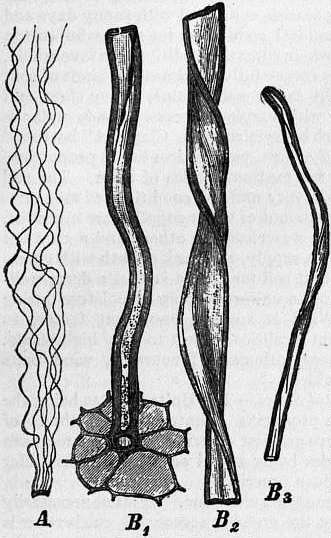
Fig. 1.—Seed-hairs of the Cotton, Gossypium herbaceum. A, Part of seed-coat with hairs; B1, insertion and lower part; B2, middle part; and B3, upper part of a hair.
The Project Gutenberg EBook of Encyclopaedia Britannica, 11th Edition,
Volume 7, Slice 5, by Various
This eBook is for the use of anyone anywhere at no cost and with
almost no restrictions whatsoever. You may copy it, give it away or
re-use it under the terms of the Project Gutenberg License included
with this eBook or online at www.gutenberg.org
Title: Encyclopaedia Britannica, 11th Edition, Volume 7, Slice 5
"Cosway" to "Coucy"
Author: Various
Release Date: May 8, 2010 [EBook #32294]
Language: English
Character set encoding: ISO-8859-1
*** START OF THIS PROJECT GUTENBERG EBOOK ENCYCLOPAEDIA BRITANNICA ***
Produced by Marius Masi, Don Kretz, Juliet Sutherland and
the Online Distributed Proofreading Team at
http://www.pgdp.net
| Transcriber's note: |
A few typographical errors have been corrected. They
appear in the text like this, and the
explanation will appear when the mouse pointer is moved over the marked
passage. Sections in Greek will yield a transliteration
when the pointer is moved over them, and words using diacritic characters in the
Latin Extended Additional block, which may not display in some fonts or browsers, will
display an unaccented version. Links to other EB articles: Links to articles residing in other EB volumes will be made available when the respective volumes are introduced online. |
Articles in This Slice
COSWAY, RICHARD (c. 1742-1821), English miniature painter, was baptized in 1742; his father was master of Blundell’s school, Tiverton, where Cosway was educated, and his uncle mayor of that town. He it was who, in conjunction with the boy’s godfather, persuaded the father to allow Richard to proceed to London before he was twelve years old, to take lessons in drawing, and undertook to support him there. On his arrival, the youthful artist won the first prize given by the newly founded Society of Arts, of the money value of five guineas. He went to Thomas Hudson for his earliest instruction, but remained with him only a few months, and then attended William Shipley’s drawing class, where he remained until he began to work on his own account in 1760. He was one of the earliest members of the Royal Academy, Associate in 1770 and Royal Academician in 1771. His success in miniature painting is said to have been started by his clever portrait of Mrs Fitzherbert, which gave great satisfaction to the prince of Wales, and brought Cosway his earliest great patron. He speedily became one of the most popular artists of the day, and his residence at Schomberg House, Pall Mall, was a well-known aristocratic rendezvous. In 1791 he removed to Stratford Place, where he lived in a state of great magnificence till 1821, when after selling most of the treasures he had accumulated he went to reside in Edgware Road. He died on the 4th of July 1821, when driving in a carriage with his friend Miss Udney. He was buried in Marylebone New church.
He married in 1781 Maria Hadfield, who survived him many years, and died in Italy in January 1838, in a school for girls which she had founded, and which she had attached to an important religious order devoted to the cause of female education, known as the Dame Inglesi. She had been created a baroness of the Empire on account of her devotion to female education by the emperor Francis I. in 1834. Her college still exists, and in it are preserved many of the things which had belonged to her and her husband.
Cosway had one child who died young. She is the subject of one of his most celebrated engravings. He painted miniatures of very many members of the royal family, and of the leading persons who formed the court of the prince regent. Perhaps his most beautiful work is his miniature of Madame du Barry, painted in 1791, when that lady was residing in Bruton Street, Berkeley Square. This portrait, together with many other splendid works by Cosway, came into the collection of Mr J. Pierpont Morgan. There are many miniatures by this artist in the royal collection at Windsor Castle, at Belvoir Castle and in other important collections. His work is of great charm and of remarkable purity, and he is certainly the most brilliant miniature painter of the 18th century.
For a full account of the artist and his wife, see Richard Cosway, R.A., by G. C. Williamson (1905).
COTA DE MAGUAQUE, RODRIGO (d. c. 1498), Spanish poet, who flourished towards the end of the 15th century, was born at Toledo. Little is known of him save that he was of Jewish origin. The Coplas de Mingo Revulgo, the Coplas del Provincial, and the first act of the Celestina have been ascribed to him on insufficient grounds. He is undoubtedly the author of the Dialogo entre el amor y un viejo, a striking dramatic poem first printed in the Cancionero general of 1511, and of a burlesque epithalamium written in 1472 or later. He abjured Judaism about the year 1497, and is believed to have died shortly afterwards.
See “Épithalame burlesque,” edited by R. Foulché-Delbosc, in the Revue hispanique (Paris, 1894), i. 69-72; A. Bonilla y San Martín, Anales de la literatura española (Madrid, 1904), pp. 164-167.
CÔTE-D’OR, a department of eastern France, formed of the northern region of the old province of Burgundy, bounded N. by the department of Aube, N.E. by Haute-Marne, E. by Haute-Saône and Jura, S. by Saône-et-Loire, and W. by Nièvre and Yonne. Area, 3392 sq. m. Pop. (1906) 357,959. A chain of hills named the Plateau de Langres runs from north-east to south-west through the centre of the department, separating the basin of the Seine from that of the Saône, and forming a connecting-link between the Cévennes and the Vosges mountains. Extending southward from Dijon is a portion of this range which, on account of the excellence of its vineyards, bears the name of Côte-d’Or, whence that of the department. The north-west portion of the department is occupied by the calcareous and densely-wooded district of Châtillonais, the south-west by spurs of the granitic chain of Morvan, while a wide plain traversed by the Saône extends over the eastern region. The Châtillonais is watered by the Seine, which there takes its rise, and by the Ource, both fed largely by the douix or abundant springs characteristic of Burgundy. The Armançon and other affluents of the Yonne, and the Arroux, a tributary of the Loire, water the south-west.
The climate of Côte-d’Or is temperate and healthy; the rainfall is abundant west of the central range, but moderate, and, in places, scarce, in the eastern plain. Husbandry flourishes, the wealth of the department lying chiefly in its vineyards, especially those of the Côte-d’Or, which comprise the three main groups of Beaune, Nuits and Dijon, the latter the least renowned of the three. The chief cereals are wheat, oats and barley; potatoes, hops, beetroot, rape-seed, colza and a small quantity of tobacco are also produced. Sheep and cattle-raising is carried on chiefly in the western districts. The department has anthracite mines and produces freestone, lime and cement. The manufactures include iron, steel, nails, tools, machinery and other iron goods, paper, earthenware, tiles and bricks, morocco leather goods, biscuits and mustard, and there are flour-mills, distilleries, oil and vinegar works and breweries. The imports of the department are inconsiderable, coal alone being of any importance; there is an active export trade in wine, brandy, cereals and live stock and in manufactured goods. The Paris-Lyon-Méditerranée railway serves the department, its main line passing through Dijon. The canal of Burgundy, connecting the Saône with the Yonne, has a length of 94 m. in the department, while that from the Marne to the Saône has a length of 24 m.
Côte-d’Or is divided into the arrondissements of Dijon, Beaune, Châtillon and Semur, with 36 cantons and 717 communes. It forms the diocese of the bishop of Dijon, and part of the archiepiscopal province of Lyons and of the 8th military region. Dijon is the seat of the educational circumscription (académie) and court of appeal to which the department is assigned. The more noteworthy places are Dijon, the capital, Beaune, Châtillon, Semur, Auxonne, Flavigny and Cîteaux, all separately treated. St Jean de Losne, at the extremity of the Burgundy canal, is famous for its brave and successful resistance in 1636 to an immense force of Imperialists. Châteauneuf has a château of the 249 15th century, St Seine-l’Abbaye, a fine Gothic abbey church, and Saulieu, a Romanesque abbey church of the 11th century. The château of Bussy Rabutin (at Bussy-le-Grand), founded in the 12th century, has an interesting collection of pictures made by Roger de Rabutin, comte de Bussy, who also rebuilt the château. Montbard, the birthplace of the naturalist Buffon, has a keep of the 14th century and other remains of a castle of the dukes of Burgundy. The remarkable Renaissance chapel (1536) of Pagny-le-Château, belonging to the château destroyed in 1768, contains the tomb of Jean de Vienne (d. 1455) and that of Jean de Longwy (d. 1460) and Jeanne de Vienne (d. 1472), with alabaster effigies. At Fontenay, near Marmagne, a paper-works occupies the buildings of a well-preserved Cistercian abbey of the 12th century. At Vertault there are remains of a theatre and other buildings marking the site of the Gallo-Roman town of Vertilium.
COTES, ROGER (1682-1716), English mathematician and philosopher, was born on the 10th of July 1682 at Burbage, Leicestershire, of which place his father, the Rev. Robert Cotes, was rector. He was educated at Leicester school, and afterward at St Paul’s school, London. Proceeding to Trinity College, Cambridge, in 1699, he obtained a fellowship in 1705, and in the following year was appointed Plumian professor of astronomy and experimental philosophy in the university of Cambridge. He took orders in 1713; and the same year, at the request of Dr Richard Bentley, he published the second edition of Newton’s Principia with an original preface. He died on the 5th of June 1716, leaving unfinished a series of elaborate researches on optics, and a large amount of unpublished manuscript. He contributed two memoirs to the Philosophical Transactions, one, “Logometria,” which discusses the calculation of logarithms and certain applications of the infinitesimal calculus, the other, a “Description of the great fiery meteor seen on March 6th, 1716.” After his death his papers were collected and published by his cousin and successor in the Plumian chair, Dr Robert Smith, under the title Harmonia Mensurarum (1722). This work included the “Logometria,” the trigonometrical theorem known as “Cotes’ Theorem on the Circle” (see Trigonometry), his theorem on harmonic means, subsequently developed by Colin Maclaurin, and a discussion of the curves known as “Cotes’ Spirals,” which occur as the path of a particle described under the influence of a central force varying inversely as the cube of the distance. In 1738 Dr Robert Smith published Cotes’ Hydrostatical and Pneumatical Lectures, a work which was held in great estimation. The exceptional genius of Cotes earned encomiums from both his contemporaries and successors; Sir Isaac Newton said, “If Mr Cotes had lived, we should have known something.”
CÔTES-DU-NORD, a maritime department of the north-west of France, formed in 1790 from the northern part of the province of Brittany, and bounded N. by the English Channel, E. by the department of Ille-et-Vilaine, S. by Morbihan, and W. by Finistère. Pop. (1906) 611,506. Area, 2786 sq. m. In general conformation, Côtes-du-Nord is an undulating plateau including in its more southerly portion three well-marked ranges of hills. A granitic chain, the Monts du Méné, starting in the south-east of the department runs in a north-westerly direction, forming the watershed between the rivers running respectively to the Channel and the Atlantic Ocean. Towards its western extremity this chain bifurcates to form the Montagnes Noires in the south-west and the Montagne d’Arrée in the west of the department. The rivers of the Channel slope are the Rance, Arguenon, Gouessan, Gouet, Trieux, Tréguier and Léguer, while the Blavet, Meu, Oust and Aulne belong to the southern slope. Off the coast, which is steep, rocky and much indented, are the Sept-Iles, Bréhat and other small islands. The principal bays are those of St Malo and St Brieuc.
The climate is mild and not subject to extremes; in the west it is especially humid. Agriculture is more successful on the coast, where seaweed can be used as a fertilizer, than in the interior. Cereals are largely grown, wheat, oats and buck-wheat being the chief crops. Potatoes, flax, mangels, apples, plums, cherries and honey are also produced. Pasture and various kinds of forage are abundant, and there is a large output of milk and butter. The horses of the department are in repute. It produces slate, building-stone, lime and china-clay. Flour-mills, saw-mills, sardine factories, tanneries, iron-works, manufactories of polish, boat-building yards, and rope-works employ many of the inhabitants, and cloth, agricultural implements and nails are manufactured. The chief imports are coal, wood and salt. Exports include agricultural products (eggs, butter, vegetables, &c.), horses, flax and fish. The chief commercial ports are Le Légué and Paimpol; and Paimpol also equips a large fleet for the Icelandic fisheries. The coast fishing is important and large quantities of sardines are preserved. The department is served by the Ouest-État railway; its chief waterway is the canal from Nantes to Brest which traverses it for 73 m.
Côtes-du-Nord is divided into the five arrondissements of St Brieuc, Dinan, Guingamp, Lannion and Loudéac, which contain 48 cantons and 390 communes. Bas Breton is spoken in the arrondissements of Guingamp and Lannion, and in part of those of Loudéac and St Brieuc. The department belongs to the ecclesiastical province, the académie (educational division), and the appeal court of Rennes, and in the region of the X. army corps. St Brieuc, Dinan, Guingamp, Lamballe, Paimpol and Tréguier, the more noteworthy towns, are separately treated. Extensive remains of an abbey of the Premonstratensian order, dating chiefly from the 13th century, exist at Kerity; and Lehon has remains of a priory, which dates from the same period. The department is rich in interesting churches, among which those of Ploubezre (12th, 14th and 16th centuries), Perros-Guirec (12th century), Plestin-les-Grèves (16th century) and Lanleff (12th century) may be mentioned. The church of St Mathurin at Moncontour, which is a celebrated place of pilgrimage, contains fine stained glass of the 16th century, and the mural paintings of the chapel of Kermaria-an-Isquit near Plouha, which belongs to the 13th and 14th centuries, are celebrated. Near Lannion (pop. 5336), itself a picturesque old town, is the ruined castle of Tonquédec, built in the 14th century and sometimes known as “the Pierrefonds of Brittany,” owing to its resemblance to the more famous castle. At Corseul are a temple and other Roman remains.
COTGRAVE, RANDLE (?-1634), English lexicographer, came of a Cheshire family, and was educated at Cambridge, entering St John’s College in 1587. He became secretary to Lord Burghley, and in 1611 published his French-English dictionary (2nd ed., 1632), a work of real historical importance in lexicography, and still valuable in spite of such errors as were due to contemporary want of exact scholarship.
CÖTHEN, or Köthen, a town of Germany, in the duchy of Anhalt on the Ziethe, at the junction of several railway lines, 42 m. N.W. of Leipzig by rail. Pop. (1905) 22,978. It consists of an old and a new town with four suburbs. The former palace of the dukes of Anhalt-Cöthen, in the old town, has fine gardens and contains collections of pictures and coins, the famous ornithological collection of Johann Friedrich Naumann (1780-1857), and a library of some 20,000 volumes. Of the churches the Lutheran Jakobskirche (called the cathedral), a Gothic building with some fine old stained glass, is noteworthy. Besides the usual classical and modern schools (Gymnasium and Realschule) Cöthen possesses a technical institute, a school of gardening and a school of forestry. The industries include iron-founding and the manufacture of agricultural and other machinery, malt, beet-root sugar, leather, spirits, &c.; a tolerably active trade is carried on in grain, wool, potatoes and vegetables. Among others, there is a monument to Sebastian Bach, who was music director here from 1717 to 1723.
In the 10th century Cöthen was a Slav settlement, which was captured and destroyed by the German king Henry I. in 927. By the 12th century it had secured town rights and become a considerable centre of trade in agricultural produce. In 1300 it was burned by the margrave of Meissen. In 1547 the town was taken from its prince, Wolfgang (a cadet of the house of Anhalt), who had joined the league of Schmalkalden, and given by the emperor Charles V., with the rest of the prince’s possessions, to the Spanish general and painter, Felipe Ladron y Guevara 250 (1510-1563), from whom it was, however, soon repurchased. Hahnemann, the founder of homoeopathy, lived and worked in Cöthen. From 1603 to 1847 Cöthen was the capital of the principality, later duchy, of Anhalt-Cöthen.
COTMAN, JOHN SELL (1782-1842), English landscape-painter and etcher, son of a well-to-do silk mercer, was born at Norwich on the 16th of May 1782. He showed a talent for art and was sent to London to study, where he became the friend of Turner, T. Girtin and other artists. He first exhibited at the Royal Academy in 1800. In 1807 he went back to Norwich and joined the Norwich Society of Artists, of which in 1811 he became president. In 1825 he was made an associate of the Society of Painters in Water-colours; in 1834 he was appointed drawing-master at King’s College, London; and in 1836 he was elected a member of the Institute of British Architects. He died in London on the 24th of July 1842. Cotman’s work was not considered of much importance in his own day, and his pictures only procured small prices; but he now ranks as one of the great figures of the Norwich school. He was a fine draughtsman, and a remarkable painter both in oil and water-colour. One of his paintings is in the National Gallery. His fine architectural etchings, published in a series of volumes, the result of tours in Norfolk and Normandy, are valuable records of his interest in archaeology. He married early in life, and had five children, his sons, Miles Edmund (1810-1858) and Joseph John (1814-1878), both becoming landscape-painters of merit; and his younger brother Henry’s son, Frederic George Cotman (b. 1850), the water-colour artist, continued the family reputation.
COTONEASTER, a genus of the rose family (Rosaceae), containing about twenty species of shrubs and small trees, natives of Europe, North Africa and temperate Asia. C. vulgaris is native on the limestone cliffs of the Great Orme in North Wales. Several species are grown in shrubberies and borders, or as wall plants, mainly for their clusters of bright red or yellow berry-like fruits. Plants are easily raised by seeds, cuttings or layers, and grow well in ordinary soil.
COTOPAXI, a mountain of the Andes, in Ecuador, South America, 35 m. S.S.E. of Quito, remarkable as the loftiest active volcano in the world. The earliest outbursts on record took place in 1532 and 1533; and since then the eruptions have been both numerous and destructive. Among the most important are those of 1744, 1746, 1766, 1768 and 1803. In 1744 the thunderings of the volcano were heard at Honda on the Rio Magdalena, about 500 m. distant; in 1768 the quantity of ashes ejected was so great that it covered all the lesser vegetation as far as Riobamba; and in 1803 Humboldt reports that at the port of Guayaquil, 160 m. from the crater, he heard the noise day and night like continued discharges of a battery. There were considerable outbursts in 1851, 1855, 1856, 1864 and 1877. In 1802 Humboldt made a vain attempt to scale the cone, and pronounced the enterprise impossible; and the failure of Jean Baptiste Boussingault in 1831, and the double failure of M. Wagner in 1858, seemed to confirm his opinion. In 1872, however, Dr Wilhelm Reiss succeeded on the 27th and 28th of November in reaching the top; in the May of the following year the same feat was accomplished by Dr A. Stübel, and he was followed by T. Wolf in 1877, M. von Thielmann in 1878 and Edward Whymper in 1880.
Cotopaxi is frequently described as one of the most beautiful mountain masses of the world, rivalling the celebrated Fujiyama of Japan in its symmetry of outline, but overtopping it by more than 7000 ft. It is more than 15,000 ft. higher than Vesuvius, over 7000 ft. higher than Teneriffe, and nearly 2000 ft. higher than Popocatepetl. Its slope, according to Orton, is 30°, according to Wagner 29°, the north-western side being slightly steeper than the south-eastern. The apical angle is 122° 30′. The snowfall is heavier on the eastern side of the cone which is permanently covered, while the western side is usually left bare, a phenomenon occasioned by the action of the moist trade winds from the Atlantic. Its height according to Whymper is 19,613 ft., and its crater is 2300 ft. in diameter from N. to S., 1650 ft. from E. to W., and has an approximate depth of 1200 ft. It is bordered by a rim of trachytic rock, forming a black coronet above the greyish volcanic dust and sand which covers its sides to a great depth. Whymper found snow and ice under this sand. On the southern slope, at a height of 15,059 ft., is a bare cone of porphyritic andesite called El Picacho, “the beak,” or Cabeza del Inca, “the Inca’s head,” with dark cliffs rising fully 1000 ft., which according to tradition is the original summit of the volcano blown off at the first-known eruption of 1532. The summit of Cotopaxi is usually enveloped in clouds; and even in the clearest month of the year it is rarely visible for more than eight or ten days. Its eruptions produce enormous quantities of pumice, and deep layers of mud, volcanic sand and pumice surround it on the plateau. Of the air currents about and above Cotopaxi, Wagner says (Naturw. Reisen im trop. Amerika, p. 514): “On the Tacunga Plateau, at a height of 8000 Paris feet, the prevailing direction of the wind is meridional, usually from the south in the morning, and frequently from the north in the evening; but over the summit of Cotopaxi, at a height of 18,000 ft., the north-west wind always prevails throughout the day. The gradually-widening volcanic cloud continually takes a south-eastern direction over the rim of the crater; at a height, however, of about 21,000 ft. it suddenly turns to the north-west, and maintains that direction till it reaches a height of at least 28,000 ft. There are thus from the foot of the volcano to the highest level attained by its smoke-cloud three quite distinct regular currents of wind.”
COTRONE (anc. Croto, Crotona), a seaport and episcopal see on the E. coast of Calabria, Italy, in the province of Catanzaro, 37 m. E.N.E. of Catanzaro Marina by rail, 143 ft. above sea-level. Pop. (1901) town, 7917; commune, 9545. It has a castle erected by the emperor Charles V. and a small harbour, which even in ancient times was not good, but important as the only one between Taranto and Reggio. It exports a considerable quantity of oranges, olives and liquorice.
COTTA, the name of a family of German publishers, intimately connected with the history of German literature. The Cottas were of noble Italian descent, and at the time of the Reformation the family was settled in Eisenach in Thuringia.
Johann Georg Cotta (1) (1631-1692), the founder of the publishing house of J. G. Cotta, married in 1659 the widow of the university bookseller, Philipp Braun, in Tübingen, and took over the management of his business, thus establishing the firm which was subsequently associated with Cotta’s name. On his death, in 1692, the undertaking passed to his only son, Johann Georg (2); and on his death in 1712, to the latter’s eldest son, also named Johann Georg (3), while the second son, Johann Friedrich (see below), became the distinguished theologian.
Although the eldest son of Johann Georg (3), Christoph Friedrich Cotta (1730-1807), established a printing-house to the court at Stuttgart, the business languished, and it was reserved to his youngest son, Johann Friedrich, Freiherr Cotta Von Cottendorf (1764-1832), who was born at Stuttgart on the 27th of April 1764, to restore the fortunes of the firm. He attended the gymnasium of his native place, and was originally intended to study theology. He, however, entered the university of Tübingen as a student of mathematics and law, and after graduating spent a considerable time in Paris, studying French and natural science, and mixing with distinguished literary men. After practising as an advocate in one of the higher courts, Cotta, in compliance with his father’s earnest desire, took over the publishing business at Tübingen. He began in December 1787, and laboured incessantly to acquire familiarity with all the details. The house connexions rapidly extended; and, in 1794, the Allgemeine Zeitung, of which Schiller was to be editor, was planned. Schiller was compelled to withdraw on account of his health; but his friendship with Cotta deepened every year, and was a great advantage to the poet and his family. Cotta awakened in Schiller so warm an attachment that, as Heinrich Döring tells us in his life of Schiller (1824), when a bookseller offered him a higher price than Cotta for the copyright of Wallenstein, the poet firmly declined it, replying “Cotta deals honestly with me, and I with him.” In 1795 Schiller and Cotta founded 251 the Horen, a periodical very important to the student of German literature. The poet intended, by means of this work, to infuse higher ideas into the common lives of men, by giving them a nobler human culture, and “to reunite the divided political world under the banner of truth and beauty.” The Horen brought Goethe and Schiller into intimate relations with each other and with Cotta; and Goethe, while regretting that he had already promised Wilhelm Meister to another publisher, contributed the Unterhaltung deutscher Ausgewanderten, the Roman Elegies and a paper on Literary Sansculottism. Fichte sent essays from the first, and the other brilliant German authors of the time were also represented. In 1798 the Allgemeine Zeitung appeared at Tübingen, being edited first by Posselt and then by Huber. Soon the editorial office of the newspaper was transferred to Stuttgart, in 1803 to Ulm, and in 1810 to Augsburg; it is now in Munich. In 1799 Cotta entered on his political career, being sent to Paris by the Württemberg estates as their representative. Here he made friendships which proved very advantageous for the Allgemeine Zeitung. In 1801 he paid another visit to Paris, also in a political capacity, when he carefully studied Napoleon’s policy, and treasured up many hints which were useful to him in his literary undertakings. He still, however, devoted most of his attention to his own business, and, for many years, made all the entries into the ledger with his own hand. He relieved the tedium of almost ceaseless toil by pleasant intercourse with literary men. With Schiller, Huber, and Gottlieb Konrad Pfeffel (1736-1809) he was on terms of the warmest friendship; and he was also intimate with Herder, Schelling, Fichte, Richter, Voss, Hebel, Tieck, Therese Huber, Matthisson, the brothers Humboldt, Johann Müller, Spittler and others, whose works he published in whole or in part. In the correspondence of Alexander von Humboldt with Varnhagen von Ense we see the familiar relations in which the former stood to the Cotta family. In 1795 he published the Politischen Annalen and the Jahrbücher der Baukunde, and in 1798 the Damenalmanach, along with some works of less importance. In 1807 he issued the Morgenblatt, to which Schorn’s Kunstblatt and Menzel’s Literaturblatt were afterwards added. In 1810 he removed to Stuttgart; and from that time till his death he was loaded with honours. State affairs and an honourable commission from the German booksellers took him to the Vienna congress; and in 1815 he was deputy-elect at the Württemberg diet. In 1819 he became representative of the nobility; then he succeeded to the offices of member of committee and (1824) vice-president of the Württemberg second chamber. He was also appointed Prussian Geheimrat, and knight of the order of the Württemberg crown; King William I. of Württemberg having already revived the ancient nobility in his family by granting him the patent of Freiherr (Baron) Cotta von Cottendorf. Meanwhile such publications as the Polytechnische Journal, the Hesperus, the Württembergische Jahrbücher, the Hertha, the Ausland, and the Inland issued from the press. In 1828-1829 appeared the famous correspondence between Schiller and Goethe. Cotta was an unfailing friend of young struggling men of talent. In addition to his high standing as a publisher, he was a man of great practical energy, which flowed into various fields of activity. He was a scientific agriculturist, and promoted many reforms in farming. He was the first Württemberg landholder to abolish serfdom on his estates. In politics he was throughout his life a moderate liberal. In 1824 he set up a steam printing press in Augsburg, and, about the same time, founded a literary institute at Munich. In 1825 he started steamboats, for the first time, on Lake Constance, and introduced them in the following year on the Rhine. In 1828 he was sent to Berlin, on an important commission, by Bavaria and Württemberg, and was there rewarded with orders of distinction at the hands of the three kings. He died on the 29th of December 1832 leaving a son and a daughter as coheirs.
His son, Johann Georg (4), Freiherr Cotta Von Cottendorf (1796-1863), succeeded to the management of the business on the death of his father, and was materially assisted by his sister’s husband, Freiherr Hermann von Reischach. He greatly extended the connexions of the firm by the purchase, in 1839, of the publishing business of G. J. Göschen in Leipzig, and in 1845 of that of Vogel in Landshut; while, in 1845, “Bible” branches were established at Stuttgart and Munich. He was succeeded by his younger son, Karl, and by his nephew (the son of his sister), Hermann Albert von Reischach. Under their joint partnership, the before-mentioned firms in Leipzig and Landshut, and an artistic establishment in Munich passed into other hands, leaving on the death of Hermann Albert von Reischach, in 1876, Karl von Cotta the sole representative of the firm, until his death in 1888. In 1889 the firm of J. G. Cotta passed by purchase into the hands of Adolf and Paul Kröner, who took others into partnership. In 1899 the business was converted into a limited liability company.
See Albert Schäffle, Cotta (1895); Verlags-Katalog der J. G. Cotta’schen Buchhandlung, Nachfolger (1900); and Lord Goschen’s Life and Times of G. J. Göschen (1903).
Johann Friedrich Cotta (1701-1779), the theologian, was born on the 12th of March 1701, the son of Johann Georg Cotta (2). After studying theology at Tübingen he began his public career as lecturer in Jena University. He then travelled in Germany, France and Holland, and, after residing several years in London, became professor at Tübingen in 1733. In 1736 he removed to the chair of theology in the university of Göttingen, which had been instituted as a seat of learning, two years before, by George II. of England, in his capacity as elector of Hanover. In 1739, however, he returned, as extraordinary professor of theology, to his Alma Mater, and, after successively filling the chairs of history, poetry and oratory, was appointed ordinary professor of theology in 1741. Finally he died, as chancellor of Tübingen University, on the 31st of December 1779. His learning was at once wide and accurate; his theological views were orthodox, although he did not believe in strict verbal inspiration. He was a voluminous writer. His chief works are his edition of Johann Gerhard’s Loci Theologici (1762-1777), and the Kirchenhistorie des Neuen Testaments (1768-1773).
COTTA, BERNHARD VON (1808-1879), German geologist, was born in a forester’s lodge near Eisenach, on the 24th of October 1808. He was educated at Freiberg and Heidelberg and from 1842 to 1874 he held the professorship of geology in the Bergakademie of Freiberg. Botany at first attracted him, and he was one of the earliest to use the microscope in determining the structure of fossil plants. Later on he gave his attention to practical geology, to the study of ore-deposits, of rocks and metamorphism; and he was regarded as an excellent teacher. His Rocks classified and described: a Treatise on Lithology (translated by P. H. Lawrence, 1866) was the first comprehensive work on the subject issued in the English language, and it gave great impetus to the study of rocks in Britain. He died at Freiberg on the 14th of September 1879.
Publications.—Geognostische Wanderungen (1836-1838); Grundriss der Geognosie und Geologie (1846); Geologische Briefe aus den Alpen (1850); Praktische Geologie (1852); Geologische Bilder (1852, ed. 4, 1861); Die Gesteinslehre (1855, ed. 2, 1862).
COTTA, GAIUS AURELIUS (c. 124-73 B.C.), Roman statesman and orator. In 92 he defended his uncle P. Rutilius Rufus, who had been unjustly accused of extortion in Asia. He was on intimate terms with the tribune M. Livius Drusus, who was murdered in 91, and in the same year was an unsuccessful candidate for the tribunate. Shortly afterwards he was prosecuted under the lex Varia, directed against all who had in any way supported the Italians against Rome, and, in order to avoid condemnation, went into voluntary exile. He did not return till 82, during the dictatorship of Sulla. In 75 he was consul, and excited the hostility of the optimates by carrying a law that abolished the Sullan disqualification of the tribunes from holding higher magistracies; another law de judiciis privatis, of which nothing is known, was abrogated by his brother. In 74 Cotta obtained the province of Gaul, and was granted a triumph for some victory of which we possess no details; but on the very day before its celebration an old wound broke out, and he died suddenly. According to Cicero, P. Sulpicius Rufus and Cotta were the best speakers of the young men of their time. Physically incapable of rising to passionate heights of oratory, Cotta’s 252 successes were chiefly due to his searching investigation of facts; he kept strictly to the essentials of the case and avoided all irrelevant digressions. His style was pure and simple. He is introduced by Cicero as an interlocutor in the De oratore and De natura deorum (iii.), as a supporter of the principles of the New Academy. The fragments of Sallust contain the substance of a speech delivered by Cotta in order to calm the popular anger at a deficient corn-supply.
See Cicero, De oratore, iii. 3, Brutus, 49, 55, 90, 92; Sallust, Hist. Frag.; Appian, Bell. Civ. i. 37.
His brother, Lucius Aurelius Cotta, when praetor in 70 B.C. brought in a law for the reform of the jury lists, by which the judices were to be eligible, not from the senators exclusively as limited by Sulla, but from senators, equites and tribuni aerarii. One-third were to be senators, and two-thirds men of equestrian census, one-half of whom must have been tribuni aerarii, a body as to whose functions there is no certain evidence, although in Cicero’s time they were reckoned by courtesy amongst the equites. In 66 Cotta and L. Manlius Torquatus accused the consuls-elect for the following year of bribery in connexion with the elections; they were condemned, and Cotta and Torquatus chosen in their places. After the suppression of the Catilinarian conspiracy, Cotta proposed a public thanksgiving for Cicero’s services, and after the latter had gone into exile, supported the view that there was no need of a law for his recall, since the law of Clodius was legally worthless. He subsequently attached himself to Caesar, and it was currently reported that Cotta (who was then quindecimvir) intended to propose that Caesar should receive the title of king, it being written in the books of fate that the Parthians could only be defeated by a king. Cotta’s intention was not carried out in consequence of the murder of Caesar, after which he retired from public life.
See Cicero, Orelli’s Onomasticon; Sallust, Catiline, 18; Suetonius, Caesar, 79; Livy, Epit. 97; Vell. Pat. ii. 32; Dio Cassius xxxvi. 44, xxxvii. 1.
COTTABUS (Gr. κότταβος), a game of skill for a long time in great vogue at ancient Greek drinking parties, especially in the 4th and 5th centuries B.C. It is frequently alluded to by the classical writers of the period, and not seldom depicted on ancient vases. The object of the player was to cast a portion of wine left in his drinking cup in such a way that, without breaking bulk in its passage through the air, it should reach a certain object set up as a mark, and there produce a distinct noise by its impact. Both the wine thrown and the noise made were called λάταξ. The thrower, in the ordinary form of the game, was expected to retain the recumbent position that was usual at table, and, in flinging the cottabus, to make use of his right hand only. To succeed in the aim no small amount of dexterity was required, and unusual ability in the game was rated as high as corresponding excellence in throwing the javelin. Not only was the cottabus the ordinary accompaniment of the festal assembly, but at least in Sicily a special building of a circular form was sometimes erected so that the players might be easily arranged round the basin, and follow each other in rapid succession. Like all games in which the element of chance found a place, it was regarded as more or less ominous of the future success of the players, especially in matters of love; and the excitement was sometimes further augmented by some object of value being staked on the event.
Various modifications of the original principle of the game were gradually introduced, but for practical purposes we may reckon two varieties, (1) In the Κότταβος δἰ ὀξυβάφων shallow saucers (ὀξύβαφα) were floated in a basin or mixing-bowl filled with water; the object was to sink the saucers by throwing the wine into them, and the competitor who sank the greatest number was considered victorious, and received the prize, which consisted of cakes or sweetmeats. (2) Κότταβος κατακτός1 is not so easy to understand, although there is little doubt as to the apparatus. This consisted of a ῥάβδος or bronze rod; a πλάστιγξ, a small disk or basin, resembling a scale-pan; a larger disk (λεκανίς); and (in most cases) a small bronze figure called μάνης. The discovery (by Professor Helbig in 1886) of two sets of actual apparatus near Perugia and various representations on vases help to elucidate the somewhat obscure accounts of the method of playing the game contained in the scholia and certain ancient authors who, it must not be forgotten, wrote at a time when the game itself had become obsolete, and cannot therefore be looked to for a trustworthy description of it.
The first specimen of the apparatus found at Perugia resembles a candelabrum on a base, tapering towards the top, with a blunt end, on which the small disk (found near the rod), which has a hole near the edge and is slightly hollow in the middle, could be balanced. At about a third of the height of the rod is a large disk with a hole in the centre through which the rod runs; in a socket at the top is a small bronze figure, with right arm and right leg uplifted. In the second specimen there is no large disk, and the figure is holding up what is apparently a rhyton or drinking-horn.
According to Prof. Helbig in Mittheilungen des deutschen archäologischen Instituts (Römische Abtheilung i., 1886) three games were played with this apparatus. In the first the smaller disk was placed on the top of the rod, and the object of the player was to dislodge it with a cast of the wine, so that it would fall with a clatter on the larger disk below. In the second (as in the third) the bronze figure was used; the smaller disk was placed above the figure, upon which it fell when hit, and thence on to the larger disk below. In the third, there was no smaller disk; the wine was thrown at the figure, and fell on to the larger disk underneath. Another supposed variety, in which two scales were balanced in such a manner that the weight of the liquid cast into either scale caused it to dip down and touch the top of an image placed under each, probably had no real existence, but is due to a confusion of the πλάστιγξ with a scale-pan by reason of its shape. The game appears to have been of Sicilian origin, but it spread through Greece from Thessaly to Rhodes, and was especially fashionable at Athens. Dionysius, Alcaeus, Anacreon, Pindar, Bacchylides, Aeschylus, Sophocles, Euripides, Aristophanes, Antiphanes, make frequent and familiar allusion to the κότταβος; but in the writers of the Roman and Alexandrian period such reference as occurs shows that the fashion had died out. In Latin literature it is almost entirely unknown.
The most complete treatise on the subject is C. Sartori’s Das Kottabos-Spiel der alten Griechen (1893), in which a full bibliography of ancient and modern authorities is given. English readers may be referred to an article by A. Higgins on “Recent Discoveries of the Apparatus used in playing the Game of Kottabos” (Archaeologia, li. 1888); see also “Kottabos” in Daremberg and Saglio’s Dictionnaire des antiquités, and L. Becq de Fouquières, Les Jeux des anciens (1873).
1 The epithet κατακτὀς (let down) may refer to the rod, which might be raised or lowered as required; to the lower disk, which might be moved up and down the stem; to the moving up and down of the scales, in the supposed variety of the game mentioned below.]
COTTBUS, a town of Germany, in the kingdom of Prussia, on the Spree, 72 m. S.E. of Berlin by the main railway to Görlitz, and at the intersection of the lines Halle-Sagan and Grossenhain-Frankfort-on-Oder. Pop. (1905) 46,269. It has four Protestant churches, a Roman Catholic church and a synagogue. The chief industry of the town is the manufacture of cloth, which has flourished here for centuries and now employs more than 6000 hands. Wool-spinning, cotton-spinning and the manufacture of tobacco, machinery, beer, brandy, &c., are also carried on. The town is also a considerable trading centre, and is the seat of a chamber of commerce and of a branch of the Imperial Bank (Reichsbank). In the Stadtwald, close to the town, is a women’s hospital for diseases of the lungs, a government institution in connexion with the state system of insurance against incapacity and old age. At Branitz, a neighbouring village, are the magnificent château and park of Prince Pückler-Muskau.
At one time Cottbus formed an independent lordship of the Empire, but in 1462 it passed by the treaty of Guben to Brandenburg. From 1807 to 1813 it belonged to the kingdom of Saxony.
COTTENHAM, CHARLES CHRISTOPHER PEPYS, 1st Earl of (1781-1851), lord chancellor of England, was born in London on the 29th of April 1781. He was the second son of Sir William W. Pepys, a master in chancery, who was descended from John Pepys, of Cottenham, Cambridgeshire, a great-uncle of Samuel Pepys, the diarist. Educated at Harrow and Trinity College, 253 Cambridge, Pepys was called to the bar at Lincoln’s Inn in 1804. Practising at the chancery bar, his progress was extremely slow, and it was not till twenty-two years after his call that he was made a king’s counsel. He sat in parliament, successively, for Higham Ferrars and Malton, was appointed solicitor-general in 1834, and in the same year became master of the rolls. On the formation of Lord Melbourne’s second administration in April 1835, the great seal was for a time in commission, but eventually Pepys, who had been one of the commissioners, was appointed lord chancellor (January 1836) with the title of Baron Cottenham. He held office until the defeat of the ministry in 1841. In 1846 he again became lord chancellor in Lord John Russell’s administration. His health, however, had been gradually failing, and he resigned in 1850. Shortly before his retirement he had been created Viscount Crowhurst and earl of Cottenham. He died at Pietra Santa, in the duchy of Lucca, on the 29th of April 1851.
Both as a lawyer and as a judge, Lord Cottenham was remarkable for his mastery of the principles of equity. An indifferent speaker, he nevertheless adorned the bench by the soundness of his law and the excellence of his judgments. As a politician he was somewhat of a failure, while his only important contribution to the statute-book was the Judgments Act 1838, which amended the law for the relief of insolvent debtors.
The title of earl of Cottenham descended in turn to two of the earl’s sons, Charles Edward (1824-1863), and William John (1825-1881), and then to the latter’s son, Kenelm Charles Edward (b. 1874).
Authorities.—Campbell, Lives of the Lord Chancellors (1869); E. Foss, The Judges of England (1848-1864); E. Manson, Builders of our Law (1904); J. B. Atlay, The Victorian Chancellors (1906).
COTTER, Cottar, or Cottier, a word derived from the Latin cota, a cot or cottage, and used to describe a man who occupies a cottage and cultivates a small plot of land. This word is often employed to translate the cotarius of Domesday Book, a class whose exact status has been the subject of some discussion, and is still a matter of doubt. According to Domesday the cotarii were comparatively few, numbering less than seven thousand, and were scattered unevenly throughout England, being principally in the southern counties; they were occupied either in cultivating a small plot of land, or in working on the holdings of the villani. Like the villani, among whom they were frequently classed, their economic condition may be described as “free in relation to every one except their lord.”
See F. W. Maitland, Domesday Book and Beyond (Cambridge, 1897); and P. Vinogradoff, Villainage in England (Oxford, 1892).
COTTESWOLD HILLS, or Cotswolds, a range of hills in the western midlands of England. The greater part lies in Gloucestershire, but the system covered by the name also extends into Worcestershire, Warwickshire, Oxfordshire, Wiltshire and Somersetshire. It extends on a line from N.E. to S.W., forming a part of the great Oolitic belt extending through the English midlands. On the west the hills overlook the vales of Evesham, Gloucester and Berkeley (valleys of the Worcestershire Avon and the Severn), with a bold escarpment broken only by a few abrupt spurs, such as Bredon hill, between Tewkesbury and Evesham. On the east they slope more gently towards the basins of the upper Thames and the Bristol Avon. The watershed lies close to the western line, except where the Stroud valley, with the Frome, draining to the Severn, strikes deep into the heart of the hills. The principal valleys are those of the Windrush, Lech, Coln and Churn, feeders of the Thames, the Thames itself, and the Bristol Avon. The last, wherein lie Bath and Bristol, forms the southern boundary of the Cotteswolds; the northern is formed by the valleys of the Evenlode (draining to the Thames) and the Stour (to the Worcestershire Avon), with the low divide between them. The crest-line from Bath at the south to Meon Hill at the north measures 57 m. The breadth varies from 6 m. in the south to 28 towards the north, and the area is some 300 sq. m. The features are those of a pleasant sequestered pastoral region, rolling plateaus or wolds and bare uplands alternating with deep narrow valleys, well wooded and traversed by shallow, rapid streams. The average elevation is about 600 ft., but Cleeve Cloud above Cheltenham in the Vale of Gloucester reaches 1134 ft., and Broadway Hill, in the north, 1086 ft. These heights command splendid views over the rich vales towards the distant hills of Herefordshire and the Forest of Dean. The picturesque village of Broadway at the foot of the hill of that name is much in favour with artists.
In the soil of the hill country is so much lime that a liberal supply of manure is required. With this good crops of barley and oats are obtained, and even of wheat, if the soil is mixed with clay. But the poorest land of the hill country affords excellent pasturage for sheep, the staple commodity of the district; and the sainfoin, which grows wild, yields abundantly under cultivation. The Cotteswolds have been famous for the breed of sheep named from them since the early part of the 15th century, a breed hardy and prolific, with lambs that quickly put on fleece, and become hardened to the bracing cold of the hills, where vegetation is a month later than in the vales. Improved by judicious crossing with the Leicester sheep, the modern Cotteswold has attained high perfection of weight, shape, fleece and quality. An impulse was given to Cotteswold farming by the chartering in 1845 of the Royal Agricultural College at Cirencester.
A number of small market-towns or large villages lie on the outskirts of the hills, but in the inner parts of the district villages are few. The “capital of the Cotteswolds” is Cirencester, in the east. In the north is Chipping Campden, its great Perpendicular church and the picturesque houses of its wide street commemorating the wealth of its wool-merchants between the 14th and 17th centuries. Near this town, in the parish of Weston-sub-Edge, Robert Dover, an attorney, founded the once famous Cotteswold games early in the 17th century. Horse-racing and coursing were included with every sort of athletic exercise from quoits and skittles to wrestling, cudgels and singlestick. The games were suppressed by act of parliament in 1851.
See Proceedings of the Cotteswold Naturalists’ Field Club, passim; W. H. Hutton, By Thames and Cotswold (London, 1903).
COTTET, CHARLES (1863- ), French painter, was born at Puy. He studied at the École des Beaux-Arts, and under Puvis de Chavannes and Roll. He travelled and painted in Egypt, Italy, and on the Lake of Geneva, but he made his name with his sombre and gloomy, firmly designed, severe and impressive scenes of life on the Brittany coast. His signal success was achieved by his painting of the triptych, “Au pays de la mer,” now at the Luxembourg museum. The Lille gallery has his “Burial in Brittany.”
COTTII REGNUM, a district in the north of Liguria, including a considerable part of the important road which led over the pass (6119 ft.) of the Alpis Cottia (Mont Genèvre) into Gaul. Whether Hannibal crossed the Alps by this route is disputed, but it was certainly in use about 100 B.C. (see Punic Wars). In 58 B.C. Caesar met with some resistance on crossing it, but seems afterwards to have entered into friendly relations with Donnus, the king of the district; he must have used it frequently, and refers to it as the shortest route. Donnus’s son Cottius erected the triumphal arch at his capital Segusio, the modern Susa, in honour of Augustus. Under Nero, after the death of the last Cottius, it became a province under the title of “Alpes Cottiae,” being governed by a procurator Augusti, though it still kept its old name also.
COTTIN, MARIE [called Sophie] (1770-1807), French novelist, née Risteau (not Ristaud), was born in Paris in 1770. At seventeen she married a Bordeaux banker, who died three years after, when she retired to a house in the country at Champlan, where she spent the rest of her life. In 1799 she published anonymously her Claire d’Albe. Malvina (1801) was also anonymous; but the success of Amélie Mansfield (1803) induced her to reveal her identity. In 1805 appeared Mathilde, an extravagant crusading story, and in 1806 she produced her last tale, the famous Élisabeth, ou les exilés de Sibérie, the subject of which was treated later with an admirable simplicity by Xavier de Maistre. Sainte-Beuve asserted that she committed suicide on account of an unfortunate attachment. This story is, however, 254 unauthenticated. She died at Champlan (Seine et Oise) on the 25th of April 1807.
A complete edition of her works, with a notice by A. Petitot, was published, in five volumes, in 1817.
COTTINGTON, FRANCIS COTTINGTON, Baron (1578-1652), English lord treasurer and ambassador, was the fourth son of Philip Cottington of Godmonston in Somersetshire. According to Hoare, his mother was Jane, daughter of Thomas Biflete, but according to Clarendon “a Stafford nearly allied to Sir Edward Stafford,” through whom he was recommended to Sir Charles Cornwallis, ambassador to Spain, becoming a member of his suite and acting as English agent on the latter’s recall, from 1609 to 1611. In 1612 he was appointed English consul at Seville. Returning to England, he was made a clerk of the council in September 1613. His Spanish experience rendered him useful to the king, and his bias in favour of Spain was always marked. He seems to have promoted the Spanish policy from the first, and pressed on Gondomar, the Spanish ambassador, the proposal for the Spanish in opposition to the French marriage for Prince Charles. He was a Roman Catholic at least at heart, becoming a member of that communion in 1623, returning to Protestantism, and again declaring himself a Roman Catholic in 1636, and supporting the cause of the Roman Catholics in England. In 1616 he went as ambassador to Spain, making in 1618 James’s proposal of mediation in the dispute with the elector palatine. After his return he was appointed secretary to the prince of Wales in October 1622, and was knighted and made a baronet in 1623. He strongly disapproved of the prince’s expedition to Spain, as an adventure likely to upset the whole policy of marriage and alliance, but was overruled and chosen to accompany him. His opposition greatly incensed Buckingham, and still more his perseverance in the Spanish policy after the failure of the expedition, and on Charles’s accession Cottington was through his means dismissed from all his employments and forbidden to appear at court. The duke’s assassination, however, enabled him to return. On the 12th of November 1628 he was made a privy councillor, and in March 1629 appointed chancellor of the exchequer. In the autumn he was again sent ambassador to Spain; he signed the treaty of peace of the 5th of November 1630, and subsequently a secret agreement arranging for the partition of Holland between Spain and England in return for the restoration of the Palatinate. On the 10th of July 1631 he was created Baron Cottington of Hanworth in Middlesex.
In March 1635 he was appointed master of the court of wards, and his exactions in this office were a principal cause of the unpopularity of the government. He was also appointed a commissioner for the treasury, together with Laud. Between Cottington and the latter there sprang up a fierce rivalry. In these personal encounters Cottington had nearly always the advantage, for he practised great reserve and possessed great powers of self-command, an extraordinary talent for dissembling and a fund of humour. Laud completely lacked these qualities, and though really possessing much greater influence with Charles, he was often embarrassed and sometimes exposed to ridicule by his opponent. The aim of Cottington’s ambition was the place of lord treasurer, but Laud finally triumphed and secured it for his own nominee, Bishop Juxon, when Cottington became “no more a leader but meddled with his particular duties only.”1 He continued, however, to take a large share in public business and served on the committees for foreign, Irish and Scottish affairs. In the last, appointed in July 1638, he supported the war, and in May 1640, after the dismissal of the Short Parliament, he declared it his opinion that at such a crisis the king might levy money without the Parliament. His attempts to get funds from the city were unsuccessful, and he had recourse instead to a speculation in pepper. He had been appointed constable of the Tower, and he now prepared the fortress for a siege. In the trial of Strafford in 1641 Cottington denied on oath that he had heard him use the incriminating words about “reducing this kingdom.” When the parliamentary opposition became too strong to be any longer defied, Cottington, as one of those who had chiefly incurred their hostility, hastened to retire from the administration, giving up the court of wards in May 1641 and the chancellorship of the exchequer in January 1642. He rejoined the king in 1643, took part in the proceedings of the Oxford parliament, and was made lord treasurer on the 3rd of October 1643. He signed the surrender of Oxford in July 1646, and being excepted from the indemnity retired abroad. He joined Prince Charles at the Hague in 1648, and became one of his counsellors. In 1649, together with Hyde, Cottington went on a mission to Spain to obtain help for the royal cause, having an interview with Mazarin at Paris on the way. They met, however, with an extremely ill reception, and Cottington found he had completely lost his popularity at the Spanish court, one cause being his shortcomings and waverings in the matter of religion. He now announced his intention of remaining in Spain and of keeping faithful to Roman Catholicism, and took up his residence at Valladolid, where he was maintained by the Jesuits. He died there on the 19th of June 1652, his body being subsequently buried in Westminster Abbey. He had amassed a large fortune and built two magnificent houses at Hanworth and Founthill. Cottington was evidently a man of considerable ability, but the foreign policy pursued by him was opposed to the national interests and futile in itself. According to Clarendon’s verdict “he left behind him a greater esteem of his parts than love of his person.” He married in 1623 Anne, daughter of Sir William Meredith and widow of Sir Robert Brett. All his children predeceased him, and his title became extinct at his death.
Bibliography.—Article in the Dict. of Nat. Biography and authorities there quoted; Clarendon’s Hist. of the Rebellion, passim, and esp. xiii. 30 (his character), and xii., xiii. (account of the Spanish mission in 1649); Clarendon’s State Papers and Life; Strafford’s Letters; Gardiner’s Hist. of England and of the Commonwealth; Hoare’s Wiltshire; Laud’s Works, vols, iii.-vii.; Winwood’s Memorials: A Refutation of a False and Impious Aspersion cast on the late Lord Cottington; Dart, Westmonasterium, i. 181 (epitaph and monument).
1 Strafford’s Letters, ii. 52.
COTTON, the name of a well-known family of Anglo-Indian administrators, of whom the following are the most notable.
Sir Arthur Thomas Cotton (1803-1899), English engineer, tenth son of Henry Calveley Cotton, was born on the 15th of May 1803, and was educated at Addiscombe. He entered the Madras engineers in 1819, served in the first Burmese war (1824-26), and in 1828 began his life-work on the irrigation works of southern India. He constructed works on the Cauvery, Coleroon, Godavari and Kistna rivers, making anicuts (dams) on the Coleroon (1836-1838) for the irrigation of the Tanjore, Trichinopoly and South Arcot districts; and on the Godivari (1847-1852) for the irrigation of the Godavari district. He also projected the anicut on the Kistna (Krishna), which was carried out by other officers. Before the beginning of his work Tanjore and the adjoining districts were threatened with ruin from lack of water; on its completion they became the richest part of Madras, and Tanjore returned the largest revenue of any district in India. He was the founder of the school of Indian hydraulic engineering, and carried out much of his work in the face of opposition and discouragement from the Madras government; though, in the minute of the 15th of May 1858, that government paid an ample tribute to the genius of Cotton’s “master mind.” He was knighted in 1861. Sir Arthur Cotton believed in the possibility of constructing a complete system of irrigation and navigation canals throughout India, and devoted the whole of a long life to the partial realization of this project. He died on the 24th of July 1899.
See Lady Hope, General Sir Arthur Cotton (1900).
Sir Henry John Stedman Cotton (1845- ), Anglo-Indian administrator, son of J. J. Cotton of the Madras Civil Service, was born on the 13th of September 1845, and was educated at Magdalen College school and King’s College, London. He entered the Bengal Civil Service in 1867, and held various appointments of increasing importance until he became chief secretary to the Bengal government (1891-1896), acting home secretary to the government of India (1896), and chief commissioner of Assam (1896-1902). He retired in 1902, and soon became known as the leading English champion of the Indian 255 nationalists. In 1906 he entered parliament as Liberal member for East Nottingham. He was the author of New India (1885; revised 1904-1907).
His brother, James Sutherland Cotton (1847- ), was born in India on the 17th of July 1847, and was educated at Magdalen College school and Trinity College, Oxford. For many years he was editor of the Academy; he published various works on Indian subjects, and was the English editor of the revised edition of the Imperial Gazetteer of India (1908).
COTTON, CHARLES (1630-1687), English poet, the translator of Montaigne, was born at Beresford in Staffordshire on the 28th of April 1630. His father, Charles Cotton, was a man of marked ability, and counted among his friends Ben Jonson, John Selden, Sir Henry Wotton and Izaak Walton. The son was apparently not sent to the university, but he had as tutor Ralph Rawson, one of the fellows ejected from Brasenose College, Oxford, in 1648. Cotton travelled in France and perhaps in Italy, and at the age of twenty-eight he succeeded to an estate greatly encumbered by lawsuits during his father’s lifetime. The rest of his life was spent chiefly in country pursuits, but from his Voyage to Ireland in Burlesque (1670) we know that he held a captain’s commission and was ordered to that country. His friendship with Izaak Walton began about 1655, and the fact of this intimacy seems a sufficient answer to the charges sometimes brought against Cotton’s character, based chiefly on his coarse burlesques of Virgil and Lucian. Walton’s initials made into a cipher with his own were placed over the door of his fishing cottage on the Dove; and to the Compleat Angler he added “Instructions how to angle for a trout or grayling in a clear stream.” He married in 1656 his cousin Isabella, who was a sister of Colonel Hutchinson. It was for his wife’s sister, Miss Stanhope Hutchinson, that he undertook the translation of Corneille’s Horace (1671). His wife died in 1670 and five years later he married the dowager countess of Ardglass; she had a jointure of £1500 a year, but it was secured from his extravagance, and at his death in 1687 he was insolvent. He was buried in St James’s church, Piccadilly, on the 16th of February 1687. Cotton’s reputation as a burlesque writer may account for the neglect with which the rest of his poems have been treated. Their excellence was not, however, overlooked by good critics. Coleridge praises the purity and unaffectedness of his style in Biographia Literaria, and Wordsworth (Preface, 1815) gave a copious quotation from the “Ode to Winter.” The “Retirement” is printed by Walton in the second part of the Compleat Angler. His masterpiece in translation, the Essays of M. de Montaigne (1685-1686, 1693, 1700, &c.), has often been reprinted, and still maintains its reputation; his other works include The Scarronides, or Virgil Travestie (1664-1670), a gross burlesque of the first and fourth books of the Aeneid, which ran through fifteen editions; Burlesque upon Burlesque, ... being some of Lucian’s Dialogues newly put into English fustian (1675); The Moral Philosophy of the Stoicks (1667), from the French of Guillaume du Vair; The History of the Life of the Duke d’Espernon (1670), from the French of G. Girard; the Commentaries (1674) of Blaise de Montluc; the Planter’s Manual (1675), a practical book on arboriculture, in which he was an expert; The Wonders of the Peake (1681); the Compleat Gamester and The Fair one of Tunis, both dated 1674, are also assigned to Cotton.
