The Project Gutenberg EBook of Scientific American Supplement No. 360, November 25, 1882, by Various This eBook is for the use of anyone anywhere at no cost and with almost no restrictions whatsoever. You may copy it, give it away or re-use it under the terms of the Project Gutenberg License included with this eBook or online at www.gutenberg.org Title: Scientific American Supplement No. 360, November 25, 1882 Author: Various Posting Date: October 10, 2012 [EBook #8559] Release Date: July, 2005 First Posted: July 23, 2003 Language: English Character set encoding: ISO-8859-1 *** START OF THIS PROJECT GUTENBERG EBOOK SCIENTIFIC AMERICAN SUPPL., NO. 360 *** Produced by Olaf Voss, Don Kretz, Juliet Sutherland, Charles Franks and the Online Distributed Proofreading Team
[Footnote: Paper read before the Iron and Steel Institute at Vienna.]
When Sir Henry Bessemer, in 1856, made public his great invention, and announced to the world that he was able to produce malleable steel from cast iron without the expenditure of any fuel except that which already existed in the fluid metal imparted to it in the blast furnace, his statement was received with doubt and surprise. If he at that time had been able to add that it was also possible to roll such steel into a finished bar with no further expenditure of fuel, then undoubtedly the surprise would have been much greater.
Even this, however, has come to pass; and the author of this paper is now pleased to be able to inform this meeting that it is not only possible, but that it is extremely easy and practical, by the means to be described, to roll a steel ingot into, say, a bloom, a rail, or other finished article with its own initial heat, without the aid of the hitherto universally adopted heating furnace.
It is well understood that in the fluid steel poured into the mould there is a larger store of heat than is required for the purpose of rolling or hammering. Not only is there the mere apparent high temperature of fluid steel, but there is the store of latent heat in this fluid metal which is given out when solidification takes place.
It has, no doubt, suggested itself to many that this heat of the ingot ought to be utilized, and as a matter of fact, there have been, at various times and in different places, attempts made to do so; but hitherto all such attempts have proved failures, and a kind of settled conviction has been established in the steel trade that the theory could not possibly be carried out in practice.
The difficulty arose from the fact that a steel ingot when newly stripped is far too hot in the interior for the purpose of rolling, and if it be kept long enough for the interior to become in a fit state, then the exterior gets far too cold to enable it to be rolled successfully. It has been attempted to overcome this difficulty by putting the hot ingots under shields or hoods, lined with non-heat-conducting material, and to bury them in non-heat-conducting material in a pulverized state, for the purpose of retaining and equalizing the heat; but all these attempts have proved futile in practice, and the fact remains, that the universal practice in steel works at the present day all over the world is to employ a heating furnace of some description requiring fuel.
The author introduced his new mode of treating ingots at the Darlington Steel and Iron Company's Works, in Darlington, early in June this year, and they are now blooming the whole of their make, about 125 tons a shift, or about 300 ingots every twelve hours, by such means.
The machinery at Darlington is not adapted for rolling off in one heat; nevertheless they have rolled off direct from the ingot treated in the "soaking pits" a considerable number of double-head rails; and the experience so gained proves conclusively that with proper machinery there will be no difficulty in doing so regularly. The quality of the rails so rolled off has been everything that could be desired; and as many of the defects in rails originate in the heating furnace, the author ventures to predict that even in this respect the new process will stand the test.
Many eminently practical men have witnessed the operation at Darlington, and they one and all have expressed their great surprise at the result, and at the simple and original means by which it is accomplished.
The process is in course of adoption in several works, both in England and abroad, and the author hopes that by the time this paper is being read, there may be some who will from personal experience be able to testify to the practicability and economy of the process, which is carried out in the manner now to be described.
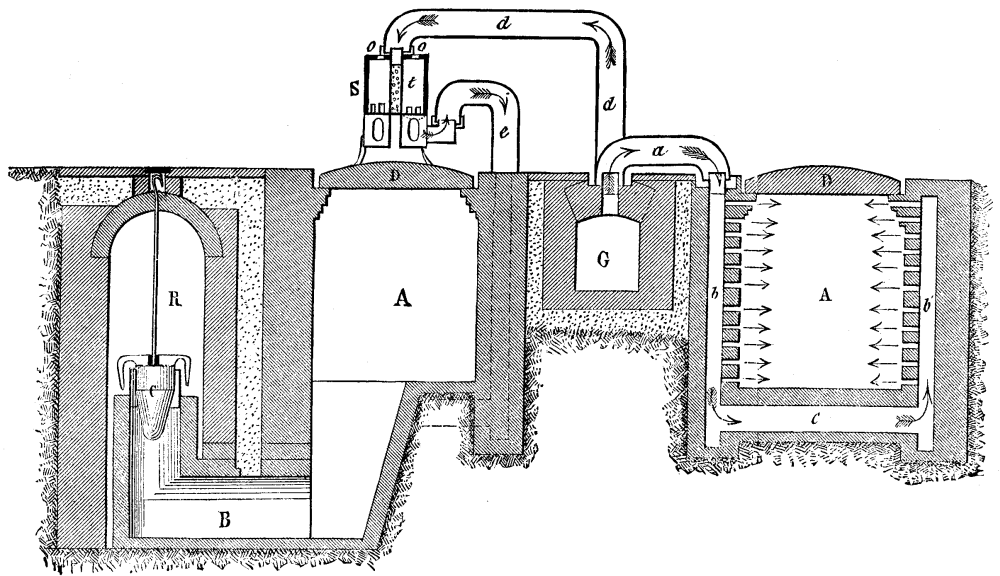
A number of upright pits (the number, say, of the ingots in a cast) are built in a mass of brickwork sunk in the ground below the level of the floor, such pits in cross-section being made slightly larger than that of the ingot, just enough to allow for any fins at the bottom, and somewhat deeper than the longest ingot likely to be used. In practice the cross section of the pit is made about 3 in. larger than the large end of the ingot, and the top of the ingot may be anything from 6 in. to 18 in. below the top of the pit. These pits are commanded by an ingot crane, by preference so placed in relation to the blooming mill that the crane also commands the live rollers of the mill.
Each pit is covered with a separate lid at the floor level, and after having been well dried and brought to a red heat by the insertion of hot ingots, they are ready for operation.
As soon as the ingots are stripped (and they should be stripped as early as practicable), they are transferred one by one, and placed separately by means of the crane into these previously heated pits (which the author calls "soaking pits") and forthwith covered over with the lid, which practically excludes the air. In these pits, thus covered, the ingots are allowed to stand and soak; that is, the excessive molten heat of the interior, and any additional heat rendered sensible during complete solidification, but which was latent at the time of placing the ingots into the pit, becomes uniformly distributed, or nearly so, throughout the metallic mass. No, or comparatively little, heat being able to escape, as the ingot is surrounded by brick walls as hot as itself, it follows that the surface heat of the ingot is greatly increased; and after the space of from twenty to thirty minutes, according to circumstances, the ingot is lifted out of the pit apparently much hotter than it went in, and is now swung round to the rolls, by means of the crane, in a perfect state of heat for rolling, with this additional advantage to the mill over an ingot heated in an ordinary furnace from a comparatively cold, that it is always certain to be at least as hot in the center as it is on the surface.
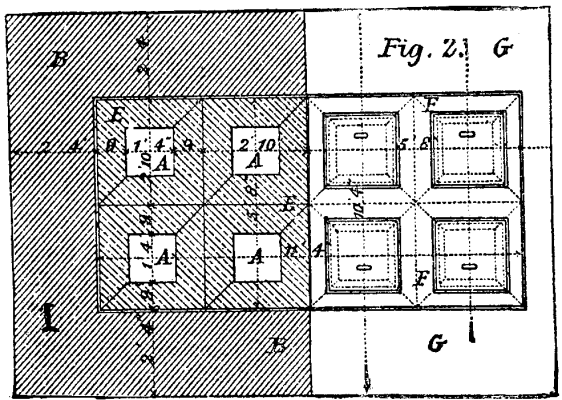
Fig. 2
Every ingot, when cast, contains within itself a considerably larger store of heat than is necessary for the rolling operation. Some of this heat is, of course, lost by passing into the mould, some is lost by radiation before the ingot enters into the soaking pit, and some is lost after it enters, by being conducted away by the brickwork; but in the ordinary course of working, when there is no undue loss of time in transferring the ingots, after allowing for this loss, there remains a surplus, which goes into the brickwork of the soaking pits, so that this surplus of heat from successive ingots tends continually to keep the pits at the intense heat of the ingot itself. Thus, occasionally it happens that inadvertently an ingot is delayed so long on its way to the pit as to arrive there somewhat short of heat, its temperature will be raised by heat from the walls of the pit itself; the refractory mass wherein the pit is formed, in fact, acting as an accumulator of heat, giving and taking heat as required to carry on the operation in a continuous and practical manner.
GJERS' SOAKING PITS FOR STEEL INGOTS.
During the soaking operation a quantity of gas exudes from the ingot and fills the pit, thus entirely excluding atmospheric air from entering; this is seen escaping round the lid, and when the lid is removed combustion takes place.
It will be seen by analyses given hereinafter that this gas is entirely composed of hydrogen, nitrogen, and carbonic oxide, so that the ingots soak in a perfectly non-oxidizing medium. Hence loss of steel by oxidation does not take place, and consequently the great loss of yield which always occurs in the ordinary heating furnace is entirely obviated.
The author does not think it necessary to dilate upon the economical advantages of his process, as they are apparent to every practical man connected with the manufacture of steel.
The operation of steel making on a large scale will by this process be very much simplified. It will help to dispense with a large number of men, some of them highly paid, directly and indirectly connected with the heating department; it will do away with costly heating furnaces and gas generators, and their costly maintenance; it will save all the coal used in heating; and what is perhaps of still more importance, it will save the loss in yield of steel; and there will be no more steel spoiled by overheating in the furnaces.
The process has been in operation too short a time to give precise and reliable figures, but it is hoped that by the next meeting of the Institute these will be forthcoming from various quarters.
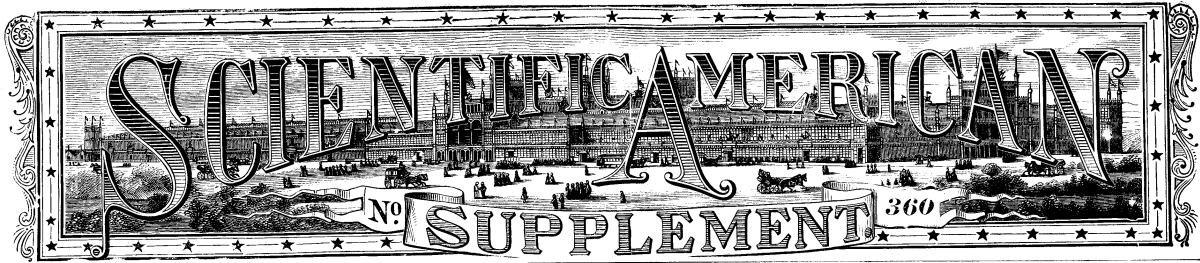
Referring to the illustrations annexed, Fig. 1 shows sectional elevation, and Fig. 2 plan of a set of eight soaking pits (marked A). These pits are built in a mass of brickwork, B, on a concrete foundation, C; the ingots, D, standing upright in the pits. The pits are lined with firebrick lumps, 6 in. thick, forming an independent lining, E, which at any time can be readily renewed. F is a cast iron plate, made to take in four pits, and dropped loosely within the large plate, G, which surrounds the pits. H is the cover, with a firebrick lining; and I is a false cover of firebrick, 1 in. smaller than the cross section of the pit, put in to rest on the top of the ingot. This false cover need not necessarily be used, but is useful to keep the extreme top of the ingot extra hot. J is the bottom of the pit, composed of broken brick and silver sand, forming a good hard bottom at any desired level.
Figs. 4 and 5 show outline plan of two sets of soaking pits, K K, eight each, placed under a 25 ft. sweep crane, L. This crane, if a good one, could handle any ordinary make--up to 2,000 tons per week, and ought to have hydraulic racking out and swinging round gear. This crane places the ingots into the pits, and, when they are ready, picks them out and swings them round to blooming mill, M. With such a crane, four men and a boy at the handles are able to pass the whole of that make through the pits. The author recommends two sets of pits as shown, although one set of eight pits is quite able to deal with any ordinary output from one Bessemer pit.
In case of an extraordinarily large output, the author recommends a second crane, F, for the purpose of placing the ingots in the pits only, the crane, L, being entirely used for picking the ingots out and swinging them round to the live rollers of the mill. The relative position of the cranes, soaking pits, and blooming mill may of course be variously arranged according to circumstances, and the soaking pits may be arranged in single or more rows, or concentrically with the crane at pleasure.
Figs. 4 and 5 also show outline plan and elevation of a Bessemer plant, conveniently arranged for working on the soaking pit system. A A are the converters, with a transfer crane, B. C is the casting pit with its crane, D. E E are the two ingot cranes. F is a leading crane which transfers the ingots from the ingot cranes to the soaking pits, K K, commanded by the crane, L, which transfers the prepared ingots to the mill, M. as before described.
L. Clemandot has devised a new method of treating metals, especially steel, which consists in heating to a cherry red, compressing strongly and keeping up the pressure until the metal is completely cooled. The results are so much like those of tempering that he calls his process tempering by compression. The compressed metal becomes exceedingly hard, acquiring a molecular contraction and a fineness of grain such that polishing gives it the appearance of polished nickel. Compressed steel, like tempered steel, acquires the coercitive force which enables it to absorb magnetism. This property should be studied in connection with its durability; experiments have already shown that there is no loss of magnetism at the expiration of three months. This compression has no analogue but tempering. Hammering and hardening modify the molecular state of metals, especially when they are practiced upon metal that is nearly cold, but the effect of hydraulic pressure is much greater. The phenomena which are produced in both methods of tempering may be interpreted in different ways, but it seems likely that there is a molecular approximation, an amorphism from which results the homogeneity that is due to the absence of crystallization. Being an operation which can be measured, it may be graduated and kept within limits which are prescribed in advance; directions may be given to temper at a specified pressure, as readily as to work under a given pressure of steam.--Chron. Industr.
[Footnote: A paper read by title at a recent stated meeting of the Franklin Institute]
The most economical application of steam power can be realized only by a judicious arrangement of the plant: namely, the engines, boilers, and their accessories for transmission.
This may appear a somewhat broad assertion; but it is nevertheless one which is amply justified by facts open to the consideration of all those who choose to seek for them.
While it is true that occasionally a factory, mill, or a water-works may be found in which the whole arrangements have been planned by a competent engineer, yet such is the exception and not the rule, and such examples form but a very small percentage of the whole.
The fact is that but few users of steam power are aware of the numerous items which compose the cost of economical steam power, while a yet smaller number give sufficient consideration to the relations which these items bear to each other, or the manner in which the economy of any given boiler or engine is affected by the circumstances under which it is run.
A large number of persons--and they are those who should know better, too--take for granted that a boiler or engine which is good for one situation is good for all; a greater error than such an assumption can scarcely be imagined.
It is true that there are certain classes of engines and boilers which may be relied upon to give moderately good results in almost any situation--and the best results should always be desired in arrangement of a mill--there are a considerable number of details which must be taken into consideration in making a choice of boilers and engines.
Take the case of a mill in which it has been supposed that the motive power could be best exerted by a single engine. The question now is whether or not it would be best to divide the total power required among a number of engines.
First.--A division of the motive power presents the following advantages, namely, a saving of expense on lines of shafting of large diameter.
Second.--Dispensing with the large driving belt or gearing, the first named of which, in one instance under the writer's observation, absorbed sixty horse-power out of about 480, or about seven per cent.
Third.--The general convenience of subdividing the work to be done, so that in case of a stoppage of one portion of the work by reason of a loose coupling or the changing of a pulley, etc., that portion only would need to be stopped.
This last is of itself a most important point, and demands careful consideration.
For example, I was at a mill a short time ago when the governor belt broke. The result was a stoppage of the whole mill. Had the motive power of this mill been subdivided into a number of small engines only one department would have been stopped. During the stoppage in this case the windows of the mill were a sea of heads of men and women (the operatives), and considerable excitement was caused by the violent blowing off of steam from the safety-valves, due to the stoppage of the steam supply to the engine; and this excitement continued until the cause of the stoppage was understood. Had the power in this mill been subdivided the stoppage of one of a number of engines would scarcely have been noticed, and the blowing off of surplus steam would not have occurred.
In building a mill the first item to be considered is the interest on the first cost of the engine, boilers, etc. This item can be subdivided with advantage into the amounts of interest on the respective costs of,
First. The engine or engines;
Second The boiler or boilers;
Third. The engine and boiler house.
In the same connection the form of engine to be used must be considered. In some few cases--as, for instance, where engines have to be placed in confined situations--the form is practically fixed by the space available, it being perhaps possible only to erect a vertical or a horizontal engine, as the case may be. These, however, are exceptional instances, and in most cases--at all events where large powers are required--the engineer may have a free choice in the matter. Under these circumstances the best form, in the vast majority of cases where machinery must be driven, is undoubtedly the horizontal engine, and the worst the beam engine. When properly constructed, the horizontal engine is more durable than the beam engine, while, its first cost being less, it can be driven at a higher speed, and it involves a much smaller outlay for engine house and foundations than the latter. In many respects the horizontal engine is undoubtedly closely approached in advantages by the best forms of vertical engines; but on the whole we consider that where machinery is to be driven the balance of advantages is decidedly in favor of the former class, and particularly so in the case of large powers.
The next point to be decided is, whether a condensing or non-condensing engine should be employed. In settling this question not only the respective first costs of the two classes of engines must be taken into consideration, but also the cost of water and fuel. Excepting, perhaps, in cases of very small powers, and in those instances where the exhaust steam from a non-condensing engine can be turned to good account for heating or drying purpose, it may safely be asserted that in all instances where a sufficient supply of condensing water is available at a moderate cost, the extra economy of a well-constructed condensing engine will fully warrant the additional outlay involved in its purchase. In these days of high steam pressures, a well constructed non-condensing engine can, no doubt, be made to approximate closely to the economy of a condensing engine, but in such a case the extra cost of the stronger boiler required will go far to balance the additional cost of the condensing engine.
Having decided on the form, the next question is, what "class" of engine shall it be; and by the term class I mean the relative excellence of the engine as a power-producing machine. An automatic engine costs more than a plain slide-valve engine, but it will depend upon the cost of fuel at the location where the engine is to be placed, and the number of hours per day it is kept running, to decide which class of machine can be adopted with the greatest economy to the proprietor. The cost of lubricating materials, fuel, repairs, and percentage of cost to be put aside for depreciation, will be less in case of the high-class than in the low-class engine, while the former will also require less boiler power.
Against these advantages are to be set the greater first cost of the automatic engine, and the consequent annual charge due to capital sunk. These several items should all be fairly estimated when an engine is to be bought, and the kind chosen accordingly. Let us take the item of fuel, for instance, and let us suppose this fuel to cost four dollars per ton at the place where the engine is run. Suppose the engine to be capable of developing one hundred horse-power, and that it consumes five pounds of coal per hour per horse-power, and runs ten hours per day: this would necessitate the supply of two and one-half tons per day at a cost of ten dollars per day. To be really economical, therefore, any improvement which would effect a saving of one pound of coal per hour per horse-power must not cost a greater sum per horse-power than that on which the cost of the difference of the coal saved (one pound of coal per hour per horse-power, which would be 1,000 pounds per day) for, say, three hundred days, three hundred thousand (300,000) pounds, or one hundred and fifty tons (or six hundred dollars), would pay a fair interest.
Assuming that the mill owner estimates his capital as worth to him ten per cent, per annum, then the improvement which would effect the above mentioned saving must not cost more than six thousand dollars, and so on. If, instead of being run only ten hours per day, the engine is run night and day, then the outlay which it would be justifiable to make to effect a certain saving per hour would be doubled; while, on the other hand, if an engine is run less than the usual time per day a given saving per hour would justify a correspondingly less outlay.
It has been found that for grain and other elevators, which are not run constantly, gas engines, although costing more for the same power, are cheaper than steam engines for elevating purposes where only occasionally used.
For this reason it is impossible without considerable investigation to say what is really the most economical engine to adopt in any particular case; and as comparatively few users of steam power care to make this investigation a vast amount of wasteful expenditure results. Although, however, no absolute rule can be given, we may state that the number of instances in which an engine which is wasteful of fuel can be used profitably is exceedingly small. As a rule, in fact, it may generally be assumed that an engine employed for driving a manufactory of any kind cannot be of too high a class, the saving effected by the economical working of such engines in the vast majority of cases enormously outweighing the interest on their extra first cost. So few people appear to have a clear idea of the vast importance of economy of fuel in mills and factories that I perhaps cannot better conclude than by giving an example showing the saving to be effected in a large establishment by an economical engine.
I will take the case of a flouring mill in this city which employed two engines that required forty pounds of water to be converted into steam per hour per indicated horse-power. This, at the time, was considered a moderate amount and the engines were considered "good."
These engines indicated seventy horse power each, and ran twenty-four hours per day on an average of three hundred days each year, requiring as per indicator diagrams forty million three hundred and twenty thousand pounds (40 x 70 x 24 x 300 x 2 = 40,320,000) of feed water to be evaporated per annum, which, in Philadelphia, costs three dollars per horse-power per annum, amounting to (70 x 2 x 300 = $420.00) four hundred and twenty dollars.
The coal consumed averaged five and one-half pounds per hour per horse-power, which, at four dollars per ton, costs
((70 x 2 x 5.5 x 24 x 300) / 2,000) x 4.00= $11,088
Eleven thousand and eighty-eight dollars.
Cost of coal for 300 days. $11,088
Cost of water for 300 days. 420
-------
Total cost of coal and water. $11,503
These engines were replaced by one first-class automatic engine, which developed one hundred and forty-two horse-power per hour with a consumption of three pounds of coal per hour per horse-power, and the indicator diagrams showed a consumption of thirty pounds of water per hour per horse-power. Coal cost
((142 x 3 x 24 x 300) / 2,000) x 4.00 = $6,134
Six thousand one hundred and thirty-four dollars. Water cost (142 x 3.00= $426.00) four hundred and twenty-six dollars.
Cost of coal for 300 days. $6,134
Cost of water for 300 days. 426
------
Total cost of coal and water. $6,560
The water evaporated in the latter case to perform the same work was (142 x 30 x 24 x 300 = 30,672,000) thirty million six hundred and seventy-two thousand pounds of feed water against (40,320,000) forty million three hundred and twenty thousand pounds in the former, a saving of (9,648,000) nine million six hundred and forty-eight thousand pounds per annum; or,
(40,320,000 - 30,672,000) / 9,648,000 = 31.4 per cent.
--thirty-one and four-tenths per cent.
And a saving in coal consumption of
(11,088 - 6,134) / 4,954 = 87.5 per cent.
--eighty-seven and one-half per cent., or a saving in dollars and cents of four thousand nine hundred and fifty-four dollars ($4,954).
In this city, Philadelphia, no allowance for the consumption of water is made in the case of first class engines, such engines being charged the same rate per annum per horse-power as an inferior engine, while, as shown by the above example, a saving in water of thirty-one and four-tenths per cent. has been attained by the employment of a first-class engine. The builders of such engines will always give a guarantee of their consumption of water, so that the purchaser can be able in advance to estimate this as accurately as he can the amount of fuel he will use.
The improvement of the Mississippi River near St. Louis progresses satisfactorily. The efficacy of the jetty system is illustrated in the lines of mattresses which showed accumulations of sand deposits ranging from the surface of the river to nearly sixteen feet in height. At Twin Hollow, thirteen miles from St. Louis and six miles from Horse-Tail Bar, there was found a sand bar extending over the widest portion of the river on which the engineering forces were engaged. Hurdles are built out from the shore to concentrate the stream on the obstruction, and then to protect the river from widening willows are interwoven between the piles. At Carroll's Island mattresses 125 feet wide have been placed, and the banks revetted with stone from ordinary low water to a 16 foot stage. There is plenty of water over the bar, and at the most shallow points the lead showed a depth of twelve feet. Beard's Island, a short distance further, is also being improved, the largest force of men at any one place being here engaged. Four thousand feet of mattresses have been begun, and in placing them work will be vigorously prosecuted until operations are suspended by floating ice. The different sections are under the direction of W. F. Fries, resident engineer, and E. M. Currie, superintending engineer. There are now employed about 1,200 men, thirty barges and scows, two steam launches, and the stern-wheel steamer A. A. Humphreys. The improvements have cost, in actual money expended, about $200,000, and as the appropriation for the ensuing year approximates $600,000, the prospect of a clear channel is gratifying to those interested in the river.
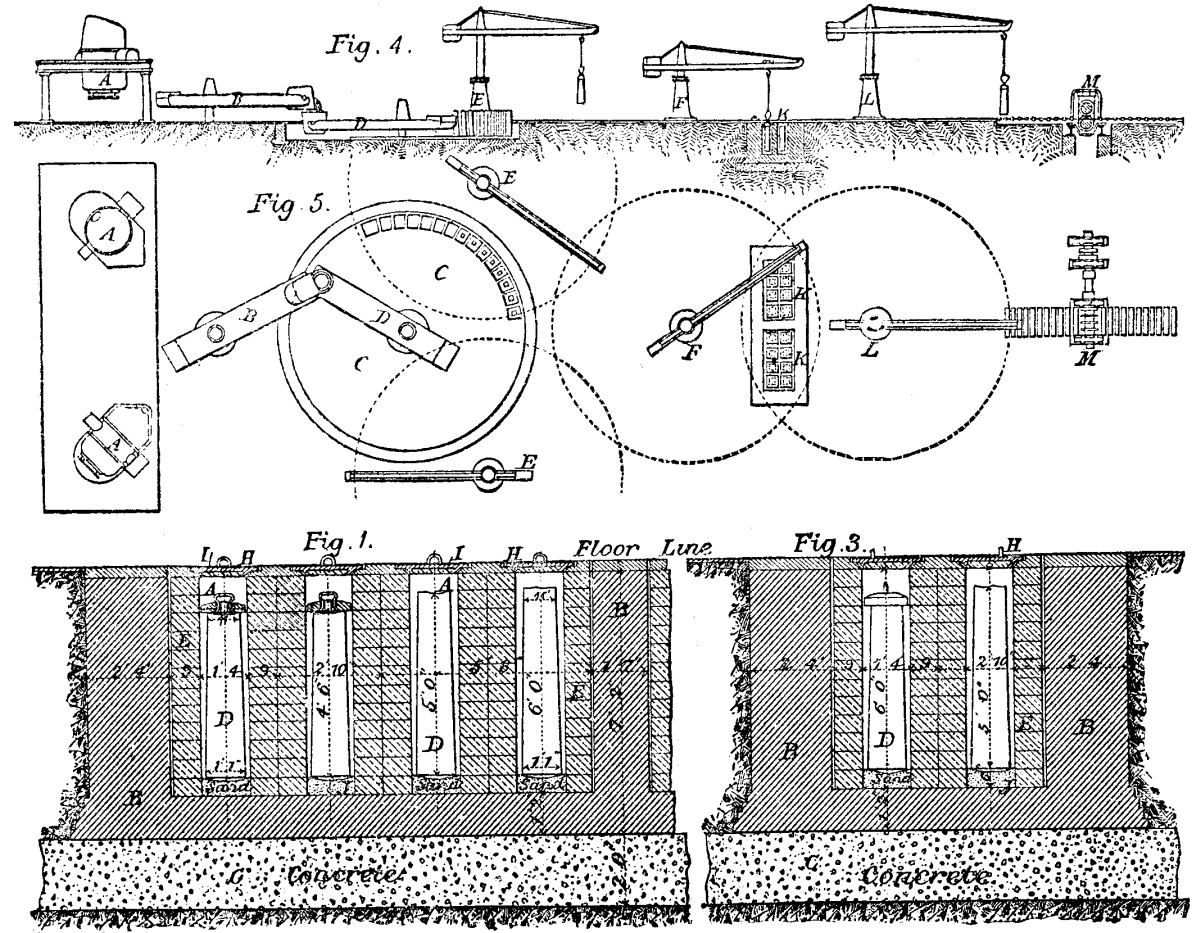
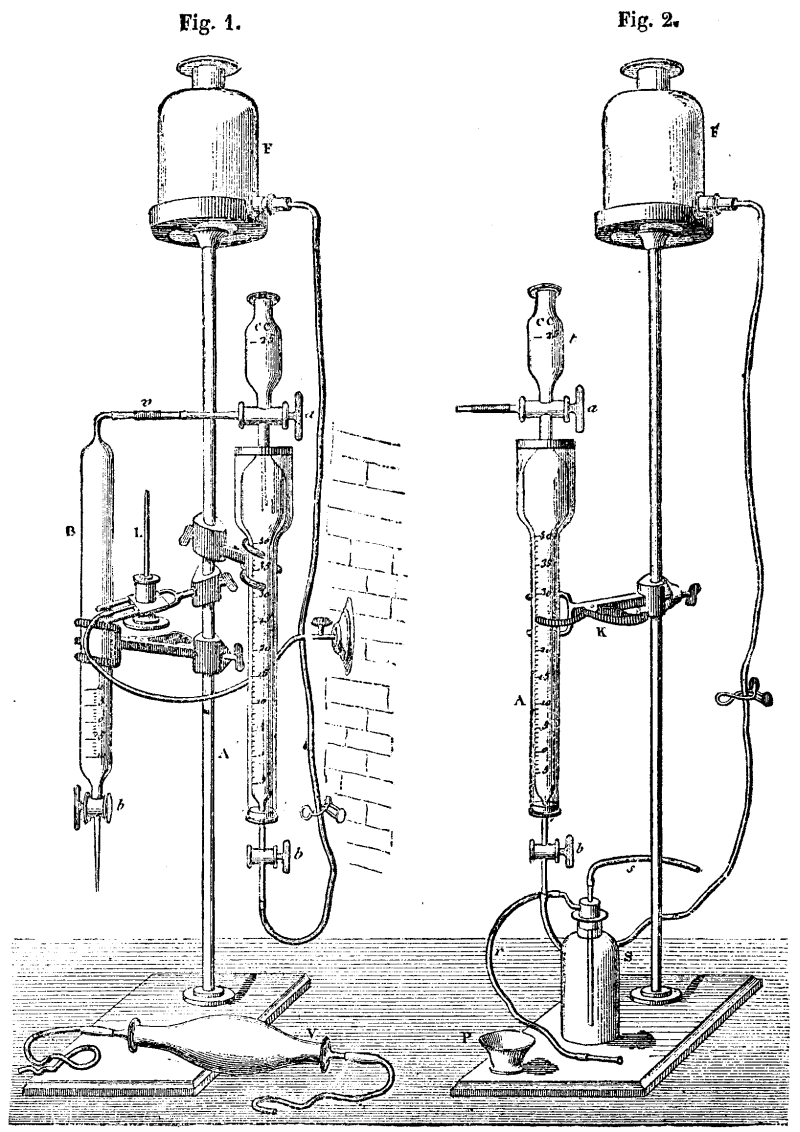
For analyzing the gases of blast-furnaces the various apparatus of Orsat have long been employed; but, by reason of its simplicity, the burette devised by Dr. Bünte, and shown in the accompanying figures, is much easier to use. Besides, it permits of a much better and more rapid absorption of the oxide of carbon; and yet, for the lost fractions of the latter, it is necessary to replace a part of the absorbing liquid three or four times. The absorbing liquid is prepared by making a saturated solution of chloride of copper in hydrochloric acid, and adding thereto a small quantity of dissolved chloride of tin. Afterward, there are added to the decanted mixture a few spirals of red copper, and the mixture is then carefully kept from contact with the air.
