Fig. 1.
COMPRISING
THE RAW MATERIALS AND MANUFACTURE OF SKIN AND BONE GLUE,
DIFFERENT VARIETIES OF GLUE, ANIMAL CHARCOAL, PHOSPHORUS,
GELATINE AND PRODUCTS PREPARED FROM IT; ISINGLASS AND
FISH-GLUE, METHODS OF TESTING GLUE AND GELATINE,
AND THE PREPARATION AND APPLICATION OF
CEMENTS, PASTES AND MUCILAGES FOR USE
IN THE WORKSHOP, LABORATORY,
AND OFFICE.
BY
F. DAWIDOWSKY,
TECHNICAL CHEMIST.
EDITED FROM THE GERMAN, WITH EXTENSIVE ADDITIONS, INCLUDING A DESCRIPTION OF THE MOST RECENT PROCESSES.
BY
WILLIAM T. BRANNT,
EDITOR OF “THE TECHNO-CHEMICAL RECEIPT BOOK.”
ILLUSTRATED BY FIFTY-NINE ENGRAVINGS.
SECOND EDITION, REVISED AND LARGELY RE-WRITTEN.
PHILADELPHIA:
HENRY CAREY BAIRD & CO.,
INDUSTRIAL PUBLISHERS, BOOKSELLERS AND IMPORTERS,
810 Walnut Street.
1905.
Copyright, by
HENRY CAREY BAIRD & CO.,
1905.
PRINTED BY THE
WICKERSHAM PRINTING CO.,
53 and 55 North Queen Street,
Lancaster, Pa., U. S. A.
The first edition of this work has been out of print for some years, but nevertheless there is a constant demand for it, and this together with the fact that frequent inquiries are received for information in this department of industry, are the inducements which have led to the preparation of the present treatise.
The book is arranged in two parts, Part I. comprising Glue, Gelatine and Allied Products, and Part II. Cements, Pastes and Mucilages, and it is fully illustrated with engravings of various types of apparatus.
Since the appearance of the first edition much progress has been made in the manufacture of glue and allied products. Old and wasteful methods of working have been replaced by more approved processes, and in the present volume it has been endeavored to place before those interested in these industries, a practical and comprehensive account of modern methods of operation.
In order adequately to represent this advancement and development, the best authorities have been freely consulted and drawn upon, special acknowledgments being due to the following works: “Bone Products and Manures,” by Thomas Lambert, and “Glue and Glue Testing,” by Samuel Rideal.
As the demand for phosphorus is steadily increasing, and the manufacture of this product from bones and bone-ash forms an important branch of the utilization of bones, it has been deemed advisable to devote a chapter to this subject.
The receipts for cements, pastes, and mucilages given iniv Part II. have been gathered from numerous sources. They have been critically examined, and are offered, with the full conviction, that they will not be found wanting in efficacy.
The Table of Contents and Index have both been carefully prepared, and being very full, will make reference to any subject in the volume easy and satisfactory.
W. T. B.
Philadelphia, Pa., August 10, 1905.
v
| PART I. | |
| GLUE AND GELATINE. | |
| CHAPTER I. | |
| NATURE of GLUE. | |
| PAGE | |
| Sources of glue; Change in the animal tissues by continued boiling; Definition of what is known as glue; Most important glue-yielding substances | 1 |
| Transformations of which glue and gelatine are the products; Transition stages of glue; Production of the glue-yielding substance of the animal body | 2 |
| Crude glue and jelly; Constitution of glue; Combinations of which glue consists | 3 |
| Preparation of pure glutin; Properties of glutin | 4 |
| Preparation and properties of chondrin | 5 |
| Adhesive power of glutin and of chondrin; Properties of glue and its behavior towards other substances; Quantity of glutin in glue | 6 |
| Properties of jelly before drying to glue; Absorption of ozone by the jelly; Behavior of glue solution towards different salts; Effect of acids upon glue; Meta-gelatin | 7 |
| Combinations of tannin with the jelly; Effects of dry heat upon glue; Chemical composition of glue and glue-yielding substance | 8 |
| CHAPTER II. | |
| USES of GLUE. | |
| Glue as a joining medium, and requirements for this purpose | 10 |
| Glue as a binding agent; Consumption of glue in the manufacture of matches | 11 |
| Quality of glue required by bookbinders; Glue in sizing; Glue for culinary and medicinal purposes | 12 |
| Glue for clarifying and fining beer, wine and other liquids; Bouillon tablets; Glue as a healing agent | 13 vi |
| Glue for elastic masses and a partial substitute for rubber; Use of glue in photolithography; Hectograph mass; Glue for fancy articles | 14 |
| Gelatine veneers and their uses | 15 |
| CHAPTER III. | |
| RAW MATERIALS AND THEIR PREPARATION FOR THE MANUFACTURE OF GLUE. | |
| Principal substances employed for the manufacture of glue; Division of raw materials into groups | 16 |
| Animal skin and its constitution | 17 |
| Portion of the skin of value for the manufacture of leather and glue; Yield of glue from tannery waste; Influence of the age of the animals from which the skins have been derived upon the quality of the glue | 18 |
| Notes in reference to judging glue-stock | 19 |
| Liming of waste | 20 |
| Precaution and care required when buying glue leather; Arrangements required for the preparation of glue stock; Location of the glue factory; Lime pits; Contrivances for washing the limed stock | 21 |
| Washing drums; Pits or vats with proper arrangements for stirring, draining and inspection; Glue stock washer invented by W. A. Hoeveller, described and illustrated | 22 |
| Sheds for storing and sorting; Mode of carrying on the work in the factory; Liming; Preparation of milk of lime | 26 |
| Importance of the quality of the lime used; Testing the value of a lime by determining the amount of real calcium hydroxide contained in it; Mode of conducting the operation | 27 |
| Washing the material after removal from the lime pit; Washing and drying | 28 |
| Preservation of the glue-stock by means of carbolic acid; Preparation of carbolic acid solution for this purpose | 29 |
| Use of other antiseptics for the purpose of preventing putrefaction; Formaldehyde and boric acid; Classification of the principal varieties of hides and leather for glue-stock | 30 |
| Bones and cartilages | 31 |
| Constitution of bones; Composition of bone cartilage; Value of bones for the manufacture of glue; Necessity of exercising care in buying bones | 32 |
| Sorting the bones; Crushing or grinding the bones | 33 |
| Stamping mill for crushing bones, described and illustrated | 34 |
| Bone crusher, described and illustrated; Crosskill bone mill, described and illustrated; Sieve for sorting the crushed bones, described and illustrated | 36 |
| Lime bath for bones; Treatment of the bones with hydrochloric acid | 37 |
| Washing the stock; Use of dilute sulphurous acid in place of hydrochloric acid as suggested by Gerland; Jullion and Pirie’s process for the preparation of gelatine from bones | 38 vii |
| Leather waste; Mechanical manipulation of the waste; Comminution of the waste and use of a rag-engine or hollander for this purpose | 39 |
| Various methods of extracting tannin from leather waste | 40 |
| Raw materials for fish glue; Difference between isinglass and glue manufactured from entire fishes; Principal points to be observed in the manufacture of fish glue | 41 |
| Utilization of scales of large fishes | 42 |
| CHAPTER IV. | |
| MANUFACTURE OF SKIN GLUE. | |
| Classification of operations; Definition of crude glue; Derivation of the bulk of this stock | 43 |
| Cooking or boiling glue-stock; Boiler for this purpose, and manner of using it | 44 |
| Duration of boiling | 45 |
| Mode of ascertaining the progress of the operation; Convenient apparatus for glue-boiling with water, described and illustrated | 46 |
| Extracting the glue stock by the use of steam | 47 |
| Boiler for this purpose, described and illustrated; Use of open-jacketed pans heated by steam, described and illustrated | 49 |
| Process of cooking as described by Mr. Thomas Lambert; Terne’s glue boiler, described and illustrated | 51 |
| Clarifying the glue-liquor | 52 |
| Distinction between clearness and color; Clarifying vats; Prevention of putrefaction of the liquor | 53 |
| Use of alum and other chemicals for clarifying; Freeing the liquor from coloring substances | 54 |
| Use of animal charcoal for this purpose; Bleaching the raw materials previous to boiling them to glue; Use of chloride of lime or of sulphurous acid for this purpose | 55 |
| Forming or moulding the glue; Moulds for this purpose | 56 |
| Detaching the glue from the sides of the moulding boxes; Cutting the cubes of glue into commercial cakes or sheets; On what the shape of the cakes depends | 57 |
| Use of stone-slabs in place of cooling boxes; Use of glass or zinc plates for liquors which in gelatinizing do not become very solid | 58 |
| Tools for cutting the jelly into cakes, described and illustrated | 59 |
| Machine for slicing and spreading glue-jelly preparatory to drying invented by Mr. J. Schneible, described and illustrated | 60 |
| Cutting apparatus patented by M. Devoulx, described and illustrated | 62 |
| Drying the cakes of glue; Drying in the open air; Mode of conducting the operation in a drying room | 64 |
| Size of the drying room; Circulation and change of air in the drying room | 65 viii |
| Nets and frames for drying the glue; Objections to twine netting | 66 |
| Metallic netting and its advantages; Regulation of the temperature of the drying room; Means of promoting the dryness of the air | 67 |
| Use of long drying galleries; Apparatus for drying glue, invented by W. A. Hoeveller, described and illustrated | 68 |
| Modern drying house, described and illustrated | 71 |
| Method to accelerate the drying of glue, proposed by Fleck | 72 |
| Mode of giving the dry cakes a good lustrous appearance | 73 |
| CHAPTER V. | |
| MANUFACTURE OF BONE GLUE. | |
| Comminution of the bones; Various methods of extracting the fat; Boiling bones | 74 |
| Steaming bones and apparatus for this purpose | 75 |
| Extraction of bones with benzine or carbon disulphide; Apparatus for the use of benzine invented by Messrs. Wm. Adamson and Charles F. A. Simonis of Philadelphia, Pa., described and illustrated | 76 |
| Adamson’s method for treating substances with hydrocarbon vapor for the purpose of extracting oils, fats, etc., described and illustrated | 79 |
| Adamson’s method for treating substances with liquid hydrocarbon for the purpose of extracting oils, fats, etc., described and illustrated | 82 |
| Adamson’s process for removing hydrocarbons from substances which have been treated therewith, described and illustrated | 84 |
| F. Seltsam’s apparatus, described and illustrated | 86 |
| F. Seltsam’s apparatus as improved by Th. Richter, described and illustrated | 88 |
| Alfred Leuner’s apparatus, described and illustrated | 90 |
| Extraction with hydrochloric acid | 91 |
| Sulphurous acid process | 92 |
| Generation of sulphurous acid | 93 |
| Apparatus for the generation of sulphurous acid constructed by Dr. Bruno Terne, described and illustrated; Conversion of cartilage into glue; Wm. Friedberg’s apparatus for this purpose, described and illustrated | 94 |
| Mode of operation with this apparatus | 95 |
| Construction of the filter used in connection with the apparatus | 96 |
| Settling tank, described and illustrated; Arrangement of an open evaporating pan, described and illustrated | 98 |
| Cooling the glue liquor; Use of refrigerating machines for that purpose; Spiral evaporators | 100 |
| Vacuum pan for evaporating glue and gelatine liquors, described and illustrated | 101 |
| Instrument which indicates the amount of dry glue in the solution, described and illustrated | 103 |
| Process for the simultaneous utilization of bones for fat, bone-meal and glue | 104 ix |
| Crushing the bones; Apparatus for subjecting the crushed bones to the action of high-pressure steam, described and illustrated | 105 |
| Mode of operation with this apparatus | 106 |
| Duration of steaming the bones for the manufacture of animal charcoal | 107 |
| Sorting the bones for the manufacture of animal charcoal; Former method of carbonization | 108 |
| Arrangement of a Belgian retort-furnace, described and illustrated | 109 |
| Products evolved in the destructive distillation of bones; Mode of operation with Belgian retort-furnaces | 112 |
| Products obtained in making animal charcoal on a large scale; Process for the simultaneous utilization of the bones for fat, glue and calcium phosphate; Degreasing the bones | 113 |
| Treatment of the bones with hydrochloric acid; Preservation of the resulting cartilage; Boiling the cartilage in open vessels | 114 |
| Mode of extracting the phosphates from bones; Yield of glue obtained from cartilage after extraction of the mineral constituents; Constituents of the liquor obtained by treating the bones | 115 |
| Utilization of the liquor in the manufacture of fertilizers | 116 |
| CHAPTER VI. | |
| MANUFACTURE OF PHOSPHORUS. | |
| Operations included in the ordinary method of preparing phosphorus; Burning the bones to ash; Kiln used for this purpose | 117 |
| Improved form of kiln proposed by Fleck; Mode of operation with a kiln of this construction | 118 |
| Quantity of substance which remains after burning the bones; Composition of bone ash; Conversion of the bone ash into a coarse powder; Decomposition of the bone ash by sulphuric acid | 119 |
| Separate processes which have to be distinguished; Embodiment of these processes in equations | 120 |
| Actual yield of phosphorus; Methods by which the formation of calcium phosphate may be effected; Process without the assistance of heat | 121 |
| Decomposition of the bone ash in the warm way | 122 |
| Apparatus for hot lixiviation | 123 |
| Evaporation of the liquor; Mixing the fluid with charcoal | 124 |
| Yield of so-called distilling mass; Utilization of the liquor obtained in treating bones for the manufacture of glue with hydrochloric acid; Concentration of the liquor for crystallization | 125 |
| Mode of obtaining the calcium phosphate contained in the mother-liquor; Drying the crystals | 126 |
| Mixing the crystals with charcoal; Evaporating pans; Treatment of the residue of basic calcium phosphate left in the manufacture of phosphorus; Distillation of the phosphorus; Conversion of the acid calcium xphosphate into calcium metaphosphate and reduction of the latter; Retorts and furnace for distilling the mixture of acid calcium phosphate and charcoal; The galley-furnace | 127 |
| Modification of the galley-furnace, described and illustrated | 128 |
| Furnaces for the use of coke as fuel; Receivers for collecting the phosphorus distilling over | 129 |
| Process of distillation; Indication of the commencement of distillation | 130 |
| Removing the phosphorus from the receivers; Regaining the phosphoric acid contained in the water from the receivers; Constitution of crude phosphorus | 131 |
| Refining and purifying the phosphorus; Various methods of purification; Percentage of loss of phosphorus | 132 |
| Distillation of the crude product in order to obtain pure phosphorus; Retorts and distilling apparatus for this purpose, described and illustrated | 133 |
| Process of distillation; Different qualities of the phosphorus passing over in the various stages of distillation; Separation of the phosphorus passing over according to quality | 134 |
| Moulding the refined phosphorus; Seubert’s apparatus for this purpose | 135 |
| Disadvantages of Seubert’s apparatus; Improved apparatus by which the operation is rendered perfectly free from danger, described and illustrated | 136 |
| Moulding the phosphorus in wedge-shaped sheet-metal boxes | 137 |
| Mode of storing and shipping phosphorus; Manufacture of phosphorus with the assistance of electricity; Mixture used for the operation | 138 |
| Furnace employed for the electrolytic manufacture of phosphorus, described and illustrated | 139 |
| Mode of operating the furnace | 140 |
| CHAPTER VII. | |
| METHODS OF BLEACHING GLUE. | |
| Bleaching in the air; Bleaching with chlorine | 141 |
| Bleaching with animal charcoal | 142 |
| Bleaching with sulphurous acid; Apparatus for the production of the acid solution, described and illustrated | 143 |
| CHAPTER VIII. | |
| DIFFERENT VARIETIES OF GLUE AND THEIR PREPARATION. | |
| Joiner’s glue; Material for the best variety of joiner’s glue | 146 |
| How to make and use glue; Holding power of glue | 147 |
| Cologne glue | 148 |
| Russian glue; Additions by means of which the color and opaqueness are imparted to this variety of glue | 149 |
| Patent glue; Gilder’s glue; Superior article of gilder’s glue; Size glue and parchment glue; Paris glue | 150 xi |
| Liquid glues; Receipts for liquid glues | 151 |
| Preparation of saccharate of lime; Steam-glue; Russian steam-glue; Pale steam-glue; Dark steam-glue | 152 |
| Chrome glue; Glue for attaching leather to metal; Glue for leather, paper, etc. | 153 |
| Glue for parchment paper in making sausage skins | 154 |
| Tungstic glue; Indestructible mass for the manufacture of ornaments, toys, etc.; Compound for billiard balls | 155 |
| Coloring glue; Process for this purpose invented by G. J. Lesser | 156 |
| Composition for printing rollers; Size | 157 |
| Process used in an English factory for making tub-size | 158 |
| Preparation of bone-size; Composition of the different grades of size | 159 |
| Concentrated size; Bookbinder’s size; Water-proof glue; Glue solution for rendering wrapping paper water-proof | 160 |
| Water-proofing fabrics with glue and tannin | 161 |
| Muratori and Landry’s process of water-proofing fabrics | 162 |
| Muzmann and Krakowitzer’s process of water-proofing fabrics; Glue for joints in leather driving belts; Hectograph mass | 163 |
| Formulas for hectograph masses | 164 |
| CHAPTER IX. | |
| MANUFACTURE OF GELATINE, AND PRODUCTS PREPARED FROM IT. | |
| Properties of gelatine; Change in the chemical constitution of gelatine produced by concentrated sulphuric or nitric acid; Tannin as a test for the presence of gelatine; Use of gelatine for culinary and medicinal purposes | 165 |
| Skin gelatine; Method of manufacture introduced and patented, in 1839, by George Nelson; Process patented, in 1844, by Messrs. J. & G. Cox of Edinburgh | 166 |
| G. P. Swinborn’s improved patented process for the preparation of gelatine from hides, skins and glue pieces; Modern process of preparing skin gelatine; “Steeping” the skins | 167 |
| Washing and bleaching the skins | 168 |
| Digesting the skins; Clarifying the liquors | 169 |
| Evaporation of the liquors in vacuo; Drying the cut cakes; Bone gelatine; Materials for this purpose; Crushing the bones; Solution of the glue cartilage | 170 |
| Apparatus and improved manner of manufacture employed in the factory of D. J. Briers, described and illustrated | 171 |
| Modern process of preparing bone gelatine | 179 |
| Colored gelatine; Uses of colored gelatine; Harmless coloring matters; Colors for coloring leaves of gelatine with aniline colors for technical purposes | 181 |
| xiiGelatine for fining purposes; Gelatine Lainée; Fining powder for wine and beer; Liquid fining gelatine; Preparation of gelatine from ordinary glue | 182 |
| Preparation of gelatine for photographic printing and for photographic purposes in general; Removal of the salts from the gelatine | 183 |
| Gelatine capsules for medicinal purposes; Court plaster | 184 |
| Gelatine foils; Mode of coloring the foils | 185 |
| Gelatine veneers; Principal operations in the manufacture of gelatine veneers | 186 |
| Preparation of the plates; Preparation of the glue solutions; Proportions by weight of the mixtures for ten different varieties of imitations of marble and enamel | 187 |
| Imitation of mother-of-pearl veneers | 188 |
| Pouring the colored solutions of glue upon the plates | 189 |
| Preparation of imitations of malachite | 190 |
| Transferring the layer of glue to a layer of gelatine | 191 |
| Drying and detaching the veneers | 192 |
| Water-proofing gelatine veneers; Uses of gelatine veneers; Formo-gelatine and its uses | 193 |
| Use of gelatine in bacteriology | 194 |
| Artificial silk from gelatine | 195 |
| CHAPTER X. | |
| ISINGLASS AND ITS SUBSTITUTES. | |
| Sources of isinglass; Properties of a good quality of isinglass; Imitations of isinglass and their detection; Adulteration of isinglass and its detection | 196 |
| Russian isinglass; Siberian purse isinglass; Preparation of isinglass in Russia | 197 |
| North American or New York isinglass | 198 |
| East India isinglass; Hudson Bay isinglass; Brazilian isinglass | 199 |
| German isinglass; Isinglass from the scales of shad and herring; Bleaching inferior qualities of isinglass; Ichthycolle Française | 200 |
| Isinglassine; Chinese isinglass | 201 |
| Irish moss; Fish glue; Jennings’ process for the preparation of fish glue | 203 |
| Treatment of fish scales; Production of fish glue on the Norwegian coast; Substitute for isinglass according to C. A. Sahlström’s process | 203 |
| Whale glue | 204 |
| CHAPTER XI. | |
| TESTING GLUE AND GELATINE. | |
| Determination of moisture; Determination of ash; Determination of acidity | 205 |
| Determination of glutin; Bisler-Beumat’s method | 206 |
| Analysis of samples of American glue by S. Dana Hayes; Deduction of the quality of glue from indirect properties | 207 xiii |
| Lipowitz’s method of testing the strength of a glue, described and illustrated | 208 |
| Results obtained by comparative experiments | 209 |
| Facts shown by the results | 210 |
| Weidenbusch’s method of testing glue | 211 |
| Preparation of the plaster of Paris stick and of the glue solution used in this test | 212 |
| Apparatus for testing the strength of the plaster of Paris sticks, described and illustrated; Test adopted by the “Artillerie Werkstätte” at Spandau | 213 |
| Determination of adulterations | 214 |
| Kissling’s results in testing a large number of samples of glue | 215 |
| Practical tests of glue | 216 |
| PART II. | |
| CEMENTS, PASTES, MUCILAGES. | |
| CHAPTER XII. | |
| CLASSIFICATION OF CEMENTS. | |
| Stohmann’s division of cements and pastes; Groups of cements | 218 |
| Chemical nature of cements; Oil cements | 219 |
| Resinous cements; Definition of resins | 220 |
| Properties of resinous cements | 221 |
| Rubber and gutta-percha cements; Glue and starch cements | 222 |
| Lime cements | 223 |
| CHAPTER XIII. | |
| PREPARATION OF CEMENTS, PASTES, AND MUCILAGES. | |
| Oil cements; Putty and its preparation | 224 |
| French putty; Soft putty; Litharge cement; Red lead cement; Cement for wash basins | 225 |
| Zinc-white cement; Mastic cement, mastic or pierres de mastic | 226 |
| French mastic; Paget’s mastic; Water-proof cement; Serbat’s mastic | 227 |
| Stephen’s oil cement; Oil cement for glass; Oil cement free from lead for steam pipes; Oil cements for steam pipes; Oil cement for marble | 228 |
| Oil cement for porcelain; Diamond cement; Hager’s diamond cement; Resinous cements; Resinous cement for amber; Cement for turners | 229 |
| Cement for ivory and bone; Cement for white enameled clock faces; Cements for glass; Cement for glass upon glass; Cement for glass upon metal; Cement for metal letters upon glass; Cement for wood | 230 xiv |
| Cement for knife handles; Cement for petroleum lamps; Cement for porcelain; Cement for porcelain which is to be heated; Cement to withstand the action of petroleum; Cement for mica | 231 |
| Cement for horn, whalebone and tortoise shell; Cement for terra cotta articles; Mastic cement for glass; Stick mastic cement; Sulphur cement for porcelain | 232 |
| Insoluble cement for wooden vessels; Rubber cements; Cements for glass; Soft rubber cement | 233 |
| Hard rubber cement; Elastic cement; Marine glue | 234 |
| Jeffrey’s marine glue; Marine glue for damp walls; Gutta-percha cements; Cement for leather | 235 |
| Cement for hard rubber combs; Elastic gutta-percha cement; Cement for horses’ hoofs; Cement for crockery | 236 |
| Cement for leather; Caseine cements; Preparation of pure caseine | 237 |
| Preparation of ordinary technical caseine; John A. Just’s method for obtaining a purer technical caseine | 238 |
| Caseine cement which can be kept for a long time; Cement for glass; Cement for metals; Cement for porcelain; Cement for meerschaum; Cement for wood, etc. | 239 |
| Cement for porcelain; Water-glass and water-glass cements; Water-glass and its properties; Cement for cracked bottles | 240 |
| Cement for glass and porcelain; Cement for hydraulic works; Cement for uniting metals; Cement for tightening joints of pipes exposed to a red heat | 241 |
| Cement for marble and alabaster; Glycerine and glycerine cements; Properties of commercial glycerine; Glycerine and litharge cement | 242 |
| Lime cements; Properties of lime and chalk; Cement for glass; Cement for joiners; Cement for cracked clay crucibles and porcelain | 243 |
| Lime and glue cement; Gypsum cements; Preparation of plaster of Paris; Cement for plaster of Paris statues | 244 |
| Cement for glass and porcelain; Cement for iron and stone; Cements for porcelain; Universal plaster of Paris cement; Iron cements; Heat-resisting cement; Water and steam-proof cement; Cement for iron | 245 |
| Fire-proof cement for iron pipes; Cements resisting high temperatures; Cement for filling in defects in castings; Cement for cracked stove-plates, etc.; Cement for iron water-tanks; Cement for cracked iron pots | 246 |
| Black cement for stoves; Cements for chemical apparatus; Requirements of such cements; Cement for small apparatus to be used for the development of fluoric acid | 247 |
| Linseed oil and clay cement; Linseed oil and manganese cement; Cements resisting very high temperatures; Cement resisting acids; Rubber cement for chemical apparatus | 248 |
| Scheibler’s cement for chemical apparatus; Cements for special purposes; Cement for attaching metal letters to glass, marble, wood, etc.; Cement for joints of iron pipes | 249 |
| Steam boiler cement; Cement for rubber; Cement for tires; Cement for steam pipes, etc. | 250 xv |
| Cement for marble; Cement for attaching wood, glass, etc., to metal; Brushmaker’s cement; Cement for electrical apparatus | 251 |
| Jeweler’s cement; American cement for jewelers; Cement for celluloid; Stratena; Cement for cloth; How to use cements | 252 |
| Importance of bringing the cement into intimate contact with the surface to be united | 253 |
| Obstacles to the junction of any two surfaces; Importance of using as little cement as possible | 254 |
| Cleansing surfaces to be joined from grease and dirt; Paste and mucilages; Starch paste | 255 |
| Rules for preparing paste; Flour paste | 256 |
| Means to prevent the spoiling of paste | 257 |
| Shoemakers’ paste | 258 |
| Gum arabic and its properties; Dextrine and its use in place of gum arabic; Properties of commercial dextrine | 259 |
| Preparation of dextrine; Blumenthal’s method | 260 |
| Heuzé’s method; Tragacanth, or gum tragacanth; Pastes and mucilages for special purposes; Starch paste; Flour paste | 261 |
| Strong adhesive paste; Paste that will not sour; Venetian paste | 262 |
| Label paste; Elastic or pliable paste; Mucilage for labels; Mucilage | 263 |
| Mucilage for postage stamps; Caseine mucilage; Tragacanth mucilage; Adhesive paste; Fluid pastes | 264 |
| Sugar and lime paste; Liquid sugar and lime paste; Pastes for paper and fine fancy articles; Albumen paste | 265 |
| Glycerine paste; Paste for fixing labels on machines; Paste for mounting maps; Paste for fastening paper on tin-foil; Paste for paper bags; Caseine mucilage for photographer’s use; Paste for scrap books | 266 |
| Paste for skins; Strong mucilage capable of fastening wood on china and glass; Dextrine mucilage; Paste for joining leather to pasteboard | 267 |
| Paste for attaching labels to polished nickel; Mucilage for attaching labels to tin; Mucilage for office use; Glycerine paste for office use; Clean and durable paste | 268 |
| Banknote or mouth glue; Paste for cardboard; Paste for attaching cloth or leather to table tops; Caseine mucilage; Very adhesive paste which may be used for wood and parchment | 269 |
| Paste for pads; Paste for fastening paper on tin-foil; Paste for attaching labels to glass, porcelain and metal; Preparation of arabol-gum; Preparation of an adhesive substance from desaccharized beet-root slices | 270 |
| Index | 273 |
[Pg xvi]
1
GLUE, GELATINE, CEMENTS, PASTES.
The organisms of all animals, but more especially of the higher classes, contain tissues which are insoluble in cold, as well as in hot, water. However, by continued boiling they become dissolved, and yield on evaporation of the solution a glutinous, gelatinizing mass. By further drying this mass exhibits, according to the degree of purity of the material, a more or less transparent and brittle substance, which in its pure state is devoid of color as well as of smell; it swells up in cold water and dissolves by boiling in that liquid. This substance, i. e., the product of the conversion of the so-called glue or gelatine-yielding tissue, is what is known in the trade as glue.
Among the glue-yielding tissues, the following are the most important: Cellular tissue, the corium, tendons or sinews, the middle membrane of the vasa lymphatica and veins, the ossein or organic matter of bones, hartshorn, cartilage, the air bladders of many kinds of fishes, etc.
Neither glue nor gelatine exists ready formed in the animal organism, except under abnormal conditions as a phenomenon of disease, but they are the products of various2 transformations. The first of these transformations evidently takes place in drying the hide, since the result of boiling to glue a green hide prepared in the usual manner by liming, etc., but not previously dried, will be an entirely different product of less consistency than that obtained by drying the hide after liming and then boiling. A second transformation seems to take place in boiling the material, and a third in drying the jelly obtained, and this may explain the fact that the latter, which is not converted into actual glue, differs in its behavior from glue solution. The series of transformation does not end even with the actual glue, for it is a well-known fact that glue dissolved in water and boiled for some time does not gelatinize on cooling, but remains liquid. We have here to deal with organic combinations which are distinguished from the more solid organic compounds by passing more readily into decomposition. However, it is an established fact that glue is an organic combination presenting itself in different modifications. In the animal organism it occurs ready formed only under abnormal conditions as a phenomenon of disease, and hence it is only produced by first drying and then by continued boiling of the glue-yielding substance, and finally by evaporating and further drying the gelatinous mass obtained by boiling.
We therefore distinguish:
a. Glue-yielding substance.
b. Crude glue.
c. Jelly.
d. Glue.
a. The glue-yielding substance of the animal body is produced from proteïne substances, albumen, fibrine and caseïne, in a manner similar to that in which new substances are formed in the ripening fruit by the transformation and disintegration into constituent parts of others previously present.
3
b. By crude glue are understood glue-yielding materials free from all foreign matter and physically prepared by drying. It forms an intermediate link between glue-yielding substance and jelly.
This distinction between glue-yielding substance and crude glue is justified by experience. If, for instance, fresh calves’ heads, such as the tanner cuts off after swelling the skins, be carefully limed and then boiled without previous drying, the result will be a turbid liquor containing, though everything be dissolved, no jelly whatever, or at least, very little.
c. Jelly is obtained by boiling the crude glue. Its adhesive power is far less than that of solution of finished glue, and it will become more quickly putrid than the latter.
d. The finished product glue is, in most cases, not a definite chemical compound, but a mixture of substances, with two of which scientific research has made us thoroughly acquainted.
Independent of impurities and accidental constituents, glue consists of two distinctly distinguishable combinations, namely, glutin or gelatin and chondrin, the former being formed from the hide and osseous parts, and the latter from young bones while still in a soft state, and the “permanent” cartilages, such as those of the ribs and joints.
The manufacturer has it, of course, in his power to allow either of these substances to predominate in his product, but since experiments have shown glutin or gelatin to possess much greater adhesive power than chondrin, it is advisable to separate as much as possible the cartilaginous matter from other glue-yielding material.
As an accurate knowledge of these constituents of glue is of great importance to the manufacturer, brief reference will here be made to what scientific research has made known to us in regard to them.
4
Pure glutin or gelatin is obtained by treating buckshorn, etc., with water containing hydrochloric acid, until the phosphate of lime which serves, so to say, as a frame for the glue-yielding substance, is dissolved, and the organic tissue called collagen or ossein, remains behind. After freeing the latter from fat by steeping in milk of lime and careful washing, it is boiled, and the resulting jelly, when cold, mechanically distributed in cold water, in which it softens but does not dissolve. By thoroughly stirring the mass the glutin yields its coloring matter to the water, the latter being replaced by fresh water until all the coloring matter is extracted. Then pour off the water and after dissolving the jelly in hot water, filter the solution through a cloth. By mixing the filtered solution with an equal volume of alcohol, a precipitate of pure glutin is obtained. By the precipitation with alcohol, the separating glutin carries down inorganic salts, especially phosphates, which may be present in the solution. To free it from them, dissolve it in a small quantity of lukewarm water, acidulate the solution with hydrochloric acid and bring it into a dialyser. The salts and the acids diffuse in the water which has from time to time to be renewed, and finally a jelly of pure glutin remains behind; this is evaporated to dryness in shallow vessels.
Pure glutin, in a dry state forms a glassy substance, almost colorless, transparent to translucent, brittle or slightly elastic, free from odor and taste, and remains unchanged in the air. Its specific gravity is greater than that of water. It is neutral, exerts no influence whatever upon vegetable colors and is insoluble in alcohol, ether, hydrocarbons or oils. In cold water it swells up, absorbing as much as 40 per cent., and becomes opaque, but does not dissolve. It dissolves in hot water and on cooling forms a jelly even if the solution contains only 1 per cent. of glutin. It gelatinizes at a lower temperature than chondrin.
An aqueous solution of glutin is precipitated by chlorine,5 platinic chloride, tannin and alcohol, but not by hydrochloric acid, acetic acid, lead acetate, alum and ferric sulphate. Concentrated sulphuric acid decomposes glutin, forming, besides other products of decomposition, chiefly glycocoll and leucine.
When heated, glutin softens, swells and diffuses an odor of burnt hartshorn. In the air, it takes fire with difficulty, smokes, flames only for a few minutes, and leaves a bulky charcoal difficult to incinerate, the ashes of which consist principally of calcium phosphate.
Glutin, when in the jellied state, and treated with alcohol, undergoes dehydration, under the influence of which it contracts greatly. It was by this means that Gonnor succeeded in reducing in a remarkable degree the size of a print obtained in a very hydrated film of glutin, and transferring it, so reduced, to stone, from which he obtained a new impression, quite similar to the first, but more or less diminished.
By taking these prints, on the contrary, with glutin very little hydrated, and afterwards steeping them in water, a dilatation of the plate is obtained, which enlarges the figures with the same regularity.
Pure chondrin is prepared by boiling for from 24 to 48 hours the cartilages of the ribs, of the larynx with the exception of those of the epiglot, or of the windpipe and the bronchi.
Chondrin is precipitated from its solution by alcohol. The precipitate is redissolved in warm water, evaporated, and dried. It forms a semi-translucent mass of a slightly yellow color and resembles glutin as regards fracture and all external properties, but differs from it in being precipitated from its aqueous solution by mineral acids, acetate of lead, alum and ferric sulphate, and also by organic acids such as vinegar, citric and oxalic acids, none of which precipitate glutin.
As regards its chemical composition, chondrin is poorer6 in nitrogen than glutin, and contains more sulphur. Its formula approaches more closely that of albumen, which corresponds also with the origin of chondrin, for cartilages may be considered as transition-links between the proteïne and glue-yielding substances.
By the action of concentrated sulphuric acid upon chondrin, leucine is only produced but no glycocoll. By potassium hydrate chondrin is converted into glutin and yields then, like the latter, leucine and glycocoll. By boiling with concentrated hydrochloric acid chondrin is decomposed; a peculiar variety of fermentable sugar, to which the term chondroglucose has been applied, being formed.
It may finally be remarked that chondrin possesses less adhesive power than glutin and its presence in glue may be considered detrimental. To avoid its formation, the glue manufacturer should separate as much as possible cartilages from bones. Chondrin, however, is useful for size.
The product designated by the general term glue, is always a mixture of glutin, chondrin and other substances not yet accurately determined. Glue is formed by evaporating and further drying the jelly, and its properties depend on the crude glue and glue-yielding material used for the production of the jelly.
It may here be remarked that even if the quantity of glutin contained in the different products could not be determined by scientific means, the glue obtained from various materials can be readily distinguished by external characteristics. Every manufacturer knows that hides and bones yield a distinct quality of glue as regards adhesive power, elasticity and fracture, and that the jelly from glue-yielding substances of older animals is more solid and gives a larger yield than that obtained from the tissues of younger and weaker animals. Glue from the bladders and scales of7 fishes, though consisting mainly of glutin, differs materially from hide or bone glue.
Generally speaking, the jelly, no matter whether consisting of glutin or chondrin, possesses, before drying to glue, different properties from glue solution. It has less adhesive power and spoils more quickly. At a temperature of 68° to 72.5° F., jelly putrefies inside of 24 hours, smells of ammonia, and decomposes, while glue solution can be kept much longer without suffering deterioration.
The jelly absorbs ozone with avidity and is decomposed by it, this being the reason why an approaching thunderstorm may cause great damage by destroying the coagulating power of the glue liquors, or causing the glue to turn on the nets, i. e., to lose its consistency and become liquid and foul.
The behavior of glue solution towards different salts also deserves attention.
By adding potassium or sodium carbonate, neutral potassium tartrate, Rochelle or Epsom salts to a lukewarm fluid containing 15 to 20 per cent. of glue, the latter coagulates by the salt withdrawing the water from it. A lukewarm solution saturated with common salt, sal ammoniac, saltpetre, or barium chloride does not gelatinize.
By adding to glue solution a large quantity of alum, the glue is precipitated as a transparent mass.
Glue compounded at a high temperature with dilute acids, does not gelatinize by itself, but will do so on adding common salt.
Boiling with slaked lime deprives glue solution of its power of gelatinizing, and, on evaporation, changes it into a colorless gummy mass which is soluble in cold water and in saturated solution of common salt.
From a glutin solution compounded with oxalic acid, the latter can after some time be again separated by the addition of lime, the result being a non-gelatinizing fluid which, however, possesses great adhesive power. This is the so-called meta-gelatin.
8
Glue solution also loses its property of gelatinizing by repeated boiling and cooling (for about six days).
Tannin enters with the jelly, as well as with glue solution, into characteristic combinations which are formed even in solutions containing only 0.005 per cent. of jelly or glue. Glue is, therefore, an excellent agent for the detection of tannin.
When quite concentrated glue solution is treated with tannin, a heavy, flocculent precipitate of a dirty-yellow, caseous character is formed, which turns brown on exposure to the air and, after drying, constitutes a hard brittle mass, easily reduced to powder and soluble in hot potash lye, but insoluble in water, ether and alcohol. This precipitate, if not identical with, is closely allied to the combination of tannin with skin, called leather.
Glue exposed to a dry heat melts, diffuses a strong disagreeable odor of burned horn and leaves behind a charcoal which has a powerful discoloring effect like animal charcoal. When subjected to destructive distillation, glue yields an aqueous solution of ammonium carbonate and a thick brown oil consisting of a mixture of ammonium carbonate, sulphur, ammonium cyanide, etc.
The chemical composition of glue is such as to bring to mind that of starch and cellulose derived from the vegetable kingdom. It contains:
Carbon 49.1 per cent.
Hydrogen 6.5 per cent.
Nitrogen 18.3 per cent.
Oxygen and sulphur 26.1 per cent.
which may be represented by the formula: C12H10N2O4.
The composition of glue differs but little from that of the glue-yielding substance. Isinglass is composed of:
Carbon 49.5 per cent.
Hydrogen 6.9 per cent.
Nitrogen 18.8 per cent.
Oxygen 24.8 per cent.
9
This justifies the assumption that glue in its various transition stages does not represent different chemical combinations, but only modifications of one and the same combination distinguishable from each other by physical characteristics, as is the case with starch, which without suffering an alteration in its composition, appears as dextrine and grape-sugar, or as with cellulose, which, without altering its composition, can be transformed into amyloid and grape-sugar.
10
An inquiry into the various technical uses of glue must be of interest to the manufacturer so as to enable him, when acting, as is frequently the case, as salesman, to know to whom to offer his product; and also to learn what special demands he has to satisfy, as not every glue is adapted to every purpose, different qualities being required for special uses.
Glue as a joining medium. In Chapter I, treating of the nature of glue, special attention has been drawn to the fact, that the adhesive power of glutin is greater than that of chondrin; and that glutin obtained from skin and tendons possesses still greater adhesive power than the product from bones. This is the reason why good sound glue made from scraps of skin is preferred by those artisans who may be considered the principal consumers, such as cabinet-makers, carpenters, turners, instrument-makers, wood-carvers, carriage-builders, brush-manufacturers, bookbinders, paper-manufacturers, etc., all of them requiring glue of the greatest possible adhesive power. It must, however, by no means be understood that a good quality of bone glue cannot be used for the same purposes; because much bone glue of excellent quality and at a low price is brought into the market by manufacturers of animal charcoal and bone meal, and is used in glueing wood, etc.
Glue suitable as a joining medium for the above purposes should be of an amber or brown-yellow color, transparent or translucent, clear, dry and hard, and show a glassy fracture which should not be brittle, but somewhat elastic.11 Placed in cold water it should swell up and absorb as much of it as possible without actually dissolving, even if it remains there for 48 hours. The supernatant water should be free from a putrid odor and contain but a small quantity of foreign substances in solution. Such glue passes into solution at 122° F., and dissolves entirely on heating to 144.5° F. Heating to a higher temperature should be avoided.
Glue as a binding agent. Glue solution is used for bind-together pulverulent substances, such as mineral colors in the manufacture of colored paper and paper-hangings, in painting in distemper, in the size of the gilder; or it is mixed with plaster of Paris or chalk for the manufacture of plastic masses which become hard on drying, such as stucco-work, papier-maché, etc. Generally speaking, it is best to use only good sound glue for these purposes, though it may sometimes be possible to utilize defective and cheap qualities without injurious consequences. For color mixtures, the glue should at all events be free from acids and alkalies, as they exert a decomposing and altering effect upon the colors. The gilder should always use the best quality of glue, as otherwise the work he applies later on to the size will spoil.
A very large quantity of glue is consumed in the manufacture of matches, and much depends on its quality and drying properties. The dipping composition for matches containing phosphorus is a bath of glue of 25 to 50 per cent. strength to which the requisite amount of an oxidizing agent, like potassium nitrate or chlorate has been added, kept at a temperature of 100.4° F. The phosphorus is cautiously put in; it melts, and is stirred to an emulsion, when the sand, glass or other friction-agent is incorporated. The object of the glue is to protect from oxidation, without diminishing the sensitiveness. Glue is also used as the binding material in the heads and rubbers of safety matches.
12
Book binders require for the better classes of work a glue which should naturally be pale and strong, and without marked odor. Some inferior glues which have been chemically bleached turn almost black in the pot, owing to the bleaching agent not having been properly removed or neutralized.
Sand, glass and emery papers and cloths are made by coating the surface with a thin uniform layer of strong glue, and sifting the powder evenly on.
Glue in sizing. The principal object of sizing goods is to impart to them a certain degree of stiffness, to give them a nice appearance and a good feel.
As glue would injure the color of white goods, it cannot be used for sizing them, but, on the other hand, much is employed for preparing size for the use of hat and cloth manufacturers, weavers, etc. Before the introduction of the paper machine and invention of rosin glue, animal glue was exclusively used for sizing paper, but at the present it is only used for sizing paper manufactured from rags, and for pasteboard, and also by manufacturers producing drawing paper sized with animal substances. The paper, after leaving the machine, is passed through a glue solution and then dried in the air.
For actual sizing purposes good and fine varieties of glue are only used, or sometimes the manufacturers prepare their own size by boiling to glue dried calves’ heads, or rabbit skins deprived of their fur, scraps of parchment, etc. For cheap woollen hats, glue is used in place of shellac. The cloth manufacturer procures his glue mostly in the form of a jelly. This variety of glue deserves special attention and the mode of preparing it will be referred to later on.
Glue for culinary and medicinal purposes. The use of glue for these purposes is based upon three properties:
1: Upon its power of coagulating and inclosing while in this state, substances mechanically dissolved and finely divided in a fluid, which, being specifically as heavy as the13 fluid itself, render the latter turbid and cannot be got rid off by settling. The glue in this case acts as a clarifier.
Large quantities of isinglass and gelatine, specially prepared for the purpose, are used for clarifying and fining beer, wine and other liquids, as well as for preparing jellies. The material to be used for jellies and other culinary purposes must, of course, be colorless and entirely free from odor. Jellies are made palatable by flavoring with spices, sugar, essences, etc., before congealing, A vegetable gelatine, Agar-Agar, which will be referred to later on is now brought from China, and being cheaper and perfectly free from odor, has become quite a competitor with isinglass and gelatine.
Prior to the introduction of Liebig’s and other beef extracts, bouillon tablets, consisting of a mixture of bone-jelly, meat broth, extract of pot herbs and flour, were largely used. One hundred and ten pounds of meat repeatedly boiled yield five pounds of bouillon tablets. A good meat broth, though not equal to that from Liebig’s or other meat extracts, is obtained from these tablets by the addition of thirty times their weight of water.
If glue be dissolved in water, it gelatinizes at the ordinary temperature, and if the solution be mixed with other fluids, for instance, meat broth, fruit juices and essences, which in the form of jelly are to serve as food, it effects their solidification.
Glue acts as a healing agent by preventing the access of air to wounds. Court plaster is prepared from gelatine. When cabinet-makers cut themselves, they apply glue to the wound with the best success. In hospitals a compound of gelatine and glycerine is used as the best means of closing wounds, the same compound having also been successfully used for preserving articles of food such as eggs, fruit, and even meat.
Every good quality of glue can be used for the above purposes.
14
Medicines of a disagreeable taste are frequently inclosed in gelatine capsules, so that they can be taken without causing inconvenience to the patient. The use of these capsules has grown to such an extent as to form a special branch of industry. The mode of manufacturing them will be described later on.
Glue for elastic masses and as a partial substitute for rubber. Glue mixed with glycerine forms an elastic mass resembling rubber. The same effect can be produced by an addition of molasses. This elastic mass, the preparation of which will be described later on, is of great importance for the manufacture of printers’ rollers, for moulds, etc. Some manufacturers prepare the mass ready for use, so that the printer or lithographer need only remelt it, and cast it in a mould.
Glue is of great importance in photolithography as, mixed with chromium salts, it is the only known means of transferring a photographic negative to the stone. In photography, gelatine is used for negative pictures upon glass. For the manufacturer of casts of plaster of Paris or cement, this glue mass, which is generally used without an addition of glycerine, is indispensable for making moulds which are much undercut.
Glue mixed with glycerine may be used as a substitute for rubber in manufacturing elastic toys, such as dolls’ heads, animals, etc. For these purposes it is advisable to select glue which forms a very solid jelly, even if it possesses but little adhesive power, pure bone-glue being the best.
Glue mixed with glycerine (1 part glue, 1 part glycerine) is used as hectograph mass for the transfer of matter written with concentrated solution of aniline color.
Glue for fancy articles. Great progress has been made in the use of glue and gelatine in the manufacture of fancy articles.
The best known of all these products are perhaps the15 gelatine foils. They form thin, transparent sheets, brilliantly colored, and are used for printing sacred images, visiting cards, labels, etc.
Gelatine veneers were first shown at one of the Paris International Exhibitions. They consist of sheets varying in thickness, which have been deprived of their translucency by an admixture of colors in imitation of various crystallization of salts, and such stones as lazulite, malachite and avanturine. Glue imitations of mother of pearl, tortoise shell, and ivory were shown which closely resembled the genuine articles. These veneers have been largely introduced in the manufacture of fancy articles, cabinet ware, buttons, etc. The most brilliant use to which they have been put is in the manufacture of fans, for which ivory and tortoise shell were formerly used, and there are perhaps few ladies that are aware that these glittering toys are manufactured from horse bones from the knacker’s yard.
The successful introduction of gelatine veneers was soon followed by a substitute for horn in general, and combs, buttons, snuff-boxes, and hundreds of other fancy articles have been manufactured from these imitations.
In the foregoing statement only some of the principal uses of glue have been enumerated, and there can be no doubt that with an increase in the knowledge of its nature and properties, a wide field is still open for progress in this industry.
16
The raw materials used for the manufacture of glue consist of a variety of animal offal. The principal substances employed are refuse from tanyards, such as scraps of ox and other thick hides, the waste of the workshops of leather dressers, morocco leather manufacturers, etc. The tendons and intestines of many animals, rabbit and hare skins deprived of their fur, cat and dog skins, scraps of parchment, waste of turners and button makers, and offal from butcher shops and households, help to swell the series of materials used for the manufacture of glue.
The materials are collected and sold either directly to the glue boiler, or to dealers making a specialty of glue stock.
As a thorough knowledge of these waste products is of importance to the manufacturer, this chapter will be devoted to their detailed description, the success of the enterprise depending largely on the selection of the raw materials and their careful sorting and preparation. By bearing in mind the varied products—from the most ordinary black glue to the colorless glassy gelatine for photographic and culinary purposes—it will be understood that entirely different raw materials have to be employed for the finer products than for the ordinary qualities of glue.
According to their derivation the raw materials may be divided into three groups, namely:
1. Skin-like raw materials: Skin, leather, tissues.
2. Bone raw materials.
3. Materials obtained from fishes: Air bladders, scales, etc.
17
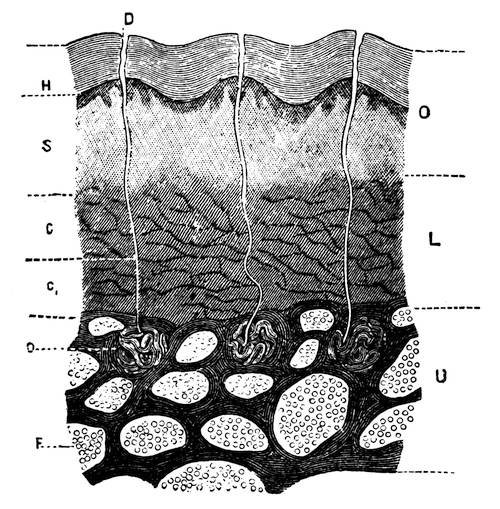
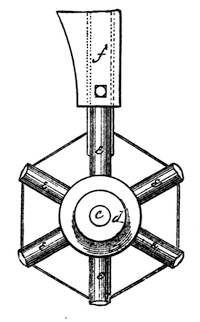
This consists of three layers, namely: 1. The thin upper-skin—the epidermis—which consists only of cellular tissue, and is of no special importance for the manufacture of glue. 2. The actual leather-skin, or corium, which consists of fibres of connective tissue and forms the actual object of the tanner as well as of the glue boiler. Underneath the corium lies the under-skin, which consists only of cellular tissue contaminated with particles of flesh and fat, which are detrimental to the manufacture of glue. Fig. 1 represents a section of the animal skin. O, is the epidermis, L, the corium, U, the under-skin. The epidermis consists of two layers. The first, superficial one, H, is known as the cuticle or lamellar layer, and the other deeper layer, S, as the mucous or malpighian layer. The corium also consists of two layers, the upper one C, and the lower one C1, which is the actual leather-skin. The under-skin, U, is an elastic18 tissue containing many deposits of fat, F, and perspiratory glands, D, which are connected with ducts, D1, with the surface of the skin.
For the manufacturer of leather and glue, the corium is the only material of value.
The tanner trims the skins before steeping them in the ooze. From sheep and calf skins he removes the head portions, it being more advantageous to use them for glue stock. He also cuts off the skin covering the lower part of the thighs, and, to give the skin a neat finish, the ragged edges of the belly part. Of bullock hides, the ears, tails and foot pieces are utilized for glue stock, while the head parts are tanned. Such tannery waste may yield 44 to 46 per cent. of glue. Scarf skin of bullocks’ hides and waste in fleshing the hide, tendons and hinder parts of cattle yield from 30 to 35 per cent.; horse sinews from 15 to 18 per cent.
Scraps of parchment and bullocks’ feet are highly valued as glue stock, since they are in fit condition for boiling without further preparation. They may yield up to 62 per cent. of their weight in glue.
Calf and sheep skins yield a superior glue; that from horse hides is usually dark and poor in quality, although with careful working a strong product can be obtained from the latter.
Of great value to the glue boiler are the so-called calves’ heads, which, after liming and drying, form a special article of commerce.
Skins of hogs, hares and rabbits yield a light-colored glue of little consistency. It is, therefore, best to use these last-named raw materials for the preparation of jelly, such as is used in sizing, in the manufacture of paper, etc.
The older the animals from which the skins have been derived, the more solid the glue will be. In many cases, especially where a certain quality of glue is to be produced, it may be recommended to separate the different kinds of19 skin refuse into lots, provided there is enough of each kind to boil it separately.
A considerable number of skins used for packing various articles, such as indigo from South Africa, have been so much damaged in transit as to render them useless for tanning, but they form good material for glue, frequently yielding 50 to 55 per cent.
In reference to judging glue stock some valuable notes are given in an article on glue, published by the American Provision Co., Chicago, Ills.:
“Dry, uncured or salted stock, such as raw hide or South American, if soaked for twelve hours in cold water, gains about 50 per cent. in weight, and still remains tough, and the water sweet. The moisture, dirt, and salt should not be over 10 per cent.
“Green salted stock, such as hide pieces, sinews, calf heads and pates, should have no excess of salt, nor be foul, discolored or heated; should be tough, with the hair not loose, and have a mild animal odor. Moisture and salt not over 40 per cent.
“Dry limed stock soaked twelve hours develops a characteristic odor, and should be firm, fibrous, and have no slimy pieces. The water should not be dark. Lime, sand and dirt, not over 5 per cent.
“Green limed stock should be smooth and soft, any remaining hair being easily detachable, while the liquor should be fairly clean, sweet, and not too alkaline.
“A large quantity of waste bones accumulates in the preparation of tinned provisions. If these have not been overheated and are in good condition, a considerable amount of glue can be obtained from them, the bones of the head, ribs, and feet giving a better yield than those of the thighs and legs.
“Horn piths should not contain over 12 per cent. moisture, and should not have been overheated in drying; they should have been cleansed from skin and hair, which are of little value to the glue-maker.
20
“The age of the animals yielding glue stock has an important influence on the product. While from younger animals the product, as a rule, is of lighter color, more abundant and more easily obtained, it contains more chondrin, so that from solutions of equal strengths, those from mature animals will be found to be of greater consistence and the glue more solid.
