of Persons | In the Danger Buildings. |
In Licensed Area. |
Per 1000 per annum. |
|||
| Killed. | Injured. | Killed. | Injured. | ||||
| 1. Gunpowder | 18 | 10 | 23 | 964 | 1,906 | .52 | 1.2 |
| 2. Nitro-glycerine and Cellulose Explosives |
47 | 17 | 58 | 2034 | 4,021 | .42 | 1.4 |
| 3. Ammunition, exclusive of Detonators |
39 | 5 | 43 | 1155 | 4,267 | .23 | 2.2 |
| 4. Fulminate Compositions, in or out of Detonators and Caps |
48 | 5 | 54 | ||||
| 5. Fireworks | 23 | 7 | 26 | 675 | 904 | .77 | 2.9 |
| Totals | 175 | 44 | 204 | 4828 | 11,098 | .39 | 1.8 |
Under heading No. 2 are included the various smokeless powders for sporting purposes, but as a matter of fact no accident causing personal injury has occurred in their manufacture during the last ten years, and the same may be said of safety fuse, which comes under heading No. 3. The explosives of the ammonium-nitrate group also have a stainless record up to the present, and they no doubt possess a very high degree of safety in manufacture; but those of them which[604] contain dinitrobenzol present another kind of risk quite independent of their explosive properties. This subject is, however, fully dealt with elsewhere by Dr Prosser White, and will not be enlarged on here. As regards their apparent safety in manufacture, too much stress must not be laid on their immunity from accident in the past. They can most of them be exploded by combined friction and percussion, and though as a rule only the part affected will explode, this applies also in the case of gun-cotton and many other admittedly sensitive compounds, and it would be rash to predict the result under circumstances specially favourable to the transmission of detonation.
To the accidents in actual manufacture, those occurring during the storage and distribution of the finished product must also be added, since they may be said to have taken place under conditions to which the controlling provisions of the Act are intended to apply. Thus 69 accidents, causing 32 deaths and injuries to 81 persons, occurred under these headings during the decade 1890–1899, making a grand total of 76 killed and 285 injured in the period named, or an average of 7.6 killed and 28.5 injured per annum in that section of the industry which is presumably controlled by experts supplemented by Government inspection. Briefly, this result has been attained by (a) subdivision of risks, i.e., the number of persons allowed in any one “danger” building is strictly limited, and communication of explosion between buildings is prevented by the erection of mounds of earth or masonry, and by making the quantity of explosive in any building directly dependent on its distance from others; (b) scrupulous attention to cleanliness; (c) prevention of the introduction of matches and other dangerous articles, by providing suitable clothing without pockets, and by a thorough system of searching all those employed in danger buildings; and (d) the provision of an adequate number of escape doors opening outwards, and provided with safety latches so as to yield easily to a push from the inside. Many manufacturers of their own initiative go far further in these directions than is enjoined by statute, with the result that in discipline, efficiency, and immunity from accident, their factories compare most favourably with the Government establishments.
On turning to the question of risk in the use of explosives, the prospect is not so pleasing; the contempt bred of familiarity is something appalling. It is not too much to say that 99[605] out of every 100 accidents would have been avoided by the exercise of reasonable care and common sense. Scraping out detonators with pins, thawing dynamite over the fire in tin dishes, driving gunpowder and dynamite with metal rods into roughly drilled holes, and boring out misfires, are only a few of the commonest examples of reckless folly. In mines alone there were no less than 29 persons killed and 195 injured by explosives during the year 1899, and this be it remembered in the handling and use of the finished article, each nature of which is thoroughly tested for purity and absence of extreme sensitiveness before being authorised by the Home Office, whereas in the course of manufacture many operations have to be undertaken which are known to be dangerous, even with the exercise of the greatest care. Quite recently a fatal accident was reported as follows:—“A. B. was charging a bore-hole in rock with pellet gunpowder. Finding a difficulty in inserting the charge, he was holding the tamping rod on the powder while his mate drove it home with a sledge-hammer, when, for no reason whatever, the charge exploded.” The italics are my own.
TABLE B.
Showing the Number of Accidents in the handling and use of the various Explosives during the decade 1890–99.
| Nature of Explosive. | No. of Accidents. |
No. of Persons | |
| Killed. | Injured. | ||
| 1. Gunpowder[144] | 244 | 94 | 294 |
| 2. Nitro-glycerine Compounds | 376 | 135 | 440 |
| 3. Ammonium Nitrates | 44 | 12 | 41 |
| 4. Detonators | 143 | 3 | 193 |
| 5. Fireworks | 41 | 19 | 96 |
| Total | 848 | 263 | 1064 |
| Total in Manufacture during same period | 175[145] | 44 | 204 |
In Table B, I have summarised the accidents which have[606] occurred during the ten years 1890–99, in order to give some idea of the relative risk attached to the handling of the various explosives. It is, however, somewhat misleading in view of the impracticability of forming even a rough estimate of the quantity of each description used, and also of the fact that ordinary mining accidents with gunpowder are not required to be reported.
The accidents with ammunition other than detonators are so insignificant in number and effect that I have omitted them from the above table, but, on the other hand, the ammonium-nitrates now contribute their quota of casualties. Whatever margin of safety they may possess alone, it is nullified the moment the detonator is fitted, and without this deadly little adjunct they are useless. The ideal mining explosive is no doubt one which, while possessing the slow action and consequent “coal-getting” properties of gunpowder, together with its capacity for exploding without the use of a detonator, shall at the same time be as safe to manufacture, store, convey, and use in a “fiery” or dusty mine, as an ammonium-nitrate explosive. Moreover, it should have the plasticity of gelignite with similar immunity from injury by water, should require a bore-hole of but small diameter, and lastly, should produce on combustion nothing more harmful than CO2 and water. If to these advantages cheapness be added, and the inventor has sufficient capital to properly exploit its capabilities, such an explosive may possibly have a future before it—but the British miner is very conservative, and has a deep-rooted affection for gunpowder.
I have already referred to the system by which the quantity of explosive allowed in a licensed building is automatically regulated by the distance that can be maintained between the building and the nearest highway, dwelling-house, railway, etc., and from the social aspect the application of this principle is of more importance in the case of an isolated magazine or store (of which there are several thousand in the United Kingdom) than when only the various buildings of an individual factory are involved. Fortunately, owing to the care with which explosives of questionable stability are excluded from the authorised list, an explosion in a magazine or store is of the rarest occurrence in this country (and as regards foreign explosions figures are difficult to obtain), but in the following table I have been at some pains to set forth the results, from a destructive point of view, of a number of accidents with gunpowder and high explosives, even though[607] they may not have occurred in magazines or stores, so as to enable the public to estimate for themselves the measure of risk offered by the unavoidable establishment in their midst of so great a quantity of “bottled energy.” I say unavoidable, since modern engineering feats would be practically impossible without high explosives, and admitting the necessity for their existence, it is assuredly safer to keep them stored in specially constructed and protected buildings, than to have them continually travelling about the country. In Table C “destructive effect” may be taken to mean structural damage to ordinary dwelling-houses due to the explosion itself, but not to projected débris. Nor does it include broken windows; to maintain a radius sufficient to prevent this would be practically impossible; at Erith, for instance, in 1864, windows were broken up to ten miles. In many cases much protection was no doubt afforded by mounds of earth and clumps of trees specially erected and planted for the purpose, interfering somewhat with the accuracy of the figures, but the margin of safety is in general so ample that no apprehension need be felt on this score.
As showing how circumstances alter cases, a comparison of the results of the Regent’s Park explosion on 2nd October 1874, with that of Craig, near Montrose, on 5th March 1880, is somewhat striking. In the former case five tons of gunpowder exploded in the middle of London, without injuring a soul outside the barge on which the explosive was being conveyed; whereas at Craig, an ounce or two of nitro-glycerine—possibly less than an ounce—killed no less than five persons, and severely injured another.
To summarise, the explosives industry can scarcely be said to affect the health of the operatives, as this word is generally understood, although there is no doubt an ever-present risk of sudden mutilation or death. I have endeavoured to show, however, that with the precautions now universally adopted in this country, this risk is reduced to a minimum, and that in all other respects the high standard of cleanliness and smartness necessarily associated with the manufacture introduces a condition of affairs which cannot be otherwise than beneficial to those engaged.
Finally, the fact cannot be too strongly emphasised, that in dealing with explosives a policy of pin-pricks is strongly to be deprecated, unless the perpetrator is anxious to be translated to a higher sphere. In the words of the late Colonel Cundill, “the function of an explosive is to explode.”
[608]
TABLE C.
Giving some particulars in connection with the Chief Explosions which have occurred in this country.
KEY TO COLUMN HEADINGS:
| A | B | C | D | E | F | G | H | I |
| 1/10/64 | Erith | Gunpowder | 51 tons | A large number |
3080 | 3500 | Unknown. | |
| 11/8/71 | Stowmarket, Suffolk | Gun-cotton | 12½ tons | 24 | over 50 | 466 | 1030 | Malicious introduction of acid into pure gun-cotton. |
| 2/10/74 | Barge on Canal in Regent’s Park, London | Gunpowder | 5 tons | 3 | 1 | 400 | 525 | Ignition by the cabin fire of benzoline vapour, which communicated to the gunpowder. |
| 21/4/76 | Cymmer, Glamorgan (in a tunnel) | Dynamite | 160 lbs. | 13 | 2 | 37 | 50 | Probably due to candle falling on to the explosive. |
| 12/5/76 | Herodsfoot, Liskeard | Gunpowder | 4½ tons | 3 | 150 | 470 | Workman struck a spark with wooden mallet while “breaking” press cake. | |
| 30/6/77 | Floating magazine off Gravesend | Detonators | 3300 lbs. | 3 | No houses near | 250 | Probably due to the fall of a case containing detonators. | |
| 6/8/78 | Victoria Colliery, Bruntscliffe, Yorkshire | Gunpowder | 1 ton | 2 | do. | 150 | Lightning. The nearest house at 220 yards was quite uninjured. | |
| 29/11/78 | Elterwater, Westmoreland | Gunpowder | 500 lbs. | 3 | 1 | 20 | 65 | Unknown. |
| 21/2/79 | Hall’s Factory, Faversham | Gunpowder | 3½ tons | 1 | 8 | 300 | 360 | Probably due to accidental breaking of shaft in “glazing” house. |
| 5/3/80 | Craig, Montrose | Nitro-glycerine | about 1 oz. | 5 | 1 | In a kettle placed on the fire. | ||
| 19/3/81 | Blackbeck, Haverthwaite | Gunpowder | 1800 lbs. | 3 | 3 | 45 | 148 | Breaking down “mill cake.” |
| 21/7/81 | Gatebeck, near Kendal | Gunpowder | 1100 lbs. | 2 | Under 50 | 100 | Unknown, but while “pressing.” | |
| 29/9/83 | Furness, Inveraray | Gunpowder | 2½ tons | 1 | 3 | 240 | 255 | Probably spark from adjacent chimney. |
| 17/11/83 | Pembrey, near Llanelly | Dynamite | 300 lbs. | 7 | 1 | Only a few yards | 65 | Blow on frozen dynamite.[609] |
| 26/7/84 | Blackbeck, Haverthwaite | Gunpowder | 1400 lbs. | 4 | 50 | 125 | Lightning. | |
| 3/5/87 | Hounslow | Gunpowder | 7600 lbs. (but not all at once) | 1 | 60 | 390 | Probably fracture of machinery in glazing house, or malicious. | |
| 22/6/87 | Cornbrook, Manchester | Picric acid | (?) | 1 | Several | 180 | (?) | Formation of picrate of lead during a fire. |
| 7/11/87 | Kennall Vale, near Redruth | Gunpowder | 1050 lbs. | 2 | 30 | 100 | Spark in “pressing.” | |
| 22/1/90 | Roslin, near Edinburgh | Gunpowder | 2 tons | 6 | 1 | 120 | 200 | Probably matches in mixing house. |
| 22/10/90 | Roslin, near Edinburgh | Gunpowder | 2500 lbs. | 2 | 150 | 160 | Repairing glazing reel. | |
| 11/1/92 | Floating magazine, Gravesend | Fireworks | 10 tons | No houses near | 525 | Friction light. | ||
| 3/9/92 | Barque “Auchmountain,” off Greenock | Gunpowder | 20 tons | Nearest house at 1¼ miles uninjured | 1525 | Fire on board, not known how originated. | ||
| 24/2/97 | Ardeer, Stevenston, N.B. | Nitro-glycerine | about 1 ton | 6 | 8 | 200 | 200 | Unknown. Damage was to wooden buildings only. |
| 19/1/98 | Blackbeck, Haverthwaite | Gunpowder | 1¾ tons | None | None | 60 | 187 | Fall of roof. Damage small on account of good position. |
| 26/5/00 | Blackbeck, Haverthwaite | Gunpowder | 1800 lbs. | 2 | Building at 100 yards uninjured | 148 | Probably failure of one of the columns of press. | |
| 30/5/00 | Huddersfield | Picric acid | (?) 6800 | None | None | 140 | 400 | Probably due to formation of picrate of lime during a fire. |
[610]
All explosives in practical use contain carbon. If there be also present a sufficiency or an excess of oxygen this carbon is generally burnt on explosion to carbonic anhydride, CO2. This is a poisonous gas. If, on the other hand, there is a deficiency of oxygen the carbon is only partially burnt and carbon monoxide (CO) is formed. This is a vastly more poisonous gas. But in any event the products of combustion are distinctly harmful, and it is misleading and mischievous to assert of any explosive that it gives off “no noxious fumes.” Some are, however, as already stated, worse than others in this respect. Gunpowder, gun-cotton, and lyddite (picric acid) are all deficient in oxygen. The two latter, being chemical compounds, are of constant composition, viz.:—
C12H14O4(O,}NO2)6 and C6H2(NO2)3OH
respectively, and their lack of oxygen can be seen by inspection of their formulæ; but the ingredients of gunpowder, being merely mechanically mixed, may be varied at will so as to produce on combustion the minimum of CO compatible with other requirements. In blasting, for instance, where there is no outlet for the gases formed except by disruption of the rock or coal, the production of a large volume of gas at high temperature is in theory all that is necessary—the time taken to attain maximum pressure is of comparatively little importance. When there is a deficiency of oxygen a proportion of the carbon is converted into CO, giving for equal weights of oxygen double as much gas as is produced in the formation of CO2, and thus, although the heat evolved in conversion to CO2 is more than half as much again as in conversion to CO, yet the maximum pressure is theoretically about the same. Calculations of maximum pressures are, however, somewhat unreliable, owing not only to the fact that at the high temperature of explosion the complex potassium salts found in the cooled residue undoubtedly undergo dissociation, but also to the uncertainty which exists as to whether gases, especially compound gases, obey, at very high temperature and pressure, the usual law as to the relation of pressure to volume. Practical experience would certainly seem to contradict the theory of equality in blasting efficiency between high and low grade powder, since far better results are undoubtedly obtained with the former. For use in fiery or dusty[611] coal mines or in confined spaces there is, of course, no comparison between them. According to Noble and Abel the percentages of CO evolved by Curtis’s and Harvey’s best sporting powder, containing 75 per cent. of saltpetre, and by ordinary blasting powder, containing but 62 per cent. of this ingredient, are as 2.47 to 15.22; the hydrogen sulphide, another poisonous gas, being also increased from .83 per cent. in the case of the former to 3.89 per cent. in the latter. On the occasion of the peculiar accident at Crarae Quarry, Lochfyne, in September 1886, when no less than 40 persons were rendered insensible (7 of whom succumbed) by the fumes from a monster blast, the powder used contained 74 per cent. of saltpetre, and only yielded 3.6 per cent. of CO on combustion. Since 150 persons were present, it is more than probable that, had gunpowder of inferior quality been used, the mortality would have been very much greater. Gun-cotton is an even worse offender in this respect, yielding on detonation, according to different authorities and according to the pressure under which it is exploded, from 28 to 45 per cent. of CO. For mining purposes this percentage has been much reduced by the admixture of a due proportion of barium nitrate to supply the necessary oxygen for theoretically complete conversion of the carbon to CO2, and although this happy consummation has not been fully attained, yet this explosive, under the name of tonite or cotton powder, has been used in mines with good results, the products of combustion, according to Sir F. Abel, furnishing little or no carbonic oxide. Prior to the introduction of this modification, several fatal accidents had already occurred in the use of gun-cotton by itself. For instance, no less than 12 persons were injured, one fatally, in April 1878, by the fumes from a gun-cotton blast during the construction of a mine tunnel at Halkyn, Flintshire.
Lyddite, on the other hand, of whose fumes we have been hearing a good deal of late, yields not only a large proportion of CO, but also a notable percentage of free carbon, as is evidenced by the black smoke arising on detonation. In small quantities, however, complete detonation is somewhat difficult to achieve, a yellow deposit being the result. This deposit, mingling with the black smoke tinged with the blue-grey of the pulverised rock, may possibly have given rise to the “green fumes” which were, according to eye-witnesses, a marked feature at Paardeberg and elsewhere. The proportion of CO formed is doubtless greatly in excess of that evolved by gunpowder—especially of the good[612] quality alone used by the War Department—but it is difficult to believe that even in the most favourable circumstances the atmosphere could be rendered unfit to breathe by the bursting of lyddite shells. If this possibility existed half Huddersfield must have been asphyxiated by the recent explosion of picric acid at the works of Messrs Read, Holliday, & Sons. Owing to its exceedingly bitter taste, the sifting of the dry acid gives rise in some cases to sore throat and distressing cough, necessitating the use of a respirator by those employed in this operation, but that these symptoms are mere inconveniences not affecting in any way the general health of the operator is shown by the fact that the workers complain that they cannot keep themselves on account of the tonic and appetising effect of the acid! It is also, in solution, an excellent cure for burns.
Into the question of the physiological effect of CO poisoning I do not propose to enter, but would refer the reader to the reports and papers on the subject by Dr Haldane, whose classical investigations in this connection are unrivalled; but it is of importance to note that all explosives, except nitro-glycerine (i.e. Kieselguhr dynamite), and certain of the ammonium nitrates, produce on explosion a proportion of this deadly gas. Nitro-glycerine, or glyceryl tri-nitrate, as it might more properly be called, contains, as shown by its formula, C3H5(O,NO2)3, more oxygen than is required for complete combustion. The manner in which it decomposes on detonation may be expressed according to the majority of authorities by the equation:—
2C3H5(O,NO2)3 = 6CO2 + 5H2O + 6N + O
giving the following percentages—
| Carbonic acid | 58.15 |
| Steam | 19.82 |
| Nitrogen | 18.50 |
| Oxygen | 3.52 |
| 99.99 |
the products thus contain nothing more deleterious than carbonic acid gas. Even if, as is possible, the excess of oxygen combines with nitrogen to form nitrous oxide, the proportion of NO formed can only amount to 6.60 per cent., a quantity which, under no conceivable circumstances, could produce fatal effects.
If; however, nitro-glycerine be decomposed by simple combustion, not detonation, the nitrogen and oxygen in the NO2 molecules do not appear to be dissevered, the result being that[613] not only are highly poisonous nitrous fumes given off, but the proportion of available oxygen is also so much diminished that a considerable quantity of CO is formed. Many instances are recorded of fatalities due to the inhalation of these nitrous fumes, and there is also at least one case (in September 1892) when the symptoms pointed to CO, or rather to a combination of CO and CO2 as the cause of death, the two victims being rendered unconscious on the spot, and dying before help could arrive. In cases where death has resulted from breathing nitrous fumes only, the end has generally been deferred for some considerable time, amounting in one instance to no less than 40 hours after the inhalation. The symptoms are identical with those observed in cases of poisoning from nitric acid vapour, viz., very little inconvenience is felt at the time,—in fact the person affected has generally partaken of food, and in one recorded case, enjoyed a smoke, before noticing anything wrong,—subsequently difficulty in breathing, accompanied by violent coughing, is then experienced, which increases until death. An accident from these fumes, which occurred in September 1879, during the construction of the Severn Tunnel, by which two men lost their lives, has been very fully reported on by Col. Ford, late Chief Inspector of Explosives, in Special Report No. XXVI., dated 30th October 1879, and he there quotes several other interesting cases brought to his notice by Dr Dupré. Moreover, since the issue of that report, several instances have occurred where dynamite has been accidentally ignited in a mine gallery, and has caused fatal injuries, not by explosion, but by the fumes given off.
The notorious “nitro-glycerine headache” must not be forgotten. This is due to dilation of the capillary blood-vessels, or rather of the arteries, by which means the circulation is largely and suddenly increased. This effect is achieved either by inhalation of nitro-glycerine vapour, or by absorption through the skin, so that it results from handling the manufactured compound, as well as from being present in a building in which the hot explosive is deposited. No one can enter a cordite drying room or “stove” without experiencing a peculiar sensation at the heart and at the back of the head, which, in the absence of fresh air, soon develops into a headache which reduces to insignificance all the other ills of life. Some suffer more than others, but in no case, so far as I can gather, has any permanent harm resulted from this cause, and on most people the fumes appear to lose their effect after a few days. With certain individuals, on the other[614] hand, it is a matter of weeks before they become inured, and during that period they are never free from sickness and headache; moreover, a very few days’ absence from contact with the explosive causes a return of the original susceptibility. The best remedies are strong coffee, and a linseed poultice applied to the back of the neck. Like most poisons, nitro-glycerine is used in medicine, and has undoubtedly been the means of prolonging many lives in cases of angina pectoris. Its freezing point is high, viz., about 40° F., and once frozen it cannot be thawed below 50° F. Thus, nitro-glycerine compounds are frequently found frozen hard in June; in fact, for a great part of the year they have to be thawed before use, and this process, unless carefully carried out in proper warming-pans, constitutes a very considerable danger. The lesson is gradually being learnt that dynamite will explode at temperatures below that required to ignite it, owing to the heat produced by the chemical action set up by the decomposition, which commences long before the point of ignition is reached. Three accidents in thawing occurred during the year 1899, and between the years 1872 and 1898 no less than sixty-eight accidents due to this cause took place, involving the death of 68 persons and injuries of a more or less serious nature to 97 others.
Inasmuch as nitro-cotton contains too little oxygen for complete combustion, and nitro-glycerine contains more than is necessary, it may well be imagined that a very powerful explosive would result from an admixture of the two in proper proportions. This was first effected by Alfred Nobel in 1875, and the invention of blasting gelatine, as the resulting compound was named by him, may be said to mark an epoch in the history of explosives. Provided the nitro-cotton be in the form of the penta-nitrate only, 100 parts of nitro-glycerine would theoretically be required to satisfy 10 parts of nitro-cellulose, but in actual practice it is impossible to ensure the absence of lower nitrates, and as the degree of nitration of the cellulose decreases the necessary proportion of nitro-glycerine increases. If, however, the percentage of nitro-cotton is reduced too low, it is impossible to comply with the Home Office conditions as to exudation. Thus, in this country, where the usual proportion is 9 of nitro-cotton to 91 of nitro-glycerine, a certain quantity of CO is invariably produced by the explosion of even the best blasting gelatine; and cordite, which contains 37 per cent. of cellulose hexa-nitrate to 58 per cent. of nitro-glycerine, the balance consisting of vaseline, produces no less than 32 per cent. of CO. The gelatine dynamites, a most popular[615] class of blasting explosive, and the majority of smokeless powders, may be said to be based on blasting gelatine.
As regards those ammonium-nitrate explosives, of which dinitrobenzol forms the combustible ingredient, several fatalities have occurred in their manufacture, generally from neglecting to make use of the respirators and gloves supplied to prevent introduction of the poison into the system. In one recorded case, however, viz., on 6th June 1889, at the Roburite Company’s Works, a workman was engaged in cleaning out an air flue through which the fumes from three mixing pans were discharged, and owing to the admittedly ultra-dangerous nature of the work, wore a handkerchief over his respirator, and was entirely clothed in indiarubber, but in spite of these precautions was fatally injured by the fumes. According to the manufacturers, the injury to the health of the workpeople in the ordinary process of manufacture is more apparent than real, but the wish may possibly be father to the thought, and the industry has not been in existence long enough to provide reliable statistics.
Reference has already been made to the dangers attending the use of certain explosives in fiery and dusty coal-pits. In view of the vast quantity used in coal-getting, and of the somewhat complex nature of the problem presented, also having regard to the wholesale destruction of life, and consequent widespread misery entailed by a pit explosion, originating perhaps in quite an insignificant ignition of fire-damp or even of coal-dust, the question as to what does or does not constitute a “safety” explosive has been discussed in all its bearings in every civilised country. The results obtained are, however, hardly satisfactory—no two experts, or rather groups of experts, appear to agree. The systems by which increased safety is sought to be obtained may be dubbed for general purposes the French, German, and British. It would be quite impossible in the space at my disposal to trace the gradual development in each country of the researches, theoretical and experimental, which have in each case culminated in legislative action. Other countries have, so far as I can gather, adopted one or other of the above systems, or modifications of them, but, so far as general principles are concerned, the above classification may be accepted as correct. Thus, in France, the criterion of safety is the calculated temperature of explosion, which[616] must in no case exceed 1500° C.; in Germany, increasing quantities of the explosive under examination are fired unstemmed in a regulated mixture of pit-gas, coal-dust, and air, and no charge may be fired in practice exceeding the maximum weight shown to be safe under the above conditions; lastly, in this country, an arbitrary but semi-practical test has been established, and in the prescribed mines no explosive may be used, until it has satisfied this test. Having been connected with the Woolwich Testing Station since its inception, any comparison by me of the merits or demerits of the three systems would be worthless, but I venture to hope that it will be conceded that the principle underlying our own method is sound, however defective the details may be considered by rival investigators. The truth of the matter is, that the whole question is most involved, safety depending not on one condition but on many. The temperature, the time, and the products, gaseous and solid, of the explosion, the weight of the charge, the depth and diameter of the bore-hole, the quantity and quality of the stemming, the position of the bore-hole with reference to surfaces or obstacles on which the hot gases may impinge, the composition of the atmosphere of the mine, the meteorological conditions, the structure of the rock or coal in which the shot is fired, and last but not least, the means of firing—all have their say in the matter; and it is ridiculous to attribute to the inherent qualities of an explosive a calamity really due to the negligent or reckless misuse of it. An analysis of the official reports on mine explosions caused, or rather probably caused, by shot firing during the last twenty years, is somewhat instructive in this connection, and may be deemed worthy of perusal, with this preface, however, that the information has been obtained from the published reports only, and with no facilities for reading between the lines (see pp. 617–618).
The natural inference to be drawn is, that if a “permitted” explosive alone is used, and the charge properly stemmed with suitable material, and if, moreover, a very moderate quantum of judgment and common sense is used in selecting the position of the bore-hole and the weight of explosive necessary to do the work, the risk of an accident under this head is practically eliminated.[146]
[617]
TABLE D.
A List of Explosions of Gas and Dust in Coal Mines caused by Shot-firing, on which Reports have been published, with Explanatory Extracts from these Reports.
| Date. | Place. | Nature of Explosive. | Remarks and Extracts. |
| 21/1/80 | Fair Lady Pit, Leycett, Staffs. | Blasting gunpowder | 62 killed. Caused by a blown-out shot in a particularly fiery and dusty mine in which, on the initiative of the owners themselves, steps had already been taken to substitute “wedging” for “blasting.” |
| 8/9/80 | Seaham Colliery, Durham | (?) Blasting gunpowder | 160 killed. Cause of explosion doubtful, but if due to a shot, there is no evidence to show carelessness in charging and firing. In other words, the accident could only have been avoided by the prohibition of explosive—or, at any rate, of gunpowder—throughout the mine. |
| 27/1/84 | Pen-y-craig, Rhondda Valley | Dynamite (probably) | 14 killed. The conditions were such as “in the opinion of all the skilled witnesses would have deterred any prudent man from firing a shot on 27th January in the place where the explosion originated.” |
| 2/3/85 | Usworth Colliery, Durham | Blasting gunpowder (probably) | 40 killed. “In my opinion to fire a shot at such a place was a breach of General Rule 8, sub-section 2, of Coal Mines Regulation Act, 1872.” |
| 8/4/85 | Great Fenton Colliery | (?) | 8 killed, 5 injured. “The error of the fireman in boring the shot-hole into the ‘fast,’ and thus causing the shot to ‘blow out,’ was the immediate cause of the explosion.” |
| 2/10/86 | Altoff’s Colliery | Blasting gunpowder | 22 killed. “Three consecutive shots fired in the same part of the pit—the third causing the accident. Watering quite inadequate, since the mine was very dusty.” |
| 18/2/87 | National Colliery, Tnyshir, Glamorgan | Gelatine dynamite | 39 killed, 6 injured. The shot was fired in the roof pointing towards very dusty floor. Also, although it was only considered safe to use “water cartridges,” the water had in this case been omitted.[618] |
| 10/3/90 | Morfa Colliery, Port Talbot | Blasting gunpowder | 87 killed. No watering done, notwithstanding that “blasting was not generally allowed in the colliery. The manager was much averse to shot-firing, and ... it had been entirely dispensed with in coal-getting for a number of years.” Again, “permission to fire shots was reluctantly given.” |
| 2/4/91 | Apedale Colliery, Staffs. | Gelignite | 10 killed. Shot fired by fuse and blown out. The jury at the inquest were of opinion “that the explosion was caused by a blown-out shot, and that we are strongly of opinion that the management of the colliery has been most lax and negligent; leading, in the opinion of the jury, to the gross carelessness shown on the part of their subordinates.” |
| 13/11/93 | Camerton Colliery, Somerset | Blasting gunpowder | 2 killed. Overcharged shot, fired in roof pointing at very dusty floor. Shot-hole only 10 inches long and 1⅞ inches in diameter, so that the charge of about ¾ lb. of powder could not have been properly stemmed—the cartridge would occupy 8 or 9 inches. |
| 23/6/94 | Albion Colliery, Pontypridd | Gelignite | 290 killed. Shot ignited by safety fuse and fired, probably unstemmed, in timber. These facts strongly commented on by jury at inquest. |
| 6/2/95 | Timsbury Colliery, Radstock | Blasting gunpowder | 7 killed. Shot fired by squib or straw—in the roof—and stemmed very probably with an inflammable mixture of clay and oil. Road watered two or three days before the explosion. Shot overcharged owing to a joint. |
| 15/3/95 | Malago Vale Colliery, Bristol | Blasting gunpowder | 2 killed. Improperly stemmed shot fired by fuse in a dry and dusty place. |
| 27/1/96 | Tuberstoun Pits, Ferndale Collieries | A high explosive, probably Bellite or Ammonite | 57 killed. Very little watering done, shot fired by fuse, and so much gas found close to shot-hole that one fireman refused to fire the shot, there being more than ⅜ inch of “cap” in his lamp. |
| 13/4/96 | Brancepeth Colliery, Durham | Blasting gunpowder | 20 killed. The shot was badly put in. The direction of it was bad, it was overcharged, and there was an unseen joint behind it. No watering had been done on the sides and roof. |
[619]
In the year 1899, during which period an increased amount of attention was paid to the above points, out of no less than 147 ignitions of fire-damp or coal-dust only 6 were caused by the flame from explosives used in shot-firing.
I will conclude with a very concise description of a few of the best known explosives in common use, other than gunpowder.
(a) Military.
Cordite.—Nitro-glycerine, gun-cotton, and vaseline, reduced by means of acetone to a gelatinous paste, which is then “squirted” into cords through dies of varying diameter by hydraulic or screw pressure. The rate of combustion depends on the diameter of the cords.
Gun-cotton.—Cellulose hexa-nitrate—pure cotton or cellulose steeped in a mixture of the strongest nitric and sulphuric acids, and thoroughly washed.
Lyddite.—Trinitrophenol or picric acid, a mixture of carbolic acid (phenol), and concentrated sulphuric acid treated with strong nitric acid, picric acid crystallising out.
(b) Sporting.
The name of these is legion. The best known are Amberite, Ballistite, Cannonite, E.C., Schultze, S.S., and Walsrode, and the vast majority are based on nitro-cellulose. This is mixed with other comparatively unimportant ingredients, and granulated, gelatinised, and hardened in a suitable manner, the method of manufacture varying according to the explosive.
(c) Blasting.
Ammonite, Amvis, Bellite, Electronite, Roburite, and Westphalite, form with a few others seldom met with in this country a group of explosives derived from the admixture of ammonium-nitrate with various carbonaceous substances, such as dinitronaphthalene, dinitrobenzol, starch, and resin. They are comparatively safe to handle and convey, but suffer in keeping from the hygroscopic nature of the ammonium-nitrate, which necessitates their enclosure in absolutely waterproof cases.
Blasting Gelatine.—Nitro-cotton dissolved in nitro-glycerine to form a jelly. This is probably the most powerful explosive in general use.
[620]
Carbonite.—About 27 per cent. of nitro-glycerine absorbed in a “dope” of woodmeal and saltpetre or nitrate of barium.
Dynamite.—75 per cent. of nitro-glycerine absorbed in 25 per cent. of an infusorial silicious earth called “Kieselguhr.”
Gelatine Dynamite.—Nitro-glycerine thickened by the addition of nitro-cotton, and combined with woodmeal, charcoal, or certain other non-explosive ingredients.
Gelignite, the most commonly used of all the high explosives, is practically gelatine-dynamite with the addition of saltpetre.
Tonite or Cotton Powder is a mixture of equal parts of gun-cotton and nitrate of barium.
Fulminate of Mercury, used for detonating nearly all high explosives, is a grey precipitate obtained by treating with alcohol a solution of mercury in nitric acid. It is extremely sensitive to percussion or friction.
A. Cooper Key.
[621]
The disease to which the term anthrax is at the present time usually applied, in this country, is fortunately of rare occurrence in man, mainly affecting, as it does, cattle, sheep, swine, and horses. In 1891, it may be noted, there was an outbreak among deer, and in certain foreign countries attacks among goats and camels appear to be not uncommon. The disease may be transmitted by direct inoculation of a scratch or wound of the skin, by inhalation into the lungs, or by being introduced into the alimentary canal with the food. The last-named mode of infection is that which appears to be most common in the lower animals, and the disease produced in them, accompanied as it is, as a rule, by marked enlargement of the spleen, is sometimes referred to as splenic fever. The infective property clings pertinaciously to certain fields and pastures, so that in America, and on the continent of Europe, the risk incurred by allowing animals to graze in particular localities is definitely recognised, while a similar phenomenon has also been observed in this country. The risk in question appears to be greater at certain times of the year. In the Western States of America it is said to be inseparably connected with the highest temperatures of summer, and to occur only when the surface soil has been thoroughly warmed; a certain degree of moisture is also believed to be necessary. Power of transmitting infection is maintained in these particular localities, and conveyed to others, by allowing the discharges from infected animals, and the blood of such animals, if they are slaughtered or cut up after death, to obtain access to the soil. Hides, skins, hair, and wool, which have become smeared with such blood or discharges, retain the property of conveying infection after drying, and exposure to light and air for prolonged periods; even after transportation[622] for thousands of miles the manipulation of such infected products is attended with serious danger.
In man the disease assumes generally what is known as the external form, the poison obtaining access to the body through some abrasion of the skin. At the site of inoculation a small vesicle may be detected at the outset: this vesicle speedily develops into a malignant pustule, i.e., an inflamed area presenting a dark centre, surrounded by a ring of vesicles with a crenated margin. At this stage, which is that in which attention is usually first drawn to the disease, the appearances are generally quite characteristic, and if skilled advice is obtained, and the nature of the mischief realised, the pustule can be excised and there is comparatively little risk of a fatal issue. The term pustule, it may be noted, is a misnomer, as pus (i.e. matter) is not formed in the local manifestation of anthrax as in the case of an ordinary boil or carbuncle. A variety of external anthrax occasionally met with (erysipelatous or œdematous anthrax) is referred to elsewhere. Again, in some instances, usually in connection with the manipulation of wool, anthrax in man assumes the internal form (vide Anthrax in relation to the wool industry). This last-named form of the malady is also met with among workers in horsehair, but is very uncommon in persons who manipulate hides and skins.
History of the Disease.—Little is known as regards the prevalence of anthrax in man and in animals in past times. It has been suggested that the grievous murrain which destroyed the cattle of the Egyptians, and which was succeeded by a “breaking forth with blains” upon men, and upon horses, asses, camels, oxen, and sheep, was anthrax. Again, numerous instances of the concurrence of murrain in cattle with pestilence in man have been recorded from time to time, and some of these may conceivably admit of similar interpretation. At the present day the name anthrax is commonly given, in some parts of the world, to what in England is known as carbuncle, and there is room for difference of opinion as to the meaning of the word when it occurs in old records. It may be sufficient to note in this connection that it has been contended that in ancient Greece the term was applied to smallpox. Towards the end of the last century, however, the occurrence of what would now be termed in this country “anthrax” seems to have been observed in the human subject, in association with the manipulation of raw animal products. Thus Fournier of Dijon in 1769 referred to the transmission[623] of disease to men engaged in handling hair and wool. Similar cases were recorded by Montfils in 1776; moreover, the subject of anthrax in animals was, it may be noted, discussed by Chabert in a work published in Paris in 1780. It was not, however, until the latter part of the nineteenth century that any considerable amount of attention was attracted by the malady.
In 1847 cases of “malignant pustule” were described by Lawrence in connection with a hair factory; a series of cases was collected and published in 1852 by Mr Harvey Ludlow; and in 1862 the history of some 30 cases, one of which occurred in a tanner, and one in a person who had been employed in loading hides, was given by Dr William Budd.
Growth of knowledge concerning anthrax was much stimulated by the discovery of the anthrax bacillus. This organism had been observed by Pollender in 1849; it was shown to be the actual cause of the disease, however, by the researches of Davaine, and knowledge of its life-history was subsequently greatly extended by Koch. The discovery of the comparatively easily destructible bacillus, and its ability to produce highly resistant spores, afforded explanation of the pertinacity with which raw animal products retain the power of transmitting infection, and led to appreciation of the difficulty of dealing with contaminated material. The researches of Pasteur, concerning attenuation of the anthrax organism and protective inoculation, moreover, opened up a most interesting and important field of inquiry.
Anthrax Statistics.—It was not until 1863 that “malignant pustule” began to appear as a cause of death in the Registrar-General’s returns. During the fourteen years 1863–1876, three or four deaths on an average were registered annually. Then, for a time, in addition to the heading “Malignant Pustule,” the headings “Charbon” and “Wool-sorters’ Disease” were officially recognised, and the number of deaths registered under the three headings had, in the year 1880, increased to eighteen. From 1881 onwards, all anthrax deaths have been included by the Registrar-General under the heading “Splenic Fever,” and the number registered was, it may be noted, as small as three in the year 1891, as high as eighteen in 1884, 1897, and 1898, and twenty-one in 1899.
Brief as has been the period in which records of the disease in man have accumulated, and imperfect as these records doubtless still are, anthrax statistics relating to other animals are, as[624] might be expected, still more imperfect. Returns for Great Britain, which are only available from 1887 onwards, are given in the annexed table, taken from the annual report on proceedings under the Diseases of Animals Acts, compiled for the Board of Agriculture.
Number of Counties in Great Britain in which Anthrax was reported by the Inspectors of the Local Authorities, with the Number of Outbreaks reported, and the Number of each kind of Animal returned as attacked in each year.
| Years. | Counties. | Outbreaks reported. |
Animals attacked. | ||||
| Cattle. | Sheep. | Swine. | Horses. | Deer. | |||
| 1887 | 51 | 236 | 415 | 37 | 184 | [147] | |
| 1888 | 49 | 180 | 280 | 45 | 76 | [147] | |
| 1889 | 45 | 167 | 236 | 4 | 69 | [147] | 461 |
| 1890 | 48 | 152 | 253 | 72 | 210 | [147] | |
| 1891 | 50 | 226 | 300 | 15 | 156 | [147] | |
| 1892 | 60 | 289 | 445 | 11 | 190 | [147] | |
| 1893 | 68 | 563 | 833 | 108 | 313 | 46 | |
| 1894 | 64 | 494 | 625 | 125 | 188 | 62 | |
| 1895 | 66 | 434 | 604 | 158 | 140 | 32 | |
| 1896 | 64 | 488 | 632 | 34 | 200 | 38 | |
| 1897 | 67 | 433 | 521 | 39 | 284 | 38 | |
| 1898 | 73 | 556 | 634 | 22 | 161 | 39 | |
| 1899 | 67 | 534 | 634 | 69 | 253 | 30 | |
As time goes on the value of these returns will no doubt be enhanced. At present veterinary opinion rather suggests that too absolute reliance must not be placed upon the figures given. It may be taken for granted, however, that the system of reporting outbreaks has led to increased attention being devoted to anthrax in animals, and to an appreciation of the fact that the disease is more prevalent in Great Britain than had been supposed. The particulars collected, moreover, show that those counties in which foreign animal products, hides, hair, wool, etc., are manipulated, are specially prone to suffer from outbreaks of anthrax in animals. It may be mentioned that an inquiry was made a few years ago by Dr Ravenal of Pennsylvania as to the influence of tanneries in spreading anthrax among cattle feeding on pastures watered by streams contaminated by tannery refuse. The result of this inquiry is given by Dr Legge in a report, which appears in the Annual Report for 1899 (p. 325) of the Chief Inspector of Factories.[625] It seems that in 1897, 12 men and 60 head of cattle died of anthrax near tanneries in the State of Pennsylvania.
Of the prevalence of anthrax in other parts of the world, it is difficult at the present time to obtain precise knowledge. In some parts of Europe (France, Germany, Russia, and Italy) the malady appears to be more prevalent than it is in this country; the same remark may perhaps be said to hold good for Persia, India, Siberia, China, and parts of Africa, and North and South America. It is stated that in the district of Novgorod, Russia, in the four years 1867–70, 56,000 horses, cattle, and sheep perished from anthrax.
Outbreaks Recorded during Recent Years.—During the last twenty-five years several detailed reports on outbreaks of anthrax in man, attributed to the handling of particular raw animal products, have been made. Thus Dr Russell, in 1878, published the history of an outbreak of this kind, which was attributed to the manipulation of “raw Russian manes” in certain horsehair factories in Glasgow. In his report (appended to the Annual Report of the Medical Officer of the Local Government Board for 1878) Dr Russell discusses certain previously recorded instances of anthrax in association with horsehair manipulation in Paris, Metz, Leipzig, and Massachusetts. From 1878 to 1899 no further cases of the disease were noted in workers in the horsehair industry in Glasgow; in 1900, however, three such cases were reported, and similar cases have been observed in several instances in London (vide Annual Reports of the Medical Officer of Health of the County of London and of H.M. Chief Inspector of Factories). Outbreaks on a more extensive scale have been reported in Germany (vide Report of Dr Kubler in Arbeiten a. d. Kaiserlichen Gesundheitsamte, 15 Band, 3 Heft, 1899). It may be noted that raw Russian and China manes have fallen especially under suspicion in connection with several of the recorded outbreaks, and these kinds of raw material seem particularly prone to be contaminated with dirt, and when combed or “willeyed,” to give rise to dust, which it is presumed is the medium by which infection is conveyed to workers in horsehair.
At about the time when the publication of Dr Russell’s report drew attention to horsehair, the question of wool-sorters’ disease (vide Anthrax—its relation to the Wool Industry) also came to the fore. Again, in 1882–83, Mr Spear, on behalf of the Local Government Board, carefully investigated the circumstances of an outbreak of anthrax in connection with the hide and skin industry in London, affecting persons who had manipulated certain bales[626] of hides from China, either at the warehouse in which they were in the first instance stored, or subsequently at the tannery to which they were conveyed and in which they underwent the process of conversion into leather. Mr Spear published, in an appendix to his report, a table giving particulars as to cases of anthrax which he had traced as having occurred in London between 1873 and 1883. This table was subsequently extended, and further cases have been recorded from time to time in the Annual Reports of the Medical Officer of Health of the County of London. These reports show that between 1873 and 1896 there were recognised, in the metropolis and its neighbourhood, in all 148 cases of the disease. Of these:—
108 occurred among persons engaged in the hide and skin trade; 5 occurred among persons engaged in slaughtering animals; 18 occurred among persons engaged in the manipulation of horsehair, or in the manufacture of brushes; 1 occurred in a person employed in a bacteriological laboratory; finally, 16 occurred under circumstances in which the source of infection was not traceable.
Anthrax Notification.—Sect. 29 of the Factory and Workshop Act of 1895 made notification of a case of anthrax occurring in a factory or workshop compulsory, and under this section there have, during recent years, been notified the following cases:—
In 1896, 13 cases.
In 1897, 23 cases, including 14 in connection with hides and skins and 9 in connection with wool.
In 1898, 28 cases, including 8 in connection with hides and skins; 16 in connection with wool; 3 in connection with horsehair; and 1 in connection with other industries.
In 1899, 55 cases, including 16 in connection with hides and skins; 18 in connection with wool; 17 in connection with horsehair; and 4 in connection with other industries.
In 1900, 37 cases, including 9 in connection with hides and skins; 9 in connection with wool; 12 in connection with horsehair; and 7 in connection with other industries.
In 1897 an important report by a Departmental Committee appointed by the Home Office to inquire into the “Conditions of Work in Wool-sorting and other Kindred Trades” was issued. In this report existing knowledge concerning the subject was summarised and special consideration was devoted to the discussion of possible preventive measures. Dr Whitelegge, now H.M. Chief Inspector of Factories, was one of the members of this Committee, and since his appointment to his present office he has, in his annual reports,[627] published a summary of the facts ascertained with regard to anthrax in each year since 1897. Dr Whitelegge’s more recent reports contain also the results of the inquiries made by Dr Legge, the Medical Inspector of Factories. This series of Home Office reports is from year to year, adding materially to our knowledge of the disease and the methods which may be advantageously used in checking its prevalence. In Germany, moreover, the reports of the Imperial Health Office have of late years contained frequent references to the subject, and a new era may thus be said to have commenced as regards the study of the malady in its relation to industry.
Having regard to the recent introduction of compulsory notification, and to the larger measure of importance which is attached to anthrax, it is now unlikely that cases of the disease will escape notice, as they have doubtless in some instances done in the past, and as more and more complete records of the circumstances of anthrax outbreaks are obtained, there seems reason for hoping that it may be possible to obtain fuller knowledge concerning the history and antecedents of the material which has conveyed infection. If this proves to be the case, preventive measures may be thus greatly facilitated.
Grouping of Anthrax Cases.—That investigation of this kind may prove of importance seems clear from the evidence of grouping of cases which has been forthcoming, even from such inquiry as it was possible to make in past years, and in the absence of the more precise information which compulsory notification may, in future, be expected to afford. The following instances observed in the metropolis and its neighbourhood may be referred to in illustration of this point.
(1) In the year 1895 a number of cases of anthrax occurred among persons employed in manipulating horsehair and in brushmaking. Thus three cases occurred in Southwark, and in each instance the persons attacked had manipulated horsehair, in connection, however, with the establishments of three different brushmakers. A fourth case occurred in a dresser of horsehair employed in St Luke’s. Two cases in Shoreditch appeared to be traceable to a brushmaker’s at Tottenham, and it was found, on making inquiry there, that two other cases had occurred among employés at this particular workplace. Two further cases occurred in East London affecting men who worked with horsehair at a bass and fibre dresser’s in Mile End Old Town. In all, ten cases occurred between May and December 1895,[628] in association with the manipulation of horsehair. The facts as to the distribution of horsehair to the various establishments concerned could not be fully ascertained; so far as the question could be followed up, it appeared quite possible that some particular consignment of horsehair had been handled by all the affected workers, and that this consignment had done all the mischief. Having regard to the distribution of the cases in time such an hypothesis seemed a likely one.
(2) On the last day of January and the first four days of February 1896, six men were admitted to Guy’s Hospital suffering from malignant pustule. Five of the men had recently been engaged in manipulating goatskins at a leather-dressing establishment, and the sixth man was employed at a warehouse from which goatskins had been supplied to this establishment. Every facility was given by the firm employing the five men with a view to enabling the particular consignment of skins implicated to be traced, but it was not found possible to ascertain all the facts with regard to these skins. There was, however, evidence pointing to two conclusions respecting them. In the first place, some of them were “sea damaged,” and secondly, they were brought to England by a vessel which had touched at certain Mediterranean ports.
On investigation of previous occurrences of anthrax in London it was found that a case had occurred in December 1895, the patient being a man employed in a tanyard. This man had on 29th November and succeeding days handled goatskins, which, inasmuch as they were a salvage lot from a ship on which a fire had broken out, had “been sold cheap.” Some of these goatskins which were described as “sea damaged,” were regarded as unfit for treatment, and were sent away; the others were converted into leather. The ship by which they were brought to this country had come from the Mediterranean. Again, a dock labourer who had unloaded goods, among which were goatskins, in St Katherine’s Dock during the first week of December, developed on 7th December a malignant pustule. The skins concerned possibly came from the Mediterranean.
Thus within a period of a few weeks three distinct occurrences of anthrax had been observed in London, apparently attributable to one common cause, the manipulation of goatskins. On the information to hand, the three consignments of goatskins could not be traced to one and the same source—indeed a distinct ship was apparently implicated in each instance, the only feature in[629] common being that two of these vessels were definitely stated to have come, and the third may have come, from the Mediterranean. It was further noteworthy that several cases of anthrax had occurred in recent years at the wharf from which one of the consignments referred to above had been supplied. Thus a case occurred at this wharf in September 1893, another in March 1894, and in each of these cases the man who was attacked had manipulated goatskins. In September 1894 another man working at this wharf was attacked; there was, however, no information as to goatskins in this instance. Again, in October 1895, two cases occurred in men who had manipulated goatskins at the same wharf.
This series of events is suggestive of one or other of two explanations. Either the wharf may have been supplied from time to time with infected goatskins, and in that case the possibility of some particular anthrax-infected locality being the source of supply and the cause of all the trouble naturally suggests itself; or the wharf premises, having themselves become infected, may have served as a means of re-infecting from time to time batches of skins. The former hypothesis seems to best fit in with the facts. That premises may, however, at times become infected and again convey infection at a later period seems not improbable. Such was indeed proved to be the case by Professor Boyce (vide Annual Report of the Medical Officer of Health of Liverpool for 1899). It may be noted in this connection with regard to the five cases of anthrax mentioned above, as having occurred in January and February of 1896, that three further cases developed which may possibly have been attributable to the same source of infection. Two of the cases occurred in persons who may have been brought in contact with the skins implicated in January and February; a third case was that of a man who had worked at the leather-dressing establishment, and on a part of the premises in which the skins implicated in the earlier part of the year had been placed.
Grouping of Cases considered in Relation to Preventive Measures.—The occurrence of such groups of cases as those above referred to merely repeats the experience of Glasgow in 1878, when Russian manes were at fault, and that of Bermondsey in 1882, when certain Shanghai hides fell under suspicion. If careful inquiry were made concerning every case of anthrax, it appears not improbable that all the cases occurring during a series of years could be referred to a very limited number of consignments of raw material, and[630] if the origin of the goods were followed up in each instance, it might be found that a considerable check could be placed upon the introduction of infected raw products into this country. In some cases workmen have been led to suspect that they were incurring special risk from something unusual in the appearance of the hides, skins, or horsehair, with which they were dealing. It has been already said that the hides suspected in the historic outbreak in Bermondsey in 1882 came from Shanghai; a considerable number of these were ascertained to have been “light,” “dirty,” “stale,” and “much tainted,” “many were in fact ‘dead’ hides,” i.e. those of animals that had not been slaughtered, but had died, possibly, of course, of anthrax. In a particular instance, in connection with a more recent occurrence of a case of the disease in question in London, it was found that a small quantity of suspected material had been retained at the broker’s warehouse, the bulk of the consignment, of which the said material formed a portion, being sent abroad. The small quantity in question, which consisted of scabbed and worthless skins, was handed over, at the request of the Medical Officer of Health in whose district the warehouse was situated, to be destroyed; but that officer had no opportunity afforded him of examining the bales which were not disposed of in London. There can be no doubt that there would be less likelihood of suspected material being placed upon the market, if it were definitely realised that the source of infection would be traced in all cases of anthrax which occur. Veterinary experts in this country have long insisted that “no attempt should be made to utilise any part of the carcase of an animal which has died of anthrax”; and M. Chauveau, in a paper read before the seventh International Congress of Hygiene and Demography in 1891, argued that only by convincing those concerned with the disposal of raw material, to which suspicion attaches, that to destroy it is the only course open to them in order to safeguard their own interests, will it be practicable to exercise any really efficacious check upon production of disease. M. Chauveau urged that effort should be made to cause this fact to be generally appreciated, and he added, “L’effet de cette propagande devrait être renforcé par une bonne organisation des services de surveillance sanitaire, et par une application sévère des pénalités contre les délinquants.”
Mr Spear, in his report in 1883, referred to the possibility of “the establishment of an organisation by which this country may be warned of the existence of the disease among cattle,”[631] with a view to prohibiting the import of suspected hides. He pointed out, moreover, that if the practice of dealing separately with “dead” hides, from their first shipment at the port of export, were to become established, such a system would “result in the limitation of dangerous material mainly to one class of goods, instead of its distribution throughout the entire bulk.” These suggestions seemed, perhaps, when they were made, to be “counsels of perfection,” but if the material conveying infection is in the future traced in a growing proportion of cases, and if, armed with knowledge of all cases of anthrax which occur, inquiry as to the antecedents of implicated material is more and more sedulously prosecuted, it seems probable that it will increasingly become the practice of owners of diseased animals to destroy infected hides, skins, hair, etc., instead of attempting to dispose of them.
Against the prospect of diminution of risk from the growth of a desire on the part of dealers in raw animal products to safeguard their own interests, it may be urged that anthrax is so common a disease that the wholesale destruction of the skins, hides, hair, etc., of infected animals would mean great loss; that in many instances the existence of diseased conditions cannot be detected; that even with the best intentions on the part of the dealer much dangerous material must necessarily be placed on the market; and that in any event all that is needful in the case of suspected raw products is that they should be adequately disinfected. Further experience will no doubt throw more light on these questions, but the history of cases in London and elsewhere, so far as it is known, suggests that the amount of dangerous material exported to this country is very small in proportion to the total bulk, and that, with the devotion of an increasing amount of attention to the matter, it will become more and more usual for the origin of consignments of such dangerous material to be traced. If this should prove to be the case, it may be that the prevention of anthrax infection will be worked out very much upon the lines indicated by M. Chauveau.
Disinfection and Other Measures of Precaution.—As regards disinfection it has been, until quite recently, assumed that exposure to steam, or to reliable chemical disinfectants, was quite out of the question. So far as the leather trade is concerned this doctrine is still generally accepted, but, as regards the horsehair industry, experiments have shown that disinfection is practicable under certain conditions. It appears from a recent Report[632] of the Medical Inspector of Factories (Dr Legge), that in this country a steam disinfector is in use in a particular establishment for dealing with mane hair from Russia and China, and that in other establishments all mane hair is boiled or dyed before being used for curling purposes. In Germany careful experiments have been made with a view to determining how disinfection can be carried out with a minimum of damage to raw material, and an account of the results obtained is contained in the Arbeiten a. d. Kaiserlichen Gesundheitsamte, 15 Band, 5 Heft, 1899. The principal conclusion would appear to be that the pressure under which the steam is allowed to enter the disinfecting chamber should not exceed 0.15 atmosphere (2 to 3 lbs. to the square inch). Higher pressures, such as are commonly in use in steam disinfectors in this country, tend to make the ends of the hair (especially of long tail hair used for weaving purposes) brittle. A further objection to steam is the yellow colour which it imparts to white hair. As the outcome of these experiments, special rules dealing with the disinfection of foreign horsehair and pigs’ bristles were formulated, and came into force throughout Germany in 1899. A report as to their operation appeared in 1901 (loc. cit., 18 Band, 1 Heft).
The use of steam disinfection in the horsehair industry may, therefore, become considerably extended. Dr Legge points out, however, that reliance must not be placed upon such disinfection as at present practised for dealing with “unopened bales, especially when hydraulically pressed.” The fact noted by Dr Legge that, in September 1899, “the principal horsehair manufacturers, at a meeting held in London, passed unanimously a resolution binding themselves from that date to buy no Russian, Siberian, or Chinese undyed mane hair, until satisfactory guarantees had been given by the sellers that the hair has been thoroughly disinfected,” is a significant one. Further, reference may be made to a circular letter, addressed to occupiers of horsehair works by H.M. Chief inspector of Factories, which deals with means of diminishing risk of anthrax in the industry in question (vide Annual Report of the Chief Inspector for 1900).
In connection with hides, Mr Spear first pointed out the desirability of studying, in relation to the process of curing, the question of the possibility of favouring the destruction of morbific germs. “It might,” he said, “be possible so to treat the skins by a preliminary process, as to cause any attached spores to germinate into the easily destructible rods.”
[633]
Anthrax appears to be rarely, if ever, conveyed by wet hides, and there is, therefore, some prospect that the increasing adoption of the “wet,” as opposed to the “dry,” cure may prove an important means of obviating the spread of infection. The dry cure is said to stand condemned from the point of view of producing good leather, but, in places where difficulty of transport makes weight an important consideration, it is still largely adopted. As long ago as 1894, a writer in the Leather Trades Circular and Review urged the merchants engaged in the China trade to “establish saladeros (as has been done in South America), where all green hides shall, after slaughtering, go through a proper system of brining, or arsenic curing, or salting, by which the pelt will be preserved.” Arsenic curing, it may, however, be noted, might become a source of danger. Experiments made with a view to determining whether chemical disinfection of hides can be effected in a practicable manner are being carried out in this country at the present time.
Pending the growth of knowledge as to sources of anthrax infection, and increase in appreciation of the desirability of destroying infected goods, something can be done by advocating cleanliness and enforcing the provision of washing appliances, and by urging the great importance of alertness as regards detecting the disease at the outset, with a view to obtaining proper advice during the earliest stages of the malady. In the Annual Report of the Chief Inspector of Factories for 1899 the special rules issued in 1899, and established in eighty-eight works, are published in extenso. These rules define both the duties of the occupier and the duties of persons employed. In 1899, too, it was decided by the Home Office authorities to give facilities for bacteriological examination, with a view to the verification of doubtful cases of anthrax, and medical practitioners, on making application to the Medical Inspector of Factories at the Home Office, are now enabled to satisfactorily clear up the diagnosis in doubtful cases. This in itself constitutes an important step in advance, and is an indication of the growing amount of attention that is likely to be accorded to anthrax prevention in the near future.
W. H. Hamer.
[634]
Wool has been woven into the industrial history of the world, and has been an important factor in the progress of nations from savagery to civilisation. In all ages, “flocks and herds” have represented peace and prosperity, and only within recent years has it become known that the fleeces, hides, flesh, and other products of animals which die from anthrax sometimes convey the disease to man.
The word “wool” in its technical meaning comprises sheep or lamb’s wool, goat’s wool or hair (mohair), camel’s wool or hair, alpaca, and other allied textile fibres. The quantities and origins of these for manufacturing purposes in the year 1900 were nearly as follow, in million pounds weight:—
| From | the United Kingdom | 141 |
| „ | British Possessions | 448 |
| „ | Foreign Countries | 105 |
| „ | „ Mohair | 22 |
| „ | „ Alpaca | 6 |
| „ | 722 | |
| Exported in the “raw” state | 220 | |
| Balance for home use | 502 | |
The “clip” of wool of the United Kingdom is practically what it was fifty years ago. The total imports of wool, goat’s hair, and alpaca, have increased fourfold during the same period. This increase represents the growth of the wool industry in the West Riding, there having been little increase in other parts of the Kingdom. It is probable that “three-fourths of all the wool used in this country is consumed within a radius of fifteen miles from Bradford.” The longer and finer combing wools, including almost all the mohair and alpaca, are manufactured into “worsteds”—stuffs—for which Bradford is the commercial centre. The shorter and coarser felting wools are made into “woollens”—cloths—of which Leeds and Huddersfield are the[635] most important producers; others are used at Halifax and Kidderminster for carpets, and also at Leicester for hosiery.
Previous to 1837, when alpaca and mohair were imported from Peru and Asia Minor respectively for use as textile fibres, no specific disease had been associated with wool. Ten years afterwards, owing to recurring deaths of sorters, a suspicion arose that these materials were in some way or other the cause of the peculiar, rapid, and fatal illness which became known as “wool-sorter’s disease.” When these sudden deaths followed each other at several months’ interval they did not attract much attention, but when sorters died within a few weeks from a similar and unusual disease, the workpeople became alarmed, and their fears were increased when no reasonable explanation could be given as to the nature of the illness, its prevention or its cure. In the hope of solving the mystery, many post-mortem examinations of the bodies of wool-sorters were made by leading medical men in the large towns of the West-Riding, and the suspected materials and dust arising from these were submitted to experts for microscopical examination and chemical analysis. These investigations and reports extended over more than thirty years without arriving at a satisfactory explanation. In 1877 a case of this disease came under the writer’s observation; the man was apparently well in the morning on leaving home for work, and died seventeen hours after the first feeling of illness. It was evident that this fatal collapse without pain or distress was not from any well-known disease. In 1879, when visiting such a patient—who died twelve hours afterwards—he took some blood from the arm, and within a few minutes two or three drops of it were injected under the lumbar skin of a rabbit, a guinea-pig, and a mouse respectively. The animals died within sixty hours, and the blood of each showed the presence of bacilli. Another animal was inoculated with the blood from one of these, and it died in a shorter time. The fluids from this animal were found to be crowded with the bacillus anthracis, and the disease was recognised to be anthrax. (Lancet, vol. ii., 1879, pp. 920, 959.)
Anthrax is a contagious disease, and of the widest distribution. It readily attacks most wool-bearing animals, and is found in all countries, being very prevalent on the Continent of Europe, in Asia, South Africa, and South America, and occurring less commonly in the United Kingdom, North Africa, North America, and Australasia. The incidence of anthrax among animals in[636] Great Britain varies very much, some counties having no outbreak year after year, while from others it is never absent. It is most prevalent in the West-Riding, and the counties of Leicester, Northampton, and Norfolk, in all of which foreign wool, hair, hides, or other animal products are used in industrial processes. The number of sheep and lambs in Great Britain in 1900 was 28,000,000, and the number reported to the Board of Agriculture to have died from anthrax during the year was 40. For 1899 the number of deaths was 69. The risk of infection from home-grown and colonial wools is so slight that it may be disregarded. The most noxious wools are those from foreign countries where anthrax is prevalent, the wool being dry, dusty, of low quality, and having very little “yolk.” (Yolk is a peculiar unctuous substance, chiefly consisting of a potash soap which pervades the wool and protects the animal from the effects of rain and cold; it also nourishes the wool, rendering it soft, oily, and pliable.) It is equal in weight to 7 or 8 per cent. of the “raw” fleece. Alpaca, mohair, camel’s hair, Persian, and inferior dry Eastern wools have very little yolk, and are dangerous to handle if they contain “fallen fleeces.” The greater amount of yolk or grease in South American and other foreign wools appears to fix the anthrax spores, and renders the wool almost innocuous to the sorters.
The essential cause of anthrax is a micro-organism, the Bacillus anthracis, the spores of which can only produce their specific effect when they gain access to the circulating blood by way of the skin, the lungs, or the stomach; hence there are three types of the disease: the cutaneous, the pulmonary, and the intestinal.
1. Cutaneous Anthrax.—This presents two varieties, viz., malignant pustule and erysipelatous anthrax. The malignant pustule was first noticed in England in 1854, and recorded in 1863. It must have occurred frequently in the Bradford Worsted District for more than thirty years before it was diagnosed as anthrax in 1880. This form of cutaneous anthrax in wool-workers is very much the same as that which appears in hide-dressers and others.
Erysipelatous anthrax, of which œdematous anthrax is a milder manifestation, has, until recently, escaped recognition in this country. It was first noticed by Bourgeois in Provence, France, in 1834, and his observations were published in 1843. He wrote afterwards a very complete account of it in his book on La[637] Pustule Maligne et L’Œdème Malin, 1861. Subsequent writers have been almost entirely indebted to this author for their statements.
Symptoms.—Bourgeois says: “It begins as a pale swelling, soft and without pain. It is only after several days, and when more fully developed, that vesicles and eschars form, notably on the eyelids, but at the onset the skin is smooth and has no trace of a pimple.” The local symptoms are the extensive œdema, in slight cases, without redness, vesication, or eschar; in severe cases, with redness, vesication, and a gangrenous appearance of the skin. The general symptoms are of a negative character; there may be no pain, no distress, and no fever. Even in fatal cases these are not very marked.
Diagnosis.—The appearance of the patient is so like that of one with ordinary erysipelas that the differences might easily be overlooked, were it not that there is so little constitutional disturbance. The absence of injury, pain, and fever will distinguish it from acute emphysematous gangrene. The only proof, however, is the finding of the characteristic bacillus in the blood or fluids by cultures and physiological tests.
Prognosis.—This form of anthrax is stated to be much more fatal than malignant pustule; of seven cases seen by the writer, three were fatal.
Case.—J. G., æt. 29, a willower of low class wools, had been ailing several days when visited on 12th March 1899. The right upper eyelid was greatly swollen, red, and hard, there were several vesicles, nearly the size of kidney beans, which contained a clear gelatinous, straw-coloured serum; pulse 88, temperature 100.5°. March 13th, neither eye could be opened, the right ear was doubled on itself, the scalp pitted on pressure, and he was slightly delirious; pulse 76, temperature 101.8°. March 14th, other vesicles on the cheek, much swelling of submaxillary glands and neck; pulse 88, temperature 101.8°. After a few days, black eschars appeared on the eyelids, the swelling subsided, and he was convalescent. March 17th, pulse 72, temperature 98.9°. Serum taken on 12th March for cultivation yielded positive results.
2. Pulmonary Anthrax.—“Wool-sorters’ Disease.”—From the year 1846, when this disease was first noticed in the neighbourhood of Bradford, to 1877, it had not been known to attack other persons than the sorters of alpaca and mohair. In subsequent years it was found that camel’s hair, Persian, and other dry, dusty, low class foreign wools, were also infective; and further, that any[638] person might be attacked if exposed to the inhalation of anthrax spores in dust arising from the products of dead animals.
Symptoms.—The absence of troublesome symptoms is very remarkable. There may be no rigor, pain, cough, vomiting, purging, or other distressful conditions. Even when dying, the patient may not feel particularly ill. In ordinary cases, at the commencement, there is a chilliness or slight shivering, the tongue is moist and thinly coated, thirst is present, and the appetite indifferent, with some nausea and uneasiness at the stomach; vomiting is common (if this is only at the commencement it is not of much moment, but if persistent or commencing after two or three days it is of serious import, indicating the extension of the disease to the stomach and bowels.) The lungs are always affected, although sometimes only slightly. Nearly all patients have a feeling of tightness, weight, and oppression about the chest, which embarrasses the breathing. Cough is generally present, but never very troublesome; in one-third of the cases it was absent, or very slight. In most there is no expectoration, but in mixed cases, which continue over five days, there is some, which is occasionally rusty coloured. The purer the infection, however, the less likely is there to be any pneumonia. There is a dusky, leaden hue, with coldness of face, ears, and fingers in the collapse stage. Percussion sounds are generally clear; occasionally there is some dulness, mostly at the base of the right lung; the respiratory sounds are feeble and almost inaudible on this side, with some sibilant sounds; moist bronchial râles may be present later on, but rarely crepitations. In cases where no dulness on percussion was detected a few hours before death, not unfrequently a considerable quantity of fluid has been found in the pleural spaces at the post-mortem examination. In the early stage the pulse may not differ from the normal as regards frequency; later it is small, feeble, irregular, uncountable, and out of keeping with the apparent slight character of the illness. The heart’s sounds are also very weak and may be inaudible. In most cases the mind keeps clear to the end; in some with cerebral lesions, there are struggling, convulsions, and coma. The skin is always moist and often bathed with perspiration. The temperature seldom reaches 103°; when more than this, the infection is mixed, causing septic pneumonia. Generally the temperature is from 3° to 5° higher in the rectum than in the axilla. As the illness advances, the temperature falls. The urine is scanty and high-coloured. In one case the sp. gr. was 1040. In several[639] cases albumin was found, in one equal to two-thirds of the quantity of urine in the test-tube. Sugar is also occasionally present.
