1
CHAPTER I
ARTICLES EARLY USED FOR PURPOSES NOW
SUPPLIED BY PAPER
Full of dignity, significance, and truth is the noble conception which finds expression in Tennyson’s verse, that we are the heirs of the ages, the inheritors of all that has gone before us.
Through countless cycles of time men have been struggling and aspiring; now “mounting up with wings, as eagles,” now thrown back to earth by the crushing weight of defeat, but always rising again, undaunted and determined. “The fathers have wrought, and we have entered into the reward of their labors.” We have profited by their striving and aspiration. All the wisdom of the past, garnered by patient toil and effort, all the wealth of experience gained by generations of men through alternating defeat and triumph, belongs to us by right of inheritance. It has been truly said, “We are what the past has made us. The results of the past are ourselves.”
But to what agency do we owe the preservation of our inheritance? What conservator has2 kept our rich estate from being scattered to the four winds of heaven? For the wealth that is ours to-day we are indebted in large measure to man’s instinctive desire, manifested in all ages, to perpetuate his knowledge and achievements. Before the thought of a permanent record had begun to take shape in men’s minds, oral tradition, passing from father to son, and from generation to generation, sought to keep alive the memory of great achievements and valorous deeds. But tradition proved itself untrustworthy. Reports were often imperfect, misleading, exaggerated. Through dull ears, the spoken words were received into minds beclouded by ignorance, and passed on into the keeping of treacherous memories. As the races advanced in learning and civilization, they realized that something more permanent and accurate was necessary; that without written records of some sort there could be little, if any, progress, since each generation must begin practically where the preceding one had begun, and pass through the same stages of ignorance and inexperience.
In this strait, men sought help from Nature, and found in the huge rocks and bowlders shaped by her mighty forces a means of perpetuating3 notable events in the histories of nations and the lives of individuals. From the setting up of stones to commemorate great deeds and solemn covenants, it was but a step to the hewing of obelisks, upon which the early races carved their hieroglyphs, rude pictures of birds and men, of beasts and plants. As early as four thousand years before Christ, these slender shafts of stone were reared against the deep blue of the Egyptian sky, and for ages their shadows passed with the sun over the restless, shifting sands of the desert. Most of the ancient obelisks have crumbled to dust beneath Time’s unsparing hand, but a few fragmentary specimens are still in existence, while the British Museum is so fortunate as to be in possession of one shaft of black basalt that is in perfect condition. A part of it is covered with writing, a part with bas-reliefs. In Egypt these hieroglyphs were employed almost exclusively for religious writings—a purpose suggested by the derivation of the word itself, which comes from the Greek, ieros, a priest, and glypha, a carving.
As the obelisk had taken the place of the rude stones and unwieldy bowlders which marked man’s first effort to solve an ever-recurring problem,4 so it in turn was superseded. The temples were sacred places, and especially fitted to become the repositories of the records that were to preserve for coming generations the deeds of kings and priests. Accordingly, the pictured stories of great events were graven on stone panels in the temple walls, or on slabs or tablets of the same enduring material. Then came a forward step to the easier and cheaper method of writing on soft clay. The monarchs, not being obliged to take into consideration questions of ease or economy, continued to make use of the stone tablets, but private individuals usually employed clay, not only for literary and scientific writings, but in their business transactions as well. A careful baking, either by artificial heat or in the burning rays of a tropic sun, rendered the clay tablets very enduring, so that many which have been dug from ancient ruins are now in a remarkable state of preservation, bearing letters and figures as clear as any of the inscriptions on marble, stone, or metal that have come to us from the splendid days of Greece or Rome. The people of Assyria and Chaldea recorded almost every transaction, whether public or private in character, upon tablets of clay, forming thus a faithful transcript of5 their daily lives and occupations, which may be read to-day by those who hold the key; thus it is we bridge the gulf of centuries. From the ruins of ancient Nineveh and Babylon, records of almost every sort have been unearthed, all inscribed on indestructible terra-cotta. There are bank-notes and notes of hand, deeds of property, public records, statements of private negotiations, and memoranda of astronomical observations. The life in which they played a part has passed into history; the once proud and mighty cities lie prostrate, and upon their ruins other cities have risen, only to fall as they fell. The terra-cotta to which they committed their records is all that is left, and the tablets that were fashioned and inscribed so long ago give to us the best histories of Chaldea, Babylonia, and Assyria.
One of the largest collections of these clay-writings is now in the British Museum and was taken from a great edifice in Assyria, which was probably the residence of Sennacherib. Several series of narratives are comprehended in the collection; one referring to the language, legends, and mythology of the Assyrians; another recording the story of creation, in which “Water-deep” is said to be the creator of all forms of life then in existence,6 while a third relates to the deluge and the story of the Assyrian Moses. But however interesting these facts may be in themselves, we refer to them only by way of illustration, since we are dealing not so much with the writing itself as with the material on which writing was done.
Another form of tablet, a somewhat singular variation it may seem, was in use among the Assyrians at a very early date. This was a prism, having either six or eight sides, and made of exceedingly fine terra-cotta. Such prisms were frequently deposited by the Assyrian kings at the corners of temples, after having been inscribed with accounts of the notable events in their lives, interspersed with numerous invocations. Apparently the custom was similar to that followed at the present day, and the ancient Assyrian tablets no doubt served the same purpose as the records, newspapers, and documents that are now deposited in the corner-stones of public or other important buildings. The prisms used as tablets varied in length from a foot and a half to three feet, and were covered very closely with small writing. That the writers’ endeavor was to make the most of the space at their disposal is suggested by the fact that upon a prism found in7 the ruins of the ancient city of Ashur the inscriptions are so crowded that there are thirty lines in the space of six inches, or five lines to the inch. The prism recites the valiant deeds of Tiglath-Pileser I., who reigned from 1120 to 1100 B. C., and undertook campaigns against forty-two other nations and their kings. He was a monarch whose very name inspired terror among the surrounding peoples, and his reign was filled with stirring events and brilliant achievements. ♦Economy of space♦ Small wonder that it was necessary to crowd the inscriptions upon the prism! Rawlinson’s “Ancient Monarchies,” in an account of the writings that have come down to us from the earliest days of the world’s recorded history, has this to say: “The clay tablets are both numerous and curious. They are of various sizes, ranging from nine inches long by six and a half wide to an inch and a half long by an inch wide, or even less. Sometimes they are entirely covered by writings, while at others they exhibit on a portion of their surface impressions of seals, mythological emblems, and the like. Some thousands have been recovered. Many are historical, and still more are mythological.” Their use in writing and drawing was almost universal, and we read8 that the prophet Ezekiel, when dwelling with “them of the captivity at Telabib, that dwelt by the river of Chebar,” was commanded, “Take thee a tile and lay it before thee, and portray upon it the city, even Jerusalem.” (Ezekiel iv. 1.)
We get a glimpse of another side of that ancient life in a tablet of Nile clay, preserved in the British Museum, which is one of the earliest specimens of writing now in existence. It is a proposal of marriage, and was written about 1530 B. C., more than thirty-four hundred years ago, by a Pharaoh asking the hand of a daughter of the Babylonian king. Forty years later, in 1491 B. C., the ten commandments were graven on tablets of stone.
In the early efforts of men to find a means of preserving in lasting and convenient form the records of their lives and achievements, some queer materials were pressed into service. Plates of metal were used, even the precious gold and silver being employed for the purpose. Skins of animals, tanned to a sort of leather, found favor among many peoples, while their bones, and even their intestines, were by no means disdained. The works of Homer, preserved in one of the great Egyptian libraries in the days of the Ptolemies, were written in letters of gold on the skins of serpents.9 Ivory was used, also wood and the bark of trees. In the early days of Rome, the reports of notable events were engraved on wooden tablets, which were then exposed to view in public places, and citizens of all classes, mingling freely, according to custom, in the great Forum that was the center of the city’s life, were easily and quickly informed of the important happenings of the day. The greatest defect in this method was remedied when, later on, wax was used to form a surface upon the wood, thus admitting of corrections and erasures, and making it possible to use the same table indefinitely, simply by scraping off the coating after it had served its purpose, and supplying other coatings as they were needed. But the first real advance toward modern writing materials came in the use of the leaves of olive, palm, poplar, and other trees, which were prepared by being cut in strips, soaked in boiling water, and then rubbed over wood to make them soft and pliable.
It will be readily understood, however, that these crude materials and primitive methods could not long keep pace with the steady march of progress. The peoples of the earth were increasing rapidly; they were advancing in the arts and sciences, and in the experiences that inspire thought,10 poetry, and philosophy; they had a heritage of knowledge to which they were constantly adding, while business transactions, together with other deeds worthy of record, had greatly multiplied. It was but natural that the materials which had once been entirely adequate should now be discarded as cumbersome and unfitted to the new conditions. The sands in the hour-glass were beginning to run golden; time was taking on a value unknown before. A deed of land written in clay and put away to bake might answer the purpose when real-estate transfers were infrequent and attended with much ceremony. A clay tablet might serve in a marriage proposal by a king who had the power to meet and vanquish all rivals, but terra-cotta was not suited either for the record of numerous and rapid business transactions or for the writing of books. The biography of one man, or a single treatise in philosophy, would have required a whole building, while a library of modern dimensions, as to the number of books, would probably have left little room in a city for the dwellings of its inhabitants.
What was to take the place of the old and cumbersome materials? Even at a very early date men were asking this question, and it was the good11 fortune of Egypt to be able to give answer. Along the marshy banks of the Nile grew a graceful water-plant, now almost extinct, which was peculiarly fitted to meet the new demands, as we shall see in the succeeding chapter. The discovery of its value led to an extensive industry, through which the land of the Pharaohs was enabled to take high rank in letters and learning, and, to maintain a position of wealth, dignity, power, and influence that otherwise would have been impossible, even in those remote days when printing was still many centuries beyond the thoughts or dreams of men.
12
CHAPTER II
PAPYRUS AND PARCHMENT
The graceful water-plant whose plumy, drooping heads were swayed by the breezes that ruffled the waters of the Nile was one of the most useful plants known to Egypt, in whose commerce it long held a leading place. As early as 2000 B. C., or five hundred years before Moses led the children of Israel out of bondage, there was made from its smooth green stems a material called by the same name, papyrus, a kind of crude paper, which came into universal use, and was so valuable and in such great demand that one of the kings proposed to maintain his army from the sale of this product alone. The plant was the familiar bulrush of the Nile, which grew in forest-like profusion along the banks of that mighty stream; and from its strong stems was woven the ark in which the infant Moses was hidden away “among the flags by the river’s brink,” and so saved from the death that menaced him under Pharaoh’s cruel decree. The Egyptian papyrus was thus the means of preserving to the world the life of the greatest law-giver13 of history. It has been equally instrumental in perpetuating the code of laws whose principles still serve as foundation for the jurisprudence of the leading nations of the earth, nearly four thousand years after they were first promulgated to his own people, the wandering tribes in the desert.
The papyrus, a tall, smooth-stemmed reed of triangular form, grew to a height of ten or fifteen feet, and terminated in a tufted plume of leaves and flowers. Like so many plants that grow beneath the ardent skies of the tropics, it had numerous uses. It was noted especially for the soft, cellular substance found in the interior of its stems, which was a common article of food, both cooked and in its natural state. It was employed also for the making of mats, sail-cloth, cordage, and wearing apparel; while in Abyssinia, in whose marshes it is still to be found, boats were fashioned by weaving the stems closely together and covering them with a sort of resinous matter. At a very early day, judging from sculptures of the fourth dynasty, Egypt made a similar use of the papyrus, employing it in the construction of light skiffs suited to the navigation of the pools and shallows of the Nile. It is believed that Isaiah referred to boats of this sort when he14 spoke of the “vessels of bulrushes upon the waters.” But valuable as the papyrus was through these manifold uses, its enduring fame was due to an entirely different source. It held closely wrapped within its green stems the scrolls upon which, through hundreds of years, the history and literature of the world were to be written; and that fact alone was sufficient to engrave its name deeply on the thoughts and memories of men.
In the manufacture of this Egyptian paper, papyrus, the outer rind of the stem was first removed, exposing an interior made up of numerous successive fiber layers, some twenty in number. These were separated with a pointed instrument, or needle, arranged side by side on a hard, smooth table, crossed at right-angles with another set of slips placed above, and then dampened. After pressure had been applied for a number of hours, the sheets were taken out and rubbed with a piece of ivory, or with a smooth stone or shell, until the desired surface was obtained, when the process was complete, except for drying in the sun. The inner layers of the plant furnished the best product, the outer ones being coarse and suitable only for the making of cordage. Single sheets made in this way were fastened together, as many as might15 be required, to form the papyrus rolls, of which hundreds have been discovered in recent years. It is said that the Romans, when they undertook the manufacture of papyrus, made a great improvement in the sheets by sizing them with flour, to which a few drops of vinegar were added, and then beating the surface smooth. ♦Early Chinese discoveries♦ The Chinese, far away to the East, also learned some of the secrets of paper-making. It is believed that in early times they used silk as their basis, but later on they made the so-called rice-paper by a method similar to that employed in the manufacture of papyrus, deftly cutting a continuous slice from the pith of the papyrifera.
From the reed, and the process of manufacture through which it passed, the English language has gained a number of words. The plant itself, called papyrus in the Latin tongue, byblos in the Greek, has given us the two words paper and bible. It is claimed further that the process of furrowing off the different layers of the pith gave us, through the Greek word charasso χαρασσω, to furrow, and the Greek and Latin charta, a piece of paper, our several words chart, card, carte blanche, and, of course, the “charta” of that famous document, Magna Charta, the great sheet-anchor of English16 liberties. In the course of manufacture, twenty sheets of papyrus were glued together into a scapus by the glutinatorie, the first known bookbinders, and then into a roll known as a volumer, from which we get our word volume. The city of Paris boasts a volumer of this sort, a papyrus manuscript, well preserved, which is thirty feet in length.
The rolls, or papyri, are said to have become known in Europe through the French expedition into Egypt in 1798, and specimens were reproduced in print by one Cadet in 1805. The making of papyrus is mentioned by Philostratus as a staple manufacture of Alexandria in A. D. 244, and it continued to be used in Italy until the twelfth century. The extent to which it was employed may be judged by the fact that nearly 1,800 rolls were unearthed in the ruins of Herculaneum, about the year 1753. The durability of this substance added greatly to its value, and it is claimed that the ancient papyrus manuscripts that have been properly preserved are almost as serviceable to-day as when first made. It is doubtful whether a similar statement can be made four thousand or even two thousand years hence in regard to many of the books printed on nineteenth-century17 paper. Chicago has the largest collection of ancient papyri west of the Atlantic, consisting of three hundred complete pieces and hundreds of fragments, which were discovered by an Arab sheik while digging along the banks of the Nile.
Following the making of papyrus came the manufacture of parchment, the use of which in diplomas and certain public documents continues to the present time. As the story runs, the invention of the new writing material was due to the spirit of rivalry between two cities of the ancient world. Attalus, king of Pergamus, was anxious to establish in his capital a library that would excel the splendid collection at Alexandria, but Egypt, having a monopoly of papyrus, refused to sell to him. But no monopoly of that day or this could ever control all the means of supplying man’s needs. Nature is resourceful, and man, when driven by necessity, soon learns that her treasures are practically limitless. When the supply of one article is for any reason curtailed, she furnishes something as good or better to take its place. If all the paper in the world to-day were owned by a monopoly that refused to sell, something would speedily be found to take its place. So the inhabitants of Pergamus, being18 refused papyrus, set about manufacturing a substitute, which came to be known among the Romans as “pergamena,” from which comes our word parchment.
The skins of sheep and goats were employed in the making of parchment. These were steeped in pits impregnated with lime, and afterward stretched upon frames, where their thickness was reduced by paring and scraping them with sharp instruments. To obtain the fine, uniform, velvety surface characteristic of the best parchment, it was necessary to sprinkle the skin with chalk, and rub and polish it with fine pumice-stones, which not only smoothed and softened the leather, but also improved its color. When it had been reduced to about half its original thickness, it was dried for use. Vellum, which still represents the acme of luxury in bookbinding, was made in a similar manner, from the skins of young calves. As early as 1085 B. C., the Hebrews wrote on the skins of animals, and it is believed that the Medes, at about the same period, used a substance resembling parchment, and prepared in a similar manner, the cost of land carriage being too great to admit of any extensive introduction of papyrus into western Asia. “For public documents,19 the rock, and for private, the pen and the prepared skin, seem to have been preferred by them, and in the earlier times, at any rate, they employed no other materials.”
For many years parchment was used in England for all deeds of real estate, and so lengthy were these documents that it was said it took a flock of sheep to convey an acre of land or make a marriage settlement. As the age of stone, the carved obelisk, the clay tablet, and other crude materials was outgrown, so was that of papyrus and parchment. With the next step forward came paper, and the improvements in its manufacture with regard to quality, variety, and increase of production, have kept pace with the varying and growing demands. It is not given us to know what the future may bring forth, but paper seems likely to hold sway until the end of time.
