Project Gutenberg's Historic Ornament, Vol. 2 (of 2), by James Ward
This eBook is for the use of anyone anywhere in the United States and most
other parts of the world at no cost and with almost no restrictions
whatsoever. You may copy it, give it away or re-use it under the terms of
the Project Gutenberg License included with this eBook or online at
www.gutenberg.org. If you are not located in the United States, you'll have
to check the laws of the country where you are located before using this ebook.
Title: Historic Ornament, Vol. 2 (of 2)
Treatise on decorative art and architectural ornament
Author: James Ward
Release Date: July 23, 2019 [EBook #59971]
Language: English
Character set encoding: UTF-8
*** START OF THIS PROJECT GUTENBERG EBOOK HISTORIC ORNAMENT, VOL. 2 (OF 2) ***
Produced by KD Weeks, Chris Curnow and the Online
Distributed Proofreading Team at http://www.pgdp.net (This
file was produced from images generously made available
by The Internet Archive)
The single footnote has been placed to follow the paragraph in which it
was referenced.
There are copious illustration, which have been moved to fall on
paragraph breaks. Full page illustrations, which were
paginated, often fall in mid-paragraph in the original, and so would have
been disruptive when moved. The pagination of the illustrations has
therefore been removed, and that of the text may contain gaps.
Some larger illustrations were rotated in mid-page. These are
presented as full page illustrations in the correct orientation.
A number of captions refer to the image as ‘Actual Size’. This is
difficult to substantiate and should be taken with a grain of salt.
Where references to illustrations are not local to the referent,
links are provided for ease of navigation.
Minor errors, attributable to the printer, have been corrected. Please
see the transcriber’s note at the end of this text
for details regarding the handling of any textual issues encountered
during its preparation.
Any corrections are indicated using an underline
highlight. Placing the cursor over the correction will produce the
original text in a small popup.
Any corrections are indicated as hyperlinks, which will navigate the
reader to the corresponding entry in the corrections table in the
note at the end of the text.
Reduced Fac-simile of a Border.
From an edition of “Herodotus”
Printed at Venice in the year 1470.
HISTORIC ORNAMENT
Treatise on
DECORATIVE ART
AND
ARCHITECTURAL ORNAMENT
POTTERY; ENAMELS; IVORIES; METAL-WORK;
FURNITURE; TEXTILE FABRICS; MOSAICS;
GLASS; AND BOOK DECORATION
BY
JAMES WARD
AUTHOR OF “THE PRINCIPLES OF ORNAMENT”
With Three Hundred and Seventeen Illustrations
LONDON: CHAPMAN AND HALL, Limited
1897
v
PREFACE.
This work is a continuation of the former volume on
the subject of Historic Ornament, and treats of the historical
development of ornament and decoration as illustrated
in furniture, pottery, enamels, ivories, metal work,
including goldsmiths’, silversmiths’, and jewellers’ work,
textile fabrics, mosaic, glass, and book decoration.
Though each volume may be considered complete in
itself as far as it has been possible to consider the subjects
therein treated in the dimensions of this work, at the same
time the student is respectfully advised to read both
volumes, as a few subjects which are necessarily only
slightly noticed in the former treatise, particularly those
belonging to the Minor Arts, are more fully treated in the
present work.
J. Ward.
vii
CONTENTS.
| CHAPTER I. |
| |
PAGE |
| |
| Pottery—Maiolica—Della Robbia Ware—Italian Maiolica—Persian, Damascus, and Rhodian Wares—French Pottery—Oiron Ware—Palissy Ware—Nevers, Rouen, and Moustiers Wares—French Porcelain—German Pottery—German Porcelain—English Pottery—English Porcelain—Chinese Porcelain—Indian Pottery |
1 |
| |
| |
| CHAPTER II. |
| |
| Enamels—Enamels of the Countries of the East |
108 |
| |
| |
| CHAPTER III. |
| |
| Ivory Carvings |
139 |
| |
| |
| CHAPTER IV. |
| |
| Metal Work—Gold, Silver, Bronze, Pewter, and Iron—Spanish Metal Work—Metal Work in Italy, Germany, France, and England—Niello-work and Damascening—Indian Jewellery—Iron Work in France, Germany, Belgium, Italy, and England |
161 |
| |
| |
| viiiCHAPTER V. |
| |
| Furniture—Antique: Egypt, Assyria, Greece, and Rome—Byzantine, Romanesque, Saracenic, and the Furniture of the Middle Ages—Italian and other Furniture of the Renaissance |
241 |
| |
| |
| CHAPTER VI. |
| |
| Textile Fabrics—Textiles of India—Embroidery—Tapestry—Lace |
295 |
| |
| |
| CHAPTER VII. |
| |
| Mosaics |
344 |
| |
| |
| CHAPTER VIII. |
| |
| Glass |
365 |
| |
| |
| CHAPTER IX. |
| |
| The Decoration of Books |
389 |
x
LIST OF ILLUSTRATIONS.

| FIG. |
|
PAGE |
| |
Border from an edition of Herodotus |
FrontispieceFrontispiece |
| 295. |
Alabastron, Phœnician |
366 |
| 98. |
Altar, Portable, German |
116 |
| 151. |
Altar Front, Golden, Basle |
188 |
| 271. |
Archer, Norman, from the Bayeux Tapestry |
321 |
| 227. |
Bedroom Interior, Fourteenth Century |
254 |
| 136. |
Bell Shrine of St. Patrick’s |
172 |
| 73. |
Bellarmine, Fulham Stoneware |
83 |
| 234. |
Bellows, Italian |
262 |
| 117. |
Bone Carving, Pastoral Staff, English |
147 |
| 315. |
Book, Cover of; Henri-Deux Style |
404 |
| 316. |
“Book of the Hours,” Cover for, designed by Geoffry Tory |
406 |
| 31. |
Bottle, Pilgrim’s, Urbino Ware |
35 |
| 51. |
Bottle, Pilgrim’s, Nevers Ware |
57 |
| 53. |
” ” ” |
59 |
| 297. |
Bottle, Glass, Ancient Roman |
369 |
| 299. |
Bottle, Glass, and Mosque Lamp, Enamelled Oriental |
372 |
| 184. |
Bowl, Eighteenth Century |
215 |
| 5. |
Bowl, Samian |
5 |
| 41. |
Bowl, Blue Persian |
45 |
| 79. |
Bowl of Chelsea-Derby Porcelain |
92 |
| 84. |
Bowl of Tobacco-pipe, Worcester Ware |
98 |
| 157. |
Bowl, Mazer, Ironmongers’ Hall |
193 |
| 309. |
Bowl, Glass, Chinese |
387 |
| 245. |
Bracket, English Carved |
278 |
| 193. |
Bracelet, Silver, Bengal |
223 |
| 213. |
Bronze Tripod, Greco-Roman |
245 |
| 137. |
Brooch, Tara |
173 |
| 138. |
Brooch, Tara, reverse |
174 |
| 270. |
Brocade, Velvet, Italian |
315 |
| 243. |
Cabinet, Boulle |
275 |
| 244. |
Cabinet or Armoire, Boulle |
276 |
| 238. |
Cabinet, French |
266 |
| 250. |
Cabinet Marquetry, with Sèvres Plaques |
285 |
| xi256. |
Cabinet, Japanese, and Porcelain Dish |
291 |
| 215. |
Candelabra, Roman Bronze |
246 |
| 217. |
Candelabrum Roman, Marble |
247 |
| 66. |
Candelabrum, Dresden |
75 |
| 183. |
Candelabrum, Silver |
215 |
| 47. |
Candlestick, Henri-Deux Ware |
52 |
| 133. |
Candlestick, Base of, Milan Cathedral |
169 |
| 152. |
Candlestick, Gloucester |
189 |
| 153. |
Candlestick, Seven-branched, Cathedral of Milan |
190 |
| 154. |
Candlestick, Lower Boss of the Milan |
191 |
| 173. |
Candlestick, Bronze, Italian |
207 |
| 189. |
Candlestick, Silver-gilt, Louis Seize |
217 |
| 190. |
Candlestick, Silver-gilt, Italian |
218 |
| 273. |
Carpet, Embroidered Persian |
323 |
| 230. |
Carriage, Travelling, English |
256 |
| 231. |
” ” ” |
256 |
| 176. |
Casket, Silver |
210 |
| 29. |
Castel-Durante Ware |
32 |
| 156. |
Censer |
193 |
| 134. |
Chair of Dagobert |
170 |
| 209. |
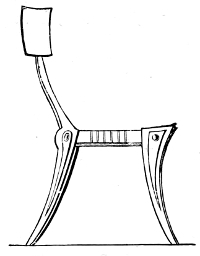
Chair, Greek |
243 |
| 211. |
” ” ” |
244 |
| 219. |
Chair, Marble, Roman |
248 |
| 229. |
Chair, Coronation, Westminster Abbey |
255 |
| 235. |
Chair, Italian, Sixteenth Century |
263 |
| 237. |
Chair decorated with Gauffered Leather |
265 |
| 253. |
Chairs, Parlour, by Chippendale |
288 |
| 254. |
Chairs in Chinese style, by Chippendale |
289 |
| 102. |
Chalice of Ardagh |
120 |
| 145. |
Chalice, Spanish |
181 |
| 159. |
Chalices, Gothic |
195 |
| 160. |
Chalice |
196 |
| 161. |
” |
196 |
| 162. |
Chalice, German |
196 |
| 163. |
Chalice, Spanish |
196 |
| 164. |
Chalice, English, Oxford |
197 |
| 131. |
Chimera, Bronze, at Florence |
164 |
| 186. |
Chocolate Pot |
216 |
| 121. |
Coffer in Bone, Carved and Engraved |
150 |
| 233. |
Coffer, Marriage, of Carved Wood, Italian Work |
260 |
| 248. |
Commode with Lac Panels and Mounts, by Caffieri |
282 |
| 111. |
Coronation of Virgin, Ivory Caning, French |
141 |
| 218. |
Couch in Bronze, Roman |
248 |
| 212. |
Couches and Sofa, Greek |
244 |
| 96. |
Crown of Charlemagne |
114 |
| 82. |
Crown-Derby covered Cup and Saucer |
95 |
| xii141. |
Crozier of Clonmacnois |
177 |
| 142. |
Crozier of Bronze, Irish, in Edinburgh |
178 |
| 140. |
Cumdach, or Case of Molaise’s Gospels |
176 |
| 103. |
Cup, with Translucent Enamels set transparently |
123 |
| 165. |
Cup, Standing, Cambridge |
198 |
| 166. |
Cup, Enamelled, King’s Lynn |
198 |
| 175. |
Cup, with Cover, Silver-gilt, French |
209 |
| 178. |
Cup of Gold, Oxford |
210 |
| 306. |
Cup, Drinking, Anglo-Saxon |
383 |
| 195. |
Cuttack, Native Silver Jewellery of |
225 |
| 196. |
Cuttack, Filigrain Jewellery of |
225 |
| 262. |
Damask, Silk, Early Saracenic |
307 |
| 266. |
Damask, Silk, Sicilian |
311 |
| 267. |
” ” |
312 |
| 268. |
Damask, Silk, Florentine |
313 |
| 314. |
Dante’s “Inferno,” from Woodcut of |
402 |
| 269. |
Diaper in Velvet Brocade, Italian |
314 |
| 225. |
Dining Room |
253 |
| 226. |
Dining Table on Trestles |
253 |
| 7. |
Dish, Valencia |
9 |
| 15. |
Dish, Early Pesaro |
19 |
| 24. |
Dish, Lustred, Gubbio Ware |
27 |
| 28. |
Dish, Embossed Fruit, Gubbio |
31 |
| 32. |
Dish, Urbino |
36 |
| 35. |
Dish, Venetian |
39 |
| 43. |
Dish, Rhodian |
47 |
| 50. |
Dish, Rustic Palissy Ware |
56 |
| 57. |
Dish, Rouen Ware |
63 |
| 71. |
Dish, of Slip Ware, by Thomas Toft |
81 |
| 72. |
Dish, of Lambeth Delft |
82 |
| 148. |
Dish, Spanish, silver |
184 |
| 200. |
Door, Press, in Church of St. Jacques |
231 |
| 205. |
Door, Iron-bound, Monastery of Krems |
238 |
| 21. |
Drug-pot, Siena |
26 |
| 30. |
Drug-pot, Castel-Durante Ware |
33 |
| 94. |
Enamel, Cloisonné, Altar Tray and Chalice |
111 |
| 97. |
Enamel, Champlevé, of Geoffry Plantagenet |
115 |
| 99. |
Enamel, Châsse in Champlevé |
117 |
| 100. |
Enamel, Champlevé, French |
118 |
| 106. |
Enamel, Battersea |
131 |
| 108. |
Enamelled Haka Stand, Mongol period |
135 |
| 109. |
Enamelled Pen-and-ink Stand, Jaipur |
136 |
| 110. |
Enamelled Sarai, Punjaub |
137 |
| 93. |
Enamelled Tile, from Sindh |
107 |
| 311. |
Epistle of Jerome, from the, in “Book of Durrow” |
393 |
| 251. |
Escritoire of Marie-Antoinette |
286 |
| xiii3. |
Ewer, Greek or Etruscan |
4 |
| 48. |
Ewer and Tazza, Oiron Ware |
53 |
| 263. |
Fabric, Silk, of Iconium, Arabian (Lyons Museum) |
308 |
| 33. |
Faenza Plate |
37 |
| 34. |
Faenza Maiolica |
38 |
| 180. |
Fire-dog, Silver, at Knole Park |
212 |
| 294. |
Glass Vase or Bottle |
365 |
| 298. |
Glass Tablet in Relief, Roman |
370 |
| 300. |
Glass, Venetian Enamelled |
375 |
| 301. |
Glass, Venetian |
376 |
| 303. |
Glass, Spanish |
380 |
| 304. |
Glasses, German |
381 |
| 307. |
Glass, Stained |
385 |
| 308. |
Glass, Window, English |
386 |
| 90. |
Glazed Pierced Water-Bottle, from Madura |
104 |
| 274. |
Gloves, State, formerly belonging to Louis XIII |
324 |
| 198. |
Gold Jewellery of Bombay, Native |
227 |
| 128. |
Gold Brooch and Earrings, Etruscan |
162 |
| 202. |
Grille or Herse on Queen Eleanor’s Tomb, Westminster |
233 |
| 203. |
Grille, Tabernacle, from Ottoberg, Tyrol |
236 |
| 280. |
Guipure, Flemish |
338 |
| 281. |
Guipure Lace, Italian |
339 |
| 167. |
Hanap, German |
199 |
| 199. |
Hinges, &c., Haddiscoe Church |
229 |
| 201. |
Hinge to Porte Ste. Anne of Notre-Dame |
232 |
| 284. |
Honiton Lace, Modern |
342 |
| 158. |
Hour-glass Salt, Oxford |
194 |
| 112. |
Image Painter |
142 |
| 88. |
Incense Burner, Satsuma Ware |
102 |
| 89. |
Incense Burner, Arita Ware |
103 |
| 191. |
Italian Damascene Work |
220 |
| 118. |
Ivory Carving, Fourteenth-century Pierced Work |
148 |
| 119. |
Ivory Diptych, English |
149 |
| 120. |
Ivory Casket, Lid of, Spanish |
150 |
| 122. |
Ivory Comb |
151 |
| 123. |
Ivory Mirror Case |
152 |
| 124. |
Ivory Tankard, Flemish |
154 |
| 125. |
Ivory Panels of Pulpit Door, Saracenic |
156 |
| 126. |
Ivory Ink Horn |
157 |
| 127. |
Ivory Box, Indian |
159 |
| 114. |
Ivory Carving with Archangel |
145 |
| 115. |
Ivory Vase |
145 |
| 74. |
Jar, Staffordshire Stone |
84 |
| 147. |
Jewel, Spanish |
183 |
| 197. |
Jewellery, Native, of Trichinopoly, Madras |
226 |
| 261. |
Kincob of Ahmedabad |
303 |
| xiv285. |
Lace Point, Irish Modern |
343 |
| 276. |
Lace, Point, Genoese |
334 |
| 277. |
Lace, Grounds |
335 |
| 282. |
Lace, Point, Venetian, Finest Raised |
340 |
| 283. |
Lace, Mechlin, Border of |
341 |
| 257. |
Lacquered Boxes, Sindh |
292 |
| 258. |
Lacquered Leg of Bedpost, Sindh |
293 |
| 76. |
Lamp, Black Egyptian Ware, Wedgwood |
88 |
| 149. |
Lamp, Moorish |
185 |
| 278. |
Lappet, Brussels |
336 |
| 279. |
Lappet, “Point d’Alençon” |
337 |
| 113. |
Leaf of Roman Diptych |
143 |
| 204. |
Lock in Klagenfurt Museum, German |
237 |
| 312. |
“Lyme Missal,” page from the Caxton |
397 |
| 313. |
“Lyme Missal,” page from the Caxton, the Crucifixion |
399 |
| 17. |
Maiolica, Sgraffitto |
22 |
| 18. |
Maiolica Plate |
23 |
| 13. |
Medallion in Enamelled Earthenware, Della Robbia |
17 |
| 246. |
Mirror Frame, Seventeenth Century |
279 |
| 206. |
Mirror, Wrought-Iron, French |
239 |
| 242. |
Mirror Frame, Venetian |
270 |
| 310. |
Monogram, Illuminated, portion of “Book of Kells” |
392 |
| 144. |
Monstrance, Spanish |
180 |
| 168. |
Monstrance, Italian |
200 |
| 287. |
Mosaic, Roman, found at Avignon |
347 |
| 288. |
Mosaic, Roman, Ancient |
348 |
| 286. |
Mosaic, Roman, from Woodchester |
346 |
| 289. |
Mosaic, Head in, from “Battle of Issus” |
350 |
| 290. |
Mosaic, Geometric, Church of Ara Cœli, Rome |
357 |
| 291. |
Mosaic from the Alhambra |
363 |
| 292. |
Mosaic, Saracenic, from Monreale |
363 |
| 293. |
Mosaic, Indian, from the Taj Mehal |
364 |
| 129. |
Necklace, part of, Head of Bacchus, Etruscan |
162 |
| 194. |
Neck Ornament, Silver |
224 |
| 296. |
Necklace of Glass and Gold, Phœnician |
367 |
| 107. |
Necklace, Punjaub |
134 |
| 45. |
Ornament on Cupola of Mosque of Soliman the Great |
49 |
| 222. |
Panel, Flemish |
252 |
| 223. |
Panel, German |
252 |
| 224. |
Panel, English |
252 |
| 139. |
Pattern, Irish Trumpet |
175 |
| 146. |
Pax, Spanish |
182 |
| 169. |
Pax, Italian |
201 |
| 77. |
Pedestal, Jasper, Wedgwood Ware |
89 |
| 170. |
Pendant, Cellini, Paris |
202 |
| 20. |
Pesaro Portrait Dish |
25 |
| xv16. |
Pitcher, Caffaggiolo Maiolica |
21 |
| 8. |
Plaque, Earthenware, Alcora Ware |
11 |
| 19. |
Plateau or Tazza, Caffaggiolo Ware |
24 |
| 22. |
Plate, Siena |
26 |
| 23. |
Plate, Siena |
26 |
| 54. |
Plateau, Rouen Ware |
60 |
| 56. |
” ” |
62 |
| 58. |
Plate, Lille Ware |
65 |
| 59. |
Plate, Moustiers Ware |
66 |
| 60. |
Plate, Strasburg Ware |
67 |
| 86. |
Porcelain, Oriental, Chinese with French Ormoulu Mounting |
100 |
| 91. |
Pottery, Glazed, of Sindh |
105 |
| 92. |
” ” ” |
106 |
| 150. |
Rapiers, Spanish |
186 |
| 95. |
Reliquary, Byzantine, Cloisonné Enamel |
113 |
| 104. |
Salt-cellarcellar, portions of, by Pierre Raymond |
128 |
| 49. |
Salt-cellar, Oiron Ware |
54 |
| 174. |
Salver, Flemish |
208 |
| 208. |
Seat, Assyrian |
242 |
| 221. |
Seat, Scandinavian |
251 |
| 228. |
Seats, Fourteenth Century |
255 |
| 220. |
Sella, Roman |
248 |
| 61. |
Sèvres Vase |
69 |
| 62. |
Sèvres Porcelain Clock |
70 |
| 63. |
Sèvres Vase |
71 |
| 192. |
Shield, Damascened in Gold, Indian |
221 |
| 155. |
Shrine or Reliquary |
192 |
| 172. |
Silver-gilt German Cup |
206 |
| 171. |
Spoons, Apostle, Cambridge |
205 |
| 116. |
Staff, Pastoral, German |
146 |
| 81. |
Statuette, Derby |
94 |
| 210. |
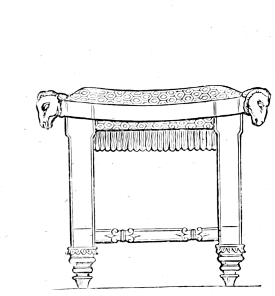
Stools and Chairs, Folding, Greek |
243 |
| 236. |
Stool of Carved Wood, Italian |
264 |
| 255. |
Stool and Armchair, Empire style |
290 |
| 143. |
Sword of Boabdil, Madrid |
179 |
| 272. |
Syon Cope, Portion of |
322 |
| 181. |
Table at Windsor Castle, Silver |
213 |
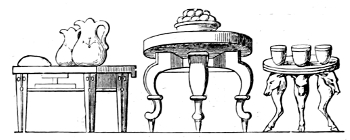
| 216. |
Tables, Roman |
246 |
| 232. |
Table (Kursy), Saracenic |
257 |
| 240. |
Table, Elizabethan |
268 |
| 249. |
Table, Writing, Louis Seize |
284 |
| 252. |
Table of Marie-Antoinette, inlaid with Sèvres Plaques |
287 |
| 177. |
Tankard, Nuremberg |
210 |
| 179. |
Tankard, English |
211 |
| 275. |
Tapestry, Italian, Dismissal of Hagar and Ishmael |
331 |
| xvi26. |
Tazza, by Giorgio, “The Stream of Life” |
29 |
| 27. |
Tazza, by Giorgio |
30 |
| 46. |
Tazza, Henri II. Ware |
51 |
| 207. |
Throne, Assyrian |
242 |
| 39. |
Tile, Persian |
43 |
| 12. |
Tile, Alhambra |
15 |
| 69. |
Tile, Encaustic, Monmouth Priory |
79 |
| 55. |
Tray, Rouen Ware |
61 |
| 259. |
Tree, Homa or Sacred, Assyrian |
300 |
| 260. |
Tree of Life, Assyrian |
300 |
| 265. |
Tree of Life, Apostolic, with the Cross Emblem |
310 |
| 214. |
Tripod, Folding, Roman |
245 |
| 185. |
Tureen at Windsor Castle |
216 |
| 70. |
Tyg of Wrotham Ware |
80 |
| 68. |
Urn, Romano-British |
78 |
| 1. |
Vase, Greek, Oinochœ |
4 |
| 2. |
Vase, Greek, or Crater |
4 |
| 4. |
Vase, Greek, Signed by Necosthenes |
4 |
| 6. |
Vase, Græco-Roman |
6 |
| 9. |
Vase, Buen-Retiro |
12 |
| 10. |
Vase, Alhambra |
13 |
| 11. |
Vase, Hispano-Moresque |
14 |
| 25. |
Vase in Copper-ruby Lustre |
28 |
| 37. |
Vase, Persian Flower, with Chinese Decoration |
41 |
| 44. |
Vase, Siculo-Arabian Ware |
48 |
| 52. |
Vase, Nevers Ware |
58 |
| 64. |
Vase, Delft |
73 |
| 67. |
Vase, Dresden |
76 |
| 78. |
Vase, Chelsea |
91 |
| 80. |
Vase, Bow Porcelain |
93 |
| 83. |
Vase, Worcester |
96 |
| 85. |
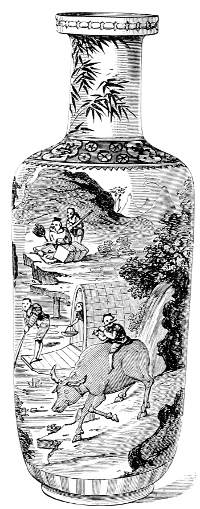
Vase, Chinese |
99 |
| 87. |
Vase, Ancient Japanese |
101 |
| 101. |
Vase, Enamelled, found in Essex |
119 |
| 105. |
Vase, Painted Enamel by Pierre Raymond |
129 |
| 187. |
Vase, Silver |
216 |
| 188. |
Vase, by Adam |
216 |
| 305. |
Vases, Decorated German |
382 |
| 130. |
Vessel, Etruscan Bronze |
163 |
| 247. |
Vessel for Holy-Water |
280 |
| 14. |
Virgin and Child, Della Robbia Ware |
18 |
| 302. |
“Vitro di Trina,” Venetian |
377 |
| 135. |
Votive Crown of King Suinthila |
171 |
| 40. |
Wall Decoration, Persian |
44 |
| 264. |
Wall Hanging, Silk, Arabian |
309 |
| xvii36. |
Ware, Persian Lustred |
40 |
| 42. |
Ware, Rhodian |
46 |
| 65. |
Ware, German Stone |
75 |
| 75. |
Ware, White Salt-Glazed, Staffordshire |
85 |
| 241. |
Ware, Great Bed of, Elizabethan |
269 |
| 38. |
Water-bottle, Persian imitated Chinese Porcelain |
42 |
| 132. |
Wine Crater in Silver, Antique Roman |
165 |
| 182. |
Wine Fountain |
214 |
| 239. |
Wood Panel, Carved, French |
267 |
CHAPTER I.
POTTERY.
In a former volume of this work, under the respective
headings, the Pottery of the Prehistoric ages, and of the
oldest nations, as Egypt, Assyria, and Phœnicia, has been
noticed. The pottery of primitive Greece has also been
mentioned, and some illustrations have been given. It is
here intended to give a brief outline of the history of
Ceramics dating from about the end of the thirteenth century;
but to connect this sketch with the notice of Cyprian
pottery already given it will be necessary to say something
of the Greek, Etruscan, and Roman pottery. Greek vases
had been found in great quantities in Etruria before they
were found in the islands and colonies of Greece, or to any
extent in Athens, and from this circumstance they were
wrongly supposed to have been of Etruscan workmanship.
The Etruscans imported these vases from Greece during
the fifth and sixth centuries B.C., many of which had been
placed in their tombs, from where they have been exhumed
during the last hundred and fifty years.
The vases found at Athens and other parts of Greece
were also, as a rule, found in tombs and burial-places; one
class in particular—the Athenian lekythi—were made specially
to contain the sacred oil or wine and to be afterwards
placed in the tomb. These vases are of a long, narrow,
and elegant shape, and were decorated with appropriate
funeral subjects outlined on a white ground. This white
ground is known as matt, and is of a dull surface; it is not
2a glaze, but simply an engobe of clay fired at a very low
temperature. The draperies of the figures are occasionally
coloured red, brown, pale green, or a bluish tint, and some
of them are remarkable for their beauty of drawing and
expression of sentiment in the design. They date from
B.C. 450 to 350. Greek vases are characterized by their
beauty of shape as well as by their refined decoration.
Some of the richly decorated ones were given as prizes to
the victors in the Olympian games, and it has also been
conjectured that some of the terra-cotta vases found in the
tombs were designed to represent the costlier metal vases
that were offered for prizes at the games held in honour of
princes at their death, the coarser terra-cotta vases being
used at the death of the common people.
The shapes of the Greek vases vary in the different
periods, getting more elegant as they approached the middle
period—the fifth and the first half of the fourth century
B.C.—and larger in size with the handles more elaborate in
the later periods. The principal varieties are known under
the following names:—the Amphora, a full-bodied vase
with two handles, used for carrying wine; the Hydria, a
wider bodied vase, used for carrying water: it has generally
one large and two smaller handles; the Crater, a large
wide-mouthed vessel, used for mixing wine and water; the
Lebes, a round basin usually placed on the top of a stand
or tripod; the Oinochoè, a ewer-shaped vase, used for
pouring out wine; the Lekythos, a long bottle-shaped
vase, used for holding oil; the Aryballos, for perfumes or
oil; the Cantharos, a two-handled cup on a foot, used for
drinking purposes; the Kylix, a shallow cup on a foot, used
for drinking wine; and the Rhyton, or drinking horn,
made in the shape of an animal’s head or a sphinx.
Greek Ceramic ware, like the Etruscan and Roman, was
coated with a scarcely perceptible thin glaze, supposed to
be composed of a vitreous alkaline that merely hardened
the clay body and left a very faint polish on the surface.
The colouring on the majority of the Greek vases of
3the sixth century is a brown or red glaze on which are
painted the designs in black; the markings on the figures
and drapery are incised, showing the groundwork, or being
sometimes filled in with white, and the faces and limbs
usually painted a white colour and fired at a low heat.
Sometimes a purple tint was painted over the accessories.
Vases of this period have also a white biscuit ground with
similar coloured decorations as those of the red ground.
In the fifth century B.C. a change took place in the style
of decoration: the figures and accessories are left in the red
ground colour of the vase, and the surrounding groundwork
is black; the interior markings are in faint yellow or
black, and incised slightly with a tool. This is the period
of the best designs and of delicate and correct drawing.
Some of the kylixes of this period are exceedingly beautiful,
and are usually signed with the name of the artist.
Some artists’ names are Meidias, Polygnotos, Epictelos,
Pamphaios, Brygos, Euphronius, &c. It is said that the
greatest artists of Greece—Phidias, Polycletus, Apelles,
and Myron—furnished designs for the potters.
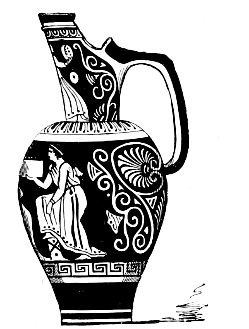
The Greeks in their vase paintings observed strictly the
æsthetic laws of proportion and space division (Figs. 1,
2, 3, 4) as they did in their architecture. The precision
of touch which they displayed is remarkable, and the skill
in the freehand rendering of their geometric and floral
borders, not to speak of their figure-work, is astonishing
when we think that if they made a mistake on the absorbent
biscuit ware on which they painted, it could not be
altered without showing the defect.
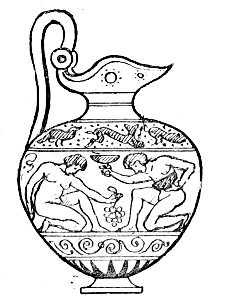
Fig. 1.—Greek Vase. Oinochoè.
Fig. 3.—Greek or Etruscan Ewer.

Fig. 2.—Greek Vase. Crater.

Fig. 4.—Greek Vase. Signed by Nicosthenes.
The Levantine island of Samos has been celebrated from
the earliest times for its pottery. It has been mentioned
by Homer and Herodotus as unparalleled, for its size, in the
wealth and artistic qualities of its people. It was renowned
for its temples and metal work as well as for pottery. The
Temple of Juno—the Heræum—was built in marble, and
was of great magnitude—a treasure house of art in itself.
The Samians were great traders, and their beautiful red
4pottery was carried by their ships to all parts of the known
world. The clay of which the Samian ware was made was
of a fine red compact earth; the pottery was usually
thicker than that of the other Greek ceramics, and the
5decoration was partly modelled and partly incised (Fig. 5).
This ware has been found in nearly all parts of Europe,
the design of which inclines to the Græco-Roman style,
and is doubtless of the variety made during the Roman
occupation of the island.

Fig. 6.—Græco-Roman Vase.
A Græco-Roman vase in terra-cotta is shown at Fig. 6.
Roman pottery and fragments of it have been found in
every country that was formerly under the Roman rule,
and consists of examples both of a very simple kind and
artistic. Great quantities have been found in England,
and every year almost brings new examples to light, consisting
of vases, lamps, and panels in terra-cotta.
Although the Greeks never quite lost the art of making
pottery during the Middle Ages, they did not produce
much artistic work after A.D. 200, and between this time
and the end of the fourteenth century. Artistic pottery as
glazed ware was imported into Europe from Damascus
through the Arabs or Saracens about this time. Cups
from Damascus in glazed pottery were reckoned among
the treasures of kings, and it was from Damascus that the
Arabs undoubtedly brought the secrets of glazed earthenware
to Spain, where they established the potteries that
fabricated the famous Hispano-Moresque ware. Before
dealing with this ware, it is necessary to note briefly the
various kinds of glazed wares anterior to its invention.
The process of glazing terra-cotta tiles, bricks, and vessels
is of great antiquity. In Egypt, as early as the fourth
6dynasty (B.C. 3766-3600), examples of glazed terra-cotta
tiles were in use. Copper has been employed at these
early dates to produce a turquoise blue enamel in Assyria
and Babylon, and tin has been used in the glaze mixture
on the enamelled bricks from the same countries. These
ancient tiles and bricks, therefore, belong to the category of
fayences. The word fayence, now of so wide application, is
derived from Faenza, a town in Italy, where enamelled
earthenware, or maiolica,
was manufactured in the
fifteenth century, which
was distinguished by its
fine polished white
enamel. Fayence is a
ware that is distinct from
porcelain; it is a potter’s
clay mixed with a marl
of an argillaceous and
calcareous nature and
sand. According to the
composition, and the
degree of heat required
in firing, it is called
“Soft” (Fayence à pâte
tendre) and “Hard”
(Fayence à pâte dure).
English earthenware
made from pipeclay is
“soft”; stone ware, Queen’s ware, and some other special
wares are hard. Soft wares are unglazed, glazed, and
enamelled. The glazed or varnished wares, as we have
seen, were made by the ancient civilized nations, as well as
the coarser terra-cotta or unglazed wares. In medieval and
in modern times enamelled ware, as distinct from merely
glazed or varnished wares, have been made, as well as
porcelain or China ware; the latter is called also Kaolin,
and is a fine white earth in which silex is the chief constituent,
7which is derived from a decomposition of feldspathic
granite.
Vitreous glaze (or glass) is composed of sand or
other siliceous matter fused with potash or soda; this is
ground and mixed with water, forming a liquid in which
the clay biscuit ware is dipped, and afterwards fired, in
order to make it impermeable to liquids. Oxide of lead in
considerable quantities is added to the vitreous glaze, which
increases its fusibility, but still keeping it transparent; this
is what is known as a plumbeous glaze. This glaze may be
coloured yellow by the addition of iron oxide; green by
copper oxide; blue by cobalt; and black by manganese.
All these coloured glazes were known to the ancients.
A further addition of the oxide of tin to the vitreous or
plumbeous transparent glaze, in comparatively small quantities,
produces the opaque enamel known as a “stanniferous”
or tin glaze. This is the enamelled glaze of the Della
Robbia ware, of the Hispano-Moresque, and of the Italian
maiolica.
From recent analysis of the enamel on Assyrian tiles
and bricks it has been ascertained that the oxide of tin
was used by the enamellers of that early time, but not to
the same extent as the vitreous glaze.
Persia was the natural inheritor of the art of the ancient
land of Mesopotamia, and the beautiful siliceous and probably
the stanniferous glaze, and also metallic lustres, have
been used in that country from very early times. The
Arabs, or Saracens, evidently brought the workmen from
the East, and imported many pieces of Damascus ware
during the independent Caliphate of the Damascus Caliphs
in Cordova in Spain, which lasted from the eighth century
to the year 1235, when the Moors drove the Arabs out of
Spain. The Arabs (says Riaño) had, as early as the
beginning of the twelfth century, if not before, established
the industry of metallic-lustred pottery in Spain. Edrisi,
the Arab geographer, wrote in 1154, in describing Calatayud
in Spain: “Here the gold-coloured pottery is made,
8which is exported to all countries.” This gold-coloured
pottery is likely to have been similar to the siliceous glazed
ware of the East. The next reference to lustred pottery is
made by Ben Batutah, a celebrated Arab traveller, when
travelling from Tangiers to Granada, and when passing
Malaga (1349-57) he says: “At Malaga the fine golden
pottery is made, which is exported to the furthermost
countries.” The golden pottery here referred to is the
tin-glazed Hispano-Moresque. At Manises, in the kingdom
of Valencia, the famous lustred pottery fabriques or
workshops were in a flourishing state in the fifteenth
century, when Eximenus, in his “Regiment de la cosa
publica,” quoted by Riaño, speaking of the excellent things
made in his time at Manises in Valencia, says: “Above
all, the beauty of the gold pottery, so splendidly painted at
Manises, which enamours every one so much that the
Pope, and the cardinals, and the princes of the world
obtain it by special favour, and are astonished that such
excellent and noble works can be made out of the earth.”
The same author translates a document he found in the
British Museum, which gives a description of the whole of
the making and preparing of the golden lustre as used at
Manises in 1785: speaking of its composition, the document
runs thus: “Five ingredients enter into the composition of
the gold colour: copper, which is the better the older it is;
silver as old as possible; sulphur, red ochre, and strong
vinegar, which are mixed in the following proportions: of
copper three ounces, of red ochre twelve ounces, of silver
one peseta (about a shilling), sulphur three ounces, vinegar a
quart.” All these ingredients are fused together, and afterwards
ground and diluted with water and the vinegar to
make the gold-coloured glaze or varnish for use in the
decorating of the ware. A woodcut gives a very imperfect
idea of Hispano-Moresque pottery, as the lustre and colour
is everything in the ware; the designs generally are very
simple leaf-work shields and small geometric repetitions.
The beautiful dish (Fig. 7) is one of the finest examples of
9the ware made at Murcia in the province of Valencia. The
statement of Eximenus regarding the Pope, the cardinals,
and princes sending for this ware seems to have been
correct, for most of the pieces known have been found or
brought from Italy, to which country the majority of them
had evidently been exported.

Fig. 7.—Valencia Dish; Hispano-Moresque. (S.K.M.)
Besides the lustred ware manufactured in the peninsula
in the Middle Ages, the Azulejos, or tiles of bright colours,
were made in small pieces, and were embedded in the walls
to form geometric patterns. This manner of using these tiles
10was derived from the coloured and geometric Byzantine
mosaics, tiles being used in Spain where mosaics would
be used in the Eastern Empire; and perhaps the earliest
use of them in Spain was in the Alhambra decoration of the
fourteenth century. Afterwards the tiles became larger
and more complete in their patterns. Terra-cotta figures
and ornament, green and white-glazed pottery were also
made by the Moors in Spain.
In the sixteenth century Spanish pottery design was of the
Italian Renaissance character. Unlike the Moresque work,
the designs were shaded and the colours more subdued, but
the Moresque design still continued in favour, and to keep
its flat treatment and bright effect of colour. The Italian
kind of pottery was made at Talavera, at Andujar, and at
La Rambla, as well as unglazed porous and coloured ware
at the former place, and white unglazed pottery at the latter
places. Coarse green and white pottery was made at
Toledo in the sixteenth century; a large well-head or brim,
with an interlaced Moresque band in relief, from this place
is now in the Museum at Kensington.
A bowl of Talavera ware of the eighteenth century,
painted in imitation of the Italian maiolica ware, is also in
the Museum. The colours used are green, blue, orange,
and manganese tint, which are usually found on the Spanish
pottery of this period.
The well-known and extensive potteries at Alcora were
established by Count Aranda in 1726, where porcelain and
pipeclay wares were made with all kinds of designs, mostly
imitations of France, Holland, England, and China. Most
of the principal painters and modellers at these works were
Frenchmen or Germans. The names of the chief artists
were Haly, Knipper, Martin, Garces, Ferrer, and Prato.
The Duke of Hijar, son of Count Aranda, succeeded his
father (1800-1858) in the management of the Alcora
potteries. A specimen of this ware is shown in the Rococo
plaque (Fig. 8) with the subject of Galatea.

Fig. 8.—EarthenwareEarthenware Plaque; Alcora Ware. (S.K.M.)
Another celebrated pottery, connected with royalty,
11was founded by King Charles III. in 1760 in the gardens
of the royal palace of Buen Retiro at Madrid. This King,
coming from Naples to inherit the Spanish Crown at the
death of his brother Ferdinand, was anxious to establish
a similar pottery in Madrid to that which he had previously
founded at Capo di Monte, at Naples, so he brought his
staff of artists, workmen, and director of the works, Bonicelli,
over from Italy to Madrid, and established the Buen
Retiro works at a great cost. The yearly expenses of these
works were £20,000, and all the pottery made was for the
exclusive use of the King and Royal Family, and was sent
as presents to foreign princes. This was the case for the first
12thirty years until the death of Charles III. (1798), after which
the pottery was allowed to be sold, but at a very high price.
The workmanship of
this pottery is good,
but there is nothing
particularly artistic
about it. The designs
are in the false taste of
the late Italian mixed
with Louis Seize incrusted
motives. A
vase in the Buen Retiro
ware is shown at Fig.
9. A room in the
royal palace, Madrid,
is covered with plaques
of this ware.

Fig. 9.—Buen Retiro Ware. (S.K.M.)
Maiolica.
Before the advent of
Maiolica ware in Italy
a similar kind of
pottery was made in
Spain, which had the
stanniferous or opaque
tin glaze and the
golden lustre that belonged
to the best
examples of Italian
maiolica. We refer to
the Hispano-Moresque
ware. This opaque
stanniferous glaze was
known to the Arabs
of Spain from the end of the thirteenth century, or
more than one hundred years before Luca della Robbia
13(who died in 1430) produced his enamelled earthenware.
The first specimens of Hispano-Moresque pottery were
probably made at Malaga, and another important factory
was at Valencia. The shape and decoration of the famous
Alhambra vase (Fig. 10),
one of the earliest specimens
of Hispano-Moresque
ware (about 1320), clearly
points to its Persian origin
of design, and was probably
made and decorated by a
Persian Saracenic artist. It
is coloured brown and blue
on a yellowish ground, and
is decorated with animals
and ornament in the Persian
manner. It was found about
the middle of the sixteenth
century, under the pavement
of the Alhambra Palace,
filled with gold coins.

Fig. 10.—The Alhambra Vase Hispano-Moresque.
Hispano-Moresque ware
is of a general yellowish-white
colour, with an
iridescent metallic lustre
similar to the Italian
maiolica of the end of the
fifteenth and beginning of
the sixteenth centuries. The
ornamentation is lustrous
rather than the ground, and is of a golden copper red to a
pale yellow golden tint. It has been divided into three
classes: the first has the ornamentation of a copper red
colour; the ground is nearly covered by ornament, consisting
invariably of birds in the midst of flowers and
foliage, resembling Persian pottery. The ware of this class
14is less perfect in manufacture than that of the golden yellow
designs, and is the oldest. The second class has the colour
of a monochrome golden yellow tint, with the ornament
of a small geometric character, and Spanish or Moresque
15escutcheons. This variety is of Spanish origin of the thirteenth
and fourteenth centuries.
The third class has the ornament partly rendered in coloured
enamels, and has golden yellow armorial bearings,
interlacings, and foliage. Animals, such as antelopes, sometimes
occur. This ware is the carefully executed work of
the fifteenth century. During the first years of the sixteenth
century the third class of ware was probably imitated by
the Italians.
The process of the manufacture of lustred earthenware
was introduced into Italy by Arabian or Spanish workmen
from the Balearic Isles.
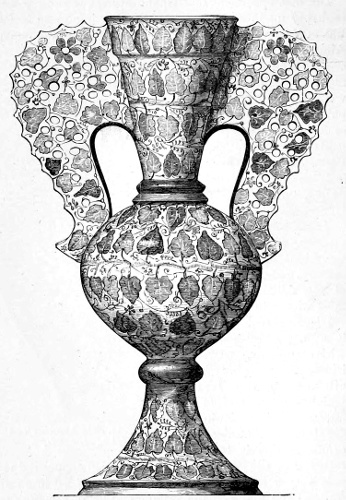
Fig. 11.—Hispano-Moresque Vase. (S.K.M.)
A beautiful vase of elegant shape with large perforated
handles in Hispano-Moresque, decorated with ivy or
briony leaves and tendrils, is in the Kensington Museum
(Fig. 11).
A curious shaped tile from the Alhambra is shown at
Fig. 12, the decoration of which is purely Saracenic.
16
Fig. 12.—Alhambra Tile. (S.K.M.)
Scaliger (1484-1558) tells us that a costly fayence, as
beautiful as the pottery of India, was made in his time in
the island of Majorca and exported to Italy; he also adds
that the name “Maiolica” or Majolica was derived from
Majorca.
The island of Majorca was an Arab possession until the
year 1230, and no doubt the Arabs had there founded
potteries for the production of glazed earthenware.
Towards 1300, as related by Passeri, the Italian potters
began to cover a raw clay with a coating of white opaque
Sienese earth produced from that territory. This coating
of a white opaque substance, called an “engobe,” was the
ground to which the colours were applied, and which,
differing from the older methods hitherto employed in Italy,
was a distinct advance in pottery manufacture, and has
been considered as the first beginning of Maiolica pottery.
Improvements were effected in the use of this engobe or
opaque varnish until the time of Luca della Robbia
(1355-1430).
Della Robbia Ware.
It is not known whether the above celebrated artist invented
the opaque white stanniferous glaze with which he
covered his works, but he was the first to use it successfully
in the architectural decoration known as “Della Robbia”
ware. He succeeded, however, in colouring his white
glaze, thereby greatly enlarging its usefulness for exterior
and interior decoration. The colours he obtained were
blue, yellow, green, violet, and a copper tint. His sculptured
terra-cottas glazed with these colours became objects
of great request. He obtained more orders than he
could execute himself, and so he employed his two
brothers, who were sculptors, to assist him. His nephew
Andrea, after himself was the most famous in this kind
of work, and produced, like his uncle Luca, groups of
figures in panels, single figures, tabernacles, friezes, &c.
17Three sons of Andrea, Giovanni, Luca, and Girolamo,
worked in the same material, and Girolamo was invited
by François Ier to decorate the Château de Madrid with
“Della Robbia” ware, representing the “Metamorphoses”
of Ovid, which was done at a cost equal to £15,530.

=Fig. 13.—Medallion in Enamelled Earthenware, by Luca della Robbia. (S.K.M.)
In the Kensington Museum there are many specimens
of Della Robbia ware, among which are a series of
twelve circular medallions in enamelled terra-cotta, representing
the twelve months of the year, one of which is
illustrated at Fig. 13. The bas-relief of the Virgin and
Child (Fig. 14) is likely to be a work of one of the Della
Robbia family.
18

Fig. 14.—Virgin and Child. School of Della Robbia. (S.K.M.)
Italian Maiolica.
About the year 1450 the Sforzi, the Lords of Pesaro,
established at the latter place Maiolica factories, and a
decree, dated 1st of April, 1486, was published, granting
certain privileges to the ceramists of Pesaro. The potteries
of Urbino, Gubbio, and Castel-Durante were then
equally famous with those of Pesaro. It is generally
thought that the use of metallic lustre was first known at
Pesaro; the pearly, the ruby, and the golden lustres appeared
at Pesaro and Gubbio before they were known at
any other Italian pottery. The early pieces are decorative
19dishes, or, as they are called, “bacili,” having a
broad border and a deep sunk centre; at the back is a
projecting circular “giretto,” pierced with two holes,
which shows that they were intended to be hung up as
decorative objects. Coats of arms, or other devices, occupied
the centre; the border usually is simple but well
designed, showing a mixture of Oriental with Gothic or
Italian forms (Fig. 15). The potteries of Faenza, Forli,
and Caffaggiolo are thought by some to be as early, if
not earlier, in date than those of Pesaro.

Fig. 15.—Early Pesaro Dish. (S.K.M.)
In 1444 Federigo, the second Duke of Urbino, built a
castellated palace at Urbino, and gathered around him
men of learning and many artists, and especially encouraged
20the manufacture of maiolica. His son, Guidobaldi
I., succeeded him in 1482, and he also was a great
patron of the ceramic arts. The ware made in Italy during
this time—the latter half of the fifteenth century—was
known under the name of “mezza-maiolica,” this ware
differing from tin-glazed or true maiolica in its glaze in its
having a lead or plumbeous glaze; but in common with
the true maiolica, the mezza-maiolica is also a lustred ware,
having a peculiar iridescent lustre, derived from the lead
used as a glaze. This lustred ware was therefore made
anterior to the tin-glazed dishes and other objects, and
chiefly at Pesaro and Gubbio. The lustre was obtained on
a glaze of oxide of lead and glass by the use of certain
metallic oxides, and the art of making it was probably
learnt from the potters of the island of Majorca, where the
making of the Hispano-Moresque ware was well known.
The Italian writer Passeri states that the tin-glazed
ware or true maiolica was made at Pesaro in 1500, and
that the process was introduced from Tuscany. A better
ground for the reception of the colours used in the decoration
was afforded by the new enamel, but it did not
entirely supersede the manufacture of the mezza-maiolica,
as a great deal of the latter ware still continued to be
made of a brilliant metallic lustre at the fabriques of
Pesaro and Gubbio. At Castel-Durante, Urbino, and
Diruta were other famous botegas or fabriques where the
lustred ware was made, but none were so celebrated as
that of Maestro Giorgio at Gubbio. It was at this famous
botega that the best of all the golden and ruby metallic
lustres were produced. The ruby lustre particularly seemed
to be a monopoly of the Gubbio workshops, for it is
known that many of the Italian factories sent their pieces
to Maestro Giorgio at Gubbio to have the ruby and the
gold lustre added as a finish to parts of the designs.
Maiolica was made at Venice in the sixteenth century,
also at Forli, Diruta, Siena, Caffaggiolo, and Faenza, where
much early work of great beauty in design was produced.
21We shall only have space to describe a few of the most
important products of Italian maiolica.

Fig. 16.—Pitcher; Caffaggiolo Maiolica. (S.K.M.)
An early method of decorating maiolica pottery is known
as “sgraffitto-work,” in which the patterns are scratched
or incised into the ground: this was a favourite method of
22executing outdoor plaster decoration in Italy. It consists
in laying on a ground of coloured clay or plaster on another
coating of a different colour, and while this second coating
is moderately soft, the pattern or design is incised or
“scratched” down to the first coating or ground, which,
being of a different colour, reveals itself, and thus forms the
pattern. In both, pottery and plaster decoration sgraffitto
work is usually accompanied by modelling in relief, such
as representations of leaves, flowers, and fruit in bas-relief
bands, or medallions of figures and animals, in high relief.
After the ware is incised it is glazed with a translucent lead
glaze, variegated with green and yellow colouring over the
white engobe (Fig. 17). The sgraffitto pottery of Italy is
either of Lombardic or Venetian origin, as appears from
the usual Gothic character of the designs.

Fig. 17.—Sgraffitto Maiolica. (S.K.M.)
The wares of Caffaggiolo are distinguished by a purely
white glaze, with masses of a rich cobalt blue used as
portions of the groundwork for the ornament; sometimes
23green and purple are used with the blue, and at other
times a bright orange yellow and a copper green or an
Indian red. Caffaggiolo, Faenza, and Forli wares have
much resemblance to each other. The pitcher (Fig. 16),
with the arms of the Medici family, belongs probably to
the Caffaggiolo school, and is a work of the early years of
the sixteenth century.

Fig. 18.—Maiolica Plate; Caffaggiolo Ware. (S.K.M.)
The tazza (Fig. 19) is another example of this ware.
The fine plate (Fig. 18) is thought to be a work from the
same botega, and the subject is supposed to represent
Raphael and the Fornarina.
The plate (Fig. 15) is an example of the mezzo-maiolica
ware, and is anterior to the date 1500. The more beautiful
24one (Fig. 20) is a work dating from the first years of the
sixteenth century, at the time when the stanniferous glaze
was coming into use. Both these plates are supposed to
be from the Pesaro fabriques. They may have been made
as wedding presents from the bridegroom to the bride, and
are portrait dishes, with an inscription on the ribbon, with
the name of the bride, or some endearing motto.
These plates are known as “amatorri” pieces. The
colours used in the Pesaro maiolica are yellow, green,
manganese, black, and cobalt blue, and have what is
known as the “madreperla” lustre, which has a beautiful
changing effect in colour. The outlines are manganese,
and the flesh left white in the best pieces. The finest work
executed in Pesaro came from the fabrique of Lanfranco in
the years 1540-45.

Fig. 19.—Plateau or Tazza; Caffaggiolo Ware.
The products of the Sienese potteries are worthy of
being ranked with the best works of Pesaro and Caffaggiolo,
to which they are closely allied.
There is a fine pavement of tiles in the Kensington
Museum from the Petrucci Palace at Siena, dated 1509.
Benedetto is the name of an artist of the Sienese school,
who painted in maiolica, from whose hand most of the
25best Siena maiolica has come; the drug pot (Fig. 21) and
the two plates (Figs. 22 and 23) are works of his. On the
drug pot, tiles, and some large dishes, grotesques were
very much used as ornament, and in colour, yellow, orange,
and particularly black grounds, were used in the Siena
production.

Fig. 20.—Pesaro Portrait Dish (about 1500). (S.K.M.)
The maiolica wares of Gubbio are the most celebrated
in all Italy, as regards their richness and beauty of colouring;
this, of course, was due mostly to the beautiful effects
gained by the unique ruby and gold lustres used at this
fabrique. The name of one man, Maestro Giorgio Andreoli,
as the chief artist, is connected with the Gubbio
ware. He was a native of Pavia, and came of a noble
family. He finally established himself at Gubbio, where
26he was made a “Castellano” of that city in 1498, and
enjoyed the patronage of the Dukes of Urbino. He was a
modeller as well as a painter of maiolica, and is said to
have executed some altar-pieces in relief before coming to
27Gubbio. In the Kensington Museum there is a bas-relief
of St. Sebastian which is supposed on good authority to
be a work of his hand; it is coloured with the gold and
ruby lustres.
Fig. 21.—Drug Pot; Siena. (S.K.M.)
Fig. 22.—Siena Plate. (S.K.M.)

Fig. 23.—Siena Plate. (S.K.M.)
A circular dish or “bacile” of lustred ware (Fig. 24),
with the subject of two mailed horsemen in the centre,
and a border of foliated ornament, is a work of the Gubbio
fabrique, but is an earlier work than the time of Mo.
Giorgio.

Fig. 24.—Lustred Dish; Gubbio Ware. (S.K.M.)
The embossed vase in copper lustre (Fig. 25) is a very
beautiful example of the stanniferous glaze and ruby
copper lustre. The design is well adapted to show the
28“reflets” of the lustre by the variety of form on its embossed
surfaces. This work is ascribed to the same artist
who executed the previous example.

Fig. 25.—Vase in Copper-ruby Lustre; Gubbio. (S.K.M.)
The tazza (Fig. 26), with the subject, “The Stream of
Life,” after Robetta, is one of Giorgio’s best figure pieces.
Though not very good in figure draughtsmanship, it is
excellent in colour, and is cleverly heightened with ruby
lustre. This and another plaque in Kensington Museum,
representing the “Three Graces” after Raphael, are
amongst if not the best of Giorgio’s work: for colour and
richness of lustre, and for clearness and perfection of the
enamel glaze, they are the best works in Italian maiolica
that we possess. The date of both is probably 1525.
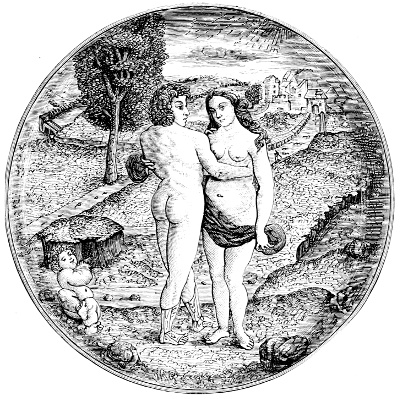
Fig. 26.—The Stream of Life; Tazza by Mo. Giorgio.
A work by Giorgio is shown at Fig. 27. This is a
highly decorative tazza in the best manner of Giorgio,
who was very clever at this kind of design. The groundwork
of this piece is blue, parts of the decoration are
green, and other parts ruby, while all of the decoration is
29lustred. The back of this piece is covered with a yellow
lead glaze, which seems to be the case with many examples
of maiolica. Probably it was done for economical reasons.
We close the list of illustrations of Gubbio ware with that
of a dish, “Fruttiera” (Fig. 28). The design is simple and
very good for showing the beauties of the ruby and gold
lustres. It is embossed, and has been made from a mould,
and is an unsurpassed example of the famous Gubbio
lustre. Mr. Fortnum thinks that Giorgio obtained the
secret of the ruby lustre from an artist that formerly
worked at the Gubbio fabrique, and that he did not invent
it, and also that all the similar lustred ware was produced
at Gubbio, the wares of Urbino, Castel-Durante, and of
30other fabriques having been sent to Gubbio to get the
final lustre added to them.

Fig. 27.—Tazza by Giorgio. (S.K.M.)
Another artist who executed many important works at
the Gubbio botega signs his productions with the letter N.
Some think that this is meant for a signature of Mo. Cencio,
a son of Giorgio who succeeded his father at the fabrique.
Another name that appears on some of this ware is M.
Prestino. It is known that Giorgio signed his name on
many pieces that were painted by other artists or by his
pupils.

Fig. 28.—Embossed Fruit Dish; Gubbio. (S.K.M.)
A beautiful specimen of Castel-Durante ware is the
plate (Fig. 29) with a deep centre—"tondino"—which has
a border of cupids, foliage, and medallions on a dark
blue ground. The centre has cupids, and the sides of the
31centre painted with solid white ornaments on a low white
ground. It is probably the work of the artist Giovanni
Maria (1508).

Fig. 29.—Castel-Durante Maiolica. (S.K.M.)
The vase (Fig. 30) is a richly decorated specimen of the
same ware; the grotesque masks and arabesques are
vigorously drawn, and the ornament generally is a good
example of that used on the Castel-Durante ware. This
vase has been used as a drug pot, and was made at the
botega of Sebastiano di Marforio. Giuseppe Raffaelli in
his “Memorie” (1846) says that the manufacture of glazed
pottery as an art began when Monsignor Durante built a
“castello” on the Metauro at Correto in the year 1284,
and the names of potteries are recorded that were in existence
in 1364 to 1440. The year 1490 began a period of
great activity in the Castel-Durante fabriques, and we hear
of many artists who were Durantine maiolica painters
going to various parts of Europe and establishing works
in pottery. Tesio and Gatti went to Corfu in 1530, and
taught the art in the Ionian Islands; Francesco de Vasaro
went to Venice, where he was eminently successful in developing
32the Venetian phase of maiolica; others went to
Nevers and Lyons, in France, and one to Antwerp. The
artist who styled himself “Francesco” of Urbino, and who
also worked at Perugia, sometimes signed his works
“Durantino.” Vasari, in his “Lives of the Painters,”
speaks of Battista Franco of Venice, a clever painter and
designer, as having been employed by the Duke of Urbino,
Guidobaldo II., in 1540, to design subjects for the excellent
ceramic painters of Castel-Durante. The death of Duke
Francisco Maria II. (1631) put an end practically to the
maiolica industry of the place; the trade generally then
declined, and the artists were forced to emigrate.
Urbino is a city celebrated in the art and literature of
33Italy in the Renaissance period, and her dukes rivalled
the Medici family of Florence in the patronage and encouragement
of art, science, and literature. The names of the
Urbino maiolica artists have been fortunately well preserved.
Those of Nicola da Urbino, Guido Fontana, and
his more famous son Orazio, also another son, Camillo,
the versatile artists in “Majoliche istoriate”, and Francesco
Xanto, may be mentioned as the most important.

Fig. 30.—Drug Pot; Castel-Durante Ware. (S.K.M.)
To the first-named artist, Nicola, is ascribed the earliest
authentic works from the potteries of Urbino, the celebrated
service of maiolica, painted probably between the years
1490 and 1519, for Isabella d’Este, wife of the Marquis of
34Mantua, and known as the Gonzaga-Este service. Two
fine plates of this service are in the British Museum. They
have the arms of Gonzaga impaling those of Este on a
shield, and one of them has the painted subjects of Apollo
and Daphne, and Apollo and the Python, while the other
has a representation of a troop of horse soldiers entering a
city. The figures are delicately and carefully outlined and
the colouring is brilliant.
Orazio Fontana was the most celebrated of the family of
that name. His best work was done from 1540 to 1560, and
he was the artist proprietor of a botega at Urbino, from
whence came many of the finest works ever made in that
city, not only as regards their artistic qualities but in the
beauty and finish of the maiolica ware. The “istoriati”
panels, or figure subjects (usually mythological) which
were copies or adaptations of engraved designs by Italian
painters, were the work of Orazio himself, and the grotesques
probably from the hand of his brother or some
other artist.
The pilgrim bottle (Fig. 31) is from the botega of Orazio
Fontana, but the grotesques on it are supposed to have
been painted by his brother Camillo. One artist named
Gironimo was very clever at this grotesque, or “Raphaelesque”
work as it is sometimes called—not from the
great Raphael Sanzio, but from the artist Raphael dal
Colle, who introduced this grotesque design among other
work of his for the decoration of the Pesaro ware, in the
duchy of Urbino. These grotesques were afterwards called
“Urbino arabesques” and were of a different character to
the grotesques of the Gubbio ware, which may be seen by
comparing the dish of Urbino ware signed by Gironimo
(Fig. 32) with Fig. 27.
There is a circular dish of Urbino ware in the Museum at
Kensington on which is painted the subject of the marriage
of Alexander with Roxana, from an engraving by Marc
Antonio Raimondi, after Raphael’s design. This work is
signed by Francesco Xanto (1533), a prolific and somewhat
35careless artist who took great liberties with the designs he
adapted, like most of the maiolica painters. The colouring
of this dish is very rich: the colours generally of the
Urbino school were green, yellow, and blue, and a predominance
of orange on a light or white ground.

Fig. 31.—Pilgrim Bottle; Urbino Ware. (S.K.M.)
Faenza pottery is among the oldest in Italy, but little is
known of the early artists or potteries. Many pieces of
doubtful origin have been classed as Faentine, but without
any positive proof.
36In the Cluny Museum in Paris there are a pair of pharmacy
jars or vases, one of which bears the inscription
“Faenza,” and the other is dated 1500, their excellence
proving that good work was done at Faenza at this date,
or perhaps much earlier. The pottery works called the
Casa Pirota was the principal establishment for the production
of maiolica at Faenza.

Fig. 32.—Urbino Dish, with “Urbino Arabesques.” (S.K.M.)
Many works from this pottery are in the Kensington
Museum, and they seem generally to be the work of one
hand, but there is no record of the artist. He painted a
certain kind of grotesque, and figures of boys on plates of
37a wide border. The colours are a light blue on a dark
blue ground, the light blue heightened with touches of
white, and shaded with a brownish yellow. This style is
known as “sopra azzuro” and is very characteristic of the
unknown painter’s work (Fig. 33).

Fig. 33.—Faenza Plate. (S.K.M.)
A fine tazza in the same museum by the Faentine artist
who signs himself as F. R. has the painted subject “the
Gathering of the Manna,” after Raphael.

Fig. 34.—Faenza Maiolica. (S.K.M.)
The colours used are strong and rich yellows, blues,
greens, orange, and purple tints. This work is much
superior to that of another Faentine artist who used the same
initials. An oblong panel or plaque in the Kensington
Collection, 9-3/4 inches in height by 8 inches in width, has a
painting of the Resurrection after a design by Melozzo de
Forli, signed with a monogram consisting of T and B. It
is a maiolica work of the highest rank, carefully executed
yet with perfect freedom of touch—for carefulness of execution
in pottery painting very often implies hardness—and
pleasing combinations of blues, yellows, greens, and golden
browns, with little touches of red. Mr. Fortnum thinks it
38was painted by the same artist that executed the famous
service of maiolica of which seventeen pieces are in the
Museo Correr at Venice. The tazza at Fig. 34 is ascribed
to the Faenza fabriques. It is as much Gothic as Italian
in design, which is the case sometimes in Northern Italian
art, and it has been found also that the “istoriati” maiolica
of Faenza has more of its subjects from the engravings
of German artists’ works, such as Dürer, Martin Schon, and
others, than the pottery of any other Italian fabrique.
Maiolica has been fabricated at many other places in Italy,
such as Diruta, Forli, Rimini, Padua, Ferrara, Genoa, and
Venice, but space prevents us here from giving any descriptive
notice of them, further than the mention of the
Venetian botegas where many important examples came
from during the sixteenth century. The Venetian dishes
of this time were covered with ingenious and elaborate
designs of interlacing ornament, foliage, birds, masks,
39with tyings of ribbons or drapery (Fig. 35). The colour of
the enamelled surface is white slightly tinted with zaffre
blue. A low-toned blue colour was employed for the ornament,
which was outlined and shaded with a darker blue
and heightened with white.
Fig. 35.—Venetian Dish. (S.K.M.)
Persian, Damascus, and Rhodian Wares.
The artistic pottery and tiles of Persia, though forming a
large variety, may nearly all be brought under the designation
40of siliceous or glass-glazed wares, the tin glaze
being only met with occasionally in some Persian and
Damascus examples, where an unusually white surface
was required. All the glazed wares of Persia are highly
baked, and are mostly of a semi-translucent character.

Fig. 36.—Persian Lustred Ware.
There is the fine copper, ruby, and brown lustred ware,
which has sometimes a white and at others a blue ground.
The plate (Fig. 36) is an example of this ware. The design
on this ware is in the pure Persian character.
Another kind, and by far the most numerous, are the
wares of a coarse porcelain variety, not only made in imitation
of Chinese porcelain, but decorated to imitate the
Chinese ware, the ornament being sometimes mixed with
Arabian forms; the colour a bright blue on a white
41ground, and the Chinese marks or signatures being copied
as well (Figs. 37 and 38).

