Title: Moxon's mechanick exercises, volume 1 (of 2)
The doctrine of handy-works applied to the art of printing
Author: Joseph Moxon
Annotator: Theodore Low De Vinne
Release date: November 24, 2023 [eBook #72217]
Language: English
Original publication: New York: The Typothetæ of the city of New York, 1896
Other information and formats: www.gutenberg.org/ebooks/72217
Credits: deaurider, Brian Wilsden and the Online Distributed Proofreading Team at https://www.pgdp.net (This file was produced from images generously made available by The Internet Archive)
[Pg i‐iii]
This certifies that four hundred and fifty copies only, all on hand-made Holland paper and printed from types, of this edition of Moxon’s “Mechanick Exercises,” in two volumes, were completed in August, 1896, and that the types have been distributed.
[Pg iv]
MOXON’S
MECHANICK EXERCISES
[Pg v]
[Pg vi]

[Pg vii]

[Pg viii]
[Pg ix]
JOSEPH MOXON was born at Wakefield in Yorkshire, England, August 8, 1627. There is no published record of his parentage or his early education. His first business was that of a maker and vender of mathematical instruments, in which industry he earned a memorable reputation between the years 1659 and 1683. He was not content with this work, for he had leanings to other branches of the mechanic arts, and especially toward the designing of letters and the making of printing-types.
In 1669 he published a sheet in folio under the heading of “Prooves of the Several Sorts of Letters Cast by Joseph Moxon.” The imprint is “Westminster, Printed by Joseph Moxon, in Russell street, at the Sign of the Atlas, 1669.” This specimen of types seems to have been printed, not to show his dexterity as a type-founder, but to advertise himself as a dealer in mathematical and scientific [Pg x] instruments. The reading matter of the sheet describes “Globes Celestial and Terrestrial, Large Maps of the World, A Tutor to Astronomie and to Geographie”—all of his own production. Reed flouts the typography of this sheet: “It is a sorry performance. Only one fount, the Pica, has any pretensions to elegance or regularity. The others are so clumsily cut or badly cast, and so wretchedly printed, as here and there to be almost undecipherable.”[1] The rude workmanship of these early types proves, as he afterward admitted, that he had never been properly taught the art of type-founding; that he had learned it, as he said others had, “of his own genuine inclination.”
It was then a difficult task to learn any valuable trade. The Star Chamber decree of 1637 ordained that there should be but four type-founders for the kingdom of Great Britain, and the number of their apprentices was restricted. When the Long Parliament met in 1640, the decrees of the Star Chamber were practically dead letters, and for a few years there was free trade in typography. In 1644 the Star Chamber regulations were reimposed; in 1662 they were made more rigorous than ever. The importation of types from abroad without the consent of the Stationers’ Company was prohibited. British [Pg xi] printers were compelled to buy the inferior types of English founders, who, secure in their monopoly, did but little for the improvement of printing.[2]
It is probable that the attention of Moxon was first drawn to type-founding by the founders themselves, who had to employ mechanics of skill for the making of their molds and other implements of type-casting. In this manner he could have obtained an insight into the mysteries of the art that had been carefully concealed. He did not learn type-making or printing in the usual routine. The records of the Company of Stationers do not show that he was ever made a freeman of that guild, yet he openly carried on the two distinct businesses of type-founding and printing after 1669. It is probable that he had a special permit from a higher authority, for in 1665 he had been appointed hydrographer to the king, and a good salary was given with the office. He was then devoted to the practical side of scientific pursuits, and was deferred to as a man of ability.
He published several mathematical treatises between the years 1658 and 1687; one, called “Compendium Euclidis Curiosi,” was translated by him [Pg xii] from Dutch into English, and printed in London in 1677. Mores supposes that he had acquired a knowledge of Dutch by residence in Holland, but intimates that he was not proficient in its grammar.[3]
In 1676 he published a book on the shapes of letters, with this formidable title: “Regulæ Trium Ordinum Literarum Typographicarum; or the Rules of the Three Orders of Print Letters, viz: the Roman, Italick, English—Capitals and Small; showing how they are Compounded of Geometrick Figures, and mostly made by Rule and Compass. Useful for Writing Masters, Painters, Carvers, Masons and others that are Lovers of Curiosity. By Joseph Moxon, Hydrographer to the King’s Most Excellent Majesty. Printed for Joseph Moxon on Ludgate Hill, at the Sign of Atlas, 1676.” He then dedicated the book to Sir Christopher Wren, “as a lover of rule and proportion,” or to one who might be pleased with this attempt to make alphabetical letters conform to geometric rules.
There is no intimation that the book was intended for punch-cutters. It contains specific directions about the shapes of letters, covering fifty-two pages, as proper introduction to the thirty-eight pages of model letters that follow, rudely drawn and printed from copper plates. Moxon says that these model [Pg xiii] letters are his copies of the letters of Christopher Van Dijk, the famous punch-cutter of Holland. He advises that each letter should be plotted upon a framework of small squares—forty-two squares in height and of a proportionate width, as is distinctly shown in the plates of letters in this book.[4] Upon these squares the draftsman should draw circles, angles, and straight lines, as are fully set forth in the instructions.
These diagrams, with their accompanying instruction, have afforded much amusement to type-founders. All of them unite in saying that the forming of letters by geometrical rule is absurd and impracticable. This proposition must be conceded without debate, but the general disparagement of all the letters, in which even Reed joins, may be safely controverted. It is admitted that the characters are rudely drawn, and many have faults of disproportion; but it must not be forgotten that they were designed to meet the most important requirement of a reader—to be read, and read easily. Here are the broad hair-line, the stubby serif on the lower-case and the bracketed serif on the capitals, the thick stem, the strong and low crown on letters like m and n, with other peculiarities now commended in old-style faces and often erroneously regarded as the original devices of the first Caslon. The black-letter has more merit [Pg xiv] than the roman or italic. Some of the capitals are really uncouth; but with all their faults the general effect of a composition in these letters will be found more satisfactory to the bibliophile as a text-type than any form of pointed black that has been devised in this century as an improvement.
Moxon confesses no obligation to any one for his geometrical system, but earlier writers had propounded a similar theory. Books on the true proportions of letters had been written by Fra Luca Paccioli, Venice, 1509; Albert Dürer, Nuremberg, 1525; Geofroy Tory, Paris, 1529; and Yciar, Saragossa, 1548. Nor did the attempt to make letters conform to geometrical rules end with Moxon. In 1694, M. Jaugeon, chief of the commission appointed by the Academy of Sciences of Paris, formulated a system that required a plot of 2304 little squares for the accurate construction of every full-bodied capital letter. The manuscript and diagrams of the author were never put in print, but are still preserved in the papers of the Academy.
This essay on the forms of letters seems to have been sent out as the forerunner of a larger work on the theory and practice of mechanical arts. Under the general title of “Mechanick Exercises,” in 1677, he began the publication, in fourteen monthly numbers, of treatises on the trades of the smith, the joiner, the carpenter, and the turner. These constitute the first volume of the “Mechanick Exercises.” [Pg xv] The book did not find as many buyers as had been expected. Moxon attributed its slow sale to political excitement, for the Oates plot put the buying and study of trade books away from the minds of readers. He had to wait until 1683 before he began the publication of the second volume, which consists of twenty-four numbers, and treats of the art of printing only. It is this second volume that is here reprinted, for the first volume is of slight interest to the printer or man of letters.
Moxon’s book has the distinction of being not only the first, but the most complete of the few early manuals of typography. Fournier’s “Manuel Typographique” of 1764 is the only book that can be compared with it in minuteness of detail concerning type-making, but he treats of type-making only. Reed says: “Any one acquainted with the modern practice of punch-cutting cannot but be struck, on reading the directions laid down in the ‘Mechanick Exercises,’ with the slightness of the changes which the manual processes of that art have undergone during the last two centuries. Indeed, allowing for improvements in tools, and the greater variety of gauges, we might almost assert that the punch-cutter of Moxon’s day knew scarcely less than the punch-cutter of our day, with the accumulated experience of two hundred years, could teach him.... For almost a century it remained the only authority on the subject; subsequently it [Pg xvi] formed the basis of numerous other treatises both at home and abroad; and to this day it is quoted and referred to, not only by the antiquary, who desires to learn what the art once was, but by the practical printer, who may still on many subjects gather from it much advice and information as to what it should still be.”[5]
During his business life, Moxon stood at the head of the trade in England. He was selected to cut a font of type for an edition of the New Testament in the Irish language, which font was afterward used for many other books. He cut also the characters designed by Bishop John Wilkins for his “Essay towards a Real Character and a Philosophical Language,” and many mathematical and astronomical symbols. Rowe Mores, who describes him as an excellent artist and an admirable mechanic, says that he was elected a Fellow of the Royal Society in 1678.[6] There is no known record of the date of his death. Mores gives the year 1683 as the date of his relinquishment of the business of type-making, but he was active as a writer and a publisher for some years after.
The first volume of the “Mechanick Exercises,” concerning carpentry, etc., went to its third edition in 1703, but the second volume, about printing, has been neglected for two centuries. During this long [Pg xvii] interval many copies of the first small edition of five hundred copies have been destroyed. A perfect copy is rare, and commands a high price, for no early book on technical printing is in greater request.[7]
The instruction directly given is of value, but bits of information indirectly furnished are of greater interest. From no other book can one glean so many evidences of the poverty of the old printing-house. Its scant supply of types, its shackly hand-presses, its mean printing-inks, its paper-windows and awkward methods, when not specifically confessed, are plainly indicated. The high standard of proof-reading here exacted may be profitably contrasted with its sorry performance upon the following pages. The garments worn by the workmen are shown in the illustrations. Some of the quainter usages of the trade are told in the “Customs of the Chappel,” and those of the masters, in the ceremonies of the Stationers’ Company, and in the festivals in which masters and workmen joined. To the student of printing a reading of the book is really necessary for a clear understanding of the mechanical side of the art as practised in the seventeenth century.
[Pg xviii‐xix]
NOTE BY THE PRINTER
This edition of the “Mechanick Exercises” is a line-for-line and page-for-page reprint of the original text. The only suppression is that of the repetition of the words “Volume II” in the running title and the sub-titles, which would unnecessarily mislead the reader, and of the old signature marks that would confuse the bookbinder. Typographic peculiarities have been followed, even to the copying of gross faults, like doublets, that will be readily corrected by the reader. The object of the reprint is not merely to present the thought of the author, but to illustrate the typographic style of his time with its usual defects. A few deviations from copy that seemed to be needed for a clearer understanding of the meaning of the author have been specified at the end of the second volume. The irregular spelling and punctuation of the copy, its capricious use of capitals and italic, its headings of different sizes of type, have been repeated. At this point imitation has stopped. Turned and broken letters, wrong font characters, broken space-lines, and bent rules have not been servilely reproduced. These blemishes, as well as the frequent “monks” and “friars” in the presswork, were serious enough to prevent an attempt at a photographic facsimile of the pages.
The two copies of Moxon that have served as “copy” for this reprint show occasional differences in spelling and punctuation. Changes, possibly made in the correction of batters, or after the tardy discovery of faults, must have been done while the form was on press and partly printed. The position of the plates differs seriously in the two copies; they do not follow each other in the numerical order specified. In this reprint the plates that describe types and tools have been placed near their verbal descriptions.
The type selected for this work was cast from matrices struck with the punches (made about 1740) of the first Caslon. It is of the same large English body as that of the original, but a trifle smaller as to face, and not as compressed as the type used by Moxon; but it repeats many of his peculiarities, and fairly reproduces the more important mannerisms of the printing of the seventeenth century.
The portraits have been reproduced by the artotype process of Bierstadt; the descriptive illustrations are from the etched plates of the Hagopian Photo-Engraving Company.
[Pg xx]
[Pg xxi‑xxii]
[Pg xxiii]
To the Right Reverend Father in GOD, JOHN Lord Bishop of Oxford, and Dean of Christ-Church; And to the Right Honourable Sir LEOLINE JENKINS Knight, and Principal Secretary of State; And to the Right Honourable Sir JOSEPH WILLIAMSON Knight; and one of His Majesties most Honourable Privy-Council.
Right Honourable.
YOur ardent affections to promote Typographie has eminently appeared in the great Charge you have been at to make it famous here in England; whereby this Royal Island stands particularly obliged to your Generous and Publick Spirits, and the whole Common-Wealth of Book-men throughout the World, to your Candid Zeal for the promulgation of good Learning.
Wherefore I humbly Dedicate this Piece of Typographie to your Honours; and [Pg xxiv] as it is (I think) the first of this nature, so I hope you will favourably excuse small Faults in this Undertaking; for great ones I hope there are none, unless it be in this presumptuous Dedication; for which I humbly beg your Honours pardon: Subscribing my self, My Lord and Gentlemen,
Your Honours most Humble
and Obedient Servant.
Joseph Moxon.
Footnotes.
[1] “A History of the Old English Letter Foundries, with Notes Historical and Biographical on the Rise and Progress of English Typography.” By Talbot Baines Reed, London, 1887, p. 181.
[2] The four founders appointed by the Star Chamber did not thrive. One of them, Arthur Nicholls, said of himself: “Of so small benifitt hath his Art bine that for 4 yeares worke and practice he hath not taken above 48£, and had it not bine for other imploymente he might have perrisht.” Reed, p. 168.
[3] “A Dissertation upon English Typographical Founders and Founderies.” By Edward Rowe Mores, A. M. & A. S. S. [London], 1778. 8vo, p. 43.
[4] See plates Nos. 11 to 17.
[5] Reed, “Old English Letter Foundries,” pp. 185, 186.
[6] Mores, “English Founders,” p. 42.
[7] Hansard says (“Typographia,” p. vii): “I have never been able to meet with more than two copies of this work—one in the Library of the British Museum—the other in the Library of the Society of Arts.” The writer knows of but three copies in America: one in the Library Company of Philadelphia; one in the Library of the Typothetæ of New-York; one in his own collection.
[Pg 1]
PREFACE.
BEfore I begin with Typographie, I shall say somewhat of its Original Invention; I mean here in Europe, not of theirs in China and other Eastern Countries, who (by general assent) have had it for many hundreds of years, though their Invention is very different from ours; they Cutting their Letters upon Blocks in whole Pages or Forms, as among us our Wooden Pictures are Cut; But Printing with single Letters Cast in Mettal, as with us here in Europe, is an Invention scarce above Two hundred and fifteen years old; and yet an undecidable Controversie about the original Contriver or Contrivers remains on foot, [Pg 2] between the Harlemers of Holland, and those of Mentz in Germany: But because the difference cannot be determin’d for want of undeniable Authority, I shall only deliver both their Pleas to this Scientifick Invention.
The Harlemers plead that Lawrensz Jansz Koster of Harlem was the first Inventer of Printing, in the year of our Lord 1430. but that in the Infancy of this Invention he used only Wooden Blocks (as in China, &c. aforesaid) but after some time he left off Wood, and Cut single Letters in Steel, which he sunck into Copper Matrices, and fitting them to Iron Molds, Cast single Letters of Mettal in those Matrices. They say also, that his Companion, John Gutenberg, stole his Tools away while he was at Church, and with them went to Mentz in Germany, and there set his Tools to work, and promoted His claim to the first Invention of this Art, before Koster did His.
To prove this, they say that Rabbi Joseph (a Jew) in his Chronicle, mentions a Printed Book that he saw in Venice, in the year 5188. according to the Jewish Account, and by ours the year 1428. as may be read in Pet. Scriverius.
They say much of a Book intituled De Spiegel, Printed at Harlem in Dutch and Latin; which Book is yet there to be seen: and they alledge that Book the first that ever was Printed: But yet say not when this Book was Printed.
Notwithstanding this Plea, I do not find (perhaps because of their imperfect Proofs) but that Gutenberg of Mentz is more generally accepted for the first Inventer of Printing, than Koster of Harlem.
The Learned Dr. Wallis of Oxford, hath made an Inquiry into the original of this Invention, and hath in brief sum’d up the matter in these words.
[Pg 3]
About the year of our Lord 1460. The Art of Printing began to be invented and practised in Germany, whether first at Mentz or first at Harlem it is not agreed: But it seems that those who had it in consideration before it was brought to perfection, disagreeing among themselves, did part Company; and some of them at Harlem, others at Mentz persued the design at the same time.
The Book which is commonly reputed to have been first Printed is, Tullies Offices, of which there be Copies extant (as a Rarity) in many Libraries; which in the close of it is said to be Printed at Mentz, in the year of our Lord 1465. (so says that Copy in the Bodleyan Library) or 1466. (so that in the Library of Corpus Christi.) The words in the close of that in Corpus Christi Colledge Oxon are these,
Præsens Marcij Tullij Clarissimum opus, Johanes Hust, Moguntinus Civis, non Atrimento, plumali canna, neq; ærea, sed Arte quadam perpulchra, Petri manu Petri de Geurshem pueri mei, feliciter effeci, finitum Anno M CCCC LX VI quarto die Mensis Februarij.
The like in the Bodleyan Library; save there the Date is only thus, Finitum Anno M CCCC LX V. In the same Book there are these written Notes subjoyned: Hic eft ille Johannes Faustus, coadjutor Johannes Gutenbergij primi Typographiæ inventaris, Alter coadjuto erat Petrus Schœfer, i. Opilio. Quovix.
Cælando promptior alter erat, inquit Johan. Arnoldus in Libello de Chalcographiæ inventione, Scheffer primas finxit quas vocant Matrices. Hi tres exercuerunt artem primo in communi. mox rupto fœdere seorsim sibi quisq; privatim.
[Pg 4]
And again (in a later hand) Inventionem artis Typographicæ ad Annum 1453. aut exerciter referunt Sabillicus En. 10.lib.6. & Monsterus. Alij ad Annum 1460. Vide Polid. Virg.lib. 2. de Invent. Rerum, Theod. Bibland. de Ratione communis linguarum. cap. de Chalcographia.
At Harlem and some other places in Holland, they pretend to have Books Printed somewhat ancienter than this; but they are most of them (if not all) done by way of Carving whole Pages in Wood, not by single Letters Cast in Mettal, to be Composed and Distributed as occasion serves, as is now the manner.
The chief Inventer at Harlem is said to be Laurens Jansz Koster.
After these two places (Mentz and Harlem) it seems next of all to have been practised at Oxford: For by the care, and at the charge of King Henry the 6th, and of Thomas Bourchier then Arch-Bishop of Canterbury (and Chancellour of the University of Oxford) Robert Turner Master of the Robe, and William Caxton a Merchant of London were for that purpose sent to Harlem, at the charges partly of the King, partly of the Arch-Bishop, who then (because these of Harlem were very chary of this secret) prevailed privately with one Frederick Corseles an under-Workman, for a sum of Money, to come over hither; who thereupon did at Oxford set up the Art of Printing, before it was exercised any where else in England, or in France, Italy, Venice, Germany, or any other place, except only Mentz and Harlem (aforementioned): And there be several Copies yet extant (as one in the Archives of the University of Oxford, another in the Library of Dr. Tho. Barlow, now Bishop of Lincoln) of a Treatise [Pg 5] of St. Jerome (as it is there called (because found among St. Jerom’s Works) or rather Ruffinus upon the Creed, in a broad Octavo) Printed at Oxford in the year 1468. as appears by the words in the close of it.
Explicit expositio Sancti Jeronimi in sembolo Apostolorum ad papam Laurentium Impressi Oxonie & finita Anno Domini M CCCC LX VIII. xvij die Decembris.
Which is but three years later than that of Tullies Offices at Mentz, in 1465. and was perhaps one of the first Books Printed on Paper; (that of Tully being on Vellom.) And there the excercise of Printing hath continued successively to this day.
Soon after William Caxton (the same I suppose who first brought it to Oxford) promoted it to London also, which Baker in his Chronicle (and some others) say to have been about the year 1471. but we have scarce any Copies of Books there Printed remaining (that I have seen) earlier than the year 1480. And by that time, or soon after, it began to be received in Venice, Italy, Germany, and other places, as appears by Books yet extant, Printed at divers places in those Times. Thus far Dr. Wallis.
But whoever were the Inventers of this Art, or (as some Authors will have it) Science; nay, Science of Sciences (say they) certain it is, that in all its Branches it can be deemed little less than a Science: And I hope I say not to much of Typographie: For Dr. Dee, in his Mathematical Preface to Euclids Elements of Geometrie, hath worthily taken pains to make Architecture a Mathematical Science; and as a vertual Proof of his own Learned Plea, quotes two Authentique Authors, viz. [Pg 6] Vitruvius and Leo Baptista, who both give their descriptions and applause of Architecture: His Arguments are somewhat copious, and the Original easily procurable in the English Tongue; therefore instead of transcribing it, I shall refer my Reader to the Text it self.
Upon the consideration of what he has said in behalf of Architecture, I find that a Typographer ought to be equally qualified with all the Sciences that becomes an Architect, and then I think no doubt remains that Typographie is not also a Mathematical Science.
For my own part, I weighed it well in my thoughts, and find all the accomplishments, and some more of an Architect necessary in a Typographer: and though my business be not Argumentation, yet my Reader, by perusing the following discourse, may perhaps satisfie himself, that a Typographer ought to be a man of Sciences.
By a Typographer, I do not mean a Printer, as he is Vulgarly accounted, any more than Dr. Dee means a Carpenter or Mason to be an Architect: But by a Typographer, I mean such a one, who by his own Judgement, from solid reasoning with himself, can either perform, or direct others to perform from the beginning to the end, all the Handy-works and Physical Operations relating to Typographie.
Such a Scientifick man was doubtless he who was the first Inventer of Typographie; but I think few have succeeded him in Science, though the number of Founders and Printers be grown very many: Insomuch that for the more easie managing of Typographie, the Operators have found it necessary to devide it into several Trades, each of which (in the strictest sence) stand no [Pg 7] nearer related to Typographie, than Carpentry or Masonry, &c. are to Architecture. The several devisions that are made, are,
First The Master-Printer, who is as the Soul of Printing; and all the Work-men as members of the Body governed by that Soul subserveient to him; for the Letter-Cutter would Cut no Letters, the Founder not sinck the Matrices, or Cast and Dress the Letters, the Smith and Joyner not make the Press and other Utensils for Printing, the Compositer not Compose the Letters, the Correcter not read Proves, the Press-man not work the Forms off at the Press, or the Inck-maker make Inck to work them with, but by Orders from the Master-Printer.
[Pg 8]
ADVERTISEMENT.
The continuation of my setting forth Mechanick Exercises having been obstructed by the breaking out of the Plot, which took off the minds of my few Customers from buying them, as formerly; And being of late much importun’d by many worthy Persons to continue them; I have promised to go on again, upon Condition, That a competent number of them may be taken off my hand by Subscribers, soon after the publication of them in the Gazet, or posting up Titles, or by the Mercurius Librarius, &c.
Therefore such Gentlemen or others as are willing to promote the coming forth of these Exercises, are desired to Subscribe their Names and place of abode: That so such Persons as live about this City may have them sent so soon as they come forth: Quick Sale being the best encouragement.
Some Gentlemen (to whom they are very acceptable) tell me they will take them when all Trades are finish’t, which cannot reasonably be expected from me (my Years considered) in my life-time; which implies they will be Customers when I’me dead, or perhaps by that time some of themselves.
The price of these Books will be 2d. for each Printed Sheet. And 2d. for every Print taken off of Copper Cuts.
There are three reasons why this price cannot be thought dear.
1. The Writing is all new matter, not Collected, or Translated from any other Authors: and the drafts of the Cuts all drawn from the Tools and Machines used in each respective Trade.
2. I Print but 500 on each Sheet, And those upon good Paper: which makes the charge of Printing dear, proportionable to great numbers.
3. Some Trades are particularly affected by some Customers, (who desire not the rest,) and consequently sooner sold off, which renders the remainder of the un-sold Exercises unperfect, and therefore not acceptable to such as desire all: so that they will remain as waste-Paper on my hands.
JOSEPH MOXON.
[Pg 9]
I Shall begin with the Office of a Master-Printer, because (as aforesaid) he is the Directer of all the Work-men, he is the Base (as the Dutchmen properly call him) on which the Workmen stand, both for providing Materials to Work withal, and successive variety of Directions how and in what manner and order to perform that Work.
His Office is therefore to provide a House, or Room or Rooms in which he is to set his Printing-House. This expression may seem strange, but it is Printers Language: For a Printing-House may admit of a twofold meaning; one the Vulgar acceptance, [Pg 10] and is relative to the House or Place wherein Printing is used; the other a more peculiar Phrase Printers use among themselves, viz. only the Printing Tools, which they frequently call a Printing-House: Thus they say, Such a One has set up a Printing-House, when as thereby they mean he has furnish’d a House with Printing Tools. Or such a one has remov’d his Printing-House, when thereby they only mean he has remov’d the Tools us’d in his former House. These expressions have been used Time out of mind, and are continued by them to this day.
But to proceed, Having consider’d what number of Presses and Cases he shall use, he makes it his business to furnish himself with a Room or Rooms well-lighted, and of convenient capacity for his number of Presses and Cases, allowing for each Press about Seven Foot square upon the Floor, and for every Frame of Cases which holds Two pair of Cases, viz. one pair Romain and one pair Itallica, Five Foot and an half in length (for so much they contain) and Four Foot and an half in breadth, though they contain but Two Foot and Nine Inches: But then room will be left to pass freely between two Frames.
We will suppose he resolves to have his Presses and Cases stand in the same Room (though in England it is not very customary). He places the Cases on that side the Room where they will most conveniently stand, so, as when the Compositer is at work the Light may come in on his Left-hand; for else his Right-hand plying between the Window-light and his Eye might shadow the Letter he would pick up: And the Presses he places so, as the Light may fall from a Window [Pg 11] right before the Form and Tinpan: And if scituation will allow it, on the North-side the Room, that the Press-men, when at their hard labour in Summer time, may be the less uncommoded with the heat of the Sun: And also that they may the better see by the constancy of that Light, to keep the whole Heap of an equal Colour.
He is also to take care that his Presses have a solid and firm Foundation, and an even Horizontal Floor to stand on, That when the Presses are set up their Feet shall need no Underlays, which both damage a Press, are often apt to work out, and consequently subject it to an unstable and loose position, as shall further be shewn when we come to the Setting up of the Press.
And as the Foundation ought to be very firm, so ought also the Roof and Sides of the Press Room to be, that the Press may be fastned with Braces overhead and on its Sides, as well and steddy as under foot.
He is also to take care that the Room have a clear, free and pretty lofty Light, not impeded with the shadow of other Houses, or with Trees; nor so low that the Sky-light will not reach into every part of the Room: But yet not too high, lest the violence of Winter (Printers using generally but Paper-windows) gain too great advantage of Freesing the Paper and Letter, and so both Work and Workman stand still. Therefore he ought to Philosophize with himself, for the making the height of his Lights to bear a rational proportion to the capacity of the Room.
Here being but two sides of the Room yet used, [Pg 12] he places the Correcting-stone against a good Light, and as near as he can towards the middle of the Room, that the Compositers belonging to each end of the Room may enjoy an equal access to it. But sometimes there are several Correcting-stones plac’d in several parts of the Room.
The Lye-Trough and Rincing-Trough he places towards some corner of the Room, yet so as they may have a good Light; and under these he causes a Sink to be made to convey the Water out of the Room: But if he have other conveniencies for the placing these Troughs, he will rather set them out of the Room to avoid the slabbering they cause in.
About the middle of the Room he places the Destributing-Frame (viz. the Frame on which the Forms are set that are to be Destributed) which may stand light enough, though it stand at some considerable distance from the Window.
In some other empty place of the Room (least frequented) he causes so many Nest-Frames to be made as he thinks convenient to hold the Cases that may lye out of present use; and the Letter-boards with Forms set by on them, that both the Cases and the Forms may be the better secured from running to Pye.
Having thus contrived the several Offices of the Room, He furnishes it with Letters, Presses, Cases, Chases, Furniture, &c. Of each of which in Order.
[Pg 13]
He provides a Fount (properly a Fund) of Letter of all Bodies; for most Printing-Houses have all except the two first, viz. Pearl, Nomparel, Brevier, Long-Primmer, Pica, English, Great-Primmer, Double-Pica, Two-Lin’d-English, Great-Cannon.
These are the Bodies most of use in England; But the Dutch have several other Bodies: which because there is little and almost no perceivable difference from some of these mentioned, I think they are not worth naming. Yet we have one Body more which is sometimes used in England; that is a Small Pica, but I account it no great discretion in a Master-Printer to provide it; because it differs so little from the Pica, that unless the Workmen be carefuller than they sometimes are, it may be mingled with the Pica, and so the Beauty of both Founts may be spoil’d.
These aforesaid Bodies are commonly Cast with a Romain, Italica, and sometimes an English Face. He also provides some Bodies with the Musick, the Greek, the Hebrew, and the Syriack Face: But these, or some of these, as he reckons his oppertunities may be to use them.
And that the Reader may the better understand the sizes of these several Bodies, I shall give him this Table following; wherein is set down the number of each Body that is contained in one Foot.
[Pg 14]
| Pearl, | 184 | } | |
| Nomparel, | 150 | } | |
| Brevier, | 112 | } | |
| Long-Primmer, | 92 | } | |
| Pica, | 75 | } | contained in one Foot. |
| English, | 66 | } | |
| Great-Primmer, | 50 | } | |
| Double-Pica, | 38 | } | |
| Two-Lin’d English, | 33 | } | |
| Great-Cannon. | 17½ | } |
His care in the choice of these Letters are,
First, That the Letter have a true shape: Which he may know, as by the §. of Letter-Cutting.
I confess this piece of Judgement, viz. knowing of true Shape, may admit of some controversy, because neither the Ancients whom we received the knowledge of these Letters from, nor any other authentick Authority have delivered us Rules, either to make or know true shape by: And therefore it may be objected that every one that makes Letters but tolerably like Romain, Italick, &c. may pretend his to be true shap’d.
To this I answer, that though we can plead no Ancient Authority for the shape of Letters, yet doubtless (if we judge rationally) we must conclude that the Romain Letters were Originally invented and contrived to be made and consist of Circles, Arches of Circles, and straight Lines; and therefore those Letters that have these Figures, either entire, or else properly mixt, so as the Course and Progress of the [Pg 15] Pen may best admit, may deserve the name of true Shape, rather than those that have not.
Besides, Since the late made Dutch-Letters are so generally, and indeed most deservedly accounted the best, as for their Shape, consisting so exactly of Mathematical Regular Figures as aforesaid, And for the commodious Fatness they have beyond other Letters, which easing the Eyes in Reading, renders them more Legible; As also the true placing their Fats and their Leans, with the sweet driving them into one another, and indeed all the accomplishments that can render Letter regular and beautiful, do more visibly appear in them than in any Letters Cut by any other People: And therefore I think we may account the Rules they were made by, to be the Rules of true shap’d Letters.
For my own part, I liked their Letters so well, especially those that were Cut by Christophel Van Dijck of Amsterdam, that I set my self to examine the Proportions of all and every the parts and Members of every Letter, and was so well pleased with the Harmony and Decorum of their Symetrie, and found so much Regularity in every part, and so good reason for his Order and Method, that I examined the biggest of his Letters with Glasses, which so magnified the whole Letter, that I could easily distinguish, and with small Deviders measure off the size, scituation and form of every part, and the proportion every part bore to the whole; and for my own future satisfaction collected my Observations into a Book, which I have inserted in my Exercises on Letter-Cutting. For therein I have exhibited to [Pg 16] the World the true Shape of Christophel Van Dijcks aforesaid Letters, largely Engraven in Copper Plates.
Whence I conclude, That since common consent of Book-men assign the Garland to the Dutch-Letters as of late Cut, and that now those Letters are reduced unto a Rule, I think the Objection is Answered; And our Master-Printers care in the choice of good and true shap’d Letters is no difficult Task: For if it be a large Bodied Letter, as English, Great-Primmer and upwards, it will shew it self; and if it be small, as Pearl, Nomparel, &c. though it may be difficult to judge the exact Symetry with the naked Eye, yet by the help of a Magnifying-Glass or two if occasion be, even those small Letters will appear as large as the biggest Bodied Letters shall to the naked Eye: And then it will be no difficult Task to judge of the Order and Decorum even of the smallest Bodied Letters. For indeed, to my wonder and astonishment, I have observ’d V. Dijcks Pearl Dutch Letters in Glasses that have Magnified them to great Letters, and found the whole Shape bear such true proportion to his great Letters, both for the Thickness, Shape, Fats and Leans, as if with Compasses he could have measur’d and set off in that small compass every particular Member, and the true breadth of every Fat and Lean Stroak in each Letter, not to exceed or want (when magnified) of Letter Cut to the Body it was Magnified to.
His second care in the choice of Letters is, That they be deep Cut; for then they will Print clear the longer, and be less subject to entertain Picks.
His third care, That they be deep sunck in the [Pg 17] Matrices least the bottom line of a Page Beard. Yet though they be deep sunk, His care ought to be to see the Beard also well cut off by the Founder.
And a Fourth Care in the choice of Letter is, That his Letter be Cast upon good Mettal, that it may last the longer.
Of each Body he provides a Fount suitable to such sorts of Work as he designs to do; But he provides not an equal weight of every Fount; Because all these Bodies are not in equal use: For the Long-Primmer, Pica and English are the Bodies that are generally most used; And therefore he provides very large Founts of these, viz. of the Long-Primmer in a small Printing-House, Five hundred Pounds weight Romain and Italica, whereof One hundred and fifty Pounds may be Italica. Of the Pica and English, Roman and Italica, Eight, Nine hundred, or a Thousand Pounds weight: when as of other Founts Three or Four hundred Pounds weight is accounted a good Fount: And of the Cannon and Great-Cannon, One hundred Pounds or somewhat less may serve his turn; Because the common use of them is to set Titles with.
Besides Letters he Provides Characters of Astronomical Signs, Planets, Aspects, Algebraical Characters, Physical and Chimical Characters, &c. And these of several of the most used Bodies.
He Provides also Flowers to set over the Head of a Page at the beginning of a Book: But they are now accounted old-fashion, and therefore much out of use. Yet Wooden-Borders, if well Drawn, and neatly Cut, may be Printed in a Creditable Book, As also, [Pg 18] Wooden-Letters well Drawn and neatly Cut may be used at the beginning of a Dedication, Preface, Section, &c. Yet instead of Wooden Letters, Capitals Cast in Mettal generally now serves; because but few or good Cutters in Wood appear.
He also provides Brass-Rules of about Sixteen Inches long, that the Compositer may cut them into such Lengths as his Work requires.
In the choice of his Brass-Rules, he examines that they be exactly Letter high; for if they be much too high, they may cut through Paper, Tinpan and Blankets too; And if they be but a little too high, not only the Sholder, or Beard, on either side them will Print black; but they will bear the Plattin off the Letters that stand near them, so that those Letters will not Print at all: And if they be too low, then the Rules themselves will not Print.
It sometimes happens through the unskilfulness of the Joyner, (for they commonly, but unproperly, imploy Joyners to make them) that a Length shall be hollow in the middle both on the Face and Foot, and shall run driving higher and higher towards both ends: Hence it comes to pass, that when the Compositer cuts a piece of Rule to his intended Length, the Rule shall Print hard at one end, and the other shall not Print at all; So that he shall be forced to knock up the foot of the low end, as shall be shewn in its proper place.
But the careful Master-Printer having found that his Brass-Rules is Letter high all the whole Length, will also examine whether it be straight all the whole Length, which he does by applying both the [Pg 19] Face and Foot to the surface of the Correcting-stone; And if the Face and Foot comply so closely with the Correcting-stone, that light cannot be seen between them, he concludes the Brass-Rule is straight.
Then he examines the Face or Edge of the Rule, whether it have an Edge of an equal breadth all the whole Length, and that the Edge be neither too thick nor too fine for his porpose.
He should also take care that the Brass, before it be cut out, be well and skilfully Planish’t, nor would that charge be ill bestowd; for it would be saved out of the thickness of the Brass that is commonly used: For the Joyners being unskilful in Planishing, buy Neal’d thick Brass that the Rule may be strong enough, and so cut it into slips without Hammering, which makes the Rule easily bow any way and stand so, and will never come to so good and smooth an Edge as Planish’t Brass will. Besides, Brass well Planish’t will be stiffer and stronger at half the thickness than unplanish’t Brass will at the whole: As I shall further shew when I come to Exercise upon Mathematical Instrument-making.
