Title: Scientific American Supplement, No. 601, July 9, 1887
Author: Various
Release date: March 1, 2004 [eBook #11498]
Most recently updated: December 25, 2020
Language: English
Other information and formats: www.gutenberg.org/ebooks/11498
Credits: Produced by by Jon Niehof, Don Kretz, Juliet Sutherland, Charles Franks
and the DP Team
Among the different classes of vessels designed for special services, constructed by Messrs. Yarrow & Co., at Poplar, for the British government, is one which is stated to be the fastest torpedo boat in her majesty's navy. This boat has been put through its official trials; with a load of 15 tons, running continuously for two hours without stopping, a speed of 23 knots, which is equal to 26½ statute miles, an hour was obtained. The boat is 135 ft. long by 14 ft. beam. Its design is known as the Falke type, being in many respects similar, but very superior, to a torpedo boat of that name which was built two years ago by the same firm for the Austrian government. The form of the hull is of such a character as to give exceptional steering capabilities; at the time of trial it was found to be able to steer round in a circle of a diameter of 100 yards, averaging 62 seconds. The forward part of the boat is completely covered over by a large turtle back, which is the customary form of the boats built by Messrs. Yarrow & Co. It was first introduced in the Batoum, which they constructed eight years ago for the Russian government. This turtle back increases the seaworthiness of the craft by throwing the water that comes upon it freely away. It forms, also, good and roomy accommodation for the crew, and incloses a large portion of the torpedo apparatus. The forward torpedo gear consists of one torpedo gun, adapted for ejecting the Whitehead torpedo by means of gunpowder, now preferred on account of its simplicity. The boiler, one of Messrs. Yarrow & Co.'s special construction, of a type which has undergone many years of constant trial, is capable of developing 1,660 horse power. In the engine room there are six engines--one for driving the boat, two for compressing the air for the torpedoes, an engine for working the dynamo for producing the electric light, an engine for forcing air into the stoke-hole, and an engine working in conjunction with the distilling apparatus for supplying drinking water for the crew and the waste incidental to the boiler. Aft of the engine room come the officers' quarters. The stern of the boat is fitted up as a pantry and for the stowage of ammunition and stores. On the deck are mounted three machine guns, and near the stern an additional conning tower for use in case of need, around which revolve two torpedo guns for firing the torpedoes off either side. These torpedo guns can be trained to any angle it may be desired to fire them at. On both conning towers are machine guns.--Illustrated London News.
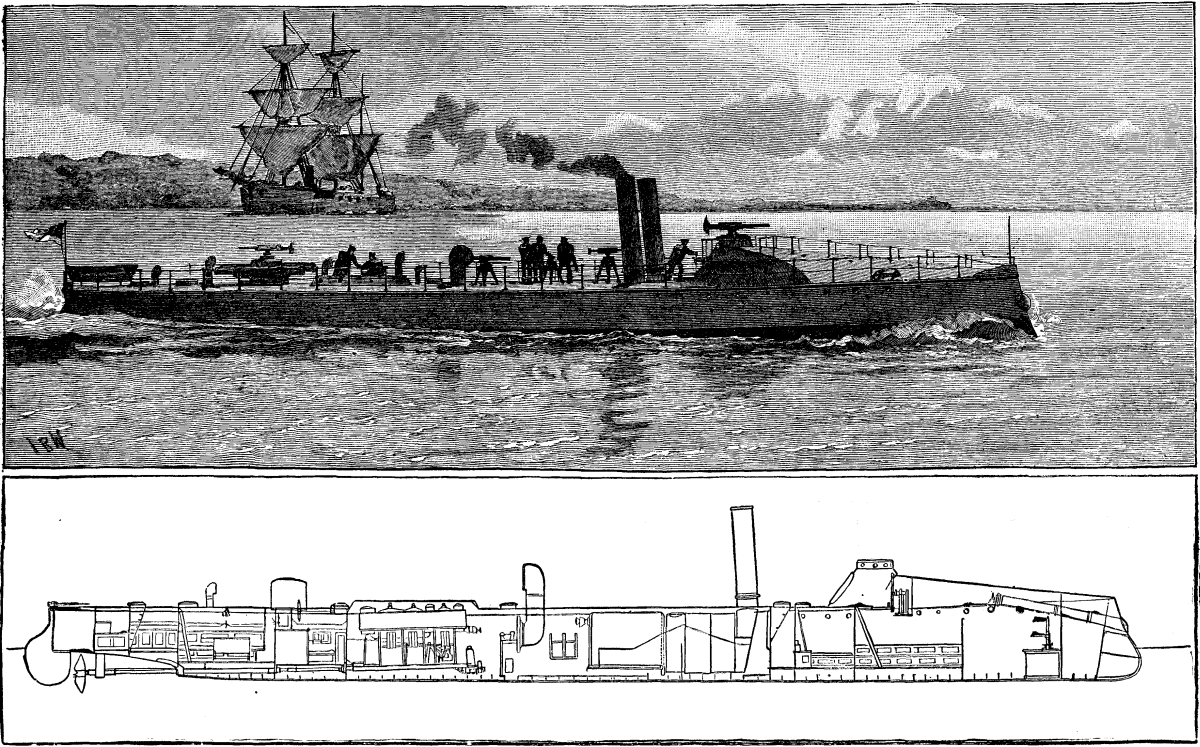
THE "FALKE" TYPE TORPEDO BOAT, AND SECTION SHOWING GENERAL ARRANGEMENT.
The gunboat Eber is an improved vessel of the Wolf type, but differs from other vessels of its class in that it has not a complete iron hull, only the frame and deck beams being of iron, while the planking is of wood and yellow metal. No copper is used on the bottom. The "composite system" of building is looked upon with favor for ships of this kind, because iron vessels which are kept permanently at stations in the tropics soon become overgrown in spite of good care, and thus suffer a great loss of speed. In a wooden vessel the crew's quarters are better and more healthful than in iron vessels, for they are not as much affected by the temperature outside of the ship.
The greatest length of the Eber is about 245 ft.; its breadth, 26 ft.; its depth, 14 ft.; and it has a displacement of about 500 tons. The armament will consist of three long 5 in. guns in center pivot carriages, and a small number of revolvers. One of the former will be placed at the stern on the quarter deck, and the two others on the forecastle. Some of the revolvers will be on the quarter deck and some on the forecastle, care being taken to arrange the guns so as to obtain the widest possible range, thus enabling the ship to protect itself perfectly.

THE NEW GERMAN GUNBOAT EBER.
The Eber is provided with a two-cylinder, compound engine, which can generate 650 horse power, giving the vessel a speed of 11½ knots. The coal bunkers are so large that the ship can travel 3,000 miles at a speed slightly less than that just mentioned without requiring a fresh supply of coal. The rigging is the same as in iron vessels of the Wolf class, and the sails are sufficiently large to allow the vessel to proceed without steam. The ship will carry about 90 men, including officers, crew, engineers, and firemen.
A sum of $145,000 was appropriated for the construction and equipment of the Eber, which was begun at Kiel in the latter part of 1885, and was launched February 15, 1887.--Illustrirte Zeitung.
The torpedo experiments against the Resistance, which have been suspended since November last, were resumed on June 9 at Portsmouth by the officers of the Vernon. The injuries received by the ironclad in the previous experiments having been repaired, so as to make the vessel watertight, the old ship was towed up the harbor, and moored in Fareham Creek. Our readers are aware that the Resistance is an obsolete ironclad which has finished her career as a battle ship, and that nothing could have converted her into a modern armorclad.
Although it was intended to render the experiments final and conclusive as a practical demonstration under service conditions of the destructive effects of the Whitehead torpedo when directed against a modern vessel of war, the results still leave behind them much uncertainty. The Resistance was built of iron, whereas battle ships are now exclusively constructed of steel, and it would be perhaps hazardous to state that the behavior of the two metals under a sudden and violent shock would be exactly the same. The construction of the double bottom of the old ship is also different. Since the last experiments were carried out against her, however, measures have been taken to make her as far as possible the counterpart, so far as under water arrangements and coal protection are concerned, of a modern ship of war.
At the last attack, the Whitehead was directed against the after part of the hull on the port side in wake of the boilers. During the present series of experiments the old ship was assailed on the same side, but directly amidships, in the neighborhood of the engine room. As no steam was got up in the boilers, the effect of the jar upon the steam pipes, glands, and feed connections remains a matter of speculation. So far as the consequences of the burst upon the structure of the hull itself is concerned, every care was taken to make the ordeal as complete and instructive as possible. The wing passage, which has a maximum diameter of 3 ft. diminishing to a point, was left empty, although at the former experiments the lower portions were filled with coal. But behind this, and at a distance of 8 ft. from the bulkhead, a longitudinal or fore and aft steel bulkhead 3/8 in. thick had been worked to a length of 61 ft., and, with the coal with which the intervening compartment was packed, formed (as in recent armorclads) a solid rampart, 20 ft. high, for the defense of the engine room.
The height of the double bottom between the outer and inner skin plating is 2½ ft. The watertight compartments were divided into stations by means of vertical lightening plates pierced by three holes, and in order to make them, as far as was practicable, resemble the bracket frames of a modern armorclad, the center of the plates was cut away so as to leave a single oval hole instead of the three circular holes. In view of the differences of opinion which exist on the part of experts on the subject of under water protection, the officers of the Vernon had determined to submit the problem to the test of experiment. For this purpose steel armor 1½ in. thick had been worked along the outside of the upper skin of the double bottom throughout one of the compartments, in addition to the other protection mentioned. The Resistance had been brought down by iron ballast to a trim of 25 feet 9 in. aft and 19 ft. 7 in. forward, giving a mean draught of 22 feet 8 inches. She was consequently rather further down by the stern than before, but was in other respects the same.
When in commission, the Resistance had a mean draught of 26 feet 10 inches. The present series of experiments was of even greater importance than the first series. The attack was gradually developed by means of fixed and outrigger charges of increasing power, and the coup de grace was not given by means of a service Whitehead in actual contact until various lessons had been derived.
The opening experiment on June 9 consisted of an attack directed against a new system of torpedo defenses which are to be carried by ships in action, or when in expectation of an attack, rather than an assault upon the ship herself. The previous experiments had clearly demonstrated that a Whitehead, when projected against a vessel at close range, and consequently with a maximum of motive force, could not get through the ordinary wire netting before expending its explosive energy in the air, and that the spars by which the nets are boomed out from the ship's side could be reduced to 25 ft. in length without danger to the hull. The ordinary wooden booms employed on board ship, however, are heavy and unwieldy, weighing, as they do, more than half a ton each. In ordinary circumstances, the spars cannot be lowered into place and the nets made taut in less than a couple of hours, and the work of stowing them is equally slow and laborious.
Mr. Bullivant, who manufactures the torpedo netting and hawsers for the navy, has devised a method of getting rid of the difficulties complained of by substituting steel booms for the wooden booms and an arrangement of pulleys and runners, whereby the protection can be run out and in, topped and brailed up out of the way, with great facility. The system was tried at Portsmouth last year with considerable success upon the Dido, but as it was thought that some of the fittings were somewhat frail and might collapse beneath the shock of a live torpedo, it was resolved to submit them to a practical test under service conditions upon the Resistance. The ship was consequently fitted with three of the steel booms on the port side. They were 32 ft. long and spaced 45 ft. apart, and connected by a jackstay to which the nets were attached. Each steel boom weighed 5 cwt., or less than half the weight of the ordinary boom, and whereas the latter is fixed to the ship's side by a hook which is liable to be disconnected or broken by the jerk of an exploding torpedo, Mr. Bullivant's boom works in a universal or socket joint, which cannot get out of gear except by fracture, and which permits the boom to be moved in any direction, whether vertically or fore and aft, close in against the sides. Below each boom is a flange, which serves as a line along which a traveler moves, the latter being actuated by means of a topping line running over a pulley at the head and another near the heel.
Upon the booms being topped to a perpendicular position, the nets are attached to the runners at the bottom of the booms close inboard (instead of, under the existing system, to the tops of the booms from boats alongside or otherwise), and when this is done, the mere depression of the booms into position will cause the nets to run out of their own accord. In like manner, when the occasion for their use has passed, the raising of the boom will cause the nets to come alongside, when they can either be brailed up through the grummets or disconnected for future use.
The action of the gear is so simple and rapid that the torpedo protection can be always ready without arresting the way of the ship. As a length of net 30 ft. by 20 ft. deep weighs about 3 cwt., it will also be seen that the reduction of strains by working the crinolines from the heel instead of the head of the booms is considerable. The attack by the Whitehead upon the booms and nettings was made shortly before 2 p.m., at the time of high tide.
The whole affair occupied a very few minutes. As soon as the red pennant was struck on board to show that Mr. Bullivant was satisfied with the arrangements, and that the target was ready, the torpedo vessel Vesuvius got under way, and after circling round the doomed hulk discharged a Whitehead against the netting from her under-water bow torpedo tube at an approximate range of 50 yards. As on former occasions, the missile was one of the old 16 inch pattern, but it was understood that the charge of gun cotton had been reduced to 87 lb., so that the net protection should not bear a greater strain than would be the case in actual hostilities. The torpedo, which was set to a depth of about 10 feet, struck the net in the middle and threw up an immense spout of water, but without getting to the ship, which was apparently uninjured. Although it hit the net immediately below the center boom, no fracture occurred, and the points remained intact. Although at the short range the torpedo would spin through the water at from 30 to 40 horse power, and would deliver a formidable blow upon the net, the thrust was effectually resisted, though as a matter of course the net was much torn by the explosion of the baffled projectile.
Although at the second torpedo attack made on the Resistance, the following day, the offensive power that was brought to bear was quite exceptional, the victory remained with the ship. The charge exploded was an exceptionally heavy one. It consisted of 220 lb. of gun cotton. It was consequently more destructive than any which is ever likely to be launched against an armorclad much better prepared to resist it than the obsolete and time-worn Resistance. An idea, however, had got abroad that the Russians either have or intend to have a locomotive torpedo capable of carrying the same weight of explosive in its head, and the object of the experiment was to ascertain what would be the effect of the detonation of such an enormous charge upon the submerged portions of a ship of war.
But, while this was no doubt the primary purpose in view, the experiment also served the secondary purpose of determining the result of the explosion upon the net defenses of a ship. Mr. Bullivant's booms and runners, which were found to be scarcely anything the worse from the ordeal of the previous day, were again used. The damaged net was taken away and one of the old service grummet nets slung in its place, the cylinders containing the gun cotton being attached to the jackstay immediately in front of the battered sides, and 30 feet from the hulk, and sunk to a distance of 20 feet below the water line, which would bring it about opposite the bend of the bilge. By 3 p.m. everything was ready for the explosion of the charge--everybody had cleared out of the ship while the surrounding small craft drew off to a distance of 300 feet. The charge was electrically fired from a pinnace. The burst was terrific and the reverberation was heard and the shock distinctly felt in the dockyard. But the remarkable thing was that the hulk did not appear to jump in the least, though there was not more than six feet of water under her keel. That she would not be seriously crippled by the discharge seems to have been accepted as a foregone conclusion by Captain Long and the other torpedoists, as the day for the third experiment had been fixed in advance; but that the steel booms with their double flange running ways, stays, travelers, and hinges should have resisted the tremendous jar and upheaval was a genuine surprise for all concerned, and goes far to prove that except a vessel be taken unawares, it will be impossible for a torpedo to come into actual contact with it. At the experiments last year the wooden booms were unhinged and splintered under a much less violent shock. But the steel booms employed, though somewhat bent, remained unbroken and in position, and the joints were quite uninjured. All that is necessary for perfect defense is that the booms should be made a little heavier.
The torpedo experiments against the Resistance were resumed on June 13, when the old ironclad suffered some rough treatment. As the experiment was understood to be the last of the second series, and was fully expected to have a sensational termination, a considerable number of interested spectators were attracted to the scene in Fareham Creek. The torpedoists resorted to severe measures, but with a distinctly useful purpose in view, having bound the ship hand and foot, so to speak, in such a way that her name became a solecism. They exploded 95 lb. of gun cotton 20 ft. below the water, and in contact with her double bottom. This amount of explosive represents the full charge of the old pattern 16 in. Whiteheads; but as the hulk was, for prudential reasons, moored close to a mud bank, and as the water was consequently much too shallow to allow of a locomotive torpedo being set to run at the required depth, a fixed charge was lashed fore and aft against the bottom plating of the ship and electrically exploded from No. 95 torpedo boat.
In previous experiments this year the ironclad was attacked on the port side, which had been specially strengthened for the occasion, and the result was a victory for the defense. On June 13 the starboard side was selected for attack, in order that a comparison might be instituted with the effects produced under different conditions by a similar experiment.
Last year in the latter case the double bottom was filled with coal; and after the charge, which was lashed against the ship in the same way, had been exploded, it was found that the bilge keel had been shivered for a length of 20 ft., while the lower plating had been much bulged above the bilge keel. Four strakes of the skin plating extending up to the armor shelf had also been forced inward and fractured where they crossed the longitudinal frames. They had parted in the middle for a distance of 8 ft., while some of the butts had been opened so that gashes 2 in. or 3 in. wide appeared between them. The coal had been pulverized and scattered in all directions, and other internal damage inflicted. Nevertheless, the watertight bulkheads remained intact, and by confining the influx of water to a single compartment so much buoyancy was preserved that, though the ship heeled over to starboard and was maimed, she remained afloat, and might have continued to fight her guns, provided always that no injury had been sustained by her machinery, a point which these experiments do not touch. Crippled, however, as she was, it was thought at the time (and the probability was strengthened by subsequent examination of the ship in dock) that the coal, instead of being a protection to the double bottom, had in reality proved a source of weakness by receiving the energy of the explosion from the outer plating and communicating it to the inner plating, and so distributing it throughout the submerged portions of the hulk.
The question was sufficiently important to demand an experimental solution; hence the raison d'etre of the present demonstration. The double bottom, which is about 2½ ft. deep, was consequently kept empty, and the torpedo placed in immediate contact with it in such a manner that, being overhung by the contour of the hull, the ship would feel the full force of the upward as well as the lateral energy of the charge. On other accounts the importance of the experiment was obvious, for, although it had been ascertained that torpedo nets were capable of protecting a battle ship from the bursts of the heaviest locomotive and outrigger charges, it might happen, of course, that the nets would be rent or displaced by shell fire or swept away by a grazing ram or even attacked by a double torpedo, the second passing through the gashes made by the explosion of the first in any case. It was, therefore, of urgent necessity that the effect of a torpedo bursting in immediate contact with a ship's bottom should be practically and clearly determined. The charge on June 13 was fired just before 5 p.m. in the wake of the boilers, and it was soon perceived that something of a fatal character had taken place from the appearance of coal dust sweeping up through the hold. The report had not the dull boom to which the spectators had become accustomed. Instead of this, the gun cotton exploded with a sharp, angry, whistling noise, while the manner in which the mud was churned up showed that the force of the rebound was terrific. The ship lifted bodily near the stern, after which it was seen to leisurely heel over to starboard some eight or ten degrees, and finally repose, though not until the tide fell, upon the mud. The old hulk had been mortally wounded at last.
A complete knowledge of the disaster which has overtaken her (says the correspondent of the London Times, to which we are indebted for the above particulars) will not be obtained until a careful investigation has been made of the hull in dock. But, from a hasty exploration which was conducted on board, it was evident that the shot had not only dislocated the inner plating of the double bottom, but had penetrated the bunker compartment, stored as it was with coal, that the watertight doors and compartments had ceased to operate, and that water was flowing into the hull through a hundred crevices. To such an extent was this the case that, though a strong working party was at hand ready for any emergency, it was deemed useless to attempt to free the ship of water until her gashes had been temporarily closed from outside. When this has been done, she will be pumped out and brought into dock for careful examination. From what has been said, it will be seen that while the explosion of 95 lb. of gun cotton in actual contact last November simply crippled the Resistance, the explosion of a like charge at the same spot, and under approximately the same conditions, has in this instance not simply disabled, but really sunk the ship.
The new automatic railway coupling illustrated below is the invention of Mr. Richard Hill, and has been practically developed by Mr. B.H. Thwaite, of Liverpool. It will be seen that the system is somewhat similar to the parallel motion when in action.
The catch and peculiarly shaped hooks slide over the cross and catch bars. These latter turn horizontally on a central pivot attached to the jaw end of the drawbar. The cross catch bars adjust themselves to the direction of the line of pull in the drawbar. The cranking of the drawbar allows for the deflection of the buffer springs.
The arrangement of uncoupling, or throwing hooks out of gear, is extremely simple and effective. The cranked part of the rod passing across the end of the wagon, and with handles at each end workable from the 6 ft. way, is attached to the catch hooks by means of a light chain. On throwing the handle over, and against the end of the wagon, the crank moves over and below the center, lifting up the catch into a position out of range of action, and from this position it cannot fall except it is released by the shunter. A shackle and links hang from the end of the drawbar for attachment to ordinary wagons.
After a long and costly series of experiments the form of coupling shown in illustration was adopted. Part of the experimental couplings used were made by the Hadfield Steel Foundry Company, but the couplings used at a recent trial at Gloucester were forged by the Gloucester Wagon Company.

AN ENGLISH CAR COUPLING.
The trial couplings were applied to old and worn-out coal wagons, varying in relative heights and widths of buffers, and the tests were:
1. Coupling and uncoupling, and passing coupled round curves of less than two chains radius. 2. Coupling under rapid transit movement and violent shock. 3. Coupling under slow movement, the wagons being shunted together by two shunters. 4. Wagons brought violently together while the coupling hooks were lifted out of action, to test the rigidity of the hooks in this position. 5. Tested in competition with the ordinary coupling stock.
The trial was a success. The new automatic coupling satisfactorily underwent the various conditions, and it was proved that: 1. It can be lifted out of action with one hand and quite easily. 2. It can be coupled and uncoupled six times as fast as with the pole hook in the daytime. At night this advantage would be considerably increased.
The coupling is strong as well as elastic in its parts, and adjusts itself to the various conditions of traction.--Engineering.
[Continued from SUPPLEMENT, No. 597, page 9539.]
Chaffee-Reece Magazine Rifle.--We do not insert a drawing of this arm--one of the three selected by the American board--as it belongs to the same class and is similar in general construction to the Hotchkiss. There is, however, an important difference in the magazine, which has no spiral spring, but is furnished instead with an ingenious system of ratchet bars. One of these carries forward the cartridge a distance equal to its own length at each reciprocal motion of the bolt, while a second bar has no longitudinal motion, but prevents the cartridges from moving to the rear in the magazine tube after they have been moved forward by the other bar. The magazine is loaded through an aperture in the butt plate, the opening of the spring cover of which causes the two ratchet bars to be depressed, so that the magazine can be filled by passing the cartridges along a smooth middle bar. The act of closing the spring cover again brings the two ratchet bars into play.
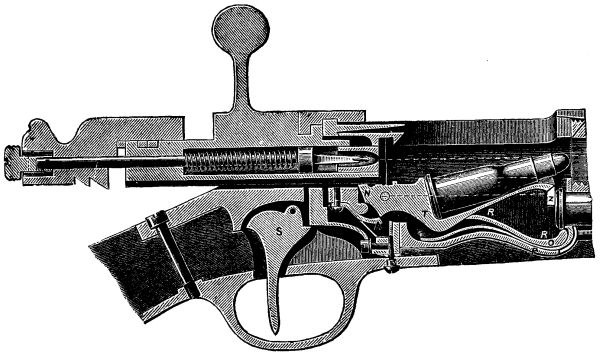
FIG. 9.--KROPATSCHEK MAGAZINE GUN
By means of a cut-off the ratchet bars can be prevented from acting, and the piece used as a single loader.
