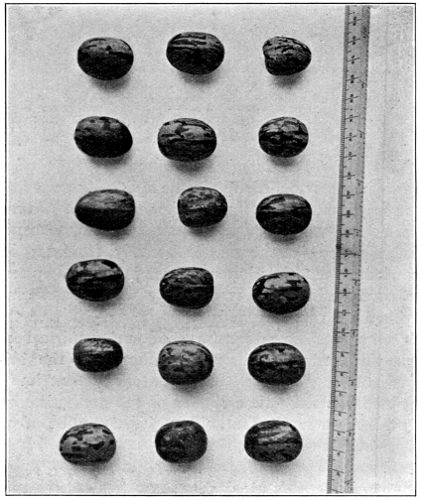
Seeds, showing Variable Size, Shape, and Marking.
Project Gutenberg's The Preparation of Plantation Rubber, by Sidney Morgan This eBook is for the use of anyone anywhere at no cost and with almost no restrictions whatsoever. You may copy it, give it away or re-use it under the terms of the Project Gutenberg License included with this eBook or online at www.gutenberg.org Title: The Preparation of Plantation Rubber Author: Sidney Morgan Contributor: Henry P. Stevens Release Date: March 7, 2011 [EBook #35510] Language: English Character set encoding: ISO-8859-1 *** START OF THIS PROJECT GUTENBERG EBOOK RUBBER *** Produced by Chris Curnow, Harry Lamé, Robin Curnow and the Online Distributed Proofreading Team at http://www.pgdp.net
VISITING AGENT FOR ESTATES IN THE EAST; FORMERLY SENIOR SCIENTIFIC OFFICER
AND NOW HONORARY ADVISER TO THE RUBBER GROWERS’ ASSOCIATION
IN MALAYA
CONSULTING CHEMIST TO THE RUBBER GROWERS’ ASSOCIATION IN LONDON
PRINTED IN GREAT BRITAIN BY
BILLING AND SONS, LTD., GUILDFORD AND ESHER
Mr. Sidney Morgan’s work on Plantation Rubber in the East is so well known that he hardly needs introduction.
An earlier book, published in 1914, by the Rubber Growers’ Association, entitled “The Preparation of Plantation Rubber,” was well received and widely read. This book dealt in a very practical manner with problems with which the industry had to contend. A second edition was subsequently published. Both editions are now out of print. The present opportunity was therefore taken to revise the original work, with the result that it has been enlarged and practically rewritten. The information given is brought up-to-date, and covers the whole process of production, commencing with the planting of the tree, passing on to the collection, coagulation, and curing of the rubber, and concluding with the packing for export. In the course of his work for the Association, Mr. Morgan carried out a great deal of industrial research in rubber production, including lengthy experiments on tapping, the use of different coagulants and different conditions of coagulation, and also on varying modes of rolling, drying, and smoking rubber. He also went very fully into the types of construction and details of the machinery and buildings employed on estates.
Much of this valuable work has escaped notice, owing to its having been published in reports with limited circulation. Also a great deal of information was supplied to planters in a quiet and unobtrusive fashion, in interviews, visits to estates, and on other similar occasions. The knowledge and experience thus accumulated has been embodied in the present volume. The subject-matter should interest not only those actually engaged in rubber planting, but those otherwise directly or [vi]indirectly connected with the industry, such as importers, brokers, and particularly the rubber manufacturers in this country and in America. My experience has been that manufacturers as a whole have but a vague idea as to the methods employed in the preparation of plantation rubber, and this work provides them with the opportunity of obtaining an insight into the actual operations on the estates. It is most desirable that a closer bond should unite the plantation and manufacturing rubber industries. Such a result is best promoted by a better understanding of the problems with which each is confronted. Perhaps I may go so far as to suggest that some leading scientific officer in the employment of one of the large manufacturing concerns may take in hand a book which will give the planters the equivalent of information in regard to the manufacturing industry which the planters are now offering to the manufacturers.
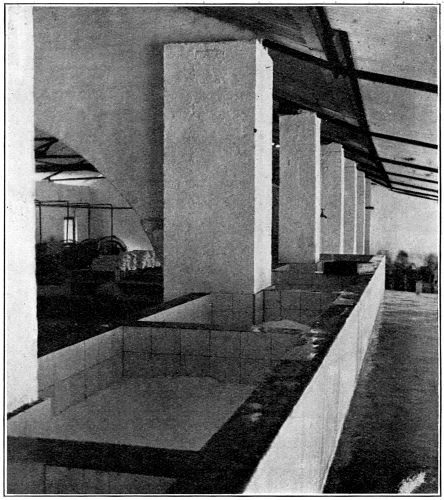
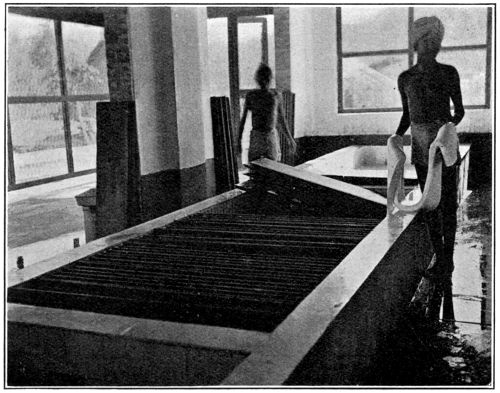
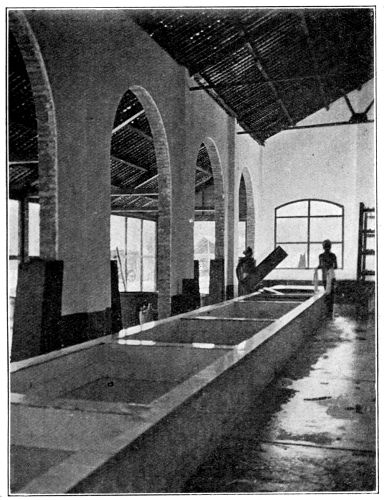
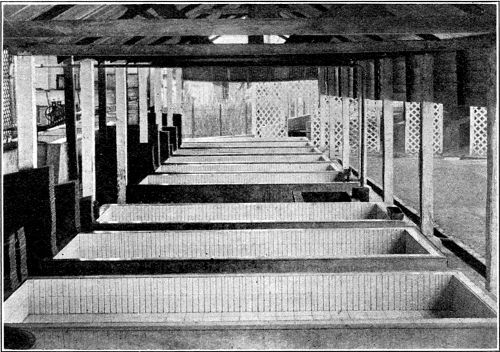
The photographs in the earlier part of the book will give the layman some conception of the enormous amount of labour that must be expended in the opening up, planting, trenching, and weeding the plantations which have replaced the virgin jungle. The authors are indebted for most of these photographs to Mr. H. Sutcliffe, one of the mycologists of the Rubber Growers’ Association. The pictures of spotless coagulating tanks and tiled verandahs regularly hosed down will indicate the cleanliness necessary for the preparation of the beautifully clean sheet and crepe rubber which became available with the advent of plantation rubber. These results are largely due to the work of Sidney Morgan and his colleagues, on whom the planters have relied for technical guidance and advice.
As regards my own contribution this is confined to a general outline of the subject. I have, therefore, omitted reference to a number of matters which would have been dealt with in detail had space permitted. The information given is based on researches on vulcanisation carried out for the Rubber Growers’ Association by the writer over a period of nine or ten years. It was not found practicable to give detailed references in all cases. The reports on which the conclusions are based will, however, be found among the regular quarterly[vii] reports made by the writer for the Association up to June, 1919. Subsequent reports have been published in the Monthly Bulletin of the Rubber Growers’ Association. We are indebted to the Association for permission to publish details from these reports, and also for the use made of numerous earlier reports published both in London and in the East.
To criticise the methods of the pioneer planters of Hevea Brasiliensis presents no difficulty in the light of present comparative knowledge, and to be “wise after the event” is a failing which is not confined to those interested in modern planting methods. Looking at the matter broadly, however, it must be acknowledged that the pioneers, wrong though they may have been on some points, did remarkably well, considering that there existed no real knowledge on the subject and that the methods employed were perforce of an empirical nature. Although we know a little more concerning the scientific aspects of rubber planting, the sum total of that knowledge does not justify any drastic criticism of the methods employed by our predecessors. In fact, although we may be of opinion that on general lines there is little now to be learned regarding the planting of Hevea Brasiliensis, our present knowledge does not preclude the possibility that future investigations may bring against us charges similar to those sometimes levelled at the earlier planters.
The main theme of the present volume is that of the preparation of rubber for the market. Hence it is not proposed to deal in detail with the work attaching to the opening and development of rubber estates. For this the reader is referred to the literature dealing specifically with rubber planting. Certain points in connection with planting may advantageously[2] be treated in a general way according to modern knowledge, and of these it is proposed to discuss a few in the following pages.
Seeds.—The view is now generally held that many areas were planted from seed which was not collected in a discriminate manner; and that probably the comparatively low yields obtained on areas of some estates may be due to the employment of seed from a poor strain. To be able to decide whether such explanation fits the case demands a full knowledge of all the possible factors governing the question of yields. It may, or may not, be a fact that seed from a poor strain is wholly[3] or partially accountable for low yields; but whatever the degree in which the seed influences the result, it is an axiom that to obtain the best results in all planting industries a most judicious selection of seed should be made. In short, seed obtained from good-yielding specimens by selective treatment will eventually produce progeny of good-yielding strain.
The recognition of these principles as applied to the planting of H. Brasiliensis has focussed recent attention upon the desirability of planting nurseries with seeds obtained from those trees which are known to be good producers of latex of normal consistency. It does not follow that the tree of most rapid growth and development is necessarily the best yielder; such is often not the case. In the matter of selection, therefore, one has to take other standards than that of size; and the issue is narrowed chiefly to a consideration of the yields of latex given by individual trees. It has been found by various experimenters that there is no necessity to proceed to such a refinement as the determination of the actual weight of rubber yielded. The dry rubber content of latices from the same trees is found[4] to be so comparatively regular, allowing for climatic changes, that it is sufficient for the purposes of selection to measure the volumes of latex yielded by individual trees.
Unfortunately the industry is so young that the question of seed selection yet awaits study. The task presents certain practical difficulties, and would be by no means so easy to control as in the case of seed selection from other plants. It will be obvious that several generations of trees raised from selected seed would have to be under observation before any sound deductions could be made from statistics obtained in the course of the work. Thus the problem of seed-selection[5] as it concerns the establishment of a high-yielding strain would involve many years of observation on the part of a trained man. Unfortunately neither the man nor the facilities for such experimental work exist at the present moment in the Federated Malay States. On the scientific side the industry is incommensurably staffed, and most of the workers’ time is occupied with routine work connected with estate practice.
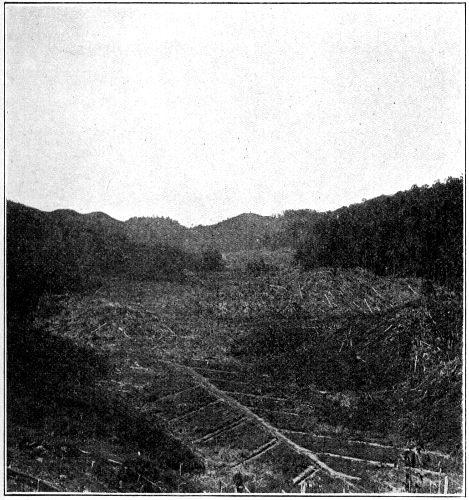
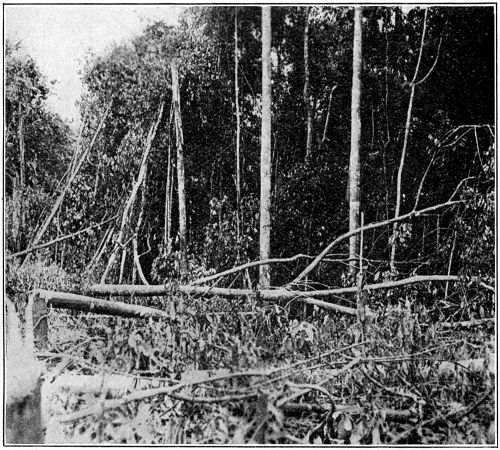
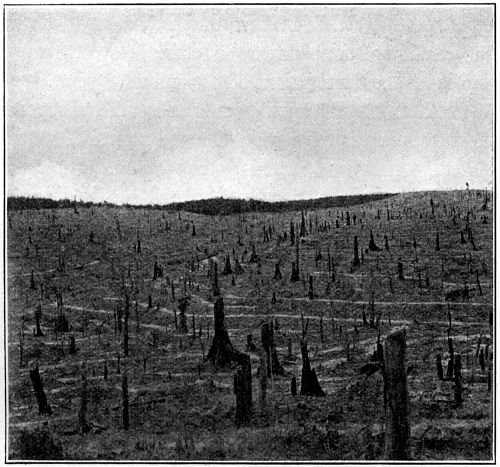
New Clearing.
In the middle distance, felled trees awaiting burning; in the foreground, a flat and wet area with main drainage outlined. (By courtesy of the manager of Membakut Estate, British North Borneo.)
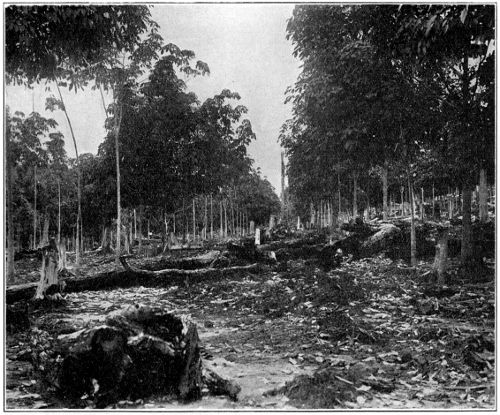
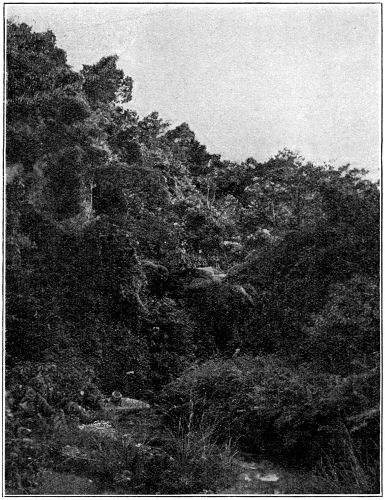
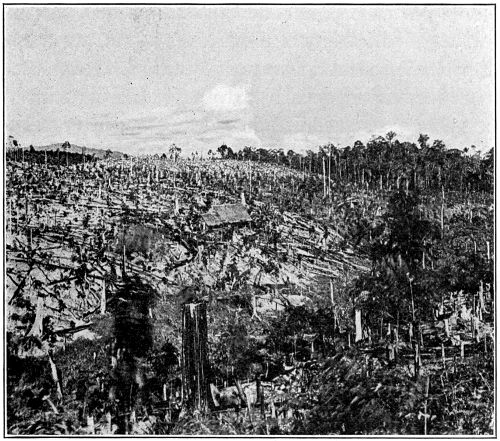
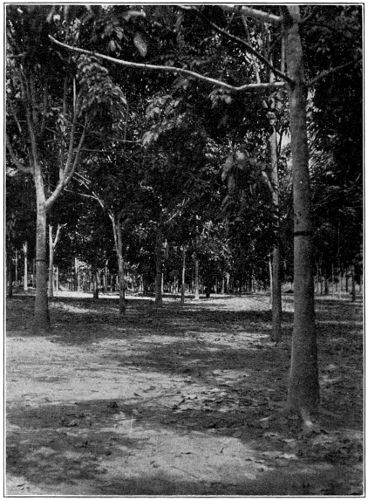
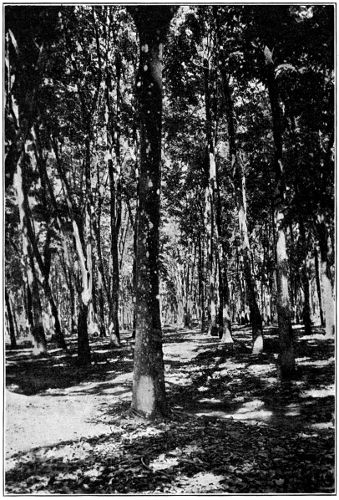
Typical Young Clearing, Aged about Three Years, planted on Virgin Soil.
Original Jungle Timber slowly Rotting.
Selection.—It is possible, however, that the question of strain improvement will be solved in another manner than that of successive breeding from the seeds of high-yielding trees. Such investigatory work is now occupying the attention of scientific organisations in the East, and credit is due to the stations in Java which have begun experimental work in this direction. In brief, the scheme may be outlined as follows. Trees known to be uniformly good yielders are kept under[6] observation, and the seeds gathered carefully. These seeds are germinated in a special nursery, and the best-grown seedlings are selected for further operations. At a certain stage a bud is taken from a high-yielding parent tree and grafted upon the stem of the seedling. When this has “struck” the original head of the seedling is removed. This ensures that one has in the seedling both the stem and future branch system of the[7] same strain as the parent high-yielding trees. It is possible to go a step farther, and by certain processes induce a new root system to grow above the existing roots, which are then removed. One is then able to guarantee that the roots, stem, and branches will be of the original high-yielding strain. An objection sometimes made against the third operation of inducing a new root system is that the original tap-root is removed and that the subsequent system consists only of laterals. Against this argument may be quoted the observed fact that in actual development any one of the laterals may under such circumstances function eventually as a tap-root.
On the whole, this system of propagation receives the approval[8] of investigators, and removes the objections which may be advanced against the development of a scheme entirely founded upon successive breedings from selected seed. The course of the investigations, also, are thereby shortened considerably. Care must be exercised in the work of obtaining and grafting the buds, but it has now been proved that by exercising reasonable precautions which are not beyond the intelligence and ability of subordinates, an extremely high percentage of success can be attained.
Until such time as this process becomes practicable the inception of a planted area must follow the lines usually adopted.
[9]Nurseries.—The usual practice is to obtain seeds from some estate which has a reputation for good yields and for exercising care in the gathering and shipping of seeds. The seed is planted in specially prepared beds, and the percentage of germination noted for future reference. The plants should be tended carefully, and close observation made for the detection of disease or pests. It is not uncommon to find that owing to lack of care in the preparation of the seed-bed, the young plants are attacked by disease.
Stumps.—At a stage, varying according to the requirements of the estate, when the plants are from twelve to eighteen months old, they are lifted from the earth. The roots and head are cut off, and the “stump” is ready for immediate planting in the field. Naturally any appreciable delay in planting, or unfavourable weather conditions, will militate against the chances of successful “striking”; and it is not uncommon to find that a certain number of “supplies” will be necessary.
[10]Seed at Stake.—A method sometimes adopted is to put out seed in the field, in prepared holes which indicate the exact position of the future trees. Usually three seeds are placed in each hole, and if two or three germinate, the plant having the healthiest appearance is retained, and the others removed. The possible objections to this method of planting are obvious to those acquainted with field conditions, but in actual practice planting seed “at stake” has often proved highly successful. Naturally the results obtained must depend upon the selection of good seeds, the care exercised in the preparation of the “holes,” weather conditions, and the discrimination exercised in the selection of the plants to be retained—apart from such disabilities as the depredations of rats and other pests.
Basket Plants.—Yet another and perhaps the most popular method at present is the germination and growth of seedlings in baskets specially constructed for the purpose. These plants are kept under observation until of the required age and growth. They are then conveyed to the field, and the baskets are planted in prepared holes. The baskets, being of vegetable material, are liable to be attacked by various diseases while in the nursery or after planting. It is considered advisable, therefore, to treat them by dipping into some disinfectant such as tar, or a mixture of tar and one of the common proprietary disinfectants. Otherwise a disease may be conveyed from the basket to the seedling.
Preparation for Planting.—There can be no other opinion than that ideally all land required for planting should be perfectly clear of timber of every description. After felling and burning, under ordinary conditions a certain amount of clearing is effected, but in actual practice this amounts to comparatively little. Big logs and stumps are left because the cost of clean clearing is judged to be prohibitive and non-economic. Surface timber is gradually cleared in the course of development, and usually large stumps are the last to be tackled. The objection to this procedure is really not strong, but unfortunately an important point is generally overlooked. Granted that most of the dreaded diseases travel beneath the surface of the ground by means of buried timber,[11] it is plain that as far as stumps are concerned, the chief source of danger lies in the existence of the roots. If these were carefully exposed and removed, the isolated stumps would then not be such potential infection points. It follows from this argument that the importance of removing buried timber cannot be too strongly insisted upon. It is not uncommon to find that some years after the opening of an estate, and after surface timber has been removed, a large number of trees are affected with Fomes lignosus (formerly known as Fomes semitostus). Such cases are directly attributable to the existence of buried timber, and no local treatment will be successful unless the whole of the area is dug over carefully, and all pieces of timber removed.
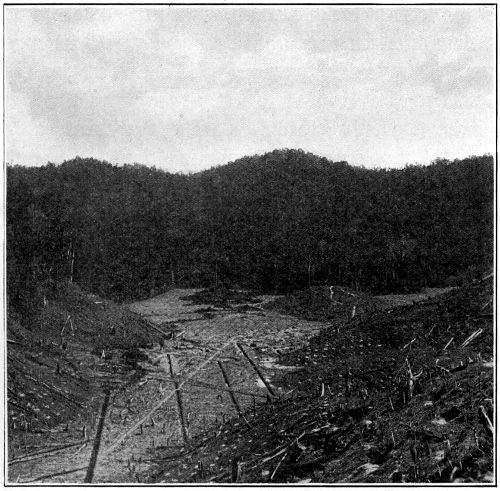
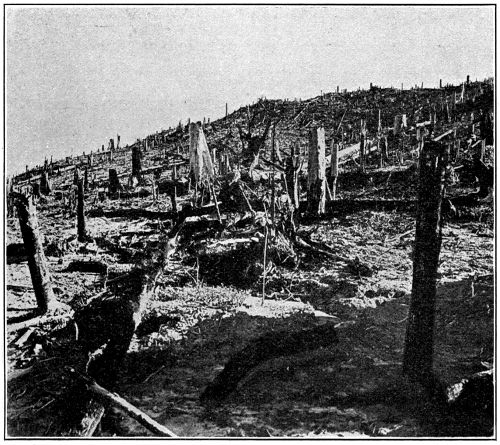
New Clearing; Slopes “Holed” for Planting; Flat Area
being Drained.
(By courtesy of manager, Membakut Estate, British North Borneo.)
Silt Catchment Trenches.—Granted the ultimate necessity of clean clearing, it becomes necessary to take some precautions to prevent loss of soil by “wash” in young areas[12] planted on sloping land. An argument often used in extenuation of the practice of allowing large surface timber to remain until it becomes rotten is that it is an aid in preventing loss of soil by wash. Its removal necessitates the institution of some method of preventing “wash.” The establishment of terraces on steep slopes tends to the achievement of the desired result, but this method is not extended to more moderate slopes where loss by wash is still considerable. It is the opinion of the writers and others that the general case calls for the institution of silt catchment trenches, which, as the name denotes, fulfil the duty of catching any surface soil and of retaining rainwater. These trenches are usually laid out on contour, and do not exceed a length of 20 feet. They are usually from 18 inches to 2 feet wide and deep, and are so arranged on the slope that they occupy overlapping positions. The actual number of trenches required will depend upon the angle of slope; the steeper the slope the greater the number required—i.e., the shorter will be the length of slope between any two trenches. Given a clean area, it is obvious that the momentum acquired by running water (and hence the amount of soil removed) on any one slope will depend upon the distance travelled. It is advisable, therefore, to place a larger proportion of the trenches on the upper part of the slope than on the lower, so as to guard against the breaking down of the trench system under an abnormal downpour of rain.
On land thus prepared the writer has seen areas successfully planted, which, under ordinary conditions, were condemned as being too steep for planting. It is true that these trenches necessitate continual upkeep until the soil becomes well shaded by trees, but the actual amount of work demanded in cleaning and maintaining the trenches will depend largely upon the thoroughness with which the original work was planned and executed. Whatever may be the weaknesses exposed as a result of providing an insufficient number of trenches of inadequate dimensions, there can be no question that they are a necessity.
Clean Weeding.—Intimately connected with the growth and development of the rubber tree one has to consider the conditions under which it is allowed to mature. The argument has been used that, since the habitat of Hevea Brasiliensis is in the jungle, we should be proceeding against nature by introducing conditions unlike those under which the “wild” rubber tree grows. It is difficult to treat such an argument seriously, as by quoting parallel instances in arboriculture it could be shown that growth, development, and yields are improved by cultivation of “wild” plants.
It needs small experience with rubber-tree plantations to be convinced of the necessity for dealing with other growths, which would otherwise soon surround and overshadow young rubber trees.
Apart from checking and preventing woody undergrowths it is considered advisable to keep the ground more or less free from light vegetable growths, which are roughly grouped under the heading of “weeds.”
Naturally, if these weeds are allowed to flourish and seed, their eventual eradication may be a matter of extreme difficulty and expense. It is the aim, therefore, of properly conducted estates generally to institute such a system of work that the weeding-gangs cover the whole estate at regular intervals; and, as a general rule, it may be accepted that the shorter the interval between successive visits by the gang to any particular area, the easier it is to keep weeds in check, and the cheaper the work will eventually be done. This procedure defines roughly what is implied by the term “clean weeding,” and it is the policy adopted by most estates.[14]
Strict adherence to this practice in rubber cultivation has been inculcated by the older school of planters who obtained their experience in the cultivation of other crops such as tea, coffee, tobacco, etc.
In latter years the wisdom of scrupulous clean weeding under all conditions has been questioned; and there can be no doubt that under certain special conditions a continuation of the policy of clean weeding is calculated to produce, in course of time, more harm than benefit. As an instance, the case might be cited of steep slopes on poor land. Continual clean weeding on such areas will lead eventually to a great loss of the surface soil, unless some precautions are adopted for catching and retaining the fine silt particles. It is to be noted that such a type of soil and slope, when the shade is appreciable, often produces no weeds heavier in growth than a very light grass. It is urged that the necessity for strict clean weeding on such soils does not exist, and, in fact, that it would be an injurious policy. Such arguments appear to be well founded in experience, and the writers are in thorough agreement that such special cases deserve special consideration. Rigid adherence to a policy of clean weeding, without regard to special conditions, would be most inadvisable.
Nevertheless, such exceptional cases do not detract from the wisdom of clean weeding in general. Every planter of experience realises how easily fields become infested with weeds if the regular work is suspended or delayed. It is probably quite true that the harm due to the presence of some weeds on an occasion is negligible; but apart from this debatable point, there is the solid fact that if once an area is allowed to become weedy it may soon demand a much greater expenditure to bring it back to normal condition than if it had been regularly weeded. This is common experience, and for that reason alone a general policy of clean weeding is thoroughly sound; especially if combined with some system of silt-retention.
Grass Squares.—On some estates the practice of clean weeding is undertaken in combination with a system of silt-retention, which depends upon the development and maintenance of ridges. These are built up from the débris of[15] weeding in the form of hollow squares. Grass is allowed to sprout and grow in these ridges, and when it attains a certain height it is trimmed down so as to keep it within bounds. The soil within the hollow square is clean weeded; and it is maintained that loss of soil by wash is avoided. Under certain conditions there is a great deal to be said in favour of the method, but in the opinion of the writers it should be regarded only as a method of expediency. It is not to be preferred to the more thorough practice of soil-retention by means of silt-trenches, although the latter method may be slightly more expensive in the end.
“Lallang” Eradication.—The greatest bugbear of the planter in connection with weeding is the incidence of lallang. Many proposals have been put forward at various times for the complete eradication of this pest; but at present, under ordinary circumstances, there would seem to be no better method than by heavy and deep digging, followed by regular attention. The method is acknowledged to be expensive, but[16] any half-hearted measure otherwise taken will eventually prove to be even more costly.
One has to differentiate, of course, between the incidence of lallang attributable to negligence on the estate itself, and the occasional outbreaks near boundaries, due to seeds having been wind-borne from patches of lallang outside the boundaries But, in general, it would be safe to remark that the appearance of lallang could be taken as evidence of a failure to cover the area at sufficiently short intervals.
As already intimated, the usual method of eradication of areas of lallang is by thorough digging, and the exposure of the strong root system to the sun. As a matter of interest it may be noted that recently some success has been obtained by another method[1] on areas which one may have in view for planting at some future date.
[1] “Eradication of Lallang,” W. P. Handover, The Planter, Vol. I., No. 1, August, 1920.
It consists in the employment of Mimosa gigantea, which eventually smothers the growth of lallang.
The seeds are sown broadcast, in drills, or in pockets, amongst the lallang. In the course of about three months it overtops the grass and proceeds to travel. At this stage the whole mass is pressed down, and the pressing is repeated at regular intervals. Under favourable conditions, in about twelve months, an impenetrable mat has been formed, which gradually forms a good mulch. When it is desired to remove the Mimosa, the mass (pressed down) is cut and rolled up like a carpet. Cleared in this manner, the area then needs regular weeding, in order to check the development of any stray lallang shoots. In actual practice it was found that the cost of this method was approximately two-thirds that of the usual digging method.
Green Cover Plants.—Some years ago it was quite common to find green cover-plants employed on estates with the primary idea of minimising weeding costs. With most of these it was found later that their value was not real, and that they harboured diseases, and pests. Moreover, when they were[17] removed, it was often found that an abundant crop of lallang and weeds resulted.
There can be no question that certain plants can be employed with advantage, not only in the control of weeds, but also by reason of benefit to the soil in which they are established. These plants are leguminous, and their use is restricted almost entirely to young areas, inasmuch as they will not continue to grow when shade becomes marked. Of those best known in modern practice might be mentioned Tephrosia candida (Boga bean), Centrosema Plumerii, and Dolichos Hoseii (Sarawak bean).
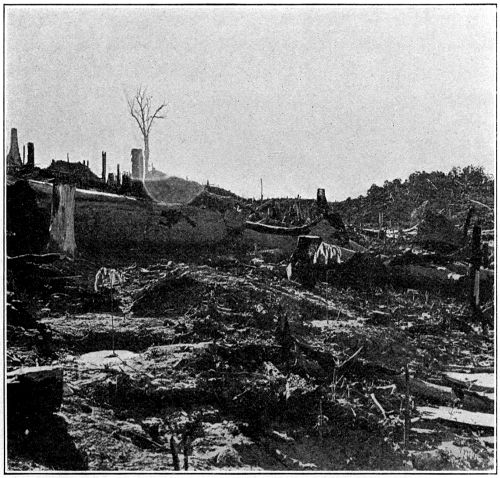
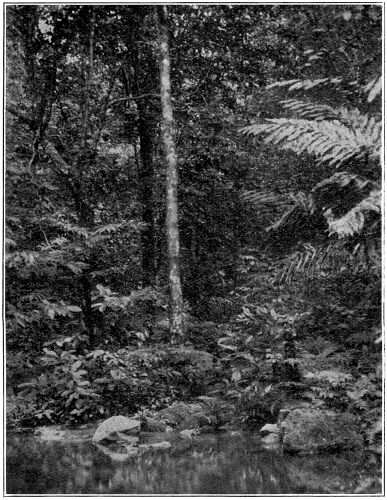
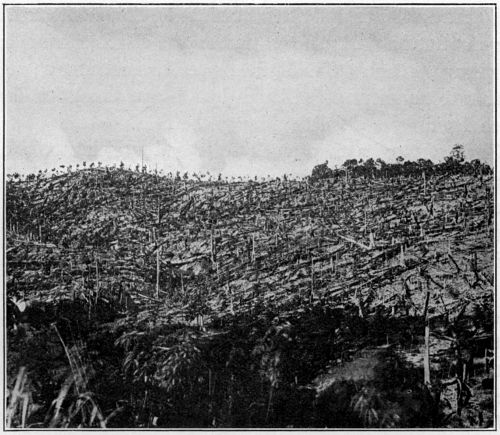
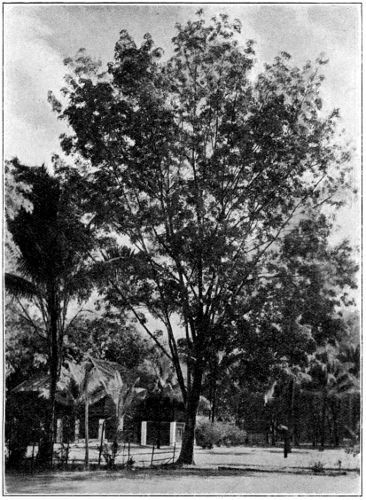
Typical Young Clearing, with Timber.
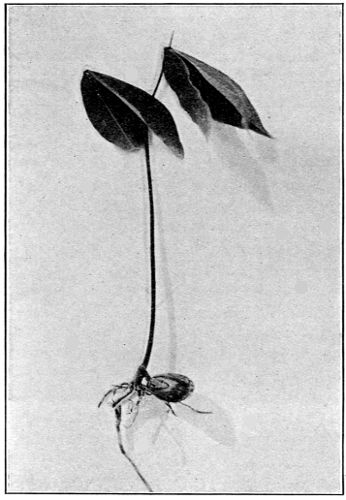
Young rubber plants in foreground. Two of these are easily distinguishable, both with small crowns of leaves.
It is wrong to imagine, however, that the establishment of such leguminous cover-plants obviates weeding. So far is this from being the case, that in practice it is found that the weeding “rounds” must be conducted at first with the same regularity as in ordinary working, but that naturally there is much less work to be done.
[18]As the plants develop, they can be pruned or dug into the soil, as the case may be. The addition of the green material to the soil, either by digging or by burying in open trenches, is calculated to cause improvement in the condition of the soil. There may thus be a close connection between weeding, soil conservation, and soil improvement.
On this subject there is unanimity regarding the necessity for the operation. Divergence of opinion exists only as to a matter of degree.
On the one hand there is the school of planters who would advocate the advisability of planting up to, say, 200 trees per acre, with subsequent thinning out by selection. At the other extreme there is the opinion that we should plant only a few more trees per acre than it is intended eventually to maintain, the argument being that by this method the growth and development of individual trees will be so much greater than in close planting that the necessity for drastic thinning out will not arise.
Unfortunately for the latter school, a very important point is overlooked—viz., that size and general development are not criteria of yielding capacity. It might thus follow that a stand of ninety well-grown trees per acre might give very disappointing yields per acre. In a few instances this has been noted with 30 by 30 feet planting, but it is doubtful whether the factor influencing such results has been appreciated.
The apostles of close-planting have this in their favour: that if the trees to be removed are selected on proper lines, it is possible to have all remaining trees of comparatively high-yielding strain. This is a very sound argument, but its practicability is limited very largely by the question of early growth and development. It would seem the sane course in any event not to plant more trees per acre than may grow normally, and without branch or root interference up to the fifth year (the normal first year of tapping).
Before this stage has been reached, stunted or deformed trees will have been noted and removed, so that in the first year of tapping thinning proper can be commenced. In the past[20] this has been effected wholly by selection of trees according to their general appearance and situation; but it is now safe to predict that future operations will be based upon sounder and more scientific lines.
Trees will be selected for removal according to their individual yields, a standard which we have been advocating for years without much practical success. In Java and Sumatra much good work has been done in this direction, and recently a commencement has been made in the F.M.S.
It is within the daily observation of all planters that certain trees regularly give greater yields than others, and that such trees are not to be distinguished by size or general development. Moreover, with slight variations, it has been found that a good yielding tree is consistently a good yielder, and the converse holds true.
If, therefore, measurements of individual yields are taken at intervals, and the results recorded during the first year of tapping of an area, an excellent guide is obtained for the first[21] round of thinning. It is found in actual practice that five, or even three, readings during the year are sufficient to give the indication required. It is not essential that simultaneous readings should be taken over a large area; in fact, such a step is really impracticable at first. The simplest method is to employ either—
(a) A small uniform vessel in which the latex is measured by means of a thin slip of bamboo upon which graduations are marked.
(b) A glass measure graduated regularly.
In both cases it is immaterial what units are represented by the graduations—whether cubic centimetres, quarter ounces, half-ounces, or ounces, as long as the unit is not too large. It is preferable to employ a fairly small unit, so that in taking readings from young trees a wider range may be obtained between poor yields and good yields. In the case of older trees a larger unit may be taken.
The first stage in the operations is to number all trees in[22] the field to be tested, and to prepare a rough register, with three or five vacant columns opposite each tree number.
It is not advisable to commence the record of yields until the panel of bark has been under tapping for a month or two. It is found that an intelligent coolie can be taught the method of measuring and rough recording. The latter is accomplished by means of marks made upon the virgin bark of the tree above the tapped area. The marks may be made with a tapping knife, by means of paint, or with a lead pencil. The simplest form of record consists in putting one mark for each graduation of reading.
In practice it is found that, commencing about an hour after the first tree has been tapped (in the case of young trees) and following the course taken by the tapper, the measurer of yields is able to do about 2 full tasks (650 to 750 trees) per diem. Each day progress is made through the field.
Obviously on such a small scale and utilising only one measuring coolie the comparison is restricted very much; but in any case this is immaterial as, owing to the personal equation of the tapper, comparison strictly should be limited and internal—i.e., it should really be confined to one task only at a time. In this way the worst trees in any task are indicated.
The keeping of the records may be entrusted to a field clerk, but is better placed in the hands of a European. The register is taken into the field and the rough records found on the trees are noted in the columns against the tree number.
Most planters are aware in a general way of the disparity between the yields of individual trees, but they would probably be surprised if they undertook the institution of such records.
The following figures must not be taken as typical. They represent the average results from several tasks in a young field from which all ill-grown and deformed trees had been removed. It is immaterial what the units represent, as they are purely arbitrary and were selected for the purpose of obtaining a fairly wide range.
Any trees which failed to yield sufficient latex to reach the first mark were registered at zero. The following percentages were obtained:
| Zero | 3 | per cent. | |||
| Above | mark | 1 | 6 | „ | |
| „ | „ | 2 | 16 | „ | |
| „ | „ | 3 | 42 | „ | |
| „ | „ | 4 | 12 | „ | |
| „ | „ | 5 | 14 | „ | |
| „ | „ | 6 | 6 | „ | |
| „ | „ | 7 | 0 | „ | |
| „ | „ | 8 | 1 | „ | |
| „ | „ | 9 | 0 | „ | |
| 100 | „ | ||||
It may be remarked that, judging by ordinary standards, it was impossible to discriminate between good yielders and others, and if thinning were to be done on the usual lines it is quite possible that some of the best yielding trees would be removed.
Taking the mark No. 5 as the datum line, it will be noted that 79 per cent. of the trees come below and 21 per cent. above. In the latter proportion the majority lie close to the datum line. It will be seen that there are outstanding yielders even amongst these young trees, and that it would be possible to mark about 10 per cent. of the stand per acre at once for removal in the first round of thinning.
In the case of old trees it is possible that one would encounter greater extremes of yields than those shown in the foregoing table, especially if a certain amount of thinning had been done previously on empirical lines. Sufficient has been written to show that the only reasonable basis for selection of trees in thinning is that of yields; and it is obvious that if the method be adopted the future yield per acre of any area is bound to be in excess of the same area as thinned on rule-of-thumb lines.
Yields per Tree.—A great feature is made in estate reports of the figure showing the average yield per tree per annum. Assuming an area to be yielding at the average high rate of 540 lbs. per acre per annum, with an average stand of ninety trees per acre, the yield per tree per annum averaged over all trees is 6 lbs. Keeping in mind the test-figures on a previous page, it will be obvious that some of these trees may have given very much more than 6 lbs. during the year, and some less.[24] In view of present information it would not be surprising to find that a few might have been yielding upwards of 15 lbs. per annum. Unfortunately this information is only to be obtained by individual tests, and under normal estate conditions the facts escape notice. Cases are known in which out-standing individual trees have been known to yield at the rate of 25 lbs. and more per annum.
[25]Future Yields per Tree.—It has been shown that by selective methods based on yields, poor trees can be eliminated. Whether by a process of seed-selection or by means of propagation based on bud-grafting and marcotting, it needs no great stretch of imagination to forecast future conditions under which trees may be bred which will be capable eventually of[26] giving an average yield of 25 lbs. per annum over any given area. Yields of 1,000 lbs. per acre per annum should be obtained easily.
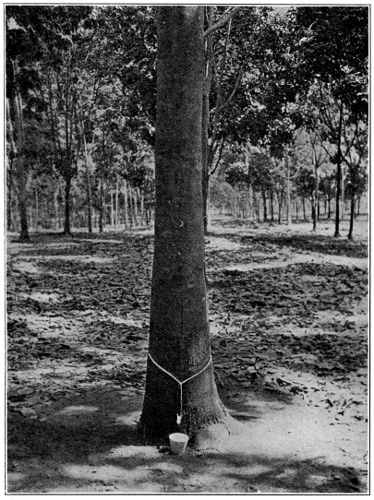
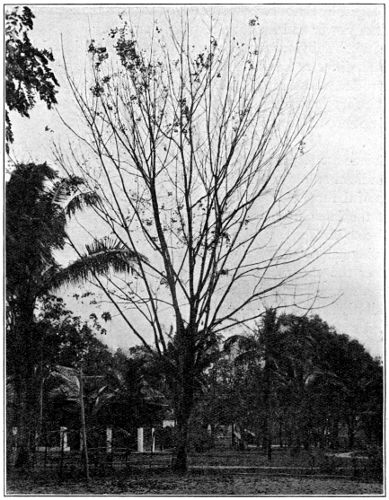
Field of Old Rubber Trees in which Thinning had been
delayed too long.
Note height and comparative lack of girth.
Trees per Acre.—This brings us to the question as to how many trees one should leave to the acre after thinning operations. Figures have been given by various authorities, but it appears to the writer at the present time to be impossible to lay down a general rule. So much depends upon conditions. In certain cases where the soil is admittedly poor, the average growth below normal, and thinning has been postponed too long, the writer has been forced to the conclusion that it would be most inadvisable, and commercially unsound, to reduce the stand of trees below 120 per acre. In such instances the average yield per tree equalled only 3 lbs. per annum, and although the trees were upwards of nine or ten years old the crowns were small and sparse. It is doubtful whether such trees will ever exhibit any further development, and to thin them further would probably lead only to a diminution in the crop per acre.
Under normal conditions of growth an arbitrary figure of eighty trees per acre has been selected as a standard by many estates. In these cases it would probably be correct to state that thinning was undertaken on almost purely empirical lines—i.e., that trees were not selected by tests of individual yields. As far as such a method retained the apparently most vigorous trees it was successful; but in view of what has been written it might explain some of the disappointing results which have followed upon such a system of thinning.
It will be clear that any decision regarding the number of trees to be retained must be derived from a study of the detailed results of individual tests. If the large majority of the trees appear to be fairly uniform in yields the first thinning must be confined to comparatively few trees. Where there is, on the other hand, a good percentage of high-yielding trees the final stand per acre may be appreciably less. Unless and until such information is available, one cannot give any definite opinion as to the requisite number of trees to be retained per acre.
Similarly, intelligence must be displayed in deciding which[27] of several uniformly-yielding trees should be removed. In the average sense of this consideration one must pay no attention to symmetry of spacing, but when dealing with trees of fairly uniform yields one needs to study the characteristic development of the trees individually, in order to retain those which would appear to be most favourably situated with regard to surrounding trees.
Broadly there are only two methods employed in obtaining the latex from Hevea Brasiliensis. The first is that employed in South America, where incisions are made by means of a light axe. The other is the system of excision, or paring, of the bark practised on plantations in the East.
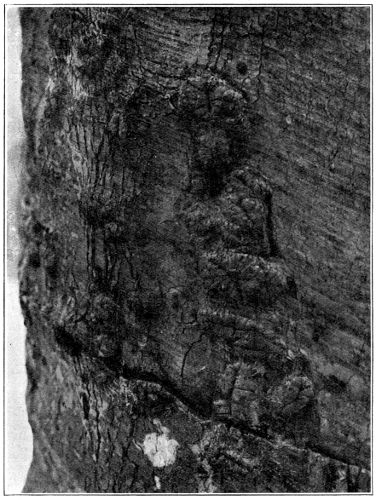
In the early days of the plantation industry, the South American method seems to have been employed, and the writer has knowledge of trees on one of our best-known estates in Malaya which still exhibit the outward and visible signs of that method. At a comparatively early stage, however, the method of excision was introduced. Curiously enough there appears to be no record of its inception or of the individual who was responsible for the substitution of this method. We have been so accustomed to regard it as one of the ordinary facts of estate procedure, that this point seems to have escaped notice and enquiry.
As a variant of these two main methods, a slight vogue was for a short while obtained by the operation known as “pricking.” This was generally combined with excision of bark, and was then known as the “paring and pricking” method; but the simple operation of pricking alone had its adherents, and various forms of instruments were designed to achieve the object. As a means for obtaining a flow of latex, pricking may have been effective, but the general difficulties attaching to the collection of the latex was such as to put the method out of favour.
In the employment of “paring and pricking,” a thin shaving of bark was excised on one occasion. At the next tapping no bark was excised, but a pricking instrument was used along the previously cut surface. It was not proved that any advantage was gained by this method, which was more commonly[29] employed in Ceylon than elsewhere, and it would be surprising to find it in use at the present day.
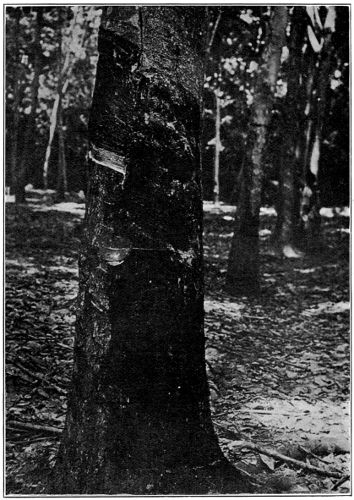
In the ordinary way the method of excision is practised in such a manner that the “cut” gradually descends to the base of the tree.
Planters with original views, and of an enquiring nature, often query the common practice; and it has been suggested that “as the latex descends by the force of gravity,” one’s paring should be done in an upward direction, thus obtaining a greater pressure of latex—and hence a greater flow. It will be obvious that it would be no simple matter to collect effectively the latex thus obtained from the under edge of a sloping cut, but apart from this the argument would appear to be founded upon what is now accepted to be a fallacy—viz., that the latex per se is manufactured in the leaves and gravitates down the tree.
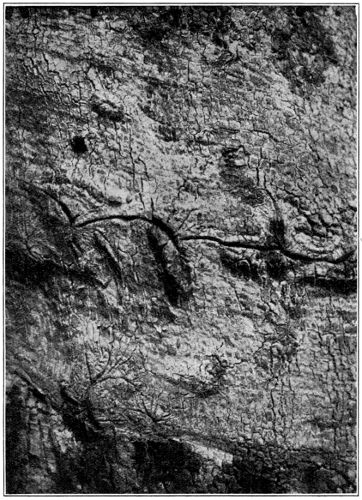
Former Systems of Tapping.—To hark back ten years in the plantation rubber industry is equivalent to delving into history, since development has been so rapid. It was then thought necessary to place upon the trees a number of simultaneous cuts which the modern planter would judge to be inconceivably excessive. Were it not for evidence in the shape of photographs extant, it would be difficult to convince a young planter that such systems were employed.
It was not uncommon for trees to have from six to ten cuts, sometimes all placed on one half of the tree in a herring-bone fashion, and sometimes divided into two portions, each of which tapped the opposite quarter panel of the tree’s circumference. Such superimposed cuts were spaced from 1 foot to 18 inches apart.
On other occasions, a spiral cut was employed, commencing at a height of, say, 5 feet, and gradually descending to the cup at the base of the tree.
Later systems varied from several cuts on a half-circumference, or on a quarter of the tree, tapped either daily, or on alternate days, to cases in which one-third or one-fifth of the tree was employed. Also popular were the systems of the V and half-spiral cuts on half the circumference.
[30]It did not take long to be recognised that with all these systems demanding a number of simultaneous parings from the same panel of bark, the rate of excision was so heavy that the period available for the renewal of bark was insufficient for continuous tapping.
As a result most of the systems specified have fallen into desuetude, and the tendency has since been to reduce the number of cuts, or the periodicity of tapping, so as to allow for increasing periods of bark renewal.
In the earlier days, a period of four years was thought to be an extremely generous allowance, whereas six years is now becoming recognised as a minimum necessity. Eight years is not regarded as extravagant, while with older bark on some estates periods of ten and twelve years have to be allowed for full renewal. Even so no finality has been reached, and no general rule can be laid down. Local conditions of planting and growth exercise great influence, and the writers have in mind instances in which a period of eight years has proved to be insufficient even for a first renewal after the excision of virgin bark.
In the main the most popular systems of tapping are:
(a) One cut on a quarter of the tree, tapped daily.
(b) One cut on a third of the tree, tapped daily.
(c) One cut on half the circumference, tapped on alternate days.
(d) A V cut on half the circumference, tapped on alternate days.
Variants and extremes are:
(1) One cut on a quarter, tapped on alternate days.
(2) One cut on a half, tapped daily.
Superficially viewed the latter is four times as strenuous as the former, and the relative position seems to be inexplicable. It may be explained that as a rule the former system is practised on old trees with poorly renewed bark, in order to allow for adequate bark renewal; and the latter is employed in opening young trees just brought into tapping, when the rate of bark renewal is at a maximum.
A few estates in this country still continue to tap trees by[31] means of two superimposed cuts on a quarter of the tree. This was a very popular system some four or five years ago, but it has come to be recognised by practical experience that any system employing superimposed cuts leads to a high consumption of bark without proportionate increase in yield. For instance, if one compares the system of two cuts on a quarter tapped daily with a similar system employing only one cut, one finds that the major quantity of latex is yielded by the[32] lower cut, and that the single-cut system which excises approximately half the amount of bark gives about 80 per cent. of the yield obtained by the tapping of two superimposed cuts.
Of experiments to test the relative values of different systems of tapping there have been many. Most of them suffered from the initial handicap that they dealt with systems which were then popular. In order to obtain any valid result they had to be undertaken over a long period. Meantime there was a progressive movement in actual estate practice towards a greater conservatism in bark removal, and hence the experiments as originally planned lost value.
Moreover, in Malaya it was difficult for experimenters to obtain practical support in the form of areas of trees suitable for experiment. As a result experiments were often confined to small blocks of trees, and a small number of blocks, from which any conclusions derived were subject to considerable errors of experiment. Often comparisons were made between only two blocks, and no allowance was made for varying factors, such as initial differences in yielding capacities of the trees, soil conditions, or the personal equation of the tappers. As a general rule, therefore, the results were vitiated to a very appreciable extent.
All these factors were later taken into consideration in an experiment undertaken on behalf of the Rubber Growers’ Association. In this instance unique facilities were provided by the London Asiatic Rubber Company on their property at Semenyih Estate, and it is only fitting that the company should receive the recognition which its enterprise deserves.
It would have been a great advantage to have included in that experiment other features which have since come into prominence, but the original scope of the experiment had to be confined to the point of comparing yields obtained in making comparative tests based on one system of tapping with different frequencies. Such data were required as a check upon a Ceylon tapping experiment which had attracted much attention. In that experiment trees were tapped at intervals ranging from one day to seven days; and it was concluded that after a period of three and a half years trees tapped with greater intervals[33] gave yields equalling or exceeding those obtained from trees tapped with shorter intervals.
In the Semenyih experiment the system chosen was that which had the greatest contemporary vogue—viz., two superimposed cuts on a quarter of the tree. The various blocks were tapped respectively every day, every second day, and every third day.
[34]It was found that the conclusions drawn from the Ceylon experiment were not confirmed. After a period of three and a half years’ continuous tapping neither the alternate-day system nor the third-day system gave results in any way approximating to the yield of the daily system.
The actual average yields from these systems over the whole period were in the order of—
| Daily. | Two Days. | Three Days. | ||
| 100 per cent. | 60 per cent. | 45 per cent. |
and throughout the course of the experiment neither of the other sections showed any appreciable improvement in position relative to the daily section.
In actual yields “per tapping” over the whole period the alternate-day and the third-day divisions showed advantages of 20 and 35 per cent. respectively over the daily portion.
At the beginning of the second year of experiment another section of blocks was opened with a single cut on a quarter, tapped daily. This enabled direct comparison between the values of one cut and two cuts on a quarter in daily tappings and between a daily single cut and two cuts tapped alternate daily.
It appeared that the daily single cut yielded over the period of experiment 80 per cent. of that obtained by tapping two cuts daily; and that in the comparison between two cuts tapped alternate-daily and a single cut tapped daily the latter had an advantage of about 40 per cent. in yield.
This result has been used by advocates of daily tapping generally, but it does not constitute a fair argument, inasmuch as the single cut was tapped twice as often, and its position was always relatively low on the hole of the tree. It has been shown in the comparison between the daily single cut and the two cuts daily that the influence on yields of the superimposed cut is relatively small. A fairer comparison would have been obtained if the two cuts tapped alternate-daily had been either amalgamated to form one long cut on half the tree or to form a V on half the tree, thus placing the cuts in the opposing sections on the same level. With the knowledge that the yield[35] obtained from cuts is always greater per tapping by using the alternate-daily system, it would appear to be plain that the one long cut on half the tree would at least equal the yield of the single short cut tapped daily on a quarter tree.
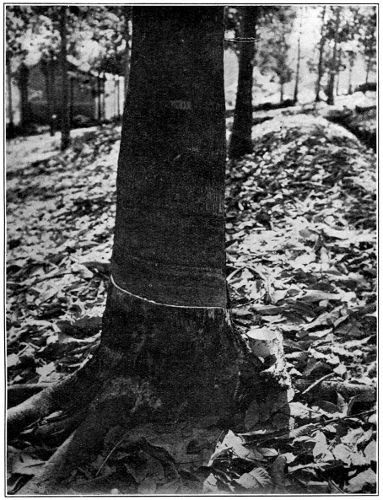
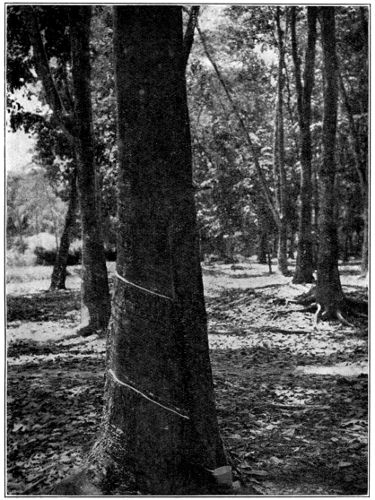
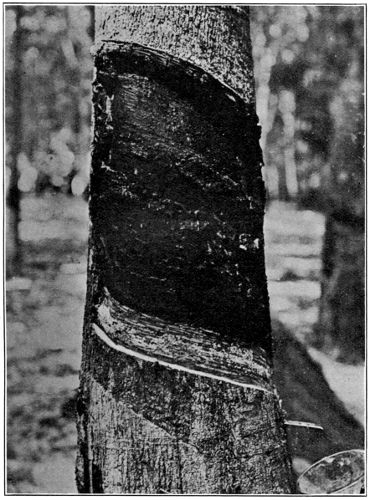
Single Cut on Half Circumference (Half Spiral).
Note.—In this particular instance the cut is changed to the opposite half of the tree every half-year.
Unfortunately no opportunity has been afforded up to the present of definitely proving this point by prolonged experiment[36] under strict conditions. It is true that the view is held strongly in some quarters as a result of the experience of managers, chiefly on their own estates, that alternate-daily tapping generally gives better yields than daily tapping.
In a number of instances this view is probably correct, and the writers are in agreement; but it is necessary to clear away some misconceptions which confuse the issue. In the main there are two schools, one of which plumps for alternate-daily tapping, while the other adheres strongly to daily excision. Great confusion exists, inasmuch as in many instances the disciples of these schools are really discussing different matters. In the case of managers who argue for alternate-daily tapping their experience is gained, with very few exceptions, from systems in which the excision covers half the circumference of the tree; whereas in almost all cases daily tapping is confined to a single cut on a quarter of the girth. Bearing on such a comparison there are, as far as the writers are aware, no reliable published experimental results. To compare the results obtained from one system practised on one estate with the results of the other system established on another estate is not strictly permissible, as we know that conditions generally may vary to an enormous degree.
The controversy has raged, however, to such an extent that many who are not directly engaged in estate practice have obtained confused impressions. For instance, it appears to be the belief in some quarters that alternate-daily tapping, when applied to a single cut on a quarter of the tree, will yield more than an exactly similar cut tapped daily. In support of such a statement there does not appear to be any confirmation under normal conditions; although such a result might be obtained in the case of old trees which have been heavily over-tapped in the past, and on which the rate of bark renewal has been appreciably retarded. It might also be the case eventually when trees with the opposing frequencies have been tapped for a period extending into many years; but it is the opinion of the writers that under normal conditions such a result would be extremely doubtful.
When we come, however, to a comparison of daily tapping[37] on a single cut on a quarter with double the length of that cut on half the circumference, at the same height, tapped alternate-daily—whether in the form of one long cut or in the form of a V—we arrive at a contrast which gives a clear issue. As already stated, facts and figures of reliable experiment are wanting; but it is the opinion and experience of the writers that the alternate-daily system at least suffers no disadvantage on the point of yields, and in other respects, such as conservation of labour and costs, is superior to the daily system.
Tapping Knives.—The choice of a tapping knife is a subject upon which there is much divergence of opinion. This must be so because no known knife has such apparent outstanding superior features or claims as would enable one to settle the point. Moreover, the personal factor is so large that, as far as the knives in common use are concerned, it appears to exert the greatest influence. The possibility of obtaining the ideal knife, which will go to sufficient depth into barks of varying thickness to yield the maximum quantity of latex without wounding, is quite as remote at the present time as it was some years ago. Meanwhile the search for that ideal knife continues, and occasionally one learns of the alleged merits of some new instrument which, it is said, fulfils all requirements. It is only to be regretted, both for the sake of the inventor and for the expectant buyers, that the claims always fail in some one or more particulars.
In Malaya probably the number of different types of tapping knives may amount to a half-dozen, but those most commonly in use are:
(1) The gouge—straight or bent.
(2) The ordinary farrier’s knife.
(3) Modifications of the farrier’s knife, such as the “Jebong.”
Argument on the respective merits of knives is popular, and discussion seems endless. It is claimed for the bent gouge that it is superior to the straight instrument, because, the leverage being downwards on the handle, the tendency is to lift the cutting edge upwards and out of the bark, whereas with a straight gouge the tendency is to push the knife downwards into the bark. It is claimed, therefore, that the average[39] shavings taken off by the bent gouge should be thinner than those obtained by the use of the straight instrument.
For similar reasons it is asserted that the “Jebong” and other modifications are superior to the original form of the farrier’s knife. These points are generally accepted without great argument, but when comparisons are made between the gouge and the farrier’s knife (with its modifications) the opinions of planters are so varied and conflicting as to be almost irreconcilable. Two opinions based on experience with both types of knives are often wholly contradictory.
There can be no doubt that the likes and dislikes of operative coolies have a considerable influence in determining the measure of success obtained with any one knife. Should coolies have been accustomed to the use of a particular form of instrument they become quite expert, and any proposed change creates in the minds of coolies a prejudice which is considerable in effect on the quality of the handicraft. Such prejudice may be overcome in course of time, but in the interval not a little damage may have been done in the shape of tapping wounds. So considerable is this question of personal favour that even on estates where a standard pattern of knife is issued coolies often modify that knife slightly on their own accord. Such alteration is ignored by the superintendents as long as the quality of the tapper’s work is maintained at a high standard.
Naturally there is a limit to such leniency, and this limit is soon reached in the case of knives having adjustable parts controlled by screws, or nuts and bolts, etc. Some knives of this description really merit a much wider use than is afforded them at present; but in view of the potential damage which might be done as a result of adjustments made by the coolies these knives do not become popular.
It is not proposed here to enter into a description of even recent instruments for which strong claims are being made by their inventors or vendors. If they possess the merits attributed to them they will soon find favour, as managers are always keen on studying the points of any new knife which will lead to a conservation of bark and a reduction in the number of[40] wounds. On the whole, it may be advanced that the best general results are obtained by the adoption of a simple non-adjustable knife and the retention of its use.
The Choice of Latex Cups.—It has come to be recognised that the maximum possible cleanliness is essential in all details of estate work, and the younger generation of planters could scarcely be aware that a few years ago it was deemed sufficient to use coco-nut shells for the reception of latex on individual trees.
Terne-plate cups ousted the coco-nut shell, and they had the merit of being cheap. The interior coating of tin did not last long if the cups were properly cleaned. The iron being exposed, with a minutely roughened surface, each microscopic projection served as a point around which latex coagulated. Scrapping the film of interior rubber became more and more difficult, and often the cups were burnt in order to get rid of the accumulation of rubber. The last state of such cups was worse than the preceding one. On some estates fairly successful attempts were made to keep these cups clean by making the coolies bring them into the store each day. Terne-plate cups are not now in common use.
Aluminium cups have their advocates, but much the same argument applies to the difficulty of keeping them clean as was used in the foregoing paragraph. On many estates, however, they are used with success, the usual method of treatment being to make the coolies bring them into the store and clean them there. Owing to the comparative lightness of the material such a scheme is more feasible than was the case with terne-plate cups.
The cups now most in general use are either of glass or white-ware, and probably those of glass are the most extensively employed. There are many details to be studied in the choice between these two types of cups—e.g., percentage of breakage in transport and in the field, price when breakage is taken into account, etc.; but these apart the glass cups have one advantage—namely, the ability of the superintendents to see whether the cups have been properly cleaned. In the case of white-ware cups this means an inspection and handling of individual[41] cups, whereas in the case of glass the point is settled by visual examination at a comparative distance.
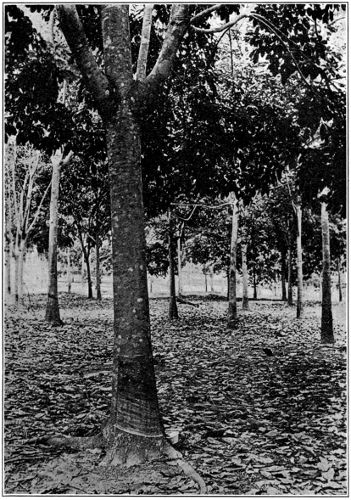
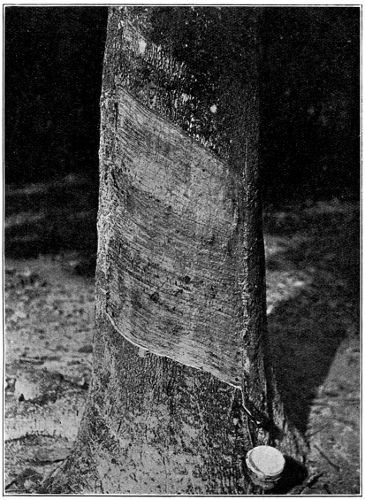
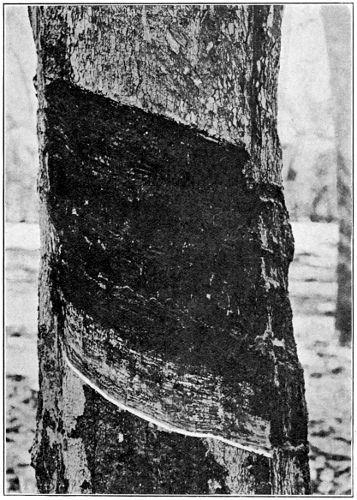
Single Cut on Two-Fifths of Circumference.
The opening cut covers two-fifths. Subsequent cuts occupy one-fifth of circumference.
Glass cups are made in two patterns, one having a flat bottom and the other a conical base. The latter is convenient for use when wire supports are employed, the cup fitting into a loop placed beneath the spout. Used on the ground its shape[42] is an obvious disadvantage, as, unless a hole is scooped for its reception, it has to be propped up with sticks or stones. Often a touch is sufficient to upset the balance, and latex is lost.
The flat-bottomed cup, on the other hand, may be used with success equally on a wire support or on the ground. It is sometimes said that owing to its shape the ease of cleaning, as compared with the half-spherical cup, is diminished, and that if the cups when not in use are kept inverted upon sticks placed near the foot of the tree the breakage is apt to be high. This latter objection is being rapidly removed as the practice of using these sticks is losing vogue for various reasons, and wire cup-holders will be in general use as soon as the cost of material becomes normal.
There are on the market, and in fairly wide use, cups of Chinese and Japanese manufacture. These generally consist of brown earthenware with an interior glass finish. These are cheap in comparison with glass and white-ware cups, but it is a pity that the glass does not extend over the whole of the cup. The outer surface has a tendency to collect rubber and dirt. On some few estates small china bowls or saucers are still used and are quite satisfactory, except for the favour with which they are regarded by natives on the outskirts of the estates.
Cleaning Cups.—The question of cup-cleaning would appear to be a very simple one; but in practice it is quite a source of worry to managers, especially where a mixed labour force is employed. Tamil coolies can be made to clean their cups in the day’s task and at odd times. Chinese coolies, more often than not, either refuse to give the necessary attention or else demand extra pay for the work.