20
CHAPTER III
THE ORIGIN AND EARLY HISTORY OF PAPER
To the Chinese is now generally conceded the discovery of the art of making paper, of the sort familiar to us, from fibrous matter reduced to a pulp. According to the old saying, “Time and patience will change the mulberry leaf into satin.” The ingenious, painstaking sons of the Flowery Kingdom had been demonstrating its truth through some centuries, when, about 150 A. D., they discovered that the mulberry might be put to still another use. The tree that they chose for their new manufacture was not identical with the one upon which they fed their silkworms, and to which they were indirectly indebted for their softly shimmering silks, but it belonged to the same family. From its bark they made, by a process that must have seemed to them something akin to magic, a material which, in its developed and improved form, has been of priceless value to the world, far exceeding that of the rich and costly stuffs woven from the cocoons of the silkworm.
Compared with modern methods of paper-making,21 this primitive process, which is said to be still in vogue in China, was fairly simple. The branches of the tree were first boiled in lye to remove the bark. Then followed maceration in water for several days, after which the outer part was scraped off and the inner part boiled in lye, until it was separated into fibers. These were washed in a pan or sieve, then worked by hand into a pulp, which was spread on a table and beaten fine with a mallet. The pulp was placed in a tub containing an infusion of rice and a root called oveni, and thoroughly stirred to mix the materials. The sheets were formed by dipping a “mold” made of strips of bulrushes, confined in a frame, into the vat containing the pulp, which was taken out in a thin layer, after the method followed in making paper by hand. After molding, the sheets were laid one above another, with strips of reeds placed between, weights were applied, and the sheets were afterward dried in the sun.
It has been suggested that in regions where the water-plant called the conferna grows, Nature herself teaches the method of making paper from vegetable fibers beaten to a pulp. The plant consists of slender green filaments, similar to what is called frog-spittle. The fibers are disintegrated22 by the action of the water, and rise to the surface as a scum. Driven hither and thither by the winds, tossed by the waves, and carried on resistlessly by the currents, this scum is at last beaten into pulp and matted together by the forces whose plaything it has been. Bleached by the sun, it is finally, in some overflow of the water, cast upon the shore to dry, as veritable sheets of paper. But if Nature taught the process, man was slow to discover the teacher, or to learn the lesson.
When the Arabs captured the splendid city of Samarcand from the Chinese, about 704 A. D., they gained something more than material booty, for the art of paper-making flourished there, and they carried the secret back with them to their own towns and cities. Western Europe in turn learned it from the Arabs, through the Crusaders, who visited Byzantium, Palestine, and Syria. The followers of the Cross, many of whom were grossly ignorant and superstitious, went east to christianize, by conquest, the inhabitants of these ancient lands, and to wrest from the infidels the tomb of the Savior, and found to their surprise many arts and refinements of which they had been ignorant.
It was in 1189 A. D. that the art of making paper from pulp was introduced into France. At23 that time the French people were far in advance of the English in cultivation and in regard to the refinements of life. They were energetic, and took great delight in construction, manufacturing, and building. Profiting by their new knowledge, they prosecuted this art with such zeal and industry that they were soon in a position to supply not only the wants of France, but those of surrounding countries as well. The people of the Netherlands were stimulated by the example of France, and for a long period the French and Dutch were the best, and indeed almost the only papers produced in Europe.
No reliable record can be established as to the first paper-making in England. It is stated that in the personal expense account of Henry VII. of England, in 1498, there appears the following entry: “For a rewarde at the paper mylne, 16s. 8d.” This would indicate that some kind of paper, which gave the name of “paper mylne” to the establishment where it was handled or manipulated, existed in England nearly two hundred years before any patent was issued for its manufacture. It was almost two centuries later that the patent referred to farther on in this chapter was granted, which stated that no such industry had24 previously existed in the kingdom. In an old book, Wynken de Worde’s “De Proprietatibus Rerum” (About the Properties of Things), issued in 1498, appear these significant lines:
“Whiche late hathe in England, doo make this paper Thynne
“That now in our Englysh, this book is printed Inne.”
This mill is said to have been located at Hartford, England, and the print of the watermark used is given in Herbert’s “Typographic Antiquities,” Vol. I, page 20, as an eight-pointed star surrounded by a circle. John Tate died in 1498.
In the year 1558 appeared “Sparks of Friendship,” a book by Thomas Churchyard, who was born in 1520 and died in 1604, and who bore the title of “Nestor of the Elizabethan era.” This book mentions the paper-mill of Spillman. A poem in a work entitled “Progress of Queen Elizabeth,” in 1565, has the title, “A Description and Playne Discourse of Paper and the whole Benefits that Paper Brings, with Rehearsal and Setting forth in verse a Paper-myll Built near Darthforth, by a High Germaine, called Master Spillman, Jeweler to the Queen’s Majestie.” This25 is often said to have been the first mill in England, but if the quotation with regard to John Tate is intended to imply that the paper was made by him in England, then certainly there must have been a paper-mill in operation in that country nearly a hundred years before, and this, taking the entry of King Henry VII. as proof of an English mill, must have been the second, if not the third, of its kind. It is said that Spielman, or Spillman, was knighted by Queen Elizabeth as a fitting honor and reward for the noble work of having built a paper-mill at Dartford, England, in 1588. A lease recorded in the Land Revenue Records of England, in 1591, reads, “Penlifton Co., Cambridge, lease of water, called paper-mills, late of Bishopric of Ely to John George, dated 14th. July, 34th. Elizabeth,” which would seem to indicate a third or fourth mill in 1592.
In 1649 watermark of the finest English paper (whether made in England or not) bore the royal arms, but later on, in contempt of Charles I., a fool with cap and bells was substituted for the king’s arms.
For some reason, the industry of paper-making languished in England, and in 1670 the people of the “right little, tight little island” were almost26 entirely dependent upon France for their supply of the indispensable fabric, its manufacture, if carried on at all in their own country, meeting with but slight success. In the “History of Commeret,” by Anderson, published in 1690, it is claimed that this was the date of the first manufacture of paper in England, and that previous to this time England had bought paper of her neighbor across the Channel to the amount of £100,000 annually. The war with France occasioned such high duties on foreign products as to make the cost of importation too great; but, as sometimes happens, the temporary deprivation was in course of time transmuted into a permanent benefit. The way was opened for the home manufacturer, and the opportunity was soon improved by French Protestant refugees, who, fleeing from persecution in their own land, settled in England and established paper-mills. ♦White writing-paper♦ In 1687 appeared a proclamation for the establishment of a mill for the making of white writing-paper; in the following year it was stated, in an article in the “British Merchant,” that hardly any but brown paper was manufactured, while in 1689, according to report, paper became so scarce and high that all printing ceased. It is evident that27 up to the time when the patents of 1675 and 1685 were granted, the industry was in anything but a prosperous condition, existing only in brief and isolated attempts at manufacture, and comprehended merely the crudest products.
The first British patent for paper-making was granted to Charles Hildegard, February, 1665, for “the way and art of making blue paper used by sugar bakers and others.” A decade later, in January, 1675, was granted the second patent, already referred to in this chapter, which was for the making of “white paper for the use of writing and printing, being a new manufacture and never before practiced in any way in any of our kingdoms or dominions.” Another decade intervened between the second and the third patents, the latter bearing the date of July 4, 1685, and being “for the true art and way of making English paper for writing, printing, and for other uses, both as good and serviceable in all respects and as white as any French or Dutch paper.”
A seeming contradiction of the statement of the second patent is found in Shakespeare’s Henry VI., where Jack Cade, in 1450, makes the accusation against Lord Say: “Thou hast most traitorously corrupted the youth of the realm in28 erecting a grammar school, and whereas, before, our forefathers had no other books but the score and the tally, thou hast caused printing to be used; and contrary to the king, his crown and his dignity, thou hast built a paper-mill.” In the same act Cade observes, “Is not this a lamentable thing, that, of the skin of an innocent lamb should be made parchment; that parchment being scribbled o’er should undo a man?” thus making it evident that parchment and not paper was in general use. Since, however, Shakespeare delineated Cade as a low, ignorant rebel, we are not compelled to believe that he was necessarily truthful or historically correct in all his accusations. The charges put into his mouth are intended to exhibit his ignorance, and his prejudice against all learning or refinement, extending even to decency of dress and comportment.
There is always some dispute as to exact dates. It is claimed that about 1540, Henry VIII. of England used for his private correspondence, a paper whose watermark represented a hog with a miter. This was to show his contempt for the pope at Rome, with whom he had so bitterly quarreled. It may have been manufactured for him by special order in Germany or the Netherlands,29 or it may have been made by foreign settlers who returned to their own country, so that the trade was afterward lost for a time in England, and its manufacture was not known to the authorities that granted the patents.
Long before this, paper-making had been introduced into Spain by the hordes of Saracenic invaders, who, coming over from Africa on a plundering expedition, had ended by making conquest of the whole peninsula. When, however, the long struggle between Christian and Moor ended in the downfall of the latter, and his expulsion from the land that had seemed to him the paradise of the prophet, the industry declined in Spain, to be revived at Fabriano, in the province of Ancona, in Central Italy, which soon rose into prominence as a paper-making center. Later on, in 1340, a paper-mill was established in Padua.
The beginning of the industry in America was almost coincident with the granting of patents for the manufacture of paper in England. A paper-mill was established by William Rittenhouse, a native of Holland, at Germantown, Pennsylvania, in the year 1690, one of the builders and owners being William Bradford, a Philadelphia printer, who was afterward the owner of30 the first printing office in New York City. It was through him that Benjamin Franklin, in 1723, received his first introduction to a temporary home, and employment, in Philadelphia. The paper at this first American mill was made from linen rags, and the product was about two hundred and fifty pounds per day. The mill was on a stream subsequently called Paper-mill Run, which empties into the Wissahickon. In 1697, William Bradford, probably in preparation for his intended removal to New York City, rented his quarter interest in this paper-mill near Germantown to William and Nicholas Rittenhouse, for a term of ten years, the annual rental being “ye full quantity of seven reams of printing paper, two reams good writing paper and two reams of blue paper.” William De Wees, a brother-in-law of Nicholas Rittenhouse, in 1710 erected another mill in that part of Germantown called Crefeld, this being also on the banks of a small stream that emptied into the Wissahickon.
It is stated by several authorities that in the year 1712 Peter the Great of Russia visited Dresden, and was so pleased with the process of paper-making as he witnessed it there that he secured workmen and sent them to Moscow, where31 they erected a paper-mill with many valuable royal grants and privileges. The following year, 1713, saw a revival of the industry in England, where it had again gone to decay, and where Thomas Watkin, a stationer of London, brought it into great repute in a short time.
In 1714 a Mr. Wilcox, who, it is stated, furnished paper to Benjamin Franklin, erected a paper-mill in Delaware. The date of the erection of this mill is given by another authority as 1729, and the place Chester Creek, Delaware County, Pennsylvania, where paper was still made by hand as late as 1870. It may possibly have been a second mill that was built by Thomas Wilcox at that time, in which case there would be no conflict of authorities. The manufacture made rapid strides in this young and growing country, so that in 1770 there were forty paper-mills in the states of Pennsylvania, New Jersey, and Delaware. The advance among the leading nations of Europe during the same period was equally rapid. The manufacture was introduced into Massachusetts in 1717, and into Norwich, Connecticut, in 1768, but the progress in New England was not so rapid as in the states where it had been first established.
32 A bill which came before the New York Legislature in 1724, but failed of passage, introduced the policy of protection for infant industries, in an exceedingly narrow and discriminating sense. The beneficiary of the bill was William Bradford, doubtless the same man who owned the quarter interest in the first Pennsylvania mill, and by its provisions he and his assigns were to be encouraged to make paper, while all other persons were to be prohibited from manufacturing it in the province during a period of fifteen years.
Man’s untiring endeavor, his constant effort through the centuries to find something better suited to his needs, had in a figurative sense succeeded in turning stone into paper. It remained for two apprentices of Rittenhouse, who erected a third paper-mill in Pennsylvania in 1728, to advance the claim that this could be done literally, that stone, the primitive material on which had been carved the first written characters of the race could be converted into a paper resembling asses’ skins. We have no means of knowing what the so-called stone was, nor what process was followed, but it is safe to assume that both material and methods were similar to those employed at the present time in the manufacture of asbestos papers.
33
The year 1728, which marked the establishment of the third mill in Pennsylvania, was a notable one in the annals of paper-making. It is stated that in that year William Bradford owned a mill at Elizabethtown, New Jersey, which is supposed to have been the first one in the state, while in the same year the General Court or Legislature of Massachusetts granted a ten-year patent to a company for the exclusive right to manufacture paper. By the terms of this grant the company was to make at least 115 reams of brown and 60 reams of writing paper in the first fifteen months, and to increase a certain amount each year until the annual product of the various qualities should be not less than 500 reams a year. The mill established under this patent went into operation at Milton, one of the small towns near Boston, in 1730. It was erected by Daniel Henchman, an enterprising stationer of Boston, and is supposed to have been discontinued owing to the impossibility of securing a skilled workman, though in 1731 Henchman produced before the General Court samples of paper made at the mill. In the following year another stationer of Boston, Richard Fry, who was also bookseller, paper-maker and rag merchant, returned thanks to the34 people for gathering rags, of which he had already received several pounds weight, in response to a request in a previously published advertisement.
During these early days of the industry both methods and machinery were crude. It was not until 1750 that wove molds came into use and did away with the roughness of laid paper. Six years later engines were introduced to facilitate the process of reducing the rags to pulp, which had previously been accomplished by pounding, while in 1759 cylinders provided with sharp steel blades were invented in Holland for the same purpose, and soon came into general use, taking the place of the heavy stampers, which had required a great expenditure of power in their operation.
The mill at Milton, Massachusetts, established in 1730, and discontinued for lack of workman, was put into operation again by a citizen of Boston. Finding among the British troops stationed in the city a soldier who was also a paper-maker, he obtained for him a furlough of sufficient duration to enable him to get the mill into running order once more. The state of Connecticut showed its appreciation of the important industry by issuing a special charter to the mill at Norwich, already mentioned as having been built in 1768, and by35 the payment of a bounty to the manufacturer, Christopher Leffingwell.
There were constant appeals for rags in this early stage of the industry. The Boston News Letter in 1769 published an article stating that “the bell cart will go through Boston before the end of next month to collect rags for the paper-mills at Milton, when all the people that will encourage the paper manufactory may dispose of them,” and followed with an appeal in “rime.” Apparently the people of New England did not “encourage the paper manufactory” to any great extent, for at the outbreak of the Revolution there were only three paper-mills in that section of the country, and as a consequence, paper became exceedingly scarce during the war.
Connecticut gave state aid to the mill at Norwich for two years, but withdrew its special encouragement in 1770, having paid Leffingwell a bounty of 2d. per quire on 4,020 quires of writing-paper, and 1d. a quire on 10,600 quires of printing-paper.
In the South, the industry was not established as early as in New England and the Middle States, and the first mills were encouraged by loans and rewards. The Maryland convention36 in 1775 resolved that £400 granted and advanced to James Dorsey for starting a paper-mill, he to repay the same within two years, without interest, either in cash or in writing or cartridge paper. In the same year, South Carolina offered £500 currency to the first one who should erect and establish a paper-mill in the colony, the money to be paid upon the production of three reams of good writing-paper made at the mill.
In the year 1776, a paper-mill at East Hartford, Connecticut, supplied the press at Hartford, which issued about 8,000 papers a week, and manufactured also the writing paper used in the state, together with much of that used by the Continental Congress.
With the outbreak of hostilities came a keener realization of the importance of the paper interest, and the greatest care was exercised in providing for all details of the manufacture. In 1776 Massachusetts provided by law for the appointment of a suitable person in each town to receive rags for the paper-mills; and the inhabitants were admonished to be careful to save even the smallest quantity of rags. In anticipation of the coming conflict, New York, in the same year, by special enactment, exempted from military service37 the master workman and two attendants at each paper-mill. The Council of Public Safety of Pennsylvania went a step further. The Continental Congress having resolved on the retention of paper-makers, the Council took measures to prevent them from joining the volunteers who were about to march to New Jersey.
These various provisions and enactments furnish a striking object-lesson as to the value of paper, even to the public safety. The wisdom of these precautions soon became evident. Notwithstanding all the care that had been exercised, the supply ran low, and after advertising for paper, and ordering the people to produce all they had, it was found necessary, just before the battle of Monmouth, to send files of soldiers to search for the indispensable article wherever there was a likelihood of finding it. In the garret of a house in which Benjamin Franklin had once lived and had his printing-office were found about twenty-five hundred copies of a sermon by Rev. Gilbert Tenant, upon “Defensive War,” which had been printed by Franklin. These were used for musket cartridges and “wadding,” and in the battle that raged about old Tenant church, where fought representatives from every one of the thirteen38 colonies, mingling their patriotic blood upon the historic field, the sermon proved one of the most effective ever delivered. The Rev. Mr. Tenant, when he penned his discourse, probably had no idea that it would ever be delivered in so forceful a manner, just outside the doors of his church. The fact that these sermons were stored in the garret of Benjamin Franklin, printer, and held for payment, will perhaps call forth a rueful smile from the modern printer, who has himself had some experience of similar sort, the final outcome of which was not so satisfactory as this use of these old sermons must have proved to the patriot printer Franklin.