Kropatschek Magazine Rifle.--This rifle, which is the small arm of the French navy, has a bolt-action rifle resembling the Gras (see Fig. 9).
The magazine is a brass tube underneath the barrel, as in the Winchester, Vetterli, Mauser, and other rifles of class 1. It contains six cartridges, while a seventh can be placed in the trough or carrier, T.
When the breech is opened by pulling back the bolt, a projection on the latter strikes the carrier at N, causing its front extremity to raise the cartridge into the position shown in the section. This movement is accelerated by the spring, A, acting against a knife-edge projection on the trough, T; in the upper position of the trough, the spring acts upon one face of the angle, and upon the other face when in the lower position.
On closing the breech, the bolt pushes the cartridge into the chamber, and when the handle is locked down to the right, a part of the bolt presses against a stud, and thus depresses the trough to be ready to receive another cartridge from the magazine.
The magazine can be cut off and the rifle used as a single loader by pushing forward a thumb-piece on the right side of the shoe. The effect of this is that, on turning down the handle to lock the bolt, the latter does not act on the stud to depress the carrier, so that no fresh cartridges are fed up from the magazine.
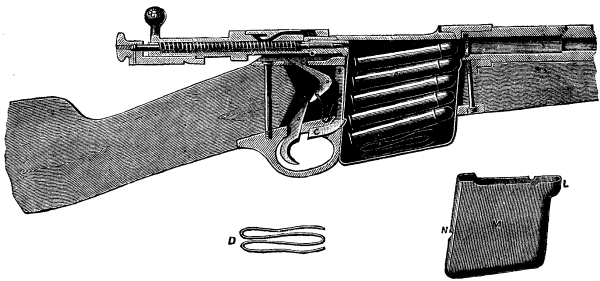
FIG. 10.--LEE MAGAZINE GUN
There is a projection, Z, on the fore part of the carrier, which keeps the next cartridge from leaving the magazine while the trough is in the upper or loading position. A supplementary cartridge stop, R, pivoted at P and having a spring, L, underneath it, acts in conjunction with Z in retaining the cartridges in the magazine, and especially in preventing more than one at a time from passing out into the carrier when the latter is depressed; it also retains the cartridges in the magazine tube while the latter is being filled.
Lee Magazine Rifle.--This arm (see Fig. 10), which occupied the place of honor in the report of the American "Board on Magazine Guns," embodied two new principles of considerable importance, viz., the central position of the magazine, and having it detachable with ease, so that two or more magazines can be carried by the soldier.
The breech action of the Lee does not materially differ in design from other bolt rifles, except that the bolt is in two pieces only--the body, or bolt proper, and the hammer or cocking-piece. The firing pin, or striker, is screwed into the hammer; the spiral main spring, which surrounds the striker, is contained in a hollow in the body. The handle is placed at the rear end of the bolt, and bent down toward the stock, so as to allow the trigger to be reached without wholly quitting hold of the bolt. The extractor is so connected with the bolt head as not to share the rotation of the latter when the handle is turned down into the locking position. When the handle is turned up to unlock the bolt, the hammer is cammed slightly to the rear, by means of oblique bearings on the bolt and hammer, so as to withdraw the point of the striker within the face of the bolt. This oblique cam action also gives great power to the extractor at first starting the empty cartridge case out of the chamber.
The magazine, M, is simply a sheet iron or steel box of a size to hold five cartridges, but there seems no reason why it should not be of larger dimensions. It is detachable from the rifle, and is inserted from underneath into a slot or mortise in the stock and in the shoe, in front of the trigger guard. A magazine catch, C, just above the trigger guard, engages in a notch, N, in the rear of the magazine, the projection, L, first entering a recess prepared for it in the shoe. There is a magazine spring, D, at the bottom of the magazine box which pushes the cartridges up into the shoe. The point of the top cartridge is pushed into the projection, L, and this keeps the lower cartridges in their places in the box while the latter is detached; when the magazine is inserted in the rifle, the withdrawal of the bolt causes the top cartridge to be slightly drawn back, so that it is now free to be fed up into the shoe by the magazine spring, D.
There is a later pattern of magazine, which has its front face quite plain, with no projection, L, as the magazine catch was found sufficient to hold the box in its place. To prevent the cartridges being pressed out of the magazine before the latter is inserted in the rifle, there is a strong spring placed vertically in one side of this box, the curved upper end of which bears upon the top cartridge; when the magazine is in its place in the shoe, this side spring is so acted upon that it ceases to hold down the cartridges in the box.
To use the rifle as a single loader, formerly the magazine had to be detached, when a spring plate in the shoe, which is pushed aside by the insertion of the magazine, starts back into its place and nearly fills the magazine slot, so as to prevent cartridges falling through to the ground when fed into the chamber by hand. The later pattern, however, has two notches on the magazine for the catch, C, to engage in. When the magazine is inserted in the slot only as far as the upper notch, the rifle can be used only as a single loader, but on pressing the box home to the second notch, the magazine immediately comes into play.
The magazine can be released from the slot by an upward pressure on the lower projecting end of the magazine catch, C, which is covered by the trigger guard.
Improved Lee.--This rifle is precisely similar in principle to the Lee, the chief difference being that the magazine is permanently fixed in its slot underneath the shoe, and in front of the trigger guard. The cartridges are inserted from above. There is a stop by means of which the cartridges can be prevented rising up into the shoe, and which forms a sort of false bottom to the slot in the latter, so that the arm can be used as a single loader.
Lee-Burton.--The bolt action is the same as the Lee, but the box magazine is attached to the right side of the shoe, instead of being underneath, as in that rifle. When the magazine is raised to its higher position, the cartridges pass successively into the shoe by the action of gravity alone, and are thus pressed home into the chamber by the closing of the bolt.
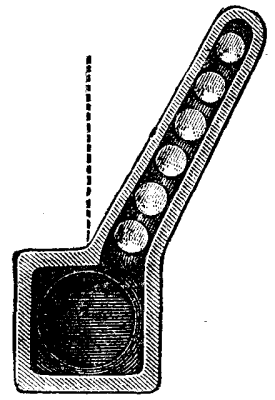
FIG. 11.
A number of the Lee-Burton and improved Lee rifles are now being manufactured for issue to the troops, in order to undergo experimental trials on an extended scale.
Several other magazine rifles have the box central magazine, but placed in different positions as regards the shoe and the axis of the bore. In the original pattern of the Jarman (Sweden and Norway), the magazine is affixed to the upper part of the shoe, inclined at a considerable angle to the right hand (see vertical cross section, Fig. 11). Here the operation of gravity obviates the necessity of a magazine spring, but the magazine was found to be very much in the way and liable to be injured. It has therefore been replaced by a magazine underneath the barrel, as in the Kropatschek and other rifles.--Engineering.
(To be continued.)
For a few weeks' preservation of organic objects in their original form, dimensions, and color, Prof. Grawitz recommends a mixture composed of 2½ ounces of chloride of sodium, 2¾ drachms of saltpeter, and 1 pint of water, to which is to be added 3 per cent. of boric acid.--Annales des Travaux Publics.
The United States Torsion Balance Company, of New York, has recently brought before the public a new form of balance which presents so many ingenious and excellent features that we illustrate it below, on the present page. The instrument in its simplest form is shown in Fig. 1. It consists of a beam, A, which is firmly attached to a wire or band, B, at right angles to it, and which wire is tightly stretched by any convenient means. Then, since the wire and beam are both horizontal in their normal position, and since the center of gravity of the beam is immediately above or below the middle line of the wire, the torsional resistance of the latter tends to keep the beam horizontal and to limit its sensitiveness. When the beam is deflected out of its horizontal position and the wire thereby twisted, the resistance to twisting increases with the arc of rotation. To counteract this resistance and to render the beam sensitive to a very slight excess of load at either end, a poise, D, is attached to the beam by a standard, C, which poise carries the center of gravity of the structure above the axis of rotation. This high center of gravity tends to make the beam "top heavy," or in unstable equilibrium. By properly proportioning the poise and its distance above the wire to the resistance of the wire, the top-heaviness may be made to exactly neutralize the torsional resistance, and when this is done the beam is infinitely sensitive.
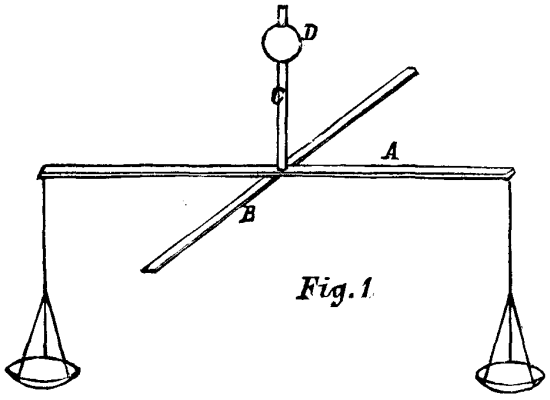
KENT'S TORSION BALANCE. Fig 1.
The moment of the weight or its tendency to fall increases directly as the sine of the arc of rotation, while the torsional resistance increases as the arc, and for small angles the sine and the arc are practically equal.
When arranged as in Fig. 1, the scale is balanced only when the center of gravity of the structure is vertically above the middle line of the wire, and the support of the scale must be leveled in the direction of the beam, so as to cause the center of gravity to take this normal position. After the scale is thus leveled, if from any cause whatever, such as shifting the scale on a table, or shifting the table itself, the scale support is thrown out of level, the center of gravity of the poise and beam is shifted from the vertical line above the support, and its moment immediately becomes greater than the torsional resistance, and the beam tips out of balance, and cannot be used as a correct scale until the support is again leveled.
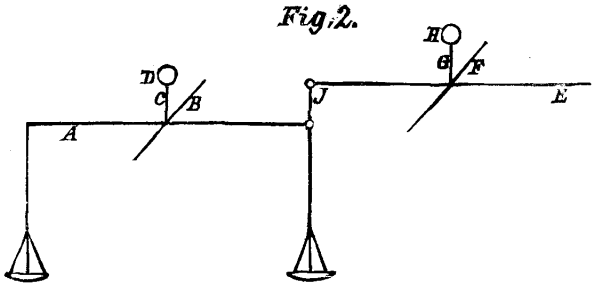
KENT'S TORSION BALANCE. Fig 2.
In spite of all the foregoing facts, it was reserved for the "Encyclopedia Britannica," in its ninth edition, to use the following as the result of its condensed wisdom:
"In the torsion balance proper, the wire is stretched out horizontally, and supports a beam so fixed that the wire passes through the center of gravity. Hence the elasticity of the wire plays the same part as the weight of the beam does in the common balance. An instrument of this sort was invented by Ritchie, for the measurement of very small weights, and for this purpose it may offer certain advantages; but clearly if it were ever to be used for measuring larger weights, the beam would have to be supported by knife edges and bearing, and in regard to such applications therefore (as in serious gravimetric work), it has no raison d'etre."
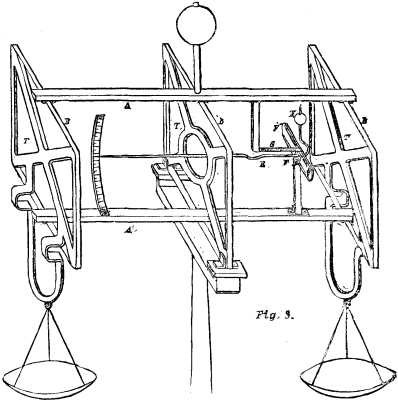
KENT'S TORSION BALANCE. Fig 3.
This would seem to settle the whole case, for if the encyclopedia says it has no reason to be, then, like the edict of the Mikado, it is as good as dead, and if that is the case, "Why not say so?" On the contrary, the torsion balance seems very much alive. But as it is not very generally known, perhaps the early history of this form of balance, briefly sketched, may prove of interest.
One of the first forms of the torsion balance which met the disapproval of the "Encyclopedia Britannica" was attended with the difficulty that the pivoted wires were attached directly to the bifurcated ends of the beam, and could not be tensioned without bending these ends unless the beam was made so heavy as to interfere with its employment in delicate weighing.
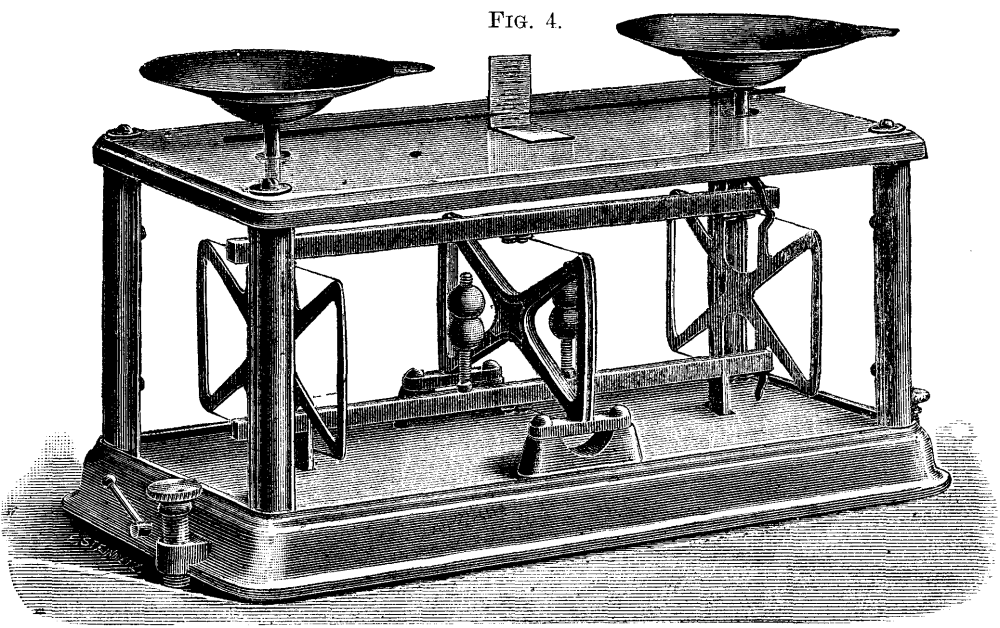
KENT'S TORSION BALANCE. Fig 4.
The next step was the substitution of light forms stiffened by the wires being tensioned over them. This was the invention of Professor Roeder, recently deceased. The next step was the common counter scale, and then that form of letter scale in which one of the bands acts as a fulcrum and the other as a pivot.
After Professor Roeder's death, Dr. Alfred Springer, of Cincinnati, continued perfecting this invention, and with marked success--scales not intended for anything but the weighing of the ordinary articles of a grocery store working so accurately that up to 50 lb. two grains would turn the balance.
As will be noted, this balance dispenses entirely with knife edges, and this statement carries with it the gist of its entire merit. There is no friction, and the elegance of the work and the nice adjustments of the parts struck the writer at once.
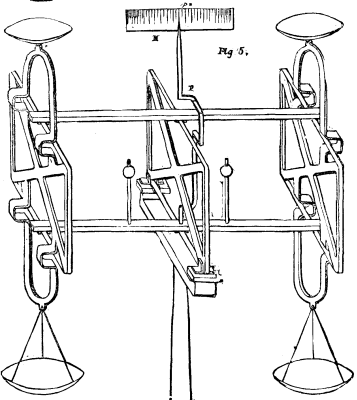
KENT'S TORSION BALANCE. Fig 5.
The prescription scale and the proportional scale (see Fig. 4) are particularly interesting. The former is sensitive to 1/64 of a grain, and the latter, invented by Mr. Kent, is a most ingenious method for weighing, by which, in a small compass (10½ in. by 4¼ in. by 3¾ in.), we have a balance capable of weighing 3 lb. avoirdupois by thirty-seconds of an ounce.
For ordinary balances on the torsion system, in which extreme sensitiveness is not needed, the trouble caused by change of level of the scale is insignificant; but it becomes a matter of importance in more sensitive scales, such as fine analytical balances in places where it is impossible to keep the table or support of the scale level, for instance on shipboard.
To counteract this effect of the change of level, Dr. Alfred Springer devised the system which is shown in its most elementary form in Fig. 2. An additional beam, E, with wire, F, and poise, H, on support, C, were added to the balance, and connected to it by a jointed connecting piece, J. The moment of the structure, E C H, about its center of rotation was made equal to the moment of A C D about the center. The wires, B and F, are attached at their ends to supports which are both rigidly connected to the same base or foundation. If this base, the normal position of which is horizontal, is tipped slightly, the weights, C and H, will both tend to fall in the same direction. But suppose the right hand end of the base is raised, causing both of the weights to tip to the left of the vertical, D, tending to fall over, the left tends to raise the right hand end of the beam, and the connecting piece, J H, also tending to fall to the left, tends to lower the left hand end of E and the piece, J. The moments of the structure, E C H, and A B D being equal, and one tending to raise J and the other to lower it, the effect will be zero, and J will remain in its normal position.
It is not at all necessary, however, to have the weights and dimensions of the structure, E C H, equal to those of A B D. All that is necessary is that the components of the weight of each part of the structure which act vertically on J shall be equal and opposite. For, if the left end of the beam, E, is made shorter than the right end of the beam, A, a given angle of rotation of the beam, A, will cause a greater-angle of rotation of E, consequently will tip the weight, H, further from the vertical than the weight, D, is tipped, and in that case the weight, D, must be made smaller than H, to produce an equal and opposite effect upon J. In practice it is convenient to make the beam, E, only one-fifth to one-twentieth as long as A, and to correspondingly reduce the weight, H, relatively to D. In this case, on account of the angle of rotation of the beam, E, being greater than the angle of rotation of A, the beam, E, becomes a multiplier of the indications of the primary beam, A.
Mr. Kent has devised a modification of Dr. Springer's system, which is shown in Fig. 3. It is applied in those varieties of the torsion balance in which there are two parallel beams, connected by either four or six wires. The wire, F, carrying the secondary beam, E, and poise, H, instead of being carried on an independent support, rigidly attached to the base, as above described, is attached directly to a moving part of the balance itself, and preferably to the two beams. In Fig. 3, T T T are trusses over which are tightly stretched the wires, B B B. A A' are two beams rigidly clamped to the wires; t is another truss with stretched wire, F F¹. The upper wire, F', is attached by means of a flexible spring and standard, S, to the upper beam, and the lower wire is attached either directly or through a standard to the lower beam. The secondary poise, H, is rigidly attached to the truss, t. The secondary beam, E, is also rigidly attached to the truss, and acts as a multiplying beam. The secondary structure thus completely fills two functions: First, that of multiplying the angle of rotation and thereby increasing the apparent sensitiveness of the scale, and, second, that of overcoming the effect of change of level. The secondary beam may be dispensed with if a multiplier is not needed, and the secondary truss, t, with its standard and counterpoise, H, used alone to counteract the effect of change of level. Fig. 5 shows a modification of this extremely ingenious arrangement.--Engineering.
[Footnote: From a paper read before the "Technischen Verein" of New York, May 28, 1887.]
The old saying that "there is nothing new under the sun" may well be applied to leather link belting. It is generally believed that these belts are of recent invention, but that is an error. They are over thirty years old.
Mr. C.M. Roullier, of Paris, experimented that long ago with small leather links one and one-half inches long by three-quarters of an inch wide. These links had two small holes at equal distances apart, and were joined with iron bolts, which were riveted at the ends, thus making a perfectly flat surface, and in that way forming a belt entirely of leather links.
Mr. Roullier's idea was to economize; he therefore utilized the material left over from the manufacture of flat belting. He perfected his belt and came to this country in 1862, when he patented the article here and tried to introduce it. At first it produced quite a sensation, and many tests were made, but it was soon found that Roullier's belts were not suited to running our swift motion machinery, and they were therefore abandoned as impracticable.
Mr. Roullier then introduced his invention into England, where he met with some success, as his belt was better suited to English slow motion machinery.
These belts are now largely used in England, many good improvements have been made in them, and almost every belt maker in Great Britain manufactures them.
Mr. Jabez Oldfield, of Glasgow, has the reputation of making the best and most reliable link belt in Great Britain. He has also the reputation of being the originator of these belts. This is, however, an error, the credit of the invention belonging, as we have said, to Mr. Roullier.
Mr. Oldfield, nevertheless, has invented many useful machines for cutting and assorting the links. He has also introduced improved methods for putting the links together.
For more than twenty years after Mr. Roullier's visit, nothing was done with leather link belting in this country.
In 1882, however, Mr. N.W. Hall, of Newark, N.J., patented a link belt, composed of leather and steel links. His method was to place a steel link after every third or fourth leather one, in order to strengthen the belt. In practical use this belt was found to be very defective, because the leather links soon stretched, and thus all the work had to be done by the steel links. The whole strain coming thus upon the steel links, they in course of time cut through the bolts and thus broke the belt to pieces. So this invention proved worthless.
In 1884 a Chicago belt company obtained a patent on another style of link belt. In this belt all the little holes in the links were lined with metal, similar to the holes in laced shoes. This produced an effect similar to that produced by Hall's patent. The metal lining of the holes cut the bolts into pieces by friction and thus ruined the belt. Therefore this patent proved a failure also.
After all these failures it fell to our lot to improve these belts so that they may now be worked successfully on our American fast running machinery. During the past two years we have made and sold over five hundred leather link belts, which are all in actual use and doing excellent service, as is proved by many testimonials which we have received.
Our success with these belts has been so surprising that we think we have found, at last, the long looked for "missing link," not in "Darwinism," however, but in the belting line. We prophesy a great future for these belts in this country.
How have we attained such success? First: We found that Roullier made a mistake in using leather offal, as, in the links of an iron chain, if one link is weak or defective, the whole chain is worthless, so in link belts, if one or two links are weak or made of poor material, the whole belt is affected by them. It is therefore of vital importance that only the best and most solid leather be used in making the links; second, the leather must be made very pliable, but at the same time its toughness and tenacity must not be injured, or it will stretch and break.
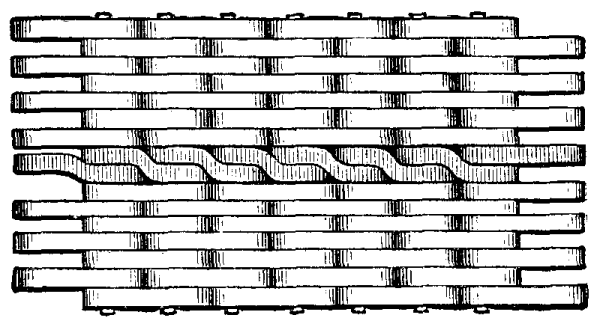
FIG 1.
These things are of great importance, and are the principal reasons for the failures of all former efforts. The leather which Roullier used was stiff, hard, and husky. He believed that the harder the link the greater its tensile strength, but upon actual test this was found to be a fatal error.
Our leather links are saturated with a mixture of tallow, neatsfoot oil, etc. This makes them very pliable and increases their toughness, so that they will stand a strain three times as great as a piece of hard rolled sole leather.
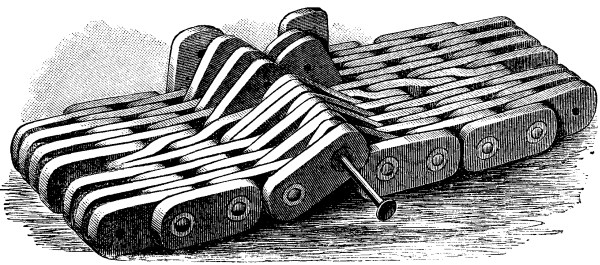
In manufacturing this belt, the joining together is important. The links must be accurately assorted as to thickness, and the outer links countersunk, to admit the bolt. Then the most valuable improvement of all is our "American joint" (see Fig. 1).