“Abroad, dry hides are often, for weighing, soaked in chlorbarium, a solution of barium chloride, and then in a bath of dilute sulphuric acid, 1½ per cent., which readily soaks in, combines with the barium to form the white insoluble powder of barium sulphate, leaving weak hydrochloric acid in the fibre, to be afterwards neutralized in liming, the chloride of calcium dissolving out. This treatment affects considerably the subsequent making of glue, as, beside the effects of the acids, the sulphate of barium will render the liquors cloudy and difficult to clarify. Of course if colored glues are to be made this will be no detriment.”
To prevent putrefaction, which is always accompanied by decomposition of glue-yielding substance and consequent loss, the scraps must be carefully preserved, especially in summer.
The tanner prepares the waste by liming, i. e., steeping it during fifteen to twenty days in milk of lime which is frequently renewed. By the action of the lime, adhering particles of blood and flesh are dissolved and the fatty matter is saponified. After this treatment the glue-stock is dried.
In case this work is not done carefully in the tanyard, as is only too frequently the case, the stock is of but little value to the glue-boiler.
By allowing the refuse to lie too long in a heap, as is sometimes done, putrid fermentation sets in, the injurious effects of which cannot be remedied by subsequent liming, or the lime bath has not yet been strong enough, or has not21 acted sufficiently long upon the scraps to destroy the adhering particles of blood and flesh. The lime bath, on the other hand, may have been too strong, so as to attack the glue-yielding substance. Frequently it is also the case that the scraps having been dried under unfavorable circumstances, mould has commenced to form, and finally they may be spoiled in winter by allowing them to freeze. Frozen glue leather yields glue of very little consistency.
It will be seen from the foregoing that great precaution and care are required when buying glue leather. The manufacturer should especially see that it is dry and tough, free from mould and all organic and inorganic substances, and not too strongly limed.
The glue-boiler should, in all cases, be prepared to undertake the preparation of the glue stock himself. The following arrangements are required for the purpose:
Let us assume that the glue factory is located on a stream of water. In the immediate neighborhood of the stream a sufficient number of pits to prepare all the glue stock used, each about 6½ feet deep and 6½ to 10 feet in diameter, and lined with cement, are so arranged that their bottoms are about 3 to 3½ feet above the level of the water. They are supplied with water by means of a pipe line connecting one with the other. Each pit is provided with a discharge pipe to draw off the dirty water.
As the glue-stock, before undergoing other operations, has to be freed from the lime by washing with water, the simplest plan is to place the limed stock in nets or wicker baskets suspended in running water by means of a traveling crane or other contrivance erected on the bank of the stream. This elementary method, however, is open to several disadvantages, as it fouls a large volume of water and may lead to legal interference, and its very simplicity is apt to lead to neglect of precautions, such as brushing away solid particles of lime or softened animal matters. Further, the great quantities of water carry off small pieces of glue22-stock and fat, if catch-basins are not provided sufficiently large to allow fat, glue-stock, hair and lime to separate from the water.
The object is better accomplished and in a shorter time by the use of a washing drum. This consists of a perforated iron cylinder about 6 feet in diameter and 4 feet in length, and open on both ends. Around the inside of the cylinder are fixed a number of wooden shelves 6 inches broad, which, as the cylinder revolves, carry the glue-stock partly round, ultimately falling to the bottom again, the movement dashing it about under a spray of water. In the cylinder is also arranged an iron plate supported by stays from the outside. While the washing is in operation the plate is turned perpendicular; on completion it is brought to a horizontal position, forming a table, on which the glue-stock falls, and the latter is then removed to a hand-press to squeeze out the water. The washed stock is then removed to the drying ground, which should be in a sunny and airy location, and provided with an inclined floor of planks or cement so arranged as to allow of the admittance of air from beneath.
As it is well known that small quantities of liquid, frequently renewed and thoroughly drained off each time, effect the most complete and economical washing, and in the shortest time, S. Rideal recommends the use of pits or vats with proper arrangements for stirring, draining and inspection. The lime scum from the pits can be used in the manufacture of fertilizers.
The glue-stock washer shown in Figs. 2 to 5, is the invention of W. A. Hoeveler (American patent), and it relates to the construction of apparatus for washing glue-stock.
In apparatus for this purpose the stock is very commonly damaged by being broken up too much, and considerable loss results, besides, from the fact that the small particles are allowed to escape with the wash-water. By the present construction and arrangement these defects are remedied and other advantages derived.
23
Fig. 2 is a transverse vertical section on line x-x of Fig. 3 of this apparatus;
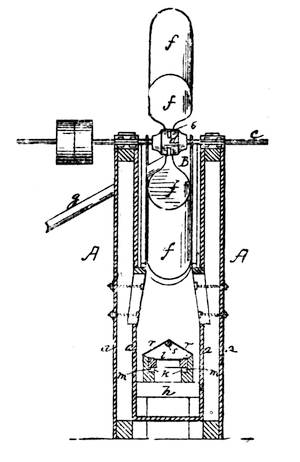
Fig. 3 is a longitudinal vertical section of the same;
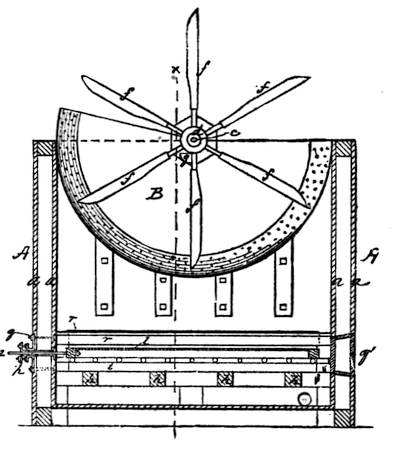
Fig. 4 is an enlarged plan illustrating the screen and hinged covers, one being opened and one closed; and
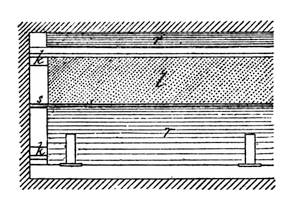
Fig. 5 is a detail of the hub, stems and part of one paddle.
The apparatus is constructed in the form of a rectangular trough-like structure, with its sides and ends, A, substantially water-tight by means of the double walls, a a. The upper portion of the interior is occupied by the swinging24 wash-box, B, semicircular in shape, with flat sides and rounded bottom throughout, the bottom being perforated.
Upon a transverse shaft, c, journaled at the axis of box, B, is set a paddle-wheel composed of a suitable hub, d, and adjustable paddles, each composed of the radial stem, e, and the blade, f, or spoon. The spoons, f are set on the stems, e, so as to be capable of being reversed or turned half-way round, more or less. One side of the spoon, f, is rounded off, so that while passing through the stock the latter will not cling to or remain upon it. The other side of the spoon is flat, but slightly skewed or bevelled, so that when turned to face with the direction of motion of the wheel it not only gathers up the stock and holds it till out of the box, B, but upon further elevation causes it to roll or slide along the paddle to a predetermined point, where it falls off gently into a discharge-spout, g, which carries it off for further treatment practically undamaged. During the operation the box, B, and the body, A, are kept supplied by a stream of clean or chemically-prepared water, and the wheel, e f, revolves slowly in the box, the edges of the paddles sweeping around, while the box, B, or its bottom, is kept oscillating, thus preventing an injurious clogging of the perforations in the box-bottom. After the stock is placed in the box, B, and the latter filled with sufficient water, the wheel, e f, is caused to slowly revolve (by motive or hand power), with the rounded sides of the spoons, f, presented forward. This operation thoroughly agitates and cleanses the stock, while the rounded form of the spoons prevents the breaking up of the natural condition of the stock. The inventor gathers the finer particles as follows, after they have escaped through the perforated bottom of the wash-box, B. At the lower part of the trough, A, elevated on crossbars or blocks, h, he places two parallel strips, i, and between these, which are grooved to form ways, k, inside, is set a long screen, l, placed on rollers, m, and movable thereby on the rails or ways, k. To give movement to the screen, l, the inventor25 attaches to its end a rod, n, which projects outwardly through the walls, a a, by means of the packing-box, p, and cap or door, q, which, when opened, allows the withdrawal of the screen, l, and its burden. The shaking of the screen is accomplished by a suitable motor applied to rod, n, and is kept going during the operation as required. To the strips, i, which are placed at a little distance from the side walls, a (to leave a passage for the water and refuse to go through), are hinged the two doors, r, which shut down upon the rod, s, as a support, in which case nothing can fall upon the screen, or which open up and rest against the sides, a a, in which case the screen is exposed and the side passages closed by the doors, r. During the initial or rough-washing stage the doors, r, are kept closed, and the dirty water and refuse pass freely down the side passages and out at a suitable opening at the bottom. After this stage it becomes desirable to catch the particles which get detached from the stock in box, B, and come through the perforations therein. Then open up the doors, r, thus closing the side passages and compelling all the water and small stock to go to the screen, l, which catches the remaining stock. When sufficiently accumulated the screen may be drawn out and the stock thereon removed. When the main body of stock in box, B, has been cleansed, the paddles or spoons, f, are reversed, so as to present their flat, skewed faces to the stock, and in revolving the paddles now gently lift the stock and discharge it into the spout or hopper, g. The washing and removal of the stock when washed are thus accomplished without further manipulation than to reverse the paddles, which obviously could be done by a reversing-gear on the motor, thereby reversing the direction of movement of the paddle-wheel.
Instead of the whole box B being oscillated back and forth, its bottom may be set on slides or rollers and oscillated, while the sides remain stationary.
In the drawings the box B is shown as hung upon the26 shaft c as a centre; but as the provision of means of reciprocating or oscillating the box or its bottom is within the skill of any machinist, it is not necessary to describe any specific form. As the box with its contents will be very heavy, the inventor prefers a special motor for it, which may also be geared up to reciprocate the screen l.
Instead of the door q, as located in Fig. 2, it can be located as at q’, same figure.
The entire plant must of course be arranged according to sanitary regulations, especially as regards river pollution, etc.
The sheds for sorting and storing the glue-stock should, if possible, be in close proximity to the pits and washing drums, and be dry and airy. In arranging his plant, the glue manufacturer must, in short, exercise his ingenuity with a view to carrying on the business with as little loss of material, and as much saving of time and labor as possible.
The work in a factory arranged in the above manner, is carried on as follows:
The raw materials brought by the dealer are weighed, and if in green state, the customary percentage—generally 50 per cent.—taken off. To facilitate future operations, and to enable the manufacturer to produce different varieties of glue, the dry materials are sorted and stored in different compartments of the store-shed.
Green waste, i. e., such as has not been limed must be taken in hand at once, as otherwise it would taint the air, be attacked by rats and other animals, and suffer injurious alterations by decomposition. The manner of operation is as follows:
Liming. Prepare “milk of lime” by filling the pits, which are to serve for the reception of the skin waste, with the required quantity of water and dissolve in it 2 per cent. of calcium hydrate obtained by slaking a good quality of quick lime. Stir thoroughly, and in order that the water may become thoroughly saturated with the lime, let the27 liquor stand for 8 or 10 days before placing the waste in it. The liquor should stand about 9 inches deep over the waste in the pits. The length of time the waste has to remain in the milk of lime varies according to the material; calf skins requiring 15 to 20 days, sheep skins 20 to 30 days, and heavy ox hides 30 to 40 days. The milk of lime should be renewed once or twice a week, and thoroughly stirred.
For the purpose of liming, the quality of the lime used is of the utmost importance, the milk of lime being frequently quite valueless by reason of having become carbonated or a bad quality of quick lime having been originally employed. It should be borne in mind that only the hydrate of lime which is present in solution in lime water is of use, whereas in milk of lime so much carbonate and other impurities may be present that the liquid, though thick, may be quite useless. The value of a lime should always be tested by determining the amount of real calcium hydroxide, Ca(OH)2, contained in it. The operation according to S. Rideal, is conducted as follows: Water free from carbonic acid is first prepared by boiling distilled water for half an hour in a strong, round-bottomed Bohemian or Jena flask. While steam is still issuing, the flask is removed for an instant, closed by a well-fitting greased cork or a rubber stopper, and allowed to cool. When the temperature has somewhat fallen, the cooling may be cautiously accelerated by dipping into a pail of warm water, then transferring to the cold stream from a tap. The water may be preserved in the flask or, preferably, a number of bottles with vase-lined stoppers should be filled quite full and retained for use.
From the sample of lime, well mixed, a small portion (about 0.25 gramme) should be accurately and rapidly weighed, placed in a wide-mouthed, stoppered bottle holding about 300 cubic centimeters, 250 Cc. of the boiled water added, and then allowed to settle. The whole of the calcium hydrate will now have dissolved. Fifty cubic28 centimeters of the clear liquid should now be withdrawn by a pipette, transferred to a flask, colored with an indicator—either phenol-phthalein, methyl-orange, or litmus may be used—and its alkalinity determined by running in decinormal hydrochloric or sulphuric acid from a burette till the change of color occurs. Each cubic centimeter of the acid corresponds to 0.0028 gramme of calcium oxide, or 0.0037 gramme of the hydrate, Ca(OH)2. The amount by calculation will give the percentage of real lime present in the sample. It is well to notice that any soda or potash present will equally neutralize the acid, and be returned as lime, but as these are of almost equal efficiency their presence in small quantity has no disadvantage. For special work it will be necessary to have a full analysis. As a rule the product made from limestone, or “stone lime,” is the best article in commerce, and is much more free from stones and clay than “gray lime” or “shell lime.” The best stone lime contains sometimes only ½ per cent. of impurities, and seldom more than 5 per cent., while inferior kinds of gray lime may contain as much as 50 per cent., and would be of little use in glue-making.
After removal from the lime pit, the material is placed in willow baskets or nets, and immersed in the stream to remove the greater portion of the lime, which is generally effected in a few days. It is still more effectively accomplished by placing the waste, after soaking in the willow baskets, in the wash drums. After taking it from the baskets or wash drums it is spread in the drying yard to drain and dry, the desiccation being accelerated by turning it over with a fork several times a day. While drying, the quick-lime is converted into carbonate, the latter exerting no disturbing effect in the manufacture of glue. When sufficiently dried, the material is ready for boiling, and the crude glue thus obtained can be stored for any length of time, until wanted for further manipulation.
In summer it is scarcely possible to cleanse the raw29 material as rapidly as it is brought to the factory, and to work it immediately without putrefaction setting in, and for this reason it would frequently be risky to purchase larger quantities of it, even if offered at very favorable terms. During the colder season of the year, drying of the cleansed raw material is such a slow operation, that in order to prevent putrefaction, recourse would have to be had to artificial heat.
These drawbacks can, however, be overcome by the use of carbolic acid, which possesses in a high degree the property of preventing putrefaction. It is quite cheap, and as but a comparatively small quantity of it is required, the additional cost need scarcely be taken into consideration, since the value of glue-stock annually destroyed by putrefaction is considerably greater than the expense for carbolic acid.
The raw material is thoroughly cleansed, and while in a moist state is gradually brought into a brick cistern or large vat, carbolic acid solution being poured over each layer, so that, when the cistern or vat is filled, it stands about an inch or two deep over the material. The latter may be left in this state until wanted.
The carbolic acid solution is prepared by dissolving 2 lbs. of carbolic acid in 1000 quarts of water; the fluid thus obtained possessing a slight odor of smoke. The washed glue-stock treated as above described with carbolic acid remains absolutely unchanged, and when wanted needs only be taken from the cistern and worked like fresh material.
In plants having no running water at their disposal and depending entirely on well water, and where the waste water has to be discharged into rivers or creeks, water containing carbolic acid should be used for all the washing operations, a fluid containing 1 to 2 parts of carbolic acid in 10,000 parts of water being sufficient for this purpose. Such an addition of carbolic acid prevents the wash-water from becoming foul.
30
Carbolic acid has the tendency of hardening the glue-stock and imparting its odor to the glue, and among other antiseptics, formaldehyde and boric acid have been recommended for the purpose of preventing putrefaction for a reasonable time. Formaldehyde in weak solution (1 part in 10,000 to 100,000 parts water) has been found beneficial. In this small quantity it does not harden the stock nor affect the subsequent boiling, as it is dissipated by the heat. Boric acid and its preparations, notwithstanding their low antiseptic power, are much in favor. A fluid containing 1 part boric acid in 200 parts water will have to be used.
The principal varieties of hides and leather for glue-stock may be classed as follows:
1. Bullock leather from old animals, highly limed, mixed with rump pieces, also with horse leather, the latter being thin, of a dark color and soft, and is of less value than bullock leather, because it yields a dark glue. Fat leather is bullock’s leather from fat, stall-fed cattle, and before use has to be freed from fat (by means of benzine).
2. Pieces of hide from the lower parts of the limbs of cattle, not limed and with the hair; they form excellent glue-stock, yielding a very adhesive glue.
3. Worn-out hinges from weavers’ looms, consisting of strongest untanned bullock’s hide. When treated with lime they yield a very strong glue, but are worked with difficulty.
4. Whip leather. This is waste in the manufacture of whips, and is derived from thick tawed bullock hide. It yields an excellent, light-colored glue.
5. Calf leather. Broad, thin, translucent strips, slightly limed, yields glue of a very light color.
6. Calves’ heads. The skin of calves’ heads, limed, without hair. They constitute the best material for gelatine, and form a special article of commerce.
7. Calves’ feet. The skin from the last but one leg-joint which is cut off from dry, unlimed, haired skins. It is the best material next to calves’ heads.
31
8. Knapsack leather. Old knapsacks of calf skin and waste in the manufacture of new ones, tawed with the hair on with alum and common salt. When suitably washed this yields good glue-stock. The alum and common salt have to be completely removed by washing. The hair is no detriment to the process of boiling, it serving as a filter for the glue running off. To this class belong also all kinds of fur waste, especially remnants of old fur coats (sheep skin coats), from which the wool is removed and the skin used as glue-stock. All these materials having been treated with alum and common salt have to be freed from them by suitable manipulation.
9. Hare and rabbit skins freed from their fur. They yield a light-colored glue of little consistency.
10. Cut rabbit skins. In depriving these skins of their fur, they are cut by a machine into fine threads of even size. In France they are worked into size for gilders’ use which is highly valued.
11. Sheep and lamb leather (goat leather) limed, thin and very light, yields but a small quantity of glue of little consistency. To this class belongs the waste in the manufacture of kid gloves. Waste of morocco and other varieties of similar leather, pressed into bales and secured with wire, comes into commerce under the name of Levant leather.
12. Waste obtained in paring kid leather and in the manufacture of gloves. It constitutes a flocculent powder and yields very thin glue liquor with slight adhesive power. Before boiling, the substances used in tanning must be completely removed by washing.
13. Surrons. These are untanned, unlimed skins of various wild animals (antelopes, gazelles) which have been used for packing leaf tobacco and various drugs. They form good glue stock.
In addition to hides, bones are a material highly valued32 by the glue boiler. Chemically speaking, the framework supporting the fleshy tissues of the animal order, and which we call bones, is a combination of phosphates of lime and magnesia, carbonate of lime, and alkaline salts, united with fatty and cartilaginous matter. To the latter we look for our yield of glue; to the fatty matter for the fat, and to the phosphates for the basis of fertilizers.
Bone cartilage is composed of carbon, hydrogen, oxygen and nitrogen, the percentage composition being practically constant, whether the cartilage be from an old or a young animal. The bones of the young are, however, much richer in cartilage than those of the old. This is reversed in the case of the inorganic or mineral matter, the old having the greatest yield of phosphates.
Then again, the fatty matters are more in evidence in full-grown animals than in youth or age; also in the thigh and leg bones the yield is higher than in the heads, ribs or shoulder blades, the latter averaging 12 to 13 per cent., whilst the former runs 18 to 19 per cent.[1]
[1] Bone Products and Manures. By Thomas Lambert. London, 1901.
Bones being less subject to putrefaction than skin-stock, they are not brought into commerce in a prepared state. They are mainly bought by contract from various dealers within easy access to the works. The rates are generally fixed for a certain period, and cover all classes of common bones, whether fresh butchers’ or a mixture with partly boiled bones. Bones differ considerably in their value. A fresh bone will yield the highest percentage of fat and glue. On the other hand, partly boiled bones may contain only 6 per cent. fat with 30 per cent. water. In buying bones the manufacturer should exercise great care, as the dealer sometimes finds ways and means of including hoofs, horns, iron, beefy matter, and even pieces of brick. Naturally they form weight, but, excepting the horns, have no value.
To separate the different classes of bone coming into the33 works, and arrange them according to the amounts they would produce of fat and glue, is no doubt a desirable object, but in practice it is seldom carried out. However, if the manufacturer wishes to undertake this tedious work, it is recommended to make the following distinctions:
1. Bones of young animals, sheep, calves, dogs, cats, etc., being readily disintegrated, are thrown into one pile, and also the light bones of oxen, such as skull bones, shoulder bones, the vertebra of the tail, etc.
2. A second pile is made of the foot bones of goats, sheep and cattle, provided they can be had, as is the case in the United States and England, in sufficiently large quantities.
3. Scraps and shavings from bucks’-horn from turners and button-makers.
4. Thick bones of oxen, horses, etc., which must remain longer in the lime-bath, together with waste of hard bones from turners.
5. Where large quantities of bones are handled it is advisable to sort out the bones of the upper thigh, as they can be more advantageously used for the manufacture of piano-keys, handles for tooth-brushes, etc. Hoofs, which are frequently found, should be thrown out, as they yield no glue and can be utilized for other purposes.
The further manipulation of the bones for the manufacture of glue requires first of all their crushing or grinding in a stamper or mill. By this crushing or grinding of the bones two objects are attained, namely, they are more readily deprived of their fat and present more points of attack to the corrosive agents to be used later on. The crushed bones are put in a large boiler, and for a few hours subjected to the action of steam. Leg bones, as well as horns, should not be boiled, as they contain no fat, and would lose too much glue-yielding substance. After boiling, the bones are placed in a lime vat for 8 to 14 days. The water used for boiling the first portion of bones may be used for a second one.
34
The extracted fat amounting to 4 or 5 per cent. of the quantity of bones used, is taken off the surface of the cold liquor and the latter may be utilized as a fertilizer, or fed to cattle.
For crushing the bones, a stamping mill is generally used, it yielding, when properly constructed, material for the manufacture of glue, as well as granulated bones which form an excellent product for the preparation of animal charcoal.
Since animal charcoal in pieces of quite even size is now in general demand, it is recommended to manipulate the bones in the above-described manner, to sell the granules to the manufacturer of animal charcoal, and use for boiling glue only the completely-crushed portions and the porous bones which are not at all suitable for the manufacture of animal charcoal.
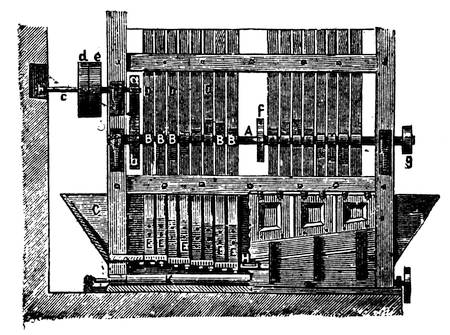
Fig. 6 shows a stamping mill very suitable for the crushing of bones, the illustration showing the mill open on the left side and closed on the right. It is furnished with 16 stamps, D, each stamp being provided with a cast-iron shoe. The stamps are lifted by means of a cam shaft in such a manner, that the height of fall of the outermost pairs of35 stamps is least and that of those in the centre greatest. Between the inner stamps is a sieve H with meshes of sufficient size to allow the largest pieces, which can be produced by granulation, to fall through.
Underneath the sieve is an Archimedean screw K for carrying off the pieces of bone passing through the sieve.
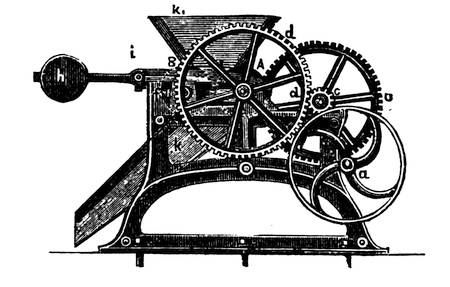
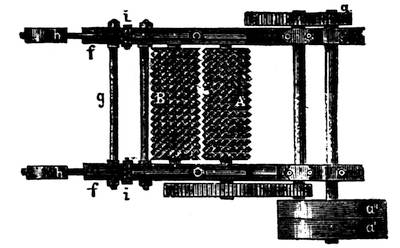
The base of the stamping mill consists of iron plates so arranged as to form steps, the plates lying towards the center of the mill constituting the lowest steps. Every two stamps standing alongside one another rest upon such a step. When the mill is set in motion, the bones reaching the stamping trough from the right and left fall upon the steps, and are crushed by the descending stamps.
As a rule, the bones to be stamped are not brought36 directly into the stamping trough, but are first passed through a crushing mill and the coarser pieces thus obtained are subjected to the action of the stamping mill.
Figs. 7 and 8 show a well-constructed bone crusher. It consists essentially of two cast-iron rollers A and B, furnished with case-hardened cutters. The bones are introduced through the hopper B, and the rolls set in motion by means of cog-wheels a and b. The bearings of the roll B run in a carriage which can be shifted by the lever-construction f i. The object of this contrivance is to allow of the roll B giving way in case a harder material than bones, for instance, a stone, passes between the rolls.
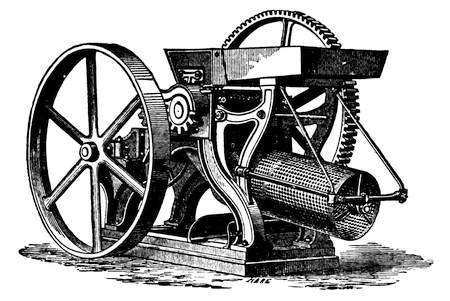
The Crosskill bone mill, Fig. 9, as described by S. Rideal, is intended to be driven by a strap from the fly wheel of a common portable engine. It consists of a pair of strong rollers made of wrought-iron with case-hardened cutters, and a revolving or oscillating riddle for separation of the ground bones as they fall from the cutters; the whole carried by a substantial cast-iron frame. The mill will grind from 6 to 16 hundred-weight per hour with a three to eight horse-power engine.
For sorting the crushed bones into pieces of equal size, a sieve, Fig. 10, is used consisting of a drum constructed of narrow boards covered with wire-netting of different de37grees of fineness. The upper portion A of the drum consists of narrow-meshed net and through this falls the fine meal which is conveyed by the Archimedean screw F over the frame F G H into vessels serving for its reception.
The lower section, B, of the drum is furnished with netting, the meshes of which become gradually wider towards the lower end, and, hence, the smallest particles of bone fall through the funnel, D, the medium-sized ones through E, and the largest ones through F. Pieces which cannot pass through F, leave the drum at G.
In factories manufacturing glue as well as animal charcoal, the larger pieces are steamed by themselves to obtain their fat, and then charred, while the small pieces and the meal are utilized for glue.
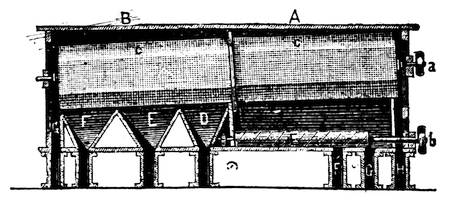
The lime-bath used for bones should be of the same strength as that for skin-stock. After removal from the lime vat and washing, the bones are put in a tank of stone or wood (brick pits should not be used) containing cold hydrochloric acid of 70° Bé. or 1.05 specific gravity (= 10.6 per cent. HCl) for thick bones, or half that strength for thin bones, and are thus left to digest for 8 to 14 days, being frequently stirred and fresh acid added. By the action of the acid the calcium phosphate is dissolved and the bones become cartilaginous, flexible and transparent. The phosphates can be precipitated by ammonia, or the whole evaporated with charcoal or silica, and distilled to make phosphorus.
38
When sufficiently softened, the stock is washed in wicker baskets or a washing drum to remove adhering acid. They are then placed for one day in the lime liquor, again washed, and then either dried or stored away for future use, or boiled at once to glue, while in a moist state.
Leg bones, horns, and other soft bones which contain scarcely any fatty matter are not steamed for the reason previously stated, but in all other respects are treated like steamed bones.
It is of the greatest importance that the bones should be thoroughly freed from acid, since even the smallest quantity remaining behind exerts an injurious effect upon the finished glue. It is therefore recommended to test the water draining off, or the bones themselves, with litmus. If the tincture turns red, it is a sure indication of the presence of free acid, and the washing must be continued until the blue color of the tincture remains constant.
Gerland’s suggestion, to use dilute sulphurous acid in place of hydrochloric acid for dissolving the phosphates of the bones, and to evaporate the sulphurous acid by heating, whereby the phosphates are precipitated in an insoluble state, has now been quite generally introduced.
For the preparation of gelatine from bones, Jullion and Pirie’s process may be recommended. It requires a somewhat expensive plant, but saves hydrochloric acid and time. The process consists essentially in dissolving the phosphates of the bones in vacuum. A box of wood, or better of granite, which can be closed air-tight, is required for this purpose. The box is filled with bones, and acid of the previously-mentioned strength poured over them. The box is then closed and the air pumped out by water or steam power. The smallest cracks and pores of the bones are thus freed from air, and the latter is replaced by hydrochloric acid, which in this manner acts rapidly and is completely exhausted. The remaining crude glue is then further worked in the usual way.
39
Bones honey-combed by putrefaction, exposure to the weather, or burial in the ground are of little or no value to the glue-boiler, as nearly all the glue-yielding substance has been destroyed; they should therefore be thrown out in buying stock. The ammonia which is formed when putrefaction sets in, colors the glue dark.
Leather tanned with a substance insoluble in water is not directly suitable for manufacturing glue, but can be made so by a special process, which, though somewhat tedious, nevertheless pays for the trouble.
In using such stock the manufacturer should make a distinction between old and new leather. The principal materials of this kind, large quantities of which contribute their quota to the glue-boiler’s stock, are old shoes, straps, harness, etc., and further, waste from shoemakers, trunk-makers, and in fact from the shops of all workers in leather except those using alumed leather.
Before boiling the leather waste to glue, the removal of all traces of tannin becomes absolutely necessary, since the retention of the smallest quantity prevents the animal tissue from dissolving in water.
The various methods proposed for the preparation of the leather waste differ either in the chemical solvent used, or in the mechanical manipulation of the waste.
The principal point in all methods is to comminute the waste as uniformly as possible to facilitate the complete removal of the tannin.
Various machines, some very complicated, have been proposed for the comminution of the waste, but a rag engine or “hollander” such as is used by paper-makers deserves preference for the purpose, as it not only comminutes, washes and prepares the waste in a suitable manner for the manufacture of glue, but the leather pulp when mixed with rags or woody fibre gives a substitute for leather which is40 very tough and of good appearance, and can be worked into many articles.
After the preparation in the hollander and careful washing the waste is treated, according to Stenhouse, under a pressure of two atmospheres in a boiler with water to which is added 15 per cent. of the quantity of waste to be treated at one time of slaked lime.
By another method the extraction of the tannin is effected by boiling the leather pulp with caustic soda of 1.025 specific gravity for from six to twelve hours. After drawing off the water and pressing out, the pulp is again boiled with caustic soda of the same concentration. The next process is to carefully wash out the soda, which is best effected in the hollander.
By neutralizing the soda lye in the fluid drawn off after the first boiling, it can be re-used for tanning or purposes for which tannin is required.
According to another method, the modus operandi is as follows:
Dissolve 1½ lbs. of oxalic acid in 3 gallons of water, pour the boiling solution over 110 lbs. of waste, and keep the mixture in a water-bath at a temperature of 176° to 212° F. This effects the solution of the pulp. Then dilute the solution by adding gradually 4 gallons of water until a uniform mass is formed. Now add 5 lbs. of lime slaked to a thin paste, and mix the whole thoroughly. The mass becomes friable and pulverulent. It is passed through a wire sieve and then exposed to the air. In three to four weeks the tannin is entirely destroyed, which is recognized by the mass assuming a lighter color. The lime is then removed by washing with water and hydrochloric acid. If the tannin has not been entirely destroyed by exposure to the air, add 1 lb. of liquid ammonia and a like quantity of pyrolusite to every 110 lbs. of leather substance when boiling it to glue. The oxygen yielded up by the pyrolusite, which, in the presence of ammonia, exerts no injurious effect upon the41 glue, destroys the last traces of tannin. Frequent stirring with a shovel while the material is exposed to the air and moderate heating, facilitates the destruction of the tannin.
The air-bladders or sounds of various fishes contain much glue-yielding substance and on account of its purity, the product known as isinglass obtained from them is preferably used for culinary and medicinal purposes. The high price of the raw material excludes it from being used by the glue-boiler, but as he manufactures substitutes for isinglass, and should therefore have a thorough knowledge of the article with which he has to compete, its manufacture will be included in this treatise. Since, however, the work of the manufacturer is finished with the preparation of the raw material, i. e., of the air-bladders into crude glue, isinglass and its substitutes will be referred to later on.
There is a material difference between isinglass and glue manufactured from entire fishes. The raw material is, of course, limited to certain localities. The principal point to be observed in the manufacture of fish-glue is the removal of the skin, which is effected by means of dilute sulphuric acid.
After removal of the last traces of acid, the fatty matter of the fishes is saponified by a treatment with milk of lime frequently renewed. After washing out the lime, the pulpy mass is placed in a solution of sodium hyposulphite, alum, and common salt, where it remains for a few days. The liquor is then drawn off and replaced by a mixture of solution of alum, dilute sulphuric acid and nitric acid. After macerating in this mixture for a few days, the mass is thoroughly washed and boiled to glue, and the resulting product clarified with sulphurous acid or alum solution. As will be seen, the entire process is tedious, requires many chemicals, and besides the yield of glue, which has no specially good qualities, is small. It is used as a substitute42 for isinglass for clarifying liquids. The best proof that the business is of but little importance is found in the fact that no fish-glue has been exhibited at any of the late international exhibitions.
The scales of large fishes, such as carp, give more favorable results. They are treated with hydrochloric acid in a similar manner to bones. The scales do not dissolve entirely, a horny insoluble mass, giving no glue, remaining behind after the solution of the glue-yielding substance.
43
The thorough preparation of the raw materials will materially facilitate all succeeding operations, which may be classified as follows:
1. Boiling the glue.
2. Clarifying the glue-liquor.
3. Forming or moulding the glue.
4. Drying the glue.
However, before entering into the description of these operations, it will be necessary to refer to an intermediate product, which has been previously mentioned under the name of crude glue, and is prepared, for instance, by tanners and manufacturers of parchment, but also forms in some localities a special branch of industry.
This crude glue is actually not glue, but a glue-yielding substance in such a state of preparation that it can be directly used for the first operation, namely, boiling. It consists of waste of skins and leather of all kinds, completely cleansed, dried and limed, and in the case of leather treated with agents for the extraction of the substances used in the tanning. As will be readily understood, the operations required for the preparation of this stock are virtually the same as those described in the previous chapter for raw materials and need not further be here referred to.
The bulk of such stock is prepared by tawers and manufacturers of parchment, though a considerable quantity of it is also derived from waste in the manufacture of gloves. The product from the latter source is also found in commerce under the French names Colle franche or Brochette. However, if such stock is used, it is best to again immerse44 it in lime water, after which it should be thoroughly washed.
The manufacture of glue from hide and leather waste differs materially in many respects from that of bone glue, it being the more simple process, as no other preliminary operations than the preparation of the glue-stock are required. The first operation is
For this operation any kind of boiler may be used, but the materials should be supported on a perforated grid a little distance above the bottom, so as to save them from risk of scorching. In the centre of the grid stands a conical pipe 2 to 3¼ feet long, perforated like the grid and communicating with the space between the grid and the bottom of the boiler. The height of the boiler can be increased 1 to 1½ feet by placing an annular piece upon the rim which is bent upwards for its reception.
The size of the boiler depends on the quantity of raw material to be worked at one time. It is best to choose boilers holding from 110 to 440 lbs. of glue-stock, and to place two, four or more of such boilers in one hearth.
The manner of using such a boiler is very simple. Straw is placed upon the false bottom in such a manner as to cover its entire surface, and extend up the sides of the boiler at least as far as it is touched by the flame. The object of the straw is to serve as a filter, and protect the materials from injury by the flame. But for the production of entirely pure gelatine or glue, straw cannot be used, as, by boiling, it yields a yellow coloring matter, which passes into the glue. Barley straw gives a less intense coloring matter than rye straw.
In case straw cannot be used, the material is placed in a large bag, previously thoroughly boiled, and suspended in the boiler so as not to touch the sides. By this means scorching is prevented even if the fire touches the bottom as well as the sides of the boiler.
45
The boiler having been heaped with material so high as to overflow the brim and fill the annular piece placed upon it, is filled with water as far as touched by the fire. The fire may now be started. The hearth in which the boiler is placed should, of course, be so constructed that the gases are uniformly distributed and the water quickly brought to the boiling-point. When the water commences to boil, bubbles of steam ascend from the space beneath the grid and, passing through the perforations of the conical pipe, penetrate the glue-stock. Thus the first formation of glue takes place, and the stock begins to settle down gradually as it goes into solution. The stock heaped up in the annular piece also sinks down gradually, and being partly heated by the hot vapors and thus prepared for solution, is finally submerged in the boiling solution and becomes soon entirely dissolved.
Waste of hide and horn piths are completely dissolved in five to seven hours. No more water should be used than is absolutely required for cooking the entire quantity of stock, because too much water renders the solution too thin and gives a jelly of little consistency and difficult to dry. Concentrating the glue solution by continued boiling is bad practice, as it is detrimental to the resulting product by reason of the glutin undergoing a gradual transformation.
It is best to start with a slow fire to give the stock time to soften and thus prepare it for solution. When somewhat softened, the mass is brought to boiling and the latter kept up, gently and uniformly, until solution is complete. Solution is promoted by careful stirring, but care should be had not to disarrange the straw upon the grid and on the sides of the boiler as this would interfere with proper filtration of the glue solution.
The duration of cooking depends on the nature of the raw materials. Scraps of skin from young animals, antlers, sheep trotters, etc., dissolve in three to four hours, while waste from ox and horse hides, or bones from old animals, require six to eight hours.
46
The progress of the operation is readily ascertained by pouring a small sample of the gelatinous fluid in half an eggshell, and setting it aside for a few minutes to cool. If a clear and consistent jelly be obtained, boiling has been carried on to a sufficient extent, and the liquid is drawn off. Any undissolved glue-stock remaining upon the straw filter can be boiled by itself, and the resulting gelatinous liquor utilized in the next boiling.
It is evident that quick and uniform solution of the materials, which enhances the quality of the glue, is promoted by comminuting the glue-stock either by grinding, stamping, or mechanical means.
The succeeding clarification of the glue is much facilitated by removing while boiling the scum, consisting of fat, coagulated albumen, lime-soap, accidental admixtures, and other impurities. Before drawing off the gelatinous liquor it is advisable to withdraw the fire and allow the contents of the boiler to rest for fifteen minutes.
The residue remaining upon the straw filter consists of hair, lime-soap, undissolved particles of hide and bones, lime, etc., and is utilized, after repeated boiling, as fertilizer or for the manufacture of gas.
The mode of glue boiling above described is the oldest and at present is only in use in small establishments. Fig. 11 represents a convenient apparatus for the purpose. It consists of three boilers upon as many different levels. The lower boiler, b, serves for the settling and clarification of the glue. It communicates with the second boiler, a, which contains the material to be acted on, by means of a pipe provided with a stopcock, and is sufficiently heated by a small fire to keep the glue liquid without allowing it to reach ebullition. The upper boiler, c, which is heated by the waste heat of the chimney, serves as an economical reservoir for hot water. The end of the discharge-pipe of the settling boiler is provided with a filter of woven wire. As the sides and bottom of the second boiler are lined with straw, which acts as a47 preliminary filter, the glue runs off quite clear from the settling boiler.
When this mode of manufacture is adopted, two boilings can be made per day, under favorable circumstances, so that, if the boiler has a capacity of 220 lbs. of stock, which will yield from 110 to 132 lbs. of dry glue, the daily fabrication will be about 220 lbs. of finished product.
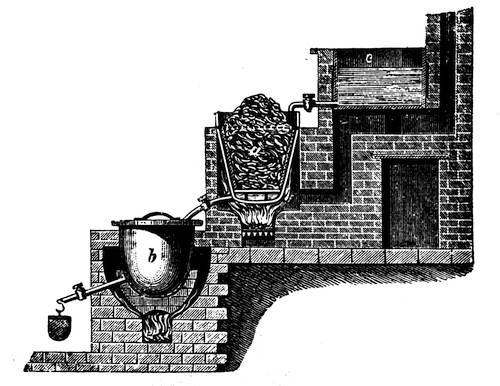
In larger plants, the above described mode of extracting the glue-stock with water has been superseded by the use of steam in a cylindrical wrought-iron boiler, twice as high as wide, and capable of withstanding a pressure of three atmospheres. The boiler is furnished with a perforated false bottom underneath which terminates a steam pipe. It is filled from above with previously softened glue-stock and the charging hole hermetically closed. Steam is then gradually admitted and exerts at once a dissolving influence upon the stock. A portion of the steam condenses and forms with the dissolved glue-stock a concentrated jelly which collects between the true and false bottoms.
48
For the escape of air a cock is provided which is closed as soon as steam commences to escape from it.
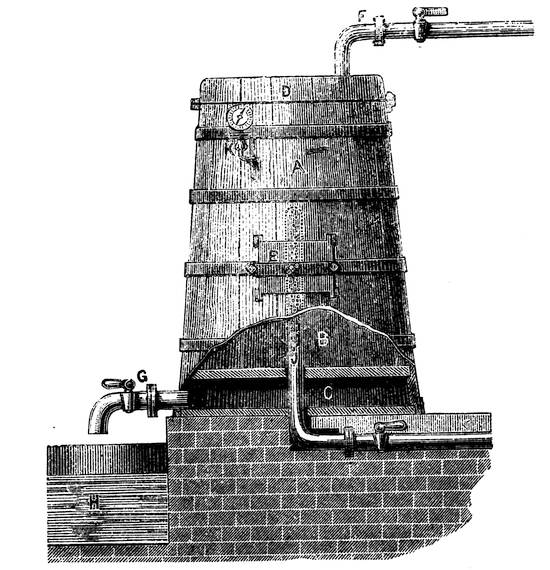
The advantages of this process are obvious. A larger quantity of glue-stock can be extracted than in the boiler previously described, and there is no danger of injury by scorching and consequent damage to the color of the glue. More highly concentrated solutions are obtained in a shorter time, and the spoiling of the glue solution by too long continued cooking is prevented by drawing off the solution as quickly as formed. The escaping hot vapors may be utilized for drying the glue, softening the raw material, etc., the entire quantity of heat being thus utilized. A further great advantage of this method is that there is less annoyance from badly-smelling vapors than when boiling is done over an open fire. A number of such boilers can be ar49ranged in one room and supplied from a common steam boiler.
Fig. 12 represents a boiler for extracting glue-stock with the use of steam. It is provided with a lid, D, which is removed for charging the boiler. The aperture, E, in front, serves for the removal of the residue. Above the true bottom there is another false bottom, perforated and movable, which can be covered with straw for preliminary filtration. The steam reaches the glue-stock through a pipe which passes through the actual and false bottoms, and is perforated above the latter. The resulting jelly collects between the true and false bottoms, where it is less exposed to the action of hot steam. The escaping steam passes through the pipe, F, which is provided with a stock-cock. The pressure in the boiler is indicated by the manometer, K. After throwing the materials into the boiler they can be covered with warm water, or, after the lid is closed, warm water is introduced from a reservoir through a special pipe and distributed over the material through a rose.
The boiler stands upon a frame sufficiently high to allow of conveniently placing a vessel under the pipe G, through which the jelly is discharged. The vessel, when full, is conveyed to the settling vat, or the arrangement may be such that the jelly is directly run into the settling vat.
In many large plants open jacketed pans heated by steam are still used for treating the material. Fig. 13 shows an arrangement with two of such pans; of course one, or a larger number may be used, according to requirement. In the illustration the pan I on the left is shown in front view, and the pan II on the right, in section. K1 is the actual pan enclosed by the jacket K. Steam circulates in the space between pan and jacket, whereby the stock in the pan is heated. K1, in addition, is furnished with a steam coil S, which may, however, be omitted.
The steam enters through the pipe D, the space between pan and jacket, passes into the coil S, and escapes at b.50 The water formed by the condensation of steam in the space between pan and jacket, as well as that which runs off at b from the coil S, is carried away by the pipe A.
The pipe L serves for conveying hot water to the pans, and the pipe F for the discharge of the finished glue liquor. The stirrer R, is furnished with two paddles, and is set in motion by a transmission on the ceiling of the room. It serves for keeping the stock in the pans constantly agitated, solution being thus very much promoted.
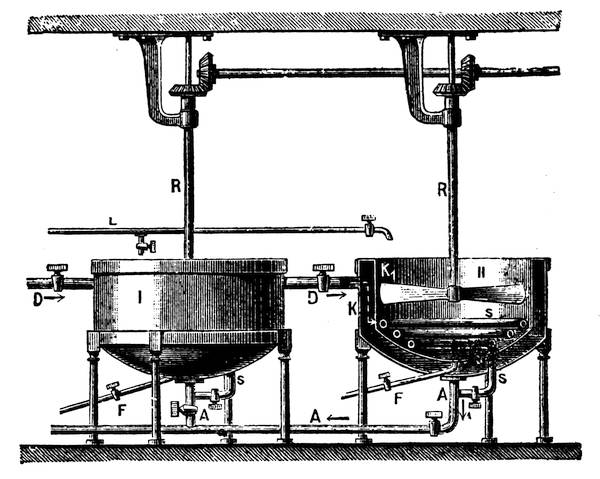
The mode of working with this apparatus is very simple. Water being admitted into the pan through L, the glue-stock is introduced and the mass brought to boiling by admitting steam. The finished glue-liquor is from time to time drawn off through the pipe F into the settling vessel.
It is generally preferred not to concentrate the glue-liquor in the pans to such a degree as required to obtain a jelly, which after cooling, can be immediately moulded, experience having shown that less concentrated liquors can be more readily and better clarified, and yield a lighter and more transparent glue.
51
Mr. Thomas Lambert gives the following process of cooking: The skins are taken to the glue-boiler, which is an open vessel, 8 feet in diameter at the top and 7 feet deep, and provided with a perforated false bottom, through the center of which passes a two-inch pipe, one end dipping below a layer of water at the bottom, the other projecting about half the height of the boiler, this part being covered with a perforated hood to spray the liquor through the mass. The skins are placed on the false bottom and the added water at the bottom of the boiler is brought to the boil by means of a steam pipe. The steam not being able to escape quickly through the dense mass of glue-stock above, exerts a pressure on the water, forces it through the pipe, to be sprayed through the mass, and ultimately works its way to the bottom of the boiler to be forced up again. This continual circulation of the hot liquor rapidly dissolves the gelatinous matter, and when a strength of 18 per cent. dry glue is reached, the first run is made to the evaporating pan, the liquor passing through a filter of fine shavings, to remove any suspended matter. Fresh water is added to the boiler, and the boiling renewed. Three extractions are usually made, the last being used for size.
In order to avoid annoyance to the neighborhood from foul odors, Terne’s glue-boiler shown in Fig. 14 may be recommended. The lead-lined iron boiler A, with manholes B and C, on top and side, is furnished with a false perforated bottom upon which the glue-stock is placed. Underneath the false bottom lies the coil E with valve-box e. The boiler is filled through the upper manhole with glue-stock and water admitted, steam being at the same time introduced in the coil and in order to quickly heat the water, direct steam is also admitted to the boiler through the pipe F and cock G. When the water is boiling the cocks G and F are closed, the coil furnishing now sufficient heat. During boiling some steam is allowed to escape through the partly-opened cock L, all badly-smelling gases52 being thereby carried to the fire-box of a boiler where they are burned. When boiling is finished, the glue liquor remains for a short time in the boiler to allow the melted fat to separate on the surface, the cocks K1 and K5 and serving for drawing off the fat. The insoluble residues of the glue-stock remain upon the false bottom and are taken out through the manhole C.
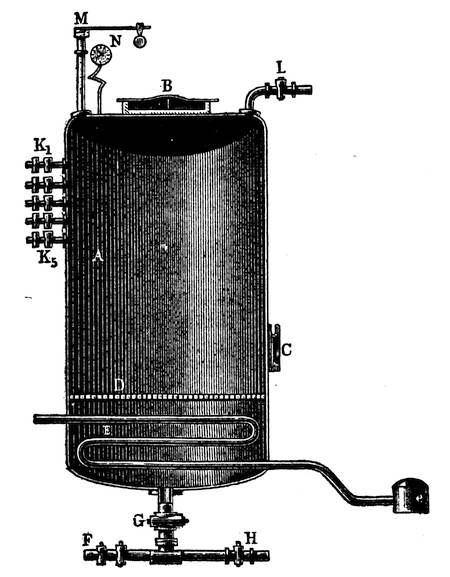
The clearness of glue, i. e., its freedom from undissolved substances, is by no means a criterion of its value as an agglutinant, since pulverulent inorganic substances (white lead) are frequently intentionally introduced into some varieties, for instance into Russian glue, without injury to53 their adhesive power. But as a turbid appearance may also be an indication of unsoundness and decomposition, the manufacturer endeavors by all means to obtain a clear product.
A strict distinction should be made between clearness and color. Very dark-colored glue may be very clear, and a very pale variety the reverse, yet both possess excellent qualities. Both properties, clearness and light color, cannot be obtained by the same process.
Clearness will be first referred to. If the glue-stock has been properly prepared by rendering adhering particles of blood and fat innoxious by liming and subsequent careful washing, the separation of the few remaining impurities, which may have passed through the straw filter, is readily effected by allowing the liquor to stand, care being had to keep it liquid as long as possible to give the grease time to rise and the flocculent and fibrous impurities to settle. This is best effected in a wooden vat surrounded by a wooden or sheet-iron jacket, the intermediate space between jacket and vat being filled with a non-conductor of heat, or, if required, it may be heated by the introduction of steam. The grease is skimmed off as it rises, and when the solid particles have settled the liquor is drawn off through a pipe placed a short distance above the bottom of the vat.
The size of the clarifying vat depends on the size of the boiler. It is, however, best to have two vats for each boiler, in order to keep the first liquor, which is always clearer and more concentrated, separate from the last run. To be able to draw the upper layers of purer liquor into cooling boxes by themselves, the vats are provided with faucets at different heights.
To prevent putrefaction of the liquor which readily sets in during settling at a higher temperature, the vats should be kept scrupulously clean, and from time to time rinsed with clean, hot water. It is also advisable to line them with sheet-iron.
54
Should the above-described mechanical separation not prove sufficient, recourse must be had to other means. Alum and sulphate of alumina have long been used for clarifying, 1 lb. of either of them, pulverized, added to every 300 gallons of liquor, being as a rule sufficient. Either of these chemicals removes the albuminous and extractive constituents of the solution, and converts the dissolved free lime into sulphate of lime, which settles readily, and prevents putrefaction of the glue solution while drying under unfavorable circumstances. The quantity of alum mentioned above does not impair the quality of the glue.
Albumen is sometimes used for the better qualities of glue, and generally for gelatine, but a cheaper substitute is fresh blood, which contains albumen and fibrin. Dry albumen is dissolved in cold water, or white of egg is used direct, if procurable. Before adding either of these substances, the liquor is cooled to 130° F., and the clarifier well stirred in; then the temperature is raised to about 200° F., when coagulation occurs, and the precipitate entangles the impurities and falls to the bottom, requiring, however, from twelve to twenty-four hours to clear. It is said that glues clarified with albumen have a characteristic soapy smell and show a tendency to foam.
The precipitation of the lime might be better effected by oxalic acid, and the organic substances removed as scum by adding to the boiling mass some astringent matter, such as a decoction of oak bark or hops; but the purification has, in either case, to be done at the expense of glutin.
A glue liquor, which does not clarify by these means, is not sound, and is derived either from spoiled raw materials, or such as have not been thoroughly prepared, or has been injured in boiling.
A far more difficult matter than the removal of mechanical admixtures is to free the liquor from the coloring substances from which it derives its color, and to discolor it without injury to the characteristic qualities of the glue.
55
The use of animal charcoal for such large quantities of somewhat thickly-fluid solutions, which are liable to spoil at the high temperature at which they would have to be filtered, is very difficult, and the result not favorable, except the solutions could be successfully deprived of their tendency to putrefy. The use of carbolic acid is also in this case the only means of removing the great tendency of the liquor to putrefy, and hence, if the liquor is to be discolored by treatment with animal charcoal, it can only be done without danger to the glue, by mixing it with carbolic acid.
The object is more easily effected by bleaching the raw materials previous to boiling them to glue.
This is accomplished by placing the glue-stock, thoroughly limed and while still moist, in a bath of chloride of lime, not too strong, as otherwise the solution of the materials becomes difficult. A bath of the proper concentration is made by dissolving about 9 ozs. of chloride of lime in sufficient water to cover 110 lbs. of glue-stock. After one hour add sufficient hydrochloric acid to obtain an acid reaction, which is recognized by litmus-paper dipped in the bath turning red.
Although the glue-stock is not bleached entirely through by this process, the thin portions and outsides of the thick material acquire a lighter color, and the first run of glue solution will have a light color and can then be treated further without much difficulty.
Sulphurous acid has been successfully used for the production of colorless glue without the necessity of boiling.
Waste of hides and skins is the only available material for this process. Place the waste in water until putrefaction sets in. When this is the case wash the material in a bag or wicker basket in running water. Then pour 2½ parts of sulphurous acid over 12 parts of wet material, mix the whole thoroughly and let it stand in a hermetically closed vessel for 24 hours. Now draw off the acid, and56 after washing the material thoroughly repeat the operation. When the vessel containing the mixture of material and sulphurous acid is opened for the second time the foul odor should be entirely superseded by that of sulphurous acid, this being a sure indication of the correct execution of the process. Wash the material, and, after squeezing, throw it into a vat large enough not to be filled by it more than two-thirds full. After filling the vat with water allow the mass to digest at a temperature of 109.4° F. for 24 hours. The result will be a gelatinous solution, which is drawn off and converted into glue. The undissolved residue is transformed into gelatinous solution by pouring water over it and allowing it to stand at a somewhat higher temperature.