The method of cup-cleaning employed more popularly within recent years was that of daily washing. The tapper carried two buckets, one for receiving the latex and the other containing water. Pouring the latex in the bucket the coolie then added a little water to the cup and added these rinsings to the latex collected. The cup was next washed hastily in the bucket of water and replaced. By the time the coolie has emptied and washed some 200 cups (about half the task generally) the water has the consistency of dilute latex, and the[43] wet cup when replaced becomes coated with a thin film of rubber. If the latex is always collected in one direction it will be clear that, while the cups at one end of the task are comparatively clean, those at the other end have the chance of being correspondingly dirty.
Controversy has raged respecting this question of cup-washing, and many estates have abandoned it as a daily practice. Coolies have not to carry an extra bucket of water. The contents of the cups are poured into the latex-bucket, and the bulk of the latex film remaining is also removed by the aid of a finger. The cup is then replaced, a thin skin of rubber forming on the interior surface. As a general rule this is easily removed on the next occasion, except perhaps in dry weather. It is the custom on most estates employing this practice to have all cups receive special attention at regular intervals.
There are certain economic factors entering into the difference of opinion regarding the two broad methods employed. In some cases—e.g., on old areas—it would be practically impossible to follow the older method of daily cup-washing, as the tappers have to employ two buckets for the collection of the latex. The employment of special coolies for cup-washing would be necessitated, such as may be seen sometimes on estates working Chinese “squatter” labour—where the man taps, a child assists in collecting, and another child, or the mother, washes the cups. It may be pointed out that in such instances the helpers are not paid by the estate. Their services merely mean a saving in time which is spent in the squatter’s garden, and perhaps the permission to the tapper to work a larger number of trees than would be allotted ordinarily to a task.
Again, on some estates, the tappers, while not being required to carry a bucket of water for cup-washing, are given an increased number of trees to tap. Furthermore, on hilly areas under tapping, it is often manifestly unfair to expect the tapper to be able to carry two buckets during collection, when the slope is such, as to make the manipulation of even one bucket a matter of difficulty.
[44]It will be seen, therefore, that there is no clear issue for argument concerning the two methods, and that the point must be decided on the economic factors peculiar to each estate or district.
Water in Cups.—Much discussion used to take place regarding the necessity or otherwise for placing a small quantity of water in the cups when tapping. It was recognised that[45] the permission to use water (with the idea of preventing coagulation) led to much abuse, apart from the question as to the utility of the method. Dirty water was often used, although clean water may have been placed in the buckets when coolies left the muster-ground. The small quantity of water often exceeded the actual yield of pure latex by hundreds per[46] cent., with the result that on arrival at the factory the diluted latex was below the standard desirable for the preparation of a good sheet-rubber.
Premature Coagulation.—Other opinion to the contrary it is now generally acknowledged that the possibility of premature coagulation in the cup or bucket is at least not diminished by the addition of even clean water. The use of water often obtained from estate drains clearly led to increased trouble. The extent to which such premature coagulation takes place varies greatly under the influence of many factors—e.g.:
(a) Cleanliness of cups and spouts (the latter an important item often overlooked, and involving the presence of certain organisms which effect coagulation).
(b) Climatic conditions.
(c) Rate and volume of flow of latex.
(d) Size of tappers’ tasks (involving the length of interval between tapping, and the collection of latex).
(e) Distance to be traversed between the site of the task and the store.
(f) Care in collecting, to exclude extraneous matter.
(g) Nature of transport; agitation of the latex to be reduced to a minimum.
(h) Nature of the soil, and situation of the estate.
The last mentioned factor is of great importance. As a general rule it is noted that premature coagulation is less marked on estates situated on comparatively hilly land. The greatest effect is remarked on estates situated on the flat lands of the coastal area where peaty soils are a feature. On many such estates, in spite of the observance of all ordinary precautions, it is not possible to receive the latex at the factory without a large percentage of prematurely coagulated rubber being found in the transport vessels.
Anti-Coagulants.—For this reason on these (and other) estates, the use of small quantities of anti-coagulants is common. The effect of these is to keep the latex liquid and thus render possible the preparation of a higher percentage of first-grade rubber than would be otherwise obtained.
Among the better known agents which have such an effect upon latex, formalin and sodium sulphite (not bisulphite) are[47] the chief. The latter is the more popular as it is slightly cheaper and much more stable. As now used, it is in the form of an easily soluble powder (anhydrous sodium sulphite). The ordinary crystalline form of sodium sulphite as used in photography is not recommended, on account of its comparative lack of power and its poor keeping qualities.
It will be obvious that, given two equal quantities of different latices, different amounts of an anti-coagulant may be required to produce the same effect. Hence it should be remembered that a formula which suits the needs of one field or one estate will not necessarily prove suitable in the case of another field or estate. Unless this point is appreciated trouble may ensue. On some estates it has been the custom to give equal quantities of sodium sulphite solution to all coolies irrespective of the ages of the trees in the fields to be tapped. Thus it happened that the latex from one field was found to have insufficient anti-coagulant present, while that from another field could only be coagulated by the addition of an excess of acid. In this matter the experience of the preliminary trials should have caused some discrimination to be exercised as to the quantities of solution to be issued in each field or division. It has been found sometimes that a moist glossiness in the smoked sheet could be attributed to the use of an excess of sodium sulphite. Traces of the salt remained in the rubber, and as the substance is hygroscopic, moisture was being absorbed from the air, to cause a surface deposit which often returned even after the sheets were surface-washed and re-dried.
If sodium sulphite is to be used in the field, the following formula, which is in wide use, may serve as a basis for trials.
Formula for Use of Sodium Sulphite in the Field.
(a) Dissolve anhydrous sodium sulphite in water at the rate of 1 pound to 3 gallons.
(b) Of this solution each coolie is given about 3⁄4 pint. This is usually sufficient for a task of 350 trees. The solution is used by shaking a few drops into the cup or, diluted with an equal volume of water, it is run down the main channel when the latex flows.
[48]On some estates it is found either unnecessary or impracticable to use the solution in this manner. Instead the anti-coagulant is placed in the bottom of the bucket prior to the commencement of collection. The solution is made as in (a) above, and roughly half an ordinary latex-cupful is placed in each bucket.
Collecting Pails.—All vessels intended for the transport of latex should have a smooth and curved interior, so that[49] cleansing may be easy. Preferably the interior and exterior surfaces should be glazed, but it is often found that the enamel chips easily, and that the handles are too frail in construction. The shoulder-pieces, to which the handles are joined, are often too lightly attached to the bucket. Something stouter in the shape of enamelled ware is required, without an appreciable increase in weight. Until such a utensil is available, the heavily galvanised and brass-bound milk-pails used on some[50] estates are as good as anything at present in vogue, providing they are kept scrupulously clean.
The collecting pails should be kept under cover, when not in use, either at the muster grounds or at the factory. On some estates coolies are allowed to take them to their quarters, where they are used for various purposes. Curious effects of this[51] practice have sometimes been noticed. As an example might be quoted an instance in which premature coagulation was found to take place to a surprising degree. It was discovered eventually that the coolies (Javanese in this case) were in the habit of utilising the buckets for the preparation of their food. A liquid extract of a popular fruit was often made. This extract[52] was very markedly acid in character, and as the buckets were not afterwards thoroughly cleansed, the latex of the following day suffered.
Preferably all buckets should have a lid of slightly funnel shape. This is inverted during collection, and thus prevents much dirt falling into the latex.
[53]Payment by Result.—The arguments for and against the institution of this practice are many. In actual result there can be no question that a higher yield is obtained by the adoption of a scheme under which the coolie is either given a bonus based on result or is paid at a definite rate per pound. It is fully recognised, both by advocates and opponents of payment by result, that the personal equation of the tapper is a very important factor. A good skilled tapper will always[54] obtain a higher yield than an ordinary individual from the same task of trees, and without any more injury to the trees. It is argued, therefore, that such an operative should be given the benefit of his skill. Apart from this, it is claimed that even the average tapper does not do his best work if he knows that he will get his daily wage, no matter what his yield may be, as long as he does not injure the trees by wounding. It is claimed that this sense of security leads to shallow tapping which, while it has an agreeable appearance, does not produce the available amount of rubber.
On the other hand, it is advanced in opposition that under a scheme of payment by result the tappers’ only consideration is the matter of obtaining rubber, and that considerable damage in the form of wounds is done by over-deep tapping. That there is a great deal of truth in these statements is not to be doubted. Much, of course, depends upon the amount and quality of the supervision possible, and upon the standard demanded. It is a notable fact, however, that on estates which first introduced the system some years ago the quality of the tapping compares favourably with that of average estates, and in a few instances within the experience of the writer the tapping is of a high standard. Possibly these are exceptional instances, and there can be no doubt that the opposition of many managers of considerable experience is founded upon the deterioration in the standard of tapping which often follows the institution of payment of tappers by result.
It will be recognised by planters that apart from the personal factor in tapping, the worker might be so unfortunate as to be placed in an area from which the yield is naturally low, either by reason of its youth or from other natural causes. Obviously such individuals are entitled to special consideration in respect of the rate per pound paid for the rubber obtained. Again, on very hilly land it may be not humanly possible for a worker to tap the usual number of trees. Hence to place him on a parity with other tappers, as far as wage-earning capacity is concerned, a higher rate than ordinary must be given. It will be plain, therefore, that on any one estate it is generally impossible to set a standard rate per pound for payment by result;[55] the rate may vary, for example, from, say, 3 cents per pound in old and high-yielding tasks to 12 cents or more per pound on young areas of the same estate.
Naturally the actual rates paid will primarily depend upon the average yield per tree or yield per acre, and the lower the average yield the higher the rates to be paid per pound. Thus, on low-yielding properties where the natural conditions render a high yield impossible the rate per pound may reach a figure of 22 cents (approximately 6d.).
The methods of arriving at the yield of rubber brought in by individual tappers vary, but broadly they fall into two classes:
(a) That in which the volume of latex is ascertained (either by measuring or by weighing), a sample is drawn, and the final calculation made from the weight of the more or less dry sample.
(b) That in which, after noting the volume, the calculation is based upon a reading of the dry rubber content of the latex, obtained by means of an instrument such as the “Metrolac,” or any other instrument working on the same principle.
Quite a number of estates which have not adopted the full system of payment by result yet employed some such method of checking the yields of individual coolies, as the observed results act as a great deterrent against various malpractices, such as neglecting to tap trees, adulteration of the latex, etc.
Tree-Scrap.—The thin film of latex which coagulates naturally upon the surface of the tapping cut after the latex has ceased to flow is known as “tree-scrap.” Normally it is collected on all estates, but the method of collection varies according to the class of labour employed. On most estates, where the labour is Tamil or Javanese, it is supposed to be removed as fully as possible before the tapping cut is reopened. The narrow strips are then placed in a bag or basket carried by the tapper. Chinese tappers usually decline to follow this practice of first peeling off the scrap, and remove it by the operation of tapping, with the result that the scrap when brought into the store has adhering to it various shavings of bark. Unless these can be thoroughly cleaned off the scrap cannot truly be classed as “tree-scrap.”
[56]Oxidation of Tree-Scrap.—It is often noted that some scrap is dark in colour, and in this condition it is generally spoken of as “oxidised” scrap. The oxidation is probably due to an enzyme, and also to the presence of chemical substances of a phenolic nature. In the course of laboratory experiments with normal latex, it was found possible to reproduce this darkening due to oxidation by the addition of very small quantities of various phenols used in general chemical processes, and the rapidity with which the darkening was effected depended upon the quantity of the phenol added. If this rapidly oxidising latex be mixed with normal latex, it would seem that the whole bulk of the latex is affected by this tendency to rapid oxidation. It is observed that this condition under which any tree may yield rapidly oxidising latex is not a permanent one.
Care of Tree-Scrap.—As these scraps eventually give a grade of rubber which compares well with other and better-looking grades care should be exercised in collection and treatment so that its quality is not impaired in any way.
To Prevent Oxidation.—As a rule the scraps are picked over, and heavily oxidised pieces are sorted out; otherwise the crepe rubber prepared exhibits black streaks. The scraps should not be allowed to remain in the sun (which induces “tackiness”), and if they have to be kept over night they may be placed in a weak solution (1 per cent.) of sodium bisulphite to arrest oxidation. It should be recognised that such a solution will not “bleach” already darkened scrap-rubber, and the nature of its action is only anti-oxidant.
Bark Shavings.—In the matter of collecting bark-shavings much depends upon the organisation and nature of the labour force. Probably, on the majority of estates bark-shavings are collected systematically, but on quite a number considerable laxity in this respect has been noted. This may arise from lack of adequate supervision or from the peculiar systems of working which seem to pertain to Chinese labour. Granted that the trees are well “scrapped,” and that the percentage of rubber obtained from shavings under such circumstances would be extremely small (say 2 per cent. by weight on the[57] total output), it does not need much calculation to see that annually the loss of rubber to the estate must be considerable. It would also seem to follow that, if the adult labour declines to pick up bark-shavings carefully, it might pay to employ children for the purpose. Or, as is done in some places, the adult labour might find it advantageous to collect bark-shavings at low rates per pound.
It is a well-known fact that if bark-shavings be allowed to accumulate in a heap for any but a short period, a fermentative and heating action is set up. The heat developed in these piles of shavings is so considerable that it is impossible to keep the hand in a heap for more than a second or two. Should this be allowed to persist, as would happen in the case of a breakdown of engine or machines, it usually results in the final crepe rubber becoming tacky when approaching dryness.
To avoid this heating effect it is necessary to have spare jars or proper tanks in which the shavings may be soaked in water. In this condition bark-shavings may be kept for many days.
For the same reason (i.e., the heating effect and consequent tackiness) the custom followed on some estates of allowing coolies to keep bark-shavings in their “lines” until they have accumulated a fair quantity cannot be commended, quite apart from the possibility of actual loss by theft, which is thus rendered easy.
It will be clear that where the trees are scrapped efficiently before tapping, the amount of rubber to be obtained from the treatment of pure dry shavings would be almost nil, and would scarcely repay the cost of collection and working. In actual practice, however, it is not possible to guarantee that the shavings are free from some scrap-rubber. Shavings brought in by Tamils and Javanese carry only a small amount of rubber, whereas where Chinese tappers are employed the yield of rubber may be as high as 35 to 40 per cent. upon the total weight of the material treated.
Few estates now are not equipped with “scrap-washers“—machines specially designed for removing the bark from the rubber—and if they function efficiently the resulting crepe should be free from bark-particles.
[58]Collection of Earth-Scrap.—This, the lowest grade of rubber, is found at the base of the tree. Theoretically, if proper precautions are observed, the amount should be comparatively small, but in actual practice it may be very appreciable. The usual contributory causes are:
(a) Failure to replace cups beneath the spouts of trees which continue to drip latex after collection.
(b) Collection of latex at too early a stage.
(c) Failure on the part of the tapper to ensure the flow of latex, by means of the spout, into the cup.
(d) Flowing of latex over the edge of the cut before it reaches the vertical channel.
(e) “Wash-cuts” on wet days, when the volume of rainwater down the tree is sufficient to wash the latex out of the cup.
The amount of earth-scrap collected on any estate will depend, all other things being equal, upon the labour expended in its collection. Certainly on well-organised estates, having ample labour, the amounts collected are huge in comparison with other estates. The ground at the base of the tree below the latex-spout is systematically turned over with pointed sticks and large clots of rubber are often picked up. Here, again, it is advised that the collected earth-scrap should not be allowed to remain in heaps upon the floor of the factory. It should be placed in suitable tanks containing water, and quite a considerable portion of the cleansing work is thus taken from the machines.
Percentage of First Latex and Other Grades.—One of the problems confronting any manager is the question of the percentage of first-grade rubber calculated upon the whole output. Inquiries are constantly being received for advice as to what the various percentages of each grade of rubber should be. This is a question to which no definite list of figures can apply. There are so many little factors influencing the result. Some estates are not particularly careful in collecting tree-scrap. Hence quite a quantity of tree-scrap finds its way into the crepe made from bark-shavings. On the other hand, bark-shavings are not collected systematically on some estates, and the total output is thereby diminished. In consequence the first-grade rubber shows a higher percentage than it would otherwise. Again, if the earth-rubber is not regularly collected the percentages of the best grades are higher than they should be. In comparing the percentages of each grade of rubber from any two estates, therefore, one should have all the information possible as to the various working details of the estates. Without wishing to lay down any definite proportions which can be applied to all estates it might be said that, taking averages over a large number of estates, the percentages to be aimed at are:
| First-grade latex | 75 | per cent. | to | 80 | per cent. |
| Other grades | 20 | „ | „ | 25 | „ |
For these figures one promises that all lower grades are collected and accounted for carefully and regularly. The distribution of the lower grades will depend upon the field practices of the particular estate, but the following list might[60] be given for an estate keeping all lower grades distinctly separate:
| First-grade latex | 75 | per cent. | |
| Cup-washings | } | 10 | „ |
| Coagulated lump, etc. | |||
| Tree-scrap | 9 | „ | |
| Bark-shavings | 4 | „ | |
| Earth rubber | 2 | „ | |
| 100 | „ | ||
Emphasis is again laid on the statement that these figures must not be accepted as a standard. Nevertheless, they may prove of some service to managers in giving an idea of what the general line of percentages may be. There are special circumstances, such as distance of transport and the nature of the land, which at present would render the attainment of more than 75 per cent. first-grade rubber impossible on some estates. Still the fact remains that if the percentage is low through distance of transport, etc., some method will have to be discovered by means of which the difficulty maybe overcome. On a few estates the percentage of first-grade rubber obtained sometimes reaches 85, but these results are rather out of the ordinary. An estate which collects all lower grades properly is doing well if the percentage of first-grade rubber is 75 or over.
Early Collection.—As already noted in the preceding chapter, one of the factors influencing premature coagulation is that of the interval elapsing between the commencement of tapping and the collection of latex. It will be seen that this ordinarily would depend, in turn, upon such considerations as the size of the tappers’ tasks, the spacing of the trees, and the natural conformation of the land over which the tappers have to perform their tasks. In general it need only be remarked that every possible consideration should be given to this question, and that any delay should be avoided.
Transport.—Wherever possible it is endeavoured to convey latex from field to factory by man-power. Tamil coolies, as a rule, place the bucket on the head; Chinese and Javanese coolies like to use a balanced carrying-pole. Where distance[61] renders these methods too costly in time and labour, it is usual to have field centres where the latex is collected and dispatched to the factory generally (a) by means of vessels conveyed on light railways; (b) in large cans placed on motor-lorries; (c) in cylindrical galvanised drums supported on two wheels and drawn by bullocks. There may be variants, but these are the chief means of transport in bulk over a distance.
Where possible, the best system is that employing a trolley-line, as great agitation of the latex is avoided, and the time in transit is much reduced.
The usual method of transport by bullock power is slow, and as estate roads (and even Government roads) are often below the standard expected in this country, the jolting undergone by the latex is, to say the least, not calculated to afford a high yield of first-grade rubber. The late Mr. F. W. F. Day advocated the use of a circular perforated wooden grid, to be floated on the latex, in order to moderate the wave effect produced by jolting.
Whatever the means of bulk-transport employed, it should be the care of those in charge to see that vessels are not allowed to remain in the sun longer than is necessary. Even during the journey they should be shaded in the best possible manner.
These large transport vessels usually receive what is really only perfunctory attention in the matter of cleaning. They should receive the same care as would be exercised in dealing with milk cans in other countries. Ordinary sluicing with water is not sufficient, and if they cannot be sterilised by means of boiling water, they should be treated, after ordinary washing, with a 5 per cent. solution of sodium bisulphite every day.
Anti-Coagulant for Transport.—When anti-coagulants are not used in the cups or buckets, it is advisable to use them in the bulk-transport vessels. Either formalin or sodium sulphite is of service, but the great objection advanced against the former is its loss due to evaporation while the carts are going to the fields or waiting at the centres. For this reason sodium sulphite is now generally employed.
Formula for Use of Sodium Sulphite in Transport.
(a) Dissolve 1 pound of powder in 3 gallons of water.
(b) Of this solution, place half a gallon in the vessel for every 30 to 40 gallons of latex.
Transport by Coolie.—As already pointed out, the extent to which man-power can be used in transport of latex is generally limited. On small estates it is an easy matter for coolies to carry the latex to the factory, but on larger estates many difficulties may arise, which may also militate against the successful use of other means of transport. It is not uncommon to find, therefore, that a policy of decentralisation has been adopted.
Coagulation Centres.—Divisions of the estate have their own small stations at which latex is received and coagulated. In this way it is possible to receive latex without much delay, and with benefit to the resultant rubber, especially if prepared in sheet form. Much controversy has arisen regarding these decentralised establishments, but the fact remains that on large estates, which are efficiently controlled, the scheme has been highly successful from all points of view. On the other hand, it is alleged that this method of working increases costs, and often gives an unsatisfactory quality of rubber. Concerning the latter point it seems to be reasonable to expect that the European in charge of any division should be conversant with the method of preparation required, and should be capable of seeing that no mistakes are made. Given uniform equipment in all stations, and uniform rules for treatment of the latex, there does not appear to be any valid reason why the product of one station should be inferior to that of the others. Neither is it so in the case of several estates which might be quoted.
In the matter of costs of working the writer has had to investigate several cases regarding which there was dissatisfaction. In some instances it was found that the stations had not been placed advantageously with respect to a water-supply; and instead of one or two coolies pumping for an hour or two, a larger number had to be employed for hours in the carriage of water from the nearest available source. This[63] meant that, as the coolies were on daily wage, the force appeared to be much bigger than that usually required. In other cases there were too many store coolies, when often the place of some could have been taken for the necessary period by tappers arriving early from the nearer fields. Sometimes costs were increased by reason of the use of an excess of chemicals, owing to the lack of uniform rules throughout the several stations. In spite of all that has been written, and the verbal instructions that have been given, it was not uncommon to find unstable chemicals such as sodium bisulphite exposed to the moist air. In this way not only was there waste of material, but also the probability of inferior rubber being made.
Transport of Coagulum.—On the whole if it is a question between the transport of latex and the transport of coagulum, the writer would always favour the latter, for reasons which have possibly been made clear in the preceding paragraphs. In effect, it should be recognised that the less handling and transport the latex receives the better the general result.
If proper precautions are taken, the transport of coagulum intended for the preparation of crepe should present no difficulty, and should have no injurious effect upon the quality of the resultant rubber. It is only too common, nevertheless, to note defects, in the finished crepes, which can only be attributed to a failure to observe reasonable care in the transport of the coagulum. For example, it has been observed that a mass of coagulum from a coagulation station has been conveyed on the floor of a bullock-cart, or motor-lorry, previously used in the carriage of other materials. Unless the boards have been most scrupulously cleansed, the coagulum is found to be contaminated, often to a marked degree. Again, although the cart may be clean, it may have to travel some distance on roads carrying a fair amount of motor traffic. Even should the cart have a canopy, road-dust is often whirled through the open sides of the cart; and in the districts where red laterite roads are common, the stain of such dust often persists in the finished crepe. It scarcely need be remarked that coagulum should be transported in closed wooden boxes or in galvanised iron drums fitted with lids; and that preferably sufficient water should be[64] present in these receptacles to allow the coagulum to float. All such containers should receive the same scrupulous attention as the vessels employed in the transport of latex.
The successful transport of coagulum for sheet-making is fraught with much greater disabilities, and it is usual to note on most estates that the resulting sheets from out-stations are always inferior, in final result, to those coagulated and prepared at the central factory. If the flat pieces of coagulum are placed in piles of any height it is common to find, on arrival at the factory, that much adhesion has been caused. There is great difficulty in separating the pieces, and often the successful operation is impossible. It is usual to hand-roll the coagulum before transport, but it is often found that by the time the rubber reaches the factory it has become too hard for subsequent good results.
One of the strong arguments in favour of the establishment of divisional stations is to be found in the preceding paragraph. Sheet-making, as it necessitates the employment of only light machines suitable for hand-power, is a feasible proposition in a field station. There is no reason for sheets made thus to be in any way inferior to those made at a central factory; in fact, they are often better, as the latex has the chance of being treated when comparatively fresh.
If it is found necessary to transport sheet-coagulum, every possible precaution should be taken against piling the pieces.
After hand-rolling some estates bring the rubber from the field-stations to the central factory in drums of water, others in shallow boxes containing not more than half a dozen sheets in a pile. A method proposed long ago, but not in practice, was to have a number of shallow trays subdivided so that each compartment held one sheet only. If these trays were properly made and carefully fitted there appeared to be no reason why they should not form sliding parts of a large box, in which squeezing and adhesion of the pieces of coagulum would be avoided. Naturally any such device would increase appreciably the weight to be transported, and on this ground would not find popular favour except where motor-power is used for road transport.
Reception of Latex at the Store.—Bearing in mind the remarks in Chapter VI. on the conditions under which latex is transported, it follows that nothing but the very best and most suitable vessels should be used in the store. A point to which adequate attention is not given in many factories might be mentioned here. Considering the importance attached to colour in the dry rubber by brokers and consumers, and knowing how extremely trivial are the causes which may mar the colour, it is rather surprising that better provision is not made for the reception and handling of latex in factories. Too often the receiving vessels are placed on the floor of the store close to the entrance. Coolies bringing in latex cannot avoid bringing with them quite a considerable amount of dirt. Presuming that a hose-pipe has been installed, and that the floor is constantly being sluiced down with water, no great harm will result. But would it not be ever so much better if the dirt were kept out? In how many factories is provision made for this? Such an arrangement is not difficult to make, and is already in practice on a few estates. A verandah is built outside the wall of the factory and all latex is received there. In another place open chutes are provided which terminate in the straining sieves. The coolie thus stands on the verandah where he removes coagulated lump and impurities from the latex, which is then poured down the chute, passing through the sieve into large coagulating jars or tanks.
Too often it would appear, from the writers’ observation, there is a lack of adequate supervision on the arrival of latex[66] at the store. Much can be learned from an inspection of the coolies’ buckets, and the cause of small defects in the finished rubber can often be thus traced. Leaves, stems, bark-shavings, and dirt appear in the buckets, and it is a source of constant surprise to imagine how even unintelligent coolies can allow such things to happen. These objects are removed before or during straining, but still they ought not to be there in the first place, and the fact that such a state of things exists is evidence of neglect on the part of the coolies or lack of supervision. Efforts are made in a large number of cases to cope with these troubles, but on some estates things are allowed to proceed in the same slipshod way, and too much responsibility is thrown on the straining process.
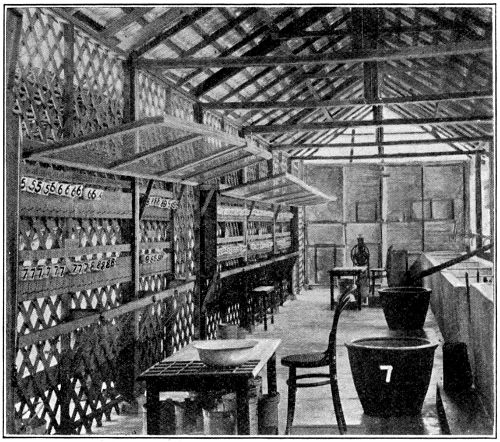
Raised Verandah for Reception of Latex; likewise equipped
with Facilities for calculating Individual Daily
“Yield per Coolie” by Sampling of Latex.
It is suggested that it should be the business of a European to supervise the reception of latex every day. This is at present quite impossible on some estates, but it does not alter the fact that this supervision should be provided, and is extremely necessary.
[67]It is surprising how the point is overlooked in many factories—not that they are in a dirty state, but they fall short of being classed as clean factories for want of the little that makes the difference. Possibly those in charge do not believe that all this fuss need be made, but the writers can assure them, from a practical knowledge of a very large number of factories, that cleanliness does pay.
It might not be credited to Tamil coolies, but yet it is probably true, that the moral effect of working under the cleanest and best conditions has an influence upon the store coolies, and that their work is better in consequence. Everything which will tend to simplify the cleansing of the factory should therefore be installed. Hose-pipes, glazed tiles, clean floors, plenty of light and air are not fads or fancies, but considerable factors in determining the final quality of the rubber. There is considerable truth in the suggestion that the coagulating room and machine room should be as “spick and span” as a modern home dairy.
Straining of Latex.—This is a most necessary process, and one which usually entails much trouble and time which one could wish avoided. It will be admitted that the trouble could be reduced greatly if the regulation of field processes could be made more stringent. In spite of knowledge that impurities must not be allowed to enter the cups, coolies will ignore the rule that the cup must not be placed in position until the bark shaving has been cut. The result is that pieces of bark fall into the cups, and coolies are generally too careless or too hurried to remove them.
Again, when cups are placed on the ground, it is easy to see that dirt may adhere to them. In the collection of latex some of this dirt may fall into the bucket. Since the introduction of cup-holders on many estates the trouble from this source has decreased considerably, but, nevertheless, it may be taken for granted that even under the best of conditions all latex requires straining.
The best type of strainer has yet to be evolved. Usually it consists in principle of a piece of fine brass mesh contained in some form of holder. Theoretically such a strainer should[68] work well, but in actual practice nearly all strainers are a source of continual worry. Undiluted latex, as received at the factory, is of a rich consistency, containing very fine particles of dirt and often minute particles of prematurely coagulated rubber. The latter soon clog a fine mesh strainer, while the former may pass through. When the flow through the strainer becomes slow, the coolie in charge generally rubs the top surface of the sieve with a piece of coagulum, thus forcing material through the mesh. He then rubs the under-surface, with the result that undesirable matter falls into the strained latex. In theory it seems a simple matter to have a number of sieves ready so that a clean one may be substituted for a clogged one, which should be cleansed at once with water. In practice the factory coolie will probably only carry out instructions when the eye of the superintendent is alert. As a result of the rubbing and consequent strain, the brass mesh usually breaks away from its support and the fracture may not be detected for some time, during which irreparable damage may have been done to the resultant rubber.
In view of the presence of the fine particles of dirt, to which allusion has been made, fine sieving of the latex appears to be essential, especially when sheet-rubber is to be prepared. The fine sieves are generally of the type known as “60 mesh,” and they do not usually give thoroughly satisfactory results even when the gauze is supported and strengthened by means of cross-wires placed underneath. The general fault with these strainers is that a sufficiently wide “selvage” is not allowed in the clamped edges of the gauze, or that the edges of the support are so sharp and abrupt that the strands of the gauze are soon severed by the strain imposed in vigorous cleaning.
Many estates use two strainers; the first a more robust one containing “30 mesh” gauze, and the second the fine “60 mesh.” Even this device does not bring about the desired immunity from trouble. Relief could be obtained if the latex were always in a more freely fluid form. Estates employing anti-coagulants in the field benefit in this respect. Other estates, although finally using the finest of mesh, experience far less trouble than most estates by reason of a difference in[69] method of working. This can be explained by an outline of the system adopted on a particular estate:
(a) On arrival of the rich latex at the store, all visible coagulated lumps and other extraneous matter are removed by the tapper.
(b) Each tapper’s latex is diluted with a quantity of water.
(c) The diluted latex passes through two sieves, one above the other. The top sieve is of stout perforated zinc sheet, with 10 circular holes to the inch. This removes all large particles. The lower is of “30 mesh” brass gauze, and practically no rubbing is required. The latex is now in glazed-tile tanks, in which it is further diluted to the required standard by means of a recording instrument.
(d) The latex flows by means of a chute into the coagulating tanks, passing through a large “60 mesh” sieve.
It is not guaranteed that this method will furnish a complete absence of very fine particles of dirt in sheet rubber, as the human element enters so largely into the question; but it can be stated that no complaints have been received on the point of “specks of dirt” since this system was inaugurated.
On the same estate fine sieving in the preparation of pale crepe has been abandoned as an unnecessary refinement. The two coarse sieves mentioned above are employed only, and it is to be acknowledged that the results justify the procedure.
Bulking of Latex.—Not long ago advanced estates used to combine all latex before coagulation, in order to obtain uniformity of product. Previously it had been the custom to deal only with comparatively small separate volumes of latex, with obviously great disadvantage.
Since the introduction of instruments such as the “Metrolac,” by means of which any volume and all volumes of latex may be reduced to a common standard of dry rubber content, the necessity for “bulking” has passed. It is not now necessary to keep latex standing, perhaps for two hours, awaiting the arrival of other latex from distant fields.
Standardisation of Latex.—In modern practice, as already pointed out, it is possible now to handle any volume of latex with a view to its reduction to any required standard of[70] dilution for the purpose of obtaining a uniform product. For the reception and subsequent handling of the latex various schemes have been devised, and they are usually planned in connection with coagulating tanks used in the preparation chiefly of sheet rubber.
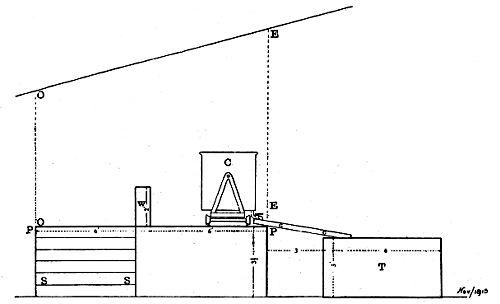
End-Section Sketch of Verandah, etc., showing a Good
Method for receiving Latex and filling Tank.
T, Sheet coagulation tank; C, cylinder for reception and dilution of latex; GG, gutter; PP, raised platform on verandah; SS, steps leading to platform; W, dwarf wall; EE, expanded metal partition; OO, open.
In the successful working of a tank it is necessary, in order to obtain the best results, to standardise all latex. This cannot be effected properly in the tank itself, and hence it is the practice to dilute each lot of latex to standard before it is run into the tank. In the ordinary way this would entail a great deal of labour in handling the diluted latex. To obviate this, the scheme outlined in the accompanying sketch has been suggested on several occasions and in various quarters. Such a scheme or modification of it has been put into successful practice on several estates. Although the drawing was made some considerable time ago when estates were not then prepared to go so far in this direction, subsequent modifications show only minor differences which, while leaving the original principle intact, testify to a fertility of resource in adapting the idea to existing circumstances and buildings. The drawing is in toto almost a replica of the original installation now in successful[71] use on the Kinrara Estate of the Ledbury Rubber Company. On this company’s Ledbury Estate likewise a similar system is employed, except that the reception verandah is part of a natural formation and needed no such direct raising. Several other estates have now adopted the scheme, which has been proved to be of practical value. The writers make no claim to originality in the idea, which might have occurred to many independently on the introduction of coagulating tanks.
Verandah.—In reproducing the drawing it is believed that the sketch will convey practically all the information required. It may be explained that the coolies are allowed to enter only the outer part of the verandah. The buckets are handed across the low wall into the care of factory coolies, who strain the latex through gauze sieves into the latex cylinders.
Latex Reception Vessels.—These cylinders may be similar to the tanks commonly used for transport of latex from distant fields to the factory. An 80-gallon cylinder is easily mounted[72] by its trunnions on a suitable iron framework which is superimposed on a skeleton truck.
The latex is diluted down to standard in the cylinders, the truck is moved opposite the compartment to be filled, and a light movable gutter is placed beneath the vent of the outlet pipe. This pipe is fixed in the bottom of the cylinder, and is provided with a large stop-cock which is operated by a spanner key. The stop-cock should be of the simplest type, capable of being taken apart and assembled in a minute or so. The orifices should be large enough for a coolie to insert at least two or three fingers so as to facilitate cleaning, and the pipe should have no right-angle bends.
[73]On the inside of the cylinder a scale of gallons may be painted, so that one may possess a knowledge of the quantities run into, or required for the completion of, any compartment.
A Screw Plug Unsatisfactory.—It may be of benefit to managers who contemplate such an installation to know that the adoption of a stop-cock in the vent pipe of the cylinder is the outcome of experience. In one instance the vent pipe as designed was fitted with a screw plug at the end. Unfortunately with this arrangement the flow could not be regulated, and owing to the “head” of the latex it dashed violently down the gutter, struck the bottom of the coagulating tank, and thence was scattered over the factory.
Another Installation.—In another type of installation, in place of the vessels travelling upon a raised verandah platform, the standardised latex is conveyed to the coagulating tanks by means of drums supported by hooks to a chain-block and pulley which travels on an overhead gantry. This method is practicable, but may be regarded as less satisfactory in general working than the verandah method of treatment.
A Modern Installation.—In the most recent scheme for dealing with the reception of latex, its standardisation, and conveyance to the coagulating tank, the main principle of the first system outlined is retained; but the receptacles are not mobile. Glazed-tile tanks are employed, the capacity of each being approximately equivalent to that of each unit coagulating tank.
The accompanying illustrations show the general arrangement and some details of the system of reception tanks employed on the well-known Pataling Estate.
Whether it is necessary to employ any coagulant, or whether latex should be allowed to coagulate naturally, will not be discussed at this stage. Neither will mention be made of any patent processes of coagulation which employ other than acid mediums. These subjects will be treated in a subsequent section of the book.
Choice of Coagulants.—It is not proposed here to enter into a discussion as to the merits of the dozens of known coagulants. Suffice it to state that acetic acid, although the oldest general coagulant, still remains the best and safest at the present time. There is a deal to be said in favour of the use of another organic acid, formic acid. It is equally as safe as acetic acid, and quite efficacious; the only drawback is that, taking all things into consideration, it is very slightly more expensive. Acetic acid, therefore, will always be implied in this chapter when the word “acid” is used.
Strength of Acid Solution.—In the old days it was the rule rather than the exception to find pure, undiluted acid used in coagulation. In many cases no harm resulted, for the simple reason that, owing to the large proportion of water in the latex, the acid was thereby very much diluted. The estates had to thank the over-dilution of the latex for the non-injury of the resulting rubber.
Some estates make up a stock solution of 1 part acid to 20 of water, and use this with success because of the fair amount of added water present in the latex.
It must be understood that what is being referred to now is not the absolute quantity necessary for coagulation, but the proportions—i.e., the respective volumes of acid and water[75] in the solution of acid made up every day. That the strength of the acid solution, as well as the quantity used, has an effect upon coagulation can be easily demonstrated in the following way:
Take separate and equal lots of the same latex, and to each add the same quantity of pure acid, but in each case diluted with varying quantities of water. It will be found that coagulation is quickest where pure acid is employed, and slowest where the acid is most dilute. It will also be found that, providing the quantity of acid employed was sufficient for coagulation, the best and most uniform coagulation is obtained from the use of the most dilute acid, within limits. It will often be found that where pure acid has been employed coagulation is local—i.e., we have lumpy coagulation, and often a very milky remaining liquor. This is due to the fact that, as coagulation is immediate upon the spot which is first touched by the pure acid, a deal of the acid is enclosed within the rubber at that spot, and hence other portions of the latex are deprived of acid. It is in such cases that most air-bubbles are enclosed.
As the dilution of the acid solution is increased the mixing is more thorough and uniform. Coagulation is slower, and air-bubbles can escape to the surface.
Method of Making Stock Solution.—Experiments have been repeatedly made in the laboratory with acid solutions of varying dilution, from pure acid down to 1 part of acid in 500 parts of water. While it has been found that a 1 in 5 solution can be used where the latex is very dilute (say, 1 part of latex to 5 parts of water), and a 1 in 20 solution may be used in fairly dilute latex (for crepe-making), it is undoubtedly a fact that for latex as generally “standardised” on estates a much more dilute solution of acid should be used—e.g., 1 in 100, or even 1 in 200, of water. It must be borne in mind that the quantity of acid necessary for coagulation is not changed, but merely the dilution. Let us take a concrete case to illustrate the point:
On an estate at present the stock solution is made up by diluting 1 pint of acid with 20 pints of water, and 1 gallon of this is necessary to coagulate 50 gallons of pure latex.
[76]It is desired to use a stock solution of 1 pint of acid to 100 pints of water. Evidently, therefore, 5 gallons of this stock solution contain only the same quantity of pure acid as 1 gallon of the old solution contained, and it will be necessary to add 5 gallons for every 50 gallons of pure latex. Thus:
1 to 20; 1 gallon necessary for 50 gallons pure latex.
1 to 100; 5 gallons necessary for 50 gallons pure latex.
It may be pointed out that the quantities worked out in the foregoing examples are not absolutely and mathematically correct, but they are quite close enough for all practical purposes.
It may be advanced by someone that if a dilute solution of acid, such as 1 in 100, is used the bulk of this stock solution (5 gallons to 50 gallons of latex) is very great, and might be injurious to the quality of the resulting rubber. A moment’s consideration will show that, after all, the volume of acid solution is only one-tenth that of the volume of latex. This can have no effect upon the quality of the rubber. Even dilution of the pure latex with half its bulk of water in the factory will have no effect upon the quality of the resulting rubber. It is to be remembered that, except in cases where the proportion of added water to latex is absurdly large, the main argument against putting water into the latex-cups is against the possible poor quality of the water rather than against the actual small quantity theoretically added. It is acknowledged that, where the water to be put into the cups can be guaranteed to be of good quality, no great objection would be raised against placing the smallest possible quantity of such water in the cups. But how many estates have such good water easily available to the coolies, and how many estates can be sure that only that smallest possible quantity would be used? It is a notorious fact that, even on estates where the quantity of water used was supposed to be a minimum, the proportion of water to latex in some cups often exceeded even three or four to one. In any case it may be stated as an elementary truism that the absence of water is more to be desired than water of doubtful quality.
Quantity of Acid.—As a result of repeated experimental[77] work it has been found that, for pure average latex, the quantity of acid necessary for complete coagulation, reckoned in parts of pure acid to parts of latex, is:
1 part pure acid; 1,000 parts average latex.
Where the latex is rather richer than average (above 30 per cent. dry rubber) probably a little more acid would be required, and similarly if the dry rubber content is lower the quantity of acid must be less.
It used to be a common belief that the more dilute the latex the greater the quantity of acid necessary, but this would only apply to cases of extreme dilution of latex.
As a matter of fact, up to certain limits of added water, the reverse is actually the case—i.e., the more water in the latex the less acid must be added, assuming that for pure latex the proportion of pure acid to latex is taken as 1 part to 1,000 parts. This was found to be the case up to dilutions of three or four times the volume of latex. To take concrete examples which will perhaps make the truth more clear:
Assuming we commence by making up our stock solution of acid by adding 100 parts of water to 1 part of pure acid, this gives us a mixture of 1 to 100. For 1 gallon of pure latex it would be necessary to add one-tenth of its volume of the above mixture—i.e., 16 ozs.
Suppose we take a gallon of pure latex and add a gallon of water, we now have 2 gallons of so-called latex. But we still have only 1 gallon of real latex present in the diluted latex, and it is only necessary to add sufficient acid to coagulate this gallon—i.e., 16 ozs.
Further, if 1 gallon of latex be diluted with 2, 3, or even 4 gallons of water it is still only necessary to add 16 ozs. of the acid mixture.
At dilutions beyond this limit, however, it is necessary to add a little more acid to obtain complete coagulation.
In the process of preparing sheet rubber it is very necessary to see that the minimum quantity of acid is used, otherwise visible defects are caused. But in coagulating latex intended for preparing crepe, where the rubber undergoes protracted washing on the machines, the presence of a slight excess of acid in coagulation is not calculated to cause any deterioration[78] in the quality of the rubber. Advantage must not be taken of this statement to argue that more than a slight excess may be used without injury to the rubber, as it can be shown that the use of a large excess of acid results in an inferior rubber.
Quantities Necessary for Modern Requirements.—It may be commended to the notice of the beginner that any further experimental work as to the quantity of acetic acid necessary for complete coagulation would only involve a waste of time and energy.
The general figure given in a preceding paragraph (1 part pure acid to 1,000 parts of latex) may be accepted as the rough basis for working. In modern practice, however, undiluted latex is usually diluted to a standard which may vary on different estates from 11⁄4 lbs. to 11⁄2 lbs. dry rubber per gallon.
Latices of these strengths can be coagulated at a ratio of 1 part pure acid to 1,200 parts of standardised latex; and this quantity need not be exceeded, except in cases where an appreciable amount of some anti-coagulant is present in the latex. The proportion may then be raised to 1 in 1,000.
If considered advisable the acid may be used in a 1⁄2 per cent. solution for sheet preparation; but in any case it is advised for the sake of uniformity that a 1 per cent. solution should be employed in the preparation of both sheet rubber and crepe rubber. In most modern factories, measuring vessels of various capacities are to be found, and it is always more satisfactory to have the solution made up in approximately correct strength at the rate of 1 oz. of pure acid to 5 pints of water. Often, however, on some estates European supervision of this work is not possible, and the preparation of the acid solution has to be left in the hands of a (more or less) skilled coolie. It is thus necessary to find some less fine, but still approximately correct, method of procedure. In the East the kerosene tin is in universal favour for the carriage of water, and there is no reason why it should not be utilised as a standard measure for preparing the dilute acid solution, providing it is not allowed to become rusty. The capacity of the tin is 4 gallons (640 fluid ozs.), so that a one-hundredth part would be approximately 61⁄2 ozs.[79] It is suggested that this quantity should be measured out by means of a glass graduated vessel, and then that an aluminium cup should be cut down so as to hold the exact quantity.
This would reduce the making of a solution, sufficiently approximate to 1 per cent. strength for all practical purposes, into a simple operation of mixing pure acid and water in the ratio of one cupful of acid to 1 kerosene tin of water.
The actual quantity of solution required for the coagulation of any volume of standardised latex can be calculated easily from the ratio 1:1,200. As the strength of solution is 1:100 it will be seen that the quantity to be taken is always one-twelfth that of the volume of latex—e.g.:
(a) If the latex tank holds 90 gallons of standardised latex, 71⁄2 gallons of dilute acid solution are required.
(b) A tank containing 120 gallons of latex would need 10 gallons of the 1 per cent. acid solution.
It is assumed that all estates, not only in the preparation of sheet rubber, but also in the making of crepe rubber, always employ the system of standardising latex in order to obtain uniformity. They are ill-advised if they do not follow this practice; but in case average undiluted latex is treated in coagulation, the quantity of acetic acid to be used should be calculated from the ratio 1:1,000.
If the acid solution is to be employed in 1 per cent. strength, one-tenth of the volume of latex to be treated will indicate the required quantity of solution necessary for complete coagulation unless anti-coagulants have been used, when the quantity must be increased as experience directs. It will be recognised, of course, that undiluted latex may only be used in any case for the preparation of crepe rubber; or in some exceptional case, such as the special preparation of “slab” rubber.
Care in Mixing.—It is essential that the mixture of dilute acid and latex should be thoroughly intimate. This can only be attained by careful manipulation, especially in the case of sheet preparation. Where crepe rubber is to be made it may be permissible to employ a solution stronger than 1 per cent., but it is not advised. The acid should be poured into the[80] latex while stirring, and the agitation should continue for such a period as to ensure thorough mixing in all parts.
It will be appreciated that in the preparation of sheet rubber this period may not be unduly prolonged, otherwise the latex will have begun to coagulate before skimming and the placing of the partitions in their respective slots can be effected. Furthermore, while in the preliminary treatment for crepe rubber, the formation of enclosed bubbles and surface froth is immaterial. For sheet preparation it is essential that the stirring shall be done so carefully as to try to avoid internal bubbles and to reduce surface froth to a minimum. For crepe-making a perforated board, with handle attached at right angles to the face of the board, may be used; but in shallow sheet-coagulating tanks, broad paddles (which may or may not be perforated) give good results as long as there is a sufficient number used to cover the area of the tank in reasonable time. Obviously also, where the area of any tank or compartment is of any appreciable size, the dilute acid solution should be poured in from various points so as to obtain a good even distribution. In some cases the acid is distributed from a sprinkling can, but this is a refinement which experience shows to be unnecessary. In actual practice, working on a tank measuring 12 ft. by 4 ft., no difficulty is found if coolies pour in acid solution from four points. The degree of success depends entirely upon experience and efficient supervision. This remark applies equally to the use of various devices, such as rakes with broad teeth, used as stirring implements. There is room for display of ingenuity in this direction, and it is found often that, while they are used successfully on one estate, they may be condemned on another.
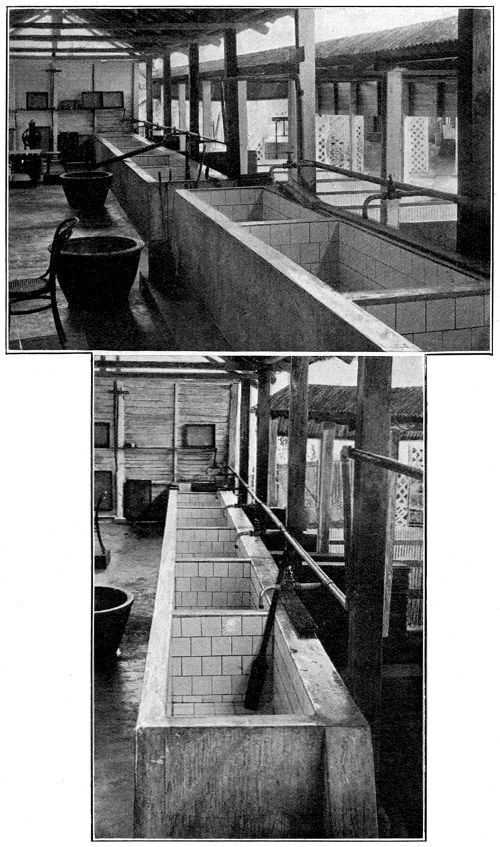
Two Views of Dilution and Mixing Tanks.
Below, on the right, coagulating tanks. At the far end strainers. Each dilution tank is of equal capacity to the corresponding coagulating tank.
Use of Sodium Bisulphite.—Some few years ago a demand for pale crepe rubbers sprang up, and this demand has been maintained. The total quantity of pale rubber put on the market previously could only have amounted to very little, and that little was obtained by luck and various tricks in manipulation. It must be premised that if coagulation is allowed to take place, either naturally or with the aid of acetic acid, the resulting rubber will almost inevitably oxidise on the surface,[82] except in the cases of very dilute or young latices. Even supposing that this darkening of the surface does not take place in the wet stage, it is often found that a rubber expected to dry to a pale colour does not fulfil expectations, and a dull neutral shade results. This darkening of crepe rubber may be attributed to a slow process of oxidation, which continues until the rubber is dry. From these remarks it will be seen that the process of oxidation is a natural one, and that any pale rubber formerly shipped was the outcome of circumstances outside the control of the estate, except in such cases where boiling of the coagulum, etc., was resorted to. The fact that one rubber happened to be a shade darker than another was absolutely no criterion as to the value of the rubber, but apparently the market thought, and still thinks, otherwise, although the actual necessities of manufacturers for a pale crepe to be employed in special processes must be comparatively small.
The prevention of this natural oxidation was a problem which exercised the minds of all responsible for the preparation of pale rubbers, and much time and thought were expended upon it. Various theories were propounded, and the chief conclusion arrived at was that the darkening of rubber was to be prevented by excluding all the light possible from the drying houses. To this end windows were to be kept shut, or else they were provided with ruby-coloured glass, which incidentally kept out the air. In spite of these precautions, little success attended the expenditure of so much energy and thought. It was absolutely necessary that some chemical agent should be discovered which would make the preparation of pale crepe possible for any estate. This chemical would have to fulfil several requirements before it could become popular:
1. It must be a simple substance capable of being easily handled.
2. It must be very soluble, so that solutions could easily be made up by inexpert workers.
3. It must be cheap.
4. It must be quite innocent of any harmful effect upon the quality of the rubber.
After months of investigation into the properties of other chemicals the writers decided that the only one which satisfactorily answered all requirements was sodium bisulphite. The writers make no pretension to any claim of having discovered the properties of this substance, which was a common chemical, and widely known. Even its action on latex was suspected before they engaged upon the work. These matters are only mentioned because the credit, if any, should be given to the laboratories of the Rubber Growers’ Association.
As soon as it began to be known on the market that sodium bisulphite was being used in the preparation of pale crepe, a great outcry was made, and estates were warned that no more rubber prepared in this way would be accepted. It was said that the chemical would destroy the “nerve” of the rubber,[2] and it was definitely stated that rubber prepared with this chemical was brittle. It must be remembered that brokers had some legitimate excuse in raising objections to the introduction of new and strange chemicals for preparing rubber, as they were quite without means of judging whether the rubber had suffered harm or not. Still, on the other hand, private tests had been made in conjunction with Messrs. Beadle and Stevens for fully eight months before the name of the chemical was mentioned in reports, and they had decided from the results of vulcanisation tests that the chemical was quite innocuous. Then, and only then, did we consider it advisable to recommend the use of sodium bisulphite in general estate practice. Owing to the initial prejudice against rubber prepared with sodium bisulphite, the results of our preliminary work were published by permission of the Rubber Growers’ Association.[3] The original instructions to estates regarding the proper employment of this chemical were given in the private reports issued by the Rubber Growers’ Association in 1911. At the present time it is probably accurate to state that it is now used by all estates preparing fine crepes. Representatives[84] of manufacturers have sometimes given us to understand that the question of paleness of colour in such rubber is of no such importance as is impressed upon us as producers. While we are prepared to believe, we can only plead that from our point of view the supply arises from the demand. Such are the conditions governing the sale of rubber that, irrespective of the requirements of the ultimate user, we have to market rubber which is valued almost completely upon its appearance at the time of sale.
[2] Williams, International Rubber and Allied Congress, London, 1914.
[3] “The Employment of Sodium Bisulphite in the Preparation of Plantation Rubber,” Beadle, Stevens, and Morgan, India-rubber Journal, August 2, 1913.
As long as such conditions prevail estates must continue to adopt any device of proved harmlessness, in order to obtain the best possible price for their product, and not because we desire to continue a practice which some assure us to be unnecessary, and which, moreover, adds somewhat to the cost of production.
Quantities of Sodium Bisulphite.—It must be premised that, although sodium bisulphite is employed on some few estates in the preparation of sheet rubber, we do not advise the practice. It is unnecessary, and may lead to some little trouble and delay in drying. In any case, sodium sulphite gives the results desired for sheet rubber (see following). It must be understood, therefore, that we are concerned here, in the case of sodium bisulphite, with its employment in the preparation of fine pale crepe only.
As the dry rubber contents of latices vary with the age of the trees, the general health of the trees, the seasons and general climatic conditions, the relative strain imposed by depletion of reserves through tapping, etc., it will be clear that the effect produced by a definite quantity of sodium bisulphite in any given volume of latex will also vary—i.e., the effect depends upon the potential amount of rubber present. A dilute latex needs less sodium bisulphite than a richer latex to produce the same effect in colour.[4]
[4] Incidentally there are certain occasions, as in the opening of areas of bark rested for long periods, when the latex is of a rich yellow colour. Sodium bisulphite will not “bleach” this colour, and it is well to remark again at this stage that the action of the chemical is only to avoid or arrest oxidation (darkening).
Hence it follows that if in any factory uniform quantities of[85] the solution are used for any given volume of undiluted latices from different areas of the estate, the effect upon the dry rubbers will vary. This explains why some estates obtain different shades of rubber in their fine pale crepes.
The remedy obviously is to reduce the variation in latices by diluting them all to a standard rubber content as is done in sheet preparation. One is thus assured that the prescribed quantities of sodium bisulphite will meet requirements in every case, and that waste will be avoided.
Working with a standard of 11⁄2 lbs. dry rubber per gallon the following formula should serve as a maximum:
Formula for Use of Sodium Bisulphite.
(a) Dissolve sodium bisulphite in water at the rate of 1 lb. to 10 gallons.
(b) Of this solution use 1 gallon to every 10 gallons of latex.
Making a Solution.—The making of a solution of the chemical would seem to be a simple matter, but to judge by the ill-effects sometimes observed in the dry rubber the simplicity of the operation appears to have been overrated. Great care must be exercised in preparing the solution, and the work should not be left to the few minutes preceding its actual requirement; such has been found to be the case in several factories, so that it is not surprising if the rubber is defective.
The powder should be added gradually to water with thorough stirring, which should be continued for five minutes at least. Even then there may often be seen at the bottom undissolved particles, sand, and other impurity. It is necessary, therefore, in such cases to decant the solution through a piece of cotton cloth before using. No solid particles should be allowed to enter the latex.
Abuse of Sodium Bisulphite.—It is now generally recognised that the abuse of sodium bisulphite, in the form of an excess, leads mainly to delay in the period of drying and the production of an overpale rubber.[5] It is probable that few estates, if any, now experience trouble due to this non-observance of the rules and quantities laid down for use.
[5] “The Preparation of Plantation Rubber,” Morgan, 1913, p. 74.
[86]Residual Traces of Sodium Bisulphite.—The prolongation of the drying period was attributed to the fact that traces of substances caused by the decomposition of sodium bisulphite remained in the rubber if the rubber were not sufficiently worked and washed on the rolls. These traces must have been very minute, but they were sufficient to retard the progress of drying. That much depended on the care exercised in washing is evident from the fact that samples prepared with varying quantities of the chemical show varying results on extraction. These samples were tested for the presence of sulphates. Of the series tested that sample prepared with bisulphite in the proportion of 1 part to 600 parts latex showed only a trace of sulphate present; while the one prepared 1:2,400 gave an equal quantity. Intermediate samples contained no trace of sulphate. On the whole, therefore, the presence of sulphate in crepe rubber is adventitious, and properly washed crepe prepared with moderate quantities of bisulphite may be taken as free from any residual quantities. Meanwhile there cannot possibly be any doubt of the advantages gained by the use of sodium bisulphite, and it would not be very wide of the mark if the statement were made that, in the event of this chemical being discarded, most contracts for pale crepe could not be fulfilled.
Sodium Sulphite.—It would not be amiss to insist upon the point that while the nature of sodium bisulphite, as employed in the preparation of rubber, is anti-oxidant, sodium sulphite is employed chiefly for its anti-coagulant property. It is not used, therefore, in the making of crepe rubber, but is of service in the preparation of sheet rubber, where the aim is to keep the latex in good fluid condition as long as is necessary, and to retard coagulation slightly so that enclosed bubbles of gas or air may escape. Formulæ have been given for its use in the field when required. On some estates this practice is not found necessary, but a quantity of solution is always placed in the bottom of the reception vessels prior to the straining of latex into them. Only a small quantity is used, and as a working basis the following formula may be adopted:
[87]Sodium Sulphite: For Use in the Factory.
(a) Dissolve 2 ozs. of anhydrous sodium sulphite in a gallon of water.
(b) The gallon of solution, placed in the bottom of the reception jar or tank, is sufficient for the treatment of 40 gallons of standardised latex (11⁄2 lbs. dry rubber per gallon).
The warning previously given regarding the necessity for thoroughness in the preparation of solutions is here reiterated. Stirring should be thorough, say for five minutes, and if there is any sediment or undissolved matter the solution should be strained through cloth before using.
Where uniform jars or tanks are in use, the majority of which will contain uniform quantities of latex daily, the practice of using the chemical can be made almost fool-proof even in the hands of coolies. A calculation is made of the quantity of powder required for each vessel daily. The necessary number of lots is weighed out each morning and each placed in an envelope. The process is thus simplified by the fact that the contents of an envelope, neither more nor less, are required for each unit reception vessel. Even the weighing can be done by a coolie if he is given a counterpoise (of lead, for example) equivalent to the required weight.
It will not be found necessary to do any vigorous stirring of the solution with the latex, as the latter is strained into the solution and the continued addition of successive quantities is sufficient to give a good mixture.
Use of Formalin.—Few estates now use formalin (formaldehyde) as an anti-coagulant. It must be acknowledged that when not abused there are points in favour of its employment in preference to sodium sulphite, but these are outbalanced by certain disadvantages. The argument may be stated thus:
Points for: (1) If made up freshly it is an effective anti-coagulant.
(2) Formalin being the solution of a gas in water, there is no residual substance left in the rubber to delay drying.
(3) Its use gives a bright clear rubber.
[88]Points against: (1) Its cost at all times is greater than that of sodium sulphite.
(2) If the jar is not sealed there is loss by evaporation, thus increasing the cost.
(3) Its effect upon the rubber is uncertain. Even in normal quantity it is said to cause “brittleness” or “shortness.”
Certain few estates, however, have continued its use, and no trouble is claimed to ensue. The following formula is stated to give satisfactory results in the preparation of sheet rubber, when applied as in the preceding paragraphs bearing on the employment of sodium sulphite:
Formula for Use of Formalin (Formaldehyde).
(a) 1 pint of formalin is diluted with 5 gallons of water.
(b) Of this solution 1 gallon is required for 50 gallons of standardised latex.
In noting this formula the writer gives no recommendation regarding its use. Whatever may be the actual facts regarding the effect of formalin upon the vulcanisation of rubber, when used in minimum proportions, there can be no question concerning its injurious effect if used in excess. Beyond this the factors of cost and loss militate against its wider employment.
Pale Sheet.—The first form in which plantation rubber was prepared was as “biscuits” or sheets. This form remained in favour for some years. The first biscuits or sheets were rather dark in colour owing to the natural oxidation which followed. Then it was discovered that by diluting the latex the degree of oxidation was diminished, and later it was found that if the soft coagulum were placed in almost boiling water for a short time the resulting rubber was pale. Thus there arose gradually a demand for pale sheet. With our present knowledge we are in a position to state that the pale biscuits were not in any way superior to the darker ones, and they were in most cases actually inferior.
It was found also as time progressed that sheet rubber, on air-drying, became covered with external surface moulds, and that, more often than not, the smell of the drying rubber was the reverse of pleasant. Even when dry the sheets had to be continually brushed free from moulds, and by the time the rubber reached the market it was again usually mouldy. Such are, even now, the handicaps under which those who prepare pale sheets have to labour. Few, however, are the estates making pale sheets, and they are confined almost entirely to native holdings.
To those accustomed only to the preparation of crepe rubber, where coagulation can be effected in large batches, the preparation of sheet rubber always seems to demand much more labour. As a matter of fact, although the preliminary operations certainly do demand more care and labour than in crepe-making, there are compensating advantages in the machining stage. For the preparation of sheet of the highest quality on any but the largest scale, elaborate installations of machinery[90] are quite superfluous, as equal results can be obtained with pairs of rolls worked by hand.
Uniformity of Product.—There will be no need to enter again into a discussion of the preliminary operations of receiving and straining latex for sheet-making. They have been fully dealt with in Chapter VII. It used to be the general custom to mix the acid and latex in each individual dish, and in some small or non-progressive factories that is still the procedure. Quite apart from the question of labour entailed, the process is quite unnecessary. Even if comparatively small volumes of latex are handled, standardisation by dilution should be the rule, and the acid solution should be added to the bulk. It is possible to stir in the acid and to ladle out uniform quantities in each pan or dish from a bulk volume of up to 40 gallons if the organisation is efficient.
On any but a small scale the labour entailed in the handling and cleaning of pans is excessive, and shallow tanks are now employed on most estates. The reception and standardisation of latex by dilution has already been discussed in Chapter VII. The combination of this practice with the employment of shallow coagulating tanks has simplified working and reduced the cost of labour. It is not intended to enter into any lengthy discussion relative to the merits of sheets made in pans as against those made in tanks. It is granted that it is possible to make a “pan” sheet superior in appearance to the general average of “tank” sheets; but from an economic standpoint the introduction of the use of tanks into all but the smallest factories is only a matter of time, if the demand for this class of rubber persists.
The Ideal Tank.—Even the most modern installations of sheet-coagulating tanks must be regarded as merely temporary devices, as, given facilities, the room for improvement is so wide.
The first tanks made erred in being too large, and as the result of experience the size of units has now been reduced to a maximum of 12 feet by 4 feet by 1 foot deep.
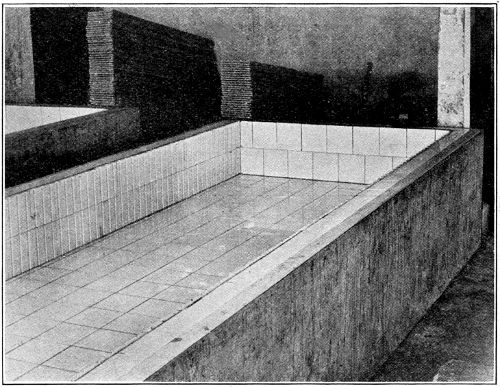 |
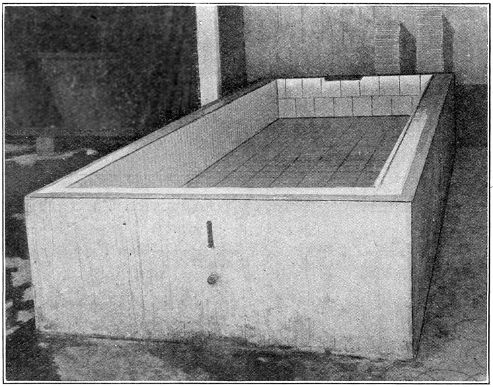 |
|
| Unit Modern Coagulating Tank (Two Views). Construction of brick and cement with lining of glazed tiles. Note slots incorporated in side tiles. Partition boards in piles in the background. |
||
Tanks are at present constructed either of hard timber or of brick and cement faced with glazed tiles; both types have[92] inherent drawbacks. The wooden tanks are difficult to keep clean and in “sweet” condition. The glazed tiles, unless extremely well laid, allow the acid serum (from which the rubber is removed) to percolate between the interstices. Thus “pockets” of liquid collect beneath the tiles, and in process of the decomposition of certain constituents dissolved in the serum evil-smelling gases are set free.