As the war advanced, the scarcity of paper caused much inconvenience. It was on this account that the journal of the second session of the New York Assembly, in 1781, was not printed. In 1789, so it is stated, the paper-mill nearest to Albany, New York, was one at Bennington, in the state of Vermont. The product was frequently brought from the mill on horseback, and although it was very coarse and unbleached compared with the paper of to-day, it was so valuable that every torn or broken sheet was repaired with paste. This work was so neatly39 and deftly done that in old copies of the “Register,” preserved in the Albany Institute, the patching can be seen only by holding the paper to the light.
The first mill to be established in the northern part of New York was erected at Troy in 1793. About that time, or in 1801, the postmaster of the city issued a special plea under the heading, “Please save your rags,” in which he said: “The press contributes more to the diffusion of knowledge and information than any other medium; rags are the primary requisite in the manufacture of paper, and without paper the newspapers of our country, those cheap, useful, and agreeable companions of the citizen and the farmer, which in a political and moral view are of the highest national importance, must decline.” He then went on to show how, with sufficient rags, the paper-mills of the state could meet all demands; how the patriotic saving of rags had been inculcated and was practiced in New England, saving to Connecticut alone $50,000 a year, and how the thrifty New England housewife had reduced the methods of saving to a science, or rather to a fine art, and closed as follows: “The rich, who regard the interest of their country, will direct their children40 or domestics to place a bag or box in some convenient place as a deposit for rags, that none may be lost by being swept into the street or fire; the sales of which saving will reward the attention of the faithful servant, and encourage the prosperous enterprise of prudence.”
Zenas Crane, of Worcester, Massachusetts, seeking a favorable site for a paper-mill, visited Berkshire County in 1799, and finally decided upon a location on the south branch of the Housatonic, at Dalton. That small beginning was like the acorn from which springs the giant oak. It was the foundation of the great paper interest of that region, which has made the name of the beautiful hill county famous, both for the importance and extent of the manufacture and for the excellence and fineness of its products.
As we have already seen, the early paper-mills were greatly hampered by the scarcity of rags, and matters grew worse instead of better during the last fifteen years of the century. But the year 1800 brought some relief. Matthew Kooper, of France, who in the following year succeeded in making paper from straw and wood, invented a process by which 700 reams of clean, white paper were turned out weekly from such old written,41 printed, and waste paper as had previously been thrown away. In the face of a rag famine, such a process was a great boon to the paper manufacturer.
The following appeal, issued by Zenas Crane and his associates to the people of Worcester in 1801, shows how great was the scarcity of rags at that time, and helps to complete the history leading up to the erection of the new mill at Dalton:
AMERICANS!
ENCOURAGE YOUR OWN MANUFACTORIES, AND
THEY WILL IMPROVE.LADIES, SAVE YOUR RAGS.
As the subscribers have it in contemplation to erect a paper-mill in Dalton the ensuing spring; and the business being very beneficial to the community at large, they flatter themselves that they shall meet with due encouragement. And that every woman who has the good of her country and the interest of her own family at heart, will patronize them by saving their rags and sending them to their Manufactory, or to the nearest Storekeeper—for which the Subscribers will give a generous price.
Henry Wiswall,
Zenas Crane,
John Willard.Worcester, Feb. 8, 1801.
42
A few years later, but yet early in the life of the nineteenth century, Zebediah Butler, Sr., and his son, Zebediah Butler, Jr., were interested in a paper-mill at Hubbell’s Falls, Vt., and it was here that Oliver Morris Butler, elder brother of J. W. Butler, learned his trade—here, too, J. W. Butler was born. The paper made was of the kind now known as Straw Wrapping. Later this mill became the property of James I. Cutler, and Oliver Morris Butler went south to Lee, Massachusetts, to perfect his knowledge of the paper industry, there having been erected at Lee a large and modern plant representative of the latest and best ideas then known to the art of paper-making. In 1840 Oliver Morris Butler returned to Hubbell’s Falls, and, being unable to collect certain obligations due him, took paper in part payment—this particular invoice of finished paper he brought west to Chicago. The venture, while not profitable, is yet of much interest, as it practically marks the beginning of the present J. W. Butler Paper Company.
In 1841 Oliver Morris Butler moved west into Illinois, locating at St. Charles, a town about thirty miles from Chicago and situated upon the Fox River. Here he immediately built a wrapping-paper mill; later, and upon the opposite43 bank of the same stream, he erected a print-paper plant, the first of its kind west of Pittsburg. It is also recorded in the Atlas Biographical Dictionary that Simeon and Asa Butler, members of another branch of the Butler family, made the first letter-paper, the product of an American mill, that was used in the Senate of the United States.
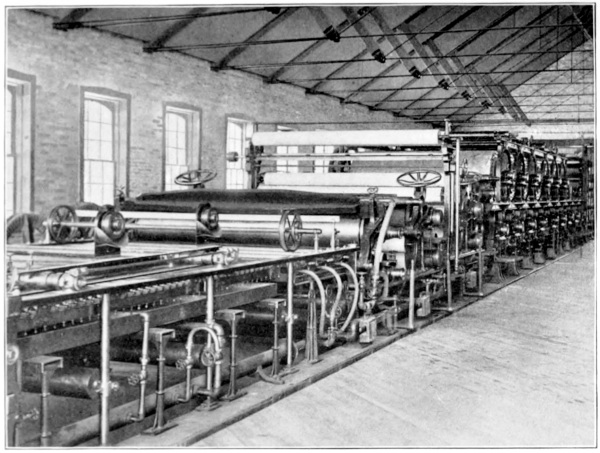
The desire for improvement in material conditions, for better implements and better methods, has marked every stage of man’s advance. The same spirit that led primitive man to seek a better and more convenient medium of expression than the cumbersome bowlder or the carved obelisk, manifested itself again, centuries later, in the untiring zeal with which manufacturers sought to improve a product that may be considered the final successor of the bowlder and the obelisk. The beginning of the century saw many improvements in the methods of paper-making. In 1804 Messrs. Henry and Seely Fourdrinier, enterprising and public-spirited stationers doing business in England, brought to a good degree of perfection the great machine which bears their name, and which is described at some length in a subsequent chapter dealing with the methods of modern paper manufacture. The machine had been invented,44 though not perfected, a year or two previously, by a Mr. Roberts in France; in 1805, Mr. Donkin, the engineer of the Fourdrinier Brothers, who had built the machine, further improved it by altering the position of the cylinders so as to dispense with an upper web. By this change the process was so simplified that the work of six vats could be done in twelve hours. These improvements were made in a paper-mill at Two Waters, England; but the machine that can now do in a day the work that formerly required three months was not immediately introduced into this country.
The increase of paper-mills in the United States had been so rapid that in 1810 the number in the country was stated to be 185. In 1811, Zenas Crane, who had built the first mill at Dalton, since known as the Berkshire Mills, erected a new mill at the lower falls of the Housatonic. These pioneers gave a great impetus to the manufacture, and paper-mills sprang up as if by magic along all the swift-flowing mountain streams of New England.
A paper-mill, the first built in the British American provinces, was erected at what is now Bedford, and in the same year, 1816, a paper factory was put into operation at Pittsburg, Pennsylvania.45 It was operated by a 16 horse-power steam-engine, employed forty persons, and with an annual output valued at only $20,000 required the consumption of 10,000 bushels of coal and the use of 120,000 pounds of rags, showing that the method must have been slow and cumbersome, and the margin of profit small.
It is believed that the Gilpins, who were celebrated paper-makers on the Brandywine, near Philadelphia, were the first to introduce paper machinery from France and England, about the year 1820, but the experiment proved so expensive that it met with little encouragement at that time. Some interesting facts were brought out during this year by a petition to Congress from the paper-makers of Pennsylvania and Delaware, who asked for a duty on paper, claiming that seventy paper-mills, with ninety vats, employing 950 persons, and using 2,600 tons of rags, with an annual output of $500,000 in value, had by foreign competition been reduced to seventeen vats. The allied trades of printing and publishing were so closely connected with paper-making that what affected one affected all; it was this community of interests that led representatives of the three industries to unite, in 1822, in a memorial to Congress, urging46 that the duty on books should not be reduced, as the books, entirely of American products and manufacture, which were issued in the country, amounted in value to more than $1,000,000 per annum.
Notwithstanding foreign competition, possibly because of that stimulus, improvements were constantly being made in methods and machinery. The agitator now used on paper machines, consisting of a semi-cylindrical cradle vibrating so as to prevent the fibers from being arranged parallel one to another, the result of which would be to make the paper weaker in one direction than in the other, was patented by Reuben Fairchild of Trumbull, Connecticut, in 1829. In the following year Thomas Gilpin of Philadelphia invented what are called “calenders,” for giving the polished surface to paper. These are described later, in Chapter V. True cylinders were first made in this same year by an inventor in England. The result was gained by grinding the rollers together while a stream of water flowed over them, this operation requiring many weeks. Through these various inventions and improvements, and through the introduction of machinery from Europe, by means of which the coarsest of rags and other47 materials were cleaned, bleached, and purified, and increased three hundred per cent in value, a decided impetus was imparted to the manufacture. ♦Improved machinery♦ The advance in the industry during the following years was so marked that in 1842, according to an estimate made at a meeting of paper-makers held in New York City in that year, the paper-mill property of the United States was valued at $16,000,000, and the annual output at $15,000,000, while the value of rags imported from Europe amounted to $468,230, and the raw stock, rags, and other material collected in the United States to $6,000,000. With the adoption, in 1843, of the devices for a rotating strainer, for draining water from the pulp in the washing or beating vats, came another advance in the process of paper-making.
In 1844 a jobbing house was opened in Chicago by Oliver Morris Butler to dispose of the paper made at his St. Charles Mill. Several years later J. W. Butler, the present head of the J. W. Butler Paper Company, was placed in sole charge of the Chicago branch. Oliver Morris Butler was also a part owner and president of the Lockport Paper Company, of Lockport, Illinois, a successful plant erected for the manufacture of Straw Board, and48 he remained active in the trade up to the time of his death, which occurred in 1888. ♦Genealogy of the Butlers as paper-makers♦ The store which he established in 1844 and put under the management of his younger brother, J. W. Butler, touches closely, through him, his ancestors, and their earlier years as paper-makers, nearly the whole of the nineteenth century in the line of the paper industry in this country. That this direct branch of the Butler family may have had even earlier identification with paper-making is not improbable; the family line is clearly and directly traceable as continuous residents in America back to the earlier half of the seventeenth century, only a few years subsequent to the Pilgrims’ landing, but the meager records of our earliest settlers seldom speak of their vocations, and our first positive knowledge of the Butler family’s connection with the paper industry is early in the nineteenth century.
49
CHAPTER IV
EARLY METHODS OF PAPER-MAKING
“As far as the East is from the West,” so great is the difference between the methods and processes of the slow-going Orient and those that prevail in the Occident.
It is fully a century and a half since Berkeley gave expression to his faith in the high destiny of the West:
The four first acts already past,
A fifth shall close the drama with the day;
Time’s noblest offspring is the last.”
As the years followed each other swiftly in the past, it became strikingly evident that the world must look to the Occident for industrial activity and progress, and for the practical application of new inventions and discoveries. And yet, through the inevitable exception that proves the rule, we occasionally find East and West working along strikingly similar lines. The making of paper by hand, as carried on in our own country in50 early days, and to a limited extent at the present time, furnishes such an exception. In many respects, the process is not unlike that followed by the Chinese in making paper from the bark of the mulberry-tree, which has already been described in the preceding chapter. In either case, whatever the material employed, the first step, which was of prime importance, was to remove from the fibers all glutinous, resinous, or other superfluous matter. The fibers are the slender, elongated cells, the enduring portion of the plant that gives to the paper its strength, toughness, and elasticity.
Before the science of chemistry had been called upon to furnish its potent aid in the process of paper-making, the rags used were moistened and piled together in some warm, damp place, often in a cellar, where they were left to decay for a period—twenty days or more. During this time, the perishable portion, sometimes spoken of as vegetable gluten, fermented or decayed to such an extent that it could be washed from the fibrine, or long, white elastic filaments. Before being submitted to the process of decomposition, the rags were of course dusted, and, as far as possible, cleansed from all mineral, foreign,51 or indissoluble substances, after which they were cut into small pieces. When the fermentation engendered by heat and moisture had done its important work, the rags were boiled and washed, and finally beaten to a smooth pulp by the use of mallets.
In the early days of paper-making, before the discovery of the use of chemical agents to remove the coloring matter, the color of the paper was determined by that of the rags or other material, modified somewhat by the boiling and washing. When it was discovered that certain chemicals would dissolve or separate the coloring matter from the tissue, one great factor in the cost of making white paper was eliminated. Lye, lime, solutions of chlorine and of chloride of lime were employed for the purpose.
The fibers having been separated, by this slow and tedious method, from all foreign matter, they were placed in a vat, with a proper admixture of water to form a soft, slightly cohering mass of “pulp.” The next step in the process was the forming of the paper sheets. For this purpose the paper-maker employed a fine wire screen, or cloth, called the “mold,” which was oblong in shape, and supported by a light frame underneath.52 Above this was placed a very shallow frame known as the “deckel,” which in size and shape corresponded exactly with the mold. Dipping the mold into the mass of pulp, the operator filled it even with the top of the deckel, the thickness of the paper being determined by the depth of the deckel-frame. Then as the water from the pulp drained through the wire cloth, the operator moved the mold back and forth, giving a constant, even, and gentle motion to the mass within.
The manner in which the wires of the mold were arranged gave to certain papers their distinguishing characteristics. In some molds the wire was woven like cloth, and the product was therefore known as “wove” paper; in others, the small wires ran only one way, straight and very close together, and were crossed by stronger wires an inch or so apart, the paper in this case being called “laid” paper. At some point in the wire of the mold a small figure was worked out, also in wire, and as the pulp was shaken it became a little thinner over the design, leaving the impress known as the “watermark.”
When the pulp had been properly drained, and matted together, the mold was passed on to another operator, who was known as the “coucher,”53 from the fact that his work was the turning of the moist sheet of pulp upon a sheet of felt stretched over a board termed a “couch.” Over this first layer of pulp was placed another sheet of felt, then another mold full of the pulp, and so on until there was obtained a pile, or “post,” as it was called, several quires in thickness. The layers were then subjected to heavy pressure, by which as much of the water as possible was squeezed out, when the sheets of felt were removed, and pressure was applied a second time to the paper that remained. The sheets of paper on being taken out were hung over ropes or poles to dry, in some room or loft.
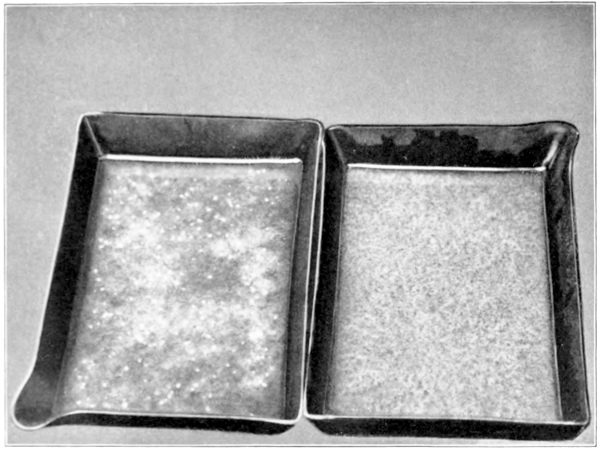
At this point in the process the paper would be open and porous, and would naturally absorb ink, instead of carrying it in lines or letters upon its surface. To overcome this defect, the paper was dipped in a solution made of clippings of hides, horns, or hoofs, or in the gelatine prepared from leather and parchment clippings. The process was, and is still, termed “sizing,” while the material is known as “size,” and is used to render the paper non-absorbent, also to fill up the pores and give an even surface. After being dipped in this solution, the sheets were pressed again, and54 for a second time hung up to dry; if a smoother surface was desired, it was obtained by passing the paper between metal rollers.
Hand-made paper is now made to a limited extent in America, and to a still greater extent in England. All Bank of England notes are printed on hand-made paper, two notes to a sheet, so that three edges of every note are rough. Working under the old method, it took three men a day to mold, press, and hang up to dry, or finish, four thousand small sheets of paper, while the process from beginning to end required about three months. ♦From tree to paper in a day♦ In these modern days, as will be seen later, paper can be made in twenty-four hours from a tree standing in the forest, in the glory of its full strength and vigor; though in actual practice a longer time is taken in covering all the different processes. Truly the times are changed, and everything is changed with them!
55
CHAPTER V
MODERN PAPER-MAKING
Though the steady march of progress and invention has given to the modern paper-maker marvelous machines by which the output is increased a thousand-fold over that of the old, slow methods, he still has many of the same difficulties to overcome that confronted his predecessor. While the use of wood pulp has greatly changed the conditions as regards the cheaper grades of this staple, the ragman is to-day almost as important to the manufacturer of the higher grades as he was one hundred years ago, when the saving of rags was inculcated as a domestic virtue and a patriotic duty. Methods have changed, but the material remains the same. In a complete modern mill, making writing and other high-grade papers, the process begins with unsightly rags as the material from which to form the white sheets that are to receive upon their spotless polished surface the thoughts of philosophers and statesmen, the tender messages of affection, the counsels and admonitions56 of ministers, the decisions of grave and learned judges, and all the
“Illustriously doth on paper shine,”
as was duly set forth in rhyme by the “Boston News Letter” in 1769. “The bell cart will go through Boston about the end of next month,” it announced, and appealed to the inhabitants of that modern seat of learning and philosophy to save their rags for the occasion, and thus encourage the industry.