For carrying out this process and that of bleaching with chloride of lime it is best to use a vat provided with a stirring apparatus, somewhat like a hollander used by pape-rmakers, as being most suitable for washing, disintegrating and mixing the material.
Glue-liquor may also be successfully bleached with sulphurous acid, and in speaking later on of the manufacture of bone glue, a very practical apparatus for this purpose will be described.
Glue-liquor bleached by sulphurous acid clarifies very readily and is protected from spoiling. The resulting glue remains, however, quite acid, and cannot be used for all purposes, especially not in combination with colors, chemicals, etc., upon which the acid has a destructive effect.
After clarifying, the liquor is run into moulds of deal wood or sheet iron, lightly joined and of a rectangular form, slightly converging towards the bottom so as to allow the more ready detachment of their contents. They are about 3.25 feet long, 10 inches wide at the top, and 7¾ inches at the bottom, and 5 inches deep. When very regular cakes of glue are desired, cross grooves of the required shape are57 cut in the bottoms. After being well cleansed and ranged upon a level the boxes are filled to the brim through large funnels with strainer cloths affixed to their barrels. It is best to place them upon perfectly clean stone flagging slightly inclined towards a reservoir for the reception of such portions of their contents as may run over. The apartment in which the work is performed should be clean and airy, a dry cellar being the best for the purpose. In place of a large number of boxes, a shallow vessel lined with sheet-iron and capable of holding the entire quantity of liquor is sometimes used, from which the solid jelly is cut out in cubic masses, which are further divided.
This arrangement can only be recommended for establishments where but one variety of glue is produced, and the different layers in the clarifying vat are not separated according to their clearness. Before running the liquor into the boxes the latter should be moistened with water, or, if made of wood, coated with oil, stearine, or paraffin to prevent the liquor from penetrating the wood and the solidifying glue from adhering to the sides.
After the solidification of the glue, which generally takes place in twelve to eighteen hours, the boxes are inverted upon a table with a smooth top of wood or stone previously wetted, so as to prevent the adherence of the gelatinous cake to its surface. To detach it from the sides of the boxes the moistened blade of a large knife is generally used.
Cutting the cubes of glue into commercial cakes or sheets is readily accomplished by observing the following instructions:—
The shape of the cakes depends principally on custom. The consumer is used to a certain variety of glue, and if it is not offered to him in the customary shape, he might refuse it and take his custom elsewhere. The quality of the glue is the next point to be considered. If very dark, it is advisable to cut the glue into thin cakes, and if58 turbid, into thick ones, in order to make this defect the less apparent. Thicker cakes can also be cut if the conditions for drying them are favorable, and thinner ones if the reverse is the case.
The mass is first divided by a steel or brass wire stretched over a frame, like a bow saw, into horizontal layers. The size of these layers is regulated by guides which are placed at distances corresponding with the desired thickness of the cake of glue. Instead of one wire, as many as the cakes of glue to be cut, can be stretched over the frame, which is best made of iron and provided with conical pins by means of which the wires can be tightened, in the same manner as piano strings, when they have become slack by use.
The width and thickness of the cakes of glue are regulated by the distance of the wires from each other, and the length by the width of the box. The cakes thus formed are dexterously lifted from the block with the moist blade of a large knife and placed upon nets.
Instead of using wooden or sheet-iron cooling-boxes, it is recommended to pour a layer of liquor of the desired thickness of the glue cakes upon large polished stone slabs, and when congealed, cut it into sheets, which are placed upon the nets to dry. The advantages of this method are obvious. The liquor cools more quickly by being exposed in a thin layer upon a large surface, which reduces the danger of spoiling, and a strong evaporation of water and consequent concentration take place. Besides, the cakes show the smooth surface of the polished stone, and become in a short time so hard, that when placed upon the nets, the twine will make no impression upon them.
Liquors which in gelatinizing do not become very solid, are not run into forming boxes, but upon glass or zinc plates, and thus spread out in a thin layer, acquire sufficient solidity to be removed cake by cake after being cut. The plates upon which the glue is run are placed in frames59 and laid upon a table furnished with a rim about 1 inch deep. To accelerate gelatinization of the liquor, the table is flooded with water before placing the plates upon it.
Where cooling-boxes are used, the jelly when completely congealed is placed upon a table with a stone plate, by inverting the boxes, and then cut into cakes. Figs. 15 and 16 represent the tools for cutting the jelly into cakes. The block of glue is laid upon the surface A, Fig. 15, and the frame, B, is gently drawn along in the grooves, a. In the upright portion of the frame are fixed wires at such a distance from each other as required for the thickness of the cakes to be cut.

When the block of glue has been cut in this direction, it is divided by cuts perpendicular to the former, into cakes of a size in which the finished product is to be brought into commerce. The apparatus shown in Fig. 16 serves for this purpose. The vertical bars, a, furnished with the wire, b b, serve as guides. The sheets thus formed are lifted from the block with the moist blade of a large knife, and laid upon nets.
60
The machine shown in Figs. 17 and 18 is the invention of Mr. J. Schneible, and it is for slicing and spreading glue-jelly preparatory to drying, and it consists in the combination of a reciprocating cutter with the jelly-box and a traveling belt-carrying frame for receiving the slices as cut by the knife.
Fig. 17 is a partly sectional side view of the machine, and Fig. 18 is a cross-section of the same.
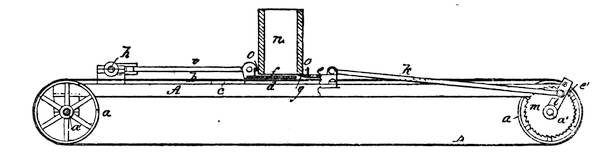
A A are side bars of the supporting frame, fitted at the ends with cross-shafts, a´, carrying pulleys, a a, around which are endless belts, b b. c c are slide-ways upon the bars, A, and d d are slides carrying a cross-plate, e, and also a plate, f, to which plate e is attached a knife or cutter, g, the cutting edge of which is at the edge of the plate, f, and about the same thickness as the slices to be cut. The cross-shaft, h, is fitted in boxes on bars, A, and near one end thereof it is provided with cranks at its ends, which connect by rods, i, to the slides, d.
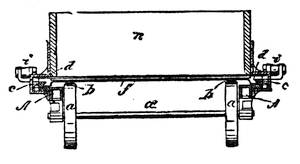
From the opposite ends of the slides, rods, k, pass to loose arms, l, on the shaft at the opposite end of the machine, and the arms, l, carry pawls, l´, that engage ratchet-wheels, m, fixed on the shaft, so that the shaft, h, being revolved, the61 slides, with plates, e f, are reciprocated, and at the backward movement of the cutter the pawls engage the ratchet-wheels, and belts, b, are moved a distance equal to the movement of the knife.
The jelly-box, n, is fixed to side bars, A, by brackets at its ends, as shown in Fig. 18, and is placed above the cutter and the plate, e, so that when the plate, f, is drawn out from beneath the box the plate, e, takes its place for holding up the block of jelly.
In operation the block of jelly is placed in box n, resting on plate e. A frame provided with netting—such as is used for drying glue—is placed on belts, b, beneath the box, and the shaft, h, being rotated by power, the cutter moves forward and cuts a slice from the jelly. The plate, f, at the same time moving away, the slice passes upon the frame, and the return movement taking place, plate f is carried beneath the jelly-block, and the belts being at the same time moved, the frame is carried forward in position for receiving the next slice apart from the first one. In this manner, as slice after slice is cut, they are spread on the frame, and the frames, when filled, are carried to the end of the machine for removal. The plate, f, is adjustable, so as to vary the thickness of the slices cut.
The box may be divided into cells of any size desired, so that each movement of the knife will cut a slice from the bottom of each cell, and the box extending the full width of the drying frames, all the slices cut at once will be properly spread.
In order to keep the plates, e f, moist, so as to prevent the glue-jelly from sticking thereto, there are fitted at the sides of the jelly-box, n, open-bottomed boxes, o, containing fibrous material soaked with water, which, resting on plates, e f, keeps their surfaces moist.
The machine saves the troublesome and expensive work of spreading the jelly by hand, as has been heretofore practiced.
62
The knife is to be attached to plate, e, in any suitable manner, and the surface of plate, f, may be corrugated, so as to slide on the jelly more readily.
The cutting apparatus patented by M. Devoulx, of Marseilles, is much used in France. The machine stands upon a board or table, upon which are fastened two uprights, far enough apart to allow of the passage of a truck carrying the glue, which is cut into cakes by blades or wires stretched between the uprights.
Fig. 19 shows the perspective elevation of the machine with its truck. The upper part is filled up for the reception of the glue to be cut up into cakes. The sides are63 omitted in this figure in order to admit of a better explanation of the separate parts.
Fig. 20 gives the same view, except that the truck, the upper part of which is closed, is between the uprights, and contains the glue to be cut.
Fig. 21 represents the moment the wires have passed through the glue and cut it into cakes. In all the figures, a is the wooden frame upon which the machine rests, b the table-plate fastened to the frame, c and d are the uprights, between which the cutting wires are stretched, and f the truck carrying the glue.
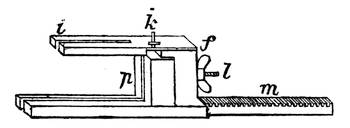
Figs. 22 and 23 show the truck by itself, g representing the bottom, and h the back, which is provided with slight grooves, into which the wires catch to assure the entire cutting through of the block of jelly; i is the upper part of the truck, which opens by means of a hinge, and when closed is fastened with the pin, k. This upper part of the truck is fastened to the back part of the truck by means of a64 screw, which allows it to be set higher or lower, according to the size of the block of jelly to be cut; m is the bar of a rack fastened to the truck, and serves for moving the latter. The driving gear, n, the shaft of which carries a crank, o, catches into the rack.
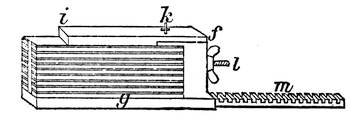
Two boards, one on each side of the truck, serve to keep the block of jelly in position, and guide the truck.
With this machine 120,000 to 130,000 cakes can be cut in five or six hours.
Drying the cakes is without doubt the most precarious part of the manufacture. The jelly contains a large quantity of water which, to prevent decomposition of the jelly before it is converted into glue, must be evaporated as quickly as possible. In favorable weather, drying may be accomplished either in the open air or in covered sheds.
Drying in the open air is connected with many inconveniences, for if the sun strikes the cakes of jelly when they still contain a large quantity of water, they may become soft so as to run through the meshes of the net, or they may dry so quickly as to prevent them from contracting to their proper size without numerous cracks and fissures. If frost supervenes, numerous cracks may be formed in the cakes from the congelation of their water, or a shower of rain may cause much work and damage. In consideration of all these inconveniences, it is best to conduct the operation in a drying-room.
To insure a constant circulation of air, which is abso65lutely necessary for the expulsion of the aqueous vapor caused by the evaporation of such a large quantity of water, the drying-room should be at least 10 feet high, even if intended for summer use only, and the windows be provided with Venetian blinds so as to shut out the sun, if necessary, without disturbing the circulation of air.
To dry the cakes in heated rooms in winter is a more difficult matter, as provision has to be made for the removal of the aqueous vapor, and a current of warm dry air has to be kept up at the same time. But such a room is an absolute necessity for the manufacturer on a large scale, who, in order to carry on his business without interruption throughout the entire year, must be independent of the changes of wind and weather.
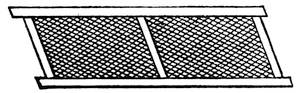
The size of the drying-room should be proportional to the daily production. Constructions are fitted up with the requisite frames for the reception of the glue cakes, and are heated by steam pipes arranged along the walls. In the floor in the immediate neighborhood of the steam pipes are openings, which can be opened and shut at pleasure, for the admission of fresh dry air. The latter on entering the room is heated, and after passing over the frames and absorbing water from the glue cakes, escapes through openings in the ceiling to a space above it from which it is withdrawn by means of ventilators in the roof. A constant change of air must be kept up. The quick drying of the glue is of the utmost importance, as otherwise the jelly putrefies either entirely or partially, and the glue acquires a turbid and mean appearance. Too much heat causes the cakes to bend and crack. The cakes are laid upon wide66meshed nets of twine stretched in frames 6½ to 8 feet long and 3¼ feet wide. Fig. 24 represents the form of nets commonly used. The nets are placed upon frames, such as shown in Fig. 25, arranged around the drying-room in the neighborhood of the steam pipes and air flues. As the cakes have to be occasionally turned upside down upon the nets, the latter must be placed at convenient distances, one above the other in the frames.
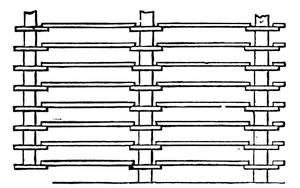
The use of twine netting has been found to be attended with many disadvantages, the principal ones of which are given by S. Rideal as follows:
1. “Being freely handled in the making, the netting is almost always impregnated with dangerous organisms which penetrate the moist glue cakes, and cause moulding or putrefaction. When this occurs, it is usually attributed to a state of the atmosphere, but if the cakes are examined, the alteration will generally be found to originate along the lines made by the netting. The fault could be cured by sterilizing the net for an hour at 212° to 248° F. in a hot oven, but besides the expense, the fibre is thereby weakened. Moreover, the spores of a few bacteria, such as Bacillus subtilis, which is widely distributed and has the power of liquefying gelatine, will bear a heat of 248° F. for over an hour, and still be capable of growing.
2. “However smooth the fibre, the glue will stick in places, leaving small remains, which being hygroscopic,67 become ’sour,’ and set up the objectionable bacterial changes in the subsequent batches.
3. “Owing to sagging, rotting, scouring, or wearing into holes, the life of cotton or hemp netting is so short that the constant renewal is a considerable item. A whole batch is frequently spoilt by the fault of a net. In some works, heaps of old netting are found, which become very putrid in the rain and sun, and give rise to mysterious bacterial inroads in the factory. In others they are regularly burnt under the boilers.
4. “The considerable overlap or selvedge required for securing the edges of the net involves a waste of the area, and also some difficulty in refixing.”
For this reason metallic netting has been largely adopted. The best material has proved to be a heavily galvanized iron-wire netting having no less than 15 to 25 per cent. of its weight of zinc. It can be strengthened by longitudinal and transverse wires or ribs. It must be examined by the microscope to see that it is perfectly free from holes or cracks, and should last at least two years in constant use.
The temperature of the drying-room requires careful regulation, and should never be allowed to rise above 68° to 77° F., as otherwise the glue would soften and run through the meshes of the net, or adhere so firmly to the twine as to require the nets to be put in hot water for its separation. Dryness of air is of far greater importance in the drying process than a high temperature. To promote this dryness of air and prevent the aqueous vapor from condensing, evaporating, and again condensing upon the cold walls of the room, they are wainscoted. Thus protected by a bad conductor, they acquire a higher temperature, and the aqueous vapor, instead of being precipitated upon them, is carried off by the air-currents.
As the cakes placed in the immediate neighborhood of the steam pipes and near the floor where the dry air enters, dry quickest, the nets containing them are shifted after68 some time to a higher part of the drying-room and their former places filled with cakes still wet. When the cakes are dry, they are finally desiccated in a room at a higher temperature, which serves to harden and improve them.
In modern times drying-rooms have been almost entirely abandoned and in this country long drying galleries are used, sometimes 250 feet in length and 6 to 8 feet square, with traveling platforms on rails carrying the sheets of glue on stout galvanized netting. Wood is found to be a better material for the galleries than stone or brick.
Figs. 26 to 28 show an apparatus for drying glue which is the invention of W. A. Hoeveller.
Fig. 26 is a plan section, and Fig. 27 a side elevation in section, of this improved drying-alley. Fig. 28 is an end view in section.
The form and arrangement are as follows:—
A B represent the two parts of the alley, separated by the partition C, which is shorter than the alley, so as to leave a communicating space at both ends.
At the front of section A, is located a blower, D, actuated by a steam-engine or other motor, E, also located within the walls of the alley. The whole current from blower D, is directed through section A of the alley, whence it turns into section B, and comes back through it, to be again drawn into and forced out of the blower into section A. By this means the contained air of the alley is set in continuous motion through the two sections successively, and as the structure is made as air-tight as practicable in such cases, the air remains unchanged until the doors F, or either of them, are opened to discharge the vitiated air and let in the fresh.
In sections A and B, is placed the railway a a, to admit of the convenient movement of the contents in process of drying, which are generally set on cars or buggies.
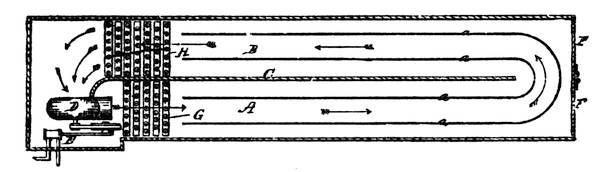
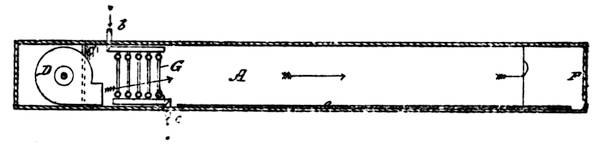
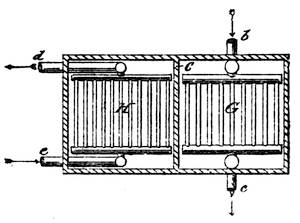
In section A, in front of blower D, is placed a steam or other heating device, G, which may be of any form or69 design adapted to allow the air from blower D to pass through it and to heat such air while passing therethrough. The inventor prefers the radiating coil for such purpose, the steam entering at b, and emerging at c. At the other end of the alley, which by the double construction is in section B, just back of the blower and heating-coil, there is placed a condensing-coil, H, of a construction similar to coil G, and having inlet d, and outlet e. Through this condenser there is kept flowing a refrigerating liquid or brine, which renders the condenser very cold. The continuous current of air from the blower passes over the contents of the cars or trays in the alley and takes up moisture in its passage. After such passage the air is charged with moisture and comes in contact with the coils of the condenser H,70 upon which the charge of moisture is condensed, and the air emerges dry again, enters the blower, and is again made the vehicle by which the moisture of the glue or other contents is transported to and deposited on the condenser.
In drying glue by this method do not use the steam-coil at the first stage of drying a charge, as the drying should not be effected too rapidly; but as soon as the product begins to stiffen properly, admit the steam to the coil G, and thereafter the operation is continuous, as above described.
By doubling up the alley into two sections, as shown, the inventor is enabled to erect the alley in a more contracted space. In a length of ninety feet he obtains the benefit of a single alley one hundred and eighty feet long. Section B may, if desired, be located on top of section A. Doors may be located wherever desired, to facilitate the movement of the trays or cars and the placing of them in and their removal from the alley.
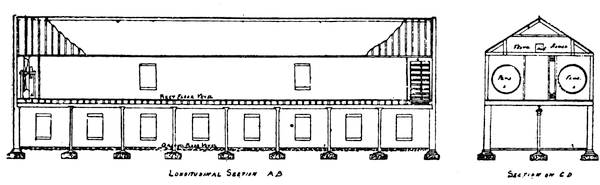
By the above apparatus the drying can be perfected in a very much shorter time than can be done by the old alleys, and operations can be conducted in hot weather without hindrance from the condition of the atmosphere.
In cases where the atmosphere is dry enough to dispense with the heater and the condenser, the inventor can throw the doors F wide open, extend the partition C out to that end of the alley, and then preserve a continuous forced draft of sufficiently dry air in both alleys for the purpose. As71 there are many days during the year fine enough to give reasonably dry air, operations can be conducted with the blower alone in this way, and thus economize the steam and the refrigerating-brine.
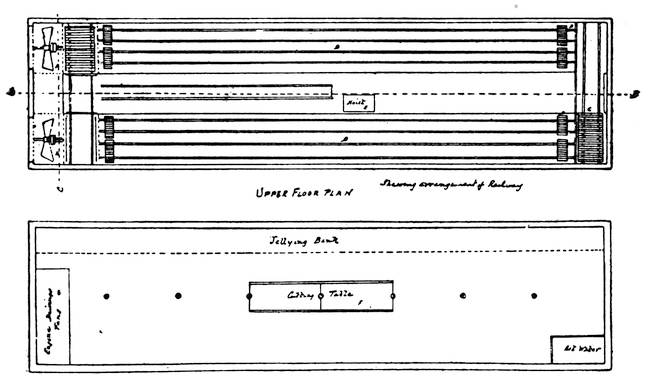
Figs. 29 and 30 show a longitudinal section, with upper and ground floor plans of a modern drying-house, as given by Thomas Lambert. In the ground floor the whole of the liquors are jellied in coolers, and then cut into cakes by the two cutting machines in the centre. Here a hoist, E, Fig. 30, is placed which carries the cut cakes on “glasses” to the floor above. This forms the drying-floor, and is partitioned off in three divisions, running nearly the length of the building. The two outer divisions form the tunnels proper, and at the ends are fixed two powerful revolving fans, driven at high speed and drawing the air through the tunnels at a high rate. At the opposite ends of the fans are fixed a series of 6-inch pipes, heated up by waste steam, and the air passing between is warmed up to any desired temperature, of necessity below 78° F. In the center pass72age a number of girls are employed in transferring the cut cakes to the nets, which are built upon a carriage running on a small railway. The carriage with the complement of filled nets is run to the end of the division, transferred to the lower railway, C, by which it is carried either to the right or left hand tunnels as desired; the glue when dried on the nets is run to the other end and by another lower railway brought to the middle division, and ultimately by the hoist raised to a large store-room, seen in section, where the glue is sorted and bagged. At the end of the store-room is placed a grinding machine, and all the off-color and twisted cakes are ground to a powder and sold as powdered glue. The manufacturer by varying the size of the cake, its thickness, and its color, may make any number of grades from the same boiling.
Fleck proposes to accelerate the drying of glue by utilizing the water-absorbing power of some salts, such as Epsom and Glauber’s salts, ammonium sulphate, crystallized acid sodium sulphate, etc., for the purpose of withdrawing water from the glue cakes. For the practical application of this principal a shallow, water-tight, wooden box is required. The bottom of the box is sprinkled with a layer of the water-absorbing salt about half an inch deep, and covered with a moist linen cloth. Upon this is placed the jelly cut into sheets and also covered with a moist cloth, a layer of salt being finally scattered over it. After standing for a few hours, the box is slightly inclined and the salt solution allowed to drain off through a hole in the bottom, the dropping ceasing in from 12 to 18 hours. If now the upper cloth is taken off with its layer of salt, the glue beneath it will be found so far deprived of its moisture that when placed in the sun or exposed to other heat, it will become completely dry in a short time without either melting or spoiling, and in winter may be laid upon drying-floors with the same result. The salt-solution formed may be evaporated to crystallization and the salt thus obtained be again used.
73
After the treatment with the salt, the jelly contains 70 to 75 per cent. of anhydrous glue, while the content in jelly not thus treated varies between 7 and 28 per cent. according to the concentration of the liquor from which it has been derived. It is claimed that the adhesive power of the glue is not injured by this treatment.
Commercial glue must not only be thoroughly dry, but should also present a good appearance, showing especially lustre. However, after drying, the glue is dull, spotted, dusty and sometimes even mouldy. To give a good lustrous appearance the dry cakes are dipped in warm water and replaced upon the nets to dry.
74
The manufacture of bone-glue differs chiefly from that of skin-glue in the processes employed for the conversion of the glue-yielding tissues. This conversion may be effected by boiling the bones with water, or subjecting them to the action of steam, or by first extracting their mineral constituents with acid, and boiling the remaining cartilaginous mass with water until dissolved.
When the finest quality of all varieties of glue, namely, colorless gelatine, is to be manufactured, the bones should not be comminuted in a stamping mill, because in consequence of the unavoidable development of heat, they acquire a slightly empyreumatic odor which adheres to the gelatine prepared from them, and cannot be removed.
In factories working on a small scale, the bones are comminuted by hand, being placed upon a grate-like support of heavy iron rods and crushed with a wooden hammer, the face of which is studded with big-headed nails. In larger establishments the crushing rolls previously described are used, and in order to lessen the effect of heating as much as possible, the crushed bones are allowed to fall directly into a vessel filled with water.
Fat being a very valuable constituent of bones, it should be gained as completely as possible, by boiling or steaming the bones, or by extracting them by means of a solvent, such as benzine or carbon disulphide.
This is the older and more incomplete process of extracting the fat. The bones are placed in a boiler, covered with75 water so that it stands a few inches deep over them, and the whole is boiled over an open fire. The melted fat collecting on the surface of the water is skimmed off. By boiling, a portion of the glue-yielding substance is, of course, converted into glue, and passes into the water. In order not to lose this glue, the same water is repeatedly used for boiling fresh quantities of bones, and is finally used for feeding pigs. By this method 4 to 5 per cent. of fat is at the utmost obtained.
The bone fat obtained by direct boiling of the bones, is, if entirely fresh material has not been used, of very inferior quality. It is dark yellow to deep brown and of a disagreeable odor. It is only fit for certain purposes, and to be utilized in the manufacture of soap has to undergo a special process of purification, whereby it is rendered white and odorless.
In order to obtain a larger quantity of fat than is possible by boiling, the bones are preferably steamed, i. e., subjected to the action of high-pressure steam. This is effected in a closed cylinder of thick boiler-plate, into which steam of ½ to 1 atmosphere pressure is admitted. The cylinder is provided with a perforated false bottom upon which the bones are placed. By steaming for two or three hours, all the fat is extracted from the bones and collects, together with the condensed water formed by the steam coming in contact with the cold bones, underneath the false bottom. However, by the continued action of high-pressure steam upon the bones, a considerable portion of the glue-yielding tissue is converted into glue, which passes into the resulting liquor. This, however, is no drawback if only fat and glue are to be obtained from the bones, since by continued steaming, a liquor still richer in glue results, and need only be evaporated. But, as a rule, the greater portion of the bones, especially the granulated parts, are to be utilized in76 the manufacture of animal charcoal, and, hence, great care has to be observed in steaming.
Animal charcoal is produced by calcining bones in vessels from which the air is excluded, whereby the glue-yielding tissue is converted into carbon, which is distributed upon the bone-earth. Since the value of animal charcoal depends on the quantity of carbon it contains, a product prepared from bones highly steamed, will evidently be of little value, as a considerable portion of the glue-yielding substance has been converted into glue.
If the bones are to be used for the production of animal charcoal they should be subjected to the action of high-pressure steam only long enough to extract the fat, but the resulting glue-liquor is very thin and difficult to work. The watery glue-liquor is first drawn off, and the fat which comes last is caught by itself. The thin glue-liquor is evaporated in vacuum.
To avoid the loss of glue-yielding substance which is unavoidable in steaming bones, even if only for a short time, in many plants the fat is now extracted by treating the bones with benzine or carbon disulphide. No loss of glue-yielding substance being involved by this process, bones thus treated yield the best quality of animal charcoal.
The fat obtained by extraction with carbon disulphide has such a disagreeable odor as to render it almost worthless. In addition this solvent is very volatile, consequently very inflammable, and is also very poisonous. For these reasons its use for the extraction of fat has been almost entirely abandoned.
Figs. 31 and 32 show an apparatus for the use of benzine which is the invention of Messrs. Wm. Adamson and Charles F. A. Simonis, of Philadelphia, Pa. It is for the purpose of treating animal and vegetable substances with hydrocarbons for extracting therefrom oily, fatty and resin77ous matter; and the object of this invention is to cause hydrocarbons to trickle through such substances instead of flooding the same, so that it will take up the oily, fatty and resinous matter without any of the albuminous or gelatinous ingredients.
Fig. 31 is a vertical section of apparatus wherewith this invention may be carried into effect; Fig. 32, an inverted plan view of part of Fig. 31.
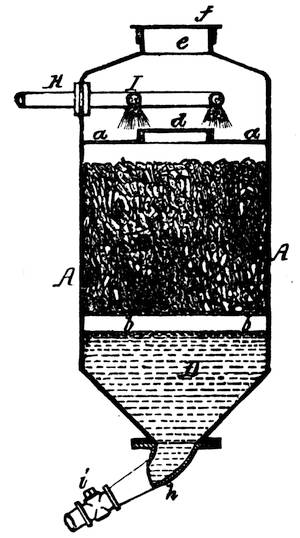
A is a vessel, preferably of cylindrical form, and containing an upper perforated diaphragm, a, and lower perforated diaphragm, b, the former having a central opening, through which the material to be treated may be introduced between the two diaphragms, and this opening having a detachable perforated cover, d.
On the top of the vessel there is an opening, e, furnished with a detachable cover, f, and at the bottom of the vessel there is an outlet-pipe, h, furnished with a suitable cock or valve, i.
78
Liquid hydrocarbon, preferable such as is of a volatile character—benzine, benzole, or gasoline, for instance—is introduced into the vessel above the diaphragm a through a pipe, H, and perforated ring, I, or otherwise, the hydrocarbon passing through the diaphragm and falls in a shower on the substance contained in the vessel.
The hydrocarbon will trickle through the mass, taking up whatever oily, resinous, or fatty matter it comes in contact with until it falls through the lower diaphragm into the space D, whence it may be drawn off from time to time through the outlet-pipe, h.
In extracting oily, fatty, or resinous matter from vegetable or animal substances by hydrocarbons, it has been the practice either to subject them to hydrocarbon vapors, or to immerse or steep the substances in hydrocarbon until the latter takes up the oily, fatty, or resinous matter.
The vapor plan is preferable in treating wet animal substances, such as offal; but for dry vegetable or animal matter—seeds, for instance, or the residuum resulting from the rendering of tallow—we prefer the plan before described.
The flooding or steeping of animal or vegetable matter in liquid hydrocarbon results in a mixture or emulsion of gelatinous, albuminous, and fatty or oily matter, combined with animal or vegetable tissues, the whole forming an amalgamated mass; hence, whatever fatty or oily matter is extracted is accompanied by more or less of the suspended gelatine or albumen, either of which is more difficult to remove from the oil or fat, and has a tendency to discolor the same.
This difficulty, it has been found, can be obviated by preventing the hydrocarbon from remaining in a quiescent state in contact with the material; in other words, by causing it to trickle through the mass, which, by this plan, retains its granular condition, and gives out its oil or fat to the hydrocarbon without the albuminous or gelatinous matter.
79
In the apparatus before described, for instance, an occurrence of the objectionable flooding of the material, tending to bring about the results previously mentioned, is obviated by never permitting the extract in the lower portion of the vessel A to reach the lower diaphragm b. By drawing off the extract from time to time, any impediment to the free discharge of the hydrocarbon with such oily and resinous matter as it has taken up, through the lower diaphragm, is prevented, and a continuous dripping of the hydrocarbon through the mass secured.
The extract obtained by the trickling or filtering process is much more concentrated than that obtained by the steeping and flooding process.
Adamson’s Method for Treating Substances with Hydrocarbon Vapor for the Purpose of Extracting Oils, Fats, etc. This improvement is intended to prevent the fetid or other odors imparted to the vapor from the substances treated from being recommunicated to the said substances, and to the extracts obtained therefrom through the medium of the vapor from the re-used hydrocarbon. The vapor is obtained from benzine, benzole, etc.
Fig. 33 represents, partly in section, the apparatus whereby the invention may be carried into effect.
A is a vessel in which the substances have to be treated by hydrocarbon vapor, the said substances being introduced into the vessel through a manhole, x, and deposited on a perforated diaphragm, B, the manhole being provided with a suitable cover. A steam-coil, D, is placed in the vessel in a space beneath the diaphragm, and liquid hydrocarbon is introduced into the said space, and is there vaporized by the steam-coil. The vapor rising through the perforated diaphragm permeates the substance upon the same, so as to extract therefrom the oily, fatty, or resinous matter, which passes downward through the diaphragm into the space below the same, whence it may be drawn off from time to time through the discharge-pipe j. Liquid80 hydrocarbon may be introduced from a tank, or from a source explained hereafter, into the top of the vessel A, so that it will pass through the material and be vaporized when it reaches the coil; the said material being in this case subjected to a downward current of liquid hydrocarbon and an upward current of vapor.
Previous to this invention it was Mr. Adamson’s practice to cause the vapor, after acting upon the substances in the vessel, to pass through a worm in a condenser, the lower end of the worm communicating with the vessel, A, beneath the diaphragm, as shown in Fig. 35, p. 85, so that the hydrocarbon was used over and over again. But in practice this has been found objectionable in many cases for the following reason:—
In treating animal offal, for instance, for the extraction of fats, fetid odors are imparted to the hydrocarbon vapor, and remain, to a considerable extent, in the condensed vapor when the latter is restored to the vessel A; hence, the fetid odors were recommunicated both to the fatty extracts and to the material. The same objections have been experienced in treating meat for preservation and vegetable matter for the extraction of oil by hydrocarbon vapor.
This difficulty is obviated in the following manner: The vapor-pipe D´ communicates with a vessel H at the top of the same, and the vapor is met by numerous small jets of cold water—in the present instance, from a perforated tubular ring, m, into which the water is forced through a pipe n.
Many different appliances may be used, such as roses, revolving jets, etc., for causing a spray through which the vapor must pass, and by which it must be condensed. The result of this will be a supply, I, of tainted water on the bottom of the vessel, H, and a quantity, J, of washed and purified hydrocarbon above the water, the latter having taken up the fetid odors.
The washed hydrocarbon may be drawn off through a81 pipe, g, into any suitable vessel, and thence introduced through the pipe h into the vessel A, or may pass directly into the latter to be again vaporized therein, the vapor after permeating the material and passing through the pipe D´ being simultaneously condensed and washed in the vessel H, preparatory to being returned in the condition of purified liquid hydrocarbon to the vessel A.
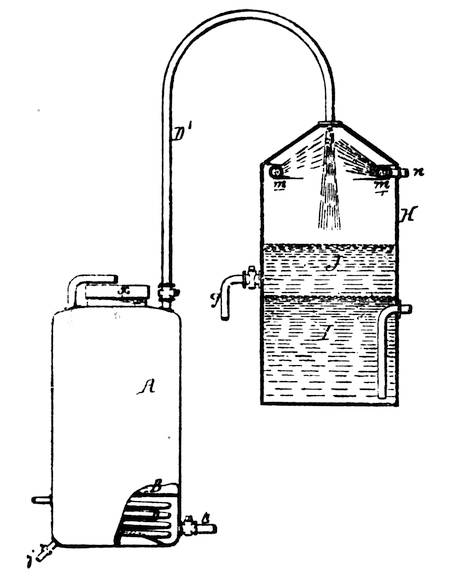
By the practice of this process, the inventor is enabled to obtain a purer extract than heretofore, and, at the same time, the substances acted upon are more free from noxious odors.
Changes may be made in the apparatus shown in Fig. 33, as, for instance, the vessel A may consist of a horizontal82 hollow cylinder, and the vaporizing of the hydrocarbon may be accomplished otherwise than by a steam-coil.
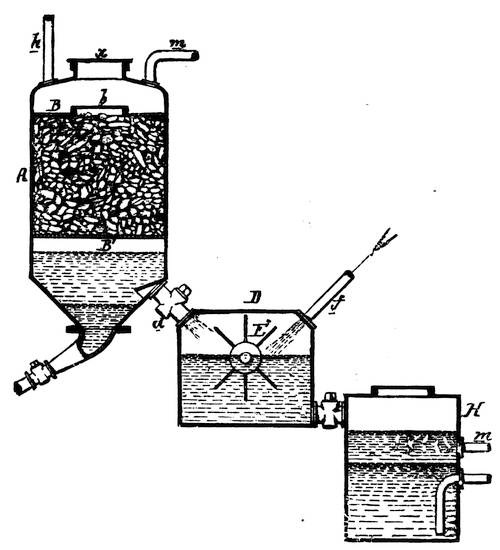
Adamson’s Method for Treating Substances with Liquid Hydrocarbon for the Purpose of Extracting Oils, Fats, etc. This invention relates to a method of treating animal and vegetable substances with liquid hydrocarbons, such as benzene, benzole, etc., for the purpose of extracting from such substances oils, fats, etc.
The object of this improvement is to prevent the fetid and other odors imparted to the liquid hydrocarbon by the substances treated from being recommunicated to the substances and to the extracts therefrom by the liquid hydrocarbon when re-used.
In Fig. 34, there is shown a sectional view of apparatus whereby this invention may be carried into effect.
83
A is a vessel into which the substances to be treated are introduced through a manhole, x, provided with a suitable detachable cover, and through an opening in the upper perforated diaphragm, B, a detachable perforated plate, b, being placed over the opening after the substances have been passed through the same, the substances being supported by the lower perforated diaphragm, B´, beneath which is a space for receiving the extract and liquid hydrocarbon after the latter has percolated through the mass in the vessel. The extract, which occupies the lowest position in the vessel, may be removed therefrom from time to time prior to being purified by distillation or otherwise. The liquid hydrocarbon is permitted to pass from time to time through a pipe, d, into a vessel, D, where it is met by jets of water from a pipe, f, the hydrocarbon and water being thoroughly agitated in the vessel by a revolving paddle-wheel, E. This washing of the liquid hydrocarbon may be accomplished by different appliances. For instance, the paddle-wheel may be dispensed with, and water forced upward into the vessel from below in the form of numerous small jets. The water and hydrocarbon after this washing operation are permitted to pass into the subsiding-vessel, H, the hydrocarbon being above and the water below, the fetid and other odors divided by the hydrocarbon from the substances in the vessel, A, having, during the washing operation, been transferred to the water, which may be drawn off from time to time.
The washed and purified hydrocarbon may be pumped directly through a pipe, m, into the vessel, A, to be re-used for treating the substances therein; or it may be pumped, first, into a reservoir, and permitted to flow from the same into the said vessel, A.
More or less hydrocarbon is wasted by being drawn off with the extract, and to make up for this loss a supply may be introduced at intervals from a tank through the pipe, h.
By the practice of the process described above, the in84ventor is enabled to obtain a purer extract than by the ordinary process of treating substances with liquid hydrocarbon. At the same time the substances treated will be much more free from noxious odors than when the hydrocarbon is used over and over again without washing.
It is not essential strictly to adhere to the apparatus shown in Fig. 34, as the construction of the apparatus will, in fact, depend in a great measure on the locality in which it is to be situated.
Adamson’s Process for Removing Hydrocarbons from Substances which have been treated therewith. This process consists of washing from animal and vegetable substances the hydrocarbon which they retain after being treated therewith for the extraction of oils, fats, etc., and for other purposes.
Different apparatus may be employed for carrying out this process, and it may be conducted in the same vessel in which the material is treated with hydrocarbon.
The vessel, which is shown in Fig. 35, has been found to answer well for this purpose.
This vessel is furnished with a suitable detachable cover, a, and with two perforated or wire-gauze diaphragms, b and d, both extending across the interior of the vessel, one near the top and the other near the bottom of the same.
A steam-coil, B, communicating with any adjacent steam-generator, is contained in the vessel below the lower diaphragm, to vaporize the hydrocarbon, the vapor passing through the substance between the two diaphragms and out through a pipe, D, which passes through a condenser, E, the latter restoring the hydrocarbon to a liquid form, in which it is reconveyed to the vessel through a pipe, D´.
In practicing the washing process a pipe, m, to introduce water into the vessel, and one or more outlet-pipes, n n′, two in the present instance, are necessary. There may also be a pipe, p, through which air can be introduced into the vessel, under the circumstances explained hereafter.
When the treatment of the material in the vessel with85 hydrocarbon vapor or liquid hydrocarbon has been completed, steam is cut off from the coil B, the pipes D and D´ are closed, and the cover a may be removed.
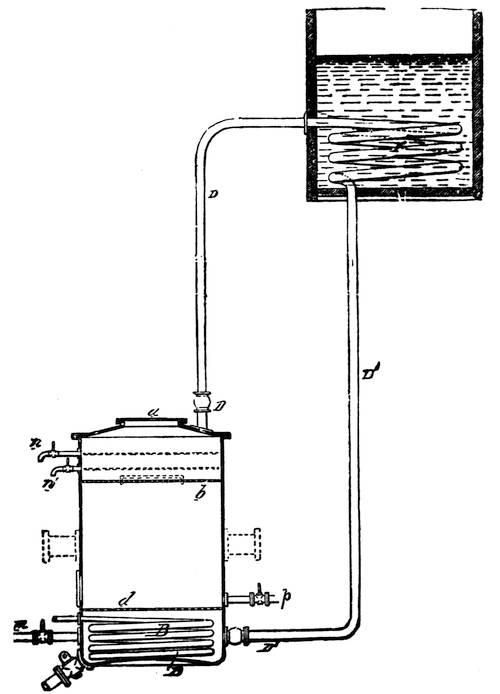
Water is now admitted through the pipe m to the space in the vessel below the diaphragm d, and the cocks of the outlet-pipes n n′ are opened.
The water permeates the material, passes upward through the same, and carries with it the hydrocarbon, the latter having a tendency to rise with the water.
As the water, and whatever hydrocarbon accompanies it,86 pass through the upper diaphragm, b, the hydrocarbon will at once rise to the surface, and will pass through the upper outlet-pipe, n, into any suitable receptacle, the water passing off through the lower outlet-pipe.
If this mode of separating the hydrocarbon from the water is practiced, the admission of water to the vessel should be such in respect to the outflow that the liquid will remain at or near a uniform level, that is, the surface of the liquid should bear the relation shown in the drawing to the upper outlet.
The water and hydrocarbon, however, may be drawn off indiscriminately into a suitable receptacle, and then separated by decantation; but it is advisable in all cases that the water should extend above the mass of material in the vessel, so that the hydrocarbon can at once rise to the surface as it escapes from the substance.
When the material is of such a character as to be closely packed and not easily displaced by the upwardly-flowing water (and this is especially the case with seeds which have been treated with hydrocarbons), it is necessary to agitate the mass, so that the water can gain access to every part thereof. This agitation the inventor prefers to effect by air under pressure introduced through a pipe, p, although mechanical appliances may be used for the purpose.
It will be understood that the process may be conducted in a vessel separate from which the substances have been treated with hydrocarbon. A vessel similar to that shown, for instance, but without the coil and pipes, D D´, may be used, and may be furnished with trunnions (shown by dotted lines) and adapted to bearings, so as to be easily tilted when its contents have to be removed; or the vessel may have an opening near the lower diaphragm for the withdrawal of its contents, a suitable detachable door being adapted to the opening.
F. Seltsam’s apparatus. In this process the solvent is boiled with the bones, previously coarsely crushed and the87 dust sifted out, in a strong closed vessel, so as to obtain a higher temperature, greater penetration and avoidance of loss. The vapor ascending condenses in the pores, extracts the fat and collects under the false bottom as a layer of solution which is subsequently distilled. The apparatus is shown in Fig. 36. The cylinder, A, is capable of withstanding a pressure of 10 atmospheres, and serves for the generation of steam and as an extracting vessel. It is filled with bones and hermetically closed. The required quantity of solvent is then brought by means of the pump, B, from the reservoir, C, through the pipe, D, into the cylinder, A, and the latter is heated. The vapors formed force the air through the pipe, E, into the condenser, F, where any vapor which may be carried along is condensed and passes through the pipe, G, back into the reservoir, C.
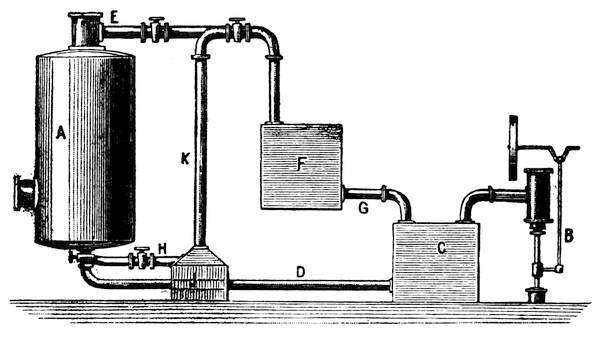
When all the air has been expelled from the apparatus and the pores of the bones, the cock on the pipe, E, is closed. The cylinder, A, is then heated so that a pressure of a few atmospheres prevails in it. The vapors now act energetically upon the bones, the dissolved fat collecting upon the cylinder; the cock on the pipe, H, is then opened, and the superheated fluid discharged under high pressure88 into the distilling apparatus, J, and the solvent is distilled off from the fat by means of steam. The vapors of the solvent pass through the pipe, K, into the condenser, F, and from there back into the reservoir, C.
When the manometer on A indicates no pressure, the cock on the pipe, H, is closed and the cylinder, A, again heated, the pipe, E, being open, so that any solvent still adhering to the bones may escape to the condenser, F.
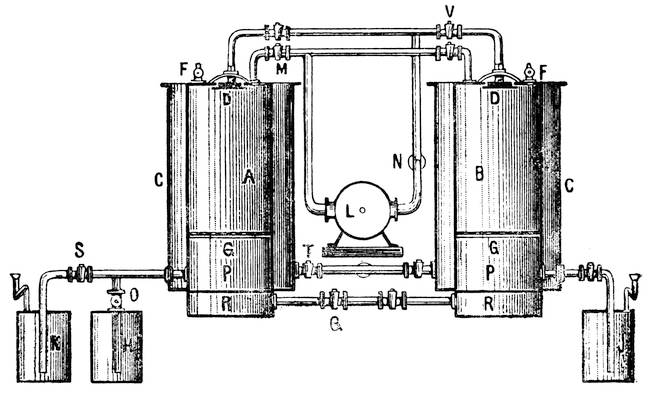
Figs. 37 and 38 illustrate Seltsam’s apparatus as improved by Th. Richter, whereby the operation becomes entirely free from danger, the vaporization of the solvent being effected by steam only, and the work is carried on continuously.
There are two extracting vessels, A and B, of thick boiler-plate, and provided with false bottoms, G, upon which the bones are placed, steam being admitted into the space between the true and false bottoms. The extracting vessels are surrounded by the jackets, C, and are further provided with the vacuum gauges, E, and the air-cocks, F.
89
There are, in addition, two other vessels, H and J, which contain water, a vessel, K, for the solvent, and an air-pump, L. The operation is carried on as follows:
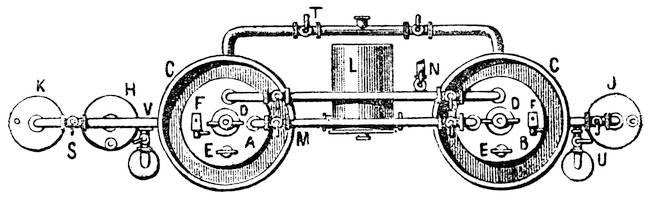
The extracting vessels, A and B, are charged with bones, all the cocks, with the exception of M and N closed, and the air-pump, L, is set in motion, whereby a vacuum is formed in A. When this is sufficiently large, water is admitted from H through the cock O into the space P. The water-cock is then closed and the steam-cock, Q, opened. The steam entering the space, R, brings the water in P to the boiling-point, and the air-pump sucks off the steam formed after the cock, N, is opened. The air-pump is then stopped and all the cocks closed, except S. The solvent now passes from the vessel, K, into the space P, and after closing the cock S, is evaporated by the admission of steam into R. The water-cock is then opened and cold water admitted into the jacket C, the solvent saturated with fat being thereby condensed in P. The water is then discharged from C and steam introduced into R1, whereby the solvent is evaporated and forced into the extracting vessel B by means of the air-pump, L, after closing the cocks M and V.
The process is then repeated in B, after a vacuum has been created in the same manner as in A.
In the meanwhile the vacuum in A is interrupted by opening the air-cock F and the fat drawn off through P by opening the cock U.
90
The bones freed from fat are removed through the manhole D, and A is charged with fresh material while the operation is carried on in B. Thus the operation is continuous, the solvent passing without any loss whatever from one extracting vessel to the other.
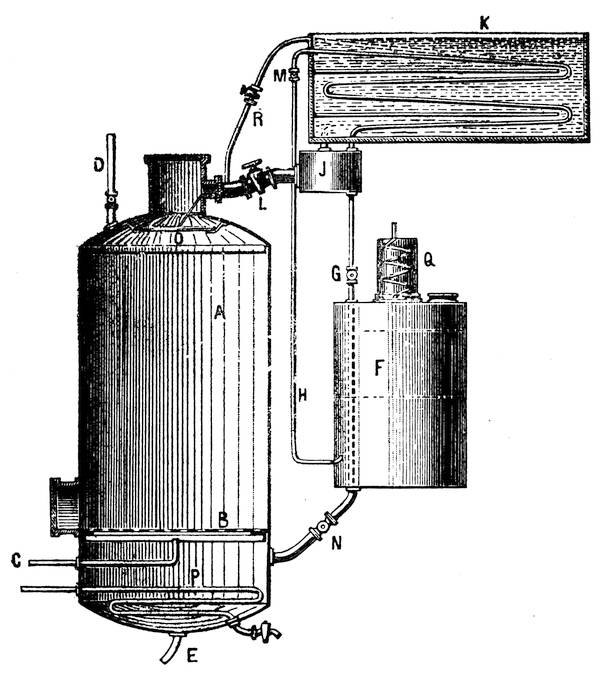
Alfred Leuner’s apparatus. Fig. 39, works on the Soxhlet principle, without pressure, using solvent and steam simultaneously. The bones are placed in A above the perforated false bottom B. D is a steampipe by means of which the bones are steamed as a preliminary, the surplus steam es91caping through the outlet pipe E. After steaming, water and benzine are run in from the reservoir F, into the space under the false bottom, and heated by the steam coil P. The vapors evolved are condensed in the worm K, and at first run back over the bones through the cock L, the vapor passing upwards to the worm through R, and the condensed liquid being divided into separate streams by the spreading plate O. After some time the cock G is opened so that the condensed liquid runs into the reservoir F, instead of flowing back into A. When all the solvent has volatilized nothing but water condenses in the worm, which is known by means of a sampling cock attached to A, the draw-off cock E is then opened and the watery gelatinous solution and oily matter run off into a suitable separating receptacle. The bones in A are then discharged through a manhole, and A being refilled, the whole operation is repeated.
Extraction with hydrochloric acid. If the bones are to be chiefly worked for glue, extraction with hydrochloric acid, which has been referred to in Chapter III, under “Bones and Cartilages” may be highly recommended, the bones being thereby freed from their mineral constituents and the glue-yielding substance remaining behind in a pure state. The bones are allowed to remain in contact with the acid till they are flexible and translucent. This may be readily recognized by laying upon the material in the vat a bone split in two. When the latter by the treatment with acid shows the characteristic appearance of swollen cartilage, i. e., has become translucent, extraction may be considered complete.
The solution is then drawn off through a tap immediately above the bottom of the vat into stoneware vessels, and conveyed to the evaporating pans. The tap is then closed and enough water to cover the cartilage is admitted into the vat, and the whole allowed to stand for a few hours in order to extract as much as possible the solution of bone-salts remaining in the cartilage. The fluid is then92 drawn off. It is a quite concentrated solution of bone-salts and, mixed with an equal volume of hydrochloric acid, may be used for the extraction of fresh quantities of bones, or be mixed with the fluid first drawn off and evaporated.
The further washing of the cartilage is effected by repeatedly pouring water over it, the operation being continued until the water running off shows no acid reaction. Washing has to be done very carefully, since glue-solution obtained from cartilage containing but a very small quantity of acid will not congeal. It is, therefore, advisable to add to the last wash-water 1 per cent. of soda, this quantity being quite sufficient for the neutralization of the last traces of acid.
Sulphurous acid process. In this country sulphurous acid is largely employed in the manufacture of glue derived from bones. When ordinary bones are treated with a current of moist sulphurous acid gas, they absorb from 10 to 12 per cent. of their weight of the gas in the course of 12 hours. The amount may increase to 15 or 20 per cent. on longer treatment, but the excess will then disappear on exposure to air. Messrs. Grillo and Schroeder of Düsseldorf, who patented this process in 1894, believe that this is simply due to the calcium phosphate present in the bones, and remark that an absorption of 11 to 12 per cent. on the gross weight amounts to 16 or 17 per cent. of the inorganic constituents, and corresponds to the equation:
Ca3(PO4)2 + SO2 + H2O = 2CaHPO4 + CaSO3,
the sulphurous acid simply acting in the same way as sulphuric acid does in the manufacture of superphosphate, but being a milder acid than sulphuric, the alteration of the organic constituents which are available for glue-stock can be almost entirely avoided. The acid phosphate is soluble in water, therefore the bones after treatment are easily disintegrated by boiling water when a large portion of the lime remains in the sediment, while the gelatine is dissolved.
93
The process as commercially conducted is very similar to the well-known sulphite method of treating paper pulp, and is carried on in iron cylinders or better in close wooden vats lined with lead.
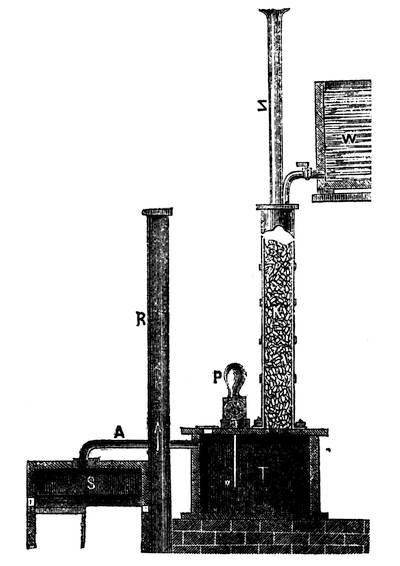
The gas is usually generated in an impure form, with a large admixture of air and carbonic acid, by combustion of pyrites and coal, of crude sulphur, or even of only highly pyritous fuel.