By close inspection you will observe that it is absolutely necessary to use half length bolts for the width of wide leather link belts.
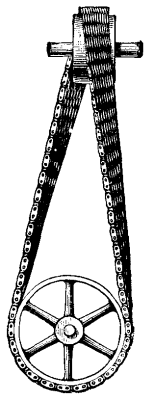
Examine Figs. 2 and 3. In the latter you will notice one length of bolt placed on a round faced pulley. That belt must either bend or break, and in any case it will not give satisfaction; but, on the other hand, examine Fig. 2; here two half length bolts are used, and ingeniously joined in the center. It gives just pliability enough to lay the belt flat upon the pulley. We experimented for some time before perfecting this important improvement.
We also took out four patents for different methods of joining, but abandoned them all and adopted the "American joint" system (Fig. 1) as the most efficient, simple, and reliable. It gives the belt an unbroken flat surface and is far superior to anything so far introduced for that purpose.
We have not stopped at flat link belting, but have turned our attention to manufacturing round solid leather link belting, and believe that we have almost attained perfection in that line. As the illustrations clearly show, there is quite a demand for inch and upward solid round belting, and the difficulty always has been to join such a belt together. All steel hooks, etc., do not seem to satisfy. This, our new invention, is so simple that it hardly needs explanation. A belt of this kind can be taken apart in a short time, and shortened or lengthened at pleasure.
Now, Mr. President and gentlemen, I shall be glad to answer any questions in reference to these link belts, or give any further explanation you may desire.
Question.--Can these link belts be used on dynamos for electric lights?
Answer.--Yes. In England they are used almost exclusively on dynamos. However, they run only 700 revolutions per minute there, whereas our slowest dynamo runs 1,100.
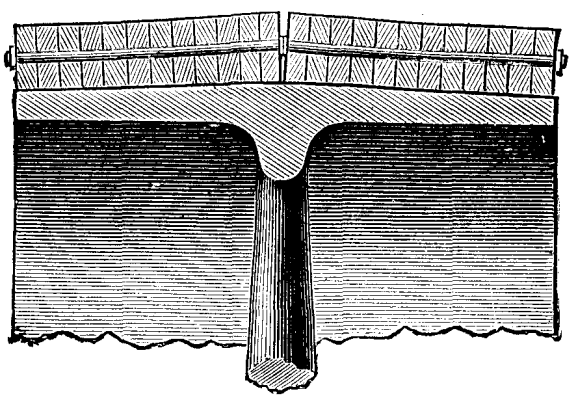
Fig. 2.
Quest.--Would you advise link belts for high rate of speed?
Ans.--No; they give better results on slow running machinery.
Quest.--Have these belts any special advantage over flat leather belting?
Ans.--Yes, decidedly. When belts are run half crossed, or what is termed quarter turn, it is very hard to make flat belts lie perfectly even on the pulleys. These link belts, however, cover the entire face of the pulley (see illustration), and therefore are superior for that purpose.
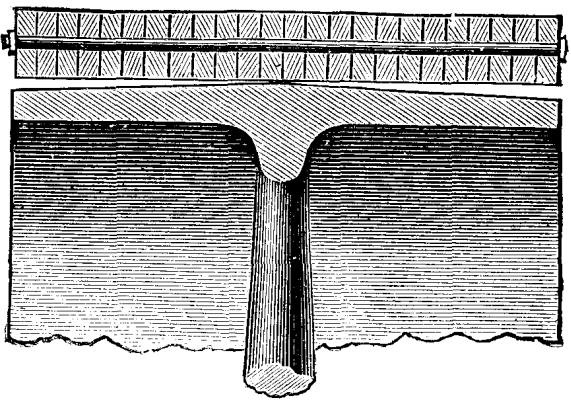
Fig. 3.
Quest.--Why do they give better results when run slow?
Ans.--Partly because of their great weight over ordinary belting, also their grip power is stronger when run slow. No belt is superior to them for slow, hard working machinery.
Quest.--Are they more expensive than ordinary flat belting?
Ans.--Not when compared to the work they can accomplish.
Quest.--Can they be run in wet places, such as mines, etc.?
Ans.--Yes; by waterproofing the leather, no cement being used as in flat belts. The links can be made positively waterproof. We have furnished paper mills, tanneries and bleacheries, and other exposed places with waterproof link belts, and all have been entirely satisfactory so far.
Quest.--Can they be run on ordinary flat pulleys?
Ans.--Yes; our "American joint" link belt can be run on any straight or rounded pulley, whether made of iron, paper, or wood, and being all endless they run much smoother than other belting.
ENGLISH HINGE JOINT:
Quest.--How are they made endless?
Ans.--By a very simple process (see illustration), and takes almost less time than lacing a flat belt. All that is necessary is to take both ends and interlock the links, then pass the bolt through and rivet it, and when you wish to shorten the belt proceed likewise: File off the end of the bolt and take out, or add rows of links at pleasure and rejoin it again.

Fig. 4 is a complete round link belt.
Quest.--What is the relative strength of a link belt compared to flat belting?
Ans.--Nothing definite has yet been ascertained. We are preparing a table showing results, and so far we can report that they can stand about twice the strain of double flat belts. A four inch link belt one inch thick is able to do the work of an eight inch flat double belt.
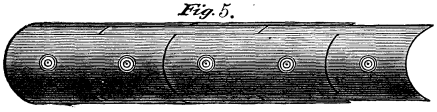
Fig. 5 is a side view.
Quest.--Explain the advantage of your American joint over the English hinge.
Ans.--The American joint gives a perfect unbroken surface of entire width of belt, whereas the English hinge joint makes two half widths, and whenever a sudden change of power occurs and the belt runs half way off the pulley, it will catch at the edge and tear everything to pieces.
Fig. 6 is an end view.
Quest.--Have you a table or schedule of their weight per square foot?
Ans.--Yes. The following is as near as we can estimate the weight of leather link belting per square foot:
1 inch thick, about 5 lb. per sq. ft. 7/8 " " " 4½ " " " 3/4 " " " 4 " " " 5/8 " " " 3½ " " "
Upon motion a vote of thanks was passed, and the paper read ordered to be printed.

Fig. 7 is a single link.
[Footnote: Abstract of a paper read before the Franklin Institute, April, 1887.--J.F.I.]
The art of making charcoal--if, indeed, so crude a process is worthy of being dignified by the name of an art--dates back to a remote antiquity, and has been practiced with but little change for hundreds of years. It is true that some improvements have been recently made, but these relate to the recovery of certain volatile by-products which were formerly lost.
Every one is familiar with the appearance and characteristics of ordinary charcoal, yet I hope to show you this evening that we still have something new to learn about its qualities and the unexpected practical uses to which it may be applied.
We commonly regard charcoal as a brittle, readily combustible substance, but we have before us specimens in which these qualities are conspicuously absent. Here is a piece of carbonized cotton sheeting, which may be rolled or folded over without breaking, and, as you see, when placed in the flame of a Bunsen burner, the fibers may be heated white hot in the air, and when removed from the flame, the material shows no tendency to consume. Here, again, we have a piece of very fine lace, which has been similarly carbonized, and displays the same qualities of ductility and incombustibility.
These carbonized fabrics may be subjected to much more severe tests with impunity; and when I tell you that they have been exposed to a bath of molten iron without injury, you will readily admit that they possess some qualities not ordinarily associated with charcoal. When removed from the mould in which they were placed after the iron casting had cooled, not a single fiber was consumed, but upon the face of the casting there was found a sharp and accurate reproduction of the design, thus forming a die. This die may be used for a variety of purposes, such as embossing leather, stamping paper, sheet metal, etc., or for producing ornamental surfaces upon such castings.
Some of the carbonized fabrics displayed upon the table are almost as delicate as cobwebs, and one would naturally suppose that when a great body of molten metal is poured into a mould in which they are placed, they would be torn to fragments and float to the surface even though they were unconsumed, yet such is not the case. I have found in practice that the most delicate fabrics may be subjected to this treatment without danger of destruction, and that no special care is needed either in preparing the mould or in pouring the metal.
By the aid of the megascope, the enlarged images of some of these castings, showing the delicate tracery of the patterns, will now be projected upon the screen, and you can all see how perfectly the design is reproduced.
In these experiments, the mould was made in "green sand" in the ordinary manner, and the fabric laid smoothly upon one face, being cut slightly larger than the mould, in order that it might project over the edge, so that when the moulding flask was closed, the fabric was held in its proper position. As the molten metal flowed into the mould, it forced the fabric firmly against the sand wall, and when the casting was removed, the carbonized fabric was stripped off from its face without injury. In this way several castings have been made from one carbonized material.
These castings are as sharp as electrotypes, whether made of soft fluid iron or of hard, quick-setting metal. This peculiarity is owing to the affinity between molten iron or steel and carbon. The molten metal tends to absorb the carbon as it flows over it, thus causing the fabric to hug the metal closely. It is somewhat analogous to the effect of pouring mercury over zinc. You know that when mercury is poured upon a board, it runs in a globular form, it does not "wet" the board, so to speak; but when poured upon a plate of clean zinc, it flows like water and wets every portion of the zinc, or, as we say, it amalgamates with the zinc. So when molten iron is poured into an ordinary sand mould, which has been faced with this refractorily carbonized fabric, it wets every portion of it, tending to absorb the carbon, and doubtless would do so if it remained fluid long enough, but as the metal cools almost immediately, there is no appreciable destruction of the fibers.
The casting which I shall now exhibit represents a very interesting and novel experiment. In this case, the piece of lace, having open meshes a little larger than a pin's head, instead of being laid upon one face of the mould, was suspended in it in such a way as to divide it into two equal parts. Two gates or runners were provided, leading from the "sinking head" to the bottom of the mould, one on each side of the lace partition. The molten iron was poured into the sinking head, and flowing equally through both runners, filled the mould to a common level. The lace, which was held in position by having its edges embedded in the walls of the mould, remained intact. When the casting was cold, it was thrown upon the floor of the foundry and separated into two parts, while the lace fell out uninjured, and the pattern was found to be reproduced upon each face of the casting.
The question naturally arises, Why did not the iron run through the holes and join together? The answer may be found in the fact that the thin film of oxide of iron, or "skin," as it is popularly called, which always forms on the surface of molten iron, was caught in these fine meshes, and thus prevented the molten metal from joining through the holes. I have repeated the experiment a number of times, and find that the meshes must be quite small (not over one fiftieth of an inch), otherwise the metal will reunite.
I think that this observation explains the cause of many obscure flaws found in castings, sometimes causing them to break when subjected to quite moderate strains. We frequently find little "cold shot," or metallic globules, embedded in cast iron or steel, impairing the strength of the metal, and it has long been asked, "What is the cause of this defect?" The pellicles have been carefully analyzed, under the supposition that they might be alloys of iron and nickel, or some other refractory metal, but the analysis has failed to substantiate this theory. Is it not probable that in the process of casting, little drops of molten metal are sometimes splashed out of the stream, which immediately solidify and become coated with a skin of oxide, then falling back into the stream of rapidly cooling metal, they do not remelt, neither do they weld or amalgamate with the mass, owing to this protective coating, thus forming dangerous flaws in the casting?
The process of carbonizing the delicate fabrics, leaves, grasses, etc., is as follows: The objects are placed in a cast iron box, the bottom of which is covered with a layer of powdered charcoal or other form of carbon, then another layer of carbon dust is sprinkled over them, and the box is covered with a close fitting lid. The box is next heated gradually in an oven, to drive off moisture, and the temperature slowly raised until the escape of blue smoke from under the lid ceases. The heat is then increased until the box becomes white hot. It is kept in this glowing condition for at least two hours. It is then removed from the fire, allowed to cool, and the contents are tested in a gas flame. If they have been thoroughly carbonized, they will not glow when removed from the flame, and the fibers may even be heated white hot before consuming.
Of course, the method employed to carbonize the materials is suspectible of variation, but the scientific principles involved are unchangeable, viz.:
(1) Partial exclusion of air and substitution therefor of a carbon atmosphere.
(2) Slow heating to drive off moisture and volatile elements.
(3) Intense and prolonged heating of the partly charred objects to eliminate remaining foreign elements, and to change the carbon from the combustible form of ordinary charcoal to a highly refractory condition.
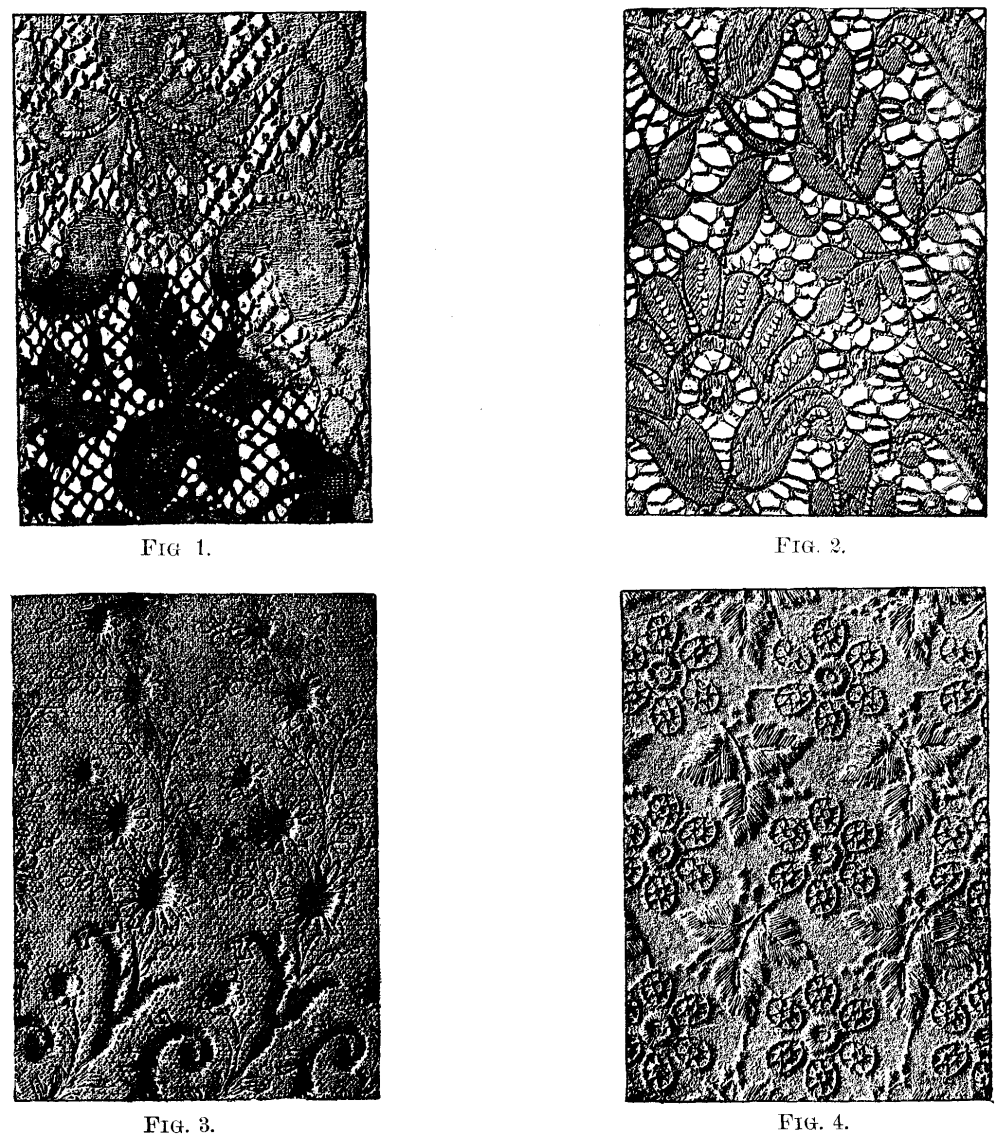
NOTE.--Fig. 1 is photographed from a white iron casting made upon carbonized coarse lace; the lower portion of the plate shows the lace embedded in the iron. Fig. 2 is a casting in gray iron upon lace laid on an iron plate. Fig. 3 is a casting in hard iron upon lace laid on dand. Fig. 4 is a casting in gray iron upon a piece of thin summer dress goods with machine embroidery.
At the recent meeting of Scottish gas managers Mr. A. Macpherson, of Kirkcaldy, the chairman, said:
For me to attempt, with the time at my disposal, to do full justice to many important points which have cropped up since our last meeting, and which will, no doubt, have been engaging your individual attention, would be impossible. But I think there can be no doubt that, although at our last meeting we had a very full and interesting discussion on the different systems of regenerative retort settings, still we might very profitably spend a little time to-day in hearing the experience of those who have had some of the systems introduced into their works since then, or who may have gained further experience with the system they were then working, or have introduced improvements or modifications thereon.
For the purpose of inducing a discussion on this subject, I will give you the result of the working of the bench of retorts which I erected three years ago on the Siemens system. As I stated last year, my experience up to that time had not been altogether a happy one, but one of sunshine and cloud alternately. I am glad to be able to say, however, that since then I have had nothing but the utmost satisfaction in the working of the regenerative settings. The chief difficulties I have before experienced were of a mixed nature--choked ascension pipes, entailing considerable loss of gas; the choking of the orifices from which the secondary heated air issued to join the producer gas; and the eating away, in a "scooped-out" sort of fashion, of the brick lining of the producers at the points where the primary air entered. These, I am pleased to be able to say, I am now completely clear of; and this has had the effect of converting what was before a considerable source of annoyance and anxiety into as perfect a working bench of retorts as any one could desire.
The results I have obtained have caused me much surprise, being far in excess of anything I ever anticipated; and the saving effected will materially assist in compensating for the greatly reduced value of residuals. I may state that I have used 30 per cent. of fuel on an average, saved from 25 to 30 per cent. on stokers' wages, and increased my production of gas per ton of coal; while the regularity of the heats was a pleasure to look upon.
As showing what I have been able to accomplish, I will give you a few details. I was able regularly to produce 10,000 cubic feet of gas per mouthpiece in 24 hours--the size of my retorts being 18 by 13 inches by 9 feet long, inside measure; and on a sudden dullness coming on, with an increase of first class cannel I produced from 33 retorts 357,000 cubic feet, or at the rate of 11,500 feet per mouthpiece in 24 hours. With 32 retorts I made as much gas as would have required 42 retorts to produce on the old system. But I know that even this can be excelled; and I am aware that there are works where, by the introduction of retorts measuring 21 by 15 inches, instead of 18 by 13 inches--and which, I may say, can be put quite easily into the same arch--a production of 12,000 cubic feet per mouthpiece can be obtained. This will, of course, still further reduce the cost of production.
With such an experience, gentlemen, I think it is almost
needless for me to add that I am a strong advocate of the
regenerative system. I have often heard it asked, "But can the
system be profitably adapted to small works?" In answer to this, I
will say I have proved that it can. During last summer the manager
of a small gas works in my neighborhood called on me regarding the
working of this system, and expressed a desire, if it was at all
possible to adapt it to his present settings without much expense,
to try it. I must say I admired his progressive spirit and pluck;
and, after a somewhat lengthy conversation with him, during which I
gathered the full details of his working and his requirements, I
determined to encourage him in his desire to prove if it could be
successfully applied to a works of the size mentioned. The present
setting consisted of three  retorts in one
arch; and one of his stipulations to me was: "You must so contrive
the setting that if it should prove a failure I can reconvert it
into the old system in a few hours." I at once saw that the
stipulation was reasonable, or he might be caught in a fix in
midwinter. But, with true "Scotch caution" and forethought, he was,
while anxious to experiment, determined not to be "caught napping."
After some consideration, I prepared a sketch for him of how I
thought it could be done, and at the same time comply with his
stipulation; and having received full explanations, he set about
it, and has had it working now for something like six months. His
experience has been somewhat similar to that of most of those who
have gone in for the new system. It did not answer very well at
first. But after a little manipulation and experience in the proper
working and management, it is now acting in first rate style, and
is saving fuel, with better and more regular heats; and this
although it is not constructed in such a way as to yield the best
possible results, owing to the before mentioned stipulation having
to be considered and allowed for in construction.
retorts in one
arch; and one of his stipulations to me was: "You must so contrive
the setting that if it should prove a failure I can reconvert it
into the old system in a few hours." I at once saw that the
stipulation was reasonable, or he might be caught in a fix in
midwinter. But, with true "Scotch caution" and forethought, he was,
while anxious to experiment, determined not to be "caught napping."
After some consideration, I prepared a sketch for him of how I
thought it could be done, and at the same time comply with his
stipulation; and having received full explanations, he set about
it, and has had it working now for something like six months. His
experience has been somewhat similar to that of most of those who
have gone in for the new system. It did not answer very well at
first. But after a little manipulation and experience in the proper
working and management, it is now acting in first rate style, and
is saving fuel, with better and more regular heats; and this
although it is not constructed in such a way as to yield the best
possible results, owing to the before mentioned stipulation having
to be considered and allowed for in construction.
In answer to an inquiry I made the other day, the gentleman referred to informed me that he has now had this setting in operation for six months. He has three retorts, 14 by 16 inches, and 8 feet long, in an oven carbonizing 2 cwt. of coal every four hours; the heats are higher and more regular; and the retorts easier kept clear of carbon. The coke drawn from the top retort is sufficient for fuel. My oven would hold four retorts; and the same fuel would heat this number just as well as the three. I used only the coke from Cowdenheath parrot coal for this setting; but had to mix it with Burghlee coke for the old system of setting.
No doubt most of you will have noticed the satisfactory results obtained by Mr. Hack, of the Saltley Gas Works, Birmingham, and by Mr. McMinn, of Kensal Green, with the furnaces employed by them for gaseous firing without recuperation, whereby they are enabled to save fuel and carbonize more coal per mouthpiece than with the old system. Still they admit that the saving by this setting is only in fuel, with increased production, but without any economy of labor--one of the points in favor of regenerative setting being a saving of at least 25 per cent. in the latter respect. Even where regenerative settings cannot be had, I think the system of using gaseous fuel is well worthy the attention of managers; the expense of altering the existing settings to this method being very small.
I must now, however, pass on to some other topics. After the proper production of the gas, we have still the processes of purification to consider, and how this operation can best be effected at the smallest cost, combined with efficiency and the least possible annoyance to residents in the immediate vicinity of gas works. I think all gas engineers are agreed that in ammoniacal liquor we have a useful and powerful purifying agent, although each one may have his own particular idea of how this can be most efficiently applied--some advocating scrubbers, others washers. But these are things which each one must determine for himself. But in whatever way it is applied, we know that it can be profitably used for this purpose; and I am not without hope that it may soon be found possible to remove nearly all the impurities by this means.
At present, however, this is not so. And consequently we have a variety of other methods employed for the complete removal of the impurities. But, by whatever means it is effected, it is unquestionably the duty of the gas engineer to send out to the public an article from which the whole of the impurities have been removed.
In Scotland, no doubt, our chief purifying material is lime, although I know that several of our friends have for some time been using oxide of iron, and perhaps they will favor us with their experience and a statement of the relative cost of lime and oxide. I am not aware that either the Hawkins method or the Cooper coal liming process has yet received a trial from any Scotch gas engineer.
But even after we have been able to produce and send out gas of the greatest purity, our troubles are frequently only beginning, as, very often, consumers do not use, but simply waste and destroy the gas by bad burners and fittings. Nothing, however, will convince them that they are in any way to blame for the light being poor. I am certainly of opinion that gas companies would do the public a service in supplying them with suitable burners for the quality of gas that is being sent out for consumption. I have myself for some years adopted this policy, and almost invariably find that complaints cease and consumers are pleased with the results.