The cases clinically arrange themselves into three classes: (1) Rapid, in which death takes place within two days, from collapse without any reaction. (2) Ordinary, in which the initial depression is followed by reaction and death within four days. (3) Prolonged cases, in which there is pneumonia from mixed infection, and death after the fourth day.
Duration of Illness.—Number of cases fatal within—
| 1 day | 2 days | 3 days | 4 days | 5 days | 10 days | over 10 days | Total |
| 5 | 19 | 19 | 16 | 7 | 7 | 2 | 75 |
Diagnosis.—In a rapid case this is easy; the patient when first visited is seen to be dying from continued uncomplicated collapse, which if there has been exposure to infection should not be mistaken for any other disease. In ordinary cases during the first two days diagnosis is impossible, the symptoms are not severe, and are such as are met with in common ailments; it is only when the illness becomes more pronounced by the patient’s strength and his heart failing without other sufficient reason that a diagnosis may be made. In prolonged cases the uncertainty is still greater; the pleuritic and pneumonic conditions mask the purely anthrax symptoms so much, that it is only by a post-mortem examination that the true nature of the illness can be known.
Prognosis.—In all cases this is unfavourable; symptoms are unreliable; what appears to be nothing more than ordinary catarrh in a person who has been exposed to anthrax infection may suddenly terminate fatally from heart failure. In the more prolonged cases, which are mixed with septic pneumonia, death may occur unexpectedly. It is probable that many cases of pulmonary infection recover; such cases have been reported, but in none has the diagnosis been confirmed by exact experimental methods.
Incubation.—The period of incubation is uncertain. The exact time of infection cannot be fixed as in cases of traumatic cutaneous anthrax. No case of pulmonary anthrax has been recorded which was due to only one exposure to infection. Sorters of noxious materials may work exposed to the risk of infection almost daily for years without any noticeable effect from it. It is only when the virus gains access to the blood stream through some accidentally open gateway that serious illness follows. Judging from what takes place in cutaneous cases we[640] may presume that when the spores pass the respiratory epithelial barrier they will produce some local specific effect within twenty-four hours. Infective material may be present on the skin or the mucous membranes several days before it gains access to the blood and produces any noticeable effect.
Pathological Changes: External.—The appearance of the body twenty-four hours after death varies considerably. The discoloration of decomposition appears very soon, attended with more than the usual lividity, which is not confined to the posterior surface of the body. The face is sometimes very much swollen and discoloured. The cellular tissue of the neck and upper part of the chest may be distended, gangrenous-looking, and emphysematous. In many cases the cause of death may be surmised from the external appearance of the body alone; in other cases there is no unusual discoloration excepting that the tips of the fingers are cyanosed. Between these two conditions there is every gradation of external appearances. Internal.—On cutting the skin of the chest where it is much discoloured serum and air bubbles escape. The muscles are dark coloured. On removing the sternum the cellular tissue beneath is sometimes emphysematous; more frequently there is much gelatinous œdema and occasionally it has been seen infiltrated with blood. The pleural spaces almost invariably contain a large quantity of clear straw-coloured serum, generally more on the right side. Gelatinous infiltration under the serous covering of the lungs and between the lobes may be one inch in thickness without any plastic inflammatory exudation. On section the lungs are seen to be engorged with dark-coloured blood, some portions being more solid than others, and of a blacker red colour. It is not uncommon to find infarcts of blood in the parenchyma of the lungs, and these in prolonged cases may have broken down and become purulent. The bronchial glands are enlarged, and more so on the right side; the mass may be the size of a hen’s egg. The trachea and bronchial tubes contain frothy blood-stained mucus; the mucous membrane is claret-coloured and swollen, and beneath it are frequently small infarcts of blood. The connective tissue at the root of the lungs and base of the heart is sometimes œdematous and extensively infiltrated with blood. The pericardium, epicardium, and endocardium frequently show subserous petechial spots, and the pericardial fluid may be increased to five or six ounces. The blood is nearly always fluid and of a dark, almost black colour. The heart may be empty or contain fluid blood in all its cavities. The colour[641] of its lining membrane varies from a pale cherry red to dark chocolate. The abdomen does not contain much fluid unless the intestines have been involved, when the quantity may be from two to four pints. The gelatinous œdema is sometimes very considerable in the mesentery and the cellular tissue surrounding the kidneys. Extravasated blood in small or large quantities is also seen in a few cases in the mesentery or in the connective tissue around the kidneys. The stomach and intestines frequently show numerous patches of extravasated blood; if these are considerable in size they are seen on both the mucous and serous surfaces. The spleen, like all other organs in this disease, varies very much. It is generally larger than natural, but not unfrequently it is unaltered in size and appearance. The liver and kidneys are less frequently affected than other organs. The brain is occasionally completely surrounded by blood extravasated between the membranes. Small infarcts are sometimes seen in the cerebral substance. The characteristic changes are: 1. The discoloration of the skin, especially about the neck and upper part of the chest. 2. The gelatinous œdema under the sternum, about the base of the heart, in the mesentery, the omentum, and the adipose tissue around the kidneys. 3. The extravasations of blood, which may be extensive, in the chest, the abdomen, or the head, with smaller hæmorrhagic areas and petechial infarcts in any organ or any part of the body. 4. The serous effusions into the pleura, pericardium, and peritoneum. 5. The dark colour and fluid condition of the blood. Many coarse changes are present in every case, but no single lesion is found in all cases. There may be no unusual discoloration of the skin, no gelatinous œdema, no large or numerous small extravasations of blood, or even serous effusions, but one or more of these in various degrees is always present.
3. Intestinal Anthrax.—Only one case of primary intestinal anthrax has been observed in wool-workers, and that recently. A wool-sorter, aged 29, on leaving work felt weak and as if he had a lump at the stomach. The following day he was sick and restless; on the third day the pulse was 86, temperature 99.2°; on the fourth day brown-coloured blood was vomited, and several tar-like stools were passed. Thirteen hours before death he was in a collapsed condition; pulse 112, small and almost uncountable; respiration 26. The lungs were not involved. Duration of illness, 4½ days.
Distribution of the Bacilli.—These are found in the swollen[642] mucous membrane of the trachea and larger bronchi, being most numerous in the neighbourhood of small hæmorrhages, and only a few in the lung tissue. The gelatinous serum never contains large numbers. The serum from the chest and abdomen, being a pure cultivation fluid, generally contains large numbers of bacilli of shorter or longer lengths. Bacilli are very unequally distributed throughout the body; they may not be found in the spleen, but in the fluids and tissues near pathological lesions.
Inoculations of rodents with blood taken from a patient twelve hours before death does not always produce fatal anthrax, a result which is inevitable if the blood be taken two or three hours before the event, even if on microscopical examination it gives no evidence of containing bacilli. Inoculations with gelatinous and pleural serum taken within twenty-four hours after death may have no effect on rodents, but generally they are fatal. All fluids and tissues which are fresh and contain the characteristic bacilli give rise to anthrax when inoculated into the blood stream of susceptible animals, but if not used for two or three days this effect may not follow.
Preventive Measures.—Noxious wools of foreign origin sometimes include “fallen fleeces,” which are easily recognised; these should be picked out, classed apart, and disinfected by steam.
The Precautionary Regulations agreed upon at Bradford in 1884 were adopted by the Home Office in 1899, and have the force of legal enactments. They provide that bales of alpaca, pelitan, cashmere, Persian and camel’s hair, shall be opened over a dust-extracting fan, so arranged that the current of air shall draw the dust away from any workman in the room. Badly-damaged wool or hair, van mohair, “fallen fleeces,” and foreign skin wool shall be damped with a disinfectant, and then washed without being put through any dust-extracting machine. The dust collected by the willows or other dust-extracting machine from the open boards—wire-work—shall not be discharged into the open air; it shall be removed weekly and afterwards burnt. No person having any open cut or sore upon any part of the body shall be allowed to attend to any willow or dust-extracting machine. No bale of wool or hair shall be stored in a dust-extracting room. Requisites for slight wounds shall be kept at hand. Appliances for washing shall be provided for the workers in the warehouse and dust-extracting rooms. No meals shall be taken in the willowing or carding room. These regulations have had a beneficial effect in reducing the number of cases of anthrax, but they are not[643] sufficient to eradicate the disease. If bales of noxious wool or hair were placed in steamers, and submitted to a steam pressure of six pounds to the square inch—230° F.—for a few hours, all bacteria would be destroyed. Such a regulation should be enforced wherever noxious wools or hairs are used in the United Kingdom.
Treatment.—It is to be regretted that in such a fatal disease so little can be done in the way of treatment. The progress of the illness is often so rapid that before a diagnosis can be determined the patient is in a hopeless condition. If the patient is seen before any signs of collapse are apparent, perhaps the inhalation of non-toxic germicides in the form of spray, and the intravenous injections of these may give the best chances of success. We may look forward with confidence to the time when we shall be able to treat the disease more successfully by antitoxines; hitherto these have been used only in external cases.
John Henry Bell.
[644]
Rags may be roughly divided into two distinct kinds: (1) cotton and linen rags; (2) woollen and partly woollen rags. The former are almost entirely used by the paper-maker, the latter by the cloth manufacturer. It is with the second section that I am here chiefly concerned. Rags, as a matter of fact, seem to cause little or no infectious disease to those who work among them, except in the case of cotton and linen rags used in papermaking, which have been a frequent source of smallpox infection. It may be stated that little or no infectious disease is introduced among the workers by woollen rags. Woollen rags are of two kinds: (1) soft rags, and (2) Mungo rags. Soft rags are largely drawn from Scotland. Such rags as stockings, white flannels, stuffs, carpets, etc., are included in the term “soft rags.” The “Mungo rag” is of two sorts, the “old and the new”: the old, derived from coats, vests, trousers, caps, etc., the “new” from clippings of army cloth, and tailors’ shreds, etc. The wide world is laid under contribution by the rag merchants. Walter White, in his Month in Yorkshire, says of Batley:—“Hither were brought tatters from pediculous Poland, from the gipsies of Hungary, from the peasants and scarecrows of Germany, from the frowsy peasants of Muscovy, to say nothing of snips and shreds of monks’ gowns and lawyers’ robes, from postillions’ jackets and soldiers’ uniforms, from maidens’ bodices and noblemen’s cloaks. A vast medley, truly, and all to be manufactured into broadcloth in Yorkshire.” Sir George Head, in his Home Tour, also alludes to Batley and the shoddy trade. This quotation gives one a good idea of where rags come from. Rags are collected by travelling tinkers, etc., and by marine store dealers, and by them transmitted to rag merchants, who sort them out into different lots according as they are (1) soft, and (2)[645] Mungo rags. All linings and seams are removed by the sorters. All rags are sorted over what is called a riddle, through which the dust falls, at least a part of it. Rag sorters only sit down when seaming.
Effects of Rag-Sorting on Health.—People who sort rags are occasionally bronchitic and asthmatic from the dust which rises from them, but I have seldom met with this condition in rag sorters, although I have known individuals who had to wear respirators when sorting. In the case of very dirty rags derived from dust heaps, rags which have been exposed to rain in many cases, it is probable that after drying, the dust would be of a septic character, and might induce sore throat. Rags from surgical hospitals are decidedly dangerous. Most persons who work as sorters are infested with fleas, which simply swarm among the rags, especially the Mungo variety. Sorters are mostly females, and they have sometimes to help to crane up bales of rags into warehouses. This frequently produces prolapse of the womb and other uterine displacements. It is certainly not suitable work for women. If infection ever breaks out among rag-sorters, it generally attacks them when a bale is first opened. It is a desideratum that all rags, whether of foreign or home origin, should be subjected to disinfection by heat before being opened, and this can be effectually accomplished, even in the tightly packed bales from abroad. This would have the virtue of destroying fleas, while disinfecting the bales.
Rag-Grinding.—This process is accomplished by means of a swift which is really a drum, studded with sharp teeth, which are set very close for grinding cloth, and more openly for the transformation of soft rags, such as stockings, flannels, etc. These swifts perform six or seven hundred revolutions per minute, and the rags are metamorphosed into a soft, fluffy, woolly mass. Oil is largely used in this process. This prevents dust.
The dust which rises from rag machines consists of particles of wool and also of filth adherent to the various kinds of rags. It is highly irritating to all the respiratory passages, especially in those who are novices at the trade, but older hands become inured to it, and tolerate it well. A train of symptoms is developed, called “shoddy fever.” It is accompanied by high fever, with nasal catarrh and frontal headache, and a certain amount of bronchial catarrh. It is ushered in by shivering, malaise, and general muscular pain. It is almost indistinguishable from epidemic[646] influenza, and if treated on similar lines, recovery is soon secured. The only difference is, that the catarrhal symptoms are the result of local irritation, and, consequently, when that is removed, the febrile condition soon subsides. Shoddy fever is easily induced in persons who have been out of the mill for a few weeks and return to work, in persons suffering from general catarrh, or in habitual drunkards.
What is known as shoddy is produced from soft rags, and Mungo from cloth rags. Flocks of the commoner kind are manufactured from a variety of raw material, the refuse of the shoddy trade, while the superior qualities are manufactured from a better raw material. For the former, the seams of woollen cloth rags, and heavy linsey (mixed wool and cotton), such as old dresses, and a variety of other materials, are used. The lowest class of flocks are made from old carpets with a backing of hemp or other vegetable fibre. Flocks are used for stuffing beds and articles of furniture. The raw material is separated in a similar manner as in the manufacture of shoddy and Mungo, only in flock-making the teeth are shorter and not so sharp. When a shoddy machine is worn out, it is sometimes used for flock-making.
Carbonising.—This process is applied to rags which have a certain amount of cotton in them. The cotton is carbonised by means of either sulphuric or hydrochloric acid. The former acid is used in a wet process, the rags being steeped in a somewhat diluted sulphuric acid, at a temperature of 160° to 190° F., then rinsed in water, and dried in a stove. In the second or dry process, the rags are heated for some hours in an atmosphere of hydrochloric acid gas. By these means the cotton fibre is destroyed, and when the rags are beaten it flies off as a powdery dust, probably glucose, which is very inflammable, and often causes explosions. The above process is also styled “extracting,” i.e. extracting the wool from fabrics composed of cotton warp, and worsted or woollen weft.
Are these various processes inimical to health? Shoddy fever has been already considered. Flock fever is also a condition of the flock manufacture. Upholsterers, working with flocks, are occasionally sufferers from the dust. A few of the workers in shoddy mills suffer from bronchitis and emphysema of the lungs, but those who do so are the older men who began to work before so much oil was used with the rags. The dust is also apt to combine with the wax in the ears and plug them, as is the case in any dusty occupation. Granular inflammation of the eyelids is[647] also occasionally seen among rag grinders. Acne is common through plugging of the sebaceous ducts. Carbonising occasionally causes bronchitis and emphysema. Workers in carbonising mills state that it is quite the exception for men to be off ill. In one mill which I visited, no worker had been off work for more than two days, and the mills had been in existence upwards of five years. The glucose product from carbonised rags subjected to the “shaking” process is highly inflammable, and severe burns are occasioned by the explosion of it in the air. These are generally due to carelessness.
Recommendations.—Dr Parsons, in the Annual Report of the Medical Officer of the Local Government Board (Dr George Buchanan) for 1885, recommends: (1) vaccination and re-vaccination of rag workers; (2) ventilation, cleanliness, and avoidance of dust in rag factories; (3) disinfection or purification of rags, preferably in the bale. Disinfection of rags is at present not very satisfactory, as the steam used for disinfection in the bale condenses and ruins the stock. Many men in the trade say that no disinfection is necessary, as infection seldom or never comes from woollen rags.
John A. E. Stuart.
[648]
The men who are employed in this branch of blanket making are a fine, stalwart set of fellows, broad-set, muscular, and well-coloured in complexion, the healthiest-looking workmen, apart from teamers, to be seen in the Heavy Woollen District. It is a hereditary occupation as a rule. Most of the men are connected by ties of kindred, for intermarriage is prevalent. Blanket raisers are, as a rule, long lived, the mean age at death of 28 workmen whom I attended in their last illness was 64.1 years.
In winter-time, blankets are exposed in a stoving house to brimstone fumes. This is intended to bleach the blanket. In summer-time, most of the blankets are dried outside. The fixing of these on the tenter posts involves an immense amount of stretching. There is considerable exertion involved in the raising process, and getting the pile on the fabric. In fine weather, the men are in the open a great part of the day; but in winter, the stoved blankets are taken out to the tenters, when the change from the close, sulphurous atmosphere to a cold and damp tenter field is found to be trying even to a strong constitution. At some mills, fans are inserted in the roofs of the drying houses to take away the fumes; in others, the tenters in the drying house are on wheels, and run on rails. These are ladened with blankets in the open, and then run in to the sulphurous atmosphere, and after being sufficiently dried, are again drawn out to the open, where the blankets are taken off the frames without causing the irritating cough and semi-suffocation which ensues when men have to enter the dry house to remove them. I am informed that, under this last system, it is no uncommon thing for a raiser to cough and sneeze until blood comes from his mouth or lungs.
The question of whether blanket stoving with brimstone is a dangerous trade or not was answered in the negative by the Commissioners appointed by Mr Asquith, Home Secretary, before whom I gave evidence about five years ago.
[649]
As there is a considerable number of these men living near me, and I have often conversed with them about the brimstone and the healthiness of their occupation, certain matters of interest have come to my knowledge. Among these is the fact, that the men almost never die from tuberculosis. They seldom, if ever, contract infectious disease. As a rule, they imbibe beer very freely, owing to the dryness of the mouth and throat produced in the drying house, and by the tremendous sweating which results from the enormous loads which they take on their shoulders to the tenter field.
Bronchitis and emphysema are the most common diseases among them. Of the 28 deaths which I certified among raisers, 10 were due to bronchitis; the mean age at death was 64 years. Heart disease accounted for 4 deaths, at a mean age of 69.3 years. Three succumbed to pneumonia, at a mean age of 49. Two died from phthisis, mean age 51.5 years. There were two deaths from senile decay, mean age 72 years. Influenza claimed 2, mean age 68.5. Typhoid caused one death, at 60 years; as did prostatic disease, at 68 years. Apoplexy caused death in two, mean age 75.5 years. Cerebral softening claimed one at 68 years.
The 28 deaths are as follows:—
| Bronchitis | 10 |
| Heart Disease | 4 |
| Pneumonia | 3 |
| Senile Decay | 2 |
| Phthisis | 2 |
| Influenza | 2 |
| Apoplexy | 2 |
| Typhoid Fever | 1 |
| Prostatic Disease | 1 |
| Cerebral Softening | 1 |
| 28 |
Seeing that the mean age at death at all ages in England is 29 years, and that of blanket raisers is 64.1, one is scarcely justified in regarding it as a trade which is injurious to health.
Efficient ventilation and the establishment of the running tenter described above, and figured in the Blue Book issued by the Commission, are all that is necessary.
John A. E. Stuart.
[650]
The commercial fibre jute is obtained from the following species of Corchorus—Corchorus Capsularis, grown mostly in Northern, Central, and Eastern Bengal, and Corchorus Olitarus, raised in the vicinity of Calcutta. The great bulk of the fibre is obtained, however, from the former variety.
The plant may be described as a long wand, from 8 to 10 feet in height, and of the thickness of one’s finger at the bottom. The stem is smooth, and more or less branched towards the top, bearing vivid green leaves and yellow flowers. It possesses an outside covering of hard bark; underneath this is the commercial fibre, and within the latter a pithy stick.
Jute is an annual, and appears to be capable of cultivation in almost any kind of soil, but is grown to best advantage upon that of a loamy nature, or on rich clay and sand. The coarser and larger plants are cultivated chiefly upon the “churs” or mud banks, and islands formed by the rivers, while others are raised upon submerged lands and in salt-impregnated soils. A hot, damp climate, such as is found in the vast delta of the Ganges, and Brahmapootra, with annual heavy rains and inundations, fulfils the conditions under which jute can be successfully cultivated. In November or December the soil is ploughed over five or six times, the clods broken up, pulverised, and at the final ploughing the weeds are collected, dried, and burned. The seeds are sown during the months of April, May, and June, according to the district, and covered over with a thin sprinkling of earth. Germination takes place in from three to seven days, and when the plants rise a few inches above the ground, the cultivator weeds and thins them out, ultimately leaving a space of, approximately, 6 inches between each.
The crop is considered to be in season for cutting when the flowers appear during August and September. By this[651] time the plants have attained a height of from 8 to 10, or even in some instances, 17 feet. The stems are cut with knives close to the ground, tied up in bundles, and removed to the steeping or “retting” pond.
The system of “retting,” as practised by the natives of India, consists in steeping the plants in stagnant pools or tanks for from two to twenty-five days. Weights are placed above the bundles to ensure that all the material may be submerged. The stagnant water thus used for steeping purposes has a strong and somewhat offensive smell, which, however, is not remarked in the fibre itself, and the fetid liquid is valuable as a manure.
To ascertain that the process is complete, the cultivator has to visit the tank daily, and test the fibre to see that it has begun to separate from the stem or pith. In removing the fibre from the woody portion the operator, standing waist deep in the tank, seizes a bundle of stems in his left hand, beats the ends out flat, turning the bundle deftly meantime, and then breaks the stems about eighteen inches from the point, first one way and then another. A little more manipulation, and the short sticks at the end fall out, leaving the fibre clear. The remaining portion is separated in a somewhat similar manner. The operator then, striking the surface repeatedly with the fibre, and drawing it through towards him, relieves it of any remaining impurities. By a dexterous throw he next spreads it on the surface of the water, and picks off any remaining black spots or hard patches.
It is then wrung out and hung on bamboos to dry in the sun, when it is ready for the market.
The fibre for exportation is bought by dealers, shipped to Calcutta, and made up into hydraulically-compressed bales of about 400 pounds weight, lashed round with ropes made of strong jute, the various qualities being distinguished by different marks affixed to the bales.
Jute is now a source of considerable revenue to the Indian Government, about 3,500,000 bales being exported annually to Europe and America, and over 2,900,000 bales manufactured into cloth and sacks in and around Calcutta. The distribution of the exported material is approximately as follows:—
| To the United Kingdom | 1,900,000 | bales. |
| To the Continent | 1,000,000 | „ |
| To America | 500,000 | „ |
Dundee is the chief seat of jute manufacturing in the United[652] Kingdom, only a very small proportion of the material imported being operated upon elsewhere. According to the latest procurable statistics there are slightly over 43,000 persons employed in the industry, and of this number quite 40,000 are engaged in and around Dundee, almost three-fourths of these being women. The figures do not include several hundreds who make up cloth into bags—a separate industry. Indirectly, the staple trade gives employment to a considerable number of persons, such as shuttle-makers, bobbin-turners, hackle-makers, yarn-bleachers, etc., and practically supports about 1000 sack-sewers who are out-workers.
Jute as imported consists of coils or bundles of fibre of a pale yellowish colour, and possesses a faint yet not unpleasant, though characteristic, smell. It cards and spins easily when properly treated with oil and water, the yarn produced being relatively coarse, fairly strong, and is much sold as twine, the output of this article amounting to hundreds of tons per annum. The bulk of the yarn spun, however, is woven into what are termed “Hessians,” plain jute cloth of various widths up to four yards. This material is seen everywhere, and is constantly used for packing and wrapping goods of all descriptions. A certain amount of cloth is cut up into suitable lengths and sewn into sacks.
Jute sacks are required for holding all kinds of material; they are cheap and strong, and although they rapidly deteriorate if exposed to wet, they are, owing to their low price, easily replaced.
Jute fibre takes kindly to most dyes, and this characteristic allows of its being largely used in the manufacture of carpets and rugs. A large trade has grown up in this department, fabrics being produced of beautiful designs and brilliant colouring. Jute is also interwoven with cotton and other textiles, but it does not readily spin with any fibre of an elastic nature.
The inelasticity of the fibre is a distinct drawback, affecting the utility of the articles manufactured, and although the durability of the fabric is great if kept dry, the colours are fugitive.
The first operation in the process of the manufacture of jute consists in cutting the binding ropes of the bale, and opening out the hard, compressed material. This is invariably done by hand, and immediately afterwards the fibre, still in a compressed state, is passed through between four heavy deeply-fluted rollers intersecting each other, which open the material somewhat and facilitate its disentanglement, before it is placed on the feeding table of the softener. During these processes, while the fibre is in a dry condition, a considerable quantity of dust is shaken out,[653] much of it being of a gritty nature, and consisting largely of fine particles of the sand or mud in which the plant grows. The latter impurities adhere to the rooty portion of the plant, but become dispersed when the fibre is shaken out and disturbed. It is in this dust that tetanus spores have been found in very considerable quantities.
Once placed on the softener, the fibre passes through a long series of spirally fluted rollers, pressure being brought to bear on the top row by means of springs. Hot water and oil are applied to the material during the progress along the machine, care being taken to spread the liquids evenly.
This moistening of the fibre is rendered necessary owing to its inherent brittle nature. Although this application of oil and water is to facilitate the subsequent manipulation of the material, it serves a beneficial purpose in reducing to an enormous extent the quantity of dust which would otherwise be diffused in carding and other processes. As matters at present stand, the preparing operations in jute factories are much more dusty than subsequent processes, but the particles thrown off in carding, drawing, and rove-spinning are more of a light fluffy nature, and prove less irritating to the respiratory organs than the gritty dust evolved in handling the dry jute. After the material has been effectively softened, and while in a slightly moist condition, it is fed into the “breaker” card. Here, owing to the splitting and combing action of the rapidly running card teeth, many rooty particles and other impurities are removed, but the heavier matter falls below the machines, from which it is taken away periodically, so that only the lighter dust rises, and is breathed by the operators.
When delivered from the “breaker” it is passed over the “finisher” card, but less dust if possible is evolved in the second carding. To equalise the thickness of the jute sliver as it emerges from the cards, and to lay the fibres parallel, the material is passed over drawing frames, and, when delivered, is spun by roving machines into “rove,” that is, thick loosely-twisted yarn. The twist given is just sufficient to keep the fibre together during its treatment in the spinning frame, before the actual twist is administered which completes it as finished yarn.
The operations subsequent to carding evolve little dust relatively, but owing to the excessive speed of spinning frame flyers, and the friction on the yarn, very light fluffy particles[654] are continually rising in spinning rooms, so that the atmosphere becomes charged with extremely fine portions of fibre. All horizontal surfaces, and the clothing and hair of the workers in these departments, soon become coated with this dust.
The yarn intended for weft is never dressed, but is wound or built up into solid “cops” for insertion in the shuttle. It is so coiled in the cop as to unwind regularly and easily when in the shuttle, but is still of sufficient firmness to withstand handling without collapsing. The warp yarn is wound into solid balls, or on large bobbins, and thereafter arranged upon angular frames at each end of the dressing machines.
The dressing, the basis of which consists mostly of flour, is contained in troughs affixed to the machines, the yarn passing through the liquid, and then round steam-heated cylinders to ensure its thorough dryness before being wound on the weaving beam. As in the dressing of linen yarn, considerable heat is constantly maintained in the departments of factories apportioned for this purpose. The cylinders, round which the damp yarn passes, radiate heat, and where the ceilings of the rooms are low, or the cubic capacity restricted, much discomfort is occasioned in summer, unless exhaust fans, or wide-opened windows, are arranged for. The beams when filled are removed, and inserted in the looms, the “dressed” or starched yarns constituting the warp of the woven fabric.
The weaving of jute cloth calls for little comment or description, the process being of the simplest character, except where figured carpets are woven. This work is comparatively pleasant and clean. To give finish to the cloth, calendering is necessary. The webs are passed through ponderous machines, known as either calenders or mangles; hot rollers and heavy pressure, combined with the dressing in the yarn, effecting an evenness to the fabric, and, if necessary, a gloss to the surface.
The factories in Great Britain engaged in manufacturing jute are, with few exceptions, rather superior. Many of them are on the shed or one-floor system. They were built at a time when the industry was extremely remunerative, and much capital was sunk in substantial and well-designed premises. The shed construction with the saw-tooth roof is advantageous from many standpoints, facilitating the maintenance of an equable temperature, the free ingress of air through roof openings, while providing[655] an abundance of light throughout. The latter advantage is important, when one considers the liability to accident which constant attendance on, and manipulation of, intricate mechanisms necessitate. Jute machinery is very similar to that utilised in the manufacture of flax, the various machines (with the exception of softeners and openers) differing only in small details, necessary owing to the greater length and relative coarseness of the former fibre. The liability to accidents is slightly greater in the manufacture of jute than in any other textile industry, to judge by the annual returns of casualties. This is partially due to the fact that the older types of machines have been fitted with crude and ineffective protections, to improve which requires much careful and systematic supervision, and partially to the proportionately large number of insignificant accidents, hitherto found unpreventable, occasioned by the oscillating slays of looms, which, though slight in themselves, are yet sufficiently serious to bring them just within the category of reportable accidents.
By slight alterations in the construction of certain machines and additions to the existing fencing of spinning, drawing frames and cards, certain kinds of accidents have been completely stamped out. Thus, since the insistence on travelling feed and delivery sheets or webs for jute softeners, a type of accident always severe, and often fatal, has entirely disappeared. Before these safeguards were introduced the operatives were frequently entangled in the long jute fibre in feeding or attending the delivery end of the machine, and instantly drawn forward and mangled by the rapid-running fluted rollers. As might be expected young persons are the commonest victims of factory accidents, owing to their ignorance and indiscretion. A careful note of all such casualties has revealed lurking dangers in certain machines, and where these have been effectually protected, accidents decrease in number and in seriousness. Since shuttle-guards have become universal, the annual return of injuries from flying shuttles has decreased to less than half the former figure. The liability to tetanus of persons injured in jute manufactories makes the adequate and effective protection of all dangerous mechanism, even to the minutest details, of the utmost importance.
The dirtiest and most objectionable processes in the manufacture of the material are undoubtedly those of preparing and spinning. The remuneration of the operatives in these departments is considerably less than that earned by the weavers. Thus a distinctly lower class of employés engage in the former[656] processes, the more self-respecting taking up weaving as a means of livelihood.
Where the finer qualities of fibre are treated, the amount of dust evolved is comparatively small, and the factories fairly clean; but in the coarser varieties it becomes excessive, and the whole premises assume a dirty and objectionable aspect.
It may be of interest to observe here that many women engaged in the preparing and spinning operations of jute manufacture habitually snuff, presumably to rid the nostrils of dust. The custom is rarely observed among women outside Dundee.
The prevention of the dispersal of dust in carding and spinning is extremely difficult, for it appears to rise, more or less, from the fibre, wherever it is sufficiently disturbed, and from any number of points, even in one room. Exhaust fans, however, when placed immediately above the softening machines, and properly erected, undoubtedly remove much of the fine gritty particles shaken out of the raw material, and where a hood is arranged above the exact seat of dust production, and communicates with a fan, there is little to complain of.
This particular dust from the raw material is most irritating to breathe, and is presumably injurious, but fortunately few persons in any one mill come in contact with it.
The ample cubic space of most carding departments greatly counteracts the injurious effects of this ever-present dust; and indeed, in establishments where very fine material is spun, it is scarcely noticeable. The prevailing high temperature of spinning departments, together with the crowded arrangement of the frames and the number of workers congregated in a limited floor space, makes such rooms somewhat disagreeable to work in, and the occupation is increasingly unpopular. The friction of the numerous small bearings, and especially that generated by the temper bands on the bobbins, raises the temperature to 30 or more degrees above that existing outside, and maintains it thus even when the outer air has fairly free ingress. This over-heating of the spinning room is a constant source of trouble, and is difficult to regulate. A temperature of 80° is common in the coldest weather, and persists at times, even when many windows are open. The provision of exhaust fans in premises where high temperatures were hitherto troublesome has, however, effected a distinct improvement. The application of oil, already referred to, reduces the tendency of the material to give off dust, but the subsequent operations disperse fine particles of[657] fibre throughout the workrooms. The oily jute gives to the preparing departments a somewhat peculiar and rather offensive odour, and where the atmosphere is abnormally heated, creates a feeling of closeness.
During the month of March 1900, samples of air were taken from three selected mills in Dundee, at various times, and in different atmospheric conditions. Two of the selected establishments were considered as typical of badly ventilated premises; the third, for contrast, was one of the most modern and airy factories in the city. Although the high winds which prevailed during the period of testing may detract from the assumption that the figures are really representative of the usual conditions, still after making all allowances it must be presumed that they approximately indicate the true condition of the inside atmospheres. Samples were procured from two of the mills on a Sunday about mid-day, a period of about twenty-four hours having elapsed since any workers had been in the premises.
The windows in both cases were all closed, and, on the day in question, a fresh cold wind prevailed.
The result showed a very pure atmosphere—3.1 and 3.3 volumes of CO2 respectively per 10,000 volumes of air.
The following day, samples were secured in the two establishments and from a third between 1 and 2 P.M. (the meal hour being from 2 to 3 P.M.), and again just before the factories stopped running, namely, between 5 and 6 P.M.
The following table gives the results:—
| No. of Samples. | ||||||
| 1 | 2 | 3 | 4 | 5 | 6 | |
| Time | 1.30 p.m. | 1.40 p.m. | 1.55 p.m. | 5.15 p.m. | 5.30 p.m. | 5.50 p.m. |
| Selected room | Spinning | Spinning | Spinning | Spinning | Spinning | Spinning |
| Total cubic contents | 462,840 | 100,383 | 83,856 | 462,840 | 100,383 | 83,856 |
| Number of Persons employed | 300 | 150 | 83 | 300 | 150 | 83 |
| Cubic space per head | 1542 | 669 | 1010 | 1542 | 669 | 1010 |
| Temperature:— | ||||||
| Inside | 70° | 77° | 77° | 75° | 81.5° | 83° |
| Outside | 41° | 41° | 41° | 40° | 40° | 40° |
| Ventilation | Natural windows ¼ open |
Natural windows ½ open |
Natural windows ⅓ open |
Natural windows ¼ open |
Natural windows ⅓ open |
Natural windows ⅓ open |
| No. of Factory | 1 | 2 | 3 | 1 | 2 | 3 |
| Carbonic acid in 10,000 vols. of air | 5.4 | 7.0 | 7.5 | 7.0 | 9.8 | 9.0 |
[658]
Factory No. 1 was of modern construction and built on the one-floor system. The relative purity of the sample is noticeable as compared with Nos. 2 and 3, both old premises with low ceilings. There was no artificial lighting in either case, consequently the carbonic acid present must have been entirely due to respiration. Other examinations of samples obtained from both spinning and weaving rooms show almost similar results, except that the weaving sheds were purer, owing to their ample cubic space, and the temperature, as is always the case, considerably lower.
In the instance of factory No. 1, carding, spinning, and winding were all proceeding under one roof, 300 persons being at work, as will be seen from a reference to the table. Had gas as an illuminant been burning for even a short time in any of the premises examined the proportion of CO2 would presumably have been higher. This is supported by the analysis of air in a dressmaker’s workroom, selected at 8 P.M. There were ten persons at work, three large gas jets burning (lit for two hours), and 259 cubic feet capacity per head. An examination of the sample showed the proportion of CO2 to be 26.4 per 10,000 volumes of air: temperature inside 73°, outside 41°F. Electric light is now the illuminant in almost all the jute factories of any size, and a distinct improvement in the condition of the inside atmospheres has resulted. Unquestionably the high temperatures of spinning rooms are distinctly harmful, perhaps more so than is usually imagined; in fact, the writer from close observation of operatives in various parts of the country and in dissimilar industries, exposed persistently to warm atmospheres, is of opinion that a general lowering of the health (in certain instances marked) very frequently follows such employment. The effects of constantly breathing warm air, quite apart from the liability to chills which such atmospheres engender, are worthy of closer study and scientific investigation. Certainly exposure to great radiated heat, if the air is not particularly warm, does not affect workmen in a similar manner.
As has been already remarked, the weaving of jute is apparently a healthy occupation, judging from the general appearance of the operatives. The wage of the weaver enables her to occupy a comfortable home, and ensures a sufficiency of suitable food. The same may be said of the sack-sewers, who, like the weavers, usually work in premises kept at a reasonable temperature, and present a ruddy and robust appearance.
[659]
With reference to the subject of tetanus, no more authoritative statement can be submitted than that of H.M. Medical Inspector of Factories, Dr T. Morison Legge, and his remarks are accordingly quoted from the Annual Report of H.M. Chief Inspectors of Factories for the year 1899:—
“When visiting Dundee in February, my attention was called by the district inspector, Mr Wilson, to the fact that within the preceding twelve months two fatal cases of tetanus had occurred in one jute mill. It occurred to me that possibly the soil of the alluvial land in which the jute was grown in Bengal might be rich in tetanus bacilli, and the incidence of tetanus on jute workers in Dundee therefore be attributable to spores brought over in the mud adhering to the jute fibres.
“In April a woman climbed up upon the travelling feed-sheet of a jute-softening machine while it was in motion. Her foot was caught between the ingathering fluted iron rollers, and was severely crushed and lacerated. Tetanus ensued on about the sixth day after the accident, and proved fatal within twenty-four hours. A sample of dust was collected from under the machine, and was submitted to Dr Andrewes of St Bartholomew’s Hospital, for bacteriological examination. He found tetanus bacilli undoubtedly present in the dust, probably in considerable numbers, and stated that it was unusual to be able to demonstrate tetanus bacilli in such numbers, and with such ease as he had been able to do.
“The point having considerable scientific interest, as showing possibly the same connection between tetanus and jute as is known to exist between anthrax and wool-sorting, and further in emphasising the necessity of careful fencing of machinery, I collected, eight months later, four other samples of jute from factories in Dundee, and one sample of Russian hemp dust to serve as a control. In three of the samples of jute dust, Dr Andrewes reported that tetanus bacilli were present, but that he could not demonstrate their presence in the sample of hemp dust.
“One of the samples in which the bacilli were present was taken from under the same machine where eight months previously the accident had occurred. During the interval the original sample, which Dr Andrewes had retained, appeared to have lost its virulence.
“At the end of December an accident occurred in a jute mill resulting in severe injury to the wrist of a worker. Tetanus developed twenty-six days later, and as has frequently been
[660]
noted in cases where the incubation period is prolonged more than three weeks, did not prove fatal. Some dust was collected six weeks after the accident from near the place where it occurred, and was examined with negative results.
“Dr Andrewes’ experiments prove unquestionably that tetanus spores must be present in incredible numbers in much of the dust in jute mills. Fortunately, the disease cannot be brought about like anthrax by inhalation, nor does it develop, as a rule, except as the result of a mixed infection.
“In the ten years 1890–99, 11 fatal cases of traumatic tetanus have been recorded in Dundee. Five of these were workers in jute mills. Of the remaining six, one, aged six, was the son of a yarn-dresser, a second, aged eight, the son of a mill overseer, and a third, aged one, the daughter of a yard-beamer. The possibility of the tetanus in their cases having been brought about by the dust in their parents’ clothing, or in jute material worked at home, is not excluded. In the other three cases there does not appear to have been any connection with jute.
“While not wishing to lay too much stress on the matter, seeing that tetanus germs are to be found in almost every sample of garden mould, I think the figures do show a special incidence of tetanus on jute workers, and I attribute it, as I have said, to the soil in which the jute is grown being particularly rich in the bacilli.
“In India, tetanus is much commoner than it is in this country, and I am informed that one of the most prominent fears before the surgeon’s mind in treating a severe lacerated wound is the possibility of tetanus supervening. Inquiry is being made in India as to the incidence of tetanus among jute workers there.”
Investigations reveal a predisposition among factory workers, and particularly those employed in spinning and preparing rooms, to develop respiratory troubles—broncho-pneumonia, chronic bronchitis, and pulmonary emphysema, being the most prominent. There is also a singularly large number of patients admitted to the local infirmary suffering from lobar pneumonia. Rheumatism is an extremely common ailment, and can be partially accounted for by the great variations of temperature which operatives have frequently to withstand. Multiple tuberculous lesions are frequently observed in the children of the poorer operatives, and thus one finds from time to time young persons at work, with portions of the hands amputated on account of scrofulous or tuberculous diseases of the bones. Slight deafness is widespread among
[661]
jute operatives, but other textile workers may be afflicted in a similar degree. The excessive noise of jute-weaving looms, and the persistent loud hum of spinning frames presumably account for much of this. The looms, owing to their large size, and the weight and high speed of the shuttles, are particularly noisy. The possibility of the dust inducing the formation of an obstruction with the waxy secretion of the ear is not excluded; indeed the fine light particles of fibre readily accumulate in the external auditory canal.
A hoarseness or huskiness of voice is met with frequently, and is especially marked in preparing and spinning operatives. Whether this is due to overstraining of the voice, shouting above the noise of the machinery, or to dust irritation of the vocal chords, has never been clearly demonstrated. Anæmia in its commonest forms is a frequent ailment among all the operatives, but doubtless careless and injudicious feeding contributes to this condition of health.
An illness locally known as “mill fever” attacks about one-fourth of the persons who commence labour in factories for the first time. The symptoms make their appearance a few days after work is started, and take the form of one or more of the following: headache, backache, lassitude, thirst, and slight fever. The attack lasts about from three to four days, and yields to antifebrile medicines followed by tonics. It has been observed that the patients are usually young people, and are frequently of weak constitution, or badly nourished.
In drawing definite conclusions as to the incidence of these ailments in jute operatives, one is confronted by the difficulty of differentiating between what is caused by the industry, and what is the natural result of poor feeding and bad housing. No absolutely reliable statistics have yet been compiled relating to the health conditions of the workers; indeed there is much scope for further research in this direction.
The low physical and social condition of a section of the operatives is a marked feature of this industry. The class alluded to is generally distinctly diminutive in appearance, being of light weight as well as of short stature. For the most part they are employed in the relatively disagreeable processes, namely, preparing and spinning, and, as before mentioned, they earn smaller wages than weavers. It is needless to say that most of this class are indifferently housed. At the census return of 1891 there were 22,206 persons living in single-roomed houses in Dundee, an
[662]
average of 2.6 per house. Of two-roomed houses there were 17,834, containing 81,488 inmates, an average of 4.56 per house. Generally speaking, the single-roomed abodes shelter the worst paid operatives. These single rooms are at times badly crowded, and the sanitary accommodation, if such exists at all, in spite of extensive improvements effected in recent years, is often an open manure heap, the tenants using pails for house refuse, etc.
Typhus fever is almost constantly prevalent in Dundee, 39 cases occurring in 1899, with 5 deaths, and up to the 13th November 1900, 49 cases, 6 terminating fatally. These figures may indicate to a certain extent the amount of destitution and overcrowding which exists.
The infantile death-rate is high, the figures for the last few years being as follows:—For 1897, 194; 1898, 181; 1899, 169 per 1000 births. The lamentable neglect of young infants leaves its impress on the children who survive, many of them presenting a puny and delicate appearance when applying for employment at twelve years of age.
The poverty or greed of the parents drives these children, the most undersized and least able to withstand the injurious effects of a factory life, to work at the earliest possible age, and the indoor life discourages growth and development.
The reports of the inspectors of jute mills in East India show that the industry is considered there to have no particularly deleterious effects on health. The mills, however, are built with very high roofs, and are largely open to the sky. The climate permits of this, and accordingly the ventilation gives no trouble. Another fact has to be borne in mind in comparing Indian operatives with those employed at home. The former are migratory, only remaining a year or two at the industry, and, presumably, insufficient time is given for any injurious effects to betray themselves; whereas in Scotland, the bulk of a lifetime is spent by a worker in a jute factory.
Harry J. Wilson.
[663]
Thousands of women and girls are employed every week in the useful office of cleansing and making fresh the garments stained in the daily stress and toil of life, and the impression is probably a correct one—though it is impossible to support it by statistics—that “washing,” in the sense of laundry work, affords occupation to at least as large a number of women as does any other industry in the country.
The industry embraces perhaps as wide a range of methods as any other that could be mentioned. The disparity between that of the woman who “takes in a little washing” and that of the huge “Sanitary Laundry” owned by a Limited Company, and equipped with power-driven machinery which yearly becomes more complicated, is indeed great. But the engine wins, and it seems clear that before long the whole industry will become one of organised factory-labour with some survivals of the other system, just as in the textile trades a few rough wooden hand-looms and picturesque spinning-wheels still linger in the more out-of-way districts.
“To take in washing” has for so long appeared to be an occupation mainly reserved as a resource for the woman bereft of her “breadwinner,” or deprived by circumstances of other means of livelihood, that many people still look on “laundry work” from this point of view. It is perhaps difficult to realise that the radical change which has everywhere transformed industrial conditions has already affected this occupation also, and that for good or for evil the washerwoman is passing under the influences which have so profoundly modified the circumstances of her sister of the spinning-wheel and the sewing needle. When the first washing machine and ironing roller were applied to this occupation, alteration in the conditions became as much a foregone conclusion as it did in the case of the textile[664] or the clothing manufactures, when the spinning frame, the power loom, or the sewing machine appeared.
Meanwhile, few industries afford at the present time a more interesting study. From a simple home occupation it is steadily being transformed by the application of power-driven machinery and by the division of labour into a highly organised factory industry, in which complicated labour-saving contrivances of all kinds play a prominent part. The tremendous impetus in the adoption of machinery, and the consequent modification of the system of employment so striking in the large laundries, is not greater than the less obvious but even more important development in the same direction among small laundries. Indeed the difference is rapidly becoming one of degree only. In the large laundries may be found perhaps more machinery and a greater number of the newest devices, but the fundamental change has affected all alike. “At one time it was only in a few large steam laundries that machinery was to be met with, now it is no uncommon thing to find a row of houses in separate occupation, the back yard of each of which is roofed in and packed with laundry machinery, all driven by an engine installed at one end of the row. The old-fashioned ‘washerwoman’ is fast disappearing, and is superseded by the enterprising young ‘laundry proprietor,’ who, turning the tubs out of the back kitchen, fills their place with ‘washing machines,’ and connecting them with a little gas engine (tightly wedged into the dark broom cupboard under the stairs), blossoms forth as the owner of ‘a factory laundry,’ ready to deal with six times the amount of work that his predecessor could hope to cope with, and to compete feverishly with scores of similarly equipped rivals.”[148]
One result of this haphazard adaptation of old conditions to new circumstances is an undesirable anomaly between the two. The small unsuitable premises, never designed for house machinery, quiver and shake under the unaccustomed strain; and the little rooms, “ventilated” by windows only, are ill suited for operations which produce quantities of steam and an abnormal temperature. Not seldom the ambitious “proprietor” himself is lamentably ignorant of the capacities and possibilities of the machinery of which he is the proud possessor. “Since the guv’nor tied the old box-mangle up to the new engine, she has taken to leapin’ back and forrards that alarmin’ and that sudden-like, that it’s a wonder I’ve not been caught out sooner nor I[665] was.” The remark, which is recorded by the Factory Inspector who investigated the resulting accident, epitomises quaintly the situation in many a small laundry. Everywhere machinery is to be found, even in the smallest hand laundry. The hand-turned washing machine stands among the wash-tubs, and as soon as funds permit will be coupled up to a tiny gas engine, which in time will give place to a larger one.
“Side by side with this development in the smaller laundries is to be found the rapid multiplication of large laundry companies and syndicates, certain of which own as many as a dozen or more fine well-equipped steam laundries fitted up with the latest ingenious inventions in labour-saving machinery, and organised into ‘departments’ in which the division of labour is at least as marked a feature as it is in the majority of non-textile factories. In such places a single shirt will pass through seven or eight different machines in the process of ironing alone. In place of the elderly married woman or widow, we find skilled engineers in charge of a shed full of machinery still called familiarly the ‘wash-house,’ while scores of girls and young women, from thirteen years upwards, tend the various kinds of ironing machines, with exactly the same mechanical precision and routine as in any other factory. Even in those departments where machinery is not required, the labour is organised and regulated as in an ordinary factory, the sorters have their staff of ‘markers,’ and the ‘dryers’ fill and empty with almost automatic regularity the series of drying closets through which hot air is driven by propulsion fans. With this advent of machinery and subdivision of labour, the whole character of the industry has changed. It is becoming more and more evident that, from the smallest to the largest laundry, the industry is passing—has indeed in some respects already passed—out of the peculiar position which it has hitherto occupied, and is taking its place alongside ordinary trades.”[149]
The manufacture of laundry machinery, to which much energy and capital is devoted, is every year increasing. New and ingenious inventions and improvements constantly appear, many of which come from America, whence a considerable amount of this machinery is imported. The adaptation to laundry work of the “hydro-extractor,” a powerful drying machine much used in bleaching and dye-works, has greatly expedited the laundry process. This machine consists of a[666] round perforated metal “cage” or “basket,” which revolves at an enormous speed (500 to over 1500 revolutions a minute) inside an iron or steel case, in shape like a huge round pot standing 2 or 3 feet high; the wet clothes are packed into the “basket,” and during its rapid revolutions the water is driven out of them by centrifugal force through the perforations into the outer casing, on the same principle as water from a mop which is trundled. As may be imagined, the terrific velocity and vibration of such a machine is an element of danger, and in the event of a cast-iron case bursting, the fragments are hurled with a force which will wreck the room or shed in which it stands, and prove fatal to any bystander.
In the same way the “calender machine” has been adapted to laundry work, and is now commonly found in quite small laundries; it consists of huge steam or gas heated cylinders, varying from 4 to 8 or 9 feet long, either revolving singly in a metal bed, as in the case of the “decoudun,” or on each other, as in the case of the multiple-roller calenders. The machine is tended by quite young girls from thirteen years old and upwards, who stand in front to “feed” the edge of the material into the “bite” of the rollers or over the “lip” of the decoudun. The linen is gradually drawn in under the hot, revolving rollers, which thus “iron” it smooth and glossy, a cloud of steam arising as each damp article passes under the roller. Constant care is required to so put the work under the machine that the hands are not also drawn under; want of attention may be followed by an accident, and even where care is exercised the fingers may be entangled in a string or hole in the material and the hand thus drawn in. The heat given off by these machines is sometimes very great; a temperature of over 90° F. may be registered even in winter on the feeding-step in front of this machine, at which little girls stand all day long.
It would be difficult to enumerate in detail all the various machines and appliances now used in laundries; washing machines in endless and bewildering variety, hydro-extractors, mangling and starching machines, calenders, collar and cuff-ironers, shirt-bosom polishers, blouse ironers, skirt ironers, body-linen ironers, curling machines (to give the desired curl to collars), gophering-machines (which give the wave to frills), electric or gas-heated irons and drying closets, through which hot blasts are driven by mechanical “fans,” are some of the contrivances which are in common use.
[667]
The change in the nature of the occupation is naturally accompanied by a change in the conditions of work which now assimilate in all but the degree of legislative regulation to those in ordinary factories or workshops. As in other industries, the adoption of machinery has resulted in a large increase in the employment of young and of comparatively unskilled labour, for girls of fourteen or sixteen years can tend machines, the operations of which, if accomplished by hand, could only be undertaken by older or more skilled workers. Where only one girl under eighteen years was employed eight or nine years ago, now dozens are to be found as machine tenders.
In endeavouring to present as saliently as possible the most striking feature of the present position of this trade, namely, its development into a factory industry, and the strides with which it is ranging itself alongside others in this respect, reference has been purposely delayed to that section which, though relatively decreasing, is still of course large, in which only hand labour is employed. Here the interesting feature is the steady decrease in the size of the average hand-laundry. Large hand-laundries are becoming rare, for, unless they do a peculiar class of work, they cannot hope to compete with similar or smaller-sized ones in which mechanical power is employed. On the other hand, the very small hand-laundries, where from one to five or six women are employed, still of course exist in large numbers, and are for the most part carried on in little dwelling-houses. The house-mother who endeavours to support her family by tailoring, shirtmaking, boot-closing, knitting, artificial flower-making, or by handwork of any kind carried on in her own living rooms, may feel assured that, uncomfortable and wretched as her home may in consequence become, it is and must be infinitely less wretched, unhealthy, and disorganised than the home of the woman who in a small town dwelling-house takes in washing as a means of livelihood. The discomforts of the family “wash day” are extended to all the other days in the week, and are increased tenfold. It is impossible to wash without creating steam, which makes the air heavy and condenses on ceilings, walls, and furniture, saturating them with a clammy moisture. It is impossible to “dry” in smoky towns during the greater part of the year except under cover, and the flapping wet material hung all day and all night across the rooms, the passages, or the tiny backyard,[668] excludes air and light, even apart from the other objections. It is impossible to iron without fire or stoves which raise the temperature, until not only the tiny room but the whole house becomes oppressively hot, and the “close” smell, always so noticeable in small town houses, is seriously aggravated when piles of soiled linen are sorted and dealt with.
Sometimes the washing is done in a basement room, to light or ventilate which is practically impossible; and one has only to stand in such a place where, with the best will in the world, proper drainage of the sloppy floor is impossible, where the heat in summer and the damp in winter are alike excessive, to realise vividly that of all industries laundry work is perhaps the least suitable to the home. A common plan in certain crowded parts of London, and one much favoured by foreign immigrants, is to let in lodgings the single rooms on the floors above the ground, and to carry on such a “laundry” below, with the help of one or two other women. The steam, heat, and smell are sometimes overpowering, while the work is continued till far into the night.
The effect of the occupation on the health of those engaged in it is not very easy to gauge, because most of the diseases to which such persons are rendered peculiarly liable by the nature of the occupation are those which might be induced by many other causes. It is much to be hoped that before long the registration of the occupation of women as well as of men, in all hospitals and infirmaries, and in certificates of death, will make the comparison of this with other industries possible in this respect.
It is impossible that the heat and steam, the exhausting manual labour (all of which is done standing), and above all the excessively long hours of work in this ill-regulated industry, can fail to have a marked effect on the health of the workers as a class. In 1893 and 1894, when inquiry as to these conditions preceded the passing of the Act of 1895, the periods of work of women and young girls were found to be excessively long—and they are still not only very long, but extraordinarily irregular. The most immediately obvious effect on health is to be found in the prevalence, among these workers, of ulcers on the legs and varicose veins. It would perhaps be hardly credited by any who are not intimately acquainted with them, to what extent these poor women suffer in this respect. To stand at work all day is the lot of many industrial workers, but in no other woman’s[669] industry is this form of suffering so serious. In certain well-defined laundry districts in West London an inquiry at the Poor Law Infirmaries, to which, and not to the Hospitals, the poor women suffering from this troublesome and painful ailment most naturally resort, demonstrated the peculiar liability of laundry workers in this respect.
The districts to which the following figures (taken from the Report of the Chief Inspector of Factories) relate are those in which industrial workers—although not perhaps employed to the same extent as laundry workers—reside in greater numbers, and to the Poor Law Infirmaries, to which they therefore gravitate to even greater extent.
TABLE A.[150]
Wandsworth: Clapham Infirmary (including Battersea).
| 1899. | No. | Suffering from Ulcers of Legs. |
Proportion. | Pulmonary Consumption. |
Proportion. |
| Laundresses | 247 | 36 | 1 in 6 | 21 | 1 in 11 |
| Women other than Laundresses | 1171 | 50 | 1 in 23 | 63 | 1 in 19 |
| 1900. | |||||
| Laundresses | 199 | 27 | 1 in 7 | 18 | 1 in 11 |
| Women other than Laundresses | 1127 | 41 | 1 in 27 | 59 | 1 in 19 |
TABLE B.
Isleworth Infirmary (includes Acton, Chiswick, Brentford).
| 1899.8 | No. | Suffering from Ulcers of Legs. |
Proportion. | Pulmonary Consumption. |
Proportion. |
| Laundresses | 58 | 9 | 1 in 6 | 6 | 1 in 10 |
| Women other than Laundresses | 179 | 7 | 1 in 25 | 7 | 1 in 25 |
| 1899. | |||||
| Laundresses | 79 | 13 | 1 in 6 | 9 | 1 in 9 |
| Women other than Laundresses | 218 | 7 | 1 in 31 | 11 | 1 in 20 |
The transference of most of the work in laundries from comparatively elderly women to quite young girls, who are thus at an[670] immature age brought under conditions which no thoughtful or educated person will deny are in every respect trying, is an aspect of the subject to which it is important to direct attention; seventy, seventy-two, seventy-six hours a week, exclusive of meal times, are not uncommonly worked by girls of fourteen, fifteen, or sixteen years of age, and although these long hours are nominally illegal, it is practically impossible to give general effect to the law. This work is not the light and often pleasant occupation of sewing or folding. It is not done sitting down. From morning to night these young girls are constantly standing, they are generally tending machines, the majority of which are specially heated, and they work in an atmosphere in which steam, which is nearly always present, makes the high temperature far more oppressive than would be the case if the air were not thus artificially saturated to an excessive degree with moisture. Steam rises from the calenders and various machines. It is given off also by the damp clothes, which in many laundries, even large ones, hang drying or airing overhead or on “horses” in the room. The conditions in this respect are often at least as trying as in any spinning-mill, and the hours, during which the girls are exposed to them, very much longer.
Ironers suffer from headaches and sore eyes, which result from constantly bending over the gas-heated irons in general use. The fumes from the tiny gas-jets—unless these and the air supply to each iron are very carefully regulated—are disagreeably noticeable on entering the room, and sometimes even the laundry, and are of course worst of all just above the iron so heated. It is to be remembered that the material handled is not new or in the first instance clean, and unless sufficient care is taken to keep the “sorting” room in laundries in proper condition, the result is sure to be insanitary.
In small hand and “factory” laundries, a practice is to be found which cannot be too severely deprecated, of employing as a “drying-room” for the washed linen the same little room in which the foul linen is sorted on its arrival. The room has a stove in the middle of it, and the washed linen is hung on lines drawn across it, and, with door and window closely shut, is left all day and often all night till dry.
It may be taken as an axiom that when on entering the premises the peculiar “close” smell is noticeable, there the conditions are bad. Of all the disagreeable smells that are to be found, the heavy odour of an ill-ventilated laundry or wash-house[671] is one of the worst; “it seems to cling to one’s lips till one tastes it,” was the expression used by one who frequently visits laundries. To this discomfort the “sorters” are peculiarly exposed. As Miss Squire says: “It is hardly perhaps realised how great are the demands that this branch of laundry-work makes upon the physical and mental powers of the workers, usually young women of good education, and the constant standing, the unpleasant, if not the insanitary nature of the work for the first part of the week during the “sorting” process, and the great care and attention required during the latter part, when collecting, checking, and packing separately each customer’s linen.” “I visited,” says Miss Anderson, “one hand laundry in London where a packer and sorter had been driven into a hospital with sores on her legs from long standing; every day in the week she had been working from 8 A.M. to 10 P.M. with indefinite meal-times, and on Sundays the whole morning, giving out parcels to customers. This girl eventually left the hospital on crutches, and at that time I found her successor in a fair way to losing her health also.”[151]
The reply of the women themselves, when questioned on the subject, is nearly always the same, and its reiteration is impressive: “I don’t know that it’s anything particular as carries us off; but we are just wore out in no time.” “There’s nothing like this life for wearing you out.” “We’re old women at forty.” “It’s a harder life than any, is a laundry; it wears you out very soon.” “For one strong one that’ll stand it, there’s a many and many fair wore out by it before they’ve lived half a life.”
It would be interesting to test the accuracy of this general impression which is shared by many medical and philanthropic persons who are interested in laundry-workers, if figures were available on which to base a calculation of the “expectation of life” among these women. “Worn out while still young,” is the expression constantly used by those whose professional work brings them into contact with these women when speaking of the effect of the occupation on health.
It is frequently asserted that laundry women as a class are intemperate and rougher than most industrial workers. That they are peculiarly irregular in their habits it is impossible to deny; and that the long hours, the discomfort and exhaustion due to constant standing in wet and heat, discourage the entrance into the trade of a better class of worker is certain. This latter cause, however, will operate less and less strongly as the environment[672] improves. They may at present be characterised as a hard-working, impulsive, short-tempered body of women, the control of whom, under the existing irregular conditions which have been thoughtlessly and unnecessarily encouraged, is not to be lightly undertaken by a man without a fair amount of physical and moral courage. The prevalence of the drink habit among many of them, of which so much is said, is not difficult to account for: the heat of an atmosphere often laden with particles of soda, ammonia, and other chemicals, has a remarkably thirst-inducing effect; the work is for the most part exhausting, even apart from the conditions, and the pernicious habit of quenching the thirst, and stimulating an overtired physical condition, with beer. The ten minutes or quarter-hour “lunch” of “beer” is common, and the “beerman,” who goes his rounds at 10 A.M. and 6 or 7 P.M. to all the laundries, delivering his cans of beer from the nearest public house, is an institution which is, I believe, unknown in any other trade. Imagine the amazement of the master of a mill or weaving factory if his employés were to stop in a body for a quarter of an hour twice a day between meals to drink beer! Yet in many laundries the beer is kept on the premises for the purpose, and it is certain that as long as time thus wasted (to put it on the lowest grounds) can be made up by each separate woman “working it out” at the end of the day, irregular dawdling and intemperate habits will be encouraged. On the other hand, a woman who is expected on Thursdays or Fridays to be in the laundry from 8 or 8.30 in the morning till 9 or 10 or 11 at night, may claim with some show of reason that only by some kind of spur can she keep her overtired body from flagging.
None deplore this discreditable and unsatisfactory practice more than the better and more progressive among the laundry employers, but the abolition of it rests practically with them.
Little has been said about the legal regulation of hours of work. Were the conditions in this trade to be raised by the exercise of modern ingenuity and wise organisation—above all, by whole-hearted adoption of effectual means of counteracting the very trying conditions, which it is best frankly to own are otherwise an essential accompaniment of the work—there is no reason why it should not rank as one of the best of the non-textile industries.
Lucy A. E. Deane.
[673]
It would probably seem to the casual observer that of all industries in which women are employed, none are less likely to cause injury to health than those connected with fish. Visions arise of the fisherman’s wife, who from the minute the fishing-boat grates on the beach relieves her husband of all labour, taking the burden of the active work and the sole responsibility for all connected with the fish and the nets; of the Newhaven fishwife, so familiar in the streets of Edinburgh, as she trudges from door to door bearing with apparent ease the enormous creel of fish, and her almost equally surprising burden of petticoats, and of everything one has heard or read of the fisher lass. These visions and traditions would seem to justify the view that whatever there may be in her life that is hard, and for which the dweller in towns might be found unfit, the woman who has from her infancy been accustomed to an outdoor life and to constant exposure to wind and weather, will, in this work, have fitness and endurance which it would be difficult to overtax.
Yet it is not inappropriate to give some space to this industry in a book on Occupation Diseases, and in order to arrive at the reason for its inclusion, it is necessary to look at the history of the development of the fish-curing industry and the conditions of work.
Far away in remote districts of Scotland and Ireland, there may still be found surviving the hand industry of wool-carding and spinning, carried on often by the crofter’s or shepherd’s wife as she sits, singing no doubt appropriate songs, on the hillside or at her peat fire, but in nothing can this be compared with the great wool-spinning industry of the Yorkshire mills. Similarly in the fish-curing trade, the work of the women who concern themselves only with the catch of one small fishing-boat is totally different from that of those who are centred round a fish market, who go from port to port, and to whom the trawler, the drifter, the steam[674] liner, and a huge fleet of sail boats, bring in daily tons of fish.
In a country with such a coastline as ours, with its shores washed by many seas, it follows as a matter of course that all parts of the United Kingdom are industrially interested in fishing, but in Scotland chiefly it is a staple industry; and the Scots, in some parts of the country, might be called a nation of fisher folk, so large a proportion of the population depend, if not for their entire living, at least for the chief part of it, on the harvest of the sea. The figures given in the last published report of the Scotch Fishery Board show that almost 90,000 Scots were employed in connection with the various branches of the sea fisheries, of whom probably at least a fourth are women, constantly or intermittently engaged in fish-curing.
The industry, leaving out of account the packing of fish for sale fresh, which is done from the market, not the workshop, may be divided roughly into two varieties, the one dealing with herring, the other with haddocks, cod, and other white-fleshed fish. It is with the former I wish to deal chiefly here, although the latter has also a record of injury caused by overwork and bad conditions.
There does not appear to be reason to fear that the demand both at home and abroad for Scotch-cured herrings will diminish. The industry, while fluctuating yearly, both locally and generally, grows as a whole in extent, and is largely in the hands of Scotch workers, even in the ports in England in which it is carried on. There is a huge trade to foreign ports in cured or pickled herrings, for which there is apparently an unlimited demand in Russia and Germany; and an immense quantity are exported also to the Mediterranean ports. The women employed (if we consider, as the English curer does, that Northumberland is part of Scotland as far as the fishing industry is concerned) are practically all Scotch. They are engaged by the curer for the season as long as that lasts in one port, or may be engaged for a longer period, or indeed for the whole “herring” year by the same curer. At any rate, they find little difficulty in securing engagements, and, in May and June, we find them very far north: Stornoway and Thurso being the centres of the industry. In July, there is a move eastwards on the part of the herring, and consequently of the herring curers, and for two months Shetland, Wick, Fraserburgh, and Peterhead are the chief headquarters. Later, the same women may be found doing the same work on the Yorkshire[675] and the Lincolnshire coasts, and in October they move to Lowestoft and Yarmouth, where their season probably ends about Christmas time. A certain number also may be found in Hull, kippering herrings in the early part of the year, before making their way home north for a sight of friends and home, before beginning the work of a new season.
The chief causes of injury to health in the industry are two: (1) long and irregular hours of work; (2) exposure. Uncertainty of supply, both of fish and of wind, are of course important factors in the trade; and, so far, little enterprise has been shown in overcoming the resulting difficulties by adopting even such methods as are known to a careful housekeeper, of keeping the fish, which undoubtedly, when left unprotected and piled in heaps, soon begin to deteriorate. The curer’s object is to have the fish dealt with as soon as possible after they are landed, both to prevent deterioration and in order to be ready for the next supply. Hence the long hours, the night work, the absence of regular hours or of intervals sufficient for meals.
The method of housing the workers adds to the discomforts occasioned by the methods of work. In Scotland it is customary for the curer to utilise for this purpose the sheds used in winter as stores, handing them over unfurnished, save for grates and rough boards put together to form bedsteads, in the proportion of one bedstead for one crew. The workers bring their own furniture, bedding, and cooking utensils, and live as they work, in crews of three; generally six, nine, or twelve in a room according to its size. It is not surprising that the frying-pan and the tea-pot fill a large place in their domestic arrangements, and that their diet is as a rule as expensive as it is indigestible. If they are not so housed, the probability is that their lodging is a long way from their workplace, too far to admit of them returning for meals, and they take these in the wet and unwholesome atmosphere of the fish-house.