On the other hand, since it is well established that the absorption of a diluted gas is less ready, and is more wasteful than that of a gas in a pure state, the employment of a definite quantity of sulphur dioxide in a concentrated state, either prepared by the regulated burning of sulphur, or the decomposition of sulphuric acid, yields more regular results,94 and a product of better quality. Liquid sulphur dioxide, which is now obtainable at a moderate price and in quantity, has the advantage that it yields a continuous current of pure gas of any required rapidity by simply opening a valve, and that the exact amount used can be ascertained by taring the containing vessel before and after the operation (S. Rideall).
The washed bones are brought into the above-mentioned cylinder or vat and treated with a saturated solution of sulphurous acid. The duration of the action of the acid varies according to the condition of the material and can only be determined by experience. The result of the process is a liquor almost as clear as water, which, after evaporation in the vacuum pan, is equal as regards clearness and lustre, to the best quality of glue prepared from waste of hide and skin. The fat extracted from the bleached bones is lighter in color and has not the disagreeable odor of ordinary bone fat, and consequently brings a better price.
For the generation of sulphurous acid Dr. Bruno Terne, of Mass., has constructed a very simple apparatus shown in Fig. 40. The sulphur is burned in S; A is the escape pipe of stone; T, the collecting reservoir; P, the steam-pump for acid; R, chimney for the sulphur burner.
The conversion into glue of the swollen cartilage obtained by treatment with hydrochloric or sulphurous acid may be effected by continued boiling in open pans or in an apparatus recommended by Wm. Friedberg, and shown in Fig. 41.
The boiler K of thick boiler-plate has a diameter equal to its height. Underneath the perforated false bottom S, which serves for the support of the bones, lies a perforated steam coil R—D for the introduction of steam. To this steam coil is fitted a branch-pipe d, which reaches into the upper portion of the boiler into which also enters the water-pipe95 W. The apparatus is further fitted with a water-gauge, an air cock, sampling cock and manhole for the introduction of the cartilage.
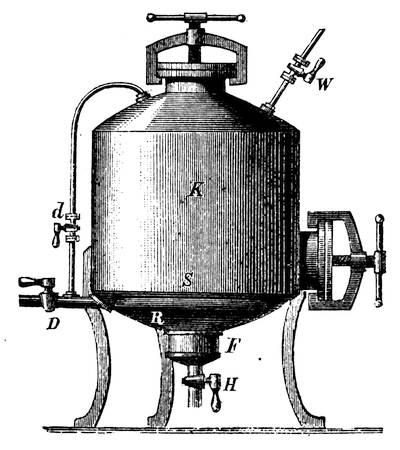
The mode of operation with this apparatus is as follows: The boiler is filled three-quarters full with cartilage. Enough water to fill the boiler one-quarter full is then admitted through the pipe W, and the steam-cock D opened. The steam passing out through the numerous perforations in the coil R, is at first condensed in the water, but soon brings the latter to the boiling-point, and from this stage on begins the formation of glue. The glue dissolves in the water, and a sample of the solution is from time to time drawn off through the sampling cock and tested as to its concentration. When the solution possesses the required concentration, the admission of steam through R is interrupted, and the cock d of the branch-pipe opened, as well as the cock of the discharge pipe H, the latter being opened gradually. The discharge pipe H is connected with the perforated plate F, which is covered with a closely-woven96 cloth and thus acts as a filter, retaining all the solid particles suspended in the glue solution.
By opening the cock d of the branch-pipe, the steam-pressure acts only upon the surface of the fluid, the latter being consequently pressed with great force through the filter-cloth.
When the hissing noise caused by escaping steam indicates that all the fluid has been removed from the boiler, the cock d of the branch-pipe is closed, and through a rose fitted above the boiler, water is allowed to flow upon the latter. By this cooling the greater portion of the steam in the boiler is condensed and water may be admitted through W.
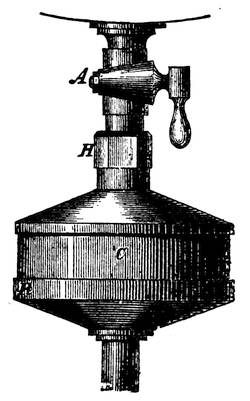
The operation of glue-boiling is then commenced anew by admitting steam into the steam coil, and continued until the cartilaginous mass has been reduced to about one-third of its original bulk, when the apparatus is opened, fresh material introduced, and the whole operation repeated.
In order to be able to replace the filter without having to empty the entire apparatus, it has been given the shape shown in Fig. 42. The upper portion of the discharge-pipe97 A is connected with the lower portion by the box-screw H. In the latter is inserted a short cylinder, C, with a perforated bottom upon which is placed the filter-cloth; the latter is kept in position by the ring R.
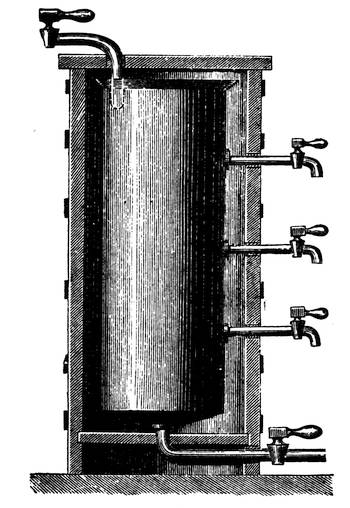
For every apparatus two of the above-described filters will be required. If, notwithstanding a full steam pressure, the glue solution runs off sluggishly, it is indicative of the pores of the filter being choked up. The screw-box H is then removed, the filter taken out and replaced by another one.
The glue solution discharged from the apparatus is in most cases sufficiently clear to allow of its being immediately evaporated. However, for the production of a particularly fine quality of glue, it is advisable to clarify the solution by settling. As the liquor has to be kept warm to98 allow of the solid particles to settle, W. Friedberg recommends the use of the apparatus shown in Fig. 43. It consists of an iron cylinder with a diameter equal to one-third of its height. The front of the cylinder is furnished with a number of cocks placed at equal distances from each other, and also with a pipe in the slightly conical bottom. It is surrounded by a wooden jacket, the intermediate space being filled with a bad conductor of heat. By this arrangement the liquor is kept warm and in a liquid state for several hours, giving ample time for the solid bodies held in suspension to settle on the bottom. The condition of the liquor is from time to time tested by allowing a small quantity of it to run into a glass from the lowest cock in front. If the sample is perfectly clear, the liquor may be drawn off. If, however, after several hours’ standing only the upper portions of the liquor are clear, while the lower ones are still turbid, further clarification by this means is impossible. The upper portions of the liquor are then used for finer qualities of glue and the lower ones for inferior grades.
By treating the cartilage with high-pressure steam, a liquor is obtained which on cooling congeals to quite a solid jelly, and it might be immediately brought into the forming-boxes, cut into cakes, and dried. However, as the drying of the glue is one of the most difficult operations for the glue-maker, it is of great advantage to obtain the liquor in as high a state of concentration as possible in order to obtain a solid jelly, which causes the least difficulty in drying. For this purpose the liquors leaving the clarifying vat with a strength of about 20 per cent. dry glue are evaporated down to a strength of about 32 per cent. in winter, and 35 per cent. in summer. Evaporation may be effected in open pans or in vacuum.
Fig. 44 shows the arrangement of an open evaporating pan. The copper pan P has the form of a shallow cylinder with a slightly conical bottom, in the lowest point of which99 is the discharge pipe for the concentrated liquor. During the operation the discharge pipe is closed by the ball-valve V, which can be raised by the lever contrivance M. The pan is surrounded by an iron steam-jacket; the steam passes in at D, and the condensed water runs off at A. H is a sampling cock for taking samples to test the concentration of the liquor.

To prevent the workroom from being filled with steam arising from the pan, the latter is covered with a hood of wood which terminates in the pipe S projecting above the roof, and a narrow pipe R branching off from the steam pipe D passes into S.
When vapors commence to arise from the liquor, the cock on the pipe R is slightly opened whereby a jet of steam is blown into the pipe S, the latter then acting as an exhauster, and the vapors in the hood C are carried along by the jet of steam. By this arrangement no vapor passes into the workroom and steam is also very rapidly evolved from the surface of the liquor.
100
Sufficient steam should be admitted to the pan for the liquor to give out an abundance of vapor without, however, being brought to the boiling-point, as in that case foam would be formed and the liquor in cooling yield a product full of blisters. When the liquor has acquired the proper degree of concentration, the admission of steam to D and R is interrupted and the valve V having been raised the liquor is run into the cooling-boxes. The latter are of wood lined with zinc, or better of stout zinc or heavily galvanized iron. They hold about ½ cwt. and are of two shapes: one deep and nearly square, another long and shallow, for quick cooling of clear liquors. Iron should not be used, as it readily rusts and causes discoloration of the glue.
Cooling is effected by cold water where it is available, but often merely by cold air, aided by fans or blowers, in a room protected from heat or frost. According to S. Rideal, refrigerating machines are now also employed, which, by the evaporation of liquid gases, such as ammonia, sulphurous or carbonic acid, reduce a tank of brine to near freezing-point. The temperature should not be allowed below 33° or 34° F., for if frozen the jelly is hard and difficult to cut. The brine circulates in iron pipes placed near the ceiling of the room; they must be kept as clear as possible of ice and dirt, and the cooling house should be scrupulously clean and sweet.
Spiral evaporators are recommended by Thomas Lambert as forming a ready and economical means of evaporation. The evaporator consists of a spiral steam coil, made of copper, and 2 inches in diameter, revolving on a centre shaft; the lower half of the coil is covered with the glue-liquor in the trough. The shaft rests on two plummer-blocks, one receiving the steam, and the other discharging the spent steam and condensed water. The shaft is hollow to the first coil, and the steam is thus conveyed to the spiral. From the last coil to the end of the plummer-block the shaft is also hollow, and in that portion resting101 on the block two openings are made. In the inside of the plummer-block, two openings are bored to the outside, each forming a covered channel; as the shaft revolves, all the holes directly face each other at intervals, and thus allow any condensed water in the coils to be blown through. From 25 to 28 coils are generally used in each spiral. The glue-liquors are fed into the trough at one end, and have a temperature of 75° F.; the temperature of the evaporated liquor is 85° F. In the rather slow passage through the trough, the liquors receiving the heat of the revolving coils are raised in strength from 20 per cent. to 32 per cent. dry glue, at which point they are ready for jellying.
Vacuum pans are much used in this country for evaporating glue-liquors, though there are some complaints made of the great waste owing to spray and froth being carried off in the steam. As is well known the boiling-point is lowered by increasing the pressure on the surface of a fluid. By enclosing water in a vessel connected with a constantly working air-pump, it is brought to the boiling-point by heating to between 95° and 104° F. The construction of vacuum pans is based upon this principle, and such apparatus is largely used in many manufacturing processes for evaporating to a certain degree fluids, for instance, sugar solutions, which readily become decomposed at a higher temperature. Vacuum pans are also very suitable for the evaporation of glue-solution, especially in plants working on a large scale.
Fig. 45 represents an elevation of a vacuum pan for evaporating glue and gelatine liquors as described by Thomas Lambert. The pan is built of steel plates, and lined outside with wood work, and rests on a floor constructed of rolled steel plates, supported on four columns, with a stairway leading to the working platform. One half of the lower part is shown in section, giving a view of the coils by which the pan is heated. The various parts are as follows: A, the body of the pan; B, the dome; C, exhaust pipe lead102ing from the dome to the condenser; D, condenser; E, air or vacuum pump; F, storage tank for glue or gelatine liquors, warmed with steam coil; G, supply pipe leading from storage tank to vacuum pan; H, discharge valve; I, barometer gauge for indicating vacuum; J, inlet steam pipe for supplying the coils; K, exhaust end of vacuum coils; L, iron staircase; M, steel floor.
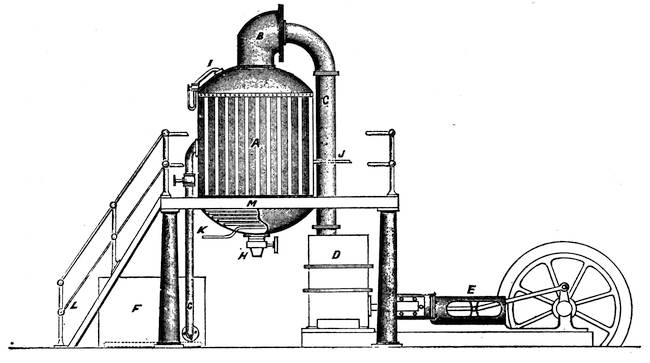
The accessories to the pan are placed in a convenient position above the working floor and include a steam gauge for noting the pressure in the coils, a gauge for indicating the height of the liquor in the pan, vacuum gauge I, as shown in the drawing, air-cocks and a thermometer. The pan is also fitted with a small apparatus, by which portions of the boiling liquor can from time to time be drawn, without disarranging the vacuum, so that the progress of evaporation can be ascertained.
In working the pan, the storage tank F is first filled with the weak glue liquors to be evaporated; the valve on the supply pipe G is then closed, and the vacuum pump set in motion; a few strokes are sufficient to reduce the internal pressure, and the valve of the supply pipe is then opened,103 and the liquor allowed to fill up the pan to the desired mark on the gauge. The valve is then closed, the steam-inlet valve J, supplying the coils, opened. As the heat from the coils spreads through the liquor, the vacuum pump is kept steadily at work reducing the inside pressure to within 2 to 2½ inches of a perfect vacuum, as seen on the barometrical scale. In this vacuum the liquor will boil at 120° to 130° F., and the boiling is continued until the withdrawn samples, as tested by the glue-meter, show the desired strength. The pump is then stopped, the vacuum broken by opening the air-cocks, and the concentrated liquor is run through the valve H into suitably arranged receiving tanks, for supplying the trays or glasses for jellying.
For economical working with large quantities of weak liquors, a combination of two, three and even four vacuum pans, forming the double, triple and quadruple effect evaporators, have been designed for concentration purposes. The triple effect is, however, the system mostly in use, and consists of a grouping of three cylindrical pans, each connected by suitably arranged piping, by which the vapors of the first pan are conveyed to and made to heat the coils of a second pan, the resulting vapors from the second, passing on to the third pan, for a similar purpose. All the pans are connected with powerful pumps, producing a nearly absolute vacuum in each. The liquor is evaporated to a given density in the first pan, and then passed on to the second, and ultimately to the third, at which stage 80 per cent. of its water will have been driven off.
To obtain in all cases a product of equal concentration, it is advisable to have an instrument which will indicate the amount of dry glue in the solution. (Fig. 46.)
By immersing a glass aerometer in the glue-liquor, the percentage of glue is indicated by a scale registering from 0 to 70 per cent. with the jelly or glue solution at a temperature of 167° F.
To measure the temperature quickly, a thermometer is104 added, and for the execution of the entire test, a sheet-iron vessel consisting of a large and two small tubes, a, which when not in use, serve for the reception of the glass instruments contained in a special case. For testing, the small cylinder is placed in the large tube, a, and filled with jelly by means of the cap which serves as a cover. The large tube is filled with hot water to bring the jelly to the required temperature. The two instruments are then immersed in the tubes filled with glue-liquors to be tested, and temperature as well as percentage can be readily read off.
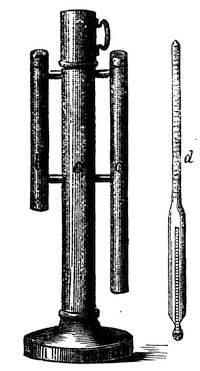
The evaporated and cooled glue-liquor is cut into cakes and dried in the same manner as previously described.
Manufacturers frequently sort the bones in such a way that materials of different quality are obtained. Thick, compact bones are utilized for the manufacture of animal105 charcoal, a comparatively small percentage of bone-meal resulting in crushing such bones.
Incompact, porous bones, on the other hand, yield not only crummy animal charcoal of less value, but in stamping also a larger percentage of bone-meal than compact bones. Hence they are as a rule directly worked for fat, glue and steamed bone-meal, no attempt being made to convert them into such granular pieces as are suitable for the production of charcoal.
For this purpose, the bones are first broken by a crusher or mill into coarse pieces, and the fat extracted by a special process or together with the glue in one operation. The latter method would seem to be the most suitable, time and labor being thereby saved, but it must be borne in mind that fat extracted by itself brings a much better price than that obtained by steaming, and besides the yield of glue is larger from steamed bones which have been previously degreased.
The crushed bones—whether degreased or not—are subjected to the action of high-pressure steam. The apparatus, Fig. 47, used for this purpose consists of a cylinder of thick boiler-plate, 10 to 13 feet high and 3 to 4 feet in diameter. E and A are manholes, which can be closed steam-tight. The pipe D leads to the steam-boiler and opposite to D is a short pipe, H. The cylinder is further fitted with the perforated false bottom, S, and the bent pipe, L.
As a rule, four to six, and in larger plants even more, of such cylinders are combined to a battery. In this case the discharge pipe, L, terminates in a common collecting vessel, and the steam-pipes, D, branch off from a main steampipe. The battery may be enclosed by brickwork, but is preferably placed upon a suitable foundation and surrounded by woodwork, the intermediate space between woodwork and cylinders being filled with sawdust. This plan offers the best means of keeping the heat together, and the further advantage that, in case one of the cylinders be106comes defective, it can be readily taken out and replaced by a new one.
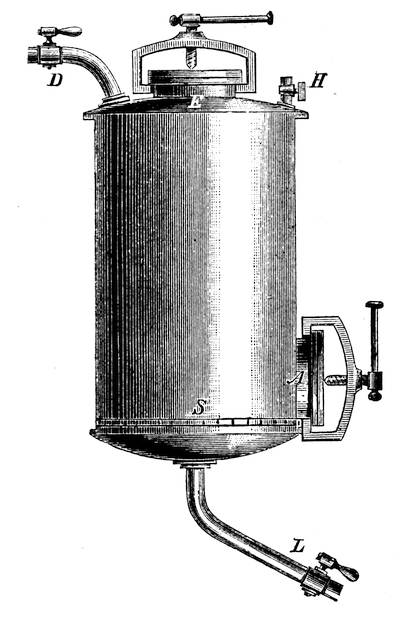
In order to be able to fill the cylinders rapidly and with the least expenditure of power, it is advisable to place the bone-crusher at such a height that the crushed bones fall directly into carriages which are run upon a small railway over the charging holes of the cylinders, and emptied. In front of the manholes, A, for discharging the bones is also a railway, so that the crushed bones can be directly emptied into carriages and conveyed to the stamping mill.
The cylinder having been filled with bones, is closed steam-tight. The cock, H, is then opened and steam admitted by opening the cock D. The steam passing in at107 first, is cooled off by coming in contact with the bones and condensed to water. However, the temperature in the cylinder soon becomes so high that the steam is no longer condensed and, having first expelled the air in the cylinder through the pipe H, it escapes through the latter in the form of a powerful jet. When this is the case H is closed and high-pressure steam allowed to act upon the bones.
The fat contained in the bones melts and trickles down. On the bottom of the cylinder collects a fluid which contains glue, is of a milky turbidity due to admixed drops of fat, and with a quite thick layer of fat upon its surface. From time to time—about every hour—the cock L is slightly opened. By the pressure of the steam the glue-liquor is expelled with great force through the pipe L, the latter being closed when by the peculiar noise it is noticed that only steam escapes.
Steaming and the occasional discharge of melted fat are continued until on testing a sample of the liquor running off, it is noticed to be free from fat. The liquor in the cylinder is then expelled by the pressure of steam, the steam-cock D closed, the manhole A opened, and steam again admitted through D. By the steam-pressure the greater portion of the bones in the cylinder is expelled through the manhole A. The bones coming from the cylinder are pliable and soft, and, after drying, are readily converted by grinding into bone-meal.
For the manufacture of animal charcoal it is of the utmost importance that steaming should be interrupted at the time when the bones are completely degreased. If, however, only fat, glue and bone-meal are to be produced, steaming may advantageously be continued for a longer time.
The longer the bones are subjected to the action of high-pressure steam, the more complete the conversion of glue-yielding substance into glue will be. To be sure, the bone-meal obtained from such bones will contain somewhat less108 nitrogen than the product from bones not steamed quite so long. However, the content of phosphates will in both cases be the same, and on this depends, in the main, the fertilizing value of bone-meal.
The fluid discharged from the cylinder consists of a mixture of glue-liquor and drops of fat. It is run into a large vat, in which it is kept warm for a few hours, when the fat rises and collects in a coherent mass on the surface. The fat is then drawn off through cocks in the upper portion of the vat, while the glue-liquor is discharged from the bottom of the vat, running first upon a very fine meshed sieve, which retains the coarser bodies held in suspension, and then directly into the evaporator. In the latter the liquor is evaporated to the desired strength, when it is run into the clarifying vats, and finally into the cooling vessels.
With the above-described process, the simultaneous utilization of the bones for animal charcoal is only possible if the crushed steamed bones are passed through a sieve for the purpose of sorting out the granular pieces of suitable size. However, in the process above described, incompact bones are, as a rule, used which give but a small percentage of granulated pieces, and the latter yield an inferior quality of animal charcoal. It is therefore best to use the steamed bones from which the fat and glue have been extracted for the production of bone-meal.
For the manufacture of animal charcoal, the bones have to be carefully sorted, fresh bones rich in organic substance being best for the purpose, and the hardest and thickest pieces should be selected. Previous to carbonization, the bones are degreased by extraction with benzine or carbon disulphide, and then crushed.
Carbonization was formerly effected in iron pots having a capacity of about 25 quarts each. However, by this process a uniform product of good quality cannot be obtained, and, besides, the total quantity of organic substance of the bones is lost. At present carbonization is effected in109 retorts, whereby large quantities of animal charcoal are in a comparatively short time obtained, and, besides, the products of destructive distillation can be completely utilized. An essential product of distillation is a large quantity of inflammable gases, which can be used for heating the retort-furnace or for illuminating the entire plant, it being, however, best to arrange the conduits so that the gases can be used for either purpose.
A detailed discussion of the methods for gaining and further working of the products of distillation is not within the scope of this work, and only a brief description of a plant for the manufacture of animal charcoal will here be given.
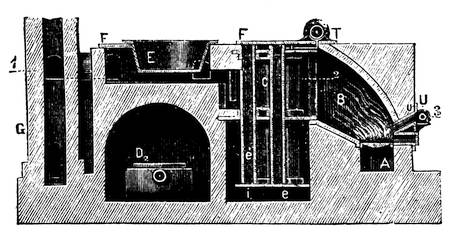
Figs. 48 and 49 show the arrangement of a Belgian retort-furnace, Fig. 48 representing a vertical section lengthways, and Fig. 49 a horizontal section. The illustrations, however, are given at different heights in order to show plainly the arrangement of the fire-place and the passage of the fire-gases.
The cast-iron retorts—sixteen in the apparatus shown—are placed in rows alongside and one after another, so as to be swept as uniformly as possible by the fire. As will be seen from Fig. 49 the firing is so arranged that only the upper portions of the retorts are touched by the flames. B is the actual fire-place, and A the ash-pit, both being fur110nished with closely fitting doors so that the fire may be properly regulated, and the retorts eventually be exclusively heated with gas.
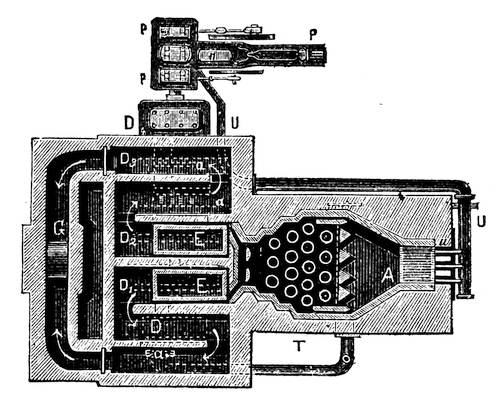
The retorts are cylindrical in form, with one end closed. At the open end is fixed the frame or mouth-piece, which carries the door swung on a hinge. The door has a slight projecting rim, some two inches wide, which, with the surface of the frame, is ground perfectly true; on closing, the joint is made gas-tight by a lever arrangement.
The fire-gases escaping from B are distributed as uniformly as possible by the flues, a, carried underneath the pans, E, and finally pass out in the direction of the arrows through a chimney.
At the time when the extraction of fat was exclusively effected by boiling the bones, the pans E served for this purpose, and the spaces D, D1, D2, etc., alongside the pans, which were also heated by the fire-gases, were used for drying the bones. However, at present, the extraction of fat is, as a rule, effected by means of benzine or carbon disulphide, and it is advisable to replace the pans, E, by a bone111kiln, and eventually to utilize any waste heat for heating the evaporators for glue-liquor.
Fixed to the upper portion of each retort is a pipe, and these pipes lead into a very wide iron-pipe, T. The products of destructive distillation escaping from the retorts combine in T, and besides having a very large diameter, this pipe must be considerably inclined to avoid the accumulation of products of distillation in it. To prevent the products of distillation from depositing in a crystalline form in T, the latter is covered with a bad conductor of heat.
The pipe T is connected with a series of condensing vessels, D, another series of vessels being placed alongside the first one, so that the vapors may be conducted, as desired, into either one of them. Two batteries of such condensing vessels are required, as one of them has from time to time to be disengaged in order to be cleansed.
If the products of distillation would have to overcome the entire pressure of the column of fluid in the condensing vessels, their escape from the retorts would be very much retarded. To avoid this, plates are arranged horizontally a few inches below the level of the fluid, and the pipes dip into the condensing vessels only far enough to permit the escaping vapors to pass under these plates. By this arrangement, the vapors sweep under the plates and are absorbed by the fluids, a strong pressure in the apparatus being thus avoided.
The condensing batteries may of course consist of any number of vessels, but as a rule only a sufficient number to retain all the ammonia is employed, five being in most cases sufficient for this purpose. The last condenser is connected with an exhaust-pump, p p, which is kept in motion by a motor, P.
The pump removes all the bodies remaining in the last condenser and forces them, according to the position of the cock back of the pump, either into a glass-bell or through112 the pipe H and the nozzles a into the fire-place where they are burned.
To obtain the various products of distillation, the condensing vessels have to be filled with acid, and should therefore be constructed of lead or at least of sheet-iron lined with lead. The products to be obtained depend on the fluid used for filling the vessels; if filled with dilute sulphuric acid, ammonium sulphate is obtained, which may be utilized in the preparation of fertilizers. If hydrochloric acid is employed for the absorption of ammonia, solution of ammonium chloride is obtained, which may be crystallized by evaporation.
The products evolved in the destructive distillation of bones consist of various hydrocarbons and appear either as badly-smelling brown liquors—bone-tar—or as illuminating gas. The vapors contain further considerable quantities of ammonium carbonate and cyanide of ammonium. To obtain the latter, the last condensing vessel is filled with green vitriol solution, the cyanogen compounds remaining behind in the solution. If the gas escaping from the last condenser is to be used for illuminating purposes, it is freed from the greater portion of carbonic acid contained in it by purification with lime.
The mode of operation with Belgian retort furnaces is as follows: The retorts having been filled with comminuted degreased bones, the doors are closed perfectly gas-tight and firing is commenced. The pump is set in motion until a jet of gas blows through the nozzles. When this gas-jet burns with a luminous flame, destructive distillation of the bones is in full blast. The pump is then run with such velocity that the pressure in the interior of the retorts, as indicated by the manometer, is slightly greater than the external air-pressure, and the operation is thus continued so long as inflammable gases escape from the pipe H. The pump is then stopped, and one-half of the charcoal contained in the retorts is withdrawn to the canisters placed113 ready to receive it. The lids of the canisters are then luted down with a paste of char-dust and water, making an air-tight joint, and the charcoal is allowed to cool.
The retorts having been partially emptied, are at once refilled to the brim with crushed bones and closed gas-tight. There is but little or no loss of heat between withdrawing and charging, and distillation of the freshly-introduced bones commences immediately after charging, and is finished in a much shorter time than in the beginning of the operation.
In making animal charcoal on a large scale there are obtained from 2000 lbs. of raw material:
Animal charcoal, 1180 to 1220 lbs.
Ammoniacal liquor, 178 to 180 lbs.
Gas, 222 to 248 cubic yards.
However, these figures refer only to bones degreased by steaming, whereby a considerable portion of the cartilaginous substance passes into solution in the form of glue. In working bones degreased with benzine, larger yields than those indicated above are as a rule obtained. The ammoniacal liquor contains on an average 10 per cent. of ammonia. The gas freed from carbonic acid yields 2.7 times more light than good coal-gas.
This process differs from the one previously described in that, in addition to the total quantity of fat and glue-yielding substance contained in the bones, the mineral salts are also obtained in a pure state, and can be further utilized.
The bones are degreased either by extraction with benzine or carbon disulphide or steaming, the operation in the latter case being continued so long as fat is yielded by the bones. The resulting glue-liquor is used in place of water for boiling the cartilage.
114
The bones are placed in large wooden vats furnished with well-fitting lids, and hydrochloric acid of 12 per cent. poured over them so that they are covered a few inches deep. With the use of acid of 1.04 specific gravity the greater portion of the salts contained in the bones will pass into solution in 48 to 72 hours, when the solution is drawn off as completely as possible from the vats.
The residue in the vats is treated with less concentrated hydrochloric acid and left in contact with it until the bones are soft and flexible and the thinner pieces have become translucent, this being a proof that all the mineral salts have been extracted, and nothing but pure cartilaginous substance remains behind. The solution is then drawn off, and after pouring repeatedly small quantities of pure water over the cartilage to expel the last remnants of acid liquor, it is subjected to thorough washing until the last traces of acid have been removed.
The resulting cartilage is white, translucent, and water-soaked. If left in this state it would of course soon putrefy, and it is best to work it at once, or if this cannot be done it will have to be treated with carbolic acid in the manner previously described, or dried.
Drying the cartilage is time-consuming work, and can properly be done only by artificial heat in kilns. If carefully protected from moisture, thoroughly dried cartilage may be kept without injury for any length of time. However, before being worked to glue, such material has to be again soaked in water previous to the actual boiling operation, and this process requires considerable time. It is therefore best to preserve it in carbolic acid solution, which only needs to be drawn off when the cartilage is to be worked, and may be further utilized.
If boiled in open vessels with water, 6 to 8 hours are required for the complete disintegration of the cartilage. In a closed apparatus under high pressure solution is effected in a much shorter time and the operation pro115gresses very smoothly. With proper attention the glue obtained from bones degreased with benzine and freed from bone-earth by extraction with hydrochloric acid is, as a rule, very clear, and may be bleached with sulphurous acid.
The extraction of the phosphates from bones may be effected in a very suitable manner as follows: A number of vats filled with bones are placed in terraces one above the other, and the acid is allowed to run first into the uppermost vat. After having been for several hours in contact with the bones it is discharged into the next vat, fresh acid being run into the first one, and so on. By this process a highly concentrated solution of phosphates is in a few hours obtained in the lowest vat, solution still adhering to the bones in the other vats being finally expelled by water.
However, the process of extraction under decreased pressure is the most advantageous, it requiring least time. For this purpose the bones are brought into a vessel which can be closed air-tight and the air is expelled. When but a slight air-pressure prevails in the vessel, the cock of a reservoir filled with hydrochloric acid is opened, the external air-pressure now forcing hydrochloric acid into the extracting vessel.
Bones, as viewed under the microscope, consist of a mass permeated with numerous minute tubes or pores. When the air is expelled from the vessel containing the bones, the air in the pores of the latter is rarefied and the hollow spaces are filled with hydrochloric acid whereby solution of the phosphates is effected.
The yield of glue obtained from cartilage after extraction of the mineral constituents varies according to the compactness of the bones used. Solid and compact bones yield, on an average, 15 per cent. of dry glue, but a comparatively large quantity of calcium phosphate. On the other hand, porous bones rich in cartilage yield from 20 to 25 per cent. of dry glue. The liquor obtained by treating the bones contains, as previously mentioned, calcium phosphate, mag116nesium phosphate and calcium chloride in solution, and may be utilized in the manufacture of fertilizers or of phosphorus.
For the first purpose which is not very remunerative, but is not very troublesome, the liquor is treated with milk of lime until it is slightly alkaline, whereby a finely divided precipitate of basic calcium phosphate is obtained, whilst calcium chloride remains in solution. The precipitate is allowed to settle, separated from the supernatant fluid and dried. The resulting product contains, on an average, 65 per cent. calcium phosphate, up to 20 per cent. water and 10 to 15 per cent. calcium carbonate, quick lime and accidental impurities. It forms an excellent fertilizer.
If the liquor is to be utilized in the manufacture of phosphorus, it is evaporated in shallow pans of glazed stoneware. In cooling crystals of acid calcium phosphate are formed, which are separated from the mother-liquor. This subject will be more fully referred to in the next chapter.
117
In some instances the preparation of phosphorus is carried on in conjunction with other industries, for instance, glue-boiling, the preparation of sal ammoniac, yellow prussiate of potash, etc. Bone-ash is the chief material used by phosphorus makers. Many manufacturers do not burn the bones to ashes, but purchase bone-ash, large quantities of which are brought from South America, especially from the Argentine Republic.
The ordinary method of preparing phosphorus includes the following operations:
1. Burning the bones and grinding the bone-ash to powder.
2. Decomposition of the bone-ash by sulphuric acid, and evaporation of the acid phosphate previously mixed with charcoal.
3. The distillation of the phosphorus.
4. The refining and purifying the phosphorus.
Burning the bones to ash. The object of the ignition of the bones is the complete destruction of the organic matter. The operation is conducted in a kiln very similar to those in use for burning lime. A layer of brush-wood having been put on the bottom of the kiln, bones form the next stratum, and so on alternately. The wood having been lighted, the combustion of the bones ensues. In order to carry off the fumes, the smell of which is very offensive, a hood made of boiler-plate is placed on the kiln, and either connected with a tall chimney, or the smoke and gases are conducted into the fire of the kiln and burnt. The white burnt bones are withdrawn through an opening reserved in118 the wall on purpose, the kiln being kept continuously in operation, as in the case with some lime kilns.
This kind of kiln, however, possesses many disadvantages, and an improved form, as proposed by Fleck, is shown in Fig. 50.
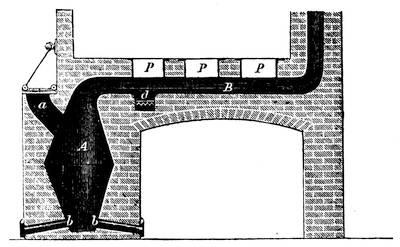
The actual combustion chamber consists of a shaft, A, composed of two inverted cones. In the lowest portion of the lower cone are four or six apertures, b, which terminate in inclined channels and serve as air-flues, as well as for withdrawing the burnt bones. Through the aperture a in the upper portion of the shaft additional bones may be introduced. This aperture is covered with a heavy iron lid.
As will be seen from the illustration, the shaft contracts towards the top in the form of a retort and passes into a horizontal channel B which is provided, near its beginning, with an ordinary fire-place d. The gases and fumes escaping from the burning bones must pass over the flame of the fire-place d, and are thereby so completely consumed to water, carbonic acid and free nitrogen that no odor is perceptible even in the immediate neighborhood of the kiln.
In order not to lose the heat yielded by the fire-place d and the burning vapors, the channel B is covered with shallow pans P, for the evaporation of such fluids as have to be subjected to this treatment in the factory.
The mode of operation with a kiln of this construction is119 as follows: The shaft is filled two-thirds full with bones and dry wood split in small pieces is placed in the channels b and simultaneously ignited. Four or six long hot flames thus strike the bones, the latter becoming in a short time so highly heated that they commence to burn briskly and ignite fresh portions of bones introduced through the aperture a.
The white burnt bones in the lower portion of the kiln are withdrawn, while in a glowing state, by means of iron hooks; the next layer of bones sinks down and fresh material is introduced through a, the kiln being thus kept continuously in operation.
The quantity of substance which remains after burning the bones depends of course on the quality of the material used. Tubular bones of old animals contain the largest quantity of mineral substance, and give a much more abundant yield of bone-ash than the spongy bones of younger animals. On an average 100 parts by weight of fresh bones yield 55 parts by weight of bone-ash. The composition of the latter is as follows:
Basic calcium phosphate, 80 to 84 per cent.
Basic magnesium phosphate, 2 to 3 per cent.
Calcium carbonate, } 10 to 14 per cent.
Calcium fluoride, }
The bone-ash thus obtained is converted into a coarse powder by means of machinery, a bone-mill being best suited for the purpose. Experience has shown that the granules obtained by grinding should be the size of lentils. With the use of larger pieces the acid, with which the ash is treated later on, does not penetrate the entire thickness of the bone mass and a portion of the latter remains undecomposed. If the granules are too small, lumps are formed when the ash is brought together with the acid, and the mass would have to be constantly stirred in order to, make the action of the acid effective.
Decomposition of the bone-ash by sulphuric acid. When120 the basic calcium phosphate—the constituent of the bone-ash which comes here into consideration—is brought in contact with an acid of sufficient strength to effect its decomposition, calcium sulphate (gypsum) is formed, and a solution of acid calcium phosphate. If the latter be mixed with powdered charcoal, evaporated to dryness, and the mixture exposed, with the exclusion of air, to a strong red heat, the acid calcium phosphate is first converted into calcium metaphosphate, water being yielded. At this high temperature the calcium metaphosphate is by the action of the carbon decomposed to basic calcium phosphate and phosphorus; the latter escapes in the form of vapor and may be caught in suitable condensing vessels.
Hence three separate processes have to be distinguished: 1. The formation of acid calcium phosphate from the basic calcium phosphate contained in the bone-ash. 2. The conversion of the acid calcium phosphate into calcium metaphosphate. 3. Decomposition of the calcium metaphosphate, phosphorus being liberated, while basic calcium phosphate remains behind.
Expressed in chemical symbols these processes may be embodied in the following equations:
| I. | Ca3(PO4)2 Basic calcium phosphate. |
+ | 2H2SO4 Sulphuric acid. |
= | 2CaSO4 Calcium sulphate. |
+ | CaH4(PO4)2 Acid Calcium phosphate. (gypsum). |
| II. | CaH4(PO4)2 Acid calcium phosphate. |
= | 2H2O Water. |
+ | Ca(PO3)2 Calcium metaphosphate. |
| III. | 3Ca(PO3)2 Calcium metaphosphate. |
+ | 10C Carbon. |
= | 10CO Carbon. monoxide. |
+ | Ca3(PO4)2 Basic calcium phosphate. |
+ | P4 |
If the processes mentioned under II. and III. would pass off in the practice exactly as there stated, two-thirds, or 13.3 per cent., of the total quantity of phosphorus contained in121 the basic calcium phosphate originally present would be obtained. However, besides these processes, others take place which cause a loss of phosphorus. By the action of the red heat upon the acid calcium phosphate, reciprocal action takes place between the latter, the water and carbon, so that a portion of the water is decomposed, and in addition to carbon monoxide, phosphoretted hydrogen is formed; the phosphorus contained in the latter must be considered as lost. Furthermore, a portion of the phosphorus is lost in the form of vapor, even with the use of the best condensing contrivances. In consequence of these losses the actual yield of phosphorus is between 8 and 11 per cent.
The formation of acid calcium phosphate may be effected either cold or with the assistance of heat, less time being required in the latter case. The process without the assistance of heat is as follows:
The bone-ash is brought into a lead-lined wooden tank, and enough boiling water to cover it poured in. It is then thoroughly mixed with the water by vigorous stirring with wooden rakes, and the necessary quantity of sulphuric acid is then run in with constant stirring. When an intimate mixture has been effected, the tank is covered with a well-fitting lid and allowed to stand for a few hours. As heat has been liberated by the introduction of the sulphuric acid into the mixture prepared with hot water, the entire mass acquires a high temperature.
Decomposition is accelerated by stirring the contents of the tank every six hours, and the process may be supposed to be finished in 48 hours. With the use of fresh burnt ash no special phenomena are observed, but if the ash has been prepared for some time the caustic lime formed in burning the bones has been completely converted into carbonate of lime, and the carbonic acid escapes, causing a slight foaming of the mass. In addition to carbonic acid, there also escapes a certain quantity of hydrogen fluoride gas, which is liberated by the decomposition of the calcium122 fluoride present in the ash. This gas being, even in very small quantities, very injurious to health, the tanks should be placed in a thoroughly ventilated room.
When decomposition is complete, enough water is admitted for the mass to acquire by stirring a thick milky appearance, when it is allowed to rest until it clarifies and a perfectly clear solution of acid calcium phosphate stands over the precipitate of gypsum. The clear solution is drawn off, and the sediment washed with water to obtain the solution retained by it. For this purpose the gypsum is stirred up with water, and the thick fluid discharged into a filtering tank. Upon the bottom of the latter is a four-inch-deep layer of coarse quartz sand; upon this is placed a false bottom, and upon the latter is spread a linen cloth. The liquor first running off being milky is poured back into the tank. However, it runs off clear so soon as the pores of the filtering cloth have become somewhat contracted by the gypsum.
As a rule, the contents of several filtering vats are run into a common filter, and the mass is repeatedly allowed to drain off. The dilute solutions thus obtained are evaporated with the first liquor. A third lixiviation of the sediment yields a fluid which is used instead of water in a subsequent operation.
The residue of gypsum is taken from the filtering tanks, and may be used as a fertilizer.
In the warm way the decomposition of the bone-ash is effected by providing the decomposing tanks with lead pipes through which steam is introduced, decomposition being complete in 24 hours, and the first run of solution of acid calcium phosphate reaches the evaporating pan in a very hot state. The lixiviation of the gypsum residue is also effected with water heated by steam, the object of separating the acid calcium phosphate as much as possible from the gypsum being thus obtained more completely with a comparatively small quantity of water than is possible by washing with cold water.
123
A suitable apparatus for hot lixiviation is shown in Figs. 51 and 52 in cross section and profile. A lead-lined tank, 13 to 16 feet in diameter and 3½ feet deep, is fitted with a stirrer furnished with two or four paddles, and closed by a well-fitting lid. The stirrer is kept in motion during the entire operation.
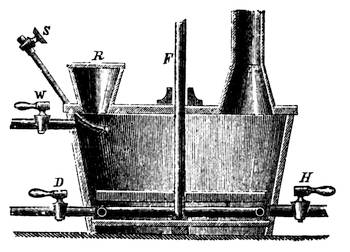
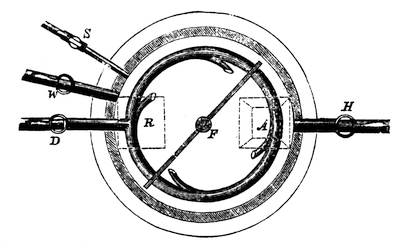
A lead steam pipe D furnished with several narrow flat outlet pipes placed in the direction in which the stirrer revolves, lies about 4 inches above the bottom of the tank. W is the pipe for the admission of water, S the lead pipe connected with the sulphuric acid reservoir, and A an outlet of boards for carrying off the vapor evolved from the mass in admitting the sulphuric acid. R is a wooden hopper, which serves for the introduction of the bone-ash, and is removed when the tank has been filled, the aperture124 being closed with a well-fitting wooden lid. The bottom of the tank is furnished with a lead discharge-cock.
Water is run into the tank, the bone-ash being simultaneously introduced through the hopper R, and the stirrer allowed to revolve slowly to effect an intimate mixture. Sulphuric acid and steam are then at the same time admitted. The steam heats the fluid very quickly to the boiling-point, and assists the action of the stirrer, it passing out from the outlet pipes in the same direction in which the stirrer revolves.
When the required quantity of sulphuric acid has been introduced, the admission of steam is interrupted, the stirrer, however, being constantly kept in motion. To keep the mass hot, steam is for a few minutes admitted every hour. When the sulphuric acid has acted for 24 hours, decomposition is complete, and the liquor is discharged through the cock on the bottom of the tank.
For the evaporation of the liquor leaden pans are used, and this operation is continued until the fluid has attained a specific gravity of 1.45. The pans rest upon cast-iron plates covered with a layer of clay or sand, to prevent them from being injured by the fire gases. For heating the pans, the fire gases escaping from the distilling furnace or the bone kiln are utilized.
The fluid having been evaporated to the above-mentioned specific gravity is now mixed with charcoal powder, or rather granulated charcoal of the size of small peas, in the proportion of 20 to 25 parts of charcoal to 100 of liquor. The mixture is then quickly dried in shallow cast-iron pans heated by a direct fire. Much sulphurous acid is evolved during this operation, and provision must be made for carrying off the vapors arising from the pans.
When the mass has been dehydrated so far that it balls together, it is taken from the pan by means of shovels and brought into a copper cylinder which is furnished with a sheet-iron sieve-like bottom through which it is forced into125 another pan. In this second pan the mass is moderately heated until a sample of it still evolves slight vapors and when pressed with the hand, after cooling somewhat, appears still moist without, however, being sticky. The material is now ready for distilling and 100 parts of concentrated solution of 1.45 specific gravity and 20 to 25 parts of charcoal yield about 77 parts by weight of so-called distilling mass.
It is best to bring the hot mass as taken from the pan at once into the retorts, as it is very hygroscopic and, if allowed to lie exposed to the air, would absorb moisture and require to be again dried. If it cannot be immediately subjected to distillation, it is advisable to keep it in sheet-metal boxes tightly closed.
The liquor obtained in treating bones for the manufacture of glue with hydrochloric acid may, as mentioned in Chapter V, be advantageously utilized in the manufacture of phosphorus. In order to obtain in crystallized form the acid calcium phosphate contained in it, the liquor has to be concentrated by evaporation and as during this operation hydrochloric acid vapors constantly escape, provision must be made for their removal from the workroom. The operation is conducted as follows: The flue of the furnace for distilling the phosphorus, through which the fire gases usually escape to the chimney, is made to communicate with a long low chamber, which can be tightly closed and connects at the other end with a high chimney. The flue is fitted with a slide and by opening the latter, the fire gases are forced to pass through the chamber before reaching the chimney.
In the chamber are placed large, well-glazed, earthenware vessels which contain the liquor to be evaporated, the vapors evolved being carried off by the fire-gases through the chimney. Evaporation proceeds quite rapidly, and fresh liquor is from time to time introduced through an earthenware pipe, the operation being repeated until a126 sample taken from the full vessels shows on cooling the presence of an abundance of crystals of acid calcium phosphate.
The admission of the fire-gases into the chamber is then interrupted, and the contents of the vessels are brought into a wooden tank furnished with a stirrer, which is kept in constant motion so that when the liquor cools, only small crystals will be formed. When crystallization is complete, the mother-liquor is drawn off and again evaporated. By this operation more crystals of acid calcium phosphate are obtained, which are, however, less pure than those from the first liquor. The mother-liquor drawn off from this second yield of crystals might, on being again evaporated, give more crystals which, however, would be too impure to be used to advantage.
To obtain the calcium phosphate contained in the last mother-liquor, the latter is exactly neutralized with burnt lime, a white precipitate of basic calcium phosphate being thereby obtained. The precipitate is repeatedly washed in water and allowed to settle, and added in small portions to the acid liquors obtained by extracting the bones. As these liquors always contain a considerable quantity of hydrochloric acid in excess, the basic calcium phosphate, being in a finely divided state, is readily and completely dissolved.
The crystals of acid calcium phosphate are removed from the crystallizing tanks by means of wooden shovels and brought into baskets covered inside with stout sack-cloth. They are left in the baskets until no more mother-liquor drains off, when the cloths are folded together and the crystals further freed from liquor by pressure. They are then heated, with constant stirring, in shallow stoneware pans until they are so dry as to crumble of their own accord. In this manner small crystals of a mother-of-pearl lustre are obtained, which feel like sharp quartz sand and consist of pure acid calcium phosphate.
127
This mass is mixed with 25 per cent. of its weight of granulated charcoal. The mixture is heated until it is pulverulent, and then treated in the same manner as the distilling mass from bone-ash.
In place of stoneware vessels, shallow lead pans may be used for evaporating the liquor containing calcium phosphate. To prevent the melting of the lead the pans are bricked in under a very flat arch, so that the fire gases are forced to pass close over the liquor, the pans being kept constantly full. When crystallization is complete the liquor is drawn off and the pans are refilled.
In the manufacture of phosphorus there is left after every distillation a residue of basic calcium phosphate, and it is advisable to decompose it with hydrochloric acid, this being effected in a vat lined with lead or coated with paraffine. The mass is completely dissolved, and the black sludge remaining on the bottom of the vat consists of charcoal, which had been added to the distilling mass.
Distillation of the Phosphorus.—The distilling mass consists of acid calcium phosphate, charcoal and about 4 to 6 per cent. water. By heating in the retorts, the acid calcium phosphate is first converted into calcium metaphosphate, water being eliminated, according to the following equation:
CaH4(PO4)2 = Ca(PO3)2 + 2H2O.
By further heating to a white heat the calcium metaphosphate is so far reduced as to yield two-thirds of its content of phosphorus, while one-third remains behind as calcium phosphate, corresponding to the following equation:
3Ca(PO3)2 + 10C = Ca3(PO4)2 + 10CO + 4P.
The mixture of acid calcium phosphate and charcoal is distilled in glazed fire-clay retorts, 12 to 18 of them being placed on each side of a so-called galley-furnace. The bodies of the retorts are placed on the side of the fire, while128 the necks pass through openings in the walls of the furnace, those portions of the wall being only lightly bricked up, as the retorts, after distillation is finished and the furnace cooled, have to be removed in order to clear out the residue and introduce fresh mixture. Between each pair of retorts is left a space of 5 to 6 inches for the passage of the flames.
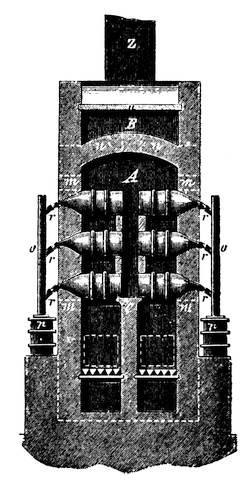
Experience, however, has proved the advisability of modifying the galley-furnace by reducing its length and increasing its height, and placing the retorts in two or three rows, one above the other. Two such furnaces are placed together with their narrow sides, so that the fire-gases of both meet in a common chamber, and are conducted from the latter under the evaporating pans. Four such furnaces may also be arranged in the form of a cross, and their fire-gases conducted into a common chamber. By arranging the furnace, as is most frequently done, for three double rows of seven retorts each, it will hold 42 retorts, a double furnace 84,129 and one in the form of a cross 168. The arrangement of a double furnace is shown in Fig. 53.
The wall C, which separates the two fire-places, serves for supporting the lowest row of retorts, while the second and third rows rest upon intermediate pieces. The fire gases pass through flues into the space over the furnace, the top of which may be directly formed by the evaporating pans. It is, however, more suitable to place the evaporating pans on one side and not run the collecting chamber for the fire gases directly into the chimney. For the introduction of the retorts into, and their removal from, the furnace, a narrow door is provided between each two vertical rows of retorts. After placing the retorts in the furnace, this door is closed with stones and the joints luted with clay.
Every three retorts lying one above the other have a common receiver, p, for the collection of the phosphorus distilled off. The necks, r, of the retorts terminate in the collecting pipe, o.
The galley-furnaces, previously described, require the use of a fuel which yields a very long flame, and can, therefore, be heated only with wood or very fat coal.
In order to render possible the use as fuel of coal yielding a short flame, and especially of coke, furnaces have been constructed which hold only a small number of retorts, generally five, placed in two rows, by twos and threes, one above the other. The retorts are cylindrical in form, and have a capacity equal to that of several smaller retorts.
The receivers for collecting the phosphorus distilling over from the retorts are made of clay, and should be well glazed and smooth inside. Each receiver consists of two parts, one of which is a cylindrical vessel open at the top, into which the other part fits, and is fixed by means of a rim, which is prolonged so as to form a neck, between which and the first part is inserted a tube fitted on the neck of the retort, while the other end of this tube dips for about 4 inches into the receiver, the latter being filled with water.
130
Under certain conditions enameled cast-iron may be used as a material for receivers, but the enamel must be of such a nature as not to be attacked by the phosphorus vapors, otherwise the receivers would in a short time be destroyed.
The retorts having been filled with the required quantity of mixture are placed in the furnace and the brickwork is restored. The fire is then kindled and kept up very gently for some time in order to dry the fire clay used in joining the bricks. The receivers are filled with water and fitted to the retorts. In each receiver a small iron spoon is placed fastened to iron wire which serves as a stem. After six to eight hours of firing the heat has been so much increased as to cause the expulsion of any moisture left in the material placed in the retorts, while quantities of hydrocarbon gases and oxide of carbon are formed and expelled with the sulphurous acid. Subsequently other gases are given off, and because they contain some hydrogen phosphide are spontaneously inflammable. As soon as this phenomenon is observed the joints of the receivers and apparatus connecting it with the retorts are luted with clay, care being taken to leave, by the insertion of an iron wire, a small opening for the escape of the gases, which are as speedily as possible removed by well arranged ventilators from the building in which the furnace is placed. The appearance of amorphous phosphorus at the small opening indicates the commencement of the distillation.
The spoon is then placed in the receiver in such a direction that any phosphorus coming over may collect in it. During the progress of the operation, and as long as any phosphorus distils over, the evolution of combustible gases continues, and consequently a small blue-colored flame is observed at the opening in the lute. The water in the receiver is kept cool during the operation. After forty-six hours, with greatly-increased firing, a full white heat is reached, and the quantity of phosphorus coming over has decreased so much as to make a continuation of the ignition131 process wasteful. The receivers are therefore disconnected from the retorts.
The receivers are taken to a special room and entirely submerged in large wooden troughs filled with water in order to drive off inflammable gases still contained in them and to cover the phosphorus with water. They should be opened only after this has been done, and every manufacturer should rigidly enforce the rule of carrying on the operation in the above-described manner. Crude phosphorus is very inflammable, and when carelessly handled by the workmen may inflict horrible burns and, as the phosphorus as a rule causes blood-poisoning, such injuries generally cause death.