We have now also so large a number of really good regenerative lamps which give excellent results, and can be made in a great variety of very neat and ornamental designs, that we ought to endeavor to the utmost of our power to introduce them to the public, and, if possible, induce them to use them not only in halls and similar places, but in their dwelling houses, as with these lamps a most thorough and efficient system of ventilation can be carried out, by which the heat that is so much complained of in gas-lighted apartments is reduced to a minimum, and the atmosphere of such apartments is rendered healthy and agreeable.
With such improved lamps at our command, I think we have nothing to fear from the competition of the electric light, which during the past year has not made any very startling advance--generally attributed by electricians to the restrictive legislation under which they have been placed. Let us hope this is now about to be removed. I am sure we all rejoice that such is the case, as all we want is a "fair field and no favor." We can with confidence await the result.
In the mean time, however, while electricity for lighting purposes has, to say the least, not made any startling advances, we have, besides the regenerative lamps before mentioned, the new Welsbach light, which is exhibited before you to-day, by the kindness of Dr. Wallace; and if the results said to be obtained by it are at all what they are represented to be, we certainly have a new departure in gas lighting of no mean order. Dr. Wallace--a gentleman who is well known to us as one well qualified to test its merits--has found that the Welsbach burner produces a light equal to more than 9 candles per cubic foot of gas of 25 candle power, thus nearly doubling the amount of light compared with gas consumed in the ordinary way.
The construction and manufacture of the burner I have seen described in these terms: Chemists have been diligently working for many years on the problem of how to convert into light the highly condensed heat of the Bunsen burner; and a Vienna chemist now claims to have solved it.
The first condition of the problem was to find a medium on which the heat could be perfectly concentrated and raised to illuminating power. Many experiments have been made with platinum in a Bunsen flame, and a brilliant enough light has been produced, but at a cost altogether outside commercial use. The Vienna chemist, Dr. Welsbach, has discovered a composition which is as good a non-conductor--that is to say concentrator--of heat as platinum, is much more durable, and a great deal cheaper. The base of it is a peculiar clay, found in Ceylon, which combines the indestructibility of asbestos with the non-conducting property of platinum; and having found the incandescent medium, he has next adapted it to the Bunsen burner.
In this arrangement there is the simplicity of genius. He gets a fine cotton fabric woven into the shape of a cylinder, with a tapering point. In its first stage it is about 2 inches in diameter; and after being coated with the composition, it is subjected to a strong heat. This has two effects--first, the cotton fiber is completely burned out, while the composition retains the shape of the woven surface on which it was moulded. Then the cylinder contracts and solidifies until it becomes about the size of the forefinger of a glove. Dr. Welsbach calls this his "mantle;" and by a simple arrangement he fits it on a Bunsen burner, and places an ordinary lamp chimney over it. When the flame is applied, the "mantle" becomes incandescent, and gives out a brilliant yellow light, which, it may be said without exaggeration, will compare favorably with any electric light yet put on the market.
For decorative effect a pretty frosted globe is used; and by varying the globe a pure white or a pure yellow may be obtained. It is also added that there is no act of Parliament required for it, nor even a provisional order of the Board of Trade. No streets have to be broken up in order to lay down pipes; and no wires have to be hung across the roofs of protesting householders.
The whole apparatus can be got ready to fit on an ordinary gas bracket; and two or three spare frames with "mantles" can be kept in the house in case of accident. Whoever sees the Welsbach incandescent light in operation will readily admit that it is the "coming light." It has beauty, brilliancy, purity, and economy all on its side.
Let us hope (added the chairman) this description is not overdrawn; but of this you will later on have an opportunity of judging for yourselves. No doubt the general or even partial adoption of this light would have a tendency to reduce the consumption of gas, as a smaller quantity would be required to produce the same amount of illumination. Nevertheless, gas engineers will hail it with approval if it in any way tends to popularize the use of gas, and helps to increase the comfort and improve the sanitation of our houses, churches, halls, etc. Moreover, gas is continually being adopted for fresh purposes; and we can confidently look forward to an almost unlimited field in the rapid and ever increasing use of gas as a fuel and for cooking purposes, as well as for motive power. The new and really excellent gas engines now being brought into the market will, no doubt, create a healthy rivalry, and tend to cheapen these useful machines, and so bring them within the reach of many persons who have hitherto been prevented from employing them by their considerable first cost.
But while the day has gone by when any one of us fears the electric light as a possible rival, we are not insensible to the fact that paraffin oil, from its present low-price, is a rival which we cannot afford to despise. And more especially is this the case in many of the smaller towns and villages, where the charge for gas is of necessity higher than in the larger towns.
Doubtless, with oil there is not the same cleanliness as with gas; while there is also more trouble, attention, and considerable danger attending its use. Still, in these "hard times," most people are inclined to adopt the cheapest article, even at the cost of these drawbacks, so as to make their money go as far as possible.
But not only as an illuminant is it being brought into direct competition with gas, but also as a fuel and for cooking purposes, as well as for motive power. And I am inclined to think that the sooner we set about trying to solve the problem of how to meet this new competitor, the better.
A new departure has also recently taken place in the adoption of oil for gas making purposes. This, of course, is more fraught with danger to the coal master than to gas companies, inasmuch as, should this prove to be a more economical raw material from which to produce illuminating gas than coal, our present coal gas works could be easily remodeled and turned into oil gas works. This process has recently been introduced into a village in Fifeshire. And I have made it a point to visit and inspect the works, which have been converted into an oil gas works, so that I might be able to lay a few particulars before you. The process, however, has not been in operation long enough to enable me to give you much information on the subject, especially in the way of details of cost, working expenses, or permanency of the gas under varying and low temperatures. The patentees claim that they can produce 100 cubic feet of 60 candle gas from a gallon of oil, or at a cost of 3s. 11d. per 1,000 cubic feet for oil, fuel, and labor; no more expense being incurred, as the gas does not require purification.
At Colinsburgh (the village alluded to), I was informed that the man sent by the patentees could produce 100 cubic feet of gas per gallon of oil; but they had no means of testing the illuminating power. The gas company's own servant, however, only produced 80 cubic feet per gallon, which they attributed to his want of experience in knowing the proper heat at which to work the retorts. Whether or not this was so I cannot tell; but of this I am certain, that the statement made that the gas does not require purification will not bear investigation. When I tested it for sulphureted hydrogen and for ammonia, both were indicated in such an unmistakable manner as none of us would care to see in our coal gas as sent out to the consumer.
What is of far more real consequence to us than the possible change from coal gas to oil gas, however, as long as we remain manufacturers of the former, is the value of our residual products, which has suffered so great and sudden a decline in value, for which various remedies have been proposed, though none of them, I regret to say, have as yet restored anything like the former value. A statement of the highest prices realized for coal tar products, and a comparison with those obtained on the 30th of March last year and at the same time this year, may not be uninteresting:
+--------------------------------------------------------------------+ | | Highest | Price on | Price on | | | Price | March 30, | March 30, | | | | 1886 | 1887 | | |--------------+---------------+---------------+ | | per gal. | per gal. | per gal. | | |----+----+----+---+-----------+---------------+ | | £ | s. | d. | £ | s. | d. | £ | s. | d. | | |----+----+----+----+----+-----+----+----+-----+ |Crude naphtha | 0 | 4 | 0 | 0 | 0 | 4½ | 0 | 0 | 8½ | |Benzol (90 per cent.)| 0 | 15 | 0 | 0 | 1 | 4 | 0 | 2 | 6 | |Solvent naphtha | 0 | 2 | 6 | 0 | 1 | 0 | 0 | 1 | 2 | |Burning naphtha | 0 | 1 | 7 | 0 | 0 | 10½ | 0 | 0 | 10 | |Creosote oil | 0 | 0 | 3 | 0 | 0 | 0¾ | 0 | 0 | 1 | | | | | | | | per ton. | per ton. | per ton. | | |----+----+----+----+----+-----+----+----+-----+ | | £ | s. | d. | £ | s. | d. | £ | s. | d. | | |----+----+----+----+----+-----+----+----+-----+ |Pitch | 1 | 14 | 0 | 0 | 15 | 0 | 0 | 12 | 6 | |Sulphate of ammonia | 21 | 5 | 0 | 13 | 10 | 0 | 11 | 10 | 0 | +--------------------------------------------------------------------+
This shows a great fall in value from highest to lowest, which seems to have been touched last year, except in the case of pitch and sulphate of ammonia, both of which have marked a considerable decline, even since last year, but it is pleasing to note that the others have shown at least some slight improvement--crude naphtha and benzol having during the year risen nearly one hundred per cent. in value. Let us hope that this is the precursor of a general rise in value from which we shall all profit. For the purpose of bringing about this much desired end, I understand that some of the gentlemen present to-day have been burning their tar in the retort furnaces, and as it will be interesting to know what success they have attained, I hope some of them will favor us with their experience on this subject.
In conclusion, let me express the hope that the time is not far distant when the general trade of the country will attain to its wonted prosperity, by which every branch of industry will benefit--ours among the number; and that the hard times we have experienced, now for a considerable number of years, may not again return.
Discussion next took place regarding the Welsbach incandescence gas light, which was opened by Mr. McGrilchrist, who remarked on the very fragile and tender nature of the "mantle," and expressed a hope that in this direction improvement might be looked for. It was certainly a beautiful light, and as to its consumption, he stated that the lamp then shown to the meeting was only burning two cubic feet of gas per hour. [A voice: Two and two-tenths.] He felt satisfied that it would enable the manufacturers of gas to compete with paraffin oil, so that with Glasgow gas they could have such a light as they saw at the rate of 4d. for about fifty hours.
Mr. W. Key (Tradeston Gas Works) made a statement giving the results of inquiries he had made at St. Enoch Station Hotel, where the light has for some time been on exhibition. From the answers given to his inquiries he spoke rather disparagingly of the lamp, but chiefly on account of the expense involved in renewing the "mantles" and the glass chimneys. He admitted, however, that the lamps which he had seen were placed very unfavorably, being exposed to the action of somewhat violent draughts, and he subsequently remarked that the lamp was of such a nature as to effect the complete combustion of the carbon contained in the gas. The burner must, therefore, be regarded as a great boon--as the burner, in short.
Mr. D.M. Nelson (Glasgow) gave his experience gained in connection with the light, remarking that one of the great drawbacks to it was the very great rarity of the mineral from which the zirconium was obtained. So scarce was it that it would become dearer than platinum and more valuable than gold if the lamp came into general use. The light which the lamp gave out, though it possessed intensity, was deficient in diffusibility as compared with that given out from ordinary flat flame gas burners, and this was another objection to it. He argued at some length against the financial aspects of the scheme which was being promoted to buy up the Welsbach patents, and to introduce the lamp into this country. His advice to his friends was not to have anything to do with the Welsbach company, and, as investors, to be very careful in accepting all the statements made about the light, which he predicted would not be a financial success.
Mr. McCrae was strongly opposed to any discussion being raised in regard to the question being considered in its financial aspects. They, as gas engineers, did not require to trouble themselves with the doings of investors. He regarded the Welsbach burner as an improved appliance for consuming gas. It was an invention which was quite new to him, and as he was not in possession of any facts which would enable him to condemn it, he thought they ought, at least, to give it a fair trial. Referring to the fragile nature of the "mantle," he remarked that there were minds at work aiming at giving a purer and more brilliant light from gas, and so far he was of opinion that the light before them was a success. His opinion as to the diffusibility of the light emitted from the burner differed from that of Mr. Nelson, as he considered the light possessed that quality in a high degree. He had no doubt that the minds already at work on the incandescent light would seek out means for improving the burner.
To varnish chromos, take equal quantities of linseed oil and oil of turpentine; thicken by exposure to the sun and air until it becomes resinous and half evaporated; then add a portion of melted beeswax. Varnishing pictures should always be performed in fair weather, and out of any current of cold or damp air.
An important addition will be made to the coins now in circulation by the issue of the double florin, the design of which is shown in one of our engravings. The reverse is composed of crowned shields, bearing the arms of the United Kingdom arranged in the form of a cross between scepters, a device which was first adopted for coins of Charles II. It was designed by Thomas Simon, the greatest of all English engravers, and it remains to be seen whether this handsome coin will be generally popular. The reverse of the florin will for the future bear the same design.
During the past year her majesty was pleased to signify her pleasure that a portrait medallion, by Mr. J.E. Boehm, R.A., modeled from life, should be substituted for the effigy which the coins have hitherto borne. In the new effigy, her majesty appears crowned and veiled, with the ribbon and star of the garter and the Victoria and Albert order. The legend "Victoria Dei Gratia Britanniarum Regina, Fidei Defensor" is variously arranged on the different coins, according to the exigencies of the design.
The opportunity has at the same time been taken, with her majesty's approval, for making certain alterations in the designs for the reverses of some of the coins by abandoning those which did not appear to possess sufficient artistic merit to warrant their retention. The reverse of the sovereign will still bear the design of St. George and the Dragon, by Pistrucci, first adopted for the sovereigns of George IV., and the reverses of the half-sovereign and threepence remain unchanged, except that the crown has been assimilated to that used for the new effigy. The St. George and the Dragon design will be resumed for the five-pound piece, the double sovereign, and the crown, this design having been adopted for these pieces when originally struck. The half-crown will bear the same reverse as that coin bore when first issued, a design of considerable merit, by Merlin. During the last half century public taste appears to have been satisfied, both in this country and abroad, with some such insignificant design as a wreath surrounding words or figures indicating the value of the coin; and the shilling and sixpence have, during the present reign, been examples of this treatment. They will in future, like the half-crown, bear the royal arms, crowned, and surrounded by the garter.
The queen was further pleased to command that the fiftieth anniversary of her majesty's accession should be commemorated by the issue of a medal. The effigy for this medal, which is also from a medallion by Mr. Boehm, has a somewhat more ornate veil than that on the coin; and on the bust, in addition to the Victoria and Albert order, is shown the badge of the imperial order of the crown of India. The reverse is a beautiful work by Sir Frederic Leighton, President of the Royal Academy, of which the following is a description: "In the center a figure representing the British empire sits enthroned, resting one hand on the sword of justice, and holding in the other the symbol of victorious rule. A lion is seen on each side of the throne. At the feet of the seated figure lies Mercury, the God of Commerce, the mainstay of our imperial strength, holding up in one hand a cup heaped with gold. Opposite to him sits the Genius of Electricity and Steam. Below, again, five shields, banded together, bear the names of the five parts of the globe, Europe, Asia, Africa, America, and Australasia, over which the empire extends. On each side of the figure of Empire stand the personified elements of its greatness--on the right (of the spectator), Industry and Agriculture; on the left, Science, Letters, and Art. Above, the occasion of the celebration commemorated is expressed by two winged figures representing the year 1887 (the advancing figure) and the year 1837 (with averted head), holding each a wreath. Where these wreaths interlock, the letters V.R.I. appear, and, over all, the words 'In Commemoration.'"
The issue of both the new coins and the medal began on June 21, the day appointed for the celebration of her majesty's jubilee.--Illustrated London News.
THE NEW BRITISH COINAGE AND JUBILEE MEDAL.
1. Half Crown. 2 and 3. Double Florin, reverse and obverse. 4.
Double Sovereign. 5. Shilling. 6. Sixpence. 7 and 8. Jubilee
Medal.
[Footnote: A recent lecture delivered at Carpenters' Hall, London Wall, E.C.--Building News.]
Timber, stone, earth, are the three materials most used by the builder in all parts of the world. Where timber is very plentiful, as in Norway or Switzerland, it is freely used, even though other materials are obtainable, and seems to be preferred, notwithstanding the risk of fire which attends its use. Where timber is scarce, and stone can be had, houses are built of stone. Where there is no timber and no stone, they are built of earth--sometimes in its natural state, sometimes made into bricks and sun-dried, but more often made into bricks and burned.
London is one of the places that occupies a spot which has long ceased to yield timber, and yields no stone, so we fall back on earth--burnt into the form of bricks. Brick was employed in remote antiquity. The Egyptians, who were great and skillful builders, used it sometimes; and as we know from the book of Exodus, they employed the forced labor of the captives or tributaries whom they had in their power in the hard task of brick making; and some of their brick-built granaries and stores have been recently discovered near the site of the battle of Tel-el-Kebir.
The Assyrians and Babylonians made almost exclusive use of brickwork in erecting the vast piles of buildings the shapeless ruins of which mark the site of ancient Nineveh and of the cities of the valley of the Euphrates. Their bricks, it is believed, were entirely sun-dried, not burnt to fuse or vitrify them as ours are, and they have consequently crumbled into mere mounds. The Assyrians also used fine clay tablets, baked in the fire--in fact, a kind of terra cotta--for the purpose of records, covering these tablets with beautifully executed inscriptions, made with a pointed instrument while the clay was soft, and rendered permanent by burning. We don't know much about Greek brickwork; but it is probable that very little brick, if any, was made or used in any part of Greece, as stone, marble, and timber abound there; but the Romans made bricks everywhere, and used them constantly. They were fond of mixing two or more materials together, as for example building walls in concrete and inserting brickwork at intervals in horizontal layers to act as courses of bond. They also erected buildings of which the walls were wholly of brick. They turned arches of wide span in brickwork; and they frequently laid in their walls at regular distances apart courses of brick on edge and courses of sloping bricks, to which antiquaries have given the name of herring-bone work.
The Roman bricks are interesting as records, for it was customary to employ the soldiers on brick making, and to stamp the bricks with names and dates; and thus the Roman bricks found in this country give us some information as to the military commanders and legions occupying different parts of England at different periods. Flue bricks, for the passage of smoke under floors and in other situations, are sometimes found. The Roman brick was often flat and large--in fact, more like our common paving tiles, known as foot tiles, only of larger size than like the bricks that we use. They vary, however, in size, shape, and thickness. Not a few of them are triangular in shape, and these are mostly employed as a sort of facing to concrete work, the point of the triangle being embedded in the concrete and the broad base appearing outside. After the Roman time, brick making seems to have almost ceased in England for many centuries.
It is true we find remains of a certain number of massive brick buildings erected not long after the Norman conquest; but on examination it turns out that these were put up at places where there had been a Roman town, and were built of Roman bricks obtained by pulling down previous buildings. The oldest parts of St. Albans Abbey and portions of the old Norman buildings at Colchester are examples of this sort. Apparently, timber was used in this country almost exclusively for humble buildings down to the 16th century. This is not surprising, considering how well wooded England was; but stone served during the same period for important buildings almost to the exclusion of brick. This is more remarkable, as we find stone churches and the ruins of stone castles in not a few spots remote from stone quarries, and to which the stone must have been laboriously conveyed at a time when roads were very bad and wheel carts were scarce.
About the time of the Tudors, say the reign of Queen Elizabeth, the making of bricks was resumed in England, and many dwelling houses and some few churches were built of good brickwork in that and succeeding reigns. We find in such buildings as Hampton Court Palace, St. James' Palace, and Chelsea Hospital examples of the use of brickwork in important buildings near London at later dates. The fire of London, in 1666, gave a sudden check to the use of timber in house building in the metropolis. Previous to that date the majority of houses had been of a sort the most ornamental examples of which were copied in "Old London" at the Colonial Exhibition. The rebuilding after the fire was largely in brick; and in the suburbs, in the latter part of the 17th and the 18th centuries, many dignified square brick mansions, with bold, overhanging eaves and high roofs and carved ornaments, entered through a pair of florid wrought iron high gates, were built, some few of which still linger in Hampstead and other suburbs. The war time at the beginning of this century was a trying time for builders, with its high prices and heavy taxes, and some of the good-looking brick buildings of that day turn out to have been very badly built when they are pulled about for alterations. With the rapid, wonderful increase in population and wealth in this metropolis during the last 50 years a vast consumption of bricks has taken place, and a year or two back it was reported by the commissioners of police that the extensions of London equaled in a year 70 miles of new house property, practically all of brick. Brick were heavily taxed in the war time which I have referred to, and the tax was levied before burning.
There was a maximum size for the raw brick, which it was supposed served to keep bricks uniform, and the expectation was entertained that when the duty came off, many fancy sizes of bricks would be used. This has not, however, turned out to be the case. The duty has been taken off for years; but the differences in the size of bricks in England are little more than what is due to the different rate of shrinkage of brick earth under burning. It must not, however, be supposed that they have always, and in all countries, been of about the same dimensions.
The size and proportions of bricks have varied extremely in different countries and in the same country at different periods. Some bricks of unusual shapes have also been employed from time to time. Other countries besides England possess districts which from various circumstances have been more or less densely built on, but do not yield much stone or timber; and, accordingly, brickwork is to be met with in many localities. Holland and Belgium, for example, are countries of this sort; and the old connection between Holland and England led to the introduction among us, in the reign of William III., of the Dutch style of building, which has been in our own day revived under the rather incorrect title of Queen Anne architecture. Another great brick district exists on the plains of Lombardy and the northern part of Italy generally, and beautiful brickwork, often with enrichments in marble, is to be found in such cities as Milan, Pavia, Cremona, and Bologna.
Many cities and towns in Northern Germany are also brick built, and furnish good examples of the successful treatment of the material. In some of these German buildings, indeed, very difficult pieces of construction, such as we are in the habit of thinking can only be executed in stone, are successfully attempted in brick. For example, they execute large tracery windows in this material. Great brick gables, often with the stepped outline known as crows' feet, are an excellent architectural feature of these German brick-built towns. In parts of France, also, ornamental brickwork was from time to time made use of, but not extensively. It is not necessary to go very minutely into the manufacture of bricks; but perhaps I ought to say a word or two on the subject. Good brick earth is not simple clay, but a compound substance; and what is essential is that it should burn hard or, in other words, partly vitrify under the action of heat. The brick earth is usually dug up in the autumn, left for the frosts of winter to break it up, and worked up in the early spring.
The moulding is to a very large extent done by hand, sometimes in a wet mould, sometimes in a dry sanded mould, and the bricks are first air-dried, often under some slight shelter, as the rain or frost damages them when fresh made; and then, when this process has made them solid enough to handle, they are burned, and sorted into qualities. The ordinary or stock brick of London and the neighborhood presents a peculiarity the origin of which is not known, and which is not met with, so far as I know, in other parts. Very fine coal or cinders is mixed with the brick earth, and when the bricks are fired these minute particles of fuel scattered through the material all of them burn, and serve to bake the heart of the brick. Stock bricks are burnt in a clamp made of the raw bricks themselves with layers of fuel, and erected on earth slightly scooped out near the middle, so that as the bricks shrink they drop together, and do not fall over sideways.
Most other varieties of bricks are kiln burnt. A very large number of inventions for making bricks by machinery have been patented. If you have occasion to look through the specifications of these patents, you will find four or five main ideas appearing and reappearing, and only here and there an invention which is to some extent different from the others. A great majority of these inventions include machinery for preparing the clay or brick earth, so that it may be dug up and filled into a receptacle and worked up, screened from pebbles, and made fit for use in a short time, so as not to have to wait a whole winter. This is done in some sort of pug mill. A pug mill is a machine consisting of a large cylinder with a central shaft passing through it from top to bottom. Knives or blades are arranged spirally on the shaft, and other blades project into the interior of the cylinder from the walls of it. The material, after being screened, is fed into this at the top, and properly moistened. The shaft is caused to rotate, and the blades divide and subdivide the material, forcing it always downward, so that it at last escapes at the bottom of the pug mill in a continuous stream of moist, well worked up clay, issuing with some force. In one type of machine this clay stream is forced through a square orifice, from which it comes out of the section of a brick, and by a knife or wire or some other means it is cut into lengths.