To fill the burette with gas, the three-way cock, a, is so placed that the axial aperture shall be in communication with the graduated part, A, of the burette. After this, water is poured into the funnel, t, and the burette is put in communication with the gas reservoir by means of a rubber tube. The lower point of the burette is put in communication with a rubber pump, V (Fig. 2), on an aspirator (the cock, b, being left open), and the gas is sucked in until all the air that was in the apparatus has been expelled from it. The cocks, a and b, are turned 90 degrees. The water in the funnel prevents the gases communicating with the top. The point of the three-way cock is afterward closed with a rubber tube and glass rod.
If the gas happens to be in the reservoir of an aspirator, it is made to pass into the apparatus in the following manner: The burette is completely filled with water, and the point of the three-way cock is put in communication with a reservoir. If the gas is under pressure, a portion of it is allowed to escape through the capillary tube into the water in the funnel, by turning the cock, a, properly, and thus all the water in the conduit is entirely expelled. Afterward a is turned 180°, and the lower cock, b, is opened. While the water is flowing through b, the burette becomes filled with gas.
Mode of Measuring the Gases and Absorption.--The tube that communicates with the vessel, F, is put in communication, after the latter has been completely filled with water, with the point of the cock, b (Fig. 2). Then the latter is opened, as is also the pinch cock on the rubber tubing, and water is allowed to enter the burette through the bottom until the level is at the zero of the graduation. There are then 100 cubic centimeters in the burette. The superfluous gas has escaped through the cock, a, and passed through the water in the funnel. The cock, a, is afterward closed by turning it 90°. To cause the absorbing liquid to pass into the burette, the water in the graduated cylinder is made to flow by connecting the rubber tube, s, of the bottle, S, with the point of the burette. The cock is opened, and suction is effected with the mouth of the tube, r. When the water has flowed out to nearly the last drop, b is closed and the suction bottle is removed. The absorbing liquid (caustic potassa or pyrogallate of potassa) is poured into a porcelain capsule, P, and the point of the burette is dipped into the liquid. If the cock, b, be opened, the absorbing liquid will be sucked into the burette. In order to hasten the absorption, the cock, b, is closed, and the burette is shaken horizontally, the aperture of the funnel being closed by the hand during the operation.
If not enough absorbing liquid has entered, there may be sucked into the burette, by the process described above, a new quantity of liquid. The reaction finished, the graduated cylinder is put in communication with the funnel by turning the cock, a. The water is allowed to run from the funnel, and the latter is filled again with water up to the mark. The gas is then again under the same pressure as at the beginning.
After the level has become constant, the quantity of gas remaining is measured. The contraction that has taken place gives, in hundredths of the total volume, the volume of the gas absorbed.
When it is desired to make an analysis of smoke due to combustion, caustic potassa is first sucked into the burette. After complete absorption, and after putting the gas at the same pressure, the diminution gives the volume of carbonic acid.
To determine the oxygen in the remaining gas, a portion of the caustic potash is allowed to flow out, and an aqueous solution of pyrogallic acid and potash is allowed to enter. The presence of oxygen is revealed by the color of the liquid, which becomes darker.
The gas is then agitated with the absorbing liquid until, upon opening the cock, a, the liquid remains in the capillary tube, that is to say, until no more water runs from the funnel into the burette. To make a quantitative analysis of the carbon contained in gas, the pyrogallate of potash must be entirely removed from the burette. To do this, the liquid is sucked out by means of the flask, S, until there remain only a few drops; then the cock, a, is opened and water is allowed to flow from the funnel along the sides of the burette. Then a is closed, and the washing water is sucked in the same manner. By repeating this manipulation several times, the absorbing liquid is completely removed. The acid solution of chloride of copper is then allowed to enter.
As the absorbing liquids adhere to the glass, it is better, before noting the level, to replace these liquids by water. The cocks, a and b, are opened, and water is allowed to enter from the funnel, the absorbing liquid being made to flow at the same time through the cock, b.
When an acid solution of chloride of copper is employed, dilute hydrochloric acid is used instead of water.
Fig. 2 shows the arrangement of the apparatus for the quantitative analysis of oxide of carbon and hydrogen by combustion. The gas in the burette is first mixed with atmospheric air, by allowing the liquid to flow through b, and causing air to enter through the axial aperture of the three way cock, a, after cutting off communication at v. Then, as shown in the figure, the burette is connected with the tube, B, which is filled with water up to the narrow curved part, and the interior of the burette is made to communicate with the combustion tube, v, by turning the cock, a. The combustion tube is heated by means of a Bunsen burner or alcohol lamp, L. It is necessary to proceed, so that all the water shall be driven from the cock and the capillary tube, and that it shall be sent into the burette. The combustion is effected by causing the mixture of gas to pass from the burette into the tube, B, through the tube, v, heated to redness, into which there passes a palladium wire. Water is allowed to flow through the point of the tube, B, while from the flask, F, it enters through the bottom into the burette, so as to drive out the gas. The water is allowed to rise into the burette as far as the cock, and the cocks, b and b¹, are afterward closed.
DR. BÜNTE'S GAS BURETTE
By a contrary operation, the gas is made to pass from B into the burette. It is then allowed to cool, and, after the pressure has been established again, the contraction is measured. If the gas burned is hydrogen, the contraction multiplied by two-thirds gives the original volume of the hydrogen gas burned. If the gas burned is oxide of carbon, there forms an equal volume of carbonic acid, and the contraction is the half of CO. Thus, to analyze CO, a portion of the liquid is removed from the burette, then caustic potash is allowed to enter, and the process goes on as explained above.
The total contraction resulting from combustion and absorption, multiplied by two-thirds, gives the volume of the oxide of carbon.
The hydrogen and oxide carbon may thus be quantitatively analyzed together or separately.--Revue Industrielle.
The accompanying engravings illustrate a new and very simple form of gas engine, the invention of J. A. Ewins and H. Newman, and made by Mr. T. B. Barker, of Scholefield-street, Bloomsbury, Birmingham. It is known as the "Universal" engine, and is at present constructed in sizes varying from one-eighth horse-power--one man power--to one horse-power, though larger sizes are being made. The essentially new feature of the engine is, says the Engineer, the simple rotary ignition valve consisting of a ratchet plate or flat disk with a number of small radial slots which successively pass a small slot in the end of the cylinder, and through which the flame is drawn to ignite the charge. In our illustrations Fig. 1 is a side elevation; Fig. 2 an end view of same; Fig. 3 a plan; Fig. 4 is a sectional view of the chamber in which the gas and air are mixed, with the valves appertaining thereto; Fig. 5 is a detail view of the ratchet plate, with pawl and levers and valve gear shaft; Fig. 6 is a sectional view of a pump employed in some cases to circulate water through the jacket; Fig. 7 is a sectional view of arrangement for lighting, and ratchet plate, j, with central spindle and igniting apertures, and the spiral spring, k, and fly nut, showing the attachment to the end of the working cylinder, f1; b5, b5, bevel wheels driving the valve gear shaft; e, the valve gear driving shaft; e2, eccentric to drive pump; e³, eccentric or cam to drive exhaust valve; e4, crank to drive ratchet plate; e5, connecting rod to ratchet pawl; f, cylinder jacket; f1, internal or working cylinder; f2, back cylinder cover; g, igniting chamber; h, mixing chamber; h1, flap valve; h2, gas inlet valve, the motion of which is regulated by a governor; h3, gas inlet valve seat; h4, cover, also forming stop for gas inlet valve; h5, gas inlet pipe; h6, an inlet valve; h8, cover, also forming stop for air inlet valve; h9, inlet pipe for air with grating; i, exhaust chamber; i2, exhaust valve spindle; i7, exhaust pipe; j6, lighting aperture through cylinder end; l, igniting gas jet; m, regulating and stop valve for gas.
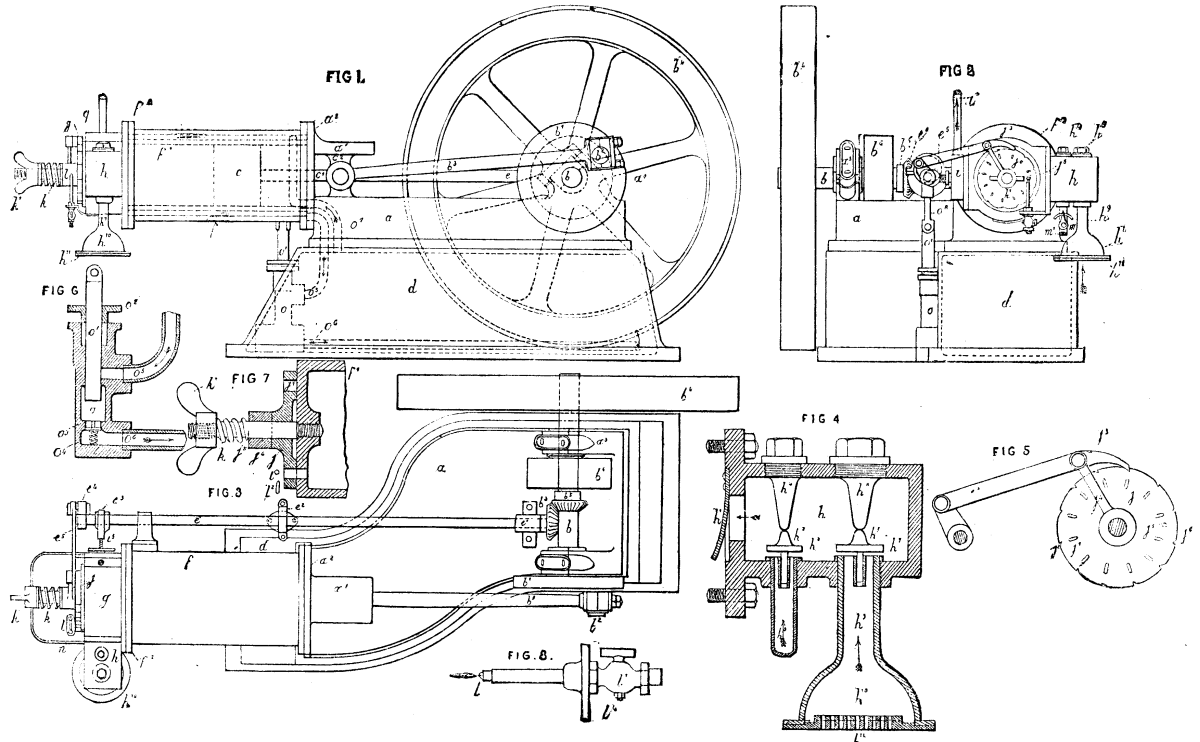
IMPROVED GAS ENGINE
The engine, it will be seen, is single-acting, and no compression of the explosive charge is employed. An explosive mixture of combustible gas and air is drawn through the valves, h2 and h6, and exploded behind the piston once in a revolution; but by a duplication of the valve and igniting apparatus, placed also at the front end of the cylinder, the engine may be constructed double-acting. At the proper time, when the piston has proceeded far enough to draw in through the mixing chamber, h, into the igniting chamber, g, the requisite amount of gas and air, the ratchet plate, j, is pushed into such a position by the pawl, j3, that the flame from the igniting jet, l, passes through one of the slots or holes, j1, and explodes the charge when opposite j6, which is the only aperture in the end of the working cylinder (see Fig. 7 and Fig. 2), thus driving the piston on to the end of its forward stroke. The exhaust valve, Fig. 9, though not exactly of the form shown, is kept open during the whole of this return stroke by means of the eccentric, e3, on the shaft working the ratchet, and thus allowing the products of combustion to escape through the exhaust pipe, i7, in the direction of the arrow. Between the ratchet disk and the igniting flame a small plate not shown is affixed to the pipe, its edge being just above the burner top. The flame is thus not blown out by the inrushing air when the slots in ratchet plate and valve face are opposite. This ratchet plate or ignition valve, the most important in any engine, has so very small a range of motion per revolution of the engine that it cannot get out of order, and it appears to require no lubrication or attention whatever. The engines are working very successfully, and their simplicity enables them to be made at low cost. They cost for gas from ½d. to 1½d. per hour for the sizes mentioned.
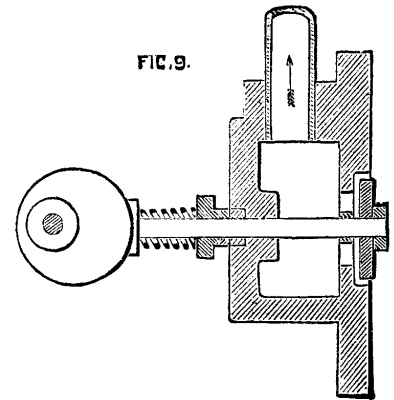
Fig.9.
In order that small establishments may put to profit the advantages derived from the use of annular furnaces heated with gas, smaller dimensions have been given the baking chambers of such furnaces. The accompanying figure gives a section of a furnace of this kind, set into the ground, and the height of whose baking chamber is only one and a half meters. The chamber is not vaulted, but is covered by slabs of refractory clay, D, that may be displaced by the aid of a small car running on a movable track. This car is drawn over the compartment that is to be emptied, and the slab or cover, D, is taken off and carried over the newly filled compartment and deposited thereon.
The gas passes from the channel through the pipe, a, into the vertical conduits, b, and is afterward disengaged through the tuyeres into the chamber. In order that the gas may be equally applied for preliminary heating or smoking, a small smoking furnace, S, has been added to the apparatus. The upper part of this consists of a wide cylinder of refractory clay, in the center of whose cover there is placed an internal tube of refractory clay, which communicates with the channel, G, through a pipe, d. This latter leads the gas into the tube, t, of the smoking furnace, which is perforated with a large number of small holes. The air requisite for combustion enters through the apertures, o, in the cover of the furnace, and brings about in the latter a high temperature. The very hot gases descend into the lower iron portion of this small furnace and pass through a tube, e, into the smoking chamber by the aid of vertical conduits, b', which serve at the same time as gas tuyeres for the extremity of the furnace that is exposed to the fire.
GAS FURNACE FOR BAKING REFRACTORY PRODUCTS.
In the lower part of the smoking furnace, which is made of boiler plate and can be put in communication with the tube, e, there are large apertures that may be wholly or partially closed by means of registers so as to carry to the hot gas derived from combustion any quantity whatever of cold and dry air, and thus cause a variation at will of the temperature of the gases which are disengaged from the tube, e.
The use of these smoking apparatus heated by gas does away also with the inconveniences of the ordinary system, in which the products are soiled by cinders or dust, and which render the gradual heating of objects to be baked difficult. At the beginning, there is allowed to enter the lower part of the small furnace, S, through the apertures, a very considerable quantity of cold air, so as to lower the temperature of the smoke gas that escapes from the tube, e, to 30 or 50 degrees. Afterward, these secondary air entrances are gradually closed so as to increase the temperature of the gases at will.
Air, like every other gas or combination of gases, possesses weight; some persons who have been taught that the air exerts a pressure of 14.7 lb. per square inch, cannot, however, be got to realize the fact that a cubit foot of air at the same pressure and at a temperature of 62 deg. weighs the thirteenth part of a pound, or over one ounce; 13.141 cubic feet of air weigh one pound. In round numbers 30,000 cubic feet of air weigh one ton; this is a useful figure to remember, and it is easily carried in the mind. A hall 61 feet long, 30 feet wide, and 17 feet high will contain one ton of air.
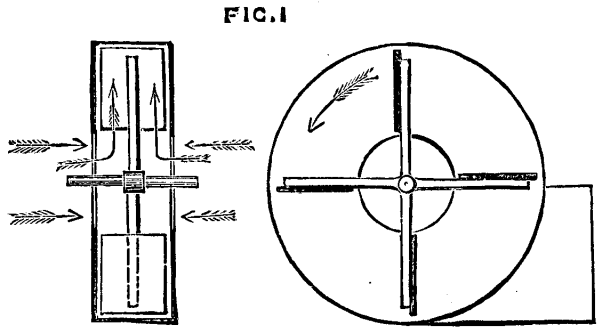
FIG. 1
The work to be done by a fan consists in putting a weight--that of the air--in motion. The resistances incurred are due to the inertia of the air and various frictional influences; the nature and amount of these last vary with the construction of the fan. As the air enters at the center of the fan and escapes at the circumference, it will be seen that its motion is changed while in the fan through a right angle. It may also be taken for granted that within certain limits the air has no motion in a radial direction when it first comes in contact with a fan blade. It is well understood that, unless power is to be wasted, motion should be gradually imparted to any body to be moved. Consequently, the shape of the blades ought to be such as will impart motion at first slowly and afterward in a rapidly increasing ratio to the air. It is also clear that the change of motion should be effected as gradually as possible. Fig. 1 shows how a fan should not be constructed; Fig. 2 will serve to give an idea of how it should be made.
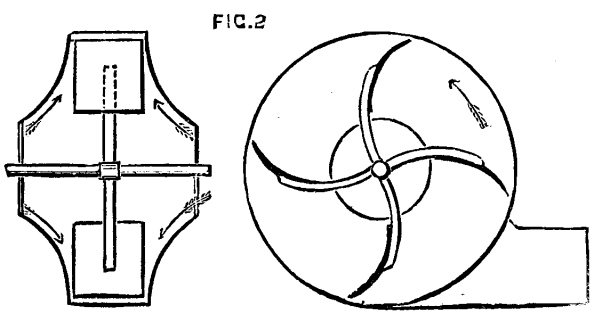
FIG. 2
In Fig. 1 it will be seen that the air, as indicated by the bent arrows, is violently deflected on entering the fan. In Fig. 2 it will be seen that it follows gentle curves, and so is put gradually in motion. The curved form of the blades shown in Fig. 2 does not appear to add much to the efficiency of a fan; but it adds something and keeps down noise. The idea is that the fan blades when of this form push the air radially from the center to the circumference. The fact is, however, that the air flies outward under the influence of centrifugal force, and always tends to move at a tangent to the fan blades, as in Fig. 3, where the circle is the path of the tips of the fan blades, and the arrow is a tangent to that path; and to impart this notion a radial blade, as at C, is perhaps as good as any other, as far as efficiency is concerned. Concerning the shape to be imparted to the blades, looked at back or front, opinions widely differ; but it is certain that if a fan is to be silent the blades must be narrower at the tips than at the center. Various forms are adopted by different makers, the straight side and the curved sides, as shown in Fig. 4, being most commonly used. The proportions as regards length to breadth are also varied continually. In fact, no two makers of fans use the same shapes.
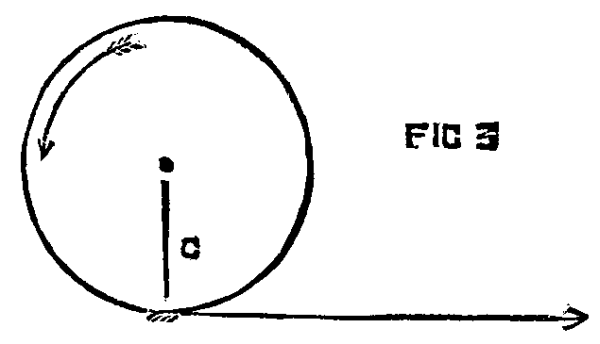
FIG. 3
As the work done by a fan consists in imparting motion at a stated velocity to a given weight of air, it is very easy to calculate the power which must be expended to do a certain amount of work. The velocity at which the air leaves the fan cannot be greater than that of the fan tips. In a good fan it may be about two-thirds of that speed. The resistance to be overcome will be found by multiplying the area of the fan blades by the pressure of the air and by the velocity of the center of effort, which must be determined for every fan according to the shape of its blades. The velocity imparted to the air by the fan will be just the same as though the air fell in a mass from a given height. This height can be found by the formula h = v² / 64; that is to say, if the velocity be multiplied by itself and divided by 64 we have the height. Thus, let the velocity be 88 per second, then 88 x 88 = 7,744, and 7,744 / 64 = 121. A stone or other body falling from a height of 121 feet would have a velocity of 88 per second at the earth. The pressure against the fan blades will be equal to that of a column of air of the height due to the velocity, or, in this case, 121 feet. We have seen that in round numbers 13 cubic feet of air weigh one pound, consequently a column of air one square foot in section and 121 feet high, will weigh as many pounds as 13 will go times into 121. Now, 121 / 13 = 9.3, and this will be the resistance in pounds per square foot overcome by the fan. Let the aggregate area of all the blades be 2 square feet, and the velocity of the center of effort 90 feet per second, then the power expended will bve (90 x 60 x 2 x 9.3) / 33,000 = 3.04 horse power. The quantity of air delivered ought to be equal in volume to that of a column with a sectional area equal that of one fan blade moving at 88 feet per second, or a mile a minute. The blade having an area of 1 square foot, the delivery ought to be 5,280 feet per minute, weighing 5,280 / 13 = 406.1 lb. In practice we need hardly say that such an efficiency is never attained.
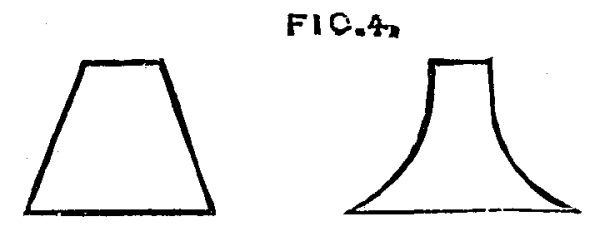
FIG. 4
The number of recorded experiments with fans is very small, and a great deal of ignorance exists as to their true efficiency. Mr. Buckle is one of the very few authorities on the subject. He gives the accompanying table of proportions as the best for pressures of from 3 to 6 ounces per square inch:
--------------------------------------------------------------
| Vanes. | Diameter of inlet
Diameter of fans. |------------------------| openings.
| Width. | Length. |
--------------------------------------------------------------
ft. in. | ft. in. | ft. in. | ft. in.
3 0 | 0 9 | 0 9 | 1 6
3 6 | 0 10½ | 0 10½ | 1 9
4 0 | 1 0 | 1 0 | 2 0
4 6 | 1 1½ | 1 1½ | 2 3
5 0 | 1 3 | 1 3 | 2 6
6 0 | 1 6 | 1 6 | 3 0
| | |
--------------------------------------------------------------
For higher pressures the blades should be longer and narrower, and the inlet openings smaller. The case is to be made in the form of an arithmetical spiral widening, the space between the case and the blades radially from the origin to the opening for discharge, and the upper edge of the opening should be level with the lower side of the sweep of the fan blade, somewhat as shown in Fig. 5.
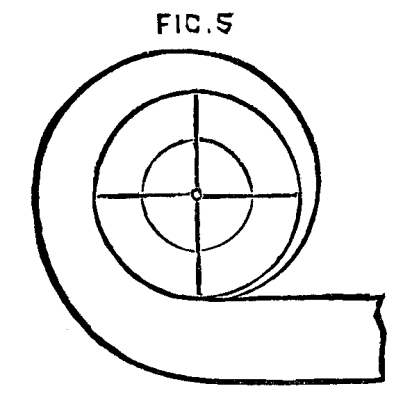
FIG. 5
A considerable number of patents has been taken out for improvements in the construction of fans, but they all, or nearly all, relate to modifications in the form of the case and of the blades. So far, however, as is known, it appears that, while these things do exert a marked influence on the noise made by a fan, and modify in some degree the efficiency of the machine, that this last depends very much more on the proportions adopted than on the shapes--so long as easy curves are used and sharp angles avoided. In the case of fans running at low speeds, it matters very little whether the curves are present or not; but at high speeds the case is different.--The Engineer.
The problem as to how the refuse of coal shall be utilized has been solved in the manufacture from it of an agglomerated artificial fuel, which is coming more and more into general use on railways and steamboats, in the industries, and even in domestic heating.
The qualities that a good agglomerating machine should present are as follows:
1. Very great simplicity, inasmuch as it is called upon to operate in an atmosphere charged with coal dust, pitch, and steam; and, under such conditions, it is important that it may be easily got at for cleaning, and that the changing of its parts (which wear rapidly) may be effected without, so to speak, interrupting its running.
2. The compression must be powerful, and, that the product may be homogeneous, must operate progressively and not by shocks. It must especially act as much as possible upon the entire surface of the conglomerate, and this is something that most machines fail to do.
3. The removal from the mould must be effected easily, and not depend upon a play of pistons or springs, which soon become foul, and the operation of which is very irregular.
The operations embraced in the manufacture of this kind of fuel are as follows:
The refuse is sifted in order to separate the dust from the grains of coal. The dust is not submitted to a washing. The grains are classed into two sizes, after removing the nut size, which is sold separately. The grains of each size are washed separately. The washed grains are either drained or dried by a hydro-extractor in order to free them from the greater part of the water, the presence of this being an obstacle to their perfect agglomeration. The water, however, should not be entirely extracted because the combustibles being poor conductors of heat, a certain amount of dampness must be preserved to obtain an equal division of heat in the paste when the mixture is warmed.
After being dried the grains are mixed with the coal dust, and broken coal pitch is added in the proportion of eight to ten per cent. of the coal. The mixture is then thrown into a crushing machine, where it is reduced to powder and intimately mixed. It then passes into a pug-mill into which superheated steam is admitted, and by this means is converted into a plastic paste. This paste is then led into an agitator for the double purpose of freeing it from the steam that it contains, and of distributing it in the moulds of the compressing machine.
IMPROVED MACHINE FOR COMPRESSING REFUSE COAL INTO FUEL.