Fig. 37.—Flower Vase, Persian, with Chinese decoration.
In the reign of the Persian Shah Abbas the Great (A.D.
1586-1628) the route for travellers and merchants from
China to Europe lay across Persia, and many objects of
42merchandise were imported from China to Persia, including
great quantities of Chinese porcelain, many
examples of which were purchased in Persia that are now
in our museums, as well as specimens in abundance of
the imitated Chinese variety.

Fig. 38.—Persian Water-bottle; imitated Chinese decoration.
The beautiful enamelled earthenware tiles were made
with and without the metallic lustre in the days of, and
anterior to the reign of, Shah Abbas, but since his time
the art has declined, and nothing but a coarse and inartistic
pottery has been made in recent times. As a rule
43the excellence of Persian pottery, like wine, is augmented
in proportion to its age.
Fig. 39.—Persian Tile; Seventeenth Century.
The picturesque wall tile (Fig. 39) was found in the
ruins of the palace of Shah Abbas II. (1642-1666), near
Ispahan. It has a blue ground with white embossed
decorations and black pencillings, and is lustred.
44Wall tiles have been in use in Persia from a very early
date. Some of them are beautiful in colour, having
usually a deep lapis-lazuli blue ground or white. Sometimes
the design is complete on one tile, but generally a
whole tile has only a portion of the pattern, many tiles
being required to make up the complete pattern (Fig. 40).
The tiles are made to fit into all kinds of spaces, according
to the shape of the wall, and these arrangements
have usually a border design.
Fig. 40.—Persian Wall Decoration.
The lustred tiles are of an older date than the Persian
fayence fine ware, or imitated Chinese porcelain. The body
composition of the tiles resembles that of the old bricks
that are found in great quantities in the ruinous mounds of
Rhages (Rhé), where also many fragments of tiles have
been found, and some remains of potters’ kilns, proving
that Rhages must have been the centre of extensive
pottery works. Another class of Persian ware has a thin,
hard, and nearly translucent paste, which is decorated by
having pierced holes filled in with transparent glaze. It
is creamy white in colour, and has foliated ornament in
blue or brown. This has been called Gombion Ware.
45One variety of decoration on a late seventeenth-century
Persian bowl is shown at Fig. 41. This is a good example
of the late floral ornament.

Fig. 41.—Blue Persian Bowl; Seventeenth Century. (S.K.M.)
Damascus ware has generally been classified as Persian,
but in many points it is different from the latter. It is
better in colour and design. Some examples have a
smooth even glaze, and are coloured with a fine quality of
46cobalt blue, turquoise green, and a dull lilac or purple intermixed
with white portions of the design evenly distributed.
The ornament is less florid and the fayence is of
an older date than the majority of Persian examples. The
“Damas” cups or vases have always been highly prized
for their beauty, and the wall tiles from Damascus are the
most beautiful of all Oriental tiles.

Rhodian or Lindus tiles and pottery have been also
classified as Persian, but again this ware is quite distinct
from Persian or Damascus wares. Rhodian pottery is
coarser than the two former varieties, and the decoration
is brighter and more strongly marked. The ornament is
of a very conventional character, and in colour it is characterised
47by having a red opaque pigment used in spots and
patches, and sometimes in bands, but always raised or
embossed.
The plates shown in Figs. 42 and 43 are examples of
Rhodian ware.
The island of Sicily was conquered by the Saracens in
A.D. 827, and about the thirteenth and fourteenth centuries
potteries of glazed wares had been established by the
latter.
Some examples of their work of these periods have
decorations of animals, figures, birds, and also mock Saracenic
inscriptions like the Siculo-Arabian textiles of the
same and later periods (Fig. 44).
Anatolian ware is a later variety that is akin to the
48Persian wares, but somewhat coarser and of a duller surface.
This ware is small in size, and the colouring is
usually gay on light grounds. The tiles from Anatolia are
less inventive in their ornament and rougher in execution
than the Damascus or Rhodian.
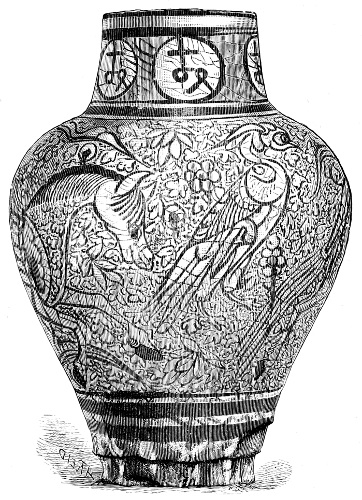
Fig. 44.—Vase, Siculo-Arabian Ware; Fourteenth Century.
The decoration of Turkish tiles and Turkish ornament
generally is of the Saracenic kind, but has neither the
49beauty nor the invention of the other varieties of Persian.
There are no plant nor animal forms in the Turkish variety
of Saracenic ornament; it is more allied to the Egyptian
Saracenic, but lacks the ingenuity of the latter. The
colour is harsh and crude. It is seen at its best in the
tomb mosque of Soliman the Great at Constantinople
(Fig. 45), built in 1544.
The decoration of the palace of the Seraglio and of the
“Sultanin Valide” consists of beautiful tiles that were
brought from Persia to Constantinople.

Fig. 45.—Ornament from the Cupola of the Mosque of Soliman the Great, Constantinople.
French Pottery.
The art of the potter flourished in Gaul before the time
of the Romans, but this early pottery was of a coarse kind,
used mostly for domestic purposes, and of an unglazed
50variety (poteries mates). The use of a vitreous glaze was
common in France as early as the thirteenth century, and
in a grave that had the date of 1120, in the Abbey of
Jumièges, two small broken vases were found covered with
a yellowish lead glaze. We are informed by an old
French chronicler that “On fait des godets à Beauvais.”
A godet was a goblet or cup of glazed fayence, with a wide
mouth, and often had a cover, and was usually silver-mounted.
Beauvais was noted in the thirteenth and fourteenth
centuries for its glazed pottery.
It has been mentioned before that the Italian artist,
Girolamo della Robbia, introduced the famous enamelled
earthenware invented by his grand-uncle, Luca della
Robbia, into France, when he came by invitation of
Francis I. to decorate the exterior of the Château de
Madrid, in the Bois de Boulogne, and the Pesaro maiolica
painter, Francesco, also settled and worked in France;
but apparently little came of these attempts to naturalise
Italian pottery on French soil, except that the art must
have been spread in some degree by the workmen, and
by French artists who would naturally have assisted the
Italians, and the traditions left by the latter must have
helped considerably to influence the subsequent fabrication
of enamelled earthenware.
Oiron Ware.
To take our subject in a chronological order, the wares
of Oiron, or “Henri-Deux ware,” as the name they are
better known by, must be noticed first.
Until a recent date the origin of this was only guessed
at, but the late M. Benjamin Fillon by his researches has
cleared up the mystery. It appears now that the invention
of this scarce and unique ware was due to Hélène
de Hangest, Dame de Boissy, the widow lady of Gouffier,
who was formerly governor to Francis I. This lady established
the pottery in 1564 in the Château of Oiron, near
51Thouars; and, being gifted with strong artistic tastes,
conducted the work with great success, assisted by two
skilful collaborateurs, François Charpentier and Jehan
Bernart. The former was the modeller, and the latter—Bernart—was
her librarian, and the artist who designed
and adapted the stamped ornament which is so characteristic
of this ware. This ornament is copied from the
bookbindings of the period, and seems to have been
stamped in colour on the Oiron ware with tools similar to
those used in the bookbinding craft. The vase or tazza
(Fig. 46) is a fine example of this ware of the earlier
period, showing the stamped decoration. The ornament is
identical with the peculiar Italo-Saracenic style of the
Grolier and contemporary bookbindings.

Fig. 46.—Tazza, Henri-Deux Ware. (S.K.M.)
The decoration is of a dark brown colour, sometimes
heightened with pink, on an ivory-coloured ground.
Another and later class of this ware has modelled decorations
in high relief. The colouring and technical skill
52generally was also improved, as may be seen in the profusion
of small figures, masks, and festoons that were added
to the candlesticks and vases after the earlier period, but
53these additions were not always improvements in the
general design. The colouring is also of a greater variety:
ochre, green and blue, and sometimes gold, was added in
small quantities.
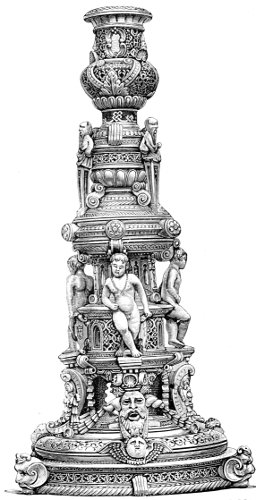
Fig. 47.—Candlestick, Henri-Deux Ware. (S.K.M.)
The celebrated candlestick (Fig. 47) is one of the best
examples in which modelled ornament is a feature. It is
now in the Kensington Museum, where there are various
fine specimens of Oiron ware.
This candlestick shows the Italian Renaissance influence
very strongly, and probably owes much to the art of
Cellini, as seen in his metal-work designs. The ewer and
tazza betray also his influence (Fig. 48).

Fig. 48.—Oiron Ewer and Tazza. (S.K.M.)
54The saltcellar (Fig. 49) is a restrained piece of architectural
design and is altogether a very fine piece of work.

Fig. 49.—Oiron or Henri-Deux Saltcellar. (S.K.M.)
It is said by some that there are eighty pieces of this
ware in existence, and others that there are only fifty-three
genuine pieces. The early examples bear the emblems of
Francis I., and the later ones those of Henry II. and Diana
of Poitiers. The paste used in this ware is a white pipeclay,
and is covered with a thin glaze.
Palissy Ware.
Bernard Palissy was one of the most remarkable men
who practised the art of the potter in France or in any
other country. He was born about the year 1510, but his
birthplace is not exactly known. He worked in his
younger days and up to the period of his middle age at
surveying, glass-making, portrait painting, and was also
55well skilled in natural sciences, but was not brought up to
the trade of a potter.
It was in the year 1542, at Saintes, that in order to increase
his slender means he took to the making of earthenware.
In writing his life he says: “It is now more than
five-and-twenty years that a cup was shown to me of
fashioned and enamelled clay, and of such beauty, that from
that day I began to struggle with my own thoughts, and
hence, heedless of my having no knowledge of the different
kinds of argillaceous earth, I tried to discover the art of
making enamel, like a man groping in the dark.”
So he struggled on for fifteen years, with starvation and
death often at his door, until at last he mastered his art,
and produced ultimately, as he says, “those vessels of
intermixed colours, after the manner of jasper.”
The particular jasper enamel invented by Palissy is a
deep rich glaze of a green and brownish variegated
character. He made many “rustic pieces” as dishes,
plates, and plaques, on which he admirably arranged
reptiles, fishes, frogs, shells, insects of various kinds, fruits,
leaves, acorns, &c., modelled in relief and covered with the
jasper glaze.
Most of these dishes were elliptical in shape and had
broad rims (Fig. 50).

Fig. 50.—Rustic Dish, with Reptiles and Fishes; Palissy Ware. (S.K.M.)
He decorated a “grotto” with his famous pottery at the
Château of Ecouen for his patron the Constable de Montmorency,
and similar grottoes at the Tuileries, and at
Reux, in Normandy, for Catherine de’ Medici. Palissy
made other forms of pottery besides his rustic pieces, such
as ewers, bottles, hunting flasks, and dishes, ornamented
with figures and other work. It is likely that the figure
work was executed by his sons or relatives, Nicholas and
Mathurin Palissy, who worked for Catherine de’ Medici on
the Tuileries grotto. Many of the Palissy wares are similar
in design to the étains and pewter works of Briot and of other
artists, as Prieur, Rosso, Gauthier, and Primaticcio. Openwork
baskets and dishes and other modelled works were
56covered with the jasper glaze. Of the invention of the
latter Palissy does not seem to have communicated the
secret to his successors, for after his death the jasper glaze
was imitated, but without much success, as appears evident
from some specimens that are now in existence which were
made from his moulds.
Palissy was nearly all his life engaged in lecturing on
scientific and other subjects, and in the work of proselytism
for the Reformed Church of which he was a member, being
in prison more than once on account of his religious ideas,
and eventually died in the Bastille Prison in poverty in
1590 at the age of eighty.
As efforts of decorative design the encrusted wares of
Palissy cannot be placed in a high rank of decorative art,
but the art of France would be considerably poorer without
the genius of Palissy, an artist of whom any nation might
be justly proud.
57
Nevers, Rouen, and Moustiers Wares.
We have mentioned before that some maiolica artists
and workmen came from Italy in the sixteenth century to
Nevers and Lyons and there set up potteries. One of these
artists, named Scipio Gambin, worked at Nevers, under the
patronage of the Duc de Nivernais.

Fig. 51.—Pilgrim’s Bottle, Nevers Ware. (S.K.M.)
The maiolica productions at Nevers were in imitation of
the Urbino, Castel-Durante, and Faenza wares, but the
colours were inferior, probably owing to the poorer glaze
58used by the French potters. The subjects of the decoration
were at first similar to the “istoriati” decoration of the
Urbino ware, and were compositions from Ovid’s “Metamorphoses”
(Fig. 51) or from the Bible. Later on the
potters of Nevers imitated the shapes of Oriental pottery
with French decorations (Fig. 52).

Fig. 52.—Vase, Nevers Ware.
In 1608 two Italians—the brothers Conrade—came from
Genoa to Nevers, and were probably the successors of
Gambin: the ware made by them was decorated with a
mixture of Chinese and Italian ornament, and the colouring
was blue, manganese, brown, and white.
In 1632 a Frenchman named Pierre Custode and his
sons established a pottery at the sign of “The Ostrich”
59at Nevers. To them is ascribed the beautiful Persian blue-coloured
pottery decorated with naturalistic flowers and
birds in solid white with yellow heightenings, the shape
and decoration being Chinese in character. The blue glaze
peculiar to Nevers pottery of this period is very fine, and
has been imitated by French and foreign potters, but
without success.

Fig. 53.—Pilgrim’s Bottle, Nevers Ware. (S.K.M.)
The great importation of Chinese porcelain into Europe
in the seventeenth century and at the beginning of the
eighteenth had a strong influence on the art of the Nevers
pottery, and many pieces exist on which Chinese designs
almost pure were copied in a blue Camaïen (monochrome),
or in a harmonious mixture of blue and purple-black manganese,
the latter colour being a mixture of the blue with
60manganese. In the eighteenth century the style of design
was debased and very much degraded, and the pottery
became coarse and heavy.
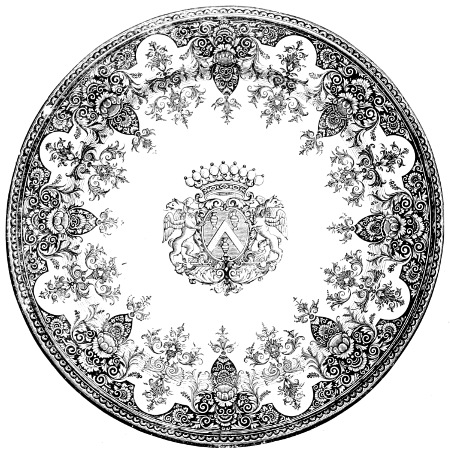
Fig. 54.—Plateau, Rouen Ware. (S.K.M.)
Rouen Ware.—A much better class of pottery both in
manufacture and design is the famous Rouen ware, made
in the town of that name in Normandy. In the year 1644
Edme Poterat obtained a licence to make and sell fayence
in the province of Normandy.
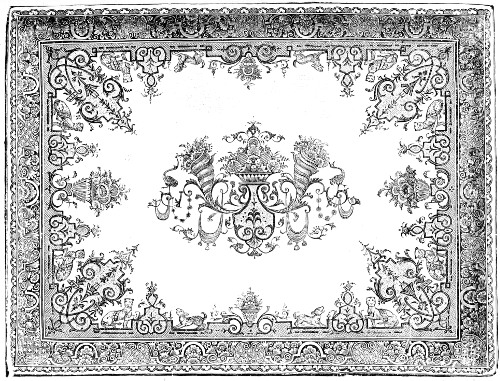
Fig. 55.—Tray, Rouen Ware. (S.K.M.)
This monopoly did not last long, for we find that in 1673
his son, Louis Poterat, obtained another licence, and from
that time a new development takes place in the ornament
that is so characteristic of Rouen ware. The greater part
61of this ornament is composed of a scallop form of setting
out, with alternating compositions of ornamental flowers,
called lambrequins, and baskets of ornamental flowers that
repeat at intervals around the border of plates or trays;
light pendentives and wreaths of artificial flowers are
painted in a lighter tone, and occur between the richer
lambrequins (Fig. 54). Richly ornamented coats-of-arms,
62or baskets of flowers and cornucopias, occupy the centres
(Fig. 55). The beautiful plate in the Kensington Museum
(Fig. 56) is unique in Rouen ware in having amorini, or
cupids, in the centre. All of the foregoing examples are
painted in blue of different shades on the white enamel, or
sometimes on yellow ochre grounds. Indian red colour
and a warm reddish yellow is sometimes also used. The
ornament is pseudo-Chinese, and is a Norman development
of Oriental forms with some Italian influences which are
reminiscences of the decoration brought by the Conrade
brothers from Genoa to Nevers.
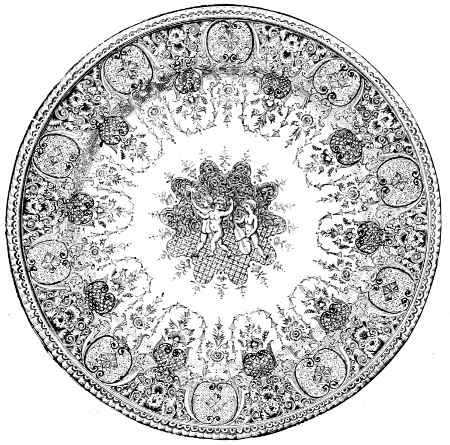
Fig. 56.—Plateau, Rouen Ware. (S.K.M.)
Some of the Rouen ware is decorated with a ray formation
63on which the ornament is painted on a light or dark
ground. This is known as the style rayonnant. The drawing
of these patterns is always very careful and correct, the latter
often being copies of the printed decoration of the books
of that period. Later on the decoration became of a freer
type, with bouquets of artificial flowers, and in the eighteenth
century the Rocaille or Rococo element began to
creep in, and the Rouen ware developed from the camaïen
blue style of decoration to a polychrome style.
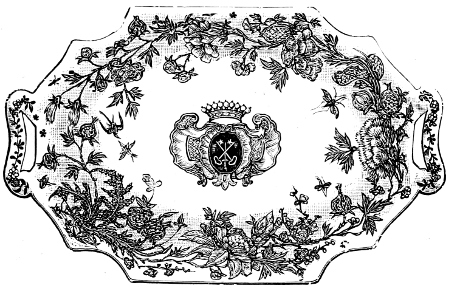
Fig. 57.—Dish, Rouen Ware. (S.K.M.)
The Chinese element in design became everywhere in the
ascendant, not only in late Rouen ware, but in the pottery
of every country in Europe, and remains more or less in the
work of to-day. Some of the late Rouen ware is not so
bizarre in its decoration as many other French and
European styles of the same period. Fig. 57 shows the
Chinese influence, but is in better taste than the majority
of contemporary designs.
As a style decays the colour as a rule becomes more
gaudy, which applies to Rouen ware as to other varieties
of fayence. The “Cornucopia pattern” belongs to the
64decadence period: this is full of unrestrained liberty both
in form and colour. It ought to be mentioned that Louis
Poterat, of Rouen, first discovered the secret of making the
Chinese soft porcelain (pâte tendre) in France. Several
pieces of this Rouen porcelain are preserved in the
Museums at Sèvres and at Limoges.
The Rouen School of Decoration has influenced modern
pottery designers in France, Germany, Holland, and England,
more than any other school; but unfortunately they all
copied its later defects with greater zeal than in taking
lessons from its earlier excellencies.
Rouen ware was imitated in the Sinceny pottery, but
this pottery was made by some workmen who had formerly
belonged to Rouen, and established themselves at Sinceny
in 1713, and copied the Rouen ware so closely that the
copies have often been mistaken for the latter ware.
At Paris, St. Cloud, Quimper, and Lille, imitations of
Rouen ware have been attempted with success. The St.
Cloud pottery is of a slatey blue colour. The pottery of
Lille is a close imitation of Rouen ware, as the plate (Fig.
58) clearly shows.
Moustiers, in the south of France, was an important
centre for enamelled pottery works, where a style of decoration
was used that was a mixture of the Italian Urbino
and the School of Rouen, the borders of the plates having
the Rouen lambrequins, and the centres having figure
subjects and landscapes, or, as in the later work, grotesques
and ornament after the French artists, Callot and Berain.
The colour was in shades of a deep blue (Fig. 59).
Pierre Clérissy (1728) was the name of the first artist
and also of his nephew, who continued the works after him
in Moustiers.
Polychrome decoration became common at a later date,
when some Moustiers workmen, who had been to the
Alcora potteries in Spain, introduced the Spanish style of
colouring, then in great fashion, which consisted of bright
orange yellow, light green, and blue outlines. The later
65Moustiers ware is decorated with festoons and ovals with
figures or busts painted in them.
Marseilles fayence is of a delicate and pure enamel,
and is painted with flowers, shell fish, and insects, &c.,
which as a rule are thrown on or disposed in an irregular
sort of way. Much of the decoration was Chinese or
Rouen imitations, and little landscapes painted in red
camaïen; gold was sometimes used in the stalks of the
flowers.

Fig. 58.—Plate, Lille Ware.
Strasburg pottery, though classed as French, owed a
good deal of its process of manufacture and general character
to German methods of manipulation and decorative
processes, as German potters were mostly employed in the
works.
66The great difference was in the mode of decoration,
the latter being applied on the fired surface of the
enamel in the Strasburg wares; whereas in the wares of
the other French potteries that have just been considered
the decoration was applied to the unbaked and consequently
absorbent ground. The latter was the more
artistic method, and the former, or German method, allowed
a wider range of the artist’s palette, and admitted of
greater delicacy of execution, but was more harsh in effect,
and did not incorporate the colours with the enamel in
a way that an absorbent ground or unbaked enamel
would do.

Fig. 59.—Plate, with Stag Hunt; Moustiers Ware.
The name of Charles Hannong is connected with an
67early pottery of Strasburg, which was mostly a manufactory
of earthenware stoves. This pottery was founded in
1709. In 1721 Hannong and a German porcelain worker,
who was taken into partnership by the former, began to
make porcelain, but after a short existence under the sons
of Hannong this pottery was closed.
Statuettes, clocks, dinner and dessert services were made
in Strasburg glazed earthenware, with modelled and painted
decoration. The colouring and decoration was of the prevalent
Rococo, bright and clear; flowers of all kinds, and
Chinese pictures, were imitated mostly on white grounds
(Fig. 60).

Fig. 60.—Plate, Strasburg Ware.
French Porcelain.
The desire to imitate the porcelain ware of China led to
the discovery of the soft paste (pâte tendre). The names
“porcelaine de France” and “Sèvres porcelain” have also
been given to it. As previously mentioned, it was made at
Rouen in 1690, at St. Cloud in 1698, and at Lille in 1711,
but in all these cases in a small and tentative way.
The composition of the paste in the French soft porcelain
68is described by MM. Gasnault and Garnier in their
handbook of “French Pottery” as follows: “The paste
was composed of the sand of Fontainebleau, saltpetre, sea
salt, soda (soude d’Alicante), alum, gypsum, or parings of
alabaster; all these elements were mixed together and
placed in an oven in a layer of considerable thickness,
where, after being baked for at least fifty hours, they
formed a perfectly white frit, or vitrefied paste. The frit
was mixed with Argenteuil marl in the proportion of
nine pounds of frit to three pounds of marl, &c.”
The glaze is described as consisting of “the sand of
Fontainebleau, litharge, salts of soda, Bougival silex or
gun-flint, and potash.” All these were ground and melted
together, and afterwards the vitreous mass was re-ground in
water and thus formed the glaze.
The soft paste is much superior for artistic works owing
to the glaze incorporating with the colours in a perfect
manner, rendering them equally brilliant with the enamel,
but this is not the case with the hard or natural kaolin, as
the glaze on this does not blend completely with the colours
of the decoration. The soft paste porcelain is, however,
too porous for articles of domestic use, and can be tested
by its being easily scratched by a knife.
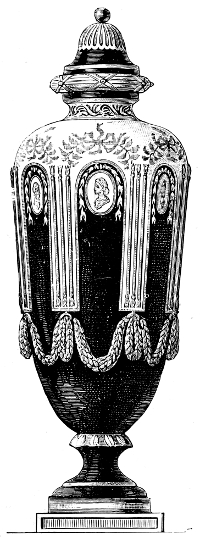
Fig. 61.—Sèvres Vase; Jones Collection. (S.K.M.)
The Marquis Orry de Fulvey made an attempt to establish
the soft paste porcelain works at Vincennes in 1741,
but this was not a success. It was established again under
new conditions in 1745, and after many experiments some
important vases were made decorated with flowers in
relief. The manufactory was reorganized again and removed
to Sèvres, near Paris, in the year 1756. The products
of the Sèvres works at this time were the fine vases
with the bleu de roi, or bleu de Sèvres, and the lovely rose
Pompadour colours, and numerous fancy articles, as heads
of canes, buttons, snuff-boxes, needle-cases, also table services,
&c. Many artists were employed to paint the
flower and figure decorations; the latter were painted after
the designs of Boucher, Vanloo, and others.
69The soft paste porcelain was made from about 1700 to
1770. Some of the finest soft paste Sèvres porcelain may
be seen in the Jones Collection at South Kensington, of
which there are nearly sixty
examples. The vase (Fig. 61)
has a dark blue ground. The
clock of Sèvres porcelain (Fig.
62) is a beautiful and unique
example that was made
especially for Marie Antoinette.
The clock is mounted
in ormoulu by Gouthière, and
is in his best style of work.
The egg-shaped vase (Fig.
63) has a blue ground and is
decorated with subject of
Cupid and Psyche.
The artists Falconet, Clodion,
La Rue, and Bachelier
modelled and designed many
of the statuettes, plaques, and
vases for the Sèvres manufactory.
Cabinets and tables of the
Louis Seize period were often
inlaid with painted plaques of
Sèvres ware, and have ormoulu
mountings. This kind of furniture
is exceedingly refined
in design and workmanship,
and reflects in a high degree
the Pompadour and Du Barry
period of French taste.
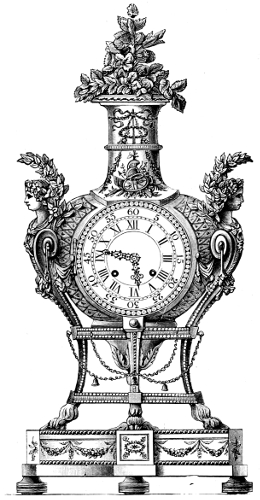
Fig. 62.—Sèvres Porcelain Clock; Jones Collection. (S.K.M.)
In 1768 beds of kaolin
clay were found in France at St. Yrieix, near Limoges.
Maquer, a chemist attached to the Sèvres factory, in 1769
submitted for the king’s (Louis XVI.) inspection at the
70Château of Versailles sixty pieces of the new hard porcelain
made from this native clay.
71

Fig. 63.—Sèvres Vase, dark blue; Jones Collection. (S.K.M.)
During the time of the French Revolution the manufactory
was in a critical state of existence, but was still kept
72in a working state. In the year 1800 Alexandre Brongniart
was appointed director, a post he held for forty-seven
years—and after his appointment the manufacture of soft
porcelain ceased.
In his time the manufactory was in a state of great prosperity,
and the science he brought to bear on the manufacturing
processes was of immense importance. Vases
over seven feet in height were produced, and the pieces
which were made were ornamented with trophies and battle
scenes that glorified the events in the reign of Napoleon I.
In the reign of Louis Philippe the artists Fragonard,
Chenavard, Clerget, and Julienne introduced a new style
of Renaissance decoration and design, but this was of a
heavy and overloaded order that was not exactly suited to
the character of porcelain.
About the middle of the present century Louis Robert,
the chief painter at Sèvres, introduced the novelty of
coloured pastes, which was to develop later into the pâte-sur-pâte
process, so successfully practised by the talented M.
Solon, who has executed so much of this beautiful work for
Minton’s in England. The process of Louis Robert consisted
in the use of porcelain paste coloured with oxides.
A barbotine or slip was made of this composition and
paintings were executed with it in slight relief, the white
paste being used chiefly on a coloured ground, the modelling
or light and shade being regulated according to the
thickness of the semi-transparent material employed.
When finished this kind of work has a cameo-like effect.
German Pottery.
German stoneware was manufactured at an early date,
and in the countries bordering upon the Rhine the industry
must have been in an active state in the fifteenth and sixteenth
centuries, judging from the plentiful examples of the
different varieties of the ware formerly known as “Grès
Flamands” or “Grès de Flandres,” but now classified
under their proper German origins. In the sixteenth century
73this ware was carried in great quantities from Raeren,
from Frechen and Sieburg, near Cologne, and from Greuzhausen,
near Coblentz, down the Rhine to Leyden and the
Low Countries.

The brown stoneware of Raeren—which formerly belonged
to the ancient Duchy of Limbourg—was especially
in great request in Flanders. This brown ware was of a
spherical or cylindrical shape, divided by a central broad
band, with decorations of figure subjects, shields, masks,
arms, &c.; the neck is also decorated with shields and
bosses, and the foot with rings and guilloche ornament.
Some good specimens of blue stoneware—called
the “blue of Leipzig”—were
also made at Raeren.
At Frechen, near Cologne, the
celebrated “Greybeards” or “Bellarmines”
were first made, that were
imported and imitated so much in
England during the reign of
James I. (see Fig. 73). They were
decorated with the head of an old
man with a long beard, and sometimes
also with armorial bearings
or figure subjects.
The Sieburg stoneware was a
cream-coloured ware, richly decorated
in relief, and chiefly consisted
of long narrow drinking tankards with metal covers, called
“Pokals.”
At Greuzhausen and at Höhr were manufactured small
jugs called “cruches,” also saltcellars, inkstands, and braziers
were made in grey stoneware decorated in parts with the
rich “blue of Leipzig” and with various relief ornaments.
In the end of the seventeenth century and beginning of
the eighteenth at Creussen, in Bavaria, tankards or drinking
mugs were made of a round shape with covers, and
decorated with figures of the Apostles in relief, and coloured
74in bright crude colours that look like oil painting: they are
known as “Apostel Kruges,” or Apostle mugs.
At Nuremberg, tiles, pipes, and stoves were manufactured
in glazed brown or green stoneware, and at the same
place a celebrated potter named Augustin Hirschvogel
made different kinds of ware in tin-glazed enamel, who
with his family preserved for a long time the secret in
Germany of this particular glaze.
Delft, a town in Holland, was renowned in the seventeenth
century for its extensive manufacture of the fayence
known as “Delft.” The potteries of Delft were established
in the early years of the century, and towards the end
upwards of thirty potteries were in full working order.
The genuine delft ware is of a fine hard paste, has a
beautiful and clear smooth enamel, and is decorated with
almost every kind of subject, chiefly in a blue camaïen.
Attempts at polychrome decoration are very rare, but a
red colour has been often used. The style of design and
shapes were generally imitations of Chinese, Japanese, and
Dresden wares (Fig. 64). Almost every class and shape
of the usual pottery objects were manufactured, and some
plates and vases were of very great dimensions.
German Porcelain.
The Portuguese introduced China porcelain into Europe,
and for a long time the potters sought to imitate it, but
without much success, until the true kaolin was discovered
by Böttger, about 1709. At Aue, Schneeberg, and in the
year 1715, a pottery for the manufacture of hard porcelain
was established at Meissen, by Augustus II., Elector of
Saxony and King of Poland, with Böttger as director.
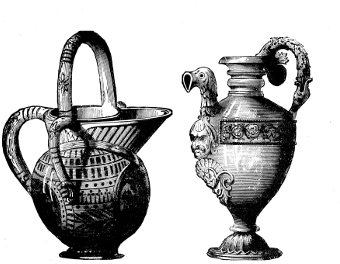
Fig. 65.—German Stoneware.

Fig. 66.—Dresden Candelabrum.
This porcelain, after it had been brought to a considerable
degree of perfection, turned out a great success in its similarity
to the Chinese composition of body, but in spite of
all precautions to keep the making and the nature of the
clay secret, the knowledge leaked out, and in a short time
76after we find that hard porcelain was made in many parts
of Germany and Austria.
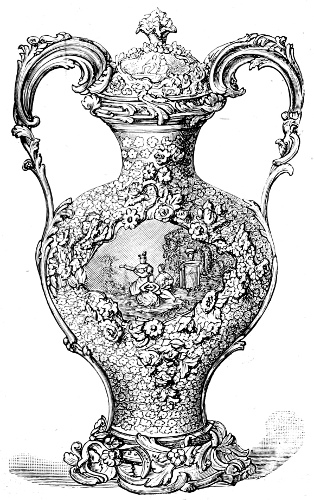
Fig. 67.—Dresden Vase; Jones Collection. (S.K.M.)
Like most of the wares made at other potteries at this
period, the Dresden porcelain was at first an imitation of
Chinese in shape and decoration. Almost every kind of
articles were made at Dresden, such as candelabra, statuettes,
modelled flowers, vases, services, &c., on which were
77painted with great delicacy, flowers, landscapes, and figures
on grounds of different rich colours (Figs. 66 and 67).
English Pottery.
Ancient British pottery has been found in the barrows
and burial mounds in the form of incense cups, drinking
and food vessels, and cinerary urns. These have all been
made of clays that were found usually on the spot, and are
either sun-dried or imperfectly burnt.
The drinking vessels were tall and cylindrical in form,
and the incense cups were wider in the centre than at either
end. The urns and food vessels have a similarity of shape,
being globular, with or without a neck. The decoration is
of the simplest description, such as chevrons, or zigzags,
and straight-lined patterns produced by scratching with a
stick, or the impressions of a rope tied around the vessel
while the clay was soft.
The Romans made pottery in Britain from native clay,
and also imported much of the Samian ware. The Roman
wares of British manufacture are known as Castor, Upchurch,
and New Forest wares; they are generally of very
good shapes, and are decorated with slips, dots, bosses,
and indentations, and are unglazed or slightly glazed
(Fig. 68).

Fig. 68.—Romano-British Urn, with Slip Decoration. (B.M.)
The Romano-British urn in the illustration has a slight
yellow glaze. The pottery made by the Anglo-Saxons is
of the same type and pattern as that made by the Saxons
on the Continent. It is rough and inartistic in shape,
except in some specimens that were made in the south of
England, where an imitation of Roman and probably
Norman pottery was attempted.
We do not meet much Saxon pottery in England of any
importance until we come to the twelfth or thirteenth centuries,
when some of the best efforts in tile making and
decoration are seen in the beautiful floor-tiles of the early
Gothic period. Many examples of these tiles have been
78preserved in the British and other Museums, and some are
still in sitû in Westminster Abbey, Malvern, Ely, and
Gloucester Cathedrals, and Chertsey Abbey. The designs
are often heraldic in character (Fig. 69), and consist of
geometrical, floral, animal, and architectural forms. Badges,
shields, and texts are also found as decorations, and sometimes
the human figure is also represented. The earliest
are of one colour, or two, as a yellow or a dull red, and
the later ones have several colours. They are generally
called “encaustic” tiles.

Fig. 69.—Encaustic Tile, from Monmouth Priory. (B.M.)
Slip wares were made extensively at Wrotham in Kent
as early as 1650, and at Staffordshire, Derby, and other
places in England even earlier than this date. Many of
them are of quaint and uncouth forms, and are generally
covered with a rich green, brown, or yellow glaze, made
from copper, manganese, or iron oxides. Curious two-handled,
three or four-handled mugs or tygs used for handing
round drinks, posset cups or pots, plates, dishes,
candlesticks, jugs, and piggins were made in these wares,
and decorated with “slip,” which is a mixture of clay and
water used in the thickness of cream, and which is dropped
79or trailed from a tube or spouted vessel, on the surface of
the ware, forming the decoration according to the fancy of
the designer. The colour of the slip varied from light to
dark (Fig. 70).
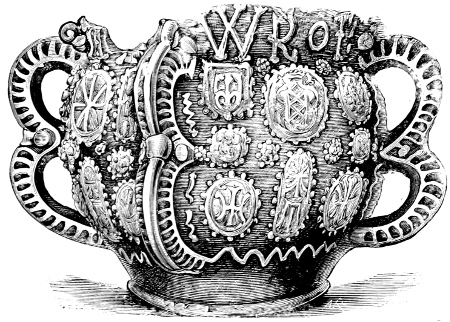
Fig. 70.—Tyg of Wrotham Ware.
The dish of Toft’s ware (Fig. 71) is a specimen of the
slip decoration, date about 1660. Toft was a potter who
had his kiln at Tinker’s Clough, near Newcastle in Staffordshire.
80His work is decorated with coloured slip on a
common red clay, with a wash of white or pipe clay, upon
which the decoration was laid in red slip; darker tints
were used for the outlines, and sometimes white dots. The
lead glaze used gave a yellow tint to the white clay
coating.

Fig. 71.—Dish of Slip Ware; by Thomas Toft. (S.K.M.)
Marbled and combed wares, &c., were made in the seventeenth
and eighteenth centuries, in which different coloured
bodies were mixed in the paste to form a mottled, marbled,
or variegated appearance.
Lambeth has been noted for its potteries from about
1660. Lambeth delft comprised such objects as wine jars,
candlesticks, posset pots. The ware is of a pale buff tint;
the paste is covered with a white tin-glaze or enamel, and
a lead glaze over the decoration. Some plates have figure
subjects and floriated borders, which seem to be imitations
of Italian majolica (Fig. 72). The names of
Griffith and Morgan appear as Lambeth potters in the
eighteenth century; and the present “Stiff’s” pottery
81was founded in 1751. The most noted pottery now in
London is the manufactory of Messrs. Doulton—"The
Lambeth Pottery"—founded in 1811, whose original and
beautiful work is so well known to everybody in the
present day.

Fig. 72.—Dish of Lambeth Delft. (B.M.)
In Staffordshire pictorial delft ware was made in William
III. and Queen Anne’s time, but was of a coarser
kind and less pure in the enamel than Lambeth delft.
Stoneware of an extremely hard and translucent kind
was made by John Dwight at Fulham, about 1670. He
made grey stoneware jugs, flasks, statuettes, and busts.
The busts and statuettes were of great excellence. The
82jugs and tankards were made in imitation of the German
“Grès”—the so-called “Grès de Flandres.” These were
called in England “Bellarmines,” “longbeards,” or “greybeards,”
by way of mockery of the Cardinal Robert
Bellarmine, who was unpopular with the Protestant party
in the reign of James I. (Fig. 73).
Salt-glazed stoneware is still made at the present time
at the Fulham works, which are now in possession of Mr.
C. J. C. Bailey.
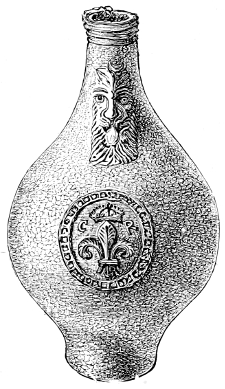
Fig. 73.—Bellarmine, Fulham Stone Ware.
The salt-glazed white stoneware of Staffordshire was
made from 1690 till after 1800. The introduction of the salt
glaze ware in Staffordshire is ascribed to the celebrated
potter John Philip Elers and his brother David. They
83are likely to have been Dutchmen who had also worked in
the potteries of Nuremberg, and had brought with them
the knowledge of the salt-glaze process to Staffordshire,
together with the style and ornamentation of the Holland
stonewares. Dwight of Fulham made salt-glazed wares
before the time that the Elers settled at Bradwell in Staffordshire
(1690-1710). John Elers made a revolution in
the style of working the English pottery by turning his
ware in the lathe instead of the
exclusive use of the potter’s
wheel. The Elers made a red
unglazed stoneware chiefly for
teapots, cups, saucers, milk jugs,
chocolate pots, besides other
salt-glazed wares.
The salt-glazed ware is one of
the hardest wares known, and is
almost a porcelain in composition.
The glaze gives a slightlyslightly
uneven surface to the ware,
which comes from the manner
in which the wares receive the
glaze. The pieces are not dipped
in a glaze mixture, but when the
kiln has reached a very high
temperature common salt is
thrown into the kiln; the soda
is liberated from the salt by the action of the heat, and
coming in contact with the silica of the stoneware clay,
forms with it a silicate of soda, which is really a glass
glaze. The composition of the ware is, generally speaking,
clay and fine sand. Astbury, the potter, in 1720 used what
is considered the best composition—grey clay and ground
flint instead of sand. The colour is drab, or sometimes has
a dull cream-coloured covering.
The colour of the old Staffordshire ware is drab, with
small white applied ornaments that were previously cast
84from moulds of brass or stoneware. Coloured enamels
have also been very much used for decorating later work.
The ornaments are single roses, may blossoms, fleur-de-lis,
spirals, small interlacings, birds, figures, straight or wavy
lines, &c., all generally very sharp and clear cut (Figs.
74, 75).

Fig. 74.—Jar, White Stoneware of Staffordshire. (S.K.M.)
The potter John Astbury worked for the Elers, and after
finding out as many secrets as he could from them, he left
them and started a pottery of his own in Staffordshire. He
used a wider range of clays and colours than those used by
the Elers, and had more variety also in the decoration of his
85ware, which consisted of such ornaments as harps, crowns,
stags, lions, and heraldic designs.

Fig. 75.—White Salt-glazed Ware of Staffordshire. (S.K.M.)
Brown stoneware was made at Nottingham during the
whole of the eighteenth century, and was of a bright rich
colour; the material was thin and well fabricated. Besides
the ordinary shaped jugs, puzzle-jugs and mugs in the
shape of bears with movable heads were made, that were
used in the beerhouses of the last century.
Bristol and Liverpool were famous for their delft-ware
86during the last century. Richard, Frank, and Joseph
Flower are names of potters who had delft works in
Bristol.
In Liverpool bowls with pictures of ships, arms, and
landscape decoration were made of delft. Tiles on which
were printed transfer decorations were also made of Liverpool
delft by Sadler and Green, the inventors. These tiles
were about five inches square, were printed in black or red,
and were used for lining stoves and fireplaces. Theatrical
characters and portraits of celebrities were the usual subjects.
Wedgwood and other Staffordshire potteries sent
their wares to Liverpool to get transfers printed on them.
Wedgwood ware is one of the most technically perfect
productions that has been invented. The colouring is quiet
and refined, and the decorations—following the classic
ideals of the period—are severe and rather cold, but the
workmanship is of such a perfection and delicacy that is
seldom found in the ceramic products of any other manufactory.
Josiah Wedgwood came of a family of potters. He was
born in 1730, and died in 1795. He was the youngest son of
Thomas Wedgwood, a potter of Burslem, who died in 1739,
and after his death Josiah left school and was bound
apprentice to his brother Thomas, who succeeded his father
in the pottery. Josiah concentrated his energies to the
designing and modelling of pottery ornaments and to the
invention of new paste compositions and glazes. Later on
he sought to imitate in appearance and composition the
precious stones of agate, onyx, jasper, &c.
After his apprenticeship was over he joined partnership
with Harrison, of Stoke, and afterwards with Wheildon,
of Fenton, but these associations did not last long, and in
1759 he started business in a small way at Burslem, where
he executed many works, and by degrees perfected the
cream-coloured ware which is known by the name of
“Queen’s ware.” In the year 1776 he took into partnership
Mr. Thomas Bentley, a Liverpool merchant of artistic
87tastes, who attended chiefly to the production of the decorative
wares of the firm. This partnership lasted until the
death of Bentley in 1780. It was in 1769 that Wedgwood
removed his works and went also to live at his new house
at Etruria, where he founded and named this village. He
took his sons John, Josiah, and Thomas into partnership,
and also his nephew Thomas Byerley in 1790. Five years
after this date he died.
The products of the Wedgwood manufacture—which may
be found more fully described in Professor Church’s excellent
book on “English Earthenware,” to which we are
indebted for many particulars on English pottery and for
some of the illustrations—are thus classified:—
"1. Cream-coloured ware, or ‘Queen’s ware,’ comprises
dinner and dessert services, tea and coffee sets. Cream-coloured,
saffron, and straw-coloured, with well-painted
designs of conventional foliage and flowers, and later work
with transfer engraving in red or black, printed by Sadler
and Green, of Liverpool.
"2. Egyptian black, or basalt ware, owing its colour
chiefly to iron. Seals, plaques, life-size busts, medallion
portraits, and vases. Black tea and coffee sets decorated
with coloured enamels and gilding (Fig. 76).
"3. Red ware, or Rosso Antico, used for cameo reliefs.
"4. White semi-porcelain or fine stoneware. This ware
was composed of one of Wedgwood’s improved bodies.
"5. Variegated ware is of two kinds, one a cream-coloured
body, marbled, mottled, or spangled with divers colours
upon the surface and under the glaze; the other an
improved kind of agate ware, in which the bands,
twists, and strips constituted the entire substance of the
vessel.
“6. Jasper ware. The body of this ware was the material
in which the chief triumphs of Wedgwood were wrought.
Outwardly it resembled the finest of his white terra-cotta
and semi-porcelain bodies, but in chemical and physical
properties it differed notably from them. There are seven
88colours in the Jasper body besides the white Jasper, but
the solid Jasper is of a blue tint. The seven colours are:—
blue of various tints, lilac, pink, sage-green, olive-green,
yellow, and black.”

Fig. 76.—Lamp, Black Egyptian Ware.
Plaques, tablets, large portraits, and other medallions,
89cameos, intaglios, vases, statuettes, pedestals, flower-pots,
&c., are objects and vessels that were made in Jasper
ware.

Fig. 77.—Pedestal in Green and White Jasper, Wedgwood Ware. (S.K.M.)
Flaxman collaborated with Wedgwood in making many
designs for his work. The beautiful pedestal shown at
Fig. 77 is from a design by Flaxman, and is made in
green and white Jasper.
Other names of artists who designed or modelled for
Wedgwood are Hackwood, Stubbs, Bacon, Webber, Devere,
Angelini, Dalmazzoni, &c. An influence on some of his
work was due to his studying and copying the celebrated
90Portland Vase, which was lent to him for this purpose for
more than three years by the Duke of Portland.
English Porcelain.
Porcelain was first made in England about the year
1745. The best period of the manufacture dates from 1750
to 1780, though some of the oldest factories have survived
to the present day. English porcelain, or as it is better
known as “China” ware, was made at Chelsea, Bow,
Derby, Worcester, Plymouth, Bristol, and in Staffordshire.
Some of the best porcelain from these places does not yield
in beauty to the finest of Sèvres ware.
The Chelsea porcelain works were first under a Mr.
Charles Gouyn, and it appears that Nicolas Sprimont was
his successor, who was originally a goldsmith in Soho, and
who was probably of Flemish origin.
Chelsea ware is remarkable for its deep rich claret-coloured
grounds. This colour was first used on the Chelsea
porcelain in 1759. Turquoise-blue, pea-green, and
Mazarine-blue were also, though in a lesser degree, peculiar
to Chelsea ware. The early pieces are without gilding,
which is more of a distinguishing mark of the later productions.
The paste, the enamel, the colour, and technique
are all perfect in their way, but the art and design of the
objects do not by any means equal the workmanship; this
was of course due to the false taste of the period, when the
rococo element in design was fashionable everywhere (Fig.
78). Vases, statuettes, scent bottles, compotiers, bowls,
cups, saucers, animals, birds, fruit, and flowers were made
by Sprimont in an extravagant style of design.
In 1769 William Duesbury, of the Derby porcelain works,
purchased the Chelsea manufactory, and six years later he
acquired the Bow porcelain works. A less extravagant
style of design and decoration characterized the Chelsea-Derby
productions, a specimen of which is seen in the
cooper’s bowl, Fig. 79.
91

Fig. 78.—Chelsea Vase; Jones Collection. (S.K.M.)
The Bow China factory was owned by two partners,
Weatherby and Crowther, in 1750; the former died in 1762,
and the latter failed in the business in 1763. Duesbury, of
Derby, bought up the Bow works in 1776, when he removed
the moulds and models. Chelsea and Bow ware are
very similar in design and appearance, and consequently a
difficulty exists in classifying doubtful pieces. There are a
92great many examples of Bow porcelain in the Schreiber
gift in the South Kensington Museum, and Professor
Church is of the opinion that they are mostly authentic
specimens. The Chinese-shaped vase with the rococo and
Louis-Seize decorations is a typical example of the Bow
porcelain (Fig. 80).
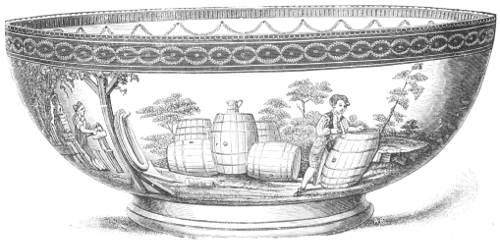
Fig. 79.—Bowl of Chelsea-Derby Porcelain.
93

Fig. 80.—Bow Porcelain Vase. (S.K.M.)

Fig. 81.—Derby Statuette.
The date of founding of the Derby porcelain works is not
exactly known, except that certain pieces of Derby ware
have been advertised for auction “after the finest Dresden
models” in 1756 and up to 1770, proving that the works
must have been going on during these periods. According
to Professor Church, William Duesbury, the first of that
name, was connected with the Derby works in 1756, and
died in 1786. He was succeeded by his son of the same
name, who took into partnership Michael Kean in 1795.
94This W. Duesbury died in 1796. The works were carried
on by another William Duesbury until the year 1815, when
they passed into the hands of Robert Bloor, who carried
the manufactory on until 1848, when it ceased. Locher, a
manager of Bloor’s, started another factory after this which
still exists to-day. The Derby coloured porcelain statuettes
are imitated more or less from Dresden ware, even to the
Dresden marks of the crossed swords (Fig. 81), which
marks are copied by a great many porcelain manufacturers.
The cup and saucer (Fig. 82) is a specimen of early Crown
Derby. The borders are deep blue and the festoons pink.
95Some of the names of the painters who were engaged at the
Crown Derby works are:—F. Duvivier (1769), P. Stephan
(1770), R. Askew (1772), J. J. Spengler (1790), and W. J.
Coffee (1791). Askew was a clever figure painter. Deep
blues, reds, and greens, with lavish gilding, and ornament
of a very conventional character, are found on some of the
late Derby cups, saucers, and plates.
Worcester porcelain was first made by a company
consisting of fifteen shareholders, formed in the year 1751
by Dr. Wall and Mr. W. Davis, the inventors. The name
given to the early ware was the “Tonquin porcelain of
Worcester.” These works have been going almost without
interruption under different names of proprietors until the
present day.

Fig. 82.—Crown Derby Covered Cup and Saucer.
Vases and other objects in Worcester porcelain of the
early period were decided imitations of Chinese and
Japanese wares, but at the same time they were dignified
examples both as to form and decoration compared with
the meaningless rococo designs of Chelsea and Bow.
96The vase (Fig. 83), in the Schreiber Collection, is
Oriental in form and decoration, but has a restrained
character of its own that is not usually met with in the
contemporary wares of the period.

Fig. 83.—Worcester Vase. (S.K.M.)
97The vases are the chief glory of Worcester ware; in
colour they are exceedingly rich, having grounds of “gros
bleu,” turquoise, pea-green, maroon, and a fine shade of
yellow; gold is also used in modified proportions.
We have mentioned before the mode of decoration by
transfer printing adopted by Janssen on the Battersea
enamels and by Sadler and Green on the Liverpool delft;
this style of decoration was extensively employed by the
Worcester decorators for the fillings of the panels with
landscapes and rustic figures, after engravings by Watteau,
Gainsborough, and others.
Dresden and Sèvres wares were imitated at Worcester,
and it is generally thought that when this was done—during
the period 1768-1783—the Worcester ware was at
its best. This was the middle period, and towards the
time that ended about the beginning of this century the
designs became laboured, and lavish use of gold rendered
the work vulgar and showy.
Josiah and Richard Holdship and R. Handcock are
names of some of the principal artists of the early and
middle period. Donaldson, Neale, and Foggo were names
of enamellers who worked at the Worcester pottery. A
curious design in this ware of a tobacco-pipe bowl (Fig. 84)
is in the Schreiber Collection.
Plymouth porcelain manufactory was established by
William Cookworthy (1705-80), who was the first to discover
in England the real China clay or kaolin, about the
year 1755. Cookworthy had a good knowledge of chemistry,
and was a wholesale chemist and druggist. He found
both the China clay and China stone at Tregonning Hill
and at two other places in Cornwall. A patent was granted
to him in 1768 for the manufacture of porcelain, and the
firm of “Cookworthy and Co.” established itself at Coxside,
Plymouth. A French ceramic artist named Sequoi
was engaged to superintend the works. The Plymouth
works were not of long duration, for shortly afterwards
they were removed to Bristol, and Richard Champion, of
98Bristol, obtained a licence from Cookworthy to make the
Plymouth porcelain, and bought the entire rights from the
latter in 1773. From this date until 1781 Champion
owned the Castle Green works at Bristol which formerly
belonged to Cookworthy. Statuettes, vases, rustic pieces,
teapots, cups and saucers, &c., were made in both Plymouth
and Bristol china, many of them being imitations
of Sèvres and Oriental wares.
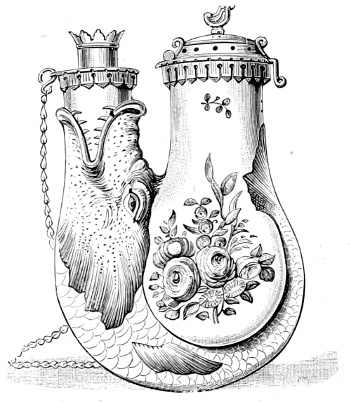
Fig. 84.—Bowl of Tobacco-pipe, Worcester Ware.
In Staffordshire many porcelain works are still in existence
that began in the last century or early in this, such
as Longton Hall, New Hall, Spode, Wedgwood, and
Minton, but space prevents us from giving any details
of their work. Liverpool, Lowestoft, Coalport, Swansea,
Nantgarw, and Rockingham may be mentioned as other
places where English porcelain was made.
99
Chinese Porcelain.
The manufacture of porcelain in China, according to
their own accounts, dates for more than two hundred years
before the Christian era. The composition of Chinese
porcelain is of two elements:
one, the infusible argillaceous
earth or clay called kaolin;
and the other the “pe-tun-tse,”
which is feldspar slightly
altered, a micaceous mineral
and quartz or silica, which is
fusible. The latter is used with
or without other mixtures to
form a glaze for hard porcelain.
Other materials are sometimes
used in the glaze, but, unlike
the enamel of earthenware, tin
or lead is not used.
The Chinese made their
porcelain in different degrees
of translucency. The kind
made especially for the Emperor’s
use, such as cups,
saucers, and rice plates of a
ruby-red tint, are very thin
and almost transparent.
The porcelain coloured in
turquoise blue, violet, sea-green,
and celadon are of the
oldest varieties made. Yellow,
the colour of Ming dynasty, is
a common colour in Chinese
porcelain.
The Chinese decorated their vases sometimes without
much regard to the spacing or divisions of body, neck,
or foot (Fig. 85). Landscapes, dragons, fanciful kylins,
100dogs, and lions, as well as nearly all kinds of natural
objects were used by them as decoration. Conventional
renderings of flowers and foliage and geometric ornament
are often used in a judicious sense.
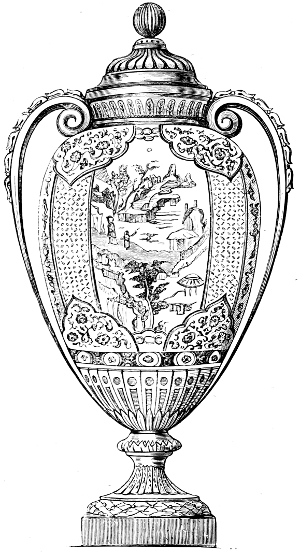
Fig. 86.—Oriental Porcelain; Chinese, with French Ormolu Mounting.
(S.K.M.)
101Peculiar shapes of vases, such as the square, hexagonal,
and octagonal forms, are found very frequent in Oriental
ware. The vase (Fig. 86), from the Jones Collection, is a
less extravagant example of Chinese porcelain than usual;
the egg-shaped body is, however, the only Oriental part of
the vase.
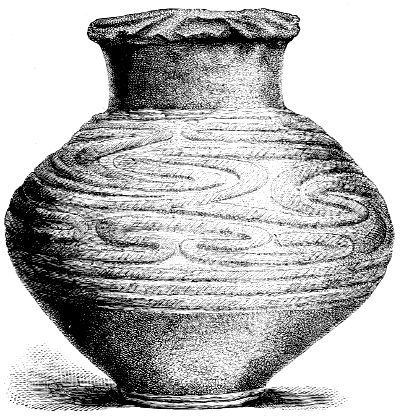
Fig. 87.—Japanese Ancient Vase; circa B.C. 640.
Japanese ware is more interesting and more varied in
design, though not so gaudy in appearance as the Chinese,
owing to the higher sense of artistic feeling and individuality
of the Japanese artists. The art, as seen in the
ceramic productions as well as in most other things of
Japanese art and design, was originally borrowed from the
older nation of China and from the Coreans. From their
keen sense of beauty, and also greater artistic power, the
art products of the Japanese are superior to those of China.
102The first glazed pottery made in Japan is supposed to date
from the year 1230—this was made at Seto by Tôshiro,
who had learnt the art in China, and the first porcelain just
before the year 1513, for the maker of this early Japanese
porcelain—Shonsui, a Chinese potter—had returned to
China in that year.

Fig. 88.—Incense-Burner, Satsuma Ware; circa 1720.
Pottery of an inferior kind was made anterior to the
Christian era, but probably the oldest known was made by
the people who occupied the country before the present
Japanese. The ancient vase (Fig. 87) is an example of
103this early ware. It is of a coarse kind of earthenware,
baked or fired in a hole in the ground, over which and
around the vessel was built a wood fire.

Fig. 89.—Incense-Burner, Arita Ware; circa 1710.
Japanese wares are of three kinds: the common stoneware
ornamented with scratched lines and glazed; a
crackled glazed ware with painted decorations; and the
porcelain. The porcelain of Japan is first baked to the
biscuit state, then the colours of the decoration are applied,
104and the piece is afterwards glazed, and is again fired at a
greater heat. The gilding or enamel colours that may be
required are put on afterwards, when a third firing at a
lower temperature is necessary. The Japanese porcelain
paste does not stand the firing so well as the Chinese, and
consequently the pieces are often twisted and altered in
shape.
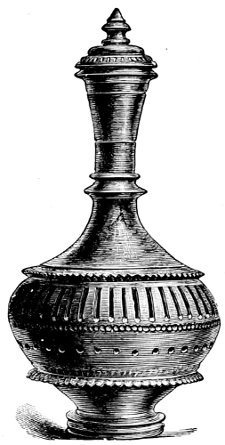
Fig. 90.—Pierced Glazed Water-bottle, from Madura. (B.)
The factories of Hizen are
among the very oldest and
are still in working order
in Japan. Old Hizen ware
is decorated with blue paintings.
The pottery and porcelain
of Seto manufacture is highly
esteemed, and the name of
Setomono has been given by
the Japanese to their porcelain
ware.
The Kutani ware is a coarse
porcelain, known also under
the name of Kaga ware; the
pieces with a red ground and
gold ornamentation are highly
valued. It is also glazed with
deep green, light purple, and
yellow colours.
One of the most famous
and costliest Japanese wares
is the old Satsuma, which was first made by the Corean
potters who settled in the village of Nawashirogawa, in
the province of Satsuma, about 1600. This ware is of a
dark cream colour, with a crackled glaze, and is decorated
with red, green, and gold outlined ornament (Fig. 88)
A specimen of the Hizen potteries porcelain, Arita
ware, is illustrated at Fig. 89, of an incense-burner. It
is painted in bright colours of red, green, pale blue, and
105has some gilding. It is decorated with hares or rabbits
and waves in the panels and dragons on the cover.
Indian Pottery.
The making of pottery is universal throughout India.
The unglazed wares are made everywhere, and of various
colours. Red glazed pottery is made at Dinapur, gilt
pottery at Amroha and in Rajputana; black and silver
pottery at Azimghar in the north-west, and at Surujgarrah
in Bengal; painted pottery at Kota, the unglazed pierced
variety at Madura, and the celebrated glazed pottery made
at Sindh and in the Punjaub.