The phosphorus is then removed from the receivers (always under water). The trough in which this operation is effected should be provided, a few inches above the actual bottom, with a perforated false bottom upon which the receivers are placed. The larger pieces of phosphorus taken from the receivers are collected, under water, in special vessels, while the smaller pieces fall through the perforations of the false bottom to the actual bottom. When all the receivers have been emptied, the water in the trough is discharged into a large barrel in which it remains until the particles of phosphorus have subsided. The water is then drawn off, with the exception of a sufficient quantity to cover the phosphorus in the barrel.
The water from the receivers as well as from the troughs shows a quite strong acid reaction due to phosphoric acid, which has been formed by the combustion of phosphorus and passed into solution. In order not to lose this phosphoric acid, the water is partly used for filling the receivers and partly for mixing the bone-ash before adding the sulphuric acid.
Crude phosphorus is a mixture of crystalline (ordinary) phosphorus with amorphous phosphorus, the reddish color of the mass being due to the latter. It further contains132 phosphorus in various stages of oxidation, free carbon, and if impure sulphuric acid has been used, arsenic in combination with phosphorus.
Refining and purifying the phosphorus. The crude phosphorus was formerly purified by forcing it through the pores of stout wash leather by means of a machine. The crude phosphorus contained in a tightly tied piece of wash leather is placed on a perforated copper support situated in a vessel filled with water at 122° to 140° F. As soon as the phosphorus is molten, there is placed on the wash leather a wooden plate which by the aid of a mechanical arrangement and a lever can be forced downwards so as to cause the fluid phosphorus to pass through the pores of the leather, the impurities being retained. The phosphorus in the form of a slightly yellowish fluid collects on the bottom of the vessel and is immediately moulded into the shape in which it is brought into commerce. The residue in the wash leather consists chiefly of charcoal dust and amorphous phosphorus. The wash leather can, as a rule, be only used once, and only small quantities of phosphorus can be worked at one time.
A more suitable process of purification is as follows: Porous, unglazed porcelain or earthenware plates are fixed in an iron cylinder connected with a steam boiler. The cylinder having been hermetically closed is placed in a vessel containing water at 140° F. When the phosphorus is molten, steam of a few atmospheres’ pressure is admitted into the cylinder, the phosphorus being thus forced through the earthenware plates.
The phosphorus obtained by either of these methods is free from mechanically admixed particles of charcoal and amorphous phosphorus, but it is by no means pure, as all the substances dissolved in it (oxides of phosphorus) pass through the filter. The loss of phosphorus amounts to from 5 to 6 per cent. of the weight of the crude product. The masses taken from the filter plates are therefore col133lected and subjected by themselves to distillation in order to obtain the phosphorus contained in them.
To obtain pure phosphorus, the crude product has to be subjected to distillation, this operation being carried on in iron retorts of a peculiar make, and shaped like the glass retorts used in chemical laboratories. The necks of these retorts dip to a depth of ½ to ¾ inch in water contained in a basin filled to the rim so that any phosphorus which is discharged into this water causes it to overflow. The crude phosphorus having been fused under water is next mixed with 12 to 15 per cent. of its weight of moist sand, and this mixture placed in the retorts, the object of the mixing with sand being to prevent the phosphorus becoming ignited during the filling of the retorts.
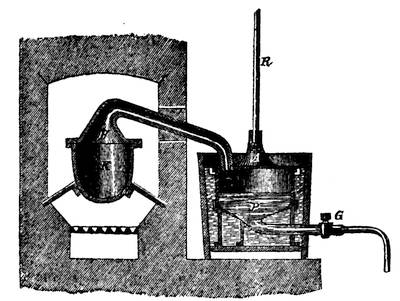
Fig. 54 shows a distilling apparatus. In consists of a cast-iron retort, K, fitted with a cast-iron dome, H, the joint being made tight by means of clay and screws. The dome, A, tapers to a cone and terminates in a wide glass tube, R, bent at a right angle, and having at the mouth a diameter of about 2⅓ inches.
This dome, A, dips ¾ inch deep in water contained in the copper gutter of the receiver filled to the brim. The copper134 receiver, P, stands in water. It contracts below in the form of a funnel, and terminates in a pipe closed by a cock, G, to which is fitted a glass tube bent at a right angle.
The retort having been filled with the mixture of crude phosphorus and sand, the dome, H, is placed in position and the apparatus brought into the furnace. The dome is then connected with the condensing apparatus.
The fire is so regulated that the retort is uniformly heated from all sides in order to evaporate as quickly as possible the water still adhering to the phosphorus mixture, since at a higher temperature the water acts upon the phosphorus, and phosphoretted hydrogen is formed. It being scarcely possible to entirely avoid the formation of the latter, the receiver has been given the above-described form, so that the disagreeable vapors formed by the ignition of the phosphoretted hydrogen cannot escape into the workroom. The gas escapes through the conical dome. A, and the glass pipe, R, into the open air, where it burns without molesting the workmen.
At first steam only escapes from the retort, while later on phosphoretted hydrogen passes off. The evolution of the latter, however, soon ceases almost entirely, and the phosphorus distils uniformly over. Heating is continued until the retort shows a slight red heat, all the phosphorus having by that time passed over. The residue in the retort consists only of sand and charcoal.
The phosphorus passing over in the various stages of distillation shows different qualities. The portion which passes over first is perfectly pure, and when cold presents the appearance of bleached wax; the portions passing over later on are of a yellowish-red color, while the last portions are colored brick-red by amorphous phosphorus, and have to be collected by themselves. They are again brought into the retort in the subsequent operation.
In order to be able to separate the phosphorus passing over according to quality, the receiver for the melted mass135 is fitted with a conical bottom furnished with a glass tube which can be closed by the cock G. This glass pipe leads to a tank filled with warm water, in which the collecting vessel is immersed. The phosphorus collecting in this vessel is from time to time allowed to run into a vessel filled with water, another vessel being substituted when the phosphorus commences to show a yellowish color.
Moulding the refined phosphorus. It has long been the custom to mould phosphorus into the shape of sticks formed by the aid of a glass tube open at both ends, one of these being placed in molten phosphorus covered by a stratum of warm water. The liquid phosphorus is sucked by the operator into the tube until it is quite filled. The lower opening of the tube being kept under water is closed by the finger of the operator; the tube is instantly transferred to a vessel filled with very cold water by which the phosphorus is solidified. It is removed from the glass tube by pushing it out with a glass rod or iron wire while being held under water.
Independent of its danger, the method of moulding above described is not suitable for the manufacture on a large scale, and various contrivances have been introduced for this purpose; the apparatus constructed by Seubert being much used. It consists of a copper boiler fitted on a furnace. To the flat bottom of this boiler is fitted by hard solder an open copper trough communicating with a water-tank. In the boiler is fitted a copper funnel provided with a horizontal tube. This portion of the apparatus is intended for the reception of the phosphorus. At the end of the horizontal tube is placed a stopcock, while the portion of the projecting mouth of the tube beyond the cock is widened out and fitted by means of bolts and nuts, with a flange-like copper plate, into which are inserted two glass tubes. Into the copper trough is let a wooden partition, which serves the purpose of supporting the glass tubes as well as of preventing the communication of the hot water in the boiler and a portion136 of the trough with the cold water of the tank and the portion of the trough nearest to it. The phosphorus having been introduced in the boiler, the water is gently warmed so as to cause the fusion of the phosphorus. As the warm water reaches to the wooden partition, it is evident that on opening and closing the cock at the end of the horizontal tube, some phosphorus will pass through and flow out of the glass tubes, but that remaining in these tubes will solidify, and on opening again the cock at the end of the horizontal tube, the solid sticks of phosphorus may be removed from the glass tubes by taking hold of the piece of projecting phosphorus, the phosphorus being immediately immersed under water in the tank, and kept there protected from the action of the light.
Notwithstanding its apparently very practical arrangement, Seubert’s apparatus possesses many disadvantages, the principal drawback to its use being that the phosphorus-sticks frequently stick so firmly in the glass tubes that the operation of moulding has to be interrupted, the tubes removed, and the phosphorus stick pushed out with a stout wire. Furthermore, the melted phosphorus in flowing in frequently causes the glass tubes to crack.
Hence many factories have returned to the old method of moulding by sucking the fused phosphorus into glass tubes. To render this operation perfectly free from danger, the apparatus shown in Fig. 55 has been devised, by means of which a larger quantity of phosphorus can in a short time be moulded into sticks.
A hollow prism, P, of stout sheet-iron is fitted at its lower end with 8 to 12 short tubes. In the latter are inserted air-tight, by means of rubber, 12 glass tubes, G, each about 3¼ feet long and somewhat contracted at the lower end. Two iron rods, E, are fitted to the prism and, by means of suitably-shaped pieces of cork, serve to hold the glass tubes in their proper position. To the back of the prism is secured a rubber tube, L, which communicates with a small137 air-pump, and to the upper surface of the prism is fixed a handle.
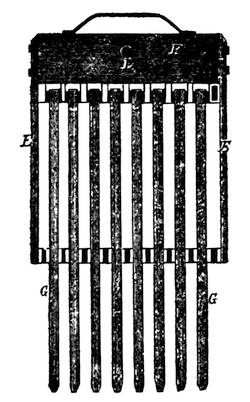
The phosphorus to be moulded is fused in a shallow vessel of such a shape that a portion of it is covered only about 2 inches deep with water. The glass tubes are placed in the fused phosphorus and the air is sucked from them by means of the air-pump; the external air-pressure forcing the fused phosphorus into the glass tube.
The tubes are now sufficiently raised to allow of a rubber plate being pushed under their mouths in the shallower portion of the vessel. The rubber plate is pressed against the tubes and the entire apparatus placed in a vessel filled with cold water. The phosphorus solidifies very rapidly in the lower narrower portions of the tubes, and the latter are immediately detached from the prism and replaced by others. The phosphorus when entirely cold is pushed from the glass tubes by means of a wire or wooden stick.
In some factories the phosphorus is moulded in wedge-shaped sheet-metal boxes. In packing two such wedges are laid together with their longitudinal sides so as to form a prism.
138
Phosphorus is stored either in strong sheet-iron tanks or in wooden boxes lined with tinned sheet-iron and covered with a stratum of water fully 1¼ inches deep. For shipping smaller quantities of phosphorus, the sticks are packed in tinned sheet-iron boxes and the latter having been filled up with water, the lid is soldered on. To prevent the water from freezing in winter, it is advisable to mix it with spirits of wine.
Manufacture of phosphorus with the assistance of electricity. Readman and Parker have recently devised a process for the manufacture of phosphorus on a large scale in a continuously working apparatus by means of a powerful electric current, such as is yielded by a larger dynamo. The mixture used for the operation differs from the ordinary one of calcium phosphate and charcoal, in that it contains in addition a slag-forming body—a flux—silicic acid (quartz sand) being at first used for the purpose. Numerous experiments, however, have shown kaolin or pipe clay, i. e., aluminium silicate, to be more suitable.
When a mixture of calcium phosphate, charcoal and aluminium silicate is exposed to the action of the voltaic arc the following process takes place: By the extraordinarily high temperature prevailing in the proximity of the arc, the reduction to phosphorus of the phosphoric acid contained in the calcium phosphate is very rapidly effected. The liberated calcium combines immediately with the aluminium silicate to a calcium-aluminium-silicate, i. e., to a glass fusible with the greatest difficulty which, however, at the high temperature possessed by the voltaic arc becomes fluid like water.
The apparatus employed is, generally speaking, similar to the electric furnaces now in use. The mass to be treated is contained in a carbon crucible in which the two electrodes are placed opposite to one another, so that the electric current must pass through the mass. However, since the phosphorus at the moment of liberation would, on coming139 in contact with oxygen, immediately burn again to phosphorus pentoxide, the apparatus has to be so arranged that the entire process passes off in an entirely indifferent gas, and the condensation of the phosphorus vapors takes place under the same conditions.
Fig. 56 shows the apparatus employed for the electrolytic manufacture of phosphorus.
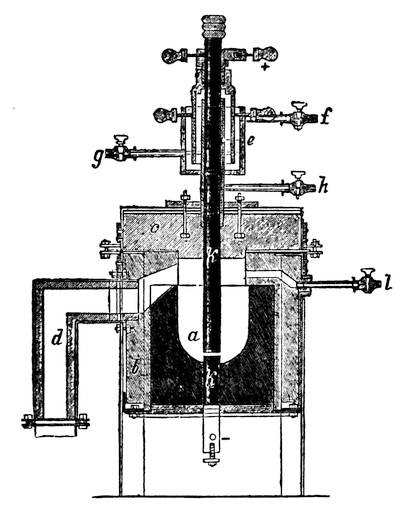
The carbon crucible, a, is enclosed by a clay jacket, which serves as an insulator of heat, and is closed by a graphite cover, c. Through the bottom and the cover of the crucible pass the two electrodes, k k, which conduct the current, and between which the voltaic arc is formed. To prevent the upper electrode from becoming too highly heated during the operation, it is constantly cooled by water admitted at g, and running off at f. Through the pipes h and l an indifferent gas—as a rule, illuminating140 gas—is conducted into the apparatus and escapes together with the phosphorus vapors through the pipe d.
In operating with the apparatus, the reduction soon takes place, and the phosphorus vapors escape through d, while a thinly-fluid slag remains behind in the crucible. The slag is discharged through a pipe not shown in the illustration, and a fresh charge of the mixture brought into the crucible a, the process of reduction being thus carried on without interruption. The phosphorus vapors escaping from d are conducted through a cooled pipe and condense to a liquid in water heated to between 122° and 140° F. contained in a receiver.
Although the electrolytic method of manufacturing phosphorus is of quite recent origin, a considerable portion of the phosphorus brought into commerce is now prepared in that manner, it being cheaper than the older processes which involve a very large consumption of fuel.
141
Many experiments have been made to bleach glue, i. e., to obtain masses as colorless as possible, or at least slightly colored, the resulting product being more valuable than the dark-colored one.
a. Bleaching in the Air.
The principal requisite for obtaining a beautiful bleached glue is that the unbleached product is clear, i. e., transparent, even if of a dark color, this being the best criterion of well-made glue.
Glue may be bleached whilst being prepared, or the finished cakes may be subjected to the bleaching process.
For the purpose of obtaining pale-colored glue from skin or cartilage it is advisable to expose the materials in thin layers to the direct action of the sun. Moist oxygen when acted upon by the sun is converted into ozone, which exerts an extraordinary bleaching effect upon organic substances.
b. Bleaching with Chlorine.
The powerful bleaching effect of a solution of chlorine in water upon organic matter is well known; the water is decomposed, and bleaching is effected by the oxygen which is liberated. Hence skin and cartilage may also be bleached by placing them in a vessel filled with weak solution of chlorine in water and leaving them in contact with it until the fluid shows no longer an odor of chlorine. When bleaching is finished the materials are suspended in a certain quantity of hydrochloric acid, which has finally to be removed by repeated treatment with water.
142
c. Bleaching with Animal Charcoal.
Animal charcoal is distinguished by its great power of absorbing coloring as well as odoriferous matter, and may also be used for discoloring glue-liquors. This may be done by allowing the thin liquor, as it comes from the glue-boiler, to run through a filter filled with animal charcoal, or with the use of charcoal dust.
In the latter case the glue-liquor is collected in a clarifying vessel and a quantity of charcoal dust amounting to about 3 to 4 per cent. of the weight of the glue in the liquor stirred in. The finely divided charcoal sinks slowly down, carrying with it the solid particles suspended in the liquor, and collects on the bottom of the clarifying vessel in the form of a black slime.
In order to discolor the glue-liquor as much as possible, when working on a large scale, it is recommended to use a number of cylinders filled with animal charcoal. These cylinders are connected one with the other in such a manner that the glue-liquor runs into the first cylinder from the top, passes out from the lower end of this cylinder through a pipe into the second cylinder, traverses this from bottom to top, passes into the third cylinder from the top, and so on. The animal charcoal in the first cylinder loses its discoloring power first. The cylinder is then disengaged, freshly charged and placed last in the series of filters, the process being the same with the second cylinder, and so on, so that after a certain time all the cylinders have alternately occupied the first and last places in the series of filters.
By the use of animal charcoal it is even possible to render very dark and badly-smelling glue, entirely colorless and free from odor. The darker the glue is, the longer it must, of course, be subjected to the action of the animal charcoal.
143
d. Bleaching with Sulphurous Acid.
Bleaching of the glue-liquor itself by means of sulphurous acid is best effected in the clarifying vat. For this purpose, the latter is fitted with a lead pipe reaching to the bottom and terminating in a perforated coil. Through this pipe gaseous sulphurous acid, generated in a suitable sulphur-burner is forced through the liquor by means of a force-pump.
The sulphurous acid is dissolved in the glue-liquor, the latter being thereby bleached. When the liquor has acquired a much paler color and a strong odor of sulphurous acid is perceptible in the air over the vat, the introduction of gaseous sulphurous acid is interrupted and the liquor allowed quietly to clarify, the acid dissolved in it exerting during this time a further bleaching effect. By this means ordinary brown joiners’ glue of good quality may be converted into a pale-yellow product similar to the variety known as gilder’s glue.
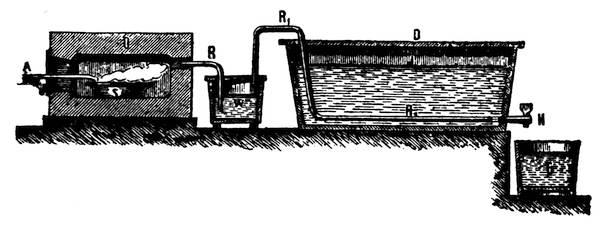
For bleaching finished glue, solution of sulphurous acid in water may be used, the apparatus shown in Figs. 57 and 58 being suitable for the purpose.
The apparatus for the production of the acid solution consists of the sulphur-burner O, the wash-vessel for the gas W, and the vessel T for dissolving the gas in water.
The sulphur-burner O is a small brick vault of sufficient size to hold a vessel S having a capacity of a few quarts.144 In front the sulphur-burner is provided with a well-fitting door J, which is furnished with a small aperture for the introduction of an iron pipe into the burner. The lead-pipe R leads from O to the bottom of the wash-vessel W, and from the lid of the latter rises a pipe R1, and runs along the bottom of the trough filled with water. This trough is provided with a wooden lid and the cock H, and by means of the latter the fluid can be discharged into the vessel G.
The trough T is filled with water and W is also filled three-quarters full. In the burner O is placed a dish S filled with sulphur, and the latter ignited. The door is then closed and air blown in through A by means of a bellows, the joints of the door J being at the same time luted with clay.
In contact with air, the sulphur burns to sulphur dioxide. The latter is freed in the wash-vessel from sulphur vapor which has been carried along, and passes from R1 through the numerous perforations into the water in T where it is dissolved to sulphurous acid.
Saturation with sulphurous acid of the fluid in the trough is complete when the suffocating odor of the acid is perceptible in the proximity of T. The fluid is then discharged, replaced by water, which is again saturated with sulphuric acid, and so on.
The cakes of glue to be bleached are placed in a trough (Fig. 58), in which are arranged several frames, B, covered with linen. The cakes of glue are placed upon these frames and the trough is filled with sulphurous acid so that it145 stands a few inches deep over the uppermost frame. The cakes of glue swell up rapidly in the solution of sulphurous acid, and yielding up their salts become bleached. After twelve hours the fluid is discharged through the cock, H, and if glue of a particularly fine appearance is to be produced the cakes are treated twice more with solution of sulphurous acid.
When bleaching is finished the trough is filled with clean water, in which the glue is allowed to remain for a few hours, when the frames are lifted out and the cakes dried.
By this method glue may be bleached to such an extent as to render it fit as a substitute for gelatine for many purposes, for instance, for the imitation of thin plates of ivory.
Dr. Bruno Terne’s apparatus (Fig. 40), previously described, may also be used for the generation of sulphurous acid for bleaching purposes.
146
Besides the broadly-distinguished forms of skin-and bone-glue, the trade recognizes a large number of varieties, distinguished either by their value or their fitness for special purposes.
Joiner’s Glue.—This variety is without doubt the oldest in use and most in demand, and its principal requisite is its great adhesive power. It is used for joining wood, leather, paper, etc., and varies very much in quality and price.
The best variety is prepared from scraps of hide and skin. A light color not being especially demanded, there existing rather a prejudice in favor of a dark-colored article, waste of cattle and horse skins and tendons can be used for its manufacture.
Joiner’s glue, which is generally preferred in thin cakes, is chiefly manufactured in regular glue factories, though to be able to compete with the bone-glue turned out by the large establishments, the glue-boiler generally mixes skin and bone-glue, and is thus enabled to turn out a tolerably good quality. The price paid for the different varieties of joiner’s glue varies very much, being generally higher in winter than in summer, and is frequently more regulated by the external appearance of the article than by its actual value. Glue without gloss, very much warped and of a very dark color, may, notwithstanding its faulty appearance, possess excellent qualities.
Nothing need be said about the manufacture of joiner’s glue, since what has been said about the manufacture of glue in general suffices for the purpose.
147
How to make and use glue. Break the glue into small pieces, put it into an iron kettle, cover it with water, and allow it to soak twelve hours; after soaking boil until done. Then pour into a box which can be covered air-tight; leave the cover off until cold, then cover up tight. As glue is required, cut out a portion and melt in the usual way. Expose no more of the made glue to the atmosphere for any length of time than is necessary, as the atmosphere is very destructive to made glue.
All glue, as received from the factory, requires the addition of water before it will melt properly, and every addition of water (while the glue is fresh made) will, up to a certain point, increase its adhesiveness and elasticity. Some glues will bear more water than others, but all will bear more water than usually falls to their share, and that, too, with a greater improvement in the quality of the work. For glue to be properly effective, it requires to penetrate the pores of the wood, and the more a body of glue penetrates the wood the more substantial the joint will remain. Glues that take the longest to dry are to be preferred to those that dry quickly, the slow-drying glues being always the strongest, other things being equal. Never heat made glue in a pot that is subjected to the direct heat of the fire or a lamp. All such methods of heating glue cannot be condemned in terms too strong. Do not use thick glue for joints or veneering. In all cases work it well into the wood in a manner similar to what painters do with paint. Glue both surfaces of your work excepting in the case of veneering. Never glue upon hot wood, as it will absorb all the water in the glue too suddenly, and leave only a very little residue, with no adhesiveness in it whatever.
Holding power of glue. 1. Glue exerts a far greater hold on surfaces of wood cut across the grain than on those that have been split, or cut with the grain.
2. When two surfaces of split wood are laid together, the hold of the glue is the same whether the fibres are laid parallel or crosswise to each other.
148
3. The holding power of glue on different woods estimated in kilogrammes per square centimeter (0.155 square inch) is as follows:
| Cut across the grain. | Split. | |
| Beech, | 155.55 (342.21 lbs.) | 78.83 (173.42 lbs.) |
| Hornbeam, | 126.50 (278.30 lbs.) | 79.16 (174.15 lbs.) |
| Maple, | 87.66 (192.85 lbs.) | 63.00 (138.6 lbs.) |
| Oak, | 128.34 (282.34 lbs.) | 55.16 (121.35 lbs.) |
| Fir, | 110.50 (243.10 lbs.) | 24.16 ( 53.15 lbs.) |
Cologne glue. The variety of glue known under this name is prepared from selected scraps of hide and skin, and is consequently very pure, and possesses great adhesive power. It is of a light-brown color, and comes into commerce in short thick cakes of great hardness. It is an excellent quality of glue, and is preferred to all others by bookbinders, workers in leather, etc. There are many imitations of this variety, bone-glue being frequently sold as Cologne glue.
The genuine article is manufactured from refuse of hide, which, after liming, is carefully bleached in a bath of chloride of lime, the concentration of which depends on the darker or lighter color of the glue-stock. For 220 lbs. of glue-stock, it is generally customary to use 1 lb. of chloride of lime mixed with sufficient water to cover the stock.
After thorough impregnation of the glue-stock, which generally requires about half an hour, add sufficient hydrochloric acid to impart an acid taste to the bath of chloride of lime. To be able to mix the mass thoroughly, it is best to use a vat provided with a stirring apparatus. After allowing the acid to act for a quarter of an hour, remove every trace of it by careful washing.
To obtain a jelly as clear as possible, the gelatinous liquor is drawn off as soon as the thin portions of the glue-stock and the outside of the thicker ones are dissolved, they being more thoroughly bleached than the rest. The residue is worked into darker glue.
149
Russian glue. This variety is of a dirty white color, and, like Cologne glue, is brought into commerce in short, thick cakes. Its color and opaqueness are imparted to it by an addition of 4 to 8 per cent. of white lead, chalk, zinc white, or permanent white (sulphate of baryta). It has been claimed that the superior adhesive power of Russian glue is due to this addition of mineral substances, but the results of many experiments fail to substantiate this claim. In case the glue turns out turbid, it may be of advantage to make it opaque by an addition of coloring matter, but the quality of the glue remains unchanged. The best time to add the coloring matter is shortly before drawing the glue-liquor from the clarifying vats into the cooling boxes, as the jelly is then of sufficient consistency to prevent the substances from settling on the bottom. Skin-glue, as well as bone-glue, is sold under the name of Russian glue.
Quite a considerable quantity of Russian glue brought into commerce in the form of brownish-white sheets is prepared from bones, the latter being degreased by boiling, steaming or extraction, and the solution of the mineral constituents effected by means of hydrochloric acid. The treatment with acid is, however, continued only till the bones commence to become soft and flexible. The solution of phosphates is then drawn off, and the softened bones are washed and in the usual manner worked to glue.
By this incomplete treatment with hydrochloric acid, a certain quantity of the phosphates remains in the cartilage and is inclosed in the glue prepared from it, the finished product acquiring thereby a dirty whitish color, which is by many considered an evidence of its quality. This mechanical admixture of phosphates, however, does not affect the adhesive power of the glue, neither increasing or decreasing it. Such white and opaque glue is manufactured to answer the demand in certain quarters of the trade, and, as above mentioned, heavy white substances are often intentionally incorporated with skin glue, as well as bone150 glue, to give it the appearance of Russian glue. These heavy powders add to the weight of the product, though when incorporated with it in small quantities do not injure its adhesive power, but large quantities render the product weaker.
Patent glue. This term is applied to an indefinite number of preparations, but particularly refers to a very pure variety of bone glue of a deep dark-brown color not showing net marks. It is very glossy, and swells up much in water. To satisfy the demand for thick cakes, they must be cut from very concentrated jelly to insure their drying.
Gilder’s glue is found in commerce in very thin, pale yellow cakes tied up in packages weighing about 2 lbs. each. It is a variety of skin glue bleached with chloride of lime, and dissolves with difficulty in water. The first runnings from the boiler are used for its manufacture.
A very superior article of gilder’s glue is obtained by cutting rabbit skins into fine shreds and boiling in water, then turning the mixture into a basket through which the liquid passes, leaving the refuse behind. About 100 grammes (3.52 ozs.) of sulphate of zinc and 20 grammes (0.705 oz.) of alum are then separately dissolved in pure boiling water and poured into the first-mentioned liquid, and the whole well stirred together while hot. The mixture is then passed through a sieve into a rectangular box, in which the jelly remains twenty-four hours in winter, or forty-eight in summer. The solid mass is taken from the box, cut into slices of proper thickness, and dried upon nets.
Size glue and parchment glue are manufactured in the same manner. Both are skin-glues, and can be readily produced by following the directions given for the manufacture of skin-glue.
Paris glue is used for sizing. It is brown, opaque, and almost always soft. Being very hygroscopic, and imparting a suitable flexibility to the felt, it is better adapted for hatter’s use than any other variety. For its manufacture151 only the generative organs, or the thick tendons of the legs of cattle and horses, are used, or other waste and fleshy parts, and substances mixed with small bones, which, if thoroughly cleansed, might yield a good quality of glue, but are intentionally transformed by too long-continued boiling, whereby the gelatinous solution is largely deprived of its adhesive power, and yields a hygroscopic product.
Liquid Glues. These are chiefly combinations of glue with some ingredients added to destroy the gelatinizing property and yet not impair its adhesiveness. They remain for a long time clear and syrupy, and are used for a variety of purposes. Below are given a few receipts for such glues.
1. Dissolve 38 parts of glue in small pieces in 100 parts of acetic acid. Solution is promoted by exposing the vessel to the sun or placing it in hot water.
2. Dissolve 50 parts of light-colored glue in 50 parts by weight of hot water, in which 14 parts of fused magnesium chloride have been dissolved. The solution on cooling does not gelatinize, but remains syrupy, the density varying according to the quantity of water used. In the preparation of printing inks it can be used as a substitute for gum.
3. Dilute 10 parts of strong phosphoric acid with an equal weight of water, and then gradually add 4 parts of ammonium carbonate in the dry state. When the effervescence has subsided, add a further 5 parts of water and warm on the water-bath or steam-chest to 158° F. Now add 20 to 40 parts of glue, according to the consistency required, and stir until all is dissolved. Cool.
4. Dissolve 20 parts of glue in an equal weight of hot water, then cautiously pour in, stirring constantly, 4 parts of strong nitric acid, warm until the nitrous fumes have been driven off, filter, if necessary, through fine shavings, and allow to cool.
5. Dissolve 3 parts of glue in small pieces in 12 to 15 parts of saccharate of lime. By heating, the glue dissolves rapidly and remains liquid, when cold, without loss of adhesive152 power. Any desirable consistency can be secured by varying the amount of saccharate of lime. Thick glue retains its muddy color, while a thin solution becomes clear on standing.
The saccharate of lime is prepared by dissolving 1 part of loaf sugar in 3 parts of water, and after adding one-fourth part of the weight of sugar of slaked lime, heating the whole to between 149° and 185° F., and allowing it to macerate for several days, shaking it frequently. The solution, which has the properties of mucilage, is then decanted from the sediment.
The solution of the glue in saccharate of lime is readily accomplished, even old gelatine, which has become insoluble in water, dissolving without difficulty. This variety of liquid glue possesses great adhesive power, and admits of many uses.
6. Dissolve 8 parts of glue in 16 parts of hot water, then add ½ to 1 part of hydrochloric acid, and 1½ parts of sulphate of zinc. Keep the mixture for 8 hours at 158° F., then filter through fine shavings, and allow to cool.
Steam glue. Under this name several varieties of liquid glue are brought into commerce. They are prepared as follows:—
1. Russian steam-glue. 100 parts of a good quality of glue, 100 to 110 parts of warm water, and 5.5 to 6 parts of commercial nitric acid of 36° B.
2. Pale steam-glue. 100 parts of glue, 200 of water, and 12 of nitric acid of 36° B.
3. Dark steam-glue. 100 parts of glue, 140 of water, and 16 of nitric acid of 36° B.
Soak the glue in cold water, then pour the necessary quantity of warm water over it, and heat gently on a water-bath until all the glue is dissolved. Next add gradually the nitric acid with constant stirring, and to the Russian steam-glue 6 parts of finely pulverized sulphate of lead, which will impart to it the white color.
153
Chrome glue. This preparation is very permanent and durable. To prepare it add to a moderately concentrated solution of 5 parts of glue 1 of dissolved acid chromate of lime, this salt being considered better for the purpose than the bichromate of potash usually used. The glue thus prepared becomes, after exposure to the light, insoluble in water in consequence of a partial reduction of the chromic acid. This preparation can be used for cementing glass articles, liable to be exposed to boiling water, the treatment being the ordinary one of applying the glue to both surfaces of the fractured object, and then binding them together until dry, and exposing them for a sufficient length of time to the light, after which boiling water will have no effect upon them. It is suggested that this preparation is better adapted to cementing the covers on glass slides than any now in use. The same preparation can be applied for making fabrics water-proof, especially sails, awnings, etc., where no great flexibility is required. Two or three applications of the glue, either by immersion of the object in it, or by the use of the brush, will answer the purpose. Roofing paper is also rendered impervious, even when exposed to long-continued rains.
Glue for attaching leather to metal. A method of affixing leather to metal, so that it will split before it can be torn off, consists in digesting a quantity of nutgalls, reduced to powder, in eight parts of distilled water for six hours, and filtering it through a cloth; then dissolving one part by weight of glue in the same quantity of water, and allowing it to remain twenty-four hours. The leather is moistened with the decoction of nutgalls and the solution of glue applied to the metal, previously roughened and heated. The leather is then laid upon it, and dried under pressure.
Glue for leather, paper, etc. The following process affords an unusually adhesive paste, adapted to fastening leather, paper, etc., without the defects of glue, and if preserved from evaporation in closed bottles will keep for years.154 Cover 4 parts, by weight, of glue with 15 parts of cold water, and allow it to soak for several hours; then warm moderately till the solution is perfectly clear, and dilute it with 65 parts of boiling water, intimately stirred in. Next prepare a solution of 30 parts of starch in 200 of cold water, so as to form a thin homogeneous liquid free from lumps, and pour the boiling glue solution into it with thorough stirring, and at the same time keeping the mass boiling.
Glue for parchment paper in making sausage skins. The supply of intestines soon being exhausted by the enormous quantity of pease-sausages manufactured for the German army during the Franco-German war, the necessity arose for a substitute. This consisted of a tube of parchment glued together. Millions of these tubes from Dr. Jacobsen’s factory were tested by the government, and found to answer the purpose admirably. They were even boiled for hours without either the glued seam or the paper itself being injured by the operation. The secret of the composition of the glue employed for fastening the parchment paper seems to be well kept, but the one given in the following is equal to it in all respects, if not indeed identical: Add to one quart of a good adhesive solution of glue ¾ to 1 oz. of finely powdered bichromate of potash. Warm the mixture slightly on a water-bath when about to use it, and before applying it moisten the parchment paper. The latter, when glued with this preparation, as in the formation of the small cylinders for sausages, must be rapidly dried on a hurdle, and then exposed to the light until the yellow glue becomes brownish. The cylinders are then slowly boiled in a sufficient quantity of water to which two or three per cent. of alum has been added, until all the chromate is dissolved out, and they are then washed in cold water and dried, and will look very inviting, especially if white glue has been used. A similar result may be reached by using a concentrated solution of cellulose in ammoniacal oxide of copper. Thus if cylinders of unsized paper are formed with155 this paste, and when thoroughly dry drawn through a parchmentizing solution (a cooled mixture of 2 volumes of fuming sulphuric acid and 1 volume of water), they will be beautifully parchmentized, and after the neutralization of the acid, washing, etc., it will present a striking resemblance to natural intestines.
Tungstic glue. This preparation offers an acceptable substitute for hard India rubber. It is made by mixing a thick solution of glue with tungstate of soda and hydrochloric acid, by means of which a compound of tungstic acid and glue is precipitated, which, at a temperature of 86° to 104° F., is sufficiently elastic to admit of being drawn out into very thin sheets. On cooling, this mass becomes solid and brittle, and on being heated is again soft and plastic. It can be used for all purposes to which hard rubber is adapted.
Indestructible mass for the manufacture of ornaments, toys, etc. A mass, which is to have the hardness of horn, consists of 50 parts of glue, 35 of wax or rosin, 15 of glycerine and the required quantity of a metallic oxide, or mineral color. A soft mass consists of about 50 parts of glue, 25 of wax or rosin, and 25 of glycerine. The glue is melted in the glycerine with the assistance of steam, and the wax or rosin added. The latter in melting mixes with the glue and glycerine, and finally the mineral color is added. The mass is poured in a liquid state into moulds of plaster of Paris, wood, or metal. The degree of hardness of the mass is increased by an addition of 30 to 35 per cent. of zinc white, or other mineral color, according to the color the article is to have.
Compound for billiard balls. Allow 80 parts of Russian glue and 10 parts of Cologne glue to swell up in 10 parts of water; then heat over a water-bath, and when dissolved, add 5 parts of heavy spar, 4 parts of chalk and 1 part of boiled linseed oil. Of a portion of the mass form small sticks, dip them in the remainder, and allow the adherent156 portion to dry, and repeat this process until a crude ball has been formed. This is placed in a dry room for three or four months, and when thoroughly dry, it is turned. The finished ball is placed in a bath of sulphate of alumina for one hour, dried, and polished like an ivory ball.
Coloring glue. Common black or dark glue, while possessing all the adhesive and other essential qualities of fine colored glue, has heretofore, owing to its color, been confined in its use to such purposes in the arts where color was not essential.
The object of the following process, which is the invention of G. J. Lesser, of Frankfort, Germany, is to color such glue so that it is both refined and tinted, and may be used for various purposes in the arts. It is especially applicable in the manufacture of sizing and finishing compounds for paper hangings, compounds for the manufacture of elastic rolls, for glue and size compounds for finishing yarns, textile fabrics of silk, cotton, etc., for the manufacture of calcimines and wall-coverings, for glue to be used with colored woods, and for all other purposes where a fine, strong-colored glue is required.
For coloring common black or dark glue take a pound and a half of liquid extract of lead and mix it into the water in which the glue has been soaked, as follows: Thirteen pounds of glue, sixty-three and a quarter pounds of water. Allow the glue to soak for about twenty-four hours, then dilute it by a slow fire, and when heated gradually pour in one and a half pounds of the extract of lead and mix it well together.
The extract of lead is a well-known commercial article, and it is well suited for this purpose; but the inventor does not limit himself to this particular preparation, as there are a larger number of neutral and basic compounds of lead that may be so modified as to produce results similar, if not identical, with the results obtained by the formula above given. Gelatine may be treated instead of glue.
157
Compositions for printing rollers. All such compositions contain gelatine or glue. The following receipts are used:
| I. | II. | III. | IV. | V. | VI. | VII. | VIII. | |
| Glue | 8 | 10 | 4 | 2 | 32 | 2 | 1 | 3 |
| Molasses | 12 | — | 8 | 1 | 12 | 6 | 2 | 8 |
| Paris white | 1 | — | — | — | — | — | — | 1 |
| Sugar | — | 10 | — | — | — | — | — | — |
| Glycerin | — | 12 | — | — | 56 | — | — | — |
| Isinglass | — | 1½ ozs. |
— | — | — | — | — | — |
| India rubber in naphtha |
— | — | — | — | 10 | — | — | — |
A patent roller composition is thus made: Gelatine 32 lbs. and glue 4 lbs. are softened in cold water and melted in a glue boiler. To this are added 4 lbs. of glucose, 72 lbs. of glycerine, and 1 oz. of methylated spirit. The whole is then digested for four to six hours and cast into rollers. This composition is claimed to be unaffected by temperature, to retain its elasticity, and not to shrink.
In practice it is found that all these compositions from the cleansing and remelting become gradually sticky and useless. To partially overcome this difficulty, formaldehyde is added to the roller composition, which renders the glue insoluble in water, and thus prolongs the life of the roller.
Size. This product is simply an undried glue and is used, not for adhesiveness, but as a body for filling porous surfaces, such as wood or plaster, stiffening and weighting textile fabrics, in paper manufacture, and as a foundation for oil paints and varnishes. According to Thomas Lambert, many firms who have a good selling connection for size, do not go to the expense of erecting clarifying plant and drying house for treating the glue-liquors, but prefer158 to stop the process half way, as it were, and marketing the resulting product as size. Others, again, with a complete glue plant at hand, convert only a portion of their liquors into size, to meet trade demands, the bulk going for the manufacture of glue. Size varies in quality to suit the requirements of different trades. Cardboard box-makers prefer a strong skin size, which is manufactured red or yellow as preferred. A strong yellow size made from bone is used by calico-printers, paper-stainers, wall-paper manufacturers, and in the straw-hat and carpet trades.
In the preparation of skin-glue, the first and second liquors are used for that purpose; the residual mass is then treated with water and steam, which practically exhausts the gelatinous matter. This, the third liquor, is used solely for size. During the boiling, samples are taken at intervals, cooled, and the condition of the jelly noted. The strength is also taken by the glue meter, which registers the percentage. At a strength of 8 to 10 per cent. the liquor is run off, passing through a filter of fine shavings or cloth, to remove any suspended matter, into a wooden vat fitted with a steam coil, then heated with a moderate charge of sulphurous acid to bring up the color, and evaporated to a strength of 36 to 38 per cent., as may be desired, and then run into casks to jelly. If skin-glue is not made, the three runnings are used entirely for size.
An outline of a simple process used in an English factory devoted to making tub-size, as given by Samuel Rideal, may be interesting.
The material is obtained from the tanyard ready limed and freed from hair, and consists mainly of “faces” of bullocks or cows, the noses being cut off as food for dogs. It is soaked again in weak lime water and re-washed, then placed in coppers made of wrought-iron wielded in one piece, and holding about 10 to 20 gallons, enclosed in outer jackets of the same material containing water which is kept well boiling. There are six coppers, about five feet high159 by three feet in diameter. The charge of each is about ½ cwt. The material is covered with water and well stirred with sticks for two hours, the scum and dross being occasionally skimmed off and thrown away as useless. At the end the size is ladled on to sieves, from which it runs into cooling vats, and is filled while moderately hot into clean tubs.
The liquor is clear and of a light brown color for the best XX quality, and darker for the common. The coolers or setting-backs are of wood or zinc, and the liquid is not kept hot longer than it can be helped, as it is liable to turn sour.
Bone-size is, according to Thomas Lambert, prepared as follows: The bones are first degreased by the naphtha process, and then passed through the cleanser direct into the glue-boilers and steamed, as in the manufacture of glue. The resulting liquors are forced up to the clarifying vats and partially bleached with a current of sulphurous acid, passing through bag-filters to the evaporating troughs, and concentrated from 30 to 38 per cent., as required, and then jellied in casks.
The manufacturer with no benzine or glue plant at his disposal washes the bones in a revolving drum, and, after crushing, they are fed into a boiler and subjected to an alternate current of steam and water, the latter coming from a spray pipe fixed at the top of the boiler. The liquors are generally drawn in two portions, having a strength of 14 to 16 per cent. of glue. After separating the fat, which is refined and sold to the soap-maker, the liquors are run into a large wooden vat about 8 × 6 × 4 feet, fitted with a steam coil, partly bleached with liquid sulphurous acid, and then boiled down to the required strength.
For a common size the bones are crushed but unwashed, and are fed direct into the boiler and treated as above. The liquors are not bleached, and boiled to a strength of about 25 per cent. glue. The composition of the different grades may be given as follows:
160
Common size. 25 per cent. glue, 75 per cent. water, etc.
Medium size. 30 per cent. glue, 70 per cent. water.
Best size. 38 per cent. glue, 62 per cent. water.
A concentrated size is now prepared by many manufacturers. It is a bone-size, and is sold at a Baumé strength at 122° C.
No. 1. 15° Bé. at 122° C., 40.5 per cent. glue.
No. 2. 20° Bé. at 122° C., 44.5 per cent. glue.
No. 3. 25° Bé. at 122° C., 49 per cent. glue.
Under the name of concentrated size also are sold a series of powdered glues of different qualities. They are the off-color and twisted cakes, sorted out in the warehouse, and ground to a fine condition by passing through a mill, and their value is based on the quality of the cake ground.
Size rapidly ferments and becomes sour and mouldy unless some preservative is added. Sulphate of zinc is mainly used for this purpose.
Bookbinders’ Size.—I. Water, 2 quarts; powdered alum, 1 oz.; Russian isinglass, 2 ozs.; curd soap, 40 grains. Simmer one hour, strain through linen or a fine sieve, and use while warm.
II. Water, 2 gallons; best glue, 1 lb.; alum, 4 ozs. Prepare and use as above.
III. Water, 2 quarts; isinglass, 5 ozs.; alum, 240 grains.
Water-proof Glue.—Solution of glue by itself or mixed with pigments is used in painting walls in distemper. A water-proof coat is obtained as follows: Boil 1 part of powdered gall-nuts and 12 parts of water until the mass is reduced to two-thirds of its bulk. Then strain through a cloth and apply the solution to the dry coat of distemper paint, the latter becoming thereby as solid and insoluble as oil-paint. The tannin of the gall-nuts acting only upon soft glue, the solution has to be applied so the lower layer of glue becomes thoroughly soaked through.
To render wrapping paper water-proof the following glue-solution may be used: Dissolve 24 parts of alum and 4161 parts of white soap in 32 parts of water in one pot, and in another 2 parts of gum arabic and 6 parts of glue in 32 parts of water, and mix the two solutions. Heat the mixture, immerse the wrapping paper in it, and pass it through hot rolls, or dry upon twine stretched in frames.
Fabrics may be rendered water-proof with glue and tannin. The process is based on the fact that by the action of tannin or bichromates, compounds insoluble in water are formed. It is, however, of first importance that both solutions—tannin and glue—should fully penetrate the fabric. If the latter is dipped directly into strong solution of glue and then of tannin, the glue will only become insoluble on the outside, and that which has penetrated deeper into the fibre will be unchanged, having been protected by the superficial insoluble layer. Hence, the treatment is commenced with a very weak solution of glue, prepared by leaving glue broken small in hundred times its weight of water for twenty-four hours. By that time the glue will have swelled up, and the whole is boiled, whilst being constantly stirred, so as to get a perfectly clear solution in which the fabric is boiled for 10 to 15 minutes. This time is no more than necessary for complete penetration. The fabric is then well wrung between two rollers placed over the glue-bath so that excess of solution runs back into it. The fabric is then hung up, and when nearly dry is passed through a tannin solution. The latter may be made from tannin itself, or from a tannin extract, or by boiling galls or oak bark in water. The tannin solution can be used fairly strong, as only so much of it is taken up as corresponds to the glue present, and it can be used over again as long as it can supply the tannin required, and can then be reinforced with more tannin as required.
It is not necessary for the fabric to stay long in the tannin, as it reacts quickly with the glue. The tanned material is again hung up to dry, and when quite dry is washed in plain water to remove any excess of tannin. The162 whole process from the beginning is then twice repeated. After this second repetition there is so thick a layer of tannate of gelatine on the fabric that the dry cloth has acquired considerable solidity and a smoothness which recalls that of leather. The fabric is now passed through a stronger glue solution, using three or even four parts of glue per hundred of water, but never exceeding the latter limit. After the glue-bath the fabric goes through the tannin bath, whereby it becomes quite thickly coated with tannate of gelatine. By repeatedly treating with glue and tannin alternately, this coating can be made as thick as desired, and finally masses are obtained in which the texture of the fabric is entirely hidden, and especially after the fabric has been calendered under heavy pressure after water-proofing. The color acquired by goods thus water-proofed is a more or less dark leather-brown.
Muratori and Landry treat the fabric with a solution made in three separate operations:
1. Potash alum 100 lbs. dissolved in 10 gallons of boiling water.
2. In another vessel 100 lbs. of glue are soaked in cold water till the glue has trebled in weight. The remaining water is poured off, and the glue liquefied by the application of heat. When the glue is boiling, 5 lbs. of tannin and 2 lbs. of soda water glass are put in it.
3. The two solutions are boiled together, being stirred constantly.
When the mixture is complete, it is allowed to cool to a jelly. To water-proof the goods some of the jelly is boiled with water (1 gallon to 1 lb., or a little over) for three hours, adding water to compensate for evaporation, so as to keep the volume of the solution constant, as shown by tests of its specific gravity with a hydrometer. The bath is then allowed to cool to 176° F., and the fabric is soaked in it for half an hour and then stretched out horizontally for six hours to drain. The fabric must be kept horizontal, so that163 the solution remains uniformly distributed through it. The drainings are collected to be used over again. The fabric is then dried in the open air or in a drying room, still in the horizontal position. If a drying room is used the temperature of it should not exceed 122° F.
Muzmann and Krakowitzer dissolve 10 lbs. of gelatine and 10 lbs. of tallow soap in 30 gallons of boiling water, and mix the solution in 4 gallons of water in which 15 lbs. of alum have been dissolved. The whole is boiled for half an hour, and then allowed to cool to 104° F. At that temperature the fabric is thoroughly soaked in it, dried, rinsed, again dried, and finally calendered. In this process the alum partially decomposes the soap, forming either free fatty acid or an acid alumina soap. The gelatine forms an insoluble compound with the alum. The free fatty acid or acid soap is mostly carried down on the fibre by the precipitate formed by the alum and the gelatine.
Glue for Joints in Leather Driving Belts.—Soak equal parts of good hide glue and isinglass in water for 10 hours, and then boil with pure tannin till the product becomes sticky. The surfaces to be cemented together should be roughened and the glue applied hot.
According to another method 2 lbs. of best glue are dissolved at a moderate heat in 3 lbs. of water and about 3 drachms of carbolic acid stirred into the hot solution. The mixture is poured into shallow iron pans to congeal, when it is cut in pieces and dried in the air. For use the glue is liquefied by adding a small quantity of vinegar and applied with a brush to the leather. The joint is finally pressed between iron plates at a temperature of about 77° F.
Hectograph Mass.—Soak a good quality of glue for 24 hours in sufficient cold water to cover it. Then take the swelled glue from the water and melt it in an enameled pot over a moderate fire. When perfectly liquid add the required quantity of glycerine (see formulas below) and intimately mix both by continued stirring.
164
The vessel containing the mixture should for some time be kept hot, so that the mass remains thinly fluid. The purpose of this is to allow the air-bubbles formed by stirring to rise to the surface. If any scum is formed on the surface, remove it carefully with a shallow spoon. The composition is then ready to be poured into the vessel intended for its reception, which may be made especially for the purpose, or a shallow baking pan of tin may be used. When the pan is filled with the composition place it perfectly level in a cool place free from dust and allow to remain at least for several hours.
Formulas for Hectograph Masses.—I. Gilder’s glue, 100 parts; glycerine of 28° Bé., 500.
The glue is allowed to swell in water, as described above, then melted, mixed with the glycerine, and evaporated to the required consistency.
II. Gilder’s glue, 100 parts; glycerine of 28° Bé., 400; water, 200.
165
Gelatine, like glue, is produced from hides and skins, and bones. It is distinguished by its purity, has a slight yellowish tint, and is very hard and elastic. In cold water it softens, swells up, becomes opaque, but does not dissolve. In hot water it dissolves completely, and on cooling for several hours, an almost colorless, transparent and very firm jelly results. This property of becoming jellied is in part lost if the solution is for some time exposed to a temperature higher than 212° F.
The chemical constitution of gelatine is entirely changed by concentrated sulphuric or nitric acid. Concentrated acetic acid, on the other hand, renders softened gelatine transparent, and then dissolves it; the solution does not become viscid, but preserves its adhesive property. Dilute acids have no appreciable effect either on the coagulating or the adhesive power.
Tannin is a valuable and delicate test of the presence of gelatine. When added to a solution containing only 1/5000th part of gelatine, nebulosity is immediately apparent. When more concentrated gelatinous liquors are treated with tincture or infusion of nut gall, a dense, white, caseous subsidence occurs which, on desiccation, becomes brownish-yellow, agglutinates, and forms a hard, brittle mass easily reduced to powder.
Gelatine is much used for culinary and medicinal purposes, and for fining beer, wine and other liquids. Considered medicinally, it is emollient and demulcent, and for this end is dissolved in water or milk, and rendered pala166table by the addition of acid and sugar. In pharmacy, it is used for the formation of capsules intended to conceal the nauseous odor and taste of medicinal preparations inclosed in them. It is likewise employed for coating pills.
But few changes have been made in the process of manufacturing skin gelatine since the method introduced and patented, in 1839, by George Nelson. This patent relates to the preparation of a transparent gelatine from waste of calf skins, and of an inferior variety from other skins freed from hair, wool, and fleshy and fatty matters. The mode of procedure is the same in both cases, and is as follows: The cuttings being washed are macerated in solution of caustic soda or caustic potash at a temperature of 60° F., until they are partially softened. Ten days is the average period required to effect this. They are then placed in closed vessels and permitted to remain until a thorough softening is effected. They are now washed in a revolving cylinder, through which a current of water passes to free them from adhering alkali; exposed in a well-closed chamber to the action of sulphurous acid, and finally submitted to pressure to remove the adhering water. The softened mass bleached by sulphurous acid is then placed in a suitable vessel and subjected to the action of steam until it is, as far as possible, dissolved. The liquor is then strained and set aside at a temperature of 100° to 120° F. for the impurities which may have remained to subside. The clarified solution is poured upon slabs of slate or marble to the depth of about half an inch and allowed to remain there till sufficiently solidified, when it is cut, and washed to remove all traces of acid. It is subsequently redissolved by means of a steam bath at a temperature of 95° F., finally again solidified, and dried by exposure to dry air upon nets.
Messrs. J. and G. Cox, of Edinburgh, patented in 1844, a process by which a perfectly pure substance, superior to167 that prepared from isinglass is obtained. Shoulders and cheeks of ox-hides are preferred by the patentees. They are thoroughly cleansed in water, after which they are cut into pieces by a machine similar to that used for cutting straw, and then subjected to the action of a paper-maker’s pulp-mill. By this process the gelatinous fibre is well washed and cleansed, as a stream of water flows through the mill during the whole operation, carrying off all the impurities. The comminuted material is next pressed between rolls, mixed with fresh water, sufficient to effect its solution, and heated to a temperature varying from 150° to 212° F. The resulting gelatine-solution is then allowed to cool to 150° F., and mixed with fresh bullock’s blood—1 part of the latter to 700 parts of solution. At a somewhat increased temperature the albumen of the blood coagulates and rises in the form of foam to the surface, or subsides in the shape of flakes, carrying with it the impurities, and thus clarifying the liquor. The latter is allowed to stand for some time, when it is poured upon stone slabs and allowed to solidify.
G. P. Swinborne’s improved patented process for the preparation of gelatine from hides, skins and glue pieces, relates mainly to the cleansing of the raw material. The latter is reduced by means of suitable instruments to shavings or slices, and soaked in cold water, which is drained off and replaced by fresh water three times a day, until no odor or taste is perceptible. The shavings are then heated with water, not above boiling, strained through filter cloths, and the liquor is then run on to slate or other material to dry.