William Oldys contributed a life of Cotton to Hawkins’s edition (1760) of the Compleat Angler. His Lyrical Poems were edited by J. R. Tutin in 1903, from an unsatisfactory edition of 1689. His translation of Montaigne was edited in 1892, and in a more elaborate form in 1902, by W. C. Hazlitt, who omitted or relegated to the notes the passages in which Cotton interpolates his own matter, and supplied his omissions.
COTTON, GEORGE EDWARD LYNCH (1813-1866), English educationist and divine, was born at Chester on the 29th of October 1813. He received his education at Westminster school, and at Trinity College, Cambridge. Here he joined the Low Church party, and was also the intimate friend of several disciples of Thomas Arnold, among whom were C. J. Vaughan and W. J. Conybeare. The influence of Arnold determined the character and course of his life. He graduated B.A. in 1836, and became an assistant-master at Rugby. Here he worked devotedly for fifteen years, inspired with Arnold’s spirit, and heartily entering into his plans and methods. He became master of the fifth form about 1840 and was singularly successful with the boys. In 1852 he accepted the appointment of headmaster at Marlborough College, then in a state of almost hopeless disorganization, and in his six years of rule raised it to a high position. In 1858 Cotton was offered the see of Calcutta, which, after much hesitation about quitting Marlborough, he accepted. For its peculiar duties and responsibilities he was remarkably fitted by the simplicity and strength of his character, by his large tolerance, and by the experience which he had gained as teacher and ruler at Rugby and Marlborough. The government of India had just been transferred from the East India Company to the crown, and questions of education were eagerly discussed. Cotton gave himself energetically to the work of establishing schools for British and Eurasian children, classes which had been hitherto much neglected. He did much also to improve the position of the chaplains, and was unwearied in missionary visitation. His sudden death was widely mourned. On the 6th of October 1866 he had consecrated a cemetery at Kushtea on the Ganges, and was crossing a plank leading from the bank to the steamer when he slipped and fell into the river. He was carried away by the current and never seen again.
A memoir of his life with selections from his journals and correspondence, edited by his widow, was published in 1871.
COTTON, JOHN (1585-1652), English and American Puritan divine, sometimes called “The Patriarch of New England,” born in Derby, England, on the 4th of December 1585. He was educated at Trinity College, Cambridge, graduating B.A. in 1603 and M.A. in 1606, and became a fellow in Emmanuel College, Cambridge, then a stronghold of Puritanism, where, during the next six years, according to his friend and biographer, Rev. Samuel Whiting, he was “head lecturer and dean, and Catechist,” and “a dilligent tutor to many pupils.” In June 1612 he became vicar of the parish church of St Botolphs in Boston, Lincolnshire, where he remained for twenty-one years and was extremely popular. Becoming more and more a Puritan in spirit, he ceased, about 1615, to observe certain ceremonies prescribed by the legally authorized ritual, and in 1632 action was begun against him in the High Commission Court. He thereupon escaped, disguised, to London, lay in concealment there for several months, and, having been deeply interested from its beginning in the colonization of New England, he eluded the watch set for him at the various English ports, and in July 1633 emigrated to the colony of Massachusetts Bay, arriving at Boston early in September. On the 10th of October he was chosen “teacher” of the First Church of Boston, of which John Wilson (1588-1667) was pastor, and here he remained until his death on the 23rd of December 1652. In the newer, as in the older Boston, his popularity was almost unbounded, and his influence, both in ecclesiastical and in civil affairs, was probably greater than that of any other minister in theocratic New England. According to the contemporary historian, William Hubbard, “Whatever he delivered in the pulpit was soon put into an order of court, if of a civil, or set up as a practice in the church, if of an ecclesiastical concernment.” His influence, too, was generally beneficent, though it was never used to further the cause of religious freedom, or of democracy, his theory of government being given in an oft-quoted passage: “Democracy, I do not conceyve that ever God did ordeyne as a fitt government eyther for church or commonwealth.... As for Monarchy and aristocracy they are both for them clearly approved, and directed in Scripture yet so as (God) referreth the sovereigntie to himselfe, and setteth up Theocracy in both, as the best form of government.” He naturally took an active part in most, if not all, of the political and theological controversies of his time, the two principal of which were those concerning Antinomianism and the expulsion of Roger Williams. In the former his position was somewhat equivocal—he first supported and then violently opposed Anne Hutchinson,—in the latter he approved Williams’s expulsion as “righteous in the eyes of God,” and subsequently in a pamphlet discussion with 256 Williams, particularly in his Bloudy Tenent, Washed and made White in the Blood of the Lamb (1647), vigorously opposed religious freedom. He was a man of great learning and was a prolific writer. His writings include: The Keyes to the Kingdom of Heaven and the Power thereof (1644), The Way of the Churches of Christ in New England (1645), and The Way of Congregational Churches Cleared (1648), these works constituting an invaluable exposition of New England Congregationalism; and Milk for Babes, Drawn out of the Breasts of Both Testaments, Chiefly for the Spirituall Nourishment of Boston Babes in either England, but may be of like Use for any Children (1646), widely used for many years, in New England, for the religious instruction of children.
See the quaint sketch by Cotton Mather, John Cotton’s grandson, in Magnalia (London, 1702), and a sketch by Cotton’s contemporary and friend, Rev. Samuel Whiting, printed in Alexander Young’s Chronicles of the First Planters of the Colony of Massachusetts Bay from 1623 to 1636 (Boston, 1846); also A. W. McClure’s The Life of John Cotton (Boston, 1846), a chapter in Arthur B. Ellis’s History of the First Church in Boston (Boston, 1881), and a chapter in Williston Walker’s Ten New England Leaders (New York, 1901). (W. Wr.)
COTTON, SIR ROBERT BRUCE, Bart. (1571-1631), English antiquary, the founder of the Cottonian library, born at Denton in Huntingdonshire on the 22nd of January 1571, was a descendant, as he delighted to boast, of Robert Bruce. He was educated at Westminster school under William Camden the antiquary, and at Jesus College, Cambridge. His antiquarian tastes were early displayed in the collection of ancient records, charters and other manuscripts, which had been dispersed from the monastic libraries in the reign of Henry VIII.; and throughout the whole of his life he was an energetic collector of antiquities from all parts of England and the continent. His house at Westminster had a garden going down to the river and occupied part of the site of the present House of Lords. It was the meeting-place in the last years of Elizabeth’s reign of the antiquarian society founded by Archbishop Parker. In 1600 Cotton visited the north of England with Camden in search of Pictish and Roman monuments and inscriptions. His reputation as an expert in heraldry led to his being asked by Queen Elizabeth to discuss the question of precedence between the English ambassador and the envoy of Spain, then in treaty at Calais. He drew up an elaborate paper establishing the precedence of the English ambassador. On the accession of James I. he was knighted, and in 1608 he wrote a Memorial on Abuses in the Navy, that resulted in a navy commission, of which he was made a member. He also presented to the king an historical Inquiry into the Crown Revenues, in which he speaks freely about the expenses of the royal household, and asserts that tonnage and poundage are only to be levied in war time, and to “proceed out of good will, not of duty.” In this paper he supported the creation of the order of baronets, each of whom was to pay the crown £1000; and in 1611 he himself received the title.
Cotton helped John Speed in the compilation of his History of England (1611), and was regarded by contemporaries as the compiler of Camden’s History of Elizabeth. It seems more likely that it was executed by Camden, but that Cotton exercised a general supervision, especially with regard to the story of Mary queen of Scots. The presentation of his mother’s history was naturally important to James I., and Cotton himself took a keen interest in the matter. He had had the room in Fotheringay where Mary was executed transferred to his family seat at Connington. Meanwhile he was enlarging his collection of documents. In 1614 Arthur Agarde (q.v.) left his papers to him, and Camden’s manuscripts came to him in 1623. In 1615 Cotton, as the intimate of the earl of Somerset, whose innocence he always maintained, was placed in confinement on the charge of being implicated in the murder of Sir Thomas Overbury; he confessed that he had acted as intermediary between Sarmiento, the Spanish ambassador, and Somerset, and had altered the dates of Somerset’s correspondence. He was released after about eight months’ imprisonment without formal trial, and obtained a pardon on payment of £500. His friendship with Gondomar, Spanish ambassador in England from 1613 to 1621, brought further suspicion, probably undeserved, upon Cotton, of unduly favouring the Catholic party. From Charles I. and Buckingham Cotton received no favour; his attitude towards the court had begun to change, and he became the intimate friend of Sir John Eliot, Sir Simonds d’Ewes and John Selden. He had entered parliament in 1604 as member for Huntingdon; in 1624 he sat for Old Sarum; in 1625 for Thetford; and in 1628 for Castle Rising, Norfolk. In the debate on supply in 1625 Cotton provided Eliot with full notes defending the action of the opposition in parliament, and in 1628 the leaders of the party met at Cotton’s house to decide on their policy. In 1626 he gave advice before the council against debasing the standard of the coinage; and in January 1628 he was again before the council, urging the summons of a parliament. His arguments on the latter occasion are contained in his tract entitled The Danger in which the Kingdom now standeth and the Remedy. In October of the next year he was arrested, together with the earls of Bedford, Somerset, and Clare, for having circulated, with ironical purpose, a tract known as the Proposition to bridle Parliament, which had been addressed some fifteen years before by Sir Robert Dudley to James I., advising him to govern by force; the circulation of this by Parliamentarians was regarded as intended to insinuate that Charles’s government was arbitrary and unconstitutional. Cotton denied knowledge of the matter, but the original was discovered in his house, and the copies had been put in circulation by a young man who lived after him and was said to be his natural son. Cotton was himself released the next month; but the proceedings in the star chamber continued, and, to his intense vexation, his library was sealed up by the king. He died on the 6th of May 1631, and was buried in Connington church, Huntingdonshire, where there is a monument to his memory.
Many of Cotton’s pamphlets were widely read in manuscript during his lifetime, but only two of his works were printed, The Reign of Henry III. (1627) and The Danger in which the Kingdom now Standeth (1628). His son, Sir Thomas (1594-1662), added considerably to the Cottonian library; and Sir John, the fourth baronet, presented it to the nation in 1700. In 1731 the collection, which had in the interval been removed to the Strand, and thence to Ashburnham House, was seriously damaged by fire. In 1753 it was transferred to the British Museum.
See the article Libraries, and Edwards’s Lives of the Founders of the British Museum, vol. i. Several of Cotton’s papers have been printed under the title Cottoni Posthuma; others were published by Thomas Hearne.
COTTON (Fr. coton; from Arab, qutun), the most important of the vegetable fibres of the world, consisting of unicellular hairs which occur attached to the seeds of various species of plants of the genus Gossypium, belonging to the Mallow order (Malvaceae). Each fibre is formed by the outgrowth of a single epidermal cell of the testa or outer coat of the seed.
Botany and Cultivation.—The genus Gossypium includes herbs and shrubs, which have been cultivated from time immemorial, and are now found widely distributed throughout the tropical and subtropical regions of both hemispheres. South America, the West Indies, tropical Africa and Southern Asia are the homes of the various members, but the plants have been introduced with success into other lands, as is well indicated by the fact that although no species of Gossypium is native to the United States of America, that country now produces over two-thirds of the world’s supply of cotton. Under normal conditions in warm climates many of the species are perennials, but, in the United States for example, climatic conditions necessitate the plants being renewed annually, and even in the tropics it is often found advisable to treat them as annuals to ensure the production of cotton of the best quality, to facilitate cultural operations, and to keep insect and fungoid pests in check.
Microscopic examination of a specimen of mature cotton shows that the hairs are flattened and twisted, resembling somewhat in general appearance an empty and twisted fire hose. This characteristic is of great economic importance, the natural twist facilitating the operation of spinning the fibres into thread or yarn. It also distinguishes the true cotton from the silk cottons or flosses, the fibres of which have no twist, and do not readily 257 spin into thread, and for this reason, amongst others, are very considerably less important as textile fibres. The chief of these silk cottons is kapok, consisting of the hairs borne on the interior of the pods (but not attached to the seeds) of Eriodendron anfractuosum, the silk cotton tree, a member of the Bombacaceae, an order very closely allied to the Malvaceae.
|
| From Strasburger’s Lehrbuch der Botanik, by
permission of Gustav Fischer. Fig. 1.—Seed-hairs of the Cotton, Gossypium herbaceum. A, Part of seed-coat with hairs; B1, insertion and lower part; B2, middle part; and B3, upper part of a hair. |
Classification.—Considerable difficulty is encountered in attempting to draw up a botanical classification of the species of Gossypium. Several are only known in cultivation, and we have but little knowledge of the wild parent forms from which they have descended. During the periods the cottons have been cultivated, selection, conscious or unconscious, has been carried on, resulting in the raising, from the same stock probably, in different places, of well-marked forms, which, in the absence of the history of their origin, might be regarded as different species. Then again, during at least the last four centuries, cotton plants have been distributed from one country to another, only to render still more difficult any attempt to establish definitely the origin of the varieties now grown. Under these circumstances it is not surprising to find that those who have paid attention to the botany of the cottons differ greatly in the number of species they recognize. Linnaeus described five or six species, de Candolle thirteen. Of the two Italian botanists who in comparatively recent years have monographed the group, Parlatore (Le Specie dei cotoni, 1866) recognizes seven species, whilst Todaro (Relazione sulla culta dei cotoni, 1877-1878) describes over fifty species: many of these, however, are of but little economic importance, and, in spite of the difficulties mentioned above, it is possible for practical purposes to divide the commercially important plants into five species, placing these in two groups according to the character of the hairs borne on the seeds. Sir G. Watt’s exhaustive work on Wild and Cultivated Cotton Plants of the World (1907) is the latest authority on the subject; and his views on some debated points have been incorporated in the following account.
A seed of “Sea Island cotton” is covered with long hairs only, which are readily pulled off, leaving the comparatively small black seed quite clean or with only a slight fuzz at the end, whereas a seed of “Upland” or ordinary American cotton bears both long and short hairs; the former are fairly easily detached (less easily, however, than in Sea Island cotton), whilst the latter adhere very firmly, so that when the long hairs are pulled off the seed remains completely covered with a short fuzz. This is also the case with the ordinary Indian and African cottons. There remains one other important group, the so-called “kidney” cottons in which there are only long hairs, and the seed easily comes away clean as with “Sea Island,” but, instead of each seed being separate, the whole group in each of the three compartments of the capsule is firmly united together in a more or less kidney-shaped mass. Starting with this as the basis of classification, we can construct the following key, the remaining principal points of difference being indicated in their proper places:—
| i. Seeds covered with long hairs only, flowers yellow, turning to red. A. Seeds separate. Country of origin, Tropical America—(1) G. barbadense, L. B. Seeds of each loculus united. Country of origin, S. America—(2) G. brasiliense, Macf. ii. Seeds covered with long and short hairs. A. Flowers yellow or white, turning to red. a. Leaves 3 to 5 lobed, often large. Flowers white. Country of origin, Mexico—(3) G. hirsutum, L. b. Leaves 3 to 5, seldom 7 lobed. Small. Flowers yellow. Country of origin, India—(4) G. herbaceum, L. B. Flowers purple or red. Leaves 3 to 7 lobed. Place of origin, Old World—(5) G. arboreum, L. |
1. G. barbadense, Linn. This plant, known only in cultivation, is usually regarded as native to the West Indies. Watt regards it as closely allied to G. vitifolium, and considers the modern stock a hybrid, and probably not indigenous to the West Indies. He classifies the modern high-class Sea Island cottons as G. barbadense, var. maritima. Whatever may be its true botanical name it is the plant known in commerce as “Sea Island” cotton, owing to its introduction and successful cultivation in the Sea Islands and the coastal districts of South Carolina, Georgia and Florida. It yields the most valuable of all cottons, the hairs being long, fine and silky, and ranging in length from 3⁄8 to 2½ in. By careful selection (the methods of which are described below) in the United States, the quality of the product was much improved, and on the recent revival of the cotton industry in the West Indies American “Sea Island” seed was introduced back again to the original home of the species.
Egyptian cotton is usually regarded as being derived from the same species. Watt considers many of the Egyptian cottons to be races or hybrids of G. peruvianum, Cav. Egyptian cotton in length of staple is intermediate between average Sea Island and average Upland. It has, however, certain characteristics which cause it to be in demand even in the United States, where during recent years Egyptian cotton has comprised about 80% of all the “foreign” cottons imported. These special qualities are its fineness, strength, elasticity and great natural twist, which combined enable it to make very fine, strong yarns, suited to the manufacture of the better qualities of hosiery, for mixing with silk and wool, for making lace, &c. It also mercerizes very well. The principal varieties of Egyptian cotton are: Mitafifi, the best-known and most extensively grown, hardy and but little affected by climatic variation. It is usually regarded as the standard Egyptian cotton; the lint is yellowish brown, the seeds black and almost smooth, usually with a little tuft of short green hairs at the ends. Abassi, a variety comparatively recently obtained by selection. The lint is pure white, very fine and silky, but not so strong as Mitafifi cotton. Yannovitch, a variety known since about 1897, yields the finest and most silky lint of the white Egyptian cottons. Bamia, yielding a brown lint, very similar to Mitafifi, but slightly less valuable. Ashmouni, a variety principally cultivated in Upper Egypt. The lint is brown and generally resembles Mitafifi but is less valuable.
Other varieties are Zifiri, Hamouli and Gallini, all of minor importance.
2. G. brasiliense, Macf. (G. peruvianum, Engler), or kidney cotton. Amongst the varieties of cotton which are derived from this species appear to be Pernambuco, Maranham, Ceara, Aracaty and Maceio cottons. The fibre is generally white, somewhat harsh and wiry, and especially adapted for mixing with wool. The staple varies in length from 1 to about 1½ in.
3. G. hirsutum, Linn. Although G. barbadense yields the most valuable cotton, G. hirsutum is the most important cotton-yielding plant, being the source of American cotton, i.e. Upland, Georgia, New Orleans and Texas varieties. The staple varies usually in length between ¾ and 1¼ in. According to Watt there are many hybrids in American cottons between G. hirsutum and G. mexicanum.
4. G. herbaceum, Linn. Levant cotton is derived from this species. The majority of the races of cotton cultivated in India are often referred to this species, which is closely allied to G. hirsutum and has been regarded as identical with it. Amongst the cottons of this source are Hinganghat, Tinnevelly, Dharwar, Broach, Amraoti (Oomras or Oomrawattee), Kumta, Westerns, Dholera, Verawal, Bengals, Sind and Bhaunagar. Watt dissents from this view and classes these Indian cottons as G. obtusifolium and G. Nanking with their varieties. The Indian cottons are usually of short staple (about ¾ in.), but are probably capable of improvement.
5. G. arboreum, Linn. This species is often considered as indigenous to India, but Dr Engler has pointed out that it is found wild in Upper Guinea, Abyssinia, Senegal, etc. It is the “tree cotton” of India and Africa, being typically a large shrub or small tree. The fibre is fine and silky, of about an inch in length. In India it is known as Nurma or Deo cotton, and is usually stated to be employed for making thread for the turbans of the priests. Commercially it is of comparatively minor importance.
The following table, summarized from the Handbook to the Imperial Institute Cotton Exhibition, 1905, giving the length of staple and value on one date (January 16, 1905), will serve to indicate the comparative values of some of the principal commercial cottons. The actual value, of course, fluctuates greatly.
| Length of Staple. Inches. | Value Per ℔. | |
| Sea Island Cotton— | s. d. | |
| Carolina Sea Island | 1.8 | 1 3 |
| Florida Sea Island | 1.8 | 1 0 |
| Georgia Sea Island | 1.7 | 11¼ |
| Barbados Sea Island | 2.0 | 1 3 |
| Egyptian Cottons— | ||
| Yannovitch | 1.5 | 9¼ |
| Abassi | 1.5 | 8¾ |
| Good Brown Egyptian (Mitafifi) | 1.2 | 7½ |
| American Cotton— | ||
| Good middling Memphis | 1.3 | 42⁄5 |
| Good middling Texas | 1.0 | 41⁄5 |
| Good middling Upland | 1.0 | 4 |
| Indian Cottons— | ||
| Fine Tinnevelly | 0.8 | 4¼ |
| Fine Bhaunagar | 1.0 | 37⁄8 |
| Fine Amraoti | 1.0 | 37⁄8 |
| Fine Broach | 0.9 | 313⁄16 |
| Fine Bengal | 0.9 | 311⁄16 |
| Fine ginned Sind | 0.8 | 311⁄16 |
| Good ginned Kumta | 1.0 | 3½ |
The close relationship between the length of the staple and the market price will be at once apparent.
Cultivation.—Cotton is very widely cultivated throughout the world, being grown on a greater or less scale as a commercial crop in almost every country included in the broad belt between latitudes 43° N. and 33° S., or approximately within the isothermal lines of 60° F.
The cotton plant requires certain conditions for its successful cultivation; but, given these, it is very little affected by seasonal vicissitudes. Thus, for example, in the United States the worst season rarely diminishes the crop by more than about a quarter or one-third; such a thing as a “half-crop” is unknown. Various climatic factors may cause temporary checks, but the growing and maturing period is sufficiently long to allow the plants to overcome these disturbances.
Cotton requires for its development from six to seven months of favourable weather. It thrives in a warm atmosphere, even in a very hot one, provided that it is moist and that the transpiration is not in excess of the supply of water. An idea of the requirements of the plant will perhaps be afforded by summarizing the conditions which have been found to give the best results in the United States.
During April (when the seed is usually sown) and May frequent light showers, which keep the ground sufficiently moist to assist germination and the growth of the young plants, are desired. Three to four inches of rain per month is the average. The active growing period is from early June to about the middle of August. During June and the first fortnight in July plenty of sunshine is necessary, accompanied by sufficient rain to promote healthy, but not excessive, growth; the normal rainfall in the cotton belt for this period is about 4½ in. per month. During the second portion of July and the first of August a slightly higher rainfall is beneficial, and even heavy rains do little harm, provided the subsequent months are dry and warm. The first flowers usually appear in June, and the bolls ripen from early in August. Picking takes place normally during September and October, and during these months dry weather is essential. Flowering and fruiting go on continually, although in diminishing degree, until the advent of frost, which kills the flowers and young bolls and so puts an end to the production of cotton for the season.
In the tropics the essential requirements are very similar, but there the dry season checks production in much the same way as do the frosts in temperate climates. In either case an adequate but not excessive rainfall, increasing from the time of sowing to the period of active growth, and then decreasing as the bolls ripen, with a dry picking season, combined with sunny days and warm nights, provide the ideal conditions for successful cotton cultivation. In regions where climatic conditions are favourable, cotton grows more or less successfully on almost all kinds of soil; it can be grown on light sandy soils, loams, heavy clays and sandy “bottom” lands with varying success. Sandy uplands produce a short stalk which bears fairly well. Clay and “bottom” lands produce a large, leafy plant, yielding less lint in proportion. The most suitable soils are medium grades of loam. The soil should be able to maintain very uniform conditions of moisture. Sudden variations in the amount of water supplied are injurious: a sandy soil cannot retain water; on the other hand a clay soil often maintains too great a supply, and rank growth with excess of foliage ensues. The best soil for cotton is thus a deep, well-drained loam, able to afford a uniform supply of moisture during the growing period. Wind is another important factor, as cotton does not do well in localities subject to very high winds; and in exposed situations, otherwise favourable, wind belts have at times to be provided.
Cultivation in the United States.—The United States being the most important cotton-producing country, the methods of cultivation practised there are first described, notes on methods adopted in other countries being added only when these differ considerably from American practice.
The culture of cotton must be a clean one. It is not necessarily deep culture, and during the growing season the cultivation is preferably very shallow. The result is a great destruction of the humus of the soil, and great leaching and washing, especially in the light loams of the hill country of the United States. The main object, therefore, of the American cotton-planter is to prevent erosion. Wherever the planters have failed to guard their fields by hillside ploughing and terracing, these have been extensively denuded of soil, rendering them barren, and devastating other fields lying at a lower level, which are covered by the wash. The hillsides have gradually to be terraced with the plough, upon almost an exact level. On the better farms this is done with a spirit-level or compass from time to time and hillside ditches put in at the proper places. In the moist bottom-lands along the rivers it is the custom to throw the soil up in high beds with the plough, and then to cultivate them deep. This is the more common method of drainage, but it is expensive, as it has to be renewed every few years. More intelligent planters drain their bottom-lands with underground or open drains. In the case of small plantations the difficulties of adjusting a right-of-way for outlet ditches have interfered seriously with this plan. Many planters question the wisdom of deepbreaking and subsoiling. There can be no question that a deep soil is better for the cotton-plant; but the expense of obtaining it, the risk of injuring the soil through leaching, and the danger of bringing poor soil to the surface, have led many planters to oppose this plan. Sandy soils are made thereby too dry and leachy, and it is a questionable proceeding to turn the heavy clays upon the top. Planters are, as a result, divided in opinion as to the wisdom of subsoiling. Nothing definite can be said with regard to a rotation of crops 259 upon the cotton plantation. Planters appreciate generally the value of broad-leaved and narrow-leaved plants and root crops, but there is an absence of exact knowledge, with the result that their practices are very varied. It is believed that the rotation must differ with every variety of soil, with the result that each planter has his own method, and little can be said in general. A more careful study of the physical as well as the chemical properties of a soil must precede intelligent experimentation in rotation. This knowledge is still lacking with regard to most of the cotton soils. The only uniform practice is to let the fields “rest” when they have become exhausted. Nature then restores them very rapidly. The exhaustion of the soil under cotton culture is chiefly due to the loss of humus, and nature soon puts this back in the excellent climate of the cotton-growing belt. Fields considered utterly used up, and allowed to “rest” for years, when cultivated again have produced better crops than those which had been under a more or less thoughtful rotation. In spite of the clean culture, good crops of cotton have been grown on some soils in the south for more than forty successive years. The fibre takes almost nothing from the land, and where the seeds are restored to the soil in some form, even without other fertilizers, the exhaustion of the soil is very slow. If the burning-up of humus and the leaching of the soil could be prevented, there is no reason why a cotton soil should not produce good crops continuously for an indefinite time. Bedding up land previous to planting is almost universal. The bed forms a warm seed-bed in the cool weather of early spring, and holds the manure which is drilled in usually to better advantage. The plants are generally left 2 or 3 in. above the middle of the row, which in four-foot rows gives a slope of 1 in. to the foot, causing the plough to lean from the plants in cultivating, and thus to cut fewer roots. The plants are usually cut out with a hoe from 8 to 14 in. apart. It seems to make little difference exactly what distance they are, so long as they are not wider apart on average land than 1 ft. On rich bottom-land they should be more distant. The seed is dropped from a planter, five or six seeds in a single line, at regular intervals 10 to 12 in. apart. A narrow deep furrow is usually run immediately in advance of the planter, to break up the soil under the seed. The only time the hoe is used is to thin out the cotton in the row; all the rest of the cultivation is by various forms of ploughs and so-called cultivators. The question of deep and shallow culture has been much discussed among planters without any conclusion applicable to all soils being reached. All grass and weeds must be kept down, and the crust must be broken after every rain, but these seem to be the only principles upon which all agree. The most effective tool against the weeds is a broad sharp “sweep,” as it is called, which takes everything it meets, while going shallower than most ploughs. Harrows and cultivators are used where there are few weeds, and the mulching process is the one desired.
The date of cotton-planting varies from March 1 to June 1, according to situation. Planting begins early in March in Southern Texas, and the first blooms will appear there about May 15. Planting may be done as late as April 15 in the Piedmont region of North Carolina, and continue as late as the end of May. The first blooms will appear in this region about July 15. Picking may begin on July 10 in Southern Texas, and continue late into the winter, or until the rare frost kills the plants. It may not begin until September 10 in Piedmont, North Carolina. It is a peculiarity of the cotton-plant to lose a great many of its blooms and bolls. When the weather is not favourable at the fruiting stage, the otherwise hardy cotton plant displays its great weakness in this way. It sheds its “forms” (as the buds are called), blooms, and even half-grown bolls in great numbers. It has frequently been noted that even well-fertilized plants upon good soil will mature only 15 or 20% of the bolls produced. No means are known so far for preventing this great waste. Experts are at an entire loss to form a correct idea of the cause, or to apply any effective remedy.
Cotton-picking is at once the most difficult and most expensive operation in cotton production. It is paid for at the rate of from 45 to 50 cents per cwt. of seed cotton. The work is light, and is effectually performed by women and even children, as well as men; but it is tedious and requires care. The picking season will average 100 days. It is difficult to get the hands to work until the cotton is fully opened, and it is hard to induce them to pick over 100 ℔ a day, though some expert hands are found in every cotton plantation who can pick twice as much. The loss resulting from careless work is very serious. The cotton falls out easily or is dropped. The careless gathering of dead leaves and twigs, and the soiling of the cotton by earth or by the natural colouring matter from the bolls, injure the quality. It has been commonly thought that the production of cotton in the south is limited by the amount that can be picked, but this limit is evidently very remote. The negro population of the towns and villages of the cotton country is usually available for a considerable share in cotton-picking. There is in the cotton states a rural population of over 7,000,000, more or less occupied in cotton-growing, and capable, at the low average of 100 ℔ a day, of picking daily nearly 500,000 bales. It is evident, therefore, that if this number could work through the whole season of 100 days, they could pick three or four times as much cotton as the largest crop ever made. Great efforts have been made to devise cotton-picking machines, but, as yet, complete success has not been attained. Lowne’s machine is useful in specially wide-planted fields and when the ground is sufficiently hard.
Cotton Ginning.—The crop having been picked, it has to be prepared for purpose of manufacture. This comprises separating the fibre or lint from the seeds, the operation being known as “ginning.” When this has been accomplished the weight of the crop is reduced to about one-third, each 100 ℔ of seed cotton as picked yielding after ginning some 33 ℔ of lint and 66 ℔ of cotton seed. The actual amounts differ with different varieties, conditions of cultivation, methods of ginning, &c.; a recent estimate in the United States gives 35% of lint for Upland cotton and 25% for Sea Island cotton as more accurate.
The separation of lint from seed is accomplished in various ways. The most primitive is hand-picking, the fibre being laboriously pulled from off each seed, as still practised in parts of Africa. In modern commercial cotton production ginning machines are always used. Very simple machines are used in some parts of Africa. The simplest cotton gin in extensive use is the “churka,” used from early times, and still largely employed in India and China. It consists essentially of two rollers either both of wood, or one of wood and one of iron, geared to revolve in contact in opposite directions; the seed cotton is fed to the rollers, the lint is drawn through, and the seed being unable to pass between the rollers is rejected. With this primitive machine, worked by hand, about 5 ℔ of lint is the daily output. In the Macarthy roller gin, the lint, drawn by a roller covered with leather (preferably walrus hide), is drawn between a metal plate called the “doctor” (fixed tangentially to the roller and very close to it) and a blade called the “beater” or knife, which rapidly moves up and down immediately behind, and parallel to, the fixed plate. The lint is held by the roughness of the roller, and the blade of the knife or beater readily detaches the seed from the lint; the seed falls through a grid, while the lint passes over the roller to the other side of the machine. A hand Macarthy roller gin worked by two men will clean about 4 to 6 ℔ of lint per hour. A similar, but larger machine, requiring about 1½ horse-power to run it, will turn out 50 to 60 ℔ of Egyptian or 60 to 80 ℔ of Sea Island cleaned cotton per hour. By simple modifications the Macarthy gin can be used for all kinds of cotton. Various attempts have been made to substitute a comb for the knife or beater, and one of the latest productions is the “Universal fibre gin,” in which a series of blunt combs working horizontally replace the solid beater and so-called knife of the Macarthy gin.
Opposed to the various types of roller gins is the “saw gin,” invented by Eli Whitney, an American, in 1792. This machine, under various modifications, is employed for ginning the greater portion of the cotton grown in the Southern States of America. It consists essentially of a series of circular notched disks, the so-called saws, revolving between the interstices of an iron bed 260 upon which the cotton is placed: the teeth of the “saws”. catch the lint and pull it off from the seeds, then a revolving brush removes the detached lint from the saws, and creates sufficient draught to carry the lint out of the machine to some distance. Saw gins do considerable damage to the fibre, but for short-stapled cotton they are largely used, owing to their great capacity. The average yield of lint per “saw” in the United States, when working under perfect conditions, is about 6 ℔ per hour. Some of the American ginners are very large indeed, a number (Bulletin of the Bureau of the Census on Cotton Production) being reported as containing on the average 1156 saws with an average production of 4120 bales of cotton. Saw gins are not adapted to long-stapled cottons, such as Sea Island and Egyptian, which are generally ginned by machines of the Macarthy type.
The machine which will gin the largest quantity in the shortest time is naturally preferred, unless such injury is occasioned as materially to diminish the market value of the cotton. This has sometimes been to the extent of 1d. or 2d. per ℔ and even more as regards Sea Island and other long-stapled cottons. The production, therefore, of the most perfect and efficient cotton-cleaning machinery is of importance alike to the planter and manufacturer.
Baling.—The cotton leaves the ginning machine in a very loose condition, and has to be compressed into bales for convenience of transport. Large baling presses are worked by hydraulic power; the operation needs no special description. Bales from different countries vary greatly in size, weight and appearance. The American bale has been described in a standard American book on cotton as “the clumsiest, dirtiest, most expensive and most wasteful package, in which cotton or any other commodity of like value is anywhere put up.” Suggestions for its improvement, which if carried out would (it is estimated) result in a monetary saving of £1,000,000 annually, were made by the Lancashire Private Cotton Investigation Commission which visited the Southern States of America in 1906.
The approximate weights of some of the principal bales on the English market are as follows:—
| United States | 500 ℔ |
| Indian | 400 ℔ |
| Egyptian | 700 ℔ |
| Peruvian | 200 ℔ |
| Brazilian | 200 to 300 ℔ |
With baling the work of the producer is concluded.
Cultivation in Egypt.—Climatic conditions in Egypt differ radically from those in the United States, the rainfall being so small as to be quite insufficient for the needs of the plant, very little rain indeed falling in the Nile Delta during the whole growing season of the crop: yet Egypt is in order the third cotton-producing country of the world, elaborate irrigation works supplying the crop with the requisite water. The area devoted to cotton in Egypt is about 1,800,000 acres, and nine-tenths of it is in the Nile Delta. The delta soil is typically a heavy, black, alluvial clay, very fertile, but difficult to work; admixture of sand is beneficial, and the localities where this occurs yield the best cotton. Formerly in Egypt the cotton was treated as a perennial, but this practice has been generally abandoned, and fresh plants are raised from seed each year, as in America; one great advantage is that more than one crop can thus be obtained each year. The following rotation is frequently adopted. It should be noted that in Egypt the year is divided into three seasons—winter, summer and “Nili.” The two first explain themselves; Nili is the season in which the Nile overflows its banks.
| Winter. | Summer. | Nili. | |
| First year | Clover | Cotton | .. |
| Second year | Beans or wheat | .. | Corn or fallow |
For cotton cultivation the land is ploughed, carefully levelled, and then thrown up into ridges about 3 ft. apart. Channels formed at right angles to the cultivation ridges provide for the access of water to the crop. The seeds, previously soaked, are sown, usually in March, on the sides of the ridges, and the land watered. After the seedlings appear, thinning is completed in usually three successive hoeings, the plants being watered after thinning, and subsequently at intervals of from twelve to fifteen days, until about the end of August when picking commences. The total amount of water given is approximately equivalent to a rainfall of about 35 in. The crop is picked, ginned and baled in the usual way, the Macarthy style action roller gins being almost exclusively employed.
Cotton Seed.—The history of no agricultural product contains more of interest and instruction for the student of economics than does that of cotton seed in the United States. The revolution in its treatment is a real romance of industry. Up till 1870 or thereabouts, cotton seed was regarded as a positive nuisance upon the American plantation. It was left to accumulate in vast heaps about ginhouses, to the annoyance of the farmer and the injury of his premises. Cotton seed in those days was the object of so much aversion that the planter burned it or threw it into running streams, as was most convenient. If the seed were allowed to lie about, it rotted, and hogs and other animals, eating it, often died. It was very difficult to burn, and when dumped into rivers and creeks was carried out by flood water to fill the edges of the flats with a decaying and offensive mass of vegetable matter. Although used in the early days to a limited extent as a food for milch cows and other stock, and to a larger extent as a manure, no systematic efforts were made anywhere in the South to manufacture the seed until the later ’fifties, when the first cotton seed mills were established. It is said that there were only seven cotton oil mills in the South in 1860. The cotton-growing industry was interrupted by the Civil War, and the seed-milling business did not begin again until 1868. After that time the number of mills rapidly increased. There were 25 in the South in 1870, 50 in 1880, 120 in 1890, and about 500 in 1901, about one-third being in Texas.
Experience shows that 1000 ℔ of seed are produced for every 500 ℔ of cotton brought to market. On the basis, therefore, of a cotton crop of 10,000,000 bales of 500 ℔ each, there are produced 5,000,000 tons of cotton seed. If about 3,000,000 tons only are pressed, there remain to be utilized on the farm 2,000,000 tons of cotton seed, which, if manufactured, would produce a total of $100,000,000 from cotton seed. In contrast with the farmers of the ’sixties, the southern planter of the 20th century appreciates the value of his cotton seed, and farmers, too remote from the mills to get it pressed, now feed to their stock all the cotton seed they conveniently can, and use the residue either in compost or directly as manure. The average of a large number of analyses of Upland cotton seed gives the following figures for its fertilizing constituents:—Nitrogen, 3.07%; phosphoric acid, 1.02%; potash, 1.17%; besides small amounts of lime, magnesia and other valuable but less important ingredients. Sea Island cotton seed is rather more valuable than Upland: the corresponding figures for the three principal constituents being nitrogen 3.51, phosphoric acid 1.69, potash 1.59%. Using average prices paid for nitrogen, phosphoric acid and potash when bought in large quantities and in good forms, these ingredients, in a ton of cotton seed, amount to $9.00 worth of fertilizing material. Compared with the commercial fertilizer which the farmer has to buy, cotton seed possesses, therefore, a distinct value.
The products of cotton seed have become important elements in the national industry of the United States. The main product is the refined oil, which is used for a great number of purposes, such as a substitute for olive oil, mixed with beef products for preparation of compound lard, which is estimated to consume one-third of cotton seed oil produced in the States. The poorer grades are employed in the manufacture of soap, candles and phonograph records. Miners’ lamp oil consists of the bleached oil mixed with kerosene. Cotton seed cake or meal (the residue after the oil is extracted) is one of the most valuable of feeding stuffs, as the following simple comparison between it and oats and corn will show:—
| Average Analyses. | Proteins or Flesh Formers. |
Carbohydrates or Fuel and Fat Suppliers. |
Fats. | Ash or Bone Makers. |
| Cotton seed meal | 43.26 | 22.31 | 13.45 | 7.02 |
| Corn | 10.5 | 70.0 | 5.5 | 1.02 |
| Oats | 17.0 | 65.0 | 8.0 | 1.2 |
Cotton seed meal, though poor in carbohydrates, the fat- and energy-supplying ingredients, is exceedingly rich in protein, the nerve- and muscle-feeding ingredients. But it still contains a large amount of oil, which forms animal fat and heat, and thus makes up for part of its deficiency in carbohydrates. The meal, in fact, is so rich in protein that it is best utilized as a food for animals when mixed with some coarse fodder, thus furnishing a more evenly-balanced ration. In comparative valuations of feeding stuffs it has been found that cotton seed meal exceeds corn meal by 62%, wheat by 67%, and raw cotton seed by 26%. Cotton seed meal, in the absence of sufficient stock to consume it, is also used extensively as a fertilizer, and for this purpose it is worth, determining the price on the same basis as used above for the seed, from $19 to $20 per ton. But it has seldom reached this price, except in some of the northern states, where it is used for feeding purposes. A more rational proceeding would be to feed the meal to animals and apply the resulting manure to the soil. When this is done, from 80 to 90% of the fertilizing material of the meal is recovered in the manure, only 10 to 20% being converted by the animal into meat and milk. The profit derived from the 20% thus removed is a very large one. These facts indicate that we have here an agricultural product the market price of which is still far below its value as compared, on the basis of its chemical composition, either with other feeding stuffs or with other fertilizers. Though it is probably destined to be used even more extensively as a fertilizer before the demand for it as a feeding stuff becomes equal to the supply, practically all the cotton seed meal of the south will ultimately be used for feeding. One explanation of this condition of things is that there is still a large surplus of cotton seed which cannot be manufactured by the mills. Another reason is found in the absence of cattle in the south to eat it.
With the consideration of cotton seed oil and meal we have not, however, exhausted its possibilities. Cotton seed hulls constitute about half the weight of the ginned seed. After the seed of Upland cotton has been passed through a fine gin, which takes off the short lint or linters left upon it by the farmer, it is passed through what is called a sheller, consisting of a revolving cylinder, armed with numerous knives, which cut the seed in two and force the kernels or meats from the shells. The shells and kernels are then separated in a winnowing machine. This removal of the shell makes a great difference in the oilcake, as the decorticated cake is more nutritious than the undecorticated. For a long time these shells or hulls, as they are called, were burned at oil mills for fuel, 2½ tons being held equal to a cord of wood, and 41⁄3 tons to a ton of coal. The hulls thus burned produced an ash containing an average of 9% of phosphoric acid and 24% of potash—a very valuable fertilizer in itself, and one eagerly sought by growers of tobacco and vegetables. It was not long, however, before the stock-feeder in the South found that cotton seed hulls were an excellent substitute for hay. They are used on a very large scale in the vicinity of oil mills in southern cities like Memphis, New Orleans, Houston, and Little Rock, from 500 to 5000 cattle being often collected in a single yard for this purpose. No other feed is required, the only provision necessary being an adequate supply of water and an occasional allowance of salt. Many thousands of cattle are fattened annually in this way at remarkably low cost.
Careful attention is now given to the employment of the seed in new cotton countries, and oil expression is practised in the West Indies. Hull is the principal seat of the industry in Great Britain, and enormous quantities of Indian and Egyptian cotton seed are imported and worked up.
The following diagram, modified from one by Grimshaw, in accordance with the results obtained by the better class of modern mills, gives an interesting résumé of the products obtained from a ton of cotton seed:—
Products from a Ton of Cotton Seed.
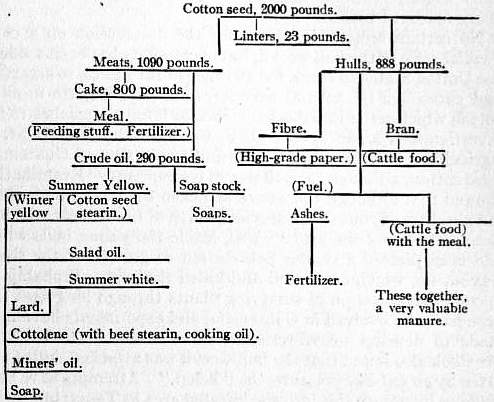
Pests and Diseases of the Cotton Plant.
Insect Pests.—It is common knowledge that when any plant is cultivated on a large scale various diseases and pests frequently appear. In some cases the pest was already present but of minor importance. As the supply of its favourite food plant is increased, conditions of life for the pest are improved, and it accordingly multiplies also, possibly becoming a serious hindrance to successful cultivation. At other times the pest is introduced, and under congenial conditions (and possibly in the absence of some other organism which keeps it in check in its native country) increases accordingly. Some idea of the enormous damage wrought by the collective attacks of individually small and weak animals may be gathered from the fact that a conservative estimate places the loss due to insect attacks on cotton in the United States at the astounding figure of $60,000,000 (£12,000,000) annually. Of this total no less than $40,000,000 (£8,000,000) is credited to a small beetle, the cotton boll weevil, and to two caterpillars. The best means of combating these attacks depends on a knowledge of the life-histories and habits of the pests. The following notes deal only with the practical side of the question, and as the United States produce some seven-tenths of the world’s cotton crop attention is especially directed to the principal cotton pests of that country. Those of other regions are only referred to when sufficiently important to demand separate notice.
The cotton boll weevil (Anthonomus grandis), a small grey weevil often called the Mexican boll weevil, is the most serious pest of cotton in the United States, where the damage done by it in 1907 was estimated at about £5,000,000. It steadily increased in destructiveness during the preceding eight years. Attention was drawn to it in 1862, when it caused the abandonment of cotton cultivation about Monclova in Mexico. About 1893 it appeared in Texas, and then rapidly spread. It is easily transported from place to place in seed-cotton, and for this reason the Egyptian government in 1904 prohibited the importation of American cotton seed. Not only is the pest carried from place to place, but it also migrates, and in 1907 it crossed from Louisiana, where it first appeared in 1905, to Mississippi. That the insect is likely to prove adaptable is perhaps indicated by the fact that in 1906 it made a northward advance of about 60 m. in a season with no obvious special features favouring the pest. Its eastern progress was also rapid. “The additional territory infested during 1904 aggregates about 15,000,000 sq. m., representing approximately an area devoted to the culture of cotton of 900,000 acres” (Year-book, U.S. Dept. Agriculture, 1904). In 1906 the additional area invaded amounted to 1,500,000 acres (Ibid., 1906).
The adult weevils puncture the young flower-buds and deposit eggs; and as the grubs from the eggs develop, the bud drops. They also lay eggs later in the year in the young bolls. These do not drop, but as the grubs develop the cotton is ruined and the bolls usually become discoloured and crack, their contents being rendered useless.
No certain remedy is known for the destruction on a commercial scale of the boll weevil, but every effort has been made in the United States to check the advance of the insect, to ascertain and encourage its natural enemies, and to propagate races of cotton which resist its attacks. Special interest attaches to the investigations made by Mr O. F. Cook, of the U.S. Dept. of Agriculture, in Guatemala. The Indians in part of Guatemala raise cotton, although the boll weevil is abundant. Examination showed that although the weevil attacked the young buds these did not drop off, but that a special growth of tissue inside the bud frequently killed the grub. Also, inside the young bolls which had been pierced a similar proliferation or growth of the tissue was set up, which enveloped and killed the pest. Probably by unconscious selection of surviving plants through long ages this type has been evolved in Guatemala, and experiments have been made to develop weevil-resistant races in the United States. Mr Cook also found that the boll weevil was attacked, killed and eaten by an ant-like creature, the “kelep.” Attempts have been made to introduce this into the infested area in Texas; but owing to the winter proving fatal to the “kelep” its usefulness may be restricted to tropical and subtropical regions.
The cotton boll worm (Chloridea obsoleta, also known as Heliothis armiger) is a caterpillar. The parent moth lays eggs, from which the young “worms” hatch out. They bore holes and penetrate into flower-buds and young bolls, causing them to drop. Fortunately the “worms” prefer maize to cotton, and the inter-planting at proper times of maize, to be cut down and destroyed when well infested, is a method commonly employed to keep down this pest. Paris green kills it in its young stages before it has entered the buds or bolls. The boll worm is most destructive in the south-western states, where the damage done is said to vary from 2 to 60% of the crop. Taking a low average of 4%, the annual loss due to the pest is estimated at about £2,500,000, and it occupies second place amongst the serious cotton pests of the U.S.A. The boll worm is widely spread through the tropical and temperate zones. It may occur in a country without being a pest to cotton, e.g. in India it attacks various plants but not cotton. It has not yet been reported as a cotton pest in the West Indies.
The Egyptian boll worm (Earias insulana) is the most important insect pest in Egypt and occurs also in other parts of Africa. Indian boll worms include the same species, and the closely related Earias fabia, which also occurs in Egypt.
The cotton worm (Aletia argillacea)—also called cotton caterpillar, cotton army worm, cotton-leaf worm—is also one stage in the life-history of a moth. It is a voracious creature, and unchecked will often totally destroy a crop. In former years the annual damage done by it in the United States was assessed at £4,000,000 to £6,000,000. Dusting with Paris green is, however, an efficient remedy if promptly applied at the outset of the attack. The annual damage was in 1906 reduced to £1,000,000 to £2,000,000, and this on a larger area devoted to cotton than in the case of the estimate given above. It is the most serious pest of cotton in the West Indies. The Egyptian cotton worm is Prodenia littoralis.
The caterpillars (“cut worms”) of various species of Agrotis and other moths occur in all parts of the world and attack young cotton. They can be killed by spreading about cabbage leaves, &c., poisoned with Paris green.
Locusts, green-fly, leaf-bugs, blister mites, and various other pests also damage cotton, in a similar way to that in which they injure other crops.
The “cotton stainers,” various species of Dysdercus, are widely distributed, occurring for example in America, the West Indies, Africa, India, &c. The larvae suck the sap from the young bolls and seeds, causing shrivelling and reduction in quantity of fibre. They are called “stainers” because their excrement is yellow and stains the fibre; also if crushed during the process of ginning they give the cotton a reddish coloration. The Egyptian cotton seed bug or cotton stainer belongs to another genus, being Oxycarenus hyalinipennis. Other species of this genus occur on the west coast of Africa. They do considerable damage to cotton seed.
Fungoid Diseases.—“Wilt disease,” or “frenching,” perhaps the most important of the fungoid disease of cotton in the United States, is due to Neocosmospora vasinfecta. Young plants a few inches high are usually attacked; the leaves, beginning with the lower ones, turn yellow, and afterwards become brown and drop. The plants remain very dwarf and generally unhealthy, or die. The roots also are affected, and instead of growing considerably in length, branch repeatedly and give rise to little tufts of rootlets. There is no method known of curing this disease, and all that can be done is to take every precaution to eradicate it, by pulling up and burning diseased plants, isolating the infected area by means of trenches, and avoiding growing cotton, or an allied plant such as the ochro (Hibiscus esculentus), in the field. Fortunately the careful work of the U.S. Department of Agriculture and of planters such as Mr E. L. Rivers of James Island, South Carolina, has resulted in the production of disease-resistant races. In one instance Mr Rivers found one healthy plant in a badly affected field. The seed was saved and gave rise to a row of plants all of which grew healthily in an infected field, whereas 95% of ordinary Sea Island cotton plants from seed from a non-infected field planted alongside as a control were killed. The resistance was well maintained in succeeding generations, and races so raised form a practical means of combating this serious disease.
In “Root rot,” as the name implies, the roots are attacked, the fungus being a species of Ozonium, which envelops the roots in a white covering of mould or mycelium. The roots are prevented from fulfilling their function of taking up water and salts from the soil; the leaves accordingly droop, and the whole plant wilts and in bad attacks dies. It has yearly proved a more serious danger in Texas and other parts of the south-west of the United States, and the damage due to it in Texas during 1905 was estimated at about £750,000. No remedy is known for the disease, and cotton should not be planted on infected land for at least three or four years.
“Boll rot,” or “Anthracnose,” is a disease which may at times be sufficiently serious to destroy from 10 to 50% of the crop. The fungus which causes it (Colletotrichum gossypii) is closely related to one of the fungi attacking sugar-cane in various parts of the world. Small red-brown spots appear on the bolls, gradually enlarge, and develop into irregular black and grey patches. The damage may be only slight, or the entire boll may ripen prematurely and become dry and dead.
Many other diseases occur, but the above are sufficient to indicate some of the principal ones in the most important cotton countries of the world.
Improvement of Cotton by Seed Selection.
In the cotton belt of the United States it would be possible to put a still greater acreage under this crop, but the tendency is rather towards what is known as “diversified” or mixed farming than to making cotton the sole important crop. Cotton, however, is in increasing demand, and the problem for the American cotton planter is to obtain a better yield of cotton from the same area,—by “better yield” meaning an increase not only in quantity but also in quality of lint. This ideal is before the cotton grower in all parts of the world, but practical steps are not always taken to realize it. Some of the United States planters are alert to take advantage of the application of science to industry, and in many cases even to render active assistance, and very successful results have been attained by the co-operation of the United States Department of Agriculture and planters. With the improvement of cotton the name of Mr Herbert J. Webber is prominently associated, and a full discussion of methods and results will be found in his various papers in the Year-books of the U.S. Department of Agriculture. The principle on which the work is based is that plants have their individualities 263 and tend to transmit them to their progeny. Accordingly a selection of particular plants to breed from, because they possess certain desirable characteristics, is as rational as the selection of particular animals for breeding purposes in order to maintain the character of a herd of cattle or of a flock of sheep.
Inspection of a field of cotton shows that different plants vary as regards productiveness, length, and character of the lint, period of ripening, power of resistance to various pests and of withstanding drought. A simple method of increasing the yield is that practised with success by some growers in the States. Pickers are trained to recognize the best plants, “that is, those most productive, earliest in ripening, and having the largest, best formed and most numerous bolls.” These pickers go carefully over the field, usually just before the second picking, and gather ripe cotton from the best plants only; this selected seed cotton is ginned separately, and the seed used for sowing the next year’s crop.
A more elaborate method of selection is practised by some of the Sea Island cotton planters in the Sea Islands, famous for the quality of their cotton. A field is gone over carefully, and perhaps some 50 of the best plants selected; a second examination in the field reduces these perhaps to one half, and each plant is numbered. The cotton from each is collected and kept separately, and at the end of the season carefully examined and weighed, and a final selection is then made which reduces the number to perhaps five; the cotton from each of these plants is ginned separately and the seed preserved for sowing. The simplest possible case in which only one plant is finally selected is illustrated in the diagram.
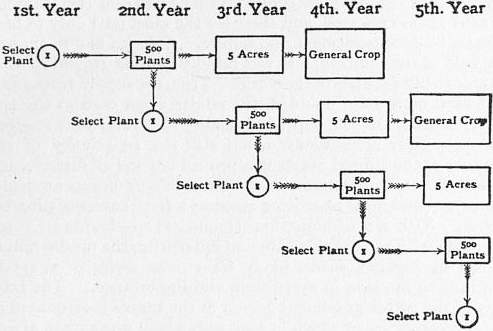 |
| After Webber, Year-book, U.S. Dept. of Agriculture, 1902. |
| Improvement of Cotton by Seed Selection. |
From the seeds of the selected plant of the 1st year about 500 plants can be raised in the next year. One plant is selected again from these 500, and the general crop of seed is used to sow about five acres for the 3rd year, from which seed is obtained for the general crop in the 4th year. One special plant is selected each year from the 500 raised from the previous season’s test plant, and in four years’ time the progeny of this plant constitutes the “general crop.” The practice may be modified according to the size of estate by selecting more than one plant each year, but the principle remains unaltered. This method is in actual use by growers of Sea Island cotton in America and in the islands off the coast of S. Carolina; the greatest care is taken to enhance the quality of the lint, which has been gradually improved in length, fineness and silkiness. Mr Webber, in summing up, says, “When Sea Island cotton was first introduced into the United States from the West Indies, it was a perennial plant, unsuited to the duration of the season of the latitude of the Sea Islands of S. Carolina; but, through the selection of seed from early maturing individual plants, the cotton has been rendered much earlier, until now it is thoroughly adapted to the existing conditions. The fibre has increased in length from about 1¾ to 2½ in., and the plants have at the same time been increased in productiveness. The custom of carefully selecting the seed has grown with the industry and may be said to be inseparable from it. It is only by such careful and continuous selection that the staple of these high-bred strains can be kept up to its present superiority, and if for any reason the selection is interrupted there is a general and rapid decline in quality.”