Fig. 91.—Glazed Pottery of Sindh. (B.)
It may be said that in general the pottery of India is
good in shape, colour, and decoration, the latter never
violating its purpose, nor distracting the eye from the
shape of the vessel. The designs are very simple, and
repeating, perhaps to monotony in many cases; but the
painted pottery decoration, by reason of its broad and
direct application, although the ornament is very simple
in character, is better, and less monotonous, for instance,
106than the Indian wood-carving decoration. The designs
take the form of panels of flower and leaf ornament
placed side by side, bands of guilloches, chevrons,
running ornament, and lines, the knop-and-flower pattern,
and a panel filling or an all-over decoration consisting of
diapered flowers, leaves, or stars. The elegant shaped
water bottle from Madura (Fig. 90) is pierced so that the
air may circulate round the inner porous bowl. This ware
is coloured a dark green or a golden brown glaze.
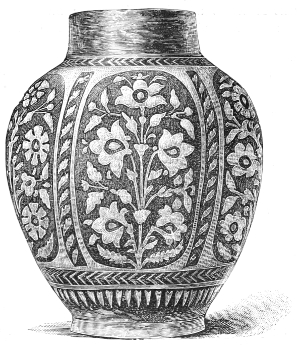
Fig. 92.—Glazed Pottery of Sindh. (B.)
The Sindh glazed pottery is beautiful, though very simple
in colour and decoration. The colours are mostly blue of
two or three shades, turquoise greens, and creamy whites,
and sometimes the glaze is purple, golden brown, or
yellow. Many of the vases are bulbous or oviform in shape,
with wide necks and bottoms, and are decorated with the
107Sventi, or daisy-like flower (Fig. 91), or the lotus
(Fig. 92).
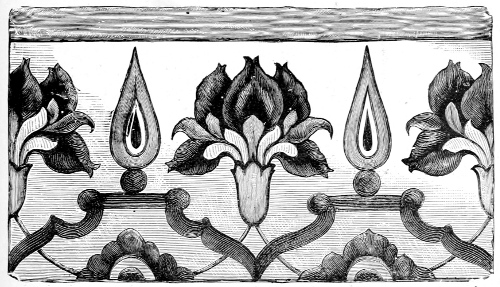
Fig. 93—Enamelled Tile, from Sindh. (B.)
The enamelled tile from Sindh (Fig. 93) has a knop-and-flower
decoration, the larger flower having the character
of an iris, and, at the same time, something of the
lotus flower in its composition.
108
CHAPTER II.
ENAMELS.
Enamelling is the art of applying a vitreous material
to an object, as decoration, to the surface of which it is
made to adhere by heat. Metals are the usual foundations
to which enamels are applied, but stone, earthenware, and
glass may be enamelled. When one speaks of “an
enamel” we understand it to mean a metal that is
ornamented by a vitreous decoration fused and fixed to
the metal surface by heat. There are three principal
kinds of enamels: the “embedded or encrusted,” the
“translucent upon relief,” and the “painted.” Some
enamelled objects have a mixture of two methods.
The embedded or so-called encrusted kind has two
varieties, which are best known under their French names,
the Cloisonné and the Champlevé. When floated in a transparent
state over a bas-relief, showing the chased details
below, it is translucent, or, as it is called by the French,
émaux de basse-taille. The painted is a later variety
developed by the school of Limoges.
The Cloisonné is the oldest variety; it is that in which
the Greek or Byzantine enamels are made, and also the
Chinese. In this method of enamelling the plate or metal
foundation which is to receive the enamel is first cut to
the required shape, and a little rim of gold ribbon soldered
around it.
The design is formed by narrow strips of gold ribbon or
filigree, fastened to the foundation by a strong gum or
109cement, and bent to form the lines of the design. The
cells thus formed are filled in with the enamel in a fine
powdered state, or in a paste, the vitreous materials of
the selected enamel having previously been tried, as to
their colour and time required for perfect and equal
fusion.
The piece is then placed in a furnace or “muffle,”
sufficiently open so that the progress of the fusing can
be watched while firing, and withdrawn when perfectly
fused. As the enamel generally sinks lower than the
walls of the cells after fusion, it is necessary to add a
second thin coating, or sometimes more, and to re-fire
it in order to fill all the cavities. After this the work
will require grinding down and polishing to level the
surface and restore the brilliancy of the colours that
may be slightly deadened by the cooling of the enamel.
The materials of enamel colours are metallic oxides.
These colours are finely pulverized, washed, and mixed
with vitreous compounds, called fluxes, which are easily
fusible, and in melting impart an extra brilliancy to the
colours, and form with them by fusion the almost imperishable
substance of enamel.
The Champlevé enamels are made in the same way as
the Cloisonné, with this exception, that instead of the thin
gold ribbons or filigree work forming the design, the
walls of the cells that compose the design and separate
the enamel colours in the Champlevé variety are formed
by the hollowing out of the thick metal—usually copper—and
leaving the design to be formed out of the thin partitions
that are left standing. The cavities are filled with
the enamel mixtures and fused as in the Cloisonné method.
On account of the articles being small, and also being
mostly made on a gold foundation, they were more likely
to have been stolen or melted down, and this accounts in a
great measure for the scarcity of Cloisonné enamels in our
collections. The Champlevé, on the other hand, being
110generally enamels on copper or brass, that from the
cheapness of those materials, larger vessels and other
objects were extensively made, and from both size and
lesser value of the materials they were more likely to have
escaped the melting-pot.
When the foundation of the Champlevé enamels was
copper, the lines of this metal that formed the design
would be gilt with an amalgam of melted gold and
mercury, and the piece re-fired at a lower temperature,
in order not to injure or disturb the enamel surface.
“Translucent” enamel upon reliefs known as de basse
taille is the art of enamelling reliefs of silver or gold that
have previously been chased or engraved with the design
required. The enamel is laid on in various degrees of
thickness, according to the strength of shading or depth
of tone required. The transparent varieties of enamels
are selected for these works, and opaque varieties avoided.
“Painted” enamels were suggested by the translucent
enamels upon reliefs. The extensive demand for the latter
variety, and the great number executed, gave rise to the
invention of using enamel colours as in oil-painting; that
is, instead of engraving the subject or design previously
on the metal, the method of expressing with the brush
the drawing and the light and shade with the enamel
colours direct was resorted to, on grounds specially prepared
upon copper surfaces. Labarte believes that the
modification in the art of glass painting introduced in the
fourteenth century had the effect of causing enamel
painters to experiment in painting with the enamel colours
direct, as in painting on glass.
About this time the method of painting on glass was
introduced, which formerly was decorated by simply using
the pieces of stained or coloured glass as in mosaic work,
the only difference between the superficial glass painting
and the painting in enamels being that in the latter the
opaque enamel colours are used instead of the transparent
as in glass painting. It was, however, a considerable
111time from the introduction of painting on enamels before
any good specimens of the art were executed.
Among the earliest specimens of Cloisonné enamels was
the golden altar given to the cathedral of Sta. Sophia at
Constantinople by Justinian.
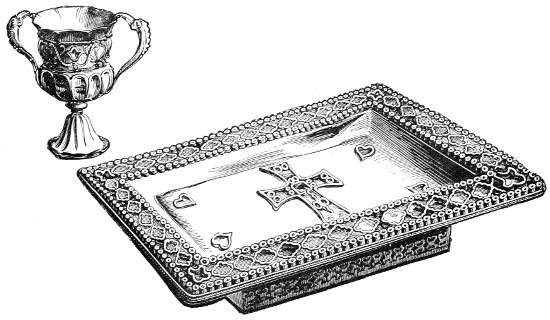
Fig. 94.—Altar Tray and Chalice, Cloisonné Enamel; Sixth Century (?).
This altar was dismantled and divided amongst the
Crusaders at the taking of Constantinople in 1204. The
next important works in date are the gold altar of Ambrose
at Milan, made by Volvinius in 825; the votive crown of
St. Mark, Venice, 886-911; the Limburg reliquary made
for Basil II. (the Macedonian), 976; and the famous altar,
the Pala d’Oro, in St. Mark’s, Venice, 976-1105, made at
Constantinople, and brought from there to Venice by
order of the Doge Ordelafo Faliero. This altar had
precious stones added to it and was enlarged in 1209 and
in 1345. If the crown of Charlemagne (Fig. 96) was used
at his coronation it would make the date of the four
enamelled gold plates with the figures of Solomon, David,
and Our Lord between two seraphim and Esaias and
112Hezekiah, anterior to the year A.D. 800, when he was
crowned. These enamels are enclosed in filigree bands
and sunk into the metal in the Greek manner.
The sword of Charlemagne, made in the ninth century,
has the golden scabbard inlaid with filagree Cloisonné
enamels. Both the sword and crown are in the Imperial
treasury at Vienna.
The gold altar tray and chalice (Fig. 94) were found
near Gourdon, in the Department of the Haute-Saône. The
altar tray has a cross in the centre, and lozenge and trefoil
ornaments of Cloisonné garnet-coloured enamels. Greek
coins of the sixth century were found with it.
The Byzantine reliquary (Fig. 95) is another example of
Cloisonné work.
At Cologne, in the cathedral, is the shrine of the Magi
that contains the skulls of the “Three Kings.” This is a
magnificent reliquary made by the order of the Archbishop
Philip von Heinsberg in two storeys, both of which have
a series of arcades with figures in each. It is also an
example of enamelled work in which the Cloisonné and
Champlevé processes may be seen.
The first authentic or dated specimens of Champlevé
enamels belong to the twelfth century, though some
specimens are likely of an earlier date. Some crosses and
other works of the dates 1041-1054 show a mixture of
the two embedded varieties of enamels.
It is probable that the Rhenish Provinces of Germany
were the first places where Champlevé enamels were
extensively made; but almost simultaneously in the
twelfth century there arose an active centre of work in
this method in Limoges, the future great seat of the enamel
industry.

Fig. 95—Byzantine Reliquary, Cloisonné Enamel; Tenth Century.
The German variety may be distinguished from the
French by the greater number of colours employed: there
is a difficulty in deciding which of the two is the earlier.
The Abbé Suger, when building the Abbey of St.
Denis, brought enamellers from Loraine, near the Rhine,
113to make an enamelled cross, which they completed between
1143 and 1147. A portable altar, and a cruciform reliquary
with a dome, in the treasury at Hanover, are early
examples of the German school. One of these portable
altars in enamel, of the German school, thirteenth century,
is shown at Fig. 98. The earliest Champlevé enamel of the
Limoges school is that of the monument to Geoffrey
114Plantagenet, who died in 1151. It is now in the Museum
of Le Mans (Fig. 97).

Fig. 96.—Crown of Charlemagne.
Fig. 97.—Champlevé Enamel of Geoffrey Plantagenet.
At Limoges towards the end of the twelfth century
Champlevé enamels were made in great numbers. Two
specimens of this date are in the Cluny Museum in Paris:
one has the subject of the adoration of the Magi, and the
other St. Stephen with St. Nicholas, both having Limousin
legends. In the same museum are Champlevé enamels as
book-covers of the Gospels, croziers, plaques, and “gemellions.”
The latter is the name given to certain hand-basins
used for religious purposes. In the Louvre is an example of
Champlevé enamel—a ciborium of the fourteenth century.
This is a vessel in which the Host is kept. Another
115vessel used for similar purposes is the pyx. Both are small
round boxes in which the sacred wafers were kept, and
116were used for carrying the sacrament to the sick. Ciboria
were also in the forms of doves or little towers suspended
over the altar. They were kept in little cupboards on
either side of the altar, and at later periods the name
“ciborium” was applied to the tabernacles having architectural
pretensions erected over the altar, and which had
a canopy or curtain used as a covering. These tabernacles
became shrines of great size and beauty in the
fifteenth and sixteenth centuries, and were carved in wood
as that in Nuremberg by Adam
Kraft, or were stone erections of
great dimensions with sculptured
figures as decorations, the doors
of which were often made in gold
and enamelled. Fig. 423 (previous
volume) is an example of a
fifteenth-century tabernacle with
a gilt metal door.

Fig. 98.—Portable Altar; German,
Thirteenth Century.
(S.K.M.)
When Justinian rebuilt Sta. Sophia he placed in it a
ciborium or tabernacle of great splendour. Ciboria are
now changed into what are known as baldacchinos.
In the Kensington and British Museums are many
examples of Champlevé enamels, both German and
Limoges, such as book-covers, croziers, pricket candlesticks,
châsses, chefs, reliquaries, paxes, crosses, and
nuptial caskets, &c. Most of them have blue grounds,
with light bluish-grey and dark blue or green ornaments,
and are usually enamelled on copper. Some of the
reliquaries or châsses have gilt figures in high relief.
From the eleventh to the fourteenth centuries is the date
of these enamels.
In the latter end of the thirteenth and in the fourteenth centuries
enamels became simplified in execution; the figures
were mostly incised and gilt, and the background a level
coating of enamel—generally of a blue colour. (Fig. 100.)
Fig. 99 is a Limoges enamelled châsse or shrine of the
twelfth century, and is in the British Museum.
117The Italians did not make Champlevé enamels; but
they worked in the Cloisonné process from the eleventh
to the fifteenth centuries, as we know from examples,
and from the work, “Diversarum Artium Schedula,”
written by the learned monk Theophilus, in the twelfth
century, wherein he describes very minutely the whole
process of making Cloisonné enamels, according to the
methods of the Tuscan enamellers of his time.
Fig. 99.—Châsse in Champlevé Enamel; Twelfth Century. (B.M.)
As regards the antiquity of the art of enamelling on
metal, it is generally agreed by learned authorities in
the matter that before the art was known at Constantinople
or in the workshops of Greece, it was practised by
the “barbarians” of Western Europe in the Gallo-Roman
period. We apologize for quoting here the oft-repeated
passage from Philostratus, the Greek who established
himself at Rome in the early part of the third century at
the request of the Empress Julia, wife of Septimus Severus.
In his “Treatise upon Images” he says: “It is said that
118the barbarians living near the ocean pour colours upon
heated brass, so that these adhere and become like stone,
and preserve the design represented.”
Fig. 100.—Champlevé Enamel; French, Fourteenth Century.
This passage proves at any rate in Greece and in Italy
enamelling on metal was an unknown art in the third
century, the time in which this Greek writer lived, and
sufficient examples exactly answering his description have
been found in Gaul and in Britain, in Roman burial-places
and in caves, all bearing evidences of belonging
to this period. The Celtic objects in vitreous enamel are
on bronze or copper, and prove that enamelling was an art
carried on in the Roman Provinces of Gaul and Britain,
which was unknown in Italy at that time.

Fig. 101.—Enamelled Vase, found in Essex in 1834, since partially destroyed by fire. Diameter, 4¾ inches.
The beautiful vessel at Fig. 101, found in a Roman
sepulchre in the Bartlow Hills, in Essex, is a fine example
of this early enamel. Other existing specimens of the
Gallo-Roman period are in the Museum at Poitiers, in the
Imperial Library, Paris, and in the Museums of London.
From the Gallo-Roman period until the eleventh century
119most of the arts were at a low ebb, owing to the devastating
wars and invasions that spread all over Europe;
the art of enamelling had been almost lost, and had quite
died out in France and Germany, but is likely to have
still been practised in Ireland, where no doubt the art of
the goldsmith and the enameller in conjunction had
flourished less disturbed than in France or England. We
have existing remains of pure Irish Celtic work that date
from the ninth and probably earlier centuries, and are of
unsurpassed workmanship. Chalices, books of the Gospels,
croziers, reliquaries, brooches, jewellery, &c., more or
less enamelled, were made in the ninth century, and some
earlier. Ireland had a school of living art when in the
ninth and tenth centuries the rest of Christendom was
sitting wrapped in chaotic gloominess, idly awaiting the
supposed end of the world, in A.D. 1000. As regards our
120present subject, we must notice as coming under the head
of enamels that beautiful Irish relic known as the Ardagh
Chalice. (Fig. 102.) The body of the cup is silver with
about one-third or one-fourth of copper alloy. It is a
wonderful mixture of metals, there being gold, silver,
copper, bronze, brass, and lead; and an iron bolt secures
the stem and bowl together. The ornaments are belts,
and the handles, to which are fastened the beautifully
designed and worked interlacings of Celtic ornament, of
which each little panel is different; it is said that forty
distinct varieties in the designs can be traced, consisting
of interlaced bands of Celtic twistings, knots, and
arabesques: each compartment of the principal belt of
ornament is divided by a boss, or enamelled bead, of
which there are twelve. The handles are composed of
enamels and filigree work similar to the work of the belt,
but different in design, with blue glass or paste bosses.
The two larger circular ornaments on the sides are composed
of gold filigree with a central enamelled boss. The
121four settings of these ornaments had two pieces of blue glass
paste and two pieces of amber, which have fallen out.

Fig. 102.—The Ardagh Chalice; Irish Celtic Work. Height, 7 inches.
The stem is composed of bronze metal gilt, and is richly
chased with interlaced ornaments. The circular foot is
ornamented with gold and bronze plaques alternating on
the outer rim; the bronze divisions are enamelled.
The inside, or under the foot of the cup, is divided into
a series of circular divisions around a central crystal, composed
of amber and bronze, gold filigree, amber, bronze,
and translucent green enamels respectively. In some of
the enamels were embedded small portions or grains of
gold while the enamel was in fusion. There is a chiselled
inscription on the plain surface of the bowl consisting of
the names of the Apostles. The workmanship of this
exquisite chalice is infinitely superior to the Byzantine
work of the same period.
A detailed and exhaustive description of this chalice is
given in Miss Stokes’s “Early Christian Art in Ireland,”
from which our illustration is taken.
Going back to the ninth century, we have the ring of
King Ethelwulf, bearing his name, which is of Saxon workmanship.
It was found in Hampshire, and is made of gold
and blue-black enamel. Another ring, that of Alfred the
Great, was found at Athelney in Somersetshire, the place
where Alfred retired to in 878. It is of gold, wrought in
filigree and chased. The face is of rock crystal, and the
design is in filigree fastened to the gold plate and
enamelled in the Byzantine manner. Round the edge
is the inscription (translated), “Alfred ordered me to be
made.”
Enamelled disks, fibulæ, finger rings, and other articles
of personal adornment have been found in England of the
Anglo-Saxon period, mostly having a bronze foundation
for the enamel.
Documents are preserved at Oxford proving that Limoges
enamellers were brought over to England in the thirteenth
century to execute effigies, tombs, and other work in
122enamels. Master John, a native of Limoges, was employed
to construct the tomb and recumbent figure of Walter de
Merton, Bishop of Rochester. This work was destroyed
at the period of the Reformation. There still exists, however,
some of the Limoges work of that date in the effigy
of William de Valence, who died in 1129. This tomb is in
Westminster Abbey.
The enamels known as émaux de plique à jour, are a
kind of Cloisonné work in which there was no background,
the enamel being in variety transparent, in imitation of
precious stones, and set between the Cloisons or network
of gold. The beautiful specimen (Fig. 103) is a cup with
a cover, and with architectural features; it is now in
South Kensington Museum.
Translucent enamels upon relief date from the period
when Art in Italy was beginning to throw off the stiffness
and angularity of Byzantine traditions. This was
towards the end of the thirteenth century, in the early dawn
of the Renaissance.
Freedom in sculpture and painting brought with it a
desire to treat enamels in the same freedom, and so we find
that engraving on silver and gold, and placing carefully
the various powdered enamels in their proper proportions
over the engraved surfaces, produced an entirely new and
splendid effect; besides, it required more artistic skill to
execute this kind of enamelling, and consequently the
best artists of the Renaissance were not only goldsmiths,
painters, sculptors, and architects, but executed important
works in enamels as well. The method was one that could
be described as a link between the art of the painter and
the goldsmith, and no doubt the demand for enamelled
altars, and religious vessels of all kinds, both sacred and
secular, in the fourteenth and fifteenth centuries, was the
cause of producing many artists that subsequently rose to
great eminence. For instance, among others may be mentioned
Francisco Francia, the celebrated painter who lived
in the fifteenth century, who was originally a goldsmith,
123and as Vasari says, he excelled everybody of his time as
an engraver on metals and as an enameller on silver.
There is a fine oil-painting by him in the National Gallery
of London, on which he has signed himself as “Francia
the Goldsmith.” Many names of eminent Italians artists
might be given who executed works in enamel in the
translucent process: Nicolas Pisano and John his pupil,
who executed an altar for Bishop Gubertini of Arezzo in
translucent enamel on silver in 1286. Agostino and
Agnolo were pupils of John, and helped him at this
altar.

Fig. 103.—Cup of Translucent Enamel. (S.K.M.)
124Forzore, the son of Spinello of Arezzo, is mentioned by
Vasari as a famous enameller. Pollaiuolo is another great
name in the Italian art of the goldsmith and enameller.
He was also a celebrated modeller and sculptor who had
helped Ghiberti in the ornamental work of his gates of the
Baptistery of St. John. He died in 1498. Many other
celebrated names could be mentioned, but the greatest of
all, both as a goldsmith and as an enameller, was Benvenuto
Cellini (1500-1570), whose work is well known, and
who tells us himself, in his “Treatise on the Goldsmith’s
Art,” so much about the method of enamelling in his time.
The celebrated ewer, called “The Cellini Ewer,” is a
masterpiece of jeweller’s work, and is attributed to Cellini.
The body of the ewer is composed of two oval slices of
brown sardonyx, carved with radiating ribs in relief.
These slices are fastened in an ornamental frame of gold,
richly worked. A female figure sits on the top front curve
of the body under the lip. The neck, lip, stem with
dragons, and other parts of the framework, are enamelled
in the translucent method.
A book-cover in the Kensington Museum, of very fine
workmanship, with several small figure compositions
enamelled on gold, is attributed to Cellini. Works by him
in jewellery, vases, salt-cellars, &c., are preserved in
various museums on the Continent. Cellini spent five
years in France, ending the year 1540, where he executed
some works for Francis I., notably the fine salt-cellar now
at Vienna.
The art of enamelling on reliefs was introduced to
France by Italian artists during the early years of the
fourteenth century, and about the same time to Flanders.
We read of a manufactory of this kind of enamelling as
having existed in 1317 at Montpellier, the seat of the royal
Mint.
“Painted enamels,” as we have seen, were suggested by
the translucent enamels on relief. Painted enamels were
first made at Limoges, and also brought to great perfection
125at the same place. Any painted enamels found in
Italy are Limoges enamels or the work of Limousin artists.
The fifteenth century was the period during which the
painted enamels were brought to perfection. In the earlier
part of the century the enamel was applied directly to the
plate of metal and united to it by fusion; but later, towards
the middle of the century, a ground of translucent enamel
coating was laid on the metal, over the engraved outline
of the design, and on this transparent flux the colours were
applied. The outlines of the design, which appeared
through the transparent coating, were then covered over
with a dark-coloured enamel; the various parts, such as
draperies, background, and sky, were then laid in with
thick coatings of enamel; the spaces left for the flesh
tints were filled in with black or violet enamel; and the
modelling of the flesh was obtained by layers of white
enamel in varying degrees of thickness, leaving the darker
violet parts for shade or shadows, and thicker layers represented
the highest lights. Thus, all the flesh tints in enamels
of this period are slightly brownish or violet in hue.
The other parts of the design were left without shadow,
or sometimes the highest points in the hair or draperies
would have little fine touches of gold pencillings, in order
to bring out some kind of relief. Imitations of precious
stones or jewellery on the dresses were brought out in
translucent bits of enamel.
An entire change in the process is seen in the Limoges
painted enamels of the sixteenth century. The plate of
metal was covered with a layer of black or some very
dark-coloured enamel, and the design carefully outlined in
white. The whole work was then modelled up with white,
laid on in varying thicknesses, so as to produce an effect of
light and shade called grisaille (grey), the flesh tints being
slightly higher in relief than the other parts, and a flesh-coloured
enamel being always employed. Fine touchings
of white and gold were added to finish off the work.
To make a coloured enamel of the grisaille work it was
126only necessary to add a thin transparent coating of coloured
enamel.
Some splendid effects of a translucent character were
obtained in the enamels of this period by the use of gold
and silver leaf (paillon) fixed on the enamel ground behind
the draperies and other accessories, and sometimes on the
backgrounds. Over this leaf of shining metal transparent
enamels were painted. Armour, imitation jewellery, and
other accessories were rendered by this means of a rich
and dazzling brilliancy. In the Kensington Collection
many examples of this kind of enamelling may be seen.
One work amongst others is an oval plaque of the
sixteenth-century Limoges enamel, which has a representation
of a warrior on horseback, and has portions of
the armour in translucent enamel. The horse is white, and
the groundwork dark. It is one of the best works of the
Courtois family.
The enamel painters of Limoges had many methods and
secrets in the exercise of their art, and, as a rule, kept
them in their families. Generally speaking, we find many
enamellers of the same name and family, and their works
bear also a strong family likeness, both in subject, colour,
and methods.
The greatest name amongst these Limoges artists is
Léonard Limousin. This surname was bestowed on him
by Francis I. to distinguish him from Leonardo da Vinci.
Léonard Limousin was the chief enameller to this monarch,
and worked at his art between the years of 1532-74.
Léonard in his early works copied his subjects from
engravings of the German school of artists, but at a later
period, owing to the influence of the Italian artists that
were brought to the Court of Francis I., he adopted the
subjects of Raphael and the Italian masters. He also
improved at this period in his colour and drawing. Some
of his best works are those that he painted in the year
1553 for the Sainte-Chapelle by order of Henry II., which
consist of two magnificent frames of pictures in enamel,
127now in the Louvre, and which are acknowledged as his
masterpieces. He also excelled in portraits, among which
from his hand are those of the Duke de Guise, the Constable
de Montmorenci, and that of Catherine de’ Medici in
her mourning robes, taken after the death of Henry II. A
full-length portrait of Henry II. is preserved in the Louvre,
executed by Léonard. The monarch is represented in the
character of St. Thomas, and is painted on a white enamel
ground, as several other works by this artist are similarly
executed. This style of work looks, however, too much like
majolica painting, and was not persevered in to any great
extent. Léonard was noted for some good original work,
both in oils and enamel; but, generally speaking, the Limoges
enamellers were fond of copying subjects from German,
Italian, and French engravers, who engraved many works
after the great painters of these countries. The German
engravers were known under the name of the “Petits-Maîtres,”
many of whom were pupils or imitators of Albert
Dürer. Some of the more important were Heinrich Aldegrever,
Hans Sebald Behan, Virgilis Solis, Theodore de
Bry, Jean Collaert, Albrecht Altdorfen, and Georg Pens.
Two celebrated French engravers who supplied many
designs for the Limoges enamellers were Étienne de
Laulne, known also as Stephanus, and Pierre Woeiriot,
the former a copper-plate and the latter a wood engraver.
The Courtois and Raymond enamels have many subjects
from the designs of Étienne de Laulne. Another engraver,
Marc Antonio Raimondi, of the Italian school (1500-1540),
supplied copies of the works of Raphael to the Limousin
enamellers, and also to the Italian majolica painters.
This engraver was the most celebrated of his time. He
was a pupil at first of “Francia the Goldsmith,” learnt
much from Albert Dürer and Lucas van Leyden, and was
the engraver of many of the works of Raphael, which he
executed in what is known as his Roman method.
In the British Museum there is the enamel of the twelve
Sibyls of Léonard Limousin, painted about 1550.
128Another well-known name is that of Pierre Raymond.
He painted chiefly in grisaille, or in camaïeu, and not
often in colour. His works date from 1534 to 1572 (Figs.
104 and 105).
The Pénicaud family (circa 1540) consists of four enamel
painters of this name—Jean Pénicaud, the elder, Jean
Pénicaud, junior, Pierre Pénicaud, and N. Pénicaud.
The elder Pénicaud was a good draughtsman, and often
employed “paillon” to get the rich colouring in which he
excelled. He executed portraits of Luther and Erasmus,
which are signed with his initials.
Fig. 104.—Portion of a Salt-cellar, by Pierre Raymond.
The Courtois or Courteys family was another celebrated
family of painters on enamel. Pierre Courtois was the
eldest (circa 1550). He painted some of the largest
enamels ever executed. These were large oval panels
measuring 66 inches in height by 40 inches in width, on
which were painted the subjects of the cardinal virtues
and heathen divinities, and which formerly decorated the
façade of the Château de Madrid, built by Francis I. and
129Henry II. They are signed and dated 1559. In his larger
works Pierre Courtois does not show himself so good in
his draughtsmanship as in his smaller enamels.
Jean Courtois (circa 1560) was a prolific enameller. His
work is characterized by a profusion of arabesque ornament
of the period of Henry II. His flesh tints and other
parts of his compositions are generally highly coloured,
the flesh having a salmon-coloured tint.

Fig. 105.—Vase; Painted Enamel, by Pierre Raymond.
Another member of this family signs his work I. D. C.
His principal figures are usually hammered out in relief,
and his work is of a high finish.
Jean Court (circa 1555) was also
known under his other surname of
“Vigier.” He was formerly confounded
with Jean Courtois, but his
work is different from the latter’s.
His drawing is better, and his colouring
not so strong but more natural
than that of Jean Courtois.
Suzaune Court, as she signed herself,
was an enameller of the school
of Jean Courtois.
Martial Raymond (circa 1590) was
an artist of considerable power, and
a goldsmith, who worked at the end
of the sixteenth century. His work
is usually heightened with gold, and
he used “paillon” very much.
Jean Limousin (circa 1625), and François Limousin
(1633), were enamellers who carried out the traditions of
the Limoges school in a worthy manner during the early
part of the seventeenth century.
The former passes for the son of Léonard Limousin, and
was supposed, from the fleur-de-lis that always appears
between his initials on his works, to have been the director
of the royal manufactory at Limoges, as his predecessor
Léonard was in the reign of Francis I. Jean Limousin
130executed some beautiful enamels, in which the translucent
birds, arabesques, and small figures were treated with rare
delicacy.
In the reign of Louis XIV. (1643-1715) Jaques Nouailher
introduced a new kind of enamel, which consisted of
modelling in relief on copper with a white enamel paste,
and afterwards covering it with a transparent coloured
enamel.
Pierre Nouailher was another enameller of this family
who was noted for his correctness of drawing.
The school of Limoges of this date exhibits a greater
correctness of drawing, accompanied with a marked
diminution of good colouring; the enamels of the seventeenth
century show a decline of that splendour of
colouring which characterized the former century. This
was owing to the abandonment of the silver and gold
“paillon” backgrounds, and to the exclusive use of the
brush alone in the enamels of this period.
The process of painting with a preparation of opaque
enamel colours on a gold ground direct, without previously
using the heretofore black ground for the purposes of
getting the shadows, is ascribed to Toutin (1632). This
was the first step to the decadence of enamelling, as the
system of Toutin was restricted to the production of
portraits in miniature, and in course of time nothing else
was done but miniatures. Many artists in the period
of this decadence executed good work, amongst which
may be mentioned the names of Gribelin, a fellow-worker
with Toutin, Dubié, Morlière of Orleans, and Vacquer of
Blois. The latter were pupils of Toutin.
Chartier, Petitot, and Bordier were three other noted
miniature painters on enamel. The latter two worked in
conjunction, and lived for some years in England, until
the death of Charles I., when they returned to the Court of
Louis XIV., and there painted the portraits in miniature
of the principal people of the time.
The art of enamelling was carried on in Spain, in Italy,
131and in some parts of Germany during the sixteenth and
seventeenth centuries, but not to the same extent as in
France. Such articles as crosses, crucifixes, rosaries,
pendants, ewers, medallions, perfume bottles, rings, badges,
small panels with figure subjects, and numerous small
objects, particularly in jewellery, were made in enamels in
these centuries throughout Europe.

Fig. 106.—Battersea Enamel. (S.K.M.)
In the seventeenth century, in
England, a good deal of enamelling
was done at Battersea, and
at Bilston in Staffordshire. A
kind of coarse enamel was made
in England at that time on cast
iron and on brass. The cavities
were cast to receive the enamel.
There are some candlesticks and
fire-dogs in existence that are
made in this way.
Stephen T. Janssen had his
enamel works at York House,
Battersea, in the years 1750-5.
After this time the English practice
of enamel-making died out.
Kensington and the British Museums
contain many specimens of
Battersea enamel (Fig. 106). Snuff
and tobacco boxes, scent-bottles,
candlesticks, small dishes, crests,
labels of wine-bottles, and miniatures
are the principal articles of Battersea enamel. The
decorations are chiefly small flowers and ornament on
light-coloured or white grounds enclosing pastoral subjects.
Some have prints of calendars, and other black and white
subjects, printed by transferring. In the British Museum
there are two large oval medallions with the portraits of
George III. and Queen Charlotte, painted by the English
enameller W. H. Craft.
132
Enamels of the Countries of the East.
China, India, and Persia have been famed from early
times for their exquisite productions in enamels. Japan
also has made, and continues to make, enamels of great
beauty. The older or Cloisonné method is mostly in
favour with the natives of the East, and very little
Champlevé work is executed. Although enamelling is an
old art in China, yet Chinese enamels are rare that have
been executed before the fifteenth century. In the Ming
dynasty, under the Emperor King-tai (1450-7), enamel
working was in its highest state of excellence.
The designs on the enamelled vases are pretty much
the same as on all their other works, such as textiles,
embroideries, and porcelain. In fact, a Chinese enamelled
vase is as a rule very similar in shape, colour, and decoration
to a porcelain one of the same country, and sometimes
the likeness is so great as to demand a close inspection
to determine which is enamel and which porcelain.
The Chinese used as a rule light colours in their enamel
grounds: light turquoise blue, light olive green, or a
bright yellow ground; the latter colour was mostly used
in the painted enamels of the Thsing dynasty, yellow
being the national colour of this dynasty. The general
type of the design is made up of such things as a very
crooked tree or branch, decorated with large clusters of
flowers and foliage, slightly conventional in drawing;
sometimes with birds and butterflies, or with dragons; some
vases have one large dragon occupying the greater part of
the field.
The colouring is generally very bright, the ground
light and brilliant; the flowers may be red, deep blue,
pansy-violet, golden yellow, or white. The foliage is
usually of a crude emerald green type. Borders of conventional
cloud forms or other geometric forms surround
the panels, or form belts to the fields of the ornamental
compositions.
133Religious vases, altar furniture, perfume-burners, candlesticks,
lamps, screens, and table-tops are some of the
articles in Chinese enamels made invariably in the
Cloisonné manner.
The Chinese also make a species of enamel that has no
metal foundation, which consists of a cloisonnage of network
in which the enamel is skilfully fused between
the divisions, and is of a semi-translucent character.
Japanese enamels are more modern than the Chinese,
old pieces of Japanese being extremely rare. The enamels
of Japan are darker in the ground colour than the Chinese,
being generally of a dark olive green, or of a warm
neutral grey tint. Some very large vases, braziers, and
large dishes are made by the Japanese. These wonderful
people are extremely clever in the use of the enamellers’
lamp and the blowpipe, for the purpose of fusing the
enamel in sections, as the large pieces they made could
not possibly be fired entire. The Chinese excel in the
painting of enamels, but the Japanese do not seem to cultivate
this art to any great extent.
Indian enamels are characterized by their extreme
brilliance and splendour of colouring, in which qualities
they excel the enamels of all other countries. The native
enamellers work in the translucent, Cloisonné, and Champlevé
processes, and the methods and secrets of their
craft are kept in their families. Greens of the peacock
and emerald hues, coral and ruby reds, torquoise and
sapphire blues are the favourite Indian enamel colours.
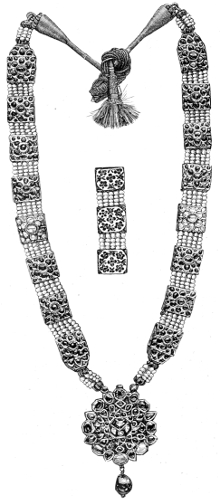
Fig. 107.—Necklace; Punjaub. (B.)
The celebrated Jaipur enamels are of the Champlevé
kind. In Cashmere and in the Punjaub jewellery is made
of gemmed gold and enamels (Fig 107). The Queen
and the Prince of Wales possess many articles that are
masterpieces of Indian enamelling. The Haka stand lent
by the Queen to the Indian Museum is a splendid specimen
of translucent painted enamel in green and blue, of
the Mongol period (Fig. 108).

Fig. 108.—Enamelled Haka Stand; Mongol Period. (B.)
A large plate of Jaipur enamel, said to be the largest
134ever made, was presented to the Prince of Wales. A
unique and beautiful specimen of the same kind of enamel
is the Kalamdan, or pen-and-ink stand in the shape of an
Indian gondola (Fig. 109).
135The stern is formed of a peacock’s head and body, the
tail of which decorates in brilliant enamels the underneath
part of the boat.
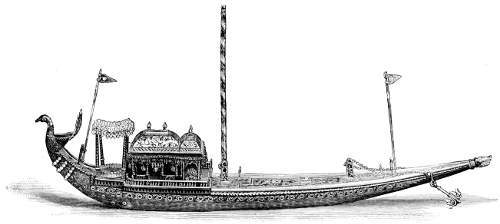
Fig. 109.—Enamelled Pen-and-Ink Stand; Jaipur. (B.)
The canopy of the ink receptacle has green, blue, coral,
and ruby enamels laid on a gold foundation.
137The vase, or Sarai (Fig. 110) in possession of Lady
Wyatt is a fine example of Cashmere enamel, on which
the shawl pattern may be seen.
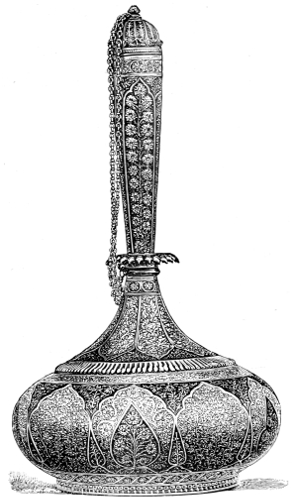
Fig. 110.—Enamelled Sarai; Punjaub. (B.)
A kind of enamel is made at Pertabghar in Rajputana,
which consists in covering a plate of burnished gold
138with a rich green enamel, and placing on the surface while
it is hot thin plates of gold ornaments, which are fastened
to the enamel by heat; afterwards these gold plates are
engraved elaborately with incised lines, so as to bring out
the design. Sometimes the enamel itself is engraved, and
an easily fused gold amalgam is rubbed into the incised
lines, and fused to form the decoration.
Persian enamels are applied mostly to the heads of
“Kalians,” or tobacco water-pipes, jewellery, and coffee-cup
holders. The foundations are gold or copper. A
large tray enamelled on copper on both sides is in the
Kensington Museum. It is decorated with flowers of
various colours on a white ground, and has an Armenian
inscription with the date A.D. 1776, and comes from
Ispahan. In most Persian enamels the grounds are
usually of a white or light tint, with brightly coloured
flowers as decoration.
139
CHAPTER III.
IVORY CARVINGS.
In the former part of this work we have noticed the ivory
carvings of the ancient world, and it is proposed in the
following pages to give an outline of ivory carvings
of the Middle Ages and of the comparatively modern
periods.
One of the oldest and most important works in ivory
carving of the sixth century is the celebrated Chair of St.
Maximinian, now preserved in the metropolitan church of
Ravenna. It is entirely overlaid with plates of ivory, and
has five upright panels in the front and below the seat
which are carved with figure subjects. The legs and back
are overlaid with ivory plates, carved with animals, foliage,
and figures, and on the rail in front of the seat is carved
the Archbishop’s monogram. It is altogether a very fine
and rich piece of Romanesque work.
Very important works in ivory were executed in the
time of the Roman Empire, in the nature of “Consulare”
diptychs and triptychs. These Consular diptychs were
originally made of wood or ivory, and were hinged tablets
that folded over each other, the outside surfaces being
carved elaborately, with a portrait or figure of the Consul
or chief magistrate of the province in the centre, the
inside surfaces being used for writing purposes. These
consulares were also called “pugillares” from being portable
objects that could be carried conveniently in the
hand or fist. They were usually made as presents to be
140given to important people of distant provinces, or to very
intimate friends of the Consuls. After the adoption of the
Christian religion by the Roman Empire it was the custom
of the Consuls to send these consulares in the form of a
diptych or triptych, as a present to the bishop of a
church in his province, to show his patronage and goodwill,
and they were usually placed on the altar of the
church, in order that the congregation should see them
and remember the giver in their prayers. This custom
led to the making of the diptychs (two-leaved) and the triptychs
(three-leaved), for the purpose of the altar decorations,
and usually on the plain inner leaves were inscribed the
names of the newly baptized (neophytes) Christians, benefactors
to the church, dignitaries of the same, and Christian
martyrs. The use of these led to the later magnificent
painted and carved altars of the triptych order in Christian
churches. During the persecution by the iconoclastic
Emperors of the Eastern Empire a great number of these
triptychs were made in wood and in ivory of Greek workmanship,
carved or painted on the interior faces with
representations of saints and sacred personages. These
were used as portable altars, and were carried about the
person of those who used to pray before them in secret.
Many of them were also of a good size, and became later
important objects that were placed above or near the
“prie-dieus” in private rooms or chapels. The smaller
pugillares, and larger ecclesiastical diptychs were used in
later times to form the coverings of costly illuminated
books, and it is owing to this use of them that so many
have been preserved to our day.
Byzantine sculpture and ivory carvings of the eleventh
and twelfth centuries were invested with the same severe
and solemn character that was the distinguishing feature
of the ceiling and wall mosaics of the same period. The
figures were long and attenuated, the draperies very stiff
and angular and arranged in parallel folds, which, with
the German phase of Christian art, developed later into a
141still more angular and rocky character. In France, on the
other hand, in the thirteenth century there arose a splendid
and original school of sculpture, entirely native, whose
richest efforts culminated in such masterly achievements as
the figure sculpture of the cathedrals of Rheims, Chartres,
and Amiens.

Fig. 111.—Coronation of the Virgin; Ivory Carving relieved with Colours and Gold; Thirteenth-Century French. (Jacquemart.)
142Small statuettes in ivory were made in great quantities
in the Middle Ages, and as an example of the French
school of ivory carving of this period there is an exceedingly
fine representation of the “Coronation of the Virgin”
(Fig. 111) in the Louvre. In this work the figure of Christ
has the dress and lineaments of Philip III. (the Bold), the
son of St. Louis, and that of the Virgin is personified as
Mary, his Queen, daughter of Henry III. (the Debonnaire),
Duke of Lorraine and Brabant. This example dates from
about 1274, and is certainly one of the most perfectly
finished works of French sculpture of that time.

Fig. 112.—Image Painter; Fifteenth Century.
Colour and rich decoration were seen very much on the
sculpture of the Middle Ages, for we find traces of it in
the mediæval tombs, effigies, and all kinds of statuary.
Some of the ancient diptychs had both ground and
figures coloured and perhaps gilt. Coloured and gilded
statues and reliefs were common in Germany and France,
and are so to-day in those of the Roman and Greek
Christian churches.
143
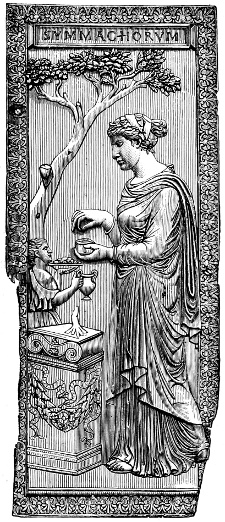
Fig. 113.—Leaf of a Roman Diptych. (S.K.M.)
The dresses of the figures are semé (sown) all over with
fleurs-de-lis and very rich diapers in gold and silver, on
rich red, blue, and white grounds. Statuary painting was
a profession in the Middle
Ages. The illustration
(Fig. 112), from a French
fifteenth-century manuscript,
shows an image
painter at work.
Returning to the ivory
plaques or diptychs, the
illustration at Fig. 113 is
that of the most perfect and
most beautiful specimen of
antique ivory carving that
we have any knowledge of.
It is now in the Kensington
Museum, and represents
the figure of a young
girl, or Bacchante, with a
younger girl attending her.
The figure has a well-designed
arrangement of
drapery hanging in graceful
folds. She stands at an
altar, and is in the act of
making an offering. A
vigorously carved oak-tree
with acorns and foliage
occupies the left top of the
panel, and a border of a
Greek character surrounds
it. The corresponding half
of this plaque is in the
Cluny Museum in Paris. It was found at the bottom of
a well at Montier-en-Der, and is much injured. The latter
half shows the figure of a female standing at an altar, and
144holding in her hands inverted flaming torches. These
famous plaques, which measure nearly 12 inches by 5, are
supposed to have formed the doors of a large shrine or
châsse that was brought from Rome in the days of Childeric.
They are supposed to be Roman work of the sixth or
seventh century, though some think the work is earlier:
they are undoubtedly executed by a Greek artist. There
are many specimens of consular diptychs in the museums
of London, Liverpool, and the Continent. The earliest
dates from about A.D. 250, and the latest about A.D. 540.
The Roman Consuls continued for nearly one thousand
years: the last Consul of Constantinople was Basilius
(A.D. 541), and the last Consul of Rome was Paulinus
(A.D. 536).
There is a large plaque of ivory in the British Museum
which measures 16 inches by nearly 6 inches in width—the
largest known—on which is carved the figure of an
archangel holding in one hand a globe and in the other a
long staff. He stands on the top of a flight of steps under
a round arch supported by Corinthian pillars. Its date is
uncertain, but is probably of the seventh century; it is
grandly designed and of excellent workmanship (Fig. 114).
A work of the same or slightly earlier period is the
beautiful ivory vase (Fig. 115), which has well proportioned
horizontal divisions and well-designed ornamentation.
The style of design suggests a copy from metal
work.
Triptychs, as we have seen, were used above and behind
the altar tables, and were at first portable, so that they
could be carried away after the service was ended; but
later they became the “retables,” fixed altars, or “reredoses,”
and were carved or painted, or were partly executed
in both ways.
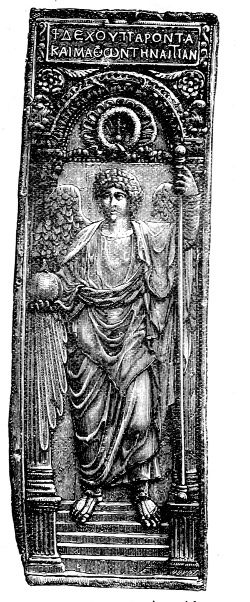
Fig. 114.—Ivory Carving with Archangel. (B.M.)

Fig. 115.—Ivory Vase; Roman, Seventh Century. (B.M.)
Many objects of secular art, and articles that the wealthy
could afford to use in every-day life, were made in ivory
during the Middle Ages, such as book-covers, toilet-combs,
mirror-cases, chessmen, horns, hilts of knives, swords, and
145daggers, caskets, small coffers, &c., in addition to the
objects required for use in religious ceremonies, as pyxes,
croziers, crucifixes, crosses, and taus, the latter being an
early form of the pastoral staff. The pastoral staffs of
ivory are not very common, and most examples known
belong to the thirteenth century.
146

Fig. 116.—Pastoral Staff; German, Thirteenth Century. (S.K.M.)
The woodcut (Fig. 116) of the pastoral staff shows the
subject of the Crucifixion on one side and the Virgin and
Child with attendant angels on the other. It is German
147work of the thirteenth century, and is now in the Cathedral
of Metz.
An older specimen of the pastoral staff, which Mr.
Maskell thinks is English work, is carved in bone with
interlacing scrolls, and has a grotesque and serpent
forming the crook decorations (Fig. 117).

Fig. 117.—Pastoral Staff; Bone Caning, English; Twelfth Century.
In the fourteenth century ivory carvings were in great
demand, judging from the great number of the various
ivories of that date which have been preserved.
148Belonging to this period are the beautiful ivory hunting
horns called “oliphants” (from elephant) that were much
used by kings and nobles in hunting, and were sometimes
mounted in gold.
The ivory carvings known as pierced or “open-work”
are usually of very fine and delicate workmanship. The
illustration (Fig. 118) shows two compartments of a larger
plaque in the Kensington Museum, the full size of the
originals that have sacred figures under Gothic canopies of
fourteenth-century work. It is not known exactly to what
country they belong, as ivory carvings as a rule are undated
and unsigned, but the woodcut (Fig. 119) represents an
undoubted piece of English work. It is one leaf of a
diptych made for Grandison, Bishop of Exeter.
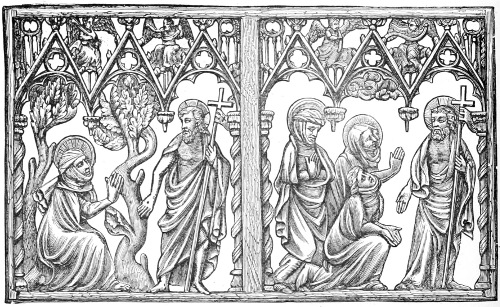
Fig. 118.—Ivory Carving; Fourteenth Century Pierced Work. (S.K.M.)
Few names of artists, as ivory carvers, have come down
to us from the Middle Ages. One named Jean Lebraellier
was the carver to Charles V. of France; Jehan Nicolle is
another who has signed his name on an ivory pax in the
149British Museum. Henry des Grès was a “pignier” or
carver of combs (1391). Héliot has dated work of 1392.
Henry de Senlis, “tabletier,” plaque carver of 1454, and
Philip Daniel, “pignier” and “tabletier” (1484), in Paris.
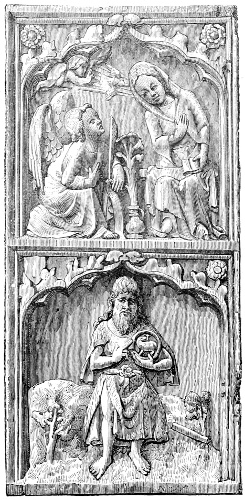
Fig. 119.—Ivory Diptych; English Work; Fourteenth Century. (S.K.M.)
The top of a Moorish casket from Spain, with Saracenic
engraved ornament of the eleventh century, is shown at
150Fig. 120, and a beautiful casket from Italy, carved and
engraved in bone, is illustrated at Fig. 121. This is fourteenth-century
work. Caskets and coffers made of slabs of
bone, carved and inlaid with figure subjects and armorial
bearings, were made extensively in Italy at this period,
and used as marriage coffers.
Fig. 120.—Lid of Ivory Cabinet; Spanish; Eleventh Century. (S.K.M.)
Combs and mirror cases were naturally objects that
received much attention at the hands of the carver in
ivory. A beautiful comb in the British Museum (Fig. 122)
belongs to the eleventh century, the central scroll-work of
which is very rich and ornate.
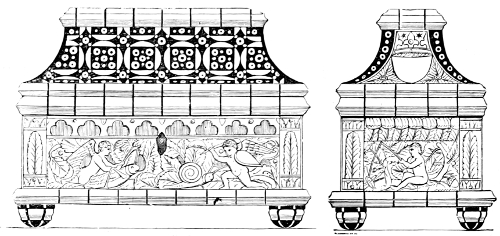
Fig. 121.—Coffer in Bone Carving and Engraved Work; Italian; Fourteenth Century. (S.K.M.)
151Ceremonial combs, with finely carved ornamentation,
have been found in tombs of bishops, and many are preserved
in churches that date from the sixth to the fifteenth
centuries. The mirror case, Fig. 123, is a beautiful example
of fourteenth-century work. It has the carved subject of
the “Siege of the Castle of Love”—a favourite subject for
mirror case decoration—and four lions forming the corners
to the circular ring.
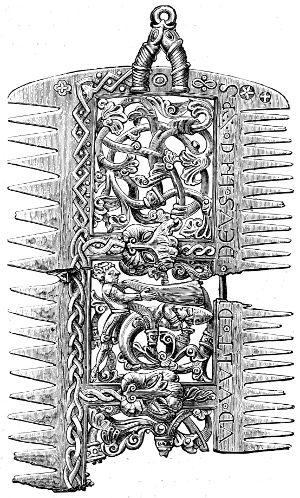
Fig. 122.—Ivory Comb; Eleventh Century.
152In reference to the ivory carver Héliot, mentioned above,
Jacquemart quotes—when speaking of his work, the oratory
of carved ivory tablets in the Cluny Museum that belonged
to the Duchess of Burgundy—"Accounts of Amiot Arnant
from 1392 to 1393. Paid 500 livres to Berthelot Héliot,
‘varlet de chambre’ of the duke (Philip the Bold), for two
large ivory tablets with images, one of which is the
‘Passion of Our Lord,’ and the other the ‘Life of Monsieur
Saint Jean-Baptiste,’ which he has sold for the Carthusians."
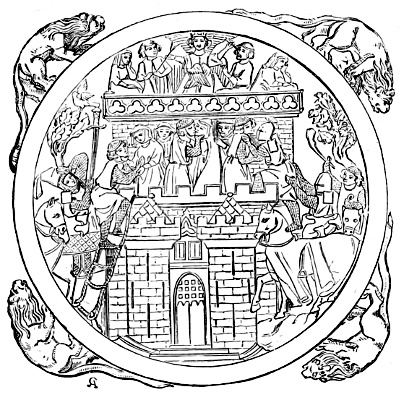
Fig. 123.—Ivory Mirror Case. (S.K.M.)
Many celebrated artists have doubtless worked in ivory,
but there is nothing to prove this except the supposed
hand-work of the artists. Michelangelo is credited with
working in ivory; Cellini, Donatello, Agostino, Carracci,
and other famous names in Italian art have been mentioned
as ivory carvers; and in the seventeenth century a
celebrated ivory carver named Copé, but better known
as Fiamingo, who was Flemish by birth. He made
153many basins, ewers, tankards, and carved figures of
children in bas-relief. Fiamingo worked and lived in
Rome at the end of the sixteenth and during the first
ten years of the seventeenth centuries. He died in 1610.
His work, like that of many other artists of this period,
was greatly influenced by the style of Rubens, and
a strongly marked realism in the manner of treating
allegorical subjects was the prevailing taste in painting
and carving. Very fine tankards in ivory, and basins,
were carved by Fiamingo with bacchanalian scenes in a
realistic manner. The tankard from the Jones Collection
(Fig. 124) is believed to be the work of Fiamingo. It is
a Flemish ivory mounted in silver-gilt work of good
design. The body of the tankard is spiritedly carved with
the figures of a nymph and satyr dancing, Silenus, and
some children carrying grapes.
Another Flemish artist in ivory was Francis von Bossuit,
who spent a great part of his life in Rome, and whose
figure carvings are of great value. Alessandro Algardi
was an Italian artist of the seventeenth century, who carved
the ivory bas-relief of St. Leo going out to meet Attila,
now in St. Peter’s at Rome, and also a very fine bust of
Cosimo II. de’ Medici. One of the best ivory carvers that
ever lived was François Duquesnoy, known better as
François Flamand (1594-1644); he was a native of
Brussels, and went to Rome when a young man for the
purpose of study. He supported himself in his wanderjahr
period by carving little figures in ivory and wood. In the
Cluny Museum and in the Louvre some groups, and bas-reliefs
of females and children, may be seen, executed by
Flamand, that are full of roundness and life, boldly conceived
and extremely graceful.

Fig. 124.—Ivory Tankard, Silver-gilt Mounted; Flemish; Seventeenth Century. (S.K.M.)
We have noticed how plentiful the ivory carvings were
of the fourteenth century period; but at the end of that
century ivory sculpture fell in abeyance, which lasted
during almost the whole of the fifteenth and sixteenth
centuries. This was due to the very great impulse given
154to wood carving by the French, and even more so by the
German wood sculptors. Large wooden altar-pieces, or
“retables,” came into fashion, and also minute wooden
155portraits and statuettes, which for a long period superseded
ivory carvings; and in Germany a good deal of
carving was executed in “Speckstein” or Soapstone, a
kind of drab-coloured lithographic stone that was not difficult
to work. Albert Dürer and Lucas Cranach carved
some very fine works in Speckstein. At the beginning of
the seventeenth century ivory carving became again in
great request.
The Germans carried the arts of ivory and miniature
wood carving, as they did the larger style of wood
carving, to great perfection; in fact to an astonishing
degree of dexterity, that would compare with Chinese or
Japanese carving, but lacking in the restrained artistic
power of the latter nation’s productions. All kinds of
astonishing creations are preserved in the museums of subjects
such as little ivory carvings of skeletons in company
with groups of female figures, miniature hunchbacks, and
beggars with diamonds for buttons on their dresses. Leo
Pronner, of Nuremberg, carved on a cherry-stone a hundred
heads, that required the aid of a magnifying glass to
see the expressions, and later Simon Troger, of the same
city, produced many marvels in ivory figures with brown
wood dresses and other accessories in wood.
Many good ivories have been the work of Spanish
carvers, and as a rule they are tinted or coloured.
Nearly all the carvings in ivory that we have noticed
have been statuettes, reliefs, or objects in which the
human figure predominates.
As a matter of fact there are very few ivories of any
artistic value in which the human figure is not the most
important part of the composition, purely ornamental work
being very rare. Even in Saracenic work, where the figure
and animal representations are not found, the amount of
carved ivory work is limited, and the specimens are very
scarce.
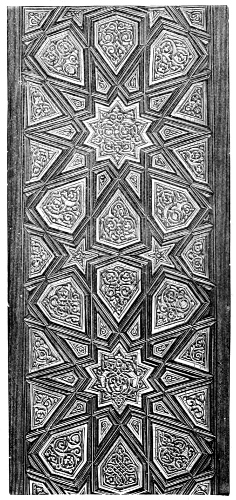
Fig. 125.—Carved Ivory Panels of a Pulpit Door; Saracenic. (S.K.M.)
In an ancient Coptic church in Cairo there is a massive
partition or screen of ebony, in which is a central door and
156two side panels. This screen has a rich display of inlaid
ivory carved with arabesques, and has ivory crosses in
high relief. The screen is believed by Mr. Butler—the
author of “The Ancient
Coptic Churches of
Egypt”—to be a work
of the tenth century, and
also to be the model on
which the ivory carving
of the mosques was
founded.
The ivory carvings in
Saracenic work are
usually found as carved
or chased panels, with
arabesque designs, and
surrounded with geometric
linear framing
(Fig. 125).
The best of this type
of work was executed in
the fourteenth century.
Objects made of ivory
alone are very rare in
Saracenic art. The illustration
given of an
ivory ink-horn is unique
in this material, but ink-horns
of the same shape
are common that have
been made in copper and
brass.
Figure and animal
carvings of Saracenic or Moorish design have been made
in Spain, and in some other countries under the rule of the
Saracens, but are not found in the Egyptian Saracenic.
China has always been prolific in the production of ivory
157carvings. There are numerous statuettes of Confucius,
Cheoü-lao, the god of old age, of the Buddhist female
divinity Kouan-in, and of other divinities. Necklaces,
pierced plaques for waist-belt decoration, and the su-chus
or rosaries, all are carved with a certain archaic quality
and quaintness, but of a minute and unsurpassed dexterity
of workmanship.
The Chinese ivory fans of pierced work are beautiful
and as delicate as lace-work. Examples of these are very
common.

Fig. 126.—Ivory Ink-Horn; Saracenic. (S.K.M.)
The pen-cases called pitongs are beautiful objects, carved
with dragons, flowers, and quaint figures in toy-like houses
and gardens.
The “puzzle balls” are amongst the most wonderful of
the Chinese carvings in ivory, where quite a number of
loose balls of lessening sizes are contained within each
other, and are all carved out of a solid ball of ivory. The
outer surfaces of each ball are also carved with elaborate
ornamentation. The method of cutting out these balls
consists in boring a number of holes at regulated distances
on the surface to a measured depth of the thickness
of each outer shell, and then to cut around the circumference
of each hole with a steel tool made with a bent end to
suit the concentric curve of the sphere, and turned until
each shell is freed from its next smaller ball. The Chinese
puzzle balls are not very perfect examples of accurate
turning, as the ornamentation conceals the rough workmanship
158in a great degree, but still they are marvels of
skill and patience.
The Japanese carvings in ivory are better in an artistic
sense than the Chinese, and exhibit the same surprising
beauty of finish and minuteness of detail. All kinds of
little cases for pens, jewels, powders and perfumes; little
divinities, small caskets and cabinets put together with
plaques of slabs of carved ivory, gilt and coloured with
lacquers, and also encrusted with lapis-lazuli, mother-of-pearl,
and precious stones. There is also the most wonderful
little ivory figure and groups of animal carvings
called netsukes. These in many instances are works of
the highest order. Many of them are meant as embodied
jokes, puns, or satires. Some consist of groups of real
or sham cripples, beggars with monkeys on their backs,
wrestlers, boxers, all kinds of domestic scenes, warriors on
foot and on horseback; other subjects full of dignity and
grace, and animal groups carved as no other people in the
world can do. These netsukes are used not only as ornaments
that are treasured for their own sakes, but also as
dress-fasteners and as articles of personal adornment by
the better classes in Japan.
Many other uses for ivory carvings are found by the
Japanese, such as handles of swords and daggers, and
some of their beautiful lacquered panels have encrusted
eagles and other birds beautifully carved, and perched on
the branches of trees, the latter being made from mother-of-pearl,
and sometimes the flowers, foliage, and fruit of
tinted ivory minutely chased.
India is famed for its extremely elaborate ivory carvings.
The elaborated richness of Oriental ornament is seen in
the ivory carvings of India more than in almost any other
material except the goldsmiths’ work; but this may be
more excused in such precious materials as ivory, gold, or
hand-made laces, where it is quite legitimate to give to the
ornament that necessary character of elaborate detail
which always adds to the preciousness of the material.
159Sometimes the carved ivory cabinets from India have
Biblical subjects in the panels, which proves them to be
works made to the order of the European missionaries,
by native artists.
The ivory jewel casket with gold mountings (Fig. 127)
is thoroughly Hindu in design and execution. Deified
females with outstretched arms form a natural palanquin
for the seated figure of an Indian divinity; other figures
act as palanquin bearers, and the intervening spaces are
richly filled with characteristic foliage and fruit.

Fig. 127.—Ivory Casket with Gold Clasp and Hinge; Indian. (Jacquemart.)
Ivory carving is so extensively carried on throughout
India that it would be difficult to say in what part of the
160country it was not done. In some districts ivory carving
in certain articles is done to the exclusion of others.
Bison horn is carved at Ratnagiri.
Tortoiseshell is plentifully used for carving in Bombay.
The Hindoos, like the Chinese, carve fans in a wonderfully
delicate manner. Ivory bracelets, little elephants with all
their trappings, tigers, oxen, gondolas, fully-rigged ships,
hunting scenes, gods and goddesses, &c., are all made in
ivory throughout India.
161
CHAPTER IV.
Metal Work.
GOLD, SILVER, BRONZE, PEWTER, AND IRON.
The early Egyptian, Assyrian, Phœnician, and Primitive
Grecian metal work has been noticed under the historic
sketch of the art of these nations in the former volume.
We read in the Bible of the great magnificence of
Solomon’s Temple, especially in the extreme richness and
wealth of the gold, silver, and brazen vessels, utensils, and
architectural decorations, in which the precious metals
were used in the solid or plated manner on capitals, pillars,
doors, seats, thrones, and on the decorations of the Ark;
but no remains of all this magnificence have survived the
wrecks of time or the greed and spoliation of the conquerors
of Jerusalem.
The sculptured decorations of the Arch of Titus at Rome
afford us the only tangible testimony as to the kind or
shapes of the tables, vessels, and seven-branched candlesticks
which were carried off by the Romans after the
sacking of Jerusalem, A.D. 73. The workmanship and
design of these objects were probably a mixture of Egyptian
and Assyrian forms, passing through the hands of the
probable Phœnician artificers.
Some of the earliest goldsmiths’ work that possesses a
real artistic value consists of personal ornaments, such as
wreaths, earrings, brooches, and diadems of Etruscan
workmanship. Much of this work was made very thin,
in plates or scales joined together, and was generally
designed for funeral uses. Articles of personal adornment
162were very rich and beautifully made, having the usual
character of Greek design (Figs. 128, 129).
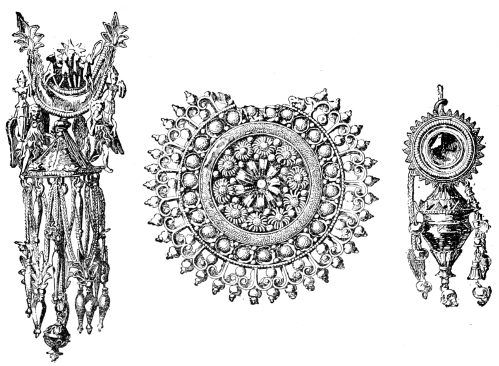
Fig. 128.—Gold Brooch and Earrings set with Garnets; Etruscan. (J.)