The modern process of preparing skin gelatine is, according to Thomas Lambert, carried out as follows: The first treatment the cleansed skins undergo is the “steeping” process with caustic soda or milk of lime. In some factories a mixture of caustic (slaked) lime and soda ash is used, in the proportion of 6 lbs. soda ash and 6 lbs. slaked168 lime to every hundred-weight of skins treated, the chemical change being that the whole of the carbonate of soda (soda ash) is converted into caustic soda by its equivalent of caustic lime, the excess of the latter remaining as such. The equation representing this is—
| Na2CO3 Soda ash. |
+ | CaH2O2 Caustic lime. |
= | 2NaHO Caustic soda. |
+ | CaCO3 Carbonate of lime. |
This steeping is conducted in large wooden vats, each having a length of 12 feet, width 8 feet, and depth 3 feet, and fixed with a slight gradient to the overflow, which is placed at the most convenient corner of the vat and protected by perforated boards. The skins in the vat are nearly covered with water, and then the solution of caustic soda, or the slaked lime mixed in water to a cream, is sprayed equally over the mass, the whole being intimately mixed with long stirring poles. The water is renewed twice during a period of 12 days, the time allowed for the skins to soak. They are now removed to a chamber, in which a moderate increase of heat facilitates the saponification of the fat and the dissolving of the fleshy matter. The chamber is a brick building, with a cemented floor, on which the skins are spread to a uniform depth of about six inches and is heated by steam pipes running round the building. At a temperature of about 70° F. the skins are exposed two or three days, with frequent turning. They are now transferred to the washing machine and washed until the effluent is practically free of soda or lime. The skins then undergo a bleaching process to whiten, and thus destroy any injurious coloring matter. For this purpose the washed skins are removed to a number of vats fitted with folding covers, and treated to a solution of sulphurous acid of ½° Twaddell strength for 24 hours, each vat being well stirred at intervals to allow the “bleach” to permeate equally the mass.
In some factories this process is carried out with dry sul169phurous acid, the gas being generated in a sulphur burner and, after washing, passed into a chamber containing the skins. The vats are now drained, then filled up with water, well stirred, and the water run off. This is repeated until the effluent is practically free of any sulphurous smell, and the work of dissolving the gelatine is proceeded with. The digesting of the skins is carried on in stoutly built, circular wooden vats, each having a size, generally of 4 feet 6 inches diameter and 6 feet deep, and fitted with 2¼ inch copper steam coil. The vats are provided with a double wooden bottom to divide the heat. They are arranged on the first floor of the building, the liquors running through a shallow filter of fine copper gauze to the clarifying vats beneath. The skins are raised by an elevator and fed direct into the vats by suitably-arranged troughs, then covered with water, and steam is sent through the coils. The temperature is frequently taken by the thermometer and should never exceed 177° F. During the digestion, any unsaponified fat and dirt comes to the surface as a scum, and is carefully skimmed off from time to time. Samples are also drawn of the liquors, cooled, and the appearance and strength of the jelly noted. After five to six hours’ heating, the first liquors are run off to the clarifying vats, at a strength of about 17 per cent. gelatine.
The vats are refilled with water, and a second digestion made, the liquor running to the clarifying vats at a strength of 12 per cent. In the third digestion the temperature is raised a few degrees to practically exhaust the gelatinous matter, and can either be clarified to form an inferior gelatine, or concentrated for size. The exhausted matter is taken to the manure-shed for mixing purposes. The clarifying of the first and second liquors—and if used for gelatine the third liquor—is done separately in the clarifying vats. The clearing agent used is alum, to the extent of ½ per cent., or a little blood diluted with water; both are mixed with a small portion of the hot liquors in a bucket, and then well170 stirred in the vats. The liquors are raised to 177° F. to coagulate the impurities, and then lowered to 149° F. and allowed to stand for two hours. During this time the coagulated matter rises to the surface, and is skimmed off. On leaving the vats, the liquors are filtered through fine copper gauze into a receiver from which is fed the vacuum pan.
Gelatinous liquors being peculiarly sensitive, especially as regards color, to high temperatures, it is found advisable to evaporate them in vacuo; and this method is adopted by all continental makers. The three grades of the liquors, concentrated to the required strength, are run on to squares of glass, 4´ × 4´, fixed in a wood framing, to a depth of ½ inch for cake and ¼ inch for leaf gelatine, then placed perfectly level on racks for jellying. In 24 hours the jelly is firm, and can be easily cut to the desired size of cake or leaf wanted. A very fine gelatine is produced by cutting the jelly into small pieces, washing well with cold water, and remelting at a temperature of 176° F., and poured again on the glasses for jellying.
The drying is carried on by exposing the cut cakes, on nets fixed to a framework of wood, to a rapid current of dry air in the tunnels, as described in the drying of glue.
The materials used for this purpose should be of the best description, the most suitable bones being calves’ feet, waste of turners and button makers, the bony cores of the horns of the ox and cow. Such bones do not require comminution, but if large bones of oxen, horses, etc., are to be used, it is recommended to break them as small as possible by means of a wooden mallet, and to avoid the use of iron stampers, as the bones become heated by the heavy blows and friction to which they are subjected during the process, and acquire an empyreumatic odor which is retained by the gelatine.
The next step in the process is the solution of the glue171 cartilage. This was formerly effected by the use of steam and water. The crushed bones were placed in a wire basket or cage and this inserted in a small cast-iron cylinder and steam introduced. The apparatus is connected with a steam boiler, and provided with an air-tight lid, and a pipe and a rose connected with a water reservoir for pouring water over the bones in order to promote the solution of the glue cartilage. But this process is very slow, 20 hours being required without completely exhausting the bones.
The resulting gelatinous liquor is drawn off every hour, the first run, which contains the dirt and grease, being, of course, kept separate from the rest.
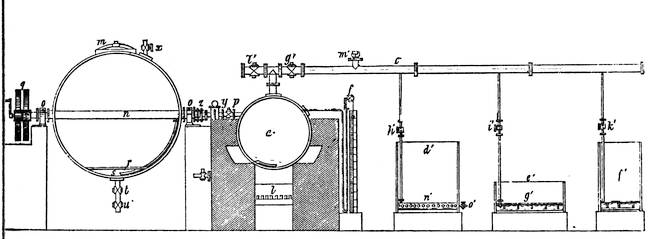
As will be readily understood this process consumes much fuel, and leaves a residue which, though not completely exhausted, cannot be further utilized for the preparation of gelatine. In fact the entire process is obsolete, but as it is still in use in some localities, a description is here given, for the sake of completeness, of the apparatus and improved manner of manufacture employed in the factory of D. J. Briers, which is well known for the beautiful product turned out.
Fig. 59 shows a longitudinal section of the entire apparatus.
Fig. 60 is the horizontal section of the boiler.
172
a, is the cylindrical boiler 6 meters (19.68 feet) long, and 2 meters (6.56 feet) in diameter. It is made of strong boiler plate doubly riveted, and capable of resisting a pressure of six or seven atmospheres.
b, is the manhole. It is closed by an oval lid secured by two iron rods and two bolts, so that after placing the lid in position, the boiler is hermetically closed by tightening the nuts upon the bolts.
c, is a cast-iron fork with two safety valves with levers graduated from 1 to 100 atmospheric degrees.
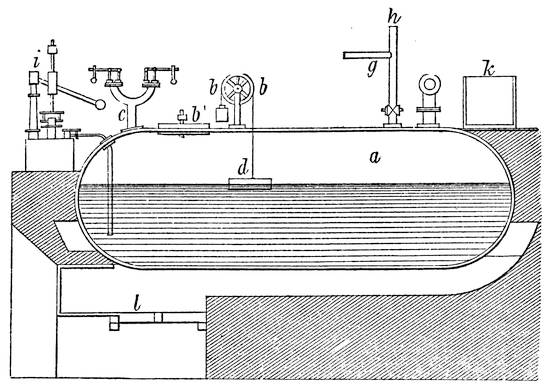
d, is a float upon the surface of the water, and provided with a wheel graduated from Nos. 1 to 6. Its object is to indicate during the operation how much water is lost and how much remains in the boiler. Care must be had not to allow the indicator of the wheel to get below No. 1. This figure indicates that the water has reached the highest point in the boiler exposed to the fire, which is consequently the lowest point which the water can be allowed to reach. On the other hand the indicator must not move above No. 6, as the water when standing too high in the boiler and too close to the pipes conducting the steam into the various173 apparatuses might mix with the steam and spoil the operation carried on in the drum, e, Fig. 60.
f, Fig 60, is a manometer, which indicates the degrees of pressure exerted by the steam in the interior of the boiler. It consists of a wrought-iron pipe bent double, and is filled with mercury 1.22 meter (4.002 feet) high counted from its base. One end of the pipe communicates with the boiler, while the other end is provided with a small brass wheel. Upon the latter is a thread of twisted silk, to the end of which is suspended an iron cylinder of somewhat smaller circumference than the bore of the pipe, so that it can move up and down in it without friction. This cylinder rests always upon the mercury. To the other end of the thread is fastened an indicator of somewhat less weight than the cylinder, which, by sliding in a groove in a graduated board placed alongside the pipe, indicates the degrees of steam pressure.
g is a cast-iron pipe for heating the drying room, and
h another cast-iron pipe for heating the store-room for the bones.
i is the forcing pump for feeding the boiler with water.
k is a sheet-iron reservoir placed close to the end of the boiler. It is filled with water, which is heated by the heat lost in the fire-place in consequence of the draught, and by allowing the smoke to circulate under the reservoir before passing into the chimney. The reservoir communicates with the forcing-pump by means of a pipe and stopcock, so as to avoid feeding the boiler with cold water.
l is the fire-place, consisting of the grate, door and cast-iron frame.
The drum, e, is a spherical vessel of strong sheet-iron doubly riveted. It is 3 meters (9.84 feet) in diameter, and capable of resisting a pressure of six to seven atmospheres. It serves for softening the bones with the assistance of steam passed into it from the boiler, a. It is provided with a manhole similar to that of the boiler.
174
n is a wrought-iron shaft passing horizontally through the drum and revolving in the brasses, o.
g, Fig. 61, is a gearing with a crank, by means of which the drum e is revolved. The power of the gearing must be so calculated that one man can turn the wheels when the drum is filled with water.
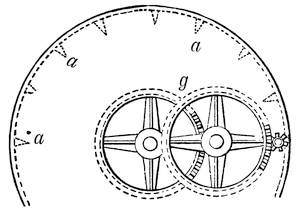
r is a false bottom perforated in its entire length with holes 12 millimeters (0.47 inch) in diameter, and is placed about 15 centimeters (5.9 inches) above the true bottom of the drum. It consists of two pieces, and is secured by two nuts, so that it can be easily removed and replaced. Its object is to prevent the bones from clogging up the pipe s, and the cocks t, u.
a, a, Fig. 61, are angular iron points inside of the drum e. Their object is to facilitate the shifting of the bones when the drum is revolving.
x, Fig. 59, is a cock near the manhole. It is opened about 2 millimeters (0.079 inch) during the operation in the drum. It serves also for the escape of the steam from the drum when the operation is finished.
The cocks t, u, placed in the lower part of the drum, serve for the escape of steam condensed during the operation.
The steam pipe p, Fig. 59, conducts the steam from the vessel a into the drum e.
y, Fig. 59, is a cock graduated into eight equal parts and175 placed on the steam pipe p, to conduct the steam from the box z, into the stuffing box a´, and from there into the pipe s, then under the false bottom r, into the drum e.
The lid of the cast-iron box z, is provided with a safety valve loaded with a weight corresponding to the pressure of one atmosphere.
The wooden vessel or box d, the ground-plan of which is shown in Fig. 62, serves for boiling the comminuted bones in order to extract the jelly. This box consists of the following parts:—
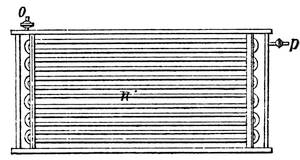
n, are cast-iron steam pipes occupying the entire surface of the box, being placed at equal distances from each other, and connected on their ends by semicircular pieces. The steam, which is allowed to circulate in the pipes in order to boil the liquid, enters through one of the ends which rises up vertically and is connected with the cock h´, Fig. 59. The other end is secured to the inner side of the box, which is perforated for the admittance of the cock o´. Upon the steam pipes lies a wooden framework with linen nailed upon it, the object of which is to prevent the comminuted bone substance from falling under the pipes. The frame must, of course, fit closely into the box.
The cock h´ graduated in eight equal parts serves to admit steam into the pipes n´, and is opened either entirely or half, or one-quarter, or one-eighth, according to the stronger or gentler ebullition to be produced.
To prevent the steam from becoming stagnant in the176 steam pipes n´, a small jet is allowed constantly to escape through the cock o´. The latter serves also to run off the condensed steam when it no longer possesses the heat required to keep up ebullition.
p´, Fig. 62, is a cock in the bottom of the box d´ for drawing off the gelatinous solution from the residue. The box e´, Fig. 62, a ground-plan of which is shown in Fig. 63, serves for evaporating the gelatinous solution, which is effected by circulating steam through several tubular pieces of cast-iron which form the bottom of the box and are connected in a similar manner as the pipes in the box d´.
The cock i is graduated and similar to h´.
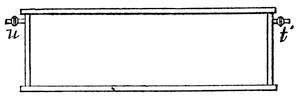
The cock r´, Fig. 63, is similar to o´, Figs. 59 and 62.
s´, Fig. 63, is a cock for drawing off the evaporated gelatinous solution.
The wooden box f´, Fig. 59, a ground-plan of which is shown in Fig. 64, serves for the reception and settling of the evaporated gelatinous solution. Its bottom is constructed in a manner similar to that of the box e´.
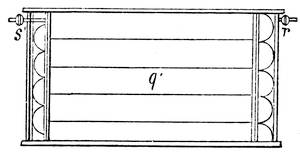
The cock n´, which is placed 14 millimeters (0.55 inch) above the bottom of the box, serves for running the gelatinous solution into the wooden cooling-boxes.
177
The bones as received in the factory are sorted by throwing out the spongy material, etc. They are then steeped in lime-water for a few days to free them from adhering particles of flesh, after which they are dried and stored away for future use.
The boiler a, is filled two-thirds with water, and heated until the manometer indicates a pressure of 30°. In the meanwhile the drum e, is filled seven-eighths with perfectly dry bones, and steam is then admitted from the boiler a, through the graduated cock y. The fact that the bones in the drum are exposed to the proper temperature of 250° F. is recognized by the thermometer b´, placed between the cock and the drum.
To prevent the stagnation of the steam in the drum, a small jet of it is allowed constantly during the operation to escape through the cock x. The cock must not be opened wider than is necessary to keep the temperature at 250° F. By opening it wider, this degree would be exceeded, and the gelatine-yielding substance would, in consequence, undergo alteration. A quarter of an hour after admitting the steam into the drum, the cock t, is opened, and again closed after allowing a small portion of the condensed steam to escape to the cock u, and, through this, into a box. This operation is repeated every quarter of an hour.
To change the position of the bones, the drum is revolved twice every half hour, by means of the gearing q, of course closing the cock x during the operation.
By carefully following the above rules, the bones will be thoroughly reduced in four hours. If, for instance, steam has been introduced into the drum at 5 o’clock a. m. the operation will be finished at 9 a. m. The cock y, is then closed, and the steam allowed to escape through the cock x. After the escape of the steam, the drum is emptied, by removing the lid and turning it upside down. It is then refilled with entirely dry bones, and the operation continued in a like manner, day and night, if necessary.
178
After the bones have been taken from the drum, they are spread out under a shed, and, when dry, ground in a suitable mill. The resulting flour, which contains the jelly-yielding substance, is brought into the vessel d´, which, in the meanwhile, has been furnished with sufficient water to cover the flour 65 centimeters (25.59 inches) deep. The mixture is boiled for three-quarters of an hour, being constantly stirred to prevent the flour from forming a heavy and dense mass which would hinder the quick extraction of the jelly. Ebullition is then interrupted by closing the cock h, and the fat floating on the surface skimmed off. After allowing the gelatinous solution to settle, it is drawn off by means of a faucet placed above the level of the flour. Thirty bucketfuls of the gelatinous solution are then at once poured into a vat and mixed with the condensed steam drawn off by means of the cocks t u, during the reduction of the bones in the drum. After allowing the mixture to cool to 160° to 155° F., 20 kilogr. (44 lbs.) of pulverized alum are added at once and as quickly as possible. When the gelatinous solution has become transparent, it is drawn off into the box e´, and a few bucketfuls of hot water are poured upon the sediment in the vat in order to extract the remaining jelly, which is effected by thorough stirring and allowing to settle until the water is entirely clear.
After disposing of the 30 bucketfuls in the manner mentioned, the remainder of the gelatinous solution is evaporated. This is accomplished in the box e´, which is filled 8 centimeters (3.15 inches) deep with gelatinous solution, and steam is then admitted into the tubular bottom pieces. To promote evaporation and keep the fluid constantly in motion, the cock i´ is only opened far enough to keep up gentle ebullition. During evaporation the solution should be frequently stirred with an implement resembling a rake. The nearer the required degree of concentration is approached, the greater care must be exercised to prevent the solution from boiling too strongly. The proper degree of179 consistency is obtained when half a saucer full of the solution placed in a shady place in the air acquires in a short time such a consistency that when touched with the finger no impression remains. The cock i´ is then closed, and the jelly is drawn off into the box d´, which contains the 30 bucketfuls of clarified jelly, care being had to mix the two solutions as quickly as possible. After evaporating all the gelatinous solution and mixing it in the box d´, the whole is heated to 158° F., by admitting steam through the cock k´, care being had not to forget closing it as soon as the above temperature has been reached. The solution is then thoroughly stirred and permitted to settle for three hours to allow of the precipitation of the lime salts decomposed by the alum. The fluid, which is now perfectly transparent and of a beautiful dark-yellow color, is then drawn off into wooden cooling boxes 2 to 2.5 meters (6.56 to 8.2 feet) long, 20 centimeters (7.87 inches) wide, and 16 centimeters (6.30 inches) deep. The following day the gelatine is cut into leaves 25 centimeters (9.84 inches) long and 12 centimeters (4.72 inches) wide, which are dried upon nets. When quite dry, the drying process is finished by bringing the leaves into the drying-room which is heated by the pipe g. (Fig. 59.)
The bone flour remaining in the box d´ still contains much jelly, which is extracted by pressure. This is accomplished immediately after running off the gelatinous solution into the evaporating vessel. The liquid which has drained through the cloth frame previously mentioned, is drawn off by opening the cock p´, Fig. 62, while the residue in the box d´ is placed in coarse bags and the jelly extracted by subjecting the bags to strong pressure under an iron screw-press. Before mixing the extracted fluid with the solution in the evaporating vessel, it is recommended to allow it to settle, as it is always more or less turbid. The residue remaining in the bags is an excellent manure.
The modern process of preparing bone gelatine, which is180 now almost in general use is as follows: Clean bones are selected for the purpose, and the operation commences with the extraction of the fat by means of benzine, though some manufacturers prefer carbon disulphide as a solvent, because it is claimed that by reason of its low boiling-point it does not injure the gelatine in the same manner as benzine, and besides it leaves no smell in the degreased bones. It is advisable to bleach the degreased bones, spread out in thin layers and kept constantly moist, by exposure to the action of air and light. The bleached bones are conveyed to large vats for the purpose of extracting their mineral constituents by digestion with hydrochloric acid. If the gelatine is to be used as an article of food, or for medicinal purposes, only the purest hydrochloric acid obtainable should be used, while the ordinary article suffices for that for technical purposes.
The vats are filled three parts full with bones and the latter covered with a solution of hydrochloric acid of 10 per cent. strength. Digestion is carried on until the bones become soft, flexible and semi-transparent. The acid water is now drained off, and a supply of fresh water added, and then discharged. This is repeated until the last water is entirely free of acid, which is known by adding a few drops of silver nitrate, the absence of any white precipitate indicating that the water is entirely free of acid.
The bones are now bleached in the manner as described under skin-gelatine, preferably with solution of sulphurous acid, the process with gaseous sulphurous acid being difficult to carry out and considerable time is required for the gas to completely permeate the cartilaginous mass. The bleached bones are then conveyed to the boiling vats and the resulting liquors treated in the same manner as described under skin-gelatine.
As bone-gelatine solidifies with a larger content of water than the product from skins, evaporation of the liquors may be early interrupted and the resulting jelly cut into thin leaves which are finally dried.
181
Cakes or leaves not entirely colorless may be utilized for colored gelatine which is employed for various purposes. Coloring is effected by simply dissolving and distributing uniformly a suitable quantity of coloring matter in the clarified gelatine liquor previous to solidifying; of course only water-soluble coloring matter should be used.
Colored gelatines are frequently used by confectioners and in the household in the preparation of jellies, and the use of poisonous colors should under all conditions be avoided. Sufficient attention is not paid to this, because many of the aniline colors which are now so much used for the purpose are at least open to suspicion, while others, especially picric acid, which yields a beautiful yellow color, are decidedly poisonous.
The following coloring matters are perfectly harmless and yield good results in coloring gelatine:
Yellow: Caramel or sugar color. A still more beautiful yellow is obtained by the use of an aqueous extract of saffron.
Red: Extract of cochineal.
Blue: Indigo-carmine solution.
Green: Mixture of indigo-carmine and caramel.
Violet: Mixture of extract of cochineal and indigo-carmine.
While gelatine colored with the above-mentioned coloring matter does not present such a beautiful appearance as the product colored with aniline colors, it is entirely harmless and suitable for culinary purposes.
Leaves of gelatine colored with aniline colors exhibit beautiful colors and are used for many technical purposes. The following colors may be employed:
Yellow: Picric acid soluble in hot water.
Red: Fuchsine or eosine.
Blue: Water-soluble blue.
Green: Iodine green.
182
Violet: Methyl violet.
Gelatine for Fining Purposes.
For fining beer, wine, etc., gelatine in leaves or in powder is brought into commerce. For the preparation of leaves, gelatine particularly well dried is carefully melted over a water-bath and then ladled into sheet-metal moulds, and allowed slowly to solidify.
The product brought into commerce under the name of Gelatine Lainée which commands a high price is in many cases nothing but thoroughly purified bone-glue of a dark honey-yellow to brown color.
Fining powder for wine and beer is made by grinding off-color gelatine cakes and freeing the resulting powder from coarser pieces by sifting. The powder is white.
Liquid fining gelatine. This preparation consists of gelatine-solution suitably prepared, and represents a colorless, or at the utmost slightly opalescent, product just sufficiently concentrated to remain liquid.
Skin-liquors can only be used for the preparation of liquid gelatine, as bone-liquors already gelatinize when they contain scarcely more than 1 per cent. of glue. The skin liquors are concentrated so far as to remain liquid at a temperature of from 60° to 68° F.
A product answering all demands is obtained as follows: A good quality of gelatine of a pale color is dissolved in a sufficient quantity of water, the solution, in case it shows a slight odor, filtered through animal charcoal, and then brought into bottles. To prevent putrefaction the liquid gelatine is sterilized as follows:
The filled bottles being placed in a boiler filled to a proper depth with water, the latter is slowly brought to boiling which is kept up for 15 to 20 minutes. The bottles are then closed with corks previously boiled in the water.
Preparation of Gelatine from Ordinary Glue.
For this purpose ordinary pale-colored glue is allowed to183 swell up for two days in cold strong vinegar. The vinegar is then drained off and the glue which is now almost colorless, is placed upon a sieve and allowed to float in a vessel filled with water for 10 to 12 hours. It is then placed upon a linen cloth, stretched in a room heated to at the utmost 68° F., allowed to drain and dry to such an extent that on heating it to between 158° and 167° F., a thick clear liquid is obtained. This liquid is carefully poured upon plates of glass or marble, so as to avoid the formation of air bubbles and when solidified the leaves are removed and completely dried in the air. The product thus obtained being entirely tasteless and almost colorless may be used in the preparation of jellies, as well as for foils for pictures, etc.
Preparation of Gelatine for Photographic Printing and for Photographic Purposes in General.
Gelatine suitable for this purpose should be colorless and free from all salts, since the latter would exert a disturbing effect upon the chemical processes which take place during the photographic operation. For the removal of the salts the gelatine is treated as follows: Colorless gelatine of the best quality is broken into small pieces and covered with 10 to 12 times the quantity of water, the latter being changed every 15 to 20 minutes until the last water shows no trace of lime, which is known by adding to the water solution of oxalate; the absence of turbidity indicates that the water is free from lime. The white of an egg is now mixed with five drops of ammonia and twice the volume of distilled water and shaken to froth in a bottle. This quantity suffices for 6 to 8 ozs. of gelatine. The washed gelatine is next melted in a dish and mixed with the white of egg. One part of glacial acetic acid mixed with 250 parts of water is then added drop by drop, stirring constantly until sensitive litmus paper shows an acid reaction. The liquid is now rapidly brought to the boiling-point, whilst stirring184 constantly, and then filtered in a warm place to avoid gelatinization. The gelatine now contains only the salts of the white of egg, some ammonium acetate and free acetic acid. For their removal the solidified gelatine is cut into pieces, which are placed in water.
Gelatine Capsules for Medicinal Purposes.
Considerable use is made of gelatine in medicine. To disguise the disagreeable taste of some medicines they are either mixed with gelatine solution or inclosed in gelatine capsules. To prepare the latter, dissolve 8 parts of gelatine, 2 of sugar, and 1 of gum-arabic in 8 of water in a water-bath, and dip the pear-shaped ends of iron rods into the lukewarm solution. To facilitate the detaching of the gelatine film from the rods, grease the pear-shaped ends with oil. The capsules are dried by placing them in holes of a corresponding size in boards. When dry they are filled with the respective medicine, and closed with a drop of the same solution.
Court Plaster.
Gelatine or isinglass 155 grains, alcohol 13½ fluid drachms, glycerine 15½ grains. Water, tincture of benzoin, each a sufficient quantity. Dissolve the gelatine in a sufficient quantity of hot water to make the solution weigh 4½ ozs. Spread one-half of this in successive layers by means of a brush upon taffeta stretched upon a frame so as to present a level surface, waiting after each application until the layer is dry. For the first two applications the gelatine solution should be warmed merely to above its congealing point, so that when spread out it may rapidly solidify and at the same time adhere to, but not pass through the fabric. Mix the second half of the gelatine solution with the alcohol and glycerine, and apply it in the same manner. Then reverse the taffeta, coat it on the back with the tincture of benzoin and allow it to become perfectly dry. The tincture of benzoin applied to the reverse side leaves a thin185 layer of resin which in a measure renders the plaster water-proof; it is, however, advisable to repeat this application once or twice. The addition of glycerine to the last portion of the gelatine solution prevents the plaster from breaking, and preserves its flexibility for a long time. When the plaster is dry it is cut in pieces of suitable length and preserved in well-closed vessels.
Gelatine Foils.
Large quantities of gelatine foils, which are leaves of gelatine about as thick as a sheet of paper, are produced in England and France where their manufacture forms a special branch of industry. They are either simply colored or printed with neat designs in gold or silver.
The fabrication is quite simple. Cover pure gelatine with water, and after swelling up, pour off the water and dissolve the jelly over a water-bath. After allowing the solution to cool somewhat, add the coloring matter previously dissolved in water.
In place of pure gelatine, a solution of ordinary bone-glue may be used. In order to clarify it add O.14 oz. of oxalic acid dissolved in water to every 5.5 lbs. of glue. To make the foils more flexible add also one-half pint of spirit of wine and O.28 oz. of rock candy or a small quantity of glycerine.
Aniline colors soluble in water are best adapted for coloring the foils; for red, fuchsine, eosine or ponceau, for blue, blue de Parme, for green, aldehyde green, for yellow, picric acid, and for the various shades, mixtures of the above colors.
A durable blue is also produced by indigo solution, yellow, by decoction of saffron, green, by mixing blue and yellow, red, by a solution of carmine in spirit of sal ammoniac, and violet, by mixing blue and carmine.
The gelatine solutions are poured upon ground-glass plates, previously polished with elutriated rouge, and rubbed186 with Spanish chalk. The foils are so smooth upon the glass side that when dry they can be detached without much difficulty. If both sides are required to be smooth, the foils are dried between two glass plates. In many respects their manufacture resembles that of “Gelatine Veneers.”
Gelatine foils are used for printing sacred images, visiting cards, labels, in the manufacture of fancy articles, artificial flowers, etc.
For the manufacture of artificial flowers very soft and flexible sheets are made by adding ½ part of glycerine to 1 part of gelatine and mixing intimately in dissolving the gelatine.
Such gelatine sheets brushed over in addition with Peruvian balsam can also be advantageously used for tying up wounds instead of gutta-percha cloth which tears easily and rots soon. They form an air-tight bandage which clings closely to the parts of the body, and beside the glycerine contained in them exerts a beneficial cooling effect and acts as an antiseptic.
Gelatine Veneers.
Franchi, as far back as 1814, prepared artificial ivory by mixing gelatine solution with earthy substances. This idea has been again taken up in modern times for the manufacture of veneers imitating not only ivory, but also avanturin, lapis lazuli, malachite, mother-of-pearl, and tortoise shell. These imitations are much liked by manufacturers of fancy articles, workers in leather, cabinet-makers, etc. They are prepared as follows:—
The process may be divided into five principal operations: 1. Preparation of the glass and marble plates; 2. Preparation of the glue solutions; 3. Pouring the colored solutions upon the plates; 4. Transferring the layer of glue to the layer of gelatine; and 5. Drying the veneers and detaching them from the plates.
187
1. Preparation of the plates. Both marble and glass plates are used for imitations of marble, but glass plates only for imitations of mother-of-pearl. The glass plates must be ground, but need not exceed O.11 to O.15 in. in thickness, and only require careful washing and drying for imitations of mother-of-pearl. For imitations of marble they should be rubbed with an oiled linen rag. Other glass plates, after being washed and polished with elutriated rouge and water, are wiped with a soft rag to remove any particle of the polishing powder. The polished surface is then gently rubbed with a rag dipped in pure Spanish chalk, and the excess of chalk carefully dusted off.
2. Preparation of the glue solutions. For one dozen plates, each 10¾ square feet, soak 2 lbs. of good, colorless glue in water for 24 hours, pour off the water and melt the glue in a water-bath and stir in 3½ ozs. of glycerine. For imitating marbles of two colors, compound 20 to 24 fluidounces of this glue solution with the quantities of thoroughly ground mineral colors given below; the rest of the glue solution is mixed with 6.34 ozs. of zinc white ground very fine. For imitating marble of three colors mix 14 fluidounces of the glue solution with one of the coloring matters and 14 fluidounces with the other coloring matter, and the remainder with zinc white. For imitating marble with four colors, take 10 fluidounces of the glue solution to each of the three coloring matters, and mix the rest with 4½ ozs. of zinc white.
The proportions by weight of the mixtures for 10 different varieties of imitations of marble and enamel are as follows:—
a. Mix 20 fluidounces of the glue solution with 1¾ ozs. of rouge and 2½ ozs. of zinc white, and the rest of the glue solution with 6⅓ ozs. of zinc white.
b. Mix 20 fluidounces of the glue solution with 1¾ ozs. of rouge, and the rest of the glue solution with 5¼ ozs. of zinc white.
188
c. Mix 14 fluidounces of the glue solution with 1¼ ozs. of zinc white and 1 oz. of rouge, 14 fluidounces of the glue solution with 1 oz. of yellow ochre, and the rest with 5¼ ozs. of zinc white.
d. Mix 14 fluidounces of the glue solution with 1 oz. of rouge, 14 fluidounces of the glue solution with ¾ oz. of sepia, and the rest with 5¼ ozs. of zinc white.
e. Compound 20⅓ fluidounces of the glue solution with 1 oz. of quite concentrated and filtered solution of aniline black, and the rest with 6⅓ ozs. of zinc white.
f. Mix 10 ozs. of the glue solution with 0.8 oz. of rouge, 10 fluidounces of the glue solution with 0.8 oz. of yellow ochre, 10 fluidounces of the glue solution with 0.8 oz. of sepia, and the rest with 4¼ ozs. of zinc white.
g. Mix 20.3 fluidounces of the glue solution with 1.41 ozs. of lampblack. For gray add sufficient zinc white to produce the desired shade. The rest of the glue solution is mixed with 6⅓ ozs. of zinc white.
h. Mix 10 fluidounces of the glue solution with 0.8 oz. of umber, 10 fluidounces of the glue solution with 0.8 oz. of bole, 10 fluidounces of the glue solution with 0.8 oz. of ochre, and the rest with 4½ ozs. of zinc white.
i. For enamels mix 20.3 fluidounces of the glue solution with 1 oz. of ultramarine, and the rest with 6⅓ ozs. of zinc white.
k. Mix 20.3 fluidounces of the glue solution with 1.41 ozs. of chrome green, and the rest with 6⅓ ozs. of zinc white.
For imitating mother-of-pearl veneers, 0.42 oz. of silver bronze, which need not be genuine, is ground with a little glue solution or water and intimately mixed with the above solution of glue. The bronze powder must not be in a dry state when stirred into the glue, as lumps would be formed and the veneers become spotted. In place of bronze, essence of fish scales, which is of course far more costly, can be used.2 The glue solution thus prepared is then compounded with different aniline colors according to the tint desired.
2 This preparation is also known by the name Essence d’Orient. The material for its production is furnished by a small white fish very common in the rivers of continental Europe. It accompanies the scales of this fish, and is detached when the scales are triturated for a considerable time and thrown into a vessel of water. To collect the essence the water is poured off upon a fine hair sieve, which retains the scales and allows the water and the product sought to pass through. The latter sinks to the bottom, and is obtained pure by decanting the water. A little ammonia is added to prevent decomposition.
189
a. For yellowish veneers no coloring matter is required, or the desired shade is obtained by an addition of some solution of picric acid.
b. For colorless veneers or those of slightly reddish tints a smaller or greater number of drops of a concentrated solution of fuchsine are added in order to counteract the yellowish color of the glue solution. For these imitations of mother-of-pearl veneers, concentrated solution of gelatine compound with 15 per cent. of glycerine can be employed, especially when essence of fish scales is used.
c. For blue, the glue solution is compounded with bleu de Lyons, care being had not to use too much, as otherwise the imitation becomes indistinct. The proper degree of coloring is tested by allowing a few drops of the colored glue solution to fall upon a glass plate.
d. For red, solution of fuchsine or carmine is used, the latter being obtained by dissolving commercial carmine powder in alcohol.
e. Orange colors are produced by an addition of solution of chrysaniline generally sold under the name of Victoria orange, and violet by adding aniline violet. For these, as well as for the solution colored with fuchsine, the plates must not be rubbed with oil, as even the smallest trace of the latter discolors these colors in drying, or at least the veneers will show spots without color.
3. Pouring the colored solutions of glue upon the plates. For imitations of marble and enamel, the glass plates, after rubbing with oil, are placed, rubbed surface up, in a per190fectly level position. The proper portion of the white ground-mass, after becoming somewhat thickish, is then poured upon the plates, and the gaps left free in pouring filled in and smoothed with a knife-shaped tool of horn or bone. Upon this white ground the respective colored glue solutions are then poured in a zigzag form, and in conformity with the desired design, drawn through the ground-mass with a glass rod. If several differently colored glue solutions are to be applied, as given, for instance, under 2f, they should be poured in quick succession, so that the succeeding color runs into the preceding, and a white strip or spot remains between each color. The whole is then intermingled by the glass rod, according to the design. If the latter is to have sharply defined lines and spots, the respective colored solution of glue is used somewhat thicker, but if, on the other hand, the design is to be somewhat blended, the glue solutions are used somewhat warmer, and consequently more thinly fluid. After solidification of the glue solutions the plates are placed in a cool room for two or three hours.
Imitations of malachite are prepared in a similar manner. Four glue solutions of different shades of green from the darkest to the lightest tint are prepared and poured upon a slightly greenish ground, so as to imitate the characteristic curves and veins of malachite, which are then further traced with a comb with teeth standing at unequal distances from each other.
The glass plates set aside to be used for imitation of mother-of-pearl are now taken in hand. The solutions of glue are kept warm over a water bath and thoroughly stirred every time before pouring them upon the plates. The formation of a film on the surface of the glue solution must be strictly avoided.
For pouring out the solutions it is best to use a porcelain vessel provided with a spout and handle, and having a capacity of about 6¾ fluidounces. The portion of glue191 solution required for each plate (1¾ flu. oz.) is then measured into one of the porcelain vessels, and, after standing a short time, poured upon the plate and uniformly distributed. The production of a mother-of-pearl design requires some skill and practice. A comb with teeth set ½ inch apart is used. It is held in a somewhat oblique position, the teeth are gently pressed upon the glass plate, and, with frequent turnings of the comb at a right angle, cycloidal motions executed. The operation is carried on from the front to the back edge of the glass plate, and when the glue begins to thicken on the edges, continued at the softer places until the desired design is produced, care being had not to touch places which have already acquired a certain degree of solidity, as this would mar the pattern. After treating all the plates in this manner, they are set aside in a cool room for two or three hours.
4. Transferring the layer of glue to a layer of gelatine. For each dozen of veneers soak 2½ ozs. of gelatine, and then melt them in a water-bath, and after adding glycerine equal to 10 per cent. of the dry gelatine, let the mixture settle.
The glass plates treated with rouge and Spanish chalk are now placed in a perfectly level position, and after pouring 5½ fl. ozs. of gelatine solution upon each of them, the gaps left in pouring are filled in and smoothed with the glass rod. The front edge of a plate covered with a colored layer of glue is now, glue side down, placed upon the front edge of a gelatine plate, while the back edge of the former is gradually lowered until the glue plate lies firmly upon the gelatine plate.
It may here be remarked that the gelatine solution must only be allowed to cool off sufficiently to prevent the melting of the glue plate on touching it. If it is cooler the veneers will have blisters. It must further be looked to that, before placing the first plate upon the gelatine plate, no gelatine escapes, and that any excess only runs off after192 the back edge of the glue plate touches that of the gelatine plate.
The plates are now allowed to rest quietly until the gelatine is congealed, when they are removed to a cool place where they remain five or six hours.
Imitations of mother-of-pearl are treated in the same manner with the exception that the gelatine solution is colored with the same coloring matter as the glue solution. For colorless or yellowish veneers the gelatine solution is not colored.
After six hours the first glass plate is detached from the layer of glue by loosening the latter around the edges with a knife blade, and the plate gradually lifted off commencing at one corner. With some care and skill, this operation is readily accomplished without detaching the gelatine mass.
5. Drying and detaching the veneers. The veneers with the gelatine layer still adhering to the glass plate are now dried. This is done in a heated room in which the veneers are arranged upon frames so that they stand almost perpendicular. The hot air for heating the room enters near the ceiling while the moist air is drawn away near the floor. The temperature of the lower zone where the fresh plates are placed should not exceed 68° F. The plates are moved up higher every day until, on the third or fourth day, they have become entirely dry. Before removing the veneers from the drying-room they should be tested in regard to their dryness. They are sufficiently dry, when, on pressing the finger nail upon the glue, no impression is made.
After removal from the drying-room the plates are allowed to cool off for at least two hours before detaching the veneers. The operation begins by detaching the gelatine layer on the edges with a very thin knife blade. The operator then takes hold of one corner of the veneer and draws it gradually and carefully from the glass plate. After trimming the edges the veneers are ready for use.
193
If the veneers are required to resist the action of water, mix with the solution of gelatine compounded with glycerine ⅓ fl. oz. of a solution of 5 parts of chrome-alum in 100 of water to every plate, and immerse the veneers for a short time after they have been detached from the first plate, in a similar solution of chrome-alum.
Veneers prepared by these methods can be used for various purposes in architecture and in the manufacture of furniture. Tennessee and other marbles have been so closely imitated, that when used for table plates, etc., the fact of their being imitations could only be detected by the closest scrutiny. The veneers are also much used for fancy and inlaid work, for coating columns, etc. To prevent their blistering and coming off, it is recommended to add one-quarter of its weight of glycerine to the glue with which they are to be attached to the articles.
Formo-Gelatine.
This product is used as a dressing in surgery, and, according to Samuel Rideal, is obtained as follows: Gelatine in aqueous solution is precipitated by formaldehyde H.COH, or CH2O, as a substance which on drying is a white powder, neutral, inodorous, and insoluble in water and dilute chemical agents. In commerce formaldehyde is met with in aqueous solution as “formalin” containing 40 per cent. of formaldehyde. If 1 Cc. of formalin be added to 200 Cc. of a 5 per cent. gelatine solution, the latter is changed into a gelatinous mass, not melted by heat nor reduced by water. If a smaller quantity of the formalin is added (1 in 1000; the jelly is said to be meltable, but with a higher tenacity) when dried it becomes insoluble in warm water. Formalin in less proportion, though it does not prevent the dried gelatine from dissolving in warm water, is said to improve the “body” of the jelly and its keeping qualities, and also the tenacity of the glue. The results of investigation show that with up to 1 per cent. of formalin the solidity of the194 jelly increases; above that it declines. Up to 0.02 per cent. (1 in 5,000) it redissolves in water after drying. Even with this small proportion the firmness of the jelly is sensibly increased. The English patent, 4,696, 1894, claims the addition of formalin during the manufacture of size and glue in such proportion that the product shall liquefy in warm water.
In examining commercial sheet gelatines for printers’ and photographic use, they were often found to contain small quantities of formalin. It seems to improve the quality, a very small percentage increasing the tenacity, flexibility and keeping qualities, while not affecting the transparency or rendering the material acid. When applied to articles that may be used as food, a strength of 1 in 50,000 in the final prepared product is not injurious to health, but should not be exceeded. (Rideal and Foulerton, Public Health, May, 1899, p. 568.)
Zimmermann applies dilute formaldehyde mixed with glycerine, vaseline, oil or yolks of eggs, with or without flour, to the surface of photographic films which are claimed to be thereby rendered more pliable and not so hard as when the formalin is applied by itself.
It will be seen that formaldehyde in more than traces renders gelatine insoluble; the product, moreover, is almost unaffected by water, is more or less hard and elastic and, owing to the antiseptic properties of the formaldehyde is nearly imperishable.
Use of Gelatine in Bacteriology.
Gelatine fit for this purpose must be clear and bright, fairly neutral and of high gelatinizing power. For bacteriological purposes a 10 to 20 per cent. solution of gelatine in sheets or strips is made with meat broth, and this nutrient jelly, which is obtained by clarification with albumen perfectly clear and bright, forms a most useful medium for the cultivation of micro-organisms.
195
Artificial Silk from Gelatine.
For the production of textile threads, Millar utilizes the property of gelatine solution mixed with potassium dichromate, becoming insoluble on exposure to light. For this purpose a clear solution of gelatine is mixed with solution of potassium dichromate in the proportion of 100 parts of gelatine to 2 or 2½ parts of potassium dichromate. The fluid should be of such a consistency as to allow of its being drawn out into fine threads which on exposure to light become insoluble. Silk woven from such threads is equal in appearance to the genuine article but of course is not so strong. It is affected by moisture, becoming limp, but regains its normal strength when dry.3
3 For further information on this interesting subject, the reader is referred to “Cellulose and Cellulose Products.” By Dr. Joseph Bersch. Henry Carey Baird & Co., Philadelphia, 1904.
196
Isinglass is obtained from the air-bladder or sound, as it is sometimes termed, of different kinds of fishes, especially of the sturgeon, species Acipenser. It is used for culinary purposes, fining beer and other liquids, for making court-plaster and stiffening silk, though a good quality of gelatine is practically equal to it for these purposes. A good quality of isinglass should be pure white, semi-transparent, dry and horny in texture, and free from odor. It should dissolve in water of 95° to 122° F., without leaving any residue, and, on cooling, should yield an almost colorless jelly. From gelatine imitations it is distinguished by soaking it in warm water and examining under the microscope, when true isinglass will show a net-work of long, curling fibres, while gelatine will be simply hyaline. Isinglass is often imitated with the intestinal membranes of the calf and of the sheep. This spurious article may be readily recognized because it does not exhibit, like isinglass, a sort of shining appearance when held before the eye and daylight, and because, although inodorous, it has a saltish flavor. If it be torn asunder it will be observed that it may be rent in all directions, while true isinglass cannot be divided otherwise than in the direction of its fibres. If a piece of artificial isinglass be macerated in water it swells, but instead of retaining its shape as is the case with the genuine article, it becomes divided into several pieces, forming a sort of curdy precipitate; and if treated with boiling water, about one-third of its weight is left in an insoluble state, and the liquor does not form a good jelly. Isinglass is frequently adulterated with gelatine, which is inserted197 between the leaves and rolled up with it. The best indication of this adulteration is the amount of ash; isinglass yields only 0.9 per cent., while gelatine yields 4 per cent., and adulterated isinglass 1.5 per cent. or more.
1. Russian isinglass. Russia produces the best and most isinglass. It is chiefly obtained from several varieties of sturgeon, species Acipenser, which inhabit the Caspian and Black Seas, and their tributary rivers. The Acipenser Gueldenstaedtii, Br. yields the finest, best and whitest isinglass. It is known by the name of Patriarch, and consists of small horseshoe-shaped pieces rolled tightly together. It is quite scarce and expensive. When the bladder is merely dried in sheets, it constitutes leaf isinglass. When several bladders are put together and folded before they are completely dry, they form book isinglass. Each bladder may also be rolled up and folded around a few pegs in the form of a horseshoe, heart, or lyre, in which shape it is dried. The latter is the staple isinglass, which, according to its dimensions, is again divided into long and short staple.
Long staple isinglass of fine quality is produced in the Oural. It is imported in loose leaves, and at times it is twisted like ropes, this kind being preferred, as it is inferior in quality only to Patriarch.
Siberian purse isinglass is of moderately good quality and is in general demand. A small kind of strings in a necklace form is sometimes imported.
A very good sort of Russian isinglass comes into commerce in leaves and books, and is known by the name of Samovey leaf. It is obtained, according to the statements of Russian merchants, from the common sheath-fish (Siluris Glanis). The pieces are as large as a hand, of the thickness of pasteboard, very solid, not very flexible and of a white-yellowish color. It is inferior in quality to Astrakhan isinglass, which is one of the best kinds.
In Russia the isinglass is generally prepared by boys under the supervision of elder experts. The swimming198 bladder is first placed in water and left there for some days with frequent changes of the water and removal of all fatty and bloody particles. The warmer the water the more rapidly the operation is completed. The bladders are finally removed and cut longitudinally into sheets which are exposed to the sun and air, being laid out to dry, with the outer face turned down, upon boards of linden or bass wood. The inner face is pure isinglass, which, when well dried, can with care be removed from the external lamellæ. The finer sheets thus obtained are placed between cloths to protect them from the flies, and are then subjected to a heavy pressure so as to flatten them out and render them uniform. After this they are assorted and tied up in packages. The packages composed of the isinglass of the large sturgeon usually contain from ten to fifteen sheets and weigh a pound and a quarter; those of the other contain twenty-five sheets weighing a pound. Eighty of these packages are usually sewed up in a cloth bag, or sometimes inclosed in sheet lead.
The outer lamellæ of the air-bladder, after the isinglass has been removed, also contain a considerable quantity of glue which, when softened in water, is scraped off with a knife and moulded into little tablets of about the size of a silver dollar, and then dried.
2. North American or New York Isinglass. It is in thin strips several feet long but ½ to 1½ inch wide. It is less soluble than Russian isinglass, and yields frequently a dark-colored solution. It is prepared, according to Dr. J. V. C. Smith’s statements, from the air-bladder of the common hake (Gadus merluccius), which is macerated in water for a short time, cut open and subjected to pressure between iron rollers, by which it is elongated to the extent of half a yard or more. It is then carefully dried, packed and sent to market. The air-bladder of the common cod (Gadus morrhua) is prepared in a similar manner, but yields a poorer kind of isinglass.
199
3. East India Isinglass. It would seem that for a long time this has been exported from Calcutta to China, but has only lately attracted the attention of European dealers. It is prepared from the air-bladder of the Polynemus plebejus, and comes into commerce either in the form of leaves or purses which seem to consist of the unopened air-bladder. East Indian isinglass has a disagreeable fish odor, due very likely to careless preparation, which makes its use impossible for many purposes, and, of course, depreciates its commercial value. The oval-oblong purses are about nine inches long, three and a half inches wide, weigh about 7 ozs. and have a dark-yellow color. East India leaf isinglass, i. e., the opened and dried air-bladder, consists of yellowish-colored leaves eight to nine inches long, six to seven inches wide, and about three-tenths of an inch thick. The leaves are sometimes rolled out into long ribbons about one-tenth of an inch thick, the surface of which is covered in places with a thin film of lime.
What is known as picked East India isinglass is brought into commerce in small shreds about two to three inches long, and tapering at the extremities.
A variety of isinglass very white and pure and scarcely inferior to Samovey leaf is brought from Manila. The fish which yields it is caught on the coast of the Philippine Islands, especially at Luzon.
4. Hudson Bay Isinglass. It is brought into commerce in the purse form. Some specimens measure twelve inches in length and three and a half inches in diameter, and weigh one and a half ounces. It is of light-yellow color, nearly transparent, without odor or taste. The inner lining of the sac, which can be readily stripped off, is insoluble in water, while the remaining portion dissolves to a slightly colored jelly. We have been unable to ascertain from what species of fish this isinglass is procured.
5. Brazilian Isinglass. This is imported from Para and Maranham, and is also called Cayenne isinglass. For a long200 time there existed a doubt from what species of fish this isinglass was procured, but it is now settled that it is prepared from the air-bladder of Silurus Parkerii, a fish which is frequently found in the muddy waters of the rivers in the province of Grao Para, where these waters mingle with the sea.
Brazilian isinglass comes in the form of pipe, lump and honeycomb. On account of its dark color it is not in much demand for ordinary use, but is frequently employed in England for clarifying glue. When digested in water it leaves much insoluble substance behind, being in this respect also inferior to Russian isinglass.
6. German Isinglass. Under this name we may mention the mucous membrane of the sturgeon (Acipenser sturio), prepared in Hamburg. When boiled with water it leaves 16 per cent. of insoluble substance.
It is said that an excellent isinglass can be made from the scales of shad and herring, which are first freed from their silvery coating. This may furnish a useful hint to persons who are near some of the great fishery establishments of the country, at Gloucester, N. J., and Alexandria, Va., for instance, where thousands of shad are scaled and salted every year.
To give inferior qualities of isinglass a better appearance and make them more salable, they are frequently bleached with sulphurous acid.
Ichthyocolle Française. Under this name, Rohan has introduced a substitute for isinglass. The material used for its manufacture is blood fibrin, which, after washing in running water, is thoroughly kneaded and, after draining, digested at 59° F. with dilute sulphuric acid of 8° to 10° Bé. for eight days, after which the mass is freed from acid by washing in running water.
The fibrin freed from acid becomes transparent and gelatinous by treating with weak soda lye of 3° to 4° Bé. at 59° F., whereby it swells up and increases hourly in vol201ume. After twenty-four hours it is taken from the soda lye, and after removing the free soda by washing, heated to 212° F, in a water-bath. The fibrin dissolves and becomes so thinly fluid that it can be filtered. 75 to 80 per cent. of the water is then evaporated, and the fibrin thus prepared can be used as a substitute for isinglass for fining purposes. Ichthyocolla swells more quickly in cold water than isinglass; 15 to 20 per cent. divided in water forms a thickly fluid substance, which on heating dissolves to a perfectly clear fluid. For fining beer with ichthyocolla add 2 to 10 per cent. of pure tannin, which does not injure its power of dissolving.
Isinglassine. Under this name is known an isinglass substitute prepared from the gelatinous material from calves’ feet and other sources. The material is reduced by machinery to a pliable homogeneous mass, rolled out into sheets, dried, pressed and shredded.
Chinese isinglass is identical with the Japanese Agar-Agar, and is obtained by cleansing and boiling certain species of algae found in Chinese and Japanese waters. This isinglass, or gelatine, possesses the following properties:
Placed in cold water it softens without dissolving like gelatine, and forms a structureless tubular mass which is not sticky. By boiling, it dissolves more readily than isinglass, but with greater difficulty than gelatine. A 1 to 2 per cent. solution is easily filtered through paper or linen, and when cold forms a solid jelly clear as water and without taste or odor. Jelly prepared with one-half per cent. of Chinese gelatine is more solid than one prepared with 4 per cent. of French white gelatine, retains its consistency longer, and will stand a temperature of 86° to 122° F. before becoming liquid. Used for jellies, or mixed with other foods, it does not impart to them a glue taste never wanting in bone gelatine. When decomposed by long standing, it does not acquire a disagreeable odor, while decomposed isinglass or gelatine exhales a putrid smell.
202
Agar-Agar contains, according to analyses: Cellulose, starch, gum, dextrine, vegetable mucus, vegetable wax, resin, chlorophyll, albumen, a peculiar acid, and several mineral substances.
Irish moss (Chondrus crispus) which grows on rocks of the American and European shores of the Atlantic Ocean, yields a jelly which has been employed as a substitute for isinglass, as a size, for thickening colors in calico printing, and in stiffening silk. In a fresh or softened state the plant is cartilaginous, of a brownish or purple, or frequently yellow or green color. After washing in water and drying in the sun it turns whitish or yellowish, and becomes somewhat translucent and of a horny appearance. It has a slight seaweed-like odor and a mucilaginous, somewhat saline taste. One part of it boiled with 20 parts of water gelatinizes on cooling.
Fish Glue.
This product, which is prepared in many localities from fishes, must not be confounded with isinglass, though the purer varieties may serve as substitutes for the latter or for gelatine.
Jennings gives the following process for the preparation of fish glue. The fishes are treated with dilute sulphuric acid until the skin can be detached. The acid water is then drained off and replaced by milk of lime to neutralize adhering sulphuric acid as well as to saponify the fat. The milk of lime is several times drained off and renewed, the mass thoroughly washed, cut up in a hollander and treated cold with solution of sodium hyposulphite, common salt and alum. After a few days the liquor is drawn off and replaced by a mixture of alum solution, dilute sulphuric acid and nitric acid in which the mass is allowed to remain for a few days. Fishes with dark skins are treated with a mixture of hydrochloric and sulphuric acids. After washing, the skin is removed and the fibres which have become203 detached from the bones are separated by digestion in dilute solution of mercuric chloride and alum. Adhering fatty parts are removed with warm milk of lime, the lime is neutralized with hydrochloric acid, and the mass boiled with water for the formation of glue. The resulting glue-liquor is clarified with sulphurous acid and alum, and when all the impurities have subsided, compounded with acid sodium carbonate till all the acid is neutralized. The finished solution is concentrated so that it gelatinizes on cooling and can be cut in cakes which are dried in the usual manner.