When selection is being made for several characters at the same time, and also in hybridization experiments, where it is important to have full records of the characters of individual plants and their progeny, “score cards,” such as are used in judging stock, with a scale of points, are used.
The improvements desired in cotton vary to some degree in different countries, according to the present character of the plants, climatic conditions, the chief pests, special market requirements, and other circumstances. Amongst the more important desiderata are:—
1. Increased Yield.
2. Increase in Length of Lint.—Webber records the case of Stamm Egyptian cotton imported into Columbia, in which by simple selection, as outlined above, during two years plants were obtained uniformly earlier, more productive, and yielding longer and better lint.
3. Uniformity in Length of the Lint.—This is important especially in the long-stapled cottons, unevenness leading to waste in manufacture, and consequently to a lower price for the cotton.
4. Strength of Fibre.—Long-stapled cottons have been produced in the States by crossing Upland and Sea Island cotton. These hybrids produce a lint which is long and silky, but often deficient in strength: selection for strength amongst the hybrids, with due regard to length, may overcome this.
5. Season of Maturing.—Seed should be selected from early and late opening bolls, according to requirements. Earliness is especially important in countries where the season is short.
6. Adaptation to Soil and Climate.—High-class cottons often do not flourish if introduced into a new country. They are adapted to special conditions which are lacking in their new surroundings, but a few will probably do fairly well the first year, and the seeds from these probably rather better the next, and so on, so that in a few years’ time a strain may be available which is equal or even superior to the original one introduced.
7. Resistance to Disease.—The method employed is to select, for seed purposes, plants which are resistant to the particular disease. Thus sometimes a field of cotton is attacked by some disease, perhaps “wilt,” and a comparatively few plants are but very slightly affected. These are propagated, and there are instances as described above of very successful and commercially important results having been attained. Special interest attaches to experiments made in the United States to endeavour to raise races of cotton resistant to the boll weevil.
8. Resistance to Weather.—Strong winds and heavy rains do much damage to cotton by blowing or beating the lint out of the bolls. In some instances a slight difference in the shape, mode of opening, &c., of the boll prevents this, and accordingly seed is selected from bolls which suffer least under the particular adverse conditions.
Attention has been paid in the West Indies to seed selection, by the officers of the imperial Department of Agriculture, with the object of retaining for West Indian Sea Island cotton its place as the most valuable cotton on the British market.
In India, where conditions are much more diversified and it is more difficult to induce the native cultivator to adopt new methods, attention has also been directed during recent years to the improvement of the existing races. Efforts have been made in the same direction in Egypt, West Africa, &c.
The World’s Commercial Cotton Crop.
It is impossible to give an exact return of the total amount of cotton produced in the world, owing to the fact that in China, India and other eastern countries, in Mexico, Brazil, parts of the Russian empire, tropical Africa, &c., considerable—in some eases very large—quantities of cotton are made up locally into wearing apparel, &c., and escape all statistical record. It is estimated that the amount thus used in India exclusive of the consumption of mills is equivalent to about 400,000 bales. Neglecting, however, 264 these quantities, which do not affect the world’s market, the annual supplies of cotton are approximately as follows:—
| Country. | Approximate Production. Bales of 500 ℔. |
Percentage. |
| United States of America | 11,000,000 | 68.75 |
| India | 3,000,000 | 18.75 |
| Egypt | 1,000,000 | 6.25 |
| All other countries | 1,000,000 | 6.25 |
| Total | 16,000,000 | 100.00 |
In 1905 the world’s crop closely approximated to 16,000,000 bales, whilst in 1904 it was nearly 19,000,000 bales and in 1906 nearly 20,000,000 bales. The United States produced very nearly seven-tenths of the total “visible” cotton crops of the world. This, however, is quite a modern development, comparatively speaking. “During the period from 1786 to 1790 the West Indies furnished about 70% of the British supply, the Mediterranean countries 20%, and Brazil 8%; whilst the quantity contributed by the United States and India was less than 1% and Egypt contributed none. In 1906 the United States contributed 65% of the commercial cotton, British India 19%, Egypt 7%, and Russia 3%. Of the countries which were prominent in the production of cotton in 1790, Brazil and Asiatic Turkey alone remain” (U.S.A. Bureau of the Census, Bulletin No. 76). The actual figures for the chief countries for 1904-1906, taken from the same source, are as follows:—
The World’s Commercial Cotton Crop. (In 500 ℔ Bales.)
| Country. | 1904. | 1905. | 1906. |
| United States | 13,085,000 | 10,340,000 | 13,016,000 |
| British India | 2,843,000 | 2,519,000 | 3,708,000 |
| Egypt | 1,258,000 | 1,181,000 | 1,400,000 |
| Russia | 554,000 | 585,000 | 675,000 |
| China | 468,000 | 415,000 | 418,000 |
| Brazil | 210,000 | 258,000 | 275,000 |
| Mexico | 114,000 | 125,000 | 130,000 |
| Peru | 40,000 | 55,000 | 55,000 |
| Turkey | 100,000 | 107,000 | 107,000 |
| Persia | 45,000 | 47,000 | 47,000 |
| Japan | 16,000 | 15,000 | 11,000 |
| Other countries | 70,000 | 100,000 | 100,000 |
| Total | 18,803,000 | 15,747,000 | 19,942,000 |
This title serves to indicate the principal countries contributing to the world’s supply of cotton. The following notes afford a summary of the position of the industry in the more important countries.
| States and Territories. | Upland Cotton. | Sea Island Cotton. | Total Value. | ||
| Quantity. | Value. | Quantity. | Value. | ||
| ℔ | $ | ℔ | $ | $ | |
| Alabama | 603,651,989 | 60,425,564 | .. | .. | 60,425,564 |
| Arkansas | 450,991,361 | 45,144,235 | .. | .. | 45,144,235 |
| Florida | 17,876,133 | 1,789,401 | 9,031,896 | 2,587,638 | 4,377,039 |
| Georgia | 750,762,910 | 75,151,367 | 9,950,634 | 2,850,857 | 78,002,224 |
| Indian Territory | 196,648,765 | 19,684,542 | .. | .. | 19,684,542 |
| Kansas | 9,844 | 985 | .. | .. | 985 |
| Kentucky | 1,008,290 | 100,930 | .. | .. | 100,930 |
| Louisiana | 473,222,310 | 47,369,553 | .. | .. | 47,369,553 |
| Mississippi | 732,755,978 | 73,348,874 | .. | .. | 73,348,874 |
| Missouri | 26,040,093 | 2,606,613 | .. | .. | 2,606,613 |
| New Mexico | 74,340 | 7,442 | .. | .. | 7,442 |
| North Carolina | 276,215,506 | 27,649,172 | .. | .. | 27,649,172 |
| Oklahoma | 233,396,905 | 23,363,030 | .. | .. | 23,363,030 |
| South Carolina | 415,386,362 | 41,580,175 | 2,723,859 | 999,656 | 42,579,831 |
| Tennessee | 146,569,434 | 14,671,600 | .. | .. | 14,671,600 |
| Texas | 2,001,181,289 | 200,318,247 | .. | .. | 200,318,247 |
| Virginia | 6,609,963 | 661,657 | .. | .. | 661,657 |
| Total—United States | 6,332,401,472 | 633,873,387 | 21,706,389 | 6,438,151 | 640,311,538 |
| ( = 12,644,803 | .. | ( = 43,413 | .. | .. | |
| bales) | .. | bales) | .. | .. | |
United States of America.—The cultivation of cotton as a staple crop in the United States dates from about 1770,1 although efforts appear to have been made in Virginia as far back as 1621. The supplies continued to be small up to the end of the century. In 1792 the quantity exported from the United States was only equivalent to 275 bales, but by the year 1800 it had increased to nearly 36,000 bales. At the close of the war in 1815 the revival of trade led to an increased demand, and the progress of cotton cultivation in America became rapid and continuous, until at length about 85% of the raw material used by English manufacturers was derived from this one source. With a capacity for the production of cotton almost boundless, the crop which was so insignificant when the century began had in 1860 reached the enormous extent of 4,824,000 bales. This great source of supply, when apparently most abundant and secure, was shortly after suddenly cut off, and thousands were for a time deprived of employment and the means of subsistence. In this period of destitution the cotton-growing resources of every part of the globe were tested to the utmost; and in the exhibition of 1862 the representatives of every country from which supplies might be expected met to concert measures for obtaining all that was wanted without the aid of America. The colonies and dependencies of Great Britain, including India, seemed well able to grow all the cotton that could be required, whilst numerous other countries were ready to afford their co-operation. A powerful stimulus was thus given to the growth of cotton in all directions; a degree of activity and enterprise never witnessed before was seen in India, Egypt, Turkey, Greece, Italy, Africa, the West Indies, Queensland, New South Wales, Peru, Brazil, and in short wherever cotton could be produced; and there seemed no room to doubt that in a short time there would be abundant supplies independently of America. But ten years afterwards, in the exhibition of 1872, which was specially devoted to cotton, a few only of the thirty-five countries which had sent their samples in 1862 again appeared, and these for the most part only to bear witness to disappointment and failure. America had re-entered the field of competition, and was rapidly gaining ground so as to be able to bid defiance to the world. True, the supply from India had been more than doubled, the adulteration once so rife had been checked, and the improved quality and value of the cotton had been fully acknowledged, but still the superiority of the produce of the United States was proved beyond all dispute, and American cotton was again king. Slave labour disappeared, and under new and more promising auspices a fresh career of progress began. With rare combination of facilities and advantages, made available with remarkable skill and enterprise, the production of cotton in America seems likely for a long series of years to continue to increase in magnitude and importance. The total area of the cotton-producing region in the States is estimated at 448,000,000 acres, of which in 1906 only about one acre in fifteen was devoted to cotton. The potentialities of the region are thus enormous.
Cotton is now the second crop of the United States, being surpassed in value only by Indian corn (maize). The area devoted to this crop in 1879 was 14,480,019 acres, and the total 265 commercial crop was 5,755,359 bales. In 1899 the acreage had increased to 24,275,101 and the crop to 9,507,786 bales. In 1906 the total area was 28,686,000 acres and the crop 13,305,265 bales.
The preceding table gives the quantity, value and character of the crop for each of the cotton-growing states in 1906, as reported by the Bureau of the Census.
Mexico.—Cotton is extensively grown in Mexico, and large quantities are used for home consumption. The cultivation is of very old standing. Cortes in 1519 is said to have received cotton garments as presents from the natives of Yucatan, and to have found the Mexicans using cotton extensively for clothing. From 1900 to 1905 the crop was about 100,000 bales per annum; the whole is consumed in local mills, and cotton is imported also from the United States.
Brazil.—The cotton-growing region in Brazil comprises a belt some 200 m. in width, in the north-eastern portion of the country, and a strip along the valley of the San Francisco, where a large amount of the present crop is produced. The cotton is known in commerce under the name of the place of export, e.g. Maceio, Pernambuco or Pernam, Ceãra, Rio Grande, &c. The export fluctuates greatly.
| Bales of 500 ℔. | Approx. Value. | |
| 1901 | 53,002 | £500,000 |
| 1902 | 143,963 | 1,200,000 |
| 1903 | 126,896 | 1,300,000 |
| 1904 | 59,413 | 800,000 |
| 1905 | 107,887 | 1,000,000 |
| 1906 | 142,972 | 1,500,000 |
The total production in 1906 was estimated at about 275,000 bales, but only a portion was available for export, there being an increasing consumption in Brazil itself.
Peru.—Cotton is an important crop in Peru, where it has long been cultivated. Most of the crop is grown in the irrigated coastal valleys. With more water available, the output could be considerably increased, e.g. in the Piura district. “Rough Peruvian,” the produce of one of the tree cottons, has a special use, as being rather harsh and wiry it is well adapted for mixing with wool. Egyptian cotton is also grown. The annual export is about 30,000 bales.
Cotton Production in the British West Indies: 1905-1906.2
| Island. | Area in Acres. |
Yield = Bales of 500 ℔. | Average Price in Pence per ℔. |
Value of Lint and Seed. |
| Barbados. | 2,000 | 959 | 15.2 | £33,557 |
| St Vincent. | 790 | 330 | 18.0 | 13,557 |
| Grenada (mostly Marie galante cotton). | 3,600 | 623 | 5.0 | 8,400 |
| St Kitts | 1,000 | 241 | 15.0 | 8,380 |
| Nevis | 1,700 | 240 | 13.0 | 8,364 |
| Anguilla | 1,000 | 161 | 15.0 | 5,280 |
| Antigua | 700 | 200 | 14.2 | 6,522 |
| Montserrat | 770 | 196 | 15.0 | 6,789 |
| Virgin Islands | 40 | 14 | .. | 400 |
| Jamaica | 1,500 | 123 | .. | 4,025 |
| Total | 12,900 | 3087 | .. | £95,274 |
British West Indies.—Cotton was cultivated as a minor crop in parts of the West Indies as long ago as the 17th century, and at the opening of the 18th century the islands supplied about 70% of all the cotton used in Great Britain. Greater profits obtained from sugar caused the industry to be abandoned, except in the small island of Carriacou. In 1900 the Imperial Department of Agriculture and private planters began experiments with the object of reintroducing the cultivation, owing to the decline in value of sugar. The department was actively assisted by the British Cotton Growing Association, and the results have been very successful, as was shown at an exhibition held in Manchester in 1908. A supply of seed of a high grade of Sea Island cotton was obtained from Colonel Rivers’s estate in the Sea Islands, S. Carolina, and so successful has the cultivation been that from some of the islands West Indian Sea Island cotton obtains a higher price than the corresponding grade of cotton from the Sea Islands themselves.
In 1902 the total area under cotton cultivation in the British West Indies was 500 acres. The industry made rapid progress. In 1903 it was 4000; in 1905-1906 it was 12,900; and for 1906-1907 it was 18,166 acres. The table indicates the chief cotton-producing islands, the acreage in each, yield, average value per pound and total value of the crop in 1905-1906.
The whole of this crop was Sea Island cotton, with the exception of the “Marie galante” grown in Carriacou. Marie galante is a harsh cotton of the Peruvian or Brazilian type. The low yield per acre in this island, and also the low value of the lint per ℔ compared with the Sea Island cotton, is clearly apparent.
In 1906-1907 the acreage was substantially increased in many of the islands, e.g. Barbados from 2000 to 5000; St Vincent 790 to 1533; St Kitts and Anguilla 1000 to 1500 each; Antigua 700 to 1883. In Jamaica, on the other hand, it was reduced from 1500 to 300 acres.
Spain.—Cotton was formerly grown in southern Spain on an extensive scale, and as recently as during the American Civil War a crop of 8000 to 10,000 bales was obtained. It is considered that with facilities for irrigation Andalusia could produce 150,000 bales annually. The former industry was abandoned as other crops became more remunerative. The government is encouraging recent efforts to re-establish the cultivation.
Malta.—Cotton has long been cultivated in Malta, but the acreage diminished from 1750 acres in 1899 to 670 acres in 1906. A considerable quantity of the produce is spun and woven locally; e.g. in 1904 the export was equivalent to about 120 bales out of a total production of 330 bales, and in 1905 to 258 out of 333 bales (of 500 ℔ each).
Cyprus has a soil and climate suited to cotton, which was formerly grown here on a large scale. The rainfall is uncertain and low, however, never exceeding 40 in., and on the supply of water by irrigation the future of the industry mainly depends. The exports dwindled from 3600 bales in 1865 to 946 in 1905; great fluctuations occur, the export in 1904, for example, being only 338 bales. The cotton grown is rather short-stapled and goes mainly to Marseilles and Trieste. Some is used locally in the manufacture of cloth.
Egypt.—The position of Egypt as the third cotton-producing country of the world has already been pointed out, and the varieties grown and the mode of cultivation described. The introduction of the exotic varieties dates from the beginning of the 19th century. The industry was actively promoted by a Frenchman named Jumel, in the service of Mehemet Ali, from 1820 onwards with great success. The area under cotton is about 1,800,000 acres.
Cotton Production in Egypt.
| 1850 | 87,200 bales of 500 ℔. |
| 1865 | 439,000 ” ” |
| 1890 | 798,000 ” ” |
| 1904 | 1,258,000 ” ” |
| 1905 | 1,250,000 ” ” |
| 1906 | 1,400,000 ” ” |
The Egyptian Sudan.—Egyptian cotton was cultivated in the Sudan to the extent of 21,788 acres in 1906 chiefly on non-irrigated land. The exports, however, are small, almost all the crop being used locally. The chief difficulties are the supply of water, labour and transport facilities. Lord Cromer in his report on the Sudan for 1906 remarks that: “There seems to be some reason for thinking that the future—or at all events the immediate future—of Sudan agriculture lies more in the direction of cultivating wheat and other cereals than in that of cultivating cotton.”
West Africa.—Cotton has long been grown in the various countries on the west coast of Africa, ginned by hand or by very primitive means, spun into yarn, and woven on simple looms into “country cloths”; these are often only a few inches wide, so that any large cloths have to be made by sewing the narrow strips together. These native cloths are exceedingly durable, and many of them are ornamented by using dyed yarns and in other ways.
Southern Nigeria (Lagos) and northern Nigeria are the most important cotton countries amongst the British possessions on the coast. From the former there has been an export trade for many years which fluctuates remarkably according to the demand. Northern Nigeria is the seat of a very large native cotton industry, to supply the demand for cotton robes for the Mahommedan races inhabiting the country. The province of Zaria alone is estimated to produce annually 30,000 to 40,000 bales, all of which is used locally. Northern Nigeria contributes to the cotton exported from Lagos. The country offers a fairly promising field for development, especially now that arrangements have been made for providing the necessary means of transport by the construction of the new railways. The profits obtained from ground-nuts (Arachis hypogea) in Gambia, gold mining in the Gold Coast, and from products of the oil palm (Elaeis guineensis) in the palm-oil belt serve to prevent much attention being given to cotton in these districts.
Exports of Cotton from Lagos.
| 1865 | 868 bales of 500 ℔. |
| 1869 | 1785 ” ” |
| 1900 | 48 ” ” |
| 1901 | 15 ” ” |
| 1902 | 25 ” ” |
| 1903 | 582 ” ” |
| 1904 | 1725 ” ” |
| 1905 | 2578 ” ” |
Exports of Cotton from British West Africa, 1904, 1905 and 1906.
| 1904. | 1905. | 1906. | |
| Bales | Bales | Bales | |
| (500 ℔). | (500 ℔). | (500 ℔). | |
| Gambia | 120 | 5 | 0 |
| Sierra Leone | 56 | 139 | 176 |
| Gold Coast | 115 | 50 | 186 |
| Southern Nigeria and Lagos | 2296 | 2771 | 5392 |
| Northern Nigeria | 574 | 250* | 712 |
| Total | 3161 | 3215 | 6466 |
| *Approximately. | |||
Nyasaland (British Central Africa).—The cultivation of cotton on a commercial scale is quite new in Nyasaland, and although general conditions of soil and climate appear favourable the question of transport is serious and labour is not abundant. The exports were equivalent to 2 bales of 500 ℔ in 1902-1903, 114 bales in 1903-1904, 570 bales in 1904-1905, 1553 bales in 1905-1906 and 1052 bales in 1906-1907. In the lower river lands Egyptian cotton has been the most successful, whilst Upland cotton is more suited to the highlands.
British East Africa and Uganda.—In these adjoining protectorates wild cottons occur, and suitable conditions exist in certain localities. Experimental work has been carried on, and in 1904 Uganda exported about 43 bales of cotton, and British East Africa about 177 bales. In 1906 the combined exports had risen to 362 bales, including a little from German East Africa. In 1904-1905 there were some 300 acres under cotton in British East Africa. Lack of direct transport facilities is a difficulty. Some of the native cottons are of fair quality, but Egyptian cotton appears likely to be best suited for growing for export.
India is probably the most ancient cotton-growing country. For five centuries before the Christian era cotton was largely used in the domestic manufactures of India; and the clothing of the inhabitants then consisted, as now, chiefly of garments made from this vegetable product. More than two thousand years before Europe or England had conceived the idea of applying modern industry to the manufacture of cotton, India had matured a system of hand-spinning, weaving and dyeing which during that vast period received no recorded improvement. The people, though remarkable for their intelligence whilst Europe was in a state of barbarism, made no approximation to the mechanical operations of modern times, nor was the cultivation of cotton either improved or considerably extended. Possessing soil, climate and apparently all the requisite elements from nature for the production of cotton to an almost boundless extent, and of a useful and acceptable quality, India for a long series of years did but little towards supplying the manufactures of other countries with the raw material which they required. Between the years 1788 and 1850 numerous attempts were made by the East India Company to improve the cultivation and to increase the supply of cotton in India, and botanists and American planters were engaged for the purpose. One great object of their experiments was to introduce and acclimatize exotic cottons. Bourbon, New Orleans, Upland, Georgia, Sea Island, Pernambuco, Egyptian, &c., were tried but with little permanent success. The results of these and similar attempts led to the conclusion that efforts to improve the indigenous cottons were most likely to be rewarded with success. Still more recently, however, experiments have been made to grow Egyptian cotton in Sind with the help of irrigation. Abassi has given the best results, and the experiments have been so successful that in 1904-1905 an out-turn of not less than 100,000 bales “was prophesied in the course of a few years” (Report of Director, Land Records and Agriculture). The average annual production in India approximates to 3,000,000 bales. The area under cotton in all British India is about 20,000,000 acres, the crop being grown in a very primitive manner. The bulk of the cotton is of very short staple, about three-quarters of an inch, and is not well suited to the requirements of the English spinner, but very large mills specially fitted to deal with short-stapled cottons have been erected in India and consume about one-half the total crop, the remainder being exported to Germany and other European countries, Japan and China. In 1906 the United Kingdom took less than 5% of the cotton exported.
Cotton Production in British India.3
| 1859 | 1,316,800 bales of 500 ℔. |
| 1904 | 3,172,800 ” ” |
| 1905 | 2,848,800 ” ” |
| 1906 | 4,038,400 ” ” |
About 50% of the cotton produced is consumed in Indian mills and the remainder is exported.
China.—Cotton has not been cultivated in China from such early times as in India, and although cotton cloths are mentioned in early writings it was not until about A.D. 1300 that the plant was grown on any considerable scale. There are no figures obtainable as to the production, but it must be very large, considering that the crop provides clothing for a large proportion of the population of China. During recent years a considerable quantity of cotton has been exported, but more than a compensating amount of raw cotton, yarns and textiles, is imported. An estimate of the crop puts it at about 1,500,000 bales.
Korea is stated to have originally received its cotton plants from China some 500 years ago. Conditions are well adapted to the cultivation of the plant, and since the cessation of the Russo-Japanese War the Japanese have undertaken the development of the industry. Figures are difficult to obtain, but an official report from the Japanese Residency General in 1907 estimated the crop at about 214,000 bales, all being used locally. In the future Korea may become an important source of supply for Japan, especially if, as appears likely, Korea proves suited to the cultivation of American cotton.
Japan received cotton from India before China, and the plant is extensively grown, especially in West and Middle Japan. The production is not sufficient to meet the home demand; during the five years of normal trade before the war with Russia Japan imported annually about 800,000 bales of cotton, chiefly from British India, China and the United States, and during the same period exported each year some 2000 bales, mainly to Korea.
Dutch East Indies.—In Java and other Dutch possessions in the East cotton is cultivated. A considerable amount is used locally, and during the six years ending in 1907 the surplus exported ranged from about 24,000 to 40,000 bales per annum.
Russia.—Some cotton is produced in European Russia in the southern Caucasus, but Turkestan in central Asia is by far the 267 more important source of Russian-grown cotton. In this region cotton has been cultivated from very early times to supply local demands, and to a minor degree for export. Since about 1875 the Russians have fostered the industry, introducing American Upland varieties, distributing seed free, importing gins, providing instruction, and guaranteeing the purchase of the crops. The Trans-Caspian railway has been an important factor; almost all the cotton exported passes over this line, and the statistics of this trade indicate the progress made. The shipments increased from 250,978 bales in 1896-1897 to 495,962 bales in 1901-1902—part, however, being Persian cotton. The production of cotton in Russia in 1906 was estimated at 675,000 bales of 500 ℔ each. About one-third of the cotton used in Russian mills is grown on Russian territory, the remainder coming chiefly from the United States.
Asia Minor.—Smyrna is the principal centre of cotton cultivation in this region. A native variety known as “Terli,” and American cotton, are grown. The general conditions are favourable. According to the Liverpool Cotton Gazette, Asiatic Turkey produced in 1906 about 100,000 bales, and Persia about 47,000 bales. Cotton was formerly cultivated profitably in Palestine.
Australasia.—The quantity of cotton now produced in Australasia is extremely small. Queensland, New South Wales and South Australia possess suitable climatic conditions, and in the first-named state the cotton has been grown on a commercial scale in past years, the crop in 1897 being about 450 bales. Considerable interest attaches to the “Caravonica” cotton raised in South Australia, which has been experimented with in Australia, Ceylon and elsewhere. It is probably a hybrid between Sea Island and rough Peruvian cotton, but lacks most of the essential features of Sea Island.
In Fiji the cotton exported in the ’sixties and ’seventies was worth £93,000 annually; but the cultivation has been practically abandoned. In 1899 about 60 bales, and in 1900 about 6 bales, were exported. During 1901-1903 there were no exports of cotton, and in 1904 only 70 bales were sent out.
Into the Society Islands Sea Island cotton was introduced about 1860-1870. Up to the year 1885 there was an average yearly export equivalent to about 2140 bales of 500 ℔, after which date the export practically ceased. The industry has, however, been revived, and in 1906 over 100 bales, valued at £1052, were exported.
Marketing and Supply
In the days of slave-grown cotton, the American planters, being men of wealth farming on a large scale, consigned the bulk of their produce as a rule direct to the ports. Now, however, a large proportion of the crop is sold to local Moving the harvest to the ports. store-keepers who transfer it to exporting firms in neighbouring cities. The cultivators, whether owners of the plantations, as is usual in some districts, or tenants, as is customary in others, are financed as a rule by commission agents. The decline of “spot” sales at the ports, partly but not entirely in consequence of the appearance of the small cultivator, has proceeded steadily. Hammond4 has constructed a table from information supplied by the secretaries of the cotton exchanges at New York, Charleston, Savannah, Mobile, New Orleans and Galveston, showing the sales of “spot” cotton at those ports for the twenty-two years between 1874-1875 and 1895-1896, and in all cases an absolute decline is evident. The receipts of cotton in the season 1904-1905 at the leading interior towns and ports of the United States are given below.
Receipts of Cotton at 28 Interior Towns.
(In Thousand Statistical Bales of 500 ℔ each.)
| Brenham, Tex. | 17 | Memphis, Tenn. | 984 |
| Dallas, Tex. | 96 | Nashville, Tenn. | 19 |
| Shreveport, La. | 256 | Selma, Ala. | 126 |
| Little Rock, Ark. | 219 | Montgomery, Ala. | 211 |
| Helena, Ark. | 91 | Eufaula, Ala. | 29 |
| Vicksburg, Miss. | 100 | Columbus, Ga. | 74 |
| Columbus, Miss. | 57 | Macon, Ga. | 87 |
| Natchez, Miss. | 76 | Albany, Ga. | 35 |
| Atlanta, Ga. | 134 | Houston, Tex. | 2,423 |
| Rome, Ga. | 72 | Meridian, Miss. | 133 |
| Augusta, Ga. | 446 | Cincinnati, Ohio | 167 |
| Columbia, S.C. | 68 | Yazoo City, Miss. | 65 |
| Newberry, S.C. | 17 | —— | |
| Charlotte, N.C. | 21 | Total | 6712 |
| Raleigh, N. C. | 19 | —-—- | |
| St Louis, Mo. | 672 | Crop. | 13,565 |
| Receipts of Cotton at American Ports. (In Thousand Statistical Bales of 500 ℔ each.) | |||
| Galveston, Tex. | 2,879 | Boston, Mass. | 84 |
| New Orleans, La. | 2,690 | Philadelphia, Pa. | 14 |
| Mobile, Ala. | 330 | Brunswick, Ga. | 200 |
| Savannah, Ga. | 1,877 | Pensacola, Fla. | 187 |
| Charleston, S.C. | 225 | Minor Ports | 518 |
| Wilmington, N.C. | 375 | ——— | |
| Norfolk, Va. | 820 | Total | 10,295 |
| Baltimore, Md. | 62 | ——— | |
| New York | 34 | Crop | 13,565 |
Galveston and Savannah have risen considerably in relative importance of late years.
Before the Civil War each planter would have his own gin-house. Now, however, ginning is a distinct business, and one gin will serve on an average about thirty farmers. Moveable gins were tried for a time in some places; they were Ginning and packing. dragged by traction engines from farm to farm, like threshing machines in parts of England, but the plan proved uneconomical because, among other reasons, farmers were not prepared to meet the cost of providing facilities for storing their cotton. In addition to the small country ginneries, large modern ginneries have now been set up in all the leading Southern market towns. The cotton is pressed locally and afterwards “compressed” into a very small compass. The bales are usually square, but cylindrical bales are becoming more common, though their cost is greater. In the latter, the cotton is arranged in the form of a rolled sheet or “lap.” Owing to complaints of the careless packing of American cotton, attention has been devoted of late to the improvement of the square bale.
London used to be the chief cotton port of England, but Liverpool had assumed undisputed leadership before the 19th century began. Some arrivals have been diverted to Manchester since the opening of the Manchester ship English ports of entry. canal; shipments through the canal from the 1st of September to the 30th of August in each year for the decade 1894-1895 to 1904-1905 are appended—six to eight times as much is still unloaded at Liverpool.
A Manchester cotton-importing company was recently formed for increasing deliveries direct to Manchester, and establishing a “spot” market there, an end to which the Manchester Cotton Association had directed its efforts for some time past. The latter association was established at the end of 1894, with a membership of 265, in the interests of those spinners who desired importations direct to Manchester. The objects of the association are officially stated to be: (1) to frame suitable and authoritative forms of contract, and to make rules and regulations for the proper conduct of the trade; (2) to supervise and facilitate the delivery of the importations of cotton at the Manchester docks to the various consignees; (3) to provide and maintain trustworthy standards of classification; (4) to procure and disseminate useful information on all subjects pertaining to the trade; (5) to act in concert with chambers of commerce and other bodies throughout the world for mutual protection; (6) to establish a market for cotton at Manchester. Spinning members preponderate, but almost all the Manchester cotton merchants and cotton brokers have also joined the association. The importance of the original spinners’ representation on the association is shown by the fact that they worked over 14,000,000 spindles: in December 1905 the spindles represented by members had risen to nearly 20,000,000. Some 73,000 looms are also represented. As most of the Lancashire cotton mills lie far from Manchester, direct importations to that city do not usually dispense with a “handling,” and frequently save little or nothing in freight rates, though in some cases the economy derived from direct importation is considerable. One gain accruing to Lancashire from the 268 Canal, however, is that its competition has brought down railway rates.
Fundamental alterations have been made in the structure of the leading cotton markets, and in methods of buying and selling cotton, in the last hundred years. We shall not attempt to trace the changes as they appeared in every market Cotton market methods. of importance, but shall confine our attention to one only, and that perhaps the most important of all, namely, the market at Liverpool. This selection of one market for detailed examination does not rob our sketch of generality, as might at first be thought, since broadly the history of the development of one market is the history of the development of all, and on the whole the economic explanation of the evolution that has taken place may be universalized.
Cotton landed at the Port of Manchester since the Canal was opened.
(In thousand Bales.)
The season is from the 1st of September to the 31st of August each year.
| Jan. 1894 to Aug. 31, 1894. |
Season 1894-1895. | Season 1895-1896. |
Season 1896-1897. | Season 1897-1898. |
Season 1898-1899. | |
| American | 21 | 32 | 121 | 211 | 245 | 311 |
| Egyptian | 1.4 | 34 | 68 | 88 | 98 | 84 |
| East Indian | · · | · · | · · | · · | · · | · · |
| West African | · · | · · | · · | · · | · · | · · |
| Total | 22 | 66 | 189 | 299 | 344 | 395 |
| Total American Crop* | 7,549 | 9,901 | 7,157 | 8,757 | 11,199 | 11,274 |
| Total Egyptian Crop (in | ||||||
| bales of 7½ cantars)** | 657 | 615 | 703 | 783 | 872 | 745 |
| Season 1899-1900. |
Season 1900-1901. | Season 1901-1902. |
Season 1902-1903. | Season 1903-1904. |
Season 1904-1905. | |
| American | 415 | 442 | 421 | 478 | 365 | 552 |
| Egyptian | 136 | 107 | 125 | 145 | 148 | 183 |
| East Indian | · · | · · | · · | 2.5 | 6 | 1.3 |
| West African | · · | · · | · · | · · | · · | .1 |
| Total | 551 | 549 | 546 | 626 | 519 | 736 |
| Total American Crop* | 9,436 | 10,383 | 10,680 | 11,011 | 13,565 | 10,727 |
| Total Egyptian Crop (in | ||||||
| bales of 7½ cantars)** | 868 | 723 | 849 | 867 | 846 | 778 |
| * Commercial crop. | ||||||
| ** A cantar is 99.05 ℔ avoirdupois. | ||||||
Originally cotton was imported by the Liverpool dealer as an agent for American firms or at his own risk, and then sold by private treaty, auction, or through brokers, to Manchester dealers, who retailed it to the spinners. Evolution of broking. This statement is, of course, only roughly correct. Some Manchester dealers imported themselves, and some spinners bought direct from Liverpool importers, but the rule was the arrangement first described. Early in the 19th century it became customary for Manchester dealers and Liverpool importers to carry on business with one another through representatives known as “buying” and “selling” brokers. About this time the broker of cotton only began to specialize from the ranks of the brokers who dealt in all kinds of colonial produce. Previously there had not been enough business done in cotton to make it worth any person’s while to devote himself to the buying and selling on commission of cotton only. The evolution of the distinct business of cotton broking is readily comprehensible when we remind ourselves that the requirements, as regards raw material, of all spinners are much alike generally, and that no spinner could afford to pay an expert to devote himself entirely to purchasing cotton for his mill.
So far change had been gradual, but the success of the Manchester and Liverpool railway undermined beyond repair the old system of doing business. Spinners could easily run over to Liverpool and buy their cotton from the large stocks displayed at that port. Before the railway was opened some spinners had been in the habit of making their purchases of raw material in Liverpool, but the great inconveniences of the journey, combined with less easy terms for payment than were usual in Manchester, prevented any great numbers from departing from the beaten track. Cotton dealers up to this time had regularly financed the spinners, who were frequently men of little capital, by allowing long credit, and had even employed them to spin on commission. As men of substance increased among the ranks of the spinners, the Manchester cotton dealers found it impossible to retard a movement set on foot by the prospects of such appreciable advantages. Ultimately many of the old Manchester cotton dealers became brokers for their old customers. In 1875 there were said to be upwards of 100 cotton dealers in Manchester, but from that time onward their members steadily declined. It is interesting to observe that a later development of transport between Manchester and Liverpool, namely, the Manchester Ship Canal, has drawn back into Manchester a part of the cotton market which was attracted from Manchester into Liverpool by the famous improvement in transport opened to the public three-quarters of a century ago.
The centralization of the cotton market in Liverpool fixed firmly the system of buying through brokers, for the Liverpool importer, or his broker, was in no sense a professional adviser to the spinners, informally pledged to advance the latter’s interests, as the old Manchester dealers had been. The system was rendered comparatively inexpensive by the drop in commissions from 1 to ½ % which had followed the adoption of selling by sample. This custom of buying and selling through brokers continued unshaken until the laying of the Atlantic cable tempted selling brokers occasionally, and even some buying brokers, to buy direct from American factors by telegraph and thus transform themselves into quasi-importers. The temptation was made the more difficult to resist by the development of “future” dealings. When the agents of the spinners, that is, the buying brokers, by becoming principals in some transactions, had acquired interests diametrically opposed to those of their customers, the consequent feeling of distrust among spinners gave birth to the Cotton Buying Company, which, constituted originally of twenty to thirty limited cotton-spinning companies, represents to-day nearly 6,000,000 spindles distributed among nearly one hundred firms. Its object was to squeeze out some middlemen and economize for its members on brokerage. This company, it is said, helped to attract the brokers back to the spinners, and an informal understanding was arrived at that the buying broker should not figure both as agent and principal in the same transaction.
By 1876 “forward” operations had become so vast and complicated that a cotton-clearing house had to be established to deal with the confusing networks of debits and credits created by them. Its principle was exactly Cotton-Clearing house, Cotton Bank and periodic settlement of “differences.” that of the clearing houses used by the railways and the banks, the cancellation of indebtedness and discharge simply of balances. The final settlement of a “future” contract involved usually a crowd of persons, and the passage of large sums of money backwards and forwards, so that the amount of cash required for circulation on the exchange became unreasonably excessive and an annoying waste of time was entailed. The cotton-clearing house substituted book-keeping for the bulk of these payments. The establishment of the Cotton Bank naturally followed. Now debts are discharged in the first instance by vouchers. Dealers pass their debit and credit vouchers into the Cotton Bank and pay or receive the balances which they owe or are entitled to. In order to protect dealers against the losses due to the insolvency of those with whom they have had transactions, weekly settlements on the exchange have been made compulsory; between brokers and their clients they are also usual. At the settlement, every member of the exchange receives the “differences” owing to him and pays those which he has incurred. Thus if a person holds futures for 10,000 bales which stood at 5.20 on the last settlement day and now stand at 5.30, and in the course of the previous week has sold 5000 bales of “futures” at 5.10, he receives 10,000 × 10⁄100d. on his old holding, and has to pay 5000 × 20⁄200d. on his sales, and therefore on balance neither receives nor pays. Differences may be very large sums. The unit of a “future” being 100 bales, an alteration in the price of cotton of .01d. causes a difference on each unit of £2. Periodic settlements are obviously periodic tests of the solvency of dealers. If the test of the settlement were not frequently applied, speculators who were unfortunate would be tempted to plunge deeper until finally some became insolvent for large sums. As it is, the speculator who has incurred losses beyond his means tends to be discovered before his creditors are heavily involved. Settlement days fall on Thursday, and the closing prices on the preceding Monday are taken as the basis of the settlement. From all differences interest at 5% is deducted for the time between settlement day and the tenth day of the second month on which the “future” elapses, since settlement terms mean that money is paid in instalments before it is actually due. To the admission of periodic settlements there was for a time vehement opposition on the ground that the door would be opened to gambling on “differences.” Hence at first, in 1882, they were used only by a section of the market constituted of members who had voluntarily agreed to do business with one another upon these terms alone. By 1884, however, the advantages of “settlement terms” became so evident that they were adopted by the Cotton Association, at first for fortnightly periods, with the saving clause originally that they should not be compulsory.
As soon as the clearing house was set up it became evident that “futures” were an impossibility away from it. At the same time “futures” were becoming an increasing necessity to importers, because through “futures” alone could they Origin of Liverpool Cotton Association. hedge on their purchases of cotton, or buy when the market seemed favourable, and they were not prepared to assume heavy risks. Now from the clearing house importers were rigorously excluded, and on invoking the aid of “futures,” therefore, they were penalized to the extent of double broker’s commission, one commission being charged on the sale of the “futures” and one on their purchase back. The importers, therefore, found it necessary to establish a club of their own, the Liverpool Cotton Exchange, which they as rigorously guarded against brokers. The split in the market so caused was so damaging to both parties that a satisfactory arrangement was eventually agreed upon, and both institutions were absorbed in the Liverpool Cotton Association.
A condition of specialist dealers working to the public service is that they should not act in the dark. They must watch demand, be able to form reasonable anticipations of its movements, and at the same time know the existing stocks of cotton, Publication of information relating to demand and supply. the sales taking place from day to day, and the best forecasts of the coming supplies. A man accustomed to devote the whole of his time to the study of demand and supply in relation to cotton, after some years of experience, will be qualified ordinarily to form fairly accurate judgments of the prices to be expected. His success depends upon his ability to interpret rightly the facts and intangible signs with which he is brought in contact. The information at the disposal of dealers has steadily enlarged in volume and improved in trustworthiness, though some of it is not yet invariably above suspicion, and the time elapsing between an event and the knowledge of it becoming common property has been reduced to a fraction of what it used to be, in consequence chiefly of the telegraph and cables. All sales that take place on the Exchange must be returned. Estimates are published of the area under cotton cultivation, and conditions of the American crop are issued by the American agricultural bureau at the beginning of the months of June, July, August, September and October of each year. To represent the standard of perfect healthiness and exemption from injury due to insects, or drought, or any other causes, one hundred is taken. The estimates for 1901 to 1905 are given, to illustrate their variations:—
| Year. | June 1st. | July 1st. | Aug. 1st. | Sept. 1st. | Oct. 1st. |
| 1901 | 81.5 | 81.1 | 77.2 | 71.4 | 61.4 |
| 1902 | 95.1 | 84.7 | 81.9 | 64.0 | 58.3 |
| 1903 | 74.1 | 77.1 | 79.7 | 81.2 | 65.1 |
| 1904 | 83 | 88 | 91.6 | 84.1 | 75.8 |
| 1905 | 77.2 | 77 | 74.9 | 72.1 | 71.2 |
These estimates are the averages of separate estimates which are published for the states of North Carolina, South Carolina, Georgia, Florida, Alabama, Mississippi, Louisiana, Texas, Arkansas, Tennessee. The official figures are supplemented from time to time by numerous private forecasts, for instance those in “Neild’s circular.” Ellison, in his work on the cotton trade of Great Britain, traces in detail the increase in the volume of information collected and made public. At the close of the 18th century there was a tacit understanding among brokers to supply one another with information. There were no printed circulars, except the monthly prices current of all kinds of produce, but brokers used to send particulars of business done to their customers in letters. These letters were the origin of circulars. Messrs Ewart and Rutson pioneered in 1805 by issuing a weekly account of the sales and imports of cotton, and three years later three such circulars were on the market, though Hope’s alone was confined to cotton. For the first associated circular of any importance, the market had to wait until 1832. The issue of this circular by subscribing firms, on the basis of particulars collected by brokers appointed at a weekly meeting, gave rise in 1841 to the Cotton Brokers’ Association, to which the development of the market by the systematizing of procedure is largely due. The rest of the tale may be told in Mr Ellison’s own words:—
“Down to 1864 the leading firms continued to issue weekly market reports, but in that year the association commenced the publication of an associated circular. This was followed in the same year by the Daily Table of sales and imports, which in 1874 was succeeded by the present more complete Daily Circular. To these publications were at various times added the annual report, issued in December, the American crop report, issued in September, and the daily advices by cable from America, issued every morning.”5
We shall now enter upon a detailed analysis of “forward” operations. The term “futures” is used broadly and narrowly: broadly it is a generic term denoting “futures” in the narrow sense, and also “options” and “straddles”; Futures. narrowly it implies merely contracts for future delivery at a price fixed in the present. Again we must distinguish between the “future” contracts for the delivery of a particular kind of cotton, which may be entered into by spinners and their brokers, and are real purchases in the sense that the spinners want delivery of the cotton referred to, and the “futures,” which always relate 270 to the same grade of cotton, and are drawn up according to certain forms and circulate on the exchange as media for the shifting of risks connected with purchase and sale. The latter are not “real” purchases in the sense given to that term above, but fictitious because delivery of the cotton is not desired. It will no doubt aid the understanding of the functions of the latter if some explanation is offered of the needs met by the former, which are sometimes known technically as “deferred deliveries.”
When a spinner is required to quote prices of yarn for delivery in the future he is fixed on the horns of a dilemma. If he does not at once buy cotton, but quotes on the assumption that price will remain steady, he may be involved in serious The spinner’s risks. loss through his estimate being mistaken. If he determines to buy cotton at once, others who risk more, and trust their judgment of the future, may secure the contract. On first thoughts it would seem desirable that all spinners should buy cotton outright to cover their contracts, but on second thoughts the social disadvantage of their doing so becomes apparent. Much buying might take place when stocks were scanty, with the result that prices would be needlessly forced up; and when stocks were plentiful demand might be weak and prices, therefore, be unduly depressed. It is evident that the buying of cotton on the principles suggested would be calculated to cause great unsteadiness of prices, especially as cotton is not continuously forthcoming, but is produced periodically in harvests. Demands for yarn cannot be expected to come always at the most favourable time socially for the distribution of the cotton. One way out of the difficulty is that the spinner should exercise his judgment and buy his raw material at what seems to him the most suitable times. But to this course there are three objections. The first is that spinners would be performing the two functions of industrial management and cotton buying (together with others perhaps), and that in consequence the best industrial men would not necessarily be able to maintain their position in the trade because as buyers of cotton they might be unfortunate. The second is that spinners being required to give attention to two distinct classes of problems would be less likely as a body to become complete masters of either. The third, which is not distinct in principle from the two preceding, is that such limited speculation in cotton buying on the part of spinners worried with other matters would not be likely to steady the cotton market in any high degree. It may be assumed as desirable that the demand for cotton should be so spread as to keep its price as steady as possible—“steadiness” will be defined more exactly later—and that to this end it is essential that specialists should devote themselves to the task of spreading it. Such specialists have appeared in the cotton brokers and dealers who make their living out of bearing the risks connected with anticipating demand and supply in relation to cotton. To-day a spinner who is asked to quote for deliveries of yarn for, say, the next six months, may obtain from a broker quotations for deliveries of the cotton that he needs, in quantities as he needs it, for the next six months, and upon these quotations he may base his own for yarn. If a spinner is pressed by a shipper to make quotations with refusal for two or three days to give time for business to be settled by cable, it is evidently not impossible for the spinner to shift the risk involved by getting in turn from his broker refusal quotations for cotton. But spinners do not try always to take the safest course.
Now it is evident that brokers in turn require some means of passing on the risks that they are bearing, or some portion of them from one to another, or of sharing them with other market experts, as they find themselves overburdened, Method of distributing risks. and as their judgment of the situation changes. The means have been provided in the “futures” which circulate on the Cotton Exchange. The risks of anticipating are carried by those who create or hold “futures” without a hedge. In order to facilitate business, “futures” are all drawn in the same unit (100 bales), and are all based on the same class of cotton, namely Upland cotton of middling grade of “no staple” (i.e. with a fibre of about ¾ in.) and of the worst growth. American cotton, we may remind the reader, is graded into a number of classes, both on the Liverpool and New York Exchanges, and an attempt is made in each market to keep the grades as fixed as possible. But what, it may be inquired, is the value of “futures” relating to “middling” cotton to a broker whose contracts with spinners are not in “middling” cotton? The answer is that though the ratios between the prices of the various grades alter, the prices of all of them move generally together, and that the “futures” of the Exchange at least provide a hedge against the latter movements. Other things being equal, the broker would be better off if he could hedge with equal ease against all his risks. But other things are not equal: the market would be more confusing and quotations would be complicated if “futures” were in use for all grades.
We may now examine the exchange “futures” in minuter detail. They are quoted as a rule for about ten months ahead. Thus in January the futures quoted will be January (technically termed “current,” “present month” or Characteristics of “futures.” “near month,” “futures”), January-February, February-March, March-April, April-May, May-June, June-July, July-August, and perhaps two or three more. Each group, it will be observed, except “current futures,” culminates in two defined months. The rule is that on the first of the two months the seller of “futures” may, and before the last day of the second month must, deliver cotton against them, or, what comes to the same thing, buy back the “futures” on the basis of the price of “spot” cotton of middling grade. Various grades of cotton are tenderable against “futures”: if this were not so “futures” would be in danger of defeating their object, because the price of the grade upon which they were founded would probably at times be thrown widely out of relation to the general level of prices in the cotton market. The lowest grade tenderable used to be “low middling,” but since October 1901 “good ordinary” has also been accepted. Arbitrators report on deliveries and award allowances on those of grades above “middling” and deductions of price from those below. A sample is taken from each bale and the “points on or off” are fixed for each bale separately. If either party is dissatisfied with the award, he may appeal to an appeals committee on paying £3:3:0: which is refunded to him by the other party if the appeal be upheld. The detailed arrangements described above are those of the Liverpool market. The great bulk of “futures,” however, are bought back and not delivered against.
Beneath are the official Liverpool quotations of Quotations. “futures,” as they appeared on the morning of the 19th of April 1906:—
American Deliveries, any port, basis of middling, good ordinary clause (the fractions are given in 100ths of a penny).
| Yesterday’s Close. |
To-day’s Early Sales. | Values 12.15. | |
| April | 6.05 | 6.03 | |
| April-May | 6.05 | 6.03 | |
| May-June | 6.05 | 6.06, 5, 4, 3, 2, 1, 2, 3 | 6.03 |
| June-July | 6.05 | 6.05, 2,* 3 | 6.03 |
| July-August | 6.04 | 6.05, 4, 3, 2 | 6.03 |
| Aug.-Sept. | 5.98 | 5.99, 8, 6 | 5.97 |
| Sept.-Oct. | 5.34 | 5.85, 4 | 5.84 |
| Oct.-Nov. | 5.76 | 5.77, 6 | 5.76 |
| Nov.-Dec. | 5.75 | 5.75, 4* | 5.75 |
| Dec.-Jan. | 5.74 | 5.75* | 5.75 |
| Jan.-Feb. | 5.75 | 5.75* | 5.75 |
| Late Business. | Closing Values. | ||
| April | 6.03* | 5.98 | |
| April-May | 6.03 | 5.98 | |
| May-June | 6.03, 4, 3, 2, 1, 2, 0 | 5.99 | |
| June-July | 6.04, 3, 2 | 5.99 | |
| July-Aug. | 6.03, 4, 3, 2, 1, 0,* 1, 2,* 1, 0 | ||
| 5.99, 6.0,* 5.99, 6.0, 5.99, 8 | 5.98 | ||
| Aug.-Sept. | 5.98,* 6, 5, 4, 5 | 5.92 | |
| Sept.-Oct. | 5.84, 2* | 5.78 | |
| Oct.-Nov. | 5.76,* 5,* 4, 3, 4, 3,* 2, 1, 0 | 5.70 | |
| Nov.-Dec. | 5.70* | 5.69 | |
| Dec.-Jan. | 5.72, 1, 2* | 5.69 | |
| Jan.-Feb. | 5.69 | ||
| * Transactions of 100 bales only. | |||
Egyptian Deliveries, fully good fair (in 64ths of a penny).
| Yesterday’s Close. |
Business before Noon. | To-day’s Business Afternoon. |
Closing Values. | |
| April | 10-11 | · · | · · | 10-1 |
| May | 10-12 | 9-62, 3, 10-0 | 10-2* | 10-1 |
| 9-63, 2, 10-0 | ||||
| June | 10-11 | · · | · · | 10-0 |
| July | 10-9 | 9-60, 1, 0* | 9-63,* 10-0,* | 9-62 |
| 9-63, 2 | ||||
| Aug. | 10-0 | · · | · · | 9-54 |
| Sept. | 9-58 | · · | · · | 9-48 |
| Oct. | 9-24 | · · | · · | 9-18 |
| Nov. | 8-58 | 8-52,* 0, 49 | · · | 8-52 |
| Dec. | 8-50 | 8-39* | · · | 8-42 |
| Jan. | 8-44 | 8-36 | · · | 8-35 |
| * Transactions of 100 bales only. | ||||
Egyptian futures, it will be observed, run out in single months. As the cost of dealing in “futures” is only one shilling on each transaction for a member of the Cotton Exchange (the outsider is charged in addition a commission by his broker), it is not surprising that the transactions taking place in “futures” number legion.
The methods of dealing in cotton are very intricate, and it is necessary here to interpolate an explanation of the relations between the prices paid by spinners for cotton and the quoted “spot” prices. We begin by giving the official quotations of “spot,” and statement of business done, published on the morning of the 19th of April 1906.
| Quotations. | ||||||
| G.O. | L.M. | Mid. | G.M. | F.G.M. | M.F. | |
| American | 5.87 | 6.05 | 6.21 | 6.41 | 6.49 | 6.71 |
| Mid Fair. | Fair. | Gd. Fair. | |
| Pernam | 5.95 | 6.35 | 6.61 |
| Ceara | 6.02 | 6.40 | 6.62 |
| Paraiba | 5.94 | 6.32 | 6.56 |
| Maceio | 5.96n | 6.34n | 6.56n |
| Fair. | Gd. Fair. | F.G.F. | Good. | Fine. | |
| Egyptian br’n | 87⁄8 | 97⁄8 | 101⁄4 | 11 | 115⁄8 |
| Egyptian Upper | 93⁄16 | 95⁄8 | 97⁄8n | 10n |
| Gd. Fr. | F.G.F. | Gd. | G.F. | Fine. | S’fine. | |
| M. G. Broach. | · · | · · | 57⁄16 | 519⁄32 | 53⁄4 | · · |
| Bhownuggar | 49⁄16n | 411⁄16n | 413⁄16n | 415⁄16n | 51⁄16n | · · |
| No. 1 Comra | 49⁄16n | 411⁄16n | 413⁄16n | 415⁄16n | 51⁄16n | · · |
| Bengal | 325⁄32 | 329⁄32 | 41⁄32 | 45⁄32 | 45⁄16 | 4¼ |
| Tinnevelly | 5¼ | 57⁄16 | 59⁄16 | · · | · · | · · |
Cotton Ships arrived.
Boston: Canadian S. Hamburg: Iceland S.
| Sales. | Speculation and Export. | Imports including Hull, &c. | ||||
| To-day. | Previous this Week. |
To-day. | Previous this Week. |
To-day. | Week’s Total. | |
| American | 6330 | 18,050 | 500 | 1500 | 17,665 | 53,684 |
| Pernam, &c. | 150 | 200 | · · | · · | · · | · · |
| Paraiba, &c. | 460 | 130 | · · | · · | · · | 2 |
| Ceara and Arac’ty | · · | 30 | · · | · · | · · | · · |
| Egyptian | 500 | 1200 | · · | · · | 321 | 7,983 |
| Peruvian | 460 | 350 | · · | · · | 32 | 32 |
| W. I. and African | 50 | 20 | · · | · · | · · | · · |
| Surat | · · | · · | · · | · · | 3,664 | 3,829 |
| Madras | 50 | 20 | · · | · · | · · | · · |
| Bengal | · · | · · | · · | · · | 608 | 608 |
| Sundries | · · | · · | · · | · · | · · | · · |
| Total | 8000 | 20,000 | 500 | 1500 | 2,290 | 66,138 |
| 8,000 | 500 | |||||
| Since Wednesday | 28,000 | 2000 | ||||
Purchases for “speculation” remain in the market and therefore figure again in the sales. These official prices are sometimes prices actually paid, and sometimes prices settled by a committee according to their notions of the prices that would “Points on or off.” have been realized at the close of the market had business been done. The work of the committee is by no means simple, as frequently very few transactions take place in the kinds of cotton of which quotations are given. As regards “middling” American, the committee fixes “spot” by allowing so many “points on or off” present month futures. The variations of the gaps between “spot” and “present month futures” are somewhat mysterious, a matter to which we shall recur. “Spot” quotations, the reader will now understand, are partly nominal, and must therefore be taken as affording a general idea only of movements in the prices of cotton. While quoted “spot” remained low, the prices paid by most spinners for the special kinds of cotton that they needed might rise. When the spinner has informed the dealer exactly what quality of cotton he needs, the dealer quotes so many “points on or off” the “future” quotations prevailing in Liverpool at the time of the purchase, which refer to Upland cotton of “middling grade,” of “no staple” and of the worst growth. Then, according as the spinner wants immediate delivery or delivery in some future month, he pays the price of current “futures,” or of “futures” of the month in which he requires delivery, plus or minus the “points on or off” previously fixed.