In another type of machine there is a large revolving drum working on a horizontal axis, with open moulds all round its edge. The clay enters these moulds, and there is an arrangement of plungers by which it is first compressed within the mould and then forced out on to an endless band or some other contrivance that receives it. A third type of machine has the moulds in the flat top of a revolving table, which, as it turns, carries each mould in succession first to a part where it is filled from the pug mill, next to where its contents are compressed, and lastly to where they are pushed out for removal. However made, the brick, when moulded, dried, and burnt, and ready for market, belongs to some one sort, and is distinguished from other sorts by its size, color, quality, and peculiarities.
The sorts of brick that are to be met with in the London market are very varied. To enumerate them all would make a tedious list; to describe them all would be equally tedious. I will endeavor, however, to give some idea of the most conspicuous of them. We will begin with that family of bricks of which the London stock brick is the type. It has been said these are clamp burnt, and almost all the internal brickwork--and not a little of the external--of the metropolis is of stock brickwork. A good London stock brick is an excellent brick for general purposes, but cannot be called beautiful.
Considering the vast quantity of brickwork done in the metropolis, it is a matter for congratulation that such sound materials as good stock bricks, stone lime, and Thames sand are so easily procurable, and can be had at a price that puts them within the reach of all respectable builders. When a clamp has been burnt its contents are found to have been unequally fired, and are part of them underburnt, part well burnt, part overburnt. They are sorted accordingly into shuffs, grizzles, stocks of two or three qualities, shippers, and burrs. Several sorts of malm stocks, which are superior in color and texture, are made, and are used for facing bricks and for cutting; and what are called paviors, which are dark and strong bricks, are also made. The London stock is erroneously, but usually, described as gray. It is really of a pie crust yellow of various tones. Sometimes it is the same color when cut, but the hardest stocks are of a dark, dirty purple or brown, or sometimes nearly black inside. A stock brick is rarely quite square or quite true; its surface is often disfigured by black specks and small pits, and a stack of them often looks uninviting; yet a skillful bricklayer, by throwing out the worst, by placing those of bad colors or much out of shape in the heart of the wall, and by bringing to the front the best end or side of those bricks which form part of the face, can always make the bricks in his work look far better than in the stack. Another important group is the group of Suffolk and Norfolk bricks, red and white. These are very largely employed as facing bricks and for arches and cut mouldings.
Moulded bricks are also to a large extent made of the same material. These bricks are brought to London in large quantities. They have a sanded face, are mostly square, true, and of uniform color, but they are usually porous, soft, and absorbent. Still, they are in great demand as facing bricks, and the moulded bricks enable the architect to produce many architectural effects at a moderate outlay. These fields furnish many sorts of bricks, which are called rubbers, and which are employed (as malm stocks also are) for arches of the more elaborate sort, where each brick is cut to its shape and rubbed true, and for mouldings, and even sometimes for carving.
Mouldings that are formed by cutting the bricks can be got more perfectly true than when moulded bricks are used; but the expense is greater, and when it is done the material is less durable, for the softer sorts of brick are naturally used for cutting, and the moulded face is less sound than the original burnt face of any brick. Red bricks are to some extent made in fields within easy reach of London; but the best come from some distance. Red Suffolk bricks have been alluded to. There is a considerable importation of red Fareham bricks, brought all the way from the vicinity of Portsmouth; these are good both in quality and color. Good red bricks are also now made at Ascot, and are being used to a considerable extent in the metropolis. A strawberry-colored brick from Luton has been extensively used at Hampstead. It is hard, and of a color which contrasts well with stone, but not very pleasing used alone. Glazed bricks of all colors are obtainable. They are usually very hard and square, and the use of them where an impervious glazed face is required, as, for example, in a good stable, is better than the employment of glazed tiles, in the employment of which there is always a possibility of part of the lining becoming loose or falling off. There is a difficulty in obtaining a large quantity (of some colors, at least) exactly uniform in tint. Bricks with a very hard face, but not glazed, are obtainable. What is called a washing brick is now made in various colors, adapted for the lining of interiors, and there are hard bricks of a very pale straw color, known as Beart's patent bricks, made, I believe, of gault clay, which were some years ago bought up by the Great Northern Railway in large numbers. These bricks have the peculiarity of being pierced with holes about ½ in. in diameter, passing quite through the brick, and they are extremely hard, partly because these holes permit the hot air and smoke in the kiln to approach very near to the interior of the brick. I am of opinion that the glazed or dull qualities of hard bricks might with great advantage be often introduced into London streets. What we want is something that will wash. The rough surface of stocks or Suffolk facing bricks catches the black in the London atmosphere and gradually gets dark and dull. A perfectly hard face is washed clean by every shower. A good many years ago I built a warehouse with stock bricks, and formed the arches, strings, etc., of bricks with a very hard face, and, as I expected, the effect of time has been to make these features stand out far better than when they were fresh; in fact, the only question is whether they have not now become too conspicuous. To return to the bricks in the London market: we have firebricks made of fireclay, and almost vitrified and capable of standing intense heat. These are used for lining furnaces, ovens, flues, etc.
Then we have almost, if not quite, as refractory a material in Staffordshire blue bricks, used--in various forms--for paving channels, jambs of archways, etc. There are also small bricks called clinkers, chiefly used for stable paving. Dutch clinkers, formerly imported largely from Holland, were small, rough bricks, laid on edge, and affording a good foothold for the horse. Adamantine clinkers, made of gault clay, are much used; they must have chamfered edges, otherwise they make too smooth a floor for a stable. Many other varieties are obtainable in London, and are more or less used, but these are the most prominent. In many parts of England special varieties of brick are to be found, and every here and there one falls upon a good brickmaker who is able to produce good moulded or embossed or ornamental bricks, such as those which have been supplied to me years ago by Mr. Gunton, and more recently by Mr. Brown, both of Norwich, or by Mr. Cooper, of Maidenhead.
It is of importance to those whose business it is to look after or engage in building operations, that they should early learn what to look out for in each material. Of course, a man only becomes a judge of bricks, or timber, or stone by experience; but he is far better able to take the benefit of experience when it comes to him if he knows from the first to what points to direct attention. Wherefore I make no apology for trying to put before you the points of a good brick, and in doing so I shall partly quote from a memorandum published now a good many years ago by the Manchester Society of Architects.
A good brick is uniform in size; standard, 9 by 4½ by 2½ in.; weight about 7 lb. each = 110 lb. per foot cube; is rectangular, true faced, but only one end and one side need be smooth; has no print sinking on either face, but a hollow on one or both beds. When saturated with water, a brick should not absorb more than 20 per cent, of its own weight of water, should absorb it reluctantly, and part with it freely at ordinary temperatures. It should be uniformly burnt, should be sound, free from cracks, flaws, stones, lumps of any kind, but especially lumps of lime, should be of a good color for its sort (whether red, yellow, or white), should have a metallic clang when two bricks are struck together; when broken should be sound right through, should be tough and pasty in texture, not granular, and should require repeated blows to break it, rather than one hard blow (such bricks will withstand cartage and handling best). So much for bricks. To make brickwork, however, another ingredient is required--namely, mortar or cement.
All mortars and, in fact, all the cementing materials used (except bituminous ones) in bricklaying have lime as their base, and depend upon the setting quality of quicklime, which has to be mixed with sand or some suitable substitute for it, to make mortars. Limes and cements are far too wide a subject to be dealt with as part of an evening's lecture on another topic, and no doubt they will hereafter form the subject of a lecture or lectures. To-night I propose only to remind you that there are such substances as these, and that they possess certain qualities and are obtainable and available for the bricklayer's purposes, without attempting an investigation into the chemistry of cements, or their manufacture, etc. Ordinarily, brickwork may be divided into brickwork in mortar and in cement; but there are many qualities of mortar and several sorts of cement. Mortar made with what are called fat or rich limes--that is to say, nearly pure lime, such as is got by calcining marble or pure chalk--sets slowly, with difficulty, and is rarely tenacious. Burnt clay or brick reduced to powder improves the setting of such lime, especially if the two materials be calcined together; so will an admixture of cement. Mortar made with what is known as slightly hydraulic lime, that is to say, lime containing a small proportion of clay, such as the gray stone lime of Dorking, Merstham, and that neighborhood, sets well, and is tenacious and strong. Mortar made with hydraulic lime, that is to say, lime with a considerable admixture of clay, such as the lias lime, sets under water or in contact with wet earth. It is best to use this lime ground to powder, and not to mix so much sand with it as is used with stone lime. A sort of mortar called selenitic mortar, the invention of the late General Scott, has been made use of in many of the buildings of the School Board for London, and was first employed on a large scale in the erection of the Albert Hall. The peculiarity consists in the addition of a small dose of plaster of Paris (sulphate of lime) very carefully introduced and intimately mixed. The result is that the mortar so made sets rapidly, and is very hard.
It is claimed that a larger proportion of sand can be used with selenitic lime than with ordinary, thus counterbalancing the extra expense occasioned by royalty under the patent and special care in mixing. When a limestone contains 20 to 40 per cent, of clay, it becomes what is called a cement, and its behavior is different from that of limestones with less clay. Ordinary limestones are, as you know, calcined in a kiln. The material which comes from the kiln is called quicklime, and, on being dosed with water, it slakes, and crumbles to powder, and in the state of slaked lime is mixed up with mortar. Cement stones are also calcined; but the resulting material will not fall to pieces or slake under water. It must be ground very fine, and when moistened sets rapidly, and as well under water as in air, and becomes very hard and is very tenacious. Brickwork in mortar will always settle and compress to some extent. Not so brickwork in cement, which occasionally expands, but is never to be compressed. This quality and the rapid setting, tenacity, and strength of brickwork in cement make it a most valuable material to use in those buildings or parts of a building where great steadiness and strength are wanted, and in sewage and dock work, where there is water to contend with. A good many cements made from natural stones used to be employed, such as Medina, Harwich, Atkinson's, or Roman cement. The last named is the only one which is now much employed, except locally. It has the quality of setting with exceptional rapidity, and is on that account sometimes the best material to employ; but for almost every purpose the artificial compound known as Portland cement is preferable.
Portland cement is made largely near Rochester. Its materials are simple and cheap. They may, without much departure from the truth, be said to be Thames mud and chalk; but the process of manufacture requires care and thoroughness. The article supplied, when of the best quality, has great strength, and is quick setting, and is far better than what was manufactured from stones in which the ingredients existed in a state of nature. In England we slake our lime and make use of it while it is fresh; but it may interest you to know that the custom in Italy and parts of France is different. There it is customary to slake the lime long before it is wanted, and to deposit it in a pit and cover it up with earth. In this condition it is left for months--I believe in Italy for a year--and when taken out it is stiff, but still a pasty substance. It is beaten, and more water added, and it is then made into mortar with sand. It is claimed for mortar made in this way that is exceptionally strong.
Now that we have considered bricks and partly considered mortar, it remains to pay some attention to brickwork. The simplest and most familiar work for a bricklayer to do is to build a wall. In doing this his object should be to make it as stout as possible for the thickness, and this stoutness can only be obtained by interlacing the bricks. If they were simply laid on the top of each other, the wall would be no more than a row of disconnected piles of bricks liable to tumble down. When the whole is so adjusted that throughout the entire wall the joints in one course shall rest on solid bricks and shall be covered by solid bricks again--in short, when the whole shall break joint--then this wall is said to be properly bonded, and has as much stability given to it as it can possibly possess. There are two systems of bonding in use in London, know as English bond and Flemish bond. English bond is the method which we find followed in ancient brickwork in this country.
In this system a course of bricks is laid across the wall, showing their heads at the surface, hence called "headers," and next above comes a course of bricks stretching lengthways at the wall, called stretchers, and so on alternately. With the Dutch fashions came in Flemish bond, in which, in each course, a header and a stretcher alternate. In either case, at the corners, a quarter-brick called a closer has to be used in each alternate course to complete the breaking joint. There is not much to choose between these methods where the walls are only one brick thick. But where they are thicker the English has a decided advantage, for in walls built in Flemish bond of one and a half brick thickness or more there must be a few broken bricks, or bats, and there is a strong temptation to make use of many. If this takes place, the wall is unsound.
Many of the failures of brickwork in London houses arise from the external walls, where they are 1½ bricks thick, being virtually in two skins; the inner 9 in. does the whole of the work of supporting floors and roof, and when it begins to fail, the outer face bulges off like a large blister. I have known cases where this had occurred, and where there was no header brick for yards, so that one could pass a 5 ft. rod into the space between the two skins and turn it about. This is rather less easy to accomplish with English bond, and there are other advantages in the use of that bond which make it decidedly preferable, and it is now coming back into very general use. There are some odd varieties of bond, such as garden bond and chimney bond. But of these I only wish to draw your attention to what is called cross bond. The name is not quite a happy one. Diagonal bond is hardly better. The thing itself is to be often met with on the Continent, and it is almost unknown here. But it would be worth introducing, as the effect of it is very good.
French cross bond, otherwise diagonal bond (liaison en croix), is English bond, but with the peculiarity that in every fourth course one header is made use of in the stretcher course at the quoin. The result is that the stretchers break joint with each other, and all the joints range themselves in diagonal lines, and if in any part of the work headers of a different brick are introduced, the appearance of a cross is at once brought out; and even without this the diagonal arrangement of joints is very perceptible and pleasing.
Besides wall building, the bricklayer has many other works to perform. He has to form fireplaces, flues, chimneys, and the flat trimmer arches which support the hearth, and has to set the stove, kitchen range, copper, etc., in a proper manner. He has to form various ornamental features and much else, some of which we shall have an opportunity of noticing rather later. The strangest business, however, which is intrusted to the bricklayer is building downward--by the method known as underpinning--so that if a foundation has failed, a sounder one at a greater depth may be reached; or if a basement is required under an existing building which has none, the space may be excavated and the new walls built so as to maintain the old.
This work has to be done with great caution, and bit by bit, and is usually left to experienced hands. The mode in which the mortar joints of a brick wall are finished where they show on the external or internal face is a matter worth a moment's attention. It is important that the joints of the work shall be so finished as to keep out wet and to be as durable as possible, and it is desirable that they should improve, or at any rate not disfigure, the appearance of the work.
The method which architects strongly advocate is that the joints shall be struck as the work proceeds--that is, that very shortly after a brick is laid, and while the mortar is yet soft, the bricklayer shall draw his trowel, or a tool made for the purpose, across it, to give it a smooth and a sloping surface. This is best when the joint is what is called a weather joint--i.e., one in which the joint slopes outward. Sloping it inward is not good, as it lets in wet; finishing it with a hollow on the face is often practiced, and is not bad. Bricklayers, however, most of them prefer that the mortar joints should be raked out and pointed--that is to say, an inch or an inch and a half of the mortar next the outer face be scratched out and replaced with fresh mortar, and finished to a line.
In cases where the brickwork is exposed to frost, this proceeding cannot be avoided, because the frost damages the external mortar of the joints. But the bricklayers prefer it at all seasons of the year, partly because brickwork is more quickly done if joints are not struck at the time; partly because they can, if they like, wash the whole surface of the work with ocher, or other color, to improve the tint; and partly because, whether the washing is done or not, it smartens up the appearance of the work. The misfortune is that this pointing, instead of being the edge of the same mortar that goes right through, is only the edge of a narrow strip, and does not hold on to the old undisturbed mortar, and so is far less sound, and far more liable to decay. There is a system of improving the appearance of old, decayed work by raking out and filling up the joint, and then making a narrow mortar joint in the middle of this filling in, and projecting from the face. This is called tuck pointing. It is very specious, but it is not sound work.
Brick arches are constantly being turned, and of many sorts. An arch consists of a series of wedge shaped blocks, known as voussoirs, arranged in a curve, and so locking one another together that unless the abutments from which the arch springs give way, it will not only carry itself, but sustain a heavy load. It is a constant practice to cut bricks to this shape and build them into an arch, and these are sometimes cut and rubbed; sometimes, when the work is rougher, they are axed. But in order to save the labor of cutting, arches are sometimes turned with the bricks left square, and the joints wedge shaped. In this case the rings should be only half a brick each, so that the wedge need not be so very much wider at back than at face, and they are set in cement, as that material adheres so closely and sets so hard. Arches of two or more half-brick rings in cement are good construction, and are also used for culvert work.
A less satisfactory sort of arch is what is called the flat arch. Here, instead of being cambered as it ought to be, the soffit is straight; but the brickwork being deep, there is room enough for a true arch that does the work, and for useless material to hang from it. These arches are generally rubbed or axed, and are very common at the openings of ordinary windows. But no one who has studied construction can look at them without a kind of wish for at least a slight rise, were it only two inches. Sometimes when these straight arches are to be plastered over they are constructed in a very clumsy manner, which is anything but sound, and from time to time they give way. The weight of brickwork, of course, varies with the weight of the individual bricks. But stock brickwork in mortar weighs just about one hundred weight per cubic foot, or 20 cubic feet to the ton. In cement it is heavier, about 120 lb. to the cubic foot.
The strength of brickwork depends of course on the strength of the weakest material--i.e., the mortar--though when it is in cement the strength of brickwork to withstand a weight probably approaches that of the individual bricks. Some experiments quoted in Rivington's Notes give the following as the crushing weight per foot--that is to say, weight at which crushing began--of piers having a height of less than twelve times their diameter:
Tons per
foot.
Best stocks, set in Portland cement and
sand 1 to 1, and three months old. 40
Ordinary good stocks, three months old. 30
Hard stocks, Roman cement and sand 1 to 1,
three months old. 28
Hard stocks, lias lime, and sand 1 to 2,
and six months old. 24
Hard stocks, gray chalk lime, and sand,
six months old. 12
The rule given in popular handbook, that brickwork in mortar should not have to carry more than three tons per superficial foot, and in cement more than five tons, is probably sound, as in no building ought the load to approach the crushing point, and, indeed, there are many sorts of foundations on which such a load as five tons per foot would be too great to be advisable.
It is a rather interesting inquiry, whenever we are dealing with a building material, if we ask what can we best do with it, and for what is it ill fitted. The purposes for which brick can be best used depend, of course, upon its qualities. Speaking generally, such purposes are very numerous and very various, especially the utilitarian purposes, though rich and varied ornamental work can also be executed in brickwork.
Perhaps the most remarkable quality of brickwork is that it can be thrown into almost any shape. It is in this respect almost like a plastic material, and this peculiarity it owes chiefly to the very small size of each brick as compared with the large masses of the brickwork of most buildings. Stone is far less easily dealt with than brick in this respect. Think for a moment of the great variety of walls, footings, piers, pilasters, openings, recesses, flues, chimney breasts, chimney shafts, vaults, arches, domes, fireproof floors, corbels, strings, cappings, panels, cornices, plinths, and other features met with in constant use, and all formed by the bricklayer with little trouble out of the one material--brickwork! A little consideration will convince you that if the same material furnishes all these, it must be very plastic. As a limitation we ought to note that this almost plastic material cannot be suddenly and violently dealt with--that is to say, with the exception of some sorts of arches, you cannot form any abrupt or startling feature in brickwork, and you are especially limited as to projections.
If you wish to throw out any bold projection, you may support it on a long and sloping corbel of brickwork. But if there is not room for that, you must call in some other material, and form the actual support in stone, or terra cotta, or iron, and when you have gained your projection, you may then go on in brickwork if you like.
Brick cornices should be steep, but cannot be bold, and so with other ornamental and structural features. A noteworthy property of brickwork, and one of immense value, is that it is thoroughly fireproof; in fact, almost the only perfectly fireproof material. There is an interesting account of the great fire of London by one of the eye witnesses, and among the striking phenomena of that awful time he notes that the few brick buildings which existed were the only ones able to withstand the raging fire when it reached them.
In our own day a striking proof of the same thing was given in the great fire in Tooley street, when Braidwood lost his life. I witnessed that conflagration for a time from London Bridge, and its fury was something not to be described. There were vaults under some of the warehouses stored with inflammable materials, the contents of which caught fire and burnt for a fortnight, defying all attempts to put them out. Yet these very vaults, though they were blazing furnaces for all that time, were not materially injured. When the warehouses came to be reinstated, it was only found necessary to repair and repoint them a little, and they were retained in use. The fact is that the bricks have been calcined already, so has the lime in the mortar, and the sand is not affected by heat, so there is nothing in brickwork to burn. Against each of these good qualities, however, we may set a corresponding defect.
If brickwork is easily thrown into any shape, it is also easily thrown out of shape. It has little coherence or stability, less than masonry and very considerably less than timber. If any unequal settlement in the foundation of a brick building occurs, those long zigzag cracks with which we in London are only too familiar set themselves up at once; and if any undue load, or any variation in load, exists, the brickwork begins to bulge. Any serious shock may cause a building of ordinary brickwork to collapse altogether, and from time to time a formidable accident occurs owing to this cause. The fact is, the bricks are each so small compared to the mass of the work, and the tenacity or hold upon them of even fairly good lime mortar is so comparatively slight, that there is really but little grip of one put upon another.
Persons who have to design and construct brick buildings should never forget that they have to be handled with caution, and are really very ticklish and unstable. One or two of the methods of overcoming this to some extent may be mentioned. The first is the introduction of what is called bond. At the end of the last century it was usual to build in, at every few feet in height, bond timbers, which were embedded in the heart of the walls. If these had always remained indestructible, they would no doubt have served their purpose to some extent. Unfortunately, timber both rots and burns, and this bond timber has brought down many a wall owing to its being destroyed by fire, and has in other cases decayed away, and caused cracks, settlements, and failures.
The more modern method of introducing a strong horizontal tie is to build into the wall a group of bands of thin iron, such as some sorts of barrels are hooped with--hence called hoop iron. The courses of bricks where this occurs must be laid in cement, because iron in contact with cement does not perish as it does in contact with mortar.
If in every story of a building four or five courses are thus laid and fortified, a great deal of strength is given to the structure. Another method, which has rather fallen into disuse, is grouting. This is pouring liquid mortar, about the consistency of gruel, upon the work at about every fourth course. The result is to fill up all interstices and cavities, and to delay the drying of the mortar, and brickwork so treated sets extremely hard. I have seen a wall that had been so treated cut into, and it was quite as easy to cut the bricks (sound ones though they were) as the mortar joints.
Grouting is objected to because it interferes with the good look of the work, as it is very difficult to prevent streaks of it from running down the face, and it is apt to delay the work. But it is a valuable means of obtaining strong brickwork. Another and a more popular method is to build the work in cement, now usually Portland cement. This, of course, makes very strong, sound work, and does not involve any delay or dirt like grouting, or the introduction of any fresh material like hoop iron. But it, of course, adds to the expense of the work considerably, as cement is much more costly than lime. I ought to add that the advocates of Scott's selenitic mortar claim that it not only sets quickly and hard, but that it is extremely tenacious, and consequently makes a much more robust wall than ordinary mortar. I dare say this is true; but I have not happened to see such a wall cut into, and this is the best test of solidity.
The second deficiency in brickwork which I am bound to notice is that, though it is very fireproof, it is far from being waterproof. In an exposed situation rain will drive completely through a tolerably stout brick wall. If water be allowed to drop or fall against it, the wall will become saturated like a sponge. If the foot of a wall becomes wet, or if the earth resting against the lower parts of it be moist, water will, if not checked, rise to a great height in it, and if the upper part of the wall be wet, the water will sink downward. With most sorts of brick the outer face absorbs moisture whenever the weather is moist; and in time the action of the rain, and the subsequent action of frost upon the moisture so taken up, destroys the mortar in the joints, which are to be seen perfectly open, as if they had been raked out, in old brickwork, and in some cases (happily not in many) the action of weather destroys the bricks themselves, the face decaying away, and the brick becoming soft.