Fig. 129.—Head of Bacchus, part of Necklace; Etruscan Jewellery. (J.)
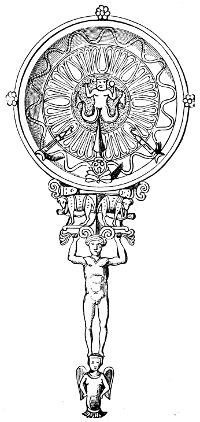
Fig. 130.—Etruscan Bronze Vessel.
The Etruscans were greatly skilled in the making of all
kinds of gold, silver, and bronze vessels, jewellery, cups,
goblets, and articles of domestic use (Fig. 130). A remarkable
163bronze of a monster or chimæra was found at Arezzo,
in Italy, in 1534, which no doubt was a representation of
an Etruscan deity (Fig. 131). The art of the Etruscans
was strongly imbued with a decided Oriental character of
mysteriousness.
We have noticed before the gold and other metal work
of primitive Greece that was
found by Dr. Schliemann at
Mycenæ and on the site of
ancient Troy. Most of this
work was in beaten and inlaid
metals, but in later periods the
arts of soldering grains and
plates of gold, and fine wire
drawing for delicate filigree
work were well known. Minute
grains of gold that had the appearance
of frosted work were
in reality soldered to the plate.
Statues were made in gold,
but more often were plated.
Chryselephantine statues were
common in the best days of
Greek art, as those of Athene
and Jupiter by Phidias, and the
statue of Bacchus in his temple
at Athens.
Crœsus made offerings of
gold and silver vessels to the
shrine of Delphi, and both he
and Darius had images of their wives made in gold by Greek
artists. Very few examples of Greek goldsmiths’ art have
come down to us, for owing to the valuable nature of the
material, nearly all such work has been, in the course of
time, pillaged and melted down by the barbarians or conquerors,
and it is only in a few isolated cases such
valuables have been preserved by being buried or hidden
164purposely in the earth, and in late years have been brought
to light. We are, therefore, indebted to the ancient historians
for most of our knowledge concerning the goldsmithery
of Greece and Rome.
Some very valuable finds have been brought to light,
such as that of the Hildesheim treasures (Fig. 132), and
the articles of bronze found at Herculaneum and Pompeii
give a good idea of the richness and beauty of the metal
work of ancient Greece and Rome. The wine crater
(Fig. 132) is exceptionally beautiful in its delicate lines of
arabesque tracery.
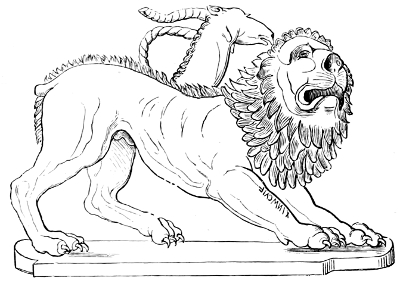
Fig. 131.—Bronze Chimæra at Florence.
There are some valuable examples in silver of the period
of the late Roman Empire in the British Museum, which
are the treasures of another “find.” They consist of a
bridal casket 22 by 17 inches, and 11 inches in height;
another round bridal casket; dishes on a low stand
(Scutellæ); oblong-shaped dishes or trays (lances); horse
trappings and ornaments (Phaleræ); seated figures representing
Rome, Constantinople, Alexandria, and Antioch;
165various vases and vessels for holding perfumes and
unguents. This treasure was discovered in the vaults of a
house in Rome in 1793, where it was supposed to have
been hidden from the barbarians who invaded and captured
Rome in the sixth century.
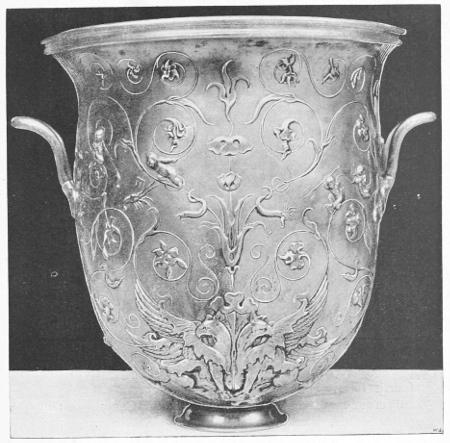
Fig. 132.—Wine Crater in Silver; from the Hildesheim Treasures. Antique Roman.
The bridal caskets have the portraits of the bride and
166bridegroom in hammered or repoussé work, and mythological
marine subjects. The style and execution is in the
usual coarse manner that characterized the work of the
period of early Christian Art, with some of the antique
traditions still asserting their influence in the style of the
design.
Tripods, candelabra, vases, bowls, caskets, spoons,
besides articles of personal adornment made in the precious
metals, have been found in the buried cities of Herculaneum
and Pompeii, and in other places in Italy, France,
and Germany, of antique Roman design. (See Fig. 417 in
the previous volume of this work.)
The names of a few Greek and Roman goldsmiths occur
in the writings of Pausanias, Pliny, and Martial, one of
the earliest of which is named Mentor, who probably lived
in a subsequent near period to Phidias. Acragras and
Mys were the names of two others of a little later time.
Stratonicus and Tauriscus are two others who lived in the
third century B.C. Antipater is mentioned as the name of
a goldsmith by Pliny.
Pytheas was a famous worker in gold and silver, who
engraved figure compositions, and Posidanius of Ephesus
excelled in hunting and racing subjects. Praxiteles was a
silversmith who executed animal representations from the
life, and “Alexander the coppersmith” is mentioned in St.
Paul’s Epistle to Timothy.
The metal work of the Byzantine period—from the
fourth to the eleventh century—is characterized by a
subservience of the design to the material employed; in
other words, what was lacking in good drawing and
modelling was replaced by splendour and magnificence in
the general effect.
The use of gold with enamels was a great feature in
Byzantine art and throughout the Middle Ages. When
the great Church of Santa Sophia was rebuilt by Justinian
in the sixth century, the best artists were employed to make
the great altar screen, and to decorate the sanctuary in
167resplendent works in gold, silver, and enamels. The altar
was made in marble plated with gold in which was set
precious stones and crusted enamels. It was supported by
pillars thickly plated with gold.gold. The canopy or ciborium
of the altar rested on four silver-gilt columns, and this
canopy was overlaid with plates of silver, on which were
figures wrought in niello work. The canopy had an orb
surmounted by a cross made of gold and inlaid with large
precious stones. The screen in front of the altar had its
dado or lower part of gilt bronze, and the pillars and
architrave silver-plated. It had also statues and panels
of silver, the latter being engraved with figures of saints in
niello work. The ambo or pulpit had a canopy of plated
gold set with precious stones. The sanctuary of Santa
Sophia contained forty thousand pounds weight of silver,
and the altar vessels were made of gold set with stones of
the greatest value.
The above description is given by Mr. J. Hungerford
Pollen, in his handbook of “Gold and Silver,” to whom
we are indebted for many of the illustrations and some
interesting information on the subject of the precious
metals.
It will be seen from this that Justinian had established a
great school of goldsmiths and enamellers at Byzantium,
and when Leo the Iconoclast in the eighth century, and
Theophilus in 832, finally drove out the image-makers and
many other goldsmiths from Constantinople—checking in
a great degree the art of the metal-worker in the Eastern
Empire—they were received with great welcome in Italy,
Germany, and France, where they followed the practice of
their art under more favourable auspices.
Under Basil the Macedonian, who died in 886, the
images were restored, and a great encouragement given to
all kinds of art; and during the reign of Constantine, his
grandson (912-959), Constantinople was again a great art
centre from which Italy and Germany procured their chief
artists. The celebrated Pala d’Oro, or Altar of St. Mark’s,
168Venice, and the bronze gates of San Paolo, near Rome,
were made in Constantinople.
The splendour and treasures of the imperial city remained
intact until its capture by the French and Venetians
in 1204, when a general sacking of nearly all of its
treasures took place.
The Byzantine style of the scroll-work and acanthus
was of the Greek type, and was admirably suited to show
to advantage the rich quality of the precious metals, and
a modified character of this leafage appears in the Romanesque
metal work. The vine-leaf, grapes, and twisting
tendrils were first used in a symbolic sense in the Byzantine
style and subsequently in the Romanesque. The
acanthus and the vine are treated very much alike in the
conventional ornament of the latter style, which is really a
connecting-link between the Early Gothic foliage and the
Byzantine. This may be seen in the illustration (Fig.
133) of a portion of the base of the great candlestick at
Milan, a work of the twelfth century.
A celebrated “find,” known as the “treasure of
Petrossa,” was brought to light in 1837 by some peasants
who were digging on the banks of Argish River, a tributary
of the Danube. It consists of vessels of pure gold,
vessels made of slices of garnet and other stones, a torque
or collar of gold, a great dish, and some brooches of a
large size. They have all been inlaid with precious stones,
and have simple but well-designed ornaments. The workmanship
is Byzantine, or it may have been done by Gothic
artists after Byzantine models.
This treasure is now in the museum at Bucharest. The
influence of the Byzantine school of metal workers spread,
not only over the continent of Europe, but as far as England
and Ireland; and many portable altars, shrines,
and reliquaries were made to order in Constantinople, or
given as presents to foreign churches.
During the seventh, eighth, and ninth centuries it was
customary for kings and queens to present votive crowns
169to their churches: these crowns were treasured with other
precious articles, and hung up in the sanctuaries.
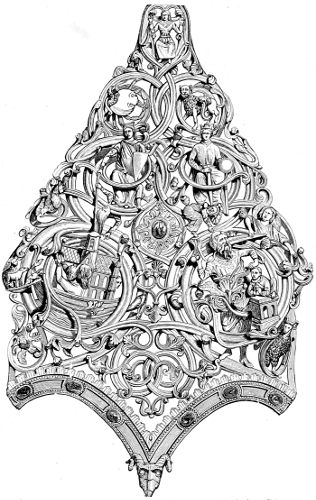
Fig. 133.—Base of Candlestick, Milan Cathedral. (P.)
There is still preserved in the Cathedral at Monza the
170Iron Crown of the Lombard kings. It was given to the
cathedral by Theodolinda the Lombard Queen in 616.
The Iron Crown is so called from its having a thin band
of iron encrusted in the inside, said to have been made
from a nail from the Cross. It is really a band or collar of
gold, studded with tallow-cut precious stones.
St. Eloi, who rose from the rank of goldsmith to a
bishop (588-659) made crowns and other articles for church
uses for the Church of St. Denis at Paris.
The bronze-gilt chair of St. Dagobert (Fig. 134) is
ascribed to him. He
founded the Abbey of
Solignac, near Limoges,
where he established a
school of working goldsmiths,
which supplied
many important works
for various churches in
France.
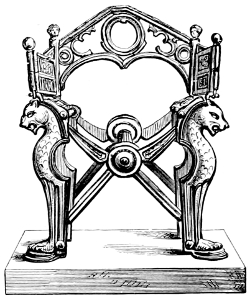
Fig. 134.—Chair of Dagobert; Seventh Century.
In the year 1858 at
Guarrazar, near Toledo,
in Spain, another valuable
“find” was discovered,
consisting of no less than
eleven votive crowns or
diadems, with other valuables,
all buried close to
the surface of the ground. The crowns are of pure gold,
and are set with precious stones, such as sapphires and
pearls. The rest of the treasure consists of three crosses,
a large emerald stone, and several fragments of gold
plates with chains attached.

Fig. 135.—Votive Crown of King Suinthila; Seventh Century.
The stones in these crowns, like those in the Charlemagne
and Lombard crowns, and other jewellery of the
Middle Ages, were “tallow-cut,” that is, they were polished
in the round or oval shapes, without facets, and were also
known under the name of “Cabochons.” On one of the
171crowns of the above treasure—which is now in the Cluny
Museum—is the name of
“Beccesvinthus Rex”
(A.D. 649-672), and another
has the letters forming
the name of King
Suinthila (A.D. 621-631)
(Fig. 135). Others of a
smaller size were probably
those of Spanish
queens. The design and
work of the articles forming
this treasure are in
a kind of Romanesque-Gothic.
The crown of
Charlemagne has already
been described under the
head of enamels (see Fig.
96). The art of the goldsmith
was fostered to a
great degree under the
rule of Charlemagne. This
monarch’s great friend
and adviser, the prelate
Alcuin (735-804), was the
chief spirit of his times
in founding monasteries,
which were, apart from
their religious character,
also great schools of art,
especially in metal working,
where all such articles
as were required for
church uses, as well as
shields, swords, and jewellery
for the king and
nobles, were also made. Charlemagne was buried with
172most of his treasures about him, but his enamelled sword
and crown are the only objects which belonged to him
that now remain, both of which are at Vienna. Gold,
173silver, and bronze were worked in by Franks on the
Continent and by the Saxons in England as early as the
fifth and sixth centuries, many examples of which, consisting
chiefly of articles of personal adornment, are now in
our museums. That the goldsmith’s art was practised in
England in the days of Alfred (871-900) we have evidence
in the famous ring belonging to this king which is
described on page 121.

Fig. 136.—Shrine of St. Patrick’s Bell. (S.)
174Another gold ring belonging to Ethelwulf, of the early
ninth or eighth century, the enamelled vase or situla
found in Essex, the golden altar of St. Ambrose at Milan,
and the beautiful Irish chalice found at Ardagh have been
described in the chapter on enamels, all of which show
175evidence of the great skill of the European goldsmiths
from the seventh to the tenth centuries.
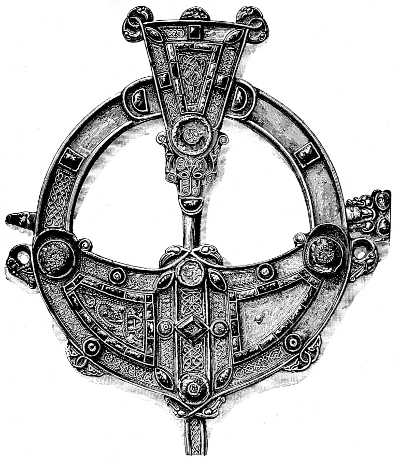
Fig. 137.—The Tara Brooch. (S.)

Fig. 138.—Tara Brooch (reverse). (S.)
The tenth century was a barren one for Art in Europe,
except in some of the monasteries of France, Italy, and in
Ireland. In the latter country a great deal of good work
was produced—in metals especially—in the ninth and
tenth centuries. The amount of personal ornaments, such
as torques or collars of gold, bracelets, brooches, belt-clasps,
and croziers, shrines for sacred bells, and covers
for the Gospels, that were wrought in gold, silver, or alloys
must have been prodigious. The astonishing delicacy and
intricacy of the Celtic ornamentation bear eloquent testimony
to the great skill of the early Irish artists.

Fig. 139.—Irish “Trumpet Pattern.”
The shrine of St. Patrick’s bell, or the bell of Armagh,
is a splendid specimen of Irish art
(Fig. 136). It forms the cover of
the ancient square-mouthed iron
bell that formerly belonged to the
patron saint of Ireland, and is plated
with silver-gilt ornamentation and
gold filigree work in both high and
low relief. The ornamentation is
composed of twisted and interlacing
scrolls and knot-work, with some
elongated animal forms in the composition.
It has crystals and coloured gems set in the
angles and other places. The large central stone is set in
imbricated work.
There are five of these bells in Ireland and two in Scotland,
but none of them are so fine as the St. Patrick bell.
Another beautiful example of Irish metal work is the Tara
brooch (Figs. 137 and 138). It is made of white metal, a
hard bronze composed of tin and copper.
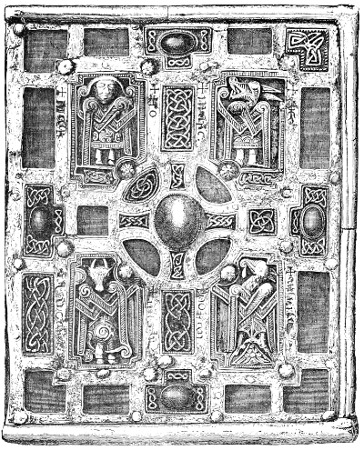
Fig. 140.—Cumdach or Case of Molaise’s Gospels. (S.)
The gold and silver ornamentation on this brooch and
on the Ardagh chalice are of the same style of design and
workmanship, which would point out that these two fine
examples of Irish art were made about the same date,
176perhaps anterior to the tenth century. The “trumpet
pattern,” which is not found on Irish work after 1050,
occurs on the reverse side of the Tara brooch (Fig. 138).
The ornamentation is of an extraordinary beauty, both in
variety of style and pattern and in the execution. It is
riveted or fastened with pins and held by means of slender
bars to the foundation.
177

Fig. 141.—The Crozier of Clonmacnois. (S.)
178
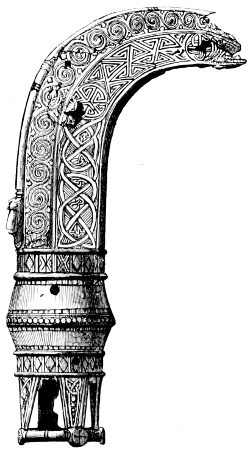
Fig. 142.—Irish Crozier of Bronze, Edinburgh Museum. (S.)
The Cumdachs or book-cases used as covers for the
books of the Gospels were also important works of the
Irish goldsmith’s art. The illustration of the book-case or
shrine for the cover of Molaise’s Gospels is a unique
example (Fig. 140). This
cumdach is made of
plates of bronze, and on
this foundation is riveted
plates of silver with gilt
patterns. In the panels
may be seen rude and
quaint figures or symbols
of the four Evangelists,
and in the centre is a
cross in a circle. It dates
from the first quarter of
the eleventh century, and
is one of the oldest of
these Irish book shrines.
Crosses and croziers were
also made of bronze, with
gold and silver inlays or
relief ornamentation.
The Cross of Cong, of
the twelfth century, now
in the museum of the
Royal Irish Academy,
and the croziers of Lismore
(end of eleventh century)
and that of Clonmacnois (Fig. 141) are the most
important examples of this kind of work, the latter being
a very rich example. A simpler Irish crozier in bronze
(Fig. 142) is in the Edinburgh Museum.
Spanish Metal Work.
During the Arab rule in Spain metal work was an
important branch of the Moorish arts. The Arab rulers
179had in their train many accomplished Eastern artists in
metal work, and such objects as caskets, jewellery, bracelets,
rings, sword and dagger handles, and scabbards.

Fig. 143.—Sword of Boabdil, Madrid. (R.)

Fig. 144.—Spanish Monstrance, 1537. (S.K.M.)
The Moorish caskets are often made of wood, covered
with silver or gold plates, the ornamentation being similar
180to that of the ivory carvings. The Arab or Saracenic
metal work of Spain is executed in repoussé, or is chiselled
niello work, filigree,
or enamelled, and
the ornament is
usually mixed with
the Arab laudatory
inscriptions.
The treasure found
at Guarrazar, already
noticed, shows something
of the early
metal work of the
Spanish Visigoths.
Moorish arms, such
as sword sheaths and
hilts, are very artistic,
as may be seen in
the illustration of the
sword of Boabdil
(Fig. 143), the last
of the Moorish kings.
The hilt of this sword
is made of solid gold,
and is enamelled in
blue, white, and red.
The axle is made of
ivory, and is elaborately
carved.
Triptychs, altars,
processional crosses,
and other church furniture
were made in
Spain in the thirteenth
and fourteenth
centuries, of Gothic design.

Fig. 145—Spanish Chalice. (R.)
In the fifteenth century there was an astonishing quantity
181of silversmiths’ work produced. This was owing to the
discovery of America and the consequent power and wealth
of Spain at this time. The silver throne of the King Don
182Martin de Aragon belongs to this period, which still exists
in the Cathedral of Barcelona. It is covered with a chased
ornamentation in the metal work, and has rich embroidered
183work of gold and precious stones. Many silversmiths came
from Italy, Germany, Holland, and France at this period
and settled in Spain owing to the great demand for their
services. Riaño gives the names of Enrique de Arphe,
Jacome Trezzo, Mateo Aleman, Hans Belta, and others
who were employed at this time, besides many Spanish
goldsmiths.

Fig. 146.—Spanish Pax. (R.)
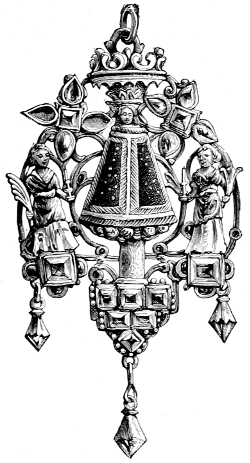
Fig. 147.—Spanish Jewel; Seventeenth Century. (R.)
A special feature of church
furniture of this period in
Spain was the Monstrance,
or Custodia, an object of
architectural design made
in gold, silver, or bronze-gilt
metals, which has a
central part—the lumule or
viril—generally made of
rock-crystal, in which the
sacrament was exposed;
sometimes a sun with rays
is represented on the monstrance,
and usually it is
surmounted by a cross in
gold and set with jewels
(Fig. 144). The designs are
in the Renaissance and
sometimes in the Gothic
style, and they are often
eight feet in height. Some
of them are carried in procession
on Corpus Christi
Days. Many works in gold and silver are in Spain that have
been made in Mexico, but of Spanish design, in which forms
of American flora and fauna are worked into the designs.
A Spanish chalice of Gothic outlines with some Renaissance
details is shown at Fig. 145. A beautiful pax of
Renaissance design in the Kensington Museum is shown
at Fig. 146.
184The pendant jewel of the seventeenth century shows the
beginnings of the decadence in design (Fig. 147), and the
silver dish (Fig. 148), though very rich in effect, is a pronounced
step in the direction of unrestrained space-covering
that characterizes the design of the late seventeenth
century in Spain as well as in other European countries.

Fig. 148.—Spanish Silver Dish; Seventeenth Century. (R.)

Fig. 149.—Moorish Lamp, Bronze; Fourteenth Century. (R.)
Bronze-casting was practised in Spain by the Moors as
well as the Spanish themselves. The Moorish hanging
lamp (Fig. 149) is a beautiful specimen of bronze-working
in pierced open-work. It bears the date of the Hegira,
705 (A.D. 1305). Important works in bronze of the Renaissance
period, such as candelabra, monstrances, &c., are
still preserved in many of the churches.
From the earliest historic times Spain has been celebrated
for the excellent quality of its iron and steel
arms and armour. The Romans patronised the Spanish
185armourers extensively for their swords and other arms after
the Carthaginian War.
The best swords were
made at Bilbilis or
Calatayud in Aragon,
and were short and
wide, with double edges—about
15 to 19 inches
in length. A sickle-shaped
sword was also
made 22 inches in
length.
Toledo blades were
proverbial for their excellent
tempering, and
were famous as early
as the days of the
Romans. Seville was
also noted for the excellence
of its steel
blades, and the Arabs,
as we have seen, were
highly skilled in metal
working, and especially
in the making of all
kinds of arms and
armour, including its
ornamentation.
The celebrated sword
of Boabdil had a Toledo
blade, and including the
hilt was 39 inches in
length.
The Spanish warriors
of the eleventh century
had dresses, arms, and
armour not unlike the
186Normans, as represented on the Bayeux Tapestry, which
were in imitation of or borrowed from the military habits
of the Saracens.
The sword manufactory at Toledo was in its most
flourishing state during the fifteenth and sixteenth centuries;
it was re-established in the last century, and is in
existence at the present day.
187
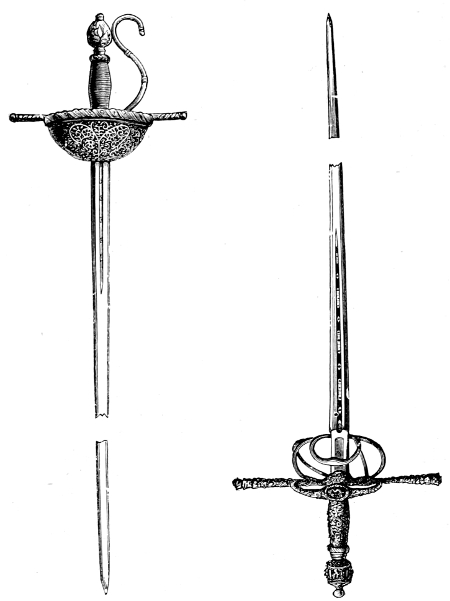
Fig. 150.—Spanish Rapiers. (S.K.M.)
Two rapiers of the sixteenth and seventeenth centuries
are represented at Fig. 150.
Muskets, crossbows, saddles, coats of mail, knives,
scissors, and many other objects in steel have been made
in Spain from the earliest periods, and many Spanish
goods in manufactured steel even at the present day still
preserve the Moorish forms.
Metal Work in Italy, Germany, France, and
England.
In Italy during the eleventh century an endeavour was
made to revive the art of the goldsmith, and many objects
of Byzantine workmanship were brought from Constantinople,
and also many articles for church uses were made
within the walls of the great Benedictine monasteries
throughout Italy. An important Romanesque example of
metal work of the time of the Emperor Henry II. (1003-24)
is now in the Cluny Museum. It is a golden altar front
(Fig. 151) that was given by this Emperor to the cathedral
of Bâsle, and is nearly 6 feet in width. Figures of the
Saviour, three archangels, and a figure of St. Benedict, are
in relief of beaten gold and stand each under Romanesque
arches.
In England we read of reliquaries being made in the
eleventh century having images of gold, the work of
Richard, an abbot of St. Albans. Brithnodus, an abbot
of Ely, Leo, and Elsinus are names of others who made
reliquaries and objects in metal.
Hildesheim in Hanover was a centre of great activity in
metal work in the eleventh century, and in the Cathedral
of Hildesheim there are candlesticks, crucifixes, and
chalices of this period.
At this time in Germany were made great coronas or
crowns of light that sometimes spanned the nave of the
churches, like that made by Bishop Bernaward (992-1022),
188and his successor Hezilo for the Cathedral of Hildesheim,
a cast of which is now in the Kensington Museum.
The twelfth century was very fertile in important works
in gold, silver, bronze, and copper. Metal work was
carried to a high degree of elaborate finish and intricacy of
design.
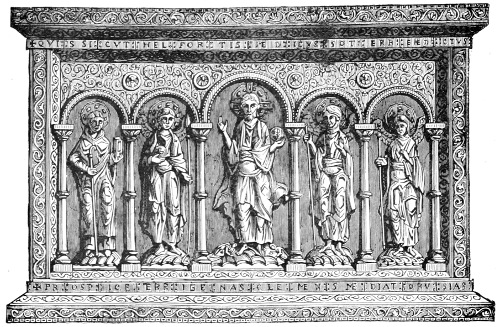
Fig. 151.—Golden Altar Front; from Bâsle. Cluny Museum. Eleventh Century.
Some wonderful achievements in casting, plating, and
gilding of metals have been performed during this prolific
period. The celebrated Gloucester candlestick, now in the
Kensington Museum, is a good example of the elaborate
style of the twelfth-century metal work (Fig. 152). This is
one of the most elaborate and intricate examples of ornamentation
that could well be seen in the metal work of any
period. Nothing could exceed the fanciful ingenuity of its
design: it would, perhaps, have been better if some parts of
the design had been left plainer, as a foil for the others.
189The material of its composition is a kind of white bronze,
with a good proportion of silver in the alloy.
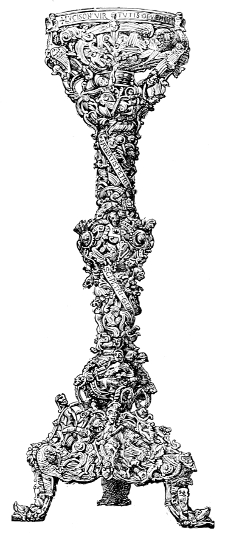
Fig. 152.—Gloucester Candlestick;
Twelfth Century.
The churches of this century were, as a rule, furnished
with large standing candlesticks or coronas for holding
lights, many of which were
of good design, were made
of silver, and sometimes
enamelled. The large seven-branched
candlestick of the
Cathedral of Milan—before
mentioned—is an important
work of this period, a copy of
which is in the Kensington
Museum. The material is gilt
bronze, and the candlestick is
over 14 feet in height; the
design is extremely rich (Fig.
153), the base being composed
of four winged dragons with
voluted tails; the spaces between
the dragons are filled
with elaborate scroll-work, and
symbolic subjects fill the volutes
(Fig. 154). The lower boss is
richly ornamented, but the
other five are plain. Three
pairs of graceful branches
spring from the central stem
to hold the lights.
The whole design is a reminiscence
of the Jewish seven-branched
candlestick. One
smaller in size is in the Brunswick Cathedral, and another
one is at Essen.
Censers, reliquaries, and shrines were made at this period
in the shape of little churches (Fig. 155). The reliquaries
contained the bones of saints or other precious relics.
190Sometimes they were made in the form of a human head,
with a band or ribbon around it set with gems. This kind
of reliquary was called a “chef”; one of this description is
in the Cathedral at Bâsle.
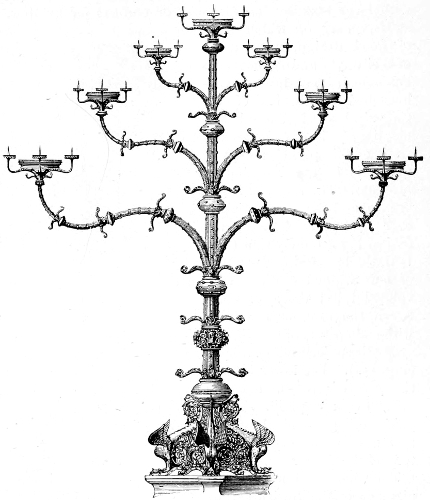
Fig. 153—Seven-Branched Candlestick in Milan Cathedral.
The bronze censer (Fig. 156) of the twelfth century is a
good specimen of the architectural design in the Romanesque
191metal work of this time. The reliquaries are usually
of copper-gilt and enamelled, or are occasionally in gold.
These objects have been noticed in the chapter on enamels.
The larger coffer-shaped ones with sloping roofs are
called châsses, some of which are six and seven feet in
length. Most of them are of copper-gilt and enamelled,
and are German work, made for the most part at Cologne
and in the Rhenish Provinces, and were generally of
Romanesque or Gothic design even up to the sixteenth
century.
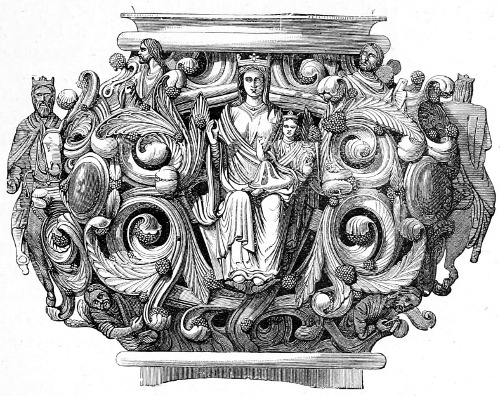
Fig. 154.—Lower Boss of the Milan Candlestick; Twelfth Century.
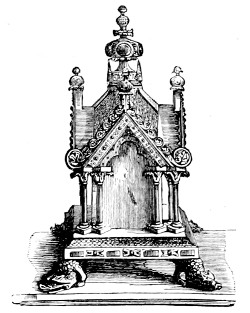
Fig. 155.—Shrine or Reliquary, Copper Gilt; Twelfth Century.
The shrine of St. Sebaldus by Peter Vischer already
mentioned is a curious mixture of Gothic and Italian forms.
The celebrated shrine or silver reliquary of the Church of
Orvieto is made to represent the church itself; it is said to
weigh 600 pounds, and is enriched with panels of translucent
enamel and small statuettes. It is the finest work
192of the Italian goldsmith’s art of the fourteenth century, and
was made by Ugolino (1338), an artist of Siena. Heads of
the croziers and bishops’ pastoral staffs were often designed
in elaborate architectural compositions, and generally
speaking Gothic ornamentation is enthralled by architectural
forms even to the smallest details when the plan of
the object to be decorated is architectural, which happens in
most cases; when, however, the plan is not so, the freedom
and fancy of the designer revelled in the beauty of the
curving, twisting, foliage,
and grotesque work, as may
be seen in the metal work
of the eleventh and twelfth
centuries. The Gloucester
and Milan candlesticks will
afford examples of this.
In the twelfth century
Limoges was very active in
the making of articles for
secular purposes as well
as for religious uses. Common
jewellery of enamelled
bronze was exported to all
parts, such as brooches or
morses, buckles, armour
decoration, and monumental
plates with effigies,
one of the latter being that of Aylmer de Valence in
Westminster Abbey, made at Limoges and brought to
England.
The monastic establishments were the schools and workshops
of all the art produced in the Middle Ages, and not
only splendid examples of metal work, but manuscript
illuminations, wood and stone carving, and many other
kinds of works were produced within their walls. After
the beginning of the thirteenth century the arts were
passing into the hands of the laymen, and artists were at
193the same time beginning to receive greater encouragement
from the patronage of wealthy persons.
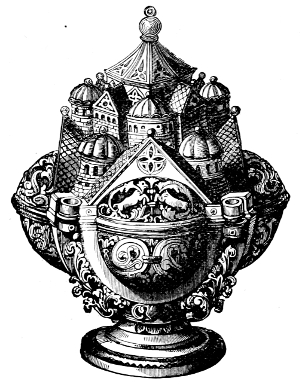
Fig. 156.—Censer; Twelfth Century.
Almost every kind of article was now made in gold,
silver, and bronze, such as cups, jugs, bowls, standing
cups, mazer and wassail bowls, articles for the table, such
as salt-cellars, ewers, basins, and nefs, etc.

Fig. 157.—Mazer Bowl; 1450; Ironmongers’ Hall.
194The Nef was a kind of table ornament or sweetmeat
dish in the form of a fully-rigged ship, and was sometimes
mounted on wheels: the modern épergne corresponds to
the nef. A mazer bowl was so called because it was made
usually of maple wood—masere
being the old word for maple.
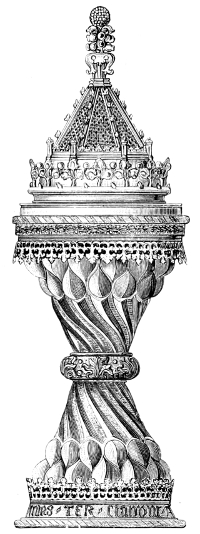
Fig. 158.—Hour-glass Salt, given 1493, at New College, Oxford.
These bowls have usually a
silver or gold rim, and were often
lined with silver, but the name is
wrongly applied to bowls made
entirely of metal, as it sometimes
is. Fig. 157 is an illustration of
a mazer bowl of the fifteenth
century belonging to the Ironmongers’
Company of London.
Salt-cellars were also important
table decorations. The salt was
put on the table in such a position
as to mark the dividing line
between the guests of different
rank. There is a salt in the form
of a giant, a work of the fifteenth
century, at All Souls’ College,
Oxford, and some other salts of
this period and earlier were often
made in form of hour-glasses
(Fig. 158).
Very few specimens of household
plate have come down to us
from the thirteenth or fourteenth
centuries, although we have
many records of the great quantities
of jewels and plate that belonged to the kings and
feudal lords.
Spoons and knives were made and used at a very early
period of the world’s history, but forks do not seem to
have come into general use until some time in the fourteenth
195century. Sacramental cups and chalices, and all
kinds of drinking cups, were made at this time. The
beautiful cup of Gothic design with translucent enamels,
now in the Kensington Museum, is probably a work of
the fourteenth century, and of Burgundian origin. (See
Fig. 103.)
Three sacramental chalices are illustrated at Fig. 159,
and belonging to the fourteenth century, and two at Figs.
160 and 161, of the fifteenth century, all of which are
Gothic in design; two also are given of the sixteenth century
(Figs. 162 and 163), the latter being of Spanish origin
designed in the style of the Renaissance, which is interesting
as showing the development of the standing cup
from the chalice, this example being in the transitional
stage.
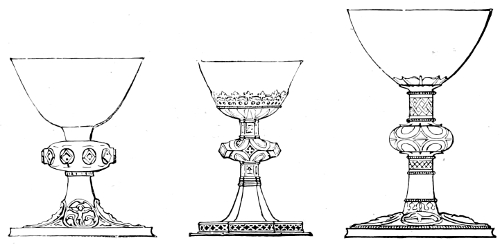
Fig. 159.—Gothic Chalices; Fourteenth Century.
The difference between the Gothic and Renaissance cups
is very marked, the foot of the former being either trefoil,
or more often hexagonal in plan (Fig. 164), with the distinctive
central knot or boss on the plain upright stem for
grasping purposes, while the Renaissance cups are usually
round in the plan of the foot, or sometimes octagonal, and
have a horizontal character which is obtained by the use
of mouldings cutting the cup into parts. (See Spanish
chalice, Fig. 163.)
196
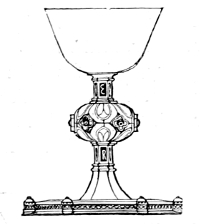
Fig. 160.—Chalice; Fifteenth Century.
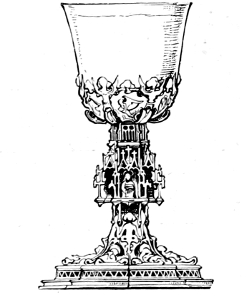
Fig. 161.—Chalice; Fifteenth Century.
This upright character of the Gothic cup is well emphasized
in the beautiful enamelled cup belonging to the
corporation of King’s Lynn (Fig. 166), and the horizontal
features in the foot, stem, and bowl may be seen in the
standing cup of Renaissance design in the Corpus Christi
College, Cambridge (Fig. 165).
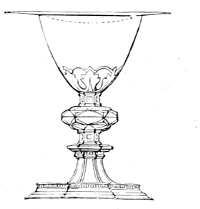
Fig. 162.—German Chalice, with Paten; 1520.
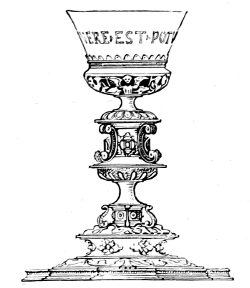
Fig. 163.—Spanish Chalice; 1549.
197The base of the Gothic cup splays outwards from the
knot downwards, while the Renaissance base mouldings
may be enclosed by a line of the opposite curvature, forming
a dome of a semicircular section; and lastly the calyx
of the bowl of the latter cups is always a richly ornamented
feature, in opposition to the plain or almost plain bowl
and calyx of the Gothic varieties. Many Gothic cups and
hanaps show decided architectural constructions, as may
be noticed in some of the illustrations, and some have
quite a landscape treatment, as in the curious gilt metal
hanap (Fig. 167), which is probably of Nuremberg manufacture.
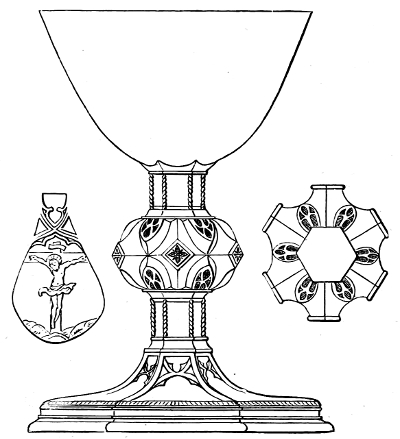
Fig. 164.—English Chalice, Corpus Christi College, Oxford; 1507. (C.)
Clocks were also objects which received a pronounced
architectural treatment. A favourite design was a church
tower, or a fortified tower, embattled, and having a spreading
base, in which were open archways.
198

Fig. 165.—Standing Cup, Corpus
Christi College, Cambridge;
1599. (C.)
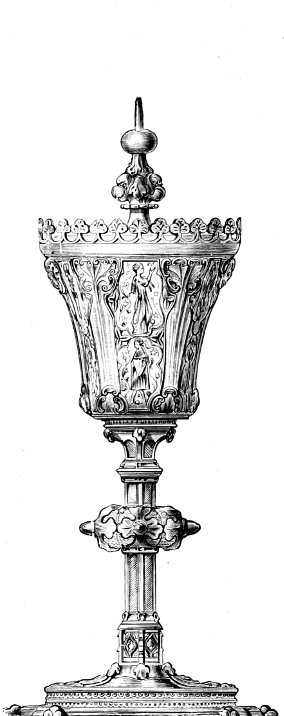
Fig. 166.—Enamelled Cup at King’s
Lynn; 1350. (C.)
The goldsmiths of Italy in the sixteenth century were
painters and architects as well, and a decided architectural
199construction is clearly seen in most of the gold and silver-smithery
of this period. The monstrance (Fig. 168) is a
good illustration of this, and another is the pax (Fig. 169).
The church altar furniture and silver plate of the period
also partook of the prevailing architectural features.
Fig. 167.—Hanap; German. (S.K.M.)
Benvenuto Cellini (1500-71) is the greatest name among
the many great ones of the sixteenth century in the art of
the goldsmith. Some of his work has already been noticed
in the chapter on enamels. Cellini
represents the art of the Italian
goldsmith and enameller at its best
period. He was famous for his
designs in jewellery, in which he set
precious stones in cartouche work
combined with griffins, masks, and
well-modelled little figures (Fig. 170).
Many cups made in lapis-lazuli,
sardonyx, and rock-crystal are attributed
to him. He was also a
successful worker in bronze, the best
of his works in this metal being the
statue group of Perseus and Medusa,
and the colossal bas-relief of the
Nymph of Fontainebleau, copies of
which may be seen in Kensington
Museum. A graphic and very interesting
account of the casting of
the Perseus group is given in his
autobiography. A fine shield in damascene work by
Cellini is in Windsor Castle. His smaller works in gold
and jewellery probably exist in greater numbers than
can be verified owing to the absence of his signature
or other identifying marks. According to his own account,
when besieged with the Pope, Clement VII., in the Castle
of Angelo, by the Spanish, he unset the precious stones
and jewellery, and melted down at the command of the
Pope about two hundredweight of gold and silver crowns,
200tiaras, cups, and reliquaries of ancient workmanship in
order to convert them into money and medals as required
by the Pope. This
gives us a good idea of
how the fine treasures of
the Middle Ages must
have been destroyed
under similar circumstances,
and excites our
wonder how any valuable
piece of goldsmith’s work
has escaped the melting-pot,
which was generally
the sequel to the pillaging
of conquering troops
or the exigencies of war.
Cellini’s visit to France
and his work in that
country gave a great impulse
to the style of the
Renaissance, and his
countryman, Primaticcio
the sculptor, spread the
style still further in
France.
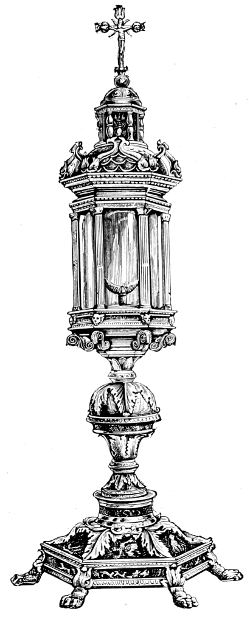
Fig. 168.—Monstrance; Italian; Fifteenth Century. (S.K.M.)
Some names of Italian
goldsmiths about or immediately
after Cellini’s
time are—Luca Agnolo,
Valerio Vicentino, Pilote,
Piero di Mino, Vincenzo
Dati, Girolamo del Prato.
The latter was a native
of Lombardy. Benedict
Ramel, François Desjardins,
Delahaie, and François Briot are names of French
goldsmiths of the sixteenth century. Many models of
201vases, ewers, plates, cups, and tankards were made by
Briot in pewter that are still in existence. These pewter
models were usually made by goldsmiths, no doubt, as
202models for their gold and silver work, or in some cases
were casts taken from the finished works, and kept as
mementos or as replicas in design of their more costly
works, and were also sold to those whose means would not
permit them to indulge in the more costly gold and silver
plate. Briot’s pewter models are among the best examples
203of design and workmanship in metal of the sixteenth
century.
In Germany the art of the metal worker flourished in the
sixteenth century in its greatest perfection at Nuremberg
and Augsburg.
The German goldsmiths’ work, especially at the end of
the century, was almost identical with that of the Italian
school. The similarity is seen in the details of the ornamentation,
the masks and figures; the difference may be
noted in the extraordinary development of the cartouche
and strap-work of the German work, more especially in
that of the Netherlands.
Many German artists of this time, who were chiefly
engravers, designed for the goldsmiths and produced
engravings from which goldsmiths’ work and enamel
paintings on metal were executed.

Fig. 169.—Pax; Italian; Sixteenth Century. (S.K.M.)
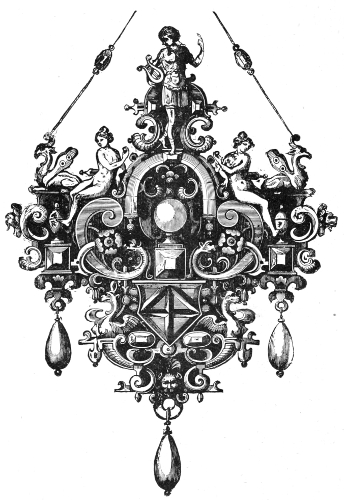
Fig. 170.—Pendant, attributed to Cellini, in the Library at Paris.
Virgil Solis, of Nuremberg, Theodor de Bry, of Liége,
the Collaerts—father and son—of Antwerp, are some of
the principal engravers who designed very largely for
jewellery and other goldsmiths’ work.
These German engravers and designers of ornament
went under the designation of the “Little Masters,” but in
point of fact some of their work would compare favourably
with the compositions of many of the so-called “Great
Masters.” Generally speaking, they were pupils or followers
of Albert Dürer.
As a designer and engraver of figure work, Hans Sebald
Beham must be placed first in the rank of the “Little
Masters,” and for ornament purely the name of Heinrich
Aldegrever must head the list.
Albert Dürer, whose great name overshadows all
German art, though he tried his gifted hand at ornament,
as in the car of the “Triumph” and in the “Book of the
Hours,” designed for the Emperor Maximilian, was not
altogether successful in the matter of ornament, for his
work in this line is much too loose and florid, with much
unrestrained and naturalistic flourishing.
204Hans Burgkmair, of Nuremberg, his contemporary, was
better at ornament than Dürer, and was the chief artist of
that great work, the “Triumph of Maximilian,” in which
he strove to unite the Gothic and the style of the Renaissance.
His work generally takes the form of elaborate
heraldry.
Hans Holbein, as well as being a great painter, was
also a famous designer for goldsmiths’ work, and was a
master in ornament, especially in the application of the
figure to ornamental purposes. He was in some measure
a pupil of Hans Burgkmair, and was thoroughly imbued
with the spirit of the Renaissance. Holbein the elder—his
father—was a well-known artist, who worked in the
old German Gothic style.
The younger Holbein began his artistic career as a
goldsmith, and his designs of sword and dagger handles,
in which the figure forms so admirably follow the lines of
the composition in a remarkable degree of ornamental
fitness, reveal his fine sense and feeling for ornament.
In Italy the sculptor, Luca Signorelli, employed the
figure and animal forms with an equal degree of skill,
and with the same feeling for ornament. Both artists
thoroughly understood the correct laws of ornamental
composition, which was not by any means a universal gift
with the artists of the Renaissance period.
Holbein designed many cups, one of which was a rich
example of a standing cup and cover which was designed
for Jane Seymour, one of the wives of Henry VIII. of
England. The drawing for this cup is preserved in the
British Museum.
During the sixteenth century the art of metal working
in Germany, especially at Nuremberg, Swabian Augsburg,
and Lübeck, reached a high state of perfection under the
great patronage of wealthy families, such as the Fugger
family, of Augsburg, and others. Holbein, and other
German, Dutch, and Flemish artists, worked in England,
and besides much German and Flemish Renaissance
205work found its way into England, and influenced in a
great degree the style of the metal work of this country.
In addition to the gold and silver plate of the kings’
palaces and of private families, corporations and colleges
accumulated great quantities of plate, and before banks
were properly established, gold and silver plate and
jewellery were the chief store of wealth that could, when
necessary, be easily converted into money.
King Henry VII. had a service of plate valued at twenty
thousand pounds. This monarch employed the Italian
sculptor and goldsmith, Torrigiano, and other foreign
artists.
Henry VIII. also employed many Italian and German
artists and goldsmiths, and it is believed that Cellini
executed some of his finest jewellery for this king.
Not only Henry VIII., but his great lords and ministers,
had extensive collections of plate. Cardinal Wolsey had
a large safe or cupboard, barred all round for protection,
in which was displayed a goodly show of gold cups and
other sumptuous vessels for use at his table.
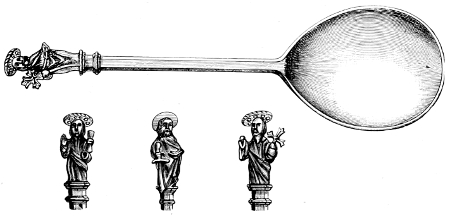
Fig. 171.—Apostle Spoons; 1566; at Corpus Christi College, Cambridge. (C.)
“Apostle spoons” were made at this and subsequent
periods, and were so called from their having little figures
of the Apostles modelled on the tops of the handles (Fig.
171).
206

Fig. 172—Silver-gilt German Cup; Sixteenth Century.
The silver, gold, and bronze work in Queen Elizabeth’s
time in England was made in the style of the Renaissance,
like that of Germany. Italian and German work
at this time was almost identical (Figs. 172 and 173); and
even when the Rococo decadence was prevalent in architecture,
both on the Continent and in England, goldsmiths’
work was the last industry that fell under its influence,
especially when we compare it with the contemporary
pottery, furniture, and other decorative art. Of course, at
the latter end of the seventeenth and during the eighteenth
century, the design in metal work in France, and also in
England, was sacrificed to display and ostentation; but at
the same time a comparative purity of style is seen in
much of the plate made in the reigns of William and Mary,
James II., and Queen Anne, of English manufacture. The
silver and gold plate of the “Queen Anne” period (1702-14)
is highly prized for its beauty of design and massive
207character, some examples of which will be noticed presently.
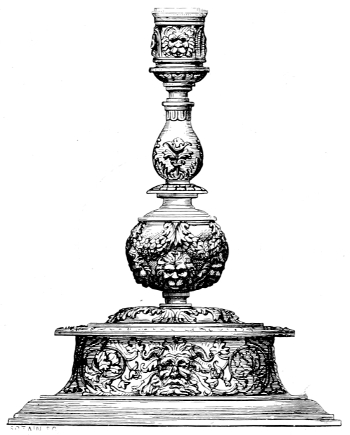
Fig. 173.—Bronze Candlestick; Italian; Sixteenth Century.
In the metal work, especially in gold and silver of the
seventeenth century, towards the middle of the century
a certain heaviness of design gradually crept in; although
a good deal of fine work was still produced by the artists
who belonged to the older schools, and, as a matter of
course, the best work belonged to the earlier part of the
century.
A fine freedom of line and handling is seen in the
Flemish salver (Fig. 174) of Renaissance design. The
French example of a silver-gilt cup and cover is unusually
simple for French work of this century (Fig. 175), and an
English silver casket of the same date (Fig. 176) shows a
similarity of style: the serpent handles and covers are
almost identical.
208About the middle of the seventeenth century silversmiths’
work in Germany began to assume a bulbous or
lobed character, and gradually became more florid in
design (Fig. 177). This bulbous or gadrooned work was
carried out to a greater degree in English work of this
period, of which the gold cup rat Exeter College (Fig. 178)
is a good example. The decoration of metal work in
England at this time consisted of flowers and foliage
chased on the repoussé surfaces, and often large rich acanthus-leaves
were used, especially on the vases and silver
furniture of Charles II.’s time. The lobed panel work of
Germany was developed in England into lozenge and pine-shaped
raised surfaces, and the details of the French Louis
Quatorze were added as decoration.

Fig. 174.—Flemish Salver; Seventeenth Century. (S.K.M.)
Tankards were made in silver, or sometimes in pottery
richly mounted in silver or pewter. The tankard has a
209wide base, the body narrowing towards the mouth, and has
usually a cover (Fig. 179), while the beaker or drinking
210cup is the reverse in shape—narrow in the base, and
widening towards the mouth, and is without a handle or
cover.

Fig. 175.—Cup with Cover, Silver-gilt; French; Seventeenth Century. (J.)
The English silver tankards were straight-sided, with
211naturalistic decoration. Modern tankards for beer-drinking
uses are made in pewter or Britannia metal.
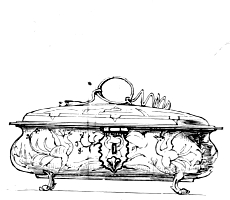
Fig. 176.—Silver Casket; Seventeenth Century.

Fig. 177.—Nuremberg Tankard.
In the Rhine Provinces, in Germany, and in Switzerland
stoneware tankards with metal covers and mountings are
still in use. Tankards in the seventeenth century were
made with pegs inserted in the sides at regulated distances,
so that each drinker might quaff his measured portion
when the vessel was handed round.
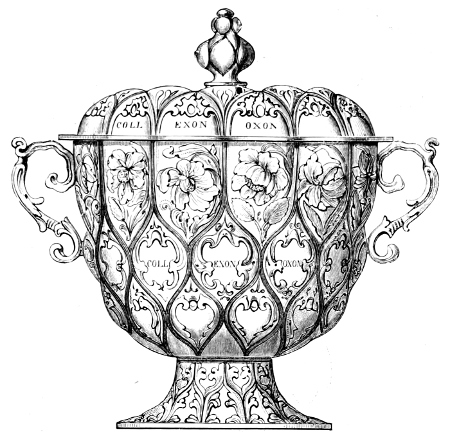
Fig. 178.—Cup of Gold, circa 1660-70, at Exeter College, Oxford. (C.)
In the reign of James I. many sumptuous objects in
services and toilet furniture were made in gold and silver.
The baronial halls in England were extremely rich in
large pieces of plate: huge salvers, vases, basins, jugs,
cups, toilet services, and even tables, chairs, mirror-frames,
and fire-dogs were made in
silver.

Fig. 179.—English Tankard; Seventeenth Century.
In France, during the reign of
Louis XIV., similar gold and silver
vessels and sumptuous furniture
were made in the rich and massive
style of the period. Balin and
Delaunay are mentioned among
others who were skilful goldsmiths
to that monarch, and who worked
under the directions of the chief painter and tapestry
designer, Lebrun.
England not only made a good deal of this silver furniture,
but also imported it largely from France; most of
it, however, was melted down to pay for the wars of
Charles I.
A few remaining examples are still at Knole Park, in
Kent, consisting of silver tables, mirror-frames, fire-dogs,
&c. (Fig. 180). Similar objects of this period are now at
Windsor Castle (Fig. 181), of which copies in electrotype
are in the Kensington Museum.
Some of the gold plate preserved in the Tower of
London with the regalia is of this period.
After the date of 1660 gold and silver-smithery becomes
212fluted and less florid in decoration, but some of it still
keeps the gadrooned and bulbous character.
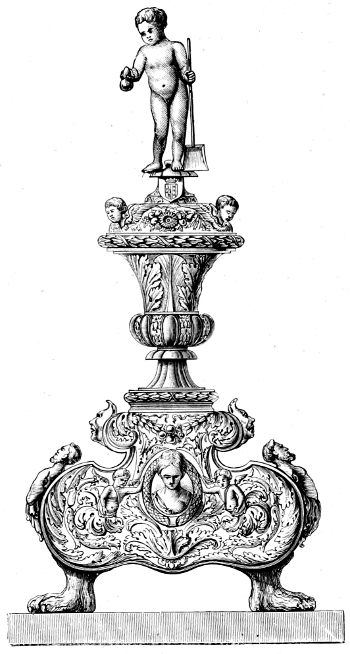
Fig. 180.—Silver Fire-Dog at Knole Park.
Towards the end of the century, in the time of William
III., the flutings were less in number, and consequently
became larger in scale, and in the early part of the eighteenth
century the metal work in England became plainer,
213depending more on the lines of its contour for effect than
on its decoration (Fig. 182). Mouldings were plainer, and
broad spaces of convex and concave shapes producing a
massive and, in many cases, an elegant appearance
(Figs. 182, 183), which gave to the Queen Anne plate a
mark of great distinction.
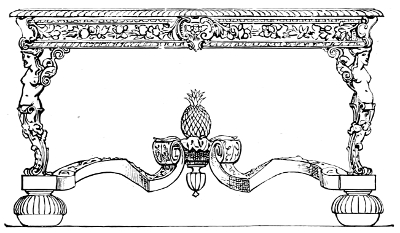
Fig. 181.—Silver Table at Windsor Castle.
About 1750 the forms in silver work partook, in many
instances, of the prevailing fashion in the chinaware of
that date, though without the extravagance in the decoration.
From 1770, and for about ten years later, the designs
became more attenuated, and were peculiar in having the
dividing lines of the design composed of fillets of beads
(Figs. 185 and 187). The beaded style of silversmiths’
work and in all metal work, pottery, and furniture of this
period was due to the development of classic design that
took place in France and in England consequent on the
discovery of the buried city of Pompeii in 1770.
The brothers Adam in England designed a good deal
of silversmiths’ work, of which the three illustrations given
are examples of their style. Light wreaths, medallions,
fillets of beads, festoons, masks, feet and legs of animals
composed the decoration of the Adams’ style.
The brothers John and Robert Adam had travelled in
214Italy, and had brought with them pronounced classic ideas
which not only influenced their own and other contemporary
work in architecture and furniture designs, but in
silversmiths’ work also their influence was widely felt
(Fig. 188).
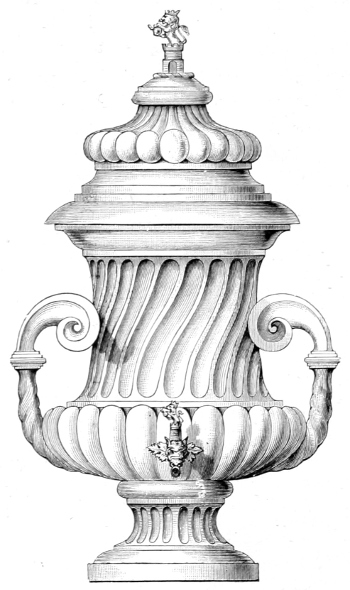
Fig. 182.—Wine Fountain; 1710. (C.)
In France the classic ideas were also very prevalent
about this period in silversmiths’ work. The “Louis-Seize”
candlestick (Fig. 189) is one of a pair from the
Jones Collection in the South Kensington Museum, and is
an admirable example of the style; though it is said to
have been made at Turin in Italy in 1783, it is certainly
215of French design. It has the square base so peculiar
to French work of this period, with the wreaths and
medallions so characteristic of the style in question, that of
Louis XVI.
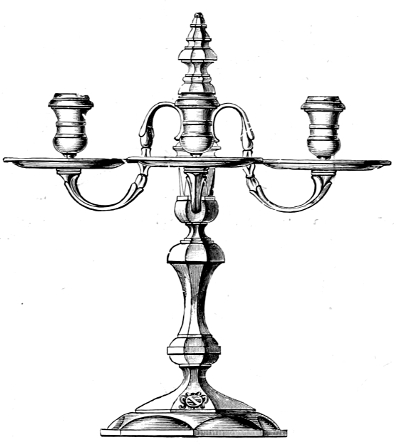
Fig. 183.—Candelabrum, Haberdashers’ Hall, London. (C.)
Another candlestick (Fig. 190) from the Jones Collection
is probably Italian in style and manufacture, and belongs
to the early part of the eighteenth century.

Fig. 184.—Eighteenth-Century Bowl. (S.K.M.)
216

Fig. 185.—Tureen at Windsor Castle, 1773.
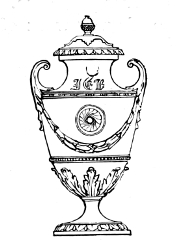
Fig. 187.—Silver Vase; 1770.

Fig. 186.—Chocolate Pot; 1777. (C.)
217At the time of the Revolution, and immediately after,
the style of the silver work deteriorated in France. Vast
quantities of plate were seized and sent off to the Mint by
the Revolutionary army, and naturally an art like the goldsmith’s,
that ministered to the needs of luxury, was in
those times at a low ebb.
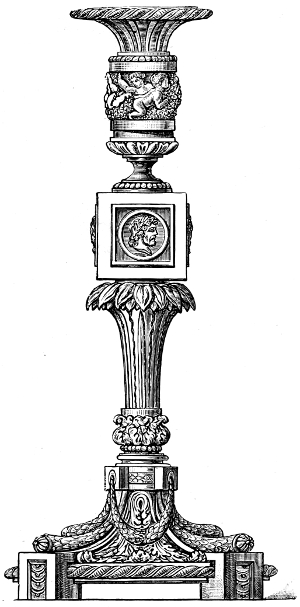
Fig. 189.—Candlestick, Silver-gilt; Louis Seize. (S.K.M.)
218
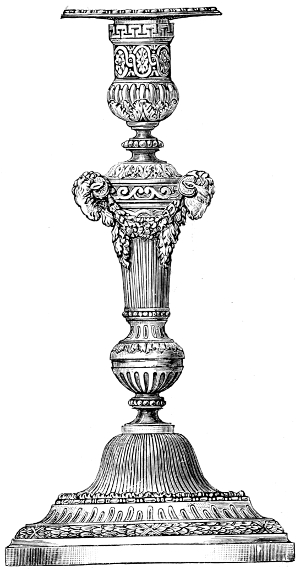
Fig. 190.—Candlestick, Silver-gilt; Italian; Eighteenth Century. (S.K.M.)
In England in the early part of the nineteenth century
some good work was executed from the designs of Flaxman
and Stothard, chiefly in the classic style; the Wellington
Shield may be mentioned as an example; but about
219the middle of this century gold and silver work was characterized
by even a greater degree of naturalism in design
than that of the French debased style from which it was
copied. Nothing could exceed the vulgarity and bad taste
in the design of silversmiths’ work made about fifty or forty
years ago. All architectural principles that should guide
the design of relief modelling and construction were
thrown to the winds, and naturalism unnaturally applied
and mixed in any heterogeneous way was quite fashionable.
For instance, we have huge épergnes where stags and
other animals from the Highlands of Scotland or the
Welsh mountains are decorating silver rock-work from
which the tropical palms of Africa are seen to grow out of
their clefts, affording grateful shade to the natives of the
British moorland. The art of the silversmith in England
about this period had suffered more than any other artistic
industry, and in the matter of design it seemed to have
reached the twilight state of semi-insanity, and was utterly
devoid of any artistic merit.
A great improvement is, however, to be seen in the
work of respectable firms and in that of many private
craftsmen of to-day, but many shop windows are still filled
with costly work in the precious metals that are worthless
from an artistic point of view.
Niello-work and Damascening.
Niello-work has been mentioned on a previous page. It
was an important branch of the goldsmith’s art, as well as
that of damascening. From the earliest times the nations
of antiquity have engraved on metals and filled up the
lines or grooves of the engraving with a black species of
enamel composition—niello—or with other metals such as
silver, gold, and electrum; the latter process has been
called damascening, from Damascus, where gold and silver
inlaid in iron or steel was practised in the tenth and
eleventh centuries.
220It was a favourite method of decorating metals during
the Middle Ages throughout the countries of Persia, Syria,
and in most European countries, especially on such objects
as arms, armour, and different kinds of vessels.

Fig. 191.—Italian Damascene Work; Sixteenth Century.
The celebrated Italian metal-worker, Maso Finiguerra,
worked extensively in niello, and to him is ascribed the
discovery of the art of engraving on copper and printing
from the copper plate. He was a goldsmith and a native
of Florence, and was the pupil of Ghiberti and Masaccio.
In the year 1452 he made a pax, on the flat panel of which
he engraved a design to be filled in afterwards with the
black composition of niello, but before he had completely
finished his work he took a “squeeze” in clay of the
engraving in order to judge of the progress he had made,
and from this squeeze he made a mould in sulphur, and
filled it with a black pigment, and on pressing this sulphur
block on a sheet of damp paper the pattern appeared
similar to the niello effect. This led him to fill the lines
of the actual silver plate with a more durable ink, and to
print off impressions on paper. It was by thus experimenting
that Finiguerra discovered the art of engraving
and printing from the metal plate. The original pax with
its impressions are preserved at Florence.
Damascening is executed in three ways. First, where
the steel or copper is engraved with an undercut line and
221a thread of gold or silver is forced in by hammering or
pressed by a burnisher into the grooved lines. Second,
the plated method, where the plate of metal to be encrusted
is enclosed between slightly raised walls in the
foundation metal. Third, where the foundation metal is
roughened by a sharp tool in all directions and the gold
or silver is laid on thinly and pressed or hammered in.
The last method is the latest and least durable. Sometimes
the lines of the engraving are punched with holes at
regulated distances, which serve as keys to hold the inlaid
metal when hammered in.

Fig. 192.—Shield Damascened in Gold; Indian. (B.)
222The famous bowl called the “Baptistery of St. Louis,”
now in the Louvre, is made of copper inlaid with figures
of horsemen and hunting scenes. It is an example of
“Mosil work,” or Mesopotamian damascening, of the
thirteenth century, in which silver only is used as the inlaid
metal.
A delicate design in Italian damascene work is shown
at Fig. 191, and an Indian example at Fig. 192. The
Italian example shows the Arabian influence in some of
the details of the ornament. The Japanese are perfect
masters in the art of damascening. Sword-blades of the
thirteenth and later centuries have beautiful designs inlaid
as intaglios or in damascene work; sword-guards of the
seventeenth and eighteenth centuries are remarkable for
this kind of decoration, and for the exquisite chasing of
the iron, which in some cases is cut out like fret-work, and
in others are carved as delicate as decorative ivory work.
Indian Jewellery.
The jewellery of India is one of the most important art industries
of that country, and the trade of the gold and silver
smith is an established institution in every village and district.
The variation in style and method of fabrication has
very marked features, according to the fashion that finds
favour in each locality. The extreme love for trinkets of
a brilliant and dazzling nature amongst all grades of the
people has in a great measure directed the fabrication of
Indian jewellery, which tends to make the most of the
precious metals by using them in thin plates or in a filigrain
work, and in order to get the flashing effect and rich
colouring, scales or flakes of diamonds are more often used
than the more valuable and solid gems, and inferior gems,
or even coloured glass, are set to the best advantage, and
used indiscriminately: anything, in fact, is used in order to
get the gorgeous variety of brilliant colouring and dazzling
223effect. Much of the Indian jewellery is of a flimsy character
as regards its lightness and thin nature of the
material; but the latter is generally of the best quality, and
the artistic workmanship lavished on most of the jewellery
more than makes up for its want of inherent solidity.

Fig. Fig. 193.-Primitive Silver Bracelet: Dinajpur, Bengal. (B.)
Jewellery ought to be light in character and of good
design and workmanship if it is intended to fulfil its use in
decorating the person, as nothing is uglier than heavy
jewellery, which can only be valuable in the light of representing
the wealth of the owner.
Some of the Indian jewellery is, however, fairly solid and
heavy, as in the chopped gold form of cubical, octahedron,
and oblong shapes of the metal which are strung on silk
cord as necklaces, and the nail-head variety of earrings
made at Ahmedabad and Surat in Western India.
224
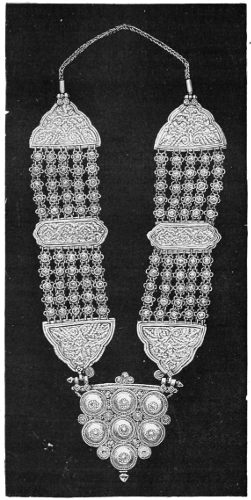
Fig. 194.—Silver Neck Ornament, from Sindh. (B.)
Girdles, torques or neck collars, bracelets, and anklets
are made of twisted gold wire, which are common throughout
225India, and in the western provinces are made in the
twisted form of the Matheran knotted and woven grass
collars.

Fig. 195.—Native Silver Jewellery of Cuttack. (B.)

Fig. 196.—Filigrain Jewellery of Cuttack. (B.)
Some of the native jewellery in many parts of India still
keeps its primitive character and bears a great likeness
226to the very early Celtic jewellery found in Ireland and in
other countries of Europe, which would probably suggest
the same Celtic origin for all (Fig. 193).
227
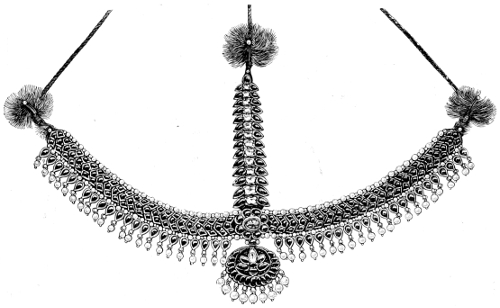
Fig. 197.—Native Jewellery of Trichinopoly, Madras. (B.)
The silver filigrain work of India, especially the designs
of the Sindh jewellery and that made at Cuttack, Trichinopoly,
and Travancore, recalls the methods of fabrication
and design of the ancient Etruscan jewellery. (See
Figs. 194, 195, 197.)
A certain analogy may also be noticed in the native
jewellery from the above places to the Phœnician, primitive
Grecian, and even Scandinavian, which goes a long way to
prove the intercourse between, and the migrations of, the
people of India, Thibet, Turkestan to Asia Minor and the
continent of Europe.
Some Indian jewellery, though possessing shapes common
to other countries, has very distinctive national characteristics
in the decoration, which may be seen in the
illustration (Fig. 198) of the gold plate from Bombay. In
these cases the design is usually symbolical.