Fish scales, especially those of carps, are treated in a similar manner. The bone-earth is extracted with hydrochloric acid, the extracted material thoroughly washed, and then boiled in soft water till it can be readily stirred. The liquor is drawn off from the horny sediment, clarified with alum, evaporated, and after all the impurities have subsided, poured into moulds and treated like ordinary glue.
Considerable quantities of fish glue are produced on the Norwegian coast from waste obtained in the preparation of codfish. The fish when caught are cut open and the air-bladders removed, which are dried and brought into commerce as isinglass. The head is then cut off and the bones detached in one piece. The flesh is dried in the air, and forms the codfish of commerce. The heads and bones are first treated with hydrochloric acid or directly boiled under slight pressure in water, and the resulting liquor concentrated so that it will gelatinize.
A substitute for isinglass, also for gelatine and glue, is prepared by C. A. Sahlströhm, of Stockholm, according to his patent, from fish and fish waste by treatment with bleaching powder, potassium permanganate, and nitrous and sulphurous gases.
For this purpose the fishes, or portions of fishes, are first well washed in fresh water and then left for from three to four hours in a solution of bleaching powder (in the pro204portion of 2 lbs. of bleaching powder to 300 quarts of water). After washing they are treated for about 30 minutes with a solution of potassium permanganate (in the proportion of 1¾ ozs. of potassium permanganate to 250 or 300 quarts of water), and then exposed to the action of the nitrous gas, produced by heating 10 to 15 ozs. of nitric acid for every 88 lbs. of raw material. This gas may be first absorbed by water, as in the manufacture of sugar, or sulphur dioxide may be used instead of nitrous gas. The former would be obtained by burning about 7 ozs. of sulphur for every 88 lbs. of raw material.
The material, after this treatment, is washed. Those portions intended for the production of isinglass substitute are freed from their outer skins and dried and pressed at a gentle heat. The portions destined to produce gelatine or glue are, on the contrary, exposed to a temperature of from 104° to 122° F. for from ten to twelve hours, by which the material is mainly dissolved. The mass is then forced through a strainer or sieve, and the liquor allowed to gelatinize by standing for some hours. The jelly is finally dried, as is usual in the manufacture of glue or gelatine.
Whale glue is, according to Culmann, obtained in the Russian island Jeretike from the liquor remaining in the boilers after the extraction of the oil by means of superheated steam. By reason of the raw and moist atmosphere which prevails in that locality, even in summer, drying the glue is not practicable, and for this reason it is brought into commerce in the form of a compact jelly mixed with a preservative and packed in tin boxes. The commercial article contains 41.65 per cent. water. It is liquefied by placing the can in boiling water, and melts at 176° F. As shown by mechanical tests, it possesses great tenacity, and two pieces of wood glued together lengthwise cannot be separated at the joint but break alongside of it.
205
It is of importance that the manufacturer as well as the dealer should know how to test the quality of a glue. This may be done by chemical means and in a mechanical way.
Determination of moisture. For this purpose a weighed quantity of the sample, finely powdered, is for fourteen hours exposed to a temperature of 217° to 230° F. It is then cooled under the dessicator and reweighed. The content of moisture is then calculated from the loss in weight.
Determination of ash. The origin of a sample of glue may be traced by examining the ash for phosphates of lime and magnesia, bone-glue containing both, while skin-glue is free from phosphates. Reduce a portion of the sample to a fine powder, and weigh it in a tared constant crucible. Heat slowly over a Bunsen flame until carbonized, then remove the crucible to the muffle, and heat to bright redness for 10 hours. Cool under the dessicator and weigh. The increase in weight of the crucible is the ash of the sample. This will vary from 1 to 2 per cent. in a gelatine, 2 to 3 per cent. in a good glue, 6 to 8 per cent. in a common quality.
Determination of Acidity. Kissling elsewhere determines the acidity by suspending 30 grammes of the sample in 80 Cc. of cold water for 10 to 12 hours in a flask connected with a condenser. The volatile acids are then driven over by a current of steam into a graduated cylinder. When the distillate amounts to 200 Cc., distillation is interrupted, and the distillate treated with standard decinormal alkali. When the distillate contains sulphurous acid, a known quantity of the standard alkali is previously added to the cylinder.
206
An undue quantity of acid may be detected by the taste. Glues may be alkaline from the addition of excess of lime in the manufacture to correct the sourness of the jelly. For uses where colors are concerned the glue must be neutral to litmus; for adhesive uses this does not matter unless the alkalinity or acidity is due to defective preparation (Samuel Rideal).
Determination of Glutin. The percentage of glutin in a glue solution is determined by precipitating it with tannin. The dense white precipitate formed is thrown on to a tared filter, washed with hot water, dried and weighed. The calculation is made on the basis that the tannate of glutin has a percentage composition of 42.74 per cent. of glutin and 57.26 per cent. of tannin.
Bisler-Beumat while employing the same principle prepares two solutions: a. 10 grammes of pure tannin to the liter. b. 10 grammes of pure isinglass and 20 grammes of alum to the liter. The ratio in which the tannin is precipitated by the isinglass solution, which Risler considers as pure glutin, is then determined by titration. The tannin solution is then diluted so that exactly an equal volume of glue solution is precipitated by it.
In order to test a sample of glue, dissolve 10 grammes of it together with 20 grammes of alum in a liter of water, heat being applied if necessary. Next 10 cubic centimeters of the tannin solution are taken to which an equal bulk of glue solution is at once added, as one may be sure that this quantity is not sufficient for the precipitation of the measured quantity of tannin, because no glue found in commerce is as pure as isinglass. The vessel containing the mixed liquids being well shaken and the precipitate having subsided, another cubic centimeter of glue solution is added to the tannin solution which is next filtered through a moist cotton filter. If one drop of the glue solution still produces a precipitate in the clear filtrate, another cubic centimeter is added to the tannin solution, and then207 again filtered, these operations being repeated until the filtrate is no longer rendered turbid by the glue solution.
With the known relation of the tannin solution to pure glue (isinglass), a conclusion may be formed from the number of cubic centimeters of glue solution used as to the content of glutin in the sample examined.
The percentage of glutin varies, of course, according to the quality and origin of the glue. Bone glue of good quality contains from 50 to 52 per cent. and skin glue from 65 to 75 per cent.
S. Dana Hayes analyzed two samples of American glue of best quality and obtained the following results:
| a. | b. | |
|---|---|---|
| Water (escaping at 212° F.) | 16.70 | 16.28 |
| Glue substance | 79.85 | 80.42 |
| Calcium carbonate | 1.42 | 1.33 |
| Calcium sulphate | 0.41 | 0.34 |
| Magnesium phosphate | 0.35 | 0.31 |
| Alkaline salts | 0.17 | 0.12 |
| Silica, ferric oxide, etc. | 0.09 | 0.08 |
| Zinc oxide | 1.01 | 1.12 |
The chemical modes of testing glue give only the quantity of glutin contained in it, but do not prove that the substance combined with tannin corresponds to the actual adhesive power of the glue, for it is possible that a glue containing a large quantity of glutin may possess but little adhesive power, and a jelly from which the glue is formed may contain an equal amount of glutin with the latter, but not possess an equal power of adhesion.
It is certain that the determination of the glutin alone is not a criterion of the quality of glue. In the absence of a reliable method of direct analysis, attempts have been made to deduce the quality of glue from indirect properties.
One of these methods consists in immersing the sample of glue in a large quantity of water at 59° F. for a considerable time. The glue swells up, absorbing 5 to 16 times its208 own weight of water. The more consistent and elastic the glue in this state is found to be, the greater its adhesive power, and the larger the quantity of water absorbed the more economical the glue will be in use. This method does not give thoroughly reliable results, and should only be employed with bone-glue, as skin-glue does not behave in a similar manner.
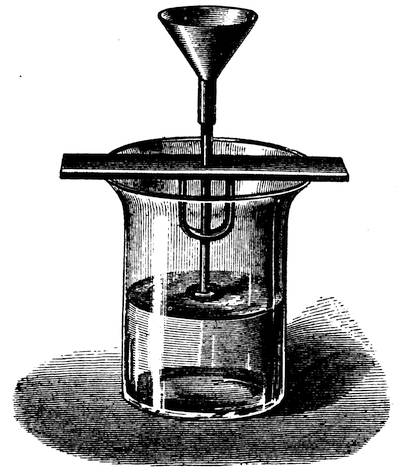
A more reliable method is to test the strength of a glue by the method first proposed by Lipowitz, which is based on the weight-sustaining power of a jelly of known strength and temperature. The test is executed as follows: Soak 5 parts of the sample in water, then dissolve it in sufficient hot water to make the weight of the solution equal to 50 parts, and allow to stand for 12 hours at 64.4° F. in a glass cylinder of uniform width to gelatinize. Cover the glass cylinder with a tin cap perforated in the centre, Fig. 65. Through the perforation is passed freely a stout iron wire, at the lower end of which is soldered a piece of tin shaped209 like a saucer, the convex side of it resting on the surface of the jelly. To the upper end of the wire, which together with the tin saucer should weigh 5 grammes, is soldered a funnel weighing 5 grammes, and capable of holding up to 50 grammes of fine shot. The apparatus is gradually loaded with shot until the saucer-shaped piece of tin is forced into the jelly. The greater the strength of the jelly, the heavier will be the weight required. From the determined weight of the shot used, the relative value of the glue as to its adhesive power is determined.
The following results have been obtained by comparative experiments with this apparatus:
| Variety of Glue. | Weight required to force the saucer down. |
|---|---|
| Breslau | 1704 grammes = 3.74 lbs. |
| Russian | 1446 grammes = 3.18 lbs. |
| Cologne | 1215 grammes = 2.67 lbs. |
| Muhlhausen I. | 727 grammes = 1.599 lbs. |
| Nördlingen | 724 grammes = 1.592 lbs. |
| Muhlhausen II. | 387.5 grammes = 0.85 lbs. |
The results of these experiments agree to a remarkable degree with the market prices of the varieties of glue, which is not the case with glues tested by the methods previously mentioned. The results of these tests are given in the table below:
210
| Variety of Glue. | Loss of water in drying for several hours at 239° to 248° F. | 100 parts of glue are precipitated by tannic acid | Glutin per cent. | Water absorbed in 24 hours by 5 parts of glue | A 100 per cent. solution of glue will bear a weight of | |
|---|---|---|---|---|---|---|
| 1. | Best White isinglass in three qualities | 20 to 21 | 74.62 | 55.69 | — | |
| 2. | Translucent yellowish bone glue in tablets and easily soluble | 13.2 | 76.2 | 56.8 | 40 | 64 grammes (2.25 ozs.) |
| 3. | Pale yellow glue similar to No. 2 | 13.0 | 70.0 | 52.2 | 35 | 60 grammes (2.11 ozs.) |
| 4. | Brown-reddish, brittle in fracture and soluble | 10.0 | 71.0 | 52.9 | 12 | Does not gelatinize. |
| 5. | Clear translucent glue of medium brown color | 11.0 | 71.5 | 53.3 | 20 | 20 grammes (0.705 oz.) |
| 6. | Brown-yelow glue in thick tablets and possessing but little translucency | 12.5 | 68.0 | 50.7 | 27 | 15 grammes (0.52 oz.) |
| 7. | Pale brown-yellow glue, readily soluble and elastic before breaking | 13.0 | 66.6 | 49.7 | 30 | 36 grammes (1.26 oz.) |
| 8. | Pale amber-colored glue with but little translucency | 9.5 | 68.5 | 51.1 | 33 | 60 grammes (2.11 oz.) |
| 9. | Brown glue, solution turbid | 10.0 | 82.0 | 53.7 | 30 | 50 grammes (1.76 oz.) |
| 10. | Amber-colored glue, opalizing and readily soluble | 9.5 | 73.0 | 54.4 | 35 | 56 grammes (1.97 oz.) |
| 11. | Thick tablets or dark-brown glue, solution very turbid | 13.5 | 64.0 | 47.7 | 18 | 23 grammes (0.81 oz.) |
| 12. | Dark horn-like glue with little translucency | 9.0 | 72.6 | 54.2 | 29 | 12 grammes (0.42 oz.) |
| 13. | Very translucent glue of a light brown color and very clean solution | 13.5 | 70.0 | 52.2 | 30 | 40 grammes (1.41 oz.) |
| 14. | Translucent dark-brown glue, giving a very clear solution | 15.0 | 66.0 | 49.4 | 25 | 42 grammes (1.48 oz.) |
This table shows the following facts:
1. The percentage of water in the 14 dry varieties of glue examined varies between 9.0 and 21. The loss of water from isinglass is surprisingly large, especially as it cannot be explained by an artificial admixture of water, since the six varieties examined reabsorbed the same percentage of water from the air. The percentage of water in the other varieties of glue differs but little.
2. The various varieties of glue required different quantities of tannic acid for their precipitation, the amount for 100 parts of glue varying between 66 parts and 76.2, or calculated to per cent., between 49.4 and 56.8.
3. Placed in cold water, glue swells up and absorbs from 12 to 40 parts of water. The behavior of the various varieties differs very much in this respect, and in most of211 the experiments, with the exception of variety No. 4, the percentage of glutin is in exact proportion to the quantity of water absorbed.
4. The strength of the gelatinized glue varies between 12 grammes (185.18 grains) and 64 grammes (987.67 grains) for a 10 per cent. solution. This property corresponds neither with the absorption of water nor the percentage of glutin.
Variety No. 4, in the table, contains 52 per cent. of glutin, but does not gelatinize, its strength being therefore equal to 0, while variety No. 14, with 49.4 per cent. of glutin, therefore less than No. 4, shows a strength of 42. As no close connection between the properties mentioned in the table can be recognized, it is best not to be guided by these properties alone, but to test also the behavior of the glue in practical use. Such test consists in estimating the adhesive power of the glue from the weight required to tear asunder two pieces of wood glued together and dried. But as the results obtained by this purely practical test must necessarily vary on account of the impossibility of having two surfaces of wood always exactly alike, and the uncertainty of applying every time the same quantity of glue, Weidenbusch’s method may here be given. It is based upon the principle that sticks of plaster of Paris cast of exactly the same material and of uniform size break under the same weight when placed upon two supports and loaded in the centre. If now such plaster sticks be saturated with glue solutions prepared according to the same method, but from different qualities of glue, a greater force will be required for breaking them, and this force will be the greater the better the quality of glue is.
The plaster sticks are prepared as follows: Reduce pure crystallized gypsum to a fine powder, pass the latter through a sieve having 324 meshes per square centimeter and heat it to between 284° and 302° F. For casting the sticks moulds of soap-stone are used. The moulds are made by212 boring in a piece of soap-stone, at a distance of about 1 centimeter from each other, holes with a diameter of 6 millimeters on top and 7½ millimeters on the bottom.
The gypsum is weighed off in portions of 1 gramme each, mixed with 1 gramme water and cast in the moulds. The solidified sticks are first dried at a moderate heat and then over calcium chloride, and kept for use in an air-tight vessel.
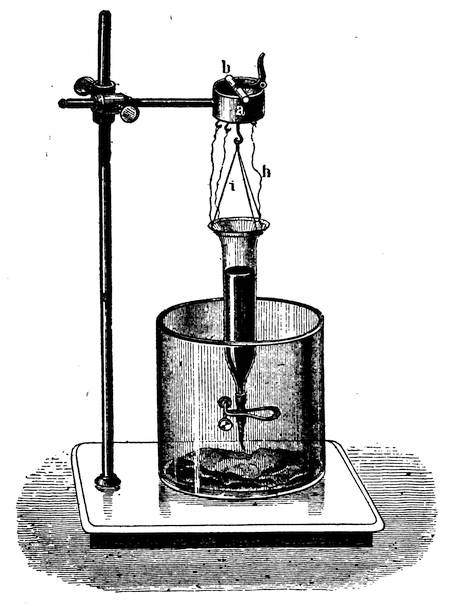
The glue solution is prepared as follows: The glue dried at 212° F. is weighed, soaked over night in water, then melted in a small glass in the water-bath, and finally enough water is added so that the solution contains 10 per cent. of dry glue.
213
The plaster sticks are for one or two minutes immersed in the glue solution heated to 212° F., and then placed vertically upon a glass plate until superficially dry, when they are completely dried at 212° F. It is recommended to color the glue solution with indigo, the uniform saturation of the sticks being thereby more easily recognized.
The apparatus for testing the strength of the sticks consists of a brass ring a, Fig. 66, having two notches to receive the stick, and its diameter is divided into two equal parts by an indicator. The ring is supported by a pin, by means of which it is secured in a stand. The apparatus is completed by an iron or glass cup which is suspended by three cords, i, and the hook f to the plaster stick b. The hook f is placed in the position indicated by the indicator. Mercury is now poured into the cup until the plaster stick commences to break. The weight required is recorded and compared with a standard glue. During the experiment the cup is suspended by the three cords h to the ring a, and is thus caught when the plaster stick breaks. On the lower end of the cup is a clip for emptying the mercury into a vessel so that none of it is lost.
The “Artillery Werkstätte” at Spandau has adopted the severing strain of two blocks of wood glued together. The test is executed as follows: Three parts of glue (but not less than 250 grammes) are mixed with 6 parts of water and boiled in a steam bath until the weight of the boiled glue amounts to only 5/9 of the original mixture. The reason for this continued boiling is to ascertain whether the glue to be tested retains the required adhesive power even after six hours continued heating in a steam bath as frequently happens in the workshop. With the glue thus prepared the following breaking test is made:
Blocks of hard or soft wood 420 millimeters long and 40 × 40 millimeters cross section are cut in two, so that each piece thus obtained is 210 millimeters in length. These two pieces are then again glued together across the grain214 with the glue to be tested. The block is then placed in a dry room at a temperature of 62° to 68° F. for 72 hours, when the joint is tested as to its resisting power. At a distance of 180 millimeters from the joint a hole is bored in the block. Through this hole is pushed a bolt furnished on the lower end with a hook to which a scale is suspended. The block of wood is clamped to a table so that the joint projects 1 centimeter beyond the edge. The scale is at the start loaded with 25 kilograms, the load being every five minutes increased 5 kilograms till fracture takes place.
Two such blocks, one of hard and one of soft wood, are subjected to the test, and a serviceable glue must stand at least an average load of 70 kilograms.
Determination of adulterations. White lead, sulphate of lead, zinc white, or chalk in quantities varying from 4 to 8 per cent. are frequently mixed with the melted glue to improve the appearance of the finished product. Thus, according to analyses by A. Faisst, Russian glues contained in 100 parts foreign admixtures as follows:
| I. | II. | III. | IV. | |
|---|---|---|---|---|
| Zinc white | 1.66 | |||
| Chalk | 2.40 | 2.95 | 3.79 | 2.10 |
| Sulphate of lead | — | 4.16 | 2.35 | 3.18 |
| 4.06 | 7.08 | 6.14 | 5.28 |
The so-called patent glue which is opaque and of a white color is produced by adding considerable quantities of white lead to ordinary glue.
According to Barreswil, glue is frequently mixed with lead acetate solution to protect it from putrefaction. Such an addition, as well as the presence of white lead or sulphate of lead, is detected by the introduction of sulphuretted hydrogen into very dilute glue solution. In the presence of lead acetate a black precipitate of lead sulphide appears in the clear solution; if white lead or lead sulphate is present, the white powder settling on the bottom is blackened by the formation of lead sulphide.
215
For the detection of other earthy additions, prepare a very dilute solution of the glue in question and allow it to stand quietly for a few hours. The heavy additions subside, and after decanting the supernatant fluid is collected upon a small filter and examined by the customary analytical methods.
It is difficult to say what quantities of earthy constituents actually constitute an adulteration, since it is claimed by many practical men that a considerable content of earthy parts is of advantage as regards the cementing power of glue. Generally speaking it may, however, be said that a glue containing more than 6 to 8 per cent. of earthy constituents must be considered adulterated.
For many purposes, especially if the glue comes in contact with colored materials as, for instance, in book-binding, a content of free acid would exert an injurious effect upon the colors, destroying or changing them. It is therefore advisable to test the glue with blue litmus paper which, in the presence of free acid, is reddened.
In testing a large number of samples of glue, Kissling obtained the following results:
| Skin Glue. | Number of samples. | Smallest percentage. | Largest percentage. | Average percentage. |
|---|---|---|---|---|
| Water | 15 | 13.4 | 18.1 | 15.7 |
| Ash | 16 | 1.0 | 4.13 | 2.15 |
| Fat | 21 | 0.01 | 0.090 | 0.037 |
| Volatile acids, free | 8 | 0.084 | 0.238 | 0.178 |
| Volatile acids, fixed | 0.084 | 0.334 | 0.191 | |
| Bone Glue. | ||||
| Water | 25 | 11.5 | 17.7 | 13.4 |
| Ash | 26 | 1.16 | 5.07 | 2.46 |
| Fat | 5 | 0.047 | 0.217 | 0.113 |
| Volatile acids, free | 7 | 0.088 | 1.451 | 0.655 |
| Volatile acids, fixed | 0.097 | 0.721 | 0.460 |
However, those who from their practical knowledge are most competent to judge the commercial value of a glue, scarcely require such complicated tests, as by taking the216 sample in their hand and looking at it, they can in most cases tell its quality. Great hardness, a clear, rattling sound when struck, and resistance to breaking are signs of good quality, and if the cake is cut thick, it shows that the jelly possessed great consistency. Many kinds of glues are intentionally cut thin so that they will dry before spoiling. The derivation of a glue from a sound jelly is recognized by the fine cutting lines. When the jelly possesses but little gelatinizing power and is in the first stages of decomposition or putrefaction, or formation of sugar has already set in, it cannot be poured into moulding boxes, as it would putrefy before it has a chance to gelatinize. Such sick jelly is poured in thin layers upon glass or metal plates so that it may acquire sufficient solidity to allow of its being cut up into leaves and dried upon nets. If the edges of the glue are deeply indented and raised, the jelly, before drying, possessed but little concentration (25 to 30 per cent.), and if notwithstanding this, it acquired sufficient consistency to allow of its being cut, it must have been very sound. Glues cut thick and showing no indentations and raised edges, are derived from excessively concentrated jellies (30-35-40 per cent.). Such jellies lose in quality in evaporating.
A high degree of transparency is a favorable sign as regards the purity of a glue, substances inducing putrefaction having been eliminated. Hence this property should be worthy of recommendation, but the consumer having been disappointed in the use of thin glass-clear glues, distrusts also the thick-cut transparent product, preferring a turbid, translucent or opaque article. For this reason the manufacturer is forced to render glass-clear glue turbid with coloring matter.
The color of the glue is also a means of judging it. To be sure, chemically pure glutin is a colorless substance, but glue is always colored more or less dark brown. Although this coloration does not in the least impair the adhesive217 power, the manufacturer endeavors to produce a product of as light a color as possible, and this is best effected by bleaching with sulphurous acid. By this means the glue not only acquires a lighter color, but also becomes more stable, substances inducing putrefaction being destroyed by the acid.
218
The great variety of substances entering into the manufacture of cements and pastes makes a division of them extremely difficult. Stohmann divides them into the following groups:
1. Oil cements.
2. Resinous cements.
3. Cements containing rubber or gutta percha.
4. Cements containing glue, or starch paste.
5. Lime cements.
Generally speaking, this division is correct; the only change we would suggest is to apply the term agglutinant or paste to bodies containing glue and starch paste.
When we attempt a division of the cements according to the bodies to be cemented, we find that the result will be a larger number of groups; as we must take into consideration whether the articles to be cemented have to be heated or not, whether they are to come in contact with water or other liquids, and other circumstances which would necessitate modifications in the composition of the cements themselves.
According to this, we might group the cements as follows:
219
1. Cements for glass and porcelain, for repairing broken articles, for fastening glass letters upon show-windows, etc.
2. Cements for metals not exposed to an increase of temperature, for instance, for tightening the joints of gas and water pipes.
3. Cements for stoves and other articles, which have to stand an increased temperature.
4. Cements for chemical apparatus, i. e., such as will have to resist the action of chemical agents.
5. Cements to protect vessels of glass, porcelain, or metal against the action of fire.
6. Cements for filling hollow teeth, for microscopical preparations, and other delicate articles.
7. Cements for special purposes, for instance, for cementing meerschaum, tortoise shell, etc.
Chemical nature of cements. The different varieties of cement frequently contain substances which act chemically upon each other, or upon the bodies to be united with them. To determine the practical availability of a variety of cement for a determined purpose, it is of importance to know the reciprocal behavior of these substances towards each other, as from this we are able to judge at once whether a cement is suitable for a certain purpose or not.
Oil cements. The fluid fats, commonly called oils—though there are oils which remain solid at the ordinary temperature, as, for instance, palm oil and cocoanut oil—may, as regards their behavior on exposure to the air, be divided into two large groups, namely, drying and nondrying oils. As samples of these groups may be mentioned olive oil and linseed oil.
If a thin layer of olive oil protected from dust is exposed to the air, it will remain fluid for years and retain its characteristic oily consistency. The only change it undergoes is that it becomes somewhat more viscid and rancid, and acquires a darker color, but it never dries up.
Linseed oil treated in the same manner solidifies in the220 course of a few weeks to a hard, tough and elastic mass, resembling, as regards its physical qualities, resin or rubber.
By compounding a drying oil with a small quantity of litharge, pyrolusite, manganous borate, etc., and heating the admixture to the boiling-point, it acquires the property of drying in a few hours when exposed to the air in a thin layer. Oil so treated has been changed to a varnish.
By bringing a drying oil in contact with a body possessing strong basic properties a peculiar process takes place; the sebacic acids contained in the oil combine with the basic bodies to solid combinations which are insoluble in water, and, on exposure to the air, change gradually into masses as hard as stone. Such combinations, as regards their chemical composition, resemble ordinary soap, and for this reason are called insoluble soaps to distinguish them from ordinary soap which is soluble in water.
Burned lime, calcined magnesia, whiting, ferric oxide, litharge, and minium possess the capacity for forming insoluble soaps on coming in contact with drying oils and, still more quickly, with varnishes prepared from them.
The hardness of these soaps in time increases considerably by the oil not saponified drying in. The oil cements are principally used for tightening water and gas pipes, as they resist the action of water, steam and gas.
The only drawback connected with these cements is that they must reach a certain age before becoming entirely hard, and that, on account of the high price of drying oil or varnish which is absolutely required for their preparation, they are rather expensive. The ordinary glazier’s putty and the red lead and linseed-oil cement used in constructing water and gas conduits belong to this group.
Resinous cements. By resins are understood a number of constituents of plants which exude in thick viscous masses through incisions made in the trees, and on exposure to air are gradually converted into less transparent, brittle masses. When heated they melt more or less readily, forming a221 thick, ropy liquid, and brought in contact with an ignited body they burn with a bright flame and much sooty smoke.
By making incisions in the bark of any of the whole genus of Pinus belonging to the Coniferæ family, a viscous mass of a strong odor, called turpentine, is obtained. It consists of a solution of common rosin in the essential oil of turpentine, and when distilled yields from 75 to 90 per cent. of colophony or rosin, which remains in the retort, and from 25 to 10 per cent. of the essential oil, commonly called spirits of turpentine. Pure rosin is a brittle, tasteless, and almost inodorous mass of a light yellow color and a smooth, shining fracture.
The various resins found in commerce, such as shellac, mastic, elemi, copal, etc., are formed in a similar manner.
The principal points of importance for our purpose are the different degrees of hardness and brittleness and the melting-points of the various resins. While some possess but slight hardness, for instance elemi, others, such as copal and amber, excel in this respect and their brittleness and high melting-point.
To decrease the brittleness of resins, essential oils are sometimes added, or resinous cements are mixed with oil cements or a fat drying oil, or compounded with rubber cement.
Resinous cements are either softened by heating or entirely melted, or solutions of resins in volatile solvents are used, which, in evaporating, leave the resin behind.
The resinous cements possess great power of resistance, and are therefore well adapted for tightening water and gas pipes, but they have the disadvantage of not standing a high temperature and possessing a certain degree of brittleness which renders them unfit for the cementing of articles exposed to frequent shocks.
Many of these cements, especially those prepared with pitch or asphaltum, can be produced at a very low cost, and do excellent service for water-proofing vessels, water-reservoirs, brickwork, etc.
222
Rubber and gutta-percha cements. Caoutchouc, commonly called India rubber, or briefly rubber, is derived from the milky juices of certain tropical plants. It is distinguished by great elasticity and indifference to chemical agents.
Both these properties make it a valuable material for cement, and it is much used for this purpose either in the form of solution or as a constituent of other compositions. For cements which are to have a certain degree of elasticity combined with indifference toward chemical agents, it is absolutely indispensable, as no other known body possesses these properties in such a high degree.
The derivation of gutta percha is similar to that of rubber. At an ordinary temperature it forms solid and very tenacious masses, of a leather-like consistency, but at a somewhat higher temperature (below the boiling-point of water) it is converted into a very plastic, soft mass, which can be drawn into very fine threads, and rolled to very thin plates.
By itself or mixed with other substances it furnishes an excellent cement, possessing the valuable properties of tenacity and pliancy when exposed to shocks. As regards resistance to the action of water and chemical agents it is almost equal to rubber, and, for certain purposes, is frequently preferred to the latter.
Glue and starch cements. By itself, i. e., converted by boiling with water into a viscous mass which solidifies on cooling, glue cannot be classed with the cements; the same applies to paste, i. e., starch or flour swelled and boiled in water.
But compounded with other substances both yield excellent cements, in which a part of the properties distinguishing glue solution and paste is preserved. They both possess the property of decreasing the brittleness of many cements, but unfortunately the latter thereby lose their power of resisting the action of water; for starch as well as glue swells in water, and the latter, when moist, passes quickly into putrefaction and destroys the cement.
223
In a wider sense isinglass, compounds of glue and vinegar, of lime and glue, etc., must be classed with the glue cements, and ordinary flour and shoemakers’ paste with starch cements.
Lime Cements. Lime possesses the property of forming insoluble combinations with egg albumen or caseine, this being the reason why lime cements, of which there are a great number, are generally composed of burned lime and one or the other of the above substances. Lime compounded with a solution of water-glass forms also very solid and durable cements.
Although the cements and agglutinants mentioned in the foregoing are most frequently used, a compound of different cements is often employed, in consequence of which the composition of many cements is very complicated.
In the following we give a description of the preparation of the different kinds of cement, according to the manner of their employment.
224
Oil cements, as already explained, must be considered as a variety of soaps insoluble in water, formed by the action of drying oils or varnish upon various basic combinations.
The most important of this class is the cement used for securing window-panes. Good glaziers’ putty is a product of extraordinary durability, and, besides for puttying glass and wood, can also be used for joining many other bodies.
Putty. This is prepared by mixing fine whiting with linseed oil or linseed-oil varnish. The whiting should be passed through a sieve of 42 meshes to the inch. It should be perfectly dry before sifting, and be thoroughly incorporated with the oil.
As the work of kneading large masses with the hands or feet must be continued for a long time in order to obtain an entirely uniform product, and is consequently very laborious, it is recommended to use the following contrivance:
Two wooden rollers rest in a suitable frame, and can be brought together or removed from each other by means of two screws. When the mixture of whiting and linseed oil is of sufficient consistency to allow kneading, it is fashioned into a cylinder and rolled out between the above rollers to a long, thin band, which is caught in a vessel. The band is balled together, the ball reformed into a cylinder, and the latter again passed through the rollers, the operation of balling and rolling being continued until a uniform mass is obtained.
The finished product should be kept in oiled paper or225 under water. White lead is sometimes mixed with the putty, and other pigments to give color as desired. Hard putty may be softened by rolling between the hands.
French putty. Boil 7 lbs. of linseed oil with 4 lbs. of burnt umber for 2 hours. Then add 10 lbs. of white lead and 5½ lbs. of chalk.
Soft putty. Whiting 20 lbs., white lead 2 lbs., linseed oil and olive oil 1 gill each.
Mix the whiting and the white lead with the necessary quantity of linseed oil, to render the putty of the proper consistence, the olive oil being added to the linseed oil before kneading. The object of using olive oil is to prevent the white lead from hardening, and it preserves the putty in a state sufficiently soft to adhere at all times, and not, by getting hard and cracking off, suffering the wet to enter, as is often the case with ordinary hard putty.
Litharge cement. By mixing litharge reduced to a fine powder with linseed oil, a yellow cement is obtained which gradually solidifies to a mass as hard as stone.
Red lead cement is made by mixing red lead with linseed oil to a paste. It is used for cementing the joints of metal pipes.
Lead preparations furnish excellent cements, but have the disadvantage of great weight and a high price. For many purposes a part of the lead combination can be suitably replaced by a substance of less weight, such as whiting, or, still better, burned lime slacked with sufficient water to convert it into a powder.
The quantity of the substitute added varies very much, there being, for instance, many varieties of so-called red lead oil cement, which contain only about 10 per cent. of red lead.
Cement for wash basins. Finely powdered glass (sifted) 2 parts, litharge 2 parts, linseed-oil varnish 1 part.
Wet the powders slightly with the oil, heat and gradually add the rest. Do not use the basin for several days. Finely powdered glass or glass meal may be made by heating glass,226 throwing it in cold water, grinding the fractured pieces, and washing by stirring up in water, and allowing the finer particles to float off into a second vessel. Collect this fine powder when sufficient has settled in the vessel and sift it through a very fine sieve.
Zinc-white cement is prepared similar to putty or red-lead cement. It may, however, be made as follows: Mastic 2 parts, dammar 4 parts, sandarac 6 parts, Venetian turpentine 8 parts, turpentine 10 parts, benzole 12 parts, zinc white 14 parts.
The resins are powdered, while the Venetian turpentine, ordinary turpentine, and benzole, are put in a bottle, and then the powdered resins put in. The whole is shaken and allowed to stand for the resins to dissolve. The solution is filtered through cotton-wool and rubbed up with sufficient zinc-white to form a cement. Dilute with benzine if necessary.
Mastic cement, mastic or pierres de mastic. Under this name masses are brought into commerce which are well adapted for moulding ornaments, such as figures, columns, etc., to be exposed to the weather. They are comparatively cheap, and it is rather remarkable that they are not more generally known and used for technical purposes.
To prepare large quantities of this cement suitable mills and mixing vessels are required, as the conversion of the materials into a dust-like flour is an indispensable condition of the success of the work. The materials most generally used are fine quartz sand, finely ground calcareous sand, and varying quantities of litharge or zinc oxides, besides as small a quantity of linseed oil as possible.
The linseed oil combines with the litharge or zinc oxide to an insoluble soap, which incloses the other material and forms a mass acquiring the hardness of sandstone in thirty to fifty hours.
After converting the materials into a fine powder, the mixing is accomplished in barrels filled about three-quarters227 full and revolved by water-power. When a thorough mixture has been effected the pulverulent mass is placed in sheet-iron vessels and saturated with linseed oil, and then moulded at once, as it solidifies in one or two days.
French mastic. Quartz sand 300 parts, pulverized limestone 100, litharge 50, linseed oil 35.
Paget’s mastic. Sand 315 parts, whiting 105, white lead 25, calcined red lead 10, lead acetate solution 45, linseed oil 35.
The mastic may be colored by adding pigments.
Water-proof cement. A. Rubber 7 parts, oil of turpentine 140, linseed oil 40. B. Turpentine 100 parts, sulphuric acid 3, zinc-white 10.
To prepare solution A, place the rubber in the oil of turpentine in a bottle. It swells very much without actually dissolving. After adding the linseed oil, reduce the entire mass by boiling to one-half the volume originally occupied by it.
Solution B is prepared by stirring the sulphuric acid into the turpentine and allowing it to stand for twelve hours. To remove the sulphuric acid, the thick mass which has been formed is then kneaded in water in which the zinc oxide has been distributed. After drying, the resulting mass is dissolved in the warm fluid A.
Another formula is as follows: Linseed oil 8 parts, litharge 12, burnt lime 88.
Boil the linseed oil and litharge half an hour, then stir the lime into the hot mass, and use the mixture hot. This cement is excellent for filling in joints between stones, for flat roofs, water reservoirs, etc. For a better adhesion of the cement, apply a coat of linseed oil varnish to the surfaces to be cemented. Porous stones are made water-proof by heating the cement in a boiler and adding sufficient linseed oil to form a mass which can be readily worked with a smoothing board. Apply as hot as possible.
Serbat’s mastic. Pyrolusite 60 parts, sulphate of lead 60, linseed oil 10.
228
After thoroughly drying the materials, mix the sulphate of lead with the linseed oil, then add 20 parts of the pyrolusite and, after mixing and working it thoroughly, add gradually the rest of the pyrolusite in small portions and kneading constantly.
Stephenson’s oil cement. Litharge 20 parts, unslaked lime 10 parts, sand 10 parts, hot linseed oil 3 parts.
Alum cement. Dissolve good hard soap, by heating in rain water, dilute the thickly fluid mass and add saturated alum solution as long as a precipitate is formed. Collect the gelatinous precipitate of alumina soap thus formed upon a cloth, and, after draining, pour rain water over it ten to twelve times to remove the salts as much as possible. After washing, dry the alumina soap, and rub it to a fine powder.
To prepare cement rub a portion of the powder with sufficient linseed-oil varnish to form a plastic dough, which is used for filling in the joints.
This cement is water-proof, resists high temperatures without being absolutely fire-proof, and, on account of its light color, is well adapted for joining marble plates, etc.
Oil cement for glass. Litharge 30 parts, burnt lime 20, pipe-clay 10, linseed-oil varnish 6.
Oil cement free from lead for steam pipes. Graphite 12 parts, heavy spar 16, slaked lime 6, boiled linseed oil 6.
Oil cements for steam pipes. I. Litharge 25 parts, air-slaked lime 10, quartz sand 10.
Mix the ingredients quickly with the linseed oil and work the mass thoroughly in a hot mortar. Coat the defective places in the pipes with linseed-oil varnish, apply the cement hot and when partially solid, make it still tighter by heating.
II. Boil 60 parts of graphite, 50 of air-slaked lime, 60 of elutriated heavy spar in 35 of linseed oil, stirring constantly. Apply the mixture hot.
Oil cement for marble. Elutriated litharge 10 parts, brick dust 100, linseed oil 20.
229
Prepare in the same manner as glaziers’ putty. For various colors add zinc white for white, red lead for red, pyrolusite for brown, etc. Previous to applying the cement saturate the surfaces of the stones to be cemented with linseed-oil varnish.
Oil cement for porcelain. Stir 20 parts of white lead and 12 of white pipe-clay into 10 of boiling linseed oil previously boiled and knead the mass thoroughly. After cementing let the articles stand quietly for several weeks.
Diamond cement. Litharge 30 parts, air-slaked lime 10, whiting 20, graphite 100, linseed oil 40. Apply hot. This is an excellent cement for metal.
Hager’s diamond cement. Whiting 16 parts, elutriated graphite 50, litharge 16.
Mix the pulverized ingredients with sufficient old, thick linseed oil to form a plastic dough.
Resinous cement for amber is obtained by melting mastic in linseed oil. Volatile copal lacquer can also be advantageously used for the purpose.
Cement for turners. Melt 1 lb. of rosin in a tin can over the fire, and when melted add 4 ozs. of pitch; while these are boiling add brick dust until, by dropping a little on a cold stone, you think it is hard enough. In winter it may be found necessary to add a little tallow.
By means of this cement a piece of wood may be fastened to the chuck, which will hold when cool, and when the work is finished, it may be removed by a smart blow with the tool. All traces of the cement may be removed from the work by repeated applications of benzine. To use this cement, chip off as much as will cover the chuck to the 1/16th of an inch, spread it over the surface in small pieces, mixing it with ⅛ of its bulk of gutta-percha, then heat an iron to a dull red heat, and hold it over the chuck till the mixture and gutta-percha are melted and liquid. Stir the230 cement until it is homogeneous, chuck the work, lay on a weight to enforce contact, leave it at rest 20 minutes.
The following cement is much employed and serviceable for the use of turners and artisans in general.
Reduce 1 lb. of whiting to a fine powder, and heat to redness so as to expel all the water. When cold this is mixed with 1 lb. of black rosin and 1 oz. of beeswax previously melted together, and the whole stirred till of uniform consistence.
Cement for ivory and bone. Melt at a moderate heat equal parts of white wax, rosin, and oil of turpentine to form a thickly-fluid mass. For coloring the cement add elutriated red lead, ultramarine, etc.
Cement for white enameled clock-faces. Dammar resin 100 parts, copal 100, Venice turpentine 110, zinc white 60, ultramarine 3.
Apply hot and polish when cold and hard.
Cements for glass. 1. Melt carefully 60 parts of bleached shellac and 10 of turpentine. If too thick, dilute with turpentine.
2. Shellac 20 parts, elemi 5, turpentine 10. Prepare as above.
Cement for glass upon glass. Shellac 10 parts, turpentine 2, pulverized pumice stone 10.
Cement for glass upon metal. Melt together 40 parts of rosin, 20 of rouge, 10 of wax, and 10 of turpentine. Apply hot to the surfaces to be cemented.
Cement for metal letters upon glass. Rosin 42 parts, turpentine 4, plaster of Paris 5.
Cement for wood. 100 parts of shellac and 45 of strong spirit of wine.
This cement serves for joining wood, which, on account of exposure to water, cannot be glued. Apply the cement to the surface of one of the pieces, and after placing upon it a piece of tissue paper press upon it the other piece of wood previously coated with the cement.
231
Cement for knife handles. Melt together 20 parts of rosin, 5 of sulphur, and 8 of iron filings.
Pour some of the hot mixture into the handle, and then push in the knife previously heated.
Cement for petroleum lamps. Boil 12 parts of rosin in 16 of strong lye until it is entirely dissolved and on cooling forms a tenacious solid mass. Dilute this with 20 parts of water, and carefully work into it 20 parts of plaster of Paris. This cement is insoluble in petroleum, and is especially adapted for cementing the glass parts of lamps to the metal. It is also a good material for stoppers for petroleum bottles.
Cement for porcelain. Rosin, 14 parts; elemi, 7; shellac, 7; mastic, 7; sulphur, 42; brick dust, 20.
Cement for porcelain which is to be heated. Heat carefully 10 parts of amber in a large spoon, stirring constantly, until it evolves heavy vapors of a strong odor. Rub the melted mass as finely as possible, and after placing the powder in a bottle pour over it a mixture of bisulphide of carbon and benzine. Close the bottle air-tight to prevent the evaporation of the very volatile solvent. When the powder is dissolved remove the cork and replace it by one provided with a small brush. The application of the cement and pressing together of the parts to be cemented must be effected as quickly as possible. In articles properly cemented the joint can only be detected by the closest examination. This cement holds so well that cups and saucers, soup-tureens, etc., mended with it can be used for years.
Cement to withstand the action of petroleum. Dissolve 5 parts of shellac, 1 of turpentine in 15 of petroleum. This cement is quite elastic.
Cement for mica. A colored cement for joining sheets of mica is prepared as follows: Soak clean gelatine in water, and when swelled squeeze out the excess of water by pressure between a cloth, then melt the gelatine by the heat of a water-bath, and stir in just enough proof spirit to make it232 fluid. To each part of this solution add, while stirring, ¼ oz. of gum ammoniac and 1½ ozs. of gum mastic dissolved in 4 ozs. of rectified alcohol. Put the mixture into bottles, and when required for use stand the bottle in hot water. This cement resists cold water.
Cement for horn, whalebone and tortoise shell. Dissolve gum mastic 10 parts and turpentine 4, in 12 of linseed oil. Apply hot.
Cement for terra-cotta articles. Melt together 70 parts of rosin, 70 of wax and 16 of sulphur, and stir into the mass 8 parts of hammer slag and 8 of quartz sand. Coat the fractured surfaces with oil of turpentine, apply the cement as quickly as possible, and press the surfaces together. It is advisable to heat the terra cotta previously to 158° or 176° F. After cementing the article, smooth the joint with a heated knife and dust very fine terra-cotta powder through a linen bag upon the soft cement in order to give it exactly the same color as the article itself.
Mastic cement for glass. Gum mastic 15 parts, bleached shellac 10, turpentine 5.
This mass sufficiently diluted with hot oil of turpentine furnishes an excellent cement for fractured glass and gems. Being colorless, the joint can scarcely be detected, provided the cementing has been skilfully done.
To attach gems to glass of the same color, the cement is colored with aniline colors dissolved in spirit of wine, care being had to give it the same shade as the gem and the glass.
Stick mastic cement. Melt together, at as low a temperature as possible, 10 parts of mastic and one of turpentine, and pour the mass into suitable moulds.
For use, heat the fractured surfaces of the article strongly, so that the cement on being rubbed over them melts, then press the surfaces together and continue the pressure until the cement solidifies.
Sulphur cement for porcelain. White pitch 18 parts, sul233phur 28, bleached shellac 4, gum mastic 8, elemi 8, glass meal 28. Melt all together, except the glass meal and stir the latter into the melted mass.
Insoluble cement for wooden vessels. Melt together 60 parts of rosin, 20 of asphalt, and 40 of brick dust. Pour the hot mixture into the joints. This cement resists the action of lye, quick lime, sulphuric and hydrochloric acids.
These cements are very useful, but owing to the inflammable nature of the components, great care should be taken to guard against fire while preparing them. They should never be made near a naked fire, as the benzine, carbon disulphide or chloroform used to dissolve the rubber is very volatile, and the vapor given off permeates the air until, coming near a source of light, the whole air becomes one vivid sheet of flame. Vessels which are used should be closed, and if possible put out of doors. If heat is required to assist the solvent action, use a sand or hot-water bath, but on no account bring near a fire.
Cements for glass. I. Rubber 1 part, gum mastic 12, dammar 4, chloroform 50, benzine 10.
II. Rubber 12 parts, chloroform 500, gum mastic 120.
This cement adheres immediately, and possesses a high degree of elasticity. It may be used to advantage for joining together the glass panes of hot-houses.
III. Dissolve, without application of heat, rubber 2 parts and gum mastic 6, in 100 of chloroform. This cement is perfectly transparent. It should be applied as quickly as possible, as it sets in a very short time.
Soft rubber cement. Melt 10 parts of tallow in a brass pan and gradually add 150 parts of rubber in small pieces, and stir constantly until all the rubber is dissolved. Keep in readiness a well-fitting lid to be able to extinguish the flame immediately in case the rubber catches fire. When all is melted stir in 10 parts of slaked lime.
234
This cement is especially adapted for sealing bottles containing caustic substances, such as nitric acid, etc. It remains always tenacious, being therefore suitable for cementing bodies exposed to repeated shocks.
Hard rubber cement. Rubber, 150 parts; tallow, 10; red lead, 10.
This cement is prepared in the same manner as the above. The addition of red lead gives it a red color, and solidifies it in a short time to a mass as hard as stone.
Elastic cement. Carbon disulphide, 8 ozs.; fine rubber, 1 oz.; isinglass, 4 drachms; gutta-percha, 1 oz. Dissolve the solids in the fluid.
This cement is used for cementing leather and rubber. For use the leather is roughened and a thin coat of the cement applied and allowed to dry completely; then the two surfaces to be joined are warmed and placed together and allowed to dry.
Marine glue. This cement, which is only a glue in name, is water-proof, and can be used to cement metal, wood, glass, stone, pasteboard, etc., and is especially adapted for caulking vessels.
Suspend 10 parts of rubber inclosed in a bag in a vessel containing 120 parts of refined petroleum, so that only half of the bag is immersed, and allow it to remain ten to fourteen days in a warm place. Then melt 20 parts of asphalt in an iron boiler and add the rubber solution in a thin jet, and heat the mixture, while constantly stirring, until it is perfectly homogeneous. Pour it into greased metallic moulds, where it forms into dark-brown or black plates difficult to break. In using it, it should be melted in a kettle placed in boiling water to prevent its burning, which it is very apt to do, as it is a bad conductor of heat. After it has been liquefied remove the kettle from the water and place it over a fire, where it can be heated, if necessary, to make it more fluid, to 302° F., carefully stirring it to prevent burning.
235
If possible, the surfaces to be glued together should be heated to 212° F., as the glue can then be slowly applied. The thinner the layer of glue in cementing together smooth surfaces, the better will it adhere. But a somewhat thicker layer is required for rough surfaces, for instance, boards not planed, the excess of glue being forced out by strong pressure. Generally speaking, it is best to subject all articles cemented together with marine glue to as strong a pressure as possible until the glue is congealed.
Repeated experiments have shown that with the aid of this cement square vats perfectly water-tight can be constructed of boards. Wooden pegs dipped in the compound should be used for putting the vats together.
Jeffrey’s marine glue. Dissolve 1 part of rubber in benzine, and mix the solution with 2 parts of shellac by the assistance of heat.
Another formula is as follows: Coal naphtha 1 quart, rubber cut in shreds 2 ozs. Macerate for 10 or 12 days and then rub smooth with a spatula on a slab; add 2 parts by weight of shellac to 1 part of this solution. To use the compound melt it at about 240° F.
Marine glue for damp walls. Rubber 10 parts, whiting 10, oil of turpentine 20, carbon disulphide 10, rosin 5 and asphalt 5. Dissolve the ingredients in a suitable vessel and stand in a warm place, shaking it frequently.
Scrape the wall smooth and clean, and apply the glue with a broad brush on the damp place and about 8 inches higher than the line of dampness. Before the glue is dry lay on plain paper which will adhere tightly. On this plain paper the wall paper can be pasted in the usual manner. If carefully done, the wall paper will always remain dry.
Cement for leather. Gutta-percha 100 parts, pitch or asphalt 100, oil of turpentine 15.
This cement should be used hot. It is suitable for236 cementing all kinds of substances, but adheres particularly well to leather.
Cement for hard rubber combs. A. Prepare a very thick solution of bleached gutta-percha in bisulphide of carbon.
B. Dissolve sulphur in bisulphide of carbon.
The cementing is effected by applying solution A to the fractured surfaces and pressing them together. When dry brush solution B over the cemented place.
Elastic gutta-percha cement. Dissolve 10 parts of gutta-percha in 100 of benzine, then pour the clear solution into a bottle containing 100 parts of linseed-oil varnish and unite both by shaking. This cement excels in elasticity, and is especially suitable for attaching the soles of shoes, as it is so elastic that it will not break, no matter how much it is bent. To make it adhere tightly roughen the leather on the side to be cemented.
Cement for horses’ hoofs. For filling cracks and fissures in horses’ hoofs a cement is required which possesses great resistance to the action of water combined with elasticity and solidity. A mass answering all demands consists of 10 parts by weight of gum ammoniac and 20 to 25 of purified gutta-percha. Heat the gutta-percha to between 194° and 212° F., and then work it with the finely powdered gum ammoniac to a homogeneous mass. In using it, soften the cement by heating, and after carefully cleansing the crack in the hoof, apply it with a heated knife. The cement solidifies immediately after cooling to the ordinary temperature, and becomes soon so hard as to allow of nails being driven into it.
Cement for crockery. Gutta-percha 1 part, shellac 1.
Place the two ingredients in an earthenware jar, and melt the two together by standing this jar on a vessel of boiling water, or else one filled with hot sand, the vessel holding the water or sand being heated over a fire or gas furnace. Stir the melted ingredients well together. The resulting cement is one possessing great hardness and237 toughness, which suits it admirably for mending crockery. Warm the edges to be joined together, smear the cement on, join together, and hold the article thus joined until cool.
Cement for leather. Mix 10 parts of carbon disulphide with 1 part of turpentine, and then add sufficient gutta percha to make a tough, thickly-fluid mass. Before using this cement, free the surface to be joined from grease. To effect this, sprinkle a little bicarbonate of soda, carbonate of ammonia or borax on the surfaces to be joined, lay a cloth over them, and then place a hot iron on top, and keep it there a short time so as to cause the alkali to cut the grease, then put the cement on both surfaces to be joined, put them together and subject to pressure until they are cemented.
Gutta percha dissolved in carbon disulphide to the consistency of syrup is also a good cement for joining leather. The parts to be joined should be well covered with cement so as to fill the pores of the leather, then the cement is heated and the parts hammered until the cement is cold.
Preparation of pure caseine. Although the caseine contained in old cheese can be used, the other constituents, such as fat, salt, and free acid, exert an injurious influence upon the solidity of the cement prepared with it. It is, therefore, best to prepare pure caseine, which is easily accomplished in the following manner:
Put milk in a cool place, and after taking off the cream as long as any is formed, remove the skimmed milk to a warm place to coagulate. After heating the curd, place it upon a filter and wash the caseine remaining upon the filter with rainwater until the water running off shows no trace of acid.
To remove the last traces of fat tie the washed caseine in a cloth and after boiling it in water, spread it upon blotting paper in a warm place to dry. It will shrivel up to a horny mass.
238
When thoroughly dried pure caseine will keep for a long time without suffering alteration. To obtain the caseine in a form suitable for preparing cements it is only necessary to pour water over a corresponding quantity and allow it to stand for some time. Caseine combines with lime to a hard insoluble mass.
Ordinary technical caseine may be readily and cheaply prepared as follows: Skim milk is heated in a copper boiler, if necessary by the introduction of steam, to 122° F. Then add for every 1000 quarts of milk, 3 quarts of crude hydrochloric acid diluted with 5 to 6 times the quantity of water. After coagulation, the whey is drained off, the curd spread out upon an inclined table and allowed to cool. The curd is then washed by pouring cold water over it through a rose, or stirring it up with water in a barrel, allowing to settle, and pouring off the supernatant water. The residue is subjected to moderate pressure. The caseine while still moist is comminuted in a curd-mill and packed in bags. In this state it must be worked at once, as otherwise it spoils readily and is attacked by worms. If it is to be kept for a longer time, it has to be dried. This is effected by spreading it out upon linen cloths and placing it in a drying chamber.