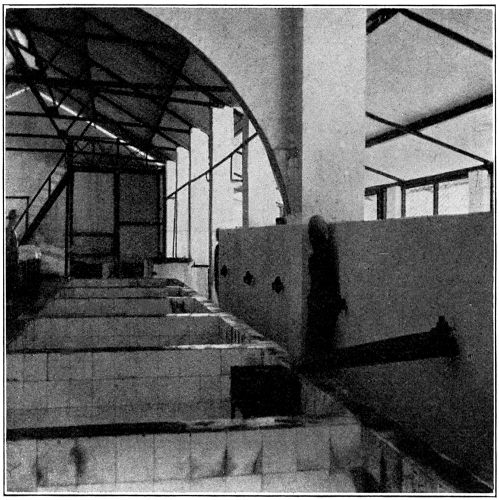
Another Battery of Tanks, with Dilution Tanks, Raised,
on the Right.
Note drainage cocks, chute, and sieve in position.
It should not be a matter of difficulty for manufacturers to make sheets of thick glass sufficiently large to form the bed-plate and side-pieces necessary in the lining of a tank. If such adjuncts could be secured, the disabilities indicated above would be perhaps wholly removed. Unless there is a demand from estates, however, it is idle to expect a supply to be forthcoming.
An even greater improvement would take the form of unit tanks cast in glazed white-ware with the necessary slots[93] incorporated in the sides. At present no known firm makes such tanks of sufficient size. A unit could measure (internally) 6 feet by 4 feet by 1 foot deep, with slots 11⁄2 inches apart, and 3⁄8 inch in width. The tanks might be reinforced with iron bars, so that they could either be used alone or embedded in the usual brick structure. The junctions of the bed-plate and side-pieces could be finely rounded so as to facilitate cleaning, and at one end a draining-hole could be made, say, 1 inch in diameter.
Meantime both the hard-wood tanks and those of glazed tiles find their particular applications. The former is generally employed in smaller factories, or where future large increases of crop preclude the present installation of a fixed system. The latter find use in large factories, or where no new areas remain to come into bearing.
Modern Installation.—As an example of a modern installation of coagulating tanks, we can do no better than[94] offer reproductions of the system now in use on Pataling Estate.
A warning must be given against employing all tanks of stone-ware or cement unless well glazed. Almost without exception, irrespective of the material used in the construction of coagulating tanks, wooden partitions are employed. In the few exceptional cases the partitions are either of glass or of aluminium. The former would appear to be the ideal substance, were it not for initial cost and loss by breakage. These disabilities may possibly be overcome in course of time.
Care of Tanks.—The use of aluminium would have been wider had it not been for lack of supplies and the question of cost during the War. A novel method of employing aluminium partitions was introduced in the factory of Tremelbye Estate. There were no slots in the sides of the glazed-tile tanks, but the necessary slots were very ingeniously created by means of aluminium “distance-pieces,” the two long edges of which were turned at right angles to the face of each piece to a depth of about 1⁄4 inch. The ends of the thin aluminium partition moved in the slot thus formed between two adjacent “distance-pieces.” The friction between the surfaces was sufficient to allow all the partitions, when in position, to be raised well above the floor of the tank, so that a uniform level of latex was obtained. Slight hand-pressure only was then required to push the partitions down.
Naturally the cleansing of glass or aluminium partitions presents no difficulty, but in the case of wood failure to ensure thorough cleanliness leads to possible defects in the finished dry rubber. Provided the wood could be made waterproof, no trouble would ensue, and hence various measures have been tried with that object in view. When new the boards have been surface-waxed or varnished, and the treatment has been repeated on occasions. But in course of time the surface film of waterproof material has disappeared, partially or wholly, and the trouble recurs. When partitions become sodden with serum, the surfaces are liable to be coated with a slime, consisting largely of organic growths which have an effect upon the latex, causing[95] “pitting” on the surface of the coagulum and enclosed bubbles within.
It is recommended, therefore, that wooden tanks, after ordinary cleansing daily, should be swabbed out with a 5 per cent. solution of sodium bisulphite. Wooden partitions should receive the same treatment, and once a week at least (or every day if possible) they should be placed in the sun for an hour or two, care being taken that both sides of a partition are exposed in turn. Before being placed in the latex, all wooden partitions should be made wet on the surfaces.
Some years ago the writers had made a partition of vulcanite,[96] which apparently would have proved of great service but for the initial cost. The advent of the War put the matter out of the question, but it is possible now that such a material would be worthy of extended trial. Except in the matter of cost, it would appear to have advantages over any substance yet tried; and if it were possible for estates to supply their own lower grade rubbers direct, the cost might be reduced considerably.
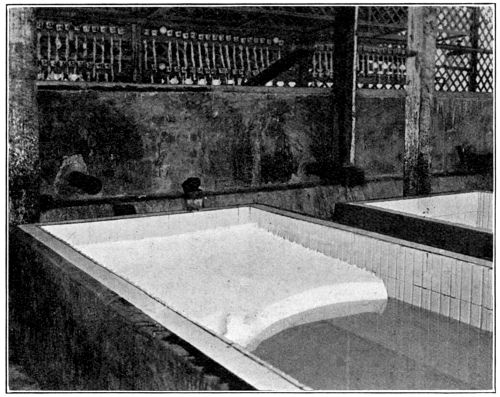
A Sheeting Tank containing Coagulum for Crepe
Preparation.
Behind wall in background are the tanks in which latex is standardized. Note vent, to the left, through which latex flows and wooden “stopper” on edge of tank.
Standard Latex.—Enough has been written (see Chapter VII.) to familiarise the reader with the use of this term for the description of latex diluted daily to a level of dry rubber content. Whatever may be the practice elsewhere, it is now fairly general on estates in Malaya to reduce all latices to a uniform “strength” for the preparation of sheet rubber. It is claimed that only in this manner can uniformity of product be achieved.
[97]The selection of a standard has been the outcome of general experience. It has been found that if too high a standard is taken difficulties arise, such as (1) unsatisfactory and uneven coagulation, (2) too thick a coagulum for easy working in general, (3) too extended a period of drying and smoke-curing, and hence too dark a colour in the finished rubber.
On the other hand, too low a standard also brings trouble in its train. The coagulum is too porous, will not stand handling, and the resultant sheet is too thin unless an abnormal thickness of coagulum is prepared. Furthermore, over-dilution means an increase in the number of tanks required for any original volume of latex. This involves an increase in floor area, and perhaps in the size of the building. The soft sheets, when rolled, may spread to such a width as to cause the edges to be squeezed under the cheek-blocks of the machines, etc.
For all practical purposes, whether sheets are prepared in pans or in tanks, it has been found that the optimum results are obtained by the adoption of a standard approximating and not exceeding 11⁄2 lbs. dry rubber per gallon. Primarily this standard has a direct connection and interdependence with[98] the distance between the partitions (or between the slots) in coagulating tanks. The distance found most practicable is 11⁄2 inches. This thickness of coagulum, when prepared from latex not exceeding a standard of 11⁄2 lbs. dry rubber per gallon, is found to yield a very satisfactory sheet in all respects.
It will be seen that we have two possible main factors of variation:
(a) Distance between partitions, causing visible differences in thickness of coagulum.
(b) Dry rubber content of latex, causing differences in the density (e.g., hardness or softness) of the coagulum.
The effect of variation in (a) will be clear. Even when latex of a standard of 11⁄2 lbs. per gallon is employed the resulting sheet may be either too thin or too thick.
Similarly, as already argued, the use of too low or too high a standard of dilution (when the factor of distance between partitions is not allowed to vary) is capable of causing much difficulty. While this is correct, broadly, it is found in the experience of some estates that their requirements are satisfied by a slightly lower standard than 11⁄2 lbs. per gallon. Thus it is not uncommon to note the adoption of a standard equivalent to 1 lb. 4 ozs. or 1 lb. 6 ozs. dry rubber per gallon. Experience dictates, however, that for the recognised standard measurements of modern tanks the practical limits of satisfactory density of latex lie between 11⁄4 lbs. and 11⁄2 lbs. per gallon.
Standardising Instruments.—For standardising latex by dilution all that is required is an instrument which will preserve a perpendicular position while floating in latex, will be sufficiently sensitive to indicate fairly small differences in density of latex, and has one mark on its aerial portion accurately indicating a density corresponding to the required standard. On scientific grounds it can be demonstrated that such an instrument as employed in common practice would not be strictly accurate.[6] It is not proposed, in this section of the book, to discuss such considerations.
[6] De Vries, “Archief voor de Rubbercultuur.”
Instruments of this nature are represented by the “Metrolac”[99] (originating from the Rubber Growers’ Association) and other similar recorders. They generally consist of a submersible bulb with a projecting stem which is graduated. The “Metrolac” differs from others in that the bulb is of torpedo form (thus reducing “skin friction”), and the graduations on the stem indicate actual weight of dry rubber per gallon instead of the ordinary specific gravity figures.
Theoretical considerations to the contrary, it is found in actual practice in Malaya and Ceylon that, although such instruments are naturally delicate and require careful manipulation, they are of considerable practical value and satisfy a definite requirement. Until an instrument of greater accuracy and equal simplicity can be discovered all estates should regard the possession of a few “Metrolacs” as essential.
The nature of their construction and the average conditions under which they are used (and abused) make it impossible to rely upon their accuracy indefinitely or for any long period. It is always recommended, therefore, that there should be at least two instruments available, one of which may be in daily use, while the other is kept in safe custody and only employed, say, once a week for purposes of checking the accuracy or degree of inaccuracy of the other. This can be done with reasonable approximity by placing both instruments in a tall vessel containing well-mixed and diluted latex. Instruments showing a marked degree of inaccuracy should not be preserved; but in cases of necessity “Metrolacs” from estates belonging to company members of the Rubber Growers’ Association may be sent to the laboratories for repair and adjustment.[7]
[7] This applies to the gilt brass instruments. As the result of experiment the Rubber Growers’ Association are now introducing glass instruments. These are necessarily more fragile, but while unbroken can be relied on to give correct readings.
Where field coagulating stations have been instituted on estates, it is strictly necessary that instruments should be provided in all cases; and it should be a rule that these are tested and corrected weekly by a standard instrument employed for that purpose only. This need was well recognised by many estates when, during the War and the consequent shortage of[100] supply of “Metrolacs,” a demand arose which was met in some degree by crude instruments of local manufacture, such as that commonly known as the “Castlefield bobber,” contrived and made by the enterprising manager of the estate of that name. The demand for the more accurate instruments can now be met.
Methods of Using the Instruments.—The “Metrolac” was devised and introduced by the writers on behalf of the Rubber Growers’ Association, and directions for its use were given. Tables were prepared by means of which simple calculations for the dilution of any given latex could be made. These did not find an extended application, inasmuch as in the majority of cases native workers only were in charge of the processes of rubber preparation. In point of fact, such calculations are not strictly necessary, as the operation of standardising the latex can be done quite simply and skilfully by a trained native. Latex as it reaches the store in average weather from any particular division or field does not vary greatly in density. The trained coolie or foreman, basing his practice on experience, adds to the latex a quantity of water, and then makes a first test with the standardising instrument. Several additions of water (with thorough stirring) may have to be made before a test indicates that the correct density has been obtained, but it is surprising how quickly a skilled worker will arrive at the desired standard. Extreme or absolute accuracy is not insisted upon or desired, as avoidable delay is to be deprecated, and the result in any case is sufficiently exact for practical purposes.
Skimming.—During the gravitation of the latex from the reception vessels (in which the standardising of the latex is effected) to the coagulating tanks, much surface froth is usually caused. This is best removed by means of a thin board of a width slightly less than the breadth of the tank. The skimmings are sometimes placed in pans and subsequently made into a second grade of sheet rubber, or they receive treatment with a small proportion of sodium bisulphite and eventually appear as fine pale crepe. The practice varies usually according to the form in which the general No. 1 grade is prepared.
[101]On some estates a great deal of the frothing is avoided by placing in position at the receiving end of the tank a perforated partition. This partition may be made of wood, or of stout zinc (or aluminium) carrying ten circular holes to the inch. Through this the latex percolates, while the froth is retained on a small area. The froth is removed prior to the addition of the acid. After stirring in the acid solution most estates again skim the surface of the latex; but if the stirring has been performed properly there should be little froth. This, when it collapses, in any case will appear only on the upper edge of the strip of coagulum, and after rolling should not be visible. It would appear, therefore, that the second skimming is not necessary.
Style of Sheet.—Within the last few years the custom of making plain sheet—i.e., sheet having a plain surface—has gradually given place to the preparation of ribbed sheet—i.e., sheet having a pattern marked on the surface. It would probably be correct to say that plain (smooth) sheet is now only prepared by natives or by some estates just come into bearing. Even in the latter case there is no reason why smooth sheet should be made, as hand machines are sold which will do all the work required. It will be evident to anyone acquainted with rubber preparation that in the matter of actual quality of rubber the question of smoothness or a pattern can have no bearing on the result. One advantage claimed for ribbed sheet which may entirely justify the preference exhibited by consumers, relates to the question of packing. When rubber arrives at home it is frequently found to be in an almost solid block, due to the pressure of the sheets superimposed in the case. The smoother the surfaces of the rubber in contact the greater the adhesion and the denser will be the mass, and consequently the greater the difficulty in separating individual pieces. Under such circumstances it is plain that the difficulty is diminished if the sheets have a raised pattern on them. It is noted also that the liability to mildew-growth is greater the smoother the surfaces of the rubber.
On these grounds the “marking” of sheet rubber is to be commended. These reasons apart, it is really astonishing the[102] difference made in the appearance of the sheets by impressing upon them a ribbed pattern, and it is highly probable that the market value of the rubber is slightly increased. It is not our duty to attempt to reason why this simple operation should increase the market value of sheet rubber; it is sufficient to recognise that it is so, and that money may be thrown away by neglecting to cater for the taste of the market. Of the patterns impressed upon sheet rubber there is a variety, but the general style is that known as the “spirally close-cut ribbing.”
Standard Sheet.—Leaving for the present the question of pattern of mark, one cannot do better by way of introduction than to reproduce the instructions[8] given generally to estates.
[8] “Handbook on Preparation of Rubber,” Rubber Growers’ Association, May, 1917, p. 28.
Rolling and Marking of Sheet Rubber.—Working with standard latex it is found that strips of coagulum 11⁄2 inches in thickness require little rolling to produce sheets of desirable thickness.
(1) The sheets or strips are first given a preliminary rolling with a heavy hand-roller made of hard wood. The roller is passed once in one direction, and once in the reverse direction.
(2) The coagulum is then passed through smooth machines twice, once with the rolls fairly open, and once with a narrower space. It is not found advisable to close the smooth rolls so tightly that the rubber is made too hard.
(3) The sheets or strips are then passed once through a pair of marking rollers. Various types of patterns are used, but the one which appears to give the most satisfactory results is that known as the “close-cut spiral.” This produces the semblance of a small diamond pattern on the rubber. The surface of the sheet is raised in well-defined ridges, which appear to present the maximum drying surface exposed to the atmosphere of the smoke-house. Thus, not only is the appearance of the sheet rendered attractive, but also the period of drying is reduced. Starting with standard latex and following the procedure here described for rolling and marking, sheets should be ready for packing in ten or eleven days. If the period is longer, it is possible that the design or structure of the smoke-house is at fault.
When to Work the Coagulum.—Before proceeding to discuss other points the question remains to be settled as to how long it may be necessary or advisable to allow the coagulum to remain in the serum before rolling it. For reasons of practical economy in factory working, it is usual to allow sheet rubber to remain over night, and the coagulum receives attention early next morning. During the interval (averaging about eighteen hours), the coagulum consolidates, leaving an almost clear serum if the correct quantity of acid has been added to the latex. Any but the very slightest trace of milkiness in the serum indicates an insufficiency of coagulant. If the serum is always definitely clear, there may be grounds for believing that an excess is being used. If the quantity of coagulant has been calculated to an average nicety, the serum should be just dubiously free from milkiness.
The firmness gained by the coagulum on standing in the serum overnight should enable it to be handled next morning without any marked stretching, and in some estates the rubber is put direct through the first pair of smooth rolls without a preliminary consolidation by means of hand-rolling.
Some estates prefer to handle the coagulum while rather softer, as it is claimed:
(a) That the coagulum is easier to work, and sheets of improved appearance can be made.
(b) That there is greater freedom from “bubbles.”
(c) That the incidence of “rust” is lessened.
These claims are substantiated in practice; but in the case of the third, it only holds provided that the rubber can be finished and placed in the smoke-house almost as soon as the last sheet has been machined.
In such cases all latex must reach the store comparatively early in the day—e.g., before noon. Three hours is allowed for coagulation, and the working of the rubber is then commenced. As a general rule this means that the operations of rolling and marking must be completed, a short interval given for dripping, weighing must be done, and the rubber placed in the smoke-house before night falls (as a rule about 6.30 p.m.).
Unless factories dealing with a large crop are well equipped[104] with artificial light, such a course is not open to them; in any case it remains true that night work should be avoided if possible. If, however, it can be arranged without increasing the cost of production, there would appear to be no objection to the early working of the coagulum as described above.
Hand-Rolling.—As already indicated, some few estates do not give the strips of coagulum any preliminary hand-rolling, as the rubber is considered to be sufficiently firm to be handled into the first machine.
On most estates hand-rolling is found necessary, owing to the tendency of the long strips to stretch unduly, giving badly shaped sheets. This hand-rolling should be done carefully, and is best effected on a specially constructed table. This consists essentially of an inch-thick hard-wood plank about 2 inches wider, and 4 or 5 feet longer, than the strip of coagulum. Along the edges of the plank, and at right angles to its upper flat surface, may be fastened strips of wood about 1⁄2 inch square in section, thus forming a shallow tray open at either end. These strips serve two purposes:
(a) As the wooden roller is wider than the plank, they prevent the coagulum being rolled too thin and too firm.
(b) They prevent the coagulum being squashed too wide, and tend to keep the edges straight.
To avoid “thick ends” it is sometimes considered advisable to insert, at either end of the rolling table, shallow wedges about 6 inches long, of the same width as the table (between the edge-strips), and with the sharp end of the wedge pointing in the direction of the length of the table. The ends of the coagulum are drawn up and finished on these inclined planes.
These points may appear to be extreme refinements, but as long as rubber is valued on such grounds we must endeavour to meet the system imposed upon us.
Smooth-Rolling.—It is advised that, after hand-rolling, the coagulum should be passed through at least two machines having smooth-rolls. On some estates three such machines are employed. The purpose of this procedure is to reduce the thickness of the coagulum gradually. The same could be[105] effected, of course, on one machine; but obviously the distance between the rolls would have to be readjusted at each operation and for each piece of coagulum. Apart from the time thus wasted, there is the certainty, in view of the rough adjustment of the machines, that the chances of obtaining uniformly thick sheets would be slight.
The machines should be arranged as a battery, with the marking rolls at one end, so that the operations are consecutive. It is erroneous to imagine that heavy machines (such as those used in crepe preparation) are required. Light machinery only is necessary for sheet-making; but any available heavy smooth-roll machines in a crepeing battery may serve admirably for the purpose.
Marking.—Heavy machines are unnecessary for the purpose of putting a pattern on sheet rubber. If the rubber has been properly prepared a light pair of rolls is capable of exerting sufficient pressure to cause a good upstanding pattern.
Rolls are cut in various designs: some with “diamond” grooves on both rolls; some with grooves of varying width and depth encircling the circumference of the rolls, thus creating a “stripe” effect on the rubber; and some with diagonally-cut spiral grooves placed closely together. The last has the greatest vogue at present, while the first has almost gone out of favour. An objection lodged against the second design is that the edges of the grooves sometimes cut through the rubber, so that the dried sheet divides in strips. It would appear in such instances that either the coagulum was too thin and soft, or that the grooves had been cut too deeply and sharply. In any case the choice of a design is an arbitrary matter, and should depend upon the effect produced on the rate of drying and the general appearance.
The popular “close-cut spiral” roll is machined with varying measurements, but the usual design has grooves 1⁄8 inch wide by 1⁄8 inch deep and 3⁄16 inch apart.
Many estates have a particular “brand” cut in the middle of the rolls for purposes of identification. If this is done it is advised that the main grooving of the rolls be carried into the “branding” strip; otherwise grip will be lacking on this[106] portion, and a certain amount of “cockling” of the sheets will result.
Sheets are often seen in which the potential effect of the grooving is reduced to a comparatively flat pattern in place of the desired ridges. The fault is generally attributed to the shortcomings of the marking rolls. While it is true that the grooving often deteriorates by friction-wear when the rolls are running “free,” experience generally decides that the deficiency in the appearance of the rubber should be attributed to faulty previous preparation rather than to the marking rolls. Sets of rolls have been changed often without justification or an improved result. It would always be well to be certain first that the trouble did not emanate from the fact that the coagulum had been previously rolled so thin and hard that the rubber could not be squeezed so as to fill the grooves. This has been found to be a common fault, and the general effect is to delay drying in spite of the thinness of the rubber.
Again, the trouble may have been due to an incorrect standardisation of the latex, generally in the direction of too heavy a density (too rich a latex) being employed. The original thickness of the coagulum would be normal, but owing to the abnormal rubber-content the effect of passing through the smooth rolls would be the production of a strip thicker and firmer than ordinary. If this firmness is appreciable the resistance of the rubber to the squeezing action of the marking rolls will result in a flat pattern—i.e., the grooves cannot be filled, and the ridges are low.
It is advised that all rolls used in the preparation of sheet rubber should be at least 18 inches wide, in order to avoid the appearance of thickened edges which delay drying.
Working with the correct standard of dilution of latex, and following the procedure indicated in the foregoing paragraphs, the dry sheet should not exceed an average thickness (over ridges and depressions) of 1⁄8 inch.
Preparation for Smoke-Curing.—It used to be the custom to allow sheet rubber to air-dry first for periods varying from one to several days. Naturally moulds were soon formed, and when the sheets were quite smoke-cured a mass of the dead[107] moulds could be seen, if not over the whole sheet, at least in the corners of each diamond mark. It has been demonstrated in practice that there is no advantage in allowing sheets to air-dry partially before smoking. In fact, to obtain the greatest benefit from smoke-curing, sheet rubber should be placed in the smoke-house as soon as possible. The same effect of mould-growth may be noted if the wet sheets are placed in a smoke-house insufficiently heated.
Other defects may arise which can be traced to faulty treatment of the marked coagulum prior to hanging in the smoke-house and subsequent to rolling. These will be enlarged upon in a subsequent section of the book, and at present it will suffice to indicate the procedure which experience directs as likely to give the best results.
When the lengths of coagulum leave the marking machine they are usually laid in piles containing two dozen or more strips. The piles are then cut into the required lengths, the exact length generally being determined by the available perpendicular distance between the supports in the smoke-house. It is necessary to remark that the piles of sheets should not be allowed to accumulate, but should be dealt with in subsequent treatment progressively. If for some reason this is not possible, then all piles of sheets should be turned on edge so as to assist the draining away of the serum or “mother-liquor,” which continues to ooze from the rubber for some time after the squeezing in the machines.
Where hot water is available the freshly cut sheets should be passed into it as soon as possible, and given a thoroughly good swilling. The caution must be given that the hot water should be changed very frequently and, if possible, after every batch, say, of a hundred sheets.
The sheets should then be carried immediately to racks on which they are hung to drip. Generally these racks are situated under cover, but there is no reason why they should not be placed in the open air without cover or shade. From continued experience of this practice over a period of years it is found advantageous and to be preferred to the usual method of allowing sheets to drip under cover.
[108]While the sheets are fresh and loaded with internal moisture, the effect of sun-heat upon the surface, when exposed for, say, two hours, is nil; and the safety of the process can be guaranteed, provided the stated limit is not exceeded to an appreciable extent.
After dripping for an hour or so, the sheets should be placed in the smoke-house. If it is a bright sunny day, no extra precautions need be taken; but on cool, dull days it would be advisable to light the fires earlier than usual, consistent with the work required to be done in the house—e.g., in the removal of dry rubber. There would appear to be no reason why the dry sheets should not be first removed, so that on dull or wet days smoking can be commenced as soon as the wet rubber has been hung.
On a few estates where the smoke-houses are worked continuously, except for a few hours in the morning, a portion of the building is separated by a partition for the reception of the wet rubber. The sheets are taken directly from the marking rolls and placed in the chamber, beneath which a[109] fire is started. The sheets thus drip in a warm and smoke-laden atmosphere until next morning, when they are weighed and removed to the smoke-house proper. It is claimed that freedom from “rust” is thus obtained.
It will be clear that in the treatment of the rubber preparatory to smoking the whole process should be continuous, and delay should be avoided if the best results are to be obtained.
Smoking of Rubber.—The assumption may have been noted above that the sheet is to be smoked. As far as our knowledge extends, none but small native estates now prepare sheet rubber of any other type, with the exception of certain patent processes. Air-dried sheets are generally made on small-holdings, and are bought in the market chiefly for the purpose of macerating and making into blanket crepe. We have no intention, therefore, of discussing the possibilities or qualities of air-dried sheets, as the output of sheet-rubber from our estates is always in smoked form. The drying (or, properly, smoking) stage will be discussed in Chapter XI.
No. 1, or Fine Pale Crepe.—Considering first the preparation of the highest grade, fine pale crepe, it must be stated that the difficulties attached to the process are generally not sufficiently appreciated. In this pale rubber minor blemishes are so plainly apparent that their importance is highly exaggerated, and what would worthily escape notice in smoked rubber assumes disproportionate prominence in pale crepes. The very fact that such a delicate material as colourless coagulum has to be manipulated in coarse iron rollers, with the attendant oil and grease worries, should be sufficient to deter one from criticising too harshly the occasional lapses of an estate struggling to give of its best to the market. At the same time there can be no doubt that if precautions are taken to attend to all likely sources of contamination, defects in pale crepe may be avoided to a wonderful extent; and on some estates the observance of elementary rules enables the preparation of the finest pale crepe to be made almost mechanically.
Standardisation of Latex.—The question of the standardisation of latex has been dealt with in a general way in Chapter VII., and the reader is now familiar with the trend of the argument in its favour. It will be recognised that the necessity for standardisation exists to the same degree in the correct preparation of pale crepe as in the case of smoked sheet. Unless the dry rubber content is invariable, and the quantities of chemicals fixed, the colour of the crepe may vary appreciably.
It may be pointed out that it is not essential to adopt the same standard of dilution as for sheet preparation. Given that latices from all fields or divisions are fairly uniform, and of high rubber content, the standard may be taken at a figure equivalent, for example, to 2 lbs., or 21⁄2 lbs., or even 3 lbs.[111] per gallon. It is wise, nevertheless, to take a lower standard for several reasons. For instance:
(a) The average dry rubber content varies with climatic conditions, position of the cut on the tree, general health of the tree, etc. On a rainy day the dry rubber content may be lowered too greatly by adventitious circumstances.
(b) Recording instruments often fail to give even approximately correct readings in rich latex. Errors may thus be made easily.
(c) A fairly soft coagulum means easier working on the machines, less labour, and proportionately cheaper costs.
Three Grades of Crepe Rubber.
Left to right: fine pale crepe; second quality pale crepe; compound crepe.
It is advised, therefore, that for general purposes the same standard as that found suitable for sheet rubber should be taken—viz., 11⁄2 lbs. dry rubber per gallon. At all events the standard should not exceed 2 lbs. per gallon.
Coagulation and Coagulant.—Coagulation may be undertaken without any special arrangement of tanks, and is usually effected in the ordinary “Shanghai” glazed earthenware[112] jars containing about 45 gallons. Given reasonable care, and a fairly fool-proof system of calculation for the quantities of chemicals required, no difficulty need be experienced.
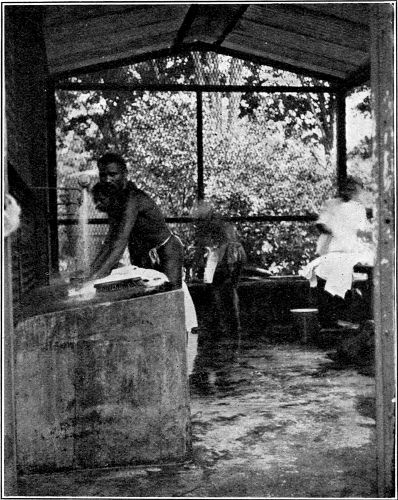
A Washing Shed.
Sheets are soaked in hot water in tanks in the background, and then scrubbed under a spray of cold water.
On a larger scale it is advised that proper reception tanks, in which standardisation can be effected, should be installed. Where both sheet rubber and fine crepe are being prepared, the whole system of sheet-coagulating tanks may be employed with considerable advantage, even to the insertion of the partitions.
If ordinary jars are used, and the coagulum is left until the[113] following morning, the mass of rubber has to be cut up into pieces of a size suitable for the machines. The knives or saws are sometimes rusty, and the colour of the coagulum is affected. The coolies often feed into the machines lumps which are too large, with the result that portions are thrust under the cheek-blocks and become stained.
When a sheet-coagulating tank is used all labour of cutting the coagulum is obviated. The long strips are handled and fed into the rolls easily. It may be seen, likewise, that actual work is thus saved in machining.
Quantity of Coagulant.—For a general discussion on the coagulant and quantities employed, the reader is referred to Chapter VIII. It is there recommended that for latex standardised to a level of 11⁄2 lbs. per gallon, the proportion of pure acetic acid should be in the ratio of 1:1,200. Directions are there given for the making of the solution, and the calculation of the quantity required for any given volume of latex.
It is pointed out that for average undiluted latex the basis of calculation, for quantities of acetic acid required, should be taken on the ratio 1:1,000. Where latex exceeds a dry rubber content of 3 lbs. per gallon, it may be necessary to increase the quantity of acid to 1:800.
If a standard of 2 lbs. per gallon is adopted, the formula given for the 11⁄2 lbs. standard will not give full satisfaction, and the quantity of acid solution must be increased slightly in order to obtain complete coagulation. Assuming that the original solution is prepared in 1 per cent. strength, the following difference would be noted:
| (a) | One part pure acetic acid to 100 parts water (theoretically 99 parts). | |
| (b) | 11⁄2 lbs. per gallon. | 2 lbs. per gallon. |
| Of the above solution use 1 gallon to every 12 gallons of standardised latex. | Of the above solution use 1 gallon to every 10 or 11 gallons of standardised latex. | |
It is not possible to lay down an exact figure governing all cases, as so much depends upon the treatment undergone by the latex before it reaches the store.[114]
Some estates continue to use solutions of greater strength, generally 5 per cent., in crepe preparation. While such solutions may be effectively stirred in when the latex is dilute, it is advised that for intimate mixture the solution need not be stronger than 1 per cent.
In estimating the quantities of acetic acid required much depends upon the interval which is to elapse between the addition of acid and the time of working of the coagulum. If the rubber is to remain until next morning, the average formulæ will be found suitable; but if it is required to work the coagulum with an interval of less than three hours, an excess of acid must be employed. The excess need be comparatively small, unless the interval is much reduced. For instance, it is the practice on some few estates to begin the machining of the coagulum about half an hour after coagulation commences; in which case it is usual to add from a quarter to a half of the normal quantity in excess. It need scarcely be pointed out that unless this procedure is strictly unavoidable it should be discouraged on account of the waste of coagulant involved. Incidentally, the use of strong solutions of acid under such circumstances may lead to increased deterioration of the rolls.
Colour of Fine Crepe.—We are sometimes assured that manufacturers do not pay the attention to the question of colour which sale conditions would lead one to believe. As far as we are concerned, and as long as there is no direct traffic between producer and consumer, it must be recognised that in the vast majority of cases we are forced to concern ourselves only with the standards set up in the markets. This, in spite of the knowledge that, all other things being equal, the arbitrary distinctions in colour afford no indication of the intrinsic value of the rubber. Under present circumstances it is plain that if paleness is demanded it has to be supplied.
Probably without exception all estates employ sodium bisulphite as the agent for the prevention of that darkening (oxidation) which is natural in drying rubber.
Sodium Bisulphite.—A formula for use of this chemical is given in Chapter VIII., and is applicable to latex standardised to 11⁄2 lbs. dry rubber per gallon. If a higher standard is[115] chosen the quantity calculated as in (b) of that formula may be increased slightly, and the exact requirements found by experience. The caution must again be given that the employment of an excess of sodium bisulphite will lead to the production of an over-pale rubber, and a prolongation of the drying period. If thick crepes are made, an excess of the chemical is sometimes made visible by a greyish powder deposited on the edges of the strips of dry rubber.
It must be emphasised that the formula in Chapter VIII. indicates the maximum quantities required for use with standard latex. Many estates will find it expedient to use less of the chemical; and if it is found that the desired result is not obtained from normal proportions, attention should be directed to the points discussed in the following paragraph.
Evaluation and Deterioration of Sodium Bisulphite and Sodium Sulphite.—Sodium bisulphite and sodium sulphite are both bought for our purpose in the form of a fine crystalline powder, and on analysis good specimens should contain over 90 per cent. pure substance, when packed in well-sealed vessels.
It has often happened that shippers or local sellers, by inadvertence, have supplied the one chemical in place of the other—to the detriment of the rubber and the discomfiture of managers of estates. The error, as a rule, has not been detected for some time, and then perhaps only as a result of complaints or enquiries reaching the laboratories. To the layman, and certainly to the native who usually has charge of these substances, it is not a simple matter to distinguish between them without special knowledge. There are certain elementary tests, however, which can be applied on all estates serving to make the distinction, but affording no information regarding the actual quality of the chemicals. They are given in a comparative form on page 116. Samples of doubtful specimens may be sent to the laboratories for analysis, but the bulk of the chemical should not be used.
During the War some very poor shipments were received, and much trouble was caused. Under normal conditions there can be no question that it is to the interests of chemical manufacturers[116] to supply the best article; and it is anticipated that in future there should be no difficulty in procuring shipments of a high degree of purity.
| Sodium Bisulphite. | Sodium Sulphite. | ||
| 1. | If in good condition it has a powerful odour of sulphur dioxide.[9] | 1. | It has no perceptible odour. |
| 2. | In solution it should turn a blue litmus-paper red. | 2. | In solution it should turn a red litmus-paper blue. |
| 3. | It exhibits a marked tendency to “cake” if the drum is allowed to remain open. | 3. | The tendency to “cake” is less marked than in the case of the bisulphite. |
[9] High-grade sodium bisulphite has very little odour, but by the time it reaches the estate, and as a result of short exposure to the moist atmosphere of the tropics, a little decomposition sets in and a strong odour of sulphur dioxide gas is noticeable.
It will be evident that, as sodium bisulphite under normal conditions gives off a gas when exposed to the atmosphere, it deteriorates in quality continuously. It is the potential presence of this gas which makes the powder effective as an anti-oxidant and disinfectant. It is within the experience of all accustomed to the handling of this chemical, that in addition to the loss of gas, the powder cakes into a hard mass on exposure. If only the top layer is caked, the remainder may be in fair condition; but no caked portions should be used, as they cannot be of good quality. They may, however, be used for the treatment of scrap rubber, to be discussed later.
Care of Sodium Bisulphite.—The ready tendency of sodium bisulphite to deteriorate on exposure should give sufficient indication regarding its treatment in storage. It should be bought only in drums (or other air-tight containers), and should be stored in a dry place. No drum should be opened until required, and the common practice of keeping an open drum on the floor of the factory should be avoided.
Drums are of two sizes, generally containing 1⁄4 or 1⁄2 cwt. respectively. It will be obvious that, although the prime cost may be cheaper with the larger quantity, it would always be[117] preferable to secure the smaller drums, as the loss on exposure will be less.
Most commonly the 56 lb. drum is purchased. It should not be difficult to calculate the period during which the contents will be consumed, on the basis of a maximum of 1 lb. per 100 gallons of latex. A 56 lb. drum, assuming no loss or waste, should be sufficient to treat at least 5,600 gallons of latex (say, 8,500 lbs. of rubber)—if the bisulphite is of first-class quality, and the use is applied only to the preparation of fine pale crepe.
Where the quantity used per diem is small, it is advised that precautions should be taken to preserve the quality of the chemical when a drum is opened. It might be of advantage to place the contents of the drum in smaller sealed tins, or to have made a special container (with a closely fitting lid) into which the powder can be placed as soon as the drum has been opened.
Mixing Solution with Latex.—Emphasis has been laid, in Chapter VIII., upon the necessity for care in the preparation of the solution. Equal regard must be given to the mixture of the solution with the latex.
On a few estates it used to be the practice to add the powder to the solution of acid, with stirring. Obviously this led at least to a great loss of efficiency, owing to the rapid escape of the gas which was evolved.
The solution of sodium bisulphite should be poured into the latex in as uniform a distribution as possible. The mixture of solution and latex should be thoroughly stirred, and if only natives are in charge a minimum period of five minutes should be prescribed before the addition of the coagulant. A thorough stirring should again follow the advent of the acid.
If these elementary rules are not observed faithfully, the deficiency will most probably be manifested in the dry rubber in the shape of streaks of varying shades of colour.
Finally it may be insisted upon that deteriorated sodium bisulphite should not be used. In order to obtain an effect double the quantity may be required, and the residual salts left in the rubber on evaporation of the moisture will[118] be responsible for prolonged drying, surface deposits, and possibly “spot disease.”
Former Methods of Making Pale Rubber.—Merely as a matter of historic interest it may be mentioned that previous to the introduction of sodium bisulphite pale crepes were made in comparatively small quantity by various devices, among which the following might be quoted:
(a) Use of excessive quantities of strong acetic acid.
(b) Extreme dilution of latex in conjunction with excessive quantities of acid.
(c) Extreme dilution in conjunction with steaming and excess of acid.
(d) Extreme dilution of latex in conjunction with excess of acid and subsequent heating of the coagulum in hot water.
(e) The use of excess of a mineral acid such as sulphuric acid.
(f) The skimmings and very dilute latex, coagulated with excess of acid.
Working the Coagulum.—Description of the details of necessary machinery for crepe-making is relegated to Section III. of this book. Here we shall treat only of the matter in general.
In the preparation of crepe rubber heavy machinery is necessary, and ample engine-power must be available. The machines should comprise three types:
(a) With rolls cut in such fashion, and run at such different speeds, as to have a macerating effect upon the coagulum. Such machines or rolls will be referred to as “macerators.”
(b) Intermediate rolls, grooved in varying designs and geared differentially. These reduce the thick rough crepe obtained from the macerators into a form suitable for passing to the rolls described in (c). They are sometimes called “crepers,” but as this term may be applied equally to the macerating rolls, they will be termed the “intermediate” rolls.
(c) Smooth rolls usually run at approximately even speeds and, as their name denotes, devoid of any grooving. They are called “smooth” rolls or “finishers.”
Without such equipment it is not possible to prepare the grade which is known as “fine pale crepe.” In the common acceptation of this term crepe of No. 1 quality generally connotes fineness and paleness with a thin crepe which has a good, smooth, and fairly well-knit texture.
[119]It is, of course, possible to make a thick pale crepe, using only the macerators and intermediates, but the “finish” will be that typical of the particular grooving of the intermediate rolls. For the preparation of crepe ordinarily, the possession of smooth rolls is a sine qua non.
For reasons which will be explained more fully in the chapter dealing with the defects of crepe rubber, the practice of preparing thick crepes direct from the coagulum is now very uncommon. Thick crepes are generally made by reworking dry rubber, either in the form of thin crepes or from air-dried sheets. The market for the latter in Malaya is confined almost entirely to Singapore, where factories buy native rubber and re-work it into thick crepe.
The bulk of the output of No. 1 crepe from estates is in the form of thin “fine pale crepe.” The artificial standard set up by buyers and brokers necessitates this thin crepe being of even texture and fairly free from small holes (“looseness”). What difference the small holes are to make in the vulcanising properties of the rubber is beyond our knowledge; but such being the standard, it must be attained if the full price is to be obtained.
In order to secure the desired effect the coagulum must be passed consecutively through the three types of rolls, and undergoes a varying degree of working in each.
Given the necessary equipment of machines, it is possible to make a good specimen of thin pale crepe if the coagulum passes through all the rolls a total of twelve times (or even less in exceptional cases). There is no intention of suggesting that this is possible on all estates. Clearly the number of times the rubber passes through the rolls will depend upon the total efficiency of the machines. This in turn involves such factors as (a) the size of the rolls, (b) the number of machines of each type, (c) the gearing of the pinions, (d) the speed of the drive, etc. Again, much depends upon the nature of the coagulum worked. A fairly soft coagulum will offer less resistance, and conversely a dense coagulum will require more machining.
It has been shown by the writers in previous publications that over-working of the coagulum has an effect on the vulcan[120]isation of the rubber; and this has been confirmed by others.[10] Apart from this point, it should be recognised that over-working, beyond that necessary to produce a thin crepe of even texture, is to be deprecated, on the ground of economy, in working.
[10] Bulletin No. 27, Department of Agriculture F.M.S., April, 1918, “Preparation and Vulcanisation of Plantation Para Rubber,” Eaton, Grantham and Day.
Owing to the existing differences in equipment and speed of drive, etc., the regular practice of any one estate may be unsuitable for another. It remains, therefore, a matter of study for each estate to discover the minimum number of times which rubber should pass through the machines, consistent with the factors indicated above. In any case it may be assumed that if any factory cannot prepare a good crepe by passing the rubber, say, twelve times through the rolls, there is some deficiency in the machines, or of speed; the coagulum may be too hard, or the rolls may be badly worn.
Lower Grades of Crepe Rubber.—Even a few years ago it was plain that the lower grades of crepe (i.e., all grades lower than first latex rubber) were not sufficiently appreciated in the market. There was often a marked difference in price between a first-grade crepe and crepe made from naturally coagulated lump. This arose chiefly from lack of knowledge. It has since been recognised in some measure that no reason exists for such a wide difference in price, and more recently the margin between even the first-grade rubber and the lowest grade of scrap rubber has been a gradually diminishing one. Providing sufficient care is exercised in the preparation of the lower grades, one would expect to see but very small difference in prices between any two grades. It is true that adequate attention has been given to the preparation of the scrap grades only in comparatively recent years, and it is acknowledged that when high prices were ruling for first-grade rubbers sufficient attention was not generally given to the subject of the preparation of the lower grades.
Naturally Coagulated Lump Rubber.—The grade of rubber made from the naturally coagulated lump which forms in buckets and carts is usually of a mixed colour, due to the fact[121] that the lumps oxidise very quickly. When they are allowed to remain overnight before being machined, it can be imagined that the colour of the dry crepe would be very dark, or would contain very dark streaks. Such is ordinarily the case, unless special precautions are taken.
Providing that the coagulated lump is free from bark, leaves, and leaf-stems, and certain other precautions taken, the difference in price between coagulated-lump crepes and first-grade crepes should be very slight. Too often, however, not sufficient supervision is given to the coagulated-lump rubber, and it is common to see it come into the factory containing leaves and bark. These should be picked out before the latex is strained, but obviously it would be better to ensure that they did not enter the buckets in the first place.
It would seem reasonable to suppose that if some means could be employed for preventing or checking the surface oxidation of naturally-coagulated lump rubber, there would be a corresponding improvement in the colour of the dry crepe. That such a method is practicable has been demonstrated on many estates. The lump when lifted out of the latex is allowed to drain for a few minutes, and is then (without squeezing) placed in a dilute solution of sodium bisulphite. A 1 per cent. solution is sufficiently powerful. It is not to be thought for a moment that by the use of sodium bisulphite any previous oxidation will be counteracted; all that is claimed for the treatment is that any further surface oxidation will be checked, and the rubber may be allowed to remain until the next day, for working, if it is so desired. It will probably be found that quite a quantity of latex has been expressed from the lumps by contraction, and acid may be added to obtain the rubber from this. On other estates the lump rubber is worked on the machines as it is received, and the resulting crepe is submerged in a weak solution of sodium bisulphite over-night. It is then rinsed in water and hung to drip before weighing and placing in the drying house. Under certain conditions some of the lump rubber darkens rapidly during transport to the store, and any such oxidised portions must be rejected if a uniform colour is to be expected in the crepe.
[122]Following the procedure indicated above, some estates find it possible to prepare from naturally coagulated lump rubber a crepe which can be classed as No. 1 grade.
Skimmings and Washings.—The skimmings of tanks, as already shown, may be prepared sometimes as a second quality of smoked sheet; but generally they are amalgamated with the rinsings of cups and buckets, treated with sodium bisulphite and acid, and made into crepe form.
The cup-washings, as they arrive at the store, represent a very dilute latex, the rubber from which is generally of a greyish colour.
Bucket-washings should yield a good type of pale rubber if they are obtained properly. To obtain the maximum quantity of good rubber the buckets should first be rinsed. A gang should be taken, a small quantity (say a quart) of water poured into the first bucket, and this dilute latex used progressively in all the buckets of that gang of tappers. The result is a fair latex which can be added to the bulk of No. 1 latex, provided it is free from dirt. Where sheet rubber is being prepared, carefully strained cup-washings or bucket-washings may be utilised in the dilution of the latex to the required standard, thus increasing slightly the percentage of first-grade rubber.
Tree-Scrap.—As tree-scrap is a naturally coagulated rubber, it should be expected to show up well in quality. This is usually the case; but from what has been said of the effect of sun-heat it will be understood that if trees are not regularly “scrapped,” there is a danger that the crepes may be found to contain tacky streaks due to the inclusion of old scrap which has been sun-baked. In hot dry weather, on widely planted areas tapped on alternate days, it has been noticed that scrap remaining for two days often exhibits a resinous appearance, and feels sticky to the touch.
If tree-scrap is to be made as a separate grade, as used to be the general custom, care should be taken to see that it is free from bark and dirt. On some estates where scrap-rubber is paid for per pound collected, it is usually the rule to insist that scrap shall be washed free from dirt and picked free of bark. This course is to be commended, but might probably[123] prove impracticable to the majority of estates. Theoretically, of course, the operation of machining should rid the scrap of all traces of bark; but in practice it does not do so.
Some proportion of the tree-scrap is usually found to be heavily oxidised, and naturally if a crepe of uniform colour is to be obtained these dark scraps must be rejected, otherwise dark streaks will be formed. Coolies should be instructed to sort out the dark pieces before arriving at the store.
Bark-Shavings.—It has been intimated in a previous section that the method of obtaining and collecting bark-shavings varies with the type of labour employed.
Where the scrap is removed from the edge of the bark on each occasion before tapping, the amount of rubber to be extracted from the dry shavings is very small—so small, in fact, that when the price of rubber is low, it is doubtful whether it pays to collect and work the material.
On the other hand, where trees are not “scrapped” before tapping, the bark-shavings and tree-scrap are collected together, and the amount of rubber derived from the mixture may be 30 to 40 per cent. upon the gross weight—depending chiefly upon the quality of the tapping (i.e., in this case, the thickness of the paring). Another factor influencing this figure would be the effect of using an anti-coagulant on the cuts.
Bark-shavings entail such wear upon the ordinary machines during working, especially if fairly free from rubber, that unless the factory is equipped with a special “scrap-washer” it is advised that this material should be sent for working to a factory having the necessary equipment. Whenever possible, bark-shavings should receive treatment on the day of collection.
It used to be quite common to see heaps of bark-shavings accumulating on the floor of a factory, and generating excessive heat. Yet these heaps were allowed to stand about for a day or days. Is it any wonder then that tackiness was found to develop when the rubber was dry? It is here definitely laid down that no heaps of bark-shavings should be accumulated even for half a day. Tanks should be provided in which the shavings should be submerged in water.
[124]Earth-Scrap.—Of all grades of crepe this is the one most liable to become tacky in transit. This tackiness to a large extent cannot be avoided, as old pieces of earth-scrap may be brought in amongst the bulk. Probably these old pieces have been exposed to the sun for days, and have become quite resinous. It would be practically impossible to go through all earth-scrap in order to find these odd pieces, but unless this were done one could not guarantee that the earth-rubber would always be free from tackiness. The difficulty does not appear, however, on estates where earth-rubber is collected systematically at very frequent intervals.
Fibrous Matter in Low-Grade Rubbers.—It is sometimes found in this and other lower grade rubbers that pieces of cloth or cotton-waste are concealed. Coolies may have used them for cleaning cups, or the store coolies may have been at fault. Earth-scraps especially should be examined, before working, for such extraneous matter.
Scrap-Washers.—These are heavy machines specially devised for the treatment of lower grade rubbers. In these the raw rubber is well masticated and freed from impurities, if the machine functions efficiently.
There are several types of these machines, all of which are efficient. That best known is the “Universal” washer, made by Joseph Baker, Sons, and Perkins, Ltd. (formerly Perkins Engineering Company). Coming into local favour during the War, the “U.E.” scrap-washer, made by the United Engineering Company (Singapore), gives very good service. The “C.C.C.” washer, made by the Colombo Commercial Company, is suitable for the purposes of an average estate. There are others, less well known. Most of these machines are made in varying sizes to meet the requirements of small, medium, or large estates; and if funds are available, a scrap-washer should be regarded as an essential item in the machinery of any estate employing engine power.
The rate of output of scrap-washers will depend mainly upon the speed at which they are driven, and when ordering the equipment it would be advisable to state the ordinary speed of the back-shaft, length of drive, etc. It does not follow that the[125] larger the rate of output, the greater is the efficiency of the washer. The point is not as to what quantity of rubber can be taken out per hour, but what quantity is actually freed from impurities.
It is advisable for the superintendent to obtain a thorough knowledge of the general construction and principles of the particular scrap-washer employed. In the past it was not uncommon to find superintendents innocent of the fact that a certain type of washer possessed movable parts upon which the efficiency of the cleansing largely depended. It was often found that these parts, which were intended to be removed and cleaned at intervals, had become firmly fixed and could not be removed for inspection.
It must be recognised also that the machines are liable to considerable damage if extraneous substances are allowed to enter—for example, tapping-knives, stones, pieces of iron, spouts, etc., which are sometimes present in the loose scraps of rubber or shavings, owing to the carelessness of coolies. Under the best regulated-system, such accidents occasionally occur, but a great deal of trouble could be avoided by having it understood that each charge must be sorted over before entering the washer.
Again a deal of extra work, and much wear and tear, is caused by the abuse of the scrap-washer—e.g., in the cleansing of earth-scrap. As this reaches the factory it often contains a quantity of internal or adhering earth. Before entering the washer a good proportion of the external soil could be removed if the scraps were thrown into a tank and given a thorough soaking and stirring. In a similar manner dry bark-shavings, which have been allowed to accumulate, could be softened.
In the actual working of scrap-washers instructions are generally given by the makers. These sometimes advise the introduction of warm water (or of steam into the cold water supply) for an interval during the working of each charge. Where possible, such instructions should be followed, as by this means the individual pieces of rubber are massed together, in the final stage, into a “sausage” form which is[126] easy to transport and to manipulate in the ordinary crepeing battery.
Compound Crepes.—The attitude of both buyers and sellers with regard to the types of lower grade rubbers appears to be changing. In the past, from any one estate there might be obtained as many as six grades of crepe below No. I. These comprised:
(1) A pale rubber (often streaked) obtained from coagulation of cup washings and bucket rinsings.
(2) A pale rubber (often streaked) obtained by coagulation of the skimmings from the surface of the No. 1 latex.
(3) A streaked and dull rubber prepared from naturally-coagulated clots found in cups, buckets, and latex carts.
(4) A streaked rubber prepared from scrap which had coagulated upon the face of the cut bark.
(5) A brownish and streaked rubber made by maceration of bark-shavings to which pieces of tree-scrap adhered.
(6) A dark rubber, often tacky, prepared from scrap found in or on the ground near the base of the trees. As it is often a matter of weeks between any two regular collections, it is easy to understand why the dry rubber was more liable to be “tacky” than any other grade of crepe.
It will have been evident to all who have acquaintance with these grades, as shipped from many different estates, that the diversity in the various shipments must have been rather bewildering. There appeared to be a regrettable lack of uniformity, even in the appearance of, say, a bark scrap rubber from any two estates. When, in addition to these variations, the further complication of condition of cleanliness is introduced, one may realise the difficulty attaching to the evaluation of these rubbers as they appeared upon the market.
Although the foregoing paragraph is written in the past tense, it should be pointed out that within certain limits the trouble continues to exist with respect to the output of a great number of estates.
In the case of many, it has been realised that the manufacturer does not want to buy a large number of “parcels,” all differing in some respect. It is probably correct to state that what a manufacturer requires is a big “parcel” uniform in[127] appearance and treatment, even though the colour may not be so light as that of many smaller lots. This statement is modified with the proviso that the rubber, no matter what its colour or appearance may be, must be free from dirt, grit, and bark.
The difficulty of making a uniform product from several types of lower grade rubbers has been successfully solved on several estates by the preparation of a “compound” crepe composed of a mixture of the best lower grades in approximately definite proportions daily. Naturally the shade of colour of this compound crepe will depend largely upon the types of rubber employed, but as a rule it is somewhat darker than the highest of the types employed in the mixture. To the writers this seems immaterial as long as the manufacturer is offered a larger and more uniform lot which can be given uniform treatment in vulcanisation processes. Neither would it appear that the seller suffers any monetary loss. In point of fact it will be found probably that the reverse is the case. For instance, supposing it were decided to mix for a compound crepe—
(a) Naturally coagulated lump rubber.
(b) Tree-scrap.
(c) Bark-shavings scrap.
The product would be darker in colour than (a) and slightly better than (b). Let it be granted that there might be a monetary loss on (a), it is probable that there would be a slight gain in comparison with the usual prices obtained for (b) and (c). Now, as a general rule, the actual percentage of crop made into (b) is appreciably less than that made into (c) and still less than (b) and (c) together. Apparently, therefore, there would be a margin of profit on the whole by making a compound crepe. It may be pointed out, on the other hand, that there might be expended on the manufacture of this crepe more time and labour, but as against this the labour of sorting and grading would be simplified.
Unfortunately this process is not open to estates which do not possess a scrap-washer. It is essential that the rubber should be free from grit, sand, and bark particles. In the absence of a[128] scrap-washer for the cleansing of the bark-shavings, it would be futile to attempt to make a compound crepe containing that type of rubber, as one would run the risk of spoiling the whole. It seems certain that in course of time a scrap-washer will be considered as necessary a piece of machinery as an ordinary crepeing machine in the factories of estates having sufficient means. Until that time the preparation of compound crepes must be the privilege only of well-equipped estates, unless other estates can send their lower grade rubbers for treatment in a scrap-washer to their more fortunate neighbours.
In previous publications a diminution in the number of grades of crepe rubber has been advocated, and it is gratifying to find that in many cases the amending grades suggested have been improved upon. Many estates now make only three grades of crepe—viz.:
(a) No. 1. From latex coagulated in the store.
(b) No. 2. Compound.
(c) No. 3. Earth-rubber.
It will be seen that the compound crepe includes all types between fine pale crepe and earth-rubber. Naturally one could not safely recommend the inclusion of earth-rubber in any compound crepe, as the risk of possible “tackiness” in the whole would be serious. In the case of the bark-shavings rubber to be incorporated, it is first cleaned alone in the scrap-washer. Then all types are mixed together again in the scrap-washer in proportions ruled by the experience of the usual average percentages of each grade of the crop.
Besides the estates having only three grades, there are others which make four—viz.:
(a) No. 1. From latex coagulated in the store.
(b) No. 2. Compound, from cup washings, etc., skimmings, and naturally coagulated lump.
(c) No. 3. Compound, from tree-scrap and bark-shavings rubber.
(d) No. 4. Earth-scrap.
Other variations are possible, but their number is limited, and they all conduce to simplification of working, and a supply to the market of rubber having greater uniformity.
[129]Need for Increased Care with Lower Grade Rubber.—In the ordinary procedure of estate-working there appears to be an undesirable variety in the style of lower grade crepes. On some estates an examination of these rubbers would appear to suggest that there need be no expenditure of care in the preparation or the form in which it is made. This is a great mistake. With the exception of the lowest grade (earth-rubber), it would not be unfair to state that the quality of the rubbers on testing should be very little inferior to the No. 1 product. Often, as in the case of naturally coagulated rubbers, they are superior in some respects to ordinary fine pale crepe. Doubtless manufacturers are aware of these facts, but what course is open to them if they find the rubber spoiled for their purpose by the presence of particles of sand, grit, or bark? The possible injury caused by these ingredients cannot be insisted upon too strongly, and it must be evident that great care should be exercised in the preparation of the lower grades of crepe.
As to the particular form of the lower grade crepe rubber, one may apply the remarks made under the section dealing with the best grades. It is common to find thin crepes, medium crepes, and “blanket” crepes. More often than otherwise, the medium and thicker crepes are prepared direct in those forms. It follows that they are liable to attacks of “spot” disease, which, however, is not easily visible in the lowest grades, owing to the dark colour of the rubber. Furthermore, it is not possible to cleanse the rubber so thoroughly if thick crepes are made.
Block Rubber.—Few estates now prepare block rubber, which is essentially crepe rubber pressed into blocks. In the ordinary process the fresh coagulum is lightly rolled into thin crepe, which is then vacuum-dried. There are slight variations in the subsequent procedure. Sometimes the rubber as it comes from the vacuum drier is merely allowed to remain on racks overnight before blocking. In other instances, the sticky rubber from the vacuum drier is passed once or twice through wet, smooth rolls and hung to dry for some days. The dry crepe is then folded into the pressing box or cut to suit the size of the box. Pressure is applied for some time, and finally[130] the rubber is taken out in one homogeneous mass. Naturally the appearance of the block depends upon the quality of the parent crepe. Some block rubber is made up thick; other is made in slabs about 3 inches or 4 inches in thickness. With the latter, it should be possible, when held up to the light, to see the shape of a hand held between it and the source of light.
It is possible that an erroneous idea of the strength of block rubber has been formed. It should only be necessary to point out that essentially block rubber is merely pressed crepe rubber. It is inconceivable that the mere action of pressing layers of crepe together would increase the physical quality of the rubber.
The advantages which block rubber possesses are the compactness of the output, its ease of packing, and a saving in freight; but there is the disadvantage, from the consumer’s point of view, that extra labour is involved in the preparatory work of cutting up the blocks.
Smoked Crepe and Sheet Clippings.—There appears to be no certain demand for any grade of smoked crepe, and probably all which is put into the market is really comprised of (1) clippings obtained from the ends of sheets, (2) sheets which have been malformed in machining, or (3) sheets showing the presence of many “bubbles.”
As to the first class it might be explained that through defective rolling, thick ends or edges may be caused. These show signs of contained moisture when the bulk of the sheet is perfectly dry, and as undue delay would otherwise result these moist strips are trimmed and either returned to the smoke-house, or machined to form crepe.
Similarly a torn or otherwise badly formed sheet, when brought from the smoke-house, may be made into crepe, rather than it should prejudice the selling price of the bulk under ruling conditions.
In the same manner, although “bubbles” have no influence upon the quality of the rubber on vulcanisation, sheets thus affected are generally made into crepe.
It cannot possibly be argued that rubber of this description would be in any way inferior to the best smoked sheet for[131] manufacturing purposes, but owing to the prevailing system of evaluation for market purposes, it is necessary to resort to the expedients indicated above.
On some estates the rubber specified in the three classes mentioned is not made into crepe, but cut up into small pieces and shipped as “sheet clippings” or “sheet trimmings”—a procedure which would appear to be justified by a steady demand. In point of fact, the buyers are really obtaining a first-class article (except in superficial appearance) at a reduced price.
Air-Drying of Crepe.—It is still the prevailing custom to air-dry crepe rubbers. A few estates, it is true, have artificial driers installed, and in some necessary cases others will be erected. But in the majority of cases where money has been expended in building air-drying sheds, as long as it is only possible to ship rubber regularly air-drying is likely to remain in favour.
The great drawback to air-drying is that one is so dependent upon the weather conditions. In favourable weather the rubber dries well, but in a long period of wet weather rubber may accumulate at an alarming rate, and the accommodation is sometimes severely taxed. Of course, the rate of drying under the best conditions is mainly dependent on the thickness of the crepe, and every endeavour should be made to maintain a thin style of preparation. If this precaution is not taken, the rubber is liable to recurrent attacks of “spot” disease, and one’s troubles are very much augmented. This is a disability to which rubber treated in artificial driers is not liable. Still, air-dried rubber can be made equal, if not superior, in appearance to pale rubbers prepared by other processes.
For the lowest grades of crepe air-drying is always likely to remain the only method, as it would be extremely unsafe to submit them to heat.
It is noted in ordinary practice that the rate of drying on different estates, for the same type of rubber, may vary widely. Naturally the construction of the house has a great effect, and this subject will receive attention in a subsequent chapter.
Similarly the position of the drying-shed exerts an important influence, and the erection of the building in low-lying sur[133]roundings is always calculated to prolong the drying period appreciably. Incidentally this means that the building must be larger than a normal rate of drying would otherwise demand.
The combination of a poor type of drying-house, a low-lying situation, and a prolonged wet season, might render it advisable to abandon the air-drying of high grade crepes in favour of artificial drying.
Artificial Driers for Crepe.—It is more common to find artificial driers in use in Ceylon than in Malaya, possibly because these driers have been in use in Ceylon for other products. Some time ago the question of installing artificial driers received the serious attention of a number of estates in this country, chiefly on account of the incidence of fungoid and bacterial diseases in crepe rubber. The simple treatment for the prevention of these diseases is to get the rubber dry in the shortest possible space of time. In most cases it is found sufficient to roll crepe thin for air-drying in order to prevent the appearance of coloured spots. It is found, however, that some drying-houses are so badly planned and constructed, that quick drying under even the best of conditions is a practical impossibility. Cases have been known in which the disease may disappear almost entirely during a period of freedom from rain, only to recur as soon as wet weather sets in again. There can be no doubt that, on the whole, the number of cases of “spot” disease is on the decline; but equally it is certain that a very few estates will always be liable to outbreaks as long as drying is attempted in existing houses. For these reasons it is a poor policy to temporise, and the only sound policy in extreme cases would be to give up ordinary air-drying in favour of some method of artificial drying. As regards the majority of estates preparing pale crepe for various reasons, it is not expected that any will instal artificial driers. Money has been expended in elaborate buildings which certainly do the work for which they were designed. As long, therefore, as the accommodation is sufficient, and regular shipments are the rule, it is expected that ordinary air-drying will still remain the general practice.
Of the better-known artificial driers, there are only three[134] which merit serious consideration in these pages. They are the vacuum driers, the Colombo Commercial Company’s hot-air drier, and the Michie-Golledge process.
Vacuum Driers.—The vacuum drier is so well known that only a brief description need be given. It consists of a chamber heated by steam pipes and capable of having the contained air and moisture withdrawn by a pump. This description sounds very simple, and in practice the operation of vacuum drying is really a simple one, and can well be entrusted to an intelligent coolie under efficient supervision. Indicators are fitted which show the vacuum pressure and the pressure of steam in the heating pipes which travel underneath horizontal slabs upon which trays may be placed. Still, in spite of the apparent simplicity of the process, there would appear to be a number of little details which, if overlooked, prove to be factors influencing the result to a considerable degree. Thus it is not uncommon to find complaints that the rubber is not dry when packed. The writers have seen rubber taken from a vacuum drier still containing a visible quantity of moisture. One would have imagined that continuous working of the drier would give the experience necessary to obtain dry rubber, but, apparently, such is not the case in a number of instances. Elaborate instructions are given by the makers, but often they are more honoured in the breach than in the observance. Really, there are only two points to bear in mind:
(1) That the rubber must be fairly thin.
(2) That the temperature be not allowed to rise too high. Some makers advise 140° F. as a maximum, but no harm results from a temperature of 150° to 160° as long as the interval is not prolonged.[11]
[11] These figures refer to temperatures recorded by thermometers placed in the folds of the rubber.
These two points presume that the vacuum drier is true to its name, and that one can obtain a maximum steady pressure. The machines are so well made now that no drier should be taken over from those responsible for its erection unless it can show a vacuum pressure of 28 inches within fifteen minutes of[135] starting the pump; and with the pump stopped, there should not be a greater fall in pressure than 1 inch within ten minutes after stopping the pump.
One of the most frequent sources of error is the control of steam pressure which is responsible for the temperature of the drier. It is quite unnecessary and unwise to maintain any steam pressure once the drying is well under way. All that is necessary is to heat the chamber well, with a steam pressure of 5 lbs., before inserting the rubber. As soon as the maximum vacuum pressure has been obtained, steam should be shut off from the heating pipes, and it will be found that the temperature is well maintained throughout the operation with a rise of ten to twenty degrees at the end. If the drier is working at a vacuum pressure of 28 inches, and if the crepe has been prepared thin enough, the rubber should be quite dry within two hours. Should the operation have to be extended to two and a half hours at 28 inches vacuum pressure, it is a sign that the crepe is too thick. On such occasions it is often noticed that these thicker crepes are not thoroughly dry, having moist spots enclosed in them. On re-rolling, these moist patches become easily visible, and are a source of great annoyance, inasmuch as they take quite a long time to dry out.
As mentioned before, the crepe for vacuum drying should be thin. There is no necessity to give it a superfine finish, and the presence of small holes is quite permissible, as they disappear on subsequent re-rolling. The thin crepe may be folded loosely to the length (or breadth) of the tray several times, but in no other way can the drier be expected to perform its work satisfactorily. A case was noted in which thin crepe was excellently prepared, and four or five layers were rolled together for vacuum drying. Naturally this mode of procedure does not give the drier a fair chance, and it would be ridiculous to judge vacuum drying on the results. After two and a half hours at a temperature of 145° F. the rubber appeared to be only about three parts dry, and the subsequent air-drying extended well into a fortnight.