Fig. 198.—Native Gold Jewellery of Bombay. (B.)
The Indian jewellers of the Mogul period have produced
some exquisite work in the setting of gems on jade carvings
and on small vases of jade.
228The deftness and cunning of the Indian jeweller may
have been equalled by the Etruscans and ancient Greeks,
but he has not been surpassed in his delicate workmanship
by any nation of modern times.
Iron Work in France, Germany, Belgium, Italy and England.
Ornamental iron work was executed in France and in
England before the Roman occupation of these countries,
but any early remains of this work that have been found in
either country are supposed to be of the Roman period.
The Romans were not skilled in the working of iron,
although well conversant with the manufacture of bronze
objects.
Remains of iron hasps, escutcheons, window grilles,
candlesticks, folding chairs, &c., have been found in France
and in England, of the Romano-Gaulish and British
periods, that have a great similarity of style, and, indeed,
up to the fifteenth century the style and design of iron
work in both countries were pretty much alike.
The most interesting examples of the blacksmith’s art
of the Middle Ages—in England especially—are the hinges
to the church doors. The first hinges were simple single
straps of iron that passed from back to front of the door,
the socket being formed out of the solid piece at the angle
on one side. The front side of this strap by degrees was
clawed out, or otherwise elaborated, to cover as much of
the door as possible, so as to form an armour of defence
against predatory robbers, such as the barbarous Norse
pirates who were continually invading the British shores.
A favourite form of the hinge was the crescent shape;
sometimes the hinge branched out in a simple crescent
with curved and bifurcated endings that may have symbolized
the snake or birds’ heads, and often two or three of
these crescents branched out from a central bar. Between
the hinges additional bars or straps were sometimes run
229across the door to strengthen it, and elaborate foliated
crosses often occupied the central part, as in Fig. 199.
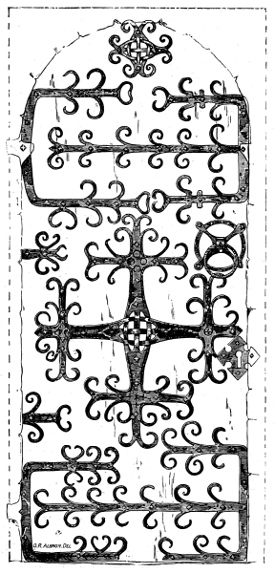
Fig. 199.—Hinges, &c., to Haddiscoe Church.
230On some of the old Norman doors, in addition to the
hinges, as at Stillingfleet Church, there are designs in
iron work which consist of mystical signs of Danish origin,
such as a viking ship or sun ship, the swastika or fylfot,
moon signs, and rude images of the human figure.
The crescent hinge may have had a symbolical meaning,
perhaps Scandinavian, or it may have originated in the
Saracenic crescent, and may have been brought from
Sicily, the birthplace of Norman architecture.
The art of the blacksmith in the Middle Ages was more
developed in France than in any other country of Europe,
and the art of stamping the leaves, stems, and rosettes
with steel or chilled iron dies and punches was practised
there earlier than the thirteenth century, and at a period
a little later in England. The ornament was in style very
little more than the Romanesque type of the conventional
vine, or other leaf of a like nature—the cinquefoil, trefoil,
rosettes, and scrolls, but these few elements were used in
the most effective manner (Fig. 200).
The magnificent hinges on the Porte Ste. Anne of Notre-Dame
at Paris show to perfection the French stamping on
the leaves and other parts. These unrivalled hinges
(Fig. 201) are of the Early French style of the thirteenth
century. Nothing, however, is known of their origin, nor
even the name of the smith who forged them. Each hinge
is composed of six large scrolls springing from the central
bar or stem, all of which are richly clothed with spirals,
foliage, birds, and dragons; the whole design is supposed
to represent the terrestrial Paradise.
Exceedingly rich, but not so elaborated as the hinges of
the Church of Notre-Dame, is the herse, or grille, of English
work of the same period, which surmounts the tomb of
Queen Eleanor in Westminster Abbey (Fig. 202). This
fine example of English smithery was made by Thomas
de Leghtone in the year 1294. It is a clever adaptation of
hinge-work to the design of a grille. Mr. Gardner supposes
Leghtone to be connected with Leighton Buzzard,
231as the same kind of iron work as the Eleanor grille occurs
in the hinges of the parish church door of that place, and
also from the fact that similar work is found on many
other church doors of the same period in Bedfordshire—at
Eaton Bray and Turvey, for instance; also at Norwich,
Tunstall, Windsor, Lichfield, and Merton College, Oxford,
are examples of the same kind of work, which no doubt
was executed by Thomas de Leghtone and his assistants.
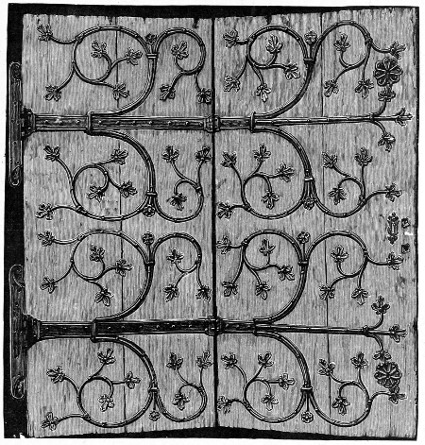
Fig. 200.—Press Door in the Church of St. Jacques, at Liége. (G.)
After the end of the thirteenth century examples are
scarce of genuine wrought-iron work, for the fashion
232changed at that time in the manner of working the metal.
Sheets and bars of iron were cut in the cold state into
various patterns by the use of chisels and files, the pieces
being fastened together by rivets and small collars or ties
of metal. Much of this work, was done in Italy, in imitation
of marble and wood panelling, and a very common
method consisted in making the grilles in Italy of riveted
quatrefoils. A fine grille of this character is in the
234Church of Santa Croce of the date of 1371. In the churches
and palaces of Venice, Florence, Verona, &c., there are
many good examples of grilles that resemble in a great
degree joinery work in iron.
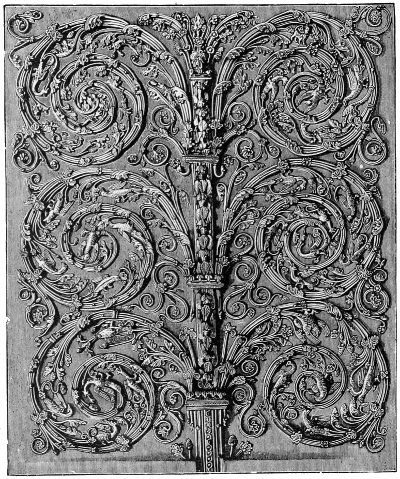
Fig. 201.—One of the Hinges to the Porte Ste. Anne of Notre-Dame, Paris. (G.)
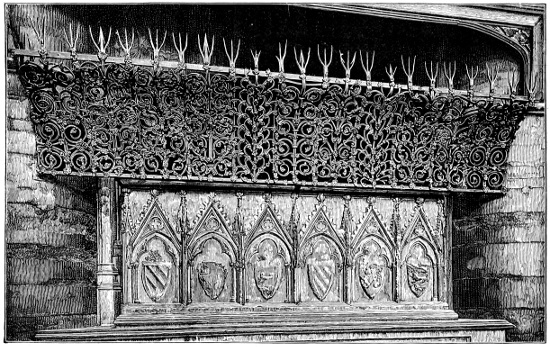
Fig. 202.—Grille or Herse on Queen Eleanor’s Tomb, Westminster Abbey; 1294. (G.)
In Germany the love for iron work was not developed so
early as it was in France and England, and it was not until
Gothic architecture took a firm hold in that country in the
end of the thirteenth century that the first serious attempts
were made in the use of decorative iron work, and, like their
architectural forms, the German wrought-iron work was
inspired by French examples.
German work in iron of the thirteenth century is very
scarce: one of the best-known examples occurs in the iron
work on the doors of the Church of St. Elizabeth at
Marburg, near Cassel, which consists of branching scroll-work
clothed with vine-leaf endings.
In the fourteenth century the Germans developed the
French vine-work into lozenge-shaped leaves, and for a
change interspersed them with fleurs-de-lis, and occasionally
some tracery patterns, all of which were borrowed
from the French. The stamped work of the English and
French blacksmith was not developed in Germany.
In the fifteenth century German iron work was greatly
influenced by the fine work which was being produced at
this period in the Low Countries. Brussels had been
noted for its extensive works in iron and steel from the
fourteenth century. The brawny Flemish smiths were
celebrated throughout Europe for their great achievements
in moulded and hammered iron, such as in the spires
of the cathedrals of Antwerp, Ghent, and Bruges, well-covers,
railings, fonts, cranes, and grilles. The historical
well-cover in front of the Cathedral of Antwerp has usually
been ascribed to Quentin Matsys the painter, but as he
was only twelve years old when this work was completed,
it could hardly have been made by his hands. The
explanation is that he has been confounded with another
Quentin, a blacksmith and the son of Josse Matsys, the
235architect, smith, and clockmaker of Antwerp. The well-cover
is more likely to have been the work of Josse Matsys.
The design is Gothic in feeling and is very picturesque
with its interlacing stems and vine-leaves, flowers, and
figures. A rich font crane in iron work in the Cathedral
of Louvain is said to be the authentic work of Josse, and
a twelve-branched corona in the same church is ascribed
to his son, Quentin Matsys. To the hand of the latter is
also ascribed the rich Flemish gates of Bishop West’s
Chapel in Ely Cathedral.
Brabant was celebrated for its iron work, particularly in
pierced and filed work in such things as locks, hinges,
candelabra, tabernacles, and guichets (little windows or
wicket gates), most of these objects taking pronounced
Gothic architectural forms, for the most part being composed
of flamboyant tracery and little buttresses (Fig. 203).
Much of the Brabaçon iron work found its way into England
and Germany. This work is characterised by its
flamboyant tracery, which is found on locks of doors and
Flemish coffers, and in the design of the guichets, a fine
specimen of the latter now being in the Kensington
Museum. The locks of the doors in St. George’s Chapel,
Windsor and in some other places are of Brabaçon workmanship.
This Flemish style of lock work was imitated
very much in England, but the workmanship was less
refined although of a stronger character than the Flemish.
The Germans, especially of Augsburg, Nuremberg, and
in the Rhine Provinces, more particularly at Cologne,
developed the chiselled iron work to an astonishing degree
of elaboration.
While the shapes of the lock-plates were of a decided
Saracenic character, the design of the pattern ornamentation
was either of an elaborate architectural composition, as
in the large lock in the Klagenfurt Museum (Fig. 204), or of
designs mainly developed from the thistle-plant.
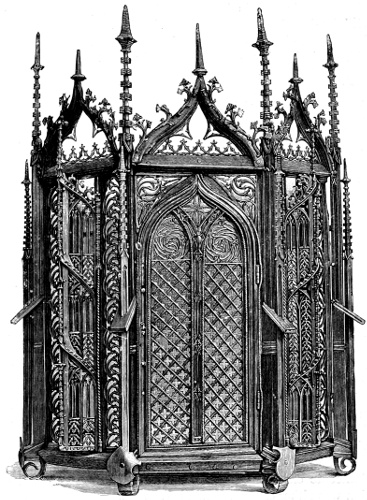
Fig. 203.—Tabernacle Grille from Ottoberg, Tyrol; Fifteenth Century. (S.K.M.) (G.)
The thistle was distinctly characteristic of German iron
work, and also the trellis-work pattern as seen on the doors
236of the fifteenth and sixteenth centuries (Fig. 205). Armorial
bearings fill the panels between the trellis-bands, with
richly forged rivets or nail-heads on the lozenge intersections.
237Sometimes the decoration was gilt or silvered, and
the ground underneath painted red or black. In the sixteenth
and seventeenth centuries the iron work in Europe
and England partook of the character of the Renaissance,
and towards the end of the former century had all the
foliated character of that style.
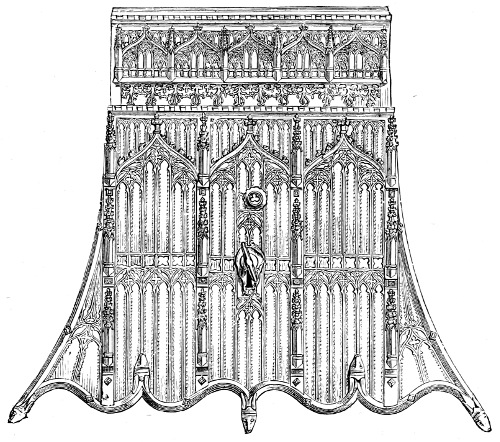
Fig. 204.—Lock, 18 inches high, in the Klagenfurt Museum; German; Fifteenth Century. (G.)
The illustration (Fig. 206) shows a typical example of
French work of the end of the sixteenth century.
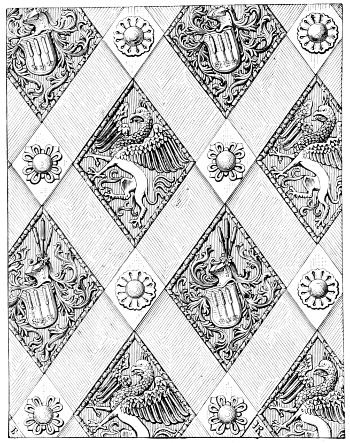
Fig. 205.—Iron-bound Door in the Monastery of Krems; Late Fifteenth Century. (G.)
In Flanders, Holland, and in England, especially during
the eighteenth century, decorative iron work was again in
great demand, and some beautiful work in gates, grilles,
and railings were executed. Among the finest works of
this period are the celebrated gates or screens designed in
238the style of the Renaissance and made by Huntingdon
Shaw for King William III. for his palace at Hampton
Court. These gates, which are fine examples of hammered
work, are now in the Kensington Museum. The iron gates
and railings made in the reign of Queen Anne and later
were often of beautiful design, in which the capabilities of
the material were excellently expressed. Some fine examples
still exist in the gates and railings of the old houses
in Cheyne Walk, Chelsea, and some good ironwork of this
240type may be seen in the screens in St. Paul’s Cathedral.
This beautiful style died out during this century, when a
more extended use of cast iron crept in, and if we except the
work of the late Alfred Stevens and of a few other designers
and architects, there has been nothing of an artistic value
that one can point out in England in the domain of cast-iron
productions. In fact, it is a curious but common expression
to say of a bad design for almost anything that it
“looks like cast iron.” Designers for cast-iron work might
take some good hints from the old Roman or Pompeian
bronzes.
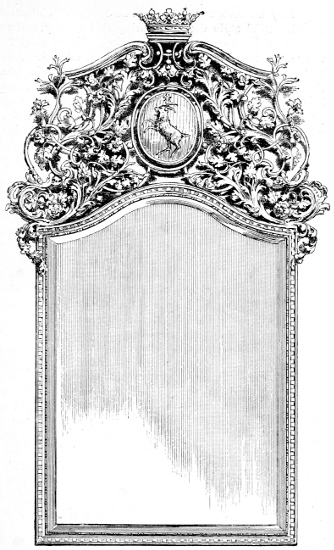
Fig. 206.—Mirror, Wrought Iron; French Work; Sixteenth Century.
241
CHAPTER V.
Furniture.
ANTIQUE: EGYPT, ASSYRIA, GREECE, AND ROME.
The furniture of the antique nations has been noticed in
some instances in the former volume of this work, especially
in the cases of Egyptian and Assyrian examples, where
fortunately we can point out the many representations of
it that occur on the bas-reliefs. It is from these that we
chiefly form an opinion as to how the palaces and interiors
must have been furnished, for, owing to the great lapse of
time, nearly every vestige of furniture of these old nations
has passed away.
The British Museum and the Louvre contain a few
Egyptian chairs or seats that have been made in ebony
and ivory, which owe their preservation to the lasting
nature of the material.
Two Egyptian chairs or thrones are illustrated at Figs.
146 and 147, in the first part of this work, and a wooden
coffer at Fig. 149. At Fig. 148 carpenters are represented
as occupied in chair making, the feet and legs of the chairs
being designed from animals’ limbs, and the stools on
which the workmen are sitting are blocks of wood hollowed
out at the top. The Egyptian couch was of a straight-lined
design in the body with a curved head like an ordinary
sofa, the legs, feet, and other salient points being carved
with heads, feet, and tails of animals. Some boxes and
coffers with gable tops dovetailed together, small toilet
boxes having carved or painted decoration, and mummy
242cases of cedar-wood having elaborate hieroglyphic decorations,
may be seen in the British Museum and in the
Louvre. Chariot and horse furniture are well represented
in the reliefs and wall paintings. Egypt was famed for
chariot building, and exported them in trade to the surrounding
nations. We read that King Solomon imported
his war-chariots from Egypt.
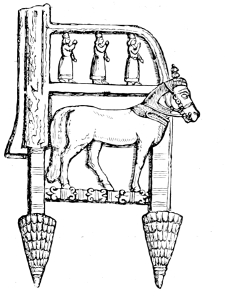
Fig. 207.—Assyrian Throne.
If examples of Egyptian furniture are scarce, the furniture
of Assyria is practically non-existent, as the climate
of the latter country was not so dry or preservative
as that of Egypt, so that all examples that have not
been wilfully destroyed have long ago perished. Many
ornaments of bronze and of ivory decorations have been
discovered that have been used as mountings to feet, ends
or legs of seats, chairs, or thrones. The bas-reliefs of the
latter enable us to form a fairly accurate judgment of the
nature and style of Assyrian furniture, the decoration of
which was of a heavier and coarser character than that
of the more elegant Egyptian (Figs. 207 and 208). Forms
and parts of animals were used by the Assyrians and
nearly all Oriental nations as furniture decorations. The
243human figure was used also, but generally in the representation
of slaves or conquered peoples, who were degraded
to the position of bearing the weight of the seat or throne
of the monarch (see Persian throne, Fig. 256, first vol., from
Persepolis, which was an adaptation
from an Assyrian throne). The
Egyptian chairs had also carved
human figures as captives tied under
the seat (Figs. 146, 147, first vol.).
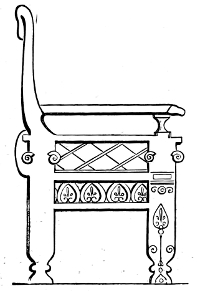
The furniture of the Hebrews was
doubtless of the same kind as the
Assyrian. From the description
of King Solomon’s throne it was
apparently similar to those of the
Assyrian kings. It had lions for
the arm supports, and had six lions
in gold and ivory on the six steps
on either side of the throne.
In the manufacture of the furniture
of the nations of antiquity the
principal materials were—in woods, ebony, rosewood,
walnut, pine, teak, and, above all, cedar-wood; ivory, gold,
silver, bronze, and electrum were also much used for
inlays and for solid mountings.
The furniture and the chariots of the Greeks in their
early period were simply copied from Egyptian and
Asiatic sources, with less of the animal forms and more of
plant forms as decorative details (Figs. 209, 210). Folding
244stools and chairs were made in wood and in metal,
and the backs of the chairs were upright, or nearly so
couches resembling
modern sofas, elaborate footstools,
and arm-chairs with sphinxes for
the arms were made by the Greeks
(Figs. 210, 212).
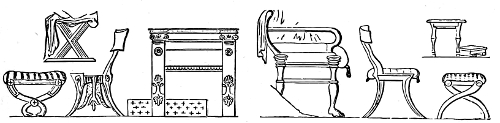
Fig. 210.—Greek Folding Stools and Chairs, &c.
In the British Museum are some
small models of Greek chairs
made in lead, and wooden boxes
showing the dovetail construction.
In the later Greek periods the
furniture was inlaid with ivory,
ebony, gold, and silver. Tripods
were made of bronze, and had
ornamented legs in the shapes of the limbs of lions, leopards,
and sphinxes. The Roman bronze tripods were
very similar to the Grecian ones in design, and were not
only used for sacred purposes in the temples, but also to
245support braziers for heating purposes, or for burning
perfumes in the houses of private people (Fig. 213).
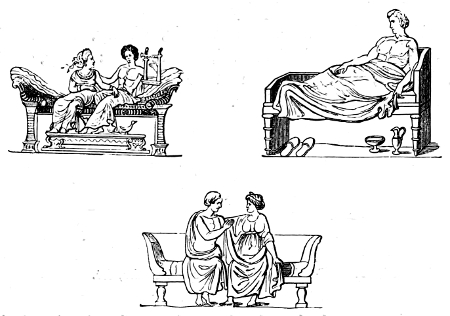
Fig. 212.—Greek Couches and Sofa.
Hand-mirrors and cistæ were made in great quantities
in bronze or in other metal alloys, in silver, and sometimes
in gold. The mirrors were polished on the face, and had
often rich designs of figure subjects. The Greek cistæ
were cylindrical metal boxes that rested on feet designed
from those of various animals, having a lid or cover, with
a handle or knot usually of figure design, the whole surface
of the body being covered with engraved figure compositions
and ornamental borders. They were probably
used to contain jewellery and trinkets. Some very fine
specimens of these hand-mirrors and cistæ may be seen in
the British Museum.
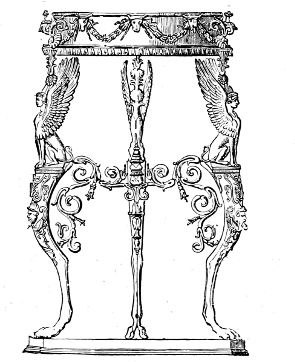
Fig. 213.—Bronze Tripod, Greco-Roman.
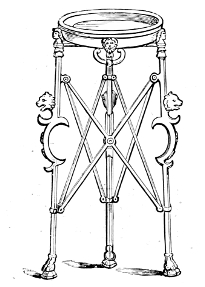
Fig. 214.—Folding Tripod, Roman.
The furnishing of the houses of the Romans was very
much of the same character as that of the Greeks and
246Etruscans, from whom the Romans inherited all their
arts.
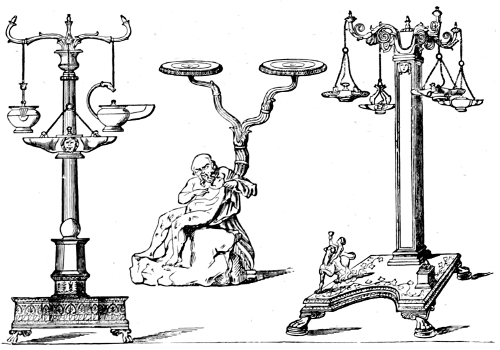
Fig. 215.—Roman Bronze Candelabra.
The interior plan and aspects of the Roman houses were
such as those of Pompeii and Herculaneum, described in
the first vol. Tables and tripods of bronze or braziers were
supported on three legs, some of which were made with
hinges for folding purposes (Fig. 214), and others were of
sphinx and animal forms of a rich design (Fig. 213).
Lamp-stand designs were quaint and elegant and were
made in bronze (Fig. 215). Candelabra of architectural
247design were carved in marble and were from six to ten feet
in height (Fig. 217).
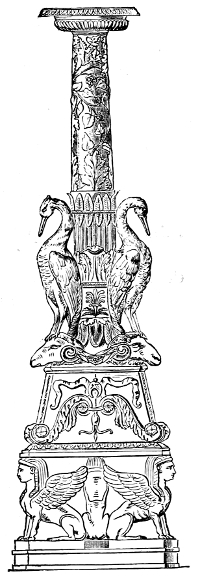
Fig. 217.—Marble Candelabrum, Roman.
The Romans highly prized and paid good sums for tables
that were made from the pollard cross grain of different
hard woods in which the knots and
grain showed to advantage, the
beauty of the wood being brought
out by hand-polishing and by
staining it with various coloured
dyes. Bird’s-eye maple and the
wood of the cedrus atlantica were
much prized. The smaller tables,
abaci, rested usually on one foot—monopodium—and
larger tables had
three or four legs, which had ivory
claws or heads of animals as carved
decoration (Fig. 216). Boxwood,
beech, and palm, inlaid with ivory,
ebony, and precious metals, were
used in the materials of chairs and
couches. The latter were also
made in bronze (Fig. 218), and
chairs of state were carved in
marble, one of this kind being in
the Louvre, a cast of which is now
in the Kensington Museum (Fig.
219). The form of the Roman
curule chair was like the letter X,
and was so called because it could
be folded and carried easily in the
curules or chariots. It was used
from the earliest times of the
Romans down to modern days in
Italy, and was often constructed of elephants’ tusks,
wood, or metal, with ivory feet. The curule chairs were
carried about for outdoor use and for the theatre. The
sella or bisellium, to seat two persons, was often a very
248ornate kind of seat with turned legs similar to the couches
(Fig. 220).
In the houses of the Romans a separate room or wardrobe
was fitted up to keep the dresses and clothes of the
family; this room had cupboards with doors and shelves,
drawers, and lockers.
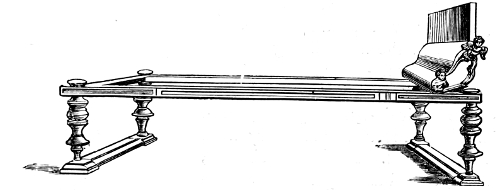
Fig. 218.—Couch in Bronze, Roman.
Portable coffers and chests were used, in which they
packed their clothes and valuables when carrying them to
and from their town and country houses. The Roman
furniture and wooden construction of their houses were
249decorated with paintings and carvings of animals’ heads,
limbs, and feet, and with figures of heroes and masks, as
well as with the usual architectural acanthus foliage.
Veneering of woods was an art in which the Romans were
skilled; both small and large designs or pictures in tarsia
work were the chief decorations of the best furniture.
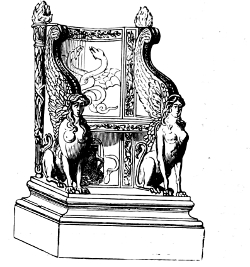
Fig. 219.—Marble Chair, Roman.
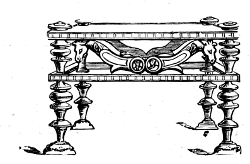
Fig. 220.—Roman Sella or Bisellium.
Byzantine, Romanesque, Saracenic, and the Furniture of the Middle Ages.
The furniture, such as tables, chairs, beds, and the
chariots, of the Byzantine period, was like the architecture in
having something of the classic Roman mixture with some
Asiatic Greek forms in its design. Scarcely any remains
of such are now in existence, although we have evidence
of the extreme richness of the sumptuary furniture and
vessels of the great houses and palaces of Constantinople,
for owing to the decadence and destruction of the Roman
empire in the provinces, the capital of the East became
enriched by treasures of the old Roman families, who
naturally fled to Constantinople for protection for themselves
and their valuable effects.
The old ivories known as consular diptychs have different
varieties of seats, chairs, and footstools, on which the
consuls are seated, represented in the carving. Many
originals of these and casts from others may be seen in the
Kensington Museum.
The chair of St. Maximian, preserved at Ravenna, is
covered with ivory carvings, and is one of the finest
examples of Byzantine work. It is described at page 138
and is figured in Labarte’s “Art of the Middle Ages.”
Much of the furniture of the early centuries of Christian
art is represented in the Byzantine illuminated manuscripts.
Beds and couches kept the old Roman forms
with the turned legs. Chariots must have been used very
much, as the old game of chariot racing was kept up by
the Byzantines. The Iconoclasts of the Eastern Empire
250under Leo the Isaurian (A.D. 726)—whose injurious rule
lasted about one hundred and twenty years—were responsible
for much destruction of sumptuary furniture, as well
as for other productions of an artistic nature, but at the
same time they were the indirect means of causing a new
development in art in the western parts of Europe, and
more particularly in the Rhenish Provinces, by driving the
Byzantine artists and craftsmen to these places, where
they were welcomed by Charlemagne, and by his powerful
nobles and Churchmen. In the course of time they succeeded
in founding the school of art known as Rhenish-Byzantine.
The finest illustrations of this art are seen in
the magnificent enamelled reliquaries or shrines. The
gilt-bronze chair of Dagobert is of Romanesque design,
and is one of the earliest pieces of furniture of the Middle
Ages (see Fig. 134). Another mediæval chair or throne is
high seated, and exceedingly rich in design (Fig. 221).
It is of Scandinavian origin, and is a good example of the
Romanesque style of Northern Europe. Many forms of
the Romanesque are seen in the furniture and carving of
the Gothic style that immediately succeeded the former.
During the Anglo-Saxon period in England the ordinary
houses usually consisted of one room. Sometimes a shed-like
structure was erected against the wall of the room to
contain the bed of the mistress of the house, and as a rule
the inmates slept on a large table placed in the centre
of the room, or on benches on which bags of straw were
placed. Seats without backs, or stools, long settles or
benches with backs and carved ends or arms, were the
chief articles in furniture.
After the Norman Conquest domestic improvements
were multiplied, more rooms were added to the houses,
such as the solar or upper room, and the parloir or talking-room,
and some of the rooms had fireplaces, but not
chimneys. The principal room was the hall or assembly-room,
which had a fireplace in the centre, the smoke
escaping through the lantern light in the roof.
251In the Norman times the principal additions to the
furniture of English manor-houses and castles were the
cupboard, presses or armoires, and chests. These pieces
of furniture were introduced from France. Sometimes the
portable presses and the chests were painted with tempera
decorations, and were bound with wrought-iron clasps
and hinges, which were just beginning to come into use.

Fig. 221.—Scandinavian Seat or Throne of the Middle Ages.
The bed-clothes and personal clothing of the nobles and
rich landowners began to assume a rich character, and
were often embroidered.
Tapestry and painted cloth hangings were imported;
252also pottery of an ornamental description was not only
imported, but made in England at this time. All this
applies to the homes of the rich only, for the poorer classes
remained for a long period in a very primitive condition
as regards their style of houses and their furniture.
Fig. 222.—Flemish; Sixteenth Century. (P.)
Fig. 223.—German; Fifteenth Century. (P.)

Fig. 224—English; Fifteenth Century. (P.)
The construction of furniture and the panelling of chests
began to exhibit some workmanlike appearances of good
carpentry. Panels were placed in framework that was
mortised and fastened with wooden pegs, which became
the universal method of panelling
throughout the Gothic period. Room
panelling came into use in England in
the early part of the thirteenth century,
when pine timber was used at first for
this work, but was displaced later by
the more substantial oak. This oak
panelling during the Gothic periods
was often carved with elaborate tracery
of an architectural character (Figs. 222,
223), and a common design was a
carved imitation of a carefully folded
textile, known as the “linen panel” (Fig. 224).
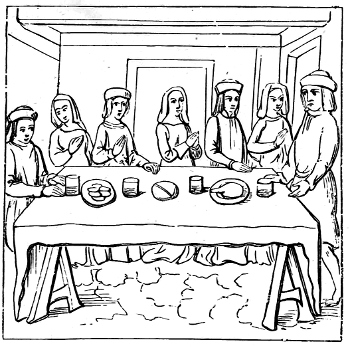
Fig. 225.—Dining Room; Fifteenth Century. (P.)
Chests were used as tables, and the tops had inlaid
checkers to be used as chessboards. They were also used
as sideboards on which to place dishes of food, the dining-table
253being a board which was placed on trestles, that
could be removed and packed away when not required
(Figs. 225, 226). A cross-legged chair and a three-legged
stool is shown at Fig. 228, which were common shapes in
the fourteenth century. The illustration, Fig. 227, is that
of a bedroom of the same period, and is taken from an
English manuscript of the date of 1400. For these illustrations,
and many others on the subject of furniture, we
are indebted to the work of Mr. J. H. Pollen on “Furniture
254and Woodwork.” The bed in the latter illustration
has a flat canopy, or tester, with embroidered hangings.
The walls of the room are panelled, and the floor is in
checkered parquetry. There is a curious seat that is
partly an open press, with pottery, and metal vases placed
as decoration on the top.
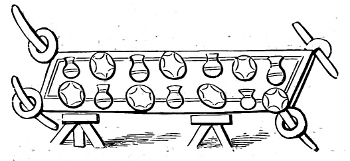
Fig. 226.—Dining Table on Trestles; Fourteenth Century. (P.)

Fig. 227.—Bedroom Interior; 1400. (P.)
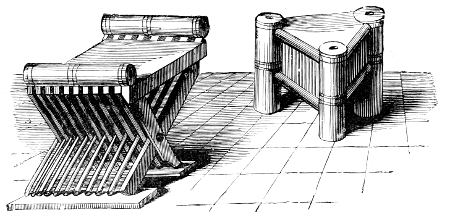
Fig. 228.—Seats; Fourteenth Century. (P.)
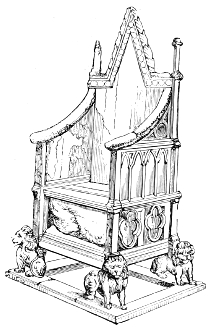
Fig. 229.—The Coronation Chair, Westminster Abbey. (P.)
Chests, trunks, or bahuts, were at this period, and in the
time of the Normans, the most important articles in furniture:
they were often made with inlaid wood decorations,
and had strap-work of iron and ornate hinges. They were
the usual repositories of the household valuables, money,
and other treasures, and were carried on horses or mules
255when the family moved about from place to place. By
degrees the chest, with the addition of a back and arms,
became the settles or principal seats in the living-room,
and the back developed with
an added hood or projecting
covering into the daïs, or
throne-like seat, that was
placed at the end of the chief
room—the place of honour.
Another and later development
of the chest was to raise
it on legs, and to add a back
arrangement to it, with shelves
for the display of household
plate, to which was given the
name of dressoir, or dresser, the
latter in time developing into
the modern sideboard.
Chests were also important
articles of church furniture, in
which the sacred vessels, treasures,
books, and priests’ garments
could be locked up, and a particular form of chest
kept in church vestries was the cope chest, which took
256the semicircular shape of the copes when laid out flat in
these chests. Examples of these chests are still to be seen
in some of the large cathedrals.
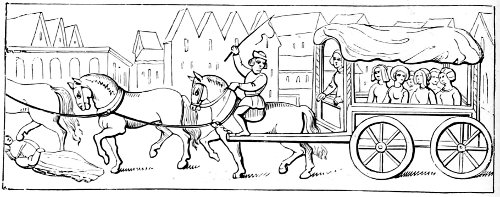
Fig. 230.—Travelling Carriage; English; Fourteenth Century. (P.)
The coronation chair (Fig. 229) gives a good idea of a
state chair of the early Gothic period in England.

Fig. 231.—Travelling Carriage; English; Fourteenth Century. (P.)
Carriages of the fourteenth century were used for the
conveyance of women and children, but were not very
common. They were long-shaped covered vehicles on
four wheels, with or without panelled sides, and were
painted and decorated (Figs. 230, 231). Carts for carrying
and for agricultural purposes were used in the Anglo-Saxon
and Norman periods in England, and in France
257at the same dates: these were two-wheeled vehicles, each
wheel being usually of one solid piece of wood.

Fig. 232.—Table (Kursy); Saracenic. (L. P.)
The Saracens were very ingenious in the using of wood,
258as in carpentry, carving, and turning in the lathe. Their
ingenuity and skill in carpentry and turning is seen in the
Meshrebīya work and lattice, and in the carvings of the
pulpit and door panels. This work has been noticed under
the heading of Saracenic Architecture and Ornament in the
former volume.
Regarding the furniture of the domestic dwellings of
the Saracens, whether of Egypt, Arabia, or elsewhere,
there was very little of a movable nature except the small
tables and reading-desks. The tables of Saracenic design
are usually small and of a greater height than width
(Fig. 232). These tables or kursys are sometimes panelled
with turned, latticed, or carved decoration, having stalactites
under the top, as in the illustration, or in the kursys
of a lighter construction are generally inlaid with ivory,
ebony, and mother-of-pearl. Some of the richest variety
are hexagonal in shape, are inlaid with brass and silver
filigree ornamentation, and are of splendid workmanship.
The next important article in movable furniture is
the Saracen reading-desk, which is made in the form of
a camp-stool, with cross legs. It is usually inlaid and
decorated like the tables.
The divans are platforms raised slightly from the ground,
and covered with cushions on the seats and backs. The
carved cupboards or shelves on brackets placed behind
and above the divans, on which vases and trays are kept
for ornament or when not in use, complete the usual furniture
of the Saracenic living-room. Seats or chairs of
lattice-work (dikkas), on which the doorkeeper sits, are
usually found in entrance-halls, and if we add the elaborate
metal and coloured-glass lamps, the vases, the large metal
salvers or trays, and the rugs and carpets, the furniture of
a Saracenic house is complete.
Italian and other Furniture of the Renaissance.
In the early part of the fifteenth century and during
the whole of the century the furniture of Europe generally
259was designed more or less on Gothic lines, but gradually
the new forms that were now rapidly developing in
the architecture of the Renaissance, but in a slower
measure, began to assert themselves in furniture designs.
Consequently, we find in many articles, such as armoires
or presses, and cabinets, a mixture of style in
the design—as, for instance, the upper panels would be
in the Mediæval, and the lower ones in the Renaissance
style, or the general construction would be Gothic, and
the details and decoration would be Italian.
This was more often the case in the furniture and other
art in Germany, where the Renaissance was tardily
welcomed.
Styles of design in furniture overlap each other so much,
especially in the Renaissance period, that it becomes very
difficult to assign a correct date to many pieces of important
work. Gothic designs continued to be used during
the sixteenth century, although the Renaissance had been
developing for a hundred years earlier. The most authentic
means of fixing the date is when certain work can be
proved to have come from the hand of a particular artist,
or when there is a record of its having been made for a
king or some great person, for the style is not always a
sure proof of the correct date.
In the “Quattrocento” period (1400-1500), or fifteenth
century, Italian furniture made for churches, palaces, or
private houses, was usually decorated with paintings,
sometimes on a gilt ground, which was prepared in a
gesso material before the gold was applied, some parts of
which had relief ornamentation.
Reliquaries, altar-fronts, panels of cabinets, chests, and
marriage coffers were decorated in this way.
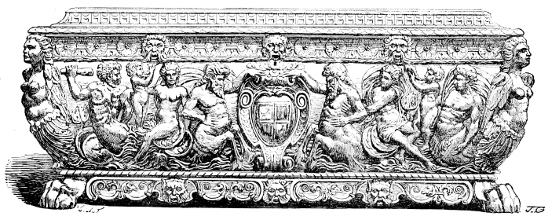
Fig. 233.—Marriage Coffer of Carved Wood; Italian; Sixteenth Century. (J.)
The work known as “tarsia,” or certosina work, was
made in great perfection about this time in Italy. It is
inlaid work of a geometric character in design, or is
composed of floral ornament, and sometimes consists of
representations of landscapes and buildings. This kind
261of inlay was derived from Persian sources, was developed
chiefly by the Venetians, and was used mostly by
them in the decoration of choir stalls, tables, chairs,
cabinets, &c. Ebony, ivory, and metals were also employed
in the Italian inlays of this period.
The Italian Cassoni, or marriage-coffers, were the most
ornate and most imposing articles of furniture of the
fifteenth and sixteenth centuries. They were placed in the
long halls and corridors of the palaces and great houses,
and were usually given as presents to newly married
couples. They were generally used as the receptacle for
the bride’s trousseau and other treasures. In the latter
century they were carved in walnut with sculptural mythological
subjects, and had endings or corners of half-figures
and half-foliage, as caryatids, with feet designed from
the claws of animals to raise them from the ground (Fig.
233). The carving was relieved by gilding in parts,
and sometimes the whole of it was gilt.
Other examples of an earlier date were covered with a
finely modelled decoration of gesso work, and gilded, and
in other cases the large panels in the front were painted
with figure subjects in brilliant colours and heightened
with gold.
A less costly kind of marriage coffer was made in
cypress-wood, and fitted up in the inside with drawers,
having the decoration on the surface engraved or etched in
brown lines, with the ground slightly recessed and punched
or stamped with a fine ornamentation.

Fig. 234.—Italian Work; Sixteenth Century. (P.)
In the Kensington Museum there is an extensive collection
of Italian cassoni embracing all the above varieties.
Chairs carved and gilt of the same style and period as the
coffers were usually placed between the rows of the latter
in the halls of the Italian palaces (Fig. 235). These chairs
had their backs and legs richly carved, each part being
made out of a single slab of wood.
The pair of bellows (Fig. 234) is a further illustration of
the design and excellence of workmanship as shown in the
262work of the wood carvers
of Italy in the sixteenth
century, or “Cinquecento”
period.
Another fine specimen
of wood carving is
the Italian stool (Fig.
236) of the same date,
which is remarkable
for its delicacy of treatment.
Another form of chair
of a rectangular character,
with or without
arms, having an embossed
leather or velvet
covering on the back
and seat, with turned
and carved legs and
rails, was made in Italy
about this time (Fig.
237); it was much used
subsequently in Spain,
France, and in England,
and has continued
to be in favour down
to the present day.
Cabinets were made
in Italy and in France
in which slabs of beautifully
coloured and
veined marbles and rare
stones were inserted as
panels in various
shapes, to which the
name of “pietra-dura”
work has been given.
263In the seventeenth and eighteenth centuries painted plaques
of porcelain took the place of these marbles.
In England, France, Spain, and Germany, the great
houses, both private and religious, and the king’s palaces
were elaborately furnished, and kept in a state of great
splendour.
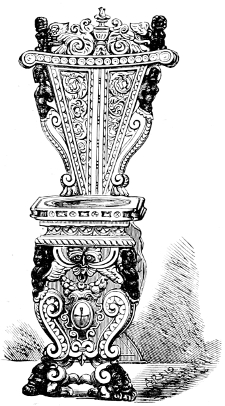
Fig. 235.—Chair; Italian; Sixteenth Century. (P.)
Churches were also furnished with elaborate stalls,
pulpits, and rich utensils, but
in the latter the style of the
designs was still Mediæval.
In the reigns of Henry VII.
and Henry VIII. in England
the style gradually altered to
the Italian forms of the Renaissance,
and many Italian architects
and carvers found work
in this country in making furniture
for the royal palaces,
and besides, great quantities
of Italian, Flemish, and French
furniture were largely imported.
Jean de Mabuse and
Torrigiano were employed as
architects and sculptors by
Henry VII., and Holbein and
some Italian artists designed
furniture and goldsmith’s work
for Henry VIII.
In France, during the reigns of François I., Catherine
de’ Medici, and Henri II., a great activity took place in
architecture and in all the industrial arts, in which that
country not only imitated, but sought to excel, the work
of the Italian schools.

Fig. 236.—Stool of Carved Wood; Italian; Sixteenth Century. (J.)
As already mentioned, the French kings and Medicean
princesses in the sixteenth century had invited from Italy
Cellini, Primaticcio, Il Rosso, Serlio, and others, who succeeded
in founding the style of the Renaissance in France,
264and about the same time many French artists journeyed to
Italy to acquire the newer style which had been evolved
from the study of the old classic remains of that country.
Among the names of the principal French artists, sculptors,
and carvers of this period are those of Jean Goujon,
Nicholas Bachelier of Toulouse, Jean Cousin, Germain
Pilon, Philibert de l’Orme, Du Cerceau, who published
designs for all kinds of decorations and carvings, and
Hugues Sambin of Dijon. Most of these men were architects
and also designers of the heavy and rich furniture
that was characteristic of the French Renaissance. Some
268of these artists and their works have been noticed in the
chapters on Renaissance architecture and metal work.
The cabinet (Fig. 238) is a good example of the architectonic
style of French furniture of the sixteenth century.
French wood carving is
distinguished from the
Italian of this period by
the great use of the cartouche
and strap-work
(Fig. 239), which was so
characteristic of the
Henri-Deux style.
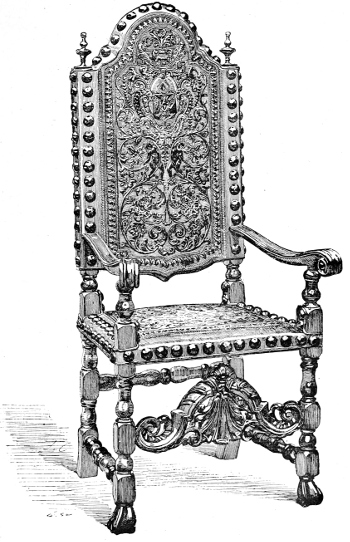
Fig. 237.—Chair Decorated with Gauffered Leather; Early Sixteenth Century; Italian Style. (J.)
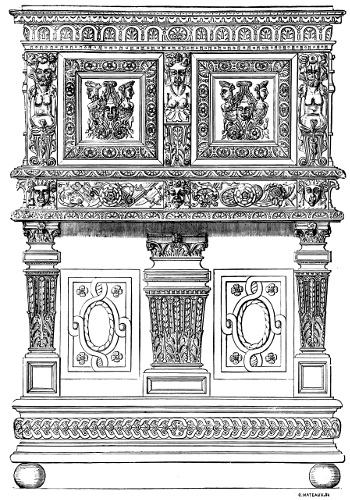
Fig. 238.—French Cabinet; Sixteenth-Century Work. (P.)

Fig. 239.—Carved Wood Panel; French; Sixteenth Century. (P.)
When the Renaissance
had taken a firm root in
Germany, the designers
and carvers of altar-pieces
and of furniture
generally proved themselves
thorough masters
of the style, and were
especially skilful in the
carving of wood, both on
a gigantic and on a
minute scale. Whole
fronts of houses were
elaborately carved in
designs consisting of
figure work, animals, ornament,
and grotesques
of a quaint and humorous
description, while exceedingly
minute works of figure subjects and animals
were carved in box and other woods with a delicacy and
quaintness often excelling the ivory carvings of the
Japanese. Escritoires, buffets, cabinets, and other furniture,
were made and exported from Germany into Spain
and other countries.
269Flemish and English furniture and carving were pretty
much alike in the reigns of Elizabeth—the Tudor period of
English art—and of James I., the Stuart or Jacobean. The
pieces of carved furniture, both Flemish and English, were
very solid and heavy both in the design and thickness of
the material, which was generally of oak or chestnut. So
much Flemish furniture was imported into England at this
time, and the English-made work, being so close in resemblance
to the former, that a great difficulty is experienced
in classifying examples of this period. The table, Fig. 240,
and the so-called “Great Bed of Ware,” are examples of
the furniture of the Elizabethan period (Fig. 241.)
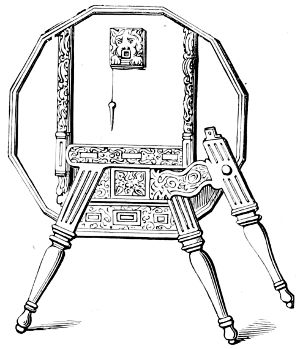
Fig. 240.—Elizabethan Table. (P.)
In Spain the Italian style in furniture was introduced
in the first instance by the great importations from Italy
and Germany, but under such excellent native carvers and
designers as Felipe de Borgoña (sixteenth century), and
Berruguete (1480-1561), the style of the Renaissance soon
270spread from Toledo to Seville and Valladolid, where great
quantities of carved and inlaid work and elaborate altar-pieces
were executed during the prosperous Spanish period
of the sixteenth century.
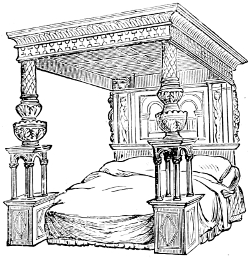
Fig. 241.—The Great Bed of Ware; Elizabethan. (P.)
During the same century Venice and Florence were
famed for their marquetry—inlaid work of ivory and metal—in
cypress, walnut, and other woods, which art had been
imported from Persia and India by the Venetians, and
which spread rapidly through Europe until the furniture
made with marquetry decoration
by degrees supplanted
the heavier classical
architectural designs.
This was brought about
chiefly in the West of
Europe by the Dutch and
French marquetry work,
developed during the seventeenth
century.
Before leaving the Italian
sixteenth-century work we
must notice the mirrors,
with their elaborately
carved frames of Venetian
design and manufacture. In this century Venice was
renowned for the making of glass, for which it is still
famous, and certain privileges were granted by the State
exclusively to Venetian manufacturers of looking-glasses.
Two Murano glass makers named Andrea and Dominico,
who were the inventors, were granted in the year 1507
the sole privilege of making “mirrors of crystal glass”
for a term of twenty years. Previous to this time the
mirrors were made of various polished metals. The
frames of the Venetian mirrors were often elaborately
carved (Fig. 242), some of them being made in designs
that were strictly architectural in character, representing a
door, or window frame, with pilasters, frieze, and cornice,
271and sill or plinth. These carved frames were often partly
or wholly gilt, and were exported in considerable quantities.
Pictures were framed in a similar way to the mirrors,
and carved and gilt frames were soon used all over
Europe as picture frames. Later on gilt furniture of all
kinds was made in Venice and was in great favour in the
other countries of the Continent.
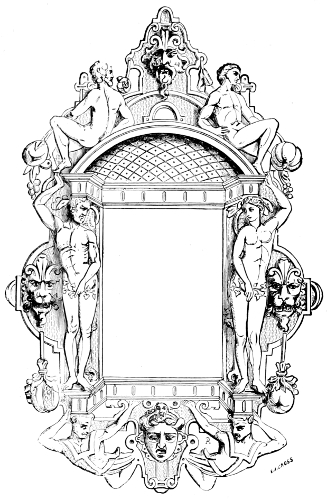
Fig. 242.—Venetian Minor Frame; Sixteenth Century. (P.)
272The manufacture of marquetry furniture by the Dutch in
the seventeenth century has been mentioned as having
helped in a great measure to change the style of furniture
design from its former architectural character to a greater
simplicity of construction. Large panel surfaces were used
for the purpose of showing to greater advantage the rich
and bright colours of different kinds of hard woods used
in the marquetry. Both natural and stained varieties of
various wood were arranged in the designs in juxtaposition,
and a free and picturesque kind of ornamental
foliage was employed mixed with large tulips, roses, and
birds in the Dutch marquetry decoration. Other materials,
such as ivory, ebony, and mother-of-pearl, were also used
as inlays. In France a similar kind of marquetry was
developed, but the design consisted more of figure subjects
and imitations of ruins in landscapes. A complete change
in the design of the furniture in the latter country was also
effected by the same desire to get large surfaces on which
the inlaid work could be seen to great advantage, and the
spaces were not divided by architectural mouldings, or
pilasters, as they had been in the preceding earlier work.
Towards the end of the sixteenth century, and during
the earlier half of the seventeenth, the sumptuous furniture,
the beds, and general furnishing of the better class of
houses and palaces in France and other European countries,
were characterized by the use of costly silk brocades,
tissues, and embroidered coverings and hangings.
By thus seeking to give the furniture an appearance of
the richest possible kind, such articles as chairs, couches,
and beds lost in a corresponding degree their elegance
and former constructive beauty. Under their gorgeous
Italian and Oriental velvet coverings, their framed construction
ceased to be visible. The above pieces of furniture
still retained their sumptuous upholstery during the
reign of Louis XIV., but the tables, armoires, cabinets,
book-cases, pedestals, clock-stands and cases, came under
the influence of the architecture of the period, when the
273king’s chief minister, Colbert, selected the best architects
and cabinet-makers of the day to design the furniture for
the palaces of the Tuileries, the Louvre, and Fontainebleau.
The greatest name connected with the design and manufacture
of the magnificent furniture of the Louis-Quatorze
period is that of André-Charles Boulle, whose work is
known under his name as “Boulle.” This celebrated furniturefurniture
is an elaborate kind of marquetry of which the materials
are rare woods, ebony, tortoiseshell, brass, mother-of-pearl,
and white metal or tin. The mountings, mouldings, and
other salient points are made in brass beautifully chased
and finished, some of the mountings being in the forms of
masks, foliage, cartouches, and animals’ heads and feet as
termination.
André-Charles Boulle was born in Paris in the year
1642. His father, Pierre Boulle, was also a distinguished
ébéniste, or cabinet-maker, but his more eminent son possessed
the artistic gift in a much higher degree. In addition
to making his special marquetry from his own designs
Boulle also executed a good deal of his best works from
the designs of Jean Berain (1636-1711), his chief collaborateur.
Berain’s designs were more Italian in style, more
symmetrical in the composition of the ornament, and more
correct from an architectural point of view, than those
attributed to Boulle himself, whose designs had much of
the looseness and freedom of the prevalent Louis Quatorze.
At the death of Jean Macé, the king’s ébéniste, in 1672,
who had formerly lived in the royal galleries of the
Louvre, the logement and office of ébéniste to the king
had become vacant, and Boulle on the recommendation of
Colbert, minister to Louis XIV., was appointed as the
successor of Macé, and was installed in his rooms in the
Louvre in the year 1673. He had previously executed
some important work for the king, and was known as the
ablest ébéniste at that time in Paris.
The origin of the Boulle marquetry can be traced to the
Indian, Persian, and Damascus encrusted inlays in ivory,
274ebony, nacre, and metal, that found their way to Venice,
Portugal, Spain, and France in the Middle Ages. These
works consisted chiefly of caskets, coffers, and small pieces
of furniture. In the inventories of Charles V. of France
(1380) mention is made of lecterns and coffers of inlaid
ivory or bone, in ebony, and similar works are mentioned
in the inventories of Charles VI. (1418), and of Anne of
Brittany (1498). These are the earliest notices of marquetry
furniture that was made in France, and was probably
an imitation of Oriental work.
In the Renaissance period François I. bought some
magnificent furniture of Indian workmanship, inlaid with
mother-of-pearl, from Portuguese merchants, and mention
is made of chairs, tables, coffers, cabinets, and mirror-frames
that belonged to Queen Marie de’ Médicis (1600),
the Cardinal d’Amboise (1550), and other great persons of
the French Court, all of which works were made in
marquetry.
In France before the sixteenth century, tortoiseshell,
brass, tin, and exotic woods were used as inlays, in addition
to the ivory, ebony, and nacre of the East. From this
it will be seen that Boulle did not invent the celebrated
marquetry that bears his name. He, however, brought
this sumptuous form of cabinet work to great perfection,
and under the patronage of Louis XIV. he had every
opportunity to develop his artistic abilities to the utmost.
The method of procedure in the making of the Boulle
marquetry was, first, to prepare the veneers of wood, shell,
tin, and brass of the same thickness, each having perfectly
plain surfaces; these veneers were then glued together
in pairs of opposite materials, according to the nature
of the effect required in the finished work, and were held
together firmly in a vice. The design was then traced on
the surface of the upper leaf, and the veneers were then
cut through the lines of the pattern with a burin, a sharp
strong knife, or a fine saw; thus four pieces of marquetry
were made at one cutting. When the plaque forming the
275design was composed of tin or brass, which was afterwards
engraved or chased, it was technically called “boulle”;
and when the design was formed by the shell or ebony
it was called “counter”; the two effects are together
known as “boulle and counter,” or première et contre-partie.
A later kind of Boulle work, known as the Second Style,
has the shell veneers laid on a clouded vermilion or on a
gilt ground.
Boulle was an artist of great excellence as a sculptor
and chaser of metals; his mountings of foliage and masks
which decorated his works are spirited in design and are
skilfully chased and finished (Fig. 243). He executed a
great number of costly pieces of his famous marquetry for
Louis XIV. and the Dauphin of France, many of which
found their way to England a century later. Examples of
Boulle work fetch great prices when, as on rare occasions,
they make their appearance in a sale. For instance, two
armoires, or large cabinets, were sold at the sale of the
Duke of Hamilton’s Collection in 1882 for the sum of
£12,075. The armoire (Fig. 244) now in the Jones Collection
at South Kensington, is perhaps the finest piece of
Boulle furniture in England. It is much finer and better
designed than the Hamilton cabinets, and would probably,
if now sold, fetch the above sum, or more, that was paid for
these cabinets. It appears likely, from the style of the
ornament, that it was designed by Berain.
After the death of Boulle his four sons carried on the
making of this celebrated marquetry, but in a coarser and
feebler style of design and of inferior workmanship. Other
ébénistes tried to imitate Boulle work, but their efforts
were not very successful, and were only inferior imitations.
In Germany in the seventeenth century, the most prominent
names as designers and makers of furniture are Philip
Heinhofer, Baumgartner, and Hans Schwanhard. The
former was the maker of the celebrated Pomeranian Cabinet
(1611-1617) which is now in the Royal Museum at Berlin.
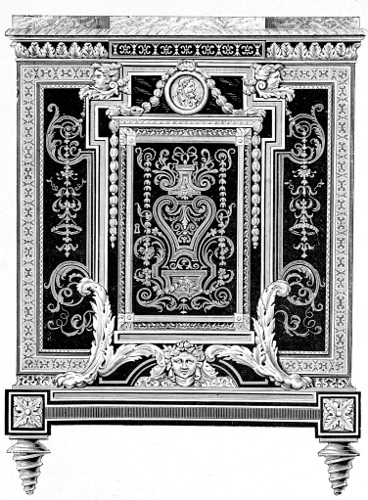
Fig. 243.—Boulle Cabinet. (S.K.M.)
In this century, in Italy, Andrea Brustolone (1670-1732)
276was noted as a carver, gilder, and cabinet-maker who worked
in the extravagant style of the Louis Quinze (Louis XV.), and
in the first half of the eighteenth century (1700-77) Pifetti,
a Piedmontese cabinet-maker, was honoured by the Italian
Court, for which he executed many works in ivory carving
277and marquetry work in the style of Boulle. Many other
cabinet-makers and carvers were employed to make furniture
and to decorate the queen’s palace at Turin, among
whom may be mentioned the names of Galleti, the successor
of Pifetti, and Maggiolino of Milan, who chiefly made a
kind of marquetry in light woods. We are indebted to
Mr. J. H. Pollen’s handbook on furniture for some of these
names, and a list of many others will be found at the end
of his useful book.
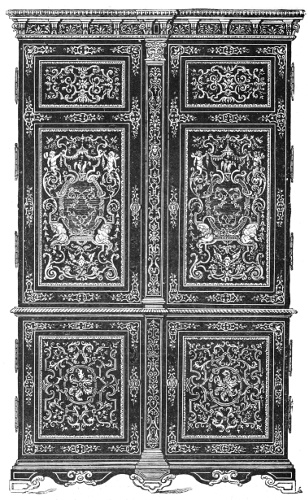
Fig. 244.—Boulle Cabinet or Armoire. (S.K.M.)
The French architect, Le Pantre (1617-82), designed
furniture and decoration in the heavy classical style of the
Roman antique, mixed with shell-work, grotesques, and
little Cupids or “putti,” and also engraved and published a
book of studies of Roman ornament from sketches that his
master, Adam Phillipon, had made in Italy. He worked
with Le Brun, the painter and director of the decoration at
Versailles. Le Brun’s own work was heavy and dull,
although he aimed at grandeur and gorgeousness of effect.
He was director of the Gobelins tapestry manufactory, and
his style of work was in harmony with the pompous ideas
of Louis the “Grand Monarch.” Madame de Maintenon
says in one of her letters to a friend, that Louis was so
fond of symmetry and stateliness in his architecture, as in
other things, that he would have you “perish in his symmetry,”
for he caused his doors and windows to be constructed
in pairs opposite to one another, which gave to
everybody who lived in his palaces their death of cold by
draughts of air.
Much of the more artistic kind of furniture was imported
from the Continent into England during the seventeenth
century, and a feature of this period was the highly decorative
silver furniture already noticed in the chapter on
metal work.
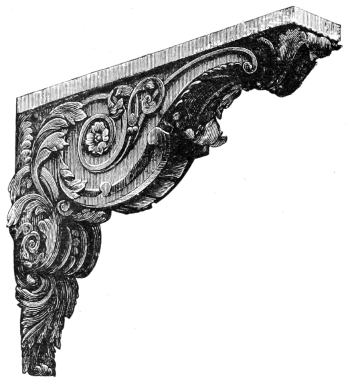
Fig. 245.—Carved Bracket; English; Eighteenth Century. (P.)
In this century and early in the following one, the art of
wood carving was greatly developed in England, chiefly
owing to the genius of Grinling Gibbons and to the influence
of Sir Christopher Wren, the style developed being a
278more or less realistic or baroque form of the Renaissance
(Figs. 245, 246). Gibbons carried out some of his carvings
to an astonishing degree of realism: bouquets of flowers,
festoons of fruit and flowers, birds, figures, and drapery
were executed by him in the highest possible relief, which
looked detached from the ground, and yet they usually
formed a part of the solid wood with the background. Ornament
was carved with a singular crispness, and apparently
without any hesitation on the part of the carver. Though we
may condemn the florid looseness of the style of Gibbons,
we must admire the dexterity of workmanship and general
technical excellence imparted to everything he touched.
Some of his best work may still be seen at Chatsworth,
Petworth House in Sussex, Lyme Hall in Cheshire, St.
Paul’s Cathedral, and Trinity College Chapel at Oxford.
Many of the old English halls and manor houses also contain
examples of carving done either by Gibbons or his
279pupils and immediate successors, namely, Watson, Drevot,
and Laurens.
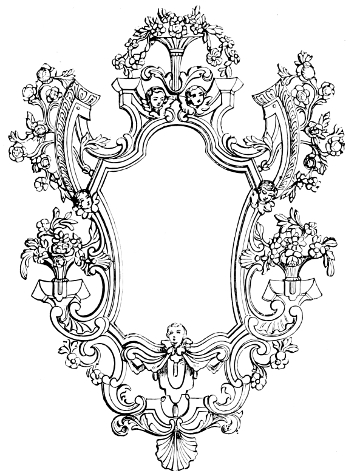
Fig. 246.—Mirror Frame; Seventeenth Century. (P.)
Under the Regency of Philippe d’Orléans in France
(1715-1723) decoration and ornament assumed a light and
fanciful character, very naturalistic, but still having some
classic details; of this style Claude Gillot is the chief
exponent. Watteau, his pupil, made a great name as a
painter of pastoral scenes, fêtes galantes, and all kinds of
light and daintily-treated subjects of a theatrical and
artificial kind of composition. His colour was silvery and
harmonious, and sometimes he decorated furniture with
pastoral scenes.
280
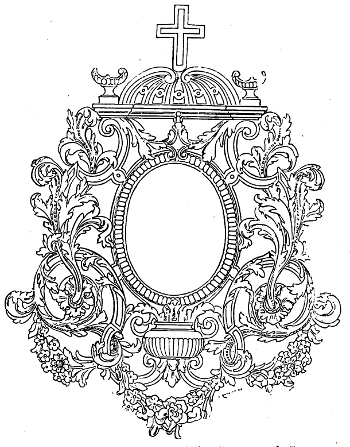
Fig. 247.—Holy Water Vessel; English; Seventeenth Century. (P.)
The Rococo style had begun under the Regency, if not
earlier, and such men as Oppenort, the De Cottes, father
and son, François de Cuvilliés, the Italians Bernini and
Borromini, and lastly the great apostle of the Rococo,
Meissonier, were all designers of furniture or architects
who belonged to the period of Louis XV., and who executed
works that reflected the loose and unrestrained character
of the times (1723-1774). Chinese and naturalistic elements
were grafted on, or mixed with, the former Louis
Quatorze, with an addition of still life that did duty for
architectural form in objects of pottery and metal work,
and a combination of shell work; all these elements made
281up the style known under the different names of rococo,
rocaille, baroque, or Louis Quinze.
Furniture was made with curved and swelling panels to
show to more advantage the marquetry, or paintings on
gold grounds: these kinds of panels and friezes were
known as “bombé.”
It is said that the Italian architects, Bernini and Borromini,
were the first to introduce the rococo style into
France, but no designer went so far in the wildness of its
vagaries as the French Meissonier. His ornament furnishes
a perfect example of the want of balance and
symmetry. He designed for furniture, woodwork, silver-smithery,
and modelled decoration, all of which work
illustrated the broken shell-shaped panels with frilled and
scalloped edgings and curved mouldings.
Rooms were lined with looking-glasses having these
rocaille mouldings, which were well adapted to show to the
best advantage the glitter of the gold leaf that was used
inordinately on the furniture and decoration of the Louis-Quinze
period.
Pierre Germain, Jean Restout, and Jean Pillement are
well-known names of other designers of the rocaille
style.
Painted panels of pastoral scenes and flower groups were
the usual colour decorations of ceilings, furniture, carriages,
and a host of minor articles such as fans, étuis, snuff-boxes,
&c. The latter smaller articles, as well as the state carriages,
were decorated with paintings in what was known
as the Vernis-Martin style. Martin was a decorator of carriages
and an heraldic painter, who invented the particular
hard varnish or lacquer which bears his name. It was
quite likely that this was as near as possible a successful
imitation of the Japanese gold lacquer that decorated the
articles which were at this period imported from Japan by
the Dutch and Portuguese traders into Europe. Carriages,
tables, cabinets, and especially smaller articles like snuff-boxes
and needle-cases, were painted and decorated in
282“Vernis-Martin.” Some of the smaller objects were
beautifully mounted in chased gold.
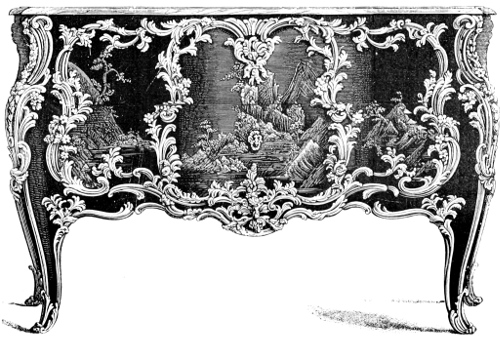
Fig. 248.—Commode, with Lac Panels, and Mounts by Caffieri. Louis-Quinze Style.
It was quite a common practice to cover or to panel
furniture with plaques of Japanese lacquer, and to mount
them in chased metal or ormoulu decorations. A unique
commode is illustrated at Fig. 248, made from panels of
283very old Japanese lacquer and highly decorated with
ormoulu mounts by Caffieri, a skilled chaser of the Louis-Quinze
period.
In the latter half of the eighteenth century an improvement
in the design of furniture and of ornament generally
crept in, owing to the study of the ornamentation and
design of the classic objects that had been found in the
buried cities of Herculaneum and Pompeii. These cities
had been discovered in 1713, and about forty or fifty years
later books were published illustrating the buried remains,
which helped to change the public taste, and by degrees a
demand arose for designs of a more severe and classic kind.
The prevailing taste was then apparently gratified by
the mixture or grafting of a certain quantity of classic
forms with the former frivolous style of the Louis Quinze.
The style in furniture and in ornament now developed
into what is known as the “Louis Seize” (Louis XVI.),
and consisted in its ornament of a composition of thin
scrolls, garlands, bows and quivers of arrows, ribbons
and knots, medallions with classic cameo-cut subjects.
Mouldings were fine and delicately ornamented, and of
straight-lined variety; in fact, the straight line now reasserted
itself in architecture and furniture design (see
Figs. 249, 250), in refreshing and healthy contrast to the
tottering and riotous curves of Louis XV. and the Du
Barry period.
Some of the most beautiful furniture expressive of the
utmost elegance was made by Riesner and David, and
was decorated with ormoulu mounts by Gouthière for the
Queen Marie Antoinette. Riesner and Gouthière were
the ablest men of their time, who generally worked
together in the making and decorating of the finest furniture
of this period. We are fortunate in possessing in
the Jones Collection at South Kensington some of the
very finest examples of this furniture, much of which was
made for Marie Antoinette (Figs. 251, 252).
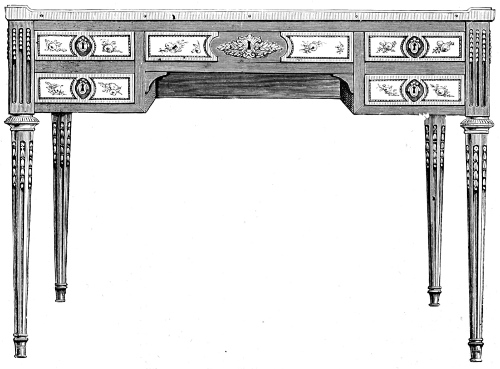
Fig. 249.—Louis-Seize Writing Table.
Riesner usually worked in light and richly-coloured
284woods, such as tulip-wood, holly, maple, laburnum, purple-wood,
and rosewood, for his marquetry work, and used oak
for the linings and foundations.
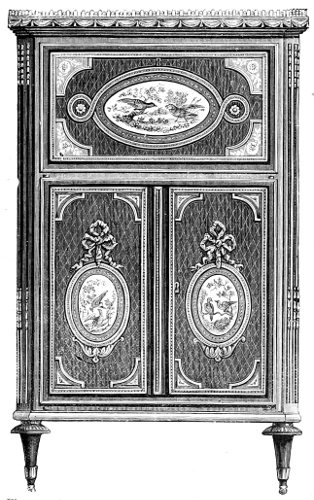
Fig. 250.—Mahogany Cabinet with Sèvres Plaques. Louis Seize.
The best pieces of David and Riesner were usually
mounted in ormoulu or bronze-gilt metal by Gouthière, who
has never been equalled as a founder and chaser of this
class of work. Prieur was also a good chaser of the Louis
Seize period. Delafosse was an architect and designer of
furniture and decoration of the period, whose designs were
285of a more heavy and classical kind. Cauvet was a German
who worked in Paris, and designed graceful arabesques
and figure work, and who published a book of designs.
Lalonde designed work that might be classed in the same
category as that of Cauvet, and Salembier was a prolific
286designer of a light and free kind of arabesque. Many of
his designs for silk may be seen in the fabric at the Silk
Museum in the Bourse at Lyons. Le Nôtre designed for
furniture, carving, and was also famed with La Quintinie
as a designer of the state and public gardens.