The second drawback to this work is the exposure. In early summer in Lewis (where the absence of any real darkness makes it easy to continue work all through the night), with the rain falling softly probably, as is its custom in the west, but none the less effectively; later on in the east, exposed to the scorching mid-day heat; and still later on, on the Norfolk coast in frost, wind, and rain, working far into the night, by the light of flaring torches, such is the yearly experience of the herring curer. The reason given for the present conditions in each place is that[676] the season is short, a month or two out of the year only. True, the season is short for the town, but it is long for the worker, living a nomadic life for eight to ten months out of twelve, either in barracks or in lodgings, too often enduring the maximum of discomfort both in and out of her working hours. Since the work, unlike most of an outdoor nature, can be carried on in bad as in good weather, it is reasonable to expect that some covering should be provided, so that the worker shall not be wetted through and through, and compelled to stand in mud as she works. Should the occupation be ever transformed from an outdoor to an indoor industry, there would necessarily be a loss of those picturesque sights with which many of us have become familiar, but there would be a distinct gain in improved health to the workers, for the unsatisfactory health of many of the women is the direct result of the conditions under which their work is carried on. Rheumatism, bronchitis, and the pulmonary troubles, from which so many of them suffer, are consequent upon exposure to inclement weather, but the derangements of the digestive organs and the tendency for the workers to contract, often too in a severe form, epidemic diseases with which they are brought into contact, are the result of their generally lowered physical condition, due to their unhealthy mode of living. The very ground they stand on is often a menace to health, for in the absence of proper paving and drainage, the earth becomes impregnated with decaying organic matter, which “smells to heaven,” and creates a constantly foul atmosphere not completely counteracted by the open-air surroundings. The long spell of work, the irregular and hastily cooked and eaten meals, and overcrowded rooms, all tend to lower vitality and render the system an easy prey to disease. No one will deny that an allowance of 250 cubic feet of space for each person, in a room which serves as a living room, as well as bedroom, for six to twelve persons, is too small, yet a smaller allowance of space is frequently found.
I have spoken of the workers at the pickling or gutting and packing process, leaving out of account the numbers employed in kippering, who, while also nomadic, yet work on different terms as regards wages, etc. Each worker is engaged separately, not as part of a crew, and as a rule she has to find her own lodgings. The nature of the employment obliges the kipperer to work in a covered place, but she, equally with the “gutter” working outside, is injuriously influenced by the imperfect[677] sanitary conditions dependent upon unpaved or badly-paved floors that cannot be cleansed by simply being flushed with water. Only properly constructed floors with good means of drainage are of value here, and these are seldom seen. Ventilation and daylight are acknowledged to be desirable to maintain health, but the little kippering shop is too frequently without them. As a set-off against the unhealthiness of the trade, it is urged that the season is short, but if we take the interests of the workers into account, the season, as I have shown, is not short, and there can be no justice in depriving the woman who works in a trade which requires her to be in several places in a year, of those privileges to which she would be entitled were she working in one which permitted her to live always at home.
Among the minor ills from which the herring curer suffers, are the severe cuts which it is impossible to avoid, and which are rendered exceedingly painful by the constant use of salt, necessary in her work. This often causes sores which take a long time to heal. Cases of mild forms of blood poisoning are not infrequent, caused chiefly by the sting of the jelly-fish, which is often found with its tentacles wound round the herring.
In considering this question, it must be remembered that this branch of the industry is not one in which young girls work. I am of opinion that not more than 3 per cent. are under eighteen years of age. Were it otherwise, there would undoubtedly be a much darker picture to draw of ill-health, for the adult is able to withstand more than the young undeveloped girl, and the evil effects are not so rapidly apparent. The subject is one on which anything more than general statements are difficult to make, for only a little of the injury is discoverable at any one of the curing stations. When ill-health overtakes her, the thought of the worker turns to home, and it is to the little fishing villages, and among the crofters of the north, that one must go to learn the full record of the fisher woman’s life. It is impossible to doubt that the fish-curing industry has much to answer for, possessing as it does, in addition to the unfavourable surroundings of insanitary districts, evils peculiar to itself. The history of many a worker is one of steady deterioration of health during the time of her employment in this industry.
In the other branches of the trade, such as the curing and smoking of haddocks, cod, ling, etc., and the preserving and tinning of fish, the workers are drawn much more generally from the immediate locality. It is in these that young labour is found,[678] especially and increasingly in the processes in which the hours and conditions are not regulated by law, the period of employment at times abnormally long, and the conditions of the workplaces far from satisfactory. Trying as these are to every one, it is to the young and undeveloped workers that they most often cause lasting injury. The employment of children, too, out of school hours and during school holidays, in these laborious processes, is not to their physical advantage.
The hopeful feature is that the evils are avoidable. The exemptions from Public Health and Factory and Workshop Acts, which the fish-curer has been allowed, have not been for the benefit either of the worker or the consumer. With definite enactment and administration, with regulated hours and sanitary workplaces, impetus would be given, I believe, to better regulation of the industry itself, and there being nothing necessarily unhealthy in the work, we should gradually find our fisher population becoming what with their ancestry and industry they ought to be—worthy successors of those who, in the annals of history, have never been found wanting in strength and endurance.
The preserving of fruit has only of recent years become an industry of any importance. The costliness of sugar made jam formerly a luxury for which the demand was small, and the great bulk of it used was made not in the factory or workshop, but in the domestic kitchen. Few housewives would, in those past days, admit the use of bought jam; now its reduced price has brought it within the reach of all who are without the appliances or knowledge to make it, or space in which to store it. The industry is carried on in all varieties of workplaces, from the large country factory in a fruit-growing district, to the little dingy workshop in a crowded city street, and largely by women and young girls. Jam-making is not an intricate process, whether made outright in the fruit season, or only partially, to be completed as required during the remainder of the year; it is simple and easily carried on, for the most part, by unskilled workers. Still the work is not light, and although there are many appliances which help to render it less hard and exhausting, these are not in general use, and the workers are exposed, as a rule, to danger both to health and limb. Burns and scalds from the boiling mixture, and injury from falls on slippery floors, may not be[679] wholly unavoidable in this trade; but the risk from them can be reduced greatly by using proper means of pouring and conveying jam, and by limiting the amount which a worker shall be allowed or expected to carry. One cannot but view with concern the increasing number of youthful workers now employed, especially during the summer months, when, owing to a relaxation of the Factory Act, the industry is largely outside the sphere of legislative control. Long hours, too, go, as is often the case, hand in hand with bad conditions.
In quite a number of industries among which jam-making may be included, wetness really forms the chief menace to health. In the textile industry the danger from this cause has been so much recognised, that by means of the Cotton Cloth Act and by Special Rules, provision is made for the health of the workers where they are exposed to moisture. In the law relating to steam laundries, the removal of steam is specially provided for. In jam manufacture, there is of necessity the production of moisture. Where the means for removing it are effective, little discomfort or injury may result, but unfortunately in the rapid development of the industry, buildings unsuitable for the purpose have often been chosen; disused factories, intended primarily for quite other purposes, and not easily adaptable to their present use. In these, consequently, the work is done at a risk to health.
When you enter the boiling-room of one of these factories, you are often conscious only of steam, steam which cannot be seen through, which envelopes you, wetting and chilling at the same time. As you penetrate it you find that there are workers there, young girls often, thinly clad, thin and pale, and as you stand and talk to them, the condensed steam drops down on you and them from the roof, so that you are not surprised that the thin cotton dresses they wear are saturated, and even their hair is dripping wet. In the resigned manner characteristic of this class of worker, they admit that it is “a bit steamy,” possibly assuring you at the same time in husky voices, which go far to belie their words, that it has never done them any harm. Under foot there is again wetness, partly due to the steam, partly to the water, hot and cold, which must be used with some lavishness, and which in factories, not constructed with a special view to such an industry as this, lodges in pools, lies between the flags and bricks of the floor in crevices, to which much of the refuse of the factory finds its[680] way. There it lies decomposing, affecting injuriously the health of the workers, and hastening the deterioration of the fresh fruit.
Jam-making is classed as a season trade, and although employment for the permanent workers is usually continuous throughout the year, it is in the summer months that there is the greatest pressure, and large numbers of casual workers are employed. To meet this pressure, the usual limits set by the Factory Acts have been relaxed, and long spells of work, with shortened meal-times, are further elements in rendering the worker less efficient and more liable to contract disease. The effects of these conditions are not seen at once, they are gradual and insidious in their action, but it is only the constitution much above the average which can withstand them. The prevalence of bronchitis and other chest diseases, and of rheumatism and lumbago of a chronic character, although often not of a specially severe type, is due to causes which are, or should be, preventable.
The two industries, fish-curing and fruit-preserving, have many points in common, notably that in both: (1) the material dealt with is of a perishable nature, liable to deterioration; (2) the pressure of work is not continuous throughout the year; (3) the industry is not fully controlled by the Factory Acts. To the effects from these causes all that renders these trades at present dangerous or injurious to health may be attributed. If the economic value of the health of the worker is recognised, it will not be impossible to secure conditions which, being primarily intended for her benefit, shall incidentally tend also to the improvement of the industries.
Note.—This chapter was written before the Factory Bill of 1901 passed into law. It should, owing to the provisions of that Bill, be possible in future for H.M. Inspectors to exercise some control over some of the conditions relating to health in these trades.
Mary M. Paterson.
[681]
Tinplates, the material of which canisters, tin boxes, etc., are made, are plates of iron or of steel, which have been dipped in baths of molten tin; the tin unites by this process with the iron or steel, and coats it completely. The secret of tinning plates was brought into England from Saxony at the end of the seventeenth century, and the first works were opened at Pontypool. South Wales still retains the chief part of this trade; a few tinplate works are to be found on the banks of the Severn and in the Midlands, but the majority are in Monmouthshire, Glamorgan, and Carmarthen. In these counties great tinplate works, either singly or in groups, or in a long line at intervals of a mile or so down the still beautiful valleys, are to be seen and heard, pouring out volumes of smoke from tall chimneys, and sending up the ceaseless clang and roll of resounding metal—literally ceaseless, for the work goes on night and day, with shifts of men and boys. More unlikely places in which to find women and girls than these iron and steel works where tinplates are made it would be difficult to imagine, yet there are hundreds of them in those of South Wales, and a few in some of the works in England. Before the Factory Acts restricted their hours of labour, women and girls worked all night through in tinplate works with the men and boys, and such employment seems to have lingered long in these out-of-the-way places, for the older women remember the night alarm of the inspector’s visit and the rush from the works out into the darkness, and the quiet stealing home so as not to be caught. Now, boys working in a night-shift take the place of women and girls in the continuous processes. The actual manufacture of the tinplate as distinct from the manufacture of the material is divided into two distinct departments: (1) The preparation of the iron or steel into plates of the required size and thickness, or rather thinness, and the smoothing and cleaning of their surfaces; (2) the tinning of the[682] plates and their subsequent cleaning, polishing, and packing up.
The first set pf processes is carried on in the mills, the second in the tinhouses; the chief part of the work is done by men and boys, but in both the mills and the tinhouses women and girls find occupation. Their labour falls into five main divisions; in some tinhouses there are also found others subsidiary to these five:—
(1) Opening.—Separating the plates which have in the process of rolling been almost welded together.
(2) Washing.—Cleansing the plates in water.
(3) Pickling.—Lading and unlading the cradle with plates for the pickler (a man) to immerse in dilute sulphuric acid.
(4) Rubbing or Dusting.—Rubbing the tinned plates with bran, meal, or mineral powder to remove grease and polish the surface.
(5) Counting and Packing.—Ordinary warehouse processes.
The first three of these processes are carried on in the mills, the last two in the tinhouses and warehouses. Different as are the conditions of occupation in the various processes, all the employés are subject alike to certain conditions: in all departments there is exposure to the weather, the works being more or less open on all sides; everywhere there is noise which in the mills is deafening, danger to life and limb from locomotives and trucks in motion, from red-hot metal, from sharp-edged plates, and scraps strewn about, so that the whole works appears one vast rubbish heap; in all departments alike the lifting and carrying of heavy loads are part of the ordinary work. There is also the association of men and women, lads and girls, working together in these great open works where supervision is impossible, and where, unfortunately, proper provision for women’s convenience, often even for elementary decency, is too often conspicuous by its absence.
In the Annual Report of the Chief Inspector of Factories for 1888, Mr Whymper gives a graphic description of tinplate works and the various processes of manufacture, only touching upon the part taken by women and girls, and time seems to have made little or no change in either works or processes.
A few remarks must now be made on the special conditions of each of the processes in which women are employed.
1. Opening.—Mr Whymper has well described this process as follows: “Holding the plate upright on a stand of the proper height, her right hand fitted with the much-needed guard, she[683] first breaks down the plate’s upper edges with a sort of knife, and starts asunder the tops of the layers which the rolling-mill has pressed together temporarily into one piece. Then having thus got something to take hold of, she wrenches them asunder in their whole lengths, one after another, and lays them flat before her. These at last are the required black plates, the result of so much and such varied labour.” Strength and skill are required for this work; there is some danger of overstrain in lifting the heavy plates, but an opener is more at liberty to suit her load to her strength than are the women and girls in the other departments. The sharp edges of the plates inflict nasty cuts upon the hands in spite of the guards worn, and serious accidents have occurred by women stumbling and falling against the upright plates; one young woman had her arm cut open from wrist to elbow in this way. Fine particles of steel and iron fly off in the forcing open of the layers, and it is surprising that injuries to the eyes are not more frequent. Some doctors well acquainted with these works consider that much injury is caused to the men by inhaling these particles of metal present in the air of the mills, and that the women are more injuriously affected than they themselves know, chest diseases in later life resulting from this cause. The openers are a somewhat superior class to the other women in tinplate works, from whom they hold themselves aloof: their hours, too, are much shorter than those of the others, usually from 9 A.M. to 2 P.M., and they come and go as they like.
2. Washers.—These women wash the metal plates in large tanks of water; they carry loads of these heavy, sharp-edged plates, and immerse them in the tanks, the displaced water splashes over the edge of the tank upon the washer, and falls upon the floor. With sleeves rolled up above the elbow, bending over the tank, the woman raises the plates again, and carries them to stack at a little distance, the water pouring from her load down her dress and into her boots. As the same process is repeated again and again the whole day long, it is not surprising that her clothes are saturated even through the sacking tied on as an apron. Nothing more unsuitable for the occupation than the dress of the washer could well be imagined—several thin articles of clothing hanging wet upon her, the dress and petticoat long enough to draggle in the pools of water on the broken flagged or slushy mud floor, and flapping heavily against her ankles, and upon her feet men’s boots filled with water oozing through the eyelet-holes. Rheumatism, colds, and chills are regarded as inseparable, at any[684] rate in winter, from the work of washing tinplates, and other ills consequent upon this wet condition are complained of. Yet the wearing of a waterproof apron (which should be provided by the employer), and of short skirts, woollen under-garments, and clogs, would prevent nearly all the discomfort and risk to health now endured by all these women. The provision of properly paved and drained floors, such as the Factory Acts require in all laundries, might reasonably be looked for from the occupiers of tinplate works, and were mechanical means employed, as in the bottle-washing departments in aerated water works for, lowering into the tanks and raising from them the articles to be washed, the work would be less unsuitable for women than it is at present.
3. Pickling.—The roughest and dirtiest, and perhaps the most unhealthy occupation for women in the works is that of the “picklers’ assistants.” These girls work in gangs under the man who has the contract for cleaning the plates in dilute sulphuric acid. Their work is to lade and unlade the cradles in which the plates placed in racks are lowered by the pickler into the steaming tanks of acid. Backwards and forwards the girls move with armfuls of plates, carrying each time weights of thirty pounds and upwards, first filling the racks and then removing from them the wet plates fresh from the tanks. The clothing of the girls becomes saturated like that of the washers. It is not only their health that suffers; the girls are “soaked through to the skin” as they say, not with plain water, but with the “pickle,” which rapidly destroys both their upper and under garments, and also the leather of their boots and clogs.
The strength of the solution of sulphuric acid used in different works varies considerably according to the class of plate manufactured, and consequently the degree of discomfort and ill-health to those exposed to its fumes varies also. The peculiar smell of the acid pervades the entire works, and is encountered sometimes at some distance from them. In the pickling department itself it is very strong; here the huge tanks of pickle emit volumes of steam, which only under very favourable conditions of weather and exceptional structural arrangements rises and escapes from the building; usually it hangs about the workers, or blows in clouds across the open shed, irritating throat and eyes. Where the solution used is a strong one, the workers suffer much from running of the eyes, dryness of the throat, and smarting of lips and face, from[685] what they describe as a “stifled feeling,” and from nausea and giddiness; the teeth become black, and the hair is said by the workers to fall out. When the strongest solution is used, the girls tie handkerchiefs across their mouths and cover the hair completely. But in most cases a weaker solution is employed, and very little complaint of ill-health is made; the workers believe that the pickle gives them an appetite and keeps off infectious illness. In Switzerland, by a decree of 1898, pregnant women are forbidden to work where there is any emanation of sulphuric acid, lifting heavy weights, or violent shocks, conditions which are combined in the pickling department of tinplate works.
The only special health provision of the Factory Acts at present applied to tinplate works is the order of the Secretary of State, dated December 1882, prohibiting meals being taken in departments “where metal is dipped in acid solution.” This excludes women and young persons from the pickling department during meal hours, but as no other place is provided where meals can be eaten under shelter by those whose homes are at a far distance, this rule is frequently disregarded.
4. Tin-houses.—Large numbers of quite young girls, young persons from thirteen to eighteen years of age, are employed in this work, which is that of rubbing the tinned plates with bran, meal, or fine mineral dust to remove all grease and polish the surfaces of the plates. This process is largely done by hand, but machines have superseded hand-rubbing in some works. Where they are in use, girls are still employed to tend the machines, but fewer are required than when all the work is done by hand. The girls work in the tinhouses standing, whether at the tables heaped with bran or at the machines, at right angles to the tinning stacks where the tinman and his assistants are working. The plates are passed on hot from the tinning-pot to the girls, who push them backwards and forwards through the heaped “bran” before them; or if this first process has been done by the machine, the girls pass the plates through the power-driven sheepskin rollers. In either case the fine dust rises into the face of the worker, covers her hair and dress, and diffuses through the air of the tinhouse, which frequently is filled as with a fog with this light, floating dust. This being inhaled, produces more or less injurious effects, according to the nature of the dust and the susceptibilities of the individual. In some works the irritation[686] to the throat is so great as to make speech almost impossible, and complaints of cough and “stuffing up” of the chest are numerous, while in others, whatever may be the ultimate result on the lungs, no discomfort, after once the worker has become used to the conditions, seems to be felt.
A most objectionable feature of the employment of young girls in the tinhouse is the carrying of heavy loads. As this is not essential to the work, and could be done by boy or man with a specially constructed truck or trolly, it is greatly to be deplored. The plates which have been rubbed accumulate upon the table, and must be removed to the warehouse to be weighed and packed, and so at frequent intervals the girl, with both her hands (protected by sheepskin gloves), grasps her pile of plates, and supporting them upon her hip, staggers along to the warehouse. To prevent constant journeys and secure more time for wage-earning (for the “rubbers” are paid so much for a box of plates), the girls carry as much at a time as they possibly can, carrying loads men hesitate to lift. These loads, carried by slight girls of thirteen or fourteen, weighed from 40 to 111 lbs. Injuries known, and unknown, are done by this unnecessary use of young girls as “beasts of burden.”
Rose E. Squire.
[687]
In the year 1896 the Dangerous Trades Committee appointed by the Home Office reported on the manufacture and bottling of aerated waters. As a result of this report this industry was scheduled as a dangerous trade, and Special Rules were imposed. The danger—for minimising which regulations have been framed—in this manufacture is not, as is the case with the majority of those to which Special Rules are applied, a danger to health, but to life and limb. The danger is the risk of cuts, more or less severe, from the glass fragments of bursting bottles filled under pressure. The number of such accidents is enormous, inflicting every degree of injury from a skin graze to a cut artery, or the loss of an eye. The number of accidents reportable to the Home Office has been greatly reduced by the wearing of faceguards and gauntlets prescribed by the Special Rules, but it is still very large. Four classes of workers are specially mentioned in the Special Rules as requiring protection by wearing guards—these are bottlers, wirers, sighters, and labellers. The first of these four are exposed to most danger; the bottles frequently burst while in the machine, or more often while being removed from it, but if suitable faceguards and gauntlets are worn no serious injury results. Unless the bottling machines are, in accordance with the Special Rules, carefully fenced off, the danger is very great to all persons in the room; the broken glass, sent by the explosion with enormous force to a considerable distance, has been known to rebound with terrible effect from an object struck in its course, and to hit persons who seemed quite safe. Women and girls are largely employed as bottlers in London, Birmingham, and a few other large towns, but elsewhere this work is done almost exclusively by men; boys are generally employed outside London and Birmingham as wirers, sighters, and labellers, in place of girls. Wiring has disappeared from most aerated water works, the patent stoppers having taken the place of corks in all but a few kinds of aerated waters. Sighters, those[688] who examine the filled bottles to detect specks by holding them up to the light, wirers (where these are employed), and labellers, are the classes of workers who most frequently discard the prescribed guards, or wear them under protest as interfering with their work. The sighters complain that the wire mesh of masks or goggles prevents their seeing the specks in the water; wirers and labellers find that the knitted woollen mittens, which are the kind of gauntlet commonly supplied, impede the movements of the hands; in the one case the handles of the pliers used to twist the wire catch in the worsted, and in the other the mitten becomes stiff and hard with the paste with which the labels are smeared. A satisfactory gauntlet has yet to be invented; the conditions required are that they should be of a material impenetrable to flying glass, soft and pliable, close-fitting, of a size and shape to keep in place over the palm of the hand and up above the elbow; these have not yet been found combined. Objection on the part of the women and girls to wearing faceguards is only met with where the guard supplied to them is unsuitable. The faceguards for girls should be of a smaller size and lighter make than those for men, sufficiently bowed out not to press upon the nose, and long enough to cover the whole chin, throat, and neck; they must be clean, and must be provided with buckle and strap, or some other means of keeping them firmly in position on the head. A mask that presses against the face, or weighs heavily on the head, or shifts from side to side with every movement, or of which the wire mesh is clogged with rust and dirt, is sure to be thrown aside whenever supervision is relaxed.
Another class of workers employed in aerated water factories who are mentioned in the Special Rules as needing to be protected from the danger of bursting bottles are the washers. These women, although handling the empty, not the filled bottles, generally work in the bottling rooms, and unless the bottling machines are well guarded, do meet occasionally with serious accidents, such as the loss of an eye, or an arm cut open. But this is a risk quite apart from the nature of their employment, to which it is most unreasonable that washers should be exposed. A far more serious risk, a risk to health, is incidental to their work; it is that of being constantly wet. No special rules are imposed to protect them from such injury to health arising from their employment, as is the case in wet spinning factories, where women are exposed by their occupation to being constantly wetted. In wet spinning factories the occupier must, unless splashboards are provided,[689] supply to all the workers waterproof overalls or aprons, and floors must be kept in a sound condition, so as to prevent retention or accumulation of water. The bottle-washers stand in great need of protection of the kind specified in these rules. They stand at large tanks full of water, in which the bottles, returned empty by customers, are washed before being refilled for sale. From the point of view of the public health, the history of the water used for this purpose would be of interest—its source, the frequency with which it is changed, and the steps taken to cleanse the tanks. The appearance of the water in the tanks is not, as a rule, attractive, and the notices to washers to reject bottles smelling of paraffin suggest strange uses to which the bottles may be put by customers before they are returned empty. But it is the wetness and coldness of the water, and not its purity or impurity, which affect the washer. Bending over the tank to lower into it or raise from it the bottles being washed, she is very early in the day wet to the skin; the water splashes up from the tank and drips from the wet bottles, and it is no wonder that the usual description given by the washers of their condition is, “We are sopped through to the skin soon after we begin in the morning until we get home at night.” As a consequence, rheumatism, colds, coughs, aches and pains, are the bottle-washers’ constant complaints, and not infrequently one and another of them is laid up for some weeks with more serious results of their wet condition. The wearing of a waterproof apron seems such a simple means of protecting the clothing from getting wet that it is surprising how seldom it is adopted, but such aprons are too expensive for the washers to provide for themselves, and in the few cases where the occupier has supplied them, a small sum has been deducted weekly from the wearer’s wages until the article has been paid for. Usually the only kind of protection is a number of old sacks tied on as an apron; these are better than nothing, but they soon get saturated. In the larger aerated water works the bottle-washing tanks are fitted with automatic means of lowering the bottles into the water and raising them again, and with revolving brushes to cleanse the inside. This labour-saving apparatus also reduces the amount of wetting to which the washer is exposed, and if a splash-board is fitted to the tank, as has been done in a few cases, the women need scarcely get wet at all. Where there is no mechanical contrivance to aid the washer, a splash-board is impracticable, as she must bend low over the tank to reach deep down into it. Grids and boards to stand upon are[690] usually provided, but even where the women have these to stand upon it is of importance that the floor should be properly paved and drained, and kept in good condition. Where this is not done the feet are constantly wet in moving backwards and forwards across the pools of water standing in the broken, uneven floor. Clogs should always be worn in aerated water works, and are in most large factories provided by the employers at the expense of the workers, who pay 3d. or 4d. a week towards them. It would be well if occupiers were to supply all such necessary articles as part of the equipment of the works.
Rose E. Squire.
[691]
The manufacture of linen cloth from flax was well known to the ancient Egyptians and other Eastern nations. Reference to linen frequently occurs in the Celtic literature of Ireland. The native Irish usually dyed their linen garments of a yellow or saffron colour. The revival of the industry in the North of Ireland is attributed to the French Huguenots who left France after the Revocation of the Edict of Nantes in 1685. Several of these refugees settled in Belfast, Lurgan, and Lisburn. One name stands out prominently amongst these people, viz., Louis Crommelin.
Crommelin published, in 1705, a short sketch of the Irish linen trade. It may be more or less interesting to give a few extracts from it, thus:—
“The people are entirely ignorant of the mysteries relating to the manufacture ... the flax being managed by women altogether ignorant as to their choice of the seed or soil, for which reason their flax is too short, and unfit for making good yarn; they do not know when or how to pull their flax, whereby their seed degenerates, and their flax wants strength and substance.... They have no judgment when or how to water or grass their flax, so as to give it a natural colour; and what is yet worse than all, they constantly dry their flax by the fire, which makes it impossible to bleach cloth made of their yarns; for let all the skill and judgment in the world be used to bleach cloth made of different sorts of flax, you can never bring it to a good colour; for till such time as it is woven and bleached, the best artist in nature cannot discover the mischief.... They also use, in cleaning their flax, things which they call “breaks,” which I can in no way approve of.... They spin their long and short flax athwart, which is extremely preposterous, as the flax cannot be spun fine, so the linen is cottony.... The wheels used in spinning are turned by the foot, and have two cords, one going round the wheel and the whirl of the spindle, and the other going round the wheel and the whirl of the spool, which overtwists the thread. Their manner of reeling yarn is one of the greatest grievances, as many honest, industrious men are undone by the deceitful methods now used by the crafty and unfair people in this particular; as, for instance, there is no standard for the measure of reels, and everybody uses such reels as they think fit, for[692] which reason a stranger to the market is imposed upon to his ruin. The cuts and hanks are reeled by several threads, through laziness or wickedness, to the utter ruin of the poor dealers who buy yarn, and think they have good and marketable goods for their money, but find that the whole hank ravels together, and becomes entirely unserviceable, or at the best so troublesome to wind that it is as eligible to lose it as it is to spend so much time and pains to wind it. They ought to mark each cut, or six score threads, as they reel them, and not afterwards, as they now do, which they might do without difficulty. They do likewise intermix, in one and the same hank, yarn of several degrees of fineness, which is a cheat intolerable to buyers.... The looms generally employed in this kingdom for the making of all sorts of linen cloth (excepting diaper and damask) are looms properly disposed, and invented for the making of woollen cloth (save only that they changed the gear, and wrought promiscuously linen and woollen therein). Therefore, it is impossible to use one and the same loom to both material with good success.... The reels are uneven and too thick ... and they make a stuff, of water and meal, without judgment, wherewith they stiffen their warps; and the cloth is made too thin and sleazy, and woven where the weather affects it....”
In 1710 a bleach green, on an improved plan, was established at Lisburn, and a Board of Trustees of the Linen and Hempen Manufacture of Ireland was formed by Act of Parliament in 1711.
North of Ireland farmers purchase their flax seed from local merchants, and it is usually either Dutch or Russian. The farmers never save any of their own flax seed, owing to the local custom of “steeping” the flax, as soon as it is “pulled,” in ponds of water for a certain length of time; it is subsequently removed, spread out in a field to dry, then gathered into bundles, stacked, and eventually taken to the scutch mill. Here it is run through rollers so as to remove the outer coat or bark. The farmer next takes his flax to market, which is visited by the flax buyers from the various spinning mills, and after purchase conveyed to the store, examined and sorted, so as to be used for different kinds of yarn. An analysis of Irish flax fibre made by the late Professor Hodges, M.D., of the Queen’s College, Belfast, gave—
| In 100 parts of Ash. | |
| Potash | 20.32 |
| Soda | 2.70 |
| Chloride of sodium | 9.27 |
| Lime | 19.88 |
| Magnesia | 4.05 |
| Oxide of iron | 2.83 |
| Sulphuric acid | 7.13 |
| Carbonic acid | 10.72 |
| Phosphoric acid | 10.24 |
| Silica | 12.80 |
| 99.94 | |
[693]
The presence of silica causes linen cloth always to feel cool; moreover it contains no moisture, thus differing from cotton.
In the “roughing shop” the “rougher” examines a “strick” of flax; giving it a quick pull with his right hand, then, swinging his arm, he leaves the disengaged portion of the fibre on his bench. This is called “piecing,” and its object is to have all the flax as near as possible of the same length. After having obtained a sufficient quantity, he takes up a piece of flax, throws it out behind his shoulder, and draws the same through his “heckle” pins, which are attached to a bench in front of the operator. The next process is running the flax through heckling machines of different kinds, but they are all more or less made on the same principle. These machines are attended to by boys, five or six to each machine. Some mills employ “half-timers”; in other mills the lads are over fourteen years of age, but they are all under the control of a “machine master.” In this department the flax is separated into stricks, fastened by means of screws into a clamp called a “holder,” which runs along the upper part of the machine, on vertical fixed combs. Accidents to the machine boys have been frequent, owing to their attempting to remove a “holder” too soon, or in consequence of wearing a loose shirt sleeve, they get caught, and have their hand or forearm pulled in against the pins. The lads in this room were formerly obliged, by the factory authorities, to wear respirators. These were of simple construction, for they were composed of two pieces of flannel sewed together and fastened by a tape. The boys generally suspended them over their chin or neck instead. The respirators were not at all suitable; they did not cover the nose, they became damp with saliva, foul and malodorous. In frosty weather they irritated the lips. The use of respirators has since been abandoned.
The part of the flax taken off by the pins of the machines is known as “tow.” The pins are kept clean by a brush and doffer arrangement connected with the machine. The boys in a machine room are classified into tow-boys, sweepers, oilers, parcel lads, piecers-out, and cutter boys. The last-mentioned attend to the flax-cutting machine, by which the ends of a strick of flax are cut off by the revolving grooved wheels.
The next stage or process in the manufacture is that of “dressing and sorting,” which is performed by hand. The men employed are called hecklers. In the preparing room, flax is made into sliver by being sorted out on the spread-board by a[694] girl, and then drawn through pins and rollers to produce a ribbon-like band, which is finally deposited in sliver cans. When a bell connected with the drawing frame rings, it is the signal for the girl to break off the sliver. Occasionally the sliver breaks short in its passage, and it is the duty of the attendant then to stop her machine and to put up the end, as it is called. Sometimes her hands are injured by doing this while the machine is in motion. The roving frame is the last machine in use in the preparing department, and has flyers and spindles. The sliver, on coming from the boss rollers, goes into the flyer, a small tube of iron like an inverted V, fixed to the top of a spindle that revolves, and passes through its eye on to a bobbin, revolving on the spindle. This gives a twist to the sliver now called by the name of rove.
All small fibres, etc., of the flax that are taken off during the heckling processes are called tow. This is put through a somewhat different preparation, but eventually it becomes tow sliver and tow yarn. The tow from flax scutching mills is also run through a breaker card, which is a machine consisting of a cylinder of iron 4 or 5 feet in diameter, that turns at a rapid rate of speed, and is covered by a quantity of iron pins of varying size. To it the tow is brought by means of feed sheets, and removed from the cards by a doffer knife.
The rove is spun into yarn in the spinning-room. A recent writer remarks that—
“The process is nearly entirely mechanical, brass rollers, fluted and revolving, taking the place of the primitive rock, and manipulation between the fingers, as practised by the spinning-wheel. The fact of spinning as it is now, being mechanical, cannot be better illustrated than by mentioning that as much yarn can now be spun under the supervision of one woman called a spinner, as could be turned off 400 spinning-wheels by 400 women in the older time.”
The spinning frame has been much improved of late years. The spindles have a velocity of 1000 revolutions or more per minute; the yarn as it goes through the eye of the flyer attached to the end of each spindle is thus properly twisted before it is wound on to a bobbin that revolves on a spindle immediately beneath the flyer. There are “wet” and “dry” spinning. In the former, the yarn goes through a trough of hot water (heated by steam pipes) situated on the top of the spinning frame. When the yarn is being twisted round the bobbins, a quantity of spray is thrown off that wets the clothes of the spinners and doffers, who are[695] obliged to wear waterproof aprons and chest protectors. The workers, however, prefer coarse sacking, which they maintain soaks up the spray, and prevents the water running down over their petticoats, making the lower parts of the body more or less wet. The floor of the spinning room is frequently tiled, and is always covered with more or less water. The atmosphere of the room from this cause and steam jets is thoroughly saturated with moisture. When the bobbins have received enough yarn, the doffing mistress stops the spinning frame, and by the assistance of her doffers—boys and girls, usually “half-timers”—the full bobbins are rapidly removed and replaced by others. The temperature of the spinning-room is usually at least 70° F.
The measuring of yarn into hanks is called “reeling.” Some of the reeling machines, always tended by women, are moved by steam-power, others by hand. When the reel is full, the hanks of yarn are taken to the drying-room, and finally to the bundling department, where they are put up in bunches.
Before being woven into linen cloth, some yarn is bleached, but whether bleached or in the brown state it is taken from the mill to the factory, first going to the winders, who put the yarn on spools. These are then carried to the warpers, who transfer it on to the loom beams. It is dressed or sized and is ready for weaving. The stiffening or dressing applied by the tenters to the yarn before weaving is made from Irish Carragheen Moss, which is very mucilaginous but free from starch, and to it flour and tallow are added. The temperature of the room in which this process is conducted is high, generally from 90° to 125° F., so as to dry the yarn as quickly as possible.
At the bleach green, the brown linen is first boiled in water and lye, next put out on grass; after this it receives another boiling to remove any remaining chemicals, dried, and taken to the beetling engines to be beetled. Subsequently it is lapped into parcels, and is then ready for the market.
Belfast is the centre of the linen trade. My father, Dr C. D. Purdon, formerly Certifying Factory Surgeon for Belfast and the surrounding district, wrote several pamphlets on the flax and linen industries. Many of his suggestions have been adopted. In 1873 he published a pamphlet, “On the Mortality of Flax Mill Workers,” etc., accompanied by tables showing the mortality of different classes. In the compilation of his statistics he had the assistance of the late Dr Newett, Dispensary Medical Officer and subsequently Certifying Surgeon of Ligoneill. W. D. Cramp, Esq.,[696] at that time H.M. Inspector of Factories for Belfast and the North of Ireland, likewise gave valuable assistance.
“It will be perceived,” he says, “that the flax manufacturing operatives suffer far more from phthisis than the other two classes, nearly three-fifths of those that die annually being taken off by diseases of the respiratory organs, while in the other two classes (artisan and mercantile) the average amounts to about two-fifths. In carrying our investigations into the fatality of the different branches of the manufacture, we will see that the death-rate amongst those employed in the preparing rooms is exceedingly high, and that few of those employed in these rooms live beyond sixty years. The next class that suffers from the same diseases is the ‘hecklers,’ and the rate of mortality among the spinners and weavers is also high. The reason that the ‘machine boys’ appear to suffer so little is that when they become ‘poucey,’ i.e. asthmatic, caused by flax dust, numbers of them leave the mills on account of suffering from chest affections, and go to other trades, where they may linger on, or die from phthisis. This fatality I consider arises from four different causes: 1st, commencing to work when too young; 2nd, the unhealthiness of the employment; 3rd, neglect of sanitary laws; 4th, insufficient and impure diet. A fifth might be added—namely, insufficient clothing for the young.”
My own observations lead me to think that the machine boys are the hardest worked of any employés in the mill. They seldom have a minute’s rest, for they are either charging the holder with flax, or taking it out. Although fans have been introduced into the machine room, the atmosphere is still laden with more or less dust. I have long had the opinion that no boy under at least thirteen years of age should be employed in this department. Many of the machine boys work in the brickfields during summer, so as to be in the open air. Although the half-time doffers in the spinning-room do not suffer from the inhalation of dust, they are exposed to an unnatural heat and humid atmosphere for several hours daily, whereby they become liable to bronchial irritation, especially during cold and frosty weather. The weavers are often similarly affected.
The late Mr Baker, M.R.C.S. Eng., H.M. Chief Inspector of Factories in the year 1874, introduced a respirator which for a time was worn by hecklers in some of the mills, as they derived much benefit from it. Many of the men, however, would not wear it, as it prevented them from expectorating when chewing tobacco. Some of the owners have introduced a new system of ventilating into the hecklers’ shop, whereby all dust is carried away at once from the bench by fans.
The hecklers and roughers suffer from dryness of the throat, which is one of the first symptoms of “mechanical bronchitis.”[697] This is generally followed by cough and dyspnœa, and is occasionally accompanied by vomiting. In order to relieve these distressing symptoms the men often drink whisky. During cold weather, easterly winds or frost, their breathing is worse. Some of the older men are not able to follow their occupation during the winter months. The late Dr C. D. Purdon, in the pamphlet already referred to, makes the following remarks:—
“The consumption of stimulants is also producing sad havoc.... If I may single out a class that injure themselves more than any other, I would mention the ‘hecklers,’ for when they begin to suffer from the effects of dust, they commence to drink, and go on using alcoholic stimulants till at last they die from the effects of drink, or hasten the advance of chest affections by its inordinate consumption.”
At the time this was written, a child under the Factory Act, if ten years of age, could be employed for six hours each day, independent of school attendance of three hours daily, and was obliged each alternate fortnight to commence work at six o’clock in the morning, often travelling bare-footed one or two miles before arriving at the mill. At present no child in Ireland can work as a “half-timer” unless he or she be eleven years of age,[152] and the time of commencing work is in flax mills generally 6.30 A.M. In towns most of the workers live close to the mills.
The “half-time” children who are employed as doffers in the spinning-room do not suffer so much from dust as from the heat and steam from the hot water, through which the flax is passed, also from their clothes becoming wet in spite of the use of overalls. Hygienic rules are ignored in the home. The workers sleep in small overcrowded rooms. Nor is the food of the mill workers as nutritious as it ought to be. Tea and white bread, potato-bread or oaten-meal bread, form their principal food, to which is occasionally added bacon or salt fish. “Tea dyspepsia” is common. The children of the millworkers are, I think, rather degenerating than improving in physical development.
The diseases from which flax millworkers chiefly suffer are those incidental to the preparing and spinning processes. To quote from Dr C. D. Purdon’s pamphlet:—
“In the former (preparing) the lungs chiefly suffer from the constant inhaling of the ‘pouce.’ The irritating quality of the dust is felt on the throat, which soon becomes dry. This irritation creeps to the lungs, which soon manifests its presence by the worker being attacked each morning with a paroxysm of coughing.[698] The dyspnœa is often very severe. Those employed in the roughing and sorting, heckling and preparing of flax suffer from this affection, and in the majority of cases die from phthisis.”
The carders who are employed attending to the carding machines inhale a great deal of vegetable dust. Some physicians maintain that vegetable dust is more irritating to the lungs than mineral. These workers as a matter of precaution wrap round their mouth and nose a lump of tow, which makes a kind of respirator. The introduction of fans—Blackman’s, Davidson’s, and others—has effected an improvement in clearing away the dust of the atmosphere of the carding and machine rooms. A few steam jets in these departments would help still further to allay the dust and purify the atmosphere.
The late Dr Hamilton, Certifying Surgeon for Cookstown, stated that in the scutch mills of Antrim, Down, and Tyrone the workers were very prone to ophthalmia, phthisis, and asthma, all due to dust.
The late Dr Arlidge (Diseases of Occupation, page 255) has remarked:—
“Organic dusts—some vegetable, others mineral—are encountered in the textile manufactures, and include cotton, flax, hemp, silk, wool, and hair. These in a general point of view are obstructive dusts, nevertheless they are not devoid of irritant properties, and differ greatly among themselves in the latter respect. They further exemplify the fact, that besides mechanical form and action, dust operates by inherent qualities; for dust of linen and hemp develops far more serious symptoms. The degree of dyspnœa varies extremely, and is influenced both by individual peculiarities and also by the properties of the dust. Writers generally concur in the belief that a tonic spasm is set up in the bronchial muscles by the irritation and the reflex action just spoken of, and that in co-operating therewith there is turgescence of the mucous membrane of the bronchi, which interposes a mechanical impediment to the free admission and egress of air to and from the air-cells. This hypothesis is sanctioned by the repeated strong efforts made to inspire and expire.”
The workers employed in the spinning-room are sometimes in summer attacked by vertigo and faintness due to excessive heat; also owing to their long standing, especially when bare-footed, on a wet floor, they are liable to varicose veins, and œdema of ankles followed often by an outbreak of eczema. It may be worth while to say that I have occasionally noticed eczema rimosum on the hands of spinners, especially the right hand. A great many of the workers wear a kind of half leather glove on that hand. Heat and moisture may cause the disease. Dr Glibert, of the Ministère de l’Industrie et du Travail at Brussels, has been good enough to send me some[699] photographs showing slight superficial ulceration of skin of palm of hand and fingers in flax spinners.[153] I cannot say that I have ever noticed this in our Belfast workers, either during the 32 years I attended as Physician to the Belfast Skin Hospital, or the 19 years that I have been Certifying Factory Surgeon. Constipation is also common. Enlarged glands are frequent, and the women are of pale complexion.
The doffers, especially if young, are frequently, when first employed in the mills, attacked by “mill fever” a few days after commencing work. The symptoms are nausea and vomiting, followed by pain in the head, thirst, and heat of skin. These continue for three or four days, when the affection subsides. No treatment is required or sought. The cause assigned for its origin is the smell of the oil, along with the heat and vapour of the rooms. Irish flax is said to be less irritating to doffers than either Dutch or Belgian. Egyptian flax, which is occasionally met with, and which has been steeped in a special preparing fluid, gives off in the process of heckling more or less ammonia; this causes irritation of the mucous membrane of the nostrils.
A peculiar eruption also attacks doffers, and which is evidently due to a combination of flax-water and oil. The uncovered parts of the body, as forearms, arms, and face, are the parts attacked by this cutaneous eruption. It never attacks adults, only the doffers. It is a papular rash in the first stage, and is shotty to the touch, like smallpox. The papules become larger, and often contain a central plug of sebum. It is a folliculitis. Some kinds of flax, such as Russian, cause more of the eruption than others.
Various trades are known to cause particular kinds of callosities due to pressure and constant friction; thus hecklers have frequently a thickened or callous condition of the skin of the index finger of the right hand due to pulling the flax out of the “pins.”
Another disease, now rare, owing to the spinners wearing boots or shoes instead of going bare-footed from home to mill and back in all weathers, is onychia, or inflammation of the nail of the great toe. Cases of this were very common at the Belfast Royal Hospital thirty years ago. The late Sir William MacCormac, Bart., then one of the surgeons to the hospital, investigated the origin of the disease and introduced the local treatment by nitrate of lead. It seemed to be due to the action of the hot and contaminated water lying on the floor of the spinning-room, containing flax-water, and probably verdigris, or other matter from the[700] brass in the machinery, some of which, finding its way under the nail, or from some slight injury to the part, caused the painful affection known as onychia.
During late years many improvements have been made in the mills and factories as regards ventilation, by the introduction of fans, so that there is now little more to suggest. During the 19 years that I have been Certifying Factory Surgeon for the city of Belfast, I have always found our merchants and employers of labour ready to adopt any reasonable suggestion towards improvement of the health of their workers. The recommendations I would make are:—
1. That no “half-timers” be employed in machine shops; all to be over, at least, thirteen years of age.
2. That no “half-timers,” who according to the certifying surgeon appear weakly or not well-developed for their age, be allowed to work in the morning set, especially during the winter months.
3. That only the strong and well-developed who are from twelve to thirteen be kept in the morning set, and before being so placed, reported by the surgeon as fit for such work.
4. The wearing of a good respirator to cover nose as well as mouth is necessary in the carding and heckling rooms, and should be made compulsory.
5. An inspection of the “young persons” and “children” by the certifying surgeon, say every three months, to see what the effect of the work is upon the constitution of those employed. If there are signs of suffering they should cease work.
6. That those mills and factories which have not as yet opened a dining-room for use of their workers, do so.
7. That in such departments as the carding and machine rooms, where dust is prevalent, a few steam jets be allowed so as to make the atmosphere moist and allay the dust.
8. That each room in the mill should have connected therewith a small closet heated by steam-pipes, in which workers can deposit part of their clothing, shawls, boots, etc., so that if the day is wet these will be dry for them on going home for meals or leaving work.
9. In conclusion, I quote the following from my father’s pamphlet already mentioned:
“Another subject bearing on the social state of the workers is the employment of mothers in mills and factories. Now, in order to lessen as much as[701] possible the number of deaths that occur amongst children, each mother ought not to be allowed to resume work for at least two months after the birth of her child, and then should be obliged, when going to work each day, to bring her child to a public crèche.... The crèche ought to be visited weekly by the certifying surgeon who is to inspect each child.... The crèche to be under Government inspection.”
I am glad to say that, owing to the efforts of Lady Henderson, two crèches have been opened in Belfast.
Henry S. Purdon.
[702]
Although the manufacture of cotton goods is or has been carried on under conditions to some extent injurious to health, yet there is no definite disease which can be traced to these conditions. There is no disease produced which corresponds to wool-sorters’ disease in woollen manufacture, or the various forms of tuberculosis of the lungs in trades where dust composed of sharp, hard particles is inhaled. If it were not for the fact that moisture has for trade purposes been artificially introduced into the atmosphere of weaving-sheds, it is doubtful whether the health condition of cotton factories would have received any special attention beyond that devoted to factories and workshops in general. This addition of moisture was carried on in a reckless and unscientific manner, and in consequence Government investigations were made which resulted in special legislation.
Artificial humidity is the condition which has attracted most attention, but it is not by any means the only important factor influencing the health conditions of cotton operatives. It is mainly in weaving-sheds that artificial humidity is used, and this article will be principally devoted to the health conditions of weaving. It will, however, be well, for the sake of the few remarks which will be made with regard to other branches of the cotton industry, to describe very briefly the different processes which the raw material undergoes before it is finally turned out as cotton cloth.
Raw cotton, as it is received in bales, is naturally somewhat impure. The processes that it undergoes before it is made into yarn are somewhat complicated when considered in detail, but they consist roughly of cleansing, combing, and twisting.
Most of the dirt in the raw material is separated in the “blowing-room.” The cotton is drawn by means of a current of air[703] through the blowing machine. The heavier impurities fall out during the process, and the cleaned cotton is formed into a more or less even layer or lap. It is then taken to the card-room, where it is “carded”—a process which combs the fibres so that they are laid parallel, and still further cleans the cotton. Before being delivered to the actual spinning machinery, the cotton passes through other preparatory machines, known as slubbing and roving frames, where it is drawn out and slightly twisted. The cotton “roving,” as it is then termed, is taken to the spinning-room, to be finally attenuated and twisted into the required form of yarn. There are different types of spinning machines, known as mules, throstles, and ring frames. The attendants on the mules are, as a rule, men, and they have a considerable amount of physical exertion in following the movements of the carriage, which is constantly moving backwards and forwards. In ring spinning, on the other hand, women are almost invariably employed. After the yarn has been spun it is wound on to bobbins by “winders,” and from the bobbins on to beams by “warpers.” The warp is then sized and prepared for the looms by “reachers” and “drawers.” The cotton is then ready for the process with which we are mainly concerned, viz., weaving.
The health conditions of these various departments of the cotton industry prior to weaving will be dismissed very briefly. The workpeople in all of them have an ample air-space, rising in mule spinning up to about 10,000 cubic feet per head. In the blowing-room there is a moderate amount of dust, consisting almost entirely of cotton fibre, but at the same time there is a plentiful supply of fresh air. The principal feature with regard to the air of the card-room is the amount of dust. This at times is sufficient to cause a distinct cloudiness of the atmosphere. This dust is certainly serious, and needs special treatment.
Spinning, unlike weaving, is carried on in a many-storied building. The light and fresh air for a spinning-room has consequently to be obtained entirely from the sides. For several reasons very little fresh air is provided. By excluding the outside air, the room can generally be kept at a good spinning temperature simply by the friction of the machinery, and at the same time particles of soot are prevented from entering and damaging the yarn. The result is, that notwithstanding the enormous air-space per head in a spinning-room, the atmosphere is frequently by no means pure, and it is often excessively hot. The temperature is[704] commonly above 90° F., and occasionally above 100° F. As no moisture is, as a rule, added, the air becomes very dry. The artificial moistening of the air of spinning-mills is gaining ground, and there can be little doubt that up to a certain point it will be beneficial to the workpeople. The conditions could also be much improved by the provision of suitable means of ventilation. On account of the large amount of cubic space per head, and the marked difference in the temperature inside the spinning-room and outside, it is possible that natural ventilation would be sufficient to accomplish all that is necessary. In order, however, to obtain a high degree of purity and to thoroughly control the air currents, artificial ventilation must be employed.
The winders and warpers are subjected to no special conditions. They have somewhat less air-space than most other operatives, and there is usually no mechanical ventilation. They are not, however, subjected to great heat or moisture.
Weaving, the industry which will principally be dealt with, is carried on almost entirely in one-storied buildings. In choosing the site of a weaving-shed it is usually borne in mind that dampness conduces to good weaving. Most weaving-sheds are situated in somewhat damp positions, and the floor of the sheds being formed simply of flags laid directly on the earth, dampness is not prevented from rising from the ground. The walls are without windows, and where openings are provided for ventilation, they are usually closed. All the light and most of the fresh air have to gain admittance through the roof, which is formed by a series of bays, usually running from east to west of the shed. The south side of the bay is formed of slate, and the north side of glass, so that little direct sunlight is admitted to the shed. The height of a shed varies considerably, but an average height is about 11 feet to the gutters, and about 15 feet to the top of the bays, and the span of the bays is about 10 feet. There is a small space along the gutters left open to allow the escape of water which condenses on the glass. The roof therefore of a weaving-shed, and usually two or more of the walls, are exposed to outside influences, and fresh air can, if desired, be admitted through them.
The prominent factors which enter into the health conditions of a weaving-shed are:—
(1) Impurity of the atmosphere from: (a) respiration; (b) combustion of gas; (c) dust; (d) emanations from the soil and the sanitary conveniences.
[705]
(2) Excessive humidity.
(3) High temperature in summer.
(4) Want of cleanliness.
Although it seems always to have been recognised that a moist atmosphere was advantageous to weaving, yet the introduction of moisture systematically is a growth of comparatively recent years. In the year 1872 Dr Buchanan made a report on certain sizing processes used in the cotton manufacture at Todmorden, and their influence upon health. He described how the practice of sizing had grown and altered much in character owing to the scarcity of cotton during the American Civil War. Ten years later, Dr Bridges and Mr Osborn, H.M. Inspector of Factories, made a report to the Government on “The effects of heavy sizing in cotton weaving upon the health of the operatives employed.” This inquiry was instituted in consequence of a representation by the Parliamentary Committee of the Trades Union Congress in 1882. The views of the memorialists with regard to the dangers from the infusion of steam are clearly set forth in the following quotation:—“Your memorialists desire to draw your attention to a practice that has of late years become very common, especially in the making of goods known as T-cloths and Indian shirtings. We allude to over-sizing of cotton yarns, out of which arises another evil, especially in dry weather, viz., the infusion of steam into the weaving-sheds in order to soften the stiff, over-sized threads. Your memorialists desire to point out that an addition of about 20 per cent. of size, more or less, in accordance with the class of goods being made, is required for manufacturing purposes; but of late years a practice of adding from 50 to more than 200 per cent. of an admixture of various ingredients, which serve no other purpose than to give a fictitious weight and appearance to the cloth, has become very common. Your memorialists complain that the extraordinary addition to the yarn of the admixture already described, gives off in the process of weaving deleterious effluvia, dust, and flocculent matter, which is inhaled by the weavers, to the injury of their health.... The manufacturers of this kind of cloth in infusing steam into their weaving-sheds have two objects in view, viz., (1) to enable more of the admixture to be woven into the cloth; (2) to soften the stiff, over-sized threads, and thus render them soft and pliable, and less subject to breakages. Your memorialists complain that the clothes of the persons, chiefly women and children, who are employed in those sheds, are so damped by the warm moisture[706] given off by the steam, that, after going out into the open air, coughs, colds, and the whole train of lung diseases are contracted; and rheumatism and many other bodily afflictions which tend to enervate and break up the system at a premature age, follow. Dyspepsia is unhappily very often brought on, particularly in the cases of women and children. Your memorialists therefore earnestly pray that Her Majesty’s Government will adopt some means which in their wisdom may appear best by which the health of the weavers, 80 per cent. of whom are females and young persons, may be preserved.”
Dr Bridges and Mr Osborn found, that although the scarcity of cotton had been completely removed in the years following the American War, yet heavily-sized goods were still manufactured, and in fact that the amount of size used had increased very considerably. The importance of sizing on the health of the operatives is due to two facts: (1) heavy sizing requires a very moist atmosphere; (2) the size contributes considerably to the dust of the shed.
The practice of infusing steam appears to have continued to grow, and in the year 1888 the Health Committee of the Blackburn Corporation instituted a public inquiry on account of a very strong report, made in the year 1887 by the Medical Officer of Health (Dr Stephenson). The Committee came to the following conclusion: “That ventilation in the mills is very ineffectually and inefficiently attended to, particularly in winter; that heavy steaming had been practised in Blackburn, and that the adverse conditions under which the weavers had worked (at any rate during the winter months) had had a material influence upon the undoubtedly high death-rate of the borough: that the statements contained in the last annual report made by Dr Stephenson, as the Medical Officer of Health, are, in the main, true, and have been supported by the evidence; and that heavy or excessive steaming in mills is injurious to the health of those who work in them, but that steaming, if lightly performed, with proper attention to ventilation, is not injurious.”
As a result of these reports, and of further agitation on the part of the operatives, the Cotton Cloth Factories Act, 1889, was passed. By this Act manufacturers were required to maintain two hygrometers in each weaving-shed, and were prohibited from exceeding certain limits of moisture. These limits are shown in the schedule below.
[707]
1889 Act.
SCHEDULE A.
Maximum Limits of Humidity of the Atmosphere at given Temperatures.
| I. Grains of Moisture per Cubic Foot of Air. |
II. Dry Bulb Thermometer Readings. Degrees Fahr. |
III. Wet Bulb Thermometer Readings. Degrees Fahr. |
IV. Percentage of Humidity. |
| 5.1 | 60 | 58 | 88 |
| 5.2 | 61 | 59 | 88 |
| 5.4 | 62 | 60 | 88 |
| 5.6 | 63 | 61 | 88 |
| 5.8 | 64 | 62 | 88 |
| 6.0 | 65 | 63 | 88 |
| 6.2 | 66 | 64 | 88 |
| 6.4 | 67 | 65 | 88 |
| 6.6 | 68 | 66 | 88 |
| 6.9 | 69 | 67 | 88 |
| 7.1 | 70 | 68 | 88 |
| 7.1 | 71 | 68.5 | 85.5 |
| 7.1 | 72 | 69 | 84 |
| 7.4 | 73 | 70 | 84 |
| 7.4 | 74 | 70.5 | 81.5 |
| 7.65 | 75 | 71.5 | 81.5 |
| 7.7 | 76 | 72 | 79 |
| 8.0 | 77 | 73 | 79 |
| 8.0 | 78 | 73.5 | 77 |
| 8.25 | 79 | 74.5 | 77.5 |
| 8.55 | 80 | 75.5 | 77.5 |
| 8.6 | 81 | 76 | 76 |
| 8.65 | 82 | 76.5 | 74 |
| 8.85 | 83 | 77.5 | 74 |
| 8.9 | 84 | 78 | 72 |
| 9.2 | 85 | 79 | 72 |
| 9.5 | 86 | 80 | 72 |
| 9.55 | 87 | 80.5 | 71 |
| 9.9 | 88 | 81.5 | 71 |
| 10.25 | 89 | 82.5 | 71 |
| 10.3 | 90 | 83 | 69 |
| 10.35 | 91 | 83.5 | 68 |
| 10.7 | 92 | 84.5 | 68 |
| 11.0 | 93 | 85.5 | 68 |
| 11.1 | 94 | 86 | 66 |
| 11.5 | 95 | 87 | 66 |
The only other section of much importance was one which made it necessary to supply 600 cubic feet of fresh air per person per hour. This Act, although it produced great improvement, did not satisfy the Weavers’ Associations, and a further attempt was made to bring about the total abolition of steaming. The Government in consequence appointed a Committee consisting of Sir H. Roscoe, Sir Wm. Roberts, and Dr Ransome, to inquire into the working of the Act. A very extensive inquiry was made, and the resulting report is one of extreme value. The report was[708] made in 1897, and many of its chief recommendations were embodied in a Statutory Order of the Home Secretary in the year 1898. This Order, although not altering in any way the amount of moisture allowed, contained very important provisions with regard to ventilation, purity of steam, and temperature, etc. It is of such interest and importance, being in many respects a new departure in factory legislation, as to be well worth quoting in full here.
(1) In every cotton cloth factory to which the Cotton Cloth Factories Act, 1889, applies, the occupier or manager or person for the time being in charge of the factory shall, in addition to taking the two readings of the thermometers required by section 7 of that Act, read each of the thermometers every day between seven o’clock and eight o’clock in the forenoon, and record the reading of each thermometer in the form and in accordance with the regulations in Schedule B. of the said Act as amended by this Order.
(2) Schedules B. and C. of the Act of 1889 shall be altered, and shall be as set out in the schedule to this Order.
(3) In every such cotton cloth factory, when artificial humidity is produced, the water used for the purpose shall either be taken from a public supply of drinking water or other source of pure water, or shall be effectively purified to the satisfaction of the Inspector before being introduced in the form of steam into the factory, and all ducts for the introduction of humidified air shall be kept clean.
(4) The pipes used for the introduction of steam into a cotton cloth factory in which the temperature is 70 degrees Fahrenheit or over shall, so far as they are within the shed, be as small both in diameter and length as is reasonably practicable, and shall be effectively covered with non-conducting material to the satisfaction of the Inspector, so as to minimise the amount of heat thrown off by them into the shed.
(5) The arrangements for ventilation shall be such that during working hours in no part of the cotton cloth factory shall the proportion of carbonic acid (carbon dioxide) in the air be greater than nine volumes of carbonic acid to every ten thousand volumes of air.
(6) Unless some other method, certified by the Inspector to be equally satisfactory, is adopted, the outside of the roof of every cotton cloth factory shall be whitewashed every year before the 31st day of May, and such whitewash shall be effectively maintained until the 31st day of August.
(7) In every cotton cloth factory erected after the date of this Order, a sufficient and suitable cloak-room, or cloakrooms, shall be provided for the use of all persons employed therein, and shall be ventilated and kept at a suitable temperature.
Having briefly described the steps by which the present conditions have been arrived at, we may now consider these conditions in detail. The humidity of the air has, rightly or wrongly, been thought to be the chief factor in the healthiness[709] of weaving-sheds. Moisture is usually added to the air of sheds by means of a number of steam jets. Steam introduced in this manner is known in the trade as “live steam.” The moisture becomes visible almost immediately after escaping from the pipe, and again disappears at a distance of two or three feet. Many other methods of moistening the air of weaving-sheds have been tried. Some of these depend upon the evaporation of water in the shed; others upon evaporation of water outside the shed, the air so moistened being forced in; and others again upon steam being mixed with fresh air, which are forced into the shed together. It is obvious that any system which depends upon the evaporation of water, if efficient in other ways, has a distinct advantage in the summer months, in that it will tend to lower rather than raise the temperature. There are, however, very distinct drawbacks to most of the methods of humidifying by evaporation, and the crude method of watering the floor is probably the most harmful of all forms. The method of humidifying which depends on evaporating water outside and forcing air so moistened into the shed has a very limited application, but it might with benefit be extended in order to lessen the temperature in summer. The way in which moisture is added to the air of a shed is of little consequence except so far as it affects the temperature, and this is affected far more by the length and size of the steam-pipes than by the amount of steam infused. Previous to the Cotton Cloth Factories Act, 1889, there was no legal restriction to the amount of humidity. The writer has no personal knowledge of the condition of the sheds at this time, and he has found it difficult to form a correct opinion. It is certain, however, that sometimes steam was introduced to such an extent that it condensed very freely on the walls, pillars, and floors. The air of the shed became over-saturated and consequently hazy. This raising of humidity was done in a very unworkmanlike manner. No attempt was made to find out what conditions were favourable to weaving. It was known that a very dry air was unfavourable, and if a dry east wind was blowing, a large amount of moisture was introduced. When a favourable condition was reached there was no means of recording what this condition was, for such a thing as a hygrometer was practically unknown in a weaving-shed. It seems strange, considering that the degree of dampness of the atmosphere is so important with regard to weaving, that the use of hygrometers had to be forced upon the manufacturers by an Act of Parliament.
[710]
The introduction of moisture artificially does not necessarily mean that the relative humidity of the atmosphere of the shed is being raised above that of the outside air. The temperature of a shed is usually many degrees above the temperature outside, and consequently the air of the shed without any addition of moisture would be much dryer than the air outside. It is not easy to appreciate exactly what the amount of moisture specified by the Act means. It is quite commonly said, on the one hand, that the amount of moisture allowed by it is frequently exceeded under natural conditions in Lancashire, and, on the other hand, that the moisture allowed is greatly in excess of what can possibly be healthy. It may give a clearer idea to compare the average moisture of the air at various temperatures with the moisture allowed by the schedule. For this purpose the readings taken at the Blackburn Observatory for the years 1898 and 1899 have been averaged at the various temperatures.
| Temperatures. | Percentage of Moisture allowed by law in Weaving Sheds at these Temperatures. |
Figures obtained from the Daily Records of the Blackburn Observatory for the years 1898 and 1899. |
|
| Average percentage of Moisture at the different Temperatures. |
Maximum amount of Moisture at the different Temperatures. |
||
| Degrees. | Per cent. | Per cent. | Per cent. |
| 50–55 | 86 | 82.1 | 100 |
| 55–60 | 87 | 81.1 | 100 |
| 60–65 | 88 | 77.4 | 97 |
| 65–70 | 88 | 65.1 | 83 |
| 70–75 | 84.6 | 59.9 | 66.5 |
For practical purposes temperatures below 60° may be neglected, as that temperature is generally exceeded in weaving-sheds. At higher temperatures the moisture allowed in weaving-sheds is considerably in excess of the average moisture of the atmosphere outside, and above 65° the legal limit is very considerably in excess of the highest recorded observation.
It is somewhat difficult to estimate the effect upon health of raising the amount of moisture in the air one breathes. In the case before us the problem is complicated by the fact that the humidified air is only breathed during ten hours of the day, and that the workpeople frequently pass from the artificial to the natural atmosphere. Knowledge gained from the distribution[711] of disease in dry and moist climates must be applied with great caution. The dampness of a locality is frequently due to the damp and waterlogged condition of the soil, in which case there are causes of unhealthiness not in the least comparable with the high humidity of a shed produced by the introduction of steam. Speaking generally, however, there can be no doubt that a dry air is invigorating and a moist air enervating. Probably partly for this reason tubercular diseases, which are dependent so much in their spread upon the loss of vigour of those attacked, flourish more in damp climates. The other class of diseases, which presumably would be increased by excessive humidity, are the different forms of rheumatism and their complications. In the various inquiries that have been made into the health of cotton operatives rheumatism has been complained of as the chief ailment produced by artificial humidity. Frequent changes from a warm, moist atmosphere to a dry, cold one without proper precautions are quite sufficient to account for an excessive amount of rheumatism. This danger is greatly enhanced by the unsuitable and inadequate clothes worn by the operatives. There is little or no reason to suppose that working in an atmosphere which, although moist, is considerably removed from saturation, would of itself conduce to rheumatism.
One of the chief complaints of the operatives in these sheds is that their clothes become damp. It is quite impossible that any moisture can condense on their clothes if the law with regard to steaming is observed. There is, however, the possibility that clothes which have been worn for a long time in weaving-sheds may become permeated with size dust. This dust contains a considerable proportion of deliquescent salts, and clothes upon which it has been deposited would become damp on exposure to a moist atmosphere. Whether or not this is a matter of much practical importance could be settled by a few careful experiments. If clothes do absorb moisture in this way to any extent, it is one more argument in favour of cloakrooms. It also suggests the advisability of the careful brushing of clothes, in order to free them from shed dust as much as possible. Where no cloak-room is provided, clothes are usually hung against walls or pillars. If the walls are outside-walls, and if the pillars act, as they frequently do, as rain-water pipes, the clothes become wet from the condensation of water on these walls and pillars. The absorption of moisture by clothes, due to the hygroscopic nature of wool, is small in amount, and[712] may probably with safety be left out of account. For all these reasons it is extremely desirable that all cotton factories in which the air is artificially moistened should be provided with suitable cloak-room accommodation. The cloakrooms should of course be of adequate size, and properly heated and ventilated.
In considering artificial humidity, it must be borne in mind that the steam is frequently raised from very impure water. It is possible that this fact accounts to some extent for the strong feeling against steaming amongst a considerable section of the operatives. Steam raised from filthy water undoubtedly gives a very disagreeable odour to a shed, and there can be no doubt that it is injurious to the health of the workpeople. This matter has, however, been dealt with, so far as legislation is concerned, by Clause 3 of the Order of 1898, and it only remains now to enforce the Order.
Closely associated with the humidity of the atmosphere of the shed is its temperature and impurity. Particularly is it difficult to separate the effects of high temperatures from those of excessive humidity. The peculiar construction of a shed, with its roof exposed the whole day through to the direct rays of the sun, is of itself sufficient in summer to cause a high temperature. To this must be added the heat developed by the friction of the machinery. It is not then to be wondered at that the temperature becomes sometimes almost unbearable when it is still further raised by the infusion of steam, and by the heat from steam-pipes. It is very probable that most of the complaints of steaming have arisen from the excessive temperature that has been at the same time produced. The effect of the heat of a shed cannot be gauged absolutely by the temperature, but the temperature and the humidity must be considered together. The principal reason why working in a hot, moist atmosphere is uncomfortable and oppressive, is that evaporation of perspiration is checked, and one of the chief means of cooling is lessened. What under other conditions would be insensible perspiration becomes sensible, and general discomfort ensues. An operative in this condition going out into a dry, cool air feels a chill at once. It cannot, however, be said that this condition is brought about solely by excessive humidity, as at the lower temperatures no discomfort is felt. Whatever conclusion is come to with regard to the desirability of allowing the introduction of moisture, there can be no[713] question that every reasonable means should be taken to prevent the temperature being unduly raised in summer.