It is the common practice to screw up the door of the chamber as tightly as possible. As a rule it is found in course of time[136] that the obtainable maximum vacuum pressure decreases. This may be attributed solely to the forcible screwing up of the door. Around the inside edges of the door are strips of rubber compound, the function of which is to form a tight joint. Should the door be screwed up too tightly, these strips become deformed in course of time, and slight leaks occur. It should be pointed out that it is only necessary to screw up the door at the beginning of the operation. When the vacuum has been obtained, the screw pressure may be released, as the atmospheric pressure outside the chamber is more than ample to keep the door in a close fitting position. This will be obvious from the fact that the difference in pressure between the inside and the outside of the door amounts to, say, 28 inches atmospheric pressure—i.e., nearly 14 lbs. per square foot. By slackening the screw handles, therefore, as soon as the indicator shows the maximum working vacuum pressure, the life of the door joints may be prolonged, and the drier will remain efficient for a longer time.
A careful consideration of the question of temperature leads one to the conclusion that the practice of placing a thermometer through the roof of the chamber does not enable one to determine the temperature correctly. In the same way a thermometer suspended behind the observation window cannot indicate the temperature of the rubber, as in both of these positions the thermometer must be influenced by radiation from the walls of the chamber. The only position in which the correct temperature could be indicated is between the folds of crepe. This can be arranged easily so as to enable one to read the temperature from the observation window.
Colombo Commercial Company’s Drier.—The drier of the Colombo Commercial Company consists in principle of a number of small chambers or units in which crepe rubber is placed, and through which hot air is passed. As in the case of vacuum drying, a great deal depends upon the preliminary treatment of the rubber. If the crepe is not rolled thin enough drying will be unduly prolonged, with a possibility that the rubber will become tacky. The temperature usually obtained is about 150° F., and if the rubber is thin the production of an installation of two chambers should be at the rate of 1 lb.[137] of dry rubber per minute. The usual period of drying is under two hours. One advantage which this drier has over the vacuum drier is that the chamber can be opened at any time for a short period to withdraw or insert trays. The thin crepe is folded several times, as in the case of vacuum-drying.
Figures obtained from the actual working of a drier in Ceylon are given below:
| Chamber 1.—Temperature 160°-180°F. | Chamber 2.— Temperature 150°-165°F. |
||||||
| No. of Tray. |
Drying Period. |
Weight of Wet Rubber. |
Weight of Dry Rubber. |
||||
| Hrs. | Mins. | Lbs. | Lbs. | ||||
| 1 | 1 | 22 | 7 | 1⁄2 | 6 | Worked similarly | |
| 2 | 1 | 42 | 7 | 1⁄2 | 6 | to No. 1. Yielded | |
| 3 | 1 | 57 | 7 | 1⁄2 | 6 | in 2 hrs. 23 mins. | |
| 4 | 1 | 57 | 7 | 1⁄2 | 6 | 703⁄4 lbs. dry rubber, | |
| 5 | 1 | 57 | 7 | 5 | 3⁄4 | from 871⁄2 lbs. wet | |
| 6 | 1 | 57 | 7 | 1⁄2 | 6 | rubber. | |
| 7 | 2 | 0 | 7 | 1⁄2 | 6 | ||
| 8 | 2 | 0 | 7 | 1⁄2 | 6 | ||
| 9 | 2 | 11 | 6 | 1⁄2 | 5 | ||
| 10 | 2 | 11 | 7 | 1⁄2 | 6 | ||
| 11 | 2 | 11 | 7 | 1⁄2 | 6 | ||
| 12 | 2 | 18 | 7 | 1⁄2 | 6 | ||
| 88 | 1⁄2 | 80 | 3⁄4 | ||||
It will be seen, therefore, that the drier had an output in 2 hrs. 23 mins. of 1411⁄2 lbs., which is at the rate of 1 lb. per minute approximately.
As the rubber leaves the driers it resembles vacuum-dried rubber in being surface-sticky. This stickiness is only temporary, and is got rid of by passing the crepe through wet rolls. Opinions differ as to when this rolling should be given. On some estates the rubber is only allowed to cool a little before passing through the rolls; on others it is given a day or so before rolling. The methods of rolling also differ. In some factories the rubber has been cut to lengths before drying, and these lengths are merely rolled together by simple pressure. Other estates prefer to re-macerate the crepe while still fairly warm and soft. It is probable that little harm, if any,[138] results from this re-maceration while the rubber is soft, as it is more easily worked in this condition. The thick rubber is then generally hung for a few days to air-dry before packing. As most of the moisture taken up by the dry rubber is surface moisture, three or four days is usually found ample for air-drying.
Michie-Golledge System.—The Michie-Golledge system comprises a process of preparation and drying. The latex is diluted with two, three, or four volumes of water and coagulated with acid in a vessel which is rotated with a churning motion. In this cylinder there are curved and fixed blades. The revolving cylinder and its ribs force the latex against the curved blades so as to cause an eddy in the middle of the machine. Here the rubber coagulates and accumulates, the remaining liquor whirling round outside the blades. It can be imagined that with such dilute latex, the coagulum is very soft and spongy. This soft mass is passed through a machine which cuts it into “worms” about 3⁄16 inch in section. These are placed upon wire trays and dried by means of hot air. The “worms” when dry are re-macerated and built up into medium and thick crepes. The colour of the rubber prepared by this process is usually very good. When treated in a Colombo drier the “worms” usually require about two hours to dry, so that crepe rubber may be packed at latest on the fourth or fifth day, as in the case of vacuum-dried rubber.
Rate of Air-Drying of Crepe Rubber.—In spite of the facts that some estates have been making thin pale crepes for years, and that so much has been written concerning the preparation of this grade of rubber, one occasionally meets with a case in which an estate seems to be unable to prepare thin pale crepe, or if it does the period of drying is much longer than obtains on most estates.
Again, when cases of infection by spot disease in fairly thin crepes are submitted, it is usually found that the particular crepes are of that type which, though fairly thin, show whitish spots of moisture when the bulk of the rubber is nearly dry. This type of crepe is to be noted for the excessive period of drying in comparison with other crepes of equal thinness.[139] It has been advanced elsewhere[12] that a factor of the most considerable importance in the rate of drying of crepe rubber is the type of drying-house and its situation. This accounts very largely for observed differences in the rate of drying of thin crepes on different estates. Yet even where two drying-houses may be of the same type, and the situations may be comparable, one still observes that one thin crepe dries more quickly than another. It has been remarked also that a thin crepe in one old drying-house dries in a shorter period than a similar crepe in another more modern house, although the methods of coagulation and preparation exhibit no apparent diversity. In all these conflicting cases allowance is made for the weather conditions, and the observed differences seem to be inexplicable. It has always been the opinion of the writers that the actual rolling of the rubber plays an important part in determining the rate of drying of crepe, apart from the question of thinness; and it seemed possible that this factor would account for the discrepancies noted above, either partially or wholly.
[12] “Preparation of Plantation Rubber,” Morgan, 1913, chapters xii. and xiii.
With a view to determining to what degree the drying of crepe rubber was hastened by the extent to which the rubber was rolled, experiments were made. It was hoped, also, that some idea would be gained of the particular stage in crepe rolling which had the greatest effect upon the rate of drying. In preparing crepe in the estate in the ordinary way the coagulum is passed through three sets of rollers, and the stages may be described as:
(1) Rough rolling.
(2) Medium rolling.
(3) Smooth rolling.
In the first the coagulum is broken down by passing through the machines until a thick rough crepe is formed. This passes to the intermediate rollers, where it is worked down to a medium crepe. The rubber finally goes to the smooth running at approximately even speeds. Passing through these a number of times it emerges as a thin uniform crepe, free from “[140]lumpiness” and free from holes, which should dry in from ten to twelve days.
In the experiment the rubber was passed through the machines with varying frequency, the number of times in each machine being progressively increased, while the working on the other machines remained constant.
It was determined that the rate of drying was affected only by the extent to which the crepe was worked in the smooth rolls. The less often the rubber passed through these rolls, the slower the rate of drying. Beyond a limit in the other direction, increased rolling did not reduce the period of drying. It follows, therefore, that crepes which have a good thin finish should dry in a minimum period.
When does Air-Drying take place?—Experiments[13] were conducted with a view to discovering, if possible, the rate at which crepe rubber dries, and the extent of drying during the night under weather conditions such as prevail ordinarily in Malaya. It is to be remembered that, during the day, most drying-houses are fairly open and that the temperature ranges from about 88° F. in the lower rooms to over 100° in the upper rooms (near the roof) when the sun shines. At night, however, there is usually a decided drop in the temperature, and unless[141] it is a very clear night the air is generally saturated with moisture. In addition the drying-house is closed as thoroughly as possible, and we should expect the atmosphere of the house to be laden with moisture from the wet and drying rubber. It would be a just inference, therefore, that the rate of drying during the night would be much less than the rate of drying during the day, and the results of experiments confirm this very fully. One was hardly prepared, however, to find that, under certain circumstances and at a certain stage, the amount of drying is nil; not only so, but it was found under certain conditions that the amount of drying which took place was negative—i.e., the rubber weighed slightly more when taken out in the morning than it had weighed the previous afternoon.
[13] Rubber Growers’ Association, Malaya Local Report, No. 2, 1914.
Crepe may Increase in Weight.—As an instance of the kind of result obtained a graph is here given of the rate of drying of a batch of pale crepe. This was hung to dry in the top room of a drying-house in which rubber ordinarily dries quickly. The rubber was hung in a good position, with the bulk of output, near a window which was open for some time during the day. In order to restrict the day interval of drying to the actual period in which the sun was likely to be in evidence, the day was taken to begin at 8 a.m. and end at 4 p.m., the night interval covering the remaining sixteen hours. Thus the night interval was twice as long as the period of day drying. The lengths of crepe were weighed carefully at 8 a.m. and 4 a.m., and the average of the several weights was plotted in a graph.
The weights are placed vertically and the duration of drying horizontally. It will be seen that the rubber was quite dry and fit for packing on the sixth day, as far as could be judged in the usual way by casual inspection. Peculiarly enough at this time it weighed slightly more than had been registered on the fourth and fifth days, but the difference did not amount to more than about 0·4 per cent. In examining the graph it should be borne in mind that the steeper the slope of the curve downwards the quicker the rate of drying, and that when the curve takes an upward direction there is an addition of moisture instead of abstraction. It will be noted that when drying takes place the slopes more nearly approximating the vertical[142] represent the extent of day drying, and that often the night drying is represented either by a very flat curve or even by an upward curve which shows the addition of moisture. A striking feature of the experiment is shown by the rapidity with which drying takes place during the first few days and the comparative slowness with which the remaining moisture is got rid of. Thus, from the graph, it may be calculated that about 80 per cent. of the total moisture content was lost in the first two days, and over 93 per cent. in two and a half days. Yet three days had to elapse before the remaining 7 per cent. of total moisture was lost—i.e., before the rubber was judged to be ready for packing. It will be seen that after this stage had been reached the rubber alternately lost and gained in weight, with a tendency to increase. This increase was attributed to the presence of surface moisture after hanging overnight, when the rains had become frequent. Some light is thus shed upon a subject which has puzzled both shippers and receivers of crepe rubber.
Differences in Weight.—It will be obvious that if rubber is allowed to hang after becoming dry, and is taken down, packed, and weighed in the early morning, it will weigh more than when it reaches a drier climate. The loss in weight under such circumstances might amount to even 1 per cent. It may seem to some an unnecessary refinement to introduce, but it would appear from the graph that rubber should be packed for preference in the afternoon if the weights are to be more nearly correct.
It is extremely singular to note how quickly the curve changes its slope after the major portion of the moisture has evaporated, and it will be very plain that in the last stages any decrease in weight during the day would appear to be counterbalanced, or more than counterbalanced, by the addition of moisture during the night. It may be pointed out, however, that this increase in weight during the later stages of drying of pale crepe is mainly, if not altogether, due to surface moisture. The chief point of interest is the fact that in the case of thin pale crepe, quite 80 per cent. of the total moisture content is lost during the first two or three days, and that, owing to the[143] negative influence of the night atmosphere, the final drying is delayed. It will be understood that the foregoing results applied to thin pale crepe. Thin lower-grade crepes appeared to dry at more uniform rates, but the differences between the rates of drying at night and during the day were similarly notable.
Aids to Normal Air-Drying.—These experiments were undertaken in a drying-house, favourably situated for rapid drying, in which the average period of drying for thin crepes is nine days. It is easy to imagine that the condition of affairs as revealed would be much exaggerated in a drying-house situated on low-lying ground and surrounded by trees. In extreme cases of this nature the use of large fans and heating pipes has been advocated. It is believed that in some cases these installations have given satisfaction, but that in others the degree of improvement obtained has not been in economic proportion to the outlay incurred.
Smoke-Curing of Sheet Rubber.—It will have been evident that one of the disadvantages of air-drying sheet is the incidence of moulds. Now it is found that moulds should not develop in smoke-curing; and if they do, then the smoke-curing has been insufficient or inefficient. The difference in the drying period also is a strong argument in favour of smoke-curing, so that all-round it is seen that there are many valuable advantages to be gained by smoke-curing sheet in comparison with air-drying, and no disadvantages.
The manipulation of the rubber, after it leaves the marking rolls and preparatory to smoke-curing, has been discussed in Chapter IX. It is sufficient only to allow adequate time for furnace water to drip from the sheets before transferring them to the smoke-house. As it is the general rule to roll sheet rubber in the morning, this arrangement fits in very well. The furnaces of the smoke-house are usually extinguished as soon as the sun is well risen, and the rest of the day is occupied in sorting dry sheets, etc. Towards noon the day’s wet sheets should have been admitted, and smoking may be commenced as soon as the sun is well in the west—say, at half-past four o’clock or earlier.
[144]It used to be the custom on a few estates to smoke during the daytime and to discontinue smoking at night. As the night-air in Malaya is usually heavily laden with moisture, it will be plain that such a policy was a topsy-turvy one. It is vastly more reasonable to smoke-cure at night; usually the heat of the sun during the day is quite sufficient in itself to promote the drying of rubber; but there is no reason why smoking should not be carried on in the daytime in wet weather, should it be found expedient to do so.
Recording Instruments.—During the night the care of the smoke-houses is usually in the hands of natives, except for occasional surprise visits from a European superintendent. To all acquainted with the ways of the native it must be plain that means must be provided for the checking of the temperatures attained in the smoke-house. Ordinary thermometers are quite unsuitable, and even thermometers registering maximum and minimum temperatures are of little avail, inasmuch as they record only the degree of heat attained at a particular moment, and do not indicate any period during which a particular temperature was maintained.
It is evident that something more informative is required. There are many types of suitable recording instruments or “pyrometers,” some of which can be electrically connected, so as to cause the ringing of a bell, placed in the superintendent’s office or house, on the attainment of a certain temperature. The type best known in estate practice is that named the “Thermograph,” in which a pen traces a curve or graph on a plotted piece of paper carried by a rotating cylinder which is actuated by clockwork. Such instruments can be purchased through most of the local firms dealing in estate supplies. From experience it can be asserted that, given intelligent attention, these instruments yield very satisfactory results. The apparatus should not be placed always in one position in the smoke-house, but should be moved frequently so as to obtain information regarding the distribution of heat.
Temperature of Smoke-Curing.—In the question of temperature of drying, it is well to be as strict as possible; not that any great harm will result from a rise of 10° above that[145] recommended, but because the higher the temperature recorded the larger the fires must have been, and consequently the more real danger there was of the store becoming ignited. It has been shown[14] that the temperature giving the maximum benefit of drying and quality was found experimentally to be rather above the temperature usually prescribed for smoke-houses, but in the experimental work there was no danger from fire.
[14] “Preparation of Plantation Rubber,” Morgan, 1913, chapter x.
The figure given in previous publications as a maximum working temperature for smoke-houses was 110° F., but certainly the temperature may be as high as 130° if it is considered safe to allow fires to be so arranged. One or two estates are known to work at temperatures of 130° F. and over, in spite of the recommendations of the writers. If those estates care to risk it they may do so, with increased rapidity of drying; but no responsibility can be taken for whatever may happen in smoke-houses where the temperature is allowed to remain, as in one case, at 160° F. Naturally the range of temperature is strictly limited by the properties of the substance to be treated, and with a substance such as rubber it would be far better to err on the side of caution than to risk damage to such a commodity, apart from the consideration of the possible destruction of the building.
Period of Drying.—Considerable differences are noted in the periods of drying on various estates; but, as there is more than one factor influencing the results, it is not easy at first to find why these differences should exist. Really there are three factors:
(1) Relative thickness of rubber.
(2) Extent and quality of rolling.
(3) Temperature of drying.
It is presumed that the smoke-houses are identical in type and efficiency, and that smoking is in force for the same length of time each day. There need be no discussion of these points; the effect of each is so obvious. The thinner the sheet, the quicker the rate of drying; the better the sheet has been[146] rolled, the shorter the period of drying; the higher the temperature, the more rapid the drying.
It has been shown in Chapter IX. that the condition of the sheet after rolling depends primarily upon the standard of dilution of the latex and the original thickness of the coagulum. If these factors are correctly controlled, the rolling should give a sheet which is fairly soft and porous—i.e., it should not have been subjected to such pressure as to make it both thin and hard. An average sheet of rubber which has been well rolled should be smoke-dried at a temperature of 120° F. in about ten days. If sheets take appreciably longer to dry, then the three foregoing factors must be examined.
On the other hand, it is often found that thin sheets made from very dilute latex dry so quickly that they are considered to be fully smoke-cured in from five to seven days. It frequently happens in such cases, however, that the smoking is insufficient, and by the time the rubber reaches home it has begun to show signs of surface moulds. It is evident, therefore, from this discussion that:
(1) If smoked sheet develops surface moulds within a short period after smoking, the duration of curing has been insufficient, or the quality of the smoking is at fault.
(2) The actual time taken to smoke-dry rubber may be insufficient to smoke-cure it.
(3) The rate of drying of smoked sheet depends upon—
(a) The relative thickness of the rubber.
(b) The preliminary treatment of rolling.
(c) The temperature of the smoke-house, and
(d) The type of smoke-house used. This point will be treated in a subsequent chapter.
Fuels for Smoking.—The general idea formerly held was that the beneficial effects of smoking were to be attributed to the constituents of the smoke, and chiefly the creosotic substances. This is not now the opinion of the writers, who attribute the effect largely to the temperature of drying and constituents of the smoke other than creosotic substances. There can be no doubt that the presence of creosotic bodies is responsible largely for the absence of moulds and the [147]existence of the typical odour, but it is becoming increasingly known that the employment of substances rich in creosote is not required or desirable.
Estates used to be put to considerable expense in the purchase of “bakau” (a mangrove timber rich in creosote and creating much heat), under the idea that it was the best material and almost indispensable. Most estates now restrict themselves to the consumption of timber obtained from their own areas. Thinning-out programmes are largely responsible for the supply, but the local authorities are much concerned regarding future supplies; and consideration has been given in some quarters to the question of the development of quick-growing trees on estates with a view to safeguarding the future. This seems to be desirable, as it is difficult to imagine that the place of timber can be taken by any other material in the smoke-curing of rubber. Unless some such precautions are taken it is not difficult to predict that, in course of time, some estates will be able to continue the preparation of smoked sheets only at considerable expense in obtaining suitable fuel from a distance.
It is not true that any kind of timber is suitable as a fuel to be used in a smoke-house. All timbers are suitable, either alone or in mixture with others, provided that the wood is not too green.
Naturally an absolutely dead and crumbling wood will smoulder, but does not develop sufficient smoke. A green timber will give an acrid and moist smoke, but demands the consumption of a certain amount of dry timber in addition if it is to be used.
Rubber-tree prunings and sawn rubber trees obtained by thinning-out may be used in mixture with dead wood, provided the logs are stacked to dry in the sun for some weeks before use. If the timber is too green, steam is formed as well as smoke, and the sheets of rubber may have a moist surface glaze.
Sun-Drying Sheet Rubber.—Among the first curious sights which impress the visitor or newcomer to this country is the spectacle of sheet rubber hanging in the sun on native holdings. From what one has learned of the extraordinary[148] care which must be exercised in all the processes of rubber preparation, one fails to understand how such rubber reaches the market without becoming tacky. That some of it does become slightly tacky is certain, but on the whole native rubber, though crudely prepared, is usually sound. The native idea of giving sheet rubber a preliminary drying in the sun is to hasten the total period of drying. That the period is curtailed would seem to be the case, but it is open to doubt, as the effect of sun-drying, if unduly prolonged, is to create a thin surface film of dry rubber which retards the drying of the rubber below the surface. Working with wet crepe rubber, the writer found that, to all external appearances, there was no effect upon the rubber when it was allowed to sun-dry for four or five hours. With periods of from six to ten hours the crepe becomes slightly sticky, chiefly on that portion across the support. When removed to the air-drying house this tackiness developed further, and the rubber, on the line of support, became so weak that it stretched and broke.
Reasoning by analogy, it would appear that no apparent harm would result to sheet rubber from sun-drying for periods up to four or five hours. From experience (see Chapter IX.), not the slightest ill-effect is found to result from the short interval of preliminary drying or dripping practised on many estates preparatory to smoke-curing.
Artificial Driers for Sheet Rubber.—It is understood that when vacuum driers were first applied to the drying of rubber it was thought possible to dry sheet rubber in this way. The practice was found to be impossible, as the length of time required and the temperature were responsible for the destruction of the form of the rubber; it became tacky and semi-liquid.
The “Chula” Drier.—Although several suggestions of devices for artificially drying sheet have been made, only one is known to be in use at the present time. In the original form this was used for drying other tropical products. It consists of a large iron chamber, in which are several compartments divided by means of baffle-plates. At one end there is a small furnace and, by means of a fan, smoke and hot air are drawn[149] through the compartments. Owing to the temperature attained (140° to 160° F.) sheet rubber cannot be completely dried in the chambers, and is, as a rule, only treated in this manner for one or two days. Drying is then completed in an ordinary air-drying house. It is claimed that drying is expedited, and that the rubber can be packed in ten days.
In the more recent modification, the smoke and hot air which leave the Chula drier pass through a large room in which may be hung either sheet or crepe rubber. It would seem that all sources of danger have not been eliminated from the process, as on one estate a wooden room containing rubber was ignited by a spark which passed through the drier.
Yet another form exists in which the furnace is outside the main building, and in the ordinary course of working only heats a series of open pipes through which air is drawn by a powerful fan. By means of a valve it is possible to allow smoke from the furnace to pass into the room with the hot air for the preparation of smoked rubber. The hot air or smoke is distributed in the lower room by means of main and branch pipes, and passes through an open floor to the room above. With such an arrangement it is possible, therefore, to prepare either air-dried or smoke-cured rubber. If the method could be successfully applied to the drying of crepe it would be of great assistance on some estates. There would seem to be a difficulty in working it for the drying of sheer rubber and crepe together, as the temperature suitable for the one is excessive for the other. Given an efficient control over the temperature of the hot air, the house should be successful in the drying of crepe, provided the rubber is not hung in folds of too great length. For smoke-curing sheet rubber the period is said to be reduced by several days in comparison with the time occupied in an ordinary smoke-house, but it is not clear that such a system would have any advantage over a modern smoke-house, in types of which rubber can be fully cured in periods ranging from five to ten days.
The question of standardising the output of our plantations is one which has occupied attention for some years, with a not inconsiderable degree of success.
Meanwhile opinion is growing in favour of proceeding along the line of reducing the number of plantation grades to a minimum. At present some confusion exists. Some estates make up tree-scrap and bark-shavings together; one estate puts tree-scrap, earth-scrap, and bark-shavings into one uniform crepe; other estates have three or more separate scrap grades—e.g., lump-rubber and “washings,” tree-scrap, earth-scrap, and bark-shavings scrap. There is a movement on foot at present to try to restrict plantation rubber to three grades:
Crepes—1. First Quality Latex.—I.e., crepe made from the true coagulum obtained from the regulated coagulation of strained latex. This is a pale rubber, and may be prepared satisfactorily if the directions given in preceding chapters are followed. Naturally there must be, in all factories, some defective rubber of this grade. For various reasons the crepe may be of inferior colour, or is slightly contaminated with dirt or traces of oil and grease, etc. This defective rubber should be placed aside most rigorously and plainly marked as “off-quality.”
If a proper scheme of standardisation of latex and chemicals is followed, there should not be any such variety in shades of colour, such as was common in No. 1 crepe in the past.
Comparatively few estates in Malaya now prepare thick (or blanket) crepes in the No. 1 grade, but in such cases the same rules must be applied as govern the sorting of thin fine pale crepes.
[151]2. Compound Crepe, No. 1.—In this it is proposed to include cup-coagulated lumps, coagulated lumps from transport vessels, skimmings, bucket rinsings, cup-washings, and tree-scrap. It has been shown in Chapter X. that strict care is necessary to eliminate all oxidised (dark) scraps. These are relegated to a lower grade. The possession of a “scrap-washer” is necessary if the best results are to be obtained.
On some estates the ingredients of this compound crepe, while fresh, are placed in a common jar or tank to which a quantity of sodium bisulphite (1 per cent. solution) and acid are added. The resulting conglomerate mass is cut up for working.
3. Compound Crepe, No. 2.—This grade would include the remaining lower grades—viz., bark-shavings, scrap, and earth-rubber scrap.
Reduction Carried too Far.—However desirable it may be to diminish the number of grades, it must be pointed out that diminution and simplification are not necessarily synonymous terms in this matter. It is well known that on estates where the earth-rubber is only brought in at lengthy intervals, say of a week, the resulting crepe is sometimes very tacky. This is only natural, and is due to the prolonged exposure to the sun’s rays. With the improved machinery now at our disposal, and with the increasing attention which will be given to the lower grades in the future, it is possible to prepare from average bark-shavings crepe free from bark, and of quite a good colour. Where trees are not “scrapped” before tapping, there would seem to be no objection to amalgamating the rubber obtained from the bark-shavings with the No. 1 Compound crepe; and it would be a distinct danger and possible loss if this good rubber were to be mixed with earth rubber. The liability of the latter to become tacky is well recognised; and if possible it should be maintained as a separate grade, in which it would be permissible to mix only rubber obtained from actually dry shavings from “scrapped” trees, or heavily-oxidised scraps which have been rejected from other grades.
Sheets.—Broadly there are no fine distinctions to be made at present in the grading of smoked-sheet rubber; it is either[152] No. 1, or if any so-called defect is visible the sheets must be rejected and plainly marked as “off-quality.”
Clippings (trimmings) may either be made into crepe or shipped under their own description.
Rubber Growers’ Association’s Recommendations.—Taking the foregoing arguments into full consideration, it would seem that, strictly speaking, the number of grades cannot be reduced to less than four at present without producing some amount of confusion.
In its handbook,[15] the Rubber Growers’ Association remarks:
“The fewer grades the better, and regularity of each grade is most important.
“The grading should be as follows:
“(No. 1) Fine crepe (or No. 1 sheet), made from the free or liquid latex.
“(No. 2) Clean light brown crepe, made from lumps and skimmings.
“(No. 3) Scrap crepe, made from tree-scrap.
“(No. 4) Dark crepe, made from bark-shavings, earth rubber, and the lower quality of scrap.
“Tacky rubber should be packed separately.
“Compound Scrap Crepe.—Estates using scrap-washers should make a compound crepe of grades Nos. 2 and 3, which will make one compound free from bark and specks. All rubber intended for No. 4 should be most thoroughly washed.”
[15] “Preparation of Plantation Rubber,” 1917.
Concerning these recommendations the remarks in preceding paragraphs should be studied.
Care in Sorting.—Whether dealing with smoked-sheet, pale crepe, or lower grades, the strictest care is necessary in sorting and grading. This work must of necessity be relegated to coolies, and they should be trained men. Instructions must be definite, and doubtful specimens of rubber should always be placed aside for the decision of the European superintendent. Any pieces showing unmistakable signs of what are regarded as defects should be stringently rejected. In the case of pale crepe, when the defect is confined only to a small area it is permissible to cut out the affected portion. Similarly there can be no objection, in the case of smoked sheets, to[153] an occasional sheet being treated in this manner. On the majority of estates these rules are observed carefully, but some estates yet have to learn that defective pieces of rubber may not be concealed in a bulk of otherwise good quality. Samplers have often an uncanny knack of hitting upon the defective specimens, and it is entirely the fault of the estate’s sorters if these pieces are submitted as being representative of the mass.
Choice of Cases.—Consumers complain justly of the presence of chips, splinters, and wood-dust. It will be evident, therefore, that whatever the type of case employed the interior surfaces should be smooth, there should be no cracks or gaps in the timber, and the cases should be cleaned out before using. There remains great room for improvement in the means and method of packing, and in spite of suggested alternatives we are at present restricted to the use of wooden cases.
From comparisons of actual quality and fulfilment of the requirements indicated above, there can be no question that cases made of three-ply wood, such as the “Venesta,” are in every respect superior to the ordinary wooden cases of “Momi” type. The consideration of cost and available supplies, of course, enters largely into the question, and three-ply cases are not at present so largely employed as they deserve to be.
A new type of case was recently exhibited in Singapore. It emanates from the U.S.A. and is made of a fibrous material, resembling in appearance a very stout cardboard. The complete case when assembled consists really of two boxes, one of which is inverted and slides down over the other. Packing is completed by means of stout wire, which is strained by a simple ratchet arrangement. It is claimed that from 225 to 250 lbs. of rubber can be contained. Other claims made amount to the statement that the case is practically indestructible under normal conditions of handling and shipping. A demonstration given certainly appeared to substantiate the statement fully. Rubber packed in cases of various and average type was allowed to fall from a height of about twenty feet. In all instances the wooden cases of every type were either smashed or badly burst, whereas the fibre cases were merely dented. These cases are obtained in flat sections, which, in assembling,[154] are folded and clamped by means of copper rivets in a special but simple machine. It was pointed out that objection might be lodged against the use of copper for this purpose.
More recently there is announced a new packing case which is stated to be made from low-grade rubbers, but information is rather vague.
Bags.—There are in local use stout canvas bags which have the advantage of being used many times, as long as they are waterproof and kept in good dry condition. Their employment for the conveyance of smoked-sheets would appear to be permitted, but crepe rubbers sent in them are often reported upon as being “massed” at the edges, and hence difficult to “sample.”
Bales.—Attempts to bale rubber for the market have been frequent, but no success seems to have attended the efforts. In some quarters the failure has been ascribed to prejudice on the part of buyers, but it is the opinion of the writers that the objections to baling are, or could be, well-founded. Massed rubber often cannot be inspected properly, and hence is always open to suspicion that internally there may be unsuitable portions.
There have been several schemes put forward for winding crepe rubber on spindles so as to form a cylindrical package complete in itself. We have seen the process, and certainly the method had much which appeared commendable. Apart from other objections which might be raised, there is always the one prominent objection mentioned in the preceding paragraph.
While baling of rubber is thus not likely to suit the general market, there is no reason why, as in one or two instances, it should not be practised by agreement between producer and consumer. It is believed that “slab” rubber is shipped in bales from Sumatra to the U.S.A.
Quite recently a proposal has been put forward to revert to a simple form of baling for ordinary plantation rubber. Under this scheme wooden cases are discarded, the packing material being composed of scrap-grade crepe rubber which, it is claimed, could be put to use by the manufacturer. An obvious drawback would be evident if these bales happened to[155] be exposed to direct sunlight or a continuous high temperature. The tackiness which might supervene would make the handling of such bales unpleasant, even if it did not affect the internal rubber.
Folding for Packing.—In the packing of smoked sheets it would appear to be advisable to avoid, if possible, the folding of any pieces, as the objection is made that such rubber is difficult to “sample” on arrival, especially in cold weather. Sheets should be prepared or cut to such length that they occupy the full superficial area of the box, either singly or side by side.
The same remark applies to the packing of crepe rubbers, except that here we deal with units of folded rubber. Crepes are generally folded by hand, and coolies usually work to a certain dimension by means of a standard stick. The work is slow, but often gives employment, at a cheap rate of pay, to women and weak coolies.
Several machines have been invented to replace this labour. The best of these yet seen has a simple device by means of which the length of the fold is adjustable to suit the size of[156] any packing case. It is called the “Senang” folder, and is made by the General Engineering Company (Radcliffe) Ltd., Radcliffe, near Manchester.
Care in Assembling.—Whatever the type of case employed, great care must be given to the assembling of parts and the final fastening. It is not uncommon to find in the operation of putting on the “strapping” that nails have been driven into the rubber. Extra bands of strapping are sometimes advised, and where these bands pass over the sides (not edges) of the case only specially short nails should be used.
All wood should be planed, and in cases other than three-ply should be of stout wood, not less than 5⁄8 inch in thickness. All timber used should be of uniform type and thickness.
Methods of Packing.—The usual method of packing crepe is to fold the lengths to some measure of the dimensions of the case. This is done in a haphazard fashion on some estates, with the result that either space is lost or the packing is badly arranged.
Some ingenuity can be displayed in the packing of sheet rubber in order to avoid folding the sheets, which, besides increasing the difficulty of sampling, leads to loss of space. Endeavours are being continually made on estates to prepare sheet of such a size as to obtain the maximum benefit of space both in smoke-house accommodation and in packing. A few estates employ tanks of such calculated dimensions as will yield uniform sheets which pack flat and fill the superficial area of the case.
In view of the contamination which sometimes characterises the employment of wooden cases it is sometimes advised that the interior should be lined with sheets, or pieces of crepe, the ends of which are later folded over the top of the mass. In this manner it is stated that contamination is confined only to the exterior of the contents of the case.
Weight of Contents.—The dimensions of average cases are 19 inches by 19 inches by 24 inches, giving a capacity of 5 cubic feet.
In these it is possible to pack 150 lbs. of crepe rubber and 200 lbs. of sheet rubber (about 5 per cent. more in cases of[157] three-ply wood). It may be noted that boxes arrive in better condition when fully packed. The foregoing figures are not adhered to strictly. For example, some estates find it expedient to ship rubber in actual ton lots, and for this purpose pack only 140 lbs. of crepe per case, giving sixteen cases to the ton. Other estates, using presses, pack more per case than the quantities noted above. At present there does not appear to be any definite regularity in practice.
In all instances it should be the invariable rule that the rubber should be weighed before packing, and that all cases should contain uniform nett quantities of any particular type of rubber. Invoicing, etc., will thus be greatly facilitated. If these practices are followed, and the rubber always weighed on the same scales (assuming it to be perfectly dry when packed) complaints of “short-weight” should be infrequent.
“Short” Weights.—In some cases the occurrence of “short” weights on arrival at ports would appear to be inexplicable. It often happens that the constituent parts of wooden cases have been in stock for a considerable period.[158] If for no other reason than that indicated below, all cases, either before or after assembling, should be thoroughly dried in the sun. “Short” weight could be accounted for to some degree by a lack of observance of this elementary rule, as it is most probable that there would be a perceptible difference in weight of the wooden case in a drier atmosphere.
(a) If rubber is weighed in the box, and the average tare of the case deducted from the gross weight (in order to obtain the nett weight), any loss in the weight of the timber would appear as a deficiency of rubber at the distant port.
(b) Whether the same effect would be produced eventually in the case of rubber which is weighed before packing will depend upon the method of weighing at the warehouse. If the rubber is weighed in the box, any observed deficiency would be attributed to a loss of weight in the rubber.
The number of manufacturers of machines for preparing rubber would seem to be on the increase, and there can be little doubt that this competition will result in a continued improvement in the design of machines. It cannot be denied that there has been room for such improvement, and it is believed that manufacturers will display judgment in putting only their best quality into the work. While design and finish are very excellent in their way, it is to be regretted that in a number of cases in the past the material of rolls has been found to be of inferior quality. Generally, the complaint seemed to be that the rolls were too soft, and that the “grinding” effect was far too great. The damage to pale rubber in such cases is considerable, as it is impossible to keep the rolls free from fine dark powder. The effect is generally noticed more in the smooth rolls with which a finish is put upon the crepe.
Cases have occurred frequently in which rolls have been returned, because of the injury caused to pale rubber, and there can be little doubt that the life of quite a large number of rolls is even now far too short in comparison with the expense involved.
It is a moot point, however, in many instances how far the quality of the rolls is actually responsible for the damage done to the rubber. In the experience of the writers it is certain that complaints regarding the rolls were unjustifiable, and that the injury had been caused by carelessness in the “feeding” of the machine. Especially in the case of smooth finishing rolls, it is[160] clear that if the rolls are allowed to run idle for more than the briefest possible interval grinding must take place.
The complaints apply not only to the rolls themselves, but also to the brass linings for shaft-bearings. Cases are known in which a brass “liner” was so worn within a few weeks as to be quite useless. If the matter ended there it would not be so bad; but there is always the possibility of particles of brass finding their way into trays, and so into the rubber. The damage which ensues to the rubber is quite irreparable. This particular defect arising from the presence of brass will be dealt with in a later chapter. But here again it is necessary to point out that such wear on brass liners may be caused by the standards (ends) of the rolls being eccentric; and the case may be analogous to the placing of “new wine in old bottles.”
En passant it may be remarked that in any case brass liners are not strictly necessary. White-metal alloys are in use on rubber machines, and cast-iron bearings have been employed satisfactorily for years.
It would be well for managers to remember, therefore, that when machines have to be ordered, nothing but the best is good enough, and that the difference between good machinery and passable machinery is probably immensely greater in effect than any saving in expenditure would warrant.
Adequacy of Machines.—In general, the factories which prepare sheet rubber are usually equipped with adequate machinery. This arises from the fact that machines are necessary for preparing all grades below the first, even if they are not necessary for the making of sheet. Thus all the necessary macerators and finishing machines are installed, but the major part of the output is in sheet form. For the preparation of sheet, no heavy machinery is required; all that is necessary are light machines for rolling the sheets and expressing as much moisture as possible. To obtain a pattern on the sheet, another light machine may be used. It may be imagined, then, that the work of rolling sheet rubber by power machines is small, and that a large quantity of rubber can be worked off in a comparatively short time. It follows, therefore, that the preparation of the lower crepe grades can be proceeded[161] with at once, and that the whole work of the factory is expedited.
The case of factories which have to prepare all first-grade rubber in crepe form is quite different, especially when thin rubber has to be made. The care which has to be exercised in preparing pale crepe rubber is very great in comparison with what is demanded by sheet rubber. The rubber has to go first through the uneven-speed macerators, from there to the intermediate rollers, thence to the finishing rollers. Considerable ingenuity has to be displayed in the arrangement of the machines, so that one section will not work faster or slower than another. More often than not, the attempt to arrive at such a desirable arrangement fails, owing to an insufficiency of machines. Such a statement will probably read strangely to the uninitiated; but an example will make it plain. A factory may have a battery of six machines, one only of which is a finishing machine (smooth rolls). With five macerators and intermediate machines working continuously, it will be more than the work of one finishing pair of rolls to keep pace, especially as so much more care has to be exercised in finishing than in rough crepe-making. The obvious course to adopt is to substitute a pair of smooth rolls, with suitable gear ratio, for a pair of macerators or “intermediates.”
If, however, the macerators and intermediates are already fully occupied the whole of the time, any such change would be of small benefit. What is really needed in this case is more machinery.
It might be pertinently asked what constitutes an adequate equipment of machines for crepe-making. The writers cannot give a number, but have no hesitation in stating that if a factory cannot complete its whole day’s work before dark, it is inadequately equipped. No work should be done after dark, if possible, as it cannot receive the supervision which crepe-making demands. To make comparison between the number of machines in any two factories and their respective outputs is not sound argument, as the out-turn of two similar machines will depend upon the speed at which the rolls travel—i.e., the gearing between the machines and the engines. Thus, while[162] one machine will out-turn 40 lbs. of crepe per hour, another may only have an output of 30 lbs., although the machines may be identical in pattern. To make calculations based on a rate per hour for any known make of machine, and to apply those calculations to the existing machinery in any factory, in an attempt to judge whether there is a sufficient number of machines, would be a mistake, unless one were also supplied with the relative speeds at which the rolls work.
Finally, on the question of adequacy of machines, it must be pointed out that an insufficient number of machines must result in a poor product, since all rolls have to be used for all grades. Even with the greatest possible care it happens that pale crepe is sometimes spoiled because it is contaminated with foreign matter, resulting from the working of lower grades on the same machines. This is one of the great arguments in another direction for the installation of a scrap-washer.
In conclusion, the writers can only give their opinion that one must not decide the question of adequacy by the number of existing machines, but by the time taken each day in working off the rubber, providing one can be satisfied that the best arrangement of the existing machines has been made.
Ideal Arrangement.—As to what this best arrangement may be, guidance can be obtained from the results of experience here given. It must be premised that the output of any factory preparing fine pale crepe is limited by the output of the smooth finishing rolls. Broadly, it will be recognised that if there is any excess of capacity in a battery it should be found in the smooth-roll machines. This sufficiency, or excess of capacity, may sometimes be attained by an alteration in the gearing of the drive of the rolls from the back-shaft, or by an addition to the number of machines. In the former case, there are practicable limits of speed, beyond which the second alternative measure must be adopted.
Speed.—The usual speed at which the back-shaft travels ranges from 60 to 70 revolutions per minute. Taking first the macerating machines, the intermediate gearing between the shaft and the rolls should give a driving speed of about 20 revolutions per minute on the faster-travelling roll. This[163] is equivalent, with a 15-inch diameter roll, to a peripheral speed of about 60 to 65 feet per minute.
The intermediate and smooth rolls can be arranged to travel more quickly, but the maximum comfortable speed for proper feeding and control appears to be about 25 revolutions per minute on even-speed rolls. In view of the fact that the rubber at each successive machine becomes longer and thinner, it will be seen that a smooth-roll machine could not cope with the output of a macerator in the same period of time. If, therefore, the macerator is fully occupied for the greater part of the time, an additional smooth-roll machine must be installed, even though the existing one has been “speeded up” to practicable limits.
For the information of the uninitiated it might be explained that in the macerating and intermediate machines the cog-wheels driving the two rolls are of different sizes (i.e., differentially geared), as opposed to the smooth rolls on which the cog-wheels are usually of the same size (i.e., even speed). The idea in the one case is to exert a “working” influence upon the rubber while it is being washed by the stream of water coming from above; in the smooth rolls a squeezing action only is effected.
To give an idea of the ratio of the speeds of the rolls in each machine in a typical working battery, the following particulars may be noted:
| Machine. | Differential Ratio. | |||||
| 1. | Macerator | 32-17 | ||||
| 2. | Intermediate | (coarse grooved) | 32-17 | |||
| 3. | „ | (fine grooved) | 30-19 | |||
| 4. | Smooth | (uneven speed) | 30-19 | |||
| 5. | „ | (finishing) | 25-24 | |||
| 6. | „ | ( „ ) | 25-24 | |||
It will be seen that the so-called “even-speed” smooth rolls run at approximately the same rate.
It is advised that in all cases the gear wheels should be cut helically. Those who have experience of the noise of some batteries after they are slightly worn will appreciate such a remark.
[164]Grooving of Rolls.—Concerning the choice of grooving, there is divergence of opinion, some managers preferring one type, which others reject in favour of another type. Provided any particular type can be shown to be as effective as required, no necessity for laying down hard-and-fast rules seems to exist.
The following particulars serve to describe a battery well known to the writers, and accustomed to produce the finest quality of thin pale crepe and lower grades:
| Machine. | Grooving. | No. of Times Rubber passes through. |
|||
| 1. | Macerator | Deep horizontal grooves; square-cut, 5⁄16 inch × 5⁄16 inch × 5⁄8 inch spaces |
3 | ||
| 2. | Intermediate | Horizontal grooves; 3⁄16 inch × 3⁄16 inch × 3⁄8 inch spaces |
2 | ||
| 3. | „ | Fine spiral grooves; 1⁄8 inch × 1⁄8 inch × 1⁄4 inch spaces |
2 | ||
| 4. | Geared smooth | Nil | 1 | ||
| 5. | “Even” smooth | „ | 1 | ||
| 6. | „ | „ | „ | 1 | |
| Total | 10 | times | |||
The actual rate of output of this installation is the capacity of the last smooth machine. This is about 180 lbs. per hour, while the output of the macerator is approximately double this amount. Thus the macerator only works for about half the time. This applies also to the two intermediate machines. After a study of the preliminary remarks, it would not be difficult to suggest methods for improving the condition of affairs. It would appear that, in order to obtain a uniform rate of working in such a battery, the relative peripheral speeds of the several machines should be—(1), (2), and (3) 100; (4) 150; (5) and (6) 200. The remarks on the practical limits of speed should be borne in mind. In this case the smooth rolls travelled at 23 revolutions per minute.
As already stated, it is not intended to lay down definitely that, e.g., horizontal grooving alone should be cut on macerating rolls. Some estates employ with satisfaction a deep square-[165]cut spiral 1⁄4 inch by 1⁄4 inch by 1⁄4 inch or 1⁄2 inch spacing; others use a large diamond pattern. Similarly various types of grooving are cut in the intermediate rolls.
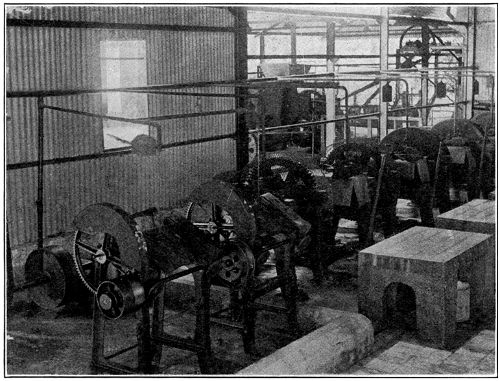
A Battery of Machines.
On the left, light marking rolls for sheet rubber; on the right, heavy machines for crepe preparation. In the middle background, “scrap-washing” machines outside the main building.
It has been remarked in the chapter dealing with crepe preparation that much depends upon the condition of the coagulum. There is no necessity, or desirability, for having a standard higher than 2 lbs. dry rubber per gallon, and it has been argued that it would be better to select a standard of 11⁄2 lbs. The tougher the coagulum, the more the power required, and the slower the rate of output of the leading machines.
In ordering machines for crepe-making, only large rolls should be considered—e.g., rolls having a diameter of 12 inches to 18 inches and from 15 inches to 18 inches face.
Rolls Running Hot or “Free.”—If the rolls are found to become hot, work on that machine should be stopped, and an[166] examination made, otherwise there is the possibility of the crepe becoming sticky and “tacky” when dry.
Although comparatively cold water may be flowing upon the rubber and the rolls, little alleviation may be noticed, inasmuch as the source of heat lies generally at the bearing ends of the rolls. This may be tested by placing the hand on the top of the “standard” of the machine. The development of the heat may be due to lack of lubrication, worn bearings, or sometimes faulty setting-up of the machines.
Allusion has been made to the necessity for avoiding the running “free” of rolls—i.e., in the absence of rubber. The grinding of the rolls, when working close together, produces a fine powder, which causes a more or less pronounced deposit on pale crepe. When the rolls have been in action for some time and become slightly worn, this deposit may be confined only to the edges of the rubber.
Sheeting Machines.—The foregoing paragraphs have dealt entirely with machines for crepe preparation. Concerning machines for use in sheet-making, the ground has been mainly covered in Chapter IX.
Where both crepe and sheet are made, it is permissible and advantageous to use the heavy smooth rolls for the rolling of the sheets, and it is only necessary to instal one or two light machines for placing a pattern on the rubber.
Where a heavy battery does not exist, light machines with smooth rolls may be employed satisfactorily. Even engine-power is not necessary for the preparation of excellent sheets, but the output is limited where hand-power only is employed. Estates are known on which upwards of 1,000 lbs of sheet rubber are made daily with hand-power machinery in one station. Beyond this figure, it is deemed advisable to instal a small engine, say of 7-9 horse-power. This is ample to drive a battery of three smooth-roll machines and two markers, and yet have sufficient reserve to actuate a small pump for the water supply.
Lubrication of Machines.—It must always appear to those inexperienced in engineering matters that existing methods for lubricating rubber machinery are distinctly crude, when[167] one considers the delicacy of the material to be prepared. Many existing machines are still lubricated with oil, which has to be administered in generous quantities. Generally, such machines have been so designed that the excess of oil may find an easy passage into the tray which receives the rubber. If not, it drops just outside the tray to the floor, and is washed away in great gouts. Even where grease-cap lubricators are fitted it is common to find that the excess can often be transferred from the bearings to the trays and so to the rubber. One would have expected from the attention which is being given to machinery for rubber estates that some improvement in lubrication methods would have been devised.
It is probable, however, that a great deal of the disabilities attaching to present methods of lubrication might be obviated if closer attention were given to the actual operation of the lubricators. Coolies should not be allowed to handle them, and the responsibility should be placed upon a foreman or the engine-driver.
Trays.—The most unsuitable and damage-causing part of the vast majority of machines, without doubt, is the tray. On nearly all machines the tray is wider than the effective portion of the rolls, so that any excess of lubricant may drop into it. On others, not only is the tray wider than the rolls, but its edge either is in contact with the shaft of a roll or just a small distance away. The edge of the tray is thus favourably situated for acting as a “wipe,” and the lubricant is transferred to the inside of the tray. Considering that the effective portion of rolls is about two-thirds of their length, it must be unnecessary to have trays wider than the length of the rolls. For the preparation of fine crepe trays are quite superfluous, and their place can be taken by a narrow piece of board if required. If the bed of the machines has been covered with glazed tiles, even a piece of board is not necessary. Where trays have been removed from the fine-crepe rolls on a number of estates, a marked decrease in the number of spoiled pieces of rubber has resulted.
It must be recorded that the foregoing paragraph appeared in our 1913 publication. After a lapse of over seven years,[168] the remarks remain as true as when originally written. One of us is continually meeting with cases in which the defects are plainly attributable to the cause indicated above, and the fault often lies with the management of estates. On most machines the trays are not fixtures, and could be removed if desired.
Arrangement of Machines.—In considering the future arrangement of machines, the first care should be to see that machines and windows are to be found together.[16] Of all the factory operations, rolling of rubber should be given the maximum light. At the same time it would not be advisable always to choose a southern aspect, unless outside shades were supplied. The best position for setting up machines, therefore, is along a wall having a number of windows. This is extremely convenient also from the view of power transmission, and gives the maximum free floor space to the factory. In setting up machines, foresight must be displayed, otherwise one may find, when future extensions are made, that the extra machines may obstruct an entry or exit.
[16] Windows imply the existence of walls. Such is the conventional design of factories. It may be pointed out that walls are not necessary. The roof may be supported on pillars between which expanded metal of large size may be placed. This fulfils all requirements and gives the maximum of light and air. Many new factories have been erected to such a design.
For the actual erection of machines, no labour should be accepted without European supervision. At present there are machines which are practically useless owing to faulty workmanship, and on many machines bearings run hot for no apparent or explicable reason. Whether the fault lies with the turning of the rolls or the setting of the machine cannot be decided; but at any rate too much care cannot be expended on the supervision of setting up machines.
There is no reason why everything in a factory should not be made as easy to clean as possible. For this desirable condition all machines should have the beds faced with tiles. A word of caution should be given against using marble slabs under the machines, as they would be eroded in time by the[169] slight amount of acid washed out of the rubber. There would be no such objection against the use of white glazed tiles, if they are well set.
Access to Back of Machine.—In a few factories it has been noticed that the drainage of water from the machines runs to the front of them. This means that the coolies are put to unnecessary inconvenience and discomfort, and they often suffer from sore feet. All water should drain to the back of the machines. The necessity for seeing that these drains are kept clear might then induce those in charge to examine the back of the machines. It is often the case that, while the front of the rolls and tray are kept clean, little attempt is made to cleanse those parts which are not visible or accessible from the front. There should be no need to point out that any labour expended in such “front-window” work is rendered useless by the contamination from accumulations of old rubber and grease at the back of the machines. In the course of visiting factories one of us has many times seen great surprise exhibited by the manager or assistants on being shown the state of affairs at the back of the machines. There should have been no occasion for such surprise, for the back of the machines is quite as accessible to them as to the visitor.
In conclusion it might be said that the manager needing advice as to the best machines cannot go far wrong in purchasing any of the better-known makes, such as Shaw’s, Bridge’s, Robinson’s, Bertram’s, Walker’s, Carter’s, Iddon’s, etc. This list does not include local manufacturers such as the “United Engineers.” It must not be imagined that their machines are not recommended. As a matter of fact, their machines compare well with those made at Home. It would be well to judge in the final decision upon—
1. Cost.
2. The experience of those already using the machines.
3. Simplicity of parts.
4. Lubrication system.
5. Mode of adjusting rolls.
6. Fitting of trays.
[170]Engines.—It is not intended here to discuss particular makes of engines, or even to attempt to lay down definite statements with regard to the type of engine. Without a full knowledge of local circumstances, it is not possible to recommend whether the engine shall be oil-driven, gas-driven, or steam-driven.
Assuming a copious supply of very cheap timber, there could be no objection to the employment of a steam-engine; but for most estates such a choice is out of the question.
Again, in deciding between oil and gas, local economic factors must be considered. Suction-gas plants are now made, in which a wonderful variety of refuse can be consumed in the production of gas, whereas ordinarily estates are restricted to the use of either charcoal or anthracite coal. Both oil and gas driven engines are eminently suitable for the purpose of a rubber factory, and the results obtained on different estates with either are often discussed in favour of one or the other. The selection ultimately narrows itself down to one of cost of running, in which availability of supplies becomes an essential feature.
Power.—No matter what type is selected, there should be made an ample allowance for margin of power. The general experience of estates has been that when the first portion of the estate comes into bearing, there is a desire to avoid great outlay, which should really have been secured in the original capital. The result has been that as later the estate expands, the original power unit is found to be inadequate, and a larger engine has to be purchased. In a short while the original engine is found to be unsuitable even as a “stand-by,” inasmuch as it is incapable of doing more than a portion of the work required. This means eventually that another large engine is required. Had sufficient margin of power been allowed originally, only two engines would have been bought, as against the three indicated above. Without going into finer details, it is usual to allow a rate of 10 horse-power per heavy machine used for crepe preparation. In actual practice, when a battery is working under full load, the power demanded is about 6 horse-power per machine. Thus a 50 horse-power[171] engine running six machines and a scrap-washer is really running with only a small margin of power, and if large pieces of hard coagulum are placed in the washer or the macerator there may be a sudden stoppage. Assuming an average estate commences with only three machines for crepe-making, on an expanding programme, allowance of power should be made for six machines and a scrap-washer, if the purchase of larger power units is to be avoided later.
General Construction.—On the question of general construction there is little to be said, except that buildings are now being properly designed in more permanent form than were some of the earlier buildings. On the whole there is little fault to be found with factories in general, except in so far as the output has outgrown the accommodation.
Most factories are now erected in iron, but there are a few which are built of bricks. It should be premised that a factory in which rubber is to be prepared should be as light and airy as possible. In this respect quite a number of the older factories are lacking, and they seem to have been designed to exclude as much air and light as possible. Under these circumstances, the building is always dark, there is always an air of dampness, dirt may accumulate, and there is usually a bad smell. Rubber prepared under these conditions is always liable to be below the high standard which should be attained, and the general tone of the factory is depressing.
Plenty of Light.—The old idea that light must be excluded is now known to be erroneous; so that in designing a factory, provision should be made for ample light and air. It should not be forgotten that in tropical climates, iron buildings may become uncomfortably hot, as most of our older factories are. Usually it will be found that the ventilation is imperfect. There is a lack of window space, and the roof is imperfectly ventilated. The ridge of the roof should be opened up by means of a “jack-roof,” so that the warm air rising naturally may escape at the highest point of the building. These are defects which should be remedied in old buildings.
As a rule no rubber remains in the factory at night-time, except in the form of coagulum, the loss of any of which would[173] be noted with ease. The conventional idea of enclosing the factory with walls of galvanised sheeting, wood, or brick, is not strictly necessary. In modern buildings these walls are replaced by large-mesh expanded metal, thus making the machine-room perfectly light and plentifully ventilated. Under such conditions, dirt cannot accumulate unseen, and the general tone of the work is raised.
The Floor.—The floor should be of thick concrete, and have a good surface layer of cement. Preparations are now advertised for which claims are made that their employment renders the surface of such floors waterproof and dustproof. If these claims can be substantiated when the use is applied to the floors of rubber factories, the employment of a preparation of this nature should result in a considerable saving of expense and trouble. Preferably the floor should not be flat, but should slope slightly from the longitudinal middle of the building to the sides on either hand. If the floor is level it usually results in accumulation of water, the cement breaks in patches, and the factory always appears to be dirty.
Position of Machines.—All machines should be arranged adjacent to and parallel with one of the long sides of the building, and should be raised about 6 inches above the floor, so that water may escape easily. Tanks for the reception of latex, scrap rubber, etc., should be placed along the opposite wall to the machines, and the intermediate length of the building should be entirely free from fixtures. It was not uncommon in older factories to find the engine situated in the middle of the floor, so that what with the space occupied by the engine, and the space rendered unavailable by the belt-drive, the real accommodation of the factory was sadly diminished. In no modern factory should the engines be brought into the main room. They should always be accommodated in a special compartment, situated outside the wall, along the inside of which machines are placed. In this way considerable floor space is left available, and the machines may be worked by direct drive. Not only so; but if a suction-gas plant is worked, there can then be no excuse for particles of coal or charcoal dust being found in the factory.
[174]Position of Engines.—It scarcely need be pointed out that if the engines are placed outside the wall which is opposite the machines, a long belt-drive would be necessitated, and that the presence of the belt would prevent the use of end doors. It is presumed in these arguments that two engines are to be installed. One can hardly imagine a modern factory in full working being equipped with only one engine, which might possibly have an excess of power necessary to drive all the machines. In the case of breakdown, which sometimes happens in the best supervised factories, it would be small consolation to know that this excess of power was present theoretically.
How many Storeys.—There can be no doubt that, taking all things into consideration, the best type of factory is that consisting only of one floor. The factory should be quite separate from all other buildings, and if attempts are made to conserve ground space by putting a drying-room over the factory, much trouble will ensue, especially if pale crepes are to be made. In the first place, the factory is made very much darker, and hence more difficult to keep clean; secondly, the ventilation of the factory is seriously interfered with; and thirdly, it is manifestly prejudicing the drying of rubber to place it directly over a room which is always more or less awash with water. At night such a building would reek with a moisture-laden atmosphere, and little drying could be expected to take place in that interval. From actual experience it has been shown that rubber hung to dry in such a room, situated over a damp factory, is very liable to attacks of “spot” diseases, since the presence of perpetual moisture is favourable to the development of these diseases. If a double-storey building has to be worked, it will be readily seen that no first-grade rubber should be allowed to dry in it. The accommodation over the factory may be restricted to the purpose of receiving lower grade rubber which is not so liable to “spot” diseases, and possibly does not take so long to dry as first-grade rubbers of equal thickness. It is evident, therefore, that the erection of double-storey factories is false economy, as separate drying-houses have to be built eventually. This conclusion does not apply with the same[175] force to factories worked in conjunction with smoke-houses for preparing sheet rubber, but, nevertheless, such a factory should not have another floor above the work-room.
Verandahs.—One of the worst features in many factories is the necessity for coolies to bring latex into the factory. As already mentioned, the floors of factories are usually running with water (or should be), and it can be imagined that the passage to and fro of scores of coolies must bring in a great quantity of dirt. Not only so; the very presence of the coolies is a hindrance to the efficient working of the factory, and considerable floor-space and time are wasted.
This feature in factory working is all the more annoying because the necessity for it could so easily be obviated. All that is necessary is the erection of a wide, open verandah outside the wall of the factory. Here all latex could be received and strained, scrap-rubbers could be received and passed through an opening into tanks placed in convenient position. Water could be laid on in this verandah so that coolies might wash their buckets, and the whole verandah might be enclosed only with expanded metal so as to avoid interference with the lighting of the factory. In this way it would be quite unnecessary for any field coolie to enter the factory proper, and this would facilitate cleanliness. Such an arrangement has been discussed by the writers many times during the last few years, but the number of estates which have made such provision is still in the minority, and the same slipshod and dirt-making procession of coolies continues to walk through the factories, and the same piles of bark-shavings and scrap-rubber continue to accumulate and ferment in a few instances.
An indication of types of verandahs is given in Chapters VII. and IX. These are not intended to be representative of a universal design, but may be suggestive in the planning of others according to local conditions.
Situation of Tanks.—It will be noted that these verandahs are raised from the ground-level to a height of about 3 feet in order that latex may be gravitated, with a slight fall, into the coagulating tanks which are within the factory. There exists a real necessity for this practice, inasmuch as otherwise to[176] obtain gravitation of latex (which is quicker and cheaper than handling) the coagulating tanks would have to be either placed on the floor or sunk beneath the level. The risk of contamination of latex or coagulum under such circumstances would be appreciable. Apart from this, it is advisable to have the coagulating tanks raised to a height of between 2 and 3 feet, to secure the advantage of ease of working in the processes of coagulation and the handling of coagulum—a not inconsiderable factor.
In some modern designs it is proposed to place the coagulating tanks in a separate building. This would seem to be an unnecessary refinement in a new building, if observance is given to the suggestions made in previous paragraphs.
Designs and “Lay-Out.“—In a previous publication[17] comment was made upon grievous errors in designs prepared by those inexperienced in the requirements of the tropics. There is little ground now for complaint, and local engineering firms are fully capable of advising upon, and constructing, suitable buildings.
[17] “Preparation of Plantation Rubber,” Morgan, 1913.
In considering the first installation of a factory and equipment one always has to weigh the question of prime cost against the probability of future expansion of crop. If it should be decided at first merely to cater for contemporary requirements, the fullest consideration should be given in discussing design of building and lay-out of machinery to the practicability of later extension. The site should be large enough for the eventual group of buildings, the building should be easily capable of extension with the least cost, and the same forethought should govern the lay-out of the machinery.
Drains.—Lastly, there is the question of drains. Generally speaking, all factories are well provided with drains, and the only difficulty is that of getting an adequate fall for efficient drainage. But there is a certain amount of laxity exhibited in the matter of providing sieves in drains. To anyone acquainted with factory working, it must be apparent that quite a lot of small pieces of rubber are washed into the drains. This rubber should be collected at intervals during the day;[177] but in many instances that collected is only a fraction of what escapes. Wherever possible the drainings of a factory should be carried as far as is practicable from the buildings by means of cement drains. Too often these are short, and lead into earthen drains. Even if no pieces of rubber are present, the serum from the coagulum is subject to decomposition, the effluvium from which is objectionable.
Water Supply.—It is essential that a good supply of water should be available. This should be distributed by pipes all round the building, so that a hose may be used in every part for the thorough cleansing of the factory at intervals during the hours of working.
Summing up, it might be said that a good factory, therefore, should have the following features:
1. Plenty of windows, or walls of expanded metal.
2. A jack-roof in the ridge, and hence a good system of ventilation.
3. Engines in compartments outside the walls of the factory.
4. Machines close to and parallel with the wall outside of which the engines are placed.
5. Latex tanks and other fixtures along the wall opposite the machines.
6. A long middle free space, at either end of which a large double door should be placed in the end walls.
7. A good concrete and cement floor sloping slightly from the middle towards each long wall.
8. An abundant water supply, and several lengths of hose.
9. The building should be of only one floor, and have ample head room.
10. There should be an outside, open verandah upon which latex may be received, etc.; preferably outside the wall which is opposite to the machines.
11. The system of drainage should be thorough, and the drains should be adequately screened, so that all particles of rubber may be collected.
Drying-Houses for Crepe.—It has already been shown in the previous chapter that one type of drying-houses—viz., that over a factory—stands condemned, except for the drying of low-grade rubbers. Generally speaking, a great advance has been made in the design of crepe drying-houses during recent years, and it has been possible even to improve older ones so as to bring them into line with the more modern buildings. Houses for drying crepe rubber may be of one floor, two floors, or even three floors. Doubtless those built with three floors were designed with a view to economising the available site for factory buildings, and as long as the ventilation is good there can be no very great objection to them. It might be pointed out, however, that even with the best of ventilation the air passing successively through three layers of rubber must be fairly saturated with moisture by the time it leaves the building. The effect of this upon the rate of drying in the uppermost chamber will not be so marked as it will be in the middle floor, as the temperature of the top floor must be many degrees higher than that of the other two rooms. It would be expected, therefore, that the rate of drying in the middle storey would be slower than that in either of the other two.
In houses of two floors this objection would not have to be met, and drying-houses of this type are successful and common.
How Many Storeys?—Again nothing could be urged against a building of two or three storeys in which the ground floor was occupied as a packing-room, except that, by negligence in not allowing wet crepe a preliminary dripping period, water might fall upon the packed rubber below.
[179]As a matter of experience, such a house is, taking all into consideration, the cheapest and most suitable type for any estate with an increase in output. Even at the outset there should be a separate room in which sorting and packing is undertaken. This is conveniently the lower room of a drying-house. The only stipulation to be made for a house with two storeys is that the floor of the upper room should be of an open pattern, so that the air may circulate right through the building. This is usually and very successfully attained by laying down wide slats of wood, with spaces of an inch or more between them. It is not advisable to have spaces wider than 11⁄2 inches, otherwise there is a certain amount of danger to the limbs of individuals who have to work or supervise in the building. In any case, it is very convenient to have pathways of planks running the whole length of the floor, so that the supervision is made more convenient. If this is done, there can be no objection to the custom of suspending the rubber of a lower chamber from the slats of the floor of the upper room. At present, in some drying-houses, this means of suspension is used, but no planks are laid down, and it becomes necessary to walk over the drying rubber. This is a detail, but it is one which does not make for the improvement of rubber, and the expenditure of a small sum would be sufficient to rectify the matter.