Next he provides Cases. A Pair of Cases is an Upper-Case and a Lower-Case.
The Upper-Case and the Lower-Case are of an equal length, breadth and depth, viz. Two Foot nine Inches long, One Foot four Inches and an half broad, and about an Inch and a quarter deep, besides the bottom Board; But for small Bodied Letters they are made somewhat shallower, and for great Bodies deeper.
[Pg 20]
Long-Primmer and downwards are accounted small Bodies; English and upwards are accounted great Bodies.
The conveniencies of a shallow Case is, that the Letters in each Box lye more visible to the last, as being less shadowed by the sides of the Boxes.
The conveniencies of a deep Case is, that it will hold a great many Letters, so that a Compositer needs not so often Destribute. 2dly. It is not so soon Low, (as Compositers say when the Case grows towards empty) and a Low Case is unconvenient for a Compositer to work at, partly because the Case standing shelving downwards towards them, the Letters that are in the Case tend towards the hither-side of the Case, and are shadowed by the hither side of that Box they lye in, so that they are not so easily seen by the Eye, or so ready to come at with the Fingers, as if they lay in the middle of the Box.
These Cases are encompassed about with a Frame about Three quarters of an Inch broad, that the ends of the several partitions may be let into the substance of the Frame: But the hithermost side of the Frame is about half an Inch higher than the other sides, that when either the Galley or another pair of Cases are set upon them, the bottom edge of the Galley, or of those Cases may stop against that higher Frame, and not slide off.
Both the Upper and the Lower-Case have a thick Partition about three quarters of an Inch broad, Duff-tail’d into the middle of the upper and under Rail of the Frame. This Partition is made thus broad, that Grooves may be made on either side of it to receive [Pg 21] the ends of those Partitions that devide the breadth of the Case, and also to strengthen the whole Frame; for the bottom Board is as well nailed to this thick Partition as to the outer Frame of the Case.
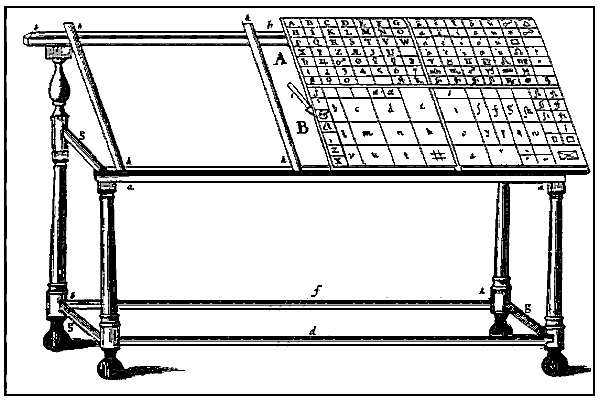
But the devisions for the several Boxes of the Upper and Lower-Cases are not alike: for each half of the whole length of the Upper-Case is devided into seven equal parts, as you may see in Plate 1. at A, and its breadth into seven equal parts, so that the whole Upper-Case is divided into Ninety eight square Boxes, whose sides are all equal to one another.
But the Two halfs of the length of the Lower-Case are not thus devided; for each half of the length of the Lower-Case is devided into Eight equal parts, and its breadth into Seven; but it is not throughout thus devided neither; for then the Boxes would be all of equal size: But the Lower-Case is devided into four several sizes of Boxes, as you may see in Plate 1. B.
The reason of these different sizes of Boxes is, That the biggest Boxes may be disposed nearest the Compositers hand, because the English Language, and consequently all English Coppy runs most upon such and such Sorts; so that the Boxes that holds those Sorts ought to be most capacious.
His care in the choice of these Cases is, That the Wood they are made of be well-season’d Stuff.
That the Partitions be strong, and true let into one another, and that the ends fill up and stand firm in the Grooves of the Frame and middle Rail of the Case.
There is an inconvenience that often happens, these thin Partitions, especially if they be made of unseason’d Stuff, viz. as the Stuff dries it shrinks in the [Pg 22] Grooves of the Frame, and so not only grows loose, but sometimes starts out above the top of the Frame. To prevent this inconvenience, I have of late caused the ends of these thin partitions to be made Male-Duf-tails, broadest on the under-side, and have them fitted into Female-Duf-tails in the Frame of the Case, and middle Rail before the bottom Boards are nailed on.
That the Partitions be full an English Body thick.
That the Partitions lye close to the bottom of the Case, that so the Letters slide not through an upper into an under Box, when the Papers of the Boxes may be worn.
Frames are in most Printing-Houses made of thick Deal-board Battens, having their several Rails Tennanted into the Stiles: but these sorts of Frames are, in respect of their matter (viz. Fir) so weak, and in respect of their substance (viz. little above an Inch thick) so slight, that experience teaches us, when they are even new made, they tremble and totter, and having lasted a little while, the thinness of their Tennants being a little above a quarter of an Inch thick, according to the Rules of Joynery, as I have shewn in Numb. 5. §. 17. They Craze, their Tennants break, or Mortesses split, and put the Master-Printer to a fresh Charge.
It is rationally to be imagined that the Frames should be designed to last as long as the Printing-house; and therefore our Master-Printer ought to take care that they be made of matter strong enough, and of substance big enough to do the Service they are intended [Pg 23] for; that they stand substantial and firm in their place, so as a small Jostle against them shake them not, which often reiterated weakens the Frame-work, and at that present is subject to shake the Letter in the Galley down.
I shall not offer to impose Rules upon any here, especially since I have no Authority from Prescript or Custom; yet I shall set down the Scantlings that I my self thought fit to use on this occasion. A Delineation of the Frames are in Plate 1. at C.
I made the Rails and Stiles of well-seasoned fine Oak, clean, (that is free from Knots and Shakes) the Stiles and Rails two Inches and an half square, the Top and Bottom Fore-Rails and the Bottom Hind-Rail four Foot three Inches long, besides their Tennants; And the Top Hind-Rail five Foot three Inches long. The two Fore-Rails and Bottom Hind-Rail had Iron Female-Screws let into them, which, through an hole made in the Stiles, received a Male-Screw with a long shank, and a Sholder at the end of it to screw them tight and firm together, even as the Rails of a Bedsted are screwed into the Mortesses of a Bed-Post.
[Pg 24]
Each Back-Stile was four Foot one Inch and an half high besides their Tennants, and each Fore-Stile three Foot three Inches high, each Fore and Back-Stile had two Rails one Foot seven Inches long, besides their Tennants Tennanted and Pin’d into them, because not intended to be taken assunder.
It must be considered, that the Fore-stiles be of a convenient height for the pitch of an ordinary Man to stand and work at, which the heighth aforesaid is; And that the Hind stiles be so much higher than the Fore-stiles, that when the Cross-Bearers are laid upon the upper Fore and Hind-Rail, and the Cases laid on them, the Cases may have a convenient declivity from the upper-side the Upper-Case, to the lower side the Lower-Case.
The Reason of this declivity is, because the Cases standing thus before the Workman, the farther Boxes of the Upper-Case are more ready and easie to come at, than if they lay flat; they being in this position somewhat nearer the hand, and the Letters in those Boxes somewhat easier seen.
If the Workman prove taller than Ordinary, he lays another or two pair of Cases under the Cases he uses, to mount them: If the Workman be short, as Lads, &c. He lays a Paper-board (or sometimes two) on the floor by the Fore-side of the Frame, and standing to work on it, mounts himself.
The Bearers are made of Slit-Deal, about two Inches broad, and so long as to reach from the Fore-Rail through the Upper-Rail, and are let in, so as to lye even with the superficies of the Fore and Hind-Rail, and at such a distance on both the Rails, as you may see in the Figure.
[Pg 25]
On the Superficies of the Fore-Rail, even with its Fore-Edge is nailed a small Riglet about half an Inch high, and a quarter and half quarter of an Inch thick, that the Cases set on the Frame having the aforesaid declivity, may by it be stop’t from sliding off.
Our Master-Printer is also to provide Galleys of different sizes, That the Compositer may be suited with small ones when he Composes small Pages, and with great ones for great Pages.
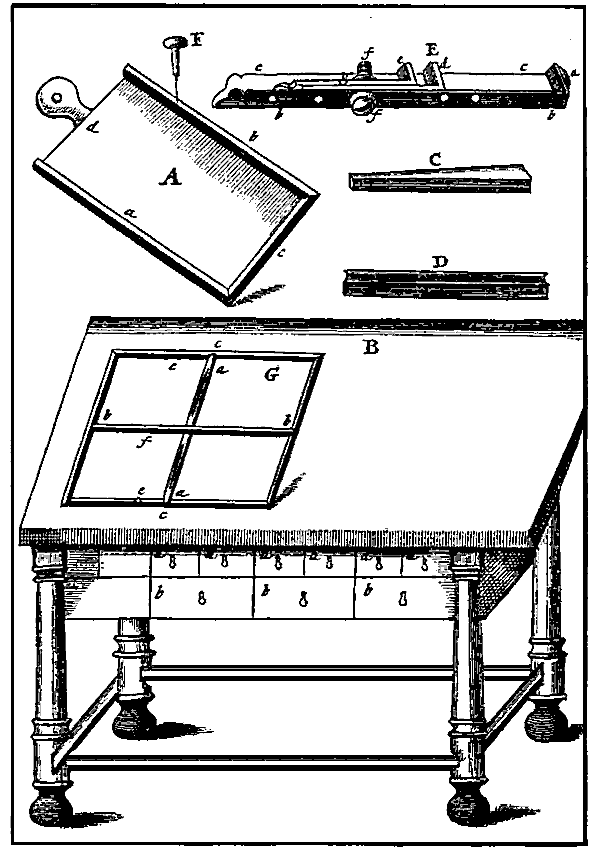
The Galley is marked A in Plate 2.
These Galleys are commonly made of two flat Wainscot Boards, each about a quarter and half quarter of an Inch thick, the uppermost to slide in Grooves of the Frame, close down to the undermost, though for small Pages a single Board with two sides for the Frame may serve well enough: Those Wainscot Boards are an Oblong Square, having its length longer than its breadth, even as the form of a Page hath. The three Sides of the Frame are fixed fast and square down on the upper Plain of the undermost Board, to stand about three fifth parts of the height of the Letter above the superficies of the Slice. The Sides of the Frame must be broad enough to admit of a pretty many good strong Oaken Pins along [Pg 26] the Sides, to be drove hard into the Bottom Board, and almost quite through the Sides of the Frame, that the Frame may be firmly fixed to it: But by no means must they be Glewed on to the Bottom Board, because the Compositer may sometimes have occasion to wet the Page in the Galley, and then (the Galley standing aslope upon the Case) the Water will soak between the sides of the Frame, and under Board, and quickly loosen it.
The Correcting-Stone marked B in Plate 2. is made of Marble, Purbeck, or any other Stone that may be made flat and smooth: But yet the harder the Stone is the better; wherefore Marble is more preferable than Purbeck. First, Because it is a more compact Stone, having fewer and smaller Pores in it than Purbeck. And Secondly, because it is harder, and therefore less subject to be prick’d with the corners of a Chase, if through carelessness (as it sometimes happens) it be pitch’d on the Face of the Stone.
It is necessary to have it capacious, viz. large enough to hold two Chases and more, that the Compositer may sometimes for his convenience, set some Pages by on it ready to Impose, though two Chases lye on the Stone: Therefore a Stone of about Four Foot and an half long, and Two Foot broad is a convenient size for the generality of Work.
This Stone is to be laid upon a strong Oaken-wood Frame, made like the Frame of a common Table, so high, that the Face of the Stone may lye about three [Pg 27] Foot and an Inch above the Floor: And under the upper Rail of the Frame may be fitted a Row or two of Draw-Boxes, as at a a a a a a and b b b on each of its longest Sides to hold Flowers, Brass-Rules, Braces, Quotations, small Scabbords, &c.
Letter-Boards are Oblong Squares, about two Foot long, eighteen Inches broad, and an Inch and a quarter thick. They ought to be made of clean and well-season’d Stuff, and all of one piece: Their upper-side is to be Plained very flat and smooth, and their under-side is Clamped with pieces about two Inches square, and within about four Inches of either end, as well to keep them from Warping, as to bear them off the Ground or any other Flat they stand on, that the Fingers of the Compositer may come at the bottom of the Board to remove it whither he will: They are commonly made of Fir, though not so thick as I have mentioned, or all of one Piece: Deal-Boards of this breadth may serve to make them of; but Joyners commonly put Master-Printers off with ordinary Deal-Boards, which not being broad enough, they joyn two together; for which cause they frequently shrink, so as the joynt comes assunder, and the Board becomes useless, unless it be to serve for a Paper-Board afterwards: For small and thin Letters will, when the Form is open, drop through, so as the Compositer cannot use the Board.
I us’d to make them of Sugar-Chest; That Stuff being commonly well-season’d, by the long lying of the [Pg 28] Sugar in it, and is besides a fine hard Wood, and therefore less subject to be injured by the end of the Shooting-Stick when a Form is Unlocking.
Paper-Boards are made just like the Letter-Boards, though seldom so large, unless for great Work: Nor need such strict care be taken in making them so exactly smooth: their Office being only to set Heaps of Paper on, and to Press the Paper with.
By Furniture is meant the Head-sticks, Foot-sticks, Side-sticks, Gutter-sticks, Riglets, Scabbords and Quoyns.
Head-sticks and all other Furniture, except Scabbord, are made of dry Wainscot, that they may not shrink when the Form stands by; They are Quadrat high, straight, and of an equal thickness all the length: They are made of several thicknesses for several Works, viz. from a Brevier which serves for some Quarto’s to six or eight Pica thick, which is many times us’d to Folio’s: And many of the Head-sticks may also serve to make Inner Side-sticks of; for the Master-Printer provides them of lengths long enough for the Compositer to cut to convenient Scantlins or Lengths, they being commonly about a Yard long when they come from the Joyners. And Note, that the Head and Side-sicks are called Riglets, if they exceed not an English thick.
Outer Side-sticks and Foot-sticks marked C in Plate 2. are of the same heighth of the Head-sticks, viz. Quadrat high, and are by the Joyner cut to the given length, and to the breadth of the particular Pages [Pg 29] that are to be Imposed: The Side-sticks are placed against the outer-side of the Page, and the Foot-sticks against the foot or bottom of the Page: The outer-sides of these Side and Foot-sticks are bevil’d or sloped from the further to the hither end.
Gutter-sticks marked D in Plate 2. are as the former, Quadrat high, and are used to set between Pages on either side the Crosses, as in Octavo’s, Twelves, Sixteens, and Forms upwards; They are made of an equal thickness their whole length, like Head-sticks; but they have a Groove, or Gutter laid on the upper-side of them, as well that the Water may drain away when the Form is Washed or Rinced, as that they should not Print, when through the tenderness of the Tinpan, the Plattin presses it and the Paper lower than ordinary.
Scabbord is that sort of Scale commonly sold by some Iron-mongers in Bundles; And of which, the Scabbords for Swords are made: The Compositer cuts it Quadrat high, and to his Length.
The Master-Printer is to provide both Thick and Thin Scabbord, that the Compositer may use either when different Bodied Letter happens in a Page, to justifie the Page to a true length; And also that the Press-man may chuse Thick or Thin to make truer Register, as shall be shewed in proper place.
Quoyns are also Quadrat high, and have one of their sides Bevil’d away to comply with the Bevil of the Side and Foot-sticks; they are of different Lengths, and different Breadths: The great Quoyns about three Inches square, except the Bevil on one side as aforesaid; and these sizes deminish downwards [Pg 30] to an Inch and an half in length, and half an Inch in breadth.
Of these Quoyns our Master-Printer provides several hundreds, and should provide them of at the least ten different Breadths between the aforesaid sizes, that the Compositer may chuse such as will best fit the Chase and Furniture.
The Office of these Quoyns are to Lock up the Form, viz. to wedge it up (by force of a Mallet and Shooting-stick) so close together, both on the sides and between Head and Foot of the Page, that every Letter bearing hard against every next Letter, the whole Form may Rise; as shall be shewed hereafter.
Their farther Office is to make Register at the Press.
Printers Mallets have a Cilindrick Head, and a round Handle; The Head somewhat bigger, and the Handle somewhat longer than those Joyners commonly use; Yet neither shape or size different for any reason to be given: But only a Custom always used to have them so. The Head is commonly made of Beech.
[Pg 31]
The Shooting-stick must be made of Box, which Wood being very hard, and withal tough, will best and longest endure the knocking against the Quoyns. Its shape is a perfect Wedge about six Inches long, and its thicker end two Inches broad, and an Inch and an half thick; and its thin end about an Inch and an half broad, and half an Inch thick.
The Dressing-Block should be made of Pear-tree, Because it is a soft wood, and therefore less subject to injure the Face of the Letter; it is commonly about three Inches square, and an Inch high. Its Office is to run over the Face of the Form, and whilst it is thus running over, to be gently knock’t upon with the Head of the Shooting stick, that such Letters as may chance to stand up higher than the rest may be pressed down.
Our Master-Printer must also provide a pair of Sheers, such as Taylors use, for the cutting of Brass-Rules, Scabbords, &c.
A large Spunge or two, or more, he must also provide, one for the Compositers use, and for every Press one.
Pretty fine Packthread to tye up Pages with; But this is often chosen (or at least directed) by the Compositer, either finer or courser, according to the great or small Letter he works upon.
[Pg 32]
Though every Compositer by Custom is to provide himself a Composing-stick, yet our Master-Printer ought to furnish his House with these Tools also, and such a number of them as is suitable to the size of his House; Because we will suppose our Master-Printer intends to keep some Apprentices, and they, unless by contract or courtesie, are not used to provide themselves Composing-sticks: And besides, when several Compositers work upon the same Book, their Measures are all set alike, and their Titles by reason of Notes or Quotations broader than their common Measure, So that a Composing-stick is kept on purpose for the Titles, which must therefore be common to all the Compositers that work upon that Work; And no one of them is obliged to provide a Composing-stick in common for them all: Therefore it becomes our Master-Printers task to provide them.
It is delineated in Plate 2. at E.
These Composing-sticks are made of Iron Plate about the thickness of a thin Scabbord, and about ten [Pg 33] Inches long doubled up square; so as the Bottom may be half an Inch and half a quarter broad, and the Back about an whole Inch broad. On the further end of this Iron Plate thus doubled up, as at a is Soldered on an Iron Head about a Long-Primmer thick; But hath all its outer-edges Basil’d and Fil’d away into a Molding: This Iron Head must be so let into the Plate, and Soldered on to it, that it may stand truly square with the bottom, and also truly square with the Back, which may be known by applying the outer-sides of a square to the Back and Bottom; as I shewed, Numb. 3. Fol. 38, 39. About two Inches from the Head, in the Bottom, is begun a row of round holes about an Inch assunder, to receive the shank of the Male-Screw that screws the Sliding-Measures fast down to the Bottom; so that the Sliding-Measures may be set nearer or further from the Head, as the Measure of a Page may require.
The lower Sliding-Measure marked d is an Iron Plate a thick Scabbord thick, and of the Breadth of the inside of the Bottom; It is about four Inches long, and in its middle hath a Groove through it within half an Inch of the Fore-end, and three quarters of an Inch of the hinder end. This Groove is so wide all the way, that it may receive the Shank of the Screw. On the Fore-end of this Plate stands square upright another Iron Head about a Brevier thick, and reaches so high as the top of the Back.
The upper Sliding-Measure is made just like the lower, only it is about three quarters of an Inch shorter.
[Pg 34]
Between these two Sliding-Measures, Marginal Notes are Composed to any Width.
Compositers commonly examine the Truth of their Stick by applying the head of the Sliding-Measure to the inside of the Head of the Stick; and if they comply, they think they are square and true made: But this Rule only holds when the Head it self is square. But if it be not, ’tis easy to file the Sliding-Measures to comply with them: Therefore, as aforesaid, the square is the only way to examine them by.
The Bodkin is delineated in Plate 2. at F Its Blade is made of Steel, and well tempered, its shape is round, and stands about two Inches without the Shank of the Handle. The Handle is turned of soft wood as Alder, Maple, &c. that when Compositers knock the Head of the Bodkin upon the Face of a Single Letter when it stands too high, it may not batter the Face.
A Chase is an Iron Frame about two and twenty Inches long, eighteen Inches broad, and half Inch half quarter thick; and the breadth of Iron on every side is three quarters of an Inch: But an whole Inch is much better, because stronger. All its sides must stand exactly square to each other; And when it is laid on the Correcting-Stone it must lye exactly flat, [Pg 35] viz. equally bearing on all its sides and Angles: The outside and inside must be Filed straight and smooth. It hath two Crosses belonging to it, viz. A Short-Cross marked a a and a Long-Cross marked b b: These two Crosses have on each end a Male Duftail Filed Bevil away from the under to the upper-side of the Cross, so that the under-side of the Duftail is narrower than the upper-side of the Duftail. These Male-Duftails are fitted into Female-Duftails, Filed in the inside of the Chase, which are also wider on the upper side of the Chase than on the under-side; because the upper-side of the Cross should not fall through the lower side. These Crosses are called the Short and the Long-Cross.
The Short-Cross is Duftail’d in as aforesaid, just in the middle of the Chase as at c c, and the Long-Cross in the middle of the other sides the Chase, as at d d. The Short-Cross is also Duftail’d into Female-Duftails, made as aforesaid, about three Inches and an half from the middle, as at e e: So that the Short-Cross may be put into either of the Female-Duftails as occasion serves. The middle of these two Crosses are Filed or notched half way through, one on its upper, the other on its under-side to let into one another, viz. the Short-Cross is Filed from the upper towards the under-side half way, and the Long-Cross is Filed from the lower towards the upper-side half way: The Crosses are also thus let into each other, where they meet at f, when the Short-Cross is laid into the other Female-Duftails fitted to it at e e.
In the middle, between the two edges of the upper side of the Short-Cross, is made two Grooves parallel [Pg 36] to the sides of the Cross, beginning at about two Inches from each end, and ending at about seven Inches from each end: It is made about half an Inch deep all the way, and about a quarter of an Inch broad, that the Points may fall into them. The Short-Cross is about three quarters of an Inch thick, and the Long-Cross about half that thickness. All their sides must be Fil’d straight and smooth, and they must be all the way of an equal thickness.
Hitherto our Master-Printer hath provided Materials and Implements only for the Compositers use; But he must provide Machines and Tools for the Press-mans to use too: which (because I am loath to discourage my Customers with a swelling price at the first reviving of these Papers) I shall (though against my interest) leave for the subject of the next succeeding Exercises.
ADVERTISEMENTS.
THe first Volumne of Mechanick Exercises, Treating of the Smiths, the Joyners, the Carpenters, and the Turners Trades, containing 37½ sheets, and 18 Copper Cuts, are to be had by the Author. Joseph Moxon. Price 9s. 3d. in Quires.
THe first Volumne of the Monthly Collection of Letters for Improvement of Husbandry and Trade, containing Twenty four Sheets with an Index, is now finished, and the second is carrying on:
By John Haughton, Fellow
of the Royal Society.
[Pg 37]
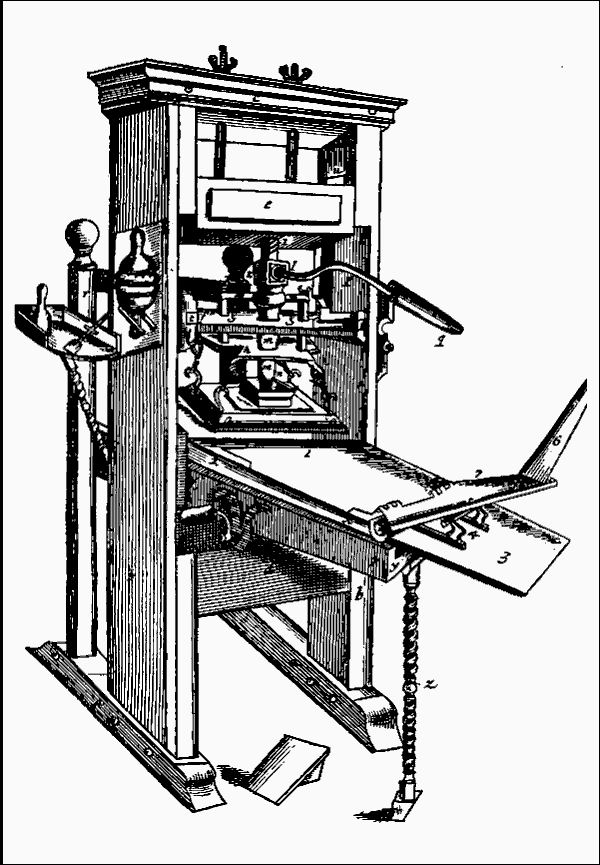
THere are two sorts of Presses in use, viz. the old fashion and the new fashion; The old fashion is generally used here in England; but I think for no other reason, than because many Press-men have scarce Reason enough to distinguish between an excellently improved Invention, and a make-shift slovenly contrivance, practiced in the minority of this Art.
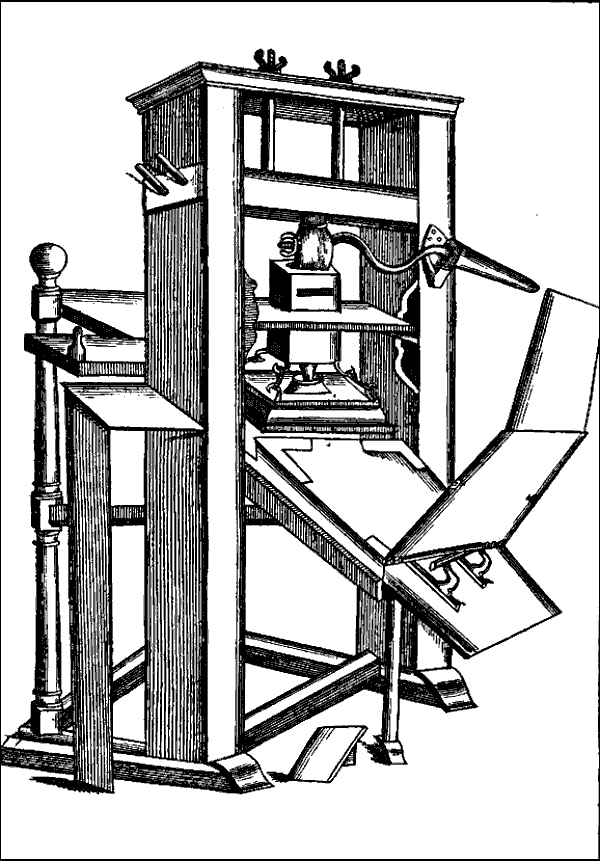
The New-fashion’d Presses are used generally throughout all the Low-Countries; yet because the [Pg 38] Old-fashion’d Presses are used here in England (and for no other Reason) I have in Plate 3. given you a delineation of them; But though I give you a draft of them; yet the demensions of every particular Member I shall omit, referring those that think it worth their while, to the Joyners and Smiths that work to Printers: But I shall give a full description of the New-fashion’d Press, because it is not well known here in England; and if possible, I would for Publick benefit introduce it.
But before I proceed, I think it not amiss to let you know who was the Inventer of this New-fashion’d Press, accounting my self so much oblig’d to his Ingeniety for the curiosity of this contrivance, that should I pass by this oppertunity without nameing him, I should be injurious to his Memory.
It was Willem Jansen Blaew of Amsterdam: a Man as well famous for good and great Printing, as for his many Astronomical and Geographical exhibitions to the World. In his Youth he was bred up to Joynery, and having learn’d his Trade, betook himself (according to the mode of Holland) to Travel, and his fortune leading him to Denmark, when the noble Tycho Brahe was about setting up his Astronomical Observatory, was entertain’d into his service for the making his Mathematical-Instruments to Observe withal; in which Instrument-making he shew’d himself so intelligent and curious, that according to the general report of many of his personal acquaintance, all or most of the Syderal Observations set forth in Tycho’s name, he was intrusted to make, as well as the Instruments.
[Pg 39]
And before these Observations were publish’d to the World, Tycho, to gratify Blaew, gave him the Copies of them, with which he came away to Amsterdam, and betook himself to the making of Globes, according to those Observations. But as his Trade increased, he found it necessary to deal in Geographical Maps and Books also, and grew so curious in Engraving, that many of his best Globes and Maps were Engraved by his own Hands; and by his conversation in Printing of Books at other Printing-houses, got such insight in this Art, that he set up a Printing-house of his own. And now finding inconveniencies in the obsolete Invention of the Press, He contrived a remedy to every inconvenience, and fabricated nine of these New-fashioned Presses, set them all on a row in his Printing-house, and call’d each Press by the name of one of the Muses.
This short History of this excellent Man is, I confess forraign to my Title; But I hope my Reader will excuse the digression, considering it tends only to the commemoration of a Person that hath deserved well of Posterity, and whose worth without this small Monument, might else perhaps have slid into Oblivion.
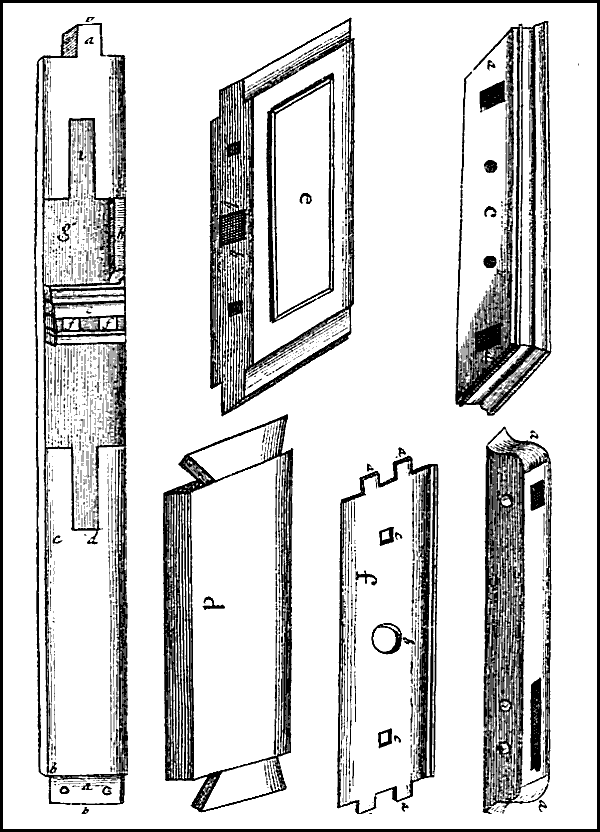
The Press is a Machine consisting of many Members; it is delineated in Plate 4.
[Pg 40]
All these several Members, by their Matter, Form and Position, do particularly contribute such an assistance [Pg 41] to the whole Machine, that it becomes an Engine managable and proper for its intended purpose.
But because the smallness of this altogether-Draft may obscure the plain appearance of many of these Parts; Therefore I shall give you a more particular description, and large delineation of every Member in the Press: And first of the Wooden-work: Where, Note, that all the Fram’d Wooden-work of a Press is made of Good, Fine, Clean, Well-season’d Oak.
The Feet (marked a a in Plate 5.) are two Foot nine Inches and an half long, five Inches deep; and six Inches broad, and have their outsides Tryed to a true square, as was taught, Numb. 5. §. 15. It hath (for ornament sake) its two ends bevil’d away in a Molding, from its upper-side to its lower, about four Inches within the ends; about four Inches and three quarters within each end of each Foot is made in the middle of the Breadth of the upper-side of the Foot a Mortess two Inches wide, to receive the Tennants of the lower end of the Cheek, and the Tennant of the lower end of the Hind-Post: The Mortess for the Cheek is eight Inches long, viz. the Breadth of the Cheek: And the Mortess for the Hind-Post is four Inches long, viz. the square of the Hind-Post.
The Cheeks (marked b b in Plate 5.) are five Foot and ten Inches long (besides the Tennants of the top [Pg 42] and bottom) eight Inches broad, and four Inches and an half thick. All its Sides are tryed square to one another. It hath a Tennant at either end, its lower Tennant marked a to enter the Fore-end of the Foot, runs through the middle of the Breadth of the Cheek, which therefore is made to fit the Mortess in the Foot, and is about four Inches long, and therefore reaches within an Inch of the bottom of the Foot; But the Tennant at the upper end of the Cheek marked a, is cut athwart the breadth of the Cheek, and therefore can have but four Inches and an half of Breadth, and its thickness is two Inches, Its length is four Inches; so that it reaches into the Mortess in the Cap, within half an Inch of the Top.
In the lower end-Tennant is two holes bored, within an Inch and an half of either side, and within an Inch and an half of the Sholder, with a three quarter Inch Augure, to be pin’d into the Feet with an Iron Pin.
In the middle of the upper Tennant, and within an Inch and an half of the Sholder, is bored another hole, to Pin the Tennant into the Cap, also with an Iron Pin.
Between b c two Foot and half an Inch, and three Foot seven Inches of the Bottom-Sholder of the Tennant, viz. from the top of the Winter to the under Sholder the Till rests upon, is cut flat away into the thickness of the Cheek, three Inches in the Inside of the Cheek; so that in that place the Cheek remains but an Inch and an half thick: And the Cheeks are thus widened in this place, as well because the Duftail Tennants of the Winter may go in between them, as also [Pg 43] that the Carriage and Coffin may be made the wider.
Even with the lower Sholder of this flat cutting-in, is made a Duftail Mortess as at d, to reach eight Inches and an half, viz. the depth of the Winter below the said Sholder. This Mortess is three Inches wide on the inside the Cheek, and three Inches deep; But towards the inside the Cheek, the Mortess widens in a straight line from the said three Inches to five Inches, and so becomes a Duftail Mortess. Into this Duftail Mortess is fitted a Duftail Tennant, made at each end of the Winter.
Two Inches above the aforesaid Cutting-in, is another cutting-in of the same depth, from the Inside the Cheek as at e. This cutting-in is but one Inch broad at the farther side the Cheek, and an Inch and a quarter on the hither-side the Cheek. The under-side of this Cutting-in, is straight through the Cheek, viz. Square to the sides of the Cheek: But the upper-side of this Cutting-in, is not square through the Cheeks, But (as aforesaid) is one quarter of an Inch higher on the fore-side the Cheek than it is on the further side; So that a Wedge of an Inch at one end, and an Inch and a quarter at the other end may fill this Cutting-in.
At an Inch within either side the Cheek, and an Inch below this Cutting-in, as at f f, is made a small Mortess an Inch and an half wide, to which two Tennants must be fitted at the ends of the Till, so that the Tennants of the Till being slid in through the Cutting-in aforesaid, may fall into these Mortesses, and a Wedge being made fit to the Cutting-in, may press upon the Tennants of the Till, and force it down to keep it steddy in its place.
[Pg 44]
Here we see remains a square Sholder or substance of Wood between two Cuttings-in; But the under corner of this square Sholder is for Ornament sake Bevil’d away and wrought into an Ogee.
At two Inches above the last Cutting-in, is another Cutting-in, but this Cutting-in goes not quite through the breadth of the Cheek, but stops at an Inch and an half within the further side the Cheek; So that above the Till and its Wedge is another Sholder or substance of Wood, whose upper Corner is also Bevil’d away, and wrought to a Molding as the former.
The last Cutting-in is marked g, and is eight Inches and a quarter above the Sholder of the Till, that it may easily contain the depth of the Head; The substance remaining is marked h. This Cutting-in is made as deep into the thickness of the Cheek as the former Cuttings-in are, viz. three Inches; and the reason the Cheek is cut in here, is, that the Cheeks may be wide enough in this place to receive the Head, and its Tennants, without un-doing the Cap and Winter.
Just above this Cutting-in is made a square Mortess in the middle of the Cheek, as at i, it is eight Inches long, and two Inches and an half wide, for the Tennant of the Head to play in.