Although the agitation against steaming has not led to its abolition, it has brought about one of the greatest advances in our factories and workshops legislation of recent years.
The Cotton Cloth Factories Act, 1889, insisted that 600 cubic feet of fresh air should be supplied for each operative per hour. The fact that it was made compulsory to supply a definite quantity of fresh air was in itself an advance, but the amount of air specified by the Act fell far short of what was necessary. Not only was the amount of air supplied insufficient, but no adequate steps were taken to ensure that the fresh air was properly diffused. Moreover, there can be no doubt, that in the form of ventilation most commonly in use, viz., extraction by fans through the roof, there is a large amount of short circuiting. The Committee previously mentioned, which was appointed to inquire into the working of the Cotton Cloth Factories Act, investigated this matter very thoroughly. They found that the mechanical ventilation of sheds under this Act had been productive of some good, although not to the extent expected. Mr Williams, H.M. Inspector of Factories, who acted as secretary to the Committee, and to whom I am indebted for much information, examined seventy-two samples of air taken from weaving-sheds for the amount of carbonic acid contained in them. Thirty-four were taken from “dry” sheds, that is, sheds where steam is not infused, and not as a rule mechanically ventilated; thirty-eight were taken from “moist” sheds, which were ventilated according to the Act. The carbonic acid in the air of the dry sheds varied from .55 to 1.94 parts per thousand, the average being 1.168; that of the moist sheds varied from .68 to 1.59, the average being 1.021. Many anemometer tests were also made, and it was found that there was little correspondence between the amount of air supplied and the purity of the air of the shed at the breathing level. From these experiments, two facts were readily deduced, viz., that the amount of air supplied was too small, and that the anemometer test was not to be relied upon as a test of ventilation. The Committee consequently took a new departure, and made a recommendation, that as a measure of respiratory impurity the carbonic acid gas contained in 10,000 volumes of air in humidified sheds should not exceed 9 volumes. This recommendation was embodied in its main feature in the Order previously quoted. It is difficult to over-estimate the importance of this step. It applies a scientific test to the ventilation[714] of the factory, and at the same time it allows the utmost freedom to the manufacturer in selecting means to attain this standard. Hitherto, openings of certain sizes have been specified for the purpose of ventilation, or the introduction of a certain amount of air has been made compulsory, but no legal notice has been taken of the actual condition of the atmosphere. In this order, then, the most satisfactory and the only scientific method of estimating ventilation has been adopted. The difficulties in the way of carrying it out seem to be gradually being surmounted, and already a standard much higher than the legal one has been attained in many factories.[154] .9 parts per thousand may not appear to some a sufficiently high standard. It certainly is not perfect, but it is probably as high a standard as it is practicable to adopt at present. It has been found in practice that it is generally necessary to introduce more than 2000 cubic feet per head per hour to maintain this standard. On account of considerable variation in the amount of carbonic acid in the air of towns, the administration of the Order has been varied to this extent, that .5 parts of carbonic acid are allowed in the air of a shed in excess of that contained in the air outside at the same time.
Although this regulation with regard to ventilation has only been applied to weaving-sheds into which moisture is artificially introduced, there seems to be no good reason why it should not be applied to all weaving-sheds and to other departments of cotton manufacture. A regulation of this kind can only be carried out in buildings where power is available, but in the near future electric power will be available for every workshop, and then the universal enforcement of some similar regulation will be possible, and would be productive of much good. It seems likely that an indirect advantage will also be gained by the greatly increased knowledge of the efficiency of the various systems of artificial ventilation. The useless and inefficient methods of ventilation will be rapidly weeded out, only the good methods will remain, and a truer perception of the principles of ventilation will be produced.[715] The stimulus given by these Acts to ventilating engineers has already brought about great advances. One extremely ingenious apparatus will deliver enormous quantities of fresh air (250,000 cubic feet per hour), warmed and moistened as required, into a room at one single point, and diffuse it over an area of 8000 square feet without causing a draught. By this means one of the principal objections to all other methods of ventilation on the plenum system is overcome, for the air is introduced directly without the interposition of distributing ducts.
Compared with the workrooms of most other trades, cotton-weaving-sheds must be considered to be well ventilated, and when the regulations have been thoroughly enforced, these sheds will have few equals amongst workrooms judged by the amount of respiratory impurity. There are, however, other atmospheric impurities that are not dealt with in so satisfactory a manner. It is found to be quite impossible, with any of the apparatus at present in use, to keep the amount of carbonic acid within the legal limits when the shed is lighted with gas. To do this it would be necessary to increase the amount of fresh air introduced to an enormous extent. The only practical solution of this difficulty, and one that is urgently called for, is the substitution of electricity for gas for lighting purposes. Such a substitution frequently leads to a positive saving of money.
There is one form of atmospheric contamination that mechanical ventilation has in some instances made worse. The sanitary conveniences are frequently built so as to be in direct connection with the shed, and any system of ventilation depending on extraction increases the amount of air supplied to the shed through these offices. The remedy in all such cases is complete disconnection of the sanitary conveniences by means of an open space.
No ventilation is satisfactory which does not reduce the amount of dust as well as the gaseous impurities in the atmosphere. The dust floating in the air of a weaving shed is very variable both in its quantity and in its composition. In a shed where no size is used (very rare) the dust consists entirely of cotton fibre. On the other hand, where size is used, it enters very considerably into the composition of the dust floating in the atmosphere. Size consists mainly of starch, china clay, tallow, and various deliquescent salts, the principal one being magnesium chloride. A certain amount of zinc chloride is put into the size to delay or prevent the growth of mildew. One would anticipate that the different constituents of size would vary considerably[716] in the readiness with which they diffuse through the atmosphere, and this is so to some extent. For instance, analyses made by Dr Dupré showed that zinc chloride, although largely used in sizing, is not found in the dust of sheds. This is of considerable importance, as chloride of zinc is the only constituent of size which is chemically irritating. On the other hand, contrary to expectation, it was found that the insoluble mineral matter (china clay) was present in as large a proportion on the shafting at considerable heights as in the dust on the floor. The composition of the dust examined by Dr Dupré varied somewhat, but roughly speaking, 50 per cent. of the dried dust was insoluble mineral matter (china clay), 30 per cent. insoluble organic matter (cotton), 15 per cent. soluble organic matter (starch), and 5 per cent. soluble mineral matter (principally chloride and sulphate of magnesium).
The amount of dust in the atmosphere of a shed is determined partly by the amount of size used and the quality of the cotton, but also to a great extent on the efficiency of the ventilation and the degree of moisture in the air. That the infusion of steam would lessen the amount of dust in the air was first inferred and afterwards proved by experiment. A large amount of moisture in the air may cause a more ready precipitation of dust, but its principal action is probably in preventing the liberation of dust from the yarn during the process of weaving. Mr Osborn, in his evidence before the Parliamentary Committee previously referred to, said that sheds are now freer from dust than they were, and this he attributed to more careful sizing. Mr Williams made several comparative tests of the amount of dust in sheds when moisture was being introduced and when not. He found invariably that the infusion of steam lessened the amount of dust. The following are the averages of his experiments:
| No. 1 Position. |
No. 2 Position. |
No. 3 Position. |
No. 4 Position. |
No. 5 Position. |
|
| With infusion of steam | 26¹¹⁄₁₈ | 25 | 25 | 26½ | 38¼ |
| Without „ „ | 43⅙ | 40⅓ | 36½ | 45½ | 43½ |
These figures represent the number of particles of dust deposited on six square millimetres in five minutes.
The dust in the atmosphere is undoubtedly lessened by ventilation, unless this is of such a nature as to disturb the dust that has already settled. The most efficient method of ventilation for reducing the dust in the air would certainly be extraction from beneath[717] the looms. The dust of a weaving-shed is not, however, of a specially irritating nature, and although injurious, is not of sufficient importance for the whole system of ventilation to be devoted to its removal. Apart from the extraction of air downwards, so that the dust is drawn directly away from the breathing level, there does not seem much to choose between the various forms of ventilation in this respect.
The cleanliness of the floors and shed generally must have a considerable effect upon the amount of floating atmospheric impurity. As a general rule, the floors are very dirty. They are never washed (with a few rare but very pleasing exceptions), and are seldom brushed thoroughly. Such a condition of things lends itself readily to the spread of infectious diseases. It seems particularly serious with regard to phthisis. Phthisical sputum must often remain on these floors undestroyed until much of it has become pulverised, and distributed in the air of the shed. It would undoubtedly greatly improve the health conditions of weaving-sheds if proper steps were taken to keep the floors clean. An improvement of this kind is not limited in its benefits to the direct results, but it has a very distinct influence upon the habits of the persons employed.
There is, as the evidence given before the various inquiries shows, a great difference of opinion as to the healthiness of cotton manufacture. It is difficult to come to any absolute conclusion from examination of these opinions, and by examination of the physical conditions to which the workpeople are subjected. One therefore turns naturally to the vital statistics bearing on this question, in the hope that they will afford some absolute and indisputable indications. It must, however, be acknowledged that when all the available statistics have been examined, the inferences that can be drawn are not by any means definite. There are many reasons for looking on trade statistics with some suspicion. Most of these reasons are very carefully reviewed, and allowed for as far as possible by Dr Tatham in the supplement to the Fifty-fifth Annual Report of the Registrar-General. It is only necessary to see the enormous death-rate of the persons classified as unemployed to understand how this class is probably greatly swollen by those who have broken down in their various occupations. It is very doubtful if under any circumstances trade mortality statistics can be altogether relied on. There is always the possibility that the occupation followed at the time of death is not the one that has really hastened or caused death. A person after some years working in an unhealthy trade finds it necessary to change his[718] occupation because his health is failing. At death he is classed in the trade he was last engaged in, although this trade has had no effect in causing his death. Again, arduous and unhealthy occupations act as a selective agency, none but those of a certain physical fitness engaging in them. It is difficult, too, to separate the influence of a trade from that of its surroundings. Whether a trade is carried on in crowded, badly built towns, or in the country, will modify the trade statistics considerably. These facts make it desirable in gauging the healthiness of a trade to look outside trade statistics. It is sometimes possible, where a large proportion of the inhabitants of a district are engaged in one particular branch of industry, to gauge the healthiness of this industry by examining the health statistics of the district as a whole. If the persons employed in this industry have a peculiar age distribution it is possible to get a more accurate estimate. These conditions are fulfilled to a peculiar degree in the town of Blackburn. Out of a population of 120,064 at the 1891 census, no less than 37,755, or 31 per cent., were employed in the cotton industry. Any marked unhealthiness of the trade should show itself, although perhaps not very distinctly, in the general mortality. This of itself would be of little help but for the peculiar distribution of the cotton operatives in age periods. The accompanying table illustrates this point clearly:—
DEATH-RATE FOR ENGLAND AND BLACKBURN, 1889–1898.
| Age Period. |
Males. | Differences expressed as percentages. |
Females. | Differences expressed as percentages. |
Percentage of population of Blackburn in the Cotton Industry. |
|||
| England. | Blackburn. | England. | Blackburn. | |||||
| Per cent. | Per cent. | Males. | Females. | |||||
| 15–25 | 4.72 | 5.14 | + 8.9 | 4.42 | 4.72 | + 6.7 | 48.3 | 70.3 |
| 25–35 | 7.05 | 6.71 | - 4.8 | 6.48 | 6.96 | + 7.6 | 39.0 | 52.1 |
| 35–45 | 11.89 | 14.60 | +23.6 | 10.03 | 13.05 | +29.1 | 31.4 | 34.8 |
| 45–55 | 19.32 | 26.05 | +34.8 | 14.89 | 18.82 | +27.0 | 27.4 | 19.7 |
| 55–65 | 35.47 | 51.42 | +44.9 | 28.83 | 43.46 | +50.7 | 21.8 | 9.3 |
| 65 & upwards |
98.56 | 117.22 | +18.9 | 88.88 | 95.08 | + 6.9 | 13.2 | 3 |
| At all Ages |
20.58 | 23.82 | +15.7 | 18.20 | 19.51 | +7.2 | 26.8 | 33.1 |
Any excessive mortality amongst the cotton operatives should show itself distinctly at those age periods in which the operatives preponderate. It may be argued that the bad effects are not felt until the later age periods, but it is difficult to believe that injurious conditions to which all alike are exposed would produce increased[719] mortality at the later ages, and not affect the mortality of the earlier ages. It will be seen that 82 per cent. of the cotton operatives employed in this town are under the age of thirty-five, and it is at the age periods below 35 that the mortalities compare most favourably with those of the country as a whole. The only conclusion, then, that we can draw from the general mortality figures of Blackburn is, that the cotton industry has no influence in raising the mortality of the town as a whole, at any rate as far as the lower age periods are concerned.
With the reservations previously mentioned the trade statistics may be profitably considered. The trade mortality statistics in this country are compiled almost entirely in the office of the Registrar-General under the supervision of Dr Tatham. Although the statistics published by the Registrar-General are extremely valuable, there are many local problems on which little light is thrown. The Medical Officer of Health and others, to whom these problems are of the greatest importance, have no chance of investigating them, owing to the meagreness of the information published in the census returns. The age distribution of the persons engaged in the various occupations is not given, and many trades very dissimilar in their working conditions are grouped together. The necessary information should be forthcoming in one way or another. If details with regard to the age distribution of the persons engaged in the various occupations would make the census returns too bulky, then any local authority should have access to the census enumeration books, in order to extract whatever information they need. Fortunately the writer has had access to the enumeration books of the town of Blackburn, and in consequence he has been able to prepare special statistics. The following tables have been extracted from the Supplement to the Fifty-fifth Annual Report of the Registrar-General:—
Mean Annual Mortality of Males for the years 1890, 1891, and 1892, engaged in the Cotton, Flax, and Linen Manufacture of Lancashire at successive periods of life.
| 15 to 20. | 20 to 25. | 25 to 35. | 35 to 45. | 45 to 55. | 55 to 65. | 65 and up. | |
| Cotton, Flax, and Linen Manufacture, Lancashire |
3.73 | 5.96 | 7.13 | 13.38 | 25.11 | 55.06 | 168.55 |
| All Males | 4.14 | 5.55 | 7.67 | 13.01 | 21.37 | 39.01 | 103.56 |
| All Occupied Males | 2.55 | 5.07 | 7.29 | 12.43 | 20.66 | 36.66 | 102.32 |
[720]
Mortality Figures of Males, 25 to 65 years of age, for Certain Diseases among the following Groups of People, for the years 1890, 1891, and 1892.
Key to table:
| A | B | C | D | E | F | G | H | I | J | K | |
| All Males | 1000 | 13 | 7 | 192 | 24 | 102 | 88 | 107 | 29 | 26 | 102 |
| All Occupied Males | 953 | 13 | 7 | 185 | 23 | 97 | 88 | 105 | 27 | 25 | 82 |
| Occupied Males:— | |||||||||||
| London | 1147 | 18 | 7 | 277 | 28 | 97 | 127 | 110 | 30 | 25 | 88 |
| Industrial Districts | 1248 | 19 | 8 | 223 | 27 | 122 | 154 | 178 | 32 | 32 | 108 |
| Agricultural „ | 687 | 7 | 6 | 135 | 18 | 73 | 37 | 55 | 24 | 21 | 63 |
| Cotton Manufactures, Lancashire |
1176 | 9 | 10 | 200 | 32 | 116 | 159 | 172 | 27 | 35 | 123 |
| Unoccupied Males | 2215 | 23 | 2 | 448 | 37 | 191 | 84 | 135 | 53 | 39 | 630 |
It is at once apparent on examining the tables that the death-rates of the cotton operatives at the lower age periods is not excessive, when one considers that the majority of them live in large and crowded centres. The death-rate from phthisis is little above that of all males throughout the country, and is much below that of occupied males in London or in the industrial districts. One striking feature, however, is the high mortality from bronchitis and pneumonia. The mortality from rheumatism and heart disease is also considerably above that of other classes of the population. These are the diseases which one would expect to be increased in persons subjected to sudden changes of temperature and humidity. The mortality figures published by the Registrar-General referring to the two periods, 1880–1882 and 1890–1892, are very instructive when compared. Two of the most striking features of these figures are the decrease of phthisis and the increase of bronchitis and pneumonia in the second period as compared with the first. The phthisis deaths amongst the cotton operatives of Lancashire were 25 per cent. of the total deaths in the years 1880–1882; the percentage had decreased to 19.6 in the years 1890–1892. On the other hand, the percentage of deaths from bronchitis and pneumonia increased from 25 per cent.] to 29.7 in the same period. The inferences that one might draw from these figures are rendered less positive by the fact that a change similar, but not so marked, took place throughout England. The small amount of phthisis amongst the cotton operatives in the second period compared with the first is certainly remarkable, the decrease being much greater than in the[721] whole country. Improved ventilation following on the 1889 Act may have had some effect, but it seems likely that there has been some change in death certification, and that some deaths which formerly were returned as phthisis are now returned as bronchitis and pneumonia.
DEATH-RATE AMONGST THE DIFFERENT DEPARTMENTS OF THE COTTON TRADE IN BLACKBURN,
For the Years 1889–1899.
| Weavers. | Spinners. | Winders and Warpers, etc. | Card-room Hands. | Whole Borough. | |||||||||||
| Age Period. |
Phthisis. | Lung Diseases other than Phthisis. |
All Causes. |
Phthisis. | Lung Diseases other than Phthisis. |
All Causes. |
Phthisis. | Lung Diseases other than Phthisis. |
All Causes. |
Phthisis. | Lung Diseases other than Phthisis. |
All Causes. |
Phthisis. | Lung Diseases other than Phthisis. |
All Causes. |
| 15–25 | 1.14 | .48 | 4.2 | 1.65 | .94 | 6.1 | 1.48 | .84 | 5.3 | 1.28 | .52 | 4.7 | 1.19 | .80 | 4.8 |
| 25–35 | 1.72 | .86 | 5.2 | 2.48 | 1.90 | 6.6 | 2.90 | .65 | 7.4 | 2.03 | .62 | 5.9 | 1.31 | 1.20 | 6.7 |
| 35–45 | 2.11 | 2.59 | 11.0 | 3.09 | 2.90 | 11.8 | 2.30 | 3.05 | 11.2 | 2.96 | 2.47 | 12.3 | 2.21 | 3.10 | 13.6 |
| 45–55 | 1.88 | 5.29 | 16.1 | 2.94 | 11.78 | 31.5 | 1.64 | 7.28 | 23.4 | 3.95 | 10.37 | 21.7 | 1.76 | 6.32 | 21.6 |
| 55–65 | 3.75 | 20.22 | 56.5 | .61 | 21.94 | 43.8 | 1.28 | 14.18 | 43.8 | ... | 10.97 | 42.3 | 1.43 | 14.67 | 45.6 |
| 65 and upwards |
1.45 | 61.81 | 205.8 | 3.95 | 73.12 | 261.2 | 5.92 | 53.35 | 201.6 | ... | 69.93 | 181.8 | .47 | 27.65 | 105.1 |
[722]
The conclusion to be drawn from the Blackburn figures is that weaving in that town is somewhat healthier than the other cotton occupations, and in this connection it must be remembered that “steaming” is practically confined to weaving-sheds. If one could go more deeply into this subject, it might probably be shown that some of the disparity in the death-rates of weavers and spinners in Blackburn is due to the classes of people from which they are drawn. From all these figures it may be deduced that the cotton trade has little or no harmful effect as compared with most other trades at the earlier age periods. After the age of fifty-five the death-rate becomes enormous. There is, however, only a very small number of cotton operatives over the age of fifty-five. Failure of eyesight generally makes it necessary for them to give up this work and find some other employment before reaching this age. It seems almost certain that the very large death-rates at the ages of fifty-five to sixty-five, and sixty-five and upwards, are due to a great extent to a difference in the manner in which the census returns and the death returns are made.
As this article shows, much has been done by legislation to make the cotton trade healthy. There still, however, remains much to be done, not only by further legislation, but by the operative himself, in shaping his conduct on reasonably healthy lines. For instance, there is nothing more desirable than the provision of good cloakrooms, sufficiently large, well-warmed and ventilated, and constructed in such a way as to be a real convenience; but these are of little use unless the operatives make proper use of them, and provide themselves with clothes sufficiently warm to protect them against the sudden and severe change of temperature that they are subjected to. The cotton operative is extremely neglectful in this matter of clothing, and to this fact is probably due much of the ill effect put down to steaming.
The further improvements that suggest themselves as likely to be most beneficial are:—
(1) The extension of the regulations with regard to ventilation to all weaving-sheds and to other departments of the cotton industry.
(2) The substitution of electricity for gas for lighting purposes.
[723]
(3) The enforcement of proper cleanliness, particularly with regard to the floors of weaving-sheds.
(4) The provision of cloakrooms and lavatories.
(5) The complete disconnection of all sanitary conveniences from the workrooms by means of an open space.
James Wheatley.
[724]
The transformation of rabbit skins into felt hats is one of the most interesting of the many wonderful metamorphoses brought about by the manufacturer. Of a long series of acts and processes by which this transformation is effected, one of the earliest is the removal by the “fur-puller” of the long, coarse hairs from the rabbit skin. What is left after these have been removed is the short close fur which, after it has been separated from the pelt, is alone used by the felt-hatmaker. The hair plucked off by the fur-puller is the Rabbit Down, a waste product regarded as of little value, sold for 1½d. to 3d. a pound, to be used principally for stuffing cheap bedding, and largely bought by mining companies for the miners to lie upon while working the coal seams.
The fur-puller plucks off these long hairs by means of a special knife pressed against the thumb, which is protected by an indiarubber shield. She sits on a low bench before a wooden trough, the rabbit skin stretched over her knee, held fast at one end between knee and trough, and grasped at the other by the left hand. A pile of skins is on the floor on either side of her, and very rapidly she “pulls” each skin in succession, passing it over from the “unpulled” to the “pulled” heap. The wooden trough is for the reception of the “down,” and receives the greater part of it, but it is so light that it flies everywhere, covering the worker’s hair and clothing till all is one uniform grey; it floats in the air and rests thickly on every ledge and beam, the floor too, being carpeted with it.
No description can convey any adequate impression of a fur-pulling room, whether it be occupied by 1 or 50 workers—the universal grey, the haze of floating hair, the sickly, disgusting odour of uncleaned skins—it must be seen, felt, and smelt, to be understood.
Not infrequently the pulling-room in a factory or workshop is used at the same time as a drying-room and store-room,[725] and the skins hang in rows suspended from the ceiling, adding an almost overpowering stench to the other unpleasant conditions. The rabbit skins, when delivered to the worker, have usually undergone no preparatory or purifying process, but are as they were received from the dealer. Before they can be pulled, they must be “opened,” that is, smoothed out and dragged into shape, scraps of fat or clotted blood cut and scraped off, and the skin turned fur side out and laid flat. In some of the larger works, women are employed as “openers” only, and from them the skins pass to the “pullers.” In most cases the pullers open the skins themselves. Fur-pullers and openers belong to the poorest class of women. The dirty and repulsive nature of the work, and the low scale of wages, attract none but those who, for one reason or another, can get no other employment. The trade is dying out, very few young women and girls are found in it, and none will learn it; they go rather to the jam or fancy box factories, or any of the numerous unskilled occupations open now to girls. The fur-pullers are chiefly old women, or middle-aged women in distress. The wages vary according to the class of skins, and according to whether the puller works at home or in the workshop, and whether she opens the skins herself; they range from 1s. to 2s. the “turn” of 60 skins. The knife costs 8d., and must be constantly ground: the rubber shield costs 3d. and 4d., and lasts but a few weeks.
Machines are taking the place of hand-pulling to a certain extent, but the chief part of the work is done in Belgium, where men do the pulling for a low wage. The manufacturer here finds it cheaper to pay the carriage of British rabbit skins to Belgium and back, than to have them pulled in England. Fur-pullers are, as a class, irregular workers; and being paid by the piece, the employer has no hold upon them. They seldom work more than four days in a week; not because there is no work for them, but because intemperate habits prevail, and home cares provide other occupations on Monday and Saturday. When the workers in any industry are drawn only from that class whose standard of life is the very lowest, when insufficient food and clothing and all the other sad accompaniments of deep poverty have made their mark upon them, it is almost impossible to point to any one physical condition as a result of their occupation. Hoarseness, cough, and a bronchitic condition are common among fur-pullers; such are also observed in the old and middle-aged women of the same class who are not fur-pullers. One would certainly expect to find evidence[726] among them of suffering caused by inhaling the down present in the air of the workrooms; but, except for occasional complaints that “it stuffs up the chest,” most of the workers consider fur-pulling a healthy occupation. It may be that the fur being so fine and light is not inhaled; the danger is probably more to be found in swallowing it, and symptoms of ill-health arising from this are, from their nature, not easily discoverable, and must be related by the sufferer; but the poor fur-pullers look with suspicion on any inquiry touching their health, fearing that they may be deprived of their work, which, although they say it is not worth the doing, is all they have.
If the occupation is dirty and disgusting even in a factory and workshop where rooms are specially set apart for it, it is, when carried on at home in a little living room, indescribably offensive and horrible. In 1897 the terrible condition of the homes of the fur-pullers in South London was described in the Press. Since then matters both inside and outside the factories and workshops have been improved, although much remains still to be done. In consequence of recommendations made in 1897 by the Departmental Committee appointed to inquire into the conditions of work in wool-sorting and other kindred trades, fur-pulling was added by Order of the Secretary of State in March 1898 to the Schedule of Trades in which occupiers must keep lists of out-workers’ names and addresses; and by another Order the taking of meals in fur-pulling workrooms, or remaining during the time allowed for meals in such places, was prohibited. By these means greater control has been exercised by sanitary authorities and the Factory Department over fur-pulling, both as a home industry and in factories and workshops, and one of the greatest risks to health, the taking of meals in the workrooms, removed. In the absence, however, of any legal obligation upon an employer to provide other accommodation for employés whom he is bound to exclude from their workroom during their dinner hour, those poor creatures whose homes are at a distance are turned out into the streets, and in bad weather run a risk scarcely less than that from which the legislature sought to preserve them—the risk to health of cold and wet.
Much more than has yet been attempted might be done to improve, by specially applied ventilation, the condition of fur-pulling rooms in factories and workshops. The drawing away of the pulled hair from the worker in a downward direction by means of a properly constructed flue under the troughs, and an[727] extracting fan, would seem to be practicable, and the down could be collected outside in a receptacle for the purpose. But pulling is not a process that pays; and although many occupiers have provided better rooms than formerly, and more attention is paid to general ventilation, to sweeping and cleaning, to warming in winter, and other matters affecting the health and comfort of the workers, a pioneer has yet to be found who will revolutionise the industry by applying to it a really effective dust-extracting system of ventilation—and this will require some considerable sum expended on it.[155]
Rose E. Squire.
[728]
Caisson disease, or compressed air illness, is a product of modern civilisation. It seizes labourers who are engaged in sinking mines, in excavating the beds of rivers to obtain a foundation for the piers of bridges, and in tunnel making. A caisson is a cylinder composed usually of iron plates riveted together to form a shaft, which, in the case of bridge building, is sunk into a river, for example, so that its open mouth shall rest upon the bed of that river. Down this shaft, when it is properly closed at the top by a perfect fitting diaphragm, men descend, air having been previously driven in under considerable pressure to drive the water out at the bottom of the cylinder and to keep it out. The workmen enter and leave the caisson by a chamber or “lock” close to the diaphragm at the top. The length of the caisson shown in the diagram made for me by Mr Huntley, engineer at the Redheugh Bridge on the Tyne, is 90 feet, and at the time this drawing was made the men were working 77 feet below high-water level mark. In building a caisson it is the lower part that is made first. Thirty feet of circular iron plates are riveted together, care being taken to make the bottom bell-shaped. Before this unfinished caisson is lowered on to the bed of the river, there is placed outside of it a larger cylinder, and the two are united at the rim of the bell-shaped expansion. The space between the two cylinders is filled with cement. Successive lengths of twenty feet of cylinders are added, and subsequently the air lock, or the chamber by means of which men enter and leave the caisson. Two men work as a rule in each caisson, but this number varies with its size. In the lock there is an inner as well as an outer air-tight door, both of which open towards the interior of the[730] caisson. When a labourer has to enter the cylinder that is filled with compressed air, he passes into the workman’s part of the lock by the door A (see Diagram); the other door, B, which opens into the main shaft, is at this time perfectly closed, and kept thus by the great pressure within the caisson. Once he is in the lock and door A closed, also the outlet cock C, the inlet cock D is gradually opened. By degrees the compressed air of the cylinder escapes into the lock, and when the pressure inside the lock comes to equal that inside the cylinder, door B opens of itself. The labourer now enters and descends the internal cylinder by means of a ladder to his work on the bed of the river. On leaving the caisson the process is reversed. The men, while working inside the caisson, shovel the soil and stones into large iron buckets which, when filled, are raised by a chain wound by an engine outside the cylinder. This chain passes through the “material” part of the lock, the sliding doors and cocks of which are moved by men outside who operate very quickly. As the excavation proceeds, the cylinders sink by their own weight and require new lengths to be added, bars of pig-iron being thrown into the space between the external and internal shafts so as to favour the sinking of the caisson.
[729]
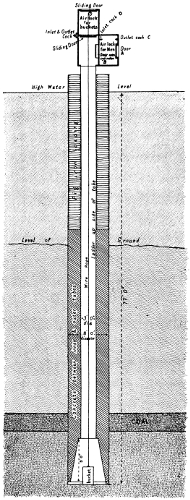
Fig. 73.—Section of Caisson used in rebuilding Redhough Bridge, Newcastle-upon-Tyne.
It was a French engineer, M. Triger, who first employed caissons in order to reach a bed of coal that lay underneath the River Loire. Subsequently he used them for boring wells and fixing piles for bridges. From the first day on which caissons were used, the workmen have complained of pains in their ears and joints. In making the Blackwall Tunnel, several of the men were ill. Dr Snell, the surgeon to the Blackwall Tunnel, has embodied his experience in an excellent monograph. It is to MM. Pol and Watelle we are indebted for the earliest account of the pathological effects of compressed air upon men working in a mine at Douchy in France. Of 64 workmen exposed to the influence of compressed air, 47 stood the work well, 25 gave up their employment, and 2 died. The risks incurred are not so much when the men are at work in the caisson as on entering or leaving it, i.e., when they are passing through the lock undergoing compression before entering the cylinder, or coming out through the lock and undergoing decompression. Of these two, decompression is the more dangerous. If this is not accomplished slowly, the individual may not only experience very unpleasant symptoms, he may become the[731] subject of permanent ill-health. It is because, in our daily life, the ordinary atmospheric air is pressing upon us equally all round that we are unconscious of the 15-lb. pressure to the square inch exerted upon our bodies, also that when we dive under water we are unaware of any superincumbent weight. Engineers have utilised knowledge of these facts, and have tried to imitate nature by subjecting men to pressure equal to two, three, or four atmospheres, or in other words to weights equal to 30, 45, or 60 lbs. to the square inch.
In this country caissons were first made use of by Hughes in 1851 to make a bridge at Rochester over the Medway. Brunel subsequently employed them at Chepstow and at Saltash. At Saltash one of the men died shortly after emerging from the caisson, wherein he had been working at a depth of 87.5 feet below the surface, and under a maximum pressure of 40 lbs. During the building of the bridge of Kaffre Azzyat over the Nile in 1859, five Arabs died from the effects of compressed air. Blood issued from their mouth, nose, and ears. These men had been working at a depth of 85 feet below high-water level mark, and under a pressure of 34 lbs. to the square inch. For several years now, wherever an important bridge has had to be built, caissons have been used. It was thus that the foundations were obtained for such structures as the railway bridge across the Rhine at Strasburg, the Forth Bridge, and the Suspension Bridge at Brooklyn, New York. Descriptions of the illnesses that occurred among the workmen engaged at the Forth Bridge, and at Brooklyn, have been embodied in monographs by Dr James Hunter, in his M.D. Thesis for Edinburgh University, and by Dr Andrew Smith of New York. At the Brooklyn Bridge the pressure varied from 18 to 36 lbs. to the square inch above that of the atmosphere, and the caissons were lighted by gas. Ventilation of the cylinders was attended to as far as possible, but, notwithstanding this, the air frequently contained as much as 0.3 per cent. of carbonic acid as against 0.06, which is regarded as the maximum for a well-ventilated space. Into the caissons 150,000 cubic feet of air had to be pumped every hour to satisfy the respiratory requirements of the labourers. The men worked in two shifts of four hours, separated by a period of rest for two hours, but as the cylinders sank deeper and deeper the working time had to be correspondingly diminished. Dr Smith treated 110 cases of compressed air illness, of which three proved fatal.
In the following brief account of the signs presented, and the[732] symptoms complained of by one of the patients who was under my care in the Newcastle Infirmary, will be found a recital of the details of caisson disease. The man was a sinker, forty-five years of age. He was working in the caissons at the Redheugh Bridge close to the Infirmary, 77 feet below high-water level mark, at a pressure of 31–35 lbs. to the square inch. On leaving work one day he felt numb in his legs, became sick and vomited; shortly afterwards he became giddy and fell to the ground unconscious. His comrades carried him home, where he lay for twelve hours in a state of unconsciousness. When he came to himself he complained of pains all over his body, incomplete loss of power in his legs, headache, and buzzing in his ears. Next morning on getting out of bed his nose began to bleed, but as epistaxis is common among sinkers, he thought lightly of the matter and attempted to go to work. He again lost consciousness for a brief period, and it was in this condition that he was brought to the Infirmary. Subsequently he complained of severe pains all over his body, difficulty of breathing, a feeling of sickness, and profuse perspiration; the pulse was slow and full, there were muscular rigidity, loss of power in his legs, and deafness. The urine was free from albumen and sugar. During the day there was occasionally delirium of a noisy character. Heart, lungs, liver, and spleen seemed healthy. When a few days afterwards the symptoms which have already been detailed had subsided, and the patient attempted to walk, it was observed that there was considerable staggering, and that he tended to fall forwards. On examining his blood microscopically, nothing abnormal was detected beyond the fact that the coloured cells were slightly paler than usual, and did not form rouleaux properly. It was several weeks before patient could walk well, also before he lost the noises complained of in his head, and that his hearing was perfectly restored. During his stay in the Infirmary he had spitting of blood on a few occasions.
At the Forth Bridge, Hunter found that several of the men who worked in the caissons suffered from bleeding at the nose. It is gratifying to know that not one of his cases of compressed air illness proved fatal. The men worked under a pressure of from 15 to 34 lbs. above that of the atmosphere, and from four to six hours at a stretch, but as the caissons sank this was found to be too long. It was observed that the men suffered most in their general health when the soft silt in the bed of the river containing decomposing organic material was being removed.
[733]
One of my clinical clerks[156] volunteered to enter a caisson. He observed that the candles burnt more quickly in compressed air than in the ordinary atmosphere, and that as a consequence there was much more smoke. His breathing was at first quickened (40 respirations instead of 16 to the minute), while in the case of Mr Huntley, the engineer who accompanied him, and who was accustomed to the position, the respirations were only 20 to the minute. The pulse-rate was also quickened. Mr Fawcus experienced very unpleasant sensations in his ears, which gradually abated when he swallowed air, and thus inflated the middle-ear through the Eustachian tube. He could speak easily enough, but he could not whistle. There was no difficulty of breathing, although the pressure in the cylinder was 41 lbs. to the square inch; nor was there any sense of fatigue, but rather a feeling of fitness. Another of my students on emerging from the caisson had bleeding at the nose, severe earache and faceache. Pain and unpleasant sensations in the ears are complained of by nearly all on emerging from a caisson for the first time. The pain is apparently a mechanical effect, and is the result of the drum of the ear being forcibly driven in by the compressed air; for when a workman has acquired the faculty of swallowing air and passing it from his throat up the Eustachian tube into the middle-ear, so as to equalise the pressure, the sensation is no longer felt. Under these circumstances, it is unwise for any person who is suffering from a cold in the head or naso-pharynx to enter a caisson. The conditions inside the caisson are unnatural. As the whole body is subjected to an enormous pressure, men can only work therein for a short period at a time. It is a well-known fact that in the ordinary affairs of our daily life, some of our best work is done when we are working under mental pressure; and while the simile does not actually hold good of comparing mental with physical work, also of comparing physical work done under normal and abnormal pressure, yet experience shows that in the caisson the workmen, instead of feeling any bad effects from the compressed air, are so buoyed up by it, that in a given time they do far more and much harder work than when they are on the surface. Besides, as they are unconscious of putting forth extra effort, they do not feel fatigued, they perspire freely, and are apt to rub themselves incautiously, thus causing skin eruptions. Just as candles burn with greater rapidity inside the caissons, so too, it would appear, are the vital processes in the workmen quickened, disintegration[734] of their tissues hastened, and the functions of the eliminating organs heightened. This simply means that all round more work is done by, and more waste formed in, the human body. Unless a caisson suddenly ruptures, as occurred a few years ago in France, the men when working inside run very little danger. It is on emerging from the cylinder, i.e., when he has undergone decompression, that the workman runs the risk of becoming giddy, and of being unable to stand, of having temporary paralysis of the legs, of experiencing muscular pains, called “bends,” all over his body, but particularly in legs and back, of suffering from bleeding from the nose, ears, and lungs, or of becoming unconscious.
That pressure per se plays a part in the production of the symptoms is shown by the fact that as the caisson sinks and the internal pressure is correspondingly raised, the men suffer correspondingly. On the Tyne the men always suffered more when the pressure inside the cylinder was increased so as to keep pace with the rising tide. The condition of the air inside is also of importance. As more smoke is given off by the candles, and the men work harder inside than outside the caissons, the air is rendered very impure. At the Brooklyn Bridge each man was supplied with 1000 to 3000 cubic feet of air per hour, and yet the air inside the cylinders contained as much as 0.3 per cent. of carbonic acid as against 0.06, which is considered a healthy average. It is desirable that the workmen should have not less than 6000 cubic feet of air per hour. At the bridge on the Tyne, where my patients worked, 3000 cubic feet of air per hour were at first supplied to the workmen, but after their breakdown in health, this amount was raised to 5000.
It is difficult to say what amount of atmospheric pressure men can endure with safety. With the object of throwing light upon this subject, experiments have been conducted by Hersent, a French engineer at Bordeaux, and also by Dr Lepine. Hersent tried the effects of compressed air both upon dogs and men. Some of the dogs on leaving the caisson, others the day after having undergone decompression, became paralysed in their limbs. Men similarly treated suffered from severe pains in their limbs and itchiness of their skin. Lepine experimented with guinea-pigs and rabbits. When these animals had undergone rapid decompression after exposure to the influence of compressed air, they became paralysed in their hinder extremities, convulsions supervened, followed by death in a quarter of an hour. On making a post-mortem examination of the bodies, the central canal[735] of the spinal cord was found to be distended by gas which had torn its way into the canal. There were also gaseous bullæ around the blood-vessels of the spinal cord. Several of the small arteries were torn and had bled. In one case where the animal died on the thirteenth day after exposure to compressed air, followed by rapid decompression, Lepine found foci of softening in the anterior horns of grey matter of the spinal cord due to gaseous emboli and to hæmorrhagic infarction or rupture of blood-vessels.
There is a very great tendency for grave accidents to be produced in man when the pressure in the caissons exceeds four to five atmospheres. The greatest risk occurs when the workmen are coming out of the cylinders and are in the lock undergoing decompression. If decompression is effected suddenly, harmful or even fatal results are likely to ensue. One minute for every three pounds of pressure is the time usually given for decompression, or five minutes for each atmosphere, but it is obvious that the longer the labourers are in the caissons and are exposed to very high pressure, the greater is the probability of a larger amount of gas being dissolved in the blood and the greater the time therefore required for decompression.
A caisson has been known to burst. This causes the most sudden decompression possible. It is almost always a fatal accident owing to the rapid disengagement into the tissues of the nitrogen gas of the atmosphere which had been dissolved in the blood of the workmen under very great pressure. Death is often preceded by convulsions. If the workmen rally, their legs are found to be paralysed; this loss of power may be temporary or permanent.
Three theories have been brought forward to explain compressed-air illness: (1) carbonic acid poisoning; (2) mechanical congestion of internal organs; (3) increased solution by the blood of the gases in the cylinder and the sudden liberation of these gases from the blood into the tissues during decompression.
If caisson disease were due to carbonic acid poisoning, we would naturally expect the symptoms to show themselves during the time the men are working in the cylinder, and not after they leave it. Dr Andrew Smith of New York believes that the illness is the result of mechanical congestion, especially of the brain. In several of the men who died the membranes of the brain were found to be deeply congested, a pathological condition that doubtless contributed to the fatal termination.
My own opinion is that caisson disease is due to an increased solution of gases in the blood and sudden liberation of them.[736] The amount of gas capable of being dissolved by a liquid is, as Dalton showed, proportional to pressure. This law holds good for the workman in the caisson. Since under the influence of compression more gas is dissolved in the blood, the excess has to be liberated during the act of decompression. If this is done quickly there is an escape of bubbles of gas from the blood as it circulates through the capillaries in the spinal cord and elsewhere. When Paul Bert, a French physiologist, exposed animals to the influence of compressed air and quickly decompressed them, several of them died suddenly, and at the autopsy free gas was found in the blood and in the right side of the heart. Other animals were paralysed, and in them bubbles of gas were found in the spinal cord, while the subcutaneous tissue was at places emphysematous or filled with air. As to the nature of the gas found in the blood and tissues it is impossible to speak with certainty. It is probably nitrogen, for this gas is the largest constituent of atmospheric air, and it is perfectly passive, so that any effect produced by it would be purely mechanical. If we regard caisson disease as due to the liberation of gases dissolved in the blood during too rapid decompression, we have an explanation of such a circumstance as that of workmen taking ill shortly after they emerge from the lock, also the benefit which they receive by being put back into the cylinder and of undergoing temporary recompression.
Treatment.—Treatment is preventive and curative. The points that above all others demand attention are that the acts of compression and decompression should be very slowly accomplished. Of these two, decompression is the more important. The workman should not be too rapidly pushed through the lock or exposed to any sudden increment or decrement of pressure. One minute for every three pounds of pressure is regarded as the average period, but this length of time might with advantage be lengthened especially for decompression, since it is the more dangerous. At this time too the workman, although he does not feel fatigued, is perspiring freely, and he is exposed to chill owing to a falling temperature. The air inside the caisson should be kept as pure as possible, and the men ought not to work longer than from two to four hours at a stretch. Even the minimum stated here may require to be halved as greater depths are reached. Men should be medically selected for the work, and only healthy men chosen who are free from heart disease, pulmonary and nasal catarrh, and who are temperate. No man who is suffering from a discharge from the ear ought to be allowed into a caisson,[737] for even in healthy men the drum of the ear has been known to become ruptured. There ought to be a warm shelter or cabin at hand in which the men could lie down after coming out of the cylinders, and where hot non-intoxicating drinks can be got if required. If the men on coming out of the caisson are cold and collapsed, warm bottles should be applied to their extremities, medical assistance sought, and if the breathing is impaired a hypodermic injection of liquor strychniæ should be administered. Stimulants should only be given if there is failure of the heart’s action. Subsequently, if there is severe muscular pain morphia may be required. In the view that the symptoms are due to congestion of the internal organs ergot has been recommended. When unpleasant and dangerous symptoms have occurred immediately the workman has emerged from the caisson, good results have been obtained by subjecting him to recompression. Part of the cabin or shelter just recommended might be so constructed that recompression could be carried out therein under careful supervision, with the workman in the recumbent position.
The making of tunnels has been carried on from remote ages, there being records of such works as early as six hundred years before the Christian era. In a paper read by Mr Francis Fox, M.Inst. C.E., before the Royal Institution, 25th May 1900, the methods adopted for making tunnels are described at length, and especially the making of the great Alpine tunnels. The dangers of tunnelling the Alps have been considerable, and now that the act has been accomplished, there has been experienced considerable difficulty in ventilating some of the tunnels. The Mont Cenis tunnel is 8 miles in length, and as there is a gradient of 1 in 40 on the French side for the first 7 kilometres,[157] the trains go through with the regulators of the engine full open, so that if the wind is blowing in the same direction, great volumes of smoke practically travel with the train. For the men who are working in the tunnel there are refuges placed at every kilometre. Here when the men shut themselves in they can obtain compressed air, fresh water, and medicines, and by means of the telephone, extending in both directions, they can make their wants known outside. The caretakers of the tunnel work in pairs, so that if one man is affected by want of oxygen or through the density of the smoke, the other[738] can render assistance, or telephone for relief, or they can both retire into a refuge and wait for either the air of the tunnel to clear or for a locomotive to come and remove them.
The St Gothard tunnel is 9.3 miles in length. It is on the railway from Lucerne to Chiaso on the Italian frontier. The north portal of the tunnel has an altitude of 3639 feet above the level of the sea, and the south portal 3757. Ten years were spent in tunnelling the mountain. The work was accomplished at a great sacrifice of human life. In constructing the tunnel there were 580 accidents, of which 177 were fatal. The engineer and contractor lost their lives. There was a great mortality, too, among the horses. This excessive loss of life was attributed to insufficient ventilation, high temperatures in the tunnel, exposure of the men to the rigours of an Alpine climate after leaving their work, carelessness of the men in not changing their wet clothes, the poor character of the food supplied to the men, and defective sanitary arrangements. One of the great difficulties as regards the St Gothard tunnel has been its ventilation. The height of the mountain prevented the sinking of a shaft, but a large ventilating fan placed near the mouth of the tunnel blows air through the annular space between the arch of the tunnel and the gauge of maximum construction, whereby 210,000 cubic feet of air are thrown into the tunnel every minute, or 100 cubic metres per second. Before the fan was brought into operation the temperature used sometimes to be as high as 107° F., with 97 per cent. of moisture, but by artificial ventilation the temperature fell to 81° F., subsequently to 74.5° F. The tunnel can now be kept cool and comparatively free from smoke and vapour. Formerly the engine drivers and passengers were seriously indisposed in going through the tunnel; to-day they can travel without any inconvenience. In the St Gothard tunnel the amount of carbonic acid often exceeded 15 per 1000. There resulted from this and other causes such a corrosion of the rails, that it was necessary at the end of every few years to entirely replace the rails and their connections. The engineers estimated that during three and a half years each rail lost on an average 18 kilos in weight, and at a maximum 28 kilos. Similar metallic corrosion has been observed in the tunnel between Genoa and Turin, and is attributed to the sulphurous acid in the smoke of the coal becoming converted into sulphuric acid. The recent artificial ventilation of the St Gothard tunnel by the Saccardo system has not only made the air purer but increased the longevity of the permanent way.
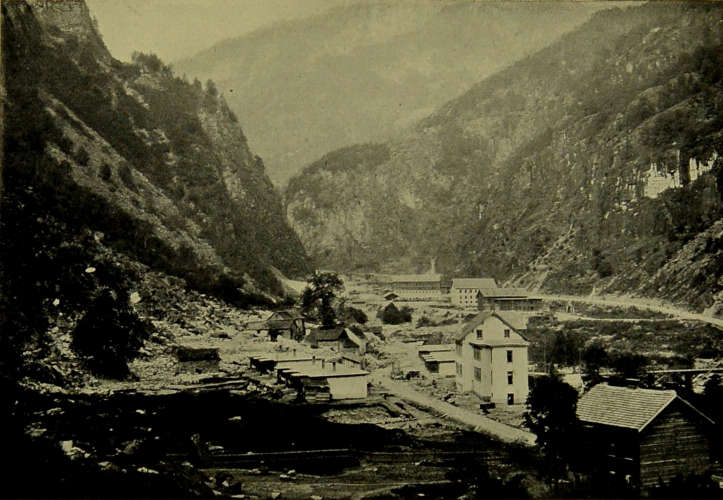
Fig. 74.—The Simplon Tunnel operations at Iselle, showing hospital and low flat-roofed workmen’s dwellings in foreground; higher up on right unmarried men’s barracks, engineers’ hotel, workshops, etc.
[739]
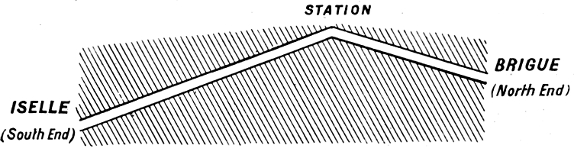
Fig. 75.—Section of Simplon Tunnel, showing difference in Levels between North and South ends.
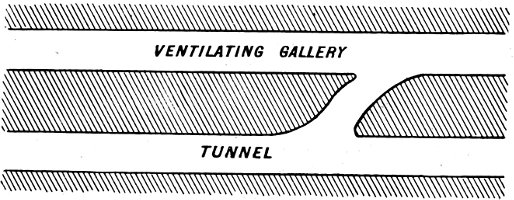
Fig. 76.—Section of Simplon Tunnel, showing Cross Gallery by means of which air is transmitted from ventilating passage to head of tunnel where the men are working.
The Simplon tunnel is now in course of formation. In the first eighteen months three miles were made. When finished it will measure 12.26 miles between the north or Swiss portal on the Brigue side of the Alps and the south or Italian opening at Iselle. Such are the existing engineering and hygienic arrangements that they are believed likely to prevent the heavy death-rate that occurred in tunnelling the St Gothard. Fifty times the amount of atmospheric air is being sent into the tunnel than was forced into the St Gothard, and there are means in use whereby the air is cooled by jets of water. The great difficulty of the enterprise, as Professor Pagliani showed (Revue d’Hygiene, 20 Juin 1900), lies in keeping the temperature low and in renewing the air, so that the work of excavation and construction can be conveniently carried on without undue fatigue to the men. In the centre of the tunnel a temperature of from 107.6° F. to 113° F. is expected to be met with. The best possible means will be adopted to cool and ventilate the passages. The effect of high temperatures upon the men working in the tunnel is to increase the tension of carbonic acid in their blood and to interfere with respiratory exchanges. The moist atmosphere, too, tends to induce both pulmonary and circulatory troubles[740] by preventing elimination of waste material through the perspiration. It is impossible for hard muscular work to be continued for any length of time, and to be efficacious in a temperature equal or superior to that of the human body, and in a close medium saturated with moisture. At 84° F. we know physiologically that muscular effort is considerably reduced. An attempt is being made to keep the temperature of the tunnel at 77° F., and lower when possible.
Two parallel galleries—in other words, two tunnels—are being run into the mountain 17 metres[158] apart, and are reunited by a small transverse gallery every 200 metres. As the entrance into the tunnel, on each side of the mountain, is on a curve, there is at either end a “gallery of direction” to correct errors of alignment direct from the two observatories in the axis of the tunnel. Pagliani found that the amount of carbonic acid at various distances varied from 0.68 to 7.53 per 1000, and the temperature from 75.2° F. to 87.8°, but these amounts vary with the activity of the ventilation, the number of men working, the activity of the machinery, and the moisture of the air, which is nearly always at the point of saturation. It is almost impossible to have a dry atmosphere; besides it is vitiated by the products of dynamite explosions.
The chief feature of the Simplon tunnel[159] “is the much lower altitude of the rails above sea-level than any of the other Alpine tunnels. This altitude is at its highest point 2314 feet, being 1474 feet lower level than that of the St Gothard, 1934 feet lower than that of the Mont Cenis....
“The tunnel enters the mountain at the present level of the railway at Brigue ... but on the Iselle side the connecting line with the existing railway at Domo d’Ossola necessitates heavy work.... The gradient on the northern portion of the tunnel will only be that sufficient for drainage, viz., 1 in 500, but on the southern portion the gradient will be 7 per 1000, or 1 in 142.”
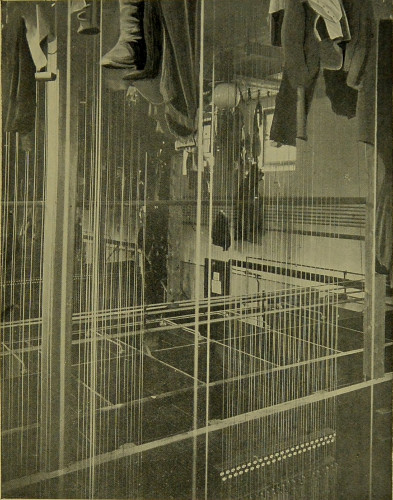
Fig. 77.—Interior of Bath-house and Vestiary for the Miners at the Simplon Tunnel (Iselle), showing the cubicles provided with hot and cold water douche pipes, also numerous cords with workmen’s apparel suspended from ceiling.
In May 1901, I visited the Simplon tunnel, with the object of inspecting the methods of ventilation, the hospitals, the system of baths, and the houses erected for the working men, married and unmarried. Armed with letters of introduction from Mr Francis Fox, I was received at Iselle, the Italian side of the tunnel, by Mr Sulser-Ziegler, Director of Messrs Brandt, Brandau & Cie, Zurich; also by Dr [741]Volante, the resident Medical Officer, who conducted me over the works, the workmen’s dwellings, and the hospital. From the elaborate precautions taken, it is clear that the Company has made up its mind not to repeat the errors of the St Gothard, and to show to the engineering world and the public generally that tunnel-making can be conducted without greater risk to life and health than occurs in any ordinary enterprise. The large number of deaths in the St Gothard was due to the imperfect system of ventilation, the difficulty of dealing with excessive temperatures in the mountain, and defective sanitary arrangements. Before operations at the Simplon were commenced, Mr Sulser and his colleagues appointed two medical men, one at either end of the proposed tunnel, viz., Dr Volante at Iselle and Dr Pommata at Brigue. Both are Italians, and are most capable men. Before undertaking work the men are all medically examined. By this means, only healthy men have been employed from the commencement. The most important problem has been that of ventilation. The Simplon tunnel, when completed, will be the longest in the world, being upwards of 12 miles in length. So satisfactory have the operations proceeded until now, that unless some untoward and unexpected event happens, the tunnel will be completed with the smallest number of deaths on record.[160] A short description of the work, based upon personal inspection, may well be added here.
Ventilation, as already stated, is the main difficulty. At the Swiss end of the mountain a shaft has been sunk into the tunnel, and up this the foul air is removed by wood fires. Into the tunnel, at each end, by means of large fans, air is introduced to the extent of 19 million cubic feet per day, or 13,200 cubic feet per minute. The air is carried in by one of the two parallel tunnels as far as the most recently constructed cross gallery, thence it is carried to the face by pipes. It returns by the larger tunnel, i.e., the one through which trains will ultimately travel. By this means fresh air is carried to the head of the tunnel where the men are working. At Iselle there are 500 men always at work in the tunnel. There are three shifts of men, and they work 8 hours each, so that 1500 men, roughly speaking, are employed at the Italian end, and a much larger number at Brigue. The average temperature at the head varies from 73° F. upwards. After firing with dynamite it may be as high as 80° F., or 86° F. The air is not only ladened with carbonic[742] acid given off from the lungs of the men and the 15 to 20 horses in the tunnel, but contains materials given off from the bodies of the men during excessive perspiration, and is polluted by the products of dynamite and gelatine explosions. The foul air as it escapes from the mouth of the tunnel is thick and greyish-white in colour; it contains a good deal of smoke from the lamps of the workmen, and is very offensive. Small wonder, therefore, that the men emerge from the tunnel bathed in perspiration, and disposed to be chilled owing to their clothes being wet, for, although they work in tarpaulins, there is a good deal of water in the tunnel. It was, among other things, want of attention to these particular details in the St Gothard that caused so many deaths and illnesses from pulmonary disease.
Close to the mouth of the Simplon tunnel at Iselle, where the railway trucks draw up that bring the men from their work in the interior of the mountain, are large wooden buildings, one of which internally is divided off into, among other things, 32 cubicles, each of which is fitted up with hot and cold water pipes. The railway platform where the men emerge is covered over, so that the workmen can reach this building without being exposed to wet or cold. The building alluded to is not only a bath-house but a vestiary as well. Here the men in going to work in the tunnel put on their working clothes. At first sight, part of the interior of the bath-house is not unlike an old-clothes’ shop, for, on looking upwards, the clothes of the workmen can be seen suspended from the ceiling. There are 2000 strong cords placed 1 foot 6 inches apart. Attached to the free end of each cord are three iron hooks and a soap dish. Upon the hooks the workman hangs his clothes. As every cord is provided with a pulley and is numbered, each man, having had a bath after his day’s work, hangs his wet clothes on the hooks and draws them up to the ceiling. Next morning he finds his clothes ready for him, dry, warm, and comfortable. The bath-house is kept at a warm temperature, and is well ventilated. I was particularly struck with the excellent system of baths, the vestiary arrangements, and the cleanliness of the interior, and am of opinion that prevention of chilling of the workmen after coming out of the hot tunnel has had much to do with keeping them healthy, and has warded off pulmonary and bronchial disease. The supply of drinking water is good, and so far there has been during the three years no case of typhoid fever at Iselle. The workmen’s dwellings are also good, so, too, is the hospital and its administration.
In addition to the ill-health caused by working in the vitiated[743] atmosphere and high temperature of the tunnels, the miners employed in making the St Gothard tunnel suffered from a peculiar form of anæmia, which for long was unexplained. The discovery of the cause of this “maladie des tunnels,” for so it came to be called, was made by Perroncito of Turin, who showed that the anæmia of the miners was caused by the presence of a parasite which fixes itself in the upper part of the small intestine, measures from ¼ to ½ an inch in length, and possesses a mouth and four long hooklets. By its hooklets the parasite fixes itself to the lining membrane of the human intestine, and is thus enabled to suck the blood of its host. The worm is called “Anchylostomum Duodenale,” and is known to be prevalent in Italy. It would appear, therefore, that the ova of this parasite escaping by the fæces of miners who are suffering from anchylostomiasis find in the heat and moisture of the tunnel a medium favourable for their transformation into the larval stage; while in the dirty habits of the miners, and the accidental contamination of their food and drink, lies the explanation of the means of ingress of the ova into the alimentary canal. Anchylostomiasis is not therefore necessarily a disease of tunnels.[161] It was simply introduced into the St Gothard by infected miners. The malady is endemic in Piedmont and Lombardy. Dubini of Milan found in one hundred autopsies made upon the peasantry of these districts, anchylostomiasis present in twenty bodies, so that the disease had been apparently introduced into the St Gothard by Italian workmen. The ravages caused by this parasite show the necessity for miners working in tunnels disinfecting their stools by such means, for example, as sulphuric acid. It is to the careful medical examination of the workmen by Drs Volante and Pommata, before being engaged by the firm, the elimination of all suspected persons, and the repeated inspection of the closets in the tunnel, that anchylostomiasis has not appeared at the Simplon. Since much of the pulmonary disease that affected the miners was consequent upon breathing an overheated and an excessively moist atmosphere, one also vitiated by the products of human respiration and dynamite explosions, improved ventilation in the case of the Simplon tunnel has diminished these evils; while the opportunities given to the men of changing their wet clothes, of bathing themselves, and of receiving shelter when tired, have prevented the acute bronchial and pulmonary catarrhs that were observed in making the other great Alpine tunnels.
[744]
Of the underground railways in this country the only one I need allude to is the London Metropolitan. In 1897 a Board of Trade Commission was appointed to inquire into the condition of the air in the “Inner Circle” of the Metropolitan. The passenger traffic on this line is enormous. Between Praed Street and Aldgate stations, in one hour, as many as 38 trains were said to arrive and depart from either side of the stations. Welsh coal is consumed. Part of the Metropolitan railway is underground, and part is in the open, so that when the wind is blowing in certain directions passengers have been inconvenienced by the smoke and the insufficiency of the ventilation, despite the numerous escape holes. There has often been an excess of carbonic acid, sometimes, too, of carbon monoxide, in the air in the tunnels. The Commission found that the ventilation could not be adequately assured by the exchange and renewal of the air at the stations and the escape holes. It recognised the necessity for artificial ventilation, and in consequence the centrifugal method was adopted.
Vitiation of the air of a tunnel is caused by the gases that come from the means adopted for illuminating purposes, the products of respiration, and those due to combustion of coal in the furnace of the locomotive. Carbonic acid is only dangerous when it is present in large quantities. Breathed for a very short time at 60 per 1000 it causes headache, at 100 per 1000 respiration becomes extremely difficult, while if present in the proportion of 250 per 1000 it will cause rapid death.[162] It is seldom, however, that carbonic acid is even present to the extent of 10 per 1000; if present, it is as a rule accidental and only for a short period, so that danger from this gas is slight.
It is otherwise with carbon monoxide, a gas much more dangerous and subtle in its influence than carbon dioxide, popularly known as carbonic acid. Carbon monoxide was found to be present in the air of the Metropolitan Railway to the extent of 0.66 per 1000. When present to this amount in air it can, if time is given, paralyse the hæmoglobin or coloured substance of the blood that carries the oxygen to the tissues. Harmful effects can occur when carbon monoxide reaches 0.3 per 1000, but as it requires half-an-hour for the blood to absorb sufficient of this gas to be detrimental to the individual,[745] accidents do not happen owing to the short length of the tunnels and the good speed of the trains through them. The risks to health are incurred mostly by the men who work on the railways. M. Raymond Godfernaux (Génie Civil., Août et Sept. 1899), in reviewing this subject, remarks that the breathing by an individual in repose for one and a half hours (less than this if work is being done) of an atmosphere containing 0.25 of carbon monoxide per 1000 is sufficient to cause unpleasant symptoms; if the air contains 0.5 per 1000 there will be debility and vertigo; if 0.9 per 1000 walking becomes impossible, while death will supervene if there is 1.5 in 1000. To men employed on underground railways, danger from this source only comes when the amount of carbon monoxide passes beyond 0.25 per 1000. The passengers run, practically speaking, no risk.
A heavy sulphurous odour hangs about the tunnels and stations of the Metropolitan Railway due to the combustion of coal. When sulphurous acid is present in air to the extent of 0.6 per 1000 it may cause death. This proportion is never present in the air of the tunnels of the Metropolitan of London.
The sulphurous acid and carbonic acid are believed to be proportional to each other. The amount of sulphurous acid is 440 times less than that of carbonic acid, and as the maximum of carbonic acid was 8.9 per 1000, sulphurous acid is seldom more than 0.02 per 1000.
The Commission established the facts (1) that there was a constant relation between the deleterious gases in the tunnels, and (2) that the proportion of carbonic acid present might be taken as the basis for the aeration of the tunnels. The proportion of carbon monoxide is constant, and corresponds to one-thirteenth the volume of carbon dioxide, while that of sulphurous acid is 440 times less than that of carbon dioxide. The amount of sulphurous acid is regulated by the character of the coal burnt in the locomotive. Some coals contain more sulphur than others. A similar remark applies to carbon monoxide. An Italian Commission charged with a similar function in regard to the composition of the air in the tunnels of its own country arrived at different chemical conclusions to the Commission of the Board of Trade, so that it would be scarcely wise to calculate the purity of the air in all tunnels upon parallel lines.
The amounts of carbon monoxide and dioxide should be estimated separately. The composition of the air of the tunnels[746] of the Metropolitan, accepted for a maximum, is 1.5 of carbonic acid per 1000 (0.3 being regarded as the normal), 0.1 carbon monoxide per 1000, and 0.0027 sulphurous acid per 1000.
It is especially for the sake of the men who are working in the tunnels, and for the drivers of the locomotives, rather than for the passengers who spend proportionally a very short time on the railway, although of course desirable for all, that such artificial means of ventilation should exist as will quickly disperse the smoke and all combustion products.
It has been decided to introduce electric traction in the underground railway. By this means the Metropolitan Railway Company will rid the atmosphere in the tunnels of the impurities alluded to.
Men when clad in proper diving suits and wearing air-tight head-gear can work at very considerable depths under water. At the depth of 33 feet the pressure is about twice that of the atmosphere. It is not exactly known to what depth men may descend with safety, but 201 feet have been reached, i.e., equivalent to a pressure of 87 lbs. to the square inch. It is very desirable that the descent should be made gradually, say about two feet per second. In this country diving is resorted to for making excavations connected with piers, inspecting sunken ships, etc., and abroad for sponge, pearl, and coral fishing. It is not uncommon for the men after having been in the water some time to complain of weakness of the legs and of impaired sensation. A patient of Dr Frederick Taylor (Clin. Jour., April 27, 1898), after diving 162 feet felt sick, and when pulled up into the lighter was found to have lost the power of his legs. Loss of consciousness is a frequent symptom, and as it often takes a man as much as five minutes before he can reach the surface of the water, there is considerable danger attending the occupation. Divers have died without regaining consciousness. Others when rescued, and on coming to themselves, have complained of severe cramp-like pains in the muscles of their limbs and abdomen.
At such depths as 160 to 180 feet men can only stay at the bottom of the sea a very short time. It is only when men work at very great depths that paralysis is likely to supervene. The risk to life and health is regulated by the depth, and particularly is this the case when there are sudden alterations of pressure. Hauling up divers too quickly when the air-tube has[747] become foul is a very dangerous proceeding. Since young men bear the work better than old men, age, therefore, is a circumstance that should be considered, as well as temperance in the use of alcohol. The character of the water and the length of the period of submersion must not be overlooked. Once 150 feet below the surface has been reached, the diver is apt to feel somewhat inconvenienced, and with every increase of two or three feet beyond this, the inconvenience becomes rapidly greater. There are experienced a sense of fulness in the head, buzzing in the ears—often relieved by filling the mouth with saliva and swallowing the secretion—also flashes of light before the eyes. Bleeding at the nose, mouth, and ears occasionally occurs after the men come to the surface; severe muscular pains, called “bends,” are sometimes complained of, followed by loss of power in the legs. There is either complete paraplegia, i.e., the lower half of the body is paralysed as regards motion, and sometimes too as regards sensation, or the loss of power is limited to groups of muscles affecting the wrists and ankles. The paralysis may be permanent, or it may last only a few hours or days, but if a diver has once had paralysis the symptoms are apt to recur on re-exposure.
The cause of divers’ paralysis, like the disease of caisson workers, is the sudden liberation of gas that was previously dissolved in the blood. No hæmorrhages have been found in the central nervous system, but Van Leyden observed fissures in the spinal cord occupied by leucocytes, i.e., cells like the white corpuscles of the blood. The appearance of the fissures suggested that they had first been formed, and that the colourless corpuscles had found their way thither afterwards. When lesions have been present in the spinal cord they usually occupy the lowest third of its length, a circumstance attributed by Moxon to the greater length, tortuosity, and attenuated condition of the small blood-vessels that are present at this particular part compared with the arteries in the upper region of the spinal cord.
Fatal cases of divers’ paralysis fortunately do not occur very frequently. One of the most recent cases was in November 1900, when H.M. battleship Howe was cruising in the West of Scotland; the diver of the ship died after a lengthened immersion in the water. At the post-mortem examination bubbles of gas were found in the blood-vessels, the heart, and brain. The morbid conditions found in this man’s body after death quite confirm the opinion already expressed as to the pathology of the malady.
In addition to the risks to health already mentioned, there[748] are those incidental to the fouling of the air-tubes of the diver; also large stones and other materials occasionally fall upon the tubes, and tend to cause death by asphyxia.