From every point of view, it would be desirable to have the floor of the packing-shed (or the packing-room in a combined house) raised from the ground, to a height of, say, 3 feet; or the height of a bullock-cart or motor-lorry. Not only is ventilation improved, but there would be a great saving in labour. Packed cases could be wheeled directly on a level with the cart or lorry.
A great many estates favour drying-houses of one storey. These are eminently suitable, provided that the site is suitable, and that the relative dimensions of the house are favourable to efficient ventilation. It is a common mistake to find buildings of which the breadth is out of proportion to the height. Obviously, if the height is not considerably in excess of the breadth, ventilation will be defective. For a single-storey drying-house, the maximum height should bear the ratio to the[180] breadth of 3:2, and in a house of this type specially long pieces of crepe can be utilised. Naturally, in a house of two storeys, this factor is not likely to be neglected, and if the lower room is used for packing purposes the rate of drying should be rapid. Again, when a single-storey building is contemplated, it is well to make strict examination of local conditions. If the site is low-lying and surrounded by trees it will be clear that tall buildings are required, and that a house of more than one floor is to be preferred. Considerations of this nature would have prevented the erection of some dry-sheds which do not give a satisfactory rate of drying.
Ventilation.—No matter how many floors there may be in a drying-house, the greatest attention should be given to the question of ventilation. It is an elementary point in the study of ventilation problems that the best system of natural ventilation is obtained by admitting cool air near or through the floor and providing an exit for the warmer air at the highest point in the building. It is not often that such a rule is infringed in the ventilation of rubber drying-houses, but several of the older buildings erred in this respect. In a good modern house there is a space (about 2 feet in height) all round the base of the walls merely closed with expanded metal; this admits cool air. An exit for warm air is provided in the ridge of the roof by either ventilation chimneys or by a jack-roof. The latter is preferable, as it provides for a more free and uniform escape.
In some drying-houses, besides the ridge openings, the space along the eaves is left open. This would seem to be undesirable, as it provides for the entrance of outer air, which might combat the ascending warm air and so interfere with the natural upward currents. Provided that a jack-roof or other suitable openings have been installed, there is, therefore, no necessity for the existence of open spaces at the eaves, and they probably do more harm than good.
In the tropics, on days of sunshine, there must always be an upward current of air in well-designed houses. Temperatures of 105° F. are easily recorded in the ridge space of a building, while the temperature in the lower part of the house may be at least 15° F. lower. On the floor of an upper room a[181] temperature of 90° F. is commonly noted, and in buildings with three storeys the usual day temperature of the top room is about or over 100° F. Even, therefore, when there is no trace of a breeze, there must be a displacement of air in an upward direction, though it may not be detected without tests being applied.
It is often asked whether a temperature of 100° F., such as is obtained in the upper room, is calculated to injure the quality of the rubber. There need be no fear on this ground; the experience of many estates goes to show not only that no harm results, but also that the drying of the rubber is expedited. There would seem to be no reason why crepe rubber should not be dried at a temperature of 100° F. It must be understood, however, that higher temperatures for crepe rubber are not recommended, as it has been proved that the rubber is affected. The fact becomes obvious with continued treatment at temperatures much above 100° F., for the rubber stretches and breaks across the support.
Windows.—Concerning the subject of window space in a drying-house, there has been much discussion at various times. Years ago it was common to find windows widely open with the sunshine streaming in. Naturally, tackiness developed in some of the rubber, and care was then taken to keep the windows closed. Thus the rooms were darkened and air excluded. There followed a period in which windows were fitted with ruby-coloured glass to keep out the actinic rays of the sun, which were responsible for tackiness, and excess of light, which was supposed to be responsible for the rapid oxidation of rubber. Unless special precautions were observed in the processes of coagulation and preparation, it was not proved that the exclusion of light prevented or lessened the natural oxidation of crepe rubber. Since the introduction of sodium bisulphite for the prevention of oxidation, there has been no cause to worry as to the possible effect of light, as no perceptible darkening of the rubber takes place. It follows, therefore, that no trouble need be taken to exclude light, although the necessity for excluding direct sunshine still exists. Windows may be left open as long as the sun does not reach[182] them. This can usually be arranged in a drying-house by manipulating the windows at intervals during the day, so that those in the shady side of a building are always open, while those on the sunny side are always closed. If it is thought that this manipulation cannot be entrusted with success to the store coolies, the case may be met by having all windows constructed on the louvre pattern, so that, although the windows are closed all day, air and light are not excluded. Should it be desired to retain the existing type of windows, which open outwards, and to keep them open all day, a simple arrangement of ruby-coloured cloth on an outstanding wooden frame may be placed within the walls of the building, or the shutters of the windows may be hinged at the top to open outwards. Unless there is a pronounced breeze, or it is required to examine the rubber closely, there is no necessity to have windows open, except in the case of a house in which the bottom floor is used as a packing-room. The windows of this chamber may remain open during the day, to advantage in sorting and packing, and also to the proper ventilation of the building. Thus the direct rays of the sun are rendered harmless, while air and light are allowed to enter.
Hot-Air Drying-Houses.—Mention has already been made of the existence of a system of drying in which hot air is forced into a drying-house by means of a powerful fan. Provided that the temperature of the hot air could be so regulated as not to exceed 100° F., there would be merit in the system. Such matter of regulation could be solved by having a duct in the main air passage, through which cool air could be admitted in such proportion as to modify the temperature of the hot air. As the process is worked at present, the temperature attained is often well above 100° F., and there is a danger of thin crepe placed in this house over-night being found upon the floor in the morning. Unless the crepe is prepared thick and cut into fairly short lengths, it will not bear its own weight at higher temperatures; and if it is made thick, drying is impracticably prolonged. It is probable that, with a temperature of 100° F., and a steady current of air, average thin crepe would dry in such a drying-house within six or seven days. This[183] would be an improvement upon the usual rate of drying in most factories, although several ordinary drying-houses are known in which thin crepe will dry naturally in that period.
Smoke-Houses.—No discussion of theoretical considerations regarding the process of smoke-curing will be attempted here. We are concerned only with the necessity for supplying a demand for smoke-cured sheet rubber. Broadly, the process is akin to the smoke-curing of herrings, and the objects are much the same—viz., (1) drying, (2) preservation—except that while herrings are only dried partially, rubber should be dried perfectly.
On a small scale a primitive smoke-house could be built easily and cheaply, and such a building might be fully as efficacious as the most elaborate and expensive installation. In the early days of estates it was not uncommon to see temporary smoke-houses constructed of wood, and roofed with “attaps” (palm leaves). Some of the best rubber in the market has come from wooden buildings, but naturally the risk of destruction by fire is considerable.
For imperative reasons it may be sometimes found necessary to smoke rubber when the only available building is a single-storey one. As a temporary measure, the building may be converted into a smoke-house by placing the fires in pits sunk deeply into the ground, and effectively screened above by iron baffle plates. But it is not advisable that smoking be continued in such a single-storey building, as the best effects are not obtained, and the risk of fire is far too great.
Usual Types.—At first sight it would appear that the best type of smoke-house would be one consisting of a tall building, covering a comparatively small superficial area, and having a number of superimposed chambers in which the rubber could be hung to dry. In practice there are several solid objections which limit the height and the number of floors. Chief among these is the question of temperature. If smoke-curing is to be effective, a certain temperature must be attained and maintained. To obtain such results in a house of excessive height would be difficult, if not impossible, under normal conditions. It would be found that the chamber immediately[184] above the furnace-room would be overheated if the temperature in the upper rooms was within the desired range, etc.
Until recent years smoke-houses could be classed as belonging to one of two types:
(1) Those having external furnaces.
(2) Those having internal furnaces.
The number of the former existing at the present time must be very small, as it has been shown that the arrangement of the furnace outside the house is unsatisfactory in comparison with the other type of house. In discussing the question of smoke-houses, therefore, it will be understood that the standard type accepted is that having an internal furnace. In its original form it was known as a “Kent” drier, and consisted of a tall two-storey wooden building. The walls of the lower chamber had the form of an inverted and truncated pyramid. By this arrangement it was possible to obtain from a comparatively small fire sufficient smoke and heat to cure the product placed in the room above. This is the principle upon which many smoke-houses in Malaya are designed. On a very large scale it is not claimed that the sloping sides of the lower chamber lead to economy in the number of fires, but merely divert the smoke in an upward direction. It is acknowledged that vertical lower walls are quite effective, and it is an easier matter to fit in doors.
It may be noted that the usual type of smoke-house now in general use consists of a building of two storeys, in the lower of which are situated the furnaces, while rubber is hung on racks in the upper room. Sometimes there may be a third storey, also used as a drying (curing) chamber. As a rule the drying-room is one long unit, as also is the furnace chamber; but in some cases they are subdivided by vertical partitions into smaller chambers, for ease of working and better control. This applies with some force in the case of very long houses standing in an open space. It is sometimes found in such cases that at certain seasons the prevailing winds have the effect of making drying and curing uneven in parts of the building.
[185]With these exceptions, the ordinary type of smoke-house functions very efficiently, and is capable of drying average sheet (from standardised latex) in a period ranging from seven to eleven days. Should the building not be capable of such performance, in spite of the strict observance of all rules laid down for the processes of preparation, then there is some defect in ventilation or in the distribution of heat.
General Ventilation.—The ordinary rules of ventilation in drying-houses apply equally to a smoke-house. There should be a slow current of air and smoke from the lowest point to the highest point in the building.
In spite of all that has been written on this subject, it is by no means uncommon to encounter the idea that a smoke-house should be perfectly closed in order to get good results. As to what must become of the (say) 25 per cent. of moisture which the rubber contains there is no knowledge. In dozens of cases, when complaints regarding slowness of drying have been investigated, it has been necessary to point out the need for providing a rational system of ventilation.
Naturally only a slow current of air and smoke is required. The creation of an appreciable draught would have the effect of increasing the fuel consumption of the furnaces, raising dust from the ash, and of causing a temperature higher than that which is known to be desirable. It will be clear, therefore, that if there are to be any openings at the base of the walls they should be small in area, and should have some device by means of which the current of air can be efficiently regulated. In the usual case the construction of the building is not calculated to render it air-tight, and the necessity for providing special air inlets does not arise.
Windows.—Windows are not strictly necessary, and are only intended to be of service during the time in which coolies are at work within the building. The operations of examining rubber, turning sheets, removing dry rubber, cleaning racks and floors, and putting wet rubber into position, usually occupy some hours daily. During this interval the windows should be widely opened if the weather is favourable, and should remain so until the fires have been lighted. It should not be forgotten[186] that during the heat of the day quite an appreciable degree of drying is possible. Advantage can be taken of this; but there is no necessity to extend the interval unduly, and it is of greater advantage to proceed with smoke-curing when the work in the drying-chambers has ceased.
Racks of Supports.—Still referring to the usual type of smoke-house, it may be remarked that in the upper room bays of racks run at right angles to a central passage down the length of the building. Narrower passages run between the bays of the racks to facilitate ease in handling and inspection. The wooden supports may be placed about 3 inches apart horizontally, and 15 or 18 inches apart vertically. A full bay of racks should contain nine or more lines of support in each of the planes which are 15 or 18 inches apart vertically. The number of these planes is governed only by the height of the room, measured from the floor to eaves. The supports should be of smooth timber, and need not exceed 11⁄2 inches square in section.
It is usual and advisable to smooth off the rectangular edges of the supports or bars, to avoid the incidence of splinters of wood adhering to the rubber. The bars should not be fixtures, but may either be accommodated in slots, or may rest between two nails, so that it is possible to give them a rotary motion by turning the projecting ends. This practice is followed in smoke-houses, the idea being to move the drying sheets slightly each day, with a view to the prevention of a pronounced mark across the sheets.
Care should be taken to see that the vacant racks are thoroughly cleaned before fresh rubber is placed upon them, otherwise a distinct dirty mark is caused across the middle of the sheet. This mark usually cannot be removed, even by scrubbing with water. Where this mark occurs regularly in all sheets, attention should be turned to the openings beneath the bays of racks, if open fire furnaces are employed. It will generally be found that gauze of too wide mesh has been fitted. This should be removed or covered with a finer gauze.
A more effective way of dealing with the trouble, provided other precautions have been taken, is to have plenty of spare[187] wooden bars. It should be a rule stringently enforced that, as soon as racks are emptied, the bars should be removed to the factory to be cleansed thoroughly. A spare set should enter the smoke-house with each batch of fresh rubber. The actual number of spare sets required could be limited to a two days’ supply, and the extra cost would be recouped easily.
Floor of Drying-Chamber.—The floor of the chamber is usually of planks, except that the space under each bay of racks should be filled with expanded metal. With the use of wood fires there is always a large amount of light ash formed, which may find its way into the upper chamber. To counteract this, screens of fine mesh gauze are laid over the expanded metal. This gauze may be fitted into a movable wooden frame, so that when it becomes necessary to clean it the whole may be removed.
The difficulty is that with furnaces of the “open-fire” type the rise of dust is so great that the gauze screens soon become clogged, especially as the slight tarry matter in the smoke condenses on the gauze, causing the dust to adhere. With the better types of furnaces, the employment of gauze screens is not necessary, as there should be very little rise of dust. It is sufficient to use only expanded metal, to prevent any displaced pieces of rubber falling into the furnace chamber.
Furnaces Generally.—The crudest and dirtiest method of fuel consumption in the preparation of smoked-sheet rubber is that of making a fire on the ground. This is still a common practice, and should be condemned as being both wasteful and harmful. Under prevailing conditions coolies will, in spite of instructions, heap up a pile of logs in order to save themselves the trouble of stoking the fire in small quantity and at regular intervals. A small supply of water is kept at hand with which to quench the fire somewhat if it threatens to cause trouble. Naturally a large quantity of fine ash is thus thrown up, and the rubber above receives the deposit. If the coolie does not happen to be sufficiently awake, of course a house burns occasionally.
From this primitive type of furnace, others have been evolved. These usually take the form of more or less shallow trucks,[188] the majority of which are similar in principle to the fire on the ground, except that the container can be withdrawn from the house for the purpose of removing the ash. Sometimes they are even more objectionable than the ground fire, inasmuch as, being raised above the ground level, an under-draught through fire-bars is caused, and consumption of fuel is so much the more rapid.
Pits.—It is clear that large fires are not desirable, and that combustion should be slow, provided that the necessary temperature can be maintained. The lines along which the development of furnaces needed to extend are therefore plain. The simplest device adopted was the digging of pits in the ground. Sometimes these pits received the addition of an iron truncated cone which was movable. Naturally the combustion was slow, but sufficient heat was obtained if the pits were large enough or in sufficient number. An objection was that the ash had to be cleared in situ, and in the process the earthen pits gradually increased in size. In all cases it was necessary to suspend an iron baffle-plate above the furnaces to distribute smoke and arrest any sparks.
“Pot” Furnaces.—The next development was the employment of “pot-furnaces.” These consist of iron drums, sometimes merely resting on the ground, and sometimes mounted on trucks for easy withdrawal. These drums radiate sufficient heat if present in sufficient numbers, and the fuel consumption is low. They are usually manipulated by starting a fire in the bottom and packing in logs cut to the necessary length. Some have no lids, while others are fitted with perforated caps.
It was considered necessary in some instances to punch a few small holes near the base of the drum in order to ensure a very slight upward draught. In a few cases this perforation has been exaggerated to the form of a hinged door. Unless this can be closed with ease, and is closed according to instructions, part of the object of this type of furnace is defeated; fuel consumption is rapid, and the temperature is too high. In the original form “pot-furnaces” have been found to be effective on many estates, and are still employed with satisfaction.
[189]Iron Stoves.—Working on exactly the same principle, on some estates one finds small iron stoves in use. Sometimes broad pipes are attached for the better distribution of the smoke; if this is the case it should be noted that the pipes should have a slight downward slope, and that the “bend” at the end should be turned downwards. In this way condensed moisture and creosotic matter falls to the ground, and does not lodge in the pipe. The life of the conduit is thus prolonged. Usually such stoves are in use where the “head-room” of a smoking chamber is insufficient for other types, or where the nature of the site does not permit of sunken furnaces being installed. They are of value likewise on occasions where the fuel supply is limited to a rich timber such as mangrove-logs (“bakau”), when it is necessary to ensure a low combustion with low cost of fuel.
Horizontal Drum-Furnaces.—To overcome difficulties inherent to drums or “pot-furnaces,” the next development was that in which the drum was made to assume a horizontal position, and adapted ingeniously to a simple system of working from the outside of the building. Reference to the drawings given will explain how this is effected. In the first illustration (No. 2) it will be noted that the drum is supported upon brick pillars, with one end projecting through the wall of the building. At the other end a short chimney is mounted, having within it a “damper” which is adjustable from the outside. Over this chimney is suspended a simple baffle-plate, made from a Chinese iron cooking-pan. The outer end of the drum is furnished with a hinged and latched door, in which a small air-regulator is accommodated.
In the second set of drawings (No. 1) the drum is increased in size and fitted in a special manner for incorporation with a distinct type of building. Such a scheme was first put into effect by Mr. R. C. Sherar, the manager of Third Mile Estate, Seremban, F.M.S., and for ease of reference the house and furnace will hereafter be mentioned when necessary as the “Third Mile” type.
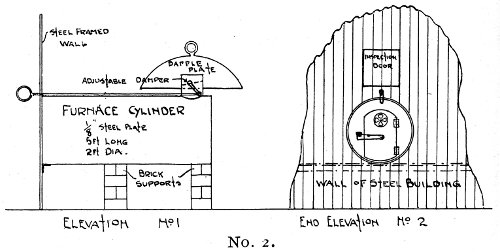
“Third Mile” Type; Horizontal Drum.
This type of furnace is suitable for adapting to existing buildings with perpendicular lower walls.
It will be seen that the furnace has at the farther end a door for the removal of ash. As this, if badly fitting, may result[191] in too great a draught, it is well to insist upon good workmanship. Other adjustable air-inlets are provided, and the drum is enclosed in a brick chamber.
Rate of Combustion.—However successful this furnace may have proved in the hands of trained coolies, one must feel that with such a number of air-inlets (whether accidental or designed) there would always be present the possibility of obtaining too rapid a combustion. In the original forms of drums or pot-furnaces of various kinds, a very slow rate of combustion was attained. Naturally a relatively larger proportion of carbon remained unconsumed, and there was a small proportion of ash. In these respects the furnaces resembled charcoal-burners. In point of fact, some estates used this principle for the dual purpose of smoke-curing the rubber, and at the same time obtaining a supply of charcoal to provide fuel for their suction-gas engines. This is a consideration in times when managers are desirous of discovering any devices which tend towards reduction of costs.
It will be clear that, under ordinary circumstances, the condition of what remains after the combustion of the fuel gives an indication of the rate at which the wood has burned, and this test should apply to all furnaces. That in which there is the most ash and the least charcoal is the one least to be desired. In direct connection with this consideration, one must recognise that a fire which is sunk below the level of the ground exposes the least surface from which heat may radiate; and hence, in order to obtain the maximum benefit of heat from a slow-combustion furnace, it should be above ground-level, or should have a superstructure from which the heat may be dissipated.
Simple drum furnaces, with slow combustion, have the further advantages that a “charge” of fuel will need no attention for possibly eight to ten hours, and practically no ash is found to be ejected. These advantages have great practical importance. The first minimises any disabilities arising from neglect on the part of coolies, and the second makes for increased cleanliness in the drying-chamber. While these advantages would appeal to most estates, there would appear to be a further[192] advantage to small estates which have only temporary timber smoke-houses. With a slow rate of combustion in a furnace of this type, danger from fire is diminished considerably.
Bearing in mind the slow rate of combustion, and hence the comparatively low temperature obtained, it will be plain that drum furnaces should be employed in larger number than ordinary open-hearth fires; and the drums can be so placed as to ensure the best possible uniform distribution of heat and smoke.
Large furnaces are sometimes seen, with flues of brickwork. In view of the foregoing remarks, it will be obvious that these tend to large fires and a rapid combustion, and hence must be classed as undesirable.
Brick Stoves.—Developing from “drum” furnaces, another type comes into existence. In principle it consists of an enclosed brick furnace, with feeding door, and a low conical dome surmounted by an adjustable cap or spark-arrester. The rate of combustion can be influenced by a suitable movement of the cap, which is operated by a screw. This type of furnace has been installed on several estates by the engineering department of Messrs. Harrisons and Crosfield, and is understood to give satisfaction.
Pataling Type.—With the exception of the “Third Mile” type already mentioned, all the furnaces described are open to a strong objection, in that the coolies have to enter a room, usually filled with hot smoke, in order to attend to the fires. The mere opening of the door of the building is sufficient to fan most fires into a blaze and to raise sparks. Apart from these points, it is natural for coolies to avoid entering too often, with the result that they generally stoke with the maximum load of timber. Even should they not sleep the danger is clearly great.
To obviate these drawbacks, furnaces which are fed from the outside of the building were designed. There have been various forms, but as they were first installed on Pataling Estate, in the present form, they may be known under the description of the Pataling type of furnace. They are eminently satisfactory, and have a low rate of fuel consumption. They are[194] very safe, and in fact, if worked with average intelligence in supervision, can be regarded as being fool-proof. There is practically no ejection of fine ash, and no fine-mesh screens need be employed. They can be adapted to any building having either vertical or sloping walls of galvanised iron.
In essential the furnace consists of a shallow pit below ground-level, lined with brick, and having a square brick superstructure rising 4 feet above the floor of the building. On top of the brick walls rests a sheet of boiler-plate perforated with small holes. The hearth being below ground-level, and with the extra 4 feet of height above the floor, it follows that if ash is disturbed it is confined.
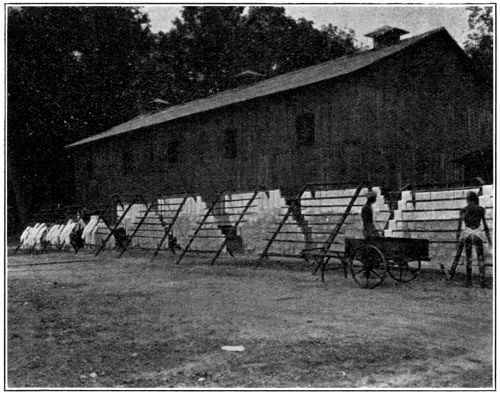
Large Smoke-House of Ordinary Construction, with Shielded
Ventilators Permanently Open.
In foreground, movable folding racks on which sheets “drip” in the open air. This smoke-house is equipped with brick furnaces fed from the outside (Pataling Estate).
From the drawings it may be seen that the pit is prolonged to the side wall of the building, with steps leading up to the ground-level. The top and sides of the opening are made with galvanised sheeting, forming a kind of short tunnel in[195] which the coolie may stand upright. The outer face of the brick furnace forms the inner end of the tunnel, and accommodates the door of the furnace. The bottom of the pit is filled up with clay and stones almost to the level of the bottom of the door. This ensures a very shallow hearth, and guards against an unduly large fire. Obviously it is not desirable or necessary to make the hearth of fire-bars, as was done in one instance, with the provision of a door below for removing the ash. This would lead only to a strong draught being created, with a high rate of fuel consumption.
Brick and Cement Superstructure of Furnace Inside the
Building, but fed from Outside.
On the top of the superstructure rests a sheet of perforated boiler-plate. The actual fire-pit is below ground-level, and to the left may be seen parts of the sides and top of the downward approach, from the outside, to the door of the fire-pit.
The openings can be screened by a narrow sloping lean-to, which serves to keep out rain, and provides shelter for the stock of fuel and the coolie. The iron furnace-door should be well made, with an easily worked latch; but it is not necessary that it should be perfectly fitting. Any slight aperture will serve[196] to provide the necessary air-inlet, but in any case it should not be more than slight.
Consumption of Fuel.—Regarding this furnace, it may be said in conclusion that it is more satisfactory in general working than any other furnaces yet encountered. Obtaining information from over sixty estates, on the question of fuel consumption compared with output of rubber, it was found that, as far as ordinary smoke-houses were concerned, the Pataling type of furnace showed the lowest unit consumption of fuel.
This was at the rate of slightly less than 1 lb of fuel per 1 lb of thoroughly cured sheet rubber. The figure on some estates mounted as high as 41⁄2 lbs. of fuel per lb. of rubber. Naturally this factor may have been affected by failure to utilise the drying space to its fullest capacity, but in the main the high rate of consumption could be attributed solely to the deficiencies of the furnaces.
Floor of Furnace-Room.—As a rule no attempt is made to improve the natural earthen floor. Whether open-hearth fires,[197] truck furnaces, or drums are employed, it is usual to find a floor with an inch or two of dust upon it. Where all endeavours are directed in other directions towards cleanliness, it appears strange that this should be overlooked. In contrast, houses employing the Pataling type of furnace (or others) have concrete and cement floors, which can be kept quite clean. Cleanliness should be as zealously attempted in the smoke-house as in other departments.
Roof.—In any type of smoke-house, the roof should fit tightly at the eaves, and the only vent should be in or near the roof-ridge.
In an ordinary smoke-house, the opening should take the form either of a low jack-roof or of squat chimneys protected against rain. If a jack-roof is chosen, it may be so low as to need no scheme of adjustment, or otherwise adjustable swing shutters must be provided. The chimneys may be made with such low fitting between the cap and the body that no interior swinging flaps are required.
[198]During the operation of smoke-curing the smoke vents must remain open to a degree which is arrived at by experience. Failure to provide a comparatively free egress for smoke and moisture will bring trouble in its train. After a house has been in use for some time, it will be noted that the timber becomes covered with a shiny tarry coating deposited by the smoke. If the rubber remained in the house for an equal period, it would take on the same appearance. During the interval between the entry and the exit of the rubber some amount of deposit does take place, and it is this mixture of creosotic substances which plays a part in fitting the rubber to withstand growths of mildew which would otherwise form.
If proper smoke-vents are not provided, the moisture evaporating from the sheets is unable to escape quickly enough, with the result that a great deal condenses at night-time upon the inner surface of the comparatively cool roof, and falls back upon the rubber in unsightly black “drips,” which leave a distinct mark on the sheet. Even if vents are open, this may happen during seasons of rain. The temperature of the moist smoke in the roof-ridge may be as high as 130° to 140° F., while the outer atmosphere may have been cooled by rain to 70° F. Such a difference on the two surfaces of the roof must lead to condensation within the house, with consequent “dripping.” It used to be the custom to drape sacking material above the bays of racks in order to prevent the drops of liquid falling upon the rubber; but often for want of renewal the last state was worse than the first. Modern houses have often an inner lining, a few inches below the roof. This is made of soft wood which receives any product of condensation and absorbs it.
Other Types of Smoke-House.—So far we have confined the arguments to smoke-houses of the usual type. There are others which vary in either design and method of working, or in the material of the structure. Mention may be made of the most prominent of these.
Brick Houses.—Some houses are constructed of brick, and may have one or two storeys above the furnace chamber. The floors are sometimes made of ferro-concrete, and the furnaces[199] may also be of this material. These brick houses give satisfaction, but there would seem to be some difficulty in obtaining and maintaining the desired temperature, although it is not quite plain why this should be so. The principle of these buildings is the same as that of the ordinary iron house, and the suggestions made in previous paragraphs apply with equal force.
“Third Mile” Type.—Reference has been made to the “Third Mile” type of furnace. This is an integral part of a smoke-house, which for clearness of distinction may be known as the “Third Mile” type of smoke-house, the original of which was erected on the Third Mile Estate, Seremban, F.M.S.
In essence the design consists of a building, having two storeys for rubber-drying, and a shallow inverted pyramidal base, ending on the ground in “Third Mile” furnace, already described and illustrated.
It will be seen that the principles of ventilation employed are those indicated for an ordinary house—viz., air-inlet near the[200] ground (with little draught), and smoke-vent at the roof-ridge. The windows shown in the drawing are only for purposes of inspection of the rubber during the day, and form no part of the scheme of ventilation during the hours of smoking.
It is claimed that the efficiency of the house is high. Certainly the work of attending to the furnaces is simplified, and there should be small ground for excuse if negligence is displayed.
Jackson House.—This was brought into notice under the description of the “Jackson Cabinet,” and it was claimed that average sheets could be dried in a few days. It consisted of a small house of one storey, having several tiers of racks. Smoke and heat were generated in a small stove placed outside the wall. A smoke vent was provided in the roof. These cabinets had a certain vogue as part of a small unit installation, with a fair degree of success. It is not clear, however, that such speed in drying is required. (This point will receive further attention in a subsequent chapter.)
“Devon” Type.—In its full original design this type owes its origin to Mr. H. E. Nixon, General Manager of the Devon Estates, Malacca, where it forms part of unit divisional installations worked under a scheme of decentralisation.
The original units consisted of a building erected with an iron framework covered with sheets of asbestos-slate, and a roof of galvanised iron.
The novelty in design lies in the utilisation of external platforms upon which the racks of bars supporting the sheets of rubber may be drawn out of the smoking chambers, and on which the racks are loaded and unloaded. By this device it is possible to remove the contents of any compartment bodily without interfering with the continuity of curing in the other compartments. That is to say, smoking in such a house can proceed day and night if necessary, and yet the rubber in any part of the house can be examined, can be removed, or can be replaced without cessation of smoking.
It will be seen from the illustrations that the house is more or less of the same general design as the “Third Mile” type, with the addition of external platforms. It has two storeys for the reception of rubber; and a basal furnace-room with[201] sloping sides converging downwards into a pit containing a large drum-furnace. This is mounted on a low truck, and travels on a short length of railway.
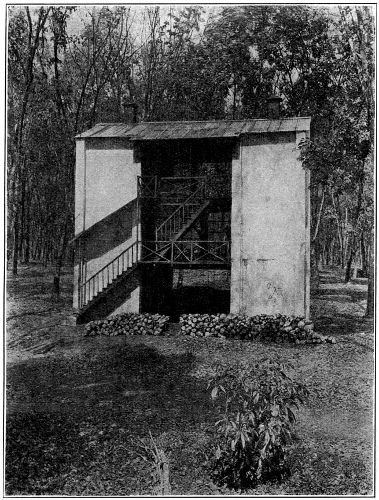
General View of Double “Devon” Type of Smoke-House.
The platforms are common to both units. Building of brick with iron roof (Batu Caves Estate).
Each of the curing-rooms is divided into four compartments (making eight compartments in all). These are closed by swing doors, each of which is the full width of a compartment, and has a slight overlapping edge. Through these doors light railways run into the house and out upon the platforms. On[202] the rails “bays” of racks run, and when fully loaded they are easily moved. The racks were designed with a frame of stout hard wood, but light angle-iron could be utilised.
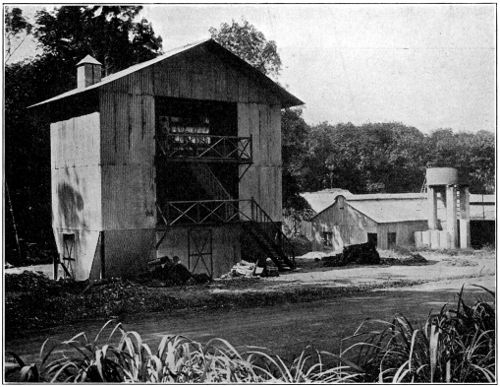
General View of Double “Devon” Smoke-House and Factory Buildings.
Timber in foreground cut to length for stoking. Note water-tower and engine cooling-tanks adjacent to factory.
The chimney style of smoke-vent has an internal butterfly flap, which is controlled by means of a wire from the outside. In the ordinary course of smoke-curing, it is advised that this flap should be permanently open so as to reduce the possibility[203] of internal condensation of moisture and creosotic matter. The exact degree to which it should be open must be found by experience.
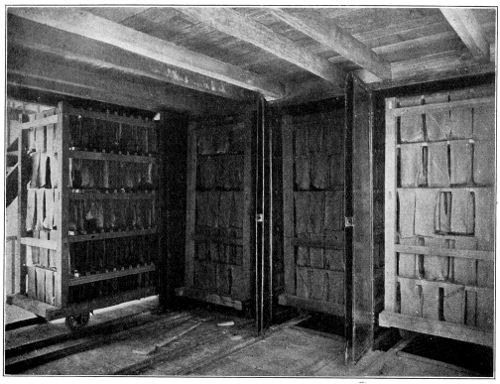
View of Platform of “Devon” Smoke-House; Doors of Compartments Open, and
One Rack Partially Withdrawn.
Note below each rack opening through which smoke rises, covered with wire netting.
Although reference has been made several times to compartments, it should be understood that the chambers are not subdivided internally by means of partitions. There exists only the external effect of compartments in[204] the form of the eight swinging doors which allow for the withdrawal of, or insertion of, any one unit of racks at any time without interference with the bulk of the rubber.
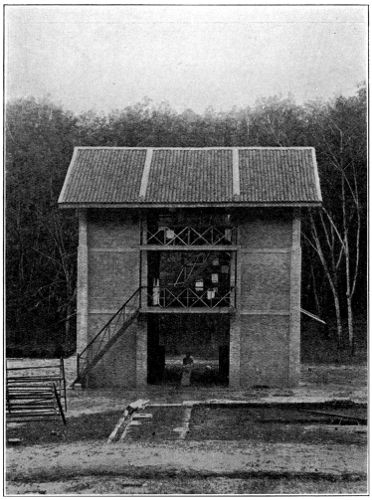
Double “Devon” Smoke-House of Brick, with Roof of
Chinese Tiles, showing Loading Platforms with Racks
Withdrawn from Smoking Chambers.
Federated Engineering Co., Ltd., Kuala Lumpur.
Detailed Description.—As enquiries are often received it is permissible to reproduce the following detailed description of the original house. This appeared in the Fourth Local Report (Malaya) 1916, issued to subscribers by the Rubber Growers’ Association.[206]
“The house has a steel frame-work, 22 feet long, 16 feet wide, and 22 feet high. Of the length, 14 feet is occupied by the platforms, and 8 feet by the chambers. These measurements can be varied. The whole of the width (16 feet) is occupied by compartments of which one series is placed above the other.
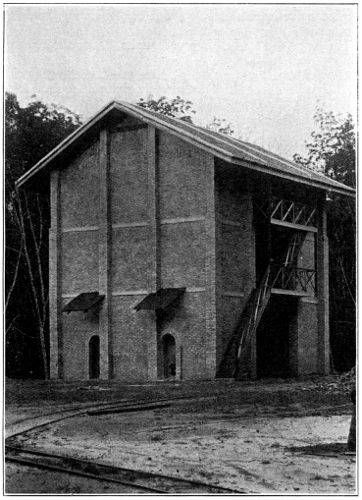
Side View of Preceding Photograph, showing External
Arrangement for Stoking Furnaces.
Federated Engineering Co., Ltd., Kuala Lumpur.
“Platforms.—The loading verandahs or platforms are of ordinary ’seriah’ timber.
“Compartments and Furnace Chamber.—These are enclosed with Bell’s ’Poilite’ sheets, each of which measures 8 feet by 4 feet by 3⁄16 inch. The sheets are affixed to the steel stanchions, doors, etc., by galvanised bolts (1 inch by 1⁄4 inch) which pass through iron flats measuring 8 feet by 2 inches by 3⁄8 inch (about). These iron flats hold the sheets at the edges. The dimensions of the compartments are 8 feet by 8 feet by 4 feet.
“Racks.—These are eight in number, and measure just under 8 feet by 8 feet by 4 feet. The capacity of each is roughly about 450 lbs., of dry sheet rubber. The racks are mounted on 6-inch iron wheels, running on rails of stock size, ’T’ iron (13⁄4 inches by 13⁄4 inches by 1⁄4 inch).
[207]“The sheets are hung on split bamboos. To prevent these projecting over the edge of the rack and catching in the doors when the rack is moved in or out, a thin strip of wood, about 1⁄2 inch high, is nailed along the sides of the rack.
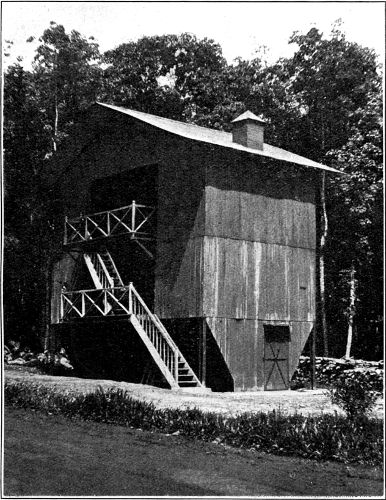
Side View of Double “Devon” Type of Smoke-House.
Building constructed of galvanised iron. Shows door to furnace chamber, and ventilator.
“Furnace.—This is of the type that aims at slow combustion. It consists of a cast-iron cylinder, 3 feet in diameter and 4 feet high, carried on a truck made of a sheet of boiler-plate, and mounted on small wheels, so that the whole can be moved easily out of, and into, the furnace chamber for easy cleaning and stoking.
“The furnace chamber is a pit lined with concrete, just[208] wide enough to take the trolley, and about 12 feet long. The top of the furnace, which is almost flush with the ground-level, consists of a sheet of zinc or galvanised iron with numerous holes about 3 inches in diameter. Over these holes are strips of mosquito gauze, as flame and dust arresters (see note below). There are no holes in the sides or bottom of the cylinder.
“Over the furnace is hung a baffle-plate, measuring 4 feet by 4 feet. Above this, on the first floor-level, the bottom of the compartments is covered with wire netting, to prevent any rubber dropping accidentally into the furnace chamber. The furnace chamber is fitted with an iron-frame door, swinging on perpendicular hinges.
“Method of Stoking.—The timber used is a mixture of jungle wood and rubber-tree wood, cut to lengths of about 11⁄2 feet. In the ordinary way the furnace is charged at 6 p.m., and at six-hour intervals a little more fuel is added, but a new charge is not necessary. During the daytime, when the heat of the sun is sufficient to raise the temperature appreciably, a smaller fire is maintained.
“Temperature.—There is no difficulty in maintaining a temperature of 120° F. By continuous smoking, average sheets prepared from standardised latex can be fully cured in five days. This represents 110 hours of smoke-curing, which is at least equal to ten days’ intermittent smoking in an ordinary house.
“Capacity.—There are eight racks, each accommodating 450 lbs. of standardised sheet rubber. The loading capacity of the house, therefore, is 3,600 lbs. As each charge is cured in five days, the monthly output may be 21,000 lbs.
“The cubic capacity is 2,048 cubic feet. As there are no gangways, etc., this is fully utilised. This gives a rate of monthly output capacity to over 101⁄4 lbs. dry rubber per cubic foot of drying space; an excellent figure much in advance of values obtained in the great majority of ordinary smoke-houses.”[18]
[18] Since the above was written, it has been found possible to eliminate the gauze. A mild steel top has been made, perforated with 2-inch holes. Practically no dust is ejected from the furnace, and there are no flames.
Owing to shortage of supplies during the War, similar buildings have been erected with frames of well-seasoned hard wood, which was protected by strips of asbestos-slate or galvanised iron. The latter material was also substituted in the covering walls. Later, houses were erected of brick, with other minor modifications. As a natural development, the[209] latest buildings consist of two of the original houses face to face, under a common roof, and served by common platforms.
As originally designed, the house was intended to meet the needs of a small estate, or a division of an estate, having a maximum output of about 20,000 lbs. of sheet rubber per month. The possibility of an extension of this idea has been shown to be great.
The furnace has been described as situated in a pit. Situated on a bank or on sloping ground, it was easy to arrange for withdrawal of the furnace. In some cases this has not been possible, and various modifications have been effected. The most satisfactory yet encountered is that in which a shallow brick pit is surmounted by an iron cone, about 4 feet in height. This is fitted with a cap having small perforations. The fire burns in the pit, and the heat is radiated by the cone. It would have been more effective to have allowed greater height in the furnace chamber, and to have employed the travelling drum-furnace as in the original design.
In order to avoid interference in draught by a space between the bottom of the doors of the compartments and the platform (due to the presence of rails), the floor of the platform is laid level with the top of the rails; or to the bottom of the doors is attached a swinging flap, notched for accommodating the rails when in position.
There are in use houses of other designs, which all more or less vary only in some modifications from the types described. Hence they do not call for special comment. Recently a rather distinct departure has been noted in a structure designated the “Barker” smoke-house.
Barker Patent.—In essential this consists of a long narrow structure erected with an appreciable slope from one end to the other. At the lower end is a small furnace enclosed in a brick compartment. The smoke from this furnace travels up the slope to the other end, at which the rubber enters. The sheets are hung on bars which are attached to a unit framework. This frame slides, by its own weight, upon timber side supports. A sufficient number of these units occupies[210] the full effective length of the structure. The removal of “stops” at the lower end enables the foremost frame to be removed, and the succeeding frames slide into a new position. Thus the freshly prepared sheets, entering at the higher end, gradually and automatically move towards the furnace as the frames of dry rubber are removed from the lower end.
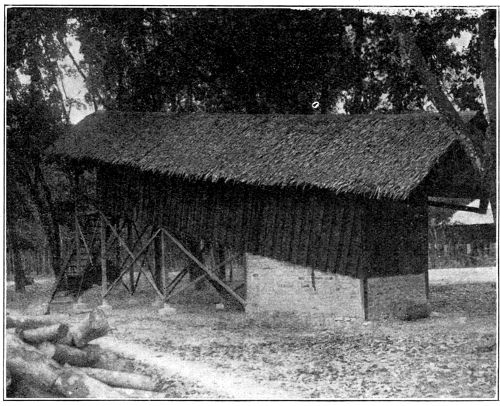
The New “Barker” Type of Smoke-House: a Small Unit.
The racks slide automatically from top to bottom on withdrawal of the lower frames through door at front. The furnace is contained in the brick compartment at the lower (front) end.
Thus far only small units have been seen. It is claimed that, properly prepared, sheet rubber can be smoke-cured in about five or six days, and it is stated that installations have been in successful working for sufficiently long periods to prove their efficacy. The device is better known in Java and Sumatra than in Malaya. The capacity of a unit building is stated to be 7,000 lbs. per month, calculating on a six days’ cycle of working. In a more recent design provision is made at the lower end for a water tank, into which all rubber can be discharged in case of fire.
Sorting-Room and Packing-Room.—It is in these departments that most factory installations are lacking. More often than one cares to acknowledge, sorting and packing are done under conditions which place a premium upon poor work. As a consequence, consignments of rubber are often marred by the inclusion of defective specimens. The result is that shipments may be rejected when tendered against contracts, or that allowances in price have to be made. In many instances it would not be fair to lay the blame upon the manager or an assistant, as it is obviously impossible for an individual to inspect every piece of rubber. Neither would it be strictly fair in some cases to ascribe the fault to pure carelessness on the part of the coolies.
Often the only provision made for this important work is the lower room of a drying-shed, which may also contain hanging rubber. Under these circumstances, space is cramped, and the light often poor. Small defects may pass unnoticed, and the general surroundings do not conduce to keen work.
Where, for economic reasons, the sorting and packing operations are conducted in the drying-shed, there should be ample space free from hanging rubber, and it should not be possible for wet rubber placed in the upper room to drip upon the dry rubber below or upon packed cases. There should be plenty of light, and for this reason windows should be ample. Usually the window-frames are fitted with wooden shutters, which are preferably hung on horizontal hinges from the top of the frame. By this device it is not necessary to close all windows during a shower of rain, and rubber may be stacked near a window with reasonable chance that direct sunlight will not be allowed to fall upon it.
[212]In dealing with smoked sheet, it is advised that the rubber to be examined should be placed upon tables facing the windows, so that each piece may be scrutinised in a strong light.
Crepe rubber also is best examined in a strong light, but preferably with one’s back towards the source of light or at an angle to it. For this work coolies usually are most efficient when sitting on the floor.
It will be clear from the foregoing remarks that the best conditions would be secured in a separate building especially constructed. A single room would be all that is required; at one end sorting could be undertaken, while packing could be done at the other end. No hanging rubber should be allowed in the room.
The floor should be of hard timber, and raised from the ground, to the height approximately of a bullock-cart or motor-lorry, as the case may be. The boxes of rubber could thus be transported by small hand-trucks on a level with the transport vehicle, reducing labour to the minimum.
The ventilation of the building should be good, especially if cases of rubber are to be stored therein; and the entire structure should be weather-proof.
Store-Rooms for Rubber and Storage.—The question of storage of rubber in factory buildings has always possessed importance, but has demanded increased consideration recently.
From experience in this country, it is clear that cement floors for store-rooms or packing-sheds are the least suitable. They are often visibly damp, especially in the early morning. To allow rubber, packed or unpacked, to remain upon a cement floor in the tropics, is to court trouble from moulds, external or internal. If the employment of a cement floor is unavoidable, the rubber and boxes should be raised on wooden supports, giving a clearance of at least 3 or 4 inches, and there should be clear ventilation space between tiers of boxes.
Experience indicates that the best type of floor is that already advised for sorting and packing rooms—i.e., a good hard timber floor raised at least 3 feet above ground-level. Apart from the advantage in labour specified in the previous paragraphs, this provision of ample ventilation space below the floor is a great[213] consideration in the preservation of the timber. Raised store-rooms become essential in low-lying districts which are at all subject to flooding, yet the writer has seen many boxes of rubber damaged by flood-water entering a packing-room situated on the level.
The question has often been raised recently as to the length of the period during which rubber may be safely stored in this country. The answer can be only supplied by experience, of which up to the present we have none possible of being classed as reliable. Whatever storage may have been done in the past has been influenced greatly by the unsuitability of the storage accommodation, and the fact that often the rubber was not prepared with a view to prolonged storage.
While the market demand was strong, rubber was being shipped and passed into circulation, at a rate which did not demand investigation of the subject of local storage. In the year 1918 conditions were such as to bring the matter into prominence, and we were able to tender advice on the lines given in this chapter. The necessity passed, but has again arisen.
Our experience goes to prove that if rubber is properly prepared and thoroughly dried before packing, it will remain in good condition for a period of a year or more in this country. How much beyond a year it may be kept remains to be determined. The assumption of “proper preparation” leaves great room for reservations.
In the case of crepe rubbers, there is no great difficulty, provided that the recognised methods and formulæ are employed, and that the rubber is packed only when perfectly dry. Under those conditions, the higher grades of crepe remain apparently unaffected on storing. Any appreciable deterioration may be attributed to defective preparation or external causes, such as accidental damage by water.
The prolonged storage of lower grade rubbers is attended by more risk, especially in the case of the lowest grade (earth-scrap) from estates which neglect the practice of regular and frequent collection of the raw product. The same reservation applies to crepes made from tree-scrap which is not collected daily. In these types of crepe rubber “tackiness” may be[214] initially present only in small degree, but the final damage may be immensely greater by close contact of the folded rubber during prolonged storage.
When we come to discuss the possibility of storage of smoked sheets, the difficulties become immensely greater. We have yet no reliable experience as to the keeping properties of this grade when properly prepared, fully cured, correctly packed, and stored under the best of local conditions. It is understood, of course, that in the qualification by the term “local” conditions, we assume it to be more difficult to store rubber generally in Malaya than in a temperate climate. The average temperature and humidity of the atmosphere are here much more favourable to the development of mould growths than would be the case, say, in Great Britain.
In discussing this question, as far as it refers to the preservation by storing of smoked sheet rubber, it is not fair to draw conclusions as to the likely behaviour of packed rubber from data based upon observation of loose specimens. We have samples of smoked sheets prepared in 1910, and these, superficially, appear to have remained unchanged. No mould is present and, as far as intermittent observation enables us to judge, moulds have never been incident. Whether such rubber would have been preserved in this condition had it formed part of a packed case, is a point upon which we have no experience; neither can we give any opinion. It seems true, however, that loose specimens “keep” better than bulk samples of the same preparation.
It cannot be argued that the present good condition of these old specimens may be due to correct preparation. In those days methods and formulæ were rather haphazard, especially in view of the fact that the daily variability of dry rubber content of latices was not then recognised.
One would rather submit the factor of adequate smoke-curing as the chief influence in the superficial preservation of smoked sheets. Ten or eleven years ago it was considered advisable to allow the rubber to remain in the smoke-house for a period extending well beyond that necessary for ordinary drying. As a result, very dark rubber was produced, which[215] was thoroughly impregnated with the products of wood combustion. There would seem to be little doubt that this procedure was responsible for the prolonged freedom from mould growths.
Market standards have varied to some degree since, with a tendency to prefer a paler product than that in vogue, say, six or seven years ago. Moreover, standardised methods of preparation have been introduced, with the result that sheets of a desirably high standard can be produced in from ten to fourteen days, when smoke-curing is conducted only during night hours. Some estates are equipped with smoke-houses which, by continuity of working day and night, provide smoke-dried rubber in from five to six days; but the actual hours of smoke-curing are approximately equal to those of the ordinary type of house.
This tendency towards the production of sheets paler in colour than the old standard is probably largely responsible in the present for the commonly observed incidence of surface moulds on stored smoked sheets, and also for some complaints of “under-curing,” where the term specifically refers to a failure to dry and cure the rubber thoroughly. Boxes of smoked sheets, which had been stored for varying periods up to five months, were recently inspected, and, in the majority of instances, surface moulds were found to be plentiful. In all cases it was observed that the trouble was intensified where boxes of rubber were stored in contact with cement floors.
This “under-curing” is not a question solely of the duration of smoke-drying, although probably the modern practice of curtailing the period has exerted a great influence. To make this clear, it may be stated that, given two batches of uniformly prepared wet sheets, it would be possible to smoke-cure them for equal periods in different houses, so as to produce one batch very much paler in colour than the other, although the total hours of actual smoke-curing would be identical. In order to produce such effects, all that is necessary is to employ different timbers for fuel or different types of furnaces. In the one case there would be produced heat and very little smoke, while in the other the necessary heat would be obtained plus plenty[216] of smoke. The best results naturally are obtained by the employment of the happy medium, and if smoked sheets have to be stored, the ordinary period of smoke-curing should be prolonged to an interval consistent with the capacity of the smoke-house.
All precautions taken in preparation and curing can be nullified, as already indicated, by unsuitable storage conditions.
Tool-Sheds and Store-Rooms.—In some factories it is the rule to see lime, cement, spare rolls, sieves, and a general heterogeneous assortment occupying part of the rubber-drying rooms. The inconvenience is often great; and it certainly seems that these stores and tools are of sufficient value to be accommodated in suitable buildings.
Situation of Factory Buildings.—There can be no doubt that a great deal of the “spot” disease trouble, and the general slowness of drying, can be attributed in many factories to the unsuitability of the site chosen. Probably the idea which actuated those responsible for the choice of site generally was proximity to a water supply. This would account for the fact that a number of factories are situated in valleys or near swamps. More often than not, also, the actual clear space is very limited, and rubber trees grow close up to the walls of the buildings. Under such circumstances, it is difficult to see how these buildings can be anything but dark and damp, and it is not difficult to understand the slow rate of drying. In a few cases the sites chosen proved to be so unsuitable that the estates were confronted with a very serious problem, the solution to which was, either the erection of another complete set of buildings in a more suitable spot or the installation of artificial driers.
It must be laid down as an axiom that the first essential in a suitable site is that water may be brought to it easily, but, as already indicated, this does not mean that the buildings need be placed in actual proximity to the water-supply. The mistakes made by pioneers in this work are not likely to be repeated, and it is common now to note well-designed and comprehensive schemes in which the water is pumped to a reservoir placed at a suitable elevation, whence the supply is gravitated to bungalows,[217] coolie lines, and the factory. The importance of securing a plentiful supply of good water for factory purposes cannot be exaggerated, and it is a point which is only thoroughly appreciated on estates where smoke-sheet rubber has to be prepared.
The second essential, but of equal importance, is that there shall be an ample open space on which the sun may shine all day. There must be no trees too near the buildings, and there should be no adjacent swamps. Preferably, the site should be on a raised position, so that it will be impossible for surrounding trees to cut off sunshine, even when they are fully grown. From such an arrangement it will follow that the factory will be light and airy, and the drying-houses will receive the maximum of benefit to drying from direct sunshine on the roof and walls. There can be little doubt that these considerations play a most important part in determining the rate of drying of the rubber, and where comparisons are made between the rates of drying in various drying-houses all these factors enter into the question and contribute to the total result. Presuming that the thin crepes made in two factories are equal in thickness, it is not uncommon to find that in a drying-house, situated in a wide open space, the period of drying may be as low as six or seven days; while in another drying-house, situated near a swamp and surrounded by trees, the period may be as high as eighteen days to twenty-one days. The figures quoted are not fictitious, but are facts actually noted in the course of the writers’ experience.
A great deal also depends upon the exact position of buildings. Thus, to obtain the maximum of light in a factory, it will be obviously beneficial to erect it with the long sides running east and west, so that the windows face the north and south, and the large end doors face the east and west respectively. At first sight it would appear that the best position for the machines would be on the north side of the building where no sun can enter; but a moment’s consideration shows that the south side would give the best results. By the time the sun has come round to the south, it is usually high in the heavens, and the direct sunshine does not fall very far into the room. Even[218] should it play upon the machines for an hour or two during the day, no harm could result to the rubber which was being worked, as no piece would remain there a sufficiently long time to be injured in the slightest degree. Placed in this position, the maximum benefit of light would be obtained, whereas if the length of the building ran east and west, the machines would have only either the morning or afternoon light.
While it is advisable to erect a factory running east and west, the drying-houses should run north and south. In this position the maximum wall area will be exposed to the sun during the day, and it will be possible to manipulate the windows of the drying-rooms so that those along one side are open, and it will never be necessary to close all the windows at any time of the day. Thus the windows facing east will be closed, and those facing west will be open until after midday; then vice versa. With such an arrangement a more uniform temperature may be obtained than by any other arrangement of the buildings. If the building ran east and west, the windows on the north side could remain open all day, while those facing south would have to remain closed practically all day. The south side of the house would be heated by the sun, while the north side would remain cool, and the rates of drying would be correspondingly unequal. The total wall area heated by the sun at[219] any time of the day would be less in this position than if the house ran north and south.
Similarly, to obtain the best drying effect during the daytime in a smoke-house the building should run north and south. By this means the temperature will be maintained to the maximum possible by sun heat, and the rate of drying will correspond.
References to Sketch Plan.
Drying-house No. 2 should be of two storeys, and unless a separate sorting and packing room is to be built, No. 1 should also have two floors (see previous notes on packing-rooms).
In the factory—
V shows the position of the verandah, which may be quite open and only divided from the inner room by
S, a wall composed of very strong expanded metal, which allows light and air to enter the factory.
T,T are the glazed tile tanks for the reception of latex, scrap rubbers, and bark-shavings.
M shows the position of the machines on the south side of the factory, with the direction of extensions, and
E,E the compartments in which the engines are bedded. In these positions it is possible to obtain direct drive to the machines.
D,D are large double swing or sliding doors (the latter for preference always). These, while suiting transport of rubber, provide also for a free draught of air.
If possible the scrap-washing machine should be placed outside the wall of the factory, and tanks for the reception of scrap rubbers may then be situated in convenient proximity.
Economy of labour is obtained by grouping all factory buildings as closely as possible, but it should be borne in mind that smoke-houses should be regarded as a possible source of danger from fire. This point has a practical bearing upon rates of insurance, and it is essential that the smoke-house should be situated at a minimum of 50 feet from any other building or group of buildings. In this connection, also, it[220] may be noted, as being of further practical interest, that, in the insurance of smoke-houses, preferential rates are given to those having a good type of slow-combustion furnace.
Choosing a Factory Site.—Sufficient has been written to make it clear that the choice of a site for factory buildings is a matter demanding weighty consideration. Much, of course, depends upon the planted area, and the rate at which it comes into bearing. Under certain circumstances which will be obvious, it is permissible to instal first a group of buildings of a temporary nature only, the future site and permanent buildings to be chosen later when the main portion of the estate comes into bearing. Often, however, one finds that, from lack of forethought, the estate has been committed to considerable expense in the establishment of equipment, which later is proved to be unfavourably situated with regard to the majority of the area in ultimate bearing. In such case, transport of latex is fraught with difficulties and may be expensive.
In the instance of an estate which will gradually come into bearing, it is not easy to decide whether a temporary installation shall first be provided, or whether, in anticipation of future demands, a complete equipment shall be erected. So much depends upon the financial aspect of the question, and upon the rate at which areas will come into bearing. As far as is possible, the best policy would be that of a compromise under which the site would suit later requirements, and the factory would be so planned as to be capable of future easy extensions both of buildings and machinery.
It is not possible to lay down any definite data as regards requirements based on acreage, or to make comparisons between any two estates of similar acreage. The important factors determining such requirements are:
(a) Area.
(b) Shape of the estate.
(c) Topography of the estate.
(d) Available supplies of water.
Naturally the ideal site for factory buildings would lie in a central position, given other favourable conditions.
[221]Centralisation or Decentralisation.—It is the experience of a number of estates that, all other conditions being favourable, there is a limit beyond which the centralisation of factory work leads to an unwieldy position. We are not here concerned with the few extremely large estates running into tens of thousands of acres. In those cases the total area would be divided into economic sections. The argument there would resolve itself into a discussion on the size of an economic section. This, in turn, would be dependent upon the type of main product, involving the question of transport of latex or coagulum, and the possible provision of batteries of heavy machinery.
The differentiation between the transport of latex and coagulum, respectively, is a most important one, and has a powerful influence in determination of the maximum of centralisation possible. Whereas properly prepared coagulum may be safely transported by bullock-cart, light-railway, or motor vehicle for many miles, latex, on the other hand, demands very careful treatment. Anti-coagulants may be employed to preserve fluidity, but only within certain limits. Even under these conditions, other factors (chiefly climatic) exert an influence which renders the transport of latex for any distance a matter of anxiety.
It will be plain, therefore, that the limits of centralisation of factory work are much narrower for the preparation of sheet rubber than is the case when crepe rubber is to be made. In actual experience the preparation of a high standard and a high percentage of smoked sheet is attended with considerable difficulty in those cases where the factory processes have been ultra-centralised. Apart from the difficulties inherent to the transport of latex in a state of good preservation, there is the added difficulty of dealing quickly with large volumes of latex brought from various quarters. None of these should be allowed to remain standing if the best results are to be secured; but obviously there must at times be some congestion. Even on a small scale it is often found that the latest batches of latex are unfit for the preparation of good sheet rubber, and the trouble may be easily exaggerated when working on a large scale.
[222]The centralisation of work on crepe preparation, therefore, is limited only to a comparatively slight degree by distance of transport, and in the main only by the size of the necessary equipment of machinery and drying accommodation.
The successful preparation of sheet rubber is, on the contrary, governed chiefly by the factor of transport. With this consideration in view, several large estates, preparing sheet rubber as the chief grade, have found it necessary to decentralise the factory work, with very satisfactory results. Outlying sections are given uniform and complete equipments of necessary buildings on a small scale, and hand-driven light machines. Uniform coagulating tanks are installed, and the methods and quantities of chemicals employed are carefully standardised. Experience has shown that often the best sheet rubber coming to the market has been prepared on small estates; and the same applies to the product of these decentralised stations on large estates. There is no a priori reason why the product from one station should differ in the smallest particular from that of another, apart from minor fluctuations which are due to variable weather conditions affecting the latex. If the contrary is found to be the case, it indicates failure on the part of the person responsible to follow the regular rules and methods.
In the natural scheme of development of a large estate, it would be necessary, of course, to have a comparatively small centrally situated factory, equipped with power and heavy machinery for working scrap rubbers in the preparation of crepe grades below No. 1 in quality. As the yield per acre increases, or the area in bearing expands, it would be advisable later to increase the size of the central factory and buildings so as to permit of the preparation of a proportion of the crop in the form of No. 1 crepe rubber, in order to be able to comply with prevailing market demands under which preferential rates fluctuate between pale crepe and smoked sheet.
General Style of Finish.—Broadly, there is no single and definite style of finish, but on the whole it may be stated that the greater proportion of crepe rubbers are prepared in a thin form and with a close-knit texture or finish.
Very little thick or blanket crepe is now made on estates in Malaya, so that beyond the mention of that type little need be written. A fair amount of blanket crepe is sold in the Singapore market, but it should generally be regarded as re-made rubber—i.e., it may have been prepared from thin crepes, or from native pale sheets, in local rubber-washing factories. In appearance these crepes have a rough finish, and vary in colour according to the crude material employed.
The general preference of the market at present is for a thin, smooth-finished crepe, with a close-knitted surface—i.e., free from what is described as “laciness.” What effect this looseness of finish can possibly have upon the quality of the rubber is not understood, but the standard type set up by the market must be comparatively free from small holes.
Under existing conditions governing the sale and purchase of rubber, various “standards” are set up. These really have no bearing upon the intrinsic qualities of the rubber, and are concerned almost entirely with superficial attributes. They are necessary in the absence of any proper scheme of evaluation for the establishment of certain standards of comparison, which imply that the rubber is apparently clean, free from certain recognised defects, and has been carefully prepared—as far[224] as can be determined by a superficial examination. Thus the question of “finish” has attained disproportionate importance, but must be respected when preparing rubber for sale.
Under ordinary conditions, thin crepe rubber, as it leaves the finishing machines, has what may be termed “deckled” edges. On many estates, in order to comply with market conditions, the edges of the wet crepe are trimmed, and the trimmings re-made into lengths of crepe. This is done under the impression that the market price is influenced by the evenness of the edges of crepe rubbers.
Again, it sometimes happens that, owing to “wear” of the rolls, the finished dry crepe may show a faint but distinct pattern of mark—a diamond or a horizontal bar. Since these are not accepted under the “standard” comparisons, rubber exhibiting these characteristics does not obtain the top market price. In other words, these innocent and innocuous marks are regarded as defects and penalised accordingly.
Enough has been written to show how very important becomes the question of finish. It will be acknowledged that the superficial qualities demanded in the “standard” market type can be reproduced by any estate having adequate machinery and ample facilities for drying and handling the rubber.
Methods of preparation and formulæ for the employment of chemicals are so well laid down that, up to the stage of machining, no difficulty need be encountered. But the standard type of finish in the dry crepes cannot be obtained unless the estate factory is fully equipped with the three types of rolls necessary—i.e., macerators, intermediate crepers, and smooth finishing-rolls. This subject has received full discussion in Chapter XIII., and is here only mentioned with the view of emphasising the point that no estate can be blamed for a lack of “finish” in crepe rubbers if the equipment of machinery is inadequate or in poor condition.
If, on the other hand, the factory has ample machinery for requirements, and a good finish cannot be obtained on the thin crepe, then it is time the rolls were attended to and changed, or that the ratios of the driving pinions were altered.
[225]Dirty Edges.—It seems to be almost impossible to keep old machines clean, and it is equally difficult to keep the edges of crepe free from oil and dirt. Usually these dark edges are to be found on crepe which is rather wide, and it will be noticed that where wide crepe is made, unless special precautions are taken, the edges of the rubber often pass under the edges of the hopper and so pick up dirt and oil. On most machines it is a great mistake to attempt the preparation of wide crepe; nothing but narrow crepe must be made. To obtain this it is necessary to decrease the width of the hopper placed above the rolls. This can easily be effected by blocks of heavy hard wood, cut to shape and fastened in position.
Sometimes the dark edges of crepe are due to another cause. Rolls may be gradually worn in the middle, so that to obtain a good finish it becomes increasingly necessary to tighten up the screws which regulate the distance between the rolls. It thus happens that just at, and beyond, the edges of the rubber the rolls grind upon each other, and fine particles of iron and graphite are transferred to the rubber. In such a case it is evident that either the rolls must be “turned” or that a new pair of rolls must be substituted.
Iron-Stains.—One of the causes of iron-stain on rubber has been mentioned in the preceding paragraph. This particular kind of iron-stain must not be confounded with rust-stain, and gives a dark dirty colour. It results from the grinding together of the rolls, and is usually noticed in the finishing of fine pale crepe. For this operation it is necessary to screw up the rolls tightly, and it will be plain that, whenever the rolls are vacant of rubber, there is a tendency for them to grind upon each other, thus setting free fine particles of iron and graphite. In order to avoid this, one must be careful to see that between the working of each length of fine crepe the rolls should be occupied with another piece of rubber, which may be kept for the purpose. In some factories this trouble apparently does not exist, while in others the amount of wear on the rolls is surprisingly great, and the damage done to the rubber is excessive. The only way in which this difference can be accounted for is that there must be a great difference in[226] the quality of the roll material. Some rolls seem to be excessively soft, and from these contamination by iron-stain is great. For this reason rolls are sometimes rejected, and there would appear to be an objection to any but chilled steel rolls for the final stage of finishing crepe rubbers.
Rust-Stains.—Rust-stains, on the other hand, throw the responsibility entirely upon the labour and supervision of the factory. Rust is formed upon the rolls when they are at rest, and any one passing pale rubber between the rolls before they have been thoroughly cleaned is guilty of culpable negligence. Even when apparently clean, a piece of lower grade rubber should be passed through the rolls several times so as to remove any slight trace of rust remaining.
Rust-stains have also been caused in a few cases by the large knives which are used to cut up lumps of coagulum, or by allowing freshly coagulated rubber to come into contact with iron vessels in the factory.