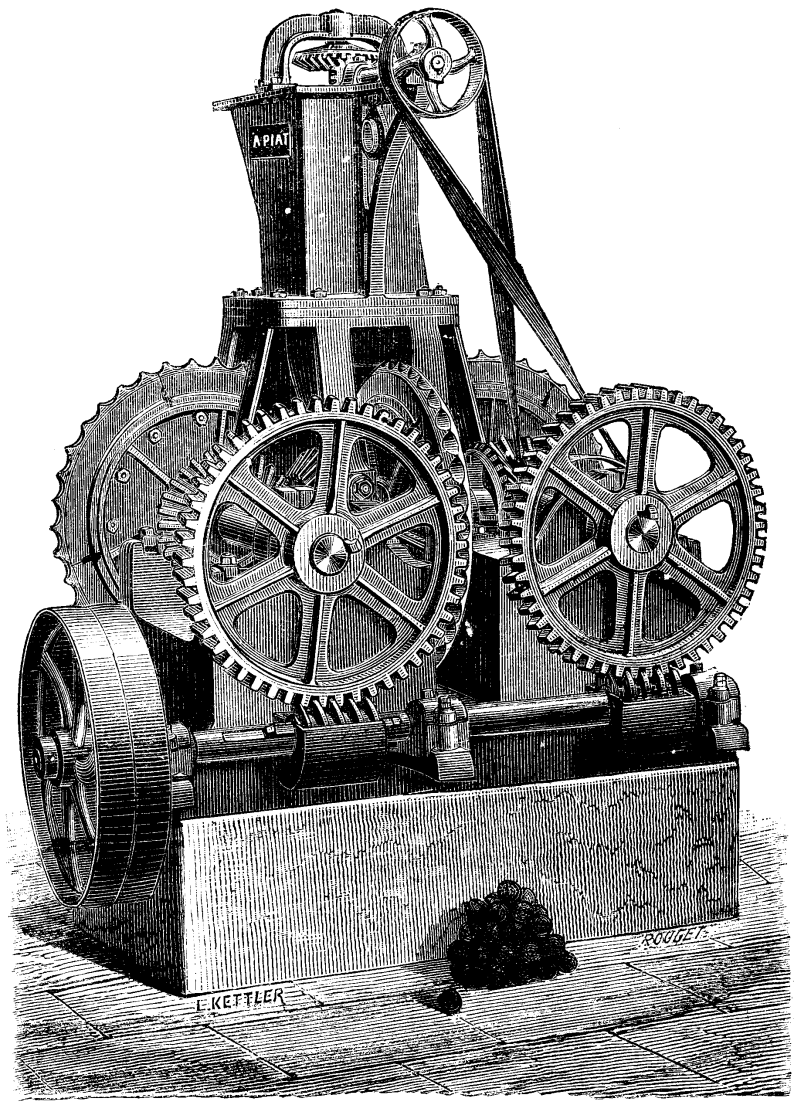
Bilan's machine, shown in the accompanying cut, is designed for manufacturing spherical conglomerates for domestic purposes. It consists of a cast iron frame supporting four vertical moulding wheels placed at right angles to each other and tangent to the line of the centers. These wheels carry on their periphery cavities that have the form of a quarter of a sphere. They thus form at the point of contact a complete sphere in which the material is inclosed. The paste is thrown by shovel, or emptied by buckets and chain, into the hopper fixed at the upper part of the frame. From here it is taken up by two helices, mounted on a vertical shaft traversing the hopper, and forced toward the point where the four moulding wheels meet. The driving pulley of the machine is keyed upon a horizontal shaft which is provided with two endless screws that actuate two gear-wheels, and these latter set in motion the four moulding wheels by means of beveled pinions. The four moulding wheels being accurately adjusted so that their cavities meet each other at every revolution, carry along the paste furnished them by the hopper, compress it powerfully on the four quarters, and, separating by a further revolution, allow the finished ball to drop out.
The external crown of the wheels carrying the moulds consists of four segments, which may be taken apart at will to be replaced by others when worn.
This machine produces about 40 tons per day of this globular artificial fuel.--Annales Industrielles.
We give a view of a hank sizing machine by Messrs. Heywood & Spencer, of Radcliffe, near Manchester. The machine is also suitable for fancy dyeing. It is well known, says the Textile Manufacturer, that when hanks are wrung by hand, not only is the labor very severe, but in dyeing it is scarcely possible to obtain even colors, and, furthermore, the production is limited by the capabilities of the man. The machine we illustrate is intended to perform the heavy part of the work with greater expedition and with more certainty than could be relied upon with hand labor. The illustration represents the machine that we inspected. Its construction seems of the simplest character. It consists of two vats, between which is placed the gearing for driving the hooks. The large wheel in this gear, although it always runs in one direction, contains internal segments, which fall into gear alternately with pinions on the shanks of the hooks. The motion is a simple one, and it appeared to us to be perfectly reliable, and not liable to get out of order. The action is as follows: The attendant lifts the hank out of the vat and places it on the hooks. The hook connected to the gearing then commences to turn; it puts in two, two and a half, three, or more twists into the hank and remains stationary for a few seconds to allow an interval for the sizer to "wipe off" the excess of size, that is, to run his hand along the twisted hank. This done, the hook commences to revolve the reverse way, until the twists are taken out of the hank. It is then removed, either by lifting off by hand or by the apparatus shown, attached to the right hand side. This arrangement consists of a lattice, carrying two arms that, at the proper moment, lift the hank off the hooks on to the lattice proper, by which it is carried away, and dropped upon a barrow to be taken to the drying stove. In sizing, a double operation is customary; the first is called running, and the second, finishing. In the machine shown, running is carried on one side simultaneously with finishing in the other, or, if required, running may be carried on on both sides. If desired, the lifting off motion is attached to both running and finishing sides, and also the roller partly seen on the left hand for running the hanks through the size. The machine we saw was doing about 600 bundles per day at running and at finishing, but the makers claim the production with a double machine to be at the rate of about 36 10 lb. bundles per hour (at finishing), wrung in 1½ lb. wringers (or I½ lb. of yarn at a time), or at running at the rate of 45 bundles in 2 lb. wringers. The distance between the hooks is easily adjusted to the length or size of hanks, and altogether the machine seems one that is worth the attention of the trade.
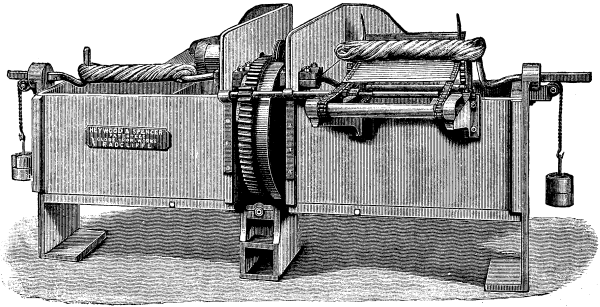
IMPROVED HANK SIZING MACHINE.
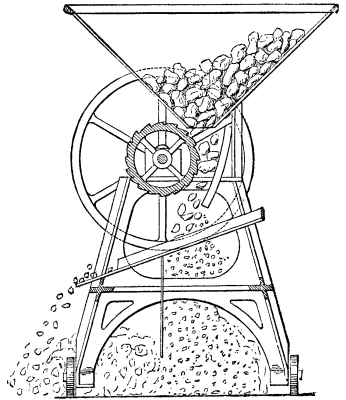
The working parts of the breaker now in use by the South Metropolitan Gas Company consist essentially of a drum provided with cutting edges projecting from it, which break up the coke against a fixed grid. The drum is cast in rings, to facilitate repairs when necessary, and the capacity of the machine can therefore be increased or diminished by varying the number of these rings. The degree of fineness of the coke when broken is determined by the regulated distance of the grid from the drum. Thus there is only one revolving member, no toothed gearing being required. Consequently the machine works with little power; the one at the Old Kent Road, which is of the full size for large works, being actually driven by a one horse power "Otto" gas-engine. Under these conditions, at a recent trial, two tons of coke were broken in half an hour, and the material delivered screened into the three classes of coke, clean breeze (worth as much as the larger coke), and dust, which at these works is used to mix with lime in the purifiers. The special advantage of the machine, besides the low power required to drive it and its simple action, lies in the small quantity of waste. On the occasion of the trial in question, the dust obtained from two tons of coke measured only 3½ bushels, or just over a half hundredweight per ton. The following statement, prepared from the actual working of the first machine constructed, shows the practical results of its use. It should be premised that the machine is assumed to be regularly employed and driven by the full power for which it is designed, when it will easily break 8 tons of coke per hour, or 80 tons per working day:
500 feet of gas consumed by a 2 horse power
gas-engine, at cost price of gas delivered s. d.
in holder. 0 9
Oil and cotton waste. 0 6
Two men supplying machine with large
coke, and shoveling up broken, at 4s.
6d. 9 0
Interest and wear and tear (say). 0 3
-----
Total per day. 10 6
-----
For 80 tons per day, broken at the rate
of. 0 1½
Add for loss by dust and waste, 1 cwt.,
with price of coke at (say) 13s. 4d. per
ton. 0 8
-----
Cost of breaking, per ton. 0 9½
As coke, when broken, will usually fetch from 2s. to 2s. 6d. per ton more than large, the result of using these machines is a net gain of from 1s. 3d. to 1s. 9d. per ton of coke. It is not so much the actual gain, however, that operates in favor of providing a supply of broken coke, as the certainty that by so doing a market is obtained that would not otherwise be available.
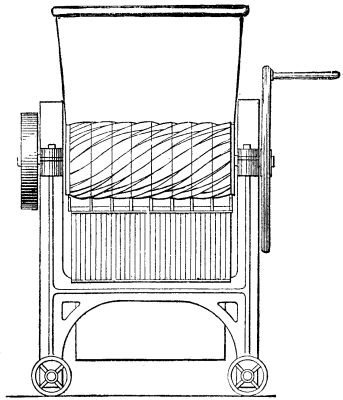
IMPROVED COKE BREAKER.
It will not be overstating the case to say that this coke breaker is by far the simplest, strongest, and most economical appliance of its kind now manufactured. That it does its work well is proved by experience; and the advantages of its construction are immediately apparent upon comparison of its simple drum and single spindle with the flying hammers or rocking jaws, or double drums with toothed gearing which characterize some other patterns of the same class of plant. It should be remarked, as already indicated, lest exception should be taken to the size of the machine chosen here for illustration, that it can be made of any size down to hand power. On the whole, however, as a few tons of broken coke might be required at short notice even in a moderate sized works, it would scarcely be advisable to depend upon too small a machine; since the regular supply of the fuel thus improved may be trusted in a short time to increase the demand.
IMPROVED COKE BREAKER.
This is the design of Alfred Godfrey, of Clapton. According to this improvement, as represented at Figs. 1 and 2, a rack, A, is employed vibrating on the pivot a, and a pinion, a1, so arranged that instead of the pinion moving on a universal joint, or the rack moving in a parallel line from side to side of the pinion at the time the motion of the table is reversed, there is employed, for example, the radial arm, a2, mounted on the shaft, a3, supporting the driving wheel, a4. The opposite or vibrating end of the radial arm, a2, supports in suitable bearings the pinion, a1, and wheel, a5, driving the rack through the medium of the driving wheel, a4, the effect of which is that through the mechanical action of the vibrating arm, a2, and pinion, a1 in conjunction with the vibrating movement of the rack, A, an easy, uniform, and silent motion is transmitted to the rack and table.
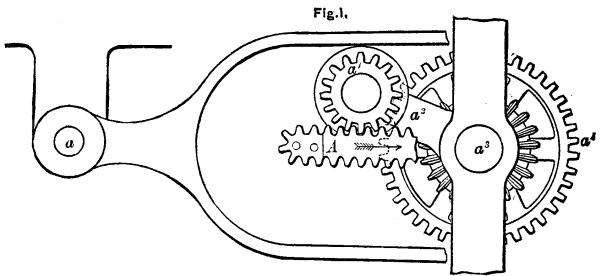
IMPROVEMENTS IN PRINTING MACHINERY. Fig. 1
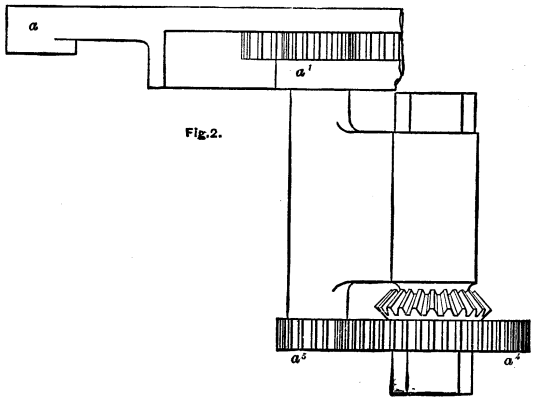
IMPROVEMENTS IN PRINTING MACHINERY. Fig. 2.
A correspondent of the Tribune describes at length the mining camps about Lake Valley, New Mexico, hitherto thought likely to be the central camp of that region, and then graphically tells the story of the recent "rush" to the Perche district. Within a month of the first strike of silver ore the country was swarming with prospectors, and a thousand or more prospects had been located.
The Perche district is on the eastern flanks of the Mimbres Mountains, a range which is a part of the Rocky Mountain range, and runs north and south generally parallel with the Rio Grande, from which it lies about forty miles to the westward. The northern half of these mountains is known as the Black Range, and was the center of considerable mining excitement a year and a half ago. It is there that the Ivanhoe is located, of which Colonel Gillette was manager, and in which Robert Ingersoll and Senator Plumb, of Kansas, were interested, much to the disadvantage of the former. A new company has been organized, however, with Colonel Ingersoll as president, and the reopening of work on the Ivanhoe will probably prove a stimulus to the whole Black Range. From this region the Perche district is from forty to sixty miles south. It is about twenty-five miles northwest of Lake Valley, and ten miles west of Hillsboro, a promising little mining town, with some mills and about 300 people. The Perche River has three forks coming down from the mountains and uniting at Hillsboro, and it is in the region between these forks that the recent strikes have been made.
On August 15 "Jack" Shedd, the original discoverer of the Robinson mine in Colorado, was prospecting on the south branch of the north fork of the Perche River, when he made the first great strike in the district. On the summit of a heavily timbered ridge he found some small pieces of native silver, and then a lump of ore containing very pure silver in the form of sulphides, weighing 150 pounds, and afterward proved to be worth on the average $11 a pound. All this was mere float, simply lying on the surface of the ground. Afterward another block was found, weighing 87 pounds, of horn silver, with specimens nearly 75 per cent. silver. The strike was kept a secret for a few days. Said a mining man: "I went up to help bring the big lump down. We took it by a camp of prospectors who were lying about entirely ignorant of any find. When they saw it they instantly saddled their horses, galloped off, and I believe they prospected all night." A like excitement was created when the news of this and one or two similar finds reached Lake Valley. Next morning every waiter was gone from the little hotel, and a dozen men had left the Sierra mines, to try their fortunes at prospecting.
As the news spread men poured into the Perche district from no one knows where, some armed with only a piece of salt pork, a little meal, and a prospecting pick; some mounted on mules, others on foot; old men and men half-crippled were among the number, but all bitten by the monomania which possesses every prospector. Now there are probably 2,000 men in the Perche district, and the number of prospects located must far exceed 1,000. Three miners from there with whom I was talking recently owned forty-seven mines among them, and while one acknowledged that hardly one prospect in a hundred turns out a prize, the other millionaire in embryo remarked that he wouldn't take $50,000 for one of his mines. So it goes, and the victims of the mining fever here seem as deaf to reason as the buyers of mining stock in New York. Fuel was added to the flame by the report that Shedd had sold his location, named the Solitaire, to ex-Governor Tabor and Mr. Wurtzbach on August 25 for $100,000. This was not true. I met Governor Tabor's representative, who came down recently to examine the properties, and learned that the Governor had not up to that date bought the mine. He undoubtedly bonded it, however, and his representative's opinion of the properties seemed highly favorable. The Solitaire showed what appeared to be a contact vein, with walls of porphyry and limestone in a ledge thirty feet wide in places, containing a high assay of horned silver. The vein was composed of quartz, bearing sulphides, with horn silver plainly visible, giving an average assay of from $350 to $500. This was free milling. These were the results shown simply by surface explorations, which were certainly exceedingly promising. Recently it has been stated that a little development shows the vein to be only a blind lead, but the statement lacks confirmation. In any case the effect of so sensational a discovery is the same in creating an intense excitement and attracting swarms of prospectors.
But the Perche district does not rest on the Solitaire, for there has been abundance of mineral wealth discovered throughout its extent. Four miles south of this prospect, on the middle fork of the Perche, is an actual mine--the Bullion--which was purchased by four or five Western mining men for $10,000, and yielded $11,000 in twenty days. The ore contains horn and native silver. On the same fork are the Iron King and Andy Johnson, both recently discovered and promising properties, and there is a valuable mine now in litigation on the south fork of the Perche, with scores of prospects over the entire district. Now that one or two sensational strikes have attracted attention, and capital is developing paying mines, the future of the Perche District seems assured.
The British Medical Journal says that Prof. E. Kinch, writing in the Agricultural Students' Gazette, says that the Soy bean approaches more nearly to animal food than any other known vegetable production, being singularly rich in fat and in albuminoids. It is largely used as an article of food in China and Japan. Efforts have been made to acclimatize it in various parts of the continent of Europe, and fair success has been achieved in Italy and France; many foods are made from it and its straw is a useful fodder.
[Footnote: Paper read at the British Association, Southampton. Revised by the Author.--Nature.]
Electric lamps on the arc principle are almost as numerous as the trees in the forest, and it is somewhat fresh to come upon something that is novel. In these lamps the carbons are consumed as the current flows, and it is the variation in their consumption which occasions the flickering and irregularity of the light that is so irritating to the eyes. Special mechanical contrivances or regulators have to be used to compensate for this destruction of the carbons, as in the Siemens and Brush type, or else refractory materials have to be combined with the carbons, as in the Jablochkoff candle and in the lamp Soleil. The steadiness of the light depends upon the regularity with which the carbons are moved toward each other as they are consumed, so as to maintain the electric resistance between them a constant quantity. Each lamp must have a certain elasticity of regulation of its own, to prevent irregularities from the variable material of carbon used, and from variations in the current itself and in the machinery.
In all electric lamps, except the Brockie, the regulator is in the lamp itself. In the Brockie system the regulation is automatic, and is made at certain rapid intervals by the motor engine. This causes a periodic blinking that is detrimental to this lamp for internal illumination.
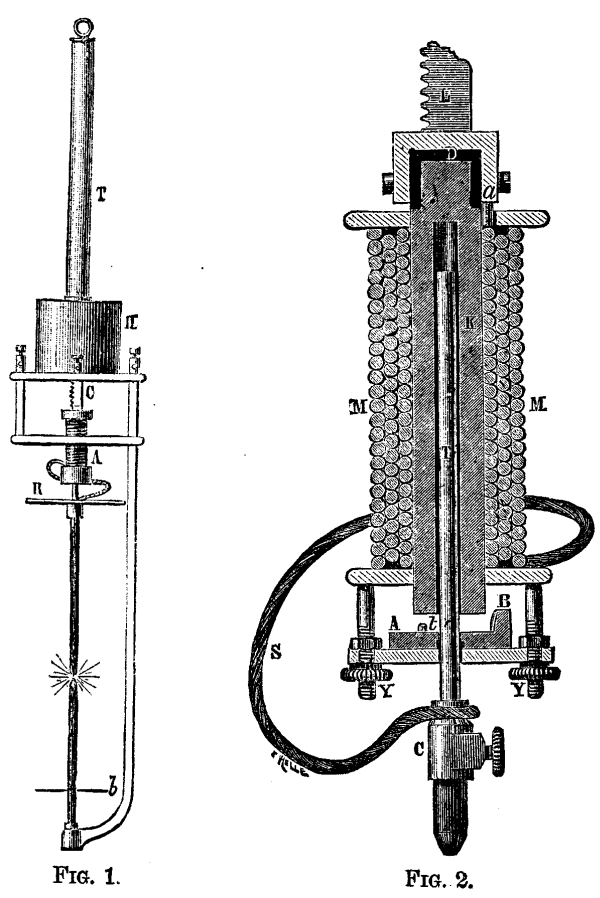
FIG. 1. FIG. 2.
M. Abdank, the inventor of the system which I have the pleasure of bringing before the Section, separates his regulator from his lamp. The regulator may be fixed anywhere, within easy inspection and manipulation, and away from any disturbing influence in the lamp. The lamp can be fixed in any inaccessible place.
The Lamp (Figs. 1, 2, and 3.)--The bottom or negative carbon is fixed, but the top or positive carbon is movable, in a vertical line. It is screwed at the point, C, to a brass rod, T (Fig. 2), which moves freely inside the tubular iron core of an electromagnet, K. This rod is clutched and lifted by the soft iron armature, A B, when a current passes through the coil, M M. The mass of the iron in the armature is distributed so that the greater portion is at one end, B, much nearer the pole than the other end. Hence this portion is attracted first, the armature assumes an inclined position, maintained by a brass button, t, which prevents any adhesion between the armature and the core of the electromagnet. The electric connection between the carbon and the coil of the electromagnet is maintained by the flexible wire, S.
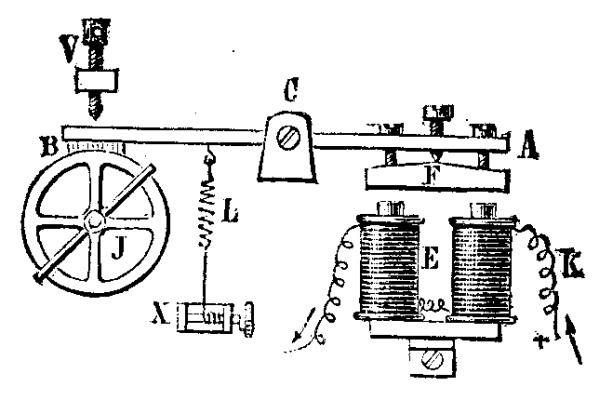
FIG. 3.
The electromagnet, A (Fig. 1), is fixed to a long and heavy rack, C, which falls by its own weight and by the weight of the electromagnet and the carbon fixed to it. The length of the rack is equal to the length of the two carbons. The fall of the rack is controlled by a friction break, B (Fig. 3), which acts upon the last of a train of three wheels put in motion by the above weight. The break, B, is fixed at one end of a lever, B A, the other end carrying a soft iron armature, F, easily adjusted by three screws. This armature is attracted by the electromagnet, E E (whose resistance is 1,200 ohms), whenever a current circulates through it. The length of the play is regulated by the screw, V. The spring, L, applies tension to the break.
The Regulator.--This consists of a balance and a cut-off.
The Balance (Figs. 4 and 5) is made with two solenoids. S and S', whose relative resistances is adjustable. S conveys the main current, and is wound with thick wire having practically no resistance, and S' is traversed by a shunt current, and is wound with fine wire having a resistance of 600 ohms. In the axes of these two coils a small and light iron tube (2 mm. diameter and 60 mm. length) freely moves in a vertical line between two guides. When magnetized it has one pole in the middle and the other at each end. The upward motion is controlled by the spring, N T. The spring rests upon the screw, H, with which it makes contact by platinum electrodes. This contact is broken whenever the little iron rod strikes the spring, N T.
The positive lead from the dynamo is attached to the terminal, B, then passes through the coil, S, to the terminal, B', whence it proceeds to the lamp. The negative lead is attached to terminal, A, passing directly to the other terminal, A', and thence to the lamp.
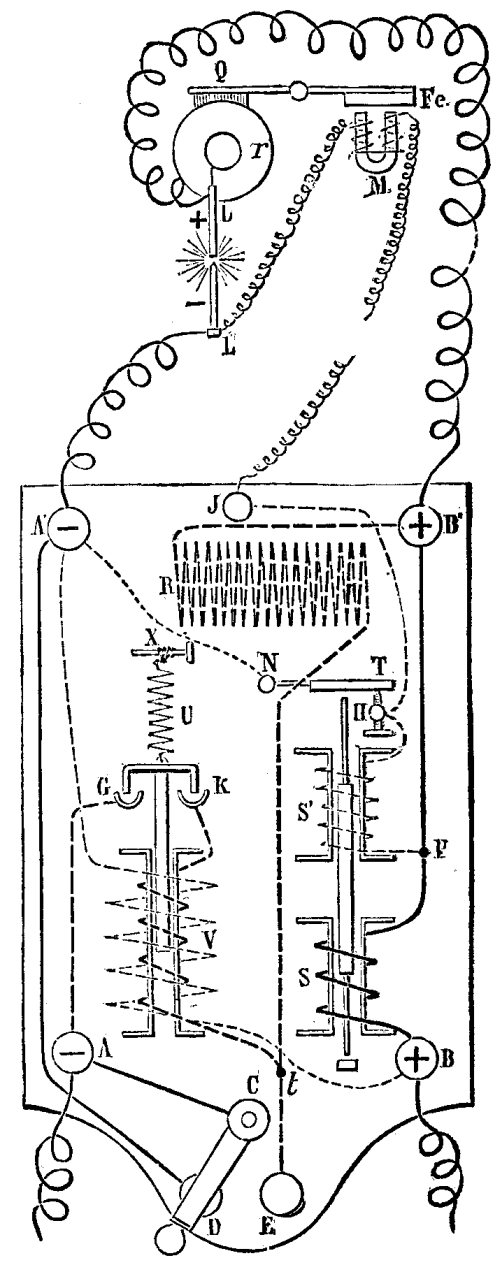
FIG. 4
The shunt which passes through the fine coil, S', commences at the point, P. The other end is fixed to the screw, H, whence it has two paths, the one offering no resistance through the spring, T N, to the upper negative terminal, A'; the other through the terminal, J, to the electromagnet of the break, M, and thence to the negative terminal of the lamp, L'.
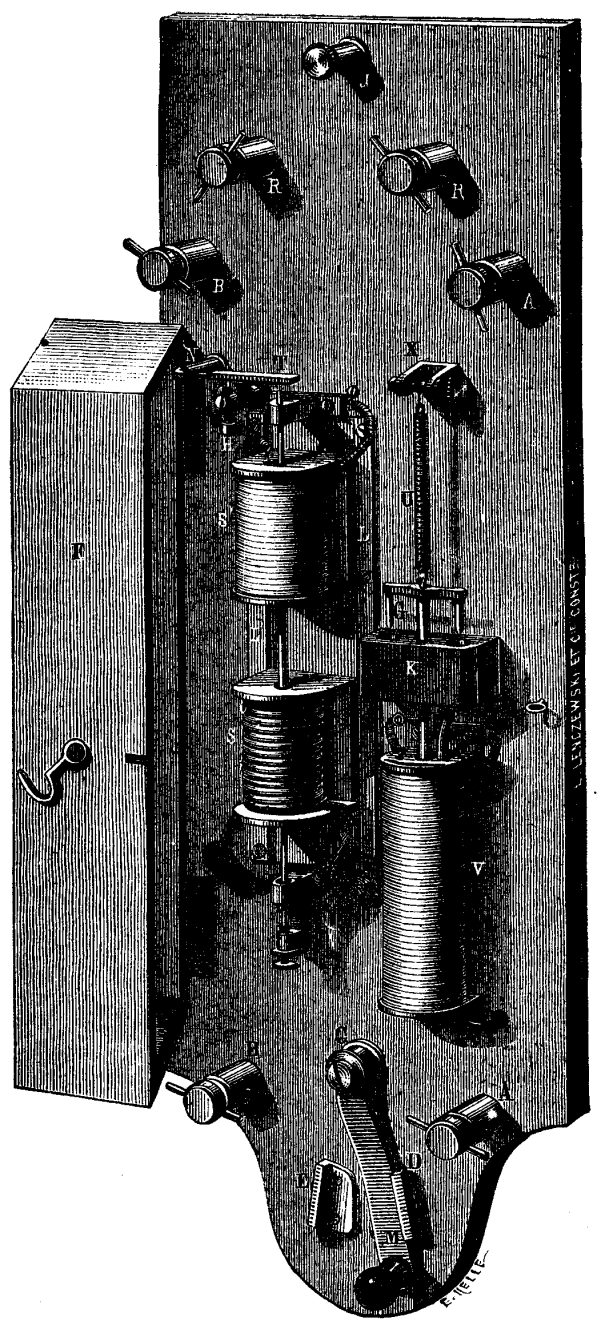
FIG. 5.
The Cut-off.--The last part of the apparatus (Fig. 4) to be described is the cut-off, which is used when there are several lamps in series. It is brought into play by the switch, C D, which can be placed at E or D. When it is at E, the negative terminal, A, is in communication with the positive terminal, B, through the resistance, R, which equals the resistance of the lamp, which is, therefore, out of circuit. When it is at D the cut-off acts automatically to do the same thing when required. This is done by a solenoid, V, which has two coils, the one of thick wire offering no resistance, and the other of 2,000 ohms resistance. The fine wire connects the terminals, A' and B. The solenoid has a movable soft iron core suspended by the spring, U. It has a cross-piece of iron which can dip into two mercury cups, G and K, when the core is sucked into the solenoid. When this is the case, which happens when any accident occurs to the lamp, the terminal, A, is placed in connection with the terminal, B, through the thick wire of V and the resistance, R, in the same way as it was done by the switch, C D.