Upon the fore-side of the Cheek is (for Ornament sake) laid a Molding through the whole length of the Cheek (a square at the Top and Bottom an Inch deep excepted) it is laid on the outer side, and therefore can be but an Inch broad; Because the Cuttings-in on the inside leaves the substance of Stuff but an [Pg 45] Inch and an half thick, and should the Moldings be made broader, it would be interrupted in the several Cuttings in, or else a square of a quarter of an Inch on either side the Molding could not be allowed, which would be ungraceful.
The Cap is three Foot and one Inch long, four Inches and an half deep, and nine Inches and an half broad; But its fore-side is cut away underneath to eight Inches, Viz. the breadth of the Cheeks. Three quarters of an Inch above the bottom of the Cap, is a small Facia, which stands even with the thickness of the Cheeks; Half an Inch above that a Bead-Molding, projecting half an Inch over the Facia. Two Inches above that a broad Facia, also even with the thickness of the Cheeks; and an Inch and a quarter above that is the upper Molding made projecting an Inch and an half over the two Facia’s aforesaid, and the thickness of the Cheeks.
Each end of the Cap projects three Inches quarter and half quarter over the Cheeks, partly for Ornament, but more especially that substance may be left on either end beyond the Mortesses in the Cap; and these two ends have the same Molding laid on them that the fore-side of the Cap hath.
Within two Inches and half quarter of either end, on the under-side the Cap is made a square Mortess two Inches wide, and four Inches and an half long, viz. the thickness of the Cheek inwards, as at a a, to receive the Top Tennants of the Cheeks; which Top [Pg 46] Tennants are with an Iron Pin (made tapering of about three quarters of an Inch thick) pin’d into the Mortess of the Cap, to keep the Cheeks steddy in their position.
The Length of the Winter besides the Tennants, is one Foot nine Inches and one quarter of an Inch; The Breadth of the Winter eight Inches, viz. the Breadth of the Cheek, and its depth nine Inches; all its sides are tryed square; But its two ends hath each a Duftail-Tennant made through the whole depth of the Winter, to fit and fall into the Duftail Mortesses made in the Cheeks: These Duftail-Tennants are intended to do the Office of a Summer, Because the spreading of the ends of these two Tennants into the spreading of the Mortesses in the Cheeks, keeps the two Cheeks in a due distance, and hinders them from flying assunder.
But yet I think it very convenient to have a Summer also, the more firmly and surer to keep the Cheeks together; This Summer is only a Rail Tennanted, and let into Mortesses made in the inside of the Cheeks, and Screwed to them as the Rails described, Numb. 15. §. 4. are Screwed into the Stiles of the Case-Frame; Its depth four Inches and an half, and its breadth eight Inches, viz. the breadth of the Cheeks.
[Pg 47]
The length of the Head besides the Tennant at either end, is one Foot nine Inches and one quarter of an Inch; The breadth eight Inches and an half, and its depth eight Inches. The Top, Bottom and Hind-sides are tryed Square, but the fore-side projects half an Inch over the Range of the fore-sides of the Cheeks; in which Projecture is cut a Table with a hollow Molding about it, two Inches distant from all the sides of the fore-side of the Head: Its Tennants are three Inches Broad, and are cut down at either end, from the top to the bottom of the Head, and made fit to the Mortesses in the Cheeks, that they may slide tight, and yet play in them.
In the under-side of the Head is cut a square Hole, (as at a,) about four Inches square, and three Inches and an half deep, into which the Brass-Nut is to be fitted: And to keep this Nut in its place (lest the weight of it should make it fall out) is made on either side the square hole, at about half an Inch distance from it, (as at b b) a square Hole quite through the Top and Bottom of the Head about three quarters of an Inch wide; and into this square Hole is fitted a square piece of Iron to reach quite through the Head, having at its under-end a Hook turned square to claspe upon the under-side of the Nut; and on its upper end a Male-Screw reaching about an Inch above the upper-side of the Head, which by the help of a Female-screw made in an Iron Nut, with Ears to it to turn it about draws the Clasp at the bottom of the Iron Shank [Pg 48] close against the Nut, and so keeps it from falling out.
In the middle of the wide square Hole that the Nut is let into, is bored a round Hole through the top of the Head, of about three quarters of an Inch wide, for the Press-man to pour Oyl in at so oft as the Nut and Spindle shall want Oyling.
At three Inches from either end of the Head (as at c c) is bored a Hole quite through the top and bottom of the Head, which holes have their under ends squar’d about two Inches upwards, and these squares are made so wide as to receive a square Bar of Iron three quarters of an Inch square; But the other part of these Holes remain round: Into these Holes two Irons are fitted called the Screws.
The Shanks of these Screws are made so long as to reach through the Head and through the Cap: At the upper end of these Shanks is made Male-screws, and to these Male-screws, Iron Female-screws are fitted with two Ears to twist them the easier about.
So much of these Iron-Shanks as are to lye in the square Hole of the Head aforesaid, are also squared to fit those square Holes, that when they are fitted and put into the Holes in the Head; they may not twist about.
To the lower ends of these Iron-Shanks are made two Square, Flat Heads, which are let into and buried in the under-side of the Head; And upon the Sholders of those two Flat Heads, rests the weight of the Head of the Press; And by the Screws at the upper end of the Shanks are hung upon the upper-side of the Cap, and Screwed up or let down as occasion requires.
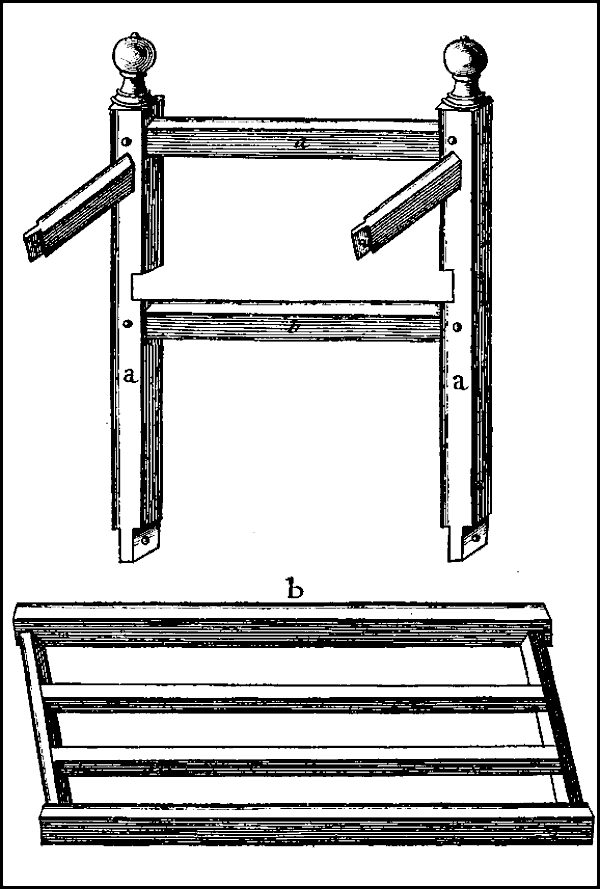
[Pg 49]
The Till is a Board about one Inch thick, and is as the Head and Winter, one Foot nine Inches and a quarter long, besides the Tennants at either end; Its Breadth is the Breadth of the Cheeks, viz. eight Inches; It hath two Tennants at either end as at a a a a, each of them about an Inch and an half long, and an Inch and an half broad, and are made at an Inch distance from the fore and Back-side, so that a space of two Inches is contained in the middle of the ends between the two Tennants; these Tennants are to be laid in the Mortesses in the Cheeks delineated at f f in Plate 5. and described in this §. 10. ¶. 2.
In its middle it hath a round Hole about two Inches and an half wide, as at b, for the Shank of the Spindle to pass through.
At seven Inches and a quarter from either end, and in the middle between the fore and Back-side, is made two square Holes through the Till, as at c c, for the Iron Hose to pass through.
At one Foot distance from the Hind-sides of the Cheeks are placed upright two Hind-Posts, they are three Foot and four Inches long besides the Tennants, which Tennants are to be placed in the Mortesses in the hinder-ends of the Feet; Their thickness is four Inches on every side, and every side is tryed square; [Pg 50] But within eight Inches of the top is turned a round Ball with a Button on it, and a Neck under it, and under that Neck a straight Plinth or Base: This turn’d work on the top is only for Ornament sake.
There are six Rails fitted into these Hind-Posts, two behind marked a b, one of them standing with its upper-side at two Inches below the turned Work, the other having its upper-side lying level with the upper-side of the Winter.
These two Rails are each of them Tennanted at either end, and are made so long, that the outsides of the Hind-Posts may stand Range or even with the outer-sides of the Cheeks; These Tennants at either end are let into Mortesses made in the insides of the Hind-Posts, and Pin’d up with half Inch wooden Pins, Glewed in, as was shewn Vol. 1. Numb. 5. §. 17. Because the two Hind-Posts need not be separated for any alteration of the Press.
The two Side-Rails on either side the Press are Tennanted at each end, and let into Mortesses made in the Cheeks and Hind-Posts, so as they may stand Range with the outer-sides of the Cheeks and Hind-Posts; But the Tennants that enter the Mortesses in the Cheeks are not pin’d in with Wooden Pins, and Glewed, because they may be taken assunder if need be; But are Pin’d in with Iron Pins, made a little tapering towards the entring end, so as they may be driven back when occasion serves to alter the Press: And the Tennants that enter the Mortesses in the Hind-Posts are fastned in by a Female-screw, let in near the end of the Rail, which receives a Male-screw thrust through the Hind-Posts, even as I shew’d in
The Ribs lye within a Frame of four Foot five Inches long, one Foot eleven Inches broad; its two End-Rails one Inch and an half thick, its Side-Rails two Inches and an half thick; and the breadth of the Side and End-Rails two Inches and an half. But the Side-Rails are cut away in the inside an Inch and an half towards the outer-sides of the Rails, and an Inch deep towards the Bottom sides of the Rails, so that a square Cheek on either Side-Rail remains. This cutting down of the Outer-Rails of the Frame is made, because the Planck of the Carriage being but one Foot eight Inches and an half broad, may easily slide, and yet be gaged between these Cheeks of the Rail, that the Cramp-Irons Nailed under the Carriage Planck joggle not on either side off the Ribs, as shall more fully be shewn in the next §.
Between the two Side-Rails are framed into the two End-Rails the two Wooden-Ribs two Inches and an half broad, and an Inch and an half thick; they are placed each at an equal distance from each Side-Rail, and also at the same distance between themselves. Upon these two Ribs are fast Nailed down the Iron-Ribs, of which more shall be said when I come to speak of the Iron-work.
[Pg 52]
The Planck of the Carriage is an Elm-Planck an Inch and an half thick, four Foot long, and one Foot eight Inches and three quarters broad; upon this Planck at its fore-end is firmly Nailed down a square Frame two Foot four Inches long, one Foot ten Inches broad, and the thickness of its Sides two Inches and an half square; This Frame is called the Coffin, and in it the Stone is Bedded.
Upon each of the four Corners of this Coffin is let in and fastned down a square Iron Plate as at a a a a, with Return Sides about six Inches long each side, half a quarter of an Inch thick, and two Inches and a quarter broad; upon the upper outer-sides of each of these Plates is fastned down to them with two or three Rivets through each side, another strong Iron half an Inch deep, and whose outer Angles only are square, but the Inner-Angles are obtuse, as being sloped away from the Inner-Angle towards the farther end of each inner-side, so as the Quoins may do the Office of a Wedge between each inner-side and the Chase.
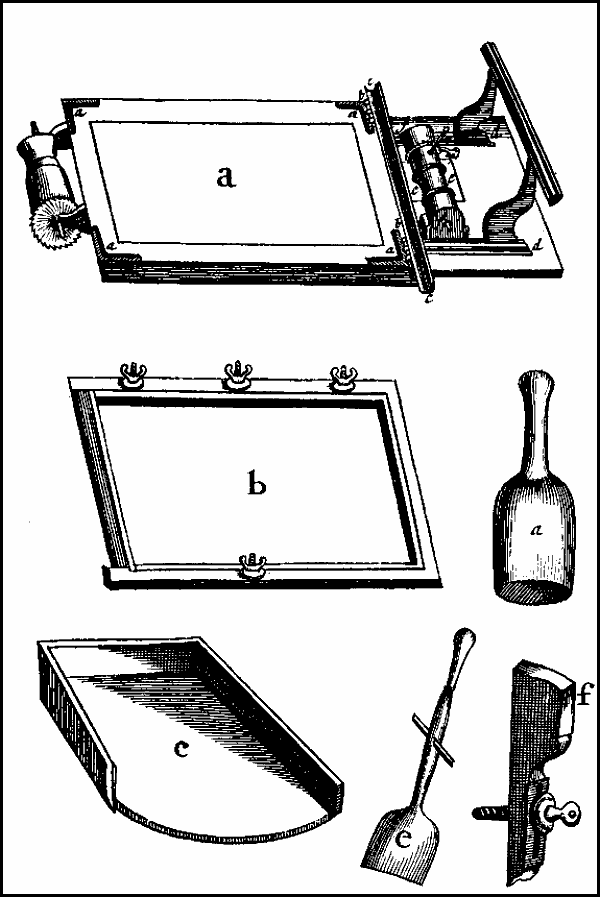
The Plates of these Corners (as I said) are let in on the outer Angles of the upper-side of the Frame of the Coffin, so as the upper-sides of the Plates lye even with it, and are Nailed down, or indeed rather Rivetted down through the bottom and top-sides of the Frame of the Coffin, because then the upper-sides of the Holes in the Iron Plates being square [Pg 53] Bored (that is, made wider on the upper-side of the Plate, as I shall shew when I come to the making of Mathematical Instruments) the ends of the Shanks of the Iron Pins may be so battered into the Square-boring, that the whole Superficies of the Plate when thus Rivetted shall be smooth, which else with the exturberancies of Nail-heads would hinder the free sliding of the Quoins.
At the hinder end of the Frame of the Coffin are fastned either with strong Nails, Rivets, or rather Screws, two Iron Half-Joynts, as at b b, which having an Iron Pin of almost half an Inch over put through them, and two Match-half-Joynts fastned on the Frame of the Tympan, these two Match-half-Joynts moving upon the Iron Pin aforesaid, as on an Axis, keeps the Tinpan so truly gaged, that it always falls down upon the Form in the place, and so keeps Register good, as shall further be shewed in proper place.
Behind the Coffin is Nailed on to its outside, a Quarter, as at c c this Quarter is about three Inches longer than the breadth of the Coffin, it hath all its sides two Inches over, and three of them square; but its upper-side is hollowed round to a Groove or Gutter an Inch and an half over. This Gutter is so Nailed on, that its hither end standing about an Inch higher than its further end, the Water that descends from the Tympan falling into it is carried away on the farther side the Coffin by the declivity of the farther end of the Gutter, and so keeps the Planck of the Carriage neat and cleanly, and preserves it from rotting.
[Pg 54]
Parallel to the outer-sides of the hind part of the Planck of the Carriage, at three Inches distance from either side, is Nailed down on the upper-side of the Planck two Female-Duftail Grooves, into which is fitted (so as they may slide) two Male-Duftails made on the two Feet of the Gallows (as at d d) that the Tinpan rests upon; and by the sliding forward or backward of these Duftail Feet, the heighth of the Tinpan is raised or depressed according to the Reason or Fancy of the Press-man.
At three Inches from the hinder Rail of the Coffin, in the middle, between both sides of the Planck, is cut an Hole four Inches square (as at e e) and upon the hither and farther side of this Hole is fastned down on each side a Stud made of Wood (as at f f) and in the middle of these two Studs is made a round Hole about half an Inch over, to receive the two round ends of an Iron Pin; which Iron Pin, though its ends be round, is through the middle of the Shank square, and upon that square is fitted a round Wooden-Rowler or Barrel, with a Shoulder on either side it, to contain so much of the Girt as shall be rowled upon it; And to one end of the Rowler is fastned an Iron Circle or Wheel, having on its edge Teeth cut to stop against a Clicker, when the Rowler with an Iron Pin is turned about to strain the Girt.
The Tympan is a square Frame, three sides whereof are Wood, and the fourth Iron. Its width is one [Pg 55] Foot eight Inches, its length two Foot two Inches; the breadth of the wooden Sides an Inch and an half, and the depth one Inch.
On its short Wooden-side, viz. its Hind-end, at the two Corners is Rivetted an Iron Match-Joynt, to be pinned on to another Half-joynt fastned on the Hind-Rail of the Coffin.
The other end, viz. the Fore-end of the Tympan is made of Iron, with a square Socket at either end for the Wooden ends of the Tympan to fit and fasten into. This Iron is somewhat thinner and narrower than an ordinary Window-Casement.
Upon the outer edge of this Iron, about an Inch and an half off the ends of it, is made two Iron Half-joynts to contain a Pin of about a quarter of an Inch over, which Pin entring this half-joynt, and a match Half-joynt made upon the Frisket, serves for the Frisket to move truly upon.
In the middle of each long Rail of the Tympan, is made through the top and bottom an Hole half an Inch square, for the square Shanks of the Point-Screws to fit into.
The like Holes are also made in the Tympan, at one third part of its length from the Fore-end or Frisket-joynt, to place the Point Screws in; when a Twelves, Eighteens, &c. is wrought.
Into the Inner-side of this Tympan is fitted the Inner-Tympan, whose three sides are also made of Wood, and its fourth side of Iron, as the Tympan, but without joynts; it is made so much shorter than the Outer-Tympan, that the outer edge of the Iron of the Inner-Tympan may lye within the inner edge of the Iron on the Outer-Tympan; [Pg 56] and it is made so much narrower than the inside of the Tympan, that a convenient room may be allowed to paste a Vellom between the inside of the Tympan, and the outside of the Inner-Tympan.
About the middle, through the hither-side of the Inner-Tympan, is let in and fastned an Iron Pin about a quarter of an Inch over, and stands out three quarters of an Inch upon the hither outside of the Inner-Tympan, which three quarters of an Inch Pin fits into a round hole made in the inner-side of the Tympan, to gage and fit the Inner-Tympan right into the Tympan; for then by the help of an Iron turning Clasp on the further side the Tympan, the Inner-Tympan is kept firmly down and in its position.
To the Rail between the hither Cheek and Hind-Post is fastned the Inck-Block, which is a Beechen-board about thirteen Inches long, nine Inches broad, and commonly about two Inches thick, and hath the left-hand outer corner of it cut away; it is Railed in on its farther and hinder-sides, and a little above half the hither-side, with Wainscot-Board about three quarters of an Inch thick, and two Inches and an half above the upper-side the board of the Inck-Block. It is described in Plate 7. at c.
The Brayer marked a is made of Beech: It is turned round on the sides, and flat on the bottom, its length [Pg 57] is about three Inches, and its diameter about two Inches and an half; it hath an Handle to it about four Inches long. Its Office is to rub and mingle the Inck on the Inck-Block well together.
The Slice is a little thin Iron Shovel about three or four Inches broad, and five Inches long; it hath an Handle to it of about seven Inches long. Near the Shovel through the Handle is fitted a small Iron of about two Inches long standing Perpendicular to both the sides of the Handle, and is about the thickness of a small Curtain-Rod. It is described at e.
The Catch of the Bar described at f is a piece of Wood two Inches thick, four Inches broad, and ten Inches long; The top of it is a little Bevil’d or Slop’d off, that the Bar may by its Spring fly up the Bevil till it stick. This Bevil projects three Inches over its straight Shank, which reaches down to the bottom; in the middle of this Shank, through the fore and back-side, is a Mortess made from within an Inch of the Rounding to an Inch and an half of the bottom; This Mortess is three quarters of an Inch wide, and hath an Iron Pin with a Shoulder at one end fitted to it, so as it may slide from one end of the Mortess to the other. At the other end of the Iron Pin is made a Male-Screw which enters into a Female Iron Screw let into the further Cheek of the Press; so that the Catch may be Screwed close to the Cheek, as shall further be spoken to hereafter.
From the Top to the Toe of the Spindle, viz. from a to b is sixteen Inches and a half, the length of the Cilinder the Worms are cut upon is three Inches and a quarter, and the diameter of that Cilinder two Inches and a quarter; between the bottom of the Worms and top of the Cube one Inch and an half; the Cube marked c c c c is two Inches and three quarters, the square Eye at d in the middle of the Cube is an Inch and a quarter through all the sides of the Cube; one Inch under the Cube at e is the Neck of the Spindle, whose diameter is two Inches, It is one Inch between the two shoulders, viz. the upper and under shoulders of the Neck at e e, so that the Cilinder of the Neck is one Inch long; the very bottom of the Spindle at b is called the Toe, it is made of an Hemispherical form, and about one Inch in diameter; This Toe should be made of Steel, and well Temper’d, that by long or careless usage, the point of pressure wear not towards one side of the Toe, but may remain in the Axis of the Spindle.
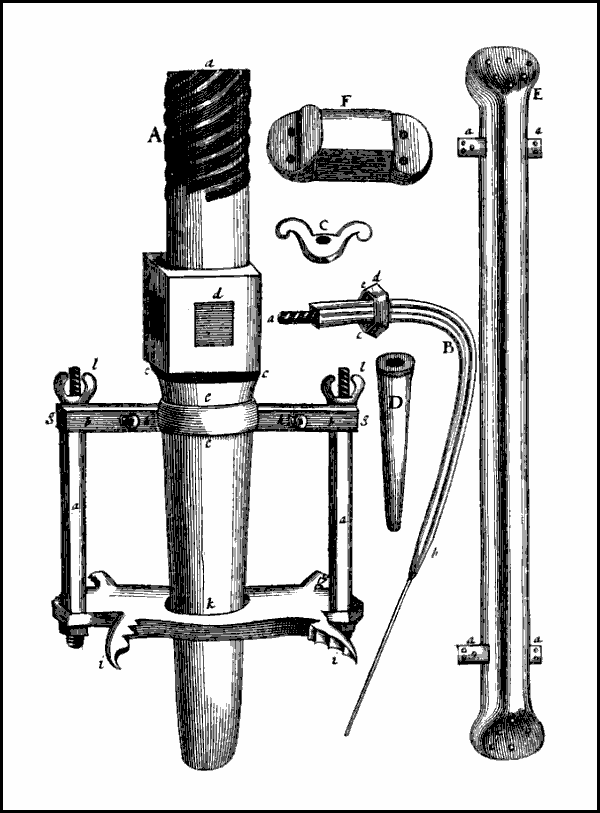
[Pg 59]
I promised at the latter end of Numb. 2. to give a more copious account than there I did of making Worms, when I came to exercise upon Printing-Press Spindles; and being now arrived to it, I shall here make good my promise.
The assigned progress may be various, and yet the Spindle do its office: For if the Cheeks of the Press stand wide assunder, the sweep or progress of the same Bar will be greater than if they stand nearer together.
It is confirm’d upon good consideration and Reason as well as constant experience, that in a whole Revolution of the Spindle, in the Nut, the Toe does and ought to come down two Inches and an half; but the Spindle in work seldom makes above one quarter of a Revolution at one Pull, in which sweep it comes down but half an Inch and half a quarter of an Inch; and the reason to be given for this coming down, is the squeezing of the several parts in the Press, subject to squeeze between the Mortesses of the Winter and the Mortesses the Head works in; and every Joynt between these are subject to squeeze by the force of a Pull. As first, The Winter may squeeze down into its Mortess one third part of the thickness of a Scabbord. (Allowing a Scabbord to be half a Nomparel thick.) Secondly, The Ribs squeeze closer to [Pg 60] the Winter one Scabbord. Thirdly, The Iron-Ribs to the Wooden Ribs one Scabbord. Fourthly, The Cramp-Irons to the Planck of the Coffin one Scabbord. Fifthly, The Planck it self half a Scabbord. Sixthly, The Stone to the Planck one Scabbord. Seventhly, The Form to the Stone half a Scabbord. Eighthly, The Justifyers in the Mortess of the Head three Scabbords. Ninthly, The Nut in the Head one Scabbord. Tenthly, The Paper, Tympans and Blankets two Scabbords. Eleventhly, Play for the Irons of the Tympans four Scabbords. Altogether make fifteen Scabbords and one third part of a Scabbord thick, which (as aforesaid) by allowing two Scabbords to make a Nomparel, and as I shewed in Vol. 2. Numb. 2. §. 2. One hundred and fifty Nomparels to make one Foot, gives twelve and an half Nomparels for an Inch, and consequently twenty five Scabbords for an Inch; so by proportion, fifteen Scabbords and one third part of a Scabbord, gives five eighth parts of an Inch, and a very small matter more, which is just so much as the Toe of the Spindle comes down in a quarter of a Revolution.
This is the Reason that the coming down of the Toe ought to be just thus much; for should it be less, the natural Spring that all these Joynts have, when they are unsqueez’d, would mount the Irons of the Tympans so high, that it would be troublesom and tedious for the Press-man to Run them under the Plattin, unless the Cheeks stood wider assunder, and consequently every sweep of the Bar in a Pull exceed a quarter of a Revolution, which would be both laborious for the Press-man, and would hinder his usual riddance of Work.
[Pg 61]
I shew’d in Numb. 2. fol. 31, 32, 33, 34, 35. the manner of making a Screw in general; but assigned it no particular Rise; which for the aforesaid reason, these Printing-Press Screws are strictly bound to have: Therefore its assigned Rise being two Inches and an half in a Revolution, This measure must be set off upon the Cilindrick Shank, from the top towards the Cube of the Spindle, on any part of the Cilinder, and there make a small mark with a fine Prick-Punch, and in an exact Perpendicular to this mark make another small mark on the top of the Cilinder, and laying a straight Ruler on these two marks, draw a straight line through them, and continue that line almost as low as the Cube of the Spindle. Then devide that portion of the straight line contained between the two marks into eight equal parts, and set off those equal parts from the two Inch and half mark upwards, and then downwards in the line so oft as you can: Devide also the Circumference of the Shank of the Cilinder into eight equal parts, and draw straight lines through each devision, parallel to the first upright line; and describe the Screw as you were directed in the afore-quoted place; so will you find that the revolution of every line so carried on about the Shank of the Cilinder, will be just two Inches and an half off the top of the Shank: which measure and manner of working may be continued downward to within an Inch and an half of the Cube of the Spindle. This is the Rule and Measure that ought to be observ’d for ordinary Presses: But if for some by-reasons the aforesaid Measure of two Inches and an half must be varied, then the varied Measure [Pg 62] must be set off from the top of the Cilinder, and working with that varied Measure as hath been directed, the Toe of the Spindle will come down lower in a revolution if the varied Measure be longer, or not so low if the varied Measure be shorter.
There is a Notion vulgarly accepted among Workmen, that the Spindle will Rise more or less for the number of Worms winding about the Cilinder; for they think, or at least by tradition are taught to say, that a Three-Worm’d Spindle comes faster and lower down than a four-Worm’d Spindle: But the opinion is false; for if a Spindle were made but with a Single-Worm, and should have this Measure, viz. Two Inches and an half set off from the top, and a Worm cut to make a Revolution to this Measure, it would come down just as fast, and as low, as if there were two, three, four, five or six Worms, &c. cut in the same Measure: For indeed, the numbers of Worms are only made to preserve the Worms of the Spindle and Nut from wearing each other out the faster; for if the whole stress of a Pull should bear against the Sholder of a single Worm, it would wear and shake in the Nut sooner by half than if the stress should be borne by the Sholders of two Worms; and so proportionably for three, four, five Worms, &c.
But the reason why four Worms are generally made upon the Spindle, is because the Diameters of the Spindle are generally of this propos’d size; and therefore a convenient strength of Mettal may be had on this size for four Worms; But should the Diameter of the Spindle be smaller, as they sometimes are when the Press is designed for small Work, only three Worms [Pg 63] will be a properer number than four; because when the Diameter is small, the thickness of the Worms would also prove small, and by the stress of a Pull would be more subject to break or tear the Worms either of the Spindle or Nut.
And thus I hope I have performed the promise here I made at the latter end of Numb. 2. Whither I refer you for the breadth, and reason of the breadth of the Worm.
This Bar is Iron, containing in length about two Foot eight Inches and an half, from a to b, and its greatest thickness, except the Sholder, an Inch and a quarter; The end a hath a Male-Screw about an Inch Diameter and an Inch long, to which a Nut with a Female-Screw in it as at C is fitted. The Iron Nut in which this Female-Screw is made, must be very strong, viz. at least an Inch thick, and an Inch and three quarters in Diameter; in two opposite sides of it is made two Ears, which must also be very strong, because they must with heavy blows be knock’t upon to draw the Sholder of the square shank on the Bar, when the square Pin is in the Eye of the Spindle close and steddy up to the Cube on the Spindle. The square Pin of the Bar marked c is made to fit just into the Eye, through the middle of the Cube of the Spindle, on the hither end of this square Pin is made a Sholder or stop to this square Pin, as at d. This Sholder must be Filed exactly Flat on all its four insides, that they may be drawn close and tight up [Pg 64] to any flat side of the Cube on the Spindle; It is two Inches square, that it may be drawn the firmer, and stop the steddyer against any of the flat sides of the said Cube, when it is hard drawn by the strength of the Female-Screw in the aforesaid Nut at C. The thickness from d to e of this Sholder is about three quarters of an Inch, and is Bevil’d off towards the Handle of the Bar with a small Molding.
The substance of this Bar, as aforesaid, is about an Inch and a quarter; but its Corners are all the way slatted down till within five Inches of the end: And from these five Inches to the end, it is taper’d away, that the Wooden-Handle may be the stronger forced and fastned upon it.
About four Inches off the Sholder, the Bar is bowed beyond a right Angle, yet not with an Angle, but a Bow, which therefore lies ready to the Press-man’s Hand, that he may Catch at it to draw the Wooden-Handle of the Bar within his reach.
This Wooden-Handle with long Working grows oft loose; but then it is with hard blows on the end of it forced on again, which oft splits the Wooden-Handle and loosens the square Pin at the other end of the Bar, in the Eye of the Spindle: To remedy which inconvenience, I used this Help, viz. To weld a piece of a Curtain-Rod as long as the Wooden-Handle of the Bar, to the end of the Iron Bar, and made a Male-screw at the other end with a Female-screw to fit it; Then I bored an hole quite through the Wooden-Handle, and Turn’d the very end of the Wooden-Handle with a small hollow in it flat at the bottom, and deep enough to bury the Iron-Nut on the end of the Curtain-Rod, [Pg 65] and when this Curtain-Rod was put through the Hollow in the Wooden-Handle and Screwed fast to it at the end, it kept the Wooden-Handle, from flying off; Or if it loosened, by twisting the Nut once or twice more about, it was fastned again.
The Hose are the upright Irons in Plate 8. at a a, They are about three quarters of an Inch square, both their ends have Male-screws on them; The lower end is fitted into a square Hole made at the parting of the Hose-Hooks, which by a square Nut with a Female-screw in it, is Screwed tight up to them; Their upper ends are let into square Holes made at the ends of the Garter, and by Nuts with Female-Screws in them, and Ears to turn them about as at l l are drawn up higher, if the Plattin-Cords are too loose; or else let down lower if they are too tight: These upper Screws are called the Hose-Screws.
The Garter (but more properly the Coller) marked b b, is the round Hoop incompassing the flat Groove or Neck in the Shank of the Spindle at e e; This round Hoop is made of two half-round Hoops, having in a Diametrical-line without the Hoop square Irons of the same piece proceeding from them, and standing out as far as g g, These Irons are so let into each other, that they comply and run Range with the square Sholders at both ends, wherein square Holes are made at the ends of the Hose. They are Screwed together with two small Screws, as at h h.
[Pg 66]
The four Hose-Hooks are marked i i i i, They proceed from two Branches of an Iron Hoop at k encompassing the lower end of the Spindle, on either Corner of the Branch, and have notches filled in their outer-sides as in the Figure, which notches are to contain several Turns of Whip-cord in each notch, which Whip-cord being also fastned to the Hooks on the Plattin, holds the Plattin tight to the Hooks of the Hose.
The Ribs are delineated in Plate 8. at E, they are made of four square Irons the length of the Wooden-Ribs and End-Rails, viz. four Foot five Inches long, and three quarters of an Inch square, only one end is batter’d to about a quarter of an Inch thick, and about two Inches and an half broad, in which battering four or five holes are Punch’t for the nailing it down to the Hind-Rail of the Wooden-Ribs. The Fore-end is also batter’d down as the Hind-end, but bound downwards to a square, that it may be nailed down on the outer-side of the Fore-Rail of the Wooden-Ribs.
Into the bottom of these Ribs, within nine Inches of the middle, on either side is made two Female-Duftails about three quarters of an Inch broad, and half a quarter of an Inch thick, which Female-Duftails have Male-Duftails as at a a a a fitted stiff into them, about an Inch and three quarters long; and these Male-Duftails have an hole punched at either end, that when they are fitted into the Female-Duftails in the Ribs, they may in these Holes be Nailed down the firmer to the Wooden-Ribs.
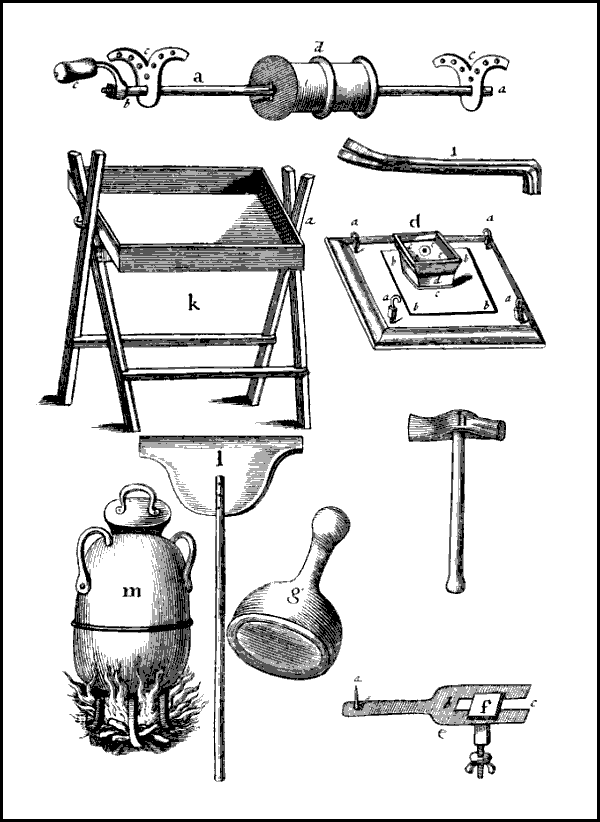
[Pg 67]
These Ribs are to be between the upper and the under-side exactly of an equal thickness, and both to lye exactly Horizontal in straight lines; For irregularities will both Mount and Sink the Cramp-Irons, and make them Run rumbling upon the Ribs.
The upper-sides of these Ribs must be purely Smooth-fil’d and Pollish’d, and the edges a little Bevil’d roundish away, that they may be somewhat Arching at the top; because then the Cramp-Irons Run more easily and ticklishly over them.
The Cramp-Irons are marked F in Plate 8. They are an Inch and an half long besides the Battering down at both ends as the Ribs were; They have three holes Punched in each Battering down, to Nail them to the Planck of the Coffin; They are about half an Inch deep, and one quarter and an half thick; their upper-sides are smoothed and rounded away as the Ribs.
The Axis or Spindle is a straight Bar of Iron about three quarters of an Inch square, and is about three Inches longer than the whole breadth of the Frame of the Ribs, viz. two Foot two Inches: The farther end of it is Filed to a round Pin (as at a) three quarters of an Inch long, and three quarters of an Inch in Diameter; the hither end is filed away to such another round Pin, but is two Inches and a quarter long (as at b); at an Inch and a quarter from this end is Filed a Square Pin three quarters of an Inch long, and [Pg 68] within half an Inch of the end is Filed another round Pin, which hath another Male-Screw on it, to which is fitted a square Iron Nut with a Female-Screw in it.
On the Square Pin is fitted a Winch somewhat in form like a Jack-winch, but much stronger; the Eye of which is fitted upon the Square aforesaid, and Screwed up tight with a Female-Screw. On the straight Shank of this Winch is fitted the Rounce, marked e.