A similar appearance has been traced in a few instances to contamination of the coagulum in transit by the dust of the reddish rock (laterite) employed in localities for road-making.
Oil-Marks.—The origin of oil-marks in crepe has already been described in Chapter XIII. The whole question resolves itself into one of cleanliness, moderation in lubrication, and supervision. The machines should be inspected every day, and once a week rolls may be swabbed down with a 10 per cent. solution of caustic soda applied by means of a piece of cloth fastened round the end of a stick. Immediately after this operation water should be turned on and the rolls set in motion, so that all traces of caustic soda are thoroughly removed. If possible, lubrication by oil should be substituted by grease lubrication through screw caps.
Particular attention should be paid to the back of the machines. None but the individual in charge of engines should be allowed to lubricate the machines, and he should be held responsible for any excess of lubricant.
As a rule oil-marks are restricted to the edges or the proximity of the edges of crepe, but sometimes the streak is to be found in the middle of the length. In such a case it is almost certain[227] that the oil or grease has been picked up by the rubber in the tray. It sometimes happens, if the “liners” of the bearings are eccentrically worn, that a few drops of dirty oil or a particle of grease are squirted out to some distance. These usually find a resting-place in the tray, and the contamination may then appear in any part of the rubber.
It will be clear, therefore, that all trays beneath machines should be examined as the probable source of danger from contamination by oil and dirt. If the trays are as wide as or wider than the effective portion of the rolls, they should be discarded. In their place (except sometimes in the case of the macerating machine) all that is necessary is a movable piece of board, in width not less than from 4 to 6 inches shorter than the width of the rolls. Any oil or grease ejected from the bearings will thus be allowed to fall clear of the board; and defects due to oil streaks, etc., will be very much diminished, if not entirely obviated.
This point in connection with the damage possible by the existence of wide trays is commended to the notice of manufacturers of machines for plantations, as it is common to find that trays are made which contravene the rule prescribed by experience. In fact, trays on some machines have been so designed as to act as “traps” for all dirty matter exuding from the bearings. Not only so; they are sometimes made of such a shape and height that oil or grease lodging upon the edges act as a “wipe” to the rolls, thus increasing the possibility of contamination. Until this defect was investigated, it was common to note continued contamination of pale crepes in spite of all precautions taken in cleaning the rolls at frequent intervals. The trouble due to this cause is intensified when the same machines are employed for the preparation of scrap-rubber crepes and No. 1 crepe. Small pieces of scrap find their way towards the bearings and lodge on the edges of the trays. Unless a thorough inspection is made before proceeding with the working of the No. 1 (pale) grade, contamination may be continuous.
Dirt.—Streaks due to the presence of dirt (as apart from oil or grease contamination, or that due to pieces of oxidised scrap)[228] are unusual, and when they do appear their origin seems to be somewhat of a mystery. It could scarcely be advanced that the dirt was picked up on the machines, as it is difficult to imagine where such dirt could come from. In one or two instances there has been fairly clear evidence that the dirt was contained in the coagulum, and the only explanation fitting the case is that it fell into the latex after straining and during the course of coagulation. On cutting open lumps of coagulum brought in from the field division, it has sometimes been noticed that dirt is included, and the foregoing explanation is the only reasonable one. How it was possible for dirt to get into the latex must be left for explanation to those better acquainted with the conditions under which the latex was coagulated.
Holes.—On some estates it would seem impossible, with the existing machines, to make really good crepe. The complaint is that, if thin crepe is attempted, it is invariably found to be “full of holes“; and as, apparently, the presence or absence of small holes in crepe rubber is a factor which influences buyers, this defect must be avoided at all costs. Why this matter of small holes in thin crepe should weigh so heavily with buyers is a matter which the writers are not in a position to explain. As a matter of fact, the presence of small holes is most generally an indication that the rubber has received the minimum amount of working on the rolls consistent with good washing. Further working would only be undertaken with the idea of so consolidating the rubber as to get rid of holes in order to meet the market scheme of valuation.
This is usually achieved by making a very thin crepe and rolling together two lengths when wet. The resulting crepe may be slightly thicker than ordinary, and the method employed may be usually detected by the appearance of the edges unless these are trimmed.
Greenish and Tacky Streaks.—Occasionally one meets cases in which pale crepe exhibits streaks varying in colour from a decided green to an almost black in which the greenish tinge is scarcely perceptible. Experience indicates that these streaks are much more dangerous than they appear superficially, inasmuch as they contain traces of brass from the[229] “liners” of the bearings. The presence of the copper in brass is responsible for a gradual disintegration of the rubber, commonly recognised as “tackiness.” In fact, copper may be said to be a “poison” to rubber, and every effort should be made to avoid possible sources of contamination. The effect may be proved easily and perceptibly by fastening together several pieces of crepe rubber by means of a brass “paper-fastener.” In course of time a salt of copper, green in colour, will be formed, and it will be found that the portions of rubber in contact with the fastener have “perished” and become tacky.
This contamination of crepe rubber may take place in two ways:
(1) By the ejection of actual particles of brass from the bearings of machines, due to eccentric grinding of the “standards” of the rolls upon the brass “bushes.” These particles are carried by exuded oil or grease into trays, and thence to the rubber.
(2) By the action of an acid lubricant upon the brass, with the formation of a metallic soap which has a decided green colour, unless obscured by the dark colour of the oil or grease. It is transferred to the crepe rubber in the manner indicated above.
The inevitable effect, apart from the superficial defect, is incipient tackiness. The extent to which this may develop will depend upon the amount of the copper compound present, but it should be remembered that an exceedingly small trace is capable of causing a disproportionately large amount of damage. This effect is further magnified if the “tacky” piece of rubber is packed in close contact with previously unaffected rubber.
When the defect is discovered, the affected portions should be cut out, and the cuttings should be burned. To mix them with the lowest scrap grades, as may be done thoughtlessly, is only inviting further trouble.
Besides the source of danger already indicated, it may be found, but far less frequently, that contamination may arise from the presence in the rubber of small pieces of the brass mesh which is generally used for straining latex.
[230]The view appears to be held in some quarters that these tacky streaks and patches in crepe rubber may arise from contamination with oil or grease alone. This does not agree with our experience. An experiment was made to test the point using fresh oil and grease drawn from drums in stock, specimens of the same lubricants to which traces of a copper salt were added, and samples of lubricants taken from the bearings of several machines. The treated pieces of rubber were placed in contact with untreated pieces of crepe which served as “blanks.”
Notes were made at intervals extending over a period of two years. The conclusions arrived at were:
(1) Although there was surface discoloration, no tackiness had been caused by fresh (unadulterated) lubricant; neither were the “blanks” affected.
(2) In the majority of specimens upon which had been smeared a small streak of lubricant taken from the bearings of machines, tackiness had supervened, and had developed likewise in the contact “blanks.”
(3) In all cases where a trace of copper salt had been used to adulterate the fresh lubricant, tackiness was to be noted in the course of a short period (a week upwards) after the rubber was dry. Development was slow, but progressive, over the full period of experiment, and the “blanks” in contact were affected. The degree of affection was determined by the proportion of copper salt employed. In the worst cases the affected strip of rubber had deteriorated and disintegrated to such a degree as to cause a distinct longitudinal gap, the edges of which appeared to consist of a moist gummy substance of a deep syrup colour. The adjacent blanks in some cases exhibited a similar appearance in lesser degree, or were merely affected by a characteristic brownish stain.
These observations regarding the possibility of damage to crepe rubbers from the existence of brass “liners” or “bushes” in the bearings of the machines lead to the natural query as to whether the use of brass is necessary. Experience shows that it is not necessary. Machines in use for years have been running with plain bearings of iron or other metallic substances. Satisfaction is obtained without the use of brass.
Cotton and other Fibre.—One of the most frequent[231] complaints made against low grade crepes is the presence of fibre—generally classed in a wholesale fashion as “cotton-waste.”
It is true that some years ago most of the complaints were genuine in referring the cause to cotton-waste. The defect arose chiefly owing to the careless use of this material in the factory. Lumps of waste when discarded were often thrown to the ground, and became mixed with the heaps of scrap rubber and bark-shavings awaiting attention. The fault was one of sheer negligence, and nothing can be advanced in extenuation. Even when the soiled waste was thrown into the external drains, it often returned to the factory mixed up with the scraps of rubber recovered by means of the drain-screens.
As far as the complaint concerns itself with cotton-waste only, the remedy is plain, and lies in the power of the management by reason of the ability to restrict the use of “waste” only to the engine-drivers and mechanics.
In the vast majority of cases, however, the defect arises from circumstances beyond the direct control of the factory, and under conditions which make it difficult to check the evil. Although against instructions, and for the purpose of fulfilling other orders, some coolies persist in using pieces of cloth for cleaning cups. In course of time, unless the practice is detected, this cloth becomes coated with rubber. Careless coolies throw it away, when it may be collected by the individuals who gather earth-scrap; or it may be brought into the factory in the tappers’ scrap-bag.
Cases have been known in which the fibrous matter observed in the dry crepe rubber was of such a nature as to indicate that the source might be attributed to leaf-stalks which had passed through the scrap-washer. It is an easy matter to condemn the sorting as being careless, but it is another matter to instil into the mind of factory coolies such a respect for easy and sane precautions that the practice of them will be continued when the eye of the supervisor is not fixed upon the workers.
It will be clear that contamination by fibrous matter should be limited practically to the lowest grades of rubber.
[232]The appearance of cotton-waste in high-grade crepes must be most unusual, and the writers have not yet seen a case in a drying-house. That it does occur, however, seems to be evident from brokers’ reports. It is extremely difficult to imagine how the waste enters the rubber. One possible explanation is that a coolie may have been cleaning the rolls surreptitiously with waste, which may have passed later into the rolls together with rubber. Another explanation was offered in one factory by the observed fact that coolies engaged in cutting up coagulum, ready for passing into the machines, kept a wad of waste for the purpose of keeping the knife-blade clean. This may have found its way into the rolls. It must be recorded that in the course of many years of experience no case has been seen in any drying-house of contamination of the higher grades of crepe by fibrous matter.
Bark and Grit.—With ordinary machines and the usual process of working, it would seem impossible to wash and macerate some of the scrap rubbers sufficiently to free them entirely from bark. This applies specially to the grade of rubber prepared from bark-shavings. Specimens have been handled in which it was practically impossible to detect bark, but in such instances the amount of working necessary would be such as to interfere seriously with the regular working of the factory. Even with the employment of special scrap-washing machines, complaints of the presence of bark in dry crepe have been received, but it is certain that this mode of operation reduces the quantity of bark to a minimum. While fully realising that the amount of working it is possible to give in proportion to the existing machinery and the output per day is limited, it must be recognised that the working of lower grades of rubber is usually insufficient, and that where possible it is the duty of estates to pay more attention to these lower grades. A considerable improvement in this direction has been noticed of recent years. It is not uncommon to encounter managers who fail to appreciate that complaints regarding the presence of bark in the lower grades are founded on legitimate grounds, and that they are not frivolous objections put forward for the purpose of depressing the price of the article. The sooner such[233] an idea is jettisoned the better. There would appear to be a good future demand for the lower grades, and it is only natural that consumers will be willing to pay the best price only for an article which is clean.
The same arguments apply to the complaints regarding the presence of sand and grit. The quantity of the latter found in low-grade crepes from some estates is surprisingly high. Its presence can often be shown by the simple device of spreading a piece of crepe over the upturned and hollowed palm of one hand, while striking the rubber with the other hand.
The incidence of bark in higher grades of crepe may be due to inadvertence or to gross negligence. In the former class one might put those occasions on which pieces of bark are embedded in lumps of naturally coagulated rubber. A piece of bark-shaving may fall unnoticed into latex and be partially responsible for the coagulation which takes place. This piece of coagulated lump may be massed with others, and hence, unless each small piece is cut up, the bark is not perceived. Or again, by some unknown means, a piece of shaving may drop into a jar of latex, and so become embedded in the coagulum. Sometimes this becomes evident on cutting up the rubber, but it is quite as likely to pass unseen. On the whole, the presence of bark in first-grade rubber is most unusual, and should be seen before the rubber is packed.
In the class due to negligence may be included cases in which careless coolies place the cup upon the ground before tapping. Pieces of shavings fall into the cup, and coolies are too lazy to pick them out. More often than not coagulation in the cup is caused. As it is impossible for the European staff to supervise each individual tree tapped, some cases must continue to pass unheeded. Sometimes bark-shavings are brought in with the latex, and if a broken sieve is being used, these, with other impurities, pass into the jar, and are embedded in the coagulated rubber. This must be classified as negligence, for no manager would willingly allow the use of a broken sieve. Again, naturally coagulated lump rubber on arrival at the factory sometimes contains evident pieces of bark, leaves, and stems of leaves. For lack of supervision the average coolie would not think of[234] picking out these obvious impurities, and would pass the whole mass into the machines.
Oxidation Streaks.—Since the introduction of sodium bisulphite defects due to streaks, caused by portions of the coagulum becoming oxidised, have practically ceased to exist. In the usual course, and without the use of an antiseptic agent, the freshly coagulated rubber has a surface darkened by oxidation. Unless this dark surface were carefully cut off, there would result a crepe containing dark streaks caused by the mixture of the oxidised surface portion with the bulk of the paler coagulum. The presence of oxidation streaks in No. 1 crepes, now being made, would imply either that no anti-oxidant substance was in use, or that the quantity necessary to prevent this surface oxidation is exceedingly small. Although the price obtained would appear to be influenced by the presence of oxidation streaks, no evidence can be obtained that the actual quality of the rubber suffers to the same degree as does the appearance—i.e., there is no evidence to show that a pale rubber, in which surface oxidation has been inhibited, is intrinsically superior to one in which slight natural oxidation has been incident.
“Yellow Latex” Streaks.—This appearance of “yellow-latex” streaks in not common, and may be accounted for by incomplete mixture of two different latices. It is a fact of common observation that, when a new portion of bark is being tapped for the first time, there is a distinct yellow tinge in the latex excluded. As tapping progresses, this colour vanishes; usually it may persist for a period varying from two weeks to more than a month. Should this latex be poured into ordinary latex without thorough mixing, it is sometimes found that, when the crepe rubber is dry, there are distinct yellow streaks. It should be remembered that, as the rubber content of the latex from first tappings is high, this latex is lighter than latex which is more dilute, so that the mixed latices must be well stirred with a broad paddle to obtain intimate mixture. It would be much better to keep yellow latex apart, and coagulate it separately, if at all possible. In such case the resultant crepe may be of a distinct canary yellow in tint.
[235]In scrap-crepes of the higher grade this distinct yellow colour is often visible in streaks which indicate the presence of tree-scrap, etc., obtained from recently opened tapping areas.
Bisulphite Streaks.—These, again, arise from defective mixing. In the dry rubber it is seen that there are streaks of colourless rubber in a general mass, which may be of varying shades of yellow; or, a length of exceedingly pale rubber is apparently streaked in patches with a darker shade of colour. A solution of sodium bisulphite is heavier than latex, and there would be a tendency, therefore, for the chemical to sink in the large mixing jar. Unless stirring is thorough it is possible that portions of the latex would not be in contact with sodium bisulphite while others receive more than a fair share. Especially would this effect be seen where coagulation takes place quickly, and experience bears out the truth of the suggestion. Another factor which has some bearing on the point is the strength of solution in which sodium bisulphite is used. In the ordinary course of working, the acid coagulant is added immediately after sodium bisulphite has been stirred in. Should a strong solution of the bisulphite be used, and if coagulation takes place quickly, it is easy to see that the possibilities of obtaining a uniform and intimate mixture are small. Probably in no factory is the sodium bisulphite now added to latex in powder form, but it has been found that if care is not taken to see that all the bisulphite has dissolved before the solution is added to latex streaks may result in the dry rubber. The undissolved particles sink to the bottom of the coagulating jar or tank, and there slowly dissolve, forming local strong solutions. The effect upon the rubber in the vicinity of these strong solutions is much more marked than in the bulk of the coagulum, and hence lighter streaks or patches appear in the dry rubber. In spite of apparently complete mixture by good stirring, it will be seen that it is possible, therefore, to have failed in this direction if any undissolved powder remains in the solution of sodium bisulphite.
“Spot” Disease.—Few managers of estates preparing pale crepe rubbers are unacquainted with this defect. It is manifested by the appearance of small coloured spots varying in[236] density (i.e., number to a unit area) and differing in hue. The most common colours are black and orange, but “spots” of brick-red, yellow, violet and ruby and green tints have been noted, the last named very seldom. Sometimes in place of definite “spots,” or colonies, the colour is spread over practically the whole surface of the rubber as a “flush.”
These coloured spots, or “flushes,” indicate infection by minute fungi, which are present in the latex prior to coagulation. The infection of the latex takes place in the field by means of spores, which are only visible with a microscope.
It is not feasible to discuss any method of preventing this infection of latex by air-borne spores, as the eventual preventive measures are so simple. But it may be believed that under ordinary weather conditions most latices are infected before reaching the factory. It is likewise true that even fine pale crepes shipped in perfect condition may contain possibilities of trouble in the form of “dormant” spores, the development of which may commence and continue if favourable conditions arise.
The subject of “‘Spot’ Diseases” has been treated fully in previous publications,[19] and it is not proposed here to enter into any lengthy discussion.
[19] “Preparation of Plantation Rubber,” Sidney Morgan, 1913. “Spotting of Plantation Rubber,” Keith Bancroft, 1913; Bulletin No. 16, F.M.S. Department of Agriculture. “Spotting of Prepared Plantation Rubber,” A. Sharpies, 1914; Bulletin No. 19, F.M.S. Department of Agriculture.
If any reader is desirous of producing the defect experimentally, all that is necessary is to prepare a piece of crepe rubber of rather more than ordinary thickness, roll it up while wet, and place aside for some days.
This experiment reproduces the conditions favourable for the development of the spores, and spots of various colours may result. It will be clear that the chief factor influencing the result is the continued presence of plenty of moisture.
This condition may be created inadvertently in the course of factory practice, if piles of crepe rubber are allowed to remain for any appreciable period before hanging to dry. For this reason batches of wet crepe should always be placed on edge, to allow free drainage of surface moisture, if the rubber cannot be taken at once to the drying-sheds.
The condition also is provided if the thickness of the crepe is excessive. In some factories, having no smooth-roll finishing machines, the crepes may have a distinct raised pattern upon them. It is usual to note that if “spot” disease appears in such crepes, it is incident to much greater degree in the thicker portions of the rubber—i.e., upon the raised pattern.
The direct connection between the rate of drying and the appearance of coloured spots or flushes is thus established, and it only remains to adopt precautionary measures which will lead to an avoidance of delay (1) between machining and hanging, (2) in drying.
It is indicated, therefore, that, if spot disease is to be avoided, the prime consideration is the preparation of a thin crepe which will dry quickly under average conditions. It may sometimes happen that even very thin crepes will sometimes be found affected on some estates. In such instances, it will be found that the design or situation of the drying-house is at fault, and that specially favourable conditions for the development of the fungi have been created by excessively wet weather. Should the trouble persist in spite of the preparation of the thinnest crepe, it would be advisable either to abandon this form of No. 1 product or to consider the installation of artificial aids to drying.
We have not yet encountered any case in which it was found necessary to treat the latex with an antiseptic or disinfectant substance for the prevention of “spot” disease. There appears to be an idea held in some quarters that sodium bisulphite may be so employed as a fungicide. This does not agree with our experience, which is confirmed by Sharpies (Bulletin No. 19, F.M.S. Department of Agriculture).
In 1913 experiments with chinosol were undertaken at the Pataling Laboratory of the Rubber Growers’ Association, and an account of the method of treatment was given in a printed report issued to subscribers. Dr. P. Arens,[20] of the Malang[239] Experimental Station (Java), has also recommended the use of chinosol. The substance is expensive, but is effective in very small quantity. On the whole, given average conditions in factory practice, such aids should not be necessary, and where keen supervision is not available may lead to other difficulties.
[20] “Guide to the Preparation of Rubber,” Arens, 1918; Communications from the Experimental Station (Malang, Java).
It has already been remarked that it is possible for “spot” disease to develop in dry rubber which previously gave no evidence of the presence of fungi. The condition necessary to such an occurrence is supplied by the presence of moisture. Thus, to state instances which are by no means uncommon, if a box of rubber is allowed to remain exposed to rain, or is damaged by flood-water, or by sea-water during transit, or (sometimes) if the rubber is packed in a damp case, the crepe on arrival at its destination may be found to be affected to a degree dependent upon the extent of wetting and the duration of the wetting period.
No means are known by which these coloured spots, due to the growth of chromogenic organisms, can be removed from the rubber. Naturally, although they may be present in the darker lower grades of crepe, they are not so easily visible as in pale crepe. It follows, therefore, that every possible precautionary measure must be taken when pale crepe has to be prepared.
We are often asked whether it is possible for an infected piece of rubber to affect sound rubber hanging in the same building; and whether, in case of “spot” disease appearing, it is necessary to disinfect the drying-house.
In a general sense, the answer to both queries is in the negative. It has not been proved possible to transmit the disease from one piece of crepe to another, except by the closest possible contact and in the presence of an abundance of moisture.
A dry crepe, even when in close contact with an infected dry specimen, has not been found to be affected.
Unless, therefore, pieces of rubber are pressed together, under favourable conditions as to moisture, there has been observed no transfer of disease.
Similarly it has not been found that the presence of spotted rubber in one part of the drying-house has been responsible for[240] an outbreak of disease in another part of the same building. Furthermore, after the removal of diseased rubber from the drying-shed, freshly prepared rubber may be hung on the same supports without becoming affected, and without any intermediate treatment of the wooden bars, providing the crepe is thin and weather conditions are good. In our experience, no case has been observed in which the disease has been communicated to freshly prepared rubber by reason of the previous presence of affected rubber. In our opinion, therefore, any scheme for disinfecting the interior of a drying-house, as a preventive measure against the spread of “spot” disease, is unnecessary.
All other things being equal, it is plain that much will depend, as to the incidence of coloured spots, upon the design and situation of the drying-house. Sufficient has been written in previous chapters to indicate the importance of these points as affecting the rate of drying, upon which hinges the possibility of the appearance of “spot” disease.
In conclusion, the chief points in any discussion of this subject may be summarised thus:
1. No coagulum should be left without working for longer than the ordinary period. Otherwise, the prevailing conditions are very favourable for the development of the disease.
2. Thin crepe only should be made. The quicker the rate of drying the less possibility is there of the coloured spots appearing.
3. Crepe should never be allowed to remain folded overnight, and batches of folded wet crepe should be placed on edge to drain off surface moisture. The rubber should be hung to dry as soon as possible.
4. Several species of fungi causing coloured spots have been recognised, and it has been proved conclusively that it is possible to infect latex and also fresh coagulum.
5. As far as our present knowledge goes, it appears that infection takes place chiefly, if not entirely, by means of the latex in the field-vessels. It may take place during transport also, or even during coagulation.
6. While it is certain that infection can be caused by contact, it has not yet been shown that infection of the finished wet rubber takes place in the drying-houses by means of air-borne spores—at least, under ordinary drying conditions.
[241]7. There is reason to believe that no further infection takes place once the rubber is well into the drying stage, and that dry rubber is not infected even by contact. From this one might infer that, as long as rubber remains dry, infection cannot take place during the voyage to the port of consignment.
8. Coloured spots do not appear until the rubber is about half dry, because that period is necessary for the development of the fungus to that stage in its life-history when it excretes colouring matter. The fungus in its earlier and colourless stage may have been present from the time the latex entered the cup.
9. The natural habitat of the fungi would appear to be decaying vegetable matter in the field.
10. Finally, if it is found impossible to be rid of fungoid-spot disease after having exercised all care and observed all known precautions, nothing remains but to supersede the ordinary drying process by some system of quick drying, such as the vacuum-drying process or a hot-air draught system, in which the rubber dries so quickly that any possibility of appearance of “spots” is entirely removed.
Surface Moulds or Mildews on Crepe Rubber.—Defects of this nature are most uncommon in the higher grades of crepe rubber, but cases of affection in the lower grades are not rare.
It will be evident from all previous discussions that the incidence of these moulds must be due to an extremely slow rate of drying. The necessary conditions would be supplied by one or more of the following causes:
(a) Making the crepe too thick.
(b) Hanging the crepe in a badly ventilated or badly situated building.
(c) Occasionally by abnormally wet weather.
(d) Allowing piles of crepe to remain too long before hanging.
(e) Using excessive quantities of deteriorated sodium bisulphite. In short, any factor contributing towards a retarded rate of drying may be responsible for the appearance of surface mildews. The last mentioned cause is of not infrequent occurrence. Knowing the chemical to be of poor quality, relatively more is used to produce the desired anti-oxidant effect. Unless the rubber is particularly well washed on the rolls, there remains within it a residue of sodium bisulphate, an oxidation product of the bisulphite. This is hygroscopic to some degree—i.e., it takes up moisture from the atmosphere.[242] Hence drying is delayed, and even should mildews not develop the chemical may sometimes be seen on the surface of the rubber as a whitish “bloom.”
The enumeration of the possible causes of mildews on crepe rubber is sufficient to indicate the necessary precautions to be taken, and the discussion will not be extended further.
Tackiness in Rubber.—“Tackiness” is a term used to denote a deterioration of rubber which renders it sticky, and, beyond this, implies that some physical and chemical change in the nature of the substance has taken place. In fact, it is no longer “rubber,” but an oxidation product containing much resinous matter. It does not behave as rubber, and hence its value is much depreciated.
With modern ideas of erection of factories to guard against the introduction of direct sunlight, it was hoped that this defect had practically ceased to exist. In one grade of rubber it would be expected that tackiness would continue to appear. Earth-rubber, often exposed to direct sunlight for a week, would naturally become tacky, and this tackiness cannot be avoided unless the earth-scrap is to be collected more frequently. But in many cases even the higher grades of rubber show signs of tackiness. Experiments have been carried out at various times and in various places to determine the cause of tackiness. For some time the theory of bacterial origin was in favour, but none of the experimental results was convincing. Bacteria may be present in tacky rubber; but, on the other hand, many cases of bacteria in rubber have been observed in which there was no tackiness. Experiments were made by one of us some years ago with a view to testing the bacterial theory by inoculating latex with small pieces of tacky rubber. In opposition to the results which were stated to have been obtained, there was no spread of tackiness. Other investigators have obtained similar results. One writer proposed to explain tackiness as caused by excess of moisture. This perfectly simple explanation unfortunately displays only a profound ignorance of the subject, and does not take into account the fact that tackiness is incident in rubber after dryness has been reached. It need not be pointed out to planters in Malaya that wet sheets of rubber[243] are often exposed to direct sunlight by workers of native holdings, with no resulting harm as long as plenty of moisture is present in the rubber.
Tackiness the Result of a Slow Process of Change.—As stated above, tackiness does not appear until the rubber is dry, and even then it is to be noted that it is possible for tackiness to appear in rubber arriving in London, which showed no indications of tackiness when packed for shipment.
Tackiness caused by Traces of Copper Salts.—Spence, as the result of investigations, has pointed out that none of the various theories put forward to account for tackiness—viz., the action of bacteria, premature putrefaction, oxidation, excess of moisture, the action of enzymes, etc.—have any basis in scientific proof, and believes that the cause of tackiness cannot be directly attributed to bacteria. It has been stated that the only known way of causing rubber to become tacky is to expose it to sunlight or heat. While agreeing that in the ordinary way this statement is correct as far as one rules out the employment of chemical substances, it must be pointed out that tackiness of the worst degree may be caused by the presence of traces of copper or copper salts. This point has already been touched upon in a preceding paragraph dealing with the defect of “green streaks” in pale crepe rubber.
In the course of laboratory experiments tackiness has often been induced by the use of traces of copper salts. The rate at which tackiness is induced appears to be dependent upon the amount of copper salt used, but once it begins, the rubber molecule is very rapidly broken down, and resins are formed. As the formation of resins is accompanied by the inclusion of oxygen in the chemical constitution, it would be expected that dry rubber becoming tacky should increase in weight. This is found to be the case, and to give an idea of how this weight increases with the progress of tackiness, the results below may be studied.
It will be seen that the maximum quantity of copper sulphate used amounted to 0·025 per cent, (approx.) upon the weight of latex taken. Now it is highly probable that only a fraction of this quantity was retained in the rubber on coagulation,[244] the remainder being in solution in the serum. Furthermore, as the rubber was well washed and worked down to thin crepe, the total quantity of copper salt remaining in the dry crepe must have been exceedingly small. Yet the effect is most marked and should impress upon all managers the necessity for guarding against any possible contamination caused by brass or copper.
| Sample. | Amount of Copper Salt. | Weight of Rubber. | ||||||
| When Dry. | After Interval of Four Weeks. |
Further Interval of Seven Weeks. |
Further Interval of Three Weeks. |
Percentage in Increase in Weight. |
||||
| Grms. | Grms. | Grms. | Grms. | |||||
| 1 | 0·02 grms. copper sulphate, per 100 c.c. latex |
430 | 441 | 482 | 488 | 13· | 5 | |
| 2 | Ditto | 428 | 439 | 481 | 486 | 13· | 55 | |
| 3 | 0·01 grms. copper sulphate, per 100 c.c. latex |
} | 962 | 987 | 1035 | 1036 | 7· | 7 |
| 0·01 grms. copper acetate, per 100 c.c. latex |
||||||||
| 4 | 0·025 grms. copper sulphate, per 100 c.c. latex |
502 | 513 | 558 | 560 | 11· | 5 | |
In view of the effect thus produced by the addition of traces to latex of a copper salt, and the observed effect on rubber of contact with copper salts, one may imagine the result produced some years ago when on an estate smoked sheets were washed with a solution of copper sulphate as a remedy for surface moulds!
With the exception of this chemical action we know of no other means by which tackiness is produced, beyond those of direct sunshine and heat. Cases governed by these two causes are common on estates. They are confined chiefly to the lowest grades of scrap rubber, when the component raw materials have been exposed to the sun for a period before being brought to the factory.
It is now comparatively rare to find cases of tackiness in the higher grades of crepe, and when they occur, one may look for evidence of gross carelessness in the admission of direct sunshine. Usually this means the failure of some individual to regulate window shutters according to the position of the[245] sun in the sky. More rarely does it happen that tackiness may have been induced by placing thin crepe rubber too near the iron roof of the drying-shed.
Regarding the question as to whether tackiness may be communicated by direct contact, opinion appears to be divided. It has been stated that sound rubber left in contact with tacky specimens was found to be unaffected after two years. On the other hand, it is claimed that tackiness has been induced in a sound rubber by infecting it with small pieces which were tacky. In a preliminary article on the effect of copper and copper salts upon pieces of dried and sound crepe[21] it was noted, after one year, that tackiness had been communicated from the treated portion to the “blank” in contact. There is sufficient evidence to warrant the injunction that tacky rubber should be excluded from contact with sound rubber. If shipped it should be packed separately.
[21] Report I., 1916 (Sidney Morgan), Rubber Growers’ Association (Malaya).
Compounds have been put upon the market which assumedly claim to be cures for tackiness. These are merely palliatives, consisting of starch, talc, or chalk powders, which counteract stickiness.
No Cure for Tackiness.—At the present stage of our knowledge, there appears to be no cure for tackiness. Neither do we see the necessity for a cure when the phenomenon may be avoided by taking simple precautions, which may be briefly summarised thus:
(1) Any permanent openings through which it is possible for direct sunlight to enter, whether large or small, should either be totally closed or provided with some substance which cuts off the direct effect of the sunlight—e.g., ruby glass or ruby glazed cloth.
(2) Rubber should under no circumstances be placed near any source of heat.
(3) No rubber should be hung in a drying-room in such a position adjacent to a window or door that it is possible for sunshine to reach it, even should coolies neglect to obey rules.
(4) Instruments or vessels of copper or brass should not be used where acids are employed.
Lack of Uniformity in Colour.—The complaint is far less real than it was a few years ago. The introduction by the Rubber Growers’ Association of the “Metrolac” led to uniform dilution of latices varying in rubber content. Previously the only known method of obtaining uniformity in colour and appearance was that by which latices from all fields were mixed together in bulk. Even so the uniformity applied only to the one bulking operation, and any other day’s results might show considerable variation from the first standard.
This does not take into account any observed differences in shade of colour attributable to natural oxidation which might vary in intensity from day to day. The introduction of sodium bisulphite as an anti-oxidant exerted a great influence upon the colour of pale crepes generally; but considerable variation would still have been notable but for the adoption of the scheme for uniform dilution, in addition to the use of small quantities of anti-oxidant.
On most estates it is now possible, with slight exceptions due to abnormal conditions, so to treat the latex that the pale crepes prepared on any one day differ in no perceptible degree from the product of any other day. Where this is not the case it must be suspected that there has been some carelessness in manipulating the latex or the chemicals. Attention has been drawn to the fact that there may be exceptional cases, when the determining factors lie beyond the control of factory processes—e.g., heavy rains causing over-dilution of latex, the yielding of “yellow” latex from newly opened areas, etc. But on the whole there is now no reason why the general average product from any estate should not be uniform in colour and appearance. Furthermore, it should be possible for large groups of estates, by the adoption of uniform methods, to produce similar rubber from all the plantations. Moreover, apart from some differences caused by factors which still need determination, the total product in a general sense should not only be uniform in appearance but uniform in physical and chemical properties.
Block Rubber.—This mode of preparation is employed only in comparatively few instances. The block is prepared from[247] crepe rubber, which has been dried either in a hot-air drier or in a vacuum chamber.
There is another type of block which is made by placing layers of dry crepe under considerable pressure. This is not the true type of block, and the layers are quite distinct—i.e., they do not amalgamate. Usually this pressed rubber consists of lower grades of crepe, and it should not be popular, inasmuch as it leaves too wide an opportunity for the inclusion of dirt, bark particles, and other impurities, which cannot be seen generally on account of the protective colour of the rubber.
In the true type of block, the layers are in a plastic condition, due to heat, when they leave the drying-chamber; and being immediately submitted to great pressure the result is a homogeneous mass in which the layers disappear by amalgamation. Only the best grade of crepe is employed, and given the absence of defects in the layers there should be no complaint regarding the final block.
Prepared in slabs which are three or four inches in thickness, the product is easily handled, and should be sufficiently translucent to make it possible to distinguish the shape of the hand when held between the block and the light. This is not possible when blocks are made of greater thickness.
The only complaints which it should be possible to lodge against block rubbers are:
(a) The inclusion of dirt and other matter.
(b) The use of layers of crepe which have some defect.
(c) The inclusion of air-bubbles.
The remedy for (a) and (b) lies in the hands of the factory superintendent. The last ground of complaint is dependent upon the style of preparation of the original layers of crepe.
When layers of crepe are placed one upon the other, and submitted to great pressure, it is natural to suppose that air would be contained in spaces, and would be unable to escape. To guard against this, it would seem necessary to prepare the crepe thin and with a fairly good surface finish.
It must be obvious to all acquainted with the processes involved in the preparation of block rubber, that no possibility[248] exists for the presence of air-bells actually enclosed in thin crepe. When the vacuum-dried crepe is folded preparatory to the blocking process it is apparent that between the layers there must always be a considerable volume of air, a small proportion of which is bound to be retained owing to the nature of the surface of crepe rubber.
That this has always been true of the preparation of block rubber cannot be denied. It is possible, of course, for one type of block to show the presence of air-bells more than another type, the proportion of air enclosed in blocking depending upon the nature of the crepe of which the block is composed. A block built up of layers of smooth, fine crepe would be expected to contain less air-bells than a block composed of layers of a rough crepe.
Block rubber has been seen which was free from air-bells, but this was the thin variety of block prepared for show purposes with far greater care, probably, than would be expended in commercial preparations.
Before proceeding to deal with defects in the rubber as it is put upon the market a brief account will be given of faults which may be noted in the preparatory stages.
Milky Residue or Serum.—If the serum is not clear after the ordinary period allowed for coagulation, it indicates one of the following possible causes:
(a) Failure to obtain complete mixture by thorough stirring.
(b) Insufficiency of acid solution. This may be real or indirectly due to the presence of an excess of anti-coagulant such as formalin or sodium sulphite.
(c) In cases where other coagulants than acetic or formic acids have been employed the failure may be due to an excess of, or an unsuitable, coagulant—e.g., hydrochloric acid.
Coloured Surface Blotches and Unpleasant Odour.—Sometimes the surface of the coagulum exhibits yellowish or bluish streaks and patches. It will be found generally that the yellowish colour is possessed by a slimy substance, of offensive odour, which may be scraped from the surface. Either insufficient acid has been used, or the mixing of latex and coagulant has been at fault.
Dark Discoloration of the Rubber.—This may be stated to be a natural process when fresh rubber is exposed to the atmosphere. It is usually described as “oxidation,” and it will be noted to be absent, or to occur to less degree, on those portions of the rubber which are protected from the atmosphere by being below the surface of the remaining liquid. This surface change may be prevented (see Chapters VIII. and IX.) by the use of small quantities of sodium sulphite (for preference) or bisulphite.
Soft Coagulum, Spongy under-surface, Tearing of Coagulum.—If the whole mass of coagulum is too soft, while[250] coagulation appears to be complete, over-dilution of the latex has occurred. This may apply also to the case in which the under-surface only is spongy and soft. If coagulating-tanks are employed, the upper edge may be comparatively hard, while the lower is soft and weak. Often the spongy portion may adhere to the partitions. This prevents the natural rise of the coagulum, due to retraction, as the mass “sets.” The pull between the free upper portion and the adhering lower edge causes splitting and tearing of the coagulum, with marked porosity (spongy appearance). The two factors to receive attention are the standard of dilution and the condition of the surfaces of the partitions. If these have minute cracks into which latex can penetrate, and in which coagulation takes place, the boards should be discarded. Given the conditions indicated above, the tearing and splitting of rubber in coagulating tanks is sometimes augmented by the practice of flooding the tanks when coagulation is judged to be complete. The surface water finds its way downwards between strips of coagulum and the partitions, thus increasing the upward tension between the free and adhering portions. The main idea governing the practice of flooding the tanks is to prevent “oxidation” (darkening) of the upper edges. If a small quantity of sodium sulphite is employed as an anti-oxidant and to retard coagulation, it is not necessary to flood tanks.
“Pitting” of Surfaces.—In pan coagulation this “pitted” appearance is usually limited to the under-surface, while coagulum prepared in tanks may exhibit the defect on both faces. The existence of these numerous “pits,” or small depressions, points to the presence of bubbles of gas which have been unable to escape freely. As the formation and retention of gas-bubbles is not a normal occurrence in coagulation, we are led to infer that some special conditions must have arisen. These may be supplied by one or more of the following contributory causes:
(a) The latex had begun to “sour” before arrival at the factory or while waiting to be treated. This premature coagulation is usually checked or diminished by the employment of anti-coagulants (see Chapters VIII. and IX.). It is generally[251] accompanied by the appearance of enclosed gas-bubbles in the dry rubber.
(b) There may have been a slight insufficiency of coagulant, or the admixture was not thorough, thus allowing a slow putrefactive change to take place in the incompletely coagulated areas.
(c) The wooden partitions may not have been effectively cleansed. The existence of a thin slime, of bacterial origin, is sometimes noted. This is accountable for putrefactive effects in the surfaces of the coagulum, or in the serum, giving rise to the formation of gases. If these cannot escape freely, by reason of adhesion between the coagulum and the partitions, “pitting” occurs.
Thickened Ends or Edges, after Rolling.—As a rule these defects may be ascribed to the employment of too rich a latex, or faulty manipulation. Even if the standard of dilution should be correct it sometimes happens that, in the preliminary rolling of a long strip of rubber, coolies begin in the middle, rolling with a forward pressure and tension towards the ends of the strip. This is generally not so much the fault of the coolie as being due to the lack of proper facilities for preliminary rolling. The table should be about 3 feet in height, so that ease of working is obtained merely by natural pressure due to the position in which the worker stands. The use of a heavy wooden roller would contribute towards this result, inasmuch as it obviates the use of force, and the pressure is almost entirely in a vertical direction.
Mis-shapen Sheets.—It is sometimes noted that sheets may be wider and thicker at the ends than in the middle. Manipulation alone, as indicated above, is not solely responsible. The primary cause is to be traced to over-dilution of latex, giving a very soft coagulum which responds too readily to tension and pressure. Faulty treatment in rolling exaggerates the tendency for the strip of sheet to become narrow and thin in the middle, wider and thicker at the ends.
Thickened Patches, Torn Sheets, “Dog-Ears,” Creases.—These elementary defects are all due to careless working. While occasional errors cannot be avoided, there is no real excuse for the continuance of trouble to any degree, under average supervision.
Thickened patches are often caused in conjunction with torn[252] sheets, and the trouble may be ascribed to faulty practice in allowing too heavy a pile of wet strips to accumulate before machining. Or a comparatively small pile may have been transported some distance. It is difficult to separate the strip, and occasionally the separation is only effected at the expense of two sheets, one of which is torn and the other has a portion of the first strip adhering to it.
“Dog-ears” due to the folding over of corners of the sheets, and creases due to the rumpling of the coagulum, are generally the result of haste and lack of average care. Machine coolies, more often than not, will not be at any pains to straighten out folds before passing the coagulum through the rolls.
Greasiness before Smoking.—Under ordinary methods of working this should never be encountered. It may be taken to show that the machined rubber has been allowed to remain, either hanging or in piles, far too long before entering the smoke-house. The appearance is most marked if the rubber has remained in a cool and moist atmosphere—e.g., if it has been hanging over-night in a closed and badly-ventilated factory. In a marked degree this is to be observed in the preparation of air-dried sheets, unless they are exposed, when freshly prepared, to the action of the sun for a period. This period, in the case of rubber prepared on native small-holdings, generally extends over several days—until the sheets are more than half dry.
In the preparation of smoked sheet, the greasy appearance and the cause outlined contribute to a defect which is eventually described as “stretching rusty.”
Surface Blemishes.—The coagulum, during coagulation and subsequently, can be contaminated in various ways. In most cases a little intelligence or increased care would prevent the occurrence of these defects.
When the coagulum remains over-night, in the absence of a cover, it is not uncommon to note the presence of dirt (from the roof above, or blown in from the outside), the droppings of mice and rats, flies and small insects. In theory these should be seen and removed by the factory hands. In practice, except while under immediate supervision, the extraneous matter is often rolled into the soft coagulum.
[253]A fairly common cause of this surface contamination is the exhaust from the power-unit; generally the worst offender is a steam-engine. Grit and smuts continually find their way into the factory, alighting on the tables, in the latex, in the water, and on the freshly prepared rubber. They are rolled into the soft rubber and lead to marked depreciation in the selling value. The radical remedy seems obvious, but is often beset with many difficulties not unconnected with financial considerations.
Other superficial blemishes, such as those due to the presence of rust marks, oil or grease patches, etc., are self-explanatory, if a little thought is brought to bear upon them; and it is not proposed here to discuss such defects more fully.
Having now dealt with certain defects which are visible in wet rubber, we come to the discussion of others which are only perceptible either during or after the drying period. As far as is known no plantations of any size now prepare sheets other than in the form of smoke-dried rubber, with the exception of a few which make a special form of thick and partially air-dried product known as “slab” rubber.
It is not proposed, therefore, to treat in any detail with air-dried sheet rubber. Certain obvious defects are common to both air-dried and smoke-cured sheets, and these will be first discussed.
Unevenness of Appearance.—This lack of uniformity may refer either to size or colour, or to both. Apart from any other contributory causes, this variation is due, in pan sheet, to a neglect to standardise the dilution of all latices, or to lack of uniformity in the quantity of standardised latex placed in each receptacle.
Where tanks are employed all sheets from the same tank should be of the same size before rolling, and any subsequent disparity in thickness and length must be attributed to some alteration in the width of the gap between the rolls of the machines.
Unless all latices are standardised by means of an instrument, it is of course probable that the content of one tank may be found to differ from that of another.[254]
In a general sense, whether air-dried or smoke-cured sheets are considered, a thin strip will dry more quickly than a thick one, and should be paler in colour when viewed by transmitted light—i.e., when the rubber is held between the eye and the source of light.
It is necessary, therefore, to guard against the possibility of variations in thickness caused by faulty manipulation. The distance between the squeezing rolls (smooth) and between the marking rolls (patterned) should be adjusted and should remain set until the conclusion of work. In a factory having nothing beyond average requirements in equipment of machines it should not be necessary to have to interrupt the work of the smooth rolls or “markers” by having to make adjustments. This is, however, inevitable if there is only one smooth-roll machine, as it is always desirable to reduce the thickness of the coagulum by at least two stages through even-speed smooth rolls. In some factories there are three light power-driven smooth-roll machines, the gaps between pairs of rolls being set so as to obtain a gradual thinning effect upon the fresh coagulum, which is then passed once between patterned rolls. With such equipment it is found possible, in some cases, to omit the preliminary hand-rolling, and the strips of coagulum from the tank are passed direct through rolls set with a wide gap. This work demands much care, as it is necessary to avoid any distortion of the coagulum which may be caused by its own weight and length.
Variation due to Oxidation.—The subject of oxidation has been mentioned in the opening paragraphs of this chapter. It will have been learned that oxidation is a natural process, and that it may be prevented by the employment of anti-oxidants such as the sulphite or bisulphite of soda. In earlier days it was sometimes prevented by steeping the thin rubber in very hot water.
In the absence of an anti-oxidant the degree of oxidation may vary daily and in different batches of latex on any one day, so that there is always the possibility of a lack of uniformity due to oxidation effects. This would be more evident in air-dried sheets than in smoke-cured rubber, as in the latter case the[255] darkening of the surface would be masked by the colour induced by the smoke-drying process.
To obviate this variation anti-oxidants are used on most estates, but the accidental or misinformed abuse of these chemicals may lead to further lack of uniformity. Hence it is necessary to follow carefully the formulæ prescribed by experience.
Colour of Smoked Sheets.—It may be of interest to note that the effect known as oxidation is attributed to the presence of micro-organisms called enzymes (ferments) in the latex. It can also be produced artificially in various ways—e.g., by the use of the crude product of wood-distillation (pyroligneous acid) as a coagulant, or by the addition to the latex of small quantities of a phenol such as carbolic acid. It is thus possible to prepare in sheet form a rubber which has the appearance of having been smoke-cured, although it may never have been in a smoke-house.
It will be clear, therefore, that apart from other causes, the colour of the cured sheets may be influenced by oxidation of the fresh coagulation, and by the constituents of the smoke. It follows that the smoke from timbers which are richer than others in certain chemical bodies set free by combustion will produce a rubber darker in colour.
There is thus no real connection between colour and period of cure, although in a general sense the longer the interval the darker the colour.
Similarly it is now plain that when anti-oxidants are employed in excess the paleness of the rubber is in no degree truly indicative of the period during which the rubber has been smoke-cured.
The influence of the effect of the hypsical condition of the wet rubber upon the final colour must be thoroughly grasped. One may take two sheets of apparently the same thickness, and smoke-cure them in juxtaposition within the same house, only to find that one dries much more rapidly than the other. As a consequence, the first, when fully cured, will be of a medium golden brown colour; while the other, owing to protracted smoking, will be dark. Evidently there must be some distinct[256] difference between the two in physical condition prior to the smoking. Here the factor involved is the rubber-content of the latex. Given two pieces of coagulum of identical thickness, but prepared from latices of different dry rubber content, it will be obvious that to reduce them to similar thickness, more pressure will be necessary in one case—i.e., that piece of coagulum will be much more dense (more consolidated)—while the other will be comparatively soft and porous. Into the latter warm smoke can penetrate much more easily, and the internal moisture can escape more rapidly. The full cure may be made, say, within twelve days, while the tougher sheet may demand up to twenty days.
To attain uniformity in colour, therefore, the following points must be studied and controlled as far as is possible:
(a) Uniform dilution of all latices.
(b) Uniform dimensions of coagulating receptacles.
(c) Uniform volumes of standardised latex.
(d) Uniform quality and quantities of chemicals.
(e) Uniform methods of manipulating the coagulum.
(f) Uniform conditions of fuel and accommodation during smoke-curing.
Surface Gloss.—In the choice of fuel there is room for control if one has good timber available. This point opens up a discussion on the vexed question of “over-smoking,” as the term is sometimes applied to a pronounced dry glossy appearance of the surface of sheets.
Three main factors are involved:
(1) The nature of the fuel.
(2) The ratio between furnace capacity and the capacity of the smoke-house.
(3) The rate of combustion.
Obviously any fuel which yields an excessive quantity of tarry matter or creosotic substance would conduce to the formation of a heavy glaze on the rubber. Such fuel, therefore, should at most only be employed as the smaller portion in a mixture with “dead” timber.
It is impossible to lay down any general rules for the guidance of estates, as the timber available varies so widely in nature. Experience must be the only guide, and it should not[257] be difficult to obviate the defect. Even so, there must be minor differences between the results obtained on estates, so that it is not possible to make strict estimations of the smoke-curing period by an examination of the surface appearance of rubber, even under the best of conditions. Some estates find that the rubber has a distinct gloss in ten days, while others may smoke-cure for twice that period without difficulty. Evidently, therefore, the question of available fuel is of prime importance. It may be remarked that very satisfactory results are always obtained from the use of fairly dry timber obtained from thinned rubber trees, mixed with the “dead” timber of old logs and stumps found on the estates.
Obviously if a smoke-house has a superabundance of furnaces, producing more heat and smoke than is required, glazing will result. The point is tested by the average temperature maintained and the average rate of drying. The result of a high temperature would be the possibility of volatile tarry matter being driven in excess to the upper chamber. That this effect is eventually produced even at optimal temperatures is evident from an examination of the wood-work within the upper room.
It is clear, also, that the rate of combustion exerts an influence. In a general sense a rapid consumption of fuel would augment the quantity of tarry matter passing into the upper chamber over any given period, and the possibility of glazing would be increased.
On the other hand, it is possible that a surface glaze might be formed if the temperature were uniformly too low, especially if the rubber were rather thick. The rate of drying would be so slow, that if a timber rich in tarry matter were employed, the rubber might be exceedingly glossy.
In order to guard against the appearance of a heavy glaze, then, the following points must be observed:
1. The fuel must be carefully selected by experience.
2. The sheets must not be thick. No sheets should be thicker than 1⁄8 inch measured in average section across the ribs.
3. The temperature must not be too high. An average working temperature of 120° to 125° F. should be ample.
[258]4. If the sheets are fairly thick, a low average temperature should be avoided. No lower average than 110° F. should be allowed.
Dull, Black Surface.—This is the opposite of the previous case, and generally is accompanied by a fairly heavy darkening of the surface due to “oxidation” effects. The fuel used is too “dead,” and needs the addition of some substance containing a fair amount of creosotic matter. The appearance of the rubber does not justify the assumption that it has been over-smoked. As a matter of fact, this type of rubber often becomes affected by mildew fairly rapidly, thus showing that the smoking has been inefficient.
It may happen that an estate is in the habit of using a fuel which gives even to a thin sheet a heavy glaze in a comparatively brief period. The general custom is to soak such sheets in cold water, and then to scrub the surfaces, sometimes using soap, in order to cleanse the rubber and free it from the glaze. This operation may be done too well, in which case the rubber will have a dull appearance, and may be rather more liable to develop surface mildew after a time.
Moist Glaze, Greasiness of Surface.—This describes the condition of sheet rubber when taken from the smoke-house. Sometimes the greasiness does not develop until the rubber has been out of the smoke-house for a day or two.
As far as experience shows at present it may be due to two causes:
(a) The use of an excess of sodium bisulphite or sodium sulphite. The use of sodium bisulphite is not recommended generally for sheet-making. It may cause the rubber to be too pale in colour, and the abuse of it may delay the drying unduly. In the latter case, a trace of the salt may remain within the rubber or upon the surface. If so, as the substance remaining is fairly hygroscopic, it will take up moisture from the atmosphere and may cause the surface of the sheets to have a moist and shiny appearance. The moist surface deposit comes away upon the hand when the sheets are touched, and is difficult to remove entirely. On some estates a very small quantity of the bisulphite is employed, as it is found to be of service in the prevention of bubbles, but in unskilled hands the method is open to abuse, and is, therefore, not recommended for general use.
[259]A large number of estates now use sodium sulphite in very small quantities as an anti-coagulant and a preservative for latex in the field. The abuse of this very useful substance carries its own penalty. The substance is hygroscopic; and if an excess is present the drying period will be protracted, and the sheets will have a very moist surface film.
It may be found sometimes that only some of the sheets are affected. This indicates that, whereas uniform quantities of a solution of sodium sulphite have been served out in all fields, the proportion may have been excessive in the case of fields giving a latex of comparatively low rubber content. What suits the latex from old trees may be excessive probably for the latex of younger trees. This is not an infallible rule, as in the case of older fields in which immature bark is being tapped, it is to be noted that the dry rubber content of latex may be less than that of latex obtained from younger trees.
This type of moist glaze is not easy to remove. Ordinary surface washing had but a temporary effect, and the trouble recurs. The only way of dealing with the difficulty is to soak the sheets for days in running water (or in successive changes of water) and to re-smoke until dry.
(b) The second type of moist glaze is not so difficult to deal with, and may be removed as a rule by washing the sheets when the rubber is otherwise apparently dry.
It appears to be mainly a matter of unsuitable fuel for smoking and of failure to provide adequate ventilation. A large number of estates have been “thinning-out” or are doing so systematically. The logs thus obtained are often used as fuel in the very green stage. The smoke thus generated must be moist, and if the building is entirely closed, this moisture must be deposited eventually upon the rubber and racks. Some estates have surmounted the difficulty by opening up the roof-ridge slightly so as to allow the moisture to escape with some of the smoke; but if the logs from rubber-trees are to be used, they should be stacked in the sun for some time. Even then, preferably, they should not be used alone. A judicious admixture of dead and rotting jungle-timber appears to give very satisfactory results.
Virgin Spots and Patches.—If the description really indicates the defect it simply means that portions of the sheets are not dry. When cut they exhibit the typical whitish, opaque appearance described as “virgin.” It is doubtful whether any rubber put upon the market as No. 1 product nowadays[260] can have this complaint levelled at it. In the extreme case it points to gross negligence on the part of the packer.
Sometimes what are taken to be small spots of “virgin” are really patches of tiny air or gas bubbles. The point can be easily determined by cutting through the patch and examining the cut edges.
Surface Moulds or Mildew.—During the last two years, complaints regarding the incidence of “mouldy rubber” (i.e., relating chiefly to the presence of mildews on the surface) have become increasingly common.
To judge by the comments of producers, who as a rule never again see their rubber after it leaves the estate, one would infer that the defect is imaginary, and that the complaints are made solely with a view to repudiation of contracts or the general cheapening of an article of commerce. They can often point out, with a certain amount of truth, that there has been no change in the methods of preparation or curing, and that previously there were no complaints.
It is forgotten, however, that in former years the smaller output of rubber was taken into consumption more rapidly than of recent years. That is to say, the interval between smoke-curing and the employment of the rubber in the manufacture of goods did not demand such a long period of storage. Hence the effects of smoke-curing are now more likely to vanish.
Going still further back in the history of plantation rubber, we can point to the time when smoked sheets were allowed, or had, to remain in the curing-sheds for very extended periods. Loose specimens of rubber prepared during that decade still exhibit no signs of mildew growth.
In later years a demand arose for sheets paler in colour than the old type, and in order to meet that demand, a change had to be made in methods. This led to a system of working whereby it was possible to smoke-dry sheets thoroughly in from twelve to fourteen days. This interval was further reduced on many estates, until some were producing rubber which appeared to satisfy all requirements after only five or six days’ curing. This does not refer to the case of estates having smoke-houses of “continuous-working” type, but to[261] those on which smoking was confined practically to the hours of night. Under former conditions of rate of production and consumption, this short period of smoke-curing would possibly have been ample; but even this is very doubtful, as often the rubber would not stand the relatively short journey from the estate to Singapore without mildew-growth being incipient. We have often received specimens of rubber sent from estates for criticism, and have noted that within a comparatively brief period mildew was to be seen.
The whole matter resolves itself into a question of thorough efficiency of smoking. This is not dependent on duration of smoking alone, but involves other factors, such as the kind of fuel employed, the rate of combustion of fuel, the average temperature sustained, the ventilation of the smoke-house, and the situation of the building. Other occasional contributory factors are contemporary adverse climatic conditions and the possible abuse of an anti-coagulant such as sodium sulphite.
It has been shown that after a time, given suitable conditions involving the presence of moisture, moulds may appear on sheets which were apparently fully smoke-cured, and that under the same conditions other and older samples were unaffected. It is argued that the latter sheets had evidently been smoked more efficiently than the others. Hence it is fair to assume that, except under very special conditions, which do not apply to the ordinary procedure in the shipping, storage, and sale of rubber, moulds will not develop upon sheets which have been properly smoked. The term “properly smoked” signifies efficient smoking for all practical purposes under ordinary procedure, and implies or includes all the advantageous factors which have been discussed or alluded to in preceding paragraphs.
Without discussing in wearisome detail conditions which may give rise to the incidence of mildew on properly smoked rubber, it may be pointed out that the following are favourable to the growth of moulds:
(a) Storing sheets in a damp place before packing.
(b) Packing sheets in wooden cases which are not thoroughly dry.
[262](c) Piling up cases of rubber in a badly ventilated store-room.
(d) Placing the cases on a cement floor.
(e) Wetting of cases by sea-water or by rain during transport, etc.
Black Streaks, Spots or Patches.—The origin of these is not difficult to trace. They are caused by drippings from the roof, and contain condensation products from smoke plus moisture. The ventilation of the roof-ridge should receive attention, and if the trouble persists it will be necessary to place some absorbent screen below the sloping roof. Sackcloth is sometimes used, but leads to a worse state of affairs unless changed frequently. In most modern smoke-houses having an iron roof there is an inner lining of soft timber.
There scarcely seems a necessity to discuss the case in which an iron roof has become perforated by the action of smoke. The remedy is too obvious to describe.
Whitish or Grey Streaks.—This is a very uncommon defect, and is generally to be traced to a building in which fairly new galvanised sheets have been employed. The zinc surface becomes oxidised, and the whitish powder which is formed “flakes,” or is carried away by drops of moisture condensing on the surface of the iron sheets.
Rust.—Sometimes if a sheet is stretched forcibly and allowed to retract quickly, the hitherto clear surface will be seen to be marred by a “rusty” deposit. The rubber is then described as “stretching rusty,” and its value is depreciated.
This defect has caused more trouble during recent years than any other. It is not proposed here to argue the question as to whether the presence of this film, which appears when some rubbers are stretched, is detrimental to the physical qualities of the product on vulcanisation. With the mere statement of opinion that it could do no apparent harm, we may pass to the aspect of the case as it affects the buyer and consumer. If one were to judge by the attention drawn to the appearance of smoke sheet-rubber after it has been stretched and allowed to retract, one would imagine the defect to be of comparatively sudden and recent incidence. This is not so. The peculiarity must have existed for years, and perhaps became more marked[263] as so many estates abandoned the former common practice of allowing varying quantities of water to be placed in the collecting cups. As the substances which cause the defect to be visible are partially soluble in water, it would follow that when working with the very dilute latices which were characteristic of the earlier years of the plantation industry, the remaining liquid in the pan after coagulation would contain an appreciable quantity of soluble substances which would otherwise have been retained in the coagulum.
Conversely, the richer the latex, the greater the percentage of protein matter retained in the coagulum. In the case of very rich latex, it must be within the knowledge of every manager that the quantity of remaining liquid in the pans would be almost nil. We may assume that the greater part of these soluble proteins would be enclosed in the structure of the rubber, but as the fresh coagulum must retain a quantity of liquid amounting to from 60 to 70 per cent. by weight (we are now referring to rich latices), it follows that some of the soluble protein matter must be removed when the coagulum is placed under pressure. Even after the pressure is released more of the contained liquid will exude from the surface of the rubber; and from experience it is easy to imagine that this exudation, becoming progressively feebler, will continue until the rubber begins to dry. Then, with the evaporation of the surface moisture, the protein matter, either in original form or as a degradation product, remains on the surface of the rubber as a thin, solid film or crust. As drying continues, the interior moisture escaping through the pores of the rubber evaporates, leaving behind the substances hitherto held in solution. Should, however, the sheet be thick and/or the temperature of drying low, the rubber may dry first on the outside, forming a thin skin of dry rubber, which delays further drying indefinitely.
It will be seen, therefore, that sheets which have been prepared from rich latex or from too deep a layer of comparatively dilute latex will have a surface film of dry protein matter. Moreover, these sheets will be slow in drying, and in all probability will have a surface gloss and a dark colour. Hence[264] it is not difficult to understand that some brokers regarded the presence of the so-called “rust” as an indication of over-smoking.
To show that this is not so, and further that the presence of rust has nothing whatever to do with smoke-curing, it may be stated that the presence of this protein film may be seen on unsmoked sheets which have been prepared from rich latex, from too deep a layer of more dilute latex, or from some thick sheets which have been rolled only very lightly. In fact, the presence of the protein film was noted on unsmoked sheet in 1910, when it was seen to resemble a thin yellowish glaze which could be scraped off with a pen-knife. Later, sufficient of this substance was removed from some very thick air-dried sheets, or thin slabs, to fill a small test-tube.
When the sheets were bent or twisted, the apparent surface of the rubber (i.e., the protein glaze) cracked in all directions. In the case of sheets prepared from less rich latex, the surface film naturally is extremely thin, and no cracking is observed.
If the fresh sheets are placed in a smoke-house, the drying film will take up colour from the constituents of the smoke, and it will be invisible. Somewhat analogous to the instance of a transparent glass giving a visible and opaque powder when crushed, so the transparent film on stretching breaks up into a visible powder which is lighter in colour than the rubber on which it is superimposed.
It will be noted that since the introduction of standard methods of preparation, involving uniform dilution of latex, say, to a content of 11⁄4 or 11⁄2 lbs. dry rubber per gallon, complaints as to “rust” have decreased considerably.
It is to be further noted as a peculiar fact that while two estates may be apparently working on identical lines, both as regards manipulation of latex and subsequent treatment of the coagulum, the rubber of the one may always be free from rust, while that of the other is often, if not always, condemned for the alleged defect. Obviously, in such a case, there must be an initial difference between the two latices as regards the percentage of proteins present; or there must be some small unrecognised difference at some stage of working.
[265]It will now be clear that “rust” is caused by a film of matter which is formed on the surface of the pressed coagulum, being there deposited by the exudations from within the rubber and through the pores. It is, therefore, necessary to avoid any conditions which will favour the formation of this deposit—e.g., allowing sheets to remain too long in a moist atmosphere before placing in the smoke-house.
At present there would seem to be only two methods which are successful in the prevention of a “rusty” appearance in the dry rubber. Singularly enough, the two methods appear to be directly opposed in principle. They are:
A. The Hot-Water Treatment.—This method has been in constant use on estates which have old trees giving rich latices. These latices are always diluted to a uniform standard daily. Some estates which formerly suffered from the defect now experience no difficulty, and in other instances, where no complaint has yet been received, the treatment has been followed consistently.
(1) After the sheets have been through the marking rolls, it is the general custom to allow them to drip for about three hours. This interval is really excessive for the mere draining away of the surface water, but as a rule it is just sufficient to allow a portion of the liquid retained in the rubber to exude. It has been shown that this liquid may contain some protein matter in solution. Sometimes in the case of thick sheets which have been subjected to pressure so much of this matter is exuded as to form a thin surface slime which is distinctly evident to the touch. If the sheets are allowed to hang overnight, the presence of the exuded matter may be detected also by its odour.
(2) Obviously, any method which will remove this surface film should be of great benefit. It is found that the best results are obtained by allowing sheets to drip for about two hours, and then placing them in hot water for five or ten minutes. The water should be hot as the hand can conveniently bear, and it need hardly be pointed out that the same water should not be used for the whole day’s output. For preference there should be three or four vessels, each capable of holding a fair proportion of the total number of sheets, and frequent changes of hot water.
(3) After remaining in the hot water for the period mentioned, the sheets are removed singly, each one being surface washed or swilled as it is taken out.
[266](4) It is important to see that the sheets are now well washed or scrubbed under running cold water, or in frequent changes of water. The reason for this procedure is plain. If the sheets are merely hung again to drip after removing from the hot water, some moisture is bound to remain on the surface of the sheet. As this surface moisture contains some protein matter in solution, it is evident that, as the water evaporates, the solid protein is again deposited on the surface of the rubber. This would explain why some estates were unsuccessful with the hot-water treatment. It is not essential that the running water should be cold; it may be conveniently lukewarm if drawn from the cooling tanks of the engines. But it is essential for the best results that there should be running water, so that the substance in solution is carried away. If the sheets are merely washed in a large vessel, which has been filled with clean water, it must be obvious that, by the time some scores of sheets have been washed, the protein matter in solution on the surface of the sheets has been transferred to the washing water, so that the later sheets of the batch are liable to show the defect again on drying.
B. The second method is much more simple, and entails no extra labour such as is demanded by the first method. A successful issue, however, is rather more uncertain, and the method appears to give the best results with sheet-rubber prepared on young estates or from more dilute latex.
In this method, the sheets after rolling are allowed to drip for a very short interval, so that the surface water is mainly removed. The sheets are then placed in the smoke-house, and smoking is commenced at once. In some cases where the defect had appeared continuously for a long period, it was found to vanish entirely as soon as the method was adopted; but when tried on some of the older estates, the results were very doubtful, and a return was made to the hot-water treatment.