Against this serious defect in our staple building material a series of precautions have been devised. Damp rising from the foot of the wall, or from earth lying round its base, is combated by a damp course--a bed of some impervious material going through the wall. Damp earth may be kept off by surrounding the walls with an open area or a closed one--usually termed a dry area. Damp against the face of the walls may be partly combated by a careful selection of a non-absorbent brick with a hard face and by struck joints. But it is most effectually kept at bay by the expedient of building the wall hollow; that is to say, making the external wall of the house to consist of two perfectly distinct walls, standing about 2 in. apart, and held together by ties of earthenware or iron. The result is that the moisture blowing through the outer skin does not pass the cavity, but trickles down on the inner face of the outer wall, while the inner wall remains dry. The ties are constructed of shapes to prevent their conducting water themselves from without to the inner wall. In addition to this, a series of slates forming an intermediate protection is sometimes introduced, and forms an additional and most valuable screen against weather. Sometimes, the two skins of the wall are closer together--say ¾ in.--and the space is filled with a bituminous material.
A substance of a bituminous nature, called hygeian rock, has been of late years introduced, and is being extensively used for this purpose; it is melted and poured into the open space hot, and quickly hardens. The use of such a material is open to the objection that no air can pass through it. The rooms of our houses are receiving air constantly through the walls, and much of the constant current up our chimneys is supplied, to our great advantage, in this very imperceptible manner. The house breathes, so to speak, through the pores of its brickwork. When this is rendered impossible, it seems clear that fiercer draughts will enter through the chinks and crevices, and that there will be a greater demand upon flues not in use, occasioning down draught in the chimneys.
Another mode of keeping out weather is to cement the face of the brickwork. But this hides up the work, and so tends to promote bad work, besides being often very unsightly.
Among other peculiarities of brickwork are the facilities for introducing different colors and different textures of surface which it presents, the ease with which openings and arches can be formed in it, the possibility of executing ornament and even carving, and the ease with which brickwork will combine with other building materials. It cannot be well made use of for columns, though it may readily enough be turned into piers or pilasters. It cannot, generally speaking, with advantage be made use of for any large domes, though the inner dome of St. Paul's and the intermediate cone are of brick, and stand well. But it is an excellent material for vaulting arcades and all purposes involving the turning of arches.
Brickwork must be said to be durable, but it requires care. If not of the best, brickwork within the reach of the constant vibration caused by the traffic on a railway seems to be in danger of being shaken to pieces, judging from one or two instances that have come under my own observation. The mortar, and even in some cases the bricks themselves, will rapidly deteriorate if moisture be allowed to get into the heart of a brick wall, and in exposed situations this is very apt to happen. Care should always be taken to keep the pointing of external brickwork in good order, and to maintain all copings and other projections intended to bar the access of water coming down from above, and to stop the overflowing of gutters and stack pipes, which soon soaks the wall through and through.
Of course, if there is a failure of foundations, brickwork, as was pointed out earlier, becomes affected at once. But if these be good, and the materials used be sound ones, and if the other precautions just recommended be taken, it will last strong and sturdy for an immense length of time. In some cases, as for example in the Roman ruins, it has stood for 1,500 years under every possible exposure and neglect, and still shows something of a sturdy existence after all, though sadly mutilated. If we now return to the question, What can be well done in brickwork? no better answer can be given than to point to what has been and is being done, especially in London and within our own reach and observation.
Great engineering works, such as railway viaducts, the lining of railway tunnels, the piers and even the arches of bridges, sewage works, dock and wharf walls, furnace chimneys, and other works of this sort are chiefly done in brickwork. And notwithstanding that iron is far more used by the engineer for some purposes and concrete for others now than formerly, still there is a great field for brickwork. The late Mr. Brunel, who was fond of pushing size to extremes, tried how wide a span he could arch over with brickwork. And I believe the bridge which carries the G.W.R. over the Thames at Maidenhead has the widest arch he or any other engineer has successfully erected in brick. This arch has, it is stated, a span of 128 ft. It is segmental, the radius being 169 ft., and the rise from springing to crown 24 ft., and the depth of the arch 5 ft. 3 in. Nowadays, of course, no one would dream of anything but an iron girder bridge in such a position. Mr. Brunel's father, when he constructed the Thames Tunnel, lined it with brickwork foot by foot as he went on, and that lining sustained the heavy weight of the bed of the river and the river itself.
If you leave London by either of the southern lines, all of which are at a high level, you go for miles on viaducts consisting of brick arches carried on brick walls. If you leave by the northern lines, you plunge into tunnel after tunnel lined with brickwork, and kept secure by such lining. Mile after mile of London streets, and those in the suburbs, present to the eye little but brick buildings; dwelling houses, shops, warehouses, succeed one another, all in brickwork, and even when the eye seems to catch a change, it is more apparent than real.
The white mansions of Tyburnia, Belgravia, South Kensington, and the neat villas of the suburbs are only brickwork, with a thin coat of stucco, which serves the purpose of concealing the real structure--often only too much in need of concealment--with a material supposed to be a little more sightly, and certainly capable of keeping the weather out rather more effectually than common brickwork would.
More than this, such fine structures, apparently built entirely of stone, as are being put up for commercial purposes in the streets of the city, and for public purposes throughout London, are all of them nothing more than brick fabrics with a facing of masonry. Examine one of them in progress, and you will find the foundations and vaults of brickwork, and not only the interior walls, but the main part of the front wall, executed in brickwork, and the stone only skin deep. There are, however, two or three ways of making use of brickwork without covering it up, and of gaining good architectural effects thereby, and to these I beg now to direct your attention.
The architect who desires to make an effective brick building, which shall honestly proclaim to all the world that it is of brick, may do this, and, if he will, may do it successfully, by employing brickwork and no other material, but making the best use of the opportunities which it affords, or he may erect his building of brickwork and stone combined, or of brickwork and terra cotta. Mr. Robson, till lately the architect to the School Board for London, has the merit of having put down in every part of the metropolis a series of well contrived and well designed buildings, the exterior of which almost without exception consists of brickwork only.
If you examine one of his school-houses, you will see that the walls are of ordinary stock brickwork, but usually brightened up by a little red brick at each angle, and surmounted by well contrasted gables and with lofty, well designed chimneys, rising from the tiled roof. The window openings and doorways are marked by brickwork, usually also red, and sometimes moulded, and though I personally must differ from the taste which selected some of the forms employed (they are those in use in this country in the 17th and the last centuries), I cordially recognize that with very simple and inexpensive means exceedingly good, appropriate, and effective buildings have been designed.
Among examples of architecture wholly, or almost wholly, executed in red brick, I cannot pass over a building built many years ago, little known on account of its obscure situation, but a gem in its way. I allude to the schools designed by Mr. Wilde, and built in Castle street, Endell street.
Of buildings where a small amount of stone is introduced into brickwork we have a good many fine specimens in London. One of the best--probably the best--is the library in Lincoln's Inn Fields. This is a large and picturesque pile, built under Mr. Hardwick, as architect, in red brick, with patterns in the blank parts of the walls done in black brick. It has splendid moulded brick chimneys, and the mullions of the windows, the copings, the entrances, and some other architectural features done in stone. The building is a good reproduction of the style of building in Tudor times, when, as has been already mentioned, brickwork was taken into favor.
Another building of the same class, but not so good, is the older part of the Consumption Hospital, at Brompton. Brickwork, with a little stone, has been very successfully employed as the material for churches, and in many such cases the interior is of unplastered brickwork. Such churches often attain, when designed by skillful hands, great dignity and breadth of effect. St. Albans, Holborn; the great church designed by Mr. Butterfield, in Margaret street; Mr. Street's church near Vincent square, Westminster; and several churches of Mr. Brooks', such as he was kind enough to enable me to illustrate tonight, may be mentioned as examples of the sort. Mr. Waterhouse has built an elaborate Congregational church at Hampstead, which shows the use with which such effects of color may be obtained in interiors, and has kindly lent some drawings. Mr. Pearson's church at Kilburn may also be referred to as a fine example of brick vaulting. Brick and terra cotta seem to have a natural affinity for one another. Terra cotta is no more than a refined brick, made of the same sort of material, only in every respect more carefully, and kiln baked. Its similarity to brick is such that there is no sense of incongruity if moulded or carved brickwork and terra cotta are both employed in the same building, and this can hardly be said to be the case if the attempt is made to combine ornamental brickwork and stone ornaments.
At South Kensington, a whole group of examples of brickwork with terra cotta meet us. The Natural History Museum, the finest of them all, is hardly fit for our present purpose, as it is as completely encased in terra cotta as the fronts of the buildings in this avenue are in stone. But here are the Albert Hall, a fine specimen of mass and effect; the City and Guilds Institute; the College of Music, and some private houses and blocks of flats, all in red brick with terra cotta, and all showing the happy manner in which the two materials can be blended. In most of them there is a contrast of color; but Mr. Waterhouse, in the Technical Institute, has employed red terra cotta with red bricks, as he also has done in his fine St. Paul's School at Hammersmith, and Mr. Norman Shaw has, in his fine pile of buildings in St. James' street. This combination--namely, brick and terra cotta--I look upon as the best for withstanding the London climate, and for making full use of the capabilities of brickwork that can be employed, and I have no doubt that in the future it will be frequently resorted to. Some of those examples also show the introduction of cast ornaments, and others the employment of carving as means of enriching the surface of brick walls with excellent effect. Here we must leave the subject; but in closing, I cannot forbear pointing to the art of the bricklayer as a fine example of what may be accomplished by steady perseverance. Every brick in the miles of viaducts or tunnels, houses, or public buildings, to which we have made allusion, was laid separately, and it is only steady perseverance, brick after brick, on the part of the bricklayer, which could have raised these great masses of work. Let me add that no one brick out of the many laid is of no importance. Some time ago a great fire occurred in a public asylum, and about £2,000 of damage was done, and the lives of many of the inmates endangered. When the origin of this fire came to be traced out, it was found that it was due to one brick being left out in a flue. A penny would be a high estimate of the cost of that brick and of the expense of laying it, yet through the neglect of that pennyworth, £2,000 damage was done, and risk of human life was run. I think there is a moral in this story which each of us can make out if he will.
A fireproof whitewash can be readily made by adding one part silicate of soda (or potash) to every five parts of whitewash. The addition of a solution of alum to whitewash is recommended as a means to prevent the rubbing off of the wash. A coating of a good glue size made by dissolving half a pound of glue in a gallon of water is employed when the wall is to be papered.
[Footnote: From a paper read before the recent meeting of the American Institute of Electrical Engineers, New York, and reported in the Electrical World.]
The actions produced and producible by the agency of alternating currents of considerable energy are assuming greater importance in the electric arts. I mean, of course, by the term alternating currents, currents of electricity reversed at frequent intervals, so that a positive flow is succeeded by a negative flow, and that again by a positive flow, such reversals occurring many times in a second, so that the curve of current of electromotive force will, if plotted, be a wave line, the amplitude of which is the arithmetical sum of the positive and negative maxima of current or electromotive force, as the case may be, while a horizontal middle line joins the zero points of current or electromotive force.
FIG. 1
It is well known that such a current passing in a coil or conductor laid parallel with or in inductive relation to a second coil or conductor, will induce in the second conductor, if on open circuit, alternating electromotive forces, and that if its terminals be closed or joined, alternating currents of the same rhythm, period, or pitch, will circulate in the second conductor. This is the action occurring in any induction coil whose primary wire is traversed by alternating currents, and whose secondary wire is closed either upon itself directly or through a resistance. What I desire to draw attention to in the present paper are the mechanical actions of attraction and repulsion which will be exhibited between the two conductors, and the novel results which may be obtained by modifications in the relative dispositions of the two conductors.
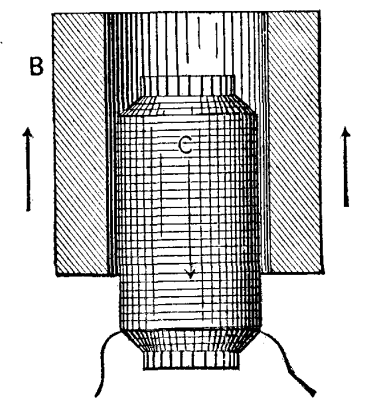
FIG. 2.
In 1884, while preparing for the International Electrical Exhibition at Philadelphia, we had occasion to construct a large electro-magnet, the cores of which were about six inches in diameter and about twenty inches long. They were made of bundles of iron rod of about 5/16 inch diameter. When complete, the magnet was energized by the current of a dynamo giving continuous currents, and it exhibited the usual powerful magnetic effects. It was found also that a disk of sheet copper, of about 1/16 inch thickness and 10 inches in diameter, if dropped flat against a pole of the magnet, would settle down softly upon it, being retarded by the development of currents in the disk due to its movement in a strong magnetic field, and which currents were of opposite direction to those in the coils of the magnet. In fact, it was impossible to strike the magnet pole a sharp blow with the disk, even when the attempt was made by holding one edge of the disk in the hand and bringing it down forcibly toward the magnet. In attempting to raise the disk quickly off the pole, a similar but opposite action of resistance to movement took place, showing the development of currents in the same direction to those in the coils of the magnet, and which currents, of course, would cause attraction as a result.
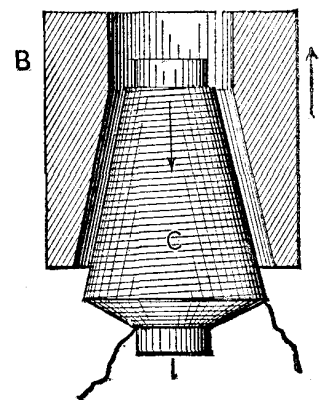
Fig. 3
The experiment was, however, varied, as in Fig. 1. The disk, D, was held over the magnet pole, as shown, and the current in the magnet coils cut off by shunting them. There was felt an attraction of the disk or a dip toward the pole. The current was then put on by opening the shunting switch, and a repulsive action or lift of the disk was felt. The actions just described are what would be expected in such a case, for when attraction took place, currents had been induced in the disk, D, in the same direction as those in the magnet coils beneath it, and when repulsion took place the induced current in the disk was of opposite character or direction to that in the coils.
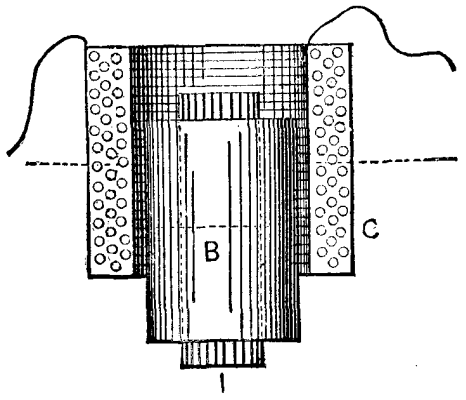
Fig. 4
Now let us imagine the current in the magnet coils to be not only cut off, but reversed back and forth.
For the reasons just given, we will find that the disk, D, is attracted and repelled alternately; for, whenever the currents induced in it are of the same direction with those in the inducing or magnet coil, attraction will ensue, and when they are opposite in direction, repulsion will be produced. Moreover, the repulsion will be produced when the current in the magnet coil is rising to a maximum in either direction, and attraction will be the result when the current of either direction is falling to zero, since in the former case opposite currents are induced in the disk, D, in accordance with well known laws, and in the latter case currents of the same direction will exist in the disk, D, and the magnet coil. The disk might, of course, be replaced by a ring of copper or other good conductor, or by a closed coil of bare or insulated wire, or by a series of disks, rings or coils superposed, and the results would be the same. Thus far, indeed, we have nothing of a particularly novel character, and, doubtless, other experimenters have made very similar experiments and noted similar results to those described.

FIG. 5
The account just given of the effects produced by alternating currents, while true, is not the whole truth, and just here we may supplement it by the following statements:
An alternating current circuit or coil repels and attracts a closed circuit or coil placed in direct or magnetic inductive relation therewith; but the repulsive effect is in excess of the attractive effect.
When the closed circuit or coil is so placed, and is of such low resistance metal that a comparatively large current can circulate as an induced current, so as to be subject to a large self-induction, the repulsive far exceeds the attractive effort.
For want of a better name, I shall call this excess of repulsive effect the "electro-inductive repulsion" of the coils or circuits.
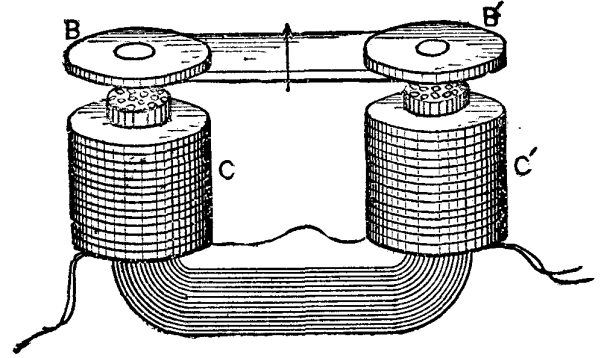
FIG. 6.
This preponderating repulsive effect may be utilized or may show its presence by producing movement or pressure in a given direction, by producing angular deflection as of a pivoted body, or by producing continuous rotation with a properly organized structure. Some of the simple devices realizing the conditions I will now describe.
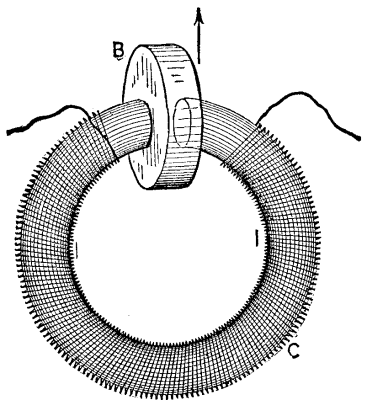
FIG. 7.
In Fig. 2, C is a coil traversed by alternating currents. B is a copper case or tube surrounding it, but not exactly over its center. The copper tube, B, is fairly massive and is the seat of heavy induced currents. There is a preponderance of repulsive action, tending to force the two conductors apart in an axial line. The part, B, may be replaced by concentric tubes slid one in the other, or by a pile of flat rings, or by a closed coil of coarse or fine wire insulated, or not. If the coil, C, or primary coil, is provided with an iron core such as a bundle of fine iron wires, the effects are greatly increased in intensity, and the repulsion with a strong primary current may become quite vigorous, many pounds of thrust being producible by apparatus of quite moderate size.
The forms and relations of the two parts, C and B, may be greatly modified, with the general result of a preponderance of repulsive action when the alternating currents circulate.
Fig. 3 shows the part, B, of an internally tapered or coned form, and C of an externally coned form, wound on an iron wire bundle, I. The action in Fig. 2 may be said to be analogous to that of a plain solenoid with its core, except that repulsion, and not attraction, is produced, while that of Fig. 3 is more like the action of tapered or conically wound solenoids and taper cores. Of course, it is unnecessary that both be tapered. The effect of such shaping is simply to modify the range of action and the amount of repulsive effort existing at different parts of the range.
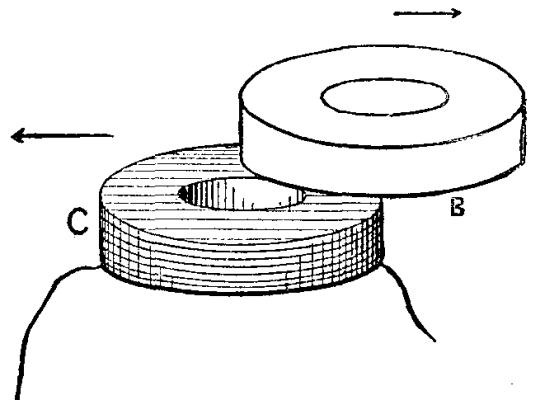
FIG. 8.
In Fig. 4 the arrangement is modified so that the coil, C, is outside, and the closed band or circuit, B, inside and around the core, I. Electro-inductive repulsion is produced as before.
It will be evident that the repulsive actions will not be mechanically manifested by axial movement or effort when the electrical middles of the coils or circuits are coincident. In cylindrical coils in which the current is uniformly distributed through all the parts of the conductor section, what I here term the electrical middle, or the center of gravity of the ampere turns of the coils, will be the plane at right angles to its axis at its middle, that of B and C, in Fig. 4, being indicated by a dotted line. To repeat, then, when the centers or center planes of the conductors, Fig. 4, coincide, no indication of electro-inductive repulsion is given, because it is mutually balanced in all directions; but when the coils are displaced, a repulsion is manifested, which reaches a maximum at a position depending on the peculiarities of proportion and distribution of current at any time in the two circuits or conductors.
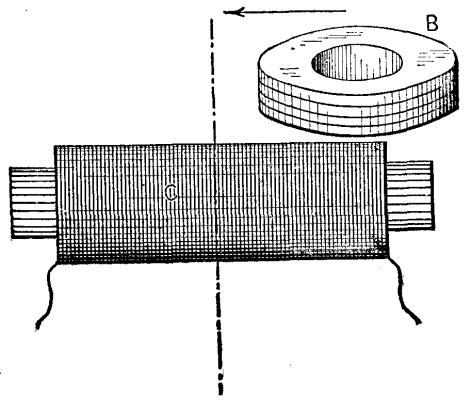
FIG. 9.
It is not my purpose now to discuss the ways of determining the distribution of currents and mechanical effects, as that would extend the present paper much beyond its intended limit. The forms and relative arrangement of the two conductors may be greatly varied. In Fig. 5 the parts are of equal diameter, one, B, being a closed ring, and the other, C, being an annular coil placed parallel thereto; and an iron core or wire bundle placed in the common axis of the two coils increases the repulsive action. B may be simply a disk or plate of any form, without greatly affecting the nature of the action produced. It may also be composed of a pile of copper washers or a coil of wire, as before indicated.
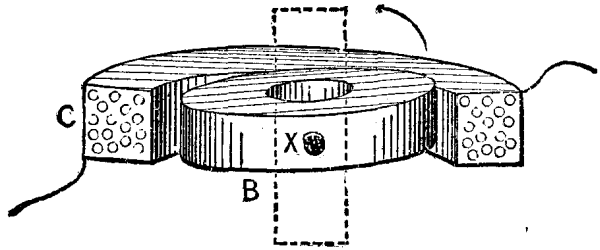
FIG. 10.
An arrangement of parts somewhat analogous to that of a horseshoe electro magnet and armature is shown in Fig. 6. The alternating current coils, C C', are wound upon an iron wire bundle bent into U form, and opposite its poles is placed a pair of thick copper disks, B B', which are attracted and repelled, but with an excess of repulsion depending on their form, thickness, etc.
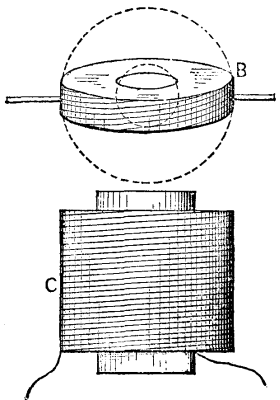
FIG. 11.
If the iron core takes the form of that shown by I I, Fig. 7, such as a cut ring with the coil, C, wound thereon, the insertion of a heavy copper plate, B, into the slot or divided portion of the ring will be opposed by a repulsive effort when alternating currents pass in C. This was the first form of device in which I noticed the phenomenon of repulsive preponderance in question. The tendency is to thrust the plate, B, out of the slot in the ring excepting only when its center is coincident with the magnetic axis joining the poles of the ring between which B is placed.