The considerations which determine the “points on or off” charged to the spinner may be taken roughly as three:—
1. The grade, i.e. the colour, cleanliness, &c., of the cotton. These are of importance to the spinner owing to the necessity of his cleaning machinery being adapted to the condition of the cotton. The lower the grade the more elaborate and expensive is the machinery required to clean it, and consequently a spinner is willing to pay a certain amount extra for high grade cotton in order to save expenditure on preparatory machinery.
2. The length of the staple. This determines to a large extent the fineness of the yarn which can be spun. Only the very lowest counts can be spun from cotton with “no staple,” that is, with a fibre of about three-quarters of an inch. The longer the staple above the minimum the higher the counts that can be spun.
3. The growth. The best American cotton (Sea Island and Florida cotton are always considered quite apart) is grown in the Mississippi valley, the next best in Texas, and the poorest on the Uplands (i.e. in Georgia and Alabama). Considerations of growth determine to a great extent the hardness or softness, and strength or weakness, of the fibre, and thus, indirectly, whether the cotton is suitable for warp or weft.
Some spinners cover their yarn contracts merely by buying “futures,” but the cover thus provided is frequently most inadequate owing to variations in the “points on or off” for the particular cotton that they want. For example, after the size of 1904-1905 crops became known, and the Americans attempted to hold back cotton, the “points on” for many qualities rose considerably owing to artificial scarcity, though the price of cotton, as indicated by “spot,” remained low. There is a tendency for cautious spinners in England to run no risks and fix the prices of their yarn in accordance with quotations for actual cotton of specified qualities made by their brokers.
We now return to exchange “future” transactions regarded as a genus. In addition to “futures” proper there are “options” and “straddles.” Options are single (“puts” or “calls”) or double (that “Options” and “straddles.” is, alternative “puts” or “calls”). The “put” is a right to sell cotton within some specified time in the future at a price fixed in the present, which need not, of course, be exercised. The “call” is similar, but relates to buying. It will be evident that the “put” is a hedge against prices falling, and the “call” a hedge against their rising. The basis of “options” is the same as that of 272 ordinary “futures,” i.e. middling American cotton of “no staple,” &c. Whether the purchaser of an option gains or loses depends upon the price that he has paid in relation to the gain, if any, that he makes out of his power. The price of options of course varies: that of double options is always highest, but they are little used. A “straddle” is a speculation on the difference between the prices of nearer and more distant futures, which varies from time to time, or on the difference between the prices of different kinds of cotton. An example will make the nature of the straddle clear. Suppose a dealer buys April-May “futures” at 4d. a ℔ and sells the same quantity of May-June “futures” at 410⁄64d. a ℔. Then, whether prices rise or fall as a whole, he gains if the difference between the two prices becomes less than 10⁄64d., but if it becomes more, he loses. On the other hand, had the dealer bought May-June at 410⁄64d. and sold April-May at 4d. he would have gained in the event of the difference increasing, and lost in the event of its decreasing.
A question which has met with a good deal of attention is whether the speculation, which has been encouraged by the various arrangements made for facilitating operations in “futures,” has steadied or unsteadied prices. Measures of steadiness in prices. Before we are prepared to answer this question we must be furnished with a precise conception of what is meant by “steadiness” in prices. It is sometimes assumed that this is measured perfectly by the standard deviation,6 which is obtained by taking the squares of the differences between the average and the individual prices, summing them and extracting the square root. But obviously the information given by the standard deviation is limited: the frequency of movement cannot be inferred from it; two series might have quite different average oscillations and yet the same standard deviation; and the range of movement, or spread of the variations from the average price (though allowed for in the standard deviation more than in the average error), is hidden. Now frequency of movement, average daily price variation, and range of price movements are matters of fundamental importance to the public. Hence for practical purposes we require several kinds of measurement of price movements, and it is impossible to weigh exactly the one against the other in respect of importance. Observe that an increase of the frequency of movement, or even of the average daily movement, is not necessarily objectionable, since changes are less harassing when they take place by small increments than when they are brought about by a few big variations. The difference between the highest and lowest price, we may observe, is a very imperfect indication of the range of movement (though, taken in conjunction with the standard deviation, it is the best at our disposal), because either of the extreme prices might be accidental and quite out of relation to all others. An investigator must be on his guard against using quotations of this kind. There is also a difficulty about the frequency of movement, because as a rule many movements take place in one day the total over a period sufficiently lengthy to yield general results is enormous, and many are unrecorded. In one day, for instance, when the net drop was 33 points and the range of variation 59 points (namely, 8.45 to 7.86), 150 price fluctuations were recorded. However, the count of frequency of movement from daily closing prices would probably afford a roughly satisfactory comparative measurement in markets in which prices sometimes remain the same for a day or two together. The points just noted apply also to the average fluctuation and the standard deviation, but it is probable in these cases that daily or even weekly quotations would be sufficient to yield the information sought for with sufficient exactness for purposes of comparison.
Now, supposing dealing to be confined to experts, what effects upon the course of prices would one expect from the specialism of the cotton market and improved facilities for dealing, on the assumption that dealers were Effect of speculation on steadiness of prices. governed wholly in their actions by the course of prices and never tried to manipulate them? The frequency of movement ought to increase because the market would become more sensitive, but, other things being equal, the range of movement ought to diminish, and ultimately the average daily movement also, though at first the latter might not fall appreciably if, indeed, it did not rise, owing to the increased frequency of movement. These results would prove beneficial to the community. May we infer deductively that they have been attained because of the increase of speculative transactions? By no means, and for two reasons. In the first place, the public speculates to a large extent on the cotton exchange, and its speculation (taken as a whole) is sheer gambling. But, it may be replied, the outsiders, being as a whole completely ignorant of the forces at work, so that they cannot form rational anticipations, cannot have any effect either way: by the law of chance their influences would neutralize one another. This would be so if people acted independently and without guidance, but actually they are sometimes misled by published advice and movements in the market intended to deceive them, and, even when they are not, they watch each other’s attitudes and tend to act as a crowd. The mass becomes unduly sanguine or weakly surrenders to panic. Hence the law of error does not apply, and speculation by the public may unsteady prices. Again, dealers sometimes try to create corners and form powerful syndicates for that purpose: the dealing syndicate of late years has become a force to be reckoned with. Many large-scale operations are entered into, not because prices are relatively high or low, but to make them high or low for ulterior purposes; i.e. the market is deliberately “bulled or beared.” In consequence of this tampering with the market no certainty can be felt about the effect even of expert dealing.
What, then, we may profitably inquire next, has actually happened to price movements generally as the market has developed? This question can readily be answered as regards the past forty years or so, for which material Movement of prices. has been collected, but the reader must bear in mind that if improvement can be traced it cannot logically be attributed unhesitatingly to the perfecting of the machinery of speculation, whereby a larger use has been made of “futures,” since many other economic changes have taken place concomitantly and they may have wrought the major effect. The world may be steadying and steeling its nerves. Now, turning to the actual effects, we discover somewhat remarkable facts. Expressed both absolutely and as percentages of the price averaged from the 1st of October to the 31st of July, the range of movement, standard deviation, and mean weekly movement calculated between the times mentioned above (October 1st to July 31st), after diminishing significantly for some years after the later ’sixties, have risen appreciably on the whole of late years. The figures in the table below are from the Journal of the Royal Statistical Society, June 1906: quotations for August and September were omitted to avoid the transition movements between the price levels of two crops.
In this table measurements of price movements stated both absolutely and as percentages of price levels are given, because authorities have expressed doubts as to whether the former or the latter might be expected to remain constant, other things being equal, when price rose. On the one hand, it is argued that speculators are affected only by the absolute variations in price, while on the other hand it is contended that a movement of one “point,” say, is less influential when the price is about 8d. than when it is about 4d. In response to the first view it might be argued that if speculators are influenced only by the differences for which they become liable, a “point” movement would have a somewhat slighter effect on their action, other things being equal, when price was high, because, supplies being relatively short, each of them would tend to be engaged in a smaller volume of transactions measured in quantity of cotton, than when supplies were larger. But the point need not be discussed further here, since both percentage and absolute indices of unsteadiness have risen of late years. The explanation of this change in the direction of indices of steadiness cannot be proved to consist in any peculiarity in the supplies of recent years. But the dealing syndicate has probably been of late more common and more powerful—that is, the syndicate which exists to make profits out 273 of manipulating the market—and the public has probably been speculating increasingly. It is plausible, then, to suppose that the dealing syndicate primarily, and the speculations of the public secondarily (secondarily, because in all likelihood the effect of its operation would be much less in magnitude), may account for the change.
Table calculated from Weekly Prices between the 1st of October and the 31st of July in each Year.
| Expressed as Percentage of Average (1 Oct. to 31 July) Weekly Prices. | |||||||||
| Year. | Average Price. |
Lowest Price. | Highest Price. |
Range of Movement. | Standard Deviation. |
Mean Weekly Movement. | Range of Movement. |
Standard Deviation. | Mean Weekly Movement. |
| d. | d. | d. | d. | d. | d. | d. | d. | d. | |
| 1867-1868 | 95⁄8 | 73⁄8 | 127⁄8 | 5½ | 1.74 | 0.31 | 57.1 | 18.1 | 3.22 |
| 1868-1869 | 11½ | 10½ | 125⁄8 | 21⁄8 | 0.58 | 0.19 | 18.5 | 5.0 | 1.65 |
| 1869-1870 | 111⁄8 | 7¾ | 123⁄8 | 45⁄8 | 0.92 | 0.23 | 41.6 | 8.3 | 2.07 |
| 1870-1871 | 81⁄8 | 73⁄16 | 93⁄16 | 2 | 0.65 | 0.17 | 24.6 | 8.0 | 2.09 |
| 1871-1872 | 107⁄8 | 93⁄8 | 11½ | 21⁄8 | 0.75 | 0.15 | 19.5 | 6.9 | 1.38 |
| 1872-1873 | 9¾ | 8¾ | 105⁄16 | 19⁄16 | 0.53 | 0.10 | 16.9 | 5.7 | 1.08 |
| 1873-1874 | 85⁄16 | 7¾ | 91⁄8 | 13⁄8 | 0.32 | 0.10 | 16.5 | 3.9 | 1.20 |
| 1874-1875 | 711⁄16 | 615⁄16 | 8 | 11⁄16 | 0.26 | 0.07 | 13.8 | 3.4 | 0.89 |
| 1875-1876 | 6½ | 57⁄8 | 71⁄8 | 1¼ | 0.37 | 0.08 | 19.2 | 5.7 | 1.23 |
| 1876-1877 | 65⁄16 | 57⁄8 | 7 | 11⁄8 | 0.33 | 0.11 | 17.8 | 5.2 | 1.74 |
| 1877-1878 | 6¾ | 57⁄8 | 69⁄16 | 111⁄16 | 0.21 | 0.07 | 11.0 | 3.4 | 1.12 |
| 1878-1879 | 6 | 415⁄16 | 73⁄28 | 2¼ | 0.67 | 0.13 | 37.5 | 11.2 | 2.17 |
| 1879-1880 | 7 | 610⁄16 | 73⁄8 | 1¾ | 0.24 | 0.12 | 10.7 | 3.4 | 1.71 |
| 1880-1881 | 65⁄16 | 5¾ | 613⁄16 | 11⁄16 | 0.34 | 0.08 | 16.8 | 5.4 | 1.27 |
| 1881-1882 | 65⁄8 | 63⁄8 | 71⁄16 | 11⁄16 | 0.15 | 0.07 | 10.4 | 2.3 | 1.06 |
| 1882-1883 | 513⁄16 | 57⁄16 | 65⁄8 | 13⁄16 | 0.31 | 0.07 | 20.4 | 5.3 | 1.20 |
| 1883-1884 | 61⁄16 | 5¾ | 67⁄16 | 11⁄16 | 0.20 | 0.08 | 11.3 | 3.3 | 1.32 |
| 1884-1885 | 513⁄16 | 57⁄16 | 61⁄8 | 11⁄16 | 0.19 | 0.07 | 11.8 | 3.3 | 1.20 |
| 1885-1886 | 51⁄8 | 4¾ | 58⁄16 | ¾ | 0.18 | 0.07 | 14.5 | 3.5 | 1.35 |
| 1886-1887 | 57⁄16 | 51⁄8 | 6 | 7⁄8 | 0.28 | 0.05 | 16.1 | 5.2 | 0.92 |
| 1887-1888 | 5½ | 53⁄16 | 511⁄16 | ½ | 0.14 | 0.05 | 9.1 | 2.5 | 0.91 |
| 1888-1889 | 5¾ | 55⁄16 | 63⁄16 | 7⁄8 | 0.23 | 0.06 | 15.0 | 4.0 | 1.04 |
| 1889-1890 | 61⁄8 | 59⁄16 | 611⁄16 | 1⁄8 | 0.34 | 0.08 | 18.4 | 5.5 | 1.31 |
| 1890-1891 | 5 | 43⁄8 | 5¾ | 13⁄8 | 0.36 | 0.06 | 27.5 | 7.2 | 1.20 |
| 1891-1892 | 41⁄8 | 36⁄16 | 415⁄16 | 13⁄8 | 0.36 | 0.07 | 33.3 | 8.7 | 1.70 |
| 1892-1893 | 4¾ | 41⁄8 | 515⁄16 | 13⁄16 | 0.37 | 0.09 | 25.0 | 7.8 | 1.89 |
| 1893-1894 | 4¼ | 329⁄32 | 411⁄16 | 25⁄32 | 0.22 | 0.04 | 18.4 | 5.2 | 0.94 |
| 1894-1895 | 33⁄8 | 231⁄32 | 37⁄8 | 9⁄32 | 0.30 | 0.06 | 26.9 | 8.9 | 1.79 |
| 1895-1896 | 43⁄8 | 3¾ | 427⁄32 | 3⁄32 | 0.28 | 0.07 | 25.0 | 6.4 | 1.60 |
| 1896-1897 | 43⁄16 | 325⁄32 | 411⁄16 | 29⁄32 | 0.22 | 0.07 | 21.6 | 5.2 | 1.67 |
| 1897-1898 | 313⁄32 | 33⁄16 | 313⁄16 | 5⁄8 | 0.18 | 0.05 | 18.5 | 5.3 | 1.47 |
| 1898-1899 | 39⁄32 | 3 | 315⁄32 | 15⁄32 | 0.15 | 0.04 | 14.3 | 4.6 | 1.22 |
| 1899-1900 | 415⁄16 | 329⁄32 | 61⁄16 | 25⁄32 | 0.63 | 0.12 | 43.6 | 12.8 | 2.48 |
| 1900-1901 | 51⁄8 | 45⁄16 | 6½ | 23⁄16 | 0.53 | 0.13 | 42.7 | 10.3 | 2.54 |
| 1901-1902 | 4¾ | 49⁄32 | 511⁄32 | 11⁄16 | 0.24 | 0.09 | 22.4 | 5.0 | 1.89 |
| 1902-1903 | 5.35 | 4.42 | 7.12 | 2.70 | 0.78 | 0.13 | 50.5 | 14.6 | 2.43 |
| 1903-1904 | 7.04 | 5.78 | 8.92 | 3.14 | 0.91 | 0.33 | 44.4 | 12.9 | 4.83 |
| 1904-1905 | 4.86 | 3.63 | 6.01 | 2.38 | 0.71 | 0.15 | 48.9 | 14.6 | 3.09 |
“Futures” are not used in all markets—for instance, they are not to be found at Bremen; and in those in which they are used they play parts of different prominence—at Havre, for instance, the transactions in “futures” are of Price movements in different markets. incomparably less relative importance than they are at Liverpool. But it is futile to seek the effect of much dealing in “futures” in the differences between price movements in the various markets, because (1) demand expresses itself in different ways—in Germany, for example, spinners buy to hold large stocks—and (2) the markets are in telegraphic communication, so that their price movements are kept parallel. Mr Hooker has shown with reference to the wheat market how close is the correlation between prices in different places,7 and the same has been observed of the cotton market, though the correlations have not been worked out.8 It is worthy of note that Liverpool “futures” are largely used for hedging by continental cotton dealers.
| Spot | Jan.- Feb. | Feb.- Mar. | Mar.- Apr. | Apr.- May. | May- Jun. | June- July | July- Aug. | Aug.- Sep. | Sep.- Oct. | Oct.- Nov. | Nov.- Dec. | Dec.- Jan. | |
| Nov. 18th, 1895 | 4.34 | 27 | 28 | 28½ | 29½ | 31 | 32 | 3 | · · | · · | · · | 27 | 27 |
| Jan. 18th, 1899 | 3.8 | 6½ | 6½ | 7½ | 8½ | 9½ | 10½ | 1½ | 12 | 12½ | · · | · · | 6½ |
| Sept. 14th, 1899 | 3.36 | 24½ | 25 | 25½ | 26 | 27 | · · | · · | 30 | 28 | 26½ | 25 | 24½ |
Conceivably some indication of the working of “futures” might be gleaned from observation of the relations of near and distant “futures” to one another and of both to “spot.” The complete explanation of changes in Differences between the prices of near and distant “futures.” these relations is still a mystery.9 Probably an infinitude of subtle influences came into play, and among these there seems reason to include the intentional and unintentional “bulling” or “bearing” of the market. Some examples of the diverse relations to be found, even when all the “futures” fall in the same crop year, may be quoted here—quotations running into the new crop year are obviously affected by anticipations of the new crop.
As we pass from the “future” of the month in which the quotation is made to the most distant “future” it will be observed that in the first and second cases price rises continuously, in the second case even passing “spot,” whereas in the third case it falls first and then rises. Instances might be given of its falling unintermittently. It seems a plausible conjecture that if “futures” were “bulling” the market in the first case, they were at least “bulling” it less in the second case ceteris paribus, and probably “bearing” it in the last case. A closer examination will reveal further that the magnitude of these gaps varies a great deal; and 274 if the “futures” do “bear” and “bull,” as has been supposed, they probably influence these magnitudes. It might be thought that the “futures” of different months, being substitutes in proportion to their temporal proximity to one another, should vary together exactly; but it would seem to be a sufficient reply that as they are not perfect substitutes they are in some slight degree independent variables. The “spot” market might be judged generally as too high, in view of crops and the probable normal demand of the year, but it might not therefore drop immediately, owing partly to the pressure of demand that must be satisfied instantaneously. “Current futures” would be affected more than “spot” by this impression as to the relation of “spot” to a conceived normal price for the year, and they might therefore be expected to drop more than “spot” when this impression was at all widely entertained. But the fall of “current futures” would be checked by the demands that must be satisfied in the near future. Probably the prices of the more distant “futures” are determined in a higher degree by far-reaching imagination than the prices of nearer futures. This explains what has been called above the unintentional “bearing” of “spot” by “futures.” And it is immediately evident that the deliberate “bear” works by selling “futures,” and that the effect of his sales is propagated to “spot.” These statements are equally true of “bulling.” The influence of expectations of the new crop on “futures” running into the new crop is plain on inspection; but owing to the gap between the two crop years it would be astonishing if “futures” against which cotton from a new crop could be delivered were not appreciably independent of “spot” at the time of their quotation. However, it is noticeable that they are still so closely bound up with “futures” culminating in the old crop year that the daily movements of the former are closely correlated with those of the latter. Concluding cautiously, we may admit the probability of the relations between near and distant “futures” and “spot” (even in respect of “futures” running out in the same crop year) indicating sometimes at least the intentional or unintentional “bulling” or “bearing” or “spot” by “futures.” But nothing has yet been proved from these facts as to the effect “futures” are having upon the steadiness of prices. In the case of any crop year, if the relations which are suggested as indicating the “bulling” work of “futures” usually corresponded with “spot” prices being below the normal price of the crop year, or of what was left of the crop year, while the relations which are suggested to indicate the “bearing” work of “futures” on the whole corresponded with a relatively abnormal height of “spot,” it would be a legitimate inference that “futures” were tending to smooth prices. However, it is made clear as the result of an elaborate examination that the generality of these correspondences cannot be affirmed.10 The outcome of the whole matter is that the investigator is still baffled in his attempt to discover what effect the use of “futures” is having upon prices to-day. The sole piece of evidence, from which probable conclusions may be drawn, is that three separate measurements of price fluctuations over some forty years reveal a growing unsteadiness of late, whether they be expressed absolutely or as percentages of price.
The uneasiness caused by the excessive dependence of Great Britain upon the United States for cotton, coupled with the belief that shortages of supply are more frequent than they ought to be, and the fear that diminishing returns Recent attempts to open up new cotton-fields. may operate in America, occasioned the formation in England of the British Cotton Growing Association on the 12th of June 1902. The proportions of England’s supplies drawn from different fields is indicated in the table below.
British dependence on American supplies is greater even than that of the continent of Europe, for Russia possesses some internal supplies, and more Indian cotton is used in continental countries than in England.
Average Quantities of Raw Cotton imported Annually into the United Kingdom from the following Countries in the Periods 1896-1900 and 1901-1904.
| Country. | 1896-1900. Million ℔. | 1901-1904. Million ℔. |
| United States | 1436 | 1424 |
| Brazil | 13.8 | 31.5 |
| Peru | 8.5 | 8.6 |
| Chile (including the Pacific coast of Patagonia) | .8 | 2.2 |
| Venezuela and Republic of Colombia | .5 | .5 |
| British West Indies and British Guiana | .3 | .6 |
| Turkey (European and Asiatic) | .5 | 1.1 |
| Egypt | 295.7 | 314.4 |
| British possessions in the East Indies | 40.7 | 61.9 |
| Australasia | .035 | .041 |
| All other countries | 2.3 | 3.8 |
| Total | 1800 | 1849 |
| Re-exported | 223 | 260 |
The annual average shipments from Bombay to the European continent and to Great Britain in 1900-1904 were as follows:—
| To the continent | 600 bales of 3½ cwt. |
| To Great Britain | 50 bales of 3½ cwt. |
At the end of the 18th century the bulk of British cotton was obtained from the West Indies. Approximately the supplies were as follows in million ℔:—
| British West Indies | 6.6 |
| French and Spanish settlements | 6 |
| Dutch settlements | 1.7 |
| Portuguese ” | 2.5 |
| East Indies ” | .1 |
| Smyrna or Turkey | 5.7 |
The British Cotton Growing Association works under the sanction of a royal charter and has met with valuable official support. Financial assistance and assurances as to sales and prices have been given liberally by the association where they are needed; ginning and buying centres have been established; experts have been engaged to distribute seed and afford instruction; and some land has been acquired for working under the direct management of the association. The governments of some colonies have aided the efforts of the association. Professor Wyndham Dunstan of the Imperial Institute, on a reference from the government, made favourable reports as to the possibilities of extending cotton cultivation. The results may be seen in the approximate estimates below of cotton grown more or less directly under the auspices of the association.
Bales of 400 ℔.
| 1903. | 1904. | 1905. | 1906. | |
| Gambia | 50 | 100 | 300 | · · |
| Sierra Leone | 50 | 100 | 200 | 250 |
| Gold Coast | 50 | 150 | 200 | 250 |
| Lagos | 500 | 2,000 | 3,200 | 6,300 |
| Nigeria | 100 | 200 | 650 | 1,200 |
| —— | —— | —— | —— | |
| West Africa | 750 | 2,550 | 4,550 | 8,000 |
| West Indies | 1,000 | 2,000 | 4,000 | 6,000 |
| East Africa | 150 | 850 | 2,000 | 3,500 |
| Sind | · · | · · | 500 | 2,000 |
| Sundries | · · | 100 | 250 | 500 |
| Total | 1,900 | 5,500 | 11,300 | 20,000 |
| Approximate value | £29,000 | £75,000 | £150,000 | £270,000 |
In the West Indies results are most favourable, both as regards quantity and quality of the crops. West Indian grown cotton has realized even higher prices than American grown Sea Island. In West Africa also prospects appear encouraging. In Sierra Leone little success has been met with, but on the Gold Coast some cotton better than middling American has been grown, and the association has concluded an agreement with the government for an extension of its work. In Lagos crops increased rapidly. The cotton is almost entirely grown by natives in small patches round their villages, and generally it 275 has sold for about the same price as middling American, though some of it realized as much as 25 to 30 “points on.” The quality in greatest demand in England, it should be observed, is worth about ¼d. to ½d. per ℔. above middling American. In Southern Nigeria the association has met with only slight success; in Northern Nigeria, a working arrangement was entered into with the Niger Company, and a small ginning establishment was set to work in February 1906. In British Central Africa, the results on the whole have not been satisfactory. Though planters who confined their efforts to the lower lying grounds—of which there is a fairly large tract—succeeded, all the cotton planted on the highlands proved more or less a failure. In Uganda the association took no steps, but activity in cotton-growing is not unknown, and some good cotton is being produced. Arrangements were concluded with the British South Africa Company for the formation of a small syndicate for working in Rhodesia.
The general movement for the extension of cotton cultivation was welcomed by the International Congress of representatives of master cotton spinners and manufacturers’ associations at the meeting at Zurich in May 1904. It placed on record “its cordial appreciation of the efforts of those governments and institutions which have already supported cotton-growing in their respective colonies.” England is pre-eminent but not alone in the matter. Germany and France, and in a less degree Belgium, Portugal and Italy, have taken some steps. Russia, too, is developing her internal supplies.
The advantages that might accrue from the wider distribution of cotton-growing are mainly fourfold, (1) Greater elasticity of supply might be caused. It is probably easier to extend the area under cotton rapidly when crops are raised from many places in proximity to other crops than when the mass of the cotton is obtained from a few highly specialized districts. Possibly the advantages of specialism might be retained and yet the elasticity of supply be enhanced. (2) Greater stability of crops in proportion to area cultivated is hoped for. The eggs are now too much in one basket, and local disease, or bad weather, or some other misfortune, may diminish by serious percentages the supplies anticipated. Were there numerous important centres, the bad fortune of one would be more adequately offset by the good fortune of another. (3) Desirable variations in the raw material might conceivably eventuate from the introduction of cotton to spots in the globe where its growth was previously unknown or little regarded. The results of the enterprise of Mehemet Ali and Jumel in Egypt prove such an idea to be not altogether fanciful, and warn us also against hastily arguing that the plan is too artificial to succeed on a large scale. Without the active intervention of a strong body of interested parties it is sometimes unlikely that new industries will be undertaken even in places well suited for them. (4) Lastly, the countries to which cotton-growing is carried should gain in prosperity.
The general difficulties in the way of the British Cotton Growing Association are many and will be sufficiently evident. Lessons of value may be learnt from the fate of similar work undertaken by the Cotton Supply Association, The Cotton Supply Association. which was instituted in April 1857. According to its fifth report, it originated “in the prospective fears of a portion of the trade that some dire calamity must inevitably, sooner or later, overtake the cotton manufacture of Lancashire, whose vast superstructure had so long rested upon the treacherous foundation of restricted slave labour as the main source of supply for its raw material.”11 Its methods were stated to be: “To afford information to every country capable of producing cotton, both by the diffusion of printed directions for its cultivation, and sending competent teachers of cotton planting and cleaning, and by direct communication with Christian missionaries whose aid and co-operation it solicits; to supply, gratuitously, in the first instance, the best seeds to natives in every part of the world who are willing to receive them; to give prizes for the extended cultivation of cotton; and to lend gins and improved machines for cleaning and preparing cotton.” Though the association brought about an extension and improvement of the Indian crop, in which result it was enormously assisted by the high prices consequent upon the American Civil War, it sank after a few years into obscurity, and soon passed out of existence altogether, while the effects of its work dwindled finally into insignificance. Much the same had been the ultimate outcome of the spasmodic attempt of the British government to bring about the introduction of cotton to new districts, after it had been pressed to take some action a few years prior to the formation of the Cotton Supply Association. A Mr Clegg, who afterwards interested himself keenly in the activities of the Cotton Supply Association reported that in the course of a tour in 1855 through the Eastern countries bordering on the Mediterranean he had found none of the gins presented by the British government at work or workable.
Bibliography.—On the question of cotton supplies, as treated in this article, the reader may be referred to Brook’s Cotton, its Uses, &c.; Dabney’s Cotton Plant (Department of Agriculture of the United States); Foaden’s Cotton Culture in Egypt; Dunstan’s Report on Cotton Cultivation for the British government; Oppel’s Die Baumwolle; Leconte’s Le Coton; publications of the British Cotton Growing Association; Report of the Lancashire Commission on the possibility of extending cotton cultivation in the Southern States of North America; Watt’s Lancashire and the Cotton Famine; publications of the old Cotton Supply Association (many will be found in the Manchester public library in the volume marked “677 I. C. ii.”), including their weekly paper, The Cotton Supply Reporter; Hammond’s Cotton Culture and Trade. On methods of marketing to certain portions of the above must be added: Ellison’s Cotton Trade of Great Britain; Chapman’s Lancashire Cotton Industry (ch. vii.); articles by Chapman and Knoop in the Economic Journal (December, 1904) and the Journal of the Royal Statistical Society (April, 1906); Emery’s Speculation on Stock and Produce Exchanges of the United States (small portions of which relate to cotton). Many statistics will be found in the works mentioned, and these may be supplemented from the trade publications of different countries. Many valuable figures of cotton imports, &c., in early years will be found in Baines’ History of the Cotton Trade. Recent statistics bearing upon cotton are collected annually in the two publications, Shepperson’s Cotton Facts and Jones’s Handbook for Daily Cable Records of Cotton Crop Statistics. For current information the following may be added: Nield’s, Ellison’s and Tattersall’s circulars; Cotton (the publication of the Manchester Cotton Association); and daily reports and articles in the local press. Price curves are published by Messrs Turner, Routledge & Co.
Cotton Goods and Yarn
The two great sections of the cotton industry are yarn and cloth, and in Great Britain the production of both of these is mainly in South Lancashire, though the area extends to parts of Cheshire, Yorkshire and Derbyshire, and there is a Scottish branch, besides certain isolated ventures in other parts of the country. Though there are local rivalries there is nothing in competitive division to compare with the northern and southern sections in America, and the British industry is, for its size, more homogeneous than most of the European industries. Both operatives and employers are highly organized and both parties are able to make articulate contribution to the solution of the various problems connected with the trade.
Cotton Yarn.—The yarn trade is mainly in the hands of limited companies, and a private firm is looked upon as something of a survival from the past. The two great centres of production are Oldham, in which American cotton is chiefly, though not exclusively, spun, and Bolton, which spins the finer counts from Egyptian or Sea Island cotton. Spinning mills are established, however, in most of the large Lancashire towns as well as in some parts of Cheshire and in Yorkshire, where there is a considerable industry in doubling yarns. The centre of trade is the Manchester Royal Exchange, and though some companies or firms prefer to do business by means of their own salaried salesmen, managers or directors, most of the yarn is sold by agents. Frequently a single agent has the consignment of the whole of a company’s yarn, but many spinners, especially those whose business connexion is not perfectly assured, prefer to have more outlets than can be explored by an individual. At times of bad trade even those who usually depend on their own resources seek the aid of experienced agents, who sometimes find a grievance if their 276 services are rejected when trade improves and sales are made easily.
Yarn is sold upon various terms, but a regular custom in the home trade is for the spinner to allow 4% discount, for payment in 14 days, of which 2½ goes to the buyer, who is commonly a manufacturer, and 1½ to the agent for sale and guaranteeing the account. In selling yarn for export it is usual to allow the buyer only 1½% for payment in 14 days, or in some cases the discount is at the rate of 5% per annum for 3 months, which is equivalent to 1¼%.
The great bulk of the yarn spun in Great Britain ranges between comparatively narrow limits of count, and such staples as 32s to 36s twist and 36s to 46s weft in American, 50s to 60s twist and 42s to 62s weft in Egyptian, make up a large part of the total. It is nevertheless the experience of yarn salesmen that Lancashire produces an increasingly large amount of specialities that indicate a continued differentiation in trade. The tendency to spin finer counts has been to some extent counteracted by the development of the flannelette trade, for which heavy wefts are used, and there has been again a tendency lately to use “condensor” or waste wefts, which has worked to the disadvantage of the spinners of the regular coarse counts spun at Royton and elsewhere. The demand for cloths which require careful handling and regularity in weaving has helped to develop the supply of ring yarns which will stand the strain of the loom better than mule twists. A great amount of doubled and trebled yarn is now sold, though it does not appear that recent expansions have added much to doubling spindles, and considerable developments continue in the use of dyed and mercerized yarns.
Yarns are sold according to their “actual” counts, though when they are woven into cloth they frequently attain nominal or brevet rank. There has been a long-continued discussion, which between buyer and seller sometimes degenerates into a dispute, on the subject of moisture in yarns, and the difficulty is not confined to the Lancashire industry. The amount permissible, according to the recommendation of the Manchester Chamber of Commerce, is 8%, but while it may be assumed that yarns at the time of their sale rarely contain less than this, they frequently contain a good deal more. It is a matter of experience that cotton yarns which when spun contain only a small percentage of moisture will absorb up to about 8% when they are exposed to what may be rather vaguely described as natural conditions. The exigencies of competition prompted the discovery that if yarn were sold by weight fresh from the spindle its comparative dryness made such early sale less profitable than if it were allowed to “condition.” Between loss and delay the spinner found an obvious alternative in damping the yarn artificially. As it was often clearly to the advantage of the buyer that he should receive immediate delivery he did not object to water in moderation, but art soon began to run a little ahead of nature. The essentially dishonest practice of deluging yarn with water, which has sometimes even degenerated into the use of weighting materials deleterious to weaving, has been recognized as a great nuisance, but while various attempts have been made to protect the buyer the question seems to have pretty well settled itself on the principles which commonly rule the sales of commodities between those who intend to do business continuously. The spinner who persists in over-weighting his yarn finds it difficult to obtain “repeat” orders.
A remarkable point in the Lancashire yarn trade is the looseness of the contracts between spinner and manufacturer. Doubtless some kind of sale note or acknowledgment usually passes between them, but in the home trade at least it is quite usual to leave the question of delivery an open one. It would not be correct to say that this system or want of system is satisfactory, but the trade manages to rub along very well with it, although inconveniences and disagreements sometimes arise when prices have advanced or declined considerably. Thus when prices have advanced the manufacturer may find it difficult to obtain delivery of the yarn that he had bought at low rates, for some spinners have a curious, indefensible preference for delivering their higher-priced orders; and, on the other hand, when prices have fallen the manufacturer sometimes ceases to take delivery of the high-priced yarn and actually purchases afresh for his needs. Yet positive repudiation is very rare though compromises are not uncommon, and a good many illogical arrangements are made that imply forbearance and amity. Litigation in the yarn trade is very unusual, and Lancashire traders generally have only vague notions of the bearing of law upon their transactions, and a wholesome dread of the experience that would lead to better knowledge.
The average yearly values of the exports of cotton, yarn and cloth from Great Britain for the decades 1881-1890 and 1891-1900 respectively, are given by Professor Chapman in his Cotton Industry and Trade, in million pounds:—
| 1881-1890. | 1891-1900. | |
| Cloth | £60.4 | £57.3 |
| Yarn | 12.3 | 9.3 |
| —— | —— | |
| Total | £72.7 | £66.6 |
During the earlier decade the prices of cotton were comparatively high.
The whole of the cloth exports represent, of course, a corresponding home trade in yarns. The following table, taken from the Manchester Guardian, gives in thousands of ℔ the amounts of cotton yarns exported from Great Britain during 1903, 1904 and 1905 respectively, according to the Board of Trade returns, together with the average value per lb for each of the countries:—
| 1903. | 1904. | 1905. | ||||
| ℔.* | Price per ℔. | ℔.* | Price per ℔. | ℔.* | Price per ℔. | |
| d. | d. | d. | ||||
| Russia | 814 | 30.22 | 713 | 30.71 | 557 | 30.66 |
| Sweden | 1,526 | 11.00 | 1,486 | 12.55 | 1,512 | 11.12 |
| Norway | 1,656 | 9.54 | 1,511 | 11.05 | 1,606 | 9.73 |
| Denmark | 2,429 | 8.91 | 2,368 | 10.18 | 2,860 | 9.51 |
| Germany | 27,239 | 16.05 | 40,295 | .27 | 39,513 | 16.38 |
| Netherlands | 29,591 | 9.10 | 29,384 | 10.48 | 37,341 | 8.93 |
| Belgium | 3,970 | 15.89 | 5,864 | 16.50 | 7,205 | 16.12 |
| France | 3,974 | 17.59 | 3,084 | 20.01 | 3,518 | 22.64 |
| Italy | 204 | 21.78 | 174 | 24.70 | 204 | 22.21 |
| Austria-Hungary | 2,662 | 11.60 | 3,329 | 14.36 | 3,066 | 13.36 |
| Rumania | 4,608 | 8.55 | 5,072 | 10.13 | 7,856 | 9.73 |
| Turkey | 12,966 | 8.93 | 14,253 | 10.05 | 17,389 | 9.37 |
| Egypt | 4,590 | 8.66 | 4,381 | 9.83 | 4,382 | 8.59 |
| China (including Hong-Kong) | 4,660 | 9.45 | 2,457 | 10.24 | 8,441 | 8.70 |
| Japan | 1,406 | 2.98 | 681 | 11.46 | 4,071 | 13.99 |
| British India— | ||||||
| Bombay | 6,286 | 10.80 | 8,145 | 11.88 | 13,112 | 10.86 |
| Madras | 6,683 | 11.07 | 8,288 | 12.48 | 10,930 | 11.91 |
| Bengal | 6,777 | 11.04 | 6,596 | 12.82 | 11,068 | 11.20 |
| Burma | 5,611 | 12.17 | 3,388 | 12.39 | 4,211 | 12.31 |
| Straits Settlements | 1,945 | 10.81 | 1,137 | 11.57 | 2,149 | 10.71 |
| Ceylon | 33 | 11.92 | 44 | 16.51 | 42 | 13.55 |
| Other countries | 21,129 | 12.39 | 21,252 | 13.28 | 23,970 | 12.43 |
| Total and average | 150,758 | 11.79 | 163,901 | 13.11 | 205,001 | 12.08 |
| * 000 omitted. | ||||||
It should be understood, however, that in some cases the Board of Trade figures represent only an approximation to the ultimate distribution, as the exports are sometimes assigned to the intermediate country, and in particular it is understood that a considerable part of the yarn sent to the Netherlands is destined for Germany or Austria. The large business done in yarns with the continent of Europe is in some respects an extension of the British home trade, though certain countries have their own specialities. A considerable business is done with European countries in doubled yarns and in fine counts of Egyptian, including “gassed” yarns, which are also sent intermittently to Japan. “Extra hard” yarns are sent to Rumania and other Near Eastern markets, and Russia, as the average price indicates, buys sparingly of very fine yarns. The trade with the Far East, which, though not very large for any one market, is important in the aggregate, is a good deal specialized, and since the 277 development of Indian and Japanese cotton mills some of the trade in the coarser counts has been lost. The various Indian markets take largely of 40s mule twist and in various proportions of 30s mule, water twists, two-folds grey and bleached, fine Egyptian counts and dyed yarns. China also takes 40s mule, water twists and two-folds. The general export of yarn varies according to influences such as tariff charges, spinning and manufacturing development in the importing countries and the price of cotton. A particular effect of high-priced piece-goods is seen in various Eastern countries that are still partly dependent on an indigenous hand-loom industry. The big price of imported cloths throws the native consumer to some extent upon the local goods, and so stimulates the imports of yarn. It appears that as the native industries decline the weaving section persists longer than the spinning section.
Cotton Goods.—Cotton goods are of an infinite variety, and the titles that experience or fancy have evoked are even more numerous than the kinds. Descriptions of the following fabrics, which are not of course invariably made of cotton, will be found in separate articles: Baize, Bandana, Bombazine, Brocade, Calico, Cambric, Canvas, Chintz, Corduroy, Crape, Cretonne, Denim, Dimity, Drill, Duck, Flannelette, Fustian, Gauze, Gingham, Longcloth, Moleskin, Mull, Muslin, Nankeen, Print, Rep, Ticking, Twill, Velveteen. The following are notes on other varieties.
Grey cloth is a comprehensive term that includes unbleached cotton cloth generally. It may be a nice question whether “yellow” would not have been the more nearly correct description. A very large proportion of the Lancashire export trade is in grey goods and a smaller yet considerable proportion of the home trade.
Shirting, which has long since ceased to refer exclusively to shirt cloths, includes a large proportion of Lancashire manufacture. Grey and white shirtings are exported to all the principal Eastern markets and also to Near Eastern, European, South American, &c. markets. Certain staple kinds, such as 39 in. 37½ yd. 8¼ ℔. 16 × 15 (threads to the ¼ in.), largely exported to China and India, are made in various localities and by many manufacturers. The length quoted is to some extent a conventional term, as the pieces in many cases actually measure considerably more. The export shirting trade is done mainly on “repeat” orders for well-known “chops” or marks. These trade marks are sometimes the property of the manufacturer, but more commonly of the exporter. Generally the China markets use rather better qualities than the Indian markets. The principal China market for shirtings and other staple goods is Shanghai, which holds a large stock and distributes to minor markets. A considerable trade is also done through Hong-Kong and other Far Eastern ports. The principal Indian markets are Calcutta, Bombay, Karachi and Madras.
Shirt-cloth is the term more commonly applied to what is actually used in the manufacture of shirts, and it may be used for either plain or fancy goods.
Sheeting has two meanings in the cotton trade: (1) the ordinary bed sheeting, usually a stout cloth of anything from 45 in. to 120 in. wide (the extremes being used on the one hand for children’s cots or ship bunks and on the other for old-fashioned four-posters), which may be either plain or twilled, bleached, unbleached or half-bleached; (2) a grey calico, heavier than a shirting, sent largely to China and other markets, usually 36 in. by 40 yd. and weighing about 12 ℔. American sheetings compete with Lancashire goods in the China market. The Cabot is a kind of heavy sheeting, and for the Levant markets the name as a trade mark is said to be the exclusive property of an American firm, although the general class is known by the name and supplied by other firms.
Mexican is a plain, heavy grey calico, sometimes heavily sized. The origin of the word is doubtful, and it seems to be an arbitrary term. Mexicans are exported to various markets and also used in the home trade. For export the dimensions are commonly 32 or 36 in. by 24 yd., and a usual count is 18 × 18. In the Mexican the yarns were originally of nearly the same weight and number of threads to the ¼ in., an arrangement which gave the cloth an even appearance, thus differing from the “pin-head” or medium makes. Now, however, Mexicans are often made with lighter wefts, though the name is usually applied to the better class of cloths of the particular character. Punjum is a Mexican, generally 36 yd. in length, sent mainly to the South African market.
T Cloth is a plain grey calico, similar in kind to the Mexican and exported to the same markets. There is no absolute distinction between the two cloths, but the T cloth is generally lower in quality than the Mexican. The name seems to have been originally an arbitrary identification or trade mark.
Domestic, a name originally used in the sense of “home-made,” is applied especially to home-made cotton goods in the United States. In Great Britain it is employed rather loosely, but commonly to describe the kind of cloth which if exported would be called a Mexican. It may be either bleached or unbleached.
Medium is a plain calico, grey or bleached, of medium weight, used principally in the home and colonial trade. The word is sometimes particularly applied to cloths with a comparatively heavy weft, the distinction being made between the even “Mexican make” and the “pin-head” or “medium-make.”
Raising-cloths are of various kinds and may be merely mediums with a heavy weft, or “condensor” weft made from waste yarns. The essence of the raising-cloth is a weft that will provide plenty of nap and yet have sufficient fibre to maintain the strength of the web.
Wigan is a name derived from the town Wigan and seems to have been originally applied to a stiff canvas-like cloth used for lining skirts. Now it is commonly applied to medium or heavy makes of calico.
Double-warp, as its name implies, is a cloth with a twofold warp. It is usually a strong serviceable material and may be either twilled or plain. Sheetings for home trade are often double-warp, and double-warp twills and Wigans were and are used for the old-fashioned type of men’s night-shirts.
Croydon, which seems to be an arbitrary trade name, is a heavy, bleached, plain calico, usually stiff and glossy in finish. It used to be sold largely in the Irish trade as well as in the English home trade, but it has been supplanted a good deal by softer finishes.
Printing-cloth is a term with a general significance, but it is also particularly applied to a class of plain cloths in which a very large trade is done both for home trade and export. The chief place in Lancashire for the manufacture of printing-cloths is Burnley, and in the United States, Fall River. The Burnley cloths range in width from 29 in. to 40 in., and are usually about 120 yd. in length. The warp is commonly from 36s to 44s, the weft from 36s to 54s, and the threads from 13 × 13 to 20 × 20 to the ¼ in. Cheshire printers, which are made at Hyde, Stockport, Glossop and elsewhere, are commonly 34 in. to 36 in. wide, the warp is from 32s to 36s, the weft 32s to 40s, and the counts 16 × 16 to 19 × 22.
Jacconet is understood to be the corruption of an Indian name, and the first jacconets were probably of Indian origin. They now make one of the principal staple trades of Lancashire with India. The jacconet is a plain cloth, lighter than a shirting and heavier than a mull. When bleached it is usually put into a firm and glossy finish. A nainsook is a jacconet bleached and finished soft. It also goes largely to India.
Dhootie is a name taken from a Hindu word of similar sound and referred originally to the loin-cloth worn by Hindus. It is a light, narrow cloth made with a coloured border which is often so elaborate as to require a dobby loom for its manufacture. The finer kinds, made from Egyptian yarns, are called mull-dhooties. The dhootie is one of the principal staples for India and is exported both white and grey.
Scarf is a kind of dhootie made usually with a taped or corded border.
Madapolam or Madapollam is a name derived from a suburb of Narsapur in the Madras presidency where the cloth was first made. It is now exported grey or white to India and other countries. In weight it is lighter than a shirting, and it is usually ornamented with a distinctive coloured heading.
Baft, probably of Persian derivation, and originally a fine cloth, is now a coarse and cheap cloth exported especially to Africa.
Sarong, the Malay word for a garment wrapped round the lower part of the body and used by both men and women, is now applied to plain or printed cloths exported to the Indian or Eastern Archipelago for this purpose.
Jean, said to be derived from Genoa where a kind of fustian with this title was made, is a kind of twilled cloth. The cloth is woven “one end up and two ends down,” and as there are more picks of weft per inch than ends of warp the diagonal lines pass from selvage to selvage at an angle of less than 45 degrees. The weft surface is the face or wearing surface of the cloth. Jeans are exported to China and other markets, and are also used in the home trade. Jeanette is the converse of jean, being a twill of “two ends up to one down”; the diagonal passes from selvage to selvage at a greater angle than 45 degrees and the warp makes the wearing surface.
Oxford is a plain-woven cloth usually with a coloured pattern, and is used for shirts and dresses. The name is comparatively modern, and is, no doubt, arbitrarily selected.
Harvard is a twilled cloth similar to the Oxford.
Regatta is a stout, coloured shirt cloth similar in make to a jeanette. It was originally made in blue and white stripes and was used largely and is still used for men’s shirts.
Fancy cotton goods are of great variety, and many of them have trade names that are used temporarily or occasionally. Apart from the large class of brocaded cloths made in Jacquard looms there are innumerable simpler kinds, including stripes and checks of various descriptions, such as Swiss, Cord, Satin, Doriah stripes, &c. Mercerized cloths are of many kinds, as the mercerizing process can be applied to almost anything. Lace and lace curtains are made largely at Nottingham. Various light goods are made in Scotland, such as book muslin, a fine light muslin with an elastic finish, so called from being folded in book-form.
Among the fancy cloths made in cotton may be mentioned: matting, which includes various kinds with some similarity in appearance to a matting texture; matelassé, which is in some degree an imitation of French dress goods of that name; piqué, also of French origin, woven in stripes in relief, which cross the width of the piece, and usually finished stiff; Bedford cord, a cheaper variety of piqué in which the stripes run the length of the piece; oatmeal cloth, which has an irregular surface suggesting the grain of oatmeal, commonly dyed cream colour; crimp cloth, in which a puckered effect is obtained by uneven shrinkage; grenadine, said to be derived from Granada, a light dress material originally made of silk or silk and wool; brilliant, a dress material, usually with a small raised pattern; leno, possibly a corrupt form of the French linon or lawn, a kind of fancy gauze used for veils curtains, &c.; lappet, a light material with a figure or pattern produced on the surface of the cloth by needles placed in a sliding frame; lustre, a light dress material with a lustrous face sometimes made with a cotton warp and woolen weft; zephyr, a light, coloured dress material usually in small patterns; bobbin-net, a machine-made fabric, originally an imitation of lace made with bobbins on a pillow.
Some fancy cloths have descriptive names such as herringbone stripe, and there are many arbitrary trade names, such as Yosemite stripe, which may prevail and become the designation of a regular class or die after a few seasons.
Cotton linings include silesia, originally a linen cloth made in Silesia and now usually a twilled cotton cloth which is dyed various colours; Italian cloth, a kind of jean or sateen produced originally in Italy. Various cotton cloths are imitations of other textures and have modified names which indicate their superficial character, frequently produced by finishing processes. Among these are sateen, which, dyed or printed, is largely used for dresses, linings, upholstery, &c.; linenette, dyed and finished to imitate coloured linen in the north of Ireland and elsewhere; hollandette, usually unbleached or half-bleached and finished to imitate linen holland; and interlining, a coarse, plain white calico used as padding for linen collars.
| Country. | 1903. | 1904. | 1905. | |||
| Thousands of Yards. | Price per Yard. |
Thousands of Yards. | Price per Yard. |
Thousands of Yards. | Price per Yard. | |
| Germany | 60,650 | 3.77 | 60,129 | 4.02 | 65,842 | 3.98 |
| Netherlands | 47,570 | 3.57 | 46,187 | 3.68 | 56,639 | 3.47 |
| Belgium | 52,199 | 4.34 | 56,237 | 4.42 | 67,509 | 4.41 |
| France | 17,552 | 4.61 | 17,759 | 4.39 | 14,875 | 4.65 |
| Portugal, Azores and Madeira | 32,824 | 2.70 | 29,440 | 2.92 | 29,867 | 3.03 |
| Italy | 6,363 | 5.07 | 7,904 | 5.19 | 8,746 | 5.31 |
| Austria-Hungary | 2,405 | 3.44 | 2,102 | 3.40 | 1,905 | 3.60 |
| Greece | 40,973 | 2.64 | 32,658 | 3.11 | 28,190 | 3.20 |
| Turkey | 305,611 | 2.45 | 379,557 | 2.53 | 376,209 | 2.53 |
| Egypt | 229,704 | 2.41 | 283,521 | 2.57 | 272,737 | 2.53 |
| Algeria | 709 | 2.74 | 438 | 2.71 | 455 | 2.63 |
| Morocco | 52,368 | 2.28 | 51,262 | 2.44 | 44,407 | 2.44 |
| Foreign West Africa | 64,589 | 2.92 | 55,131 | 3.12 | 69,163 | 3.08 |
| Persia | 34,859 | 2.46 | 33,119 | 2.67 | 38,647 | 2.59 |
| Dutch East Indies | 156,905 | 2.45 | 185,196 | 2.72 | 226,586 | 2.57 |
| Philippine Islands | 25,558 | 2.59 | 25,969 | 2.86 | 42,876 | 2.66 |
| China, including Hong-Kong | 477,691 | 2.83 | 548,974 | 3.34 | 799,732 | 3.06 |
| Japan | 67,315 | 3.08 | 42,373 | 3.34 | 128,725 | 2.99 |
| United States of America | 72,360 | 6.80 | 52,391 | 7.18 | 65,563 | 7.40 |
| Foreign West Indies | 86,349 | 2.08 | 98,797 | 2.21 | 80,679 | 2.24 |
| Mexico | 19,327 | 3.10 | 21,679 | 3.42 | 21,028 | 3.31 |
| Central America | 40,879 | 1.97 | 53,018 | 2.21 | 49,523 | 2.29 |
| Colombia and Panama | 44,299 | 2.25 | 44,648 | 2.54 | 31,798 | 2.41 |
| Venezuela | 52,330 | 1.87 | 52,934 | 2.07 | 32,717 | 2.11 |
| Peru | 28,962 | 2.66 | 32,430 | 2.85 | 39,035 | 2.78 |
| Chile | 84,118 | 2.50 | 80,836 | 2.57 | 96,996 | 2.62 |
| Brazil | 152,402 | 2.64 | 134,841 | 2.89 | 131,504 | 2.50 |
| Uruguay | 44,062 | 2.79 | 35,670 | 2.85 | 56,770 | 2.95 |
| Argentine Republic | 151,003 | 2.91 | 186,022 | 3.04 | 159,115 | 3.24 |
| Gibraltar | 11,961 | 2.39 | 10,578 | 2.47 | 3,960 | 2.73 |
| Malta | 4,065 | 3.11 | 3,659 | 3.45 | 4,006 | 3.31 |
| British W. Africa | 69,795 | 3.27 | 69,308 | 3.43 | 74,392 | 3.40 |
| British S. Africa | 61,778 | 3.61 | 29,670 | 4.03 | 50,592 | 3.69 |
| British India— | ||||||
| Bombay | 678,684 | 2.07 | 818,261 | 2.23 | 908,619 | 2.24 |
| Madras | 132,825 | 2.48 | 141,675 | 2.63 | 131,145 | 2.62 |
| Bengal | 1,122,004 | 1.97 | 1,215,607 | 2.18 | 1,280,314 | 2.18 |
| Burma | 64,654 | 2.84 | 79,765 | 3.10 | 72,528 | 3.13 |
| Straits Settlements* | 112,006 | 2.61 | 100,230 | 2.84 | 121,690 | 2.71 |
| Ceylon | 17,395 | 2.75 | 19,336 | 2.95 | 24,991 | 2.94 |
| Australia | 106,000 | 3.83 | 128,247 | 4.01 | 136,481 | 3.85 |
| New Zealand | 38,499 | 3.58 | 33,538 | 3.81 | 32,315 | 3.63 |
| Canada | 47,439 | 4.15 | 49,903 | 4.25 | 45,189 | 4.47 |
| British West India Islands, | ||||||
| Bahamas and British Guiana | 49,614 | 2.49 | 43,487 | 2.61 | 47,173 | 2.21 |
| Other countries | 188,662 | 2.84 | 197,339 | 3.14 | 226,971 | 3.03 |
| Total | 5,157,316 | 2.57 | 5,591,822 | 2.75 | 6,198,200 | 2.74 |
| * Including Federated Malay States. | ||||||
Various cotton imitations share the name of the original, such as lawn, batiste, serge, huckaback, galloon, and a large number of names are of obvious derivation and use, such as umbrella cloth, apron cloth, sail cloth, book-binding cloth, shroud cloth, 279 butter cloth, mosquito netting, handkerchief, blanket, towelling, bagging.