The explanation of the action which takes place is rather obscure, but two theories may be advanced.
(a) It may be assumed that the interval given for dripping is too brief to allow for the exudation of the internal moisture containing dissolved protein matter.
In such case, the rubber is still in a highly porous condition, and it might be advanced that the heat of the smoke may help to maintain that condition. Thus the contained liquid might evaporate so quickly as to leave behind the dissolved substances in the minute cellular structure of the rubber. In other words, instead of the internal moisture exuding slowly to the surface[267] in liquid form, it may leave the rubber, even in the first stages, in an evaporated condition, just as it does in the subsequent stages of drying. Thus no dissolved protein matter would be brought to the surface of the sheet and be deposited there.
(b) The other theory also demands the first assumption propounded in the preceding theory, but subsequently perhaps is less feasible as it assumes a chemical action of which we have no definite knowledge.
The idea is that as the rubber is in a porous condition, and is placed quickly in an atmosphere of smoke, the heat may maintain that condition to such a degree, that some constituents of the smoke may enter the rubber and cause the precipitation in situ of the protein matter held in solution by the contained water or other liquid. The contained liquid would be water which has in solution possibly a very slight trace of the coagulant employed, of sugars, of protein matter, and of inorganic salts. Of these the substances which would evaporate would be probably the water and the coagulant in most cases. If a salt had been used as a coagulant, the dissolved trace would be deposited within the rubber in this case, whereas if a rich latex had been employed or a thicker sheet made from more dilute latex, some of the salt would be brought to the surface and there deposited together with the protein matter. This has actually been experienced in practice, and it has been possible to remove minute crystals from the edges of the rubber so prepared.
It will be evident that in order for either theory to contain an element of probability, the rubber must be soft (porous) when placed in the smoke-house, and must also be fairly thin. It is observed in all cases where the method has been successfully employed that both these conditions are generally fulfilled—at all events the rubber is fairly thin. When thicker sheets are made, either from rich latex or from a deeper layer of comparatively dilute latex, the method is not uniformly successful.
Other Views on “Rust” Causation.—Later experimental work on “rust” formation by Hellendoorn[22] leads to the observation that “rustiness” is caused, not actually by the deposition of original serum-substances, but by the decomposition thereof, under the action of aerobic micro-organisms.
[22] “The Cause of Rustiness in Sheet-Rubber,” H. J. Hellendoorn, Archief voor de Rubbercultuur, October, 1919 (Communication from the Central Rubber Station, Buitenzorg, Java).
[268]Without going into a full discussion of the subject, the following points noted in the experimental work may be quoted:
1. Rustiness could apparently be produced at any time merely by keeping freshly rolled sheets for periods varying from twenty-four to forty-eight hours in a moist atmosphere.
2. Sheets placed immediately in a temperature of, say, 110° to 130° F. never showed “rust“; but if air-dried at ordinary room temperature, “rust” might appear.
3. “Rust” can be prevented by soaking freshly prepared sheets in dilute solutions of disinfectants—e.g., formalin, sodium bisulphite, or chinosol.
If subsequently the sheets are hung for any length of time in a moist atmosphere, the protective effect of the disinfectant gradually vanishes and “rustiness” may be produced.
The same disinfecting effect may be obtained by the use of steam or hot water. It was found that there was less liability to the formation of “rust” when sheets were immersed in water at a temperature of 95° to 120° F., whilst steeping at 140° F. gave complete freedom.
4. It was shown that the micro-organisms which cause decomposition of the serum-products flourish only in the presence of air—i.e., they are aerobic in character. It is not uncommon to find, therefore, that “rust” may be incident only on those parts of a sheet which have been exposed for some time to air and moisture before being placed in a warm smoke-room.
5. The optimal temperature for development of the particular organisms appeared to be about 100° F., in a moist atmosphere.
6. Soaking the sheets in water (except the short immersion in hot water, which we recommend), even for a period extending over a week, does not hinder the formation of “rust.”
7. Rustiness may be prevented by placing the sheets in a sufficiently warmed smoke-house as long as there is adequate ventilation and a moist atmosphere does not persist.
The simplest means of prevention is to soak the sheets first for a short period in water, and then to hang them to drip for a few hours in a well-ventilated place, outside the factory and under cover.[23]
[23] We advise and practise hanging sheets in the open, without shade or cover.
It will be gathered that, although there may be a slight difference between our previous views and those advanced by[269] Hellendoorn as to the exact cause of formation of the “rusty” film, the general conclusions are identical with those given by us in preceding paragraphs and previously advised in the Malayan reports of the Rubber Growers’ Association.
Bubbles.—The presence of bubbles in sheet-rubber has for years been the bane of some managers’ existence, and the bone of contention between sellers and buyers. Taking the argument down to bed-rock, producers urge that the presence of bubbles has no influence upon the ultimate quality of the rubber on vulcanisation. They assert that the alleged defect is merely a peg upon which to hang an unreal grievance, serving the purpose of the buyer under the existing conditions of sale. All this may be true, but as long as the present system continues, it must be recognised that “kicking against the pricks” is a futile recreation.
The sympathy of the writers is certainly on the side of the producers, inasmuch as they realise how extremely difficult, and even impossible at times, it is for the most careful individual to prepare sheet-rubber free from this blemish.
Much has been written, and many have been the discussions, on this vexed subject; and it is recognised that sometimes, in spite of all precautions, there may suddenly be an incidence of bubbles in rubber which is ordinarily free from them. It must be allowed that climatic conditions and physiological variations affecting the metabolic functions of the trees exert an influence which is difficult at times to combat, and often beyond human control.
The contributory causes are many and varied. It should be premised that, although the defect is described as “air-bubbles,” it is seldom that the appellation is strictly correct. Rarely do the bubbles contain air. In the vast majority of cases they contain gases in minute quantity. These gases may be considered to arise, broadly, from some decomposition of substances (other than rubber), contained either in the coagulum or in the serum. In a general way, if this decomposition is evidenced by an unpleasant odour, it is described under the term of “putrefaction.” We are not concerned here with the question as to how far such decomposition may be[270] ascribed to a purely chemical action, or to the indirect result of the presence of certain bacteria or other micro-organisms. Suffice it to state that, at least as far as field operations influence the result, the decomposition is generally to be attributed to the work of micro-organisms. Conditions favourable to the incidence and development of these are to be found when absolute cleanliness in all details is not aimed at.
With this preamble we may proceed to classify possible causes of the formation of bubbles into two groups:
(a) Those originating in field operations.
(b) Others which may arise after the arrival of the latex at the factory.
In the Field.—Decomposition may be caused by:
(1) Spouts, buckets, and cups being dirty. Regular cleaning is necessary. If the buckets are allowed to be taken to the lines by tappers, trouble may ensue. Within the writers’ experience it has been shown that an otherwise baffling case of premature flocculation of latex was traced to the presence of acid substances in the buckets, which had been used by coolies for preparing their food.
(2) Delay in commencing work. This means similar delay in collecting the latex which is exposed to greater heat than under ordinary circumstances.
(3) Exposure to the sun’s rays. The heating of the latex may provide improved conditions favourable to the development and action of micro-organisms.
(4) Allowing latex to stand too long before collection. This usually is the result of giving tappers too great a task.
(5) The addition of water to the latex, either purposely or accidentally, in the form of rain. The water may be slightly acid in character, or it may carry micro-organisms from the bark into the latex.
(6) Tapping trees at too great a height. The latex generally has an abnormal distance to travel before reaching the cup.
(7) Sometimes the latex from old trees, or from trees after wintering (just prior to full renewal of leaf), contains more than the usual proportion of substances (e.g., sugars), which are capable of effecting flocculation or coagulation.
(8) Too great a distance for transport. The trouble arising from this cause is likely to be much increased if the journey has to be made over bad roads. In such case the physical[271] action augments the effect likely to be produced by long standing.
The foregoing do not include all possible causes, but serve to indicate the directions from which trouble may be mainly anticipated. It will be plain that any latex which exhibits symptoms of premature coagulation (or minute flocculation) should be regarded as a potential source of bubbles in sheet-rubber.
It will be equally obvious that the employment in the field of any harmless substance of an anti-coagulant nature is to be encouraged. This point is discussed in detail in Chapter V.
In the Factory.—As a general rule it may be understood that the mischief has been done before the latex is handled at the factory. Sometimes it is perceptible from the peculiar appearance of the latex, and in such case the batch should not be used for the preparation of sheet-rubber. Often it is found that only the last to arrive at the store is visibly affected. This should not be mixed with other apparently normal latex, as it is capable of acting as a “leaven” to the bulk.
Contributory factors in the store are:
(1) Lack of cleanliness of utensils, particularly of coagulating dishes or tanks.
The trouble becomes acute sometimes where wooden tanks are employed. Unless the tank and the partitions are thoroughly and regularly cleansed, the wood may become coated with a bacterial slime, which is capable of causing what may be termed “fermentation” of the latex layers in contact.
The tank should be thoroughly cleaned occasionally with a weak (5 per cent.) solution of sodium bisulphite. The partitions should be scrubbed and placed in the sun twice or three times a week.
(2) Allowing latex to stand too long before treatment. This point needs no further expansion.
(3) The use of a latex of too high a rubber content. Such latices are difficult to handle in order to secure uniform mixture with the coagulant.
(4) The use of too concentrated a solution of coagulant. In conjunction with (3) there may be a rapid and irregular coagulation, giving rise not only to decomposition in parts[272] (and subsequent formation of gas), but also to the formation of true “air-bubbles” by inclusion of air during stirring.
(5) The use of insufficient coagulant. Coagulation is slow and incomplete.
(6) Defective straining and skimming. Small flocculated particles of rubber may pass, or be rubbed through, the strainer. If allowed to remain, they act as local points of danger.
(7) The proximity of the coagulating latex to some source of heat, or exposure to sunlight.
(8) Any delay of drying in the preliminary stages, either before or after the rubber enters the smoke-house.
Blisters.—This description aptly fits the case in which sheet-rubber in the smoke-house exhibits large bubbles of gas which distend the surface of the rubber. When subjected to pressure, small “balloons” are formed, which burst with a perceptible report. It was formerly the belief that this defect was occasioned solely by an abnormally high temperature. That such is not the case can be shown by the experience of estates which have had only the rubber of a particular day or short period affected under normal factory conditions.
At the same time it is not disputed that the heat of the smoke-house exerts an influence (causing expansion and distension), but it is advanced that the gases had begun to form before the rubber entered the house.
The view held is that decomposition had supervened or was taking place—probably from one or more of the causes enumerated in the preceding paragraphs. The heat of the smoke-house only serves to exaggerate the effect. It is acknowledged that the degree of decomposition must be initially greater than in the ordinary incidence of “bubbles.”
Beyond this point we are not in a position to put forward any definite supposition as to the apparently haphazard occurrence of the phenomenon.
It is to be noted, fortunately, that the defect is comparatively rare, and seldom appears on estates which employ an anti-coagulant in the field. While we have examined persistent cases, one of which led to a temporary discontinuance of the preparation of smoked sheet rubber, we have not yet been able[273] to arrive at any satisfactory idea of the exact conditions governing the incidence of “blisters.” Our investigations only lead us to two observations:
(a) That blisters have appeared on the rubber of some estates after wintering, and during the period of new leaf-development.
(b) That the defect has been noted on other estates during a period when there were frequent but not heavy rains, and when there was a comparatively low average temperature.
In either case, as the factors are beyond human control, it would be expected that without any change being made in estate procedure, the trouble would vanish as mysteriously as it appeared. This is our experience; but as showing the possible intensive effect of a high temperature in the smoke-house, it may be remarked that very infrequently, in a batch of sheets exhibiting ordinary bubbles, a few hanging directly above the furnaces show signs of a slight blistering effect.
“Spot” Disease in Sheet Rubber.—That “spot” disease may appear in air-dried sheets was evident at the beginning of the outbreak in the spring of 1911. The first cases noticed took the form of pink and bluish “blushes” spreading over the whole of the sheets. Later, fungoid spots began to appear. These mainly took the form of red or black blotches, and were very unsightly. As “spot” disease cannot develop in smoked rubber, the obvious and simple course to adopt was to smoke-cure the sheets. When it is stated that “spots” do not develop in smoke-cured rubber, it is understood that the smoke-curing must be efficient and must commence as soon as the rubber has been rolled, and the surface water has drained away. If the sheets are allowed to air-dry for a few days, the disease may develop, and then smoke-curing will not get rid of the coloured patches. The operation of smoke-curing will not get rid of the coloured patches. The operation of smoke-curing may tone down the colour, but the spots would still remain evident.
Support Marks.—It frequently occurs that one sees across the middle of smoked sheets a wide mark. This is where the wooden support in the smoking-chamber has been. As a rule, even in the most careful cases a faint mark may always be seen,[274] but in many instances this mark is exaggerated to such an extent as to point to lack of care on the part of the store supervision. If bays of racks remain empty over-night, they may possibly become covered with a light sprinkling of fine wood-ash and tarry deposit. Wet rubber placed upon these racks will pick up and retain the impurities, and more often than not they cannot be washed out. It is incumbent upon the manager to see that empty racks are thoroughly cleansed before placing wet rubber upon them. The better plan is to arrange that the bars can be removed easily from sockets. There should be in stock sufficient “spares” for, say, two days’ rubber. When the dry rubber is removed, the bars should likewise be taken away, to be cleansed and kept in the factory until again required. This will ensure that fresh rubber always rests upon a clean support.
On some estates, in order to guard against a pronounced “bar-mark,” sheets are moved and turned daily.
In other smoke-houses the upper surface of the bar is chiselled in concave form, so as to admit of the passage of smoke below the surface resting on the bar.
Stickiness.—This is not to be confounded with “tackiness,” from which the rubber does not recover. Stickiness is only temporary, and may be remedied. As a general rule, it is due to packing sheets, which have not a good raised “ribbing,” and which may have been coated with light tarry deposits (see Glaze). This surface film may be removed by washing the sheets, or scrubbing them, with cold water. Usually a further two days’ air-drying will make the rubber fit for packing; and if the smoke-curing has been efficient, there should be no need to anticipate trouble from mildew. Some estates adopt this practice daily with success, as a form of insurance against complaints of surface deposits.
Ribbing, Surface Pattern.—While we know that the passing of sheets of rubber between rolls, causing a particular raised pattern to appear, has no effect upon the actual quality of the rubber, there is a great deal of practical advantage gained.
The practice ensures an increase of superficial area which is an aid in drying, improves the appearance of the rubber for[275] selling purposes, and is of distinct advantage in enabling the rubber when packed to travel in better condition. Sheets do not become so closely packed; sampling and general handling are easier on delivery.
As long as the plane surfaces are sufficiently and regularly distorted, there would seem to be no limits to the type of pattern or “mark” which may be placed upon the rubber. But in actual practice the variety is small. The most popular type of “ribbing” is that best described as a small diamond effect, produced by a pair of rolls cut with closely placed narrow grooves running spirally. The spirals travel in the same direction on both rolls, producing close-cut ribbing running in opposite directions on the surfaces of the sheet. On sheets of standard thickness, the result approaches a diamond effect.
A few other patterns are employed, notably that producing longitudinal stripes of varying thickness. On the whole, the type of pattern would seem to be immaterial, if the points already indicated are achieved.
It is seldom one encounters a case nowadays in which the “marking” is unsuitable, but a few estates may be using an old type of patterned roll on which the full diamond grooving is cut. As this appears on both sides of the sheet of rubber, and as the ribbing does not coincide, a blurred effect is seen when the sheet is viewed against the light.
Thick Ends, “Sheet Clippings.“—It rarely happens, even with good equipment and average supervision, that the preparation of smoked sheet is unaccompanied by slight defects. For instance, in spite of rules and regulations regarding manipulation of the coagulum, it is not uncommon to find that some sheets, after rolling, have slightly thickened ends. In the ordinary course of events these might delay drying considerably. It is the practice on some estates to cut off these thickened ends while the rubber is still wet. The pieces are then machined into crepe form, but as no sodium bisulphite may have been used, the resulting rubber cannot be classed as No. 1 Standard Crepe.
The other alternative is to trim the ends when the bulk of the rubber is thoroughly smoke-dried. The moisture containing[276] portions are then returned to the smoke-house until dry, and are subsequently packed without further treatment as “smoked-sheet clippings.” It will be plain that, except in the particularity of form, these clippings differ in no degree from the original sheets; and, owing to extra smoke-curing, may arrive in even better condition. One must be prepared, however, to find that a slightly lower price is offered. Whether the price obtained would be comparable with that commanded by the crepe made from wet sheet slipping would depend upon general ruling market conditions, and the degree of care exercised in guarding against the inclusion of any inferior pieces of rubber. In ordinary factory practice, there could be no room for abuse under the latter clause.
Other Infrequent Defects.—This chapter will be closed with a reference to other small defects which, although infrequent, cannot be classed as minor complaints. In point of fact, when they occur, they assume an importance, in the eyes of the consumer, which is not, perhaps, sufficiently appreciated by producers.
Dirt.—Trouble from this source should be absent, but carelessness on the part of packing coolies may be responsible for occasional complaints. How the dirt is incident may remain a mystery, but it has been noted that sheets have at times been thrown upon a cement floor. A certain amount of loose dust may thus adhere to the rubber.
Ash.—The source of this surface deposit scarcely needs indication. Where open-hearth furnaces are employed, and the wire-mesh floor screens are not perfectly sound, fine ash may find its way into the upper chamber. If this trouble is persistent in spite of precautions, the sheets should be surface-washed and air-dried before packing.
Bark.—Complaints of the presence of particles of bark in sheet rubber used to be fairly frequent, but are now less common. The trouble may be traced to the use of defective straining sieves when the latex is being handled.
Splinters.—The use of packing-cases of unplaned soft timber is responsible for complaints of this nature on delivery. Without here discussing the larger question of the ideal packing[277] case, it is sufficient to emphasise that the interior surfaces of wooden chests should be planed. The cases are often so damaged in transit, that splinters of wood may be found throughout the contents. The device adopted on some estates may go far to prevent this. The cases are first lined with loose sheets, and finally other sheets are arranged to overlap at the top of the case. The bulk is thus enclosed in a wrapping of sheets, and any splinters or other deleterious substances are confined to the surface of the mass.
Almost without exception, the agent employed in the coagulation of plantation (Hevea) rubber is acetic acid, or in some cases formic acid. Under ordinary trade conditions supplies are always obtainable at reasonable prices, but during the recent War the question of possible substitutes was brought greatly to the fore. Fortunately the subject of coagulation and coagulants had been previously studied to such effect in laboratory practice, that there would have been small difficulty in prescribing agents other than acetic acid in cases of expediency. As far as our knowledge extends, all the possible substances which have the power of coagulating latex have been tested. They include mineral acids, organic acids, compounds known chemically under the general term of “salts,” alcohols, sugars, etc.
The heading of this chapter must be seen to “beg the question,” inasmuch as it leads to the assumption that a coagulant (in the popular sense) is necessary to secure coagulation. In point of fact, methods are sometimes employed which depend upon no artificial coagulant to produce the desired effect. To these methods reference will be made later.
In this section it is proposed to describe briefly the more important agents which are used, or might be used, in effecting coagulation. In the class of those which are not in common use some could be used as expedients, while others are only of scientific interest.
[279]Acetic Acid.—There is no need to enter into a discussion of the merits of this agent. In practice it remains the cheapest and safest coagulant known at present.
Formic Acid.—This agent is equally as safe to use as acetic acid, and as easy to handle. Bulk for bulk its coagulative power is higher than that of acetic acid. Its pre-war shipping price, when taken in conjunction with its coagulative power, was slightly below that of acetic acid, but local prices put the balance in favour of the latter. If prevailing costs put it on terms of parity with acetic acid, there would appear to be no reason why formic acid should not have a widely-extended use on plantations.
Citric Acid, Tartaric Acid.—The acids of the extracted juices of most tropical fruits consist, to a large degree, of citric or tartaric acids. These can be used in place of acetic acid as satisfactory coagulants in case of emergency; but the questions of availability of supplies and of costs preclude their more general adoption.
Oxalic Acid.—This is a satisfactory coagulant as far as observed effect is concerned. It produces a rubber paler than ordinary coagulants (without the use of sodium bisulphite), as it has the nature of an anti-oxidant.
It would not be a safe agent in the hands of coolies, as it is classed as a poison.
Sulphuric Acid.—During the War, in a period of shortage of acetic acid and of high prices, this agent was used with success on some estates.
It scarcely need be remarked that it is a dangerous substance to handle, and that its employment must be accompanied by close European supervision.
At prevailing prices during the War it was very much cheaper than acetic acid, and even at the present reduced cost of the latter the advantage still lies with sulphuric acid.
It must be emphasised, however, that the abuse of this agent to any but the slightest degree is harmful to the resultant rubber. Hence its use would be sanctioned only in the absence of the commoner, and much safer, coagulants.
In view of the possible incidence of such an emergency,[280] the following notes are given. It is impressed that strict adherence to the rules must be given.
Handling Sulphuric Acid.—(a) Always use glass or glazed earthenware vessels.
(b) Pour slowly and avoid splashing. Drops finding their way to clothing or other fibrous material will destroy it locally; and if thrown upon any part of the body may cause painful burns.
(c) When diluting this agent always remember to pour the acid into the water (i.e., the lesser into the greater), and never vice versa. Pour the acid carefully and slowly down the side of the vessel, and stir well.
(d) Should strong acid be spilled, do not throw water upon it. A supply of sand or dry earth should be kept close at hand. Throw this upon the acid.
Storing Sulphuric Acid.—(a) Jars or cases should be handled as seldom, and as carefully, as possible. If the acid is contained in a case, the top should be plainly indicated.
(b) Stocks should be stored in a detached building which should not be damp. Jars or cases should not stand on a wooden floor if possible.
(c) See (d) above.
Buying Sulphuric Acid.—(a) Commercial acid of specific gravity 1·84 is the best of its kind. It contains impurities which are non-injurious to rubber preparation.
(b) It is always advisable, if possible, to buy the acid in small jars containing not more than 100 lbs. each. Smaller jars, with a content not exceeding 50 lbs., would be preferable.
(c) If the acid is bought in jars, it should be stipulated that the stoppers be covered with a plaster head, and that the containing crate or case should have prominent labels or marks indicating the top of the case.
Formula for Use of Sulphuric Acid.—It will be understood that as this formula has been calculated for working with latex, having a consistency of 11⁄2 lbs. dry rubber per gallon, it applies in a strict degree only to such latex. In other cases, where the dilution of the latex is not known, the formula will serve as a basis for experiment until the correct quantity has been discovered.
(Sulphuric acid of specific gravity 1·84.)
[281]Note.—The directions must be followed carefully, and glass measuring vessels should be used if procurable.
(a) Measure out 1 pint of strong acid, and pour it carefully and slowly down the inner surface of a jar containing 20 gallons of water. Do not pour it directly into the water.
The heavy acid will sink to the bottom of the jar, and a good mixture must be obtained by stirring well.
(b) Of this solution (which is approximately 1 per cent. by weight), use 1 gallon to 20 gallons of latex.
Readers are doubtless now well aware of the corrosive action of strong sulphuric acid, and we scarcely need point out that even the dilute acid should not be kept in contact with the usual iron vessels found in factories. The mixing of solutions should be done in one of the glazed earthenware jars commonly in use.
The formula given above works out at approximately 1 part strong acid to 2,000 parts of latex (of dry rubber content 11⁄2 lbs. per gallon). The formula for using acetic acid with the same latex works out at about 1: 1,200. It will be apparent, therefore, that relatively sulphuric acid is a more powerful coagulant than acetic acid. In terms of dry rubber obtained from latex of the consistency indicated above—
1 lb. sulphuric acid will produce 300 lbs. dry rubber. 1 lb. acetic acid will produce 180 lbs. dry rubber.
With both acids selling at the same rate, sulphuric acid would be more economical in use; when its cost is less than that of acetic acid, which is the normal condition, the economic advantage in favour of sulphuric acid is augmented still further.
It may be found that the standard formula for sulphuric acid will not always give a perfectly clear remaining serum, even though an attempt is made daily to work to a uniform consistency for all latices. It is inevitable that the manipulation of the latices should be slightly in error on occasions, or that a small mistake might occur in preparing the solution of acid. Hence a clear remaining serum after coagulation may be secured less often than a slightly turbid serum. This is as it should be. The minimum quantity of acid may be adjusted[282] so closely as to give such results. If a clear serum is obtained always, that should be an indication of continual excess of coagulant. Naturally, if a milky serum is always obtained, the reverse is the case.
As a last word on the subject, it may again be emphasised that the use of sulphuric acid is not advised, except in an emergency; and that the greatest possible care must be exercised in the observance of the strict formula for use.
Hydrochloric Acid, Nitric Acid.—These mineral acids would prove more expensive than sulphuric acid. In addition they are much more uncertain in action. For example, the use of a certain excess of hydrochloric acid would not hasten coagulation, but would prevent it. Above all their effect, in excess, is deleterious to the rubber.
Hydrofluoric Acid.—This has a strong corrosive action on porcelain or glass. Hence it has to be contained in bottles of gutta-percha or lead. It is mentioned here merely because some years ago it found a use as a coagulant, chiefly in Ceylon. It was sold in the form of a 10 per cent. solution under the name of “Purub,” and was the subject of a patent.
It is effective as a coagulant, and has also an anti-oxidant action, which was its chief recommendation when cheap and harmless anti-oxidants were not commonly known. It is comparatively expensive, and, as indicated above, difficult to handle and store. In short, it has nothing to commend it, in comparison with acetic or formic acids.
Alum.—This substance has been used for years by native rubber producers as a coagulant. It fulfils the desired purpose, and its popularity was maintained because of the ease with which it could be stored and handled. Unfortunately, this facility often led to the use of an excess, and native sheets were often criticised as being brittle. Investigations have shown that alum, even in minimum proportions, has an appreciably harmful effect upon the quality of the rubber prepared by its use as a coagulating agent. Its employment by native rubber producers has now been largely superseded by acetic acid in some form.
Pyroligneous Acid.—This is otherwise known under the[283] names of “crude acetic acid” and “crude wood vinegar.” Owing to the shortage of acetic acid during the War, attention was directed towards the possibility of making an effective coagulant locally by what is termed the “dry distillation of wood“—i.e., the wood is not burned but heated in a retort. The enquiries could be placed in two classes:
1. Those which aimed at making the pure, strong acid of commerce.
2. Those which sought information concerning a crude coagulant (pyroligneous acid) on estates.
Regarding the first class, we can do no better than reproduce our remarks published in the April local report of the Rubber Growers’ Association for 1916—with the reservation that, on account of a threatened shortage of timber, a local scheme might not now be feasible:
“Probably the most common enquiry encountered since the rise in the price of acetic acid is concerned with the possibility of making acetic acid in this country. It may be stated that the proposition is a feasible one, even on a fairly large scale. We have the essentials necessary for such a scheme in:
“1. A good supply of suitable timbers, the most valuable of which, possibly, is mangrove timber, locally known as ’bakau.’ Other suitable timbers are known, but as far as preliminary experiments show mangrove timber gives the best yield. At present this timber is in great demand as a fuel for steam plants, but with the extension of the local coal industry the timber may become cheaper.
“2. There would appear to be less valuable timber which would be suitable for heating the retorts. Or, local coal might be used.
“3. Supplies of lime at reasonable rates are available, as the limestone formation in the peninsula is quite considerable in extent.
“4. Supplies of sulphuric acid are available from Japan, Australia, Burma, etc., even at the present time, although naturally rates are higher than normal. Under ordinary conditions, supplies from England and parts of Europe would be much cheaper than at current rates.
“For the benefit of many readers perhaps a brief and nontechnical description of the preparation of acetic acid would[284] not be amiss, and would explain the necessity for the essentials indicated above. In brief, the process is as follows:
“(a) A suitable timber is heated in a closed retort. This is termed ’dry distillation,’ and results eventually in the carbonisation of the wood—i.e., charcoal is obtained in the retort.
“(b) Tar, vapours and gases are distilled over during the carbonisation of the wood. These liquors and gases pass through condensers. The gases pass away, while the condensed liquors separate out into (1) wood tar, (2) a watery liquor called pyroligneous acid or crude wood vinegar.
“(c) The pyroligneous acid is separated from the tar, and again distilled to obtain the acetic acid present.
“(d) This crude acid is steam-heated with milk of lime, which fixes the acid, forming calcium acetate (or acetate of lime).
“(e) Eventually the calcium acetate is taken out in the form of a thick paste, which is spread to dry. When dry this ’grey acetate’ is the main source of all glacial acetic acid now made.
“(f) The acetic acid is released from the ’acetate of lime’ by the action of sulphuric acid. It is then distilled several times, and under various conditions, in order to increase its strength. In the past copper tubes were used for this purpose, but owing to the fact that traces of copper were found to be injurious to rubber, some works instal tubes of glazed earthenware for the distillation.
“Such is the process in outline, and it will be seen that no proposal to manufacture glacial acetic acid on an estate could be considered feasible, although it would not present any great difficulty on a large scale and under skilled direction. Furthermore, the cost of the plant would be far too great for any estate.”
Although it is clear that pure acetic acid is beyond the scope of an estate, crude pyroligneous acid has been produced on a varying scale in this country and in Ceylon. In the latter country some success was obtained by the distillation of coconut shells with comparatively inexpensive plant. In this country, wood-distillation was practised on a few estates, but improved facilities for obtaining pure acetic led to a termination of the experiments, although sufficient crude acid could then be made at a reasonable cost.
The pyroligneous acid obtained, is generally clear, after nitration, and of a dark brown colour. It has a peculiar odour[285] reminiscent of smoked sheet-rubber, or of creosotic substances in general.
Its acid content depends chiefly upon:
(a) The kind of timber heated in the retort.
(b) The efficiency of the apparatus.
(c) Condition of the timber as to moisture.
(d) The temperature employed, and rate of working.
(e) The point at which distillation ceases (i.e., the duration of interval between commencement of heating and cessation of collection).
Samples received from estates for testing purposes were found to contain equivalents varying from 2 per cent. to 10 per cent. of acetic acid.
They were all suitable coagulants when used in quantity calculated from the discovered acidity, but produced rubber darker than ordinary when air-dried. This effect was not of much importance in the preparation of smoked sheets, but to produce a pale crepe it was necessary to employ sodium bisulphite as an anti-oxidant.
This darkening in colour is to be ascribed to the presence of traces of phenols,[24] which are stated to exert an effect upon the rubber during and after vulcanisation.[25] This subject will be discussed in another section.
[24] Whitby, Journal Soc. Chem. Industry, vol. xxxv., No. 9, 1916.
[25] See also “Preparation and Vulcanisation of Plantation Rubber” (Eaton, Grantham, and Day), Bulletin No. 27, F.M.S. Department of Agriculture, April, 1918.
With this provision the crude pyroligneous acid which can be produced on estates, could be employed as a coagulant until such time as the price of glacial acetic acid was so low as to make the production of the crude acid non-profitable. This point would be determined from a knowledge of the cost of production per gallon, and the percentage of acetic acid per unit. For example, if the cost of production (including cost of timber for distillation, cost of fuel for heating the retort, cost of labour, etc.) was 60 cents per gallon of crude acid containing 9 per cent. of acetic acid, that would be equivalent approximately to buying glacial acetic acid at $30 per demijohn of 44 lbs.
Smoked Water.—A weak solution of pyroligneous acid may also be obtained by passing smoke through water. With this object in view, a machine was designed by the Federated Engineering Company of Kuala Lumpur. In this the principle of retorting was not employed. Smoke was produced by ordinary combustion in a compartment of the apparatus, and was drawn through water by the action of a high-speed fan worked by hand. A solution, equivalent in effect to a 2 per cent. solution of acetic acid, could be obtained at a comparatively cheaper cost than crude pyroligneous acid produced by dry distillation as it was then being practised. This was chiefly because of the wasteful methods of fuel combustion, in the latter process, in the heating of the retort.
Chinese Vinegar.—This agent was found to be a satisfactory coagulant, and, a priori, there is no reason why it should not be suitable, as it is essentially a dilute solution of acetic acid.
The qualities sold were generally colourless, and were probably the result of acetic fermentation of rice.
Samples tested showed a varying content of acetic acid, ranging roughly from 3 per cent. to 8 per cent.; but on this basis of valuation it was found generally that the price bore no relation to the degree of efficiency.
It was advanced not only that the vinegar was an efficient substitute for glacial acetic acid, but that it was also cheaper. This latter claim was proved to have no foundation in fact, even at the high price of acetic acid prevailing during the period of stress. It is not likely, therefore, that vinegar can displace acetic acid, except as an expedient.
Sulphurous Acid.—The anti-oxidant effect of sodium bisulphite and sodium sulphite is due to the liberation of the gas, sulphur dioxide. This gas dissolves easily in water, forming an acid solution called sulphurous acid.
This acid solution is an effective coagulant in fairly small quantity. Not only so, but it produces, in addition, the anti-oxidant effect noted in the employment of sodium bisulphite. It is thus possible to produce rubber varying in shade of paleness by means of a single solution.
In the event of sulphurous acid being used, it would be[287] necessary to import cylinders of sulphur dioxide from which the solution could be prepared in factories each day. There would be no insurmountable difficulty in this, as it is only necessary to pass the gas through a series of closed vessels containing water. Enough solution could be prepared at one time for three or four days, but preferably the solutions should be as fresh as possible. Altogether there would seem to be possibilities in the use of sulphurous acid for preparing pale crepe rubbers, providing the cost is within comparable limits with the commoner coagulants at present in use, and that no adverse effect on the rubber can be shown to result. If the cost did not exceed the combined cost of acetic acid and sodium bisulphite, the employment of sulphurous acid solution might be worthy of consideration. There is one drawback to the use of sulphurous acid solution, and that lies in the proximity of the limits of the quantities necessary for coagulation and that which is in excess, and prevents coagulation. Thus, with ordinary field latex having about 20 per cent. dry rubber content, the minimum necessary for coagulation per 100 c.c. of latex is about 8 c.c. of a 1 per cent. solution. The maximum quantity possible for use is about 15 c.c. of a 1 per cent, solution, so that great care would have to be exercised in avoiding an excess of coagulant, otherwise coagulation would be effectually prevented.
It is believed that the preparation of rubber by this method is the subject of a patent secured by Messrs. Boake, Roberts, and Co., London.
Sugars.—Coagulation may be effected by the addition of small quantities of sugars.[26] These are assumed to be effective by fermentative conversion into lactic and acetic acids. The presence of lactic acid is supposed to have a twofold effect:
(a) As a direct coagulant.
(b) In its action upon certain organisms which, in the ordinary course of events, would delay or prevent coagulation. Although work on an experimental scale has been done, as[288] far as we know no practical application has been made of the employment of sugars as coagulating agents.
[26] “Preparation and Vulcanisation of Plantation Para Rubber” (Eaton, Grantham, and Day), Bulletin No. 27, F.M.S. Department of Agriculture; Gorter and Swart, Bulletin No. 6, West Java Expt. Station.
Various Salts.—Of experimental interest only it may be recorded that coagulation has been effected by means of various chemical “salts“—e.g., calcium chloride, barium chloride, magnesium chloride, sodium chloride, aluminium sulphate, magnesium sulphate, sodium sulphate, etc. None of these has been found to have any practical application, except, perhaps, calcium chloride, which is used in small quantity as an accelerating agent in a special process of anaerobic coagulation, which will receive mention in the following chapter.
At one period during the War and the dearth of acetic acid, it was found that there were available in England large supplies of the acid sulphate of sodium (sodium hydrogen sulphate), which proved to be an effective coagulant. Experimental work gave satisfactory results, but no practical application resulted when supplies of acetic acid were again obtainable.
Various Proprietary Compounds.—We have seen many proprietary coagulants advertised and pass into the limbo of forgotten things. They can generally be divided into two classes. The first embraces those founded upon a woefully incomplete knowledge of requirements. The second covers those which meet requirements, but for which exaggerated claims are made and excessive prices charged.
As as instance of a substance which fell under both classifications might be mentioned the case of “Coagulatex.” Pretentious claims were made, and it was emphasised that the liquid contained no vegetable acids. Acetic and formic acids might be quoted as examples of vegetable acids, and as these have been shown to be the most satisfactory coagulants now employed one fails to imagine where lay the value of the guarantee given by the advertisers of “Coagulatex.”
On analysis the liquid was found to consist mainly of sulphuric acid, against the indiscriminate use of which warnings have been given. Thus it was a dangerous substance for common use.
Furthermore, comparing the value with its sulphuric acid content, it was found that the price required for “Coagulatex[289]” was roughly four times the contemporary cost of commercial sulphuric acid in the Federated Malay States.
Those in charge of estates should realise, therefore, that no proprietary coagulants should be adopted until a proper report of tests, and a comparative valuation, has been obtained from one of the research laboratories.
Carbonic Acid Gas, Carbon Dioxide.—Now of only scientific interest, it may be noted that some years ago great claims were made for the use of carbon dioxide gas as a coagulant. In actual practice we were unable to effect coagulation by passing the dry gas into latex. It was suggested that the original investigators were misled by failure to secure a dry and clean gas. It would appear that probably the gas was prepared by the action of hydrochloric acid upon marble or limestone. Unless intervening “washers” and “driers” were used, the liberated gas, when passed into latex, would carry with it traces of hydrochloric acid, which would effect coagulation.
Alcohol.—In the cheap form of methylated spirit, alcohol has been employed by us as a speedy coagulant for many years. Latex run slowly into alcohol coagulates instantaneously. The method has been in common laboratory use.
The employment of alcohol has also been made the part-subject of a patent process of coagulation, to which reference will be made in the succeeding chapter.
Vegetable Extracts.—At various times experimental work has been directed towards the use of liquids of purely vegetable origin, such as the juices of tropical fruits, and of a waste product of tropical industry—the so-called “milk” (or water) of ripe coconuts.
In the former class there is usually a natural acidity, but in coconut water the acidity is chiefly the result of fermentation of the carbohydrate (sugar) constituents.
These substances were all found to effect a more or less satisfactory coagulation, but it is unlikely that they would be suitable for practical application on a large scale.
As being more directly related to the subject of coagulation in general than to coagulants in particular, a discussion of several special processes will be relegated to the ensuing chapter.
Every year appears to bring forth some new ideas in the mode of rubber preparation. Some of them are based in principle upon the oldest known method—i.e., the native Brazilian process of making “Hard Para.” Others strike a new note, and in a few cases the claims put forward are substantially confirmed by results. In other instances the claims are too pretentious, and discredit may be brought upon schemes which, although lacking in comparative success, are yet commendable for the ingenuity manifested.
To the present not one of these new methods has been able to compete to any marked degree in general practice with the established methods of ordinary preparation. A few continue to find local application, but most have either been abandoned or are gradually falling into desuetude.
We do not propose to discuss in fine detail all the various claims made on behalf of these special processes, or to enter into controversies. The aim is to present to the reader an outline embodying the main principles and advantages claimed.
Da Costa Process.—Briefly, this was a method by which coagulation was effected with smoke. The smoke was generated by the combustion of wood in a special compartment, and was forced into latex by means of a jet of steam. It was really only applied to the preparation of coagulum intended for crepe form. The exact degree of coagulation effected was uncertain, and the final colour of the rubber precluded it from being classed as a modern No. 1 product.
“Byrne Curing” Process.—This is a process for treating coagulum obtained by ordinary methods.
[291]It was the subject of a patent obtained by Messrs. E. J. and F. A. Byrne, and at one time had a considerable vogue on estates. The chief claim advanced was that the rubber produced was in all respects equal to Fine Hard Para, and could be shipped while still moist without detriment to the physical qualities.
The principle of the process was the treatment of coagulum, in either sheet or thick crepe form, with vapours produced by the volatilisation of two special fluids. This treatment was undertaken in comparatively small wooden sheds, in which the coagulum was placed. The “smoke” was conducted into the curing sheds from furnaces outside the building. The sheds were covered externally with “felt” material to prevent leakage of the vapours, and a very dense smoke was obtained.
The furnaces were specially designed, and consisted essentially of a “hot-plate” heated by a powerful kerosene blast-flame. On top of the machine were two reservoirs controlled by taps. In these were placed the special fluids which were released in definite proportion. The composition of the fluids was not divulged, but it is assumed that the principal ingredients were (a) wood tar products, (b) crude pyroligneous or acetic acid. The mixture of these, dropping on the hot plate at the correct temperature, spontaneously volatilised, to form dense whitish fumes, having an intense and not disagreeable odour of wood combustion. A duct led from the back of the machine into the curing-shed, where the vapours were distributed through perforations in the pipe.
The coagulum usually remained under treatment in the shed for three to four hours, and then was removed for ordinary air-drying. When taken from the curing-shed it had a pinkish colour, which later developed into a dark brown by a natural process of oxidation. The exterior of the rubber, on shipment, resembled the appearance of smoked sheets; while the interior, on cutting, was seen to be still white. As packed for shipping, the rubber contained from 10 to 15 per cent. of original moisture, for the usual sheet form, and even more when “slab” rubber was prepared.
[292]Originally either crepe or sheet rubber was made, but later the preparation of the crepe form was displaced largely by “slab” rubber. These “slabs” were really very thick sheets, which had been subject to only slight pressure.
Still later the preparation of the “slab” form was displaced by “loaf” rubber. This form was built up by winding together ordinary thin sheets which had been subject to the “cure.” Only slight tension was needed, during the operation of winding, to cause close adhesion of the component wet layers, and the final result was a “loaf” or roll dark in colour, and apparently dry when examined superficially. On being cut, even after an interval of months, the middle portion was still so moist as to be quite white.
In course of time it was discovered that all the claims made for the process could not be substantiated, and for various reasons (which need not be detailed) most of the estates which had adopted the scheme reverted to ordinary methods of preparation. At the time of writing few, if any, continue to work the process. It appears to be agreed, as the result of investigations, that in no degree does the process yield advantage over ordinary methods.
Freezing Process.—A patent was secured a few years ago to cover a process whereby coagulation was effected by refrigeration.
Latex remained for several hours in the refrigerating chambers of an ordinary ice-making plant. The resulting solid mass, on being thawed, yielded a coagulum appearing in no way to differ from that obtained by ordinary methods of coagulation.
Provided the process exerted no influence for good or evil upon the quality of the resulting dry rubber, the value of it would appear to depend upon the relative cost of working, plus considerations of capital expenditure and depreciation on the plant. At the present time it would be difficult to imagine that the cost of preparation alone would compare favourably with that sustained by ordinary coagulative methods.
Furthermore, beyond the expensive refrigerating plant, the usual machinery of a factory would still be required if the ordinary market demands are to be met.
[293]Finally, it has not been found[27] that any advantage in the final physical qualities of the rubber is obtained by the employment of this process.
[27] “Preparation and Vulcanisation of Plantation Rubber” (Eaton, Grantham, and Day), Bulletin No. 27, F.M.S. Department of Agriculture.
Wickham Process.—This process, invented by Sir Henry Wickham, aimed at the production of a rubber resembling Fine Hard Para. The principle employed was that underlying the preparation of the best rubber in Brazil—viz., coagulation of superimposed thin layers of latex by the action of smoke and heat.
In essential the machine employed consisted of a rotating drum into which latex and smoke entered. The result was the formation of thin “skins” of rubber which, coagulating in situ, formed a mass corresponding to “Fine Hard.”
That the rubber was fully satisfactory as to quality is acknowledged, but economically and in practical utility the process was unsuccessful, the rate of output being so low.
Derry Process.—The invention of Mr. R. Derry, late of the Singapore Botanic Gardens, this in principle resembled the Wickham and other processes. It aimed at a mechanical imitation of the native method of producing Fine Hard Para.
In place of the rotating drum, an endless belt was used. This travelled over pulleys, more or less horizontally placed. The upper of these could be raised to varying height above the level of the other, and likewise could be so adjusted as to tighten the belt.
The under layer of the belt impinged, in its travel, upon the surface of a layer of latex contained in a shallow tray. The belt was operated by hand-power, and the height of the latex trays was adjustable.
The trays of latex were situated at the lower end of the machine which lay outside the smoking-chamber. It will be understood that the vastly major part of the total length of belt was always within the chamber.
Smoke was generated by combustion of wood in an external structure, was brought into the chamber by a wide duct, and[294] was then distributed below the belt by means of perforated pipes.
The thin film of latex picked up by the belt was coagulated partly by the action of smoke constituents by evaporation due to heat. Assuming (1) that the belt was of adequate length, (2) that the rate of travel was not excessive, (3) that the latex was not too dilute, (4) that the temperature of the smoke was sufficiently high, (5) that the smoke was sufficiently dense and not too damp—then the process should be a continuous one.
It will be clear that success could only be obtained by a careful adjustment of all these factors. The latex must, necessarily, be of a fairly rich consistency (at least 21⁄2 lbs. dry rubber per gallon), but unfortunately there is considerable difficulty in maintaining such latex in a state of fluidity for the period demanded by this process, without loss of latex. Naturally, the addition of an anti-coagulant would retard the rate of output of the machine to a marked degree.
The layer of rubber thus formed on the belt was stripped off, and hung for further air-drying, as it still contained a fair percentage of moisture.
As a really practicable method for treating plantation latex, the process failed by reason of its low rate of output over a given interval. This alone was sufficient to condemn it, apart from the facts (1) that it was not shown to be a cheaper method than coagulation by acetic acid, (2) that the resulting rubber was not proved to be of superior intrinsic value to rubber prepared by ordinary methods.
Spontaneous Coagulation.—All readers will be aware of the phenomenon of the curdling or souring of milk. The behaviour of Hevea latex, under certain conditions, may be taken to be analogous. Difficulty is experienced in maintaining fluidity—a difficulty which appears to vary in great degree according to locality, nature of soil, age of trees, the relative demand made upon the trees by the system of tapping employed, etc.
It is sometimes found, before the latex reaches the store, that it may exhibit one of various stages of premature (spontaneous) coagulation:
[295](a) To all appearances it may be quite fluid, but a close examination shows it to consist mainly of a serum containing very minute particles of rubber in suspension (microscopic coagulation).
(b) In a later stage these particles coalesce to form larger “flocks” (macroscopic coagulation).
(c) The whole, or practically the whole, of the latex may have coagulated, forming one mass of rubber with a milky residual serum.
Passing from this aspect of the question, it may be noted as peculiar facts that:
(1) A shallow layer of latex is less likely to coagulate spontaneously (i.e., without the addition of a coagulant) than a deeper volume.
(2) The shallow layer, and also the surface of the deeper volume (where exposed to air), on standing will be found to develop a superficial film of finely coagulated particles, yellowish in colour, and having an offensive odour due to decomposition of protein matter.
(3) While this partial coagulation is confined only to the surface of a shallow layer of latex, it will be found that below the surface film of the deeper volume a much more definite coagulation has taken place. The coagulation will be practically complete, and the coagulum, apart from a spongy appearance, is normal in character. This coagulum is free from the offensive odour noted above.
(4) On testing the surface film of both the shallow layer and the deeper volume, it will be found to be alkaline in character; whilst the lower liquid surrounding the main portion of the coagulum in the deeper volume of latex is of an acid nature.
These observed facts are sufficient to indicate that there are apparently two distinct types of spontaneous coagulation, and that the latter takes place particularly where the latex is more or less out of contact with the atmosphere. We may, therefore, differentiate thus:
(a) In contact with air (aerobic): incomplete spontaneous coagulation, accompanied by yellowish slime, offensive in odour and alkaline in character.
(b) Out of contact with air (Anaerobic): Practically or wholly complete. There is no offensive odour under normal conditions and the serum is acid in character.
[296]It is concluded[28] that there are present in latex, on collection in the field, two types of organisms. Those which work in contact with air (aerobic) show a tendency to prevent coagulation and to form an alkaline yellow slime on the surface of the latex. The others, which work in the absence of air (anaerobic), may, under favourable conditions, cause complete coagulation unaccompanied by any decomposition or offensive odour within a normal period. If air is rigidly excluded, the coagulum obtained is quite satisfactory for all purposes.
[28] “Preparation and Vulcanisation of Plantation Rubber” (Eaton, Grantham, and Day), Bulletin No. 27, F.M.S. Department of Agriculture, 1918; “De la Coagulation naturelle du Latex d’Hevea Brasiliensis” (Denier and Vernet), Comptes Rendus l’Académie des Sciences, No. 3, July, 1917.
This type of coagulation, without the employment of a chemical coagulant, and under anaerobic conditions, was the subject of a patent granted in 1914 to Messrs. Maude, Crosse and others. The process has been in use on Cicely Estate (Perak) for some years. With subsequent slight modifications the apparatus consisted in essential of a tank with a loose cover. The flanges of the cover were sufficiently long to dip into a water-seal surrounding the tank. Thus the cover may rise and fall without an inrush of air.
Coagulation, in fact, can be effected thus in any kind of air-tight receptacle; and experimentally the reader can obtain a satisfactory result by filling completely with latex the bottle which has a loose stopper.
Under the patent held the coagulum may be prepared either for crepe-making, or for sheets by a modification of the tank.
The crepe when dry does not have the bright appearance of the ordinary “Fine Pale” standard prepared with the aid of the anti-oxidant sodium bisulphite.
Unfortunately the addition of this substance to the latex in normal proportions is not possible under anaerobic conditions, as it is found to prevent coagulation, probably owing to its sterilising effect upon the anaerobic organisms.
To prevent the oxidation of the rubber in actual practice, the freshly prepared crepe is soaked in a solution of sodium[297] bisulphite before hanging to dry. The resulting colour of the rubber is quite good.
It was shown by Eaton and Grantham that anaerobic coagulation is slightly uncertain in action. Owing probably to variations in the composition of the latices, or to the extent of infection by organisms, coagulation may one day be complete and on other days less satisfactory.
They found further that, by the addition of small quantities of sugars, coagulation under both aerobic and anaerobic conditions was improved. The conclusion formed was that the addition of sugars created a medium favourable to the development of anaerobic organisms and unfavourable to those which cause decomposition of the natural nitrogenous constituents of latex.
This work was confirmed by Gorter and Swart,[29] who attributed the action to the conversion of sugar to lactic, acetic, and succinic acids by fermentation.
[29] Gorter and Swart, Bulletin No. 6, West Java Station.
Denier and Vernet, whose work has already been mentioned, studied the presence of the organisms in latex, and succeeded in isolating one which, under anaerobic conditions, effects coagulation within twenty-four hours. Sometimes to produce complete coagulation it was found necessary to employ small quantities of sugars—e.g., 1 gramme per litre of latex (1:1,000).
It is to be noted also that the addition of small quantities of soluble calcium (lime) salts to latex has much the same effect as the employment of sugars. Recent investigations[30] showed that the addition of 0·5 to 1 gramme of calcium chloride per litre of latex caused complete coagulation in closed vessels within twenty-four hours, a result agreeing with the findings of Barrowcliff.
[30] “Archief voor de Rubbercultuur,” Nederlands Indies, 1920, 4, 273.
On page 308 of the same publication, experiments on the effect of sugars are described, in connection with aerobic coagulation. Observations from a further set of experiments tended to indicate a direct connection between the effects of tapping and spontaneous coagulation. It is suggested that[298] heavy tapping causes a diminution in the latex of those substances which act in some way as accelerating agents in coagulation—e.g., sugars. The smaller the proportion of these substances, the slower and less complete is natural (spontaneous) coagulation.
Ilcken-Down Process.—This process is the subject of patents granted in 1915 to Messrs. Ilcken and Down. It has been in fair prominence, and has been tried experimentally on several estates and in public demonstration.
It is a coagulating process, and, in the original specification, employed as agents a mixture of alcohol (in the form of methylated spirit) and benzene (petrol), or alcohol with petrol and coal-tar naphtha. The mixture was injected in the form of a fine spray into the latex, contained in a tank specially fitted with paddles.
Later modifications covered the addition of a small quantity of glycerine; or, failing supplies of that substance, coconut oil.
Many advantages are claimed for the process, but most of them cannot be substantiated. The two chief claims are:
1. The production of a uniform standard of rubber.
2. The obtainment from a unit volume of latex of a greater weight of rubber than can be obtained from an equal volume of the same latex by ordinary coagulation with acetic acid. It is to be inferred that the agents employed have the power of adding to the coagulum some of the substances which usually remain in solution in the clear serum.
Regarding the first of these claims, it has been shown[31] that the rubber is not uniform in its behaviour on vulcanisation, and that its variability is similar to that of rubber prepared by other processes.
[31] “Preparation and Vulcanisation of Plantation Rubber” (Eaton, Grantham, and Day), Bulletin No. 27, F.M.S. Department of Agriculture, 1918.
The second claim has been the subject of much controversy. Experiments made on estates under the supervision of, or in the absence of, the patentees have given conflicting results. When varying factors have been eliminated, the general conclusion was that no increase in weight of rubber was obtained.
[299]Private laboratory investigations led to a similar verdict, and Eaton[32] records a confirmatory finding. More recently the claims made for the process were investigated in Java[33] under varying conditions. Three series of experiments were made:
[32] Ibid.
[33] “Archief voor de Rubbercultuur” (De Vries and Spoon), Central Rubber Station, Java, May, 1921.
(1) During the rainy monsoon and at a height of 1,800 feet.
(2) During the dry monsoon on a low-country estate.
(3) In the experimental gardens at Buitenzorg during bright sunny weather and the most favourable conditions.
The agents used were (a) a mixture of alcohol and fusel oil, (b) alcohol and petrol (benzene).
In these experiments no advantage in weight of rubber was obtained by the Ilcken-Down process, and it would thus appear that the principal claim fails to be substantiated.
The general composition of the rubber was approximately the same as ordinary crepe obtained from undiluted latex. The rubber on vulcanisation was found to be normal in behaviour, and was similar to the controls.
The coagulum ordinarily is affected by oxidation, and does not produce a fine pale crepe. To remedy this defect the freshly prepared crepe is soaked in a solution of sodium bisulphite and sulphuric acid.
It may be noted that in the recent experiments coagulation was effected in vacuum in a specially designed wooden tank. From a study of the previous section on “Spontaneous Coagulation,” the reader will perceive that results equal to those obtained by the Ilcken-Down process can be obtained without the necessity of using such agents as alcohol, petrol, or fusel oil.
Slab Rubber.—This type of preparation has been the subject of much discussion of recent years. There is nothing really special in the mode of preparation, and in its original form “slab” rubber is only a thick sheet which may be obtained by coagulation with acetic acid or other agents.
The coagulum, when removed from the serum, is subjected to comparatively slight pressure, and the “slab” thus made is[300] either placed to air-dry at once, or may be subject to treatment in other liquids before drying.
The rubber is not allowed to remain until wholly dry, but is shipped while still containing an appreciable percentage of enclosed moisture.
It is claimed[34] that the production of “slab” rubber by standardised methods eliminates to a great degree the variability which at present characterises plantation rubber, and that a fast-curing medium is obtained. These claims will be discussed in later chapters dealing with the vulcanisation of rubber, and demand no notice in this section.
[34] “Preparation and Vulcanisation of Plantation Rubber” (Eaton, Grantham, and Day), Bulletin No. 27, F.M.S. Department of Agriculture, 1918.
From the producers’ point of view, it may be noted that the preparation of slab rubber is a simple process, but not altogether as pleasant probably as might be desired, when undertaken in crude form.
The appearance of the partially dry slabs is unattractive, but that does not signify if the quality of the vulcanised product satisfies requirements.
For the average producer, the difficulty lies in having to meet the demands of the general market. Even, therefore, if one assumes that the intrinsic qualities of slab rubber are all that the claims advance, it would be necessary for the producer to be assured of definite and regular sales.
At present it would probably be fair to state that practically all the “slab” rubber being prepared is produced by those who are also consumers. They are thus in the enviable position of being able to satisfy their requirements as to the mode of preparation. Until such time, therefore, as there exists a regular demand for “slab” rubber in the general market, the vast majority of estates must proceed on ordinary lines of preparation.
In the foregoing chapters the methods of treating latex, coagulating, rolling and curing, or drying, have been described in great detail. These details will give the reader some idea of the precautions taken, and procedure necessary to produce rubber which will be acceptable to the market. The expressions “inferior rubber,” “defective crepe,” “poor quality sheets,” etc., are frequently met with, but these expressions must not be taken to indicate any defect in the rubber for manufacturing purposes, but merely that the rubber is defective for selling purposes—that is to say, being unsightly, it will not fetch the full market price.
Raw rubber, as produced on the plantations, is almost invariably subjected to the process of vulcanisation in the production of manufactured rubber articles as we know them. Previous to the advent of plantation rubber, the raw material was purchased by the manufacturer in a moist and impure condition; frequently the rubber was adulterated with sand, dirt, and even small stones. Consequently it was the invariable practice of the rubber manufacturer to wash the raw rubber and convert it into crepe, which was then hung and air-dried before use. The effect on the rubber, if of high grade, was more severe than the washing and crepeing process on the plantation, because the rubber was not a soft coagulum but generally[302] dried on the surface and semi-hard. The power required was considerable, and the resulting crepe was consequently softer and more susceptible to heat than plantation first latex crepe. Much of the “wild” rubber was soft and tacky and inferior to “earth-scrap.”
Vulcanising in its simplest aspect consists in mixing the rubber with sulphur and heating the product under regulated conditions. The effect of heat on the inferior grades of “wild” rubber is very marked. A soft, sticky, and resinous material is transformed into a relatively tough and elastic product. The effect of vulcanising on the better grades is less marked, but immediately apparent. On the other hand, the effect of vulcanising is least apparent on first latex plantation grades, because in these we have a raw rubber prepared in a manner best suited to retain its natural characteristics.
The need of vulcanising in the process of manufacturing rubber goods became an axiom in pre-plantation days, and it is only quite recently that attempts have been made to utilise raw rubber directly, without vulcanisation, particularly for shoe soles. For this purpose a thick dense crepe has been found satisfactory. Smoked sheet rubber is not generally suitable, apparently owing to its microphysical structure. It is possible that the process of rolling in the making of dense crepe compacts the rubber particles, yielding a harder and more resilient product. The rolling must not be carried too far, or the “working” of the rubber will approximate to a preliminary mastication, and the product will be weakened.
The utilisation of crepe rubber directly has not yet been sufficiently tested to enable a definite conclusion to be reached as to its future scope, but it is obvious that for use in a raw state some modification in preparation may be advantageous. The present method—e.g., coagulation with acetic acid—does not yield the hardest and toughest rubber.
Hardness and toughness are actual drawbacks in the utilisation of rubber which is required for vulcanising. When the output of plantation rubber began to increase and to displace the inferior wild sorts, manufacturers complained of the increased power consumption of their machines. The power[303] was required mainly to “break down” or “mill” the rubber preliminary to the mixing with sulphur and other ingredients. It is obvious that a material such as raw rubber cannot be mixed with powders such as sulphur with a pestle and mortar, or in any simple form of mixing machine. This difficulty was overcome by the earlier experimenters by immersing the rubber in a bath of molten sulphur. The latter was gradually absorbed and “dissolved” in the rubber, and the heat of the bath caused the dissolved sulphur to combine with the rubber to produce vulcanised rubber. The limitations of such a process are apparent. Thus the vulcanised rubber retains the form in which it was originally shaped. Moreover, other ingredients, such as mineral matters, cannot be dissolved or absorbed by the rubber in this manner. The method eventually adopted consisted in “breaking down,” “milling,” or “masticating” the rubber by passing it continuously between differentially geared steam-heated rollers. By this means a high-grade rubber is converted into a soft, plastic mass, which will “take up” sulphur, mineral matter, and other ingredients as desired. The mixing operation may be carried through on the same roller machine as was used for breaking down the rubber, or separate machines of other designs may be adopted. Details of the process will be found in books dealing with rubber manufacturing.[35] It will suffice here to explain that when rubber is kneaded between two hot rollers moving at different speeds the rubber forms a continuous band around the slower moving roller, and if the distance between the rollers be adjusted the excess of rubber held back by the nip of the rollers will form a “bank” or moving wedge-shaped mass on the top of the nip. This closes the space between the rollers, so that sulphur and powder placed on the rubber pass round towards the nip, and are there driven into the rubber. In this manner it is easy to mix, say, 10 per cent. of sulphur into the rubber without a single particle falling through. In technical mixes where large quantities of powders require to be mixed there is always some caking, and part of the powder falls between the rollers[304] into a tray underneath. This is swept up with a broom and put back on to the rollers, the process being repeated until the whole of the ingredients have been incorporated.
[35] For instance, “India-Rubber and its Manufacture,” by H. L. Terry.
From this description it follows that, preliminary to mixing, it is necessary to thoroughly masticate or “plasticise” the raw rubber. Much of the “wild” rubber was of so inferior a quality that it very readily broke down, and but little mastication was necessary. It was soft and resinous, and readily took up the powders which were to be mixed with it. The better grades of wild rubber, such as Fine Para, were more difficult to break down, but not so difficult as most plantation rubber, because they had already received a preliminary “working” in the process of washing and crepeing, and we have already explained that such treatment takes more power than the crepeing of the soft moist coagulum on the plantations. The amount of “working” or “plasticising” produced in the rubber is connected with the power expended; the greater the expenditure of power, caeteris paribus, the greater the working effect on the rubber. Although the manufacturers possessed a relatively soft rubber in the form of washed Fine Para, it was customary in most cases to employ this rubber in conjunction with washed lower grades to produce a soft plastic material for further treatment. Now, however, the manufacturer has little else but plantation to deal with, and most of it more difficult to break down than washed Para crepe. This is the reason why a hard, tough rubber is no longer a desideratum with manufacturers, although originally taken as an indication of good quality. For the majority of purposes they want something which will break down easily. Hence if a rubber could be produced answering to these requirements, without loss of vulcanising quality, it would be preferred.
Having incorporated sulphur and other ingredients, the plastic mass is sheeted and run between layers of calico to prevent the superimposed sheets from adhering. From this “calendered sheet” the article, whatever it may be, is built up. The calender rollers are heated so as to keep the rubber compound plastic. There is a limit to the thickness of the sheet which can be produced. It is a difficult operation to[305] perform satisfactorily so as to yield a smooth surface and a sheet free from enclosed air. When cool the rubber hardens and is readily handled. The object to be manufactured is then built up from the calendered sheet. Thus in the manufacture of a motor tyre the tread is built up on the casing or carcase by laying the sheets on the canvas and rolling these with a hand or power operated roller, so that they adhere firmly, the first layer to the canvas of the casing and subsequent layers to one another. This rough description will suffice to illustrate how important it is that the rubber when mixed should be plastic enough to give a smooth sheet, and to allow the sheet to be manipulated in building up the article in process of manufacture. The testing of rubber in regard to its plasticity and power to absorb finely divided mineral matter will be discussed in a later chapter. We may, however, point out here, that the mineral matter is not generally added as an adulterant, but because of certain specific properties it confers on the product.
To proceed with our outline of vulcanisation, we have now arrived at the stage at which the goods are built up and ready for vulcanising. For this purpose they are generally enclosed in some manner, either in metal moulds bolted together, or tightly wrapped in cloth, as, e.g., in the manufacture of inner tubes, hose, etc. In the latter case, you can detect the cloth mark on the finished product. Sometimes the rubber is spewed—that is, driven out of a barrel by means of an endless screw revolving in it. In this way rubber tubing, perambulator tyres, and such articles, may be made. More recently even tyre treads and the shaped rubber for band tyres (heavy solid tyres) have been extruded in this manner, for the process is much cheaper than building up a tyre from calendered sheet, and then cutting the mass to shape by hand. But for spewing the rubber mass must be very soft and plastic; this condition is not obtainable unless the raw rubber originally used can be made thoroughly plastic without damage. Nor can it be effected with a rubber mass containing much finely divided mineral matter, as this hardens the mixture.
For other purposes the rubber is swollen in a solvent, such as[306] coal-tar naphtha, and subsequently masticated; the soft dough is then shaped or spread on cloth, and vulcanised after allowing the solvent to evaporate. Here, again, the properties of the raw rubber are of immense importance. Thus, the more plastic the dough, the less solvent required, and the less there is to drive off before vulcanising. The plasticity of the dough will depend on the plasticity of the raw rubber, and so forth. It is evident that the physical properties of the raw rubber are of great importance. They directly affect the manufacturing operations up to the vulcanising stage, and indirectly affect the results obtained on vulcanising.
The actual vulcanising consists of heating the mass of mixed rubber for a definite time and at a definite temperature, each “heat” being chosen to suit the particular mixture. These data are arrived at empirically—that is, by trying a number of “heats” and choosing that which appears the most suitable. The suitability will depend on the nature of the article, the service to which it is to be put, and the time it is intended to last. All vulcanised rubber goods, whatever the process, have a limited life or period during which they can be relied on to give useful service. After a time, vulcanised rubber tends to harden, cracks appear on the surface when the article is bent or stretched, and eventually the rubber becomes rotten and “perished.” This tendency varies with the quality of the original raw rubber and the conditions of vulcanising. Before plantation rubber was available, the manufacturers were dependent on inferior wild grades for a great part of their output, and, consequently, the goods made from these inferior rubbers never showed very good mechanical properties and soon deteriorated. The severest critics of plantation rubber have admitted the advantages to the manufacturers of the replacement of the lower wild grades by plantation rubber.[36] But even the best grades give a vulcanised product which[307] rapidly deteriorates if the vulcanisation is carried too far. This results from too long heating, or too high a temperature, and the product is termed “overvulcanised” or “overcured.”[37] The appearance of the product is deceptive, as the physical properties are remarkably good if the overvulcanising is not more than 50 to 100 per cent. in excess of the normal cure. Only in the case of very much overvulcanised rubber do we obtain a product which is brittle from the beginning.