Electrical Arrangement.--The mode in which several lamps are connected up in series is shown by Fig. 6. M is the dynamo machine. The + lead is connected to B1 of the balance it then passes to the lamp, L, returning to the balance, and then proceeds to each other lamp, returning finally to the negative pole of the machine. When the current enters the balance it passes through the coil, S, magnetizing the iron core and drawing it downward (Fig. 4). It then passes to the lamp, L L', through the carbons, then returns to the balance, and proceeds back to the negative terminal of the machine. A small portion of the current is shunted off at the point, P, passing through the coil, S', through the contact spring, T N, to the terminal, A', and drawing the iron core in opposition to S. The carbons are in contact, but in passing through the lamp the current magnetizes the electromagnet, M (Fig. 2), which attracts the armature, A B, that bites and lifts up the rod, T, with the upper carbon, a definite and fixed distance that is easily regulated by the screws, Y Y. The arc then is formed, and will continue to burn steadily as long as the current remains constant. But the moment the current falls, due to the increased resistance of the arc, a greater proportion passes through the shunt, S' (Fig. 4), increasing its magnetic moment on the iron core, while that of S is diminishing. The result is that a moment arrives when equilibrium is destroyed, the iron rod strikes smartly and sharply upon the spring, N T. Contact between T and H is broken, and the current passes through the electromagnet of the break in the lamp. The break is released for an instant, the carbons approach each other. But the same rupture of contact introduces in the shunt a new resistance of considerable magnitude (viz., 1,200 ohms), that of the electromagnets of the break. Then the strength of the shunt current diminishes considerably, and the solenoid, S, recovers briskly its drawing power upon the rod, and contact is restored. The carbons approach during these periods only about 0.01 to 0.02 millimeter. If this is not sufficient to restore equilibrium it is repeated continually, until equilibrium is obtained. The result is that the carbon is continually falling by a motion invisible to the eye, but sufficient to provide for the consumption of the carbons.
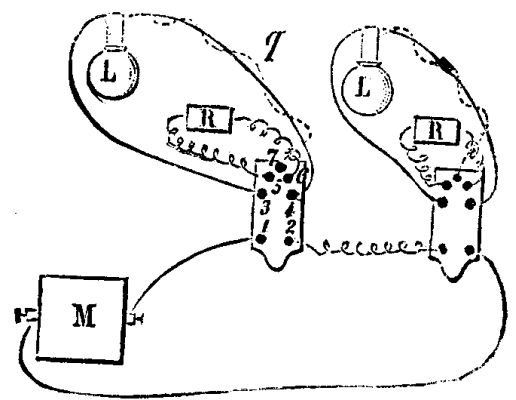
FIG. 6
The contact between N T and H is never completely broken, the sparks are very feeble, and the contacts do not oxidize. The resistances inserted are so considerable that heating cannot occur, while the portion of the current abstracted for the control is so small that it may be neglected.
The balance acts precisely like the key of a Morse machine, and the break precisely like the sounder-receiver so well known in telegraphy. It emits the same kind of sounds, and acts automatically like a skilled and faithful telegraphist.
This regulation, by very small and short successive steps, offers several advantages: (1) it is imperceptible to the eye; (2) it does not affect the main current; (3) any sudden instantaneous variation of the main current does not allow a too near approach of the carbon points. Let, now, an accident occur; for instance, a carbon is broken. At once the automatic cut-off acts, the current passes through the resistance, R, instead of passing through the lamp. The current through the fine coil is suddenly increased, the rod is drawn in, contact is made at G and K, and the current is sent through the coil, R. As soon as contact is again made by the carbons, the current in the coil, S, is increased, that of the thick wire in V diminished, and the antagonistic spring, U, breaks the contact at G and K. The rupture of the light is almost invisible, because the relighting is so brisk and sharp.
I have seen this lamp in action, and its constant steadiness leaves nothing to be desired.
Our readers are well aware that water as found naturally is never absolutely free from dissolved impurities; and in ordinary cases it contains solid impurities derived both from the inorganic and organic kingdoms, together with gaseous substances; these latter being generally derived from the atmosphere.
By far the purest water which occurs in nature is rain-water, and if this be collected in a secluded district, and after the air has been well washed by previous rain, its purity is remarkable; the extraneous matter consisting of little else than a trace of carbonic acid and other gases dissolved from the air. In fact, such water is far purer than any distilled water to be obtained in commerce. The case is very different when the rain-water is collected in a town or densely populated district, more especially if the water has been allowed to flow over dirty roofs. The black and foully-smelling liquid popularly known as soft water is so rich in carbonaceous and organic constituents as to be of very limited use to the photographer; but by taking the precaution of fitting up a simple automatic shunt for diverting the stream until the roofs have been thoroughly washed, it becomes possible to insure a good supply of clean and serviceable soft water, even in London. Several forms of shunt have been devised, some of these being so complex as to offer every prospect of speedy disorganization; but a simple and efficient apparatus is figured in Engineering by a correspondent who signs himself "Millwright," and as we have thoroughly proved the value of an apparatus which is practically identical, we reproduce the substance of his communication.
A gentleman of Newcastle, a retired banker, having tried various filters to purify the rain-water collected on the roof of his house, at length had the idea to allow no water to run into the cistern until the roof had been well washed. After first putting up a hard-worked valve, the arrangement as sketched below has been hit upon. Now Newcastle is a very smoky place, and yet my friend gets water as pure as gin, and almost absolutely free from any smack of soot.
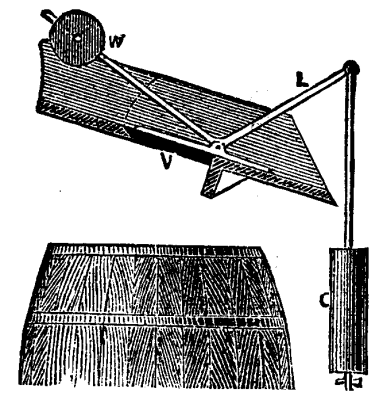
The sketch explains itself. The weight, W, and the angle of the lever, L, are such, that when the valve, V, is once opened it goes full open. A small hole in the can C, acts like a cataract, and brings matters to a normal state very soon after the rain ceases.
The proper action of the apparatus can only be insured by a careful adjustment of the weight, W, the angle through which the valve opens, and the magnitude of the vessel, C. It is an advantage to make the vessel, C, somewhat broader in proportion to its height than represented, and to provide it with a movable strainer placed about half way down. This tends to protect the cataract hole, and any accumulation of leaves and dirt can be removed once in six months or so. Clean soft water is valuable to the photographer in very many cases. Iron developer (wet plate) free from chlorides will ordinarily remain effective on the plate much longer than when chlorides are present, and the pyrogallic solution for dry-plate work will keep good for along time if made with soft water, while the lime which is present in hard water causes the pyrogallic acid to oxidize with considerable rapidity. Negatives that have been developed with oxalate developer often become covered with a very unsightly veil of calcium oxalate when rinsed with hard water, and something of a similar character occasionally occurs in the case of silver prints which are transferred directly from the exposure frame to impure water.
To the carbon printer clean rain-water is of considerable value, as he can develop much more rapidly with soft water than with hard water; or, what comes to the same thing, he can dissolve away his superfluous gelatine at a lower temperature than would otherwise be necessary.
The cleanest rain-water which can ordinarily be collected in a town is not sufficiently pure to be used with advantage in the preparation of the nitrate bath, it being advisable to use the purest distilled water for this purpose; and in many cases it is well to carefully distill water for the bath in a glass apparatus of the kind figured below.
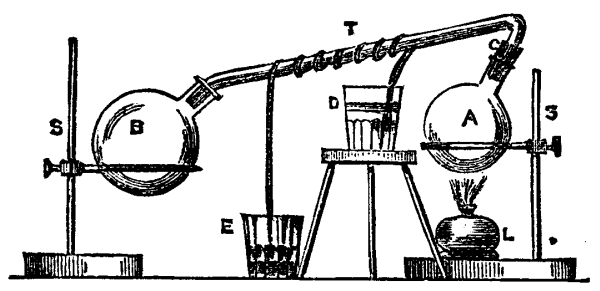
A, thin glass flask serving as a retort. The tube, T, is fitted air-tight to the flask by a cork, C.
B, receiver into which the tube, T, fits quite loosely.
D, water vessel intended to keep the spiral of lamp wick, which is shown as surrounding T, in a moist condition. This wick acts as a siphon, and water is gradually drawn over into the lower receptacle, E.
L, spirit lamp, which may, in many cases, be advantageously replaced by a Bunsen burner.
A small metal still, provided with a tin condensing worm, is, however, a more generally serviceable arrangement, and if ordinary precautions are taken to make sure that the worm tube is clean, the resulting distilled water will be nearly as pure as that distilled in glass vessels.
Such a still as that figured below can be heated conveniently over an ordinary kitchen fire, and should find a place among the appliances of every photographer. Distilled water should always be used in the preparation of emulsion, as the impurities of ordinary water may often introduce disturbing conditions.--Photographic News.
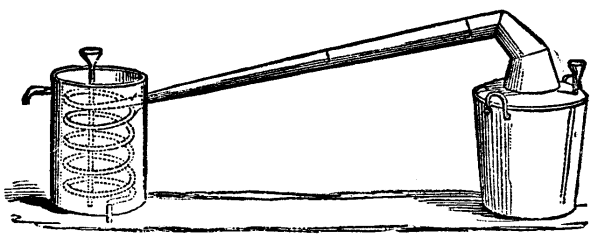
The author refers to the customary view that black phosphorus is merely a mixture of the ordinary phosphorus with traces of a metallic phosphide, and contends that this explanation is not in all cases admissible. A specimen of black or rather dark gray phosphorus, which the author submitted to the Academy, became white if melted and remained white if suddenly cooled, but if allowed to enter into a state of superfusion it became again black on contact with either white or black phosphorus. A portion of the black specimen being dissolved in carbon disulphide there remained undissolved merely a trace of a very pale yellow matter which seemed to be amorphous phosphorus.--Comptes Rendus.
According to M. C. Leeuw, water in which malt has been steeped has the following composition:
Organic matter. 0.56 per cent.
Mineral matter. 0.52 "
----
Total dry matter. 1.08 "
----
Nitrogen. 0.033 "
The mineral matter consists of--
Potash. 0.193 "
Phosphoric acid. 0.031 "
Lime. 0.012 "
Soda. 0.047 "
Magnesia. 0.016 "
Sulphuric acid. 0.007 "
Oxide of iron. traces.
Chlorine and silica. 0.212 "
We give opposite illustrations of Schreiber's apparatus for revivifying bone-black or animal charcoal. The object of revivification is to render the black fit to be used again after it has lost its decolorizing properties through service--that is to say, to free its pores from the absorbed salts and insoluble compounds that have formed therein during the operation of sugar refining. There are two methods employed--fermentation and washing. At present the tendency is to abandon the former in order to proceed with as small a stock of black as possible, and to adopt the method of washing with water and acid in a rotary washer.
Figs. 1 and 2 represent a plan and elevation of a bone-black room, containing light filters, A, arranged in a circle around wells, B. These latter have the form of a prism with trapezoidal base, whose small sides end at the same point, d, and the large ones at the filter. The funnel, E, of the washer, F, is placed in the space left by the small ends of the wells, so that the black may be taken from these latter and thrown directly into the washer. The washer is arranged so that the black may flow out near the steam fitter, G, beneath the floor. The discharge of this filter is toward the side of the elevator, H, which takes in the wet black below, and carries it up and pours it into the drier situated at the upper part of the furnace. This elevator, Figs. 3 and 4, is formed of two vertical wooden uprights, A, ten centimeters in thickness, to which are fixed two round-iron bars the same as guides. The lift, properly so-called, consists of an iron frame, C, provided at the four angles with rollers, D, and supporting a swinging bucket, E, which, on its arrival at the upper part of the furnace, allows the black to fall to an inclined plane that leads it to the upper part of the drier. The left is raised and lowered by means of a pitch-chain, F, fixed to the middle of the frame, C, and passing over two pulleys, G, at the upper part of the frame and descending to the mechanism that actuates it. This latter comprises a nut, I, acting directly on the chain; a toothed wheel, K, and a pinion, J, gearing with the latter and keyed upon the shaft of the pulleys, L and M. The diameter of the toothed wheel, K, is 0.295 of a meter, and it makes 53.4 revolutions per minute. The diameter of the pinion is 0.197 of a meter, and it makes 80 revolutions per minute. The pulleys, M and L, are 0.31 of a meter in diameter, and make 80 revolutions per minute. Motion is transmitted to them by other pulleys, N, keyed upon a shaft placed at the lower part, which receives its motion from the engine of the establishment through the intermedium of the pulley, O. The diameter of the latter is 0.385 of a meter, and that of N is 0.58. They each make 43 revolutions per minute.
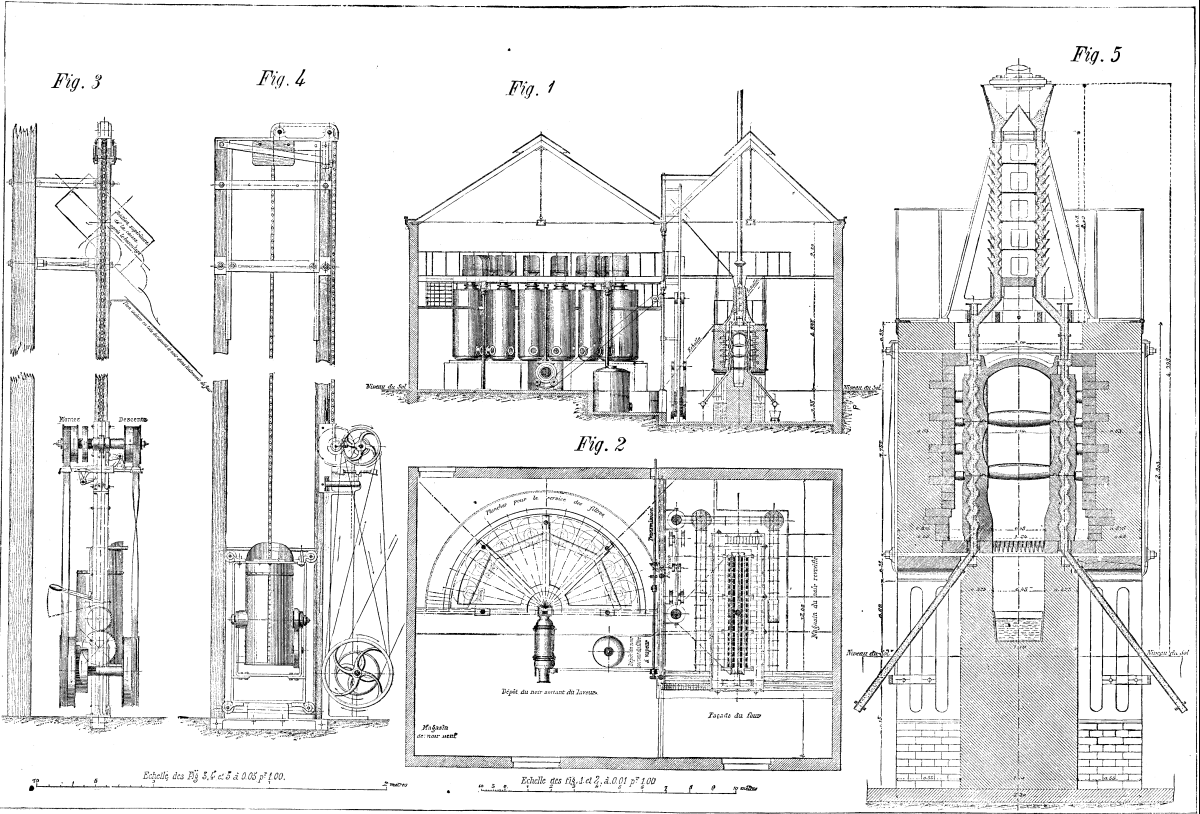
FIG. 1.--ELEVATION OF BONE-BLACK REVIVIFYING PLANT
(SCHREIBER'S SYSTEM.)
FIG. 2.--PLAN VIEW.
FIG. 3.--LATERAL VIEW OF ELEVATOR.
FIG. 4.--FRONT VIEW OF ELEVATOR.
FIG. 5.--CONTINUOUS FURNACE FOR REVIVIFYING BONE-BLACK.
The elevator is set in motion by the simple maneuver of the gearing lever, P, and when this has been done all the other motions are effected automatically.
The Animal Black Furnace.--This consists of a masonry casing of rectangular form, in which are arranged on each side of the same fire-place two rows of cast-iron retorts, D, of undulating form, each composed of three parts, set one within the other. These retorts, which serve for the revivification of the black, are incased in superposed blocks of refractory clay, P, Q, S, designed to regularize the transmission of heat and to prevent burning. These pieces are kept in their respective places by crosspieces, R. The space between the retorts occupied by the fire-place, Y, is covered with a cylindrical dome, O, of refractory tiles, forming a fire-chamber with the inner surface of the blocks, P, Q, and S. The front of the surface consists of a cast-iron plate, containing the doors to the fire-place and ash pan, and a larger one to allow of entrance to the interior to make repairs.
One of the principal disadvantages of furnaces for revivifying animal charcoal has been that they possessed no automatic drier for drying the black on its exit from the washer. It was for the purpose of remedying this that Mr. Schreiber was led to invent the automatic system of drying shown at the upper part of the furnace, and which is formed of two pipes, B, of undulating form, like the retorts, with openings throughout their length for the escape of steam. Between these pipes there is a closed space into which enters the waste heat and products of combustion from the furnace. These latter afterward escape through the chimney at the upper part.
In order that the black may be put in bags on issuing from the furnace, it must be cooled as much as possible. For this purpose there are arranged on each side of the furnace two pieces of cast iron tubes, F, of rectangular section, forming a prolongation of the retorts and making with them an angle of about 45 degrees. The extremities of these tubes terminate in hollow rotary cylinders, G, which permit of regulating the flow of the black into a car, J (Fig. 1), running on rails.
From what precedes, it will be readily understood how a furnace is run on this plan.
The bone-black in the hopper, A, descends into the drier, B, enters the retorts, D, and, after revivification, passes into the cooling pipes, F, from whence it issues cold and ready to be bagged. A coke fire having been built in the fire-place, Y, the flames spread throughout the fire chamber, direct themselves toward the bottom, divide into two parts to the right and left, and heat the back of the retorts in passing. Then the two currents mount through the lateral flues, V, and unite so as to form but one in the drier. Within the latter there are arranged plates designed to break the current from the flames, and allow it to heat all the inner parts of the pipes, while the apertures in the drier allow of the escape of the steam.
By turning one of the cylinders, G, so as to present its aperture opposite that of the cooler, it instantly fills up with black. At this moment the whole column, from top to bottom, is set in motion. The bone-black, in passing through the undulations, is thrown alternately to the right and left until it finally reaches the coolers. This operation is repeated as many times as the cylinder is filled during the descent of one whole column, that is to say, about forty times.
With an apparatus of the dimensions here described, 120 hectoliters of bone-black may be revivified in twenty four hours, with 360 to 400 kilogrammes of coke.--Annales Industrielles.
[Continued from SUPPLEMENT, No. 330, page 5264.]
In our last article, under the above heading, the advantages to be gained by the use of potash soap as compared with soda soap were pointed out, and the reasons of this superiority, especially in the case of washing wool or woolen fabrics, were pretty fully gone into. It was also further explained why the potash soaps generally sold to the public were unfit for general use, owing to their not being neutral--that is to say, containing a considerable excess of free or unsaponified alkali, which acts injuriously on the fiber of any textile material, and causes sore hands if used for household or laundry purposes. It was shown that the cause of this defect was owing to the old-fashioned method of making potash or soft soap, by boiling with wood ashes or other impure form of potash; but that a perfectly pure and neutral potash soap could readily be made with pure caustic potash, which within the last few years has become a commercial article, manufactured on a large scale; just in the same manner as the powdered 98 per cent. caustic soda, which was recommended in our previous articles on making hard soap without boiling.
The process of making pure neutral potash soap is very simple, and almost identical with that for making hard soap with pure powdered caustic soda. The following directions, if carefully and exactly followed, will produce a first-class potash soap, suitable either for the woolen manufacturer for washing his wool, and the cloth afterward made from it, or for household and laundry purposes, for which uses it will be found far superior to any soda soap, no matter how pure or well made it may be.
Dissolve twenty pounds of pure caustic potash in two gallons of water. Pure caustic potash is very soluble, and dissolves almost immediately, heating the water. Let the lye thus made cool until warm to the hand--say about 90 F. Melt eighty pounds of tallow or grease, which must be free from salt, and let it cool until fairly hot to the hand--say 130 F.; or eighty pounds of any vegetable or animal oil may be taken instead. Now pour the caustic potash lye into the melted tallow or oil, stirring with a flat wooden stirrer about three inches broad, until both are thoroughly mixed and smooth in appearance. This mixing may be done in the boiler used to melt the tallow, or in a tub, or half an oil barrel makes a good mixing vessel. Wrap the tub or barrel well up in blankets or sheepskins, and put away for a week in some warm dry place, during which the mixture slowly turns into soap, giving a produce of about 120 pounds of excellent potash soap. If this soap is made with tallow or grease it will be nearly as hard as soda soap. When made by farmers or householders tallow or grease will generally be taken, as it is the cheapest, and ready to hand on the spot. For manufacturers, or for making laundry soap, nothing could be better than cotton seed oil. A magnificent soap can be made with this article, lathering very freely. When made with oil it is better to remelt in a kettle the potash soap, made according to the above directions, with half its weight of water, using very little heat, stirring constantly, and removing the fire as soon as the water is mixed with and taken up by the soap. A beautifully bright soap is obtained in this way, and curiously the soap is actually made much harder and stiffer by this addition of water than when it is in a more concentrated state previously to the water being added.
With reference to the caustic potash for making the soap, it can be obtained in all sizes of drums, but small packages just sufficient for a batch of soap are generally more economical than larger packages, as pure caustic potash melts and deteriorates very quickly when exposed to the air. The Greenbank Alkali Co., of St. Helens, seems to have appreciated this, and put upon the market pure caustic potash in twenty pound canisters, which are very convenient for potash soft soap making by consumers for their own use.
While on this subject of caustic potash, it cannot be too often repeated that caustic potash is a totally different article to caustic soda, though just like it in appearance, and therefore often sold as such. One of the most barefaced instances of this is the so-called "crystal potash," "ball potash," or "rock potash," of the lye packers, sold in one pound packages, which absolutely, without exception, do not contain a single grain of potash, but simply consist of caustic soda more or less adulterated--as a rule very much "more" than "less!" It is much to be regretted that this fraud on the public has been so extensively practiced, as potash has been greatly discredited by this procedure.
The subject of fleece scouring or washing the wool while growing on the sheep, with a potash soap made on the spot with the waste tallow generally to be had on every sheep farm, seems recently to have been attracting attention in some quarters, and certainly would be a source of profit to sheep owners by putting their wool on the market in the best condition, and at the same time cleaning the skin of the sheep. It therefore appears to be a move in the right direction.
In concluding this series of articles on practical soap making from a consumer's point of view, the writer hopes that, although the subject has been somewhat imperfectly handled, owing to necessarily limited space and with many unavoidable interruptions, yet that they may have been found of some interest and assistance to consumers of soap who desire easily and readily to make a pure and unadulterated article for their own use.
Having had occasion during the last six years to manufacture lead plaster in considerable quantities, it occurred to me that cotton seed oil might be used instead of olive oil, at less expense, and with as good results. The making of this plaster with cotton seed oil has been questioned, as, according to some authorities, the product is not of good consistence, and is apt to be soft, sticky, and dark colored; but in my experience such is not the case. If the U. S. P. process is followed in making this plaster, substituting for the olive oil cotton seed oil, and instead of one half-pint of boiling water one and one-half pint are added, the product obtained will be equally as good as that from olive oil. My results with this oil in making lead plaster led me to try it in making the different liniments of the Pharmacopoeia, with the following results:
Linimentum Ammoniæ.--This liniment, made with cotton seed oil, is of much better consistency than when made with olive oil. It is not so thick, will pour easily out of the bottle, and if the ammonia used is of proper strength, will make a perfect liniment.
Linimentum Calcis.--Cotton seed oil is not at all adapted to making this liniment. It does not readily saponify, separates quickly, and it is almost impossible to unite when separated.
Linimentum Camphoræ.--Cotton seed oil is far superior to olive oil in making this liniment, it being a much better solvent of camphor. It has not that disagreeable odor so commonly found in the liniment.
Linimentum Chloroformi.--Cotton seed oil being very soluble in chloroform, the liniment made with it leaves nothing to be desired.
Linimentum Plumbi Subacetatis.--When liq. plumbi subacet. is mixed with cotton seed oil and allowed to stand for some time the oil assumes a reddish color similar to that of freshly made tincture of myrrh. When the liquor is mixed with olive oil, if the oil be pure, no such change takes place. Noticing this change, it occurred to me that this would be a simple and easy way to detect cotton seed oil when mixed with olive oil. This change usually takes place after standing from twelve to twenty-four hours. It is easily detected in mixtures containing five per cent., or even less, of the oils, and I am convinced, after making numerous experiments with different oils, that it is peculiar to cotton seed oil.--American Journal of Pharmacy.
[Footnote: From a lecture delivered at the Sanitary Congress, at Newcastle-on-Tyne, September 28, 1882.]
Although eating cannot be said to be in any way a new fashion, it has nevertheless been reserved for modern times, and indeed we may say the present generation, to get a fairly clear idea of the way in which food is really utilized for the work of our bodily frame. We must not, however, plume ourselves too much upon our superior knowledge, for inklings of the truth, more or less dim, have been had through all ages, and we are now stepping into the inheritance of times gone by, using the long and painful experience of our predecessors as the stepping-stone to our more accurate knowledge of the present time. In this, as in many other things, we are to some extent in the position of a dwarf on the shoulders of a giant; the dwarf may, indeed, see further than the giant; but he remains a dwarf, and the giant a giant.
The question has been much discussed as to what the original food of man was, and some people have made it a subject of excited contention. The most reasonable conclusion is that man is naturally a frugivorous or fruit-eating animal, like his cousins the monkeys, whom he still so much resembles. This forms a further argument in favor of his being originated in warm regions, where fruits of all kinds were plentiful. It is pretty clear that the resort to animal food, whether the result of the pressure of want from failure of vegetable products, or a mere taste and a desire for change and more appetizing food, is one that took place many ages ago, probably in the earliest anthropoid, if not in the latest pithecoid stage. No doubt some advantage was recognized in the more rapid digestion and the comparative ease with which the hunter or fisher could obtain food, instead of waiting for the ripening of fruits in countries which had more or less prolonged periods of cold and inclement weather. Some anatomical changes have doubtless resulted from the practice, but they are not of sufficiently marked character to found much argument upon; all that we can say being that the digestive apparatus in man seems well adapted for digesting any food that is capable of yielding nutriment, and that even when an entire change is made in the mode of feeding, the adaptability of the human system shows itself in a more or less rapid accommodation to the altered circumstances.
Food, then, is any substance which can be taken into the body and applied to use, either in building up or repairing the tissues and framework of the body itself, or in providing energy and producing animal heat, or any substance which, without performing those functions directly, controls, directs, or assists their performance. With this wide definition it is evident that we include all the ordinary articles recognized commonly as food, and that we reject all substances recognized commonly as poisons. But it will also include such substances as water and air, both of which are essential for nutrition, but are not usually recognized as belonging to the list of food substances in the ordinary sense. When we carry our investigation further, we find that the organic substances may be again divided into two distinct classes, namely, that which contains nitrogen (the casein), and those that do not (the butter and sugar).
On ascertaining this, we are immediately struck with the remarkable fact that all the tissues and fluids of the body, muscles (or flesh), bone, blood--all, in short, except the fat--contain nitrogen, and, consequently, for their building up in the young, and for their repair and renewal in the adult, nitrogen is absolutely required. We therefore reasonably infer that the nitrogenous substance is necessary for this purpose. Experiment has borne this out, for men who have been compelled to live without nitrogenous food by dire necessity, and criminals on whom the experiment has been tried, have all perished sooner or later in consequence. When nitrogenous substances are used in the body, they are, of course, broken up and oxidized, or perhaps we ought to say more accurately, they take the place of the tissues of the body which wear away and are carried off by oxidation and other chemical changes.
Now, modern science tell us that such changes are accompanied with manifestations of energy in some form or other, most frequently in that of heat, and we must look, therefore, upon nitrogenous food as contributing to the energy of the body in addition to its other functions.
What are the substances which we may class as nitrogenous. In the first place, we have the typical example of the purest form in albumin, or white of egg; and from this the name is now given to the class of albuminates. The animal albuminates are: Albumin from eggs, fibrin from muscles, or flesh, myosin, or synronin, also from animals, casein (or cheesy matter) from milk, and the nitrogenous substances from blood. In the vegetable kingdom, we have glutin, or vegetable fibrin, which is the nourishing constituent of wheat, barley, oats, etc.; and legumin, or vegetable casein, which is the peculiar substance found in peas and beans. The other organic constituents--viz., the fats and the starches and sugars--contain no nitrogen, and were at one time thought to be concerned in producing animal heat.