In this manner 8.5 per cent. of moist, or 3.5 per cent. of dry, caseine is obtained which is brought into commerce as technical caseine or lactarine. It being insoluble in water, 10 per cent. of an alkali—soda, borax, or ammonia—has to be added to effect solution. Water-soluble caseine is seldom found in commerce, the consumer preparing it, as a rule, himself.
A purer technical caseine is obtained according to John A. Just’s method as follows: Dissolve, stirring constantly, in 115 quarts of water heated to between 104° and 131° F., 17 to 26 ozs. of bicarbonate of soda and 176 lbs. of moist, or 118 lbs. of dry, caseine, and dry the solution upon a heated revolving metal cylinder. After each revolution of the239 cylinder, the dry material is scraped off with brushes and by being forced through a fine-meshed sieve yields soluble caseine powder.
Caseine cement which can be kept for a long time. Convert into powder, each by itself, 200 parts of caseine, 40 of burned lime, and 1 of camphor. Mix the powders intimately and keep the mixture in an air-tight bottle. For use, mix some of the powder with the requisite quantity of water and use the cement at once.
Cement for glass. Old dry cheese 100 parts, water 50, slaked lime 20.
Free the cheese from rind, and rub it with the water until a homogeneous mass drawing threads is formed. Then stir in quickly the lime powder, and use the cement at once. It unites not only glass to glass, but can also be used for cementing metal to glass.
Cement for metals. Elutriated quartz sand, 10 parts; caseine, 8; slaked lime, 10, and sufficient water to form a cream-like mass.
Cement for porcelain. Caseine dissolves readily in solution of water-glass, and forms then one of the best cements for porcelain known. To prepare it, fill a bottle one-quarter full with fresh caseine, and after filling the bottle with solution of water-glass, effect the solution of the caseine by frequent shaking.
Cement for meerschaum. Dissolve caseine in water-glass, and after stirring quickly finely-pulverized calcined magnesia into the mass, use it at once, as it solidifies very soon. By adding, besides magnesia, genuine meerschaum finely pulverized, a mass closely resembling meerschaum is obtained, which can be used for manufacturing imitation meerschaum.
Cement for wood, etc. Rub 10 parts of caseine and 5 of borax to a thick, milky mass, and use it like glue. This cement can be advantageously used for pasting labels upon wine bottles, as it neither moulds nor becomes detached in the cellar.
240
Another formula is as follows: Dissolve borax by boiling in water, and pour the solution over fresh caseine. The result will be a clear, thick mass of extraordinary power of adhesion, which can be kept for any length of time without suffering decomposition.
Applied to leather, paper, linen or cotton goods, it forms a coat of beautiful lustre, and for this reason is much used in the manufacture of fancy articles of paper and leather.
Cement for porcelain. Dissolve 10 parts of caseine in 60 of water-glass solution. Apply the cement quickly and dry the cemented articles in the air.
Water-glass. Water-glass (silicate of soda or soluble glass) is found in commerce as a thickly-fluid, tenacious mass. It is generally prepared by fusing 15 parts of quartz sand with 8 of carbonate of soda and 1 of charcoal. The silicic acid combining with the soda disengages the carbonic acid, the expulsion of which is facilitated by the presence of charcoal, which converts it into carbonic oxide. It dissolves readily in water. The solution has a strongly alkaline taste, and possesses the property of being gradually converted, on exposure to the air, to a gelatinous mass which finally solidifies. For this reason water-glass should be kept in bottles hermetically closed with corks. Glass stoppers are of no use, as they are so firmly cemented to the bottle that on attempting to open the latter the neck breaks off.
By combining water-glass with cement or burned lime the resulting mass solidifies quite rapidly to a mass as hard as stone, and generally capable of resisting chemical action.
Water-glass by itself is only fit for cementing glass to glass, but combined with other substances it furnishes very durable and solid cements.
Cement for cracked bottles. Select a cork which will fit the bottle air-tight and place it loosely upon the bottle, and heat241 the latter gradually to at least 212° F. Then press the cork down and apply a thick solution of water-glass to the cracks. In cooling, the air in the bottle contracts strongly, and the pressure of the exterior air drives the water-glass with great force into the cracks closing them entirely so that they cannot be detected.
Cement for glass and porcelain. Stir quickly together 10 parts of elutriated glass meal, 20 of powdered fluor spar, and 60 of water-glass solution, and apply the homogeneous paste at once. In a few days the cement will be so hard that the cemented vessels can be heated without danger.
Cement for hydraulic works. Finely powdered cement, and solution of water-glass. Mix the two bodies quickly together.
As this cement hardens very quickly, it should be used fresh. It hardens under water, and is therefore excellent for hydraulic works. The stones should be coated with a solution of water-glass before applying the cement.
Cement for uniting metals. A strong cement, which hardens rapidly, is made by stirring the finest whiting in a solution of soda-glass of 33° B., made so as to form a plastic mass. This can be readily colored to any desired shade. The addition of sifted sulphide of antimony gives a black cement, which by polishing acquires a metallic lustre; iron filings render it grayish-black; zinc dust turns it green, but after polishing, it appears like metallic zinc, and may be employed for the permanent repair of zinc ornaments, etc. Carbonate of copper imparts a light green shade. Other additions may be made, as oxide of chrome for dark green, cobalt blue for blue, red lead for orange, vermilion for scarlet, carmine for violet, etc.
Cement for tightening joints of pipes exposed to a red heat. Mix 80 parts of pyrolusite, 100 of zinc white, and 20 of water-glass.
This cement fuses at a temperature not too high, and then forms a glass-like mass which adheres very firmly and closely.
242
Cement for marble and alabaster. The point of fracture of articles cemented with the following mixture is difficult to find, and the cemented place is much stronger than the material itself. Mix 12 parts of Portland cement, 6 of slaked lime, 6 of fine sand, and 1 of infusorial earth with sufficient water-glass to form a thick paste. The article to be cemented need not be heated. It hardens in twenty-four hours.
Commercial glycerine is a yellowish or nearly colorless and more or less viscid liquid having an intensely sweet taste. In combination with lead oxide and intimately worked into it, by heating and stamping, it furnishes very strong and durable cements deserving general introduction, though thus far they have been but little used.
For the manufacture of cements the use of pure odorless glycerine is not required, the yellow crude article, which is much cheaper, answering all purposes. The principal point is to use very highly concentrated glycerine, as otherwise the cements prepared with it solidify very slowly and besides do not possess a proper degree of hardness and solidity.
It is of especial importance to have the lead oxide free from water. To accomplish this, heat it thoroughly and mix it with the glycerine while still hot. Cement thus prepared solidifies very quickly, and can be used for many purposes. It is an excellent material for quickly joining the stones of submarine works.
Glycerine and litharge cement. Moisten elutriated litharge with glycerine so that a thin homogeneous paste is formed. This cement is adapted for uniting the joints of steam pipes, cementing wood, glass, porcelain, and also glass upon metal, etc. It solidifies to a very hard mass in a quarter to three-quarters of an hour. Before applying the cement coat the surfaces to be joined with pure glycerine.
243
Quick lime, slaked lime and chalk are used for this purpose. Quick lime, which is obtained by burning limestone, combines gradually with the fats to insoluble lime soaps. Slaked lime, which consists of a combination of lime with water, acts in the same manner.
For the preparation of cements the lime is slaked by placing it in a dish and pouring as much water over it as it will absorb. Good lime, technically called fat lime, should eagerly combine with water, evolving much heat, swelling greatly, and crumbling to a light white powder.
Quick lime exposed to the air until, by the absorption of moisture and carbonic acid, it is converted into a powder is called air-slaked.
Cements prepared with quick lime will, as a rule, solidify more quickly than those prepared with air-slaked lime.
Chalk is a carbonate of lime consisting of the shells of microscopic animals, and can be readily pulverized and elutriated. In the latter state it is known as whiting. For the preparation of entirely white cements the use of pure white lime or chalk is absolutely necessary. Yellow or reddish lime contains oxide of iron, and furnishes cements of the same tinge.
Cement for glass. Litharge 30 parts, quick lime 20, linseed-oil varnish 5.
Cement for joiners. A cement for filling up cracks and holes is obtained by mixing slaked lime 50 parts, flour 100, linseed-oil varnish 15.
Cement for cracked clay crucibles and porcelain. By applying to the cracks a mixture of 10 parts of slaked lime, 10 of borax, and 5 of litharge in sufficient water to form a stiff paste, and drying after heating the crucible, the cracked places will be united so firmly that the crucible, when thrown to the ground, will generally break in any other place than the cemented one.
244
This cement can also be used for porcelain capable of standing a strong heat.
Lime and glue cement. Stir air-slaked lime into hot glue. This cement is especially suitable for attaching metal to glass. It forms a very hard yellowish-brown mass.
Sulphate of lime in combination with water is met with in nature, both in the form of transparent prisms of selenite, and in opaque and semi-opaque masses, known as alabaster and gypsum. By pulverizing the latter and heating to about 302° F. it loses its water, and is converted into anhydrous gypsum or plaster of Paris, which on mixing with water recombines with it to form a mass of hydrated sulphate of lime, the hardness of which nearly equals that of the original gypsum. When the powder is mixed with water to a cream and poured into a mould, the minute particles of anhydrous sulphate of lime combine with the water to reproduce the original gypsum, and this act of combination is attended with a slight expansion which forces the plaster into the finest lines of the mould.
By using a solution of alum instead of ordinary water, a plaster is obtained which, although it takes much longer to set than the ordinary kind, is much harder, and therefore takes a good polish.
For preparing cements only perfectly white plaster of Paris should be used, as the gray article possesses but little adhesive power.
Cement for plaster of Paris statues. To repair plaster of Paris statues so that the point of fracture cannot be detected, proceed in the following manner:
Moisten the fractured surfaces with water by means of a brush until they absorb no more and remain moist. Mix plaster of Paris with water to a thin cream and stir until the heat appearing at first has ceased, which will prevent the conversion of the plaster into a solid coherent mass.245 Apply quickly a thin layer of the plaster to one of the fractured surfaces, press the other against it until the plaster has set, and, when dry, carefully remove the excess by scraping.
Cement for glass and porcelain. Mix quickly 50 parts of plaster of Paris, 10 of quick lime, and 20 of white of egg. Use at once, as the cement solidifies very rapidly.
Cement for iron and stone. A very useful cement for securing iron railing in stone is obtained by mixing 30 parts of plaster of Paris, 10 of iron filings and 20 of vinegar.
Cements for porcelain. I. Mix plaster of Paris with saturated solution of alum to a cream. After moistening the fractured surfaces apply a thin layer of the cement, press the surfaces together, wrap a wire or cord tightly around them, and let the article stand quietly for a few weeks. The cement is converted into a mass as hard as stone.
II. Mix plaster of Paris with a thick, clear solution of gum arabic and cement the articles as soon as possible. Although this cement adheres very tightly, porcelain vessels cemented with it cannot be used for liquids.
Universal plaster of Paris cement. Mix 21 parts of plaster of Paris, 3 of iron filings, 10 of water, and 4 of white of egg. This cement is suitable for attaching metal to glass, metal to stone, etc.
Heat-resisting cement. Clay 10 parts, iron filings 5, vinegar 2, water 3.
Water and steam-proof cement. Iron filings 100 parts, sal-ammoniac 2, water 10.
This cement rusts very much in a few days, and is converted into an extremely solid mass which is perfectly steam- and water-proof.
Cement for iron. Mix 65 parts of wrought-iron filings, 2.5 of sal ammoniac, and 1.5 of flowers of sulphur, and then add 1 part of sulphuric acid diluted with sufficient water to246 form a stiff paste. This cement solidifies in two to three days, and rusts, with the parts of iron to be cemented, to an extraordinarily durable mass.
Fire-proof cement for iron pipes. Wrought-iron filings 45 parts, clay 20, fire-clay 15, common salt solution 8.
Cements resisting high temperatures. 1. Iron filings 20 parts, clay powder 45, borax 5, common salt 5, pyrolusite 10.
Dissolve the borax and common salt in the water, add and mix quickly the clay powder, pyrolusite, and iron filings. Apply the cement at once. Exposed to a white heat, it hardens to a tightly adhering, glassy mass.
2. Mix 52 parts of pyrolusite, 25 of zinc white, and 5 of borax with solution of water-glass to a paste, and use at once. This cement requires to be gradually dried. It will stand the highest temperatures.
Cement for filling in defects in castings. Stir 100 parts of iron filings free from rust with sufficient water to form a thick paste, and press the mixture into the fissures, cracks, etc. The cement becomes solid only after the iron filings become strongly rusted. To free the ingredients from adhering fat, wash them, before mixing, in liquid ammonia.
Cement for cracked stove plates, etc. Knead 20 parts of iron filings, 12 of iron scale, 30 of plaster of Paris, and 10 of common salt with blood to a stiff paste, and use at once. Instead of blood, water-glass can be used, it having the advantage of being odorless on strong heating, while blood cement evolves a disagreeable odor.
Cement for iron water tanks. Knead iron filings with vinegar to paste. Allow the mixture to stand until it turns brown, and then force it into the joints by means of a chisel.
Cement for cracked iron pots. Knead 10 parts of iron filings and 60 of clay with linseed oil to a thick paste. Before applying it add a little linseed oil, and allow it to dry slowly. In a few weeks the cement will be so hard that the vessels can be used without danger.
247
Black cement for stoves. Iron filings 10 parts, sand 12, bone black 10, slaked lime 12, glue water 5.
Cements for iron stoves. 1. Pulverize as finely as possible and mix intimately 4 to 5 parts of clay, 2 of iron filings free from rust, 1 of pyrolusite, ½ of common salt, and ½ of borax with water to a paste, and apply the cement quickly to the places to be cemented and allow it to dry slowly. This cement will stand a white heat, and resist the action of boiling water.
2. Mix intimately and as quickly as possible 1 part of pulverized pyrolusite, and 1 of zinc white with solution of water-glass to a plastic mass, which solidifies quickly. The power of resistance of this cement, it is claimed, is not inferior to No. 1, though experiments have proved No. 1 to be preferable.
Cements to be used for the above purpose must possess various properties difficult to combine in one preparation. They must be gas-proof, and capable of resisting the action of different vapors and acid fluids. As regards resistance to the action of chemical agents, there is nothing better than caoutchouc, but unfortunately it can only be used for tightening chemical apparatus not exposed to a high temperature.
In chemical laboratories bran of almonds, either by itself or kneaded with water to a thick paste, is frequently used, or rye or wheat bran mixed with a little flour and water. These cements, though very suitable for cementing glass distilling apparatus, are strongly acted upon by chlorine and the vapors of nitric acid.
For small apparatus to be used for the development of fluoric acid, plaster of Paris mixed with a little water can be used as a cement. To make the joint entirely gas-tight, paste a strip of paper over it. Although this cement does not resist the action of fluoric acid for any length of time, it248 suffices generally for the protection of the Workmen during the time the development of the acid is in progress, as, for instance, in chemical analyses, etc.
To cement chemical apparatus exposed to a temperature not exceeding 86° to 104° F. paraffine does excellent service; as it possesses the power of resisting the action of the strongest acids and alkalies.
Below will be found a few receipts for cements which have proved reliable.
Linseed oil and clay cement. Knead 10 parts of dry clay with 1 of linseed oil to a homogeneous mass. This cement will stand heating to the boiling-point of mercury.
Linseed oil, zinc and manganese cement. Knead 10 parts of pyrolusite, 20 of zinc white, and 40 of clay with sufficient boiled linseed oil (not exceeding 7 parts) to a plastic mass. This cement will stand a somewhat higher temperature than the preceding one.
Cements resisting very high temperatures. I. Clay 100 parts, powdered glass 2.
The glass melts on exposure to great heat and slags the clay to a hard mass. The same effect is produced by adding small quantities of soda and borax to the clay. An admixture of chalk and boric acid, as in the following receipt, also gives excellent results.
II. Clay 100 parts, chalk 2, boric acid 3.
Cement resisting acids. Melt rubber with double the quantity of linseed oil, and then knead in sufficient bole to form a paste. This cement resists the action of nitric and hydrochloric acids, and can be advantageously used for closing bottles containing them. As it solidifies very slowly, it can readily be detached from the bottles, and used again.
For cement which is to solidify quickly on exposure to the air, add a few per cent. by weight of red lead or litharge.
Rubber cement for chemical apparatus. Cut 8 parts of rub249ber in small pieces and throw them gradually into a mixture of 2 parts of tallow and 16 of linseed oil previously strongly heated. After effecting an intimate mixture of the constituents by vigorous and constant stirring, add 3 parts of white bole.
Although this cement does not stand a high temperature, it possesses an extraordinary power of resisting the action of acid vapors.
Scheibler’s cement for chemical apparatus. Melt together 1 part of wax and 3 of shellac, and work into the mixture 2 parts of gutta-percha cut up in very small pieces. This cement will bear considerable heat without actually melting.
Cement for attaching metal letters to glass, marble, wood, etc. Dissolve over a water-bath 5 parts of glue in a mixture of 15 parts of copal varnish, 5 parts of boiled linseed oil, 3 parts of crude oil of turpentine, and 2 parts of rectified oil of turpentine, and add 10 parts of slaked lime to the mixture.
Cement for joints of iron pipes. Mix 5 lbs. of coarsely powdered iron borings, 2 ozs. of powdered sal ammoniac, and 1 oz. of sulphur with sufficient water to form a paste. This composition hardens rapidly, but if time can be allowed it sets more firmly without the sulphur. It must be used as soon as mixed, and rammed tightly into the joint.
Another receipt is as follows:
Mix 2 ozs. of sal ammoniac, 1 oz. of sublimated sulphur and 1 lb. of cast-iron filings or fine turnings in a mortar, and keep the powder dry. When it is to be used, mix it with 20 times its weight of clean iron turnings or filings and grind the whole in a mortar; then wet it with water until it becomes of convenient consistency, when it is to be applied to the joint. After a time it becomes as hard and strong as the metal.
250
Steam boiler cement. Mix 10 parts of finely-powdered litharge with 1 part of fine sand and 1 part of air-slaked lime. The mixture may be kept for any length of time without deterioration. For use a portion of it is made into a paste with linseed oil or, better, boiled linseed oil. In this state it must be applied quickly, as it soon becomes hard.
Cement for rubber. Powdered shellac is softened in 10 times its weight of strong water of ammonia, whereby a transparent mass is obtained, which becomes fluid after keeping some little time without the use of hot water. In three to four weeks the mixture is perfectly liquid, and when applied it will be found to soften the rubber. As soon as the ammonia evaporates it hardens again, and thus becomes impervious both to gases and to liquids. For cementing sheet rubber, or rubber material in any shape, to metal, glass, and other smooth surfaces, this cement is highly recommended.
Cement for tires. 1. Isinglass 1 oz., gutta-percha 1 oz., rubber 2 ozs., carbon disulphide 8 fluid ozs. Mix and dissolve.
2. Shellac 4 ozs., gutta-percha 4 ozs., red lead and sulphur, each ½ oz. Melt the shellac and gutta-percha, and add with constant stirring the red lead and sulphur, melted. Use while hot.
3. Crude rubber 1 oz., carbon disulphide 8 ozs. Macerate 24 hours, and then add a solution of:
Rosin 2 ozs., beeswax ½ oz., carbon disulphide 8 ozs.
4. Rubber 20 parts, rosin 10, Venetian red 10, tallow 5. Melt the rubber over a fire, then add the rosin and the tallow and finally the Venetian red.
Cement for steam pipes, etc. A cement of specially valuable properties for steam pipes, in filling up small leaks, such as a blow-hole in a casting, without the necessity of removing the injured piece, is composed of 5 lbs. Paris white and 5 lbs. yellow ochre, 10 lbs. litharge, 5 lbs. red251 lead and 4 lbs. black oxide of manganese. Mix the materials thoroughly and make into a paste with a small quantity of asbestos and boiled linseed oil. The composition, as thus prepared, will harden in from 2 to 5 hours, and has the advantage of not being subject to expansion and contraction to such an extent as to cause a leakage afterwards, and its efficiency in places difficult of access is of special importance.
Cement for marble. Stir to a thick batter with silicate of soda 12 parts of Portland cement, 6 of slaked lime, 6 of fine white lead and 1 of infusorial earth. This is excellent for marble and alabaster. The cemented objects need to be heated. After 24 hours the fracture is firm, and the place can scarcely be found.
Cement for attaching wood, glass, etc., to metal. Acetate of lead 23 parts by weight, alum 23, gum arabic 38, wheat flour 250.
Dissolve the acetate of lead and the alum in a little water and separately dissolve the gum arabic in a fair quantity of boiling water. Thus if the 250 parts of wheat flour represent half a pound, the quantity of water needed will be about a pint. The gum having dissolved, add the flour, put the whole on the fire, stir well with a wooden stick, then add the solution of lead acetate and alum. Continue the stirring in order to avoid the formation of lumps, then take it off the fire without allowing it to boil. This cement is used cold, and will not scale. It is very useful in making wood, glass, cardboard, etc., adhere to metal, and is extremely strong.
Brushmakers’ cement. Rosin 5 lbs., rosin oil or spirit 1 quart.
Reduce the rosin to small pieces, run down in a pot, add the other ingredient, and stir until mixed and syrupy, then run out into tins. It is used for cementing the bristles in the stocks, also for string binding on sash tools, etc.
Cement for electrical apparatus. Mix together 1 lb. of252 beeswax added to 5 lbs. of rosin, 1 lb. of red ochre, and 2 tablespoonfuls of plaster of Paris. It will make an excellent composition for electrical apparatus.
A cheaper composition for cementing voltaic plates into wooden troughs is made with 6 lbs. of plaster of Paris and ¼ pint of linseed oil. The ochre and the plaster of Paris should be well dried and added to the other ingredients when these are in a melted state.
Jewelers’ cement. Dissolve over the water-bath 25 parts of fish glue in a small quantity of strong spirits of wine, add 2 parts of gum ammoniac; separately dissolve 1 part of mastic in 5 of spirits of wine. Mix the two solutions and keep them in well-stoppered bottles.
American cement for jewelers. Soak 4 ozs. of isinglass in 2 lbs. of water for 24 hours, then evaporate in the water-bath; to 1 lb. add 1 lb. of rectified spirits of wine, and strain. Then mix in a solution of 2 ozs. of mastic and 1 oz. of gum ammoniac in 16 ozs. of rectified spirit.
Cement for celluloid. Shellac 2 ozs., spirits of camphor 2, 90 per cent. alcohol 6 to 8.
Stratena. This well-known household cement is said to be prepared as follows: Dissolve 12 parts of white glue in 16 of acetic acid, and then add this solution to one of 2 parts gelatine in 16 of water. After mixing add 2 parts shellac varnish.
Cement for cloth. Gutta-percha 16 parts, rubber 4, pitch 2, shellac 1, linseed oil 2 pints. Dissolve the whole by heat, stirring constantly.
It is unquestionably true that quite as much depends upon the manner in which a cement is applied, as upon the cement itself. The best cement that was ever compounded would prove entirely worthless improperly applied. In the foregoing a number of cements have been given which answer every reasonable demand when properly prepared253 and properly used. Good common glue will unite two pieces of wood so firmly that the fibres will part from each other rather than from the cementing material; two pieces of glass can be so joined that they will part anywhere rather than on the line of union; glass can be united to metal, metal to metal, stone to stone, and all so strongly that the joint will certainly not be the weakest part of the resulting mass. What are the rules to be observed in effecting these results?
The first point that demands attention is to bring the cement itself into intimate contact with the surface to be united. If glue is employed, the surface should be made so warm that the melted glue will not be chilled before it has time to effect a thorough adhesion. The same is more eminently true in regard to cements that are used in a fused state, such as mixtures of resins, shellac, and similar materials. These matters will not adhere to any substance unless the latter has been heated to nearly or quite the fusing point of the cement used. This fact was quite familiar to those who used sealing-wax in the olden days of seals. When the seal was used, in succession, rapidly so as to become heated, the sealing-wax stuck to it with a firmness that was annoying, so much so that the impression was generally destroyed, from the simple fact that the sealing-wax would rather part in its own substance than at the point of adhesion to the seal. Sealing-wax or ordinary so-called electric cement is a very good agent for uniting metal to glass or stone, provided the masses to be united are made so hot as to fuse the cement; but if the cement is applied to them while they are cold, it will not stick at all. This fact is well known to those itinerant venders of cement for uniting earthenware. By heating two pieces of delf so that they will fuse shellac, they are able to smear them with a little of this gum and join them so that they will rather break at any other part than along the line of union. But although people see the operation constantly performed254 and buy liberally of the cement, it will be found that in nine cases out of ten, the cement proves worthless in the hands of the purchasers, simply because they do not know how to use it. They are afraid to heat a delicate glass or porcelain vessel to a sufficient degree, and they are apt to use too much of the material, and the result is a failure.
The great obstacles to the junction of any two surfaces are air and dirt. The former is universally present, while the latter is due to accident or carelessness. All surfaces are covered with a thin adhering layer of air, which it is difficult to remove, and which, although it may at first sight seem improbable, bears a relation to the outer surface of most bodies different from that maintained by the air a few lines away. The reality of the existence of this adhering layer of air is well known to all who are familiar with electrotype manipulation. It is also seen in the case of highly polished metals which may be immersed in water without becoming wet. Unless this adhering layer of air is displaced, the cement cannot adhere to the surface to which it is applied because it cannot come in contact with it. The most efficient agent in displacing this air is heat. Metals warmed to a point a little above 203° F. become instantly and completely wet when immersed in water. Hence, for cements that are used in a fused condition, heat is the most efficient means of bringing them in contact with the surfaces to which they are to be applied. Another very important point is to use as little cement as possible. When the surfaces are separated by a large mass of cement we have to depend upon the strength of the cement itself and not upon its adhesion to the surfaces which it is used to join; and, in general, cements are comparatively brittle.
The cement forced out of the joint by pressing the surfaces together should be removed while the cement is in a fused state or liquid. This can generally be effected by wiping the surplus off, while after solidification a certain amount of force has to be used which may frequently break the joint.
255
Oil cements, which generally solidify slowly, have the advantage of being water-proof. In cementing with oil cements, coat the surfaces to be joined with linseed oil, or, still better, boiled linseed oil, but in working with resinous cements apply oil of turpentine, spirit of wine, or a fluid which will readily dissolve the cementing constituent of the cement.
For cleansing the surfaces from grease and dirt place the articles in strong lye and rinse off in clean water without touching the surfaces with the hands. For painted porcelain articles which cannot be placed in lye, it is recommended to brush the surfaces several times with carbon disulphide.
Preparation of paste. Ordinary paste is prepared either from flour or starch, and according to the raw material used in its preparation, may, therefore, be divided into starch and flour paste.
Starch is an indispensable constituent of certain parts of plants, and plays an important part in the nutrition of the plant. It is chiefly manufactured from potatoes, Indian corn and grain. Examined under the microscope, it is seen to be composed of small granules consisting of layers placed one above the other.
Starch paste. In stirring starch with water to a thin paste and gradually heating it, it will be observed that at a temperature between 140° and 158° F. a peculiar change takes place; the thin milk-white liquid becomes transparent, opalizes, and at the same time becomes thickly fluid, in short, the starch is converted into paste. During this process the separate layers of the starch granules become detached somewhat in the same manner as an opening bud, whereby they absorb water, and the peculiar mass, called paste, is formed. That paste is not a solution is easily proved by the fact that on attempting to filter starch-paste256 only water drains off, while the starch remains upon the filter and gradually dries to a horny mass.
Paste left to itself soon decomposes, especially during the hot season of the year; it becomes sour through the formation of lactic acid, butyric acid, acetic acid, and other substances, and loses its adhesive power.
In preparing paste, the following rules must be especially observed: Divide the starch in water by constant stirring so as to form a homogeneous, rather thinly liquid fluid, and then add boiling water in small portions, stirring constantly. The conversion of the starch into paste is recognized by the thickening of the entire mass and the appearance of opalescence, when it is only necessary to add the required quantity of water to give the paste the desired consistency.
If white lumps are observed, it is an indication that the starch has not been thoroughly mixed with the water, and that certain portions of it have remained dry. Paste containing such lumps cannot be applied with any degree of uniformity, and besides it possesses less adhesive power. Nothing can be done to remedy the evil except diluting the paste with a considerable quantity of water and boiling, with constant stirring, until the mass is perfectly homogenous.
Starch paste prepared in a proper manner possesses great adhesive power, and, when applied in a thin layer, dries to an almost colorless coating. Pure starch paste is used for many purposes. It serves not only for pasting paper, wall paper, etc., but also for sizing tissues, such as paper-muslin, linen, etc., in order to give them lustre, body, and, under certain circumstances, greater weight. To increase the weight of linen, white lead or heavy spar is frequently mixed with the starch.
Flour paste. The principal constituent of flour, besides starch, is gluten. It is obtained in a pure state by tying flour in a linen bag and kneading it under water so long as the latter is rendered turbid by particles of starch. The257 gluten remaining in the bag is a light-brown, very tenacious mass, drawing threads between the fingers, and, as regards its chemical properties, is closely allied to albumen and caseine. Gluten, like the last-mentioned substances, shows a tendency to form combinations with lime which gradually solidify, and it can therefore be used for preparing cements. Like albumen and caseine, it speedily putrefies if exposed to the air in a moist state, and in decomposing forms products which have a very unpleasant odor.
Flour paste is prepared in precisely the same manner as starch paste, but while the latter is white, flour paste, even if prepared from the best wheat flour, has always a yellow-brown color. As regards adhesive power it is superior to starch paste, but is less durable.
There are many means to prevent the spoiling of paste. With paste once dry and kept so, there is no danger of spoiling, but if it is alternately exposed to dampness and dryness, as for instance with wall-paper hung on walls not entirely dry, decomposition will unavoidably take place, and the wall paper will become spotted and fall off the wall.
Provided either starch or flour paste is protected against drying in, it can be kept unchanged for a long time by the addition of a small quantity of carbolic acid.
For hanging wall-paper an addition of alum is, generally speaking, more suitable than carbolic acid.
In hanging wall-paper the wall is generally first sized with glue water. By the alum coming in contact with glue an insoluble leather-like combination is formed, which not only resists decomposition, but by far surpasses ordinary paste as regards adhesive power, so that when the paper is to be removed from the wall it has to be scraped and torn off in small pieces, while that hung without previous sizing of the wall is readily removed in large pieces.
But alum cannot be used for preserving a glue solution, as it would cause it to coagulate to a flaky mass. Carbolic acid is, on the other hand, an excellent means for the pur258pose, but to prevent its characteristic empyreumatic odor from making itself too sensibly felt, no more than about one two-thousandth of the weight of the glue solution should be added.
Shoemakers’ paste. In addition to being cheap, no other paste adheres as well to leather as the so-called shoemakers’ paste. With it leather can be secured not only to leather, but also to woven materials, paper, etc. Though its preparation is very simple, it is connected with some disagreeable features consisting chiefly in the development of a truly terrible stench.
The paste is prepared by stirring crushed barley with hot water to a thick paste and adding small portions of hot water, so that the temperature of the mass is kept at between 86° to 104° F. In a few days the mass commences to develop gas, which shows at first no odor, but soon the development of gas becomes stronger and an acid odor is perceptible, which in a short time is replaced by a terrific stench which, as before mentioned, affects the olfactory organs in a most unpleasant manner.
In consequence of the acid and putrid fermentation the pasty mass gradually loses its granular condition, and is finally converted into a homogeneous, thickly fluid mass of a brown color, which draws threads between the fingers, and possesses great adhesive power. When this is the case, decomposition, which otherwise would go on until nothing remained but a watery and acid fluid, is interrupted by lowering the temperature of the paste by ladling it from the vat or by adding a small quantity of carbolic acid.
To render the stench developed during the fermentation of the paste innoxious, the vat in which it is prepared should be provided with a well-fitting cover, in which is fitted a stovepipe passing into a chimney connected with a kitchen range or furnace, in which a fire is frequently burnt.
By kneading shoemaker’s paste together with indifferent substances it can be used as a cement for various purposes.259 The substances best adapted for the purpose are burnt lime slaked to a powder, whiting, zinc white, pipe clay, ochre, etc.
Gum arabic. This gum is an exudation from certain tropical species of acacia, and consists essentially of arabine, which has the composition C12H11O11. The best gum arabic is that in the form of very pale-yellow, brittle pieces; golden-yellow to brownish pieces are not valued as highly, though they give a solution of considerable adhesive power.
Gum arabic dissolves in water, but not in alcohol, and therefore can not be employed for cements in the preparation of which solutions of resins in spirit of wine are to be used.
There are other products of vegetable life, which are also in commerce, called gums, but dissolve partly in spirit of wine. To this class belongs the gum ammoniac mentioned in some receipts for cements. As it is rather expensive, it is seldom used by itself as a cement.
Dextrine is extensively used in place of gum arabic in printing wall-papers, for stiffening and glazing cards and paper, for thickening the colors of calico printers, in making mucilages, etc. It is prepared by heating starch previously moistened with nitric acid in an oven, and can also be produced by heating paste with malt extract or very dilute sulphuric acid. There is a current anecdote which attributes the discovery of dextrine to a conflagration at a starch factory where one of the workmen who assisted in quenching the fire observed the gummy properties of the water which had been thrown over the torrefied starch.
Commercial dextrine forms pale-yellow to dark-brown masses. These masses dissolve readily in water, and form solutions which, as regards adhesive power, compare favorably with those prepared from gum arabic. The mucilage is prepared by simply stirring the pulverized dextrine with water to a thickly-fluid liquid.
To preserve mucilage unchanged for any length of time, and to prevent the disagreeable formation of mould upon260 its surface, it is recommended to dissolve some salicylic acid in the water to be used for preparing the mucilage.
Dextrine is usually prepared on a large scale by moistening 10 parts of starch with 3 parts of water acidulated with 1/100 part of nitric acid. The mixture is allowed to dry, and is then spread upon trays in layers about three-quarters of an inch deep in an oven, where it is heated for about one hour to 239° F. Sometimes large drums revolving over a fire are used, or, in order to keep up a uniform temperature, the starch is placed in a copper cylinder suspended in a vessel with oil which is heated to 356° F. The object of the addition of nitric acid is to allow the starch to be converted into dextrine at a temperature which would be inadequate to effect the transformation of starch alone.
Dextrine is also frequently prepared by allowing germinated barley or malt to act upon starch. Heat 350 to 400 parts of water to about 77° F., and after adding 5 to 10 parts of dry malt, raise the temperature to 140° F. Then add 100 parts of starch, and after mixing the whole thoroughly together, raise the temperature to about 158° F. for twenty minutes. The mass, which appears at first milky and sticky, will gradually become as liquid as water by the conversion of the starch into gum through the action of the malt. To prevent the conversion of the gum into sugar by the diastase of the malt, the fluid must be quickly brought to the boiling-point, and, after cooling, filtered and evaporated to the consistency of syrup. In cooling, the mass gelatinizes to a jelly, which after drying is hard and brittle.
According to Blumenthal’s method, a drum which can be hermetically closed, is filled two-thirds full with dry starch flour by means of a funnel. A stirring apparatus is then set in motion, and the acid which is contained in a graduated cylinder is sprayed into the drum by means of a special contrivance.
In a drum 5 feet long and 3¼ feet in diameter, 220 lbs. of potato starch can be uniformly mixed in 5 minutes with261 about 9 ozs. of nitric acid of 40° B., and the drum emptied by opening the slide. Starch thus treated may be brought into the oven without previous drying.
Heuzé gives the following method: Four and a half pounds of nitric acid of 1.4 specific gravity together with 300 quarts of water are mixed with 2,200 lbs. of starch, and boiled to form a mass which, when exposed to the air becomes dry. It is sometimes effected at 177° F., but it becomes a paste at 212° to 230° F. The starch changes into dextrine in an hour or an hour and a half at the most; it is white and soluble in water.
Tragacanth, or gum tragacanth, exudes from Astragalus verus, a tree indigenous to Asia. The term gum is a misnomer, as tragacanth does not actually dissolve in water nor in spirit of wine, but merely swells up in water to a soft gelatinous mass. Tragacanth consists of irregular pieces of a pure white to yellowish color. It is chiefly used for confectioner’s purposes, though sometimes as a paste for fancy articles. This variety of gum is found, together with arabine, in the gum which exudes from cherry, plum, almond, and apricot trees, and gives the mucilaginous character to the watery decoctions prepared from certain seeds, such as linseed and quince-seed, and from the root of marshmallow.
Starch paste. Corn starch 8 ozs., cold water ½ pint, boiling water 1 gallon.
Beat up the starch in the cold water until reduced to a creamy consistence, then pour the mixture into the boiling water and stir briskly until the white, semi-opaque mass, becomes transparent. Should it fail to do so, place it over the fire, and boil until the desired result is obtained, stirring constantly.
Flour paste. Wheat flour 4 lbs., cold water 2 quarts, alum 2 ozs., hot water ½ pint, boiling water 2 gallons.
262
Work the wheat flour into a batter free from lumps with the cold water. Dissolve the alum in the hot water. Then stir the batter into the boiling water, and if necessary, continue boiling until the paste thickens into a semi-transparent mucilage, after which stir in the alum solution. This makes a very fine paste for wall-paper.
Strong adhesive paste. Rye flour 2 lbs., cold water 1 quart, boiling water 3 quarts, pulverized rosin 1 oz.
Make the flour into a batter with the cold water, free from lumps, and pour into the boiling water. Boil, if necessary, and while hot stir in the pulverized rosin, a little at a time. This paste is very strong, and will fasten heavy wall-paper or thin leather. If too thick, thin with hot water. Never thin paste with cold water.
Paste that will not sour. Allow 4 parts by weight of glue to soften in 15 parts of cold water for some hours, and then heat moderately till the solution becomes quite clear; then add, while stirring, 65 parts of boiling water. In another vessel stir up 30 parts of starch paste with 20 parts of cold water, so that a thin, milky fluid without lumps is obtained. Into this pour the boiling glue solution, stirring constantly, and keep the whole at the boiling temperature. After cooling, add 5 to 10 drops of carbolic acid to the paste. Preserve the paste in closed bottles to prevent evaporation of the water. It will thus keep good for years.
Venetian paste. White or fish glue 4 ozs., cold water ½ pint, Venice turpentine 2 fluid ozs., rye flour 1 lb., cold water 1 pint, boiling water 2 quarts.
Soak the 4 ozs. of glue in the cold water for 4 hours. Dissolve over a water-bath, and while hot stir in the Venice turpentine. Make up the rye flour into a batter free from lumps with the pint of water, and pour the latter into the boiling water. Stir briskly, and finally add the glue solution. This makes a very strong paste, and it will adhere to a painted surface, owing to the Venice turpentine in its composition.
263
Label paste. A good paste for attaching labels to bottles may be made by soaking glue in strong vinegar, then heat to boiling and add flour. This is very adhesive, and will not decompose when kept in wide-mouthed bottles.
Elastic or pliable paste. Starch 4 ozs., white dextrine 2 ozs., cold water 10 fluid ozs., borax 1 oz., glycerine 3 fluid ozs., boiling water 2 quarts.
Beat the starch and dextrine into paste with the cold water. Dissolve the borax in the boiling water, then add the glycerine, and pour the starch and dextrine mixture into the borax solution. Stir until it becomes translucent. This paste will not crack, and, being very pliable, is suitable for paper, cloth, leather and other material where flexibility is required.
Mucilage for labels. Macerate 5 parts of good glue in 20 parts of water for 24 hours, and to the liquid add 9 parts of rock candy, and 3 parts of gum arabic. The mixture may be brushed upon paper while lukewarm. It keeps well, does not stick together and adheres firmly to bottles.
Mucilage. A strong aqueous solution of dextrine forms a most adhesive and cheap mucilage. Dilute alcohol is usually employed as the solvent where the mucilage is to be used for gumming envelopes, postage stamps, etc., and in order to facilitate the drying, acetic acid is added to increase the mobility of the fluid. The strong aqueous solution is more adhesive than that prepared with alcohol, for the reason that it contains a greater proportion of dextrine.
To prepare this add an excess of dextrine to boiling water, stir for a minute or two, allow to cool and settle, and strain the liquid through a cloth. The addition of a little powdered sugar increases the glossiness of the dried gum. The sugar should be dissolved in the water before the dextrine is added.
According to another formula, dextrine is mixed with hot water until a syrupy liquid is obtained. Then add a few drops of oil of cloves, and cool for use.
264
Another formula is as follows: Dextrine 120 parts, powdered alum 6, sugar 30, carbolic acid 1, water 300. Mix gradually the dextrine, alum and sugar with the water, boil to effect solution, and when cold, add the carbolic acid.
The solubility of dextrine may be enhanced by the addition of a calcium salt readily soluble in water, the resulting mixture dissolving with ease in cold water. Calcium nitrate has proved especially suitable for the purpose. By pouring 1 quart of water over a mixture of 18 ozs. of dextrine and 7 ozs. of calcium nitrate, a mass of great adhesive power is immediately obtained.
Mucilage for postage stamps. Dextrine 2 parts, acetic acid 1, water 5, alcohol 1. Mix all together.
Caseine mucilage. Take the curd of skim milk, wash it thoroughly, and dissolve it to saturation in a cold concentrated solution of borax.
Tragacanth mucilage. Powdered tragacanth 2 drachms, glycerine 12 drachms, water enough to make 20 ozs.
Put the tragacanth in a mortar with the glycerine, and then add the water. This will produce at once a mucilage of excellent quality.
Adhesive paste. Steep 4 ozs. of ordinary gelatine in 16 ozs. of water until it becomes soft, then dissolve it by the heat of a water bath, and while still hot pour into a mixture of 2 lbs. of good flour paste and 1 part of water. Heat the whole to boiling and when thickened remove from the fire. While cooling add 6 drachms of silicate of soda and stir the mixture with a wooden spatula. This preparation will keep good for an indefinite period, and is very adhesive. The addition of 2 drachms of oil of cloves is an improvement.
Fluid pastes. I. Gum arabic 10 lbs., sugar 2 lbs., nitric acid 1¾ ozs., water as required.
Dissolve the gum and sugar in the water, then add the acid and heat to the boiling-point. The resulting paste is liquid, does not mould, and dries to a transparent layer265 upon paper. It is especially suitable for flaps of envelopes, fine bookbinders’ work, etc.
II. Potato starch 10 lbs., water 5 quarts, nitric acid 8 ozs.
Mix the acid and water and pour it on the starch in an earthenware basin, put the latter in a warm place, and allow it to remain 24 hours, with occasional stirring. Then boil it until it becomes thickly-fluid and very transparent. If necessary it should be diluted with water and filtered through a cloth.
Sugar and lime paste. Dissolve 12 parts of white sugar in 36 of water. Heat the solution to the boiling-point and add 3 parts of slaked lime. Allow the liquid to stand in a covered vessel for several days, stirring frequently and, when settled, pour off the supernatant thick fluid from the excess of lime.
The paste thus obtained has all the properties of gum arabic solution and dries to a lustrous mass.
Liquid sugar and lime paste. Allow 3 parts of glue to swell in 10 to 15 parts of the foregoing paste. Heat the mixture to the boiling-point. The paste thus obtained does not congeal on cooling and possesses considerable adhesive power.
By reason of its caustic properties, due to the content of lime, this paste should not be used for pasting colored materials.
Pastes for paper and fine fancy articles. I. Dissolve, with the assistance of heat, 100 parts of gilder’s glue in 200 of water, and add a solution of 2 parts of bleached shellac in 10 of alcohol.
II. Dissolve, with the assistance of heat, 50 parts of dextrine in 50 of water, stir solutions 1 and 2 together, strain through a cloth into a flat prismatic mould, and allow it to congeal. For use, melt a piece of corresponding size, and dilute the liquid, if necessary, with water.
Albumen paste. This is a misnomer, as it contains no albumen. It is partly decayed gluten from flour, washed266 with water and then heated to 60° or 68° F., when it ferments and becomes partly fluid. It is then dried at 77° to 86° F., and is claimed to keep any length of time in a dry place. Dissolved in twice its weight of water it can be used as a paste for all purposes.
Glycerine paste. Dissolve 2 ozs. of gum arabic and 4 drachms of glycerine in 6 ozs. of boiling water. This is a good paste for office use.
Paste for fixing labels on machines. Make a paste of rye flour and glue and add to every pound thereof ½ oz. each of boiled linseed oil and turpentine. This paste resists damp and thus prevents printed labels from falling off metallic surfaces.
Paste for mounting maps. Stiff rye flour paste is best for this purpose.
Paste for fastening paper on tin-foil. Make a paste by dissolving rye flour in solution of caustic soda; dilute with water, stirring all the time. Add to this paste a few drops of Venice turpentine for each ½ lb. of flour.
Paste for paper bags. Add to 3 parts of starch 24 to 30 parts of cold water. Stir together to a homogeneous mass of about the thickness of syrup. Pour over this, stirring constantly, boiling water until the paste is of the required consistency. Stir until nearly cold. Take a portion of the paste and add to it 6 to 15 per cent. liquefied Venice turpentine; rub together until a kind of emulsion is formed, then mix the whole together and work thoroughly.
Caseine mucilage for photographer’s use. Separate the caseine from milk by means of a little tartaric acid, and treat the caseine while still warm with a solution of 6 parts of borax to 100 parts water, and warm gently while stirring which will cause the caseine to be dissolved. Of the borax solution enough should be used to leave only a little undissolved caseine behind.
Paste for scrap-books. Rice starch 1 oz., gelatine 3 drachms, water ½ pint.
267
Heat, stirring constantly, until the milky fluid becomes thick and gluey. When the paste is nearly thick put in a bottle closely corked. It is well to add a few drops of oil of cloves to each bottle.
Paste for skins. Pour enough boiling water over 1 lb. of rye flour in a basin to make a stiff paste, almost as stiff as ordinary dough for puddings. Stir and beat up well with a stick for three or four minutes, then cover up and let it stand for two days before using, when it will be much softer and stick better. Spread thinly and evenly on the back of the skin with a stiff brush or pad. It will stick firmly and not crack.
Strong mucilage capable of fastening wood or china and glass together is made of 3½ ozs. of strong gum arabic solution, to which a solution of 30 grains of sulphate of aluminium dissolved in ⅔ oz. of water is added.
Dextrine mucilage. I. Dissolve with the assistance of heat 60 parts of borax in 420 parts of water, add 480 parts of pale yellow dextrine and 50 parts of glucose, and heat carefully, stirring constantly until solution is complete, replacing the water lost by evaporation. Strain through flannel.
The resulting mucilage is quite clear, has great adhesive power, and dries very quickly. In heating the mixture, great care should be exercised not to exceed a temperature of 194° F. and not to heat too long, otherwise the product readily becomes brown and brittle.
II. Dextrine 120 parts, powdered alum 6, sugar 30, carbolic acid 1, distilled water 300. Gradually mix the dextrine, alum and sugar with the water, effect solution by boiling and when the solution is cold, add the carbolic acid.
Paste for joining leather to pasteboard. Dissolve 50 parts of strong glue with a little water at a gentle heat, then add a small quantity of Venice turpentine, and next a thick paste made with 100 parts of starch in water. Apply quickly when cold.
Another formula for a similar paste is as follows: Rye268 whisky 2 pints, water 1 pint, powdered starch 4¼ ozs., good glue 1¼ ozs., Venice turpentine 1¼ ozs. Mix the whisky and water together, then stir in the starch and make a thick paste. Separately dissolve the glue in an equal weight of water, and mix the Venice turpentine therein, mix thoroughly, and then compound this mixture with the thick paste by constantly stirring until all is well incorporated.
Paste for attaching labels to polished nickel. Dissolve 400 parts by weight of dextrine in 600 parts of water, and add 20 parts of glycerine and 10 parts of glucose. Heat the mixture to 194° F.
Another formula is as follows: Mix 400 parts by weight of dextrine with water, and add 200 parts of water together with 20 parts of glucose and 10 parts of aluminium sulphate.
Mucilage for attaching labels to tin. I. Shellac 8 parts, borax 4 parts, water 60 parts. Boil until the shellac is dissolved.
II. To 2 parts of dammar varnish add 8 parts of tragacanth mucilage.
III. An excellent mucilage for the purpose consists of starch paste to which a small quantity of Venice turpentine has been added.
IV. Make a paste of corrosive sublimate 2½ parts, wheat flour 200, absinthe 100, tansy 50, water 3000. This mucilage is useful for vessels kept in a damp place.
Mucilage for office use. Gum arabic 100 parts, aluminium sulphate 6 parts, glycerine 10, dilute acetic acid 20, distilled water 140. Dissolve, in a wide-mouthed glass bottle, the gum arabic in cold distilled water, stirring frequently. Let the solution stand 2 or 3 days, then add the glycerine, later on the dilute acetic acid and finally the aluminium sulphate. Strain through a hair sieve, allow to clarify, and decant from the sediment.
Glycerine paste for office use. Dissolve 4 ozs. of gum arabic and 8 drachms of glycerine in 12 ozs. of boiling water.
Clean and durable paste. Dissolve 5 ozs. of gum arabic in269 4 quarts of warm water, and thicken to a paste with wheat flour. Then add a solution of alum and sugar of lead, 3 ozs. of each in water. Heat the mixture and stir it until it is about to boil, and then cool it. If too thick, add gum solution.
Banknote or mouth glue. Dissolve by the aid of heat a fine quality of glue or gelatine with about a quarter or one-third of its weight of brown sugar, in as small a quantity of water as possible. Then when perfectly liquid cast the mixture into thin cakes on a flat surface very slightly oiled, and when cold cut up into pieces of convenient size. When required for use moisten one end. A piece of this glue kept in the desk will be found very convenient for many purposes.
Paste for cardboard. Dissolve 3½ ozs. of best French glue in 6½ ozs. of water by soaking and heating. Then add a solution of ½ drachm of shellac in 3½ drachms of alcohol and stir as long as the solution is warm. Next dissolve 2 drachms of dextrine in 1¾ ozs. of alcohol and 14 drachms of water, stir, and place the vessel in warm water until solution is complete. Mix this solution with that of the glue, and pour the whole into a suitable vessel, in which it may solidify. When wanted for use cut off a small piece and liquefy it by warming.
Paste for attaching cloth or leather to table tops. Wheat flour 1 lb., powdered rosin 2 tablespoonfuls, powdered alum 1 tablespoonful. Heat and stir to a stiff consistency.
Caseine mucilage. Separate the caseine from milk with a little tartaric acid, and treat the caseine while still warm with a solution of 6 parts borax to 100 parts water and warm gently while stirring, which will cause the caseine to be dissolved. Of the borax solution enough should be used to leave only a little undissolved caseine behind.
Very adhesive paste which may be used for wood and parchment. Gum arabic 60 parts, fine wheat starch 45, sugar 15. Dissolve the gum in as much water as is required for boil270ing the quantity of paste to be made. Then add the starch and sugar and boil it in a vessel suspended in boiling water until the mixture is clear and has the consistency of liquid tar. Keep in a well-closed vessel protected from mould by the addition of a few drops of oil of cloves.
Paste for pads. Glue 4 parts by weight, glycerine 2, linseed oil ½, sugar 4, aniline dye sufficient to color. Soften the glue by soaking in cold water, then dissolve together with the sugar in the glycerine by the aid of heat over the water-bath, then add the dye and stir in the oil. Use the paste hot.
Paste for fastening paper on tin-foil. Make a paste by dissolving rye flour in a solution of caustic soda; dilute with water, stirring constantly. Add to this paste a few drops of Venice turpentine for each ½ lb. flour used. This paste adheres to all kinds of metal, tin-foil, glass, etc.
Paste for attaching labels to glass, porcelain, and metal. Gum arabic 15 parts, pulverized tragacanth 7½, glycerin 45, thymol 0.3, alcohol 3¾, water 120. Dissolve the gum arabic in 15 parts of water and triturate the tragacanth with 30 parts of water. Mix the two fluids and strain. Then add the glycerine and finally the thymol dissolved in the alcohol.
Preparation of arabol-gum. Mix intimately 44 lbs. of wheat starch with 176 lbs. of water. Bring the mass into a water-bath, mix it with a solution of 4.4 lbs. of oxalic acid in 44 lbs. of water and heat for four hours at 194° F., stirring frequently. The conversion of the starch is as a rule effected during this time, but should such not be the case, continue heating, constantly replacing the evaporated water, until the mass is clear and liquid. While still hot, neutralize the mass with marble dust, allow to settle, filter, and evaporate the clear solution in a water-bath to a solid gum containing about 15 per cent. of water.
Preparation of an adhesive substance from desaccharized beet-root slices (German patent 96316 f. G. Eichelbaum). The271 insoluble metarabin contained in the slices is converted into soluble arabin by treating the slices under pressure with hot aqueous sulphurous acid or with aqueous solutions of the bisulphites of the alkalies or alkaline earths.
According to a later patent (German patent 121422 f. Fabrik Bettenhausen Marquart and Schulz), the insoluble metarabin is converted into soluble arabin by heating the desaccharized beet-root slices with phosphoric acid and water. According to a supplement to this patent (122048), conversion is effected by heating the slices with aqueous solutions of organic acids and phenols, or the acid salts of oxalic, tartaric or phosphoric acids.
272
273
Obvious typographical errors have been silently corrected. Variations in hyphenation have been standardised but all other spelling and punctuation remains unchanged.
The following corrections have been made:
From
III. 3Ca(PO3)2 + 10C = 10CO +
Ca3(PO4)2 = P2
to
III. 3Ca(PO3)2 + 10C = 10CO +
Ca3(PO4)2 + P4
From
3Ca(PO3)2 + 5Ca2 = Ca3(PO4)2 + 10CO + 4P.
to
3Ca(PO3)2 + 10C = Ca3(PO4)2 + 10CO + 4P.