[36] See Williams, “The Rubber Industry,” 1914, p. 284. It must also be remembered that the inferior wild grades were derived from latices often containing a large proportion of “resinous” matter, and which could not yield a really high grade of vulcanised rubber whatever the care and skill employed in preparation.
[37] The terms “curing” and “vulcanising” are generally employed as if synonymous. Twiss has suggested that the former be applied in regard to a change in physical properties, and the latter to the chemical change whereby sulphur is combined with the rubber. The term “curing” is also applied to the process of preparation of raw rubber. This must be kept in mind so as to avoid confusion.
The degree of vulcanising will vary with the type of article to be produced, and where a long life is desired, the tendency will be to “undervulcanise”; but if the best mechanical properties are desired, the tendency will be towards “overvulcanising,” or, more correctly, “fully” vulcanising. These considerations are aptly illustrated by reference to pneumatic tyres. The inner tube need not possess high tensile strength, provided that it is easily distensible, for the reason that, during use, it is protected by the casing of the tyre proper, which confines and supports it against the air-pressure applied. Inner tubes are therefore cured to give a long life without developing the maximal physical properties. On the other hand, the casing and tread of the tyre are required to withstand severe mechanical conditions—particularly the constant flexing of the cover, and the abrasion of the road surface. Tyres are not stored for any long period, and, when put into service, have a limited period of useful life. Consequently it is needful to develop maximal mechanical properties, and vulcanisation is therefore carried further than in the manufacture of inner tubes.
The rate of cure is controlled by a number of factors in addition to the period and temperature of vulcanisation, in particular by the proportion and nature of the other ingredients, especially sulphur and accelerators, and also by the rubber itself. The main complaint as regards plantation rubber is[308] that it varies excessively in this respect. This matter will not be discussed here, but is only introduced in order to explain the importance of a constant rate of vulcanising to the manufacturer. Plantation rubber should, therefore, be prepared so as to be as uniform as possible in this respect, and the earlier part of this book gives full details of the precautions advised, and in many cases adopted on the plantations. Unfortunately, it is impossible to secure uniformity of methods among all producers, even when they are Europeans, to say nothing of the native producers, who account for perhaps one-third of the output. Hence the importance of branding the rubber whenever possible, so that the manufacturer may identify the rubber he purchases. If found satisfactory, he can then secure further supplies from the same estate.
This subject may be subdivided into (a) Tests on the raw rubber; (b) tests on the vulcanised rubber.
The tests on the raw rubber may be carried out (1) on the sample of sheet and crepe as received. For this purpose the rubber is cut into a strip, which is clamped between grips and gradually stretched to breaking-point. The ring testing machine can be adapted for this purpose by replacing the rollers with clamps. As the thickness of the samples to be tested will vary, it is advisable to cut the strips of such a width that the cross-sectional area of all test pieces is the same—say, 40 sq. mm. The method is applicable to both sheet and crepe rubber. (2) Tests may be made as to the behaviour of the rubber during milling or mastication. Small batches are milled under uniform conditions, preferably in an enclosed masticator such as Baker and Perkins supply. The power taken (as measured by the current taken to drive the motor actuating the machine) and the time are recorded. A further test may be applied to the milled or masticated rubber, to ascertain the amount and the time taken to incorporate a finely divided mineral matter, such as carbon black, zinc oxide, or one of the refined clays.[38] The results are not very exact, and the difference in plasticity and dryness noted are usually less than found when working with full-sized machines in the factory. (3) The rubber, either raw or masticated, may be “dissolved” in a “solvent,” such as benzene, and the viscosity of the “solution” measured. Generally speaking, the less viscous the solution, the more plastic the rubber.
[38] Bulletin Rubber Growers’ Association, January, 1921, p. 43; August, 1921, p. 340.
The testing of vulcanised rubber has been treated in such[310] detail in the recent works of Whitby[39] and De Vries[40] that a few special points only will be dealt with here. The preparation of samples for testing involves first the sheeting of the mixture of rubber, sulphur, and other ingredients, if any. The sheets may be 1 to 2 mm. thick. They are soft and adherent, and must be kept between layers of calico to prevent adhesion. A sheet of rubber is then built up by laying three or four sheets evenly upon one another, and pressing together to form a sheet 5 mm. thick. The thick sheet is then roughly cut to shape and vulcanised in a mould by heating in steam under pressure. From the vulcanised sheet so obtained the rings for testing are cut (45 mm. internal diameter. 5 mm. face, and 4 mm. thick). Rings obtained in this manner will not vary in diameter or thickness (reckoned as sections of a tube), as these are controlled by the size of the punch, but will vary a little in the face, as this is controlled by the thickness of the sheet, which depends on the completeness with which the mould is closed. More recently smaller moulds have been adopted, one mould for each ring, and an annular space for moisture to develop a pressure during vulcanising and prevent porosity. The moulds are vulcanised in an oil bath, or oven of some description, in which a constant temperature is maintained. I have adopted for some years a third method. The principle is that used in the factory for making annular-shaped rubber articles, such as washers, rings, elastic bands, etc. An aluminium mandrel, 45 mm. external diameter, is taken, and the thin rubber sheet is wrapped round this, so as to build up a tube about 4 mm. thick, the surplus rubber is cut off, and the edge bevelled with a wet knife. The manipulation will vary somewhat with the type of compound to be treated; thus, in some cases, it is sufficient to well roll the tube with a hand roller to secure adhesion. In other cases it is better to wipe the sheet of compound with a rubber solvent previous to rolling. In the latter case time must be given for the solvent to evaporate before vulcanising. The tube is next tightly wrapped in wet cloth, and is then ready for the vulcaniser.[311] Or the tube may be enclosed in moulds which form an outer circular shell and take the place of the cloth, but for most purposes, and in particular for the rubber-sulphur mixing usually employed, it is sufficient to use cloth to obtain even and regular tubes. The tube, after vulcanising, is slipped on to a wooden mandrel and cut into rings on a lathe. Of these rings the internal diameter is constant, for this is formed on the mandrel, also the face, which can be cut accurately in the lathe, but the external diameter, and consequently the thickness, may vary a little.
[39] “Plantation Rubber and the Testing of Rubber.”
[40] “Estate Rubber.”
It appears, therefore, that all methods result in rings of approximately the correct size, and it is usual to check, and, if necessary, make an allowance for variation in dimensions. It is not possible to do this, even approximately, with soft rubbers, as the rubber gives under the pressure of the micrometer. No doubt a photographic method would give more accurate results, but would take too long. I have found that a very close approximation is obtainable by weighing the rings as the specific gravity of the standard rubber mix is known. It is not necessary to weigh each ring, but the whole five or ten taken for testing may be weighed together.
The next point that arises is the choice of a formula for the test mix. Practically all the work to date has been carried out on mixtures of rubber with 7 to 10 per cent. of sulphur. For some purposes—e.g., detecting variation in rate of cure—this mixing is satisfactory, but for other purposes it is not. Nor is the behaviour of a rubber-sulphur mixing a sure guide to the behaviour of one containing other ingredients, such as litharge. Thus, two samples vulcanised satisfactorily when mixed with sulphur only, but one of them gave unsatisfactory results in the presence of litharge. It has long been recognised that mineral ingredients may modify the product when vulcanised, but the modification is not necessarily uniform. Consequently, tests should also be made, when practicable, with vulcanised rubber containing other ingredients in addition to sulphur.
As regards physical tests on the vulcanised products, these usually involve determination of breaking load and elongation at rupture (usually recorded as final length—that is, including[312] the original length reckoned either as unity or as 100 units). Simultaneously a load-stretch curve is recorded on an autographic attachment. The type of curve varies with (1) state of cure, or degree to which the rubber is vulcanised; (2) proportion of sulphur and/or other ingredients; (3) specific nature of the rubber used. The last factor is almost negligible compared with the two former—at any rate for average quality rubber. As (2) is kept constant for any batch of tests, or even for every test, it follows that the load-stretch curve is mainly dependent on the state of cure, and the degree of vulcanising may be measured by comparing either the elongation produced at a given load or the load produced at a given elongation. Either set of figures is readily determined by measuring up the load-stretch diagram.
The peculiar type of the curves has long been a subject of comment and speculation. Special properties have been attributed to the “slope” or inclination of the upper and approximately straight portion of the curve. According to the writer’s investigations, the “slope” is largely dependent on the degree of vulcanisation, so that it is difficult to “place” as an index of the specific nature of a rubber.[41] Moreover, it has recently been shown that the peculiar type of curve given by vulcanised rubber is the result of plotting the load against the sectional area of the unstretched test piece, whereas this area decreases progressively as the test piece stretches. If this decrease be allowed for, the curve obtained is an equilateral hyperbola.[42] Preliminary experiments with rubber compounded with large proportions of finely divided mineral matter, such as carbon black, show that the load-stretch curves obtained autographically are likewise reducible to equilateral hyperbolæ.
[41] Bulletin R.G.A., October, 1921, p. 397.
[42] Hatschek Journal Soc. Chem. Ind. 1921; Trans., p. 251.
This section, like the last, is divisible into two subsections. The first deals with raw rubber, the second with vulcanised rubber.
We have already explained that, until recently, rubber was not used in the unvulcanised condition, but that the excellent physical properties of plantation rubber have made this possible. It is interesting to compare the physical properties of raw rubber with that vulcanised with sulphur. A compact sample of crepe as received from the East will give breaking strain of over 30 kilos per sq. cm. and over 300 per cent. elongation. When mixed with sulphur and vulcanised, a breaking strain of 150 kilos and elongation of 1,000 per cent. are not unusual. It is possible that crepe rubber would give higher figures if it could be prepared in the form of a compact ring, as used for tests on vulcanised rubber. In any case, the figures for vulcanised rubber are much in excess of those for raw crepe rubber. It must also be remembered that a breaking strain of 150 kilos is not permanent with vulcanised rubber, for reasons which will be explained later.[43] To obtain a reasonably permanent vulcanised product, the vulcanisation would not be carried further than to give a figure of 100 kilos. On the other hand, raw rubber is remarkable on account of its great permanency, although subject to some physical changes at ordinary atmospheric temperatures. Tensile tests, although valuable, do not tell us all about the physical properties of a sample of rubber. Abrasion tests, or tests designed to measure resistance to wear and tear, would be more valuable, but, unfortunately, these properties do not lend themselves to simple[314] tests. There are grounds for believing that raw rubber is superior in some respects to fully vulcanised rubber, if prepared without the addition of finely divided mineral substances which exert a toughening effect.
[43] Journal Soc. Chem. Ind., 1916, p. 872.
Sheet rubber gives results in some ways inferior to compact crepe rubber when subjected to physical tests. Tensile strength seldom exceeds 15 kilos, but the elongation is usually higher—up to 600 or 700 per cent. That is to say, it stretches more, but breaks more easily. If, however, we take into consideration the diminution in sectional area of the test piece during stretching, it will be seen that crepe and sheet rubber have compensating properties.
As this matter of sectional area reduction during stretching is important, both for raw and vulcanised rubber, it may be briefly referred to here. When rubber is stretched, the volume does not appreciably alter—at any rate, as regards uncompounded rubber. Hence the reduction of sectional area on stretching bears a simple relationship to the amount of stretching. If we double the length of the test piece, we halve the sectional area; if we treble the length, we reduce it to one-third, and so forth. Hence, if we multiply the breaking strain by the final length (i.e., length at break, taking the original length = 1), we obtain a figure, the “tensile product,” which embodies both breaking strain and stretching capacity. In effect it gives us the breaking strain calculated on the sectional area at the moment of rupture of the test piece. Adopting this formula, we obtain for crepe—
| Tensile Strength. |
Final Length—i.e., Elongation + 1. |
Tensile Product. |
||
| 30 | × | 4 | = | 120 |
and for smoked sheet
| 15 | × | 8 | = | 120 |
The difference in properties between crepe and sheet may probably be attributed to the heavier rolling of the crepe; which compacts the rubber. But if the crepe is rolled too much, the tensile strength falls, and there is no increased elongation to compensate. For the same reason, crepe which has been[315] rerolled in this country is inferior to crepe as received direct from the plantation. At the most it is permissible to unite two or three layers of thin crepe to a thicker one by a single passage through even speed rollers, if the physical properties of the original rubber are to be conserved.[44]
[44] Bulletin R.G.A., February, 1922, p. 64.
Attempts to prepare crepe for use in a raw state, by rerolling uneven or irregular surfaced crepe in this country, only result in a rubber with inferior physical properties. Nor can sheet be rerolled to give crepe of good physical properties. The power required to break down the sheet and the heat developed, even on cold rollers, are an indication of physical properties destroyed. For subsequent vulcanisation this is not a matter of importance, because the vulcanising process restores to the rubber the properties which are lost in the process of rolling and milling or mastication.
Raw rubber has been used to some extent for proofing purposes, as for the manufacture of material for hoods of motor-cars. In this case no attempt is made to preserve the physical properties. The rubber is masticated, mixed, taken up with solvent and spread on the cloth exactly as if it were to be vulcanised.
Vulcanised Rubber.—We have already explained that the properties of vulcanised rubber are dependent, to some extent, on the specific nature of the raw rubber, or what De Vries terms the “inner qualities.” That is to say, differences appear on vulcanising which are not apparent from the tests made on the raw rubber. Indeed, no investigation or analysis of the raw rubber can enable one to foresee exactly how the rubber will behave on vulcanisation. This illustrates the deficiency in our knowledge of vulcanisation. When dealing with soft, resinous, or decomposed rubbers, it is safe to anticipate a weak vulcanised product; but when we come to deal with a number of samples of “standard” crepe or sheet—i.e., sheet or crepe passing a certain standard of appearance—it is found that differences in vulcanising properties cannot be foreseen. This matter is, however, not so great a drawback as might be imagined, for reasonably well prepared consignments of standard crepe or[316] sheet differ but little from one another, and the difference is mainly in the ease with which they break down, or the rate or speed with which they vulcanise, and not with the properties of the vulcanised product. Many of the plantation scrap grades are equal to or nearly equal to “standard“; but some of these, as also the rubber produced by native holders, show appreciable variation, and are the source of most of the complaints which emanate from manufacturers. We shall consider in turn the different grades and the effect of the usual surface defects, such as mould, spots, etc.
Crepe Rubber.—Oil marks and tackiness are the most serious defects from the manufacturing standpoint. In the first part of this book we have shown that damage caused by the so-called oil marks is not due to the oil, but to traces of copper from the bearings of the machines. There are several metallic compounds which cause deterioration of rubber both raw and vulcanised, but copper is the most deadly, and rubber showing signs of deterioration is rightly rejected by the manufacturers.
The only other defect of crepe rubber which has any bearing on its use in manufacture is mould. Crepe rubber very seldom shows the ordinary surface moulds not uncommon in sheet-rubber. There are, however, microscopic growths which cause the development of coloured spots referred to in detail in the earlier part of this book. The rubber hydrocarbon itself does not appear to be affected by the moulds, but some of the serum constituents are altered, with the result that the rubber vulcanises more slowly than it otherwise would do. For this reason, crepe rubber with coloured spots may give rise to trouble in the factory.
Sheet Rubber.—The commonest defect is mould.[45] This is usually of a light surface type, easily brushed off, and numbers of vulcanising tests failed to trace any reduction in rate of vulcanising or other defect due to this. In spite, however, of the harmlessness of light surface moulds, they are looked upon with suspicion by the manufacturer. Occasionally samples of smoked sheet are offered contaminated with a “heavy” type[317] of mould. The sheet feels damp and “heavy” or flabby, and contains an excess of moisture; sometimes a moist exudation is noticeable on the surface, and “virgin” patches are present. Such sheet vulcanises more slowly than F.A.Q. samples, but does not necessarily show other defects after washing and drying.
[45] Bulletin R.G.A., February, 1921, p. 97; April, 1921, p. 190; June, 1921, p. 243; November, 1921, p. 472.
“Stretching rusty,” as already explained, is due to a dry film on the surface of the sheet, and according to a recent investigation, this film consists, not of serum substances, but of a microscopic mould growth, which presumably grows on the serum substances. A sample of sheet which stretches rusty gives the rubber a “dry” appearance, and for a long time manufacturers mistook the surface film for resin. On the assumption that such rubber was “resinous” they rejected it, and to this day it is regarded as a defect, although it has no influence on the vulcanising properties of the rubber.
It is hardly necessary to point out that defective appearance, such as is due to thickened edges, faint markings, bubbles, and so forth, have no effect on the vulcanising properties of the rubber. They only point to some irregularity or carelessness in preparation. The only justification for distinguishing between rubber of good and bad appearance is that the former bears the impress of careful preparation, and is therefore more likely to be uniform in rate of vulcanising.
Similar considerations apply to the colour of smoked sheet, which may vary from a pale yellow-brown, through various shades of red-brown to dark brown. There are various factors affecting the colour, but the buyer can see but one—viz., the “degree” of smoking—and the rubber, from his point of view, may be undersmoked or oversmoked. No doubt the degree of smoking affects the vulcanising properties, but to a less extent than was at one time imagined. In a recent paper[46] it has been shown that the average breaking strain and rate of cure of a number of samples of smoked sheets were practically the same for light as for dark sheets.
[46] Bulletin R.G.A., December, 1921, p. 521.
Variation in Physical Properties.—A very large number of tests on vulcanised specimens of plantation rubber have been[318] carried out. The rubber was almost invariably mixed with 7 to 10 per cent. of sulphur, and no other ingredient, and vulcanised to give the maximal breaking load. Unfortunately, this determination is subject to a very appreciable experimental error, so that a large number of determinations are necessary to give a reliable figure. It is quite impracticable to make a large number of determinations in routine testing, on account of the labour involved. It is usual to make five, or possibly ten, determinations, although some investigators have been content with two. It is generally conceded that any exceptionally low figures should be ignored, as probably caused by some flaw or irregularity in the test piece. On the other hand, a study of actual determinations shows an occasional excessively high figure, and it is questioned whether this also should be left out of account. Others ignore all except the highest figure, and take this to represent the true breaking strain. As a consequence, the figures published by different workers show considerable variation. De Vries has analysed a large number of the figures obtained in systematic examination of estate samples, and has constructed curves to illustrate the results.[47] It is open to question how far the variations shown are attributable to experimental error. The figures show, however, that the variation in breaking strain is relatively small, and not very different for crepe and sheet rubber. In our opinion, undue importance should not be attached to very high or exceptionally high figures for breaking strain, which are occasionally met with. Provided the figure does not fall much below the average, the sample may be regarded as satisfactory. It is very seldom that any sample of first latex estate rubber does not show satisfactory figures.
[47] “Estate Rubber,” p. 466.
The Rate of Cure or Rate of Vulcanisation is subject to more exact measurement, whether this be based on the physical or the chemical properties of the rubber. If the testing machine be provided, as is usual, with an autographic attachment, the position of the curves traced on the recording paper gives a measurement of the rate of cure. These load-stretch curves, to which reference has already been made,[319] take up a definite position in accordance with the physical properties; it is only the length of the curve, or the point where it terminates (which gives the breaking strain and elongation at break), which is largely fortuitous.
As a measure of rate of cure we may take the actual measurements made on the record.[48] It is convenient to measure the elongation produced by a load of 130 kilos per sq. cm., as all fully vulcanised rings of soft rubber should give higher breaking load figures. For less cured or weaker samples a lower figure may be taken, such as 60 kilos. We have found that when fully vulcanised to give the maximal breaking strain, the elongation at a load of 130 kilos is in the neighbourhood of 850 per cent. (final length 950 per cent.). This applies to ordinary samples of estate rubber under the conditions of testing indicated above. If, however, the proportion of sulphur be considerably reduced, or mineral ingredients in a fine state of division be added to the mixing, or accelerators, whether organic or inorganic, be employed, the above relationship no longer holds. Nor does it hold with regard to plantation rubber prepared in an exceptional manner, as, for instance, matured coagulum or “slab.”
[48] Bulletin R.G.A., June, 1921, p. 246.
There is a second method of determining the rate of cure—namely, by analysing a vulcanisate produced under standard conditions, and determining the amount of sulphur which has entered into chemical combination with the rubber. For this purpose the weighed sample is cut thin or creped thin, and exhaustively extracted with acetone to remove any “free” sulphur—that is, sulphur not in combination with the rubber. The sulphur remaining is then determined and calculated as a percentage of the raw rubber contained in the sample taken. This gives the so-called coefficient of vulcanisation.
If we compare the coefficient with the time of cure at a constant temperature for an ordinary sample of plantation rubber, they are found to be approximately proportional, so long as the sulphur is in sufficient excess. The amount of combined sulphur is, therefore, an index of the time vulcanisation has been in progress (under standard conditions of[320] temperature, etc.), and, therefore, the coefficient is a measure of the rate of cure.
The change in position of the load-stretch curve is not directly proportional to the time of heating, and it therefore follows that it is also not directly proportional to the coefficient. For ordinary samples of crepe and sheet the relationship is, however, not very far removed from proportionality. This applies particularly to sheet rubber. The relationship is readily seen on plotting one against the other and tracing the curves. For sheet we get an almost straight line; for crepe there is some curvature.[49] For ordinary estate samples of sheet and crepe rubber the maximal breaking strain is obtained when the coefficient reaches approximately five units, so that this corresponds to the elongation of 850 per cent. at a load of 130 kilos.
[49] Bulletin R.G.A., June, 1921, p. 246, October, 1921, p. 398.
Either physical or chemical methods may, therefore, be used for determining the rate of cure of ordinary sheet or crepe rubber, but great care must be taken when interpreting the results obtained with rubber prepared in an unusual manner. The rate of cure may be expressed in terms of the time taken to vulcanise the rubber at a constant temperature (in our case 138° C.), so as to give an elongation of 850 per cent. at a load of 130 kilos, or to give a coefficient of five units. The higher the figure so obtained, the slower curing the rubber. To express the results more directly as rate of cure, we have adopted the plan of taking an average crepe rubber, calling the rate of cure 100 units, and expressing the rate of cure of other samples in these terms. Thus, a sample which gave a coefficient of four only, in the time taken by the standard to give a coefficient of five, would have a rate of cure four-fifths of the standard, that is, 80; or if a sample takes only two hours to give an elongation of 850 per cent., whereas the standard takes three hours, the rate of cure of the sample will be 3⁄2 of standard or 150.[50]
[50] Journal Soc. Chem. Ind., 1918, p. 280.
As stated, the coefficient is approximately directly proportional to the time of cure; it is also independent of the proportion of sulphur, if in fair excess, and in the presence of inert ingredients. It is also independent of the amount of mastication[321] given to the original raw rubber, however great. On the other hand, the position of the load-stretch curve is variously modified by these factors—in some respects, therefore, the coefficient is a more reliable index. However, the coefficient is influenced by accelerators, so that here also great care must be exercised when interpreting results. For the purpose of detecting variations in rate of cure, it is best to choose a mixing which is particularly sensitive. In the first place, there must be an ample excess of sulphur; and in the second place, no ingredient should be added which will complicate the load-stretch curves, and no accelerators should be present which may possibly tend to obscure the vulcanising properties of the rubber itself. It has been found, therefore, that the best mixing to use consists of rubber with an excess of sulphur—say, in the proportion 9:1 without other ingredients. The rate of cure of a specimen of plantation rubber is attributed to the presence of certain natural vulcanising catalysts, because it is found that carefully purified raw rubber (that is, with the resinous and nitrogenous constituents removed) vulcanises very slowly or hardly at all, but that on replacing the extracted matter the rate of vulcanising is restored. The natural catalysts contained in the extracted matter are influenced to a varying degree by some of the common ingredients of manufactured rubber articles. This applies particularly to litharge (oxide of lead), to which reference has already been made. Thus, acetone extraction of raw rubber to remove resinous matter has but little effect on the vulcanising properties of a mixture of rubber and sulphur. But if litharge be a constituent, it is found that acetone-extracted rubber will hardly vulcanise at all. From this, it follows that a rubber giving a low acetone extract may be found to vulcanise exceptionally slowly in a mixing containing litharge, whereas it shows no such defect when compounded with sulphur only.[51] Litharge is used to a very large extent, as it has a balancing effect in a rubber compound—that is to say, it allows of appreciable variation in vulcanising conditions, without corresponding alteration in the state of cure.[52]
[51] Journal Soc. Chem. Ind., 1916, p. 874.
[52] Ibid., 1915, p. 524.
[322]Influence of Various Factors in Raw Rubber Preparation on the “Rate of Cure,” or “Rate of Vulcanisation.”—As the capacity of a rubber for vulcanisation depends on the presence of small quantities of accessory substances in the serum which act as catalysts, the rate of vulcanisation (or curing) will depend on the nature and quantity of such substances present in the rubber. A very small quantity of these substances has a considerable influence on rate of vulcanising, and as the substances are difficult to isolate and identify, our knowledge of their formation and chemical nature is not as definite as is desirable. Substances have been isolated having the characteristics of “simpler bases.” Bodies of this class are formed by putrefaction of organic matter, and can be separated in much larger quantity from coagulated latex, which has been allowed to putrefy before working up than from such which has been worked up without giving time for an appreciable amount of putrefaction to take place. Further, rubber from putrefied coagulum vulcanised much faster than that ordinarily prepared, so that we are justified in connecting the putrefaction bases with the rate of vulcanisation. Moreover, it has been shown that any treatment of the latex or coagulum which inhibits the development of putrefactive organisms also prevents the rubber vulcanising as fast as would otherwise have been the case.[53] Also, the crude bases isolated from fast vulcanising rubber have the power of increasing the rate of vulcanisation when added to ordinary slow vulcanising rubber.[54]
[53] Eaton and Co-workers: See Bulletin No. 27, F.M.S. Department of Agriculture.
[54] Journal Soc. Chem. Ind., 1917, p. 365.
On the other hand, there are one or two facts which are difficult although not impossible to fit in with theory. Thus, although the putrefaction bases are very easily soluble in water and acetone, they cannot be removed by washing on the creping rollers, or by acetone extraction. This may be due to the power of colloidal substances to retain other crystalloidal substances, such as the bases, which, in consequence, cannot be washed out. A parallel case is the retention of small quantities of water[323] soluble substances in the soil. Also, the theory does not explain why rubber obtained by evaporation of latex at relatively high temperatures is fast vulcanising, although the possibility of putrefaction is excluded.
As regards practical results, it follows that the rate of vulcanisation (or cure) of a sample of rubber will depend on the time allowed to elapse between the collection of the latex and treatment till the rubber is dry, as also on atmospheric conditions. Thus, slow drying will result in an increased rate of cure, for it gives an opportunity for putrefactive organisms to play a part. The results will, however, be influenced by the extent to which the rubber was washed previous to hanging, and so forth. Smoking is an antiseptic process and will, therefore, tend to inhibit the action of micro-organisms and produce a slower vulcanising rubber. On the other hand, sheet contains more serum than crepe, so that there is more food material for growth of micro-organisms. The net result is to give a rubber (sheet) which usually vulcanises a little faster than crepe.
Among other factors controlling the rate of cure, special mention should be made of the nature and amount of coagulants. Weak “organic” acids, such as acetic, lactic, tartaric, etc., used in the minimal proportions (1 to 1,200 of standardised latex in the case of acetic acid), give the fastest vulcanising rubber; “strong” mineral acids, such as sulphuric acid, even when used in the minimal proportions (1 to 2,000), yield slower vulcanising rubber. Acid salts, such as alum, are intermediate in effect. Increased proportions of coagulant cause a reduction in rate of vulcanising with all coagulants, and the effect is least noticeable in crepe rubber, intermediate in sheet rubber, and most pronounced in “slab” rubber (discussed below).[55]
[55] Bulletin R.G.A., July, 1919, p. 39; September, 1920, p. 343; November, 1920, p. 433; October, 1921, p. 393; March, 1922, p. 134.
Other Types of Plantation Rubber.—We have up to now confined our attention to ordinary thin air-dried crepe and smoked sheet, as almost all plantation rubber is now marketed in one or other of these two forms. There are, however, other types, to which reference has been made. Of these, the most[324] important is the thick blanket crepe, made chiefly in Ceylon by rolling together thin crepe, which has been artificially dried (Colombo drier or vacuum drier). The heat of the driers causes a surface stickiness, which is got rid of by rolling several thin layers together to give one thick one. This rubber vulcanises at about the same rate as ordinary thin crepe, for the relatively high temperature of drying does not appear to influence the rate of cure. The rubber is generally softer than air-dried crepe, and is easily “let down” in naphtha; it is, therefore, suitable for some solution work. Generally speaking, the properties of blanket crepe do not differ materially from ordinary thin crepe. Another type of rubber seldom met with is matured slab or crepe, prepared from it. This type of rubber is being made in small quantities on one or two estates, who supply direct to the manufacturer. The method of preparation has already been described. It is unsuitable for sale in the open market, as it contains a variable amount of moisture, has the various surface defects such as slime, mould, and “rust,” and there is the additional disadvantage that it is not easy to judge of its cleanliness or freedom from coarse impurities by inspection. If the slab rubber be creped and air-dried on the spot, the product is of satisfactory appearance, except that it is of low colour and may be streaked. As the crepe so produced vulcanises almost as fast as the original slab, the crepe embodies all the advantages of a fast curing rubber with few of the disadvantages of the slab itself. We have made experiments from time to time, and found that by a judicious use of sodium bisulphite it is possible to produce a fast vulcanising crepe rubber sufficiently even and light in colour to satisfy the Standards Committee.
A fast curing raw rubber is not necessarily a desirable type for all manufacturing purposes. In the vulcanising of large masses of rubber, a slower rather than a faster vulcanising rubber may be desirable, so as to give ample time for the heat to penetrate and spread evenly throughout the mass. But for many purposes a fast curing rubber enables a larger output to be obtained, so that artificial organic accelerators are coming more and more into use. The addition of such accelerators[325] might be obviated, if a suitable fast curing rubber were available, but it is essential that such rubber should be uniform. It is just in this respect that slab rubber or crepe made therefrom is found to be deficient.[56] The rate of cure depends on the functions of wild bacteria, which are naturally sensitive to changes of conditions, such as temperature, etc. The coagulated rubber depends on chance circumstances for infection, and, as a natural result, the activity of the bacteria and the nature and amounts of active vulcanising agent produced will vary and be difficult to control. Consequently, the rate of cure of slab rubber shows considerably greater variation than ordinary crepe or sheet.[57] This, in our opinion, is the main difficulty of utilising “slab,” or crepe prepared from it. Experience in other industries, using micro-organisms, has shown that the only method of control has been to replace the wild growths by cultures of some particular strain, as, for instance, in yeasts for brewing. To control the rate of cure of slab, it might be possible to use a special culture for the purpose.
[56] Bulletin R.G.A., January, 1920, p. 6; January, 1921, p. 47.
[57] Ibid., January, 1920, p. 68.
Other less usual methods of preparation, referred to in the earlier part of this book, do not call for particular mention, as the properties of the rubber do not differ much from ordinary sheet or crepe. It is mainly a matter of variation in rate of cure.
This short account of the vulcanising properties of plantation rubber would not be complete without a reference to Fine Hard Para, the premier rubber of the Amazon. This rubber has come to be regarded as the standard high-grade product with which plantation rubber may be compared, and many manufacturers are still of the opinion that it is unsurpassed by any plantation product. Yet, when subjected to the ordinary vulcanising tests, we find that samples of Fine Hard Para give figures very similar to average plantation rubber; indeed, it is not difficult to find specimens of plantation rubber which give appreciably higher figures on testing. It is claimed, however, that Fine Para is more uniform than plantation rubber, and can be relied on always to give the same results. Yet tests on a series of Fine Hard Para specimens gave variations in[326] rate of cure similar to those found for plantation. Some figures were published, which tended to show that the variation was smaller for Fine Para, but it turned out that each of the samples taken for examination consisted actually of a number of slices cut from different balls, so that greater uniformity was not unexpected.[58] The superiority of Fine Para is, therefore, somewhat of a mystery. It is probable that some manufacturers prefer to use it because they feel safer with it, and know actually how it will behave from long experience. In one respect Fine Para is possibly superior to most plantation rubber—that is, for the preparation of raw rubber solution for sticking the seams of waterproof garments, and for similar purposes. The method of preparation may well influence the strength of the raw rubber when used for this purpose. Plantation rubber has been prepared in the same manner as Brazilian Para, in particular on an estate in Java. The product resembles Brazilian Para in appearance. Vulcanising tests gave satisfactory figures, but, as already stated, this would not serve to show that the rubber was equal to Brazilian Para from the manufacturer’s standpoint.
[58] Bulletin R.G.A., September, 1920, p. 347.
| Acetic acid, | 74, 279 |
| Acid, acetic, | 74, 279 |
| —, carbonic, gas, | 289 |
| —, formic, | 279 |
| —, hydrochloric, | 282 |
| —, hydrofluoric, | 282 |
| —, mixing, with latex, | 79 |
| —, nitric, | 282 |
| —, oxalic, | 279 |
| —, pyroligneous, | 282 |
| —, quantity of, | 76 |
| —, sulphuric, | 279, 286 |
| Acids for coagulation, effect of, on rate of cure, | 323 |
| —, quantities necessary for modern requirements, | 78 |
| Air-drying, aids to normal, | 143 |
| —, of crepe, rate of, | 138 |
| —, progress of, | 140 |
| Alcohol, coagulation with, | 289 |
| Alum, coagulation with, | 282 |
| Anti-coagulant for transport, | 61 |
| Anti-coagulants, | 46 |
| Artificial driers, | 133, 148 |
| Ash on sheet, | 276 |
| Assembling cases for shipment, | 156 |
| Bags for packing, | 154 |
| Bakau, | 147 |
| Bales for packing, | 154 |
| Bark in crepe, | 232 |
| — — shavings, | 56, 123 |
| — — sheet, | 276 |
| Bases in vulcanised rubber, | 322 |
| Basket plants, | 10 |
| Blanket crepe, properties of, | 324 |
| Blemishes of surface, | 252 |
| Blister in sheet, | 272 |
| Block rubber, | 129, 246 |
| Breaking down of rubber, | 304 |
| — load of test piece, | 311 |
| Bubbles in sheet, | 269 |
| Buildings, | 159 |
| Bulking latex, | 69 |
| Byrne curing process, | 270 |
| Calendered sheet, | 304 |
| Carbon dioxide, | 289 |
| Carbonic acid gas, | 289 |
| Cases, choice of, for packing, | 153 |
| Catalysts, natural, in rubber, | 312 |
| —, vulcanising, | 312 |
| Centralisation of factories, | 221 |
| Chinese vinegar, | 286 |
| Chinosol, | 238 |
| “Chula” drier, | 148 |
| Clippings, sheet, | 275 |
| Coagulant, | 111 |
| —, choice of, | 74, 278 |
| —, quantity of, | 113 |
| Coagulation, | 74, 111 |
| — centres, | 62 |
| —, premature, | 46 |
| —, spontaneous, | 294 |
| — with alcohol, | 289 |
| — — sugars, | 287 |
| — — various salts, | 288 |
| Coagulum, soft, | 249 |
| —, spongy undersurface of, | 249 |
| —, tearing of, | 249 |
| —, transport of, | 59, 63 |
| —, working of, | 103 |
| Coefficient of vulcanisation, | 319 |
| Collecting latex, | 38 |
| — pails, | 48 |
| Collection, advantages of early, | 60 |
| Combustion, rate of, in smoke house, | 191 |
| Compound crepes, | 126 |
| — — No. 1, | 151 |
| — — No. 2, | 151 |
| Contents of cases, weight of, | 156 |
| Copper salts, cause of tackiness, | 243 |
| Cotton fibre in crepe, | 230 |
| Creosotic substances, | 146 |
| Crepe, air-drying of, | 132 |
| —, bark in, | 232 |
| —, bearing of defects in, on manufacture, | 316 |
| —, bisulphite streaks in, | 235 |
| —, colour of fine, | 114 |
| —, dirt in, | 227 |
| —, dirty edges of, | 225 |
| —, drying houses for, | 178 |
| —, fibre in, | 230 |
| —, general style of finish, | 223 |
| —, grades of, | 150 |
| —, greenish, tacky streaks in, | 228 |
| —, iron stains on, | 225 |
| [328]Crepe, No. 1 fine pale, | 110 |
| —, oil marks on, | 226 |
| —, oxidation streaks in, | 234 |
| —, rate of air-drying of, | 138 |
| —, rust stains on, | 226 |
| —, smoked, | 130 |
| —, surface moulds on, | 241 |
| —, weight increased in drying house, | 141 |
| —, yellow latex streaks in, | 234 |
| — rubber, defects in, | 223 |
| — —, lower grades of, | 120 |
| — —, preparation of, | 110 |
| — —, tensile strength of, | 313 |
| Cups, cleaning, | 40 |
| —, water in, | 44 |
| Cure, rate of, | 318 |
| Curing, | 307 |
| Da Costa process, | 290 |
| Decentralisation of factories, | 221 |
| Defects of sheet, infrequent, | 276 |
| Derry process, | 293 |
| Designs and “layout” of tanks, | 176 |
| Dirt in sheet, | 276 |
| Discoloration of rubber, dark, | 249 |
| Drains for tanks, | 176 |
| Drier, Colombo Commercial Company’s, | 136 |
| Driers, artificial—for crepe rubber, | 133 |
| — —, for sheet rubber, | 148 |
| —, “Chula,” | 148 |
| —, vacuum, | 134 |
| Drum furnaces, horizontal, | 189 |
| Drying chamber, floor of, | 187 |
| — —, arrangements of, | 186 |
| — houses for crepe, | 178 |
| — —, hot air, | 182 |
| — —, ventilation of, | 185 |
| — —, windows of, | 185 |
| — of rubber, | 132 |
| —, period of, | 145 |
| —, rate of, effect on rate of cure, | 323 |
| Earth scrap, | 124 |
| — —, collection of, | 58 |
| Edges, thickened, after rolling, | 251 |
| Elongation of test piece, | 311 |
| Ends, thickened, after rolling, | 251 |
| Engines, | 170 |
| —, position of, | 174 |
| Factories, | 172 |
| —, centralisation of, | 221 |
| —, decentralisation of, | 221 |
| —, number of floors, | 174, 178 |
| —, ventilation of, | 180 |
| —, windows of, | 181 |
| Factory buildings, situation of, | 216 |
| —, choosing site for, | 220 |
| —, ideal arrangement of, | 162 |
| — operation, | 65 |
| Fibre cotton, in crepe, | 230 |
| Field maintenance, | 13 |
| Fine hard Para properties of, | 325 |
| First latex and other grades, percentage of, | 59 |
| Floor of drying chamber, | 187 |
| — factories, | 173 |
| — furnace room, | 196 |
| Formalin, | 87 |
| Formic acid, | 74, 279 |
| Formula for test mix, | 311 |
| Freezing (coagulation) process, | 293 |
| Fuel, consumption of, | 196 |
| Fuels for smoking, | 146 |
| Furnace room, floor of, | 196 |
| — —, Petaling type of, | 192 |
| Furnaces, horizontal drum, | 189 |
| —, “pot,” | 188 |
| Germination, | 6 |
| Grades, number of, | 151 |
| Grading, | 150 |
| Grafting, | 8 |
| Grass squares, | 14 |
| Greasiness before smoking, | 252 |
| — of surface, | 258 |
| Grit in crepe, | 232 |
| Hand rolling sheets, | 104 |
| Hevea Brasiliensis, | 1 |
| Hot air drying houses, | 182 |
| Hydrochloric acid, | 282 |
| Hydrofluoric acid, | 282 |
| Ilcken-Down process, | 298 |
| Instruments, method of using, | 100 |
| —, recording, | 144 |
| —, standardising, | 98 |
| Lallang, eradication of, | 15 |
| Latex, bulking, | 69 |
| — cups, choice of, | 40 |
| —, decomposition of, in the field, | 270 |
| —, first and other grades, percentage of, | 59 |
| —, first quality, | 150 |
| —, mixing acid with, | 79 |
| —, mixing sodium bisulphite solution with, | 117 |
| —, preliminary treatment of, | 65 |
| —, reception of, at the store, | 65 |
| —, standard, | 96 |
| —, standardisation of, | 69, 110 |
| —, straining, | 67 |
| —, transport of, | 59 |
| [329]Light, importance of, in factories, | 172 |
| Litharge, | 312 |
| Load stretch curve, | 312, 319, 320, 321 |
| Low grade rubbers, fibrous matter in, | 124 |
| Lower grade rubber, care in manufacture, | 129 |
| Lubrication of machines, | 166 |
| Lump rubber, naturally coagulated, | 120 |
| Machinery, | 159 |
| Machines, access to, | 169 |
| —, adequacy of, | 160 |
| —, arrangement of, | 168 |
| —, lubrication of, | 166 |
| —, position of, | 173 |
| —, sheeting, | 166 |
| —, speed of, | 162 |
| Mangrove, | 147 |
| Marking sheets, | 105 |
| Metrolac, | 98, 100 |
| Michie-Golledge system, | 138 |
| Mildew on surface, | 260 |
| Milky residue on serum, | 249 |
| Mixing acid with latex, | 79 |
| Moist glaze of surface, | 258 |
| Mould on surface, | 260 |
| Moulds, surface, on crepe, | 241 |
| Natural catalysts, | 312 |
| Nitric acid, | 282 |
| Nurseries, | 9 |
| Overcured, | 307 |
| Overvulcanised, | 306 |
| Oxalic acid, | 279 |
| Oxidation, prevention of, | 56 |
| —, variation due to, | 254 |
| Packing, | 150 |
| —, bags for, | 154 |
| —, bales for, | 154 |
| —, cases, choice of, | 153 |
| —, folding for, | 155 |
| —, methods of, | 156 |
| —, rooms, | 211 |
| Pale crepe, No. 1 fine, | 110 |
| —, rubber, former methods of making, | 118 |
| —, sheet, | 89 |
| Patches, | 259, 260 |
| —, virgin, | 259 |
| Payment by result, | 53 |
| Perished rubber, | 306 |
| Physical properties of rubber, variation of, | 317 |
| Pits for smoke houses, | 188 |
| Pitting of surface, | 250 |
| Plantation rubber, testing of, | 309 |
| Planting, | 1 |
| Plasticising of rubber, | 304 |
| Plasticity of plantation rubber, | 309 |
| “Pot” furnaces, | 188 |
| Power units, | 170 |
| Premature coagulation, | 46 |
| Preparation, special methods of, | 290 |
| Pyroligneous acid, | 282 |
| Racks, | 186 |
| Rate of cure, | 307 |
| Raw rubber, physical properties of, | 313 |
| — —, tests on, | 309 |
| — —, uses of, | 315 |
| Recommendations, Rubber Growers’ Association, | 152 |
| Recording instruments, | 144 |
| Ribbing of sheet, | 274 |
| Rolling, | 251 |
| Rolls, grooving of, | 164 |
| — running hot, | 165 |
| — — “free,” | 165 |
| Roof of smoke house, | 197 |
| Rubber, drying of, | 132 |
| Rubber Growers’ Association, Recommendations, | 152 |
| Rubber, properties of, | 313 |
| —, smoking, | 109 |
| Rust, cause of, | 267 |
| — on sheet, | 262 |
| —, treatment to prevent, | 265 |
| Scrap washers, | 57, 124 |
| Screw plug, unsatisfactory, | 73 |
| Seed at stake, | 10 |
| Seeds, | 2 |
| Selection, | 5 |
| Senang folder, | 156 |
| Serum, milky residue on, | 249 |
| Sheet, ash on, | 276 |
| —, bark in, | 276 |
| —, bearing of defects on, in manufacture, | 316 |
| —, blisters in, | 272 |
| —, bubbles in, | 269 |
| —, clippings, | 130, 275 |
| —, creases in, | 251 |
| —, dirt in, | 276 |
| —, “dog ears,” | 251 |
| —, grades of, | 151 |
| —, infrequent defects of, | 276 |
| —, pale, | 89 |
| —, ribbing of, | 274 |
| — rubber, artificial driers for, | 148 |
| — —, defects in, | 249 |
| — —, preparation of, | 89 |
| [330]Sheet rubber, rolling and marking of, | 102 |
| — —, tensile strength of, | 313 |
| —, rust on, | 262 |
| —, splinters in, | 276 |
| —, stickiness in, | 274 |
| —, style of, | 101 |
| —, support marks on, | 273 |
| —, surface pattern of, | 274 |
| —, thick ends of, | 275 |
| Sheeting machines, | 166 |
| Sheets, mis-shapen, | 251 |
| —, thickened patches in, | 251 |
| —, torn, | 251 |
| —, unevenness of appearance, | 253 |
| Short weights, | 157 |
| Skimming, | 100 |
| Skimmings, | 122 |
| Slab rubber, | 299 |
| — —, properties of, | 324 |
| Slope, | 312 |
| Smoke curing of sheet rubber, | 143 |
| — —, temperature of, | 144 |
| —, houses, | 183 |
| — —, Barker patent, | 209 |
| — —, Devon type, | 200 |
| — —, iron stoves for, | 189 |
| — —, Jackson type, | 200 |
| — — of brick, | 198 |
| — — rate of combustion in, | 192 |
| — —, roof of, | 197 |
| — —, “Third Mile” type, | 199 |
| — —, types of, | 198 |
| Smoked crepe, | 130 |
| — sheets, colour of, | 255 |
| — water for coagulation, | 286 |
| Smoking, effect on rate of cure, | 323 |
| —, greasiness before, | 252 |
| — rubber, | 109 |
| Smooth rolling of sheets, | 104 |
| Sodium bisulphite, | 80, 114 |
| — —, abuse of, | 85 |
| — —, care of, | 116 |
| — —, deterioration of, | 115 |
| — —, evaluation of, | 115 |
| — —, making a solution of, | 85 |
| — —, quantity of, | 84 |
| — —, residual traces of, | 86 |
| — — solution, mixing, with latex, | 117 |
| — sulphite, | 86 |
| — —, deterioration of, | 115 |
| — —, evaluation of, | 115 |
| Sorting, | 150, 152 |
| — rooms, | 211 |
| Spewing, | 305 |
| Splinters in sheet, | 276 |
| Spontaneous coagulation, | 294 |
| Spot disease, | 235 |
| — — in sheet rubber, | 273 |
| Spots, | 259, 262 |
| —, virgin, | 259 |
| Standard latex, | 96 |
| — sheet, | 102 |
| Standardising instruments, | 98 |
| Stickiness in sheet, | 274 |
| Stock solution, method of making, | 75 |
| Storage of rubber, | 212, 216 |
| Stoves, iron, for smoke houses, | 189 |
| Straining latex, | 67 |
| Streaks, | 262 |
| Stumps, | 9 |
| Sugars, coagulation with, | 287 |
| Sulphuric acid, | 280, 286 |
| — —, buying, | 280 |
| — —, formula for use of, | 280 |
| — —, storing, | 280 |
| Sun-drying sheet rubber, | 147 |
| Support marks on sheet, | 273 |
| Surface blotches, coloured, | 249 |
| —, dull or black, | 258 |
| — pattern of sheet, | 274 |
| Tackiness, cause of, | 243 |
| —, copper salts cause of, | 243 |
| — in rubber, | 242 |
| Tanks, | 90 |
| —, care of, | 94 |
| —, designs and “layout,” | 176 |
| —, drains for, | 176 |
| —, installation of, | 93 |
| —, situation of, | 175 |
| —, water-supply for, | 177 |
| Tapping, | 38 |
| —, former systems of, | 29 |
| — knives, | 38 |
| — systems, | 38 |
| Tartaric acid, | 279 |
| Tensile product, | 314 |
| Test mix, formula for, | 311 |
| — pieces, making of, | 310 |
| Testing of plantation rubber, | 307 |
| Thick ends of sheet, | 275 |
| Thinning, | 19 |
| Timber for smoking, | 147 |
| Tool sheds, | 216 |
| Transport, | 60 |
| — by coolie, | 62 |
| — of coagulum, | 59, 63 |
| — of latex, | 59 |
| Trays, | 167 |
| Treatment of rubber in the factory, | 301 |
| — to prevent rust, | 265 |
| Tree scrap, | 55, 122 |
| — —, care of, | 56 |
| — —, oxidation of, | 56 |
| Trees per acre, | 26 |
| Trenches, silt catchment, | 11 |
| [331]Uniformity, | 90 |
| — in colour, lack of, | 246 |
| Vacuum driers, | 134 |
| Variation due to oxidation, | 254 |
| Vegetable extracts, | 289 |
| Ventilation of drying houses, | 185 |
| — factories, | 180 |
| Verandas, | 175 |
| Virgin spots, | 258 |
| Viscosity of rubber solution, | 309 |
| Vulcanisation, | 301 |
| —, rate of, | 318 |
| Vulcanised rubber, | 318 |
| — —, tests on, | 309 |
| Vulcanising, | 307 |
| — catalysts, | 312 |
| —, “heat,” | 306 |
| Washers, scrap, | 57, 124 |
| Washings, | 122 |
| Water-supply for tanks, | 177 |
| Weeding, clean, | 13 |
| Weights, “short,” | 157 |
| Wickham process, | 293 |
| Windows of drying houses, | 185 |
| — factories, | 181 |
| Working of rubber, | 304 |
| Yields, | 23, 25 |
Transcriber's notes:
End of the Project Gutenberg EBook of The Preparation of Plantation Rubber, by
Sidney Morgan
*** END OF THIS PROJECT GUTENBERG EBOOK RUBBER ***
***** This file should be named 35510-h.htm or 35510-h.zip *****
This and all associated files of various formats will be found in:
http://www.gutenberg.org/3/5/5/1/35510/
Produced by Chris Curnow, Harry Lamé, Robin Curnow and
the Online Distributed Proofreading Team at
http://www.pgdp.net
Updated editions will replace the previous one--the old editions
will be renamed.
Creating the works from public domain print editions means that no
one owns a United States copyright in these works, so the Foundation
(and you!) can copy and distribute it in the United States without
permission and without paying copyright royalties. Special rules,
set forth in the General Terms of Use part of this license, apply to
copying and distributing Project Gutenberg-tm electronic works to
protect the PROJECT GUTENBERG-tm concept and trademark. Project
Gutenberg is a registered trademark, and may not be used if you
charge for the eBooks, unless you receive specific permission. If you
do not charge anything for copies of this eBook, complying with the
rules is very easy. You may use this eBook for nearly any purpose
such as creation of derivative works, reports, performances and
research. They may be modified and printed and given away--you may do
practically ANYTHING with public domain eBooks. Redistribution is
subject to the trademark license, especially commercial
redistribution.
*** START: FULL LICENSE ***
THE FULL PROJECT GUTENBERG LICENSE
PLEASE READ THIS BEFORE YOU DISTRIBUTE OR USE THIS WORK
To protect the Project Gutenberg-tm mission of promoting the free
distribution of electronic works, by using or distributing this work
(or any other work associated in any way with the phrase "Project
Gutenberg"), you agree to comply with all the terms of the Full Project
Gutenberg-tm License (available with this file or online at
http://gutenberg.org/license).
Section 1. General Terms of Use and Redistributing Project Gutenberg-tm
electronic works
1.A. By reading or using any part of this Project Gutenberg-tm
electronic work, you indicate that you have read, understand, agree to
and accept all the terms of this license and intellectual property
(trademark/copyright) agreement. If you do not agree to abide by all
the terms of this agreement, you must cease using and return or destroy
all copies of Project Gutenberg-tm electronic works in your possession.
If you paid a fee for obtaining a copy of or access to a Project
Gutenberg-tm electronic work and you do not agree to be bound by the
terms of this agreement, you may obtain a refund from the person or
entity to whom you paid the fee as set forth in paragraph 1.E.8.
1.B. "Project Gutenberg" is a registered trademark. It may only be
used on or associated in any way with an electronic work by people who
agree to be bound by the terms of this agreement. There are a few
things that you can do with most Project Gutenberg-tm electronic works
even without complying with the full terms of this agreement. See
paragraph 1.C below. There are a lot of things you can do with Project
Gutenberg-tm electronic works if you follow the terms of this agreement
and help preserve free future access to Project Gutenberg-tm electronic
works. See paragraph 1.E below.
1.C. The Project Gutenberg Literary Archive Foundation ("the Foundation"
or PGLAF), owns a compilation copyright in the collection of Project
Gutenberg-tm electronic works. Nearly all the individual works in the
collection are in the public domain in the United States. If an
individual work is in the public domain in the United States and you are
located in the United States, we do not claim a right to prevent you from
copying, distributing, performing, displaying or creating derivative
works based on the work as long as all references to Project Gutenberg
are removed. Of course, we hope that you will support the Project
Gutenberg-tm mission of promoting free access to electronic works by
freely sharing Project Gutenberg-tm works in compliance with the terms of
this agreement for keeping the Project Gutenberg-tm name associated with
the work. You can easily comply with the terms of this agreement by
keeping this work in the same format with its attached full Project
Gutenberg-tm License when you share it without charge with others.
1.D. The copyright laws of the place where you are located also govern
what you can do with this work. Copyright laws in most countries are in
a constant state of change. If you are outside the United States, check
the laws of your country in addition to the terms of this agreement
before downloading, copying, displaying, performing, distributing or
creating derivative works based on this work or any other Project
Gutenberg-tm work. The Foundation makes no representations concerning
the copyright status of any work in any country outside the United
States.
1.E. Unless you have removed all references to Project Gutenberg:
1.E.1. The following sentence, with active links to, or other immediate
access to, the full Project Gutenberg-tm License must appear prominently
whenever any copy of a Project Gutenberg-tm work (any work on which the
phrase "Project Gutenberg" appears, or with which the phrase "Project
Gutenberg" is associated) is accessed, displayed, performed, viewed,
copied or distributed:
This eBook is for the use of anyone anywhere at no cost and with
almost no restrictions whatsoever. You may copy it, give it away or
re-use it under the terms of the Project Gutenberg License included
with this eBook or online at www.gutenberg.org
1.E.2. If an individual Project Gutenberg-tm electronic work is derived
from the public domain (does not contain a notice indicating that it is
posted with permission of the copyright holder), the work can be copied
and distributed to anyone in the United States without paying any fees
or charges. If you are redistributing or providing access to a work
with the phrase "Project Gutenberg" associated with or appearing on the
work, you must comply either with the requirements of paragraphs 1.E.1
through 1.E.7 or obtain permission for the use of the work and the
Project Gutenberg-tm trademark as set forth in paragraphs 1.E.8 or
1.E.9.
1.E.3. If an individual Project Gutenberg-tm electronic work is posted
with the permission of the copyright holder, your use and distribution
must comply with both paragraphs 1.E.1 through 1.E.7 and any additional
terms imposed by the copyright holder. Additional terms will be linked
to the Project Gutenberg-tm License for all works posted with the
permission of the copyright holder found at the beginning of this work.
1.E.4. Do not unlink or detach or remove the full Project Gutenberg-tm
License terms from this work, or any files containing a part of this
work or any other work associated with Project Gutenberg-tm.
1.E.5. Do not copy, display, perform, distribute or redistribute this
electronic work, or any part of this electronic work, without
prominently displaying the sentence set forth in paragraph 1.E.1 with
active links or immediate access to the full terms of the Project
Gutenberg-tm License.
1.E.6. You may convert to and distribute this work in any binary,
compressed, marked up, nonproprietary or proprietary form, including any
word processing or hypertext form. However, if you provide access to or
distribute copies of a Project Gutenberg-tm work in a format other than
"Plain Vanilla ASCII" or other format used in the official version
posted on the official Project Gutenberg-tm web site (www.gutenberg.org),
you must, at no additional cost, fee or expense to the user, provide a
copy, a means of exporting a copy, or a means of obtaining a copy upon
request, of the work in its original "Plain Vanilla ASCII" or other
form. Any alternate format must include the full Project Gutenberg-tm
License as specified in paragraph 1.E.1.
1.E.7. Do not charge a fee for access to, viewing, displaying,
performing, copying or distributing any Project Gutenberg-tm works
unless you comply with paragraph 1.E.8 or 1.E.9.
1.E.8. You may charge a reasonable fee for copies of or providing
access to or distributing Project Gutenberg-tm electronic works provided
that
- You pay a royalty fee of 20% of the gross profits you derive from
the use of Project Gutenberg-tm works calculated using the method
you already use to calculate your applicable taxes. The fee is
owed to the owner of the Project Gutenberg-tm trademark, but he
has agreed to donate royalties under this paragraph to the
Project Gutenberg Literary Archive Foundation. Royalty payments
must be paid within 60 days following each date on which you
prepare (or are legally required to prepare) your periodic tax
returns. Royalty payments should be clearly marked as such and
sent to the Project Gutenberg Literary Archive Foundation at the
address specified in Section 4, "Information about donations to
the Project Gutenberg Literary Archive Foundation."
- You provide a full refund of any money paid by a user who notifies
you in writing (or by e-mail) within 30 days of receipt that s/he
does not agree to the terms of the full Project Gutenberg-tm
License. You must require such a user to return or
destroy all copies of the works possessed in a physical medium
and discontinue all use of and all access to other copies of
Project Gutenberg-tm works.
- You provide, in accordance with paragraph 1.F.3, a full refund of any
money paid for a work or a replacement copy, if a defect in the
electronic work is discovered and reported to you within 90 days
of receipt of the work.
- You comply with all other terms of this agreement for free
distribution of Project Gutenberg-tm works.
1.E.9. If you wish to charge a fee or distribute a Project Gutenberg-tm
electronic work or group of works on different terms than are set
forth in this agreement, you must obtain permission in writing from
both the Project Gutenberg Literary Archive Foundation and Michael
Hart, the owner of the Project Gutenberg-tm trademark. Contact the
Foundation as set forth in Section 3 below.
1.F.
1.F.1. Project Gutenberg volunteers and employees expend considerable
effort to identify, do copyright research on, transcribe and proofread
public domain works in creating the Project Gutenberg-tm
collection. Despite these efforts, Project Gutenberg-tm electronic
works, and the medium on which they may be stored, may contain
"Defects," such as, but not limited to, incomplete, inaccurate or
corrupt data, transcription errors, a copyright or other intellectual
property infringement, a defective or damaged disk or other medium, a
computer virus, or computer codes that damage or cannot be read by
your equipment.
1.F.2. LIMITED WARRANTY, DISCLAIMER OF DAMAGES - Except for the "Right
of Replacement or Refund" described in paragraph 1.F.3, the Project
Gutenberg Literary Archive Foundation, the owner of the Project
Gutenberg-tm trademark, and any other party distributing a Project
Gutenberg-tm electronic work under this agreement, disclaim all
liability to you for damages, costs and expenses, including legal
fees. YOU AGREE THAT YOU HAVE NO REMEDIES FOR NEGLIGENCE, STRICT
LIABILITY, BREACH OF WARRANTY OR BREACH OF CONTRACT EXCEPT THOSE
PROVIDED IN PARAGRAPH 1.F.3. YOU AGREE THAT THE FOUNDATION, THE
TRADEMARK OWNER, AND ANY DISTRIBUTOR UNDER THIS AGREEMENT WILL NOT BE
LIABLE TO YOU FOR ACTUAL, DIRECT, INDIRECT, CONSEQUENTIAL, PUNITIVE OR
INCIDENTAL DAMAGES EVEN IF YOU GIVE NOTICE OF THE POSSIBILITY OF SUCH
DAMAGE.
1.F.3. LIMITED RIGHT OF REPLACEMENT OR REFUND - If you discover a
defect in this electronic work within 90 days of receiving it, you can
receive a refund of the money (if any) you paid for it by sending a
written explanation to the person you received the work from. If you
received the work on a physical medium, you must return the medium with
your written explanation. The person or entity that provided you with
the defective work may elect to provide a replacement copy in lieu of a
refund. If you received the work electronically, the person or entity
providing it to you may choose to give you a second opportunity to
receive the work electronically in lieu of a refund. If the second copy
is also defective, you may demand a refund in writing without further
opportunities to fix the problem.
1.F.4. Except for the limited right of replacement or refund set forth
in paragraph 1.F.3, this work is provided to you 'AS-IS' WITH NO OTHER
WARRANTIES OF ANY KIND, EXPRESS OR IMPLIED, INCLUDING BUT NOT LIMITED TO
WARRANTIES OF MERCHANTIBILITY OR FITNESS FOR ANY PURPOSE.
1.F.5. Some states do not allow disclaimers of certain implied
warranties or the exclusion or limitation of certain types of damages.
If any disclaimer or limitation set forth in this agreement violates the
law of the state applicable to this agreement, the agreement shall be
interpreted to make the maximum disclaimer or limitation permitted by
the applicable state law. The invalidity or unenforceability of any
provision of this agreement shall not void the remaining provisions.
1.F.6. INDEMNITY - You agree to indemnify and hold the Foundation, the
trademark owner, any agent or employee of the Foundation, anyone
providing copies of Project Gutenberg-tm electronic works in accordance
with this agreement, and any volunteers associated with the production,
promotion and distribution of Project Gutenberg-tm electronic works,
harmless from all liability, costs and expenses, including legal fees,
that arise directly or indirectly from any of the following which you do
or cause to occur: (a) distribution of this or any Project Gutenberg-tm
work, (b) alteration, modification, or additions or deletions to any
Project Gutenberg-tm work, and (c) any Defect you cause.
Section 2. Information about the Mission of Project Gutenberg-tm
Project Gutenberg-tm is synonymous with the free distribution of
electronic works in formats readable by the widest variety of computers
including obsolete, old, middle-aged and new computers. It exists
because of the efforts of hundreds of volunteers and donations from
people in all walks of life.
Volunteers and financial support to provide volunteers with the
assistance they need, are critical to reaching Project Gutenberg-tm's
goals and ensuring that the Project Gutenberg-tm collection will
remain freely available for generations to come. In 2001, the Project
Gutenberg Literary Archive Foundation was created to provide a secure
and permanent future for Project Gutenberg-tm and future generations.
To learn more about the Project Gutenberg Literary Archive Foundation
and how your efforts and donations can help, see Sections 3 and 4
and the Foundation web page at http://www.pglaf.org.
Section 3. Information about the Project Gutenberg Literary Archive
Foundation
The Project Gutenberg Literary Archive Foundation is a non profit
501(c)(3) educational corporation organized under the laws of the
state of Mississippi and granted tax exempt status by the Internal
Revenue Service. The Foundation's EIN or federal tax identification
number is 64-6221541. Its 501(c)(3) letter is posted at
http://pglaf.org/fundraising. Contributions to the Project Gutenberg
Literary Archive Foundation are tax deductible to the full extent
permitted by U.S. federal laws and your state's laws.
The Foundation's principal office is located at 4557 Melan Dr. S.
Fairbanks, AK, 99712., but its volunteers and employees are scattered
throughout numerous locations. Its business office is located at
809 North 1500 West, Salt Lake City, UT 84116, (801) 596-1887, email
business@pglaf.org. Email contact links and up to date contact
information can be found at the Foundation's web site and official
page at http://pglaf.org
For additional contact information:
Dr. Gregory B. Newby
Chief Executive and Director
gbnewby@pglaf.org
Section 4. Information about Donations to the Project Gutenberg
Literary Archive Foundation
Project Gutenberg-tm depends upon and cannot survive without wide
spread public support and donations to carry out its mission of
increasing the number of public domain and licensed works that can be
freely distributed in machine readable form accessible by the widest
array of equipment including outdated equipment. Many small donations
($1 to $5,000) are particularly important to maintaining tax exempt
status with the IRS.
The Foundation is committed to complying with the laws regulating
charities and charitable donations in all 50 states of the United
States. Compliance requirements are not uniform and it takes a
considerable effort, much paperwork and many fees to meet and keep up
with these requirements. We do not solicit donations in locations
where we have not received written confirmation of compliance. To
SEND DONATIONS or determine the status of compliance for any
particular state visit http://pglaf.org
While we cannot and do not solicit contributions from states where we
have not met the solicitation requirements, we know of no prohibition
against accepting unsolicited donations from donors in such states who
approach us with offers to donate.
International donations are gratefully accepted, but we cannot make
any statements concerning tax treatment of donations received from
outside the United States. U.S. laws alone swamp our small staff.
Please check the Project Gutenberg Web pages for current donation
methods and addresses. Donations are accepted in a number of other
ways including checks, online payments and credit card donations.
To donate, please visit: http://pglaf.org/donate
Section 5. General Information About Project Gutenberg-tm electronic
works.
Professor Michael S. Hart is the originator of the Project Gutenberg-tm
concept of a library of electronic works that could be freely shared
with anyone. For thirty years, he produced and distributed Project
Gutenberg-tm eBooks with only a loose network of volunteer support.
Project Gutenberg-tm eBooks are often created from several printed
editions, all of which are confirmed as Public Domain in the U.S.
unless a copyright notice is included. Thus, we do not necessarily
keep eBooks in compliance with any particular paper edition.
Most people start at our Web site which has the main PG search facility:
http://www.gutenberg.org
This Web site includes information about Project Gutenberg-tm,
including how to make donations to the Project Gutenberg Literary
Archive Foundation, how to help produce our new eBooks, and how to
subscribe to our email newsletter to hear about new eBooks.