Among the miscellaneous cloths made or made partly of cotton may be mentioned: waste cloths, made from waste yarns and usually coarse in texture; khaki cloth, made largely for military clothing in cotton as well as in woollen; cottonade, a name given to various coarse low cloths in the United States and elsewhere; lasting, which seems to be an abbreviation of “lasting cloth,” a stiff, durable texture used in making shoes, &c.; bolting cloth, used in bolting or sifting; brattice cloth, a stout, tarred cloth made of cotton or wool and used for bratticing or lining the sides of shafts in mines; sponge cloths, used for cleaning machinery; shoddy and mungo, which though mainly woollen have frequently a cotton admixture; and splits, either plain or fancy, usually of low quality, which include any cloth woven two or three in the breadth of the loom and “split” into the necessary width. Cotton is used too for many miscellaneous purposes, including the manufacture of lamp wicks and even of billiard balls.
British Cotton Cloth Exports.—The main lines of the Lancashire export trade in cotton goods are indicated in the Board of Trade returns. The table on p. 278 compiled from them is taken from the Manchester Guardian. It gives in thousands of yards the quantities of cotton goods exported from Great Britain during 1903, 1904 and 1905 respectively, together with average value per yard for each of the countries.
The following table gives, approximately, in thousands of yards the quantities exported of the four main divisions of cotton cloths:—
| 1903. | 1904. | 1905. | |
| Thousands of Yards. | Thousands of Yards. | Thousands of Yards. | |
| Grey or unbleached | 1,880,321 | 2,033,895 | 2,336,018 |
| Bleached | 1,326,255 | 1,528,165 | 1,710,742 |
| Printed | 1,027,925 | 1,036,901 | 1,053,900 |
| Dyed and coloured | 922,735 | 993,009 | 1,097,540 |
In the case of cloth, too, the Board of Trade returns must not be taken as an absolute record of imports to the particular countries, as the ultimate recipient is not always determined. The development of the Eastern trade has been one of the most remarkable features of the cotton trade in the 19th century. Professor Chapman writes in his Cotton Industry and Trade: “In 1820 Europe received about half the cotton fabrics which were sent abroad, while the United States received nearly one-tenth and eastern Asia little more than one-twentieth. By 1880 Europe was taking less than one-twelfth, the United States less than one-fiftieth, and eastern Asia more than a half.”
Naturally a trade tends to find out the most direct means of distribution, and Manchester merchants are now generally in direct connexion with native dealers in India. Bombay was the pioneer in the custom, followed now by Calcutta and Karachi, by which deliveries of goods from British merchants remained under the control of the banks until the native dealers took them up. Manchester business with India, China, &c., is done under various conditions, however, and a good many firms have branches abroad. The regular “indent” by which most of the Manchester Eastern business is conducted now implies a definite offer for shipment from the dealer abroad, either direct or through the exporter’s agents, and commonly includes freight and insurance. The term “commission agent” is now discredited, and buying done by Manchester houses on simple commission terms is unusual though not unknown. This has been so since the famous law case of Williamson v. Barbour in 1877, when it was established that whatever might be the custom of the trade a commission agent was not entitled to make a profit over his commission on the various processes, such as handling and packing, which are a necessary part of the exporter’s work. A good deal of business is done, however, for South America and other markets in which the goods are bought for delivery in the Manchester warehouse, all charges for packing, &c., and carriage being extra.
Transactions with distant markets are now done almost entirely by cable, and a remarkable development of the telegraphic code has enabled merchants to pack a good deal into a brief message. A cable sent to India in the evening may bring a reply next morning, and in these days of rapid cotton fluctuations mail advices are confined mainly to general discussion, hypothetical inquiry, advice, admonition and complaint. Some Manchester export business is done through London, Glasgow, and continental towns, of which Hamburg is the principal. Glasgow buys largely of yarns and cloth, some considerable part of which is dyed or printed, for India and elsewhere, and has an indigenous manufacture and trade in fine goods such as book-muslins and lappets, a somewhat delicate department of manufacture which necessitates a slower running of machinery than is usual in Lancashire.
Besides the indent business there is, of course, purely merchant business by Manchester exporters, who buy on their own initiative at what they consider to be opportune times or on recommendations from their houses or correspondents abroad. In the Indian trade, especially in the Calcutta trade, a large proportion of the total amount is done by a few houses who buy in this way, and there is some difference of opinion as to whether the method, which had fallen out of fashion, may not further develop. It is more speculative than the indent business, but the dealing with large quantities which it involves gives the opportunity to buy very cheaply. A good many firms venture occasionally to buy in anticipation of their customers’ needs, especially when they expect a rising market. During the great trade “boom” of 1905 there was a good deal of buying by exporters in advance of their indents because manufacturers continued to contract engagements which threatened to exclude dilatory buyers. On the whole, however, what may be called the speculative centre of gravity of Great Britain’s export business in cotton goods is not in Manchester but abroad.
The terms on which business is conducted are various even in a single market, and it is sometimes a reproach that British firms are old-fashioned in their reluctance to give credit. The so-called enterprising methods of some German traders are, however, condemned by many experienced English traders, and it is said that in China, for instance, the seeming successes of the newcomers are delusive. The Tientsin developments of German business on credit terms are said to have proved unsatisfactory, and heavy losses were suffered in Hong-Kong some years ago by merchants who endeavoured to initiate a bolder system of trading. The very common complaint of British consuls that British firms neglect to send out travellers may have some foundation, but a commercial house naturally follows the line of least resistance to the development of its trade, and cannot be expected to work remote and barren ground when better opportunities are near at hand. On the whole it appears that the British cotton trade continues to increase to a satisfactory degree in fancy and special goods, which require for their production a comparatively high degree of technical skill, and are more lucrative than some of the simpler products in which competitors have been most formidable. Various finishing processes, and particularly the mercerizing of yarn and cloth, have increased the possibilities in cotton materials, and while staples still form the bulk of our foreign trade, it seems that as the stress of competition in these grows acute, more and more of our energy may be transferred to the production of goods which appeal to a growing taste or fancy.
British Home Trade.—The home trade in cotton cloths is a great and important section, but it is not comparable in volume to the export trade. It involves more numerous and more elaborate processes, and the qualities for home use are generally finer and more costly than those for export. Of course by far the larger part of the yarn spun in Lancashire is woven in Lancashire, but of the cotton cloth woven in Lancashire it is roughly estimated that about 20% is used in Great Britain. Not only is the average of quality better, but the variety of kinds and designs is greater in the home trade than in the export trade. A good home trade connexion is considered an extremely valuable asset, and as the trade is highly differentiated the profits are usually good. Some manufacturers devote themselves exclusively to the home trade, 280 and some exclusively to foreign trade, but there is a large class with what may be called a margin of alternation, which serves to redress the balance as business in one or other of the sections is good or bad.
Certain kinds of light goods made for India and other Eastern markets are not used in the home trade, and the typical Eastern staples are not generally used in their particular “sizings,” but with these exceptions and various specialities almost every kind of cotton cloth is used to some extent in Great Britain. Grey calicoes for home use, except the lowest kinds, are comparatively pure, and of late years the heavy fillings which used to be common in bleached goods have become discredited. The housewife long persisted in deceiving herself by purchasing filled calicoes, and the movement in favour of purer goods owes a good deal, strangely enough, to the increase in the making-up trade and the consequent inconveniences to workers of sewing machines, whose needles were constantly broken by hard filled calicoes.
This development of the making-up trade has become an important element in the home trade, and it has greatly reduced the retail sale of piece-goods. The purchase of ready-made shirts, underclothing, &c., corresponds to a change in the habits of the people. The factories which have been erected in the north of Ireland, on the outskirts of London and elsewhere turn out millions of garments that would, under the old conditions, have been made at home. It is not necessary here to balance the advantages and disadvantages of the two systems, and it must not be supposed that made-up cotton garments are necessarily cheap and inefficient.
The chief distributing centre of cotton made-up goods is London, though a considerable trade is done through wholesale houses in Manchester and elsewhere. Large warehouses in the city of London carry on the trade and frequently supply Lancashire with her own goods. Of course the partial loss of the piece-goods trade by the shops is not a loss in aggregate trade, as they are the ultimate distributors of the made-up garments, which are probably at least as profitable to retail as calico or flannelette sold in lengths.
The normal course of home trade piece-goods is from manufacturer to bleacher, dyer, printer or finisher, either on account of a merchant to whom the goods are sold or on the manufacturer’s own account. By far the majority of Lancashire manufacturers sell their goods as they come from the loom, or, as it is called, in the “grey state,” but an increasing number now cultivate the trade in finished goods. Usually the manufacturer sells either directly or through an agent to a merchant who sells again to the shopkeeper, but the last twenty or thirty years have seen a considerable development of more direct dealing. Some manufacturers now go to the shopkeeper, and this has made it difficult for the merchant with a limited capital and therefore a limited assortment to survive. The great general houses such as Rylands’s, Philips’s and Watt’s in Manchester, and Cook’s and Pawson’s in London, some of which are manufacturers to a minor degree, continue to flourish because under one roof they can supply all that the draper requires, and so enable him to economize in the time spent in buying and to save himself the trouble of attending to many accounts. Some general merchants, indeed, supply what are practically “tied houses,” which give all their trade in return for pecuniary assistance or special terms.
The tendency to eliminate the middleman has not only brought a good many manufacturers into direct relation with the shopkeeper, but in some exceptional cases the manufacturer, adopting some system of broadcast advertisement and postal delivery, has dealt with the consumer. Naturally, the merchant resents any developments which exclude him, and some mild forms of boycott have occasionally been instituted. In the United States there has been an arduous struggle over this question, and combinations of merchants have sometimes compelled favourable terms. In England, though the merchant has maintained a great part of the trade with shopkeepers, the developing trade with makers of shirts, underclothing, &c., is mainly done by the manufacturers directly, and perhaps the simplification of relations by direct dealing in the cotton trade has now reached a point of fairly stable compromise. The tendency to direct trading is naturally controlled by the exigencies of capital. Those manufacturers who act as merchants aim to retain the merchant profit and must employ a merchant capital in stocks. There has been a tendency, indeed, to make the manufacturer the stock-keeper, and some merchants do little more than pass on the goods a stage after taking toll. The great improvement in trade during 1905 and 1906 checked this tendency, and probably the manufacturing extensions owed something to the capital set free by the reductions of stocks.
It must be noted, however, that while most of the spinning concerns are worked by limited companies or individuals with a considerable capital, a good many small manufacturers exist who have little capital and are practically financed by their agents or customers. This is so in both the export and home trades.
The home trade merchant or merchant-manufacturer works largely through agents and travellers, and though railway facilities continue to improve, some shopkeepers rarely visit their markets. The difficulty that is naturally experienced by a traveller in finding sufficient support on a sparsely populated “ground” has brought into vogue the traveller on commission who represents several firms. The traveller with salary and allowances for expenses survives, but the quickening induced by an interest in the amount of sales has caused many firms to adopt the principle of commission, which may, however, be an addition to a minimum salary. Of course, such travellers are not peculiar to the cotton trade, but cotton goods in various forms are an important factor in the home trade.
The profits of manufacturers, merchants and shopkeepers are commonly very much less on the lower classes of cotton goods than on the higher ones. Thus while there may be a difference of 1d. per yd. between the qualities on a manufacturer’s list, the difference in cost may not be more than a farthing; and, again, while the shopkeeper sometimes pays 2½d. or even 25⁄8d. per yd. for a calico to retail at 2¾d., his next selling price may be 3¾d. for one which costs him only 2¾d. or 3d. per yd. It appears, therefore, that if the poorer classes of the community have the discretion to avoid the lowest qualities they may obtain very good value in serviceable goods. In the matter of profits, however, there is a good deal of irregularity.
The Manchester Royal Exchange.—There are not many cotton mills or weaving sheds in Manchester, which is, however, the great distributive centre, and its Exchange is the meeting-place of most classes of buyers and sellers in the cotton trade and various trades allied to it. As buyers of finished goods for London and the country do not attend it, certain departments of the home trade are hardly represented, but practically all the spinners and manufacturers and all the export merchants of any importance are subscribers. Transactions between spinners and manufacturers are largely effected on Tuesdays and Fridays, the old “market days,” when the manufacturing towns are well represented, but a large amount of business is transacted every day. Besides the persons immediately concerned in the cotton trade and connected with allied trades, a large number of members find it convenient to use this great meeting-place as a means of approach to a body of responsible persons. Thus not only bleachers, carriers, chemical manufacturers, mill furnishers and accountants find their way there, but also tanners, timber merchants, stockbrokers and even wine merchants. Since the Ship Canal made Manchester into a cotton port there has been a steady development of the raw cotton trade in Manchester, and many cotton brokers and merchants have Manchester offices or pay regular visits from Liverpool.
The various expansions and developments have made it difficult to maintain the ratio between accommodation and requirements, and although overcrowding is troublesome only during some three or four hours a week, at “high ’Change” on market days, various complaints and suggestions provoked in 1906 an appeal from the chairman of directors to the Manchester corporation. This took the form of a suggestion that the Exchange should be worked as a municipal institution on a new site, and though such a development met with opposition it was 281 apparent that Manchester must presently have a new or an enlarged Exchange. The present building is, however, the largest of the kind in the world, and the history of the various exchanges coincides with the expansion of the Lancashire industry.
According to semi-official records “the first building in the nature of an Exchange” was erected in 1729 by Sir Oswald Mosley, and though designed for “chapmen to meet and transact their business” it appears that, as to-day, encroachments were made by other traders until cotton manufacturers and merchants preferred to do their business in the street. In 1792 the building was demolished, and for a period of some eighteen years there was nothing of the kind. In 1809 the new Exchange was opened, and terms of membership were fixed at two guineas for those within 5 m. of the building and one guinea for those outside this radius. In the following year plans for enlargement were submitted to the shareholders, and various extensions followed, particularly in 1830 and 1847. The present building was opened partly in 1871 and partly in 1874. The area of the great room is 4405 sq. yds. The subscription was raised on the 1st of January 1906 from three guineas to four guineas for new members, but the number of members continues to increase and early in 1906 amounted to 8786.
Of course in this great mart a large variety of types is to be found and the members fall into some kind of rough grouping. Export buyers, attended by salesmen, are commonly more or less stationary and prominent; Burnley manufacturers abound in one locality and spinners of Egyptian yarns in another. The importance of the Exchange as a bargaining centre is fairly maintained, though buyers are assiduously cultivated in their own offices, and the telephone has done a good deal to abbreviate negotiation. As to the amount of business transacted on the Exchange there is no record. The market reporters make some attempt to materialize the current gossip, and doubtless catch well enough the great movements in the ebb and flow of demand, but the sum of countless obscure transactions cannot be estimated. Some few years ago an attempt was made to mark more clearly the course of business in Manchester, and a scheme was prepared for the recording of daily transactions. This could only have been a somewhat rough affair, but its originator maintained reasonably that it would be of interest if some indication of the daily movements could be obtained. For some time a memorandum of the total of daily sales reported was posted on ’Change, but the indifference of traders, together with the distrust that makes any innovation difficult, caused the scheme to be abandoned.
It would be difficult in any attempt to estimate the volume of British home trade to distinguish what may be called the effective movements of goods. There is a considerable amount of re-selling both in yarn and cloth, and, though the bulk of cotton goods finds the way through regular and normal channels to the consumer, these channels are not always direct. A good many transactions on the Manchester Exchange are intermediate, without fulfilling any useful function, and could be accomplished by the principals if they were brought together. Agents, of whom there are many, sometimes occupy a precarious position, but they are protected in some degree by law as well as by the custom of the trade and the point of honour. Points of honour in the Manchester business may seem to be arbitrarily selected, but they are an important part of the scheme. An immense amount of business is done without any apparent check against repudiation. It is, of course, the verbal bargain that binds, and large transactions are commonly completed without witnesses, though before the contract or memorandum of sale passes the fluctuations of the market may have made the bargain, to one side or the other, a very bad one.
1 It is related that in the year 1784 William Rathbone, an American merchant resident in Liverpool, received from one of his correspondents in the southern states a consignment of eight bags of cotton, which on its arrival in Liverpool was seized by the custom-house officers, on the allegation that it could not have been grown in the United States, and that it was liable to seizure under the Shipping Acts, as not being imported in a vessel belonging to the country of its growth. When afterwards released, it lay for many months unsold, in consequence of the spinners doubting whether it could be profitably worked up.
2 Taken with some modifications from the Agricultural News (1907), vi. p. 38.
3 Cotton Production 1906, U.S.A. Bureau of the Census, Bulletin No. 76.
4 Cotton Culture and the Cotton Trade, p. 298.
5 The Cotton Trade of Great Britain, by Thomas Ellison, p. 186.
6 See article on “Dealings in Futures in the Cotton Market,” in the Journal of the Royal Statistical Society, vol. lxix, p. 325.
7 Journal of the Statistical Society, 1906.
8 See paper in the Journal of the Statistical Society for June 1906.
9 Attempts to explain them were made in an article in the Economic Journal in December 1904, and in the paper already referred to read to the Royal Statistical Society.
10 See the paper already mentioned in the Journal of the Royal Statistical Society for June 1906, where the several points noticed briefly above are fully discussed.
11 The Association published a weekly paper known as The Cotton Supply Reporter.
COTTON MANUFACTURE. The antiquity of the cotton industry has hitherto proved unfathomable, as can readily be understood from the difficulty of proving a universal negative, especially from such scanty material as we possess of remote ages. That in the 5th century B.C. cotton fabrics were unknown or quite uncommon in Europe may be inferred from Herodotus’ mention of the cotton clothing of the Indians. Ultimately the cotton industry was imported into Europe, and by the middle of the 13th century we find it flourishing in Spain. In the New World it would seem to have originated spontaneously, since on the discovery of America the wearing apparel in use included cotton fabrics. After the collapse of Spanish prosperity before the Moors in the 14th century the Netherlands assumed a leadership in this branch of the textile industries as they did also in other branches. It has been surmised that the cotton manufacture was carried from the Netherlands to England by refugees during the Spanish persecution of the second half of the 16th century; but no absolute proof of this statement has been forthcoming, and although workers in cotton may have been among the Flemish weavers who fled to England about that time, and some of whom are said to have settled in and about Manchester, it is quite conceivable that cotton fabrics were made on an insignificant scale in England years before, and there is some evidence to show that the industry was not noticeable till many years later. If England did derive her cotton manufacture from the Netherlands she was unwillingly compelled to repay the loan with interest more than two hundred years later when the machine industry was conveyed to the continent through the ingenuity of Liévin Bauwens, despite the precautions taken to preserve it for the British Isles. About the same time English colonists transported it to the United States. Since, as transformed in England, the cotton industry, particularly spinning, has spread throughout the civilized and semi-civilized world, though its most important seat still remains the land of its greatest development.
As early as the 13th century cotton-wool was used in England for candle-wicks.1 The importation of the cotton from the Levant in the 16th century is mentioned by Hakluyt,2 and according to Macpherson it was brought over Early history in England. from Antwerp in 1560. Reference to the manufacture of cottons in England long before the second half of the 16th century are numerous, but the “cottons” spoken of were not cottons proper as Defoe would seem to have mistakenly imagined. Thus, for example, there is a passage by William Camden (writing in 1590) quoted below, in which Manchester cottons are specifically described as woollens, and there is a notice in the act of 33 Henry VIII. (c. xv.) of the Manchester linen and woollen industries, and of cottons—which are clearly woollens since their “dressyng and frisyng” is noted, and the latter process, which consists in raising and curling the nap, was not applicable to cotton textiles. John Leland, after his visit to Manchester about 1538, used these words—“Bolton-upon-Moore market standeth most by cottons; divers villages in the Moores about Bolton do make cottons.” Leland, it is true, might conceivably be referring to manufactures from the vegetable fibre, but it is exceedingly unlikely, since the term “cottons” would seem to have been current with a perfectly definite meaning. The goods were probably an English imitation in wool of continental cotton fustians—which would explain the name. Again we may quote from the act of 5 and 6 Edward VI., “all the cottons called Manchester, Lancashire and Cheshire cottons, full wrought to the sale, shall be in length twenty-two yards and contain in breadth three-quarters of a yard in the water and shall weigh thirty pounds in the piece at least”; and from the act 8 Elizabeth c. xi., “every of the said cottons being sufficiently milled or thicked, clean scoured, well-wrought and full-dried, shall weigh 21 ℔ at the least.”3 These are evidently the weights of woollen goods: further, it may be observed that milling is not applicable to cotton goods. The earliest reference to a cotton manufacture in England which may reasonably be regarded as pointing to the fabrication of textiles from cotton proper, is in the will of James Billston (a not un-English name), who is described as a “cotton manufacturer,” proved at Chester in 1578.4 It may plausibly be contended that James Billston was a worker in the 282 vegetable fibre, since otherwise “manufacturer of cottons” would have been a more natural designation. But the proof of the will of one cotton manufacturer establishes very little.
The next earliest known reference to the cotton industry proper occurs in a petition to the earl of Salisbury, made presumably in 1610, asking for the continuance of a grant for reforming frauds committed in the manufacture of “bambazine cotton such as groweth in the land of Persia being no kind of wool.”5 But a far more valuable piece of evidence, discovered by W. H. Price, is a petition of “Merchants and citizens of London that use buying and selling of fustians made in England, as of the makers of the same fustians.”6 Its probable date is 1621, and it contains the following important passages:—
“About twenty years past, divers people in this kingdom, but chiefly in the county of Lancaster, have found out the trade of making of other fustians, made of a kind of bombast or down, being a fruit of the earth growing upon little shrubs or bushes, brought into this kingdom by the Turkey merchants, from Smyrna, Cyprus, Acra and Sydon, but commonly called cotton wool; and also of linen yarn most part brought out of Scotland, and othersome made in England, and no part of the same fustians of any wool at all, for which said bombast and yarn imported, his majesty has a great yearly sum of money for the custom and subsidy thereof.
“There is at the least 40 thousand pieces of fustian of this kind yearly made in England, the subsidy to his majesty of the materials for making of every piece coming to between 8d. and 10d. the piece; and thousands of poor people set on working of these fustians.
“The right honourable duke of Lennox in 11 of Jacobus 1613 procured a patent from his majesty, of alnager of new draperies for 60 years, upon pretence that wool was converted into other sorts of commodities to the loss of customs and subsidies for wool transported beyond seas; and therein is inserted into his patent, searching and sealing; and subsidy for 80 several stuffs; and among the rest these fustians or other stuffs of this kind of cotton wool, and subsidy and a fee for the same, and forfeiture of 20s. for putting any to sale unsealed, the moiety of the same forfeiture to the said duke, and power thereby given to the duke or his deputies, to enter any man’s house to search for any such stuffs, and seize them till the forfeiture be paid; and if any resist such search, to forfeit £10 and power thereby given to the lord treasurer or chancellor of the exchequer, to make new ordinances or grant commissions for the aid of the duke and his officers in execution of their office.”
Here the date of the appearance of the cotton industry on an appreciable scale—it is questionable whether any importance should be attached to the expression “found out”—is given by those who would be speaking of facts within the memory of themselves or their friends as “about twenty years past” from 1621, and the annual output of the industry in 1621 is mentioned. Moreover, it is established by this document that for a time at least the cotton manufacture was “regulated” like the other textile trades. The date assigned by the petitioners for the first attraction of attention by the English cotton industry may be supported on negative grounds.
Baines assures us that William Camden, who wrote in 1590, devoted not a sentence to the cotton industry, though Manchester figures among his descriptions: “This town,” he says, “excels the towns immediately around it in handsomeness, populousness, woollen manufacture, market place, church and college; but did much more excel them in the last age, as well by the glory of its woollen cloths (laneorum pannorum honore), which they call Manchester cottons, as by the privilege of sanctuary, which the authority of parliament under Henry VIII. transferred to Chester.”7 It is significant too that in the Elizabethan poor law of 1601 (43 Elizabeth), neither cotton-wool nor yarn is included among the fabrics to be provided by the overseers to set the poor to work upon; though, of course, it might be argued that so short-stapled a fibre needed for its working, when machinery was rough, a skill in the operative which would be above that of the average person unable to find employment. However, a proposal was made in 1626 to employ the poor in the spinning of cotton and weaving wool.8
Prior to Mr Price’s discovery of the petition mentioned above, the earliest known notice of the existence in England of a cotton industry of any magnitude was the oft-quoted passage from Lewes Roberts’s Treasure of Traffic (1641), which runs: “The town of Manchester, in Lancashire, must be also herein remembered, and worthily for their encouragement commended, who buy the yarne of the Irish in great quantity, and weaving it, return the same again into Ireland to sell: Neither doth their industry rest here, for they buy cotton-wool in London that comes first from Cyprus and Smyrna, and at home work the same, and perfect it into fustians, vermillions, dimities and other such stuffs, and then return it to London, where the same is vented and sold, and not seldom sent into foreign parts.”9
Despite Lewes Roberts’s flattering reference, the trade of Manchester about that time consisted chiefly in woollen frizes, fustians, sackcloths, mingled stuffs, caps, inkles, tapes, points, &c., according to “A Description of the Towns of Manchester and Salford,” 1650,10 and woollens for a long time held the first place. But before another century had run its course cottons proper had pushed into the first rank, though the woollen industry continued to be of unquestionable importance. In 1727 Daniel Defoe could write, “the grand manufacture which has so much raised this town is that of cotton in all its varieties,”11 and he did not mean the woollen “cottons,” as he made plain by other references to the industry in the same connexion; but it was not until some fifty years later that the ousting of the woollen industry from what is now peculiarly the cotton district became unmistakable.12 As a rule the woollen weavers were driven farther and farther east—Bury lay just outside the cotton area when Defoe wrote—and finally many of them settled in the West Riding. Edwin Butterworth even tells of woollen weavers who migrated from Oldham to the distant town of Bradford in Wiltshire because of the decline of their trade before the victorious cotton industry. Much the same fate was being shared by the linen industry in Lancashire, which was forced out of the county westwards and northwards. The explanation of the three centralizations, namely of the woollen industry, the cotton industry and the linen industry, is not far to seek. The popularity of the fabrics produced by the rising cotton industry enabled it to pay high wages, which, indeed, were essential to bring about its expansion. This a priori diagnosis is supported by contemporary analysis: thus “the rapid progress of that business (cotton spinning) and the higher wages which it afford, have so far distressed the makers of worsted goods in that county (Lancashire), that they have found themselves obliged to offer their few remaining spinners larger premiums than the state of their trade would allow.”13 The best operatives of Lancashire were attracted sooner or later to assist the triumphs of art over the vegetable wool. At the same time the scattered woollen and linen workers of Lancashire were suffering from the competition of rivals enjoying elsewhere the economies of some centralization, and the demand for woollen and linen warps in the cotton industry ceased after the introduction of Arkwright’s water-twist. When the factory became common the economies of centralization (which arise from the wide range of specialism laid open to a large local industry) increased; moreover they were reinforced by the diminution of social friction and the intensification of business sensitiveness which marked the development of the 19th century. Once begun, the centralizing movement proceeded naturally with accelerating speed. The contrast beneath is an instructive statistical comment:—
Distribution of Cotton Operatives in 1838 and 1898-1899 (from Returns of Factory Inspectors).
| 1838. | 1898-1899. | |
| Cheshire | 36,400 | 34,300 |
| Cumberland | 2,000 | 700 |
| Derbyshire | 10,500 | 10,500 |
| Lancashire | 152,200 | 398,100 |
| Nottinghamshire | 1,500 | 1,600 |
| Staffordshire | 2,000 | 2,300 |
| Yorkshire | 12,400 | 35,200 |
| England and Wales14 | 219,100 | 496,200 |
| Scotland | 35,600 | 29,000 |
| Ireland | 4,600 | 800 |
| United Kingdom | 259,300 | 526,000 |
The distribution of the industry has varied greatly in the two periods. If it had remained constant Lancashire would only have contained 300,000 operatives in 1899, instead of the actual 400,000. Scotland, on the other hand, only contained 30,000 instead of 70,000, and in Ireland the numbers were one-tenth of what they should have been. The percentage of operatives in Lancashire in 1838 was 58.5, but this increased to 75.7 in 1898.
Why, we may naturally inquire, did not the cotton industry localize in the West Riding or Cheshire and the woollen industry maintain its position in Lancashire? Accident no doubt partly explains why the cotton industry is Lancashire advantages. carried on where it is in the various parts of the globe, but apart from accident, as regards Lancashire, it is sufficient answer to point to the peculiarly suitable congeries of conditions to be found there. There is firstly the climate, which for the purpose of cotton spinning is unsurpassed elsewhere, and which became of the first order of importance when fine spinning was developed. In the Lancashire atmosphere in certain districts just about the right humidity is contained on a great number of days for spinning to be done with the least degree of difficulty. Some dampness is essential to make the fibres cling, but excessive moisture is a disadvantage. Over the county of Lancashire the prevailing west wind carries comparatively continuous currents of humidified air. These currents vary in temperature according to their elevation. Hot and cold layers mix when they reach the hills, and the mixture of the two is nearer to the saturation point than either of its components. The degree of moisture is measured by the ratio of the actual amount of moisture to the moisture of the saturation point for that particular temperature. Owing to the sudden elevation the air is rarefied, its temperature being thereby lowered, and in consequence condensation tends to be produced. In several places in England and abroad, where there is a scarcity of moisture, artificial humidifiers have been tried, but no cheap and satisfactory one has hitherto been discovered. To the advantages of the Lancashire climate for cotton spinning must be added—especially as regards the early days of the cotton industry—its disadvantages for other callings. The unpleasantness of the weather renders an indoor occupation desirable, and the scanty sunshine, combined with the unfruitful nature of much of the soil, prevents the absorption of the population in agricultural pursuits. In later years the port of Liverpool and the presence of coal supplemented the attractions which were holding the cotton industry in Lancashire. All the raw material must come from abroad, and an enormous proportion of English cotton products figures as exports. The proximity of Liverpool has aided materially in making the cotton industry a great exporting industry.
Before the localization of the separate parts of the industry can be treated the differentiation of the industry must be described. We pass then, at this stage, to consider the manufacture in its earliest form and the lines of its development. First, and somewhat incidentally, we notice the early connexion between the conduct of the cotton manufacture, when it was a domestic industry in its primitive form, and the performance of agricultural operations. A few short extracts will place before Early system of manufacture and organisation. us all the evidence that it is here needful to adduce. First Radcliffe, an eye-witness, writing of the period about 1770, says “the land in our township (Mellor) was occupied by between fifty and sixty farmers ... and out of these fifty or sixty farmers there were only six or seven who raised their rents directly from the produce of their farms, all the rest got their rent partly in some branch of trade, such as spinning and weaving woollen, linen or cotton. The cottagers were employed entirely in this matter, except for a few weeks in the harvest.”15 Next we may cite Edwin Butterworth who, though not an eyewitness (he was not born till 1812), proved himself by his researches to be a careful and trustworthy investigator. In the parish of Oldham, he recorded, there were “a number of master (cotton-linen fustian)16 manufacturers, as well as many weavers who worked for manufacturers, and at the same time were holders of land or farmers.... The number of fustian farmers who were cottagers working for manufacturers, without holding land, were few; but there were a considerable number of weavers who worked on their own account, and held at the same time small pieces of land.”17 Other passages might be quoted, but these two will suffice. Weaving was not exactly a by-employment of farm labourers, but many weavers made agriculture a by-employment to some extent, (a) by working small parcels of land, which varied from the size of allotments to farms of a very few acres, and (b) by lending aid in gathering in the harvest when their other work enabled them to do so. The association of manufacturing and weaving survived beyond the first quarter of the 19th century. Of the weavers in many districts and “more especially in Lancashire” we read in the report of the committee on emigration, “it appears that persons of this description for many years past, have been occupiers of small farms of a few acres, which they have held at high rents, and combining the business of the hand-loom weaver with that of a working farmer have assisted to raise the rent of their land from the profits of their loom.”18 One of the first lines of specialism to appear was the severing of the connexion described above, and the concentration of the weavers in hamlets and towns. Finer fabrics and more complicated fabrics were introduced, and the weaver soon learnt that such rough work as farming unfitted his hands for the delicate tasks required of them. Again, really to prosper a weaver found it necessary to perfect himself by close application. The days of the rough fabrics that anybody could make with moderate success were closing in. As a consequence the dispersion of the weavers becomes less and less. They no longer wanted allotments or farms; and their looms having become more complicated, the mechanic proved himself a convenient neighbour. Finding spinners too was an easier task in the hamlet or town than in the remote country parts. But there is no reason to suppose that agriculture and the processes of the domestic cotton manufacturer had ever been universally twin callings. There never was a time, probably, when weavers who did nothing but weave were not a significant proportion, if not the major part, of the class of weavers. All again were not independent and all were not employees. Some were simply journeymen in small domestic workshops; others were engaged by fustian masters or Manchester merchants and paid by the piece for what they made out of material supplied them; others again bought their warps and cotton and sold to the merchants their fabrics, which were their own property. The last class was swept away soon after the industry became large, when by the organization of men of capital consumers and producers were more and 284 more kept in touch. In early days most weavers owned their looms, the great part of which they had frequently constructed themselves: later, however, a large number hired looms, and it was as usual in certain quarters for lodgings to be let with a loom as it is to-day for them to be provided with a piano. When it became customary for weavers to undertake a variety of work, the masters usually provided reeds (which had to vary in fineness with the fineness of the warp), healds, and other changeable parts, and sometimes they employed the gaiters to fit the new work in the looms.
Until the success of the water-frame, cotton could not be spun economically of sufficient strength and fineness for warps, and the warps were therefore invariably made of either linen or wool. Some were manufactured locally, others were imported from Germany, Ireland and Scotland. The weaver prepared them for his loom by the system of peg-warping,19 but after the introduction of the warping-mill he received them as a rule all ready for insertion into the loom from the Manchester merchant or local fustian master.
“It did not pay the individual weaver to keep a warping-mill for occasional use only, and frequently the contracted space of his workroom precluded even the possibility of his doing so. The invention of the warping-mill necessitated specialism in warping, and it was essential that warping should be done to order, since at that time, the state of the industrial world being what it was, no person could ordinarily have been found to adventure capital in producing warps ready made in anticipation of demand for the great variety of fabrics which was even then produced. Moreover, had the weaver himself placed the orders for his warps, any occasional delay in the execution of his commissions might have stopped his work entirely until the warps were ready; for warps cannot be delivered partially, like weft, in quantities sufficient for each day’s work. To ensure continuous working in the industry, therefore, it was almost inevitable that the merchant should himself prepare the warps for such fabrics as he required, or possibly have them prepared. To the system of the merchant delegating the preparation of warps there was less objection than to the system of the weaver doing so, since the merchant, dealing in large quantities, was more likely to get pressing orders completed to time. Further, the merchant knew first what kind of warps would be needed. The first solution, however, that of the merchant undertaking the warping himself, was the surer, and there was no doubt as to its being the one destined for selection in a period when a tendency to centralize organization, responsibility and all that could be easily centralized, was steadily gaining in strength.”20
Guest says the system by which the weaver was supplied with warps and other material was substituted for the purchase of warps and cotton-wool by the weaver about 1740. No doubt the change was very gradual, especially as Aikin mentions the use of warping-mills in the 17th century. The weaver as a rule received his weft material in the form of cotton-wool and was required to arrange himself for its cleaning and spinning. According to Aikin,21 dealers tried the experiment of giving out weft instead of cotton-wool, but “the custom grew into disuse as there was no detecting the knavery of the spinners till a piece came in woven.” As it was impossible to unwrap the yarn and test it throughout its length, defects were hidden until it came to be used, and the complaints of weavers were not conclusive as to the inferiority of the yarn, since their own bad workmanship might have had something to do with its having proved unsatisfactory. It was therefore found best to saddle the weaver with full responsibility for both the spinning and weaving. Women and children cleaned, carded and spun the cotton-wool in their homes. The cotton had to be more thoroughly cleaned after its arrival in this country. The ordinary process of cleaning was known as “willowing,” because the cotton was beaten with willow switches after it had been laid out on a tight hammock of cords. The cotton used for fine spinning was also carefully washed; and even when it was not washed it was soaked with water and partially dried so that the fibres might be made to cling together.22 Most of the weaving was done by men, and until the invention of the fly-shuttle they cast the shuttle from hand to hand in the manner of their remotest ancestors. For the making of the broader fabrics two weavers were required when the width was greater than the easy stretch of a man’s arms. Sometimes cloths were woven wide and then split into two or more: hence the term “splits.” This became a common practice when the hand-loom workers were groaning under the pressure of competition from the power-loom.
We now reach the era of the great inventions. In order to ensure clearness it will be desirable to consider separately the branches of spinning and weaving: to pass from the one to the other, and follow the chronological order, The invention of machinery. might cause confusion. First emphasis must be laid upon the point that it was not mechanical change alone which constituted the industrial revolution. No doubt small hand-looms factories would have become the rule, and more and more control over production would have devolved upon the factory master, and the work to be done would have been increasingly assigned by merchants, had the steam-engine remained but the dream of Watt, and semi-automatic machinery not been invented. The spirit of the times was centralizing management before any mechanical changes of a revolutionizing character had been devised. Loom-shops, in which several journeymen were employed, were not uncommon: thus “in the latter part of the last (18th) and the beginning of the present (19th) century,” says Butterworth, describing the state of affairs in Oldham and the neighbourhood, “a large number of weavers ... possessed spacious loom-shops, where they not only employed many journeymen weavers, but a considerable proportion of apprentice children.” It is true that both the fly-shuttle and drop-box had been invented by that time, but the loom was still worked by human power. Specialism, however, was on the increase, the capitalist was assuming more control, and the operative was being transformed more and more into the mere executive agent. Further, as creative of enterprise, an atmosphere of freedom and a general economic restlessness, consequent upon the reaction against mercantilism, were noticeable. Great changes, no doubt, would soon have swept over Lancashire had a new source of power and big factories not been rendered essential by inventions in spinning.
The chief inventors were Lewis Paul and John Wyatt, James Hargreaves and Samuel Crompton. The two first originated the principle of spinning by rollers. Their patent was taken out in 1738, but no good came of it immediately, though Spinning and preparatory machinery. many trials were made and moderately large sums of money were lost. Ultimately Richard Arkwright brought forward the same plan improved:23 his first patent was dated 1769. Over the real authorship of the fundamental idea there has been much controversy, and it has not been absolutely proved that the second inventor, whether Thomas Highs, Arkwright or John Kay (a clockmaker of Warrington who assisted Arkwright to construct his machine and is said by some to have told him of an invention by Highs), did not hit upon the device afresh in ignorance of the work already done. Even as between Paul and Wyatt it is not easy to award due measure of praise. Probably the invention, as a working machine, resulted from real collaboration, each having an appreciable share in it. Robert Cole, in his paper to the British Association in 1858 (reprinted as an appendix to the 1st ed. of French’s Life of Crompton), championed the claims of Paul, but Mantoux, in his La Révolution industrielle au XVIIIe siècle, after studying the Wyatt MSS., inclines to attribute to Wyatt a far more important position, though he dissents from the view of Baines, who ascribes little or nothing to Paul.
Arkwright’s prospects of financial success were much greater than those of his predecessors, because, first, there was more 285 need in his time of mechanical aids, and secondly, he was highly talented as a business man. In 1775 he followed up his patent of 1769 with another relating to machinery for carding, drawing and roving. The latter patent was widely infringed, and Arkwright was compelled to institute nine actions in 1781 to defend his rights. An association of Lancashire spinners was formed to defend them, and by the one that came to trial the patent was set aside on the ground of obscurity in the specifications. Arkwright again attempted to recover his patent rights in 1785, after the first patent had been in abeyance for two years. Before making this further trial of the courts he had thought of proceeding by petition to parliament, and had actually drawn up his “case,” which he was ultimately dissuaded from presenting. In it he prayed not only that the decision of 1781 should be set aside, but that both patents should be continued to him for the unexpired period of the second patent, i.e. until 1789. In his “case” (i.e. the petition mentioned above) Arkwright stated that he had sold to numbers of adventurers residing in the different counties of Derby, Leicester, Nottingham, Worcester, Stafford, York, Hertford and Lancaster, many of his patent machines, and continued: “Upon a moderate computation, the money expended in consequence of such grants (before 1782) amounted to at least £60,000. Mr Arkwright and his partners also expended in large buildings in Derbyshire and elsewhere upwards of £30,000, and Mr Arkwright also erected a very large and extensive building in Manchester at the expense of upwards of £4000. Thus a business had been formed which already (he calculated) employed upwards of five thousand persons, and a capital on the whole of not less than £200,000.”24 It is impossible to discover exactly the rights of the matter. Certainly Arkwright had been intentionally obscure in his specifications, as he admitted, and for his defence, namely that it was to preserve the secret for his countrymen, there was only his word. He may have hoped to keep the secret for himself; and as to the originality of both inventions there were grave doubts. But Arkwright has received little sympathy, because his claims were regarded as grasping in view of the large fortune which he had already won. He began work with his first partners at Nottingham (when power was derived from horses) and started at Cromford in 1771 (where the force of water was used). Soon he was involved in numerous undertakings, and he remained active till his death in 1792. He had met throughout with a good deal of opposition, which possibly to a man of his temperament was stimulating. Even in the matter of getting protective legislation reframed to give scope to the application of the water-frame, a powerful section of Lancashire employers worked against him. This protective legislation must here be shortly reviewed.
In 1700 an act had been passed (11 & 12 William III. c. 10) prohibiting the importation of the printed calicoes of India, Persia and China. In 1721 the act 7 George I. c. 7 prohibited the use of any “printed, painted, stained or dyed calico,” excepting only calicoes dyed all blue and muslins, neckcloths and fustians. This act was modified by the act 9 George II. c. 4 (allowing British calicoes with linen warps). Thus the matter stood as regards prints when Arkwright had demonstrated that stout cotton warps could be spun in England, and at the same time the officers of excise insisted upon exacting a tax of 6d. from the plain all-cottons instead of the 3d. paid by the cotton-linens, on the ground that the former were calicoes. Arkwright’s plea, however, was admitted, and by the act 14 George II. c. 72 the still operative part of the act of 1721 was set aside, and the manufacture, use, and wear of cottons printed and stained, &c., was permitted subject to the payment of a duty of 3d. per sq. yd. (the same as the excise on cotton-linens) provided they were stamped “British manufactory.” The duty was varied from time to time until its repeal in 1832.
Some more powerful force than that of man or horse was soon needed to work the heavy water-frames. Hence Arkwright placed his second mill on a water-course, fitting it with a water-wheel, and until the steam-engine became economical most of the new twist mills were built on water-courses. On rare occasions the old fire-engines seem to have been tried.
The following passage quoted from a note in Barnes’s History illustrates the pressing need of the early mills: “On the river Irwell, from the first mill near Bacup, to Prestolee, near Bolton, there is about 900 ft. of fall available from mills, 800 of which is occupied. On this river and its branches it is computed that there are no less than three hundred mills. A project is in course of execution to increase the water-power of the district, already so great and so much concentrated, and to equalize the force of the stream by forming eighteen reservoirs on the hills, to be filled in times of flood, and to yield their supplies in the drought of summer. These reservoirs, according to the plan, would cover 270 acres of ground, and contain 241,300,000 cub. ft. of water, which would give a power equal to 6600 horses. The cost is estimated at £59,000. One reservoir has been completed, another is in course of formation, and it is probable that the whole design will be carried into effect.”25
As early as 1788 there were 143 water-mills in the cotton industry of the United Kingdom, which were distributed as follows among the counties which had more than one.26
| Lancashire | 41 | Flintshire | 3 |
| Derbyshire | 22 | Berkshire | 2 |
| Nottinghamshire | 17 | Lanarkshire | 4 |
| Yorkshire | 11 | Renfrewshire | 4 |
| Cheshire | 8 | Perthshire | 3 |
| Staffordshire | 7 | Midlothian | 2 |
| Westmorland | 5 | Isle of Man | 1 |
The need of water to drive Arkwright’s machinery, and its value for working other machinery, caused a strong decentralizing tendency to show itself in the cotton industry at this time, but more particularly in the twist-spinning branch. Ultimately the steam-engine (first used in the cotton industry in 1785) drew all branches of the industry into the towns, where the advantages of their juxtaposition—i.e. the external economies of centralization—could be enjoyed. Out of the crowding of the mills in one locality sprang the business specialism which has continued up to the present day. Here it will not be out of place to notice the appearance of the new power, electricity, in the cotton industry, the extension of which may involve striking economic changes. The first electric-driven spinning-mill in Lancashire, that of the “Acme” Spinning Company at Pendlebury, the work of which is confined to the ring-frame, was opened in 1905. Power is obtained from the stations of the Lancashire Power Company at Outwood near Radcliffe, some 5 m. distant.
The chief principle of the water-frame was the drawing out of the yarn to the required degree of tenuity by sets of gripping rollers revolving at different speeds. This principle is still applied universally. Twist was given by a “flyer” revolving round the bobbin upon which the yarn was being wound; the spinning so effected was known as throstle-spinning. The plan is still common in the subsidiary processes of the cotton industry, but for spinning itself the ring-frame, which appears to have been invented simultaneously in England and the United States (the first American patent is dated 1828), is rapidly supplanting the throstle-frame,27 though the “ooziness” of mule yarn has not yet been successfully imitated by ring-frame yarn. The great invention relating to weft-spinning was the jenny, introduced by James Hargreaves probably about 1764, and first tried in a factory four years later.28 Hargreaves unfortunately was unable to maintain his patent, because he had sold jennies before applying for protection. Crompton’s mule, which combined the principles of the rollers and the jenny, was perfected about 1779. Both jennies and mules were known as “wheels,” because they were worked in part by the turning of a wheel. As they could be set in motion without using much power, being light when of moderate 286 size, for a long time they were worked entirely by hand or partially with the aid of horses or water. The first jenny- and mule-factories were small for this reason, and also because skill in the operative was a matter of fundamental importance,29 as it was not in twist-spinning on the water-frame. The size of the typical weft-spinning mill suddenly increased after the scope for the application of power was enlarged by the use of the self-actor mule, invented in 1825 by Richard Roberts, of the firm of Sharp, Roberts & Co., machinists, of Manchester. In 1830 Roberts improved his invention and brought out the complete self-actor. Self-actors had been put forward by others besides Roberts—for instance by William Strutt, F.R.S. (son of Arkwright’s partner), before 1790; William Kelly, formerly of Lanark mills, in 1792; William Eaton of Wiln in Derbyshire; Peter Ewart of Manchester; de Jongh of Warrington; Buchanan, of Catrine works, Scotland; Knowles of Manchester; and Dr Brewster of America30—but none had succeeded. And Roberts’s machines did not immediately win popularity. For a long time the winding done by them was defective, and they suffered from other imperfections. Broadly speaking, until the American Civil War the number of hand-mules in use remained high. It was for the fine “counts” in particular that many employers preferred them.31 About the end of the ’sixties, however, and in the early ’seventies, great improvements were effected in machinery, partly under the stimulus of a desire to elevate its fitness for dealing with short-staple cotton, and it became evident that hand-mules were doomed. Here we may suitably refer to the scutching machine for opening and cleaning cotton, invented by Mr Snodgrass of Glasgow in 1797, and introduced by Kennedy32 to Manchester in 1808 or 1809; the cylinder carder invented by Lewis Paul and improved by Arkwright; and the lap-machine first constructed by Arkwright’s son.
We now transfer our attention to that accumulation of improvements in manufacturing (as weaving is technically termed) which, taken in conjunction with the inventions already described, presaged the large factory system which Weaving machinery. covers Lancashire to-day. Gradually, for many years, the loom had been gathering complexities, though no fundamental alteration was introduced into its structure until 1738, when John Kay of Bury excited the wrath of his fellow-weavers by designing and employing the device of the fly-shuttle. For some unfathomable reason—for the opposition of the weavers hardly explains it, though they expressed their views forcibly and acted upon them violently—this invention was not much applied in the cotton industry until about a quarter of a century after its appearance. The plan was merely to substitute for human hands hammers at the ends of a lengthened lathe along which the shuttle ran, the hammers being set in motion by the jerking of a stick (the picking peg) to which they were attached by strings. The output of a weaver was enormously increased in consequence. In 1760 John Kay’s son Robert added the drop-box, by the use of which many different kinds of weft could be worked into the same fabric without difficulty. It was in fact a partitioned lift, any partition of which could be brought to a level with the lathe and made for the time continuous with it. The drop-box usefully supplemented the “draw-boy,” or “draught-boy,” which provided for the raising of warps in groups, and thereby enabled figured goods to be produced. The “draw-boy” had been well known in the industry for a long time; in 1687 a Joseph Mason patented an invention for avoiding the expense of an assistant to work it,33 but there is no evidence to show that his invention was of practical value. Looms with “draw-boys” affixed, which could sometimes be worked by the weavers themselves, later became common under the name of harness-looms, which have since been supplanted by Jacquard looms, wherein the pattern is picked out mechanically.
The principle of the fly-shuttle was a first step towards the complete mechanizing of the action required for working a loom. The second step was the power-loom, the initial effort to design which was created by the tardiness of weaving as contrasted with the rapidity of spinning by power. After the general adoption of the jenny, supplies of yarn outran the productive powers of the agencies that existed for converting them into fabrics, and as a consequence, it would seem, some yarn was directed into exports which might have been utilized for the manufacture of cloth for export had the loom been more productive. The agitation for the export tax on yarn at the end of the 18th, and in the first years of the 19th century, is therefore comprehensible, but there was no foundation for some of the allegations by which it was supported. For a large proportion of the exported yarn, fabrics could not have been substituted, since the former was required to feed the hand-looms in continental homes and domestic workshops, against much of the product of which there was no chance of competing. The hand-loom was securely linked to the home of the peasant, and though he would buy yarn to feed his loom he would not buy cloth and break it up.34
Cartwright’s loom was not the first design adapted for weaving by power. A highly rudimentary and perfectly futile self-actor weaving machine, which would have been adapted for power-working had it been capable of working at all, had been invented by a M. de Gennes: a description of it, extracted from the Journal de sçavans, appeared in the Philosophical Transactions for July and August 1678, and again in the Gentleman’s Magazine in 1751 (vol. xxi. pp. 391-392). It consisted of mechanical hands, as it were, that shot in and out of the warp and exchanged the shuttle.35 Another idea, which however proved fruitful, was that of grinding the shuttle through the warps by the agency of cog-wheels working at each end upon teeth affixed to the upper side of the shuttle. Though shuttles could not in this fashion be set in rapid movement, the machine turned out to be economical for the production of ribbons and tapes, because many pieces could be woven by it at once. These contrivances were known as swivel-looms, and in 1724 Stukeley in his Itinerarium curiosum wrote that the people of Manchester have “looms that work twenty-four laces at a time, which was stolen from the Dutch.” Ogden says also that they were set up in imitation of Dutch machines by Dutch mechanics invited over for the purpose. Another interesting passage relating to the swivel-looms will be found in the rules of the Manchester small-ware weavers dated 1756, where the complaint is made that the masters have acquired by the employment of “engine or Dutch looms such large and opulent fortunes as hath enabled them to vie with some of the best gentlemen of the country,” and it is alleged that these machines, which wove twelve or fourteen pieces at once, “were in use in Manchester thirty years ago.”36 One power-factory at least was devoted to them as early as 1760, namely that of a Mr Gartside at Manchester, where water-power was applied, but the enterprise failed.37 Cartwright’s invention was probably perfected in its 287 first form about 1787, but many corrections, improvements and additions had to be effected before it became an unqualified success. Cartwright’s original idea was elaborated by numerous followers, and supplementary ideas were needed to make the system complete. Of the latter the most important were those due to William Radcliffe, and an ingenious mechanic who worked with him, Thomas Johnson, which were patented in 1803 and 1804. They related to the dressing of the warp before it was placed in the loom, and for the mechanical taking up of the cloth and drawing forward of the warp, so that the loom had not to be stopped for the cloth to be moved on and the warp brought within play of the shuttle to be sized. Looms fitted with the latter of these devices were known as “dandy” looms. The looms that followed need not be described here, nor need we concern ourselves with the degree in which some were imitations of others. It is of interest to note, however, in view of recent developments, that one of Cartwright’s patents included a warp-stop motion, though it was never tried practically so far as the writer is aware. Looms with warp-stop motions are now common in the United States, as are also automatic looms, but both are still the exception in Lancashire for reasons that will be sketched later.
Power-looms won their way only very gradually. Cartwright and others lost fortunes in trying to make them pay, but the former was compensated by a grant of £10,000 from government. In 1813 there were 2400 only in the whole of the United Kingdom; in 1820 there were 14,000, beside some 240,000 hand-looms; in 1829, 55,500; in 1833, 100,000; and in 1870, 440,700.38 To-day there are about 700,000 in the cotton industry. The beginning, and the final consequences, of the competitive pressure of the power-looms may be read in the reports of official inquiries and in Rowbotham’s diary.39 It was upon the fine work that the hand-loom weavers retained their last hold. In 1829 John Kennedy wrote in his paper to the Manchester Literary and Philosophical Society on “The Rise and Progress of the Cotton Trade,” “It is found ... that one person cannot attend upon more than two power-looms, and it is still problematical [even in 1829, observe] whether the saving of labour counterbalances the expense of power and machinery and the disadvantage of being obliged to keep an establishment of power-looms constantly at work.” It was not easy to obtain a sufficiency of good hands for the power-looms, because the operatives, who had acquired their habits under the domestic system, hated factory life. This, in conjunction with the ease with which the art of coarse weaving could be acquired and the cheapness of rough looms, helps to explain the wretched straits into which the hand-loom weavers were driven.
Improvements in machinery, which ultimately affected every process from cleaning the cotton to finishing the fabric, and the application of water and steam-power, so lowered the cost of production as to render Lancashire the cotton Growth. factory of the world. Figures are quoted in the table to show the rate of growth in different periods of England’s imports and exports as regards the raw material and products of this industry. It is important to remember when reading the last 6 columns that the value of money was the same in 1831-1835, 1851-1855 and 1876-1880: the sums of Sauerbeck’s index numbers for these periods were 454, 451 and 444 respectively. In the last two periods there were considerable depressions in prices. If prices had remained constant, in the periods 1891-1895 and 1896-1900 the figures of exports would have been £90 millions and £91 millions respectively. The growth in trade has been partly occasioned by the enormous increase in the volume of cotton goods consumed all over the world, which in turn has been due to (1) the growth of population, (2) the increase in productive efficiency and well-being, and (3) the substitution of cotton fabrics for woollen and linen fabrics. The rate of growth between the periods 1771-1781 and 1781-1791 (which is not shown in the above table) was particularly remarkable, and reached as high a figure (when measured by importations of weight of cotton) as 320%.
| Year. | Imports of Raw Cotton, Million ℔. |
Raw Cotton re-exported, Million ℔. |
Exports of Cotton Yarns and Manufactures, Million £. |
Imports of Cotton Yarns and Manufactures, Million £ | ||||
| Yarns. | Manu- factures. |
Total. | Yarns. | Manu- factures (excluding Lace). | Total. | |||
| 1700-1705 | 1.17 | · · | · · | · · | · · | · · | · · | · · |
| 1771-1775 | 4.76 | · · | · · | · · | · · | · · | · · | · · |
| 1785-1789 | · · | · · | · · | · · | 1.07* | · · | · · | · · |
| 1791-1795 | 26.00 | · · | · · | · · | 2.09* | · · | · · | · · |
| 1816-1820 | 139.00 | 10.00 | 2.5 | 13.8 | 16.30 | · · | · · | · · |
| 1831-1835 | 313.00 | 23.00 | 4.8 | 14.2 | 19.00 | · · | · · | · · |
| 1851-1855 | 872.00 | 124.00 | 6.8 | 24.9 | 31.70 | · · | · · | · · |
| 1876-1880 | 1456.00 | 180.00 | 12.4 | 56.1 | 68.30 | · · | 2.29 | 2.29 |
| 1891-1895 | 1746.00 | 217.00 | 9.7 | 56.6 | 66.30 | .42 | 2.78 | 3.20 |
| 1896-1900 | 1798.00 | 223.00 | 8.9 | 58.2 | 67.10 | .26 | 4.27 | 4.53 |
| 1901-1905 | 1920.00 | 265.00 | 8.4 | 70.7 | 79.10 | .22 | 5.10 | 5.32 |
| * Official values. | ||||||||
Nothing is more interesting in the cotton industry than the processes of differentiation and integration that have taken place from time to time. Weaving and spinning had been to a large extent united in the industry in its earliest form, Differentiation and Integration. in that both were frequently conducted beneath the same roof. With mechanical improvements in spinning, that branch of the industry became a separate business, and a substantial section of it was brought under the factory régime. Weaving continued to be performed in cottages or in hand-loom sheds where no spinning at all was attempted. Cartwright’s invention carried weaving back to spinning, because both operations then needed power, and the trouble of marketing yarn was largely spared by the reunion. Mr W. R. Grey stated in 1833 to the committee of the House of Commons on manufactures, commerce and shipping, that he knew of no single person then building a spinning mill who was not attaching to it a power-loom factory. Some years later the weaving-shed split away from spinning, partly no doubt because of the economies of industrial specialism, partly because of commercial developments, to be described later, which rendered dissociation less hazardous than it had been, and partly because, in consequence of these developments, much manufacturing (as weaving is termed) was constituted a business strikingly dissimilar from spinning. The manufacturer runs more risks in laying by stocks than the spinner, because of the greater variety of his product and the more frequent changes that it undergoes. The former, therefore, must devote more time than the latter to keeping his order book and the productive power of his shed in close correspondence. The minute care of this kind that must be exercised in some classes of businesses explains why the small manufacturer still holds his own while the small spinner has been crushed out. It also explains to some extent the prevalence of joint-stock companies in spinning, and their comparative rarity in manufacturing. Here we should notice, perhaps, that the only combination of importance in the cotton industry proper (apart from calico-printing, bleaching, &c., and the manufacture of sewing-cotton) is the Fine Cotton Spinners and Doublers Association, founded in 1898, which is practically coextensive with fine spinning and doubling.