The round ends of this Axis are hung up in two Iron-Sockets (as at c c) fastned with Nails (but more properly with Screws) on the outside the Wooden Frame of the Ribs.
The Girt-Barrel marked d is Turned of a Piece of Maple or Alder-wood, of such a length, that it may play easily between the two Wooden Ribs; and of such a diameter, that in one revolution of it, such a length of Girt may wind about it as shall be equal to half the length contained between the fore-end Iron of the Tympan, and the inside of the Rail of the Inner-Tympan; because two Revolutions of this Barrel must move the Carriage this length of space.
This Barrel is fitted and fastned upon the Iron Axis, at such a distance from either end, that it may move round between the Wooden Ribs aforesaid.
The Press-Stone should be Marble, though sometimes Master Printers make shift with Purbeck, either because they can buy them cheaper, or else because they can neither distinguish them by their appearance, or know their different worths.
Its thickness must be all the way throughout equal, [Pg 69] and ought to be within one half quarter of an Inch the depth of the inside of the Coffin; because the matter it is Bedded in will raise it high enough. Its length and breadth must be about half an Inch less than the length and breadth of the inside of the Coffin: Because Justifiers of Wood, the length of every side, and almost the depth of the Stone, must be thrust between the insides of the Coffin and the outsides of the Stone, to Wedge it tight and steddy in its place, after the Press-man has Bedded it. Its upper-side, or Face must be exactly straight and smooth.
I have given you this description of the Press-Stone, because they are thus generally used in all Printing-Houses: But I have had so much trouble, charge and vexation with the often breaking of Stones, either through the carelesness or unskilfulness (or both) of Press-men, that necessity compell’d me to consider how I might leave them off; and now by long experience I have found, that a piece of Lignum-vitæ of the same size, and truly wrought, performs the office of a Stone in all respects as well as a Stone, and eases my mind, of the trouble, charge and vexation aforesaid, though the first cost of it be greater.
The Plattin is commonly made of Beechen-Planck, two Inches and an half thick, its length about fourteen Inches, and its breadth about nine Inches. Its sides are Tryed Square, and the Face or under-side of the Plattin Plained exactly straight and smooth. Near the four Corners on the upper-side, it hath [Pg 70] four Iron Hooks as at a a a a, whose Shanks are Wormed in.
In the middle of the upper-side is let in and fastned an Iron Plate called the Plattin-Plate, as b b b b, a quarter of an Inch thick, six Inches long, and four Inches broad; in the middle of this Plate is made a square Iron Frame about half an Inch high, and half an Inch broad, as at c. Into this square Frame is fitted the Stud of the Plattin Pan, so as it may stand steddy, and yet to be taken out and put in as occasion may require.
The Stud marked d, is about an Inch thick, and then spreads wider and wider to the top (at e e e e) of it, till it becomes about two Inches and an half wide; and the sides of this spreading being but about half a quarter of an Inch thick makes the Pan. In the middle of the bottom of this Pan is a small Center hole Punch’d for the Toe of the Spindle to work in.
The Points are made of Iron Plates about the thickness of a Queen Elizabeth Shilling: It is delineated at e in Plate 9. which is sufficient to shew the shape of it, at the end of this Plate, as at a, stands upright the Point. This Point is made of a piece of small Wyer about a quarter and half quarter of an Inch high, and hath its lower end Filed away to a small Shank about twice the length of the thickness of the Plate; so that a Sholder may remain. This small Shank is fitted into a small Hole made near the end of the Plate, and Revetted on the other side, as was [Pg 71] taught Numb. 2. Fol. 24. At the other end of the Plate is filed a long square notch in the Plate as at b c quarter and half quarter Inch wide, to receive the square shank of the Point-Screws.
The Point-Screw marked f is made of Iron; It hath a thin Head about an Inch square, And a square Shank just under the Head, an Inch deep, and almost quarter and half quarter Inch square, that the square Notch in the hinder end of the Plate may slide on it from end to end of the Notch; Under this square Shank is a round Pin filed with a Male-Screw upon it, to which is fitted a Nut with a Female-Screw in it, and Ears on its outside to twist about, and draw the Head of the Shank close down to the Tympan, and so hold the Point-Plate fast in its Place.
The Hammer is a common Hammer about a quarter of a Pound weight; It hath no Claws but a Pen, which stands the Press-man instead when the Chase proves so big, that he is forced to use small Quoins.
The Figure of the Sheeps-Foot is description sufficient. Its use is to nail and un-nail the Balls.
The Sheeps-Foot is all made of Iron, with an Hammer-head at one end, to drive the Ball-Nails into the Ball-Stocks, and a Claw at the other end, to draw the Ball-Nails out of the Ball-Stocks.
[Pg 72]
The Foot-Step is an Inch-Board about a Foot broad, and sixteen Inches long. This Board is nailed upon a piece of Timber about seven or eight Inches high, and is Bevil’d away on its upper-side, as is also the Board on its under-side at its hither end, that the Board may stand aslope upon the Floor. It is placed fast on the Floor under the Carriage of the Press. Its Office shall be shewed when we come to treat of Exercise of the Press-man.
Girts are Thongs of Leather, cut out of the Back of an Horse-hide, or a Bulls hide, sometimes an Hogs-hide. They are about an Inch and an half, or an Inch and three quarters broad. Two of them are used to carry the Carriage out and in. These two have each of them one of their ends nailed to the Barrel on the Spindle of the Rounce, and the other ends nailed to the Barrel behind the Carriage in the Planck of the Coffin, and to the Barrel on the fore-end of the Frame of the Coffin.
The Stay of the Carriage is sometimes a piece of the same Girt fastned to the outside of the further Cheek, [Pg 73] and to the further hinder side of the Frame of the Carriage. It is fastned at such a length by the Press-man, that the Carriage may ride so far out, as that the Irons of the Tympan may just rise free and clear off the fore-side of the Plattin.
Another way to stay the Carriage is to let an Iron Pin into the upper-side of the further Rail of the Frame of the Ribs, just in the place where the further hinder Rail of the Carriage stands projecting over the Rib-Rail, when the Iron of the Tympan may just rise free from the Fore-side of the Plattin; for then that projecting will stop against the Iron Pin.
The Stay of the Frisket is made by fastning a Batten upon the middle of the Top-side of the Cap, and by fastning a Batten to the former Batten perpendicularly downwards, just at such a distance, that the upper-side of the Frisket may stop against it when it is turned up just a little beyond a Perpendicular. When a Press stands at a convenient distance from a Wall, that Wall performs the office of the aforesaid Stay.
Ball-Stocks are Turn’d of Alder or Maple. Their Shape is delineated in Plate 9. at g: They are about seven Inches in Diameter, and have their under-side Turned hollow, to contain the greater quantity of Wool or Hair, to keep the Ball-Leathers plump the longer.
The Lye-Trough (delineated in Plate 9. at k) is a Square Trough made of Inch-Boards, about four Inches deep, two Foot four Inches long, and one Foot nine Inches broad, and flat in the Bottom. Its inside is Leaded with Sheet-Lead, which reaches up over the upper Edges of the Trough. In the middle of the two ends (for so I call the shortest sides) on the outer-sides as a a, is fastned a round Iron Pin, which [Pg 74] moves in a round hole made in an Iron Stud with a square Sprig under it, to be drove and fastned into a Wooden Horse, which Horse I need not describe, because in Plate aforesaid I have given you the Figure of it.
The Paper-Bench is only a common Bench about three Foot eight Inches long, one Foot eight Inches broad, and three Foot four Inches high.
The Lye-Brush is made of Hogs-Bristles fastned into a Board with Brass-Wyer, for durance sake: Its Board is commonly about nine Inches long, and four and an half Inches broad; and the length of the Bristles about three Inches.
To perform the Office of a Lye-Kettle (which commonly holds about three Gallons) the old-fashion’d Chafers are most commodious, as well because they are more handy and manageable than Kettles with Bails, as also because they keep Lye longer hot.
The Tray to Wet Paper in is only a common Butchers Tray, large enough to Wet the largest Paper in.
The Weight to Press Paper with, is either Mettal, or Stone, flat on the Bottom, to ly steddy on the Paper-Board: It must be about 50 or 60 pound weight.
For Pelts or Leather, Ball-Nails or Pumping-Nails, Wool or Hair, Vellom or Parchment or Forrel, the Press-man generally eases the Master-Printer of the trouble of choosing, though not the charge of paying for them: And for Paste, Sallad Oyl, and such accidental Requisites as the Press-man in his work may want, the Devil commonly fetches for him.
Our Master-Printer must provide Racks to hang Paper on to Dry. They are made of Deal-board Battens,[Pg 75] square, an Inch thick, and an Inch and an half deep, and the length the whole length of the Deal, which is commonly about ten or eleven Foot long, or else so long as the convenience of the Room will allow: The two upper corners of these Rails are rounded off that they may not mark the Paper.
These Racks are Hung over Head, either in the Printing-House, or Ware-house, or both, or any other Room that is most convenient to Dry Paper in; they are hung athwart two Rails an Inch thick, and about three or four Inches deep, which Rails are fastned to some Joysts or other Timber in the Ceiling by Stiles perpendicular to the Ceiling; These Rails stand so wide assunder, that each end of the Racks may hang beyond them about the distance of two Foot, and have on their upper edge at ten Inches distance from one another, so many square Notches cut into them as the whole length of the Rail will bear; Into these square notches the Racks are laid parallel to each other with the flat side downwards, and the Rounded off side upwards.
The Peel is described in Plate 9. at l, which Figure sufficiently shews what it is; And therefore I shall need say no more to it, only its Handle may be longer or shorter according as the height of the Room it is to be used in may require.
The providing of good Inck, or rather good Varnish for Inck, is none of the least incumbent cares upon our Master-Printer, though Custom has almost made it so here in England; for the process of making Inck being as well laborious to the Body, as noysom [Pg 76] and ungrateful to the Sence, and by several odd accidents dangerous of Firing the Place it is made in, Our English Master-Printers do generally discharge themselves of that trouble; and instead of having good Inck, content themselves that they pay an Inck-maker for good Inck, which may yet be better or worse according to the Conscience of the Inck-maker.
That our Neighbours the Hollanders who exhibit Patterns of good Printing to all the World, are careful and industrious in all the circumstances of good Printing, is very notorious to all Book-men; yet should they content themselves with such Inck as we do, their Work would appear notwithstanding the other circumstances they observe, far less graceful than it does, as well as ours would appear more beautiful if we used such Inck as they do: for there is many Reasons, considering how the Inck is made with us and with them, why their Inck must needs be better than ours. As First, They make theirs all of good old Linseed-Oyl alone, and perhaps a little Rosin in it sometimes, when as our Inck-makers to save charges mingle many times Trane-Oyl among theirs, and a great deal of Rosin; which Trane-Oyl by its grossness, Furs and Choaks up a Form, and by its fatness hinders the Inck from drying; so that when the Work comes to the Binders, it Sets off; and besides is dull, smeary and unpleasant to the Eye. And the Rosin if too great a quantity be put in, and the Form be not very Lean Beaten, makes the Inck turn yellow: And the same does New Linseed-Oyl.
Secondly, They seldom Boyl or Burn it to that consistence the Hollanders do, because they not only save labour and Fewel, but have a greater weight of Inck[Pg 77] out of the same quantity of Oyl when less Burnt away than when more Burnt away; which want of Burning makes the Inck also, though made of good old Linseed-Oyl Fat and Smeary, and hinders its Drying; so that when it comes to the Binders it also Sets off.
Thirdly, They do not use that way of clearing their Inck the Hollanders do, or indeed any other way than meer Burning it, whereby the Inck remains more Oyly and Greasie than if it were well clarified.
Fourthly, They to save the Press-man the labour of Rubbing the Blacking into Varnish on the Inck-Block, Boyl the Blacking in the Varnish, or at least put the Blacking in whilst the Varnish is yet Boyling-hot, which so Burns and Rubifies the Blacking, that it loses much of its brisk and vivid black complexion.
Fifthly, Because Blacking is dear, and adds little to the weight of Inck, they stint themselves to a quantity which they exceed not; so that sometimes the Inck proves so unsufferable Pale, that the Press-man is forc’d to Rub in more Blacking upon the Block; yet this he is often so loth to do, that he will rather hazard the content the Colour shall give, than take the pains to amend it: satisfying himself that he can lay the blame upon the Inck-maker.
Having thus hinted at the difference between the Dutch and English Inck, I shall now give you the Receipt and manner of making the Dutch-Varnish.
They provide a Kettle or a Caldron, but a Caldron is more proper, such an one as is described in Plate 9. at m. This Vessel should hold twice so much Oyl as they intend to Boyl, that the Scum may be some considerable time a Rising from the top of the Oyl to the top of the Vessel to prevent danger. This Caldron [Pg 78] hath a Copper Cover to fit the Mouth of it, and this Cover hath an Handle at the top of it to take it off and put it on by. This Caldron is set upon a good strong Iron Trevet, and fill’d half full of old Linseed-Oyl, the older the better, and hath a good Fire made under it of solid matter, either Sea Coal, Charcoal or pretty big Chumps of Wood that will burn well without much Flame; for should the Flame rise too high, and the Oyl be very hot at the taking off the Cover of the Caldron, the fume of the Oyl might be apt to take Fire at the Flame, and endanger the loss of the Oyl and Firing the House: Thus they let Oyl heat in the Caldron till they think it is Boyling-hot; which to know, they peel the outer Films of an Oynion off it, and prick the Oynion fast upon the end of a small long Stick, and so put it into the heating Oyl: If it be Boyling-hot, or almost Boyling-hot, the Oynion will put the Oyl into a Fermentation, so that a Scum will gather on the top of the Oyl, and rise by degrees, and that more or less according as it is more or less Hot: But if it be so very Hot that the Scum rises apace, they quickly take the Oynion out, and by degrees the Scum will fall. But if the Oyl be Hot enough, and they intend to put any Rosin in, the quantity is to every Gallon of Oyl half a Pound, or rarely a whole Pound. The Rosin they beat small in a Mortar, and with an Iron Ladle, or else by an Handful at a time strew it in gently into the Oyl lest it make the Scum rise too fast; but every Ladle-full or Handful they put in so leasurely after one another, that the first must be wholly dissolv’d before they put any more in; for else the Scum will Rise too fast, as aforesaid: So that [Pg 79] you may perceive a great care is to keep the Scum down: For if it Boyl over into the Fire never so little, the whole Body of Oyl will take Fire immediately.
If the Oyl be Hot enough to Burn, they Burn it, and that so often till it be Hard enough, which sometimes is six, seven, eight times, or more.
To Burn it they take a long small Stick, or double up half a Sheet of Paper, and light one end to set Fire to the Oyl; It will presently Take if the Oyl be Hot enough, if not, they Boyl it longer, till it be.
To try if it be Hard enough, they put the end of a Stick into the Oyl, which will lick up about three or four drops, which they put upon an Oyster-shell, or some such thing, and set it by to cool, and when it is cold they touch it with their Fore or Middle-Finger and Thumb, and try its consistence by sticking together of their Finger and Thumb; for if it draw stiff like strong Turpentine it is Hard enough, if not, they Boyl it longer, or Burn it again till it be so consolidated.
When it is well Boyled they throw in an Ounce of Letharge of Silver to every four Gallons of Oyl to Clarifie it, and Boyl it gently once again, and then take it off the Fire to stand and cool, and when it is cool enough to put their Hand in, they Strain it through a Linnen Cloath, and with their Hands wring all the Varnish out into a Leaded Stone Pot or Pan, and keeping it covered, set it by for their use; The longer it stands by the better, because it is less subject to turn Yellow on the Paper that is Printed with it.
This is the Dutch way of making Varnish, and the way the English Inck-makers ought to use.
Note, First, That the Varnish may be made without Burning the Oyl, viz. only with well and long [Pg 80] Boyling it; for Burning is but a violent way of Boyling, to consolidate it the sooner.
Secondly, That an Apple or a Crust of Bread, &c. stuck upon the end of a Stick instead of an Oynion will also make the Scum of the Oyl rise: For it is only the Air contained in the Pores of the Apple, Crust or Oynion, &c. pressed or forced out by the violent heat of the Oyl, that raises the many Bubbles on the top of the Oyl: And the connection of those Bubbles are vulgarly called Scum.
Thirdly, The English Inck-makers that often make Inck, and that in great quantities, because one Man may serve all England, instead of setting a Caldron on a Trevet, build a Furnace under a great Caldron, and Trim it about so with Brick, that it Boyls far sooner and more securely than on a Trevet; because if the Oyl should chance to Boyl over, yet can it not run into the Fire, being Fenced round about with Brick as aforesaid, and the Stoking-hole lying far under the Caldron.
Fourthly, When for want of a Caldron the Master-Printer makes Varnish in a Kettle, He provides a great piece of thick Canvass, big enough when three or four double to cover the Kettle, and also to hang half round the sides of the Kettle: This Canvass (to make it more soluble) is wet in Water, and the Water well wrung out again, so that the Canvass remains only moist: Its use is to throw flat over the Mouth of the Kettle when the Oyl is Burning, to keep the smoak in, that it may stifle the Flame when they see cause to put it out. But the Water as was said before, must be very well wrung out of the Canvass, for should but a drop or two fall from the sides of it into the Oyl when it is Burning, it will so enrage the Oyl, and raise the Scum, that it might endanger the working over
Having shewn you the Master-Printers Office, I account it suitable to proper Method, to let you know how the Letter-Founder Cuts the Punches, how the Molds are made, the Matrices Sunck, and the Letter Cast and Drest, for all these Operations precede the Compositers Trade, as the Compositers does the Press-mans; wherefore the next Exercises shall be (God willing) upon Cutting of the Steel-Punches.
[Pg 81]
PREFACE.
LEtter-Cutting is a Handy-Work hitherto kept so conceal’d among the Artificers of it, that I cannot learn any one hath taught it any other; But every one that has used it, Learnt it of his own Genuine Inclination. Therefore, though I cannot (as in other Trades) describe the general Practice of Work-men, yet the Rules I follow I shall shew here, and have as good an Opinion of these Rules, as those have that are shyest of discovering theirs. For, indeed, by the appearance of some Work done, a judicious Eye may doubt whether they go by any Rule at all, though Geometrick Rules, in no Practice whatever, ought to be more nicely or exactly observed than in this.
[Pg 82]
The making of Steel-Punches is a Branch of the Smith’s Trade: For, as I told you in the Preface to Numb. 1. The Black-Smith’s Trade comprehends all Trades that use either Forge or File, from the Anchor-Smith, to the Watch-maker: They all working by the same Rules, though not with equal exactness; and all using the same Tools, though of different Sizes from those the Common Black-Smith uses; and that according to the various purposes they are applied, &c. Therefore, indeed, a Letter-Cutter should have a Forge set up, as by Numb. 1. But some Letter-Cutters may seem to scorn to use a Forge, as accounting it too hard Labour, and Ungenteel for themselves to officiate at. Yet they all well know, that though they may have a common Black-Smith perform their much and heavy Work, that many times a Forge of their own at Hand would be very commodious for them in several accidental little and light Jobs, which (in a Train of Work) they must meet withal.
But if our Letter-Cutter will have no Forge, yet he must of necessity accommodate himself with a Vice, Hand-Vice, Hammers, Files, Small and Fine Files (commonly called Watch-makers Files) of these he saves all, as they wear out, to smooth and burnish the Sides and Face of his Letter with, as shall be shewed; Gravers, and Sculpters of all sorts, an Anvil, or a Stake, an Oyl-stone, &c. And of these, such as are suitable and sizable to the several Letters [Pg 83] he is to Cut. These, or many of these Tools, being described in Numb. 1. I refer my Reader thither, and proceed to give an account of some Tools peculiar to the Letter-Cutter, though not of particular use to the Common Black-Smith.
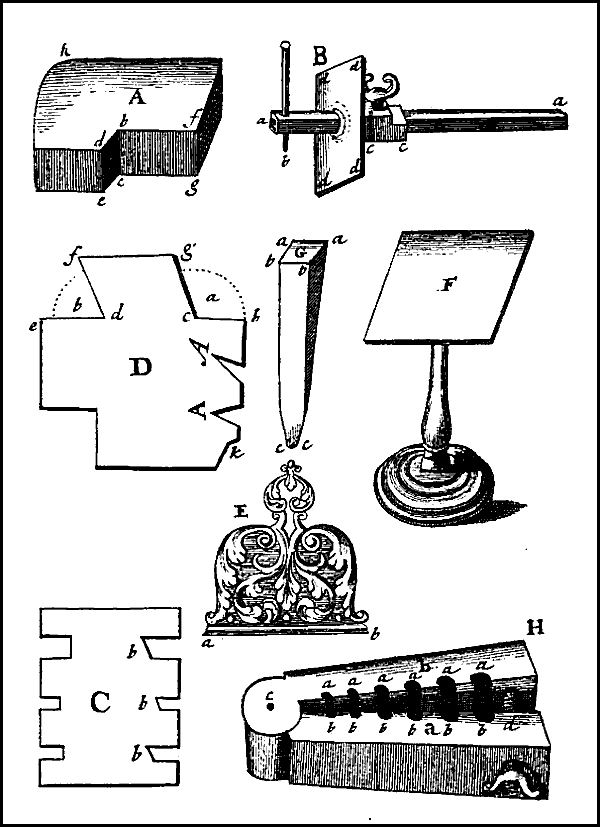
This File is about nine or ten Inches long, and three or four Inches broad, and three quarters of an Inch thick: The two broad sides must be exactly flat and straight: And the one side is commonly cut with a Bastard-Cut, the other with a Fine or Smooth Cut. (See Numb. 1. Fol. 14, 15.) Its use is to Rub a piece of Steel, Iron, or Brass, &c. flat and straight upon, as shall be shewed hereafter.
In chusing it, you must see it be exactly Flat and Straight all its Length and Breadth: For if it in any part Belly out, or be Hollow inwards, what is Rubbed upon it will be Hollow, Rubbing on the Bellying part; and Bellying, Rubbing on the Hollow part. You must also see that it be very Hard; and therefore the thickest Using-Files are likeliest to prove best, because the thin commonly Warp in Hardning.
The Flat-Gage is described in Plate 10. at A. It is made of a flat piece of Box, or other Hard Wood. Its Length is three Inches and an half, its Breadth two Inches and an half, and its Thickness one Inch and [Pg 84] an half. This is on the Flat, first made Square, but afterwards hath one of its Corners (as h) a little rounded off, that it may the easier comply with the Ball of the Hand. Out of one of its longest Sides, viz. that not rounded off, is Cut through the thickness of it an exact Square, whose one side b f, c g is about an Inch and three quarters long; and its other side b d, c e about half an Inch long. The Depth of these Sides and their Angle is exactly Square to the top and bottom of the upper and under Superficies of the Flat-Gage.
Its Use is to hold a Rod of Steel, or Body of a Mold, &c. exactly perpendicular to the Flat of the Using-File, that the end of it may rub upon the Using-File, and be Filed away exactly Square, and that to the Shank; as shall more at large be shewed in §. 2. ¶. 3.
The Sliding-Gage is described in Plate 10. at Fig. B. It is a Tool commonly used by Mathematical Instrument-Makers, and I have found it of great use in Letter-Cutting, and making of Molds, &c. a a the Beam, b the Tooth, c c the Sliding Socket, d d d d the Shoulder of the Socket.
Its Use is to measure and set off Distances between the Sholder and the Tooth, and to mark it off from the end, or else from the edge of your Work.
I always use two or three of these Gages, that I need not remove the Sholder when it is set to a Distance which I may have after-use for; as shall in Working be shewed more fully.[Pg 85]
The Face-Gage is a Square Notch cut with a File into the edge of a thin Plate of Steel, Iron, or Brass, the thickness of a piece of common Latton, and the Notch about an English deep. There be three of these Gages made, for the Letters to be cut on one Body; but they may be all made upon one thin Plate, the readier to be found, as at D. As first, for the Long Letters; Secondly, for the Assending Letters; And Thirdly, for the Short-Letters. The Length of these several Notches, or Gages, have their Proportions to the Body they are cut to, and are as follows. We shall imagine (for in Practice it cannot well be perform’d, unless in very large Bodies) that the Length of the whole Body is divided into forty and two equal Parts.
The Gage for the Long-Letters are the length of the whole Body, viz. forty and two equal Parts. The Gage for the Assending Letters, Roman and Italica, are five Seventh Parts of the Body, viz. thirty Parts of forty-two, and thirty and three Parts for English Face. The Gage for the Short-Letters are three Seventh Parts of the whole Body, viz. eighteen Parts of forty-two for the Roman and Italica, and twenty two Parts for the English Face.
It may indeed be thought impossible to divide a Body into seven equal Parts, and much more difficult to divide each of those seven equal Parts into six equal Parts, which are forty-two, as aforesaid, especially if the Body be but small; but yet it is [Pg 86] possible with curious Working: For seven thin Spaces may be Cast and Rubb’d to do it. And for dividing each of the thin Spaces into six equal Parts, you may Cast and Rub Full Point . to be of the thickness of one thin Space, and one sixth part of a thin Space: And you may Cast and Rub : to be the thickness of one thin Space, and two sixth parts of a thin Space: And you may Cast and Rub , to be the thickness of one thin Space, and three sixth parts of a thin Space: And you may Cast and Rub - to be the thickness of one thin Space, and four sixth parts of a thin Space: And you may Cast and Rub ; to be the thickness of one thin Space, and five sixth parts of a thin Space.
The reason why I propose . to be Cast and Rubb’d one sixth part thicker than a thin Space, is only that it may be readily distinguished from : , - ; which are two sixth parts, three sixth parts, four sixth parts, five sixth parts thicker than a thin Space. And for six sixth parts thicker than a thin Space, two thin Spaces does it.
The manner of adjusting these several Sixth Parts of Thicknesses is as follows. You may try if six . exactly agree, and be even with seven thin Spaces; (or, which is all one, a Body) for then is each of those six . one sixth part thicker than a thin Space, because it drives out a thin Space in six thin Spaces. And you may try if six : be equal to a Body and one thin Space; for then is each : two sixth parts thicker than a thin Space. If six , be equal to nine thin Spaces, then each , is three sixth parts of a thin Space thicker than a thin Space. If six - [Pg 87] be equal to ten thin Spaces, then each - is four sixth parts of a thin Space thicker than a thin Space. If six ; be equal to eleven thin Spaces, then each ; is five sixth parts of a thin Space thicker than a thin Space.
Now, as aforesaid, a thin Space being one seventh part of the Body, and the thin Space thus divided, you have the whole Body actually divided into forty and two equal parts, as I have divided them in my Drafts of Letters down the Sides, and in the Bottom-Line.
Though I have thus shewed how to divide a thin Space into six equal Parts, yet when the Letter to be Cut proves of a small Body, the thin Space divided into two equal Parts may serve: If it prove bigger, into three or four equal Parts: And of the largest Bodies, they may be divided into six, as aforesaid.
If now you would make a Gage for any number of thin Spaces and Sixth Parts of a thin Space, you must take one thin Space less than the number of thin Spaces proposed, and add . : , - ; according as the number of sixth Parts of a thin Space require; and to those complicated Thicknesses you may file a square Notch on the edge of the thin Plate aforesaid, which shall be a standing Gage or Measure for that number of thin Spaces and sixth Parts of a thin Space.
All the Exception against this way of Measuring is, that thin Spaces cast in Metal may be subject to bow, and so their Thicknesses may prove deceitful. But, in Answer to that, I say, you may, if you will, [Pg 88] Cast I for two thin Spaces thick, e for three thin Spaces thick, S for four thin Spaces thick, L for five thin Spaces thick, D for six thin Spaces thick, or any other Letters near these several Thicknesses, as you think fit; only remember, or rather, make a Table of the number of thin Spaces that each Letter on the Shank is Cast for. And by complicating the Letters and Points, as aforesaid, you will have any Thickness, either to make a Gage by, or to use otherwise.
On the other Edge of the Face-Gage you may file three other Notches, of the same Width with those on the former Edge, for the Long, the Assending, and Short-Letters. But though the two sides of each of these Notches are parallel to each other, yet is not the third side square to them, but hath the same Slope the Italick hath from the Roman; as you may see in the Figure at b b b.
These Gages are to measure (as aforesaid) the Slope of the Italick Stems, by applying the Top and Bottom of the Gage to the Top and Bottom Lines of the Letters, and the other Side of the Gage to the Stem: for when the Letter complies with these three sides of the Gage that Letter hath its true Slope.
The manner of making these Gages (and indeed all other Angular Gages) is thus.
Place one Point of a Pair of Steel Dividers upon the thin Plate aforesaid, at the Point c or d (in [Pg 89] Fig. D in Plate 10.) and with the other Point describe a small fine Arch of a Circle; as, e f or g h. In this Arch of the Circle must be set off on the Gage a 110 Degrees, and on the Gage b 70 Degrees, and draw from the Centres c and d two straight Lines through those numbers of Degrees: Then Filing away the Plate between the two Lines, the Gages are finished.
To find the Measure of this, or any other number of Degrees, do thus; Describe a Circle on a piece of Plate-Brass of any Radius (but the larger the better) draw a straight Line exactly through the Centre of this Circle, and another straight Line to cut this straight Line at right Angles in the Centre, through the Circle; so shall the Circle be divided into four Quadrants: Then fix one Foot of your Compasses (being yet unstirr’d) in one of the Points where any of the straight Lines cuts the Circle, and extend the moving Foot of your Compasses where it will fall in the Circle, and make there a Mark, which is 60 Degrees from the fixed Foot of the Compasses: Then fix again one Foot of your Compasses in the Intersection of the straight Line and Circle that is next the Mark that was made before, and extend the moving Foot in the same Quadrant towards the straight Line where you first pitch’d the Foot of your Compasses, and with the moving Foot make another Mark in the Circle. These two Marks divide the Quadrant into three equal Parts: The same way you may divide the other three Quadrants; so shall the whole Circle be divided into twelve equal Parts; and each of these twelve equal parts contain [Pg 90] an Arch of thirty Degrees: Then with your Dividers divide each of these 30 Degrees into three equal Parts, and each of these three equal Parts into two equal Parts, and each of these two equal Parts into five equal Parts, so shall the Circle be divided into 360 equal Parts, for your use.
To use it, describe on the Centre of the Circle an Arch of almost a Semi-Circle: This Arch must be exactly of the same Radius with that I prescribed to be made on the Gages a b, from e to f and from g to h; then count in your Circle of Degrees from any Diametral Line 110 Degrees; and laying a straight Ruler on the Centre, and on the 110 Degrees aforesaid, make a small Mark through the small Arch; and placing one Foot of your Compasses at the Intersection of the small Arch, with the Diametral Line, open the other Foot to the Mark made on the small Arch for 110 Degrees, and transfer that Distance to the small Arch made on the Gage: Then through the Marks that the two Points of your Compasses make in the small Arch on the Gage, draw two straight Lines from the Centre c: and the Brass between those two straight Lines being filed away, that Gage is made. In like manner you may set off any other number of Degrees, for the making of any other Gage.
In like manner, you may measure any Angle in the Drafts of Letters, by describing a small Arch on the Angular Point, and an Arch of the same Radius on the Centre of your divided Circle: For then, placing one Foot of your Compasses at the Intersection of the small Arch with either of the straight [Pg 91] Lines proceeding from the Angle in the Draft, and extending the other Foot to the Intersection of the small Arch, with the other straight Line that proceeds from the Angle, you have between the Feet of your Compasses, the Width of the Angle; and by placing one Foot of your Compasses at the Intersection of any of the straight Lines that proceed from the Centre of the divided Circle, and the small Arch you made on it, and making a Mark where the other Foot of your Compasses falls in the said small Arch, you may, by a straight Ruler laid on the Centre of the divided Circle, and the Mark on the small Arch, see in the Limb of the Circle the number of Degrees contained between the Diametral, or straight Line and the Mark.
If you have already a dividing-Plate of 360 Degrees, of a larger Radius than the Arch on your Gage, you may save your self the labour of dividing a Circle (as aforesaid,) and work by your dividing-Plate as you were directed to do with the Circle that I shewed you to divide.
In these Documents I have exposed my self to a double Censure; First, of Geometricians: Secondly, of Letter-Cutters. Geometricians will censure me for writing anew that which almost every young Beginner knows: And Letter-Cutters will censure me for proposing a Rule for that which they dare pretend they can do without Rule.
To the Geometricians I cross the Cudgels: yet I writ this not to them; and I doubt I have written superfluously to Letter-Cutters, because I think few of them either will or care to take pains to understand [Pg 92] these small Rudiments of Geometry. If they do, and be ingenious, they will thank me for discovering this Help in their own Way, which few of them know. For by this Rule they will not only make Letters truer, but also quicker, and with less care; because they shall never need to stamp their Counter-Punch in Lead, to see how it pleases them; which they do many times, before they like their Counter-Punch, (be it of A A V v W w V W, and several other Letters) and at last finish their Counter-Punch but with a good Opinion they have that it may do well, though they frequently see it does not in many Angular Letters on different Bodies Cut by the same Hand. And were Letter-Cutting brought to so common Practice as Joynery, Cabinet-making, or Mathematical Instrument-making, every young Beginner should then be taught by Rules, as they of these Trades are; because Letter-Cutting depends as much upon Rule and Compass as any other Trade does.
You may in other places, where you find most Convenience (as at i) make a Square, which may stand you in stead for the Squaring the Face and Stems of the Punch in Roman Letters, and also in many other Uses.
And you may make Gages, as you were taught before to try the Counter-Punches of Angular Letters; as, A K M N V X Y Z, Romans and Italicks, Capitals and Lower-Case. But then, that you may know each distinct Gage, you may engrave on the several respective Gages, at the Angle, A A 4 &c. For by examining by the Drafts of Letters, what Angle their Insides make, you may set that Angle off, and [Pg 93] make the Gage as you were taught before, in the Gage for the Slope of Italicks.
The Liner is marked E in Plate 10. It is a thin Plate of Iron or Brass, whose Draft is sufficient to express the Shape. The Use of it is on the under-edge a b (which is about three Inches long) and is made truly straight, and pretty sharp or fine; that being applied to the Face of a Punch, or other piece of Work, it may shew whether it be straight or no.
The Flat-Table at F in Plate 10. The Figure is there sufficient. All its Use is the Table F, for that is about one Inch and an half square, and on its Superficies exactly straight and flat. It is made of Iron or Brass, but Brass most proper. Its Use is to try if the Shank of a Punch be exactly Perpendicular to its Face, when the Face is set upon the Table; for if the Shank stand then directly upright to the Face of the Table, and lean not to any side of it, it is concluded to be perpendicular.
It hath several other Uses, which, when we come to Casting of Letters, and Justifying of Matrices, shall be shewn.
[Pg 94]
The Tach is a piece of Hard Wood, (Box is very good) about three Inches broad, six Inches long, and three quarters of an Inch thick. About half its Length is fastned firm down upon the Work-Bench, and its other half projects over the hither Edge of it. It hath three or four Angular Notches on its Fore-end to rest and hold the Shank of a Punch steady when the End of the Punch is screwed in the Hand-Vice, and the Hand-Vice held in the left hand, while the Workman Files or Graves on it with his Right Hand.
Instead of Fastning the Tach to the Bench, I Saw a square piece out of the further half of the Tach, that it may not be too wide for the Chaps of the Vice to take and screw that narrow End into the Chaps of the Vice, because it should be less cumbersome to my Work-Bench.
The Workman hath all his great Files placed in Leather Nooses, with their Handles upwards, that he may readily distinguish the File he wants from another File. These Nooses are nailed on a Board that Cases the Wall on his Right Hand, and as near his Vice as Convenience will admit, that he may the readier take any File he wants.
He hath also on his Right Hand a Tin Pot, of about a Pint, with small Files standing in it, with [Pg 95] their Handles downwards, that their Blades may be the readier seen. These small Files are called Watch-makers Files, and the Letter-Cutter hath occasion to use these of all Shapes, viz. Flat, Pillar, Square, Triangular, Round, Half-Round, Knife-Files, &c.
He also provides a shallow square Box, of about five Inches long, and three Inches broad, to lay his small Instruments in; as, his Gages, his Liner, some common Punches, &c. This Box he places before him, at the further side of the Work-Bench.