We now know--thanks to the labors of Joule, Lyon Playfair, Clausius, Tyndall, Helmholtz, etc.--that heat itself is a mode of motion, a form of convertible energy, which can be made to do useful or productive work, and be expressed in terms of actual work done. Modern experiment shows that all our energy is derived from that of food, and, in particular from the non-nitrogenous part of it, that is, the fat, starch, and sugar. The nutrition of man is best maintained when he is provided with a due admixture of all the four classes of aliment which we have mentioned, and not only that, but he is also better off if he has a variety of each class. Thus he may and ought to have albumen, fibrine, gluten, and casein among the albuminates, or at least two of them; butter and lard, or suet, or oil among the fats; starch of wheat, potato, rice, peas, etc., and cane-sugar, and milk-sugar among the carbo-hydrates. The salts cannot be replaced, so far as we know. Life may be maintained in fair vigor for some time on albuminates only, but this is done at the expense of the tissues, especially the fat of the body, and the end must soon come; with fat and carbo hydrates alone vigor may also be maintained for some time, at the expense of the tissues also, but the limit is a near one, In either of these cases we suppose sufficient water and salts to be provided.
We must now inquire into the quantities of food necessary; and this necessitates a little consideration of the way in which the work of the body is carried on. We must look upon the human body exactly as a machine; like an engine with which we are all so familiar. A certain amount of work requires to be done, say, a certain number of miles of distance to be traversed; we know that to do this a certain number of pounds, or hundredweights, or tons of coal must be put into the fire of the boiler in order to furnish the requisite amount of energy through the medium of steam. This amount of fuel must bear a certain proportion to the work, and also to the velocity with which it is done, so both quantity and time have to be accounted for.
No lecture on diet would be complete without a reference to the vexed question of alcohol. I am no teetotal advocate, and I repudiate the rubbish too often spouted from teetotal platforms, talk that is, perhaps, inseparable from the advocacy of a cause that imports a good deal of enthusiasm. I am at one, however, in recognizing the evils of excess, and would gladly hail their diminution. But I believe that alcohol properly used may be a comfort and a blessing, just as I know that improperly used it becomes a bane and a curse. But we are now concerned with it as an article of diet in relation to useful work, and it may be well to call attention markedly to the fact that its use in this way is very limited. The experiments of the late Dr. Parkes, made in our laboratory, at Netley, were conclusive on the point, that beyond an amount that would be represented by about one and a half to two pints of beer, alcohol no longer provided any convertible energy, and that, therefore, to take it in the belief that it did do so is an error. It may give a momentary stimulus in considerable doses, but this is invariably followed by a corresponding depression, and it is a maxim now generally followed, especially on service, never to give it before or during work. There are, of course, some persons who are better without it altogether, and so all moderation ought to be commended, if not enjoyed.
There are other beverages which are more useful than the alcoholic, as restoratives, and for support in fatigue. Tea and coffee are particularly good. Another excellent restorative is a weak solution of Liebig's extract of meat, which has a remarkable power of removing fatigue. Perhaps one of the most useful and most easily obtainable is weak oatmeal gruel, either hot or cold. With regard to tobacco, it also has some value in lessening fatigue in those who are able to take it, but it may easily be carried to excess. Of it we may say, as of alcohol, that in moderation it seems harmless, and even useful to some extent, but, in excess, it is rank poison.
There is one other point which I must refer to, and which is especially interesting to a great seaport like this. This is the question of scurvy--a question of vital importance to a maritime nation. A paper lately issued by Mr. Thomas Gray, of the Board of Trade, discloses the regrettable fact that since 1873 there has been a serious falling off, the outbreaks of scurvy having again increased until they reached ninety-nine in 1881. This, Mr. Gray seems to think, is due to a neglect of varied food scales; but it may also very probably have arisen from the neglect of the regulation about lime-juice, either as to issue or quality, or both. But it is also a fact of very great importance that mere monotony of diet has a most serious effect upon health; variety of food is not merely a pandering to gourmandism or greed, but a real sanitary benefit, aiding digestion and assimilation. Our Board of Trade has nothing to do with the food scales of ships, but Mr. Gray hints that the Legislature will have to interfere unless shipowners look to it themselves. The ease with which preserved foods of all kinds can be obtained and carried now removes the last shadow of an excuse for backwardness in this matter, and in particular the provision of a large supply of potatoes, both fresh and dried, ought to be an unceasing care; this is done on board American ships, and to this is doubtless owing in a great part the healthiness of their crews. Scurvy in the present day is a disgrace to shipowners and masters; and if public opinion is insufficient to protect the seamen, the legislature will undoubtedly step in and do so.
And now let me close by pointing out that the study of this commonplace matter of eating and drinking opens out to us the conception of the grand unity of nature; since we see that the body of man differs in no way essentially from other natural combinations, but is subject to the same universal physical laws, in which there is no blindness, no variableness, no mere chance, and disobedience of which is followed as surely by retribution as even the keenest eschatologist might desire.
Some time since, in a paper to which I am unfortunately unable to refer, a French chemist affirmed that the poisonous principle in snakes, or eliminated by snakes, was of the nature of an alkaloid, and gave a name to this class of bodies.
Mr. Pedler has shown that snake poison is destroyed or neutralized by means of platinic chloride, owing probably to the formation of an insoluble double platinic chloride, such as is formed with almost if not all alkaloids.
In this country (Texas) where rattlesnakes are very common, and persons camping out much exposed to their bites, a very favorite anecdote, or remedia as the Mexicans cull it, is a strong solution of iodine in potassium iodide.[1]
[Footnote 1: The solution is applied as soon as possible to the wound, preferably enlarged, and a few drops taken internally. The common Mexican remedia is the root of the Agave virginica mashed or chewed and applied to the wound, while part is swallowed.
Great faith is placed in this root by all residents here, who are seldom I without it, but, I have had no experience of it myself; and the internal administration is no doubt useless.
Even the wild birds know of this root; the queer paisano (? ground woodpecker) which eats snakes, when wounded by a vibora de cascabel, runs into woods, digs up and eats a root of the agave, just like the mongoose; but more than that, goes back, polishes off his enemy, and eats him. This has been told me by Mexicans who, it may be remarked, are not always reliable.]
I have had occasion to prove the efficacy of this mixture in two cases of cascabel bites, one on a buck, the other on a dog; and it occurred to me that the same explanation of its action might be given as above for the platinum salt, viz., the formation of an insoluble iodo compound as with ordinary alkaloids if the snake poison really belongs to this class.
Having last evening killed a moderate sized rattlesnake--Crotalus horridus--which had not bitten anything, I found the gland fully charged with the white opaque poison; on adding iodine solution to a drop of this a dense light-brown precipitate was immediately formed, quite similar to that obtained with most alkaloids, exhibiting under the microscope no crystalline structure.
In the absence of iodine a good extemporaneous solution for testing alkaloids, and perhaps a snake poison antidote, may be made by adding a few drops of ferric chloride to solution of potassium of iodide; this is a very convenient test agent which I used in my laboratory for many years.
Although rattlesnake poison could be obtained here in very considerable quantity, it is out of my power to make such experiments as I could desire, being without any chemical appliances and living a hundred miles or more from any laboratory. The same may be said with regard to books, and possibly the above iodine reaction has been already described.
Dr. Richards states that the cobra poison is destroyed by potassium permanganate; but this is no argument in favor of that salt as an antidote. Mr. Pedler also refers to it, but allows that it would not be probably of any use after the poison had been absorbed. Of this I think there can be no doubt, remembering the easy decomposition of permanganate by most organic substances, and I cannot but think that the medicinal or therapeutic advantages of that salt, taken internally, are equally problematical, unless the action is supposed to take place in the stomach.
In the bladder of the same rattlesnake I found a considerable quantity of light-brown amorphous ammonium urate, the urine pale yellow.--Chemical News.
Hermanitas Ranch, Texas.
[Footnote: Dr. D. J. Macgowan, in Medical Reports of China. 1881.]
Two writers in Nature, both having for their theme "Skin-furrows on the Hand," solicit information on the subject from China.[1] As the subject is considered to have a bearing on medical jurisprudence and ethnology as well, this report is a suitable vehicle for responding to the demand.
[Footnote 1: Henry Faulds, Tzukiyi Hospital, Tokio, Japan. W. J. Herschel, Oxford, England.--Nature, 28th October and 25th November, 1880.]
Dr. Faulds' observations on the finger-tips of the Japanese have an ethnic bearing and relate to the subject of heredity. Mr. Herschel considers the subject as an agent of Government, he having charge for twenty years of registration offices in India, where he employed finger marks as sign manuals, the object being to prevent personation and repudiation. Doolittle, in his "Social Life of the Chinese," describes the custom. I cannot now refer to native works where the practice of employing digital rugæ as a sign manual is alluded to. I doubt if its employment in the courts is of ancient date. Well-informed natives think that it came into vogue subsequent to the Han period; if so, it is in Egypt that earliest evidence of the practice is to be found. Just as the Chinese courts now require criminals to sign confessions by impressing thereto the whorls of their thumb-tips--the right thumb in the case of women, the left in the case of men--so the ancient Egyptians, it is represented, required confessions to be sealed with their thumbnails--most likely the tip of the digit, as in China. Great importance is attached in the courts to this digital form of signature, "finger form." Without a confession no criminal can be legally executed, and the confession to be valid must be attested by the thumb-print of the prisoner. No direct coercion is employed to secure this; a contumacious culprit may, however, be tortured until he performs the act which is a prerequisite to his execution. Digital signatures are sometimes required in the army to prevent personation; the general in command at Wenchow enforces it on all his troops. A document thus attested can no more be forged or repudiated than a photograph--not so easily, for while the period of half a lifetime effects great changes in the physiognomy, the rugæ of the fingers present the same appearance from the cradle to the grave; time writes no wrinkles there. In the army everywhere, when the description of a person is written down, the relative number of volutes and coniferous finger-tips is noted. It is called taking the "whelk striæ," the fusiform being called "rice baskets," and the volutes "peck measures." A person unable to write, the form of signature which defies personation or repudiation is required in certain domestic cases, as in the sale of children or women. Often when a child is sold the parents affix their finger marks to the bill of sale; when a husband puts away his wife, giving her a bill of divorce, he marks the document with his entire palm; and when a wife is sold, the purchaser requires the seller to stamp the paper with hands and feet, the four organs duly smeared with ink. Professional fortune tellers in China take into account almost the entire system of the person whose future they attempt to forecast, and of course they include palmistry, but the rugæ of the finger-ends do not receive much attention. Amateur fortune-tellers, however, discourse as glibly on them as phrenologists do of "bumps"--it is so easy. In children the relative number of volute and conical striæ indicate their future. "If there are nine volutes," says a proverb, "to one conical, the boy will attain distinction without toil."
Regarded from an ethnological point of view, I can discover merely that the rugæ of Chinamen's fingers differ from Europeans', but there is so little uniformity observable that they form no basis for distinction, and while the striæ may be noteworthy points in certain medico-legal questions, heredity is not one of them.
At the close of an interesting address lately delivered at the reopening of the Liverpool University College and School of Medicine, Mr. Matthew Arnold said if there was one word which he should like to plant in the memories of his audience, and to leave sticking there after he had gone, it was the word lucidity. If he had to fix upon the three great wants at this moment of the three principal nations of Europe, he should say that the great want of the French was morality, that the great want of the Germans was civil courage, and that our own great want was lucidity. Our own want was, of course, what concerned us the most. People were apt to remark the defects which accompanied certain qualities, and to think that the qualities could not be desirable because of the defects which they saw accompanying them. There was no greater and salutary lesson for men to learn than that a quality may be accompanied, naturally perhaps, by grave dangers; that it may actually present itself accompanied by terrible defects, and yet that it might itself be indispensable. Let him illustrate what he meant by an example, the force of which they would all readily feel. Seriousness was a quality of our nation. Perhaps seriousness was always accompanied by certain dangers. But, at any rate, many of our French neighbors would say that they found our seriousness accompanied by so many false ideas, so much prejudice, so much that was disagreeable, that it could not have the value which we attributed to it. And yet we knew that it was invaluable. Let them follow the same mode of reasoning as to the quality of lucidity. The French had a national turn for lucidity as we had a national turn for seriousness. Perhaps a national turn for lucidity carried with it always certain dangers. Be this as it might, it was certain that we saw in the French, along with their lucidity, a want of seriousness, a want of reverence, and other faults, which greatly displeased us. Many of us were inclined in consequence to undervalue their lucidity, or to deny that they had it. We were wrong: it existed as our seriousness existed; it was valuable as our seriousness was valuable. Both the one and the other were valuable, and in the end indispensable.
What was lucidity? It was negatively that the French have it, and he would therefore deal with its negative character merely. Negatively, lucidity was the perception of the want of truth and validness in notions long current, the perception that they are no longer possible, that their time is finished, and they can serve us no more. All through the last century a prodigious travail for lucidity was going forward in France. Its principal agent was a man whose name excited generally repulsion in England, Voltaire. Voltaire did a great deal of harm in France. But it was not by his lucidity that he did harm; he did it by his want of seriousness, his want of reverence, his want of sense for much that is deepest in human nature. But by his lucidity he did good.
All admired Luther. Conduct was three-fourths of life, and a man who worked for conduct, therefore, worked for more than a man who worked for intelligence. But having promised this, it might be said that the Luther of the eighteenth century and of the cultivated classes was Voltaire. As Luther had an antipathy to what was immoral, so Voltaire had an antipathy to what was absurd, and both of them made war upon the object of their antipathy with such masterly power, with so much conviction, so much energy, so much genius, that they carried their world with them--Luther his Protestant world, and Voltaire his French world--and the cultivated classes throughout the continent of Europe generally.
Voltaire had more than negative lucidity; he had the large and true conception that a number and equilibrium of activities were necessary for man. "Il faut douner à notre áme toutes les formes possibles" was a maxim which Voltaire really and truly applied in practice, "advancing," as Michelet finely said of him, in every direction with a marvelous vigor and with that conquering ambition which Vico called mens heroica. Nevertheless. Voltaire's signal characteristic was his lucidity, his negative lucidity.
There was a great and free intellectual movement in England in the eighteenth century--indeed, it was from England that it passed into France; but the English had not that strong natural bent for lucidity which the French had. Its bent was toward other things in preference. Our leading thinkers had not the genius and passion for lucidity which distinguished Voltaire. In their free inquiry they soon found themselves coming into collision with a number of established facts, beliefs, conventions. Thereupon all sorts of practical considerations began to sway them. The danger signal went up, they often stopped short, turned their eyes another way, or drew down a curtain between themselves and the light. "It seems highly probable," said Voltaire, "that nature has made thinking a portion of the brain, as vegetation is a function of trees; that we think by the brain just as we walk by the feet." So our reason, at least, would lead us to conclude, if the theologians did not assure us of the contrary; such, too, was the opinion of Locke, but he did not venture to announce it. The French Revolution came, England grew to abhor France, and was cut off from the Continent, did great things, gained much, but not in lucidity. The Continent was reopened, the century advanced, time and experience brought their lessons, lovers of free and clear thought, such as the late John Stuart Mill, arose among us. But we could not say that they had by any means founded among us the reign of lucidity.
Let them consider that movement of which we were hearing so much just now: let them look at the Salvation Army and its operations. They would see numbers, funds, energy, devotedness, excitement, conversions, and a total absence of lucidity. A little lucidity would make the whole movement impossible. That movement took for granted as its basis what was no longer possible or receivable; its adherents proceeded in all they did on the assumption that that basis was perfectly solid, and neither saw that it was not solid, nor ever even thought of asking themselves whether it was solid or not.
Taking a very different movement, and one of far higher dignity and import, they had all had before their minds lately the long-devoted, laborious, influential, pure, pathetic life of Dr. Pusey, which had just ended. Many of them had also been reading in the lively volumes of that acute, but not always good-natured rattle, Mr. Mozley, an account of that great movement which took from Dr. Pusey its earlier name. Of its later stage of Ritualism they had had in this country a now celebrated experience. This movement was full of interest. It had produced men to be respected, men to be admired, men to be beloved, men of learning, goodness, genius, and charm. But could they resist the truth that lucidity would have been fatal to it? The movers of all those questions about apostolical succession, church patristic authority, primitive usage, postures, vestments--questions so passionately debated, and on which he would not seek to cast ridicule--did not they all begin by taking for granted something no longer possible or receivable, build on this basis as if it were indubitably solid, and fail to see that their basis not being solid, all they built upon it was fantastic?
He would not say that negative lucidity was in itself a satisfactory possession, but he said that it was inevitable and indispensable, and that it was the condition of all serious construction for the future. Without it at present a man or a nation was intellectually and spiritually all abroad. If they saw it accompanied in France by much that they shrank from, they should reflect that in England it would have influences joined with it which it had not in France--the natural seriousness of the people, their sense of reverence and respect, their love for the past. Come it must; and here where it had been so late in coming, it would probably be for the first time seen to come without danger.
Capitals were natural centers of mental movement, and it was natural for the classes with most leisure, most freedom, most means of cultivation, and most conversance with the wide world to have lucidity though often they had it not. To generate a spirit of lucidity in provincial towns, and among the middle classes bound to a life of much routine and plunged in business, was more difficult. Schools and universities, with serious and disinterested studies, and connecting those studies the one with the other and continuing them into years of manhood, were in this case the best agency they could use. It might be slow, but it was sure. Such an agency they were now going to employ. Might it fulfill all their expectations! Might their students, in the words quoted just now, advance in every direction with a marvelous vigor, and with that conquering ambition which Vico called mens heroica! And among the many good results of this, might one result be the acquisition in their midst of that indispensable spirit--the spirit of lucidity!
[Footnote: A. de Rochas in the Revue Scientifique.]
In the following notes I shall recall a few experiments that indicate under what conditions the human organism is permitted to remain unharmed amid flames. These experiments were published in England in 1882, in the twelfth letter from Brewster to Walter Scott on natural magic. They are, I believe, not much known in France, and possess a practical interest for those who are engaged in the art of combating fires.
At the end of the last century Humphry Davy observed that, on placing a very fine wire gauze over a flame, the latter was cooled to such a point that it could not traverse the meshes. This phenomenon, which he attributed to the conductivity and radiating power of the metal, he soon utilized in the construction of a lamp for miners.
Some years afterward Chevalier Aldini, of Milan, conceived the idea of making a new application of Davy's discovery in the manufacture of an envelope that should permit a man to enter into the midst of flames. This envelope, which was made of metallic gauze with 1-25th of an inch meshes, was composed of five pieces, as follows: (1) a helmet, with mask, large enough, to allow a certain space between it and the internal bonnet of which I shall speak; (2) a cuirass with armlets; (3) a skirt for the lower part of the belly and the thighs; (4) a pair of boots formed of a double wire gauze; and (5) a shield five feet long by one and a half wide, formed of metallic gauze stretched over a light iron frame. Beneath this armor the experimenter was clad in breeches and a close coat of coarse cloth that had previously been soaked in a solution of alum. The head, hands, and feet were covered by envelopes of asbestos cloth whose fibers were about a half millimeter in diameter. The bonnet contained apertures for the eyes, nose, and ears, and consisted of a single thickness of fabric, as did the stockings, but the gloves were of double thickness, so that the wearer could seize burning objects with the hands.
Aldini, convinced of the services that his apparatus might render to humanity, traveled over Europe and gave gratuitous representations with it. The exercises generally took place in the following order: Aldini began by first wrapping his finger in asbestos and then with a double layer of wire gauze. He then held it for some instants in the flame of a candle or alcohol lamp. One of his assistants afterward put on the asbestos glove of which I have spoken, and, protecting the palm of his hand with another piece of asbestos cloth, seized a piece of red-hot iron from a furnace and slowly carried it to a distance of forty or fifty meters, lighted some straw with it, and then carried it back to the furnace. On other occasions, the experimenters, holding firebrands in their hands, walked for five minutes over a large grating under which fagots were burning.
In order to show how the head, eyes, and lungs were protected by the wire gauze apparatus, one of the experimenters put on the asbestos bonnet, helmet, and cuirass, and fixed the shield in front of his breast. Then, in a chafing dish placed on a level with his shoulder, a great fire of shavings was lighted, and care was taken to keep it up. Into the midst of these flames the experimenter then plunged his head and remained thus five or six minutes with his face turned toward them. In an exhibition given at Paris before a committee from the Academic des Sciences, there were set up two parallel fences formed of straw, connected by iron wire to light wicker work, and arranged so as to leave between them a passage 3 feet wide by 30 long. The heat was so intense, when the fences were set on fire, that no one could approach nearer than 20 or 25 feet; and the flames seemed to fill the whole space between them, and rose to a height of 9 or 10 feet. Six men clad in the Aldini suit went in, one behind the other, between the blazing fences, and walked slowly backward and forward in the narrow passage, while the fire was being fed with fresh combustibles from the exterior. One of these men carried on his back, in an ozier basket covered with wire gauze, a child eight years of age, who had on no other clothing than an asbestos bonnet. This same man, having the child with him, entered on another occasion a clear fire whose flames reached a height of 18 feet, and whose intensity was such that it could not be looked at. He remained therein so long that the spectators began to fear that he had succumbed; but he finally came out safe and sound.
One of the conclusions to be drawn from the facts just stated is that man can breathe in the midst of flames. This marvelous property cannot be attributed exclusively to the cooling of the air by its passage through the gauze before reaching the lungs; it shows also a very great resistance of our organs to the action of heat. The following, moreover, are direct proofs of such resistance. In England, in their first experiment, Messrs. Joseph Banks, Charles Blagden, and Dr. Solander remained for ten minutes in a hot-house whose temperature was 211° Fahr., and their bodies preserved therein very nearly the usual heat. On breathing against a thermometer they caused the mercury to fall several degrees. Each expiration, especially when it was somewhat strong, produced in their nostrils an agreeable impression of coolness, and the same impression was also produced on their fingers when breathed upon. When they touched themselves their skin seemed to be as cold as that of a corpse; but contact with their watch chains caused them to experience a sensation like that of a burn. A thermometer placed under the tongue of one of the experimenters marked 98° Fahr., which is the normal temperature of the human species.
Emboldened by these first results, Blagden entered a hot-house in which the thermometer in certain parts reached 262° Fahr. He remained therein eight minutes, walked about in all directions, and stopped in the coolest part, which was at 240° Fahr. During all this time he experienced no painful sensations; but, at the end of seven minutes, he felt an oppression of the lungs that inquieted him and caused him to leave the place. His pulse at that moment showed 144 beats to the minute, that is to say, double what it usually did. To ascertain whether there was any error in the indications of the thermometer, and to find out what effect would take place on inert substances exposed to the hot air that he had breathed, Blogden placed some eggs in a zinc plate in the hot-house, alongside the thermometer, and found that in twenty minutes they were baked hard.
A case is reported where workmen entered a furnace for drying moulds, in England, the temperature of which was 177°, and whose iron sole plate was so hot that it carbonized their wooden shoes. In the immediate vicinity of this furnace the temperature rose to 160°. Persons not of the trade who approached anywhere near the furnace experienced pain in the eyes, nose, and ears.
A baker is cited in Angoumois, France, who spent ten minutes in a furnace at 132° C.
The resistance of the human organism to so high temperatures can be attributed to several causes. First, it has been found that the quantity of carbonic acid exhaled by the lungs, and consequently the chemical phenomena of internal combustion that are a source of animal heat, diminish in measure as the external temperature rises. Hence, a conflict which has for result the retardation of the moment at which a living being will tend, without obstacle, to take the temperature of the surrounding medium. On another hand, it has been observed that man resists heat so much the less in proportion as the air is saturated with vapors. Dr. Berger, who supported for seven minutes a temperature varying from 109° to 110° C. in dry air, could remain only twelve minutes in a bagnio whose temperature rose from 41° to 51.75°. At the Hammam of Paris the highest temperature obtained is 87°, and Dr. E. Martin has not been able to remain therein more than five minutes. This physician reports that in 1743, the thermometer having exceeded 40° at Pekin, 14,000 persons perished. These facts are explained by the cooling that the evaporation of perspiration produces on the surface of the body. Edwards has calculated that such evaporation is ten times greater in dry air in motion than in calm and humid air. The observations become still more striking when the skin is put in contact with a liquid or a solid which suppresses perspiration. Lemoine endured a bath of Bareges water of 37° for half an hour; but at 45° he could not remain in it more than seven minutes, and the perspiration began to flow at the end of six minutes. According to Brewster, persons who experience no malaise near a fire which communicates a temperature of 100° C. to them, can hardly bear contact with alcohol and oil at 55° and mercury at 48°.
The facts adduced permit us to understand how it was possible to bear one of the proofs to which it is said those were submitted who wished to be initiated into the Egyptian mysteries. In a vast vaulted chamber nearly a hundred feet long, there were erected two fences formed of posts, around which were wound branches of Arabian balm, Egyptian thorn, and tamarind--all very flexible and inflammable woods. When this was set on fire the flames arose as far as the vault, licked it, and gave the chamber the appearance of a hot furnace, the smoke escaping through pipes made for the purpose. Then the door was suddenly opened before the neophyte, and he was ordered to traverse this burning place, whose floor was composed of an incandescent grating.
The Abbé Terrason recounts all these details in his historic romance "Sethos," printed at the end of last century. Unfortunately literary frauds were in fashion then, and the book, published as a translation of an old Greek manuscript, gives no indication of sources. I have sought in special works for the data which the abbé must have had as a basis, but I have not been able to find them. I suppose, however, that this description, which is so precise, is not merely a work of the imagination. The author goes so far as to give the dimensions of the grating (30 feet by 8), and, greatly embarrassed to explain how his hero was enabled to traverse it without being burned, is obliged to suppose it to have been formed of very thick bars, between which Sethos had care to place his feet. But this explanation is inadmissible. He who had the courage to rush, head bowed, into the midst of the flames, certainly would not have amused himself by choosing the place to put his feet. Braving the fire that surrounded his entire body, he must have had no other thought than that of reaching the end of his dangerous voyage as soon as possible. We cannot see very well, moreover, how this immense grate, lying on the ground, was raised to a red heat and kept at such a temperature. It is infinitely more simple to suppose that between the two fences there was a ditch sufficiently deep in which a fire had also been lighted, and which was covered by a grating as in the Aldini experiments. It is even probable that this grating was of copper, which, illuminated by the fireplace, must have presented a terrifying brilliancy, while in reality it served only to prevent the flames from the fireplace reaching him who dared to brave them.
The use of stone as a building material was not resorted to, except to a trifling extent, in this country until long after the need of such a solid substance was felt. The early settler contented himself with the log cabin, the corduroy road, and the wooden bridge, and loose stone enough for foundation purposes could readily be gathered from the surface of the earth. Even after the desirability of more handsome and durable building material for public edifices in the colonial cities than wood became apparent, the ample resources which nature had afforded in this country were overlooked, and brick and stone were imported by the Dutch and English settlers from the Old World. Thus we find the colonists of the New Netherlands putting yellow brick on their list of non-dutiable imports in 1648; and such buildings in Boston as are described as being "fairly set forth with brick, tile, slate, and stone," were thus provided only with foreign products. Isolated instances of quarrying stone are known to have occurred in the last century; but they are rare. The edifice known as "King's Chapel," Boston, erected in 1752, is the first one on record as being built from American stone; this was granite, brought from Braintree, Mass.
Granite is a rock particularly abundant in New England, though also found in lesser quantities elsewhere in this country. The first granite quarries that were extensively developed were those at Quincy, Mass., and work began at that point early in the present century. The fame of the stone became widespread, and it was sent to distant markets--even to New Orleans. The old Merchants' Exchange in New York (afterward used as a custom house) the Astor House in that city, and the Custom House in New Orleans, all nearly or quite fifty years old, were constructed of Quincy granite, as were many other fine buildings along the Atlantic coast. In later years, not only isolated public edifices, but also whole blocks of stores, have been constructed of this material. It was from the Quincy quarries that the first railroad in this country was built; this was a horse-railroad, three miles long, extending to Neponset River, built in 1827.
Other points in Massachusetts have been famed for their excellent granite. After Maine was set off as a distinct State, Fox Island acquired repute for its granite, and built up an extensive traffic therein. Westerly, R.I., has also been engaged in quarrying this valuable rock for many years, most of its choicer specimens having been wrought for monumental purposes. Statues and other elaborate monumental designs are now extensively made therefrom. Smaller pieces and a coarser quality of the stone are here and elsewhere along the coast obtained in large quantities for the construction of massive breakwaters to protect harbors. Another point famous for its granite is Staten Island, New York. This stone weighs 180 pounds to the cubic foot, while the Quincy granite weighs but 165. The Staten Island product is used not only for building purposes, but is also especially esteemed for paving after both the Russ and Belgian patents. New York and other cities derive large supplies from this source. The granite of Weehawken, N.J., is of the same character, and greatly in demand. Port Deposit, Md., and Richmond, Va, are also centers of granite production. Near Abbeville, S.C., and in Georgia, granite is found quite like that of Quincy. Much southern granite, however, decomposes readily, and is almost as soft as clay. This variety of stone is found in great abundance in the Rocky Mountains; but, except to a slight extent in California, it is not yet quarried there.