If the axes of the conductors, Fig. 5, are not coincident, but displaced, as in Fig. 8, then, besides a simple repulsion apart, there is a lateral component or tendency, as indicated by the arrows. Akin to this is the experiment illustrated in Fig. 9. Here the closed conductor, B, is placed with its plane at right angles to that of C, wound on a wire bundle. The part, B, tends to move toward the center of the coil, C, so that its axis will be in the middle plane of C, transverse to the core, as indicated by the dotted line. This leads us at once to another class of actions, i.e., deflective actions.
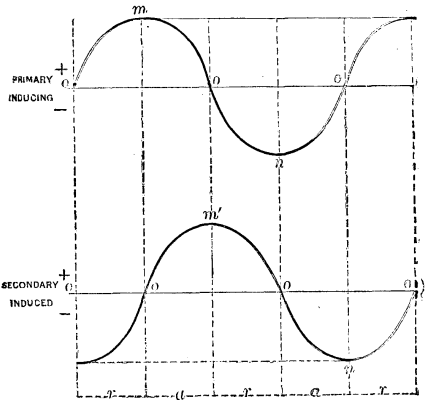
FIG. 12.
When one of the conductors, as B, Fig. 10, composed of a disk, or, better, of a pile of thin copper disks, or of a closed coil of wire, is mounted on an axis, X, transverse to the axis of coil, C, through which coil the alternating current passes, a deflection of B to the position indicated by dotted lines will take place, unless the plane of B is at the start exactly coincident with that of C. If slightly inclined at the start, deflection will be caused as stated. It matters not whether the coil, C, incloses the part, B, or be inclosed by it, or whether the coil, C, be pivoted and B fixed, or both be pivoted. In Fig. 11 the coil, C, surrounds an iron wire core, and B is pivoted above it, as shown. It is deflected, as before, to the position indicated in dotted lines.
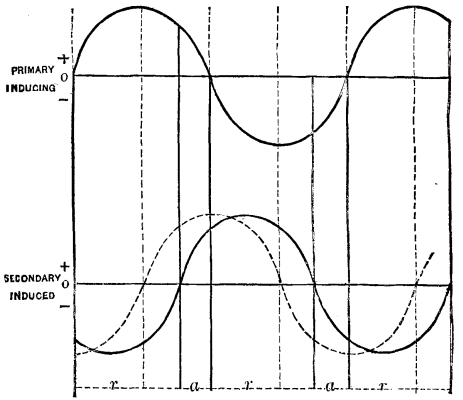
FIG. 13
It is important to remark here that in cases where deflection is to be obtained, as in Figs. 10 and 11, B had best be made of a pile of thin washers or a closed coil of insulated wire instead of a solid ring. This avoids the lessening of effect which would come from the induction of currents in the ring, B, in other directions than parallel to its circumference.
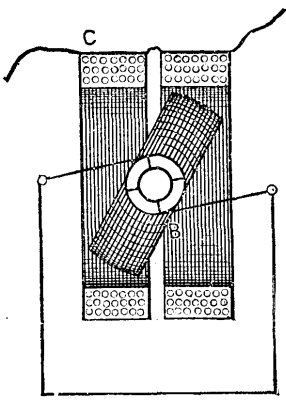
FIG. 14.
We will now turn our attention to the explanation of the actions exhibited, and afterward refer to their possible applications. It may be stated as certainly true that were the induced currents in the closed conductor unaffected by any self-induction, the only phenomena exhibited would be alternate equal attractions and repulsions, because currents would be induced in opposite directions to that of the primary current when the latter current was changing from zero to maximum positive or negative current, so producing repulsion; and would be induced in the same direction when changing from maximum positive or negative value to zero, so producing attraction.
This condition can be illustrated by a diagram, Fig. 12. Here the lines of zero current are the horizontal straight lines. The wavy lines represent the variations of current strength in each conductor, the current in one direction being indicated by that portion of the curve above the zero line, and in the other direction by that portion below it. The vertical dotted lines simply mark off corresponding portions of phase or succession of times.
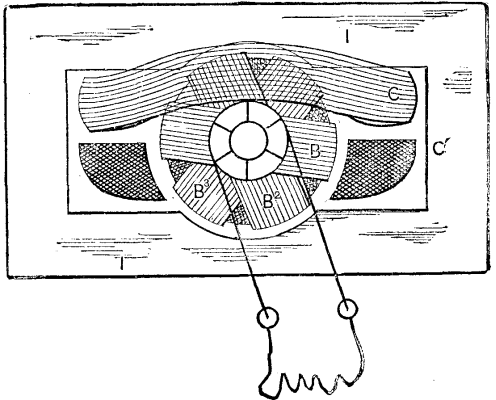
FIG. 15
Here it will be seen that in the positive primary current descending from m, its maximum, to the zero line, the secondary current has risen from its zero to m¹, its maximum. Attraction will therefore ensue, for the currents are in the same direction in the two conductors. When the primary current increases from zero to its negative maximum, n, the positive current in the secondary closed circuit will be decreasing from m¹, its positive maximum, to zero; but, as the currents are in opposite directions, repulsion will occur. These actions of attraction and repulsion will be reproduced continually, there being a repulsion, then an attraction, then a repulsion, and again an attraction, during one complete wave of the primary current. The letters, r, a, at the foot of the diagram, Fig. 12, indicate this succession.
In reality, however, the effects of self-induction in causing a lag, shift, or retardation of phase in the secondary current will considerably modify the results, and especially so when the secondary conductor is constructed so as to give to such self-induction a large value. In other words, the maxima of the primary or inducing current will no longer be found coincident with the zero points of the secondary currents. The effect will be the same as if the line representing the wave of the secondary current in Fig. 12 had been shifted forward to a greater or less extent. This is indicated in diagram, Fig. 13. It gives doubtless an exaggerated view of the action, though from the effects of repulsion which I have produced, I should say it is by no means an unrealizable condition.
Fig. 16.
It will be noticed that the period during which the currents are opposite, and during which repulsion can take place, is lengthened at the expense of the period during which the currents are in the same direction for attractive action. These differing periods are marked r, a, etc., or the period during which repulsion exists is from the zero of the primary or inducing current to the succeeding zero of the secondary or induced current; and the period during which attraction exists is from the zero of the induced current to the zero of inducing current.
But far more important still in giving prominence to the repulsive effect than this difference of effective period is the fact that during the period of repulsion both the inducing and induced currents have their greatest values, while during the period of attraction the currents are of small amounts comparatively. This condition may be otherwise expressed by saying that the period during which repulsion occurs includes all the maxima of current, while the period of attraction includes no maxima. There is then a repulsion due to the summative effects of strong opposite currents for a lengthened period, against an attraction due to the summative effects of weak currents of the same direction during a shortened period, the resultant effect being a greatly preponderating repulsion.
It is now not difficult to understand all the actions before described as obtained with the varied relations of coils, magnetic fields, and closed circuits. It will be easily understood, also, that an alternating magnetic field is in all respects the same as an alternating current coil in producing repulsion on the closed conductor, because the repulsions between the two conductors are the result of magnetic repulsions arising from opposing fields produced by the coils when the currents are of opposite directions in them.
Thus far I have applied the repulsive action described in the construction of alternating current indicators, alternating current arc lamps, regulating devices for alternating currents, and to rotary motors for such currents. For current indicators, a pivoted or suspended copper band or ring composed of thin washers piled together and insulated from one another, and made to carry a pointer or index has been placed in the axis of a coil conveying alternating currents whose amount or potential is to be indicated. Gravity or a spring is used to bring the index to the zero of a divided scale, at which time the plane of the copper ring or band makes an angle of, say, 15 degrees to 20 degrees with the plane of the coil. This angle is increased by deflection more or less great, according to the current traversing the coil. The instrument can be calibrated for set conditions of use. Time would not permit of a full description of these arrangements as made up to the present.
In arc lamps the magnet for forming the arc can be composed of a closed conductor, a coil for the passage of current, and an iron wire core. The repulsive action upon the closed conductor lifts and regulates the carbons in much the same manner that electro magnets do when continuous currents are used. The electro-inductive repulsive action has also been applied to regulating devices for alternating currents, with the details of which I cannot now deal.
For the construction of an alternating current motor which can be started from a state of rest the principle has also been applied, and it may here be remarked that a number of designs of such motors is practicable.
One of the simplest is as follows: The coils, C, Fig. 14, are traversed by an alternating current and are placed over a coil, B, mounted upon a horizontal axis, transverse to the axis of the coil, C. The terminals of the coil, B, which is wound with insulated wire, are carried to a commutator, the brushes being connected by a wire, as indicated. The commutator is so constructed as to keep the coil, B, on short circuit from the position of coincidence with the plane of C to the position where the plane of B is at right angles to that of C; and to keep the coil, B, open-circuited from the right-angled position, or thereabouts, to the position of parallel or coincident planes. The deflective repulsion exhibited by B will, when its circuit is completed by the commutator and brushes, as described, act to place its plane at right angles to that of C; but being then open-circuited, its momentum carries it to the position just past parallelism, at which moment it is again short-circuited, and so on. It is capable of very rapid rotation, but its energy is small. I have, however, extended the principle to the construction of more complete apparatus. One form has its revolving portion or armature composed of a number of sheet iron disks wound as usual with three coils crossing near the shaft. The commutator is arranged to short-circuit each of these coils in succession, and twice in a revolution, and for a period of 90-degrees of rotation each. The field coils surround the armature, and there is a laminated iron field structure completing the magnetic circuit. I may say here that surrounding the armature of a dynamo by the field coils, though very recently put forth as a new departure, was described in various Thomson-Houston patents, and to a certain extent all Thomson-Houston machines embody this feature.
Figs. 15 and 16 will give an idea of the construction of the motor referred to. CC' are the field coils or inducing coils, which alone are put into the alternating current circuit. II is a mass of laminated iron, in the interior of which the armature revolves, with its three coils, B, B², B³, wound on a core of sheet iron disks. The commutator short-circuits the armature coils in succession in the proper positions to utilize the repulsive effect set up by the currents which are induced in them by the alternations in the field coils. The motor has no dead point, and will start from a state of rest and give out considerable power, but with what economy is not yet known.
A curious property of the machine is that at a certain speed, depending on the rapidity of the alternations in the coil, C, a continuous current passes from one commutator brush to the other, and it will energize electro magnets and perform other actions of direct currents. Here we have, then, a means of inducing direct currents from alternating currents. To control the speed and keep it at that required for the purpose, we have only to properly gear the motor to another of the ordinary type for alternating currents, namely, an alternating-current dynamo used as a motor. The charging of storage batteries would not be difficult with such a machine, even from an alternating-current line, though the losses might be considerable.
Dr. Henry Draper, in 1872, was the first to photograph the lines of a stellar spectrum. His investigation, pursued for many years with great skill and ingenuity, was most unfortunately interrupted in 1882 by his death.
The recent advances in dry-plate photography have vastly increased our powers of dealing with this subject. Early in 1886, accordingly, Mrs. Draper made a liberal provision for carrying on this investigation at the Harvard College Observatory, as a memorial to her husband. The results attained are described below, and show that an opportunity is open for a very important and extensive investigation in this branch of astronomical physics. Mrs. Draper has accordingly decided greatly to extend the original plan of work, and to have it conducted on a scale suited to its importance. The attempt will be made to include all portions of the subject, so that the final results shall form a complete discussion of the constitution and conditions of the stars, as revealed by their spectra, so far as present scientific methods permit. It is hoped that a greater advance will thus be made than if the subject was divided among several institutions, or than if a broader range of astronomical study was attempted.
It is expected that a station to be established in the southern hemisphere will permit the work to be extended so that a similar method of study may be applied to stars in all parts of the sky. The investigations already undertaken, and described below more in detail, include a catalogue of the spectra of all stars north of--24° of the sixth magnitude and brighter, a more extensive catalogue of spectra of stars brighter than the eighth magnitude, and a detailed study of the spectra of the bright stars.
This last will include a classification of the spectra, a determination of the wave lengths of the lines, a comparison with terrestrial spectra, and an application of the results to the measurement of the approach and recession of the stars. A special photographic investigation will also be undertaken of the spectra of the banded stars, and of the ends of the spectra of the bright stars.
The instruments employed are an eight inch Voigtlander photographic lens, reground by Alvan Clark & Sons, and Dr. Draper's 11 inch photographic lens, for which Mrs. Draper has provided a new mounting and observatory. The 15 inch refractor belonging to the Harvard College Observatory has also been employed in various experiments with a slit spectroscope, and is again being used as described below. Mrs. Draper has decided to send to Cambridge a 28 inch reflector and its mountings, and a 15 inch mirror, which is one of the most perfect reflectors constructed by Dr. Draper, and with which his photograph of the moon was taken. The first two instruments mentioned above have been kept at work during the first part of every clear night for several months. It is now intended that at least three telescopes shall be used during the whole night, until the work is interrupted by daylight.
The spectra have been produced by placing in front of the telescope a large prism, thus returning to the method originally employed by Fraunhofer in the first study of stellar spectra. Four 15° prisms have been constructed, the three largest having clear apertures of nearly eleven inches, and the fourth being somewhat smaller. The entire weight of these prisms exceeds a hundred pounds, and they fill a brass cubical box a foot on each side. The spectrum of a star formed by this apparatus is extremely narrow when the telescope is driven by clockwork in the usual way. A motion is accordingly given to the telescope slightly differing from that of the earth by means of a secondary clock controlling it electrically. The spectrum is thus spread into a band, having a width proportional to the time of exposure and to the rate of the controlling clock.
This band is generally not uniformly dense. It exhibits lines perpendicular to the refracting edge of the prism, such as are produced in the field of an ordinary spectroscope by particles of dust upon the slit. In the present case, these lines may be due to variations in the transparency of the air during the time of exposure, or to instrumental causes, such as irregular running of the driving clock, or slight changes in the motion of the telescope, resulting from the manner in which its polar axis is supported.
These instrumental defects may be too small to be detected in ordinary micrometric or photographic observations, and still sufficient to affect the photographs just described.
A method of enlargement has been tried which gives very satisfactory results, and removes the lines above mentioned as defects in the negatives. A cylindrical lens is placed close to the enlarging lens, with its axis parallel to the length of the spectrum. In the apparatus actually employed, the length of the spectrum, and with it the dispersion, is increased five times, while the breadth is made in all cases about four inches. The advantage of this arrangement is that it greatly reduces the difficulty arising from the feeble light of the star. Until very lately, the spectra in the original negatives were made very narrow, since otherwise the intensity of the starlight would have been insufficient to produce the proper decomposition of the silver particles. The enlargement being made by daylight, the vast amount of energy then available is controlled by the original negative, the action of which may be compared to that of a telegraphic relay. The copies therefore represent many hundred times the original energy received from the stars. If care is not taken, the dust and irregularities of the film will give trouble, each foreign particle appearing as a fine spectral line.
Our methods of enlargement have been considered, and some of them tried, with the object of removing the irregularities of the original spectra without introducing new defects. For instance, the sensitive plate may be moved during the enlargement in the direction of the spectral lines; a slit parallel to the lines may be used as the source of light, and the original negative separated by a small interval from the plate used for the copy; or two cylindrical lenses may be used, with their axes perpendicular to each other. In some of these ways the lines due to dust might either be avoided or so much reduced in length as not to resemble the true lines of the spectrum.
The 15 inch refractor is now being used with a modification of the apparatus employed by Dr. Draper in his first experiments--a slit spectroscope from which the slit has been removed. A concave lens has been substituted for the collimator and slit, and besides other advantages, a great saving in length is secured by this change. It is proposed to apply this method to the 28 inch reflector, thus utilizing its great power of gathering light.
[A description of an accompanying plate here follows, which is omitted, as the plate cannot be easily reproduced for ordinary press printing.]
The results to be derived from the large number of photographs already obtained can only be stated after a long series of measurements and a careful reduction and discussion of them. An inspection of the plates, however, shows some points of interest. A photograph of a Cygni, taken November, 26, 1886, shows that the H line is double, its two components having a difference in wave length of about one ten-millionth of a millimeter. A photograph of o Ceti shows that the lines G and h are bright, as are also four of the ultra-violet lines characteristic of spectra of the first type. The H and K lines in this spectrum are dark, showing that they probably do not belong to that series of lines. The star near χ' Orionis, discovered by Gore, in December, 1885, gives a similar spectrum, which affords additional evidence that it is a variable of the same class as o Ceti. Spectra of Sirius show a large number of faint lines besides the well-known broad lines.
The dispersion employed in any normal map of the spectrum may be expressed by its scale, that is, by the ratio of the wave length as represented to the actual wave length. It will be more convenient to divide these ratios by one million, to avoid the large numbers otherwise involved. If one millionth of a millimeter is taken as the unit of wave length, the length of this unit on the map in millimeters will give the same measure of the dispersion as that just described. When the map is not normal, the dispersion of course varies in different parts. It increases rapidly toward the violet end when the spectrum is formed by a prism. Accordingly, in this case the dispersion given will be that of the point whose wave length is 400.
This point lies near the middle of the photographic spectrum when a prism is used, and is not far from the H line. The dispersion may accordingly be found with sufficient accuracy by measuring the interval between the H and K lines, and dividing the result in millimeters by 3.4, since the difference in their wave lengths equals this quantity. The following examples serve to illustrate the dispersion expressed in this way: Angstrom, Cornu, 10; Draper, photographer of normal solar spectrum, 3.1 and 5.2; Rowland, 23, 33, and 46; Draper, stellar spectra, 0.16; Huggins, 0.1.
The most rapid plates are needed in this work, other considerations being generally of less importance. Accordingly, the Allen and Rowell extra quick plates have been used until recently. It was found, however, that they were surpassed by the Seed plates No. 21, which were accordingly substituted for them early in December. Recognizing the importance of supplying this demand for the most sensitive plates possible, the Seed Company have recently succeeded in making still more sensitive plates, which we are now using. The limit does not seem to be reached even yet. Plates could easily be handled if the sensitiveness were increased tenfold. A vast increase in the results may be anticipated with each improvement of the plates in this respect. Apparatus for testing plates, which is believed to be much more accurate than that ordinarily employed, is in course of preparation. It is expected that a very precise determination will be made of the rapidity of the plates employed. Makers of very rapid plates are invited to send specimens for trial.
The photographic work has been done by Mr. W.P. Gerrish, who has also rendered important assistance in other parts of the investigation. He has shown great skill in various experiments which have been tried, and in the use of various novel and delicate instruments. Many of the experimental difficulties could not have been overcome but for the untiring skill and perseverance of Mr. George B. Clark, of the firm of Alvan Clark & Sons, by whom all the large instruments have been constructed.
The progress of the various investigations which are to form a part of this work is given below:
1. Catalogue of Spectra of Bright Stars.--This is a continuation of the work undertaken with the aid of an appropriation from the Bache fund, and described in the Memoirs of the American Academy, vol. xi., p. 210. The 8 inch telescope is used, each photograph covering a region of 10° square. The exposures for equatorial stars last for five minutes, and the rate of the clock is such that the spectra have a width of about 0.1 cm. The length of the spectra is about 1.2 cm. for the brighter, and 0.6 cm. for the fainter stars. The dispersion of the scale proposed above is 0.1.
The spectra of all stars of the sixth magnitude and brighter will generally be found upon these plates, except in the case of red stars. Many fainter blue stars also appear. Three or four exposures are made upon a single plate. The entire sky north of -24° would be covered twice, according to this plan, with 180 plates and 690 exposures. It is found preferable in some cases to make only two exposures; and when the plate appears to be a poor one, the work is repeated. The number of plates is therefore increased. Last summer the plates appeared to be giving poor results. Dust on the prisms seemed to be the explanation of this difficulty. Many regions were reobserved on this account. The first cycle, covering the entire sky from zero to twenty-four hours of right ascension, has been completed.
The work will be finished during the coming year by a second cycle of observations, which has already been begun. The first cycle contains 257 plates, all of which have been measured, and a large part of the reduction completed. 8,313 spectra have been measured on them, nearly all of which have been identified, and the places of a greater portion of the stars brought forward to the year 1900, and entered in catalogue form. In the second cycle, 64 plates have been taken, and about as many more will be required. 51 plates have been measured and identified, including 2,974 spectra. A study of the photographic brightness and distribution of the light in the spectra will also be made.
The results will be published in the form of a catalogue resembling the Photometric Catalogue given in volume xiv. of the Annals of Harvard College Observatory. It will contain the approximate place of each star for 1900, its designation, the character of the spectrum as derived from each of the plates in which it was photographed, the references to these plates, and the photographic brightness of the star.
2. Catalogue of Spectra of Faint Stars.--This work resembles the preceding, but is much more extensive. The same instrument is used, but each region has an exposure of an hour, the rate of the clock being such that the width of the spectrum will be as before 0.1 cm. Many stars of the ninth magnitude will thus be included, and nearly all brighter than the eighth. In one case, over three hundred spectra are shown on a single plate. This work has been carried on only in the intervals when the telescope was not needed for other purposes. 99 plates have, however, been obtained, and on these 4,442 spectra have been measured. It is proposed to complete the equatorial zones first, gradually extending the work northward. In all, 15,729 spectra of bright and faint stars have been measured.
3. Detailed Study of the Spectra of the Brighter Stars.--This work has been carried on with the 11 inch photographic telescope used by Dr. Draper in his later researches. A wooden observatory was constructed about 20 feet square. This was surmounted by a dome having a clear diameter of 18 feet on the inside. The dome had a wooden frame, sheathed and covered with canvas. It rested on eight cast iron wheels, and was easily moved by hand, the power being directly applied. Work was begun upon it in June, and the first observations were made with the telescope in October.
Two prisms were formed by splitting a thick plate of glass diagonally. These gave such good results that two others were made in the same way, and the entire battery of four prisms is ordinarily used. The safety and convenience of handling the prisms is greatly increased by placing them in square brass boxes, each of which slides into place like a drawer. Any combination of the prisms may thus be employed. As is usual in such an investigation, a great variety of difficulties have been encountered, and the most important of them have now been overcome.
4. Faint Stellar Spectra.--The 28 inch reflector will be used for the study of the spectra of the faint stars, and also for the fainter portions near the ends of the spectra of the brighter stars. The form of spectroscope mentioned above, in which the collimator and slit are replaced by a concave lens, will be tried. The objects to be examined are, first, the stars known to be variable, with the expectation that some evidence may be afforded of the cause of the variation. The stars whose spectrum is known to be banded, to contain bright lines, or to be peculiar in other respects, will also be examined systematically. Experiments will also be tried with orthochromatic plates and the use of a colored absorbing medium, in order to photograph the red portions of the spectra of the bright stars. Quartz will also be tried to extend the images toward the ultra-violet.
5. Absorption Spectra.--The ordinary form of comparison spectrum cannot be employed on account of the absence of a slit. The most promising method of determining the wave lengths of the stellar spectra is to interpose some absorbent medium. Experiments are in progress with hyponitric fumes and other substances. A tank containing one of these materials is interposed and the spectra photographed through it. The stellar spectra will then be traversed by lines resulting from the absorption of the media thus interposed, and, after their wave lengths are once determined, they serve as a precise standard to which the stellar lines may be referred. The absorption lines of the terrestrial atmosphere would form the best standard for this purpose if those which are sufficiently fine can be photographed.
6. Wave Lengths.--The determination of the wave lengths of the lines in the stellar spectra will form an important part of the work which has not yet been begun. The approximate wave lengths can readily be found from a comparison with the solar spectrum, a sufficient number of solar lines being present in most stellar spectra. If, then, satisfactory results are obtained in the preceding investigation, the motion of the stars can probably be determined with a high degree of precision. The identification of the lines with those of terrestrial substances will of course form a part of the work, but the details will be considered subsequently.