He also provides a good Oyl-Stone, to sharpen his Gravers and Sculpters on. This he places at some distance from the Vice, on his left hand.
The Letter-Cutter does either Forge his Steel-Punches, or procures them to be forged; as I shewed, Numb. 1. Fol. 8, 9, 10. in Vol. I. &c. But great care must be taken, that the Steel be sound, and free from Veins of Iron, Cracks and Flaws, which may be discerned; as I shewed in Numb. 3. Vol. I. For if there be any Veins of Iron in the Steel, when the Letter is Cut and Temper’d, and you would Sink the Punch into the Copper, it will batter there: Or it will Crack or Break if there be Flaws.
If there be Iron in it, it must with the Chissel be split upon a good Blood-Red-Heat in that place, and the Iron taken or wrought out; and then with another, or more Welding Heat, or Heats, well doubled up, and laboured together, till the Steel become a sound entire piece. This Operation Smiths call Well Currying of the Steel.
[Pg 96]
If there be Flaws in it, you must also take good Welding Heats, so hot, that the contiguous sides of the Flaws may almost Run: for then, snatching it quickly out of the Fire, you may labour it together till it become close and sound.
Mr. Robinson, a Black-Smith of Oxford, told me a way he uses that is ingenious, and seems rational: For if he doubts the Steel may have some small Flaws that he can scarce discern, he takes a good high Blood-Red Heat of it, and then twists the Rod or Bar (as I shewed, Numb. 3. Vol. I.) which Twisting winds the Flaws about the Body of the Rod, and being thus equally disposed, more or less, into the Out-sides of the Rod, according as the Position of the Flaw may be, allows an equal Heat on all sides to be taken, because the Out-sides heat faster than the Inside and therefore the Out-sides of the Steel are not thus so subject to Burn, or Run, as if it should be kept in the Fire till the Middle, or Inside of it should be ready to Run. And when the Steel is thus well welded, and soundly laboured and wrought together with proper Heats, he afterwards reduces it to Form.
Now, that I may be the better understood by my Reader as he reads further, I have, in Plate 10. at Fig. G described the several Parts of the Punch; which I here explain.
[Pg 97]
This is no strict Length for the Shank, but a convenient Length; for should the Letter Cut on the Face be small, and consequently, the Shank so too, and the Shank much longer, and it (as seldom it is) not Temper’d in the middle, it might, with Punching into Copper, bow in the middle, either with the weight of the Hammer, or with light reiterated Blows: And should it be much shorter, there might perhaps Finger-room be wanting to manage and command it while it is Punching into the Copper. But this Length is long enough for the biggest Letters, and short enough for the smallest Letters.
The Heighth and Thickness cannot be assign’d in general, because of the diversity of Bodies, and Thickness of Letters: Besides, some Letters must be Cut on a broad Face of Steel, though, when it is Cut, it is of the same Body; as all Letters are, to which Counter-Punches are used; because the Striking the Counter-Punch into the Face of the Punch will, if it have not strength enough to contain it, break or crack one or more sides of the Punch, and so spoil it. But if the Letter be wholly to be Cut, and not Counter-Punch’d, as I shall hereafter hint in general what Letters are not, then the Face of the Punch need be no bigger, or, at least, but a small matter bigger than the Letter that is to be cut upon it.
Now, If the Letter be to be Counter-punch’d, the Face of the Punch ought to be about twice the Heighth, and twice the Thickness of the Face of the Counter-Punch; that so, when the Counter-Punch is struck just on the middle of the Face of the Punch, a [Pg 98] convenient Substance, and consequently, Strength of Steel on all its Sides may be contained to resist the Delitation, that the Sholder or Beard of the Counter-Punch sinking into it, would else make.
If the Letter-Cutter be to Cut a whole Set of Punches of the same Body of Roman and Italica, he provides about 240 or 260 of these Punches, because so many will be used in the Roman and Italica Capitals and Lower-Case, Double-Letters, Swash-Letters, Accented Letters, Figures, Points, &c. But this number of Punches are to have several Heighths and Thicknesses, though the Letters to be Cut on them are all of the same Body.
What Heighth and Thickness is, I have shewed before in this §, but not what Body is; therefore I shall here explain it.
By Body is meant, in Letter-Cutters, Founders and Printers Language, the Side of the Space contained between the Top and Bottom Line of a Long-Letter. As in the Draft of Letters, the divided Line on the Left-Hand of A is divided into forty and two equal Parts; and that Length is the Body, thus: J being an Ascending and Descending Letter, viz. a long Letter, stands upon forty-two Parts, and therefore fills the whole Body.
There is in common Use here in England, about eleven Bodies, as I shewed in §. 2. ¶. 2. of this Volumne.
I told you even now, that all the Punches for the same Body must not have the same Heighth and Thickness: For some are Long; as, J j Q, and several others; as you may see in the Drafts of Letters: and these Long-Letters stand upon the whole Heighth of the Body.
The Ascending and Descending Letters reach from the Foot-Line, up to the Top-Line; as all the Capital Letters are Ascending Letters, and so are many of the Lower-Case Letters; as, b d f, and several others. The Descending Letters are of the same Length with the Ascending Letters; as, g p q and several others. These are contained between the Head-Line and the Bottom-Line. The Short Letters are contained between the Head-Line and the Bottom-line. These are three different Sizes of Heighth the Punches are made to, for Letters of the same Body. But in proper place I shall handle this Subject more large and distinctly.
And as there is three Heighths or Sizes to be considered in Letters Cut to the same Body, so is there three Sizes to be considered, with respect to the Thicknesses of all these Letters, when the Punches are to be Forged: For some are m thick; by m thick is meant m Quadrat thick, which is just so thick as the Body is high: Some are n thick; that is to say, n Quadrat thick, viz. half so thick as the Body is high: And some are Space thick; that is, one quarter so thick as the Body is high; though Spaces are seldom Cast so thick, as shall be shewed when we come to Casting: and therefore, for distinction sake, we shall call these Spaces, Thick Spaces.
The first three Sizes fit exactly in Heighth to all the Letters of the same Body; but the last three Sizes fit not exactly in Thickness to the Letters of the same Body; for that some few among the Capitals are more than m thick, some less than m thick, and more than n thick; and some less than n thick, and [Pg 100] more than Space thick; yet for Forging the Punches, these three Sizes are only in general Considered, with Exception had to Æ Æ Q, and most of the Swash-Letters; which being too thick to stand on an m, must be Forged thicker, according to the Workman’s Reason.
After the Workman has accounted the exact number of Letters he is to Cut for one Set, he considers what number he shall use of each of these several Sizes in the Roman, and of each of these several Sizes in the Italick; (for the Punches of Romans and Italicks, if the Body is large, are not to be Forged to the same shape, as shall be shewed by and by) and makes of a piece of Wood one Pattern of the several Sizes that he must have each number Forged to. Upon every one of these Wooden Patterns I use to write with a Pen and Ink the number of Punches to be Forged of that Size, lest afterwards I might be troubled with Recollections.
I say (for Example) He considers how many long Letters are m thick, how many Long-Letters are n thick, and how many Long-Letters are Space thick, in the Roman; and also considers which of these must be Counter-punch’d, and which not: For (as was said before) those Letters that are to be Counter-punch’d are to have about twice the Heighth and twice the Thickness of the Face of the Counter-Punch, for the Reason aforesaid. But the Letters not to be Counter-punch’d need no more Substance but what will just contain the Face of the Letter; and makes of these three Sizes three Wooden Patterns, of the exact Length, Heighth and Thickness that the Steel Punches are to be Forged to.
[Pg 101]
He also counts how many are Ascendents and Descendents, m thick, n thick, and Space thick; still considering how many of them are to be Counter-punch’d, and how many not; and makes Wooden Patterns for them.
The like he does for short-letters; and makes Wooden Patterns for them, for Steel Punches to be Forged by.
And as he has made his Patterns for the Roman, so he makes Patterns for the Italick Letters also; for the same shap’d Punches will not serve for Italick, unless he should create a great deal more Work to himself than he need do: For Italick Punches are not all to be Forged with their sides square to one another, as the Romans are; but only the highest and lowest sides must stand in Line with the highest and lowest sides of the Roman; but the Right and Left-Hand sides stand not parallel to the Stems of the Roman, but must make an Angle of 20 Degrees with the Roman Stems: so that the Figure of the Face of the Punch will become a Rhomboides, as it is called by Geometricians, and the Figure of this Face is the Slope that the Italick Letters have from the Roman, as in proper place shall be further shewed. Now, should the Punches for these Letters be Forged with each side square to one another, the Letter-Cutter would be forced to spend a great deal of Time, and take great pains to File away the superfluous Steel about the Face of the Letter when he comes to the Finishing of it, especially in great Bodied Letters. Yet are not all the Italick Letters to be Forged on the Slope; for the Punches of some of them, as the [Pg 102] m n, and many others, may have all, or, at least, three of their sides, square to one another, though their Stems have the common Slope, because the ends of their Beaks and Tails lie in the same, perpendicular with the Outer Points of the Bottom and Top of their Stems, as is shewed in the Drafts of Letters.
Though I have treated thus much on the Forging of Punches, yet must all what I have said be understood only for great Bodied Punches; viz. from the Great-Primer, and upwards. But for smaller Bodies; as English, and downwards, the Letter-Cutter generally, both for Romans and Italicks, gets so many square Rods of Steel, Forged out of about two or three Foot in Length, as may serve his purpose; which Rods he elects as near his Body and Sizes as his Judgment will serve him to do; and with the edge of a Half-round File, or a Cold-Chissel, cuts them into so many Lengths as he wants Punches. Nay, many of these Rods may serve for some of the small Letters in some of the greater Bodies; and also, for many of their Counter-Punches.
Having thus prepared your Punches, you must Neal them, as I shewed in Numb. 3. Vol. I.
The Counter-Punches for great Letters are to be Forged as the Letter-Punches; but for the smaller Letters, they may be cut out of Rods of Steel, as aforesaid. They must also be well Neal’d, as the Punches. Then must one of the ends be Filed away [Pg 103] on the outside the Shank, to the exact shape of the inside of the Letter you intend to Cut. For Example, If it be A you would Cut; This Counter-Punch is easie to make, because it is a Triangle; and by measuring the Inside of the Angle of A in the Draft of Letters, as you were taught, §. 12. ¶. 6. you may make on your Standing Gage-Plate a Gage for that Angle: So that, let the Letter to be Cut be of what Body you will, from the least, to the biggest Body, you have a Standing Gage for this Counter-Punch, so oft as you may have occasion to Cut A.
The Counter-Punch of A ought to be Forged Triangularly, especially towards the Punching End, and Tryed by the A-Gage, as you were taught to use the Square, Numb. 3. Vol. I. Yet, for this and other Triangular Punches, I commonly reserve my worn- out three square Files, and make my Counter-Punch of a piece of one of them that best fits the Body I am to Cut.
Having by your A-Gage fitted the Top-Angle and the Sides of this Counter-Punch, you must adjust its Heighth by one of the three Face-Gages mentioned in §. 12. ¶. 5. viz. by the Ascending Face-Gage; for A is an Ascending Letter. By Adjusting, I do not mean, you must make the Counter-Punch so high, as the Depth of the Ascending Face-Gage; because in this Letter here is to be considered the Top and the Footing, which strictly, as by the large Draft of A, make both together five sixth Parts of a thin Space: Therefore five sixth Parts must be abated in the Heighth of your Counter-Punch, and it must be but four thin Spaces, and one sixth part of a thin [Pg 104] Space high, because the Top above the Counter-Punch, and the Footing below, makes five sixth Parts of a thin Space, as aforesaid.
Therefore, to measure off the Width of four thin Spaces and one sixth Part of a thin Space, lay three thin Spaces, or, which is better, the Letter e, which is three thin Spaces, as aforesaid; and . which is one thin Space and one sixth part of a thin Space, upon one another; for they make together, four thin Spaces, and one sixth part of a thin Space; and the thickness of these two Measures shall be the Heighth of the Counter-Punch, between the Footing and the Inner Angle of A. And thus, by this Example, you may couple with proper Measures either the whole forty-two, which is the whole Body, or any number of its Parts, as I told you before.
This Measure of four thin Spaces and one sixth part of a thin Space is not a Measure, perhaps, used more in the whole Set of Letters to be Cut to the present Body, therefore you need not make a Standing Gage for it; yet a present Gage you must have: Therefore use the Sliding-Gage (described in §. 12. ¶. 4. and Plate 10. at B.) and move the Socket c c on the Beam a a, till the Edge of the Sholder of the Square of the Socket at the under-side of the Beam stands just the Width of four thin Spaces and one sixth part of a thin Space, from the Point of the Tooth b; which you may do by applying the Measure aforesaid just to the Square and Point of the Tooth; for then if you Screw down the Screw in the upper-side of the Sliding Socket, it will fasten the Square at that distance from the Point of the [Pg 105] Tooth. And by again applying the side of the Square to the Foot of the Face of the Counter-Punch, you may with the Tooth describe a small race, which will be the exact Heighth of the Counter-Punch for A. But A hath a Fine stroak within it, reaching from Side to Side, which by the large Draft of A, you may find that the middle of this cross stroak is two Thin Spaces above the bottom of this Counter-Punch; and with your common Sliding-Gage measure that distance as before, and set off that distance also on the Face of your Counter-Punch. Then with the edge of a Fine Knife-File, File straight down in that race, about the depth of a Thin Space, or somewhat more; So shall the Counter-Punch for A be finisht. But you may if you will, take off the Edges or Sholder round about the Face of the Counter-Punch, almost so deep as you intend to strike it into the Punch: for then the Face of the Counter-Punch being Filed more to a Point, will easier enter the Punch than the broad Flat-Face. But note, That if it be a very Small Bodied A you would make, the Edge of a Thin Knife-File may make too wide a Groove: In this case you must take a peece of a well-Temper’d broken Knife, and strike its Edge into the Face of the Counter-Punch, as aforesaid.
Having thus finisht his Counter-Punch, he Hardens and Tempers it, as was taught Numb. 3. fol. 57, 58. Vol. I. And having also Filed the Face of his Punch [Pg 106] he intends to cut his A upon, pretty Flat by guess, he Screws the Punch upright, and hard into the Vice: And setting the Face of his Counter-Punch as exactly as he can, on the middle of the Face of his Punch, he, with an Hammer suitable to the Size of his Counter-Punch, strikes upon the end of the Counter-Punch till he have driven the Face of it about two Thin Spaces deep into the Face of the Punch. So shall the Counter-Punch have done its Office.
But if the Letter to be Counter-Puncht be large, as Great-Primmer, or upwards, I take a good high Blood-red Heat of it, and Screw it quickly into the Vice; And having my Counter-Punch Hard, not Temper’d, because the Heat of the Punch softens it too fast: And also having before-hand the Counter-Punch Screwed into the Hand-Vice with its Shank along the Chaps, I place the Face of the Counter-Punch as before, on the middle of the Face of the Punch, and with an Hammer drive it in, as before.
Taking the Punch out of the Vice, he goes about to Flat and Smoothen the Face in earnest; for it had been to no purpose to Flat and Smoothen it exactly before, because the Sinking of the Counter-Punch into it, would have put it out of Flat again.
But before he Flats and Smoothens the Face of the Punch, He Files by guess the superfluous Steel away about the Face of the Letter, viz. so much, or near so much, as is not to be used when he comes to finish up the Letter, as in this present Letter A, which standing upon a Square Face on the Punch, meets in an Angle at the Top of the Letter. Therefore the Sides of that Square must be Filed away [Pg 107] to an Angle at the Top of the Face of the Punch. But great care must be taken, that he Files not more away than he should: For he considers that the left-hand Stroak of A is a Fat Stroak, and that both the left-hand and the right-hand Stroak too, have Footings, which he is careful to leave Steel enough in their proper places for.
The reason why these are now Fil’d thus away, and not after the Letter is finisht, is, Because in the Flatting the Face there is now a less Body of Steel to File away, than if the whole Face of the Punch had remain’d intire: For though the following ways are quick ways to Flatten the Face, yet considering how tenderly you go to Work, and with what Smooth Files this Work must be done, the riddance made will be far less when a broad Face of Steel is to be Flatned, than when only so much, or very little more than the Face of the Letter only is to be Flatned.
To Flat and Smoothen the Face of the Punch, he uses the Flat-Gage, (described §. 12. ¶. 3. and Plate 10. at A.) thus, He fits one convex corner of the Shank of the Punch, into the Concave corner of the Flat-Gage, and so applies his Flat-Gage-Punch and all to the Face of the Using-File, and lets the Counter-Puncht end, viz. the Face of the Punch Sink down to the Face of the Using-File: And then keeping the convex Corner of the Shank of the Punch close and steddy against the Concave corner of the Flat-Gage, and pressing with one of his Fingers upon the then upper end of the Punch, viz. the Hammer-end, he also at the same time, presses [Pg 108] the lower end of the Punch, viz. The Face against the Using-File, and thrusts the Flat-Gage and Punch in it so oft forwards, till the extuberant Steel on the Face, be Rub’d or Fil’d away: which he knows partly by the alteration of colour and Fine Furrows made by the Using-File on the Face of the Punch, and partly by the falling away of the parts of the Face that are not yet toucht by the Using-File: So that it may be said to be truly Flat: which he knows, when the whole Face of the Punch touches upon the Flat of the Using-File, or at least, so much of the Face as is required in the Letter: For all Counter-Puncht-Letters, as aforesaid, must have a greater Face of Steel than what the bare Letter requires: for the reason aforesaid.
Another way I use is thus. After I have Fil’d the Face as true as I can by guess, with a Rough-Cut-File, I put the Punch into an Hand-Vice, whose Chaps are exactly Flat, and straight on the upper Face, and sink the Shank of the Punch so low down in the Chaps of the Hand-Vice, that the low side of the Face of the Punch may lye in the same Plain with the Chaps; which I try with the Liner. For the Liner will then shew if any of the Sides stand higher than the Plain of the Chaps: Then I Screw the Punch hard up, and File off the rising side of the Punch, which brings the Face to an exact Level: For the Face of the Chaps being Hard Steel, a File cannot touch them, but only take off the aforesaid Rising parts of the Face of the Punch, till the Smooth-File has wrought it all over exactly into the same Plain with the Face of the Chaps of the Hand-Vice.
[Pg 109]
Some Letter-Cutters work them Flat by Hand, which is not only difficult, but tedious, and at the best, but done by guess.
The inconvenience that this Tool is subject to, is, That with much using its Face will work out of Flat. Therefore it becomes the Workman to examine it often, and when he finds it faulty to mend it.
When they File it Flat by Hand, they Screw the Shank of the Punch perpendicularly upright into the Chaps of the Vice, and with a Flat-Bastard-Cut-File, of about Four Inches long, or if the Punch be large, the File larger, according to discretion, and File upon the Face, as was shewn Numb. I. fol. 15, 16. Then they take it out of the Vice again, and holding up the Face Horizontally between the Sight and the Light, examine by nice observing whether none of its Angles or Sides are too high or too low. And then Screwing it in the Vice again, as before, with a Smooth-Cut-File, he at once both Files down the Higher Sides or Angles, and Smoothens the Face of the Punch. But yet is not this Face so perfectly Flatned, but that perhaps the middle of it rises more or less, above the Sides: And then he Screws it in his Hand-Vice, and leans the Shank of the Punch against the Tach, pretty near upright, and so as he may best command it, and with a Watch-Makers Half-Round-Sharp-Cut-File, Files upon it with the Flat-Side of his File; But so that he scarce makes his forward and backward Stroaks longer than the breadth of the Face of his Punch, lest in a long Stroak, the hither or farther end of his File should Mount or Dip, and [Pg 110] therefore keeps his File, with the Ball of his Finger upon it, close to the Face of the Punch. Then with the Liner he examines how Flat the Face of the Punch is, and if it be not yet Flat, as perhaps it will not be in several Trials, he again reiterates the last process with the Small-Half-Round-File, till it be Flat. But he often Files cross the Furrows of the File, as well because it makes more riddance, as because he may better discern how the File bears on the Face of the Punch.
When it is Flat, he takes a Small well-worn Half-Round-File, and working (as before) with the Sharp-Cut-File, he Smoothens the Face of the Punch.
Having thus Flatted the Face of the Punch, and brought the Letter to some appearance of Form, He Screws the Punch in the Hand-Vice, but not with the Shank perpendicular to the Chaps, but so as the Side he intends to File upon may stand upwards and aslope too, and make an Angle with the Chaps of the Hand-Vice. And holding the Hand-Vice steddy in his left hand, he rests the Shank of the Punch pretty near its Face upon the Tach: and then with a small Flat-File, called a Pillar-File, in his right hand, holding the Smooth Thin Side of it towards the Footing of the Stem, he Files that Stem pretty near its due Fatness, and so by several reiterated proffers, lest he should File too much of the Stem away, he brings that Stem at last to its true Fatness. Then he measures with the Ascending Face-Gage, the Heighth of the Letter: For though the Counter-Punch was imagin’d [Pg 111] (as aforesaid) to be made to an exact Heighth for the inside of the Letter; yet with deeper or shallower Sinking it into the Punch, the inside oft proves higher or lower: Because, as aforesaid, the Superficies of the Face of the Counter-Punch is less than the true measure. But as it runs Sholdering into the Shank of the Counter-Punch the Figure or Form of the inside becomes bigger than the inside of the Letter ought to be. Therefore the deeper this Sholdering Shank is sunk into the Face of the Punch, the higher and broader will the Form of the inside of the Letter be, and the shallower it is Sunk in, the Shorter and Narrower by the Rule of Contraries.
He measures, as I said, with the Assending Face-Gage, and by it finds in what good Size the Letter is. If it be too high, as most commonly it is, because the Footing and Top are yet left Fat, then with several proffers he Files away the Footing and Top, bringing the Heighth nearer and nearer still, considering in his Judgment whether it be properest to File away on the Top or Footing, till at last he fits the Heighth of the Letter by the Assending Face-Gage.
But though he have fitted the Heighth of the Letter, yet if the Counter-Punch were made a little too little, or Sunk a little too shallow, not only the Footing will prove too Fat, but the Triangle above the Cross-stroke of A will be too small; or if too big, the Footing and part of the Top will be Filed away, when it is brought to a due Heighth, and then the Letter is Spoil’d, unless it be so deep Sunk, [Pg 112] that by working away the Face, as aforesaid, he can regain the Footing and Top through the Slope-sholdering of the Counter-Punch, and also keep the inside of the Letter deep enough.
But if the Footing be too Fat or the Triangle of the Top too little in the Inside, he uses the Knife-backt Sculpter, and with one of the edges or both, that proceeds from the Belly towards the Point of the Sculpter (which edges we will for distinction sake call Angular edges) he by degrees and with several proffers Cuts away the Inside of the Footing, or opens the Triangle at the Top or both, till he hath made the Footing lean enough, and the Triangle big enough.
But if he works on the Triangle of the Top, he is careful not to Cut into the Straight of the Inside lines of the Stems, but to keep the Insides of that Triangle in a perfect straight line with the other part of the Inside of the Stem.
The small arch of a Circle on the Top of A is Fil’d away with a Sizable Round-File. And so for all other Letters that have Hollows on their Outsides; he fits himself with a small File of that shape and Size that will fit the Hollow that he is to work upon: For thus the Tails of Swash-Letters in Italick Capitals are Fil’d with half-Round Files Sizable to the Hollows of them. But I instead of Round or Half-Round Files, in this Case, bespeak Pillar Files of several Thicknesses, and cause the File-maker to Round and Hatch the Edges: which renders the File strong and able to endure hard leaning on, without Breaking, which Round or Half-Round Files will not Bear.
[Pg 113]
I need give no more Examples of Letters that are to be Counter-punched: And for Letters that need neither Counter-punching or Graving, they are made as the Out-sides of A, with Files proper to the shapes of their Stroaks.
The Letter-Cutter elects a Steel Punch or Rod, a small matter bigger than the Size of the Letter he is to Cut; because the Topping or Footing Stroaks will be stronger when they are a little Bevell’d from the Face. The Face of these Letters not being to be Counter-punched are first Flatned and Smoothed, as was shewed, ¶. 3. Then with the proper Gage, viz. the Long, the Ascending, or else the Short Face-Gage, according as the Letter is that he intends to Cut, He measures off the exact Heighth of the Letter, Thus; He first Files one of the Sides of the Face of the Punch (viz. that Side he intends to make the Foot of his Letter) exactly straight; which to do, he screws his Punch pretty near the bottom end, with its intended Foot-side uppermost, aslope into one end of the Chaps of his Hand-Vice. So that the Shank of the Punch lies over the Chaps of the Hand-Vice, and makes an Angle of about 45 Degrees with the Superficies of the Chaps of it: Then he lays the under-side of the Shank of his Punch aslope upon his Tache, in one of the Notches of it, that will best fit the size of his Punch, to keep it steady; and so Files the Foot-Line of the Punch.
[Pg 114]
But he Files not athwart the sides of his Punch; for that might make the Foot-Line Roundish, by a Mounting and Dipping the Hand is prone to; as I shewed, Vol. I. Fol. 15, 16. But he holds his File so as the Length of it may hang over the Length of the Shank of the Punch, and dip upon it at the Face of the Punch, with a Bevel, or Angle, of about 100 Degrees with the Face of the Punch. This Angle you may measure with the Beard-Gage, described in Plate 10. Fig. C. at k. Then Filing with the File in this Position, the Foot-Line will be made a true straight Line. But yet he examines it too by applying the Liner to it; and holding the Punch and Liner thus to the Light; If the Liner touches all the way on the Foot-Line, he concludes it true; if not, he mends it till it do.
Then he uses his proper Steel-Gage, and places the Sholder of it against the Shank of the Punch at the Foot-Line; and pressing the Sholder of the Steel-Gage close against the Foot-Line, he, with the Tooth of the Gage makes a Mark or Race on the side of the Face, opposite to the Foot-line: And that Mark or Race shall be from the Foot-Line, the Bounds of the Heighth of that Letter.
Then on the Face he draws or marks the exact shape of the Letter, with a Pen and Ink if the Letter be large, or with a smooth blunted Point of a Needle if it be small: Then with sizable and proper shaped and Pointed Sculptors and Gravers, digs or Sculps out the Steel between the Stroaks or Marks he made on the Face of the Punch, and leaves the Marks standing on the Face.
[Pg 115]
If the Letter be great he is thus to Sculp out, he then, with a Graver, Cuts along the Insides of the drawn or marked Stroaks, round about all the Hollow he is Cutting-in. And having Cut about all the sides of that Hollow, he Cuts other straight Lines within that Hollow, close to one another (either parallel or aslope, it matters not) till he have filled the Hollow with straight Lines; and then again, Cuts in the same Hollow, athwart those straight Lines, till he fill the Hollow with Thwart Lines also. Which straight Lines, and the Cuttings athwart them, is only to break the Body of Steel that lies on the Face of the Punch where the Hollow must be; that so the Round-Back’d Sculptor may the easier Cut through the Body of the Steel, in the Hollow, on the Face of the Punch; even as I told you, Numb. 4. Vol. I. §. 2. the Fore-Plain makes way for the Fine Plains.
The Letter-Cutter does not expect to perform this Digging or Sculping at one single Operation; but, having brought the Inside of his Letter as near as he can at the first Operation, he, with the flat side of a Well-worn, Small, Fine-Cut, Half-round File, Files off the Bur that his Sculptors or Gravers made on the Face of the Letter, that he may the better and nicelier discern how well he has begun. Then he again falls to work with his Sculptors and Gravers, mending, as well as he can, the faults he finds; and again Files off the Bur as before, and mends so oft, till the Inside of his Letter pleases him pretty well. But before every Mending he Files off the Bur, which else, as aforesaid, would obscure and hide the true shape of his Stroaks.
[Pg 116]
Having well shaped the Inside Stroaks of his Letter, he deepens the Hollows that he made, as well as he can, with his Sculptors and Gravers: And the deeper he makes these Hollows, the better the Letter will prove. For if the Letters be not deep enough, in proportion to their Width, they will, when the Letter comes to be Printed on, Print Black, and so that Letter is spoiled.
How deep these Hollows are to be, cannot be well asserted, because their Widths are so different, both in the same Letter, and in several Letters: Therefore he deepens them according to his Judgment and Reason. For Example, O must be deeper than A need be, because the Hollow of O is wider than the Hollow of A; A having a Cross Stroak in it; and the wider the Hollow is, the more apt will the wet Paper be to press deeper towards the bottom in Printing. Yet this in General for the Depth of Hollows; You may make them, if you can, so deep as the Counter-Punch is directed to be struck into the Face of the Punch. See ¶. 3. of this §.
Having with his Gravers and Sculptors deepned them so much as he thinks convenient, he, with a Steel Punch, pretty near fit to the shape and size of the Hollow, and Flatted on its Face, Flattens down the Irregularities that the Gravers or Sculptors made, by striking with a proper Hammer, upon the Hammer-end of the Punch, with pretty light blows. But he takes great care, that this Flat-Punch be not at all too big for the Hollow it is to be struck into, lest it force the sides of the Stroaks of the Letter out of their shape: And therefore also it is, that he strikes [Pg 117] but easily, though often, upon the end of the Flat-Punch.
Having finished the Inside, he works the Outsides with proper Files; as I shewed before, in Letter A; and smoothens and Pollishes the Outside Stroaks and Face with proper worn-out small Watch-makers Files.
The Inside and Outside of the Face thus finished, he considers what Sholdering the Shank of the Punch makes now with the Face, round about the Letter. For, as the Shank of the Letter stands farther off the Face of any of the Stroaks, the Sholdering will be the greater when the Letter is first made; because the Outsides of the Letter, being only shaped at first with Fine Small Files, which take but little Steel off, they are Cut Obtusely from the Shank to the Face, and the Steel of the Shank may with Rougher Files afterwards, be Cut down more Tapering to the Shank. For the Sholder of the Shank, as was said before in this ¶, must not make an Angle with the Face, of above 100 Degrees; because else they would be, first, more difficult to Sink into Copper; And Secondly, The broad Sholders would more or less (when the Letter is Cast in such Matrices) and comes to the Press, be subject, and very likely to be-smear the Stroaks of the Letter; especially, with an Hard Pull, and too wet Paper; which squeezes the Face of the Letter deep into the Paper, and so some part of the Broad Sholdering of the Letter, receiving the Ink, and pressing deep into the Paper, slurs the Printed Paper, and so makes the whole Work shew very nasty and un-beautiful.
[Pg 118]
For these Reasons it is, that the Shank of the Punch, about the Face, must be Filed away (at least, so much as is to be Sunk into Copper) pretty close to the Face of the Letter; yet not so as to make a Right Angle with the Face of the Letter, but an Obtuse Angle of about 100 Degrees: For, should the Shank be Filed away to a Right Angle, viz. a Square with the Face, if any Footing or Topping be on the Letter, these fine Stroaks will be more subject to break when the Punch is Sunk into Copper, than when the Angle of the Face and Shank is augmented; because then those fine Stroaks stand upon a stronger Foundation. Therefore he uses the Beard-Gage, and with that examines round about the Letter, and makes the Face and Shank comply with that.
Yet Swash-Letters, especially Q, whose Swashes come below the Foot-Line, and whose Length reaches under the Foot-Line of the next Letter, or Letters in Composing, ought to have the Upper Sholder of that Swash Sculped down straight, viz. to a Right Angle, or Square with the Face; at least, so much of it as is to be Sunk into Copper: Because the Upper Sholder of the Swash would else be so broad, that it would ride upon the Face of the next Letter. Therefore the Swash-Letters being all Long Letters, the lower end of the Swashes reach as low as the Bottom-Line; which cannot be Filed Square enough down from the Head-Line, unless the Steel the Swash stands on, should be Filed from end to end, the length of the whole Shank of the Punch, which would be very tedious; and besides, would [Pg 119] make that part of the Shank the Swash stands on so weak, that it would scarce endure Striking into the Copper. Therefore, as I said before, the Upper Sholder of the Swash ought to be Sculped down: Yet I never heard of any Letter-Cutters that had the knack of doing it; but that they only Filed it as straight down as they could, and left the Letter-Kerner, after the Letter was Cast, to Kern away the Sholdering. Yet I use a very quick way of doing it; which is only by Resting the Back of a Graver at first, to make way; and afterwards a Sculptor, upon the Shank of the Punch, at the end of the Swash, one while; and another while on the Shank, at the Head, that the Swash may be Sculped down from end to end: and Sculping so, Sculp away great Flakes of the Steel at once, till I have Cut it down deep enough, and to a Right Angle.
Then he Hardens and Tempers the Punch; as was shewed, Numb. 3. Vol. I. Fol. 57, 58.
But though the Punch be Hardned and Temper’d, yet it is not quite finished: for, in the Hardning, the Punch has contracted a Scurf upon it; which Scurf must be taken off the Face, and so much of the sides of the Shank as is to be Sunk into Copper. Some Letter-Cutters take this Scurf off with small smooth Files, and afterwards with fine Powder of Emerick. The Emerick they use thus. They provide a Stick of Wood about two Handful long, and about a Great-Primer, or Double-Pica thick: Then in an Oyster-shell, or any sleight Concave thing, they powr a little Sallad-Oyl, and put Powder of Emerick to it, till it become of the Consistence of Batter [Pg 120] made for Pan-cakes. And stirring this Oyl and Emerick together, spread or smear the aforesaid Stick with the Oyl and Emerick, and so rub hard upon the Face of the Punch, and also upon part of the Shank, till they have taken the Scurf clean off.
Mr. Walberger of Oxford uses another way. He makes such an Instrument as is described in Plate 10. at H, which we will, for distinction sake, call the Joynt-Flat-Gage. This Instrument consists of two Cheeks about nine Inches long, as at b, and are fastned together at one end, as the Legs of a Carpenter’s Joynt-Rule are in the Centre, as at c, but with a very strong Joynt; upon which Centre, or Joynt, the Legs move wider, or closer together, as occasion requires. Each Leg is about an Inch and a quarter broad, and an Inch and three quarters deep; viz. so deep as the Shank of the Punch is long. At the farther end of the Shank b (as at d) is let in an Iron Pin, with an Head at the farther end, and a square Shank, to reach almost through a square Hole in the Shank b, that it twists not about; and at the end of that Square, a round Pin, with a Male-Screw made on it, long enough to reach through the Shank a, and about two Inches longer, as at e; upon which Male-Screw is fitted a Nut with two Ears, which hath a Female-Screw in it, that draws and holds the Legs together, as occasion requires a bigger or less Punch to be held in a proper Hole. Through each of the adjoyning Insides of the Legs are made, from the Upper to the Lower Side, six, seven, or eight Semi-Circular Holes (or more or less, according to discretion) exactly Perpendicular [Pg 121] to the upper and under-sides of each Leg, marked a a a a, b b b b. Each of these Semicircular Holes is, when joyned to its Match, on the other Leg to make a Circular Hole; and therefore must be made on each Leg, at an equal distance from the Centre. These Holes are not all of an equal Size, but different Sizes: Those towards the Centre smallest, viz. so small, that the Punch for the smallest Bodied Letters may be pinched fast in them; and the biggest Holes big enough to contain, pinch and hold fast the Punches for the great Bodied Letters. The upper and under-sides of this Joynt-Flat-Gage is Faced with an Iron Plate, about the thickness of an Half Crown, whose outer Superficies are both made exactly Flat and Smooth.
When he uses it, he chuses an Hole to fit the Size of the Punch; and putting the Shank of the Punch into that Hole, Sinks it down so low, till the Face of the Punch, stands just Level, or rather, above the Face of the Joynt-Flat-Gage: Then with a piece of an Hone, wet in Water, rubs upon the Face of the Punch, till he have wrought off the Scurf. At last, with a Stick and Dry Putty, Polishes it.
I like my own way better than either of the former: For, to take off the Scurf with Small Files spoils the Files; the Face of the Punch being Hard, and the Scurf yet Harder: And besides, endangers the wronging the Face of the Punch.