The specialism of the two main branches of the industry has been followed by the specialism of sub-branches and by the localization of specialized parts. Of the localization of certain sections of the cotton industry Localization of branches of the industry. the late Mr Elijah Helm, who spoke with the authority of great local knowledge, has written as follows:—
“Spinning is largely concentrated in south Lancashire and in the adjoining borderland of north Cheshire. But even within this area there is further allocation. The finer and the very finest yarns are spun in the neighbourhood of Bolton, and in or near Manchester, much of this being used for the manufacture of sewing-thread; whilst other descriptions, employed almost entirely for weaving, are produced in Oldham and other towns. The weaving branches of the industry are chiefly conducted in the northern half of Lancashire—most of it in very large boroughs, as Blackburn, Burnley and Preston. Here, again, there is a differentiation. Preston and Chorley produce the finer and lighter fabrics; Blackburn, Darwen and Accrington, shirtings, dhooties and other goods extensively shipped to India; whilst Nelson and Colne make cloths woven from dyed yarn, and Bolton is distinguished for fine quiltings and fancy cotton dress goods. These demarcations are not absolutely observed, but they are sufficiently clear to give to each town in the area covered by the cotton industry a distinctive place in its general organization.”40
The present local distribution of the cotton industry, as far as it is displayed statistically, is revealed in the table beneath, based upon the figures of spindles and looms given by Worrall and those of operatives in the census returns of 1901.
Distribution of Cotton Operatives in Lancashire and the Vicinity according to the Census Returns of 1901, together with the Number of Spindles and Looms according to Worrall.
| No. of Operatives. | No. of Spindles (in Thousands). |
No. of Looms. | |
| Blackburn | 41,400 | 1,325 | 75,300 |
| Bolton | 29,800 | 5,035 | 20,100 |
| Oldham | 29,500 | 11,603 | 18,500 |
| Burnley | 27,900 | 687 | 79,300 |
| Manchester and Salford | 27,200 | 2,666 | 24,200* |
| Preston | 25,000 | 2,036 | 57,900 |
| Rochdale | 14,800 | 2,168 | 25,100 |
| Darwen | 12,500 | 336 | 28,700 |
| Nelson | 12,400 | 23 | 39,000 |
| Glossop** | · · | 968 | 15,400 |
| Bury | 10,700 | 818 | 22,200 |
| Stockport | 9,700 | 1,803 | 8,700 |
| Ashton-under-Lyne | 8,600 | 1,839 | 11,500 |
| Accrington | 8,300 | 417 | 36,400 |
| Colne | 7,300 | 140*** | 20,500 |
| Heywood | 7,300 | 869 | 6,400 |
| Stalybridge | 7,100 | 1,106 | 7,100 |
| Todmorden | 6,900 | 261 | 15,800 |
| Rawtenstall | 6,600 | 356 | 8,800 |
| Hyde | 6,500 | 553 | 7,900 |
| Chadderton | 6,400 | · · | · · |
| Haslingden | 6,100 | 148 | 12,000 |
| Bacup | 5,900 | 315 | 9,300 |
| Chorley | 5,900 | 547 | 17,900 |
| Farnworth, near Bolton | 5,700 | 738 | 10,600 |
| Leigh | 5,000 | 1,667 | 5,900 |
| Great Harwood | 4,900 | 72 | 12,400 |
| Middleton | 4,900 | 511 | 2,500 |
| Radcliffe | 4,800 | 157 | 8,900 |
| * Manchester only. | |||
| ** The number of operatives in places in Derbyshire is not separately specified. | |||
| *** Includes Foulridge with Colne. | |||
Local markets have steadily lost in importance, partly owing to railway development, and it is now almost entirely in Manchester, on the Exchange, that dealing in yarns and fabrics takes place, and arrangements are made for export. The old Manchester Exchange, built in 1729, was taken down in 1792. A new Exchange, reared on a contiguous site, was opened in 1809, the first stone having been laid in 1806. The present building was erected in 1869. The great bulk of the exports of cotton goods proceeds from Liverpool, though London used to be the leading port, and Liverpool is still the chief English market for raw cotton, though now from one-sixth to one-eighth of English cotton supplies come up the Manchester Ship Canal.
To understand the present organization of the cotton industry the reader must begin by mentally separating the commercial from the industrial functions. By the industrial functions are meant the arrangements of factors in Modern organization. production—choosing the most suitable machinery and hands, combining them in the most economical system, adapting the material used to this system, and keeping its working at the highest attainable level. The commercial functions consist in business which is not industrial. Analysis will show that there are, broadly speaking, two classes of commercial functions, namely (1) arranging for purchases and sales, and (2) the bearing of risks. The character of the former is apparent; it consists, as regards yarn, in discovering for each manufacturer which spinner makes the yarn which is best adapted to his requirements at the lowest cost, and in finding the most suitable customers for spinners. Risk-bearing is a commercial function of another kind. Every business that involves anticipation involves commercial risks. Thus the spinner who sells “forward” yarn, trusting that the price of cotton will not rise, is taking commercial risks, and so is the spinner who produces for stock, trusting that the class of yarn that he is making will continue in demand. These two instances will suffice to indicate what is meant by the carrying of commercial risks. To make the rest of our argument clear it will be well to write down formulae. Let A and B represent respectively the industrial operations of spinning and manufacturing. Let a and α represent respectively the commercial operations implied by the separate existence of A, that is, the buying of cotton and the selling of yarn; and let b and β stand for the commercial operations associated with manufacturing, that is, the buying of yarn on the one hand, and the finding of customers and arranging for their purchases on the other hand. Then, A and B being distinct businesses, it is obvious that a range of schemes is possible of which the extremes may be roughly represented as follows:—
| 1. (aAα), (bBβ) 2. (a), (A), (αb), (B), (β), |
where the brackets signify independent businesses. In case 1 each spinning business would be engaged with three problems, namely, (i.) buying material at the most favourable time, (ii.) producing at the lowest cost, and (iii.) finding buyers and selling at the highest price, including the arranging for the performance of the most remunerative work. But in case 2 the spinner would confine his attention to purely industrial matters, while the problem of finding cotton and arranging for the bearing of the risks as to future prices would rest with other persons, and the business of bringing spinner and manufacturer together and taking such risks as may be involved in ordering or disposing of yarn would be the function of yet others. In case 2 the commercial functions may be said to have differentiated completely from the main body of the industry. We need hardly give illustrations of the intermediate arrangements that formally lie between cases 1 and 2. A may retain commercial risks but find customers through intermediaries; in such an event there would be only partial differentiation of the commercial functions. The reader must be reminded also that for the sake of simplicity in the formulae we have overlooked different classes of A and of B, omitted bleaching, dyeing, printing and finishing, and drawn no distinction between the various classes of commercial work covered by one letter, for instance, selling in the home market and selling abroad.
It may help the reader to appreciate the organic growth of the cotton industry if we now run over the main lines of its evolution. Originally the industrial units were held together in one homogeneous commercial setting. The Manchester merchants bought cotton and warps, put them out to the weavers, and arranged for the finishing of the cloth and then for its sale, so far as they had not been acting on orders already received. There were variations of this system—for instance, in early years weavers sometimes bought their own yarns and cotton and sold their cloth—but just before the industrial revolution the arrangement sketched above was the most usual. Adverting to our formula, the Manchester merchants, we observe, performed functions 289 a (in conjunction with importers), b (as regarded warps), and β. Weft the weaver had to get spun by his family or outsiders. So, broadly speaking, there was one single commercial setting. After the appearance of the factory, the commercial work as between the water-twist mills, the mule-spinning businesses and the manufacturers, so far as the businesses were distinct, appears to have been done by the several producing firms concerned. It was not at once that (αb) began to differentiate, β was already a separate business in the hands of Manchester merchants and the foreign houses who had established themselves in Manchester to direct the export trade. At the present time an advanced stage of commercial specialism has been reached. From the risks connected with the buying of cotton the spinner may if he please escape entirely.41 Selling work is now done usually through intermediaries, but there is no one uniform rule as to the carrying of the commercial risks involved. This appears to be now to some extent a matter of arrangement between the persons concerned, but ultimately no doubt the risks will have to be borne by those most qualified by experience to bear them, namely, the commercial specialists. In no other trade in England, and in no other cotton industry abroad, has commercial specialism been carried so far as in the cotton trade of Lancashire. It is partly in consequence of the difference in this respect between the cotton industry in Lancashire and abroad that the separation of spinning from weaving is far more common in England than elsewhere. Elsewhere producers are deterred from specializing processes further in distinct businesses by the fear of the worries of buying and selling as between them.
The explanation of differences in respect of the degree of commercial specialism in different places and industries can be formulated only very generally. Time is required for the differentiation and localization to take place. The English cotton trade had not advanced very far in the “’thirties,” if we are to judge from the evidence given to commissions and parliamentary committees. The general conditions under which commercial specialism evolves may be taken to be a moderately limited range of products which do not present many varieties, and the qualities of which can be judged generally on inspection. In such circumstances private markets need not be built up, as they must be, for instance, for a new brand of soap which claims some subtle superiority to all others. Soaps under present conditions must be marketed by their producers. Broadly stated, if there be little competition as to substitutes, though there may be much as to price in relation to quality, commercial functions may specialize. On the whole this is the case in the cotton industry; in so far as it is not and firms produce specialities, they undertake much of the marketing work themselves.
The advantages of commercial specialism are numerous. Firstly it allows of differentiation of industrial processes, and this, of necessity, is accompanied by increasing returns. When weaving dissociates from spinning, both the number of looms in each business and the number of spindles in each business tend to increase; more division of labour is therefore secured, and lower costs of production are reached, and there is a further gain because producers concentrate their attention upon a smaller range of work. Again when producers are freed entirely, or to some extent, from commercial worries, they can attain a higher level of efficiency at the industrial task of mill organization, and a more perfect accommodation of capacity to function will be brought about. If the business unit is (aAα), a particular person may retain his place in the market by reason of his excellence at the work a or α, though as works organizer (i.e. at the performances of function A) he may be incompetent. The heads of businesses will succeed according to their average capacities at the three tasks a, A and α, and there is no guarantee, therefore, that any one of these tasks will be performed with the highest attainable efficiency in our present somewhat immobile economic system. But if the three functions are separated there is more certainty of a person’s success in the performance of each determining his continued discharge of it. The problems that arise when specialized markets become very highly developed are dealt with in the article Cotton: Marketing and Supply.
The distribution of cotton operatives among the chief centres has already been shown, but their distribution between processes has yet to be considered, and the proportions of different ages and sexes from time to time, together with the Operatives in various processes. total. With such statistical material as is available relating to supplies of labour we may set forth also the official returns made of the quantity of machinery at work from time to time. It hardly need be pointed out that the ratio of machinery to operatives roughly measures the efficiency of labour, other things being equal.
Machinery in the United Kingdom (in Thousands).
| Years. | Spinning Spindles. |
Doubling Spindles. | Power- Looms. |
| 1874 | 37,516 | 4366 | 463 |
| 1878 | 39,528 | 4679 | 515 |
| 1885 | 40,120 | 4228 | 561 |
| 1890 | 40,512 | 3993 | 616 |
| 1903 | 43,905 | 3952 | 684 |
Operatives employed in the Cotton Industry (in Thousands). (From the Census Returns.*) (The figures in italics relate to Married and Widowed Women.)
| 1901. | 1891. | 1881. | ||||||||||
| Lancashire. | England and Wales. |
Lancashire. | England and Wales. |
Lancashire. | England and Wales. | |||||||
| M. | F. | M. | F. | M. | F. | M. | F. | M. | F. | M. | F. | |
| Cotton, card and blowing-room processes | 11.4 | 28.7 | 13.8 | 34.0 | · · | · · | · · | · · | · · | · · | · · | · · |
| 10.1 | 12.2 | |||||||||||
| Cotton spinning processes | 49.5 | 19.6 | 64.1 | 28.6 | · · | · · | · · | · · | · · | · · | · · | · · |
| 4.3 | 6.0 | |||||||||||
| Cotton weaving, warping, &c. | 57.6 | 113.5 | 66.1 | 130.8 | · · | · · | · · | · · | · · | · · | · · | · · |
| 13.0 | 15.8 | |||||||||||
| Cotton winding, warping, &c. | 14.8 | 38.6 | 18.3 | 48.9 | · · | · · | · · | · · | · · | · · | · · | · · |
| 38.1 | 44.4 | |||||||||||
| Total | 133.3 | 265.9 | 162.3 | 320.7 | 178.2 | 281.8 | 213.2 | 332.8 | 150.7 | 249.8 | 185.4 | 302.4 |
| Cotton workers in other processes or undefined | 29.0 | 6.7 | 34.5 | 9.4 | · · | · · | · · | · · | · · | · · | · · | · · |
| 1.8 | 2.3 | |||||||||||
| Tape, manufacturer dealer | · · | · · | · · | · · | .47 | .25 | .9 | 1.5 | .4 | .24 | .7 | 1.2 |
| Thread, manufacturer dealer | · · | · · | · · | · · | .2 | .9 | .6 | 2.1 | .1 | .9 | .5 | 1.7 |
| Fustian, manufacturer dealer | .6 | 1.2 | 2.1 | 2.6 | 1.1 | 2.9 | 3.2 | 5.0 | 1.7 | 3.5 | 3.0 | 5.2 |
| .55 | 1.0 | |||||||||||
| Cotton, calico, warehouseman, dealer | · · | · · | · · | · · | · · | · · | · · | · · | 2.5 | .3 | 3.2 | .38 |
| * Census classifications have been altered twice in the period covered by this table. | ||||||||||||
In Scotland there are less than 15,000 cotton operatives distributed as follows:—
| In Thousands. | |
| Card and blowing-room processes | .4 |
| Spinning-room processes | 2.1 |
| Winding, warping, &c. | 2.7 |
| Weaving, warping, &c. | 6.8 |
| Workers in other processes or undefined | 2.8 |
| —— | |
| Total | 14.8 |
Operatives employed in Cotton Factories in the United Kingdom and Percentages of each Class. (From Returns of Factory Inspectors.)
| 1835. | 1838. | 1847. | 1850. | 1856. | 1862. | 1867. | |
| Male and Female under 13, or half-timers. | 13.2 | 45.7 | 5.8 | 4.6 | 6.5 | 8.8 | 10.4 |
| Male, 13 to 18 | 12.5 | 16.6 | 11.8 | 11.2 | 10.3 | 9.1 | 8.6 |
| Male, over 18 | 26.4 | 24.9 | 27.1 | 28.7 | 27.4 | 26.4 | 26.0 |
| Female, over 13 | 47.9 | 53.8 | 55.3 | 55.5 | 55.8 | 55.7 | 55.0 |
| Total number of Cotton Operatives | 218,000 | 259,500 | 316,400 | 331,000 | 379,300 | 451,600 | 401,100 |
| 1870. | 1874. | 1878. | 1885. | 1890. | 1895. | 1901. | |
| Male and Female under 13, or half-timers. | 9.6 | 14.0 | 12.8 | 9.9 | 9.1 | 5.8 | 4.1 |
| Male, 13 to 18 | 8.5 | 8.0 | 7.2 | 7.9 | 8.2 | 7.9 | 7.0 |
| Male, over 18 | 26.0 | 24.1 | 25.3 | 26.4 | 26.9 | 27.6 | 27.8 |
| Female, over 13 | 55.9 | 53.9 | 54.7 | 55.8 | 55.8 | 58.7 | 61.1 |
| Total number of Cotton Operatives | 450,100 | 479,600 | 483,000 | 504,100 | 528,800 | 538,900 | 513,000 |
Number of Operatives (in Thousands) engaged in Spinning, Manufacturing and Subsidiary Processes (excluding Lace-making, but including the Fustian Manufacture). (From Census Returns.)
| Males. | Females. | Males and Females. | ||||||||||
| Under 15. | 15-20. | Over 20. | All Ages. |
Under 15. | 15-20. | Over 20. | All Ages. |
Under 15. | 15-20. | Over 20. | All Ages. | |
| 1881 | 29 | 39 | 121 | 189 | 40 | 81 | 189 | 310 | 69 | 120 | 310 | 500 |
| 1891 | 36 | 45 | 137 | 218 | 50 | 94 | 197 | 341 | 86 | 139 | 334 | 560 |
| 1901 | 24 | 36 | 139 | 199 | 36 | 92 | 207 | 335 | 60 | 128 | 346 | 535 |
The fact that the branches of work covered by the figures are not identical explains discrepancies between this and the previous table.
Number of Operatives engaged in the Cotton Industry (Processes being distinguished and Ages and Sex). (From Special Returns made by Factory Inspectors.)
| Males in Thousands. | Females in Thousands. | Total in Thousands. | |||||
| Half- timers. | Under 18. | 18 and over. |
Half- timers. | Under 18. | 18 and over. | ||
| Spinning and Preparatory Processes | |||||||
| 1896 | 5.58 | 22.24 | 71.44 | 4.40 | 30.12 | 78.96 | 212 |
| 1898-1899* | 5.42 | 21.57 | 71.37 | 3.86 | 30.44 | 77.64 | 210 |
| 1901 | 4.98 | 21.10 | 68.98 | 3.10 | 30.98 | 81.68 | 211 |
| Weaving and Preparatory Processes | |||||||
| 1896 | 7.54 | 18.79 | 75.81 | 11.87 | 49.19 | 151.34 | 315 |
| 1898-1899* | 6.21 | 17.29 | 72.74 | 10.38 | 48.38 | 150.99 | 306 |
| 1901 | 4.72 | 14.86 | 73.81 | 8.0 | 45.66 | 155.03 | 302 |
| * Average for 1898 and 1899. | |||||||
The figures in this table are not quite complete except for 1901; the relations between the changes shown for each class should nevertheless be accurately represented.
Index Numbers of Money, Wages and Prices.
| 1840. | 1855. | 1860. | 1866. | 1870. | 1874. | 1877. | 1880. | 1883. | 1886. | 1891. | 1902. | |
| Cotton operatives. | 50 | 54 | 64 | 74 | 74 | 90 | 90 | 85 | 90 | 93 | 100 | 105 |
| Average wages for eight trades | 61 | 61 | 73 | 81 | 83 | 97 | 94 | 89 | 92 | 90 | 100 | 108.7* |
| Sauerbeck’s index number | 103 | 73 | 99 | 102 | 96 | 102 | 94 | 88 | 82 | 69 | 72 | 69 |
| Average price of wheat per quarter | 66/4 | 40/3 | 53/3 | 49/11 | 46/11 | 55/9 | 56/9 | 44/4 | 41/7 | 31/- | 37/- | 28/1 |
| * Average for a slightly different group. | ||||||||||||
Weekly Wages in the Manchester and District Cotton Trade.
| 1834. | 1836. | 1839. | 1841. | 1849. | 1850. | 1859. | 1860. | 1870. | 1877. | 1882. | 1883. | 1886. | |
| s. d. | s. d. | s. d. | s. d. | s. d. | s. d. | s. d. | s. d. | s. d. | s. d. | s. d. | s. d. | s. d. | |
| Spinners’ average | 23 4 | 23 11 | 22 1 | 22 0 | 21 7 | 20 5 | 24 1 | 23 2 | 27 8 | 34 4 | 31 6 | 32 4 | 35 7 |
| Big piecers’ average | 11 0 | 9 3 | 8 6 | 8 8 | 8 6 | 13 0 | 10 0 | 10 0 | 11 0 | 12 4 | 16 0 | 16 0 | 13 7 |
| Weavers’ average | 11 0 | 10 2 | 9 6 | 9 6 | 10 6 | 10 3 | 11 2 | 10 8 | 12 2 | 15 1 | 15 6 | 15 0 | 13 3 |
The most noticeable features of these tables are the decrease in the proportion of children employed and the steady increase in the number of operatives as a whole until recent years. The contraction of the body of operatives of late years seems to have occurred primarily among children and young persons (where the first check would naturally be looked for), and secondarily among adult males. If allowance be made for the smaller value of children as compared with adults, and the census results be taken, it is not evident that there has been any diminution in the amount of labour-power; and if the factory inspectors’ returns be accepted, the falling off in the number of operatives cannot be proved to have taken place in either of the chief branches of the industry at so rapid a rate as to have occasioned the enforced dismissal of any hands. An industry which was not recruited at all would have dwindled at a greater rate. At least it may be inferred from these figures, when taken in conjunction with the large increase in spindles and looms, that the output per head has considerably advanced in spite of the rise in the average quality of both yarns and fabrics produced. This rise in the value per unit of the output accounts to some extent for the fact that wages have not been adversely affected of late.
Mr A. L. Bowley has calculated index numbers of wages for the leading trades, including the manufacture of cotton. Those for the cotton industry are given below, together with averages for cotton and wool workers, the building trades, mining, workers in iron, sailors, compositors Wages and piece-rate lists. and agriculturists (England), the numbers in each class being allowed for in the average. Side by side with these figures, Sauerbeck’s index numbers of general wholesale prices are given, together with the average prices of wheat per quarter.
It must be remembered that the figures given above for cotton workers and average wages for eight trades do not measure the differences between each, but only the differences between the movements of each. Actual average money wages in the cotton industry have probably been approximately those stated in the second table beneath, but as these figures are culled from various sources they must not be taken to indicate fluctuations.42
The wage of fine spinners exceeds the average wage of spinners 291 by percentages varying from about 25 to 35. In the above figures the earnings of three classes of spinners are averaged.
The highest wages are earned by mule-spinners (who are all males); their assistants, known as piecers, are badly paid. Persons can easily be found, however, to work as piecers, because they hope ultimately to become “minders,” i.e. mule-spinners in charge of mules. The division of the total wage paid on a pair of mules between the minder and the piecers is largely the result of the policy of the spinners’ trade union. Almost without exception in Lancashire one minder takes charge of a pair of mules with two or three assistants according to the amount of work to be done. Among the weavers there is no rule as to the number of assistants to full weavers (who are both male and female), or as to the number of looms managed by a weaver, but the proportion of assistants is much less than in the spinning branches, perhaps because of the inferior strength of the weavers’ unions. For the calculation of wages piece-rate lists are universally employed as regards the payment of full weavers and spinners; some piecers get a definite share of the total wage thus assigned to a pair of mules, while others are paid a fixed weekly amount. Many ring-spinners are now paid also by piece-rate lists, and all other operatives are almost universally so paid, except, as a rule, the hands in the blowing-room and on the carding-machines. Spinning and weaving lists are most complicated; allowances are made in them for most incidents beyond the operatives’ control, by which the amount of the wage might be affected. Still, however, they could not cover all circumstances, and much is left to the manner of their application and private arrangement. They should be regarded as giving the basis, rather than as actually settling, the wage in all cases. The history of lists stretches back to the first quarter of the 19th century as regards spinners, and to about the middle of the century generally as regards weavers, though a weaving list agreed to by eleven masters was drawn up as early as 1834. There are still many different district lists in use, but the favourite spinning lists are those of Oldham and Bolton, and the weaving list most generally employed is that known as the “Uniform List,” which is a compromise between the lists of Blackburn, Preston and Burnley. Under the “Particulars Clause,” first included in a Factory Act in 1891 and given extended application in 1895, the particulars required for the calculation of wages must be rendered by the employer. As in spinning there used to be doubts about the quantity of work done, the “indicator,” which measures the length of yarn spun, is coming into general use under pressure from the operatives. We ought to observe here that the Oldham Spinning list differs from all others in that its basis is an agreed normal time-wage for different kinds of work on which piece-rates are reckoned. But in effect understandings as to the level of normal time-wages are the real basis everywhere. If the average wages in a particular mill are lower than elsewhere for reasons not connected with the quality of labour (e.g. because of antiquated machinery or the low quality of the cotton used), the men demand “allowances” to raise their wages to the normal level. Advances and reductions are made on the lists, and under the Brooklands Agreement, entered into by masters and men in the cotton spinning industry in 1893, advances and reductions in future must not exceed 5% or succeed one another by a shorter period than twelve months. The changes as a rule now are 5% or 2½%. In all branches of the cotton industry it is usual for a conference to take place between the interested parties before a strike breaks out, on the demand of one or other for an advance or reduction.
Organization among the workers in the cotton industry is remarkably thorough. Almost all spinners are members of trade unions, and though the weavers are not so strongly united, the bulk of them are organized. The piecers are admitted Trade Unions. as members of piecers’ associations, connected with the spinners’ associations and controlled by them. Attempts to form independent piecers’ unions have failed. Weavers’ assistants are included in the weavers’ unions, which may be joined in different classes, the benefits connected with which vary with the amounts paid. One subscription only, however, is imposed by each branch spinners’ association, but in all branches it is not the same, though every branch pays the same per member to the amalgamation. All the trade unions of the chief workers in the cotton industry are federated in the four societies: (1) the Amalgamated Association of Operative Cotton Spinners (created in 1853 and reformed in 1870), (2) the Northern Counties Amalgamated Association of Weavers (founded 1884), (3) the Amalgamated Association of Card and Blowing-room Operatives (established 1886), and (4) the Amalgamated Association of Power-loom Overlookers (founded 1884). These were not, however, the first attempts at federation, and the term “federation” must not be taken in any strict sense. The distribution of power between the central authority and the local Societies varies, but in some cases, for instance among the spinners, the local societies approximate as closely to the status of mere branches, as to that of independent units federated for limited objects. We ought also to mention the societies of warp-dressers and warpers, tape-sizers and cloth-workers and warehousemen. There is no one federation of all cotton-workers, but the United Textile Factory Workers has been periodically called into being to press the matter of factory legislation, and international textile congresses are occasionally held by the operatives of different countries.
As to employers, four extensive associations include almost all the organization among them, two concerned chiefly with spinning and two with weaving. The former two are the Federation of Master Cotton Spinners’ Associations with local associations and including 21,000,000 spindles, and the Bolton Master Cotton Spinners’ Association with 7,000,000 spindles; the latter two are the North and North-East Lancashire Spinners’ and Manufacturers’ Association, covering about 3,000,000 spindles in addition to a large section of the looms of Lancashire, and the United Cotton Manufacturers’ Association.43
Factory legislation began in the cotton industry, and in no industry is it now more developed. The first acts were those of 1802 and 1819, both of which applied only to cotton-mills, and the former of which related only to parish apprentices. Factory Acts. The first really important measure was that of 1833, which curtailed the abuse of child-labour, enforced some education and provided for factory inspectors, of whom there were at first only four. The next act of importance, that of 1844, was chiefly remarkable for its inclusion of all women among young persons. The proportion of women, young persons and children engaged in the cotton industry is so high, that most regulations affecting them, e.g. those relating to the hours of labour, must practically be extended to all cotton operatives. This act killed night work for “young persons,” and children were not allowed to work at night. The year 1847 saw the introduction of what was known as the Ten Hours Act—after the 1st of May 1848 the hours of young persons (women included) and children were not to exceed ten a day and fifty-eight a week. A further limitation of hours to 56½ a week was secured in 1874, and this was cut down by another hour (the concession of the 12 o’clock Saturday) in 1901. “Young persons” now includes all who are not half-timers and have not attained the age of eighteen, and all women. The rules as regards the employment of children, which have steadily improved, are at present as follows. No child under twelve may be employed. On attaining the age of thirteen the child may become a full-timer if he has obtained the prescribed educational certificate (i.e. fifth standard attainment or three hundred attendances each year for five consecutive years). Failing this he must wait till he is fourteen before he can be employed full time. Half-timers may be employed either (a) on alternate days, which must not be the same days in two successive weeks, or (b) in morning and afternoon sets. In the case of arrangement (a), the child when at work may be employed during the same period as a young person or woman, which in Lancashire is almost universally from 6 to 6 with two hours for meals.44 In the case of arrangement (b), which is the system generally adopted in Lancashire, a half-timer in the morning set works from 6 to 12.30, with half an hour for breakfast, and in the afternoon from 1.30 to 6 except on Saturdays, when the hours are from 6 till 11.30 for a manufacturing operative, or till 12 for other work, for instance, cleaning. The child must not work two consecutive weeks in the same set (that is, in mornings or afternoons), nor on two successive Saturdays, nor on Saturday at all if during any other day of the same week the period of employment has exceeded 5½ hours (i.e. a child in the morning set does not work on the Saturday). Other important features of factory legislation relate to the fencing of dangerous machinery and its cleaning when in motion (the regulations being strictest in the case of children and most lax in the case of male adults), and conditions of health, including the amount of steaming allowed, which was first regulated by the Cotton Cloth Factories Act of 1889.
The Cotton Industry outside England.
A brief survey will now be made of the cotton industry in parts of the globe other than the British Isles, and as a prelude the following broad estimates of the numbers of spindles and looms in the chief national seats of the cotton industry may be put forward.45 The table is further supplemented by other figures46 for the number of spindles at different times in the United Kingdom, the United States and the continent; and finally we may add the figures of cotton consumed.
The different average fineness of counts spun in different places must be borne in mind when the consumption of each district at the same time is being considered, but the relations between the amounts consumed in the contrasted districts in the two periods would not be affected much by this difference.
| Estimated Population in 1902. In Millions. |
Million Spinning Spindles in 1909. | Thousand Power- Looms about 1906. | |
| United Kingdom. | 42 | 53.5 | 700 |
| United States | 79 | 27.8 | 550 |
| Germany | 58 | 9.8 | 215 |
| France | 39 | 6.8 | 110 |
| Russia | 139 | 7.8 | 150 |
| India | 294 (1901) | 5.8 | 45 |
| Austria | 26.7 | 4.2 | 80 |
| Spain | 18.6 (1900) | 1.9 | 69 |
| Italy | 33 | 4.0 | 100 |
| Switzerland | 3.4 | 1.5 | 30 |
| Japan | 46 | 1.7 | · · |
| Belgium | · · | 1.2 | · · |
Cotton Spindles (including Doubling Spindles) in Millions.
| United Kingdom. | Europe. | United States. | Other Countries. | Total. | |
| 1870 | 37.7 | 13 | 7.1 | · · | 57.8 |
| 1880 | 44.5 | 21 | 10.6 | 2 | 78.1 |
| 1890 | 44.5 | 26 | 14.2 | 4 | 88.7 |
| 1900 | 46.2 | 32 | 19 | 7 | 104.2 |
| 1903 | 47.9 | 33 | 22.2 | 7.5 | 110.6 |
Average Annual Consumption of Cotton in the Period 1831-1835.
| Millions of ℔. | |
| United Kingdom | 295 |
| Continent of Europe | 143 |
| United States | 79 |
Average Annual Consumption of Cotton in the Period 1900-1905.
| Millions of ℔. | |
| United Kingdom | 1634 |
| Continent of Europe | 2486 |
| United States | 1995 |
Roughly the consumption of cotton per spindle in the three areas to-day is, in ℔, 35 for the United Kingdom, 70 for the continent, and 95 for the United States.
Before the cotton industry in other countries is described it will be necessary to explain how it could have developed there on a large scale at all. Of course this growth is to be accounted for very largely by the natural protection of cost of transport aided by tariffs. But it would be a mistake for Englishmen to imagine that all foreign cotton mills are the product of a forcing culture, and that if the favourable conditions created by import duties were removed they would totally disappear. No doubt some of the growth is artificial, but much is natural and would have taken place under universal free trade conditions. Much of it, indeed, would have appeared in these circumstances even were cost of production a negligible quantity, difficult though it may be at first to reconcile this statement with certain ordinary conceptions of the operations of the law of increasing returns. Lancashire secured an immense lead at the beginning of the 19th century, and if the cost of production may be represented as varying inversely as the magnitude of the industry, every addition to her success increased her advantages. How could the small industry, with a high cost of production because it was small, compete with Lancashire? The answer is to be found in the peculiar conditions governing international trade and a closer analysis of “increasing returns.” “Increasing returns” in any place are a function of two variables, (1) the magnitude of the world market under conditions of world commerce, and (2) the magnitude of the industry in the spot in question. The economies connected with the first variable, which in such an industry as the cotton industry are enormous, and govern ultimately the limits of business specialism, are shared by every national section of the industry whether it be great or small. If Haiti started a cotton factory she might import all her specialized machinery—the specialism involved in producing which is dependent upon the exportation of some of it—and restrict narrowly the work undertaken by her one factory. The cotton goods outside this range she would still import, and if her specialized product were in excess of local demand she could export some of it, if she were favourably placed in respect of cost of carriage, for cost of production in Haiti would not be impossibly high, since machinery and the general system of production would be quite up to date though labour might be highly inefficient. Of course, the country with a large industry enjoys high local economies, and it might be thought that these alone would be a menace to the stability of the small industry, because if the industry in the favoured locality increased these would increase also and the small industry would be undersold. The answer to this difficulty is that foreign trade depends upon ratios between ratios, that is, upon the ratios between the costs of production of all the products of each country in relation to similar ratios for other countries. Relatively, therefore, diminishing returns operate in every country. In every country there must come a time, the utility of commodities being taken into account, when a unit of labour and capital provides less utility when applied to the creation of cotton goods, say, than when applied to producing something else for home consumption or for export in exchange for commodities wanted at home. It becomes apparent, therefore, that cotton industries of widely varying sizes dispersed throughout the world can settle into relations of perfectly stable equilibrium, as that term is understood by the economist. Slow changes, of course, in their relative volumes might be looked for with changes in a mutable world, but very sudden collapses would be impossible unless the general course of human affairs were revolutionized.
The United States.—The machine-cotton industry was carried to North America almost as soon as it evolved in England. Models of Arkwright’s machines were smuggled across the Atlantic in 1786—Arkwright’s first mill had not been started in England until 1769—and these with a jenny and stock-card were publicly exhibited. From these models a great mass of machinery was soon constructed. The first mill was erected in 1788 (that of the Beverly Association), the second appeared in 1790, the third five years later, and in 1798 Samuel Slater started with some of his wife’s relatives the first mill in which the principle of the water-frame was carried throughout. It is said that it was not until 1814 that power-loom manufacturing was commenced, but in England success with the power-loom was long delayed. As early as 1831, however, there were in the United States—mainly in the New England states—800 factories, a million and a quarter spindles, 33,500 looms and 62,200 operatives. At this time the annual consumption of cotton was about 77,000,000 ℔ as compared with some 300,000,000 ℔ in England at the same date, and 2,000,000,000 approximately in the United States at the present time.47 Writing in 1840, James Montgomery said that, in respect of cost of production, the American industry was 19% behind that of England apart from the cost of raw material, which was then a good deal less to the Americans. In 1878, when there was much interest in the question of British efficiency in the cotton industry because the passage of the Factory Act of 1874 had cut down the working hours, the Economist contrasted the result of twenty-five years’ growth in England and America:—
“In 1853 the average English production per weaver of 8¼ ℔ shirting was 825 yds. per week of sixty hours. In 1878 the working hours had fallen to fifty-seven, and the production had risen to 975 yds. An increased production of 23% is thus due to improvement in the processes of manufacture. In 1865 there were 24,151 persons employed in Massachusetts in the production of cotton goods, and they produced 175,000,000 yds. In 1875 the operatives numbered 60,176, and their product was 874,000,000 yds. The operatives had increased 150% and their products had increased 500%. The increase of production due to improved methods was thus in England 23%, and in Massachusetts 100%. I do not, of course, suppose that the American manufacturer is in advance of his English rival to the extent of this difference, for I presume that he started upon the career of improvement from a lower platform. But a progress so greatly more rapid than ours will be admitted to cast much light on the change which has occurred in our relative positions.”
The contrast no doubt was not perfect, as indeed it could not be 293 in view of the varieties of product and their changes, but it proves at any rate that Americans were making vast strides in industrial efficiency even before the period when American methods and American enterprise were monopolizing in a wonderful degree the attention of the business world.48 About a dozen years later the low real cost of production of simple fabrics in the United States was universally admitted, and also that American manufacturers were making more use of machinery than their European rivals. In a typical weaving shed in Massachusetts, for instance, of which particulars were published, twenty women “tended” as many as eight looms apiece, forty-three managed seven, two hundred and thirty-two managed six, and only eleven had five only.49 Since then, moreover, advance has been rapid, and the sudden development of the South has astonished the business community of other centres of the cotton industry.
Before the lines of development in America are specifically dealt with, and particularly the industrial phenomena in the South, a few words must be said of the general extension of the industry. The consumption of cotton in the United States in million ℔ was about 75 in 1830, 390 in 1860, 1100 in 1890 and nearly 2000 on an average of the five crop years from 1900-1901 to 1904-1905: active spindles advanced from 1,250,000 in 1830 to 10,653,000 in 1880 and about 21,250,000 in 1905. Looms which numbered 33,500 in 1830 had reached 226,000 in 1880 and nearly 550,000 in 1905. At the same time population, it must be remembered, was growing at a phenomenal rate: from 31.4 millions in 1860 it had passed to 38.6, 50.2, 62.6 and 76.3 at the succeeding decennial censuses, the decennial rates of increase being in order 22.5, 30, 25 and 20.5 as compared with 8.5, 10.5, 8 and 9 as shown by the corresponding censuses in the United Kingdom. Protection was of course contributory to the growth of the American cotton industry. It may be remarked incidentally that the New World, including the West Indies and the Chinese empire, take the bulk of American exports, which for so large an industry are inconsiderable. The imports have always been well in excess of the exports. The encouragement of home industries by tariffs was definitely aimed at after the war with England during the Napoleonic struggles, and although a sensible reduction of duties was experienced after 1845 the reaction to protection that followed the Civil War was never significantly departed from except by the single act of 1883. In 1790 the duties on cotton goods were 7½% ad valorem, and they rose gradually until they reached 25% in 1816. Slight reductions some seventeen years later were followed in the early ’forties by a tariff of 30%. Diminutions were succeeded by oscillations, though at no point was a low level touched. Severe charges were imposed in 1890, and after some relaxation in 1894 the policy of restrictiveness was restored in 1897. According to the calculations made by the English Board of Trade in 190350 no fabrics were admitted at a charge equivalent to less than 68% ad valorem, and no yarns were admitted at a charge lower than 45% ad valorem. Cotton thread is subjected to a rate equivalent to 375%51
The character of the growth of the cotton industry in the United States, as revealed by recent census returns, is peculiarly interesting:—
| Thousands | Percentage Increase | ||||||
| 1880. | 1890. | 1900. | 1905. | 1880-1890 | 1890-1900 | 1900-1905 | |
| Active Spindles | 10,653 | 14,188 | 19,008 | 23,156 | 33.8 | 34 | 21.8 |
| Looms | 226 | 325 | 451 | 541 | 43.90 | 38.7 | 20 |
| ℔ cotton consumed | 750,344 | 1,117,946 | 1,814,003 | 1,875,075 | 48.99 | 62.3 | 3.3 |
| Wages | $42,041 | $66,025 | $85,126 | $94,378 | 57 | 28.9 | 10.9 |
| Capital | $208,280 | $354,021 | $460,843 | $605,100 | 70 | 30.2 | 31.3 |
| Employees not officers and clerks | 174.7 | 218.9 | 297.9 | 310.5 | 25.3 | 36.1 | 4.2 |
Cotton small wares are included in the totals for 1880 and 1890, but excluded from those for 1900 and 1905. We must observe further that “capital” is a vague term. Recent events in the United States afford a valuable empirical indication of the effect that improved machinery actually has upon wages. The new automatic looms caused a saving of labour per unit of product which recalled the complete subversion at the industrial revolution of the proportions in which the several factors in production were organized. Displacement of labour and falling wages might not unreasonably have been looked for temporarily, but wages stuck at their old level or rose. The rise was caused by numerous converging forces which brought their united weight to bear. First, prices so fell as the result of the new machinery that the increased volume of commodities which the market could absorb more than counterbalanced, it would seem, the labour-saving of the new machinery, the cotton industry being taken as a whole. It must be remembered that to increase the output from the subsidiary processes where labour had not been saved more hands had to be drafted in. Thus, a contraction of the body of weavers was accompanied by an expansion of the body of cotton operatives. Again weavers’ wages were naturally raised in a special degree because automatic machinery called for quick, trustworthy and intelligent hands, endowed with versatility, especially in the days when the machinery was still in the semi-experimental stage. The American employer tries to save in labour but not to save in wages, if a generalization may be ventured. The good workman gets high pay, but he is kept at tasks requiring his powers and is not suffered to waste his time doing the work of unskilled and boy labour. There is, certainly, in the American labour problem no serious grievance on the question of wages. If there is any abuse it consists in excessively fierce work. Mr. T. M. Young, who visited the American cotton districts in 1904 with an informal commission of Lancashire spinners and manufacturers, did not think that the cause of the high wages—allowance being made for the purchasing power of money, they are above those of England, though cotton operatives in England are well paid relatively—was the superiority of the American cotton worker; neither did the representatives of the English cotton operatives who accompanied the Moseley Commission. As often as not “the cotton operative in the United States is a French Canadian, a German, an Italian, a Hungarian, an Albanian, a Portuguese, a Russian, a Greek, or an Armenian.” It is the extensive “exploitation” of machinery seemingly, together with the speed of work, which keep wages high, combined with the horizontal and vertical mobility of American labour, which prevents it from accumulating in pools, and causes streams of the best hands to be flowing continuously to other callings and places, and no insignificant proportion to climb the social ladder. The remainder naturally profit, for a local or trade congestion of labour is avoided, and the voluminous recruiting of enterprise by the intensified competition among employers keeps the demand for labour high.
One noticeable point in the table quoted above is that until recently cotton consumed increased much faster than the number of spindles. This might be explained in a variety of ways. Average counts remaining constant, the average speed of the spindle might have risen; or the latter remaining constant, counts might have been getting finer. Speeds have certainly gone up a good deal of late on some counts. And it is quite likely, too, that concentration on the manufacture of coarse goods for export, with stout warps to keep down the 294 breakages and raise the output per loom, may be reckoned as one cause.
Despite the recent sensational growth in the South, the New England States still remain the most prominent seat of the American cotton industry. They contained in 1905 about 14 million spindles as compared with 7.7 millions in the South and West, and their relative possession of looms approaches, though it does not quite reach, the same proportion. The leading States in the South in order of importance are South Carolina, North Carolina, Georgia and Alabama, and in the North, first Massachusetts with an enormous lead, then, in order, Rhode Island, New Hampshire, Connecticut, Maine, New York, Pennsylvania, New Jersey. The bulk of the cotton industry in the North is contained within a small area. A circle around Providence, Rhode Island, of 30 m. radius includes, according to the twelfth census, nearly 7¼ million spindles,—there were only 58,500 spindles in this area in 1809. Of the chief towns Fall River stood first in 1900 in value output, and was followed in order by Philadelphia, New Bedford, Lowell, Manchester and Pawtucket. The climate of Fall River is very similar to that of English spinning districts. Its population in 1900 was 105,000, and of these only 14,600 were of American parentage. Of the remainder, 16,700 were English, 17,800 Irish, 29,600 French Canadians and about 5000 Portuguese. Among the rest of foreign parentage, Armenians, Russians and Italians are numerous. But Massachusetts is famous for the number of immigrants it attracts. It is almost incredible, but nevertheless a fact according to a recent statistical report, that in 1903 as many as 91% of the cotton operatives of the State were of foreign descent—chiefly French Canadian and Irish. In 1902 there were nearly 90 mills at Fall River with 3,000,000 spindles and 16,000 looms. The spindles amount to about one-third of all in Massachusetts, but Fall River’s share of the looms of the State is not large. The spindles exceed in number those possessed by any State except of course the one in which it is placed. In comparison with a great spinning town in England, nevertheless, Fall River does not appeal strongly to the English imagination. It has little over a quarter of the spindles of Oldham, or three-fifths of those of Bolton,—among English towns it would stand third, i.e. between Bolton and Manchester and Salford, which, in spite of the movement of spinning to the hills, still holds in England a leading place. The whole of Massachusetts, it is of interest to observe, has fewer spindles than Oldham, and only about half those of Oldham and Bolton together. Originally it was the river which attracted the mills to Fall River, and as the water-power available was almost inexhaustible, it was possible for the mills to congregate together and for a town to grow up. In England, when much of the industry was dependent for power upon water, decentralization was entailed, for the thin streams of Lancashire could not support more than two or three mills at most in proximity. Hence in England, after Watt’s steam-engine had succeeded, the economies of centralization led eventually to the desertion of the mills on the water-courses. But at Fall River the perfecting of the application of steam-power merely involved its use to supplement the water-power on the old site. The presence of water-power explains half the success of New England. In the six States 35% of all the power used is derived from water, and in the cotton-manufacturing of these States water provides 32.6% of the power. For industrial purposes generally the river most exploited is the Merrimac, upon which stand the leading cotton towns of Lowell, Lawrence and Manchester. Hitherto little has been done in the way of using water to generate electric power.52
The two most striking features of the American industry to-day are the introduction of the automatic looms, already briefly referred to, and the development of the South. The Northrop Loom Company has spent a fortune in pushing its loom on to the market. It has not hesitated to share risks, and it has run one “advertisement” mill at least, namely that at Burlington, Vermont, with 55,000 spindles and nearly 1300 looms. In this mill the labour-saving is shown by the following figures, the looms being of two sizes, 32 in. and 44 in. Of the former, 3 weavers run 18 each, 39 tend 16 each, only a few odd weavers tend less than 16, and learners even are at work on 8 to 11 each; on the latter, of 29 weavers 17 mind 16 looms each and 12 mind 12 (on stripped fabrics).53 Of course a high level of efficiency would be expected in this show mill. That American employers have readily been converted to a belief in the economy of the new machinery we are not astonished to learn in view of the American temperament, the intensity of competition among business leaders, and the prevailing spirit of adventure. Thousands of workable old looms have been scrapped, and probably at the present time there are 100,000 automatic looms running in the United States. No other country can point to a rate of substitution which approaches that in the United States. The causes, apart from the temperamental and social to which reference has already been made, are probably (1) that there is disagreement as to the present economy of automatic looms on many fabrics,54 (2) that Americans aim at frequency of renewal of plant, and avoid making their machinery so durable as to prove ultimately, perhaps, a handicapping inheritance, and (3) that a greater bulk of American work is appropriate for the new looms than of English or continental work. But automatic machinery is being used increasingly in Lancashire.55 And the operatives ultimately benefit. It is the half-developed machine, to which labour must actually be linked as an essential part, which is responsible for monotonous work and creates the dislike of mechanical aids.
Now we turn to the recent development of the Southern States. Never has an industry grown faster than that of the two Carolinas, Georgia and Alabama. Some of the earliest experiments with the machine industry were conducted in South Carolina, but from that time till the end of the 19th century nobody imagined the possibility of a great Southern expansion. In 1880 the South contained less than half a million spindles—i.e. about as many as Hyde, Middleton or Chorley, and one-twenty-third of the numbers in Oldham. Twenty years later they had increased twelvefold and the Southern States, in respect of the number of spindles, had taken precedence of Bolton. To-day probably about eight and a half millions might be counted. In addition there are some two hundred thousand looms, or nearly as many as in the three leading cotton-weaving towns of England—Burnley, Blackburn and Preston. The rapid oncoming of the South may also be traced by its consumption of cotton—which as an index, however, is not perfect. This on an annual average was, in thousand bales, 164, 269, 453, 717 and 1233 in each of the periods 1876-1880, 1881-1885, 1886-1889, 1891-1895 and 1895-1900 successively. The consumption since then, as compared with that of the Northern States, Great Britain and the European continent, has been as follows. It must be remembered that the consumption per spindle varies greatly from place to place.
Consumption of Cotton in Thousand Bales of about 500 ℔ each.
| Southern States. | Northern States. | Total United States. | Great Britain. | Europe. | |
| 1900-1901 | 1583 | 1963 | 3546 | 3269 | 4576 |
| 1901-1902 | 2017 | 2066 | 4083 | 3253 | 4836 |
| 1902-1903 | 1958 | 1866 | 3824 | 3185 | 5148 |
| 1903-1904 | 1889 | 2046 | 3935 | 3017 | 5148 |
| 1904-1905 | 2270 | 2292 | 4562 | 3620 | 5148 |
The densest distribution of mills in the South is along the line of the Southern railroad, in the district known as the Piedmont. Of this group Charlotte in North Carolina is the natural centre: roughly, half the spindles and half the looms in the Southern States would be included within a circle around Charlotte of a 295 radius of about 100 m. Of the remainder a large proportion is scattered over a wide area.
Much interest has been excited by this newly created Lancashire of a new type, and much speculation as to the causes that account for it has been elicited. An informal commission of Lancashire spinners and manufacturers crossed the Atlantic to make inquiries in 1902 and investigations have been undertaken by other persons56, and much has been written on the subject. A general explanation can now be framed without much difficulty, as in all probability most of the relevant facts have been brought to light. First and foremost the general development of the cotton industry in the United States must be emphasized. The industry was unquestionably foredoomed to expansion at this time, and the only question was where the expansion should take place. It was plain that the growth might be so great as to present the appearance of a new industry created with new labour rather than an extension of an old industry. It was not altogether surprising, therefore, that the exploitation of a new field of labour was thought of. The labour market of the North was comparatively exhausted; in less developed parts of the country larger supplies of intrinsically good labour might be looked for at lower wages. Skill was not a matter of much moment, because in the North it would have been necessary to incorporate much labour without previous experience in the industry, the work was intended to be of the rough kind upon which manual skill is least important, and it was intended to repose reliance for economy upon machinery in the main. The choice of new fields meant at the outset the sacrifice of some of the economies of localization, but so large an expansion was looked for that projectors did not despair of creating fresh industrial localization of sufficient magnitude to produce such economies as are derived from it, which, it must be observed, are inconsiderable in America, and have declined relatively with falling cost of transport and the adoption, as regards machinery, of the principle of interchangeable parts. And at any rate a new local industry would have a slight advantage in supplying markets in proximity to it.
These were the main general considerations, and the scale was turned in favour of the new locality (a) by the advantage of nearer supplies of cotton, and (b) by the known presence of much half-occupied white labour in the vicinity of otherwise suitable sites close to the cotton-fields. It must be borne in mind that the whole calculation had not to be reared merely upon an intangible theoretical basis. Cotton mills already existed in the South, and comparisons of costs of production, as things were then, afforded some groundwork for judgment.
As regards the first of the two special advantages mentioned above, the saving in the cost of carriage of the raw material is not commonly held to be high. Transport to the cotton ports is so well organized and sea-carriage is so cheap that Lancashire’s distance from the source of her raw material is not a very appreciable handicap. A good deal of the cotton that must be used in some of the Southern mills cannot be supplied locally because it is not grown in the neighbourhood, and the requirements of these mills are met by transport arrangements which at present cost a sum not altogether out of relation to similar costs in the New England States and Lancashire. The percentages of freight charges on raw material in 1900 were $2.18 in Georgia, $1.59 in North Carolina, $1.17 in South Carolina, and the amazingly low figure of $1.20 in Massachusetts, but of course some part of the explanation is the somewhat higher quality of cotton on an average that is worked up in Massachusetts. For some years, however, the saving in labour has been a most important economy. Large supplies of half-occupied white labour existed in the Southern States among the families of small farmers who flocked South after the Civil War, and in the districts of the decayed hand industry in the mountains of Kentucky and North Carolina. For small money wages much of this labour could be attracted to the mills. Negroes do not work in the mills; the reason is said to be partly their own disinclination and partly that they are not very efficient at factory work. As outside labourers, however, they have afforded important aid at a very trifling cost, but the expense of outside labour to a mill is never an item of much weight. The halcyon days to employers, when keen workers could be had for low wages, are now said to be past. The demand for labour was considerable, and as time went on additional supplies could be enticed only with the offer of better pay. In 1904 it was reported that some mills were unable to get fully to work for want of hands even at the improved rates. Again the Southern operatives have been visited by emissaries from the operatives of the New England States, which explains partly the present aspect of the wages question. Mr Pidgin, in his official report to the Massachusetts Bureau of Labour Statistics, questions whether a saving in wages can be expected to continue, and points out that though wages have been low the average efficiency of the operatives has not been high. Some, indeed, were sent to gain experience in Northern mills in the hopes that on their return they would spread the tradition of working at high pressure. Mr Pidgin is at some pains to measure labour efficiency in the South and North as far as it is possible to do so, but no simple sets of figures will prove very much. The value of the product per operative in 1900 was $1200 in Massachusetts, $1010 in Georgia, $937 in North Carolina and $984 in South Carolina, but the value of the product per operative depends as much upon the fixed capital charge per operative as upon the latter’s efficiency. And the amount of machinery used per head is higher in the South than in the North. The percentage of operatives to machinery in Massachusetts being expressed as 100, that of Georgia was 53, that of North Carolina 43 and that of South Carolina 55 in 1900. These figures must be borne in mind when the average numbers employed in a mill in different States are being considered: in 1900 the averages were 565 for Massachusetts, 273 for Georgia, 171 for North Carolina and 378 for South Carolina. Measured by quantity of machinery the sizes of mills would stand in quite different relations. Hours of work in the South are bound to fall and the abuse of child labour, which had unquestionably crept in, may be expected to discontinue entirely. The factory conditions of children are better now than they were, but in some places they are still very bad. In Georgia no children under twelve are employed, but infants without fathers may begin work at ten years of age, and according to Mr Pidgin’s report, “it certainly seemed as though the intention was honoured more in the breach than in the observance, or that there must be many widows in the neighbourhood of the cotton mills.” In North and South Carolina the employment of children under twelve is illegal, but in these States also conditions are recognized under which it is possible to employ them earlier. According to figures relating to 1900 the dependence on child labour in the Southern States is very striking. The proportions engaged at different ages in the three chief cotton-manufacturing Southern States and Massachusetts are as follows:
| Men, 16 Years and over. | Women, 16 Years and over. | Children under 16. | |
| Massachusetts | 48.98 | 44.59 | 6.43 |
| Georgia | 39.98 | 35.52 | 24.50 |
| North Carolina | 42.22 | 34.23 | 23.55 |
| South Carolina | 44.43 | 28.72 | 26.85 |
It might be said that children are more useful when the work is rough, but this argument can hardly be regarded as accounting altogether for the great discrepancy as between Massachusetts and the South. The work is much rougher in the South: in 1900 the counts spun respectively in Massachusetts, Georgia, North Carolina and South Carolina were 25.10, 14.37, 18.83, and 19.04, and on the showing of the American census of 1900 spinning was getting finer over the last decade of the 19th century.