Fig. 251.—Escritoire of Marie Antoinette. (Jones Collection.)
In Italy the prevailing ornament in furniture and
decoration was more classical than in France. Piranesi,
Albertolli, Pergolese, and Bartolozzi are names of the
principal designers of this country in the eighteenth
century, most of whom published extensive works on
287ornament. The latter two were brought to England by
the brothers John and Robert Adam (1728-1792), who had
travelled in Italy, bringing also with them classical ideas,
which they developed in England, and which influenced to
a great extent the style of architecture and furniture design
in this country. The Adelphi building and the houses in
Portland Place were built from designs by the Adams.
288All kinds of furniture, sedan chairs, carriages, plate, &c.,
were made from their designs. Fine mouldings, medallions,
rosettes, light garlands, capitals in classic form,
fluted pilasters and columns, were all designed by them
with the utmost restraint in style—even to coldness.
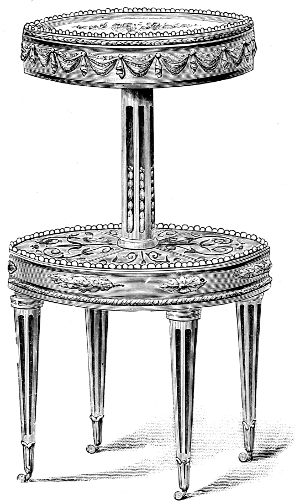
Fig. 252.—Table of Marie Antoinette, inlaid with Sèvres Plaques.
(Jones Collection.)
Thomas Chippendale was a famous cabinet-maker of
the eighteenth century. His furniture, or even any good
imitation of it, fetches a good price at the present time.
289He published a book on furniture design and interior
decoration in the year 1764. His sons are supposed to
have made nearly all the best of the mahogany furniture
known as “Chippendale.”
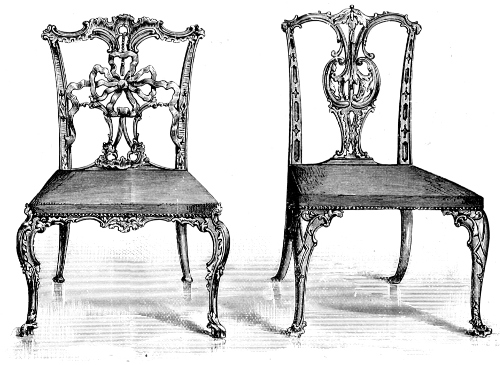
Fig. 253.—Parlour Chairs, by Chippendale. (L.)
The parlour chairs (Fig. 253) are good examples of
Chippendale furniture, and the chairs made in the so-called
“Chinese style” (Fig. 254) are attributed to the elder
Chippendale.
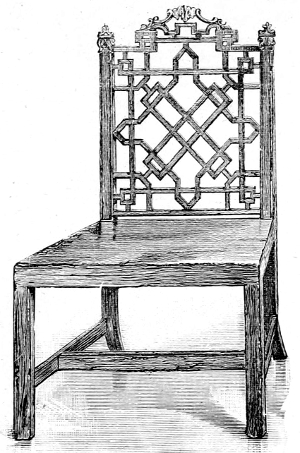
Fig. 254.—Chair in the Chinese Style, by Thomas Chippendale. (L.)
Sherraton and Heppelwhite are names of two other
well-known cabinet-makers, who made excellent mahogany
furniture in the last century, both of whom published works
on the subject at the latter end of the century.
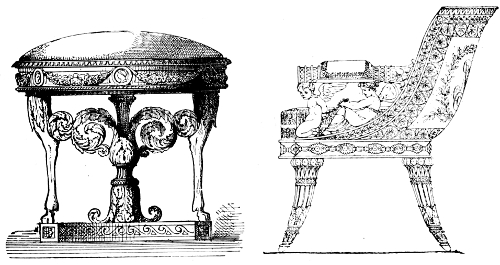
Fig. 255.—Stool and Chair, Carved and Gilt Mountings; Empire Style. (L.)
The names of Gillow, Lichfield, Lock, and Copeland are
those of eminent English cabinet-makers and decorators
290of this period, the two former firms being still in existence
in London.

Fig. 256.—Cabinet of Red Chased Lacquer (Japanese) and Porcelain Dish. (J.)
In France, after the Revolution (1792), a more decided
phase of the dry and heavy classicisms was apparent in
the furniture design and decoration of the period (1801).
This return to classic heaviness has been attributed to the
influence of the academic painter David, but is more likely
291to have been a pandering to the national worship of
Napoleon and the French Empire. It seemed to have
been the universal desire to make everything echo or
reflect in some measure the glory of the Emperor Napoleon
I. The meanest thing had some symbol or allusion
by the way of decoration that should remind everybody of
the greatness of the new monarch and of the French
292Empire, and consequently the heavy and ponderous style
of that period was known as the “Empire Style.” The
furniture of the Empire was usually made in mahogany,
decorated with mountings in brass or bronze, of sphinxes,
griffins, Roman emblems, and antique scrollery (Fig. 255).

Fig. 257—Lacquered Boxes; Sindh. (B.)
Percier and Fontaine are names of French cabinet-makers
293and designers who worked in the Empire style,
and who published a book of their designs.

Fig. 258.—Lacquered Leg of Bedpost; Sindh. (B.)
In England the style was copied, and we find that endless
imitations of the French
fashion in tables, sofas, chairs,
cabinets, and clocks were designed
after the same antique
ideals.
In this country, during the
earlier half of the present century,
the mediæval Gothic style
was partly revived in architecture
and in furniture, mainly
owing to the efforts of Augustus
W. Pugin, the architect. He
designed many pieces of furniture,
and published a work
consisting of Gothic designs
in the year 1835. Notwithstanding
the efforts of Pugin
and some other eminent architects
and “purists,” no particular
lasting impression was
made in this direction.
If we except a few of the
best cabinet-makers’ shops,
where in the present day some
furniture of good design is
made, the majority of such work
is now made by machinery, or
is often too much the work of
the upholsterer, and is consequently
less artistic and more mechanical both in design
and construction.
Some of the most beautiful furniture of Japanese
and Chinese manufacture is made in carved wood and
lacquered in black or red. Cabinets with drawers and
294quaintly contrived cupboards and recesses (Fig. 256) are
made by the Japanese, finished in lacquers, and inlaid
with ivory and mother-of-pearl. The Chinese are especially
skilled in carving red lac-work. Some vases of
great dimensions and of exquisite workmanship in this
material may be seen in the Kensington Museum.
Lac-work is also executed with great skilfulness by the
natives of India. Bracelets, armlets, or golias, are made
of lac in various colours, the golden decorations of which
are made from tinfoil and varnished with a yellow varnish
made of myrrh, copal, and sweet oil boiled together.
Boxes, bed-posts, and other furniture, made in wood or
papier-mâché, are lacquered and decorated with flat renderings
of flowers and conventional shapes of animals
and birds (Figs. 257, 258). All kinds of toys, weights and
measures, cooking utensils, circular playing-cards, turnery,
&c., are objects in small wares made in the choicest lac-work
of India.
295
CHAPTER VI.
TEXTILE FABRICS.
Weaving is an art that has been practised from prehistoric
times. Grasses, shreds of bark, rushes, bast, &c.,
were at first woven, and used as articles of dress and
coverings such as we see in use to-day among the uncivilised
tribes of the world. The loom is also a very ancient invention,
and must have been used much earlier than we have
any record of it.
One of the oldest varieties of fabrics made in the loom is
that of linen, the threads of which are prepared from the
fibrous parts of the flax plant stalk. We have not only
Biblical evidence of the weaving of linen by the ancient
Egyptians, but the actual material itself, which has been
proved by the strictest scientific analysis to be the product
of the flax plant.
The oldest kind of Egyptian linen was that used for
the swathing bands of the mummies, and was formerly
known under the erroneous name of byssus, the latter being
a material woven from the filaments or beard of the pinna
marina, or sea-caterpillar.
The various methods and processes used in the manufacture
of linen are well illustrated in the Egyptian paintings
and bas-reliefs, such as the beating of the flax,
combing, spinning, and weaving in the loom. Some of
the Egyptian linen was exceedingly fine in texture and
perfect in workmanship: a piece of linen found at Memphis
had 540 threads to the inch in the warp.
Linen yarn and the raw flax were exported from Egypt
296by the Phœnicians and Carthaginians to Greece, Italy,
Germany, Spain, and probably to the British Isles. The
Greek women wove linen for their garments, as the women
of most European countries have done in the ancient and
Middle Ages. Germany, Holland, and Belgium have
from early times been the chief countries for linen manufacture
in Europe. Perhaps at the present day the city of
Belfast in Ireland is the most important seat of linen
industry in the world, and Dundee in Scotland might
claim the second place. For the last two hundred years
the linen trade of Ulster has been in a flourishing condition.
The English Parliament from the days of William III.
to the present time have encouraged and promoted the
trade, but the initial success of this industry was owing
in a great measure to the skill and energy of Louis Crommelin
and the Huguenot colony, who came to the North of
Ireland from France after the Revocation of the Edict of
Nantes (1685), and in the year 1699 finally settled at Lisburn,
near Belfast. A similar colony of French Protestants,
who were weavers by trade, settled in Scotland in 1727
under their leader, Nicholas d’Assaville.
A great epoch in the history of weaving dates from the
time of the invention of the Jacquard machine, which
caused a revolution in nearly all branches of weaving.
Jean-Marie Jacquard (1752-1834), the inventor of this
machine, was a native of Lyons and a silk weaver by trade.
The Jacquard machine is attached to any ordinary loom,
and its work consists in mechanically selecting and raising
the warp threads, when the shuttle passes across the loom,
the action being regulated by means of cards with pierced
holes through which the lifting cords or needles pass, the
holes in the cards being arranged or cut in accordance with
the preconceived pattern that ultimately figures in the
woven cloth.
The first Jacquard machine used in England was set up
in Coventry in the year 1820.
Silk and its manufacture by the Chinese was known and
297understood from a period anterior to the date of 2700
years before the Christian Era.
Perhaps the first knowledge of silk products in Europe
was due to the conquest of Persia and portion of India by
Alexander the Great, who came in contact with the
Chinese, or some people who lived beyond India, and who
had probably worn silken garments. To these people the
Greeks gave the general name of the Seres. This name
was not only given to the people beyond India by the
Romans, but to the silkworm itself. Aristotle, Virgil,
Dionysius the Geographer, and later Pausanias, mention
the seer or spinning-worm, from which the rich and valuable
Oriental garments were made. Pliny says that the Assyrians
made silk from the bombyx and taught the art to the inhabitants
of the island of Cos. Pamphile, the daughter of Plates,
made the finest woven silk in the island of Cos. It is
supposed that in the first instance the raw material found
its way from China, through India, Persia, and Arabia, to
the Grecian Isles, and eventually to Italy and Western
Europe. In European countries silk at first was mixed
with wool or linen, and garments of this material were
worn by the Romans.
The thin gauze-like silken garments of Cos were of a
pure quality and were imported to Rome in the second
century and were reckoned worth their weight in gold.
About this time great quantities of the raw silk were
brought from the East by the overland route and by
sea, and in the end of the fourth century silk had become
so cheap as to be within the reach of the common people
(Marcellinus, A.D. 380). Tyre and Berytus were the chief
seats of silk manufacture from which the Roman markets
were supplied.
In the year 552 an event is recorded that revolutionised
the manufacture of silk in Europe. The story is related
that two monks, either Greeks or Persians, were sent as
ambassadors to China, and there learnt the arts and
methods of silk production from the natives. They succeeded
298in secretly conveying in their hollow cane walking-sticks
a quantity of silkworms’ eggs which they brought
to Constantinople, where they were hatched in warm
manure, and the grubs were fed on the leaves of the mulberry-tree.
Very soon after this a royal factory was set
up in the palace at Constantinople. Women weavers were
pressed into the Emperor’s service, and a state monopoly
was set up for the manufacture of silk fabrics.
The introduction of the silkworm did not cheapen the
price of silk; on the contrary, the production of the royal
looms were sold at excessive prices, and far beyond those
paid for the material before the silkworm rearing period
in Europe.
The court of the Eastern Empire did not hold the silk-weaving
monopoly long, for very soon after the secret of
the rearing of the worms spread to the Peloponnesus
and the isles of Greece, where, from the sixth to the middle
of the twelfth centuries, Europe was supplied with nearly
all the silk it required.
In the year 1130 Roger I., the Norman King of Sicily,
brought a colony of silk weavers from Athens and induced
them to settle in Palermo, where an extensive silk industry
was already developed under the former Saracenic rulers,
who were vassals of the independent Fātimy Khalifs of
Egypt, during the ninth and tenth centuries.
After the introduction of the Greek weavers into the
Palermo workshops we find the Siculo-Arabian designs
altering from the older circular panels of Saracenic ornament,
which consisted of the designs of birds and animals
placed back to back, or vis-à-vis, of Mesopotamian origin,
to bands of birds, animals, and fishes, grotesque and otherwise,
mixed with foliage and scrolls containing mock
Arabic inscriptions.
To trace the analysis of patterns in silk fabrics is to trace
the historical development of the fabrics themselves, for
pattern and manufacture, historically considered, have
developed side by side.
299When we consider the varieties indicated by the names
of Byzantine, Saracenic, or Arabian in its various forms,
Italian and French, we shall find that in the order mentioned
the chronological development of material and
pattern run concurrently.
Silk, in its raw state, during the first few centuries of our
era arrived in the principal towns of Asia Minor, in Alexandria
in Egypt, and in Byzantium (Constantinople), from
China, by the way of the Indian Ocean and the Red Sea,
and overland by caravans.
The Persians and the Byzantine Greeks, from the first
to the eighth centuries, monopolised the Western silk manufacture,
as they already possessed the looms on which
they had made linen, woollen cloth, and carpet tapestry. It
required very little adaptation to convert them into silk
looms, and towards the early part of the seventh century
the new material had firmly established itself in Persia,
Syria, and Constantinople.
The patterns for the most part were symbolic and large
in character, and nearly all of them had their origin in the
“Homa,” or sacred “Tree of Life” (Figs. 259, 260), with
the worshippers on either side consisting of kings or other
personages in the act of adoration, such as we find as a
common theme engraved on the Assyrian cylinders, wall
decorations, and bronze platters, which had its origin in
the older Egyptian forms. Where the Sacred Tree, with
animals instead of human forms, was made a feature of in
the silk fabrics, the stuff had a Persian development derived
from Babylonian sources, but the Greeks or Byzantines
used this pattern for the sake of expediency, and not in a
symbolic sense.
There is a piece of very old Byzantine silk in the Kensington
Collection, and also a piece of the same material in
the Silk Museum at Lyons, which consists of a design of
winged personages wrestling with lions; the pattern is
woven in strips, and the colour is a red ground with white,
gold-coloured, blue and green figuring. The style of the
300design and peculiarity of the weaving prove it to be of a
date anterior to the eighth century. This particular Byzantine
tissue has the red weft of the ground executed in
five different shades of the red colour thrown crosswise
(lancé croisé), each shade alternating in three threads by
three; the warp is thick, and the shuttle passes right across
the width, all the material being pure silk—these are the
marks by which Byzantine fabrics are known.
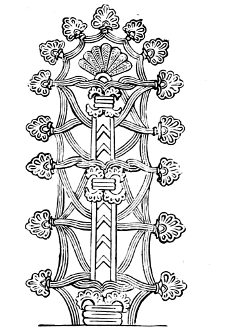
Fig. 259.—Assyrian Homa or Sacred Tree.
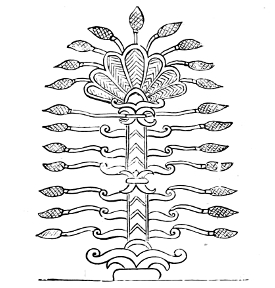
Fig. 260.—Tree of Life, Assyrian.
It is only in genuine examples of Byzantine Greek fabrics
where we find the human figure is used in the design, or
animals of a free and natural type, as the Byzantine silk
designs were invariably taken from Greek mythological
sources and scriptural subjects. Genuine examples of
Byzantine fabrics are very scarce, and the one described is
a genuine example of great value.
When the Arabs under Mohammed had conquered the
countries of Persia, Syria, and the countries south of the
Persian Sea, they found already in these places the manufacture
of silk in a flourishing state. From this time—the
301ninth century—until the fourteenth, we find that from the
borders of China and India in the east to Africa and Spain
in the south and west—which embraces the countries
conquered by the Saracens—the silk industry was carefully
fostered under the Mohammedan rule. Next to precious
stones in importance and value the chiefest treasures of the
Khalifs of Bagdad, Cairo, Fez, and Cordova were silken
goods. The bazaars of the chief towns were filled with
the precious material, and silk fairs or markets were held
periodically, chiefly at Antioch, Rey, Erzeroum, Ispahan,
Jerusalem, and Mecca. The Mussulman laws forbade the
faithful to negotiate with the (Christian) infidels, but there
was a saving clause that helped them out of this difficulty,
which allowed them to bargain with the Jews, and these
middlemen did not scruple to do business with either the
Christian infidel or Mussulman.
The Jews were then, as they are now, the bankers,
merchants, and dealers in silk and precious stones, and
even before this date they were the purveyors of all kinds
of articles of luxury to the wealthy Romans of the south,
the Gallo-Romans of the west, and the Goths of Northern
Europe.
Notwithstanding the laws of excommunication then in
force, Italian Christian merchants, as well as Jews, traded
with the Mohammedan world, and both Jews and Italians
travelled over Asia Minor, North Africa, throughout
Italy, Sicily, Spain, France, and England, distributing the
products of Saracenic looms, and establishing silk manufactories
in Christian countries, notably in Sicily and Italy.
Shawls, dress goods, and hangings were then the principal
articles of silk manufacture.
Persia was the original place from whence came the best
patterns and materials; it was really the fountain-head of
textile designs, and from thence they spread over Arabia
into North Africa, Sicily, and Italy, the patterns being modified
according to the popular taste of the different countries
and by the introduction of various symbolic features.
302
Textiles of India.
The textiles of India form an important section of the
industrial arts of that country. The materials used in the
woven and embroidered fabrics are silk, cotton, wool, hair,
coloured grasses, jute, gold, silver, and various tinsels.
Among the chief artistic productions in textiles are the
kincobs, or silken brocades, made at Ahmedabad and
Benares, the embroidered muslin of Dacca, the pile carpets
of Malabar, the rugs of Madras, and the shawls of Cashmere.
The native excellence, however, in the design, colour,
and manufacture that has characterised these textiles for
centuries past is now in danger of extinction—and great
mischief has been done already—from the influence of
European designs, the introduction of magenta and aniline
dyes, and by the competition with European markets,
resulting in the production of cheaper forms of Indian
goods. It is only in the case of a few instances where the
textiles are made to order, or under the patronage of some
of the remaining Indian princes, that the traditional
superiority of manufacture is still maintained. Another
exception is the production of the silk brocades, or kincobs
(Fig. 261); this is owing in a great measure to the demand
for these goods by the Chinese and other Orientals, who
have not yet adopted the Western ideas of imitating the
European style of dress.
Some of these kincobs are highly ornamented with
interwoven gold or silver-gilt patterns of floral form, others
are ornamented as in the “happy hunting-ground”
patterns of Benares manufacture, with flowers, birds, and
animals. This particular form of fabric is no doubt a
survival, through Persian channels, of the embroidered
garments of the ancient Babylonian monarchs.
In the production of cotton goods the trade of the native
caste of weavers has suffered very much by the great
importation of Manchester cottons, and by the establishment
303of monster cotton power-loom factories at Ahmedabad
and elsewhere. Many natives of the weaver caste have
been obliged to take to agricultural and other less lucrative
pursuits, owing to the partial ruin of their trade by English
competition.
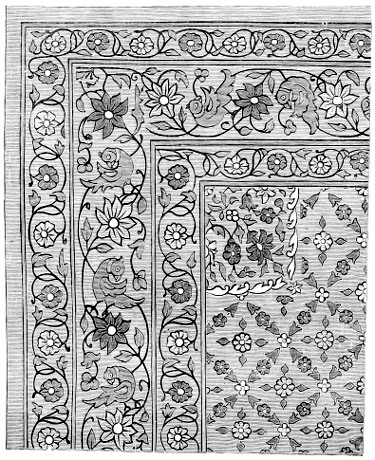
Fig. 261.—Kincob of Ahmedabad. (B.)
Cotton-printing is still, however, an important native
304industry, especially in the city of Lucknow, where the
colouring and design are still superior to that of the English
or French chintzes. Some of the best Indian, or rather
Indo-Persian, ornament is found on the printed calico
palampores, or bed-coverings, made at Masulipatam and
other places. Calicoes woven in varying stripes of coloured
threads, checks, and tartans of all hues, are among the
specialities of Indian textiles, the material being used for
trouserings, skirts, and petticoats.
The once-famous Dacca muslins, that on account of their
gossamer-like appearance have been known under the
names of “evening dew” and “running water,” are now
almost non-existent, a cheaper and coarser variety taking
their place. Muslins from Dacca and other places embroidered
with silk are still greatly used in India, and are
largely exported to the surrounding Eastern countries,
including Turkey and Egypt.
Cotton fabrics interwoven with golden thread were
formerly made in great quantities to meet the wants of the
once-powerful native rulers and the Court retinues, but
now, since the English rule in India, this kind of fabric
with many others of a sumptuous nature are much less in
demand.
Printing patterns in gold and silver foil is a common
method of decorating dark purple or deep green cottons;
muslins are also stamped with patterns in gold.
Fine gold and silver-gilt wire is used very much in India
for lace-making, weaving, and embroidery. The natives
excel all Europeans in the art of wire-drawing and in the
making of gold and silver foil, tinsels, and spangles.
These industries are carried on chiefly in the cities of
Delhi, Lucknow, Ahmedabad, and Lahore.
Silk manufacture is still a flourishing industry in many
parts of India, but, on the other hand, in some places it has
declined very much owing to European competition. The
tasar or tusser silk is a native wild silk, from which a
coarser variety of silk is now manufactured in increasing
305quantities, and is exported chiefly from Bengal. It is a
useful material, but has not the brilliancy or sheen of the
ordinary silk. Plain silk cloth is made in the Punjaub,
and the damasked or figured variety is made chiefly at
Bhawalpur.
Cashmere has been famed for centuries past for its
beautiful woollen shawls made from pushm, the wool of the
Cashmere goat, and from camel’s hair wool; the woven
material of the latter is known as “camlet.”
The principal design on the Cashmere shawls is the
cone pattern decorated with a mixture of small flowers, the
fillings between the cones being also a diapering of small
floral forms. The cone patterns are also found on metal
work, enamels, and carvings from Cashmere and its
neighbourhood. On the genuine shawls the ornamentation
is embroidered in wide borders, centrepieces, and corner
groups of flowers. The Cashmere shawls have been
imitated in woven shawls by the French and in the Paisley
shawls of Scotch manufacture. Some of the costliest
Cashmere shawls are embroidered with a “terrestrial
paradise” of singing birds, flowers, animals, and figures.
Indian ornament or decoration, from its mosaic-like or
flattened-out character, is extremely well suited to the
decoration of textile fabrics. The native ornament consists
of a variety of flat renderings of the daisy (sventi), the
lotus, the shoe flower (Figs. 91, 92, 261), knop and
flower patterns, parrots, peacocks, lions, tigers, elephants,
men on horseback, hunting or fighting, &c., and is always
rendered in flat tints of alternating colours on flat grounds,
in such works as enamels, tiles, pottery, wall paintings,
lac-work, and textiles of all kinds. Though at times the
vice of Indian ornament is illustrated in a riotous use of
small detail, on the whole it is well suited for the decoration
of flat surfaces. In the artistic products of the Mohammedan
people of India, or descendants of Persian settlers,
the ornament invariably consists of Persian or Saracenic
types; the former is distinctly seen in the Masulipatam
306rugs, carpets, and palampores, and the latter in the various
art work of the Mogul period, as, for instance, in the inlaid
marbles and other work of Agra. (Fig. 293.)
The Sassanian Persian designs in silk, as we have seen,
were derived from the more ancient Assyrian and Babylonian
embroideries, the motives of which were invariably
the Tree of Life, or “Grove of Ashareh,” with divinities,
priests, or royal worshippers on either side, the whole
usually enclosed in circles.
In the Persian and in the later Mesopotamian Mōsilwork
animals took the place of the human figures, and were
often placed back to back, divided by a stem or piece of
floriated ornament—a reminiscence of the sacred tree—and
still enclosed in a circular band. The animals were
generally lions, cheetahs, or were griffin forms, all treated
as ornamental abstractions, and the intervening spaces
between the circles were filled up with forms of parrots or
other birds, conventionally treated.
The early Saracenic designs were copies of these (Fig.
262). Later Saracenic designs had less of the bird and
animal forms, and more of the purely Arabian ornament,
with the addition of horizontal bands of Kufic inscriptions
such as texts from the Koran, laudatory compliments to
and names or titles of Sultans and Khalifs for whom the
fabrics were made (Fig. 263).
It is singular that the rich silken fabrics made for and by
the Saracens had nearly always representations of animals
in the designs, although this was contrary to the laws of
their faith; but this may be accounted for by their practice
of copying or adapting the forms of decoration already in
use in the countries they had conquered, and their lack of
originality in design during their earlier days was, perhaps,
the strongest motive in causing them to adapt ready-made
inventions to their own uses.
The wearing of pure silken garments was also forbidden
by the Mohammedan religion, but the Saracens got over
that difficulty by the mixture of a few cotton threads with
307the silken web. The Egyptian Mamlūks (1250-1390) were
very prodigal in the use of silk for dresses, banners, tent
hangings, carpets, and horse clothing, supplied from the
looms of Cairo and Alexandria, and imported from the
Eastern centres.
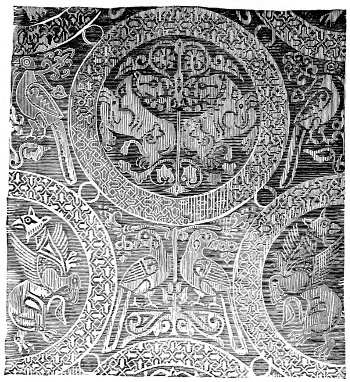
Fig. 262.—Silk Damask; Eleventh Century; Early Saracenic (L. P.)
In the thirteenth century the silk industry of the Saracens
was in its greatest vigour, with designs mostly in
imitation of the Persian school, and in the fourteenth the
same motives were used, but arranged in rows of horizontal
bands—which is essentially a Greek method—and was due
to the influence of the Greek and Christian Coptic designers.
A good example of this style may be seen in the peacock
design, Fig. 264.
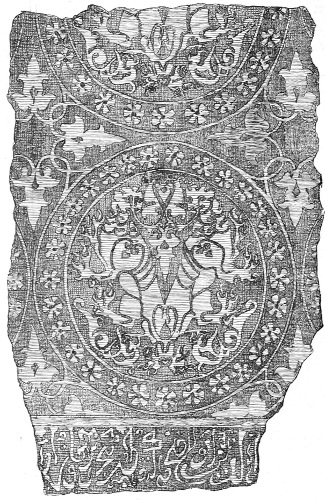
Fig. 263.—Silk Fabric of Iconium; Arabian: Thirteenth Century. (Lyons Museum.)
On account of the seaboard of Asia Minor having a
mixed population of Jews, Christians, and Saracens, silk
308fabrics from that country were decorated with imitations
of Persian designs, having the “homa” or “tree of life,”
Christian elements, such as the cross, seen in the “tree of
life” (Fig. 265), and also imitations of Arabic writing.
The Syrian examples of textiles are not so good in
material or workmanship as the Byzantine or old
Persian.
309
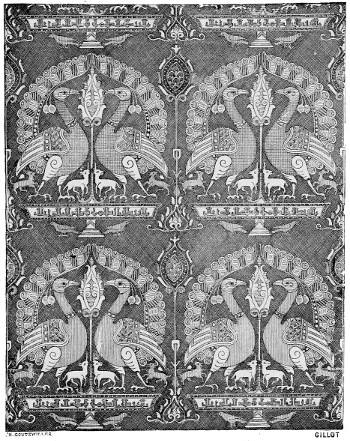
Fig. 264.—Arabian Silk Wall Hanging of the Fourteenth Century. J.
310
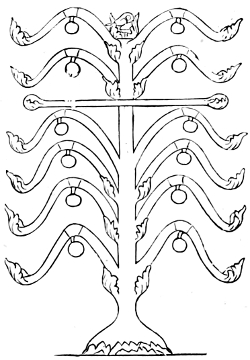
Fig. 265.—Apostolic Tree of Life, with the Cross Emblem.
The most interesting development in the design of silk
fabrics is that which took place in Sicily. The Sicilians
were first taught the art of spinning and weaving of silk
and the rearing of the silkworm by their rulers the Saracens
of Egypt, and the early designs of the Siculo-Arabian
style have, in addition to the Persian cheetahs, Indian
parrots, and antelopes, such animals of African origin as
the giraffe, elephant, gazelle, and other fauna of that
continent. Gold, silver, and
cotton threads were used
with the silk in these fabrics.
Mention has been made
that in the twelfth century,
when the Normans conquered
Sicily, of their bringing
silk weavers from Athens
and from other parts of
Greece to work at Palermo.
Here and at this time
(1130) a distinct alteration
of the design took place
by the introduction of the
Greek classic and Christian
elements of ornament in
mixture with some of the
older Saracenic forms.
Mock Arabic inscriptions
were also used very much in these Sicilian fabrics; this
may have been done by Christian designers ignorant of
Arabic, in order to give to the fabrics an appearance
of Saracenic work, which, perhaps, made them sell better
when exported (Fig. 266).
Another peculiarity of the Palermitan silks is the multitude
of elements found in the designs. All kinds of fabulous
animals and birds are used as in heraldic blazoning:
sunbursts, cloud-forms, Christian emblems and elements
occurring as forms of angels with swinging censers, initials
311of sacred names, and emblematic plants. The use of these
heraldic and Christian elements was in a great measure due
to the influence of the Crusaders in the Middle Ages. The
favourite colouring of the Sicilian silks was dark red grounds
and green foliage; the birds, animals, and mythological
elements were usually woven in gold threads as in the example
given (Fig. 267).
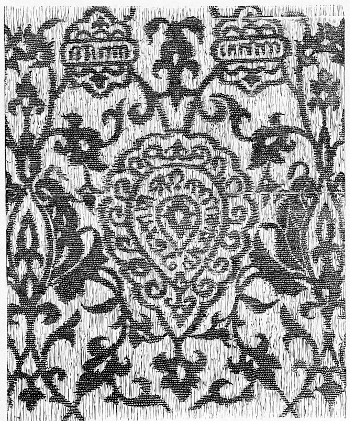
Fig. 266.—Silk Damask; Sicilian; with Imitated Arabic Characters. (R.)
Towards the end of the fourteenth century and during the
fifteenth the designs became more floriated, the vine and
pomegranate, with vase forms, were used and were really
312developments from, and did duty for, the sacred tree of the
early patterns, and instead of a circular framing the flamboyant
or ogival diaper lines were introduced. This repeating
framework was derived from the Saracenic Pointed
architecture and adopted in the ogival Gothic at this date
(Figs. 268, 269).

Fig. 267.—Silk Damask; Sicilian; Fifteenth Century. (L.P.)
During the sixteenth century the pineapple was used
very much under a variety of modifications as an ornamental
form in fabrics (Fig. 269), and often in company
with the pomegranate. This came about after the discovery
of the West Indies, from where the pineapple had been
313imported into Europe (Fig. 270). Large-pattern damask
diapers, brocades, and velvets were now made in many
places in Italy, with patterns based on waving lines or
ogival forms enclosing bilateral schemes of ornament, all of
which were reminiscences of the “tree of life” patterns, and
in all may be traced the strong influences of Saracenic
design.
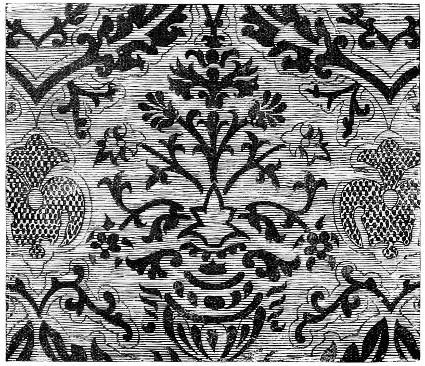
Fig. 268.—Silk Damask; Florentine; Fifteenth Century.
From the fourteenth to the sixteenth centuries, and even
later, Lucca in Tuscany, Genoa, Florence, and Venice
were celebrated for the manufacture of silken brocades and
velvets, which have been used for the dresses of priests,
kings, and noblemen, as well as for hangings.
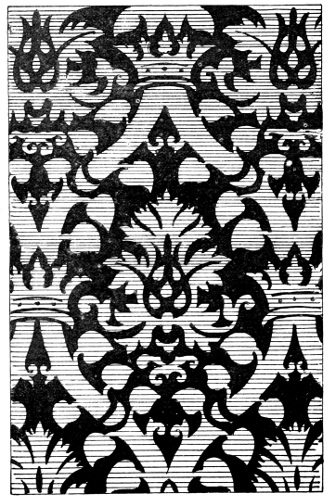
Fig. 269.—Diaper in Velvet Brocade; Italian; Sixteenth Century.
The dress patterns of those days were all of a very large
size of diaper, such as are now only used for hangings and
314furniture coverings. The Venetian and Spanish pictures
of the period contain many illustrations of these patterns
on the dresses of the figures and hangings of the chambers.
315
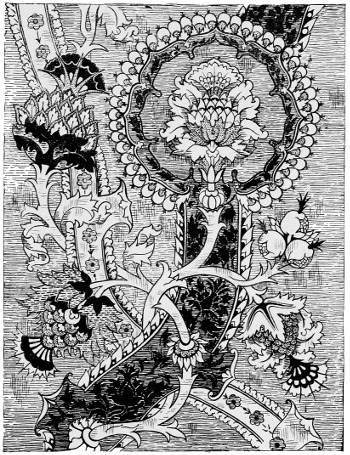
Fig. 270.—Velvet Brocade; Italian; Sixteenth Century.
In France the silk weaving industry was first established
at Lyons about the middle of the sixteenth century. The
designs of the first efforts of the French weavers were very
316similar if not copies of the prevailing Italian school, but
soon after became more floral in character, and more and
more realistic renderings of flowers and foliage, until about
the eighteenth century, when they partook of the same
character as the pottery and furniture decoration, which
has been already described. During the Mediæval and
Renaissance periods France, like England, imported silks
and velvets from Italy and the East, and their linen and
drapery from Flanders and Germany.
Bruges in Flanders was especially famous during the
sixteenth century for its silks and velvets, and Ypres was
even more so for its fine linens and damasks.
Very little silk was manufactured in England prior to
1629, when about this date a company of silkmen was
formed in London. The Revocation of the Edict of
Nantes in 1685 had the effect of firmly establishing the
manufacture of silk in England by the colony of French
refugees who settled at Spitalfields, St. Giles’s, and Soho
in London, and at Canterbury, Norwich, and Coventry.
The trade soon afterwards spread to Manchester, Macclesfield,
and Paisley in Scotland, and the first silk mill
for spinning and throwing was erected at Derby by
John Lombe in the year 1717, which was worked by water
power.
The designs for the patterns of English silks have always
been more or less imitations of the prevalent French styles,
and, in fact, England depended largely until late years on
the efforts of French designers for nearly all of its textile
patterns. This is not the case, however, to-day, for very
few foreigners are now employed as designers by English
manufacturers.
The chief seat of the velvet manufacture in Germany at
the present day is Crefeld; Switzerland produces great
quantities of silk, which is made chiefly at Zurich and the
villages on the banks of the Lake of Zurich, at Bâsle, and
other places.
China, the birthplace of silk, and younger Japan are still
317famed for their delicate fabrics in this material, from whence
the raw products are imported extensively into Europe.
In America the silk industry has made great headway of
late years, the principal seat of the manufacture is the
town of Paterson in New Jersey.
England has always held its own in the manufacture of
woollen goods of good material, mostly of plain cloth, but
sometimes inwrought or woven with designs of figures,
animals, and foliage patterns. At Bath, Norwich, Worcester,
and in the abbeys and great religious houses during
the Middle Ages the monks employed a good deal of their
time at the loom, and considerable quantities of their work
were exported to the Continent during the fourteenth century.
The town of Worsted in Norfolk has given the name—worsted—to
a cloth made there from a new preparation
of the woollen yarn, which consisted of a special twisting
of the threads so as to make the yarn of a harder texture.
This cloth has been used for church vestments, hangings,
and bed coverings.
Cotton, the woolly product of the cotton-tree, and the
cloth made from it, has been known in India and the
East from the earliest times.
Pliny mentions cotton under the name of a fabric
called oxylina, made from the cotton that grew about the
branches of the xylon or gossypium tree, or shrub, which
grew in India, Upper Egypt, and Arabia.
The Romans imported cotton fabrics from India, and
the priests of ancient Egypt used it for their dresses.
The cotton plant was cultivated by the Moors in Spain
about the beginning of the tenth century, and they were
the first people in Europe to make cotton fabrics. They
are also credited with the invention of fustian-making
(Spanish, fustes), a cotton material woven and afterwards
cut precisely like velvet; it is generally thought that as
fustian preceded the manufacture of velvet, the making of
the latter may have been suggested to the Italians by the
Spanish fustian.
318In the year 1585, after the sacking of Antwerp, some
Flemish weavers settled at Manchester—now the great
seat of cotton manufacture in England—and commenced
the new industry of cotton spinning and weaving. Before
this date Manchester and its neighbourhood were noted
for the weaving of linen. The linen yarn was imported
from Ireland, woven at Manchester, and the cloth sent
back for distribution and sale in Ireland and other parts
of the kingdom.
The power of production in cotton goods was enormously
increased by the inventions of Arkwright with his
water-frame spinning machine, Hargreaves, who in 1770
invented the spinning-jenny, and by Compton, who
improved on the latter by his invention of the mule-jenny
in 1779.
In 1785 Dr. Cartwright invented an automatic loom,
which others improved on, when finally Horrocks, of
Stockport, in 1803 brought to a successful issue his
invention of the power-loom now in general use.
Cotton printing and dyeing in colours have been successfully
practised in India, Asia Minor, the Levant, and
in the East generally from the earliest times. The patterns
found in the commoner prints and chintzes of to-day have
still reminiscences of Indian and Persian ornament.
Most of the English designs in cotton prints of the more
important classes have a strong tendency to floral patterns
of a naturalistic type, the outcome of the imitation of
French silk patterns that were common in the early part
of this century.
Calico block-printing was introduced into England
about the middle of the eighteenth century by Robert
Peel—the grandfather of the first baronet—who cut his
own blocks. Printing by means of cylinders was invented
in 1785. Previous to the invention of calico printing
“painted cloths” of linen and other fabrics were used as
hangings and in the general furnishing of English apartments.
319
Embroidery.
The earliest method of decorating textiles was that of
embroidering. It has been called “painting with the
needle,” and is even an older art than pattern weaving.
In some of the oldest monuments of art that are still in existence,
as the bas-reliefs of Egypt and Assyria, there may be
seen representations of the embroidery that formerly decorated
the kings’ garments (see Figs. 162A to 165, former
volume), and we have seen that these were the models for
some of the earliest woven patterns. At first embroidered
patterns would be simple geometrical designs, and afterwards
symbolic units mixed with simple floral forms, as
many of the older Egyptian embroidered patterns usually
were, until by degrees the higher forms of patterns with
figures or personages and animal forms were developed by
the Chaldeans and Assyrians.
The latter nations, with their inherent love of barbaric
splendour and Asiatic predilections for georgeousgeorgeous colouring,
surpassed the Egyptians in the art of embroidery.
The Persians and surrounding nations inherited from
the older races this love of colour and early traditions of
design, which are still seen in their tapestry, carpets, and
embroidered work of all kinds.
The ancient Phrygian and Lydian people, who inhabited
a portion of Asia Minor, were cultured races whom the
Greeks and Romans always regarded as the inventors of
embroidery—"phrygio" being the Roman word for embroiderer.
The Phrygian embroidered patterns were mostly
geometric, but in the later periods plant and animal forms
were also used. Most of the decoration of the Ionian
Greek pottery, consisting of bands of animals, birds,
rosettes, and lozenges, are copies from the embroidered
work of Asia Minor. To-day, even, the women of these
parts embroider their bodices, aprons, head-coverings, and
towels in an almost similar style of ornament.
The rock-cut façades of the Phrygian tombs, unlike the
320imitated timber constructions of the Lydian tombs, have
sculptured decorations that have been copied from geometrical
forms of embroidery, and in many cases these
façades resemble an embroidered curtain or carpet that
would be hung up to serve the purposes of a door to the
entrance of the earlier square domestic wooden buildings,
of which the Phrygian and Lydian tombs were imitations
in stone.
The Assyrian thresholds (Fig. 166, former volume) and
many other sculptures and wall decorations in painted tiles
of Chaldean and Persian origin were usually copies of
embroidery, all of which clearly shows that embroidery
and pattern weaving preceded stone, wood, and metal
sculpture.
The Greeks were highly skilled in making embroidery.
Homer repeatedly alludes to this art as an employment for
women. Helen of Troy and Penelope wrought beautiful
robes and hangings in their looms, embroidering them with
rich needlework. On a Greek vase from Chiusi, Penelope
is represented at work on a loom of the “high warp”
(haute-lisse) or vertical pattern which is used so much
to-day by the embroiderers and carpet weavers of the East.
We have many allusions in the Bible to those who made all
kinds of cunning needlework. Josephus says that the veil
of the Temple at Jerusalem “was a Babylonian curtain embroidered
with blue and fine linen, with scarlet and purple,
and of a texture that was wonderful.”
In England, during the Anglo-Saxon times, embroidered
work had a great reputation, so much so that it was greatly
prized and in request in France and other parts of Europe,
where it was known as “Anglicum Opus.” From an
inventory of Charles V. of France (1364-80) we learn that
he had a room furnished with English “hullings” or hangings
embroidered in blue, with figures of lions, eagles, and
leopards. Embroidery was the chief occupation of Anglo-Saxon
and Anglo-Norman ladies. Bede and other old
historians frequently extolled the excellence of design and
321workmanship of the English embroidered palls, copes,
corporals, chasubles, and hangings. After the Conquest
and during the Norman period all kinds of heraldic devices
were introduced amongst the ornament and floriated
patterns; sometimes stories and romances were illustrated
with the needle, and belonging to this order the famous
Bayeux Tapestry may be mentioned, which represented in
the form of a long frieze the Conquest of England by the
Normans. It is supposed to have been wrought by Queen
Matilda and her maidens, but
was probably made to the order
of Odo, Bishop of Bayeux, and
brother-in-law to the Queen. It
is not only a celebrated piece of
needlework, but is an invaluable
record of the costume of the
period (Fig. 271). A coloured
photograph of it is now in the
Kensington Museum.

Fig. 271.—Norman Archer from the Bayeux Tapestry.
About the date of the thirteenth
century various technical names
were given to the different kinds
of embroidery, such as “opus plumarium,”
or, as it is now called,
“feather-stitch,” a kind of needlework
where the stitches are laid
lengthwise, and not across, overlapping
each other like the
feathers in a bird’s plumage; “opus pulvinarium,” or
“cushion” style, where the work is done in cross and tent
stitch; “opus pectineum,” where the embroidery is made to
represent or imitate weaving, and had the design carried
through from front to back of the foundation material.
The Opus Anglicum, so highly prized, seems to have been
a kind of chain-stitch embroidery, giving a granulated surface.
The workwoman would start, for instance, in the
case of executing the face of a human figure, at a point in
322the centre of the cheek or chin, and work around it in a
circular method, and where the hollows and dimples would
occur, a heated metal rod with a small bulb at the end of it
would be used to press down the cavities.
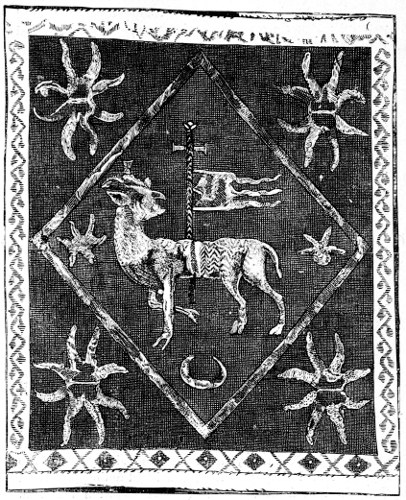
Fig. 272.—Part of the Orphrey of the Syon Cope; in the South Kensington Museum.
323In the well-known Syon Cope, an English embroidery
of this period (Fig. 272), both the old feather-stitch and
the chain-stitch are used as above described.
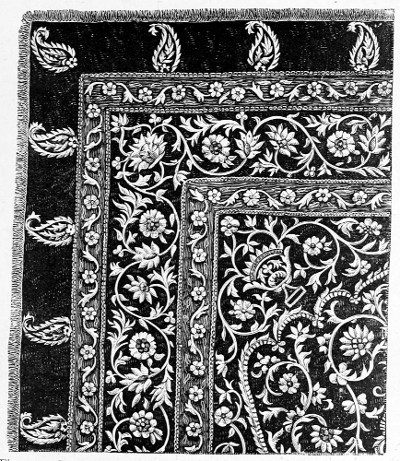
Fig. 273.—Carpet from Persia, embroidered in Gold and Silver on Dark Blue Velvet; Early Eighteenth Century. (S.K.M.)
The Crewel stitch is a combination of the long and short
feather-stitches, and is adapted for shading effects. In the
stitches known as chain, knotted, and button-hole stitch
the thread is looped; but lies flat in satin-stitch, crewel,
darning, tent, and cross stitches. Satin and darning
324stitches can be worked so that the design appears the same
on both sides of the cloth, but chain and crewel stitch only
produces the design on one side of the material.

Fig. 274.—State Gloves, formerly belonging to Louis XIII. (S.K.M.)
Gold thread has been used very much in all ages in
embroidery, and silver thread also, but unless the latter is
varnished or lacquered it goes black by tarnishing. Gold
“passing” is a silver-gilt thread wound around silk.
In old embroideries and woven tissues a gold thread was
made of thin parchment gilded and twisted around silk:
the Japanese used gilded paper in the same way, and sometimes
the pure gold was used in thin, flat, beaten-out strips
for both embroideries and woven fabrics.
In Persia and in the East generally an extensive use is
325made of cloths of gold and silver embroidery (Fig. 273) as
well as closely-covered needlework in silk and wool, and
another modern kind is white silk embroidery on white
cambric or calico.
Cut work or “appliqué” is another form of embroidery,
where flowers, foliage, ornament, and figures are separately
wrought with the needle, and the spaces cut out of the
ground material into which these pieces were inserted.
Many examples of Spanish, Rhenish, and Florentine
needlework may be seen in the Kensington Museum, in
which the architectural portions of the design are woven,
and the figures of saints and other subjects worked on fine
canvas and inserted in the panel spaces. Another and
commoner kind of appliqué work is where the ornamental
shapes are cut out of silk, velvet, linen, or woollen material,
and sewed on to the cloth foundation, an edging material
being used consisting of silk cord, gilt leather, or gimp.
Appliqué work is more adapted for hangings and furniture
coverings than for dress material, though it was formerly
used for dresses. The illustration (Fig. 274) gives a very
good idea of the style of ornament in Spanish or French
embroidery of the Renaissance period.
Tapestry.
Tapestry weaving is an art that requires greater care
and skill on the part of the workman than any other
branch of textile manufacture, especially in that kind
known as “storied tapestry,” in which is woven a design
or picture copied from a previously executed cartoon.
Tapestry is woven in the “high warp” (haute-lisse) or
in the “low warp” loom: in the former case the loom is
vertical, and in the latter horizontal. The largest sized
and the more important kinds of tapestry, such as the
“Gobelins,” are made in the high warp looms.
On account of the skill required, the accuracy and difficulty
326connected with the weaving of storied tapestry, it
takes a long time to educate and perfect the training of a
tapestry weaver—who must be an artist himself, so much
being left to him in the selection, harmonizing, and shading
of the different colours, even after the design is made
that he is required to copy.
In tapestry weaving the warp is covered by the woof on
both its sides. The warp is divided into two leaves or parts
by a thread, and by a glass rod or tube called the bâton de
croisure.
“To form the web, the workman takes a shuttle
mounted with wool or silk, the end of which he fastens to
the warp to the left of the space to be covered by the
colour in his shuttle; then passing his left hand between
the two leaves, separated by the bâton de croisure, he draws
towards him the thread which this shade is to cover; his
right hand, passing between the threads, lays hold of the
shuttle, which he brings to the right, and his left hand
taking hold of the coats brings forward the back thread of
the warp, while the right hand returns the shuttle to the
place from which it was first moved. This passing and
returning of the shuttle forms what is called two shoots or
a course.” (De Champeaux).
One of the great difficulties of the weaver is the shading
off or gradation of the colours, which is rendered more
difficult by the design being reproduced on the wrong side
from the position of the weaver. Hatching and stippling
are resorted to in order to prevent a harsh or mosaic-like
appearance, and it is here that the great skill and artistic
knowledge of the weaver are most required. An extraordinary
number of tones and shades are used in an
important piece of work, all of which require to be fast dyed
in colour in order to secure durability of tone in the fabric.
It is said that M. Chevreul, the late famous French chemist
and director of the dyeing department of the Gobelins, had
composed a chromatic prism of 14,420 different tones.
The best wool used in principal tapestry works on the
327Continent has always been imported from Kent in
England.
The art of tapestry weaving was originally acquired
from the East, where carpets of a floral and ornamental
design were woven in the imitation of the old hand-made
embroideries. In Europe the names of Sarazins or Sarazinois
tapestry were given to these products from the fact
that they were made and exported by the Saracens.
Perhaps the earliest woven tapestries of Europe were the
Flemish, which were first made towards the end of the
twelfth century. The towns of Arras, Oudenarde, Lille,
Brussels, Valenciennes, Tournay, and Bruges were celebrated
for the manufacture of tapestry, of which the town
of Arras was the most important, hence the old name of
“Arras” used in England for all kinds of storied tapestry.
Flanders was a rich and powerful country during the
fourteenth and fifteenth centuries, and at that time the ports
of Bruges and Antwerp were the greatest in the world.
The various trades were protected by the great corporations
or guilds against the encroachments of the nobles on
their rights, and the most sturdy and turbulent of all the
guilds was that of the Flemish weavers, by reason of their
numbers and general prosperity of their trade. The product
of the Flemish looms found its way to all parts of
Europe and particularly to England, and as far as design
and workmanship were concerned, and in the flat treatment
of the former to the material, these old Flemish tapestries
have never been excelled. The flat decorative treatment
in the figure subjects of the earlier work, consisting of
allegorical designs and romances by such artists as Roger
van der Weyden, Stuerbout, Hugo van der Goes, and
other artists of the Van Eyck school, were singularly
appropriate to the material, and immensely superior to
the more gorgeous effects of colour and misapplied shading
of the later French tapestries. Examples of this
earlier work are still in existence in the museums and
palaces of Europe.
328Louis XI., King of France, took the town of Arras in
1477, and this was practically the death blow to the manufacture
of tapestry at that place, but immediately after
this event Brussels under the Burgundian rule rose to
great prosperity. Artists and tapestry weavers flocked to
Brussels, which soon became a great centre of this industry.
Designs were sent from Italy by the Popes and other
princes to be woven in tapestry, and many of the best
Italian and Flemish painters made designs for the Brussels
ateliers. Pope Leo X. had the tapestries—now in the
Vatican—from the celebrated cartoons by Raphael, made
in Brussels. These cartoons are now in the Kensington
Museum. They were bought by Charles I. from a
tapestry manufactory of Brussels by the advice of Rubens.
Giulio Romano, the Italian painter, Lucas van Leyden,
Bernard van Orley, Jean Mabuse, and other artists of the
Renaissance period, furnished designs for Brussels tapestry.
Owing to the occupation of Flanders by the Spanish
(1555-1648), the palace at Madrid contains the most extensive
collection of Flemish tapestries in existence, which
had been chiefly acquired during that period.
Tapestry making declined and was almost non-existent
during the religious wars of the sixteenth century, but was
re-established and became once more a flourishing industry
in the seventeenth century, and a decree was passed in
1647 for its support by the State.
The subjects of the storied tapestry were now of a more
naturalistic order: hunting scenes, landscapes, and rustic
figures were woven from the designs of the Dutch and
Flemish painters of the period, and many of the designs
were copied from French tapestry.
The family of Pannemaker, celebrated at a former
period in Brussels, set up an important atelier in Lille
about 1647, which remained in full working order for about
fifty years. Another well-known tapestry master named
Guillaume Werniers (1701-1738) executed many compositions
designed by Teniers.
329Among the earliest tapestry manufactories in France
was the one established at Fontainebleau in the year 1539
by Francis I. It was managed by Philibert Babou, the
king’s architect, and Serlio, the Italian architect and painter,
designed some of the tapestries. The same manufactory
existed under Henri II., with Delorme for its director and
Ducerceau as the chief designer. Many tapestry weavers
were attracted to France from Flanders and Italy at this
period, and a colony of Flemish weavers who had settled
in Paris were joined to the house of the Gobelins—a long-established
family of scarlet wool dyers—in the Faubourg
Saint Marcel in 1603. The house of the Gobelins had been
under royal patronage for some time previous to the year
1667, when it was bought by Louis XIV. and henceforth
became a royal monopoly.
Lebrun, the painter to the king, was appointed director.
Some very heavy and inappropriate compositions of this
painter were copied in the Gobelins tapestry, but besides
these, many purely decorative and ornamental designs with
rich borders were also produced. This was a period of great
activity at the Gobelins factory, when nearly three hundred
workmen and artists were employed. Mignard was the
successor of Lebrun as director of the works (1690), then
Mansard the architect. After him came the Duc d’Antin
as director (1708-36), and then M. de Marigny, under
whom many large paintings were reproduced in tapestry,
and smaller designs of Boucher and others. This celebrated
factory, like that of the Sèvres porcelain, still remains
under State care and patronage.
Several other tapestry manufactories existed in Paris
from the early days of the Gobelins, and a new kind of
tapestry-carpet called the Savonnerie—a kind of velvet
carpet made in imitation of the Oriental Turkey-stitch,
was introduced into France under the patronage of
Henri IV. (1580-1610), the looms being set up in the
Louvre. This carpet manufactory was united to the
Gobelins factory in 1826.
330At Beauvais a celebrated manufactory of low warp
tapestry has been in existence from early times, and though
some of the Beauvais compositions are equal to the high
warp productions of the Gobelins, the work as a rule consists
of a smaller and more ornamental character of
design.
Rheims, Aubusson, and Felletin have also been centres
of the French tapestry industry. Aubusson carpets and
tapestry have been noted for their soft and delicate textures,
and have been used very much for furniture upholstery.
Italy has produced some good storied tapestry in the
sixteenth century (Fig. 275), but has been more celebrated
for its velvets, &c.
England has been content to import more tapestry than
it has ever manufactured, although many important works
have been executed at different times in this country.
Probably the earliest piece of genuine English tapestry is
that which still adorns the old St. Mary’s Hall or Council-chamber
in Coventry, and may have been made in the
fourteenth, or early fifteenth, century.
In the laws of Edward IV. (1344) tapestry making is
mentioned, and in the reign of Henry VIII., and the year
1509, Sheldon and Hicks set up a tapestry manufactory
at Barcheston in Warwickshire.

Fig. 275.—Dismissal of Hagar and Ishmael by Abraham; Italian Tapestry; Sixteenth Century.
The most important tapestry works were those set up
at Mortlake, near London, in the reign of James I., by
Francis Crane, and which were liberally supported by
James and his son Charles I. During the reign of the
latter monarch the Mortlake works furnished a great
many important hangings for the royal palaces of Windsor,
Hampton Court, Greenwich, and St. James’s, among which
were the reproductions of the celebrated cartoons of
Raphael, which Charles I. had purchased from Brussels.
Some of these tapestries are now preserved in the “Garde
Meuble” at Paris. Mythological subjects, framed with
rich borders, were designed by Francis Cheyne, a native
of Saxony, who was the principal artist employed at the
332Mortlake works. During the wars of the Commonwealth
the factory was closed, but was re-opened at the Restoration
of Charles II., who passed some Acts for the encouragement
of English tapestry making, and put restrictions on
the great importations of foreign tapestries. The latter
king employed Verrio the painter to make designs for the
Mortlake textiles. On the death of Francis Crane, the
founder, in 1703, the works were finally closed.
Unimportant tapestry works were in existence at Soho
and Fulham about the middle of the eighteenth century.
Another attempt at tapestry weaving was made by a
French Protestant refugee named Passavant, who established
a factory at Exeter about the end of the seventeenth
century, and of late years there has been an attempt
made to carry on tapestry weaving at Windsor under the
patronage of Her Majesty.
Some excellent work, equal if not superior to some of
the best Flemish tapestry, has been successfully made by
William Morris from the designs of Sir Edward Burne-Jones.
England has given great attention to the manufacture
of low warp carpets, in which she is only excelled by some
of the best products of Oriental looms. The manufacture
of printed and woven carpets now forms one of the most
important factors in the national prosperity of England.
Brussels carpets are now made chiefly at Kidderminster;
originally they were made at Wilton. Axminster and
Kidderminster carpets are made in Glasgow, Wilton, and
Kilmarnock, and Wilton carpets in Yorkshire.
Turkey carpets are imported chiefly from Smyrna.
Persia, India, and Tunis are still great centres of the
Eastern carpet industry. The carpets from these places
are in great request in Europe for their beauty of colour
and design and for their great wearing qualities.
Carpets were originally used as portières, table and
couch coverings, but have gradually become coverings for
floors, owing to their cheapened cost of production.
333
Lace.
Hand-made laces are divided into two great classes—the
“needle-point” and the “pillow-made”; the former
is made with a needle on parchment, and the
latter by twisting or plaiting threads from bobbins on a
pillow.
Needle-point lace is an offspring of embroidery, and
pillow-made lace is the highest artistic development of
twisted and plaited threads. The foundation lines or
threads of the pattern, various kinds of grounds, and the
edging in needle-point lace, are usually worked over with
a button-hole stitch in the ordinary course of making,
while this distinguishing feature of needle-point lace is
absent in the pillow-made varieties.
The earliest forms of lace were known as “lacis,” or
darned netting, and a species of embroidery called “cutwork.”
One kind of cutwork consisted in cutting, vandyking,
or scalloping the edges of collars, cuffs, or garments
into various shapes, and overcasting the edges
with the button-hole stitch; another kind was when an
embroidered design was wrought on stretched network,
and the pattern wrought in looped stitches with the needle.
This was the transitional form between embroidery and
lace work.
“Lacis,” or darned netting, was worked in regulated
stitches on a ground formed in squares, called “reseuil,”
and sometimes it was formed of pieces of linen cut out
and applied to the net. Ornamental open-work of cut
linen and other material embroidered with silks of various
colours, gold and silver threads, and woollen yarns, were
made before the sixteenth century. All these varieties,
though akin to lace work, required some kind of a foundation,
but lace consists of a combination of threads alone,
and has no foundation.
Pattern-books were published in Venice of designs for
“cutworks” and embroidery of all kinds as early as 1527,
334and later, in 1531, a book was published by Tagliente,
giving the descriptions and methods employed for making
the various stitches used in embroidery for hangings,
costumes, and altar-cloths. Some of the geometric designs
in this book have been used for point-lace patterns.
The term used by the Italians, punto in aere (aria), or
“point in air,” is thought by Mr. Alan Cole to mean
needle-point lace. The geometric design (Fig. 276) of
Genoese point is something very much akin to the punto
in aria patterns.
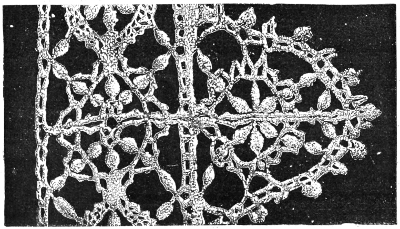
Fig. 276.—Genoese Point Lace.
At Antwerp and Cologne, and other cities in Germany
and Flanders, imitations of the Venetian pattern-books
were published, which served the lace makers of those
countries for their patterns.
The Flemish lace workers imitated to a great extent the
Venetian patterns, and in later years those of the French.
Lace is made in silk, cotton, flax, and sometimes in gold
and silver thread, aloe-fibre, and hair.
In the early kinds of lace the pattern was united by
single threads covered with button-hole stitch, and edged
with little loops, the flowers or pattern made of compact
335“clothing,” or woven threads (Fig. 277D), and the ground
in its simplest variety by meshes made by plaiting (Fig.
277A), as in the Brussels and Honiton four-thread ground,
or in other varieties, by simple twisting (Fig. 277B).
The ground or mesh (réseau) is usually hexagonal, and
is worked together with the pattern in the Valenciennes,
Mechlin, and Buckingham laces, but in the Brussels and
Honiton the ground is worked in afterwards, or the pattern
is sewn on. Other fancy grounds or “fillings” are called
“modes” or “brides,” which consist of little ties ornamented
with “picots” or small loops (see Figs. 280, 284).
A more elaborate form of fillings may be seen in the
Brussels and Alençon lappets (Figs. 278, 279); in the
latter may be seen lozenges and flat hexagons of a solid
character set in frames of hexagons and on the intersections
of the squares. This groundwork has been termed
réseau-rosacé.
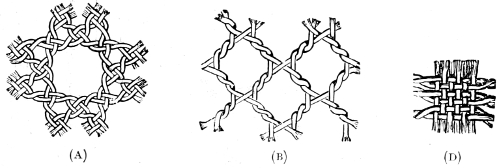
Fig. 277.—A, Brussels ground; B, Two-thread Mesh; D, Woven Ground.
The outline around the pattern in some laces is called
the “cordonnet”; it is an important feature of the Alençon
point lace (Fig. 279), where it consists of a horsehair
overcast with a button-hole stitch of thread; it is also a
distinctive mark of the pillow-made Mechlin lace (Fig.
283), but never occurs in the true or vraie Valenciennes.