The Joynt-Flat-Gage is very troublesome to use, because it is difficult to fit the Face of the Punch, to lie in the Plain of the Face of the Gage; especially, if, in making the Letter, the Shank be Filed Tapering, [Pg 122] as it most times is. For then the Hammer-end of the Punch being bigger than the Face-end, it will indeed Pinch at the Hammer-end, whilst the Face-end stands unsteady to Work on. But when the Punch is fitted in, it is no way more advantagious for Use, than the Chaps of the _Hand-Vice_ I mentioned in ¶. 3. of this §.
Wherefore, I fit the Punch into the Chaps of the Hand-Vice, as I shewed in the aforesaid ¶. and with a fine smooth Whet-stone and Water, take the Scurf lightly off the Face of the Punch; and afterwards, with a fine smooth Hone and Water, work down to the bare bright Steel. At last, drying the Punch and Chaps of the Hand-Vice with a dry Rag, I pollish the Face of the Punch with Powder of Dry Brick and a Stick, as with Putty.
1. When he is Graving on the Inside of the Stroak, either to make it Finer or Smoother, he takes an especial care that he place his Graver or Sculptor so, as that neither of its Edges may wrong another Stroak of the Letter, if they chance (as they often do) to slip over, or off an extuberant part of the Stroak he is Graving upon. And therefore, I say, he well considers how he is to manage the edges of his Graver. For there is no great danger of the point of his Graver after the inside Stroaks are form’d, and the Hollows of the Letter somewhat deepned; but in the edges there is: For the point [Pg 123] in working lies always below the Face of the Letter, and therefore can, at most, but slip below the Face, against the side of the next Stroak; but the edges lying above the Face of the Letter, may, in a slip, touch upon the Side and Face of the next Stroak, and wrong that more or less, according as the force of the Slip was greater or smaller. And if that Stroak it jobs against were before wholly finished, by that job the whole Letter is in danger to be spoiled; at the best, it cannot, without Filing the Letter lower, be wrought out; which sometimes is a great part of doing the Letter anew: For he takes special care that neither any dawk, or the least extuberant bunching out be upon the inside of the Face of the Stroak, but that the inside of the Stroak (whether it be Fat or Lean) have its proper Shape and Proportion, and be purely smooth and clean all the way.
If on the inside of the Stroak the Graver or Sculptor have not run straight and smooth on the Stroak, but that an Extuberance lies on the Side, that Extuberance cannot easily be taken off, by beginning to Cut with the Edge of the Graver or Sculptor just where the Extuberance begins: Therefore he fixes the Point of his Graver or Sculptor in the Bottom of the Hollow, just under the Stroak where the Extuberance is, and leans the Edge of his Graver or Sculptor upwards; so as in forcing the Point of the Graver or Sculptor forwards, at the Bottom of the Hollow, the Edge of the Graver or Sculptor may slide tenderly along, and take along with it a very small, nay, invisible Chip of the most Prominent Part of the Extuberance; and so, by this Process reitterated [Pg 124] often, he, by small Degrees, Cuts away the Extuberant part of the Stroak.
2. He is careful to keep his Gravers and Sculptors always Sharp, by often Sharpning them on the Oyl-Stone, which for that purpose he keeps ready at hand, standing on the Bench: For if a Graver or Sculptor be not sharp, it will neither make riddance, or Cut smooth; but instead of Cutting off a small Extuberancy, it will rather stick at it, and dig into the Side of the Stroak.
3. He Files very tenderly with the Small Files, especially with the Knife-Files, as well because they are Thin and Hard, not Temper’d, and therefore would snap to pieces with small violence; as also, lest with an heavy hand he should take away too much at once of that Stroak he is working upon.
1. The Stem and other Fat Stroaks of Capital Romans is five Parts of forty and two (the whole Body:) Or, (which is all one) one sixth part of the Heighth of an Ascending Letter (as all Capitals are Ascendents) as has been said before. Albertus Dürer took his Measure from the Heighth of Capitals, and assigned but one tenth part for the Stem.
2. The Stem, and other Fat Stroaks of Capitals Italick, is four parts of forty and two, (the Body.)
3. The Stem, and other Fat Stroaks of Lower-Case Roman, is three and an half parts of forty and two, (the Body.)
[Pg 125]
4. The Stem, and other Fat Stroaks of Lower-Case Italick, is three parts of forty and two, (the Body.)
5. Of English, the Short-Letters stand between nine parts of the Bottom-Line, and nine parts from the Top-Line; viz. upon three and thirty parts of forty and two, (the Body.)
6. The Stem of English Capitals is six parts of forty and two, (the Body.)
7. The Stem of English Lower-Case Letters is four parts of forty and two, (the Body.)
The Parts of a Punch are already described in §. 13. ¶. 1. of this Volumne; and so is the Body: But the several Terms that relate to the Face of Letters are not yet defined. Now therefore you must note, that the Body of a Letter hath four principal Lines passing through it (or at least imagined to pass through it) at Right Angles to the Body; viz. The Top-Line, The Head-Line, The Foot-Line, and The Bottom-Line.
Between two of these Lines is contained the Heighth of all Letters.
These are called Lines, because the Tops, the Heads, the Feet and the Bottoms of all Letters (when Complicated by the Compositor) stand ranging in these imagin’d Lines, according as the Heighth and Depth of each respective Letter properly requires.
[Pg 126]
The Long-Letters are (as I told you in §. 13. ¶. 1. of this Volumne) contained between the Top and Bottom-Lines, The Ascending Letters are contained between the Top and Foot-Lines, The Descending Letters are contained between the Head and Bottom-Lines, and The Short-Letters are contained between the Head and Foot-Lines.
Through what Parts of the Body all these Lines pass, you may see by the Drafts of Letters, and the following Descriptions.
What the Long-Letters, Ascending Letters, and Short-Letters are, I shewed in the afore-cited ¶. Therefore I shall now proceed to particular Terms relating to the Face. As,
1. The Topping, is the straight fine Stroak or Stroaks that lie in the Top-Line of Ascending Letters: In Roman Letters they pass at Right Angles through the Stems; but in Italicks, at Oblique Angles to the Stems; as you may see in the Drafts of Letters, B, B, H, H, I, I, &c.
2. The Footing, is the straight fine Stroak or Stroaks that lie in the Foot-Line of Letters, either Ascending or Descending. In Romans they pass at Right Angles through the Stem, but in Italicks, at Oblique Angles; as you may see in B, B, H, H, I, I, &c.
3. The Bottom-Footing, is the straight fine Stroaks that lie in the Bottom-Line of Descending Letters. In Romans they pass at Right Angles through the Stem; but in Italicks at Oblique Angles; as you may see p, p, q, q.
[Pg 127]
4. The Stem is the straight Fat Stroak of the Letter: as in B, B, the straight Stroak on the Left-Hand is the Stem; and I, I, is all Stem, except the Footing and Topping.
5. Fat Stroaks. The Stem or broad Stroak in a Letter is called Fat; as the Right Hand Stroak in A, and part of the great Arch in B, are Fat Stroaks.
6. Lean Stroaks, are the narrow fine Stroaks in a Letter; as the Left-Hand Stroak of A, and the Right Hand Stroak of V are Lean.
7. Beak of Letters, is the fine Stroak or Touch that stands on the Left-Hand of the Stem, either in the Top-Line, as b d h, &c. or in the Head-Line, as i, m, n, &c. Yet f, g, [s], f, g, [s] have Beaks on the Right Hand of the Stem.
8. Tails of Letters, is a Stroak proceeding from the Right-Hand Side of the Stem, in the Foot-Line; as a d t u: and most Italick Lower-Case Letters have Tails: As also have most Swash-Letters. But several of their Tails reach down to the Bottom-Line.
9. Swash-Letters are Italick Capitals; as you see in Plate 15.
Thus much of Letter-Cutting. The next Exercises shall (God willing) be upon Making Matrices, Making Molds, Casting and Dressing of Letters, &c.
FINIS. [Pg 128]
ADVERTISEMENT.
NUmb. 4. of the Second Volumne of Collections of Letters for Improvement of Husbandry and Trade, is now extant; being Enquiries relating to Husbandry and Trade: drawn up by the Learned Robert Plot, L. L. D. Keeper of the Ashmolean Musæum, and Professor of Chymistry in the University of Oxford, and Secretary of the Royal Society of London. An Account of the manner of making Brunswick-Mum. An Account of a great Improvement of Mossy Land by Burning and Liming; from Mr. Adam Martindale of Cheshire.
To be had at the Angel in Cornhil, and several other Booksellers.
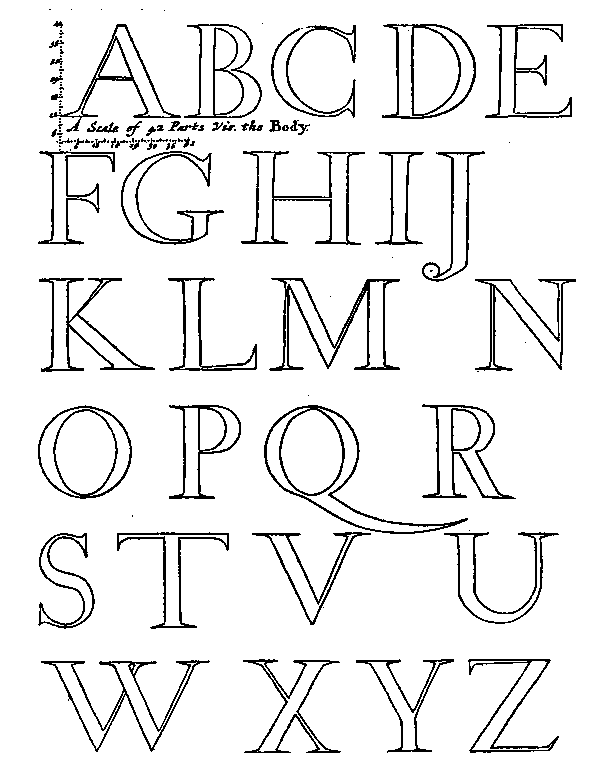
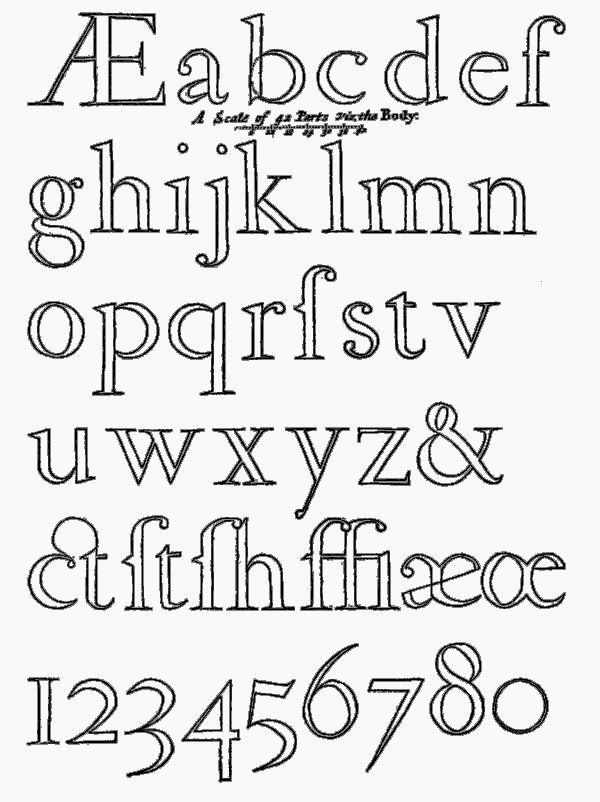
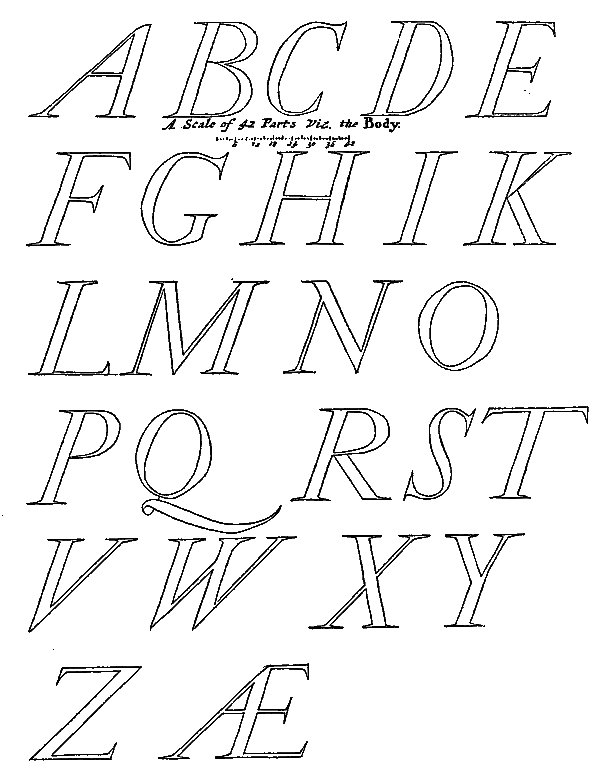
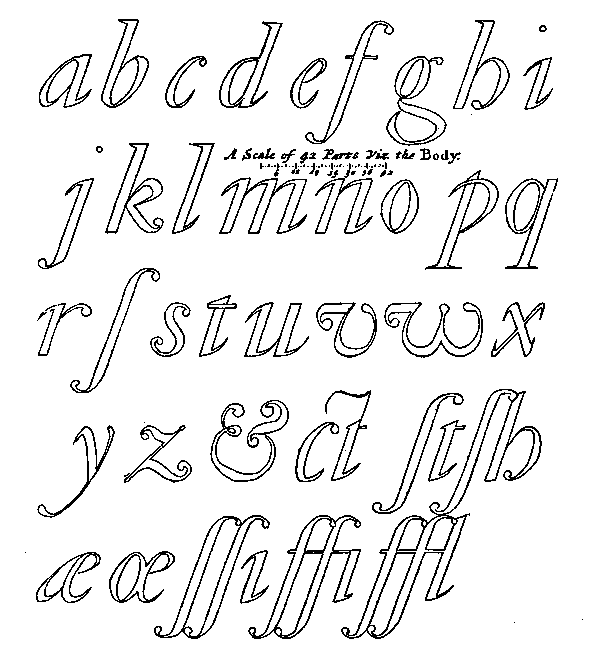
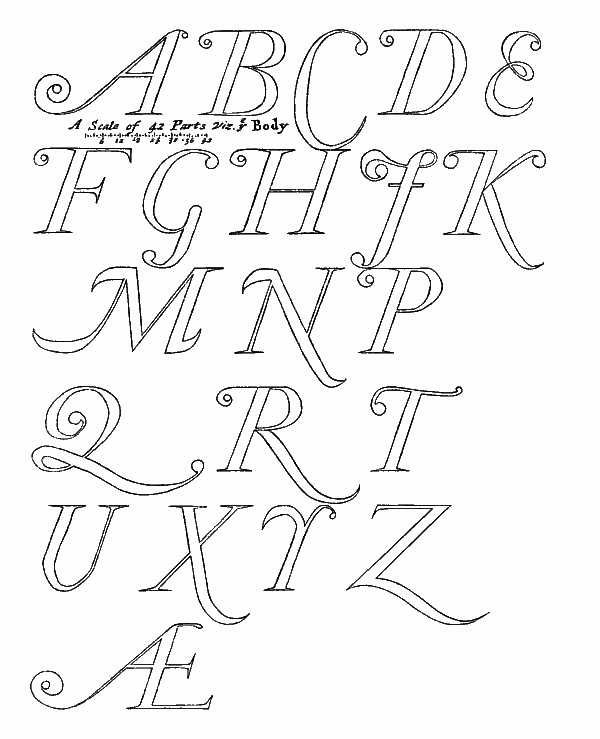
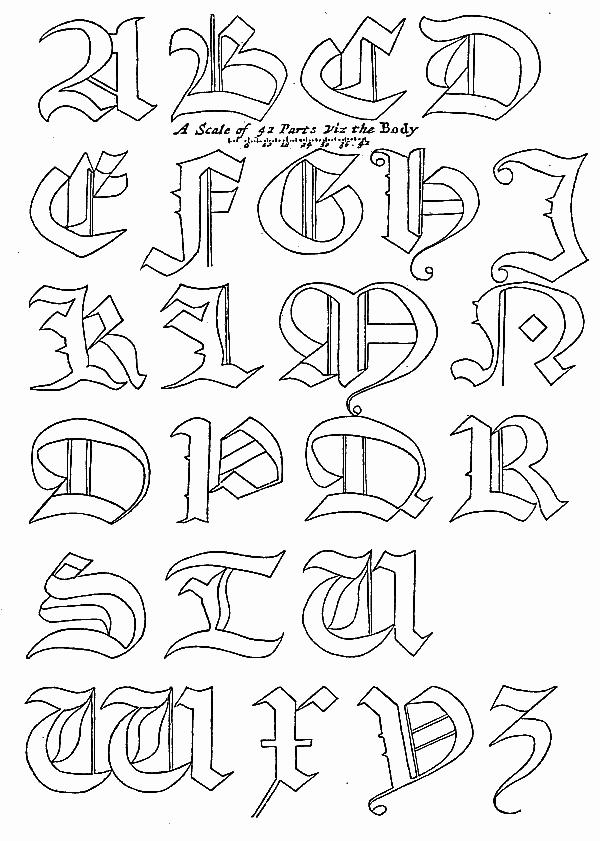
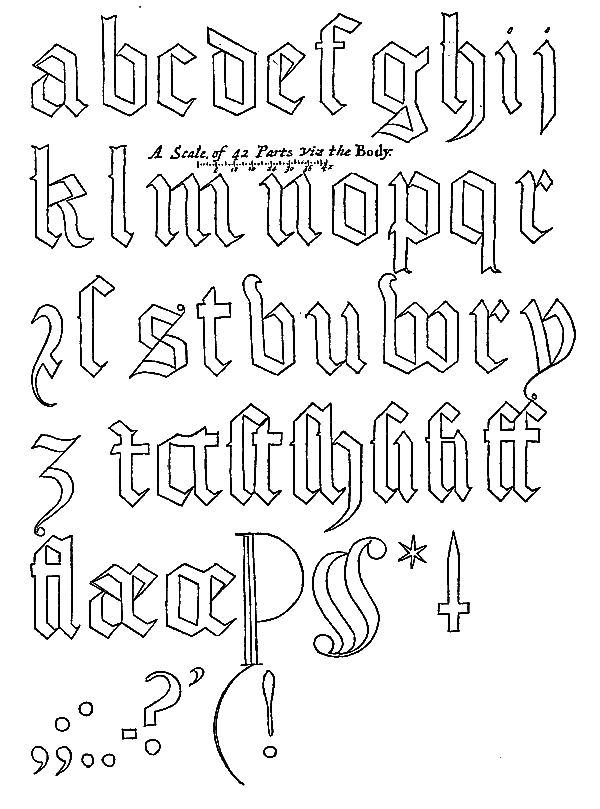
[Pg 129]
The Steel-Punches being thus finish’d, as afore was shewed, they are to be sunk or struck into pieces of Copper, about an Inch and an half long, and one quarter of an Inch deep; but the thickness not assignable, because of the different thicknesses in Letters, as was shewed in §. 2. and shall further be shewed, when I come to the sinking and justifying [Pg 130] of Matrices. But before these Punches are sunk into Copper, the Letter-Founder must provide a Mold to justifie the Matrices by: And therefore it is proper that I describe this Mold to you before I proceed any farther.
I have given you in Plate 18. at A, the Draft of one side or half of the Mold; and in Plate 19. at B, its Match, or other half, which I shall in general thus describe.
Every Mold is made of two parts, an under, and an upper Part; the under part is delineated at A, in Plate 18, the upper part is marked B, in Plate 19, and is in all respects made like the under part, excepting the Stool behind, and the Bow, or Spring also behind; and excepting a small roundish Wyer between the Body and Carriage, near the Break, where the under part hath a small rounding Groove made in the Body. This Wyer, or rather Half-Wyer in the upper part makes the Nick in the Shank of the Letter, when part of it is received into the Grove in the under part.
These two parts are so exactly fitted and gaged into one another, (viz. the Male Gage, marked C in Plate 19, into the Female-Gage marked g, in Plate 18.) that when the upper part of the Mold is properly placed on, and in the under part of the Mold both together, makes the entire Mold, and may be slid backwards for Use so far, till the Edge of either of the Bodies on the middle of either Carriage comes just to the Edge of the Female-Gages, cut in each Carriage: And they may be slid forwards so far, till the Bodies on either Carriage touch each other. And the sliding of these two parts of the Mold backwards, makes the Shank of the Letter thicker, because the Bodies in each part stand wider asunder; and the sliding them forwards makes the Shank of the Letter thinner, because the Bodies on each part of the Mold stand closer together.
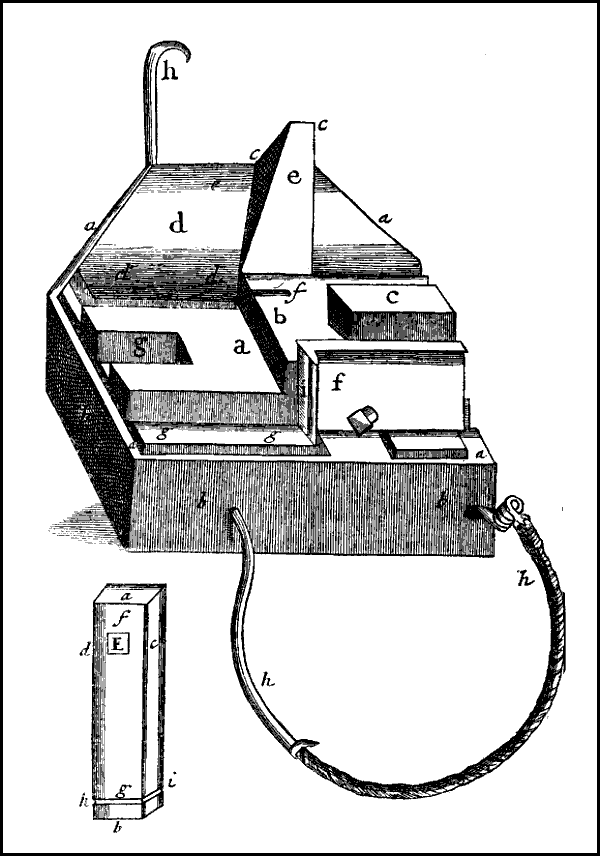
This is a general Description of the Mold; I come now to a more particular Description of its parts.
I have here given you only the Names of the parts of the Mold, because at present I purpose no other Use of it, than what relates to the sinking the Punches into the Matrices: And when I come to the casting of Letters, You will find the Use and Necessity of all these Parts.
[Pg 132]
The Bottom-Plate is made of Iron, about two Inches and three quarters long, and about the same breadth; its thickness about a Brevier: It is planisht exactly flat and straight: It hath two of its Fore-Angles, as a a cut off either straight or rounding, according to the pleasure of the Workman.
About the place where the middle of the Carriage lies, is made a Hole about a Great-Primmer square, into which is rivetted on the upper-side a Pin with a Sholder to it, which reaches about half an Inch through the under-side of the Bottom-Plate. This Pin on the under-side the Bottom-Plate is round, and hath a Male-Screw on its end. This Pin is let through a Hole made in the Wood of the Mold to fit it; so that when a square Nut, with a Female-Screw in it, is turned on the Male-Screw, it may draw and fasten the Half Mold firm to the Wood.
The Hind-side of the Carriage lies on this Bottom-Plate, parallel to the Hind-side of it, and about a Two-Lin’d-English within the Hind Edge of it; and so much of this Bottom-Plate as is between the Register and the left-hand end of the Carriage (as it is posited in the Figure) is called the Stool, as g g in the under half of the Mold, because on it the lower end of the Matrice rests; but on the upper half of the Mold is made a square Notch behind in the Bottom-Plate, rather within than without the Edge of the Carriage, to reach from the Register, and half an Inch towards the left-hand (as it is posited in the Figure) [Pg 133] that the upper part of the fore-side of the Matrice may stand close to the Carriage and Body.
On the Bottom-Plate is fitted a Carriage, (as a) This Carriage is almost the length of the Bottom-Plate, and about a Double-Pica thick, and its Breadth the length of the Shank of the Letter to be cast.
This Carriage is made of Iron, and hath its upper side, and its two narrow sides filed and rubed upon the using File, exactly straight, square and smooth, and the two opposite narrow sides exactly parallel to each other.
On one end of the Carriage, as at g, is made a long Notch or Slit, which I call the Female-Gage: It is about a Double-Pica wide, and is made for the Male-Gage of the other part of the Mold to fit into, and to slide forwards or backwards as the thickness of the Letter to be cast may require.
Upon the Carriage is fitted the Body, as at b. This Body is also made of Iron, and is half the length of the Carriage, and the exact breadth of the Carriage; but its thickness is alterable, and particularly made for every intended Body.
About the middle of this Body is made a square Hole, about a Great-Primmer, or Double-Pica square; and directly under it is made through the Carriage such another Hole exactly of the same size.
[Pg 134]
Through these two Holes, viz. That in the Body, and that in the Carriage, is fitted a square Iron Shank with a Male-Screw on one End, and on the other End an Head turning square from the square Shanck to the farther end of the Body, as is described at c; but is more particularly described apart at B in the same Plate, where B may be called the Male-Gage: For I know no distinct Name that Founders have for it, and do therefore coyn this:
This square Shanck is just so long within half a Scaboard thick as to reach through the Body, Carriage, and another square Hole made through the Bottom-Plate, that so when a square Nut with a Female-Screw in it is turned on that Pin, the Nut shall draw and fasten the Body and Carriage down to the Bottom-Plate.
The Office of the Male-Gage is to fit into, and slide along the Female-Gage.
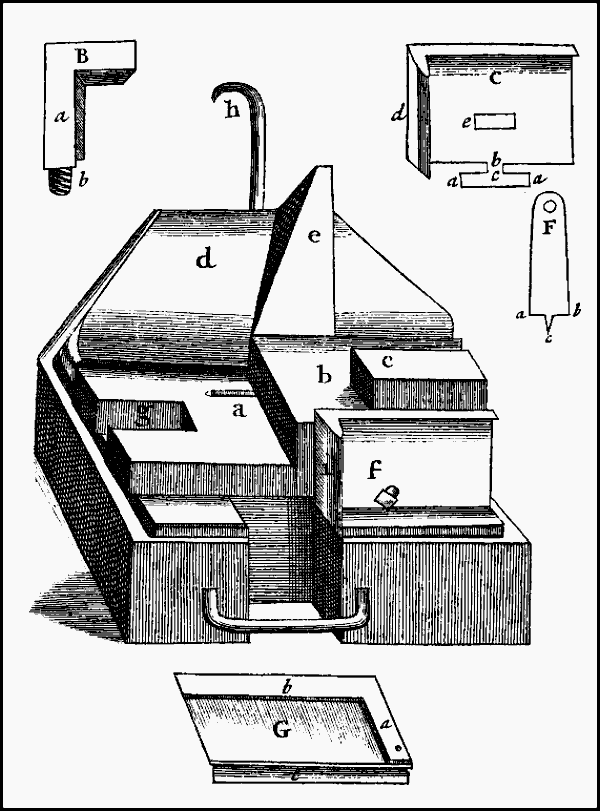
Close to the Carriage and Body is fitted a Mouth-Piece marked d e. Letter-Founders call this altogether a Mouth-Piece: But that I may be the better understood in this present purpose, I must more nicely distinguish its parts, and take the Freedom to elect Terms for them, as first,
Altogether (as aforesaid) the Mouth-Piece.
[Pg 135]
The Mouth-Piece hath its Side returning from the Throat filed and rubb’d on the Using-File exactly straight and square to its Bottom-side, because it is to joyn close to the Side of the Carriage and Body; but its upper-side, viz. the Palate is not parallel to the Bottom, but from the Side d d, viz. the Throat falls away to the Mouth e, making an Angle greater or smaller, as the Body that the Mold is made for is bigger or less: For small Bodies require but a small Mouth, because small Ladles will hold Metal enough for small Letters; and the smaller the Ladle, the finer the Geat of the Ladle is; and fine Geats will easier hit the Mouth (in a Train of Work) than the course Geats of Great Ladles: Therefore it is that the Mouth must be made to such a convenient Width, that the Ladle to be used and its Geat, may readily, and without slabbering, receive the Metal thrown into the Mold.
But again, if the Mouth-Piece be made too wide, viz. the Jaws too deep at the Mouth, though the Geat of the Ladle does the readier find it, yet the Body of the Break of the Letter will be so great, that first it heats the Mold a great deal faster and hotter; and secondly, it empties the Pan a great deal sooner of its Metal, and subjects the Workman sometime to stand still while other Metal is melted and hot: Therefore Judgment is to be used in the width of the Mouth; and though there be no Rule for the width of it; yet this in general for such Molds as I [Pg 136] make, I observe that the Orifice of the Throat may be about one quarter of the Body for small Bodies; but for great Bodies less, according to Discretion, and the Palate about an Inch and a quarter long from the Body and Carriage. The reason that the Orifice of the Throat is so small, is, because the Substance at the end of the Shanck of the Letter ought also to be small, that the Break may easier break from the Shanck of the Letter, and the less subject the Shanck to bowing; for the bowing of a Letter spoils it; and the reason why the Palate is so long, is, that the Break being long, may be the easier finger’d and manag’d in the breaking.
If it be objected, that since the smalness of the Break at the end of the Shanck of the Letter is so approvable and necessary for the reason aforesaid, then why may not the Break be made much more smaller yet? The Answer will be, No; because if it be much smaller than one quarter of the Body, Metal enough will not pass through the Throat, to fill both the Face and Shanck of the Letter, especially if the Letter to be cast prove thin.
Near the Throat and Jaw is made straight down through the Palate a square Hole (as at k.) This square Hole hath all its Sides on the Upper-Plain of the Palate opened to a Bevel of about 45 Degrees, and about the depth of a thick Scaboard. Into this square Hole is fitted a square Pin to reach through it; and within half a Scaboard through a square Hole, made just under it in the Bottom-Plate which the Mouth-Piece lies upon. On the upper end of this square Pin is made a square Sholder, whose under-sides are filed Bevil away, so as [Pg 137] to comply and fall just into the Bevil made on the Palate aforesaid, and on the under end of the Pin is made a Male-screw long enough to contain a square Nut, with a Female-screw in it about a Pica or English thick, which Nut being twisted about the Pin of the Male-screw, draws and fastens the Mouth-piece close down to the Bottom-Plate, and also close to the Carriage and Body of the Mold.
Note, that the square Hole made in the Bottom-Plate to receive the square Shanck of the Pin, must be made a little wider than just to fit the square Shanck of the Pin, because the Mouth-piece must be so placed, that the end of the Jaw next the Throat must lie just even with the Body it is to be joyned to; and also that the Throat of the Mouth-piece may be thrust perfectly close to the Sides of the Carriage and Body: And when Occasion requires the Shanck of the Letter to be lengthned, it may be set farther off the Carriage, that an Asidue, or sometimes a thin Plate of Brass may be fitted in between the Carriage and the Throat of the Mouth-piece, as shall farther be shewed when I come to justifie the Mold.
Behind the Mold is placed the Register, as at f i h,
which I have also placed apart in the aforesaid Plate,
as at C, that it may the more perspicuously be discerned,
and a more particular account of its parts be
given, which are as follows:
[Pg 138]
It is made of an Iron Plate about a Brevier thick; its upper-side is straight, but its under-side is not: For at a a projects downwards a small piece of the same Plate, which we may call the Sholders, of the Form you see in the Figure. These Sholders have two small Notches (as at b c) filed in them below the Range on the under-side of the Register, which we will call the Neck, and is just so wide as the Bottom-Plate is thick. This Neck is set into a square Notch, filed so far into the Bottom-Plate, that the flat inside of the Register may stand close against the hind-side of the Carriage and Body; and this Notch is filed so wide on the left Hand, that when the side b of the Neck stands close against the left-hand-side of this Notch (as it is posited in the Figure) the Cheek of the Register stands just even with the Edge of the Body. And this Notch is also filed so wide on the right-Hand-side, that when the Neck at c stands close against the right-hand Side of the Notch, the Cheek of the Register may remove an m, or an m and an n from the edge of the Body towards the right hand: And the Sholders a a are made so long, that when either Side of the Neck is thrust close against its corresponding side in the Notch of the Bottom-Plate, the upper Edge of the opposite Sholder shall hook or bear against the under-side of the Bottom-Plate, and keep the whole Register steady, and directly upright to the Surface of the Bottom-Plate.
[Pg 139]
In the Plate of the Register, is made a long square Hole, as at e, just wide enough to receive the Pin of a Male-screw, with a Sholder to it, which is to fit into a Female-screw, made in the Edge of the Carriage, that when the Male-screw is turned about in the Female-screw in the Carriage, it shall draw the Sholder of the said Male-screw hard against the upper and under Sides of the square Hole in the Plate of the Register, close to the side of the Carriage and Body.
The reason why the Hole in the Plate of the Register is made so long, is that the Cheek of the Register may be slid forwards or backwards as occasion requires; as shall be shewn when I come to justifying the Mold.
In the upper half of the Mold, at about a Pica distance from the Throat, is fitted into the under-side of the Body the Nick: It is made of a piece of Wyer filed flat a little more than half away. This Nick is bigger or less, as the Body the Mold is made for is bigger or less; but its length is about two m’s. It is with round Sculptors let exactly into the under-side of the Body.
In the under half of the Mold, is made at the same distance from the Throat, on the upper-side of the Body, a round Groove, just fit to receive the Nick in the upper half.
[Pg 140]
This is a long piece of hard Iron Wyer, whose Diameter is about a Brevier thick, and hath one end fastned into the Wood of the under half of the Mold, as at h; but it is so fastned, that it may turn about in the Hole of the Wood it is put into: For the end of it being batter’d flat, a small Hole is drilled through it, into which small Hole the end of fine Lute-string Wyer, or somewhat bigger is put, and fastned by twisting about half an Inch of the end of the Lute-string to the rest of the Lute-string: For then a considerable Bundle of that Wyer, of about the Size of a Doublet Button, being wound behind the Hole, about the end of the Spring, will become a Sholder to it, and keep the end of the Spring from slipping through the Hole in the Wood: But this Button or Sholder must also be kept on by thrusting another piece of Wyer stiff into the Hole made on the end of the Spring, and crooking that Wyer into the Form of an S, that it slip not out of the Hole.
The manner how the Spring is bowed, you may see in the Figure: But just without the Wood is twisted upon another Wyer about an English thick five or six turns of the Wyer of the Spring, to make the whole Spring bear the stronger at its point: For the Office of the Spring is with its Point at g, to thrust the Matrice close against the Carriage and Body.
[Pg 141]
These are Iron Wyers about a Long-Primmer thick: Their Shape you may see in the Figure: They are so fastned into the Wood of the Mold, that they may not hinder the Ladle hitting the Mouth. Their Office is to pick and draw with their Points the Break and Letter out of the Mold when they may chance to stick.
All the Iron Work aforesaid of the Mold is fitted and fastned on two Woods, viz. each half one, and each Wood about an Inch thick, and of the shape of each respective Bottom-Plate. The Wood hath all its Sides except the hind-side, about a Pica longer than the Bottom-Plate; but the hind-side lies even with the Bottom-Plate. The Bottom-Plate, as afore was said in ¶. 2. of this §. hath an Iron Pin on its under-side, about half an Inch long, with a Male-screw on its end, which Pin being let fit into an Hole in the Wood does by a Nut with a Female-screw in it draw, all the Iron Work close and fast to the Wood.
But because the Wood is an Inch thick, and the Pin in the Bottom-Plate but half an Inch long, therefore the outer or under-side of the Wood (as posited in the Figure) hath a wide round Hole made in it flat at the Bottom, to reach within an English, or a Great Primmer of the upper-side of the Wood. This round Hole is wide enough to receive the Nut with the Female-screw [Pg 142] in it; and the Pin being now long enough to receive the Female-screw at the wide Hole, the Female-screw may with round nosed Plyers be turned about the Male-screw on the Pin aforesaid, till it draw all the Iron Work close to the Wood.