As contributory to the influences already recorded as accounting for Southern success it has been hinted that in the North employers have been less ready to welcome the new machinery, though in comparison with European rivals they would seem at 296 first to have acted rashly. However this may be, the South enjoyed the important advantage that its industry began just after a great technical advance had been made. When Northern mill-owners were anxiously deliberating about the destruction of good machinery merely because it was antiquated in design, the fortunate Southern mill-proprietor was getting to work with appliances up to date in every particular. It will be easier to balance comparative advantages as between North and South when undertakers in the newer district are confronted by problems concerning replacements and alterations. The rapidity of Southern growth need not astonish those who have watched the operations by which new mills are frequently set up in Lancashire and remember that the American business man is more daring than his British cousin. Company promotion in the great financial centres, payment for machinery and other plant in shares, or partially in shares, a general diffusion of risks and pledging of credit, would explain even more rapid growth of industries of even greater magnitude.
Broad generalizations are difficult to frame, hard to establish and liable to be misleading; some generalizations relating to the features of the American cotton industry taken as a whole the author is tempted to venture nevertheless. Character of the American Industry. The characteristics of labour have already been incidentally commented upon. We have also noticed that the bulk of the work done is of a rough and simple character. In spite of American nationalism and the prevalence of protective sentiments it is said that there is still a prejudice in the United States against home-made fine cotton goods.57 “The product of the American system is a cloth which is, on the whole, distinctly inferior in appearance, ’feel’ and finish to that produced by the Lancashire system. To equal a Lancashire cloth in these respects an American cloth must not only be made of better cotton, but must contain more of it—perhaps 5% more. To this rule of inferiority there are, it is needless to say, exceptions, notably some of the American drills made for the China market. But the American home market, which absorbs nearly the whole of the product of American looms, is less exacting in these matters than the markets in which Lancashire cloths are sold.”58 It follows that the average counts spun in the United States are lower than in England, though they have been rising somewhat. Another feature of American spinning as compared with English is the high proportion of ring-frames to mules. In New England between 1890 and 1900 mule-spindles advanced by 100,000 and ring-spindles by nearly 2,000,000: in the South mule-spindles increased only from 108,500 to 180,500, while to the ring-frames 2,700,000 were added. To the general rule Rhode Island is the sole exception; here mule-spindles have increased and ring-spindles decreased; but in Rhode Island much of the fine spinning—for instance that for hosiery—is congregated.59 One explanation of the preponderance of ring-spinning is to be found in the character of American fabrics. Again most of the operatives are not of a kind likely to acquire great excellence at mule-spinning. To the Americans we largely owe the ring-frame, because their encouragement helped it through the difficult period when its defects were serious, though it appears to have been discovered independently in both countries.
American organization display intense specialism, but of a type different from that in England, where businesses are specialized by processes; in America they are specialized by products but hardly at all by processes. Independent spinning, independent manufacturing, independent bleaching, dyeing and finishing are the significant features of English industry to the bird’s-eye view; in the United States the typical firm will spin, make up its own yarn, and perhaps complete its fabrics for the market; but the mills, it must be remembered, are intensely specialized as to the range of their product, so that the statement that American mills are less specialized than English mills must be received with caution. For some reasons we should expect to find the American method applied even in England for fabrics of the highest qualities, because in their case the adaptation of the yarn to the fabric, and finishing to the fabric, are of great importance, and actually where the American plan is followed in England the explanation is frequently the speciality of the product which is associated with the particular firm producing it. When a firm manufactures a speciality of this kind it cannot always trust bought yarn, or the finishing applied to fabrics in the ton. But for other reasons specialized processes might be looked for where qualities were highest, as by specialism alone can the greatest excellence be attained. The final selection of method depends upon the relative importance for high qualities in the finished product of the connectedness of processes and the perfection of parts; and to these considerations must be added cost of transport between the works devoted to distinct processes, and the development of the commercial functions by which specialized process businesses are kept functioning as a whole. Probably it is the high development of British industry on the commercial side which chiefly explains the arrangements found in England. Attention should also be directed to the huge magnitude of American businesses. This is partly a consequence of American ambition in business, and partly a consequence of the undeveloped commercial ligaments by which producing businesses are brought into union. American producers in both North and South are too widely scattered for one town, like Manchester in the English cotton district, to be visited frequently by them for the purpose of making purchases and effecting sales. Even if the Americans did possess a convenient commercial centre, the high cost of transport between works distributed over a very wide area would prevent much specialism of businesses by processes from appearing. Writing capital letters for industrial processes and small letters and Greek letters for commercial functions, the possible arrangements in the cotton industry may be represented broadly as follows, brackets indicating the scope of businesses:60
| I. | (a,A,B,C,d) |
| II. | (a)(A,B,C)(d). |
| III. | (aAα)(bBβ)(cCγ). |
| IV. | (a)(A)(α,b)(B)(β,c)(C)(γ). |
The American industry approximates to the first type, while the English approximates rather to the last. Differences in respect of specialism by range of product are not shown in the formulae.
Other Parts of America.—Little need be said of the cotton industry in other parts of the New World. In Canada in 1909 there were, approximately, 855,000 Spindles, and in Mexico in 1906, where the first factory was established in 1834, 450,000 Spindles. In Brazil also there is an appreciable number of spindles, distributed (in 1895) among 134 factories, which are located chiefly in Rio de Janeiro and Minas Geraes, and are run for the most part by turbines and water-wheels.
Germany.—In Germany the cotton industry is by no means so intensely localized as in England, but three large districts may be distinguished:—
1. The north-west district, which consists of the Rhine Province and Westphalia and contained 1¾ million spindles in 1901.
2. The country north of the mountain ranges of northern Bohemia comprises the middle district, which contained 2½ million spindles in 1901. In Saxony the industry has been carried on for four centuries.
3. Alsace, Baden, Württemberg and Bavarian Swabia make up the south-west district, to which some 3½ million spindles were assigned. It is in close proximity to the cotton districts of east France, Switzerland and Vorarlberg.
According to Oppel (1902) the German spinning industry is chiefly localized in—
| Prussia with 2020 thousand spindles Saxony with 1870 thousand spindles Alsace with 1600 thousand spindles Bavaria with 1390 thousand spindles |
The spindles of Württemberg, which stands next, do not much exceed half a million. Only sixteen places in Germany (shown in tabular form on p. 169) contained as many as 100,000 spindles in 1901.
| Spindles in Thousands. | Spindles in Thousands. | ||
| Mülhausen | 471 | Chemnitz | 195 |
| Augsburg | 373 | Gebweiler | 187 |
| Gronau | 274 | Leipzig | 182 |
| Werdau | 249 | Crimmitzschau | 168 |
| Rheydt | 248 | Logelbach | 141 |
| München-Gladbach | 216 | Bocholt | 128 |
| Rheine | 198 | Bamberg | 125 |
| Hof | 196 | Bayreuth | 100 |
The history of the hand industry in Germany runs back some centuries. At the time when it flourished in the Netherlands we may be sure that it was prosecuted to some extent farther north and east. The start with the machine industry was not long 297 delayed after its economies had been learnt in England. It was fostered by protection against the cheap products of Lancashire, and in the course of time stimulated by every step taken towards the economic unity of the German States which broke down local barriers and therefore enlarged the German market. Duties upon cotton goods, however, were not immoderately high until the measure of 1879, the policy of which was carried to a further stage in 1885. Slight reactions were brought about in 1888 and 1891, largely by the complaints, not only of the consumers of finished goods, but also of manufacturers whose costs of production were kept up by the high prices of home-spun yarns and the tax on imported substitutes. According to the investigations made by the Board of Trade, the general ad valorem impact of German duties on British goods stood somewhat as follows in 1902:—
Statement showing the Average Incidence (ad valorem) of the Import Duties levied by Germany on British Cotton Goods.
| Average Value of Exports from the United Kingdom to all Countries in 1902. |
Rate of Duty estimated Equivalent. | Approximate Equivalent Rate of Duty ad valorem. | |
| Cotton manufactures— | Per Cent. | ||
| Piece goods, unbleached | 2.01d. per yd. | 0.87d. per yd. | 43 |
| ” ” bleached | 2.46d. ” | 1.09d. ” | 44 |
| ” ” printed | 2.68d. ” | 1.31d. ” | 49 |
| ” ” dyed, &c. | 3.46d. ” | 1.31d. ” | 38 |
| Cotton thread for sewing | 26.89d. per ℔ | 3.81d. per ℔ | 15 |
| Cotton yarn— | |||
| Grey | 10.49d. ” | 0.98d. ” | 9 |
| Bleached or dyed | 11.23d. ” | 1.63d. ” | 15 |
The duties are not prohibitive—they are much less than those of the United States at the same time—but they are heavy on the classes of goods which come into competition with home-made goods. The general principle of the tariff is to treat easiest commodities which are made with least success at home, or are in the highest degree raw material for a home manufacture. Therefore yarns are not taxed very heavily, and of these the finest counts escape with slight discouragement.
In the cotton industry, as well as in numerous other industries of Germany, almost feverish activity was shown after the Franco-German War. Previously great advance had been made, but it was not until the last quarter of the 19th century that Germany forced herself into the first rank. As measured by the annual consumption of cotton the German industry increased as follows:—
Metric Tons of Cotton per Annum.
| (In Thousands.) | |
| 1836-1840 | 9 |
| 1856-1860 | 46 |
| 1876-1880 | 124 |
| 1886-1890 | 201 |
| 1899-1903 | 324 |
It must be remembered that the spindles and looms of Alsace and Lorraine were reckoned as German after the war: they amounted in 1895 to one and a half million spindles and nearly forty thousand looms.
In the ’seventies there was no dispute as to England’s substantial lead in respect of efficiency. Alexander Redgrave, the chief factory inspector, made inquiries on the continent both in 1873, when Lancashire was anxious as to the comparative cost of production abroad because of the short-time bill then before parliament, and previously, and reported most unfavourably upon the state of the industry in Germany. Hours were long, the skill of the hands was inferior, speeds were low and time was wasted. In several important respects his views were corroborated by M. Taine in his Notes on England, and by the evidence adduced before the German commission upon the cotton and linen industries in 1878. A marked contrast is noticeable between the sketches drawn of this period and the careful picture presented by Professor Schulze-Gaevernitz of the early “’nineties,” but even in the latter the advantage of England is represented as substantial in every essential respect. The gap which existed has narrowed, but it is still unmistakable. To give one example, according to Dr Huber’s figures there were in Saxony at the end of the 19th century 106 spindles to an operative and about as many weavers as looms, whereas in England there were about twice as many spindles to an operative and twice as many looms as persons engaged in weaving sheds.61 As regards manufacturing, the character of the product may partly explain the difference, but it will not entirely. The reader need hardly be warned that the comparison drawn is exceedingly rough. German cotton operatives taken all round are certainly less efficient than English labour of the same kind. The reason is partly that the proportion of the German workpeople who have been for long specialized to the industry, and look forward to continuing in it all their lives, is not high. Complaint is constantly made of the number of vacancies created in the mills each year by operatives leaving, and of the impossibility of filling them with experienced hands. Many of the vacancies are caused by the return of workpeople to the country parts. Sometimes the mills are in the country, or within easy reach of it, and labour is obtained from the unoccupied members of peasants’ families. In these cases the factories do not always succeed in attracting the most capable people, and work in the factory is not infrequently looked upon as a makeshift to supplement a family’s earnings. Among Lancashire operatives far more pride of occupation may be met with. In many of the industrial parts of Germany English conditions are evolving, but they are not generally the rule. An American consul may be taken to report to his own country without prejudice as to the rival merits of German and English conditions: one such wrote in 1901:—“The task of educating labour up to a high degree of efficiency is difficult, and many generations are necessary to achieve that result. The English cotton spinners have attained such a degree of skill and intelligence that, for the most part, no supervision is necessary. In Germany the presence of a technical overseer is indispensable. Another advantage which England enjoys is the cheap price of machinery. Germany imports the major part of her machinery from England, and German wholesale dealers in these machines have not been able, by placing large orders, to overcome the difference caused by freight and tariff.” Wages reflect the efficiencies of countries, not of course perfectly, but in some degree. They are much higher in Lancashire than in Germany, as is made evident by an article from the pen of Professor Hasbach in Schmollers Jahrbuch (vol. ii., 1903). The author tries to show that Germany is not so far behind England industrially as is generally believed, and the contrast drawn by him, greatly to the advantage of Lancashire, is not likely to exaggerate the superiority of English conditions. It is calculated by Professor Hasbach that the daily wages of spinners are about 5/10 to 6/10 at Oldham, 6/6 at Bolton and 5/6 in Stalybridge and neighbouring places. With these he compares the 3.70 to 3.80 marks paid in the Rhine Province and Leipzig, and the 3 to 3.15 marks paid in the Vogtland, Bavaria and Alsace, and mentions an exceptionally high wage of 42⁄3 marks, which was earned by an operative who worked a new and long doubling mule. The wage paid to the big piecer in England, Dr Hasbach goes on to show, is not much greater than that received by a good assistant in Germany. This comparison as it stands will probably give some readers an idea that English advantages are greater than they actually are, because it may be overlooked that the great difference between wages in the case of English and German spinners is not repeated among the piecers. Taking a spinner and his first assistant as the unit, we should have a joint average daily wage of about 8/6 in England and 6/6 in Germany. In the case of weavers, comparison of wages is more difficult to draw, but the advantage of England would seem to be but little less. However, in instituting a comparison between two countries, as regards the relative efficiency of labour in some industries, we should do well to remind ourselves that efficiency is a somewhat transitory thing, dependent upon education and experience as much as upon aptitude. In respect of the capacity of labour for the task required in the cotton industry, we could not (writing in 1907) make the statement that England leads significantly with the assurance with which we can assert her superiority in respect of present attainments. The cotton industry has not been prosecuted on a large scale in Germany so long as in England, and the Germans have not, therefore, had the same opportunity for developing their latent powers. But the thoughtfulness and carefulness of the German workman are beyond dispute, and these qualities will procure for him a leading place where work is not mechanical. Already in the cotton industry it is said that the operatives are displaying quite striking powers of undertaking a wide range of work and changing easily from one pattern to another. Hence German firms feel little hesitation in taking small orders on special designs; they do not experience any great difficulty in getting their factors accommodated to produce the required articles.
Apart from the efficiency of labour, reasons exist for the lower 298 real cost of production in England in the organization of the industry. The German industry is not only less localized, but, as we might perhaps infer from that circumstance, less specialized. A German factory will turn out scores of patterns where an English firm will confine itself to a few specialities. Time is wasted in accommodating machinery to changes and in accustoming the hands to new work. The German producer suffers from the undeveloped state of the market. In England specialized markets with specialized dealers have greatly assisted producers both in their buying and selling. A German manufacturer may have to find his customers as the English manufacturer need not; at least, so Professor Schulze-Gaevernitz has assured us, and conditions have not been wholly transformed since he made his careful analysis. He wrote:—“But especially disadvantageous is the decentralization in respect to the sale. Here also the German manufacturer stands under the same disadvantages with which the English had to struggle in the ’thirties. The German manufacturer still seeks his customers through travellers and agents, and in many instances through retail sellers, whose financial standing is often questionable, whose necessity for credit is always certain. Hence the complaints about the bad conditions of payment in Germany which crop up continually in the enquête. The manufacturers had to wait three, four or six months, and even twelve months and longer for payment. In reality there existed ‘termless terms,’ a ‘complete anarchy in the method of payment.’ ... The manufacturer cannot be at the same time commission agent, banker, merchant and retail dealer; he needs sound customers capable of paying. He fares best if the sale is concentrated in one market, and ‘change’ prices simplify the struggle between buyer and seller. The search for customers, foreign as well as home, and the bearing of all possible risks of disposal, are in any case difficult enough to necessitate the whole strength of a man. The wholesale merchant alone is in a position to pay the manufacturer in cash or on sure, short terms. But especially where export is in question is the dispersal of sales an extreme impediment. The manufacturer cannot follow the fashions in Australia and South America; the foreign buyer cannot travel from mill to mill.”
It is the want of commercial development in Germany which accounts for the more frequent combination of weaving and spinning there than in England. But in Germany to-day economic enterprise is flourishing, and commercial development may confidently be looked for together with advance in other directions. It is not many years since the typical German cotton factory was comparatively primitive; now mills can be exhibited which might have been erected recently in Oldham. Between the early ’eighties and the ’nineties the expansion of the German industry was enormous—the imports of cotton-wool rose by nearly 70%—yet the number of spinning-mills was actually reduced from 6750 to 2450, while the number of weaving-sheds fell from 56,200 to 32,750. At the same time the factories devoted to mixed goods declined from 25,200 to less than 16,350. From these figures we may gather how rapidly the average size of mills and weaving-sheds enlarged in the period. One cause, no doubt, was that improved economies in the new businesses forced antiquated factories to shut down and make way for still newer erections. There were recently about twice as many persons engaged in weaving as in spinning, but the largest numbers of all—slightly in excess of those in weaving-sheds—were the persons occupied in the manufacture of cotton-lace, trimmings, &c. As we might imagine, Germany’s exports of cotton goods are not high. Including yarns they amounted to £13.7 million per annum in 1899-1903. In order of value their largest exports are (1) coloured goods, (2) hosiery, (3) lace and embroidery, (4) yarns, and (5) trimmings, &c.
France.—Into the industrial conditions of the two leading rivals of England we have entered in some detail; the state of affairs in the rest of the world must be dealt with more briefly. Of France more ought to be said than we can find place for, though in respect of the magnitude of her cotton industry, as measured by the quantity of spindles, she stands now not fourth, but fifth, Russia taking precedence. But the work of the French is incomparably superior to anything that is turned out from Russia. France suffered a severe blow when the industry of Alsace and Lorraine was lost to Germany, but the inexhaustible originality of French design will always secure for her goods a place in the first rank. As regards artistic results France leads, but the real cost of her spinning and weaving cannot approach in lowness that of Lancashire. After costly strikes the French workmen have succeeded in shortening their hours to ten and a half a day; and here it may be remarked that the International Association of Textile Operatives tends to equate continental industrial conditions to those of England. The French industry has been fostered by tariffs. When the Board of Trade calculation was made, French tariffs were found to bear upon British cotton goods with about the same severity as those of Germany, except that the former treated more hardly yarns and cotton thread for sewing. French protectionism has kept down her exports; such as they are the majority proceed now to her colonies. Normandy, the north and east, in order, are the chief seats of the industry. In Normandy the leading city is Rouen, and Darnétal, Maromme, Sotteville, Havre, Yvetot, Dieppe, Évreux, Gisors, Falaise and Flers are important places. The north contains the important towns of Lille, Tourcoing, Roubaix, St Quentin, Amiens and Hellemmes. The Vosges is the chief district of the east, and the leading towns are Epinal, St Dié, Remiremont, Senones, Val d’Ajol, Cornimont and La Bresse. The following towns which are not included in any of the districts mentioned above are also noteworthy:—Troyes, Nantes, Cholet, Laval, Tarare, Roanne, Thizy and Villefranche upon the Saône. Cotton arrives at Havre and Marseilles; at the latter chiefly the product of Egypt and the East. Havre used to be the most important cotton port in continental Europe, but to-day more spindles are fed from Bremen than from Havre. France’s consumption of cotton annually in the period 1899-1903 was 215,000 metric tons.
Russia.—Power-spinning was carried into Russia by Ludwig Knoop, who had learnt the trade in Manchester, and to his efforts its early success was due. The growth, largely the result of very heavy protectionism—according to the Board of Trade report, from 50 to more than 100% more severe than that of Germany,—has been rapid, as the following table bears witness:—
Average yearly Importation of Cotton wool and Yarn into Russia.
| Raw Cotton in thousand tons. | Cotton Yarn in thousand tons. | |
| 1824-1826 | .9 | 5.4 |
| 1836-1838 | 4.6 | 10.1 |
| 1842-1844 | 8.4 | 9.5 |
| 1848-1850 | 21.4 | 4.5 |
| 1889-1891 | 117.4 | 3.4 |
| 1899-1903 | 180.0 | 2.9 |
Table showing approximately the Growth of Spindles and Looms in Russia.
| Spindles. | Looms. | |
| 1857 | 1,000,000 | · · |
| 1877 | · · | 55,000 |
| 1887 | 4,000,000 | 85,000 |
| 1900 | 6,000,000 | 146,000 |
| 1909 | 7,800,000 | · · |
The chief districts were the following in 1900:—
| Government. | Factories. | Spindles (in thousands). | Looms (in thousands). |
| Moscow | 56 | 1295 | 33 |
| Vladimir | 67 | 1224 | 42 |
| Piotrkov | 25 | 745 | 20 |
| St Petersburg | 24 | 1074 | 11 |
| Jaroslaw | 4 | 347 | 2 |
| Kostroma | 25 | 274 | 20 |
| Tver | 6 | 348 | 9 |
| Esthonia | 1 | 440 | 2 |
| Ryazan | 4 | 146 | 3 |
| Elsewhere | 15 | 198 | 4 |
| Total | 227 | 6091 | 146 |
Fine spinning has been attempted only recently. Generally speaking 70’s used to be the upper limit, but now counts up to 140’s are tried, though the bulk of the output is coarse yarn. The inefficiency of the labour was made abundantly plain by Dr Schulze-Gaevernitz in his economic study of Russia, and conditions have not greatly altered for the better since. Roughly, 170,000 operatives worked 6,000,000 spindles in 1900, which means 35 spindles per head as compared with more than 100 in Saxony and more than 200 in England. In weaving the ratio of operatives to machinery worked out at about one loom to each weaver, which is comparatively much less unfavourable to Russia. The proportion in Saxony is about the same, but in England the average approaches two looms to a weaver. The speed of machinery cannot be compared, and we must remember that the above contrasts are rough only, and made without regard to differences of product. Russia is encouraging the growth of cotton at home. It is of very inferior quality, but 100,000 tons from the provinces of central Asia and Trans-Caucasia were used in 1900: her imports in the same year were about 170,000 tons.
Switzerland.—Swiss spindles advanced until the early “’seventies,” but a decline followed. Details are:—
| 1830 | 400,000 |
| 1850 | 950,000 |
| 1876 | 1,854,000 |
| 1883 | 1,809,000 |
| 1898 | 1,704,000 |
| 1909 (estimated) | 1,500,000 |
The falling off is occasioned mainly by (a) the developing industrialism of the rest of Europe, notably Germany, and (b) the diminishing importance of the natural advantage of water-power with the 299 improvement of steam-engines. Swiss yarns have been kept out of continental markets in the interests of home spinning. Now fancy cotton goods, laces and trimmings are the leading specialities of the Swiss textile workers. About half the Swiss spindles are in the canton of Zürich, between a quarter and a third in Glarus, about the same in St Gall and 9% in Aargau. Figures show that the average size of the Swiss mill is small. The average spindles to a mill were 22,000, and very few mills held more than 50,000 spindles. Some 9000 of the power-looms are in Zürich, some 4500 in Glarus and 4000 in St Gall. Wald in the south-east of the canton of Zürich is an important centre of the muslin manufacture.
Austria.—Austria contains about 4,200,000 spindles and more yarn is consumed than it produces, as on balance there is an excess of imports of yarn. Bohemia, lower Austria, Tirol and Vorarlberg account for the mass of Austrian spinning. The following details relating to these districts recently are of interest:—
| Mills. | Spindles. | Average spindles to a mill. | |
| Bohemia | 82 | 1,870,000 | 22,800 |
| Lower Austria | 23 | 460,000 | 20,000 |
| Tirol and Vorarlberg | 20 | 435,000 | 21,700 |
Reichenberg and the surrounding district is the chief manufacturing place: here are more than 80,000 looms, nearly a half of which are hand-looms.
Italy.—Recent industrial growth in Italy is remarkable: statistics of spindles since 1870 are as follows, but the percentage of error is probably high:—
| 1870 | 500,000 |
| 1888 | 900,000 |
| 1898 | 2,100,000 |
| 1909 | 4,000,000 |
The distribution of spindles is roughly as follows:—
| Lombardy | 1,850,000 |
| Piedmont | 1,000,000 |
| Venetia | 550,000 |
| Campania | 250,000 |
| Liguria | 250,000 |
| Tuscany | 100,000 |
The distribution of spindles and power-looms in the chief manufacturing towns in Italy is shown in the following table:—
| Spindles. | Spindles. | ||
| Turin | 470,000 | Genoa | 210,000 |
| Bergamo | 450,000 | Salerno | 150,000 |
| Como | 250,000 | Brescia | 310,000 |
| Milan | 660,000 | Naples | 100,000 |
| Novara | 410,000 | Udine | 240,000 |
| Power- | Power- | ||
| Looms. | Looms. | ||
| Milan | 40,000 | Pisa | 2,500 |
| Turin | 22,000 | Como | 6,000 |
| Novara | 13,000 | Bergamo | 13,000 |
| Genoa | 6,000 | Udine | 3,500 |
The district between Milan and Lago Maggiore contains numerous villages devoted to the cotton industry. Many of the factories in the province of Bergamo are situated in the Valle Seriana, which is endowed with abundant water-power. In this district coarse and medium yarns and grey cloth are the chief products. In the province of Milan there are several small towns, notably Gallarate, Busto Arsizio and Monza, in which the manufacture of coloured and fancy goods is extensively carried on. The finest spinning in Italy is done in Turin. The coarsest spinning is done in Venetia.
The Netherlands.—In 1805 the cotton industry was reintroduced into the Netherlands from England in its factory form. Seventeen mules bearing 16,000 spindles are said to have been smuggled across the channel, while forty Englishmen were enticed over to work them, in spite of English legal prohibitions. Liévin Bauwens was the prime mover of the achievement. Expansion rapidly followed, and in 1892 Belgian spindles numbered nearly a million. Since then a decline has set in. Ghent, with about 600,000 spindles, is the only really important place: no other place has as many as 50,000. Holland possesses about 417,000 spindles: the leading district is Twente and the leading town Enschede; Twente contains also about 20,000 power-looms. Rotterdam is the chief cotton port; Amsterdam, always a far-away second, has lost place still further of late.
Spain and Portugal.—The greatness of Spain in the cotton industry lies buried in the remote past, but of late she has awakened somewhat, with the result that her spindles now number about 1,853,000. Catalonia is the chief province where the industry is carried on, and Barcelona surpasses all other centres. Portugal possesses nearly half a million spindles (the bulk in Lisbon and Oporto), many of which have appeared since 1894.
The Rest of Europe.—Of Sweden, Norway, Denmark, Greece and Macedonia no special mention need be made, nor of other parts where the cotton industry may just exist. It may be mentioned here that among the scattered rural populations of many parts of the continent, even in such advanced countries as France and Germany, hand-looms are still to be found in large numbers.
India.—The hand-cotton-industry has been carried on in India since the earliest times, and for many years English fabrics were protected against the all-cottons of India. Soon after the introduction of spinning by rollers, English all-cottons began to rival the Indian in quality as well as in cost. A large export trade to India has grown up, but Indian hand-loom weavers still ply their craft. In 1851 power-spinning was started, and by 1876 there were in India 1,000,000 spindles. Since then they have nearly reached six millions and importations of yarn have been significantly affected. The growth of Indian power-spinning, which is almost entirely of the ring variety, was attributed by some to the depreciation of the rupee after 1873, but the fall in the value of the rupee was stopped in 1893 and the competition continued. The real explanation, no doubt, is that at the cost of Indian labour it is found cheaper to import machinery and coal than to export or cease to grow cotton and import yarn. This was the conclusion of the majority report of the committee of the Manchester Chamber of Commerce, which made an inquiry into Bombay and Lancashire spinning in 1888. Besides, as regards Indian exports to China, the remission in 1875 of the 3% export duty on yarns must be borne in mind. The efficiency of labour in India is only a small fraction of that of Lancashire operatives. Recently complaint has been made that Indian mills are being run inhumanely long hours with the same set of labour, and that child-labour is being abused, both legally and illegally—legally as regards children over fourteen who are classed as adults. The working of heavy hours began with the electric lighting of the mills; previously all shut down at sunset largely because of the cost of illumination. The outcry which has been raised is, perhaps, sufficient guarantee that the worst evils will be remedied. Indian spinning, it must be remembered, is still very coarse as a rule, though some fine work is attempted and the average of counts spun is rising. Though there are about a ninth as many spindles in India as in the United Kingdom, there are only about one-fifteenth as many power-looms, 46,400 in all, to which figure they rose between 1891 and 1904 from 24,700. The reason for the paucity of power-looms is probably two-fold, (1) the low cost of production of Lancashire weavers, and (2) the habit of hand-loom weaving which is fixed in the Indian people. A rapid increase of power-looms is, however, observable. The hand-loom industry is gigantic, particularly in the Madras Presidency and the Central Provinces; in the latter district alone there were estimated to be 150,000 hand-looms in 1883. The following details relating to the Indian cotton industry are supplied officially:—
Cotton Mills in India, including Mills in Native States and French India.
| Mills. | 1897-1898. | 1903-1904. |
| Mills (number) | 164 | 204 |
| Capital (thousand £s) | 648 | 1,067 |
| Looms (number) | 36,946 | 46,421 |
| Spindles (thousands) | 4,219 | 5,213 |
| Persons employed (daily average) | 148,753 | 186,271 |
| Yarn produced:— | ||
| Counts (1 to 20 thousand ℔) | 400,384 | 474,509 |
| Counts (above ” ” ”) | 62,212 | 104,250 |
| Total ℔ | 462,596 | 578,759 |
| Yarn produced:— | ||
| Bombay (thousand ℔) | 324,649 | 414,932 |
| Bengal ” ” | 44,807 | 46,487 |
| Madras ” ” | 32,516 | 28,714 |
| United Provinces (including Ajmere-Merwara) (thousand ℔) | 26,747 | 29,930 |
| Central Provinces (thousand ℔) | 18,334 | 24,549 |
| Punjab ” ” ” | 6,607 | 11,578 |
| Elsewhere ” ” ” | 8,936 | 22,569 |
| Total ℔ | 462,596 | 578,759 |
| Woven Goods:— | ||
| Grey (thousand ℔) | 83,136 | 111,494 |
| Others ” ” | 8,152 | 26,550 |
| Total ℔ | 91,288 | 138,044 |
China.—In China spinning has not met with the same success as India, and power-manufacturing has not yet obtained a sure footing. The ingrained conservatism of the Chinese temperament is no doubt a leading cause. Of the spindles in China—about 600,000 in all—from a half to three-fifths are in Shanghai. The following details 300 relating to the inception of the power-industry are quoted from a Diplomatic and Consular Report of 1905:—
“The initial experiment on modern lines was made in 1891, when a semi-official Chinese syndicate started at Shanghai—the Chinese Cotton Cloth Mill and the Chinese Cotton Spinning Company. Its originators claimed for themselves a quasi-monopoly, and prohibited outsiders who were not prepared to pay a fixed royalty for the privilege from engaging in similar undertakings. Although certain Chinese accepted this onerous condition, foreigners resented it as an undue interference with their treaty rights, and it was only when Japan, in 1895, after her war with China, inserted in the treaty of Shimonoseki an article providing for the freedom of Japanese subjects to engage in all kinds of manufacturing industries in the open ports of China, and permitting them to import machinery for such purposes, that outsiders were afforded an opportunity of exploiting the rich field for commercial development thereby thrown open. Accordingly, so soon as the Japanese treaty came into force no time was lost in turning this particular clause to account, and the erection of no less than 11 mills—Chinese and foreign—was taken in hand. At that time the pioneer mill, which was burnt to the ground in October 1893, but subsequently rebuilt, and other Chinese-owned mills were together working some 120,000 spindles and 850 looms.”
By 1905 the mills increased to 17, the spindles to 620,000 and the looms to 2250, but there is little inclination to expansion. Yarns for the hand-looms are obtained primarily from India and secondarily from Japan. The following are the recent figures relating to imported yarns:—
In million ℔
| 1898. | 1899. | 1900. | 1901. | 1902. | 1903. | |
| ℔ | ℔ | ℔ | ℔ | ℔ | ℔ | |
| British | 9.1 | 7.8 | 4.1 | 7.0 | 4.3 | 2.2 |
| Indian | 186.7 | 254.2 | 131.5 | 228.9 | 251.6 | 250.8 |
| Japanese | 64.7 | 104.0 | 62.9 | 66.4 | 69.7 | 110.9 |
| Hong-Kong | · · | · · | · · | .7 | .8 | 1.2 |
| Tongkinese | · · | · · | · · | · · | · · | .01 |
| Total | 260.5 | 366.0 | 198.5 | 303.0 | 326.4 | 365.1 |
Japan.—If in China the factory cotton industry reveals no prospects as yet of a great future, the same cannot be said of Japan.
The chief centres of spinning with their outputs in value of yarn for a year at the beginning of the 20th century are stated beneath:
| Thousands. | Thousands. | ||
| £ s. | £ s. | ||
| Osaka | 1226.5 | Nara | 111.5 |
| Hyogo | 495.5 | Hiroshima | 91.3 |
| Okayama | 374.4 | Kyoto | 82.2 |
| Miye | 238.1 | Wakayama | 79.2 |
| Tokyo | 227.9 | Ehime | 70.5 |
| Aichi | 224.3 | Kajawa | 36.4 |
| Fukuoka | 168.1 |
The following table gives other valuable information:—
| Year | Gross Amount of Capital invested. |
Average Number of Spindles used daily. |
Quantity of Raw and Ginned Cotton demanded. |
Total Production of Cotton Yarn. |
Average Number of Male Operatives daily employed. |
Average Number of Female Operatives daily employed. |
Annual Working Days. |
Daily Working Hours. |
Average Daily Wage of Male Operatives |
Average Daily Wage of Female Operatives |
| 1892-1894 | 1123 | 420 | 112.9 | 97.9 | 6,916 | 21,695 | 290 | 22 | 4d. to 4¼d. | 2d. to 2¼d. |
| 1900-1902 | 3569 | 1209 | 335.3 | 288.0 | 13,373 | 50,271 | 312 | 19 | 7½d. | 4½d. to 5d. |
| 1903 | 3441 | 1290 | 375.5 | 322.7 | 13,160 | 57,166 | 308 | 20 | 7½d. to 8d. | 4½d. to 5d. |
| 1904 | 3470 | 1306 | 332.1 | 285.9 | 10,967 | 52,115 | 309 | 20 | 8d. | 5d. |
With amazing adaptability the Japanese have assumed the methods of Western civilization as a whole. But hand-weaving more than holds its own, and power-weaving has as yet met with little success. The custom already mentioned as a cause of the continued triumph of the hand-loom in India and China is strong also in Japan, and the economy of the factory system is greater relatively in spinning than in manufacturing. In Japan it is ring-spinning which prevails: 95% of the spindles are on ring-frames. Ring-spinning entails less skill on the part of the operative, and ring-yarn is quite satisfactory for the sort of fabrics used most largely in the Far East. The counts produced are low as a rule. Generally mills run day and night with double shifts, and the system seems to pay, though night-work is found to be less economical than day-work there as elsewhere. More operatives are placed on a given quantity of machinery in Japan than in Lancashire—possibly more “labour” as well as more operatives, because labour as well as operatives may be cheaper. On the same work the output per spindle per hour is less in Japan than in England, even when day-shifts only are taken into account. Japanese work has been severely criticized, but the recency of the introduction of the cotton industry must not be forgotten.
Bibliography.—The literature relating to the cotton industry is enormous. The most complete bibliographies will be found in Chapman’s Lancashire Cotton Industry (where short descriptions of the several works included, which relate only to the United Kingdom, are given); Hammond’s Cotton Culture and Trade; and Oppel’s Die Baumwolle. The list of books set forth here must be select only.
The development of the English industry can be traced through the following:—Aikin, A Description of the Country from Thirty to Forty Miles round Manchester (1795); Andrew, Fifty Years’ Cotton Trade (1887); Baines, History of the Cotton Manufacture in Great Britain (1835); Banks, A Short Sketch of the Cotton Trade of Preston for the last Sixty-Seven Years (1888); Butterworth, Historical Sketches of Oldham (1847 or 1848); Butterworth, An Historical Account of the Towns of Ashton-under-Lyne, Stalybridge and Dukinfield (1842); Chapman, The Lancashire Cotton Industry (1904); Cleland, Description of the City of Glasgow (1840); A Complete History of the Cotton Trade, &c., by a person concerned in trade (1823); Ellison, The Cotton Trade of Great Britain including a History of the Liverpool Cotton Market and of the Liverpool Cotton Brokers’ Association (1886); Léon Faucher, Études sur Angleterre (1845); French, The Life and Times of Samuel Crompton (1859); Guest, A Compendious History of the Cotton-manufacture, with a Disproval of the Claim of Sir Richard Arkwright to the Invention of its Ingenious Machinery (1823); Guest, The British Cotton Manufacture and a Reply to the Article on Spinning Machinery, contained in a recent Number of the Edinburgh Review (1828); Helm, Chapters in the History of the Manchester Chamber of Commerce (1902); Kennedy, Miscellaneous Papers on Subjects connected with the Manufactures of Lancashire (1849); Ogden, A Description of Manchester ... with a Succinct History of its former original Manufactories, and their Gradual Advancement to the Present State of Perfection at which they are arrived, by a Native of the Town (1783); Radcliffe, Origin of the New System of Manufacture, commonly called “Power-Loom Weaving” and the Purposes for which this System was invented and brought into use, fully explained in a Narrative concerning William Radcliffe’s Struggles through Life to remove the Cause which has brought this Country to its Present Crisis (1828); Rees’ Cyclopaedia, articles on Cotton (1808), Spinning (1816) and Weaving (1818); Ure, The Cotton Manufacture of Great Britain, investigated and illustrated, with an Introductory View of its Comparative State in Foreign Countries (2 vols.); Ure, The Philosophy of Manufacture; or An Exposition of the Scientific, Moral and Commercial Economy of the Factory System of Great Britain (1835); Watts, Facts of the Cotton Famine (1866); Wheeler, Manchester: its Political, Social and Commercial History, Ancient and Modern (1836).
In addition there are many short papers in the Manchester public library. Much valuable information may be obtained from parliamentary papers; a list of relevant ones is printed as an appendix to Chapman’s Lancashire Cotton Industry, but it is too lengthy to repeat here. The most important are the reports relating to the hand-loom weavers, those on the employment of children in factories (of which a list will be found in Hutching and Harrison’s History of the Factory Legislation), and the state of trade and the annual reports of the factory inspectors. On labour questions there is a list of authorities in Chapman’s Lancashire Cotton Industry and also of parliamentary papers containing useful material. Printed copies of the “Wages Lists” are issued by the trade unions. The Factory Acts are dealt with in Hutchins and Harrison’s History, mentioned above, as well as the literature relating to them; while the handbooks by Redgrave and by Abraham and Davies are specially useful.
On the industry abroad the following are the fullest authorities:—Besso, The Cotton Industry in Switzerland, Vorarlberg and Italy (1910) (a report made as a Gartside Scholar of the University of Manchester); Chapman’s Cotton Industry and Trade (1905); Hammond, The Cotton Industry; Hasbach’s article, “Zur Characteristik der englischen Industrie,” in Schmollers Jahrbuch, vol. ii. (1903); Leconte, Le Coton; Lochmüller, Zur Entwicklung der Baumwollindustrie in Deutschland (1906); Montgomery, The Cotton Manufacture of the United States of America contrasted and compared with that of Great Britain (1840); Oppel, Die Baumwolle (1902); Schulze-Gaevernitz, Der Grossbetrieb: ein wirtschaftlicher und socialer Fortschritt: eine Studie auf dem Gebiete der Baumwollindustrie (1892; translated as The Cotton Trade in England and on the Continent); T. M. Young, 301 American Cotton Industry (1902); Uttley, Cotton Spinning and Manufacturing in the United States of North America (1905; a report of a tour as Gartside scholar of the university of Manchester); and the Gartside reports on the cotton industries of France and Germany by Forrester and Dehn respectively. Information will also be found in Diplomatic and Consular Reports, and fragments may be gathered from other books such as G. Drage’s Russian Affairs, Dyer’s Dai Nippon, and Huber’s Deutschland als Industriestaat. Japan has published since 1901 a very full financial and economical annual, and the British government issues annually a good statistical abstract for India. The American census contains much detailed information, and there are, in addition to the statistics issued by the Federal government, those of Massachusetts, the Bureau of Statistics of which has also reported the results of an investigation into the industry in the Southern states. Among official matter the semi-official Bombay and Lancashire cotton spinning inquiry of the Manchester Chamber of Commerce may be included. The census of production of the United Kingdom must be mentioned, and the reports of the International Congresses of Cotton Spinners and Manufacturers. As to labour, see the reports of the International Textile Congresses.
The periodical literature is of good quality and much of it is filed in the Patent Office library. We may notice particularly the Cotton Factory Times; Textile Journal; Textile Manufacturer; Textile Mercury; Textile Recorder; Textile World Record (American); Der Leipzige Monatsschrift für Textilindustrie; and the French Textile Journal. Shepperson’s Cotton Facts is an annual which relates chiefly, though not entirely, to raw cotton, as does also Cotton, the periodical of the Manchester Cotton Association. For technical works we may refer here to the well-known treatises of Brooks, Guest, Marsden, Nasmith and Walmsley, and to Johannsen’s ponderous two-volumed Handbuch der Baumwollspinnerei, Rohweissweberei und Fabrikanlagen.
1 See the extract from the books of Bolton Abbey, given by Baines (p. 96) and dated 1298.
2 Vol. ii. p. 206; Baines, pp. 96-97.
3 Baines, pp. 93 and 94.
4 Lancashire and Cheshire Record Society, vol. ii.
5 State Papers, Domestic, lix. 5. See W. H. Price, Quar. Jour. Econ., vol. xx.
6 London Guildhall Library, vol. Beta, Petitions and Parliamentary Matters (1620-1621), No. 16 (old No. 25).
7 The act referred to is 33 Henry VIII. c. xv., already mentioned.
8 Cunningham, Growth of English Industry and Commerce (1903), vol. ii. p. 623.
9 Original edition, pp. 32, 33.
10 Aikin’s Description of the Country from Thirty to Forty Miles round Manchester, p. 154.
11 Tour, vol. iii. p. 219.
12 For instance Radcliffe p. 61. Ogden (author of A Description of Manchester, &c., published in 1783), if Aikin’s “accurate and well-informed enquirer” by Ogden, says that the period of rapid extension of the cotton industry began about 1770. See also Butterworth’s History of Oldham and the passage quoted below in the text.
13 Account of Society for Promotion of Industry in Lindsey (1789), Brit. Mus. 103, L. 56. Quoted from Cunningham’s English Industry and Commerce, vol. ii. p. 452, n. ed., 1892.
14 In 1838 the only other county with more than 1000 was Gloucester with 1500. 217,000 of the 219,100 operatives in England and Wales were employed in the counties enumerated. Of the 2000 operatives whose location is not given, about 1000 worked in Flintshire.
15 W. Radcliffe’s Origin of the New System of Manufacturing, p. 59.
16 The term “fustian” had originally been used to designate certain woollen or worsted goods made at Norwich and in Scotland. A reference to Norwich fustians of as early a date as the 14th century is quoted by Baines.
17 E. Butterworth’s History of Oldham, p. 101.
18 Parliamentary Reports, &c. (1826-1827), v. p. 5. See for even later examples Gardner’s evidence to the committee on hand-loom weavers in 1835.
19 This is illustrated in one of the plates to Guest’s History of the Cotton Manufacture.
20 Chapman’s Lancashire Cotton Industry, pp. 15 and 16.
21 Page 167.
22 Mrs Crompton, wife of Samuel Crompton, we are told, used to employ her son George shortly after he could walk, as a “dolly-peg” to tread the cotton in the soapy water in which it was placed for washing. See French’s Life of Crompton, pp. 58-59 (3rd ed.). Rowbotham in his diary gives two accounts of fires which were caused by carelessness in drying cotton.
23 On the difference between the two machines see Baines’s History, p. 138 et seq.
24 Baines p. 183.
25 Baines’s History of the Cotton Manufacture, p. 86 n.
26 These figures are quoted from a pamphlet published in 1788 entitled “An Important Crisis in the Calico and Muslin Manufactory in Great Britain explained.” Many of the estimates given in this pamphlet are worthless, but there seems no reason why the figures quoted here should not be at least approximately correct.
27 See article on Cotton-spinning Machinery.
28 Hargreaves’ claim to this invention has been disputed, but no satisfactory evidence has been brought forward to disprove his claim. Hargreaves was a carpenter and weaver of Stand-hill near Blackburn, and died in 1778.
29 See Chapman’s Lancashire Cotton Industry, pp. 59 et seq.
30 See Baines p. 207.
31 “Counts” are determined by the number of hanks to the lb. A hank is 840 yds. The origin of the hank of 840 yds. is probably that spinners used a winding-reel of 1½ yds. in circumference, so that 80 threads (one “lea” or “rap” according to old phraseology) would contain 120 yds., and seven leas (i.e. a hank) would contain 840 yds. A hank of seven leas was the common measure in the woollen industry, in which the reels were 1 yd. or 2 yds. in circumference. For details see an article on the subject in the Textile World Record, vol. xxxi. No. 1.
32 The author of the memoir of Crompton (see bibliography).
33 Specification 257.
34 For further analysis of the arguments current see Chapman’s Lancashire Cotton Industry, pp. 66 et seq.
35 Also in the 17th century a John Barkstead was granted a patent for a method of manufacturing cotton goods, but the method is not described. 1691, Specification 276.
36 In the parliamentary reports (1840), xxiv. p. 611, the invention of the swivel-loom is claimed for a “Van Anson.” It is a plausible supposition that by “Van Anson” is meant Vaucanson, as he appears to have improved the swivel-loom. But he could not have been the original inventor, since in 1724 (that is, when Vaucanson was at the most fifteen years of age) they were being employed in Manchester.
37 Aikin, pp. 175-176, and Guest, p. 44. An explanation of the mechanism of the swivel-loom will be found in the Encyclopédie méthodique, manufactures, arts et métiers, pt. i. vol. ii. pp. 202, 208, and Recueil de planches, vol. vi. (1786), pp. 72-78.
38 Figures for the years above up to 1838 will be found in parliamentary reports (1840), xxiv. p. 611.
39 This is the manuscript diary of a weaver of Oldham roughly covering the period 1787 to 1830. It is now in the Oldham public library. Mr S. Andrew edited extracts from it in a series of articles in the Standard (an Oldham paper), under the title Annals of Oldham, beginning January 1, 1887.
40 Printed in British Industries. Edited by W. J. Ashley.
41 This is explained in the article Cotton: Marketing and Supply.
42 See chapter on cotton in Bowley’s Wages in the United Kingdom and table there given.
43 A detailed analysis of the whole labour question in the cotton industry will be found in Chapman’s Lancashire Cotton Industry.
44 There are other permissible arrangements, namely from 7 to 7 and from 8 to 8, but they are not used in the textile trades of Lancashire.
45 The figures for looms are based upon a number of returns and estimates. Those for spindles are taken from the highly authoritative estimates of the International Federation of Master Cotton Spinners.
46 Journal of Board of Trade, April 28th, 1904.
47 The early history of the industry in the United States is summarized in one of the official bulletins of the state of Massachusetts, dated 1798. See W. R. Bagnall, Textile Industries of the U. S. (1893).
48 See also the official report of J. P. Harris-Gastrell in 1873.
49 Quoted by Schulze-Gaevernitz.
50 Memorandum on British and foreign trade and industrial conditions.
51 The method of calculating these percentages is discussed in the blue-book mentioned.
52 Upon the above see Uttley’s report.
53 The figures are those quoted by Mr T. M. Young and relate to the year 1902.
54 See e.g. some passages upon this point in Uttley’s report.
55 For an account of the numerous types of automatic looms see the article on Weaving: § Machinery.
56 Of which special mention may be made of Uttley’s report as a Gartside scholar of the university of Manchester, already referred to, and Pidgin’s report for the Massachusetts Bureau of Labour Statistics.
57 Textile Recorder, August 15th, 1905.
58 Young’s American Cotton Industry, p. 13.
59 Uttley’s report, p. 4.
60 Similar formulae have been used above, where a fuller explanation is given.
61 Deutschland als Industriestaat.
COTTON-SPINNING MACHINERY. The earliest inventors of spinning machinery (see Spinning) directed their energies chiefly to the improvement of the final stage of the operation, but no sooner were these machines put to practical use than it became apparent that success depended upon mechanically conducting the operations preliminary to spinning. Later inventors were, therefore, called upon not only to improve the inventions of their predecessors, but to devise machinery for preparing the fibres to be spun. Arkwright quickly perceived the importance of this aspect of the problem, and he devoted even more energy to it than to the invention with which his name is more intimately associated. But, given a complete series of machines for preparing and spinning, the cotton industry (see Cotton Manufacture) must have remained unprogressive without the co-operation of cotton growers, for by the then existing methods of separating cotton lint from seed it would have been impossible to provide an adequate supply of raw material. By inventing the saw gin, Eli Whitney, an American, in the year 1792, did for cotton planters what Paul, Arkwright, Crompton, Cartwright, Watt and others did for textile manufacturers, for he provided them with the means for increasing their output almost indefinitely.
Plate I.
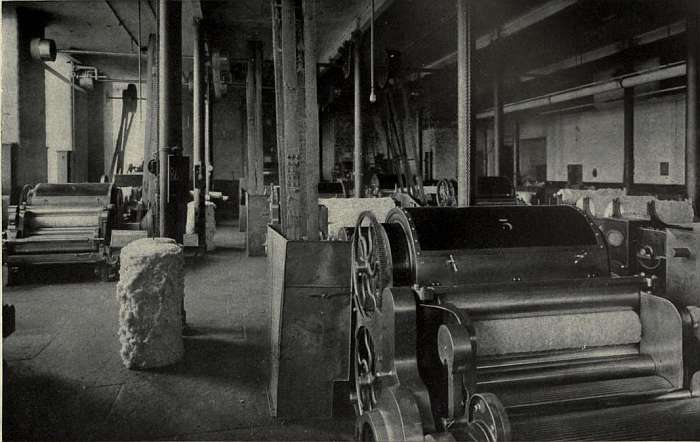 |
| Fig. 10.—BLOWING ROOM. |
 |
| Fig. 11.—CARDING ROOM. (From Photographs taken in a Manchester Fine Cotton-spinning Mill, by R. Banks.) |
Plate II.
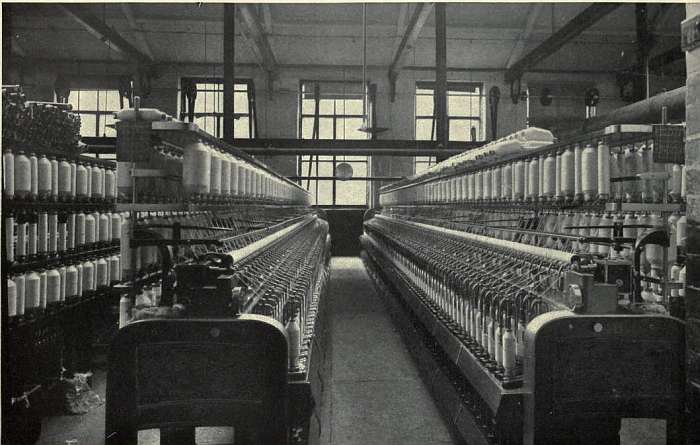 |
| Fig. 12.—JACK-FRAME ROOM. |
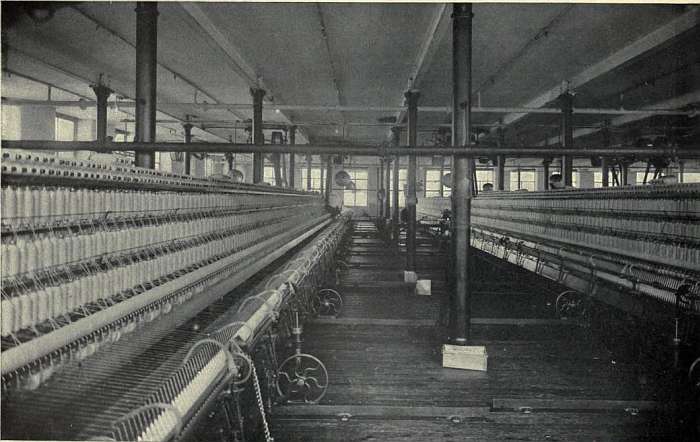 |
| Fig. 13.—SPINNING-ROOM. (From Photographs taken in a Manchester Fine Cotton-spinning Mill, by R. Banks.) |
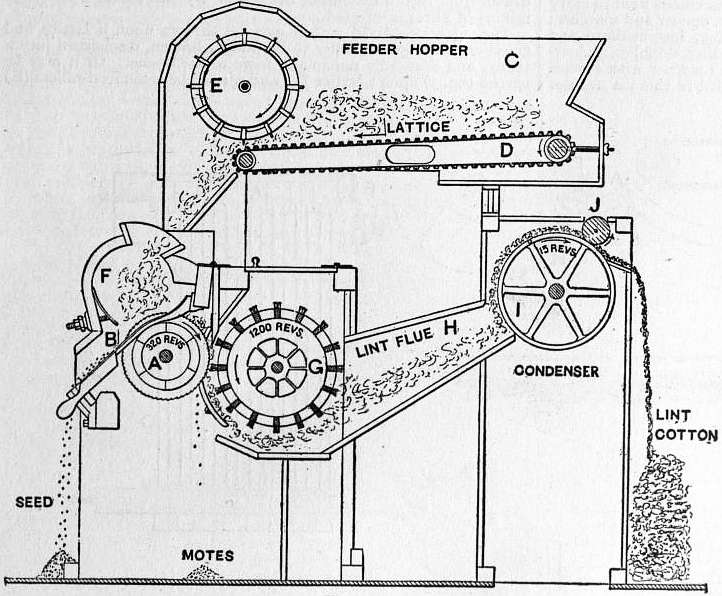 |
| Fig. 1. |
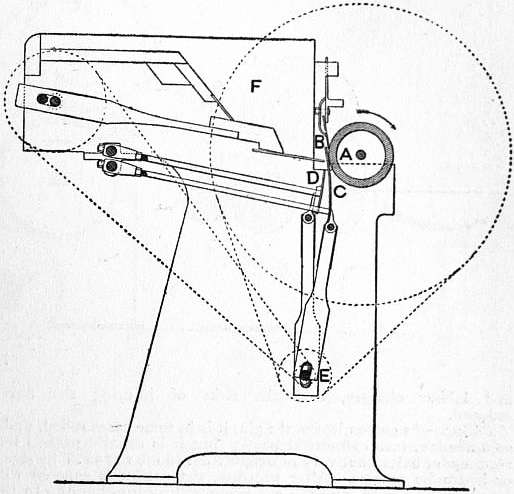 |
| Fig. 2. |
Cotton-ginning is the process by which cotton seeds are separated from the adhering fibres. The most primitive machine employed in India and China for this purpose is the churka, which consists of two wooden rollers fixed in a frame and revolving in contact. Seed cotton is fed into these rollers and the fibres pass forward but the seeds remain behind. It is a device which does not injure the fibres, but no improvement has been found by which the churka can be converted into a sufficiently productive machine for modern requirements. In a modified form Whitney’s saw gin is still used to clean a large portion of the annual crop of short and medium stapled cottons. It consists of from 60 to 70 saws (A, fig. 1), which are mounted upon a shaft and revolve between the interstices of an iron grid (B); against this grid the seed cotton is held whilst the fibres are drawn through, the seeds being left behind. The operation is as follows:—seed cotton is fed into the hopper (C), and conveyed by a lattice (D) to a spiked roller (E), which regulates the supply to the hopper (F). Whilst in (F) the cotton is engaged by the teeth of the saws (A), and drawn through the grid (B), but the bars are too close to permit the seeds to pass. A brush (G) strips the cotton lint from the saws, after which it is drawn through a flue (H) to the surface of a perforated roller (I) by pneumatic action; it then passes between (I) and (J) out of the machine. The Macarthy gin is the only other type in extensive use; it is employed to clean both long and short stapled cottons. In this gin the fibres are drawn by a leather-covered roller (A, fig. 2) over the edge of a stationary blade (B) called a doctor, which is fixed tangential to the roller. Two cranks (E) move two other blades (C, D) up and down immediately behind, and parallel to, the fixed blade (B). The cotton is thrown into the hopper (F) and the fibres are drawn by the roller (A) until the seeds are against the edge of the doctor (B), when the beaters (C, D) strike them off, but permit the fibres to go forward with the roller. Attempts continue to be made so to improve both machines, that production may be increased, 302 and labour charges, and the risks of injuring the fibres, reduced.