Granite, having little grain, can be cut into blocks of almost any size and shape. Specimens as much as eighty feet long have been taken out and transported great distances. The quarrying is done by drilling a series of small holes, six inches or more deep and almost the same distance apart, inserting steel wedges along the whole line and then tapping each gently with a hammer in succession, in order that the strain may be evenly distributed.
A building material that came into use earlier than granite is known as freestone or sandstone; although its first employment does not date back further than the erection of King's Chapel, Boston, already referred to as the earliest well-known occasion where granite was used in building. Altogether the most famous American sandstone quarries are those at Portland, on the Connecticut River, opposite Middletown. These were worked before the Revolution; and their product has been shipped to many distant points in the country. The long rows of "brownstone fronts" in New York city are mostly of Portland stone, though in many cases the walls are chiefly of brick covered with thin layers of the stone. The old red sandstone of the Connecticut valley is distinguished in geology for the discovery of gigantic fossil footprints of birds, first noticed in the Portland quarries in 1802. Some of these footprints measured ten to sixteen inches, and they were from four to six feet apart. The sandstone of Belleville, N.J., has also extensive use and reputation. Trinity Church in New York city and the Boston Atheneum are built of the product of these quarries; St. Lawrence County, New York, is noted also for a fine bed of sandstone. At Potsdam it is exposed to a depth of seventy feet. There are places though, in New England, New York, and Eastern Pennsylvania, where a depth of three hundred feet has been reached. The Potsdam sandstone is often split to the thinness of an inch. It hardens by exposure, and is often used for smelting furnace hearth-stones. Shawangunk Mountain, in Ulster County, yields a sandstone of inferior quality, which has been unsuccessfully tried for paving; as it wears very unevenly. From Ulster, Greene, and Albany Counties sandstone slabs for sidewalks are extensively quarried for city use; the principal outlets of these sections being Kingston, Saugerties, Coxsackie, Bristol, and New Baltimore, on the Hudson. In this region quantities amounting to millions of square feet are taken out in large sheets, which are often sawed into the sizes desired. The vicinity of Medina, in Western New York, yields a sandstone extensively used in that section for paving and curbing, and a little for building. A rather poor quality of this stone has been found along the Potomac, and some of it was used in the erection of the old Capitol building at Washington. Ohio yields a sandstone that is of a light gray color; Berea, Amherst, Vermilion, and Massillon are the chief points of production. St. Genevieve, Mo., yields a stone of fine grain of a light straw color, which is quite equal to the famous Caen stone of France. The Lake Superior sandstones are dark and coarse grained, but strong.
In some parts of the country, where neither granite nor sandstone is easily procured, blue and gray limestone are sometimes used for building, and, when hammer dressed, often look like granite. A serious objection to their use, however, is the occasional presence of iron, which rusts on exposure, and defaces the building. In Western New York they are widely used. Topeka stone, like the coquine of Florida and Bermuda, is soft like wood when first quarried, and easily wrought, but it hardens on exposure. The limestones of Canton, Mo., Joliet and Athens, Ill., Dayton, Sandusky, Marblehead, and other points in Ohio, Ellittsville, Ind., and Louisville and Bowling Green, Ky., are great favorites west. In many of these regions limestone is extensively used for macadamizing roads, for which it is excellently adapted. It also yields excellent slabs or flags for sidewalks.
One of the principal uses of this variety of stone is its conversion, by burning, into lime for building purposes. All limestones are by no means equally excellent in this regard. Thomaston lime, burned with Pennsylvania coal, near the Penobscot River, has had a wide reputation for nearly half a century. It has been shipped thence to all points along the Atlantic coast, invading Virginia as far as Lynchburg, and going even to New Orleans, Smithfield, R.I., and Westchester County, N.Y., near the lower end of the Highlands, also make a particularly excellent quality of lime. Kingston, in Ulster County, makes an inferior sort for agricultural purposes. The Ohio and other western stones yield a poor lime, and that section is almost entirely dependent on the east for supplies.
Marbles, like limestones, with which they are closely related, are very abundant in this country, and are also to be found in a great variety of colors. As early as 1804 American marble was used for statuary purposes. Early in the century it also obtained extensive employment for gravestones. Its use for building purposes has been more recent than granite and sandstone in this country; and it is coming to supersede the latter to a great degree. For mantels, fire-places, porch pillars, and like ornamental purposes, however, our variegated, rich colored and veined or brecciated marbles were in use some time before exterior walls were made from them. Among the earliest marble buildings were Girard College in Philadelphia and the old City Hall in New York, and the Custom House in the latter city, afterward used for a sub-treasury. The new Capitol building at Washington is among the more recent structures composed of this material. Our exports of marble to Cuba and elsewhere amount to over $300,000 annually, although we import nearly the same amount from Italy. And yet an article can be found in the United States fully as fine as the famous Carrara marble. We refer to that which comes from Rutland, Vt. This state yields the largest variety and choicest specimens. The marble belt runs both ways from Rutland County, where the only quality fit for statuary is obtained. Toward the north it deteriorates by growing less sound, though finer in grain; while to the south it becomes coarser. A beautiful black marble is obtained at Shoreham, Vt. There are also handsome brecciated marbles in the same state; and in the extreme northern part, near Lake Champlain, they become more variegated and rich in hue. Such other marble as is found in New England is of an inferior quality. The pillars of Girard College came from Berkshire, Mass., which ranks next after Vermont in reputation.
The marble belt extends from New England through New York, Pennsylvania, Maryland, the District of Columbia, and Virginia, Tennessee, and the Carolinas, to Georgia and Alabama. Some of the variegated and high colored varieties obtained near Knoxville, Tenn., nearly equal that of Vermont. The Rocky Mountains contain a vast abundance and variety.
Slate was known to exist in this country to a slight extent in colonial days. It was then used for gravestones, and to some extent for roofing and school purposes. But most of our supplies came from Wales. It is stated that a slate quarry was operated in Northampton County, Pa., as early as 1805. In 1826 James M. Porter and Samuel Taylor engaged in the business, obtaining their supplies from the Kittanninny Mountains. From this time the business developed rapidly, the village of Slateford being an outgrowth of it, and large rafts being employed to float the product down the Schuylkill to Philadelphia. By 1860 the industry had reached the capacity of 20,000 cases of slate, valued at $10 a case, annually. In 1839 quarries were opened in the Piscataquis River, forty miles north of Bangor, Me., but poor transportation facilities retarded the business. Vermont began to yield in 1852. New York's quarries are confined to Washington County, near the Vermont line. Maryland has a limited supply from Harford County. The Huron Mountains, north of Marquette, Mich., contain slate, which is also said to exist in Pike County, Ga.
Grindstones, millstones, and whetstones are quarried in New York, Ohio, Michigan, Pennsylvania, and other States. Mica is found at Acworth and Grafton, N. H., and near Salt Lake, but our chief supply comes from Haywood, Yancey, Mitchell, and Macon counties, in North Carolina, and our product is so large that we can afford to export it. Other stones, such as silex, for making glass, etc., are found in profusion in various parts of the country, but we have no space to enter into a detailed account of them at present.--Pottery and Glassware Reporter.
The most interesting change of which the Census gives account is the increase in the number of farms. The number has virtually doubled within twenty years. The population of the country has not increased in like proportion. A large part of the increase in number of farms has been due to the division of great estates. Nor has this occurred, as some may imagine, exclusively in the Southern States and the States to which immigration and migration have recently been directed. It is an important fact that the multiplication of farms has continued even in the older Northern States, though the change has not been as great in these as in States of the far West or the South. In New York there has been an increase of 25,000, or 11.5 per cent, in the number of farms since 1870; in New Jersey the increase has been 12.2 per cent., and in Pennsylvania 22.7 per cent., though the increase in population, and doubtless in the number of persons engaged in farming, has been much smaller. Ohio, Indiana, and Illinois also, have been considered fully settled States for years, at least in an agricultural point of view, and yet the number of farms has increased 26.1 per cent, in ten years in Ohio, 20.3 percent, in Indiana, and 26.1 per cent, in Illinois. The obvious explanation is that the growth of many cities and towns has created a market for a far greater supply of those products which may be most advantageously grown upon farms of moderate size; but even if this fully accounts for the phenomenon, the change must be recognized as one of the highest importance industrially, socially, and politically. The man who owns or rents and cultivates a farm stands on a very different footing from the laborer who works for wages. It is not a small matter that, in these six States alone, there are 205,000 more owners or managers of farms than there were only a decade ago.
As we go further toward the border, west or north, the influence of the settlement of new land is more distinctly felt. Even in Michigan, where new railroads have opened new regions to settlement, the increase in number of farms has been over 55 per cent. In Wisconsin, though the increase in railroad mileage has been about the same as in Michigan, the reported increase in number of farms has been only 28 per cent., but in Iowa it rises to 60 per cent., and in Minnesota to nearly 100 per cent. In Kansas the number of farms is 138,561, against 38,202 in 1870; in Nebraska 63,387, against 12,301; and in Dakota 17,435, against 1,720. In these regions the process is one of creation of new States rather than a change in the social and industrial condition of the population.
Some Southern States have gained largely, but the increase in these, though very great, is less surprising than the new States of the Northwest. The prevailing tendency of Southern agriculture to large farms and the employment of many hands is especially felt in States where land is still abundant. The greatest increase is in Texas, where 174,184 farms are reported, against 61,125 in 1870; in Florida, with 23,438 farms, against 10,241 in 1870; and in Arkansas, with 94,433 farms, against 49,424 in 1870. In Missouri 215,575 farms are reported, against 148,228 in 1870. In these States, though social changes have been great, the increase in number of farms has been largely due to new settlements, as in the States of the far Northwest. But the change in the older Southern States is of a different character.
Virginia, for example, has long been settled, and had 77,000 farms thirty years ago. But the increase in number within the past ten years has been 44,668, or 60.5 per cent. Contrasting this with the increase in New York, a remarkable difference appears. West Virginia had few more farms ten years ago than New Jersey; now it has nearly twice as many, and has gained in number nearly 60 per cent. North Carolina, too, has increased 78 per cent. in number of farms since 1870, and South Carolina 80 per cent. In Georgia the increase has been still greater--from 69,956 to 138,626, or nearly 100 per cent. In Alabama there are 135,864 farms, against 67,382 in 1870, an increase of over 100 per cent. These proportions, contrasted with those for the older Northern States, reveal a change that is nothing less than an industrial revolution. But the force of this tendency to division of estates has been greatest in the States named. Whereas the ratio of increase in number of farms becomes greater in Northern States as we go from the East toward the Mississippi River, at the South it is much smaller in Kentucky, Tennessee, Mississippi, and Louisiana than in the older States on the Atlantic coast. Thus in Louisiana the increase has been from 28,481 to 48,292 farms, or 70 per cent., and in Mississippi from 68,023 to 101,772 farms, or less than 50 per cent., against 100 in Alabama and Georgia. In Kentucky the increase has been from 118,422 to 166,453 farms, or 40 per cent., and in Tennessee from 118,141 to 165,650 farms, or 40 per cent., against 60 in Virginia and West Virginia, and 78 in North Carolina. Thus, while the tendency to division is far greater than in the Northern States of corresponding age, it is found in full force only in six of the older Southern States, Alabama, West Virginia, and four on the Atlantic coast. In these, the revolution already effected foreshadows and will almost certainly bring about important political changes within a few years. In these six States there 310,795 more farm owners or occupants than there were ten years ago.--N.Y. Tribune.
For information about burning lime we republish the following article furnished by a correspondent of the Country Gentleman several years ago:
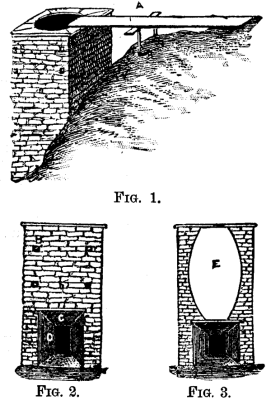
Fig. 1.
Fig. 2. Fig. 3.
A (Fig. 1), Railway Track--B B B, Iron Rods running
through Kiln--C, Capstone over Arch--D, Arch--E,
Well without brick or ash lining.
I send you a description and sketch of a lime-kiln put up on my premises about five years ago. The dimensions of this kiln are 13 feet square by 25 feet high from foundation, and its capacity 100 bushels in 24 hours. It was constructed of the limestone quarried on the spot. It has round iron rods (shown in sketch) passing through, with iron plates fastened to the ends as clamps to make it more firm; the pair nearest the top should be not less than 2 feet from that point, the others interspersed about 2 feet apart--the greatest strain being near the top. The arch should be 7 feet high by 5½ wide in front, with a gather on the top and sides of about 1 foot, with plank floor; and if this has a little incline it will facilitate shoveling the lime when drawn. The arch should have a strong capstone; also one immediately under the well of the kiln, with a hole 2 feet in diameter to draw the lime through; or two may be used with semicircle cut in each. Iron bars 2 inches wide by 1/8 inch thick are used in this kiln for closing it, working in slots fastened to capstone. These slots must be put in before the caps are laid. When it is desired to draw lime, these bars may be pushed laterally in the slots, or drawn out entirely, according to circumstances; 3 bars will be enough. The slots are made of iron bars 1½ inches wide, with ends rounded and turned up, and inserted in holes drilled through capstone and keyed above.
The well of the kiln is lined with fire-brick one course thick, with a stratum of coal ashes three inches thick tamped in between the brick and wall, which proves a great protection to the wall. About 2,000 fire-bricks were used. The proprietors of this kiln say about one-half the lower part of the well might have been lined with a first quality of common brick and saved some expense and been just as good. The form of the well shown in Fig. 3 is 7 feet in diameter in the bilge, exclusive of the lining of brick and ashes. Experiments in this vicinity have proved this to be the best, this contraction toward the top being absolutely necessary, the expansion of the stone by the heat is so great that the lime cannot be drawn from perpendicular walls, as was demonstrated in one instance near here, where a kiln was built on that principle. The kiln, of course, is for coal, and our stone requires about three-quarters of a ton per 100 bushels of lime, but this, I am told, varies according to quality, some requiring more than others; the quantity can best be determined by experimenting; also the regulation of the heat--if too great it will cause the stones to melt or run together as it were, or, if too little, they will not be properly burned. The business requires skill and judgment to run it successfully.
This kiln is located at the foot of a steep bluff, the top about level with the top of the kiln, with railway track built of wooden sleepers, with light iron bars, running from the bluff to the top of the kiln, and a hand-car makes it very convenient filling the kiln. Such a location should be had if possible. Your inquirer may perhaps get some ideas of the principles of a kiln for using coal. The dimensions may be reduced, if desired. If for wood, the arch would have to be formed for that, and the height of kiln reduced.
[Footnote: From the report of the New York Agricultural Society.]
Within the county of Oswego, New York, Dewitt C. Peck reports there are five apple jelly factories in operation. The failure of the apple crop, for some singular and unexplained reason, does not extend in great degree to the natural or ungrafted fruit. Though not so many as common, even of these apples, there are yet enough to keep these five mills and the numerous cider mills pretty well employed. The largest jelly factory is located near the village of Mexico, and as there are some features in regard to this manufacture peculiar to this establishment which may be new and interesting, we will undertake a brief description. The factory is located on the Salmon Creek, which affords the necessary power. A portion of the main floor, first story, is occupied as a saw mill, the slabs furnishing fuel for the boiler furnace connected with the evaporating department. Just above the mill, along the bank of the pond, and with one end projecting over the water, are arranged eight large bins, holding from five hundred to one thousand bushels each, into which the apples are delivered from the teams. The floor in each of these has a sharp pitch or inclination toward the water and at the lower end is a grate through which the fruit is discharged, when wanted, into a trough half submerged in the pond.
The preparation of the fruit and extraction of the juice proceeds as follows: Upon hoisting a gate in the lower end of this trough, considerable current is caused, and the water carries the fruit a distance of from thirty to one hundred feet, and passes into the basement of the mill, where, tumbling down a four-foot perpendicular fall, into a tank, tight in its lower half and slatted so as to permit the escape of water and impurities in the upper half, the apples are thoroughly cleansed from all earthy or extraneous matter. Such is the friction caused by the concussion of the fall, the rolling and rubbing of the apples together, and the pouring of the water, that decayed sections of the fruit are ground off and the rotten pulp passes away with other impurities. From this tank the apples are hoisted upon an endless chain elevator, with buckets in the form of a rake-head with iron teeth, permitting drainage and escape of water, to an upper story of the mill, whence by gravity they descend to the grater. The press is wholly of iron, all its motions, even to the turning of the screws, being actuated by the water power. The cheese is built up with layers inclosed in strong cotton cloth, which displaces the straw used in olden time, and serves also to strain the cider. As it is expressed from the press tank, the cider passes to a storage tank, and thence to the defecator.
This defecator is a copper pan, eleven feet long and about three feet wide. At each end of this pan is placed a copper tube three inches in diameter and closed at both ends. Lying between and connecting these two, are twelve tubes, also of copper, 1½ inches in diameter, penetrating the larger tubes at equal distances from their upper and under surfaces, the smaller being parallel with each other, and 1½ inches apart. When placed in position, the larger tubes, which act as manifolds, supplying the smaller with steam, rest upon the bottom of the pan, and thus the smaller pipes have a space of three-fourths of an inch underneath their outer surfaces.
The cider comes from the storage tank in a continuous stream about three-eighths of an inch in diameter. Steam is introduced to the large or manifold tubes, and from them distributed through the smaller ones at a pressure of from twenty-five to thirty pounds per inch. Trap valves are provided for the escape of water formed by condensation within the pipes. The primary object of the defecator is to remove all impurities and perfectly clarify the liquid passing through it. All portions of pomace and other minute particles of foreign matter, when heated, expand and float in the form of scum upon the surface of the cider. An ingeniously contrived floating rake drags off this scum and delivers it over the side of the pan. To facilitate this removal, one side of the pan, commencing at a point just below the surface of the cider, is curved gently outward and upward, terminating in a slightly inclined plane, over the edge of which the scum is pushed by the rake into a trough and carried away. A secondary purpose served by the defecator is that of reducing the cider by evaporation to a partial sirup of the specific gravity of about 20° Baume. When of this consistency the liquid is drawn from the bottom and less agitated portion of the defecator by a siphon, and thence carried to the evaporator, which is located upon the same framework and just below the defecator.
The evaporator consists of a separate system of six copper tubes, each twelve feet long and three inches in diameter. These are each jacketed or inclosed in an iron pipe of four inches internal diameter, fitted with steam-tight collars so as to leave half an inch steam space surrounding the copper tubes. The latter are open at both ends permitting the admission and egress of the sirup and the escape of the steam caused by evaporation therefrom, and are arranged upon the frame so as to have a very slight inclination downward in the direction of the current, and each nearly underneath its predecessor in regular succession. Each is connected by an iron supply pipe, having a steam gauge or indicator attached, with a large manifold, and that by other pipes with a steam boiler of thirty horse power capacity. Steam being let on at from twenty five to thirty pounds pressure, the stream of sirup is received from the defecator through a strainer, which removes any impurities possibly remaining into the upper evaporator tube; passing in a gentle flow through that, it is delivered into a funnel connected with the next tube below, and so, back and forth, through the whole system. The sirup enters the evaporator at a consistency of from 20° to 23° Baume, and emerges from the last tube some three minutes later at a consistency of from 30° to 32° Baume, which is found on cooling to be the proper point for perfect jelly. This point is found to vary one or two degrees, according to the fermentation consequent upon bruises in handling the fruit, decay of the same, or any little delay in expressing the juice from the cheese. The least fermentation occasions the necessity for a lower reduction. To guard against this, no cheese is allowed to stand over night, no pomace left in the grater or vat, no cider in the tank; and further to provide against fermentation, a large water tank is located upon the roof and filled by a force pump, and by means of hose connected with this, each grater, press, vat, tank, pipe, trough, or other article of machinery used, can be thoroughly washed and cleansed. Hot water, instead of cider, is sometimes sent through the defecator, evaporator, etc., until all are thoroughly scalded and purified. If the saccharometer shows too great or too little reduction, the matter is easily regulated by varying the steam pressure in the evaporator by means of a valve in the supply pipe. If boiled cider instead of jelly is wanted for making pies, sauces, etc., it is drawn off from one of the upper evaporator tubes according to the consistency desired; or can be produced at the end of the process by simply reducing the steam pressure.
As the jelly emerges from the evaporator it is transferred to a tub holding some fifty gallons, and by mixing a little therein, any little variations in reduction or in the sweetness or sourness of the fruit used are equalized. From this it is drawn through faucets, while hot, into the various packages in which it is shipped to market. A favorite form of package for family use is a nicely turned little wooden bucket with cover and bail, two sizes, holding five and ten pounds respectively. The smaller packages are shipped in cases for convenience in handling. The present product of this manufactory is from 1,500 to 1,800 pounds of jelly each day of ten hours. It is calculated that improvements now in progress will increase this to something more than a ton per day. Each bushel of fruit will produce from four to five pounds of jelly, fruit ripening late in the season being more productive than earlier varieties. Crab apples produce the finest jelly; sour, crabbed, natural fruit makes the best looking article, and a mixture of all varieties gives most satisfactory results as to flavor and general quality.
As the pomace is shoveled from the finished cheese, it is again ground under a toothed cylinder, and thence drops into large troughs, through a succession of which a considerable stream of water is flowing. Here it is occasionally agitated by raking from the lower to the upper end of the trough as the current carries it downward, and the apple seeds becoming disengaged drop to the bottom into still water, while the pulp floats away upon the stream. A succession of troughs serves to remove nearly all the seeds. The value of the apple seeds thus saved is sufficient to pay the daily wages of all the hands employed in the whole establishment. The apples are measured in the wagon box, one and a half cubic feet being accounted a bushel.
This mill ordinarily employs about six men: One general superintendent, who buys and measures the apples, keeps time books, attends to all the accounts and the working details of the mill, and acts as cashier; one sawyer, who manufactures lumber for the local market and saws the slabs into short lengths suitable for the furnace; one cider maker, who grinds the apples and attends the presses; one jelly maker, who attends the defecator, evaporator, and mixing tub, besides acting as his own fireman and engineer; one who attends the apple seed troughs and acts as general helper, and one man-of-all-work to pack, ship and assist whenever needed. The establishment was erected late in the season of 1880, and manufactured that year about forty-five tons of jelly, besides considerable cider exchanged to the farmers for apples, and some boiled cider.
The price paid for apples in 1880, when the crop was superabundant, was six to eight cents per bushel; in 1881, fifteen cents. The proprietor hopes next year to consume 100,000 bushels. These institutions are important to the farmer in that they use much fruit not otherwise valuable and very perishable. Fruit so crabbed and gnarled as to have no market value, and even frozen apples, if delivered while yet solid, can be used. (Such apples are placed in the water while frozen, the water draws the frost sufficiently to be grated, and passing through the press and evaporator before there is time for chemical change, they are found to make very good jelly. They are valuable to the consumer by converting the perishable, cheap, almost worthless crop of the bearing and abundant years into such enduring form that its consumption may be carried over to years of scarcity and furnish healthful food in cheap and pleasant form to many who would otherwise be deprived; and lastly, they are of great interest to society, in that they give to cider twice the value for purposes of food that it has or can have, even to the manufacturer, for use as a beverage and intoxicant.
It stands to reason that were our summers warmer we should be able to grow grapes successfully on open walls; it is therefore probable that a new grape bag, the invention of M. Pelletier, 20 Rue de la Banque, Paris, intended to serve a double purpose, viz., protecting the fruit and hastening its maturity, will, when it becomes known, be welcomed in this country. It consists of a square of curved glass so fixed to the bag that the sun's rays are concentrated upon the fruit, thereby rendering its ripening more certain in addition to improving its quality generally. The glass is affixed to the bag by means of a light iron wire support. It covers that portion of it next the sun, so that it increases the amount of light and warms the grapes without scorching them, a result due to the convexity of the glass and the layer of air between it and the bag. M. Pelletier had the idea of rendering these bags cheaper by employing plain squares instead of curved ones, but the advantage thus obtained was more than counterbalanced by their comparative inefficacy. In practice it was found that the curved squares gave an average of 7° more than the straight ones, while there was a difference of 10° when the bags alone were used, thus plainly demonstrating the practical value of the invention.
Whether these glass-fronted bags would have much value in the case of grapes grown under glass in the ordinary way is a question that can only be determined by actual experiment; but where the vines are on walls, either under glass screens or in the open air, so that the bunches feel the full force of the sun's rays, there can be no doubt as to their utility, and it is probable that by their aid many of the continental varieties which we do not now attempt to grow in the open, and which are scarcely worthy of a place under glass, might be well ripened. At any rate we ought to give anything a fair trial which may serve to neutralize, if only in a slight degree, the uncertainty of our summers. As it is, we have only about two varieties of grapes, and these not the best of the hardy kinds, as regards flavor and appearance, that ripen out of doors, and even these do not always succeed. We know next to nothing of the many really well-flavored kinds which are so much appreciated in many parts of the Continent. The fact is, our outdoor culture of grapes offers a striking contrast to that practiced under glass, and although our comparatively sunless and moist climate affords some excuse for our shortcomings in this respect, there is no valid reason for the utter want of good culture which is to be observed in a general way.
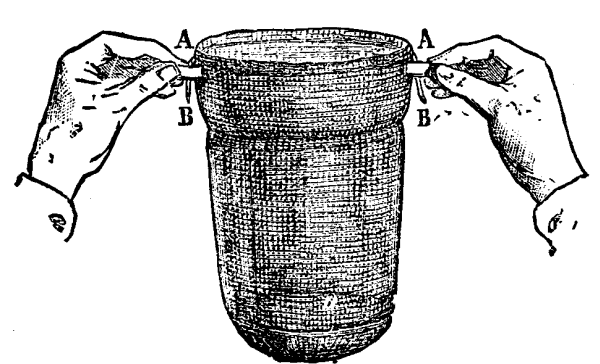
GRAPE BAG.--OPEN.
Given intelligent training, constant care in stopping the laterals, and checking mildew as well as thinning the berries, allowing each bunch to get the full benefit of sun and air, and I believe good eatable grapes would often be obtained even in summers marked by a low average temperature.
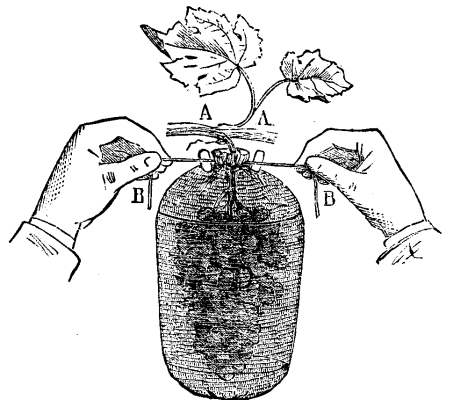
GRAPE BAG.--CLOSED.
If, moreover, to a good system of culture we add some such mechanical contrivance as that under notice whereby the bunches enjoy an average warmth some 10° higher than they otherwise would do, we not only insure the grapes coming to perfection in favored districts, but outdoor culture might probably be practiced in higher latitudes than is now practicable.
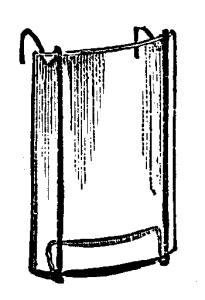
CURVED GLASS FOR FRONT OF BAG.
The improved grape bag would also offer great facilities for destroying mildew or guarantee the grapes against its attacks, as a light dusting administered as soon as the berries were fairly formed would suffice for the season, as owing to the glass protecting the berries from driving rains, which often accompany south or south-west winds in summer and autumn, the sulphur would not be washed off.
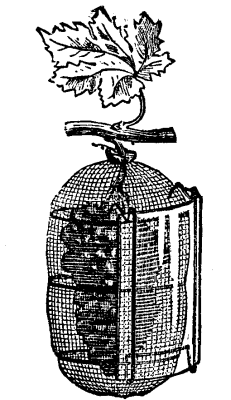
CURVED GLASS FIXED ON BAG.
The inventor claims, and we should say with just reason, that these glass fronted bags would be found equally serviceable for the ripening of pears and other choice fruits, and with a view to their being employed for such a purpose, he has had them made of varying sizes and shapes. In conclusion, it may be observed that, in addition to advancing the maturity of the fruits to which they are applied, they also serve to preserve them from falling to the ground when ripe.--J. COBNHILL, in the Garden.
At a popular fête in the Tuileries Gardens I was struck with an experiment which seems deserving of the immediate attention of the English public and military authorities.
Among the attractions of the fête was an apparatus for the concentration and utilization of solar heat, and, though the sun was not very brilliant, I saw this apparatus set in motion a printing machine which printed several thousand copies of a specimen newspaper entitled the Soleil Journal.