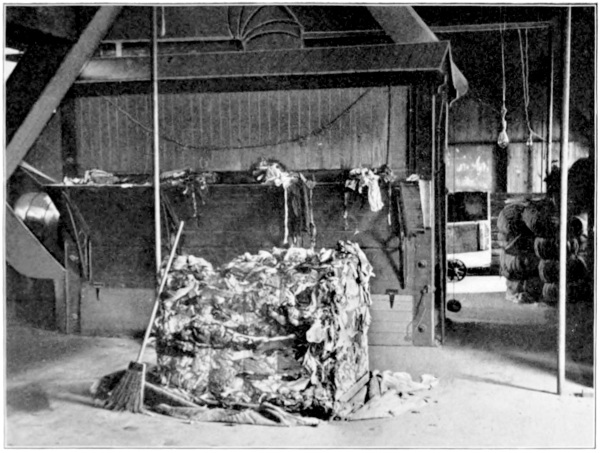
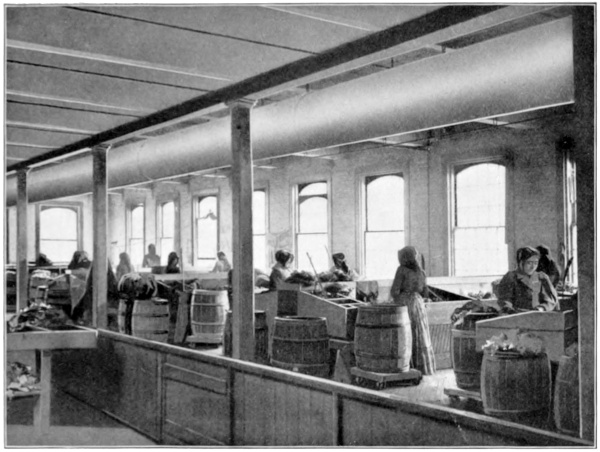
The rags do not come to the mammoth factories of to-day in “bell carts,” but by the carload, in huge bales, gathered from all sections of this great Republic, as well as from lands beyond the eastern and the western oceans. The square, compact, steam-compressed bundles are carried by elevators well up toward the top of the building, where they await the knife of the “opener.” When they have been opened, the “feeder” throws the contents by armfuls into the “thrasher.” The novice or layman, ignorant of the state in which rags come to the mill, will find their condition a most unpleasant surprise, especially disagreeable to his olfactory nerves. Yet the57 unsavory revelation comes with more force a little farther on, in the “assorting-room.” ♦The thrasher♦ The “thrasher” is a great cylindrical receptacle, revolving rapidly, which is supplied with long wooden beaters or arms, passing through a wooden cylinder, and driven by power. ♦The sorting room♦ When the rags have been tossed in, there ensues a great pounding and thrashing, and the dust is carried off in suction air-tubes, while the whipped rags are discharged and carried to the “sorting” and “shredding” room. Here the rags are assorted as to size, condition, and the presence of buttons, hooks and eyes, or other material that must be removed. Then those that need further attention are passed on to the “shredders,” these as well as the “sorters” being women. The “shredders” stand along a narrow counter; in front of each one there is fastened a long scythe-blade, with its back toward the operator and its point extending upward, the shank being firmly fixed to the table or operating board. Here buttons, hard seams, and all similar intruders are disposed of, and the larger pieces of rags are cut into numerous small ones on the scythe-blades. The rags thus prepared are tossed by the women into receptacles in the tables. The work in this room58 is the most disagreeable and unwholesome of any in the entire process of manufacture, and this despite the fact that these rags, too, have been thrashed, and freed from an amount of dust and dirt beyond ordinary belief.
While watching the operations carried on here, it is impossible to repress the wish that rags might be bought otherwise than by the pound, for, unfortunately, filth, dust, and dirt weigh, and to wash rags only reduces the weight. While this is a true reflection of the condition in the average mill, it is pleasant to know, however, there are others of the higher class that are decided exceptions, as far as dust and dirt are concerned. Such are the mills making high-grade ledger and bond papers, as well as the mill manufacturing the paper that is used for the printing of our “greenbacks,” to which further reference will be made later. In these exceptional mills everything is neat and perfectly clean, all the stock used being new and fresh from the cotton or linen mills, or from factories producing cloth goods, like shirt and corset factories, and others of the same sort. The sorting and shredding room is always large and light, with windows on all sides, and is well ventilated, offering a59 decided contrast in many respects to the less cleanly mills first referred to, where the women must wear bonnets or hoods for the protection of the hair. In either case the process is certainly an improvement over the old plan of leaving the rags to decay in a cellar to expedite the removal of the glutinous matter.
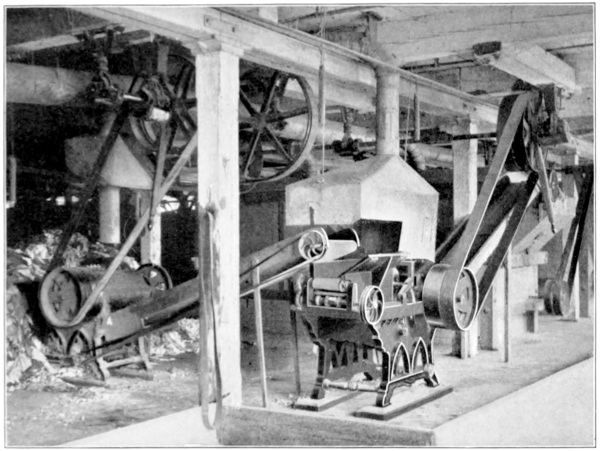
From the “sorting” and “shredding” room the rags are conveyed to the “cutter,” where they are cut and chopped by revolving knives, leaving them in small pieces and much freer from dust and grit. Various ingenious devices are employed for removing metal and other hard and injurious matter, magnetic brushes serving this purpose in some mills. ♦The devil♦ When the “cutter” has finished its work, the still very dirty rags go for a further cleansing to the “devil,” or “whipper,” a hollow cone with spikes projecting within, against which work the spikes of a drum, dashing the rags about at great speed. Human lives are often freed of their baser elements and restored to purity and beauty through the chastening influences of tribulation or adversity; in like manner the “whipper” carries the rags forward a step in the process of purification that is necessary before they can be brought to their60 highest usefulness. But the cleansing process, which is only a preparation for what is to follow, does not end with the “whipper,” the latter having served merely to loosen, not to dislodge, a great deal of dust and dirt. ♦The duster♦ The final operation in the preliminary cleaning is performed by the “duster” proper, which is a conical revolving sieve. As the mass of rags is tossed and shaken about the loosened dust is carried away by the suction of the air, which draws the dust particles into tubes furnished with suction fans. In most modern mills the rags are carried forward from the “duster” on an endless belt, and a careful watch is kept upon them as they emerge to detect the presence of unchopped pieces, buttons, or other foreign substances. The journey of the rags over this endless belt or conveyor terminates in a receiving-room, in the floor of which there are several openings, and immediately below these the mouths of the “digesters,” which are in a room beneath. ♦The digester♦ The “digesters,” as they are suggestively and appropriately termed, are huge revolving boilers, usually upright, which often have as great a diameter as eight feet, with a height of twenty-two feet, and whose digestive capacity is upward of five tons of rags each.
61 ♦Cooking of rags♦ The rags that are to be “cooked” are fed into the “digesters” through the openings in the floor, and the great movable manhole plates are then put in place and closed, hermetically sealing the openings or mouths through which the boilers have been fed, these having first been charged with a mixed solution of lime and soda, and with live hot steam in lieu of gastric juice as a digesting fluid and force. In some mills the boilers are placed in a horizontal position, while in others they are in the form of a large ball or globe, in either case being operated in the manner described; those of upright form, however, are most commonly in use. The rags are boiled under steam pressure of about forty pounds to the square inch, and the cooking is continued from twelve to fourteen hours.
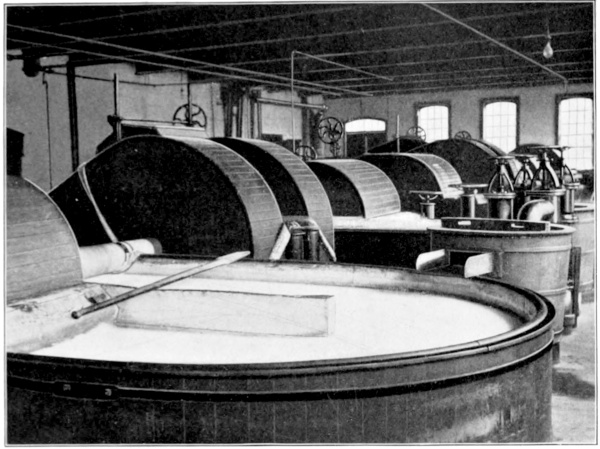
It is here that the process of cleaning begins in earnest; and as the mass of rags is tumbled about in its scalding bath of steam-heated lime-water, or “milk of lime,” the coloring and glutinous matters, as well as all other impurities, are loosened from the fibers, which are in the end so cleansed and purified as to come forth unstained and of virgin purity. Having been sufficiently boiled and digested, the mushy material, still looking62 dark and forbidding, is emptied onto the floor below or into receptacles placed directly beneath the boilers, where the color and dirt are allowed to drain off. The mass is then conveyed to the “washers,” great tub-like receptacles, which are shown among the illustrations, and which are known as “Hollanders,” from the fact that these rag engines were invented in Holland, about the year 1750 A. D. They are oval-shaped tubs, about twenty feet long, nine feet wide, and three feet high, varying somewhat according to the conditions. Each tub is divided for two-thirds of its length by an upright partition, or “mid-feather,” as it is called, which makes a narrow course around the vat. On one side of the partition the tub is raised in a half-circle, close to which revolves an iron roll about three or four feet in diameter, and covered with knives; in the bottom of the tub, and directly under the revolving roll, is another set of knives called a “bed-plate,” which is stationary, and against which the roll can be lowered. But not to anticipate. When the emptyings from the boiler have been thrown into the “washer” a continuous stream of water is turned in at one end, the knife-roll having been adjusted so as to open up the rags as they are set63 in motion. These then begin a lively chase around the edge of the vat, through the racecourse formed by the “mid-feather,” and under the rag-opening knives, where the water is given a chance to wash out all impurities; then on up the incline over the “back fall,” so-called from the elevation in the tub. A cylinder of wire cloth, partly immersed in the moving mass, holds back the now rapidly whitening fibers, while the dirty water escapes into buckets inside the wire cloth drum, and is discharged into and through an escape-spout. The heavy particles of dirt settle into what is termed a “sand-trap” at the bottom of the tub.
As the water clears, the roll is lowered closer and closer to the bottom of the bed-plate, in order to open up the fibers more thoroughly for the free circulation of the water among them. When the several agencies of the “washer” have accomplished their purpose, and the water runs clear and unsullied, a bleaching material is put into the mass, which in the course of from two to six hours becomes as white as milk. The dirty offscourings of all ragdom, first seen in the original bales, and gathered from the four quarters of the globe, have endured many buffetings,64 many bruisings and tribulations, and having been washed come forth pure, sweet, and clean. From the washers the rags are precipitated through a trap into drainers, which are chambers made of stone and brick, with a false bottom, through which the water is allowed to drain. This rag pulp, now called half stock, is kept in this receptacle until the water and liquor are thoroughly drained off, when it becomes a white and compact mass of fibers.
The rags should stand in the drainers for at least one week, though better results are obtained if they are left for a period two or three times as long, as the fibers become more subdued. The process of paper-making, as it has already been described, applies more particularly to papers made from rags. To-day a very large proportion of the cheaper papers are made from wood, either entirely or in part, and these wood-made papers are subjected to a different treatment, to which further reference will be made in this chapter.
From the drainer the mass is carted to the beating engine, or “beater,” which is very similar in construction to the washer just described. The knives on the roll in the beater are grouped three65 together instead of two, and are placed nearer the bottom or bed-plate in order to separate more thoroughly the fibers. In the beater are performed many and varying manipulations, designed not only to secure a more perfect product, but also to produce different varieties of paper. It is the theory of the beating process that the fibers are not cut, but are drawn out to their utmost extent. In watching the operations of the “beater,” one notices on the surface of the slowly revolving mass of fibers, floating bluing, such as the thrifty housewife uses to whiten fine fabrics. This familiar agency of the laundry is introduced into the solution of fibers with the same end in view that is sought in the washtub—to give the clear white color that is so desirable. Many of the inventions and discoveries by which the world has profited largely have been due primarily to some fortunate accident, and according to a pretty story upon which paper-makers have set the seal of their belief for more than one hundred and fifty years, the use of bluing was brought about in the same way. ♦The bluing story♦ About the year 1746, so runs the story, a Mrs. Buttonshaw, the wife of an English paper-maker, accidentally dropped into a tub of pulp the bag of bluing, or its contents,66 which she was about to use in a washing of fine linen. Frightened at what she had done, and considering it the part of wisdom to keep silence, she discreetly held her peace and awaited results. But when her husband had expressed great wonder and admiration over the paper made from that particular pulp, and had sold it in London at an advance of several shillings over the price of his other paper, which had not met with any such accident, she realized that the time for silence had passed. Her account of the happy accident led her grateful husband to purchase a costly scarlet cloak for her on his next visit to London town. This accident brought about another result which was to prove of inestimable value to the future paper-maker—the use of bluing in paper when especial whiteness is desired.
Important as the bluing or coloring is, however, it is only one of the numerous operations or manipulations that take place in the beater. Many of these, such as engine-sizing and body-coloring, require skill and constant watchfulness. Here, too, if anywhere, adulteration takes place. It is sometimes necessary to secure a fine-appearing paper at small cost, and it is profitable to add to67 its weight. In such cases, a process of “loading” takes place here, and clay or cheap, heavy fibers are added. Clay is of value not only to increase the weight, but also to render the paper more opaque, so as to prevent type or illustrations from showing through, while at the same time it makes possible a smoother surface by filling the pores in the paper. But while it adds to the weight, clay must, of necessity, weaken the paper. In engine-sizing, which is done in the beater, the size is thoroughly incorporated with the fibers as these revolve or flow around the engine. This sizing renders the paper more nearly impervious to moisture. The difference between a paper that is sized, and that has a repellent surface which prevents the ink from settling into it when it is written upon, and an ordinary blotting-paper with its absorbent surface, is due entirely to the fact that the former is most carefully treated with sizing, both in the beating engine and in the size tub or vat referred to later, whereas in the latter paper it is omitted. ♦Body-coloring♦ If the paper is to be tinted or body-colored, colors made from aniline are generally used. Only in the highest grade of writing-paper, and in some few papers that demand colors fast to the light, is any other order of coloring68 matter employed. As may be easily imagined, considerable skill is required to secure exactly the desired tint, and to get the coloring matter so evenly mixed that each small fiber shall receive its proper tint, thus insuring that the paper when finished shall be of uniform color and not present a mottled appearance.
When the operations of the beating engine have been completed, a most interesting process begins, which marks a vast advance over the earlier method of forming the sheets of paper with mold and deckel, straining off the water, and shaking the frame with a quick motion to mat the fibers together. The patient striving toward something better, which has marked all the centuries since man first learned to carve his rude records, finds its consummation in the process of making paper in a continuous web. This result is accomplished by a machine first invented by Louis Robert, a workman in a mill at Enonnes, France, who obtained a French patent, with a bounty of eight thousand francs for its development. This he later sold to M. Didot, the proprietor of the mill, and the latter crossed the Channel into England, where, with the aid of a skilled mechanic, the machine was in a measure perfected, and then sold69 to Henry and Sealy Fourdrinier. They, with the further aid of Bryan Donkin, their employe and expert engineer, made many additional improvements, and sunk in the enterprise some sixty thousand pounds sterling, for which their only reward was blighted hopes and embittered lives. In 1847 the London “Times” made a fruitless appeal on behalf of the surviving brother, who was eighty years of age, and in great poverty. It is seldom that the world voluntarily makes return to those who have bestowed upon it great material or moral benefits, though it is ever ready to expend its treasure for engines of destruction, and to magnify and reward those who have been most successful in destroying human life.
The first “machine” mill was started at Frogmore, Hertz, England, in 1803, which was the year of the great Louisiana Purchase by the United States, and it is not difficult to say which event has been productive of the greater and more beneficial results to this nation. Through this invention and its improvements the modern newspaper and magazine, with their tens and hundreds of thousands of copies daily, have been made possible, and men of all classes have been brought in touch with the best thought of the70 day. Whatever makes for greater intelligence and enlightenment throughout a nation makes for the greater stability of the national life, and gives new emphasis to Bulwer’s words:
States can be saved without it—bring the pen.”