From the above statement it will be seen that photographic apparatus has been furnished on a scale unequaled elsewhere. But what is more important, Mrs. Draper has not only provided the means for keeping these instruments actively employed, several of them during the whole of every clear night, but also of reducing the results by a considerable force of computers, and of publishing them in a suitable form. A field of work of great extent and promise is open, and there seems to be an opportunity to erect to the name of Dr. Henry Draper a memorial such as heretofore no astronomer has received. One cannot but hope that such an example may be imitated in other departments of astronomy, and that hereafter other names may be commemorated, not by a needless duplication of unsupported observatories, but by the more lasting monuments of useful work accomplished.
EDWARD C. PICKERING,
Director of Harvard College Observatory.
Cambridge, Mass., U.S.A., March 1, 1887.
The dark bay colt Merry Hampton had never run in public before winning the Derby on the 25th of May last. This colt, by Hampton out of Doll Tear-sheet, was one of Mr. Crowther Harrison's draught of yearlings sent up to the Doncaster sales in 1885, and fell to the bid of Mr. T. Spence, acting for Mr. Abingdon, for 3,100 guineas. The Oaks, on May 27, was won by a daughter of the same sire. Merry Hampton is to compete for the Grand Prize of Paris and for the St. Leger. He has also liabilities in the Thirty-ninth Triennial and Grand Duke Michael stakes at Newmarket, First October; Newmarket Derby at the Second October; Ascot Derby and Twenty-fifth New Biennial; Drawing-room stakes at Goodwood; Great International Breeders' Foal stakes at Kempton Park, August; North Derby at Newcastle, Summer; St. George stakes at Liverpool, July; Bickerstaffe stakes and St. Leger at Liverpool, August; Midland Derby stakes at Leicester, July; and Ebor St. Leger at York, August; in addition to the following races in 1888: Champion stakes at Newmarket, Second October; Rous Memorial and Hardwicke stakes at Ascot, and Eclipse stakes at Sandown Park, Second Summer. Merry Hampton's name also appears in the Kempton Park Royal stakes of 10,000 sovereigns at the Spring Meeting of 1889.--Ill. London News.

MERRY HAMPTON. THE WINNER OF THE DERBY, 1887.
At the extreme south of the presidency of Bombay, separating the district of Kanara from the territory of Mysore, are the too little known Falls of Gairsoppa.
Far higher than Niagara, four distinct divisions of the river Shiravatti (traditionally created by a cleft made by the arrow of the great god Rama) fall over a precipice of gneiss rock into an abyss eight hundred feet below. Each of these cataracts differs in type of flow.
The "Rajah," eight hundred and thirty feet, and at a breadth of fifty-six, shoots silent and sheer over an uplifted lip of rock in the bed of the stream, casting a dark shadow behind him when faced by the sun; the "Roarer" makes noise enough in its headlong rush to vibrate the strong, stone-built travelers' bungalow on the heights above; the "Rocket" is straight in descent, and, as a commentator has already remarked, as much like a rocket as anything else; and "La Dame Blanche," a triptych of rhythmical flow, spreads a dainty, silky, sheen of white, whispering, glistening, softly falling water over a slightly shelving width of rock, touched here and there with prismatic color and strong light.
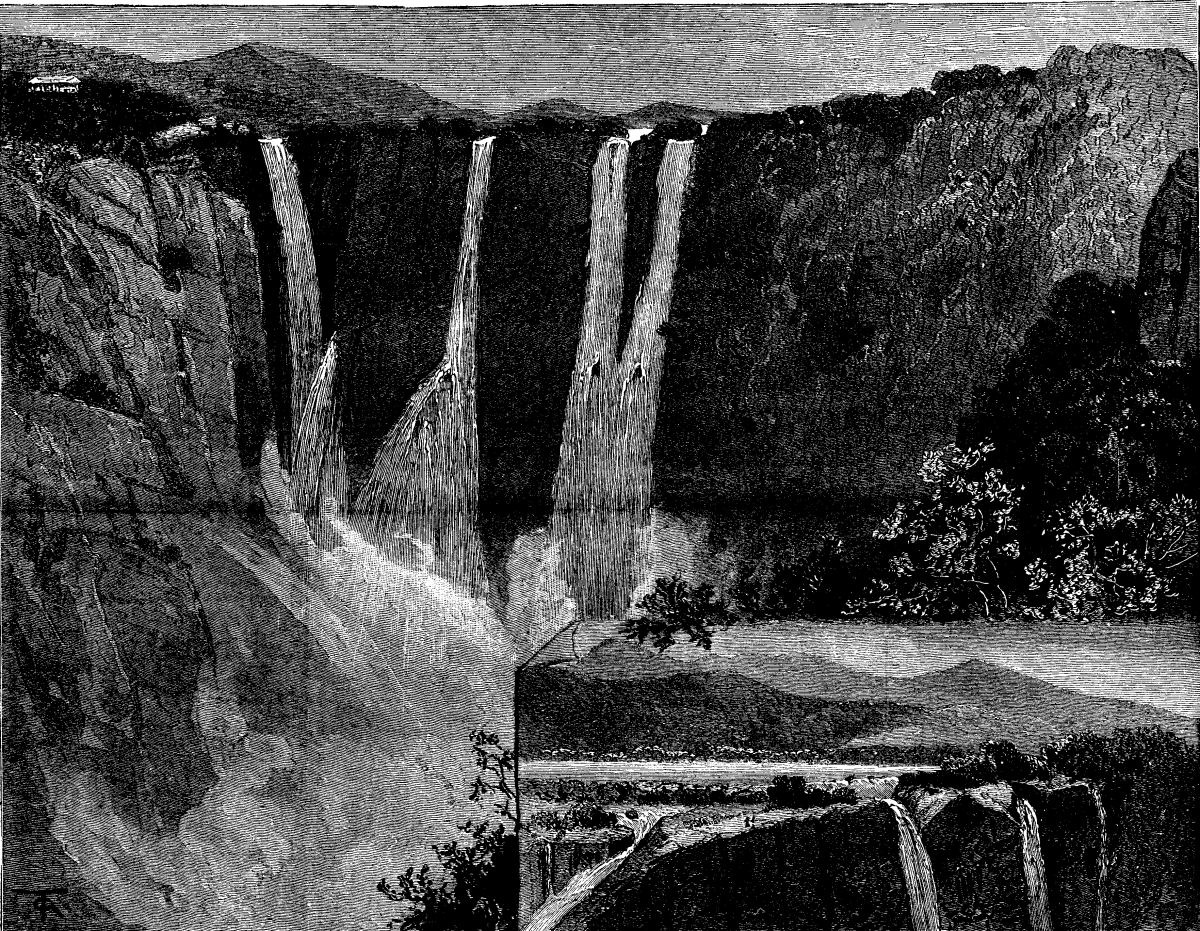
THE FALLS OF GAIRSOPPA, BETWEEN KANARA AND MYSORE,
BOMBAY PRESIDENCY, INDIA
The Falls From Below. The Falls From Above.
At the bottom of the chasm, seven hundred feet across, and stretching over a muddy, turbulent, seething cauldron of spray, a brilliantly distinct rainbow in the full light of day may be seen with its scarcely less glorious reflection, dazzlingly beautiful.
In these regions 210 inches of rain is an average downpour for the monsoon between May and October, the heaviest fall being generally in July. The cataracts then become frequently confluent, though not more picturesque. They are then too difficult of access, and the whole district is very malarious. December and January are the best months for travelers, before the dry season fairly sets in again, during which there is but little water, even insufficient to form four distinct falls.
The best route to them is from Bombay to Honaurre by sea, via Kawai, and on to Old Gairsoppa by river boat and palanquin to the "Jog," as the special points of interest (the "Falls") are called by the Kanarese.
To the enthusiastic shikari, however, the way from Hubli (on the Southern Mahratta Railway, easily reached by G.I.P. line from Bombay), taking him, as it does, through the very happiest hunting grounds of the presidency, where all game, small and large, abounds, will have attraction enough; and at Giddapur, the last stage, within twelve miles of the Falls, there is a courteous English-speaking native magistrate, willing and able to help the traveler on his way. Our engravings are from drawings by Mr. J.E. Page, C.E.--London Graphic.
As the last of a course of lectures upon "Recent Scientific Researches in Australasia," Dr. R. Von Ledenfeld lately delivered a lecture at the Royal Institution, upon "Recent Additions to our Knowledge of Sponges." The lecturer did not confine himself to the sponges of Australia alone, but gave a resume of the results of recent investigations on sponges, together with several new interesting details observed more especially in studying the growth of Australian sponges. With a passing reference to some peculiarities of the lower marine animals of the Australian coast, Dr. Ledenfeld remarked upon the preponderance of sponges over other forms of marine life in that part of the world. It has long been a point of discussion as to whether sponges belong to the vegetable or animal kingdom, but naturalists are now generally agreed in regarding them as animals, a conclusion, the lecturer remarked, that Aristotle had also arrived at.
Sponges grow in a variety of more or less irregular shapes, but it has been observed that the most regular structures occur in the calcareous species. As to color, Dr. Ledenfeld remarked that some of the Australian sponges are of exceptionally brilliant hues, while others range from the black of the common sponge (Euspongia officinalis) to a pure white. Also, it may be remarked, the sponges growing in deep water are of less decided color and more elastic in character than those living in shallow water, and from the last named quality are more valuable in commerce. The irregular honeycombed appearance of the sponge is due to a most complicated canal system, consisting of a series of chambers through which the water is drawn by the animal in always the same direction.
The inhalent pores are very minute, and open into small subdermal cavities which communicate by means of interradial tubes with the ciliated chambers, the latter being very small ramifications of the interradial channels, and in them the movement causing the current of water is maintained. From hence all faecal and other matter is discharged through the oscula, the larger openings observed on the surface of the sponge. Dr. Ledenfeld showed the different parts of sponges by means of microscopic slides thrown on to a screen, and also the shape and arrangement of the chambers in different species. The ciliated chambers especially attracted attention. They are very small and circular, and the interior is clothed with cells very similar to the cilia cells in higher animal life.
These cells are arranged around the ciliated chambers in the form of a collar, and from each cell flagella protrude, which are in continual motion. These flagella, like bats' wings, are capable of being bent in only one direction, so that, in the course of their pendulum-like motion, in the movement one way the flagella are bent, while in the return movement they remain stiff, thus causing a current of water always flowing in one and the same direction. These ciliated chambers are easily detected in the sponge by means of a microscope, as they appear more highly colored. After the lecturer had thus given a general outline of the structure of the sponge, he drew attention to the character of its food and its method of digestion. It is not known exactly what the sponge lives upon, but if upon other animals they must be necessarily very small, owing to the size of its inhalent pores.
The sponge, like the tape-worm, has no stomach, but must absorb its food through the outer skin from matter in a soluble state, similarly to the roots of trees. This process of absorption is probably accomplished in the interradial or ciliated chambers, more probably in the former, as the latter are generally considered excretory in function. Lime or silica must also be absorbed from the water by most sponges in order to make up the skeleton. The skeleton of calcareous sponges consists of a number of spicules composed of carbonate of lime. These spicules are of very varied though regular shape, but ordinarily assume a rod-like needle shape or else a stellate form. In silicious sponges the spicules are composed of silica, and are generally deposited around axial rods in concentric layers. The spicules are joined together and cemented by a body that has been named "spongin," which has much the same chemical composition as silk, and, like silk, is very elastic. In some varieties of sponges, especially in the kinds which come into the market, the skeleton is almost entirely composed of fibers of pure "spongin." These fibers are so close together as to draw up water by capillary action, and, indeed, a great deal in the value of a sponge depends upon the fineness and tenuity of these fibers.
Dr. Ledenfeld again illustrated this stage of his lecture by means of a number of microscopic slides in which the variety of shape and size of these spicules and "spongin" fibers were shown. The spicules are some crutch-like, others spined or echinated, while the deep-sea sponges appear to grow long thick spicules, which attach the sponge to the ground by means of grapnel-like ends. In some cases the skeleton seems to be more or less replaced by sand, the small grains of which are cemented together by the "spongin."
Dr. Ledenfeld then drew attention to the presence of more highly developed organs in the sponge. Muscles pervade the whole tissue of the sponge, but are found more particularly in the superficial parts. One set of muscles affect the size of the inhalent pores, causing them to contract or expand, while another set are able to close the pores altogether, thus acting as a protection from the attack of an enemy. All these muscles are composed of spindle shaped cells, which are capable of spasmodic motion, but recently in an Australian sponge, the Euspongia canalicula, the lecturer said he had observed muscles approaching very nearly in character those of the human frame.
That sponges have nerves is a discovery of recent date by a member of the Royal Microscopical Society. Dr. Ledenfeld also about the same time found indications of the presence of a nervous system, but the form in which he observed the nerves at first apparently differed from those observed simultaneously. This difference, however, he afterward found to be due to the manner in which the section had been prepared for observation. The nerves consist of two cells at the base of a cone-like projection on the epidermis, and from each cell a fiber runs to the point of the cone, besides several others connecting them with the interior of the sponge.
It is remarkable that here again Aristotle has predicted that sponges have a nervous system, basing his statement on the fact that ancient Greek mariners foretold storms by the alleged contraction of the sponge. The reproductive organs of sponges are also very highly developed, and both ova and spermatozoa are found throughout the sponge, though more concentrated in the interior. The ova consist of spherical cells, while the spermatozoa resemble an arrow-head in shape. It has not yet been ascertained whether two sexes exist in sponges, or whether the ova and spermatozoa are produced at different periods by the same sponge. When the embryo has become partly developed, it detaches itself from the parent sponge, and, issuing from the oscula, propels itself through the water by means of a number of flagella.
Silicious spicules next appear in its structure, and it then attaches itself to a rock and assumes its mature form. Sponges are most numerous in the waters of the temperate and sub-tropical zones, and the salt-water varieties are by far more numerous than the fresh water. Thus, while there are not more than ten fresh-water species known, Dr. Ledenfeld remarked that about one thousand species of salt-water sponges had been recognized. Each species of the salt-water sponge is, however, generally found only in limited areas, and very few, all of which inhabit deep water, are cosmopolitan. This is the more remarkable as Dr. Ledenfeld asserts that all the sponges inhabiting the rivers of Australia are identical with the fresh-water sponges of Europe, and in order to explain this fact he put forward a rather interesting theory. He assumes that sponge life in rivers has been originally generated by the introduction of a single, or at most two or three germs by means of aquatic birds. The inbreeding consequent upon this paucity of sponge life has produced a certain fixity of character in fresh-water sponges, and is in direct opposition to the effects of hybridization in the salt-water sponges, by which they have acquired the capacity of adapting themselves to local circumstances.
Keeping the body clean is indispensable for the preservation of good health, through obtaining an operation of the skin and expelling matter whose presence aids in the development of diseases. It is unfortunately necessary to say that, considering the population as a whole, the proportion of those who take baths is very small. This is due to the fact that the habit of cleanliness, which should become a necessity, has not been early inculcated in every individual; and the reason that this complement to education is not realized is because the means of satisfying its exigencies are usually wanting.
We shall not speak of the improved processes that are used solely by the rich or well-to-do, as these become impracticable where it is a question of the working classes or of large masses of individuals. It is, in fact, the last named category that interests us, and we are convinced that if we get young soldiers and children to hold dirtiness in horror, we shall be sure that they will later on take care of their bodies themselves.
The most tempting solution of this question of washing seems to be found in the use of large pools of running tepid water; but such a process is too costly for general use, and the most economical one, without doubt, consists in giving tepid douches.
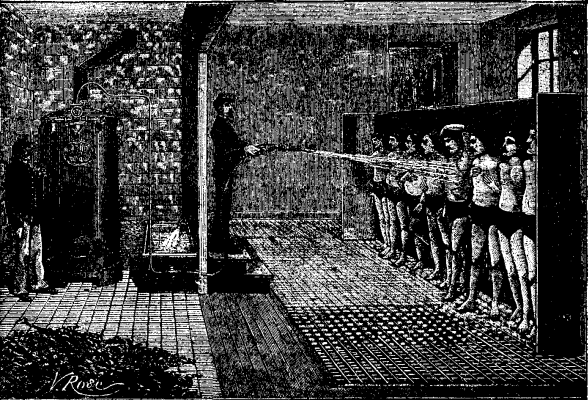
TEPID WATER DOUCHE
To our knowledge, the only apparatus in this line that has been devised was exhibited last year at the exhibition of hygiene in the Loban barracks. It has been used daily for six years in several garrisons, and therefore has the sanction of practice.
This apparatus, which is due to Mr. Herbet, consists of a steam boiler and of an ejector fixed to a reservoir of water and provided with a rubber tube to which a nozzle is attached. The steam generated in the boiler passes into the ejector, sucks up the water and forces it out in a tepid state.
The apparatus thus established did not sufficiently fulfill the purpose for which it was designed. It was necessary to have a means of varying the temperature of the water projected, according to the season and temperature of the air, to have an instantaneous and simple method of regulating the apparatus, that could be understood by any operator, and to have the apparatus under the control of the person holding the nozzle. These difficulties have been solved very simply by causing the orifice of the nozzle to vary. This nozzle, from whence the jet escapes, is formed of rings that screw together. When the nozzle is entire, the jet escapes at a temperature of say 40°. When the first ring is unscrewed, the water will make its exit at a temperature of 38°. In order to lower the temperature still further, it is only necessary to unscrew the other rings in succession, until the desired temperature has been obtained.
As it is, the apparatus is rendering great services where it has been introduced; for example, at Besancon and Belfort. It serves, in fact, for an entire garrison, while that before, the washing was done in each regiment, thus requiring the use of much space and causing much loss of time.
Eight men are washed at once for five minutes, say 96 men per hour. Every minute the men turn right about face, and when they are in file each rubs the other's back.
Twenty-two pounds of coal and 260 gallons of water are consumed per hour, and the boiler produces 130 lb. of steam.--Le Genie Civil.
Being all of wood, it is easily made by any one who can use a few tools, the only bit of lathe work necessary being the turned shoulder, K, of polar axis. A is the baseboard, 9 in. by 5 in., near each corner of which is inserted an ordinary wood screw, S S, for the purpose of leveling the base, to which two side pieces are nailed, having the angle, x, equal to the co-latitude of the place. On to these side pieces is fastened another board, on which is marked the hour circle, F. Through this board passes the lower end of the polar axis, having a shoulder turned up on it at K, and is secured by a wooden collar and pin underneath. On to the upper part of the polar axis is fastened the declination circle, C, 5½ in. diameter, made of ¼ in. baywood, having the outer rim of a thin compass card divided into degrees pasted on to it. The hour circle, F, is half of a similar card, with the hours painted underneath, and divided to 20 minutes. G is the hour index. D is a straight wooden pointer, 12 in. long, having a piece of brass tube, E, attached, and a small opening at J, into which is fixed the point of a common pin by which to set the pointer in declination. H is a nut to clamp pointer in position. By this simple toy affair I have often picked up the planet Venus at midday when visible to the naked eye.--T.R. Clapham in English Mechanic.

A STAR FINDER.
The best mode of finding or tracing trichinae in pork by means of a microscope is the following: Cut a very thin longitudinal slice of the muscle by means of a very sharp knife or razor. Press it between two glass slips, and examine by transmitted light, The coiled trichinae may be readily distinguished from the muscle fiber.
Terms of Subscription, $5 a Year.
Sent by mail, postage prepaid, to subscribers in any part of the United States or Canada. Six dollars a year, sent, prepaid, to any foreign country.
All the back numbers of THE SUPPLEMENT, from the commencement, January 1, 1876, can be had. Price, 10 cents each.
All the back volumes of THE SUPPLEMENT can likewise be supplied. Two volumes are issued yearly. Price of each volume, $2.50, stitched in paper, or $3.50, bound in stiff covers.
COMBINED RATES--One copy of SCIENTIFIC AMERICAN and one copy of SCIENTIFIC AMERICAN SUPPLEMENT, one year, postpaid, $7.00.
A liberal discount to booksellers, news agents, and canvassers.
MUNN & CO., Publishers,
361 Broadway, New York, N.Y.
In connection with the Scientific American, Messrs. MUNN & Co. are Solicitors of American and Foreign Patents, have had 42 years' experience, and now have the largest establishment in the world. Patents are obtained on the best terms.
A special notice is made in the Scientific American of all Inventions patented through this Agency, with the name and residence of the Patentee. By the immense circulation thus given, public attention is directed to the merits of the new patent, and sales or introduction often easily effected.
Any person who has made a new discovery or invention can ascertain, free of charge, whether a patent can probably be obtained, by writing to MUNN & Co.
We also send free our Hand Book about the Patent Laws, Patents, Caveats, Trade Marks, their costs, and how procured. Address
MUNN & CO., 361 Broadway, New York.
Branch Office, 622 and 624 F St., Washington, D.C.
Architects and Builders Edition.
$2.50 a Year. Single Copies, 25 Cents.
This is a Special Edition of THE SCIENTIFIC AMERICAN, issued monthly--on the first day of the month. Each number contains about forty large quarto pages, equal to about two hundred ordinary book pages, forming, practically, a large and splendid Magazine of Architecture, richly adorned with elegant plates in colors and with fine engravings; illustrating the most interesting examples of modern Architectural Construction and allied subjects.
A special feature is the presentation in each number of a variety of the latest and best plans for private residences, city and country, including those of very moderate cost as well as the more expensive. Drawings in perspective and in color are given, together with full Plans, Specifications, Costs, Bills of Estimate, and Sheets of Details.
No other building paper contains so many plans, details, and specifications regularly presented as the SCIENTIFIC AMERICAN. Hundreds of dwellings have already been erected on the various plans we have issued during the past year, and many others are in process of construction.
Architects, Builders, and Owners will find this work valuable in furnishing fresh and useful suggestions. All who contemplate building or improving homes, or erecting structures of any kind, have before them in this work an almost endless series of the latest and best examples from which to make selections, thus saving time and money.
Many other subjects, including Sewerage, Piping, Lighting, Warming, Ventilating, Decorating, Laying out of Grounds, etc., are illustrated. An extensive Compendium of Manufacturers Announcements is also given, in which the most reliable and approved Building Materials, Goods, Machines, Tools, and Appliances are described and illustrated, with addresses of the makers, etc.
The fullness, richness, cheapness, and convenience of this work have won for it the Largest Circulation of any Architectural publication in the world.
MUNN & CO., Publishers, 361 Broadway, New York.
A Catalogue of valuable books on Architecture, Building, Carpentry, Masonry, Heating, Warming, Lighting, Ventilation, and all branches of industry pertaining to the art of Building, is supplied free of charge, sent to any address.
BUILDING PLANS and SPECIFICATIONS.
In connection with the publication of the BUILDING EDITION of the SCIENTIFIC AMERICAN, Messrs. Munn & Co, furnish plans and specifications for buildings of every kind, including Churches, Schools, Stores, Dwellings, Carriage Houses, Barns, etc.
In this work they are assisted by able and experienced architects. Full plans, details, and specifications for the various buildings illustrated in this paper can be supplied.
Those who contemplate building, or who wish to alter, improve, extend, or add to existing buildings, whether wings, porches, bay windows, or attic rooms, are invited to communicate with the undersigned. Our work extends to all parts of the country. Estimates, plans, and drawings, promptly prepared. Terms moderate. Address
MUNN & CO., 361 Broadway, New York.