The Wood behind on the upper half is cut away as the Bottom-Plate of that half is; and into the thickness of the Wood, close by the right and left-hand side of this Notch is a small square Wyer-staple driven, which we may call the Matrice-Check; for its Office is only to keep the Shanck of the Matrice from flying out of this Notch of the Mold when the Caster is at Work. And the Nuts and Screws of the Carriage and Mouth-piece, &c. that lie under the Bottom-Plate, are with small Chissels let into the upper-side of the Wood, that the Bottom-plates may lie flat on it.
Sect. XVI. Of justifying the Mold.
Although the Mold be now made; nay, very well and Workman-like made, yet is it not imagin’d to be fit to go to work withal; as well because it will doubtless Rag (as Founders call it; for which Explanation see the Table) as because the Body, Thickness, Straightness, and length of the Shanck must be finisht with such great Nicety, that without several Proofs and Tryings, it cannot be expected to be perfectly true.
Therefore before the sinking and justifying the Matrices, the Mold must first be Justified: And first, he justifies the Body, which to do, he casts about twenty Proofs or Letters, as they are called, though it [Pg 143] matters not whether the Shancks have yet Letters on them or no. These Proofs he sets up in a Composing-stick, as is described in §. 17. ¶. 2. Plate 19. at G, with all their Nicks towards the right Hand, and then sets up so many Letters of the same Body, (which for Distinction sake we will call Patterns) that he will justifie his Body too, upon the Proofs, with all their Nicks also to the right Hand, to try if they agree in length with the same Number of Letters that he uses for his Pattern; which if they do not, for very seldom they do, but by the Workman’s fore-cast are generally somewhat too big in the Body, that there may be Substance left to Justifie the Mold, and clear it from Ragging. Therefore the Proofs may drive-out somewhat, either half a Line (which in Founders and Printers Language is half a Body) or a whole Line. (more or less.)
He also tries if the two sides of the Body are parallel, viz. That the Body be no bigger at the Head than at the Foot; and that he tries by taking half the number of his Proofs, and turning the Heads of them lays them upon the other half of his Proofs, so that if then the Heads and Feet be exactly even upon each other, and that the Heads and Feet neither drive out, nor get in, (Founders and Printers Language, for which see the Table) the two sides of the Body are parallel; but if either the Head or Foot drives out, the two sides of the Body are not parallel, and must therefore be mended.
And as he has examin’d the Sides of the Body so also he examines the thickness of the Letter, and tries if the two Sides of the thickness be also parallel, which [Pg 144] to do, he sets up his Prooves in the Composing-stick with their Nicks upwards. Then taking half of the Prooves, he turns the Heads and lay the Heads upon the Feet of the other half of his Prooves, and if the Heads and Feet lies exactly upon each other and neither drive out or get in the two Sides of the thicknesses are parallel. But if either the Head or Foot drive-out the two Sides of the thicknesses are not parallel; and must therefore be mended.
Next, he considers whether the sides of the Body be straight, first by laying two Letters with their Nicks upwards upon one another, and holding them up in his Fingers, between his Eye and the Light, tries if he can see Light between them: For if the least Light appear between them, the Carriage is not straight. Then he lays the Nicks against one another, and holds them also against the Light, as before: Then he lays both the Nicks outward, and examines them that way, that he may find whether either or both of the Carriages are out of straight.
But we will suppose now the Body somewhat too big, and that it drives out at the Head or Foot; and that the thickness drives out at the Head or Foot and that the Sides of the Body are not straight. These are Faults enough to take the Mold asunder: but yet if there were but one of these Faults it must be taken asunder for that; by unscrewing the Male-Gage, to take the Body off the Carriage, and the Carriage off the Bottom-Plate.
Having found where the Fault of one or both sides of the Body is, he lays the Body down upon the Using File; and if the Fault be extuberant, he rubs the [Pg 145] Extuberancy down, by pressing his Finger or Fingers hard upon the opposite side of the Body, just over the extuberant part; and so rubbing the Body hard forwards on the Using-File, and drawing it lightly backwards, he rubs till he has wrought down the extuberancy, which he examins by applying the Lyner to that side of the Body, and holding it so up between his Eye and the Light, tries whether or not the Lyner ride upon the part that was extuberant; which if it do, the extuberancy is not sufficiently rub’d off, and the former Process must again begin and be continued till the extuberancy be rub’d off. And if the Body were too big, he by this Operation works it down: Because the extuberancy of the Body rid upon the Carriage, and bore it up.
And if the fault be a Dawk, or Hollow in the Body, then he Works the rest of that side of the Body down to the bottom of the Dawk, which by applying the Lyner (as afore) he tryes, and this also lessens the Body.
If the Body drive-out at Head or Foot, he lays the weight of his Fingers heavy at that side or end of the Body which is too thick, and so rubs that down harder.
If the thickness of the Letter, drive-out at Head, or Foot, he Screws the Body into the Vice, and with a flat sharp File, files the Side down at the Head, or Foot. At the same time, if the Shanck of the Letter be not Square, he mends that also, and smooth-files it very well.
[Pg 146]
Then he puts the Mold together again: And melting, (or laying aside) his first Proofs, lest they should make him mistake, he again Casts about twenty New Proofs, and examins by them as before, how well he has mended the Body, and how near he has brought the Body to the size of the Pattern: For he does not expect to do it the First, Second, or Seventh time; but mends on, on, on, by a little at a time, till at last it is so finisht.
If the Body prove too small, it is underlaid with a thick or a thin Asidue; or sometimes a thin Plate of Brass.
Then he examins the Mouth-piece, and sees that the Jaws slide exactly true, upon every part of the Pallat without riding.
If the Throat of the Mouth-piece lie too low, as most commonly it is designed so to do; Then a Plate of Brass of a proper thickness is laid under it to raise it higher.
He also Justifies the Registers, making their Cheeks truly Square. And Screwing them about an n from the Corner of the Body.
He tryes that the Male and Female-Gages fit each other exactly, and lie directly straight along, and parallel to both the Sides of the Carriage.
All this thus performed he needs not (perhaps) take the Mold assunder again. But not having yet consider’d, or examin’d the length of the Shanck of the Letter, he now does; and if it be somewhat too long (as we will suppose by forecast it is) then the Body and Carriage being Screwed together, and both the Halves fitted in their Gages, the Edges of the [Pg 147] Carriage and Body are thus together rub’d upon the Using-File, till the Carriage be brought to an exact length.
Having thus (as he hopes) finisht the justifying of the Mold; and put it together, and Screwed it fast up, he puts the two Halves together, and then Rubs or Slides them hard against one another, to try if he can perceive any little part of the Body Ride upon the Carriage, or Carriage ride upon the Body: To know which of them it is that Rides, or is extuberant, he uses the Liner; applying it to both the Places, as well of the Body as the Carriage: where he sees they have Rub’d or bore upon one another: And which of them that is extuberant, the Edge of the Liner will shew, by Riding upon it: And that part he Files upon with a small flat and very fine File, by little and little, taking off the extuberancy, till the Bodies and Carriages lie exactly flat upon, and close to one another: Which if they do not, the Mold will be sure to Rag.
That the Matrice, and all its parts may be the better understood, as I shall have Occasion to Name them, I have given you a Draft of the Matrice in Plate, 18 at E. and shall here explain its parts.
In the Back or Side behind the Matrice, just behind E is filed in athwart the Back, from the right to the left Side a Notch, to settle and hold the point of the Spring or Wyer of the Mold in, that the Matrice fly or start not back when it is at Work.
As I told you (in §. 11. ¶. 1.) that the Punches are to be made of several Thicknesses, for reasons there shewed; and that therefore the Letter-Cutter makes Wooden Patterns for his several Sizes of Thicknesses as well as Heights; so now I am come to the Sinking of the Punches into the Matrices, I must tell you again that the Letter-Cutter or else the Founder, (either of which that Sinks them; for sometimes it is a Task Incumbent on each of them) considers the Thicknesses of all the Punches he has to Sink, though Heighth he need not consider in Sinking the Matrices: For the Matrices, by reason of their length in Copper upwards and downwards, have Substance enough and to spare, for the longest Letters to be Sunk into them: Therefore I say, he only considers the several Thicknesses of all the Punches, and makes Wooden Patterns for them, marking with a Pen and Inck the number of each size, on the Pattern as before he did for the Steel-Punches: But the Patterns he made for the Steel-Punches will be too Thin for the Copper Matrices: Because the Steel-Punches by Sinking into the Matrices, stretch and force the Sides of the Copper out, and sometimes crack them for want of Substance; [Pg 149] and at other times carry or force the Substance of the Matrice so low with their Sholder if the Letter be broad, that it creates a great Trouble to rub them Flat, (as it is called) because it is done upon the Using-File.
Therefore he makes Wooden Patterns for every of the former siz’d Punches, so thick or rather an n thicker at the least, then he made the Wooden Patterns, that the Steel-Punches were made to be Forged by, that there may be Substance enough on each side the Copper to bear the dilating that the sinking of the Punch into it will make, because the Counter-Puncht-Letters are Thicker by their Stems and Footing or Topping than the Counter-Punches made for them need be.
Therefore (as before) for three sizes of Punches to be Counter-Puncht, he made three several siz’d Patterns; so now for the several siz’d Punches that are to be Sunk into Matrices, he makes three several siz’d Patterns of Wood for the Copper-Smith to draw out Rods of Copper of those several Sizes by, and each of them (as aforesaid) an n, and for the Thick Letters an m (at least) Thicker than the Patterns were made, for the Steel-Punches to be Forged to a size by.
In the Forging of these Copper-Rods, he instructs the Copper-Smith to make Choice of the softest Copper he can get, that the Steel-Punches may run the less hazzard of breaking; and sometimes (if too soft Temper’d) battering their Stroaks.
The Rose Copper is commonly accounted the softest: [Pg 150] But yet I have many times Sunk Punches indifferently into every sort of Copper. Nay, even cast Copper, which is generally accounted the Hardest: Because Copper, as well (as some other Mettals) Hardens with Melting.
These Rods of Copper are (as I told you in §. III. ¶. 1.) to be Cut into small Lengths, each about an Inch and an half long, and a Great-Primmer or Double-Pica deep; and for great Bodyed Letters a Two-lin’d-English deep; But their Thickness not assignable, because of the Different Thicknesses in Letters, both of the same and other Bodies, as in part I shewed, in §. II. and more fully in this present §. and ¶.
The reason why the Copper-Rods are Forg’d so deep, is, That the more substance of Copper may lie under the Face of the Punch: For if the Rod have not a convenient depth, the Face of the Punch in Sinking, does the sooner ingage with the Hardness of the Face of the Stake it is Sunk upon: And having with a few Blows of the Hammer, soon hardned the Copper just under the Face of the Punch, as well the hardness of the small (thus hardned) Body of Copper just under the Face of the Punch, as the Hardness of the Face of the Stake contribute a complycated assistance to the breaking or battering the Face of the Punch. But if the Rod be deep, the Substance of Copper between the Face of the Punch and the Stake is less hardned, and consequently the Punch will Sink the easier, and deeper with less Violence.
[Pg 151]
But sometimes it has happ’ned that for the Sinking one Matrice or two, I have been loath to trouble my self to go to the Copper-Smiths, to get one Forg’d: and therefore I have made shift with such Copper as I have had by me. But when it has not been so deep as I could have wisht it, I have just entred the Punch into the Matrice upon the Stake, and to Sink it deep enough, I have laid it upon a good thick piece of Lead, which by reason of its softness has not hardned the Copper just under the Face of the Punch; but suffered the Punch to do its Office with good Success.
Having cut the Copper-Rods, into fit Lengths with a Cold Chissel, He files the end that is to stand upon the Stool of the Mold exactly square, and the Right-side of the Matrice, that stands against the Carriage and Body, also exactly Square and smooth upon the Using-File. Then he places the filed end, or Bottom upon the Stool, with the Face of the Matrice towards the Carriage and Body, and the Right side of the Matrice, close against the Register: Then if the Punch to be sunck be an ascending Letter. He with a fine pointed Needle, makes a small Race by the upper-side of the Carriage upon the Face of the Matrice, and that Race is a mark for him, to set the top of the Ascending Letter at, when he Sinks it into the Matrice: So that then placing the Punch upright upon the middle of the Thickness of the Matrice, the Matrice lying solid on the Stake: He with the Face of an Hammer sizable to the bigness of his Punch, cautiously knocks upon the Hammer-end of the Punch, with reiterated Blows, till [Pg 152] he have driven the Punch deep enough into the Matrice.
But if it be a short Letter, or a Descending Letter, and not Ascending also: Then he elects any Cast-Letter of the Thickness of the Beard, (as Founders and Printers call it) For which Explanation see the Table, and he lays that Letter upon the Surface of the Carriage, and then placing the Bottom of the Matrice to be Sunk as before, on the Stool, and against the Register, He draws with a Needle as before, a race above the Surface of that Letter, against the Face of the Matrice, and that race is a Mark for him to place the Head of the Letter by. Then managing the Punch and Hammer as before was shewed, he Sinks the Punch into the Matrice.
But here arises a Question, viz. How deep the Punches are to be Sunk into the Matrices? The Answer is, a Thick Space deep, though deeper even to an n would be yet better: Because the deeper the Punches are Sunk, the lower does the Beards stand below the Face, and those Beards when the Cast Letter comes into the Printers Hands to be used, are the less subject to Print, as too oft they do both at Head or Foot of a Page, than when they lie so high that the softness of the Blankets, and Hardness of a Pull, or else carelesness of Running the Carriage of the Press to a considered Mark they would be. But they are seldom Sunk any deeper then a thick Space: and the reason is, because the breaking or battering the Face of the Punch should not be too much hazarded.
[Pg 153]
The many Punches to be Sunk into Matrices for the same Body, are difficult to be Sunk of an equal depth. Therefore I always make a Beard-Gage, as is described in Plate 19 at F, where a b is a Sholder that rests upon the Face of the Matrice, c is the Point or Gage that measures the depth of the Sunken Punch. So that when the Point c just touches the Bottom, and both the Sholders a b the Face of the Matrice, the Punch may be accounted well Sunk as to depth.
But though it be accounted well Sunk for a first Essay, yet can it not be reasonably imagined it is well Sunk for good and all; as well because in Sinking the Punches it has carryed some part of the Surface of the Matrice down below the Face of the Matrice into the Body of the Copper, as because both the Sides are doubtless extorted, and one Side or Part of the Punch Sunk more or less deeper than the other. Wherefore I now come to
Justifying of Matrices is, 1. to make the Face of the Sunken Letter, lie an exact designed depth below the Face of the Matrice, and on all its sides equally deep from the Face of the Matrice. 2. It is to set or Justifie the Foot-line of the Letter exactly in Line. 3. It is to Justifie both the sides, viz. the Right and left sides of a Matrice to an exact thickness.
Therefore to proceed Methodically, he first slightly Files down the Bunchings out that the Punch [Pg 154] made in the Sides of the Matrice; And then slightly Files down all the Copper, on the Face of the Matrice, till the Hollow the Punch made becomes even with the whole Face of the Matrice.
Then he Casts a Proof-Letter or two, and Rubs them: And with the Edge of a Knife cuts out what may remain in the bottom of the Shanck by reason of the un-even breaking, off of the Break that the square bottom of the Shanck may not be born off the Bottom-Ledge of the Lining-Stick.
But having till now said nothing of the Lining-Stick, it is proper before I proceed, to give a Description of it: It is delineated in Plate 19 at G. Where G is the Plain, a the Side-Ledge, b the Bottom-Ledge, c the Stilt, all made of Brass.
The Plain is exactly flat, Straight, and Smooth, that the Shancks of the Letter being likewise so, may lie flat and solidly on it. Its depth between the Bottom-Ledge, and the fore edge is about the length of the Shanck of the Letter: But the whole Plain of Brass is yet deeper; Because the Bottom-Ledge is fastned on it. The Lining-Stick is about two Inches long for small Letters; but longer for Big-Bodyed Letters.
Both Bottom and Side-Ledge, is a thin piece of Brass, from a Scaboard to a Pica thick, according as the Body whose Face and Foot-line is to be Justified in it is bigger or less. These two Ledges is an Inside Square exactly wrought, and with small Rivets fastned on the Side edge, and on the Bottom edge.
[Pg 155]
The Stilt is a thin flat piece of Brass-Plate about a Scaboard thick, and a Double-Pica broad: One of its edges is Soldered to the under-side of the Plain, about a Double-Pica within the fore-edge of the Plain, that the Lining-Stick (when set by with Proof-Letters in it) may not lie flat on its Bottom; but have its fore edge Tilted up, that the Letters in it may rest against the Bottom-Ledge.
Having cut the Notch in the Break of the Letters as aforesaid, He Rubs every side of them on the Stone, with two or three hard Rubs, to take off the small Rags that may happen on the Shanck of the Letter, notwithstanding the Mold is imagined to be very truly made and Justified.
The Stone is commonly a whole Grind-Stone, about eighteen Inches diameter, having both its sides truly Rub’d flat and smooth, by Jostling it (as Masons call it) upon another broad long and flat Stone with Sand and Water. It must have a fine, but very sharp Greet. Now to return.
He places a Quadrat of the same Body, on the Plain of the Lining-stick, and against the Side-Ledge of it He sets up three or four old m’s of the same Body: Then sets up his Proof-Letter or Letters, and after his Proof-Letter three or four old m’s more of the same Body; and being very careful that the Foot of the Shanck of the Letter stands full down against the Bottom-Ledge of the Lining-stick, He applies the edge of the Liner to the Faces of all these Letters: And if he finds that the edge of the Liner just touch (and no more) as well all the parts of his Proof-Letters [Pg 156] as they do upon his old Letters, He concludes his Matrice is Sunk to a true Height against Paper.
But he seldom hopes for so good luck; but does more likely expect the Matrice is Sunk too deep or too shallow, and awry on the right and left side, or on the top or bottom of the Line, for all or any of these Faults the Liner will easily discover. Therefore I shall shew you how he Justifies a Matrice that is too High against Paper.
We will suppose the Face of the Punch is Sunk flat and straight down into the Matrice; but yet it is a little too deep Sunk. Therefore he considers how much it is too deep: If it be but a little too deep, perhaps when the Face of the Matrice shall be made exactly flat (for yet it is but Rough-Filed) it may be wrought down to be just of an Height against Paper. But if the Punch be Sunk so much too deep that the smoothing the flat of the Face on the Using-File will not work it low enough; then with a Bastard-cut flat-File, he takes off (according to his Discretion) so much Copper from the Face of the Matrice as will make it so much nearer as he thinks it wants to the Face of the Letter. But yet considers that the Face of the Matrice is yet to smoothen on the Using-File, and therefore he is careful not to take too much off the Face of the Matrice with the Rough-File.
He is also very careful that when he is to File upon the Face of the Matrice, to Screw the Face of it Horizontally flat in the Vice: And that in Filing upon it, he keeps his File directly Horizontal, as [Pg 157] was shewed, Numb. 1. Fol. 15, 16. Vol. 1. For if he let his right or left hand dip, the File will in its Natural Progress take too much off the side it dips upon, and consequently the Face of the Letter on that side will lie shallower from the Face of the Matrice then it will on the opposite side. The like caution he makes, in Filing between the Top and Bottom of the Matrice on the Face. For if he Files away too much Copper toward the Top or Bottom, the Face of the Letter on its Top or Bottom-Line, will lie on that end shallower from the Face of the Matrice.
Then he considers by his Proof-Letters how much too thick the right or left side of the Matrice is.
I told you in §. 11. ¶. 4. that the Angle the Sholder made with the Face of the Letter, is about 100 Degrees, which is 10 Degrees more then a right Angle or Square. So that if a Letter be Cast and Rub’d just so thick that the Liner when applied to the Shanck of the Letter reaches just to the Sholder, there will be an Angle of 10 Degrees, contained between the edge of the Liner and the Straight Line that proceeds from the Sholder at the Shanck, to the outer-edge of the Face of the Letter. And if two Letters be thus Cast and Rub’d and Set together, the Angle contained between their Shancks, and the outer-edge of the Face of the Letter will be 20 Degrees, which is too wide by half for the Faces of two Letters to stand assunder. Therefore the sides of the Matrice must be so Justified, that when the Shancks of two Letters stand close together, the Angle between [Pg 158] both the Shancks, and the adjacent outer-edges of the Faces of the Letters may both make an Angle of about 10 Degrees as aforesaid, which is a convenient distance for two Letters to stand assunder at the Face. But to do which, If the right-side be too thick, the Register of the under-half of the Mold, being (as I said) hard screw’d, so as to stand about an n off the edge of the Body towards the right hand; He places the Foot of the Matrice on the Stool, and the right-side of the Matrice close against the Register, and observes how much too thick that side of the Matrice is: For so much as the right-hand edge of the Orifice of the Matrice stands on the left-hand side of the Body, so much is the Right-side of the Matrice too thick, and must by several offers be Filed away with a Bastard-Cut-File, not all at once, least (ere he be aware) he makes that side of the Matrice too thin, which will be a great dammage to the Matrice, and cannot be mended but with a Botch, as shall in proper place be shewed.
Having by several proffers wrought the right-side of the Matrice thus near its thickness, he proceeds to Justifie the left side also. But this side must be Justified by the upper half of the Mold; By turning the top of the Matrice downwards, and placing the left side of it (now the right-side) against the Register, and works away the left side in all respects as he did the right-side; still being very cautious he takes not to much Copper away at once.
To Justifie the Letter in Line he examins the Proof-Letter (yet standing in the Lining-Stick) and applies [Pg 159] the Liner to the Foot-line: And if the Liner touch all the way upon the Foot-line of the Proof-Letter and the Foot-Line of all the old m’s, that Matrice is Justified in Line. But this also very rarely happens at first, for by design it is generally made to stand too low in Line: Because the Bottom of the Matrice may by several proffers be Filed away till the Letter stand exactly in Line. But should he take too much off the Bottom of the Matrice, it cannot be made to stand lower without another Botch.
Nor does he reckon that this first Operation, or perhaps several more such, shall Justifie the Matrice in Line. But after bringing both the sides of the Matrice thus near, and also bringing the Matrice thus near the Line. He Casts another Proof-Letter or two, and Rubbing all the sides of their Shancks, as before was shew’d, he tries by Rubbing the Letters how near he has brought the thickness of both the sides: For when the sides of the Matrice are brought just to such a thickness, that the Shanck of the Letter (Cast in the Mold) Rubs flat half way up beyond the Beard towards the Face of the Letter, the Matrice is of a convenient thickness, and there the Angle from the Beard of the Shanck, to the outer-edge of two Letters set together, will make an Angle of about 10 degrees as aforesaid, which being about one third part of a thin Space is a convenient distance for the adjacent edges of two Letters to stand assunder: But yet Founders sometimes to Get in or drive-out, Cast the Letters thinner or thicker, and consequently their Faces stand closer or wider assunder, [Pg 160] which is unseemly when the Letter comes to be Printed.
Then he sets the Proof-Letters in the Lining-Stick, between four or five old m’s as before, and with the Liner examins again how well these Proof-Letters stand in Line with the old m’s, which if they do not, he Reiterates the former Operations so oft, till the sides and Line of the Matrice is Justified, and at every Operation Casts new Proof-Letters to examine the thickness of both the Sides, and how well the Matrice is Justified to Stand in Line.
The Matrice being now Justified, he Files a Leather-Groove round about it, viz. a Notch (made properest with a three square File) within about a thick Scaboard of the top of the Matrice, to tie the Leather fast to.
He also Files another Notch in the back-side of the Matrice athwart it, to rest the point of the Wyer or Spring in. But this Notch must by no means be made before the Matrice be Justified to its true Height against Paper: Because when this Notch is made, the Punch cannot again be struck in the Matrice; For that the Matrice will not lie solid on the Stake in that place.
Matrices are sometimes either through a careless, or sometimes through an unlucky stroak or two of the File made too thin. And sometimes the Foot of the Matrice is too much taken away, and the Letter by [Pg 161] that means stands too high in Line: And sometimes the Face of the Matrices is too much taken away; So that the Letter will not stand High enough against Paper.
To remedy all or any part of these inconveniencies, Founders are forced to make Botches on the Matrice: As first, If the Matrice be too thin on the right or left-ide, or both; They prick up that side, by laying the Matrice flat on the Work-Bench, with the thin side upwards, and holding the point of a Punch-Graver aslope upon the thin side, with an Hammer drive the point into the thin side of the Matrice, and so raise a Bur upon that side; which Bur (though it thicken not the Matrice, yet it) makes the side of the Matrice stand off the Register, and consequently is equevalent to thickning it.
The higher this Bur is raised, the better is the Matrice Botcht; because the thin fine points thus raised (if not pretty well flatted into the Substance of the Bur) will quickly either wear off by the pressure of the Register against them, or else flatten into the Body of the Bur, and both ways makes the Matrice again too thin.
Sometimes they do not Botch the Matrice thus for this fault; but only Paste a piece of Paper, or a Card, (according as it may want thickness) against the thin side of the Matrice and so thicken it.
But to mend the sides I use another Expedient, viz. by Soldering a piece of Plate-Brass against its thin side or sides, which is much better than Botching it.
[Pg 162]
Secondly, If the Matrice be filed away too much at the Foot, they knock it up with the Pen of the Hammer; and stretch it between the Foot and the Orifice of the Matrice, and then Justifie it again in Line. Or a piece may be Soldered under the Foot.
Thirdly, If the Face of the Matrice be too much taken away, and either the Punch spoiled or the Notch in the back of the Matrice made so, as it cannot be Sunken deeper, they raise a Bur on the Face, as they did on the thin sides, to keep the Matrice off the Carriages and Bodies which Lengthens the height of the Letter against Paper so much as is the height of the raised Bur. But of all the Botches this is the worst, because the Beard lies now nearer the Face: And the hollow standing off of the Face of the Matrice from the Carriages and Bodies, subjects the Mettal to run between them, and so pesters the Workman to get the Letter out of the Mold and Matrice.
HAving Justified the Mold and Matrice, we come now to Casting of Letters: But yet we have neither Furnance, Mettal, or Ladle. Wherefore it is the Founders care, first to provide these.
The Furnance I have described in Plate 20. It is built of Brick upright, with four square sides and a Stone on the top, in which Stone is a wide round hole for the Pan to stand in.
[Pg 163]
The Hearth lies seven Inches below the top of the round Hole, and hath under it another round Iron-Ring of the same demensions with the first, on which straight Iron-Bars are fastened that the Fire is laid on.
In the round Iron-Ring (or rather Segment) on the top of the Furnance is set the Pan, which is either a Plate Ladle, or a small Cast-Iron Kettle that sinks into it within two Inches of the Brims of the Pan.
The Mettal Founders make Printing-Letters of, is Lead hardned with Iron: Thus they chuse stub-Nails for the best Iron to Melt, as well because they are asured stub-Nails are made of good soft and tough Iron, as because (they being in small pieces of Iron) will Melt the sooner.
To make the Iron Run, they mingle an equal weight of Antimony (beaten in an Iron-Morter into small pieces) and stub-Nails together. And preparing so many Earthen forty or fifty pounds Melting-Pots (made for that purpose to endure the Fire) as they intend to use: They Charge these Pots with the mingled Iron and Antimony as full as they will hold.
[Pg 165]
Every time they Melt Mettal, they build a new Furnance to melt it in: This Furnance is called an Open Furnance; because the Air blows in through all its sides to Fan the Fire: They make it of Bricks in a broad open place, as well because the Air may have free access to all its sides, as that the Vapours of the Antimony (which are Obnoxious) may the less offend those that officiate at the Making the Mettal: And also because the Violent Fire made in the Furnance should not endanger the Firing any adjacent Houses.
They consider before they make the Furnance how many Pots of Mettal they intend to Melt, and make the Furnance sizable to that number: We will suppose five Pots. Therefore they first make a Circle on the Ground capable to hold these five Pots, and wider yet by three or four Inches round about: Then within this Circle they lay a Course of Bricks close to one another to fill the Plain of that Platform, with their broad or flat sides downwards, and their ends all one way, and on this Course of Bricks they lay another Course of Bricks as before, only the Lengths of this Course of Bricks lies athwart the Breadths of the other Course of Bricks: Then they lay a third Course of Bricks with their lengths cross the Breadth of the second Course of Bricks.
Having thus raised a Platform, they place these five Pots in the middle of it close to one another, and then on the Foundation or Platform raise the Furnance round about by laying the Bricks of the first Lay end to end and flat, close to one another: [Pg 166] On the second Lay, they place the middle of a Brick over a Joynt (as Brick-layers call it) that is where the ends of two Bricks joyn together, and so again lay Bricks end to end till they Trim round the Platform. Then they lay a third Lay of Bricks, covering the Joynts of the second Lay of Bricks as before: So is the Foundation finisht.
Then they raise the Walls to the Furnance on this Foundation; But do not lay the ends of their Bricks close together. But lay the ends of each Brick about three Inches off each other, to serve for Wind-holes till they Trim round about: Then they lay another Lay of Bricks leaving other such Wind-holes over the middle of the last Lay of Bricks, and so Trim as they work round either with half Bricks or Bats that the Wind-holes of the last Lay may be covered: And in this manner and order they lay so many Lays till the Walls of the Furnance be raised about three Bricks higher than the Mouths of the Melting-Pots, still observing to leave such Wind-holes over the middle of every Brick that lies under each Lay.
Then they fill the sides of the Furnance round about the Melting-Pots, and over them with Charcoal, and Fire it at several Wind-holes in the bottom till it burn up and all over the Furnance, which a moderate Wind in about an Hours time will do: And about half an Hours time after they lay their Ears near the Ground and listen to hear a Bubling in the Pots; and this they do so often till they do hear it. When they hear this Bubling, they conclude the Iron is melted: But yet they will let it stand, perhaps half an hour longer or more, according as they guess [Pg 167] the Fire to be Hotter or Cooler, that they may be the more assured it is all throughly Melted. And when it is Melted the Melting Pot will not be a quarter full.
And in or against that time they make another small Furnance close to the first, (to set an Iron-Pot in, in which they Melt Lead) on that side from whence the Wind blows; Because the Person that Lades the Lead out of the Iron-Pot (as shall be shewed by and by) may be the less annoyed with the Fumes of the Mettal, in both Furnances. This Furnance is made of three or four Course of Bricks open to the windward, and wide enough to contain the designed Iron-Pot, with room between it and the sides to hold a convenient quantity of Charcoal under it, and about it.
Into this Iron-Pot they put for every three Pound of Iron, about five and twenty pounds of Lead. And setting Fire to the Coals in this little Furnance they Melt and Heat this Lead Red-hot.
Hitherto a Man (nay, a Boy) might officiate all this Work; But now comes Labour would make Hercules sweat. Now they fall to pulling down so much of the side of the open Furnance as stands above the Mouth of that Melting-Pot next the Iron-Pot, And having a thick strong Iron Ladle, whose Handle is about two Yards long, and the Ladle big enough to hold about ten Pounds of Lead, and this Ladle Red-hot that it chill not the Mettal, they now I say with this Ladle fall to clearing this first Melting-Pot of all the Coals or filth that lie on the top of the Melted Mettal: while another Man at the same time [Pg 168] stands provided with a long strong round Iron Stirring Poot; the Handle of which Stirring Poot is also about two Yards long or more, and the Poot it self almost twice the length of the depth of the Melting Pot. This Poot is nothing but a piece of the same Iron turned to a square with the Handle: And this Poot is also in a readiness heated Red-hot.
Now one Man with the Ladle Lades the Lead out of the Iron-Pot into the Melting Pot, while the other Man with the Poot stirs and Labours the Lead and Mettal in the Melting Pot together till they think the Lead and Mettal in the Melting Pot be well incorporated: And thus they continue Lading and Stirring till they have near filled the Melting Pot.
Then they go to another next Melting-Pot, and successively to all, and Lade and stir Lead into them as they did into the first. Which done the Mettal is made: And they pull down the Walls of the Open Furnance, and rake away the Fire that the Mettal may cool in the Pots.
Now (according to Custom) is Half a Pint of Sack mingled with Sallad Oyl, provided for each Workman to Drink; intended for an Antidote against the Poysonous Fumes of the Antimony, and to restore the Spirits that so Violent a Fire and Hard Labour may have exhausted.
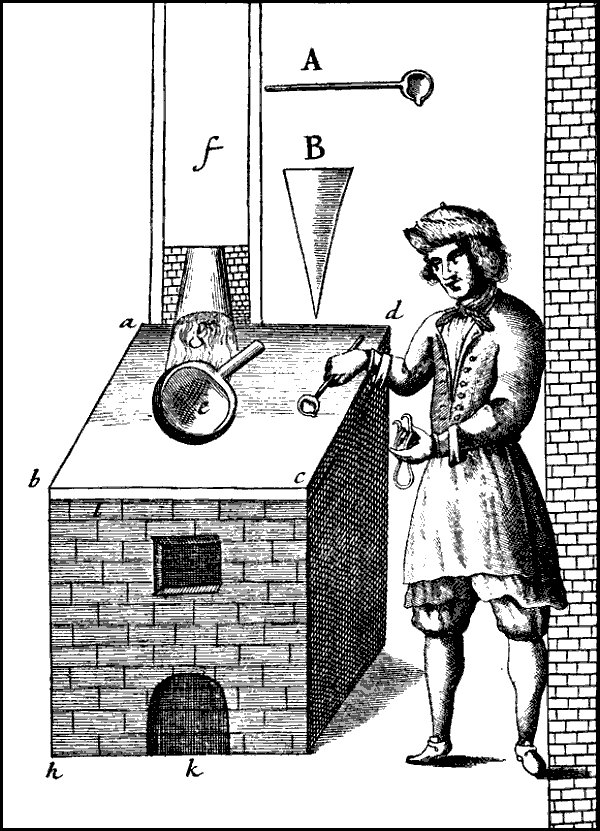
[Pg 169]
Letter-Ladles differ nothing from other common Ladles, save in the size: Yet I have given you a Draft of one in Plate 20 at A. Of these the Caster has many at Hand, and many of several sizes that he may successively chuse one to fit the several sizes of Letters he has to Cast; as well in Bodies as in Thicknesses.
BEfore the Caster begins to Cast he must kindle his Fire in the Furnance, to Melt the Mettal in the Pan. Therefore he takes the Pan out of the Hole in the Stone, and there lays in Coals and kindles them. And when it is well kindled, he sets the Pan in again, and puts Mettal into it to Melt. If it be a small Bodyed-Letter he Casts, or a thin Letter of Great Bodies, his Mettal must be very hot; nay, sometimes Red-hot to make the Letter Come. Then having chose a Ladle that will hold about so much as the Letter and Break is, he lays it at the Stoking-hole, where the Flame bursts out to heat. Then he ties a thin Leather cut into such a Figure as is described in Plate 20 at B with its narrow end against the Face to the Leather-Groove of the Matrice, by whipping a Brown Thread twice about the Leather-Groove, and fastning the Thread with a Knot. Then he puts both Halves of the Mold together, and puts [Pg 170] the Matrice into the Matrice Cheek, and places the Foot of the Matrice on the Stool of the Mold, and the broad end of the Leather upon the Wood of the upper half of the Mold, but not tight up, lest it might hinder the Foot of the Matrice from Sinking close down upon the Stool in a train of Work. Then laying a little Rosin on the upper Wood of the Mold, and having his Casting Ladle hot, he with the bolling side of it Melts the Rosin; And when it is yet Melted presses the broad end of the Leather hard down on the Wood, and so fastens it to the Wood. All this is Preparation.
Now he comes to Casting. Wherefore placing the under-half of the Mold in his left hand, with the Hook or Hag forward, he clutches the ends of its Wood between the lower part of the Ball of his Thumb and his three hind-Fingers. Then he lays the upper half the Mold upon the under-half, so as the Male-Gages may fall into the Female-Gages, and at the same time the Foot of the Matrice place it self upon the Stool. And clasping his left-hand Thumb strong over the upper half of the Mold, he nimbly catches hold of the Bow or Spring with his right-hand Fingers at the top of it, and his Thumb under it, and places the point of it against the middle of the Notch in the back-side of the Matrice, pressing it as well forwards towards the Mold, as downwards by the Sholder of the Notch close upon the Stool, while at the same time with his hinder-Fingers as aforesaid, he draws the under-half of the Mold towards the Ball of his Thumb, and thrusts by the Ball of his Thumb the upper part towards his Fingers, [Pg 171] that both the Registers of the Mold may press against both sides of the Matrice, and his Thumb and Fingers press both Halves of the Mold close together.