If to-day the power of the pen over the sword is greater than it has ever been before, its increased and increasing influence must be credited in large measure to the inventive genius and the public-spirited enterprise that has made possible the great output of our modern paper-mills. So thoroughly did these forces do their work in the beginning, that in the century that has elapsed since the Fourdrinier brothers sacrificed themselves and their means in the perfecting of their machine, there have been really no changes in the fundamental principle. Those that have been made have been in the nature of further development and improvement, such as increasing the speed and widening the web, thereby multiplying the product many fold.
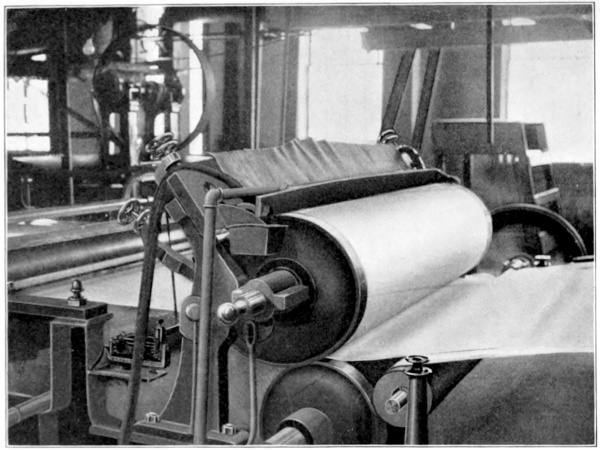
But to resume the interesting journey of the rags, which had reached a state of purification and perfection as pulp, and which we left in the71 beaters. In some grades of paper the perfected and prepared pulp is taken from the beaters and passed through what is known as a “refining” or “Jordan” engine; this for the purpose of more thoroughly separating the fibers and reducing them to extreme fineness. The refining engines, are, however, used only in the manufacture of certain grades of paper. ♦The stuff chest♦ The pulp is next taken from the beater or refining engine, as the case may be, to what is called a “stuff-chest,” an inclosed vat partly filled with water, in which a contrivance for shaking and shifting, properly called an “agitator,” keeps the fibers in suspension.
From the stuff-chest the mixture is pumped into what is known as the “mixing” or “regulating” box. Here the stream first passes over the “sand-tables” in a continuous flow. These are composed of little troughs with cross-pieces, and are covered at the bottom with long-haired felt, to catch any sand or dirt that may still adhere after the numerous operations to which the pulp has been subjected. The flow is then forced through the “screen,” which is a horizontal piece of metal pierced with slots. For very fine paper, these slots are so small as to be only one one-hundredth72 of an inch in width. They are usually about a quarter of an inch apart. Through these tiny apertures the fibers must find their way, leaving behind in their difficult passage all lumps, dirt, or knotted fibers which would mar the perfection of the product toward which they are tending. A vibrating motion is given to the screen as the flow passes over it, or revolving strainers may be used.
When the screen has finished its work, the water carrying the pulp in solution flows in an even stream, whose volume varies according to the width of the web of paper to be produced, through a discharge-cock onto the Fourdrinier or cylinder machine, as the case may be, each of which will be duly described. This stream has a filmy appearance, and is of diverse color, depending upon the shade of paper to be produced. From its consistency, which is about that of milk, it is difficult to imagine that it floats separate particles of fiber in such quantities as, when gathered on the wire cloth and passed to a felt blanket and then pressed between rollers, to form in a second of time a broad web of embryo paper sufficiently strong and firm to take definite form. Man’s mastery of the process by which this73 startling and wonderful change is effected has come as one of the rewards of his long and patient study.
The Fourdrinier machine, which preserves at least the name of the enterprising developers of the invention, takes up the work that was formerly done by the molder. The wire cloth upon which the fibers are discharged as described is an endless belt, the full width of the paper machine. Upon this the fibers spread out evenly, being aided by a fan-shaped rubber or oil cloth, which delivers the smooth stream under a gate regulated to insure perfect evenness and to fix uniformly the fibers of the web now commencing its final formation. ♦Deckel-straps♦ Deckel-straps of india-rubber are fastened on both sides of the wire screen, and move with it, thus holding the watery pulp in place. The deckel-straps are adjustable, and fix or regulate the width of the paper. These and the gate, or “slicer,” are attached to what is termed the deckel-frame, which corresponds to the deckel used by paper-makers in the days when the manufacture was carried on by hand. ♦Endless wire cloth♦ As the stream flows onto the endless belt of wire cloth, the water which has borne the fibers filters into the trough beneath. Being charged with very fine fibers,74 size, coloring matter, and other similar ingredients, it is carried back into the pulp-chest, to save these materials, as well as to contribute again to the extra supply of water needed. ♦The save-all♦ For this reason the trough into which it falls from the revolving “wire” is called the “save-all.” A shaking motion is imparted to the “wire” from the frame upon which rest the rolls that keep it in its never-ending round. This aids in draining away the water, and mats or interlaces the fibers together. At the end of the “save-all,” where the fibers are to leave the “wire” for the next stage of their journey, suction-boxes are placed, provided with an air-pump to take up the surplus water that has not yet found its way through the meshes. ♦The dandy roll♦ Between these suction-boxes above the wire is a wire-covered roll, which impresses the newly formed sheet; this impression cylinder is called a “dandy roll,” and it is from this that the web receives the markings or impressions that characterize different papers. All watermarks, patterns, and designs which it is desired to have appear in the paper are put upon this roll, and here impressed upon the soft sheet, which is clarified and left transparent at the points of contact. Thus the impression is permanently fixed in the fiber, so that it can be75 seen at any time by holding the sheet to the light. The power of suggestiveness is a quality which is highly esteemed wherever it is found, and which frequently furnishes a standard of judgment. Judged by such a criterion, the impression cylinder, or “dandy roll,” has an added value, for in all probability its operation suggested the idea of printing from cylinders, as in our present web or perfecting presses.
The matted pulp, now having sufficient body, passes on between two rolls covered with felt, which deliver the web of damp paper upon an endless belt of moist felt, while the “wire” passes under and back to continue a fresh supply. The paper is as yet too fragile to travel alone, and the web felt carries it between two metal rolls called the first press-rolls. These squeeze out more water, give a greater degree of compactness to the fibers, smooth the upper surface, and finally deliver the web of paper to a second felt apron, which carries it under and to the back of the second press-rolls. In this way the under surface comes to the top, and is in its turn subjected to the smoothing process. A delicate scraper or blade, the length of the press-rolls, is so placed on each roll that should the76 endless web from any cause be broken, the blade may operate with sufficient force to prevent the wet paper from clinging to the rolls and winding about them. From this point the paper travels alone, having become firm and strong enough to sustain its own weight; passing above the second press-rolls, it resumes its onward journey around the drying cylinders, passing over and under and over and under. ♦The dryers♦ The drying cylinders are hollow and heated by steam, their temperature being regulated according to requirements. These driers, made from iron or steel, are usually from three to four feet in diameter, and vary in length according to the width of the machine. There are from twelve to fifty of these cylinders, their number depending upon the character and weight of the paper to be produced, very heavy sheets requiring many more drying cylinders than sheets of lighter weight.
Strange, almost phenomenal, conditions come about in the transformation from filmy pulp to finished paper. A sheet which, though formed, is at the first press-roll too fragile to carry its own weight, becomes possessed of a final strength and power that is almost incredible. The myriad of minute fibers composing the sheet, upon drying uniformly, possesses great aggregate strength. A77 sheet of paper yields readily to tearing, but the same sheet, when a perfectly even tension is applied, will demonstrate that it is possessed of wonderful resisting power. In evidence may be cited an instance that seems almost beyond belief. Through some curious mishap a web of heavy paper, in fact, bristol board, which had been thoroughly formed, was suddenly superheated and then cooled while still on the driers. This was caused by a difference in temperature of the driers and resulted in the sudden contraction of the web of bristol; the strain on the machine was so great that not only were the driving-cogs broken on two of the driers around which the paper was at the moment passing, but the driers themselves were actually lifted out of place, showing a resisting power in the paper of at least several tons. ♦The calenders♦ The paper now passes to the upright stack of rolls shown in the illustrations, which are known as “calenders.” The word is derived from calendra; a corruption of cylindrus, a roller or cylinder, they are simply rollers revolving in contact, and heated from the interior by steam. These calenders are used for giving to the paper a smooth and even surface, and are also employed in the smoothing and finishing of cloth. ♦Speed of machines♦ The78 speed with which the paper passes through these cylinders is remarkable, from one hundred to five hundred feet running through and over the machine in a minute; and in some of the most recent mills the web is as wide as one hundred and fifty-six inches (thirteen feet); this is very nearly double the average machine width of a few years ago, while the speed has increased in proportionate ratio; only a very few years ago the maximum speed was from two hundred and fifty to three hundred feet per minute; at this writing (1900) there are machines in operation which run as high as five hundred feet per minute. But great as has been the increase in the production of paper, the demand has kept pace steadily. The wonderful product of the rag-bag holds an invincible position in the world’s economy.
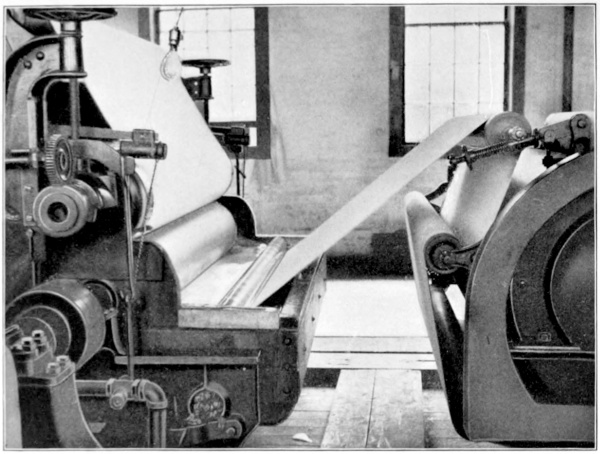
For machine-finished book and print papers, as well as for other cheaper grades, the process ends with the calenders, after which the paper is slit into required widths by disk-knives, which are revolving, and so cut continuously. Paper intended for web newspaper presses is taken off in continuous rolls of the widths required, varying from seventeen to seventy-six inches, according to the size of the paper to be printed. These79 reels contain from fifteen to twenty-five thousand lineal feet of paper, or from three to five miles. The amount of paper used in disseminating the news of the day is enormous; sometimes one or two mills are required to manufacture the supply for a single metropolitan daily, while one New York newspaper claims to have used four hundred and fifty tons of paper in one Christmas edition, which is about four times the amount of its regular daily consumption.
After having been slit into the proper widths by the revolving knives, ordinary flat and book papers are cut into sheets by a straight knife revolving at proper intervals on a horizontal drum. The paper, in sheets, is carried by a traveling apron onto a receiving table at the end of the machine, where the sheets as they fall are carefully examined by experts, usually women, who remove any that may be imperfect.
The entire length of a paper machine, from the screens to the calenders, is about one hundred and twenty-five feet, while the height varies, the average being about ten feet. The machines, while necessarily of the finest adjustment, are ponderous and heavy, weighing in some cases as much as four hundred tons, this being the weight of the80 machine itself, exclusive of its foundations. The machine-room is of necessity well lighted and thoroughly ventilated, and should be kept clean throughout, as cleanliness is an essential factor in the making of good paper.
While the same general process applies to all classes of paper made, the particular character of any paper that is to be produced determines exactly the details of the process through which it shall pass, and regulates the deviations to be made from the general operations in order to secure special results. For example, some papers are wanted with a rough or “antique” finish, as it is called; in such cases calendering is omitted. Another special process is that by which the paper is made with a ragged or “deckel edge”; this result is obtained in some mills by playing a stream of water upon the edge of the pulp, crushing and thinning it, and thus giving it a jagged appearance. At the present time this “deckel-edge” paper is being quite extensively used in high-class bookwork.
In the case of writing-papers, as has already been stated in the description of the beating engines, a vegetable sizing made from resinous matter is introduced into the paper pulp while it81 is still in solution, and mixes with it thoroughly, thus filling more or less completely the pores of the pulp fibers. This is found sufficient for all ordinary book-papers, for papers that are to be printed upon in the usual way, and for the cheapest grades of writing-paper, where the requirements are not very exacting, and where a curtailment of expense is necessary. For the higher grades of writing-paper, however, a distinctly separate and additional process is required. ♦Tub sizing♦ These papers while on the machine in web form are passed through a vat which is called the size-tub, and which is filled with a liquid sizing made of gelatine from clippings of the horns, hides, and hoofs of cattle, this gelatine or glue being mixed with dissolved alum and made fluid in the vat. Papers which are treated in this way are known as “animal,” or “tub-sized.”
We have duly described machine-dried papers, but these higher grades of writing-papers are dried by what is known as loft, or pole-dried process. Such paper is permitted to dry very slowly in a loft specially constructed for the purpose, where it is hung on poles several days, during which time the loft is kept at a temperature of about 100° Fahrenheit.
82 Another detail of considerable importance is that of the “finish” or surface of the paper. When paper with a particularly high or glossy surface is desired it is subjected to a separate process after leaving the paper machine, known as supercalendering.
“Supercalendering” is effected by passing the web through the stack of rolls shown in the illustration, which are similar to the machine calenders already described. These rolls are composed of metal cylinders, alternating with rolls made of solidified paper or cotton, turned exactly true, the top and bottom rolls being of metal and heavier than the others; a stack of supercalenders is necessarily composed of an odd number of rolls, as seven, nine, or eleven. The paper passes and repasses through these calenders until the requisite degree of smoothness and polish has been acquired. ♦Electricity in paper♦ The friction in this machine produces so much electricity that ground wires are often used to carry it off, in order that the paper may not become so highly charged as to attract dust or cause the sheets to cling together. When the fine polish has been imparted, the rolls of paper go to the cutting machines, which are automatic in action, cutting regular sheets of the required83 length as the paper is fed to them in a continuous web. In the manufacture of some high grades of paper, such as linens and bonds, where an especially fine, smooth surface is required, the sheets after being cut are arranged in piles of from twelve to fifteen sheets, plates of zinc are inserted alternately between them, and they are subjected to powerful hydraulic pressure. ♦Plating♦ This process is termed “plating,” and is, of course, very much more expensive than the process of supercalendering described above.
From the cutters, the sheets are carried to the inspectors, who are seated in a row along an extended board table, before two divisions with partitions ten or twelve inches high, affording spaces for the sheets before and after sorting. The work of inspection is performed by women, who detect almost instantly any blemish or imperfection in the finished product as it passes through their hands. If the paper is to be ruled for writing purposes, it is then taken to the ruling machines, where it is passed under revolving disks or pens, set at regular intervals. These convey the ruling ink to the paper as it passes on through the machine, and thus form true and continuous lines. ♦Ruling and folding♦ If the paper is to84 be folded after ruling, as in the case of fine note-papers, the sheets pass on from the ruling machine to the folding machines, which are entirely automatic in their action. The paper is stacked at the back of the first folding guide, and is fed in by the action of small rubber rollers, which loosen each sheet from the one beneath, and push it forward until it is caught by the folding apparatus. Man’s mechanical ingenuity has given to the machines of his invention something that seems almost like human intelligence, and in the case of the folding machine, the action is so regular and perfect that there seems to be no need of an attendant, save to furnish a constant supply of sheets. The folding completed, cutting machines are again brought into requisition, to cut and trim the sheets to the size of folded note or letter paper, which is the final operation before they are sent out into the world on their mission of usefulness. The finished paper may or may not have passed through the ruling and folding process, but in either case it goes from the cutters to the wrappers and packers, and then to the shipping-clerks, all of whom perform the duties indicated by their names. The wonderful transformation wrought by the magic wand of85 science and human invention is complete, and what came into the factory as great bales of offensive rags, disgusting to sight and smell, goes forth as delicate, beautiful, perfected paper, redeemed from filth, and glorified into a high and noble use. ♦Beauty of perfected paper♦ Purity and beauty have come from what was foul and unwholesome; the highly useful has been summoned forth from the seemingly useless; a product that is one of the essential factors in the world’s progress, and that promises to serve an ever-increasing purpose, has been developed from a material that apparently held not the slightest promise. Well might the “Boston News Letter” of 1769 exclaim in quaint old rhyme:
But when in paper, charming to the eye!
Pray save your rags, new beauties to discover,
For of paper truly every one’s a lover;
By the pen and press such knowledge is displayed
As would not exist if paper was not made.”
And well may man pride himself on this achievement, this marvelous transformation, which represents the fruitage of centuries of striving and endeavor!