The sun's rays are concentrated in a reflector, which moves at the same rate as the sun and heats a vertical boiler, setting the motive steam-engine at work. As may be supposed, the only object was to demonstrate the possibility of utilizing the concentrated heat of the solar rays; but I closely examined it, because the apparatus seems capable of great utility in existing circumstances. Here in France, indeed, there is a radical drawback--the sun is often overclouded.
Thousands of years ago the idea of utilizing the solar rays must have suggested itself, and there are still savage tribes who know no other mode of combustion; but the scientific application has hitherto been lacking. This void this apparatus will fill up. About fifteen years ago Professor Mouchon, of Tours, began constructing such an apparatus, and his experiments have been continued by M. Pifre, who has devoted much labor and expense to realizing M. Mouchou's idea. A company has now come to his aid, and has constructed a number of apparatus of different sizes at a factory which might speedily turn out a large number of them. It is evident that in a country of uninterrupted sunshine the boiler might be heated in thirty or forty minutes. A portable apparatus could boil two and one-half quarts an hour, or, say, four gallons a day, thus supplying by distillation or ebullition six or eight men. The apparatus can be easily carried on a man's back, and on condition of water, even of the worst quality, being obtainable, good drinking and cooking water is insured. M. De Rougaumond, a young scientific writer, has just published an interesting volume on the invention. I was able yesterday to verify his statements, for I saw cider made, a pump set in motion, and coffee made--in short, the calorific action of the sun superseding that of fuel. The apparatus, no doubt, has not yet reached perfection, but as it is it would enable the soldier in India or Egypt to procure in the field good water and to cook his food rapidly. The invention is of especial importance to England just now, but even when the Egyptian question is settled the Indian troops might find it of inestimable value.
Red tape should for once be disregarded, and a competent commission forthwith sent to 30 Rue d'Assas, with instructions to report immediately, for every minute saved may avoid suffering for Englishmen fighting abroad for their country. I may, of course, be mistaken, but a commission would decide, and if the apparatus is good the slightest delay in its adoption would be deplorable.--Paris Correspondence London Times.
[Footnote: A paper read before the Engineers' Club of Philadelphia.]
The discovery of the magnetic needle was a boon to mankind, and has been of inestimable service in guiding the mariner through trackless waters, and the explorer over desert wastes. In these, its legitimate uses, the needle has not a rival, but all efforts to apply it to the accurate determination of permanent boundary lines have proven very unsatisfactory, and have given rise to much litigation, acerbity, and even death.
For these and other cogent reasons, strenuous efforts are being made to dispense, so far as practicable, with the use of the magnetic needle in surveying, and to substitute therefor the more accurate method of traversing from a true meridian. This method, however, involves a greater degree of preparation and higher qualifications than are generally possessed, and unless the matter can be so simplified as to be readily understood, it is unreasonable to expect its general application in practice.
Much has been written upon the various methods of determining, the true meridian, but it is so intimately related to the determination of latitude and time, and these latter in turn upon the fixing of a true meridian, that the novice can find neither beginning nor end. When to these difficulties are added the corrections for parallax, refraction, instrumental errors, personal equation, and the determination of the probable error, he is hopelessly confused, and when he learns that time may be sidereal, mean solar, local, Greenwich, or Washington, and he is referred to an ephemeris and table of logarithms for data, he becomes lost in "confusion worse confounded," and gives up in despair, settling down to the conviction that the simple method of compass surveying is the best after all, even if not the most accurate.
Having received numerous requests for information upon the subject, I have thought it expedient to endeavor to prepare a description of the method of determining the true meridian which should be sufficiently clear and practical to be generally understood by those desiring to make use of such information.
This will involve an elementary treatment of the subject, beginning with the
The celestial sphere is that imaginary surface upon which all celestial objects are projected. Its radius is infinite.
The earth's axis is the imaginary line about which it revolves.
The poles are the points in which the axis pierces the surface of the earth, or of the celestial sphere.
A meridian is a great circle of the earth cut out by a plane passing through the axis. All meridians are therefore north and south lines passing through the poles.
From these definitions it follows that if there were a star exactly at the pole it would only be necessary to set up an instrument and take a bearing to it for the meridian. Such not being the case, however, we are obliged to take some one of the near circumpolar stars as our object, and correct the observation according to its angular distance from the meridian at the time of observation.
For convenience, the bright star known as Ursæ Minoris or Polaris, is generally selected. This star apparently revolves about the north pole, in an orbit whose mean radius is 1° 19' 13",[1] making the revolution in 23 hours 56 minutes.
[Footnote 1: This is the codeclination as given in the Nautical Almanac. The mean value decreases by about 20 seconds each year.]
During this time it must therefore cross the meridian twice, once above the pole and once below; the former is called the upper, and the latter the lower meridian transit or culmination. It must also pass through the points farthest east and west from the meridian. The former is called the eastern elongation, the latter the western.
An observation may he made upon Polaris at any of these four points, or at any other point of its orbit, but this latter case becomes too complicated for ordinary practice, and is therefore not considered.
If the observation were made upon the star at the time of its upper or lower culmination, it would give the true meridian at once, but this involves a knowledge of the true local time of transit, or the longitude of the place of observation, which is generally an unknown quantity; and moreover, as the star is then moving east or west, or at right angles to the place of the meridian, at the rate of 15° of arc in about one hour, an error of so slight a quantity as only four seconds of time would introduce an error of one minute of arc. If the observation be made, however, upon either elongation, when the star is moving up or down, that is, in the direction of the vertical wire of the instrument, the error of observation in the angle between it and the pole will be inappreciable. This is, therefore, the best position upon which to make the observation, as the precise time of the elongation need not be given. It can be determined with sufficient accuracy by a glance at the relative positions of the star Alioth, in the handle of the Dipper, and Polaris (see Fig. 1). When the line joining these two stars is horizontal or nearly so, and Alioth is to the west of Polaris, the latter is at its eastern elongation, and vice versa, thus:
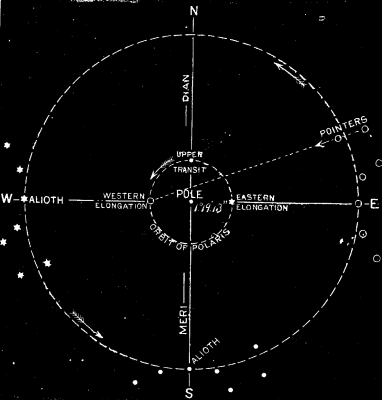
But since the star at either elongation is off the meridian, it will be necessary to determine the angle at the place of observation to be turned off on the instrument to bring it into the meridian. This angle, called the azimuth of the pole star, varies with the latitude of the observer, as will appear from Fig 2, and hence its value must be computed for different latitudes, and the surveyor must know his latitude before he can apply it. Let N be the north pole of the celestial sphere; S, the position of Polaris at its eastern elongation; then N S=1° 19' 13", a constant quantity. The azimuth of Polaris at the latitude 40° north is represented by the angle N O S, and that at 60° north, by the angle N O' S, which is greater, being an exterior angle of the triangle, O S O. From this we see that the azimuth varies at the latitude.
We have first, then, to find the latitude of the place of observation.
Of the several methods for doing this, we shall select the simplest, preceding it by a few definitions.
A normal line is the one joining the point directly overhead, called the zenith, with the one under foot called the nadir.
The celestial horizon is the intersection of the celestial sphere by a plane passing through the center of the earth and perpendicular to the normal.
A vertical circle is one whose plane is perpendicular to the horizon, hence all such circles must pass through the normal and have the zenith and nadir points for their poles. The altitude of a celestial object is its distance above the horizon measured on the arc of a vertical circle. As the distance from the horizon to the zenith is 90°, the difference, or complement of the altitude, is called the zenith distance, or co-altitude.
The azimuth of an object is the angle between the vertical plane through the object and the plane of the meridian, measured on the horizon, and usually read from the south point, as 0°, through west, at 90, north 180°, etc., closing on south at 0° or 360°.
These two co-ordinates, the altitude and azimuth, will determine the position of any object with reference to the observer's place. The latter's position is usually given by his latitude and longitude referred to the equator and some standard meridian as co-ordinates.
The latitude being the angular distance north or south of the equator, and the longitude east or west of the assumed meridian.
We are now prepared to prove that the altitude of the pole is equal to the latitude of the place of observation.
Let H P Z Q¹, etc., Fig. 2, represent a meridian section of the sphere, in which P is the north pole and Z the place of observation, then H H¹ will be the horizon, Q Q¹ the equator, H P will be the altitude of P, and Q¹ Z the latitude of Z. These two arcs are equal, for H C Z = P C Q¹ = 90°, and if from these equal quadrants the common angle P C Z be subtracted, the remainders H C P and Z C Q¹, will be equal.
To determine the altitude of the pole, or, in other words, the latitude of the place.
Observe the altitude of the pole star when on the meridian, either above or below the pole, and from this observed altitude corrected for refraction, subtract the distance of the star from the pole, or its polar distance, if it was an upper transit, or add it if a lower. The result will be the required latitude with sufficient accuracy for ordinary purposes.
The time of the star's being on the meridian can be determined with sufficient accuracy by a mere inspection of the heavens. The refraction is always negative, and may be taken from the table appended by looking up the amount set opposite the observed altitude. Thus, if the observer's altitude should be 40° 39' the nearest refraction 01' 07", should be subtracted from 40° 37' 00", leaving 40° 37' 53" for the latitude.
As we have shown the azimuth of Polaris to be a function of the latitude, and as the latitude is now known, we may proceed to find the required azimuth. For this purpose we have a right-angled spherical triangle, Z S P, Fig. 4, in which Z is the place of observation, P the north pole, and S is Polaris. In this triangle we have given the polar distance, P S = 10° 19' 13"; the angle at S = 90°; and the distance Z P, being the complement of the latitude as found above, or 90°--L. Substituting these in the formula for the azimuth, we will have sin. Z = sin. P S / sin P Z or sin. of Polar distance / sin. of co-latitude, from which, by assuming different values for the co-latitude, we compute the following table:
AZIMUTH TABLE FOR POINTS BETWEEN 26° and 50° N. LAT.
LATTITUDES
___________________________________________________________________
| | | | | | | |
| Year | 26° | 28° | 30° | 32° | 34° | 36° |
|______|_________|__________|_________|_________|_________|_________|
| | | | | | | |
| | ° ' " | ° ' " | ° ' " | ° ' " | ° ' " | ° ' " |
| 1882 | 1 28 05 | 1 29 40 | 1 31 25 | 1 33 22 | 1 35 30 | 1 37 52 |
| 1883 | 1 27 45 | 1 29 20 | 1 31 04 | 1 33 00 | 1 35 08 | 1 37 30 |
| 1884 | 1 27 23 | 1 28 57 | 1 30 41 | 1 32 37 | 1 34 45 | 1 37 05 |
| 1885 | 1 27 01 | 1 28 35½ | 1 30 19 | 1 32 14 | 1 34 22 | 1 36 41 |
| 1886 | 1 26 39 | 1 28 13 | 1 29 56 | 1 31 51 | 1 33 57 | 1 36 17 |
|______|_________|__________|_________|_________|_________|_________|
| | | | | | | |
| Year | 38° | 40° | 42° | 44° | 46° | 48° |
|______|_________|__________|_________|_________|_________|_________|
| | | | | | | |
| | ° ' " | ° ' " | ° ' " | ° ' " | ° ' " | ° ' " |
| 1882 | 1 40 29 | 1 43 21 | 1 46 33 | 1 50 05 | 1 53 59 | 1 58 20 |
| 1883 | 1 40 07 | 1 42 58 | 1 46 08 | 1 49 39 | 1 53 34 | 1 57 53 |
| 1884 | 1 39 40 | 1 42 31 | 1 45 41 | 1 49 11 | 1 53 05 | 1 57 23 |
| 1885 | 1 39 16 | 1 42 07 | 1 45 16 | 1 48 45 | 1 52 37 | 1 56 54 |
| 1886 | 1 38 51 | 1 41 41 | 1 44 49 | 1 48 17 | 1 52 09 | 1 56 24 |
|______|_________|__________|_________|_________|_________|_________|
| | |
| Year | 50° |
|______|_________|
| | |
| | ° ' " |
| 1882 | 2 03 11 |
| 1883 | 2 02 42 |
| 1884 | 2 02 11 |
| 1885 | 2 01 42 |
| 1886 | 2 01 11 |
|______|_________|
An analysis of this table shows that the azimuth this year (1882) increases with the latitude from 1° 28' 05" at 26° north, to 2° 3' 11" at 50° north, or 35' 06". It also shows that the azimuth of Polaris at any one point of observation decreases slightly from year to year. This is due to the increase in declination, or decrease in the star's polar distance. At 26° north latitude, this annual decrease in the azimuth is about 22", while at 50° north, it is about 30". As the variation in azimuth for each degree of latitude is small, the table is only computed for the even numbered degrees; the intermediate values being readily obtained by interpolation. We see also that an error of a few minutes of latitude will not affect the result in finding the meridian, e.g., the azimuth at 40° north latitude is 1° 43' 21", that at 41° would be 1° 44' 56", the difference (01' 35") being the correction for one degree of latitude between 40° and 41°. Or, in other words, an error of one degree in finding one's latitude would only introduce an error in the azimuth of one and a half minutes. With ordinary care the probable error of the latitude as determined from the method already described need not exceed a few minutes, making the error in azimuth as laid off on the arc of an ordinary transit graduated to single minutes, practically zero.
REFRACTION TABLE FOR ANY ALTITUDE WITHIN THE LATITUDE OF THE UNITED STATES.
_____________________________________________________ | | | | | | Apparent | Refraction | Apparent | Refraction | | Altitude. | _minus_. | Altitude. | _minus_. | |___________|______________|___________|______________| | | | | | | 25° | 0° 2' 4.2" | 38° | 0° 1' 14.4" | | 26 | 1 58.8 | 39 | 1 11.8 | | 27 | 1 53.8 | 40 | 1 9.3 | | 28 | 1 49.1 | 41 | 1 6.9 | | 29 | 1 44.7 | 42 | 1 4.6 | | 30 | 1 40.5 | 43 | 1 2.4 | | 31 | 1 36.6 | 44 | 0 0.3 | | 32 | 1 33.0 | 45 | 0 58.1 | | 33 | 1 29.5 | 46 | 0 56.1 | | 34 | 1 26.1 | 47 | 0 54.2 | | 35 | 1 23.0 | 48 | 0 52.3 | | 36 | 1 20.0 | 49 | 0 50.5 | | 37 | 1 17.1 | 50 | 0 48.8 | |___________|______________|___________|______________|
In practice to find the true meridian, two observations must be made at intervals of six hours, or they may be made upon different nights. The first is for latitude, the second for azimuth at elongation.
To make either, the surveyor should provide himself with a good transit with vertical arc, a bull's eye, or hand lantern, plumb bobs, stakes, etc.[1] Having "set up" over the point through which it is proposed to establish the meridian, at a time when the line joining Polaris and Alioth is nearly vertical, level the telescope by means of the attached level, which should be in adjustment, set the vernier of the vertical arc at zero, and take the reading. If the pole star is about making its upper transit, it will rise gradually until reaching the meridian as it moves westward, and then as gradually descend. When near the highest part of its orbit point the telescope at the star, having an assistant to hold the "bull's eye" so as to reflect enough light down the tube from the object end to illumine the cross wires but not to obscure the star, or better, use a perforated silvered reflector, clamp the tube in this position, and as the star continues to rise keep the horizontal wire upon it by means of the tangent screw until it "rides" along this wire and finally begins to fall below it. Take the reading of the vertical arc and the result will be the observed altitude.
[Footnote 1: A sextant and artificial horizon may be used to find the altitude of a star. In this case the observed angle must be divided by 2.]
It is a little more accurate to find the altitude by taking the complement of the observed zenith distance, if the vertical arc has sufficient range. This is done by pointing first to Polaris when at its highest (or lowest) point, reading the vertical arc, turning the horizontal limb half way around, and the telescope over to get another reading on the star, when the difference of the two readings will be the double zenith distance, and half of this subtracted from 90° will be the required altitude. The less the time intervening between these two pointings, the more accurate the result will be.
Having now found the altitude, correct it for refraction by subtracting from it the amount opposite the observed altitude, as given in the refraction table, and the result will be the latitude. The observer must now wait about six hours until the star is at its western elongation, or may postpone further operations for some subsequent night. In the meantime he will take from the azimuth table the amount given for his date and latitude, now determined, and if his observation is to be made on the western elongation, he may turn it off on his instrument, so that when moved to zero, after the observation, the telescope will be brought into the meridian or turned to the right, and a stake set by means of a lantern or plummet lamp.

It is, of course, unnecessary to make this correction at the time of observation, for the angle between any terrestrial object and the star may be read and the correction for the azimuth of the star applied at the surveyor's convenience. It is always well to check the accuracy of the work by an observation upon the other elongation before putting in permanent meridian marks, and care should be taken that they are not placed near any local attractions. The meridian having been established, the magnetic variation or declination may readily be found by setting an instrument on the meridian and noting its bearing as given by the needle. If, for example, it should be north 5° east, the variation is west, because the north end of the needle is west of the meridian, and vice versa.
Local time may also be readily found by observing the instant when the sun's center[1] crosses the line, and correcting it for the equation of time as given above--the result is the true or mean solar time. This, compared with the clock, will show the error of the latter, and by taking the difference between the local lime of this and any other place, the difference of longitude is determined in hours, which can readily be reduced to degrees by multiplying by fifteen, as 1 h. = 15°.
[Footnote 1: To obtain this time by observation, note the instant of first contact of the sun's limb, and also of last contact of same, and take the mean.]
APPROXIMATE EQUATION OF TIME.
_______________________
| | |
| Date. | Minutes. |
|__________|____________|
| | |
| Jan. 1 | 4 |
| 3 | 5 |
| 5 | 6 |
| 7 | 7 |
| 9 | 8 |
| 12 | 9 |
| 15 | 10 |
| 18 | 11 |
| 21 | 12 |
| 25 | 13 |
| 31 | 14 |
| Feb. 10 | 15 |
| 21 | 14 | Clock
| 27 | 13 | faster
| M'ch 4 | 12 | than
| 8 | 11 | sun.
| 12 | 10 |
| 15 | 9 |
| 19 | 8 |
| 22 | 7 |
| 25 | 6 |
| 28 | 5 |
| April 1 | 4 |
| 4 | 3 |
| 7 | 2 |
| 11 | 1 |
| 15 | 0 |
| |------------|
| 19 | 1 |
| 24 | 2 |
| 30 | 3 |
| May 13 | 4 | Clock
| 29 | 3 | slower.
| June 5 | 2 |
| 10 | 1 |
| 15 | 0 |
| |------------|
| 20 | 1 |
| 25 | 2 |
| 29 | 3 |
| July 5 | 4 |
| 11 | 5 |
| 28 | 6 | Clock
| Aug. 9 | 5 | faster.
| 15 | 4 |
| 20 | 3 |
| 24 | 2 |
| 28 | 1 |
| 31 | 0 |
| |------------|
| Sept. 3 | 1 |
| 6 | 2 |
| 9 | 3 |
| 12 | 4 |
| 15 | 5 |
| 18 | 6 |
| 21 | 7 |
| 24 | 8 |
| 27 | 9 |
| 30 | 10 |
| Oct. 3 | 11 |
| 6 | 12 |
| 10 | 13 |
| 14 | 14 |
| 19 | 15 |
| 27 | 16 | Clock
| Nov. 15 | 15 | slower.
| 20 | 14 |
| 24 | 13 |
| 27 | 12 |
| 30 | 11 |
| Dec. 2 | 10 |
| 5 | 9 |
| 7 | 8 |
| 9 | 7 |
| 11 | 6 |
| 13 | 5 |
| 16 | 4 |
| 18 | 3 |
| 20 | 2 |
| 22 | 1 |
| 24 | 0 |
| |------------|
| 26 | 1 |
| 28 | 2 | Clock
| 30 | 3 | faster.
|__________|____________|
The collections of the Museum of Natural History of Paris have just been enriched with a magnificent, perfectly adult specimen of a species of bird that all the scientific establishments had put down among their desiderata, and which, for twenty years past, has excited the curiosity of naturalists. This species, in fact, was known only by a few caudal feathers, of which even the origin was unknown, and which figured in the galleries of the Jardin des Plantes under the name of Argus ocellatus. This name was given by J. Verreaux, who was then assistant naturalist at the museum. It was inscribed by Prince Ch. L. Bonaparte, in his Tableaux Paralléliques de l'Ordre des Gallinaces, as Argus giganteus, and a few years later it was reproduced by Slater in his Catalogue of the Phasianidæ, and by Gray is his List of the Gallinaceæ. But it was not till 1871 and 1872 that Elliot, in the Annals and Magazine of Natural History, and in a splendid monograph of the Phasianidæ, pointed out the peculiarities that were presented by the feathers preserved at the Museum of Paris, and published a figure of them of the natural size.
The discovery of an individual whose state of preservation leaves nothing to be desired now comes to demonstrate the correctness of Verreaux's, Bonaparte's, and Elliot's suppositions. This bird, whose tail is furnished with feathers absolutely identical with those that the museum possessed, is not a peacock, as some have asserted, nor an ordinary Argus of Malacca, nor an argus of the race that Elliot named Argus grayi, and which inhabits Borneo, but the type of a new genus of the family Phasianidæ. This Gallinacean, in fact, which Mr. Maingonnat has given up to the Museum of Natural History, has not, like the common Argus of Borneo, excessively elongated secondaries; and its tail is not formed of normal rectrices, from the middle of which spring two very long feathers, a little curved and arranged like a roof; but it consists of twelve wide plane feathers, regularly tapering, and ornamented with ocellated spots, arranged along the shaft. Its head is not bare, but is adorned behind with a tuft of thread-like feathers; and, finally, its system of coloration and the proportions of the different parts of its body are not the same as in the common argus of Borneo. There is reason, then, for placing the bird, under the name of Rheinardius ocellatus, in the family Phasianidæ, after the genus Argus which it connects, after a manner, with the pheasants properly so-called. The specific name ocellatus has belonged to it since 1871, and must be substituted for that of Rheinardi.
The bird measures more than two meters in length, three-fourths of which belong to the tail. The head, which is relatively small, appears to be larger than it really is, owing to the development of the piliform tuft on the occiput, this being capable of erection so as to form a crest 0.05 to 0.06 of a meter in height. The feathers of this crest are brown and white. The back and sides of the head are covered with downy feathers of a silky brown and silvery gray, and the front of the neck with piliform feathers of a ruddy brown. The upper part of the body is of a blackish tint and the under part of a reddish brown, the whole dotted with small white or café-au-lait spots. Analogous spots are found on the wings and tail, but on the secondaries these become elongated, and tear-like in form. On the remiges the markings are quite regularly hexagonal in shape; and on the upper coverts of the tail and on the rectrices they are accompanied with numerous ferruginous blotches, some of which are irregularly scattered over the whole surface of the vane, while others, marked in the center with a blackish spot, are disposed in series along the shaft and resemble ocelli. This similitude of marking between the rectrices and subcaudals renders the distinction between these two kinds of feathers less sharp than in many other Gallinaceans, and the more so in that two median rectrices are considerably elongated and assume exactly the aspect of tail feathers.

THE OCELLATED PHEASANT (Rheinardius ocellatus).
The true rectrices are twelve in number. They are all absolutely plane, all spread out horizontally, and they go on increasing in length from the exterior to the middle. They are quite wide at the point of insertion, increase in diameter at the middle, and afterward taper to a sharp point. Altogether they form a tail of extraordinary length and width which the bird holds slightly elevated, so as to cause it to describe a graceful curve, and the point of which touches the soil. The beak, whose upper mandible is less arched than that of the pheasants, exactly resembles that of the arguses. It is slightly inflated at the base, above the nostrils, and these latter are of an elongated-oval form. In the bird that I have before me the beak, as well as the feet and legs, is of a dark rose-color. The legs are quite long and are destitute of spurs. They terminate in front in three quite delicate toes, connected at the base by membranes, and behind in a thumb that is inserted so high that it scarcely touches the ground in walking. This magnificent bird was captured in a portion of Tonkin as yet unexplored by Europeans, in a locality named Buih-Dinh, 400 kilometers to the south of Hué.--La Nature.
The Maidenhair tree--Gingkgo biloba--of which we give an illustration, is not only one of our most ornamental deciduous trees, but one of the most interesting. Few persons would at first sight take it to be a Conifer, more especially as it is destitute of resin; nevertheless, to that group it belongs, being closely allied to the Yew, but distinguishable by its long-stalked, fan-shaped leaves, with numerous radiating veins, as in an Adiantum. These leaves, like those of the larch but unlike most Conifers, are deciduous, turning of a pale yellow color before they fall. The tree is found in Japan and in China, but generally in the neighborhood of temples or other buildings, and is, we believe, unknown in a truly wild state. As in the case of several other trees planted in like situations, such as Cupressus funebris, Abies fortunei, A. kæmpferi, Cryptomeria japonica, Sciadopitys verticillata, it is probable that the trees have been introduced from Thibet, or other unexplored districts, into China and Japan. Though now a solitary representative of its genus, the Gingkgo was well represented in the coal period, and also existed through the secondary and tertiary epochs, Professor Heer having identified kindred specimens belonging to sixty species and eight genera in fossil remains generally distributed through the northern hemisphere. Whatever inference we may draw, it is at least certain that the tree was well represented in former times, if now it be the last of its race. It was first known to Kæmpfer in 1690, and described by him in 1712, and was introduced into this country in the middle of the eighteenth century. Loudon relates a curious tale as to the manner in which a French amateur became possessed of it. The Frenchman, it appears, came to England, and paid a visit to an English nurseryman, who was the possessor of five plants, raised from Japanese seeds. The hospitable Englishman entertained the Frenchman only too well. He allowed his commercial instincts to be blunted by wine, and sold to his guest the five plants for the sum of 25 guineas. Next morning, when time for reflection came, the Englishman attempted to regain one only of the plants for the same sum that the Frenchman had given for all five, but without avail. The plants were conveyed to France, where as each plant had cost about 40 crowns, ecus, the tree got the name of arbre a quarante ecus. This is the story as given by Loudon, who tells us that Andre Thouin used to relate the fact in his lectures at the Jardin des Plantes, whether as an illustration of the perfidy of Albion is not stated.
The tree is dioecious, bearing male catkins on one plant, female on another. All the female trees in Europe are believed to have originated from a tree near Geneva, of which Auguste Pyramus de Candolle secured grafts, and distributed them throughout the Continent. Nevertheless, the female tree is rarely met with, as compared with the male; but it is quite possible that a tree which generally produces male flowers only may sometimes bear female flowers only. We have no certain evidence of this in the case of the Gingkgo, but it is a common enough occurrence in other dioecious plants, and the occurrence of a fruiting specimen near Philadelphia, as recently recorded by Mr. Meehan, may possibly be attributed to this cause.
The tree of which we give a figure is growing at Broadlands, Hants, and is about 40 feet in height, with a trunk that measures 7 feet in girth at 3 feet from the ground, with a spread of branches measuring 45 feet. These dimensions have been considerably exceeded in other cases. In 1837 a tree at Purser's Cross measured 60 feet and more in height. Loudon himself had a small tree in his garden at Bayswater on which a female branch was grafted. It is to be feared that this specimen has long since perished.
We have already alluded to its deciduous character, in which it is allied to the larch. It presents another point of resemblance both to the larch and the cedar in the short spurs upon which both leaves and male catkins are borne, but these contracted branches are mingled with long extension shoots; there seems, however, no regular alternation between the short and the long shoots, at any rate the rationale of their production is not understood, though in all probability a little observation of the growing plant would soon clear the matter up.
The fruit is drupaceous, with a soft outer coat and a hard woody shell, greatly resembling that of a Cycad, both externally and internally. Whether the albumen contains the peculiar "corpuscles" common to Cycads and Conifers, we do not for certain know, though from the presence of 2 to 3 embryos in one seed, as noted by Endlicher, we presume this is the case. The interest of these corpuscles, it may be added, lies in the proof of affinity they offer between Conifers and the higher Cryptogams, such as ferns and lycopods--an affinity shown also in the peculiar venation of the Gingkgo. Conifers are in some degree links between ordinary flowering plants and the higher Cryptogams, and serve to connect in genealogical sequence groups once considered quite distinct. In germination the two fleshy cotyledons of the Gingkgo remain within the shell, leaving the three-sided plumule to pass upward; the young stem bears its leaves in threes.
We have no desire to enter further upon the botanical peculiarities of this tree; enough if we have indicated in what its peculiar interest consists. We have only to add that in gardens varieties exist some with leaves more deeply cut than usual, others with leaves nearly entire, and others with leaves of a golden-yellow color.--Gardeners' Chronicle.