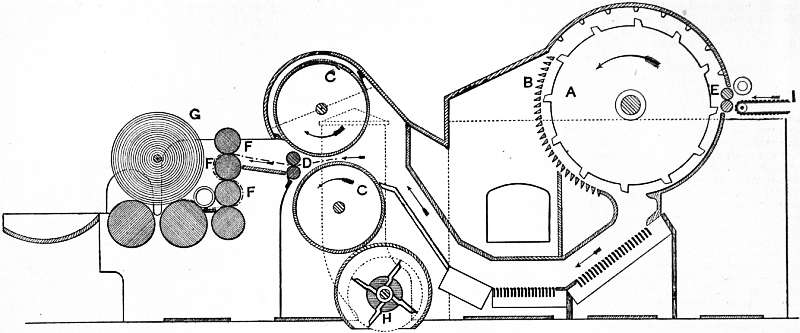 |
| Fig. 3. |
Baling.—As cotton leaves the gin, it is in some cases rolled, under compression, into cylindrical bales; but it is usually packed into rectangular bales, that vary in weight from 160 ℔ to 750 ℔, by steam or hydraulic presses. After pressing, the cotton is covered with coarse jute bagging, and the whole secured by iron bands. In this form it arrives at the spinning mills.
In the mill treatment of cotton it soon became an established practice to divide the work into the following operations, namely (1) Mixing the fibres into a homogeneous mass; (2) removing impurities; (3) combing out entanglements in, and ranging the fibres in parallel lines; (4) simultaneous combination and attenuation of groups of parallel fibres; (5) completing the combination and attenuation, and twisting the fibres into a thread; (6) compounding, finishing and making-up of threads. These remain the essential conditions of cotton-spinning. The principal machines used to carry out the foregoing stages are: The bale breaker, opener and scutcher; the card and comber; the drawing, slubbing, intermediate and roving frames; ring and mule spinning; winding, doubling; clearing and gassing the reel, and bundling press, together with several auxiliary machines. All the operations included in this list are not necessarily employed in the production of all kinds of yarn; low counts require fewer, and high counts more processes.
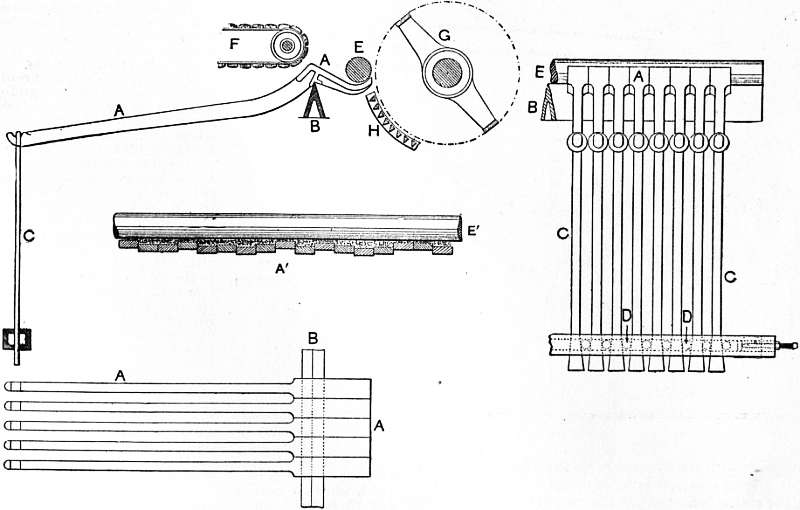 |
| Fig. 4. |
A bale breaker is used to disentangle fibres which have been, by hydraulic or steam presses, converted into hard masses that resist manual efforts to disentangle them. It may consist of three pairs of spiked and one pair of fluted rollers. If so, the matted cotton is fed into the first pair, seized by the second pair, which have a higher surface velocity, and pulled, while the third pair reduce the whole to a more or less fluffy mass, and the fluted rollers deliver it upon a travelling lattice by which it is conveyed to, and deposited upon, the floor of the mixing room. Instead of rollers, a hopper breaker may be used. In this machine the cotton is carried by a horizontal lattice into contact with a sloping spiked one, whose spikes tear away small tufts and deposit them upon a second lattice for removal to the mixing room. A stack of pulled cotton is formed by superposing thin layers from different bales, and when completed the cotton is drawn from top to bottom of the stack. By this means a thorough mixing of fibres is effected.
The Opener.—Mixed cotton may be thrown upon a lattice and conveyed to a spiked roller to be pulled, beaten, discharged into a trunk, and drawn by pneumatic force to the opener. Or it may be spread (fig. 3) upon a lattice (I), and carried between feed-rollers (E) 303 to be subjected to the action of a beater (A) whose teeth first seize tufts of cotton and then fling them upon a grid (B), to be subsequently seized by other teeth and again flung off until dirt and other impurities pass between the grating. The beater may be cylindrical (as at A) or in the form of a truncated cone: in either event, from four to twelve rows of teeth project from its surface. It is from 18 in. to upwards of 36 in. in diameter, approximately 40 in. wide, and the largest cylindrical beaters make from 300 to 700 revolutions; whilst conical beaters make about 1000, and small ones make from 1000 to 1500 revolutions per minute. The opened cotton is carried, in the direction indicated by the arrows, upon a strong blast of air which is generated by a fan (H), and this deposits it in patches upon the surfaces of two perforated zinc or wire cylinders (C), but dust and foreign particles pass through the interstices. As these cylinders revolve towards each other the cotton passes between them in the form of a sheet to a pair of feed-rollers (D), which may again deliver it to a beater with two or three blades; if so, from this beater the cotton is next borne on an air current to, and between, a second pair of perforated cylinders. In either event, the final cages (C, C) deliver the cotton to feed-rollers (D) and they pass it to calender-rollers (F), by which it is compressed into a sheet, and finally coiled into a lap (G). Various kinds of openers have been patented, all of which differ in some important respects; for example, a hopper feed may be substituted for the trunk or the lattice feed, in which event the cotton from the mixing room is conveyed mechanically upon lattices, and deposited in a hopper affixed to an opener. In this hopper a sloping spiked lattice elevates the cotton to an evening roller, whose office is to sweep back the surplus supply from the spikes, but allow the requisite quantity to pass forward to the beater. A regular supply of cotton to an opener is of great importance, and in order to insure it a table is often formed by substituting for the lower roller (E) a series of levers (A, fig. 4) all mounted upon a fulcrum (B), and having their free arms weighted by wedge-shaped pendents (C), that are separated by bowls (D). A fluted feed-roller (E) is fixed above this table and the cotton is led over the lever but beneath the roller. If the cotton is unequally distributed, thick places will press down the levers and thin ones will permit them to rise (as at A’, E’). The rise of one pendent may be cancelled by the fall of another, but any balance of their movements is transmitted to a belt fork which governs a belt running upon a pair of inverted cones, and by this means the belt is traversed to and fro to drive the feed-roller (E) at a superior speed when the supply of cotton is insufficient, and at an inferior speed when the supply is excessive.
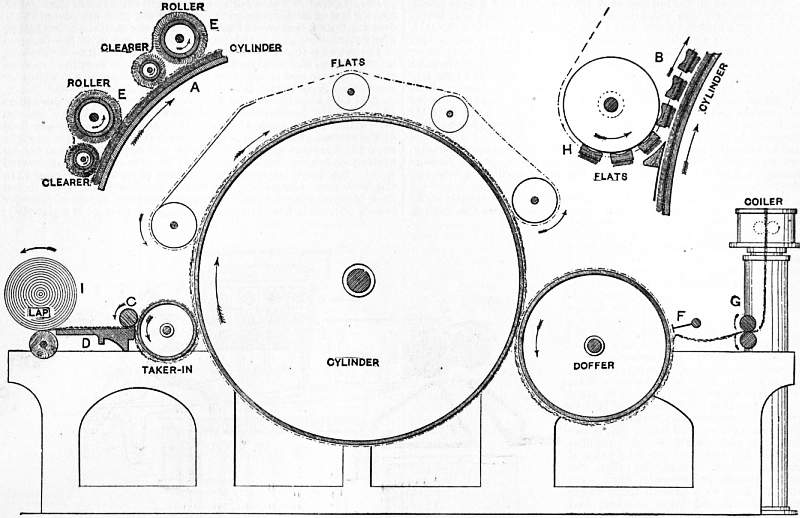 |
| Fig. 5. |
The Scutcher.—In many respects a scutcher resembles an opener; its function is to continue the cleaning and form laps of uniform weight and density for the carding engine. Occasionally the scutcher is the first cleaning machine, in which event cotton, in a loose fleece, is spread evenly upon a lattice. But in order to carry the combination of fibres one stage further, three or four opener laps are generally placed upon the feeder, so that, as the laps unroll, three or four sheets of cotton will be superposed, and in this form are passed by the lattice (F, fig. 4) and the feed-roller (E) to either one or two beaters, which are furnished with two or three blades. The beater (G) flings the cotton against the bars of a grid (H) to loosen, and cause the dirt to pass between the bars, after which the cotton is carried forward upon an air current, in the same manner as in an opener, and formed into a lap. In case two scutchers are required, the laps from the first are fed into the second, where they are similarly treated; in both machines the lever and pendent mechanism furnishes the means by which uniformity is attained. A beater may consist of a straight, smooth blade (as at G), or of a blade provided with stout teeth; in the latter event the operation resembles combing rather than beating. Two-bladed beaters revolve from 1200 to 1500 times per minute; those with three blades from 900 to 1000 times per minute.
Carding Engine.—The functions of a card (see Carding) are: to place the fibres parallel; to remove remaining impurities and immature fibres; and to form mature fibres into a porous band, called a sliver. A carding engine consists of three cylinders which are covered with cards; the first, or taker-in (see fig. 5), is the smallest; the second and largest is the main cylinder; and the third is the doffer. If the main cylinder is surmounted with a series of small ones (as at A), the engine is called a roller and clearer card. If a series of fixed strips of card are placed above the main cylinder, the engine is known as a stationary flat card. But if the strips move forward (as at B), it is a revolving flat card. In a roller and clearer card the small cylinders (E) are also covered with cards, but their teeth are bent to oppose those on the main cylinder, and they revolve with a different velocity. The taker-in is covered with saw teeth cut in a strip of steel which is fixed in the surface of that cylinder; it receives the cotton (I) from a feed-roller (C) that turns above a smooth iron table (D) called the feed plate, and strikes out the heaviest particles of remaining dirt. In passing through the fringe of lap, the teeth comb the attached fibres but deliver the loose ones to the main cylinder. The latter carries them into contact with the teeth on the rollers (E), by whose lower surface velocity combing is again effected. Short fibres become fixed amongst the teeth of (A) and (E), but those lying crosswise are transferred from (A) to (E) and from (E) to the clearer, which again presents them to the cylinder.
When long fibres are turned to point in the direction of rotation they advance upon the cylinder A to the doffer teeth, where the 304 scattered fibres on the surface of A are collected into a light fleece. In this condition they are stripped by a vibrating comb (F), drawn together by a funnel, formed into a sliver, and deposited in a can (G). This machine is now chiefly used to card waste and low-class cotton. If such a card is made with two main cylinders, a connecting cylinder called a tummer collects the fibres from the first and passes them on to a second main cylinder, where they are again treated as already described. In a stationary flat card the teeth in the flats are bent to oppose those on the main cylinder, and by this means the fibres are combed and straightened. In a revolving flat card the flats (H) are formed into an endless chain, and they travel slowly in the same direction as the cylinder. In other respects both flat cards are similar to a roller and clearer card. Formerly double carding, namely, two passages of the fibres through separate cards, or one passage through a double card, was general, but single carding is now employed for most purposes.
Combing.—For counts from 60s upward, and for exceptionally good yarn of lower counts, from 14 to 20 cans from the carding engine are taken to a sliver lap machine where the slivers are drawn alongside each other, passed between three pairs of drawing rollers and two pairs of calender rollers, and formed into laps that vary in width from 7½ in. to 12 in. This machine is provided with mechanical devices for stopping it on the failure of a sliver, and on the completion of a predetermined length of lap. When the sliver lap machine furnishes laps for the comber, the slivers are previously put through one head of drawing, namely, between four lines of drawing rollers, to straighten out the fibres. The more general practice is to pass sliver laps to a ribbon lap machine, at the back of which six laps are placed, end facing end, in one long line and simultaneously unrolled to feed each web between four pairs of drawing rollers. From the rollers the cotton passes in separate films over curved plates to a smooth table where one is superposed upon another, and in the combined state it is led between two pairs of calender rollers and formed into a lap from 7½ to 10½ in. wide. In the cotton industry the Heilmann comber, or some modification of that machine, is used to straighten thoroughly the fibres of carded cotton, to cast out all below a certain length, and leave only those that are perfectly clean and approximate to uniformity in length. For fine yarns of medium quality only part of the slivers required to form a thread are combed. But for fine yarns of good quality all slivers are once combed, and those for superfine yarns are twice, or “double combed.” This machine is made with six or eight heads, each of which is supplied with a ribbon lap. One end of every lap is fed by a pair of rollers between the open jaws of a nipper which immediately closes upon the sheet of cotton, but a fringe is left protruding into the path of a cylinder, on whose periphery either one set of 17, or two sets of 13, graduated needle combs, and one, or two, fluted segments are secured. The first comb to reach the cotton may have as few as 16, and the last 90 teeth per inch. After the combs have passed successively through the overhanging fringe of fibres, the nipper opens and a fresh length of about 3⁄16 to 4⁄10 of an inch is fed in. Meanwhile, a fluted segment on the cylinder has moved up to support the fringe; a top comb, which was inoperative when the cylinder combs were acting, has descended into the fringe, and three rollers first return a portion of the material already combed so that it may overlap that last treated. The rollers then reverse the direction of their rotation; one of them and the segment engage the fringe, and draw the tail ends of all free fibres through the teeth of the top comb. The product of all the heads is next united, condensed, formed into a continuous sliver, and deposited in a can. One cycle of movements, therefore, only combs from 8⁄16 to 4⁄10 of an inch of each fibre; the top comb deals with the tail ends, and the major portion of the work is done by the cylinder combs. The foregoing operations are repeated at the rate of from 85 to 90 times per minute, during which from 15% to upwards of 25% of carded material is removed; but this is capable of being spun into coarse yarns. A comber invented by John W. Nasmith is a modification of the foregoing. In his machine the cylinder combs act upon the forward ends of the fibres whilst under the control of the nipper, after which two pairs of rollers return a sufficient portion of the previously combed film to overlap, and to enable the front rollers to engage the fringe. The rollers then draw a part of the fringe through the teeth of the top comb, which, as a sequence, treats all but the forward ends of the fibres. Since one passage through the cylinder and top combs completes the operation for one set of fibres, this machine gives a higher production; it also gives a wider range of adaptability, and a lower percentage of waste than the Heilmann machine.
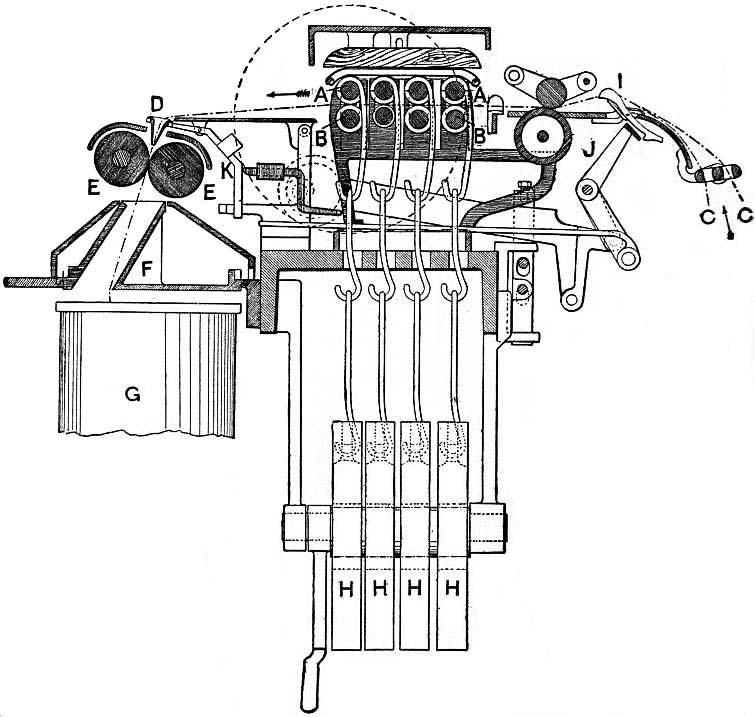 |
| Fig. 6. |
The Drawing Frame.—For fine counts the slivers from the comber, and for low or medium counts those from the card, are passed to the drawing frame, because in both conditions the material is irregularly distributed throughout the several slivers, and it is the function of the drawing frame to eliminate all such irregularities by drawing several slivers down to the dimensions of one, for here the processes of combination and attenuation are carried further than in any other machine. A drawing frame consists of three or four heads, each of four pairs of drawing rollers (A, B, fig. 6). The lower rollers (B) are fluted longitudinally and the upper ones (A) are covered with leather, and weighted as at (H) to give the two a proper hold of the cotton. Each head contains several deliveries. Six or eight slivers (C) are put up to each delivery and drawn down into one by causing succeeding lines of rollers (A, B) to move at an accelerated speed; the front one revolving about six or eight times faster than the back one. On leaving the front roller the sliver is conducted to a trumpet-shaped tube (D), thence between a pair of calender rollers (E), and, finally, through a diagonal passage in a plate (F); the latter coils the sliver into a rotating can (G). Back and front devices are provided to arrest motion in this machine when a sliver fails. At the back, each sliver passes over and depresses a separate spoon-shaped lever (I), thereby lifting the hooked lower end of (I) high enough to allow an arm (J) to vibrate. On the failure of a sliver the hook of (I) engages with (J) and dislocates the driving gear. In front, the trumpet-shaped tube (D) is mounted on a lever (K), and so long as a sliver presses down the mouth of (D), the machine continues in motion, but when a sliver fails, the lever (K) causes the driving gear to stop the machine. Six or eight cans containing once drawn slivers are put up to the second head and similarly drawn, and finally, a similar number of twice drawn slivers are fed into the third head and again drawn, giving in all 6 × 6 × 6 = 216 doublings; or 8 × 8 × 8 = 512 doublings. Occasionally four heads of drawings are used and eight slivers drawn into one, which gives 8 × 8 × 8 × 8 = 4096 doublings; hence, irregularities in an original sliver have been minimized by successive combination and attenuation.
Flyer Frames.—Cotton in cans, from the final head of drawing, is transferred to the slubbing frame, by which it is attenuated, slightly twisted, and wound upon spools. Each sliver is drawn out by means of three pairs of rollers, and as it emerges from the front pair, a flyer (A, fig. 7), which revolves uniformly upon a spindle (B), carries the sliver (C) round with it to twist the fibres axially. This flyer coils the twisted material upon a wooden tube (D) in close-wound spirals and in successive layers. The tube is loosely mounted upon, 305 but driven independently of, the spindle, in order that as the tube increases in diameter the number of revolutions it makes may be reduced to suit the constant delivery of the roving. This is effected by a differential motion which usually consists of a large wheel, within which two other wheels are made to work; the interior wheels have a regular motion, but the large wheel is driven from a pair of cone drums at a decreasing speed.
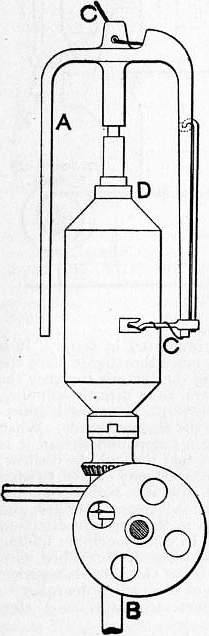 |
| Fig. 7. |
The intermediate frame comes between the slubbing and roving frames and is of similar construction to the slubber, but has a larger number of spindles and smaller tubes. Instead of having cans put at the back, the slubbing tubes are mounted vertically in a creel, passed in pairs through the rollers, and drawn down to a smaller diameter than a single slubbing. In this machine, therefore, the fourfold processes of combination, attenuation, twisting and winding are effected consecutively and continuously.
The roving frame is similar in principle to the slubber and intermediate machines, but it contains a greater number of spindles, and the tubes are smaller than either. It receives the rovings from the intermediate frame, draws two into one, twists them and winds them upon tubes. This machine is usually the last employed to prepare cotton for spinning, but for spinning fine yarns from the best Egyptian and Sea Islands cottons, a second roving, or Jack frame may be required, in which event pairs of rovings from the first machine are similarly treated in the second in order to render the final product sufficiently fine for spinning yarns of the requisite counts.
Spinning (see Spinning).—Improvements upon the Saxony wheel caused continuous spinning to become a mechanical art at an earlier date than intermittent spinning. Arkwright’s water-twist frame was gradually changed to the throstle, which was a duplex machine furnished with one set of drawing rollers, and one set of spindles and flyers at each side of the frame-work. All the bosses of one line of rollers were connected so that one driving gear would serve for the whole length, and all the spindles were driven by bands from a central cylinder. The roving spools were placed vertically in a creel between the two sets of rollers, and the rovings reduced to the requisite fineness by the latter; after which each was passed through a coiled eye at the lower end of a flyer leg, and attached to a double-flanged spool which was loosely mounted upon a spindle. At each revolution of a flyer a twist was put into the attenuated roving, and the flyer wrapped as much thread upon a spool as the rollers delivered. The spools rested upon a piece of woollen cloth stretched over a rail, and this rail rose and fell through a space equal to the length of the spool barrel. On account of a thread having to pull a spool round, it was not possible to spin finer counts than 60^s, and since each flyer was mounted upon the top of an unsupported spindle, vibration increased with speed. In order to avoid such vibration Mr Danforth, in or about 1829, placed an inverted cup upon the top of a stationary spindle, and upon the spindle a freely fitting sleeve and wharve; the former to receive a spool, the latter to rotate both. By a traverse motion all the spools were simultaneously raised or depressed, so as to have their barrels, when at the highest point, entirely within the cup, and when at the lowest entirely below it. A thread passed from the drawing rollers, outside the cup, to a spool. As a spool rotated its thread was uniformly twisted, the lower edge of the cup built the yarn equally on every part of the spool barrel, and the requisite drag resulted from friction set up by the thread rubbing against the surface of the cup. The throstle has almost disappeared from the cotton industry, and Danforth’s cap frame entirely so, but the latter is still used to spin worsted.
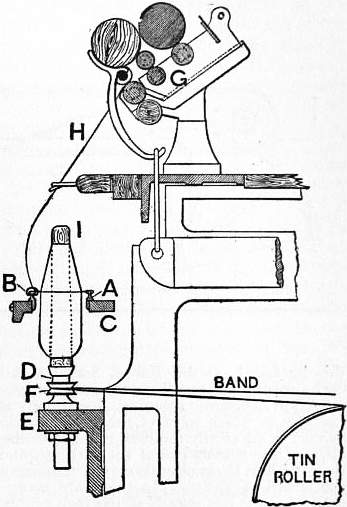 |
| Fig. 8. |
Ring spinning is practically the only system of continuous spinning used in the cotton industry; it was first patented in the United States of America by J. Thorpe, in 1828, and in that country was extensively used long before it became established in England. Its chief feature consists in the substitution for the flyer, or the cap, of a smooth annular ring (A, fig. 8) formed with a flange at the upper edge, over which a light C-shaped piece of wire (B), called a traveller, is sprung. The rings are secured in a rail (C) that rises quickly and falls slowly, but at each succeeding ascent and descent it attains a higher point than that previously reached. A spindle (D) is supported by, and turns in a bolster secured to a fixed rail (E). If the bolster only provides a bearing for the centre of the spindle, and so leaves the foot free to find its own position of steadiness, it is known as a self-balancing or gravity spindle. A recess in the bolster is filled with oil to automatically lubricate the bearing. A spindle is placed in the centre of each ring; it has a sleeve fitted upon it which carries a wharve (F) that covers the upper part of the bolster, and a band from a pair of drums is drawn round the wharve to drive the spindle. So perfect is the construction of these spindles that they can be run without appreciable vibration at speeds far beyond the ability of operatives to attend them; although a speed of 11,000 revolutions per minute is a practicable one. After passing the drawing rollers (G), the roving (H) is twisted, hooked into the traveller (B), and made fast to a spool (I) placed upon the spindle. As spinning proceeds the traveller is pulled round the ring by the thread; it thus puts a drag upon, and holds the thread at the winding point. In all continuous spinning the number of twists inserted into a given length of thread is governed by the surface speed of the front roller, relatively to the revolutions of the flyer, or to the speed of the winding surface.
Intermittent Spinning.—The essential difference between continuous and intermittent spinning is that the former draws and twists consecutively, whilst the latter draws and twists simultaneously. In the mule, a creel (A, fig. 9), fixed at the back of the machine, is designed to hold the rovings (B) in three or four tiers, from whence they pass between three lines of drawing rollers (C) and two faller wires (D). They are next led to spindles (E) mounted in a carriage (F) whose wheels run upon rails (G) called slips. As the rollers (C) feed the partially attenuated rovings the carriage recedes from the rollers a little faster than the rovings are delivered, thus completing the attenuation. Meanwhile, the spindles are revolved rapidly by bands passing from a tinned cylinder (H) and the threads are twisted. This twist goes first to the thin places where least resistance is offered to it, leaving thick places almost untwisted; the pull of the carriage, therefore, causes the fibres to slip most readily where there are fewest twists, and gives to a thread an approximation to uniformity in diameter. For fine yarns the rollers cease to rotate slightly before the carriage has attained the end of its outward run, or stretch, and at such times all attenuation is due to the pull of the spindles upon the threads. On the termination of a stretch the carriage stops, the twisting is completed, the spindles reverse the direction of their rotation to back off, or remove the yarn which is coiled round the spindles above the winding point, and whilst one faller wire (D), operating on all the threads at once, descends to the winding position of each spindle, the other rises to take up the yarn delivered by the spindles. This completed, the carriage returns to the roller beam, and in doing so the spindles revolve in their normal direction to wind the stretch of 48 to 66 in. of yarn spun in the outward journey. All the foregoing movements are regulated to succeed each other in their proper order, the termination of one operation being the initiation of the next.
Crompton’s original machine was controlled manually throughout, but later he devised means for moving the carriage out mechanically, for stopping the rollers at the proper time, and for locking the carriage whilst the spindles added the final twist to the threads. After which all parts became stationary and the manual operations commenced. These consisted in backing off, operating the faller wire, rotating the spindles and pushing the carriage home. In the year 1785 the first steam-engine was employed for cotton spinning, and in 1792 William Kelly placed the headstock of a mule, in which the chief mechanism is situated, in the middle of the carriage, instead of at one end. By this device one machine was doubled in length, and shortly afterwards two mules, each of 300 to 400 spindles, were allotted to one spinner and his assistants. Kelly also attempted to control all parts of the machine mechanically, but in 306 this he failed, as did Eaton, Smith and many others, although each contributed something towards the solution of the problems involved in automatic spinning. Eventually the hand mule became a machine in which most of the work was done automatically; the spinner being chiefly required to regulate the velocity of the backing off, and the inward run of the carriage, and to actuate the fallers. As a result of these alterations the machine was made almost double the length of Kelly’s. In this state many mules continued to be used until the last decade of the 19th century, and a few are still in use. Between the years 1824 and 1830 Richard Roberts invented mechanism that rendered all parts of the mule self-acting, the chief parts of which are shown at (I, J), and they regulate the rotation of the spindles during the inward run of the carriage. At first his machine was only used to spin coarse and low-medium counts, but it is now employed to spin all counts of yarn. Although numerous changes have since been made in the self-acting mule, the machine still bears indelible marks of the genius of Roberts.
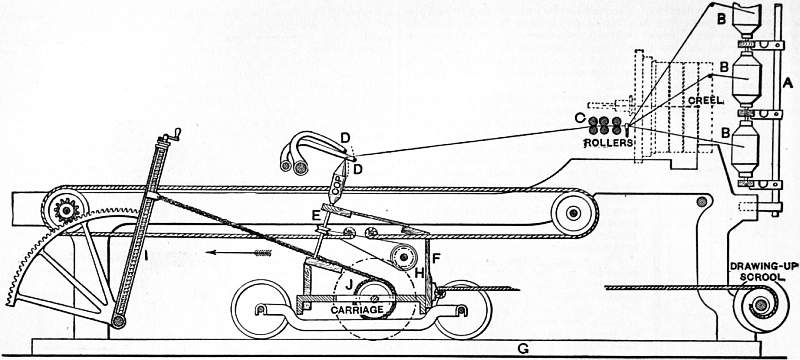 |
| Fig. 9. |
For many purposes the threads as spun by the ring frame or the mule are ready for the manufacturer; but where extra strength or smoothness is required, as in threads for sewing, crocheting, hosiery, lace and carpets; also where multicoloured effects are needed, as in Grandrelle, or some special form of irregularity, as in corkscrewed, and knopped yarns, two or more single threads are compounded and twisted together. This operation is known as doubling. In order to prepare threads for doubling it may be necessary to wind side by side upon a flanged bobbin, or upon a straight or a tapering spool, from two to six threads before twisting them into one.
Winding machines for this purpose are of various kinds. There are those in which the threads are laid evenly between the flanges of a bobbin, and those that coil the threads upon a straight or a tapering tube to form “cheeses.” In the latter the tubes may be laid upon diagonally split drums and rotated by frictional contact. By placing each group of threads to be wound in the slit of a rotating drum, it is drawn quickly to and fro and coiled upon a spool. If solid instead of split drums be used, the guides for all the threads on one side of a machine are attached to a bar, which is traversed by a cam placed at one end of the frame. Or independent mechanism may be provided throughout for treating each group of threads to be wound. The bobbins or tubes may be filled from cops, ring spools or hanks, but a stop motion is required for each thread, which will come into operation immediately a fracture occurs.
Doublers.—In action doublers are continuous and intermittent. The former resemble throstle and ring spinning machines, but since they do not attenuate the material, only one line of rollers is provided. The folded material is placed in a creel and led through the rollers to the spindles to be twisted in a wet or dry condition. If wet, the moisture flattens down most of the protruding ends of the fibres and produces a comparatively smooth thread; if dry, the doubled yarn retains some of its furry character. There are two types of continuous doublers, which are known respectively as English and Scotch. By the English system of dry doubling the yarn from the creel may be treated, on its way to the spindle, in various ways to obtain the desired tension. It may be led under a rod, over a guide, round and between the rollers, and round a glass peg. For wet doubling, a trough containing water is placed behind the rollers, and the yarn passes beneath a glass rod in the water, thence over a guide, beneath, between and over the rollers to the spindles. By the Scotch system the trough is placed below the rollers, and the bottom roller is partly immersed in water. It is claimed that this system wets the fibres more thoroughly than the English one. For the purpose of twisting the strands together the spindles may be provided either with flyers, as in throstle spinning, or with rings and travellers, as in ring spinning. The twist is generally in the opposite direction to that in the single threads. When more than three strands are required in a compound thread it is customary to pass the material more than once through the doubler, as, for example, in a sixfold thread, two strands may be first twisted together in the same or in the opposite direction to the spinning twist; after which the once-doubled thread is “cleared,” folded, and three strands of twofold yarn are twisted in the opposite direction to that employed in the first operation. In some machines folding and twisting proceed simultaneously, and some are furnished with an automatic stop motion. But when twisting two threads together to oppose the spinning twist, the failure of one causes the other to untwist and break, therefore, under such circumstances a stop motion is unnecessary.
Intermittent doublers are known as twinners, and these are of two kinds, namely, English and French. In the former the spindles are fitted in a stationary rail, but the creel, containing the cops or ring spools, is mounted upon a carriage and moves in and out, as in Hargreaves’ spinning jenny (see Spinning). French twinners have a stationary creel, and the spindles move in and out with the carriage, as in the spinning mule. The material to be folded is often subjected to the action of steam in order to render it less resilient, after which it is mounted upon skewers in the creel, and two or three threads are passed to each spindle to be twisted together and formed into a cop. Between the creel and the spindles all the strands are kept equally tense by drawing them over flannel-covered boards and under porcelain weights. For wet doubling, the strands pass through a trough containing water, and the flannel surfaces are also wet.
Clearing.—After the first, or the final, doubling it is often necessary to remove lumps, imperfect knots and loose fibres from a thread. This is accomplished by passing each through a slit, or clearer, whose width is adjusted to the diameter of the thread to be treated. By this means anything which gives a thread abnormal bulk will be prevented from passing the slit. Once through the slit, a thread is coiled upon a friction-driven, double or single-headed bobbin. If the former, the coils are evenly laid; if the latter, they are disposed into a bottle shape. Or, again, cheeses may be wound.
Gassing.—In cases where a thread with a smooth surface is required the extending ends of fibres must be burned off. Thus: each thread from a creel is drawn over a tension rod to two freely mounted pulleys, having parallel grooves cut in their surfaces and axes in the same horizontal plane. After bending a thread forward and backward in the grooves of both pulleys, it passes through a Bunsen flame and is coiled upon a tube, which is held against the face of a rotating drum, while a vibrating guide distributes the thread across the tube. The gas-burner is situated midway between the grooved pulleys, and so mounted beneath the thread that it will automatically swivel sideways and thus move the flame away from a stationary thread. Winding begins slightly before the flame moves beneath a thread, and the rapid motion of the latter permits the flame to burn off undesirable matters without injuring the thread.
Reeling.—Doubled or gassed yarn may be wound upon warpers’ bobbins and made into warps for the loom, or it may be reeled into 307 hanks for the preparing and finishing processes. But a reel hanks yarns for bleaching, dyeing, printing, polishing and bundling, and is adapted for cops, ring spools, doubling bobbins or cheeses. From cops, ring spools and cheeses the yarn is usually drawn over one end, but flanged bobbins are mounted upon spindles and the yarn is drawn from the side. A reel has a circumference of 54 in., and after making 80 or 560 revolutions it automatically stops; the first gives a lea of 120 yds. and the last a hank of 840 yds. For grant reeling, however, a hank may be from 5000 to 10,000 yds. long. Reeling is of two kinds, namely, open and crossed. Open reeling forms lease, and seven of these are united in one hank by a lease band which retains the divisions. In cross reeling a thread is traversed over a portion of the reel surface by a reciprocating guide to form a hank without divisions. On the completion of a set of hanks the reel is made to collapse and thus facilitate the removal of the yarn.
Bundling Press.—Hanks are made into short or long bundles, each weighing 5 or 10 ℔. In short bundles it is usual to form groups of ten hanks, and these are twisted together, folded and compressed into bundles; but in long bundles the hanks are compressed without being folded. A press consists of a strong table upon which a box, with open ends, is formed. The bottom of this box is grooved transversely and made to rise and fall by wheel gearing or by eccentrics. The sides and top are made of vertical and horizontal bars, set to coincide with the grooves in the bottom. To one set of vertical bars a similar number of horizontal top pieces are hinged, and to the other set levers are jointed, which hold the horizontal bars in position. When the hinged bars are turned up, strings are drawn through the grooves, and the bottom is covered with stout paper. The hanks are then laid in the box, another paper is placed above them, and the hinged bars are drawn down and locked. The bottom then rises a predetermined distance, and automatically stops. While in this position the strings are tied, the bottom of the press next descends, and the bundle is removed.
COTYS, a name common to several kings of Thrace. The most important of them, a cruel and drunken tyrant, who began to reign in 382 B.C., was involved with the Athenians in a dispute for the possession of the Thracian Chersonese. In this he was assisted by the Athenian Iphicrates, to whom he had given his daughter in marriage. On the revolt of Ariobarzanes from Persia, Cotys opposed him and his ally, the Athenians. In 358 he was murdered by the sons of a man whom he had wronged.
See Cornelius Nepos, Iphicrates, Timotheus; Xenophon, Agesilaus; Demosthenes, Contra Aristocratem; Theopompus in Müller, Fragmenta Historicorum Graecorum, i.
COUCH, DARIUS NASH (1822-1897), American soldier, was born at South East, Putnam county, N.Y., on the 23rd of July 1822, and graduated from West Point in 1846, serving in the Mexican war and in the war against the Seminole Indians. He left the army in 1855, but soon after the outbreak of the civil war he was made a brigadier-general U.S.V. He served as a divisional commander in the battles of the Army of the Potomac in 1862, and at Fredericksburg (December 1862) and Chancellorsville (May 1863) he commanded the II. corps. He had been made a major-general U.S.V. in July 1862. During the Gettysburg campaign he was employed in organizing the Pennsylvanian militia, and he subsequently served in the West, taking part in the battle of Nashville, and in the final operations in the Carolinas. He left the army after the war. General Couch died on the 12th of February 1897 at Norwalk, Connecticut.
COUCY, LE CHÂTELAIN DE, French trouvère of the 12th century. He is probably the Guy de Couci who was castellan of the castle of that name from 1186 to 1203. Some twenty-six songs are attributed to him, and about fifteen or sixteen are undoubtedly authentic. They are modelled very closely on Provençal originals, but are saved from the category of mere imitations by a grace and simplicity peculiar to the author. The legend of the love of the Châtelain de Coucy and the Lady of Fayel, in which there figures a jealous husband who makes his wife eat the heart of her lover, has no historical basis, and dates from a late 13th century romance by Jakemon Sakesep. It is worth noting that the story, which seems to be Breton in origin, has been also told of a Provençal troubadour, Guilhem de Cabestaing, and of the minnesinger Reinmar von Brennenberg. Pierre de Belloy, who wrote some account of the family of Couci, made the story the subject of his tragedy Gabrielle de Vergy.
The songs of the Châtelain de Coucy were edited by Fritz Fath (Heidelberg, 1883). For the romance see Gaston Paris, in the Hist. litt. de la France (vol. 28, pp. 352-360). An exquisite song, “Chanterai por mon courage,” expressing a woman’s regrets for her lover at the Crusade, is attributed in one MS., probably erroneously, to the Lady of Fayel (Hist. litt. xxiii. 556). An English metrical romance of “The Knight of Curtesy,” and the “Fair Lady of Faguell,” was printed by William Copland, and reprinted in Ritson’s Eng. Metrical Romances (ed. E. Goldsmid, vol. iii., 1885).
End of the Project Gutenberg EBook of Encyclopaedia Britannica, 11th
Edition, Volume 7, Slice 5, by Various
*** END OF THIS PROJECT GUTENBERG EBOOK ENCYCLOPAEDIA BRITANNICA ***
***** This file should be named 32294-h.htm or 32294-h.zip *****
This and all associated files of various formats will be found in:
http://www.gutenberg.org/3/2/2/9/32294/
Produced by Marius Masi, Don Kretz, Juliet Sutherland and
the Online Distributed Proofreading Team at
http://www.pgdp.net
Updated editions will replace the previous one--the old editions
will be renamed.
Creating the works from public domain print editions means that no
one owns a United States copyright in these works, so the Foundation
(and you!) can copy and distribute it in the United States without
permission and without paying copyright royalties. Special rules,
set forth in the General Terms of Use part of this license, apply to
copying and distributing Project Gutenberg-tm electronic works to
protect the PROJECT GUTENBERG-tm concept and trademark. Project
Gutenberg is a registered trademark, and may not be used if you
charge for the eBooks, unless you receive specific permission. If you
do not charge anything for copies of this eBook, complying with the
rules is very easy. You may use this eBook for nearly any purpose
such as creation of derivative works, reports, performances and
research. They may be modified and printed and given away--you may do
practically ANYTHING with public domain eBooks. Redistribution is
subject to the trademark license, especially commercial
redistribution.
*** START: FULL LICENSE ***
THE FULL PROJECT GUTENBERG LICENSE
PLEASE READ THIS BEFORE YOU DISTRIBUTE OR USE THIS WORK
To protect the Project Gutenberg-tm mission of promoting the free
distribution of electronic works, by using or distributing this work
(or any other work associated in any way with the phrase "Project
Gutenberg"), you agree to comply with all the terms of the Full Project
Gutenberg-tm License (available with this file or online at
http://gutenberg.org/license).
Section 1. General Terms of Use and Redistributing Project Gutenberg-tm
electronic works
1.A. By reading or using any part of this Project Gutenberg-tm
electronic work, you indicate that you have read, understand, agree to
and accept all the terms of this license and intellectual property
(trademark/copyright) agreement. If you do not agree to abide by all
the terms of this agreement, you must cease using and return or destroy
all copies of Project Gutenberg-tm electronic works in your possession.
If you paid a fee for obtaining a copy of or access to a Project
Gutenberg-tm electronic work and you do not agree to be bound by the
terms of this agreement, you may obtain a refund from the person or
entity to whom you paid the fee as set forth in paragraph 1.E.8.
1.B. "Project Gutenberg" is a registered trademark. It may only be
used on or associated in any way with an electronic work by people who
agree to be bound by the terms of this agreement. There are a few
things that you can do with most Project Gutenberg-tm electronic works
even without complying with the full terms of this agreement. See
paragraph 1.C below. There are a lot of things you can do with Project
Gutenberg-tm electronic works if you follow the terms of this agreement
and help preserve free future access to Project Gutenberg-tm electronic
works. See paragraph 1.E below.
1.C. The Project Gutenberg Literary Archive Foundation ("the Foundation"
or PGLAF), owns a compilation copyright in the collection of Project
Gutenberg-tm electronic works. Nearly all the individual works in the
collection are in the public domain in the United States. If an
individual work is in the public domain in the United States and you are
located in the United States, we do not claim a right to prevent you from
copying, distributing, performing, displaying or creating derivative
works based on the work as long as all references to Project Gutenberg
are removed. Of course, we hope that you will support the Project
Gutenberg-tm mission of promoting free access to electronic works by
freely sharing Project Gutenberg-tm works in compliance with the terms of
this agreement for keeping the Project Gutenberg-tm name associated with
the work. You can easily comply with the terms of this agreement by
keeping this work in the same format with its attached full Project
Gutenberg-tm License when you share it without charge with others.
1.D. The copyright laws of the place where you are located also govern
what you can do with this work. Copyright laws in most countries are in
a constant state of change. If you are outside the United States, check
the laws of your country in addition to the terms of this agreement
before downloading, copying, displaying, performing, distributing or
creating derivative works based on this work or any other Project
Gutenberg-tm work. The Foundation makes no representations concerning
the copyright status of any work in any country outside the United
States.
1.E. Unless you have removed all references to Project Gutenberg:
1.E.1. The following sentence, with active links to, or other immediate
access to, the full Project Gutenberg-tm License must appear prominently
whenever any copy of a Project Gutenberg-tm work (any work on which the
phrase "Project Gutenberg" appears, or with which the phrase "Project
Gutenberg" is associated) is accessed, displayed, performed, viewed,
copied or distributed:
This eBook is for the use of anyone anywhere at no cost and with
almost no restrictions whatsoever. You may copy it, give it away or
re-use it under the terms of the Project Gutenberg License included
with this eBook or online at www.gutenberg.org
1.E.2. If an individual Project Gutenberg-tm electronic work is derived
from the public domain (does not contain a notice indicating that it is
posted with permission of the copyright holder), the work can be copied
and distributed to anyone in the United States without paying any fees
or charges. If you are redistributing or providing access to a work
with the phrase "Project Gutenberg" associated with or appearing on the
work, you must comply either with the requirements of paragraphs 1.E.1
through 1.E.7 or obtain permission for the use of the work and the
Project Gutenberg-tm trademark as set forth in paragraphs 1.E.8 or
1.E.9.
1.E.3. If an individual Project Gutenberg-tm electronic work is posted
with the permission of the copyright holder, your use and distribution
must comply with both paragraphs 1.E.1 through 1.E.7 and any additional
terms imposed by the copyright holder. Additional terms will be linked
to the Project Gutenberg-tm License for all works posted with the
permission of the copyright holder found at the beginning of this work.
1.E.4. Do not unlink or detach or remove the full Project Gutenberg-tm
License terms from this work, or any files containing a part of this
work or any other work associated with Project Gutenberg-tm.
1.E.5. Do not copy, display, perform, distribute or redistribute this
electronic work, or any part of this electronic work, without
prominently displaying the sentence set forth in paragraph 1.E.1 with
active links or immediate access to the full terms of the Project
Gutenberg-tm License.
1.E.6. You may convert to and distribute this work in any binary,
compressed, marked up, nonproprietary or proprietary form, including any
word processing or hypertext form. However, if you provide access to or
distribute copies of a Project Gutenberg-tm work in a format other than
"Plain Vanilla ASCII" or other format used in the official version
posted on the official Project Gutenberg-tm web site (www.gutenberg.org),
you must, at no additional cost, fee or expense to the user, provide a
copy, a means of exporting a copy, or a means of obtaining a copy upon
request, of the work in its original "Plain Vanilla ASCII" or other
form. Any alternate format must include the full Project Gutenberg-tm
License as specified in paragraph 1.E.1.
1.E.7. Do not charge a fee for access to, viewing, displaying,
performing, copying or distributing any Project Gutenberg-tm works
unless you comply with paragraph 1.E.8 or 1.E.9.
1.E.8. You may charge a reasonable fee for copies of or providing
access to or distributing Project Gutenberg-tm electronic works provided
that
- You pay a royalty fee of 20% of the gross profits you derive from
the use of Project Gutenberg-tm works calculated using the method
you already use to calculate your applicable taxes. The fee is
owed to the owner of the Project Gutenberg-tm trademark, but he
has agreed to donate royalties under this paragraph to the
Project Gutenberg Literary Archive Foundation. Royalty payments
must be paid within 60 days following each date on which you
prepare (or are legally required to prepare) your periodic tax
returns. Royalty payments should be clearly marked as such and
sent to the Project Gutenberg Literary Archive Foundation at the
address specified in Section 4, "Information about donations to
the Project Gutenberg Literary Archive Foundation."
- You provide a full refund of any money paid by a user who notifies
you in writing (or by e-mail) within 30 days of receipt that s/he
does not agree to the terms of the full Project Gutenberg-tm
License. You must require such a user to return or
destroy all copies of the works possessed in a physical medium
and discontinue all use of and all access to other copies of
Project Gutenberg-tm works.
- You provide, in accordance with paragraph 1.F.3, a full refund of any
money paid for a work or a replacement copy, if a defect in the
electronic work is discovered and reported to you within 90 days
of receipt of the work.
- You comply with all other terms of this agreement for free
distribution of Project Gutenberg-tm works.
1.E.9. If you wish to charge a fee or distribute a Project Gutenberg-tm
electronic work or group of works on different terms than are set
forth in this agreement, you must obtain permission in writing from
both the Project Gutenberg Literary Archive Foundation and Michael
Hart, the owner of the Project Gutenberg-tm trademark. Contact the
Foundation as set forth in Section 3 below.
1.F.
1.F.1. Project Gutenberg volunteers and employees expend considerable
effort to identify, do copyright research on, transcribe and proofread
public domain works in creating the Project Gutenberg-tm
collection. Despite these efforts, Project Gutenberg-tm electronic
works, and the medium on which they may be stored, may contain
"Defects," such as, but not limited to, incomplete, inaccurate or
corrupt data, transcription errors, a copyright or other intellectual
property infringement, a defective or damaged disk or other medium, a
computer virus, or computer codes that damage or cannot be read by
your equipment.
1.F.2. LIMITED WARRANTY, DISCLAIMER OF DAMAGES - Except for the "Right
of Replacement or Refund" described in paragraph 1.F.3, the Project
Gutenberg Literary Archive Foundation, the owner of the Project
Gutenberg-tm trademark, and any other party distributing a Project
Gutenberg-tm electronic work under this agreement, disclaim all
liability to you for damages, costs and expenses, including legal
fees. YOU AGREE THAT YOU HAVE NO REMEDIES FOR NEGLIGENCE, STRICT
LIABILITY, BREACH OF WARRANTY OR BREACH OF CONTRACT EXCEPT THOSE
PROVIDED IN PARAGRAPH F3. YOU AGREE THAT THE FOUNDATION, THE
TRADEMARK OWNER, AND ANY DISTRIBUTOR UNDER THIS AGREEMENT WILL NOT BE
LIABLE TO YOU FOR ACTUAL, DIRECT, INDIRECT, CONSEQUENTIAL, PUNITIVE OR
INCIDENTAL DAMAGES EVEN IF YOU GIVE NOTICE OF THE POSSIBILITY OF SUCH
DAMAGE.
1.F.3. LIMITED RIGHT OF REPLACEMENT OR REFUND - If you discover a
defect in this electronic work within 90 days of receiving it, you can
receive a refund of the money (if any) you paid for it by sending a
written explanation to the person you received the work from. If you
received the work on a physical medium, you must return the medium with
your written explanation. The person or entity that provided you with
the defective work may elect to provide a replacement copy in lieu of a
refund. If you received the work electronically, the person or entity
providing it to you may choose to give you a second opportunity to
receive the work electronically in lieu of a refund. If the second copy
is also defective, you may demand a refund in writing without further
opportunities to fix the problem.
1.F.4. Except for the limited right of replacement or refund set forth
in paragraph 1.F.3, this work is provided to you 'AS-IS' WITH NO OTHER
WARRANTIES OF ANY KIND, EXPRESS OR IMPLIED, INCLUDING BUT NOT LIMITED TO
WARRANTIES OF MERCHANTIBILITY OR FITNESS FOR ANY PURPOSE.
1.F.5. Some states do not allow disclaimers of certain implied
warranties or the exclusion or limitation of certain types of damages.
If any disclaimer or limitation set forth in this agreement violates the
law of the state applicable to this agreement, the agreement shall be
interpreted to make the maximum disclaimer or limitation permitted by
the applicable state law. The invalidity or unenforceability of any
provision of this agreement shall not void the remaining provisions.
1.F.6. INDEMNITY - You agree to indemnify and hold the Foundation, the
trademark owner, any agent or employee of the Foundation, anyone
providing copies of Project Gutenberg-tm electronic works in accordance
with this agreement, and any volunteers associated with the production,
promotion and distribution of Project Gutenberg-tm electronic works,
harmless from all liability, costs and expenses, including legal fees,
that arise directly or indirectly from any of the following which you do
or cause to occur: (a) distribution of this or any Project Gutenberg-tm
work, (b) alteration, modification, or additions or deletions to any
Project Gutenberg-tm work, and (c) any Defect you cause.
Section 2. Information about the Mission of Project Gutenberg-tm
Project Gutenberg-tm is synonymous with the free distribution of
electronic works in formats readable by the widest variety of computers
including obsolete, old, middle-aged and new computers. It exists
because of the efforts of hundreds of volunteers and donations from
people in all walks of life.
Volunteers and financial support to provide volunteers with the
assistance they need, are critical to reaching Project Gutenberg-tm's
goals and ensuring that the Project Gutenberg-tm collection will
remain freely available for generations to come. In 2001, the Project
Gutenberg Literary Archive Foundation was created to provide a secure
and permanent future for Project Gutenberg-tm and future generations.
To learn more about the Project Gutenberg Literary Archive Foundation
and how your efforts and donations can help, see Sections 3 and 4
and the Foundation web page at http://www.pglaf.org.
Section 3. Information about the Project Gutenberg Literary Archive
Foundation
The Project Gutenberg Literary Archive Foundation is a non profit
501(c)(3) educational corporation organized under the laws of the
state of Mississippi and granted tax exempt status by the Internal
Revenue Service. The Foundation's EIN or federal tax identification
number is 64-6221541. Its 501(c)(3) letter is posted at
http://pglaf.org/fundraising. Contributions to the Project Gutenberg
Literary Archive Foundation are tax deductible to the full extent
permitted by U.S. federal laws and your state's laws.
The Foundation's principal office is located at 4557 Melan Dr. S.
Fairbanks, AK, 99712., but its volunteers and employees are scattered
throughout numerous locations. Its business office is located at
809 North 1500 West, Salt Lake City, UT 84116, (801) 596-1887, email
business@pglaf.org. Email contact links and up to date contact
information can be found at the Foundation's web site and official
page at http://pglaf.org
For additional contact information:
Dr. Gregory B. Newby
Chief Executive and Director
gbnewby@pglaf.org
Section 4. Information about Donations to the Project Gutenberg
Literary Archive Foundation
Project Gutenberg-tm depends upon and cannot survive without wide
spread public support and donations to carry out its mission of
increasing the number of public domain and licensed works that can be
freely distributed in machine readable form accessible by the widest
array of equipment including outdated equipment. Many small donations
($1 to $5,000) are particularly important to maintaining tax exempt
status with the IRS.
The Foundation is committed to complying with the laws regulating
charities and charitable donations in all 50 states of the United
States. Compliance requirements are not uniform and it takes a
considerable effort, much paperwork and many fees to meet and keep up
with these requirements. We do not solicit donations in locations
where we have not received written confirmation of compliance. To
SEND DONATIONS or determine the status of compliance for any
particular state visit http://pglaf.org
While we cannot and do not solicit contributions from states where we
have not met the solicitation requirements, we know of no prohibition
against accepting unsolicited donations from donors in such states who
approach us with offers to donate.
International donations are gratefully accepted, but we cannot make
any statements concerning tax treatment of donations received from
outside the United States. U.S. laws alone swamp our small staff.
Please check the Project Gutenberg Web pages for current donation
methods and addresses. Donations are accepted in a number of other
ways including checks, online payments and credit card donations.
To donate, please visit: http://pglaf.org/donate
Section 5. General Information About Project Gutenberg-tm electronic
works.
Professor Michael S. Hart is the originator of the Project Gutenberg-tm
concept of a library of electronic works that could be freely shared
with anyone. For thirty years, he produced and distributed Project
Gutenberg-tm eBooks with only a loose network of volunteer support.
Project Gutenberg-tm eBooks are often created from several printed
editions, all of which are confirmed as Public Domain in the U.S.
unless a copyright notice is included. Thus, we do not necessarily
keep eBooks in compliance with any particular paper edition.
Most people start at our Web site which has the main PG search facility:
http://www.gutenberg.org
This Web site includes information about Project Gutenberg-tm,
including how to make donations to the Project Gutenberg Literary
Archive Foundation, how to help produce our new eBooks, and how to
subscribe to our email newsletter to hear about new eBooks.