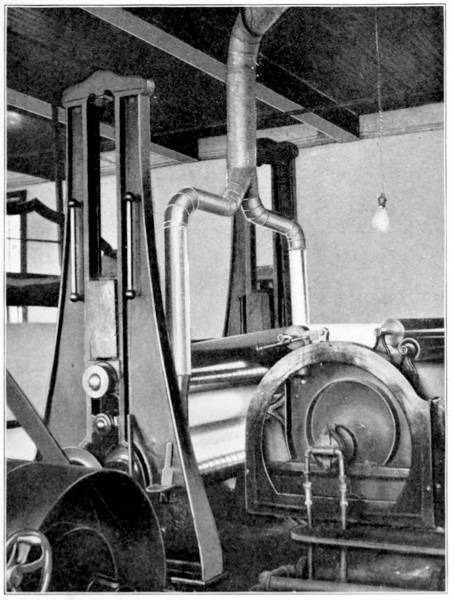
Up to this point the reference has been almost86 entirely to paper made from rags, but radical improvements have been made, caused by the introduction of wood pulp, and these are of such importance that the account would not be complete without some mention of them. These changes are mainly in the methods of manipulating the wood to obtain the pulp, for when that is ready, the process, from and including the “washers” and “beaters,” is very similar to that already described. All papers, whether made from rags or wood, depend upon vegetable fiber for their substance and fundamental base, and it is found that the different fibers used in paper-making, when finally subdued, do not differ, in fact, whether obtained from rags or from the tree growing in the forest. In the latter case the raw wood is subjected to chemical treatment which destroys all resinous and foreign matters, leaving merely the cellular tissue, which, it is found, does not differ in substance from the cell tissue obtained after treating rags. In either case, this cellular tissue, through the treatment to which the raw material is subjected, becomes perfectly plastic or moldable, and while the paper made from one differs slightly in certain characteristics from the paper made from the other, they are nevertheless very similar, and it might be87 safe to predict that further perfecting of processes will eventually make them practically alike.
The woods used for this purpose are principally poplar and spruce, and there are three classes of the wood pulp: (1) mechanical wood, (2) soda process wood, and (3) sulphite wood pulp. The first method was invented in Germany in 1844. The logs are hewn in the forest, roughly barked, and shipped to the factory, where the first operation is to cut them up by steam saws into blocks about two feet in length. Any bark that may still cling to the log is removed by a rapidly revolving corrugated wheel of steel, while the larger blocks are split by a steam splitter. The next stage of their journey takes these blocks to a great millstone, set perpendicularly instead of horizontally. Here a very strong and ingenious machine receives one block at a time, and with an automatically elastic pressure holds it sidewise against the millstone, which, like the mills of the gods, “grinds exceeding fine,” and with the aid of constantly flowing water rapidly reduces these blocks to a pulpy form. This pulp is carried into tanks, from which it is passed between rollers, which leave it in thick, damp sheets, which are folded up evenly for shipment, or for storage for88 future use. If a paper-mill is operated in connection with the pulp-mill, the wood pulp is not necessarily rolled out in sheets, but is pumped directly from the tanks to the beaters.
In the preparation of pulp by the other processes, the blocks are first thrown into a chipping machine with great wheels, whose short, slanting knives quickly cut the blocks into small chips.
In the soda process, invented by M. Meliner in France in 1865, the chips from spruce and poplar logs are boiled under pressure in a strong solution of caustic soda.
When sulphite wood pulp is to be prepared, the chips are conveyed from the chipper into hoppers in the upper part of the building. Here they are thrown into great upright iron boilers or digesters charged with lime-water and fed with the fumes of sulphur, which is burned for the purpose in a furnace adjoining the building, and which thus forms acid sulphide of lime. The sulphite process was originally invented by a celebrated Philadelphia chemist, but was perfected in Europe.
The “cooking,” or boiling, to which the wood is subjected in both the soda and sulphite processes, effects a complete separation of all resinous and foreign substances from the fine and true cell89 tissue, or cellulose, which is left a pure fiber, ready for use as described. In the case of all fibers, whether rag or wood, painstaking work counts, and the excellence of the paper is largely dependent upon the time and care given to the reduction of the pulp from the original raw material.
Chemical wood pulp of the best quality makes an excellent product, and is largely used for both print and book paper; it is frequently mixed with rag pulp, making a paper that can scarcely be distinguished from that made entirely from fine rags, though it is not of the proper firmness for the best flat or writing papers. All ordinary newspapers, as well as some of the cheaper grades of book and wrapping paper, are made entirely from wood, the sulphite or soda process supplying the fiber and ground wood being used as a filler. In the average newspaper of to-day’s issue, twenty-five per cent of sulphite fiber is sufficient to carry seventy-five per cent of the ground wood filler. The value of the idea is an economical one entirely, as the ground wood employed costs less than any other of the component parts of a print-paper sheet.
The cylinder machine, to which reference was made earlier in the chapter, was patented in 180990 by a prominent paper-maker of England, Mr. John Dickinson. In this machine, a cylinder covered with wire cloth revolves with its lower portion dipping into a vat of pulp, while by suction a partial vacuum is maintained in the cylinder, causing the pulp to cling to the wire until it is conveyed to a covered cylinder, which takes it up and carries it forward in a manner similar to the system already described. This machine is employed in making strawboard and other heavy and cheap grades of paper.
Generous Mother Nature, who supplies man’s wants in such bountiful fashion, has furnished on her plains and in her forests an abundance of material that may be transformed into this fine product of human ingenuity. Esparto, a Spanish grass grown in South Africa, has entered largely into the making of print-paper in England. Mixed with rags it makes an excellent product, but the chemicals required to free it from resin and gritty silica are expensive, while the cost of importation has rendered its use in America impractical. Flax, hemp, manila, jute and straw, and of course old paper that has been once used, are extensively employed in this manufacture, the process beginning with the chemical treatment and91 boiling that are found necessary in the manipulation of rags. The successful use of these materials has met demands that would not otherwise have been supplied. As a result, the price has been so cheapened that the demand for paper has greatly increased, and its use has been extended to many and various purposes, which are mentioned in the following chapter, in an enumeration of the various kinds of paper.
Many additional items of interest might be described in connection with the methods of manufacturing paper, but as this work is intended for the general reader, rather than for the manufacturer, those wishing further information are referred to technical works on the subject.
The best linen rags are used for the highest grades of writing and bond papers, while ordinary note, letter, and flat papers are made from cotton rags. In some mills, such as the government mill at Dalton, Massachusetts, where government paper is made for bank-notes, and in others where the finest ledger papers are manufactured, none but new, clean linen rags are used. These come from the remnants left in the making of linen goods. In the government mill where is made the paper for our national currency, or “greenbacks,”92 there is a special attachment on the machine for introducing into the paper the silk threads that are always to be seen in our paper money. This attachment is just above the “wire” on the machine, and consists of a little conducting trough, through which flows, from a receptacle near the machine, a stream of water holding the silk threads in solution. The trough extends across the machine, and is provided at intervals with openings, through which the short pieces of silk thread are automatically released, and sprinkled continuously onto the web of pulp as it passes beneath. ♦To prevent counterfeiting♦ The paper is thus distinguished, and infringement and possible counterfeiting are made extremely difficult by the fact that the government absolutely forbids the making of paper by others under a similar process, as well as the production of any paper containing these silk threads. The laws of the United States pertaining to anything that borders on infringement of our various money issues, both metal and currency, are most rigid; anything approaching a similarity of impression is prohibited, and a cut, stamp, or impression of any character that approaches in its appearance any money issue of our government is considered a violation of the law93 against counterfeiting, and is dealt with severely. The government takes the same uncompromising position in regard to the fabrics used in printing its paper-money issues, and it will be quickly seen that the silk thread process above described is so great a variation from anything required in the mercantile world that it would be difficult to produce a paper at all similar without an ulterior purpose being at once apparent. For this reason, the silk thread interspersion is in reality a very effective medium in preventing counterfeiting, not only on account of its peculiar appearance, but also because of the elaborate methods necessary in its production.
In those mills making the finest grades of paper, much of the process of thrashing, beating, dusting, and cleaning necessary in the ordinary mill is omitted. The cleanliness and brightness which are reached only at the “washer” and “beater” engines in the process of manufacturing the lower grades of paper from cheaper rags, prevail at every step in these higher grade mills.
One of the first requisites in making good paper, especially the better grades, is an abundance of pure water, and spring-water, where available, is preferred.
94 The effort has been made in the description given to cover the process of making paper from the crudest rags. In enumerating the several kinds of paper, in another chapter, brief reference will be made to the varying methods required in their manufacture. In this chapter, no attempt has been made to cover more than the principal divisions or varieties of paper—writing, print, and wrapping papers.
The United States, with characteristic enterprise, leads the world in paper-making, supplying about one-third of all that is used on the globe. The city of Holyoke, in Massachusetts, is the greatest paper center in the world, turning out each working-day some two hundred tons of paper, nearly one-half of which is “tub-sized,” “loft-dried” writings. The region in the vicinity of Holyoke is dotted with paper-mills, and within a few miles of the city is made about one-half of all the “loft-dried” writings produced in the United States. The tiny acorn planted two centuries ago has waxed with the years, gaining strength and vigor with the increasing strength of the nation, till now it has become a giant oak, whose branches extend to the lands beyond the seas.
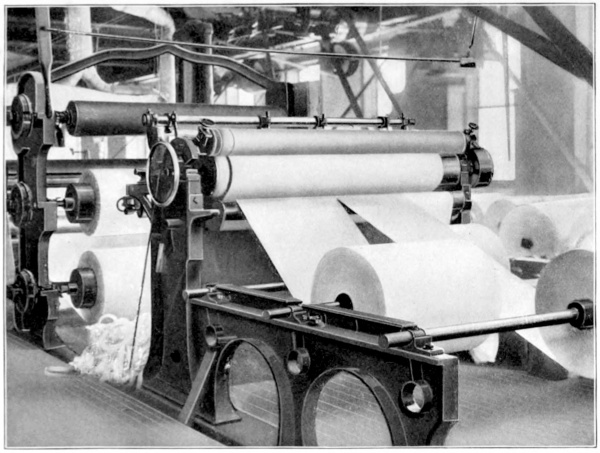
95
CHAPTER VI
WATER-MARKS AND VARIETIES OF PAPER
Though the water-mark in a sheet of paper may at first thought seem a comparatively unimportant detail, the story of water-marks and the part they have played in momentous transactions would easily furnish material for a volume. Especially is this true of the early water-marks, with which there is connected much interesting history. They have even become important witnesses in the courts of justice, where their silent but eloquent testimony has brought confusion to seemingly clever criminals. The proof of the time when a water-mark was introduced has been the means of fixing the crime of forgery, where the forger, in order to reach the end sought through the forged document, dated the same back, and unconsciously used a paper bearing a water-mark of a later date. As the early water-marks have suggested the names of many varieties of paper, the two subjects are fittingly coupled.
It is not known exactly how long a history the water-mark has; the first evidence of one, in96 the form of a ram’s horn, is said to have been found in a book of accounts in 1330. Simple designs of common objects, such as a pot, urn, or jug, were popular forms of the water-mark in early days. Mention has already been made of Henry VIII. and the curious method he adopted of showing his contempt for the Pope, by having his paper marked with a hog wearing a miter. ♦Origin of “fool’s cap”♦ Then followed the coat-of-arms of the king, and when Charles I. was driven from the throne and beheaded, the “fool’s cap” and bells was in derision substituted for the royal arms, followed later by the figure of Britannia. Changing water-marks in those days meant stirring history. “Pot” paper had a tankard for its water-mark, and the “fool’s cap” gave its name to a larger sized paper, which has borne the name to the present day. “Post” was the old size made for letters, and bore a “post-horn” as its water-mark, the name being preserved to-day in the United States by “folio-post.” “Crown” paper, as its name suggests, bore the water-mark of a crown.
In recent years, water-marks have been used as a means of designating the manufacturer, rather than for the purpose of distinguishing the97 paper itself. The crane, for instance, appropriately designates the paper made by the Cranes, a family whose name has been long and prominently associated with the industry in this country.
The many and divers uses to which the paper product can be put have opened up a practically unlimited field to the originality and genius of the paper manufacturer, who has learned to so manipulate his raw materials as to permit of the finished product’s being substituted for iron, lumber, cloth, etc., and in many cases it better serves the desired purpose.
As has already been stated, paper, considered in reference to its general quality and the method of manufacture, falls into three main divisions, viz., writing, print, and wrapping papers, but these divisions give only an inadequate idea of the many varieties. The most of these are obtained by the varying manipulations of paper already complete in one or another of the three forms. The various kinds of boards furnish an interesting example of one of the most comprehensive classes of paper. Bristol board, so named from the place where it was first manufactured, cardboard, pressboard, binder’s board, trunk-board, and the like, all hold very prominent98 positions in this, one of the most important of industries. The heavier of these boards are made by combining as many sheets of paper as are necessary to give the desired thickness, and then by using paste or applying hydraulic pressure, consolidating them. The number of sheets used is indicated by the word “ply,” used as a suffix, as two-ply, three-ply, four-ply, and so on.
Like other articles of the commercial world, papers take their names from varying circumstances, and there is a large class whose designations have been derived from the materials or processes employed in their manufacture, as well as from the purposes for which they are to be used.
Coated paper, or paper having an enameled surface, is made by applying a mixture of clay and glue to ordinary paper. When referred to in connection with coated paper, this ordinary paper is called raw stock or body paper. It is manufactured in the regular way, but is made slack-sized and sent to the coating factory in web or roll form, and before it has been calendered. The clay used is pure kaolin or china clay, formed by the disintegration of feldspathic rock. The clay is largely found near Cornwall, England,99 and the pure white variety, principally used, is known as leemore clay, while the finest is called blanc fixe. The clay is ground to the fineness of fine wheat flour and mixed into solution of about the consistency of milk. Its purpose in the paper-coating process is to cover the body paper, giving it an even surface, susceptible of a high and glossy finish. The glue used is of the ordinary sort so well known in the regular market. Its presence renders the clay solution very adhesive when applied to the body paper.
The cost of illustrations having been greatly reduced through the perfection of photogravure or half-tone processes, a large and increasing demand exists for a paper of extremely smooth, firm, and sensitive surface, suitable for the reproduction of the finest half-tone cuts; a paper with such delicate fineness and susceptibility that the minute lines of a photogravure cut—so minute in instances as to be indistinguishable to the touch of the finger—will be perfectly reproduced when printed upon its enameled surface.
Large factories are devoted entirely to the coating process. They do not necessarily make their own body paper, but frequently purchase it from outside sources. At first, this clay solution100 was carried to and spread upon the surface of paper by the use of a fine hair brush. This was applied to one side or surface of the paper at a time, the same process being repeated on the opposite side, if both were to be coated. Since its earlier introduction, the process of surface-coating paper has undergone great improvement, and the method to-day in vogue, while seemingly complete and exceedingly rapid, is yet readily understood, and the machinery required is quite simple. This consists of:
First—A vat, to hold the enameling solution.
Second—Rollers, to regulate its distribution upon the web of paper.
Third—Brushes, to work out small lumpy particles and overcome any tendency to unevenness of coating.
Fourth—An automatic carrier, to convey the coated web through a drying-room; after which it is calendered to the surface wanted and cut into sizes required.
A roll of body paper ready to be enameled is placed before the vat which contains the coating solution. The end of the paper-web is started through the solution by being passed under a wooden roller hung in the vat—the purpose of101 the roller is to insure an even tension and uniform immersion of the web. After passing under the roller the paper-web leaves the vat, and is passed between two rollers that regulate the thickness of the coating and remove all surplus. From the rollers the web passes forward through two sets of brushes, one above and one below, both sets working back and forth transversely upon the top and bottom of the coated web. ♦Distribution of coating♦ Each set of brushes is comprised, first, of a coarse, then intermediate, and finally of extremely delicate brushes, made usually of camel’s hair, which as they play upon the coated surface work out all roughness or small lumpy particles, and reduce the coating to uniform fineness. ♦Carrier♦ Upon leaving the brushes, the paper reaches an automatic carrier. This consists of wooden slats conveyed at intervals upon two endless chains that pass at either side of the machine just outside of the coated web, the chains supporting the slats at their ends. As the paper reaches the slats it falls upon one, which by an ingenious device is carried forward and upward, permitting the coated web of damp paper to fall in long loops or folds—succeeding slats follow upon the carrier at regular intervals, and prevent any marring of the damp102 surface by keeping it from foreign contact. The slats upon the carrier convey the web in this festooned form through a drying-room, kept at a temperature of about 140° Fahrenheit, thus thoroughly drying the coated web. The paper, dried by its passage through the drying-room, is rerolled upon reels, and is then finished by being passed rapidly between alternate steel and paper rollers, after the ordinary method of calendering paper. ♦The gloss or finish♦ The rollers are susceptible to regulation or adjustment, so that almost any degree of gloss can be put upon the coated surface; hence, for the highest finished paper the rolls are set slightly closer together, giving greater pressure; and if necessary, the web can be run through a second or third time. After calendering, the paper is cut to sizes required, this being done in the same manner all rolled paper is cut into sheets, except that if three or four rolls are run through the cutter at once—as is frequently the case to facilitate rapid cutting—a device is used that causes the sheets from each roll to fall in separate piles, so that all of the sheets in each pile will be from one roll, insuring uniformity.
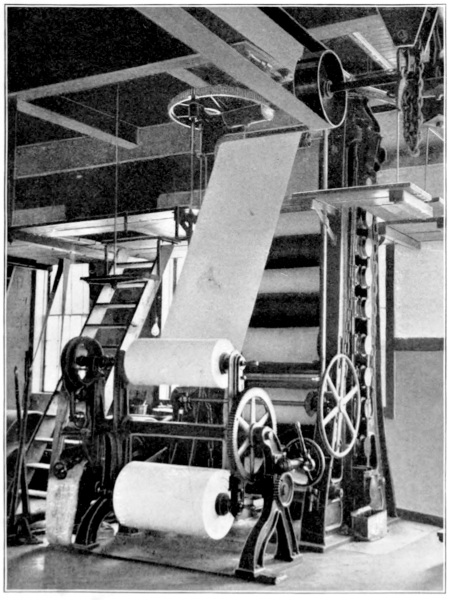
The quality and value of coated paper depend upon the quality of the body paper, the fineness103 of the clay and other ingredients used in the coating, together with the perfection of its manufacture.