So far as the operations of diving itself are concerned the three things to be avoided are: (1) too great depths; (2) sudden alteration of pressure; and (3) coming up too suddenly. There must necessarily be increased danger when a man who is working at a depth of 150 feet is brought to the surface in one minute instead of five.
Treatment.—If the diver on coming to the surface is found to be unconscious and not breathing well, artificial respiration should be resorted to and kept up till breathing becomes automatic. If he is collapsed, warmth should be applied to the extremities, and, if he can swallow, hot coffee should be administered. The patient should be removed to a hospital, or his own home, when sufficiently revived. If muscular pains are severe, or if there is loss of power, rest in bed, sinapisms to the spine, and later on galvanism should be tried.
Thomas Oliver.
[749]
Increased atmospheric pressure causes unpleasant and sometimes serious symptoms in divers and in caisson workers, but to an extremely rarefied atmosphere can also be traced effects that are nearly equally serious. It is difficult to say at what height above the ordinary surface level of the earth man can live with comparative comfort. The Andes and the Himalayas have been scaled to from 15,000 to 23,000 feet above the sea level, and men are said to have gone as high as six miles in balloons. The difficulties of remaining at great altitudes are the excessive cold and the low barometric and oxygen pressures. In order to compensate for this low oxygen pressure, nature endows men living at great heights by increasing the number of the red corpuscles of their blood. It is these corpuscles that carry oxygen to the tissues. In ascending a very high mountain the individual experiences not only great difficulty of breathing and violent palpitation of the heart, but a sense of great physical fatigue and faintness. A set of symptoms not unlike those observed in sea-sickness occurs, hence the name given to the illness, “mal de montagnes,” although vomiting and nausea are not always present. In climbing mountains people generally put forth a great amount of muscular effort, and in consequence an increased amount of chemical change takes place within their body, a circumstance which reduces the resistance of these individuals to the influences of a falling barometric pressure. Aeronauts do not experience this sense of muscular fatigue, because they are not making any muscular effort, but they ascend to great heights with greater rapidity than climbers, and to this circumstance must be attributed many of the unpleasant symptoms they experience.
Since in the act of climbing it is upon the heart and lungs that the greatest strain is thrown, it is these organs that principally have their functional activity increased. The palpitation[750] of the heart may be very distressing. There is throbbing in the head, accompanied by extreme muscular exhaustion, so that after reaching a great height the individual may be so overcome that he throws himself on the ground, unable to proceed further. He lies there for a time panting, trying to get more oxygen into his system and to rid it of the excess of carbonic acid. He may bleed at the nose or from the gums. He perspires freely, and there is great thirst. There may be deafness and earache owing to the bulging outwards of the drum of the ear. Although it cannot be stated that in man death has been caused by diminished atmospheric pressures at great heights, yet it has been shown experimentally in animals that coma is induced which may end in death. The animal passes into a state of cadaveric rigidity very shortly after death. It is just a question how far the sudden supervention of cardiac and cerebral symptoms in mountain climbers may not be responsible for some of the fatal accidents that we read of from time to time as occurring on the Alps.
Military Balloonists.—In the Archiv. de Med. Milit., February 1900, Dr Maljean reports that in a company of balloonists belonging to the 1st Regiment of Engineers he found several of the soldiers suffering from a toxæmic form of jaundice, the nature of which was obscure. Ultimately he demonstrated that the jaundice was due to poisoning by inhalation of arseniuretted hydrogen gas mixed with hydrogen that had been used for filling the balloons. The hydrogen employed for military balloons is obtained by acting upon granulated zinc with sulphuric acid. The sulphuric acid is generally obtained from pyrites, and this is known to contain sometimes as much as from 2 to 5 per cent. of arsenic combined with iron. Commercial zinc also often contains arsenic. In filling balloons, therefore, it would appear that not only is there frequently an escape of this impure hydrogen from the valves of the balloon, but that during the operation of filling the balloon, the officers and men are in the habit of smelling the tube to ascertain whether by the garlicky odour of the impure hydrogen this gas has replaced the ordinary atmospheric air. At a single filling an officer may smell several times the open tube of the balloon and suffer in consequence.
According to Maljean the symptoms of poisoning commence with a sense of great malaise and nausea, followed later on by jaundice, often of a very pronounced yellow-green tint, urine scanty, and often as dark as coffee, but not giving the reaction[751] of biliary pigment. The urine stains the linen like the blood-coloured urine of patients suffering from hæmoglobinuria, and it may contain both albumen and a few tube-casts. In a few days these symptoms disappear, but they leave behind them anæmia and loss of flesh, which persist. It has for long been known that if animals are given arseniuretted hydrogen gas to inhale, they rapidly become jaundiced and pass a blood-coloured urine. A similar set of symptoms has been observed in men working in chemical and mineral industries in which arsenic is present.
In the balloon service of the French army an endeavour is now being made to use only pure hydrogen. In most of the military balloons the valve which allows the gas to escape is placed in the upper part of the machine. The balloons are filled in the open by hydrogen from metallic cylinders which have been charged under a pressure equivalent to 120 atmospheric pressures. It is stated by some authorities that under such very high pressure the impure gas may be decomposed and rendered less harmful, but this requires confirmation.
Poisoning of aeronauts by arseniuretted hydrogen in connection with military balloons on the Continent is not confined to the French army alone. In the Deutsche Milit. Zeitschrift, 1900, p. 139, is an account of two German soldiers, who, after being poisoned by this gas, died at the end of three days.
Persons ascending in balloons should dress warmly, and they ought to take with them cylinders filled with compressed oxygen.
Thomas Oliver.
[752]
It may be taken as a fact based upon experience, that artisans who are exposed to such loud noises as are made in hammering rivets suffer from deafness. Boilermakers and riveters become deaf at an early age, while their comrades engaged in other kinds of work in the same shipyard do not suffer. Several young boilermakers whom I have examined have stated that they lost their hearing at an early age. Their infirmity dated back to their ’prentice days, when as boys they were sent into the boilers to catch the rivets, and were subjected to the intense noise of hammering inside the cylinder. Workers in sheet-iron factories are sometimes similarly affected with deafness. It is no uncommon thing, as people know, for artillerymen when firing large guns to be rendered temporarily deaf by the noise and force of the explosion, and in some instances for the drum of the ear to be ruptured. In order to prevent such an accident, cotton wadding is sometimes placed in the ear. It is difficult to say exactly what is the cause of deafness in boilermakers, but the extreme vibration of the tympanum, and the intense agitation of the ossicles, cannot but be followed either by a thickening of the drum of the ear, or by a paralytic condition of the minute terminations of the auditory nerve.
There is nothing I know of that will prevent boilermakers’ deafness, short of substitution of machine for hand riveting, and once deafness is established I know of no reliable cure for it.
Some idea may be formed of the trades included under this heading, by glancing at the reports of the Boilermakers’ Society, and ascertaining from what trades the members of the society are[753] drawn. The members are engaged in the various steel trades, viz., boilermaking, bridge-building, shipbuilding, also in iron and other structural work composed of iron and steel. They mostly come from the boilermaking and shipbuilding industries. As the central office of this Society is in Newcastle-upon-Tyne, I have, through the kindness of Messrs Robert Knight and D. C. Cummings, the past and present secretaries, gained considerable information as to the maladies principally affecting boilermakers, and their death-rate, etc. The work is hard, and as it is mostly carried on in the open the workmen are exposed to all kinds of weather. Under these circumstances, therefore, it would be natural to expect that boilermakers would show a tendency to suffer from acute inflammatory affections, especially of the respiratory organs. Boilermakers as a class are not unhealthy. At the present time there are 48,000 members in the Society. In 1899 there died 436 members, a number equal to 9 per 1000, as against 8 per 1000 of the male population of the country generally. As illustrating the effect of the occupation upon their working powers, members are eligible to be placed upon the superannuation fund at the age of fifty-five years. This is an early age compared with some industries, and yet, at fifty-five some boilermakers are, comparatively speaking, old, a circumstance that is attributed to the arduous nature of their calling. The records of the Society, as of many other trade unions, show that with each succeeding decade in the working life of a boilermaker he is annually on the sick-list an increasing number of days. The average age at death of boilermakers is 46.72 years. Hard and exposed as the work is, it is interesting to know that the average age at death of boilermakers is greater than that of the wives of boilermakers, who are leading an indoor and protected life. The average age at death of members’ wives is 45.47 years, a circumstance which I attribute to many of the wives dying during or shortly after their confinement, and also dying at an earlier age than the members from such other diseases, for example, as consumption.
In the accompanying statistical tables in their present form I am indebted to Dr H. E. Armstrong, Medical Officer of Health, Newcastle-upon-Tyne (see p. 754).
One thousand boilermakers, it will be seen, exhibit a slightly higher death-rate from all causes than 1000 of the male population of England and Wales, the numbers being respectively 9 and 8. They have a slightly higher mean death-rate, too, from all forms of lung diseases, including pneumonia, viz., 3.0 as against 2.9 of 1000[754] male persons over twenty and under sixty-five years of age; but taking tubercular diseases only, the death-rate from this cause is less, being 1.4 as against 1.6; on the other hand the death-rate for diseases of the heart and circulatory organs is slightly higher, 1.2 as against 1.1.
UNITED SOCIETY OF BOILERMAKERS AND IRON SHIPBUILDERS.
Extracted from the Annual Reports of the Society.
| Deaths from | Total Deaths. | |||||||||||
| Year. | No. of Members. |
All Causes. |
Bronchitis. | Pneumonia. | Phthisis, not included in cols. 7, 8. |
Consumption, not included in cols. 6, 8. |
Tuberculosis, not included in cols. 6, 7. |
Cancer. | Diseases of Heart, Circulatory System. |
Typhoid Fever. |
Lung Diseases, including Bronchitis, Pneumonia, Phthisis, etc. |
Tuberculosis, including Phthisis, and all other forms. |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 |
| 1896 | 40,776 | 346 | 27 | 35 | 51 | 8 | 12 | 48 | 5 | 121 | 51 | |
| 1897 | 42,178 | 379 | 32 | 37 | 43 | 12 | 4 | 23 | 52 | 6 | 124 | 47 |
| 1898 | 43,905 | 399 | 25 | 41 | 68 | 6 | 2 | 20 | 53 | 12 | 140 | 70 |
| 1899 | 47,417 | 436 | 30 | 53 | 62 | 3 | 7 | 13 | 56 | 25 | 148 | 69 |
Death-Rate per 1000 Members.
| Per col. 12. | Per col. 13. | Per col. 9. | Per col. 10. | Per col. 11. | Per col. 3. | |
| 14 | 15 | 16 | 17 | 18 | 19 | |
| 3.0 | 1.3 | 0.3 | 1.2 | 0.1 | 8.9 | |
| 2.9 | 1.1 | 0.5 | 1.2 | 0.1 | 9.0 | |
| 3.2 | 1.6 | 0.4 | 1.2 | 0.3 | 9.1 | |
| 3.1 | 1.5 | 0.3 | 1.2 | 0.5 | 9.2 | |
| Average for four years | 3.0 | 1.4 | 0.4 | 1.2 | 0.2 | 9.0 |
| [163]England and Wales.—Per 1000 population, 1881–90. | ||||||
| Mean Annual Death-Rate of Male Persons 20 and under 65 years of age |
2.9 | 1.6 | 0.4 | 1.1 | 0.1 | 8.0 |
[755]
It is noteworthy, as already stated, that the average age at death of the wives of the members of the Boilermaker’s Society is lower than that of members, viz., 45.47 years for the wives and 46.72 for the members. Fewer of the wives die from phthisis and tubercular disease than the members, the numbers being 1 and 1.4 respectively as against 1.6 of 1000 of the population generally, estimated upon the returns of the Registrar-General for 1881–90. The wives of members die at an earlier age from pulmonary consumption than the members, viz., thirty-four and a half years for the wives, and thirty-nine for members, a circumstance possibly explained by two facts—that males show greater resistance to the disease than females, and that during the early part of the disease at any rate the members spend more of their time in the open air than do the wives.
Although boilermakers are exposed to such risks as burns from red-hot rivets, it is surprising how few accidents are traceable to this cause. When Dr Ogle dealt with the statistics of workers in iron, he concluded that of the three classes—(1) locksmiths, including bellhangers and gasfitters; (2) engine and machine-makers, fitters and millwrights; (3) boilermakers—the engine-makers occupied the most favourable position from a mortality point of view, the mean mortality rate being 863 as against 967 for locksmiths, and 994 for boilermakers. According to the same authority, too, the mean annual death-rate of boilermakers is greater at all the ages between twenty-five and sixty-five years.
Thomas Oliver.
[756]
In iron works the blast furnacemen are exposed to very high temperatures. Passing rapidly from great heat to cold, they are prone to suffer from bronchial and pulmonary affections and from rheumatism. They run the risk of burns, also on a windy day of getting particles of dust or sand into their eyes.[164] Blast furnacemen’s work is hard. When young the men are, as a class, physically strong. Their wages are good; they live well, but at an early age they begin to drink freely. Under the combined influence of their arduous labour, exposure to all kinds of weather, and their intemperate habits, they break down readily and become prematurely old.
The men who work at the puddling furnaces are exposed to excessive heat and to severe muscular strain. Owing to the heat and excessive perspiration, they often work with the upper half of their body uncovered. They imbibe many kinds of liquids, so as to replace what is lost by perspiration. Puddling, which is briefly speaking the rolling about by means of a rabble the huge balls of molten iron in the furnaces, is such very hard work that many of the men develop heart affections, particularly disease of the aortic valves, or aneurismal dilatation of the aorta, owing to the excessive muscular strain and intemperate habits. Puddling is justly regarded as one of the most degrading occupations a man can follow. Fortunately for the workmen it is now very much on the decrease. Steel is rapidly taking the place of iron, consequently puddling is not so much required.
[757]
Blast furnacemen are occasionally poisoned by the escape of carbonic oxide from the waste gases used for heating the air of the furnace.
Beyond the extremely arduous nature of this employment, and which necessitates the work being undertaken by men of good physique, whose muscular system develops in proportion to the strain that is imposed upon it, especially in the early years of manhood, and freedom from alcoholic excess, the work of the blacksmith and forgeman is healthy. Formerly a good deal of the heavy work was done by men wielding large hammers. This threw a strain upon the heart and large blood-vessels, and was a frequent cause of valvular disease of the heart, dilatation of the aorta, and possibly too of hernia. Since much of the hard work previously done by hammermen is now done by machinery, we see less of aortic disease among forgemen than two decades ago. The workmen are exposed to heats and colds, to injuries to the eyes, and to burns from flying scales during hammering. Blacksmiths seem to lead a charmed life so far as these risks are concerned, for considering their exposure the percentage of injuries is small. As a consequence of handling the rough iron tools the skin of the hand becomes thick and hard, and the men run the risk of catching bronchial and pulmonary catarrhs on emerging from their heated workshops into the open air. Years ago in Sheffield, when sledge-hammers were more in use than now, there was observed a form of paralysis of the muscles of the arms due to overstrain, and known by the name of hammermen’s paralysis. A considerable percentage of blacksmiths die from phthisis and diseases of the respiratory organs. Out of 872 deaths of blacksmiths Dr Ogle found 194 due to consumption, and 183 caused by other forms of lung disease; while following these came diseases of the heart and circulation, 108; and, lastly, from diseases of the nervous system, 85.
This is the proper place to allude to a matter which formed the subject of a special inquiry by, and report[165] from, the Dangerous Trades Committee of the Home Office, on account of a fatal accident to four men in a large iron works in which the[758] Bessemer process of steel manufacture is in use. The Bessemer converter is a pear-shaped metal vessel, about nineteen feet long by seven or eight across at its widest part, into which pig-iron and other ingredients for the manufacture of steel are run in a liquid condition. In the bottom of the converter are openings called “tuyere holes,” through which a powerful blast of air is driven into the molten pig-iron, the object being to burn out such impurities as carbon, silicon, phosphorus, etc., the means employed to do this being sufficient to develop at the same time a degree of heat capable of keeping the purified metal in a liquid state. Before the blast is turned on, the converter occupies almost an upright position. The roar that follows the entrance of the blast of air is succeeded by volumes of coloured smoke and flame, and by myriads of sparks of molten metal. When the flame has become finally white, the blast is withdrawn, spiegel iron is added to the seething mass to restore the proper amount of manganese and carbon required, the converter is lowered and gently turned over so as to allow of the pouring of the liquid steel into a ladle, which distributes it into moulds. It is in the moving of the converter and the ladle into their respective positions, an act usually accomplished by the aid of hydraulic or steam power, that accidents have arisen owing to faulty machinery. The moulds are standing upright in what is called the pit, where there are usually two or three men employed. Should by chance either the converter or the ladle spill its contents a fatal accident is almost sure to occur. It is desirable, therefore, that only experienced men should work the machinery connected with the lowering and turning over of the converter and ladle, and that during the act of distributing the steel into the moulds no men should be present in the pit at all. The Dangerous Trades Committee, in addition to the above, recommended that where an automatic safety apparatus has been introduced into the machinery, the spindle in the valve should be changed every three months, and the valves examined regularly by a competent engineer. Owing to the fact that when molten metal falls into water there is an explosion, it was also recommended that the pits should not be, as they too often are, open to the sky and exposed to all kinds of weather.
The small iron industries are located in districts where coal is plentiful, iron close at hand, and labour cheap. It is thus that[759] chain-making has come to be associated with such places as Cradley Heath and Dudley, and has grown up to be a family industry, carried on in these localities by husband, wife, and children in small tenemented properties and outbuildings under the worst hygienic conditions possible. A similar remark applies to nail-making at Bromsgrove. In these trades, as carried on in the Midlands, female labour, assisted by that of children, prevails, a circumstance that tends to pull down wages and to render the conditions of life hard.
As an illustration of how the minor iron industries come to be located in small places, I would mention the manufacture of nails, locks, and angle iron that has been carried on for many years in Winlaton, a few miles from Newcastle-on-Tyne. Here also the work has partly assumed the family type already mentioned. For generations the industry has been handed on from father to sons. It cannot be said that in Winlaton the conditions of labour have been, from a financial point of view, unsatisfactory to the workers or deleterious in its effects upon their health, as is stated to be the case in the “Black Country,” where labour has been ill-requited, recourse had to female and child labour on account of cheapness, the hours of toil long, and the hygienic conditions under which the work is carried on bad. Dr Arlidge, drawing his experience from Staffordshire, was of opinion that for the worker in these trades to earn a living wage, a great amount of physical labour had to be expended in the forging and hammering of the nails on the anvil. To put the head on to a nail a suspended hammer has to be intermittently brought down by pressure of the foot upon a chain. For spike nails the cold iron has to be cut into proper lengths by means of an “oliver” or sledge hammer, worked by two or three men by means of a treddle. In forging a nail a girl works with the hammer on the anvil, and with her foot a small “oliver.” Apart from the small wages received it cannot be said that the industry is unhealthy, but the work is hard, and requires a great amount of physical exertion which ought to be met by good food and adequate physical rest, the former of which is denied the workers by their small wages, and the latter by the long hours of toil required to secure the necessaries of life.
In consequence of the irritation which the palm of the hand is exposed to in handling the hammer, etc., there occurs a thickening and contraction of the fascia in the front of the hand whereby the fingers become crooked and drawn towards the palm. Spinal[760] curvature, too, is not unknown. It is extremely apt to develop in those who engage in the work at an early age. Pulmonary disease is said to carry off the men while still young, and the occupation is one that exposes the worker to the risk of burns. Attention is drawn to this industry, not so much because the trades are unhealthy in themselves, as that the nail-makers at Bromsgrove and Sidemoor, and the chain-makers of Cradley Heath, scarcely earn wages sufficient to buy the proper food necessary for the maintenance of the body, while they are obliged to put forth considerable muscular effort owing to the laborious nature of their calling.
Thomas Oliver.
[761]
The subject to be discussed in this article is a very wide one. To treat all industrial occupations and the relations they bear to eye diseases and eye accidents would be impossible in the space at my command. It will, however, be found that the various trades which are brought under notice cover a considerable part of the whole area. They may be regarded as perhaps the most important, and some, at all events, will represent also the dangers arising from cognate or allied industries. For the most part I have treated of occupations in which I have myself been particularly interested.
The subjects to be considered may be conveniently arranged under the following divisions:
1st. Diseases due to occupations involving prolonged use or excessive strain of the eyes, such as nystagmus in miners, and others.
2nd. Diseases due to occupations involving the use of certain poisonous substances, such as dinitrobenzol, bisulphide of carbon, tobacco, lead, etc.
3rd. Diseases due to occupations involving exposure to excessive light or heat, or both, such as burnishers, steel melters, electric welders, etc.
4th. Injuries or accidents amongst grinders, iron and steel workers, masons, coal miners, weavers, etc.
Coal miners, as a result of their employment, are specially prone to a peculiar affection of the eyes called “nystagmus,”[166] which is characterised by oscillations of the eyeball. The sufferer, too, complains of objects dancing before his eyes. In this disease[762] objects appear to move either in a circle or an ellipse. Headache is often present, and especially giddiness, which sometimes causes the miner so to stumble about that he is compelled to leave his work in the mine. The movements of the eyeball are chiefly rotatory; to-and-fro oscillations are sometimes superadded; these are rarely vertical, but the rotatory are seldom, if ever, absent. The rapidity of the ocular motions varies greatly: from sixty to one hundred and fifty motions may be counted in a minute; I have observed them as frequent as three hundred and fifty. Both eyes are affected, but the rapidity of movements may vary in the two eyes. The more rapid the oscillations the less extended is the excursion of the globes. The oscillations are arrested by turning the gaze downwards below the horizontal line, and miners often learn to rest their eyes in this way. Looking upwards, and especially obliquely to one side or the other, rapid movements of the head, lowering of the head and suddenly raising it, are means of increasing the rate of movements of the eyeballs, or, in other cases, of rendering them evident. Placing the patient in the position he would assume at his work is another method. Tremors of the head (noticeable to the hand placed on the head), of the eyelids, and of the muscles of the face or neck, are often associated with nystagmus, and so is torticollis or “wry-neck” in some cases. Night blindness has been alleged to be present, but there is some reason to dispute this; the nystagmus alone is a sufficient cause for any difficulty in seeing in a failing light. Errors of refraction, myopia, hypermetropia, and astigmatism are often present, but bear no causal relation to nystagmus; visual acuity is generally unaffected. Colour perception is good, and, so far as the movements of the eyeballs permit of testing, the field of vision is normal. The onset of the disorder is often brought about by some attack of illness. It is generally met with in men who have worked in the mine for some years. Ninety per cent. of cases occur in persons from twenty-five to forty-five years of age.
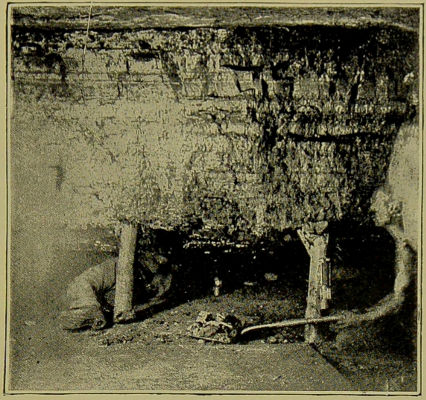
Fig. 78.—Bottom Holing.
(Photo. taken in coal mine with Magnesium Flash Light.)

Fig. 79.—Bottom Holing. (To show position of head and eyes.)
(Photo. taken in coal mine with Magnesium Flash Light.)
Nystagmus is found in miners (coal-getters) engaged at the coal face, who work in a more or less constrained position of body and of eyes. It is desirable to get coal in as large pieces as possible, and, to do this, they undercut, or “hole” the seam. A man sits with his legs crooked up, lying almost on his side, and strikes the coal with a horizontal swing of his pick at the bottom of the coal seam. He will cut away the coal to a height of from 18 inches to 2 feet, and then as he gets deeper in he [763]draws his body under the coal, lying on one side or the other. The process is called “holing,” and sometimes the undermining may be continued from 2 or 3 feet to as much as 7 or 8 feet; the distance varies considerably. As he proceeds with his work the miner applies timber supports to keep the coal from falling. This just described is called “bottom-holing,” but the seam may be attacked in the middle (middle-holing) or at the top (top-holing). A miner engaged at this work will direct his gaze to different parts, as it becomes necessary for him to strike, for the eyes will follow the pickpoint, but the tendency will be for the gaze to be directed upwards (using the ocular elevators) more or less obliquely. He will lie sometimes on one side and sometimes on the other; his legs will be crooked up, his head thrown back and flexed more or less on the shoulder beneath. This position is shown in the photographs, which were taken in the mine with a magnesium flash-light, of a man whilst actually at work. Ninety-eight per cent. of all cases of nystagmus coming under my notice have been in men occupied at the coal face and more or less engaged at this kind of work. The thickness of the coal seam varies greatly in different parts, but work of a very similar nature is done in coal mines in all countries.
There are others working in a mine beside the coal-getters. Among these are those who attend to the roads, fill the waggons (fillers), push these (trammers), or drive the ponies. There are also deputies or overlookers, whose work it is to see to the safety of the places the men work in, both as to freedom from gas and as to the condition of the roof of the mine. These latter occasionally suffer from nystagmus, and a consideration of the work they perform will show that it necessitates the same upward and oblique direction of the gaze. Frequently also these men have previously worked as coal-getters. The photograph shows a deputy examining the roof by striking it with his stick to ascertain its soundness. It must be remembered that the height of the working places and passages in the mine is nearly always so low that this alone compels a constrained attitude. “Onsetters,” whose duty it is to see to the ascent of the full, and descent of the empty coal tubs, sometimes get nystagmus, as do also “timbermen.” It may be accepted as a rule that all cases of nystagmus occur in those who are either working, or have worked, as coal-getters, or that the work in which they have been employed has been one in which an upward direction of the eyes has also been necessitated for more or less prolonged periods.
[764]
The etiology of the affection must be sought in this constrained position of the eyes by which chronic weariness is induced in the elevator muscles of the eyes. Like effects are found in other muscles of the miner, producing wry-neck, tremors of the head, and quivering of the eyelids. It is thus similar to other occupation neuroses, and in the same category as those met with in writers, compositors, telegraphers, ballet-dancers, and many others.
Nystagmus occurs in miners working with all kinds of lighting. I have met with it in workers with safety lamps, candles, large open lamps, and when the artificial light was really good. There is, however, some reason for believing that the strain is greater the worse the light, and that nystagmus is met with in greater frequency under such conditions. Other things, as to the nature of work, being equal, the disease will probably be most frequent with the worst light.
Nieden says that 5 per cent. of miners suffer, and my observations support this generally; in some parts, however, the percentage is higher. For instance, among men working at a colliery with candles I found that 6 out of a total of 140 were absent from work for nystagmus, and this represented only a portion of those whom an examination would have ascertained to be actually affected with the disorder. Romiée gives the percentage for Belgium as high as 20, but possibly he includes less marked cases.
The prognosis is good, and, even in old-standing cases, if the directions as to work are followed, the nystagmus will usually disappear. Treatment consists essentially of a change of the kind of work. In some cases it will suffice if the patient ceases from coal-getting, without altogether stopping work in the mine, but generally it is advisable, especially if the nystagmus be of high degree and of some standing, to recommend cessation altogether from work underground. After relief has been effected return to the mine is practicable, provided the head can be kept straight, and the upward turn of the eyes avoided. Resumption of the old kind of work is followed, sooner or later, by a recurrence of the symptoms. Medicinal treatment is also of service.
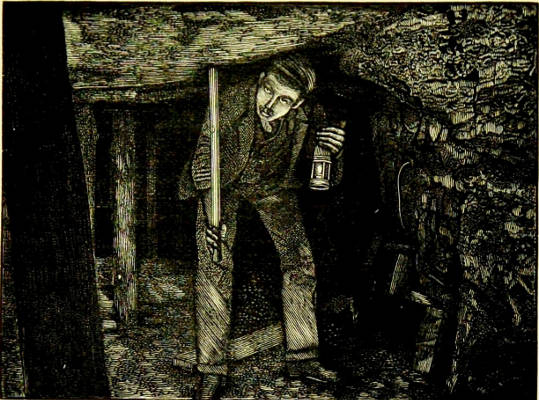
Fig. 80.—Deputy examining roof.
(Photo. taken in coal mine with Magnesium Flash Light.)
Though so peculiarly an affection of miners, nystagmus is met with, but much less frequently, in other occupations. I have observed it in various employments, and have collected together a series of cases in which it occurred, viz., in compositors, metal roller, plate layer, plank cutter, saw maker, sanitary tube maker, fitter, iron founder, cage worker in the mine, glass manufacturer, youth in confectionery warehouse, and a man engaged in hanging up [765]harness, and in another employed at the screens at the surface of a coal mine. These instances occurred in circumstances closely comparable to the work in the mine as to strain of the elevator muscles of the eyeball, and where, of course, the influence of illumination had no place. They may be held as definitely corroborating the views set forth as to the causation of this affection in miners.
Dinitrobenzol is largely employed in the making of explosives, such as roburite, sicherheit, etc., a class of explosives which find special employment in coal mines.
The dinitrobenzol is brought to the factory in slabs, say 15 inches square, and about 4 inches thick. The first process is to grind these to powder in an apparatus with steam rollers. During this process a good deal of dust is given off, and there is a smell of bitter almonds. The next step is to take the powder thus obtained to the mixing shed, where it is mixed with oxidising salts and other materials in a large pan, and heated with steam. It remains there for several hours, and it is then cooled by cold water being pumped on the outside of the shell. When cool, the material is turned out of the mixer. It is during the removal of the material from the mixer that workmen are especially exposed to the vapour, but the dangers are lessened by the adoption of a cowl to the mixer, and also by the use of a fan. The explosive prepared in this way is put away in cylinders and kept until required. The next step is to take it to the filling room, where it is put into cartridges, which are then weighed and stamped, and finally these go to the dipping room, where the cartridges are waterproofed by being dipped in liquid paraffin wax.
The most injurious work is that of grinding and mixing, especially the latter. Men are employed in these processes. For the “filling” of the cartridges, and for the “dipping,” women and girls are employed. In the first named, the powder is shovelled into the cartridges and directly handled; a good deal of dust is given off. Respirators and gloves are used, as they are also by the men mixing or grinding. The dippers are apparently the least exposed to the injurious effects, yet they, nevertheless, suffer. The greasiness about the hands from the paraffin may also aid absorption. Here also gloves and respirators are worn. There is not much dust, the powder being confined inside the cases.
[766]
Some years ago several patients were under my care whose impaired vision was due to working with dinitrobenzol. An opportunity was afforded me of investigating the manufacture of this material, its effect on vision and the general health of the employés.[167] The eye symptoms may be summarised as follows: failure of sight, often to a considerable degree, to a more or less equal extent on the two sides; concentric contraction of visual field, with, in many cases, a central colour scotoma; enlargement of retinal vessels, especially the veins, some blurring of the edges of the optic disc, and a varying degree of pallor of its surface. The condition of retinal vessels spoken of is observed in workers with the dinitrobenzol independently of complaints of defective sight. Cessation of work with dinitrobenzol tends to recovery. The general effects appeared to be chiefly exerted on the blood and the nervous system. In some cases there were also gastric symptoms. With reference to the blood changes, the occurrence of very marked anæmia in girls, who lived practically in the country, and who worked in well ventilated rooms, was particularly striking. The symptoms and physical signs of anæmia in men, working under the same hygienic conditions, were perhaps still more noteworthy. That some other change, however, in the blood was also present was evidenced by the blueness of the lips and finger tips, which was observed in several cases. The colour of the urine was also remarkable.
The chief nervous symptoms were numbness of the extremities and unsteadiness of gait. The latter was noticed especially at the close of a day’s work in the factory, and was much aggravated by indulgence in alcohol.
Dinitrobenzol may, it appears, either be absorbed through the skin, ingested, or be taken in through the air passages. What the poison then becomes does not appear to have been satisfactorily ascertained, but its action on the blood is definite. Specimens of blood drawn from the fingers of two of my patients were found to be thin and black-looking. Dr MacMunn, of Wolverhampton, very kindly examined some specimens which were forwarded to him, and reported on them (as he did also of the urine, which was dark, almost black like porter), that, spectroscopically, all the specimens of blood sent showed nothing abnormal.
The explosives under consideration are used in coal mines,[767] and cases have been recorded of men who became affected by dinitrobenzol employed underground.
At the invitation of Commander H. P. Smith and Dr Dupré, the following suggestions for preventing the deleterious effects of dinitrobenzol on those engaged in its manufacture were drawn up by me for their report.
(1) That the different processes should as much as possible be conducted in the open air, or in large, well-ventilated sheds.
(2) That in the “mixing,” closed vessels should, as much as possible, be employed.
(3) Fans, which have been adopted in other trades with great advantage, might also in this one be of service.
(4) Respirators are in use, but their employment is, as far as I am aware, optional. Those protecting both the nose and mouth are, up to a certain point, of service. I do not think they are a sufficient safeguard against the fine vapour entering the respiratory system. It occurred to me that during the process of “mixing” especially, it might be possible to shut the workman off from the vapour and fine dust by means of a kind of diving-bell apparatus, with a communication behind open to the air. A mask, such as has been used, I believe, in Germany, might answer the objects desired.
(5) Handling by the bare hand or direct exposure of the skin should be avoided. The filling could, perhaps, be performed automatically. The hand should, moreover, be protected by gloves. These should be capable of being cleaned, and possibly indiarubber might be used by preference. The cleaning of the gloves is an important matter, because those worn with any of the substance clinging to the interior, as would be the case after they had been in use for some time, would allow of absorption taking place under the still more favourable circumstances afforded by the warmth and moisture of the hand. Special clothing should be provided, the workmen and women being compelled to change their clothing on entering and retiring from work. Dressing-rooms should be provided, and washing enforced. Food should only be partaken of away from the sheds where the mixing, filling, etc., take place, and particularly is it important to insist on washing before meals, and removal of the special clothing.
When used in the coal mine it is desirable that means should be taken to prevent any of the powder adhering to the outside of the cartridges, that combustion should be complete, and that the use of cartridges should be restricted as much as possible to[768] well-ventilated places, so that currents of air would speedily dilute and carry away any deleterious vapours.
As a result of the report by Dr Dupré and Commander Hamilton P. Smith, notice to observe the “Special Rules” recommended in their report was served on the different manufacturers.
The effect of bisulphide of carbon in causing impaired eyesight has been shown by many instances. Rubber-making has been the industry in which those suffering have been mostly observed. The bisulphide is a very active and penetrating solvent, and it is used to dissolve and carry into the rubber chloride of sulphur, which is the vulcanising agent. This process is called “curing,” and it is during it that the fumes of the bisulphide are given off and act injuriously on the general system of those exposed to them, as well as in some cases causing injury to eyesight. Some time since I visited rubber-works in which about 200 hands were employed, and witnessed the process of “curing.” The rubber cloth which it was wished to vulcanise was brought into contact with the wet surface of a wood or slate roller, which revolved in a trough in which was the bisulphide holding the sulphur in solution. The shed in which the curing was done was very open, and was well calculated to allow of the ready escape of the fumes. The vapour was a heavy one, and tended very much to keep low, especially in wet or damp weather. Any apparatus to carry off the fumes, therefore, should be one to draw them downwards. Among the workers I saw one man who had evidently two years ago suffered from amblyopia, which appeared to have been characteristic. He changed his work to another part of the factory, and recovered. A considerable alteration has, I understand, been brought about in the vulcanising process, and since attention was first directed to the subject, bisulphide has been much less employed in rubber-works. The sulphur is now mixed with the rubber, and the vulcanising is done by subjecting the otherwise finished article to a high temperature. The bisulphide in the future is even less likely to be required, and therefore in this class of occupation, at all events, it may be expected that impaired eyesight will be more infrequent.
Tobacco was the first agent to be recognised as causing toxic amblyopia. It is doubtful whether it can be classed properly with occupation disorders. Galezowski,[168] however, asserted that visual troubles occurred in those engaged in the manufacture of[769] tobacco in consequence of the absorption of nicotine powder. He further advised that the working places should be well-ventilated, and recommended a change of occupation for those affected. This statement finds corroboration by De Schweinitz, who states that amblyopia may occur in those who do not use tobacco in any form, but who work in tobacco manufactories. He has related a very remarkable case of this character in a young woman. All of the symptoms disappeared when she was removed from the tobacco factory. On the other hand, Shears[169] has related that he visited the large factory of Cope Bros., where 1200 men and women were employed, and that he made careful inquiries in each of the departments of the foremen, but from none could he learn of instances of sight failure. Lee at the same time made observations at a large factory at Chester, with similar results. Sheffield is celebrated for its snuff, the two kinds, Top Mill and Bottom Mill, being well known. There are also several smaller tobacco works about the city, but my attention has in the last twenty years never once, as far as I remember, been directed to a case of tobacco amblyopia in a worker at any of these places. Dowling[170] in America has also gone into this matter. At a factory where 3000 were employed, half being females, he examined 150, or 5 per cent. Ninety per cent. of the males used tobacco in some form or other, and 20 per cent. chewed, in addition to smoking liberally pipe or cigar. These are his conclusions: “When I commenced my examination I was under the impression that the constant inhalation of the dust and the odour of tobacco in the workshops would tend of itself to bring about symptoms of tobacco amblyopia. I am induced to think this hardly takes place, for in my examination I found those who did not smoke were uniformly free from troubles of vision of a toxic nature, and the females were almost universally free from the trouble, that is as far as I examined them.”
Iodoform is largely used in surgical practice. A few instances have been recorded of impairment of vision resulting from its employment as a dressing for large burns, etc. The characteristics of the affection were similar to those met with in tobacco amblyopia, in chronic poisoning by bisulphide of carbon, and other toxic amblyopias. Inquiry addressed to perhaps the[770] largest makers of iodoform in this country elicited the reply, that they had consulted the Medical Attendant of their men, and he confirmed the opinion expressed by the foreman, that they had never known of any injury to the sight from the manufacture of iodoform. If there was carelessness in the manufacture pungent vapours would be evolved; but that was always a sign of something being wrong.
Men employed in dye factories and other manufactories requiring the handling and preparation of the various coal-tar products are reported to be subject to visual troubles, cases having been recorded from time to time.[171] Galezowski gives headache, dizziness, malaise, deficiency in visual acuity, photophobia, and ciliary injection as symptoms from which the workers suffer, but, as is pointed out by Knies, the connection of these ocular complaints with the aniline used is uncertain.
M’Kinlay[172] has recorded a case of intense pigmentation of the cornea and conjunctiva in a man who was a worker in aniline dyes. Reduction of vision was also caused.
Arsenic is extensively used in the arts, and has been the cause of many cases of poisoning, for example, from wallpaper and articles of clothing. Its use for artificial flowers and wallpapers has much abated. Casey Wood mentions that makers of Paris green, painters, and paperhangers, as well as those who take the drug for medicinal or cosmetic purposes, are liable to suffer from visual disturbances, from conjunctival hyperæmia and eczema of the lids, which are regarded as evidences of arsenical poisoning. Amblyopia and optic neuritis have been reported as due to arsenic.
The occupations in which lead or its compounds, in one way or another, are used are multitudinous, and those liable to be affected by lead poisoning belong, therefore, to a numerous class. Among these are painters, plumbers, etc., and, in Sheffield, file cutters. In this latter occupation the file, when being cut, rests on a “bed” made of lead, and each blow of the hammer causes minute particles of lead to disperse and to charge the atmosphere of the workroom. Chronic lead poisoning in file cutters results from inhalation of these particles, and from the uncleanly habit of wetting the hands at the mouth. In acute lead poisoning there are no eye symptoms, but in chronic lead poisoning central and peripheral affections of sight are common.[771] The brain and nervous system are frequently seriously affected in chronic plumbism, and kidney disease is also frequently occasioned thereby. Sight is liable to be affected in association with both these conditions. Apart from them, however, lesions of the eye are often occasioned by chronic lead poisoning. Unilateral or bilateral optic neuritis is met with, and more frequently an affection of the optic nerve (retro-bulbar neuritis) very similar to that occasioned by tobacco and other agents producing “toxic amblyopia.” Recovery from these last-named (peripheral) conditions is frequent. Palsy of one or more of the eye muscles has been met with.
Silver, either the metal or electro, when finished, has a very highly reflecting surface. The most important for our purpose of the processes by which silver goods have to be brought to the proper polish, is the finishing or burnishing. This is usually done by girls, who brighten the surface with a blunt tool. These girls are frequently the subjects of hyperæsthesia of the retina, by which they are often compelled to relinquish the work entirely. Coloured glasses and correction of refractive errors help in some cases. Those engaged in the process called “buffing” suffer in a similar manner.
Excessive heat associated with intensity of light is met with in iron and steel works in the different processes connected with the making of the iron, and the converting of it into steel. There is, I think, no definite evidence that men exposed to the heat and glare of the furnaces or from the molten metal suffer materially in their eyesight, though some assert that disease of the background of the eye is occasioned in some instances. The men are, in consequence of the heat, prone to sweat a great deal, and frequently wear little clothing above the waist. The temperatures before which they work are, to an outsider, something almost astounding, especially if he remembers that the temperature of an ordinary well-lighted fire in a grate is about 500° F. There would seem to be a very marked difference in the way a temperature is borne, when it is below 2000° F., and when above it. Up to that figure a man can look at the metal in a furnace with comparative[772] ease, but before it gets to 3000° F. he is compelled to wear coloured glasses when doing so. A friend, at some large iron and steel works, gave me the following notes: “In dealing with cast iron, the heat of the metal would be about 1800° to 2000°, and the men employed take no precautions. The heat of the molten metal would be about 2700° to 2800°, while the heat of the gases in the furnace would be about 200° or 300° more. The furnacemen have to wear deep blue glasses to protect their eyes from the glare of the furnace. With this precaution we have not observed their eyes to suffer in any marked degree. The heat of Bessemer metal is about 3000° F. to 3200° F.; in this case there is not the same necessity as in the Siemens to watch the hot metal, consequently the men do not wear glasses. We do not observe any ill effects directly traceable to the heat. In the case of the Siemens men, I should say that without protection the eyes would suffer considerably. After looking at a Siemens’ furnace without glasses, it is several minutes before the eye can see ordinary things again.”
There is, moreover, a further difference between the two processes, viz., Bessemer and Siemens. The former has, as just mentioned, the higher temperature and the more dazzling glare, but the steel is melted and the process completed in about twenty minutes, and it is only necessary for one man to take close observations, and this he does by means of a spectroscope, and is as far as 30 feet from the molten metal. The Siemens process takes ten hours, and during this period the whole of those engaged will, as the door is frequently drawn up, be taking observations to see whether the melting is proceeding properly. This is constant and regular work, and they are obliged to use coloured glasses.
In addition, in these large works, are the castings, forgings, rolling of armour plates, and many other things. A huge forging, of perhaps 60 or 80 tons, is drawn out of a furnace with a temperature of from 2000° to 2500° F., and placed under a powerful hydraulic press of 10,000 tons power, where, with the men all around, it is hammered with as much apparent ease as putty is manipulated by one’s fingers.
The glare and dazzling in the Bessemer and Siemens processes must be seen to be realised. Generally speaking, in fact almost always, it would seem as if the men engaged in these various kinds of work could submit to exposure to the high temperatures and intense lights with impunity, if[773] they will only use coloured glasses when employed with the higher temperatures and the more dazzlingly bright lights. Occasionally, however, one meets with men who appear incapable of continuing to bear these conditions. They feel their eyes painful, and it is some time after cessation of labour before the discomfort passes away. Such as these have sometimes to seek another occupation. On the other hand, the readiness with which, it may be after an accident to one eye, men will often return to their employment before the furnace or fire, is surprising.
Glassblowers are asserted to be frequently the subjects of cataract, and it has been sought to connect this tendency with the powerful heats to which their work exposes them, and also to the sweating which accompanies it. They work around open-mouthed furnaces and close to pots of molten glass, and are thus exposed to intense heat and light. I have, however, seen something of glass-blowers from time to time, and my experience, whilst it does not allow me to support this assertion of the frequency of cataract among these men, may be regarded as too limited to contradict the statements which other observers have made. Should extreme heat and consequent loss of moisture be regarded as sufficient causes for the production of cataract, then it should be found especially among iron and steel workers. My experience does not, however, show that this is the case.
Exposure to Electric Light.—Several instances have been recorded showing the serious effects on the eyes of those exposed to the glare of this powerful light. The following may be mentioned.[173] Two men were employed on an electric street railway. One man thrust a blade of a screwdriver into a motor cylinder and “immediately he was flashed by the powerful light and stunned by the powerful current.” When seen five hours after, the eyelids were closed and he was suffering intense pain, but he was able to resume his work next day. The second man struck a “live electrical circuit” with a steel file, and instantly there was a flash of light and he was rendered unconscious. The eyelashes were singed and the arms burnt, and there was great pain. It was not until the fifth day that he could return to work. A more severe case[174] is reported of a man engaged as engineer in the power-house of an electric car line. He was using a wrench to some machinery, when accidentally his elbow came into contact[774] with another machine forming a short circuit. The whole electrical force—1000 ampères—used to propel the cars several miles, passed down the forearm and out at the elbow. The electrical discharge was succeeded by a loud report following an intense flash of light. The man was knocked down, but only lost consciousness for a few seconds. When seen an hour after, the skin of the arms, hands, face, and neck, in fact, of all exposed parts, was burnt; the effects were like those caused by boiling water; the eyelashes and eyebrows were burnt off. The ocular conjunctiva looked as if a strong solution of nitrate of silver had been applied to it, and the corneæ had the appearance of ground-glass, especially in the centres, so that the impression was given that they were both destroyed. It was, however, found that only the epithelial layers were affected. Ultimately sight was recovered, but photophobia remained for some time.
Of the many ways that the electric light is liable to be injurious may be mentioned that of electric welding. This process is one that is becoming very largely used in iron works, and it effects its purpose so rapidly that it is likely to find still further employment. I have met with many men who have suffered from exposure to the intense light emitted in electric welding. On several occasions the opportunity has been given me of witnessing the process. The heat produced is so intense that metal runs at once like solder. So rapidly, indeed, is this effected that, without seeing the process, it seems incredible. To protect the eyes from the intensity of the light, the onlookers use large shields with glass in the centre arranged in alternate layers of blue and red, there being four thicknesses. The man engaged in working the process in one factory with which I am acquainted, uses a helmet to protect his head and face. In the front of the helmet is a glass window made up of six layers, alternately red and blue. At another place the men stand behind a wooden screen about 4 ft. high, with a sliding top, in which is a glass window for the workman to observe the work upon which he is engaged. The sliding top can be raised or lowered according to the height of the man or the nature of the exact work to be done. The window is made up of four thicknesses of glass, two green and two blue, and there is a plain glass fixed in front of these, as it can be more easily replaced, this being required by the liability of the front glass to be spoilt by deposit on its surface. This arrangement protects the man much more than the helmet. The men’s trousers may be burnt by the metal splashing on them, and this screen gives more[775] protection than the helmet would do. The top part of the screen is narrower than the bottom, to enable the men to get their arms freely round it so as to work on the metal in front, and the broad lower part forms a rest for their arms. Any parts of the body which are exposed to the light may get burnt, and many suffer severely in this way. If the eyes “catch” the light they feel the effects at once, but the worst generally does not come on until some hours afterwards, and most men will say that the most acute stage is during the night succeeding the exposure. The eyes feel swollen and as if filled with burning sand, and the pain is very severe. There is swelling of lids; so much so that they cannot be opened, and there is lachrymation. All night the pain will last, but the next day the worst will be over, and often by a day more the eyes will be quite right again.
Terrier and Malakoff have each published very interesting observations bearing on this subject, as has also Wildmark. The latter especially appears to have settled the point as to whether in these cases it is the heat or chemical rays that act so hurtfully. Taking advantage of the different actions of glass and crystal—the former absorbing chemical rays, the latter, or crystal, allowing them to pass—he showed that if a pencil of light before reaching the skin was made to pass through a disc of glass, in the centre of which was a hole filled with a small disc of crystal, the redness of the skin was observed only in the central area, a proof of its dependence on the chemical rays. Malakoff pointed out that though the light was so intensely dazzling the thermometer was only raised 2° C. at a metre distant, but it must be borne in mind, however, as a workman mentioned to me recently, that the metal acted upon during welding becomes very hot, so that standing close by is hardly possible.
Some idea, also, may be given of the heat involved in electric welding by the following data, supplied to me by an experienced electrical engineer. He stated that, at one works, the temperature during electric welding would measure about 3000° C. (7000° F.), and that it was not an unusual thing to measure 3000° C. in an electric furnace. In the absence of photometric measurements, he assumed the luminosity of the arc for electric welding would be about 8000 candle-power.
The action of the electric light upon the eye is to all appearances confined chiefly to the conjunctival or corneal surfaces. Very possibly, however, it occasions also a hyperæmia of the retina, and one case is on record of a boy who got a central scotoma from[776] looking at an electric light placed in the roof, like those resulting from the action of direct sunlight.
With the prudent use of the protectors mentioned the light can be observed with little risk of injury.
It is difficult to obtain anything like accurate statistics as to the numbers blinded by accident. Magnus, in his tables, makes 8.5 per cent. of all cases of blindness as due to accident. In this calculation no count is made of those blind in one eye only, and the far larger number who have sustained permanent injury in varying degrees short of blindness; and even if such a computation were true for the community generally, the number must be greatly exceeded in large and populous centres, especially in those in which iron and steel are important industries.
A brief reference only to statistics is necessary. Mr Watson, the able Secretary of the Miners’ Permanent Benefit Fund, has given me the following figures as to the proportionate frequency of eye accidents among miners, to other accidents. In all these accidents the miners have been rendered unfitted from continuing their work, at least temporarily. The figures are for fifteen years arranged in periods of five years. The number of non-fatal accidents dealt with is 48,262.
| Period. | No. of Accidents. |
No. to Eye. | Percentage. |
| 1884 to 1888 | 16,870 | 857 | 5.08 |
| 1889 to 1893 | 12,768 | 670 | 5.24 |
| 1894 to 1898 | 18,624 | 979 | 5.25 |
| Total | 48,262 | 2506 | 5.19 |
The average yearly membership for each period was—1884 to 1888, 22,410; 1889 to 1893, 17,876; and 1894 to 1898, 23,005.
The Equalised Druids Society gives to those of its members who are permanently incapacitated from following their employment a grant of £100. The number of cases of all accidents in which this grant was made during the last five years was 57, and of that number it was given seven times owing to eye accidents.
My own infirmary figures also testify to the large number of eye accidents annually occurring in the district with which I am[777] more particularly acquainted. Of the last 2554 patients who have passed through my wards at the Sheffield Royal Infirmary, 2038 were men, and 516 women. Of the 2038 men, 622 were admitted for accident, or 30.52 per cent. This percentage has kept fairly uniform, but at periods of great trade activity the ratio of accidents to other cases admitted has gone up. Of the 516 women, only 36, or 6.9 per cent., were for accidents. The important part occupation bears to the number of eye accidents is well illustrated by these statistics. The men not only exceeded the women very largely in actual numbers, but still more so by percentage, this latter being six times as great as for the women.
In many trades associated with iron and steel in all its varieties, small foreign bodies are very prone to become lodged in the workmen’s corneæ. I take, as an example, the grinders. In the course of the day a grinder may get several “motes,” as he calls them, fixed in his eye, or days may elapse without such a mishap. If the cornea of a grinder be examined carefully with a magnifying glass, it will not infrequently be found to be studded over with minute nebulæ. Although the damage done by each foreign body may often not be serious, yet frequent repetition, by dulling the cornea, will, in many cases, diminish the acuteness of vision. These particles may either be small fragments of stone, or, much more frequently, small portions of steel or emery, which latter is used as a wheel for glazing cutlery, and for other purposes. Of the two varieties of grinding, the dry grinders are more exposed to injury from foreign bodies than the wet grinders. A grinder sits across his bench, or “horse,” and presses the knife or razor blade on the stone. The wet prevents the particles from flying about a good deal, but still a man’s face becomes, as he works, bespattered; nevertheless, a wet grinder seldom gets motes in his eyes. In dry grinding the sparks fly freely, and it is evident that very minute particles of steel or stone are being projected about, and it is the merest chance whether they hit the man’s eye or face, or scatter about the room. The fans, which it is well known have for many years been required in the grinding trade in consequence of its deleterious effects upon the health of the operatives, must be regarded as in some measure a protection. It is interesting to observe the remarkable manner in which a fan draws into it the sparks and particles flying from the wheel. There can, moreover, be no question that the grinder derives considerable immunity from motes by the employment of protective glasses. Grinders admit the protection they afford. If[778] further testimony be needed, it can be found in the condition of the glasses, after having been used for some time by a grinder: they are studded over with small dots occasioned by the impact of the motes.
In the great majority of instances the damage occasioned to the grinder or other operative in which similar mishaps occur is not attended with serious results. The immediate injury may, however, be serious, either directly or indirectly, by the ulceration that ensues. There is another way, also, in which injury results. A man once said to me, pointing to his damaged finger, “This would not have happened if something had not got into my eye, because I could not see my finger on the circular saw.” The operatives, in all the various trades in which iron and steel are used, are liable, though to a less degree than the grinders, to get these motes into their eyes.
In all the large works there are men who have a reputation for their skill in the removal of these motes. The instruments they use are of various kinds—for instance, a blunt lancet, blade of pocket knife, or a pin. Generally speaking, they are unsuitable. In many instances the motes are skilfully removed; in others, there is a good deal of bungling, and not infrequently cases come under observation in which sloughing corneal ulcers have resulted.
It seemed to me not unlikely that septic conditions were set up in consequence of the uncleanly instruments which were so often employed. Dr Shennan of Edinburgh kindly undertook a bacteriological examination of some of these instruments for me. I collected 22 tools used by different men, and Dr Shennan examined the majority of these. Taking all in all, he found nothing pathogenic excepting the staphylococcus pyogenes albus, whose virulence is comparatively slight. Of course there are many sources besides these tools by which a corneal wound may become septic. But good should result if a cleanly and suitable instrument could be made available to the men who remove motes. In some of the works a case, made at my suggestion, is provided, containing iridium-platinum blunt-pointed spuds, together with a small spirit lamp, with directions printed on the inside of the case, saying that before use the extremity of the spud should be sterilised by heating it in the flame of the spirit lamp, or if this be not accessible, in a gas or other flame which may be at hand.
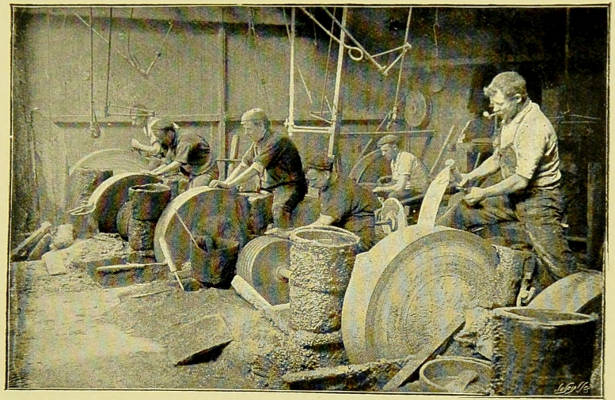
Fig. 81.—Grinders. Edge-Tool Grinding.
By far the most serious eye accidents happen to men engaged [779]in working iron or steel. The following figures exhibit this in a very lurid light:—
| Steel and Iron. | |
| Steel and iron splinters, rivet chips, pieces of drill, file, wire, etc. |
173 |
| Nail | 5 |
| Burns. | |
| Metal sparks, flashes, etc. | 43 |
| Lime | 8 |
| Gas explosion | 1 |
| Ammonia | 1 |
| Gunpowder | 4 |
| Cinder | 1 |
| Poker | 1 |
| Miscellaneous. | |
| Dynamite, and dynamite explosion and cartridge |
6 |
| Wood, sticks, and peggy | 13 |
| Hook | 1 |
| Knife | 8 |
| Glass, soda-water bottles, etc. | 15 |
| Pick | 5 |
| Stone | 24 |
| Fork | 7 |
| Pin | 1 |
| Fist | 3 |
| Branch of tree | 1 |
| Crane handle | 1 |
| Cork | 2 |
| Cinder | 4 |
| Coal | 11 |
| Straw | 1 |
| Cat’s claw | 1 |
| Sand | 1 |
| Ball | 1 |
| Pen | 2 |
| Firework | 1 |
| Boiling oil | 1 |
| Tin | 2 |
| Band strap | 2 |
| Band buckle | 2 |
| Chain | 1 |
| Kick | 1 |
| Brick | 1 |
| Thorn | 2 |
| Elastic, piece of | 1 |
| Total | 359 |
Out of this total of 359 eye accidents to males, taken from the records for this purpose consecutively, which were so serious as to require admission to my wards at the Sheffield Royal Infirmary, no fewer than 173 were caused by iron or steel, pieces of rivet, of drill, wire, and many other means associated with the iron and steel trades. There were also 43 due to burns from molten metal, sparks, flashes, etc. I am not sure, also, whether to the former number should not be added 5 put down as caused by nails, as most, if not all of them, would have occurred to iron or steel workers.
The opportunities for the infliction of severe injuries to iron and steel workers are multitudinous. They occur in all branches of the trade, in the lighter iron and steel industries as well as in the heavy trades where armour plates and heavy castings of scores of tons are made. A very large proportion of the accidents are occasioned by what is called “chipping” and “fettling.” “Dressing” is the name given in some parts to this process. This work consists in chipping the rough edges from iron and steel castings, ingots, and all kinds of steel and iron work, and among other things, even the large armour plates.
[780]
Castings of either iron, steel, or brass are the most dangerous to work upon, because the chippings fly about on account of the metal being brittle. It is very dangerous chipping castings in the corners, or where the “chipping” strikes the metal and rebounds. Chippings from the castings are about ¼ inch to ¾ inch long, and very sharp. When chipping thin plates on the edges, the chippings are sometimes 1, 2, or 3 inches long before they break off. All castings are “fettled” at the foundry, that is, the runners are cut off, and the places where the metal has run at the joint of the moulding boxes are trimmed off.
Whatever be the special kind of metal or steel to be fettled, the manner in which it is done is practically the same. A hammer and chisel, or sate, are used, and with these the roughnesses are removed. Frequently, also, whilst one man places the chisel, another, or even two others, called “strikers,” will use a hammer. I understand that at works where say 1000 men are employed, 200 or more will be occupied more or less in “chipping.” Many men are frequently working close to each other, so that the danger is not only to the worker himself, but to those around. Passers-by are by no means infrequently the victims. The chipper himself is often hit by the rebound of the splinter after it has struck some other object. It must be recollected, also, that in the process spoken of, the danger is not merely from the iron or steel which is being operated upon; there are three other places from which splinters may be given off and cause injury, namely, the hammer head, the chisel head, and the chisel point.
It is obvious that men engaged in work which causes the splinters to fly about so freely, should be so placed as not to be chipping against their fellow-workmen, or in a direction from which passers-by may approach. This is managed in some works by getting the men to chip against a wall, though not too close to it, or, again, by interposing a canvas screen between sets of workmen.

Fig. 82.—Men engaged in Chipping.

Fig. 83.—Chipping against a Screen. Men wearing Protectors.
The sizes of the splinters spoken of vary from the most minute to others measuring some inches in length, and they may be thick or thin. The injury inflicted differs, of course, in accordance with the size of the missile and the force with which it is projected. The small fragments may be thrown off with such velocity that they penetrate the eyeball and become embedded in its interior, in some instances passing through the eyelid before reaching the globe. The destruction to sight in this way is very large. I have myself removed from the globe, with my electro-magnet,[781] more than two hundred fragments of steel and iron. One was no heavier than 0.0015 gr.; several were as light as 0.0030 gr. and 0.0046 gr. The largest weighed 36 grs., and there were two others 12 and 9 grs. respectively. It would be out of place to refer here to the results of the extraction of this number of foreign bodies with the electro-magnet. It will suffice to say, that many eyes have been saved by its employment which otherwise would have been hopelessly lost. The injury to the eyeball occasioned by the large chippings may be so extensive that the eye is at once irreparably damaged, or so injured that removal of the globe will subsequently be necessitated.
The dangers of chipping may be minimised by adopting a pneumatic chipper. In some works, for chipping ingots I have seen one at work on a large casting. It has the advantage of accomplishing in one hour what, by hand, would take six or seven hours. It certainly prevented the flying about of splinters in a remarkable manner. They merely curled up and rolled over. It more resembled using a cheese-scoop in a fairly soft cheese than running any tool over hard steel. Up to the present these pneumatic tools have not been successful for “chipping” the rough edges from steel castings.
Another class of severe injuries which are of common occurrence are burns from molten metal. Sparks and flashes fly about freely in almost every instance that molten metal is run into the moulds, but on some occasions, of course, more so than in others, and the portions given off vary much also in size. Injuries caused in this manner were no fewer than 43 out of the 359 consecutive accidents in males admitted into the Sheffield Royal Infirmary. In the forgings, also, great or small, when the iron or steel is being hammered either by hand, or, in the case of larger castings, by a steam or hydraulic hammer, portions are given off from the glowing metal, and those working and the bystanders are exposed to danger of burns.
The knowledge which I have acquired from contact with working men who have been injured, and from periodical visits to the principal works, has long since satisfied me that much of the destructive injury to sight is preventable, and that means should be adopted to lessen the risks to sight which are at present associated with important industries. There is less difficulty in enlisting the support of the employers than in gaining the assent of the men to the adoption of precautionary measures. I know of one firm who make it compulsory on men engaged in “chipping,”[782] “fettling,” “turning,” and other work in which iron and steel splinters are liable to fly off and endanger sight, to wear protectors, which are provided at the expense of the firm. This decision was taken in consequence of a workman being blinded by a chipping.
In considering what kind of protectors men should use, it must be borne in mind that the cost must be very moderate, and that sight should be interfered with as little as possible, if at all. Among iron-workers, glass is practically out of the question. Even thick rock crystal, which has been suggested for some kinds of work, in consequence of its thickness and peculiar manner of fracture, would hardly do. Gauze wire, fitting close to the eye like a cup and attached to the head by a string, is employed by stonebreakers and in some ironworks. Complaint is made of such protectors as being hot and interfering with sight, but there is no question that they afford considerable immunity from accident. Another practical point about protectors is that they should not be liable to rust. For this reason galvanised iron wire, or better, aluminium wire, is of service. The mesh should be sufficiently strong and fine, and sufficiently close to prevent, as far as possible, even small chippings passing through it, and yet to interfere with sight as little as need be. I have had experiments made by allowing men engaged in fettling to “chip” against wire gauze which has been suspended for the purpose, to ascertain how far a mesh answered before deciding to adopt a given size. I have had this netting made[175] into protectors which cover the eyes and adjacent parts. The portion over each eye is bulged forward so as to allow very free play to the eye underneath; the convex surface is a greater protection than one merely flat would be. I have supplied workmen with these protectors, who have used them when chipping, steel melting, and in other dangerous iron and steel work. I learn that they are regarded as satisfactory, that they answer their purpose well as protectors, and that the interference with sight is very little.[176]
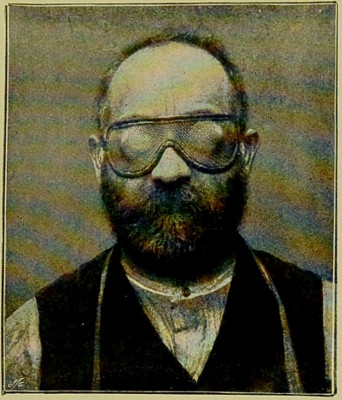
Fig. 84.—Protectors. (Author’s pattern.)
I would sum up my suggestions as to the means for protection as follows:—
1. The grinder will find that large glasses made of plain glass, or, indeed, his own spectacles, should his refraction require their use, will afford great protection. Or he may use other protectors, made with glass in front, and gauze surrounding it.
[783]
2. The use of protectors should be compulsory for those workers in iron or steel whose employment renders them liable to be injured by iron or steel splinters, or who are exposed to danger from molten metal.
The gauze eye-shield I have described will, I believe, answer the purpose well. The cost is low, and it is worth the employers’ while to supply their men with them.
Other means to be adopted are:—
(a) The use of a pneumatic chipper whenever practicable; (b) the proper arranging of the men at their work; and (c) the use of screens, so as to avoid injury to their fellow-workmen and to passers-by.
It is my belief that a consideration of the facts here advanced will lead to the conviction I have myself long held—that very many eye accidents associated with trades are preventable, and to the view that preventive means should be adopted.
In addition to the classes of workmen more particularly alluded to in the foregoing remarks on eye accidents and their prevention, the following occupations may be briefly touched upon.
Coal miners are prone to be injured by portions of coal striking the eye, and either becoming embedded in the cornea (like the grinders’ motes) or causing abrasion of the surface, or wounds of the eyeball. Eye injuries in the miner appear to be more than usually prone to become septic. Injury may also be occasioned by splinters flying from the pick point, and either sticking in the cornea or penetrating and becoming lodged in the eyeball, in a similar manner to that which happens in “chippers.”
Agriculturists are liable to eye accidents in many ways. In “hedging” injury is often caused by the eye being struck by branches or twigs of bushes, or a thorn may wound the surface or penetrate and remain lodged in the interior of the globe. In threshing and chaff-cutting, among other processes, the lodgment of foreign bodies under the eyelids may occur, or abrasion of the surface of the eye be effected. A special form of ophthalmia has been described as occurring among hop pickers. It is characterised by muco-purulent discharge and swelling of the lids. Dr Percy Adams, who has described this affection, considers it is caused by the introduction into the conjunctival sac, or into the cornea, of the small, thorn-like, hairy processes which are found on the hop leaves, bracts, and bines.
It may be generally stated that all engaged in dusty occupations are prone to have their eyes irritated or to suffer from[784] conjunctivitis. This is the case, for instance, in a very dusty coal mine, a dust-laden flour mill, etc.
All workers with stone are liable to eye injury from portions of stone flying off and striking the eye, as they are also from splinters coming from the chisel or hammer. Stonecutters are very liable to have motes in their eyes, and more rarely the injury is much more serious. Stone-masons, masons, bricklayers, and stonebreakers come under this class. Protectors are sometimes used by stonebreakers at their work. Stone “cutting” or “dressing” in the streets is often a source of danger to the passers-by as well as to the workers themselves. Such work should be so arranged that the cutting or dressing is directed against a hoarding or wall.
In the preparation of grindstones there is considerable danger to sight. “Millstone building,” in which buhrstone is used, is only a small and decaying industry. Buhrstone comes from France in blocks, which have to be chiselled into wedges to form sections of the circular millstone, which are joined by cement and bound round with hoops of iron. Pieces of stone or tool are liable, during the process of chiselling, to fly about and endanger eyesight.[177]
The workers in quarries are exposed to dangers to eyesight like the cutters and dressers of stone, but the fragments will frequently be larger. Another danger is added, viz., that of blasting. The gravity of the injury inflicted varies considerably. In some, powder grains are studded about the face and eyelids and embedded in the front of the eyeball, occasioning serious danger to sight. In others, the injury may be so severe that sight is irrecoverably lost. It is unfortunate, also, that not infrequently in these serious accidents both eyes are implicated. The same dangers apply to all kinds of work in which explosives are used for blasting purposes, whether above or under ground, as, for instance, in the latter, coal and ironstone mining.