Fig. 278.—Lappet; Brussels; Eighteenth Century.
The oldest of white hand-made laces is the Italian
needle-point variety, which is a development of embroidery.
It is difficult to give the exact date of the
336invention of needle-point lace, for in the earliest specimens
of Italian work, in which the patterns are copied from the
geometric designs of the Venetian pattern-books, they are
usually a mixture of needle-point and of plaited and
twisted work, but the latter may have been done with a
hooked needle, and not pillow-made. On the other hand,
before point lace was so universally made by the Venetians,
the pattern-books were published about the middle of
the sixteenth century for merletti a piombini, or “lace made
with leaden bobbins”—probably a species of pillow-made
lace—and some Italian work of this kind is still in existence
that is quite as early in date as that of the oldest needlepoint
variety. This would prove that there was little or
no difference in the age of either invention, although
337perhaps priority ought to be given to the needle-point
variety.
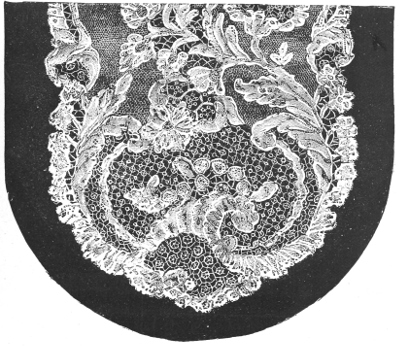
Fig. 279.—Lappet; Point d’Alençon; Eighteenth Century.
Guipure is a name that has been given to lace in which
the flowers are united with ties or “brides picotees” (Fig.
280), but the term guipure is more properly a kind of
filigree work made with stiffened cords like gimp or wire,
the pattern being formed of gimp bent into a flattened
design by the needle, and united where the forms touch
each other (Fig. 281).
The patterns in the early laces were, as we have seen,
purely geometric forms, such as squares with circles
enclosed, divided by radiating lines and diagonals, rosettes,
lozenges, and small trimming borders of rectangular
338panels, all worked on foundation lines that resembled in
some degree the main lines of a spider’s web.
By degrees these patterns developed into a more solid
massing of the flower forms, and the ties, or brides, became
more irregular, but at the same time more evenly distributed.
Sometimes, as in Venetian point lace, the brides had
little flowers worked on them, and in many instances the
larger forms were raised to a considerable height or thickness.
The groundwork in some of the scroll designs of
Venetian point laces is composed of regular hexagons, and
this was the starting-point of the future hexagonal mesh
grounds.
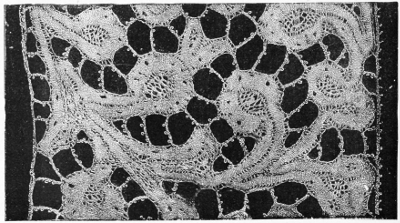
Fig. 280.—Guipure; Flemish; Seventeenth Century.
Raised scroll work is peculiar to the Venetian point
laces of the best period—the end of the seventeenth
century.
Flemish lace was mostly of the pillow-made variety, but
some point work was also executed, principally at Brussels.
Mechlin, Lille, and Valenciennes were all famous for their
pillow-made laces.
339Returning to the development of patterns in lace, we
find that France led the way in design from the early
years of the eighteenth century. Prior to this time,
Colbert, the Minister of Louis XIV.—whose far-sightedness
in the matters of art did so much for France—succeeded
in establishing lace-making centres at Alençon,
Argentan, Quesnoy, Arras, Rheims, &c., and the patterns
of lace then in favour partook of the prevailing style of
Louis-Quatorze ornament with a mixture of floral forms,
more or less realistic in character (Fig. 279). The latter
illustration is that of a lappet of “point d’Alençon” fabric,
which is the most elaborate and most expensive of all
French laces. Another French point lace is that known as
“point d’Argentan,” and if not a variety of Alençon lace,
is very much like it. This lace is noted for its clear and
strong-meshed ground.
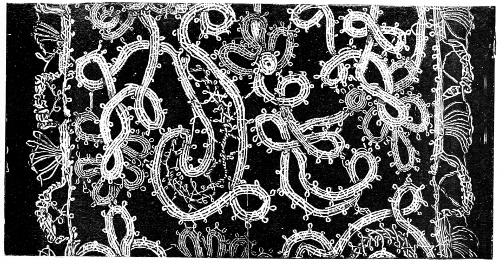
Fig. 281.—Guipure Lace; Italian; Seventeenth Century.
Valenciennes lace, made in the French town of that
name, is one of the oldest pillow-made laces, dating from
the fifteenth century; the best Valenciennes, however, has
been made at Yprès, and is a very soft and flat variety
340of fabric, with the meshes plaited, not twisted, has no
cordonnet around the edges, and is very floral in design.
“Fausse” Valenciennes is an irregular and slightly
coarser variety than the “vraie” or true Valenciennes.
Mechlin lace is similar in design to Valenciennes, but has
the cordonnet outline, and has the meshes of the ground
partly twisted and partly plaited (Fig. 283).
Lille and Arras laces have fine single grounds: four of
the six sides of the mesh are formed by the twisting of
two threads, and the other two sides by simply crossing
the threads. Lille was formerly famous for its black
straight-edged laces. Chantilly laces were made in white
and black silk, but now similar black silk laces are made
at Bayeux in Normandy, and at Auvergne, an old-established
centre. Laces are now made in all kinds of
materials.
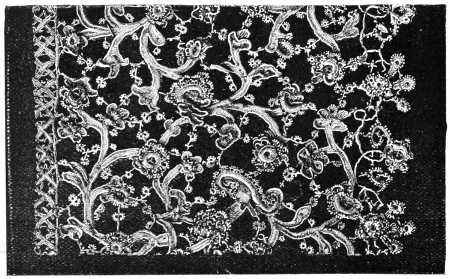
Fig. 282.—Finest Raised Venetian Point.
Brussels lace has always been a much-prized variety:
it is made both in the “point à l’aiguille” or needle-point,
and in “point plat” or pillow-made, and sometimes it is a
mixture of both, where the flowers are made separate in
341needle-point and are worked in afterwards to the various
“modes” and mesh or net grounds. The Brussels mesh
is peculiar in having two of its hexagonal sides longer
than the other four, the former two being plaited with four
threads, while the latter four are composed of a two-thread
twist, and the cordonnet is well raised around the
pattern and is plaited. The patterns in Brussels lace are
of all kinds, but are chiefly imitations of French designs;
it is a common thing to find Alençon and other French
patterns copied in this lace. In France, Brussels lace
was known by the name of “point d’Angleterre,” from
the fact that great quantities of it were imported, and also
smuggled into England during its prohibited importation
in the lace-weaving period of Charles II.
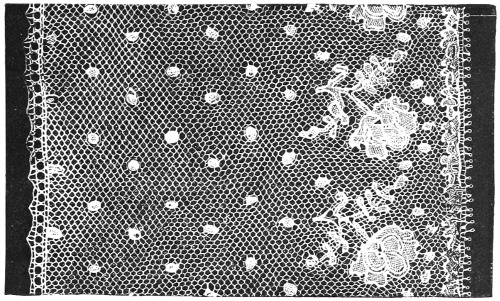
Fig. 283.—Border of Mechlin Lace.
Ancient Spanish point-lace was like the Venetian raised
work, but much of the so-called Spanish lace was really
Flemish, and was largely imported from the Spanish
Netherlands.
Honiton in Devonshire, and Buckinghamshire are the
chief centres of the lace making in England. Honiton
lace is pillow-made, and is similar to Brussels in fabrication,
342the designs of which were originally sprigs of flowers,
but have developed to a kind of guipure work held together
by “brides” (Fig. 284).
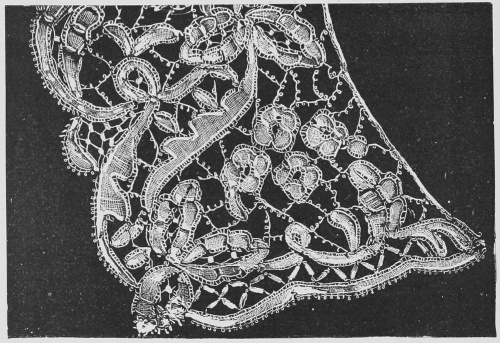
Fig. 284.—Honiton; Modern.
Buckinghamshire lace is also pillow-made, and resembles
Flemish lace in design, but is a little more irregular
and weaker in drawing.
Irish lace is known under the name of Carrickmacross—a
kind of cut linen work; Limerick—a species of embroidery;
and point lace, made in Ulster and elsewhere in
Ireland (Fig. 285).
Many efforts have been made in recent years to revive
the Irish lace-making industry, which have been attended
with a good measure of success, particularly in the schools
attached to the convents.
A great modern revival of lace making has taken place
in the island of Burano, near Venice, which dates from the
year 1872. This is due to the energy and ability of
343Madame Bellario, assisted by the patronage of the Queen
of Italy and other members of the royal family. The variety
made is the needle-point, and the designs are mostly good
copies of the old Venetian and seventeenth-century French
patterns.
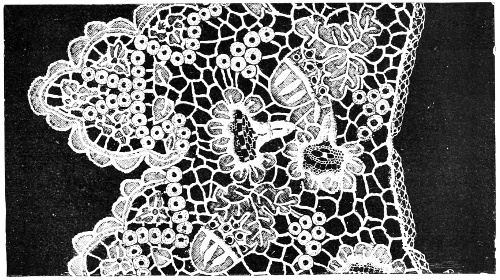
Fig. 285.—Irish Point; Modern.
Machine-made lace has been brought to an advanced
state of perfection, and Nottingham in England,
where the first machines were set up, is now the great
centre of this industry. The machine on which lace is
made is a development of the stocking-knitting machine,
and lace nets were first made on these machines about
1770. Heathcote, of Nottingham, invented the bobbin net
machine, and Leaver invented the lace machine which is
still in use with various improvements and modifications.
Almost any kind of lace can now be imitated by the
machine, but it is easily distinguished from the hand-made
varieties by the greater regularity of texture, the absence
in the machine-made point lace of any imitation of the
button-hole stitch and of the elaborate plaiting that is
found in the pillow hand-made laces.
344
CHAPTER VII.
MOSAICS.
The word mosaic is applied generally to a decorative
work executed with small cubes or tesseræ made from
various coloured marbles or enamels, cut into convenient
sizes according to the requirements or scale of the design.
These cubes of enamels or marbles are placed in a bed
of cement which is first spread on the surface of the wall
or panel. The composition of this cement has varied in
the different periods and countries and according to the
nature of the ground which receives it.
The Italian method is to spread on the wall a thick
coating of mastic cement composed of marble dust or
powdered stone, lime, and linseed oil; when this cement
is partly set a coating of fine plaster is laid on the top and
brought up to the level of the intended surface of the
mosaic; the design is traced on this surface, and the
plaster is then cut away with a fine small chisel, little by
little, just sufficient at a time to receive a small quantity
of the tesseræ or cubes, which are first dipped in moist
cement and inserted in their proper places, matching the
colour copied from the cartoon. When the work is
finished the surface is brought to a uniform level by a
polishing process.
Some of the earlier kinds of mosaic were composed of
pieces of marble or other stones cut in geometric slabs or
rectangular shapes; this kind was called by the Romans
lithostratum, and was used chiefly in pavements; opus
sectile is a kind of pavement mosaic made of different
345colours, the marbles being cut into small regular portions;
opus tesselatum is a variety of the opus sextile, but has its
component parts made of geometric forms in which
straight and parallel lines predominate in the design; and
opus vermiculatum has its tesseræ composed of small cubes
or bits of enamel (glass mosaic), terra-cotta, or marble,
which are cut into all kinds of shapes, so as to form a more
pliant or softer contour to the proposed design. This
latter variety is used in picture mosaics and in the goldsmiths’
work and jewellery made at the present time in
Rome and Venice.
Another kind of mosaic used in pavement is that
known as opus Alexandrinum. Large slabs of different
coloured marbles have been used as floor pavements
and as wall linings, both on the exterior and in the
interior of churches and other buildings in Italy and elsewhere.
Most of this work is of a geometric pattern; the
different pieces of stone, marble, terra-cotta, or enamel,
being cut into exact shapes to fit a preconceived pattern,
form a species of inlay, and do not therefore come under
the head of a true mosaic. Coloured marbles and precious
stones have been used in the decoration of furniture by
the Italians and French, which is known by the name of
“Florentine mosaic,” or “pietra dura.”
A species of mosaic work resembling enamels in appearance
was executed by the Egyptians, a method in
which stones and coloured pastes were cut to fit into metal
shapes, as may be seen in the pectoral ornaments and
diadems (see Figs. 142, 143, former volume).
In the Museum of Turin there is an Egyptian sarcophagus
inlaid with precious stones, but it can hardly be
called true mosaic work.
The Greeks were very skilful in mosaic, and were
doubtless the inventors of the enamels used by themselves
and by the Romans afterwards under the name of musivum—from
whence the word mosaic is derived. The Italians
called these enamels smalto or smalts.
346Nearly all the remains of antique mosaic that have been
preserved to our days have been executed in Italy or in
countries that were under the Roman sway, but usually
the work has been done by Greek artists or under Grecian
influence.

Fig. 286.—Roman Mosaic, from Woodchester.
Pliny mentions the name of Sosus, a Greek artist, who
came to Italy to execute mosaics. To this artist is
ascribed the celebrated mosaic of the doves perched on the
rim of a basin—Cantharos—one of which is drinking from
the water in the vessel. This mosaic is now in the Capitol
at Rome, and came originally from the Villa of Hadrian.
It is related by Pliny that Sosus made a floor in mosaic
decorated with fragments of a repast, such as realistic
347representations of the remains of bones, vegetables, fish, a
mouse gnawing at a nut, &c.
Great pavements, with all kinds of animated figures,
both realistic and fanciful, representing combats of
animals, fighting gladiators, circus and hunting scenes,
with the figures sometimes of life size, in combination
with allegorical subjects, tritons, nereids, and other
marine deities, were common in the antique period in
Italy.
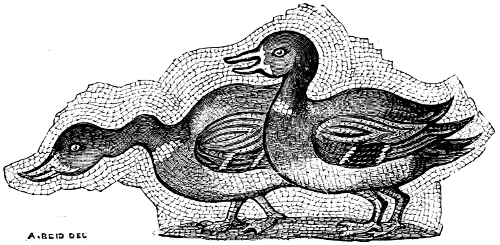
Fig. 287.—Roman Mosaic, found at Avignon.
These great pavements were usually found enclosed in
frames or borders composed of ornament, or of smaller
designs of birds, fishes, and marine animals. The borders,
however, are often modern work, and are generally
restorations or additions. Besides being found at Rome
and other places in Italy, these large Roman mosaics have
been found at almost every place that was formerly a
Roman province.
Many good examples have been discovered in France,
chiefly in the Basses-Pyrénées, and in England, at
Woodchester, Withington in Gloucestershire, London,
and other places (Figs. 286, 287).
The Roman mosaics executed in the provinces were,
348however, of a ruder kind than those found at Rome and at
other places in Italy (Fig. 288).
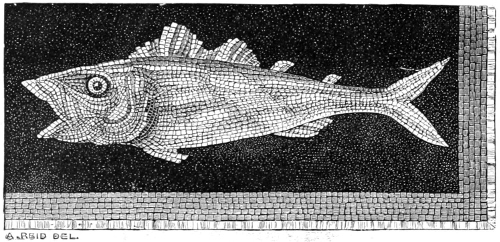
Fig. 288.—Ancient Roman Mosaic.
In the Græco-Roman collection at the British Museum
may be seen representations of colossal figures in mosaic
from Carthage, and a floor pavement 40 feet by 12 feet
from Halicarnassos. One of the most important examples
of Roman mosaic was found in the seventeenth century in
the Temple of Fortune at Palestrina—the ancient Praeneste.
It represents landscape scenes placed in superimposed
sections, through which runs a river, supposed by some
authorities to represent the mouth of the Nile; islands are
represented on which are monuments, temples, trees,
farms, climbing plants, animals, and figures engaged in
agricultural and hunting pursuits. The animals depicted
are chiefly those which are native to Egypt; besides these
there are some fantastic creatures represented common to
the mythology of that country, as well as to Greece and
Rome; the inscriptions and names of the animals are
rendered in Greek characters, Greek being the official language
used at that period in Egypt and at the Court in
Rome, as well as being the native language of the artists
who executed the work. All this goes to strengthen the
opinion formed by the Abbé Barthélemy, in opposition to
349others, that this great mosaic picture represents the voyage
of the Emperor Hadrian on the Upper Nile, through Egypt,
to the Elephantine Island.
Mosaic pavements with subjects of combats of lions and
bulls in a savage landscape, executed in the same manner
as the Palestrina mosaic, have been found at Pompeii in
the ruins of Hadrian’s Villa, a building which he had constructed
in imitation of the various styles of architecture
of the different countries which he had visited.
A celebrated mosaic, of a much higher and earlier
order of art, is the representation of the Battle of Arbela,
or Issus, now preserved in the Naples Museum. This
battle was fought between the Greek and Persian forces in
the year 331 (B.C.), in which Alexander the Great was
victorious over Darius the Persian. Alexander is represented
on horseback in the act of throwing his lance at a
Persian satrap; horsemen, chariots, and foot soldiers are
all represented with great vigour and in correct drawing;
the whole composition is excellent, and represents the
Greek army in the decisive moment of victory.
This great work was found in the House of the Faun at
Pompeii in the year 1830, and is immeasurably superior
to anything of its kind hitherto found in that buried city.
It has, no doubt, been a copy in mosaic of a picture or
fresco painted by a Greek artist. Important portions of
the work are missing, but enough remains to testify to the
beauty and greatness of this monument of Grecian art.
Fig. 289 represents the head of a Persian soldier in the
mosaic.
A border was found with this work which represents a
river with alligators, hippopotami, aquatic birds, and river
plants, all disposed in a careless manner; this border is
evidently a later Roman addition to the work.
Another antique mosaic picture in the Museum at
Naples is the seated figure of the tragic poet found in a
house at Pompeii.
Fountains, columns, dados, wall panels, as well as floor
350decorations, were common objects of mosaic treatment
with the Romans, and many houses of the better classes
at Pompeii have been lavishly decorated with this
imperishable material. A singular peculiarity was the
almost exclusive representation of the human figure on
floors, while the wall spaces only received ornamental
compositions.
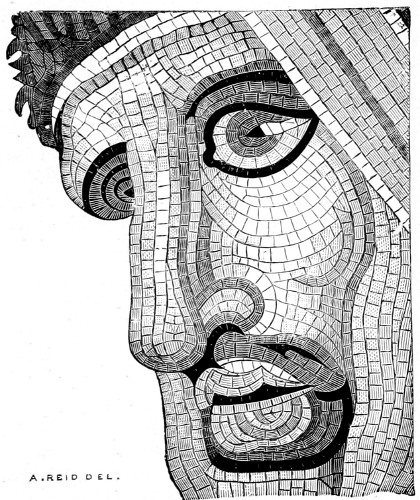
Fig. 289.—Head in Mosaic, from the “Battle of Issus.”
It appears from this that the Romans never thoroughly
understood the true value of mosaic as a means of architectural
decoration, and it was not until about the fourth
century of our era that the walls and vaults of churches at
Rome were treated with pictorial mosaic. For a long time
351in Italy the character of the design was strongly influenced
by the old classic traditions, which impregnated the germs
of the early Christian art of the catacombs of S. Calixtus
and S. Agnese (see Figs. 332, 333, former vol.). This influence
hardly ever passed away from the works of Italian
artists, for down to the sixteenth century there has been
many examples of church decoration in which a mixture of
Pagan and Christian elements are found.
The remaining mosaics of the central cupola in the
church of S. Constance at Rome consist of a Pagan composition—the
“Triumph of Bacchus”—worked out in the
Roman style, and another vaulted compartment in the
same church has a mosaic decoration consisting of a vine
spreading over the whole surface, amongst the branches
and leaves of which are children gathering the grapes.
At two of the sides are grape-laden waggons drawn by
oxen, and figures pressing out the grape juice in the vats.
From the subjects of the mosaics in this building it was
formerly thought to be a temple of Bacchus; but as the
vine is one of the commonest symbols of the Christian
faith, and as a mixture of Christian and Pagan elements
was a very common occurrence in the age of Constantine,
there is no hesitation in describing these mosaics, and
the church itself, as early Christian work.
A very important mosaic of the fourth century still
exists in the apse of the Church of S. Pudentia at Rome.
The design is not altered from the original, but much of
the work has been restored at different times.
A colossal figure of Christ is enthroned in the centre of
a composition which has an architectural background of
temples and churches. St. Peter and St. Paul are represented
on either side of the central figure, with other
sacred personages, and above in the clouds float the
sacred emblems of the Evangelists.
After Constantine removed the seat of his empire from
Rome to Byzantium (330) mosaic decoration was used
in many of the Eastern churches in Macedonia and
352other places in the Byzantine empire, but it was not until
the sixth century that the decided Byzantine Greek style
was developed in mosaic work—notably in the mosaics of
the great church of Santa Sophia. During the fifth
century at Rome, and more especially at Ravenna, the
basilicas and Christian churches were decorated on the
vaulted ceilings, walls, arches, and spandrels with mosaics,
of which the general design and ornamental details were
still strongly influenced with the spirit of the antique; but
although these works retained much of the dignity pertaining
to the latter, they were gradually losing the correctness
of drawing which had characterised the mosaics of
the fourth century.
In the chapter on Early Christian Architecture, in the
former volume of this work, pages 288-300, we have drawn
attention to some of these mosaics.
The church of Santa Sophia was burned down in 533, and
the rebuilding of it was finished and the church consecrated
in 559. Much of the interior was shortly afterwards covered
with mosaic decoration. Near the summit of the cupola
was a colossal figure of Christ enthroned, with his arm
raised upwards in the act of blessing; below the sacred
figure were ranged the Apostles, and in the lower pendentives
were groups of people. In the chancel below is
a figure of the Virgin enthroned, with the Infant Christ
standing on her knees; in the great niches are figures of
martyrs and bishops, and in the spaces above the pillars
figures of the prophets.
On the walls of the narthex, Christ is represented seated
on a throne, the crowned figure of Justinian prostrate at
his feet, and on the gold background are the heads of the
Virgin and St. Michael. In colour the mosaics are sober
and refined, the expressions and attitudes of the figures
solemn, and often beautiful; the costumes follow the style of
the antique.
According to Salzenberg, who published his great work
on Santa Sophia at Berlin in the year 1854, the colouring
353of the draperies of Christ and his Apostles is white, the
Virgin has blue robes, and the other figures of prophets,
angels, and martyrs are in varied colouring. The shades
of the folds in the draperies are expressed by quiet blues
and greens, the lights being heightened by silver markings.
All the mosaics have a ground of gold, and bands of gold
enrich the garments of Christ. Although many of the
great mosaics of this church belong to the sixth century,
some of them are, however, works of a later period. Among
other arts, Justinian encouraged mosaic decoration in the
highest degree, and is said to have ornamented the palace
of his capital with mosaic pictures representing the
victories of his armies.
Some famous mosaics were executed during the sixth
century at Ravenna, notably in the basilicas of S. Apollinare-Nuovo,
S. Apollinare-in-Classe, and S. Vitale; in
the former there is a fine mosaic, the subject being the Kiss
of Judas, and a group of figures where Pontius Pilate is
represented washing his hands after the trial of Christ,
both of which works again show the antique influence.
In the beautiful basilica of S. Apollinare-in-Classe the
figure of Christ is represented standing and blessing with
uplifted hands, surrounded by the symbols of the Evangelists
and a flock of sheep; the angels Gabriel and Michael
and the Transfiguration are also represented.
The Church of S. Vitale, which was built somewhat after
the model of Santa Sophia, has the celebrated mosaics
representing processions in state of the Emperor Justinian
and the Empress Theodora, who presided at the dedication
of the church. The dresses of the principal personages in
these mosaics are richly decorated with Byzantine geometric
patterns, figured embroidery, and jewellery. In the
apse of the church is the celebrated youthful figure of
Christ, who is represented without a beard; it is remarkable
for its benign expression and softness of its adolescent
beauty. The mosaics of S. Vitale are distinctly Greek in
character, unlike those of the two former churches, which
354were executed by Roman mosaicists brought from Italy to
Ravenna by Theodoric the Ostrogoth in the early years of
the sixth century.
The seventh century was almost barren in mosaic works,
and the eighth century does not seem to have produced
more than a few tentative efforts, mainly in countries outside
Italy.
It is related that Adrian I., who was Pope between the
years 772-795, gave permission to Charlemagne to remove
several mosaics from churches at Ravenna, the materials
of which were used in the decoration of the dome of his
chapel at Aachen (Aix-la-Chapelle). These mosaics were
destroyed by fires in the years 1656 and 1730. Some
drawings of them were made before the second fire by
Ciampini, and published by him at Rome in 1699. These
works were not, however, of any great artistic value. The
art of the mosaicist was fast becoming only a caricature of
its former self, for the work of the ninth century was
characterized by exceedingly bad drawing and savage
colouring. Uninviting and even terrible representations
of Christ, of the Virgin, angels, martyrs, and prophets were
only too common. It may be said with good reason that
in Rome and in the West during the ninth century, that
the zenith of ugliness had been attained in the design
of mosaics, and in place of the careful grouping and correct
drawing of the works of the fourth to the sixth century
we have instead figures of great dimensions and multiplication
of attributes.
At the time we speak of there was not this decadence of
art in the Eastern Empire, for many fine mosaics were
executed to the order of Basil the Macedonian (867-886),
under whose protection art generally was much encouraged.
Some of the mosaics of Santa Sophia and of other churches
and palaces at Constantinople were executed during this
period.
However, from the tenth to the twelfth centuries the art
of mosaic decoration, with a few notable exceptions, was in
355a slow state of decadence in the East, but the old Greek
artistic spirit broke in other and in new directions, as we
have witnessed in the wealth of Byzantine enamels, carved
ivories, bas-reliefs, repoussé work, miniatures, and illuminated
manuscripts.
In the eleventh century some fine mosaic floors were
executed in France. Examples of this date were found in
the old churches of Sordes in the Department of Landes,
and of Lescar in the Basses-Pyrénées. Some of these
pavements have ornamental compositions of geometrical
interlacings and conventional foliage, and others have
hunting scenes in which animals, figures, and birds are
treated flatly, after the Persian or Oriental manner of inlaid
work or like textile designs.
In the thirteenth century towards the latter end, in the
dawn of the Renaissance, design in mosaic began to feel
the reviving influence in common with all Italian art. In
the mosaics of this century executed at Rome we see
something of the poetry and dignity which belonged to the
great works of the fifth century. This turning-point was
in a great measure due to the influence of Cimabue, the
founder of Italian painting (1240-1300), who was then a
great personality in Italian art.
The most important mosaics of this period in Italy were
those which decorate the tribune of the basilica of St. John
Lateran at Rome, executed by Jacobus Toriti between the
years 1287 and 1292, and those of the tribune of S. Maria
Maggiore in Rome, executed also by Toriti during the
last few years of the thirteenth century and finished about
1302.
The design of the former mosaics is simple in arrangement.
On a gold ground, symmetrically arranged, are the
figures of six saints and Apostles, with smaller figures of
St. Francis and St. Anthony of Padua advancing towards a
central cross, from underneath which flows the four rivers
of Paradise into the Jordan beneath. Above is the celebrated
head of Christ, the face having a benign expression.
356This was formerly supposed to be of an older creation, but
it is quite likely to have been designed by Toriti. The
head is surrounded by a plain gold nimbus, and around
and above it, on a blue ground with clouds, is a glory of
angels in the form of an arc. Below this, on the wall of the
tribune, between pointed window openings, Christ and the
Apostles are represented on a smaller scale.
In the tribune of S. Maria Maggiore the design is
grander and more decorative than the St. John Lateran
mosaics, and indeed ranks as the finest work of art of its
period. In a large central medallion of the apse Christ and
the Virgin are enthroned, Christ being represented in the
act of crowning the Virgin. A crowd of angels are on
either side and at the lower parts of the medallion. The
ground of the latter is blue, sown with golden stars; beyond,
on either side of the adoring angels, are the upright figures
of Apostles and saints on a gold ground, and above them,
filling the upper surrounding space, are conventional vines
in whose scrolly branches birds of various kinds are found.
Below this composition the River Jordan is represented,
and the walls of the tribune are occupied with small compositions
representing scenes in the life of Christ. In the
loggia of the same church are a series of well-designed
mosaics inscribed with the name of the artist who designed
them—Philippus Rusuti—who is not known with certainty
to have executed any other work. They had been formerly
ascribed to the Florentine mosaicist Gaddo Gaddi, a friend
of Cimabue; he died in 1312.
Gaddi, according to Vasari, had been invited to Rome to
complete the unfinished mosaics of Toriti at the Church of
S. Maria Maggiore after the death of the latter artist,
and he occupied himself with the storied mosaics representing
the foundation of that church in a series of four
compositions. It is still, however, a matter of doubt as to
how much of these mosaics belong to the hand of Rusuti or
Gaddi. The latter artist executed some subjects in the
dome of the Baptistery at Florence, in the Cathedral of
357Pisa, and the mosaics which decorate the inner lunette in
the portal of the Cathedral at Florence.
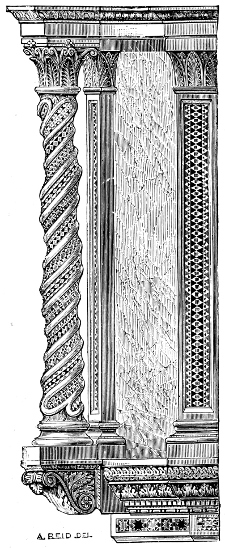
Fig. 290.—Geometric Mosaic, Church of Ara Cœli, Rome.
Gaddi followed the style and aims of Cimabue; his work
was poetic in conception,
and in his execution he
leaned to the Byzantine
methods, but in drawing and
composition he was greatly
excelled by the Roman
mosaicist Toriti.
The celebrated Roman
family of the Cosmati were
excellent mosaicists. Giovanni
Cosmato, son of the
elder artist of that name,
executed some fine work on
the tomb of Gonsalo Roderigo
in the Church of S.
Maria Maggiore, and on
monuments in S. Maria
sopra Minerva. A variety
of mosaic was much used in
Italy at different times, the
earliest dating from the
sixth century, which consisted
in decorating pulpits,
screens, and small altars
with a geometric inlay of
small squares and lozenges
of gold and coloured tesseræ
which were inserted into
grooves of white marble
(Fig. 290).
About the year 1351,
Pietro Cavallini, a native of Rome and a supposed pupil
of the painter Giotto, was commissioned to execute some
mosaics in the Church of S. Maria Transtevere at Rome.
358The design and style of these works were strongly influenced
if not partly copied from the frescoes of Giotto in
the Arena Chapel at Padua.
Cavallini also executed in mosaic the celebrated Navicella,
from the design by Giotto, which decorates the vestibule
of the old basilica church of St. Peter’s at Rome.
This work represents a ship in which the Apostles are seen,
and Christ and Peter are figured walking on the sea.
With the exception of a few notable works in St. Peter’s
at Rome, in St. Mark’s at Venice, some unfinished work of
Domenico Ghirlandaio (1449-95), and the work of Pesselli
in the Church of Or-San-Michele at Florence (1416), the
fifteenth century was not a prosperous period for mosaic.
This is accounted for by the rapid development of the
Italian schools of painting, which advanced during this
century with incredible swiftness, and as painting advanced,
mosaic decoration retreated before its more popular rival.
The mosaicist had to make room for the fresco painter,
who soon became the successful competitor of the former in
the work of church decoration.
Regarding the mosaics of St. Mark’s at Venice, it may be
stated that they date from the eleventh century to the
nineteenth.
The interior of this church is richly decorated on the
vaults and upper parts of the walls with mosaics on grounds
of gold, the other parts are covered with various rich
marbles, and the floor is mosaic designed in the Byzantine
style. In the twelfth century the principal apse, the
cupola of the choir, and some of the chapels were decorated
in mosaic. The great central cupola has mosaics of the
eleventh century representing the Virtues, and twelfth-century
work with the subjects of the “Virgin with Angels and
Apostles,” the “Evangelists,” &c. To the same century
belong the mosaics in the cupola of the choir, consisting of
the figures of Christ, the Virgin, David and Solomon, and
symbols of the Evangelists; the figure of St. Clement in
the vault of the terminal chapel of St. Clement is ascribed
359to the twelfth century, and the mosaics of this chapel representing
the life of the saint are thirteenth-century work.
The most important mosaic of the latter century in St.
Mark’s is that which decorates the façade, the subject
being “The Dedication of the Church.”
From the remains of the original mosaics which have
not been remodelled by the restorers of later times, it has
been seen that the work of the above centuries at St.
Mark’s kept to the spirit and traditions of the Byzantine
school. The work of restoration, however, has been so
great in modern times that nearly all the mosaics belonging
to a date prior to the sixteenth century have been executed
afresh, so it can hardly be said there are any perfect or
genuine Byzantine mosaics left.
Those of the sixteenth century in St. Mark’s are more
like paintings in their general effect than monumental
works for the decoration of the fabric. Pictorial effect and
an appeal to the emotional faculties were aimed at by the
artists and governing body of the church, rather than
simplicity or a feeling for the decorative fitness of the
material. The painters Titian, Pordenone, Tintoret, Paul
Veronese, and the sculptor and architect Sansovino made
designs for the mosaics, and their cartoons were interpreted
by mosaicists, the principal of whom were Vicenzo and
Domenico Bianchini, the brothers Zuccati, Bozza, Rizzo,
Gaëtano, &c.
In this century, at Rome, in the cupola of the Chigi
Chapel in S. Maria del Popolo, a celebrated mosaic was
executed by the Venetian mosaicist Luigi da Pace, from a
design by the great painter Raphael. It bears the date
1516, and has for its subject the Creation of the World.
The Almighty is represented surrounded by seraphim, and
in eight compartments are mythological figures representing
the planets. Angel figures of great beauty are seated on
the signs of the Zodiac, which occupy the lower parts of the
mosaic.
During the seventeenth and eighteenth centuries the
360principal mosaics executed in Italy were those which
decorate the Church of St. Peter’s at Rome. In these
periods the Pontifical fabrique or studio for the production
of the smalto and for the execution of the mosaics was in
a state of activity. The fabrique had various locations in
the vicinity of the church from the time of its establishment
in 1528, and was finally set up in the Vatican in 1825 by
Leo XIII. The most important period in the history of
the Pontifical ateliers was during the early half of the
eighteenth century, when it was under the direction of
Pierre-Paul Cristofari, who was assisted in the production
of the variously coloured material by the chemist Mattioli.
The mosaics which cover the cupolas, the altars of the
various chapels, the pendentines, tympani, and other
spaces, have been executed by mosaicists who were not the
designers of the subjects.
This was the general practice in the Renaissance
periods. One noteworthy exception to this rule may be
noticed in the work of the artist Muziano de Brescia, who
executed the mosaics of the Gregorian Chapel at St.
Peter’s from his own designs, for which work he received
the commission from Pope Gregory XIII. (1572-1585).
Muziano was an imitator of Michelangelo, and is best
known by his work in mosaic. As a rule the mosaics of
St. Peter’s, like all those of the Renaissance period, are
not to be compared for dignity and repose with those of the
early Christian era, nor did they fulfil the true aim of
monumental wall decoration, but sought rather to imitate
as closely as possible the finish of oil or fresco painting.
The “Transfiguration” after Raphael is not a success as a
mosaic. It is believed to have been executed by Cristofari
from a drawing enlarged from the original by Stefano
Pozzi (1708-1768).
In the great cupola the mosaic has for its subject “The
Eternal Father,” surrounded by cherubims. In other
compartments are angels in adoration, cherubims, Jesus,
Mary, John the Baptist, Paul, the twelve Apostles and
361their attributes. These mosaics are from designs by the
Chevalier d’Arpin (1560-1640), and rank among the best
works of their kind in St. Peter’s.
In the present century there has been some noted revivals
of mosaic decoration in France and in England.
During the first thirty years of this century a royal
manufactory was set up in Paris under the superintendence
of Belloni, an Italian artist who came from the Pontifical
atelier of Rome. Mosaic work of all kinds was executed
at this studio, such as miniatures, pictures, and pietra-dura,
or Florentine mosaic, for the encrusted decoration of
furniture, as well as important works for pavements, which
were designed in the classical style of the period. The
principal work of Belloni is the pavement of the “Salle
Melpomène” in the Louvre. It is a composition divided
into five compartments, each having figure subjects, and
has an extremely rich border of frets, foliage, and rosettes.
Some fine mosaics of a more recent date are the decorations
of the foyer and other parts of the Grand Opera
House in Paris, executed from the designs of M. Charles
Garnier, the architect of the building, M. de Curzon, and
others, by the mosaicists Salviati and Facchina of Venice.
The new cathedrals at Marseilles and Lyons have been
recently decorated with mosaics more or less in the style of
the Ravenna work of the fifth century, but the principal
part of these works consists of ornamental compositions,
such as doves with olive-branches, monograms, stars, and
borders of romanesque ornament. Some still more recent
work is the decoration of the apse of the Pantheon in Paris,
from the designs of M. E. Hébert and the late M. Galland,
who furnished the ornamental designs.
In England, during the present half of this century, there
hashas been several attempts to popularise mosaic decoration.
Full-length figures of the chief ancient and modern
sculptors, painters, and architects have been designed by
Lord Leighton, Sir E. J. Poynter, E. Armitage, V. Prinsep,
W. F. Yeames, F. W. Moody, and others; these have been
362executed in glass mosaic and in English ceramic mosaic,
and form part of the decoration of the South Court in the
Kensington Museum.
In the Houses of Parliament a mosaic has been executed
from the design, “St. George,” by Sir E. J. Poynter; and
other examples are the mosaics on the monument to Prince
Albert designed by Sir Gilbert Scott.
But the most important efforts during the last few years
are the mosaic decorations in St. Paul’s Cathedral.
From the year 1863 until 1892 the eight spandrels of
the dome were filled with mosaics, the subjects being
the four Evangelists, designed by Mr. Watts, R.A., and
Mr. Brittan, and the four greater Apostles by the late
Alfred Stevens. The work of these spandrels was carried
out by Dr. Salviati of Venice.
In the spring of 1891 Mr. W. B. Richmond, R.A.,
undertook the great work of designing the cartoons, and
of superintending the mosaic decoration of the eastern end
of the cathedral, including the apse, the original sanctuary
bay, and the choir.
The central panel in the roof of the apse is occupied
with a representation of “Our Lord in Majesty,” seated on
a rainbow throne, and clothed in light-coloured robes. The
background is composed of a great whirl of wings; the sun
and moon are also represented. The panels on either side
of this subject contain figures of the recording angels, which
are Byzantine in style of design; as the whole of the
mosaics are, but perhaps not so much in degree as the
figures of these angels. Mr. Richmond had made a special
study of the Ravenna mosaics, and was no doubt rightly
influenced by the style of design and methods of execution
of these early works.
The three saucer domes of the choir have subjects
representing respectively the creation of birds, fishes, and
animals of the land; and the pendentives of the saucer
domes are each filled with figures of angels, their arms
being extended, as if in the act of bringing down messages
363from heaven to the earth. Inscriptions in Latin, consisting
of appropriate scriptural texts, explain the subjects of the
pendentives.

Fig. 291.—Mosaic from the Alhambra.
The spaces at the sides of the clerestory windows are
occupied with figures of
the Sibyls, Prophets,
builders of the Tabernacle
or House of God,
scenes from the Old
Testament, and some
secular figures.
The general effect of
the mosaics is very rich, and the colouring exceedingly
harmonious.
Fig. 292.—Saracenic Mosaic, from Monreale.
The smalto tesseræ used was made from opaque glass of
many colours and shades, and the fractured edge was
shown in every case as the surface of the mosaic; this was
done in order to get greater brilliancy of colour, and to
catch all the possible light that is reflected from the walls
and floor of the church.
Portland stone composed the panels, and brick was the
364background material of the saucer domes, and in order to
get a bed for the cement and tesseræ, these surfaces had to
be cut away to a certain depth so that the mosaics would
come flush when finished with the original surface. The
tesseræ were inserted into a bed of red mastic cement, made
chiefly of a mixture of red lead and linseed oil, a cement
which ultimately sets as hard as the stone itself. The
execution of the work was entrusted to Messrs. Powell of
London, who employed a large staff of skilled assistants in
this successful achievement.
Fig. 293.—Indian Mosaic, from the Taj Mehal.
The Saracens employed mosaic—as in the Alhambra in
Spain—in the form of small tiles—azulejos—of glazed
earthenware cut into geometric shapes, from which they
made up their characteristic rectilinear patterns, and used
this form of decoration to a great extent for walls, but
rarely for floor pavements (Figs. 291, 292).
Some beautiful examples of mosaic work in the nature
of inlaid marbles and precious stones occur in the Mohammedan
buildings in India, the chief of which are the Taj
Mehal at Agra (Fig. 293) and the great palace at Delhi.
The latter has been noticed in the chapter on Indian
Architecture in the former volume, and an illustration of the
inlaid marble hall is given at Fig. 329 in the same volume.
365
CHAPTER VIII.
GLASS.
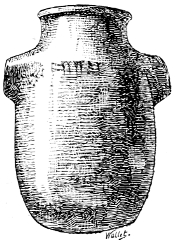
Fig. 294.
Glass Vase or Bottle; height,
3½ ins. (B.M.)
The manufacture of glass is of great antiquity. The
invention has been ascribed to the Phœnicians, but specimens
of glass beads, amulets, plaques, vases, and small
phials or bottles have been found in some of the oldest
Egyptian tombs. In the British Museum there is a small
piece of blue opaque glass in the form of a lion’s head,
which bears the prenomen of the
Egyptian monarch Nuntef IV.,
belonging to the Fourth Dynasty
(B.C. 2423-2380). There are also
paintings on the walls of early
tombs representing bottles with
red wine, as well as figures engaged
in glass-blowing.
A number of glass bowls,
vases, and bottles from Nimroud
may be seen in the British Museum,
the earliest specimen of
which is an Assyrian transparent
glass vase with two handles, and
is inscribed with the name of
the monarch Sargon (B.C. 722-705). This is supposed to
be the oldest known specimen of transparent glass (Fig.
294).
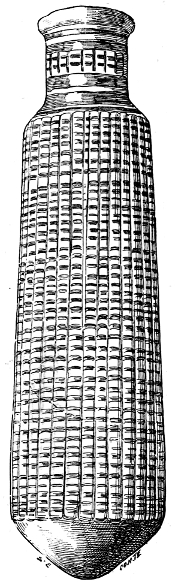
Fig. 295.
Phœnician Alabastron.
Many long-shaped little bottles—alabastron—of pale
greenish, and others of brilliant colours, with slightly
varied shapes, have been dug up from the ruins of Assyrian
366palaces, and have been found in most of the ancient tombs
in Greece, Italy, and in the islands of Cyprus, Sardinia,
and Rhodes. These little bottles have been made by the
Egyptians, Assyrians, Phœnicians,
and Greeks, and their shape, being
consecrated by use, remained unchanged
for many centuries; they
were portable objects of barter,
as glass beads also were with the
Phœnicians, who distributed them
in trade to all parts of the countries
bordering on the Mediterranean
(Figs. 295, 296).
Common forms of the Phœnician
glass bottles were small vessels in
the shapes of heads, and of dates,
grapes, and other fruits, which
were blown in moulds. These
vessels probably came from the
great workshops of Tyre and
Sidon; some of them bear the
names of their makers—Eugenes,
Ennion, and “Artas the Sidonian.”
The shapes of many of these
vessels are decidedly Greek, and
if not Greek in manufacture, have
been copied from the shapes of
Greek pottery.
The colours used were yellow,
turquoise, and white on blue,
green, or brown, and a common
arrangement of these was in zigzag
or wavy alternating lines; in
other examples the surface was
reeded, as may be seen in the alabastron, Fig. 295.
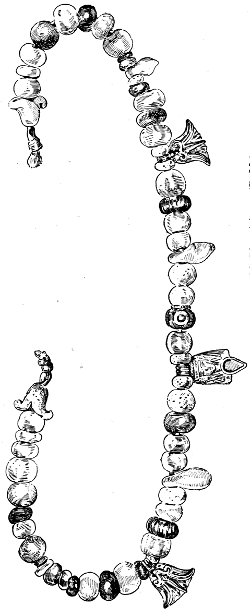
Fig. 296.—Necklace of Glass and Gold, Phœnician. (B.M.)
Ancient Roman glass is of great variety in colour, and
many specimens show the highest technical skill combined
367with great artistic beauty. The lovely iridescent effect
on Roman and other
antique glass is due
to the chemical
changes of the surface
decomposition,
and in other instances
to the minute
flaking of the glass,
which reflects the
light at various
angles, and thus producing
the prismatic
hues.
At the time of the
Roman occupation
of Egypt, during the
period of rule under
the Ptolemies, glass
making was a great
industry in the latter
country. It is said
that the Romans
learnt the art from
the Egyptians, and
it is known that
many of the latter
were brought to
Rome to practise
their art as glass-blowers.
The making of
the glass known as
mille-fiori was
taught to the Romans
by the Egyptians,
and was extensively employed in vase and bottle
368making by the former; the Venetians from the fourteenth
century have imitated the Romans in their uses of mille-fiori
glass for bead making and other purposes, with great
success.
The method of making this variety of glass consists in
arranging a number of thin rods or threads of glass of
the required variety of colours, gold being sometimes
used; these united rods were then fused together by heat,
and drawn out or twisted, so that when transverse
sections were cut the pattern would always be the
same.
Another way of mixing the colour in glass, which
was employed by the Egyptians, Romans, and later by
the Venetians, was in the making of regular patterns of
mosaic-like designs of the various colours, and another
was in imitating the precious stones and marbles, such as
onyx, agate, serpentine, porphyry, and murrhine; the latter
is supposed to be a variety of agate, with red and purple
shades. The murrhine glass examples of Roman manufacture
are very rare.
The Romans used these glass imitations of the precious
stones and marbles to line their walls and floors, as in
mosaic work.
Egyptian and Roman glass in their transparent varieties
have such colours as yellow, purple, blue, green, and pink;
opaque colours are generally found in shades of yellow,
blue, green, and black. The most valuable kind of glass
was that of the clearest white or crystal; this, it would
appear, was the most difficult to make, as the commoner
clear variety had usually a slight greenish or bluish hue.
The Romans made a special variety of glass ware
which consisted of interlaced bands of opaque white or
coloured glass, ingeniously made to form a pattern by
twisting them with clear or coloured transparent glass,
like that of the elegant lace-glass variety known as the
“vitro di trina” of the Venetians (Fig. 302).
In the arts of glass cameo and intaglio engraving,
369and in the imitation of gems, the Romans were exceedingly
skilful.
The cameo engraved glass was produced by placing a
layer of white opaque glass on a ground of transparent
blue, the design being formed by cutting away the white
surface to the blue ground, leaving the blue as the background;
the remaining white which formed the design
was then carefully finished by engraving. Light and shade
was produced according to the thicknesses of the cameo
left by the engraver.

Fig. 297.—Ancient Roman Glass Bottle. (S.K.M.)
The celebrated Barberini or Portland Vase, in the
British Museum, is made in a blue and white cameo. This
splendid work of art was discovered in a marble sarcophagus
near Rome, which is supposed to have been the
tomb of the Emperor Alexander Severus. The vase is
ten inches in height, is two-handled, and has for the subject
of one side a figure decoration representing Thetis
consenting to be the bride of Peleus, attended by Poseidon
370and Eros; on the other side is Peleus and Thetis on
Mount Pelion, and on the bottom is a bust of Paris. The
ground is transparent blue glass, and the subjects are
beautifully engraved in cameo out of the superimposed
white layer.
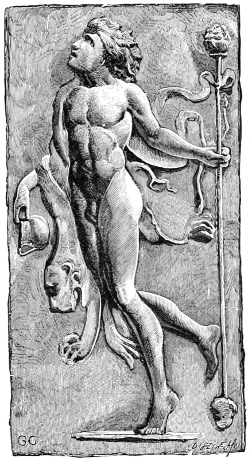
Fig. 298.—Roman Glass Tablet in relief. (S.K.M.)
A similar kind of vase, but smaller, was found at
Pompeii, and is now in
the Museum at Naples,
and the remains of the
Auldjo Vase in the
British Museum is also
in a similar style, the
cameo decoration of it
consisting of vine-leaves.
Intaglios and
cameos, sometimes of
a large size, were
copied in glass from
gems; these were
usually cast in moulds,
and many of them are
of high value as works
of art. (Fig. 298).
The Romans made
window glass of small
squares or oblongs,
which was manufactured
by rolling it on a
plate.
In the early Christian
period gold leaf was
used as a means of decoration on glass: sometimes the
gold was annealed to the surface, and sometimes it was
placed, as the making of the gold smalto for mosaics,
between two layers of thin glass, and afterwards fired.
Patterns and figure subjects were executed in gold foil,
371and formed the decoration of glass dishes and bowls, the
broken remains of which have been found in the Christian
tombs of the Roman Catacombs.
Though extensive glass works are known to have
existed at Constantinople and at Thessalonica between
the ninth and thirteenth centuries, there are scarcely any
remains of Byzantine glass in existence that can with
certainty be ascribed to the Eastern empire, unless we
except the five cups and two shallow basins of thick green
glass that are decorated with Byzantine ornament, and
which form part of the treasure of St. Mark’s at Venice.
Glass was used in the windows of Byzantine churches and,
of course, in the making of the mosaic tesseræ.
It is highly probable that glass objects were made in
Syria, and at Damascus especially, since the Roman period,
yet examples of the earlier work from these parts are very
rare. The celebrated gold cup of Chrosroes (A.D. 531-579)
is a Persian work which has been set with glass lozenges
and rosettes. Other examples are small glass weights,
discs, or tokens, and a Saracenic glass basin in the
Cluny Museum at Paris, which has been made either
in Egypt or Syria, and is known to date between 1279
and 1294.
With the above exceptions there is no authentic work
that can be pointed to which dates earlier than the fourteenth
century. The finest examples of Saracenic glass,
some of which may be seen in our museums, are the
beautiful enamelled glass mosque lamps (Fig. 299). They
mostly date from the fourteenth century, and are usually
decorated richly with Arabic inscriptions—sometimes with
the name of the artist—in gold and coloured enamels.
In the city of Damascus glass cups and other vessels of
great beauty were made at this period, having enamelled
Saracenic decorations.
The “cups of Damascus” were much prized, and according
to the inventories of the kings of England, France, and
Germany, we learn that they were set in gold stands or
372mounts, and were usually presents to Western monarchs,
brought by their ambassadors from the East.
The cup kept by the Musgrave family, and known as
the “Luck of Edenhall,” is made in enamelled Saracenic
glass, and has a leather covering of fifteenth-century workmanship.
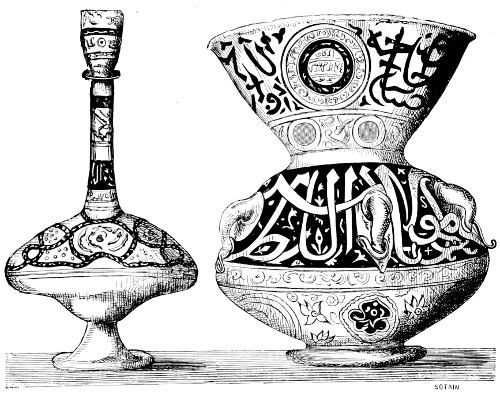
Fig. 299.—Enamelled Oriental Glass Bottle and Mosque Lamp.
Venetian blown glass has always been renowned for its
beauty, both in its elegance of form-as in the wine-glasses,
goblets, and cups—and in the beautiful opalescent
hues of its delicate colouring.
The making of glass in Venice began to assume great
importance in the fourteenth century, but many small glass
furnaces were in operation for more than a hundred years
prior to this date.
373The Venetians apparently, in the early period of the
Renaissance, studied very closely the remains of the Roman
glass, and eventually imitated and produced nearly
all the kinds of glass that in former days were made in
ancient Rome.
Another direct cause which led to the advancement of
the glass makers’ craft in Venice was the parricidal conquest
of Constantinople by the Christians of Rome, aided
by the fleets of Venice, in 1204, for after the sacking of the
Byzantine capital, most of the portable works of art of
every kind-including the bronze horses that had been
brought from Rome to Constantinople by its founder, and
which now adorn the front of St. Mark’s-were carried off
to Venice, and it is more than likely that after this the
glass mosaic workers, among other Byzantine craftsmen,
had come to Venice, where they found employment in the
rising republic.
The work in the mosaic decoration of St. Mark’s doubtless
helped to develop the making of glass in Venice, and
the lagunes were rich in marsh-loving plants that would
yield alkali and furnish the fine sand requisite for its
manufacture.
Mention is made in one of the documents in the archives
of Venice, dated 1090, of one Petrus Flavianus, who was a
“phiolarius,” or glass maker, and the trade regulations of
the glass makers’ societies or corporations are preserved at
Venice and Murano, which show that in the thirteenth
century they had become important bodies.
Glass furnaces were becoming so numerous in Venice
that the Great Council decreed, in 1291, they should be
demolished, but permitted them to be set up outside the city,
in the suburban districts. In the following year, however,
the decrees were altered to the effect that the small glass
workers might remain in the Rialto (the city proper), provided
fifteen paces were left between each atelier. These
decrees were made to guard against a possible spread of
fire.
374It is supposed that this had the effect of moving many
of the principal glass works to Murano, a district of Venice
which had become renowned for the production of Venetian
glass, and where to-day the eminent firm of Salviati & Co.
have their extensive works.
The glass house at Murano, which was known as the
“Sign of the Angel” in the early half of the fifteenth century,
was the most renowned of the ateliers of that century.
Angelo Beroviero was one of its earliest directors, who
was succeeded by his son Marino in that position. The
latter was a head or master of the Company of “Phioleri”
(Glass Makers’ Corporation) in 1468, which was a very
strong society at that time and enjoyed exceptional privileges
from the city council.
The intercourse of Venice with the East furnished the
Venetian glass makers with patterns of Damascus and
Egyptian glass, and the enamelled and gilded Oriental
varieties were imitated and improved on by the Murano
artists. Some of the products of this period are preserved
in the museums. The illustration (Fig. 300) is from a
Venetian enamelled cup of green glass in the Kensington
Museum.
In the sixteenth century the glass-making furnaces of
Murano had increased to a great extent, and were placed
under the special protection of the Council of Ten. Owing
to the jealousy at this time of other European States,
Venetian glass-blowers were bribed by offers of money
and large salaries to set up furnaces abroad, and laws
were then made forbidding workmen to leave the country
to carry on glass making in other places under the penalty
of death. This, however, did not prevent Venetian glass-blowers
from taking service under the protection of foreign
rulers in such countries as Flanders, Spain, and England.
The natural consequences followed, that the exports in
glass from Venice to foreign countries became lessened, so
much so that the workmen of Murano complained of being
thrown idle for several months in the year.
375

Fig. 300.—Venetian Enamelled Glass; Fifteenth Century. (S.K.M.)
Venetian glass has been made in many colours, such as
blue, green, purple, amber, and ruby, and in variegated
mixtures of clear or transparent and opaque glass. The
clear variety is remarkable for elegance of shape and
fantastic designs of handles or wings, consisting of twisted
and knotted interlacings, which were generally executed
376in blue or red colours and attached to the sides of wine-glasses
and other vessels (Fig. 301). One beautiful variety
of glass is clouded with a milky-like opalescent tint, which
is supposed to be produced from arsenic. The opaque
white glass is made by the addition of oxide of tin to the
usual ingredients.
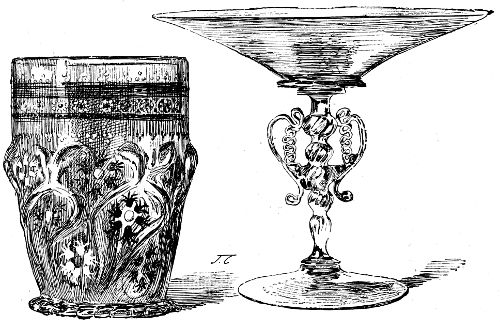
Fig. 301.—Venetian Glass of the Sixteenth Century. (J.)
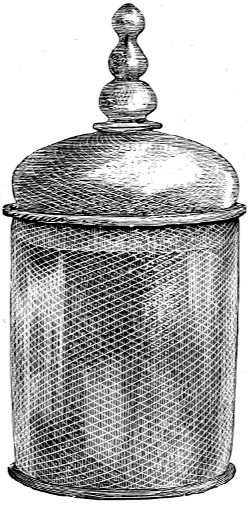
Fig. 302.—Venetian “Vitro di trina.” (S.K.M.)
Glass was made by the Venetians to imitate precious
377stones, were streaked, splashed, or spotted with various
colours, gold, and copper; the aventurine spotted glass
was obtained from a silicate of copper.
The latticinio variety was formed of rods of transparent
glass enclosing lines of opaque white glass forming patterns.
The vitro di trina is the so-called lace-glass (Fig.
302); the latter and the
mosaic-like or mille-fiori
glass were made by the
Venetians in imitation of the
Roman varieties. Another
variety was that known as
a reticelli, in which ornament
of opaque network
sometimes enclosed air
bubbles. That known under
the German name of Schmelz
is the variegated or marble
opaque glass made in the
Murano furnaces, which
imitated chalcedony, lapis
lazuli, tortoiseshell, and jasper.
Crackled glass was
made by the sudden cooling
of the half-blown material;
this was again heated and
drawn out in order to increase
the spaces between
the crackled lines.
In the sixteenth century
the forms of the Venetian
glass vessels were of the Renaissance type; the long shanks
and the wide bowls gave them an appearance of elegance
and grace. The light and thin character of the material
had also a great deal to do with the fragile look of elegance
in Venetian glass of this period; the glass of the former
(fifteenth) century was of a much thicker kind.
378The lightness and superior strength of Venetian glass
was due to the absence of lead in its composition, which is
so much used in the modern flint glass.
The materials of the composition of the clear Murano
glass are supposed to be—one part of alkali, obtained from
ferns, moss, lichen, or seaweed, and two parts of pebbles
of white quartz or fine clean white sand, and a small quantity
of manganese, all well mixed together and melted in
the furnace.
The colouring matter is produced from the oxides of
various metals, as in the vitreous coloured glazes used in
the enamels for glazed pottery.
Vessels and objects in endless variety have been made
by the Venetians, such as ewers, basins, drinking-glasses,
bottles, standing cups, bowls, goblets, large and small
candlesticks, beads, and mirrors, and were exported in
great quantities to all parts by the Venetian galleys.
Bead making at Venice was a separate trade, and was
one of great importance in the sixteenth and two following
centuries. The makers of the small beads were called
the “Margariteri,” and those who made the large beads
were known as the “Perlai.” The beads were made from
small sections broken or cut off from rods or tubes of
glass and placed in an iron pot that was made to rotate,
so that the motion prevented the beads from adhering to
each other, and at the same time formulated their spherical
shape.
Mirrors were made by the ancients of polished metal
and from slabs of black obsidian—a kind of natural glass.
In mediæval times they were made of clear glass behind
which was placed a sheet of lead foil. Glass mirrors were
made in Venice from the year 1507, when methods had
been discovered of polishing the glass and of applying the
“foglia,” or layer of metal leaf, to the back. After this
date the making of mirrors soon developed into great
importance, and the “Specchiai,” or mirror makers, had
their own corporation. Like the other glass wares of
379Venetian manufacture, the mirrors were exported to all
parts of Europe.
Some good examples of sixteenth-century mirrors and
mirror-frames in glass cut into ornamental shapes, with
bevelled edges and engraved, are preserved in our museums
and in old houses.
Glass painting for windows was known and practised in
Venice as early as the fourteenth century. The very early
Italian stained glass used in windows is said to have been
executed for Leo III. in 795.
Besides the painted or stained glass used in church
windows during the Middle Ages throughout Italy, there
were glass manufactories in Rome, Verona, Milan, and
Florence for the production of similar wares as those of
Venice.
In France and Spain glass making was carried on at
various places from the days of the Romans; antique
fragments of glass have been dug up in Normandy and in
Poitou. In the latter province glass making flourished
from a very early date up to the fifteenth century. It was
revived in 1572 by the Venetian Fabriano Salviati, who
came to Poitou and set up a glass workshop. At Paris,
Rouen, Normandy, and in Lorraine glass was made prior
to the sixteenth century. The Normandy glass was of a
coarse kind, made chiefly for windows and common utensils,
but many of the Venetian varieties were made at the
other places named.
Some Venetian glass makers came to Paris in 1665,
when an establishment was formed for the making of
mirrors, and about the same time another factory was set
up at Four-la-Ville; these two factories were united by the
French Minister Colbert, and were under the patronage
of the king. We find that soon afterwards, and especially
in the Louis-Quinze period, large panels and wall spaces
were filled with glass mirrors as interior decorations.
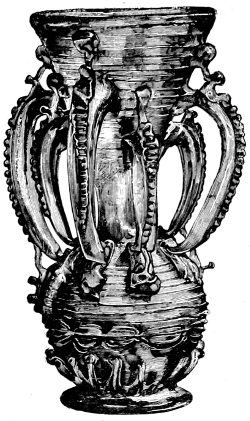
Fig. 303.—Spanish Glass; Sixteenth Century. (S.K.M.)
Glass was made in Spain in the Ibero-Roman period, as
the remains of glass vessels and necklaces have been
380found in tombs, and the ruins of Roman furnaces have
been found in the valleys of the Pyrenees. It is supposed
that the art was carried on under the Gothic kings of
Spain, and also by the Moors in the thirteenth century,
who brought with them glass workers as well as some of
the wares of the East. Much of the glass made in Spain
subsequent to this date is in imitation of the shapes of
Arabian pottery, and this
is still the case in much
of the modern Spanish
glass. Spanish glass of
the Renaissance was
similar in form and in
material to the Venetian
work of the same period,
and during the seventeenth
and eighteenth
centuries the work was in
imitation more or less of
the contemporary Dutch
and Flemish glass (Fig.
303).
In Holland, glassware
seems to have been made
by Murano artificers, who
from time to time settled
in that country and
brought the secrets of
their trade with them.
The objects made were
naturally imitations of the Venetian glass, and many of the
Dutch drinking-glasses were very graceful in design.
In Amsterdam, Antwerp, Brussels, and throughout the
Low Countries generally Venetian glass had been imported
in great quantities in the time of and prior to the seventeenth
century, and it is difficult to say how much of the old
glass found at those places is Dutch, Flemish, or Venetian.
381Engraving on glass was much practised in Holland,
and many Dutch goblets have well executed portraits of
kings, queens, and other persons.
Glass making has been practised in Germany, like in
most European countries, from the days of the Romans
downwards, especially in the Rhenish Provinces, but
German examples dating from the Middle Ages are very
rare.
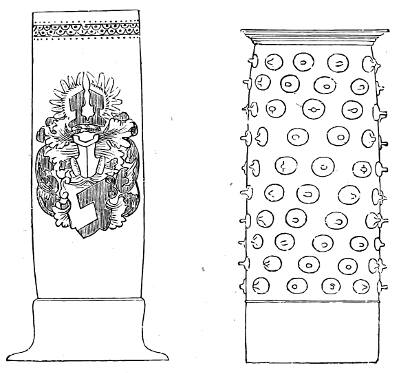
Fig. 304.—German Glasses. (S.K.M.)
There is documentary evidence which proves that glass
was made at Mainz as early as the beginning of the eighth
century.
The earliest example of German glass in this country is
a wiederkom, or cylindrical drinking-vessel, which bears the
date of 1571, but an older one, of the date of 1553, is preserved
in the Künstkammer at Berlin.
A favourite decoration on the German Wiederkoms is
the arms of the emperor or electors, those of the different
states of the empire, and of private owners (Fig. 304).
The colour of this kind of glass is usually green and the
382decorations are enamelled or painted in grisaille; as a
rule the German cups and wine glasses of the seventeenth
century are richly decorated (Fig. 305). In the German
wine-glasses known as “flügelgläserflügelgläser” is seen an imitation
of the Venetian “winged glasses” (Fig. 301).
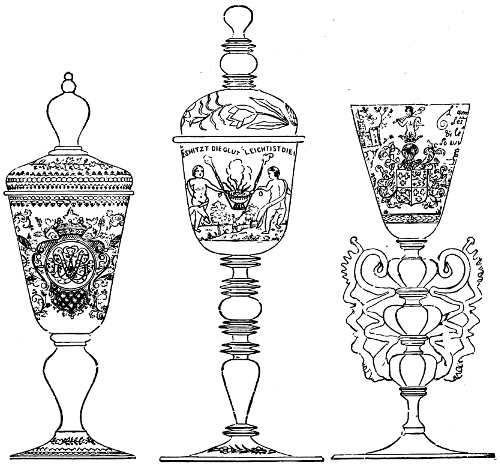
Fig. 305.—Decorated German Vases; Seventeenth Century. (S.K.M.)
Bohemian glass of the seventeenth century is noted for
its clearness and good quality, and illustrates the advancement
made in the art of engraving on glass. The engraved
work was done with a diamond point as in etching, with
the lapidary’s wheel, and by means of biting the glass with
fluoric acid; the latter method is said to have been discovered
383by Henry Schwanhard of Nüremberg in 1670.
John Schäper was a very clever glass engraver and decorator
of this period.
A beautiful kind of German glass is known as Kunckel’s
ruby glass, the originator of
which was the director of the
Potsdam glass works, where he
produced this variety about 1680.
Many relics of glass vessels
and beads have been found in
Roman tombs, and in various
parts of England, of a greenish
or blue colour. These may have
been imported or may have been
made in England, but there is no
certain evidence of this. Glass
vessels for drinking purposes
have been found which are
believed to have belonged to the
Anglo-Saxon period (Fig. 306).
The material of these is thin,
the colour is generally of a pale
straw tint, and strips of thickened
glass ornament the outside, arranged
in the nature of parallel
lines, or wound spirally to produce
a kind of network decoration.