Then he takes the Handle of his Ladle in his right Hand, and with the Boll of it gives a stroak two or three outwards upon the Surface of the Melted Mettal to scum or clear it from the Film or Dust that may swim upon it. Then takes up the Ladle full of Mettal, and having his Mold as aforesaid in his left hand, he a little twists the left side of his Body from the Furnance, and brings the Geat of his Ladle (full of Mettal) to the Mouth of the Mold, and twists the upper part of his right-hand towards him to turn the Mettal into it, while at the same moment of Time he Jilts the Mold in his left hand forwards to receive the Mettal with a strong Shake (as it is call’d) not only into the Bodies of the Mold, but while the Mettal is yet hot, running swift and strongly into the very Face of the Matrice to receive its perfect Form there, as well as in the Shanck.
Then he takes the upper half of the Mold off the under-half, by placing his right-Hand Thumb on the end of the Wood next his left-Hand Thumb, and his two middle-Fingers at the other end of the Wood, and finding the Letter and Break lie in the under-Half of the Mold (as most commonly by reason of its weight it does) he throws or tosses the Letter Break and all upon a Sheet of Waste-Paper laid for that purpose on the Bench just a little beyond his left hand, and is then ready to Cast another Letter as before, [Pg 172] and also the whole number that is to be Cast with that Matrice.
But sometimes it happens that by a Shake, or too big a Ladle, the Mettal may spill or slabber over the Mouth of the upper Half of the Mold, so that the spilt Mettal sticking about the outsides of the Mouth, may lift the Letter off the under-half of the Mold, and keep it in the upper half. Therefore he with the point of the Hag in the Wood of the under-half of the Mold, picks at the hollow in the fore part of the Break made by the Shaking out of the Mettal, and draws Break and Letter both out. It sometimes sticks in the under-half of the Mold by the same cause, and then he uses the point of the Hag in the upper half of the Mold, to pick or hale it out, as before.
It also sometimes sticks when any of the Joynts of the Mold open never so little, the Mettal thus getting in between those Joynts: But this fault is not to be indured, for before he can Cast any more, this fault must be mended.
But besides Letters, there is to be Cast for a perfect Fount (properly a Fund) Spaces Thick and Thin, n Quadrats, m Quadrats and Quadrats. These are not Cast with Matrices but with Stops (as we may call them) Because when these are Cast they are all shorter than the Shanck of the Letter, that they may not Print. Therefore they take off the Register of the under-Half Mold, and fit a piece of Plate-Brass about a Brevier Thick and a Brevier longer than to reach to the edge of the Body in the place of the Register, and drill a hole in this Plate-Brass right against [Pg 173] the Hole in the Carriage that the Female-Screw lies in: This Hole is made so wide that the Male-Screw which screwed the Register close to the Carriage and Body may enter in at it, and screw this Plate-Brass close to them, as it did the Register: Then they make a mark with the point of a Needle on the Plate-Brass just against the side of the Edge of the Body, and at this mark they double down the end of the Plate-Brass inwards to make a perfect Square with the inside of the whole Plate. This doubling down is called the Stop aforesaid, and must be made just so thick as they design the Thin or Thick Space to be, and must have its Upper and Under-Edges filed so exactly to the Body, that it may lie close upon the Under-Carriage, and just even so high as the upper-side of the Body. So that when the Upper half of the Mold is placed on the under-Half, and Mettal Cast in at the Mouth (as before) the Mettal shall descend no deeper between the two Bodies then just to his Stop: You must note that this Stop must be filed exactly true as to Body and Thickness: For if it be never so little too big in Body, the Carriage of the Mold will ride upon it and make the Body of the Space bigger. Or if the Body be never so little too little, the Hot Mettal will run beyond the Stop; both which Miscarriages in making the Stop, spoil the Space.
If the Space be too short, they File the end of the Stop shorter.
This Brevier thick Plate will be thick enough for Stops for the Thin or Thick Spaces of any Body though of Great-Cannon, and for the n Quadrat Stop [Pg 174] of any Body under a Great Primmer. And for the m Quadrat Stop of all to a Brevier and all Bodies under it. But for Stops that require to be Thicker then a Brevier, instead of doubling the Stop inwards on the Plate, I Solder on the inside of that end of the Plate a Stop full big enough in Body, and big enough in Thickness for the Quadrat I intend to make, and afterwards file and fit the Stop exactly as before.
When they Cast these Spaces or Quadrats, this Stop is always screwed fast upon the Carriage of the under-Half Mold as aforesaid. So that they only fit the upper half Mold on the under, and Cast their Number almost twice as quick as they do the Letters in Matrices.
It is generally observed by Work-men as a Rule, That when they Cast Quadrats they Cast them exactly to the Thickness of a set Number of m’s or Body, viz. two m’s thick, three m’s thick, four m’s thick, &c. And therefore the Stops aforesaid must all be filed exactly to their several intended thicknesses, The reason is, that when the Compositer Indents any Number of Lines, he may have Quadrats so exactly Cast that he shall not need to Justifie them either with Spaces or other helps.
1. If the Letter be a small Body, it requires a Harder Shake than a great Body does: Or if it be a thin Letter though of a greater Body, especially [Pg 175] small i, being a thin Letter its Tittle will hardly Come; So that sometimes the Caster is forced to put a little Block-Tin into his Mettal, which makes the Mettal Thinner, and consequently have a freer flux to the Face of the Matrice.
2. He often examines the Registers of the Mold, by often Rubbing a Cast Letter: For notwithstanding the Registers were carefully Justified before, and hard screwed up; yet the constant thrusting of both Registers against the sides of the Matrice, may and often do force them more or less to drive backwards. Or a fall of one half or both Halfs of the Mold, may drive them backwards or forwards: Therefore he examins, as I said, how they Rub, whether too Thick or too Thin. And if he see Cause, mends the Registers, as I shew’d §. 5. ¶. 2.
Or if the Matrice be Botcht, as I shew’d you §. 5. ¶. 3. then those Botches (being only so many fine points rising out of the Body of the Copper of the Matrice) may with so many reiterated pressures of the Registers against them, flatten more and more, and press towards the Body of the Matrice, and consequently make the Letter Thinner: Which if it do, this must be mended in the Matrice by re-raising it to its due Thickness.
3. He pretty often examins, as I shew’d in §. 5. ¶. 2. how the Letters stand in Line: For when great Numbers are Cast with one Matrice, partly by pressing the point of the Wyer against the Bottom-Sholder of the Notch in the back-side of the Matrice, and partly by the softness of the matter of his Matrice and hardness of the Iron-stool, the Foot of the Matrice (if [Pg 176] it wear not) may batter so much as to put the Letter out of Line. This must be mended with a Botch, viz. by knocking up the Foot of the Matrice, as I shew’d §. 5. ¶. 3.
A Workman will Cast about four thousand of these Letters ordinarily in one day.
Breaking off is commonly Boys-work: It is only to Break the Break from the Shanck of the Letter. All the care in it is, that he take up the Letter by its Thickness, not its Body (unless its Thickness be equal to its Body) with the fore-inger and Thumb of his right Hand as close to the Break as he can, lest if when the Break be between the fore-Finger and Thumb of his left hand, the force of Breaking off the Break should bow the Shanck of the Letter.
Rubbing of Letters is also most commonly Boys-work: But when they do it, they provide Finger-stalls for the two fore-Fingers of the right-Hand: For else the Skin of their Fingers would quickly rub off with the sharp greet of the Stone. These Finger-stalls are made of old Ball-Leather or Pelts that Printers have done with: Then having an heap of one sort of Letters lying upon the Stone before them, with the left hand they pick up the Letter to be Rub’d, and lay it down in the Rubbing place with [Pg 177] one of its sides upwards they clap the Balls of the fore-Finger and middle-Finger upon the fore and hinder-ends of the Letter, and Rubbing the Letter pretty lightly backwards about eight or nine Inches, they bring it forwards again with an hard pressing Rub upon the Stone; where the fore-Finger and Thumb of the left-Hand is ready to receive it, and quickly turn the opposite side of the Letter, to take such a Rub as the other side had.
But in Rubbing they are very careful that they press the Balls of their Fingers equally hard on the Head and Foot of the Letter. For if the Head and Foot be not equally prest on the Stone, either the Head or Foot will drive-out when the Letters come to be Composed in the Stick; So that without Rubbing over again they cannot be Drest.
Amongst the Italick-Letters many are to be Kern’d, some only on one side, and some both sides. The Kern’d-Letters are such as have part of their Face hanging over one side or both sides of their Shanck: These cannot be Rub’d, because part of the Face would Rub away when the whole side of the Shanck is toucht by the Stone: Therefore they must be Kern’d, as Founders call it: Which to do, they provide a small Stick bigger or less, according as the Body of the Letter that is to be Kern’d. This Kerning-stick is somewhat more than an Handful long, and it matters not whether it be square or round: But if it be square the Edges of it must be pretty [Pg 178] well rounded away, lest with long usage and hard Cutting they Gall the Hand. The upper-side of this Kerning-Stick is flatted away somewhat more than the length of the Letter, and on that flat part is cut away a flat bottom with two square sides like the Sides or Ledges of the Lining-stick to serve for two Sholders. That side to be Kern’d and scrap’d, is laid upwards, and its opposite side on the bottom of the Kerning-stick with the Foot of the Letter against the bottom Sholder, and the side of the Letter against the side Sholder of the Kerning-stick.
He also provides a Kerning-Knife: This is a pretty strong piece of a broken Knife, about three Inches long, which he fits into a Wooden-Handle: But first he breaks off the Back of the Knife towards the Point, so as the whole edge lying in a straight line the piece broken off from the back to the edge may leave an angle at the point of about 45 Degrees, which irregular breaking (for so we must suppose it) he either Grinds or Rubs off on a Grind-stone. Then he takes a piece of a Broom-stick for his Handle, and splits one end of it about two Inches long towards the other end, and the split part he either Cuts or Rasps away about a Brevier deep round about that end of the Handle. Then he puts about an Inch and an half of his broken blade into the split or slit in the Handle, and ties a four or five doubled Paper a little below the Rasped part of the Handle round about it, to either a Pica or Long-Primmer thick of the slit end of the Handle. This Paper is so ordered that all its sides round about shall stand equally distant from all [Pg 179] the Rasped part of the Handle: For then setting the other end of the Handle in Clay, or otherwise fastening it upright, when Mettal is poured in between the Rasped part of the Handle and the Paper about it, that Mettal will make a strong Ferril to the Handle of the Knife. The irregularities that may happen in Casting this Ferril may be Rasped away to make it more handy and Handsome.
Now to return again where I left off. Holding the Handle of the Kerning-stick in his left hand, He lays the side of the Letter to be Kern’d upwards with the Face of the Letter towards the end of the Kerning-stick: the side of the Letter against the side Sholder of the Kerning-stick, and the Foot of the Letter against the bottom Sholder of the Kerning-stick, and laying the end of the Ball of his left-Hand Thumb hard upon the Shanck of the Letter to keep its Side and Foot steddy against the Sholders of the Kerning-stick, he with the Kerning-Knife in his right-Hand cuts off about one quarter of the Mettal between the Beard of the Shanck and the Face of the Letter. Then turning his Knife so as the back of it may lean towards him, he scrapes towards him with the edge of the Knife about half the length of that upper-side, viz. about so much as his Thumb does not cover: Then he turns the Face of the Letter against the lower Sholder of the Kerning-stick, and scraping fromwards him with a stroak or two of his Knife smoothens that end of the Letter also.
If the other side of the Letter be not to be Kern’d [Pg 180] it was before Rub’d on the Stone, as was shewed in the last ¶: But if it be to be Kern’d, then he makes a little hole in his Kerning-stick, close to the lower Sholder of it and full deep enough to receive all that part of the Face of the Letter that hangs over the Shanck, that the Shanck of the Letter may lie flat and solid on the bottom of the Kerning-stick, and that so the Shanck of the Letter bow not when the weight of the hand presses the edge of the Kerning-Knife hard upon it. Into this hole he puts (as before said) so much of the Face of the Letter as hangs over the side of the Shanck, and so scrapes the lower end of the Letter and Kerns the upper end, as he did the former side of the Letter.
I described in §. 5. ¶. 2. the Lining-stick, But now we are come to Setting up, or Composing of Letters. The Founder must provide many Composing-Sticks; five or six dozen at the least. These Composing-sticks are indeed but long Lining-sticks, about seven or eight and twenty Inches long Handle and all: Whereof the Handle is about three Inches and an half long: But as the Lining-stick I described was made of Brass: So these Composing-sticks are made of Beech-Wood.
When the Boy Sets up Letters (for it is commonly Boys-Work) The Caster Casts about an hundred Quadrats of the same Body about half an Inch broad at least, let the Body be what it will, and of [Pg 181] the length of the whole Carriage, only by placing a flat Brass or Iron Plate upon the Stool of the Mold close against the Carriage and Body, to stop the Mettal from running farther.
The Boy (I say) takes the Composing-stick by the Handle in his left hand, clasping it about with his four Fingers, and puts the Quadrat first into the Composing-stick, and lays the Ball of his Thumb upon it, and with the fore-Finger and Thumb of his right-Hand, assisted by his middle-Finger to turn the Letter to a proper position, with its Nick upwards towards the bottom side of the Composing-stick; while it is coming to the Stick, he at the same time lifts up the Thumb of his left-Hand, and with it receives and holds the Letter against the fore-side of the Quadrat, and after it, all the Letters of the same sort, if the Stick will hold them, If not he Sets them in so many Sticks as will hold them: Observing to Set all the Nicks of them upwards, as aforesaid. And as he Set a Quadrat at the beginning of the Composing-stick, so he fills not his Stick so full, but that he may Set another such Quadrat at the end of it.
1. If they Drive a little out at Head or Foot, so little as not to require new Rubbing again, then he holds his Thumb harder against the Head or Foot, so as to draw the Driving end inward: For else when they come to Scraping, and Dressing the Hook of the [Pg 182] Dressing-Hook drawing Square, will endanger the middle or some other part of Letters in the Stick to Spring out: And when they come into the Dressing-block, the Knots of the Blocks drawing also square subject them to the same inconvenience. And if they Drive out at the Head, the Feet will more or less stand off one another: So that when the Tooth of the Plow comes to Dress the Feet, it will more or less job against every Letter, and be apt to make a bowing at the Feet, or at least make a Bur on their sides at the Feet.
2. When Short-Letters are begun to be Set up in a Stick, the whole Stick must be fill’d with Short-Letters: Because when they are Dressing, the Short Letters must be Bearded on both sides the Body: And should Short-Letters or Ascending or Descending or Long stand together, the Short cannot be Bearded because the Stems of the Ascending or Descending or Long-Letters reach upon the Body to the Beard: So that the Short-Letters cannot be Bearded, unless the Stems of the other Letters should be scraped off.
3. When Long-Letters are begun to be Set up in the Stick, none but such must fill it, for the reason aforesaid.
4. If any Letters Kern’d on one side be to be Set up, and the Stems of the same Letters reach not to the opposite Beard as s or f, in Setting up these or such like Letters, every next Letter is turned with its Nick downwards, that the Kern of each Letter may lie over the Beard of its next. But then they must be all Set up again with a [Pg 183] Short-Letter between each, that they may be Bearded.
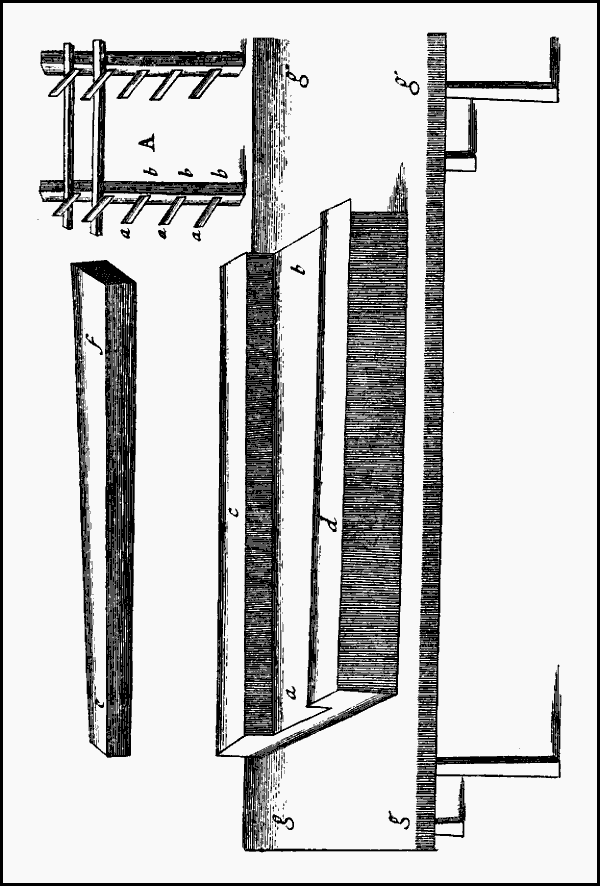
As every Stick-full is set up, he sets them by upon the Racks, ready for the Dresser to Dress, as shall be shewed in the next §.
The Racks are described in Plate 21. at A. They are made of Square Deal Battens about seven Inches and an half long, as at a b a b a b, and are at the ends b b b let into two upright Stiles, standing about sixteen Inches and an half assunder, and the fore-ends of the Racks mounting a little, that when Sticks of Letters is Set by on any two parallel Racks, there may be no danger that the Letters in them shall slide off forward; but their Feet rest against the Bottom-Ledges of the Composing-sticks. They set by as many of these Sticks with Letter in them, as will stand upon one another between every two Rails, and then set another pile of Sticks with Letter in them before the first, till the length of the Rail be also filled with Sticks of Letter before one another. They set all the Sticks of Letters with their ends even to one another with the Faces of the Letter forwards.
This Frame of Racks is always placed near the Dressing-Bench, that it may stand convenient to the Letter-Dressers Hand.
THere be several Tools and Machines used to the Dressing of Letters: And unless I should describe them to you first, you might perhaps in my following discourse not well understand [Pg 184] me: Wherefore I shall begin with them: They are as follows.
Of each of these in order.
I need give no other Description of the Dressing-sticks, than I did in the last §. and ¶. of the Composing-Sticks: Only they are made of hard Wood, and of greater Substance, as well because hard Wood will work smoother than soft Wood, as because greater Substance is less Subject to warp or shake than smaller Substance is. And also because hard Wood is less Subject to be penetrated by the sharpness of the Bur of the Mettal on the Letters than the soft.
The Block-Grove is described in Plate 21. a b. The Groove in which the Blocks are laid, two Inches deep, and seven Inches and an half wide at one end, and seven Inches wide at the other end: One of the Cheeks as c is three Inches and an half broad at one end, and three Inches broad at the other end, and the other Cheek three Inches broad the whole [Pg 185] Length: The Length of these Cheeks are two and twenty Inches.
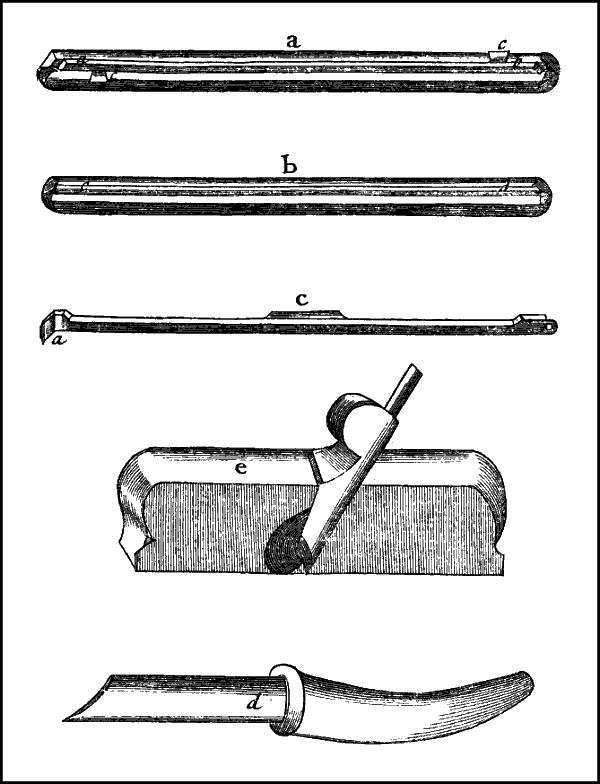
The Wedge e f is seven and twenty Inches and an half long, two Inches broad at one end, and three Inches and an half broad at the other end; And two Inches deep.
g g g g The Bench on which the Dressing-Blocks are placed, are about sixteen Inches broad, and two Foot ten Inches high from the Floor. The Bench hath its farther Side, and both ends, railed about with slit-Deal about two Inches high, that the Hook, the Knife, and Plow, &c. fall not off when the Workman is at Work.
The Blocks are described in Plate 21 at a b: They are made of hard Wood. These Blocks are six and twenty Inches long, and each two Inches square. They are Male and Female, a the Male, b the Female: Through the whole Length of the Male-Block runs a Tongue as at a b, and a Groove as at c d, for the Tongue of the Plow to run in; This Tongue is about half an Inch thick, and stands out square from the upper and under-sides of the Block. About three Inches within the ends of the Block is placed a Knot as at c c: These Knots are small square pieces of Box-wood, the one above, and the other below the Tongue.
The Female Block is such another Block as the Male Block, only, instead of a Tongue running through the length of it a Groove is made to receive the Tongue of the Male-Block, and the Knots in this Block are made at the contrary ends, that when the Face of a Stick of Letter is placed on the [Pg 186] Tongue the Knot in the Male-Block stops the Stick of Letter from sliding forwards, while the other Knot in the Female-Block at the other end, by the knocking of a Mallet on the end of the Block forces the Letter between the Blocks forwards, and so the whole Stick of Letters between these two Knots are screwzed together, and by the Wedge e f in Plate 21 (also with the force of a Mallet) Wedges the two Blocks and the Stick of Letter in them also tight, and close between the sides of the two Blocks; that afterwards the Plow may more certainly do its Office upon the Foot of the Letter; as shall be shewed hereafter.1
The Dressing-Hook is described in Plate 21 at c. This is a long square Rod of Iron, about two Foot long and a Great-Primmer square: Its end a is about a two-Lin’d-English thick, and hath a small Return piece of Iron made square to the under-side of the Rod, that when the whole Dressing-Hook is laid along a Stick of Letter, this Return piece or Hook may, when the Rod is drawn with the Ball of the Thumb, by the Knot on the upper-side of it at c, draw all the Letter in the Stick tight and close up together, that the Stick of Letter may be Scraped, as shall be shewed.
[Pg 187]
The Dressing-Knife is delineated at d in Plate 21. It is only a short piece of a Knife broken off about two Inches from the Sholder: But its Edge is Basil’d away from the back to the point pretty suddenly to make it the stronger: The Sprig or Pin of the Handle is commonly let into an Hole drilled into a piece of the Tip of an Harts-horn, as in the Figure and is fastned in with Rosen, as other Knives are into their Handles.
The Plow is delineated in Plate 21 at e: It is almost a common Plain (which I have already described in Vol. 1. Numb. 4. Plate 4. and §. 2 to 9.) only with this distinction, that through the length of the Sole runs such a Tongue, as does through the Male-Block to slide tight and yet easily through the Groove made on the top of the Male-block: Its Blade makes an Angle of 60 Degrees with the Sole of it.
The Letter-Dresser hath (as I told you before) his Letter Set up in Composing-sticks, with their Nicks upwards, and those Sticks set upon the Racks: Therefore he takes one Stick off the Racks, and placing the Handle of the Composing-stick in his left hand, [Pg 188] he takes the contrary end of the Dressing-stick in his right-hand, and laying the Back of the Dressing-stick even upon or rather a little hanging over the Back of the Composing-stick, that the Feet of the Letter may fall within the Bottom-Ledge of the Dressing-stick; He at the same time fits the Side-Ledge of the Dressing-stick against the farther end of the Line of Letters in the Composing-stick: And holding then both Sticks together, his left hand at the Handle-end of the Composing-stick, and his right-Hand within about two Handfuls of the Handle-end of the Dressing-stick, He turns his Hands, Sticks and all, outward from his left hand, till the Composing-stick lies flat upon the Dressing-stick, and consequently the Letters in the Composing-stick is turned and laid upon the Dressing-stick.
Then he goes as near the Light as he can with the Letters in his Dressing-stick, and examins what Letters Come not well either in the Face or Shanck: So that then holding the Dressing-stick in his left hand, and tilting the Bottom-Ledge a little downward, that the Feet of the Letter may rest against the Bottom-Ledge, and laying the Ball of his Thumb upon any certain Number of Letters between his Body and the Letter to be Cast out, He with the Foot of a Space or some thin Letter, lifts up the Letter to be Cast out, and lets it fall upon the Dressing-Bench: and thus he does to all the Letters in that Stick that are to be Thrown out.
Then taking again the Dressing-Stick in his left hand at or near the handle of it, he takes the Dressing-Hook at the Knot, between the fore-Finger and [Pg 189] Thumb of his right-Hand, and laying the Hook over the edge of the Quadrat at the farther end of the Dressing-stick, near the bottom-Ledge of it, he slips his right-Hand to the Handle of the Dressing-stick, and his left hand towards the middle of the Dressing-stick, so as the end of the Ball of his Thumb may draw by the farther end of the Knot on the Dressing-Hook the whole Dressing-Hook, and the Hook at the end of it the whole Stick of Letter close together towards him; While at the same time he with his Fingers clutched about the Stick and Letter, and the Thumb-ball of his hand presses the under flat of the Hooking-stick close against the Letter and Dressing-stick, that the Letter in the Stick may lie fast and manageable.
Then he takes the Handle of the Dressing-Knife in his right-Hand, and inclining the back of it towards his Body, that its Basil-edge may Cut or Scrap the smoother, He Scrapes twice or thrice upon so much of the whole Line of Letters as lies between the outer-side of the Dressing-Hook and the Face of the Letter.
But if twice or thrice Scraping, have not taken all the Bur or irregularities off so much of the Letter as he Scraped upon, he Scrapes yet longer and oftner till the whole number of Letters in the Dressing-stick from end to end seems but one intire piece of Mettal.
Thus is that side of the fore-part (viz. that part towards the Face) of the Shanck of the Body finisht.
To Scrape the other end of that side of the Letter, [Pg 190] viz. that towards the Feet; He turns the Handle of the Stick from him, and removing the Dressing-Hook towards the Face of the Letter which is already Scraped, he places his Thumb against the Knot of the Dressing-Hook, and presses it hard from him, that the Hook of the Dressing-Hook being now towards him, may force the whole Stick of Letter forwards against the Side-Ledge of the Dressing-stick; that so the whole Line in the Stick may lie again the faster and more manageable: Then he Scrapes with the Dressing-Knife as before, till the end of the Shanck of the Letter towards the Feet be also Drest.
Then he lays by his Dressing-Hook, and keeping his Dressing-stick of Letter still in his left hand, he takes a second Dressing-stick, with its Handle in his right-Hand, and lays the Side-Ledge of it against the hither-side of the Quadrat at the hither end of the Dressing-stick, and the bottom-Ledge of the second Stick hanging a little over the Feet of the Letter, that they may be comprehended within the bottom-Ledge of the second Dressing-stick; and so removing his left hand towards the middle of both Dressing-sticks, and clasping them close together, he turns both Hands outwards towards the left, till the Letter in the first Dressing-stick lie upon the second Dressing-stick, and then the Face of the Letter will lie outwards toward the right-Hand, and the Nicks upwards. Then he uses the Dressing-Hook and Dressing-Knife to Scrape this side the Line of Letter, as he did before to the other side of the Line of Letter: So shall both sides be Scraped and Drest.
Having thus Scraped both the sides, He takes the [Pg 191] Handle of the Dressing-stick into his left hand, as before, and takes the Male-block into his right-Hand, and placing the Tongue of the Block against the Face of the Letter in the Dressing-stick, he also places the Knot of the Block against the farther side of the Quadrat at the farther end of the Stick, and so placing his right-Hand underneath the middle of the Dressing-stick and Block, he turns his Hand outwards towards the left, as before, and transfers the Letter in the Dressing-stick to the Male-Block: Yet he so holds and manages the Block that the Shanck of the Letter may rest at once upon the side of the Block the Knot is placed in, and the Face of the Letter upon the Tongue.
When his Stick of Letters is thus transfer’d to the Male-Block, He claps the middle of the Male-Block into his left hand, tilting the Feet of the Letter a little upwards, that the Face may rest upon the Tongue, and then takes about the middle of the Female-Block in his right-Hand, and lays it so upon the Male-Block, that the Tongue of the Male-Block may fall into the Tongue of the Female-Block, and that the Knot at the hither end of the Female Block may stand against the hither-side of the Quadrat at the hither end of the Line of Letters: So that when the Knot of the Male-Block is lightly drawn towards the Knot of the Female-Block, or the Knot of the Female-Block lightly thrust towards the Knot of the Male-Block, both Knots shall squeeze the Letter close between them.
Then he grasps both Blocks with the Letter between them in both his Hands, and lays them in [Pg 192] the Block-Groove, with the Feet of the Letter upwards, and the hither-side of the hither Block against the hither Cheek of the Block-Groove. And putting the Wedge into the vacant space between the Blocks and the further Cheek of the Block-Groove, he lightly with his right-Hand thrusts up the Wedge to force the Blocks close together, and pinch the Letter close between the Blocks.
Then with the Balls of the Fingers of both his Hands, he Patts gently upon the Feet of the Letter, to press all their Faces down upon the Tongue; which having done, he takes the Mallet in his right-Hand, and with it knocks gently upon the head of the Wedge to pinch the Letter yet closer to the insides of the Blocks. Then he Knocks lightly and successively upon the Knot-ends of both the Blocks, to force the Letters yet closer together. And then again knocks now pretty hard upon the head of the Wedge, and also pretty hard upon the Knot-ends of the Blocks, to Lock the Letter tight and close up.
Then he places the Tongue of the Plow in the upper Groove of the Block; And having the Tooth of the Iron fitted in the Plow, so as to fall just upon the middle of the Feet of the Letter, he grasps the Plow in his right-Hand, placing his Wrist-Ball against the Britch of it, and guiding the fore-end with his left hand, slides the Plow gently along the whole length of the Blocks; so as the Tooth of the Iron bears upon the Feet of the Letter: And if it be a small Letter he Plows upon, the Tooth of the Iron will have cut a Groove deep enough through the length of the whole Block of Letters:
[Pg 193]
But if the Body of the Letter be great, he reiterates his Traverses two three or four times according to the Bigness of the Body of the Letter, till he have made a Groove about a Space deep in the Feet of the Shancks of the whole Blocks of Letter, and have cut off all the irregularities of the Break.
Then with a small piece of Buff or some other soft Leather, he rubs a little upon the Feet of the Letter to smoothen them.
Then he unlocks the Blocks of Letter, by knocking with the Mallet upon the small end of the Wedge, and first takes the Wedge from between the Blocks and Cheeks, and lays it upon the farther Cheek, and afterwards takes the Blocks with Letter in it near both ends of the Blocks between the Fingers and Thumbs of both his Hands, and turns the hithermost Block upon the hithermost Cheek, and with his Fingers and Thumbs again lifts off the upper Block, leaving the Letter on the undermost Block with its Face against the Tongue.
Then taking the Block with Letter in it in his left hand, he places the Knot-end from him, and takes the Handle of the Dressing-stick in his right-Hand, and lays the Side-Ledge of it against the hither-side of the Quadrat at the hither end, and the Bottom-ledge against the Feet of the Letter, he grasps the Handle of the Dressing-stick Block and all in his left hand, and lays his right-Hand Thumb along the under-side of the Dressing-stick about the middle, and with the Fingers of the same Hand grasps the Block, and turning his Hands, Block, and Dressing-stick to the right, transfers the Letter in the Block upon the Dressing-stick.
[Pg 194]
Then grasping the Dressing-stick by the Handle with his left hand, he with his right-Hand takes the Dressing-Hook by the Knot, and lays the inside of the Hook of it against the farther side of the Quadrat at the farther end of the Stick, and drawing the Hook and Letter in the Dressing-stick with his left Thumb by the Knot close up toward him, he resting the Stick upon the Dressing-bench that he may Scrape the harder upon the Beard with the Edge of the Dressing-Knife, Scrapes off the Beard as near the Face as he dares for fear of spoiling it, and about a Thick Space deep at least into the Shanck.
If the Bottom and Top are both to be Bearded, He transfers the Letter into another Dressing-stick, as hath been shewed, and Beards it also as before.
1. The Letter-Dresser ought to be furnisht with three or four sorts of Dressing-sticks, which differ nothing from one another save in the Height of their Ledges. The Ledges of one pair no higher than a Scaboard. This pair of Sticks may serve to Dress, Pearl, Nomparel, and Brevier. Another pair whose Ledges may be a Nomparel high. And this pair of Dressing-sticks will serve to Dress Brevier, Long-Primmer, and Pica: Another pair whose Ledges may be a Long-Primmer high: And these Dressing-sticks may serve to Dress Pica, English, Great-Primmer, and Double-Pica. And if you will another pair of DresDressing-sticks, [Pg 195] whose Ledges may be an English High: And these Dressing-sticks may serve to Dress all big Bodyed Letters, even to the Greatest.
2. As he ought to be furnisht with several sorts of Dressing-sticks as aforesaid: So ought he also to be furnisht with several Blocks, whose Knots are to correspond with the Sizes of the Ledges of the Dressing-sticks, for the Dressing of several Bodies as aforesaid.
3. He ought to be furnisht with three or four Dressing-Hooks, whose Hooks ought to be of the several Depths aforesaid, to fit and suit with the several Bodyed-Letters.
4. He must have two Dressing-Knives, one to lie before the Blocks to Scrape and Beard the Letter in the Sticks, and the other behind the Dressing-blocks to use when occasion serves to Scrape off a small Bur, the Tooth of the Plow may have left upon the Feet of the Letter. And though one Dressing-Knife may serve to both these uses: Yet when Work-men are in a Train of Work they begrutch the very turning the Body about, or stepping one step forward or backward; accounting that it puts them out of their Train, and hinders their riddance of Work.
5. For every Body of Letter he is to have a particular Plow, and the Tooth of the Iron of each Plow is to be made exactly to a set bigness, the measure of which bigness is to be taken from the size of the Break that is to be Plowed away. For Example, If it be a Pearl Body to be Plowed, the breadth of the Tooth ought not to be above a thin Scaboard: Because the Break of that Body cannot be bigger, for Reasons I [Pg 196] have given before; But the Tooth must be full broad enough, and rather broader than the Break, lest any of the irregularity of the Break should be left upon the Foot of the Letter. And so for every Body he fits the Tooth of the Iron, full broad enough and a little broader than the size of the Break. This is one reason why for every particular Body he ought to have a particular Plow. Another reason is.
The Tooth of this Plow must be exactly set to a punctual distance from the Tongue of the Plow: For if they should often shift Irons to the several Stocks of the Plow, they would create themselves by shifting more trouble than the price of a Stock would compensate.
A Fount of Letter being new Cast and Drest, the Boy Papers up each sort in a Cartridge by it self, and puts about an hundred Pounds weight, viz. a Porters Burthen into a Basket to be sent to the Master-Printers.
The Steel-Punches being now Cut, the Molds made, the Matrices Sunk, the Letters Cast, and Drest, the application of these Letters falls now to the task of the Compositer; whose Trade shall be (God willing) the Subject of the next Exercises.
FINIS.
Transcriber’s Notes.
1. Retained anachronistic and non-standard spellings as printed.
2. Silently corrected typographical errors.
3. Page 70. “§. 19.” changed to “¶. 19.”.
4. The paragraph symbol “¶” has been standardised as “¶.”.
5. The section symbol “§” has been standardised as “§.”.