There are only a few parts of the country where ganister is obtained. The largest works of the sort are situated at Deepcar, near Sheffield. The effect of the fine powder produced in the processes required for making the bricks is recognised as hurtful to the lungs of the employés engaged. Besides this, however, the extreme hardness of ganister necessitates blasting, and this is mostly done by dynamite. Two men, within a short time of each other, came under my observation, who had been blinded[785] from this blasting. This occurrence induced me to pay a visit to the ganister works. I found ganister was obtained by quarrying and also underground, where it is found lying underneath a seam of coal. In “scrapping” or breaking the ganister into smaller pieces there is a danger of pieces striking the face or eye, a greater risk probably than in ordinary stone-breaking. The ganister is afterwards broken, in a machine, into small portions. Fragments not infrequently fly off, and might cause injury. From this machine the ganister goes to another, where it is ground quite small and churned up into a thick pea-soup consistence, whence it is taken and placed where the bricks are made, and afterwards burnt in a kiln heated to 2000° F. The dangers attending the working of ganister are not so great as to call for special notice, and, moreover, the industry is a small one.
Burns caused by lime must be mentioned. All workers with lime and mortar are exposed to this danger from these substances getting into their eyes, resulting sometimes in destruction of the cornea and adhesions of the eyelids to the globe. Masons, plasterers, and bricklayers belong to this class. Besides the actual burning, the irritating qualities of lime and cement may occasion conjunctivitis, with ulceration of cornea, and endanger sight.
In wire-drawing, not infrequently the breaking of the wire is a cause of eye accident. The wire is put on a reel, and passed through the plate, and wound round the wire-drawing block. During this process, the tension is, of necessity, very great, but of course depends on the size of the wire. Generally speaking, it is three-fourths of the breaking strain of the wire. If the wire breaks on this block, the “back-lash” may strike a man on the face or head, and then also the last end of the piece might slip and strike a man. The wire is not likely to break until it has passed through the wire-plate or “wortle.”
In the weaving shops one peculiar danger to which persons working are subject is the liability to be struck in the face, or, more especially, in the eye by flying shuttles. This risk has been known and appreciated for many years. The matter formed the subject of a report ordered by the House of Commons in April 1891.
Since then, greater attention has been paid to the provision of guards to prevent accidents. There are many patterns of guards on the market. In principle they are of two classes: 1st, what are known as wing guards, that is, a wire screen of fine mesh canvas placed between the looms. In this case should the shuttle fly, it would be caught by the wing, and thus danger to the weaver at the[786] adjacent loom is obviated. The other system is to provide a rod on the traversing beam which is always over the beam of the shuttle. Should there be a tendency for the shuttle to rise, this would prevent it. With most guards of this description it is practically impossible for any shuttle to fly, but in less efficient ones the shuttle may escape. If it does so, however, it will always be at a low angle, and instead of striking the worker at the adjoining loom or any passer-by in the face or dangerous part, it will simply strike the clothing, and little or no serious result need be anticipated. Since the adoption of these guards the percentage of accidents has been very appreciably reduced.
In a recent case of serious eye injury to a young girl, it was ascertained that the guard for some reason or other had been left off, and the shuttle had flown up and struck her. The liability to accident among these operatives is shown by the statement of this girl, that she had been struck once before on the eyebrow, and at least twenty times on other parts of the body. All the girls working with her had also been struck several times. She had, however, in five years only known of one serious eye injury similar to her own.
In the manufacture of aerated waters there is danger to eyesight from the bursting of the bottles. The industry is carried on extensively in most of the larger towns. Usually the bottles or syphons are filled by machinery, and, in a similar manner, the cork is inserted, or some other method is adopted for sealing the bottles, whether it be a glass ball or screw stopper. If “wiring” is needed, it is then done and the label attached. In addition the bottles are “sighted,” or held up to the light, to see that they leave the factory clean. Another process consists in cleaning the returned empties. In all these processes, but especially so in “bottling,” there is danger of the bottles bursting, and inflicting serious injury to the eye, or cuts on the face or body from the fragments of broken glass. To obviate these dangers the use of faceguards or eye protectors is absolutely necessary, and all machines used for bottling or corking should be fenced round. The manufacture of aerated waters was reported on by the Dangerous Trades Committee (1896),[178] who recommended that all bottlers, wirers, sighters, and labellers, whilst at work, should be provided with faceguards, masks, or veils of wire-gauze. They also recommended the providing of gauntlets for the arms. They further advised the fencing[787] of all machines for bottling, to avoid the possibility of fragments of a bursting bottle striking any worker.
Bursting of Water-Gauges on Boilers.—Many cases of serious eye injury have come under my notice from the breaking of water-gauges. The liability to danger exists in every description of steam boiler, and breakages frequently occur. Injury may be occasioned by fragments of glass or from scalding, owing to the escape of boiling water and steam. Protection of some sort is necessary. Encasing the gauge in wire netting would suffice to prevent injury from fragments of glass, but it would still allow of the escape of steam and water. Another method is to surround the gauge with a metal casing, in front of which is inserted a window of plate glass to permit of the gauge being visible. A man of considerable experience suggested to me that this metal casing should be left open at the back, so that, in the event of the water-gauge glass breaking, the force of the explosion would be sent backwards. Too frequently no safeguard has been provided, but men occasionally devise means of protection themselves.
Simeon Snell.
[788]
The name silicate of cotton is misleading, for the manufacture of this substance has nothing whatever to do with cotton. It is a fleecy, white substance, hence the name. The danger in its manufacture is not from dust but from fluff of a metallic nature. Silicate of cotton is made from the refuse basic slag of ironworks. It is manufactured in Middlesborough, Redcar, Skinningrove, Hazlehead, etc. It is a small industry, and gives employment to very few people. The process of manufacture is simple. It consists in allowing a small, thin stream of molten slag to flow in a special direction, so that at a particular spot the stream is met by a strong blast of steam blown through a narrow pipe. Very minute particles of slag are thus formed, which are driven with great velocity into a collecting chamber in which no person could stand at the time. The small particles of slag are extremely viscous, and as they are blown through the air with very great velocity and meet resistance they become drawn out into very fine filaments like cotton wool, and fall to the ground as a loose, spongy material, not unlike snow or very fine spun glass. The material is then known as silicate of cotton, or slag wool. It contains the ordinary constituents of slag, viz., silica, lime, alumina, with a small percentage of iron and magnesia, etc. As it is a non-inflammable material and a non-conductor of heat, it is used for packing the pipes that come away from steam boilers, and for laying between floors to deaden sound, etc.
The danger to the health of the workmen lies in the inhalation of the fine filaments of slag wool, for they are extremely light, and this occurs mostly during the act of packing the silicate into bags. At this time the filaments are apt to get on to the skin and to adhere to the clothing, particularly where it meets the skin. On account of their sharp needle-like form they cause[789] considerable irritation and induce an itchiness of the skin which is extremely trying, for it endures by night as well as by day, robbing the individual of his sleep, and as he is likely to scratch himself, the inflammation of the skin leads to eczema. Beyond this itchiness or pruritus, the Dangerous Trades Committee, whose description of the process of manufacture I have largely reproduced, did not find anything in the trade that could be considered prejudicial to health. The industry had been previously inspected by Mr Edward Gould, now Deputy Chief Inspector of Factories, but he did not observe anything in the occupation to cause it to be regarded as really dangerous. Yet it is scarcely an industry for growing lads to be sent to, as they seem to suffer more than men, probably on account of being more impatient under the influence of pruritus, and being less able to bear the effects of loss of sleep from it. The working shifts ought to be short, and the men when engaged in packing the slag wool ought to wear a veil or respirator. As it is desirable to cover the ears, nose, and eyes, a loose gauze or muslin veil is preferable. The men ought not to enter the chamber into which the slag wool has been blown until the atmosphere has become clear, through the settling down of the fleecy filaments.
As the work of the upholsterer is largely concerned with the manipulation of feather, flock, hair, etc., the subject is indirectly dealt with under Shoddy and Rags. The dust is provocative of respiratory troubles. If the rags, feathers, and hair have not been previously cleaned, the dust not only causes bronchial irritation, but may be the means, owing to morbific germs adherent to these products, of causing infectious diseases such as smallpox and erysipelas, and such intestinal derangements as vomiting and diarrhœa.
The manufacture of mattresses is an unhealthy occupation, for the dust that escapes from wool and horsehair during the operation of carding often causes cough, difficulty of breathing, and retching, and if these have not been previously sterilised, the dust may cause blood-poisoning. Ramazini alludes to the ill-health of the Jews in Italy who undertook this work, and to the fact that they became emaciated.
Mattresses that have been lain upon by persons who have died of infectious diseases occasionally find their way into third-rate upholsterers’ shops, where their contents are picked and[790] mattresses are re-made. It is very dusty work when the picking is done by hand, and besides, there escapes an unpleasant, sickening odour which causes headache and a feeling of malaise. When mattresses have become fouled in places by discharges from patients suffering from infectious diseases, considerable risk is incurred by those who by hand teaze the contents of such bespoiled bedding.
A short while ago a Commission in France dealt with the subject of the cleansing of bedding. It reported that used mattresses often harboured the germs of smallpox, scarlet fever, measles, diphtheria, and typhoid fever. Before any old mattress is picked, it ought to be exposed to a very high and dry temperature, say 100° C. or 212° F. Woollen and other flock materials should be previously exposed to superheated steam and afterwards to sulphurous acid vapour, which can be got from burning sulphur. In ordinary medical practice, particularly in large towns, many of the municipal authorities not only provide the means for sterilising, but require that the bedding that has been used in infectious cases shall be disinfected. It is desirable in the interests of the public that the Sanitary Authorities should also offer facilities to furniture dealers for the disinfection of second-hand mattresses, and that upholsterers who re-make these mattresses should not be allowed to have their contents picked by hand until they have been dry stoved. Cardage by machinery is fortunately replacing hand-picking, but in places where hand-picking is still carried on the workers should wear respirators, and the ventilation so arranged whereby the dust may be carried away from them.
From feathers dust of a suffocating character is also given off. Sometimes it induces ophthalmia, also diseases of the bronchial tubes and lungs, but as feathers can be very readily disinfected by means of steam, and the industry is a small one and offers work only at irregular intervals, the number of people who actually suffer in health from feather dust is not large.
The occupation of joiners and carpenters is on the whole healthy. Beyond a greater amount of exertion required in some branches of the trade than in others, and greater exposure to the weather, the industry calls for very little consideration here. The removal of timber in dockyards is heavy work, but it is undertaken by[791] labourers. A few years ago, when sawpits were more in use than now, the act of sawing imposed a considerable strain upon the men, and as the sawpits were often out of doors or at the best very imperfectly covered, the sawyers often suffered from rheumatic affections, bronchitis, and asthma. Thirty years ago, before machinery had so generally supplanted hand-sawing, sawyers occasionally came to the Newcastle Infirmary suffering from disease of the aortic valves, and presenting such other signs of cardio-vascular degeneration as are found in men whose work is hard, and who have been exposed to all kinds of weather. Beyond the large but diminishing number of surgical accidents caused by the circular saw, the use of this implement, especially when acting upon soft wood, cannot be regarded as the cause of ill-health to men employed in the joiner’s shop.
Carpenters are said to suffer from contracted tendons of the hand, owing to the protracted use of the chisel, and in men who plane much the hands become enlarged. As these workmen stand on their feet all day they run the risk of suffering from hernia and varicocele, but I am not disposed to admit that their liability to these affections is very much greater than in men in other trades, nor have I noticed to any extent, in turners, the depression of the left shoulder, the bulging of the shoulder-blade, and protrusion of the left hip, through the individual throwing the weight of his body upon the left leg when at work, to which some authors allude as of common occurrence.
Sequoia Wood.—A short while ago my attention was directed by Sir James Russell of Edinburgh to a series of symptoms said to be experienced by joiners when working with sequoia wood. To Councillor Telfer of the same city I am indebted for a short account of the supposed effect of the sawdust on those who saw and chip the wood, also for samples of the sawdust. The symptoms produced resemble those of a bad cold in the head and chest. There is a running at the nose, with frequent fits of sneezing, irritation in the throat and chest, followed by coughing, laboured breathing and quickened pulse, and later on by a sense of oppression at the pit of the stomach and a smarting sensation in the eyes. The symptoms usually last for only twenty-four hours, and are especially pronounced in men working for the first time with the wood. By next morning the unpleasant symptoms just described have, as a rule, disappeared. A kind of tolerance comes in time to be established, although in the case of men who are the subjects of asthma and throat[792] affections, their experience is painful and the effects enduring. I am informed that if a splinter of the wood penetrates the skin to any depth the wound almost invariably suppurates. The sequoia tree is a conifer, and is found in California. It requires a good deal of moisture, grows well in fog, which is said to be essential to its life, for on passing through the fog belt into clearer air no sequoia trees are to be found. It is a wood not unlike mahogany in appearance, and is used for house panelling. Dr R. A. Bolam and myself have examined sequoia sawdust both chemically and microscopically without finding in it anything definite to explain the symptoms attributed to working with the wood. It can be kept mixed with water without giving an acid reaction. I covered the floor of a rabbit’s hutch with sequoia sawdust instead of ordinary sawdust, but the rabbit confined in the cage, although thus exposed to it for several weeks, took no harm. Rats, on the other hand, seemed susceptible to sequoia sawdust; they suffered in a few instances from running at the nose. That the dust of some kinds of wood are more irritating than others has long been known. Rosewood, for example, has had a bad reputation in this respect. The presence of a large amount of inorganic matter in wood causes the sawdust to be much more irritating than that obtained from wood in which such inorganic matter is, comparatively speaking, absent.
In the manufacture of celluloid two risks are incurred: (1) fire, and (2) inhalation of harmful vapours.
Celluloid is a complex product formed from pyroxiline, camphor, and alcohol. It was invented by an American named Hyatt in 1869. When rolled and compressed after having been very gently heated, it forms a hard, elastic, transparent substance, capable of taking a beautiful polish, and as various pigments can be added to it, celluloid can be made to resemble coral, ivory, ebony, malachite, etc. Heat quickly softens it. If brought into contact with a naked light it is readily ignited, producing a smoky flame and a disagreeable camphor-like odour. Several explosions and burns have been known to occur when hairdressers have been using celluloid combs in close proximity to a naked light. Celluloid is used for making billiard balls, knife and umbrella handles, combs, frames for eyeglasses, also washable[793] imitations of linen,—for example, American cuffs and collars, etc.[179]
One of the principal dangers in regard to using celluloid is fire. No naked lights, therefore, should be allowed near at hand, nor should there be any open hearths where celluloid is being manufactured or stored. Should celluloid by any chance become ignited, sand and water will extinguish the fire.
There are also dangers incidental to its manufacture. Pyroxiline is prepared from vegetable cellulose by treating it with nitric and sulphuric acids. Apart from the burning accidentally caused by these acids, the workpeople breathe while in the factory an atmosphere charged with nitrous vapour, which causes cough, a feeling of suffocation followed at times by bloody expectoration and signs of pulmonary congestion. No mixing and pounding of the celluloid should be done in open tubs, but in hooded receptacles, so that the irritating fumes are carried away from the workmen. Gloves ought to be worn. No young person should be employed in the industry.
Medical opinion is divided as to whether the manufacture of tobacco and cigars really exercises any injurious influence upon the workers. As far back as 1846 this subject was carefully investigated by Dr Melier at the request of the Academy of Medicine of Paris. In the manufacture of tobacco for smoking it is generally conceded that during the chopping up of the leaves and their subsequent exposure to a high temperature in shallow vessels, certain fumes are given off that are obnoxious to the workmen engaged in this operation, also that during the grinding of snuff irritating gases and dust are evolved. Apart from these, however, the industry is on the whole a healthy one. Some people have an idiosyncrasy which causes them to be easily affected by tobacco. New hands on entering a tobacco factory for the first time often experience a good deal of nausea, headache, and giddiness, and they sometimes too have a sense of faintness, but by degrees they become accustomed to the odours. At the Newcastle Dispensary I am occasionally consulted by female tobacco-spinners on account of persistent headache, nausea, dislike to food, anæmia, and muscular feebleness. I have never[794] observed the transient loss of sight nor the pharyngeal catarrh alluded to by some writers. Melier held the opinion that working in tobacco arrested tuberculous disease, but this is simply an opinion, and is uncorroborated by the experience of others. Poisson and Eulenburg take the opposite view, and maintain that tuberculosis is a very frequent disease indeed in tobacco workers, especially in females. In the lungs of tobacco-workers, both at home and abroad, there have been found pigmentation and patches of brown induration. Similar lesions have been observed in the lungs of animals experimentally exposed to tobacco dust; but at the best these changes in the human subject must be regarded as of extremely rare occurrence, and are more than likely due to the inhalation of vegetable and mineral dusts which dry tobacco often contains. Given a healthy man or woman, and a well-ventilated factory provided with the proper means for removing dust and foul air, there is nothing in the manufacture of tobacco or in the making of cigars to cause the occupation to be regarded as one very prejudicial to health. Anæmic girls and those with an idiosyncrasy to tobacco are not good subjects. As to the work causing excessive menstruation and producing sterility, confirmation is required; and the same remark applies to the supposed frequency with which pregnant tobacco-workers and cigar-makers are said to miscarry. In Poisons Industriels, p. 201, it is stated that the midwives who attend the female tobacco-workers of the Rue Jean-Nicot in Paris often remark upon the readiness with which pregnant cigar and cigarette makers abort, and that the only way by which it is possible for a pregnant tobacco-worker to carry her child to term is to give up her employment for the time being. It is also stated that the infants are either born dead or die soon after birth. Out of 100 pregnancies in female cigar-makers, Dr Jacquemart observed 45 miscarriages. Personally I do not attach much importance to these statements, nor to that regarding infants suckled at the breast, who are said to suffer from colic after a meal, and to die from inanition. In Madrid infants are taken at certain hours of the day to the large cigar factories to be suckled by their mothers. While I am far from countenancing the practice, I must admit that, having examined as many as 30 and 40 infants being thus fed at a time, the children looked plump and healthy; so, too, did the mothers. Tobacco is not an emmenagogue. Its abortifacient properties, it seems to me, have been exaggerated; and in this I am supported by Poincaré, and also by Ygonin, who found in 750 female cigar-makers[795] that miscarriages were by no means more frequent than in women engaged in other occupations.
The subject of amblyopia or loss of vision in tobacco-workers is dealt with in another part of this book by Mr Simeon Snell.[180]
An interesting contribution to the subject of the manufacture of cigars, from the social and hygienic standpoint, appears in the Economic Journal, December 1900, from the pen of Miss Grace Oakeshott. It is the result of an inquiry undertaken by the Women’s Industrial Council. Smokers need hardly be reminded that two kinds of cigars are made, the machine or moulded, and the handmade cigar, nor is it necessary to do more than mention the superiority of the latter over the former. A woman requires rather a long apprenticeship, nearly five years, before she becomes an adept in making handmade cigars. Miss Oakeshott had several opportunities of coming into close contact with female cigar-makers, from whom she learned that they themselves believe there is nothing in the work that is unhealthy nor in any way trying to an ordinarily healthy woman. The occupation is decidedly sedentary, and it is more than probable that the women sit too long. As to a supposed protection to the workers from epidemic disease afforded by tobacco, I am not in a position either to support or contradict the statement. I doubt it. In 1862 a Parliamentary Report was published on the tobacco manufactories of Lancashire. It dealt especially with the female workers in Liverpool. The medical men gave it as their opinion in the report that tobacco had no permanent effect upon the health of the workers, and that “though at first the women were attacked by sickness and faintness due to the smell of tobacco and to insufficient ventilation, they soon grew accustomed to this, and that, moreover, at the time of a cholera epidemic the cigar-makers in the town were free from the disease altogether.”
Women, taken all in all, are slower cigar-makers than men. Men will make from 800 to 1270 cigars in a week, and women from 400 to 800, and yet it occasionally happens that a woman who is an exceptionally quick worker will beat the best male worker. The cigar trade is one that requires deftness and skill in manipulation, and as both of these are possessed by women’s fingers, the occupation is one particularly suited for women. The work is neither hard nor laborious; it is quiet, and on the whole it is well paid.
[796]
What strikes one most in dealing with the subject of workmen employed on railways is the large number of accidents that befall them. It is a general opinion that engine-drivers are a healthy class of men. The records of their Insurance Societies show this, and medical experience confirms it. The wages that drivers receive enable them to buy good food. As they have few opportunities of getting much physical exercise, several of the men become rather obese. My own professional knowledge of engine-drivers is limited. Most of those whom I have had medically to deal with have suffered from acute inflammatory affections of the chest, or from dyspeptic troubles due to their long and irregular hours, their long journeys, and lengthened absence from home. These irregularities oblige drivers and firemen to take with them on the engine food already cooked, and often to eat it when they can. Their duties are of an anxious nature, and are accompanied by a considerable amount of nerve tension, which may cause them to break down in health. Dr Alexander Scott, of Glasgow, at the meeting of the British Medical Association at Cheltenham, August 1901, expressed the opinion that most of the accidents on the line are the result of nervous tension on the part of railway servants. He cited instances of signal-men becoming paralysed through fear, and of experienced engine-drivers losing their head and suffering from temporary mental aberration. Nervous tension causes headache, weariness of brain, and sleeplessness. Whether it is in consequence of this nerve strain that engine-drivers as a class suffer more frequently from diabetes than men engaged in other occupations, I am not prepared to say. Dr Atkinson, of Crewe, states that engine-men are usually long lived, but that they are subject to bronchitis in winter, while their common complaints are indigestion, varicocele, and varicose veins, the latter in consequence of their prolonged standing. Out of 4000 men employed at Crewe, not more than 6 die annually from phthisis.
Through the kindness of Dr Atkinson, of Crewe, I have been furnished with the Annual Reports of the London and North-Western Railway Insurance Society for Drivers and Firemen for the last six years. The average number of men in the society has been 10,817. The average annual number of deaths during these six years has been 91, and the average annual number of deaths from accidents 9.6; that is to say, one-tenth of the deaths is due to accidents received when at work. On looking over the causes of[797] death, it is noticed that the largest number of men die from old age, and that pneumonia, heart and kidney diseases, also the combined influence of these two latter, carry off by far the next largest proportion. I am struck, however, by the number of deaths from diabetes. They vary from one to four per annum; no age period is spared, but the maximum rate of mortality is above fifty years of age. More of the men die from pneumonia than phthisis, probably in consequence of exposure. Dr Atkinson concludes a letter by remarking that drivers and firemen “are very long lived and healthy, and fewer of them suffer from hernia than the public generally.”
Stokers are said to suffer from pulmonary anthracosis, a form of consumption like coal-miners’ phthisis, but I am doubtful of the prevalency of this ailment among stokers, just as I am of their becoming deaf owing to the soundings of the whistle. Men employed in the sheds cleaning the engines with soda and potash often become thin and anæmic, but if they are given outside work they rapidly regain the appearance of health.
Labourers on the railway employed to look after the transport of living cattle, or who have to handle the carcases of dead beasts, skins, and hides, run the risk of contracting blood-poisoning. As the identity of human and bovine tuberculosis has recently been disputed by Koch, the following fact is of considerable importance. Two labourers employed on an American railway to clean and repair cars used for transporting cattle, suffered from local tuberculosis of the skin, following a slight injury to the hand caused by a splint of wood. One of the men died a year afterwards from tuberculous disease of the lungs. There is every reason, therefore, why infected cattle and carcases should not be allowed to be carried by rail. In our own country we know how often anthrax has been traced to the importation of diseased hides and infected hair (see “Anthrax”). While people may thus become infected, not only on the railways but in the factories, it is absolutely necessary that diseased cattle should not be allowed to travel either by road or rail. In the event of infected animals having been conveyed by rail, complete disinfection of the waggons is an absolute necessity. This is sometimes done by washing out the interior of the waggons and brushing them with quicklime. Superheated steam is by many believed to be better than antiseptic solutions, for if these are to be of any service they must be used strong. Pasteur taught that all disease-causing germs were destroyed at a temperature of 110° C., or 233° F., and that moist heat is superior to dry. A few[798] minutes’ exposure to superheated steam kills even the most resistant microbes, so that where vehicles have been employed in the transport of infected cattle, patients suffering from enteric fever, and in warfare of soldiers with discharging wounds, disinfection should be resorted to immediately after discharge of the cargo.
(For further remarks on disinfection, see article “Anthrax,” p. 642).
Drivers of public vehicles suffer and become prematurely old in consequence of their exposure to inclement weather, late hours, and irregularity in getting their meals. Alcoholism and exposure to cold are responsible for their tendency to develop gout and rheumatism, and through these disorders to secondary affections of the kidneys, heart, and respiratory organs. They die at the rate of 1482 to 1000 of the male population generally.
The average age at death of cooks is fifty-four years. Heat affects cooks differently; some become extremely stout and unhealthy looking, while others, in consequence of the heat, working in cellar kitchens by artificial light, and deprived of the fresh air, become pale, suffer from headache, lose their appetite, and have occasional bleedings at the nose. Many of them suffer, too, from varicose veins, owing to standing so long on their feet. Others suffer from eczema of the hands. Subterranean kitchens are bad from a hygienic point of view. Every kitchen should be well ventilated and have good daylight. The introduction of gas stoves into kitchens has not improved matters. They are very convenient, but ventilation is interfered with, and the atmosphere is liable to be contaminated when the gas stoves are not provided with adequate means for carrying off the products of combustion. Often, too, the indiarubber tube that carries the gas emits an unpleasant odour. The tube may become cracked, allowing coal-gas to escape, and as arsenic has been found in some indiarubber tubes, this substance may enter into combination with the gases that are of themselves harmful, and thus further help to undermine the health of those working in the kitchen.
Confection makers suffer from caries of the teeth, and from ophthalmia and headache, and from the effects of great heat.
[799]
Domestic servants in well-to-do and upper middle-class families are not unhealthy. They are well fed, but either do not get or take as much open air exercise as they ought. It is in the maid-of-all-work, and in servants employed in the smaller houses where there are large families, and in lodging-houses, that we find the worst indications of the effects of domestic service. The sleeping accommodation for servants, even in large houses, is not always as good as it should be. Their rooms, which are at the top of the house, are small, badly lit, often without a fireplace, and therefore badly ventilated. Their hours of toil are long, and the demands made upon domestic servants are numerous, often exacting, and frequently protracted well on into the evening. Small wonder that, owing to their deprivation of fresh air, the monotony of their work in many instances, the conflict of tempers, and the imperfect food obtainable in poorer families and lodging-houses, many young women break down in health, become anæmic, suffer from headache and derangement of the digestive and pelvic organs. There is one illness domestic servants seem to be very prone to, and that is ulcer of the stomach. It used to be stated in medical text-books that cooks were more liable than any other class of female servants to ulcer of the stomach, a circumstance that was attributed to their frequently tasting very hot foods. My own experience at the Newcastle Infirmary is that housemaids suffer in at least as large a proportion as cooks do from ulcer of the stomach, but why I cannot say, unless it be that as a class they are more anæmic, and anæmia is a predisposing cause to gastric ulcer. It is an opinion held by several asylum physicians and others, that domestic servants form a very large percentage of the inmates of asylums. I have taken pains to ascertain the facts upon which this opinion rests, by applying to Dr McDowall, of the Northumberland County Asylum, and to Dr Calcott, of the Newcastle-upon-Tyne Asylum at Cox Lodge. The total admissions of women into the Northumberland County Asylum for five years, 1886 to 1890 inclusive, were 415. Of these, 48, or 11.3 per cent., were domestic servants, 15 were housekeepers, and 189 housewives, by which is usually meant married women. The area from which these patients are drawn is agricultural and mining. Taking outdoor work as a healthy but often badly paid occupation as a contrast, I find that 11 field-workers were admitted as against 48 domestic servants. Dr McDowall[800] does not think “there is an excessive amount of insanity among domestic servants.” It is only right to add that in addition to the above there were 101 females admitted classed under “no occupation,” and that many of these were young women who were at home and helped in housework.
The Newcastle-upon-Tyne Asylum, on the other hand, draws its patients from the city, where the typical domestic servant is more likely to be found than in the districts that supply the County Asylum. Dr Calcott has been good enough to send me a table showing the occupation of female patients received into the Newcastle City Asylum during the past twenty years, and embracing 1000 cases. The following is the percentages:—Housewives, i.e. married women, widows, and daughters acting as housekeepers to fathers, brothers, and relatives, 47.7 per cent.; domestic servants, 14.60, or, including women keeping house for artisans, 2.03, a total percentage of 16.63. This is a large percentage for domestic servants compared with 0.46 for shop girls. The Whittingham Asylum, near Preston, Lancashire, draws patients from a different class of occupations to those in Newcastle. I find in the Report of that Asylum of 1899, that there were 196 females admitted during the year. Of these, 26 were domestic servants; housekeepers and housewives numbered 102, contrasted with 24 mill hands and factory operatives. Next to housekeepers, which includes married women, domestic servants stood highest in the list of admission.
“Housemaids’ Knee” is an inflammation of the bursa in front of the knee-cap, and is caused by pressure and friction.
Publicans and licensed victuallers are notoriously a short-lived class. The modern tendency of brewers to buy out the smaller publicans and to form “tied” houses is causing the older type of landlords to disappear, and is replacing them by men often drawn from an inferior rank of life. In large industrial centres the men who are placed in charge of bars or who take over public-houses for themselves have frequently been previously engaged in the ordinary trades of the district. As subsequent events too often show, the life adopted, however gilded it may appear, is attended with considerable danger. The occupation of the publican is sedentary. Without any exercise in the open air, his long day is too often spent in an atmosphere reeking with the odour of spirits, tobacco smoke, and emanations from the men and women who[801] lounge at the bar; and this, coupled with the numerous temptations to drink, and his irregular meals, sooner or later induces structural alterations in the liver, lungs, and heart, that bring life to a premature close. According to Ogle, innkeepers and publicans have a comparative mortality figure of 1521 as against 1000 of the general population, an unenviable position, which is corroborated by the statistics of the Scottish Amicable Insurance Society, which show that dealers in intoxicating drinks have a mortality of 68 per cent. in excess of the Actuaries’ or healthy Male Tables, and 49 per cent. in excess of the English Life Tables. The mortality is 51 per cent., roughly speaking, above that for all males. In no other class of men, as might be expected from the opportunities offered, is the mortality from alcoholism so high as in innkeepers and publicans. It is from five to seven times higher than the average. The only occupation that approximates to it from a mortality point of view is that of cabmen. There is a belief that the mortality among publicans from alcohol is diminishing, but Dr Tatham’s statistics for 1890–92, which appeared in the British Medical Journal for January 1898, do not confirm this. Some barmen, it is true, are teetotallers, and many are extremely temperate, but all are living under conditions of great temptation. The dangerous nature of the occupation lies not so much in the fact that barmen may get repeatedly drunk and run the risk of delirium tremens, but in the opportunities that are offered of continually nipping. It is the frequent nipping, begun early in the day and continued through it, often without food and an increasing distaste for it, that slowly undermines the physical and mental health of the publicans, is the cause of the large number of suicides among them, and of the large number of barmen that are carried off by cirrhosis of the liver and kidney disease before they reach the age of forty.
Working brewers are also unhealthy. They have, according to Ogle, a mortality figure of 1361 as against 1521 for publicans, but while they present a lower mortality figure and greater freedom from alcoholism, they have a higher mortality from heart and lung diseases, especially consumption, a circumstance which is attributed to their greater exposure to varying temperatures and to wet, their figures for phthisis being 334 as against 295 for publicans. Brewers and their assistants are more liable to accidents; these, like all alcoholic subjects, they bear badly. Dr Tatham’s statistics are more recent than Ogle’s, and they show that all occupations connected with the liquor traffic have even a higher mortality rate than those furnished by previous decennial reports. The figures[802] are for brewers 1427, innkeepers and publicans 1642, and for inn and hotel servants, 1725. Taking 100 as representing the mean mortality among all occupied males for each of the subjoined causes of death, the comparative mortality figures for publicans, innkeepers, and their servants are 723 from alcoholism, 600 from gout, 271 from diabetes, 644 from diseases of the liver, 210 from urinary diseases, and 207 from suicide.
If seamstresses and tailors in days gone by suffered, in consequence of plying the needle for many hours a day, from contracted fingers and rheumatic swellings of the joints; and tailors, owing to their cross-legged position when at work, from atrophy of the muscles of the limbs, bandy-legs, and deformities of the chest, the introduction of the sewing-machine about 1855, while removing these evils, was at first believed to have introduced others of its own. To sit working a sewing-machine, as thousands of anæmic women in this country are doing six days in every week, is to aggravate the physical conditions upon which their bloodlessness depends, to court neuralgia, and to encourage lethargy of some of the eliminating organs, but beyond exaggerating certain functional disorders, I do not think that to working the sewing-machine can be traced any real organic disease. It has been asserted that the vibration to which the spine is subjected is a cause of spinal-cord disease, and of such a disorder as locomotor ataxia. There is no truth in this statement. I know of no instances, nor is it likely that the jolting of the spine could cause locomotor ataxia any more than the movements of the knees induce disorders of the genital organs and encourage immoral practices, which some medical men claimed for the sewing-machine on its introduction. The one statement is just as unfounded as the other. Working the sewing-machine too long may be followed by muscular cramps, and even by loss of power in the limbs, due to irritation of the flexor and extensor muscles of the legs. The principal effects, however, are vague muscular pains in the limbs and loins, and a sense of fatigue, but I question whether these pains are more pronounced in sewing-machine workers than in shop girls and women who are doing other kinds of work. It is a sedentary occupation, but given a good constitution to start with, well-ventilated workrooms, and not too prolonged hours of toil, coupled with such open air exercise as a reasonable walk twice a day, between the home and the workroom, provides, along with[803] good wages to get sufficient food, it cannot be said to be unhealthy. Women, recognising that the work is sedentary, ought themselves to take the necessary means to keep the bowels open, for obstinate constipation is not only a cause of anæmia, it ladens the blood with impurities that induce headache, the too frequent recurrence of which obliges the individual to give up her employment.
In thread mills young girls are often employed to put labels on the bobbins. This they do by licking the labels, and as a consequence children are known to have suffered from swollen submaxillary glands, as reported in 1895 by Miss Anderson,[A] Principal Lady Inspector of Factories. This unwholesome practice is not confined to thread mills, it prevails in many industries in which small packets are being labelled for sale. The work is generally given to young persons and children. It is undertaken, therefore, at an age when growth is active, and the system is in need of all its digestive juices. The practice entails an enormous loss of saliva daily. Quite apart from this circumstance weakening the digestive functions, there is always the risk of the coloured labels containing, as Professor Thorpe’s[181] analysis showed, copper and lead. Besides, there is the risk that the adhesive part of the label owes its sticking properties not to gum, but to substances of an animal nature, such as serum, to the presence of which have been traced some minor forms of blood poisoning, and the painful affection known as “stamp-lickers’ tongue.” As a consequence ulcers in the mouth sometimes develop, and from these ulcers poisonous material is absorbed and carried by the lymphatics to the glands underneath the jaw, setting up an acute inflammation or adenitis.
Stamp-lickers’ tongue is an infective process which generally yields to antiseptic treatment, such as a weak carbolic, boric, or hyposulphite of soda mouth-wash. It is not so generally known as it ought to be, that the licking of stamps may be followed by tubercular disease. The following fact is therefore worthy of being more publicly recorded. Dr Busquet,[182] a surgeon-major in the French army, and engaged in the Bacteriological Laboratory attached to the military hospital at Dey, in Algiers, received into the hospital a young soldier far advanced in tubercular disease of the lungs. He was a collector of foreign stamps. Unused stamps[804] he generally fixed in his album by licking them. In order to test some stamps, Dr Busquet bought three hundred for his patient, many of which were for the purpose of exchange. These stamps were placed in sterilised water. At the end of twenty-four hours, Busquet inoculated guinea-pigs with the water. Of eight animals thus treated all became tuberculous, and at the post-mortem examination they showed various tubercular lesions in their internal organs. School boys and girls form the larger number of philatelists, and as they often wet the stamps with their tongue the danger incidental to this practice is apparent. What has been said of foreign stamps may not apply equally to label-licking, and yet labels are often lying about in a factory exposed to the dusty atmosphere of the workroom in which microbes of disease are known to abound. We cannot always be sure too that the solution of gum was sterile to commence with, and that it was spread upon the labels by healthy persons. There is no wish to exaggerate the importance of microbes in causing disease; all that is here insisted upon is that label-licking is an unhealthy and an unpleasant occupation, one that can be better and just as cheaply done by mechanical contrivances than by wasting children’s saliva. That large quantities of saliva are used up in the process is shown by the fact that half-timers will lick as many as forty to fifty gross of labels in one day, and an adult woman as many as ninety gross. Where factory owners have introduced the use of dampers, they have found that by such artificial means the fixing of labels on bobbins can be just as expeditiously performed.
The manufacture of glass is a very old industry. The Egyptians made glass more than 4000 years ago. Probably they learned the art from the Phœnicians or Jews. When Rome was at its zenith the number of Jewish glass-makers was so great that a special quarter of the city was set apart for them. These men turned out beautiful works of art, as the specimens in the Vatican and the British and French Museums show. Glass is supposed to have been introduced into England in the year 676 A.D., but the first glass works in London were not established until 1557. Two centuries ago Lancashire led the way in making plate glass. British sheet glass began to be made in Birmingham in 1832. So far as plate glass for mirrors and windows is concerned the British-made article is bad to beat. St Helens in Lancashire is the home of the manufacture of this particular kind of glass, which is composed of sand,[805] soda salt, lime, felspar (quartz), and occasionally red lead and black oxide of manganese. These when melted together form a silicate, the sand supplying the silicic acid. Boric can be substituted for silicic acid. These substances are all fused together at an extremely high temperature in circular furnaces, with several small openings through which the workmen, wearing blue-tinted spectacles, can view the molten mass. Boys dip the end of a long hollow iron tube into the lake of molten material and, removing a blob on the end of the tube, take it to the men standing close by, who blow down the iron tube and cause the glowing mass to become globular. They fix and regulate the shape of the globe by occasionally rolling it on a small iron table. As the mass at the end of the iron tube cools further expansion of the glass by blowing becomes impossible, and so it becomes necessary to again replace the unfinished product at the end of the rod in the furnace. This is in time removed and again blown, restored to the furnace and manipulated until a completely finished article is evolved. This has still to undergo a process of annealing or toughening so as to prevent it cracking or breaking readily. The process consists in again exposing the glass to a high temperature, gradually raised and just as gradually lowered. Frosted glass is made by forcing a jet of sand under very great pressure upon particular parts of the glass. Sheet glass, on the other hand, is formed from a large mass of molten material adherent to the end of a blow-pipe, which, when it becomes large enough, is swung round and round in the air until it becomes oblong. It is then cut and the mass is allowed to fall flat. In order to flatten it still more the sheet is put into an oven; when rendered pliable by the heat it is removed and smoothed out by wood. In the manufacture of plate glass no blowing is required. A pot of molten glass is carried by a travelling crane to the casting-table, which is made of smooth iron with an elevated rim. Upon this table the liquid is poured. By means of rollers the workmen spread the layer out equally until it is of uniform thickness. After cooling, the glass is annealed in the manner already described. It is subsequently ground with sand and water, and afterwards polished with emery or putty powder.
The risks to health incurred by makers of glass are mainly those due to exposure to excessively high temperatures, e.g. bronchial and pulmonary affections; many of the men die from phthisis. They bear pneumonia badly owing to their intemperate habits. Dr Scheele, in the Berlin. Klinische Wochenschrift, March 1900, has drawn attention to what is known as “glass-blowers’ mouth.”[806] Large swellings like air-cushions can be seen and felt in some glass-blowers, extending from the angle of the mouth to below the ears. The swellings look like mumps. They involve the parotid gland only. They crepitate under the finger, and by pressure can be made to disappear. It is only recently that these swellings in the cheeks of glass-blowers have attracted attention, and especially in France. The relaxation of the cheeks, the joues casées of French glass-blowers, is by some attributed to a faulty method of blowing. From glass-blowers under my care in the Newcastle Infirmary I have ascertained that the malady is not unknown among the men in the works on Tyneside. Dr Scheele found that it was present in only 2.5 per cent. of blowers, some of whom had worked for years. In those who had thus suffered the duct that leads from the interior of the mouth to the parotid gland had become dilated owing to the repeated entrance of air into it under considerable pressure: the mucous membrane of the inside of the cheek, too, showed thick pale patches, plaques opalines, which Guinard regarded as the result of the great pressure and straining the buccal mucous membrane was exposed to during the act of blowing. Under ordinary forced expiration the pressure inside the closed mouth is equivalent to from 6 to 9 millimetres of mercury, but in glassblowing it may rise to 90 and even as high as 110 mm. In the course of an ordinary day a good workman will blow as many as from 600 to 700 bottles.
In consequence of the strain experienced by glass-blowers other defects are occasionally observed; one is deafness due to increased internal pressure in the middle ear, and the other is a painless deformity of the fingers (main en crochet) due to the manner in which the blow-pipe is grasped.
Fig. 85.—Glass-blower when in normal condition. (After Dr Scheele, Berlin. Klin. Wochen., 1900).
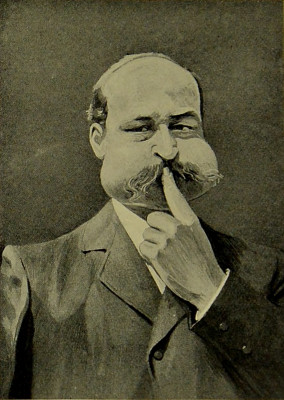
Fig. 86.—A later photograph of Glass-blower in Fig. 85, showing relaxed condition of Cheeks. (After Dr Scheele).
Glass-workers are exposed to other dangers. Dr Pröbsting,[183] an oculist in Cologne, has found that in 12 per cent. of the factory operatives in Ehrenfield who are upwards of forty years of age, the crystalline lens of the eye becomes opaque. One of the most frequent causes of this form of cataract is exposure to the intense heat on the part of glass-makers, especially the workmen who remove the molten material from the furnace. Owing to the manner in which they handle their implements these men generally stand with the left side of their face towards the furnace. It is generally the left eye that becomes the seat of cataract. Meyhöfer believes that the excessive perspiration of glass-makers plays an important part in producing this change in the lens. A third [807]cause may be the brilliant white light that dazzles workers in glass, and which, by fatiguing the retina of the eye, reflexly influences the lens. Mr Simeon Snell’s experience does not quite corroborate that of Dr Pröbsting.[184]
A new method of making hollow glass ware, e.g. tumblers, etc., has lately been introduced. The blowing is no longer done by men exhaling air from their lungs, but by driving in compressed air by means of machinery. One machine managed by four men and seven boys can turn out 500 tumblers in an hour, or 5000 in a day, whereas the same number of operatives working under old methods can only throw off 40 tumblers in an hour. In large glass factories the work often goes on night and day in double shifts, particularly on the Continent. The use of compressed air in glassblowing is very desirable, for by its use many of the ill effects consequent upon the present methods of blowing would soon disappear. The more frequent wearing of blue-tinted spectacles by the workmen, too, would tend to lessen the frequency of cataract.
The United States Consul at Mayence, in December 1900, uttered a word of warning to purchasers of silvered glass and porcelain, which is deserving of notice. In order to apply the silver by the galvano-caustic method in use, the ware has to be dipped in a bath highly charged with cyanide of potassium. However carefully treated, the surface is never perfectly smooth, but conceals innumerable fine cracks. The cyanide lies in the minute fissures and cannot be removed during manufacture. As a consequence both the use and the handling of the ware may be followed by poisonous effects. Cyanide of potassium contains the well-known poison, prussic acid. Owing to the danger to health incurred by the workmen and the public, some large firms have abandoned the manufacture of goods by this process, but the ware is still exported from Frankfort, Stuttgart, and Berlin. Attempts are being made to devise non-poisonous methods of plating these goods.
Men employed in the first two of the above occupations are much exposed to the weather and to dust given off during the tipping of coal, while in the case of chimney-cleaning the sweep is exposed[808] to the effects of soot that has been formed during the combustion of coal. The men who perform the rough, heavy labour on quays and staithes, loading and unloading ships with coal, or who fill sacks with the fuel, are called coal-heavers, while the men who are in the holds of vessels, shovelling and distributing the coal therein, are known as coal-trimmers. Usually the men are well developed and of good physique, but as a class they are extremely intemperate. On Tyneside they earn good wages, but a large part of them goes in drink. Owing to the many delays to which steamers are exposed the work of these men is rather irregular, a circumstance which does not conduce to steady habits. Beyond the risk of accidents, and the hard and exposed nature of the calling of the coal-heaver, there is nothing that is particularly dangerous in it, if the men themselves are careful. The trimmers when in the further recesses of the holds of vessels work in a dusty atmosphere, but the dust readily escapes. On coming out of the holds they often bring up a black spit, but this is mostly pigmented mucus from the bronchi. Phthisis and pulmonary disease carry off a large percentage of coal-heavers and trimmers. It must be admitted that neglect of common colds, and the indifference to health created by intemperate habits, are to a large extent responsible for these maladies.
Chimney sweeps form pretty well a social class by themselves. Their occupation cannot be regarded as a healthy one. To pulmonary, cardiac, and kidney diseases sweeps are particularly liable. Soot has a peculiarly irritating effect on the skin. It induces eczema, and is apt to cause inflammation of the eyelids, hence the “blear” eye exhibited by many sweeps. Occasionally the soot enters the skin, and is transported by the cells along the lymphatic vessels to distant parts of the body. A short while ago the question was raised in the pages of the Lancet, Do coal miners suffer from cancer? In a paper which I read at the Sanitary Congress in Newcastle-on-Tyne five years ago, I showed, from statistics of admissions into the Newcastle and Sunderland Infirmaries and the Durham County Hospital, that coal miners were anything but exempted from cancer. It is interesting to note, too, that while coal dust when inhaled is followed only by an inflammatory reaction in the pulmonary tissue surrounding the entangled particles of dust, coal when burnt undergoes some peculiar chemical change, whereby soot has conferred upon it properties of a specially irritating nature, for only thus can we explain the prevalence of cancer in chimney sweeps, a disease with which hospital surgeons at home, particularly in London, have been long familiar. Taking Dr[809] Ogle’s statistics of the deaths of 242 chimney sweeps, 49 were due to malignant disease. Expressed in other words, Ogle found that while among all males in England and Wales between twenty-five and sixty-five years of age the proportion of deaths from malignant disease was in the ratio of 36 per 1000 deaths from all causes, it was in sweeps 202. Reference may here be made to the opinions expressed by Dr Tatham in this book, vide “Dust-Producing Occupations,” upon the mortality of sweeps from cancer. His statistics, which are more recent than Ogle’s, indicate that the mortality from different forms of cancer amounts to 156, compared with 44, the figure for occupied males in the aggregate. Chimney sweeps have a liability to cancer eight times greater than other persons. The disease tends to locate itself in the scrotum more than in other organs. To this subject Mr Henry T. Butlin, F.R.C.S., Surgeon to St Bartholomew’s Hospital, has given considerable attention, and has embodied his experience in a series of lectures delivered at the Royal College of Surgeons.[185] There is a widespread opinion that chimney sweeps’ cancer is seldom met with in any other part of the civilised world than in Great Britain; also, that during recent years, in this country, it is becoming rarer. Statistics show that it occurs very infrequently on the Continent. Many French hospital surgeons say they have never seen a case of cancer of the scrotum in a chimney sweep. In Vienna during eleven years, 1874 to 1884 inclusive, only one case of scrotal cancer was reported, and in that instance the patient was not a chimney sweep. During the years 1878 to 1885 not one case occurred in the large town hospitals of Berlin, and yet in four of the large London hospitals in one year, 1884, there were five cases of chimney sweeps’ cancer admitted; during 1881, into a similar number of Metropolitan hospitals there were received four patients suffering from this affection. It is sometimes stated that cancer in chimney sweeps has practically disappeared in Britain. This is not so. As Dr Tatham has shown in his article on “Dust-Producing Occupations,” there has been within the last twenty years a considerable decrease in the mortality of sweeps from this cause; but that it still claims annually a large number of victims in this trade is, unfortunately, too true. During a recent period of twenty years, there were admitted into St Bartholomew’s Hospital alone 39 cases of cancer of the scrotum, and of these patients 29 were chimney sweeps. So far, then, as London is concerned, there are[810] every year in its hospitals one or two cases of chimney sweeps’ cancer in the wards. In Newcastle it is only rarely met with.
There is a theory that the supposed decline of sweeps’ cancer is due to the prohibition of “climbing boys,” to the use of machinery, cleaner habits of sweeps, and the abolition of passing soot through sieves for agricultural purposes. That the disease we are alluding to is cancer there is no doubt. It often commences in the form of a wart or warts on the scrotum, and as these are very frequently followed by cancer, what is called the “soot wart” becomes the “soot cancer.” These warts may exist for years. In many instances they never take on malignant action at all. The warts are liable to be rubbed and irritated by the dirty clothes of the sweep and by soot, and in consequence they become larger and ulcerate, the ulceration extending superficially along the skin or penetrating deeper into the testicle. The glands in the groin become enlarged at first from irritation, but ultimately they assume the malignant characters of the original ulcer. Under any circumstance, even when the disease is far advanced, death comes but slowly; emaciation does not progress rapidly, strength is gradually lost, and the general health is undermined by the profuse and sickening discharges from the open sores. On post-mortem examination of the body secondary disease, as might be expected, is frequently found in the peritoneal cavity, liver, and lungs. On microscopical examination of the scrotal ulcer the appearances presented are those met with in epithelioma or squamous cell cancer.
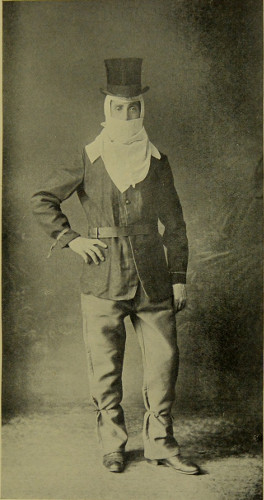
Fig. 87.—German Sweep’s Costume. (Reproduced with permission of Mr H. T. Butlin, F.R.C.S.)
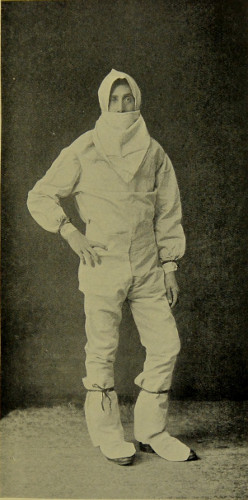
Fig. 88.—Belgian Sweep’s Costume. (Reproduced with permission of Mr H. T. Butlin, F.R.C.S.)
Although the dirty clothes of chimney sweeps and their want of personal cleanliness have been regarded as causes of the cancer, there is a feeling that the real cause resides in the soot itself, for there are many trades that are as dirty as chimney sweeping, and yet the men engaged therein do not suffer from scrotal cancer. Gardeners, who have been in the habit of using soot for the protection of plants from slugs (see paper by Mr D’Arcy Power, page 237), are known to have developed cancer in the hand. How soot causes cancer it is difficult to say. By some pathologists the sulphurous acid present in soot is blamed, by others, the ammonia compounds. The parasitic causation of cancer is still only a theory and requires confirmation. At any rate there is no proof of the existence in soot of a cancerous element. Soot when repeatedly applied to the skin causes it to become thickened, or harsh and dry, and just to the extent that it is capable of altering the structure of the skin, so may it predispose[811] to cancer. The disease is most rife in chimney sweeps between the ages of forty-five and fifty. Whether the soot from one particular kind of coal has a greater influence compared with another it is not easy to say. The coal that is used for heating dwellings is of four kinds: (1) anthracite or smokeless coal; (2) hard coal or stone coal; (3) brown coal; (4) coke, wood, peat, and charcoal are also used. There is very little soot formed during the burning of anthracite. In England the fireplaces are open, but on the Continent stoves for heating purposes are more in evidence. At home there is a much larger quantity of hard or stone coal burnt in the dwellings than on the Continent, and to this fact has been attributed the greater freedom of chimney sweeps from cancer across the Channel. Butlin made extensive inquiries into the question of chimney sweeps’ cancer abroad, and elicited a good deal of information as to the personal habits of the men who follow this particular calling. In Belgium, for example, sweeps are in the habit of washing themselves to the waist daily, and of washing the whole body from head to foot once or twice a week. The chimney sweeps of Hanover wear special kinds of clothes, and after each day’s work they wash themselves with soap and warm water. In the North German towns several of the sweeps have baths fitted up in their own houses, and where this is not the case the fraternity own a bath-house, fitted up with all the necessary requirements, and to which the sweeps pay a daily visit. They also wear special garments, and a handkerchief over their mouth. Swiss chimney sweeps take a bath every evening. In some of the towns of France the precautions taken in regard to preventing the contact of soot with the body are not so good. It was found, however, that in Amiens, Lille, Rouen, etc., the sweeps wore blouses, and that they washed themselves thoroughly all over once a week. In Paris, sweeps’ cancer is practically unknown. Chimney-sweeping in Paris is relegated to companies known as fumistes (stove makers, menders, etc.). One establishment employs 100 men; these men dress in a linen blouse or jacket buttoned in front, trousers made from the same material, a coarse shirt and boots. After a day’s work the men take off their clothes in the workshop, wash, and on reaching home wash themselves again. Their working clothes are washed once a week.
“Climbing boys” are still employed by sweeps on the Continent for cleaning chimneys. It is several decades since they were prohibited in Britain. In the north of Germany, boys from[812] seven to fourteen years of age are employed for this purpose, and in Belgium Mr Butlin found that even still younger boys were engaged to do the work.
Workers in tar and paraffin are also liable to cancer of the scrotum, and men employed in the production of anthracene, which is the last product of the distillation of gas-coal tar, are specially prone to suffer from warts and skin eruptions. Distillers of benzine and creosote suffer in a similar but slighter degree from warts. Tillmanns[186] of Leipzig, who made an inquiry into the health conditions of the men employed in the tar manufactories, stone coal tar distilleries, pine soot, or lampblack factories in Saxony, Hanover, and Holland, etc., states that “in lampblack factories, and in stone coal tar factories cancer of the skin and severe dermatitis do not appear to have been hitherto observed, as in the workers in the brown coal tar and paraffin industries.”
Having reviewed this subject at considerable length, I reproduce the conclusions that Butlin arrived at—(1) That it is possible to prepare the skin for the occurrence of cancer by the constant or repeated application to it of certain substances during a period of years; (2) that the nocuous substances in this relation of which we have the most information are hard or stone coal soot, brown coal tar, and crude paraffin; (3) that there is evidence to cast grave suspicion on certain other substances, such as stone coal tar, but that those are far less to be feared.
In order to prevent the occurrence of this malady in chimney sweeps, the individual should have his skin protected as far as possible against contact with the soot, and he ought to have a warm bath daily after his work. In the special clothing worn by Dutch, Belgian, and German sweeps, and in their practice of covering the mouth with a handkerchief, may possibly lie one explanation of their freedom from the disease compared with English sweeps, while in the use of the daily bath there assuredly lies protection.
Acts of Parliament relating to the Employment of Boys in the Sweeping of Chimneys in England:—
George III., 28, chap. 48 (1788).—To compel the masters to provide proper clothes for the climbing boys and to cause the boys to be washed and cleaned from the soot and dirt at least once a week. Also that the boys shall attend public worship on the Lord’s Day, on which day they are not to wear their[813] sweeping clothes. The masters are not permitted to take more than six apprentices at one time, and no apprentice of less than eight years of age.
William IV., 4 and 5, chap. 34–35 (1834).—The age of the apprentices is not to be less than ten years.
Victoria, 3 and 4, chap. 85 (1840).—To provide that from and after July 1, 1842, no sweep under the age of twenty-one years shall climb a chimney, and that no apprentice of less than sixteen years shall be taken.
Emery wheels are used for grinding steel goods, knife and fork smoothing, etc. A large proportion of the wheels run in this country are imported from the Continent and from America, but many are made at home. When serving on the Dangerous Trades Committee I had the opportunity of inspecting their manufacture in Manchester and elsewhere. The Departmental Committee was invited to report upon emery wheels,[187] less on account of danger to health in their manufacture than their breakage when running at great speed, and of their splinters, which are hurled with great force, dealing sad havoc in a crowded factory. The wheels are made from crushed emery stone. Emery rock,[188] which is imported from Smyrna or from the Island of Naxos, is an anhydrous oxide of aluminium with a large percentage of flint, silica, and iron. In Canada a similar kind of wheel is made from a stone called corundum, which, while quite as hard as emery, is also an oxide of aluminium. The rock in either instance is crushed by means of heavy rollers into a very fine powder, which is sifted and then blown by a fan into a dust chamber, where it is collected. A considerable amount of dust is generated at this particular stage, but as the processes are conducted in encased machinery there is little or no risk to the workmen who superintend the crushing of the rock. Nor did it appear to me that any risk to health was incurred by the men who built up the emery wheels. These are made of crushed emery rock, with such binding substances as shellac, indiarubber, oil, sulphur, and silicate of soda, all pressed together in a mould under great hydraulic power. Into some of the wheels brass wire webbing is[814] inserted, so that in the event of one of them breaking when running there would be less chance of the whole wheel sundering.
The danger commences during the running of emery wheels, a circumstance that can be readily imagined when it is known that a small wheel of 3 inches in diameter will often make as many as 7400 revolutions in a minute, and a large one, 3 feet in diameter, 600.
The Departmental Committee recommended that guards should be used in connection with the running of emery and corundum wheels. These should cover as much of the wheel as possible without interfering with the operations of the workman. During grinding a considerable amount of dust is given off. A suction pipe and fan should therefore be provided to draw the dust away from the face of the workman. Mr Archibald Newlands, H.M. Inspector of Factories, has invented a guard which not only protects the workmen from portions of broken emery wheel, should such an accident happen, but is so arranged as to aspirate and remove by suction the dust that is generated. In addition to the mineral and metallic dust that is given off during the operation of grinding, sparks are sometimes thrown off which might injure the eyes of the workman, hence the necessity for powerful suction.
Thomas Oliver.
[815]
Under the head of occupation or fatigue neuroses it is customary to include affections characterised by spasm or paralysis of the muscles which prevent the individual performing certain muscular actions, by means of which he has hitherto earned his livelihood. The affection is met with in various occupations, usually, but not always, in those in which delicate movements—as, for example, those of the fingers—are required; hence as writing is one of the commonest of this class of occupations, it occurs as writers’ palsy. Accompanying the spasm or sudden contraction of the muscles that takes place, there is frequently pain, but there may be pain without spasm. Gowers, in his Diseases of the Nervous System, speaks of a motor and a sensory, or a spasmodic and neuralgic, form of scriveners’ palsy. Seventy years ago the affection was first described by Sir Charles Bell. The infirmity affects males oftener than females, and the weakness shows itself mostly between twenty and thirty years of age. While the repeated muscular movements required in writing become through fatigue the cause of the loss of power, there are other circumstances in operation, notably the inheritance of a weak nervous system, family worries, and financial difficulties. Excessive use of tobacco and intemperance in alcohol also favour its development. Since over-use of the muscles is a cause of the palsy, the malady naturally occurs in those people who earn their living by writing, e.g. clerks, copying-clerks particularly, and it would seem to be caused less by the amount than by the manner of writing. Steel pens have been blamed for causing scriveners’ palsy, because they have to be grasped more firmly and adjusted more exactly than quills. Doubtless the malady has become more general since their introduction, but the disease was previously not unknown in persons who[816] only used quills. Besides, the number of people who are employed as clerks is greater now than formerly, and the conditions of life have materially altered. Quick writers do not suffer so much as slow and laborious toilers of the pen, owing to the greater range of their muscular movements. Sharp-pointed pens are more liable to cause paralysis than stub-pointed, because they have to be held more tightly, and require more and finer muscular adjustments.
Once the malady is established, it is when any muscular effort is made that the defect is observed. An individual, for example, may feel nothing wrong with his hand until he begins to write, and then the muscles that control the movements of the fingers are thrown into a state of involuntary spasm, or there is pain which prevents him writing. I have at present under my care a schoolmaster whose right arm is perfectly still, and its muscular movements normal, until he attempts to write. In the middle of writing a word the fingers will be unexpectedly thrown into a state of spasm, so that the pen is more firmly gripped than before, and yet he is unable to lift the pen off, or move it further on the paper. He has no difficulty in writing on the blackboard owing to the wider range of muscular movements of the elbow and shoulder. In scriveners’ cramp there may be, in addition to spasm and pain, violent tremor, or there may be what is still rarer, actual paralysis. When the muscles during the act of writing are thrown suddenly into a state of spasm, the individual is conscious that he is grasping the pen too tightly, but he cannot help it. Any voluntary attempt to relax his hold of the pen makes no difference so far as his ability to finish the writing is concerned. The act is accomplished slowly: the letters and figures which he makes are irregular, while the handwriting resembles that which is attempted by a person riding in a jolting carriage or on the railway. The power of writing may be lost gradually or quickly. The presence of spasm either prevents the individual writing at all, or if the spasm is intermittent and accompanied by tremor, the handwriting is jerky and rather illegible. It is the attitude assumed by the muscles in the act of writing that induces tremor, for where no effort is made there are no tremulous movements. It is an interesting fact too, as showing how the affection is limited to a distinct group of muscles concerned in a particular act, that while a person who is the subject of scriveners’ palsy cannot write, he may be able to paint quite well or even to print various letters and words. The grasp of the affected hand is usually unimpaired, or there is just[817] the slightest loss of power. In grasping the affected hand in scriveners’ spasm, I have noticed that if there is prolonged contraction of the muscles concerned in grasping, the act is sufficient to bring on tremor. The muscles of the fingers seem to be incapable of sustaining any effort without being thrown into a state of spasm or tremor. If there is any atrophy or loss of muscle substance it is generally slight. Usually there is very little alteration in the response of the nerves and muscles to electrical stimulation. In some persons it is increased, in others it is diminished. The patients complain of the arm and hand feeling tired, and of a general sense of languor and fatigue to which they have hitherto been strangers. They are easily fatigued and retire to rest early, for they feel the need of repose, and are conscious of the benefit that comes from it. Their general health remains on the whole good. They are, however, apt to suffer in consequence if they are unable to take their accustomed out-of-door exercise, and there is a degree of mental depression that comes from the disablement caused by their infirmity. The individual feels that he cannot earn his living as he used to, and so he worries. It is not that he is overcome by pain, although in some instances this is acute and of a severe neuralgic character, especially in the muscles of the thumb, the finger, and the forearm. It is mental anxiety that drags him down.
Various theories have been put forward to explain writers’ palsy. According to Gowers these are—(1) weakness of groups of muscles with over-action of antagonists; (2) a reflex spasm due to stimulation of the sensory nerves in writing; (3) structural changes in those particular parts of the central nervous system that superintend the muscular movements concerned in this act. Writing is an acquired act learned by education, and it never becomes automatic. We require to concentrate our attention while writing, and so the fatigue is really as much, if not more, cerebral than muscular. Each of the above theories has its supporters, but it is difficult to make any one of them harmonise with all the facts. My own belief is that the malady is primarily central rather than peripheral. Spasm is one of the initial facts in the illness, and in writers’ palsy, as in all occupation neuroses, spasm and paresis overtake those muscles that have been trained to accomplish particular movements, especially movements of a complicated and delicate character. Altered nutrition of cerebral nerve centres is in all probability responsible for the defective muscular movements, while any pain that is felt is due[818] to compression of the sensory nerve endings in the muscles during spasm. If there is any structural alteration in the nerve fibres it must be slight. This indicates that we are not dealing with a neuritis but a functional condition of the nerve fibres, such as occurs in neuralgia. Although the primary seat of the trouble is probably located in the cortex of the brain, there is a marked absence of headache and of impairment of intelligence. A recent author has thrown out a hint that, in cases of great nervous exhaustion and extreme fatigue, in which during life no physical signs of disease of any organs can be detected, and in which after death no gross structural changes are found, the cause in all probability resides in some obscure pathological condition of the large nerve cells in the cortex or grey matter of the brain. It is to such a condition that we are disposed to look for an explanation of the early symptoms of writers’ palsy.
Scriveners’ spasm per se is distinguished from the inability to write that is observed, for example, in hemiplegic patients who have had an apoplectic stroke, by its history, the limited extent of the spasm and loss of power.
So long as the individual, the subject of scriveners’ spasm, insists upon writing, the more pronounced does his difficulty become. He must give up writing for a lengthened period if he wishes to get well. Should he, however, persist in following his occupation, the weakness may extend to other muscles, and he will then be thrown further hors-de-combat, a circumstance that will only tend to deepen still further his mental depression and make him more anxious with regard to his future. Feeling himself baffled, he may educate himself to write with his other hand, but in time this too may become affected. More than that, when he attempts to write with his left hand tremors may be induced in his right. In one of my patients a sudden involuntary act, such as sneezing or yawning, will sometimes induce violent tremor of the affected arm when the muscles are perfectly still. Absolute rest from the use of the pen and freedom from all worry are necessary to establish a cure, which unfortunately is readily broken by too early return to work.
Prevention and Treatment.—All are agreed that the less cramped the handwriting and the more that shoulder muscular movement can be brought into operation, the less is the likelihood of scriveners’ spasm arising. Writing is a matter of education, hence children should be taught to use the muscles of the arm more freely. Pens should not be too fine-pointed if[819] much writing is to be done, while the encircling of the lower part of the penholder by indiarubber obviates to some extent the necessity for taking too firm a grip of the pen. Lewis (Twentieth Century Pract. Medicine, vol. iii., p. 471) recommends that the pen should be held between the index and middle fingers, as this requires less muscular effort than the ordinary method, but at the best it must be admitted that this is an awkward position, and although initial difficulties can be overcome by education, it is still doubtful whether the muscular movement required under those circumstances is, after all, so very much less. Quills and stylographs may be substituted for steel pens, and, as already mentioned, the non-affected hand may be taught to write. Type for hand writing might be substituted, since this brings a new set of muscles into play, and the movements are not so fatiguing. Once symptoms of the malady begin to show themselves, absolute cessation of all handwriting is necessary. The work should cease at once, for it is in the early stages that rest is beneficial and a cure possible.
Internally, nervine tonics may be administered. Drugs as a rule do only a limited amount of good. I have got the best results from arsenic and bromides. Strychnine is recommended by some. If there is much pain such sedatives as morphia or belladonna may be required, but their use should be avoided as far as possible. Electricity, too, is worthy of a trial, especially in the voltaic rather than the faradic form, combined with massage or rubbing.