Fig. 306.—Anglo-Saxon Drinking Cup. (S.K.M.)
Venetian glass found its way to
England in the sixteenth century;
in the inventories of Henry VIII.
(1529) and of Robert, Earl of
Leicester (1588), large quantities of Venetian glasses are
mentioned as belonging to the above.
Some Muranese glass workers were engaged at this
time (1550) in the service of the King of England. The
name of an Italian—Jacob Vessaline—is mentioned as a
384glass maker who worked at Crutched Friars in the beginning
of Elizabeth’s reign (1557), and in the year 1589 there
were supposed to be fifteen glass houses in England.
Sir Robert Mansel was a prominent glass maker of the
seventeenth century; he obtained patents in the year 1616
for the making of window glass and all kinds of vessels,
and from the remains of glass objects that were found on
the site of Princes Hall, in Broad Street, London, it is
believed that his works were on that spot.
Mansel employed Italian workmen in the first instance,
and it appears that prior to 1623 he had set up works in
Milford Haven, at Newcastle-on-Tyne, in Scotland, and
other places. The Newcastle furnaces were the most successful,
the others being practically failures. Mr. Nesbitt
thinks that the success of the Newcastle-on-Tyne works
was due to the new system of flint-glass making, which
must be credited as an English invention.
Flint or crystal glass is made of a mixture of silicate of
potash and lead. It was known but imperfectly made by
the Romans in their clear glass variety, which contained a
small portion of lead. In the Middle Ages the glass
which contained lead was called “Jewish glass,” and was
generally used for painting on, as it was more fusible than
other varieties which did not contain lead. But all authorities
agree that the English invented a new product in their
flint glass, which was made after many experiments at
Lambeth in 1673, as “clear, ponderous, and thick as
crystal.”
Mr. Nesbitt infers that it was the use of coal in the furnaces
instead of wood that led to the development of the
process. When using coal the melting-pots had to be
covered in the furnace, which lessened the heating powers
and thus made the fusing more difficult. To put more
alkali in the mixture would have helped it to fuse at a
much lower heat, but it would have injured the colour and
quality of the glass, so lead was added in certain proportions,
which gave the requisite clearness and strength.
385All kinds of glass vessels and plate glass for carriage
windows were made at Lambeth, under the management
or patronage of the Duke of Buckingham.
Fig. 307.—Stained Glass; Fifteenth Century.
Though there are no records of glass making in Ireland
of a very early date, the glass beads and glass bosses
which decorate the objects of Irish art, such as the
crosses, croziers, brooches, book-covers, and the celebrated
Ardagh Chalice, prove that the art was known in Ireland
at least in the ninth century, if not earlier. Mention has
also been made in old writings of this period of glass
vessels for use in Irish churches.
Fig. 308.—Window Glass; English, Fifteenth Century.
Painted or stained window glass is the glory of our
Mediæval churches. The earliest coloured windows were
doubtless made from mosaic-like arrangements of different
bits of coloured glass. The mosaic window led to the
386representation of pictorial subjects in stained glass, the
latter being formed of pieces of self-coloured glass, or that
kind having each piece stained in one colour throughout,
cut in the requisite shapes, and fastened together by an
arrangement of lead lines which form the main lines of
the design; to help out the drawing and expression the
stained glass is shaded in hatchings, stippling, and bold
lines, usually in a brown colour. Painted glass, as distinguished
from stained glass, is that which is painted on
clear or tinted grounds with various enamel colours made
from metallic oxides. After the painting is finished the
piece of glass is fired, and the enamel colours become fused
with the glass surface, and really become part of the
glass itself. More finish, a wider range of colouring,
greater detail, and generally a more pictorial effect is
produced by the artist being able to use freely the enamel
colours; but a corresponding loss of depth and brilliancy
387of colour and of bold decorative effect which belonged to
older examples of stained glass must be set against any
advantages the painted variety may possess from its pictorial
point of view.
The earliest instance in the use of stained glass for
church window’s is supposed to have been in those that
were given by Count Arnold to the Abbey of Tegernsee in
Bavaria in the year 999. The thirteenth and fourteenth
century were the finest periods for the stained-glass windows
of the Gothic cathedrals both in England and on
the Continent. About the middle of the sixteenth century
enamel colours began to be used, and, as before observed,
the designs showed a striving after pictorial effects.

Fig. 309.—Chinese Glass Bowl. (S.K.M.)
The revival of classic art in the Renaissance period has
also a great deal to do with this change in the style and
method of execution in painted glass, and we find that
the greatest painters—but not always the greatest
decorators-of the period supplied cartoons and designs
for this class of work.
Glass making has been known in China and Japan from
very early times, but it appears to be difficult to obtain
anything like authentic information as to its history from
our present imperfect knowledge or acquaintance with the
native records.
388There are stories of ancient Chinese glass vessels that
are said to have been seen by the French missionaries of
the last century, one of which vessels was so large that
“a mule could have been put into it,” and that the Chinese
made a kind of glass called “lieou-li” that was sufficiently
elastic as to bend easily.
The vitreous enamels of the Chinese were of course
used as glazes on their porcelain wares and pottery, but it
seems that formerly they only made glass objects in the
imitation of precious stones, gems, and in their enamels.
Chinese glass is often made to simulate rock crystal and
jade carvings; their glass snuff-boxes and other small
objects are usually well coloured, and are decorated with
relief work of ornament, landscapes or figure subjects, the
objects generally being of a massive character (Fig. 309).
389
CHAPTER IX.
THE DECORATION OF BOOKS.
Books may be illustrated in a more or less pictorial
manner without any particular regard to the decoration of
the page, or with due regard to its ornamentation. In the
latter case the designer of the decoration will be the
illustrator and decorator in one.
The great majority of modern illustrated books are not
decorated in the true sense of the word, but have their
illustrations inserted as pictures, or scraps of pictures, without
borders or frames, and with little or no relation to the
distribution of the printed matter or to the boundary lines
of the page. In this respect the modern practice is different
from that observed in the Mediæval and Renaissance book
illustration, for in the two periods named, when a purely
literal or pictorial scene was inserted, it had usually
borders like mouldings, or borders of rich decoration, or
sometimes bands and lines only, which separated the
picture from the printed or written text, and harmonized
with any other decoration that might be on the page.
Thus an artistic unity was usually preserved in the book
decoration of earlier times, which, generally speaking, is
the exception in the present day, and not the rule.
The modern practice was brought about by the invention
of copper-plate engraving—about 1477—when the copper-plate
illustration became, in a great measure, the substitute
for wood-engraved blocks of a former period. The plates
were usually engraved with copies of pictures, and the
390book decorator was superseded by the painter; the art
and practice of the former declined, while the work of
the latter became fashionable, and has remained so ever
since.
Photography has been a considerable aid to the pictorial
side of book illustration, and has, on the other hand, been
a great help to designers of decorative illustration, for by
the use of photography the designer is enabled to have the
work of his hand reproduced in facsimile, as in the process
block method, which has been such a powerful rival and
competitor to all kinds of engraving that it has now
almost crushed them out of existence.
Before the invention of printing books were very scarce,
as they were written in manuscript, and were mostly of
a devotional character, made for the use of the clergy and
others in monastic establishments or religious houses.
The writers and decorators of these missals or illuminated
books were chiefly the brothers or monks of the several
religious orders.
Some of the earliest and best decorated books are those
belonging to the Irish Celtic art of the seventh and eighth
centuries. The remarkable designs of illuminated initials
and capitals, and the intricate geometric patterns, spirals,
and involved interlacings of many varieties, all executed
with astonishing skill, were not excelled or equalled by
the scribes and designers of similar work in England or
on the Continent.
Foremost in importance among the many remaining
monuments of Irish art in book decoration is the celebrated
“Book of Kells,” now preserved in Trinity College, Dublin.
It was formerly supposed to have been brought to the
Columban Monastery of Kells, or Kenlis, the ancient
Cennanas, by St. Columba, the founder of that Christian
house, whose death is said to have taken place in the year
597; but this is likely to be only tradition, for it would
appear, according to some later authorities, that the
character of the lettering and the style of the ornamentation
391fixes the date of its execution about the end of the
seventh century.
Although the native Irish phase of Celtic art possesses
many characteristics of its own, it is a development in
some degree of the more Eastern Romanesque ornament,
and symbolic Byzantine, or even the more primitive
Greek. It is also mixed with a few geometric forms and
symbols that had existed in Ireland before the introduction
of Christianity in the fifth century.
In the “Book of Kells,” for instance, there are several
illustrations which show in some parts a Greek influence,
and in one page the Greek monogram of Christ appears.
The initial letters in square or rectilineal capitals usually
occupy large portions of the illuminated page, and are
often embedded in rectangular panels with borders, the
latter being filled with elaborate interlacings and spirals,
&c. (Fig. 310).
The smaller text used by the Irish scribes was founded
on the round or uncial Roman variety of lettering, but
in the Irish variety there is a distinct improvement on the
Roman in its beautiful and restrained quality of artistic
simplicity, combined with its perfect legibility. In some
Irish manuscripts an angular cursive or running hand was
also used.
An illustration given at Fig. 311 of the frontispiece from
the “Epistle of Jerome,” in the Irish missal known as the
“Book of Durrow,” is a fine example of Celtic ornamentation.
This and the previous illustration are from Miss
M. Stokes’ handbook on “Early Christian Art in Ireland.”
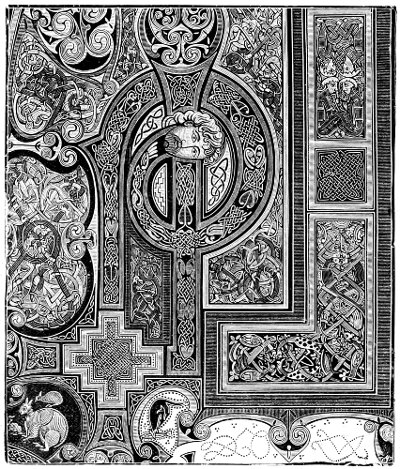
Fig 310.—Portion of Illuminated Monogram; Book of Kells. (S.)
The influence and art work of the Irish scribes and missal
decorators in England and on the Continent has been much
greater than was formerly believed. Missionaries were
sent to England, Scotland, and to the Continent, from the
great monastic establishments in Ireland during the period
from the seventh to the eleventh centuries, and carried
with them “Gospels,” “Psalters,” and other missals,
besides making many other religious books for the use of
392the monasteries they had founded in foreign countries.
These Irish scribes also taught their art of book illumination
to the monks who lived at such places where they set
up their missions, or where they had become recluses in
the foreign monasteries already established. This accounts
for the number of Irish manuscripts that have been found
in such monastic houses as that of St. Gall in Switzerland,
Bobio in Piedmont, at Mentz (Mayence), at Ratisbon in
393Bavaria, at Honau on the Rhine, and at many other
places on the Continent. The style of art in all the manuscripts
394found at these places, though introduced at the inception
of Christianity into Ireland from Italy through Gaul,
had died out in the latter countries during the fourth and
fifth centuries, and was re-introduced, as we have seen, under
a modified phase into the Continent by the Irish missionary
scribes.
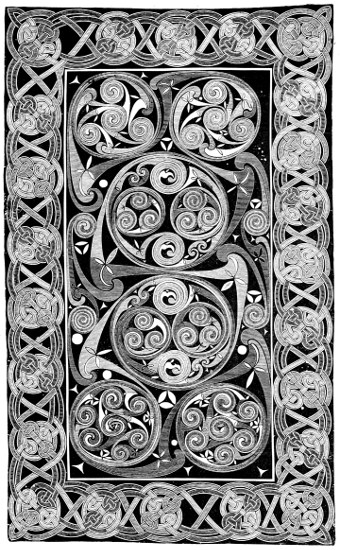
Fig. 311.—From the Epistle of Jerome; “Book of Durrow.” (S.)
The majority of the Anglo-Saxon manuscripts, if not
written by Irish scribes in England, were either decorated
or copied closely from the work of the latter. This is supported
by some written testimony, but the ornamentation
of the pages themselves are distinctly of Irish design.
A common feature in the illuminated pages of the books
of the Middle Ages was the dividing of the pages into four
compartments with ornamental borders, and each compartment
holding the figure of a saint or symbols of the Evangelists,
or having a miniature on the top half of the page
and two small columns of text below.
Anglo-Saxon manuscripts, with classical treatment of
the figure designs, may be seen in the King’s Library at the
British Museum. The figures have the attenuated Byzantine
character, with the linear treatment of the draperies,
and with the long lobe-like forms which strongly mark
the intended position of the limbs under the drapery;
while others show the influence of the early Christian
paintings of the catacombs at Rome and Naples.
The “Charter” of the foundation of Newminster at Winchester
(966) and several “Gospels” in Latin of the
eleventh century in the British Museum, are examples of
the best kind of Anglo-Saxon illuminated manuscripts.
“Psalteries,” “Gospels,” and botanical works known
as “Herbals” were among the principal kinds of illustrated
books, which were executed in considerable numbers
during the thirteenth and fourteenth centuries. The text
in these books was usually in solid columns, neatly written
in a kind of half-uncial letter in Latin, with large initials
and surrounded by broad borders, having little scrolls and
trefoil leaves or flowers in which four or six miniatures
395were placed at intervals. Some pages had the upper half
or more occupied by a miniature and had less text, but
nearly always there were the accompanying delicate
borders designed with great spirit and freedom, and consisting
of ornament made up of leaves, flowers, fruit, stems,
lines, and spirals, executed on the vellum ground in bright
colours and burnished gold.
A characteristic of some of the missals of the fourteenth
and fifteenth centuries was the calendar pages at the
beginning of the book. The pages which contained the
calendar had also, in some cases, miniatures in the
borders representing the seasons.
The Bedford Missal (1442), in the British Museum, is a
good example of the best French book decoration of that
period. It contains a calendar, and was the work of a
French artist, though executed in England.
Towards the end of the fifteenth century the miniature
began to assume more importance and to occupy the whole
of the page. The borders had become more realistic in
treatment; foliage, flowers, and insects were rendered
almost naturally on gold or coloured grounds, with cast
shadows, so as to give the utmost relief.
This treatment was not an improvement on the former
flat Gothic style, as it tended to lead to shadowy and meretricious
work.
Two of the very finest books of this period are the
“Romance of the Rose,” in the British Museum, and the
Grimani “Breviary” in St. Mark’s, Venice. In the latter
magnificent book some of the miniatures are ascribed to
the Flemish artist Memling.
The miniatures of the splendid choir books of Siena
Cathedral are the masterly designs of Girolamo da
Cremona and Liberale da Verona, who were famous at
this kind of work. The quantity, variety, and purely
Italian character of the decoration of these books would
almost be sufficient to form a school of Renaissance art in
itself.
396With the invention of printing a great change came
about in the production of decorated books; but it is
curious to note that, for a long time after, in order to produce
a book it was thought necessary by the means of
woodcuts and type to imitate the illuminated missals of
the former times.
A good illustration of this may be seen in the woodcut
blocks from the recently discovered Sarum Missal (Figs.
312, 313). This very important acquisition to the list of
Caxton’s works was found in 1893, in Lord Newton’s
library at Lyme Hall, Cheshire, and is one of the works
which Caxton sent to be printed in France. It contains
some additions to the text in Caxton’s handwriting and has
an impression of his peculiar mark at the end of the book.
The illustrations have been printed from wood blocks,
and coloured by hand afterwards, according to the practice
which obtained at the latter end of the fifteenth century.
Another interesting survival of the practice of placing a
cross at the bottom of the page, on which was represented
the crucifixion, is seen underneath the latter illustration
(Fig. 313) in the Lyme Missal. In the earlier illuminated
missals this device was resorted to in order to keep the
picture of the crucifixion from being damaged by the
frequent kissing of the cross; and so a small cross was
placed at the bottom of the picture to enable the piously
inclined to still perform this act of piety without damage to
the book.
The custom of engraving blocks for book illustration in
outline, to be filled in afterwards in colour, led the way to
line engraving on wood, where the pure line work was left
uncoloured, and soon after became a style by itself, which
ultimately, as the art of black and white, was sought after
and prized for its own sake.
The invention of printing from type may be traced from
the woodcuts, as we have remarked above, some of the
earliest of which were those cut for playing cards at the
beginning of the fifteenth century.
397

Fig. 312.—Page from the Caxton “Lyme Missal.”
The invention was soon after applied to the production
of the xylographic or block-printed books, which were
printed in colour from the block. The colour was spread
on the block, a sheet of paper was placed on the top, and
then rubbed over by the hand to get the impression.
The early block-books printed in this way had more
pictorial or decorative work in their pages than text or
literary matter, and therefore appealed more directly to
the great uneducated masses of the people of the times
for whom they were compiled. By means of the block
printing, many proofs could also be taken to supply the
increasing demand for general knowledge which was
springing up everywhere in the fifteenth century. Letters,
whole words, and legends were now also cut for the printing
of literary matter in the block-books. Book blocks
were cut in Germany, Holland, and Flanders; the period
of their production was from the year 1420 to 1510.
The invention of printing by movable type has been
ascribed to various people, but it is now pretty certain
that the one name most entitled to this honour is that of
John Gutenberg, a native of Mentz (Mainz), who set up a
printing establishment in that city in the year 1455, and
who worked in connection with Fust, another German
printer. The invention, therefore, may date about 1450.
It was about 1455 that the Mazarin Bible was issued
from the press of Fust and Gutenberg at Mentz. Lord
Ashburnham’s copy of the Mazarin Bible, printed on
vellum, has been sold this year (1897) for the sum of
£4,000.
Peter Schœffer was in partnership some years later
with Fust, and in the year 1457 they issued the famous
Mentz Psalter (now in the British Museum), the first
book printed in different colours from the same block,
and the first printed book with a date. This book is
a triumph of technical skill, and is unique in its beauty
among printed books of the earliest period.
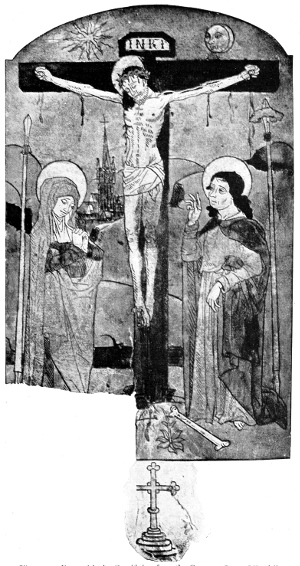
Fig. 313.—Page with the Crucifixion from the Caxton “Lyme Missal.”
There are few, if any, of the early printed books that
398cannot lay a great claim to artistic merit, but this would
hardly have been possible if the designers of the type
and ornament for the decoration of the pages, at the
advent of printing, had not had before their eyes the splendid
models left them by the caligraphers and illuminators
of the preceding centuries.
It will be convenient here to say a few words concerning
early English printing, which is associated with the
name of its great founder, William Caxton (1423-1491).
He was a merchant and a diplomatist, but a man of
strong literary tastes. He learned the art of printing
from Colard Mansion, at Bruges, where he had set up as
a merchant; but leaving his business, he entered the
household of the Duchess of Burgundy, sister of Edward
IV., where he was engaged in literary pursuits, and for
her he made a translation of Le Fevre’s “Recueil des
Histoires de Troyes.” It was in order to multiply copies
of this work that he learned the art of printing, and it is
said that this was the first English book ever printed,
which was probably printed by Mansion at Bruges, under
the literary direction of Caxton, in the year 1476.
Caxton came back to England in 1477, and set up a
printing press at Westminster, from which he issued a
great many books during the last fourteen years of his
life. His first book printed at Westminster was a work
called “Dictes and Sayings of the Philosophers,” which
is known to be the first English book printed in England.
It is now shown in Case VIII., King’s Library, in the
British Museum. Among Caxton’s other books may be
mentioned several editions of the poets Chaucer, Lydgate,
and Gower, Malory’s “Morte d’Arthur,” &c. He evidently
sent books of his own composition to be printed on
the Continent, as witness the Sarum Missal before mentioned.
The early printed books did not have title-pages. The
slow development of this feature after the invention of
printing is accounted for by the reason that in this respect,
399as in others, the first printed books were modelled in
imitation of the illuminated missals, and it was not
deemed necessary in the mediæval books and manuscripts
to have a title-page, the scribe of the olden time merely
recording in a note or label fastened to the end of the
volume the name and description of his work; so this
habit was continued for a long time by the early printers.
This note or ending was called a Colophon.
Title-pages began to come into use about 1490, but it
was not until about forty years later that they became
general.
Printers’ devices, which were generally of an heraldic
character, were commonly seen on the title-pages, some
of which were very elaborate and finely designed. The
famous printing house of Aldus at Venice had a device of
an anchor with a dolphin twined around it, and the motto
“Propera tarde,” or “Festina lente” (hasten slowly). It
was from the printing press of Aldus, in 1499, that the
celebrated book called Poliphili Hypnerotomachia, “The
Dream of Poliphilus,” was issued. It is a finely illustrated
book, consisting of classical compositions of figures and
processions, many architectural designs, ornamental letters,
emblems, and devices, all of which are executed in outline
and printed from wood blocks.
The illustrations have a fine quality of line, somewhat in
the spirit and style of Mantegna’s processional designs,
or like those great woodcuts in the “Triumph of Maximilian”
by Hans Burgmair and Albert Dürer; they are
supposed—without, however, any definite proof—to be the
work of Gentile or Giovanni Bellini. The book is a
romance written and illustrated in the spirit of classical antiquity
that so deeply coloured the art and literature of the
early Renaissance epoch. A reproduction of the illustrations
of this book in photo-lithography by Mr. W. Griggs,
with notes by Dr. Appell, was issued by the Science and
Art Department in 1888.

Fig. 314.—Illustration from Woodcut of Dante’s “Inferno;” Fifteenth Century.
Somewhat in the style of “The Dream of Poliphilus” is
400the illustration (Fig. 314) from an edition of Dante’s
“Inferno” of the same period.
A reduced specimen of the flat treatment of a Renaissance
border, from a woodcut which appeared in an edition
of “Herodotus” printed at Venice in 1470, is shown as
the Frontispiece of this volume. This rich and delicate
design is extremely effective in white on a black ground,
and is artistically appropriate to the decoration of the
page, much more so than the later French and German
work in borders and title-pages, which was usually of an
extremely heavy character.
Shaded designs of an architectural kind, such as friezes,
columns, bases, and pediments, with corpulent figure decoration
and heavy mouldings, were compositions which in
the latter end of the sixteenth and during the seventeenth
centuries took the place of the earlier light arabesque
scroll-work of the Italian school, which revelled in the
beauty of purer outline and in flat treatment of black and
white.
Jean Goujon, Jean Cousin, Virgil Solis, Ducerceau,
Stimmer, Jost Amman, and others, though versatile and
vigorous to the highest degree, and clever French and
German draughtsmen of the sixteenth century, their work
in book decoration was more like designs for stone carving
and sculpture than legitimate decoration for books. At
the end of the century, however, a more correct appreciation
of book-cover decoration was manifested. This was
due to the happy influence of Arabian design when mixed
with the prevailing Renaissance forms. The Oriental
craftsmen who came to Italy, and the great commerce of
Venice and Europe generally with the East, served to
colour in a marked degree the design of the ornamental
arts, and nowhere do we see the purely Arabian strap-work
and peculiar Saracen leafage used to such advantage
as in the tooled and stamped book-cover designs of this
period. The Henri Deux book-cover design (Fig. 315) is
Arabian in its details, but Renaissance in its general
401arrangement. It might have been designed by Ducerceau,
but perhaps more likely by Solomon Bernard of Lyons—known
as “Le Petit Bernard”—who was a prolific designer
of small pictures for wood-engraved book illustrations.
He died at Lyons in 1570.
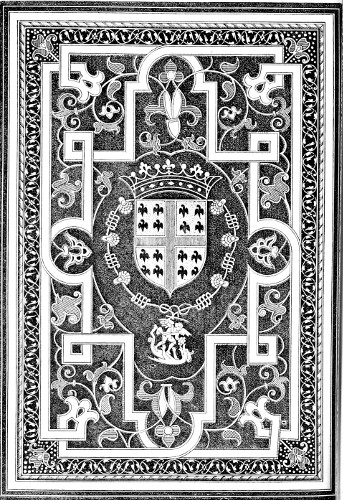
Fig. 315.—Cover of a Rook. Henri-Deux Style; Sixteenth Century.
Both of these designers, as well as another famous
designer of book decoration, Geoffry Tory, were very partial
to the use of strap-work and Arab foliation. The
latter artist was also a scholar and author, and produced
many fine designs for book-covers. Fig. 316 is a very
delicate and rich design for the cover of a “Book of the
Hours,” by Tory, and is a good example of the Franco-Renaissance
of the sixteenth century.
Jean Grolier, Viscount d’Aguisy, was one of the earliest
and greatest bibliophiles of France. Though of Italian
origin he adopted France as his country, and was Treasurer-General
of France when he died, in 1565, at the age of
eighty-six. He was appointed ambassador to Clement VII.
in the year 1534, and at this time had begun to collect
valuable books, that had been chiefly printed in Venice
and at Basle. These books were generally unbound
copies, but were printed with great care on beautiful
paper. On his return to France he employed Geoffry
Tory and other designers as well as the best craftsmen in
bookbinding to decorate and clothe his precious works.
The illustrations we have given are such as are usually
found on the Grolier bindings, which nearly always consist
of designs composed of strap-work or interlacings and
delicate tracery, clothed with Arabian foliage, worked
on prepared costly leathers in various colours, and often
heightened with gold.
Grolier’s bindings usually bore in addition to the title of
the book the inscription “Jo Grolierii Et Amicorum,”
indicating that they belonged to Grolier and his friends,
at the same time adding a testimony to the unselfish spirit
of the great book-lover.
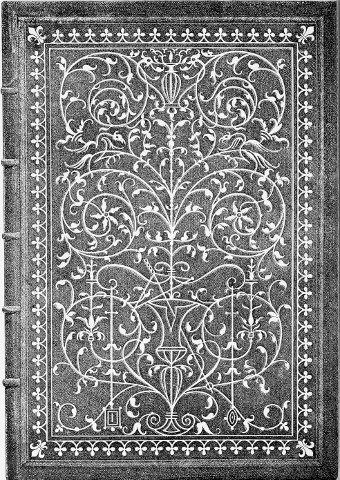
Fig. 316.—Cover for a “Book of the Hours,” designed by Geoffry Tory; French, Sixteenth Century.
The strap-work and Oriental foliage designs, which had
402developed so much in France, went even further in
Germany, not only in bookbinding decoration, but in gold
and silversmiths’ work, and in architecture—as we have
noticed before in this volume—and nearly all the German,
Flemish, and Dutch artists of the sixteenth and following
century, who designed for book decoration, adopted the
above features in their ornament. Great masters like
Albert Dürer, Holbein the younger, Lucas Cranach, and
Hans Burgmair, and the “little masters”—Jost Amman,
Hans Sebald Beham, Aldegrever, Virgil Solis, Jerome
Bang, Peter Flötner of Liége, the Collærts and Janssens of
Antwerp, and Lucas Kilian of Augsburg—were the principal
designers and engravers for book decoration and
illustrations, in which work they were engaged among their
varied and prolific labours in other branches of decorative
art.
During the seventeenth century the power of design was
growing rapidly weaker, the ornament became coarser in
feeling and imitated the cumbersome and heavy traditions
of classical art. Headpieces, tailpieces, and printers’
devices or marks were now more in fashion, rather than
the consideration of the design of the page as a whole
decorative scheme.
Title-pages with heavy architectural pretensions and
pictorial views began to be very common at the end of
the century and throughout the eighteenth century.
The pictorial illustration in black and white was due to
the development of copper-plate first, and steel engraving
afterwards, as new methods for book illustration. These
processes were developed very much in Italy and France
at the beginning of the eighteenth century, and in England
their use in book illustration might be said to extend from
about the middle of the eighteenth to the middle of the
present century. This period embraced that of the publication
of a type of English books of essays, poems, and
short stories, known as Anniversaries, Amulets, Annuals,
Keepsakes, Souvenirs, &c. These books were filled with
403beautifully executed line engravings of landscapes and
figure subjects, and most of them were of the highest order
of technical skill. The period of their existence was from
1780 to 1830.
Book decoration had become more and more pictorial
and less decorative when the method employed was line
engraving, for, generally speaking, pictures in oil or water-colour
were copied with great fidelity and skill by the
engraver for use in book illustration, and thus through the
agency of the burin or engraver’s tool the painter supplanted
the book decorator.
Many of the line engravings in the books of the above
period show a mixture, on the same plate, of pure line
engraving and etching, the latter being a process in which
the lines of the design are scratched into the metal plate,
which had been previously covered with a wax preparation,
and the lines thus exposed are bitten deeper by an
acid solution into which the plate is immersed.
Three artists of great talents—Prout, Stothard, and
Turner—supplied designs and water-colour drawings of
landscapes, figures, and decorative compositions, that were
engraved as book illustrations. The illustrations, though
on a small scale, to Rogers’s “Poems,” were very beautifully
engraved by William Finden, after the designs of
Stothard, who made the figure compositions, and of
Turner, who did the landscapes. Finden was the great
interpreter of Stothard’s figure designs, but was equally
successful in his engraving of Turner’s landscapes.
Stothard has designed many illustrations for books
which are characterized by a fine sense of decorative
value; his figures were, as a rule, clothed in light classical
costumes, and were graceful in pose and in drawing. The
best engravers of the day, such as Finden, Heath, Allen,
Fox, Goodyear, Robinson, and Humphreys, were engaged
for the publishers in translating his designs for book
illustration.
Steel-engraved frontispieces to books on science, history,
404travels, architecture, and philosophy had become very
common in the eighteenth century. The designs of these
were more or less of a heavy classical type of architectural
framing and allegorical figures, sometimes enclosing portraits
or landscape views. Hogarth’s engraved designs
and the work of Flaxman maybe said to be at the opposite
poles of art; the dramatic realism of the former is in
strong opposition to the classic idealism of the latter.
The works of both have been used as book illustrations,
but neither of them can be called book decorators, their
engraved works being produced as plates, or as a series
of pictures, and the text of the books written merely in
explanation of the plates.
The poet and highly imaginative artist, William Blake,
in his designs for his “Songs of Innocence” (1789), and in
his “Book of Job,” reverts to the old missal-painters’
manner of embodying together the text, ornament, and
miniatures, in one decorative scheme of unity, in the
artistic treatment of the page. Blake engraved his own
designs, and printed them off in black and white, or sometimes
in colour.
During the later years in which steel engravings for
books were in fashion, the revived art of wood-engraving
was making a slow headway towards recognition and
favour in England, and its complete revival was owing to
the persistent efforts and genius of Thomas Bewick (1753-1828).
Bewick was not only a wood-engraver and a
craftsman of the highest order, but was an artist gifted
with a fine feeling for humour and pathos, and many of his
small compositions are characterized by a good deal of
pictorial effect. His best works, from a technical point of
view, are his illustrations of natural history, the finest of
which are the illustrations in his book, the “History of
British Birds,” which show Bewick at his best in the
rendering of bird form and feather texture. He also designed
and executed many dainty little compositions of
landscapes with figures and animals as tailpieces.
405The school of Bewick, formed of his pupils and others,
served to keep alive the art of wood-engraving until the
revival was assured, for Bewick had a difficult task to get
the public to appreciate his work during his lifetime.
The names of his principal pupils were Luke Clennel, who
was the most celebrated, and who was also a good water-colour
painter; Charlton Nesbitt, Robert Johnson, and
William Harvey.
A self-educated engraver of some note was Robert
Branston, of Lynn, Norfolk (1778-1827).
John Thompson was a pupil of Branston, who excelled
his master, and was the best engraver of his time in
England.
A great name among English wood-engravers is that of
William J. Linton, who has done more by his work and
pen to advance the art than any one. His best work was
executed about the middle of this century, particularly in
the engravings of Rossetti’s designs for Tennyson’s poems
(1857-59). He is also known as a writer and designer of
considerable power.
A pupil of his—Mr. Walter Crane—whose work is so
well known and admired in the present day, has designed
some fine decorative work for book illustration. His
children’s books are good examples of colour and design,
but perhaps his own poem, “The Sirens Three,” where
he has designed and executed the lettering and beautiful
decoration, best fulfils the conditions of what a decorated
page ought to be, and maybe ranked as one of his greatest
efforts in book decoration.
The late Randolph Caldecott, whose characteristic
humour appears in every line of his work, was another
great designer of children’s books. His colouring is very
harmonious and refined, and though his work is mostly
of a pictorial character, yet in his larger pages he displays
a true feeling for the decoration of the page.
Children’s illustrated books of fairy tales have multiplied
very much of late years, and in many of them is seen some
406of the old decorative feeling, where the text and illustrations
are considered in an artistic relation to each other.
This will also be noticed in many illustrations to poems
which often appear in the monthly magazines of the
present day.
On the other hand, picture illustrations and scrappy
designs of the vignette order are very common.
These are generally inserted, without any apparent
order, on any part of the page, and the type matter filled
into the vacant spaces. This picture-screen method of
book, newspaper, and magazine illustration has no doubt
been developed by our recent acquaintance and infection
with Japanese art, which, though highly artistic and
decorative in many senses, is wanting in balance of mass,
and is only occasionally right in arrangement of line.
Japanese decoration as such is generally charming, but
when the Western designer copies the Japanese ideas
without the style and methods of execution, the result
may have novelty to recommend it, but otherwise it is a
failure.
It is hardly necessary to say that the reign of wood-engraving
is almost now at an end as far as book illustration
is concerned, and, like steel engraving, has nearly
become an art of the past, owing to the great advance
made in recent years in the many methods of black and
white reproduction, which is mainly due to the powerful
help and agency of photography.
PRINTED BY J. S. VIRTUE AND CO., LIMITED, CITY ROAD, LONDON.
PLANTS AND THEIR APPLICATION TO ORNAMENT.
Edited by Eugene Grasset. This magnificent work contains 72 Coloured
Plates, consisting of 24 Floral Designs, with two samples of each, showing
their ornamental application. In Portfolio, net, £5 5s.
AN ILLUSTRATED RECORD OF THE RETROSPECTIVE
EXHIBITION HELD AT SOUTH KENSINGTON, 1896. Compiled
and Edited by John Fisher, Head Master, Kensington School of Science
and Art, Berkeley Square, Bristol. With about 156 full-page Illustrations.
21s. net.
HISTORIC ORNAMENT: A Treatise on Decorative Art and
Architectural Ornament, from Pre-Historic Times to the Present Day.
By James Ward, Author of “The Principles of Ornament.” Fully
Illustrated. In 2 vols., 7s. 6d each.
HARBUTT’S PLASTIC METHOD, and the Use of Plasticine
in the Arts of Writing, Drawing, and Modelling in Educational Work.
By William Harbutt. With Illustrations. Crown 4to, 4s.
MODERN ARCHITECTURE: A book for Architects and the
Public. By H. Heathcote Statham, Editor of The Builder, and Author of
“Architecture for General Readers,” &c. With numerous Illustrations of
Contemporary Buildings. Demy 8vo.
FIGURE DRAWING AND COMPOSITION. Being a
number of Hints for the Student and Designer upon the Treatment of the
Human Figure. By R. G. Hatton. With 500 Diagrams. Crown 8vo, 9s.
ARCHITECTURE FOR GENERAL READERS: to which
is added an Historical Sketch of Architecture. By H. Heathcote
Statham. With hundreds of Illustrations by the Author. Second Edition,
Revised. Demy 8vo, 12s.
THE THEORY AND PRACTICE OF DESIGN. An Advanced
Text-Book on Decorative Art. By F. G. Jackson. With 700
Illustrations. Large crown 8vo, 9s.
THE HORSE. By Cecil Brown. The work is thoroughly practical,
and shows the Horse as he really is, not as he is too often represented
in conventional art. The work will be invaluable to every artist and to
every horse-lover. In Eight Parts, each 2s. 6d.; or in one volume, 21s.
ELEMENTARY DESIGN: being a Theoretical and Practical
Introduction in the Art of Decoration. By R. G. Hatton. With 110
Illustrations. Crown 8vo, 2s. 6d.
408STUDIES IN PLANT FORM AND DESIGN. By W.
Midgley and A. E. V. Lilley. With numerous Illustrations. Second
Edition. Demy 8vo, 4s.
WOOD CARVING. By Jos. Phillips. A Carefully Graduated
and Educational Course of Wood Carving, specially adapted for Schools
and Technical Classes. With 13 Illustrations, 3s. 6d.; 15 Full-size Shaded
Working Drawings, 5s.
RAPHAEL: HIS LIFE, WORKS, AND TIMES. By
Eugene Muntz. A New and Cheap Edition, condensed from the original
work. Royal 8vo, 7s. 6d.
A PRACTICAL HANDBOOK OF DRAWING: For Modern
Methods of Reproduction. By Charles G. Harper. With many Illustrations
showing comparative results. Crown 8vo, 7s. 6d.
EGYPTIAN ART. By C. Ryan. With 56 Illustrations. Crown
8vo, 2s. 6d.
PRINCIPLES OF ORNAMENT. By J. Ward. Edited by
G. Aitchison, A.R.A. Fully Illustrated. New and Enlarged Edition.
Crown 8vo, 7s. 6d.
DECORATIVE DESIGN. An Elementary Text-Book of Principles
and Practice. By F. G. Jackson. Fully Illustrated. Third Edition.
Large crown 8vo, 7s. 6d.
THE DECORATION OF METALS: Chasing, Repoussé, and
Saw Piercing. By John Harrison. With 180 Illustrations. Crown 8vo,
3s. 6d.
WOOD-CARVING IN THEORY AND PRACTICE, AS
APPLIED TO HOME ARTS, with Notes on Design. By F. L.
Schauermann. 124 Illustrations. Second Edition. Imp. 8vo, 5s.
SCIOGRAPHY: or, Parallel and Radial Projection of Shadows.
Being a Course of Exercises for the use of Students in Architectural and
Engineering Drawing. By R. Pratt. With numerous plates. Oblong
4to, 7s. 6d.
THE SCULPTOR AND ART STUDENTS’ GUIDE TO
THE PROPORTIONS OF THE HUMAN FORM. With measurements
in feet and inches of Full-grown Figures of Both Sexes and of
Various Ages. By Dr. G. Schadow. Oblong folio, 31s. 6d.
ELEMENTARY PRINCIPLES OF ORNAMENT. By
James Ward. Illustrated. 8vo, 5s.
409HANDBOOK OF PERSPECTIVE. By H. J. James, M.A.,
Cantab. With 75 Diagrams. Crown 8vo, 2s. 6d.
TEXT-BOOK ON SHADES AND SHADOWS, AND PERSPECTIVE.
By John E. Hill, Associate Professor of Engineering,
Brown University. Twelve folding Plates. 8vo, net, 8s. 6d.
HINTS TO AMATEURS. A Handbook on Art. By Louise
Jopling. With Diagrams. Crown 8vo, 1s. 6d.
TEN LECTURES ON ART. By E. J. Poynter, R.A. Large
crown 8vo, 9s. New and Enlarged Edition.
BENT IRONWORK FOR BEGINNERS AND PROFICIENTS.
By Amanda Sanders. With 55 Illustrations. Crown 8vo.
2s. 6d.
ELEMENTARY DRAWING. A few Suggestions for Students
and Teachers. By H. Foster Newey. Illustrated. Crown 8vo, 2s. 6d.
A TREATISE ON PRACTICAL PLANE AND SOLID
GEOMETRY. Containing Solutions to the Honours Questions set at the
Examinations of the Science and Art Department (1887-1896) inclusive.
Fully Illustrated. By T. J. Evans, Lecturer in Geometry and Architectural
Subjects at the South-West London Polytechnic Institute; and W.
W. F. Pullen, Wh.Sc., A.M.I.C.E., Head of the Engineering Department,
South-West London Polytechnic Institute. Demy 8vo, 9s.
THE CHARACTERISTICS OF STYLE: An Introduction to
the Study of the History of Ornamental Art. By R. N. Wornum. Ninth
Edition. Royal 8vo, 8s.
PERROT (G.) and CHIPIEZ (C.).—A HISTORY OF ART
IN PRIMITIVE GREECE (MYCÆNIAN). With 553 Illustrations and
20 Coloured Plates. 2 vols. Imperial 8vo, 42s.
——— ——— A HISTORY OF ANCIENT ART IN PERSIA.
With 254 Illustrations, and 12 Steel and Coloured Plates. Imperial 8vo,
21s.
——— ——— A HISTORY OF ANCIENT ART IN PHRYGIA,
LYDIA, CARIA and LYCIA. With 280 Illustrations. Imperial 8vo,
15s.
——— ——— A HISTORY OF ANCIENT ART IN SARDINIA,
JUDÆA, SYRIA, and ASIA MINOR. With 395 Illustrations.
2 vols. Imperial 8vo, 36s.
——— ——— A HISTORY OF ANCIENT ART IN PHŒNICIA
AND ITS DEPENDENCIES. With 654 Illustrations. 2 vols.
Imperial 8vo, 42s.
——— ——— A HISTORY OF ART IN CHALDÆA AND
ASSYRIA. With 452 Illustrations. 2 vols. Imperial 8vo, 42s.
——— ——— A HISTORY OF ART IN ANCIENT EGYPT.
With 600 Illustrations. 2 vols. Imperial 8vo, 42s.
410CHAPMAN AND HALL’S
SCIENCE PUBLICATIONS.
FIRST PRINCIPLES OF MECHANICAL AND ENGINEERING
DRAWING. A Course of Study adapted to the Self-Instruction of Students
and Apprentices of Mechanical Engineering in all its Branches. And for the use of
Teachers in Technical and Manual Instruction Schools. By H. Holt-Butterfill,
M.E., formerly a Member of the Institution of Mechanical Engineers and Institution of
Naval Architects. With upwards of 350 Diagrams in Illustration of the Principles of the
subject. Demy 8vo. 7s. 6d.
A TEXT-BOOK OF MECHANICAL ENGINEERING.
By Wilfrid J. Lineham, M.I.Mech.E., Head of the Engineering Department at the
Goldsmiths’ Company’s Institute, New Cross. Second Edition. 8vo. 10s. 6d. net.
MACHINE CONSTRUCTION AND DRAWING (Elementary
and Advanced). A Key to the Examinations of the Science and Art Department.
By Henry Adams, M.Inst.C.E., M.Inst.M.E., F.S.I., &c., Professor of Engineering at the
City of London College. 2 vols. Crown 8vo 2s. 6d. each.
ILLUSTRATIONS OF THE PRINCIPAL NATURAL
ORDERS OF THE VEGETABLE KINGDOM. By D. Oliver, F.R.S., late Professor
of Botany, University College, London. New Edition. 109 Plates, coloured. Royal
8vo. 16s.
PRACTICAL PLANE AND SOLID GEOMETRY. A
Treatise containing Solutions to the Honours Questions set at the Examinations of the
Science and Art Department (1887-1896) inclusive. Fully Illustrated. By T. J. Evans
and W. W. F. Pullen, Wh.Sc., A.M.I.C.E., South-West London Polytechnic Institute.
Demy 8vo. 9s.
KEY TO EXAMINATIONS OF SCIENCE AND ART
DEPARTMENT. Subject III.—Building Construction. By Henry Adams,
M.Inst.C.E., M.Inst.M.E., &c., Professor of Engineering at the City of London College.
Crown 8vo. 4s.
PRACTICAL PLANE AND SOLID GEOMETRY. A Key
to the Examinations of the Science and Art Department. By Henry Angel, Lecturer
on Geometry at the Birkbeck Institute, Woolwich Polytechnic, &c. Gold Medallist.
Crown 8vo. 3s. 6d.
MECHANICAL ENGINEERS’ POCKET-BOOK. A Reference
Book of Rules, Tables, Data, and Formulæ, for the Use of Engineers, Mechanics,
and Students. By William Kent, A.M., M.E., Consulting Engineer. 1,100 pages.
12mo, morocco flap. 21s. net.
CIVIL ENGINEERS’ POCKET-BOOK of Mensuration,
Trigonometry, Surveying, Hydraulics, Hydrostatics, Instruments and their adjustments,
Strength of Materials, Masonry, Principles of Wooden and Iron Roof and Bridge
Trusses, Stone Bridges and Culverts, Trestles, Pillars, Suspension Bridges, Dams, Railroads,
Turnouts, Turning Platforms, Water Stations, Cost of Earthwork, Foundations,
Retaining-Walls, &c. In addition to which the elucidation of certain important Principles
of Construction is made in a more simple manner than heretofore. By J. C.
Trautwine, C.E. 12mo, morocco flaps, gilt edges. Seventeenth edition, 47th thousand.
Revised and enlarged, with new Illustrations, by J. C. Trautwine, Junr., C.E.
21s. net.
THE MATERIALS OF CONSTRUCTION. By J. B. Johnson.
Large 8vo. 800 pages. 650 Illustrations, 11 Plates, and Complete Index. 25s. net.
THE MECHANICAL ENGINEERING OF POWER
PLANTS. By Professor Frederick R. Hutton, Columbia University. 8vo. 21s. net.
HIGHER MATHEMATICS: a Text-Book for Classical and
Engineering Colleges. Edited by M. Merriman and R. S. Woodward. 8vo. 2ls. net.
STEAM BOILERS. By Cecil H. Peabody and E. F. Miller,
Professor of Marine Engineering and Naval Architecture. 8vo. 17s. net.
411DIAGRAMS FOR CLASS TEACHING.
(Adapted to the Requirements of the Science and Art Department.)
THE PRINCIPLES OF MINING. Arranged by E. T. Howard,
M.A., F.G.S , and E. W. Small, M.A., B.Sc., F.G.S. These Diagrams have been arranged
in accordance with the list given in the Directory of Science and Art (1895). The object
has been to supply a really useful selection at a very moderate cost. Twelve sheets, size
30 in. by 40 in. Price 21s. net; on rollers and varnished, £2 2s. net.
TERRESTRIAL AND ASTRONOMICAL PHENOMENA AND
OBJECTS. By R. A. Gregory, F.R.A.S., author of “Elementary Physiography,” “The
Planet Earth,” &c. These diagrams have been prepared to illustrate Phenomena and
Objects which cannot be experimentally demonstrated or easily observed. It is believed
that they will not only be of value in Departmental Classes, but also in Elementary Schools
where Physical Geography is taught. Twelve sheets, size 30 in. by 40 in. Price 21s. net;
on rollers and varnished, £2 2s. net.
ILLUSTRATING A PRACTICAL METHOD OF TEACHING
BOTANY. By Professor Henslow, F.L.S. Nine sheets coloured, 42 in. by 31 in., £2; on
rollers and varnished, £3 3s.
SIXTEEN COLOURED DIAGRAMS. By Professor Unwin. 31 in.
by 23 in., £2 2s.; on rollers and varnished, £3 14s.
MODELS.
SYLLABUS OF ART EXAMINATIONS.
Minute by Science and Art Department.
MODEL DRAWING,
ELEMENTARY AND ADVANCED STAGES.
Models and Vases prescribed by the Science and Art Department for the use at the above
Art Examinations. These Models and Vases have been duly approved by the Authorities, and
specially manufactured for Chapman & Hall, Limited.
The Entire Collection consists of—
| 1. Vase—Bottle. |
|
8. Hexagonal Prism. |
| 2. Vase—Majolica Vase. |
|
9. Triangular Prism. |
| 3. Vase—Large Earthenware Vase. |
|
10. Square Prism. |
| 4. Cube—Large. |
|
11. Square Pyramid. |
| 5. Cube—Small. |
|
12. Skeleton Cube. |
| 6. Cone. |
|
13. Sphere. |
| 7. Cylinder. |
|
14. Ring. |
Price in box, complete, £4 net.
Set for Elementary Stage (Subject 3A—First Figure), £2 16s. net.
Set for Advanced Stage (Subject 3A—Second Figure), £1 4s. net.
CASTS.
A CATALOGUE OF CASTS,
Especially selected for the use of Schools of Art, Art Classes, Technical Schools and Public and Elementary Schools. Price 1s.
This Catalogue contains Illustrations of 423 different Casts, a great number of which are
made by Messrs. Chapman & Hall from original and copyright designs, and from exhibits in
the South Kensington Museum. The selection and manufacture are under the personal
supervision of the Art Master of one of the largest Art Schools of England.
NOTICE.—The above diagrams, models, &c., can be inspected in the Show Room of
Messrs. Chapman and Hall’s premises, together with a vast assortment of mechanical and
other models, vases, diagrams, and drawing examples. Catalogues post free.
LONDON: CHAPMAN & HALL, Ltd.,
Agents to the Science and Art Department.
Some inconsistencies in formatting conventions have been corrected,
without further mention. Occasionally, diacritical marks are used
(or not used) inconsistently as well, and has been made regular to
facilitate searches.
The compound word ‘salt-cellar’ is given both with and without the hyphen.
They have been retained as printed.
Any errors deemed most likely to be the printer’s have been corrected,
and are noted here. The references are to the page and line in the
original. The following issues should be noted, along with the
resolutions.
| xiv.16 |
Salt-cell[e/a]r, portions of, by Pierre Raymond |
Replaced. |
| 11.f8 |
Earthe[r]nware Plaque; Alcora Ware. |
Removed. |
| 83.19 |
The glaze gives a slight[l]y uneven surface |
Inserted. |
| 167.4 |
plated with gold[.] |
Restored. |
| 272.6 |
This celebrated furnitu[t/r]e |
Replaced. |
| 319.18 |
for g[e]orgeous colouring |
Removed. |
| 361.33 |
there [has] been several attempts |
sic: have |
| 382.4 |
known as “flügelgläs[s]er” |
Removed. |
End of Project Gutenberg's Historic Ornament, Vol. 2 (of 2), by James Ward
*** END OF THIS PROJECT GUTENBERG EBOOK HISTORIC ORNAMENT, VOL. 2 (OF 2) ***
***** This file should be named 59971-h.htm or 59971-h.zip *****
This and all associated files of various formats will be found in:
http://www.gutenberg.org/5/9/9/7/59971/
Produced by KD Weeks, Chris Curnow and the Online
Distributed Proofreading Team at http://www.pgdp.net (This
file was produced from images generously made available
by The Internet Archive)
Updated editions will replace the previous one--the old editions will
be renamed.
Creating the works from print editions not protected by U.S. copyright
law means that no one owns a United States copyright in these works,
so the Foundation (and you!) can copy and distribute it in the United
States without permission and without paying copyright
royalties. Special rules, set forth in the General Terms of Use part
of this license, apply to copying and distributing Project
Gutenberg-tm electronic works to protect the PROJECT GUTENBERG-tm
concept and trademark. Project Gutenberg is a registered trademark,
and may not be used if you charge for the eBooks, unless you receive
specific permission. If you do not charge anything for copies of this
eBook, complying with the rules is very easy. You may use this eBook
for nearly any purpose such as creation of derivative works, reports,
performances and research. They may be modified and printed and given
away--you may do practically ANYTHING in the United States with eBooks
not protected by U.S. copyright law. Redistribution is subject to the
trademark license, especially commercial redistribution.
START: FULL LICENSE
THE FULL PROJECT GUTENBERG LICENSE
PLEASE READ THIS BEFORE YOU DISTRIBUTE OR USE THIS WORK
To protect the Project Gutenberg-tm mission of promoting the free
distribution of electronic works, by using or distributing this work
(or any other work associated in any way with the phrase "Project
Gutenberg"), you agree to comply with all the terms of the Full
Project Gutenberg-tm License available with this file or online at
www.gutenberg.org/license.
Section 1. General Terms of Use and Redistributing Project
Gutenberg-tm electronic works
1.A. By reading or using any part of this Project Gutenberg-tm
electronic work, you indicate that you have read, understand, agree to
and accept all the terms of this license and intellectual property
(trademark/copyright) agreement. If you do not agree to abide by all
the terms of this agreement, you must cease using and return or
destroy all copies of Project Gutenberg-tm electronic works in your
possession. If you paid a fee for obtaining a copy of or access to a
Project Gutenberg-tm electronic work and you do not agree to be bound
by the terms of this agreement, you may obtain a refund from the
person or entity to whom you paid the fee as set forth in paragraph
1.E.8.
1.B. "Project Gutenberg" is a registered trademark. It may only be
used on or associated in any way with an electronic work by people who
agree to be bound by the terms of this agreement. There are a few
things that you can do with most Project Gutenberg-tm electronic works
even without complying with the full terms of this agreement. See
paragraph 1.C below. There are a lot of things you can do with Project
Gutenberg-tm electronic works if you follow the terms of this
agreement and help preserve free future access to Project Gutenberg-tm
electronic works. See paragraph 1.E below.
1.C. The Project Gutenberg Literary Archive Foundation ("the
Foundation" or PGLAF), owns a compilation copyright in the collection
of Project Gutenberg-tm electronic works. Nearly all the individual
works in the collection are in the public domain in the United
States. If an individual work is unprotected by copyright law in the
United States and you are located in the United States, we do not
claim a right to prevent you from copying, distributing, performing,
displaying or creating derivative works based on the work as long as
all references to Project Gutenberg are removed. Of course, we hope
that you will support the Project Gutenberg-tm mission of promoting
free access to electronic works by freely sharing Project Gutenberg-tm
works in compliance with the terms of this agreement for keeping the
Project Gutenberg-tm name associated with the work. You can easily
comply with the terms of this agreement by keeping this work in the
same format with its attached full Project Gutenberg-tm License when
you share it without charge with others.
1.D. The copyright laws of the place where you are located also govern
what you can do with this work. Copyright laws in most countries are
in a constant state of change. If you are outside the United States,
check the laws of your country in addition to the terms of this
agreement before downloading, copying, displaying, performing,
distributing or creating derivative works based on this work or any
other Project Gutenberg-tm work. The Foundation makes no
representations concerning the copyright status of any work in any
country outside the United States.
1.E. Unless you have removed all references to Project Gutenberg:
1.E.1. The following sentence, with active links to, or other
immediate access to, the full Project Gutenberg-tm License must appear
prominently whenever any copy of a Project Gutenberg-tm work (any work
on which the phrase "Project Gutenberg" appears, or with which the
phrase "Project Gutenberg" is associated) is accessed, displayed,
performed, viewed, copied or distributed:
This eBook is for the use of anyone anywhere in the United States and
most other parts of the world at no cost and with almost no
restrictions whatsoever. You may copy it, give it away or re-use it
under the terms of the Project Gutenberg License included with this
eBook or online at www.gutenberg.org. If you are not located in the
United States, you'll have to check the laws of the country where you
are located before using this ebook.
1.E.2. If an individual Project Gutenberg-tm electronic work is
derived from texts not protected by U.S. copyright law (does not
contain a notice indicating that it is posted with permission of the
copyright holder), the work can be copied and distributed to anyone in
the United States without paying any fees or charges. If you are
redistributing or providing access to a work with the phrase "Project
Gutenberg" associated with or appearing on the work, you must comply
either with the requirements of paragraphs 1.E.1 through 1.E.7 or
obtain permission for the use of the work and the Project Gutenberg-tm
trademark as set forth in paragraphs 1.E.8 or 1.E.9.
1.E.3. If an individual Project Gutenberg-tm electronic work is posted
with the permission of the copyright holder, your use and distribution
must comply with both paragraphs 1.E.1 through 1.E.7 and any
additional terms imposed by the copyright holder. Additional terms
will be linked to the Project Gutenberg-tm License for all works
posted with the permission of the copyright holder found at the
beginning of this work.
1.E.4. Do not unlink or detach or remove the full Project Gutenberg-tm
License terms from this work, or any files containing a part of this
work or any other work associated with Project Gutenberg-tm.
1.E.5. Do not copy, display, perform, distribute or redistribute this
electronic work, or any part of this electronic work, without
prominently displaying the sentence set forth in paragraph 1.E.1 with
active links or immediate access to the full terms of the Project
Gutenberg-tm License.
1.E.6. You may convert to and distribute this work in any binary,
compressed, marked up, nonproprietary or proprietary form, including
any word processing or hypertext form. However, if you provide access
to or distribute copies of a Project Gutenberg-tm work in a format
other than "Plain Vanilla ASCII" or other format used in the official
version posted on the official Project Gutenberg-tm web site
(www.gutenberg.org), you must, at no additional cost, fee or expense
to the user, provide a copy, a means of exporting a copy, or a means
of obtaining a copy upon request, of the work in its original "Plain
Vanilla ASCII" or other form. Any alternate format must include the
full Project Gutenberg-tm License as specified in paragraph 1.E.1.
1.E.7. Do not charge a fee for access to, viewing, displaying,
performing, copying or distributing any Project Gutenberg-tm works
unless you comply with paragraph 1.E.8 or 1.E.9.
1.E.8. You may charge a reasonable fee for copies of or providing
access to or distributing Project Gutenberg-tm electronic works
provided that
* You pay a royalty fee of 20% of the gross profits you derive from
the use of Project Gutenberg-tm works calculated using the method
you already use to calculate your applicable taxes. The fee is owed
to the owner of the Project Gutenberg-tm trademark, but he has
agreed to donate royalties under this paragraph to the Project
Gutenberg Literary Archive Foundation. Royalty payments must be paid
within 60 days following each date on which you prepare (or are
legally required to prepare) your periodic tax returns. Royalty
payments should be clearly marked as such and sent to the Project
Gutenberg Literary Archive Foundation at the address specified in
Section 4, "Information about donations to the Project Gutenberg
Literary Archive Foundation."
* You provide a full refund of any money paid by a user who notifies
you in writing (or by e-mail) within 30 days of receipt that s/he
does not agree to the terms of the full Project Gutenberg-tm
License. You must require such a user to return or destroy all
copies of the works possessed in a physical medium and discontinue
all use of and all access to other copies of Project Gutenberg-tm
works.
* You provide, in accordance with paragraph 1.F.3, a full refund of
any money paid for a work or a replacement copy, if a defect in the
electronic work is discovered and reported to you within 90 days of
receipt of the work.
* You comply with all other terms of this agreement for free
distribution of Project Gutenberg-tm works.
1.E.9. If you wish to charge a fee or distribute a Project
Gutenberg-tm electronic work or group of works on different terms than
are set forth in this agreement, you must obtain permission in writing
from both the Project Gutenberg Literary Archive Foundation and The
Project Gutenberg Trademark LLC, the owner of the Project Gutenberg-tm
trademark. Contact the Foundation as set forth in Section 3 below.
1.F.
1.F.1. Project Gutenberg volunteers and employees expend considerable
effort to identify, do copyright research on, transcribe and proofread
works not protected by U.S. copyright law in creating the Project
Gutenberg-tm collection. Despite these efforts, Project Gutenberg-tm
electronic works, and the medium on which they may be stored, may
contain "Defects," such as, but not limited to, incomplete, inaccurate
or corrupt data, transcription errors, a copyright or other
intellectual property infringement, a defective or damaged disk or
other medium, a computer virus, or computer codes that damage or
cannot be read by your equipment.
1.F.2. LIMITED WARRANTY, DISCLAIMER OF DAMAGES - Except for the "Right
of Replacement or Refund" described in paragraph 1.F.3, the Project
Gutenberg Literary Archive Foundation, the owner of the Project
Gutenberg-tm trademark, and any other party distributing a Project
Gutenberg-tm electronic work under this agreement, disclaim all
liability to you for damages, costs and expenses, including legal
fees. YOU AGREE THAT YOU HAVE NO REMEDIES FOR NEGLIGENCE, STRICT
LIABILITY, BREACH OF WARRANTY OR BREACH OF CONTRACT EXCEPT THOSE
PROVIDED IN PARAGRAPH 1.F.3. YOU AGREE THAT THE FOUNDATION, THE
TRADEMARK OWNER, AND ANY DISTRIBUTOR UNDER THIS AGREEMENT WILL NOT BE
LIABLE TO YOU FOR ACTUAL, DIRECT, INDIRECT, CONSEQUENTIAL, PUNITIVE OR
INCIDENTAL DAMAGES EVEN IF YOU GIVE NOTICE OF THE POSSIBILITY OF SUCH
DAMAGE.
1.F.3. LIMITED RIGHT OF REPLACEMENT OR REFUND - If you discover a
defect in this electronic work within 90 days of receiving it, you can
receive a refund of the money (if any) you paid for it by sending a
written explanation to the person you received the work from. If you
received the work on a physical medium, you must return the medium
with your written explanation. The person or entity that provided you
with the defective work may elect to provide a replacement copy in
lieu of a refund. If you received the work electronically, the person
or entity providing it to you may choose to give you a second
opportunity to receive the work electronically in lieu of a refund. If
the second copy is also defective, you may demand a refund in writing
without further opportunities to fix the problem.
1.F.4. Except for the limited right of replacement or refund set forth
in paragraph 1.F.3, this work is provided to you 'AS-IS', WITH NO
OTHER WARRANTIES OF ANY KIND, EXPRESS OR IMPLIED, INCLUDING BUT NOT
LIMITED TO WARRANTIES OF MERCHANTABILITY OR FITNESS FOR ANY PURPOSE.
1.F.5. Some states do not allow disclaimers of certain implied
warranties or the exclusion or limitation of certain types of
damages. If any disclaimer or limitation set forth in this agreement
violates the law of the state applicable to this agreement, the
agreement shall be interpreted to make the maximum disclaimer or
limitation permitted by the applicable state law. The invalidity or
unenforceability of any provision of this agreement shall not void the
remaining provisions.
1.F.6. INDEMNITY - You agree to indemnify and hold the Foundation, the
trademark owner, any agent or employee of the Foundation, anyone
providing copies of Project Gutenberg-tm electronic works in
accordance with this agreement, and any volunteers associated with the
production, promotion and distribution of Project Gutenberg-tm
electronic works, harmless from all liability, costs and expenses,
including legal fees, that arise directly or indirectly from any of
the following which you do or cause to occur: (a) distribution of this
or any Project Gutenberg-tm work, (b) alteration, modification, or
additions or deletions to any Project Gutenberg-tm work, and (c) any
Defect you cause.
Section 2. Information about the Mission of Project Gutenberg-tm
Project Gutenberg-tm is synonymous with the free distribution of
electronic works in formats readable by the widest variety of
computers including obsolete, old, middle-aged and new computers. It
exists because of the efforts of hundreds of volunteers and donations
from people in all walks of life.
Volunteers and financial support to provide volunteers with the
assistance they need are critical to reaching Project Gutenberg-tm's
goals and ensuring that the Project Gutenberg-tm collection will
remain freely available for generations to come. In 2001, the Project
Gutenberg Literary Archive Foundation was created to provide a secure
and permanent future for Project Gutenberg-tm and future
generations. To learn more about the Project Gutenberg Literary
Archive Foundation and how your efforts and donations can help, see
Sections 3 and 4 and the Foundation information page at
www.gutenberg.org
Section 3. Information about the Project Gutenberg Literary Archive Foundation
The Project Gutenberg Literary Archive Foundation is a non profit
501(c)(3) educational corporation organized under the laws of the
state of Mississippi and granted tax exempt status by the Internal
Revenue Service. The Foundation's EIN or federal tax identification
number is 64-6221541. Contributions to the Project Gutenberg Literary
Archive Foundation are tax deductible to the full extent permitted by
U.S. federal laws and your state's laws.
The Foundation's principal office is in Fairbanks, Alaska, with the
mailing address: PO Box 750175, Fairbanks, AK 99775, but its
volunteers and employees are scattered throughout numerous
locations. Its business office is located at 809 North 1500 West, Salt
Lake City, UT 84116, (801) 596-1887. Email contact links and up to
date contact information can be found at the Foundation's web site and
official page at www.gutenberg.org/contact
For additional contact information:
Dr. Gregory B. Newby
Chief Executive and Director
gbnewby@pglaf.org
Section 4. Information about Donations to the Project Gutenberg
Literary Archive Foundation
Project Gutenberg-tm depends upon and cannot survive without wide
spread public support and donations to carry out its mission of
increasing the number of public domain and licensed works that can be
freely distributed in machine readable form accessible by the widest
array of equipment including outdated equipment. Many small donations
($1 to $5,000) are particularly important to maintaining tax exempt
status with the IRS.
The Foundation is committed to complying with the laws regulating
charities and charitable donations in all 50 states of the United
States. Compliance requirements are not uniform and it takes a
considerable effort, much paperwork and many fees to meet and keep up
with these requirements. We do not solicit donations in locations
where we have not received written confirmation of compliance. To SEND
DONATIONS or determine the status of compliance for any particular
state visit www.gutenberg.org/donate
While we cannot and do not solicit contributions from states where we
have not met the solicitation requirements, we know of no prohibition
against accepting unsolicited donations from donors in such states who
approach us with offers to donate.
International donations are gratefully accepted, but we cannot make
any statements concerning tax treatment of donations received from
outside the United States. U.S. laws alone swamp our small staff.
Please check the Project Gutenberg Web pages for current donation
methods and addresses. Donations are accepted in a number of other
ways including checks, online payments and credit card donations. To
donate, please visit: www.gutenberg.org/donate
Section 5. General Information About Project Gutenberg-tm electronic works.
Professor Michael S. Hart was the originator of the Project
Gutenberg-tm concept of a library of electronic works that could be
freely shared with anyone. For forty years, he produced and
distributed Project Gutenberg-tm eBooks with only a loose network of
volunteer support.
Project Gutenberg-tm eBooks are often created from several printed
editions, all of which are confirmed as not protected by copyright in
the U.S. unless a copyright notice is included. Thus, we do not
necessarily keep eBooks in compliance with any particular paper
edition.
Most people start at our Web site which has the main PG search
facility: www.gutenberg.org
This Web site includes information about Project Gutenberg-tm,
including how to make donations to the Project Gutenberg Literary
Archive Foundation, how to help produce our new eBooks, and how to
subscribe to our email newsletter to hear about new eBooks.