Glazed paper is one of the most interesting and useful forms of coated paper. The glazing is done by two processes, known as friction and flint glazing. In either process the method of coating, up to and including the drying, is practically the same as that followed in the coating of other papers, except that wax is mixed with the coating to act as a lubricator, and to permit of securing the desired glassy finish.
In friction-glazing, the paper is passed through a friction calender, which consists of a cotton roll and a chilled iron roll, the latter revolving at much greater speed than the former, the friction generated giving the paper a very high polish.
In the flint process, the paper is fed into a special burnishing machine, and passes over a groove in which operates a flint-stone, fitting closely in the groove and working back and forth upon and across the sheet. As will readily be seen, this is a very slow process as well as expensive, although it produces a finish, higher and more lasting, than can be secured by the friction method.
104 Paper made by the two processes can be distinguished by the lines appearing on the flint-paper made by the stone in its travels across the sheet.
Glazed papers are used largely in the manufacture of boxes and numerous fancy articles.
Lithographic paper is a product especially prepared to take impressions from stones in lithographing. For ordinary use, common book or print papers are employed, but these are usually given extra care and attention in the course of their manufacture; the stock is so manipulated as to not only secure the desired quality and finish, but also to counteract the tendency of the paper to stretch, which if not overcome is apt to destroy the register and injuriously affect the quality of the work. The better grades of lithographing-paper are made by applying a clay coating especially prepared to bring about the desired results.
Asbestos-paper is made by combining paper pulp and the mineral amianthus. Its fireproof and non-conducting qualities make it a staple commodity for many purposes, such as drop-curtains for theaters, insulation of electric wires, packing of steam-pipes, etc.
Tar-paper is a coarse, thick paper soaked with105 a tar product, and used for covering roofs and lining walls, to secure warmth and dryness.
Paper coated with the white of eggs is known as albumen-paper, and is employed as a vehicle for silver prints in photography.
Paper which has been so chemically treated that the color of its surface may be altered by the action of light is known as sensitized paper. Under this general designation are included numerous papers differing from each other in the details of manufacture, though the name is most commonly applied to paper that has been floated in a bath of nitrate of silver, or coated with an emulsion of silver-nitrate of chloride. ♦For blue-prints♦ One of the most common of papers included under the general term is that known in general trade as blue-process paper, which is prepared by floating white paper in a solution of potassium ferrocyanide. It is used for copying plans and maps, as well as for printing photographic negatives. After exposure to the light for the proper length of time, under the subject to be reproduced, the print is finished by immersion in several changes of clean water. Very similar to the blue-process paper is the blue or ferro-prussiate paper, which is sensitized or made sensitive by being treated with a106 solution in water of red prussiate of potash and peroxide of iron. This may be applied as a coating to the surface of the paper, or the latter may be floated upon the solution. When exposed to light under a drawing, those parts of the sheet to which the light has access through the transparent portions of the drawing are more or less affected, according to the greater or less transparency, as well as to the length of the exposure. When this printing has proceeded as far as desired, the sheet is washed in clear water, and those parts that have been protected from the light, become white, while those exposed to the light and affected by it take on, when dry, a permanent blue.
Another variety of what may properly be termed sensitized paper is the arrowroot-paper used in photography for positive prints. It is plain or non-glossy, and is coated with a weak solution of arrowroot in water, with sodium, chloride, and a trace of citric acid. Photographic paper, as such, includes a great variety of these sensitized papers, employed in various processes of the art; albumenized, salted, coated with emulsion, or otherwise treated. One of these, known as Pizzighelli paper, a sensitized platinum-paper,107 gives a neat surface, and soft, clear, gray tones, which are most artistic and pleasing for many subjects.
Other papers are so treated chemically as to produce certain effects under the application of pressure, instead of by the action of light. Such is the transfer-paper used for transferring a design mechanically, which is prepared by coating the sheet with adhesive pigments of lampblack, vermilion, indigo, or other chemical. The carbon-paper universally used in typewriting when more than one copy of a letter or paper is desired, is paper faced with carbon or lampblack. Alternate sheets of writing and carbon paper, placed one above the other, are put into the typewriter, and the impression of the letter on the surface of one sheet serves to print three or four sheets underneath.
Manifold writing or copying papers are made from strong unsized papers adapted to receive writing or printing, and to transfer this readily under pressure to another sheet which has been dampened. It is the common rule to-day to make permanent record of correspondence and business transactions by the use of this system of impression-copying. The manifold paper largely108 used by railroads is very thin, making possible a large number of copies from a single impression, thus effecting a great saving of time and labor.
Stencil-paper is produced by giving to a sheet of fibrous paper, as fine and thin as gauze, a thick, even coating of paraffin, and from this the stencil may be prepared in two different ways. Either it may be placed in the typewriter, from which the ink-pad or ribbon has been removed, and the stencil cut by allowing the type to strike the wax sheet, or it may be placed upon a flat steel plate, the surface of which is cut into multitudinous microscopic steel points, and then written upon by a stylus, a steel pencil made especially for the purpose, which cuts the wax without tearing the gauzy body of the sheet. Copies are produced in the same manner as with other stencils, viz., by placing the blank sheet under the stencil and then passing an inked roller over the latter.
Luminous paper is prepared by compounding the pulp with gelatine and phosphorescent powder.
Transparent papers are made by several different methods. The usual one employed is to apply a thin coating of a solution of Canada balsam in turpentine, or a solution of castor or linseed oil in absolute alcohol, the alcohol in the latter case109 being permitted to evaporate, thereby rendering the paper transparent. Such paper is largely used for tracing purposes, and may be restored to its original state of opacity, with the tracings left unchanged, by removing the oil with a fresh bath of alcohol.
Safety-paper is a paper so treated or coated with chemicals that any ink-writing upon its surface cannot be erased, effaced, or removed without leaving indelible marks on the paper. As its name implies, it is used for safety in bank-checks or other commercial paper, to protect against alteration.
Gunpowder-paper is prepared by spreading an explosive substance on paper, which is then dried and rolled up in the form of a cartridge.
Sand and emery papers are produced by coating a stout paper with glue, and then sprinkling sand or emery-dust upon the surface. Man’s skill has devised for this purpose an ingenious machine. This first coats the paper with glue from a revolving brush, which plays over the surface of melted glue in a steam gluing-pot below. Having accomplished this result, it softens the glue with a spray of steam, and sifts the sand upon the surface, all surplus sand dropping110 into a box below as the sanded or emery-surfaced paper passes over a roller. Other loose particles are blown off by a fan, while the remaining ones are still more firmly fixed by a second jet of steam.
Cork-paper, an American invention, is made by coating one side of a thick, soft and flexible paper with a preparation of glue, gelatine, and molasses, and covering it with finely ground cork lightly rolled in. This paper is used for packing bottles, glassware, etc.
Slate-paper, which takes its name from the fact that it can be cleansed like a slate, is prepared from the regular product, of the required thickness and consistency, by the use of benzine, followed by a preparation made of lead, zinc oxide, turpentine, seed-oil, copal, and sandarach.
Soft plate-paper is a thick unsized paper, especially adapted to receive impressions for fine engravings printed from steel and other plates.
Filtering-paper, much used by chemists and druggists, is simply unsized open or porous paper. With such paper, of course, the process of manufacture ceases at the first drying or crushing rollers, all the finishing or hardening operations being omitted.
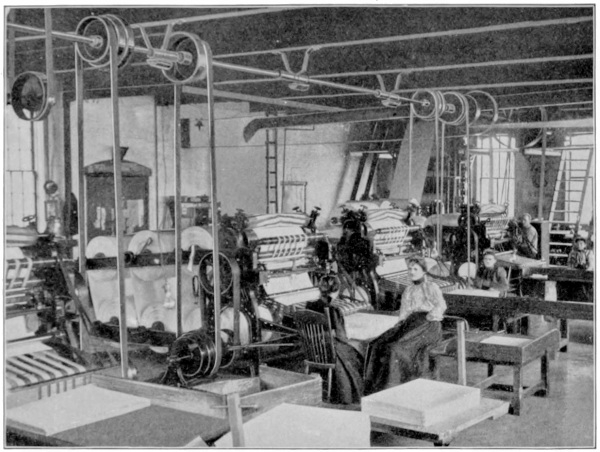
111
Waterproof papers comprise a large and most useful class. It is practically only within the past twenty-five years that a process has been known and employed for rendering a paper waterproof by destroying its absorptive properties. At the present time there are many and various methods used in waterproofing, such as soaking the stock in dissolved shellac and borax. This method is found especially satisfactory in waterproofing heavy paper and boards. Another process is by brushing the surface of the paper with boiled oil, and paper thus prepared was formerly used largely in lieu of bladders and gut-skins for wrapping butter, covering fruit-jars, etc., but it has been almost entirely superseded by the introduction of parchment-paper, of which mention will be made later.
Since the invention of the process of clay-coating paper, it has been found possible to incorporate in the coating solution certain materials which render it waterproof. The application of wax or paraffin to paper to make it waterproof is a common method; and although this product is largely used, the process has never reached the state of development expected. A great amount of time and money has been spent in the endeavor112 to perfect the process, and at the same time cheapen the cost, but so far with only indifferent success, and the experiment has usually proved very discouraging and expensive to its supporters.
In its simplest form, this method consists in dipping the paper in a bath of melted paraffin, the paper being at a temperature lower than the melting-point of the paraffin, and promptly removing it from the bath, whereby the adhering paraffin is prevented from entering the paper to any considerable extent, and forms a thin coating upon its surface. This paper is odorless, and is used for wrapping meats, fish, butter, candies, etc.
Parchment-paper, which is almost like the real parchment made from the skins of animals, is prepared from unsized rag-paper by immersing it for a few seconds in a solution of two parts of sulphuric acid, or oil of vitriol, in one part of water, at a temperature of 60° Fahrenheit, then washing it in cold water and removing any remaining traces of the acid by dipping it in a weak solution of ammonia. By this treatment it is rendered tough, translucent, glossy, and almost impervious to water. It is known as vegetable parchment, and is extensively used in wrapping113 lard, butter, meats, etc., and also to hermetically seal jars and pots for preserving fruit.
Silver tissue, or what is known to the trade as grass-bleached tissue, is extensively used for wrapping silverware. It is specially treated to remove all chemicals that would tend to corrode or tarnish silver. The best qualities of this paper are made in England.
Metallic paper is paper washed with a solution of whiting, lime, and zinc. Characters written on this paper with a pewter pencil are almost indelible.
Test or litmus papers are used in laboratories and factories for indicating the presence of acids or alkalies and various liquids. It is prepared by treatment with a peculiar coloring matter that gives its name to the paper. It is of a blue or yellow tint, according to the chemical employed in its preparation, and changes color under the influence of different chemical agents. The blue litmus paper, for instance, when thrust into an acid solution becomes red, but may be restored to its normal color by being subjected to the action of an alkali.
The enumeration already given by no means exhausts the uses of the wonderful product evolved114 and perfected by centuries of study and toil. Widespread as is its use in the various departments of chemistry, and in all the graphic arts, it fills an equally wide field of usefulness in the mechanic arts, where it has become a staple.
One of its most curious uses in this field is in the manufacture of car-wheels. The material is calendered rye-straw board, or thick paper, and the credit of the invention belongs to Richard N. Allen, a locomotive engineer. The paper is sent to the car-wheel shops in circular sheets measuring from twenty-two to forty inches in diameter, and over each of these is spread an even coating of flour paste. The sheets are then placed one above the other until a dozen are pasted together, when all are subjected to a hydraulic pressure of five hundred tons or more. After two hours’ pressure, these twelve-sheet blocks of paper are kept for a whole week in a drying-room heated to a temperature of 120° Fahrenheit, after which a number are pasted together, pressed, and dried for a second week; a third combining of layers is then made, followed by a month’s drying, until there is obtained a solid block, containing from one hundred and twenty to one hundred and sixty thicknesses or sheets of the original paper. The115 thickness is only from four and one-half to five and one-half inches, and in weight, density, and solidity the block resembles more the finest grained, heaviest metal than it does the original paper product. It may be called car-wheel paper. To complete the wheel, there are required a steel tire, a cast-iron hub, wrought-iron plates to protect the paper on either side, and two circles of bolts, one set passing through the flange of the tire, the other through the flange of the hub, and both sets through the paper. The paper blocks are turned on a lathe, which also reams out the center-hole for the hub; two coats of paint are applied to keep out moisture; the cast-iron hub is pressed through by hydraulic pressure; the other parts are forced into place, and the paper center is forced into the steel tire by like hydraulic power; and there, a product of human ingenuity, is a paper car-wheel, which never is injured by vibrations, and is safer and longer-lived, though costing more, than any other car-wheel made.
Paper lumber is another curious form of the staple. It is produced by making the ordinary strawboard on a cylinder machine, running it through a vat of resin and other waterproofing heated to a temperature of 350° Fahrenheit, then116 placing together the sheets so resined and subjecting them to hydraulic pressure. The result is a paper board three-sixteenths of an inch thick, and of a dark or blackish color. It can be cut with a saw or chisel, is very hard and solid, and has been marketed in slabs thirty-two inches in width by twelve feet in length at forty dollars a thousand. It is used for the interiors of railway-cars and for perforated chairs.
A product of the paper-mill has been used quite extensively the last few years for clothing. It is called chamois fiber or mangled fiber. It is made from a long-fibered, strong sulphite stock, and is passed through a specially constructed machine which mangles or crushes the fiber, giving it a soft and flexible character, like chamois. It has been used in dress-skirts and for under-vests, and has an added advantage over cloth in being practically impervious to air.
Paper boats are made of especially prepared paper pulp, molded and pressed into shape.
Paper flour-barrels, water-pails, and other like articles are made by stamping out their form from paper pulp or heavy cylinder-made paper possessing folding properties.
Papier-maché is another product of paper117 almost unlimited in its uses. The materials of which it is made, for the commoner classes of work, are old waste and scrap paper, repulped and mixed with a strong size of glue and paste. To this are often added quantities of ground chalk, clay, and lime. For the finest class of work, a method invented in 1772 by Henry Clay, of Birmingham, England, is followed. Sheets of specially made paper are soaked together in a strong size of paste and glue, molded into the desired shape and dried in an oven, other layers being added, if necessary, to secure the required size and shape. The dried object is hardened by being dipped in oil, and is then trimmed and prepared for japanning and ornamentation. In delicate relief-work, a pulp is prepared of scrap paper, which is dried, then ground to powder and mixed with paste and a proportion of potash until a very fine, thin paste is formed. Papier-maché is an exceedingly strong, tough, durable substance, slightly elastic, and not liable to warp or fracture. The articles for which it is used make a long list, including ornamental boxes, trays, match-safes, dolls’ heads, toys, anatomical and botanical models, artists’ lay-figures, picture-frames, panels, and other mural ornaments. It has also118 been employed in the construction of coaches and for door-panels, while under the name of carton pierre, which is practically the same substance, are molded ornaments for walls and ceilings. Ordinary roofing and carpet felts are similar in manufacture. The use of moistened papier-maché in electrotyping, and the method followed, is too well known to need description.
In the use of paper for wall-hangings, the artistic and practical come together. From the earliest days when men made for themselves permanent abodes, mural decoration of one form or another has been known, and every branch of painting, sculpture, and decorative art has been called into service. It is not strange that paper, with its many adaptations and wonderful possibilities, should, when it reached the proper stage of development, find one of its principal uses in making beautiful the walls of our homes. The eighteenth century was well advanced when wall-papers came into use in Europe, but it is claimed that they were used much earlier by the Chinese, who, with characteristic ingenuity, have made clothing, handkerchiefs, napkins, and a great variety of other useful articles out of paper. The first patterns were very crude, but through the119 slow processes of development and improvement a wonderful degree of perfection has been attained. Beauty and taste in the decorative art find their highest exponent in the “repped morocco” and fine colored papers. Repped or corded papers are those having raised designs, which are produced by passing the web between rollers on which the ribs or other devices have been cut or engraved. The embossing of morocco and other paper of raised design is done in the same way. The morocco and leather papers are imitations of the old stamped leather hangings of earlier days, which were usually made of the skins of goats and calves, cut into rectangular shape. ♦Embossed effects♦ These skins were stamped and embossed, having been first covered with silver-leaf and varnished with a transparent yellow lacquer that gave to the silver the appearance of gold. The reliefs were painted by hand in many bright colors. Leather wall-papers are treated in a similar manner, and are capable of being brought to any desired degree of richness. The richer grades of flat-surfaced figured wall-papers are printed with wooden blocks, upon which the designs are cut in relief, there being a block for each color. These blocks are applied by hand, after having been dipped in120 an elastic cloth sieve charged with tempera pigments. Care is used to place each block on exactly the right place, thus securing perfect register. In many cases the figures on the block are inlaid with copper, especially in the thin outlines. ♦Block printing♦ In “block” and gold and silver printing the design is first printed in a strong size; the finely cut wool of the required color, called “flock,” or the metallic powder imitating gold or silver, is then sprinkled on by hand all over the paper, and adheres closely to the size. Where the pattern is to stand out in relief, the process is repeated until the desired results are obtained. The cheaper sorts of wall-papers, as well as some that are very rich, are printed by machinery from the web, on rollers or cylinders carrying the designs, under which the paper passes.