Mal télégraphique, or telegraphic spasm, was first described by Onimus, a Frenchman, in 1875; by Robinson in this country in 1882; and by Fulton in 1884, who described in detail the movements involved in the use of the Morse instrument. Twenty-five years ago the disease was a rarity. In the succeeding decade it was pretty prevalent. Probably it is now less frequent, owing to the telephone having been in many instances substituted for the telegraph. Dr Vivian Poore (Allbutt’s System of Medicine, vol. viii., p. 131) examined 400 cases of professional ailments, but he only found two patients who were telegraphists, and they had worked the Morse instrument. Telegraphists’ spasm differs in no material way from what has been described as writers’ palsy. Since it is to working the Morse machine that the largest number of cases of telegraphists’ cramp has been traced, it is necessary to remind[820] the reader that the Morse alphabet is composed of a series of dots and dashes, and that the transmitting instrument consists of a lever surmounted at one end with a knob, which when depressed by the hand of the operator makes an electrical connection with, or completes the electrical circuit between, the transmitting apparatus at one end of the telegraph wire and the receiving apparatus at the other. On each occasion that the lever is brought down by the hand of the operator, and an electrical connection is made, a bar of soft iron in the receiving instrument becomes magnetised and attracts an armature which is fastened at one end of a lever, while an inscribing point at the other end reproduces on a slip of ribbon or paper, kept moving by clockwork, the dots and dashes made by the transmitter. As the knob is generally held between the thumb, index, and middle fingers of the right hand, the elbow meanwhile being supported, it is clear that most of the movement is made by the extensor and flexor muscles of the fingers and of the wrists, including the adductor and opposing muscles of the thumb. Since each letter, with the exception of E, which is a single dot, and T a single dash, consists of more than one dot or dash, while some require as many as four, the amount of sustained and co-ordinated movement is necessarily very great, and as the transmission is generally very rapidly effected, the operation when repeated for a great length of time, as in the transmission of speeches delivered in Parliament, must be followed by a considerable amount of fatigue. Fulton calculated that an operator might make between thirty and forty thousand muscular contractions in one hour, and since many telegraphists work eight hours a day, the strain on their muscles is necessarily very great. While the excessive use of tobacco and alcohol doubtless favours the development of telegraphists’ spasm, as of other occupation neuroses, there is not the least doubt that cerebral fatigue and muscular overstrain are the causes of it. In America, men have not been found to be more predisposed to it than women, or vice versâ. Once the symptoms of the malady have shown themselves, an operator when transmitting a message may be suddenly seized with muscular cramp, so that his hand cannot be quickly enough raised, and in consequence of this involuntary spasm, the pressure on the lever by the fingers is so long maintained that what ought to have been dots become dashes, or he transmits dots and dashes in such an abnormal sequence that the message received reads quite differently to that which[821] it was intended to send. Mistakes of this kind have a distressing mental effect upon the operator, and they tend still further to derange the functional activity of his nervous system. There may be tremor of the hand as well as cramp of the muscles, but pain as a rule is absent. The muscles respond to electrical tests and do not waste to any extent. A telegraphist feeling that the muscular spasms are unfitting him for his daily duties may train his other hand to do the work. Conscious that by this means he will retain his appointment, he becomes more cheerful, and is able to rise to some extent above his infirmity. Whenever possible, such an individual should have a lengthy respite from his labours, for muscular rest is of very great importance. The treatment of telegraphists’ spasm is the same as that described under writers’ palsy. Prevention is better than cure. Learners are encouraged to practise with both hands, and as a consequence of this ambidexterity, not only are the cases becoming fewer every year, but they are seen and treated earlier by the Post Office Medical Attendants, whose experience is, that by causing the patients to desist there and then from keying for a few months recovery invariably follows. After all, it is but a small percentage of telegraphists who have “spasm,” probably not more than 1.3 per 1000.
Pianoforte players’ cramp affects principally professionals, women more frequently than men. Like the infirmities mentioned in the preceding pages, there is muscular spasm, which may or may not be associated with pain. If the cramp is painful the individual cannot go on playing. Usually the spasm affects one or more of the fingers.
Spasmodic muscular contraction is also met with in violin players, in violincellists especially in the fingers of the left hand that are brought down upon the strings of the instrument, and in seamstresses, in whom once the affection is developed any attempt at sewing is followed by cramp of the fingers, so that sewing becomes impossible. Seamstresses’ cramp bears a resemblance to shoemakers’ spasm mentioned a little further on.
Spasms of various trades have been described, e.g., type-setters’, milkers’ spasm, which is said to occur in the cowherds of the Tyrol, and hammermen’s spasm. Workers in almost any trade, but especially those trades in which excessive muscular effort is combined[822] with mental concentration, are liable to spasmodic seizures such as have been described, and to which in a general way the remarks already made on prevention and treatment may be said to apply.
In Vienna and Heidelberg there have occurred on several occasions epidemics of “idiopathic tetany.” Tetany is a disease characterised by muscular spasms involving the hands and feet, and sometimes, too, the muscles of the trunk, the face, neck, eyes, and larynx. Of 399 cases of idiopathic tetany collected by Frankl-Hochwart, 174 occurred in shoemakers and 95 in tailors, mostly between the ages of sixteen and twenty-five years. The epidemics have generally prevailed during the months of March and April. Risien Russell, who alludes to this subject in Allbutt’s System of Medicine, vol. viii., p. 51, says that probably some general toxic condition is in operation. If so, then idiopathic tetany would be caused by something on, or in, the thread that is used, since this material is common to the two occupations, and the illness should therefore be regarded as accidental, and not as incidental, to either the trade of the shoemaker or the tailor.
The last few decades have witnessed great changes in many trades that were formerly conducted as home industries, but perhaps in none more than in boot and shoe making. A few years ago it was no uncommon thing to find a cobbler working alone in his home, or in a small shop, assisted by one or two workmen. All boots and shoes were then handmade, the leather being cut and the pieces sewn together on the premises, so that a completely finished article was turned out by one person. The application of machinery has changed all this. It has flooded the market with ready-made boots and shoes, which, since they can be made more quickly, and in larger numbers, are cheaper than those made by hand, although not so enduring. In boot and shoe making, as in all factory production, subdivision of labour prevails. To one man is assigned the guidance of a machine which cuts the “uppers” or the “soles” of the shoes; another stitches the uppers, or “closes” them; while to yet another is given the harder task of “making” the shoe, i.e., of attaching the soles to the uppers. The extent to which machinery has already[823] displaced handmade boots and shoes is depriving us of a class of workman who was capable of doing all that machinery now accomplishes, only he required much longer time. In rural districts cobblers will still be required, but their occupation in the future will be that of boot-menders rather than of boot-makers.
Fig. 89.—Shoemakers’ Chest: showing great recession of lower part of Chest, due to pressure of the last. (Dr Oliver’s patient, Newcastle Royal Infirmary.)
In reproducing the accompanying picture of one of my patients—a shoemaker—who was in the Newcastle-upon-Tyne[824] Infirmary, I am wishful to give some literary permanence to a deformity which was very prevalent in workers in the trade a few years ago, a deformity known by the name of shoemakers’ chest, and which, as time goes on, will probably cease to exist. At his work the old type of shoemaker would sit on a low bench, with his thighs and knees tightly drawn towards each other, clasping the last with the boot upon it. His trunk would be bent down over his work, so that during the act of stitching and drawing the waxen threads through the holes made by his awl in the leather, his arms would be forcibly separated from his sides in order to tighten each stitch, while any beneficial expansion of the chest that this movement created was unfavourably counterbalanced by the increased pressure of the last upon his chest bone. As a consequence of this repeated pressure applied to the front of the chest, especially on younger men, the chest bone and ribs were driven in so as to form a deep hollow, such as is depicted in the lower part of the chest in the illustration (Fig. 89). The work, too, was sedentary, consequently the men suffered from indigestion, constipation, and piles, the latter being often aggravated by excessive indulgence in alcohol, to which shoemakers as a class were much addicted. It has sometimes been stated that they also suffered from cancer more than men engaged in other trades, but it is difficult from available statistics to prove or disprove this.
In modern boot factories, instead of the “uppers” being stitched to the “soles,” they are often riveted. When bootmaking is carried on by this process at home, the workman is often found sitting in the attitude of the shoemaker described higher up. During the act of burnishing and filing the rough edges of the boot, there is a considerable degree of pressure exercised by the heel against the front of the chest. In the bootmaking trade the men who cut out and shape the leather to be made up are known by the name of “clickers.”
Shoemakers formerly suffered from bronchitis and pulmonary phthisis in fairly large numbers, but much of this was due to the sedentary character of their occupation, their want of exercise in the open air, and their intemperate habits. The introduction of machinery, and the bringing of shoemaking under the Factory Acts, may to some extent effect an improvement in the health of shoemakers, but in many of the factories which I have visited, and where large numbers of persons are employed, the overheated rooms in which the work is carried on and the vitiated atmosphere rather predispose the workpeople to pulmonary catarrh,[825] and tend to make the women anæmic. In addition, mercurial poisoning has been known to occur in the men employed in shoemaking factories, whose duty it is to mind the American or Blake machines. The mercury is placed in a well in the machine, to act as a lubricant, and as the metal is extremely volatile, poisoning may readily arise.
Thomas Oliver.
[827]
Nearly a century ago, the necessity for legislation designed to protect workers in textile factories was realised. In the year 1802 an Act was passed for the Preservation of Health and Morals of Apprentices and others employed in cotton mills. The statutes of 1833 and 1845 brought under inspection the manufacture of several materials other than cotton and wool. Subsequent Acts regulated employment in print works, bleaching and dye works, and the manufacture of lace; but the Acts passed in 1864 and 1867—afterwards embodied in the Act of 1878 (the principal Act)—practically included almost every occupation in the country.
It soon became apparent that no definite clauses in any statute, however carefully drafted and considered, could afford satisfactory protection to health, life, and limb, in manifold and varied industries, found not only in the large centres of manufacture, but in almost every village or country district where a stream could be found for driving water-wheels of corn-mills, scutch-mills, cutlery grinding-hulls, wood-turning shops, etc., etc. Philanthropists, medical men, scientists, trade-unionists, poor-law guardians, managers of sick clubs, called for further protection to workers engaged in dangerous trades, and for the remedy (as far as was possible) of the evils arising from inhalation of injurious dusts and fumes, contact with poisonous, chemical, and mineral substances, manufacture of white lead, and the smelting and handling of blue lead. They pointed to “brass-casters’ ague”; to the deadly disease known as “phossy jaw,” prevalent amongst operatives in match-works, where yellow or white phosphorus is used; to plumbism amongst pottery workers and hand file-cutters; to potters’ and metal grinders’ lung ailments; and to many other diseases of occupation too numerous to be here mentioned.
The Factory Act of 1891 provided in sections 8, 9, 10, and 11, what was universally accepted as a legal remedy based upon principles of humanity, moderation, and common sense. Power[828] was given to the Secretary of State to frame special rules and requirements as to dangerous and unhealthy incidents of employment, the Act stating that—
“(1) Where the Secretary of State certifies that in his opinion any machinery, or process or particular description of manual labour used in a factory or workshop (other than a domestic workshop), is dangerous or injurious to health, or dangerous to life or limb, either generally, or in the case of women, children, or any other class of persons, or that the provision for the admission of fresh air is not sufficient, or that the quantity of dust generated or inhaled in any factory or workshop is dangerous or injurious to health, the Chief Inspector may serve on the occupier of the factory or workshop a notice in writing, either proposing such special rules, or requiring the adoption of such special measures as appear to the Chief Inspector to be reasonably practicable, and to meet the necessities of the case.
“(2) Unless, within twenty-one days after receipt of the notice, the occupier serves on the Chief Inspector a notice in writing that he objects to the rules or the requirement, the rules shall be established, or, as the case may be, the requirement shall be observed.
“(3) If the notice of objection suggests any modification of the rules or requirement, the Secretary of State shall consider the suggestion, and may assent thereto, with or without any further modification, which may be agreed on between the Secretary of State and the occupier, and thereupon the rules shall be established, or, as the case may be, the requirement shall be observed, subject to such modification.
“(4) If the Secretary of State does not assent to any objection or modification suggested, as aforesaid, by the occupier, the matter in difference between the Secretary of State and the occupier shall be referred to arbitration under this Act, and the date of the receipt of the notice of this objection by the Secretary of State shall be deemed to be the date of the reference, and the rules shall be established, or the requisition shall have effect, as settled by an award or arbitration.”
Penalties were provided for the contravention of special rules duly established. Schedule 1 of the Act of 1891 described in minute detail the methods of procedure when arbitration had to be resorted to.
The list of trades scheduled as “Dangerous Trades,” together with the series of special rules legally instituted, is appended. This list can hardly fail to be of interest, seeing that the rules were framed after most exhaustive and careful inquiry by experts and scientists, whose opinions commanded respect. Year by year the practical good done by this legislation is more fully realised, but the test of time has shown the necessity for reconsideration of those clauses which relate to arbitration, and proposals to meet a now recognised difficulty are found in the Factory Bill read for the first time in the House of Commons on Thursday, 28th March 1901.
[829]
Sections 79 to 86 of the Factory and Workshop Act, 1901, contain Amended Regulations as to Dangerous Trades, chiefly as to methods of procedure in making such regulations.
Hamilton P. Smith.
Form 247C.
Factory and Workshop Acts, 1878 to 1895.
SPECIAL RULES.
WHITE LEAD FACTORIES.
In these Rules “person employed in a lead process” means a person who is employed in any work or process involving exposure to white lead, or to lead or lead compounds used in its manufacture, or who is admitted to any room or part of the factory where such process is carried on.
Any approval given by the Chief Inspector of Factories in pursuance of Rules 2, 4, 6, 9, or 12 shall be given in writing, and may at any time be revoked by notice in writing signed by him.
DUTIES OF OCCUPIERS.
1. New Works.—On and after 1st July 1899, no part of a white lead factory shall be constructed, structurally altered, or newly used, for any process in which white lead is manufactured or prepared for sale, unless the plans have previously been submitted to and approved in writing by the Chief Inspector of Factories.
2. Stacks.—(a) Every stack shall be provided with a standpipe and movable hose, and an adequate supply of water distributed by a rose.
(b) White Beds.—Every white bed shall, on the removal of the covering boards, be effectually damped by the means mentioned above.
Where it is shown to the satisfaction of the Chief Inspector of Factories that there is no available public water service in the district, it shall be a sufficient compliance with this Rule if each white bed is, on the removal of the covering boards, effectually damped by means of a watering can.
3. Chamber Process.—Where white lead is made by the Chamber Process, the chamber shall be kept moist while the process is in operation, and the corrosions shall be effectually moistened before the chamber is emptied.
4. Corrosions.—(a) Corrosions shall not be carried except in trays of impervious material.
(b) No person shall be allowed to carry on his head or shoulder a tray of corrosions which has been allowed to rest directly upon the corrosions, or upon any surface where there is white lead.
(c) All corrosions, before being put into the rollers or washbecks, shall be effectually damped, either by dipping the tray containing them in a trough of water, or by some other method approved by the Chief Inspector of Factories.
5. Rollers.—The flooring round the rollers shall either be of smooth cement or be covered with sheet lead, and shall be kept constantly moist.
6. Drying Stoves.—On and after 1st January 1901, except as hereinafter provided—
(a) Every stove shall have a window, or windows, with a total area of not less than 8 square feet, made to open, and so placed as to admit of effectual through ventilation.
(b) In no stove shall bowls be placed on a rack which is more than 10 feet from the floor.
(c) Each bowl shall rest upon the rack and not upon another bowl.
[830]
(d) No stove shall be entered for the purpose of drawing until the temperature at a height of 5 feet from the floor has fallen either to 70° F., or to a point not more than 10° F. above the temperature of the air outside.
(e) In drawing any stove or part of a stove there shall not be more than one stage or standing place above the level of the floor.
Provided that if the Chief Inspector approves of any other means of ventilating a stove, as allowing of effectual through ventilation, such means may be adopted, notwithstanding paragraph (a) of this Rule; and if he approves of any other method of setting and drawing the stoves, as effectually preventing white lead from falling upon any worker, such method may be followed, notwithstanding paragraphs (b) and (e) of this Rule.
7. Drawing Dutch Stoves.—No person shall be employed in drawing Dutch stoves on more than two days in any week.
8. Deposits of dry white lead.—No dry white lead shall be deposited in any place that is not provided either with a cover or with a fan effectually removing the dust from the worker.
9. Packing.—On and after 1st January 1900, the packing of dry white lead shall be done only under conditions which secure the effectual removal of dust, either by exhaust fans or by other efficient means approved in each case by the Chief Inspector of Factories.
This rule shall not apply where packing is effected by mechanical means entirely closed in.
10. The floor of any place where packing of dry white lead is carried on shall be of cement, or of stone set in cement.
11. Employment of Women.—No women shall be employed or allowed in the white beds, rollers, washbecks, or stoves, or any place where dry white lead is packed, or in other work exposing her to white lead dust.
12. Weekly Medical Examination.—(a) A duly qualified medical practitioner (in these Rules referred to as the “Appointed Surgeon”) shall be appointed by the occupier for each factory, such appointment to be subject to the approval of the Chief Inspector.
(b) No person shall be employed in a lead process for more than a week without a certificate of fitness granted after examination by the Appointed Surgeon.
(c) Every person employed in a lead process shall be examined once a week by the Appointed Surgeon, who shall have power to order suspension from employment in any place or process.
(d) No person after such suspension shall be employed in a lead process without the written sanction of the Appointed Surgeon.
Health Register.—(e) A register in a form approved by the Chief Inspector of Factories shall be kept, and shall contain a list of all persons employed in lead processes. The Appointed Surgeon will enter in the register the dates and results of his examinations of the persons employed, and particulars of any directions given by him. The register shall be produced at any time when required by H.M. Inspectors of Factories, or by the Certifying Surgeon, or by the Appointed Surgeon.
13. Medical Attendance.—Upon any person employed in a lead process complaining of being unwell, the occupier shall, with the least possible delay, give an order upon a duly qualified medical practitioner.
14. Respirators, Overalls, Head Coverings.—The occupier shall provide and maintain sufficient and suitable respirators, overalls, and head coverings, and shall cause them to be worn as directed in Rule 29.
At the end of every day’s work they shall be collected and kept in proper custody in a suitable place set apart for the purpose.
They shall be thoroughly washed or renewed every week; and those which have been used in the stoves, and all respirators, shall be washed or renewed daily.
[831]
15. Dining-room, Cloak-room.—The occupier shall provide and maintain a dining-room and cloak-room in which workers can deposit clothing put off during working hours.
16. Food.—No person employed in a lead process shall be allowed to prepare or partake of any food or drink except in the dining-room or kitchen.
17. Sanitary Drink.—A supply of a suitable sanitary drink, to be approved by the Appointed Surgeon, shall be kept for the use of the workers.
18. Lavatory.—The occupier shall provide and maintain a lavatory for the use of the workers, with soap, nail brushes, and at least one lavatory basin for every five persons employed. Each such basin shall be fitted with a waste pipe. There shall be a constant supply of hot and cold water laid on, except where there is no available public water service, in which case the provision of hot and cold water shall be such as shall satisfy the Inspector in charge of the district.
The lavatory shall be thoroughly cleaned and supplied with clean towels after every meal.
There shall, in addition, be means of washing in close proximity to the workers of each department, if required by notice in writing from the Inspector in charge of the district.
There shall be facilities, to the satisfaction of the Inspector in charge of the district, for the workers to wash out their mouths.
19. Allowance of time for Washing.—Before each meal, and before the end of the day’s work, at least ten minutes in addition to the regular meal times shall be allowed to each worker for washing.
A notice to this effect shall be affixed in each department.
20. Baths.—The occupier shall provide and maintain sufficient baths and dressing-rooms for all persons employed in lead processes, with hot and cold water, soap, and towels, and shall cause each such person to take a bath once a week at the factory.
Bath Register.—A bath register shall be kept, containing a list of all persons employed in lead processes, and an entry of the date when each person takes a bath.
This register shall be produced at any time when required by H.M. Inspectors of Factories, or by the Certifying Surgeon, or by the Appointed Surgeon.
21. The dressing-rooms, baths, and w.c.’s shall be cleaned daily.
22. Cleaning Floors.—The floor of each workroom shall be cleaned daily, after being thoroughly damped.
DUTIES OF PERSONS EMPLOYED.
23. Corrosions.—No person shall strip a white bed or empty a chamber without previously effectually damping as directed in Rules 2 and 3.
24. No person shall carry corrosions, or put them into the rollers or washbecks, otherwise than as permitted by Rule 4.
25. Stoves.—No person shall set or draw a stove otherwise than as permitted by Rules 6 and 7.
26. Packing.—No person shall deposit or pack dry white lead otherwise than as permitted by Rules 8 and 9.
27. Weekly Medical Examination.—Every person employed in a lead process shall present himself at the appointed times for examination by the Appointed Surgeon, as provided in Rule 12.
28. No person after suspension by the Appointed Surgeon shall work in a lead process without his written sanction.
29. Respirators, Overalls, Head Coverings.—Every person engaged in—
[832]
or in any work involving exposure to white lead dust, shall, while so occupied, wear an overall suit and head covering.
Every person engaged in stripping white beds, or in emptying chambers, or in drawing stoves, or in packing, shall in addition wear a respirator while so occupied.
30. Washing.—Every person engaged in any place or process named in Rule 29 shall, before partaking of meals or leaving the premises, deposit the overalls, head coverings, and respirators in the place appointed by the occupier for the purpose, and shall thoroughly wash face and hands in the lavatory.
31. Baths.—Every person employed in a lead process shall take a bath at the factory at least once a week, and wash in the lavatory before bathing; having done so, he shall at once sign his name in the bath register, with the date.
32. Food.—No person employed in a lead process shall smoke or use tobacco in any form, or partake of food or drink, elsewhere than in the dining-room or kitchen.
33. Ventilation.—No person shall in any way interfere, without the knowledge and concurrence of the occupier or manager, with the means and appliances provided for the removal of dust.
34. Reporting neglect of Rules.—The foreman shall report to the manager, and the manager shall report to the occupier, any instance coming under his notice of a worker neglecting to observe these Rules.
35. False pretences.—No person shall obtain employment under an assumed name or under any false pretence.
1st June 1899.
Note.—These Rules must be kept posted up in conspicuous places in the factory to which they apply, where they may be conveniently read by the persons employed. Any person who is bound to observe these Rules and fails to do so, or acts in contravention of them, is liable to a penalty; and in such cases the occupier also is liable to a penalty unless he proves that he has taken all reasonable means by publishing, and to the best of his power enforcing the Rules, to prevent the contravention or non-compliance. (Factory and Workshop Act, 1891, sections 9 and 11.)
Form 249.
Factory and Workshop Acts, 1878 to 1895.
AMENDED SPECIAL RULES.
PROCESSES IN THE MANUFACTURE OF PAINTS, COLOURS, AND IN THE EXTRACTION OF ARSENIC.
DUTIES OF OCCUPIERS.
They shall provide washing conveniences, with a sufficient supply of hot and cold water, soap, nail-brushes, and towels, and take measures to secure that every worker wash face and hands before meals, and before leaving the works; and, in addition to the above, sufficient bath accommodation for the use of all persons employed in the manufacture of Milan Red, Vermilionette, or Persian Red.
They shall provide suitable respirators and overall suits, kept in a cleanly state, for all workers engaged in any department where dry white lead or arsenic is used in either the manufacture or paint mixing, and overall suits for those engaged in grinding in water or oil, and for all workers in Milan Red, Vermilionette, or Persian Red, wherever dust is generated.
They shall provide a sufficient supply of approved sanitary drink, which shall be accessible to the workers at all times, and shall cause such approved[833] sanitary drink to be taken daily by workers in any department where white lead or arsenic is used in the manufacture, and shall provide a supply of aperient medicine, which shall be given to the workers, when required, free of charge.
No food shall be eaten in any part of the works where white lead or arsenic is used in the manufacture.
DUTIES OF PERSONS EMPLOYED.
Every person to whom is supplied a respirator or overall suit shall wear the same when at the special work for which such are provided.
Every person shall carefully clean and wash hands and face before meals and before leaving the works.
No food shall be eaten in any part of the works in which white lead or arsenic is used in the manufacture.
No person shall smoke or use tobacco in any part of the works in which white lead or arsenic is used in the manufacture.
Arthur Whitelegge,
H.M. Chief Inspector of Factories.
Under Section 9, Factory Act, 1891, any person who is bound to observe any special rules is liable to penalties for non-compliance with such special rules.
Form 251.
Factory and Workshop Acts, 1878 to 1895.
SPECIAL RULES for Works, or parts of Works in which LEAD, ARSENIC, OR ANTIMONY IS USED IN THE ENAMELLING OF IRON PLATES.
DUTIES OF OCCUPIERS.
1. Lavatories.—They shall provide washing conveniences, with a sufficient supply of hot and cold water, soap, nail-brushes, and towels, and take measures to secure that every worker wash face and hands before meals and before leaving the works.
2. Respirators, Overalls, Head Coverings.—They shall provide suitable respirators, overall suits, and head coverings for all workers employed in the processes of grinding, dusting, and brushing.
3. Dust.—They shall adopt measures on and after the first day of October, 1894, in the dusting and brushing processes for the removal of all superfluous dust, by the use of perforated benches or tables supplied with fans to carry the dust down through the apertures of such benches or tables, the under part of which must be boxed in.
4. Sanitary Drink.—They shall provide a sufficient supply of approved sanitary drink, and shall cause the workpeople to take it.
5. Medical Examination.—They shall arrange for a medical inspection of all persons employed, at least once a month.
They shall see that no female is employed without previous examination and a certificate of fitness from the medical attendant of the works.
They shall see that no person who has been absent from work through illness shall be re-employed without a medical certificate to the effect that he or she has recovered.
6. Medical Attendance.—Upon any person employed in the works complaining of being unwell, the occupier shall, with the least possible delay, and at his own expense, give an order upon a doctor for professional attendance and medicine. It is to be understood that this rule will not apply to persons suffering from complaints which have not been contracted in the process of manufacture.
[834]
7. Cloak-room.—They shall provide a place or places free from dust and damp in which the operatives can hang up the clothes in which they do not work.
(It is recommended that they shall provide for each female before the day’s work begins some light refreshment, such as a half-pint of milk and a biscuit.)
DUTIES OF PERSONS EMPLOYED.
8. Respirators, Overalls, Head Coverings.—Every person to whom is supplied a respirator or overall and head covering shall wear the same when at the work for which such are provided.
9. Washing.—Every person shall carefully clean and wash hands and face before meals and before leaving the works.
10. Food.—No food shall be eaten by any person in any part of the works except in the apartment specially provided for the purpose.
11. False Pretences.—No person may seek employment under an assumed name or under any false pretence.
| Respirators | A good respirator is a cambric bag with or without a thin flexible wire made to fit over the nose. | |
| Sanitary drink suggested |
Sulphate of magnesia | 2 oz. |
| Water | 1 gallon. | |
| Essence of lemon, sufficient to flavour. | ||
Arthur Whitelegge,
H.M. Chief Inspector of Factories.
Note.—These Rules must be kept posted up in conspicuous places in the factory to which they apply, where they may be conveniently read by the persons employed.
Any person who is bound to observe these Rules and fails to do so, or acts in contravention of them, is liable to a penalty; and in such case the occupier also is liable to a penalty unless he proves that he has taken all reasonable means by publishing and to the best of his power enforcing the Rules, to prevent the contravention or non-compliance. (Factory and Workshop Act, 1891, Sections 9 and 11.)
Factory and Workshop Acts, 1878 to 1895.
SPECIAL RULES.
THE MANUFACTURE OF EARTHENWARE AND CHINA.
DUTIES OF OCCUPIERS.
1. They shall provide suitable overalls and head coverings for all female workers employed in the dipping house or dippers’ drying room, or in any processes of ware cleaning after the dipper, glost placing, china scouring, ground laying or majolica painting (which overalls and head coverings shall remain the property of the employers), and shall make arrangements for the safe custody of all overalls and head coverings worn by their operatives, and for the safe delivery thereof at the works every seven days to the representatives of the laundry or wash-house which shall be selected by the operatives, for the purpose of washing the same. They shall also provide a place in which the above workers can deposit clothing put off during working hours.
2. They shall not allow any persons to cook or partake of any food, or to remain during meal times in the dipping house, dippers’ drying room, china scouring room, glost placers’ shop, ground laying shop, or majolica painting room.
3. In the process of towing of earthenware, they shall use fans or other mechanical means for the removal of all dust; in the process of scouring[835] china, they shall, as far as practicable, use mechanical or other efficient means for the removal of flint; and in all processes and descriptions of manual labour, they shall, as far as practicable, adopt measures for the removal of dust, and for the prevention of any injurious effects arising therefrom, either by the use of mechanical fans, ventilation, or other efficient means.
4. They shall provide brooms, brushes, and all other necessaries for the daily sweeping of floors of workshops and of such stoves as are entered by the workers; and for the cleansing of work-benches and of stairs leading to workshops; and shall arrange that the floors of such workshops and stoves are sprinkled and swept every working day, and the scraps and dirt removed, and that work-benches and stairs are cleansed at least once a week. The daily sweeping of floors of potters’ shops shall be done after work has ceased for the day, unless there is some sufficient reason to the contrary.
5. They shall provide washing conveniences and a sufficient supply of water, soap, and nail-brushes for all workers employed in the dipping-house or dippers’ drying-room, or in any processes of ware cleaning after the dipper, glost placing, china scouring, ground laying, or majolica painting, as close as is practicable to the workshops.
6. All stoves, as well as all workshops and all parts of the factories, shall be effectually ventilated. Regard being had to the cubic capacity of the shops, etc., there shall be, wherever practicable, natural ventilation by doors and windows; and careful supervision of hot air and hot-water pipes used for heating, and of the consumption of gas. The required ventilation shall be accomplished by mechanical or other efficient means. The temperature of any workshop during working hours shall not be allowed to exceed 90 degrees (Fahrenheit).
DUTIES OF PERSONS EMPLOYED.
7. Every person employed in the places and processes enumerated in Rule 1 shall wear an overall suit or head covering when at their work, and no such person shall remove such overall suit or head covering from the works at which they are employed so long as they shall continue in such employ.
8. Every person employed in the places or processes enumerated in Rule 5 shall carefully clean and wash his or her hands and face before meals and before leaving the works.
9. Every person employed in dipping, carrying ware from the dipper, cleaning ware after it has been dipped, glost placing, china scouring, ground laying, or majolica painting, shall during the meal times leave the shops in which those processes are carried on, and shall not cook or eat any food therein at any time.
10. The measures taken by the employers for the ventilation of the various workrooms and stoves, and for the removal of dust, shall not be in any way interfered with by the workpeople without the knowledge and concurrence of the employer or manager of the works.
11. Every male or female worker shall be responsible for the cleansing of that portion of the room in which he or she is employed, and shall see that the floors of shops and of such stoves as are entered by the workers, are sprinkled and swept, and the dust, scraps, ashes, and dirt be removed every day, and that the work-benches and stairs are cleansed at least once a week. The sweeping of floors and of potters’ shops shall be done after the working hours, unless there is some sufficient reason to the contrary, by an adult male, employed and paid by the workers and approved by the employer.
Home Office, Whitehall
7th September 1894.
[836]
Form 254.
Factory and Workshop Acts, 1878 to 1895.
SPECIAL RULES.
THE MANUFACTURE OF EARTHENWARE AND CHINA.
DUTIES OF OCCUPIERS.
1. Age.—After 1st August 1898, no person under 14 years of age, and after 1st August 1899, no person under 15 years of age, shall be employed in the
2. Monthly Examination.—All women and young persons employed in the places and processes named in Rule 1 shall be examined once a month by the Certifying Surgeon for the District, who shall after 1st August, 1898, have power to order suspension from employment in any place or process named in Rule 1.
No person after such suspension shall be allowed to work in any of the places or processes named in Rule 1 without the written sanction of the Certifying Surgeon.
3. Health Register.—A register, in the form which has been prescribed by the Secretary of State for use in earthenware and china works, shall be kept, and in it the Certifying Surgeon will enter the dates and results of his visits, the number of persons examined, and particulars of any directions given by him. This register shall contain a list of all persons employed in the places and processes named in Rule 1, and shall be produced at any time when required by H.M. Inspector of Factories or by the Certifying Surgeon.
4. Overalls and Head Coverings.—The occupier shall provide and maintain suitable overalls and head coverings for all women and young persons employed in the places and processes named in Rule 1.
All overalls and head coverings shall be kept (see form 254*) in proper custody, and all overalls shall be washed at least once a week, and suitable arrangements shall be made for carrying out these requirements.
A suitable place shall be provided in which the above workers can deposit clothing put off during working hours.
5. Food.—No person shall be allowed to prepare or partake of any food or drink, or to remain during meal times, in the dipping house or dippers’ drying room, or in a place in which is carried on any process named in Rule 1.
The occupier shall make suitable provision to the reasonable satisfaction of the Inspector in charge of the district for the accommodation during meal times of persons employed in such places or processes (see form 254*).
6. Dust.—After 1st January 1899, the process of—
shall not be carried on without the use of exhaust fans for the effectual removal of dust (see form 254*).
In the process of ware cleaning after the dipper, exhaust fans shall be used, or arrangements made for the dust to fall into water.
In all processes the occupier shall, as far as practicable, adopt efficient measures for the removal of dust and for the prevention of any injurious effects arising therefrom.
7. Ventilation.—All drying stoves as well as all workshops and all parts of factories shall be effectually ventilated to the reasonable satisfaction of the Inspector in charge of the District.
[837]
8. Lavatories.—The occupier shall provide and maintain sufficient and suitable washing conveniences for all persons employed in the places and processes named in Rule 1, as near as is practicable to the places in which such persons are employed.
The washing conveniences shall comprise soap, nail-brushes, and towels, and at least one lavatory (see form 254*) basin for every five persons employed as above, and each such basin shall be fitted with waste-pipe, and have a constant supply of water laid on by tap.
9. Cleansing of Work-places.—The occupier shall see that the requirements of Rule 16 are duly observed, and shall provide brushes and all other necessaries for the purpose.
10. Boards.—The boards used in the dipping house, dippers’ drying room, or glost placing shop shall be cleansed every week, and shall not be used in any other department (see form 254*).
DUTIES OF PERSONS EMPLOYED.
11. Monthly Examination.—All women and young persons employed in the places and processes named in Rule 1 shall present themselves at the appointed time for examination by the Certifying Surgeon as provided in Rule 2.
No person after suspension by the Certifying Surgeon shall work in any of the places or processes named in Rule 1 without the written sanction of the Certifying Surgeon.
12. Overalls.—Every person employed in the places and processes named in Rule 1 shall, when at work, wear an overall suit and head covering, which shall not be worn outside the factory or workshop, and which shall not be removed therefrom except for the purpose of being washed.
The overalls and head coverings, when not being worn, shall be deposited in the place provided for the purpose under Rule 4.
Clothing put off during working hours shall be deposited in the place provided for the purpose under Rule 4.
13. Food.—No person shall remain during meal times in the dipping house, dippers’ drying room, or in any place in which is carried on any process named in Rule 1; or prepare or partake of any food or drink therein at any time.
14. Ventilation. Dust.—No person shall in any way interfere, without the knowledge and concurrence of the occupier or manager, with the means and appliances provided by the employers for the ventilation of the workshops and stoves and for the removal of dust.
15. Washing.—No person employed in any place or process named in Rule 1 shall leave the works or partake of meals without previously and carefully cleaning and washing his or her hands.
16. Cleansing of Work-places.—The persons employed shall be responsible for the
daily sprinkling and sweeping of the floors of workshops and of such stoves as are entered by the workpeople; and for the
daily removal of dust, scraps, ashes, and dirt; and for the
weekly cleansing of work-benches and of stairs leading to workshops.
Each person shall be responsible for the cleansing of that portion of the room in which he or she is employed.
The sweeping of the floors of potters’ shops, stoves, dipping houses, and majolica painting rooms shall be done after working hours, by an adult male, employed and paid by the workers and approved by the employer.
17. Boards.—The boards used in the dipping house, dipper’s drying room, or glost placing shop shall be cleansed every week, and shall not be used in any other department.
Arthur Whitelegge,
H.M. Chief Inspector of Factories.
May 1898.
Note.—These Rules must be kept posted up in conspicuous places in the factory to which they apply, where they may be conveniently read by the persons employed.
[838]
Any person who is bound to observe these Rules and fails to do so, or acts in contravention of them, is liable to a penalty; and in such case the occupier also is liable to a penalty unless he proves that he has taken all reasonable means by publishing, and to the best of his power enforcing, the Rules, to prevent the contravention or non-compliance. (Factory and Workshop Act, 1891, Sections 9 and 11).
Form 254*.
Factory and Workshop Acts, 1878 to 1895.
SPECIAL RULES.
THE MANUFACTURE OF EARTHENWARE AND CHINA.
DUTIES OF OCCUPIERS.
1. Age.—After 1st August 1890, no person under 14 years of age, and after 1st August 1899, no person under 15 years of age, shall be employed in the
2. Monthly Examination.—All women and young persons employed in the places and processes named in Rule 1 shall be examined once a month by the Certifying Surgeon for the district, who shall, after 1st August 1898, have power to order suspension from employment in any place or process named in Rule 1.
No person after such suspension shall be allowed to work in any of the places or processes named in Rule 1 without the written sanction of the Certifying Surgeon.
3. Health Register.—A register, in the form which has been prescribed by the Secretary of State for use in earthenware and china works, shall be kept, and in it the Certifying Surgeon will enter the dates and results of his visits, the number of persons examined, and particulars of any directions given by him. This register shall contain a list of all persons employed in the places and processes named in Rule 1, and shall be produced at any time when required by H.M. Inspector of Factories or by the Certifying Surgeon.
4. Overalls and Head Coverings.—The occupier shall provide and maintain suitable overalls and head coverings for all women and young persons employed in the places and processes named in Rule 1.
All overalls and head coverings shall be kept by the occupier in proper custody and shall be washed at least once a week, and suitable arrangements shall be made for carrying out these requirements.
A suitable place shall be provided in which the above workers can deposit clothing put off during working hours.
5. Food.—No person shall be allowed to prepare or partake of any food or drink, or to remain during meal times, in the dipping house or dippers’ drying room, or in a place in which is carried on any process named in Rule 1.
The occupier shall make suitable provision to the reasonable satisfaction of the Inspector in charge of the District for the accommodation during meal times of persons employed in such place or processes, with a right of appeal to the Chief Inspector of Factories. Such accommodation to be provided in any room or rooms on the premises other than those referred to in Rule 13.
6. Dust.—After 1st January 1899, the process of—
shall not be carried on without the use of exhaust fans for the effectual removal of dust, or other efficient means for the effectual removal of dust, to be approved[839] in each particular case by the Secretary of State, and under such conditions as he may from time to time prescribe.
In the process of ware cleaning after the dipper, exhaust fans shall be used, or arrangements made for the dust to fall into water.
In all processes the occupiers shall, as far as practicable, adopt efficient measures for the removal of dust and for the prevention of any injurious effects arising therefrom.
7. Ventilation.—All drying stoves as well as all workshops and all parts of factories shall be effectually ventilated to the reasonable satisfaction of the Inspector in charge of the District.
8. Lavatories.—The occupier shall provide and maintain sufficient and suitable washing conveniences for all persons employed in the places and processes named in Rule 1, as near as is practicable to the places in which such persons are employed.
The washing conveniences shall comprise soap, nail-brushes, and towels, and at least one wash-hand basin for every five persons employed as above, with a constant supply of water laid on, with one tap at least for every two basins, and conveniences for emptying the same and running off the waste water on the spot down a waste-pipe.
9. Cleansing of Work-places.—The occupier shall see that the requirements of Rule 16 are duly observed, and shall provide brushes and all other necessaries for the purpose.
10. Boards.—The boards used in the dipping house, dippers’ drying room, or glost placing shop shall be cleansed every week, and shall not be used in any other department, except after being cleansed.
DUTIES OF PERSONS EMPLOYED.
11. Monthly Examination.—All women and young persons employed in the places and processes named in Rule 1 shall present themselves at the appointed time for examination by the Certifying Surgeon as provided in Rule 2.
No person after suspension by the Certifying Surgeon shall work in any of the places or processes named in Rule 1 without the written sanction of the Certifying Surgeon.
12. Overalls.—Every person employed in the places and processes named in Rule 1 shall, when at work, wear an overall suit and head covering, which shall not be worn outside the factory or workshop, and which shall not be removed therefrom except for the purpose of being washed. All overalls and head coverings shall be washed at least once a week.
The overalls and head coverings, when not being worn, shall be deposited in the place provided for the purpose under Rule 4.
Clothing put off during working hours shall be deposited in the place provided for the purpose under Rule 4.
13. Food.—No person shall remain during meal times in the dipping house, dippers’ drying room, or in any place in which is carried on any process named in Rule 1; or prepare or partake of any food or drink therein at any time.
14. Ventilation. Dust.—No person shall in any way interfere, without the knowledge and concurrence of the occupier or manager, with the means and appliances provided by the employers for the ventilation of the workshops and stoves and for the removal of dust.
15. Washing.—No person employed in any place or process named in Rule 1 shall leave the works or partake of meals without previously and carefully cleaning and washing his or her hands.
16. Cleansing of Work-places.—The persons employed shall be responsible for the
[840]
Each person shall be responsible for the cleansing of that portion of the room in which he or she is employed.
The sweeping of the floors of potters’ shops, stoves, dipping houses, and majolica painting rooms shall be done after working hours, by an adult male, employed and paid by the workers and approved by the employer.
17. Boards.—The boards used in the dipping house, dippers’ drying room, or glost placing shop shall be cleansed every week, and shall not be used in any other department, except after being cleansed.
Arthur Whitelegge,
H.M. Chief Inspector of Factories.
October 1898.
Note.—These Rules must be kept posted up in conspicuous places in the factory to which they apply, where they may be conveniently read by the persons employed.
Any person who is bound to observe these Rules and fails to do so, or acts in contravention of them, is liable to a penalty; and in such case the occupier also is liable to a penalty, unless he proves that he has taken all reasonable means by publishing and to the best of his power enforcing the Rules, to prevent the contravention or non-compliance. (Factory and Workshop Act, 1891, Sections 9 and 11.)
Form 254A.
Factory and Workshop Acts, 1878 to 1895.
SPECIAL RULES.
MAKING TRANSFERS FOR EARTHENWARE AND CHINA.
DUTIES OF OCCUPIERS.
1. Age.—No person under 15 years of age shall be employed in making Transfers for Earthenware or China.
2. Monthly Examination.—All women and young persons employed shall be examined once a month by the Certifying Surgeon for the District, who shall, after 1st May 1899, have power to order suspension from employment.
No person after such suspension shall be allowed to work without the written sanction of the Certifying Surgeon.
4. Health Register.—A register, in the form which has been prescribed by the Secretary of State for use in earthenware and china works, shall be kept, and in it the Certifying Surgeon will enter the dates and results of his visits, the number of persons examined, and particulars of any directions given by him. This register shall contain a list of all persons employed, and shall be produced at any time when required by H.M. Inspector of Factories or by the Certifying Surgeon.
4. Overalls and Head Coverings.—The occupier shall provide and maintain suitable overalls and head coverings for all women and young persons employed in rooms in which colour processes are carried on.
All overalls and head coverings shall be kept by the occupier in proper custody and shall be washed at least once a week, and suitable arrangements shall be made for carrying out these requirements.
A suitable place shall be provided in which the above workers can deposit clothing put off during working hours.
It shall be a sufficient compliance with the requirements of this rule as to head coverings if they are made of suitable glazed paper and renewed once a week. The head coverings shall be made so as completely to cover the hair, and to the satisfaction of the Inspector.
5. Food.—No person shall be allowed to prepare or partake of any food or drink, or to remain during meal times, in any place in which is carried on the making of transfers.
[841]
The occupier shall make suitable provision, to the reasonable satisfaction of the Inspector in charge of the District, for the accommodation during meal times of persons employed in such places or processes, with a right of appeal to the Chief Inspector of Factories.
6. Dust.—Transfer making shall not be carried on without the use of exhaust fans for the effectual removal of dust, or other efficient means for the effectual removal of dust, to be approved in each particular case by the Secretary of State, and under such conditions as he may from time to time prescribe.
7. Lavatories.—The occupier shall provide and maintain sufficient and suitable washing conveniences for all persons employed, as near as is practicable to the places in which such persons are employed.
The washing conveniences shall comprise soap, nail-brushes, and towels, and at least one wash-hand basin for every five persons employed as above, with a constant supply of water laid on, with one tap at least for every two basins, and conveniences for emptying the same and running off the waste water on the spot down a waste-pipe.
DUTIES OF PERSONS EMPLOYED.
8. Monthly Examination.—All women and young persons employed shall present themselves at the appointed time for examination by the Certifying Surgeon as provided in Rule 2.
No person after suspension by the Certifying Surgeon shall work without the written sanction of the Certifying Surgeon.
9. Overalls.—Every person employed in any room in which colour processes are carried on shall, when at work, wear an overall suit and head covering, which shall not be worn outside the factory or workshop, and which shall not be removed therefrom except for the purpose of being washed. All overalls and head coverings shall be washed or renewed at least once a week.
The overalls and head coverings, when not being worn, shall be deposited in the place provided for the purpose under Rule 4.
Clothing put off during working hours shall be deposited in the place provided for the purpose under Rule 4.
It shall be a sufficient compliance with the requirements of this rule as to head coverings if they are made of suitable glazed paper and renewed once a week. The head coverings shall be made so as completely to cover the hair, and to the satisfaction of the Inspector.
10. Food.—No person shall remain during meal times in any place in which is carried on the making of transfers; or prepare or partake of any food or drink therein at any time.
11. Ventilation. Dust.—No person shall in any way interfere, without the knowledge and concurrence of the occupier or manager, with the means and appliances provided by the employers for the ventilation of the workshops and for the removal of dust.
12. Washing.—No person employed shall leave the works or partake of meals without previously and carefully cleaning and washing his or her hands.
Arthur Whitelegge,
H.M. Chief Inspector of Factories.
January 1899.
Note.—These Rules must be kept posted up in conspicuous places in the factory to which they apply, where they may be conveniently read by the persons employed.
Any person who is bound to observe these Rules and fails to do so, or acts in contravention of them, is liable to a penalty; and in such case the occupier also is liable to a penalty, unless he proves that he has taken all reasonable means by publishing and to the best of his power enforcing the Rules, to prevent the contravention or non-compliance. (Factory and Workshop Act, 1891, Sections 9 and 11).
[842]
Form 257.
Factory and Workshop Acts, 1878 to 1895.
SPECIAL RULES.
THE MANUFACTURE OF EXPLOSIVES IN WHICH DINITROBENZOLE IS USED.
1. No person to be employed without a medical certificate, stating that he or she is physically fit for such employment.
2. An examination of the workers at their work to be made at least once a fortnight by a Certifying Surgeon, who shall have power to order temporary suspension or total change of work for any person showing symptoms of suffering from the poison, or if after a fair trial he is of opinion that any person is by constitution unfit, he shall direct that such person shall cease to be employed.
3. A supply of fresh milk, and of any drug that the medical officer may consider desirable, shall be kept where the workers in his opinion may require it.
4. No meals to be taken in the workrooms.
5. There shall be provided separate lavatories for men and women, with a good supply of hot water, soap, nail-brushes, and towels, and whenever the skin has come in contact with dinitrobenzole, the part shall be immediately washed.
6. Overall suits and head coverings shall be supplied to all workers in shops where dinitrobenzole is used, these suits to be taken off or well brushed before meals and before leaving the works, and to be washed at least once a week.
7. Suitable respirators (capable of being washed), folds of linen, or woollen material of open texture, or other suitable material, shall be supplied to those workers liable to inhale dust, and the wearing of such respirators shall be urged where the workers derive benefit from their use.
8. Where dinitrobenzole has to be handled, the hands shall always be protected from direct contact with it, either by the use of indiarubber gloves (kept perfectly clean, especially in the inner side), or by means of rags which shall be destroyed immediately after use.
9. Where dinitrobenzole is broken by hand, the instrument used shall be a wooden bar, spade, or tool with a handle long enough to prevent the worker’s face from coming into near contact with the material.
10. In all rooms or sheds in which the process, either of purifying, grinding, mixing materials of which dinitrobenzole forms a part, is carried on, efficient “cowls,” ventilating shafts, and mechanical ventilating fans shall be provided to carry off the dust or fumes generated.
11. Drying stoves shall be efficiently ventilated, and, when possible, be charged and drawn at fixed times, and a free current of air shall be admitted for some time prior to the workers entering to draw either a part or the whole of the contents.
12. In the process of filling cartridges, the material shall not be touched by hand, but suitable scoops shall be used, and where patent ventilated cartridge filling machines are not used, there shall be efficient mechanical ventilation arranged in such a manner that the suction shall draw the fumes or dust away from and not across or over the faces of the workers.
13. A register, in a prescribed form, shall be kept, and it shall be the duty of a responsible person named by the firm to enter, at least once a week, a statement that he has personally satisfied himself that each and all of the special rules have been observed, or if not, the reasons for such non-observance. The Surgeon to enter in this register the dates of his visits, the results of such visits, and any requirement made by him.
14. The “dipping” rooms to be efficiently ventilated.
Arthur Whitelegge,
H.M. Chief Inspector of Factories.
[843]
Note.—These Rules must be kept posted up in conspicuous places in the factory to which they apply, where they may be conveniently read by the persons employed.
Any person who is bound to observe these Rules and fails to do so, or acts in contravention of them, is liable to a penalty; and in such case the occupier also is liable to a penalty, unless he proves that he has taken all reasonable means by publishing and to the best of his power enforcing the Rules, to prevent the contravention or non-compliance. (Factory and Workshop Act, 1891, Sections 9 and 11.)
Form 250.
Factory and Workshop Acts, 1878 to 1895.
SPECIAL RULES.
CHEMICAL WORKS.
1. Uncovered Pots and Pans.—In future every uncovered pot, pan, or other structure containing liquid of a dangerous character, shall be so constructed as to be at least 3 feet in height above the ground or platform. Those already in existence which are less than 3 feet in height, or in cases where it is proved to the satisfaction of an inspector that a height of 3 feet is impracticable, shall be securely fenced.
2. There shall be a clear space round such pots, pans, or other structures, or where any junction exists a barrier shall be so placed as to prevent passage.
3. Caustic Pots.—Caustic pots shall be of such construction that there shall be no footing on the top or sides of the brickwork, and dome-shaped lids shall be used where possible.
4. Planks and Gangways.—No unfenced planks or gangways shall be placed across open pots, pans, or other structures containing liquid of a dangerous character. This rule shall not apply to black ash vats where the vats themselves are otherwise securely fenced.
5. Respirators.—Suitable respirators shall be provided for the use of the workers in places where poisonous gases or injurious dust may be inhaled.
6. Lighting.—The lighting of all dangerous places shall be made thoroughly efficient.
7. Syringes or Wash-bottles.—Every place where caustic soda or caustic potash is manufactured shall be supplied with syringes or wash-bottles, which shall be enclosed in covered boxes fixed in convenient places, in the proportion of one to every four caustic pots. They shall be of suitable form and size, and be kept full of clean water. Similar appliances shall be provided wherever, in the opinion of an inspector, they may be desirable.
8. Overalls, Bath.—Overalls, kept in a cleanly state, shall be provided for all workers in any room where chlorate of potash or other chlorate is ground. In every such room a bath shall be kept ready for immediate use.
In every chlorate mill, tallow or other suitable lubricant shall be used instead of oil.
9. Respirators.—Respirators charged with moist oxide of iron or other suitable substance, shall be kept in accessible places ready for use in cases of emergency arising from sulphuretted hydrogen or other poisonous gases.
10. Salt Cake Departments.—In salt cake departments suitable measures shall be adopted by maintaining a proper draught, and by other means, to obviate the escape of low-level gases.
11. Weldon Bleaching Powder Chambers.—Weldon bleaching powder chambers, after the free gas has, as far as may be practicable, been drawn off or absorbed by fresh lime, shall, before being opened, be tested by the standard recognised under the Alkali Act. Such tests shall be duly entered in a register kept for the purpose.
All chambers shall be ventilated, as far as possible, when packing is being carried on, by means of open doors on opposite sides and openings in the roof, so as to allow of a free current of air.
[844]
12. Co-operation of Workers: Penalty.—In cases where the co-operation of the workers is required for carrying out the foregoing rules, and where such co-operation is not given, the workers shall be held liable in accordance with the Factory and Workshop Act, 1891, section 9, which runs as follows:—“If any person who is bound to observe any special rules, established for any factory or workshop under this Act, acts in contravention of, or fails to comply with, any such special rule, he shall be liable on summary conviction to a fine not exceeding two pounds.”
Arthur Whitelegge,
H.M. Chief Inspector of Factories.
Form 260.
Factory and Workshop Acts, 1878 to 1895.
AMENDED SPECIAL RULES for Chemical Works in which is carried on the MANUFACTURE OF BICHROMATE OR CHROMATE OF POTASSIUM OR SODIUM.
In these Rules “persons employed in a chrome process” means a person who is employed in any work involving contact with chromate or bichromate of potassium or sodium, or involving exposure to dust or fumes arising from the manufacture thereof.
Any approval given by the Chief Inspector in pursuance of Rule 10 shall be given in writing, and may at any time be revoked by notice in writing signed by him.
DUTIES OF OCCUPIERS.
1. Open Pans, &c., containing Dangerous Liquid.—No uncovered pot, pan, or other structure containing liquid of a dangerous character shall be so constructed as to be less than 3 feet in height above the adjoining ground or platform.
This Rule shall not apply to any pot, pan, or other structure constructed before 1st January 1899, or in which a height of 3 feet is impracticable by reason of the nature of the work to be carried on: provided in either case that the structure is securely fenced.
2. There shall be a clear space round all pots, pans, or other structures containing liquid of a dangerous character, except where any junction exists, in which case a barrier shall be so placed as to prevent passage.
3. No unfenced plank or gangway shall be placed across any pot, pan, or other structure containing liquid of a dangerous character.
4. Lighting.—The lighting of all dangerous places shall be made thoroughly efficient.
5. Grinding, Separating, and Mixing of Raw Materials.—The grinding, separating, and mixing of the raw materials (including chrome ironstone, lime, and sodium and potassium carbonate) shall not be done without such appliances as will prevent, as far as possible, the entrance of dust into the workrooms.
6. Batches.—“Batches,” when withdrawn from the furnaces, shall either be placed in the keaves or vats while still warm, or be allowed to cool in barrows or other receptacles.
7. Evaporating Vessels.—Evaporating vessels shall be covered in, and shall be provided with ventilating shafts to carry the steam into the outside air.
8. Packing and Crushing of Bichromate.—Packing or crushing of bichromate of potassium or sodium shall not be done except under conditions which secure either the entire absence of dust or its effectual removal by means of a fan.
9. Age.—No child or young person shall be employed in a chrome process.
10. Monthly Medical Examination. Suspension.—(a) The occupier shall, subject to the approval of the Chief Inspector, appoint a duly qualified medical practitioner (in these Rules referred to as the Appointed Surgeon), who shall examine[845] all persons employed in chrome processes at least once in every month, and shall undertake any necessary medical treatment of disease contracted in consequence of such employment, and shall, after the 30th day of April 1900, have power to suspend any such person from work in any place or process.
(b) No person after such suspension shall be employed in any chrome process without the written sanction of the Appointed Surgeon.
Health Register.—(c) A register shall be kept in a form approved by the Chief Inspector, and shall contain a list of all persons employed in any chrome process. The Appointed Surgeon shall enter in the register the dates and results of his examinations of the persons employed and particulars of any treatment prescribed by him. The register shall be produced at any time when required by H.M. Inspectors of Factories or by the Appointed Surgeon.
11. Requisites for treating slight Wounds and Ulcers.—Requisites (approved by the Appointed Surgeon) for treating slight wounds and ulcers shall be kept at hand and be placed in charge of a responsible person.
12. Overalls and Respirators.—The occupier shall provide sufficient and suitable overall suits for the use of all persons engaged in the processes of grinding the raw materials; and sufficient and suitable overall suits or other adequate means of protection, approved in writing by the Appointed Surgeon, for the use of all persons engaged in the crystal department or in packing.
Respirators approved by the Appointed Surgeon shall be provided for the use of all persons employed in packing or crushing bichromate of sodium or potassium.
At the end of every day’s work they shall be collected and kept in proper custody in a suitable place set apart for the purpose.
The overalls and respirators shall be thoroughly washed or renewed every week.
13. Cloak-room.—The occupier shall provide and maintain a cloak-room in which workers can deposit clothing put off during working hours.
14. Lavatory.—The occupier shall provide and maintain a lavatory for the use of the persons employed in chrome processes, with soap, nail-brushes, and towels, and a constant supply of hot and cold water laid on to each basin. There shall be at least one lavatory basin for every five persons employed in the crystal department and in packing. Each such basin shall be fitted with a waste-pipe, or shall be placed in a trough fitted with a waste-pipe.
15. Baths.—The occupier shall provide and maintain sufficient baths and dressing-rooms for all persons employed in chrome processes, with hot and cold water laid on, and a sufficient supply of soap and towels; and shall cause each person employed in the crystal department and in packing to take a bath once a week at the factory.
Bath Register.—A bath register shall be kept containing a list of all persons employed in the crystal department and in packing, and an entry of the date when each person takes a bath.
The bath register shall be produced at any time when required by H.M. Inspectors of Factories.
16. Cleaning of Floors, &c.—The floors, stairs, and landings shall be cleaned daily.
DUTIES OF PERSONS EMPLOYED.
17. Batches.—No person shall deposit a “batch” when withdrawn from the furnace upon the floor nor transfer it to the keaves or vats otherwise than as prescribed in Rule 6.
18. Packing and Crushing of Bichromate.—No person shall pack or crush bichromate of potassium or sodium otherwise than as prescribed in Rule 8.
19. Medical Examination.—(a) Every person employed in a chrome process shall present himself at the appointed times for examination by the Appointed Surgeon as provided in Rule 10.
(b) After the 30th day of April 1900, no person suspended by the Appointed Surgeon shall work in a chrome process without his written sanction.
[846]
20. Overalls.—Every person engaged in the processes of grinding the raw materials shall wear an overall suit, and every person engaged in the crystal department or in packing shall wear an overall suit or other adequate means of protection approved by the Appointed Surgeon.
Respirators.—Every person employed in packing or crushing bichromate of sodium or potassium shall in addition wear a respirator while so occupied.
21. Washing.—Every person employed in the processes named in Rule 20 shall before leaving the premises deposit the overalls and respirators in the place appointed by the occupier for the purpose, and shall thoroughly wash face and hands in the lavatory.
22. Bathing.—Every person employed in the crystal department and in packing shall take a bath at the factory at least once a week; and, having done so, he shall at once sign his name in the bath register, with the date.
23. Neglect to be Reported.—The foreman shall report to the manager any instance coming under his notice of a workman neglecting to observe these Rules.
February 1900.
Note.—These Rules must be kept posted up in conspicuous places in the factory to which they apply, where they may be conveniently read by the persons employed. Any person who is bound to observe these Rules and fails to do so, or acts in contravention of them, is liable to a penalty; and in such cases the occupier also is liable to a penalty, unless he proves that he has taken all reasonable means by publishing and to the best of his power enforcing the Rules, to prevent the contravention or non-compliance. (Factory and Workshop Act, 1891, Sections 9 and 11.)
Form No. 261.
Factory and Workshop Acts, 1878 to 1895.
SPECIAL RULES.
RED AND ORANGE LEAD WORKS.
DUTIES OF OCCUPIERS.
Drawing.—In drawing charges of massicot, or of red lead, or of orange lead, from the furnace they shall not allow the charges of massicot, or of red lead, or of orange lead, to be discharged on to the floor of the factory or workshop, but shall arrange that it be shovelled, not raked, into waggons.
Packing.—They shall arrange that no red or orange lead shall be packed in the room or rooms where the manufacture is actually carried on.
They shall arrange that no red or orange lead shall be packed in casks or other receptacles except in a place provided with a hood connected with a fan, or shall provide other suitable means to create an effective draught.
Washing Conveniences.—They shall provide sufficient bath accommodation for all persons employed in the manipulation of red and orange lead, and lavatories, with a good supply of hot water, soap, nail-brushes, and towels for the use of such persons.
Monthly Examination.—They shall arrange for a monthly visit by a medical man, who shall examine every worker individually, and who shall enter the result of each examination in a register book to be provided by the said occupiers.
Sanitary Drink.—They shall provide a sufficient supply of approved sanitary drink for the workers.
[847]
DUTIES OF PERSONS EMPLOYED.
In cases where the co-operation of the workers is required for carrying out the foregoing rules, and where such co-operation is not given, the workers shall be held liable in accordance with the Factory and Workshop Act, 1891, Section 9, which runs as follows:—
“If any person who is bound to observe any special rules established for any factory or workshop under this Act, acts in contravention of, or fails to comply with, any such special rule, he shall be liable on summary conviction to a fine not exceeding two pounds.”
Arthur Whitelegge,
H.M. Chief Inspector of Factories.
Form 263.
Factory and Workshop Acts, 1878 to 1895.
SPECIAL RULES.
YELLOW LEAD.
DUTIES OF OCCUPIERS.
They shall provide washing conveniences, with a sufficient supply of hot and cold water, soap, nail-brushes, and towels.
They shall provide respirators and overall suits for the persons employed in all dry processes.
They shall provide fans or other suitable means of ventilation wherever dust is generated in the process of manufacture.
They shall provide a sufficient supply of Epsom salts and of an approved sanitary drink.
DUTIES OF PERSONS EMPLOYED.
In cases where the co-operation of the workers is required for carrying out the foregoing rules, and where such co-operation is not given, the workers shall be held liable, in accordance with the Factory and Workshop Act, 1891, Section 9, which runs as follows:—
“If any person who is bound to observe any special rules established for any factory or workshop under this Act, acts in contravention of, or fails to comply with, any such special rule, he shall be liable on summary conviction to a fine not exceeding two pounds.”
| Respirators | A good respirator is a cambric bag with or without a thin flexible wire made to fit over the nose. | |
| Sanitary drink suggested |
Sulphate of magnesia | 2 oz. |
| Water | 1 gallon. | |
| Essence of lemon, sufficient to flavour. | ||
B. A. Whitelegge,
H.M. Chief Inspector of Factories.
Form 264.
Factory and Workshop Acts, 1878 to 1895.
SPECIAL RULES.
LEAD SMELTING WORKS.
DUTIES OF OCCUPIERS.
They shall provide respirators and overall suits for the use of all persons employed in cleaning the flues, and take means to see that the same are used.
[848]
They shall arrange that no person be allowed to remain at work more than two hours at a time in a flue. (A rest of half-an-hour before re-entering will be deemed sufficient.)
They shall provide sufficient bath accommodation for all persons employed in cleaning the flues, and every one so employed shall take a bath before leaving the works.
They shall provide washing conveniences, with a sufficient supply of hot and cold water, soap, nail-brushes, and towels.
DUTIES OF PERSONS EMPLOYED.
In cases where the co-operation of the workers is required for carrying out the foregoing rules, and where such co-operation is not given, the workers shall be held liable, in accordance with the Factory and Workshop Act, 1891, Section 9, which runs as follows:—
“If any person who is bound to observe any special rules established for any factory or workshop under this Act, acts in contravention of, or fails to comply with, any such special rule, he shall be liable on summary conviction to a fine not exceeding two pounds.”
B. A. Whitelegge,
H.M. Chief Inspector of Factories.
Form 268.
Factory and Workshop Acts, 1878 to 1895.
SPECIAL RULES, only applicable to works in which
LEAD OR ARSENIC
IS USED IN THE TINNING AND
ENAMELLING OF IRON HOLLOW WARE.
DUTIES OF OCCUPIERS.
They shall provide washing conveniences with a sufficient supply of hot and cold water, soap, nail-brushes, and towels; and take measures to secure that every worker wash face and hands before meals and before leaving the works.
They shall see that no food is eaten in any room where the process of tinning or enamelling is carried on.
DUTIES OF PERSONS EMPLOYED.
In cases where the co-operation of the workers is required for carrying out the foregoing rules, and where such co-operation is not given, the workers shall be held liable in accordance with the Factory and Workshop Act, 1891, Section 9, which runs as follows:—“If any person who is bound to observe any special rules established for any factory or workshop under this Act, acts in contravention of, or fails to comply with, any such special rule, he shall be liable on summary conviction to a fine not exceeding two pounds.”
Arthur Whitelegge,
H.M. Chief Inspector of Factories.
Form 266.
Factory and Workshop Acts, 1878 to 1895.
AMENDED SPECIAL RULES.
SPINNING AND WEAVING OF FLAX.
WEAVING SHEDS
(in which artificial humidity is produced).
Ventilation.—An efficient 14-inch extracting fan shall be provided for every 2500 square feet of floor surface, such ventilation to be arranged to the[849] satisfaction of the Inspector of Factories, and to be kept in operation during working hours.
Humidity.—In every weaving factory where artificial humidity is produced, there shall be provided, maintained, and kept in correct working order two sets of standardised wet and dry bulb thermometers. A difference of at least two degrees shall be kept during working hours between the wet and dry bulbs (e.g., Dry Bulb 75, Wet Bulb 73).
(1.) One set of thermometers is to be fixed in the centre and one at the side of the factory, or in such other position as may be directed or sanctioned by an Inspector of Factories, so as to be plainly visible to the operatives.
(2.) The occupier or manager, or person for the time being in charge of each factory, shall read the thermometers twice in the day, viz., between ten o’clock and eleven o’clock in the forenoon, and between three o’clock and four o’clock in the afternoon, on every day that any operatives are employed in the factory, and shall record the readings of each thermometer at each of such times on a form provided for the purpose for each set of thermometers, in the form and in accordance with the regulations contained in Schedule B. of the Cotton Cloth Factories Act, 1889, and the readings indicated at any time by the said thermometers shall be taken to represent the actual humidity of the room at such time.
(3.) The form in which the readings of each thermometer provided for in sub-section (ii.) of this section are to be recorded shall be kept hung up near the thermometers; and after being duly filled up, shall be forwarded at the end of each month to the Inspector of the District, and a copy shall be kept at the factory for reference.
WET SPINNING ROOMS.
Overalls.—Where splashboards are not provided, waterproof overalls or aprons shall be provided by the occupier for all the workers, such overalls or aprons to be sufficient to protect the lower part of the chest to the satisfaction of the Inspector.
Troughs.—The lids of the troughs shall be kept in perfect repair to check escape of steam.
Floors.—Floors shall be kept in sound condition so as to prevent retention or accumulation of water.
The same rules shall be adopted with respect to humidity as are required in the weaving sheds.
WET SPINNING ROOMS AND WEAVING FACTORIES.
Steam-Pipes.—Whenever steam is injected into any room, the pipes conveying the same shall be jacketed with non-conducting composition to the satisfaction of the Inspector of Factories.
ROUGHING AND SORTING AND HAND HACKLING ROOMS.
Fans.—Exhaust fans shall be provided so as to draw the dust forward and down from the face of the worker, unless some other arrangement shall be found equally effective, to the satisfaction of the Factory Inspector.
Respirators.—Respirators shall be provided for the use of the workers, if children or young persons, and be worn by them at work.
MACHINE HACKLING ROOMS.
Preparation and Card Rooms.
Fans.—Exhaust fans shall be provided on the side of the room where the machines are, and inlets provided from 6 to 7 feet from the ground on the opposite side, unless some other arrangement of such fens shall be found equally effective.
Respirators.—Respirators shall be provided for the use of the workers, if children or young persons, and be worn by them at work.
[850]
DRESSING ROOMS.
Ventilation.—Dressing rooms must be ventilated so as to render harmless any gas, vapour, or other impurities.
Home Office,
18th April 1896.
Form 270.