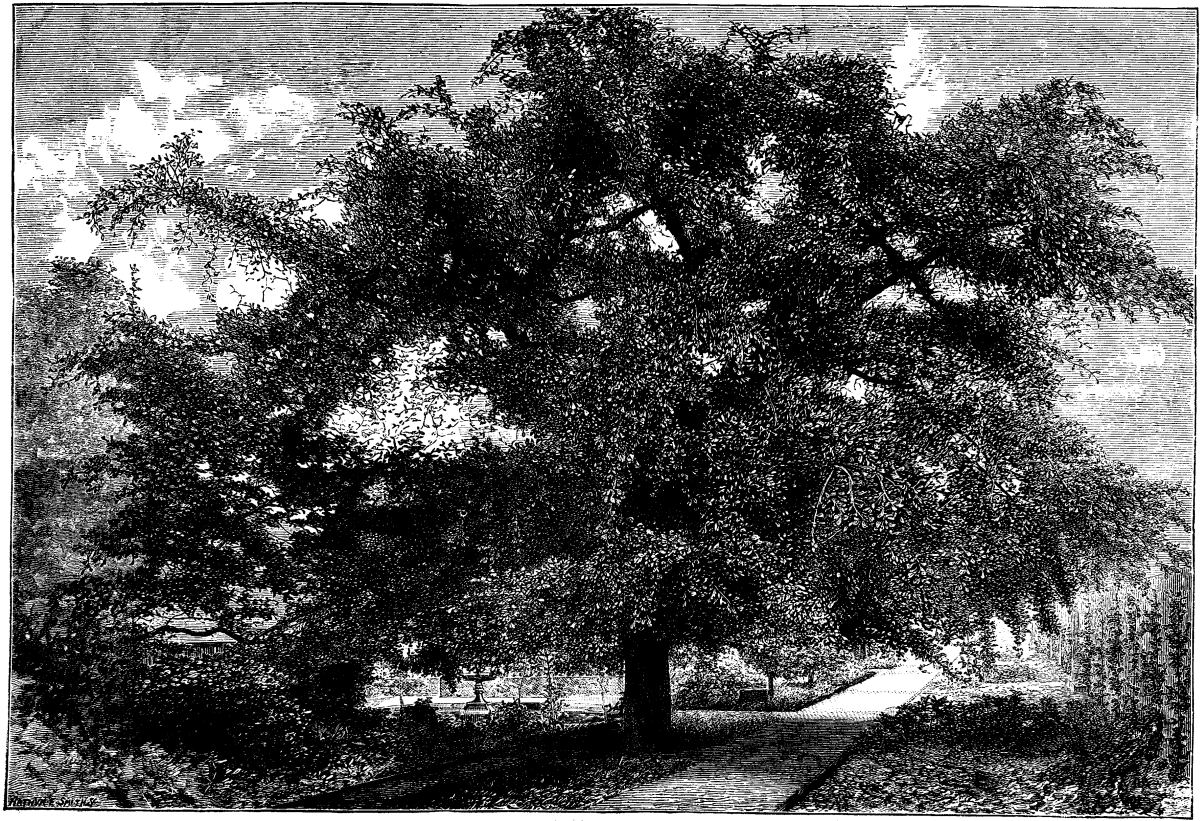
THE MAIDENHAIR TREE IN THE GARDENS AT BROADLANDS.
A collection of woods without a parallel in the world is now being prepared for exhibition by the Directors of the American Museum of Natural History. Scattered about the third floor of the Arsenal, in Central Park, lie 394 logs, some carefully wrapped in bagging, some inclosed in rough wooden cases, and others partially sawn longitudinally, horizontally, and diagonally. These logs represent all but 26 of the varieties of trees indigenous to this country, and nearly all have a greater or less economic or commercial value. The 26 varieties needed to complete the collection will arrive before winter sets in, a number of specimens being now on their way to this city from the groves of California. Mr. S. D. Dill and a number of assistants are engaged in preparing the specimens for exhibition. The logs as they reach the workroom are wrapped in bagging and inclosed in cases, this method being used so that the bark, with its growth of lichens and delicate exfoliations, shall not be injured while the logs are in process of transportation from various parts of the country to this city. The logs are each 6 feet in length, and each is the most perfect specimen of its class that could be found by the experts employed in making the collection. With the specimens of the trees come to the museum also specimens of the foliage and the fruits and flowers of the tree. These come from all parts of the Union--from Alaska on the north to Texas on the south, from Maine on the east to California on the west--and there is not a State or Territory in the Union which has not a representative in this collection of logs. On arrival here the logs are green, and the first thing in the way of treatment after their arrival is to season them, a work requiring great care to prevent them from "checking," as it is technically called, or "season cracking," as the unscientific term the splitting of the wood in radiating lines during the seasoning process. As is well known, the sap-wood of a tree seasons much more quickly than does the heart of the wood. The prevention of this splitting is very necessary in preparing these specimens for exhibition, for when once the wood has split its value for dressing for exhibition is gone. A new plan to prevent this destruction of specimens is now being tried with some success under the direction of Prof. Bickmore, superintendent of the museum. Into the base of the log and alongside the heart a deep hole is bored with an auger. As the wood seasons this hole permits of a pressure inward and so has in many instances doubtless saved valuable specimens. One of the finest in the collection, a specimen of the persimmon tree, some two feet in diameter, has been ruined by the seasoning process. On one side there is a huge crack, extending from the top to the bottom of the log, which looks as though some amateur woodman had attempted to split it with an ax and had made a poor job of it. The great shrinking of the sap-wood of the persimmon tree makes the wood of but trifling value commercially. It also has a discouraging effect upon collectors, as it is next to impossible to cure a specimen, so that all but this one characteristic of the wood can be shown to the public in a perfect form.
Before the logs become thoroughly seasoned, or their lines of growth at all obliterated, a diagram of each is made, showing in accordance with a regular scale the thickness of the bark, the sap-wood, and the heart. There is also in this diagram a scale showing the growth of the tree during each year of its life, these yearly growths being regularly marked about the heart of the tree by move or less regular concentric circles, the width of which grows smaller and smaller as the tree grows older. In this connection attention may be called to a specimen in the collection which is considered one of the most remarkable in the world. It is not a native wood, but an importation, and the tree from which this wonderful slab is cut is commonly known as the "Pride of India." The heart of this particular tree was on the port side, and between it and the bark there is very little sap-wood, not more than an inch. On the starbord side, so to speak, the sap-wood has grown out in an abnormal manner, and one of the lines indicative of a year's growth is one and seven-eighths inches in width, the widest growth, many experts who have seen the specimen say, that was ever recorded. The diagrams referred to are to be kept for scientific uses, and the scheme of exhibition includes these diagrams as a part of the whole.
After a log has become seasoned it is carefully sawed through the center down about one-third of its length. A transverse cut is then made and the semi-cylindrical section thus severed from the log is removed. The upper end is then beveled. When a log is thus treated the inspector can see the lower two-thirds presenting exactly the same appearance it did when growing in the forest. The horizontal cut, through the sap-wood and to the center of the heart, shows the life lines of the tree, and carefully planed as are this portion, the perpendicular and the beveled sections, the grain of the wood can thus be plainly seen. That these may be made even more valuable to the architect and artisan, the right half of this planed surface will be carefully polished, and the left half left in the natural state. This portion of the scheme of treatment is entirely in the interests of architects and artisans, and it is expected by Prof. Bickmore that it will be the means of securing for some kinds of trees, essentially of American growth, and which have been virtually neglected, an important place in architecture and in ornamental wood-work, and so give a commercial value to woods that are now of comparatively little value.
Among the many curious specimens in the collection now being prepared for exhibition, one which will excite the greatest curiosity is a specimen of the honey locust, which was brought here from Missouri. The bark is covered with a growth of thorns from one to four inches in length, sharp as needles, and growing at irregular intervals. The specimen arrived here in perfect condition, but, in order that it might be transported without injury, it had to be suspended from the roof of a box car, and thus make its trip from Southern Missouri to this city without change. Another strange specimen in the novel collection is a portion of the Yucca tree, an abnormal growth of the lily family. The trunk, about 2 feet in diameter, is a spongy mass, not susceptible of treatment to which the other specimens are subjected. Its bark is an irregular stringy, knotted mass, with porcupine-quill-like leaves springing out in place of the limbs that grow from all well-regulated trees. One specimen of the yucca was sent to the museum two years ago, and though the roots and top of the tree were sawn off, shoots sprang out, and a number of the handsome flowers appeared. The tree was supposed to be dead and thoroughly seasoned by this Fall, but now, when the workmen are ready to prepare it for exhibition, it has shown new life, new shoots have appeared, and two tufts of green now decorate the otherwise dry and withered log, and the yucca promises to bloom again before the winter is over. One of the most perfect specimens of the Douglass spruce ever seen is in the collection, and is a decided curiosity. It is a recent arrival from the Rocky Mountains. Its bark, two inches or more in thickness, is perforated with holes reaching to the-sap-wood. Many of these contain acorns, or the remains of acorns, which have been stored there by provident woodpeckers, who dug the holes in the bark and there stored their winter supply of food. The oldest specimen in the collection is a section of the Picea engelmanni, a species of spruce growing in the Rocky Mountains at a considerable elevation above the sea. The specimen is 24 inches in diameter, and the concentric circles show its age to be 410 years. The wood much resembles the black spruce, and is the most valuable of the Rocky Mountain growths. A specimen of the nut pine, whose nuts are used for food by the Indians, is only 15 inches in diameter, and yet its life lines show its age to be 369 years. The largest specimen yet received is a section of the white ash, which is 46 inches in diameter and 182 years old. The next largest specimen is a section of the Platanus occidentalis, variously known in commerce as the sycamore, button-wood, or plane tree, which is 42 inches in diameter and only 171 years of age. Specimens of the redwood tree of California are now on their way to this city from the Yosemite Valley. One specimen, though a small one, measures 5 feet in diameter and shows the character of the wood. A specimen of the enormous growths of this tree was not secured because of the impossibility of transportation and the fact that there would be no room in the museum for the storage of such a specimen, for the diameter of the largest tree of the class is 45 feet and 8 inches, which represents a circumference of about 110 feet. Then, too, the Californians object to have the giant trees cut down for commercial, scientific, or any other purposes.
To accompany these specimens of the woods of America, Mr. Morris K. Jesup, who has paid all the expense incurred in the collection of specimens, is having prepared as an accompanying portion of the exhibition water color drawings representing the actual size, color, and appearance of the fruit, foliage, and flowers of the various trees. Their commercial products, as far as they can be obtained, will also be exhibited, as, for instance, in the case of the long-leaved pine, the tar, resin, and pitch, for which it is especially valued. Then, too, in an herbarium the fruits, leaves, and flowers are preserved as nearly as possible in their natural state. When the collection is ready for public view next spring it will be not only the largest, but the only complete one of its kind in the country. There is nothing like it in the world, as far as is known; certainly not in the royal museums of England, France, or Germany.
Aside from the value of the collection, in a scientific way, it is proposed to make it an adjunct to our educational system, which requires that teachers shall instruct pupils as to the materials used for food and clothing. The completeness of the exhibition will be of great assistance also to landscape gardeners, as it will enable them to lay out private and public parks so that the most striking effects of foliage may be secured. The beauty of these effects can best be seen in this country in our own Central Park, where there are more different varieties and more combinations for foliage effects than in any other area in the United States. To ascertain how these effects are obtained one now has to go to much trouble to learn the names of the trees. With this exhibition such information can be had merely by observation, for the botanical and common names of each specimen will be attached to it. It will also be of practical use in teaching the forester how to cultivate trees as he would other crops. The rapid disappearance of many valuable forest trees, with the increase in demand and decrease in supply, will tend to make the collection valuable as a curiosity in the not far distant future as representing the extinct trees of the country.--N.Y. Times.
A catalogue, containing brief notices of many important scientific papers heretofore published in the SUPPLEMENT, may be had gratis at this office.
Terms of Subscription, $5 a Year.
Sent by mail, postage prepaid, to subscribers in any part of the United States or Canada. Six dollars a year, sent, prepaid, to any foreign country.
All the back numbers of THE SUPPLEMENT, from the commencement, January 1, 1876, can be had. Price, 10 cents each.
All the back volumes of THE SUPPLEMENT can likewise be supplied. Two volumes are issued yearly. Price of each volume, $2.50, stitched in paper, or $3.50, bound in stiff covers.
COMBINED RATES--One copy of SCIENTIFIC AMERICAN and one copy of SCIENTIFIC AMERICAN SUPPLEMENT, one year, postpaid, $7.00.
A liberal discount to booksellers, news agents, and canvassers.
MUNN & CO., Publishers,
261 Broadway, New York, N. Y.
In connection with the Scientific American, Messrs. MUNN & Co. are Solicitors of American and Foreign Patents, have had 35 years' experience, and now have the largest establishment in the world. Patents are obtained on the best terms.
A special notice is made in the Scientific American of all Inventions patented through this Agency, with the name and residence of the Patentee. By the immense circulation thus given, public attention is directed to the merits of the new patent, and sales or introduction often easily effected.
Any person who has made a new discovery or invention can ascertain, free of charge, whether a patent can probably be obtained, by writing to MUNN & Co.
We also send free our Hand Book about the Patent Laws, Patents, Caveats. Trade Marks, their costs, and how procured, with hints for procuring advances on inventions. Address
MUNN & CO., 261 Broadway, New York.
Branch Office, cor. F and 7th Sts., Washington, D. C.
End of the Project Gutenberg EBook of Scientific American Supplement No.
360, November 25, 1882, by Various
*** END OF THIS PROJECT GUTENBERG EBOOK SCIENTIFIC AMERICAN SUPPL., NO. 360 ***
***** This file should be named 8559-h.htm or 8559-h.zip *****
This and all associated files of various formats will be found in:
http://www.gutenberg.org/8/5/5/8559/
Produced by Olaf Voss, Don Kretz, Juliet Sutherland, Charles
Franks and the Online Distributed Proofreading Team
Updated editions will replace the previous one--the old editions
will be renamed.
Creating the works from public domain print editions means that no
one owns a United States copyright in these works, so the Foundation
(and you!) can copy and distribute it in the United States without
permission and without paying copyright royalties. Special rules,
set forth in the General Terms of Use part of this license, apply to
copying and distributing Project Gutenberg-tm electronic works to
protect the PROJECT GUTENBERG-tm concept and trademark. Project
Gutenberg is a registered trademark, and may not be used if you
charge for the eBooks, unless you receive specific permission. If you
do not charge anything for copies of this eBook, complying with the
rules is very easy. You may use this eBook for nearly any purpose
such as creation of derivative works, reports, performances and
research. They may be modified and printed and given away--you may do
practically ANYTHING with public domain eBooks. Redistribution is
subject to the trademark license, especially commercial
redistribution.
*** START: FULL LICENSE ***
THE FULL PROJECT GUTENBERG LICENSE
PLEASE READ THIS BEFORE YOU DISTRIBUTE OR USE THIS WORK
To protect the Project Gutenberg-tm mission of promoting the free
distribution of electronic works, by using or distributing this work
(or any other work associated in any way with the phrase "Project
Gutenberg"), you agree to comply with all the terms of the Full Project
Gutenberg-tm License available with this file or online at
www.gutenberg.org/license.
Section 1. General Terms of Use and Redistributing Project Gutenberg-tm
electronic works
1.A. By reading or using any part of this Project Gutenberg-tm
electronic work, you indicate that you have read, understand, agree to
and accept all the terms of this license and intellectual property
(trademark/copyright) agreement. If you do not agree to abide by all
the terms of this agreement, you must cease using and return or destroy
all copies of Project Gutenberg-tm electronic works in your possession.
If you paid a fee for obtaining a copy of or access to a Project
Gutenberg-tm electronic work and you do not agree to be bound by the
terms of this agreement, you may obtain a refund from the person or
entity to whom you paid the fee as set forth in paragraph 1.E.8.
1.B. "Project Gutenberg" is a registered trademark. It may only be
used on or associated in any way with an electronic work by people who
agree to be bound by the terms of this agreement. There are a few
things that you can do with most Project Gutenberg-tm electronic works
even without complying with the full terms of this agreement. See
paragraph 1.C below. There are a lot of things you can do with Project
Gutenberg-tm electronic works if you follow the terms of this agreement
and help preserve free future access to Project Gutenberg-tm electronic
works. See paragraph 1.E below.
1.C. The Project Gutenberg Literary Archive Foundation ("the Foundation"
or PGLAF), owns a compilation copyright in the collection of Project
Gutenberg-tm electronic works. Nearly all the individual works in the
collection are in the public domain in the United States. If an
individual work is in the public domain in the United States and you are
located in the United States, we do not claim a right to prevent you from
copying, distributing, performing, displaying or creating derivative
works based on the work as long as all references to Project Gutenberg
are removed. Of course, we hope that you will support the Project
Gutenberg-tm mission of promoting free access to electronic works by
freely sharing Project Gutenberg-tm works in compliance with the terms of
this agreement for keeping the Project Gutenberg-tm name associated with
the work. You can easily comply with the terms of this agreement by
keeping this work in the same format with its attached full Project
Gutenberg-tm License when you share it without charge with others.
1.D. The copyright laws of the place where you are located also govern
what you can do with this work. Copyright laws in most countries are in
a constant state of change. If you are outside the United States, check
the laws of your country in addition to the terms of this agreement
before downloading, copying, displaying, performing, distributing or
creating derivative works based on this work or any other Project
Gutenberg-tm work. The Foundation makes no representations concerning
the copyright status of any work in any country outside the United
States.
1.E. Unless you have removed all references to Project Gutenberg:
1.E.1. The following sentence, with active links to, or other immediate
access to, the full Project Gutenberg-tm License must appear prominently
whenever any copy of a Project Gutenberg-tm work (any work on which the
phrase "Project Gutenberg" appears, or with which the phrase "Project
Gutenberg" is associated) is accessed, displayed, performed, viewed,
copied or distributed:
This eBook is for the use of anyone anywhere at no cost and with
almost no restrictions whatsoever. You may copy it, give it away or
re-use it under the terms of the Project Gutenberg License included
with this eBook or online at www.gutenberg.org
1.E.2. If an individual Project Gutenberg-tm electronic work is derived
from the public domain (does not contain a notice indicating that it is
posted with permission of the copyright holder), the work can be copied
and distributed to anyone in the United States without paying any fees
or charges. If you are redistributing or providing access to a work
with the phrase "Project Gutenberg" associated with or appearing on the
work, you must comply either with the requirements of paragraphs 1.E.1
through 1.E.7 or obtain permission for the use of the work and the
Project Gutenberg-tm trademark as set forth in paragraphs 1.E.8 or
1.E.9.
1.E.3. If an individual Project Gutenberg-tm electronic work is posted
with the permission of the copyright holder, your use and distribution
must comply with both paragraphs 1.E.1 through 1.E.7 and any additional
terms imposed by the copyright holder. Additional terms will be linked
to the Project Gutenberg-tm License for all works posted with the
permission of the copyright holder found at the beginning of this work.
1.E.4. Do not unlink or detach or remove the full Project Gutenberg-tm
License terms from this work, or any files containing a part of this
work or any other work associated with Project Gutenberg-tm.
1.E.5. Do not copy, display, perform, distribute or redistribute this
electronic work, or any part of this electronic work, without
prominently displaying the sentence set forth in paragraph 1.E.1 with
active links or immediate access to the full terms of the Project
Gutenberg-tm License.
1.E.6. You may convert to and distribute this work in any binary,
compressed, marked up, nonproprietary or proprietary form, including any
word processing or hypertext form. However, if you provide access to or
distribute copies of a Project Gutenberg-tm work in a format other than
"Plain Vanilla ASCII" or other format used in the official version
posted on the official Project Gutenberg-tm web site (www.gutenberg.org),
you must, at no additional cost, fee or expense to the user, provide a
copy, a means of exporting a copy, or a means of obtaining a copy upon
request, of the work in its original "Plain Vanilla ASCII" or other
form. Any alternate format must include the full Project Gutenberg-tm
License as specified in paragraph 1.E.1.
1.E.7. Do not charge a fee for access to, viewing, displaying,
performing, copying or distributing any Project Gutenberg-tm works
unless you comply with paragraph 1.E.8 or 1.E.9.
1.E.8. You may charge a reasonable fee for copies of or providing
access to or distributing Project Gutenberg-tm electronic works provided
that
- You pay a royalty fee of 20% of the gross profits you derive from
the use of Project Gutenberg-tm works calculated using the method
you already use to calculate your applicable taxes. The fee is
owed to the owner of the Project Gutenberg-tm trademark, but he
has agreed to donate royalties under this paragraph to the
Project Gutenberg Literary Archive Foundation. Royalty payments
must be paid within 60 days following each date on which you
prepare (or are legally required to prepare) your periodic tax
returns. Royalty payments should be clearly marked as such and
sent to the Project Gutenberg Literary Archive Foundation at the
address specified in Section 4, "Information about donations to
the Project Gutenberg Literary Archive Foundation."
- You provide a full refund of any money paid by a user who notifies
you in writing (or by e-mail) within 30 days of receipt that s/he
does not agree to the terms of the full Project Gutenberg-tm
License. You must require such a user to return or
destroy all copies of the works possessed in a physical medium
and discontinue all use of and all access to other copies of
Project Gutenberg-tm works.
- You provide, in accordance with paragraph 1.F.3, a full refund of any
money paid for a work or a replacement copy, if a defect in the
electronic work is discovered and reported to you within 90 days
of receipt of the work.
- You comply with all other terms of this agreement for free
distribution of Project Gutenberg-tm works.
1.E.9. If you wish to charge a fee or distribute a Project Gutenberg-tm
electronic work or group of works on different terms than are set
forth in this agreement, you must obtain permission in writing from
both the Project Gutenberg Literary Archive Foundation and Michael
Hart, the owner of the Project Gutenberg-tm trademark. Contact the
Foundation as set forth in Section 3 below.
1.F.
1.F.1. Project Gutenberg volunteers and employees expend considerable
effort to identify, do copyright research on, transcribe and proofread
public domain works in creating the Project Gutenberg-tm
collection. Despite these efforts, Project Gutenberg-tm electronic
works, and the medium on which they may be stored, may contain
"Defects," such as, but not limited to, incomplete, inaccurate or
corrupt data, transcription errors, a copyright or other intellectual
property infringement, a defective or damaged disk or other medium, a
computer virus, or computer codes that damage or cannot be read by
your equipment.
1.F.2. LIMITED WARRANTY, DISCLAIMER OF DAMAGES - Except for the "Right
of Replacement or Refund" described in paragraph 1.F.3, the Project
Gutenberg Literary Archive Foundation, the owner of the Project
Gutenberg-tm trademark, and any other party distributing a Project
Gutenberg-tm electronic work under this agreement, disclaim all
liability to you for damages, costs and expenses, including legal
fees. YOU AGREE THAT YOU HAVE NO REMEDIES FOR NEGLIGENCE, STRICT
LIABILITY, BREACH OF WARRANTY OR BREACH OF CONTRACT EXCEPT THOSE
PROVIDED IN PARAGRAPH 1.F.3. YOU AGREE THAT THE FOUNDATION, THE
TRADEMARK OWNER, AND ANY DISTRIBUTOR UNDER THIS AGREEMENT WILL NOT BE
LIABLE TO YOU FOR ACTUAL, DIRECT, INDIRECT, CONSEQUENTIAL, PUNITIVE OR
INCIDENTAL DAMAGES EVEN IF YOU GIVE NOTICE OF THE POSSIBILITY OF SUCH
DAMAGE.
1.F.3. LIMITED RIGHT OF REPLACEMENT OR REFUND - If you discover a
defect in this electronic work within 90 days of receiving it, you can
receive a refund of the money (if any) you paid for it by sending a
written explanation to the person you received the work from. If you
received the work on a physical medium, you must return the medium with
your written explanation. The person or entity that provided you with
the defective work may elect to provide a replacement copy in lieu of a
refund. If you received the work electronically, the person or entity
providing it to you may choose to give you a second opportunity to
receive the work electronically in lieu of a refund. If the second copy
is also defective, you may demand a refund in writing without further
opportunities to fix the problem.
1.F.4. Except for the limited right of replacement or refund set forth
in paragraph 1.F.3, this work is provided to you 'AS-IS', WITH NO OTHER
WARRANTIES OF ANY KIND, EXPRESS OR IMPLIED, INCLUDING BUT NOT LIMITED TO
WARRANTIES OF MERCHANTABILITY OR FITNESS FOR ANY PURPOSE.
1.F.5. Some states do not allow disclaimers of certain implied
warranties or the exclusion or limitation of certain types of damages.
If any disclaimer or limitation set forth in this agreement violates the
law of the state applicable to this agreement, the agreement shall be
interpreted to make the maximum disclaimer or limitation permitted by
the applicable state law. The invalidity or unenforceability of any
provision of this agreement shall not void the remaining provisions.
1.F.6. INDEMNITY - You agree to indemnify and hold the Foundation, the
trademark owner, any agent or employee of the Foundation, anyone
providing copies of Project Gutenberg-tm electronic works in accordance
with this agreement, and any volunteers associated with the production,
promotion and distribution of Project Gutenberg-tm electronic works,
harmless from all liability, costs and expenses, including legal fees,
that arise directly or indirectly from any of the following which you do
or cause to occur: (a) distribution of this or any Project Gutenberg-tm
work, (b) alteration, modification, or additions or deletions to any
Project Gutenberg-tm work, and (c) any Defect you cause.
Section 2. Information about the Mission of Project Gutenberg-tm
Project Gutenberg-tm is synonymous with the free distribution of
electronic works in formats readable by the widest variety of computers
including obsolete, old, middle-aged and new computers. It exists
because of the efforts of hundreds of volunteers and donations from
people in all walks of life.
Volunteers and financial support to provide volunteers with the
assistance they need are critical to reaching Project Gutenberg-tm's
goals and ensuring that the Project Gutenberg-tm collection will
remain freely available for generations to come. In 2001, the Project
Gutenberg Literary Archive Foundation was created to provide a secure
and permanent future for Project Gutenberg-tm and future generations.
To learn more about the Project Gutenberg Literary Archive Foundation
and how your efforts and donations can help, see Sections 3 and 4
and the Foundation information page at www.gutenberg.org
Section 3. Information about the Project Gutenberg Literary Archive
Foundation
The Project Gutenberg Literary Archive Foundation is a non profit
501(c)(3) educational corporation organized under the laws of the
state of Mississippi and granted tax exempt status by the Internal
Revenue Service. The Foundation's EIN or federal tax identification
number is 64-6221541. Contributions to the Project Gutenberg
Literary Archive Foundation are tax deductible to the full extent
permitted by U.S. federal laws and your state's laws.
The Foundation's principal office is located at 4557 Melan Dr. S.
Fairbanks, AK, 99712., but its volunteers and employees are scattered
throughout numerous locations. Its business office is located at 809
North 1500 West, Salt Lake City, UT 84116, (801) 596-1887. Email
contact links and up to date contact information can be found at the
Foundation's web site and official page at www.gutenberg.org/contact
For additional contact information:
Dr. Gregory B. Newby
Chief Executive and Director
gbnewby@pglaf.org
Section 4. Information about Donations to the Project Gutenberg
Literary Archive Foundation
Project Gutenberg-tm depends upon and cannot survive without wide
spread public support and donations to carry out its mission of
increasing the number of public domain and licensed works that can be
freely distributed in machine readable form accessible by the widest
array of equipment including outdated equipment. Many small donations
($1 to $5,000) are particularly important to maintaining tax exempt
status with the IRS.
The Foundation is committed to complying with the laws regulating
charities and charitable donations in all 50 states of the United
States. Compliance requirements are not uniform and it takes a
considerable effort, much paperwork and many fees to meet and keep up
with these requirements. We do not solicit donations in locations
where we have not received written confirmation of compliance. To
SEND DONATIONS or determine the status of compliance for any
particular state visit www.gutenberg.org/donate
While we cannot and do not solicit contributions from states where we
have not met the solicitation requirements, we know of no prohibition
against accepting unsolicited donations from donors in such states who
approach us with offers to donate.
International donations are gratefully accepted, but we cannot make
any statements concerning tax treatment of donations received from
outside the United States. U.S. laws alone swamp our small staff.
Please check the Project Gutenberg Web pages for current donation
methods and addresses. Donations are accepted in a number of other
ways including checks, online payments and credit card donations.
To donate, please visit: www.gutenberg.org/donate
Section 5. General Information About Project Gutenberg-tm electronic
works.
Professor Michael S. Hart was the originator of the Project Gutenberg-tm
concept of a library of electronic works that could be freely shared
with anyone. For forty years, he produced and distributed Project
Gutenberg-tm eBooks with only a loose network of volunteer support.
Project Gutenberg-tm eBooks are often created from several printed
editions, all of which are confirmed as Public Domain in the U.S.
unless a copyright notice is included. Thus, we do not necessarily
keep eBooks in compliance with any particular paper edition.
Most people start at our Web site which has the main PG search facility:
www.gutenberg.org
This Web site includes information about Project Gutenberg-tm,
including how to make donations to the Project Gutenberg Literary
Archive Foundation, how to help produce our new eBooks, and how to
subscribe to our email newsletter to hear about new eBooks.