Reference has been made to the process of coloring paper by mixing the colors in the engine, but wall-papers and many others are surface-tinted by being run through a color-vat. An iridescent or “rainbow” surface is given by treating the paper with a wash containing sulphates of iron and of indigo, and then exposing quickly to ammoniacal vapors.
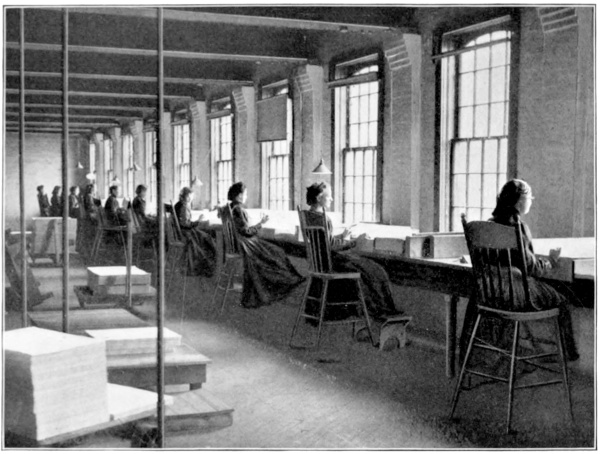
Mother-of-pearl paper is produced by a somewhat121 similar process. Glazed paper is first floated on a solution of silver, lead, or other metal, then, when dry, exposed to the vapors of sulphide of hydrogen, after which collodion is poured over the surface, producing rich and fascinating color effects.
Marbled paper, used largely in binding, is prepared from a shallow bath of gum tragacanth, or goat’s-horn, upon which the workmen sprinkle from a flat brush the films of colors needed for the desired pattern. When the whole surface is covered with bands and splashes of color, the workman takes a huge comb, which he draws with a wavy motion the length of the tub. The practiced marbler will so lay the colors and manipulate the comb as to copy any desired pattern. The marbling is done by deftly laying the smooth white paper on the bath for a moment, and then removing it, when the entire film of color comes with the sheet, so that a resprinkling of the bath is necessary. In marbling the edges of the leaves of a book, the body of the book, without the covers, is so held that the edges may be quickly dipped into the bath. In this case, of course, one covering of coloring matter will marble a number of volumes. Paper is also colored,122 as has been noted, by passing the web through a coloring-bath.
The papers briefly described in this chapter have been classified largely according to the methods of manufacture or chemical treatment, or to the purposes for which they were to be used. Another basis for classification is found in the size. In the United States, the usual writing papers of commerce are divided, according to sizes, as follows:
| Commercial note | 5 × 8 |
| Letter | 8 × 10 |
| Flat cap | 14 × 17 |
| Crown cap | 15 × 19 |
| Demy | 16 × 21 |
| Folio post | 17 × 22 |
| Double cap | 17 × 28 |
| Medium | 18 × 23 |
| Royal | 19 × 24 |
| Super royal | 20 × 28 |
| Double demy | 21 × 32 |
| Double folio | 22 × 34 |
| Double medium | 23 × 36 |
| Imperial | 23 × 31 |
| Elephant | 23 × 28 |
| Double royal | 24 × 38 |
| Columbier | 23 × 34 |
| Atlas | 26 × 33 |
| Antiquarian | 31 × 53 |
123
CHAPTER VII
THE EXTENT OF THE BUSINESS IN THE
UNITED STATES
The century just past has witnessed a marvelous growth in the paper industry. As a seedling oak, first struggling for root-hold and then pushing its way steadily upward through difficulties and obstructions, it has assumed giant proportions, being now firmly established beyond any possibility of disturbance, and sending its branches in every direction. Many causes have contributed to this wonderful development.
In no country of the world are books and newspapers read so extensively as in the United States, whose people must be thoroughly cosmopolitan if, as has been said, “every man who reads the newspaper is a citizen of the world.” In 1776, the natal year of our independence, there were in all the colonies thirty-seven publications, whose total yearly output did not exceed as many thousands; in 1900, according to tabulated statistics, the thirty-seven had increased to twenty thousand eight hundred and six regular daily,124 weekly, and monthly publications, and their aggregate output is counted not by thousands, nor even millions, but by billions. This too has no reference whatever to the myriad of publications which, while appearing intermittently, are not issued at stated periods; it refers only to regular periodicals, including our daily papers. ♦Illinois’ rank in number of publications♦ In an analysis of these interesting statistics we of Illinois find occasion for great gratification, as it develops that in the number of her publications Illinois outstrips all of her sister states except New York, ranking a close second in the grand total, and even taking first place in the number of her weekly issues. The following table shows the exact figures and their divisions of the four leading states:
| Daily. | Weekly. | Monthly. | Quarterly. | Total. | |
|---|---|---|---|---|---|
| New York | 186 | 1086 | 592 | 46 | 1910 |
| Illinois | 180 | 1109 | 305 | 18 | 1612 |
| Pennsylvania | 196 | 900 | 221 | 12 | 1329 |
| Ohio | 171 | 785 | 180 | 12 | 1148 |
An increase of such phenomenal proportions as indicated by these figures makes tremendous demands upon allied and tributary industries, but the increase in the production of paper of the variety required has been sufficient to meet these demands. These conditions, however, affect only125 one branch of the industry. The increase in the publication of books, together with the multiplicity of commercial and industrial uses to which paper may be put, as briefly outlined in the preceding chapter, explain an expansion that would otherwise be inexplicable. Another cause to be taken into account, a third factor in the wonderful growth of the century, is the export trade. President Hugh J. Chisholm, in his annual report to the American Paper and Pulp Association in New York City, February 15, 1899, made the following statement:
“The past year has been one of marvelous expansion in the export trade of this country. Our industry has shared in this increase of foreign trade, but not to the extent that it ought. Our own markets being the best in the world, manufacturers in past years have naturally confined their efforts practically to them, but we have reached such proportions in our ability to manufacture all kinds of paper that it seems as though there was never a more opportune time to explore and make conquest of the foreign paper market. The amount of paper exported during the eleven months ending with November, 1897, was $4,014,842, and for the eleven months ending November, 1898, $5,143,055, showing an increase of $1,128,213.”
During the past two years there has been even a greater proportionate increase. Considering the126 fact that ten years ago the exportation of paper was practically unknown, it will be quickly seen that we are fast forging to the front and taking the position in foreign fields which, as the leading paper manufacturing country of the world, we now fully merit. Our products are generally at a premium in foreign markets, and American genius, enterprise, and versatility are everywhere recognized. This export trade also acts as a safety-valve against overproduction, and by thus preserving equality between supply and demand lends stability and confidence to the industry.
There are to-day in the United States 762 different concerns owning and now operating one thousand and seventy paper and pulp mills; these are distributed through thirty-five different states. Of these, New York shows the greatest output, the capacity of her mills being 7,854,000 pounds daily, or nearly one-quarter the total daily output of the United States. Next to the Empire State comes Maine, with a daily capacity of 3,723,000 pounds, while Wisconsin and Massachusetts take third and fourth rank, their mills producing, respectively, 2,674,000 and 2,195,000 pounds daily. Massachusetts upholds her literary reputation by ranking first in the production of127 both writing and book papers. In the production of wood-pulp paper New York easily outstrips all competitors, her output being nearly double that of any other state, while Maine stands second and Wisconsin third. The total daily capacity (not production) of the paper and pulp mills of the United States is estimated at 28,100,000 pounds, divided according to varieties as follows:
| Writing | 1,074,000 |
| Book | 2,650,000 |
| News | 4,856,000 |
| Wrapping | 3,617,000 |
| Boards | 3,230,000 |
| Miscellaneous, including varieties too numerous to mention |
1,707,000 |
| Ground wood and chemical wood pulp | 10,966,000 |
The process of paper-making is continuous, owing to the great expense involved in wiping or cleaning the machinery, an operation necessary to prevent the pulp from drying to or rusting the many parts through which it passes from the time of its entrance into the washer and beater until it comes forth as a finished and perfect product. Allowing three hundred working-days a year to each mill, the total annual output possible would be 4,215,000 tons, which, allowing thirty thousand pounds to a car, would make 281,000 carloads.128 According to statistics gathered by the United States Commissioner of Labor for the first six months of 1898, the seven hundred and twenty-three plants, many of them having two or three separate mills, actually produced 1,733,019 tons of paper and pulp. This would make 3,466,038 tons for the entire year, although the mills were not run to their full capacity, by any means. The six months from October 1, 1899, to March 31, 1900, mark probably the greatest activity the paper trade ever experienced. The mills were taxed to their utmost to supply demands which were fierce and exacting. The difference between the actual production as estimated for the year 1898 and the present estimated capacity of the mills is 750,000 tons; and as the increased demand has taken up a large proportion of this, it is safe to assume that not for many years have the mills run so nearly to their full capacity as during the two just past. ♦Estimated value of total output for 1900♦ Estimating an average price on all the different classes of paper, not including pulp, the total value of the output for 1900 would amount to about $150,000,000.
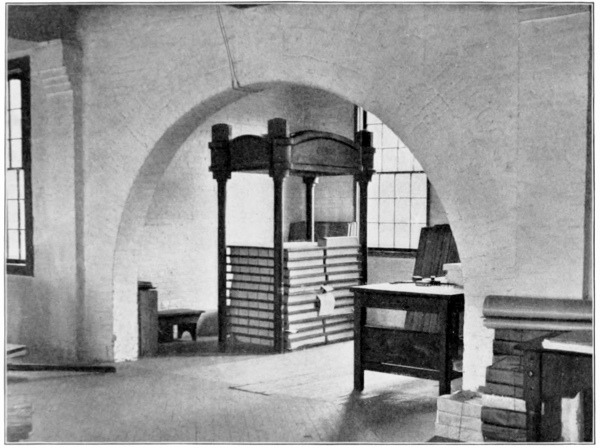
Statistics bring out the interesting fact that over one-quarter of the paper output is roll and sheet news paper. If an average value of 2¼129 cents per pound at the mills be allowed for this, it is evident that the users of news paper pay out some thirty-two million dollars every year for this important product. Notwithstanding the fact that this paper is sold for one-sixth of the current price of twenty-five years ago, it is yet greatly improved in quality. As a staple in this country, paper has come to rank third in importance in the list of man’s wants. The products of mother earth hold first place, including foodstuffs, raiment, etc.; and the second place must be given to iron and steel, the bulwark of our commercial life. Paper follows next, as the keystone of our intellectual life, and promises in the years to come to play even a more important part in the upbuilding of our modern advancement and business. The conditions of civilization are such that intelligent reading is one of the essentials in individual progress. Affording as it does food for the mind, and opening up the way to profitable employment through which the bodily wants are supplied, reading might almost be classed as next in importance to the food that nourishes and gives strength to the body. On account of its large production of the higher grades of writing, book, and ledger papers,130 Massachusetts leads in the value of the output; if our estimates are correct, the value of the paper of all varieties manufactured in the state was about $25,000,000 for the year 1900, or one-sixth of the entire estimated product. New York follows with an almost equal amount in the value of the product, while Maine, Wisconsin, and Pennsylvania will show about $10,000,000 each, the five states thus making, in value, over one-half of the paper manufactured in the country. In considering these figures it must be taken into account that by increasing the width of the webs and the rate of speed at which the paper passes over the machine, the possible output has in many plants been more than quadrupled during the past ten years, which in part explains the doubling of the value of the output since 1890, during which year, according to the government census, the output amounted in value to $74,308,388.
The number of paper-making establishments is placed at 762, operating 1,070 mills, and the value of the plants is $107,759,974; 52,391 persons find employment in the industry, and are paid wages aggregating $23,575,950, while the value of the material used reaches $78,067,882.
During the decade between 1880 and 1890 the131 number of paper plants proper had decreased from 692 to 567, 125 in all, or eighteen per cent. In 1880 the average number of employes to each factory was thirty-five, with an average yearly output from each plant of $79,639. During the ten years that followed, the average number of employes in a factory rose to 53, and the average yearly output from each plant to $131,056. With a decrease of 125 mills during that period, there must have been an increase of 5,831 employes and of $19,198,564 in the value of the output.
While the stately array of figures already marshaled is an impressive reminder of the wonderful development of the paper industry, which we accept unthinkingly as one of the benefits of a marvelous century, mere numerals can never tell the whole story. They must be forever silent as to the aims and purposes, the patient efforts, the determination and perseverance, the alternation of defeat and triumph which are embodied in the perfected product of to-day. It is not for them to chronicle the crude beginnings of the industry in the days of the dim and far-away past, nor to trace the slow steps by which it has advanced to its present commanding position. As our earlier chapters recount, its most marvelous strides forward132 have occurred during the hundred years just past.
The century that has marked such material progress in the production of paper has been pre-eminently one of vast intellectual and industrial activity and advancement, and it is a fair statement that paper has not only contributed largely to the general progression that has taken place, but through it as a medium standards have been reached that must have remained unknown were it not for its efficient service. Through man’s inventive genius the utility of this valuable product has been increased a hundred-fold, and its wider use has been the means of broadening and extending other manufactories. It has aided invention, and is the medium through which new discoveries, theories, and conclusions have been proclaimed. It is the handmaid of literature and music, and through its fostering agency the highest culture is to-day placed within the possible reach of the masses. Formerly, any considerable degree of learning was confined to the favored few—they were the “wise men” and the “magi”; those who could read even the simplest forms of language were the decided exception, and works to be read were rare, and confined to the133 libraries of the great cities. To-day, through the abundance and cheapness of publications, all men may hold close communion with the minds of leading thinkers past and present, and the melodies of the great masters are brought within the hearing of all. ♦Paper’s service to the fine arts♦ In art it has served as noble a purpose as in literature and music. The fineness and delicacy of surface, attained through modern processes, make possible the half-tone and other fac-simile reproductions, which cultivate an appreciation of the beautiful and carry into even the humblest of homes the refining influences of great works of art; reproductions used in illustration also elucidate and render great assistance to the correct interpretation of scientific and other publications.
But do these material attainments mark, in themselves, man’s greatest achievements? Vast and complete as they are, our answer must be no. Each, within itself a type of highest thought, becomes an integral factor in the progression of the race, the perfectability of man, his nature and condition.
The advanced thinkers of to-day agree that the hundred years just ended have been especially remarkable from a humanitarian standpoint. They134 have been made notable by movements tending toward man’s elevation, toward the righting of his wrongs, and the alleviation of his sufferings. Victor Hugo declares: “This century is the grandest of centuries ... because it is the sweetest. This century ... freed the slave in America, elevated the pariahs in Asia, extinguished the funeral pile in India, and crushed the last fire-brands at the martyr’s stake in Europe.” If we ask how these great reforms were wrought, the answer must be, in part at least, that their accomplishment was the result of public sentiment properly educated and directed. This were surely impossible without paper. By dint of the universality of its service to mankind the ruling minds of all thinking nations are frequently placed upon a common plane, becoming possessed of common convictions, and upon the sudden presentation of important international problems, often act with a degree of unison that strikingly illustrates how much of one mind we are, how nearly upon one plane the thoughts of men are moving. As a force both in shaping and giving expression to public opinion, the press wields a power that is at once unquestioned and invincible. As Chapin says, the productions of the press “go abroad135 through the land, silent as snowflakes, but potent as thunder.” Power without an agency of expression is helpless, and the paper sheet is the medium that makes possible the potency of the press. On its white wings it bears abroad the inspired words that stir men’s hearts and prove the heralds of “liberty, equality, and fraternity.”
When man has been set free from his fetters, whether they be the physical ones of iron or the no less binding chains of caste and custom, he is helpless until education and enlightenment restore to him the manhood, independence, and self-reliance which he has been denied. It is the chief glory of this century that mankind has been helped to a higher intellectual plane and the blessings of truth and knowledge have been more widely disseminated than ever before. “The statesman is no longer clad in the steel of special education, but every reading man is his judge.” Higher education has brought to man a quickened sense of the inherent nobility of his nature, and has changed his conceptions of the relations that exist between his own life and that which pulsates about him. To quote again from the great French writer: “This century proclaims the sovereignty of the citizen and the inviolability of life; it crowns136 the people and consecrates man.” And this broadened enlightenment, this deepened sense of man’s dignity and nobility, have in their turn contributed to the humanitarian side of life, making it easier to redress wrong and establish justice.
In all these great movements of the century, paper has been the means of transmitting intellectual force; it has been the messenger and herald of better things than the world had known. Its history has always been closely linked with that of man; it has been the pace-maker of his progress, in the realm of mechanics and of economics as well as in music, literature, and art. They have come up together out of the past; they are associated in noble and uplifting work in the present; together they go forward to such broader fields of usefulness as the future may disclose.