Factory and Workshop Acts, 1878 to 1895.
SPECIAL RULES.
FACTORIES OR WORKSHOPS IN WHICH YELLOW CHROMATE OF LEAD IS USED, OR IN WHICH GOODS DYED WITH IT UNDERGO THE PROCESSES OF BUNDLING OR NODDLING, WINDING, REELING, WEAVING, OR ANY OTHER TREATMENT.
DUTIES OF OCCUPIERS.
They shall provide washing conveniences, with a sufficient supply of hot and cold water, soap, nail-brushes, and towels.
They shall provide respirators and overall suits for the persons employed in all dry processes.
They shall provide fans or other suitable means of ventilation wherever dust is generated in the process of manufacture.
They shall provide a sufficient supply of Epsom salts and of the sanitary drink mentioned below, or some other approved by H.M. Inspector of Factories.
| Respirators | A good respirator is a cambric bag with or without a thin flexible wire made to fit over the nose. | |
| Sanitary drink | Sulphate of magnesia | 2 oz. |
| Water | 1 gallon. | |
| Essence of lemon, sufficient to flavour. | ||
DUTIES OF PERSONS EMPLOYED.
Every person to whom is supplied a respirator or overall suit shall wear the same when at the special work for which such are provided.
Every person shall carefully clean and wash hands and face before meals and before leaving the works.
No food shall be eaten in any part of the works in which yellow chromate of lead is used in the manufacture.
Arthur Whitelegge,
H.M. Chief Inspector of Factories.
Under Section 9, Factory Act, 1891, any person who is bound to observe any special rules is liable to penalties for non-compliance with such special rules.
Form 271.
Factory and Workshop Acts, 1878 to 1895.
MIXING AND CASTING OF BRASS AND OF CERTAIN OTHER ALLOYS.
SPECIAL RULES.
Under Section 8 of the Factory and Workshop Act, 1891, and Section 28 of the Factory and Workshop Act, 1895, for the processes in the mixing and casting of Brass, Gun Metal, Bell Metal, White Metal, Delta Metal, Phosphor Bronze, and Manilla Mixture.
[851]
DUTIES OF OCCUPIERS.
1. They shall provide adequate means for facilitating, as far as possible, the emission or escape from the shop of any noxious fumes or dust arising from the above-named processes. Such means shall include the provision of traps or of louvre gratings in the roof or ceiling of any shop in which such processes, or either of them, is or are carried on; or in case of a mixing or casting shop which is situated under any other shop, there shall be provided an adequate flue or shaft (other than any flue or shaft in connection with a furnace or fireplace) to carry any fumes from the mixing or casting shop, by or through any such shop that may be situated above it.
2. They shall cause all such mixing or casting shops, whether defined as Factories or as Workshops under the Factory and Workshop Act, 1878, to be cleaned down and limewashed once at least within every twelve months, or once within every six months if so required by notice in writing from H.M. Inspector of Factories and Workshops, dating from the time when these were last thus cleaned down and limewashed; and they shall record the dates of such cleaning down and lime-washing in a prescribed form of register.
3. They shall provide a sufficient supply of metal basins, water, and soap, for the use of all persons employed in such mixing or casting shops.
4. They shall not employ, or allow within their Factory or Workshop the employment of, any Woman or Female Young Person, in any process whatever, in any such mixing or casting shop, or in any portion thereof which is not entirely separated by a partition extending from the floor to the ceiling.
DUTIES OF PERSONS EMPLOYED.
5. They shall not partake of, or cook any food in any such mixing or casting shop, within a period of at least Ten Minutes after the completion of the last pouring of metal in that shop.
B. A. Whitelegge,
H.M. Chief Inspector of Factories.
July 10, 1896.
Note.—Women and Persons under 18 Years of Age are by the 39th section of the Factory and Workshop Act, 1878, expressly Forbidden either to Take a Meal or to Remain in any casting shop during the time stated on the Notice affixed in the factory or workshop as being allowed for meals; and the obligation of enforcing this section rests with the occupier.
These Rules are required to be posted up in conspicuous places in the Factory or Workshop to which they apply, where they may be conveniently read by the persons employed. Any person who wilfully injures or defaces them is liable to a penalty not exceeding five pounds (Factory and Workshop Act, 1891, section 11). Occupiers of factories and workshops, and persons employed therein, who are bound to observe any special rules, are liable to penalties for non-compliance with the same. (Factory and Workshop Act, 1891, Sections 9 and 11.)
Form 272.
Factory and Workshop Acts, 1878 to 1895.
SPECIAL RULES.
WOOL SORTING.
DUTIES OF OCCUPIERS.
1. Bales of wool or hair shall, whenever opened for the purpose of being sorted, be so opened by men skilled in judging of the quality and condition of the material.
2. All Alpaca, Pelitan, Cashmere, Persian, and Camel Hair shall be opened[852] over a fan with a downward draught, in a room specially set apart for the purpose, separate and distinct from any sorting-room and from any room in which work (other than opening) is carried on.
3. Van Mohair shall be washed and sorted while damp, if sorted at all.
Persian shall be washed or disinfected as far as possible before being sorted.
Damaged wool or hair, fallen fleeces and foreign skin-wool or hair of the descriptions named in Rules 2 and 4 shall be washed before being sorted.
4. No Alpaca, Pelitan, Cashmere, Persian, Camel Hair, or Mohair shall be sorted except in rooms provided with extracting fans, so arranged that each sorting-board shall be independently connected with the extracting shaft by means of a funnel-shaped opening not less than ten inches across at the top, in such manner that the dust may be drawn downwards. The draught shall be maintained in constant efficiency while the sorters are at work, and shall be such that not less than 75 cubic feet of air per minute are drawn by the fan from beneath each sorting-board.
The extracting shaft shall be cleaned out at least once in each week.
5. The dust collected by the fan shall be discharged into properly constructed receptacles, and not into the open air. This dust, together with the sweepings from the floors and walls of the sorting-room, and from under the sorting-boards, shall be removed at least twice a week, and burnt. All pieces of skin, scab, and clippings or “shearlings” shall be removed daily from the sorting-rooms, and be disinfected or destroyed. All bags in which dangerous wool or hair has been imported shall be picked clean and not brushed.
6. No person having any open cut or sore upon any part of his body shall be allowed to sort.
7. Proper provision shall be made for the keeping of the sorter’s clothing and food outside of the sorting-room. No meals shall be allowed to be taken in the sorting-room.
During meal hours the windows shall be kept open.
8. No bale wool or hair shall be stored in a sorting-room, nor wool of any description, unless the same be effectually screened off from the sorting-room. An air space of at least 1000 cubic feet shall be allowed for each sorter, exclusive of any portion screened off.
9. The floor of the sorting-room shall be thoroughly sprinkled daily with a disinfectant solution, and swept daily (immediately after sprinkling) after the work is done.
10. The walls and ceilings of the sorting-room shall be limewashed at least once a year.
11. Requisites for treating scratches and slight wounds shall be kept at hand.
12. Proper and sufficient appliances for washing, including basins, water, soap, nail-brushes, and towels, shall be provided in or near the sorting rooms, for the use of the sorters.
DUTIES OF PERSONS EMPLOYED.
13. If, on opening a bale of wool or hair, any fallen fleece or damaged material is discovered, the person opening the bale shall report the discovery immediately to the foreman.
14. Every sorter having an open cut or sore on any part of his body shall immediately report the fact to the foreman.
15. No sorter shall keep in the sorting-room coats or other articles of clothing besides those he is wearing. No meals shall be taken in the sorting-room.
16. If the draught at any sorting-board, or the fan or any other appliance necessary to the production of such draught, is found to be out of order, the sorter, or any other person becoming aware of the defect, shall report it to the foreman at once.
Arthur Whitelegge,
H.M. Chief Inspector of Factories.
October 1897.
[853]
Note.—These Rules are required to be posted up in conspicuous places in the Factory or Workshop to which they apply, where they may be conveniently read by the persons employed. Any person who wilfully injures or defaces them is liable to a penalty not exceeding five pounds. Occupiers of factories and workshops, and persons employed therein, who are bound to observe these Rules, are liable to penalties in case of non-compliance. (Factory and Workshop Act, 1891, Sections 9 and 11.)
Form 272A.
Factory and Workshop Acts, 1878 to 1895.
SPECIAL RULES.
WOOL SORTING.
DUTIES OF OCCUPIERS.
1. Bales of wool or hair shall, whenever opened for the purpose of being sorted, be so opened by men skilled in judging of the quality and condition of the material.
2. All Alpaca, Pelitan, Cashmere, and Camel Hair shall be opened over a fan with a downward draught, in a room specially set apart for the purpose, separate and distinct from any sorting-room, and from any room in which work (other than opening) is carried on. All Persian shall be opened and sorted in a room specially set apart for this purpose.
3. Van Mohair shall be washed and sorted while damp, if sorted at all.
Damaged wool or hair, fallen fleeces and foreign skin-wool or hair of the descriptions named in Rules 2 and 4 shall be washed before being sorted.
4. No Alpaca, Pelitan, Cashmere, Persian, Camel Hair, or Mohair shall be sorted except in rooms provided with extracting fans, so arranged that each sorting-board shall be independently connected with the extracting shaft by means of a funnel-shaped opening not less than ten inches across at the top, in such manner that the dust may be drawn downwards. The draught shall be maintained in constant efficiency while the sorters are at work, and shall be such that not less than 75 cubic feet of air per minute are drawn by the fan from beneath each sorting-board.
The extracting shaft shall be cleaned out at least once in each week.
5. The dust collected by the fan from the sorting-boards shall be discharged into properly constructed receptacles, and not into the open air. This dust, together with the sweepings from the floors and walls of the sorting-room, and from under the sorting-boards, shall be removed at least twice a week, and burnt. All pieces of skin, scab, and clippings or “shearlings” shall be removed daily from the sorting-rooms, and be disinfected or destroyed. All bags in which dangerous wool or hair has been imported shall be picked clean and not brushed.
6. No person having any open cut or sore upon any part of his body shall be allowed to sort.
7. Proper provision shall be made for the keeping of the sorter’s clothing and food outside of the sorting-room. No meals shall be allowed to be taken in the sorting-room.
During meal hours the windows shall be kept open.
8. No bale wool or hair shall be stored in a sorting-room, nor wool of any description unless the same be effectually screened off from the sorting-room. An air space of at least 1000 cubic feet shall be allowed for each sorter, exclusive of any portion screened off.
9. The floor of the sorting-room shall be thoroughly sprinkled daily with a disinfectant solution, and swept daily (immediately after sprinkling) after the work is done.
10. The walls and ceilings of the sorting-room shall be limewashed at least once a year.
[854]
11. Requisites for treating scratches and slight wounds shall be kept at hand.
12. Proper and sufficient appliances for washing, including basins, water, soap, nail-brushes, and towels, shall be provided in or near the sorting-rooms, for the use of the sorters.
DUTIES OF PERSONS EMPLOYED.
13. If, on opening a bale of wool or hair, any fallen fleece or damaged material is discovered, the person opening the bale shall report the discovery immediately to the foreman.
14. Every sorter having an open cut or sore on any part of his body shall immediately report the fact to the foreman.
15. No sorter shall keep in the sorting-room coats or other articles of clothing besides those he is wearing. No meals shall be taken in the sorting-room.
16. If the draught at any sorting-board, or the fan or any other appliance necessary to the production of such draught, is found to be out of order, the sorter, or any other person becoming aware of the defect, shall report it to the foreman at once.
Arthur Whitelegge,
H.M. Chief Inspector of Factories.
April 1898.
Note.—These Rules are required to be posted up in conspicuous places in the Factory or Workshop to which they apply, where they may be conveniently read by the persons employed. Any person who wilfully injures or defaces them is liable to a penalty not exceeding five pounds. Occupiers of factories and workshops, and persons employed therein, who are bound to observe these Rules, are liable to penalties in case of non-compliance. (Factory and Workshop Act, 1891, Sections 9 and 11.)
Form 273.
Factory and Workshop Acts, 1878 to 1895.
SPECIAL RULES.
BOTTLING OF AERATED WATER.
DUTIES OF OCCUPIERS.
1. Face-guards.—They shall provide all bottlers with faceguards, masks, or veils of wire gauze.
They shall provide all wirers, sighters, and labellers with faceguards, masks, or veils of wire gauze, or goggles.
2. Gauntlets.—They shall provide all bottlers with full-length gauntlets for both arms.
They shall provide all wirers, sighters, and labellers with gauntlets for both arms, protecting at least half of the palm and the space between the thumb and forefinger.
3. Fencing.—They shall cause all machines for bottling to be so constructed, so placed, or so fenced, as to prevent as far as possible, during the operation of filling or corking, a fragment of a bursting bottle from striking any bottler, wirer, sighter, labeller, or washer.
DUTIES OF PERSONS EMPLOYED.
4. Face-guards.—All bottlers shall, while at work, wear faceguards, masks, or veils of wire gauze.
All wirers, sighters, and labellers shall, while at work, wear faceguards, masks, or veils of wire gauze, or goggles; except labellers when labelling bottles standing in cases.
[855]
5. Gauntlets.—All bottlers shall, while at work, wear on both arms full-length gauntlets. All wirers, sighters, and labellers shall, while at work, wear on both arms gauntlets protecting at least half of the palm and the space between the thumb and forefinger; except labellers when labelling bottles standing in cases.
Arthur Whitelegge,
H.M. Chief Inspector of Factories.
August 1897.
Note.—These Rules must be kept posted up in conspicuous places in the Factory to which they apply, where they may be conveniently read by the persons employed.
Any person who is bound to observe these Rules and fails to do so, or acts in contravention of them, is liable to a penalty; and in such case the occupier also is liable to a penalty, unless he proves that he has taken all reasonable means by publishing, and to the best of his power enforcing the Rules, to prevent the contravention or non-compliance. (Factory and Workshop Act, 1891, Sections 9 and 11.)
Form 274.
Factory and Workshop Acts, 1878 to 1895.
SPECIAL RULES.
VULCANISING OF INDIA-RUBBER BY MEANS OF BISULPHIDE OF CARBON.
DUTIES OF EMPLOYERS.
1. No child or young person shall be employed in any room in which bisulphide of carbon is used.
2. After May 1st, 1898, no person shall be employed for more than five hours in any day in a room in which bisulphide of carbon is used, nor for more than two-and-a-half hours at a time without an interval of at least an hour.
3. In vulcanising waterproof cloth by means of bisulphide of carbon—
(a) the trough containing the bisulphide of carbon shall be self-feeding and covered over;
(b) the cloth shall be conveyed to and from the drying chamber by means of an automatic machine;
(c) no person shall be allowed to enter the drying chamber in the ordinary course of work;
(d) the machine shall be covered over, and the fumes drawn away from the workers by means of a downward suction fan maintained in constant efficiency.
4. Dipping shall not be done except in boxes so arranged that a suction fan shall draw the fumes away from the workers.
5. No food shall be allowed to be eaten in any room in which bisulphide of carbon is used.
6. A suitable place for meals shall be provided.
7. All persons employed in rooms in which bisulphide of carbon is used shall be examined once a month by the Certifying Surgeon for the district, who shall, after May 1st, 1898, have power to order temporary or total suspension from work.
8. No person shall be employed in any room in which bisulphide of carbon is used, contrary to the direction of the Certifying Surgeon given as above.
9. A Register in the form which has been prescribed by the Secretary of State for use in Indiarubber Works shall be kept, and in it the Certifying Surgeon will enter the dates and result of his visits, with the number of persons examined, and particulars of any directions given by him. This Register shall contain a list of all persons employed in rooms in which bisulphide of carbon is used, and shall be produced at any time when required by H.M. Inspector of Factories or by the Certifying Surgeon.
[856]
DUTIES OF PERSONS EMPLOYED.
10. No person shall enter the drying room in the ordinary course of work, or perform dipping except in boxes provided with a suction fan carrying the fumes away from the workers.
11. No person shall take any food in any room in which bisulphide of carbon is used.
12. After May 1st, 1898, no person shall, contrary to the direction of the Certifying Surgeon, given in pursuance of Rule 7, work in any room in which bisulphide of carbon is used.
13. All persons employed in rooms in which bisulphide of carbon is used shall present themselves for periodic examination by the Certifying Surgeon, as provided in Rule 7.
14. It shall be the duty of all persons employed to report immediately to the employer or foreman any defect which they may discover in the working of the fan or in any appliance required by these rules.
Arthur Whitelegge,
H.M. Chief Inspector of Factories.
1897.
Note.—These Rules are required to be posted up in conspicuous places in the Factory or Workshop to which they apply, where they may be conveniently read by the persons employed. Any person who wilfully injures or defaces them is liable to a penalty not exceeding five pounds. Occupiers of factories and workshops, and persons employed therein, who are bound to observe these Rules, are liable to penalties in case of non-compliance. (Factory and Workshop Act, 1891, Sections 9 and 11).
Form 343.
Factory and Workshop Acts, 1878 to 1895.
SPECIAL RULES.
DRY AND DRYSALTED FOREIGN HIDES AND SKINS, AND DRY AND DRYSALTED EAST INDIAN HIDES AND SKINS.
DUTIES OF OCCUPIER.
1. Protection for Neck, Arms, and Hands.—Efficient means of protection for the neck, arms, and hands shall be provided for the use of all persons employed in unpacking, sorting, packing, handling, or carrying any dry or drysalted foreign or East Indian hides or skins.
2. Storage of Food and Clothing.—Proper provision, to the reasonable satisfaction of the Inspector in charge of the District, shall be made for the keeping of the workmen’s food and clothing outside any room or shed in which any of the above described hides or skins are unpacked, sorted, packed, or stored.
Meals.—No meals shall be allowed to be taken in any such room or shed.
3. Washing.—Proper and sufficient appliances for washing, comprising soap, basins with water laid on, nail-brushes and towels, shall be provided and maintained for the use of the workmen, to the reasonable satisfaction of the Inspector in charge of the District.
4. Dressings.—Sticking plaster, and other requisites for treating scratches and slight wounds, shall be kept at hand, available for the use of the persons employed.
5. Wounds.—No person having any open cut, scratch, or sore upon face, head, neck, arm, or hand shall be allowed to work on the premises until the wound is healed, or completely covered by a proper dressing after being thoroughly washed.
6. Note to be Exhibited.—A copy of the appended notes shall be kept affixed with the Rules.
DUTIES OF PERSONS EMPLOYED.
7. Protection for Neck, Arms, and Hands.—Each person whilst engaged in unpacking, sorting, packing, handling, or carrying any dry or drysalted foreign or East Indian hides or skins shall use the means of protection provided by the Occupier in pursuance of Rule 1.
8. Storage of Food and Clothing.—No workman shall keep any food, or[857] any articles of clothing other than those he is wearing, in any room or shed in which any dry or drysalted foreign or East Indian hides or skins are handled.
He shall not take any food in any such room or shed.
9. Wounds.—Every workman having any open cut or scratch or raw surface however trifling, upon his face, head, neck, arm, or hand, shall immediately report the fact to the foreman, and shall not work on the premises until the wound is healed, or is completely covered by a proper dressing after being thoroughly washed.
Arthur Whitelegge,
H.M. Chief Inspector of Factories.
August 1899.
Note 1.—These Rules must be kept posted up in conspicuous places in the factory to which they apply, where they may be conveniently read by the persons employed. Any person who is bound to observe these Rules and fails to do so, or acts in contravention of them, is liable to a penalty; and in such cases the occupier also is liable to a penalty, unless he proves that he has taken all reasonable means by publishing, and to the best of his power enforcing the Rules, to prevent the contravention or non-compliance. (Factory and Workshop Act, 1891, Sections 9 and 11.)
Note 2.—Nature of the Disease.—The danger against which these Rules are directed is that of anthrax—a fatal disease affecting certain animals, which may be conveyed from them to man by the handling of hides of animals which have died of the disease. The germs of the disease (anthrax spores) are found in the dust and in the substance of the hide, and may remain active for years. In this country anthrax is rare, and precautions are taken to prevent infected hides from coming into the market, consequently there is little danger in handling the hides slaughtered in the United Kingdom: but in Russia, China, and the East Indies, and in many other parts of the world, the disease is common, and infected hides (which do not differ from others in appearance) are often shipped to British ports. Hence in handling foreign dry hides the above Rules should be carefully observed. Wet salted hides are free from dust, and less risk is incurred in handling them.
The disease is communicated to man sometimes by breathing or swallowing the dust from an infected hide, but much more usually by the poison lodging in some point where the skin is broken: such as a fresh scratch or cut, or a scratched pimple, or even chapped hands. This happens most readily on the uncovered parts of the body, the hand, arm, face, and most frequently of all on the neck; owing either to an infected hide rubbing against the bare skin, or to dust from such a hide alighting on the raw surface. Hence the necessity for the coverings required by the Rules. But a raw surface covered by clothing is not free from risk, for dust lodging upon the clothes may sooner or later work its way to the skin beneath. Infection may also be brought about by rubbing or scratching a pimple with hand or nail carrying the anthrax poison.
The first symptom of anthrax is usually a small inflamed swelling like a pimple or boil, often quite painless, which extends, and in a few days becomes black at the centre and surrounded by other “pimples.” The poison is now liable to be absorbed into the system and will cause risk to life, which can be avoided only by prompt and effective medical treatment in the early stage while the poison is still confined to the pimple. Hence it is of the utmost importance that a doctor should at once be consulted if there is any suspicion of infection.
Form 383.
Factory and Workshop Acts, 1878 to 1895.
SPECIAL RULES.
WOOL-COMBING.
For the purpose of Rules 1, 2, 12, and 13, “opening” of any wool or hair means the opening of the fleece, or, if it be not in the fleece, the opening out for looking over, or classing purposes.
DUTIES OF EMPLOYERS.
1. Opening.—No Alpaca, Pelitan, Cashmere, Persian, or Camel Hair shall be opened except—
For the purposes of this Rule, no opening board shall be considered efficient[858] unless, over a central area of four square feet, the linear velocity of air passing through the screen shall average at least 150 feet per minute for each square foot, the measurements to be taken on a uniform system approved by H.M. Chief Inspector of Factories; and no opening board shall have an area of less than seven square feet.
2. All badly-damaged wool or hair, fallen fleeces, and skin, wool, or hair of the kinds named in Rule 1, shall be opened by an experienced man in the manner prescribed in Rule 1, and damped with a disinfectant and then washed without being willowed.
3. Every bale of Van Mohair shall be steeped in water before being opened.
4. Willowing.—No Alpaca, Pelitan, Cashmere, Persian, Camel Hair, or Mohair shall be willowed except in a separate room provided with an efficient exhaust fan so arranged as to draw the dust away from the workmen and prevent it from entering the air of the room.
No wool or hair shall be stored in a willowing room.
The floor of every such room shall be sprinkled daily with a disinfectant solution and swept immediately after sprinkling.
The walls and ceilings of every such room shall be limewashed at least once a year and swept down at least once a month.
5. Dust.—The dust collected by the willows or other dust extracting machines and from the opening boards shall be discharged into properly constructed receptacles, and not into the open air. This dust shall be removed at least once a week.
6. Storage of Clothing and Food.—Suitable provision shall be made for keeping the clothing and food of all persons who are employed in the warehouse, or in any room in which is carried on willowing or opening, or any other process through which the wool or hair passes before being washed.
7. Wounds.—No person having any open cut or sore upon any part of the body shall be employed in a place specified in Rule 6.
8. Meals.—No person shall be allowed to prepare or partake of any food in a place specified in Rule 6, or in a carding room.
9. Lavatories.—Sufficient and suitable washing conveniences shall be provided and maintained for all persons employed in the places specified in Rule 6.
The washing conveniences shall comprise soap, nail-brushes, and towels, and at least one wash-hand basin for every five persons employed as above, each basin being fitted with a waste-pipe and having a constant supply of water laid on.
10. Dressings.—Requisites for treating scratches and slight wounds shall be kept at hand.
DUTIES OF PERSONS EMPLOYED.
11. Opening.—If, on opening a bale, any fallen fleeces or damaged material is discovered, the person opening the bale shall report the discovery immediately to the foreman.
12. No Alpaca, Pelitan, Cashmere, Persian, or Camel Hair shall be opened otherwise than as permitted by Rule 1.
13. No badly damaged wool or hair, fallen fleeces, or skin, wool, or hair of the kinds named in Rule 1 shall be opened otherwise than as permitted by Rule 2.
14. No bale of Van Mohair shall be opened otherwise than as permitted by Rule 3.
15. Willowing.—No Alpaca, Pelitan, Cashmere, Persian, Camel Hair, or Mohair shall be willowed except as permitted by Rule 4.
16. Wounds.—Any person employed in a place specified in Rule 6, and having an open cut or sore upon any part of the body, shall immediately report the fact to the foreman.
[859]
17. Storage of Clothing and Food.—No clothing or food shall be kept in any place specified in Rule 6.
18. Meals.—No person shall prepare or partake of food in a place specified in Rule 6, or in a carding room, or bring any food into such room.
19. Washing.—No person employed in any place specified in Rule 6 shall leave the works or partake of meals without previously washing his or her hands.
20. Failure of Fan, etc.—If the fan or any other appliance necessary for the carrying out of these Rules is out of order, any workman becoming aware of the defect shall immediately report the fact to the foreman.
Arthur Whitelegge,
H.M. Chief Inspector of Factories.
May 1900.
Note.—These Rules must be kept posted up in conspicuous places in the factory to which they apply, where they may be conveniently read by the persons employed. Any person who is bound to observe these Rules and fails to do so, or acts in contravention of them, is liable to a penalty; and in such cases the occupier also is liable to a penalty, unless he proves that he has taken all reasonable means by publishing, and to the best of his power enforcing the Rules, to prevent the contravention or non-compliance. (Factory and Workshop Act, 1891, Sections 9 and 11.)
Form 384.
Factory and Workshop Acts, 1878 to 1895.
SPECIAL RULES.
LUCIFER MATCH FACTORIES IN WHICH WHITE OR YELLOW PHOSPHORUS IS USED.
Definitions.—In these Rules “phosphorus process” means mixing, dipping, drying, boxing, and any other work or process in which White or Yellow Phosphorus is used; and “persons employed in a phosphorus process” means any person who is employed in any room or part of the factory where such a process is carried on.
“Double-dipped matches” means wood splints, both ends of which have been dipped in the igniting composition.
“Certifying Surgeon” means a Surgeon appointed under the Factory and Workshop Acts.
Any approval or decision given by the Chief Inspector of Factories in pursuance of these Rules shall be given in writing, and may at any time be revoked by notice in writing signed by him.
Date of Commencement of Certain Rules.—Rules 5 (a), 5 (b), 6, 8, and 19, so far as they affect the employment of adult workers, shall not come into force until the 1st day of October 1900.
DUTIES OF EMPLOYERS.
1. Plans.—No part of a lucifer match factory shall be constructed, structurally altered, or newly used for the carrying on of any phosphorus process, unless the plans have previously been submitted in duplicate to the Chief Inspector of Factories, and unless he shall have approved the plans in writing, or shall not, within six weeks from the submission of the plans, have expressed his disapproval in writing of the same.
2. Every room in which mixing, dipping, drying, or boxing is carried on—
Ventilation.—Shall be efficiently ventilated by means of sufficient openings to the outer air, and also by means of fans, unless the use of fans is dispensed with by order in writing of the Chief Inspector;
[860]
Air Space.—Shall contain at least 400 cubic feet of air space for each person employed therein; and in computing this air space no height above 14 feet shall be taken into account;
Lighting.—Shall be efficiently lighted;
Floor.—Shall have a smooth and impervious floor. A floor laid with flagstones or hard bricks in good repair shall be deemed to constitute a smooth and impervious floor.
3. Separate Rooms.—(a) The processes of mixing, dipping, and drying shall each be done in a separate and distinct room. The process of boxing double-dipped matches or matches not thoroughly dry shall also be done in a separate and distinct room. These rooms shall not communicate with any other part of the factory unless there shall be a ventilated space intervening; nor shall they communicate with one another, except by means of doorways with closely-fitting doors, which doors shall be kept shut except when some person is passing through.
Mixing.—(b) Mixing shall not be done except in an apparatus so closed, or so arranged, and ventilated by means of a fan, as to prevent the entrance of fumes into the air of the mixing room.
Dipping.—(c) Dipping shall not be done except on a slab provided with an efficient exhaust fan, and with an air inlet between the dipper and the slab, or with a hood, so arranged as to draw the fumes away from the dipper, and to prevent them from entering the air of the dipping room.
Drying.—(d) Matches that have been dipped and cannot at once be removed to the drying room shall immediately be placed under a hood provided with an efficient exhaust fan, so arranged as to prevent the fumes from entering the air of the room.
(e) Matches shall not be taken to a boxing room not arranged in compliance with sub-section (f) of this Rule until they are thoroughly dry, and matches shall not be taken to a boxing room that is so arranged until they are dried so far as they can be before cutting down and boxing.
Boxing.—(f) Cutting down of double-dipped matches and boxing of matches not thoroughly dry shall not be done except at benches or tables provided with an efficient exhaust fan, so arranged as to draw the fumes away from the worker and prevent them from entering the air of the boxing room.
Mechanical arrangements obviating Hand Labour.—Provided that the foregoing Rule shall not prevent the employment of any mechanical arrangement for carrying on any of the above-mentioned processes if the same be approved by the Chief Inspector as obviating the use of hand labour, and if it be used subject to the conditions (if any) specified in such approval.
Provided further, that if the Chief Inspector shall, on consideration of the special circumstances of any particular case, so approve in writing, all or any of the provisions of the foregoing Rule may be suspended for the time named in such approval in writing.
4. Phosphorus Paste.—Vessels containing phosphorus paste shall, when not actually in use, be kept constantly covered, and closely fitting covers or damp flannels shall be provided for the purpose.
5. Appointed Dentist.—(a) For the purposes of these Rules the occupier shall appoint, subject to the approval of the Chief Inspector, a duly qualified and registered Dentist, herein termed the Appointed Dentist.
Suspension.—It shall be the duty of the Appointed Dentist to suspend from employment in any phosphorus process any person whom he finds to incur danger of phosphorus necrosis by reason of defective conditions of teeth or exposure of the jaw.
Preliminary Examination.—(b) No person shall be newly employed in a dipping room for more than 28 days, whether such days are consecutive or not, without being examined by the Appointed Dentist.
Periodical Examination.—(c) Every person employed in a phosphorus process, except persons employed only as boxers of wax vestas or other[861] thoroughly dry matches, shall be examined by the Appointed Dentist at least once in every three months.
Special Examination in case of Toothache, etc.—(d) Any person employed in the factory complaining of toothache, or a pain or swelling of the jaw, shall at once be examined by the Appointed Dentist.
Reference of Cases to Certifying Surgeon.—(e) When the Appointed Dentist has reason to believe that any person employed in the factory is suffering from inflammation or necrosis of the jaw, or is in such a state of health as to incur danger of phosphorus necrosis, he shall at once direct the attention of the Certifying Surgeon and occupier to the case. Thereupon such person shall at once be examined by the Certifying Surgeon.
6. Exclusion of Certain Persons from Employment in Phosphorus Processes.—No person shall be employed in a phosphorus process—
after suspension by the Appointed Dentist; or
after the extraction of a tooth; or
after any operation involving exposure of the jawbone; or
after inflammation or necrosis of the jaw; or
after examination by the Appointed Dentist in pursuance of Rule 5 (d);
or after reference to the Certifying Surgeon in pursuance of Rule 5 (e), unless a certificate of fitness has been given, after examination, by signed entry in the health register, by the Appointed Dentist or by the Certifying Surgeon in cases referred to him under Rule 5 (e).
7. Health Register. Entries by Occupier.—A health register, in a form approved by the Chief Inspector of Factories, shall be kept by the occupier, and shall contain a complete list of all persons employed in each phosphorus process, specifying with regard to each such person the full name, address, age when first employed, and date of first employment.
Entries by Certifying Surgeon.—The Certifying Surgeon will enter in the health register the dates and results of his examinations of persons employed in phosphorus processes, and particulars of any directions given by him.
Entries by Appointed Dentist.—The Appointed Dentist will enter in the health register the dates and results of his examinations of the teeth of persons employed in phosphorus processes, and particulars of any directions given by him, and a note of any case referred by him to the Certifying Surgeon.
Health Register to be produced when required.—The health register shall be produced at any time when required by H.M. Inspectors of Factories, or by the Certifying Surgeon, or by the Appointed Dentist.
8. Preliminary Examination by Certifying Surgeon. Certificate of Fitness.—Except persons whose names are on the health register mentioned in Rule 7, and in respect of whom certificates of fitness shall have been granted, no person shall be newly employed in any phosphorus process for more than 28 days, whether such days are consecutive or not, without a certificate of fitness, granted after examination by the Certifying Surgeon, by signed entry in the health register.
This Rule shall not apply to persons employed only as boxers of wax vestas or other thoroughly dry matches.
9. Overalls.—The occupier shall provide and maintain sufficient and suitable overalls for all persons employed in phosphorus processes, except for persons employed only as boxers of wax vestas or other thoroughly dry matches, and shall cause them to be worn as directed in Rule 20.
At the end of every day’s work they shall be collected and kept in proper custody in a suitable place set apart for the purpose.
They shall be thoroughly washed every week, and suitable arrangements for this purpose shall be made by the occupier.
10. The occupier shall provide and maintain—
(a) Dining-room.—A dining-room, and
(b) Cloak-room.—A cloak-room in which workers can deposit clothing put off during working hours.
[862]
11. Food.—No person shall be allowed to prepare or partake of any food or drink in any room in which a phosphorus process is carried on, nor to bring any food or drink into such room.
12. Lavatory.—The occupier shall provide and maintain for the use of the workers a lavatory, with soap, nail-brushes, towels, and at least one lavatory basin for every five persons employed in any phosphorus process.
Each such basin shall be fitted with a waste-pipe, or the basins shall be placed on a trough fitted with a waste-pipe. There shall be a constant supply of hot and cold water laid on to each basin.
Or, in the place of basins, the occupier shall provide and maintain enamel or galvanised iron troughs, in good repair, of a total length of 2 feet for every five persons employed, fitted with waste-pipes and without plugs, with a sufficient supply of warm water constantly available.
The lavatory shall be kept thoroughly cleansed, and shall be supplied with a sufficient quantity of clean towels twice in each day.
Additional means of Washing where required.—There shall, in addition, be means of washing in close proximity to the workers in any department, if so required in writing by the Inspector in charge of the District.
13. Mouth-wash.—The occupier shall provide for the use of every person employed in a phosphorus process an antiseptic mouth-wash approved by the Appointed Dentist, and a sufficient supply of glasses or cups.
14. Cleansing of Floors.—The floor of each room in which a phosphorus process is carried on shall be cleared of waste at least once a day, and washed at least once a week.
15. Copy of Rules to be given to Persons Employed.—A printed copy of these Rules shall be given to each person on entering upon employment in a phosphorus process.
DUTIES OF PERSONS EMPLOYED.
16. Use of Appliances provided by Occupier under Rule 3.—No person shall work in a mixing, dipping, drying, or boxing room under other conditions than those prescribed in Rule 3.
17. Phosphorus Paste.—No person shall allow a vessel containing phosphorus paste to remain uncovered except when actually in use.
18. Medical and Dental Examination.—All persons employed in a phosphorus process shall present themselves at the appointed times for examination by the Certifying Surgeon and Appointed Dentist, as provided in Rules 5, 6, and 8.
19. Toothache, etc., to be reported. Exclusion from Employment in Phosphorus Processes.—Every person employed in a phosphorus process and suffering from toothache or swelling of the jaw: or having had a tooth extracted, or having undergone any other operation involving exposure of the jaw, shall at once inform the occupier, and shall not resume employment in a phosphorus process without a certificate of fitness from the Appointed Dentist, as provided in Rule 6.
No person, after suspension by the Appointed Dentist, or after reference to the Certifying Surgeon, shall resume employment in a phosphorus process without a certificate of fitness, as provided in Rule 6.
20. Overalls.--Every person employed in a phosphorus process for whom the occupier is required by Rule 9 to provide overalls shall wear while at work the overalls so provided.
21. Washing.—Every person employed in a phosphorus process shall, before partaking of meals or leaving the premises, deposit the overalls in the place appointed by the occupier for the purpose, and shall thoroughly wash in the lavatory.
22. Food.—No person shall prepare or partake of food or drink in any room in which a phosphorus process is being carried on, or bring any food or drink into such room.
23. Means of Removal of Dust and Fumes not to be interfered with.—No[863] person shall in any way interfere, without the knowledge and concurrence of the occupier or manager, with the means and appliances provided for the removal of dust and fumes.
24. Foremen to Report Neglect of Rules.—Foremen and forewomen shall report to the manager any instance coming under their notice of a worker neglecting to observe these Rules.
April 1900.
Note.—These Rules must be kept posted up in conspicuous places in the factory to which they apply, where they may be conveniently read by persons employed. Any person who is bound to observe these Rules and fails to do so, or acts in contravention to them, is liable to a penalty, and in such cases the occupier also is liable to a penalty, unless he proves that he has taken all reasonable means by publishing, and to the best of his power enforcing the Rules, to prevent the contravention or non-compliance. (Factory and Workshop Act, 1891, Sections 9 and 11.)
Form 385.
Factory and Workshop Acts, 1878 to 1895.
SPECIAL RULES, for works in which
LEAD OR ARSENIC IS USED IN THE
TINNING AND ENAMELLING OF METAL HOLLOW WARE AND COOKING UTENSILS.
DUTIES OF OCCUPIERS.
Washing.—They shall provide washing conveniences, with a sufficient supply of hot and cold water, soap, nail-brushes, and towels; and take measures to secure that every worker wash face and hands before meals and before leaving the works.
Meals.—They shall see that no food is eaten in any room where the process of tinning or enamelling is carried on.
DUTIES OF PERSONS EMPLOYED.
Washing.—Every worker shall wash face and hands before meals and before leaving the works.
Meals.—No worker shall eat food in any room where the process of tinning or enamelling is carried on.
Arthur Whitelegge,
H.M. Chief Inspector of Factories.
Note.—These Rules must be kept posted up in conspicuous places in the factory to which they apply, where they may be conveniently read by the person employed. Any person who is bound to observe these Rules and fails to do so, or acts in contravention of them, is liable to a penalty; and in such cases the occupier also is liable to a penalty unless he proves that he has taken all reasonable means by publishing, and to the best of his power enforcing the Rules, to prevent the contravention or non-compliance. (Factory and Workshop Act, 1891, Sections 9 and 11.)
Form 386.
Factory and Workshop Acts, 1878 to 1895.
SPECIAL RULES.
ELECTRIC ACCUMULATOR WORKS.
DUTIES OF OCCUPIERS.
Bath, Lavatory.—They shall provide a bath and lavatory accommodation, with a plentiful supply of hot and cold water, soap, nail-brushes, and towels.
[864]
Respirators, Overalls.—They shall provide respirators and overall suits for all persons employed in the operation of mixing.
Gloves and Aprons.—They shall provide gloves and aprons for all persons employed in the occupation of rubbing.
They shall see that the gloves are constantly inspected and renewed when defective.
DUTIES OF PERSONS EMPLOYED.
In cases where the co-operation of the workers is required for carrying out the foregoing Rules, and where such co-operation is not given, the workers shall be held liable in accordance with the Factory and Workshop Act, 1891, Section 9, which runs as follows:—“If any person who is bound to observe any special rules established for any factory or workshop under this Act acts in contravention of, or fails to comply with, any such special rule, he shall be liable on summary conviction to a fine not exceeding two pounds.”
Respirators.—A good respirator is a cambric bag with or without a thin flexible wire made to fit over the nose.
Arthur Whitelegge,
H.M. Chief Inspector of Factories.
[865]
Printed by
Oliver & Boyd
Edinburgh
[1] See also Prof. Louis’ paper, “Coal Mining,” where this subject is dealt with at greater length.
[2] As an outcome of suggestions made at the Pottery Arbitration at Stoke-on-Trent (November 1901), a scheme is being formulated by a committee of employers, representatives of the operatives, and the Ocean Accident Insurance Company, under which all workers in dangerous processes in potteries will be able to insure against lead poisoning, the premiums to be supplemented by contributions from the manufacturers.
[3] For example: “The accidents which happen to the workmen are: Immediate pain in the stomach, with exceeding contortions in the guts, and costiveness that yields not to cathartics; ... next a vertigo or dizziness in the head with continual great pain in the brows, blindness, stupidity, and paralytic affections; loss of appetite, sickness and frequent vomiting to the extremest weakness of the body.”—Transactions of the Royal Society, Abridged Edition, vol. ii., p. 576; paper by Sir Philberto Vernati).
[4] The same volume, papers by Dr Walter Pope and Dr Ed. Brown.
[5] Ramazzini: see passages I have quoted, with comparisons, in the Annual Report of the Chief Inspector of Factories for 1898, pp. 171–2.
[6] Transactions of the Royal Society, vol. ii.
[7] See especially, Report on an Inquiry into the Sanitary Condition of the Labouring Population of Great Britain. Printed by W. Clowes & Sons for Her Majesty’s Stationery Office, 1842, pp. 256–261, 409–444, etc.
[8] See more particularly, Special Reports on Mines Legislation in Germany, France, Belgium, by Her late Majesty’s Mines Inspector, Mr Tremenheere, in 1848 and 1849.
[9] “Defects of ventilation are in theory dealt with under the Nuisance Removal Act.... In practice these powers are hitherto almost unapplied; partly because the magnitude of the evil is but most imperfectly appreciated either by local authorities and justices, or by the slowly suffering artisans themselves; and perhaps still more ... for another reason. In any proceedings ... an official complainant should be ready to state in precise terms what remedy he asks the justices to apply. Now, to describe suitable ventilation for a workplace there must be a fair amount of intelligence and discrimination.... An average inspector of nuisances cannot dictate ventilation off-hand, as he would direct the clearance of a dust-bin. Justices acting without skilled advice cannot themselves order in detail particular means of ventilation.... Thus it seems, the evil is left unabated.... Against the other sources of disease to which the report has referred, no law yet pretends to make provision.”—Fourth Report of the Medical Officer of the Privy Council, 1861, p. 29.
[10] Except for prohibition of underground employment of women and girls, and limitation of employment of boys (1842), metalliferous mines were unregulated until 1872.
[11] Fourth Report of the Medical Officer of the Privy Council, 1862, p. 31.
[12] When legislation followed the terrible revelations of the Royal Commission of 1841.
[13] Intervening Acts had extended the general principle of protection to young workers in cotton mills other than apprentices.
[14] The principles of organised inspection and reporting of fatal accidents had been already secured by a short Act of 1850. Both this and the Act of 1855 were to continue for five years only in force; later Acts were permanent in form.
[15] It should be noted that in 1862–3 skilled observations were being made and valuable reports presented by Dr Bristowe and others, under the Medical Officer to the Privy Council, on industries in which lead, phosphorus, arsenic and mercury were used, and the precautions necessary for health.
[16] In the Report of the Commissioners of 1875, this industry was especially named as needing closer regulation.
[17] Report by Alexander Redgrave, Esq., C.B., on white lead poisoning, November 1882, p. 12.
[18] I set aside entirely consideration of the otherwise important educational, wages, and employment sections of this code, as beyond the scope of this article.
[19] Hitherto touched only by the employment limitations of Lord Shaftesbury’s Act of thirty years before, and the first five sections of the Act of 1860 relating to age and certificates of boys, and prohibition of employment of youths under eighteen in charge of machinery for raising and lowering persons at the pit.
[20] “Such special rules for the guidance of the persons employed ... as may appear best calculated to enforce the use by them of the requirements provided under this Act, and generally to prevent injury to health in the course of their employment,” 46 and 47 Vict., ch. 53, sect. 7.
[21] Mention may be made of manufacture of lucifer matches, extraction of arsenic, manufacture of earthenware, enamelling of iron plates, quarries, chemical works, lead smelting, flax mills, and linen factories.
[22] For example, by control of structural conditions, ventilation and cleanliness of workrooms, and of modes of handling dangerous substances, and condition of appliances and machinery used; of provision for cleanliness of workers, and maintenance of their general health by periodical examination and suspension; and, not least important, by exclusion of young workers.
[23] For example, such publications as the Bulletin de l’Inspection du Travail of France, and the Annuaire de la Législation du Travail of Belgium.
[24] A matter first dealt with by section 12 of the Government Factory Bill, which passed its second reading June 1901.
[25] See Report prefacing the Royal Decree of 27th December 1886, for the beginning of this tendency.
[26] Similar, though much fewer in number, are the special regulations in Austria and in Hungary.
[27] The result of another year’s inquiry is given on p. 87 by Dr Reid.
[28] See Annual Report of the Registrar-General of Births, Deaths, and Marriages for 1899.
[29] See infra, p. 77.
[30] See Report of Lady Assistant Commissioners, 1893.
[31] See Report in the British Medical Journal of 17th November 1894 of the Deputation organised by the Parliamentary Bills Committee of the British Medical Council, which waited upon Mr Asquith to urge greater legislative restriction of the employment of mothers in factories.
[32] English Sanitary Institutions, p. 298.
[33] Papers relating to the Sanitary State of the People of England, 1858.
[34] This is the period of abstention from work prescribed since 1891 under the Factory Act.
[35] Fourth Report of the Medical Officer of the Privy Council.
[36] For the first two influences see quotation on p. 76, from the Report made to the General Board of Health.
[37] The prohibition of employment within a month of childbirth, enacted in 1891.
[38] Royal Commission on Labour. Reports of Lady Assistant Commissioners, p. 102.
[39] Fourth Report of the Medical Officer of the Privy Council, 1861.
[40] The deafness of a stupid boy or girl is not usually the result of a defect in the organ—but rather of brain-organisation. It requires intelligence and often training to hear well—that is to say, to receive impressions and interpret them rapidly.
[41] The question as to whether alcohol is a food is too large to discuss here. There is nothing to show that alcohol itself contributes to the building up of the body. Breaking down in the system into carbonic acid and water, it supplies warmth, thereby aiding the vital force; and by sparing the fat which should perform this function, and allowing it to be deposited in the tissues, it adds to the body weight, and is therefore indirectly a food.
[42] Decennial Supplement to the 55th Report of the Registrar-General, Part II. By John Tatham, M.A., M.D. Eyre and Spottiswoode.
[43] Hygiene and Diseases of Occupations, by Dr Arlidge, p. 306. Percival & Co.
[44] These figures relate exclusively to Lancashire, which is the seat of the cotton industry.
[45] Dr Ogle’s Decennial Supplement to the 45th Report of the Registrar-General.
[46] There is also the opinion that beriberi is nothing else than arsenical poisoning, but this awaits confirmation. T. O.
[47] Note that in all cases I have given the nearest round figures in order to avoid encumbering the figures with fractions.
[48] By the addition of the words “or other appliance” to the definition of “mill-gearing,” the Act of 1901, Sec. 156, would now appear to include all belts by which the first moving power is communicated to any machine in the expression “mill-gearing.”
[49] To show the importance of following this injunction, it is only necessary to mention an accident recorded in the Electrical Review. While a man was cleaning an electric street lamp at Boston he received a shock and was killed, his body being suspended from the wires. A man who endeavoured to remove the body came in contact with it, and was dashed to the ground with such violence that he died shortly afterwards.
[50] Metals, Huntington and M’Millan, p. 124.
[51] This process is more fully described on p. 313.
[52] Bulletin de l’Inspection du Travail, 1901, No. 1., p. 77.
[53] According to the Annual Report of the Chief Inspector of Factories for 1897, there were 370 cases of plumbism reported as having occurred during 1897 in white lead works. The average number of persons employed in such works was, in 1896, 2499, and of these some were engaged in the manufacture of red and yellow lead. One person out of seven of those employed in white lead works suffered from plumbism during that year. For 1898 the statistics as indicated below did not show any abatement, a circumstance which led to a communication being sent from the Home Secretary to the manufacturers as to the desirability of replacing the old stoves by others of newer design, and the introduction of other mechanical and structural arrangements with effective precautions.
| Month. | Males. | Females. | Total. |
| January | 14 | 31 | 45 |
| February | 22 | 14 | 36 |
| March | 13 | 24 | 37 |
| April | 14 | 19 | 33 |
| May | 18 | 28 | 46 |
| June | 21 | 9 | 30 |
| July | 28 | 9 | 37 |
| August | 31 | 5 | 36 |
| September | 67 | 1 | 68 |
| October | 38 | 2 | 40 |
| November | 34 | 1 | 35 |
| December | 46 | 1 | 47 |
This table shows the transference of the incidence of plumbism from female to male operatives. Since the introduction of new stoves for drying, also other methods of mixing white lead, plumbism has considerably decreased.
Number of Persons, male and female, employed in white lead manufacture in the Newcastle-upon-Tyne district during two years previous to the abolition of female labour, 1898, and two years since. Supplied by Mr H. J. Wilson, H.M. Inspector of Factories.
| 1896. | 1897. | 1898. | 1899. | 1900. | |||||
| Males. | Females. | Males. | Females. | Males. | Females. | Males. | Females. | Males. | Females. |
| 328 | 565 | 329 | 571 | 648 | 350 | 741 | 227 | 769 | 231 |
|
|
|
|
|
|||||
| 893 | 900 | 998 | 968 | 1000 | |||||
Instead, therefore, of the number of hands employed in the white lead industry in this district having diminished since the abolition of female labour in the dangerous processes, the total number employed is greater now than five years ago.
[55] Annual Report of Chief Inspector of Factories, 1897, p. 53.
[56] Journal of Hygiene, vol. i., p. 104, quoted by Dr Morison Legge.
[57] “Lead Poisoning.” Gulstonian Lectures, delivered at Royal College of Physicians, by Thomas Oliver, M.D. Published by Young J. Pentland, Edinburgh.
[58] British Medical Journal, 22nd September 1900.
[59] Oliver, in Allbutt’s System of Medicine, vol. ii., “Lead Poisoning.”
[60] Combe’s method in use in Paris, see p. 290.
[61] Messrs Locke, Blackett & Co.
[62] Annual Report of Chief Inspector of Factories, 1900, p. 313.
[63] “Die in electrisch. akkumulator fabriken”; Dr Wutzdorff—Arbeiten aus dem Kaiserlichen Gesundheitsamte, 1898.
[64] Encycloped. d’Hygiène, p. 546.
[65] Quoted by Arlidge in Diseases of Occupations.
[66] “Dust from rafters contained 2.64 per cent. metallic lead; top of stock, 14.82, and 22.28 per cent.; from floor under the stock, 2.63, and 4.37 per cent.”—Dangerous Trades Committee’s Fourth Interim Report, p. 29.
[67] Lead Compounds in Pottery: Report to Secretary of State for Home Department, by Professor T. E. Thorpe, F.R.S., and Professor T. Oliver, M.D., 1899.
[68] By the term fritted lead is meant a compound of raw lead, silica, and boric acid, etc., fused together at a very high temperature. The product resembles glass in appearance, and is sparingly soluble in acids. It is this substance which, when pulverised and mixed with water and fine clay, can be used as a glaze for coating earthenware. (See p. 349.)
[69] This was written before the Arbitration Meeting at Stoke-on-Trent in November 1901.
[70] In a Parliamentary paper published in February 1902, the number of cases of lead poisoning occurring in earthenware and china works is stated to be 106, i.e., 94 less than in the previous year.
[71] Dr MacAldowie, Senior Physician to the North Staffordshire Infirmary, does not regard lead poisoning in the Potteries as the serious malady it is generally believed to be. From 1891 to 1900 the in-patients of the Infirmary numbered 19,505: of these, 213 were lead poisoned patients, of whom 6 died. During the same period there were 91,748 out-patients, of whom 353 were lead poisoned; all recovered. Dr MacAldowie is of opinion that lead poisoning is a curable malady and seldom fatal. Also, that there is greater danger to health by the operatives being exposed to minute than large quantities of lead. Dealing with the low standard solubility of the fritt recommended in our Report, he says: “The proposed extreme reduction in solubility may be fraught with grave danger in the operatives. Where there is prolonged and continuous exposure to the action of lead its toxic effects are aggravated rather than minimized by minute doses.”
[72] “Ueber Bleivergiftungen der Arbeiten in Kachelofen-Fabriquen,” by Rasch. (Arbeiten aus dem Kaiserlichen Gesund, 1898, xiv., p. 81.)
[73] Factories and Workshops: Annual Reports for 1899 and 1900.
[74] Included in other Industries.
[75] Hygiene and Public Health, London, 1901.
[76] Our Domestic Poisons, London, 1879.
[77] Hygiene Diseases and Mortality of Occupations, London, 1872.
[78] See also Dr Tatham’s Remarks and Tables, p. 136, etc.
[79] Published by Messrs Eyre & Spottiswoode, 1899.
[80] Use of Phosphorus in the Manufacture of Lucifer Matches, 1899, published by Eyre & Spottiswoode.
[81] Holland passed a law, dated 28th May 1901, prohibiting the manufacture of phosphorus matches. This law, which came into force on 1st July 1901, not only prohibits the manufacture of phosphorus matches, but makes it illegal to convey or import them in larger quantity than 100 grammes, or to hold more than this quantity for sale. After January 1902 no such matches are to be kept in stock.
[82] Hygiène des Professions et des Industries (Layet), p. 111.
[83] British Medical Journal, 1899, vol. ii., p. 270.
[84] As showing the extreme sensitiveness of the human mouth to phosphorus, I recite the following: Into the rather wide canal of the pipe of a friend who is a smoker there by chance entered a wax vesta, with its head pointing to the mouthpiece. Shortly after smoking the pipe my friend experienced a most unpleasant taste and disagreeable odour. He continued smoking. Next day he had violent toothache. On the second day so severe was the toothache that, on account of the suppurating gums, tender teeth, and painful jawbone, the dentist was obliged to extract five teeth. Although the teeth on their removal were slightly carious, there had been no toothache until the smoking of the pipe on the particular day. The acutely developed pain and rapid destruction of the gums must in this case have been principally caused by phosphorus fume.
[85] Extract from Dr T. Oliver’s Report to the Home Secretary, 20th January 1899.
[86] Revue d’Hygiène et de Police Sanitaire. Oct. 1899.
[87] In May 1901 I visited the match works at Pantin, near Paris, and found that as lucifer matchmaking was now regarded as a healthy employment, the regulations previously insisted upon had been very materially relaxed. Since the substitution of sesquisulphide for yellow phosphorus, there has been no illness among the workpeople traceable to their employment.
[88] Histoire de l’Académie royale des Sciences pour l’Année 1719, Paris, 1721, p. 359.
[89] Edinburgh Med. and Surg. Journ., vol. viii., 1812, p. 376.
[90] Untersuchungen über dem constitutionellen Mercurialismus, by Adolf Kussmaul, Würzburg, 1861.
[91] “Ueber die giftigen Hutmacherbeizen und deren nachtheiligen Einfluss auf die Gesundheit,” by Dr J. Reitz.—Zeitschrift für die Staatsarzneikunde, 1829, p. 381.
[92] For description of the machine, see Third Interim Report of the Dangerous Trades Committee, p. 15: Eyre & Spottiswoode, 1898.
[93] Arbeiten aus dem Kaiserlichen Gesundheitsamte, vol. v., p. 113.
[94] A. J. Kunkel, Handbuch der Toxikologie, p. 123.
[95] Sommerfeld, Handbuch der Gewerbekrankheiten, p. 502.
[96] See Annual Report of Chief Inspector of Factories for 1899, p. 138.
[97] Sommerfeld, Handbuch der Gewerbekrankheiten, p. 312.
[98] Quoted from Die Spiegelbeleger, by Dr H. Schaefer, p. 991, of vol. viii. of Weyl’s Handbuch der Hygiene.
[99] For a full description of the processes, see a report by Miss Deane and Miss Squire in the Annual Report of the Chief Inspector of Factories for the year 1898, p. 167.
[100] “Dangers du sécretage des poils par le mercure,” Annales d’Hygiène, December 1892.
[101] Reference will be found to this source of mercurial poisoning in America in the article on “Occupation Diseases,” by J. H. Lloyd, M.D., in Twentieth Century Practice of Medicine, vol. iii., p. 350.
[102] Gefahren und Krankheiten in der chemischen Industrie, by Ch. Heinzerling, vol. i., p. 212.
[103] Manual of Dyeing, by E. Knecht, C. Rawson, and R. Lœwenthal: C. Griffin, 1893.
[104] Annales d’Hygiène publique, vol. xx., p. 83.
[105] Lancet, 1854, i., p. 152.
[106] “Mémoire sur les accidents auxquels sont soumis les ouvriers employés à la fabrication des chromates,” Annales d’Hygiène publique, 1869, p. 5; and 1876, pp. 5 and 193.
[107] Report on the Condition of Labour in Chemical Works, the Dangers to Life and Health of the Workpeople Employed therein, and the Proposed Remedies: Eyre & Spottiswoode, 1893.
[108] “Die in Chromatfabriken beobachtet an Gesundheitsschädigungen und die zur Verhütung derselben erforderlichen Massnahmen,” Arbeiten aus dem Kaiserlichem Gesundheitsamte, vol. xiii.
[109] “The Subsidences in and around the Town of Northwich in Cheshire,” by Thomas Ward, Trans. Inst. Min. Eng., vol. xix., p. 241.
[110] Karl Schmeisser, The Goldfields of Australia, translated by Henry Louis.
[111] Statistik der Knappschafts-Berufsgenossenschaft für das Deutsche Reich, Berlin, 1897.
[112] Trans. Inst. Min. Eng., vol. xix., p. 21.
[113] Trans. Inst. Min. Eng., vol. xix., p. 27.
[114] Berichte über die Verwaltung der Knappschafts-Berufsgenossenschaft, Berlin.
[115] Zeitschrift für das Berg-, Hütten- und Salinen-wesen im Preussischen Staate.
[116] Jahrbuch für das Berg- und Hütten-wesen im Königreiche Sachsen.
[117] Royaume de Belgique—Statistique de Mines, Minières, Carrières, etc.
[118] Statistique de l’Industrie Minérale en France et en Algérie.
[119] Rivista del Servizio Minerario.
[120] The Mineral Industry, 1898, p. 719.
[121] See also the Annual General Reports upon the Mineral Industry of the United Kingdom and Ireland for the years 1894, 1895, and 1896.
[122] Figures calculated from those given in the “Supplement to the Fifty-fifth Annual Report of the Registrar-General,” 1897. These figures refer to the years 1891–93.
[123] “Supplement to the Fifty-fifth Annual Report of the Registrar-General.”
[124] From statistics kindly supplied by the Secretary of the Association.
[125] Actuarial Report on the Northumberland and Durham Miners’ Permanent Relief Fund, 1897.
[126] Loc. cit.
[127] In the Mines and Quarries Reports it is given as only 1.63, the difference being mainly due to the fact that in the Registrar-General’s returns, accidents not caused by the miners’ occupation are also included.
[128] Annales des Mines de Belgique, vol. v., p. 318. Bergassessor Hundt, “Die Bekämpfung der Wurmkrankheit (Ankylostomiasis) im Oberbergamtsbezirke Dortmund,” Zeitschrift f. Berg. Hütt. u. Salinen-Wesen im Preussischen Staate, 1898, p. 184.
[129] J. W. Hiene, “On the Effects of Copper on the Human Body,” Brit. Ass. Rept., 1900, p. 697.
[130] Dr Harting and Dr Hesse (quoted by C. Le Neve Foster, Ore and Stone Mining, p. 686).
[131] Report of Board of Inquiry at Broken Hill, Sydney, 1893.
[132] Eleventh Census of the United States, p. 238.
[133] Trans. Inst. of Mining Engineers, vol. xvi., 1899.
[134] Air and Rain, p. 167.
[135] See Haldane and Lorrain Smith, Journal of Pathology, vol. i., p. 168.
[136] See Clowes, Detection of Inflammable Gas, 1896.
[137] Report to the Home Secretary on the Causes of Death in Colliery Explosions and Fires: Parliamentary Paper, 1896.
[138] On the action of carbonic oxide, see papers by the writer in the Journal of Physiology, vol. xviii., pp. 200, 430; vol. xx., p. 497; vol. xxii., p. 231; vol. xxv., p. 225; also the above-mentioned Report to the Home Secretary, and Lorrain Smith, British Medical Journal, 1889, vol. i., p. 780.
[139] See the very interesting Report on the Snaefell Fire by Professor Le Neve Foster: Parliamentary Paper, 1897.
[140] See Mr Stokes’ Official Report: Parliamentary Paper, 1898.
[141] According to the last Annual Report of H.M. Twelve Inspectors of Mines and Quarries, over 61,000 individuals are engaged as quarry employés inside the quarry, i.e., inside the actual pit, hole, or excavation, and over 32,000 outside the quarry, i.e., outside the actual pit, hole, or excavation. In some districts a few females are engaged in quarry work.
[142] See Act to provide for the better regulation of quarries: Quarries Act, 1894.
[143] In giving the output of the various explosives, I have been most careful so to classify them as to avoid disclosures which might by any possibility be objected to by those members of the Explosives Trade to whose courtesy I owe the information. For instance, I have not even differentiated between gunpowder and high explosives, owing to the fact that the gunpowder trade is now concentrated in the hands of three or four firms.
[144] In the year 1899 alone 146 accidents with gunpowder in mines killed 15 persons and injured 148 others. Few, if any, of these were reported, and if multiplied by 10 and added to the casualties due to this explosive, the figures under heading No. 1 would be enormously increased.
[145] This is exclusive of accidents in factories which did not cause death or personal injury.
[146] The question as to whether electric firing should be rendered compulsory in dangerous mines is at present sub judice, and any expression of opinion on the matter would therefore be out of place, but it goes without saying that the means of firing should be as free from risk as practicable.
[147] Prior to the year 1893, horses, asses, and mules were not included in the definition of the word “animals” in the Orders relating to Anthrax.
[148] Annual Report of the Chief Inspector of Factories for 1900.
[149] Annual Report of the Chief Inspector of Factories for 1900.
[150] In giving the figures showing the proportion of cases to the total number of patients, any fractions have been omitted for the sake of clearness.
[151] Annual Report of Chief Inspector of Factories for 1896.
[152] The age is raised to twelve by the Factory Act, 1901.
[153] Vide Dr Gilbert’s Photographs of Dermatoconioses, page 269.
[154] Mr Williams, in his annual report to the Chief Inspector of Factories for the year 1900, gives the results of his examination of air from thirty-five weaving-sheds before and after the ventilation had been improved so as to comply with this regulation. The average of the amounts of carbonic acid found in the air of the sheds before the improvement of the ventilation was 13 per 10,000, and after the improvement 7.9 per 10,000. If the usual amount of carbonic acid in the outside air of towns (4 per 10,000) be deducted, the amount of impurity due to respiration is seen to be in the one case 9 parts, and in the other only 3.9 parts per 10,000.
[155] To the above a note might be added, bearing upon the dangers to health in the manufacture of felt hats from the prepared fur. In the process of manufacture known in the trade as “carotting,” i.e., where the rabbits’ skins are brushed with a solution of nitrate of mercury, the workmen are exposed to the inhalation of mercurial and nitrous vapours (a point alluded to by Dr T. M. Legge, p. 442), and as a consequence the teeth become blackened and fall out early. The men who are employed in the post-carotting processes, and who are designated cutters, blockers, and pelt-shakers, often suffer from muscular tremors (hatters’ shakers). In the British Medical Journal, February 15, 1902, Dr Charles Porter, formerly Medical Officer of Health for Stockport, and at present County Medical Officer of Health for Shropshire, describes the processes of manufacture and hygiene of felt hat making, and gives illustrations of the rugged, loosened, and discoloured finger nails of plaukers and blockers, as well as of the callosities which form upon the thenar and hypo-thenar eminences of the hands.
T. O.
[156] Now Mr H. B. Fawcus, M.B., Royal Army Medical Corps.
[157] 1 kilometre = ⅝ English mile.
[158] A metre = 1 yard 3 inches.
[159] “The Great Alpine Tunnels,” Francis Fox, Proceedings, Royal Institution, Great Britain (November 1901), p. 422.
[160] Since this was written there has occurred a large inrush of water from the superincumbent calcareous strata into the tunnel, at the Iselle end, which has seriously delayed operations.
[161] See p. 537, Anchylostomiasis in coal miners.
[162] See also Dr Haldane’s remarks re carbonic acid and carbon monoxide gases, “The Air of Mines,” p. 544.
[163] Extracted from the Returns of the Registrar-General.
[164] Mr H. J. Wilson, H.M. Inspector of Factories, informs me that a short while ago a healthy workman while charging a Siemens-Martin furnace was struck on the ear by a spark of molten steel. The particle rebounded off the external meatus and penetrated the drum of the ear, setting up a purulent otitis, which was followed by meningitis, fatal on the ninth day. The particle of steel was found after death in the middle ear.
[165] Report of Dangerous Trades Committee of Home Office, published by Messrs Eyre & Spottiswoode.
[166] Miners’ Nystagmus, Snell, 1892.
[167] British Medical Journal, vol. i., 1892.
[168] Des Amblyopias et Amauroses Toxiques, 1897, page 47.
[169] British Medical Journal, 1884, vol. i., page 202.
[170] “Influence of Tobacco on Vision; some Investigations made in Tobacco Manufactories of Cincinnati,” Cinn. Lancet Clinic, 29th October 1892.
[171] Toxic Amblyopias, De Schweinitz, 1896.
[172] Trans. of Ophth. Soc. of the United Kingdom, 1886, vi., p. 144.
[173] Brose, Knapp’s Archives of Ophthalmology, March 1894.
[174] Rivers, Knapp’s Archives of Ophthalmology, March 1894.
[175] By Priest & Ashmore, opticians, Sheffield.
[176] The interference with sight is not greater than that occasioned by many ladies’ veils.
[177] Report by Dangerous Trades Committee.
[178] Vide also Report, by myself, for the Home Office, and published in the Annual Report of the Chief Inspector of Factories, 1901.
[179] Prof. Alexander Ogston, of Aberdeen, Lancet, Feb. 22, 1902, gives details of burns caused by the ignition of celluloid combs and collars. He suggests that celluloid should be rendered incombustible by the addition of some chemical.
[180] See “Eye Diseases and Eye Accidents in Relation to Industrial Occupations,” p. 769.
[181] See Final Report of the Dangerous Trades Committee, Appendix.
[182] Bulletin médical, 16th December 1899, p. 1126.
[183] Annales d’Hygiène, April 1900, p. 358.
[184] See Mr Simeon Snell’s paper, “Eye Accidents,” etc., p. 773.
[185] “On Cancer of the Scrotum in Chimney Sweeps and Others”: Butlin. Reprinted from Brit. Med. Journal, 1892.
[186] Deutsche Zeitschr. für Chirurgie, xiii., 519, 1880.
[187] Final Report of the Dangerous Trades Committee, 1899.
[188] At the quarries in the Island of Naxos 300 men are employed. Emery stone is too hard to be dug out or even blasted. It is one of the hardest substances known. Large fires are kept blazing round the huge blocks until the natural cracks expand with the heat, when levers are inserted to prise them apart. The process is repeated until the blocks are reduced in size to masses of a cubic foot or less, in which form it is exported. It is estimated that there are still 20,000,000 tons of emery available in Naxos.
Transcriber’s Notes:
1. Obvious printers’, punctuation and spelling errors have been
corrected silently.
2. Some hyphenated and non-hyphenated versions of the same words have
been retained as in the original.